В данном видео, проверил возможность установки измерительного прибора на сварочный аппарат.
Купить ампервольтметр можно тут
Горящие товары — светодиоды
Самые популярные мои видео —
—
Покупайте с последующим возвратом части части средств, а также и с возможностью заработка, регистрироваться тут —
—
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.
Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор , тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
 Схема работы сварочного инвертора
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор. Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
 Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.

Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2-3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3-4 вентиляторов.

Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.

В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500-700 рублей для токов в 200-300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12-14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.

Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5-20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40-45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50-60%, но это далеко не потолок. Добиться ПН порядка 70-75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600-700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20-25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4-5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
Сварочный инвертор сегодня активно используется не только в производственных потребностях, но и дома. Это связано с отличными функциональными и производственными достоинствами.
Если вы хорошо разбираетесь в электронике, то имея схемы и инструкцию изготовления, можно инверторный сварочный аппарат сделать своими руками, при этом потратив деньги только на расходные материалы. Этот вариант подходит для людей, которые любят покупать технику хорошего качества. Инверторные аппараты известных фирм стоят очень дорого, а дешевые – только будут приносить разочарование от использования.
Для того чтобы приступить к конструированию самодельного сварочного инвертора, необходимо тщательно поработать над его схемой: изучить всю конструкцию, разобраться с электроникой, расставить очередность выполнения работ.
Строение самодельного инвертора
Практически все сварочные инверторы, изготовленные своими руками, имеют такие основные элементы:
- Блок питания;
- Драйвера силовых ключей;
- Силовая часть.
При конструировании сварочного инвертора важно ориентироваться в его характеристиках:
- Максимальное значение потребляемого тока – 32 А;
- При работе используется ток не более 250 А;
- Для выполнения сварочных работ достаточного сетевого напряжения 220 В;
- Для работ используются электроды диаметром 3- 5 мм, и длиной 10 мм.
- Полученный аппарат будет иметь показатели КПД не меньше, чем профессиональная версия прибора.
Схема сварочного аппарата своими руками
Когда вы определились, что инверторный аппарат будет строиться самостоятельно, первым делом станет составление схемы
.
Вам необходимо продумать и предусмотреть вентиляцию механизмов прибора, так как это крайне важно, чтобы избежать перегревания деталей внутри. Самым простым и оптимальным решением станет использование радиаторов от системных блоков Pentium 4, Athlon 64. Эти составляющие доступны в продаже и имеют невысокую цену.
В схеме необходимо предусмотреть наличие и расположение скоб, которые будут фиксировать трансформатор.
Подготовительные работы перед сборкой аппарат
Когда схема прибора составлена, необходимо переходить к подготовке комплектующих и деталей. Чтобы собрать инвертор своими руками,вам будут необходимы такие материалы:

Чтобы не возникало проблем с перепадами напряжения, необходимо выполнять обмотку по всей ширине каркаса. В конкретно предложенном варианте аппарата будет 4 обмотки:
- Первичная. В нее войдет 100 витков, ПЭВ 0,3 мм;
- Вторичная первая – 15 витков, ПЭВ 1 мм;
- Вторичная вторая – 15 витков, ПЭВ 0,2 мм;
- Вторичная третья – 20 витков, ПЭВ 0,3 мм.
Плата и блок питания устанавливаются отдельно друг от друга, между ними располагается лист металла. Для его крепления к корпусу сварочного инвертора необходимо применять сварочные швы.
Чтобы производить управление затворками, необходимо установить проводники. Их длина должна быть не больше 15 см, к сечению особых требований не предъявляется. При процессах сборки аппарата, необходимо детально изучить схему к нему, разобраться во всех важных моментах соединения деталей между собой.
Блок питания обязательно после первичной обмотки накрывается экранизирующей обмоткой
. Ее изготавливаются из аналогичного провода. Все витки накрытия должны иметь такое же направление, как и первичные, и полностью их перекрывать. Между каждой обмоткой обязательно должна находиться изоляция. Для нее можно использовать лакоткани или малярный скотч.
При вводе блока питания в эксплуатацию, необходимо поработать над подбором необходимого сопротивления. Его необходимо сбалансировать таким образом, чтобы подаваемое питание на реле было в пределах 20-25 В.
Тщательно подойдите к подбору радиаторных элементов для входных выпрямителей. Они должны быть мощными и надежными. Отлично себя зарекомендовали бу детали от компьютеров. Они доступны в продаже на радиорынке.
Для сварочного инвертора необходимо наличие 1 термического датчика
. Его устанавливают внутри радиатора. Для регуляции тока в дуге, покупается и устанавливается ШИМ-контроллер на блок управления. Конденсатор будет выдавать напряжение ШИМ, от этого будут зависеть параметры силы тока сварки.
Собираем сварочный инверторный аппарат
 Купив все необходимые детали для сварочного инвертора, переходим к его сборке. Перед началом установки деталей, проверьте их исправность. Найдите готовый дроссель и начинайте его обмотку. Для этого необходимо использовать провод ПЭВ-2
Купив все необходимые детали для сварочного инвертора, переходим к его сборке. Перед началом установки деталей, проверьте их исправность. Найдите готовый дроссель и начинайте его обмотку. Для этого необходимо использовать провод ПЭВ-2
. Обязательное количество витков – 175. Выбранный конденсатор должен иметь напряжение не менее 1000 В. Если вы не можете купить один конденсатор с таким напряжением, можно установить несколько, чтобы в сумме их емкость равнялась 1000 В.
Старайтесь в установке не использовать один мощный транзистор, его лучше заменить несколькими, менее мощными. Эти показатели влияют на рабочую частоту, что влечет образования больших шумовых эффектов во время сварочных работ. Если вы неправильно рассчитаете необходимую мощность аппарата, это повлечет быструю его поломку и ремонтные работы.
Когда начинается сборка сварочного инвертора, необходимо обязательно соблюдать расстояние
между обмоткой и магнитопроводами. Между слоями обмотки должна обязательно укладываться пластина из текстолита. Это поможет повысить электробезопасность аппарата, и добиваться быстрого и достаточного охлаждения.
Далее, переходим к креплению трансформатора к самому основанию самодельного инвертора. Для этого используются 2-3 скобы. Они могут изготавливаться из медной проволоки диаметром 3 мм. Для плат можно использовать фольгированный текстолит толщиной 0,5- 1 мм. Обязательно сделайте в плитах узкие разрезы, они помогут свободно выводить диоды, чтобы не возникало перенагрузок.
Когда будут собраны все основные элементы аппарата, можно переходить к его креплению на основание. Само основание может быть изготовлено из пластин гетинакса. Для нормальной работы подойдет пластина толщиной 0,5 см
. Обязательно вырежьте круглое окно в центре пластины, туда будет фиксироваться вентилятор, который необходимо оградить защитной решеткой. Не забывайте, при установке магнитопроводов оставлять зазоры для свободного потока воздуха.
На лицевой стороне нужно установить ручку тумблера и светодиоды, зажимы для кабелей и ручку переменного резистора. Это будет конструкция практически готового сварочного аппарата. Ее помещают в кожух толщиной 4 мм. На держатель электропровода устанавливается кнопка. Кабель, который подключен к ней и провода основательно изолируйте.
Настраиваем сварочный инвертор для работы
 Собрав весь механизм, необходимо правильно и грамотно его настроить
Собрав весь механизм, необходимо правильно и грамотно его настроить
и ввести в эксплуатацию. Бывают такие ситуации, что самостоятельно решить вопрос трудно, приходится прибегать к помощи специалиста.
- Первым шагом идет подключение аппарата к питанию в 15В к ШИМ, параллельно подключается и один из конвекторов. Это поможет избежать перегрева аппарата, и уровень шума будет значительно ниже.
- Чтобы произошло замыкание резистора, необходимо подключить реле. Его вводят в работу после окончания зарядки конденсаторов. Это поможет избежать больших колебаний напряжения при подключении в сеть 220В. В случае пренебрежения подключения резистора напрямую, может произойти взрыв.
- Далее, необходим тщательный контроль за срабатыванием реле замыкания резистора, когда он подключен к току на плату ШИМ. Обязательно нужно продиагностировать наличие импульсов на плате, после срабатывания реле.
- Затем подаем питание 15В на мост. Это помогает проверить его нормальную и исправную работу, правильность установки. На приборе не должна сила тока превышать 100А. При этом ход должен быть холостым.
- Обязательно предусматривается проверка правильности установки трансформаторных фаз. Можно для этого использовать осциллограф на 2 луча. Для него нужно подать на мост от конденсаторов через лампу питание 220В, выставив частоту ШИМ 55 кГЦ. Установив осциллограф, посмотреть на сигнальную форму, и пронаблюдать, напряжение не должно превышать 330В. Рассчитать частоту колебания
трансформатора несложно. Необходимо постепенно убирать частоту ШИМ, пока нижний ключ IGBT не выдаст небольшой заворот. Этот показатель необходимо поделить на 2, и полученное частное сложить со значением частоты перенасыщения. Параметры потребления тока мостом не должны быть выше 150 ма. Следите за светом от лампочки. Сильно яркий указывает на проблемы с обмоткой, возможен пробой в ней. От трансформатора не должно исходить никаких шумовых эффектов. При наличии любых шумов, обратите внимание на правильность подключения полярности. В виде тестового контроля на мосту, можно использовать электрочайник в 220В. Все проводники от ШИМ, необходимо скучивать, и располагать подальше от источников помех. - Используя резисторы, необходимо постепенно повышать ток. При этом прислушивайтесь к посторонним шумам и звукам, наблюдайте за показаниями осциллографа. Показания нижнего ключа не более 500В. Нормой считается 240В.
- Начинать сварочные работы необходимо с 10 секунд. Потом, проверяются радиаторы. Если они холодные, то работа длится еще 20 секунд. Далее, время увеличивается до 1 минуты.
Правила обслуживания и ремонта сварочного
Для исправной и продолжительной работы аппарата, необходимо периодически производить проверку и контроль каждого элемента конструкции. Это облегчить ваши ремонтные работы и снизит их до минимума. В случае поломки агрегата, найдите причину неисправности и выполните ремонтные работы.
Для выполнения этих работ необходимо иметь у себя такие инструменты:

Первой и основной причиной поломки может быть выпрямитель. Через него происходит преобразования переменного тока в постоянное напряжение. Сетевой фильтр дает возможность сгладить перепады в напряжении. Транзисторная схема отвечает за формирование однофазного высокочастотного напряжения. Блок регулирует работу ключей средствами сигналов обратной связи, поэтому может менять режим работы инвертора. Варочный трансформатор отвечает за снижение напряжения, потом блоки вентилей выпрямляют его и подают на электрод.
Сварочные инверторы своими руками
Если сварочный аппарат поломался, снимите крышку корпуса и продуйте обычным пылесосом
. Места, которые трудно очистить таким способом, необходимо обработать кисточкой или тряпочкой. Начинайте диагностику входной цепи. Проверьте, получает ли инвертор напряжение. Если его нет, то занимайтесь ремонтом блока питания. Возможно, сгорели предохранители. Сварочный инвертор своими руками создать несложно, но ремонт, при неправильной диагностике, может занять много времени.
Далее, начинайте диагностику температурного датчика. Сравните номинальные показатели с имеющимися. Этот элемент не подлежит ремонту, его необходимо заменять на новый. Потом, происходит изучение основных элементов аппарата. Если вы, на одном из них, увидите потемнения, то это значить, что при сборке некачественно была выполнена спайка. Используйте тестер для проверки
цепей соединения.
Коль контакты сделаны некачественно, то это влечет перегрев, поломку и дорогостоящий ремонт инвертора. Проверьте разъемы, если они расшатались – подтяните, плохое соединение – подпаяйте. Если при сварочных работах идет разбрызгивание металла, прилипание электрода, горение дуги, то необходимо отрегулировать подачу тока или заменить электроды.
Следите за исправностью кабеля, в случае перегиба, сразу заменяйте на новый. Только в этом случае инверторный сварочный аппарат, своими руками созданный, будет работать качественно и надёжно.
Инверторная сварка быстро вошла в рабочую сферу мобильных бригад и отдельных специалистов, выполняющих заказы по вызову. Наличие такого сварочного аппарата полезно и каждому хозяину в гараже или частном доме. Компактные размеры устройства, малый вес и высокие показатели качества шва, выгодно выделяют его на фоне крупных трансформаторов. К сожалению, магазинная цена позволяет не всем стать владельцем этого оборудования. Но для тех, кто умеет работать своими руками выход есть — это самодельный сварочный инвертор. Какие инструменты и материалы понадобятся для его создания? Как собрать основные узлы? Что включается в обслуживание и ремонт самодельного устройства?
Решая создать аппарат из сподручных деталей, доступный по цене, и пригодный для сварки дома или на небольших заказах, следует осознавать реальность результата. Самодельный инверторный сварочный аппарат значительно проигрывает во внешнем виде перед магазинными аналогами. Для солидного частного предпринимателя, специализирующегося на проводке отопления, установке ограждений, металлических дверей и иных услуг, такой агрегат будет выглядеть не авторитетно.
Но простой сварочный инвертор своими руками отлично подойдет для личных нужд в частном доме, или работах в гараже. Такой аппарат будет способен потреблять 220V от сети, преобразовывать их в 30V, а силу тока увеличивать до 200А. Этого вполне достаточно для работы электродами диаметром 3 и 4 мм. Качество шва будет лучше громоздкого трансформатора, поскольку переменный ток преобразуется в постоянный, и затем обратно в переменный, но с высокой частотой.
Такие инверторы сгодятся для сварки забора, ворот, собственного отопления, дверей. Его удобно переносить, и даже варить с ним, повесив на плечо. Если новичок будет усердно тренироваться, смотреть видео и пробовать на практике накладывать швы, то станет возможным сварка тонких листов стали. Впоследствии можно усовершенствовать схемы сварочных инверторов, своими руками добавив в них механизм подачи проволоки, барабанное крепление и газовые клапана, чтобы получился полуавтомат. Возможна и переделка под аргоновую сварку.
Необходимые детали и инструменты

Для создания инверторного сварочного аппарата своими руками не обойтись без похода в магазин или на рынок. Собрать его абсолютно бесплатно, из предметов в гараже, невозможно. Но итоговая стоимость будет в три раза дешевле покупки готовой продукции. В сварочниках и их создании применяются:
- набор отверток;
- пассатижи;
- паяльник, для изготовления электрической платы;
- дрель, для отверстий под переключатели и вентиляцию;
- ножовка;
- листовой металл под корпус;
- болты и саморезы;
- приборы и кнопки на панель;
- конденсаторы, транзисторы и диоды;
- медная шина для обмотки;
- провода для соединения всех узлов;
- элементы для сердечника;
- изоляционная бумага и изолента;
- силовые и рабочие кабеля.
Перед тем, как приступить к созданию сварочного инвертора своими руками, схема которого уже должна быть распечатана на бумаге, стоит посмотреть несколько видео от специалистов о пошаговой сборке. Это поможет увидеть наглядно с чем придется столкнуться, и сравнить результат. Далее предоставляется поэтапная инструкция о том, как сделать сварочный инвертор своими руками. Допускаются некоторые отклонения и вариации, в зависимости от того, какой мощности аппарат необходим на выходе, и какие подручные материалы имеются в наличии.
Трансформатор

Электрическая составляющая инвертора начинается с трансформатора. Он отвечает за понижение напряжения до рабочего уровня, безопасного для жизни, и повышения силы тока, до величины способной плавить металл. Прежде всего необходимо выбрать материал для сердечника. Это могут быть заводские стандартные пластины или самодельный каркас из листового железа. Видео в сети помогает увидеть главный принцип этой конструкции, независимо от используемых вариантов.
Сварочные трансформаторы лучше мотать из медной шины, поскольку оптимальные характеристики — это достаточная ширина и небольшое сечение. Такие параметры позволят задействовать все физические ресурсы материала. Но если такой шины нет, то можно воспользоваться проводом другого сечения. Все это влияет на степень нагрева изделия во время работы.
Трансформатор мотается вручную и состоит из двух частей: первичной и вторичной обмоток. Для инвертора своими руками подойдет:
- Феррит 7 х 7. Первичную обмотку создают из провода ПЭВ 0.3 мм, который наматывают ровно, виток к витку, 100 оборотов.
- Следующий слой — это изолирующая бумага. Подойдет лента от кассового аппарата или стеклоткань. Первая сильно темнеет при нагреве, но сохраняет свои свойства.
- Вторичную обмотку наносят в несколько уровней. Первым идет ПЭВ 1.0 мм в 15 оборотов. Поскольку витков мало, их следует распределить по всей ширине равномерно. Их покрывают лаком и слоем бумаги.
- Второй уровень состоит из ПЭВ 0.2 мм в 15 оборотов, с последующей изоляцией, аналогичной предыдущим слоям.
- Заключительный уровень изготавливается из ПЭВ 0.35 в 20 оборотов. Изолировать слои можно и второпластовой лентой.
Корпус
Когда главный элемент инвертора своими руками создан, можно заняться изготовлением корпуса. Ориентироваться можно на ширину трансформатора, чтобы он свободно помещался внутри. От его размеров стоит рассчитать еще 70% требуемого места под остальные детали. Защитный кожух можно собрать из листа стали 0.5 — 1.0 мм. Углы можно соединить сваркой, болтами, или сделать цельными стороны на гибочном станке (что потребует дополнительных расходов). Понадобится предусмотреть ручку или крепление под ремень для переноса инвертора.
Создавая корпус стоит предусмотреть легкую разборку и доступ к основным элементам в случае ремонта. Необходимо сделать отверстия на лицевой стороне под:
- переключатели силы тока;
- кнопку питания;
- световые диоды, сигнализирующие о включении;
- разъемы под кабеля.
Магазинные сварочные инверторы красятся порошковым покрытием. В домашнем производстве подойдет обычная краска. Традиционными цветами для сварочных аппаратов являются красный, оранжевый и синий.
Охлаждение
В корпусе нужно просверлить достаточно отверстий для вентиляции. Желательно, чтобы они находились в противоположных сторонах напротив друг друга. Понадобиться и вентилятор. Им может стать кулер из старого компьютера. Устанавливать его нужно работой на вытяжку горячего воздуха. Приток холодного производится через отверстия. Разместить кулер стоит максимально близко к трансформатору, — самому горячему элементу устройства.
Преобразование тока

Схема сварочного инвертора обязательно включает диодный мост. Он отвечает за изменение напряжения в постоянное. Пайка диодов осуществляется по схеме «косого моста». Эти элементы тоже подвержены нагреву, поэтому крепить их следует на радиаторы, которые доступны в старых системных блоках. Для их поиска можно обратиться в ремонтные мастерские по компьютерам.
Два радиатора размещаются по краям диодного моста. Между ними и диодами необходимо установить прокладки из термопласта или другого изолятора. Выводы направляются к контактным проводам транзисторов, которые отвечают за возврат тока в переменный, но с повышенной частотой. Соединенные вместе провода должны иметь длину 150 мм. Трансформатор и диодный мост рекомендуется разделять внутренней перегородкой.
В схеме инвертора обязательно наличие конденсаторов, с последовательным соединением. Они отвечают за уменьшение резонанса трансформатора и минимизацию потерь в транзисторах. Последние открываются быстро, а закрываются медленно. При этом появляются потери тока, которые конденсаторы компенсируют.
Сборка и укомплектовка
После создания всех составляющих устройства можно переходить к сборке. На основание крепится трансформатор, диодный мост, электронная схема управления. Происходит соединение всех проводов. На наружную панель фиксируются:
- переключатели резистора;
- кнопка включения;
- световые индикаторы;
- ШИМ-контроллер;
- разъемы под кабеля.
Держатель и зажим для массы лучше купить готовые, потому что они более безопасные и удобные. Но возможно изготовить держатель и самостоятельно, из стальной проволоки диаметром 6 мм. Когда все детали установлены и подключены, можно приступать к проверке аппарата. Меряется исходное напряжение. При 15V оно не должно показывать выше 100А. Осциллографом тестируется диодный мост. После, испытывается временная пригодность к работе, путем слежения за нагревом радиаторов.
Ремонт своими руками
Для длительной и бесперебойной работы инвертор важно правильно обслуживать. Для этого следует раз в два месяца выполнять продувку от пыли, предварительно сняв кожух. Если аппарат перестал работать, можно самостоятельно выполнить ремонт, посмотрев видео в сети основных поломок и способов устранения.
Что проверяется в первую очередь:
- Напряжение на входе. Если оно отсутствует или недостаточно по величине, то устройство работать не будет.
- Предохранители. При скачке сгорают защитные элементы или срабатывает отключение автоматом.
- Температурный датчик. При повреждении блокирует работу последующих узлов.
- Клеммы контактов и паяные соединения. Разрыв цепи прекращает движение тока и рабочие процессы.
Изучив схемы обычных инверторов, и приобретя необходимые детали, а также просмотрев обучающие видео, можно собрать качественный аппарат для сварки, который очень пригодится хорошему хозяину.
В данном материале, вы можете увидеть схему, по которой можно собрать инвертор сварочный своими руками. Значение максимального потребляемого тока — 32 А, напряжение питания — 220 В. Приблизительное значение сварочного тока — 250 А, это дает возможность для осуществления сварки с использованием электрода 5-ки. Дуга имеет длину 10 мм. Источник питания по КПД не уступает магазинным приборам, и иногда и превосходит (речь идет о инверторных).
Общий вид (осталось только вставить в корпус)
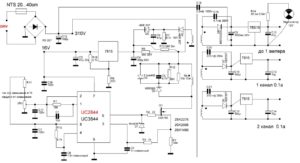
Рисунок 1 показывает схему, по которой построен блок питания в сварочном аппарате инверторного типа.
Рис. 1 Инвертор сварочный своими руками, устройство блока питания
Печатная плата инвертора
Печатная плата драйвера
Намотка трансформатора осуществляется согласно памятке приведенной ниже:
Вторичная обмотка состоит из такого же провода и намотана в 18 витков. Блок питания имеет общую массу примерно 350 г.
Печатная плата ограничителя длины дуги
Рис. 2 Сварочный инвертор, принципиальная схема
На рисунке 2 показана принципиальная схема инвертора сварочного.
Первичная обмотка токового трансформатора представляет вывод первички выходного трансформатора, продетый сквозь отверстие в плате, а заодно и сквозь сердечник токового трансформатора.
Печатная плата опробована, на ней все работает нормально.
Инвертор сварочный своими руками — 2 работающих и проверенных схемы:
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
- Качественные сварочники имеют высокую стоимость, выгоднее несколько раз нанять специалиста (если, конечно, вы не занимаетесь этими работами постоянно).
- Доступные по цене агрегаты имеют ряд недостатков: низкая надежность, плохое качество шва, зависимость от питающего напряжения и типа расходников.
Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Существуют четыре основных типа сварочных аппаратов

Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.

Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:

Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.

Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.

Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.

Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.

Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.

В качестве сварочных электродов можно использовать толстую швейную иглу.
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.

Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.

Итог
Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Видео по теме

«Как измерить ток на выходе сварочного инвертора?» — вопрос, который часто задают начинающие сварщики.
«Зачем это нужно? Разве и так не понятно, какая сила тока при сварке?! Это как минимум чувствуется!» — отвечают другие, более опытные.
Измерить значение тока действительно может понадобиться в некоторых случаях, например, если разметка на регуляторе тока вашего инвертора нанесена «для красоты» и не отражает его реальных значений, а в некоторых случаях могут требоваться точные настройки. А второе, это обыкновенное любопытство, ведь в наше время повсеместно встречается обман и инверторная техника не исключение. О чем идет речь?
«У меня есть Ресанта 250, но на многих форумах в интернете постоянно встречаю информацию о том, что она на самом деле 250А не выдает. По ощущениям все нормально, но хотелось бы знать правду! Не ужели меня обманули?»
Теперь становится очевидно, что желание знать ток не такое уж и дурацкое! И сделать это может каждый желающий. Конечно, многие слышали про клещи, основанные на действии катушки индуктивности (только для «переменки») или датчике Холла. Но самый верный и простой способ — подключить амперметр через шунт к вашему сварочному аппарату и таким образом узнать всю правду. Прикручивать напрямую амперметр нельзя, так как он даст неправильные показания или сгорит (если он не рассчитан на высокие токи). Поэтому ставится шунт (он сбрасывает напряжение до безопасного) с амперметром параллельно в разрыв сварочного провода. Для Ресанты 250 достаточно приобрести шунт на 200А, так как она никогда не дает больше двухста… Схема работает только для «постоянки».
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Источник: svarka-master.ru
Как сделать шунт для амперметра сварочного аппарата
Перед началом работы зайдите в рубрику «Программы» и скачайте для себя две программы.
Первая программа — Программа для работ с проволокой.
Вторая — Черчение передних панелей и шкал приборов.
Подберите подходящую измерительную головку, лучше, если она будет с током полного отклонения стрелки 50 или 100 микроампер. Я нашел у себя на 50микроампер, на примере ее и будем рассчитывать нужный нам шунт для амперметра.
Выберем предел измерения тока нашим амперметром, ну пусть будет, например 300 ампер. Для самодельных сварочных самый раз. Теперь мультиметром измеряем активное сопротивление головки. У моей головки оно равно 1454 ома. Теперь мы знаем два параметра измерительной головки. Ток полного отклонения и сопротивление. Из формулы закона Ома — I=U/R, выводим формулу для определения напряжения — U=IxR. Открываем виндовский калькулятор. Умножаем значение тока в амперах 0,00005А на сопротивление в омах 1454 ома, получаем величину напряжения, которое необходимо приложить к измерительной головке, чтобы стрелка отклонилась на последнее деление шкалы. У меня получилось U=0,0727В или 72,7 милливольт. Опять идем к Ому. Выводим формулу для сопротивления: R=U/I . Теперь определяем сопротивление шунта. Делим 0, 0727вольт на сварочный ток 300 ампер. Получаем R шунта = 0,0002423 ома.Открываем программу для работы с проволокой. Скриншот на фото.
Теперь мультиметром измеряем активное сопротивление головки. У моей головки оно равно 1454 ома. Теперь мы знаем два параметра измерительной головки. Ток полного отклонения и сопротивление. Из формулы закона Ома — I=U/R, выводим формулу для определения напряжения — U=IxR. Открываем виндовский калькулятор. Умножаем значение тока в амперах 0,00005А на сопротивление в омах 1454 ома, получаем величину напряжения, которое необходимо приложить к измерительной головке, чтобы стрелка отклонилась на последнее деление шкалы. У меня получилось U=0,0727В или 72,7 милливольт. Опять идем к Ому. Выводим формулу для сопротивления: R=U/I . Теперь определяем сопротивление шунта. Делим 0, 0727вольт на сварочный ток 300 ампер. Получаем R шунта = 0,0002423 ома.Открываем программу для работы с проволокой. Скриншот на фото.
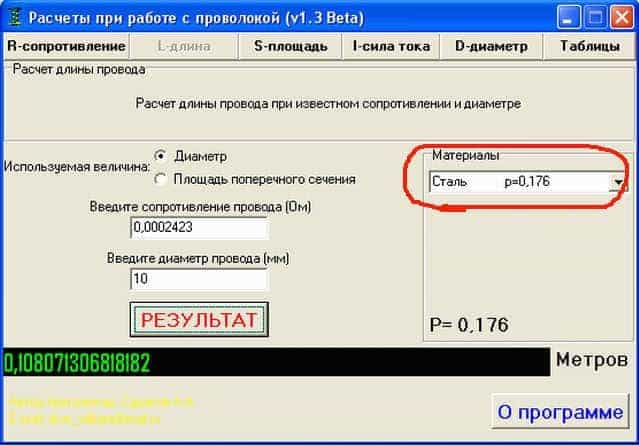
Выбираем материал, из которого изготовим шунт. Справа в выпадающем окне выбираем сталь. Самый распространенный материал. Для простоты изготовления пусть шунт будет круглого сечения. В используемой величине ставим точку в окошечке «Диаметр». Вводим величину сопротивление шунта — 0,0002423 ома. Выбираем диаметр нашего шунта, для прочности выбирает пруток диаметром 10 миллиметров. Нажимаем на «Результат». Результат вы видите на фото. Теперь сделать сам шунт не сложнее, чем два пальца об асфальт. Берем стальной пруток соответствующего диаметра, нарезаем резьбу на всю длину для лучшего охлаждения шунта, отмеряем 150мм, отрезаем, получаем шпильку М10 на 150мм. Так как мы нарезали резьбу, то мы изменили диаметр шунта, поэтому его длина для данного сопротивления будет меньше расчетной, при регулировке все определится. Берем четыре гайки на десять, лучше медные или латунные, два наконечника для проводов большого сечения 1 и два лепестка 2, для проводов идущих к измерительной головке. У вас должна получиться примерно вот такая конструкция, только с медными гайками.

Меняя расстояние между лепестками, можно достаточно просто откалибровать амперметр. Лишнюю сталь потом можно отрезать.
Далее открываем программу FrontDesigner_3.0.
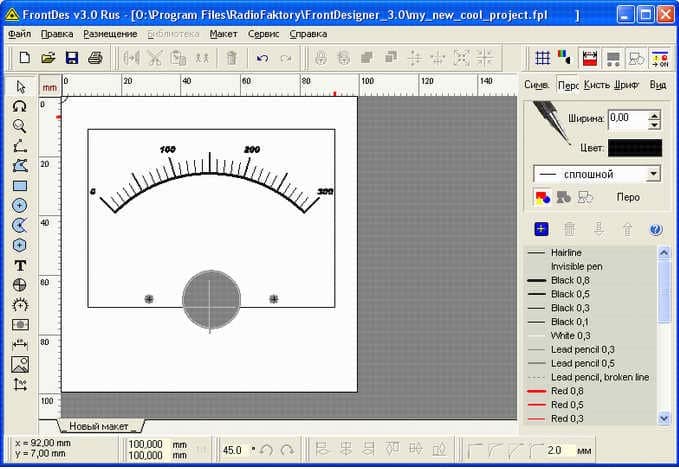
Программа имеет русский интерфейс, поэтому я думаю, вы спокойно разберетесь, что к чему. В результате у вас должно получиться примерно вот такой рисунок. Печатайте новую шкалу на бумагу для фотографий. В заключении хочу показать мое зарядное для автомобильных аккумуляторов. Правда за восемь лет оно уже по истаскалось. 
 Здесь шкала и передняя панель, как раз начерчены с помощью этой программы. Печать велась на струйном принтере. Фотография передней панели, после приклейки, обязательно покрывалась автомобильным бесцветным лаком. Первый слой должен быть очень тонким, иначе могут расплыться чернила. Клеить все это дело можно с помощью ПВА. Надеюсь вам это пригодится. До свидания К.В.Ю.
Здесь шкала и передняя панель, как раз начерчены с помощью этой программы. Печать велась на струйном принтере. Фотография передней панели, после приклейки, обязательно покрывалась автомобильным бесцветным лаком. Первый слой должен быть очень тонким, иначе могут расплыться чернила. Клеить все это дело можно с помощью ПВА. Надеюсь вам это пригодится. До свидания К.В.Ю.
Источник: www.kondratev-v.ru
Все, что вы можете сделать сами!
- Темы без ответов
- Активные темы
- Поиск
- Наша команда
Модернизация сварочного Tecnoweld Monster 205 Red
Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение MaxVMR » 18 ноя 2013, 06:04

Re: Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение hantmaster » 18 ноя 2013, 11:31
Re: Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение Sinner » 18 ноя 2013, 21:41
Re: Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение hantmaster » 18 ноя 2013, 22:34
Сразу видно что вы не сварщик воопще очень гиморойно чтобы ток задания совпадал с реальным током это трудно реализуемо нужно чтоб проц в реальном времени отслеживал ток на выходе и очень быстро менял заполнение соответственно у нас же и сеть не идеальна и переноска может быть.
Кто сварщик тот знает что на всех совковых апаратах ток выставлялся очень точно но там стоит шунт и ток он показывает только во время сварки , а запалить одной рукой електрод и вслепую подержать дугу чтоб другой рукой добавить или убавить плевое дело . Если топикстартер хочет чтоб его апаратик показывал реальный ток да еще как вы говорите он совпадал с заданием ему проще купить фрониуса и то не любого а минимум меджик вейв 1700 и выше. То что я предложил и просто и дешево и реально реализовать я сегодня кнопку покупал и видел амперметры цифровые с токовым трансом (колечком) только он до 100А думаю найти в нете схемку и на больший ампераж не проблема и повесить его на выходе транса силового до диодов или же вцепить на первичку но тогда его нужно будет калибровать типа как мы калибруем. Жаль я только светиками мигать научился такую прогу я не напишу.
Re: Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение Sinner » 18 ноя 2013, 22:46
Re: Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение hantmaster » 18 ноя 2013, 23:06
Re: Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение Komrad » 19 ноя 2013, 00:38
Re: Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение hantmaster » 19 ноя 2013, 00:58
Re: Модернизация сварочного Tecnoweld Monster 205 Red
Сообщение Komrad » 19 ноя 2013, 01:22
Источник: samopal.su
Величина балластного сопротивления для регулятора сварочного тока составляет порядка сотых-десятых долей Ома и подбирается, как правило, экспериментально. В качестве балластного сопротивления издавна применяются мощные проволочные сопротивления, использовавшиеся в подъемных кранах, троллейбусах, или отрезки спиралей ТЭНов (теплоэлектронагревателей), куски толстой высокоомной проволоки. Несколько уменьшить ток можно даже с помощью растянутой дверной пружины из стали. Балластное сопротивление может включаться либо стационарно.
Либо так, чтобы потом можно было относительно легко регулировать сварочный ток. Один конец такого сопротивления подключается к выходу трансформатора, а конец сварочного провода оборудуется съемным зажимом, который легко перебрасывается по длине спирали сопротивления, выбирая нужный ток.
Большинство проволочных резисторов большой мощности изготовлены в виде открытой спирали, установленной на керамический каркас длиной до полуметра, как правило, в спираль смотана и проволока от ТЭНов. Если резистор изготовлен из магнитных сплавов, то в случае его спиральной компоновки, а тем более с какими-либо стальными элементами конструкции внутри спирали, при прохождении больших токов спираль начинает сильно вибрировать. Ведь спираль — это тот же соленоид, а огромные сварочные токи порождают мощные магнитные поля. Уменьшить влияние вибраций можно, растянув спираль и зафиксировав ее на жесткой основе. Кроме спирали, проволоку можно сгибать также змейкой, что тоже уменьшает размеры готового резистора. Сечение токопроводящего материала резистора следует подбирать побольше, потому что при работе он сильно греется. Слишком тонкая проволока или лента будет раскаляться докрасна, хотя даже это, в принципе, не исключает эффективность использования ее в качестве регулятора тока для сварочного аппарата. О реальном значении сопротивления балластных проволочных резисторов судить трудно, так как в нагретом состоянии свойства материалов сильно меняются.
В промышленных сварочных аппаратах способ регулировки тока с помощью включения активных сопротивлений, из-за их громоздкости и нагрева, не получил распространения. Зато очень широко применяется реактивное сопротивление — включение во вторичную цепь дросселя. Дроссели имеют разнообразные конструкции, часто объединенные с магнитопроводом трансформатора в одно целое, но сделаны так, что их индуктивность, а значит, реактивное сопротивление регулируется, в основном, перемещением частей магнитопровода. Заодно дроссель улучшает процесс горения дуги.
Регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. Через регулирующие устройство проходят значительные токи, что приводит к его громоздкости. Другое неудобство — переключение. Для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200А. Другое дело — цепь первичной обмотки, где токи примерно в пять раз меньше, переключатели для которых являются ширпотребом. Последовательно с первичной обмоткой, так же, как и в предыдущем случае, можно включать балластные сопротивления. Только в этом случаи сопротивление резисторов должно быть на порядок большим, чем в цепи вторичной обмотки. Так, батарея из нескольких параллельно соединенных резисторов ПЭВ-50. 100 суммарным сопротивлением 6-8 Ом способна понизить выходной ток вдвое, а то и втрое, в зависимости от конструкции трансформатора. Можно собрать несколько батарей и установить переключатель. Если же в распоряжении нет мощного переключателя, то можно обойтись несколькими выключателями. Установив резисторы по схеме изображенной ниже, можно, например, сделать регулятор сварочного тока с комбинацией: 0; 4; 6; 10 Ом.
Правда, при включении балластного сопротивления в первичной цепи, теряется выгода, которую придает сопротивление во вторичной, — улучшение падающей характеристики трансформатора. Но зато и к каким-либо отрицательным последствиям в горении дуги включенные по высокому напряжению резисторы не приводят: если трансформатор хорошо варил без них, то с добавочным сопротивлением в первичной обмотке он варить будет.
В режиме холостого хода трансформатор потребляет небольшой ток, а значит, его обмотка обладает значительным сопротивлением. Поэтому дополнительные несколько Ом практически никак не сказываются на выходном напряжении холостого хода.
Вместо резисторов, которые при работе будут сильно греться, в цепь первичной обмотки можно установить реактивное сопротивление — дроссель.
Эту меру следует рассматривать скорее как выход из положения, если никаких других средств понижения мощности не имеется. Включение реактивного сопротивления в цепь высокого напряжения может сильно понижать выходное напряжение холостого хода трансформатора. Падение выходного напряжения наблюдается у трансформаторов с относительно большим током холостого хода — 2-3А. При незначительном потреблении тока — порядка 0,1А — падение выходного напряжения почти незаметно. Кроме того, включенный в первичной обмотке трансформатора, дроссель может приводить к некоторому ухудшению сварочных характеристик трансформатора, хотя и не настолько, чтобы его нельзя было эксплуатировать. В последнем случае все еще сильно зависит от свойств конкретного трансформатора. Для некоторых сварочных аппаратов, включение дросселя в первичную цепь трансформатора никак не сказывается, по крайней мере согласно субъективным ощущениям, на качестве горения дуги.
В качестве дросселя сварочного аппарата, для регулировки тока, можно использовать готовую вторичную обмотку какого-нибудь трансформатора, рассчитанного да выход около 40В и мощностью 200-300 Вт, тогда ничего переделывать не придется. Хотя все же лучше сделать самодельный дроссель, намотав провод на отдельном каркасе от такого же трансформатора — 200-300 Вт, например от телевизора, сделав отводы через каждые 30-60 витков, подключенные к переключателю.
Самодельный дроссель можно изготовить и на незамкнутом — прямом сердечнике. Это удобно, когда уже есть готовая катушка с несколькими сотнями витков подходящего провода. Тогда внутрь нее надо набить пакет прямых пластин из трансформаторного железа. Необходимое реактивное сопротивление выставляется подбором толщины пакета, ориентируясь по сварочному току трансформатора. Для примера: дроссель, изготовленный из катушки, содержащей предположительно около 400 витков провода диаметром 1,4 мм, был набит пакетом железа с общим сечением 4,5 см 2 , длиной, равной длине катушки, 14 см. Это позволило уменьшить сварочный ток трансформатора 120А примерно в два раза. Дроссель такого типа можно сделать и с регулируемым реактивным сопротивлением. Для этого можно менять глубину ввода стержня сердечника в полость катушки. Катушка без сердечника обладает низким сопротивлением, при полностью введенном стержне ее сопротивление максимально. Дроссель, намотанный подходящим проводом, мало греется, но у него сильно вибрирует сердечник. Это надо учитывать при стяжке и фиксации набора пластин железа.
Для самодельных сварочных аппаратов легче всего, еще при намотке обмоток, сделать их с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно разве что для подстройки тока, нежели для его регулировки в широких пределах. Ведь, чтобы уменьшить ток в 2-3 раза, придется слишком увеличивать количество витков первичной обмотки, что неизбежно приведет к падению напряжения во вторичной цепи. Либо же придется наращивать витки всех катушек, что приведет к чрезмерному расходу провода, увеличению габаритов и массы трансформатора.
Для более тонкой регулировки сварочного тока в меньшую сторону, можно использовать индуктивность сварочного кабеля, укладывая его кольцами. Но не стоит перебарщивать, т.к. кабель будет нагреваться.
В последнее время некоторое распространение получили тиристорные и симисторные схемы регулировки тока сварки. При подаче на управляющий вывод тиристора или симистора напряжения определенной величины регулятор открывается и начинает свободно пропускать через себя ток. В схемах регулирования тока, работающих от переменного напряжения, управляющие импульсы обычно поступают на каждом полупериоде. Регулятор открывается в строго определенные (задаваемые) моменты времени, обрезая таким образом начало каждого полупериода синусоиды тока, что уменьшает суммарную мощность проходящего электрического сигнала.
Естественно, ток и напряжение после этого не имеют синусоидальную форму. Такие схемы позволяют регулировать мощность в широких пределах. Человек, разбирающийся в радиоэлектронике, сможет изготовить подобную схему самостоятельно, хотя, надо сказать, устройства такого рода нельзя признать совершенными. При использовании регуляторов данного типа процесс горения дуги несколько ухудшается. Ведь теперь при уменьшении мощности дуга начинает гореть отдельными, все более кратковременными вспышками. У большинства из схем тиристорных регуляторов шкалы не линейны, а калибровка меняется с изменением напряжения сети, ток через тиристор постепенно увеличивается во время работы из-за нагрева элементов схемы. Кроме того, обычно заметно гасится выходная мощность даже при максимальном положении отпирания регулятора, к чему сварочные трансформаторы очень чувствительны. Такой способ регулировки тока сварки, из-за сложности изготовления и невысокой надежности, не получил большого распространения среди самодельных регуляторов сварочного тока.
Измерение сварочного тока
Специфика измерения этим прибором состоит в том, что для измерения не требуется подключаться в электрическую цепь. Сила тока измеряется на расстоянии от провода без прикосновения к нему. У прибора есть специальный разводящийся контур, отчего и название — «клещи», которым охватывается провод с током. Электромагнитное поле тока протекающего в охваченном проводе наводит ток в замкнутом контуре, который и измеряется. На корпусе «клещей» находится переключатель пределов измерения тока, максимальные значения которого обычно достигают — от 100А до 500А для разных моделей приборов. Токоизмерительными клещами можно оперативно воспользоваться практически в любой ситуации, не оказывая никакого влияния на электрическую цепь. Измерять ими можно лишь переменный ток, который создает переменное электромагнитное поле, для постоянного тока этот инструмент бесполезен. Класс точности в данном случае весьма невысок, поэтому можно судить, скорее, только о приблизительных значениях.
Другой способ измерять ток сварки: вмонтировать в электрическую цепь изготавливаемого сварочного аппарата или дорабатываемого промышленного аппарат амперметр, рассчитанный на большие значения тока, а то и просто включать его на время в разрыв цепи сварочных проводов.
Включение амперметра в сварочную цепь также отмечается некоторой спецификой. Дело в том, что последовательно в цепь включается не сам прибор (стрелочный указатель), а его шунт (резистор), стрелочный же индикатор подключается к шунту параллельно.
Шунт обладает собственным сопротивлением: предположительно сотые доли Ома (так как измерить его обычным омметром не удается). На вид это кусок металла в несколько сантиметров в длину прямоугольного сечения с мощными контактными площадками с обеих сторон. От точности сопротивления шунта зависит и точность показания прибора. Для каждой модели амперметра предусмотрен шунт определенного сопротивления, и они должны продаваться вместе.
И уж чего ни в коем случае не нужно делать, так это пробовать включить стрелочный прибор в цепь вообще без шунта. Если у вас где-то завалялся стрелочный прибор, на шкале которого значатся сотни ампер, то это вовсе не значит, что он сам их измеряет. Проверьте его: и сам по себе прибор окажется всего-то микро- или миллиамперметром. Иногда попадаются стрелочные приборы, у которых шунт вмонтирован внутри корпуса и к нему дополнительно ничего больше подключать не нужно. Как правило, такие отличаются огромными размерами и невысоким классом точности.
Немалое значение имеет способность стрелочного указателя измерительного прибора устанавливаться на текущее значение, преодолевая колебательные переходные процессы при изменении тока, иначе стрелка будет судорожно плясать по шкале уже при незначительных изменениях тока, которые неизбежны при горении сварочной дуги.
Источник: tool-land.ru
Как сделать регулятор тока для сварочного аппарата своими руками
Одна из главных составляющих по-настоящему качественного шва — это правильная и точная настройка сварочного тока в соответствии с поставленной задачей. Опытным сварщикам часто приходится работать с металлом разной толщины, и порой стандартной регулировки min/max недостаточно для полноценной работы. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера. Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока.

Ток можно регулировать по вторичке (вторичной обмотке) и по первичке (первичной обмотке). При этом каждый из способов настройки трансформатора для сварки имеет свои особенности, которые важно учитывать. В этой статье мы расскажем, как осуществляется регулировка тока в сварочных аппаратах, приведем схемы регуляторов для сварочного полуавтомата, поможем грамотно выбрать регулятор сварочного тока по первичной обмотке для сварочного трансформатора.
Способы регулировки тока
Существуют множество способов регулировки тока, и выше мы писали о вторичной и первичной обмотке. На самом деле, это очень грубая классификация, поскольку регулировка еще делится на несколько составляющих. Мы не сможем разобрать все составляющие в рамках этой статьи, поэтому остановимся на наиболее популярных.
Один из самых часто применяемых методов регулировки тока — это добавление баластника на выходе вторичной обмотки. Это надежный и долговечный способ, баластник можно легко сделать своими руками и использовать в работе без дополнительных приборов. Зачастую баластники используют исключительно для уменьшения силы тока.

В этой статье мы подробно описывали принцип работы и особенности использования баластника для сварочного полуавтомата. Там вы найдете подробную инструкцию, как изготовить прибор в домашних условиях и как использовать его в своей работе.
Несмотря на множество достоинств, метод регулировки тока по вторичной обмотке при использовании в связке с трансформатором для сварки может быть не очень удобен, особенно для начинающих сварщиков. Прежде всего, баластник довольно громоздкий и его размер может достигать метра в длину. Еще прибор часто находится под ногами и при этом сильно нагревается, а это грубое нарушение техники безопасности.
Если вы не готовы мириться с этими недостатками, то рекомендуем обратить внимание на метод, когда производится регулировка сварочного тока по первичной обмотке. Для этих целей зачастую используются электронные приборы, которые можно легко сделать своими руками. Такой прибор будет беспроблемно регулировать ток по первичке и не доставит сварщику неудобств при эксплуатации.
Электронный регулятор станет незаменимым помощником дачника, который вынужден проводить сварку в условиях нестабильного напряжения. Часто домам просто не положено использование электроприборов более 3-5 кВт, а это очень ограничивает в работе. С помощью регулятора можно настроить свой аппарат таким образом, чтобы он мог бесперебойно работать даже с учетом низкого напряжения. Также такой прибор пригодится мастерам, которым необходимо постоянно перемещаться с места на место во время работы. Ведь регулятор не нужно таскать за собой, как баластник, и он никогда не станет причиной травм.
Теперь мы расскажем о том, как самому изготовить электронный регулятор из тиристоров.
Схема тиристорного регулятора
![]()
Выше вы можете видеть схему простейшего регулятор на 2 тиристорах с минимумов недефицитных деталей. Вы также можете сделать регулятор на симисторе, но наша практика показала, что тиристорный регулятор мощности долговечнее и работает более стабильно. Схема для сборки очень простая и по ней вы сможете довольно быстро собрать регулятор, имея минимальные навыки пайки.
Принцип действия данного регулятора тоже прост. У нас есть цепь первичной обмотки, в которую подключается регулятор. Регулятор состоит из транзисторов VS1 и VS2 (для каждой полуволны). RC-цепочка определяет момент, когда откроются тиристоры, вместе с тем меняется сопротивление R7. В результате мы получаем возможность изменять ток по первичке трансформатора, после чего ток меняется и во вторичке.
Обратите внимание! Настройка регулятора осуществляется под напряжением, об этом не стоит забывать. Чтобы избежать фатальных ошибок и не получить травму нужно обязательно изолировать все радиоэлементы.
В принципе, вы можете использовать транзисторы старого образца. Это отличный способ сэкономить, поскольку такие транзисторы можно без проблем найти в старом радиоприемнике или на барахолке. Но учтите, что такие транзисторы должны использоваться на рабочем напряжении не менее 400 В. Если вы посчитаете нужным, можете поставить динисторы вместо транзисторов и резисторов, показанных на схеме. Мы динисторы не использовали, поскольку в данном варианте они работают не очень стабильно. В целом, эта схема регулятора сварочного тока на тиристорах неплохо зарекомендовала себя и на ее основе было изготовлено множество регуляторов, которые стабильно работают и хорошо выполняют свою функцию.
Также вы могли видеть в магазинах регулятор контактной сварки РКС-801 и регулятор контактной сварки РКС-15-1. Мы не рекомендуем изготавливать их самостоятельно, поскольку это займет много времени и несильно сэкономит вам деньги, но если есть такое желание, то можете изготовить РКС-801. Ниже вы видите схему регулятора и схему его подключения к сварочнику. Откройте картинки в новом окне, чтобы лучше видеть текст.


Измерение сварочного тока
После того как вы изготовили и настроили регулятор, его можно использовать в работе. Для этого вам нужен еще один прибор, который будет измерять сварочный ток. К сожалению, не получится использовать бытовые амперметры, поскольку они не способны работать с полуавтоматами мощностью более 200 ампер. Поэтому рекомендуем использовать токоизмерительные клещи. Это относительно недорогой и точный способ узнать значение тока, управление клещами понятное и простое.

Так называемые «клещи» в верхней части прибора охватывают провод и измеряют ток. На корпусе прибора находится переключатель пределов измерения тока. В зависимости от модели и цены разные производители изготавливают токоизмерительные клещи, способные работать в диапазоне от 100 до 500 ампер. Выберите прибор, характеристики которого совпадают с вашим сварочным аппаратом.
Токоизмерительные клещи — это отличный выбор, если нужно оперативно измерить значение тока, при этом не влияя на цепь и не подключая в нее дополнительные элементы. Но есть один недостаток: клещи абсолютно бесполезны при измерении значения постоянного тока. Дело в том, что постоянный ток не создает переменное электромагнитное поле, поэтому прибор просто не видит его. Но в работе с переменным током такой прибор оправдывает все ожидания.
Есть другой способ измерения тока, он более радикальный. Можно добавить в цепь вашего сварочного полуавтомата промышленный амперметр, способный измерять большие значения тока. Еще можно просто временно добавлять амперметр в разрыв цепи сварочных проводов. Слева вы можете видеть схему такого амперметра, по которой можете его собрать.

Это дешевый и эффективный способ измерения тока, но использование амперметра в сварочных аппаратах тоже имеет свои особенности. В цепь добавляется не сам амперметр, а его резистор или шунт, при этом стрелочный индикатор должен параллельно подключаться к резистору или шунту. Если не соблюдать эту последовательность, прибор в лучшем случае просто не будет работать.
Вместо заключения
Регулирование сварочного тока на полуавтомате — это не так сложно, как может показаться на первый взгляд. Если вы обладаете минимальными знаниями в области электротехники, то сможете без проблем собрать своими силами регулятор тока для сварочного аппарата на тримисторах, сэкономив на покупке этого прибора в магазине. Самодельные регуляторы особенно важны для домашних мастеров, которые не готовы к дополнительным тратам на оборудование. Расскажите о своем опыте изготовления и использования регулятора тока в комментариях и делитесь этой статьей в своих социальных сетях. Желаем удачи в работе!
Источник: svarkaed.ru
Доработка сварочного инвертора своими руками — Справочник металлиста
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.
Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций.
А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования.
Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости.
На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов.
У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор. Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах.
Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц.
Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе.
Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии.
Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине.
Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока.
К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.
Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата.
Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува.
Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять.
Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям.
Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.
Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник».
Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения.
Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные.
Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом.
Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.
Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения.
Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями.
Получить реальное значение сварочного тока можно путём установки амперметра.
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт.
Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А.
Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.
Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.
О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С.
Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics.
Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.
Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.
Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм2 и сердечник, желательно из феррита.
В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора.
Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.
Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Доработка сварочного инвертора своими руками — Металлы, оборудование, инструкции
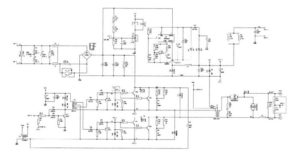
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.
Доработка сварочного инвертора своими руками — Станки, сварка, металлообработка
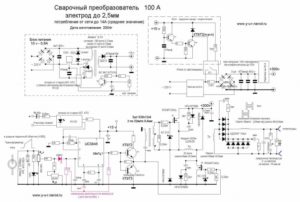
- Дата: 02-06-2015
- 288
- : 48
Инвертор в последние годы стал одним из самых популярных аппаратов для сварки. Именно он сейчас применяется многими профессионалами и простыми людьми. В некоторых случаях подобное оборудование приходится дорабатывать.
Доработку сварочного трансформатора можно доверить и профессионалам, а можно и сделать все своими руками. Ведь именно к этому в основном и сводится вся работа. В сварочном инверторе очень важную роль играет трансформатор, который преобразует входящее напряжение, повышая его значение до необходимого уровня.
Доработка сварочного инвертора с данной информацией превратится в самое настоящее удовольствие.
Схема устройства сварочного инвертора.
Если хорошо посмотреть на сварочный аппарат данного типа, то сразу бросается его простота. Система представляет собой простейший преобразователь напряжения. Первичная обмотка силового трансформатора достаточно проста. Она рассчитана на входное напряжение 220/400 Вольт.
Разумеется, имеется здесь тепловая защита от перегрева и вентилятор охлаждения. Все эти детали являются неотъемлемой частью инвертора. Именно здесь и кроется возможность доработки. В основном подобную схему имеют практически все инверторы.
Стоит отметить, что они рассчитаны на работу не с самыми большими токами. Чаще всего значение этого параметра не превышает 200 Ампер. Модернизация схемы не всегда является необходимостью.
В некоторых ситуациях этого делать не нужно, но в месте использования в обязательном порядке должно быть стабильное напряжение питания.
Предпосылки к модернизации
Таблица требуемых технических характеристик для сварочного инвертора.
Существует несколько основных предпосылок, которые заставляют людей переходить к доработке сварочного трансформатора. Во-первых, если данный агрегат используется в том месте, где нестабильно напряжение. Он рассчитан на стабильное потребление от 220 до 400 Вольт, но этого добиться можно не всегда. В некоторых случаях напряжение питания может падать куда ниже критической отметки.
К примеру, если оно опустится до 170 Вольт, то велика вероятность того, что трансформатор не будет работать, а соответственно, и инвертор. Аппараты подобного типа не предназначены для художественной сварки. Они скорее могут использоваться для работы с крупногабаритными деталями. Если нужна художественная сварка, то придется также переходить к доработке сварочного трансформатора.
Подобный аппарат даже при номинальных значениях напряжения не всегда позволяет зажечь дугу. Выходной каскад трансформатора не всегда выдает нужное высокое его значение. Если говорить о пониженных значениях, то тут может случиться беда. Именно поэтому при возникновении подобных проблем можно смело переходить к доработке.
Вся работа в данном случае сводится к установке диодного моста для выпрямления тока, что позволит получить на выходе более стабильную дугу и приведет к увеличению значения выходного напряжения трансформатора, чтобы розжиг можно было производить даже при недостаточном питании. Это очень полезные решения, которые каждый человек может реализовать самостоятельно.
Процесс выполнения работы
Функциональные возможности сварочного инвертора.
Вся работа сводится к тому, что в схему добавляется перемычка, состоящая из выпрямительного моста с фильтром низкой частоты.
В результате получается выпрямительное устройство, на выходе которого при холостом ходе получается значение удвоенного напряжения. Можно более подробно рассмотреть сам процесс работы схемы с перемычкой.
Сначала полуволна напряжения поступает на первый вентиль, пройдя через который, она поступает на фильтр.
В результате выпрямленное напряжение поступает на обмотку трансформатора. Происходит полная зарядка конденсатора в схеме. Далее вторая полуволна поступает на второй диод, проходя через который, она поступает на второй конденсатор. Соответственно, он тоже заряжается до максимума.
В результате получается, что по схеме напряжения от обоих элементов складываются между собой, что приводит к удвоению значения этого параметра на выходе. Именно этого и нужно было добиться, чтобы трансформатор позволял без каких-либо затруднений производить розжиг дуги. Итак, можно считать, что первая проблема полностью решена.
Схема источника питания инверторного сварочного аппарата.
Стоит еще отметить тот факт, что третий и четвертый выпрямители при отсутствии нагрузки в схеме никак не работают, то есть они не участвуют в рабочем процессе. Измененная схема выпрямительного моста позволяет сохранить стабильные показатели напряжения на выходе, в то время как стандартная принципиалка не позволяет работать с максимальным качеством дуги.
Это связано с тем, что при касании электрода рабочей поверхности происходит резкий разряд конденсатора, а это приводит к микровзрыву.
В подобной ситуации не стоит рассчитывать на качественное сваривание поверхностей. Итак, модифицированный мост позволит получить на выходе действительно потрясающий результат.
Он позволяет работать уже не только с толстыми металлами, но и выполнять ювелирную работу.
Несколько слов о самих деталях
Схема дросселя сварочного инвертора.
Теперь стоит поговорить о том, какие детали необходимо включить в схему, чтобы на выходе получить весьма неплохой результат. Ничего сверхъестественного использоваться не будет. Все детали можно без каких-либо проблем приобрести в специализированных магазинах.
Что касается выпрямительных диодов, то лучше всего использовать модель Д161 со стандартными радиаторами охлаждения, которые на них устанавливаются.
Можно составить смешанную схему, в которой будут использоваться выпрямители предыдущей марки, а также модели В200.
В этой ситуации устройство получается более компактным, так как радиаторы у каждой модели имеют различные габариты. Их проще соединить с помощью специальной шпильки.
В качестве конденсаторов можно использовать практически любые модели этих элементов, но лучше перестраховать себя и установить МБГО, которые не имеют полярности.
Для стабильной работы аппарата придется подбирать емкость каждого элемента.
Для этого используется либо метод тыка, либо математика. В большинстве случаев можно обойтись 400 мкФ.
Токовый дроссель наматывается на сердечник трансформатора. Для этого должен использоваться достаточно крупный провод. В большинстве случаев можно обойтись шнурком диаметром 10 квадратных миллиметров.
Мотать нужно до тех пор, пока окно не заполнится. В результате должно получиться пространство без каких-либо щелей. Между половинами сердечника стоит уложить текстолит. Он используется в качестве изолятора.
В результате получается инвертор со стабильными показателями работы дуги и со стабильным розжигом. Этого и стоило добиваться.
Повышение экономичности: рекомендации
Схема работы сварочного инвертора.
Сварочный инвертор — это весьма мощный агрегат, который потребляет огромное количество электроэнергии. Разумеется, с этим явлением можно бороться различными методами. Один из них будет предложен прямо сейчас.
Трансформатор в значительной степени влияет на подсадку напряжения в сети. Если работы будут вестись постоянно, то можно быть уверенными, что свет дома будет гореть слабо. Это приводит к дискомфорту всех окружающих.
Нужно искать правильный выход из ситуации.
Сам процесс понижения напряжения предельно прост. Придется внедрить еще одну доработку в сварочный инвертор.
Делается дополнительный вывод со вторичной обмотки, то есть уменьшается количество ее витков.
Разумеется, каждый может начать спорить, ведь значительно ухудшится качество горения при этом, но на самом деле здесь также имеется одна хитрость, которая позволит сохранить стабильное горение дуги.
Его емкость должна при этом составлять приблизительно 15 тысяч мкФ. Этого будет вполне достаточно. Разумеется, для каждого конкретного аппарата это значение может изменяться, но в большинстве случаев оно варьируется от 10 до 18 тысяч мкФ.
На это и стоит ориентироваться.
Итак, теперь каждый читатель знает о том, как можно доработать сварочный инвертор, чтобы на выходе иметь оптимальную дугу, которая позволит работать даже с самыми прихотливыми и тонкими материалами.
Ремонт и доработки сварочных инверторов своими руками
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.
Доработка сварочного инвертора своими руками
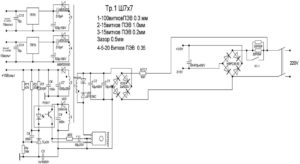
Агрегат, предназначенный для сваривания изделий, принято считать сварочным полуавтоматом. Такие устройства могут быть различных видов и форм. Но самым важным является механизм инвертора.
Необходимо, чтобы он был качественным, многофункциональным и безопасным для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции, изготавливая устройства самостоятельно.
Схема изготовления самодельных инверторов достаточно проста. Важно учитывать для каких целей будет изготовлен аппарат.
Существуют инверторы для:
- Сваривания при помощи порошковой проволоки;
- Сваривания на различных газах;
- Сваривания под толстым слоем флюса;
Иногда для качественного результата и получения ровного сварного шва необходимо взаимодействие двух устройств.
Также инверторные устройства делятся на:
- Однокорпусные;
- Двухкорпусные;
- Толкающие;
- Тянущие;
- Стационарные;
- Передвижные, в комплекте которых есть тележка;
- Переносные;
- Предназначенные для начинающих сварщиков;
- Предназначенные для полупрофессиональных сварщиков;
- Предназначенные для профессиональных мастеров;
Схема инвертора:
Что потребуется?
Самодельный аппарат, схема которого очень проста, включается в себя несколько главных элементов:
- Механизм с главной функцией, отвечающий за управление сварочным током;
- Источник сетевого питания;
- Специальные горелки;
- Удобные зажимы;
- Рукава;
- Тележка;
Схема сварки при помощи полуавтомата в среде защитного газа:
Также мастеру понадобятся:
- Механизм, который обеспечивает подачу проволоки;
- Гибкий шланг, при помощи которого проволока или порошок будет поступать к сварному шву под давлением;
- Бобина с проволокой;
- Специальное устройство управления;
Принцип работы
Принцип работы инвертора включает в себя:
- Регулировку и перемещение горелки;
- Контроль и наблюдение за сварочным процессом;
При подключении агрегата к электрической сети наблюдается преобразование переменного тока в постоянный. Для данной процедуры понадобится электронный модуль, специальные выпрямители и трансформатор с высокой частотой.
Для качественного сваривания нужно, чтобы у будущего агрегата такие параметры, как скорость подачи специальной проволоки, сила тока и напряжение были в идентичном равновесии. Для данных характеристик понадобятся источник питания дуги, который имеет вольтамперные показания.
Длину дуги должно определить заданным напряжением. Скорость подачи проволоки напрямую зависит от сварочного тока.
Схема самодельного устройства:
Электрическая схема устройства предусматривает факт, что тип сваривания сильно влияет на прогрессивную работоспособность аппаратов в целом.
Электрическая схема самодельного устройства:
Полуавтомат своими руками — подробное видео
Созданный план
Любая схема самодельного устройства предусматривает отдельную последовательность работы:
- На начальном уровне необходимо обеспечить подготовительную продувку системы. Она будет воспринимать последующую подачу газа;
- Затем необходимо запустить источник питания дуги;
- Подать проволоку;
- Только после выполнения всех действий начнется движение инвертора с заданной скоростью.
- На окончательном этапе следует обеспечить защиту шва и заварку кратера;
Читайте так же: Рассмотрим сварочные аппараты для оптоволокна
Пример реализации самодельного устройства:
Самодельный аппарат должен работать по принципу преобразования токов высокой частоты. В таком случае преобразование ЭДС исключается. Благодаря этому Устройство можно значительно уменьшить в габаритах и в весе. Но чтобы провести качественный ремонт устройства, необходимо разбираться в электротехнике.
Рассказ про самодельный полуавтомат
Подготовка трансформатора
Свое внимание необходимо уделить подающему механизму. При помощи данного устройства должна происходить подача электродной проволоки. Из-за того, что данный механизм ломается чаще всего, следует сделать качественные расчеты.
Важно учесть, что увеличение силы тока в большинстве случаев приводит к возгоранию электрода. При этом происходит сильное повреждение изделия. Но если ток очень слабый, то сделать полноценный агрегат не получится. Полученный сварной шов будет ненадежен.
Поэтому на данном этапе подготовки необходимо правильно выполнить все расчеты.
Источник питания
Ремонт или изготовление конструкции включает в себя источник питания. Таким устройством может служить выпрямитель, инвертор или трансформатор. Именно данная деталь влияет на объем и стоимость сварочника. Наиболее профессиональными и качественными устройствами принято считать инверторные источники питания.
Схема блока питания:
Плата управления
Для создания инвертора необходима специальная плата управления. На данном устройстве должны быть вмонтированы узлы аппарата:
- Задающий генератор, включающий в себя трансформатор гальванической развязки;
- Узел, при помощи которого управляется реле;
- Блоки обратной связи, отвечающие за сетевое напряжение и подающий ток;
- Блок термозащиты;
- Блок «антистик»;
Печатная плата блока управления:
Выбор корпуса
Перед сборкой агрегата нужно подобрать корпус. Можно выбрать короб или ящик с подходящими габаритами. Рекомендовано выбирать пластик или тонкий листовой материал. В корпус всонтируются трансформаторы, которые соединяются с вторичными и первичными бобинами.
Совмещение катушек
Первичные обмотки выполняются по параллельной схеме. Вторичные бобины подключаются по последовательной. По подобной схеме устройство способно принимать ток величиной до 60 А. При этом выходное напряжение будет равно 40 В. Данные характеристики отлично подойдут для сваривания небольших конструкций в домашних условиях.
Система охлаждения
Во время непрерывной работы самодельный инвертор может сильно перегреваться. Поэтому такому устройству необходима специальная система охлаждения.
Самым простым методом создания охлаждения является установка вентиляторов. Данные устройства необходимо прикрепить по бокам корпуса. Вентиляторы должны быть установлены напротив трансформаторного устройства.
Прикрепляются механизмы таким образом, чтобы они могли работать на вытяжку.
Охлаждение, которое будет использоваться в самодельном устройстве, можно вынуть из устаревшей компьютерной техники. Для того, чтобы сделать не только удаление теплого воздуха, но и подачу свежего кислорода – в корпусе механизма высверливают 20-50 отверстий. Диаметр таких отверстий должен соответствовать диаметру сверла и быть не менее 5 мм.
Ремонт/доработка устройства скорости подачи электродной проволоки
Инверторы считаются надежными устройствами. Но при небрежном уходе устройства могут выйти из строя. Аппаратам может потребоваться ремонт.
В большинстве случаев главной причиной является поломка регулятора. При возникновении первых проблем, поломка сказывается на дальнейшей работе устройства.
Поэтому чтобы избежать будущий ремонт, следует как можно больше уделить времени на качественную сборку устройства.
Схема агрегата включает в себя прижимной ролик. Он оснащен специальным регулятором уровня прижима проволоки. Также в агрегате присутствует ролик подачи проволоки, в котором есть два небольших углубления. Из них должна выходить сварочная проволока. Разрешено использование проволоки диаметром до 1 мм. Сразу после регулятора находится соленоид, который контролирует подачу газа.
Регулятор считается крупным элементом. Он фиксируется при помощи небольших болтов. Поэтому крепление является крайне ненадежным. Агрегат может перекашиваться, что может привести к сбою в работе. Именно из-за этой причины устройство часто ломается и требует дополнительный ремонт.
Дроссель своими руками
Для того, чтобы сделать дроссель, понадобится трансформатор, эмальпровод с диаметром более 1,5 мм. Между слоями наматывается изоляция. При помощи алюминиевой шины с габаритами не менее 2,5х4,5 мм, наматываются 24 витка. Оставшиеся концы шины остаются по 30 см.
Сердечник прокладывается при помощи кусочков текстолита с зазором минимум 1 мм. Также разрешено наматывать дроссель на железе от старого лампового цветного телевизора. Но на такое устройство можно поставить только одну катушку. Такое устройство может стабилизировать сварочный ток.
Готовое изделие должно выдавать минимум 24 В при токе 6 А.
Сварочная горелка
Данное устройство предназначено для подачи электродной проволоки, углекислого газа и дугового напряжения к необходимому участку сварки. Назначением устройства является замыкание цепи, которое обеспечивает подачу сварочной проволоки к защитному газу.
Сварочная горелка:
Для наибольшего качественного эффекта рекомендуется приобретать готовый пистолет. В комплекте вместе с устройством должны быть рукава для подачи сварочной проволоки и защитного газа.
Баллон
Баллон рекомендовано покупать стандартного типа. Если применять углекислоту, то разрешено использование баллона огнетушителя. Предварительно с устройства снимают рупор. Для установки редуктора необходим специальный переходник, так как резьба баллона не соответствует горловине огнетушителя. Для перемещения баллонов понадобится тележка.
Читайте так же: Узнаем, какой автомобильный компрессор лучше?
Тележка
Тележка может быть выполнена самостоятельно. Также разрешено использование готовых конструкций. Можно изготовить одноуровневые, двухуровневые и трехуровневые изделия. Для удобства на верхнем уровне хранят инструменты и материалы, которые будут нужны для работы. Для удобного перемещения тележка включается в себя колесики диаметром не менее 5 см.
Самодельная тележка с нескольких вариациях:
Режимы сваривания в углекислом газе:
От обычного устройства полуавтомат отличается механизмом подачи проволоки. Поэтому такой агрегат считается наиболее сложным устройством. Ремонт будет необходим в случае поломки подающего механизма.
Еще один полезный вариант изготовления
Переделка сварочного инвертора в полуавтомат
Чтобы сделать полуавтомат из сварочного инвертора – необходимо подвергнуть устройство некоторым манипуляциям. Аппарат обматывают медной полосой с обмоткой из термической бумаги. Важно заметить, что обыкновенный толстый провод не подойдет. Он будет очень сильно нагреваться. Система охлаждения может не справиться с поставленной нагрузкой, что приведет к сильному перегреву устройства.
Доработка сварочного инвертора своими руками — Вместе мастерим
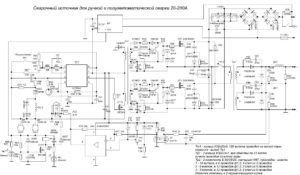
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности.
A P T E M
Как переделать ампре метр? Легко! Закрасить точку!
PETRU CIACIROV
Парень хоть попробовал а вы коментаторы хреновы только языками работать умеете а направить человека на правильный путь никто не додумался…Во всем гребанном ютубе ни один умник не показывает как правильно подключить этот амперметр и как подобрать шунт к нему а только пиздят и рекламу втюхивают ебланы…..
Сергій Кучерак
Кстати — видел как люди подпиливали защелки чтобы вставить показометр в корпус изделия .
маленькая инструкция как вставлять в корпус вольтамперметр .
Вытягиваете плату из корпуса показометра — вставляете корпус в прибор а потом вставляете плату в корпус.
При этом плата блокирует защелки .
Извлечение показометра из прибора в обратной последовательности — сначала вытягиваете плату а потом корпус показометра.
alex1019571
Было 10, точку закрасил маркером и получил 100, Гениально! Интересно, если на сторублевке нолик маркером пририсовать, за тысячу прокатит?
Владимир Матвиенко
Виктор, меня всегда интересовал вопрос!!! Кто будет смотреть сварочный ток, когда у тебя маска на фейсе?
Сергій Кучерак
Странно — почему ты решил что расстояние «шунта» должно быть 10 см ?
Подбирай расстояние чтобы показания ссответствовали требуемым ..
или загруби чувствительность амперметра .
так как судя по показаниям тебе надо уменьшить расстояние больше чем в 10 раз
Михаил Бугаенко
Ещё можно в сварку внедрить магнитолу и динамик.Будет заебись!
Алексей Сметанин
Комментарии не читать, двоечники. Читать Жеребцова
Bron
Как минимум нужно калибровать. Нужно же знать падение напряжения. Ниже писали про стандартные шунты
Дмитро Балушка
с шунтом надо играться, так же сзади есть подстроечник для тока, можно там покрутить.
Flaris Sagidullin
Слишком большая составляющая нефильтрованного напряжения.
Spiritishn Koval
развеял сомнения , спасибо
Александр А
8:04 Надо было ещё ХИ-хи-хи))) добавить…
Run V
?? В приборе стоит гавеный операционник (соответственно цена) . Эта хрень для автозарядников с натягом (на разных токах разная погрешность) . Сегодня выписал поиграться…
MirAS Ondasynov
все из за шунта, должны регулировать ток
василий первой
Дерзай юноша.На тебя смотрит вся страна. УДАЧИ и УСПЕХОВ.
Gleb Zhyglov
Да уж! Я чёт тебя умней считал…..
oe
Ну элементарное решение. Впаять сглаживающие конденсаторы после делителя напряжения(для напряжения), и перед усилителем тока на ОУ сделать аналогично (для тока).
KarSar
Вам бы загуглить «Закон Ома»… Тогда все странности исчезнут.
Это и есть главная проблема.
Владимир Матвиенко
на выходе Ресанты при минимальном токе получим импульсы с минимальной скважностью мож поэтому прибор с ума сходит? Сварочник при замыкании должен в защиту уходить.
Алексей Соколов
Все правильно работает , только укороти расстояние шунта в 2 раза .При соединении без лампы , просаживается напряжение , изменяется разрядность индикатора , не
пойму только почему она на амперах отражается , но похоже , что так.
Max_Шилкин
надо было подключить иголки вместо родного шунта. и отколибровать операционный усилитель
yury yury
может нужно смотреть в сторону трансформатора тока?
Алексей Сметанин
Измерение тока несколько отличается от измерения напряжения. Потрудитесь изучить данный момент, и не кусайте детали, вроде бы паяльник существует не просто так. 10 сантиметров, коротковат для электроника, но ежели каждый день то подрастет.
Rumen Markoff
Не нужно резать шунт, поставить конденсатор для сглаживания шим
Рукман Токтаров
Возможно на выходе сварочника не чистая постоянка, которая и влияет на приборы таким образом. Возможно электролиты у самого входа в прибор помогут.
юрий малюженко
Так если решение? Прошло почти два года)))
Maier Maier
странный теска, зачем обманывать «Дорабатываем амперметр и устанавливаем на сварочник, DC 100V 10A Voltmeter Ammeter» в итоге 0
FARID1766
как увеличить напряжение до 200V — 300V.
Игорь Петелин
Народ уже написал, что на выход идёт ШИМ. Поэтому, когда есть КЗ, импульсная составляющая снижена до предела (Y стремится к 0) и ток=Х, а при разумной нагрузке, действующее значение тока будет ниже Х, но резко возрастает импульсная составляющая тока (Y>X), отсюда и получается X+Y…
Ggplay Ddf3
соеденяем чёрный и синий провода вместе . должно помочь .
Александр Кочнев
Сдаётся мне Виктор ,что Вы хитрите ,и прекрасно знаете все тонкости подключения этого приборчика . Даёте шанс поумничать подписчикам ?
андрей слинкин
Не 62 ампера, а 0.6А
Elektronik Atölyem
Excellent
А что тут писать надо?
Купите на али для этого амперметра шунт на 100ампер. И будет вам счастье.
Zias Денисенко
на Али у некоторых продавцов написано что при токе до 1 ампера прибор врёт. по сути сейчас ток до 1 ампера (точку маркером закрасили ) и ещё ШИМ свой вклад вносит.
Роман Гайдук
Привет. Ты используешь отрезок минусового провода как шунт и у тебя показания прибора в двое выше чем есть на самом деле, так укороти шунт в двое, ведь прибор измеряет падение напряжения на участке цепи.
dalai lamaa
на самом приборе написанно что для измерения 100А надо поставить шунт на 100А 75мВ в разрыв минусового проводо и будет счастье…….
Dwain Longfeet
там и с нормальным заводским шунтом точности никакой
Серега Тарасов
Если меняется значение тока. Подгонка шунта.
FOX MOLDER
дилетанский колхозный подход зря тока манганиновй шунт испортил! а с иглам и правда КЛОУН!!!
если ты хочечь делать но чтоты ЗАДУМАЛ на до
1найти ШУНТ ЗАВОДСКОЙ 75МВ 200а можно взять и на 150-500а и подогнать калбровкой (1000а не советую не влезето он туда а 100а при токах выше 110 будет перегреватся думаю даже обдув не спасет
2 врзать шутн в минусовой шину сварного ВНУТРИ на болтах по стандатной 4 тосечной схеме (Келвина)
3 между шунтом и каналом тока врезать интегрирующий ИНСТРУМЕНТАЛНЫЙ УСИЛИТЕЛЬ(с учетом полей инвертора в сварке ЭКРАНИРОВАНЫЙ!) но конкреный волтметр на STM8(если он у тебя такой) содержал прецизионый ОУ в канале тока и можно сделать пасивный интегратор 3-4 порядка(надеюсь найдеш ка считать -частота срезв 10гц)
И да никакого опять калхоза компактный ФНЧ 4порядку smd печатный плату иравить и рядом с платой волтметра крепить ввнутри экрана
4 запустить калибровку тока на не мене чем 80а- по образцоваму ЭЛЕКТРОМАГНИТНОМУ ИЛИ ЭЛЕКТРОДИНАМИЧЕСКОМУ ПРИБОРУ -НАГРУЗКА САРОЧНЫЙ РЕОСТАТ например РБ-300
-резистром на плате если есть или
-програмно(если нет) откалибровать канал тока по инструкци для вашего показометра они есть на китайских сайтх тао но китайцы про них молчат на али 🙁
5 все это вместе с прибором экранируй запаяной медной кообкой из стеклотекстолита заземленой на минус шунта -для питания ЛУЧШЕ поставить мелкий китайский чугуневый трансик 230/8в прикрученый к дну с мостом и банкой -подключить витухой или сделать домот на главный транс инвертора фторопластовым проводом-отделна галваноразвязана обмотка дале как в любом ПХ дросель(с расчетом на неразрывный ток от 10ма)+ двойной диод +банка (компактно ) питание опять витухой
(мелким НЕСИНХРОНЫМ зарядкам там не место выгорят и выжгут ваш показометр) (но вам этот вариант не рекромендую-слишком вы колхозите при пайке -спалите сварку
-вам толко ТРАНС ЖЕЛЕЗНЫЙ!
ТЕПЕРЬ ТЕОРИЯ почему врет -глянте на форму тока инвертора при токах ниже неразрывного тока !! если конечно в теме что это и на что влияет…
дросель бытовх Ресант из экономи сделан на неразрывность тока лиш при 60-80а и боле на менших ток РазрывноЙ а это очень плохо для чуткой нагрузке и Измерителным приборам не имеющим встроеного True RMS в програме прошивки (а STM8 принципе такое потянет если переписать грамотно прошивку) поэтому придется сделат внешний интегратор высоких порядков в канал тока чтоб применить без перепрошивок вашего китайца с Али что конечно боле разумно чем писать свою прошивку по сварной…
6 точку лучше отпаять-сдув резистор в цепи этого сегмента =ЭТО ГРАМОТНОЕ РЕШЕНИЕот инженера
или отрезав дорожку если стоят сборки 4R как у меня в этом волтметре (хотя можетеи закрасит-заклеить чтоб не лезть в прибор-ддя вас это похоже проблема судя по варварскому уничтожению ШУНТА-ЭТО УЖЕ КАЛХОС ЖУТКИЙ)
5*** попутно МОЖНО ЕСЛИ НУЖНО добавить в сварку режим огрангичения выхода на 14,5в или 28,8в тогда появится режим ЗПУ для пуска и быстой подзарядки авто(включать ТОЛКА сдвеным тумблором с подсветкой и защитной гашеткой-авиционые) но это тема*** обьемная и отделная…
И ГЛАВНОЕ и никаких гавносоплей холодных пакек детскими паялами(рулит ЭПСН100вт) и КАЛХОЗА Внутри инвертора !!! толка увязаные в жгуты силиконовые или фторопластовые медные многожилные провода!! увязаные закрепленые и проложеные так чтоб при работе не касались греющихся и врашабшихся частей
I apologize in advance for the super long comment!!!
Эдуард Петрик
да! склероз меня подери! забыл по поводу глюков с измерениями, в таких приборах, устройства без функции True RMS будут нести полную охинею! так что отмывай теперь свой загаженный маркером ТЫЩЯ АМПЕРНЫЙ индикатор. или напиши на нем гордое True RMS и попробуй еще разок! потом обязательно вставь но аккуратно иголки в нужные места ну ты понял. За сим откланиваюсь! остальное раньше написал. без обид ну правда веселил до слез.
Seko Seko
за смекалку и идею — 5. а за исполнение ….
Yuri Baklanov
Здравствуйте Виктор,10 сентября я приеду в Сочи на отдых и за одно хочу если у вас есть в городе рынок где можно купить радио детали сходить на него,напишите пожалуйста адрес.
Nomad kz
Зря начинал с того, что убрал шунт с амперметра. Надо было калибровку производить по такой последовательности:
1. Нагрузить выход инвертора через этот же амперметр по максимуму — до 10А, то есть, в нашем случае это будет 9,99А;
2. Нагрузку подключить напрямую;
3, Убрать внешний шунт;
4, Искать расстояние между иголками методом тыка до тех пор, пока амперметр не покажет величину 0,10(так как запятая закрашена, это будет 10А).
Я так думаю, это есть самая точная калибровка
Evgen
Ну парень показал принцып всего. Не будет-же кабеля резать для вас пиздунов диванных. Потому и использовал иглы.
Макс Кокорин
сзади есть подсроечный резистор
Vovcik Vovcik
Виктор посоветуйте как отрегулировать ток на китайском вольтамперметре?Подстроечником не уменьшается.
Vladymyr Gerasymenko
Точку закрасим, теперь он начинает мерить до 1000 ампер!!! во как.))..
да, заимитесь позже, поучите электротехнику, на тему как амперметр работает без шунта. Пока уровень-баран с кафедры бубна.
Владимир Владимир
Виктор! может сопротивление шунта изменить и в индикаторе подрегулировать амперметр?
Нур Казакстан
подскажите пожалуйста можно ли подключить этот прибор поставить подключить к автомобиль
ivan viktorovitch
Эти амперметры действительно неадекватные, а может бракованные попадаются! Купил на 50А с отдельным шунтом для лбп, так намучился, показывает всегда по разному и показания бегают, при этом на тестере — ровно держатся.
А вольтметр в нем — вроде норм.
Andrey Sugak
На выходе сварочника ток пульсирующий, очень много помех, у амперметра «крыша»едет, не понимает как мерить такой ток…?
Джим Хокинс
надо индуктивный метод (как у клещей), омхо проще, чем иголки использовать.
Ggplay Ddf3
соеденяем чёрный и синий провода вместе . должно помочь .
искра искринка
откусываем, закрашиваем, тыкаем иголки, и цифровой сварочьный самагонный апарат готов. 🙂 но сама идея отличьная
Виталий Шабров
Иглы подвигай 5 см-20 см должно помочь
BoB4uk
Ну как успехи, добился чего нибудь?
Я тоже пытался таким амперметром мерить токи больше 10А. И к родному шунту добавлял 50-ти амперный и без родного пробовал, показывал разную фуйню. Затем где-то прочитал, что они прошиты для измерения определенного тока и взял амперметр на 50А и через шунт 50А все прекрасно работает. Для сварочника нужно до 200А брать, вроде такие есть на Али. Шунт не обязательно, можно использовать так-же провод, подобрать переставляя иголку.
сергей Лугин
Проблема в шунте мультиметра может быть
Павел Остриков
Зачем ваще такое позорище надо было выкладывать? Показать свою безграмотность?
TheAbdulvahid
это вы так пошутили? а хочу чтоб на 10 -ти сантиметрах на глаз точно показало :чудо китайской мысли : чет не получилось а и фиг с ним другой раз ,лайк заслуженный
Валерий
Спасибо Виктор ,у меня другая проблема и возможно подскажите ,как ее решить .Купил на Али цифровой амперметр метр 4-30 В DC 100 А с о 100А шунтом но он начинает измерять ток только с 5 а и выше,но хотелось бы чтобы начал мерять с ,хотя бы с 0.5 А .Подскажите вариант
Роман Алмазов
как быть уверенным в точности показаний этого амперметра? На юстировку его. Мультику больше верится.
Олег Викторович
проблема с шунтом его надо калибровать
Aleksandr Knyazev
Если ты закрасил точку , то показывает в милиАмперах как не крути . Если провод медный и приличного сечения , то чтобы он показал хотя бы десятую долю реального тока , иглу от иглы нужно втыкать может и через пять метров.
Misha Pankov
А может сделать проще? Измерять ток со стороны входа 220 Вольт. Можно тем же Ваттметром или еще как, токи небольшие и не нужно никаких шунтов городить и вообще не нужно лезть в сварочный аппарат. Ваттметром за 600 рублей ( с Али) пользуюсь для контроля токов зарядки на различных зарядках, все хорошо видно, как зарядки себя ведут, и заодно все подсчитывается. Удобно смотреть, сколько энергии в себя взяли аккумуляторы. И определять, насколько они рабочие. Удобно так заряжать аккумуляторы с шуруповертов, видно когда аккумуляторы уже не берут в себя энергию и что пора менять их на литий. Да и на автомобильных аккумуляторах интересно наблюдать, как они себя ведут при заряде. Учитывать только КПД зарядного устройства. Также фонари заряжать удобно, есть фонари без индикации окончания заряда, по токам на Ваттметре видно, когда токи стали небольшие и зарядка фактически закончилась. Так же кто переделывает фонари на литий, можно не заморачиваться с индикацией окончания заряда, не выносить светодиоды наружу, а просто смотреть по Ваттметру. Когда заряд заканчивается, на Ваттметре ток около нуля или вообще ноль, смотря какой блок питания. Но в любом случае видно, что зарядка закончилась.
Чтобы рассчитать ток на выходе у сварочного аппарата, нужно общую потребляемую мощность, измеренную с помощью Ваттметра со стороны 220 Вольт, поделить на напряжение на сварочных проводах. И учесть КПД, хотя бы примерно. Точные токи в обычной практике все равно не нужны, а примерно будет понятно, как ведет себя сварочный аппарат и какие токи в данный момент выдает. КПД можно при желании один раз рассчитать, измерив реальные токи на выходе с помощью стрелочного амперметра.
Виктор, спасибо Вам за ваши видео. Вы молодец.
старк
Я тоже пробывал делать, но только в авто на провод от генератора к акб, чтоб знать сколько жрёт акб от него, порылся в нете и узнал что это на 10а не подойдет, есть такойже на алиспрес но на 100 ампер с шунтом, вот его бери и тогда точно получится, даже на провод иглами вместо шунта, кароче прибор поменяй на 100 а
ppsh38
на всех инверторах указатель сварочного тока работает по принципу вольтметра,но показывает не вольты а приблизительное количество тока ампер соответствующее выходному напряжению т.е например при 70вольтах 160ампер ,соответственно при напруге на выходе 70вольт индикатор будет показывать значение 160.Вобщем найди старый стрелочный амперметр от советского сварочника например ВД-306,подключи его в разрыв силового кабеля выставь ток и начни варить,попроси друга чтобы тот записал значение тока на шкале и одновременно замерь напряжение во время сварки.запиши значения тока и напряжения, далее зная напряжение во время сварки(например40в) подстрой китайский вольтметр( если можно)чтобы тот показывал значение шкалы амперметра
Саша Заварихин
Инвертор даёт не совсем постоянный ток, как пишется в рекламах .Ультрабыстрые диоды не успевают сработать 100% на выходе силового сварочного 75 килогерц ВЧ трансформатора ,от этого приборы и врут поскольку лучше бесконтактный амперметр в нём дадчик хола высокочастотный до 100 килогерц. Если ток был постоянным то при подключении к нему коденсатора 1000 мкф 160 вольт ,кодесатор тогда бы не взрывался от переменных вч токов.
Sergey Sokolov
Здравствуйте Виктор!Не могли бы Вы мне помочь в моей проблеме.А дело в том что я получил с Али очередной заказ-ампервольтметр 10 А 100 В в котором есть 3 тонких провода и 2 толстых.Прибор работает регулировки тоже работают но он врет в меньшую сторону т.е если мультиметр показывает 12 В и 5 А то прибор -10 и 4 к примеру.Подстроечниками не могу вывести на нужный уровень-не хватает диапазона.До этого я заказывал несколько аналогичных приборов но они были 10 А и 30 В и имели 2 тонких и 3 толстых провода -вот эти работают хорошо регулировки позволяют выровнять показания.Может Вы мне что подскажете-может там одна общая причина и ее можно исправить?Схемы нет в инете нет инфы по такого рода неисправности.Информацию можно скинуть на [email protected]Удачи.
Эдуард Петрик
НУ ТЫ КЛОУН!!! иди учи как работает сварочный инвертор. ты наверно даже не знаешь о прямой и обратно полярной сварке раз такое задумал. то что ты увидел на сварочниках дисплей , так это показомер к реальным амперам не имеющий ни какого отношения. полярность кабелей, надо менять от металла к металлу. с этим что ты будешь делать горе-сварщик. лезь к трансформаторному там жги свои индикаторы. там все взаправду и амперы и ток.тока клемы не короти и хоть немного изучи предмет исследования . и отстань от инвертора, пока папа по ушам не хлопал. и на будущее пока не зажгешь дугу, ампер на инверторе не увидишь, а пока она горит твой индикатор нах не нужен! холостой ход инвертора 90-110 вольт (теперь представь на нем хотя бы один ампер а тем более 10? у тебя бы глаза вырвало. ) сварки порядка 30 вольт но уже под током выставленным. что те там еще смотреть? при кз срабатывает анти-залипание. ну посмешил меня старого от души и то ладно.
Алексей Юрьев
попробовать надо поиграться расстоянием между иглами, а разве нет 5а нём защиты при кз?
василий Кус
гггггггггггггг
oleg ezhov
бля я охуеваю коментаторы… сами ни хренане знают.. прямая полярность обратная…долбаёбы тупые. Виктор у тебя роль шунта выполняет сам сварочный кабель. Нужно лишь подобрать растояние между точками для коректной работы амперметра. И ещё питаниелучше дать в районе 12-15 вольт.Прибор будет работать стабильно! Но самыйлучший вариант это приобрести ещё шунт ампер на сто или двести ампер. удачи
Aleks Kvitko
Беда, когда неуч пытается лезть дуда,где он ни в ухо ни в рыло. И сто раз беда когда он выкладывает свой бред в ютуб. ПИЗДЕЦ, шут гороховый, это я сдерживаюсь!!!
Alexey Galitsyn
Лазил на полу от смеха, горе сборщик бля. Купи шунт на 200А и амперметр соответствующий, и будет тебе счастье.
Сервисный центр Samdesh
Здравствуйте, Виктор Сочи !!!
Просматривая интересные каналы, мы обратили внимание на Ваш.
Вы знаете что можно получать доход от ваших видео, просто подключив свой канал к медиасети?
Мы — партнеры AIR, рекомендуем подключить Ваш канал к медиасети AIR.
Подключившись к AIR вы получите:
— Увеличение вашего дохода за счет более дорогой рекламы.
— Отличную русскоязычную техподдержку, которая оперативно поможет вам, если у вас возникнут проблемы с каналом.
— Защиту авторских прав на свои видеоролики.
— Удобный вывод заработанных денег (например на Webmoney, QIWI, Яндекс деньги или на банковскую карту)
— Вы cмoжeтe имeть пaccивный дoхoд пo пaртнeрcкoй прoгрaммe.
Кроме того, AIR проводит еженедельные тематические хэнгауты для своих партнеров, так как медиасеть заинтересована в развитии вашего канала.
Подключить канал можно по этой ссылке:
http://join.air.io/starting
Необходимые условия для подключения к медиасети:
— от 300 подписчиков
— от 10 000 просмотров (в сумме со всех видео)
— авторский контент
— отсутствие нарушений на канале