Важную роль в технике играют сварочные процессы. Одним из способов является точечная сварка — создание неразъемного соединения деталей в одной или нескольких точках.

Что влияет на прочность сварки
Прочность сварки зависит от размера и структуры участка, на которые, в свою очередь, влияют следующие факторы:
- площадь контакта;
- размеры электродов;
- сила прижатия деталей;
- размеры поверхностей контакта электродов;
- величина и время прохождения сварочного тока;
- состояние поверхностей.
Контактная точечная сварка имеет широкий диапазон применения. Этим способом соединяют между собой детали от толщины 0,02 мкм в приборостроении до 20 мм листов в металлоконструкциях.

Она характеризуется сварочным током в сотни ампер, а также малым сопротивлением электродов и контактных поверхностей.
Преимущества
Точечная сварка, своими руками произведенная, обеспечивает следующие преимущества:
- высокую прочность шва;
- экономичность способа;
- возможность автоматизации работы.
Особенности процесса точечной сварки
Процесс используется в производственных целях и в домашнем хозяйстве. Производится сваривание следующих материалов:
- листового металла;
- изделий из стали и цветных сплавов;
- сортовых и гнутых профилей.
В быту точечная сварка просто необходима для ремонта разных инструментов, кухонного оборудования, домашней утвари. Процесс заключается в точном совмещении деталей в заданном положении. Они устанавливаются между электродами и прижимаются друг к другу. При этом производится разогрев электрическим током точки соединения до пластической деформации, в результате которой детали свариваются. Главное для сварщика — их точная фиксация, создание определенного усилия прижатия, тока и времени процесса. Теплового импульса должно хватить, чтобы металлы в зоне контакта расплавились, и сформировалось общее жидкое ядро.
Аппараты точечной сварки
Все больше промышленных изделий стараются изготовить наиболее простым и дешевым методом. Это касается также ремонта. Аппарат точечной сварки — это крайне необходимый инструмент для мастерских.

Многие умельцы приобретают его, поскольку привыкли работать самостоятельно.
Выбирая устройство, надо правильно определить его назначение. Во многих случаях можно обойтись самодельным простейшим устройством, когда требуется точечная сварка. Цена фирменного оборудования колеблется в пределах 5 — 200 тыс. руб. Чем больше функций у модели, тем она дороже.
Аппараты различаются по способам установки. В производственных условиях используют стационарные устройства. Для поточных линий применяются подвесные модели. Их часто применяют в авторемонтных мастерских. Самым удобным для домашнего мастера является переносной аппарат.
Электропитание точечной сварки производится однофазным или трехфазным переменным током. Целесообразно применять инверторные и конденсаторные аппараты, не создающие значительной нагрузки на электросеть.
Популярными устройствами точечной сварки стали споттеры. Клещи у них отсутствуют. Один вывод источника тока подключается к корпусу детали, а другой — к прикрепляемому элементу. Когда требуется исправить вмятину на автомобиле, к этому месту приваривается гайка или болт с помощью специального пистолета способом прижатия. Затем дефект исправляется посредством вытягивания, после чего элемент снова нагревается и удаляется.
Провода от источника делают как можно короче, а место соединения — максимально близко от участка правки.
К приборам постоянно добавляются новые функции. С их помощью теперь можно не только сваривать, но и создавать локальный нагрев, а также ставить заплаты. Многофункциональность делает их тяжелее, мощнее и дороже.
Плюсы и минусы различных моделей аппаратов для точечной сварки
Самая простая точечная сварка, своими руками произведенная, возможна только с ручным управлением, позволяющим каждый раз настраивать сварочный ток и очень приблизительно контролировать продолжительность работы.
Автоматическая система управления дает возможность выполнять качественную сварку неспециалистам. За счет этого снижаются затраты на работу и уменьшается выход брака.
Качество соединения зависит от величины сжатия деталей. Самым простым является ручной привод, чаще всего используемый при бытовых работах. Это существенно снижает стоимость аппарата.
Механический привод является одним из самых популярных и применяется во многих устройствах сварки.
Пневматика и гидравлика создают значительное давление прижатия с возможностью регулирования. Подобные устройства обычно содержит стационарная машина точечной сварки, применяемая в промышленности.
Переносные устройства широко применяются и порой не уступают стационарным мощным аппаратам. Сварочный аппарат точечной сварки изготавливается в виде ручных клещей и может соединять листы толщиной около 5 мм.
Ручной привод прижатия с помощью рычага дает возможность создавать усилия до 150 кг. Благодаря универсальности устройства и простоте выполнения операции достигается качественная точечная сварка. Цена таких аппаратов вполне приемлема, что дает им определенные преимущества перед дорогими аналогами.
Инверторные устройства завоевали популярность в точечной сварке. Несмотря на высокую стоимость, их хорошо берут, благодаря легкости, многофункциональности, небольшим габаритам и возможности подключения к бытовой сети.
Аппарат точечной сварки — своими руками?
Простейшее устройство для точечной сварки изготавливается своими руками без регулирования силы тока. У сварщика остается возможность управлять процессом только за счет изменения его продолжительности.
Основные элементы самодельного устройства
- Силовой трансформатор.
- Электроды из меди или графита.
- Выключатель.
- Рычаг.
Характеристики устройства
Какой бы сложной ни была машина точечной сварки, трансформатор всегда является ее главной частью. Он должен быть мощностью не менее 1 кВт. Чем она выше, тем лучше. На выходе получается напряжение около 2 В. Ток достигает 800 А, и им можно сваривать листы толщиной до 1,5 мм.
Корпус самодельного аппарата делают из фанеры, а движущиеся детали (рычаги) — из деревянных брусков. После сборки трансформатор крепится к основанию саморезами и присоединяется к заземлению. На торцах рычагов устанавливаются контактные электроды, и к ним подключаются провода вторичной обмотки. Верхний рычаг подпружинивают, чтобы он в исходном состоянии был приподнят.

Детали размещают между электродами. При действии на верхний рычаг электроды сходятся и прижимают листы друг к другу. При нажатии на выключатель в течение 3-4 секунд через листы проходит сварочный ток. После его отключения надо подождать, чтобы шов остыл.
Если требуется более мощная точечная сварка, применяется 2 аналогичных трансформатора с соединенными обмотками. Для увеличения выходного напряжения провод большой толщины соединяют последовательно через вторичные обмотки с одинаковым количеством витков. Чтобы не ошибиться и не включить их в противофазе, можно экспериментально пропустить через трансформаторы тонкий провод, а затем замерить напряжение на выходе.
Когда требуется мощный аппарат точечной сварки, своими руками его делают из обычного сварочного трансформатора, добавив к нему еще одну обмотку с необходимым количеством витков. Важно, чтобы он подходил по мощности к электрической сети. Длину провода и количество соединений следует делать минимальными, поскольку на них теряется мощность и выделяется тепло.
В качестве электродов применяются медные стержни. Для этого можно использовать жало паяльника. Преимуществом меди является то, что она не сваривается со стальными деталями и меньше нагревается. Необходимо также учитывать, что через электроды создается сжатие свариваемых деталей между собой. Со временем они теряют форму и изнашиваются, и их нужно менять. Наконечники и провод нужно спаять, поскольку место контакта со временем окисляется.
Органами управления в аппарате являются рычаг и выключатель первичной цепи. Мощность прижатия возрастает с увеличением толщины листов. Поэтому рычаг должен соответствовать требованиям технологии сварки. Выключатель устанавливается в первичной цепи. Если у нее большая мощность, можно применять магнитные пускатели. Тогда на рычаге можно установить выключатель, чтобы одной рукой можно было создавать усилие прижатия и включать сварочный ток. Другая рука остается свободной для работы с деталями.
Если первичную обмотку аппарата подключать через лабораторный автотрансформатор (ЛАТР) мощностью 2-3 кВт, сварочное напряжение можно регулировать. Можно сделать вторичную обмотку непосредственно на нем. В результате получится сварочный аппарат с регулированием тока. Слабым местом ЛАТРа является двигатель с колесиком, которое по мере износа начинает замыкать несколько витков, и обмотка начинает гореть. Более надежным является автотрансформатор со ступенчатым переключением обмоток.
Заключение
Несмотря на большой выбор аппаратов, их стоимость еще высока, а также трудно подобрать необходимые параметры. Для сборки устройства легко найти все необходимое. Важно разобраться, как работает точечная сварка, и для какой цели она предназначена.
 Точечная сварка в промышленности применяется для соединения цветных и стальных листов, профильных заготовок, уголков и других элементов. В бытовых условиях ее используют для ремонта кузовов автомобилей и домашней техники.
Точечная сварка в промышленности применяется для соединения цветных и стальных листов, профильных заготовок, уголков и других элементов. В бытовых условиях ее используют для ремонта кузовов автомобилей и домашней техники.
На рынке сварочные аппараты стоят дорого, поэтому многие умельцы изготавливают эти агрегаты своими руками из подручных средств. С помощью такого самодельного аппарата можно провести ремонт или изготовление конструкций, что ощутимо сэкономит средства на приобретении нового аппарата и услугах мастера.
Агрегат контактной сварки, изготовленный своими руками, позволяет соединять детали не только из тонкого листового железа, но и сваривать уголки швеллера для изготовления лестниц, профили для стеллажей и многое другое. Всем известно, что контактная сварка производится на специальном оборудовании в промышленном производстве. Однако такой аппарат контактной сварки можно сделать самостоятельно своими руками из микроволновки.
Сборка аппарата
Для изготовления агрегата потребуются следующие детали и инструменты:
 трансформатор, демонтированный из старой микроволновки;
трансформатор, демонтированный из старой микроволновки;- утолщенный медный провод;
- прижимы;
- рычаг нужной длины;
- основание, на котором будет произведен монтаж сварочного аппарата;
- струбцины для зажима;
- электроды из меди, за счет которых будет выполняться сварка.
 Чтобы понять, как сделать точечную сварку своими руками, нужно понимать принцип работы этого аппарата. Основной деталью будет служить трансформатор. Его основное назначение состоит в увеличении входного напряжения до нужной величины.
Чтобы понять, как сделать точечную сварку своими руками, нужно понимать принцип работы этого аппарата. Основной деталью будет служить трансформатор. Его основное назначение состоит в увеличении входного напряжения до нужной величины.
Для успешной работы изделие должно иметь большую трансформацию, чем мощнее будет устройство, тем большей толщины сталь можно сваривать. Например, устройство из микроволновой печи обладает мощностью в 850 Вт, значит, с его помощью можно сваривать листы до 1 мм толщиной.
Электрическая схема
 Такой трансформатор стоит в ряду повышающих устройств и способен вырабатывать напряжение около 3,5 кВ. Чтобы преобразовать его для контактной сварки, прежде необходимо произвести расчет. И лишь затем приступить к демонтажу и последующей сборке основного узла сварочного аппарата. Для этого извлекаем трансформирующее устройство из корпуса микроволновки.
Такой трансформатор стоит в ряду повышающих устройств и способен вырабатывать напряжение около 3,5 кВ. Чтобы преобразовать его для контактной сварки, прежде необходимо произвести расчет. И лишь затем приступить к демонтажу и последующей сборке основного узла сварочного аппарата. Для этого извлекаем трансформирующее устройство из корпуса микроволновки.
После чего нужно убрать вторичную обмотку и намотать новых 2−3 витка толщиной не менее 10 мм по сечению жилы, при этом не забыть оставить концы кабеля достаточной длины для соединения с держателем. Если найти такой провод трудно, можно объединить несколько шнуров в один жгут, добившись таким образом нужной толщины.
 Такая обмотка обеспечит напряжение на выходе около 2 В, а силу тока порядка 850А, при этом необходимо использовать провод как можно меньшей длины, чтобы уменьшить сопротивление и соответственно силу тока. В случае если придется соединять сваркой детали толщиной до 5 мм, то здесь потребуется аппарат контактной сварки с более мощным трансформатором.
Такая обмотка обеспечит напряжение на выходе около 2 В, а силу тока порядка 850А, при этом необходимо использовать провод как можно меньшей длины, чтобы уменьшить сопротивление и соответственно силу тока. В случае если придется соединять сваркой детали толщиной до 5 мм, то здесь потребуется аппарат контактной сварки с более мощным трансформатором.
А поскольку за основу берется микроволновая печь, то придется соединять по схеме два аналогичных трансформирующих устройства. При этом надо соблюдать некоторые условия при подсоединении одноименных выводов первичных и вторичных обмоток между собой, в противном случае может произойти короткое замыкание.
Соединяя два трансформатора, нужно рассчитать совместную силу тока, которая не должна превышать 2 тыс. А. Если она будет завышена, то может не выдержать проводка в доме, и к тому же будут происходить скачки напряжения, что может привести к конфликтам с соседями.
Подключение электродов
 В качестве электродов применяются медные стержни, при этом чем толще электрод, тем лучше. Для таких агрегатов малой мощности подходят жала от паяльников. Электроды надо регулярно поправлять, чтобы они не теряли свою коническую форму. Как уже упоминалось выше, провод должен быть минимальной длины и содержать как можно меньше соединений на его протяжении, так как на них происходит потеря мощности.
В качестве электродов применяются медные стержни, при этом чем толще электрод, тем лучше. Для таких агрегатов малой мощности подходят жала от паяльников. Электроды надо регулярно поправлять, чтобы они не теряли свою коническую форму. Как уже упоминалось выше, провод должен быть минимальной длины и содержать как можно меньше соединений на его протяжении, так как на них происходит потеря мощности.
Органы управления и эксплуатация
Для проведения работ на сварочном аппарате, сделанном из микроволновки, нужно управление. Оно состоит из рычага и выключателя, при этом рукоятка должна быть такой длины, чтобы обеспечивался плотный контакт свариваемого изделия между электродами.
Производить сварку из микроволновки своими руками или, другими словами, включать аппарат, можно только при сжатых электродах, иначе будет сильное искрение и подгорание контактов.
Качество соединения зависит от продолжительности токового импульса. При этом нужно следить визуально за цветом сварной точки и отключать аппарат, как только он станет бежевым. Этот момент отключения очень важен, поскольку при передержке электродов между собой может образоваться отверстие на месте сварки, а если недодержать, то сопрягаемые детали не соединятся.
Но все приходит с опытом. Как только точечная сварка аппаратом из микроволновки будет получаться, процесс ремонта многократно облегчится, и услуги профессионалов не понадобятся.
Что еще можно сделать из микроволновой печи
Если микроволновая печь приходит в негодность, возникает вопрос ее утилизации. Но не стоит спешить с отправкой ее на свалку — из прибора можно сделать много других полезных вещей.
Внимание! Прежде чем приступать к разборке микроволновки, необходимо разрядить конденсатор, замкнув его на корпус. Эта предосторожность вызвана длительным сохранением заряда высокого напряжения.
Что можно сделать из микроволновки своими руками? Начнем с простых конструкций:
 Если прибор оснащен механическим устройством управления, его можно переделать в духовой шкаф малой мощности. Для этих целей нужно снять электродвигатель, вращающий платформу, а вместо него установить тэн или конфорку от электроплиты.
Если прибор оснащен механическим устройством управления, его можно переделать в духовой шкаф малой мощности. Для этих целей нужно снять электродвигатель, вращающий платформу, а вместо него установить тэн или конфорку от электроплиты.- Из нее можно сделать обыкновенную хлебницу. А чтобы «хлебница» выглядела изящно, ее можно украсить декупажем.
- Кроме точечной сварки, радиолюбители могут применить трансформатор в качестве анодного трансформирующего элемента для того, чтобы увеличить мощность на лампах, требующих высокого напряжения.
Научные исследования не диктуют условия нашего проживания, а пытаются лишь разъяснить и использовать во благо нам. Применяйте фантазию для получения нужных и замечательных вещей, поражайте родственников и друзей, а главным образом — себя тем, как все-таки красив мир внутри и вокруг нас.
Точечные сварные работы являются подвидом контактной сварки. При этом виде сварных работ металлические элементы скрепляются в одной или нескольких местах.

Этот метод сварки поверхностей обладает высокой технологией производства и разнообразием применения в различных областях промышленности и может применяться как при производстве электронных приборов, так и автомобилей, морских и воздушных судов и в других областях промышленного производства.

При использовании этого вида сварки, достигается очень высокая прочность соединения деталей конструкции между собой. Степень прочности в месте соединения определяется усилиями по стискиванию поверхностей скрепляемых элементов и физических силы электротока устройства.
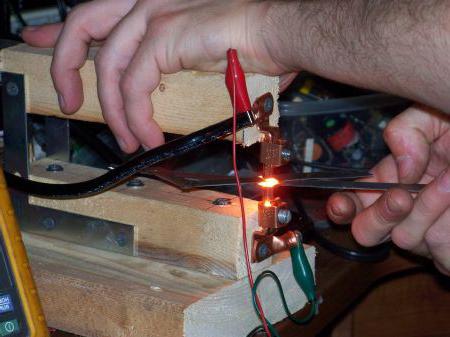
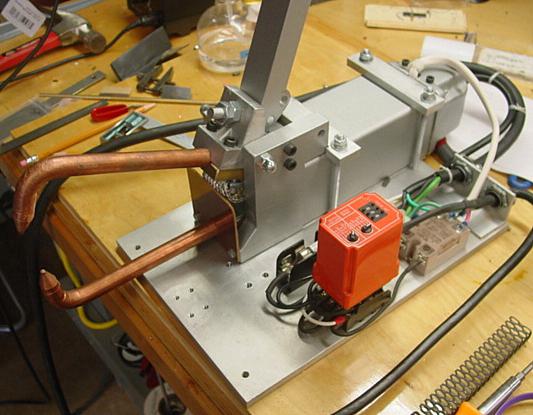
В современном производстве используются разные варианты этих приборов от стационарных станков до легко транспортируемых аппаратов. В качестве примера на картинке представлено фото ручного аппарата точечной сварки.

Особенности аппаратуры
В основу этого вида сварки положен способ разогрева металлической детали (пластины) импульсом электротока. Для обеспечения эффекта сваривания детали (элементы) сильно прижимаются между собой.

В месте наибольшего сжатия производится точечное сваривание деталей путем прохождения электрического заряда между электродами прибора. На месте соприкосновения образуется расплавленная точка металла размером не более двенадцати мм.

Методы точечного сваривания
Это вид сварки условно подразделяются на два метода: мягкий и жесткий.

Мягкий режим. В этом режиме при сваривании происходит постепенный разогрев деталей с использованием тока небольшой силы. На сваривание металлических поверхностей в этом режиме необходимо около трех секунд времени.

В этом режиме мощность потребления тока станком (прибором) уменьшается. Режим, как правило, используется при сваривании металлов обладающих свойствами закаливания.

Жесткий режим. Определяется кратковременной длительностью большой силы электротока и мощным стискиванием свариваемых элементов в точке сваривания. Плотность потребляемого электротока в этом режиме достигает 300А на 1мм2. На производство процесса сваривания затрачивается до полутора секунд.
Главный недостаток этого метода – большая потребность электроэнергии (станков) и большие перегрузки промышленной сети. Преимущество – минимальное время сваривание поверхностей.

Этот режим, как правило, используют при сваривании поверхностей с хорошей теплопроводностью, высоколегированной стали или скреплении поверхностей разной толщины.

Варианты сварочных работ
Виды точечной сварки определяются количеством единовременно образуемых пикселей соединения. В производстве используются: одноточечный, двухточечный и многоточечный виды.

Одноточечный вид используют при соединении нескольких листов, при этом качество сваривания уменьшается с каждым слоем листов (деталей). Двухточечный вид сваривания применяют при соединении деталей обладающих широкими поверхностями.

Многоточечный вид используют для скрепления различных штампованных конструкций. Он может быть двусторонним и односторонним, все зависит от размещения электродов по отношению к скрепляемым узлам.

Этот вид сварки может различаться и циклами прохождения электроимпульсов. Цикличность зависит от толщины свариваемых деталей.

При толщине металлической поверхности до пяти миллиметров достаточно и одного импульса электротока, а при большой толщине необходимо несколько кратковременных электрических импульсов. При сваривании металлических элементов большой толщины и твердости применяются циклы с повышенным стискиванием.
Способы сваривания
Существует несколько способов точечного сваривания:

Точечный – сваривание элементов происходит в одном или многих местах. Применяется в приборостроении, автомобилестроении постройке морских, речных и авиационных судов.

Обеспечивает сварку стальных листов до двадцати миллиметров толщиной.

Рельефный способ – элементы конструкции свариваются в одном или нескольких подготовленных местах. Отличие между этого способа от предыдущего обусловлена формой скрепляемых элементов в месте сваривания.

Шовный способ – свариваемые элементы скрепляются рядом сварочных швов. Шов может состоять из отдельных пикселей сварки или перекрывающих друг друга. Используется для изготовления различных резервуаров нуждающихся в обеспечении высокой степени герметичности.

Стыковочный – элементы свариваются по прилегающей площади соприкосновения под воздействием высокой температуры. Применяются при прокладке трубопроводов, изготовлении якорные цепи кораблей.

Особенности конструкции
Большие возможности точечной сварки востребованы в промышленном производстве. Для их реализации созданы производственные станки и ручные переносимые агрегаты.

Решая задачи сваривания металлических элементов нужно помнить, что этот процесс зависит от металла из которого изготовлено изделие и его плотности.

Требования к технологии выполнения этого вида работ:
- обеспечение низкого напряжения, не более 10Вт;
- обеспечения короткого времени прохождения электрического импульса в точке сваривания;
- обеспечения большой силы электротока в месте сваривания;
- обеспечение min области расплава в местах скрепления конструкции;
- обеспечение высокого качества прочности сварочного шва.

Современный аппарат для точечной сварки может иметь различную конструкцию. В современном производстве применяются трансформаторные или конденсаторные станки точечной сварки.

Трансформаторные станки должны осуществлять высокую температуры подогрева свариваемых поверхностей. Работоспособность сварочного оборудование в быту может обеспечиваться силой электротока до 5 кило ампер, а промышленного от трехсот до пятисот кило ампер.
В станках промышленного производства применяются мощные трансформаторы. Основным недостатком таких приборов является отсутствие однородной нагрузки, что приводит к большим перегрузкам промышленной сети и частым поломкам.

Конденсаторные станки электрические сети нагружают размеренно. Использование конденсаторов в станках позволяет избежать резких перегрузок промышленной электросети.

Конденсаторные аппараты ручной сварки имеет min габариты и широко применяются для решения бытовых вопросов. Их преимущества – малые габариты и работоспособность при подключении к бытовой электросети.

Достоинства:
- нет необходимости приобретать сварочные материалы;
- простота в изготовлении;
- удобство при управлении;
- чистота и опрятность швов или сварных точек;
- соблюдение требований экологии;
- min расход электроэнергии;
- высокая производительность.

Изготавливаем сварку сами
Инструмент этого вида сварки не является дешевым инструментом. Практичнее сделать аппарат точечной сварки своими руками.

Главный элемент такого аппарата – трансформатор (применяется в различных бытовых приборах). Для обеспечения необходимого электрического тока для этого вида работ нужно осуществить перемотку его обмоток. Во время создании 1-й обмотки подготавливаются и промежуточные выводы. Провод на обмотках обязательно пропитывается лаком и обматывается специальной бумагой.

Составные части прибора подбираются под параметры трансформатора. Его конструкция зависит от деталей (поверхностей) над которыми предстоит работать. Электрические элементы должны быть исполнены с высокой степенью надежности.

Клещи могут быть двух типов: стационарные и выносные. Стационарные – более просты при изготовлении, они прочно скрепляются между собой и надежно изолируются. Выносные – более приспособлены для использования при выполнении различных работ. Они свободно устанавливаются и снимаются. Их удобно поднести к месту непосредственного сваривания.

При использовании выносных клещей необходимо обеспечить их надежное соединении с самим аппаратом и их гидроизоляцию. Для изготовления электродов, возможно использование медных прутьев, бронзы или старого жала паяльника.

Электрическую схему подключения такого устройства можно с легкостью найти в интернете.

Техника безопасности
Для обеспечения собственной безопасности работнику необходимо знать и соблюдать требования инструкции по технике безопасности для точечной сварки:
- для недопущения удара электрическим током производить заземление агрегата;
- до начала работы обязательно осуществлять проверку его исправности;
- использовать индивидуальные средства защиты для рук, глаз и тела;
- исключить подачу высокого напряжения к элементам управления аппаратом
- применять в приборе только провода установленного сечения;
- работы производить в помещении с хорошо оборудованной вентиляцией или использовать специальные маски для защиты органов дыхания.
- блокировки и тумблера (кнопки) включения или отключения должны быть исправны, хорошо видимыми и легко доступными;
- при производстве работ область зажимных механизмов должна быть закрыта щитком.

Соблюдение этих мер безопасности обеспечит сохранение здоровья работника и окружающих, позволит выполнить необходимый объем работы точно и в срок.

Фото-инструкция, как сделать аппарат точечной сварки















Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как собрать простой сварочный аппарат в домашних условиях
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Обзор лучших сварочных электродов
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях 😉
 Рано или поздно у многих людей возникает желание приобрести собственный сварочный аппарат. Но, к сожалению, подобное оборудование отличается высокой стоимостью, поэтому многие ставят приоритет на изготовление самодельного устройства. С помощью имеющихся в свободном доступе схем, чертежей и прочего пошагового руководства предстоящее мероприятие может стать очень простым и понятным.
Рано или поздно у многих людей возникает желание приобрести собственный сварочный аппарат. Но, к сожалению, подобное оборудование отличается высокой стоимостью, поэтому многие ставят приоритет на изготовление самодельного устройства. С помощью имеющихся в свободном доступе схем, чертежей и прочего пошагового руководства предстоящее мероприятие может стать очень простым и понятным.
Описание и принцип работы
 В настоящее время точечная контактная сварка пользуется очень большим спросом и используется в самых различных сферах деятельности человека. Инструмент незаменим при ремонте или производстве металлических деталей. Также он может применяться для изготовления металлических лестниц, ворот, отдельных конструктивных элементов и других деталей.
В настоящее время точечная контактная сварка пользуется очень большим спросом и используется в самых различных сферах деятельности человека. Инструмент незаменим при ремонте или производстве металлических деталей. Также он может применяться для изготовления металлических лестниц, ворот, отдельных конструктивных элементов и других деталей.
Принцип работы контактной сварки заключается в следующем: имеющийся в ключевом узле электрический ток способен нагревать отдельные детали стальной заготовки, которые соединены друг с другой. Таким образом происходит формирование особого сварного соединения — шва. Качество результата определяется типом материала, из которого выполнено изделие, а также плотностью. К тому же при проведении сварочных мероприятий следует обратить внимание на такие особенности:
- У сварочной цепи должны присутствовать низкие показатели напряжение — от 1 до 10 ватт.
- Процесс сваривания продолжается на протяжении нескольких секунд.
- Для сварочного импульса характерна большая сила тока.
- Чем меньше зона расплавления, тем выше качество сваривания.
- Сварочный шов должен справляться и выдерживать большие нагрузки.
 От правильного соблюдения подобных правил зависит конечный результат сварочных мероприятий. Изготовить устройство своими руками достаточно сложно. Чтобы выполнение поставленной задачи было успешным, необходимо в точности выучить ряд определенных инструкций и технологический рекомендаций.
От правильного соблюдения подобных правил зависит конечный результат сварочных мероприятий. Изготовить устройство своими руками достаточно сложно. Чтобы выполнение поставленной задачи было успешным, необходимо в точности выучить ряд определенных инструкций и технологический рекомендаций.
Более простое решение заключается в сборке сварочной установки с переменной силой тока. Такой прибор способен управлять процессом сваривания посредством изменения продолжительности сварочного импульса, который попадает на заготовку. К тому же, чтобы успешно завершить поставленную задачу необходимо обустроить часовое реле, которым можно управлять автоматическим или ручным путём.
Важные конструктивные свойства
 Ключевой узел сварочного устройства точечного типа — это сварочный трансформатор, который часто встречается в микроволновых печах, телевизорах и другом оборудовании. Перематывание обмотки проводят только после определения соотношения нужной силы тока и напряжения, в процессе подачи которого происходит сваривание.
Ключевой узел сварочного устройства точечного типа — это сварочный трансформатор, который часто встречается в микроволновых печах, телевизорах и другом оборудовании. Перематывание обмотки проводят только после определения соотношения нужной силы тока и напряжения, в процессе подачи которого происходит сваривание.
Чтобы подобрать подходящий вариант управления устройством, необходимо правильно собрать основные механизмы. Не секрет, что конструктивные детали подбирают с учётом мощности и параметров трансформатора.
При изготовлении контактно-сварочных систем учитывается соотношение типа применения и свойств материала, который поддаётся обработке. В большинстве случаев к основному прибору фиксируют сварочные клещи.
Выполняя любую сборочную работу, будьте предельно внимательными и тщательными. Качество сборки должно быть максимальным, иначе дальнейшая эксплуатация может стать проблематичной. Провода выбирают с соответствующим диаметром и сечением. Если надёжность цепи недостаточно хорошая, интенсивность требуемого электрического тока не будет стабильной. К тому же повышается риск появления искр, что заставит рабочих остановить сваривание.
Схема точечной сварки
Чтобы самостоятельно изготовить точечную контактную сварку, внимательно изучите соответствующие схемы. Самая популярная из них эффективна в тех ситуациях, где приходится обрабатывать металлические листы с толщиной от одного миллиметра или проводку и прут с диаметром до 4 миллиметром.
В данном случае необходимо учесть такие особенности:
- Для сваривания следует обзавестись оборудованием с переменным напряжением в 220 Вт.
- Что касается выходного типа напряжения при работе на холостом ходу, то оно составляет 3−7 В.
- Максимальные показатели сварочного тока достигают 1,5 тысячи ампер.
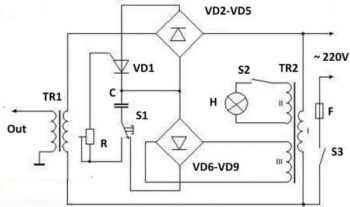
Вся конструкция характеризуется принципиальной схемой, которая состоит из силовых частей, автоматизированного выключателя и контрольной цепи. Если при выполнении поставленной задачи возникают опасные ситуации, для их предотвращения достаточно нажать на выключатель. На первом узле установлен трансформатор для сварки т2 и прибор бесконтактного тиристорного включателя однофазного типа, который подключает первичную обмотку к источнику электрического питания.
 Что касается второй схемы, то она требует выполнение характерной обмотки на сварочном трансформаторе с помощью определенных витков. На первичной обмотке размещены выводные участки, которые предназначаются для регулировки выходного сварочного тока с учётом соотношения вторичной обмотки. Таким образом постоянное соединение сетевой цепи остаётся на первом выводе, а работа электропитания регулируется посредством остальных.
Что касается второй схемы, то она требует выполнение характерной обмотки на сварочном трансформаторе с помощью определенных витков. На первичной обмотке размещены выводные участки, которые предназначаются для регулировки выходного сварочного тока с учётом соотношения вторичной обмотки. Таким образом постоянное соединение сетевой цепи остаётся на первом выводе, а работа электропитания регулируется посредством остальных.
Важная деталь системы с маркировкой М ТТ4 К отличается серийным производством. В таком модуле предусмотрен тиристорный ключ, который выполняет коммутацию нагрузки через 1 и 3 контакты. Устройство может работать под нагрузками с напряжением до 800 ватт и током до 80 ампер. Состав схемы включает в себя:
- блок питания.
- цепь для настройки механизма.
- реле к1.
В качестве источника электрического питания для сварочного оборудования используются любые трансформаторные системы с мощностью до 20 ватт. При этом его используют при работе на номинальной сети в 220 В. Что касается напряжения, которое выдается на втором варианте обмотки, то его показатели достигают 22 В. Чтобы выпрямить интенсивность подачи тока, можно установить диодный мост. Также не исключается вариант использования любых других узлов с подобными параметрами.
Особенности устройства и конструкция
 В настоящее время существует несколько функций цепи управления. Если необходимо включать к1 на заданном промежутке времени, нужно правильно задать этот промежуток, определяя конкретное время подачи электронных импульсов на свариваемых элементах.
В настоящее время существует несколько функций цепи управления. Если необходимо включать к1 на заданном промежутке времени, нужно правильно задать этот промежуток, определяя конкретное время подачи электронных импульсов на свариваемых элементах.
В устройстве электрической цепи предусмотрены конденсаторры: от с1 до с6 с характерными электролитическими свойствами. Их напряжение равно 52 В. К тому же необходимо воспользоваться конденсатором ёмкостью в 46 мкФ.
Основной силовой узел механизма — трансформатор. Он выполняет роль преобразователя одного вида электроэнергии в другой. В данном случае принято использовать магнитный провод на 2,5 А. Старую обмотку лучше не использовать, а на торце магнитного провода установить кольца из электрического картона. Их подгибают по внутренней и верхней кромке. На следующем этапе следует выполнить обмотку магнитопровода латотканью в три или более слоев. Для успешного выполнения обмотки следует воспользоваться такими проводами:
- первичная обмотка с диаметром 1,5 миллиметров, которую пропитывают лаковым составом.
- второй вариант обмотки с диаметром около двух сантиметров, который оборудован многожильной изоляцией с кремниевоорганическим происхождением.
При выполнении первой обмотки важно обустроить выводы промежуточного типа. Затем обмотку пропитывают специальным лаком, а на первичную катушку наматывают хлопчатобумажную ленту, которую тоже пропитывают лаковым составом. Затем начинается процесс вторичной обмотки, а также дальнейшее пропитывание лаком.
Изготовление клещей для сварочного оборудования
При желании изготовить самодельную точечную сварку вы должны ответственно отнестись к конструированию клещей. Сегодня применяется две разновидности таких элементов:
- стационарные.
- выносные.
 Первое решение характеризуется простотой в эксплуатации, а также качественной и надёжной изоляцией, которая обусловлена прочно соединенными узловыми участками. Правда, подобные клещи характеризуются одним недостатком — чтобы обеспечить прижимное усилие, нужно приложить физическое усилие.
Первое решение характеризуется простотой в эксплуатации, а также качественной и надёжной изоляцией, которая обусловлена прочно соединенными узловыми участками. Правда, подобные клещи характеризуются одним недостатком — чтобы обеспечить прижимное усилие, нужно приложить физическое усилие.
Вариант выносных клещей отличается особым удобством работы и компактными размерами. Чтобы контролировать усилия клещей, достаточно поменять длины их вынесения за аппарат. В мете подсоединения таких деталей устанавливают болты, втулки и шайбы, для более надёжной гидроизоляции.
При изготовлении деталей принято использовать медные прутья или бериллиевую бронзу. Также можно воспользоваться жалом от паяльного аппарата с высокими показателями мощности. Что касается диаметра электрода, то он должен соответствовать диаметру провода, к которому подключен.
Чтобы сварочные ядра обладали хорошим качеством, концы электродов сужают и делают небольшими.
Точечная сварка из микроволновки
Не секрет, что покупные модели стоят очень дорого, поэтому есть смысл отдать предпочтение самодельным решениям. Для изготовления продуктивной установки можно применить микроволновую печь с большими размерами. Именно габариты определяют мощность будущего устройства.
Если вы не располагаете микроволновкой, попробуйте поискать её на барахолке или купить у соседей. Подобное приобретение не станет большим вложением. В дальнейшем остаётся разобрать микроволновку и извлечь из неё высоковольтный трансформатор.
Будьте внимательны, т. к. даже в разобранном состоянии без прямого подключения к электрической сети отдельные узлы оборудования могут «биться» током.
Основные части трансформатора представлены сердечником и двумя видами обмотки — первичным и вторичным. Чтобы соединить сердечник, можно использовать два сварочных шва с небольшой толщиной. Заранее избавьтесь от них, что можно сделать посредством молотка и ножовки. Также вы можете применить болгарку, что позволит добраться до трансформаторных обмоток, не повредив их. Чтобы извлечь вторичную обмотку, достаточно аккуратными движениями разрезать вторичную.
В конечном итоге вам будет открыт доступ к сердечнику от трансформатора, который состоит из двух частей.
На следующем этапе следует провести вторичную обмотку трансформаторной детали. Здесь понадобится воспользоваться медным кабелем с таким же сечением, как трансформаторная прорезь. Необходимо намотать около двух витков. Используя стандартную двухкомпонентную эпоксидную смолу, осуществите соединение двух половин сердечника между собой. Чтобы процесс был выполнен по-особому успешно, попробуйте зафиксировать их в тисках.
Не забудьте проверить уровень напряжения на выходе из трансформаторного механизма. Оно не должно превышать отметку в 2 вольта. При этом минимальное значение силы тока варьируется в пределе 850 А.
Затем необходимо приступить к изготовлению корпуса сварочного материала. На данном этапе можно воспользоваться деревом или высокопрочным пластиком. На задней панели размещается несколько отверстий. Одно из них отвечает за электрическое снабжение, а второе — за включение и выключение системы.
Заключение
Если корпусная часть высохнет, можно переходить к сборке устройства, соединив рабочие узлы между собой. Затем необходимо отрезать две части медного провода с размером около 25 миллиметров. Они выполняют роль электродов, которые фиксируются в держателе с помощью обычной отвертки. Затем необходимо зафиксировать выключатель с помощью утолщенного кабеля, который предотвратит выпадение. Трансформатор фиксируется с помощью обычных саморезов. Также важно позаботиться о заземлении, которое фиксируется на одной из клемм.
Если внимательно соблюсти все рекомендации и пошаговое руководство, процесс сборки сварочного аппарата будет успешным. В таком случае вы сможете снизить все расходы, лишив себя необходимости покупать дорогостоящее профессиональное оборудование.
Простой аппарат для контактной сварки

Это инструкция (руководство) о том, как сделать из испорченной микроволновой печи дешёвый удобный и портативный аппарат для точечной сварки металла.
Пожалуйста, обратите внимание на то, что это опасно, об этом свидетельствует надпись изображённая на трансформаторе: «ОПАСНО, ВЫСОКОЕ НАПРЯЖЕНИЕ», примите все возможные меры предосторожности, выполняя следующие инструкции:
Материалы

Мизерная стоимость этой точечной сварки может быть вообще уменьшена до нуля, если вы найдёте следующие комплектующие, не прибегая к покупке:
1. Очень старая микроволновая печь – можно найти на свалке.
2. Деревянная доска.
3. Т-образные кронштейны.
4. Винты.
5. Кабель диаметром 1см с твердым сердечником, подойдёт и многожильный, но убедитесь, что каждая нить имеет диаметр минимум 1 мм.
6. Прочие деревообрабатывающие инструменты и электрические соединители.
7. 3-х контактные разъёмы (по желанию).
8. Металлическая перемычка для крепления длинной минимум 15см (по желанию).
9. Разъём от блока питания ПК (по желанию).
10. Клеммник (внутренний диаметр 1 см).
Вынимаем трансформатор из микроволновки

Этот шаг описывает как достать трансформатор из микроволновой печи
1. Разберите микроволновую печь, не касаясь никаких элементов на печатных платах.
2. Найдите высоковольтный конденсатор, он должен быть прикреплён к конденсатору и выглядеть как магазин от пистолета с 2 проводами, выходящими из одного конца.
3. Выполните короткое замыкание конденсатора при помощи отвёртки. ВНИМАНИЕ: СМОТРЕТЬ НА ЭТО НЕ НУЖНО, ИСКРА ОЧЕНЬ ЯРКАЯ, МОЖЕТЕ ПОВРЕДИТЬ ЗРЕНИЕ.
4. Снимите трансформатор.
Строение аппарата контактной сварки

Вся эта конструкция изготовлена из одной деревянной доски и единственная модификация, которую в неё необходимо внести состоит в разрезании доски до определённой длины, таким образом, чтобы все части имели одинаковую высоту.
Как видно из рисунка, две средние части образуют основание, на которое крепится трансформатор, между ними находится разъем питания блока питания.
На передней панели расположены две длинные части, соединенные T-образными кронштейнами (не затягивайте верхние винты, это должно быть гибкое соединение).
На переднем конце не хватает двух электродов, прикрепите их внизу длинной детали, длинную деталь прикрепите к короткой для дополнительной стабильности и поддержки.
Электроды

Любой, кто имеет опыт в сварке, знает, что при экстремальных температурах электроды расплавляются очень быстро, я ломал голову над решением этой проблемы и понял, что заземляющий штырь 3-контактных штепселей можно использовать в качестве электродов, они широко доступны и стоят копейки, а затем разработал способ прикрепления их к сварочному оборудованию и стратегию по замене (чтобы их можно было заменить так же легко, как сверло у дрели). Ниже приведен пример создания собственных электродов для этого агрегата:
1. Разделите 2 3х-контактных штепселя и извлеките штыри заземления (самый длинный штифт).
2. Разделите две части клеммной колодки и соберите металлические детали.
3. Закрутите штифт заземления в кусок медного лома и поместите его в металлический штифт клеммной колодки, затяните металлический штифт до упора.
4. Вкрутите металлический штифт клеммной колодки в деревянную доску со свободным концом, направленным к трансформатору, они будут прикреплены к концам кабеля диаметром 1 см.
Электрические модификации аппарата
Секрет успешной точечной сварки заключается в контроле за прохождением большого количества тока через точку сварки и выработке необходимой температуры, чего довольно трудно добиться из-за сопротивления материалов.
Однако вторичная обмотка микроволнового трансформатора имеет противоположное предназначение, она способствует значительному увеличению напряжения электросети за счет уменьшения тока, поэтому его необходимо модифицировать, если вы хотите, чтобы работал сварочный аппарат. Как это сделать описано ниже:
1. Снимите вторичную обмотку микроволнового трансформатора (это обмотка, которая не подключена к сети, имеет провод меньшего диаметра и больше извилин), для этого я использовал угловую шлифовальную машину с отсекающим лезвием, чтобы разрезать через весь кусок. Хоть первичные обмотки и не могут быть повреждены при точечной сварке, я бы советовал соблюдать осторожность.
2. Используя кабель диаметром 1 см, сделайте как можно больше петель через пространство, где раньше были вторичные обмотки (в моем случае это 3), затем удлините остальную часть кабеля до передней части, на которой находятся электроды, и присоедините их, предварительно завинтив готовый трансформатор на опорную плиту конструкционного каркаса.
3. Некоторые из вас могут заметить разъем питания PSU под трансформатором, я взял его из испорченного блока питания компьютера.
Другие детали

Обратите внимание на то, как я усилил конструкцию, закрепив среднюю доску металлической перемычкой. Трансформатор от микроволновки невероятно тяжёлый.
Провода коричневого и синего цвета, которые прикреплены к первичной катушке, подключены к разъему питания, упомянутому выше.
Можно сделать еще некоторые улучшения: полностью закрыть трансформатор (создать внешнюю защитного кожуха) и добавить внутрь систему охлаждения для обеспечения безопасности и продления время эксплуатации, так как он нагревается во время использования, однако я предпочитаю суровый вариант, как сейчас.
Original article in English
sdelaysam-svoimirukami.ru
аппарат контактной сварки своими руками из микроволновки
является одной из самых распространённых в быту. Она позволяет осуществлять соединение металлических деталей быстро и надежно, и для этого нет необходимости во владении какими-либо особыми навыками сварщика.
Еще одним ее важным преимуществом является несложное оборудование, которое вполне реально сделать самостоятельно. Учитывая достаточно высокую стоимость подобных агрегатов, вопрос самостоятельного изготовления данного прибора становится весьма актуальным.
Суть технологии
Принцип работы контактной сварки основан на нагреве металла до температуры плавления посредством пропускания через него кратковременного импульса тока достаточно высокой силы. Длительность такого импульса составляет от сотой до десятой секунды, время выбирается на основе параметров металла.
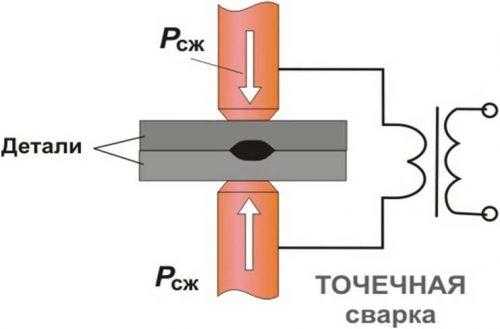
Под действием тока детали нагреваются и расплавляются. Между ними формируется жидкое ядро. До того момента, пока оно не застынет, поверхности заготовок следует удерживать под давлением. В результате кристаллизации ядра происходит локальное соединение двух изделий.
Давление необходимо прикладывать, чтобы во время протекания тока по периметру области локального расплавления металла сформировался уплотняющий пояс, не позволяющий расплаву вытечь за пределы свариваемой области.
Аппарат для точечной сварки.
Получить качественное и надежное соединение заготовок возможно только после правильной предварительной обработки деталей. Важно удалить с поверхности окислы и области, подвергшиеся коррозии.
В задачах, требующих качественного соединение деталей толщиной от одного до полутора миллиметров, применяется конденсаторное оборудование
Принцип работы подобных аппаратов основывается на следующем: блок конденсаторов заряжается током небольшой силы. Затем осуществляется разряд конденсаторов. Полученной силы импульса оказывается достаточно для обеспечения требуемого режима сварки.
для сварки подобного типа широко используется в задачах, требующих соединения миниатюрных изделий, например, в радиотехнике и электронике.
Стоит отметить также такое преимущество данного устройства, как простота изготовления. Сделать споттер из сварочного трансформатора под силу любому человеку. А достать необходимые детали проще простого. Например, сварка может быть сделана своими руками из микроволновки.
Даже если данного предмета кухонного оборудования нет в наличии, то приобрести указанную технику на вторичном рынке не составит труда. В нашем случае в микроволновке ценность представляет только трансформатор, поэтому необходимо рассматривать неработающие варианты техники. Она обойдется существенно дешевле.
Конструкции устройства
Ранее уже было сказано о том, что точечная сварка своими руками может быть собрана любым мастером. На данный момент в интернете существует большое количество примеров, посвященных изготовлению подобного оборудования.
Сварка, сделанная своими руками, позволит решить большое количество задач, связанных с ремонтом и изготовлением различных изделий и механизмов. Данное устройство будет незаменимым практически в любой мастерской или в гараже.
Самым важным является такой факт: сделать агрегат своими руками из сварочного устройства не составит труда. В результате, при наличии этого прибора создание качественных и надежных соединений разнообразных металлических изделий станет обычным делом.
В зависимости от особенностей характеристик свариваемых заготовок, таких как их размеры, теплопроводность и т.д., процесс сварки должен осуществляться со следующими параметрами:
- напряжение силовой цепи составляет от одного до десяти вольт;
- время процесса должно длиться от 0.01 до нескольких секунд;
- ток сварочного импульса превышает тысячу ампер;
- зона расплавления поверхности деталей минимальна;
- давление, прикладываемое к месту сварки, должно достигать десятков, а иногда и сотен килограмм.
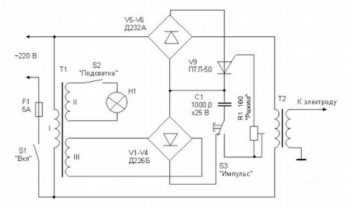
Достаточно соблюдать все вышеперечисленные параметры, и тогда качество соединения не вызовет никаких сомнений. Сделать контактную сварку своими руками можно в соответствии с одной из схем, представленной в интернете.
Электрическая схема сварочного аппарата.
Самым распространенным вариантом является сварка из микроволновки. Это связано с тем, что достать данный прибор в наше время не составит труда. А сам процесс сборки достаточно прост и потребует лишь тщательного следования инструкции.
Также распространенными являются устройства на основе лабораторных автотрансформаторов, инверторов и т.п.
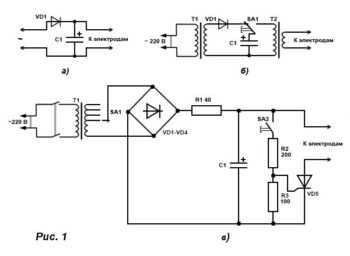
Давайте рассмотрим на одном из вариантов, как сделать точечную сварку.
В этих целях нам понадобятся:
- элемент переменного сопротивления, номиналом 100 Ом;
- конденсатор емкостью тысяча микрофарад, рассчитанный на напряжение не меньше 25 В;
- тиристор;
- диоды;
- плавкий предохранитель на пять ампер.
Чертежи
Cварка контактного типа своими руками может изготавливаться только в случае правильного выбора чертежа. Тут следует отдавать предпочтение наиболее простым схемам с наименьшим количеством узлов и деталей.
Стоит иметь в виду: сварка, изготовленная своими руками, не обладает слишком высокой мощностью. Однако ее вполне достаточно в выполнении практически всех бытовых задач, возникающих при работе на даче, в мастерской или в гараже.
Перед тем, как разбираться со сборкой подобного устройства, следует вспомнить школьный курс физики, а именно закон Джоуля-Ленца. Суть закона заключается в следующем: ток, проходящий по проводнику, создает тепловую энергию. Ее величина пропорциональна сопротивлению, времени и квадрату тока.
Вывод из приведенного выше закона заключается в следующем: если ток большой, например, порядка тысячи ампер, то в случае плохого контакта и использования тонких проводов расход энергии станет слишком большим и в несколько тысяч раз превысит расход, соответствующий току в десять ампер.
В связи с этим качество собранной электрической цепи является очень важным.
Необходимые детали
Чтобы собрать аппарат для точечной сварки своими руками, следует позаботиться о наличии определенных деталей. Подобный прибор, сделанный в бытовых условиях, может иметь любую форму и габариты. Существует два основных типа реализации агрегата: в виде переносной конструкции или в виде крупногабаритного стационарного варианта.
Наиболее практичной является настольная контактная точечная сварка. Она прекрасно справится с простейшими задачами соединения тонколистового металла. Также ее можно без труда транспортировать или же просто перемещать по мастерской.

Процессы во время точечной сварки.
Итак, нам понадобятся:
- трансформатор, который можно сделать своими руками из запчастей микроволновки, также отличным вариантом является ЛАТр или трансформатор из телевизора;
- кабель сечением от десяти миллиметров;
- медные электроды;
- таймер;
- наконечники;
- болты;
- разнообразные подручные материалы для изготовления корпуса, массы и т.д.
Точечная сварка споттером делается как с использованием готовой схемы, так и на основе чертежей, разработанных самостоятельно. Все необходимые детали покупаются в соответствующих магазинах или же берутся из «донорской техники».
Изготавливая данный аппарат, важно правильно подобрать комплектующие на основе параметров и характеристик трансформатора.
Использовать следует только провода с правильным сечением, соответствующим току, протекающему по ним. Когда контакты выполнены плохо, на них будут большие потери энергии. В результате соединения будут искрить и нагреваться, а процесс сварки станет попросту невозможным.
Процесс сборки трансформатора
Многих интересует вопрос: как правильно сделать сварку из микроволновки?
Итак, чтобы собрать самодельный аппарат точечной сварки, необходим трансформатор. Данный элемент является сердцем устройства и именно от его характеристик будут зависеть параметры прибора в целом. Взять трансформатор для точечной сварки, как уже отмечалось выше, следует из СВЧ.
Любая микроволновая печь оснащается магнетроном, обеспечивающим нужное электромагнитное излучение, необходимое при подогреве еды. Этот узел требует достаточно высокого напряжения.
Трансформатор от микроволновки, подключенный к магнетрону, является повышающим. На его первичной обмотке количество витков меньше, чем на вторичной. Благодаря этому на ней формируется напряжение величиной до двух киловольт. За счет удвоителя эта величина потом умножается в 2 раза.
Необходимо аккуратно и осторожно доставать трансформатор из СВЧ печи. Микроволновку следует разобрать, сняв с нее основу и убрав крепления. В случае изготовления точечной сварки из трансформатора от печи понадобятся только две его составляющие.
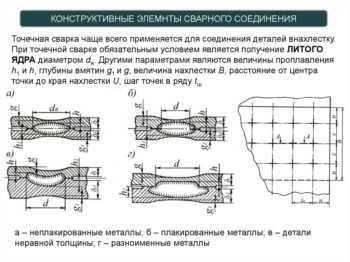
Конструктивные элементы сварного соединения.
Первая – это первичная обмотка, на нее подается напряжение сети, вторая – магнитопровод. Его необходимо усовершенствовать так, чтобы он смог обеспечить необходимые параметры трансформатора.
Вторичная обмотка не понадобится, поэтому ее демонтируют с применением молотка, стамески или зубила. Главное – не повредить первичную намотку. Если при демонтаже будут обнаружены шунты, предназначенные ограничивать ток, то их следует удалить.
В печи СВЧ возможны два варианта реализации магнитопровода: клеевой и сварной. В первом случае удалять обмотку лучше всего с помощью ножовки или стамески. А вот во втором случае ее необходимо высверлить. Выполнять подобные операции следует с максимальной осторожностью и не разрушить магнитопровод.
После того как трансформатор извлечен из микроволновки, нужно намотать вторичную обмотку. В этих целях отлично подойдет провод диаметром не менее одного сантиметра. В случае когда в хозяйстве такого не имеется, его придется приобрести.
Покупать цельный одножильный провод не обязательно, можно обойтись и пучком из нескольких отдельных проводов, общим диаметром соответствующим необходимому. После того, как вторичная обмотка будет готова, получившийся модернизированный трансформатор обеспечит ток до тысячи ампер.
Этой величины вполне достаточно, чтобы аппарат, сделанный своими руками позволил без проблем осуществлять соединение мелких деталей, ремонт кузовных работ и многое другое.
При необходимости изготовить более мощное устройство параметров одного трансформатора может и не хватить. В таком случае можно использовать два таких элемента.
В подобном типе сварки на выходе необходимо получить 2 В, что позволит обеспечить ток более восьмисот ампер. Достичь такого результата возможно, если намотать на сердечник вторичной обмотки два-три витка.
Формирование необходимого количества витков может вызвать определённые трудности, если изоляция у провода слишком толстая. Решается эта проблема достаточно просто: изоляция с провода снимается и вместо нее делается другая с помощью тканевой изоленты.
Важным является наименьшая длина провода, используемого во вторичной намотке. Это необходимо для максимального уменьшения электросопротивления.
В случае необходимости сваривания металлических заготовок толщиной более пяти миллиметров понадобится устройство, обладающее большой мощностью. В изготовлении подобного прибора следует использовать два трансформатора, соединенных в одну электрическую цепь.
В данном вопросе важно соблюдать все правила такого соединения. Ошибка в подключении и неправильная сборка приведут не только к неработоспособности аппарата, но и к короткому замыканию.
После соединения одноименных выводов, замеряется ток, формируемый обмотками. Обычно подобные устройства способны обеспечивать силу тока на уровне двух тысяч ампер. Если данную величину превысить, тогда могут произойти сбои в электрической цепи не только вашего дома, но и у соседей.
Итак, каких результатов можно достичь, в случае соединения между собой двух трансформаторов, одинаковых по мощности и параметрам?
Допустим имеется два идентичных устройства мощностью полкиловатта, величина входного напряжения соответствует значению сети и составляет 220 В, а на выходе трансформатор выдает два вольта и обеспечивает ток в 250 ампер.

Схема конденсаторной точечной сварки.
Если два таких устройства последовательно соединить между собой, тогда они смогут обеспечить силу номинального тока в пятьсот ампер. Тем не менее при его формировании будут происходить существенные потери, обусловленные значительным электросопротивлением цепи.
К обоим концам обмотки в последствии подключаются самодельные клещи для контактной сварки.
Если имеется в наличии 2 трансформатора с достаточно высокой мощностью, однако их выходного напряжения все же не хватает, тогда их вторичные намотки последовательно соединяются друг с другом.
В данном случае существенным моментом является количество витков, намотанных на обе обмотки. Подобный способ оказывается особенно полезным, когда домотать витки просто невозможно в следствие недостаточного размера магнитопровода.
Осуществляя подобное соединение, важно внимательно проследить за согласованным направлением витков на обмотках, соединенных между собой. В противном случае выходное напряжение с двух намоток будет находиться в противоположных фазах. После суммирования оно будет равняться нулю.
Если выводы трансформаторов не промаркированы, тогда следует определить, какие из них являются одноименными и соединить их между собой. Решается данная проблема следующим образом: вторичные и первичные обмотки трансформаторов соединяются последовательно и на вход подается напряжение, а к выходу подключается вольтметр.
В зависимости от подключения устройств, вольтметр либо покажет какое-нибудь число, либо не будет показывать ничего. Первый случай реализуется, когда в цепи соединения есть разные выводы.
Данное соединение является неправильным. В подобном случае в обмотках будут происходить следующие процессы: поступающее на вход устройства напряжение уменьшится в два раза на каждой из первичных обмоток, так как они обладают одинаковым коэффициентом трансформации.
В результате вольтметр, установленный на выходе, покажет удвоенное значение входного напряжения.
Во втором случае, когда вольтметр показывает 0, реализуется следующая ситуация: напряжения, выходящие с обмоток каждого подключенного в цепь трансформатора, равны по величине между собой. Однако знаки напряжений будут различны, а значит, они компенсируют друг друга.
Электроды
Сварка споттером оснащается медными клещами. Они, в последствии, будут использоваться в соединении металлических заготовок между собой.
Электроды для точечной сварки могут иметь несколько вариантов конструкции. Они устанавливаются непосредственно в сам корпус аппарата, или же реализуется в виде ножниц.
Более простым вариантом в случае самостоятельного изготовления аппарата контактной сварки являются вмонтированные в корпус электроды. Недостатком конструкции является незначительное прижимное давление, соответствующее усилию сварщика, в случае если не будет наращено расстояние от прибора до конца клещей.
Выносные электроды более просты в использовании. Ими можно воспользоваться даже на некотором удалении от точечного сварочного устройства. Давление создаваемое с помощью указанной конструкции зависит от длины рычага между подвижным соединением и концами клещей.
Очень важно подвижное соединение хорошо заизолировать. В этих целях используются текстолитовые втулки и шайбы.
Вопрос, связанный с длинной рычага, следует продумать заранее, еще на этапе изготовления клещей. Аппараты сварки, как уже отмечалось выше, во время сваривания требуют, чтобы к металлическим заготовкам прикладывались значительные сжимающие усилия.
Устройство аппарата точечной сварки.
Еще одним важным моментом является длина ручек. Она определяет максимальное расстояние от края свариваемых деталей до места соединения.
Обычно самым распространенным материалом, из которого делаются электроды, является медь, однако возможно использование и бериллиевой бронзу. В качестве простого и уже готового варианта отлично подойдут жала паяльника. Важным является диаметр клещей, величиной не менее диаметра проводов, подводимых к ним.
В то же время кончики электродов делаются маленькими, практически острыми. Это позволит получать ядра достаточно высокого качества.
Стоит также не забывать и о процессах деградации. Со временем электроды могут изнашиваться. В данном случае их придется иногда подтачивать. Тем не менее рано или поздно электроды придется все же заменить.
Если использовать в качестве материала электродов медные прутки, тогда их замена не вызовет особых трудностей. С другой стороны более качественный результат сварки достигается в случае применения жал от профессиональных паяльников, но их цена более высока, чем у простых прутков.
Какой вариант исполнения выбрать, каждый решает самостоятельно. Все зависит от того, какие задачи предстоит решать с помощью данного устройства, а также от финансовых возможностей человека.
Не стоит забывать, в проводах, в любом случае, будут происходить потери электроэнергии на нагрев, ведь любой проводник имеет сопротивление.
Выше уже упоминалось о принципе работы сварочного прибора и было рассказано о законе Джоуля-Ленца. Он применим и в случае простых проводников, так как их сопротивление не равно нулю. Это значит, что при протекании тока по медным проводам будет происходить нагрев.
Из выше сказанного следует: длина проводов, соединяющих между собой электроды и устройство, должна быть минимальной. Только в таком случае удастся реализовать потенциал агрегата в полной мере.
Управление
Чтобы сделать из сварочного аппарата удобное в работе приспособление, необходимо позаботиться об управлении. Его выполнение не отличается слишком высокой сложностью. В этих целях понадобятся всего два основных элемента: рычаг и выключатель.
Как видите, схема управления в обычной самодельной точечной сварке не требует наличия каких-либо сложных деталей или их покупки. Ведь с большой долей вероятности они и так есть в хозяйстве практически любого мастера.
Роль рычага заключается в обеспечении надежного контакта между свариваемыми деталями. Увеличить сжимающую силу данного узла, возможно посредством использования винтовых элементов. Конечно же, данная деталь должна обладать высокой надежностью, иначе самодельная точечная сварка не прослужит долго.
На крупных и ответственных производствах сила сжатия между собой двух соединяемых деталей достигает тысячи килограмм. Точечная сварка в домашних условиях, предназначенная для выполнения нерегулярных работ, не требует промышленных нагрузок.
Обычно в быту оказывается достаточным и давление в тридцать килограмм. Его способен обеспечить сварщик и самостоятельно, однако увеличение длины рычага существенно упростит данную задачу.

Чертеж точечной сварки металлических изделий.
Если говорить более конкретно, то длины рукояти в 60 сантиметров вполне достаточно. Подобный рычаг способен увеличивать прикладываемую к его плечу силу приблизительно в десять раз. В результате, чтобы достичь усилия в 30 килограмм, достаточно давить на плечо с силой эквивалентной в 3 кг.
Выключатель споттера контактной сварки подключается непосредственно к трансформатору. Соединение необходимо осуществлять с первичной обмоткой, где сила тока незначительно.
Если соединить его с вторичной намоткой, то он не только увеличит потери за счет создания дополнительного сопротивления, но и намертво сварится с выводами сварочного трансформатора.
Очень удобной является конструкция с расположением выключателя непосредственно на рукояти рычага. Подобный вариант позволяет оставить одну руку свободной, что упростит задачу поддержания свариваемых деталей.
Стоит учитывать также нагрев, которому подвергается самодельный споттер из сварочного трансформатора. В связи с этим необходимо предусмотреть систему охлаждения. Для ее реализации подойдет простой вентилятор.
Кроме того, следует делать небольшие перерывы в работе, чтобы аппарат контактной сварки не перегревался. Следить за продолжительностью сваривания изделий следует визуально, или же использовать в этих целях контроллер.
В случае кратковременных операций, например, сваривании проволоки, о нагреве не стоит беспокоиться. А вот в более длительных процессах данный момент является крайне важным и о нем нельзя забывать.
Самодельное устройство для сварки
Аппарат для контактной сварки относится к незаменимым устройствам. Подобные агрегаты должны находиться на «вооружении» у каждого мастера. В гараже, на даче, в мастерской и даже дома подобным агрегатам всегда найдется применение.
Аппарат контактной сварки стоит достаточно дорого, поэтому его изготовление выглядит весьма привлекательно. Во-первых, данным устройством в будущем можно гордиться и хвастаться. Во-вторых, самодельная ручная контактная сварка стоит значительно дешевле.
Важным также является тот факт, что собрать самостоятельно подобное устройство вполне реально из подручных материалов, что еще больше удешевит стоимость агрегата. Кроме того, сборка не отличается высокой сложностью и с ней справится практически любой человек. В этом деле важно строго следовать инструкции.
Принципиальная схема аппарата точечной сварки.
Стоит отметить следующее: задача изготовления значительно упрощается, если из сварочного аппарата, вышедшего из стоя. В данном случае будут практически все необходимые детали. В результате сборка нового агрегата не вызовет никаких затруднений.
Еще одним распространенным способом является создание аппарата на основе СВЧ печи. В этом случае главное правильно соблюдать подсоединение трансформаторов, особенно если их несколько.
Достаточно разобраться с принципиальной схемой контактной сварки, а также понять принципы ее работы, чтобы суметь изготовить прибор не только по готовым чертежам, но и по собственным. В последнем случае появляется возможность создания оборудования, полностью удовлетворяющего все требования мастера.
При должном подходе получится сделать сварку лучше моделей, продаваемых в магазинах. Это связано с тем, что в собственном изделии будут учтены многие параметры, важные мастеру. Речь идет и о конструкции клещей, и о размерах корпуса, а также о мощности и массе аппарата.
В домашних условиях контактная сварка применяется для сварки авто, металлических листов, проводов, мелкой бытовой техники и многого другого.
Итог
Сварка, сделанная своими руками из инвертора сварочного аппарата – отличная альтернатива приобретению дорогостоящих устройств. Ее может сделать каждый по одной из готовых схем, доступных в интернете. Кроме того, не потребуется покупка дорогостоящих деталей, ведь большинство из них можно взять из «донорской» техники.
tutsvarka.ru
Контактная сварка с помощью одного суперконденсатора
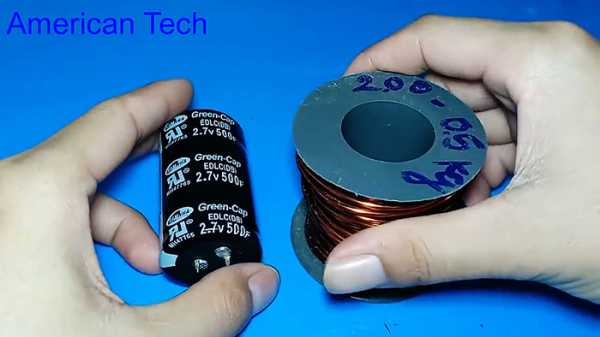
Наверняка, при работе с аккумуляторами по их замене, вам требовалась контактная сварка. Так как литии-ионные батареи очень нежелательно паять обычным припоем, есть опасность перегрева. Покупать или мастерить дорогостоящее оборудование для двух-трех случаев точно не выгодно и затратно. А вот такой аппарат для контактной сварки доступен абсолютно каждому. Ведь он по сути состоит всего из одной детали, под названием — суперконденсатор.
Это почти такой же конденсатор, только высокой емкости. Обладающий всеми теми же плюсами, что и обычный конденсатор.
Понадобится
Изготовление простейшего аппарата для контактной сварки из суперконденсатора
Моток с проволокой разматываем и отрезаем два одинаковых отрезка длиной 5-7 см.
Выпрямляем их кусачкам или плоскогубцами, чтобы они были очень ровные. Теперь с одной стороны у каждого отрезка напильником зачищаем край, снимая лаковую изоляцию. 
А с другой стороны делаем острие.
Лудим контакты ионистора.
Лудим оголенные и тупые конца отрезков медной проволоки.
Припаиваем отрезки к контактам суперконденсатора.
Аппарат для контактной сварки полностью готов!
Осталось лишь подогнуть вывода кусачками, чтобы было минимальное расстояние между острием 2-3 мм.
Заряжаем током 5 А.
Напряжение не должно превышать 2,7 В. Хотя, как видите на фото, у меня оно больше на одну десятую. Это конечно не критично, но лучше не рисковать.
Зарядка продлилась примерно минут 15.
Контактная сварка
Теперь разберемся как сваривать. Поскольку наш аппарат до невозможности простой, он не может регулировать длину импульсов. Вся задача тем самым ложится на вас. Поэтому выдержку придется делать интуитивно.
Вот пример, как припаять металлическую полоску к батарейке. Кладем полоску на батарейку. Теперь подносим контакты аппарата и тем самым быстро замыкаем его.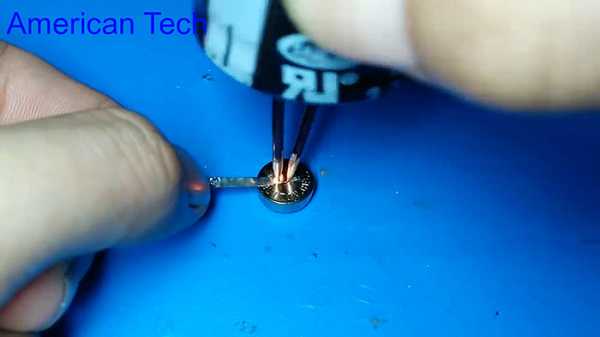
Выдерживаем где-то 0,5 секунды и быстро убираем, чтобы не пережечь соединение.
Все приварилось отлично.
С первого раза сварку лучше не производить — обязательно потренируйтесь.
Свариваем лезвие:

Все надежно и точно не отвалится. Главный упор делайте на тренировки, а дальше все пойдет как по маслу. Одной зарядки ионистора хватит на десяток таких сварок.
Смотрите видео
sdelaysam-svoimirukami.ru
Точечная сварка своими руками из аккумулятора и сварочника
Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает, что на 1 мм2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм2. При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:
Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.

Точечная сварка из старого сварочного аппарата
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Сечение провода вторичной обмотки должно быть не менее 1,8 см2. Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.

Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечная сварка из аккумулятора
В интернете встречается информация о том, как сделать точечную сварку своими руками, используя обычный автомобильный аккумулятор на 12 В. Выполнять с ее помощью можно соединение небольших деталей, которые обычно соединяются пайкой. Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Простенькое приспособление для выполнения сварочных работ состоит из двух медных проводков сечения не менее 1,5 мм2, закрепленных в контактной колодке. Расстояние между зачищенными концами электродов 2-3 мм. Конечно, как и в любой самодельной конструкции, вариантов может быть множество, но как базовый лучше всего использовать именно этот тип конструкции. Как работает такая мини установка показано на видео :
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
wikimetall.ru
Точечная сварка своими руками | Лучшие самоделки
Мне очень понадобился аппарат для точечной сварки и я решил его сделать своими руками из старой микроволновой печи, в этой статье я опишу подробный процесс его создания. В основном он нужен для спайки между собой тонких листовых металлов, например для скрепления между собой аккумуляторных батарей используя шину из тонкого металла, так как они боятся перегрева то паять их просто паяльником нельзя. Данная точечная сварка из трансформатора от микроволновки способна выдавать ток до 800 Ампер.

Точечная сварка своими руками
Детали и инструменты:
- Старая ненужная микроволновка, а точнее трансформатор от неё;
- Клеммная колодка;
- Кусок медного провода диаметром 1,7 мм;
- Силовой многожильный кабель диаметром 8 мм;
- Модуль таймера;
- Адаптер питания на 12 В и 0,5 А;
- Компьютерный БП, а точнее его металлический корпус;
- Выключатель на 220В;
- Кнопка без фиксации;
- Деревянная рейка;
- Пружина.

Точечная сварка своими руками

Точечная сварка своими руками
Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
Как сделать точечную сварку своими руками, пошаговая инструкция:
Шаг 1
Нам нужна будет старая ненужная или нерабочая (ну естественно с рабочим трансформатором) микроволновая печь, чем крупнее она будет тем мощнее трансформатор может там стоять. Итак, достаём с неё эту необходимую нам деталь, у меня попался трансформатор на 800 Ампер.
Затем разбираем компьютерный БП, оставляем только железный корпус, и разъём питания 220В, в него мы разместим всю начинку точечной сварки.

Точечная сварка своими руками
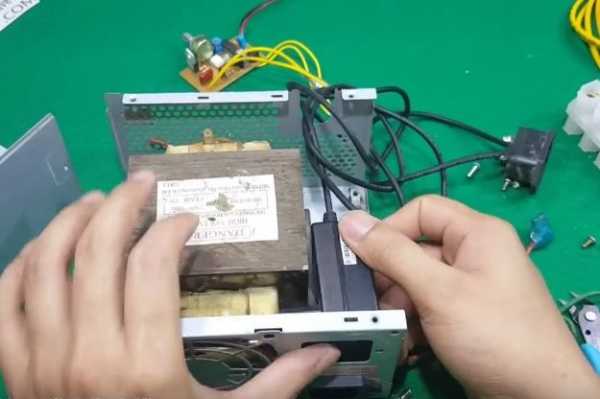
Точечная сварка своими руками
Размещаем в корпусе трансформатор, плату таймера и адаптер питания, примеряем и размечаем все необходимые отверстия которые нужно будет в дальнейшем просверлить.
Шаг 2
Нам нужно будет избавится от вторичной обмотки (та, обмотка у которой более тонкий провод) трансформатора микроволновки и намотать силовым кабелем свою новую обмотку. Для того, чтобы не разбирать пластины трансформатора то обмотку можно сначала с одной стороны срезать стамеской ударяя по ней молотком, затем проделать тоже самое с другой стороны. Потом просто выбить оставшиеся волоски проволоки, я это делал с помощью сверла.

Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
Шаг 3
Теперь вместо старых обмоток наматываем новые силовым кабелем, у меня получилось 2 витка. Ставим этот трансформатор в корпус, там, где решётка проделываем два отверстия под выводы катушки, продеваем их, делаем также отверстия в дне корпуса под крепления транса.

Точечная сварка своими руками
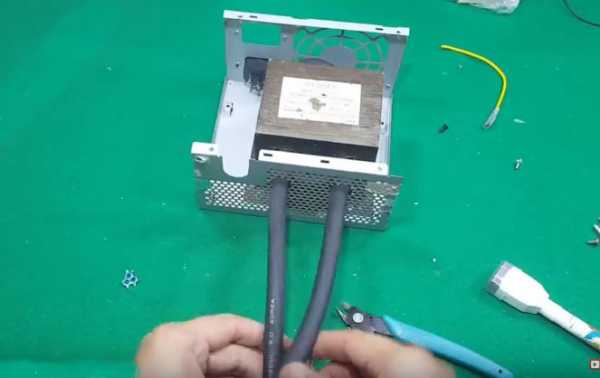
Точечная сварка своими руками

Точечная сварка своими руками
Далее нам нужно закрепить на передней панели модуль таймера и чуть ниже продеваем светодиод в просверленное отверстие выпаянный за ранее из этой платы и удлинили его проводками.

Точечная сварка своими руками
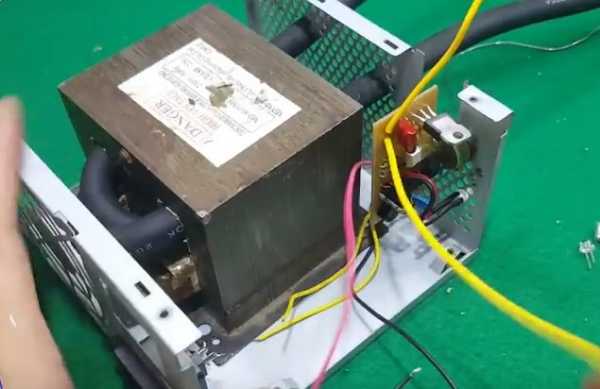
Точечная сварка своими руками
На заднюю панель добавляем выключатель питания.
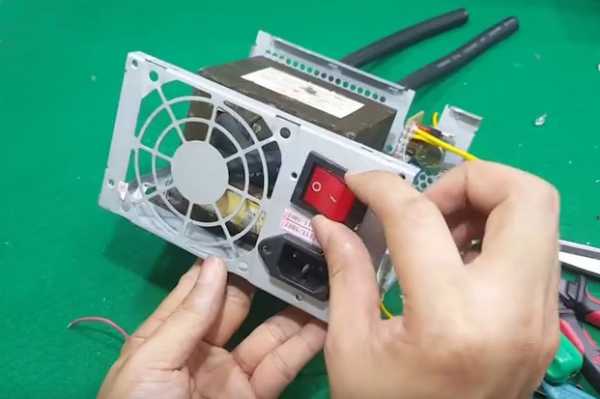
Точечная сварка своими руками
Покажу полную схему подключения всех частей:
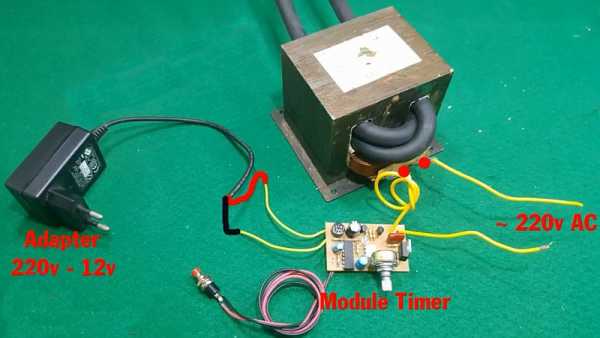
Точечная сварка своими руками
У адаптера питания отпиливаем вилку, так как она занимает лишнее место и мы припаяемся к разъёму питания напрямую проводками. Припаиваем все части будущей точечной сварки проводками, от таймера к трансформатору я присоединился клеммами. К таймеру я подключил кнопку без фиксации. С помощью переменного резистора таймера выставляется время импульса для сваривания, подходящее время подбирается уже при сваривании деталей.

Точечная сварка своими руками
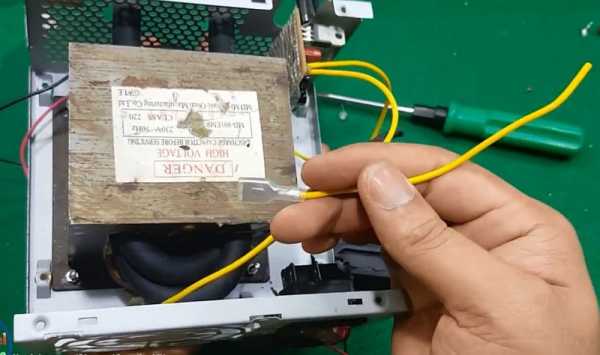
Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
Шаг 4
С помощью металлических уголков крепим деревянную рейку к корпусу сварочника.

Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
Достаём с клеммной колодки клеммники с винтиками и надеваем на зачищенные контакты кабеля, зажимаем винтами. Прикручиваем теперь их шурупами к рейке.

Точечная сварка своими руками

Точечная сварка своими руками
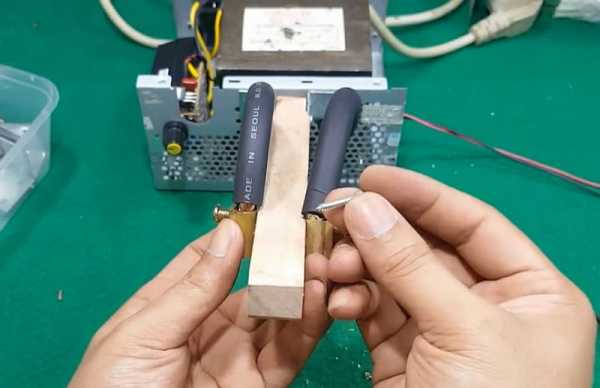
Точечная сварка своими руками
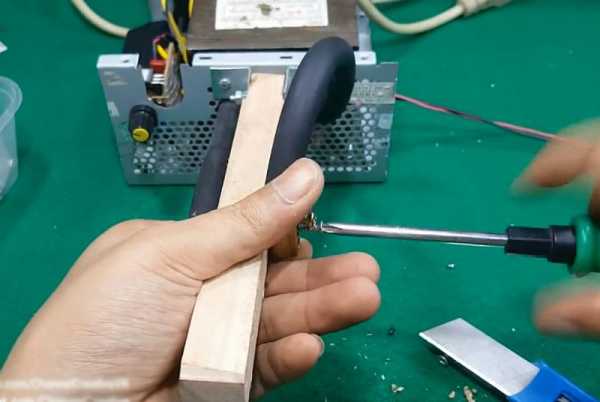
Точечная сварка своими руками

Точечная сварка своими руками
Спусковую кнопку размещаем тоже в этой же рейке для удобства, просверлив под него отверстие.

Точечная сварка своими руками
Из медной проволоки диаметром 1,7 мм делаем электроды, скручивая таким образом (но если есть толстая проволока то можно выточить из них более красивые контакты), обтачиваем из конец чтобы они были острыми:

Точечная сварка своими руками
Закрепляем их в клеммниках:
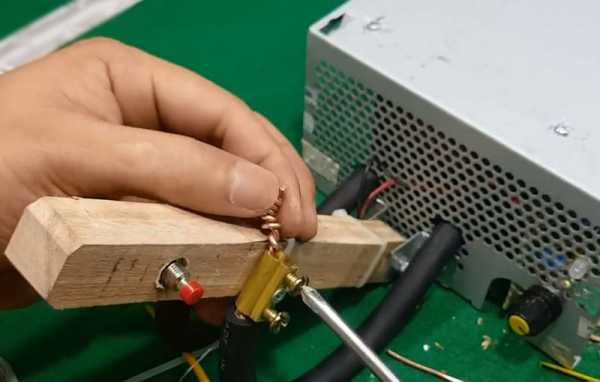
Точечная сварка своими руками
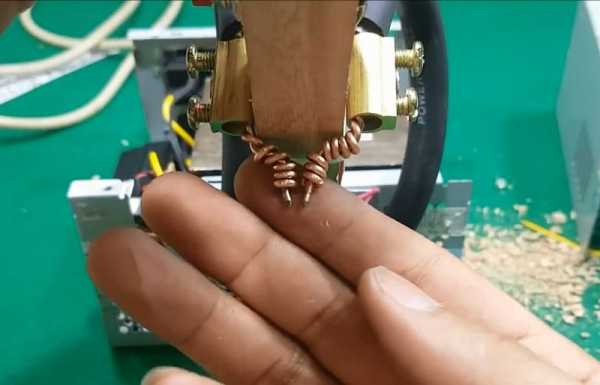
Точечная сварка своими руками
Шаг 5
Теперь нам нужно добавить пружину, которая будет возвращать контакты аппарата контактной сварки на место. Для этого прикрутим к верхней крышке ещё одну деревянную рейку.
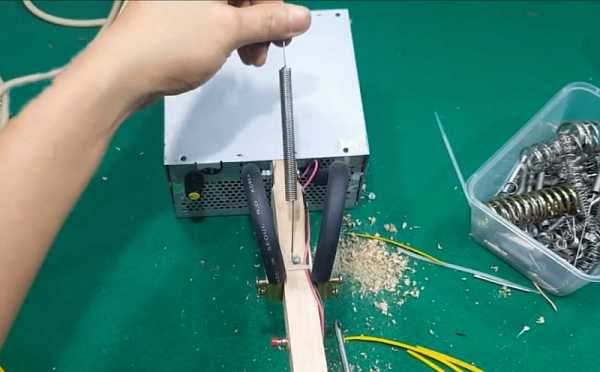
Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
Всё, наша точечная сварка готова, этот аппарат довольно мощный и чтобы в тонких металлах не прожигалось отверстие то нужно выставлять меньшее время срабатывания на таймере. Аппарат для точечной сварки сделанный своими руками получился достаточно компактный и много места не будет занимать в Вашей мастерской.
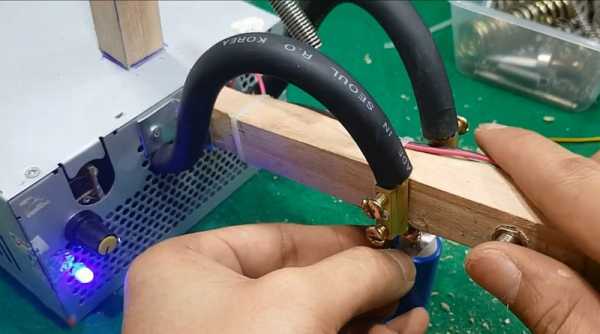
Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
bestdiy.ru
Аппарат для точечной сварки своими руками: схема контактной сварки
Потребность в сварном соединении металлических деталей у автолюбителей возникает часто, а громоздкие и дорогие сварочные аппараты есть не у всех. Выходом из положения становится точечная контактная сварка своими руками. Аппарат для точечной сварки стоит от 200$, но самостоятельное изготовление приспособления из деталей вышедших из строя домашних приборов потребует минимальных затрат. Герметичного шва точечной сваркой добиться не удастся, но прочность соединения достигается высокая.
 Точечная сварка относится к разряду так называемых контактных сварок
Точечная сварка относится к разряду так называемых контактных сварок
[contents h3]
Типы сварки
Сварка – процесс, при котором детали соединяются при помощи плавления методом локального нагрева. Это наиболее прочный вид сращения материалов, так как связь происходит на межатомном уровне. Сваривать можно практически любой материал, но в автомобильном деле к этой процедуре прибегают, чтобы получить прочное механическое соединение металлов или сплавов. Чтобы расплавить металл, необходима высокая температура: для стали выше 1300 ° C, для меди – 1000 ° C, для алюминия – 660 ° C. Источники энергии для достижения таких температур могут быть различными:
- электрическая дуга;
- газовое пламя;
- ультразвук;
- электронный луч;
- лазер.
При точечном сварном соединении для плавления и соединения материалов используется электрическая дуга. В зависимости от используемого вида энергии различают три типа сварки:
- механическая, при которой используется тепловая энергия трения и давления на детали;
- термическая, когда материалы плавятся от высокой температуры, достигнутой горением газа или большой силой тока;
- термомеханическая: сочетание высоких температур и давления на детали приводят к расплавлению и слиянию материала.
 Сварка гвоздей аппаратом
Сварка гвоздей аппаратом
Тип соединения также определяется видом сплава.
Особенности выполнения точечной сварки
Точечная сварка своими руками обладает рядом достоинств перед другими видами:
- экономичность;
- простота проведения;
- прочность полученных соединений.
Качество сварного соединения зависит от нескольких составляющих, прежде всего от материала, из которого сделаны электроды. Рекомендуется использовать для этих целей медные стержни – они прочны, обладают высокой электро- и теплопроводностью. Важный параметр – сечение электрода. Оно должно быть в два–три раза меньше в диаметре, чем сварная точка.
Точечный сварочный аппарат (споттер) можно изготовить самостоятельно – схема точечной сварки достаточно простая. Чтобы сделать контактную сварку, понадобится трансформатор мощностью более 1 кВт. Часто для этих целей используют элемент вышедшей из строя микроволновой печи. Размер трансформатора должен позволять сделать 2–3 витка обмотки толстым кабелем, а длина кабеля составлять 1,5 м.
На трансформаторе заменяют вторичную обмотку, оставив нетронутой первичную. Новая вторичная обмотка делается алюминиевым проводом в изоляции диаметром 1–2 мм, к которому присоединяют наконечники. Мощный провод обеспечит силу тока 1000 А.
 Изготовление прибора своими руками
Изготовление прибора своими руками
После готовности трансформатора первичную обмотку подсоединяют к источнику питания и определяют напряжение на вторичной обмотке (получается 2–2,8 В).
К корпусу, детали которого можно сделать из дерева или ДСП, последовательно монтируют трансформатор, кабель с выключателем, делают заземление.
После завершения монтажа корпуса монтируют сварочные «клещи». Электроды лучше изготовить из медного провода, а закрепить их в дюралюминиевых держателях на деревянных брусках. Для роли электродов подходит отшлифованное «жало» старого ненужного паяльника.
Кабель к электродам присоединяется при помощи четырех клемм. Две верхних согнуты по направлению друг к другу – в них вставляются электроды, а в две нижних подсоединяют наконечники кабеля вторичной обмотки.
Нижний электрод чаще закрепляют в неподвижном состоянии, двигается верхний. Самодельная контактная сварка подключается к сети через выключатель-автомат в 20 А.
Дроссель для сварки применяется для регулирования силы тока – без него она будет максимальной. Подключают дроссель к вторичной обмотке, он добавляет сопротивление и уменьшает силу тока.
Аппарат контактной сварки можно оснастить вентилятором, выполняющим роль охладительной системы.
 Пример использования прибора профессионалом
Пример использования прибора профессионалом
Самодельная точечная сварка работает от сети с напряжением 220 В.
Совет. Для увеличения мощности споттера используют несколько трансформаторов, но это влечет падение напряжения в сети. Поэтому контактная сварка своими руками осуществляется при помощи самодельных аппаратов, мощность которых ограничена – обеспечивает силу тока в 1000–2000 А.
Качество проведения сварочных работ своими руками зависит от нескольких условий:
- давления на металл – усилие на прижим должно быть достаточным;
- диаметра электрода;
- силы тока, протекающего через электрод;
- время прижима должно быть больше времени сварки (прижимать электроды следует немого дольше, чем течет ток).
Некоторые виды и особенности контактной сварки
В зависимости от размера и формы нагреваемого участка контактная сварка бывает трех видов.
- Точечная сварка – материал «прошивается» единичными высокотемпературными «уколами», шов негерметичный.
- Шовная – расплавленные кромки деталей соединяют между собой для получения герметичного шва. Пример этого вида соединения частей – пайка металлического бачка для жидкости. По сути шовное соединение состоит из множества перекрывающих друг друга точек.
- Стыковая – площадь соединения широкая, одну деталь «надевают» на другую, в местах стыков образуется полное слияние деталей в однородный элемент. Этим видом соединения чаще всего сваривают трубы.
 Действие аппарата на кузове автомобиля
Действие аппарата на кузове автомобиля
Точечная сварка своими руками не требует сложных приспособлений, не нужен специальный стол для сварки, но соблюдение техники безопасности при проведении сварочных процедур обязательно.
Процедура выполнения точечной сварки
Перед свариванием детали зачищают, удаляя пыль, элементы коррозии, остатки краски или масла – эти помехи ухудшают качество соединения. Толщина стали в свариваемых деталях не более 3 мм.
Подготовленные металлические детали зажимаются электродами.
На электроды подают ток, точечный контакт оказывает воздействие на металл – нагревает до температуры плавления в точке соприкосновения с электродами.
Выполнение сварочных работ не требует регулировки величины тока в процессе, достаточно визуального контроля. Ориентируются на время нагрева, которое составляет 0,5–3 секунды (не более пяти): скорость прохождения тока по детали 1 мм толщиной в процессе работы аппарата составляет 0,1–1 секунды, а толщина свариваемых деталей не превышает 3мм. По желанию аппарат для точечной сварки можно оснастить реле времени.
 Пример работы профессионального сварщика
Пример работы профессионального сварщика
Мощность тока, достаточная для сваривания деталей 1 мм толщиной, составляет 3–5 кВт. Сила тока (на медных электродах) должна составлять от 50 А на 1 поверхности. При меньших величинах не происходит должного нагрева, металл не плавится, слияние становится невозможным.
Затем ток отключают, а сжатие деталей электродами увеличивают.
В месте воздействия тока и сближения деталей под давлением электродов образуется контакт и связи атомов – сварное соединение готово.
Со временем электроды оплавляются, поэтому контактный конус нужно периодически шлифовать, чтобы наконечник оставался острым.
После выключения устройства электроды рекомендуется охлаждать. Если аппарат для сварки не оснащен вентилятором, то для этих целей используют холодную воду. В противном случае происходит перегрев трансформатора и других элементов аппарата.
ПОСМОТРЕТЬ ВИДЕОИНСТРУКЦИЮ
Контактная точечная сварка создает прочное соединение металлических деталей. Использовать сварное соединение в автоделе приходится неоднократно, поэтому мастера рекомендуют приобрести или сделать сварочный аппарат самостоятельно из подручных материалов. Пригодится он и для ремонта бытовых приборов, изготовления металлических предметов, соединения электрических кабелей.
krasimavtomobil.ru
Точечная сварка своими руками из инвертора

Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.

Спектр применения
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.

Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.

Клещи
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные. Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
- Ручные. Основной функцией служит передача электротока на электроды.

Ряд преимуществ
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Технический процесс
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.

Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
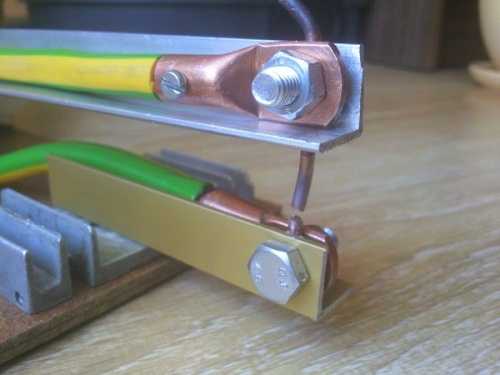
| Наименование металла | Температура плавления, Сᵒ |
| Железо (низкоуглеродистая сталь) | ~1400 |
| Медь | ~690 |
| Алюминий | ~430 |
| Цинк | ~1120 |
Электроды должны тоже соответствовать некоторым параметрам:
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.

Контактная сварка
Контактная сварка позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Видео по теме контактная сварка своими руками.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
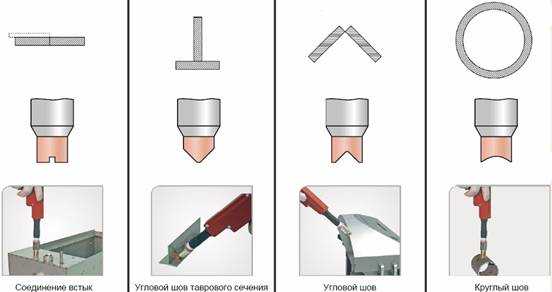
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.

Стоимость
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.

Схема аппарата
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.

Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Самодельный аппарат
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
svarkagid.com
No related posts.
Потребность в сварном соединении металлических деталей у автолюбителей возникает часто, а громоздкие и дорогие сварочные аппараты есть не у всех. Выходом из положения становится точечная контактная сварка своими руками. Аппарат для точечной сварки стоит от 200$, но самостоятельное изготовление приспособления из деталей вышедших из строя домашних приборов потребует минимальных затрат. Герметичного шва точечной сваркой добиться не удастся, но прочность соединения достигается высокая.
 Точечная сварка относится к разряду так называемых контактных сварок
Точечная сварка относится к разряду так называемых контактных сварок
Типы сварки
Сварка – процесс, при котором детали соединяются при помощи плавления методом локального нагрева. Это наиболее прочный вид сращения материалов, так как связь происходит на межатомном уровне. Сваривать можно практически любой материал, но в автомобильном деле к этой процедуре прибегают, чтобы получить прочное механическое соединение металлов или сплавов. Чтобы расплавить металл, необходима высокая температура: для стали выше 1300 ° C, для меди – 1000 ° C, для алюминия – 660 ° C. Источники энергии для достижения таких температур могут быть различными:
- электрическая дуга;
- газовое пламя;
- ультразвук;
- электронный луч;
- лазер.
При точечном сварном соединении для плавления и соединения материалов используется электрическая дуга. В зависимости от используемого вида энергии различают три типа сварки:
- механическая, при которой используется тепловая энергия трения и давления на детали;
- термическая, когда материалы плавятся от высокой температуры, достигнутой горением газа или большой силой тока;
- термомеханическая: сочетание высоких температур и давления на детали приводят к расплавлению и слиянию материала.
 Сварка гвоздей аппаратом
Сварка гвоздей аппаратом
Тип соединения также определяется видом сплава.
Особенности выполнения точечной сварки
Точечная сварка своими руками обладает рядом достоинств перед другими видами:
- экономичность;
- простота проведения;
- прочность полученных соединений.
Качество сварного соединения зависит от нескольких составляющих, прежде всего от материала, из которого сделаны электроды. Рекомендуется использовать для этих целей медные стержни – они прочны, обладают высокой электро- и теплопроводностью. Важный параметр – сечение электрода. Оно должно быть в два–три раза меньше в диаметре, чем сварная точка.
Точечный сварочный аппарат (споттер) можно изготовить самостоятельно – схема точечной сварки достаточно простая. Чтобы сделать контактную сварку, понадобится трансформатор мощностью более 1 кВт. Часто для этих целей используют элемент вышедшей из строя микроволновой печи. Размер трансформатора должен позволять сделать 2–3 витка обмотки толстым кабелем, а длина кабеля составлять 1,5 м.
На трансформаторе заменяют вторичную обмотку, оставив нетронутой первичную. Новая вторичная обмотка делается алюминиевым проводом в изоляции диаметром 1–2 мм, к которому присоединяют наконечники. Мощный провод обеспечит силу тока 1000 А.
 Изготовление прибора своими руками
Изготовление прибора своими руками
После готовности трансформатора первичную обмотку подсоединяют к источнику питания и определяют напряжение на вторичной обмотке (получается 2–2,8 В).
К корпусу, детали которого можно сделать из дерева или ДСП, последовательно монтируют трансформатор, кабель с выключателем, делают заземление.
После завершения монтажа корпуса монтируют сварочные «клещи». Электроды лучше изготовить из медного провода, а закрепить их в дюралюминиевых держателях на деревянных брусках. Для роли электродов подходит отшлифованное «жало» старого ненужного паяльника.
Кабель к электродам присоединяется при помощи четырех клемм. Две верхних согнуты по направлению друг к другу – в них вставляются электроды, а в две нижних подсоединяют наконечники кабеля вторичной обмотки.
Нижний электрод чаще закрепляют в неподвижном состоянии, двигается верхний. Самодельная контактная сварка подключается к сети через выключатель-автомат в 20 А.
Дроссель для сварки применяется для регулирования силы тока – без него она будет максимальной. Подключают дроссель к вторичной обмотке, он добавляет сопротивление и уменьшает силу тока.
Аппарат контактной сварки можно оснастить вентилятором, выполняющим роль охладительной системы.
Самодельная точечная сварка работает от сети с напряжением 220 В.
Совет. Для увеличения мощности споттера используют несколько трансформаторов, но это влечет падение напряжения в сети. Поэтому контактная сварка своими руками осуществляется при помощи самодельных аппаратов, мощность которых ограничена – обеспечивает силу тока в 1000–2000 А.
Качество проведения сварочных работ своими руками зависит от нескольких условий:
- давления на металл – усилие на прижим должно быть достаточным;
- диаметра электрода;
- силы тока, протекающего через электрод;
- время прижима должно быть больше времени сварки (прижимать электроды следует немого дольше, чем течет ток).
Некоторые виды и особенности контактной сварки
В зависимости от размера и формы нагреваемого участка контактная сварка бывает трех видов.
- Точечная сварка – материал «прошивается» единичными высокотемпературными «уколами», шов негерметичный.
- Шовная – расплавленные кромки деталей соединяют между собой для получения герметичного шва. Пример этого вида соединения частей – пайка металлического бачка для жидкости. По сути шовное соединение состоит из множества перекрывающих друг друга точек.
- Стыковая – площадь соединения широкая, одну деталь «надевают» на другую, в местах стыков образуется полное слияние деталей в однородный элемент. Этим видом соединения чаще всего сваривают трубы.
 Действие аппарата на кузове автомобиля
Действие аппарата на кузове автомобиля
Точечная сварка своими руками не требует сложных приспособлений, не нужен специальный стол для сварки, но соблюдение техники безопасности при проведении сварочных процедур обязательно.
Процедура выполнения точечной сварки
Перед свариванием детали зачищают, удаляя пыль, элементы коррозии, остатки краски или масла – эти помехи ухудшают качество соединения. Толщина стали в свариваемых деталях не более 3 мм.
Подготовленные металлические детали зажимаются электродами.
На электроды подают ток, точечный контакт оказывает воздействие на металл – нагревает до температуры плавления в точке соприкосновения с электродами.
Выполнение сварочных работ не требует регулировки величины тока в процессе, достаточно визуального контроля. Ориентируются на время нагрева, которое составляет 0,5–3 секунды (не более пяти): скорость прохождения тока по детали 1 мм толщиной в процессе работы аппарата составляет 0,1–1 секунды, а толщина свариваемых деталей не превышает 3мм. По желанию аппарат для точечной сварки можно оснастить реле времени.
 Пример работы профессионального сварщика
Пример работы профессионального сварщика
Мощность тока, достаточная для сваривания деталей 1 мм толщиной, составляет 3–5 кВт. Сила тока (на медных электродах) должна составлять от 50 А на 1 поверхности. При меньших величинах не происходит должного нагрева, металл не плавится, слияние становится невозможным.
Затем ток отключают, а сжатие деталей электродами увеличивают.
В месте воздействия тока и сближения деталей под давлением электродов образуется контакт и связи атомов – сварное соединение готово.
Со временем электроды оплавляются, поэтому контактный конус нужно периодически шлифовать, чтобы наконечник оставался острым.
После выключения устройства электроды рекомендуется охлаждать. Если аппарат для сварки не оснащен вентилятором, то для этих целей используют холодную воду. В противном случае происходит перегрев трансформатора и других элементов аппарата.
Контактная точечная сварка создает прочное соединение металлических деталей. Использовать сварное соединение в автоделе приходится неоднократно, поэтому мастера рекомендуют приобрести или сделать сварочный аппарат самостоятельно из подручных материалов. Пригодится он и для ремонта бытовых приборов, изготовления металлических предметов, соединения электрических кабелей.
Мне очень понадобился аппарат для точечной сварки и я решил его сделать своими руками из старой микроволновой печи, в этой статье я опишу подробный процесс его создания. В основном он нужен для спайки между собой тонких листовых металлов, например для скрепления между собой аккумуляторных батарей используя шину из тонкого металла, так как они боятся перегрева то паять их просто паяльником нельзя. Данная точечная сварка из трансформатора от микроволновки способна выдавать ток до 800 Ампер.
Точечная сварка своими руками
Детали и инструменты:
- Старая ненужная микроволновка, а точнее трансформатор от неё;
- Клеммная колодка;
- Кусок медного провода диаметром 1,7 мм;
- Силовой многожильный кабель диаметром 8 мм;
- Модуль таймера;
- Адаптер питания на 12 В и 0,5 А;
- Компьютерный БП, а точнее его металлический корпус;
- Выключатель на 220В;
- Кнопка без фиксации;
- Деревянная рейка;
- Пружина.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Как сделать точечную сварку своими руками, пошаговая инструкция:
Нам нужна будет старая ненужная или нерабочая (ну естественно с рабочим трансформатором) микроволновая печь, чем крупнее она будет тем мощнее трансформатор может там стоять. Итак, достаём с неё эту необходимую нам деталь, у меня попался трансформатор на 800 Ампер.
Затем разбираем компьютерный БП, оставляем только железный корпус, и разъём питания 220В, в него мы разместим всю начинку точечной сварки.
Точечная сварка своими руками
Точечная сварка своими руками
Размещаем в корпусе трансформатор, плату таймера и адаптер питания, примеряем и размечаем все необходимые отверстия которые нужно будет в дальнейшем просверлить.
Нам нужно будет избавится от вторичной обмотки (та, обмотка у которой более тонкий провод) трансформатора микроволновки и намотать силовым кабелем свою новую обмотку. Для того, чтобы не разбирать пластины трансформатора то обмотку можно сначала с одной стороны срезать стамеской ударяя по ней молотком, затем проделать тоже самое с другой стороны. Потом просто выбить оставшиеся волоски проволоки, я это делал с помощью сверла.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Теперь вместо старых обмоток наматываем новые силовым кабелем, у меня получилось 2 витка. Ставим этот трансформатор в корпус, там, где решётка проделываем два отверстия под выводы катушки, продеваем их, делаем также отверстия в дне корпуса под крепления транса.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Далее нам нужно закрепить на передней панели модуль таймера и чуть ниже продеваем светодиод в просверленное отверстие выпаянный за ранее из этой платы и удлинили его проводками.
Точечная сварка своими руками
Точечная сварка своими руками
На заднюю панель добавляем выключатель питания.
Точечная сварка своими руками
Покажу полную схему подключения всех частей:
Точечная сварка своими руками
У адаптера питания отпиливаем вилку, так как она занимает лишнее место и мы припаяемся к разъёму питания напрямую проводками. Припаиваем все части будущей точечной сварки проводками, от таймера к трансформатору я присоединился клеммами. К таймеру я подключил кнопку без фиксации. С помощью переменного резистора таймера выставляется время импульса для сваривания, подходящее время подбирается уже при сваривании деталей.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
С помощью металлических уголков крепим деревянную рейку к корпусу сварочника.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Достаём с клеммной колодки клеммники с винтиками и надеваем на зачищенные контакты кабеля, зажимаем винтами. Прикручиваем теперь их шурупами к рейке.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Спусковую кнопку размещаем тоже в этой же рейке для удобства, просверлив под него отверстие.
Точечная сварка своими руками
Из медной проволоки диаметром 1,7 мм делаем электроды, скручивая таким образом (но если есть толстая проволока то можно выточить из них более красивые контакты), обтачиваем из конец чтобы они были острыми:
Точечная сварка своими руками
Закрепляем их в клеммниках:
Точечная сварка своими руками
Точечная сварка своими руками
Теперь нам нужно добавить пружину, которая будет возвращать контакты аппарата контактной сварки на место. Для этого прикрутим к верхней крышке ещё одну деревянную рейку.
Точечная сварка своими руками
Точечная сварка своими руками
Точечная сварка своими руками
Всё, наша точечная сварка готова, этот аппарат довольно мощный и чтобы в тонких металлах не прожигалось отверстие то нужно выставлять меньшее время срабатывания на таймере. Аппарат для точечной сварки сделанный своими руками получился достаточно компактный и много места не будет занимать в Вашей мастерской.
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
 Бытовой аппарат для точечной сварки CBA-1,5AK
Бытовой аппарат для точечной сварки CBA-1,5AK
Выход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
 Оборудование для машинной точечной сварки
Оборудование для машинной точечной сварки
Технология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
 Иллюстрация процесса точечной сварки
Иллюстрация процесса точечной сварки
Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
 Пример принципиальной схемы аппарата
Пример принципиальной схемы аппарата
Для реализации нам понадобятся следующие радиодетали:
- R – переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм 2 . Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
 Схема аппарата с силой импульса до 2 кА
Схема аппарата с силой импульса до 2 кА
Перечислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см 2 ;
- VD6 – Д237Б;
- F – плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на
220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
![]() Используемый за основу автотрансформатор
Используемый за основу автотрансформатор
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм 2 . Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой – прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
В быту используются аппараты дуговой сварки. Такие приспособления легко отыскать в свободной продаже, и они имеют относительно невысокую стоимость. Однако возникают ситуации, когда может понадобиться контактная сварка. Это устройство имеет достаточно высокую стоимость, а его покупка может быть нерентабельной. Чтобы сэкономить точечную сварку изготавливают своими руками.

Особенности и принцип работы
Работает точечная сварка с помощью мощного кратковременного электрического импульса, подаваемого на электроды с инвертора. Детали нагреваются до температуры своего плавления, затем они соединяются между собой. На месте состыковки остается прочный сварной шов, возникший между двумя электродами. Особенность работы заключена в том, что место точечной сварки, ограничивается диаметром используемого электрода.
Перед объединением двух металлических частей, их плотно прижимают друг к другу. После контактной сварки, их требуется продержать под давлением.

Точечная сварка позволяет сваривать металл на небольших участках корпуса авто, при проведении кузовных работ, спаивать между собой провода и небольшие детали, ремонтировать электронику.
Как сделать точечную сварку своими руками из микроволновки
Мини-аппарат контактной сварки делают своими руками из некоторых запчастей микроволновки. Для самодельного агрегата потребуется извлечь следующие компоненты:
- Трансформатор.
- Выключатель.
- Сетевой шнур.

Извлечение трансформатора
Отделение трансформатора от микроволновки выполняется по следующему алгоритму:
- Разбирается СВЧ печь.
- Удаляются все крепления.
- Снимается трансформатор с посадочного места.
- Демонтируются детали микроволновки, необходимые для создания прибора для выполнения точечной сварки
Извлеченный трансформатор имеет мощность 700-800 Вт. Этого достаточно для обеспечения соединения металлических листов толщиной до 1 миллиметра. Для изготовления более мощного аппарата точечной сварки, проводят модернизацию этой детали.
На трансформаторе первичная и вторичная обмотки отличаются по толщине и количеству витков. Вторичную обмотку с детали убирают с помощью зубила и молотка. При этом все операции проводятся аккуратно, в противном случае можно повредить магнитопровод. В этом случае, трансформатор будет испорчен.
Вместо демонтированной обмотки используют провод, толщина которого не менее 1 см. Вокруг сердечника нужно намотать 2-3 оборота. Такая несложная модернизация позволяет увеличить напряжение тока на выходе до 1000 А.
Для точечного сварочного аппарата с повышенной мощностью используют два соединенных модернизированных трансформатора.
Модернизации трансформатора
При создании точечной сварки из микроволновки необходима модернизация сварочного трансформатора:
- При демонтаже вторичной обмотки, можно обнаружить ограничительные шунты. Их также снимают.
- Чем меньше будет создано витков новой вторичной обмотки, тем меньше будет сопротивление провода, и больше сила тока. Кабель не должен быть чрезмерно длинным.
- При намотке нового провода вторичной обмотки, могут возникнуть трудности из-за толстой изоляции. Следует позаботиться о замене стандартного прорезиненного изоляционного слоя на изоленту, имеющую тканевую основу. Такой провод должен обеспечивать выходное напряжение в 2В, а силу кратковременного тока в 800А.
- От правильного соединения двух трансформаторов, зависит работоспособность точечного аппарата. Элементы соединяют в цепь. Необходимо правильно соединить первичные и вторичные обмотки трансформаторов. Это можно сделать с помощью специальных маркировок. Если они отсутствуют, тогда предстоит сделать замеры при помощи вольтметра.
- Схема аппарата точечной сварки, используемого в домашних мастерских, подразумевает создание устройства мощностью не более 2000А. В противном случае, возникнет нагрузка на домашнюю сеть, что приведет к перебоям с электричеством. Также данная схема подразумевает проверку силы тока, и наличия коротких замыканий с помощью амперметра.

После создания электрической части, монтируют заземление и выключатель точечного сварочного аппарата. Деталь берут с микроволновки. Далее изготавливают корпус, рычаги, держатели и электроды.
Создание электродов
Электроды для точечной сварки участвуют в подаче тока, выполняют прижимную функцию и отводят лишнее тепло. Для создания этих комплектующих, используют медь, этот материал устойчив к механическим и химическим воздействиям (основной металл имеет примеси в виде 0,7% хрома, и 0,4% цинка). Из различных роликов в интернете, можно получить подробную информацию о металлах, пригодных для создания электродов.
Клещи для свариваемых материалов, различаются в зависимости от типа обрабатываемого металла. Так, наконечники, выполненные из медных пластин, и имеющие плоскую рабочую поверхность, подойдут для соединения обычных сталей. Контактная сварка алюминия, меди, и высокоуглеродистых, легированных сталей, выполняется с помощью электродов со сферической рабочей поверхностью. Для осуществления соединения в труднодоступных местах, используют фигурные электроды.

Электроды должны иметь плотную фиксацию на держателе. Для этого посадочным частям придают форму конуса, а на некоторых – монтируют резьбу.
Диаметр электрода должен быть минимум в два раза больше толщины стыкуемых деталей.
Изготовление держателя
Самодельный аппарат точечной сварки оснащается рычагами управления. Их можно сделать из высокопрочного пластика или дерева. Для поднятия рычагов, используют обычную резинку, на концах деталей устанавливают крепления для электродов. Держатели не прикручивают к аппарату, а это связано с тем, что в некоторых случаях, для выполнения контактной сварки, нужно будет использовать каждый элемент по отдельности. Рычаги фиксируются с помощью отвертки или гвоздя.
Точечная сварка из аккумулятора
При создании, точечной сварки так же используют автомобильные аккумуляторные батареи. Такое приспособление применяют при спаивании батарей, и соединении мелких деталей при ремонте электроники. Конструкция контактного сварочного аппарата, состоит из источника питания, реле, специальной колодки и двух медных проводов. Рабочие концы проводов зачищают, они выступают в роли электродов.

Ремонт электроники, проведение сложных кузовных работ, подразумевают использование точечной сварки. Сварочный шов получается прочным, а небольшая рабочая область позволяет проводить контактную сварку мелких деталей. Однако серийный аппарат контактной сварки стоит достаточно дорого. Рентабельно создать точечную сварку из микроволновки или сварочного аппарата своими руками. При соблюдении всех нюансов конструирования и техники безопасности, получится работоспособное устройство, способное скреплять листы металла толщиной до 5 миллиметров.
Как сделать аппарат для точечной сварки своими руками

Домашние слесарные работы – часть жизни хозяйственного человека. Одним из наиболее популярных домашних устройств считается точечная сварка. Она предполагает наличие заводского или самодельного сварочного устройства. Создать подобный аппарат, которым будет осуществляться точечная сварка своими руками несложно, необходимо лишь желание и некоторые подручные средства.
Особенности и принцип точечной сварки
Изучение вопроса, как своими руками сделать точечную сварку, начнем с принципа действия.
На сегодняшний день точечная сварка востребована не только в быту, но и в производстве, так как она способна разрешить даже самые трудновыполнимые задачи. В промышленности, как правило, применяют устройства, работающие в автоматическом режиме, в бытовых условиях применяют сварочный аппарат-полуавтомат для точечной сварки.
Точечная контактная сварка на производстве необходима, чтобы сварить листовые болванки из черных и цветных металлов. С помощью ее сваривают изделия из профиля разной толщины и конфигурации, пересекающиеся металлические заготовки. При некоторых условиях можно добиться скоростного рабочего режима до 600 точек в минуту.
Многие люди интересуются вопросом, как сделать точечную сварку дома? В домашней среде точечную сварку применяют для ремонта бытовой утвари и при необходимости сварить электропровода.
Процедура точечного сваривания включает в себя несколько этапов:
- заготовки совмещают в требуемом положении;
- делают крепеж деталей непосредственно между прижимными электродами установки;
- осуществляют нагрев поверхностей, в процессе которого происходит деформирование деталей и они связываются между собой.
Существует еще одна технология точечного соединения – лазерная сварка. Она способна выполнять задачи, связанные с работой высокой точности и предельной прочности спайки.
Получается, что принцип точечной сварки заключается в чрезмерном нагревании рабочих металлических поверхностей, результатом которых осуществляется их сплавление и единое структурное новообразование.
Основную роль в процессе сварки исполняет импульсная характеристика тока, который создает необходимый нагрев металлической области. Не менее важной характеристикой служит время воздействия и сила удержания деталей. Благодаря этим параметрам кристаллизуется металлическая структура.
Основными преимуществами сварки электроконтактной из сварочного аппарата считаются:
- выгодность использования;
- прочный шов;
- простота оборудования;
- самодельная точечная сварка может быть создана в домашних условиях;
- возможность автоматизации в условиях предприятия.
Единственным изъяном точечного соединения деталей считается негерметичность соединения.
Основными требованиями к сварочному оборудованию считаются:
- возможность изменить время процесса;
- создание давления в рабочей области, с достижением предела в окончании процесса нагрева;
- наличие электродов с высокими показателями проводимости энергии и тепла.
Для бытового применения подходить электролитическая медь и ее смесь марки ЭВ. Стоит отметить, что площадь контактируемого участка электрода должна превышать свариваемое соединение (шов) в 2,5 раза.
Сборка сварочного аппарата своими силами
Для точечного сваривания деталей необходимо создать соответствующее оборудование.
Установка для точечной сварки своими руками, изготовленная в домашних условиях, может иметь любую форму – от переносных разновидностей до крупногабаритных моделей.
На практике обычно используются настольные варианты, применяемые для соединения различных металлов. Перед тем как создать точечную сварку из инвертора, следует ознакомиться с материалами, какие понадобятся при изготовлении.
- преобразователь энергии, то есть трансформатор;
- электрический кабель с изоляцией сечением от 10 мм;
- медные электроды;
- прерыватель;
- наконечники;
- болты;
- подручные средства и материалы для создания корпусной основы либо сварочных клещей (бруски из дерева, вторсырье, фанера).
1 — трансформатор ОСМ-1,0 доработанный; 2 — токопровод (дюралюминиевый пруток диаметром 30, L300, 2 шт.); 3 — вкладыш (стальной пруток диаметром 10, L30, 2 шт.); 4 — электрод (медный пруток диаметром 12, L50, 2 шт.); 5 — шайба латунная (2 шт.); 6,12 — винты М6; 7 рукоятка; 8 — эксцентрик; 9 — щека (2 шт.); 10 — пружина; 11 — вывод половины вторичной обмотки (4 шт.); 13 — втулка текстолитовая (с канавкой под концевую петлю пружины); 14 — болт М8 (6 шт.); 15 — шайба текстолитовая (4 шт.); 16 — покрытие изоляционное (лакоткань или защитная клейкая лента на тканевой основе, 2 шт.); 17 — кожух трансформатора.
Схемы монтажа
Основными разновидностями схем сборки сварочного устройства являются простые проекты с минимальным количеством требуемых материалов. Стоит отметить, что изготовленное оборудование не будет мощным, то есть данная схема точечной сварки предназначена только для бытового применения. Его назначение – сварка небольших листов железа и электрических проводов.
Чтобы понять, как сделать контактную сварку вспомнить курс школьной программы, а именно физическое правило «Закон Джоуля-Ленца»: когда электричество проходит по проводнику, объем тепловой энергии, создаваемый в нем, прямо пропорционален сопротивлению проводника, времени воздействия и квадрату электрического тока. Вывод, если ток изначально составлял большое значение (например, 1000 А), то при слабом соединении и маленьких проводах будет расходоваться большее количество энергии (в несколько тысяч раз), чем при меньшем электротоке (10 А). То есть качество собранной электрической цепи играет важную роль.
Формирование электрического импульса между двумя участками металлических изделий считается базовой частью работы сварочной установки. Для этого потребуется небольшой преобразователь энергии. Свариваемое изделие необходимо подключить к нижней обмотке устройства, а металлический электрод к вторичной.
Стоит отметить, что недопустимо непосредственно совмещать преобразователь с источником питания. Для этого в электрической цепи предусмотрен мост с электронным выключателем (тиристор).
Чтобы создать требуемый импульс, в устройство необходимо подать вспомогательное питание, включающее в себя мост выпрямления энергии и трансформатор.
Электрический ток будет концентрироваться в конденсаторе, чья роль – это формирование импульса.
Для того чтобы аппарат контактной сварки, изготовленный своими руками, заработал, нужно на рукояти пистолета нажать «кнопку импульса» для открытия цепной схемы конденсатора-резистора.
В результате этих манипуляций произойдет разряд через металлический стержень. Чтобы закрепить теоретический материал, рекомендуется ознакомиться с обучающим видео, где подробно рассказывается о точечной сварке.
Это позволяет понять визуально, как же это все правильно осуществляется.
Самодельный аппарат из микроволновой печи
Так как на аппараты точечной сварки не всегда можно выделить лишнюю сумму денежных средств, то можно изготовить ее собственными силами. Для этого потребуется довольно мощная микроволновая печь.
Сборка трансформатора
От микроволновки потребуется лишь одна деталь – это высоковольтный трансформатор для точечной сварки. От этой детали требуется лишь сердечник (магнистор) и первичная (нижняя) обмотка. Для удаления ненужных участков можно воспользоваться молотком, болгаркой либо ножовкой.
После удаления трансформаторной вторичной обмотки, необходимо создать самодельный трансформатор для контактной сварки. Чтобы это выполнить, следует воспользоваться медным кабелем, диаметром, равным проему трансформатора. Необходимо сделать два витка.
Для того чтобы соединить две части сердечника потребуется эпоксидная смола.
Далее следует протестировать выходное напряжение из устройства. Оптимальным значением считается показатель в 2 вольта, а сила тока – около 850 ампер.
Основу сделали, теперь необходимо заняться корпусом самодельной установки. Для этого используются различные полимеры, например, пластмасса или дерево. Обратная область корпуса точечной установки должна содержать несколько проемов. Один проем будет служить ключом устройства, а другое подавать электричество.
Если вместо пластика применяется дерево, то для начала следует выполнить несколько подготовительных операций, а именно отшлифовать, пропитать и лакировать. Чтобы создать самодельный рабочий аппарат для точечной сварки своими руками, потребуется:
- кабель электропитания сварочной установки;
- ручка от двери;
- выключатель;
- медные держатели;
- электропровод большого диаметра;
- расходные материалы (саморезы, гвозди).
После подсыхания корпусного участка, необходимо собрать установку и совместить все сопутствующие детали. После этого отрезается медный провод на 2 части, каждый из которых примерно 25 мм. Эти элементы будут осуществлять функцию электродов.
Чтобы их зафиксировать, достаточно применить стандартную отвертку. Затем необходимо установить ключ системы, толстый электрокабель предотвратит его выскальзывание.
Чтобы зафиксировать трансформатор на корпусе конструкции можно использовать саморезы, но не стоит забывать о заземлении одной из клемм.
Чтобы повысить безопасность использования устройства для сварки рекомендуется установка вспомогательного включателя. Для крепежа рабочих рычагов также применяют небольшие гвозди и другие крепежные элементы. К торцевым частям рукоятей прикрепляются контактные металлические стержни. Для вознесения верхней рукояти применяется стандартный полимер – резина.
Создание электродов
Элементы, применяемые для точечной сварки своими руками, должны отвечать определенным требованиям, а именно устойчивостью к воздействию рабочих температур, хорошей электропроводностью и легкостью механической обработки.
Для этого прекрасно подходят медные провода сечением от 15 мм. Основной принцип – сечение электрода не должно быть меньше поперечника провода. Если не жалко, то можно применить жала 2 паяльников, которые точно прослужат долго.
Органы управления
Создаваемая контактная сварка своими руками имеет простое устройство. Приходится всего две управляющих системы – выключатель и рукоять. Выключатель точечной сварки фиксируется в цепи первичной обмотки.
Это необходимо из-за того, что во вторичной обмотке ток больше, а выключающая система создаст дополнительное сопротивление. Выключатель устанавливается на рычаге, так удобнее будет работать.
То есть одной рукой можно будет включать электричество, а второй удерживать свариваемые материалы.
Стоит отметить, что включение и выключение сварочного тока необходимо осуществлять лишь при сжатых электродах, потому что в противном случае появится искра, приводящая к их подгоранию. Рекомендуется также применять вентилятор для охлаждения аппарата.
Если подобная охлаждающая система отсутствует, то следует постоянно контролировать температуру преобразователя энергии, металлических электродов, электропроводов и создавать дополнительные перерывы, чтобы предотвратить перегрев.
На сегодня приобретение сварочного аппарата для точечной сварки не является проблемой, если есть денежные средства. В любом специализированном магазине предложат целый ряд установок для точечного соединения деталей, причем разной мощности и производителей.
Но для домашних мастеров не всегда возможно подобрать требуемые параметры, поэтому сделать аппарат точечной сварки своими руками будет оптимальным решением. Все необходимые расходные материалы можно позаимствовать и найти дома.
Собранная собственными руками установка для точечной сварки не подводит и отлично работает, тем самым обеспечивая требуемый мелкий ремонт металлических изделий.
Источник: //oxmetall.ru/svarka/kak-sdelat-apparat-dlya-tochechnoj-svarki-svoimi-rukami
Как сделать аппарат контактной сварки своими руками

Многие не желают зависеть от обстоятельств. Если вдруг потребовалась сварка, то хочется решить проблему в своей мастерской. Аппарат для контактной сварки своими руками — это решение в нужном направлении.
Для выполнения контактной сварки своими руками необходимо приобрести или изготовить самому специальный аппарат.
Конечно, если надо сварить большие металлические конструкции, то контактной сварке трудно конкурировать с другими видами. В то же время в домашних условиях велика потребность в сварке небольших деталей. Такие задачи становятся легко разрешимыми, если сделать свой аппарат контактной сварки.
Основы контактной сварки
В общем случае контактная сварка представляет собой сварку при помощи электрического тока, когда он проходит через зону контакта свариваемых металлов под действием сжимающего давления.
Принцип контактной сварки основан на том, что в момент подачи электрического тока в месте контакта двух металлов возникает дуга, которая расплавляет их. Длительность воздействия сварочного тока очень мала (0,01-0,1 с).
Основными параметрами любой контактной сварки являются: сила сварочного тока, время приложения тока и величина сжатия металлов в зоне контакта. Различают следующие основные виды контактной сварки: точечная, рельефная, шовная и стыковая сварка.
Основы конструирования аппаратов
Схема аппарата для контактной сварки.
Для проведения контактной сварки необходимо собрать аппарат контактной сварки. При изготовлении аппарата и приспособлений необходимо учитывать несколько основных правил.
Обычно для бытовых целей используются аппараты точечной или стыковой сварки. Затем следует подумать, какой будет аппарат — стационарный или переносной, что определяет его массу и габариты.
Необходимо определиться с основными параметрами аппарата:
- Вид сварочного тока (переменный, постоянный) и его сила.
- Напряжение в зоне сварки.
- Длительность сварочного импульса.
- Количество и вид электродов.
- Простота аппарата.
Любой аппарат контактной сварки содержит электрическую и механическую часть. Электрическая часть включает источник сварочного тока, систему регулирования основных параметров и контактный блок. Механическая часть должна обеспечить крепление свариваемых заготовок, а также приложение сжимающей нагрузки.
Источник сварочного тока
Главным элементом аппарата точечной контактной сварки является источник сварочного тока, т.е. короткого импульса тока.
Наиболее распространены источники тока, использующие накопление энергии и разряд конденсаторов.
Одна из простых схем такого источника основана на подаче постоянного тока с вторичной обмотки трансформатора, на первичную обмотку которого разряжается конденсатор (на рис. 1 — схема источника питания).
Рисунок 1. Схема источника питания.
Первичная обмотка выходного трансформатора Т2 связана с входной электрической сетью так, что одна ветвь схемы проходит через диагональ выпрямительного моста (диоды V5-V8). При этом управление осуществляется через тиристор V9, соединенный с пусковой кнопкой «Импульс», за счет его присоединения во вторую диагональ моста.
Накопление энергии осуществляется в конденсаторе С1, расположенном в цепи тиристора V9 и подсоединенном к диагонали моста. Разряд конденсатора через эту цепь поступает на первичную обмотку выходного трансформатора Т2.
Зарядка конденсатора С1 осуществляется от вспомогательной цепи, подключение которой происходит при выключении основной цепи.
Такой источник сварочного импульса работает следующим образом. Зарядка конденсатора С1 идет в то время, когда отключен выходной трансформатор Т2.
При нажатии пусковой кнопки «Импульс» зарядка конденсатора прекращается и происходит его разряд на регулируемый резистор R1, соединенный с первичной обмоткой трансформатора Т2. Управление параметрами разряда осуществляет тиристор V9.
Длительность сварочного импульса регулируется с помощью переменного резистора R1, на который и происходит разряд. При выключении кнопки процесс зарядки конденсатора возобновляется.
Рекомендуемые детали для схемы: конденсатор C1 емкостью 1000 мкФ на рабочее напряжение до 25 В; тиристор ПТЛ-50 или КУ202, входной трансформатор T1 мощностью 10 Вт на напряжение в обмотках 220/15 В.
Выходной трансформатор T2 лучше изготовить своими руками: первичная обмотка — провод ПЭВ-2 диаметром 0,8 мм, 300 витков; вторичная обмотка — медная шина 20-25 мм², 10 витков.
Выходные параметры аппарата: сила тока до 500 А, длительность импульса до 0,1 с.
Увеличение мощности источника тока
Рисунок 2. Схема источника повышенной мощности: 1. принципиальная схема; 2. обмотка трансформатора Т2; 3. схема подключения пускателя.
Для увеличения мощности сварочного импульса можно внести некоторые изменения в устройство. Подача тока производится через бесконтактный магнитный пускатель типа МТТ4К (рабочий ток до 80 А). В цепь управления вводятся по 2 тиристора (рис. 2), 2 диода КЦ402 и резистора R1-R2.
Время срабатывания контролируется реле времени РЭС. В качестве накопителей энергии рекомендуется батарея конденсаторов С1-С6 из 6 штук (на рис. 2 — схема источника повышенной мощности: 1) принципиальная схема; 2) обмотка трансформатора Т2; 3) схема подключения пускателя).
Рекомендуется устанавливать следующие детали: конденсаторы С1-С6 электролитические емкостью 47 мкФ, 100 мкФ и 470 мкФ (по два каждого типа) на рабочее напряжение 50 В; реле времени РЭС42 или РЭС43 на напряжение 20 В. Трансформатор Т2 имеет первичную обмотку из провода диаметром 1,5 мм, вторичную обмотку — из медной шины сечением 60 мм² (количество витков — 4-7). Сварочный ток такого аппарата до 1500 А.
Виды контактной сварки.
Одним из важнейших элементов оборудования является выходной сварочный трансформатор. Его изготовление следует начинать с подбора наборного сердечника. Следует использовать стандартный сердечник общим сечением не менее 60 см².
Стяжка наборных элементов производится при помощи уголка или полосы и закрепляется болтами диаметром 8 мм. Первичная обмотка наматывается проводом ПЭТ или ПЭТВ вручную на одну из сторон сердечника. Витки располагаются равномерно по длине сердечника.
Концы обмотки выводятся на панель и закрепляются в соединительной колодке. Вторичная обмотка изготавливается на второй стороне сердечника из медной шины. Предварительно медная шина изолируется фторопластовой лентой или тканевой изолентой.
На концах шины, выведенных наружу, сверлятся отверстия для болтового присоединения кабеля. Поверх обеих обмоток накладывается изоляционный слой.
Конструкция контактного блока
Самое простое устройство контактного блока подразумевает подачу тока непосредственно на свариваемые детали. Такой способ используется в стыковой сварке. Для обеспечения контакта используются зажимы типа крокодил.
Более сложная система подразумевает непосредственное подключение тока только на наиболее массивную деталь. Второй контакт обеспечивается подвижным верхним электродом, который подается в зону сварки вручную. В качестве такого контакта можно рекомендовать сварочный пистолет.
Он изготавливается из двух одинаковых текстолитовых пластин, вырезанных в форме пистолета. В передней части устанавливаются гайки для завинчивания в них медного электрода, в центральной части размещается пусковая кнопка.
Сверху в устройство заводятся кабель, который подключается к электроду, и провод из цепи первичной обмотки трансформатора, который соединяется с пусковой кнопкой.
Пластины скрепляются между собой так, чтобы надежно зафиксировать крепление электрода.
Рисунок 3. При сборке сварочного аппарата к контактной колодке, которая размещена на электрическом плато, крепится входной кабель от электросети.
Источник сварочного тока помещается в металлический корпус. Электрическое плато собирается на текстолите и закрепляется внутри корпуса источника, обычно вертикально. Выходной трансформатор крепится на основании корпуса.
Сверху к шине вторичной обмотки трансформатора болтами присоединяется сварочный кабель, второй конец которого соединен с электродом в контактном пистолете.
К контактной колодке, размещенной на электрическом плато, крепится входной кабель от электросети (рис. 3).
Инструменты и вспомогательные средства, которые необходимы при изготовлении аппарата контактной сварки своими руками:
- болгарка;
- электродрель;
- ножовка по металлу;
- напильник;
- зубило;
- молоток;
- плоскогубцы;
- отвертка;
- тиски;
- штангенциркуль;
- нож;
- ножницы;
- метчик;
- плашка.
Изготовить аппарат контактной сварки не составит труда. Можно выбрать очень простую конструкцию, а можно сделать универсальное оборудование.
Источник: //moyasvarka.ru/instrumenty/apparat-kontaktnoi-svarki-svoimi-rukami.html
Точечная сварка своими руками – простая подробная инструкция по постройке аппарата

В бытовом применении точечная сварка используется реже, чем дуговая. Бывают случаи, когда без нее трудно обойтись, но если брать во внимание цену подобных устройств, то целесообразность ее приобретения ставится под сомнение.
В данном случае можно найти другой выход, и разобрать пример, как сделать точечную сварку своими руками. Для радиолюбителя в домашних условиях сконструировать подобный прибор не сложно.
Но прежде нужно разобраться в особенностях ее работы.
Как работает контактная сварка
Это термомеханический тип сварки. Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.
Ток, проходящий по электродам, раскаляет детали, и в этом месте образуется сплав. Он и есть соединяющий элемент двух деталей. Аппараты подобного типа на производстве имеют высокую производительность. Они за минуту способны сделать 600 сварных точек.
Но, чтобы поверхности раскалились, и начали плавиться, на них подают электрический ток огромной силы. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.
При этом расплавленные поверхности металлов образуют между собой сварочную каплю, которая должна застыть. Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.
Давление в этом процессе играет важную роль. Оно не дает расплавленной капле растекаться по площади деталей, таким образом, скрепляясь в одной точке. Силу сдавливания постепенно уменьшают, тогда лучше схватывается сварка. Данный работа требует чистых поверхностей деталей.
Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором. Так снимается элементы коррозии, и других оксидных пленок. В итоге получается шов высокого качества.
Конструкции самодельных устройств
Разберем устройство аппарата точечной сварки на примере. Подготовим радиоэлементы, и другие детали:
- Электрический преобразователь;
- Медный кабель, с диаметром сечения не менее 10мм;
- Электроды медного типа;
- Прерыватель;
- Несколько наконечников;
- Болты;
- Корпус.
Сборка аппарата
Это основные детали конструкции. Теперь рассмотрим схему для изготовления аппарата точечной сварки. В интернете их встречается не мало. И каждая имеет свой набор радиодеталей. Но главная схожесть всех схем – в простоте, и малой мощности.
Поэтому самодельные устройства пригодны только для мелких бытовых работ. Они смогут сварить тонкие листы железа, или жилы проводов. Для печатной платы понадобятся элементы:
- Переменный резистор – 100Ом;
- Конденсатор – 1000мКф, от 25В;
- Тиристор;
- Пара диодов – Д232А;
- Несколько диодов – Д226Б;
- Предохранитель – F (плавкого типа).
Следующий этап сборки аппарата для сварки своими руками, заключается в конструировании трансформатора TR1. В его основе применяется железо Ш40, необходимая толщина пластин составляет 70мм. Конструкция имеет две обмотки. На обмотку первичного типа применяется проводник ПЭВ2, с сечением 0,8мм. Далее наматывается 300 витков.
Вторичная обмотка делается многожильным медным кабелем, и сечением 4мм. Число витков не превышает 10.
Для второго трансформатора TR2 ручной работы не потребуется. Его можно заменить любым слабым преобразователем мощностью 5-10В. Его вторичная обмотка должна на выходе иметь не более 5-6В. На третьей обмотке должно выходить до 15В.
Проделав данную сборку, можно получить аппарат мощностью до 500А. Длительность импульса не превысит – 0,1сек, но только в том случае, если номиналы сопротивления и конденсатора, будут совпадать с теми, что на схеме. Мощность самодельной точечной сварки позволит сваривать металлические листы толщиной не более 0,2мм, а так же стальную проволоку диаметром 0,3мм.
Виды самодельных аппаратов точечной сварки различаются в основном по мощности. Некоторые модели способны выдать силу тока до 2000А, что позволяет сваривать стальные листы толщиной до 1,1мм, и стальные провода диаметром до 3мм.
Источник: //tytmaster.ru/tochechnaya-svarka-svoimi-rukami/
Изготовление своими руками контактной сварки с чертежами

Машина контактной сварки не только проста при эксплуатации, но ее еще несложно изготовить. Главное, что необязательно владеть навыками данной работы. В том, как сделать самодельную контактную сварку своими руками и из доступных устройств, разберется даже новичок. Что такое контактное соединение?
Виды контактной сварки:
- точечная;
- рельефная;
- стыковая и шовная.
Конструктивное исполнение
Машина точечной контактной сварки, изготовленная в бытовых условиях может быть предназначена для решения простых задач, возникающих в быту.
С ее помощью несложно наложить шов, необходимый при ремонте или изготовлении изделий.
Контактная точечная сварка получается путем нагревания отдельных элементов электрическим током и обеспечивается надежное соединение, и ремонтируемое изделия еще некоторое время прослужит.
Устройство функционирует в непосредственной зависимости от габаритов материала, его теплопроводности и мощности оборудования.
Параметры работы следующие:
- Невысокое напряжение от 1 до 10В.
- Время производства работ занимает несколько секунд.
- Сила тока от 1000 Ампер.
- Небольшая площадь расплавления.
- Давление к месту ремонтируемого образца должно быть сильным.
Автоматическая контактная сварка, сделанная в бытовых условиях, при соблюдении всех параметров учитывает требования к качеству. Чтобы упросить задачу рекомендуется выбирать переменный ток. В этом случае продолжительность воздействия позволит выполнить качественные швы, при этом временной промежуток будет увеличен. В таких устройствах имеется реле, обеспечивающее регулирование времени.
Аппарат контактной сварки своим руками сделать несложно. Он довольно прост в изготовлении. Для этих целей можно использовать в качестве автотрансформатора преобразователи тока от старого телевизора. Контактная сварка из микроволновки, а также сварка из инвертора или из ЛАТРа тоже будет неплохо функционировать.
При выборе наиболее подходящего трансформатора обмотки наматываются вновь, исходя из параметров напряжения и тока. Обозначение точечной контактной сварки согласно требованиям ГОСТ 14098.
Схема управления техническим устройством разрабатывается, либо можно воспользоваться существующей, размешенной на интернет-страницах, опять же на основании задаваемых параметров. Станок контактной сварки производится в соответствии с видами предполагаемых работ. Во множестве случаев выполняют клещи для контактной сварки.
Соединение должно быть выполнено правильно, чтобы был обеспечен непосредственный контакт, в том числе прохождения силы тока одного параметра. Особое внимание представляет трансформатор для контактной сварки и электроды для контактной сварки, закрепленные на клещах.
На агрегатах при недостаточном внимании на этот критерий возникает искрение, и конечный результат не достигается. Неплохим решением будет также шовная контактная сварка своими руками из инвертора или выполнение агрегата своими руками из микроволновки, а также СВЧ печь.
Сварщик контактной сварки может варить все разновидности материалов в соответствии с видами аттестации. Вакансии всегда предусматривают первоначальное обучение. Дуговая сварка выполняет соединения более массивных конструкций.
Машины контактно – стыковой сварки должны быть безопасны в период эксплуатации, а также необходимо знать для каких целей устройство будет использоваться. Самодельная контактная сварка изготавливается в бытовых условиях. Для этого учитывается, что толщина металла должна быть не более 1 мм, а сечение проволочных электродов не более 4 мм.
Работа сварочного аппарата осуществляется при 220 В и 50 Гц, при этом напряжение на выходе получается от 4 до 7 В. Показатель импульсного тока составляет до 1,5 тысяч А. Блок управления контактной сваркой можно смастерить, после просмотра видео.
Электрические схемы на чертеже совмещают следующие конструкции:
- выключателя, работающего в режиме автоматики;
- цепи для управления работой;
- силовой части;
- трансформатора для контактной сварки;
- тиристора однофазного для подключения питания к сети.
Схема обмоток включает первичную, имеющую шесть выходов для включения и обеспечения регулирования тока во вторичной. При этом первый подключается к сети, а 5 регулируют параметры процесса.
Схема пускателя на чертеже МТТ4 включает:
- Тиристорный ключ.
- Через два контакта одновременно происходит перераспределение нагрузки на другие 2 контакта через трансформатор.
Схема управления состоит из:
- блока питания из трансформатора;
- реле для замыкания контактов при подаче напряжения;
- диодного моста, выполняющего функцию выпрямителя.
Принадлежности для контактной сварки:
- Корпус, не пропускающий ток.
- Трансформатор, на который намотана поволока.
- Клещи.
- Электроды.
- Электросхемы.
- Ряд приборов безопасности: манометры для газа на входе давления.
Автоматизация процесса выполняется при использовании всех составляющих. Сварщик контактной сварки должен обладать определенными навыками при соединении швом или местами. Вакансии этой специальности часто можно найти в интернете.
Контактная сварка, основным конструктивным элементом которой является трансформатор, выполняется своими руками.
Можно извлечь трансформаторное оборудование из любого устройства, главное, учесть расчет трансформатора, чтобы сила тока была не менее 2,5 А.
Старую обмотку следует удалить, и установить кольца на магнитопровод из тонкого электропроводного картона. Этот провод обматывается лакотканью более чем в 3 слоя.
Для изготовления первичной обмотки следует использовать провода, изолированные тканью для лучшей пропитки, диаметром 1,5мм.
Для вторички лучше применить многожильный провод 20 мм в диаметре в кремнийорганической изоляции. Рассчитать количество витков из расчета мощность аппарата.
После наматывания перчвички наматывается хлопковая лента, затем на нее накладывается вторичка. Все пропитывается лаком.
Сварщик контактной сварки ручной машины должен знать все конструктивные элементы. Вакансии на эту специальность востребованы. Дуговая сварка тоже имеет в своем конструкторском решении трансформатор.
Изготовление клещей
Сварочный аппарат для контактной сварки оснащается клещами. Ручные клещи для контактной стыковки могут быть:
- выносными;
- стационарными.
Во втором варианте предусмотрена хорошая изоляция и безупречный контакт с электродами. Для этого необходимо выносной рычаг выполнить длинным. Ручки соответствующей длины проще изготовить на выносной конструкции. Изоляция подвижного соединения должна быть надежной, как правило, для этого используются шайбы и втулки из текстолита.
Клещи для контактной сварки производятся с заданным параметром вылета электродов в виде точек, который тоже немаловажен, от него зависит расстояние от кромки до места соединения деталей. Электроды изготавливаются из меди или бериллиевой бронзы. Также сварочные клещи можно изготовить из рабочей части паяльников. Это удобно при соединении полиэтиленовых труб.
Сварщик на машинах контактной сварки обязательно должен быть аттестован, но если он работает на производстве. Выполнение точечной сварки своими руками несложное занятие, как и дуговая сварка. В бытовых условиях может справиться каждый.
Выполнение работ
Дуговая сварка не подойдет для заваривания отдельных точек.
Перед выполнением работ необходима заточка электродов для контактной сварки, это знает каждый сварщик на машинах контактной сварки.
Контактная стыковая сварка оплавлением производится следующим образом:
- Устанавливаются детали между электродами.
- Под действием прижимного усилия создается сила трения между электродом и поверхностью.
- Выставляется максимальный зазор перед подачей напряжения. В процессе протекания тока создается контактное сопротивление.
- Подается напряжение и электрод перемещается, захватывая стыки, образовывая шов.
Соединение алюминиевых конструкций выполняется с помощью стыковой контактной сварки. Контактная сварка алюминия бывает шовная и точечная. Сварщик на машинах контактной сварки может иметь такую же квалификацию, как и при работе на инверторах. Электродуговая считается наиболее опаснее.
Контроль качества швов осуществляется государственного норматива. Стандарт – это ГОСТ 14098, на который ориентируются работники ОТК и на основании лабораторного испытания.
Общемашиностроительные нормативы времени на контактную сварку необходимы для выполнения производственных задач в заданный промежуток времени. Для нужд производства приобретается оборудование, например, контактная сварка tecna, формирующая соединения в виде точек.
ООО “ПФ Контактная сварка” выпускает, ремонтирует и дооснащает инверторные агрегаты. План предприятий, направленный на выпуск продукции в машиностроении, должен осуществляться при наличии современных устройств.
Многоточечные машины контактной сварки, в том числе их технология по принципу сварки сетки и стержней в неподвижном состоянии. Роликовая сварка этими машинами объединяет способы выполнения работ как прерывистым, так и непрерывным шагом.
Контактная точечная сварка, сделанная своими руками, нужна для выполнения ремонта изделий из тонкого металла, полиэтилена, в том числе полиэтиленовых труб, осуществляемая встык.
Сегодня представлено в продажу 91 сварочных агрегатов для контактной точечной сварки. Машина контактной точечной сварки МТ 1928 ЛМ предприятием ООО ПФ контактная сварка, изготовлена на основе полупроводников и на конденсаторах в состав комплекта входят:
- регулятор контактной сварки РКС 502 или регулятор контактной сварки РКС 801;
- клещи контактной сварки foxweld ктр 8 3097;
- на обмотку устанавливается контроллер pic16f628.
Машиной выполняются одноточечные соединения, также возможно соединение полиэтиленовых труб. Контактной сварки МТ достаточно для сварки арматуры.
С помощью этого агрегата выполняется контактно стыковая сварка проволоки.
: точечная сварка своими руками (споттер).
Аппарат Акс 2М применяется для сварки медных и цветных сплавов, выполняется точечная сварка аккумуляторов. Сварка для аккумуляторов своими руками несложная по технологии.
Аппарат точечной сварки sunkko применяется для сборки батареи элементов. Sunkko 709a не перегревает металлическую пластинку при выполнении операций, что может произойти при запаивании изделий.
Выпускается в комплекте с паяльником, а при работе используется никель.
Шовная работа выполняется для полиэтиленовых труб встык на магистралях трубопроводов, а также можно соединить пластиковые изделия.
Профессиональный сварщик контактной сварки получает специальность в учебном заведении. Вакансии электрогазосварщиков, в том числе и сварщик на машинах контактной сварки или сварщик контактной сварки, всегда открыты на предприятиях.
Источник: //metmastanki.ru/kontaktnaya-svarka-svoimi-rukami-izgotovlenie-chertezhi
Как самому сделать аппарат для контактной сварки

Для большинства желающих заняться ремонтом автомобиля или другой техники в домашних условиях самодельное оборудование для контактной сварки – это единственно верное решение.
Однако для реализации данного проекта, необходимо ознакомиться с конструкцией такого аппарата, и только после можно попытаться изготовить его своими руками.
Конструкция и принцип действия
Сделать аппарат для контактной сварки можно только при наличии определённых деталей и запчастей, найти которые порой бывает очень непросто. Лишь после решения этой задачи можно будет констатировать, что самодельная контактная сварка вполне реальна и может быть реализована даже при отсутствии специальных навыков.
В конструкцию типового сварочного аппарата для точечной сварки должны входить следующие обязательные узлы:
- преобразователь напряжения (трансформатор), обеспечивающий требуемую мощность контактного тока;
- выпрямитель на основе мощных тиристорных вентилей;
- комплект точечного оборудования (контактный блок).
Основной задачей такого самодельного аппарата является формирование мощного сварочного импульса, который проходит через контактную зону находящихся под давлением свариваемых деталей.
В момент подачи такого импульса в точке контакта заготовок образуется электрическая дуга, мгновенно расплавляющая металл в этой зоне. Длительность действия импульсного сварочного тока составляет порядка 0,01-0,1 секунды, что вполне достаточно для сварки.
Таким образом, перед сборкой своими руками оборудования для контактной сварки необходимо определиться с требуемой силой сварочного тока, временем его действия и силой сжатия заготовок в контактной зоне.
Элементы самодельного устройства
Перед изготовлением аппарата контактной сварки в первую очередь следует побеспокоиться о преобразователе, мощности которого должно быть достаточно для того чтобы электрический импульс варил металл.
Всем этим требованиям вполне удовлетворяют трансформаторные устройства, имеющиеся в составе большинства моделей микроволновых печей. Для их использования достаточно удалить встроенную вторичную обмотку и заменить её новой.
При разборке старого устройства следует действовать крайне осторожно, стараясь не повредить сердечник преобразователя. Все имеющиеся на нём дополнительные элементы (шунты, в частности) также необходимо будет снять.
Для того чтобы изготовить трансформатор для контактной сварки (точнее – его новую вторичную катушку) потребуется толстая медная шина в надёжной изоляции.
Её толщина должна составлять не менее одного сантиметра, так что для получения требуемого низковольтного напряжения (2 Вольта) достаточно будет намотать не более трёх витков.
Для самостоятельной сборки аппарата, рассчитанного на большую мощность, необходимо будет задействовать два таких трансформатора, включённых в цепь питания последовательно.
При их использовании следует исходить из возможностей действующей бытовой электросети и не допускать того, чтобы она работала со значительной перегрузкой.
На рисунке приводится схема включения такого комплексного трансформатора, состоящего из двух последовательно включённых катушек.
Для изготовления контактного блока можно будет воспользоваться самой простой конструкцией, предполагающей использование электродов для сварки стандартной формы.
В качестве электродов рекомендуется использовать подходящие по сечению и форме медные прутья. Их толщина выбирается из расчёта, чтобы она соответствовала мощности подводящих шин.
В отдельных случаях для этих целей могут применяться отслужившие свой срок жала старых паяльников мощностью более 100 ватт. С общим видом полученного из этих запчастей контактного блока можно ознакомиться на фото.
На базе инвертора
Контактная сварка из инвертора – это один из альтернативных вариантов применения электронного аппарата в домашних условиях, выбор которого определяется особыми свойствами выпускаемых промышленных образцов этого оборудования.
Принцип работы контактного точечного аппарата на основе инвертора основан на том же импульсном нагреве металла в зоне контакта с последующим его расплавлением и остыванием. Вот почему его сборка в данном случае полностью идентична изготовлению аппарата для сварки на основе микроволновой печи.
При отсутствии в хозяйстве старого СВЧ аппарата можно воспользоваться любым подходящим для этих целей трансформатором мощностью не менее 1-го киловатта.
Единственным отличием этого варианта от уже рассмотренного ранее является возможность использования в инверторной схеме невыпрямленного импульсного тока.
Для надёжной фиксации свариваемых частей, чтобы препятствовать их раздвиганию и образованию зазора, в инверторном устройстве применяется специальный сжимающий механизм.
Режимы работы
В процессе точечной контактной сварки производится соединение двух заготовок на участках их непосредственного прилегания. Этим приёмом, как правило, пользуются при необходимости сварки небольших по габаритам деталей из тонкого листового материала (толщиной не более 0,5 см).
Свариваемые поверхности могут соединяться различными способами, но на практике особо распространены следующие три режима оплавления:
- непрерывное оплавление в зоне контакта;
- прерывистое сваривание;
- точечная сварка с сопротивлением.
Каждый из методов следует рассмотреть подробнее. При этом надо понимать, что внешний вид самодельного аппарата зависит от деталей, которые мастер смог применить в процессе конструкции.
Непрерывный режим
Для реализации режима непрерывного оплавления, помимо основного аппарат, могут применяться специальные клещи для сварки или подобные им образцы жёстких фиксирующих приспособлений.
В этом режиме после подачи тока в зону контакта, его края сразу же оплавляются, и одновременно с этим производится осадка расплавленного материала под внешним давлением. По завершении процедуры импульсный ток выключают, а место сварки оставляют до момента полного остывания.
Этим режимом контактной сварки чаще всего пользуются при монтаже тонкостенных трубных изделий или других заготовок с подобной им структурой.
Основным достоинством данного метода считается высокая скорость выполнения сварочных операций. Единственный его недостаток – это то, что из контактной зоны может вытекать расплавленный металл, что нередко приводит к образованию угарного газа.
Прерывистое сваривание
Режим прерывистой сварки реализуется путём поочерёдного усиления и ослабления контактного прижима клещей в точке соединения заготовок. При каждом очередном замыкании внимательно следят за тем, чтобы температура в зоне контакта не превышала 900 °-950 °. Этим методом принято пользоваться при нехватке рабочей мощности сварного аппарата для осуществления непрерывного оплавления.
Обычно он востребован при работе с цветными металлами и различными видами промышленных сталей. Однако из-за повышенных требований к соблюдению температурного режима его применение крайне ограничено.
С эффектом сопротивления
Особенностью стыковой сварки металлических заготовок с эффектом сопротивления является предварительное их сжатие, производимое непосредственно перед пропусканием импульсов сварочного тока.
Этим она коренным образом отличается от сваривания оплавлением, при котором до пропускания импульсного тока соединяемые части не имеют плотного контакта.
При этом начальная стадия сварки сопротивлением, а именно – установка листовых заготовок в электродных губках аппарата и их фиксация – полностью аналогична тем же процессам, происходящим при сварке оплавлением.
Ещё одной особенностью этого метода является то, что величина действующего на соединяемые детали давления на порядок выше того же показателя для уже рассмотренных режимов.
Ознакомление с вариантами самостоятельного изготовления аппаратов для точечной сварки позволяет убедиться в доступности этого метода. Его вполне возможно реализовать на практике собственными силами.
Источник: //svaring.com/welding/apparaty/apparat-kontaktnoj-svarki