
Воздушно-плазменная резка — отличный способ раскроить металл, добившись идеальной линии среза.
Более этого, этот способ отлично подходит для обработки кромки, а также выполнения фигурных деталей — краям изделия не потребуется дополнительная шлифовка.
Подобное оборудование стало отличной альтернативой болгаркам и другим устройствам для резки металла: оно не портит материал и не нагревает его. Что же важно учитывать, работая с таким устройством своими руками?
Устройство: из чего состоит
Прежде чем приступать к работе, важно изучить особенности оборудования, с которым предстоит работать. Установка состоит из нескольких основных элементов:
- Плазменный резак — ключевая деталь любого устройства, ведь именно в нем появляется плазма. В свою очередь этот элемент включает в себя несколько составляющих.
- Сопло — выполнено в виде конуса, через который проходит плазма. Благодаря этому формируется тонкая струя, которая и разрезает материалы. Средний диаметр — 5 мм. Длина — 10 мм. Чем длиннее изделие, тем аккуратнее срез, а чем шире — тем выше скорость работы.
- Электрод — элемент, который необходим для создания электрической дуги. Может выполняться из разных материалов, но наиболее распространен гафний.
- Источник питания — его задача заключается в преобразовании напряжения в силу тока, за счет чего и появляется электрическая дуга. Роль устройства, подающего ток, может исполнять либо инвертор, либо трансформатор. Первый вариант экономически выгоднее и удобнее в работе при обработке материалов своими руками.
- Компрессор — чтобы превратить воздух в плазму, необходимо направить его в плазмотрон под большим давлением. Именно в этом и заключается основная задача этого элемента. Он может быть и встроенным, и внешним.
- Кабель-шланговый пакет — содержит основные элементы, позволяющие соединить все детали в единое устройство. Шланг соединяет плазменный резак и компрессор, а кабель — резак и источник питания.
Сопло и электрод — материалы, которые рассчитаны на определенный срок службы. Это значит, что по истечении установленного времени, они подлежат замене. Как правило, информация этих деталей указывается в технической документации, которая сопровождает оборудование.
Принцип работы
Прежде чем приступать к резке своими руками, важно понять, как действует используемое устройство.
Принцип работы оборудования достаточно прост. Он представляет собой несколько последовательных этапов:
- Источник питания подает ток на плазменный резак.
- Загорается дуга.
- Дуговая плазма заполняет все пространство сопла.
- Сжатый воздух подается в емкость плазмотрона.
- Проходя сквозь столб дуги, он одновременно нагревается и ионизируется.
- Объемы воздуха многократно увеличиваются и вырываются из сопла с большой скоростью.
 Дежурная дуга, зажигаемая изначально, гаснет при соприкосновении с раскраиваемым материалом — возникает рабочая.
Дежурная дуга, зажигаемая изначально, гаснет при соприкосновении с раскраиваемым материалом — возникает рабочая.
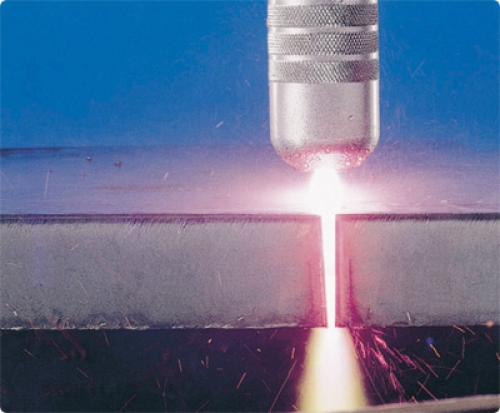
Соответственно, в тот момент, когда струя разогретого газа или воздуха вырывается из отверстия сопла, она моментально плавит металл в месте воздействия — получается красивый и аккуратный разрез.
Благодаря высокой температуре, поверхность плавится — оставшиеся капли и частицы сдуваются плазменным потоком. Этот метод работы с материалом, нередко называют резкой дугой прямого действия или же обработкой плазменной дугой, так как в качестве анода выступает сам раскраиваемый металл.
Рабочая дуга не зажигается или гаснет
Приступая к выполнению процесса резки своими руками, важно тщательно прогреть плазменный резак, чтобы полностью избавиться от конденсата.
После этого можно приступать к работе. Когда загорится вспомогательная дуга, нужно сразу же зажечь рабочую. Очень важно обратить внимание, если она слишком быстро гаснет или возникают проблемы с её зажиганием. В этом случае есть вероятность, что оборудование вышло из строя, при сборке основных элементов были допущены ошибки, либо же электроды изношены, а потому подлежат замене. Продолжать работы в этом случае не рекомендуется.
Касаться металла соплом нельзя, поэтому лучше использовать специальные упоры. Иначе можно испортить оборудование. Резак, в процессе работы, должен находиться под углом 90 градусов.
Безопасность при работе
Изучив принцип работы установки, можно приступать к её использованию. Для начала необходимо позаботиться об обеспечении мер безопасности, так как речь идет об использовании плазмы, нагретой до максимальной температуры, а также обрабатываемом металле, который в результате такого воздействия раскаляется.
- Экипировка. Выполняя процесс резки своими руками, важно позаботиться о подходящем наряде. Одежда должна быть изготовлена из плотных тканей, открытая обувь — недопустима.
- Чтобы не получить ожог глаз, важно использовать сварочный щиток или же очки с темными стеклами. Класс затемнения должен быть не ниже 4. На лицо лучше надеть респиратор или маску — так как образующиеся газы могут привести к серьезным легочным недугам в будущем.
- Оборудование подключается только через устройства защитного отключения (УЗО).
- Перед началом работ важно тщательно проверить состояние силового кабеля.
- Все предметы должны быть заземлены, включая стол, подставку и прочие элементы.
Руки лучше дополнительно защитить специальными перчатками.
Не стоит напрасно рисковать своим здоровьем — в противном случае выполнение обработки металлов своими руками, может стать причиной серьезных травм и общего ухудшения здоровья.
Как подготовить оборудование к работе?
Подготовившись к работе и облачившись в требующуюся экипировку, необходимо правильно подключить основные элементы устройства. Эта работа выполняется в строгом соответствии с инструкцией.
Важно учитывать:
- Нужно обеспечить доступ воздуха к установке, иначе она быстро перегреется, её потребуется часто отключать, что значительно увеличит время простоя.
- Устанавливая конструкцию, важно убедиться, что капли металла не попадут на сам плазморез.
- При подключении компрессора используются специальные фильтры. В противном случае капли масла и влаги, попадающие в воздушный поток, не только отразятся на качестве резки, но и могут вывести оборудование из строя.
- Давление воздуха должно быть оптимальным. При его недостаточности, дуга будет постоянно гаснуть, что отразиться и на качестве срезов, а при избытке — портится сам аппарат.
Только начиная работу с установкой, предназначенной для выполнения воздушно- плазменной резки, довольно сложно научиться делать аккуратный срез. Для этого важно подобрать оптимальную скорость и выбрать правильные параметры.
Новичкам будет полезен простой совет: при работе должны быть видны искры с обратной стороны раскраиваемого материала.
Важно изначально задать требующуюся скорость, так как если обработка выполняется слишком медленно, то потребуется в дальнейшем шлифовать срез.
Заключение
Прежде чем использовать аппарат воздушно плазменной резки, важно обязательно детально изучить инструкцию по его эксплуатации. Это позволит правильно собрать и настроить аппарат, а также не нарушить технику безопасности.
Процесс воздушно- плазменной резки легко выполнить своими руками — с этим справиться даже новичок. Потребуется лишь практика, а также тщательное соблюдение основных требований и норм — и края среза станут безупречны.
Видео по теме:

Мини аппарат для плазменной сварки и резки своими руками.Plasma welding.
ПЛАЗМОРЕЗ СВОИМИ РУКАМИ и из чего состоит

ПЛАЗМОРЕЗ СВОИМИ РУКАМИ и из чего состоит
Горынычъ — аппарат плазменной сварки и резки

Горынычъ — аппарат плазменной сварки и резки

Заводской аппарат для плазменной резки. Наша задача: сделать аналог своими руками
Сделать функциональный плазморез своими руками из серийного сварочного инвертора не так уж сложно, как это может показаться на первый взгляд. Для того чтобы решить эту задачу, необходимо подготовить все конструктивные элементы такого устройства:
- плазменный резак (его также называют плазмотроном);
- сварочный инвертор или трансформатор, который будет выступать в роли источника электрического тока;
- компрессор, при помощи которого будет создаваться струя воздуха, необходимая для формирования и охлаждения потока плазмы;
- кабели и шланги для объединения в одну систему всех конструктивных элементов аппарата.

Общая схема работы плазменной резки
Плазморез, в том числе и самодельный, успешно используется для выполнения различных работ как в производственных, так и в домашних условиях. Незаменим такой аппарат в тех ситуациях, когда необходимо выполнить точный, тонкий и высококачественный рез заготовок из металла. Отдельные модели плазморезов по своим функциональным возможностям позволяют использовать их в качестве сварочного аппарата. Такая сварка выполняется в среде защитного газа аргона.

Газовый шланг и обратный кабель для плазменной резки
При выборе для комплектации самодельного плазмотрона источника питания важно обращать внимание на силу тока, которую такой источник сможет вырабатывать. Чаще всего для этого выбирают инвертор, обеспечивающий высокую стабильность процессу плазменной резки и позволяющий более экономно расходовать электроэнергию. Отличаясь от сварочного трансформатора компактными габаритами и легким весом, инвертор более удобен в использовании. Единственным минусом применения инверторных плазморезов является трудность раскроя с их помощью слишком толстых заготовок.

Горелка плазменного резака ABIPLAS и ее составные части
При сборке самодельного аппарата для выполнения плазменной резки можно использовать готовые схемы, которые несложно найти в интернете. В Сети, кроме того, есть видео по изготовлению плазмореза своими руками. Используя при сборке такого устройства готовую схему, очень важно строго ее придерживаться, а также обращать особенное внимание на соответствие конструктивных элементов друг другу.
Схемы плазмореза на примере аппарата АПР-91
В качестве донора при рассмотрении принципиальной электрической схемы мы будем использовать аппарат плазменной резки АПР-91.

Схема силовой части (нажмите для увеличения)

Схема управления плазмореза (нажмите для увеличения)

Схема осциллятора (нажмите для увеличения)
Элементы самодельного аппарата для плазменной резки
Первое, что необходимо найти для изготовления самодельного плазмореза, – это источник питания, в котором будет формироваться электрический ток с требуемыми характеристиками. Чаще всего в этом качестве используются инверторные сварочные аппараты, что объясняется рядом их преимуществ. Благодаря своим техническим характеристикам такое оборудование обеспечивает высокую стабильность формируемого напряжения, что положительно сказывается на качестве выполнения резки. Работать с инверторами значительно удобнее, что объясняется не только их компактными габаритами и незначительным весом, но и простотой настройки и эксплуатации.

Принцип работы плазмореза
Благодаря компактности и небольшому весу плазморезы на основе инверторов можно использовать при выполнении работ даже в самых труднодоступных местах, что исключено для громоздких и тяжелых сварочных трансформаторов. Огромным преимуществом инверторных источников питания является и то, что они обладают высоким КПД. Это делает их очень экономичными в плане потребления электроэнергии устройствами.
В отдельных случаях источником питания для плазмореза может служить сварочный трансформатор, но его использование чревато значительным потреблением электроэнергии. Следует также учитывать и то, что любой сварочный трансформатор отличается большими габаритами и значительной массой.
Основным элементом аппарата, предназначенного для раскроя металла при помощи струи плазмы, является плазменный резак. Именно данный элемент оборудования обеспечивает качество резки, а также эффективность ее выполнения.

Форма и размер плазменной струи зависит от диаметра сопла
Для формирования воздушного потока, который будет преобразовываться в высокотемпературную струю плазмы, в конструкции плазмореза используется специальный компрессор. Электрический ток от инвертора и воздушный поток от компрессора подаются к плазменному резаку при помощи кабель-шлангового пакета.
Центральным рабочим элементом плазмореза является плазмотрон, конструкция которого состоит из следующих элементов:
- сопла;
- канала, по которому подается воздушная струя;
- электрода;
- изолятора, который одновременно выполняет функцию охлаждения.
Конструкция плазменного резака и рекомендации по его изготовлению
Первое, что необходимо сделать перед изготовлением плазмотрона, – это подобрать для него соответствующий электрод. Наиболее распространенными материалами, из которых делают электроды для выполнения плазменной резки, являются бериллий, торий, цирконий и гафний. На поверхности данных материалов при нагревании формируются тугоплавкие оксидные пленки, которые препятствуют активному разрушению электродов.

Сменные насадки для плазмотрона
Некоторые из вышеперечисленных материалов при нагревании могут выделять опасные для здоровья человека соединения, что следует обязательно учитывать, выбирая тип электрода. Так, при использовании бериллия формируются радиоактивные оксиды, а испарения тория при их соединении с кислородом образуют опасные токсичные вещества. Совершенно безопасным материалом, из которого делают электроды для плазмотрона, является гафний.
За формирование струи плазмы, благодаря которой и выполняется резка, отвечает сопло. Его изготовлению следует уделить серьезное внимание, так как от характеристик данного элемента зависит качество рабочего потока.

Строение сопла плазменной горелки
Наиболее оптимальным является сопло, диаметр которого составляет 30 мм. От длины данного элемента зависит аккуратность и качество исполнения реза. Однако слишком длинным сопло также не стоит делать, поскольку это способствует слишком быстрому его разрушению.
Как уже говорилось выше, в конструкции плазмореза обязательно присутствует компрессор, формирующий и подающий к соплу воздушный поток. Последний необходим не только для формирования струи высокотемпературной плазмы, но и для охлаждения элементов аппарата. Использование сжатого воздуха в качестве рабочей и охлаждающей среды, а также инвертора, формирующего рабочий ток силой 200 А, позволяет эффективно разрезать металлические детали, толщина которых не превышает 50 мм.

Выбор газа для плазменной резки металла
Для того чтобы приготовить аппарат для плазменной резки к работе, необходимо соединить плазмотрон с инвертором и воздушным компрессором. Для решения такой задачи используется кабель-шланговый пакет, который применяют следующим образом.
- Кабелем, по которому будет подаваться электрический ток, соединяются инвертор и электрод плазмореза.
- Шлангом для подачи сжатого воздуха соединяют выход компрессора и плазмотрон, в котором из поступающего воздушного потока будет формироваться струя плазмы.
Особенности работы плазмореза
Чтобы сделать плазморез, используя для его изготовления инвертор, необходимо разобраться в том, как такой аппарат работает.
После включения инвертора электрический ток от него начинает поступать на электрод, что приводит к зажиганию электрической дуги. Температура дуги, горящей между рабочим электродом и металлическим наконечником сопла, составляет порядка 6000–8000 градусов. После зажигания дуги в камеру сопла подается сжатый воздух, который проходит строго через электрический разряд. Электрическая дуга нагревает и ионизирует проходящий через нее воздушный поток. В результате его объем увеличивается в сотни раз, и он становится способным проводить электрический ток.
При помощи сопла плазмореза из токопроводящего воздушного потока формируется уже струя плазмы, температура которой активно повышается и может доходить до 25–30 тысяч градусов. Скорость плазменного потока, за счет которого и осуществляется резка деталей из металла, на выходе из сопла составляет порядка 2–3 метров в секунду. В тот момент, когда струя плазмы соприкасается с поверхностью металлической детали, электрический ток от электрода начинает поступать по ней, а первоначальная дуга гаснет. Новая дуга, которая горит между электродом и обрабатываемой деталью, называется режущей.
Характерной особенностью плазменной резки является то, что обрабатываемый металл плавится только в том месте, где на него воздействует плазменный поток. Именно поэтому очень важно сделать так, чтобы пятно воздействия плазмы находилось строго по центру рабочего электрода. Если пренебречь этим требованием, то можно столкнуться с тем, что будет нарушен воздушно-плазменный поток, а значит, ухудшится качество выполнения реза. Для того чтобы соблюсти эти важные требования, используют специальный (тангенциальный) принцип подачи воздуха в сопло.
Необходимо также следить за тем, чтобы не образовалось сразу два плазменных потока вместо одного. Возникновение такой ситуации, к которой приводит несоблюдение режимов и правил выполнения технологического процесса, может спровоцировать выход инвертора из строя.

Параметры плазменной резки различных металлов (нажмите для увеличения)
Важным параметром плазменной резки является скорость воздушного потока, которая не должна быть слишком большой. Хорошее качество реза и быстроту его выполнения обеспечивает скорость воздушной струи, равная 800 м/сек. При этом сила тока, поступающего от инверторного аппарата, не должна превышать 250 А. Выполняя работу на таких режимах, следует учитывать тот факт, что в этом случае увеличится расход воздуха, используемого для формирования плазменного потока.
Самостоятельно сделать плазморез несложно, если изучить необходимый теоретический материал, просмотреть обучающее видео и правильно подобрать все необходимые элементы. При наличии в домашней мастерской такого аппарата, собранного на основе серийного инвертора, может качественно выполняться не только резка, но и плазменная сварка своими руками.
Если в вашем распоряжении нет инвертора, можно собрать плазморез и на основе сварочного трансформатора, но тогда придется смириться с его большими габаритами. Кроме того, плазморез, изготовленный на основе трансформатора, будет обладать не очень хорошей мобильностью, так как переносить его с места на место затруднительно.

Все чаще в небольших частных мастерских и на маленьких предприятиях используют аппараты плазменной резки металла вместо болгарок и других аппаратов. Воздушно-плазменная резка позволяет выполнять качественные прямые и фигурные резы, выравнивать кромки листового металла, делать проемы и отверстия, в том числе и фигурные, в металлических заготовках и другие более сложные работы. Качество получившегося реза просто великолепно, он получается ровным, чистым, практически без окалины и заусениц, а также аккуратным. С помощью технологии воздушно-плазменной резки можно обрабатывать практически все металлы, а также нетокопроводящие материалы, такие как бетон, керамическая плитка, пластик и дерево. Все работы выполняются быстро, заготовка нагревается локально, только в области реза, поэтому металл заготовки не меняет своей геометрии вследствие перегрева. С аппаратом плазменной резки или как его еще называют – плазморезом сможет справиться даже новичок без опыта сварки. Но чтобы результат не разочаровал, все же не помешает изучить устройство плазмореза, понять его принцип действия, а также изучить технологию, как работать аппаратом воздушно-плазменной резки.
- Устройство аппарата воздушно-плазменной резки
- Принцип работы аппарата воздушно-плазменной резки
- Как выбрать аппарат воздушно-плазменной резки
- Сила тока плазмореза и толщина металла
- Режим работы – продолжительность включения (ПВ)
- Воздушно-плазменная резка своими руками – технология работы
- Позаботьтесь о безопасности
- Подготовка аппарата воздушно-плазменной резки к работе
- Розжиг плазменной дуги
- Расстояние между горелкой плазмотрона и металлом
Устройство аппарата воздушно-плазменной резки
Знание устройства плазмореза позволит не только более осознанно производить работы, но и создать самодельный аналог, для чего необходимы не только более глубокие знания, но и желательно инженерский опыт.
Аппарат воздушно-плазменной резки состоит из нескольких элементов, среди которых:
- Источник питания;
- Плазмотрон;
- Кабель-шланговый пакет;
- Воздушный компрессор.
Источник питания для плазмореза служит для того, чтобы преобразовывать напряжение и подавать на резак/плазмотрон определенную силу тока, благодаря чему загорается электрическая дуга. В качестве источника питания могут выступать трансформатор или инвертор.

Плазмотрон – основной элемент аппарата воздушно-плазменной резки, именно в нем происходят процессы, благодаря которым появляется плазма. Плазмотрон состоит из сопла, электрода, корпуса, изолятора между соплом и электродом и каналов для воздуха. Такие элементы как электрод и сопло являются расходными материалами и требуют частой замены.

Электрод в плазмотроне является катодом и служит для возбуждения электрический дуги. Самым распространенным металлом, из которого делают электроды для плазмотронов, является гафний.
Сопло имеет конусообразную форму, обжимает плазму и формирует плазменную струю. Вырываясь из выходного канала сопла, плазменная струя дотрагивается до заготовки и разрезает ее. Размеры сопла влияют на характеристики плазмореза, его возможности и технологию работы с ним. Самый распространенный диаметр сопла – 3 – 5 мм. Чем больше диаметр сопла, тем больший объем воздуха в единицу времени оно можно пропустить через себя. От количества воздуха зависит ширина реза, а также скорость работы плазморезом и скорость охлаждения плазмотрона. Самая распространенная длина сопла 9 – 12 мм. Чем больше длина сопла, тем аккуратнее рез. Но слишком длинное сопло больше подвержено разрушению, поэтому оптимально длину увеличивают на размер, равный 1,3 – 1,5 диаметра сопла. Следует учитывать, что каждому значению силы тока соответствует оптимальный размер сопла, который обеспечивает стабильное горение дуги и максимальные параметры резки. Уменьшать диаметр сопла и делать менее 3 мм нецелесообразно, так как значительно снижается ресурс всего плазмотрона.

Компрессор подает сжатый воздух в плазмотрон для образования плазмы. В аппаратах воздушно-плазменной резки воздух выступает в качестве и плазмообразующего газа, и защитного. Существуют аппараты со встроенным компрессором, как правило, они маломощные, а также аппараты с внешним воздушным компрессором.
Кабель-шланговый пакет состоит из электрокабеля, соединяющего источник питания и плазмотрон, а также шланга для подачи воздуха от компрессора в плазмотрон. Что конкретно происходит внутри плазмотрона, рассмотрим ниже.
Принцип работы аппарата воздушно-плазменной резки
Установка воздушно плазменной резки работает по описанному ниже принципу. После нажатия кнопки розжига, которая находится на ручке плазмотрона, от источника питания на плазмотрон начинает подаваться ток высокой частоты. В результате загорается дежурная электрическая дуга. По причине того, что образование электрической дуги между электродом и заготовкой напрямую затруднительно, то в качестве анода выступает наконечник сопла. Температура дежурной дуги составляет 6000 – 8000 °С, а столб дуги заполняет весь канал сопла.
Спустя пару секунд после розжига дежурной дуги в камеру плазмотрона начинает подаваться сжатый воздух. Он проходит сквозь дежурную электрическую дугу, ионизируется, нагревается и увеличивается в объеме в 50 – 100 раз. Форма сопла плазмотрона заужена книзу, благодаря чему воздух обжимается, из него формируется поток, который вырывается из сопла со скоростью, близкой к звуковой – 2 – 3 м/с. Температура ионизированного разогретого воздуха, вырывающегося из выходного отверстия сопла, может достигать 20000 – 30000 °С. Электропроводность воздуха в этот момент примерно равна электропроводности обрабатываемого металла.
Плазмой как раз и называется разогретый ионизированный воздух, вырывающийся из сопла плазмотрона. Как только плазма достигает поверхности обрабатываемого металла, зажигается рабочая режущая дуга, в этот момент дежурная дуга гаснет. Режущая дуга разогревает заготовку в месте соприкосновения, локально, металл начинает плавиться, появляется рез. Расплавленный металл вытекает на поверхность заготовки и застывает в виде капель и мелких частичек, которые тут же сдуваются потоком плазмы. Данный способ воздушно-плазменной резки называют резкой плазменной дугой (дуга прямого действия), так как обрабатываемый металл входит в электрическую схему и является анодом режущей дуги.
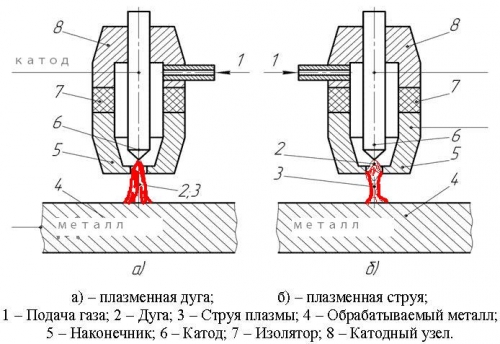
В описанном выше случае для разрезания заготовки используется энергия одного из приэлектродных пятен дуги, а также плазмы столба и вытекающего из него факела. Для резки плазменной дугой используется дуга постоянного тока прямой полярности.
Плазменно-дуговая резка металла используется в таких случаях: если необходимо изготовить детали с фигурными контурами из листового металла, или изготовить детали с прямыми контурами, но так, чтобы не пришлось обрабатывать контуры дополнительно, для резки труб, полос и прутов, для вырезки отверстий и проемов в деталях и другого.
Но также есть еще один способ плазменной резки – резка плазменной струей. В таком случае режущая дуга загорается между электродом (катодом) и наконечником сопла (анодом), а обрабатываемая заготовка не включена в электрическую цепь. Часть плазмы выносится из плазмотрона в виде струи (дуга косвенного действия). Обычно такой способ резки используют для работы с неметаллическими нетокопроводящими материалами – бетоном, керамической плиткой, пластмассой.
Подача воздуха в плазмотрон прямого действия и косвенного действия производится по-разному. Для резки плазменной дугой требуется аксиальная подача воздуха (прямая). А для резки плазменной струей требуется тангенциальная подача воздуха.
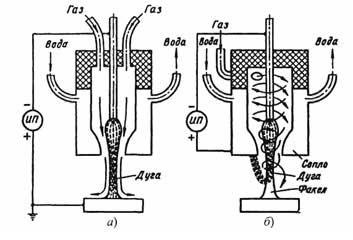
Тангенциальная или вихревая (осевая) подача воздуха в плазмотрон необходима для того, чтобы катодное пятно располагалось строго по центру. Если тангенциальная подача воздуха нарушена, неизбежно смещение катодного пятна, а с ним и плазменной дуги. В результате плазменная дуга горит не стабильно, иногда загорается две дуги одновременно, а также весь плазмотрон выходит из строя. Воздушно-плазменная резка самодельная не способна обеспечить тангенциальную подачу воздуха. Так как для устранения турбулентностей внутри плазмотрона используют сопла специальной формы, а также вкладыши.
Сжатый воздух используется для воздушно-плазменной резки таких металлов:
- Меди и сплавов меди – толщиной не более 60 мм;
- Алюминия и сплавов алюминия – толщиной до 70 мм;
- Стали толщиной до 60 мм.
А вот для резки титана воздух использовать категорически нельзя. Более детально тонкости работы аппаратом ручной воздушно-плазменной резки рассмотрим ниже.
Как выбрать аппарат воздушно-плазменной резки
Чтобы сделать правильный выбор плазмореза для частных бытовых нужд или маленькой мастерской, необходимо точно знать для каких целей он будет использоваться. С какими заготовками придется работать, из какого материала, какой толщины, какова интенсивность загрузки аппарата и многое другое.
Для частной мастерской вполне может сгодиться инвертор, так как у таких аппаратов более стабильная дуга и больший на 30 % КПД. Трансформаторы подходят для работы с заготовками большей толщины и не боятся перепадов напряжения, но при этом они больше весят и менее экономичны.
Следующая градация – плазморезы прямого и косвенного действия. Если планируется резать только металлические заготовки, то необходим аппарат прямого действия.
Для частной мастерской или домашних нужд необходимо приобретать ручной плазморез с встроенным или внешним компрессором, рассчитанный на определенную силу тока.
Сила тока плазмореза и толщина металла

Сила тока и максимальная толщина заготовки – основные параметры для выбора аппарата воздушно-плазменной резки. Они взаимосвязаны между собой. Чем большую силу тока может подавать источник питания плазмореза, тем более толстую заготовку можно обрабатывать с помощью данного аппарата.
Выбирая аппарат для личных нужд, необходимо точно знать, какой толщины заготовки будут обрабатываться и из какого металла. В характеристиках плазморезов указывается и максимальная сила тока, и максимальная толщина металла. Но обратите внимание на то, что толщина металла указана из расчета на то, что обрабатываться будет черный металл, а не цветной и не нержавейка. А сила тока указана не номинальная, а максимальная, на данных параметрах аппарат может работать совсем непродолжительное время.
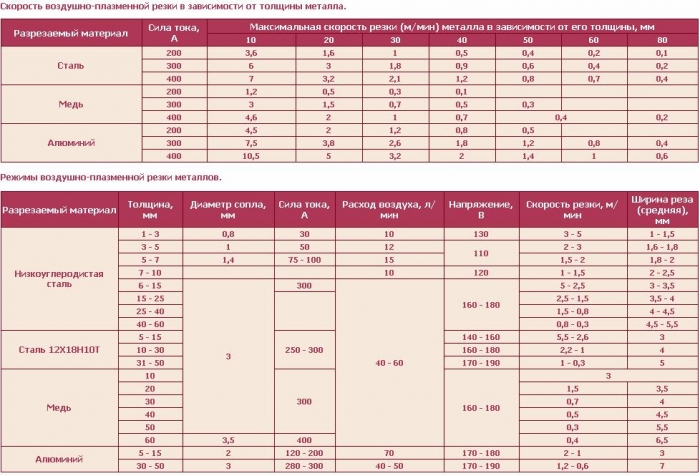
Для резки разных металлов требуется различная сила тока. Точные параметры можно увидеть в таблице ниже.
Таблица 1. Сила тока, необходимая для резки различных металлов.

Например, если планируется резать стальную заготовку толщиной 2,5 мм, то необходима сила тока 10 А. А если заготовка выполнена из цветного металла, например, меди толщиной 2,5 мм, то сила тока должна быть 15 А. Чтобы рез получился высокого качества, необходимо учитывать некий запас мощности, поэтому лучше приобрести плазморез, рассчитанный на силу тока в 20 А.
На аппарат воздушно-плазменной резки цена напрямую зависит от его мощности – выдаваемой силы тока. Чем больше сила тока, тем дороже аппарат.
Режим работы – продолжительность включения (ПВ)
Режим работы аппарата определяется интенсивностью его загрузки. На всех аппаратах указан такой параметр, как продолжительность включения или ПВ. Что она означает? Например, если указана ПВ=35%, то это означает, что плазморезом можно работать 3,5 минуты, а затем ему необходимо дать остыть в течение 6,5 минут. Цикл продолжительности включения рассчитан на 10 минут. Есть аппараты с ПВ 40%, 45%, 50%, 60%, 80%, 100%. Для бытовых нужд, где аппарат не будет использоваться постоянно, достаточно аппаратов с ПВ от 35% до 50%. Для машинной резки с ЧПУ используются плазморезы с ПВ=100%, так как они обеспечивают непрерывную работу в течение всей смены.
Обратите внимание, что в процессе работы с ручной воздушно-плазменной резкой существует необходимость переместить плазмотрон или перейти на другой конец заготовки. Все эти интервалы учитываются в счет времени охлаждения. Также продолжительность включения зависит от загрузки аппарата. Например, с начала смены даже плазморез с ПВ=35% может без перерыва работать 15 – 20 минут, но чем чаще им будут пользоваться, тем короче будет время беспрерывной работы.
Воздушно-плазменная резка своими руками – технология работы
Плазморез выбрали, с принципом работы и устройством ознакомились, пора приступать к работе. Чтобы не наделать ошибок, для начала не помешает ознакомиться с технологией работы с аппаратом воздушно-плазменной резки. Как соблюсти все меры безопасности, как подготовить аппарат к работе и правильно подобрать силу тока, а затем, как разжечь дугу и соблюдать необходимую дистанцию между соплом и поверхностью заготовки.
Позаботьтесь о безопасности

Воздушно-плазменная резка сопряжена с рядом опасностей: электрический ток, высокая температура плазмы, раскаленный металл и ультрафиолетовое излучение.
Меры безопасности при работе с плазморезом:
- Работать необходимо в специальной экипировке: темные очки или щиток сварщика (4 – 5 класс затемнения стекла), плотные перчатки на руках, штаны из плотной ткани на ногах и закрытая обувь. При работе с резаком могут образовываться газы, которые представляют угрозу для нормальной работы легких, поэтому на лицо необходимо надевать маску или респиратор.
- Плазморез подключается в сеть через УЗО.
- Розетки, рабочая подставка или стол, окружающие предметы должны быть хорошо заземлены.
- Силовые кабели должны быть в идеальном состоянии, не допускается повреждение обмотки.
То, что сеть должна быть рассчитана на то напряжение, которое указано на аппарате (220 В или 380 В), это само собой разумеющееся. В остальном же соблюдение техники безопасности поможет избежать травм и профзаболеваний.
Подготовка аппарата воздушно-плазменной резки к работе
Как подключить все элементы аппарата воздушно-плазменной резки, подробно описано в инструкции к аппарату, поэтому сразу перейдем к дальнейшим нюансам:
- Аппарат необходимо установить так, чтобы к нему был доступ воздуха. Охлаждение корпуса плазмореза позволит дольше работать без перерыва и реже отключать аппарат для охлаждения. Место расположения должно быть таким, чтобы на аппарат не попадали капли расплавленного металла.
- Воздушный компрессор подключается к плазморезу через влаго- и маслоотделитель. Это очень важно, так как попавшие в камеру плазмотрона вода или капли масла могут привести к выходу из строя всего плазмотрона или даже его взрыву. Давление подаваемого в плазмотрон воздуха должно соответствовать параметрам аппарата. Если давление будет недостаточным, то плазменная дуга будет нестабильной, часто будет гаснуть. Если давление будет избыточным, то могут придти в негодность некоторые элементы плазмотрона.
- Если на заготовке, которую собираетесь обрабатывать, есть ржавчина, окалина или масляные пятна, их лучше отчистить и удалить. Хоть воздушно-плазменная резка и позволяет резать ржавые детали, все же лучше перестраховаться, так как при нагреве ржавчины выделяются ядовитые пары. Если планируется резать емкости, в которых хранились горючие материалы, то их необходимо тщательно отчистить.
Чтобы рез получился ровным, параллельным, без окалины и наплывов, необходимо правильно подобрать силу тока и скорость резки. В представленных ниже таблицах указаны оптимальные параметры резки различных металлов различной толщины.
Таблица 2. Сила и скорость резки с помощью аппарата воздушно-плазменной резки заготовок из различных металлов.
Первое время подбирать скорость ведения резака будет сложно, необходим опыт. Поэтому поначалу можно ориентироваться на такое правило: вести плазмотрон необходимо так, чтобы с обратной стороны заготовки были видны искры. Если искр не видно, значит, заготовка не разрезана насквозь. Обратите также внимание, что слишком медленное ведение резака негативно сказывается на качестве реза, на нем появляются окалина и наплывы, а также может нестабильно гореть дуга и даже гаснуть.
Теперь можно приступать к самому процессу резки.
Розжиг плазменной дуги
Перед тем как зажечь электрическую дугу, плазмотрон следует продуть воздухом, чтобы удалить случайный конденсат и инородные частицы. Для этого необходимо нажать, а затем отпустить кнопку поджига дуги. Так аппарат переходит в режим продувки. Спустя примерно 30 секунд можно нажимать кнопку поджига и удерживать ее. Как уже описывалось в принципе работы плазмореза, между электродом и наконечником сопла загорится дежурная (вспомогательная, пилотная) дуга. Как правило, она горит не долее 2 секунд. Поэтому за это время необходимо зажечь рабочую (режущую) дугу. Способ зависит от вида плазмотрона.
Если плазмотрон прямого действия, то необходимо сделать короткое замыкание: после образования дежурной дуги необходимо нажать кнопку розжига – прекращается подача воздуха и контакт замыкается. Затем воздушный клапан открывается автоматически, поток воздуха вырывается из клапана, ионизируется, увеличивается в размерах и выводит искру из сопла плазмотрона. В результате загорается рабочая дуга между электродом и металлом заготовки.
Важно! Контактный поджиг дуги не означает, что плазмотрон необходимо прикладывать или прислонять к заготовке.

Как только загорится режущая дуга, дежурная дуга гаснет. Если не получилось зажечь рабочую дугу с первого раза, необходимо отпустить кнопку розжига и нажать ее снова – начнется новый цикл. Причин, по которым может не зажигаться рабочая дуга, несколько: недостаточное давление воздуха, неправильная сборка плазмотрона или другие неполадки.
В процессе работы также бывают случаи, когда режущая дуга гаснет. Причина, скорее всего, в изношенности электрода или несоблюдении расстояния между плазмотроном и поверхностью заготовки.
Расстояние между горелкой плазмотрона и металлом

Ручная воздушно-плазменная резка сопряжена с той трудностью, что необходимо соблюдать расстояние между горелкой/соплом и поверхностью металла. При работе рукой это довольно сложно, так как даже дыхание сбивает руку, и рез получается неровным. Оптимальное расстояние между соплом и заготовкой 1,6 – 3 мм, для его соблюдения используются специальные дистанционные упоры, ведь сам плазмотрон нельзя прижимать к поверхности заготовки. Упоры надеваются сверху на сопло, затем плазмотрон опирается упором на заготовку и выполняется рез.
Обратите внимание, что держать плазмотрон необходимо строго перпендикулярно заготовке. Допустимый угол отклонения 10 – 50 °. Если заготовка слишком тонкая, то резак можно держать под небольшим углом, это позволит избежать сильных деформаций тонкого металла. Расплавленный металл при этом не должен попадать на сопло.
Работы с воздушно-плазменной резкой своими руками вполне можно осилить самостоятельно, только важно помнить о технике безопасности, а также о том, что сопло и электрод – расходные материалы, которые требуют своевременной замены.

Работу по раскрою металлических листов выполнить не так-то просто без специального оборудования. Поэтому все домашние мастера, который сталкиваются с подобной задачей, должны позаботиться о наличии в своем арсенале такого инструмента, как аппарат ручной плазменной резки. Это оборудование отличается компактными размерами и позволяет в домашних условиях легко разрезать железные листы на фрагменты подходящего размера.
Этот инструмент обладает множеством достоинств, главным из которых является то, что во время разделения заготовок на отрезки владельцу не придется впоследствии заниматься обработкой краев деталей. Чтобы упростить работу с этим оборудованием, нелишним будет каждому домашнему умельцу получить представление о существующих разновидностях этих аппаратов, их конструкции, принципе работы и правилах выбора.
Оборудование для плазменной резки металла

Все многообразие подобных инструментов можно классифицировать на две основные группы:
- производственного;
- домашнего назначения.
Особенностью аппаратов, представляющих первую группу, являются большие размеры и значительный вес. В их конструкции предусмотрено ЧПУ (числовое программное управление). Это приспособление упрощает изготовление деталей различных форм.
Работа с таким оборудованием заключается в разработке макета с использованием специального программного обеспечения. Именно на него впоследствии придется ориентироваться во время выполнения работы. После этого созданный в требуемом формате файл поступает на машину, а там уже выполняется его отрезание. Стоит заметить, что подобное оборудование недешево: цена на эти агрегаты может достигать десятков тысяч долларов.

Более простое устройство имеют аппараты, предназначенные для плазменной резки в домашних условиях. По своему исполнению они имеют вид компактного блока, который работает от электроэнергии и дополнен такими компонентами, как шланг и наконечник, обеспечивающие электрическую дугу. Именно благодаря ей и выполняется резка.
Также дуга позволяет разделять железные листы и обеспечивать высокое качество краев. Учитывая, что для разрезания заготовки используется необычный инструмент в виде ножовки или диска, владельцу не придется тратить время и силы на дополнительную шлифовку деталей. Оборудование для домашнего использования привлекательно тем, что его можно перевозить в любое место, а также хранить и использовать на протяжении длительного времени.

Предлагаемые на рынке модели устройств для плазменной резки рассчитаны на работу с различными видами материалов, что определяется типа газа, который имеется в механизме. При помощи воздушно-плазменного типа установок можно заниматься резкой заготовок из черных металлов и их сплавов. Если возникла задача по разделению деталей из цветных металлов и их комбинаций, желательно применять оборудование, где используются неактивные элементы наподобие водорода, азота или аргона. Однако к подобному варианту газовой резки в бытовых условиях прибегают нечасто.
Отличие аппаратов прямого и косвенного действия

Сегодня можно найти различные варианты ручных аппаратов, в которых реализован различный принцип функционирования. Работа установок прямого действия основывается на использовании электрической дуги. Последняя выглядит как цилиндр, и к ней непосредственно подведена струя газа. Благодаря подобной конструкции дуга нагревается до высоких температур порядка 20 000 градусов. И в то же время она способна эффективно охлаждать прочие элементы устройства.
Если говорить об установках косвенного действия, то их особенностью является меньший КПД. Именно этим и обусловлено то, что к ним прибегают не так часто.
Говоря про их устройство, следует отметить, что основная цель здесь заключается в размещении активных точек цепи на трубе либо специальном вольфрамовом электроде. Оборудование косвенного действия получило распространение для напыления, нагрева металлических устройств, причем в качестве режущего оборудования их не используют. В большинстве своем с помощью подобного ручного механизма выполняют ремонт автомобильных узлов, не прибегая к извлечению их из корпуса.

При этом подобным установкам присуща одна общая особенность: они способны работать только при наличии воздушных фильтров и охладителей. Польза от первых заключается в увеличении срока службы катода и анода, ускорении запуска механизма, который эксплуатируется довольно долго.
Что же касается второго элемента, то он необходим для увеличения эксплуатационного ресурса аппарата, работающего в непрерывном режиме. Оптимально, когда в течение часа беспрерывной резки этим аппаратом выделяют на отдых порядка 20 минут. Эти характеристики являются очень важными и должны учитываться вне зависимости от типа исполнения выбираемого устройства.
Конструкция ручного плазмореза

Возможность выполнять свою функцию подобному аппарату обеспечивает подача сильно нагретого воздуха на металлический лист. В условиях температуры, достигающей нескольких десятков тысяч градусов, при которой происходит нагрев кислорода, последний под большим давлением поступает на поверхность, что приводит к ее резке.
Более быстрое выполнение этой операции обеспечивается с учетом ионизации электрическим током. Продлить срок службы подобного оборудования можно при условии, что в его оснащении будут присутствовать следующие элементы:
- Плазмотрон. Имеет вид резака, в обязанности которого входит выполнение основных задач;
- Плазморез. Это устройство может быть выполнено в варианте прямого или косвенного воздействия;
- Сопло. Это приспособление превосходит по функциональности все прочие элементы оборудования. Оно дает понять, для выполнения резки какой сложности предназначена конкретная модель;
- Электроды. Ими оснащаются отдельные виды устройств;
- Компрессор. С его помощью создается мощный воздушный поток.
Как сделать плазморез из инвертора — инструкция
При желании подобное оборудование в состояние изготовить своими руками любой владелец. Однако, чтобы самодельный плазморез смог эффективно выполнять свою работу, необходимо соблюсти все правила. В подобном деле инвертор будет практически незаменим, так как при помощи этого устройства будет обеспечена надежная подача тока. За счет него в работе плазмореза не будет возникать перебоев, а также удастся уменьшить расход электроэнергии. Однако при этом у него имеются и недостатки: он рассчитан на резку материала меньшей толщины, нежели при использовании трансформатора.
Выбор элементов
Если вы решили самостоятельно изготовить плазморез, то вам следует подготовить необходимые материалы и оборудование:
- Инвертор или трансформатор, обладающий требуемой мощности. Чтобы не ошибиться во
 время покупки этого устройства, необходимо в магазине рассказать продавцу о том, для резки материала какой толщины вы планируете применять его. На основании этого и будет сделан выбор подходящего механизма. Учитывая, что резка будет выполняться вручную, желательно приобрести именно инвертор, что связано не только с его легковесностью, но и способностью уменьшить расходы электроэнергии.
время покупки этого устройства, необходимо в магазине рассказать продавцу о том, для резки материала какой толщины вы планируете применять его. На основании этого и будет сделан выбор подходящего механизма. Учитывая, что резка будет выполняться вручную, желательно приобрести именно инвертор, что связано не только с его легковесностью, но и способностью уменьшить расходы электроэнергии. - Плазменный резак или плазмотрон точка. При его выборе необходимо опираться на те же критерии, что и в случае с инвертором. Важным моментом здесь является то, что оборудование прямого воздействия рассчитано на работу с токопроводящими материалами, а плазморез косвенного воздействия больше подойдет для работы с изделиями, не способными проводить электричество.
- Компрессор для прогонки воздуха. Здесь следует уделить внимание его мощности, по которой он должен соотноситься с прочими подбираемыми компонентами.
- Кабель-шланговый пакет. Его задача будет заключаться в соединении всех вышеописанных элементов.
Сборка

Еще до начала сборки самодельного плазмореза не помешает выяснить, совместимы ли компоненты, приобретенные вами между собой. Если вам ранее не приходилось изготавливать своими руками аппарат плазменной резки, то желательно обратиться за помощью к более опытным мастерам.
Проведя анализ мощности каждого необходимого элемента, они дадут вам свою рекомендацию. Обязательно стоит позаботиться о наличии защитного комплекта одежды. Его вам придется использовать, когда настанет время проверить работоспособность самодельного плазмореза. Если говорить о процедуре сборки оборудования для плазменной резки, то она включает в себя следующие этапы:
 На первом этапе необходимо подготовить все необходимые элементы для сборки и защитную одежду.
На первом этапе необходимо подготовить все необходимые элементы для сборки и защитную одежду.- Далее, следует решить вопрос с источником бесперебойного питания.
- Затем необходимо взять инвертор или же трансформатор, а также кабель подходящей толщины и электроды. Особое внимание уделите последнему элементу, который должен быть выполнен из бериллия, циркония, тория или гафния. Подобные материалы считаются наилучшим выбором для воздушно-плазменной резки. Гафний также может рассматриваться в качестве альтернативы, поскольку в этом случае сварщику или мастеру, который будет выполнять работу по разделению листов, будет обеспечена более высокая безопасность. Перечисленные элементы необходимо по порядку соединить между собой, в результате должна получиться электрическая дуга.
- Далее, к компрессору подключают шланг. Именно через него будет поступать воздух в аппарат плазменной резки. Второй край необходимо подсоединить к плазмотрону.
- Возьмите небольшой кусок алюминия и проверьте в работе аппарат, который вы изготовили. Особое внимание уделите безопасности соединений.
Вне зависимости от того, планируете ли вы изготавливать плазморез своими руками или же приобрести его в магазине, вначале следует изучить все модели, познакомиться с принципами их работы и вариантами исполнения. Важным моментом является и тип материала, который планируется в дальнейшем резать с помощью этого оборудования. Упростить себе задачу по выбору вы сможете, если вначале посмотрите видео, в котором показывается принцип действия аппарата ручной плазменной резки и технология работы с ним.
Средняя стоимость оборудования
Сегодня в магазинах представлено большое количество оборудования для ручной резки металлов, которые предлагаются по различным ценам. Причем на стоимость этих аппаратов будут оказывать влияние несколько факторов:
 тип оборудования;
тип оборудования;- производитель;
- максимальная толщина необходимого реза;
- модель аппарата.
Избежать ошибок на этапе выбора инструмента для резки металлов можно при условии, что вы посетите несколько магазинов и сравните условия, на которых вам готовы продать это оборудование. Рассматривая различные модели плазморезов, сразу следует поинтересоваться ценами на комплектующие, без которых не обойтись, если придется выполнять ремонт этого оборудования. В среднем цены запасные части к плазморезам с учетом толщины среза находятся в следующем диапазоне:
- При толщине не более 30 мм – 150–300 тыс. руб.;
- При толщине не более 25 мм – 81–220 тыс. руб.;
- При толщине не более 17 мм – 45–270 тыс. руб.;
- При толщине не более 12 мм – 32–230 тыс. руб.;
- При толщине не более 10 мм – 25–20 тыс. руб.;
- При толщине не более 6 мм – 15–200 тыс. руб.
Заключение

Оборудование для плазменной резки металлов является высокотехнологичным устройством, которое способно заметно упростить выполнение работы по разрезанию различных металлических изделий. Причем отнюдь не обязательно приобретать дорогое оборудование в магазине, каждый владелец может изготовить этот аппарат своими силами.
Для этого достаточно подготовить все необходимое оборудование и в точности следовать технологии сборки плазмореза. Даже изготовленный своими руками плазморез способен обеспечить такое же качество резки стальных деталей, как и оборудование, предлагаемое в магазинах.
- Автор: Виталий Данилович Орлов
- Распечатать
Оцените статью:
Аппарат плазменной резки является довольно востребованным оборудованием, позволяющим производить резку любых металлов во многих областях производства. Плазморезы используются не только на предприятиях.
В последнее время они начали появляться и в домашних мастерских.
Но, поскольку почти в каждой мастерской уже имеются сварочные аппараты, то будет разумнее не покупать готовый плазморез, а изготовить его из инвертора своими руками.
Для чего нужен плазморез
Плазменный резак в некоторых случаях является незаменимым инструментом для обработки металлических изделий, поскольку температура плазмы, выходящей из его горелки, достигает 25-30 тыс. градусов. Благодаря таким характеристикам сфера применения плазморезов довольно обширная:
- изготовление разного рода конструкций из металла;
- прокладка трубопроводов;
- быстрая резка любых металлов, в том числе и высоколегированных жаропрочных сталей, имеющих в составе титан, никель и молибден, температура плавления которых выше 3000°С;
- фигурный раскрой тонколистовых материалов (токопроводящих) благодаря высокой точности реза.
Кроме всего, плазморезы (в качестве альтернативы лазерным резакам) применяются в составе автоматических линий на крупных предприятиях для вырезания деталей различной конфигурации из листовых материалов.


Следует различать такие понятия, как плазменная резка и плазменная сварка. Последняя доступна только на дорогом, профессиональном оборудовании, стоимость которого начинается от 100 тыс. рублей.
Инвертор или трансформатор
Существуют различные способы, а также чертежи и схемы, по которым можно сделать плазменный резак. Например, если его делать на основе трансформаторного сварочника, то подойдет схема плазмореза, предоставленная ниже, на которой подробно расписано, какие детали нужны для изготовления данного модуля.


Если у вас уже есть инвертор, то чтобы его переделать в плазменный резак, потребуется небольшая доработка, а именно добавить в электрическую схему аппарата осциллятор. Он подключается между инвертором и плазмотроном двумя способами, как показано на следующем рисунке.

- Осциллятор можно спаять самостоятельно по схеме, предоставленной ниже.

- Если делать плазменный резак самостоятельно, то выбирать трансформатор в качестве источника тока не рекомендуется по нескольким причинам:

- агрегат потребляет много электроэнергии;
- трансформатор имеет большой вес и неудобен в транспортировке.
Несмотря на это, сварочный трансформатор имеет и положительные качества, например, нечувствительность к перепадам напряжения. Также им можно резать металл большой толщины.
Но преимущества аппарата для плазменной резки на инверторе перед трансформаторным агрегатом налицо:
- малый вес;
- высокий показатель КПД (выше на 30%, чем у трансформатора);
- малое потребление электричества;
- качественная резка благодаря более стабильной дуге.
Поэтому предпочтительнее сделать плазморез из сварочного инвертора, чем из трансформатора.
Типовая конструкция плазмореза
Чтобы собрать аппарат, благодаря которому будет возможна воздушно-плазменная резка металлов, потребуется иметь в наличии следующие составляющие.
- Источник питания. Требуется для подачи на электрод горелки электрического тока. В качестве источника питания может выступать либо трансформатор (сварочный), выдающий переменный ток, либо сварочный агрегат инверторного типа, на выходе которого наблюдается постоянный ток. Исходя из вышесказанного, предпочтительнее использовать инвертор, причем с функцией аргонной сварки. В таком случае он будет иметь разъем для подключения шлангопакета и место для подсоединения газового шланга, что упростит переделку аппарата.

- Плазмотрон (резак). Является очень важной деталью оборудования, которая имеет сложную конструкцию. В плазмотроне происходит образование струи плазмы под воздействием электрического тока и направленного потока воздуха. Если вы решились собрать плазморез своими руками, то данный элемент лучше приобрести в готовом виде, на китайских сайтах.

- Осциллятор. Требуется для эффективного розжига дуги и ее стабилизации. Как уже говорилось выше, паяется по несложной схеме. Но если вы не сильны в радиоделе, то данный модуль можно купить в Китае за 1400 руб.

- Компрессор. Предназначен для создания воздушного потока, поступающего в горелку. Благодаря ему охлаждается плазмотрон, повышается температура плазмы и сдувается расплавленный металл с места реза на заготовке. Для самоделки подойдет любой компрессор, к которому обычно подключают краскопульт. Но чтобы убрать водяные пары из воздуха, нагнетаемого компрессором, потребуется установка фильтра-осушителя.

- Кабель-шланг. Через него в горелку поступает ток, способствующий розжигу электрической дуги и ионизации газов. Также через данный шланг подается сжатый воздух в горелку. Кабель-шланг можно изготовить самостоятельно, разместив электрический кабель и кислородный шланг внутри, например, водопроводного шланга подходящего диаметра. Но все же лучше купить готовый шлангопакет, который будет иметь все элементы для подсоединения к плазмотрону и к агрегату.
- Кабель массы. Имеет на конце зажим для прикрепления к обрабатываемому металлу.




Сборка аппарата
После того, как все нужные элементы будут подготовлены, можно приступать к сборке плазмореза:
- подсоедините к инвертору шланг, через который будет осуществляться подача воздуха от компрессора;
- подсоедините к лицевой стороне инвертора шлангопакет и кабель массы;
- к шлангопакету подсоедините горелку (плазмотрон).
После сборки всех элементов можно приступать к испытаниям оборудования. Для этого подсоедините кабель массы к детали или металлическому столу, на котором она размещена. Включите компрессор и дождитесь, пока он накачает в ресивер необходимое количество воздуха.
После автоматического отключения компрессора включите инвертор. Поднесите горелку вплотную к металлу и нажмите кнопку пуска, чтобы между электродом горелки и заготовкой возникла электрическая дуга.
Она под воздействием кислорода превратится в поток плазмы, и начнется резка металла.
Советы по эксплуатации самодельного плазмореза
Для того чтобы самодельный плазморез из сварочного инвертора мог работать эффективно и продолжительное время, следует прислушаться к советам специалистов, относящихся к эксплуатации аппарата.
- Рекомендуется иметь определенное количество прокладок, которые применяются для подключения шлангов. Особенно их наличие следует проверять, когда приходится часто перевозить агрегат. В некоторых случаях отсутствие необходимой прокладки сделает использование аппарата невозможным.
- Поскольку сопло резака подвергается воздействию высоких температур, то оно со временем изнашивается и выходит из строя. Поэтому следует заранее побеспокоиться о приобретении запасных сопел.
- Подбирая комплектующие для плазмореза, следует учитывать, какой мощности агрегат вы хотите получить. В первую очередь это касается выбора подходящего инвертора.
- При выборе электрода для горелки, если вы ее изготавливаете самостоятельно, нужно отдать предпочтение такому материалу, как гафний. Этот материал в процессе нагрева не выделяет вредных веществ. Но все же настоятельно рекомендуется использовать готовые резаки, изготовленные на заводе, в которых соблюдаются все параметры по завихрению воздушного потока. Самодельный плазматрон не гарантирует качественной резки и быстро выходит из строя.
Что относится к правилам безопасности, то работу следует проводить в специальной одежде, защищающей от брызг раскаленного металла. Также для защиты глаз следует одевать сварочные очки “хамелеоны”.
Источник: http://Tehnika.expert/dlya-remonta/svarochnyj-apparat/plazmorez-svoimi-rukami.html
Изготовление плазмореза из инвертора своими руками: инструкция, схемы, видео

Заводской аппарат для плазменной резки. Наша задача: сделать аналог своими руками
Сделать функциональный плазморез своими руками из серийного сварочного инвертора не так уж сложно, как это может показаться на первый взгляд. Для того чтобы решить эту задачу, необходимо подготовить все конструктивные элементы такого устройства:
- плазменный резак (его также называют плазмотроном);
- сварочный инвертор или трансформатор, который будет выступать в роли источника электрического тока;
- компрессор, при помощи которого будет создаваться струя воздуха, необходимая для формирования и охлаждения потока плазмы;
- кабели и шланги для объединения в одну систему всех конструктивных элементов аппарата.

Общая схема работы плазменной резки
Плазморез, в том числе и самодельный, успешно используется для выполнения различных работ как в производственных, так и в домашних условиях.
Незаменим такой аппарат в тех ситуациях, когда необходимо выполнить точный, тонкий и высококачественный рез заготовок из металла.
Отдельные модели плазморезов по своим функциональным возможностям позволяют использовать их в качестве сварочного аппарата. Такая сварка выполняется в среде защитного газа аргона.

Газовый шланг и обратный кабель для плазменной резки
При выборе для комплектации самодельного плазмотрона источника питания важно обращать внимание на силу тока, которую такой источник сможет вырабатывать.
Чаще всего для этого выбирают инвертор, обеспечивающий высокую стабильность процессу плазменной резки и позволяющий более экономно расходовать электроэнергию. Отличаясь от сварочного трансформатора компактными габаритами и легким весом, инвертор более удобен в использовании.
Единственным минусом применения инверторных плазморезов является трудность раскроя с их помощью слишком толстых заготовок.

Горелка плазменного резака ABIPLAS и ее составные части
При сборке самодельного аппарата для выполнения плазменной резки можно использовать готовые схемы, которые несложно найти в интернете. В Сети, кроме того, есть видео по изготовлению плазмореза своими руками. Используя при сборке такого устройства готовую схему, очень важно строго ее придерживаться, а также обращать особенное внимание на соответствие конструктивных элементов друг другу.
Схемы плазмореза на примере аппарата АПР-91
В качестве донора при рассмотрении принципиальной электрической схемы мы будем использовать аппарат плазменной резки АПР-91. 
Схема силовой части (нажмите для увеличения)

Схема управления плазмореза (нажмите для увеличения)

Схема осциллятора (нажмите для увеличения)
Элементы самодельного аппарата для плазменной резки
Первое, что необходимо найти для изготовления самодельного плазмореза, – это источник питания, в котором будет формироваться электрический ток с требуемыми характеристиками. Чаще всего в этом качестве используются инверторные сварочные аппараты, что объясняется рядом их преимуществ.
Благодаря своим техническим характеристикам такое оборудование обеспечивает высокую стабильность формируемого напряжения, что положительно сказывается на качестве выполнения резки.
Работать с инверторами значительно удобнее, что объясняется не только их компактными габаритами и незначительным весом, но и простотой настройки и эксплуатации.

Принцип работы плазмореза
Благодаря компактности и небольшому весу плазморезы на основе инверторов можно использовать при выполнении работ даже в самых труднодоступных местах, что исключено для громоздких и тяжелых сварочных трансформаторов. Огромным преимуществом инверторных источников питания является и то, что они обладают высоким КПД. Это делает их очень экономичными в плане потребления электроэнергии устройствами.
В отдельных случаях источником питания для плазмореза может служить сварочный трансформатор, но его использование чревато значительным потреблением электроэнергии. Следует также учитывать и то, что любой сварочный трансформатор отличается большими габаритами и значительной массой.
Основным элементом аппарата, предназначенного для раскроя металла при помощи струи плазмы, является плазменный резак. Именно данный элемент оборудования обеспечивает качество резки, а также эффективность ее выполнения.

Форма и размер плазменной струи зависит от диаметра сопла
Для формирования воздушного потока, который будет преобразовываться в высокотемпературную струю плазмы, в конструкции плазмореза используется специальный компрессор. Электрический ток от инвертора и воздушный поток от компрессора подаются к плазменному резаку при помощи кабель-шлангового пакета.
Центральным рабочим элементом плазмореза является плазмотрон, конструкция которого состоит из следующих элементов:
- сопла;
- канала, по которому подается воздушная струя;
- электрода;
- изолятора, который одновременно выполняет функцию охлаждения.
Конструкция плазменного резака и рекомендации по его изготовлению
Первое, что необходимо сделать перед изготовлением плазмотрона, – это подобрать для него соответствующий электрод.
Наиболее распространенными материалами, из которых делают электроды для выполнения плазменной резки, являются бериллий, торий, цирконий и гафний.
На поверхности данных материалов при нагревании формируются тугоплавкие оксидные пленки, которые препятствуют активному разрушению электродов.

Сменные насадки для плазмотрона
Некоторые из вышеперечисленных материалов при нагревании могут выделять опасные для здоровья человека соединения, что следует обязательно учитывать, выбирая тип электрода.
Так, при использовании бериллия формируются радиоактивные оксиды, а испарения тория при их соединении с кислородом образуют опасные токсичные вещества.
Совершенно безопасным материалом, из которого делают электроды для плазмотрона, является гафний.
За формирование струи плазмы, благодаря которой и выполняется резка, отвечает сопло. Его изготовлению следует уделить серьезное внимание, так как от характеристик данного элемента зависит качество рабочего потока.
Строение сопла плазменной горелки
Наиболее оптимальным является сопло, диаметр которого составляет 30 мм. От длины данного элемента зависит аккуратность и качество исполнения реза. Однако слишком длинным сопло также не стоит делать, поскольку это способствует слишком быстрому его разрушению.
Как уже говорилось выше, в конструкции плазмореза обязательно присутствует компрессор, формирующий и подающий к соплу воздушный поток.
Последний необходим не только для формирования струи высокотемпературной плазмы, но и для охлаждения элементов аппарата.
Использование сжатого воздуха в качестве рабочей и охлаждающей среды, а также инвертора, формирующего рабочий ток силой 200 А, позволяет эффективно разрезать металлические детали, толщина которых не превышает 50 мм.
Выбор газа для плазменной резки металла
Для того чтобы приготовить аппарат для плазменной резки к работе, необходимо соединить плазмотрон с инвертором и воздушным компрессором. Для решения такой задачи используется кабель-шланговый пакет, который применяют следующим образом.
- Кабелем, по которому будет подаваться электрический ток, соединяются инвертор и электрод плазмореза.
- Шлангом для подачи сжатого воздуха соединяют выход компрессора и плазмотрон, в котором из поступающего воздушного потока будет формироваться струя плазмы.
Особенности работы плазмореза
Чтобы сделать плазморез, используя для его изготовления инвертор, необходимо разобраться в том, как такой аппарат работает.
После включения инвертора электрический ток от него начинает поступать на электрод, что приводит к зажиганию электрической дуги. Температура дуги, горящей между рабочим электродом и металлическим наконечником сопла, составляет порядка 6000–8000 градусов.
После зажигания дуги в камеру сопла подается сжатый воздух, который проходит строго через электрический разряд. Электрическая дуга нагревает и ионизирует проходящий через нее воздушный поток.
В результате его объем увеличивается в сотни раз, и он становится способным проводить электрический ток.
При помощи сопла плазмореза из токопроводящего воздушного потока формируется уже струя плазмы, температура которой активно повышается и может доходить до 25–30 тысяч градусов.
Скорость плазменного потока, за счет которого и осуществляется резка деталей из металла, на выходе из сопла составляет порядка 2–3 метров в секунду.
В тот момент, когда струя плазмы соприкасается с поверхностью металлической детали, электрический ток от электрода начинает поступать по ней, а первоначальная дуга гаснет. Новая дуга, которая горит между электродом и обрабатываемой деталью, называется режущей.
Характерной особенностью плазменной резки является то, что обрабатываемый металл плавится только в том месте, где на него воздействует плазменный поток. Именно поэтому очень важно сделать так, чтобы пятно воздействия плазмы находилось строго по центру рабочего электрода.
Если пренебречь этим требованием, то можно столкнуться с тем, что будет нарушен воздушно-плазменный поток, а значит, ухудшится качество выполнения реза. Для того чтобы соблюсти эти важные требования, используют специальный (тангенциальный) принцип подачи воздуха в сопло.
Необходимо также следить за тем, чтобы не образовалось сразу два плазменных потока вместо одного. Возникновение такой ситуации, к которой приводит несоблюдение режимов и правил выполнения технологического процесса, может спровоцировать выход инвертора из строя.
Параметры плазменной резки различных металлов (нажмите для увеличения)
Важным параметром плазменной резки является скорость воздушного потока, которая не должна быть слишком большой. Хорошее качество реза и быстроту его выполнения обеспечивает скорость воздушной струи, равная 800 м/сек.
При этом сила тока, поступающего от инверторного аппарата, не должна превышать 250 А.
Выполняя работу на таких режимах, следует учитывать тот факт, что в этом случае увеличится расход воздуха, используемого для формирования плазменного потока.
Самостоятельно сделать плазморез несложно, если изучить необходимый теоретический материал, просмотреть обучающее видео и правильно подобрать все необходимые элементы. При наличии в домашней мастерской такого аппарата, собранного на основе серийного инвертора, может качественно выполняться не только резка, но и плазменная сварка своими руками.
Если в вашем распоряжении нет инвертора, можно собрать плазморез и на основе сварочного трансформатора, но тогда придется смириться с его большими габаритами. Кроме того, плазморез, изготовленный на основе трансформатора, будет обладать не очень хорошей мобильностью, так как переносить его с места на место затруднительно.
Источник: http://met-all.org/oborudovanie/prochee/plazmorez-svoimi-rukami-iz-invertora.html
Плазморез из инвертора своими руками! Инструкция, схемы и видеоматериал!
Изготовить рабочий плазморез из сварочного инвертора своими руками не такая уж и сложная задача, как на первый взгляд может показаться. Для того чтобы реализовать данную идею, нужно приготовить все необходимые детали такого устройства:
- Резак плазменный (или по другому — плазмотрон)
- Инвертор сварочный или трансформатор
- Компрессор, с помощью которого будет создаваться воздушная струя, необходимая для формирования и охлаждения потока плазмы.
- Кабели и шланги для объединения всех конструктивных элементов устройства в одну систему.

Плазморез, в том числе и самодельный, успешно применяется для выполнения всевозможный работ как на производстве, так и дома.
Это устройство незаменимо в тех ситуациях, когда необходимо выполнить точный, тонкий и качественный разрез металлических заготовок.
Отдельные модели плазменных резаков с точки зрения их функциональности позволяют применять их в качестве сварочного аппарата. Такая сварка выполняется в защитном газе аргона.
 Обратный кабель и газовый шланг для плазменной резки!
Обратный кабель и газовый шланг для плазменной резки!
При выборе источника питания для самодельного плазмотрона важно обратить внимание на величину тока, который может генерировать такой источник.
Чаще всего для этого выбирают инвертор, который обеспечивает высокую стабильность процесса плазменной резки и позволяет более экономно использовать энергию. В отличие от сварочного трансформатора, обладает компактными размерами и небольшим весом, инвертор удобнее в использовании.
Единственным недостатком использования инверторных плазменных резаков является сложность резки слишком толстых заготовок с их помощью.
 На фото горелка от плазменного резака ABIPLAS и ее составные части!
На фото горелка от плазменного резака ABIPLAS и ее составные части!
При сборке самодельного агрегата для выполнения плазменной резки вы можете использовать готовые схемы, которые легко найти в Интернете.
Кроме того, в Интернете есть видео о том, как изготовить плазморез своими руками.
Используя готовую схему при сборке такого устройства, очень важно строго её придерживаться, а также обратить особое внимание на соответствие конструктивных элементов друг другу.
Схемы плазмореза на примере аппарата АПР-91
В качестве примера при изучении принципиальной электрической схемы, мы будем использовать устройство для плазменной резки APR-91.
 Принципиальная схема силовой части плазмореза!
Принципиальная схема силовой части плазмореза!  Принципиальная схема управления плазмореза
Принципиальная схема управления плазмореза  Принципиальная схема осциллятора!
Принципиальная схема осциллятора!
Детали самодельного устройства для плазменной резки
Первое, что вам нужно найти для изготовления самодельного плазменного резака, это источник питания, в котором будет генерировать электрический ток с необходимыми характеристиками. Обычно для этого используют сварочные инверторные аппараты, что объясняется рядом их преимуществ.
Благодаря своим техническим характеристикам, подобное оборудование способно обеспечить высокую стабильность генерируемого напряжения, что положительно сказывается на качестве резки.
Работать с инверторами гораздо удобнее, что объясняется не только их компактными размерами и небольшим весом, но и простотой настройки и эксплуатации.
 Принцип работы устройства для плазменной резки!
Принцип работы устройства для плазменной резки!
Благодаря своей компактности и малому весу плазменные резаки на основе инверторов могут использоваться при работе даже в самых трудных местах, что исключено для громоздких и тяжелых сварочных трансформаторов. Большим преимуществом инверторных источников питания является их высокая эффективность. Это делает их очень экономичными с точки зрения энергопотребления устройств.
В некоторых случаях источником питания для плазменного резака может быть сварочный трансформатор, но его использование чревато значительным энергопотреблением. Следует также учитывать, что любой сварочный трансформатор характеризуется большими габаритами и значительным весом.
Основным элементом аппарата, предназначенного для резки металла плазменной струей, является плазменный резак. Этот элемент оборудования обеспечивает качество резки, а также эффективность ее выполнения.
 Размер и форма плазменной струи полностью зависит от диаметра сопла!
Размер и форма плазменной струи полностью зависит от диаметра сопла!
Для формирования воздушного потока, который будет преобразован в высокотемпературную плазменную струю, в конструкции плазменного резака используется специальный компрессор. Электрический ток от инвертора и поток воздуха от компрессора поступают в плазменный резак с помощью пакета кабельных шлангов.
Центральным рабочим элементом плазменного резака является плазменная горелка, конструкция которой состоит из следующих элементов:
- Сопла
- Канала, по которому подается струя воздуха
- Электрода
- Изолятора, который параллельно выполняет функцию охлаждения
Конструкция плазменного резака и советы по его изготовлению
 Сменные насадки для плазмотрона
Сменные насадки для плазмотрона
Некоторые из вышеперечисленных материалов при нагревании могут выделять соединения, опасные для здоровья человека, этот момент следует учитывать при выборе типа электрода. Таким образом, при использовании бериллия образуются радиоактивные оксиды, и при испарении тория в сочетании с кислородом образуются опасные токсичные вещества. Совершенно безопасным материалом для изготовления электродов для плазменной горелки является гафний.
За формирование плазменной струи, с помощью которой и производится резка, отвечает сопло. Его производству следует уделить серьезное внимание, так как качество рабочего процесса зависит от характеристик этого элемента.
 Устройство сопла плазменной горелки
Устройство сопла плазменной горелки
Самым оптимальным является сопло, диаметр которого равен 30 мм. От длины этой детали, зависит аккуратность и качество исполнения реза. Однако слишком длинное сопло также не следует делать, так как в данном случае оно быстро разрушается.
Как было упомянуто выше, в конструкцию плазмореза обязательно входит компрессор, который формирует и подает воздух в сопло.
Последнее необходимо не только для формирования струи высокотемпературной плазмы, но и для того что бы охлаждать элементов аппарата.
Применение сжатого воздуха в качестве рабочей и охлаждающей среды, а также инвертора, который формирует рабочий ток 200 А, позволяет эффективно резать металлические детали, толщина которых не превышает 50 мм.
Таблица выбора газа для плазменной резки металлов!
Для подготовки аппарата плазменной резки к работе, нужно соединить плазмотрон с инвертором и компрессором. Для решения этой задачи применяются пакеты кабельных шлангов, который используют следующим образом.
- Кабель, через который будет подаваться электрический ток, соединяет инвертор и электрод плазменной резки.
- Шланг подачи сжатого воздуха соединяет выход компрессора и плазменную горелку, в которой из входящего воздушного потока будет образовываться плазменная струя.
Основные особенности работы плазмореза
Чтобы сделать плазменный резак, используя инвертор для его изготовления, необходимо понять, как работает такое устройство.
После включения инвертора электрический ток от него начинает течь к электроду, что приводит к воспламенению электрической дуги. Температура дуги, горящей между рабочим электродом и металлическим наконечником сопла, составляет около 6000–8000 градусов.
После зажигания дуги сжатый воздух подается в камеру сопла, которая проходит строго через электрический разряд. Электрическая дуга нагревает и ионизирует воздушный поток, проходящий через нее.
В результате его объем увеличивается в сотни раз, и он становится способным проводить электрический ток.
С помощью сопла плазменного резака из проводящего воздушного потока формируется плазменная струя, температура которой активно поднимается и может достигать 25-30 тысяч градусов.
Скорость потока плазмы, благодаря которой осуществляется резка металлических деталей, на выходе из сопла составляет около 2-3 метров в секунду.
В тот момент, когда плазменная струя контактирует с поверхностью металлической детали, электрический ток от электрода начинает протекать через нее, и начальная дуга гаснет. Новая дуга, которая горит между электродом и заготовкой, называется резкой.
Характерной особенностью плазменной резки является то, что обрабатываемый металл плавится только в том месте, где на него влияет поток плазмы. Вот почему очень важно, чтобы место плазменного воздействия было строго в центре рабочего электрода.
Если мы пренебрегаем этим требованием, то можем столкнуться с тем фактом, что воздушно-плазменный поток будет нарушен, в следствии чего, качество резки значительно ухудшится.
Чтобы удовлетворить эти важные требования, используйте специальный (тангенциальный) принцип подачи воздуха к соплу.
Также необходимо следить, что бы два плазменных потока не образовывались одновременно, за места одного. Возникновение такой ситуации, которая приводит к несоблюдению режимов и правил технологического процесса, может привести к выходу из строя инвертора.
Основные параметры плазменной резки разных металлов.
Важным параметром плазменной резки является скорость воздушного потока, которая не должна быть слишком большой. Хорошее качество реза и скорость его выполнения обеспечиваются скоростью воздушной струи, равной 800 м/с.
В этом случае ток, протекающий от инверторного блока, не должен превышать 250 А.
При выполнении работ на таких режимах следует учитывать тот факт, что в этом случае поток воздуха, используемого для формирования потока плазмы, будет увеличиваться.
Самостоятельно изготовить плазменный резак не так уж и сложно, для этого нужно изучить нужный теоретический материал, просмотреть обучающее видео и правильно подобрать все необходимые детали. При наличии в домашнем пользовании подобного аппарата, изготовленного на основе заводского инвертора, может выполнять не только качественную резку металла, но и плазменную сварку!
В том случае если у вас в пользовании нет инвертора, можно изготовить плазморез, взяв за основу сварочный трансформатор, в таком случае вам придется смириться с его большими габаритами и не малым весом. Так же, плазморез, сделанный на основе трансформатора, будет иметь не очень хорошую мобильностью и переносить его с места на место будет проблематично!
Источник
Похожее
Источник: https://kavmaster.ru/plazmorez-iz-invertora-svoimi-rukami/
Как самостоятельно сделать плазморез из инвертора
- В отличие от сварочного трансформатора, инвертор отличается компактностью, малым весом и высоким КПД, что объясняет его популярность в домашних мастерских, небольших гаражах и цехах.
- Он позволяет закрывать большинство потребностей в сварочных работах, но для качественной резки требуется лазерный аппарат или плазморез.


Универсальный аппарат для сварки
Лазерное оборудование очень дорогое, плазморез тоже стоит недешево. Плазменная резка и сварка металла небольшой толщины имеет прекрасные характеристики, недостижимые при использовании электросварки. При этом силовой блок у плазмореза и сварочного аппарата для электродуговой сварки во многом имеют одинаковые характеристики.
Возникает желание сэкономить, и при небольшой доработке использовать его и для плазменной резки. Оказалось, что это возможно, и можно встретить много способов переделки сварочных аппаратов, в том числе инверторных, в плазморезы.
Аппарат плазменной резки представляет собой тот же сварочный инвертор с осциллятором и плазмотроном, кабелем массы с зажимом и внешним или внутренним компрессором. Часто компрессор используется внешний и в комплект поставки не входит.
Если у владельца сварочного инвертора имеется еще и компрессор, то можно получить самодельный плазморез, приобретя плазмотрон и сделав осциллятор. В итоге получится универсальный сварочный аппарат.
Принцип работы горелки
Работа аппарата плазменной сварки и резки (плазмореза) основана на использовании в качестве режущего или сваривающего инструмента плазмы, четвертого состояния вещества.
Для ее получения требуется высокая температура и газ под высоким давлением. При создании между анодом и катодом горелки электрической дуги в ней поддерживается температура в несколько тысяч градусов.
Образование плазмы
Если пропустить при таких условиях через дугу струю газа, то он ионизируется, расширится в объеме в несколько сотен раз и нагреется до температуры в 20-30 тысяч °C, превращаясь в плазму. Высокая температура почти мгновенно расплавляет любой металл.

В отличие от кумулятивного снаряда процесс образования плазмы в плазмотроне регулируемый.
Анод и катод в резаке плазмореза находятся на расстоянии нескольких миллиметров друг от друга. Осциллятор вырабатывает импульсный ток большой величины и частоты, пропускает его между анодом и катодом, что приводит к возникновению электрической дуги.
После этого через дугу пропускается газ, который ионизируется. Так как все происходит в замкнутой камере с одним выходным отверстием, то получившаяся плазма с огромной скоростью вырывается наружу.
На выходе горелки плазмореза она достигает температуры 30000 ° и плавит любой металл. Перед началом работ к заготовке с помощью мощного зажима подсоединяется провод массы.
Когда плазма достигает заготовки, то электрический ток начинает течь через кабель массы и плазма достигает максимальной мощности. Ток доходит до 200-250 А. Цепь анод – катод разрывается с помощью реле.
Резка
 При пропадании основной дуги плазмореза, эта цепь опять включается, не давая исчезнуть плазме. Плазма играет роль электрода в электродуговой сварке, она проводит ток, а благодаря своим свойствам создает в области соприкосновения с металлом область с высокой температурой.
При пропадании основной дуги плазмореза, эта цепь опять включается, не давая исчезнуть плазме. Плазма играет роль электрода в электродуговой сварке, она проводит ток, а благодаря своим свойствам создает в области соприкосновения с металлом область с высокой температурой.
Площадь соприкосновения струи плазмы и металла маленькая, температура высокая, нагрев происходит очень быстро, поэтому практически отсутствуют напряжения и деформации заготовки.
Срез получается ровный, тонкий не требующий последующей обработки. Под напором сжатого воздуха, который используется в качестве рабочего тела плазмы, жидкий металл выдувается и получается рез высокого качества.
При использовании инертных газов с помощью плазмореза можно проводить качественную сварку без вредного воздействия водорода.
Плазмотрон своими руками
При изготовлении плазмореза из сварочного инвертора своими руками самой сложной частью работ является производство качественной режущей головки (плазмотрона).
Инструменты и материалы
Если делать плазменный резак своими руками, то легче использовать в качестве рабочего тела воздух. Для изготовления понадобятся:
 рукоятка, в которой должны поместиться кабель и трубка для подачи воздуха;
рукоятка, в которой должны поместиться кабель и трубка для подачи воздуха;- пусковая кнопка горелки плазмореза;
- изолирующая втулка;
- электрод горелки плазмореза;
- устройство завихрения воздушного потока;
- набор сопел различного диаметра для резки металлов различного вида и толщины;
- защитный наконечник от брызг жидкого металла;
- ограничительная пружина для поддержания одинакового зазора между соплом горелки плазмореза и разрезаемым металлом;
- насадки для снятия фасок.
 рукоятка, в которой должны поместиться кабель и трубка для подачи воздуха;
рукоятка, в которой должны поместиться кабель и трубка для подачи воздуха;Расходные материалы плазмореза в виде сопел, электрода стоит купить в магазине сварочного оборудования. Они в процессе резки и сварки выгорают, поэтому имеет смысл приобретать по несколько штук на каждый диаметр сопла.
Чем тоньше металл для резки, тем меньше должно быть отверстие сопла горелки плазмореза. Чем толще металл, тем больше отверстие сопла. Наиболее часто используется сопло с диаметром 3 мм, оно перекрывает большой диапазон толщин и видов металлов.
Сборка
Сопла горелки плазмореза прикрепляются прижимной гайкой. Непосредственно за ним располагается электрод и изолирующая втулка, которая не позволяет возникнуть дуге в ненужном месте устройства.
Затем расположен завихритель потока, который направляет его в нужную точку. Вся конструкция помещается во фторопластовый и металлический корпус. К выходу трубки на ручке горелки плазмореза приваривается патрубок для подсоединения воздушного шланга.
Электроды и кабель
 Для плазмотрона требуется специальный электрод из тугоплавкого материала. Обычно их изготавливают из тория, бериллия, гафния и циркония. Их применяют из-за образования при нагреве тугоплавких окислов на поверхности электрода, что увеличивает длительность его работы.
Для плазмотрона требуется специальный электрод из тугоплавкого материала. Обычно их изготавливают из тория, бериллия, гафния и циркония. Их применяют из-за образования при нагреве тугоплавких окислов на поверхности электрода, что увеличивает длительность его работы.
При использовании в домашних условиях предпочтительней применение электродов из гафния и циркония. При резке металла они не вырабатывают токсичных веществ в отличие от тория и бериллия.
Кабель от инвертора и шланг от компрессора к горелке плазмореза нужно прокладывать в одной гофрированной трубе или шланге, что обеспечит охлаждение кабеля в случае его нагрева и удобство в работе.
Сечение медного провода нужно выбрать не менее 5-6 мм2. Зажим на конце провода должен обеспечивать надежный контакт с металлической деталью, в противном случае дуга с дежурной не перекинется на основную дугу.
Компрессор на выходе должен иметь редуктор для получения нормированного давления на плазмотроне.
Варианты прямого и косвенного действия
Конструкция горелки плазмореза довольно сложная, выполнить в домашних условиях даже при наличии различных станков и инструментов сложно без высокой квалификации работника. Поэтому изготовление деталей плазмотрона нужно поручить специалистам, а еще лучше приобрести в магазине. Выше была описана горелка плазмотрона прямого действия, она может резать только металлы.
Существуют плазморезы с головками косвенного действия. Они способны резать и неметаллические материалы. В них роль анода выполняет сопло, и электрическая дуга находится внутри горелки плазмореза, наружу под давлением выходит только плазменная струя.
При простоте конструкции устройство требует очень точных настроек, в самодеятельном изготовлении практически не применяется.
Доработка инвертора
Для использования инверторного источника питания для плазмореза его нужно доработать. К нему нужно подключить осциллятор с блоком управления, который будет выполнять функцию пускателя, поджигающего дугу.
Схем осцилляторов встречается довольно много, но принцип действия один. При запуске осциллятора между анодом и катодом проходят высоковольтные импульсы, которые ионизируют воздух между контактами. Это приводит к снижению сопротивления и вызывает возникновение электрической дуги.
Затем включается газовый электроклапан и под давлением воздух начинает проходить между анодом и катодом через электрическую дугу. Превращаясь в плазму и достигая металлической заготовки, струя замыкает цепь через нее и кабель массы.
Основной ток величиной примерно 200 А начинает течь по новой электрической цепи. Это вызывает срабатывание датчика тока, что приводит к отключению осциллятора. Функциональная схема осциллятора изображена на рисунке.

Функциональная схема осциллятора
В случае отсутствия опыта работы с электрическими схемами можно воспользоваться осциллятором заводского производства типа ВСД-02. В зависимости от инструкции по подключению они присоединяются последовательно или параллельно в схему питания плазмотрона.
Перед изготовлением плазмореза, необходимо определить предварительно с какими металлами, и какой толщины хотите работать. Для работы с черным металлом достаточно компрессора.
Для резки цветных металлов потребуется азот, высоколегированной стали нужен аргон. В связи с этим, возможно, потребуется тележка для перевозки газовых баллонов и понижающие редукторы.
Как любое оборудование и инструмент, сварочный аппарат с плазменной головкой требует определенной сноровки от пользователя. Движение резака должно быть равномерным, скорость зависит от толщины металла и его вида.
Медленное движение приводит к образованию широкого реза с неровными краями. Быстрое перемещение приведет к тому, что металл прорезается не во всех местах. При должной сноровке можно получить качественный и ровный срез.
Источник: https://svaring.com/welding/apparaty/plazmorez-iz-svarochnogo-invertora-svoimi-rukami
Плазменный сварочный аппарат своими руками —
Главная страница » Своими руками » Плазменный сварочный аппарат своими руками

Практическая конструкция самодельного плазменного аппарата не фантастика. Имея хотя бы обычный сварочный трансформатор или инверторный сварочник, можно создать горелку. Она была бы неплохим дополнением к уже имеющемуся оборудованию. Предельно простая, но рабочая, конструкция изображена ниже.

Катод можно изготовить из вольфрамового сварочного электрода 4 мм. Он фиксируется в держателе стопорным винтом или приваривается. Держатель можно изготовить из стали. Ручка из изолирующего материала. Изолирующая втулка изготавливается из фторопласта, фенопласта, гетинаксовой трубки. Материал должен быть изолирующим, стойким к нагреву. Крышка из стали или латуни.
Анод медный или латунный (желательно помассивнее, но без фанатизма), а сопло из чистой электротехнической меди. Катод подается винтом по мере выгорания. Сопло отвинчивается и меняется по мере износа. Сначала сопло работает хорошо в режиме реза, затем его прочищают рассверливанием, слегка зенкуют от заусенцев. Им еще можно варить и паять некоторое время.
И, наконец, утилизировать, переплавив в заготовку для нового сопла.
Резьба между соплом и анодом смазывается графитом. Между держателем катода и крышкой – им же. Можно взять обычный карандаш и мелко растолочь. Такая смазка отлично проводит ток и не закоксуется.
Размеры и толщины зависят от мощности горелки. В этой горелке дуга возбуждается искрой высокого напряжения. Это очень важный момент и об этом чуть ниже.
Схема горелки с контактным поджигом (подвижный катод) окажется гораздо сложнее механически: придется уплотнять подвижный шток, потребуется возвратная пружина и возникнет много побочных проблем.
Зачем делать из горелки винтовку М-16? В домашних условиях проще решить задачу электрическими способами. К сожалению, размер статьи не позволяет привести все подробности, но основной принцип будет показан дальше.
Рабочий газ подается через штуцер. А как насчет спирто-водяной смеси? Можно сделать и это.
В принципе, для этого достаточно подавать ее в парообразном состоянии от маленького перегонного куба, если вы сможете стабилизировать и регулировать давление пара.
Также можно охлаждать анод, слегка распыляя на него воду прямо снаружи. Этот способ охлаждения куда эффективнее проточного. Теплота испарения воды весьма значительна.
Варианты схем осцилляторов (только принцип работы) на рисунках ниже. Красным цветом показано самодельное дополнение оборудования, черным – стандартный покупной сварочный инвертор, вторичная цепь которого упрощенно показана диодом D1 и конденсатором С1. Горелка уже обсуждалась.

Это осциллятор последовательного типа. Генератор импульсов должен вырабатывать мощные импульсы тока для трансформатора Т2. Это связано с тем, что вторичная обмотка Т2 включена в разрыв цепи сварочного тока и вынужденно имеет малое число витков толстого провода. Конденсатор C2 совершенно необходим, он закорачивает контур высокого напряжения и защищает элементы инвертора в его выходной цепи (да и не только). В домашних условиях лучше выбрать второй вариант.

Во второй схеме, параллельного типа, первичная обмотка Т2 возбуждается куда меньшим током, чем в предыдущем варианте. Однако, дроссель L2 также необходим как и конденсатор C2 в предыдущей схеме. Дроссель подавляет ток, ответвляемый от цепи высокого напряжения повышающего трансформатора в инвертор и защищает его. В обеих схемах частота выбирается порядка десятков кГц. Трансформаторы Т2 и дроссель L2 намотаны на ферритовом кольцевом сердечнике или сердечнике от строчного трансформатора телевизора.
Дуга запускается нажатием на кнопку Пуск. В сухой горелке в течение долей секунды должна загореться дуга и войти в режим горения от основного тока инвертора. После прогрева анода на воздухе в качестве рабочего газа, можно постепенно переключать воздух на водно-спиртовую или водно-ацетоновую смесь, если это у вас уже налажено.
ОСТОРОЖНО! В момент запуска на горелке присутствует высокое напряжение. Руки должны быть изолированы от цепи анода и катода. Заземление на схеме показано условно. Заземляться может и цепь анода горелки. Тогда катод оказывается под высоким напряжением.
Смотрите еще:
Оборудование для плазменной сварки
Плазменный сварочный аппарат
Источник: https://plazmen.ru/svoimi-rukami/plazmennyj-svarochnyj-apparat/
Оборудование для воздушно-плазменной резки все чаще применяется на небольших предприятиях, в маленьких мастерских и даже частными лицами – эти аппараты не такие мощные и универсальные, как установленные на крупных промышленных предприятиях, но они позволяют эффективно и качественно решать круг задач по обработке металла. Кроме того, за ними большой плюс – они мобильны.
1 Принцип работы воздушно-плазменной установки
Любая установка для воздушно-плазменной резки, переносная или промышленная, работает по следующему принципу. При запуске устройства между электродом его резака (плазмотрона) и разрезаемым металлом либо соплом того же резака образуется электрическая дуга, называемая дежурной и имеющая температуру до 5000 °C. Сразу после этого в сопло под давлением подается газ.

В результате температура дуги возрастает до 20 000 °C, что, в свою очередь, приводит к ионизации газа и преобразованию его в низкотемпературную плазму (по-другому высокотемпературный газ). Газовая струя продолжает нагреваться от дуги, и ее ионизация при этом возрастает, что завершается повышением температуры плазмы до 30 000 °C. В этот момент происходит электрический пробой через струю газа (плазмы), который в ионизированном состоянии при такой температуре превращается в проводник между обрабатываемым металлом и электродом плазмотрона.

То есть зажигается другая электрическая дуга, так называемая рабочая. Дежурная при этом сразу отключается. Воздушно-плазменная установка переходит в рабочий режим. При этом скорость выхода плазмы из сопла резака может достигать 500–1500 м/с. Ионизированная струя газа ярко светится, попадая на заготовку в месте реза, разогревает ее локально и плавит, как показано на видео.
Газы, используемые для создания плазмы:
- воздух;
- азот;
- кислород;
- аргон;
- водород;
- водяной пар.
Во всех плазменных установках применяют удаление с поверхности выполняемого реза расплавленных частиц металла и охлаждение сопла. Это производится потоком газа либо жидкости. Мощные стационарные промышленные установки способны разрезать металл толщиной до 200 мм.
2 Основные типы оборудования и виды аппаратов для ручной резки
Все оборудование делится на устройства косвенного действия, предназначенное для резки бесконтактным способом, и прямого действия – для контактной. Первый тип применяют в основном для обработки различных неметаллических материалов (как на видео). В них дежурная дуга образуется между соплом и электродом плазмотрона.

Оборудование прямого действия применяют для резки различных металлов и их сплавов. При работе разрезаемая заготовка подключается к плюсовому выходу плазменного устройства, становясь частью его электрической схемы. Все аппараты для ручной резки металлов являются устройствами второго типа – прямого действия. В них для создания плазмы, охлаждения сопла и обдува поверхности реза обычно используют воздух, подаваемый из баллона или от компрессора. Аппараты бывают инверторные и трансформаторные.
Первые, по сравнению со вторыми, компактны, эстетичны, потребляют меньше электроэнергии и мало весят, что немаловажно при работах на выезде. У них также выше на 30 % КПД и более стабильная электрическая дуга. Однако инверторы менее мощные и довольно чувствительны к перепадам напряжения в сети. Трансформаторы более надежны и долговечны, не боятся скачков питания и их можно использовать для резки металлов большей толщины.

Чтобы правильно выбрать аппарат для резки металлов, следует точно определить тот круг работ, для которых его предполагается использовать. А именно: с какими заготовками надо будет работать, какой толщины, из какого металла, какова ожидаемая интенсивность загрузки устройства.
3 Резка своими руками – начнем с основ
Прежде, чем приступать к работе, следует позаботиться о мерах безопасности. Надо убедиться, что напряжение питающей сети именно то, на которое рассчитан аппарат (380 В либо 220 В), а проводники сети и ее защита выдержат нагрузку, создаваемую устройством. Затем надо позаботиться о добротном заземлении рабочей подставки или стола, окружающих металлических предметов и розетки (сделайте это своими руками!).
Нужно проверить, что силовые кабели и аппарат воздушно-плазменной резки в идеальном рабочем состоянии и не имеют повреждений. Подключать оборудование к сети следует через УЗО (устройство защитного отключения). Чтобы уберечь себя от травмирования и возможных профзаболеваний, работать надо в специальной экипировке:
- щитке или очках сварщика, имеющих стекла с затемнением 4–5 класса;
- в перчатках, куртке и штанах из плотного материала, хорошо закрывающих тело;
- в закрытой обуви;
- желательно в респираторе или маске.

Подключив своими руками все элементы устройства, в соответствии с инструкцией к нему, следует установить аппарат в таком месте и таким образом, чтобы его корпус хорошо охлаждался и на него не попадали брызги расплавленного металла. Подсоединение к оборудованию компрессора или баллона со сжатым газом должно быть выполнено через масло- и влагоотделитель. Эти вещества, попав в камеру плазмотрона, могут привести к его поломке и даже взрыву.
Необходимо отрегулировать давление газа, подаваемого в плазмотрон – оно должно соответствовать характеристикам аппарата. При избыточном давлении некоторые детали плазмотрона могут прийти в негодность, а при недостаточном – поток плазмы будет нестабильным и часто прерывающимся. Когда необходимо резать емкости, где ранее хранились горючие или легковоспламеняющиеся материалы, их следует тщательно очистить. Если на поверхности заготовки, которую надо обработать, есть масляные пятна, окалина или ржавчина, их лучше удалить, так как при нагреве они могут выделять ядовитые пары.

Чтобы рез выходил ровным, без наплывов и окалины, как это показано на видео, требуется правильно подобрать скорость резки и силу тока. В ниже представленных таблицах приведены оптимальные значения этих параметров для различных металлов и их толщин.

При отсутствии опыта подобрать скорость перемещения резака своими руками будет сложно. Поэтому поначалу рекомендуется ориентироваться на следующее: вести плазмотрон следует так, чтобы с противоположной обрабатываемой стороны металла были видны вылетающие искры, как это показано на видео. Отсутствие искр будет свидетельствовать о том, что плазма еще не разрезала заготовку насквозь. В то же время следует иметь в виду, что чрезмерно медленное перемещение резака оказывает негативное влияние на качество реза – на кромках металла появляются наплывы и окалина. Кроме того, плазма может нестабильно гореть и даже гаснуть.
4 Как правильно пользоваться аппаратом?
Сначала зажигают электрическую дугу. Перед этим надо продуть плазмотрон воздухом, тем самым удалив из него инородные частицы и случайный конденсат. Для этого нажимаем, а потом отпускаем кнопку зажигания дуги. У аппарата при этом запускается режим продувки. Выждав около 30 секунд, нажимаем и уже удерживаем кнопку поджига. Между наконечником сопла плазмотрона и электродом должна зажечься дежурная дуга. Горит она, как правило, 2 секунды. За это время надо зажечь рабочую (основную) дугу.
Она должна образоваться автоматически в результате процессов, описанных выше, но чтобы это произошло, плазмотрон необходимо держать достаточно близко от поверхности металла, но ни в коем случае не касаться его.
После загорания рабочей дуги дежурная гаснет, а из сопла плазматрона начинает проистекать поток режущей плазмы, как это показано на видео, и можно начинать резку. Если с первого раза рабочую дугу зажечь не удалось, отпускаем кнопку зажигания и нажимаем ее снова для нового цикла. Рабочая дуга может не зажигаться по следующим причинам:
- у подаваемого воздуха недостаточное давление;
- плазматрон собран неправильно;
- иные неполадки.

Также бывает, что рабочая дуга гаснет в процессе работы. Чаще всего, это случается из-за несоблюдения нужного расстояния между поверхностью металлов и плазмотроном, а также когда изношен электрод последнего.
Соблюдение расстояния между поверхностью металлов и плазмотроном при резке своими руками является не менее сложной задачей, чем выдерживание нужной скорости обработки. Оптимальное расстояние составляет всего 1,6–3 мм. Работая руками, постоянно удерживать резак на такой высоте довольно сложно, тем более, что касаться поверхности металла плазмотроном нельзя. Руку периодически сбивает дыхание или невольные движения тела, и рез в результате получается неровным. Чтобы соблюдать нужное расстояние, пользуются специальными упорами (как показано на видео), которые надевают на сопло.
При резке своими руками также следует обращать внимание на угол, под которым надо держать плазмотрон относительно металла. Он должен быть строго перпендикулярен поверхности заготовки. В зависимости от вида обрабатываемого металла допускаются отклонения от прямого угла в 10–50°. Когда заготовка очень тонкая, плазмотрон можно вести под незначительным углом, иначе тонкий металл в процессе резки будет сильно деформирован.

При воздушно-плазменном раскрое своими руками также важно помнить, что в процессе работы расплавленный металл не должен попадать на кабели, шланги и сопло плазмотрона. И главное – необходимо соблюдать технику безопасности.
Изготовление плазмореза из инвертора своими руками: инструкция, схемы, видео

Заводской аппарат для плазменной резки. Наша задача: сделать аналог своими руками
Сделать функциональный плазморез своими руками из серийного сварочного инвертора не так уж сложно, как это может показаться на первый взгляд. Для того чтобы решить эту задачу, необходимо подготовить все конструктивные элементы такого устройства:
- плазменный резак (его также называют плазмотроном);
- сварочный инвертор или трансформатор, который будет выступать в роли источника электрического тока;
- компрессор, при помощи которого будет создаваться струя воздуха, необходимая для формирования и охлаждения потока плазмы;
- кабели и шланги для объединения в одну систему всех конструктивных элементов аппарата.
Общая схема работы плазменной резки
Плазморез, в том числе и самодельный, успешно используется для выполнения различных работ как в производственных, так и в домашних условиях.
Незаменим такой аппарат в тех ситуациях, когда необходимо выполнить точный, тонкий и высококачественный рез заготовок из металла.
Отдельные модели плазморезов по своим функциональным возможностям позволяют использовать их в качестве сварочного аппарата. Такая сварка выполняется в среде защитного газа аргона.
Газовый шланг и обратный кабель для плазменной резки
При выборе для комплектации самодельного плазмотрона источника питания важно обращать внимание на силу тока, которую такой источник сможет вырабатывать.
Чаще всего для этого выбирают инвертор, обеспечивающий высокую стабильность процессу плазменной резки и позволяющий более экономно расходовать электроэнергию. Отличаясь от сварочного трансформатора компактными габаритами и легким весом, инвертор более удобен в использовании.
Единственным минусом применения инверторных плазморезов является трудность раскроя с их помощью слишком толстых заготовок.
Горелка плазменного резака ABIPLAS и ее составные части
При сборке самодельного аппарата для выполнения плазменной резки можно использовать готовые схемы, которые несложно найти в интернете. В Сети, кроме того, есть видео по изготовлению плазмореза своими руками. Используя при сборке такого устройства готовую схему, очень важно строго ее придерживаться, а также обращать особенное внимание на соответствие конструктивных элементов друг другу.
Схемы плазмореза на примере аппарата АПР-91
В качестве донора при рассмотрении принципиальной электрической схемы мы будем использовать аппарат плазменной резки АПР-91.
Схема силовой части (нажмите для увеличения)
Схема управления плазмореза (нажмите для увеличения)
Схема осциллятора (нажмите для увеличения)
Элементы самодельного аппарата для плазменной резки
Первое, что необходимо найти для изготовления самодельного плазмореза, – это источник питания, в котором будет формироваться электрический ток с требуемыми характеристиками. Чаще всего в этом качестве используются инверторные сварочные аппараты, что объясняется рядом их преимуществ.
Благодаря своим техническим характеристикам такое оборудование обеспечивает высокую стабильность формируемого напряжения, что положительно сказывается на качестве выполнения резки.
Работать с инверторами значительно удобнее, что объясняется не только их компактными габаритами и незначительным весом, но и простотой настройки и эксплуатации.
Принцип работы плазмореза
Благодаря компактности и небольшому весу плазморезы на основе инверторов можно использовать при выполнении работ даже в самых труднодоступных местах, что исключено для громоздких и тяжелых сварочных трансформаторов. Огромным преимуществом инверторных источников питания является и то, что они обладают высоким КПД. Это делает их очень экономичными в плане потребления электроэнергии устройствами.
В отдельных случаях источником питания для плазмореза может служить сварочный трансформатор, но его использование чревато значительным потреблением электроэнергии. Следует также учитывать и то, что любой сварочный трансформатор отличается большими габаритами и значительной массой.
Основным элементом аппарата, предназначенного для раскроя металла при помощи струи плазмы, является плазменный резак. Именно данный элемент оборудования обеспечивает качество резки, а также эффективность ее выполнения.
Форма и размер плазменной струи зависит от диаметра сопла
Для формирования воздушного потока, который будет преобразовываться в высокотемпературную струю плазмы, в конструкции плазмореза используется специальный компрессор. Электрический ток от инвертора и воздушный поток от компрессора подаются к плазменному резаку при помощи кабель-шлангового пакета.
Центральным рабочим элементом плазмореза является плазмотрон, конструкция которого состоит из следующих элементов:
- сопла;
- канала, по которому подается воздушная струя;
- электрода;
- изолятора, который одновременно выполняет функцию охлаждения.
Конструкция плазменного резака и рекомендации по его изготовлению
Первое, что необходимо сделать перед изготовлением плазмотрона, – это подобрать для него соответствующий электрод.
Наиболее распространенными материалами, из которых делают электроды для выполнения плазменной резки, являются бериллий, торий, цирконий и гафний.
На поверхности данных материалов при нагревании формируются тугоплавкие оксидные пленки, которые препятствуют активному разрушению электродов.
Сменные насадки для плазмотрона
Некоторые из вышеперечисленных материалов при нагревании могут выделять опасные для здоровья человека соединения, что следует обязательно учитывать, выбирая тип электрода.
Так, при использовании бериллия формируются радиоактивные оксиды, а испарения тория при их соединении с кислородом образуют опасные токсичные вещества.
Совершенно безопасным материалом, из которого делают электроды для плазмотрона, является гафний.
За формирование струи плазмы, благодаря которой и выполняется резка, отвечает сопло. Его изготовлению следует уделить серьезное внимание, так как от характеристик данного элемента зависит качество рабочего потока.
Строение сопла плазменной горелки
Наиболее оптимальным является сопло, диаметр которого составляет 30 мм. От длины данного элемента зависит аккуратность и качество исполнения реза. Однако слишком длинным сопло также не стоит делать, поскольку это способствует слишком быстрому его разрушению. Как уже говорилось выше, в конструкции плазмореза обязательно присутствует компрессор, формирующий и подающий к соплу воздушный поток.
Последний необходим не только для формирования струи высокотемпературной плазмы, но и для охлаждения элементов аппарата.
Использование сжатого воздуха в качестве рабочей и охлаждающей среды, а также инвертора, формирующего рабочий ток силой 200 А, позволяет эффективно разрезать металлические детали, толщина которых не превышает 50 мм.
Выбор газа для плазменной резки металла
Для того чтобы приготовить аппарат для плазменной резки к работе, необходимо соединить плазмотрон с инвертором и воздушным компрессором. Для решения такой задачи используется кабель-шланговый пакет, который применяют следующим образом.
- Кабелем, по которому будет подаваться электрический ток, соединяются инвертор и электрод плазмореза.
- Шлангом для подачи сжатого воздуха соединяют выход компрессора и плазмотрон, в котором из поступающего воздушного потока будет формироваться струя плазмы.
Особенности работы плазмореза
Чтобы сделать плазморез, используя для его изготовления инвертор, необходимо разобраться в том, как такой аппарат работает.
После включения инвертора электрический ток от него начинает поступать на электрод, что приводит к зажиганию электрической дуги. Температура дуги, горящей между рабочим электродом и металлическим наконечником сопла, составляет порядка 6000–8000 градусов.
После зажигания дуги в камеру сопла подается сжатый воздух, который проходит строго через электрический разряд. Электрическая дуга нагревает и ионизирует проходящий через нее воздушный поток.
В результате его объем увеличивается в сотни раз, и он становится способным проводить электрический ток.
При помощи сопла плазмореза из токопроводящего воздушного потока формируется уже струя плазмы, температура которой активно повышается и может доходить до 25–30 тысяч градусов.
Скорость плазменного потока, за счет которого и осуществляется резка деталей из металла, на выходе из сопла составляет порядка 2–3 метров в секунду.
В тот момент, когда струя плазмы соприкасается с поверхностью металлической детали, электрический ток от электрода начинает поступать по ней, а первоначальная дуга гаснет. Новая дуга, которая горит между электродом и обрабатываемой деталью, называется режущей.
Характерной особенностью плазменной резки является то, что обрабатываемый металл плавится только в том месте, где на него воздействует плазменный поток. Именно поэтому очень важно сделать так, чтобы пятно воздействия плазмы находилось строго по центру рабочего электрода.
Если пренебречь этим требованием, то можно столкнуться с тем, что будет нарушен воздушно-плазменный поток, а значит, ухудшится качество выполнения реза. Для того чтобы соблюсти эти важные требования, используют специальный (тангенциальный) принцип подачи воздуха в сопло.
Необходимо также следить за тем, чтобы не образовалось сразу два плазменных потока вместо одного. Возникновение такой ситуации, к которой приводит несоблюдение режимов и правил выполнения технологического процесса, может спровоцировать выход инвертора из строя.
Параметры плазменной резки различных металлов (нажмите для увеличения)
Важным параметром плазменной резки является скорость воздушного потока, которая не должна быть слишком большой. Хорошее качество реза и быстроту его выполнения обеспечивает скорость воздушной струи, равная 800 м/сек.
При этом сила тока, поступающего от инверторного аппарата, не должна превышать 250 А.
Выполняя работу на таких режимах, следует учитывать тот факт, что в этом случае увеличится расход воздуха, используемого для формирования плазменного потока.
Самостоятельно сделать плазморез несложно, если изучить необходимый теоретический материал, просмотреть обучающее видео и правильно подобрать все необходимые элементы. При наличии в домашней мастерской такого аппарата, собранного на основе серийного инвертора, может качественно выполняться не только резка, но и плазменная сварка своими руками.
Если в вашем распоряжении нет инвертора, можно собрать плазморез и на основе сварочного трансформатора, но тогда придется смириться с его большими габаритами. Кроме того, плазморез, изготовленный на основе трансформатора, будет обладать не очень хорошей мобильностью, так как переносить его с места на место затруднительно.
Источник: //met-all.org/oborudovanie/prochee/plazmorez-svoimi-rukami-iz-invertora.html
Как сделать своими руками хороший плазморез из инвертора: устройство, виды, изготовление

Работу по раскрою металлических листов выполнить не так-то просто без специального оборудования.
Поэтому все домашние мастера, который сталкиваются с подобной задачей, должны позаботиться о наличии в своем арсенале такого инструмента, как аппарат ручной плазменной резки.
Это оборудование отличается компактными размерами и позволяет в домашних условиях легко разрезать железные листы на фрагменты подходящего размера.
Этот инструмент обладает множеством достоинств, главным из которых является то, что во время разделения заготовок на отрезки владельцу не придется впоследствии заниматься обработкой краев деталей.
Чтобы упростить работу с этим оборудованием, нелишним будет каждому домашнему умельцу получить представление о существующих разновидностях этих аппаратов, их конструкции, принципе работы и правилах выбора.
Оборудование для плазменной резки металла
Все многообразие подобных инструментов можно классифицировать на две основные группы:
- производственного;
- домашнего назначения.
Особенностью аппаратов, представляющих первую группу, являются большие размеры и значительный вес. В их конструкции предусмотрено ЧПУ (числовое программное управление). Это приспособление упрощает изготовление деталей различных форм.
Работа с таким оборудованием заключается в разработке макета с использованием специального программного обеспечения. Именно на него впоследствии придется ориентироваться во время выполнения работы.
После этого созданный в требуемом формате файл поступает на машину, а там уже выполняется его отрезание.
Стоит заметить, что подобное оборудование недешево: цена на эти агрегаты может достигать десятков тысяч долларов.
Более простое устройство имеют аппараты, предназначенные для плазменной резки в домашних условиях. По своему исполнению они имеют вид компактного блока, который работает от электроэнергии и дополнен такими компонентами, как шланг и наконечник, обеспечивающие электрическую дугу. Именно благодаря ей и выполняется резка.
Также дуга позволяет разделять железные листы и обеспечивать высокое качество краев.
Учитывая, что для разрезания заготовки используется необычный инструмент в виде ножовки или диска, владельцу не придется тратить время и силы на дополнительную шлифовку деталей.
Оборудование для домашнего использования привлекательно тем, что его можно перевозить в любое место, а также хранить и использовать на протяжении длительного времени.
Предлагаемые на рынке модели устройств для плазменной резки рассчитаны на работу с различными видами материалов, что определяется типа газа, который имеется в механизме.
При помощи воздушно-плазменного типа установок можно заниматься резкой заготовок из черных металлов и их сплавов.
Если возникла задача по разделению деталей из цветных металлов и их комбинаций, желательно применять оборудование, где используются неактивные элементы наподобие водорода, азота или аргона. Однако к подобному варианту газовой резки в бытовых условиях прибегают нечасто.
Отличие аппаратов прямого и косвенного действия
Сегодня можно найти различные варианты ручных аппаратов, в которых реализован различный принцип функционирования. Работа установок прямого действия основывается на использовании электрической дуги.
Последняя выглядит как цилиндр, и к ней непосредственно подведена струя газа. Благодаря подобной конструкции дуга нагревается до высоких температур порядка 20 000 градусов.
И в то же время она способна эффективно охлаждать прочие элементы устройства.
Если говорить об установках косвенного действия, то их особенностью является меньший КПД. Именно этим и обусловлено то, что к ним прибегают не так часто.
Говоря про их устройство, следует отметить, что основная цель здесь заключается в размещении активных точек цепи на трубе либо специальном вольфрамовом электроде.
Оборудование косвенного действия получило распространение для напыления, нагрева металлических устройств, причем в качестве режущего оборудования их не используют.
В большинстве своем с помощью подобного ручного механизма выполняют ремонт автомобильных узлов, не прибегая к извлечению их из корпуса.
При этом подобным установкам присуща одна общая особенность: они способны работать только при наличии воздушных фильтров и охладителей. Польза от первых заключается в увеличении срока службы катода и анода, ускорении запуска механизма, который эксплуатируется довольно долго.
Что же касается второго элемента, то он необходим для увеличения эксплуатационного ресурса аппарата, работающего в непрерывном режиме. Оптимально, когда в течение часа беспрерывной резки этим аппаратом выделяют на отдых порядка 20 минут. Эти характеристики являются очень важными и должны учитываться вне зависимости от типа исполнения выбираемого устройства.
Конструкция ручного плазмореза
Возможность выполнять свою функцию подобному аппарату обеспечивает подача сильно нагретого воздуха на металлический лист. В условиях температуры, достигающей нескольких десятков тысяч градусов, при которой происходит нагрев кислорода, последний под большим давлением поступает на поверхность, что приводит к ее резке.
Более быстрое выполнение этой операции обеспечивается с учетом ионизации электрическим током. Продлить срок службы подобного оборудования можно при условии, что в его оснащении будут присутствовать следующие элементы:
- Плазмотрон. Имеет вид резака, в обязанности которого входит выполнение основных задач;
- Плазморез. Это устройство может быть выполнено в варианте прямого или косвенного воздействия;
- Сопло. Это приспособление превосходит по функциональности все прочие элементы оборудования. Оно дает понять, для выполнения резки какой сложности предназначена конкретная модель;
- Электроды. Ими оснащаются отдельные виды устройств;
- Компрессор. С его помощью создается мощный воздушный поток.
Как сделать плазморез из инвертора — инструкция
При желании подобное оборудование в состояние изготовить своими руками любой владелец. Однако, чтобы самодельный плазморез смог эффективно выполнять свою работу, необходимо соблюсти все правила.
В подобном деле инвертор будет практически незаменим, так как при помощи этого устройства будет обеспечена надежная подача тока. За счет него в работе плазмореза не будет возникать перебоев, а также удастся уменьшить расход электроэнергии.
Однако при этом у него имеются и недостатки: он рассчитан на резку материала меньшей толщины, нежели при использовании трансформатора.
Выбор элементов
Если вы решили самостоятельно изготовить плазморез, то вам следует подготовить необходимые материалы и оборудование:
- Инвертор или трансформатор, обладающий требуемой мощности. Чтобы не ошибиться во время покупки этого устройства, необходимо в магазине рассказать продавцу о том, для резки материала какой толщины вы планируете применять его. На основании этого и будет сделан выбор подходящего механизма. Учитывая, что резка будет выполняться вручную, желательно приобрести именно инвертор, что связано не только с его легковесностью, но и способностью уменьшить расходы электроэнергии.
- Плазменный резак или плазмотрон точка. При его выборе необходимо опираться на те же критерии, что и в случае с инвертором. Важным моментом здесь является то, что оборудование прямого воздействия рассчитано на работу с токопроводящими материалами, а плазморез косвенного воздействия больше подойдет для работы с изделиями, не способными проводить электричество.
- Компрессор для прогонки воздуха. Здесь следует уделить внимание его мощности, по которой он должен соотноситься с прочими подбираемыми компонентами.
- Кабель-шланговый пакет. Его задача будет заключаться в соединении всех вышеописанных элементов.
Сборка
Еще до начала сборки самодельного плазмореза не помешает выяснить, совместимы ли компоненты, приобретенные вами между собой. Если вам ранее не приходилось изготавливать своими руками аппарат плазменной резки, то желательно обратиться за помощью к более опытным мастерам.
Проведя анализ мощности каждого необходимого элемента, они дадут вам свою рекомендацию. Обязательно стоит позаботиться о наличии защитного комплекта одежды. Его вам придется использовать, когда настанет время проверить работоспособность самодельного плазмореза. Если говорить о процедуре сборки оборудования для плазменной резки, то она включает в себя следующие этапы:
- На первом этапе необходимо подготовить все необходимые элементы для сборки и защитную одежду.
- Далее, следует решить вопрос с источником бесперебойного питания.
- Затем необходимо взять инвертор или же трансформатор, а также кабель подходящей толщины и электроды. Особое внимание уделите последнему элементу, который должен быть выполнен из бериллия, циркония, тория или гафния. Подобные материалы считаются наилучшим выбором для воздушно-плазменной резки. Гафний также может рассматриваться в качестве альтернативы, поскольку в этом случае сварщику или мастеру, который будет выполнять работу по разделению листов, будет обеспечена более высокая безопасность. Перечисленные элементы необходимо по порядку соединить между собой, в результате должна получиться электрическая дуга.
- Далее, к компрессору подключают шланг. Именно через него будет поступать воздух в аппарат плазменной резки. Второй край необходимо подсоединить к плазмотрону.
- Возьмите небольшой кусок алюминия и проверьте в работе аппарат, который вы изготовили. Особое внимание уделите безопасности соединений.
Вне зависимости от того, планируете ли вы изготавливать плазморез своими руками или же приобрести его в магазине, вначале следует изучить все модели, познакомиться с принципами их работы и вариантами исполнения.
Важным моментом является и тип материала, который планируется в дальнейшем резать с помощью этого оборудования.
Упростить себе задачу по выбору вы сможете, если вначале посмотрите видео, в котором показывается принцип действия аппарата ручной плазменной резки и технология работы с ним.
Средняя стоимость оборудования
Сегодня в магазинах представлено большое количество оборудования для ручной резки металлов, которые предлагаются по различным ценам. Причем на стоимость этих аппаратов будут оказывать влияние несколько факторов:
- тип оборудования;
- производитель;
- максимальная толщина необходимого реза;
- модель аппарата.
Избежать ошибок на этапе выбора инструмента для резки металлов можно при условии, что вы посетите несколько магазинов и сравните условия, на которых вам готовы продать это оборудование.
Рассматривая различные модели плазморезов, сразу следует поинтересоваться ценами на комплектующие, без которых не обойтись, если придется выполнять ремонт этого оборудования.
В среднем цены запасные части к плазморезам с учетом толщины среза находятся в следующем диапазоне:
- При толщине не более 30 мм – 150–300 тыс. руб.;
- При толщине не более 25 мм – 81–220 тыс. руб.;
- При толщине не более 17 мм – 45–270 тыс. руб.;
- При толщине не более 12 мм – 32–230 тыс. руб.;
- При толщине не более 10 мм – 25–20 тыс. руб.;
- При толщине не более 6 мм – 15–200 тыс. руб.
Заключение
Оборудование для плазменной резки металлов является высокотехнологичным устройством, которое способно заметно упростить выполнение работы по разрезанию различных металлических изделий. Причем отнюдь не обязательно приобретать дорогое оборудование в магазине, каждый владелец может изготовить этот аппарат своими силами.
Для этого достаточно подготовить все необходимое оборудование и в точности следовать технологии сборки плазмореза. Даже изготовленный своими руками плазморез способен обеспечить такое же качество резки стальных деталей, как и оборудование, предлагаемое в магазинах.
- Виталий Данилович Орлов
- Распечатать
Источник: //stanok.guru/metalloobrabotka/rezka-metalla/kak-sdelat-svoimi-rukami-horoshiy-plazmorez-iz-invertora.html
Ручная плазменная резка металла — видео и фото процесса

С газовыми резаками уже практически никто не работает, все больше специалистов и любителей пользуются ручной плазменной резкой, являющейся удобной и производительной. Положительных факторов, говорящих в пользу ручной плазменной резки, предостаточно, но нужно иметь достаточные знания, чтобы грамотно выбрать данное оборудование.
Если иметь под рукой качественный и функциональный аппарат для плазменной резки, необязательно заканчивать техническое училище, чтобы научиться его правильно использовать, достаточно просто знать некоторые правила работы.
Применение ручной плазменной резки
Получить практические навыки работы вы сможете, если посмотрите плазменная резка металла видео, где подробно описываются все этапы подготовки к процессу и его выполнение.
Кроме того, пользователь узнает, на какие параметры нужно обращать особое внимание при выборе оборудования для ручной плазменной резки.
Популярность плазменной резки растет, и все больше граждан желают приобрести данный аппарат, чтобы выполнять широкий спектр разделительных работ. Существуют разные конструкции плазменных резаков, в которых нужно разбираться, если вы решили приобрести подобный аппарат. В производстве, в строительных целях и в быту применяются:
- Резаки прямого действия,
- Резаки косвенного действия.
Если вы хотите понять, что из себя представляет плазменная резка металла, видео вам в этом поможет. Плазменные резаки косвенного действия применяются для того, чтобы работать с неметаллами и процесс резки происходит при использовании плазменной струи, нагретой до высокой температуры и достигающей большого давления.
Подобное оборудование обычно применяют в производственных целях, так что для любителей косвенное действие плазменного резака не актуально. Нас больше всего интересуют плазменные резаки прямого действия, которые работают от электричества и выполняют рез с использованием воздушной рабочей среды.
Конструкция оборудования для ручной плазменной резки
Воздушно-плазменную резку применять выгодно и из экономических соображений, потому что она требует минимум электрического тока, минимум расходных материалов, и сравнительно недорого стоит.
Чтобы понять, что такое ручная плазменная резка металла, видео, представленное в этой статье, поможет вам разобраться.
Специальные навыки пользователю не потребуются, так как основные принципы использования и обслуживания понятны.
Ручные установки для плазменного резания обладают множеством дополнительного оснащения для свободного передвижения и вариантов настройки:
- Специальные ручки,
- Подъемные ремни,
- Колеса для транспортировки,
- Легкий корпус.
Но в основе всех ручных плазменных устройств заложен плазмотрон, который является сложным сборочным узлом. В состав этого узла входят:
- Головка резака,
- Соединительные шланги,
- Форсунка,
- Роликовый упор,
- Электрод,
- Сопло, оснащенное защитным клапаном.
Факторы, влияющие на работу плазменного резака
Плазма резка металла, видео данного процесса демонстрирует модель с определенной формой сопла, и кроме этого элемента на работу оборудования влияют и другие особенности конструкции. Сопло обладает определенным диаметром, и от этого показателя будут зависеть скоростные возможности плазменной дуги и быстрота обработки поверхности.
Через сопла с разным диаметром проходит определенное количество рабочей среды.
Также диаметр непосредственно влияет на ширину получаемого реза и качество его кромок. В зависимости от диаметра сопла плазмотрона, меняется время охлаждения металла.
По обучающему плазма резка металла видео станет понятно, что сопло является съемным элементом конструкции, так что при необходимости есть смысл его замены на деталь с другим диаметром или с другой конфигурацией.
Все будет зависеть от того, какие цели вы перед собой ставите, и какие материалы собираетесь обрабатывать с помощью ручного плазменного резака.
Перед тем, как приступать к резанию, нужно нажжено установить оборудование, чтобы аппарат постоянно охлаждался. Затем собирается аппарат, для этого подключаются кабеля, причем выполнять подключение нужно по прилагаемым схемам. Когда аппарат для плазменной резки установлен и полностью смонтирован, выполняется его подключение к электрической сети.
Резать или выполнять иные виды обработки, нужно в пределах, заложенных в аппарате технических параметров.
В противном случае, аппарату для плазменной резки не хватит мощности, и плазмотрон получит серьезные перегрузки, что приведет к необходимости приобретения новых запасных частей.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Источник: //swarka-rezka.ru/ruchnaya-plazmennaya-rezka-metalla-vide/
Плазморез своими руками из инвертора

На промышленных предприятиях, небольших мастерских, при проведении строительных и ремонтных работ используются ручной плазморез, когда необходимо сделать сварку или резку изделий из металла, а также специальное оборудование оснащенное системами ЧПУ. Для выполнения небольших по объему работ, может использоваться плазморез собранный своими руками из инвертора, который способен обеспечить высокое качество реза или шва с учетом выполняемых операций.
Принцип действия плазмореза
При включении источника питания ток начинает поступать в рабочую зону во внутреннюю камеру плазмореза, где активируется электрическая дежурная дуга между наконечником сопла и электродом.
Образующая дуга заполняет канал сопла, куда под большим давлением начинает подаваться воздушная смесь, которая за счет высокой температуры 6000-8000 °C сильно нагревается и увеличивается в объеме от 50 до 100 раз.
За счет внутренней формы сужающегося сопла, которое имеет форму конуса поток воздуха, сжимается, разогреваясь до температуры на выходе равной 25000 — 30000 °C, с образованием плазменной струи производящей резку обрабатываемой болванки.
Причем первоначально активированная дежурная дуга гаснет и активируется рабочая между электродом и изделием из металла. Образующиеся продукты от воздействия плазменного горения и плавки металла удаляются за счет силы струи.
Рис 1 Проведение операций по разделке металла, где необходим раскрой или сварка изделия, используя ручной самодельный изготовленный своими руками или профессиональный плазморез.
Оптимальными показателями для рабочего процесса являются:
- подача газа со скоростью до 800 м/сек;
- показатель тока может составлять до 250 — 400 А.
Схема 1. Чертеж процесса плазменной разделки обрабатываемого изделия.
Ручной плазморез собранный с использованием инвертора в основном применяется для обработки заготовок и отличается небольшим весом и экономным расходом электроэнергии.
Подбор составных частей плазмореза
Для сборки плазменного резака, используя чертежи (на базе инвертора), своими руками необходимы агрегаты:
- устройство подачи газа под давлением – компрессор;
- плазменный резак;
- электротехническое устройство – инвертор, обеспечивающий силу тока для образования электрической дуги;
- рабочие шланги высокого давления для подачи воздуха и защищенный электрический кабель.
Для подачи воздуха подбираем компрессор с учетом выходного объема в течение 1 мин. Производственные компании выпускают 2 вида компрессоров:
- аппарат поршневой;
- аппарат винтовой (который обладает меньшим расходом электроэнергии, легче, но 40-50% дороже).
Рис. 2 Плазморез (аппарат) с комплектом кабеля для резака и соединения с заготовкой (в качестве анода).
Поршневые компрессоры подразделяются на масляные и без применения масла, по принципу привода — с ременным или прямым соединением элементов.
При эксплуатации компрессоров необходимо соблюдать ряд правил:
- при отрицательной температуре окружающей среды необходимо предварительно прогревать масло, содержащееся в картере;
- необходимо регулярно менять воздушный (входной) фильтр;
- строго контролировать уровень масла в картере;
- не реже 1 раз полгода необходимо осуществлять полную очистку агрегатов от посторонних примесей;
- по окончании работ необходимо сделать сброс давления (с помощью регулятора) в системе.
При ремонтных работах часто используется продукция компании ORLIK KOMRESSOR (Чехия). Аппарат ORL 11 позволяет производить резку заготовки с использованием силы тока 200-440 А и воздушно-газового потока поступающего под давлением.
В комплект оборудования входит:
- компрессор;
- блок фильтров магистральных для воздушно-газовой смеси;
- осушители газа;
- ресивер.
На выходе из агрегата поступает очищенный воздух от масла, пыли и влаги. Примером винтовых компрессоров является продукция фирмы Atlas Copco (Швеция) серии СА. Устройство оснащено для очищения воздуха автоматической системой удаления конденсата.
Плазматрон — специальный аппарат, в котором с помощью электрического тока образуется электродуга разогревающая в камере подаваемый под давлением воздух с образованием режущего потока плазмы.
Резак состоит из элементов:
- специального держателя с электродом;
- изолирующей прокладки разделяющей сопло и электродный узел;
- камеры образования плазмы;
- сопла выходного для образования плазменной струи (см. чертежи);
- снабжающих систем;
- элементов тангенциальной подачи плазмы (на некоторых моделях) для стабилизации дугового разряда.
По способу выполнения работ (сварка или резка) резаки подразделяются:
- Двухпоточные, используемые в восстановительных, окислительных и инертных средах.
- Газовые инертные (с использованием гелия, аргона), восстановительные (водорода, азота).
- Газовые окислительные (в состав воздушно-газовой смеси входит кислород).
- Газовые с применением стабилизационной (газожидкостной) дуги.
Катод плазматрона изготавливается в виде стержня или вставок из вольфрама, гафния, циркония. Широкое распространение получили плазматроны с гильзовым катодом, применяемым при резке с использованием воздушно-газовой потока под давлением.
Для проведения резки изделий в окислительной среде используется пустотный катод, изготовленный из меди с принудительной системой охлаждения с помощью воды.
Рис. 3 Переносной аппарат (инвертор) для осуществления плазменной резки.
Плазморез двухпоточный (инверторный) оснащаются 2-мя соосными соплами наружным и внутренним. Поступающий газ во внутреннее сопло считается первичным, а наружное – дополнительным, причем газы могут иметь различный состав и объем.
Плазморез со стабилизацией дуги за счет подачи газожидкостного потока имеет отличие, которое заключается в подаче воды в факельную камеру для стабилизации состояния дугового разряда.
Для активации рабочей дуги в качестве анода используется заготовка, которая с помощью зажимов и кабеля подсоединяется к инвертору.
В качестве энергетической установки для осуществления процесса плазменной резки используется устройство (инвертор), обеспечивающее необходимую силу тока, которое обладает более высоким КПД, чем трансформатор, но возможности по обработке металла у трансформатора значительно выше.
Схема 2. Чертеж источника питания плазматрона своими руками.
Преимущества инвертора:
- возможность равномерно изменять параметры;
- небольшой вес;
- устойчивое состояние рабочей дуги;
- высокое качество реза или сварки.
В комплект оборудования также входит набор шлангов высокого давления для подсоединения стационарного компрессора и соединительный электрический кабель.
Для сборки плазмореза своими руками разрабатывается схема устройства с указанием необходимых агрегатов отвечающих требуемым характеристикам, которая должна включать все дополнения и изменения, используемые при сборке с приведением необходимых расчетов наиболее важных показателей. Самодельный плазморез своими руками можно собрать, используя готовые блоки и агрегаты, производимые специализированными компаниями при этом необходимо сделать точные расчеты и согласование выходных параметров протекающих процессов.
Особенности маркировки плазморезов
Выпускаемые промышленными предприятиями плазморезы можно разделить на 2 категории:
- агрегаты машинной резки;
- ручные.
Ручные резаки более доступны по цене при необходимости сборки своими руками. Производимые модели имеют специальную маркировку:
- ММА – аппарат предназначен для дуговой сварки с помощью индивидуального электрода;
- CUT – аппарат (плазморез) используется для разделки металла;
- TIQ — аппарат применяется для работ, где необходима аргонная сварка.
Производственные предприятия выпускают оборудование для резки металла:
- Профи CUT 40 (горелка РТ-31, допустимая толщина реза – 16 мм, расход воздушно-газовой смеси– 140 л/мин, ресивер объемом 50 л);
- Профи CUT 60 (горелка Р-80, допустимая толщина реза заготовки — 20 мм, расход воздушно-газовой смеси – 170 л/мин.);
- Профи CUT 80 (горелка Р. – 80, допустимая толщина реза заготовки – 30 мм, расход воздушно-газовой смеси – 190 л/мин.);
- Профи CUT 100 (горелка А-101, допустимая толщина реза заготовки – 40 мм, расход воздушно-газовой смеси — 200 л/мин.), ресивер объемом 100 л.
Изготовление плазмореза с ЧПУ своими руками
Плазморез оснащенный ЧПУ должен иметь унифицированную сборку, используя чертежи, выполненные на основе подготовленного технического задания изделия, куда входят:
- стол рабочий;
- передача ременная;
- блок управления функциями;
- элементы шаговые;
- направляющие линейные;
- система регулировки высоты реза;
- блок управления ЧПУ;
Схема 3. Чертеж устройства инвертора для плазменной резки.
Чертежи всех блоков плазмореза можно приобрести с учетом требуемой мощности и характеристик установки и финансовых возможностей или сделать своими руками при наличии опыта и знаний.
Для комплектования и сборки станка с ЧПУ необходимо, используя чертежи, изготовить ряд элементов:
- основание для сварки стола;
- собирается прочная рама с последующей окраской;
- крепятся опорные стойки;
- собирается водяной стол;
- устанавливаются крепления и сами рейки;
- монтируются направляющие линейные;
- монтируется облицовка стола;
- устанавливаются направляющие совместно с порталом;
- портал оснащается двигателем и сигнальными датчиками;
- монтируются направляющие, двигатель направляющей Y и зубчатая рейка регулирования позиционирования;
- монтируется направляющая с оснащением двигателем;
- монтируется сигнальный датчик поверхности металла;
- монтируется кран для удаления воды со стола;
- прокладываются соединительные кабели-каналы X.Z.Y;
- провода изолируются и закрываются с помощью облицовки;
- монтируется рабочий резак;
- собирается и монтируется устройство с ЧПУ.
Проведение операций по изготовлению и сборке плазмотрона с ЧПУ, должны выполняться только при наличии квалифицированных специалистов. Схема устройства (чертежи) должна включать все необходимые элементы, обеспечивающие высокое качество работы и безопасность выполнения резки металла.
Оснащение предприятий оборудованием с ЧПУ позволяет повысить производительность труда и сложность выполнения операций.
Сделать производственные процессы, выполняемые с помощью оборудования с ЧПУ более экономичными за счет повышения производительности труда и сокращения скорости обработки изделий.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: //StankiExpert.ru/stanki/stanki-dlya-rezki/samodelnyi-plazmorez-iz-invertora.html
Какой плазморез выбрать — обзор популярных моделей
Для резки металла на предприятиях, а также в различных мастерских всё реже используется классический способ с применением ацетиленового резака.
Аппарат воздушно-плазменной резки способен полностью заменить устаревший вариант оборудования по обработке металла. Такое устройство имеет не только более компактные размеры, но и более высокую температуру пламени, что позволяет выполнять резку тугоплавких металлов.
О том, как выбрать такое устройство для организации либо для личного использования, будет подробно изложено в данной статье.
Принцип работы аппарата плазменной резки
В аппарате плазменной резки используется ионизированный газ, который может быть разогрет до температуры 30 000 градусов. Благодаря высокой температуре плазмы, удаётся довольно легко разрезать металлы толщиной до 50 мм. В качестве газа, который может быть ионизирован применяются:
- Воздух.
- Азот.
- Водяной пар.
- Аргон.
- Углекислый газ.
Применение воздуха является «бесплатным» способом обеспечить плазмотрон необходимым газом, но для этого варианта резки потребуется приобрести компрессор.
Принцип работы аппарата плазменной резки металлов, следующий:
- В плазматрон подаётся ток высокой частоты, который образует первичную электронную дугу с температурой около 6 000 градусов.
- В горелку подаётся сжатый газ, который на большой скорости проходит через электрическую дугу.
- Газ ионизируется и достигает температуры 20 000 — 30 000 градусов.
Именно этой струёй ионизированного газа и производится разрезание металла.
:
Виды приборов для плазменной резки
Аппарат для воздушно-плазменной резки металла, может иметь различные габариты и предназначение. Для выполнения точной резки металлов используются станки с программным управлением.
Цена такой установки может составлять сотни тысяч рублей, поэтому приобретение для частного пользования нецелесообразно.
Агрегат бытового назначения можно приобрести по доступной цене, но толщина обрабатываемой заготовки для таких устройств, обычно не превышает 12 мм. Основное преимущество бытовых моделей заключается в их мобильности. Бытовые аппараты плазменной резки могут использоваться ремонтными бригадами для проведения работ непосредственно на месте аварии.
Кроме габаритов и мощности, аппараты плазменной резки могут разделяться по типу трансформации электрической энергии.
Инверторные модели обычно используются в быту, по причине сравнительно невысокой мощности таких устройств.
Несомненное достоинство этого типа плазморезов заключается в более высоком КПД, который в современных устройствах может достигать значения на 30% больше, чем у трансформаторных моделей.
Трансформаторные плазморезы имеют значительно больший вес и мощность электрической дуги, но из-за высокого энергопотребления применяются, в основном только на производстве.
Среди основных положительных качеств трансформаторной модели можно назвать высокую надёжность.
Такие устройства хорошо переносят скачки напряжения, в то время как инверторные могут полностью выйти из строя при нестабильном электроснабжении.
Наиболее популярные модели
Среди аппаратов плазменной резки можно выделить несколько моделей, которые хорошо зарекомендовали себя при эксплуатации.
1. Мультиплаз-15000 — работает исключительно от трёхфазной электрической сети.
Агрегат не только предназначен для резки, но и для пайки любых токопроводящих металлов. Мультиплаз-15000 позволяет выполнять высококачественный срез металла благодаря узконаправленной плазменной струе.
Благодаря оригинальной конструкции с применением водяного пара в качестве плазмообразующего вещества, работа с аппаратом плазменной резки становится не только высокопроизводительной, но и абсолютно безопасной для экологии.
При использовании этого устройства можно легко обрабатывать металлы толщиной до 50 мм. Стоимость машины — 170 000 руб.
:
2. Кедр CUT 160I — высокопроизводительный прибор (стоимостью 157 000 руб). Работает от трёхфазной сети напряжения 380 В.
Для работы устройства необходим компрессор, который будет подавать сжатый воздух в горелку.
Аппарат может быть подключён к порталу с программным управлениям для более точного выполнения работ и повышения скорости резки металла.
При высокой скорости реза, Кедр cut 160i позволяет выполнить идеально ровный срез, который не потребуется дополнительно обрабатывать для дальнейшей сварки металлических деталей.
В данном устройстве реализована бесконтактная система запала начальной дуги, что также позволяет упростить и ускорить рабочий процесс. Рекомендуемая производителем толщина обрабатываемого металла составляет 40 мм.
3. РСА-120 IGBT — идеально подходит для резки не только стали, но и цветных металлов. Использование инновационного способа коммутации электрического тока, позволяет повысить КПД устройства, а также значительно снизить вероятность выхода из строя при перепадах сетевого напряжения.
РСА-120 IGBT является профессиональным устройством, которое позволяет работать при значительной нагрузке в течение длительного времени.
В конструкции аппарата имеется встроенная защита от перегрева, а также от обрыва фазы и недостаточного давления подаваемого в горелку воздуха.
РСА-120 может быть подключён только к трёхфазной сети напряжением 380 вольт. Средняя цена плазменного резака 140 000 руб.
4. СВАРОГ REAL CUT 45 — бытовой плазморез, который можно подключить к обычной электросети напряжением 220 В. Аппарат способен разрезать любой токопроводящий металл толщиной не более 12 мм. Несмотря на небольшую стоимость (19 000 руб) и низкую мощность, отзывы о данном устройстве исключительно положительные.
СВАРОГ REAL CUT 45 относится к классу инверторных устройств, поэтому при работе будет обеспечена максимальная производительность. Мощность тока, которая потребляется устройством составляет всего 6,2 кВт, поэтому каких-либо нарушений в домашней сети при использовании прибора не будет.
Данная модель оснащена плавным регулятором силы тока, что позволяет идеально настроить аппарат для резки различных по толщине металлов.
5. Ресанта ИПР-40К — плазморез бытового назначения отечественного производства, отличается высоким качеством и надёжностью. Цена 20 000 руб.
Аппарат имеет небольшую массу, поэтому идеально подходит для домашнего использования. Для работы плазмореза достаточно подключить устройство к обычной розетке на 220 В, после чего можно будет разрезать любой металл толщиной до 12 мм.
6. MASTER CUT-40 — компактный, лёгкий и удобный в использовании аппарат плазменной резки металлов.
Прибор подключается к домашней электрической сети напряжением 220 В. MASTER CUT-40 отлично подходит для бытового использования как начинающим, так и опытным мастерам.
Вес устройства составляет всего 8 кг, поэтому MASTER CUT-40 может быть применён с максимальной эффективностью в небольших строительных бригадах. Стоимость инвертора — 23 000 руб.
Перечисленные модели устройств существенно отличаются друг от друга только мощностью, остальные характеристики находятся на достаточно высоком уровне, поэтому осуществлять выбор устройства следует прежде всего с учётом возможности подключения к соответствующей электрической сети, а также толщины обрабатываемого металла.
Советы и рекомендации
1. При выборе устройства для плазменной резки следует отдавать предпочтение аппаратам, которые имеют евроразьём для подключения плазмотрона. Наличие такого разъёма гарантирует лёгкое подключение различной длины кабель-шлангового пакета, а также при необходимости удлинения — беспроблемное соединение таких элементов между собой.
2. Для выполнения качественного реза, а также для продления эксплуатационного срока прибора, рекомендуется использовать только качественные расходные материалы. Наиболее часто при выполнении таких работ изнашивается сопло и катод, поэтому следует особенно тщательно следить за состоянием этих деталей.
3. При работе с аппаратом плазменной резки следует неукоснительно соблюдать правила безопасности. Вместе с плазморезом обязательно следует приобрести защитный щиток, очки и специальную одежду. Для защиты от брызг раскалённого металла, необходимо также использовать перчатки и специальную обувь.
4. Если при использовании бытового прибора работать приходится на максимально возможной мощности, то необходимо делать перерывы в работе. Продолжительность безостановочной эксплуатации обязательно указывается в инструкции к оборудованию.
:
P.S. Для покупки «правильного» плазмореза необходимо вначале определиться с мощностью этого устройства. Бытовые устройства не способны выполнить рез толстого металла, но если такой необходимости нет, то инверторные аппараты позволят максимально экономно производить плазморезные работы.
Если прибор приобретается исключительно для домашнего использования, то следует вначале ознакомиться о возможности подключения мощного устройства. Старая аварийная проводка, может стать камнем преткновения на пути подключения аппарата плазменной резки металлов к домашней электрической сети.
(1 5,00 из 5)
Загрузка…
Источник: //plavitmetall.ru/oborudovanie/apparat-vozdushno-plazmennoj-rezki.html
? Создано: 12 Января 2018, 0:26
? Просмотров: 2191

Меры безопасности при работе с плазморезом
Воздушно-плазменная резка сопряжена с рядом опасностей: электрический ток, высокая температура плазмы, раскаленный металл и ультрафиолетовое излучение.
Меры безопасности при работе с плазморезом:
Подготовка аппарата воздушно-плазменной резки к работе
Как подключить все элементы аппарата воздушно-плазменной резки, подробно описано в инструкции к аппарату, поэтому сразу перейдем к дальнейшим нюансам:
- Аппарат необходимо установить так, чтобы к нему был доступ воздуха. Охлаждение корпуса плазмореза позволит дольше работать без перерыва и реже отключать аппарат для охлаждения. Место расположения должно быть таким, чтобы на аппарат не попадали капли расплавленного металла.
- Воздушный компрессор подключается к плазморезу через влаго- и маслоотделитель. Это очень важно, так как попавшие в камеру плазмотрона вода или капли масла могут привести к выходу из строя всего плазмотрона или даже его взрыву. Давление подаваемого в плазмотрон воздуха должно соответствовать параметрам аппарата. Если давление будет недостаточным, то плазменная дуга будет нестабильной, часто будет гаснуть. Если давление будет избыточным, то могут придти в негодность некоторые элементы плазмотрона.
- Если на заготовке, которую собираетесь обрабатывать, есть ржавчина, окалина или масляные пятна, их лучше отчистить и удалить. Хоть воздушно-плазменная резка и позволяет резать ржавые детали, все же лучше перестраховаться, так как при нагреве ржавчины выделяются ядовитые пары. Если планируется резать емкости, в которых хранились горючие материалы, то их необходимо тщательно отчистить.
- Чтобы рез получился ровным, параллельным, без окалины и наплывов, необходимо правильно подобрать силу тока и скорость резки. В представленных ниже таблицах указаны оптимальные параметры резки различных металлов различной толщины.
Таблица 2. Сила и скорость резки с помощью аппарата воздушно-плазменной резки заготовок из различных металлов.
Параметры воздушно-плазменной резки
Первое время подбирать скорость ведения резака будет сложно, необходим опыт. Поэтому поначалу можно ориентироваться на такое правило: вести плазмотрон необходимо так, чтобы с обратной стороны заготовки были видны искры. Если искр не видно, значит, заготовка не разрезана насквозь. Обратите также внимание, что слишком медленное ведение резака негативно сказывается на качестве реза, на нем появляются окалина и наплывы, а также может нестабильно гореть дуга и даже гаснуть.
Плазменная резка
Теперь можно приступать к самому процессу резки.
Розжиг плазменной дуги
Перед тем как зажечь электрическую дугу, плазмотрон следует продуть воздухом, чтобы удалить случайный конденсат и инородные частицы. Для этого необходимо нажать, а затем отпустить кнопку поджига дуги. Так аппарат переходит в режим продувки. Спустя примерно 30 секунд можно нажимать кнопку поджига и удерживать ее. Как уже описывалось в принципе работы плазмореза, между электродом и наконечником сопла загорится дежурная (вспомогательная, пилотная) дуга. Как правило, она горит не долее 2 секунд. Поэтому за это время необходимо зажечь рабочую (режущую) дугу. Способ зависит от вида плазмотрона.
Если плазмотрон прямого действия, то необходимо сделать короткое замыкание: после образования дежурной дуги необходимо нажать кнопку розжига – прекращается подача воздуха и контакт замыкается. Затем воздушный клапан открывается автоматически, поток воздуха вырывается из клапана, ионизируется, увеличивается в размерах и выводит искру из сопла плазмотрона. В результате загорается рабочая дуга между электродом и металлом заготовки.
![]() Важно! Контактный поджиг дуги не означает, что плазмотрон необходимо прикладывать или прислонять к заготовке.
Важно! Контактный поджиг дуги не означает, что плазмотрон необходимо прикладывать или прислонять к заготовке.
Розжиг плазменной дуги
Как только загорится режущая дуга, дежурная дуга гаснет. Если не получилось зажечь рабочую дугу с первого раза, необходимо отпустить кнопку розжига и нажать ее снова – начнется новый цикл. Причин, по которым может не зажигаться рабочая дуга, несколько: недостаточное давление воздуха, неправильная сборка плазмотрона или другие неполадки.
В процессе работы также бывают случаи, когда режущая дуга гаснет. Причина, скорее всего, в изношенности электрода или несоблюдении расстояния между плазмотроном и поверхностью заготовки.
Расстояние между горелкой плазмотрона и металлом
Подробнеее об этом:
-

Как выбрать аппарат воздушно-плазменной резки
Чтобы сделать правильный выбор плазмореза для частных бытовых нужд или маленькой мастерской, необходимо точно знать для каких целей он будет использоваться. С какими заготовками придется работать, из какого материала, какой толщины, какова интенсивность загрузки аппарата и многое другое… узнать больше
-
Принцип работы аппарата воздушно-плазменной резки
Установка воздушно плазменной резки работает по описанному ниже принципу. После нажатия кнопки розжига, которая находится на ручке плазмотрона, от источника питания на плазмотрон начинает подаваться ток высокой частоты… узнать больше
-
Устройство аппарата воздушно-плазменной резки
Плазмотрон – основной элемент аппарата воздушно-плазменной резки, именно в нем происходят процессы, благодаря которым появляется плазма. Плазмотрон состоит из сопла, электрода, корпуса, изолятора между соплом и электродом и каналов для воздуха. Такие элементы как электрод и сопло являются… узнать больше



Резка металла плазморезом с дистанционным упором
Ручная воздушно-плазменная резка сопряжена с той трудностью, что необходимо соблюдать расстояние между горелкой/соплом и поверхностью металла. При работе рукой это довольно сложно, так как даже дыхание сбивает руку, и рез получается неровным. Оптимальное расстояние между соплом и заготовкой 1,6 – 3 мм, для его соблюдения используются специальные дистанционные упоры, ведь сам плазмотрон нельзя прижимать к поверхности заготовки. Упоры надеваются сверху на сопло, затем плазмотрон опирается упором на заготовку и выполняется рез.
Обратите внимание, что держать плазмотрон необходимо строго перпендикулярно заготовке. Допустимый угол отклонения 10 – 50 °. Если заготовка слишком тонкая, то резак можно держать под небольшим углом, это позволит избежать сильных деформаций тонкого металла. Расплавленный металл при этом не должен попадать на сопло.
Работы с воздушно-плазменной резкой своими руками вполне можно осилить самостоятельно, только важно помнить о технике безопасности, а также о том, что сопло и электрод – расходные материалы, которые требуют своевременной замены.
Статьи по теме
Возможно вас заинтересует
- Максимальное внимание и уважение к своим клиентам в оперативном решении во время ремонта квартир в новостройке всех без исключения появившихся вопросах
- Откройте для себя что применяя акрил для витражной росписи по стеклу, техника позволяет корректировать рисунок, если были допущены погрешности
- Узнайте, из чего изготавливается потолочный плинтус для потолков
Установка плазменной резки – Как пользоваться аппаратом воздушно-плазменной резки?
alexxlab | 14.12.2017 | 0 | Вопросы и ответы
Как пользоваться аппаратом воздушно-плазменной резки?
Оборудование для воздушно-плазменной резки все чаще применяется на небольших предприятиях, в маленьких мастерских и даже частными лицами – эти аппараты не такие мощные и универсальные, как установленные на крупных промышленных предприятиях, но они позволяют эффективно и качественно решать круг задач по обработке металла. Кроме того, за ними большой плюс – они мобильны.
1 Принцип работы воздушно-плазменной установки
Любая установка для воздушно-плазменной резки, переносная или промышленная, работает по следующему принципу. При запуске устройства между электродом его резака (плазмотрона) и разрезаемым металлом либо соплом того же резака образуется электрическая дуга, называемая дежурной и имеющая температуру до 5000 °C. Сразу после этого в сопло под давлением подается газ.

Рекомендуем ознакомиться
В результате температура дуги возрастает до 20 000 °C, что, в свою очередь, приводит к ионизации газа и преобразованию его в низкотемпературную плазму (по-другому высокотемпературный газ). Газовая струя продолжает нагреваться от дуги, и ее ионизация при этом возрастает, что завершается повышением температуры плазмы до 30 000 °C. В этот момент происходит электрический пробой через струю газа (плазмы), который в ионизированном состоянии при такой температуре превращается в проводник между обрабатываемым металлом и электродом плазмотрона.

То есть зажигается другая электрическая дуга, так называемая рабочая. Дежурная при этом сразу отключается. Воздушно-плазменная установка переходит в рабочий режим. При этом скорость выхода плазмы из сопла резака может достигать 500–1500 м/с. Ионизированная струя газа ярко светится, попадая на заготовку в месте реза, разогревает ее локально и плавит, как показано на видео.
Газы, используемые для создания плазмы:
- воздух;
- азот;
- кислород;
- аргон;
- водород;
- водяной пар.
Во всех плазменных установках применяют удаление с поверхности выполняемого реза расплавленных частиц металла и охлаждение сопла. Это производится потоком газа либо жидкости. Мощные стационарные промышленные установки способны разрезать металл толщиной до 200 мм.
2 Основные типы оборудования и виды аппаратов для ручной резки
Все оборудование делится на устройства косвенного действия, предназначенное для резки бесконтактным способом, и прямого действия – для контактной. Первый тип применяют в основном для обработки различных неметаллических материалов (как на видео). В них дежурная дуга образуется между соплом и электродом плазмотрона.

Оборудование прямого действия применяют для резки различных металлов и их сплавов. При работе разрезаемая заготовка подключается к плюсовому выходу плазменного устройства, становясь частью его электрической схемы. Все аппараты для ручной резки металлов являются устройствами второго типа – прямого действия. В них для создания плазмы, охлаждения сопла и обдува поверхности реза обычно используют воздух, подаваемый из баллона или от компрессора. Аппараты бывают инверторные и трансформаторные.
Первые, по сравнению со вторыми, компактны, эстетичны, потребляют меньше электроэнергии и мало весят, что немаловажно при работах на выезде. У них также выше на 30 % КПД и более стабильная электрическая дуга. Однако инверторы менее мощные и довольно чувствительны к перепадам напряжения в сети. Трансформаторы более надежны и долговечны, не боятся скачков питания и их можно использовать для резки металлов большей толщины.
Чтобы правильно выбрать аппарат для резки металлов, следует точно определить тот круг работ, для которых его предполагается использовать. А именно: с какими заготовками надо будет работать, какой толщины, из какого металла, какова ожидаемая интенсивность загрузки устройства.
3 Резка своими руками – начнем с основ
Прежде, чем приступать к работе, следует позаботиться о мерах безопасности. Надо убедиться, что напряжение питающей сети именно то, на которое рассчитан аппарат (380 В либо 220 В), а проводники сети и ее защита выдержат нагрузку, создаваемую устройством. Затем надо позаботиться о добротном заземлении рабочей подставки или стола, окружающих металлических предметов и розетки (сделайте это своими руками!).
Нужно проверить, что силовые кабели и аппарат воздушно-плазменной резки в идеальном рабочем состоянии и не имеют повреждений. Подключать оборудование к сети следует через УЗО (устройство защитного отключения). Чтобы уберечь себя от травмирования и возможных профзаболеваний, работать надо в специальной экипировке:
- щитке или очках сварщика, имеющих стекла с затемнением 4–5 класса;
- в перчатках, куртке и штанах из плотного материала, хорошо закрывающих тело;
- в закрытой обуви;
- желательно в респираторе или маске.
Подключив своими руками все элементы устройства, в соответствии с инструкцией к нему, следует установить аппарат в таком месте и таким образом, чтобы его корпус хорошо охлаждался и на него не попадали брызги расплавленного металла. Подсоединение к оборудованию компрессора или баллона со сжатым газом должно быть выполнено через масло- и влагоотделитель. Эти вещества, попав в камеру плазмотрона, могут привести к его поломке и даже взрыву.
Необходимо отрегулировать давление газа, подаваемого в плазмотрон – оно должно соответствовать характеристикам аппарата. При избыточном давлении некоторые детали плазмотрона могут прийти в негодность, а при недостаточном – поток плазмы будет нестабильным и часто прерывающимся. Когда необходимо резать емкости, где ранее хранились горючие или легковоспламеняющиеся материалы, их следует тщательно очистить. Если на поверхности заготовки, которую надо обработать, есть масляные пятна, окалина или ржавчина, их лучше удалить, так как при нагреве они могут выделять ядовитые пары.

Чтобы рез выходил ровным, без наплывов и окалины, как это показано на видео, требуется правильно подобрать скорость резки и силу тока. В ниже представленных таблицах приведены оптимальные значения этих параметров для различных металлов и их толщин.
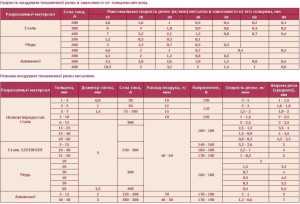
При отсутствии опыта подобрать скорость перемещения резака своими руками будет сложно. Поэтому поначалу рекомендуется ориентироваться на следующее: вести плазмотрон следует так, чтобы с противоположной обрабатываемой стороны металла были видны вылетающие искры, как это показано на видео. Отсутствие искр будет свидетельствовать о том, что плазма еще не разрезала заготовку насквозь. В то же время следует иметь в виду, что чрезмерно медленное перемещение резака оказывает негативное влияние на качество реза – на кромках металла появляются наплывы и окалина. Кроме того, плазма может нестабильно гореть и даже гаснуть.
4 Как правильно пользоваться аппаратом?
Сначала зажигают электрическую дугу. Перед этим надо продуть плазмотрон воздухом, тем самым удалив из него инородные частицы и случайный конденсат. Для этого нажимаем, а потом отпускаем кнопку зажигания дуги. У аппарата при этом запускается режим продувки. Выждав около 30 секунд, нажимаем и уже удерживаем кнопку поджига. Между наконечником сопла плазмотрона и электродом должна зажечься дежурная дуга. Горит она, как правило, 2 секунды. За это время надо зажечь рабочую (основную) дугу.
Она должна образоваться автоматически в результате процессов, описанных выше, но чтобы это произошло, плазмотрон необходимо держать достаточно близко от поверхности металла, но ни в коем случае не касаться его.
После загорания рабочей дуги дежурная гаснет, а из сопла плазматрона начинает проистекать поток режущей плазмы, как это показано на видео, и можно начинать резку. Если с первого раза рабочую дугу зажечь не удалось, отпускаем кнопку зажигания и нажимаем ее снова для нового цикла. Рабочая дуга может не зажигаться по следующим причинам:
- у подаваемого воздуха недостаточное давление;
- плазматрон собран неправильно;
- иные неполадки.
Также бывает, что рабочая дуга гаснет в процессе работы. Чаще всего, это случается из-за несоблюдения нужного расстояния между поверхностью металлов и плазмотроном, а также когда изношен электрод последнего.
Соблюдение расстояния между поверхностью металлов и плазмотроном при резке своими руками является не менее сложной задачей, чем выдерживание нужной скорости обработки. Оптимальное расстояние составляет всего 1,6–3 мм. Работая руками, постоянно удерживать резак на такой высоте довольно сложно, тем более, что касаться поверхности металла плазмотроном нельзя. Руку периодически сбивает дыхание или невольные движения тела, и рез в результате получается неровным. Чтобы соблюдать нужное расстояние, пользуются специальными упорами (как показано на видео), которые надевают на сопло.
При резке своими руками также следует обращать внимание на угол, под которым надо держать плазмотрон относительно металла. Он должен быть строго перпендикулярен поверхности заготовки. В зависимости от вида обрабатываемого металла допускаются отклонения от прямого угла в 10–50°. Когда заготовка очень тонкая, плазмотрон можно вести под незначительным углом, иначе тонкий металл в процессе резки будет сильно деформирован.
При воздушно-плазменном раскрое своими руками также важно помнить, что в процессе работы расплавленный металл не должен попадать на кабели, шланги и сопло плазмотрона. И главное – необходимо соблюдать технику безопасности.
tutmet.ru
Установка плазменной резки металла: с чпу и без
В настоящее время установка плазменной резки различных металлов применяется при первичной обработке деталей.
Технология обработки металла выбирается в зависимости от его характеристик.
В машиностроительной отрасли используется широкая линейка обрабатывающих центров и станков с ЧПУ. С их помощью производятся детали и узлы различного назначения.
Значительную долю в объеме всех работ по металлообработке занимает раскрой металлического листа на заданные фрагменты.
При выполнении таких операций важно не только вырезать деталь в полном соответствии с шаблоном, но и оптимально использовать всю площадь металлического листа.
Принцип действия плазмореза
Резка металлических сплавов и других материалов с использованием плазмы выполняется на специальной установке, которая называется плазморез.
Надо напомнить, что плазма – это одна из форм существования материи. В окружающей человека среде материальные объекты представляются в твердом, жидком или газообразном состоянии.
Плазма – это четвертое состояние, которое характеризуется высокой температурой.
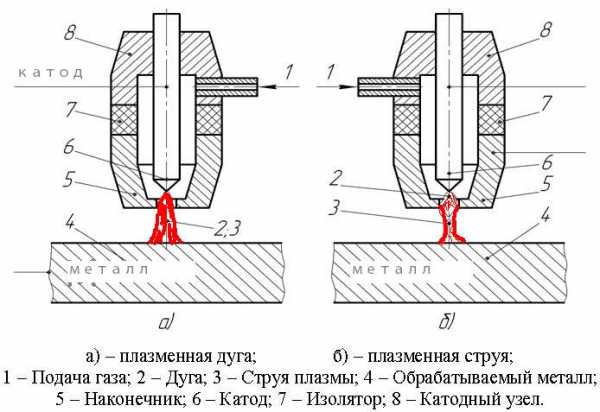
Установка для плазменной резки создает поток ионизированного воздуха высокой температуры, который и разрезает заготовку.
Рабочая температура этого потока достигает величин от 5000 до 30000 градусов.
Установка состоит из следующих элементов:
- источник питания;
- компрессор;
- плазматрон.
Источником питания служит либо трансформатор, либо инвертор. Используя трансформатор, можно резать заготовки большой толщины.
Он без потерь переносит перепады напряжения электрической сети. При этом у него большой вес, низкий КПД и высокая цена.
Инвертор дешевле, экономичнее и значительно легче. У инверторного устройства более высокий КПД по сравнению с трансформатором.
Компактная конструкция позволяет использовать инверторные установки в комплексах с ЧПУ, неудобных и труднодоступных местах.
Сегодня промышленностью выпускается широкая линейка инверторных установок для резки металла с помощью плазмы.
Компрессором в плазморез подается воздух или определенный газ.
Воздух подается под высоким давлением, которое обеспечивает вихревую форму струи.
Плазматрон является основным элементом плазмореза и представляет собой резак, который состоит из следующих элементов:
- колпачок;
- охладитель;
- сопло;
- электрод.
При подаче напряжения и поджиге дуги возникает поток воздуха, который имеет высокую степень ионизации.
Присутствие ионов превращает воздух из изолятора в проводник электрического тока. При этом формируется электрическая дуга.
Под действием дуги локально разогревается заготовка, металл плавится и образуется рез.
Особенности технологии
В промышленном производстве используются плазморезы непосредственного и опосредованного воздействия. Установка резки плазмой первого типа используется для обработки металла.
При этой схеме в качестве второго электрода выступает сама металлическая заготовка. Такая установка носит название плазменно-дуговой.
Когда выполняется резка непроводящих электричество материалов, то плазма образуется с помощью встроенного электрода. Установка этого типа называется плазменно-струйная.
Видео:
Цена данной установки выше, при этом ее функциональные возможности значительно шире. На плазморезах с ЧПУ используются оба способа резки.
Если посмотреть на плазменную резку металла через призму физики процесса, то она работает точно так же, как и дуговая. Но при этом привычные электроды не используются.
При этом надо учитывать, что эффективность применения плазменной резки определяется толщиной обрабатываемого материала.
Предельные величины имеют следующие значения:
- алюминиевые сплавы — 120 мм;
- медь и бронза — 80 мм;
- сталь и сплавы — 50 мм;
- чугун — 90 мм.
Раскрой заготовок на установках с ЧПУ выполняется после разработки программы и точной настройки режима резки.
При всех положительных качествах этого способа резки, цена заготовки должна быть минимальной.
Точность и быстрота резки
Обычная резка листового металла по заранее заданному контуру выполняется на больших скоростях и требует расхода электроэнергии по минимуму.
Для ручных установок плазменной резки скорость реза должна быть не более 6000 мм в минуту. На плазматронах с ЧПУ скорость реза, как правило, ниже.
Видео:
И в первом, и во втором случае важно, чтобы качество реза соответствовало требованиям стандартов, отраслевых норм и технических условий.
Одним из критериев оценки качества является конусность реза.
В зависимости от толщины заготовки и класса установки этот показатель может колебаться от 3 до 9 градусов. Идеальный рез не имеет отклонений.
Раскрой металлов
При раскрое металлов и сплавов режим резки выбирается в зависимости от конкретных условий.
Когда режется лист из нержавеющей стали, рекомендуется использовать азот или его смесь с аргоном.
Если применить сжатый воздух, это может повлиять на химические характеристики стали.
Плюс к этому нержавейка чувствительна к влиянию переменного тока.
Учитывая эти обстоятельства, резка стальных заготовок выполняется плазменно-струйным способом.
Плазменная резка алюминиевых сплавов при толщине заготовки до 70 мм выполняется с использованием сжатого воздуха.
Если толщина листа больше 100 мм, то применяется смесь аргона и водорода.
Аппараты плазменной резки
По своей конструкции установки для плазменной резки металла подразделяются на стационарные и переносные.
Следующим отличием при классификации установок является способ пространственной ориентации заготовок в пространстве.
Установки бывают следующего типа:
- портальные;
- портально-консольные;
- шарнирные.
Конструкция портальной установки по своей компоновке похожа на конструкцию фрезерного станка с ЧПУ подобного типа.
Металлический лист для резки фиксируется под ходовую часть портала. Портал перемещается на роликах по опорным элементам в продольном направлении.
Плазменный резак, который установлен на портале, имеет степень свободы в поперечном направлении.
На портально-консольной установке лист материала крепится непосредственно под консолью, на которой расположена плазменная горелка.
Цена такой установки бывает ниже, чем у станка другой конструкции.
Видео:
Установка шарнирного типа получила свое наименование потому, что плазменная горелка в ней расположена на специальной шарнирной раме.
На консоли крепится копир, по которому выполняется вырезка детали. В процессе плазменной резки образуется дым и пыль.
Для того чтобы удалить их за пределы производственного помещения, используется местная вытяжка. Система вентиляции должна оборудоваться в цехе по раскрою металла в обязательном порядке.
Плюсы и недостатки плазменной резки
Если сравнивать с другими способами раскроя листового металла, то плазменная технология обладает некоторыми преимуществами.
Первое, что следует отметить, высокую производительность.
Из этого следует и оптимальная цена изделия, которая складывается из нескольких составляющих – экономия энергии, оптимальное использование металла и высокая точность изделий.
Видео:
К недостаткам следует отнести ограничения по толщине обрабатываемого металла. К минусам также относится и цена некоторых установок с ЧПУ.
Несмотря на эти ограничения, плазменная резка используется и в производственных целях, и в бытовой сфере.
rezhemmetall.ru
Установки плазменной резки металла: видео, фото
Ручные и производственные установки плазменной резки работают по принципу создания дуги, возникающей в результате короткого замыкания. Чему служит причиной высокочастотный импульс, проходящий между форсункой и металлической поверхностью. Плазменную дугу могут создавать:
- кислород – его используют при резке чёрных металлов;
- азот применяется для резки нержавеющей стали, цветных сплавов;
- водно-спиртовой раствор, преобразуемый плазматроном – универсален;
- воздушно-плазменные режуще-сварочные установки так же имеют широкий спектр применения.
 Установка плазменной резки
Установка плазменной резки
Плазменные установки, используемые для художественной резки, оснащаются ЧПУ. Станок, управляемый компьютером, даёт точнейшее воспроизведение рисунка. Ручное оборудование для плазменной сварки используется и для резки. Для этого в аппаратах меняются сопла, частотность разряда, а в аппарате, работающем на жидкостной основе, изменяется состав смеси.
Эти два метода использования плазмы широко применяются, но есть ещё одно назначение плазменных установок – наплавка.
Что даёт наплавка и где она применяется
- В производстве окон наплавка даёт надёжную защиту рам при воздействии на них высоких температур.
- Для запорной арматуры наплавка является защитным слоем от коррозии и быстрого износа деталей, которые по своему назначению применяются в агрегатах, работающих при повышенных нагрузках.
- Применяется наплавка и при ремонте автомобильного транспорта. Этот способ обработки стальной детали позволяет продлить срок её службы.
Чаще всего наплавка производится при помощи аргона или гелия. Именно эти два газа дают более стабильные и ровные результаты. Есть два варианта использования плазмы для наплавки:
- Порошок захватывается струёй газа и таким способом попадает на деталь.
- Наплавка проводится присадочным материалом, вводимым в струю плазмы в виде ленты, проволоки или тонкого металлического прутка.
Принцип работы
Ионизация газов происходит под тепловым воздействием или посредством электрического тока. Существует дуговая ионизация. В этом случае газ, пропускаемый через канал, получает дуговой электрический разряд. Под влиянием высокой температуры плазменной дуги происходит ионизация газов. Благодаря строгой направленности дугового разряда, плазменная струя имеет строгие очертания. Вольфрамовый электрод плазматрона является катодом плазменной установки.
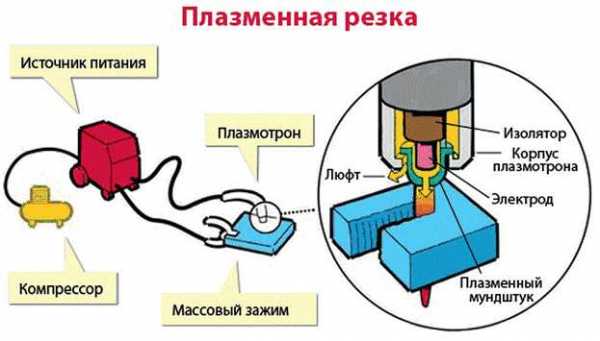
Принцип работы установки плазменной резки
Установка воздушно-плазменной резки
Одним из видов резки, сварки и наплавки металлов является воздушно-плазменный способ образования дуги. Обработка металлов с использованием таких аппаратов отличается тем, что принцип работы заключается в плавлении обрабатываемого материала. Нагревание газов до очень высоких температур приводит к их ионизации. Подаваемый под давлением ионизирующийся газ плавит металл. Регулировка частоты разряда и давления подачи воздуха, так же как и диаметр отверстия сопла, влияют на режим работы установки (резка или сварка).
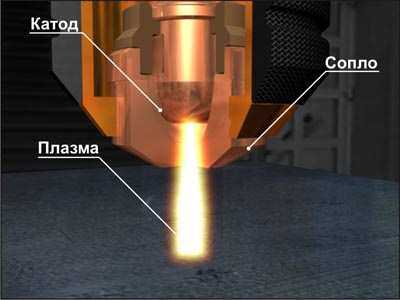
Метод воздушно-плазменной обработки более эффективен по сравнению с газосваркой. Особенность состоит в том, что при направленном воздействии пламени, на место обработки, происходит плавление металла. Скорость резки выше, чем газом, в результате этого не происходит тепловой деформации металла. Нет ни окалин, ни заусенцев.
Удобна воздушно-плазменная установка для выполнения художественной резьбы. Каждый элемент, по причине отсутствия дополнительной обработки, получится ровным, не хуже, чем из-под резца искусного чеканщика. С той лишь разницей, что воздушно-плазменная резка, даже при выполнении работ ручным плазматроном займёт времени и сил значительно меньше.
Воздушно-плазменная резка используется не только в обработке металлов. Таким способом можно вести резку любого тугоплавкого диэлектрического материала.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Установка плазменной резки
Сегодня технологии обработки металлических поверхностей шагнули очень далеко. Одной из таких технологических операций можно считать резку металла с помощью установки плазменной резки. Этот тип резки металла подразумевает разрезание поверхности посредством струи плазмы, которая образуется из газа выдаваемого аппаратом плазменной резки, и электрической дуги, которая возникает при помощи разряда электричества. Таким образом, газ и электро-дуга в совокупности создают струю плазмы, которая способна накаливаться до чрезвычайно высокой температуры, что дает ей возможность разрезать металл, толщина которого может достигать порядка ста миллиметров.
Принцип работы и характеристики установки плазменной резки
Изначально электрическая дуга создается посредством короткого замыкания, которое образуется в результате соприкосновения форсунки и самой металлической поверхности, когда происходит высокочастотный импульс между этими двумя элементами. В качестве основы для создания плазменной струи используются разные газы, это зависит от того, какой именно металл будет подвергаться обработке. Так для резки черного металла, как правило, используется кислород, а для обработки таких металлов, как нержавеющая сталь, сплавы или цветные металлы, используется в основном такой газ, как азот.

Непосредственно сам разрез металлической поверхности происходит за счет того, что плазменная дуга накаливается до 20000К, что делает ее способной к разрезанию самых толстых слоев металла. Схема работы является достаточно простой, поток раскаленной плазменной струи является настолько быстрым, за счет высокого давления под которым он выдается. Этот поток плазмы, попадая на поверхность металлического вида, начинает плавить ее в месте попадания струи, одновременно с этим удаляются излишки металла, посредством действия высокой скорости газа, то есть расплавленные излишки металла, которые получаются в результате проведения разреза, просто напросто выгоняются воздушной струей.
Принято считать, что резка газово-кислородного типа и плазменная являются практически одинаковыми, однако это далеко не так. Дело в том, что плазменная резка имеет гораздо больше преимуществ поскольку, во-первых, плазменная струя нагревается намного больше, чем кислородная. Данное явление обеспечивает более высокую производительность всему оборудованию плазменной резки. К тому же плазменная резка позволяет обрабатывать абсолютные любые виды металла, что делает этот способ универсальным.
Разновидности и классификация установок плазменной резки
На сегодняшний день установок плазменной резки имеется довольно большое количество, их принципиальными отличиями является мощность, производительность, размеры, и сама система, которая производит управление работой. Следует отметить, что установки плазменной резки, которые имеют промышленные масштабы, как правило, управляются посредством компьютера, небольшие установки имеют ручное управление. Так же установки резки плазменного типа классифицируются на аналоговые и инверторные.
Аналоговые установки, как правило, имеют промышленные размеры, поскольку их мощность является свыше кВт, что требует наличия дополнительного мощного трансформатора. Инверторные установки являются менее габаритными и менее мощными, они производят работу за счет электрического тока переменного типа. Их распространение в использовании является более высоким, поскольку такие установки плазменной резки имеют более высокие экономичные параметры и могут работать бесперебойно даже при перебоях с электрическим питанием.
Производительность установки плазменной резки зависит от его размеров, однако коэффициент полезного действия такого оборудования является достаточно высоким, не менее восьмидесяти процентов. Замена основных частей, таких как электроды и патрубки, происходит не чаще, чем машина произведет от четырехсот до шестисот резов, что делает установку довольно экономичной в обслуживании.
promplace.ru
принцип и особенности работы технологии, обзор современных установок
Технология плазменной резки широко используется при обработке тугоплавких токопроводящих металлов. Разрезание материала происходит при помощи плазмы, которая создается ионизированным газом, что и позволяет обеспечить максимальную производительность проводимых работ. Используемые сегодня станки для плазменной резки позволяют обеспечить максимально возможное качество такой работы, при этом имеется возможность обработки тугоплавких металлов, которые сложно разрезать при помощи обычных ручных аппаратов.
Используемые сегодня установки для резки плазмой отличаются компактностью конструкции, при этом они управляются электроникой и автоматикой, что позволяет задать программу резки, и в последующем обеспечить ее великолепное качество. В отличие от механических способов разрезания металла плазмотроны способны работать по любым рисункам, при этом существенно уменьшается деформация поверхности, которая вызвана перегревом.
Имеется возможность использования дополнительных насадок на плазмотроны, что, в свою очередь, защищает сопло от брызг расплавленного материала. А также обеспечивается возможность уменьшения толщины луча плазма, улучшение качества резки и минимизация отходов.
Принцип работы плазмореза
Резка металла плазмой основана на принципе усиления электрической дуги за счёт разгона газа, который выдвигается из сопла под высоким давлением. Такая усиленная электрическая дуга и пропущенный через неё газ создает плазму, температура которой может достигать 30 000 градусов и выше. Подобная эффективность обеспечивает минимальный прогрев металла, что исключает его деформацию при разрезании.
Принцип работы плазменной резки металла следующий:
- Трансформаторные или инверторные установки, а для бытовых моделей используется ток 220 вольт или же 380 вольт для мощного промышленного оборудование, выдают необходимое напряжение.
- Используемый ток передается в горелку плазмотрона, в которой друг против друга располагаются анод и катод. Между этими электродами загорается мощная электрическая дуга.
- В сопло из воздушного компрессора подается газ, повышающий температуру дуги приблизительно до 20 000 градусов.
- Под воздействием электрической дуги используемый газ ионизируется, превращаясь в струю плазмы с температурой в 30 000 градусов.
Плазменная струя отличается ярким свечением, скорость ее выхода из сопла составляет приблизительно 1500 метров в секунду, а за счёт высокой теплопроводности она может с легкостью разрезать металл. Металл разогревается локально и его расплавление отмечается лишь в зоне обработки без термической деформации близлежащих участков.
В зависимости от используемого оборудования и конкретных условий обработки материалов может использоваться следующий газ:
- Аргон.
- Водород.
- Азот.
- Технический кислород.
- Обычный воздух.
Для повышения качества резки металла необходимо удалять из зоны обработки расплавленные частицы и охлаждать сопло оборудования. Для этого в рабочую зону подается дополнительный поток жидкости или газа, что позволяет обеспечить полную работоспособность оборудования.
Современные установки для плазменной резки
Наибольшее распространение сегодня получили аппараты газоплазменной резки с компьютерным управлением, которые используются на предприятиях в различных отраслях промышленности. С помощью таких установок может разрезаться плазмой не только тугоплавкий металл, но и натуральный камень, пластик и другие материалы. 
Благодаря своей универсальности такое оборудование широко используется на ремонтных и рекламных предприятиях, судостроительных и машиностроительных заводах, в коммунальной сфере и так далее.
Также широкое распространение получили компактные установки плазменной резки, которые отличаются мобильностью, что позволяет с легкостью переносить с места на место такое оборудование и при необходимости выполнять соответствующую резку металла. Такие компактные установки могут быть как полностью ручными, так и полуавтоматами, где часть работ контролируется компьютером.
На сегодняшний день наибольшее распространение получили два типа аппаратов плазменной резки:
- Прямого действия, в которых резка плазмой осуществляется контактным способом.
- Плазморезки косвенного действия, которые работают бесконтактным способом.
Контактные аппараты прямого действия используются в бытовых целях, они сочетают компактность и простоту эксплуатации. А вот установки косвенного действия, как правило, управляются автоматикой и отличаются сложностью конструкции.
Большой популярностью пользуются плазменные резаки, в которых электроток получается за счет использования соответствующего инвертора с компактными габаритами. Рабочий ток от инвертора отличается не только необходимой мощности, но и имеет ровные параметры, соответственно обеспечивается великолепное качество разрезания металла.
Бытовые ручные аппараты для воздушно-плазменной резки сочетают универсальность использования и способны с легкостью работать с металлами толщиной до 12 миллиметров. А вот промышленные установки могут работать от одного или нескольких инверторов, что позволяет применять их для разрезания металлических изделий толщиной в 20−30 миллиметров и более. Отдельные промышленные установки благодаря своей улучшенной мощности способны с легкостью разрезать металл толщиной 100 миллиметров.
Преимущества технологии плазменной резки
Если говорить о преимуществах данной технологии обработки металла, то можем отметить следующее:
 Высокая точность разрезания металла.
Высокая точность разрезания металла.- Возможность выполнения фигурной формы реза.
- Простота рабочего процесса.
- Отличная скорость проводимых работ.
- Возможность работы с металлами, которые не проводят металлический ток.
- С помощью плазмореза можно работать с металлом, пластиком, камнем.
- Мобильность оборудование.
- Безопасность сварщика ввиду отсутствия необходимости использования газовых баллонов.
- Минимальное загрязнение окружающей среды.
- Не требуется в последующем обрабатывать разрезанные поверхности.
Изобретение технологии резки плазмой позволило существенно упростить работу с легированной сталью. Благодаря глубокой степени автоматизации такого оборудования удаётся выполнять изогнутые линии, а весь производственный процесс максимально автоматизирован. Причём использование таких плазморезов не представляет какой-либо сложности и минимизирует время, необходимое на обучение работе с таким оборудованием.
obinstrumentah.info
Установка плазменной резки
- Изготовление под любой формат листа
- Различные варианты исполнения : без стола, совмещенный водоналивной стол, вытяжной стол, отдельный водоналивной стол
- Динамическая стабилизация движения приводов
- Прецизионные рельсовые направляющие
- Качественная и надежная сборка
- Жесткая стальная конструкция станины
- Оснащение оборудованием как для плазменной, так и для газовой резки
- Русскоязычный интерфейс ЧПУ
- Сенсорное управление, адаптированный экран
- Система контроля высоты плазменной резки
- Система контроля высоты газовой резки
- Контактное определение высоты заготовки
- Время обучения оператора/программиста – 30мин
- Совместимость со всеми CAM-приложениями для создания УП (SheetCam, ProNest, Техтран и т.д.)
- Возможность устанавливать параметры обработки в интерфейсе ЧПУ установки плазменной резки
- Автоматический контроль динамики скорости реза для стабилизации высоты и качества обработки углов и отверстий
- Пульт дистанционного управления
- Магнитное крепление плазмотрона для защиты его от повреждений при столкновении с препятствием.
- Отличное качество реза
- Значительный опыт специалистов по работе в данном направлении
- Разумный подход к ценообразованию
- Индивидуальный подход к каждому покупателю
САЭМ инструкция по эксплуатации скачать в фомате WORD
РУКОВОДСТВО ОПЕРАТОРА
3-я редакция 1 октября 2014г.
1.Перед запуском!
1.1.Убедитесь в стабильности линейного напряжения (380В), подаваемого на аппарат плазменной резки. Оно не должно быть слишком низким, слишком высоким, а так же должны присутствовать все 3 фазы постоянно. Снижение, увеличение напряжения, а так же кратковременное пропадание и перекос фаз в процессе плазменной резки послужат причиной остановки станка и брака вырезаемой в этот момент детали! О наличии неисправности сообщит система диагностики источника плазмы. Более подробную техническую информацию можно найти в Руководстве оператора по источнику плазмы.
1.2.Убедитесь в стабильности линейного напряжения (220В), подаваемого на Шкаф Управления. Колебания могут стать причиной выхода из строя блоков питания, драйверов шаговых двигателей, а так же вызвать перезагрузку компьютера и сбой программы! Рекомендуется использовать бытовой стабилизатор напряжения для Шкафа Управления мощностью не менее 2 кВт и источник бесперебойного питания для компьютера.
1.3.Убедитесь в стабильности давления подаваемого на аппарат плазменной резки сжатого воздуха. Неправильно настроенный или маломощный компрессор может стать причиной остановки станка в процессе плазменной резки и брака вырезаемой в этот момент детали! О наличии неисправности сообщит система диагностики источника плазмы. Рекомендуемый диапазон давления 5-8 Атм. Более подробную техническую информацию можно найти в Руководстве оператора по источнику плазмы.
1.4.Используйте только оригинальные расходные детали Hypertherm. В обратном случае не гарантируется качество реза и срок эксплуатации расходных деталей.
1.5.Убедитесь в отсутствии контакта между корпусом станка и Шкафом Управления. В противном случае не исключены сбои в работе станка!
1.6.Не следует заземлять станок при использовании источников плазмы Powermax 65, 85, 105 и 125. Шкаф Управления при использовании этих источников заземлять можно.
При использовании источника плазмы MAXPRO200 – необходимо обязательно заземлять станок по схеме «звезда»! Шкаф Управления при использовании этого источника заземлять НЕЛЬЗЯ.
1.7.Изучите правила безопасности по работе с плазменной резкой. Более подробную информацию можно найти в Руководстве оператора по источнику плазмы.
1.8.При плазменной резке во избежание сбоя и быстрого износа расходных деталей не забывайте о Продолжительности Цикла источника плазмы. Своевременно делайте ПАУЗУ. Более подробную техническую информацию можно найти в Руководстве оператора по источнику плазмы.
1.9.Всегда используйте «Программные ограничители движения X Y». Более подробно описано в разделе 2.5.
1.10.При возникновении неполадки или сомнения в правильности действий следует в первую очередь обращаться за технической поддержкой к производителю установки плазменной резки!
1.11.Оператор и/или программист должен обладать базовыми навыками работы в среде ОС Windows XP.
2.Последовательность запуска.
2.1. Включите компьютер и сенсорную панель. Дождитесь загрузки интерфейса управления САЭМ ПЛАЗМА 3.0.
2.2. Убедитесь, что портальная балка и суппорт находится в упорах в точке 0 по осям X,Y. Данное положение является машинным X=0 Y=0. Переместите вручную портальную балку и суппорт до упора к точке 0.

.3. Включите Шкаф Управления.
2.4. В разделе «1.Координаты» нажмите кнопку «Аварийный СТОП» и «СБРОС МАШИННЫХ КООРДИНАТ XY=0»
и затем
2.5. Активируйте «ПРЕДЕЛЫ X, Y». Об активации свидетельствует зеленый индикатор.
2.6. Активируйте «КОНТРОЛЬ ВЫСОТЫ THC». Об активации свидетельствует зеленый индикатор.
2.7. Активируйте «Пульт ДУ». Подробнее в Главе 7.
2.8. При помощи Пульта ДУ произведите позиционирование плазмотрона по оси Z (вертикальная ось), подняв его на 4-7см над заготовкой.
2.9. При помощи Пульта ДУ произведите позиционирование плазмотрона по осям X, Y до левого нижнего края заготовки.

2.10. Произведите сброс операторских координат X, Y и Z при помощи кнопок «Сброс X=0» «Сброс Y=0» «Сброс Z=0» в интерфейсе управления или воспользовавшись Пультом ДУ. Машинные координаты при этом не изменятся.
2.11. Произведите разворот операторской системы координат соответственно углу разворота заготовки, выполнив привязку по оси X или Y. Наиболее точной будет привязка, выполненная по наибольшей стороне заготовки. При помощи Пульта ДУ произведите позиционирование плазмотрона до наиболее отдаленной точки по выбранной стороне. Положение плазмотрона относительно кромки должно соответствовать положению в нулевой точке заготовки. Далее нажмите «Привязка по оси X» или «Привязка по оси Y». Цвет отображения значения операторских координат при этом изменится на красный.
ВНИМАНИЕ!!! Для следующей заготовки привязку нужно выполнить заново! Перед этим необходимо произвести отмену предыдущей привязки, нажав на кнопку «Отмена привязки». Цвет отображения значения операторских координат при этом изменится на черный.
В случае невыполнения данного условия – угол разворота операторской системы координат будет некорректным, что приведет к порче заготовки и остановке работы станка в определенный момент.
2.12. Установите необходимые параметры реза в разделе «2. Параметры реза»
В блоке «Автоматическая настройка параметров реза» нужно выбрать используемый Вами источник плазмы.

В таблице, в зависимости от толщины металла и используемых расходных деталей выбираем нужный режим. Все параметры реза выставляются автоматически и соответствуют рекомендуемым параметрам технологических карт реза производителя источника плазмы, менять их рекомендуется только опытным пользователям.
2.13. Установите расходные детали плазмотрона (электрод, сопло, защитный экран) соответствующие выбранному режиму (схема установки присутствует на корпусе источника плазмы и в Руководстве оператора по источнику плазмы).
2.14. Запустите источник плазмы Hypertherm и компрессор.
2.15. Установите на источнике плазмы силу тока соответствующую выбранному режиму.
2.16. Убедитесь в готовности источника плазмы к работе. На ЖК дисплее источника должен отображаться только ампераж, установленный шагом ранее. В случае возникновения неполадки – система диагностики источника плазмы выдаст аварийный код, который можно расшифровать, обратившись к Руководству оператора по данному источнику плазмы.
Наиболее распространенные ошибки:
- недостаточное давление воздуха
- не корректно собран плазмотрон
- обнаружен пусковой сигнал при включении
- заедание расходных деталей
Ошибки так же могут возникать и в процессе работы источника. В случае незапланированной остановки в процессе резки нужно в первую очередь обращать внимание на ЖК дисплей источника плазмы.
2.17.Установите необходимое напряжение на Системе контроля высоты THC (для каждого режима напряжение разное). Оно указано в поле «Рекомендуемое напряжение», а так же в технологических картах Руководства Оператора для источника плазмы – технологические карты реза.

2.18. Загрузите Управляющую Программы (созданную в среде SheetCam или ProNest), перейдя в раздел «3. Работа с программой» – «ОТКРЫТЬ G-КОД».
и затем
2.19. Произведите «Переезд на операторский XY=0», перейдя в раздел «4.Мониторинг» или «1.Координаты».
2.20. Нажмите кнопку «ПУСК».
При плазменной резке во избежание сбоя и быстрого износа расходных деталей не забывайте о Продолжительности Цикла источника плазмы. Своевременно делайте Паузу. Более подробную техническую информацию можно найти в Руководстве оператора по источнику плазмы.
3. Экран №1 – Координаты

3.1. Кнопка аварийного останова.
3.2. Блок мониторинга и управления операторскими координатами. Операторские координаты являются переменными и задаются оператором каждый раз при замене заготовки.
3.3. Блок привязки угла разворота операторской координатной системы к углу разворота заготовки.
3.4. Переезд резака на координаты операторского нуля (операторский ноль задается оператором в нижнем левом углу заготовки). При нажатии плазмотрон совершает подъем на 20мм и перемещается на операторский ноль.
3.5. Блок мониторинга и управления машинными координатами. Машинные координаты являются постоянными и должны соответствовать фактическому местоположению резака в пространстве относительно физических ограничителей портала.
3.6. Программные ограничения (концевики) станка – для корректной работы должны быть всегда активны, в противном случае не произойдет своевременного останова при приближении к физическим ограничителям. Произойдет столкновение с ними, которое приведет в первую очередь к сбою в машинной, а как следствие и в операторской (т.к. они взаимосвязаны) координатных системах.
3.7. Переезд резака на координаты машинного нуля (машинный ноль – это нижний левый угол станины станка). При нажатии плазмотрон совершает подъем на 20мм и перемещается на машинный ноль.
3.8. Переезд на парковку – функция переезда резака в верхний правый угол рабочей зоны станка для комфортной загрузки/разгрузки заготовок. При нажатии плазмотрон совершает подъем на 20мм и перемещается на парковку.
3.9. При закрытии программы осуществляется переезд резака на машинный ноль и закрытие программы. Не работает при аварийном останове.
3.10. Кнопка ПУСК осуществляет запуск работы УП-программы, кнопка СТОП – останов работы программы на данной строке G-кода.
ВАЖНО!!! При нажатии кнопки «СТОП» или «Аварийный СТОП» во время любого движения (ускоренного переезда, ручного позиционирования или выполнения реза) по осям X или Y, может произойти сбой машинных и операторских координат, т.к. шаговые двигатели кратковременно продолжат движение по инерции.
Это приведет к несоответствию реального положения плазмотрона и отображаемых координат.
Чтобы исправить несоответствие:
- Отключите питание Шкафа Управления
- Вручную откатите портальную балку и суппорт к машинному нулю
- Снова подайте питание на Шкаф Управления
- Нажмите кнопку «Аварийный СТОП»
- Нажмите кнопку «СБРОС МАШИННЫХ КООРДИНАТ»
При этом восстановится соответствие координат и сохранится операторский ноль, что позволит продолжить работу.
Во избежание данного явления не рекомендуется производить какие-либо действия до завершения переезда по осям X и Y, если случай не является экстренным. Наилучшим моментом для останова является вертикальное перемещение плазмотрона (по оси Z).
3.11. Кнопка включения контроля высоты THC. Для корректной работы постоянно должна быть активной.
3.12. Возврат меню – при нажатии появляется поле с настройками MACh4.
ВАЖНО!!! Изменение настроек может привести к некорректной работе станка, поэтому любые изменения настроек в среде MACH3, должны производиться после согласования с производителем станка.
3.13. Блок обратной связи процессов работы станка.
- Таймер – отображает время выполнения УП.
- Скорость – отображает скорость перемещения резака в настоящий момент времени.
- Строка – поле отображения номера выполняемой строки УП.
- Контакт – при корректной работе активен только в момент контакта плазмотрона с металлом в момент поиска заготовки. В случае выхода из строя реле 12В или защитного контактора, контакт с заготовкой может быть проигнорирован.
В некоторых случаях (трение защитного экрана по заготовке, обратный всплеск металла, низкая высота перфорации и т.д.) шлак может послужить причиной контакта между защитным экраном и соплом. В таком случае индикатор «Контакт» станет активен вне зависимости от чего-либо. Однако программа обладает защитными алгоритмами: система самостоятельно отследит данную неполадку, приостановит работу и переедет к оператору. Сработает сигнал «Аварийный СТОП». Необходимо устранить неполадку (убрать шлак), снять «Аварийный СТОП» и нажать «ПУСК». Процесс реза возобновится.
- Защита – Индикатор свидетельствует об активности работы системы защиты контроллера. Сигнализирует только в момент плазменной резки и отключается одновременно с завершением работы плазмы.
ВАЖНО!!! В случае отсутствия сигнала «Защита» в процессе выполнения УП необходимо немедленно приостановить работу машины до устранения неисправности! Возможен выход из строя логических схем станка!
ВАЖНО!!! Возможными причинами неисправности могут быть сбой интерфейса управления и неправильно составленный G-код. Для составления корректных программ необходимо использовать среду ProNest или SheetCam!
Факел – индикатор сообщает об активном реле зажигания факела.
- Подъем – индикатор отображает корректировку движения плазмотрона по высоте в процессе плазменной резки. Данный сигнал является входящим и поступает с внешнего модуля THC. Получен путем анализа напряжения плазменной дуги и сравнения с искомым напряжением.
- Снижение – индикатор отображает корректировку движения плазмотрона по высоте в процессе плазменной резки. Данный сигнал является входящим и поступает с внешнего модуля THC. Получен путем анализа напряжения плазменной дуги и сравнения с искомым напряжением.
- Дуга – входящий сигнал с источника плазмы, сообщает о наличие дуги. Установка плазменной резки будет выполнять обработку только при активном поступающем сигнале «Дуга». В случае затухания плазмотрона в процессе резки сигнал «Дуга» так же исчезнет и машина остановится.
3.14. Поле ручного ввода G-кодов. Позволяет управлять процессами путем ввода отдельных строк G-кода. Только для опытных пользователей.
4. Экран №2 – Параметры реза.
4.1. Блок отображения выбранного режима.
4.2. Блок ручных настроек параметров реза:
- Скорость реза – табличное значение. Влияет на качество реза и производительность. Чем выше скорость, тем выше производительность, но ниже качество. И наоборот.
- Высота прожига – табличное значение. Является константой. Уменьшение данного значения грозит повреждением защитного экрана, сопла, образованию шлака. Сильное увеличение может не позволить произвести перфорацию заготовки.
- Высота реза – табличное значение. Является константой.
- Задержка на прожиг – табличное значение. Является константой.
- Чувствительность контроля высоты THC – значение по умолчанию – 15. Можно увеличивать вплоть до 20 в тех случаях, когда система не успевает отслеживать рельеф заготовки.
- Порог AUTO THC – автоматический контроль динамики скорости реза в процессе обработки. Позволяет стабилизировать высоту реза, а следовательно и качество обработки углов и отверстий с малыми радиусами.
- Высота ускоренных переездов – расстояние между соплом и заготовкой, при котором происходят ускоренные перемещения. Чем ниже данное значение, тем выше производительность. Однако при повышенной рельефности заготовки не рекомендуется уменьшать ниже 30-40.
- Высота поиска заготовки – расстояние между соплом и заготовкой, при котором начинается поиск заготовки на заниженных скоростях. Чем ниже данное значение, тем выше производительность. Однако при повышенной рельефности заготовки не рекомендуется уменьшать ниже 15-20.
4.3. Автоматическая настройка параметров реза. При выборе появляется меню, в котором выбирается толщина металла, его материал и сила тока, при которой будет выполняться рез.

Примечание. Выбор табличного значения автоматически меняет все параметры, соответствующие табличным из технологических карт реза.
5.1. Блок управления файлом УП:
- Открыть G-код – кнопка открытия проводника, в котором указываем путь к файлу УП.
- Перезагрузить G-код – перезагрузка УП в памяти системы.
- Закрыть G-код – закрывает и выгружает из памяти системы УП.
- Запуск с этой строки – позволяет начать рез с выбранной строки в блоке 2.
5.2. Окно G-кодов. Данное окно отображает загруженную в память станка Управляющую Программу (G-коды). Процесс выполнения программы параллельно отображается в Окне траектории и в окне G-кодов.
Существует возможность самостоятельно переместить курсор до нужной строки, после чего начать выполнение программы с выбранной позиции, нажав последовательно кнопки «Запуск с этой строки» и «Пуск»
ВАЖНО!!! Запускать вручную можно только со строки G-кода «M20», иначе рез выполнен не будет!
5.3. Блок управления визуализацией процесса выполнения УП.
- Слежение – кнопка переключения между абсолютным и относительным режимом отображения. Абсолютный – статическое отображение траектории, динамический курсор. Относительный – динамическое отображение траектории, статический курсор.
- Обновить траекторию – восстанавливает по умолчанию визуальное отображение.
5.4. Отображение траектории – Окно траектории позволяет визуально контролировать процесс работы станка.
Примечание. Во время работы могут возникнуть ситуации, при которых во время перфорации теряется дуга. Чтобы избежать брака и закончить рез выполняем следующую последовательность действий:
1. Отключаем «Контроль высоты THC».
2. На источнике плазмы Hypertherm устанавливаем режим резки сетки.
3. В блоке Окне G-кодов находим контур на котором прекратился рез (каждый контур начинается с команды M20) и нажимаем кнопку «Запуск с этой строки».
4. Нажимаем кнопку «ПУСК». При этом дуга будет удерживаться принудительно.
5. Как только плазмотрон переместиться в место где оборвалась дуга, включаем «Контроль высоты THC» и выставляем на источнике плазмы Hypertherm обычный режим реза.
6. Экран №4 – Мониторинг.
6.1. Блок управление факелом в ручном режиме.
- Зажечь факел – позволяет в ручном режиме зажечь факел плазмотрона.
- Потушить факел – позволяет в ручном режиме потушить факел плазмотрона.
- Сброс задержки на разогрев – отменяет задержку на разогрев при газовой резке.
6.2. Скорость позиционирования – позволяет изменить скорость ручного управления движением (при помощи Пульта ДУ) в процентном соотношении от максимальной скорости позиционирования. Доступный диапазон 1-100%.
6.3. Скорость реза – позволяет менять скорость реза в процентном соотношении от значения скорости реза, установленного в .
Можно использовать даже в момент реза. Доступный диапазон 5-250%.
7. Беспроводной пульт ДУ

7.1. В комбинации с кнопкой «11» – Управление позиционированием по осям X и Y.
7.2. В комбинации с кнопкой «11» – Управление позиционированием по осям Z.
7.3. Возврат на операторский X Y = 0
7.4. Кнопка вкл/выкл
7.5. Светодиодная индикация состояния. Для корректной работы должны постоянно гореть верхний левый и верхний нижний светодиод. Для этого необходимо несколько раз подряд нажать кнопку «4». При мигающем верхнем правом светодиоде необходимо подключить кабель зарядки по USB.
7.6.Аварийный стоп. В комбинации с кнопкой «12» – Сброс операторской координаты Z
7.7.Пуск. В комбинации с кнопкой «12» – Сброс операторской координаты X
7.8.Пауза. В комбинации с кнопкой «12» – Сброс операторской координаты Y
7.9.Скорость позиционирования +-5%.
Приложение 1. Монтажная схема установки плазменной резки СП1225, СП153, СП157, СП27
smolatom.ru
Ручная плазменная резка металла – аппараты и принцип их работы + Видео
Раскрой материалов потоком плазмы является высокотехнологичным, эффективным способом качественной их обработки. Ручная плазменная резка, проводимая соответствующим оборудованием, расширяет область применения этого вида работ.
1 Особенности аппаратов и технологии плазменной резки
Плазменная резка – термический процесс разделительной обработки материалов, происходящей за счет их плавления. В качестве режущего исполнительного инструмента используется струя низкотемпературной плазмы, которую получают следующим образом. Между электродом плазменного аппарата и его соплом или разрезаемым металлом создается электрическая дуга, температура которой достигает 5000 °С.
Затем в сопло подается под давлением газ, что приводит к повышению температуры электрической дуги до 20 000 °С, в результате чего газ ионизируется и преобразуется в низкотемпературную плазму (высокотемпературный газ). Ионизация при нагреве от дуги возрастает, что ведет к повышению температуры газовой струи до 30 000 °С. При этом поток плазмы ярко светится, обладает высокой электропроводностью, проистекает из сопла со скоростью 500–1500 м/с, попадая на заготовку, локально ее разогревает и плавит в месте реза.
Рекомендуем ознакомиться
Для получения плазмы используют следующие газы:
- воздух;
- кислород;
- азот;
- водород;
- аргон;
- водяной пар.
Охлаждение сопла и удаление с поверхности реза расплавленных частичек материала осуществляется потоком газа или жидкости. Толщина разрезаемого плазменными установками металла может достигать 200 мм.
Эта технология крайне редко используется в быту, зато получила широкое распространение в различных промышленных отраслях. Плазменным аппаратом можно качественно, быстро, легко разрезать любой металл и другие материалы – пластик, камень. Благодаря этому, его используют в судостроении, машиностроении, коммунальной сфере, для ремонта техники, изготовлении рекламы и многого другого. Получаемый срез всегда аккуратный, ровный и красивый.
2 Основная классификация плазменного оборудования для резки
Все устройства для плазменной резки делятся на:
- косвенного действия – для бесконтактной резки;
- прямого действия – для контактной.
Резаки первого типа используются для обработки неметаллических материалов. Такая техника является специфической и не востребована вне производства. При бесконтактном способе электрическая дуга зажигается между электродом и соплом плазмотрона.

Устройствами прямого действия режут различные металлы. При работе с ними разрезаемая деталь включена в электрическую схему плазменного аппарата, и электрическая дуга зажигается между ней и электродом, расположенном в сопле. Поток ионизированного газа подвергается нагреву на всем участке между местом своего выхода и поверхностью заготовки – струя плазмы обладает большей мощностью, чем в устройствах первого типа. Ручная плазменная резка металла выполняется только с помощью оборудования данного типа, контактным способом.

3 Устройства для ручной плазменной резки металлов
Они состоят из плазмотрона, источника питания, набора кабелей и шлангов, с помощью которых производится соединение плазмотрона с источником питания и газовым баллоном или компрессором. Плазмотрон (плазменный резак) – главный элемент такого оборудования. Иногда по ошибке так называют весь аппарат. Возможно, это обусловлено тем, что применяемые для плазмореза источники питания не отличаются от подобных им устройств и могут использоваться вместе со сварочным оборудованием. А единственным элементом, который отличает плазменный аппарат от другого устройства, и является плазмотрон. Его основные составляющие:
- сопло;
- электрод;
- термостойкий изолятор, расположенный между ними.
Плазмотрон – это оборудование, которое энергию электрической дуги преобразует в тепловую энергию плазмы.Внутри его корпуса имеется цилиндрическая камера с выходным каналом (соплом) очень маленького диаметра. В тыльной части камеры установлен электрод, который служит для образования электрической дуги. Сопло отвечает за скорость и форму потока плазмы. Аппарат ручной плазменной резки применяется для раскроя металла вручную – оператор держит плазмотрон в руках и ведет его над линией реза.
Так как рабочий инструмент находится все время на весу, и поэтому может быть подвержен перемещениям из-за непроизвольных движений исполнителя, это неизменно отражается на качестве раскроя. Рез может быть неровным, с наплывами, следами рывков и так далее. Для облегчения и улучшения качества работы существуют специальные подставки, упоры, надеваемые на сопло плазмотрона. Они позволяют поставить оборудование непосредственно на заготовку и вести его вдоль линии реза. Зазор между металлом и соплом в этом случае всегда будет соответствовать предъявляемым требованиям.

При ручной резке плазмообразующим и защитным (для охлаждения сопла и удаления продуктов резки) газом может быть воздух или азот. Они подаются от магистрали, баллона или встроенного в оборудование компрессора.
4 Источники питания ручных плазменных аппаратов для резки
Все источники питания ручных аппаратов работают от электросетей переменного тока. Большинство из них преобразуют получаемую электроэнергию в напряжение постоянного тока, а остальные служат только для усиления переменного тока. Такое распределение обусловлено тем, что у плазмотронов, работающих на постоянном токе, более высокий КПД. Переменный ток применяется в ряде случаев – к примеру, для раскроя алюминия и сплавов из него.
Источником питания может служить инвертор или трансформатор, подающий на плазмотрон ток большой силы. Инверторы обычно используют на маленьких производствах и в быту. Они обладают меньшими габаритами, весом и в энергопотреблении намного экономнее, чем трансформаторы. Инверторы чаще всего входят в состав ручного аппарата для плазменной резки. К достоинствам инверторных устройств относят КПД, который выше, чем у трансформаторных, на 30 %, и стабильное горение электрической дуги, а также компактность и возможность проводить работы в любых труднодоступных местах.

К недостаткам – ограничение по мощности (максимальная сила тока обычно составляет 70–100 А). Как правило, инверторные аппараты используют при разрезании заготовок сравнительно небольшой толщины.
Трансформаторные источники питания получили свое название из-за используемых в их конструкции низкочастотных трансформаторов. Они обладают гораздо большими габаритами и массой, но при этом могут иметь и более высокую, чем инверторные источники, мощность. Трансформаторные аппараты применяют для ручной и механизированной резки металлов различных толщин. Они более надежны, потому что при скачках напряжения не выходят из строя. Продолжительность их включения выше, чем у инверторных аппаратов, и может достигать значений в 100 %.

Продолжительность включения (ПВ) оказывает прямое влияние на специфику работы с оборудованием. Например, если ручная плазменная резка металла, оборудование для которой имеет ПВ 40 %, длилась без перерыва 4 минуты, то затем аппарату необходимо дать 6 минут отдыха для того, чтобы он остыл. Устройства с ПВ 100 % используют в производстве, где аппарат эксплуатируется на протяжении всего рабочего дня. Существенный недостаток трансформаторного оборудования – высокое энергопотребление.
5 Принцип работы аппаратов для ручной плазменной резки
После того, как установка ручной плазменной резки собрана (произведены все подключения и соединения ее элементов), металлическую заготовку подсоединяют к аппарату (инвертору или трансформатору) предусмотренным для этого кабелем. Оборудование подключают к электросети, плазмотрон подносят к обрабатываемому материалу на расстояние до 40 мм и производят зажигание дежурной (инициирующей ионизацию) электрической дуги. Затем открывают подачу газа.

После получения плазменной струи, которая обладает высокой электропроводимостью, в момент ее соприкосновения с металлом образуется рабочая (режущая) электрическая дуга. Одновременно автоматически отключается дежурная. Рабочая дуга поддерживает непрерывность процесса ионизации подаваемого газа, образования плазменного потока. Если она по какой-то причине погаснет, то требуется прекратить подачу газа, заново включить плазменный аппарат и зажечь дежурную дугу, а после этого пустить газ.
tutmet.ru