Один из лучших способов заменить старые элементы трубопровода или проложить новый, – заняться монтажом полипропиленовых труб своими руками. Работа не займет много времени, если в доме есть сами трубы, необходимый набор фитингов и сварочный аппарат для полипропиленовых труб. Буквально через полчаса уже можно будет пользоваться новой системой.
Такая технология сварки называется раструбной (муфтовой). Трубы соединяют не стык в стык, как металлические, а через дополнительные переходники – фитинги, с которыми спаиваются края при температуре 260 градусов. Также есть фитинги-переходники со сварного на резьбовое соединение.
Инструменты для сварки
Аппарат для сварки

Разновидности фитингов для полипропилена
Для полноценной работы потребуется следующий список инструментов.
- Сварочное оборудование (аппарат для сварки полипропиленовых труб, специальный утюг, паяльник)
- Набор насадок для паяльника (наиболее популярны модели по 20 мм)
- Специальные ножницы или кольцевой резчик. При маленьких объемах работ можно обойтись и обычной пилой/ножом
- Шейвер для зачистки контура (понадобится при снятии армированного покрытия, если оно имеется)
- Фаскосниматель. Его используют в случае плохого качества контура (лохмотьев), чтобы не задирался пластик. Но при использовании специальных ножниц это не произойдет. При необходимости можно сделать точилку своими руками, впаяв в фитинг под 45° лезвие ножа
Самодельный сварочный аппарат для полипропилена
Цена на паяльники для полипропиленовых труб начинается от 1000 рублей. Если объем работы не такой большой и есть желание сэкономить, то можно сделать паяльник своими руками.
Для этого понадобится:
- старый утюг – 0 руб.;
- двусторонняя насадка под нужный размер – 250 руб.;
- компьютерная термопаста – 140 руб.;
- дрель, сверло по металлу и болт с шайбой соответствующего диаметра.


- Прикрутите насадку к подошве утюга, смазав её торцы термопастой для хорошей теплопередачи.
- Заранее определитесь, как удобнее будет работать, и закрепите насадку большей стороной вверх или наоборот. Важно сделать это вначале, т. к. при нагретом утюге сменить её будет трудно.
- Отпилите острый кончик утюга для удобства работы у стены.
- Перед работой прогрейте утюг в течение нескольких минут и подождите, пока он включит нагрев второй раз.
- Температура насадки должна быть 260°-270°C. Если датчика температуры нет, можно приблизительно измерить её с помощью свинца и олова. Олово (для припоя) должно плавиться хорошо, температура его плавления 231°C, а свинец начнет плавиться только при 327°C.
Видео-урок
Видео-инструкция покажет, как производится сварка полипропиленовых труб.
Инструкция по монтажу

-
- Перед началом работ важно определиться с местом прокладки труб. Желательно сделать план на бумаге, чтобы снизить количество свариваний «на весу». Гораздо удобнее будет собрать основные элементы на столе, и затем в несколько приемов закрепить их в систему.
- Чтобы соединить полипропиленовые трубы, нагревают края элементов. Внутренняя стенка нагревается в муфте, а трубы с внешней стороны. Для этого их практически до конца надевают на насадку паяльника, и держат несколько секунд.

-
- После этого сразу соединяют элементы в нужном направлении. У вас будет пара секунд, чтобы при необходимости отцентровать их, обычно это делается на глаз. При этом нельзя крутить их внутри по отношению друг к другу. Время сварки зависит от толщины пластика и ширины шва.
-
- Нагретый полипропилен смешается на месте стыка, и надежно сварится, если его нагрели его до нужной температуры. Слишком долго его держать на паяльнике тоже нельзя, пластик может потечь, уменьшится внутренний диаметр канала, нарушится герметичность соединения.
Перед тем как спаять полипропиленовые трубы, обязательно открывают кран на муфте, иначе воздух будет выталкивать его из насадки паяльника.
-
- При правильном соединении часть пластика должна равномерно выйти, образовав небольшой наплыв на муфту. Если при одевании возникают проблемы и пластик сильно загибается, нужно снять фаску с кромки.
Согласно немецким нормам DVS-2207-1, зачистка для полипропиленовых труб должна иметь угол 15°, и углубление на 2-3 мм. В России стандартом считается скос фаски на 45° и углубление на 1/3 толщины. Фактически, подойдет любая фаска в этих пределах. Главное, чтобы она была равномерной.

Ручной труборез
-
- Сварочный аппарат для пайки должен стоять на подставке (специальной струбцине). Нужно выставить температуру на регуляторе в 260°C, но для скорости работ можно увеличить её до 280°C. Другие температуры приведут к ненадежному соединению, поэтому при покупке аппарата необязательно выбирать модель с терморегулятором.
- На нагревательную насадку элементы будут одеваться с трудом, потому что имеют больший радиус. При одевании можно немного повертеть их по оси, чтобы было проще надеть на насадку. Однако вставлять трубы до упора нельзя, чтобы не оплавились вовнутрь их торцы. Вначале, чтобы избежать этого, стоит делать отметки карандашом, но потом уже несложно будет почувствовать нужную глубину.

-
- Когда все элементы собраны, можно приступить к сварке «на весу». Обычно это переходы между стен, соединение с батареями, вводы водоснабжения.
Обычные пластиковые трубы подходят только для холодной воды, они не предназначены для работы под давлением. При монтаже трубопроводов и отопления необходимо использовать только армированные полипропиленовые трубы. Для их сварки понадобится снять часть армирования специальным шейвером.

Шейвер для зачистки кромок от армирования
- Если трубы подходят к котлу, поблизости не должно быть пластика. Чтобы его «не подпустить», трубы подводят с помощью переходника со сварного соединения на резьбовое, через металлическую трубу длиной более 0,5 м.
- Не забудьте установить запорный вентиль перед новым участком трубопровода, это поможет при ремонте или установке новой точки.
- Запуск нового отрезка покажет, правильно ли прошёл процесс пайки. Открыв запорный вентиль и пустив воду в систему, проверьте все соединения на предмет протечек.
Соединение металла с полипропиленом
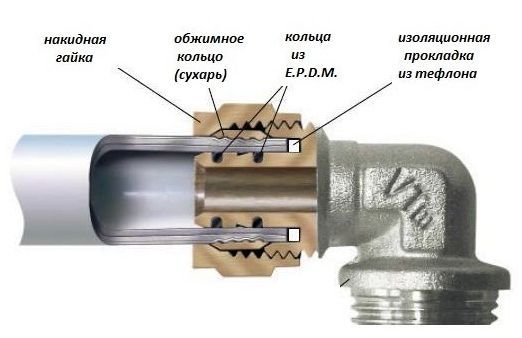
При ремонте часто случаются ситуации, когда к старым металлическим трубам нужно подсоединить новый участок из полипропилена. Данное соединение делается с помощью специальных фитингов. Если к полипропилену фитинг припаивается паяльником, то при соединении к металлической трубе можно пойти двумя путями. Можно приварить трубу к фитинги при помощи сварочного аппарата, а можно нарезать резьбу на трубе и прикрутить фитинг. Приварить проще, но нужен сварочный аппарат, поэтому обычно нарезается резьба на трубе. Перед операцией по соединению железный отрезок зачищается и смазывается солидолом.
Использование полипропиленовых труб позволяет спрятать их внутрь стены, в отличие от винтовых металлических. Предварительно важно убедиться в герметичности соединений.
Теперь вы знаете, как правильно паять полипропиленовые трубы, и без труда сможете сделать это самостоятельно. Вначале потренируйтесь на маленьких обрезках, и у вас быстро получится обновить водопровод для дома.

Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
виды, принципы работы, критерии выбора, популярные производители
Настойчивые звонки и громкий стук в дверь от соседей снизу означает одно — пора менять трубы! Ржавые конструкции советских времён отработали своё на совесть, и теперь пришла пора уступить место современникам — полипропиленовым трубам. Денег, как всегда, не много, значит сам себе мастер. Самым часто используемым прибором, с помощью которого делают монтаж полипропиленовых труб, является ручной сварочный аппарат. Мощность его составляет до 2 кВт и работает он от электросети в 220 v. Этот прибор можно смело использовать в жилых помещениях, он практически не даёт пыли и грязи. Соединение труб с его помощью не занимает много времени и отличается надёжностью.
Виды сварочных аппаратов
 Есть два вида сварочного оборудования: механический аппарат и ручной сварочный аппарат. Первый вид используется, если необходимо соединить трубы большого диаметра или необходима большая нагрузка при совмещении стыков. Он выглядит как опорная рама с блоком приборов и гидроагрегатом. По бокам находятся захваты, которые состоят из двух полуколец. Между ними ставят вкладыши для лучшего распределения давления и центровки. Внутренний диаметр вкладышей совпадает с диаметром труб, которые будут спаиваться.
Есть два вида сварочного оборудования: механический аппарат и ручной сварочный аппарат. Первый вид используется, если необходимо соединить трубы большого диаметра или необходима большая нагрузка при совмещении стыков. Он выглядит как опорная рама с блоком приборов и гидроагрегатом. По бокам находятся захваты, которые состоят из двух полуколец. Между ними ставят вкладыши для лучшего распределения давления и центровки. Внутренний диаметр вкладышей совпадает с диаметром труб, которые будут спаиваться.
Для выравнивания концов труб есть электроторцеватель. Он выглядит как диск, который вращается, с двухсторонними ножами. Для безопасности в аппарате присутствует блокирующий механизм. Нагревательный элемент выглядит как диск из металла с антипригарным покрытием. Внутри данного диска располагаются ТЭНы. Так же он имеет датчики контроля температуры и терморегуляторы. Чаще всего его используют для установки труб, которые будут работать под высоким давлением или при резких перепадах температуры.
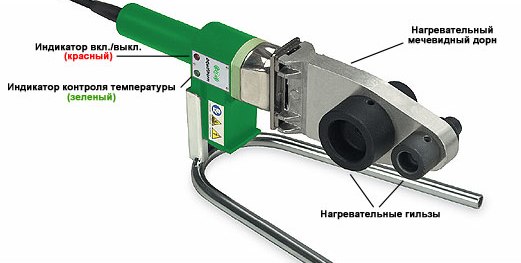
Второй вид — ручной сварочный аппарат, который используется при относительно не большем объёме работ. Он соединяет трубы разного диаметра до 50 мм. В его состав входит терморегулятор, нагревательная плита и эргономичная ручка. В нагревательной плите бывает от двух отверстий, в которых закреплены парные сварочные элементы с разным диаметром. Сваривающие элементы покрыты тефлоновым покрытием, что предотвращает прилипание пластика к нагреваемой поверхности. Терморегулятор регулирует температуру до которой нагревается плита. Как только нужная температура достигнута, включается красный индикатор.
 Отличаются паяльники способом крепления насадок на мечевидные и цилиндрические. Мечевидные сварочные аппараты получили своё название из-за формы нагревательного элемента, он сужается от блока управления. В цилиндрических же, нагревательный элемент имеет форму цилиндра. Более распространёнными являются мечевидные паяльники, хотя их форма особо не сказывается на качестве выполнения работы. В продаже есть несколько видов комплектации данного оборудования:
Отличаются паяльники способом крепления насадок на мечевидные и цилиндрические. Мечевидные сварочные аппараты получили своё название из-за формы нагревательного элемента, он сужается от блока управления. В цилиндрических же, нагревательный элемент имеет форму цилиндра. Более распространёнными являются мечевидные паяльники, хотя их форма особо не сказывается на качестве выполнения работы. В продаже есть несколько видов комплектации данного оборудования:
- аппарат с ключом для насадок: такой вариант подходит если нужно провести сварку полипропиленовых трубодного или двух диаметров;
- аппарат плюс несколько популярных насадок: обычно продаётся в чемоданчике, насадки на 20,25,32 и 40 мм, если не оказалось нужных, то их можно отдельно докупить;
- полный комплект, включающий аппарат, насадки и инструменты, необходимые при сварке. Чаще всего его покупают профессионалы, но и в домашних условиях он пригодится.
Принцип работы
Принцип действия сварочного аппарата для полипропиленовых труб довольно прост. В начале работы следует убедиться, что аппарат исправно работает. Затем, проверяем нет ли загрязнений на нагревающей поверхности и насадках. Подбираем нужные нам по размерам насадки и устанавливаем их в специальные отверстия при помощи ключа. После этого, делаем разметку труб и разрезаем их. Полипропиленовые трубы режутся довольно легко. Для этого можно использовать
ножовку, главное чтобы срез был ровным и максимально перпендикулярным.
Намного проще и быстрее резать пластиковые трубы при помощи труборезов. Когда будет достигнута оптимальная температура и загорится световой индикатор, можно начинать саму спайку. Для соединения труб с помощью аппарата для сварки полипропиленовых труб используются два способа:
- с помощью муфт и фитингов;
- стыковой способ.
 Более надёжным и экономичным является стыковой способ, так как он не требует дополнительных деталей (муфт, фитингов). После сварки шов по прочности не уступает самой трубе. Для спайки края труб вставляются в разогретые насадки и остаются там строго определённое время.
Более надёжным и экономичным является стыковой способ, так как он не требует дополнительных деталей (муфт, фитингов). После сварки шов по прочности не уступает самой трубе. Для спайки края труб вставляются в разогретые насадки и остаются там строго определённое время.
Если же использовать фитинговый способ, то труба сначала вставляется в насадку, называемую гильзой, а отверстие фитинга насаживается на другую насадку, именуемую дрон. После этого разогретые до нужной температуры части крепко прижимаются друг к другу. Для того чтобы соединение было надёжным очень важно правильно выдержать время разогрева.
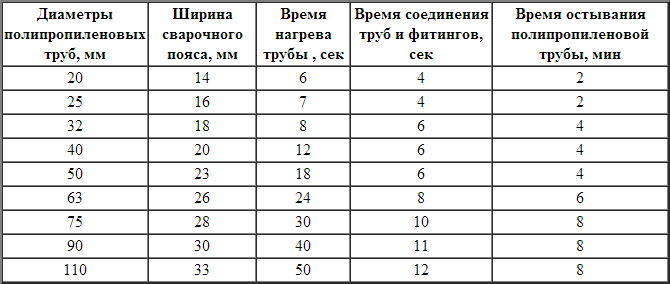
Время разогрева зависит от сечения труб: при диаметре 20 мм время разогрева будет занимать 6 секунд, при 25 мм время займёт 7 секунд, при 32 мм время будет 8 секунд, при 40 мм время составит 12 секунд, при 50мм — 18 секунд, при 63мм — 24 секунд, при 75мм — 30 секунд, при 90мм — 40 секунд и при 110 мм затраты времени составят 50 секунд.
Остывание так же зависит от диаметра нагреваемой поверхности и составляет 2−8 минут.
Особенности выбора
Самое главное в паяльнике — стабильность его температуры и мощность. Если вы используете трубы диаметром свыше 100 мм, то мощность должна быть не менее 1,5−2 кВт. Чем выше мощность ТЭНа, тем быстрее начинается процесс нагревания до нужной температуры, но тем выше и цена. Для использования в домашних условиях будет достаточно 850 Вт.
Если позволяют финансы, то лучше приобрести полный комплект оборудования. Это выгоднее чем покупать всё отдельно и сэкономит ваше время. Обязательно поинтересуйтесь покрытием насадок — лучше всего металлизированный тефлон. При выборе обратите внимание на страну-производителя и страну, где производилась сборка:
- Китай дёшево, но недолговечно;
- Турция среднее звено по качеству и цене;
- Чехия дорого, но надёжно.
Лучшие производители сварочных аппаратов
 Самые популярные марки: Candan, Sturm, Valtec, Dytron
Самые популярные марки: Candan, Sturm, Valtec, Dytron
Рассмотрим некоторые из них:
Sturm— выпускает 2 вида ручных сварочных аппаратов на производственном объединении Энергомаш:
- Энергомаш СТ-72180— имеет цилиндрический нагреватель, мощность 1,8 кВт. В комплекте идут 4 насадки и шестигранный ключ;
- Энергомаш СТ-72170 — имеет мечевидную форму, мощность 1,7 кВт. В комплект входят набор насадок, защитные перчатки, рулетка, ножницы и отвёртка.
Candan — турецкий производитель
Наиболее интересная модель Candan СМ-01— мечевидной формы, мощность 1,5 кВт, имеет возможность использования одновременно трёх насадок. В комплект входят ножницы, рулетка и уровень для установки аппарата.
Dytron — чешская компания, которая специализируется на выпуске сварочного оборудования.
- POLYS P-1— цилиндрическая модель, мощность 650 Вт. В комплект входят 3 колодочные накладки, ножницы и зажим.
- POLYS P-4 — мечевидная модель, мощность 850 Вт, в комплекте также 3 насадки, зажим и ножницы.
Valtec совместная итальянско-российская компания, выпускает сантехнические приборы и контрольно-измерительное оборудование.
Модель VTp.799.0.016040 — мечевидная форма, мощность 1,5 кВт. В комплект входят рулетка, насадки, ножницы.
Учимся пользоваться
 Первое что вы должны сделать дома — да, да, не ленитесь — прочитать инструкцию. После внимательнейшего изучения инструкции подключаем паяльник к электросети и нагреваем до температуры 260 градусов.
Первое что вы должны сделать дома — да, да, не ленитесь — прочитать инструкцию. После внимательнейшего изучения инструкции подключаем паяльник к электросети и нагреваем до температуры 260 градусов.
Нагрев сварочного аппарата занимает 10−30 минут, это зависит от температуры окружающего воздуха. Когда аппарат включают впервые, то после нагрева, ему дают постоять минут 5 и только после этого начинают сварку.
Спаиваемые поверхности должны быть обезжирены, для этого их просто нужно протереть спиртом. После, одновременно вставляем в насадку трубы, предназначенные для соединения, и ждём время разогрева (по инструкции). Когда закончится время нагрева, части трубы снимают со сварочного аппарата и сразу же соединяют, при этом удерживая неподвижно в течении указанного в инструкции времени. Когда
шов остыл, труба пригодна к эксплуатации.
Обычно, если соблюдать правила эксплуатации, сварочные аппараты для полипропиленовых труб прекрасно работают не один год. Простота конструкции этих аппаратов даже при интенсивном использовании даёт надёжный результат.
Видеоинструкция по сварке полипропиленовых труб
Оцените статью:
Поделитесь с друзьями!
septik.guru
Монтаж полипропиленовых труб своими руками позволит сэкономить
Содержание статьи
Поскольку выполнить монтаж полипропиленовых труб своими руками намного быстрее, эффективнее и дешевле, нежели установить металлические изделия данной категории, то все чаще и чаще данный процесс осуществляется непрофессионалами.
Конечно же, есть возможность обратиться к услугам различных компаний, которые предлагают за небольшое (или большое) вознаграждение освободить вас от хлопот.
Однако, если вы – владелец загородного дома, то велика вероятность того, что вам достаточно часто придется монтировать различные системы из полипропилена. В таком случае имеет смысл научиться делать это самостоятельно. Во-первых, вы сэкономите таким образом деньги, а во-вторых, сможете ручаться за высокое качество проведенных работ.
Что нужно для монтажа полипропиленовых труб
- Специальные сварочные насадки различных диаметров. Если делать водопроводную разводку в квартире, то, скорее всего, вам понадобятся изделия диаметром 20 или 25 мм. Они обязательно должны иметь тефлоновое покрытие.
- Ножницы-труборезы.
- Маркер.
- Рулетка.
- Паяльник (ручной сварочный аппарат для полипропиленовых изделий).
 Ножницы для полипропиленовых изделий
Ножницы для полипропиленовых изделий
Начинаем подготовку перед монтажом
Монтаж полипропиленовых труб своими руками предполагает предварительную подготовку чертежа, на котором будут обозначены разводки холодной и горячей воды. При этом необходимо указывать общую длину водопроводной системы и отдельно отметить места предполагаемых соединений. Можно также сделать пометки на стенах.
Разметить необходимо и положение клипс, прикрепляющих конструкцию к стене. После этого имеет смысл продумать и зафиксировать на бумаге последовательность соединений, — работа по плану выполняется более быстро и четко, нежели без него.
Затем, еще до начала монтажа, на сварочный прибор устанавливаются насадки нужного диаметра. Паяльник прогревается. Готовятся все необходимые и инструменты и материалы, проверяется их целостность и чистота. Затем производится непосредственно сварка. Как правило, используется полифузный ее вариант, поскольку только в таком случае можно гарантировать высокое качество соединения.
Сварка полипропиленовых труб
Для того чтобы начать сварку полипропиленовых элементов водопровода или же системы водяного отопления, необходимо выставить на сварочном аппарате температуру нагрева (чаще всего 240-260º С) и включить прибор в розетку.
На паяльнике должны отключиться контрольные индикаторы, и только после этого можно приступать к работе:
- Готовим к сварке полипропиленовую трубу: протираем края спиртом, армированные изделия зачищаем от алюминиевой фольги (для транспортировки холодной воды подойдет обыкновенное толстостенное изделие, а для горячей – только армированное).
- Подготовленный элемент водопровода вставляется в соответствующую насадку сварочного устройства, на другую часть прибора надевается фитинг. При этом на обе детали нужно немного надавить. При нагревании детали немного оплавятся и упрутся в выступ насадки. После этого соединяемые детали выдерживаются определенное время, определить которое можно по таблице.
- Затем свариваемые элементы одновременно снимаются и вставляются друг в друга. Ни в коем случае при этом нельзя проворачивать детали по оси.
- Проверяется соосность готового соединения. При необходимости сварка подправляется, пока еще шов полностью не остыл.
- После полного остывания соединения можно производить монтаж следующих элементов системы.
 Таблица процесса сварки водопровода
Таблица процесса сварки водопровода
Дополнительные детали для монтажа
Для того чтобы качественно произвести монтаж водопроводной системы, части которой созданы из полипропилена, понадобятся следующие детали:
Фитинги
Они представляют собой соединительные элементы трубопровода и могут различаться по своим техническим характеристикам в зависимости от своего предназначения и от выпустившего их производителя. В большинстве случаев фитинги различных марок существенно отличаются.
 Разные виды фитингов
Разные виды фитингов
К примеру, есть фитинги, которые можно вварить в водопроводную систему, однако существуют и детали, соединяемые по разъемному типу (для гибкого шланга) или же резьбой (используется в случае подключения счетчика или бойлера).
Муфты
Они созданы для того, чтобы объединять в одну систему трубы различного диаметра. Кроме того, муфты могут понадобиться в том случае, если необходимо срастить прямые отрезки или сделать переход на резьбу.
Угольники и тройники
Также при монтаже водопроводной системы используются угольники и тройники. Тройники требуются для того, чтобы можно было создавать ответвления в системе, а угольники – для поворотов.
Особенности проведения монтажа
Производя ремонт полипропиленовых труб своими руками необходимо учитывать следующие нюансы:
- Полипропиленовые изделия монтируются при температуре, превышающей 50 градусов по Цельсию.
- Наносить резьбу на полипропиленовые элементы запрещается.
- Также категорически нельзя использовать при монтаже грязные материалы и детали. Все должно быть идеально чистым.
- Полипропиленовые детали необходимо беречь от огня и аккуратно с ними обращаться для предупреждения возникновения различных повреждений.
phoenix-master.com
Монтаж полипропиленовых труб своими руками

Современные полимеры позволяют создавать новый или провести качественный ремонт существующего трубопровода.
Полезные технические характеристики сделали полипропиленовые трубы популярными. Вдобавок с ними управится новичок, знающий азы сантехнического дела.
При монтаже развязок, необходимо соблюдать правила и инструкции, которые позволят легко создать водопровод нужной конфигурации.
Расходные материалы и инструменты
Запаситесь трубами, фитингами и кранами (про ремонт шаровых для водопровода написано здесь), сварочным аппаратом, дополнительным инструментом, и вы быстро сделаете надежную разводку в доме или квартире.
Сварное соединение позволит запустить воду через 15-20 минут после окончания работ.
Трубы соединяются с помощью муфт, которые спаиваются с материалом фитингов.
В первую очередь, стоит позаботиться о трубах нужного диаметра.
Дополнительно готовят следующие инструменты и комплектующие:
Строительный рынок предлагает выбор необходимых элементов и комплектующих.
Не стоит приобретать дешевую продукцию.
Качественный паяльник стоит дорого, но позволит работать длительное время без замены нагревательных элементов или тефлоновых насадок.
Обращайте внимание на наличие подставки, без которой работать придется на весу.
А что вам известно про стальной отвод на 90 градусов? В полезной статье написано, в каких случаях невозможно обойтись без металлических деталей при прокладке трубопроводов отопления, водоснабжения и канализации.
Про тройники для канализационных труб написано на этой странице.
Самостоятельный монтаж отопления или водопровода (про установку шарового, полнопроходного, муфтового крана прочитайте в этой статье) из полипропиленовых труб требует соблюдения технологии и специального оборудования.
Не стоит думать, что это очень просто, и может быть сделано с помощью подручных средств (про соединение пластиковых труб без пайки написано здесь).
Необязательно использовать труборез, небольшое количество труб режут ножовкой по металлу.
Если не планируется применять полипропиленовые трубы, армированная стекловолокном (характеристики), то шейвер можно не использовать.
Так же не потребуется применение этого инструмента при внутреннем расположении армирующего слоя.
Инструкция для домашнего мастера
Работу начинают по предварительно подготовленному проекту, который определяет количество материала, необходимые комплектующие и конфигурацию трубопровода (схема разводки труб водоснабжения в квартире).
Остается соединить части в единое целое при помощи паяльника.
Проект создается с целью уменьшить число мест сварки, в том числе тех, которые придется делать на весу.
Опытный мастер делает минимальное количество спаек и, практически, не работает на весу, собирая элементы на столе или на полу.
Изделия, имеющие маркировку PN20 или PN25, содержат армирующий слой стекловолокна или алюминия. Такая структура не дает трубам деформироваться под действием высокой температуры.
Сварка элементов
Надежное соединение формируется за счет нагрева внешнего края труб и внутренней поверхности соединительной муфты.
Прогрев полимера осуществляют на определенном участке.
Нагретые части, плотно вставляются друг в друга, и выдерживаются в строго горизонтальном положении до остывания.
Расплавленный полипропилен смешивается и образует единое целое.
А что вы знаете про нормативы для сливной ямы в частном доме? В полезной статье указаны нормы и правила обустройства очистных сооружений.
Про прямую и конусную американку для полотенцесушителя написано здесь.
На странице: http://ru-canalizator.com/vodosnabzhenie/avtonomnoe/back-osmos.html прочитайте про вред и пользу от фильтра обратного осмоса.
Перед сваркой подготавливают материал:
- труба разрезается на куски нужной длины;
- создается фаска на каждом конце изделий.
Углубление фаски на 2 миллиметра, под углом 15 градусов; - муфты и трубы очищают от грязи и жира.
Паяльник устанавливается на подставку, включается в электросеть и нагревается до 260 градусов.
Температура сварки полипропиленовых труб (таблицу посмотрите здесь) требуется для быстрого равномерного нагрева полипропилена.
Более высокие параметры сильно размягчат материал, низкая температура не даст надежно соединить изделия. Вдобавок, такой режим не испортит тефлон насадок.
К монтажу трубопровода (расстояние между трубами теплого водяного пола) приступают после нагрева сварочного аппарата. Процесс сводится к насаживанию фитинга на дорн с одновременной вставкой трубы в гильзу.
Разогретые изделия снимаются с аппарата одновременно. Соединяют элементы в течение 3-5 секунд.
В противном случае, материал остынет и не создаст надежного сцепления.
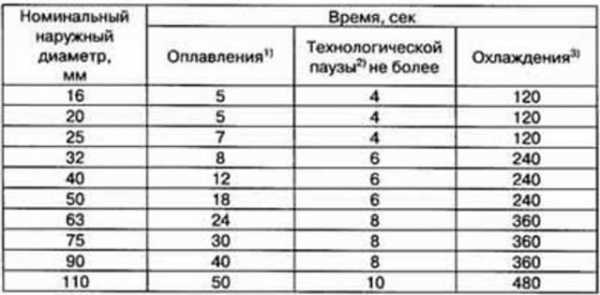
Время нагрева отличается для труб разного диаметра и толщины стенки.
Перегретый полимер теряет прочность, деформируется и не подлежит использованию.
При недостаточном нагреве появляются непропайки, каверны, через которые в последующем вытекает теплоноситель.
Оптимальный интервал нагрева приводится в таблицах, которые используют опытные мастера.
Насадки сделаны под конусом с уклоном 5 градусов. В середине, диаметр совпадает с параметрами трубы.
Поэтому изделия вставляются в насадку с некоторым усилием. Трубу и фитинг, например, при подключении установки для безнапорной аэрации воды из скважины (принцип работы описан здесь), надевают до упора и не давят дальше. В противном случае деформируется конец изделия.
Полезно сделать предварительный замер насадки и отметить расстояние на трубах. Это позволит проконтролировать процесс.
С опытом придет чувство меры, которое позволит понять, когда труба коснулась края гильзы.
От быстроты стыковки нагретых деталей зависит качество спайки, например при обвязке радиатора отопления (схему посмотрите здесь). Элементы соединяются без прокручивания относительно друг друга, соблюдая горизонтальность.
Секреты профессионалов
Неважно, что вы хотите сделать: создать отопление вновь или провести реконструкцию существующей системы – полипропиленовые изделия помогут в любой ситуации.
Основная часть коммуникаций сваривается на столе, закрепляется на стенах до приборов (схема обвязки котла отопления полипропиленом опубликована на этой странице) и перед перегородками.
Специальные держатели позволят равномерно распределить вес труб, заполненных теплоносителем, и избежать деформации.
Помните, что полипропилен не используется непосредственно у котла. Нагреватель соединяют с отоплением переходником с металлической вставкой или американкой.
Длина перехода с металла на пластик должна быть, минимум, 30 сантиметров.
Сваренные трубы не требуют постоянного обслуживания, благодаря этому, такие конструкции используют внутри стен или под бетонными стяжками.
Предварительно, проводят проверку на герметичность.
В заключение
Задумывая самостоятельный монтаж отопления или водопровода, потренируйтесь в создании соединений при помощи паяльного аппарата (про электросварные фитинги для ПНД труб прочитайте здесь).
Используйте отходы труб, бракованные фитинги или несколько соединительных муфт.
Три или четыре пробных сварки, которые закончены герметичными соединениями, дадут необходимый опыт.
При использовании полипропиленовых труб, фитингов и муфт можно создать водопровод или отопление своими руками. Если вы не собираетесь работать сантехником, то паяльник лучше взять в аренду. Это поможет сократить финансовые расходы.
Посмотрите видеоролик, в котором профессиональный мастер раскрывает все секреты монтажа полипропиленовых труб для горячего водопровода.
Понравилась статья? Подписывайтесь на обновления сайта по RSS, или следите за обновлениями В Контакте, Одноклассниках, Facebook, Google Plus или Twitter.
Подписывайтесь на обновления по E-Mail:
Расскажите друзьям!
ru-canalizator.com
инструкция по прокладке ПП, установка труб из полипропилена
Содержание:
Все чаще при прокладке трубопроводов для отопительных и водоснабжающих систем вместо традиционных металлических труб используют пластиковую трубную продукцию, к которой в том числе относятся полипропиленовые изделия (сокращенно ПП).

Прежде всего, возрастающая популярность их применения объясняется тем, что установка полипропиленовых труб делается легко и выполнить эту работу можно без проблем своими руками. Для этого не требуется владение особыми навыками и специальными познаниями.
Положительные характеристики ПП труб
Трубная продукция, изготавливаемая из полипропилена, имеет ряд преимуществ:
- продолжительный срок эксплуатации, который составляет минимум 25 лет;
- устойчивость к агрессивному влиянию окружающей среды;
- широкий ассортимент соединительных фитингов и других комплектующих элементов;
- отсутствие на внутренней и наружной поверхности конденсата и различных отложений;
- незначительный вес изделий;
- устойчивость к коррозийным процессам;
- простота проведения монтажных работ;
- достаточная прочность;
- низкий уровень издаваемого шума.
Предельно допустимой рабочей температурой жидкости, перемещающейся по полипропиленовым трубопроводам, принято считать 90ᵒС (ограничение касается продукции марки 20 и 21). В случае обустройства магистрали для подачи холодной жидкости, температурный режим которой чаще всего не превышает 20 градусов, прокладывают трубы марок с 11 по 16.
Основные особенности монтажных работ
Выполняется прокладка труб из полипропилена с использованием фитингов, как резьбовых, так и нерезьбовых. Изделия, имеющие резьбу, бывают:
- разъемными;
- неразъемными.
На выбор способа проведения монтажных работ, прежде всего, влияют условия, в которых будет эксплуатироваться трубопровод. Все комплектующие, изготовленные из полипропилена, необходимо защищать от огня.
Когда нужно врезать в систему водомер или накопительную емкость, используют резьбовые изделия разъемного типа. Помимо этого неразъемное соединение применяют только при работе с гибкими шлангами. Запрещено задействовать грязные или подвергшиеся деформации элементы. Также не разрешается самостоятельно наносить резьбу.

Если предстоит соединять ровные участки или обустраивать переход отрезка трубопровода на диаметр другого размера, пользуются муфтами. Для поворотов задействуют специальные угольники, а для создания разветвлений в системе – тройники. Перегиб труб не допускается.
После того, как изучена вся необходимая информации, приступают к монтажу полипропиленовых труб, который выполняется в несколько этапов (детальнее: «Виды, свойства, монтаж пропиленовых труб своими руками»).
Разработка проекта магистрали
Всегда перед началом проведения монтажа составляют проект будущей системы. Основным критерием считается эргономичность – по этой причине необходимо, чтобы в магистрали количество поворотов трубопроводов и соединительных элементов было сведено к минимуму.
Если планируется обустройство системы теплоснабжения, важно грамотно составить проект, в котором должно быть точно указано расположение следующих элементов:
- отопительное оборудование;
- крепежные изделия;
- различные переходники и муфты;
- уголки.
Теплоснабжающую магистраль подсоединяют к батареям сбоку или снизу одним из двух способов – однотрубным или двухтрубным.
При разработке проекта нужно учитывать вероятность термального расширения материала изготовления труб, которым в данном случае является полипропилен.

При необходимости прокладки водопроводной разводки трубопровод подключают к централизованным коммуникациям. При проектировании водоснабжения учитывают, что предстоит подсоединение таких сантехнических приборов как унитазы, нагревательные агрегаты, раковины и т.д.
На практике используют один из двух способов обустройства разводки:
- Открытый вариант. Трубы, устанавливаемые горизонтально размещают выше уровня напольного покрытия, а вертикальные изделия – только по углам. Благодаря такому монтажу, можно сделать трубопровод не таким заметным.
- Закрытый вариант. Данный метод установки сложен в реализации, так как для этого потребуется предварительное проведение точных расчетов. Трубы, вмуровываемые в стены, должны быть цельными, а к каждому стыку нужно обеспечить беспрепятственный доступ.
Разводка водопроводной сети бывает трех типов:
- последовательного. Этот бюджетный способ прост в реализации;
- коллекторного — подача воды организуется с применением специального оборудования – коллектора;
- с проходными розетками – его задействуют редко.
Выполнение сварки ПП труб
Чтобы приступить к данному этапу, необходимо иметь в своем распоряжении электрический лобзик для резки полиэтилена и оборудование, предназначенное для сварки.
Перед началом выполнения работы на прибор нужно надеть насадки (гильзы) определенного диаметра. Потом при помощи терморегулятора задать нужную температуру, которая должна составлять около 260 – 265 градусов и подождать, пока прибор разогреется. Существует пошаговая инструкция от производителя сварочного оборудования, подробно описывающая все нюансы, в том числе время разогрева. Читайте также: «Как выполняется монтаж отопления из полипропиленовых труб – теория и практика с примерами».

Последовательность осуществления сборки определяют до начала работы:
- Пока агрегат разогревается, выполняют все нужные замеры труб, которые потом размечают и разрезают.
- Торцы отрезков, которые предстоит между собой соединить, зачищают и обезжиривают.
- Используя карандаш, отмечают глубину вхождения каждого из участков трубы в гильзу. При этом следует оставлять зазор, равный минимум 1 миллиметру, поскольку нужно не допустить, чтобы изделие упиралось в соединительную муфту фитинга.
- Трубу из полипропилена вместе с фитингом надевают на гильзу, принимая во внимание ранее нанесенные отметки. Нагрев всех элементов выполняют одновременно. Если насадка одного из компонентов выполнена плохо или она получилась слишком свободной, его тут же отбраковывают. Продолжительность нагрева в основном зависит от глубины сварки и сечения трубы.
- Изделия через определенное время снимают и соединяют, с усилием насаживая одно на другое. Элементы нельзя поворачивать относительно осевой линии.
- В течение только нескольких секунд после завершения соединения можно выполнить первичную корректировку, после чего происходит окончательная фиксация. Читайте также: «Как правильно сделать монтаж водопровода из полипропиленовых труб – пошаговое руководство».
Выполнение соединения отрезков ПП труб можно считать сделанным качественно, если в месте сварки отсутствуют малейшие зазоры.
Как самостоятельно сделать сварочный аппарат
Поскольку хороший прибор для сварки стоит недешево, лучше будет взять его в аренду или изготовить своими руками.
Когда выбор сделан в пользу второго варианта, тогда нужно заранее подготовить:
- электрическую дрель;
- насадку (гильзу) требуемого диаметра;
- утюг устаревшей модели;
- шайбу и болт для него;
- термальную пасту для компьютеров.

Очередность действий будет следующей:
- Чтобы увеличить степень теплопередачи подошву старого утюга обрабатывают пастой, после чего нужно зафиксировать тефлоновую гильзу. Ее положение определяют заранее – располагают широкой частью к низу или к верху.
- Спиливают у утюга носик, чтобы было удобнее с ним работать в непосредственной близости от стен.
- Нагревают гладильный прибор, пока он не выключится повторно.
- Наличие у утюга термодатчика позволяет более точно определить, до какой температуры нагрелся агрегат. Существует и более простой метод узнать степень нагрева прибора при помощи свинца. Дело в том, что этот металл начинает плавиться при 230 градусах, что почти совпадает с температурой, требуемой для выполнения сварки.
Последующие действия, касающиеся пайки, аналогичны описанной выше сборке.
Монтаж полипропиленового трубопровода
Для создания магистрали будут нужны:
- трубы ПП;
- пластиковые хомуты;
- фитинги с резьбой;
- муфты и тройники;
- разъемные соединительные элементы;
- отводы и переходники;
- краны шаровые; заглушки.
Сначала устанавливают главные элементы системы, к которым относятся сантехнические приборы, радиаторы, нагревательные агрегаты и прочее. На основании проекта размечают места прокладки магистрали. Монтаж труб из полипропилена осуществляют при помощи муфт. При необходимости собрать труднодоступные участки магистрали — это делают по отдельности.

При прокладке коммуникаций для конструкции теплоснабжения или горячего водоснабжения учитывают коэффициент термального расширения. С целью его компенсации рекомендуется использовать соединительные детали подвижного типа.
Когда осуществляется монтаж ПП труб для прокладки закрытого трубопровода, сначала штробируются стены, для чего в определенных местах делают канавку, ширина которой равна двум диаметрам трубы. Наполнять магистраль жидкостью можно только через час после окончания монтажных работ, а гидравлические испытания проводят по истечению суток.
Обустройство канализационной системы из полипропиленовых труб
При создании канализации часто задействуют ПП трубы. Процесс их укладки имеет особенности, которые следует учитывать.
Оборудовать своими руками канализационную систему в собственном доме поможет внимательное изучение правил и инструкции монтажа полипропиленовых труб:
- Трубопровод прокладывают под небольшим, примерно 3-сантиметровым, уклоном в сторону расположения стока.
- Когда трубы будут находиться в холодном помещении, их следует дополнительно утеплить минеральной ватой.
- Не допускается выполнение резких поворотов коммуникаций, а точнее — под прямым углом. Вместо них применяют полуотводы.
- Обязательным элементом канализации является фановая вентиляционная конструкция, предотвращающая проникновение неприятных запахов в помещения.
- Унитаз нужно подключать после установки раковины, иначе срыва водяного затвора не избежать.

Наружную линию канализации прокладывают в определенной последовательности с учетом некоторых нюансов:
- Определяют диаметр ПП труб, который зависит от количества людей, которые проживают в домовладении.
- От канализационного стока роют траншею в направлении септика или выгребной ямы, соблюдая уклон, размер которого зависит от глубины промерзания почвы или же трубопровод утепляют.
- На дно укладывают песчаную «подушку», минимальная ее толщина должна составлять 20 сантиметров.
- Прокладывают трубопровод, не допуская провисания его участков – в противном случае места соединения в скором времени разрушатся.
В процессе монтажа системы швы не требуется герметизировать, поскольку в полипропиленовых трубах для наружной укладки есть резиновые уплотнители.
Самостоятельный монтаж канализационной магистрали поможет значительно сэкономить, но только при условии, что он будет грамотно выполнен.
trubaspec.com
Содержание
- 1 Сварка полипропиленовых труб своими руками
- 1.1 Что понадобится
- 1.2 Ход работ
- 2 Технология сварки полипропиленовых труб своими руками
- 2.1 Работа с трубами из полипропилена
- 2.2 Как уже отмечалось, сварка полипропиленовых труб — дело несложное, но новичку нужно быть очень внимательным, не спешить и не допускать ошибок. Сначала нужно сделать расчеты. Затем несколько раз их проверить и только после этого переходить к процессу сварки
- 2.3 Если разбить процесс сварки труб на отдельные шаги, то он будет выглядеть следующим образом:
- 2.4 При сварке полипропиленовых труб невозможно обойтись без сварочного аппарата. Это достаточно простое устройство, чем-то напоминающее обычный утюг. Хотя внешний вид немного отличается
- 2.5 Нюансы сварки труб из полипропилена
- 2.6 Как правило, детали полипропиленовых труб свариваются на столе и это вполне может сделать один человек. Но иногда при установке возникает необходимости спаять трубы прямо на месте монтажа и тогда будет удобнее, если кто-то возьмет на себя роль помощника
- 2.7 Ниже приведена специальная таблица, где указано время нагрева различных соединительных конструкций. Таблица поможет пока еще непрофессиональным сварщикам правильно определить время нагрева
- 3 Cварка полипропиленовых труб своими руками: оборудование, типы сварки
- 3.1 Как долго держать трубы, зависит от их диаметра
- 3.2 Монтаж труб
- 3.3 Защищаемся от ошибок
- 4 Технология сварки полипропиленовых труб: пошаговая инструкция
- 4.1 Как правильно паять полипропиленовые трубы
- 4.2 Описание технологии сварки
- 4.3 Аппараты для сварки
- 5 Делаем паяльник для труб ПВХ своими руками
- 5.1 Общая информация
- 5.2 Особенности
- 5.3 Сборка паяльника
- 5.4 Вместо заключения
- 6 Cварка полипропиленовых труб своими руками
- 6.1 Посмотрите видео о сварке полипропиленовых труб
- 6.2 Что потребуется для сварки труб из полипропилена?
- 6.3 Как быстро сделать сварочный аппарат для полипропиленовых труб собственными руками?
- 6.4 В чем заключается сущность сварки?
- 7 Как правильно сваривать полипропиленовые трубы?
- 7.1 На чем основан принцип монтажа полипропиленовых труб
- 7.2 Разновидности аппаратов для монтажа полипропиленовых труб
- 7.3 Температурный режим пайки
- 7.4 Процесс соединение труб при помощи паяльника
- 7.5 Разновидности труб, подлежащих сварке
- 7.6 Необходимое оборудование и инструменты
- 7.7 Технология сварки враструб – пошаговая инструкция
- 7.8 Резка труб
- 7.9 Подготовка труб и фитингов
- 7.10 Подготовка сварочного аппарата
- 7.11 Установка деталей на прогрев
- 7.12 Сварка
- 7.13 Сборка деталей
- 7.14 Охлаждение соединения
- 7.15 Ошибки при сварке
- 8 Сварка полипропиленовых труб, работаем своими руками
- 8.1 Универсальные решения
- 8.2 Для холодного водоснабжения
- 8.3 Многослойные и армированные
- 8.4 Форма инструмента
- 8.5 Мощность паяльника
- 8.6 Качество и функционал
- 8.7 Насадки для паяльников
- 8.8 Производители оборудования для сварки пластиковых материалов
- 8.9 Преимущества применения полиэтиленовых труб
- 8.10 Полиэтиленовые материалы имеют ряд весомых преимуществ:
- 8.11 Электромуфтовые аппараты для сварки ПНД труб
- 9 Паяльник для полипропиленовых труб своими руками
- 9.1 Что нужно для того, чтобы сделать паяльник для пластиковых труб
- 9.2 Как сделать паяльник для полипропиленовых труб своими руками
- 9.3 В чем минусы самодельного паяльника для труб
- 10 Сварочный аппарат для полипропиленовых труб своими руками
- 10.1 Что нужно приготовить для работы
- 10.2 Сварочный аппарат будет работать так
- 10.3 Перейдем к изготовлению
- 11 Сварка полипропиленовых труб своими руками для начинающих — какой выбрать аппарат
- 11.1 Характеристики и комплектация паяльников
- 11.2 Инструменты для пайки
- 12 Самодельный паяльник для полипропиленовых труб
- 12.1 Паяльник на основе старого утюга
- 12.2 С регулятором нагрева
- 12.3 Промышленные образцы с парными насадками
- 13 Сварка полипропиленовых труб своими руками для начинающих
- 13.1 На чем основан принцип монтажа полипропиленовых труб
- 13.2 Как соединить трубы из полипропилена раструбной сваркой
- 13.3 Соединение труб из полипропилена, армированных алюминиевой фольгой
- 13.4 Распространенные ошибки при сварке полипропиленовых труб
- 14 Технология сварки труб из полипропилена
- 14.1 Как выбрать аппарат?
- 14.2 Технология процесса
- 14.3 Какая нужна температура нагрева?
- 14.4 Распространенные ошибки и советы
- 14.5 Холодная сварка
- 15 Сварка труб из полипропилена
- 15.1 Виды и назначение
- 15.2 Способы соединения полипропиленовых труб
- 15.3 Общие сведения и виды изделий из полипропилена
- 15.4 Применяемое оборудование для сваривания
Сварка полипропиленовых труб своими руками

Часто при ремонтных работах возникает необходимость замены различных трубопроводов. Сегодня для монтажа нового водопровода (и других коммуникаций) чаще всего используют полипропиленовые трубы. Они прочные и долговечные. Для соединения таких труб используют метод сварки.
Что понадобится
Аппарат для сварки труб
Перед началом работ нужно обзавестись необходимым оборудованием, а именно паяльником для полипропиленовых труб (некоторые его разновидности называют утюгом из-за схожести с последним). Такое устройство стоит недешево, но многие монтажные и строительные компании предлагают взять его в аренду. Такой способ гораздо дешевле тем более, если паяльник вам нужен только на время ремонта.
При покупке или получения в аренду аппарата нужно посмотреть на наличие насадок. Как правило, такая аппаратура комплектуется тефлоновыми насадками. Они имеют разные размеры и позволяют работать с трубами различных диаметров.
Кроме этого, для работы понадобится:
- Резак для трубы. Чаще всего он входит в комплект к паяльнику. Если его нет, то придется купить или арендовать.
- Если используются армированные полипропиленовые трубы, то нужно запастись шейвером.
- Средство для обезжиривания поверхности.
- Линейка.
- Рулетка.
- Нож.
- Напильник.
- Фитинги.
Полипропиленовые фитинги
Последние выпускаются в большом ассортименте. Их выбор будет зависеть от конфигурации водопровода, количества подключений и используемых сантехнических узлов. В качестве фитинга могут быть использованы разные конструкции. Например, для прямых участков выпускаются муфты. Если необходимо сделать поворот, то используется угольник. Также есть фитинги с резьбой. Одна сторона припаивается к полипропиленовой трубе, а второй можно подсоединиться к сантехническому узлу или металлической трубе.
Количество и ассортимент фитингов нужно продумать заранее, для этого удобней составить схему будущего водопровода.
Ход работ
Резка труб
Затем делаем необходимую разметку. Полипропиленовые трубы довольно пластичны, поэтому можно не добиваться миллиметровой точности. Но все же сделать все аккуратно необходимо. Теперь следует отрезать нужный участок. При этом необходимо чтобы срез был точно перпендикулярно трубе.
Первым делом необходимо проверить трубы. Не допускается к монтажу изделия с дефектами (трещины, овальный профиль или разная толщина стенок). Также внимательно осматриваем фитинги.
Шейвер Если труба имеет армирующий слой, то посадочную поверхность (ту часть трубы, которая будет входить в фитинг) необходимо обработать шейвером. Затем нужно обезжирить поверхность. Также делается зачистка концов трубы. С помощью ножа и напильника убираются заусенцы, так можно облегчить работу при плавке.
Теперь нужно подготовить сварочный аппарат. Перед включением в электросеть устройство устанавливается в надежном месте, где он не будет вам мешать. Аппарат закрепляют и устанавливают насадки нужных размеров. Только после этого устройство подключают к электропитанию, и ждут, пока оно нагреется, как правило, время ожидание составляет 10‒15 минут. О готовности аппарата к работе подскажет световой индикатор.
Сварка полипропиленовых труб
Первое что необходимо уяснить – это то, что все работы нужно выполнять без спешки, четко и последовательно. Если пайка осуществляется первый раз, то лучше немного потренироваться на небольших обрезках труб. Так можно лучше понять суть всего процесса.
Таблица Главное правило пайки – это вначале надевается на насадку фитинг, и сразу же после этого в другую насадку вставляется труба. После того как обе части соединения окажутся на паяльнике начинается отсчет времени. Промежуток времени необходимый на плавку зависит от диаметра трубы. В таблице приведены наиболее часто встречающиеся соответствия.
После отсчета нужного промежутка времени снимает фитинг и трубу с насадки и тут же производим соединение. Делать это нужно быстро, при этом (также с достаточной быстротой) выравниваем трубу по нужной оси. Полипропилен твердеет очень быстро. За 4‒8 секунд он остынет и схватиться, но сразу отпускать не стоит. Как правило, мастера ждут 20‒30 секунд, удерживая соединение руками.
После этого нужно подождать 2‒3 минуты для полного охлаждения узла. При этом не допускается охлаждения неестественным путем (струей воздуха или водой). Это может привести к повреждению пластика и соединения.
В этом видео автор показывает, как правильно паять полипропиленовые трубы:
Источник: https://kakpravilnosdelat.ru/svarka-polipropilenovyh-trub-svoimi-rukami/
Технология сварки полипропиленовых труб своими руками

Металлические трубы давно уже морально устарели.Современные строители применяют более совершенные материалы. Так, сейчас наиболее распространенным материалом является полипропилен, и трубы из него часто устанавливаются в системах водоснабжения и отопления в квартирах и частных домах.
Еще в начале XXI века жители многоквартирных домов начали менять свои старые металлические трубы на пластиковые. Но пластик тогда тоже был не настолько совершенен, как полипропилен сейчас, поэтому эти трубы уже требуют замены. Практика показывает, что 70 процентов устанавливаемых в настоящее время труб изготовлено из полипропилена.
Сварка полипропиленовых труб
У полипропилена есть ряд преимуществ перед металлом. Во-первых, он дешевле. Во-вторых, срок службы полипропиленовых труб намного превышает срок эксплуатации металлических труб. В-третьих, полипропилен легче металла по весу, что значительно упрощает установку.
Полезная информация! Все это в совокупности отражается на общей стоимости доставки и монтажа труб. Также на доставке можно сэкономить, если при перевозке труб на транспорте вложить трубы небольшого диаметра в широкие изделия. Так вы сэкономите место, а значит, сможете перевезти больше материала за один раз.
Есть и еще одна статья расходов, на которую при использовании полипропиленовых труб можно существенно снизить затраты. Установка полипропилена не занимает много времени, и вы легко сможете произвести все работы самостоятельно, не вызывая домой специалиста и не оплачивая его услуги.
Работа с трубами из полипропилена
Сегодняшняя система монтажа труб из полипропилена включает в себя все необходимые элементы для соединения труб всевозможных размеров, обводы, арматуру, крепления и включения. Процесс сборки достаточно прост и при наличии необходимых навыков происходит быстро.
Комплект элементов можно подобрать так, как вам хочется, так что в результате получится совершенно уникальная система. Сложность и комплектация зависит только от предпочтений и пожеланий заказчика, то есть вас. Единственной особенностью, которую некоторые относят к недостаткам полипропилена, является сварной метод соединения. После сварки уже невозможно разъединить трубы и исправить ошибку. Поэтому нужно заранее все продумать и постараться избежать неточностей в действиях.
Как уже отмечалось, сварка полипропиленовых труб — дело несложное, но новичку нужно быть очень внимательным, не спешить и не допускать ошибок. Сначала нужно сделать расчеты. Затем несколько раз их проверить и только после этого переходить к процессу сварки
С соединительными элементами и фитингами полипропиленовые трубы соединяются посредством пайки. Для этого необходим специальный инструмент, который в народе называют паяльником. Это не обычный паяльник, к которому все привыкли, а специальный для полипропилена, поэтому название не совсем правильное с технической стороны, но оно уже давно прижилось, и даже специалисты используют его в обиходе.
Если разбить процесс сварки труб на отдельные шаги, то он будет выглядеть следующим образом:
- Паяльником для полипропилена необходимо нагреть обе детали, которые вы хотите прикрепить друг к другу.
- После надо соединить нагретые детали;
- Через небольшой промежуток времени вынуть из аппарата уже скрепленные между собой элементы.
Сварка обеспечивает элементам настолько прочное соединение, что разъединить детали, не сломав их, практически невозможно. Вот почему полипропиленовые трубы считаются качественными, долговечными и способны выдерживать практически любое давление.
При сварке полипропиленовых труб невозможно обойтись без сварочного аппарата. Это достаточно простое устройство, чем-то напоминающее обычный утюг. Хотя внешний вид немного отличается
- Сварочный аппарат состоит из нагревательной плиты, регулятора температуры и ручки. В нагревательной плите имеется два специальных отверстия, которые необходимы для крепления элементов трубы.
- В процессе сварки полипропиленовых труб обычно используется сама труба и дополнительные детали, к которым ее нужно прикрепить (фитинги). Специально для этого в сварочном аппарате предусмотрены разные насадки.
- Чаще всего в водопроводных и отопительных системах, расположенных в жилых помещениях, используются полипропиленовые трубы диаметром 20 и 32 мм. Чтобы узнать диаметр в магазине, необходимо просто осмотреть деталь. На каждом элементе должна стоять специальная маркировка, где указан диаметр изделия.
- Комплект для сварки труб из полипропилена обычно включает несколько пар сварных элементов диаметром от 20 до 40 мм. Такого набора вполне достаточно, чтобы решить любую задачу, поставленную перед сварщиком труб.
Если вдруг вы захотите сэкономить и выточить детали из полипропилена или металла самостоятельно, то знайте, что у вас ничего не получится. Производители покрывают детали специальным тефлоновым напылением, которого в домашних условиях найти невозможно.
Благодаря такому покрытию полипропилен прилипает к металлу, и элементы трубы крепятся между собой.
Нюансы сварки труб из полипропилена
Технология монтажа полипропиленовых труб
- Качество сварки будет намного выше, если перед процедурой обезжирить поверхности свариваемых деталей. К сожалению, многие специалисты пренебрегают этим правилом. Для обезжиривания детали в местах будущего соединения необходимо протереть спиртом. Это удалит мелкую крошку и пыль, которые обычно скапливаются на поверхности. Польза этой процедуры еще и в том, что она снижает вероятность повреждения тефлона, которым покрыты насадки сварочного аппарата.
- Сами насадки также рекомендуется предварительно обрабатывать спиртом.
- Важную роль при сварке полипропиленовых труб играет разметка глубины посадки деталей. У разных фитингов глубина сварного соединения предполагается разная, поэтому вам заранее придется измерить глубину с помощью линейки и штангенциркуля.
- Так вы сможете избежать слишком глубокого введения трубы в соединяемый элемент, что в свою очередь могло бы привести к сужению прохода трубы или его запаиванию.
- Если у вас есть желание научиться паять полипропиленовые трубы самостоятельно, то вам не помешает ознакомиться с соответствующими роликами в интернете, чтобы наглядно увидеть весь процесс. Также вы можете воспользоваться инструкцией к сварочному аппарату.
Проведение разметки труб обычно занимает достаточно много времени. Профессионалы определяют глубину посадки элементов на глаз, но для того чтобы научиться этому, необходим большой практический опыт.
Полезная информация! Для облегчения и ускорения процедуры разметки можно использовать специальное разметочное кольцо. К примеру, для трубы диаметром 20 мм кольцо можно изготовить из трубы диаметром 32 мм.
Для этого от трубы 32 мм отрезают кольцо шириной 15 мм. Затем этим кольцом можно на каждом элементе отмечать необходимую глубину посадки. Это очень удобно, когда планируется соединять большое количество элементов.
Если к разметочному кольцу приклеить дно из пластика или картона, то неточностей при разметке можно будет избежать практически в 100 процентах случаев. Такие кольца можно смастерить для полипропиленовой трубы любого диаметра, кроме самой большой.
Как правило, детали полипропиленовых труб свариваются на столе и это вполне может сделать один человек. Но иногда при установке возникает необходимости спаять трубы прямо на месте монтажа и тогда будет удобнее, если кто-то возьмет на себя роль помощника
Помощника желательно заранее ознакомить с процедурой сварки труб.
В процессе сварки полипропиленовых труб нужно обязательно соблюдать период нагревания деталей. Время нагрева зависит от диаметра изделия. Это особенно важно, когда сварка деталей происходит прямо на месте установки, и проверить качество работ сразу не представляется возможным.
Ниже приведена специальная таблица, где указано время нагрева различных соединительных конструкций. Таблица поможет пока еще непрофессиональным сварщикам правильно определить время нагрева
Чаще всего ошибкой мастера является перегрев трубы. В результате ее диаметр сильно сужается, а может даже запаиваться полностью.
Если у вас имеется помощник, то ему необходимо поручить стыковку фитинга и трубы сначала с насадками сварочного аппарата, а затем друг с другом. Вы в это время будете управлять самим аппаратом. Самостоятельно делать сразу все вряд ли получится.
Пошаговая инструкция по сварке труб из полипропилена
Время сварки полипропиленовых труб
- Сначала нужно включить и нагреть сварочный аппарат. Его рабочая температура составляет 260 градусов.
- Одновременно вставить трубу и фитинг в сварочную насадку. Следите, чтобы изделия располагались по одной оси. Сверяйте время нагрева с таблицей.
- Затем выньте детали из сварочного аппарата и быстро соедините между собой. Держите детали неподвижно необходимое время.
- Когда соединение остынет, детали станут одним целым, и их можно будет использовать.
Источник: https://kanalizacyapro.ru/oborudovanie-i-instrumenty/tehnologija-svarki-polipropilenovyh-trub-svoimi.html
Cварка полипропиленовых труб своими руками: оборудование, типы сварки

Сварка полипропиленовых труб своими руками выполнима, правда, много кто об этом даже не догадывается. Выполняется сварка при помощи нагретого инструмента в раструб и применяется для того чтобы соединить трубы и детали.
На практике сварка очень часто применяется для того, чтобы провести монтаж труб отопления, водоснабжения и канализации для дачи, с применением фитингов и труб, выполненных из полипропилена.Нагревание свариваемых поверхностей происходит при помощи нагретого металлического инструмента – сварочными насадками, покрытыми тефлоновым слоем.
Свариваются внутренняя поверхность фитинга и наружная поверхность трубы, что и определяет составные части инструмента:
- дрон или та половина, на которую нужно одеть фитинг;
- гильза или же половина, в которую помещается конец трубы.
Совет! Необходимо совместить полипропиленовый фитинг с дроном до упора, при этом полипропиленовую трубу нужно совместить с гильзой так же до упора. Сделать это нужно очень быстро, настолько, насколько возможно.
Сварка и пайка пластиковых труб
В том случае, если производится сварка пластиковых труб своими руками, нужно помнить о том, что у полипропиленовой трубы, которая предназначена для муфтовой сварки, наружный диаметр немного превышает номинальный, при этом полипропиленовый фитинг имеет внутренний диаметр немного меньше, чем номинальный.
При этом у сварочных насадок конические поверхности и диаметр в их средней части равен номинальному, поэтому, не произведя нагрев совместить трубу и фитинг не получится не только друг с другом, но и со сварочными насадками.
По мере того как происходит совмещение горячей сварочной насадки вместе с трубой, происходит оплавление наружного слоя трубы и выдавливание валика, при этом происходит достаточный прогрев внутренних слоев трубы для того, чтобы сжаться и не препятствовать входу трубы в сварочную насадку. Мало отличаются процессы, происходящие при совмещении дрона и фитинга.
Для того чтобы все получилось нужно специальное оборудование для сварки полипропиленовых труб, без которого вышеописанного не произойдет. Аппарат для пайки труб Candan cm04
Дальнейшее продвижение сварочной насадки происходит до упора фитинга в округлое основание сварочной насадки. При этом происходит оплавление наружного среза фитинга и также выдавливание валика (гранта), правда, он имеет незначительную высоту.
При этом верхушка сварочной насадки до упора фитинга, расположенного внутри, не доходит, но происходит на ползание гранта на внутренний упор фитинга.
При дальнейшем продвижении трубы внутрь насадки ее торец в конечном итоге упирается в то же округлое основание. При этом происходит оплавление и скручивание наружного ребра торца, также выдавливается грант, имеющий небольшую высоту.
В тот момент, когда упирается труба и фитинг можно почувствовать рукой, причем это ощущается не только при выполнении ручной сварки, но и при сварке на сварочном аппарате.
Вашему вниманию! Важно помнить о том, что после того как будет найден упор, больше давить не нужно. Сварка труб ПВХ
Если сварка пвх труб ручная, то держите фитинг и трубу, чтобы произошел нагрев. Если же используется механический аппарат для сварки труб, то просто зафиксируйте трубу фиксатором, который есть у всех приличных сварочных аппаратов.
Как долго держать трубы, зависит от их диаметра
После того как произведен нагрев, нужно одновременно снять фитинг и вынуть трубу. Сделать это нужно настолько быстро, насколько это будет возможно. После этого труба совмещается с фитингом до упора.
При этом происходит упругое сжимание трубы и упругое растягивание фитинга. В результате поверхности начинают давить друг на друга, воздух вытесняется и обеспечивается перемешивание расплавленных материалов. Паяльник для труб
Само собой разумеется, что остывание поверхностей происходит очень быстро, при этом оно зависит от того, на какую глубину произошел прогрев.
Монтаж труб
В том случае, если монтаж полипропиленовых труб своими руками выполнен правильно, то получится цельная полипропиленовая деталь.
Естественно, что после соединения детали все еще будут пластичными. Для того чтобы не произошла деформация соединений, детали желательно зафиксировать на некоторое время, которое называется фазой «фиксации». Стыковая сварка пластиковых труб из полипропилена и полиэтилена
Если проводилась стыковая сварка полиэтиленовых труб вручную, то это время используют для того, чтобы устранить возможные перекосы.
После того как пройдет фаза «фиксации», слои перестают быть пластичными. Правда, окончательную прочность соединение приобретет только тогда, когда трубы остынут до 40 градусов. Время, за которое это произойдет, также зависит от диаметра.
Защищаемся от ошибок
В том случае, если совмещая трубу и фитинг не ввести ее до самого упора, то останется промежуток между упором фитинга, расположенном внутри и торцом трубы. На установленном трубопроводе у такого соединения отмечается меньшая толщина стенки и большой внутренний диаметр. Срок эксплуатации такого участка снижается относительно всего трубопровода канализации автономной.
Чаще всего случается еще и так, что труба во время нагрева не была введена до упора в сварочную насадку. Тогда снаружи все выглядит нормально, правда, в фитинге образуется слабое место.
Совет! Еще одна часто встречающаяся ошибка – это чрезмерное усилие при совмещении и/или нагреве трубы. В таком случае происходит выдавливание большого грата. В установленном трубопроводе это будет препятствовать потоку газа или жидкости.
Раз уж зашел разговор о сварке, то нельзя не отметить, что существует холодная сварка для труб.
Холодная сварка упрочнена сталью и предназначена для того, чтобы быстро и надежно склеивать, ремонтировать, герметизировать соединения, а также для того, чтобы восстанавливать утраченные фрагменты изделий из цветных и черных металлов и чугуна, которые работают при температурах от -60 до +150 градусов. Сварка труб
Такая сварка прекрасно подойдет для герметизации и ремонта труб и радиаторов отопления при замене труб в квартире. Может применяться даже в помещениях с повышенной влажностью. Также у нее хорошая адгезия к замасленным и влажным поверхностям.
Сварка полимерных труб остается пластичной не больше пяти минут с момента замешивания.
Замешенный материал годен в течение пяти минут при температуре около 20-ти градусов. Полностью схватывается состав в течение 15-20-ти минут после того как будет нанесен. Нагрузку можно давать уже через два часа.
Вашему вниманию! При использовании состава следует предупредить попадание в глаза и на кожу.
Для этого лучше воспользоваться резиновыми перчатками для проведения работ. В том случае, если сварка все-таки попадет в глаза, то нужно промыть их водой и посетить врача.
С кожи состав легко смывается водой с мылом.
Не следует применять состав на поверхностях, которые будут контактировать с продуктами питания.
Источник: https://kanalizaciyadoma.ru/truby/montazh/svarka-polipropilenovyx-trub-svoimi-rukami
Технология сварки полипропиленовых труб: пошаговая инструкция

Полипропиленовые трубы постепенно вытесняют металлические при строительстве водопроводных и отопительных систем. Они легче, не ржавеют, просты в монтаже, могут прослужить несколько десятков лет без капитального ремонта. Для соединения полипропиленовых труб чаще всего используется раструбная сварка, которая более надежна, чем другие способы. Для работы не нужны газовые баллоны с горелкой или инвертор с электродами. Монтаж выполняют недорогим аппаратом для раструбной сварки.
Как правильно паять полипропиленовые трубы
Полипропиленовый материал обладает выраженными термопластичными свойствами. Потому изделия из ПП становятся пластичными при нагреве. Во время повышения температуры их структура размягчается. В таком состоянии полипропилен напоминает пластилин.
Пайка
Подогрев и остывание материала позволяет получить надежный стык. Соединение выполняется быстро. При медленном его исполнении качество соединения ухудшается.
Пайка полипропиленовой трубы — полифузная сварка. Поэтому проводится при использовании специального паяльника. Инструмент позволяет быстро нагреть материал до нужной температуры. Обычно ее значение составляет от 300 до 320°C. Однако полипропилен начинает плавиться уже при 149°C.
Трубы ПП не рекомендуется нагревать сверх допустимых норм и воздействовать на них перегретым инструментом. В результате таких действий материал потеряет свои свойства и изделия легко согнутся.
Описание технологии сварки
На практике используют два метода для соединения трубчатых изделий из полипропилена: муфтовый и стыковой способ.
Принцип технологии пайки полипропиленовых труб отличается простотой, потому что позволяет с минимальными навыками выполнить качественную сварку. Исполнителю потребуется затратить немного сил и средств для достижения результата.
Новички чаще используют муфтовый способ соединения, требующий меньше сноровки. Он основан на применении фасонных деталей. Это прямолинейный отрезок трубы или муфта.
Соединительные элементы отличаются большим диаметром, чем основной трубопровод. В них с двух сторон вставляются прямолинейные элементы коммуникаций на определенную глубину в зависимости от диаметра.
В домашних условиях применяется именно этот вариант стыковки. С его помощью соединяются трубопроводы диаметром до 63 мм.
Принцип муфтового метода заключается в плавлении части наружной поверхности заготовки. Кроме того, внутренней области соединительной детали. После нагрева два элемента плотно соединяются.
Стыковой способ — прямой вариант соединения деталей систем. Он реализуется тоже за счет расплавления ПП элементов, но только в этом случае нагреваются торцы одинакового большого диаметра. Этот метод не предполагает использование фитингов.
Во время сварки полипропиленовых труб большого диаметра не допускаются отклонения от оси соединяемых элементов. Даже небольшой сдвиг приводит к уменьшению внутреннего сечения системы на этом участке.
Стыковая сварка
Это становится причиной замедления движения жидкости в коммуникации. Для точной стыковки деталей кроме нагревательного инструмента дополнительно применяется система центровки.
Аппараты для сварки
Конструктивно все аппараты для раструбной сварки полипропиленовых труб похожи на электрические утюги. В устройствах имеются нагревательные элементы и сменные насадки разного диаметра. Такой инструмент принято называть утюгом для сварки.
Паяльник типа «утюг»
Источник: https://stroi-s-ka.ru/montazh/svarka-propilenovyh-trub.html
Делаем паяльник для труб ПВХ своими руками

Трубы из искусственных полимеров, таких как ПВХ, стали чрезвычайно популярны за счет своей невысокой цены и простоты монтажа. По этой причине они со временем стали вытеснять классические трубы из металла, это особенно заметно при проектировании или ремонте водопроводных систем в квартирах и домах. Старые ржавые трубы просто заменяют на новые пластиковые, и делают это за пару часов.
Но заслуга быстрого монтажа таких труб заключается не в мастерстве сварщика. Ведь для сварки ПВХ труб применяется специальный паяльник. Паяльник для труб ПВХ можно приобрести в магазине, при этом бывают достаточно бюджетные модели, которые не бьют по карману. Но что, если вы не готовы приобретать новый аппарат и хотите сэкономить, или просто любите изготавливать электроприборы своими руками? В таком случае вы можете сделать паяльник сами, а как это сделать мы подробно расскажем в этой статье.
Общая информация
Аппарат для сварки ПВХ изделий (или труб из любых других искусственных полимеров) — электрический прибор, работающий от стандартной сети в 220В, предназначенный для пайки труб различного диаметра.
Прежде чем мы приступим к сборке этого прибора неплохо было бы узнать, из чего он состоит. Ключевые элементы любого паяльника для труб — это корпус с удобной ручкой, терморегулятор, за счет которого устанавливается необходимая температура нагрева тэна, непосредственно сам тэн, спрятанный в металлический кожух, который нагревается.
Дополнительно в комплекте могут поставляться насадки для пайки труб разного диаметра. Теме насадок мы посвятили отдельный материал, прочтите его, чтобы быть в курсе всех особенностей. Здесь скажем одно: предпочтительнее использовать насадки с тефлоновым покрытием. Так они гарантировано не будут прилипать к трубам во время нагрева.
Наверняка вы могли слышать, что такие паяльники часто называют «утюгами». И это не спроста. Дело в том, что тэн действительно визуально очень похож на подошву утюга и их принцип работы имеет много общего. И в утюге, и в паяльнике поверхность равномерно нагревается, только в случае с паяльником тепло от тэна передается на насадки, к ним затем прижимают трубу, чтобы расплавить ее край.
При этом температура нагрева устанавливается с помощью терморегулятора, установленного в корпус паяльника. Регулировка температуры крайне важна, ведь если она будет слишком высокой труба просто расплавится в насадке, а если слишком низкой, то банально не сможет равномерно прогреться. А значит, соединение получится некачественным и быстро даст течь, если мы говорим о монтаже системы водоснабжения, например.
Особенности
К сожалению, бюджетные паяльники не всегда оснащены терморегуляторами, и это большой минус. Ведь новичкам сложно определить, когда температура недостаточна или избыточна. К тому же, не все домашние мастера будут использовать купленный паяльник часто. А тратить пару тысяч рублей на прибор, который будет годами пылиться полке — не самое рациональное решение.
Читатйе также: лучших паяльников для полипропиленовых труб
Также есть еще один недостаток у бюджетных паяльников — их неудовлетворительное качество изготовления и порой некачественный готовый шов. Так зачем приобретать некачественную вещь, чтобы затем использовать ее пару раз и забросить в дальний угол? Лучше изготовить паяльник своими руками из подручных средств и пары резисторов.
Конечно, самодельный прибор не будет таким же качественным, как паяльник за 200 долларов, но он точно поможет вам выполнить однократный мелкий ремонт. К тому же, вы сами будете знать, из чего он изготовлен, и сможете выбрать материалы покачественнее. Вместо дешевого пластика (который можно встретить во всех китайских паяльниках) возьмете алюминий. Тогда ваш прибор будет на голову выше бюджетных покупных паяльников. Достаточно применить минимальные знания электротехники.
Сборка паяльника
паяльник для пластиковых труб
Приступим к сборке. Для сварки полипропиленовых труб нам понадобится старый утюг. Нам нужно снять с него «подошву», она будет выступать в роли тэна. На фото она изображена под цифрой 1. Просверливаем в тэне отверстие и с помощью болтов крепим нагревательные элементы с двух сторон. Далее нужно изготовить терморегулятор (цифра 3 на фото) и упаковать его в теплоизоляционный кожух, он указан цифрой 2.
Чтобы собрать терморегулятор воспользуйтесь схемой ниже. Для R1 вам понадобится переменный резистор 500 кОм, для R2 — резистор 4,7кОм0,5, для R3 — можно взять резистор 1 мОм, 0,25 w. Для VS1 отлично подойдут динисторы типа DB-3, для VS2 возьмите симисторы ТС 25-4. Для T3H подойдет электронагреватель мощность 1000В. А для C1 рекомендуем брать конденсатор 0,1 мкф, 400 v. В качестве лампочки-индикатора возьмите неоновую лампу типа HL 1.
Подготовьте алюминиевый корпус. В нашем случае размер 13х6х9 сантиметров. Поместите в него терморегулятор на плате, плата должна быть изготовлена из фольгированного текстолита. Снаружи алюминиевого корпуса выведите регулятор управления температурой. Желательно, чтобы он был с делениями. Дополнительно можете снабдить прибор лампочкой, для удобной индикации. Она будет сигнализировать, что прибор включен и нагревается.
Все это закрепите на пластине из текстолита (цифра 4). Затем присоедините к тэну и установите на алюминиевую подставку (цифра 5). Обязательно разместите фторопластовый изолятор между пластиной и кожухом (цифра 6 на фото).
Вставьте выступающую часть пластины из текстолита в паз (его местоположение указано цифрой 8 на фото). Ее в любое время можно вынуть, для более удобного хранения. Также можно соорудить ручку из дерева и прикрепить ее к пластине. Все! Утюг для ПВХ труб готов.
Таким приспособлением можно пользоваться так же, как и паяльником заводского производства. Мы с помощью такого прибора спаяли трубы диаметром 20 миллиметров, нагревали их всего 3-5 секунд. Тэн выделяет столько тепла, что его достаточно для быстрой и вполне качественной пайки.
Вместо заключения
Таким незамысловатым методом можно изготовить достаточно эффективный сварочный аппарат для ПВХ изделий. Кроме того, такой паяльник подходит и для пайки других типов изделий из искусственных полимеров, например, пластика или полипропилена. В принципе, вы можете докупить в магазине комплект насадок и использовать их в паре с таким самодельным паяльником. Тогда он станет по-настоящему функциональным прибором, способным паять трубы различного диаметра.
Источник: https://svarkaed.ru/svarka-plastmass-i-polimerov/oborudovanie/delaem-payalnik-dlya-trub-pvh-svoimi-rukami.html
Cварка полипропиленовых труб своими руками

Сейчас почти повсеместно происходит замена стальных трубопроводов на полипропиленовые, которые значительно дешевле первых, удобнее в монтаже и эксплуатации. Отсюда возникает проблема сварки полипропиленового трубопровода.
Можно воспользоваться услугами профессионалов, которые сварят быстро и качественно ваш трубопровод, однако не стоит спешить обращаться к ним: вы вполне можете сделать сварку полипропиленовых труб своими руками, сэкономив немало денег на этом.
Посмотрите видео о сварке полипропиленовых труб
Процесс проведения сварки не такой уж и сложный. В настоящей статье дается подробная инструкция, как все это самому реально сделать.
Что потребуется для сварки труб из полипропилена?
1. Аппарат для сварки труб из полипропилена.
С помощью него и производится сварка. Если вы не планируете часто сваривать полипропиленовые трубы, то может лучше будет не приобретать в магазине такой аппарат, а попросить у близких, друзей на пару дней. Другой возможный вариант – изготовить самому из старого неиспользуемого утюга собственный аппарат для сварки (смотрите ниже).
2. Нагревательные парные насадки.
Те элементы, в которых непосредственно происходит нагрев труб. Диаметры насадок должны соответствовать диаметру труб. При раструбной сварке происходит соединение двух труб посредством фитинга, то есть сначала соединяется конец одной трубы с фитингом, а потом с этим же фитингом соединяется конец второй трубы. В итоге получается соединение двух труб.
3. Дополнительные аксессуары.
Также потребуются:
1. нож для снятия фаски;
2. ножницы для резки труб;
3. термически стойкие перчатки.
Как быстро сделать сварочный аппарат для полипропиленовых труб собственными руками?
Не обязательно приобретать все нагревательное оборудование. Достаточно лишь купить пару нагревательных насадок для сварки, а сам аппарат сделать собственными руками из старого утюга. Неслучайно сам сварочный аппарат часто называют утюгом – он действительно по функции сильно напоминает электрический утюг.
Итак, потребуется утюг, на нагревательной поверхности которого (той, которая непосредственно гладит белье) нужно будет сделать несколько отверстий и нарезать в них резьбу для последующего крепления в них нагревательных насадок. Все, сварочный аппарат готов.
Для контроля температуры можно использовать очень простой и надежный, хотя и грубый способ: достать два металла – олово и свинец, которые имеют температуры плавления соответственно 231 и 327 гр. С; температура сварки должна равняться 270 гр. С, то есть быть такой, когда олово будет уже находиться в расплавленном состоянии, а свинец еще твердым.
Самодельный аппарат может выручить, если пайка трубопровода планируется разовая или очень редкая. В противном случае все же лучше будет приобрести промышленный сварочный аппарат. К тому же стоимость его, как правило, невысокая.
В чем заключается сущность сварки?
В насадки нагретого до нужной температуры сварочного аппарата с двух сторон вставляются конец трубы и фитинг к ней. Далее происходит нагрев трубы и фитинга в насадках в течение нескольких секунд, после чего одновременно фитинг и труба вынимаются и соединяются друг с другом, путем вставки конца трубы в фитинг.
Источник: https://nastroike.com/stroitelnie-kommunikacii/1064-cvarka-polipropilenovykh-trub-svoimi-rukami
Как правильно сваривать полипропиленовые трубы?

Для создания комфортных условий жизни постоянно разрабатываются новые технологии, изобретаются новые материалы, воплощаются новые идеи. На протяжении последних нескольких десятилетий для монтажа водопроводной системы, канализации, а в последнее время – системы отопления, используют пластиковые трубы, в частности полипропиленовые.
Они имеют массу преимуществ по сравнению с чугунными или металлическими и кардинально отличаются методом монтажа — сварка при помощи специального аппарата паяльника. К тому же сварку полипропиленовых труб может произвести самостоятельно, не прибегая к помощи наемных работников.
Немного потренировавшись, можно с легкостью установить трубопровод в новом доме или заменить старую водопроводную систему.
На чем основан принцип монтажа полипропиленовых труб
Для установки полипропиленовых труб применяются физические свойства материала. При нагревании полипропилен плавится, после чего переходит в жидкое состояние. Две детали нагревают в местах соединения до размягчения, но, не допустив перехода в расплавленное состояние. Затем их стыкуют между собой и сжимают при небольшом усилии. В результате можно получить соединение, которое будет выглядеть как единое целое — стыков, трещин и других дефектов при правильной сварке пластиковых труб из полипропилена видно не должно быть. После остывания материал снова становится твердым и сохраняет все первоначальные свойства.
Безусловно, для качественного монтажа необходим навык и опыт работы. Но для того, чтоб технология сварки полипропиленовых труб была соблюдена в полном объеме, необходимо иметь сварочный аппарат, который обеспечит необходимый температурный режим.
Технология сварки полипропиленовых труб
Какое сварочное оборудование необходимо иметь и как сварить полипропиленовые трубы поговорим далее.
Разновидности аппаратов для монтажа полипропиленовых труб
Аппарат для сварки представляет собой корпус, на котором расположен нагревательный элемент, насадки разных диаметров. В магазинах представлены два вида сварочного оборудования.
- Аппарат для муфтового соединения. Это наиболее распространенный вид для сварки полипропилена. Его конструкция очень проста, а работа с ним происходит в ручном режиме. Сварка полипропиленовых труб своими руками ручным прибором может пройти качественно и быстро.
- Прибор для стыкового соединения. В быту применяется редко из-за высокой стоимости и сложности управления, но при его помощи можно легко сварить две трубы диаметром более 40 мм. Аппарат полностью механизирован. Он оборудован ножом для резки, нагревательного диска, устанавливаемого между двумя деталями, и после окончания времени нагрева убирается. Сжатие также происходит автоматически.
При выборе оборудования необходимо обращать внимание на то, что входит в набор для сварки полипропиленовых труб, а именно достаточное ли количество насадок разных диаметров в нем находится. Еще один немаловажный параметр для выбора сварочного аппарата — это его мощность, которой должно быть достаточно для нагрева свариваемых труб до требуемой температуры и быть в пределах 0,7-1 кВт.
Температурный режим пайки
Необходимо, чтоб температура сварки полипропиленовых труб была около 260оС. Как правило, любой паяльник (с регулировкой температуры или без) может обеспечить такое значение.
На качество швов сварки полипропиленовых труб отражается выбор оптимального температурного режима и время выдержки материала под нагревом. Если эти параметры ниже необходимого значения, то стык получается недостаточно крепким, с течением времени может дать течь. Когда время нагрева и температура завышены – материал сильно расплавляется, шов получается слишком большим и некрасивым. Кроме того, попав внутрь может значительно уменьшить диаметр.
Стоит учитывать и температуру вокруг аппарата для сварки, если она низкая необходимо увеличивать время выдержки на 2 секунды, если высокая, наоборот, уменьшать. Придерживаясь этих простых правил, сварка полипропиленовых труб своими руками пройдет легко.
Диаметр трубы тоже имеет большое значение. В таблице описаны необходимые параметры при + 20оС как правильно сваривать полипропиленовые трубы.
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |
Аппарат для стыковой сварки полипропиленовых труб большого диаметра
Процесс соединение труб при помощи паяльника
Технология сварки полипропиленовых труб довольно проста, но не стоит забывать о некоторых моментах.
- Перед началом работы необходимо разогреть сварочный аппарат. Но перед тем как включить его в электрическую сеть, нужно установить, подходящую по размеру диаметра, насадку. Температуру нужно выставить на 260оС, только после этого включить в розетку. После того как температура будет набрана, сработает сигнализация или погаснет индикаторная лампочка (смотря какая используется модель аппарата для сварки). Это будет означать, что паяльник для сварки полипропиленовых труб готов и можно приступать к работе.
- Подготовка комплектующих. Неправильные, кривые с заусенцами, задирами срезы могут свести на нет все усилия по установке системы. Резку производят специальными ножницами. Их применяют следующим образом. На держатель, который надежно фиксирует материал в неподвижном состоянии, укладывается деталь, а режущая часть находится сверху и легко делается срез. Единственный недостаток при этом процессе устают руки. Можно воспользоваться для порезки болгаркой, но в этом случае много времени уйдет на обработку среза и его зачистку. Перед тем как сваривать, необходимо обезжирить, высушить все детали.
- Проведение сваривания полипропиленовых труб и инструкция по нагреву была описана выше, поэтому повторяться не будем. Обратите внимание, для хорошего, а также качественного шва все комплектующие для водопровода, канализации или отопления необходимо покупать от одного производителя. Это обеспечит подходящие по диаметру фитинги к диаметру труб (в холодном состоянии они должны с усилием соединяться). После нагрева соединительных частей снять с нагревательного элемента и соединить между собой, сразу устанавливая горизонтальное положение. После остывания исправить положение деталей между собой будет невозможно без деформации стыка. Процесс сваривания требует затраты физических усилий на несколько секунд. Соединение необходимо оставить на 2-3 минуты для остывания и после этого можно продолжать монтировать цепь далее.
Это и вся технология. Теперь Вы знаете, как варить полипропиленовые трубы самостоятельно.
Оборудование для сваривания полипропиленовых труб работает от электричества и с высокими температурами, поэтому при проведении работ на нем необходимо соблюдать правила безопасности:
- следить за тем, чтоб была надежная изоляция электрических составляющих;
- не прикасаться к нагревающим элементам.
Источник: https://electrod.biz/varim/trub/kak-svarivat-polipropilenovyie-trubyi.html
Разновидности труб, подлежащих сварке
Основной материал – пластиковые трубы, имеет свои особенности и классифицируется по ряду признаков. Первое, что бросается в глаза это – цвет. Они могут быть окрашены в зеленый, серый, белый или черный цвет. Маркировка черным цветом означает, что в составе применены специальные добавки, препятствующие разрушению материала при воздействии ультрафиолетом и могут прокладываться непосредственно по грунту. Остальные цвета не имеют различий связанных с окраской и применяются внутри помещений или под слоем грунта.
Классификация труб по назначению:
- для холодного водоснабжения (маркируются синей полосой, предельная температура воды 45C).
- для горячего водоснабжения (маркируются красной полосой, предельная температура 85C).
- универсальные (маркируются синей и красной полосами, температура может достигать 65 – 75 C, в зависимости от изготовителя).
Модели для горячего, холодного водоснабжения и универсального типа имеют маркировку, которая указывает на дополнительные эксплуатационные показатели материала:
- PN10 – маркировка изделий для холодной воды, используемых при давлении системы до 1 МПа (не для квартирных трубопроводов);
- PN16 – маркировка применимая в универсальных трубах и холодной воды. Такой материал выдерживает температуру до 65C и давление 1.6 МПа;
- PN20 – материал с утолщенной стенкой, выдерживающий давление до 2 МПа и температуру 85C (сварка труб отопления);
- PN25 – трубы, усиленные армирующим слоем стекловолокна или фольги. Выдерживают давление до 2.5 МПа и температуру воды 95C.
Рекомендуем! Сварка и ремонт ВОЛС
Необходимое оборудование и инструменты
Для сварки полипропиленовых труб понадобится определенный набор оборудования, это:
- Сам аппарат для сварки;
- Набор нагревательных насадок различного диаметра;
- Прибор для резки;
- Шейвер – устройство, удаляющее армирующий слой (необходимо при работе с маркировкой PN25);
- Фаскосниматель – прибор, необходимый для выравнивания торцов среза (необходим если пластиковые изделия отрезаются ножовкой или подходящим инструментом, не дающим идеально плоский торец среза).
Необходимые инструменты для сварки ПП
Технология сварки враструб – пошаговая инструкция
Раструбная сварка подразумевает собой соединение трубы и фитинга, путем вставки деталей друг в друга. Такая сварка полипропиленовых труб своими руками считается простейшей, есть еще стыковая система сварки, но используемая там технология может усложнить работу, особенно в домашних условиях. Поэтому ниже мы описали как проходит поэтапный процесс сварки полипропиленовых труб.
Резка труб
Режут материал предназначенным для этого инструментом. Если такового нет, то рез можно сделать ножовкой или другим доступным инструментом, главное – не повредить геометрию и сохранить плоскость реза ровной. Для последнего предназначен фаскосниматель, им же зачищают торец, у которых армирующий слой ближе к внутреннему диаметру. Иначе этот элемент может образовать неплотные соединительные прорехи и вызвать течь.
Полипропиленовую трубу отрезают по размеру специальным ножом с трещеткой
Подготовка труб и фитингов
Перед сваркой трубы, с внешней стороны, обезжиривают спиртом, а фитинги изнутри. Для армированных изделий используется специальный прибор, который снимает упрочнительный слой – шейвер.
Учтите, что некоторые производители советуют использовать шейвер и для обычных из-за возможной эллипсности материала в срезе.
Шейвер для зачистки верхнего армированного алюминием слоя
Подготовка сварочного аппарата
Несмотря на то, что большая часть устройств имеют собственные опорные элементы, устройство следует крепко зафиксировать в тисках или струбцинами к столу. Прибор очень легкий, поэтому незакрепленным может легко упасть и сломаться, или вызвать пожар.
В зафиксированный аппарат для сварки ставим муфту и дорн.
Выставляем тумблер на требуемое значение температуры. Для полипропилена это 270 градусов, но бывают случаи, когда требуется более низкая или высокая температура. Эти значения берем из сопроводительной документации к нашему материалу и используя инструкцию к паяльнику, подбираем оптимальную температуру.
Рекомендуем! Дефекты сварочных швов и причины их образования
Установка деталей на прогрев
Технология сварки полипропиленовых труб подразумевает, что когда устройство вышло на рабочую температуру (загорелся зеленый индикатор или сработал звуковой сигнал) можно приступать к установке свариваемых деталей на аппарат для сварки труб.
Отрез медленно вставляем в муфту до упора при этом образуется грат – лишний материал, при надевании скатывающийся в валик. Очень важно при надевании следить, чтобы грат имел правильную форму, без разрывов и прочих дефектов. Если деталь вставляется без видимого усилия или грант отсутствует, можно считать ее дефектной и следует заменить ее. То же касается фитинга, который также должен надеваться с видимым усилием на дорн, до упора.
Важно! Установку на прогрев и снятие следует проводить надавливая на деталь строго перпендикулярно нагревательному элементу. Давление под углом или снятие деталей с их уводом под определенный угол – запрещено.
Сварка
Когда свариваемые элементы установлены на своих местах им нужно дать определенное время, чтобы материал приобрел вязкотекучесть и при этом сварочный пруток из полипропилена не утратил свои несущие свойства. Ниже представлены примерные параметры, подходящие для сварки труб из полипропилена различного диаметра. Стоит учесть, что значения усредненные, а более точные, производитель указывает в сопроводительной документации.
Температура сварки полипропиленовых труб, время остывания, в зависимости от толщины
Для ориентирования в приведенных в таблице терминах, следует придерживаться следующих определений:
- Время нагрева отсчитывается с момента прикосновения детали с упором нагревательного элемента.
- Время соединения – параметр, который показывает как долго следует держать трубы для сварки полипропилена, после их сбора.
- Время остывания – временной промежуток, который следует выдержать для полного застывания и получения монолитной связки.
Сборка деталей
Сняв с нагревательной насадки детали их следует собрать. Для соединения труб пвх фитинг устанавливается под необходимым углом, и единым движением трубы соединяются вместе.
При этом запрещено проворачивать детали. Удерживаем детали, сохраняя их неподвижность, но не прикладывая усилия, как при надевании.
Время, которое пройдет между снятием со сварочного аппарата, до непосредственно сборки должно быть минимальным. В противном случае детали остынут, и не сварятся или соединение будет низкого качества.
Обратите внимание! Для сварки полипропиленовых труб большого диаметра 40 – 50 мм, ручные способы не подходят и необходимо использование специального центровщика.
Охлаждение соединения
Важный момент, когда не следует трогать деталь, в том числе пытаться примерить ее и так далее. После охлаждения сваренный контур из полипропиленовых труб своими руками готов к использованию.
Рекомендуем! Как варить алюминий инвертором с помощью электрода
Ошибки при сварке
Сварка пластиковых труб своими руками, особенно у новичков, приведет к появлению ряда ошибок. Мы выбрали самые частые, чтобы вы могли понимать, как сваривать детали правильно, на что следует обратить внимание.
- Грубая подготовка – наиболее простая и частая оплошность. Неправильное формирование кромки, грязь, вода и жир в месте сварки труб из полипропилена и подобное пренебрежение подготовкой приводит к тому, что место соединения теряет свою монолитность.
- Ошибки позиционирования – дефекты, которые возникают при сборе. Это попытки провернуть деталь после сбора, попытки удалить наплывы во время сбора. Все это означает остывание деталей с последующим снижением качества сварного шва.
- Неправильный материал. Здесь мы обращаемся к особенностям сварки пп труб. Полипропилен от различных производителей может иметь разную температуру плавления, а значит одна из деталей может быть недогрета или перегрета. Также такая проблема возникает при попытках сварить две трубы различного диаметра.
- Некачественная сборка – сюда следует отнести чрезмерное давление при сборе, недостаточное давление, увеличение промежутка между снятием изделия с аппарата для сварки и сбором.
Все описанные проблемы встречаются довольно часто и в своем большинстве появляются из-за обычной халатности проявленной сварщиком. Избежать проблем поможет инструкция по сварке полипропиленовых труб, представленная выше, пробная попытка варить стандартные соединения и обработка полипропиленовых труб в труднодоступных местах.
Источник: https://svarkagid.ru/tehnologii/kak-svarit-plastikovye-truby.html
Сварка полипропиленовых труб, работаем своими руками

Многие годы самым распространенным материалом, который применялся для организации систем водоснабжения и отопления, служили стальные изделия. Однако, такие отрицательные качества, как низкая коррозионная стойкость, способность к зарастанию, высокая стоимость и сложность монтажа, привели к необходимости найти альтернативные материалы для изготовления труб.
Создание полимеров открыло новую эру в трубном производстве. К тому же, сварка полипропиленовых труб выполненная своими руками возможна без особых профессиональных навыков и громоздкого оборудования. Однако следует придерживаться определенных правил при выборе сварочного аппарата для сварки ПВХ-труб, но об этом немного позже.
Самостоятельная сварка полипропиленовых тизделий
Однако, перед походом в строительный супермаркет или на рынок стоит разобраться, а какие же варианты предлагает нам сегодня широкий ассортимент пластиковых труб? Для начала стоит сказать, что “пластиковыми” называют все трубы, изготовленные из полимеров, а подразделяются они следующим образом: изделия из поливинилхлорида (ПВХ), полипропилена, полиэтилена, в том числе сшитого, металлопластиковые.
Универсальные решения
Одними из наиболее популярных и распространенных являются трубы полипропиленовые. Их можно использовать для: холодного и горячего водоснабжения, организации отопительной системы, в том числе, “теплого пола”, канализации, отвода сточных вод.
Для холодного водоснабжения
Для подачи холодной воды можно применять довольно дешевые изделия, имеющие маркировку PN 16, которая характеризует величину рабочего давления – 1,6 МПа. Для горячего водоснабжения и отопления – PN 20 с номинальным давлением 2 МПа.
Если вы хотите приобрести изделия более современного ряда, то можно остановить свой выбор на конструкциях, усиленных алюминиевой фольгой (не путайте с металлопластиковыми!). Особенностью работы с такими изделиями является необходимость их торцевой зачистки перед пайкой.
Эту процедуру можно проводить либо с помощью специальных насадок на перфоратор, либо с использованием ручного шейвера, рассчитанного на четыре основных типоразмера – 20, 25, 32, 40 мм. Полипропиленовые материалы, многообразие выбора
Многослойные и армированные
В последнее время среди армированных наиболее популярны многослойные трубы со слоем стекловолокна по середине сечения стенки. Если вы приобретете именно такой материал, то зачистка торцов не потребуется.
Сварка полипропиленовых труб выполненная своими руками осуществляется при помощи диффузорной пайки, для которой вам придется приобрести или арендовать специальный аппарат. О его выборе речь пойдет несколько позже. Процесс сварки проходит при температуре 260 градусов, в результате чего образуется очень прочный полностью гомогенный шов. Соединение заготовок осуществляется с использованием тройников, уголков, муфт.
С металлическими деталями – стальными узлами, кранами, фильтрами, смесителями, счетчиками – полипропиленовые трубы соединяются при помощи фитингов с запрессованными в них латунными вставками. В резьбовых соединениях материалы для уплотнения не должны образовывать толстый слой. Оптимальным является использование фум-ленты или льна с пастой. Усилие при затяжке подобных соединений должно быть умеренным, чтобы избежать выпадения металлического элемента из фитинга.
Форма инструмента
Паяльники для сварки полипропиленовых изделий разделяются по форме рабочего органа на стержневые и мечевидные (плоские). Исходя из собственного опыта, могу сказать, что стержневым паяльником удобнее выполнять работы в стесненных труднодоступных местах.
Мощность паяльника
Мощность инструмента приблизительно можно подобрать, исходя из простого расчета. Для этого нужно умножить диаметр трубы в мм, которую вы собираетесь паять, на 10. Например, для сварки изделия диаметром 50 мм достаточной является мощность, равная 500 Вт.
Качество и функционал
Качественные паяльники профессионального ряда имеют электронную регулировку, что позволяет достичь хорошей точности установки температуры нагрева. Звуковая сигнализация дает возможность контроля за процессом во всех трех режимах: нагрева, соединения, фиксации.
Насадки для паяльников
Насадки для паяльника имеют покрытие двух разновидностей: тефлоновое и металлизованное тефлоновое. Последнее имеет более высокие прочностные характеристики. Однако, если с тефлоновой насадкой обращаться бережно – аккуратно складывать инструмент в футляр, протирать трубы и фитинги перед сваркой спиртом или другим обезжиривателем – срок ее службы будет довольно длительным.
Производители оборудования для сварки пластиковых материалов
Сварка пластиковых труб своими руками, конечно, будет значительно облегчена при использовании качественного оборудования. Самым желательным, но и самым дорогим вариантом являются паяльники чешского производства. Турецкие и российские модели гораздо дешевле, по эксплуатационным характеристикам несколько ниже чешских, но для использования в быту они являются вполне приемлемым вариантом. Зачастую негативные отзывы получали модели, которые при тщательной проверке оказывались китайскими подделками. О китайских паяльниках можно сказать одно – самые дешевые, годятся исключительно для краткосрочного, редкого применения.
Преимущества применения полиэтиленовых труб
Сварка полиэтиленовых труб сделанная своими руками отличается от аналогичной работы с полипропиленовыми материалами.
Полиэтиленовые материалы имеют ряд весомых преимуществ:
- прежде всего, это гибкость, которая дает возможность прокладывать узлы по изогнутой линии без стыков между прямыми отрезками;
- малый вес, возможность сворачивания при транспортировке;
- материал совершенно инертен, не вступает во взаимодействие ни с какими веществами, находящимися в земле;
- не выделяет токсичных элементов;
- не лопается на морозе.
Полиэтиленовые трубы ПНД могут применяться для водопроводов и канализационных систем. Такие детали не изнашиваются, не подвергаются коррозии, не зарастают, не боятся контакта с агрессивными веществами и, главное, могут изменять свою длину на 7%, не теряя при этом эксплуатационных характеристик. Пропускная способность такого вида водопровода на 30% выше, чем у металлического аналога с таким же сечением, благодаря идеальной гладкости стенок.
Электромуфтовые аппараты для сварки ПНД труб
Сварка ПНД труб сделанная своими руками возможна с помощью электромуфтового соединения. При такой сварке применяются специальные фасонные части, в которые вмонтированы при изготовлении нагревательные элементы. Это могут быть отводы, седла, тройники и заглушки. Для соединения изделий с закладными нагревателями необходимы специальные электромуфтовые аппараты самой различности степени сложности и оснащенности.
Если вы хотите использовать полиэтиленовые трубы и не обременять себя поиском подходящего оборудования, то можно приобрести трубы ПЭ. Они предназначаются для внутреннего и наружного водопровода, канализации, водостока. Малые диаметры таких труб (до 63 мм) можно собирать с использованием латунных или полипропиленовых фитингов с резиновыми кольцами для уплотнения.
Если вы решили самостоятельно заменить или смонтировать по новой систему водоснабжения или отопления, используя пластиковые изделия, то это будет вам вполне по плечу. Но для успешного выполнения задачи необходимо ознакомиться с основными принципами соединения выбранных труб и обязательно проконсультироваться с профессионалами.
Источник: https://elsvarkin.ru/texnologiya/svarka-polipropilenovyx-trub-svoimi-rukami/
Паяльник для полипропиленовых труб своими руками

Как сделать паяльник для полипропиленовых труб
статьи:
- 1. Что нужно для того, чтобы сделать паяльник для пластиковых труб
- 2. Как сделать паяльник для полипропиленовых труб своими руками
- 2.1. В чем минусы самодельного паяльника для труб
Бывает так, что срочно необходимо спаять две полипропиленовых трубы, а паяльника для сварки под рукой нет. Как быть в таком случае? Есть ли выход из сложившейся ситуации?
На самом деле, даже если ваш старый аппарат для сварки полипропиленовых труб вышел из строя, и не подлежит ремонту, выход из ситуации есть. В любом случае, у вас должны были остаться насадки для паяльника с тефлоновым покрытием. Так вот, используя их, можно легко сделать паяльник для полипропиленовых труб своими руками.
О том, как, и из чего его можно сделать, будет рассказано в этой статье строительного журнала samastroyka.ru.
Что нужно для того, чтобы сделать паяльник для пластиковых труб
Чтобы сделать паяльник для полипропиленовых труб своими руками понадобится:
- Небольшая газовая горелка. Я использовал горелку «Topex». Нужно сказать, что это очень удобная в работе горелка с пьезоподжигом;
- Кусок металлической трубы. Очень важно, чтобы труба по своему диаметру плотно налезала на сопло горелки и не болталась на нем. Если используется труба большего диаметра, то можно подложить что-то для уплотнения, но только из негорючих материалов;
- Насадки от старого паяльника.
Из инструментов потребуется болгарка, дрель, сверло по металлу подходящего диаметра (под болты насадок). Сам процесс изготовления паяльника для труб рассмотрен ниже.
Как сделать паяльник для полипропиленовых труб своими руками
В первую очередь нужно обрезать кусок металлической трубы, на которую будут надеваться насадки паяльника. Я обрезал кусок трубы длиной около 20 см. Важно, как было сказано ранее, труба должна плотно сидеть на горелке, а иначе работать с таким приспособлением будет очень затруднительно.
Также, не забывайте в процессе резки металла пользоваться индивидуальными средствами защиты. В данном случае речь идёт про очки для защиты глаз. Окалина, очень страшная вещь, и когда окулист будет ковыряться в глазах иголкой, можно сто раз пожалеть о том, что не надел перед использованием болгарки, защитные очки. Я после трёх окалин, теперь всегда надеваю очки, и вам, советую.
Затем, после того как труба разрезана, ближе к краю, отступив 5 см, следует просверлить сквозное отверстие.
Его диаметр должен быть чуть больше болтов от насадок, чтобы те нормально проходили через отверстие. Кстати, если болты от старых насадок паяльника коротковатые, то придётся подобрать такие же самые по диаметру, но только большей длины. Думаю с этим проблем возникнуть абсолютно никаких не должно.
На этом, изготовление паяльника для сварки полипропиленовых труб, практически завершено, остаётся продеть болт и накрутить насадки.
Самодельный аппарат для сварки труб очень удобный в работе, но он имеет и некоторые недостатки.
В чем минусы самодельного паяльника для труб
Во-первых, используя самодельный аппарат для сварки полипропиленовых труб, невозможно контролировать температуру нагрева пластика.
Если вы уже давно паяете трубы, то тогда вам ничего не страшно, а вот новичкам, пользоваться данным приспособлением будет достаточно сложно.
Ну и напоследок, из чего ещё можно сделать паяльник для пластиковых труб. Для этих целей получится приспособить строительный фен, например WBR HL-2000 или паяльную лампу, если нужно сваривать трубы диаметром 63 мм.
Для пайки труб больших диаметров, нужно выдерживать достаточно много времени, чтобы разогреть пластик, поэтому можно воспользоваться вышеперечисленными средствами.
При этом не забывайте о том, что вы имеете дело с открытым пламенем. Меры предосторожности здесь должны быть максимально возможными, чтобы сохранить как своё здоровье, так и здоровье окружающих вас людей.
Источник: https://zen.yandex.ru/media/samastroyka/paialnik-dlia-polipropilenovyh-trub-svoimi-rukami-5e131fc91ee34f00b180fdc5
Сварочный аппарат для полипропиленовых труб своими руками

В этом выпуске канала alexgyver мастер класс на тему изготовления устройства для сварки полипропиленовых труб с контролем температуры. По характеристикам сварочный аппарат будет мало отличаться от готовых магазинных вариантов.
Эти аппараты не особо то дорогие. Но мастер решил попробовать сделать компактный самодельный меньшей стоимостью, чем фабричный. Эта самоделка с системой управления.
Известно, что можно варить полипропиленовые трубы при помощи газовой горелки, но этот способ не удобный и дает несимпатичный шов плохого качества. Особенно сложно соединять ею тонкостенные трубы. Где то перегрели, где то недоглядели. Да и стоит газовая горелка столько же, сколько разработанный автором ролика аппарат.
Для сварки труб рекомендуется температура 360 градусов причем для разных труб при этой температуре существует оптимальное время нагрева. Поэтому нужна термостатированная система нагрева и качество пайки таким паяльником будет такое же, как у заводского.
Что нужно приготовить для работы
Нам понадобится кипятильник на 1 киловатт, купить который можно в любом хозяйственном магазине. Температуру будем измерять высокотемпературной термопарой с драйвером. Обрабатывать значение и управляя включением реле будет ардуино. Питать ее будем от зарядника для телефона.
Летние скидки до 50% — Электроника для самоделок в китайском магазине.
Купить всю электронику дешевле всего в интернет-магазине. Ардуино – в этом китайском магазине. Модуль управления сетью – ссылка.
Насадки для сварки труб лучше купить, так как одних зависит качество шва. Делать такими насадки своими руками не очень целесообразно, так как они довольно дешевые, но в то же время имеет антипригарное покрытие. Сделать таким насадки можно из не нужной сковородки, нарезав ее полосками и свернув в цилиндры. Если кто будет заниматься такой дичью, размеры покупных насадок такие.
Сварочный аппарат будет работать так
Кипятильник подключен через реле. Его температура постоянно измеряется датчиком и по параметрам ардуино управляет включением и выключением тока на кипятильнике. Температура удерживается в район до 160 градусов. Нагрев выключается выше 270 градусов и снова включается при ниже 250. Таким образом поддерживается температурный диапазон. Специально не используются полевые транзисторы и плавное управление мощности при помощи регуляторов с целью упрощения конструкции. Пусть стоит себе реле щелкает.
Перейдем к изготовлению
Разбираем кипятильник. Нужно измерить его сопротивление, чтобы после окончания работ убедиться, что мы ничего лишнего не замкнули и не испортили. Самое сложное в этом проекте – разогнуться объемную спираль кипятильника и перемотать ее в плоскую спираль. Гнется он очень плохо и пришлось прогреть его.
Нагреваем до почернения и ждем медленного остывания на воздухе. Заодно можно и кипятильник стал чуть мягче. Старайтесь не оставлять сильных вмятин плоскогубцами, потому что по ним трубка может сломаться. Используйте плоскогубцы через тряпку, тиски. В итоге получаем плоскую спираль.
В центральное отверстие должен спокойно входить болт м8. Им насадки будут крепиться на апарат.
Проверим сопротивление. Все те же самые 60 ом. Значит, кипятильник в полном порядке. Также можно проверить, не будет ли аппарат бить током. Отлично, контакта нет. Значит спираль нигде не касается корпуса.
Внутри кипятильника находится нихромовая спираль, закатанная в гипс.
Ближние к концам участки спирали намереваются меньше всего. Можно использовать деревянную подставку. Пусть она даже немного обуглится. Ничего страшного.
Продолжение на видео об изготовления сварочного аппарата, который с успехом соединяет полипропиленовые трубы, с 4 минуты.
Прошивка и код тут. alexgyver.ru/PP_welder_source/
В другой статье про ящик сварщика.
Источник: https://izobreteniya.net/svarochnyiy-apparat-dlya-polipropilenovyih-trub-svoimi-rukami/
Сварка полипропиленовых труб своими руками для начинающих — какой выбрать аппарат

Аппарат для пайки полипропиленовых труб — выбор и технология использования
Аппарат для пайки полипропиленовых труб
Часто при проведении ремонта в доме возникает необходимость замены труб водоснабжения. В подавляющем большинстве старых домов разводка воды осуществлялась с помощью металлических трубопроводов. Однако, современная промышленность выпускает широкий ассортимент пластиковых труб, которые уже зарекомендовали себя надежностью, долговечностью и простотой монтажа. Самым качественным способом соединения пластикового трубопровода является его сварка. Для того, чтобы построить надежную и герметичную систему необходимо использовать аппарат для пайки полипропиленовых труб.
Характеристики и комплектация паяльников
Паяльник для пропиленовых труб по своей конструкции и принципу действия аналогичен обыкновенному утюгу, отличается только формой и назначением.
Основные детали — это терморегулятор и мощный нагревательный элемент, а также эргономичная ручка, подставка и сменные насадки для разных диаметров труб.
рморегулятор обеспечивает поддержание определенной температуры, поскольку перегретый или недогретый полипропилен не позволит обеспечить качественное соединение в процессе пайки. Еще одно назначение терморегулятора — защита от перегрева нагревательного элемента. По своему исполнению нагревательный элемент бывает двух видов — круглый (насадки нанизываются на него) и плоский в виде подошвы утюга с отверстиями для крепления насадок. Второй вариант более популярен.
Насадки под разные диаметры труб идут в комплекте, причем их количество может быть разным для разных наборов, здесь уже выбирать вам. При необходимости их можно купить отдельно. Насадки имеют специальное покрытие, которое предотвращает прилипание полипропилена. В некоторых наборах имеются и специальные ножницы для резки пропиленовых труб. Это необходимый инструмент для монтажа, поэтому если в вашем комплекте их нет, то нужно обязательно приобрести. Как правило, паяльник продается в удобном металлическом чемоданчике для транспортировки и хранения всех его деталей.
Этот инструмент рассчитан для работы от сети 220 вольт. Скорость прогрева зависит от мощности паяльника. Для работы с трубами диаметром от 16 до 63 мм вполне достаточно иметь паяльник мощностью 850 Ватт, а если вы собираетесь работать с диаметрами до 125 мм, то вам понадобится инструмент мощностью до 1500 Ватт. Оптимальная температура для пайки пропиленовых труб выставляется рукояткой терморегулятора на значение +260°С. При достижении этой величины терморегулятор остановит дальнейший нагрев, о чем просигнализирует лампочка на корпусе.
1pokanalizacii.ru
Инструменты для пайки
Чтобы соединить между собой отдельные части водопровода, необходимо использовать технологии температурного воздействия. Пайка или сварка пластиковых труб позволяет обеспечить диффузию молекул пластмассы, как результат получается прочное и герметичное соединение.
Фото – аппарат для пайки пластиковых коммуникаций
Эти работы проводятся при помощи специальных устройств – сварочного инвертора для пластиковых труб или пистолета:
- Сварочник считается более профессиональным аппаратом и в основном используется опытными сантехниками. Его цена на порядок выше стандартного бытового пистолета;
- Пистолет представляет собой своеобразный паяльник, который может точечно воздействовать на отдельные части пластиковых или металлопластиковых коммуникаций.
Аппараты для сварки можно классифицировать по мощности. Сейчас наибольшей популярностью пользуются универсальные модели на 1500–1600 Вт. Они удобны для бытового использования, кроме того в комплекте идет также комплект насадок для работы с различными типами трубопроводов.
Фото – конструкция паяльника
Нужно отметить, что помимо специальных устройств также понадобятся дополнительные инструменты. В частности, это ножницы для резки водопроводных деталей. А также роликовый труборез, который позволяет обеспечить максимально ровный и гладкий срез на поверхности коммуникаций.
Также при работе с металлопластиковыми или армированными фольгой трубами понадобится инструмент для зачистки – шлифовщик. Он выровняет кромку среза, на которой часто после обрезки нужного участка остаются небольшие неровности. Если проигнорировать этот процесс, то соединение может получиться недостаточно прочным и герметичным, что повлияет на работу всей канализационной системы.
Если требуется пайка труб из пластика большого диаметра – от 110 мм, то применяется электрическая муфта. Она насаживается на соединение и нагревает место стыка. В процессе главную роль играет центрирование отдельных участков коммуникаций, т. к. проконтролировать процесс во время сварки практически невозможно. Для работы с таким устройством применяется специальным центрирующий станок, который позволяет выровнять поверхность среза, чтобы получить максимально плотный шов. Мощность муфт несколько отличается от мощности сварочных аппаратов и пистолетов для пайки, в большинстве случаев требуется немного большие показатели – свыше 1500 Ватт.
Также часто в домашних условиях используется холодная пайка. Технология подразумевает применение агрессивного клеящего состава, который обеспечивает диффузию молекул пластика без использования нагревающих элементов. Главным достоинством способа является простота. Такая сварка легко производится даже без опыта, кроме того не требуется закупка дополнительных аппаратов. Но вместе с этим такая спайка считается недолговечной, т. е. это скорее, срочные меры, нежели вариант постоянного соединения труб.
Фото – пример холодной пайки пластиковых коммуникаций
Купить инструмент для пайки пластиковых труб можно практически в любом сантехническом магазине, в среднем он стоит от 800 рублей до нескольких десятков тысяч. К примеру, в Севастополе стоимость WESTER DWM 1000B варьируется в пределах от 1800 рублей до 2000.Цена зависит от заявленной мощности аппарата, марки и его назначения.
Источник: https://101studio.ru/truby-dlya-otopleniya/pajka-polipropilenovyh-trub-instrukciya.html
Самодельный паяльник для полипропиленовых труб

Нередко при эксплуатации бытовых водопроводных систем из полипропилена возникает необходимость в их ремонте или наращивании, что невозможно без специального оборудования для пайки. В качестве подходящего для этих целей инструмента обычно используются покупные приборы особой конструкции, высокая стоимость которых вынуждает пользователей задуматься об их изготовлении своими руками.
Данный подход хорош не только тем, что позволяет сэкономить значительные средства и не тратить время на освоение приёмов работы с незнакомым оборудованием. Благодаря самостоятельному изготовлению удаётся изучить все тонкости обращения с такими приспособлениями, что, в конечном счёте, сказывается на качестве пайки полипропиленовых и других пластиковых труб.
Паяльник на основе старого утюга
В том случае, когда принято решение об изготовлении паяльника для труб своими руками – сделать это можно, воспользовавшись оставшимися в хозяйстве старыми запчастями. Один из наиболее распространённых вариантов его изготовления из подручных средств предполагает использование для этих целей уже отслужившего свой срок электрического утюга.
Для реализации этого проекта потребуются следующие комплектующие и запчасти:
- старый утюг, рассчитанный на мощность не менее 800 Ватт;
- пластина дюралюминия подходящего размера;
- стальные планки от старого детского конструктора;
- провода, тумблер, ненужная ручка от разобранной дрели или болгарки, чтоб было удобно держать паяльник.
Паяльник для труб из утюга работает по тому же принципу, что и заводское специализированное изделие. Спираль (ТЭН) нагревается, передает тепло подошве, и вставленной в нее насадке. Это позволяет плавить полипропиленовые трубы, и спаивать их. Температура на самодельном паяльнике выставляется максимальная (должна быть 260-265 ℃). Приготовив все эти детали и материалы, можно будет начать сборку.
Сначала с утюга демонтируется кожух, что позволяет получить доступ к его внутренностям. Затем рабочая часть подошвы срезается посредством болгарки, а на её место имеющимся болтом крепится вырезанная по форме основания пластина из дюралюминия. Далее из запчастей конструктора нужно собрать коробку и надёжно закрепить её на подошве.
На элементах короба фиксируются тумблер и ручка от болгарки, после чего к переключателю подводится один конец сетевого провода. Второй проводник вместе с отводом от тумблера через асбестовые трубки подсоединяются к нагревательной спирали.
Насадки для фиксации на полипропиленовых трубах придется купить отдельно. При желании параллельно цепи питания можно включить гнездо с лампочкой, ток через которую необходимо ограничить посредством гасящего резистора. Для того чтобы сделать эту простую конструкцию своими руками потребуется минимум времени.
С регулятором нагрева
Чтобы контролировать температуру нагрева самодельного паяльника для полипропиленовых труб, устанавливают термопару. Для сборки устройства, оснащённого регулятором нагрева рабочей подошвы, потребуется дополнительные детали и запчасти, а именно:
- терморегулятор, термопара и два наконечника;
- стрелочный индикатор со специальной шкалой (с «нулём» и двумя секторами);
- проводники в изоляции длиной не менее одного метра каждый;
- асбестовая вата.
Ещё до начала работ следует обратиться к токарю и попросить его изготовить два наконечника особой формы (под штуцер и под вывод нагревателя). Размеры этих наконечников выбираются исходя из диаметра подготовленной для сборки трубки.
Прядок сборки своими руками паяльника для полипропилена с терморегулятором выглядит так:
- Сначала с утюга удаляется кожух, после чего с его подошвы демонтируется регулятор температуры, а также все ненужные детали и проводка. После такой разборка должна остаться чистая гладильная плита.
- Затем с помощью дрели в наконечниках просверливаются отверстия диаметром порядка 6-ти миллиметров, после чего они прикручиваются болтами к очищенному от посторонних деталей корпусу (со стороны «носика»). С противоположной стороны подошвы в ней просверливаются отверстия диаметром, подходящим для монтажа корпуса термопары.
- К термопаре подпаиваются провода длиной порядка одного метра. Вслед этим посредством таких же проводников осуществляется подводка к нагревательной спирали. Все эти провода выводятся наружу через имеющееся в рукоятке утюга отверстие. Сама она крепится непосредственно на кожухе.
- На завершающем этапе работ пространство между кожухом и плитой заполняется асбестовым материалом (ватой), выполняющим функцию теплоизолятора. По завершении этой операции кожух возвращается на место, в результате чего получается корпус с двумя парами выведенных наружу проводников.
Эти провода подсоединяются к сетевой вилке и терморегулятору по схеме, позволяющей выставлять заданное значение температуры плавления полипропилена (255-265°).
Схема терморегулятора и печатная плата
Промышленные образцы с парными насадками
Для изготовления термических насадок промышленных паяльников используются особые материалы, хорошо проводящие тепло (медь, алюминиевые сплавы и подобные им).
Снаружи они покрываются специальным слоем, препятствующим пригоранию полипропилена (чаще всего для этих целей используется тефлон).
Известные образцы насадок для пайки пропиленовых труб различаются как своей формой, так и методом крепления к нагревателю, который может быть различной конструкции. При этом предпочтение обычно отдаётся изделиям, позволяющим устанавливать парные насадки (или сразу несколько их пар).
Возможности такого прибора существенно расширяются, поскольку он становится универсальным по своим техническим показателям.
Рабочие размеры насадок на паяльник (их диаметры) должны соответствовать тому же показателю для полипропиленовых труб и иметь значения от 16 до 110 миллиметров.
Специальные насадки с размерами от 20-ти до 32-х миллиметров должны присутствовать в комплекте любого паяльника, относящегося к категории полупрофессиональных устройств. Специализированные модели паяльных приспособлений могут комплектоваться большим числом парных насадок, диапазон размеров которых расширен до 63-х миллиметров.
Источник: https://svaring.com/soldering/praktika/samodelnyj-pajalnik-dlja-trub
Сварка полипропиленовых труб своими руками для начинающих

В современном строительстве металлический водопровод практически полностью вытеснили полипропиленовые трубопроводы. Это связано не только с эксплуатационными качествами инновационных материалов, но и с простотой монтажа полипропиленовых трубопроводов.
Сварка полипропиленовых труб своими руками вполне осуществима начинающему сантехнику, в то время как монтаж стального водопровода был под силу далеко не каждому домашнему мастеру. Минимальный набор инструментов, необходимый для сварки труб обеспечивает новичку возможность осуществить самостоятельный монтаж водопровода.
Кроме этого, надежность и долговечность полипропиленовых труб по некоторым показателям существенно превосходит стальной водопровод. Технология сварки под силу даже домашнему сантехнику. При монтаже водопровода должна в полной мере соблюдаться технология сварки.
На чем основан принцип монтажа полипропиленовых труб
Технология монтажа ПП труб основана на плавкости материала. Суть сварки сводится к тому, что при нагревании до нужной температуры трубы размягчаются и приобретают возможность соединения на молекулярном уровне. Если при сварке не было допущено ошибок, после остывания сварной шов становится монолитным без щелей и прочих дефектов, а материал полностью восстанавливает свои первоначальные свойства.
Для качественной пайки, безусловно, необходимы определенные навыки, но еще более важно наличие специального сварочного аппарата, позволяющего выдерживать соответствующие температурные режимы. Технология сварки полипропиленовых труб при соблюдении температурных режимов обеспечивает надежность и долговечность водопровода.
Как соединить трубы из полипропилена раструбной сваркой
Для раструбной пайки полипропиленовых труб своими руками применяются нагревательные приборы, оснащенные специальными насадками, соответствующего диаметра. Основные типоразмеры насадок для раструбной сварки полипропиленовых элементов составляют от16 до 40мм.
Рабочая температура для качественной сварки трубы и фитинга из полипропилена составляет 2600С. При непосредственном соединении муфты и трубы важно четко соблюдать концентричность элементов. Крайне важно принять к сведению, что производить сварочные работы с полипропиленовыми трубами при температуре менее 00С недопустимо.
При помощи специальных инструментов отрезают сегмент необходимой длины и тщательно зачищают как срез, так и внутреннюю поверхность фитинга. После этого производится одновременный нагрев раструба соединительной муфты и торца трубы. В процессе соединения крайне важно соблюдение температурного режима, поскольку как недостаточный прогрев, так и перегрев соединяемых элементов приводит к нежелательным последствиям и отрицательно сказывается на качестве сварного соединения. Превышение осевого усилия при стыковке элементов полимерного трубопровода может привести к уменьшению проходного сечения.
Специальными инструкциями регламентируется время нагрева для всех типов полипропиленовых труб. По истечении этого времени элементы соединяются между собой избегая перекосов. По окончании процесса сварки необходимо охладить элементы конструкции естественным способом, избегая нагрузок и перекосов.
Для сваривания труб, не превышающих диаметр 40мм, допускается использование ручного нагревательного аппарата, а для трубопроводов большего диаметра целесообразно использование сварочного аппарата с центрирующим устройством.
Соединение труб из полипропилена, армированных алюминиевой фольгой
Сваривание армированных алюминиевой фольгой полипропиленовых труб не имеет принципиальных отличий, однако имеет несколько важных нюансов. Прежде всего, потребуется еще один специальный инструмент для снятия наружного слоя полипропилена и алюминиевой армирующей фольги.
Этот инструмент называется шейвером и широко используется при работе с армированными трубами. Для удобства монтажа раструб фитинга выполнен таким образом, что позволяет произвести соединение только с обработанным шейвером патрубком. Глубину зачистки патрубка определяют с учетом глубины раструба +2мм.
Распространенные ошибки при сварке полипропиленовых труб
Монтируя полипропиленовые трубы водопровода, начинающие домашние сантехники иногда допускают некоторые ошибки, которые отрицательно сказываются на качестве сварки:
- Наличие грязи и остатков воды на свариваемых поверхностях. Опытный мастер никогда не забудет очистить свариваемые поверхности, поскольку даже незначительное загрязнение или наличие небольшого количества воды приводит к серьезным нарушениям в качестве соединения;
- Неверное позиционирование. При соединении нагретых элементов у начинающего мастера очень немного времени для правильной взаимной установки элементов, по истечении этого короткого промежутка изменение взаимного положения патрубка и раструба приводит к ослаблению соединения;
- Несоответствие материалов. Некачественное соединение может быть обусловлено низким качеством труб и фитингов. В этом случае даже опытный монтажник вряд ли сможет гарантировать качественное соединение. Но бывает и другой вариант: при попытке соединить два качественных элемента разных производителей. Некоторое различие в химическом составе полимеров разных производителей может препятствовать формированию качественного сварного шва.
В заключение можно отметить, что сварка полипропиленовых труб своими руками при соблюдении технологических норм и правил вполне в состоянии обеспечить качественное соединение элементов водопровода.
Источник: https://masterok-remonta.ru/santekhnika-i-kanalizatsiya/svarka-polipropilenovykh-trub-svoimi-rukami.html
Технология сварки труб из полипропилена

Пайка труб из полипропилена осуществляется с помощью специальных аппаратов, обеспечивающих точный контроль за временем и температурой расплавления деталей. Для систем холодной воды допускается использование холодной (клеевой) сварки.
Как выбрать аппарат?
По форме все устройства для сварки полипропиленовых труб подразделяются на:
- Мечевидные («утюги»): недорогие аппараты, предназначенные для сварки труб диаметром до 40 мм, с нагревательным элементом в виде пластины, в отверстия которой вставляются парные насадки – сменные муфты и дорны. Тефлоновое покрытие предохраняет пластик от прилипания к металлу. Используются в основном для периодических или разовых работ. Если выбор остановился именно на таком устройстве, кроме его мощности и способов терморегуляции, необходимо обязательно проверить устойчивость конструкции.
- Цилиндрические: полупрофессиональные и профессиональные агрегаты, нагревательный элемент в которых имеет форму прямого или бокового цилиндра. Сварочный аппарат в форме буквы «Г» с боковым цилиндром может использоваться для пайки в труднодоступных местах.
От мощности прибора напрямую зависит скорость выполнения операций. Для разовых работ лучше приобрести инструмент средней мощности. Ориентироваться следует на диаметр труб. К примеру, если он равен 40 мм, эту цифру умножают на 10, плюс добавляют 20-40% запаса. То есть, 40 x 10 + 80 = 480 Вт. Округляем цифру до 500 Вт. Для труб большего диаметра (к примеру, 16-сантиметровых) потребуется уже профессиональный дорогостоящий агрегат мощностью 1800-2000 Вт.
Уровень нагрева, информация о котором выводится на дисплее, задается термостатом. Более точными считаются аппараты с электронными или микропроцессорными терморегуляторами, позволяющие максимально точно измерять температуру. В капиллярных и биметаллических термостатах погрешность в измерениях увеличивается.
Слишком много насадок на строительный фен, применяемый в быту, не нужно – достаточно приобрести аппарат с насадками диаметром 20, 25 и 32 мм. Тем более, что ручным инструментом сварить трубы диаметром более 40-60 мм проблематично. В комплект паяльника могут входить дополнительные инструменты: фаскосниматель, резак, шейвер для зачистки армированного пластика, калибровочное устройство, торцеватель и пр. Приобрести их можно и по отдельности.
Технология процесса
В зависимости от вида соединения сварка полипропиленовых труб может осуществляться:
- Враструб: подобным способом соединяют трубы небольшого диаметра (до 40 мм) в системах отопления и водоснабжения. Центровка и сжатие обеспечиваются за счет просчитанных размеров трубы и муфты или другого фасонного изделия (тройника, переходника и пр.). В обычном состоянии диаметр трубы чуть больше внутреннего диаметра муфты, после их расплавления и применения небольшого физического усилия труба входит в муфту на глубину, равную глубине разогрева, образуя прочное и надежное крепление. Для полимеризации выдерживается определенное время.
- Стыковая: для соединения деталей одного типа и равного диаметра. Торцы труб располагаются на одной оси, то есть торец к торцу. В результате одновременного нагрева и механического сжатия деталей происходит взаимопроникновение полипропилена. Для достижения подобного эффекта требуется использование специальных станков. В бытовых условиях метод не применяется, его используют для сварки толстостенных труб большого диаметра в магистралях.
Трубы диаметром от 4 см соединять вручную и центровать очень сложно. Для таких работ используются электромуфтовые агрегаты с приспособлениями для центровки. Такие приборы работают в автоматическом режиме и относятся к высокотехнологичному дорогостоящему оборудованию.
Какая нужна температура нагрева?
Для получения прочного соединения важно определить точную температуру нагрева. При её отклонении в ту или другую сторону существует риск повреждения пластика в процессе эксплуатации и появления протечек. При низкой температуре пластик расплавится недостаточно, и крепление получится непрочным. При её избытке он излишне деформируется, и из-за образования наплывов диаметр отверстия уменьшится. Да и вставить перегретую и слишком размягченную трубу в фитинг будет проблематично.
Температура нагревательного элемента задается механическим (биметаллическим) или электронным термостатом. Если для работы с полиэтиленом требуется температурный режим в пределах 220°С (±5), то полипропилен сваривают при более высокой температуре 260°С. Специалисты советуют при приобретении сварочного аппарата сразу же выставить нужную температуру и в дальнейшем её уже больше не менять. На старых «паяльниках» она не регулируется вовсе, но такие аппараты вполне пригодны для использования.
Время нагревания труб зависит от их диаметра. Соблюдать его необходимо точно:
- 20 мм: нагревание производится не более 6 секунд;
- 25 мм: для спайки достаточно 7 секунд;
- 32 мм: время обработки 8 секунд;
- 40 мм: нагрев 12 секунд.
Современные аппараты для сварки полипропилена оборудованы системой светового или звукового оповещения. Достаточно лишь задать нужную температуру и время.
Следует обращать внимание и на температуру окружающего воздуха. В холодных помещениях время нагрева паяльника увеличивают на 2-3 секунды. Хотя подбирать это время лучше опытным путем. При температуре воздуха ниже +5°С время нагрева увеличивается на 50%.
Распространенные ошибки и советы
Несмотря на кажущуюся простоту – нагрел, соединил, остудил – в сварке полипропилена есть множество моментов, упускать которые не стоит:
- При полном отсутствии опыта вначале лучше потренироваться на отрезке трубы, ведь разогретый полипропилен сохраняет пластичность недолго, за это время необходимо успеть соединить элементы без перекосов, прочно их зафиксировать и, ни в коем случае не меняя их положения, дождаться полного остывания.
- Трубы и фитинги разных фирм даже одного и того же диаметра сваривать между собой не стоит – из-за разницы в химическом составе добиться надежного соединения будет невозможно.
- Для получения ровного среза точно под 90° используют только очень острый инструмент. Все заусеницы тщательно зачищаются.
- Покупать необходимо только качественный пластик – при выборе изделий от сомнительного производителя трубопровод может дать протечку.
- Работать на весу запрещено – утюг для сварки должен обязательно иметь подставку. Удобнее, если он имеет крепление к столу в форме винтового зажима.
- Так как фитинг прогревается чуть дольше, его надевают на насадку первым.
- Слишком медлить и затягивать интервал между нагревом и монтажом не следует – сварка будет непрочной.
- Трубу необходимо вводить в фитинг до упора, иначе в месте образовавшегося зазора из-за уменьшения толщины стенки она со временем даст течь.
- Оплывы пластика, образовавшиеся в процессе сварки, сразу же удалять не стоит – неостывшее соединение легко деформируется. Хотя, конечно, у опытного мастера оплывы появляются очень редко.
- Вращать, ввинчивать детали при соединении запрещено, движение необходимо делать только по прямой.
- Чрезмерное усилие при соединении также недопустимо – в результате в трубе может образоваться большой наплыв пластика, препятствующий прохождению жидкости.
- Случайно поврежденный фитинг следует заменить новым, запаивание его встык с трубой недопустимо.
- Некоторые агрегаты китайского и турецкого производства оснащены сразу двумя нагревательными элементами с отдельными выключателями. Но во избежание риска перегрева полипропилена использовать сразу оба не стоит, пусть второй нагреватель будет лишь запасным.
- Время остывания должно быть приблизительно равно времени нагрева. Не стоит укорачивать этот период, иначе соединение будет непрочным.
- Места соединения труб не должны быть загрязнены – сварка пыльных и грязных изделий может привести к потере прочности. Дополнительно свариваемые плоскости обезжириваются ацетоном, бензином или уайт-спиртом. Обычную водку для этих целей использовать запрещено, так как она способна разрыхлять пластик.
- Недопустимо и попадание влаги. При скоплении в трубах воды их набивают солью или хлебным мякишем, для удаления после сварки их следует хорошо промыть.
- Для систем с горячей водой используется полипропилен, армированный фольгой или стекловолокном. При зачистке фольги даже небольшого оставшегося кусочка достаточно, чтобы в процессе эксплуатации образовалась течь, её необходимо удалять тщательно на всю длину спайки. Зачистка стекловолокна не требуется – этот материал спаивается очень хорошо.
- Важна не только чистота труб, но и самого паяльника. После каждой операции остатки пластика обязательно полностью удаляют.
Холодная сварка
Соединение полипропилена с помощью специального клея (холодная сварка) не менее прочно, чем фиксация с помощью горячего сварного метода. Однако используется оно лишь для труб, подающих холодную воду. Ведь клей под воздействием высоких температур способен размягчаться.
Процесс монтажа несложен:
- Трубы нарезают точно под углом 90° и зачищают от заусениц, пыли и грязи.
- На фитинги и трубы наносится разметка таким образом, чтобы при их соединении между упором фитинга и трубой не осталось промежутка больше 1 мм.
- Клей тонким слоем распределяется на каждую из деталей.
- Они скрепляются между собой.
- Соединение фиксируется руками в неподвижном положении в течение 15 секунд.
- Подключать воду можно спустя час после холодной сварки.
Источник: https://roma100471.ru/vodoprovod/svarka-polipropilenovyih-trub.html
Сварка труб из полипропилена

Существуют разные способы монтажа полипропиленовых трубопроводов. Стыки можно делать холодным методом с помощью клея или уплотняющих фитингов. Но чаще при монтаже трубопроводов применяют сварочный аппарат для полипропиленовых труб. При горячем методе образуется шов однородной структуры, который по прочности превосходит клеевое соединение. Выпускается сварочное оборудование нескольких типов.
Виды и назначение
Для сварки труб из полипропилена выпускается инструмент пяти типов. Он обычно комплектуется резаком, торцевателем, позволяющим снять с армированных труб фольгирующий слой.
Раструбная сварка осуществляется нагревательным устройством. Сварочные аппараты бывают нескольких типов:
- Мечевидные, они считаются более устойчивыми, одна или две насадки фиксируются в пластине термостата. Регулировка температурного режима удобная, данные выводятся на дисплей.
- Цилиндрические аппараты считаются более универсальными. Они комплектуются разным числом съемных насадок, фиксируемых на нагревательном цилиндрическом элементе прямой или г-образной формы. Такое оборудование обычно используют профессионалы для сварки полипропиленовых труб в труднодоступных местах.
Механический сварочный аппарат, используемый на полипропиленовых трубопроводах небольшого и среднего диаметра, оборудован приводом, сдавливающим элементы встык, силовая нагрузка указывается на динамометре. Концы закрепляются в определённом положении при помощи специальных зажимов. В гидравлическом аппарате усилие до 120 атмосфер создается с помощью электропривода.
С помощью нагревательных насадок осуществляется раструбная сварка. В муфте расположен провод большого сопротивления, контакты выведены наружу. Они подключаются к блоку электропитания. Метод считается самым надежным для стыкового соединения трубопроводов диаметром от 4 см. Профессиональный инструмент оснащается дисплейными экранами, температура сварки регулируется в автоматическом режиме.
Как правильно паять полипропиленовые трубы
Способы соединения полипропиленовых труб
При монтаже трубопроводов различного назначения применяются холодный и горячий методы спайки полипропиленовых систем, называемые диффузными. Полипропилен образует однородную структуру на молекулярном уровне.
Виды диффузной сварки:
- Сварка встык, когда расплавляются концы двух соединяемых отрезков. Такая технология применяется для полипропилена большого диаметра со стенкой не менее 4 мм. При диаметре до 6 см стыковая сварка не образует прочного контакта из-за небольшой площади диффузного проникновения.
- Для квартирных трубопроводов и теплосистем используется раструбная сварка, когда концы закрепляются с помощью специальных муфтовых насадок.
Разновидности фитинговых элементов:
- угловые;
- муфтовые;
- врезные или переходные с одного диаметра на другой;
- тройники.
Электрофитинговое оборудование для сварки пп труб позволяет производить соединение с помощью полиэтиленовых и полипропиленовых фитингов, выполняющих роль паяльника. К контактам, выведенным наружу, подводится электропитание, провод высокого сопротивления, находящийся на внутренней стороне фитинга, разогревается до температуры плавления, образуя прочный шов большой площади. Такой вид спайки часто применяется при монтаже наружных сетей. Переносные аккумуляторные устройства позволяют работать в любых условиях.
Источник: https://svarkaprosto.ru/tehnologii/svarka-trub-iz-polipropilena
Общие сведения и виды изделий из полипропилена
Полипропиленовые материалы отличает небольшой вес. Выпускают изделия для трех типов работ:
- прокладки горячего водоснабжения;
- обустройства холодного водоснабжения;
- монтажа отопительных систем.
«Важно!
На прочность изделий указывает маркировка, которая имеет обозначение “PN”. От нее зависит, какое давление способна будет выдержать полипропиленовая труба.»
Различают 4 типа труб:
- выдерживающие давление 1 МПа и не предназначенные для квартирного трубопровода;
- способные выдержать давление 1,7 МПа и температуру 64С;
- выдерживающие температуру 85С и давление системы 2 МПа;
- справляющиеся с давлением больше 2,2 МПа и температурой 94С.
Последний тип трубных материалов имеет армированный слой из фольги или стекловолокон.
С учетом назначения трубные изделия из полипропилена применяются для:
- холодного водоснабжения с допустимой температурой среды не больше 44С;
- горячего водоснабжения с допустимой температурой не больше 84С;
- универсального использования с допустимым диапазоном температур 65-74С.
Применяемое оборудование для сваривания
Сварка полипропиленовых труб своими руками для начинающих зависит от правильного выбора оборудования.
Для работы требуется оборудование с инструментами:
- сварочный аппарат;
- обезжиривающая жидкость на основе этанола;
- фитинги;
- напильник с ножом;
- полипропиленовые трубы;
- ножовка для их резки.
Дополнительно применяется шейвер. Устройством снимается армированный слой с трубных изделий. Применение шейвера предусмотрено лишь для армированных металлом полипропиленовых изделий.
Отдельное внимание уделяется использованию сварочного агрегата. Пайка полипропиленовых труб своими руками осуществляется паяльником. Агрегат изготавливается в домашних условиях путем использования:
- компьютерной термопасты;
- ненужного утюга;
- дрели;
- болта с шайбой;
- двусторонней насадки;
- сверла по металлу.
Пайка полипропиленовых труб самодельным аппаратом
Аппарат изготавливается поэтапно:
- насадка смазывается термопастой и прикручивается к подошве утюга;
- острый край утюга рекомендуется спилить для удобства дальнейшей работы;
- получившийся агрегат прогревается 5-9 минут.
Имеет особое значение для такой работы, как температура для сварки полипропиленовых труб своими руками. Ее минимальное значение составляет 260 С. Оптимальное значение колеблется от 265 С до 280 С.
Источник: https://svarkaipayka.ru/tehnologia/svarka-trub/svarka-polipropilenovyih-trub-svoimi-rukami.html
Соединение полипропиленовых труб сварным методом характеризуется более высокой надежностью по сравнению с другими способами совмещения между собой изделий. Такая технология соединения не имеет каких-либо отличий при работе с полипропиленом. Исключение составляют лишь армированные изделия: их монтаж предполагает некоторые специфические особенности.
Такая методика довольно проста. Сварку можно проводить в бытовых условиях, соблюдая требования технологического процесса и имея весь арсенал необходимых инструментов.
Существует несколько вариантов соединения полипропиленовых труб:
- пайка диффузионная;
- спайка электрофитингами;
- холодная сварка.
В этой статье мы поговорим о каждом способе совмещения цилиндрических изделий более подробно, рассмотрим их достоинства и недостатки, а также научимся правильно паять полипропиленовые трубы.
Прежде чем приступать к работе, необходимо подготовить монтажный инструмент. Для создания надежного стыка конструкций и всех дополнительных деталей потребуется специальный паяльник.
Стоит отметить, что иногда соединение изделий, изготовленных из полипропилена, называют сваркой. Однако этот процесс имеет множество разновидностей, потому важно запомнить, что полипропиленовые трубы соединяются только одним способом – пайкой. Для монтажа такой системы не применяются резьбовые фитинги и металлопластик.

Пайка полипропиленовых труб требует использования сварочных аппаратов. В продаже представлено несколько типов устройств:
- нагреватель с круглым сечением;
- плоский агрегат.
Второй вид паяльного аппарата в народе стали называть утюгом, что в большей мере связано с его внешним видом. Такие устройства отличаются лишь своей конструкцией.
Для первой модели тефлоновые насадки надеваются на нагреватель и фиксируются деталями, похожими на хомуты. Во втором устройстве такие же насадки прикручиваются к нагревателю с двух сторон. Остальные элементы конструкции ничем не отличаются. Основная функция прибора состоит в осуществлении качественной и надежной пайки полипропиленовых изделий.
В комплект паяльных устройств обязательно включены насадки. Самым недорогим приспособлением, в набор которого входит минимальное количество элементов, считается китайский паяльник. Его мощность не превышает 800 Вт. В продаже он представлен вместе с подставкой, а также насадками, позволяющими проводить пайку труб из ПП сечением 20-32 мм.
Когда система отопления частного дома выполнена из цилиндрических изделий такого диаметра, этого комплекта будет вполне достаточно. Но если предполагаются более профессиональные работы, связанные с пайкой, вам понадобится устройство получше.
Для труб сечением 40-63 мм необходим другой паяльный комплект. Его придется покупать отдельно. Самые дорогие наборы, отличающиеся повышенной надежностью, изготавливаются в крупных европейских странах. В их комплект входят следующие детали:
- паяльник;
- подставка;
- тефлоновые насадки разных диаметров;
- ножницы, позволяющие резать трубы, выдерживая 90 градусов;
- шестигранник;
- отвертка крестообразная;
- рулетка;
- перчатки.
Так как для пайки полипропиленовых труб приходится работать с горячим оборудованием, нужно обязательно выполнять операцию в перчатках. Новички довольно часто получают ожоги, касаясь нагревательного элемента.
Конструкция любого паяльника устроена так, чтобы можно было установить сразу несколько насадок для соединения труб небольшого диаметра, что позволяет сэкономить время, особенно при работе с изделиями сечением 20-40 мм.
Мощность паяльного аппарата
Чтобы равномерно и быстро прогреть трубу диаметром 63 мм, необходима большая мощность системы. Для бытовых целей будет достаточно аппарата со значением величины, которой определяется количество энергии, не превышающим 0,7-1 кВт.
Если мощность утюга составляет более 1 кВт, он переходит в разряд профессиональных. Его стоимость намного выше цены обыкновенного паяльника.
Способ первый
Для изготовления самодельного паяльника понадобятся:
- вышедший из строя старый утюг, у которого сохранился нагревательный элемент;
- детский металлический конструктор;
- резиновая ручка;
- тумблер;
- асбестовый шнур;
- дюраль;
- изолента.

Технология изготовления
- болгаркой от дна утюга срезаются все лишние детали;


- изготавливается алюминиевая накладка;
- из конструктора монтируется коробка; в нее устанавливаются лампочка и резиновая ручка;
- к проводу подсоединяются тумблер и регулятор паяльника;


- все детали соединяются в одно целое;
- припаиваются кабели;
- к корпусу, предварительно положив асбестовую прокладку, прикручивается болтами нагревательный элемент.

Таким образом, потратив немного времени, используя подручный материал, вы становитесь обладателем самодельного паяльника для сварки труб из ПП.
Способ второй
Для изготовления инструмента понадобятся парная насадка стоимостью 215 р. и выброшенный подожженный утюг. На его сборку требуется примерно два часа.
Сначала нагревающийся прибор устанавливается вертикально. Фитинг одновременно с трубой надевается на разогревающие насадки. Для обеспечения возможности проводить операции на стене утюг нужно подвергнуть небольшой модернизации: обрезать «жало» подошвы и слегка его закруглить. Нелишним будет применение термопасты.

Известно, что таким самодельным аппаратом было сварено несколько трубопроводов. Качество работы получилось довольно высоким.
После нагрева утюга, удерживая его за ручку, первой снимается труба. Сразу удалять фитинг не нужно, поскольку его толщина не дает ему быстро расплавиться. Остается придержать рукой трубу с утюгом и снять фитинг.
Чтобы соединить изделия, необходимо приложить небольшие усилия, пока не образуется ровного облоя по всему периметру детали крепежа.
В этом положении нужно подержать соединение примерно 15-20 секунд, пока не начнется полимеризация. Сварка на стене отличается простотой: одной рукой придерживается нагревающийся прибор, другой – труба.
Способ третий
Изготавливаем утюг, оборудованный регулятором температуры, в качестве которого будет выступать специальное управляющее устройство мощности, собранное на тиристоре. Для паяльных работ подается напряжение, равное 170В. Для создания приспособления используются алюминиевые или медные пластины. На фотографии показана деталь толщиной 0,8 мм, однако значение этой величины может варьироваться в большую сторону.
Плоские элементы нужны, чтобы нагреватель не начал остывать в момент надевания трубы. Для работы используется ТЭН (1 кВт) от устаревшей плиты «Мечта». Так как радиатор почти не нагревается, его можно уменьшить. Для установки тиристора и диода прокладки не требуются. Конструкция самого утюга может иметь любой вид, все зависит от вашей фантазии.



Ниже приведена схема регулятора мощности.

С каждой стороны спирали можно установить алюминиевые прокладки в виде круглых блинов. К корпусу крепится ручка с регулятором и зафиксированным тумблером. Другими словами, можно заняться тюнингом.
Принцип всех устройств всегда один: для пайки труб из ПП нужно соблюдать определенную температуру.

Как выбрать насадки
Подбирая нагревающие насадки, необходимо учитывать диаметр соединяемых труб и другие важные моменты:
- прочность;
- насколько хорошо сохраняется форма после изменения температуры;
- теплопроводность.
Практически ко всем сварочным аппаратам подходят различные насадки. Это очень удобно, когда необходимо смонтировать сложную магистраль.
Каждый надеваемый элемент имеет два конца. На одном нагревается внешняя сторона детали, на другом – ее внутренняя часть.
Все насадки имеют тефлоновое напыление, которое защищает поверхность от налипания расплавленного материала. Размеры деталей находятся в диапазоне 2-6 см, что соответствует распространенным диаметрам цилиндрических изделий.
Нормальная температура для пайки
Для прочной сварки конструкций температура пайки полипропиленовых труб не должна превышать 260 °С.
В противном случае это приведет к потере устойчивости пластиковой основы, в результате чего труба просто не сможет соединиться с фитингом. Причем разогретый соединительный элемент начнет прилипать ко всем окружающим его деталям. Однако и температура меньшего значения также не годится для пайки.
Важно помнить, что вязкость и пластичность полипропиленовой конструкции должны иметь определенные значения, иначе не начнутся диффузионные процессы, а соединение потеряет свою надежность. Срок эксплуатации таких трубопроводов будет минимальным. О гарантии в 50 лет придется забыть. При какой температуре соединять изделия, лучше смотреть в таблице.
Время пайки труб
Если правильно соблюдать требования технологии по продолжительности процесса соединения конструкций с помощью специального инструмента, можно получить довольно герметичный стык. Полипропилен после перегрева не начнет растекаться. Время нагрева зависит от определенных параметров. Основными считаются:
- сечение трубы;
- ширина шва сварочного пояса;
- окружающая температура.
Ниже представлена специальная таблица, в которой указано рекомендованное время пайки изделий из ПП с учетом всех упомянутых выше значений:

Сварка полипропиленовых труб враструб
Основным способом монтажа пластика, когда нужно соединить небольшие цилиндрические изделия разного сечения, считается применение раструба. При сварке конструкции из ПП обязательно используются дополнительные детали:
- углы;
- тройники;
- отводы.
Все они изготавливаются из того же материала, из которого были сделаны трубы. Применение дополнительных элементов для создания качественного соединения не считается минусом этого метода. Рассматриваемые детали, кроме соединяющей функции, помогают изменить направление трубопроводной магистрали.
Данный процесс состоит из нескольких операций:
- оплавляются сопрягаемые поверхности: наружная стенка цилиндрического изделия с внутренней частью фитинга;
- применяются специальные нагревательные детали;
- происходит охлаждение элементов в собранном виде.

По мнению профессионалов, соединение враструб считается намного надежнее, чем стыковая сварка. Благодаря тому что при совмещении труба с усилием входит в фитинг, создается высокая прочность. В этом случае для проведения центровки не требуется использования специального инструмента. Совместить цилиндрические конструкции подобным образом сможет даже новичок.
Аппарат для сварки враструб
Устройства, предназначенные для соединения изделий из ПП враструб, называются паяльниками, или утюгами. Главным элементом такого прибора стала нагревательная головка. К ней крепятся все сменные детали:
- муфты;
- дорны.
Первые элементы предназначены для нагрева внешней поверхности труб, вторые – внутренней части фитингов. Формой нагревателя в большинстве паяльников остается треугольная пластина. В продаже можно встретить устройства другого исполнения.
От габаритов плоской детали зависит размер насадок. Иными словами, подбирается сечение трубы, которое будет свободно паяться. Кроме того, необходимо позаботиться о нужном количестве нагревательных пар для осуществления одновременной установки. Для работы с большой пластиной потребуется мощный агрегат.
Дополнительные детали (муфты, дорны) должны быть закреплены так, чтобы их опорная поверхность плотно касалась пластины.
При хорошем контакте будет достигнута нужная температура (260 °С). В этом случае мощность паяльника не имеет большого значения.

Сегодня выпускаются устройства, оборудованные нагревательной головкой в виде стержня. Их главным преимуществом можно назвать компактность. На технические параметры форма головки не влияет.
Для качественной работы утюга важна точность функционирования термодатчика, поддерживающего необходимую температуру. Если ее колебания становятся минимальными, это свидетельствует о высоком качестве паяльника.
Самыми совершенными на сегодняшний день являются электронные терморегуляторы. Эти терморезисторы способны показывать точное значение температуры даже на рабочей поверхности муфты.
Применение таких деталей позволяет уменьшить температурную инерционность утюга. В результате истинные показатели нагревательной головки будут отображаться на шкале устройства.
Более грубо работают биметаллические реле, а также капиллярные термостаты, чьи значения отличаются неточностью. Если сравнивать с данными терморезисторов, расхождения окажутся довольно большими. Каким бы ни был терморегулятор, когда аппарат достигает рабочего режима (если судить по данным индикатора), необходимо подождать несколько минут. За это время температура насадок сравнится с той, что показывает прибор.
Теперь можно приступать к сварке. Производители выпускают также паяльники, имеющие два нагревательных элемента разной мощности. Каждая деталь оснащена отдельным выключателем.
Эти изделия способны самостоятельно достичь нужного температурного режима. Мастер сам выбирает требуемую мощность.
Вторая деталь становится запасной на случай выхода из строя первой.
В аппарате предусмотрена возможность одновременного включения обоих нагревателей, чтобы быстрее достичь рабочего режима.
Оборудование может комплектоваться и вспомогательными инструментами, включая:
- фаскосниматель;
- калиброватель;
- торцеватель;
- ножницы для резки труб.

В некоторых комплектах можно встретить даже специальную очищающую жидкость. Однако не все перечисленные детали включаются в основную комплектацию. Зачастую их приходится покупать отдельно. Важно, чтобы сварочный аппарат имел в наборе все необходимые инструменты для работы с любыми диаметрами труб и материалами.
Технологический процесс сварки враструб
Внешний диаметр цилиндрического изделия всегда немного больше номинального сечения. У фитинга, наоборот, внутренний диаметр меньше номинального сечения трубопровода.
Возьмем, к примеру, трубу 20 мм. Настоящий размер ее внешнего диаметра будет находиться в пределах 20,3-20,5 мм. У фитинга, предназначенного для работы с изделием 20 мм, внутреннее сечение составит 19,5-19,7 мм.
Причем средняя часть поверхности муфты будет точно соответствовать номинальному диаметру. Для конусной плоскости берется 5 градусов.
Становится понятно, что если не нагревать фитинги, их не удастся соединить с муфтой.
Когда труба совмещается с горячей муфтой, происходит оплавление наружной части. Наверх выдавливается все лишнее, получается своеобразный валик. Далее нагреваются внутренние слои. Они начинают сжиматься, при этом труба получает возможность попасть в горячую муфту. Аналогичного эффекта удается добиться, когда элемент крепежа соединяется с горячим дорном.
Когда труба совмещается с фитингом, происходит ее упругое сжимание, при этом соединительный элемент начинает растягиваться. Нагретые поверхности сдавливаются, вытесняя воздух. В результате происходит равномерное смешивание расплавленного материала.
Общий технологический процесс соединения труб из ПП враструб имеет несколько последовательных операций:
- резка изделий;
- подготовительные мероприятия;
- установка сварочного аппарата;
- достижение рабочего режима;
- прогрев деталей;
- сборка;
- охлаждение магистрали.
Вручную можно без особых усилий соединить трубу с нагретым инструментом, если свариваются небольшие детали, сечение которых находится в диапазоне 40-50 мм. Чтобы совместить между собой цилиндрические конструкции диаметром, превышающим 50 мм, необходимо воспользоваться специальным центратором, предназначенным для выполнения раструбной сварки.
Так как пайка полипропиленовых труб не представляет особого труда, работу можно выполнить в одиночку.
Чтобы разрезать цилиндрические изделия, применяются специальные ножницы, которые не позволяют сминаться стенкам трубы.
Перед тем как приступить к пайке полипропиленовой продукции, поверхности деталей тщательно очищаются и обезжириваются. Армированные конструкции подвергаются специальной подготовке. Об этом обязательно должны помнить работники, осуществляющие монтаж таких изделий.
Композитные трубы из ПП, которые армированы алюминием, отличаются невысоким температурным расширением. Поэтому система отопления, изготовленная из подобной продукции, не требует установки дополнительных температурных компенсаторов. Только в таких изделиях, армированных алюминием, возможна диффузия кислорода. После попадания воздуха в систему происходит активное насыщение воды кислородом. В результате начинается процесс кавитации вентилей, а также других деталей сооружения из цилиндрических конструкций.
При отсутствии армирующего слоя можно не проводить дополнительной специальной подготовки.
Технологическая карта сварки полиэтиленовых труб враструб
Как паять армированные полипропиленовые трубы
В этом случае категорически запрещается контакт алюминия с жидкостью. Данный сплав начинает разрушаться, а покупать новые изделия нерентабельно. Появление небольших внутренних перекосов в стыках трудно заметить невооруженным взглядом, однако именно эти зоны являются слабым местом всей системы. Здесь возможно попадание воды на металлическую поверхность.
Чтобы это предотвратить, тщательно зачищается армированный слой. Подобная операция является обязательной к проведению, если поверхность труб обернута в фольгу.
Для удаления металлического листа используется специальное приспособление – так называемый шейвер. Его приходится покупать отдельно.
В прибор вставляют конец, аналогично заточке карандаша, и начинают проворачивать.
При работе не стоит забывать об очистке алюминиевого слоя. Сварка произойдет и без этой процедуры, однако надежность полученного соединения будет довольно низкой.
От такого человеческого фактора можно избавиться, установив трубы, армированные стекловолокном.
Если алюминиевый армирующий слой находится по центру стенки, проводится торцевание поверхности с помощью специального инструмента. Он помогает удалить кромки алюминия, которые покрывают торец трубы. Если такую операцию не провести, вода может попасть в центр стенки, двигаясь по микротрещинам армирующего слоя, что неминуемо приведет к вздутию.
На фотографии можно рассмотреть спаянные соединения разрезов: неправильное выполнение на картинке без торцовки и правильное – с торцовкой.


Для достижения наилучшего результата применяются специальные муфты. Они как бы «замуровывают» торцы армирующего слоя, что помогает избежать контакта металла с жидкостью.


Некоторые производители дают собственные рекомендации, как нужно подготавливать трубы перед сваркой. Даже если армирующий слой отсутствует, требуется обязательно провести калибровку наружного диаметра, после чего снять фаску.
Операция калибрования удаляет эллипсность трубы, делая ее абсолютно круглой. Снятая фаска облегчает работу по соединению с муфтой. К сожалению, когда трубы из ПП паяются самостоятельно, эти операции полностью игнорируются.
Как подготовить паяльник к работе
Сперва сварочный аппарат нужно хорошо закрепить. Когда начинается прогрев, детали подвергаются давлению, которое передается паяльнику. Чтобы было удобнее работать, важно обеспечить аппарату неподвижность.
На инструмент надевается нагревательная пара. Далее устанавливается нужная температура нагрева, подается напряжение. Когда свариваются трубы из ПП враструб, температура нагрева должна быть в пределах 260±10 °С, что превышает значения, при которых полипропилен становится вязким и текучим.
Таким образом происходит быстрое оплавление верхнего слоя трубы совместно с фитингом. В результате деталь легко снимается без прогрева всей толщины стенки. При другом значении температуры, когда элементы становятся мягкими, выполнить соединение будет невозможно.
Ставим детали на прогрев
Когда сварочный аппарат достигнет рабочего режима, загорится лампочка. Труба вставляется в муфту, а фитинг – на дорн. Если провести такую работу одновременно довольно сложно, сначала монтируется тяжелый соединительный элемент.

Сварочные детали обязательно имеют небольшой припуск, который начинает выдавливаться при их монтаже. Так получается кольцеобразный валик (грат). Чтобы сдвинуть такое кольцо, нужно приложить некоторые усилия, но делать это следует плавно и медленно, чтобы грат приобрел правильную форму. Фитинг, свободно надевающийся на дорн и не образующий кольцеобразного валика, считается бракованным.
При монтаже детали требуется обязательно следить за глубиной установки. Как только элемент упрется в вершину дорна, нужно прекратить давление, иначе можно повредить торец трубы и помять ограничитель фитинга. Чтобы контролировать глубину погружения детали в муфту, на некотором расстоянии от торца делается соответствующая отметка. Однако эта процедура необязательна, так как в основном фитинг вставляется в оправку, пока не коснется упора.
После того как детали были установлены в муфту аппарата и его дорн, нужно выждать несколько секунд, пока поверхности хорошо не оплавятся. Важно правильно определить продолжительность нагрева. Этого времени должно хватить для получения вязкого и текучего состояния полипропилена.
Если период нагрева будет слишком большим, детали станут очень мягкими. Изготовители пластмассовых труб разработали специальные таблицы, в которых обозначено время нагрева для определенной марки полипропилена. В этом случае учитываются также толщина стенки и сечение трубы.
Когда совмещаются фитинги с цилиндрическими изделиями, угол проворачивания деталей не должен превышать 5 градусов. Если стык сделан правильно, грат будет иметь одинаковую толщину со всех сторон.
Охлаждение соединения
Если необходимо исправить выполненную работу, технология разрешает это сделать в течение нескольких секунд. Детали не должны подвергаться никакому давлению, пока материал окончательно не затвердеет, что длится примерно 2-4 минуты.
Ориентировочные параметры продолжительности сварочных операций можно посмотреть в специальной таблице. Более точные значения указываются производителями фитингов и продукции из ПП.
При пайке изделий из ПП встык торцы деталей нагреваются горячим инструментом до оплавления. Затем элементы с силой прижимаются до тех пор, пока не произойдет охлаждения шва. Такая технология отличается своей простотой.
В этом случае нет необходимости пользоваться дополнительными приспособлениями. Если все сделано правильно, получается довольно надежный шов, не уступающий прочности трубы. Технологическая операция выполняется в определенной последовательности:




При всей своей простоте стыковая сварка только кажется такой доступной. На практике для этого необходимо решить несколько проблем, что практически невозможно сделать в бытовых условиях.
Трубы должны точно совмещаться по своей оси, при этом допускается отклонение от толщины стенок всего на 10%. Давление на детали, прижимающие цилиндрические изделия к плоскости нагревательного зеркала при воздействии высокой температуры, должно оказываться лишь определенное время. Только так может получиться качественное соединение. При выполнении торцовки необходимо, чтобы у торца была идеальная перпендикулярность.
Перечисленным выше условиям довольно трудно следовать без дополнительного прибора – специального центратора. Он оборудован электрическим приводом, который создает определенное усилие сжатия. Кроме того, это устройство оснащено торцевателем.
Иначе говоря, чтобы провести стыковую сварку полипропиленовых труб небольшого диаметра, понадобится большее количество специального оборудования по сравнению с предыдущим методом соединения. Учитывая тот факт, что при сварке враструб получается более качественная стыковка за счет замкового соединения, домашние умельцы предпочитают использовать именно этот способ совмещения труб.
Стыковая сварка изделий из ПП в основном применяется на производстве, когда необходимо соединить конструкции большого сечения при монтаже прямого участка инженерного сооружения из цилиндрических изделий.
Пластиковый водопровод давно и надолго пришел в наш быт. Неизменным атрибутом ремонта советского жилищного фонда, наряду с металлопластиковыми окнами, стал водопровод из полипропиленовых труб.
Преимущества полипропиленового водопровода перед стальными трубами очевидны:
- Дешевизна и широкий выбор материалов;
- Простота работ по разметке и сборке самых замысловатых и сложных вариантов разводки труб;
- Экологичность, стойкость материала к коррозии и отложениям солей на стенах полипропиленовых коммуникаций.
Те, кто сталкивался с утомительной и трудоемкой процедурой монтажа водопровода из металлических труб, могут оценить по достоинству простую технику соединения пластика с помощью специального паяльника для полипропиленовых труб.
Если пришло время ремонта квартиры, проблема с заменой водопровода пластиковыми коммуникациями, в зависимости от наличия желания, денег и свободного времени решается:
- Наймом мастера и знакомого, имеющего опыт работы с прибором для пайки пропиленовых труб, способных помочь собрать с помощью паяльника размеченные и вырезанные в единое целое куски пластиковых труб;
- Передачей на откуп вопроса ремонта «под ключ» бригаде ремонтников безо всякого желания разбираться с тонкостями сборки и пайки пластиковых узлов;
- Выполнением всех работ своими руками.
Простота сборки пайки пластика подкупает настолько, что трудно удержаться от соблазна и решить проблему водопровода не иначе, как выбрать и купить паяльник для полипропиленовых труб.

Сумма средств, потраченная на приобретение инструмента, будет меньше стоимости услуг мастера, но при условии, что вы реально понимаете, как выбрать паяльник для полипропиленовых труб. По сути, паяльник для пропиленовых деталей и соединительных фитингов представляет собой нагревательный элемент с термомеханической или электрической системой управления нагревом и индикацией. На нагревателе смонтированы две насадки, позволяющие одновременно нагревать паяльником наружную поверхность трубы и внутреннюю поверхность фитинга. Нагрев длится в среднем около 5с, детали соединяют с небольшим давлением руками для схватывания и формирования прочного соединения в течение 2-3с. При перегреве или кривобоком соединении деталей возможно попадание части расплавленного пластика вовнутрь трубы, как следствие, уменьшается проходное сечение.

Важно! Выполняя самостоятельно большую часть паяльных и сборочных работ, вы в состоянии лично проконтролировать качество пайки соединений полипропиленовых труб.
Для новаторов и любителей мастерить своими руками можно паяльник для полипропиленовых труб собрать своими руками. От совершенства паяльника и того, насколько качественным является полипропилен труб, зависит прочность и долговечность пайки.
Чем хорош паяльник, собранный своими руками
Принцип работы паяльника несложен и использует принцип прилипания разогретых до температуры размягчения спаиваемых поверхностей полипропиленовых деталей. Не всегда есть потребность заново перемонтировать или перепаять половину разводки водопроводных сетей в доме. Иногда нужно поработать с паяльником для двух-трех соединений. В этом случае может выручить самодельный, сделанный своими руками мини-паяльник для полипропиленовых труб из подручного нагревателя.
Для человека с опытом работы с электрической проводкой и слесарными навыками изготовить небольшой любительский вариант паяльника для полипропиленовых труб – дело двух часов.
Как правило, водопроводные трубы заложены в каналы и скрыты от глаз постороннего экранами и декором, поэтому не стоит переживать о красоте и эстетическом виде. Важно другое — неправильная регулировка температуры и перегрев материала трубы или фитинга, даже под небольшим усилием, приведет к браку. В пайке первым и главным вопросом остается качество соединения деталей.
Если при работе самодельным паяльником можно слегка не дотянуть до мировых стандартов внешнего вида — не беда, для любительских случаев это допускается.
Для сборки самодельного паяльника пропиленовой трубы потребуется:
- Нагревательный элемент – подошва обычного электрического утюга, лучше в виде закрытого алюминиевого блока с терморегулятором и электрическим шнуром с вилкой;
- насадки на паяльник для полипропиленовых труб и фитингов необходимого размера для ваших труб;
- никелированные болт-гайка М8 для крепления насадок на нагревателе;
- цифровой мультиметр с внешним термометром на основе термопары;
- струбцина или иное крепление, позволяющее надежно зафиксировать паяльник на подсобной поверхности.

Кроме температуры, важна скорость или мощность нагрева поверхности соединяемых деталей. Если нагревать полипропиленовый фитинг или трубу достаточно долго – детали под воздействием температуры потеряют форму и геометрические размеры.
Поэтому для быстрого расплавления поверхности диаметром 15-30 мм необходима мощность в 700 – 900 Вт, что примерно соответствует максимальной мощности нагревателя утюга.

Собираем самоделку для пропиленовых муфт:
- На расстоянии 30-40 м от носовой части алюминиевой подошвы сверлим сквозное отверстие диаметром 8 мм и с помощью винта и гайки соединяем насадки для трубы и фитинга с основой нагревателя;
- Устанавливаем ручку утюга на подошву-нагреватель так, чтобы она не ограничивала доступ к закрепленным насадкам;
- Подсоединяем проводку к контактам нагревателя утюга;
- Включаем в сеть и с помощью мультиметра, цифрового термометра и регулятора на утюге выставляем температуру в 265оС.
Струбцину используем для фиксации самодельного паяльника полипропиленовых труб, что позволит паять детали самостоятельно, без помощника, ручку тоже можно сделать под себя для наибольшего удобства и минимального риска получить ожог.

Какой паяльник для полипропиленовых труб лучше
Всегда считалось, что лучшим инструментом является профессиональный вариант, предназначенный для длительного использования и обладающий высокими параметрами пайки пропиленовых труб. Профессиональный паяльник для полиэтиленовых труб предполагает:
- Применение для насадок материалов, стойких к длительному нагреву, с высокой теплопроводностью, не прилипающих к нагреваемой поверхности полипропиленовой детали; как правило, используют латунные или медные насадки, покрытые тефлоном или карбоном;
- Легкая и удобная смена насадок на фланце нагревателя, в комплекте предполагается набор для основных размеров труб – от 16 до 160мм;
- Металлизированная поверхность насадок дает высокую скорость нагрева полипропиленовых частей;
- Наличие стабилизатора электропитания нагревателя и авторегуляции температуры позволяет поддерживать паяльник в горячем состоянии сколь угодно долго без риска выхода из строя нагревательного элемента.
Обязательными атрибутами профессиональных моделей паяльников являются легко снимаемая подставка и кейс для хранения и переноски прибора с принадлежностями.
Например, широко известный вариант паяльника для полипропиленовых труб dytron или дитрон – кому как нравится. Ему дают высокую оценку за надежность и удобство в работе, неприхотливость и прочную конструкцию. При пайке пропиленовых частей время идет на секунды, приходится быстро ставить, ронять или даже бросать пальник на подставку, и это практически не сказывается на его работоспособности. В линейке DYTRON три модели:
- Мощностью 850 Вт, самая ходовая в квартирном ремонте, применяется для полипропиленовой трубы диаметром до 36 мм;
- Мощностью 1200 Вт – для полипропиленовых труб диаметром до 160 мм;
- С нагревателем в виде стержня, мощностью 650 Вт.

К паяльнику прилагаются ключ для смены насадок, которых в комплекте может быть от 3 до 12, ножницы для резки полипропиленовых труб, строительный уровень, перчатки и подставка. При всех достоинствах, стоит отметить один отрицательный момент — явно завышенную цену паяльника.
Важно! Такие аппараты предназначены для многочасовой эксплуатации, но в любом случае, требуют тщательного ухода за антипригарным покрытием на насадках. Тефлон очень чувствителен к царапинам и сколам, поэтому не стоит для очистки, кроме ветоши, использовать твердые или металлические предметы.
Но даже специалисты, занимающиеся пайкой водопроводов, не всегда стремятся покупать паяльник для полипропиленовых труб в дорогом профессиональном исполнении. Многие из бюджетных моделей, собранных из китайских или турецких комплектующих, прекрасно работают не хуже брендовых моделей.
Возьмем для примера типичную рабочую лошадку ремонтника — паяльник для полипропиленовых труб «Союз»:
- Высокая мощность нагревателя – до 2 кВт;
- В комплект входят шесть типовых насадок диаметром от 20 до 63 мм;
- Кроме того, паяльник укомплектован шестигранником — ключом для смены рабочего инструмента, подставкой под прибор и кейсом.
Длина сетевого шнура составляет всего 130 см, что явно недостаточно для работы. Но подобный размер является типичным для бюджетных моделей, тогда как профессиональные паяльники имеют полноценные 2,5-3,5м. «Союз» оснащен двухрежимной кнопочной системой управления нагревом и двумя цветными индикаторами – зеленым и красным, последний загорается при включении нагрева автоматикой.


Паяльник укомплектован всем необходимым для успешной пайки полипропиленовых труб, поэтому сложно сказать – стоит ли переплачивать за дополнительные аксессуары, как в случае дорогих моделей паяльников.
bouw.ru
Паяльник для полипропиленовых труб: инструкция как пользоваться электропаяльником, какого калибра использовать насадки для пайки, как сделать выбор паяльного аппарата среди производителей
Паяльник для полипропиленовых труб: инструкция по применению
Фабричный или даже самодельный паяльник для полипропиленовых труб – практически незаменимая вещь, если вы решили самостоятельно произвести замену трубопроводов в квартире.
Использование паяльного оборудования позволяет быстро и надежно соединять полипропиленовые трубы, обеспечивая герметичность такого соединения.
Принцип работы паяльника для труб
Устройство, которое мы чаще всего именуем паяльник для труб полипропиленовых, с технической точки зрения правильно именовать «Аппаратом для контактной сварки труб нагретым инструментом».

Паяльник для полипропиленовых труб
Принцип работы данного аппарата достаточно прост:
- Паяльник подключается к электросети
- В специальные гнезда устанавливаются насадки для паяльника полипропиленовых труб, диаметр которых соответствует диаметру соединяемых труб
- Свариваемые отрезки трубы надеваем н насадки, которые постепенно нагреваются
- Прогретые до начала плавления полипропилена трубы снимаем с насадок и стыкуем

Таким образом, паяльник для пайки полипропиленовых труб позволяет достаточно быстро создать надежное и герметичное (правда неразъемное, т.е. постоянное) соединение труб.
При этом стоимость паяльников и простота в эксплуатации позволяет использовать паяльники для труб полипропиленовых самостоятельно, не привлекая мастеров «со стороны».
Как видите, паяльник для полипропилена – весьма полезный инструмент. А чтобы вы не ошиблись, выбирая паяльник, ниже мы приводим несколько рекомендаций по подбору моделей.
Ключевыми параметрами, определяющими выбор паяльного аппарата, будут:
- Мощность паяльника
- Наличие сменных насадок (а также их ассортимент)
- Страна-производитель
Мощность паяльника для полипропиленовых труб
Первая — и, пожалуй, ключевая характеристика паяльника – это его мощность. Мощность паяльника для полипропиленовых труб определяет максимальный диаметр трубы, со свариванием которой паяльник гарантированно справится.
При этом чем больше мощность, тем большие трубы вы сможете сваривать с помощью паяльника. К примеру, паяльник кобра для полипропиленовых труб, обладающий мощностью 1,5 кВт, позволяет делать сварку полипропиленовых труб. диаметр которых находится в пределах от 20 до 50 мм, а более мощный энергомаш (1700 Вт) дает возможность соединения труб до 63 мм в диаметре.
Данная зависимость не является линейной, т.е. не всегда большая мощность паяльника означает, что он приспособлен для работ с трубами большого диаметра.
К примеру, паяльник дитрон (модель TraceWeld PROFI blue), обладающий «скромной» мощностью в 850 Вт способен качественно сваривать трубы диаметром до 63 мм, на что не способны другие модели паяльников, мощность которых существенно больше (к примеру, fora или уже упоминавшаяся здесь Cobra).
Другим аспектом, на который влияет мощность паяльника, является скорость работы – чем мощнее аппарат, тем быстрее вы сможете соединять трубы (меньше времени уходит на прогрев).
И здесь нужно выбирать: если вам нужно сделать всего несколько соединений, то вполне подойдет маломощный калибр СВА-750Т (750 Вт). А если паять нужно много, то лучше взять модель с большей мощностью, к примеру valtec 1500 W.
Довольно часто утверждают, что выбирая электропаяльник для полипропиленовых труб, его требуемую мощность можно рассчитать, умножив максимальный диаметр свариваемой трубы на 10. Отчасти это правило справедливо, однако лишь отчасти – пользоваться им нужно с осторожностью.
Причины, по которым необходимо выбор паяльника для полипропиленовых труб проводить, анализируя все рекомендации производителя, мы указали выше.
Насадки для паяльника
Подбирая паяльный аппарат для полипропиленовых труб в соответствии с заданными потребностями, очень важно учитывать наличие в комплекте паяльника различных насадок. Если вы приобретете снабженный различными насадками паяльник — полипропиленовые трубы разного диаметра сваривать вам будет гораздо легче.
Еще одним преимуществом (правда, оно более актуально для профессионалов, сваривающих большое количество труб регулярно) является возможность параллельной установки нескольких насадок. Такую возможность предоставляет, к примеру, паяльник candan для полипропиленовых труб.

Насадки с тефлоновым покрытием
Приобретая паяльный аппарат, обращайте внимание также и на покрытие насадок. Наиболее функциональными являются насадки для пайки с тефлоновым покрытием, а также – насадки, покрытые металлизированным тефлоном.
Такие насадки не только равномернее прогреваются, но и служат гораздо дольше. Насадками с тефлоновым покрытием комплектуются уже упоминавшиеся паяльники candan, dytron и другие.
Комплектация

Кроме собственно паяльника и насадок в комплектацию аппарата для пайки могут входить также дополнительные инструменты и аксессуары, начиная от ножниц для порезки полипропиленовых труб и заканчивая специальными перчатками, которые уберегут ваши руки от ожогов при сварке полипропиленовых труб своими руками: советы мастеров.
Большинство производителей упаковывает паяльники в специальные кейсы для переноски – пластиковые или металлические.
Страна-производитель
Немаловажную роль также играет и тот факт, где произведен выбранный вами паяльник полипропиленовых труб.
И хотя сегодня «родословная» паяльника не так важна (глобализация, как-никак), некоторые закономерности в географии все же присутствуют:
- Чешские паяльники для полипропиленовых труб по праву занимают лидирующее место в неформальном рейтинге этих устройств. Несмотря на не самую низкую стоимость, чешские паяльники (такие как неоднократно упоминавшийся сегодня Дайтрон) пользуются устойчивым спросом. Так что если для вас качество инструмента стоит на первом месте – Чехия альтернатив не имеет.

- Турецкие паяльники представляют собой в некотором роде компромиссный вариант. Турция производит как отличные модели, способные «заткнуть за пояс» иной чешский — так и модели откровенно низкого качества.
Именно поэтому, решив приобрести турецкий паяльник, необходимо очень внимательно подойти к выбору конкретной модели, ознакомившись с отзывами в сети.
Паяльник ЭНЕРГОМАШ (STURM)
Отдельную нишу на этом рынке занимают китайские паяльники. С одной стороны, Китай – был и остается Китаем, с его постоянными особенностями: демократичной и вполне доступной ценой и малопредсказуемым качеством. С другой стороны, на поверку многие европейские и отечественные (если верить наклейке) паяльники тоже производятся на производственных мощностях Поднебесной – при этом контроль качества на таких предприятиях обеспечивает выход вполне конкурентоспособной продукции.
К таким аппаратам можно отнести паяльник энергомаш для полипропиленовых труб (он же производится под другим брендом – sturm).
- Ну и совсем наособицу стоят самодельные паяльники для полипропилена, изготовленные «народными умельцами» с использованием самых разных технических решений (чаще всего – спиралей от утюгов). Работают такие устройства непредсказуемо, поэтому мы не возьмем на себя смелость рекомендовать их к использованию. Да и с точки зрения электробезопасности такие самоделки чаще всего небезупречны (это – мягко говоря!)
На самом деле, современный рынок электрооборудования демонстрирует достаточно прямую зависимость «цена паяльника – качество». Таким образом, если вы приобретете недорогое китайское устройство, то, скорее всего, оно и прослужит вам недолго.
А вот если вы планируете работать с трубами достаточно долго, то лучше сразу приобрести более дорогой паяльник — трубы полипропиленовые и сваривать будет легче, и сварной шов будет получаться более надежным. Тем более, что ассортимент паяльников для полипропиленовых труб, доступный в строительных супермаркетах и интернет-магазинах, позволяет подобрать модель практически под любые требования и «на любой кошелек».
Руководствуясь вышеприведенными соображениями, вы сможете подобрать оптимальный именно для вас паяльник для полипропиленовых труб: инструкция к такому устройству, прилагающаяся в комплекте или доступная на сайте производителя, позволит вам подобрать оптимальный режим работы. И буквально после пары попыток вы сможете качественно соединять трубы в вашей квартире при их замене!
Больше информации
Любое современное жилье, будь то частный особняк или городская квартира, обязательно оснащается разнообразными инженерными коммуникациями. А раз так, то или в процессе строительства, или при проведении ремонта либо реконструкции, рано или поздно хозяевам придется столкнуться с проблемой установки или замены труб – и системы отопления. Мало кого сейчас прельщает трудоёмкий и достаточно сложный монтаж стальных труб ВГП. Они дороги сами по себе, требуют немалых дополнительных затрат на транспортировку, а их обработка и соединение связаны со специфическими операциями, которые не всем под силу – резкой, гибкой, электро- или газосваркой, нарезкой резьбы и т.п. Плюс к тому, к «запаковке» каждого резьбового соединения необходим особый подход, чтобы соединительный узел получился высококачественным, без протечек.
Как хорошо, что современные технологии позволяют обойтись безо всей этой мороки, применив полипропиленовые трубы. При правильном выборе материала и качественно проведенном монтаже, водопровод и контуры отопления практически ни в чем не отступают стальным, по многим позициям – намного превосходят их. Кроме того, не настолько сложна и сама пайка полипропиленовых труб инструкция по выполнению которой будет рассмотрена в настоящей публикации.
Не все полипропиленовые трубы – одинаковы
Прежде чем начинать рассматривать инструкцию по монтажу полипропиленовых труб, имеет смысл дать хотя бы общее понятие об этом материале, в частности – о его разновидностях и сферах применения. Выбор труб по принципам «какие подешевле» или «какие были» — совершенно недопустим. Последствия для неразборчивого домашнего мастера могут быть весьма печальными – от деформации проложенного трубопровода до его разрыва или появления течей в соединительных узлах.

Различие по диаметру объяснять не надо – в разных системах и на различных их участках используются свои размеры, которые предопределяются гидравлическими расчетами. Линейка диаметров, от 16 до 110 мм, позволяет практически полностью обеспечить все возможные варианты. Мало того, практика показывает, что для дома или для квартиры обычно достаточно ассортимента до 40 мм, намного реже – до 50 ÷63 мм. Трубы большего диаметра – это, скорее, магистральные, и они имеют специфические особенности монтажа, но сталкиваться с ним домашнему мастеру — вряд ли придётся.
Сразу может броситься в глаза различие некоторых видов труб по цвету. Вот на это можно меньше всего обращать внимание – белые, зеленые, сероватые и другие стенки – ни о чем не говорят. По всей видимости, это просто решение производителей как-то выделять свою продукцию на общем фоне. Кстати, для контуров отопления белый цвет однозначно будет предпочтительнее, так как трубопровод ненавязчиво впишется в любой интерьер, не создавая дисгармонирующего цветового «пятна».

А вот цветные полосы, если они есть, уже несут информативную нагрузку, интуитивно понятную всем. Синяя полоска – труба рассчитана исключительно на холодное водоснабжение, красная – способна выдерживать повышенные температуры. Однако и такая цветовая маркировка (которой, кстати, очень часто и вовсе нет), является только весьма приблизительной, не раскрывающей в полной мере эксплуатационных возможностей той или иной трубы. Она помогает уже просто не ошибиться в период проведения монтажа системы. Кстати, ещё продольная линия хороша и тем, что становится хорошим ориентиром при стыковке сопрягаемых деталей по время пайки.
Гораздо больше информации дает буквенно-цифровая маркировка, которая, как правило, нанесена на внешней стенке. Вот здесь уже стоит быть повнимательней.
Международное сокращенное обозначение полипропилена – PPR. Существует несколько разновидностей материала, и можно встретить обозначения РРRC, РР-Н, РР-В, РР-3 и другие. Но чтобы не запутать окончательно потребителя, существует более четкая градация труб – по типам, в зависимости от допускаемого давления перекачиваемой жидкости и ее температуры. Всего таких типов – четыре: PN-10, PN-16, PN-20, PN-25. Чтобы не рассказывать долго о каждом из них, можно привести табличку, которая характеризует эксплуатационные возможности и сферы применения труб.
полипропеленовые трубы
| Тип полипропиленовых труб | Рабочее давление (номинальное) | Области применения труб | |
|---|---|---|---|
| МПа | технических атмосфер, бар | ||
| PN -10 | 1.0 | 10.2 | Холодное водоснабжение. Как исключение — магистрали подводки к контурам водяного «теплого пола», с масимальной рабочей температурой теплоносителя до 45 °С. Материал самый доступный по стоимости — по причине не особо выдающихся физико-технических и эксплуатационных параметров. |
| PN -16 | 1.6 | 16.3 | Самый ходовой вариант для автономных систем холодного и горячего водоснабжения, с рабочей температурой не более 60˚С, давлением не выше 1,6 МПа. |
| PN -20 | 2.0 | 20.4 | Холодное и горячее автономное или центральное водоснабжение. Возможно использование в автономных системах отопления, где гарантированно отсутсвуют гидроудары. Температура теплоносителя не должна превышать 80 ˚С. |
| PN -25 | 2.5 | 25.5 | Горячее централизованное водоснабжение, системы отопления с темпратурой теплоносителя до 90÷95˚С, в том числе — и центральные. Самый прочный, ни и самый дорогой тип труб. |
Безусловно, для того чтобы труба выдерживала повышенные давления и температуру, у нее должны быть более толстые стенки. Значение толщины стенок и, соответственно, диаметр условного прохода полипропиленовых труб различных типов – в таблице ниже:
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
|---|---|---|---|---|---|---|---|---|
| PN -10 | PN -16 | PN -20 | PN -25 | |||||
| Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | |
| 16 | — | — | 11.6 | 2.2 | 10.6 | 2.7 | — | — |
| 20 | 16.2 | 1.9 | 14.4 | 2.8 | 13.2 | 3.4 | 13.2 | 3.4 |
| 25 | 20.5 | 2.3 | 18 | 3.5 | 16.6 | 4.2 | 16.6 | 4.2 |
| 32 | 26 | 3 | 23 | 4.4 | 21.2 | 5.4 | 21.2 | 3 |
| 40 | 32.6 | 3.7 | 28.8 | 5.5 | 26.6 | 6.7 | 26.6 | 3.7 |
| 50 | 40.8 | 4.6 | 36.2 | 6.9 | 33.2 | 8.4 | 33.2 | 4.6 |
| 63 | 51.4 | 5.8 | 45.6 | 8.4 | 42 | 10.5 | 42 | 5.8 |
| 75 | 61.2 | 6.9 | 54.2 | 10.3 | 50 | 12.5 | 50 | 6.9 |
| 90 | 73.6 | 8.2 | 65 | 12.3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79.6 | 15.1 | 73.2 | 18.4 | — | — |
При всех достоинствах полипропилена, есть у него и довольно значимый недостаток – весьма значительное линейное расширение при нагреве. Если для холодных трубопроводов, расположенных внутри здания, это не столь существенно, то для труб горячего водоснабжения или для контуров отопления такая особенность может привести к прогибанию, провисанию длинных участков, деформации сложных развязок, возникновению внутренних напряжений в теле трубы, сокращающих срок ее службы.
Чтобы максимально снизить влияние температурного расширения, применяют армирование труб. Оно может быть алюминиевым или стеклопластиковым.

Стеклопластиковый армирующий пояс всегда располагается примерно по центру толщины стенки трубы, и никак не влияет на технологию пайки.
А вот с алюминиевым – несколько сложнее. Существует два типа подобного армирования. В одном случае слой фольги расположен в непосредственной близости от внешней стенки трубы (на иллюстрации – внизу слева). Другой вариант – армирующий пояс проходит примерно в центре стенки. Для каждого из типов подобного армирования существуют особые технологические нюансы монтажа, о которых будет сказано ниже.
И стекловолоконное, и алюминиевое армирование существенно снижает температурное линейное расширение полипропиленовых труб. Кроме того, алюминиевый слой выполняет и еще одну функцию: он становится барьером против кислородной диффузии – проникновения молекул кислорода из воздуха через стенки трубы в теплоноситель.
Проникновение кислорода в жидкую среду теплоносителя способно вызвать ряд негативных последствий, среди которых главными являются повышенное газообразование и активизация коррозионных процессов, что особо опасно для металлических деталей котельного оборудования. Армирующий слой способен многократно снизить подобный эффект, поэтому такие трубы чаще всего применяют именно для контуров отопления. В водопроводных системах вполне можно обойтись стеклопластиковым армированием, которое на диффузию значимого воздействия не оказывает.
| Типы полипропиленовых труб | Обозначение | Коэффициент температурного расширения, м×10 ⁻⁴ /˚С | Показатели диффузии кислорода, мг/м²× 24 часа |
|---|---|---|---|
| Однослойные трубы: | |||
| PPR | 1.8 | 900 | |
| Многослойные трубы: | |||
| Полипропиленовые, армированные стекловолокном. | PPR-GF-PPR | 0.35 | 900 |
| Полипропиленовые, армированные алюминием. | PPR-AL-PPR | 0.26 | 0 |
Ниже на иллюстрации приведен пример маркировки полипропиленовой трубы:

1 – на первом месте обычно располагается название компании-изготовителя, наименование модели трубы или ее артикул.
2 – материал изготовления и строение трубы. В данном случае – это однослойная полипропиленовая. Трубы со стекловолоконным армированием обычно маркируются PPR-FG-PPR, с алюминиевым – PPR-AL-PPR.
Могут встречаться армированные трубы с внешним полипропиленовым слоем и внутренней стенкой из сшитого полиэтилена. Они будут иметь обозначение, например, PPR-AL-PEX или PPR-AL-PERT. На технологию пайки это не влияет, так как внутренний слой в ней участия не принимает.
3 – стандартный размерный коэффициент трубы, равный отношению внешнего диаметра к толщине стенки.
4 – номинальные значения внешнего диаметра и толщины стенки.
5 – упоминавшийся выше тип трубы по номинальному рабочему давлению.
6 – перечень международных стандартов, которым соответствует изделие.
Трубы обычно реализуются стандартными отрезками по 4 или 2 метра. Большинство торговых точек практикует продажу с нарезкой, кратной 1 метру.
Ко всем трубам в продаже представлены многочисленные комплектующие – фитинги резьбовые, для перехода на другой тип труб, с внешней или внутренней резьбой или с накидной гайкой американкой, муфты, тройники, переходы по диаметрам, отводы пол углом 90 и 45 градусов, заглушки, обводные петли, компенсаторы и другие необходимые детали. Кроме того, есть возможность приобретения кранов, вентилей, коллекторов, «косых» фильтров грубой очистки воды, предназначенных для непосредственного впаивания в полипропиленовую трубную разводку.

Одним словом, подобное разнообразие позволяет выбрать наиболее удобную схему сборки системы практически любой степени сложности. Стоимость большинства таких деталей – очень невысока, что позволяет приобрести их с определенным запасом, хотя бы для того, чтобы перед началом практического монтажа провести небольшое тренировочное занятие – так сказать, «набить руку».
Способы соединения полипропиленовых труб
Полипропилен является термопластичным полимером – при нагревании его структура начинает размягчаться, и при соединении двух равномерно нагретых до определенной температуры фрагментов происходит взаимная диффузия, точнее даже – полифузия, то есть взаимопроникновение материала. При остывании свойства полипропилена не изменяются, и при качественном соединении – обеспечении оптимального нагрева и требуемой степени сжатия, после обратной полимеризации границы как таковой быть не должно – получается полностью монолитный узел.
Именно на этом свойстве и базируются основные технологические приемы соединения полипропиленовых труб – этот метод часто называют полифузной сваркой.
Подобная сварка (пайка) может проводиться муфтовым или стыковым способом.
- Муфтовая сварка – это как раз та технология, которая чаще всего применяется при монтаже водопровода или контуров отопления в условиях дома или квартиры. Она рассчитана на трубы малого и среднего диаметра, до 63 мм.
Смысл ее в том, что любой соединительный узел предполагает использование двух деталей – это сама труба и муфта, внутренний диаметр которой несколько меньше, нежели наружный диаметр трубы. То есть в нормальном, «холодном» виде детали сопряжению не поддаются. Муфтой может выступать не только, простите за тавтологию, сама соединительная муфта, но и монтажный участок тройника, отвода, крана, резьбового фитинга и других комплектующих деталей.
Принцип проведения подобной сварки показан на схемах ниже.

Труба (поз. 1) и муфта или любой другой соединительный элемент (поз. 2) одновременно насаживаются на нагревательные элементы сварочного аппарата.
На сам рабочий нагреватель заранее соосно установлена пара нужного диаметра, состоящая из металлической муфты (поз. 4), в которую будет вставляться труба, и дорна (поз. 5), на который одевается необходимый соединительный элемент.

В период прогрева по внешней поверхности трубы и внутренней – муфты, образуется пояс расплавленного полипропилена, примерно одинаковой ширины и глубины (поз. 6). Важно правильно выбрать время прогрева, чтобы процесс расплава не захватил всю стенку трубы насквозь.

Обе детали одновременно снимаются с нагревателя, и соосно, с усилием, соединяются между собой. Расплавленный пластичный наружный слой полипропилена позволит трубе плотно зайти в муфту до упора, на длину прогретого участка.

На этом этапе происходит процесс полифузии, остывания и полимеризации. В итоге получается надежное соединение, которое хотя на схеме и показано заштрихованным участком (поз. 7), но на деле, если взглянуть на разрез, то его вообще не видно – практически монолитная стенка.
- Стыковая сварка производится несколько иначе.
Одно из главных отличий – стыкуются детали обязательно одинаковые по внутреннему и внешнему диаметру.

Первый шаг – это точная подгонка торцов, чтобы обеспечивалось идеальное их прилегание друг к другу.

Трубы поджимаются с двух сторон с торцевателю – вращающемуся диску (поз. 2) с точно выставленными ножами (поз. 3)

Трубы вновь поджимаются к центру, и на торцах, на всю толщину стенки, образуются области расплавления полипропилена (поз. 5).


И, по аналогии с предыдущим случаем, по мере остывания сварной шов полимеризуется, создавая надежное соединение двух труб.
Принцип кажется несложным, но это только на первый взгляд. При такой технологии сварки определяющее значение имеет точнейшая центровка сопрягаемых деталей. Кроме того, при муфтовой сварке необходимая степень сжатия сопрягаемых расплавленных участков обеспечивается в большей мере разницей в диаметрах деталей. В данном же случае требуется приложение значительного внешнего усилия, направленного строго по оси соединяемых труб. Все эти условия возможно соблюсти только при использовании специального, достаточно сложного аппарата станочного типа.

Существует немало аппаратов для стыковой сварки, но практически все они имеют мощную станину с направляющими и хомутами для зажатия труб под различные диаметры – для обеспечения соосности соединения, съемные или откидывающиеся торцеватель и нагреватель, механизм создания требуемого сжатия – ручной, гидравлический, с электроприводом и т.п.
Такая технология используется, как правило, только профессионалами при прокладке магистральных труб, и вероятность столкнуться с ней на бытовом уровне – практически нулевая.

Существует еще и «холодный» способ сварки – с использованием клея на основе сильнодействующего органического растворителя. Смысл заключается в том, что при обработке таким составом поверхностные слои полимера размягчаются. Детали можно в это время соединить в нужном положении, а так как растворители обычно обладают высокой летучестью, быстро испаряются. то процесс обратной полимеризации начинается достаточно быстро.
Такая технология в большей степени подойдет для поливинилхлоридных (ПВХ) труб, не обладающих должной термопластичностью. Кроме того, подобны способ соединения имеет, пожалуй, больше недостатков и ограничений в использовании, нежели достоинств, поэтому особой востребованностью не пользуется, тем более что есть простая и доступная всем технология муфтовой полифузной сварки.
Что потребуется для проведения монтажных работ
Итак, в дальнейшем будем рассматривать исключительно муфтовую полифузную сварку (пайку) . Чтобы самостоятельно справиться с этой задачей, необходимо подготовить ряд инструментов и принадлежностей.
- В первую очередь это, безусловно, аппарат для сварки полипропиленовых труб. Стоит такой инструмент – не столь дорого, и многие рачительные хозяева уже имеют его в своем домашнем «арсенале».

К сварочному аппарату обязательно должны прилагаться комплекты «муфта-дорн» необходимых диаметров. Большинство аппаратов позволяют на своем нагревательном элементе одновременно разместить по две, а иногда – и по три пары рабочих насадок, что позволяет без перерывов на замену проводить монтаж системы, в которой используются трубы различных диаметров.
Если своего аппарата нет, и обстоятельства в настоящий момент не позволяют его приобрести, то многие магазины салоны практикуют краткосрочную аренду с посуточной платой – можно воспользоваться такой возможностью.
Все сварочные аппараты устроены примерно одинаково и работают по сходному принципу, однако имеют и определенные различия по компоновке и функциональности. Полезная информация для решившихся на такую покупку размещена в статье нашего портала, специально посвященной .
 Если решились покупать аппарат для сварки полипропиленовых труб …
Если решились покупать аппарат для сварки полипропиленовых труб …По тексту может встретиться определение аппарат для пайки труб – но это лишь «игра слов». Никакой разницы между этими понятиями в данном случае нет.
- Для нарезки трубы требуются особые ножницы. Причем, они должны быть остро отточены, с исправным трещоточным механизмом, обеспечивающим плавный рез. Лезвие не должно иметь зазубрин или искривлений.

Конечно, можно отрезать трубу ножовкой, просто полотном по металлу или даже «болгаркой», но это – абсолютно не профессиональный подход, так как нужной точности и ровности реза такими инструментами не добиться.
аппарат для сварки полипропеленовых труб
- Необходимо приготовить инструмент для разметки – рулетку, линейку, строительный угольник, маркер или карандаш. Чтобы правильно разместить трубы, приходится прибегать к помощи уровня.
- Если планируется пайка полипропиленовых труб с алюминиевым армированием, то необходимы дополнительные инструменты.
— если труба имеет внешнее армирование, то потребуется шейвер, который зачистит алюминиевый слой в месте провара.

— если алюминиевый армированный слой расположен глубоко в толще стенки, то труба все равно требует предварительной подготовки, но в этом случае уже используется торцеватель.

Торцеватель внешне часто похож на шейвер, но разница между ними есть – она заключается в расположении ножей. У шейвера срез идет по касательной параллельно оси трубы, а у торцевателя, как понятно даже их названия, нож обрабатывает торец и снимает небольшую фаску.
Читайте полезную статью , а также ознакомьтесь с разновидностями и критериями выбора, на нашем портале.
Подробнее на этом моменте остановимся при рассмотрении технологии пайки труб.
- Многие это упускают из виду, но свариваемые участки труб и муфт должны очищаться от грязи, пыли, влаги, а затем и обезжириваться. Значит, необходимо приготовить чистую ветошь и спиртосодержащий растворитель (например, обычный этиловый или изопропиловый спирт).

А вот использовать растворители на базе ацетона, сложных эфиров, углеводородов – не следует, так как полипропилен не обладает стойкостью к ним, и стенки могут оплыть
- Необходимо позаботиться и о защите рук. Работать ими придется в непосредственной близости от нагревательного элемента аппарата, и получить серьезный ожог – проще простого.

Лучше всего для этого дела подойдут замшевые рабочие перчатки – они практически не стесняют движений, не начнут тлеть от контакта с раскаленным нагревателем, и надежно защитят руки.
И еще одно важное предупреждение. Большинство монтажных работ очень часто можно проводить не по месту, а, например, на верстаке в мастерской – некоторые аппараты даже имеют специальные кронштейны с зажимами для надежной фиксации на столе. Это удобно в том плане, что собранный узел затем достаточно быстро устанавливается, например, в тесных и неудобных условиях ванны или санузла.
В любом случае, где бы ни проводилась пайка, необходимо обеспечить высокоэффективную вентиляцию. При нагреве полипропилена выделяется газ с резким запахом. Запах еще не самое страшное – при длительном вдыхании может возникнуть серьезная интоксикация. Поверьте, опробовано на «собственной шкуре». Автор этих строк сутки провалялся с температурой под 39° после семи часов работы в достаточно просторном совмещенном санузле, с, казалось бы, неплохо работающей вентиляционной отдушиной. Не повторяйте ошибок!
Как проводится пайка полипропиленовых труб
Общие технологические приемы сварки полипропиленовых труб
- Прежде всего, начинающий мастер должен чётко представлять, что он собирается смонтировать. Должна быть подготовлена подробная схема-чертеж, с проставленными размерами и указанием конкретных деталей – этот же «документ» станет основой для приобретения необходимого количества труб и комплектующих.
- Если позволяют условия, например, в помещении, где будет осуществляться монтаж, еще нет отделки, то схему лучше всего перенести непосредственно на стены – так будет и нагляднее, и можно промерять необходимые длины труб буквально по месту.

Залог успеха – постараться максимально возможное количество узлов выполнить в удобном рабочем положении, на верстаке. Работать с паяльным аппаратом непосредственно на месте, да еще и в одиночку, без помощника – чрезвычайно сложная задача, и допустить погрешность при этом – очень несложно. Понятно, что таких операций полностью избежать не получится, но их количество должно быть сведено к возможному минимуму.
- Готовится к работе паяльный аппарат. На его нагреватель надеваются и затягиваются винтом рабочие пары – муфты и дорны необходимых для работы диаметров. Если предполагается работа с одним типом трубы, то нечего и мудрить – одевается одна пара, максимально близко к концу нагревателя.

Есть сварочные аппараты и с цилиндрическим нагревательным элементов – у него несколько иное крепление рабочих элементов, по типу хомутного. Но разобраться в этом – несложно.
- Работать будет намного удобнее, если аппарат будет жестко закреплен на рабочей поверхности верстака. Очень здорово, если конструкцией предусмотрен винт по типу струбцины, для крепления на краю столешницы. Но и с обычным аппаратом можно постараться придумать какую-нибудь фиксацию. Например, если позволяет поверхность, ножки подставки прикручивают саморезами к верстаку.

Даже при зафиксированной подставке аппарат может «вихляться» в ней – люфт обязательно будет. Здесь тоже можно предусмотреть свое крепление – высверлить отверстие и вкрутить саморез. Когда паяльник нужен будет для выносной работы, снять это крепление – дело нескольких секунд.

- Паяльник включается в сеть. Если у него есть регулировка температуры, то выставляется примерно 260 °С – это оптимальная температура для работы с полипропиленом. Не следует никого слушать, что для 20-й трубы нужно 260 градусов, для 25 – уже 270 и так далее — по нарастающей. Температура едина, просто изменяется время прогрева сопрягаемых деталей. Во всяком случае, те таблицы, которые прилагает производитель в паспорте изделия, и которая будет размещена ниже в этой статье, рассчитаны именно на такой уровень нагрева.
- Обычно на паяльнике имеется световая индикация. Горящая красная лампочка говорит о том, что работает нагревательный элемент. Зеленая – аппарат достиг рабочего режима.

Впрочем, у многих моделей имеются свои особенности индикации. Некоторые аппараты имеют даже цифровой дисплей с индикацией температуры. Во всяком случае, прибор «даст знать» что он прогрелся до необходимого уровня.
- Готовятся к работе сопрягаемые детали – отрезается необходимый кусок трубы, побирается соединительный элемент, согласно схеме монтажа.

- Не многие это делают, а между тем технология требует – обязательная очистка участка соединения от возможной грязи и пыли, и обезжиривание. Кроме того, совершенно недопустимы даже малейшие капельки воды или влажная поверхность – водяной пар может попасть в слой расплава, создать там пористую структуру, и этот соединительный узел рискует рано или поздно потечь.
- Следующий шаг – это разметка соединения. На трубе необходимо отмерить от торца и карандашом (маркером) отметить длину пояса провара. Именно до этой отметки труба будет вводиться в нагревательную муфту, затем – и в соединительную деталь. Для каждого диаметра установлена своя величина – она будет указана в таблице ниже.

Вторая метка наносится, если имеет значение взаимное расположение сопрягаемых деталей. Например, на одной из сторон отрезка трубы уже вварен отвод 90°, а с другой предстоит смонтировать, скажем, тройник, но так, чтобы его центральный канал расположился под углом к отводу относительно оси. Для этого вначале точно определяют положение деталей, а затем наносят риску через границу, по обеим.

Особо много времени на выбор правильной позиции в ходе пайки уже не будет, а подобная «хитрость» поможет точно позиционировать сопрягаемые детали.
- Следующий шаг – это уже непосредственно пайка соединения. Она в свою очередь, также включает несколько фаз:
— С двух сторон одновременно труба вводится в муфту паяльника, а соединительный элемент одевается на дорн. Труба должна зайти до сделанной отметки, соединительный элемент – до упора.

— После того как труба и соединительный элемент вставлены до конца, начинается отсчет времени прогрева. Для каждого диаметра установлен свой оптимальный срок, которым и следует руководствоваться.

— Как только время истекло, обе детали снимаются с нагревательных элементов. У мастера есть буквально несколько секунд, чтобы придать деталям правильно положение и, обязательно, соосность, вставить одну в другую с усилием и завести до той же отметки. Легкая корректировка, без проворачивания относительно оси, допускается только в течение одной-двух секунд.

— В этом положении детали должны удерживаться, без малейшего смещения, в течение установленного срока фиксации.

— После этого собранный узел не должен испытывать никакой нагрузки на время установленного периода остывания и полимеризации полипропилена. И только затем его можно считать готовым
Теперь – об основных параметрах, которых необходимо придерживаться при проведении монтажа. Для удобства восприятия они сведены в таблицу:
| Наименование показателей | Диаметр трубы, мм | ||||||
|---|---|---|---|---|---|---|---|
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Длина провариваемого участка трубы, мм | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Время нагрева, секунд | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Время на перестановку и соединение, секунд | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Время для фиксации соединения, секунд | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время на остывание и полимеризацию узла, минут | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
| Примечания: — Если свариваются тонкостенные трубы типа PN10, то период прогрева самой трубы сокращается вдвое, но время нагрева соединительной детали остается таким же, как указано в таблице. — Если работы проводятся ну улице или в холодном помещении при температуре ниже +5°С, то срок прогрева увеличивают на 50%. | |||||||
Насчет уменьшения установленного времени прогрева (за исключением упомянутого в примечании к таблице случая) не может быть и речи – качественного соединения не получится, и узел обязательно со временем потечет. А вот по поводу некоторого незначительного увеличения — у мастеров единства взглядов нет. Мотивация здесь такова, что трубы различных производителей могут слегка отличаться материалом, то есть встречаются более жесткий или, наоборот, мягкий полипропилен. Но у мастеров есть наработанный опыт, точное знание используемого материала, а для новичка все же рекомендуемые показатели должны быть взяты за основу.
Добрый совет – при покупке труб и комплектующих – взять небольшой запас самых дешевых соединительных элементов, и провести эксперимент — тренировку. Можно подготовить несколько отрезком трубы и выполнить пробные пайки.
При качественной пайке внутри соединительного узла по окружности создается аккуратный буртик высотой порядка 1 мм, который не станет мешать свободному проходу воды. Снаружи также будет образован аккуратный буртик, не портящий внешнего вида соединения.
ножницы для труб

А вот перегрев уже чреват получением бракованного соединения. Расплавленный полипропилен начинает при совмещении деталей продавливаться внутрь, где образуется и застывает «юбка», в значительной мере закрывающая проход. Напор воды в таком водопроводе может быть пониженным, а кроме того, подобный дефект нередко со временем становится местом образования засоров.

Проведение подобного практического занятия поможет точно определиться со всеми параметрами пайки и избежать ошибок.
Особенности работы с трубами, имеющими алюминиевое армирование
Как уже упоминалось выше, здесь возможны два варианта – слой армирования расположен около поверхности трубы, или же в глубине стенки. Соответственно, различаются и методы подготовки трубы к свариванию.
- Понятно, что расположенные у поверхности слой алюминия просто не даст провести полноценный прогрев и соединение узла. Кроме того, подобные трубы всегда имеют диаметр чуть выше, и попросту не войдут ни в нагревательную муфту, ни в соединительные элемент. Значит, необходим счистить этот слой до «чистого» полипропилена.
Для этого используется специальный инструмент – шейвер. В него вставляют отрезок трубы и начинают проворачивать – установленные ножи аккуратно последовательно срезают верхнее полимерное покрытие и расположенный под ним алюминий.

Обработку ведут до упора трубы в дно инструмента – размеры шейвера предусмотрены такими, что он срежет фольгу ровно в той полосе, которая и требуется для сварного соединения при данном диаметре, то есть можно даже не проводить соответствующую разметку.
При пайке весь очищенный участок должен быть прогрет, а потом вставлен в соединительную деталь полностью. Оставлять снаружи даже тонкую полоску защищенной трубы – запрещается.
- Если алюминиевая фольга спрятана в тоще материала, то она, казалось бы, никак не помещает качественной пайке. Но здесь уже есть другой нюанс.
Если труба не будет защищена с торца, то проходящая под давлением вода будет пытаться расслоить ее, найти выход между алюминиевым слоем и внешней полипропиленовой оболочкой. Алюминий, кроме этого, может начать корродировать, терять свою прочность. Итогом такого расслоения сначала становятся «волдыри» на теле трубы, которые затем обязательно заканчиваются крупной аварией.

Выход — создать такие условия, чтобы при проведении сварки торец трубы и алюминиевый слой были бы полностью закрыты расплавленным полипропиленом. А этого можно достичь, проведя обработку специальным инструментом, о котором говорилось выше –торцевателем.
Внешне он может быть схожим с шейвером, но ножи его расположены иначе – они точно выровняют торец, срежут фаску и удалят тонкую, порядка 1.5 – 2 мм от обреза, полоску алюминиевой фольги по окружности. При прогреве и в ходе сопряжения деталей создаваемый буртик расплавленного полипропилена полностью закроет торец трубы, и узел получит необходимую надежность.
Трубы со стекловолоконным армированием никаких особенностей монтажа не имеют.
- Процесс пайки, как говорилось, лучше всего проводить на удобной просторной рабочей площадке, по максимуму собирая готовые узлы водопровода (контура отопления), и лишь потом устанавливая и соединяя их по месту.

Работа «у стены» всегда более сложная, трудоемкая и нервная, так как приходится одной рукой удерживать достаточно тяжеловесный аппарат, одновременно обеспечивая подачу на нагрев обеих сопрягаемых деталей. Нередко без помощника такое сварное соединение выполнить практически невозможно. Поэтому и стоит свести количество подобным операций к минимуму.

Но при этом важно не допустить оплошность. Для соединения узла необходимо обеспечить определённую степень свободы сопрягаемым деталям – их нужно развести в стороны, чтобы установить между ними сварочный аппарат (плюс к этому нагревательная пара также имеет определенную ширину), затем аккуратно, без перекоса вставить в дорн и муфту, после прогрева обеспечить поступательное снятие, а затем – соединение. Необходимо заранее предусмотреть этот момент – хватит ли имеющегося люфта, чтобы выполнить все эти манипуляции.
- Бывает, что неопытные мастера, не предусмотрев этот нюанс, сталкиваются с тем, что остался последний сварной шов, а выполнить его – нет никакой возможности. Что делать?

Выходом может стать вваривание в разрезанную трубу разборной соединительной пары – резьбового фитинга и муфты с накидной гайкой-«американкой». Соединение получается надежным, а припаять такие элементы даже в подобных сложных обстоятельствах – уже не составит труда.
- Если хоть какой-то узел в ходе монтажа вызывает даже малейшие сомнения – безо всякого сожаления его следует вырезать и вварить другие детали. Поверьте, это не займет много времени и не повлечет серьезных затрат. Но вот если со временем такой сомнительный участок вдруг даст протечку – последствия могут быть весьма печальными.
- О следующей группе ошибок уже говорилось выше – это нарушение технологии пайки труб. Сюда можно отнести недостаточный или чрезмерный прогрев. Усилие, приложенное к деталям при соединении, должно быть в меру. Слишком сильное сжатие приведет к образованию внутренней «юбки». Не менее опасно недостаточное приложение силы – труба не входит в гнездо соединительной детали до конца, там остается небольшой участок с увеличенным диаметром и утончённой стенкой – потенциальное место прорыва!

- Не забывайте про очистку свариваемых деталей от грязи и жира. Возможно, это кажется несущественным, но в практике – вполне достаточно случаев, когда подобное пренебрежение впоследствии оборачивалось слабым соединением и образованием протечки.
- Очень опасны попытки изменить положение деталей в период схватывания и остывания соединения. Внешне это может и не проявиться, но в соединительном шве появляются микротрещины, который впоследствии приводят к авариям. Не нравится соединенный узел – «в топку» его, и делайте новый, но не пытайтесь изменить!
- При зачистке армированной трубы на очищенном участке не должно оставаться даже крошечного фрагмента фольги – это способно стать потенциальным местом будущей протечки.
- Еще одна рекомендация. Понятно, что материал должен быть качественным – не стоит гнаться за дешевизной, так как проиграть можно намного больше, тем более что даже брендовые полипропиленовые трубы и комплектующие к ним – не настолько дороги. Но известны случаи, когда при монтаже качественных труб, проведенном с точным соблюдением технологии, соединительные узлы все же со временем начинали подводить. А причина проста – использовался действительно качественный материал, но различных производителей. Несущественные, казалось бы, отличия в химическом составе и физико-технических характеристиках полипропилена давали такой неожиданный результат – полноценная диффузия расплавов не достигалась.
Поэтому – совет напоследок: применяйте качественные трубы одного производителя. Наверное, понятно, что и все комплектующие тоже должны быть этого же бренда.
В завершение публикации – познавательный видеосюжет о пайке полипропиленовых труб:
Видео: мастер делится секретами качественной пайки полипропиленовых труб
Трубы и фитинги из полипропилена сегодня можно сказать в тренде. Их применяют для внутри домовых и квартирных сантехнических и отопительных разводок и сетей. Популярность этого материала обусловлена в первую очередь удобством работы с ним. В отличие от металлических труб, их не нужно сгибать трубогибом, нарезать резьбу и варить сваркой. Вся трудоемкость этой профессии осталась в прошлом с приходом такого материала, как полипропилен.
Основным инструментом для работы с полипропиленовых изделиями считается электрический паяльник или утюг. В заводском комплекте он оборудован насадками-гильзами для спайки труби фитингов стандартных диаметров. Их можно купить и отдельно. Но бывают случаи, когда по каким-либо причинам заводской паяльник не доступен и нет возможности его купить, а из всех деталей в наличии только сварочные насадки. Вот тут как раз и пригодится самодельный сантехнический паяльник.
Эта самоделка из разряда «дунул, плюнул и дело сделал». Собрать ее можно буквально на коленях из старого утюга и деревянного бруска. С таким самодельным нагревателем вы точно спасете ситуацию, и справитесь с пайкой полипропиленовых труб. А как его сделать, мы сейчас покажем.
Что понадобится для сборки паяльника
- Старый утюг с рабочей нагревательной подошвой;
- Деревянный брусок, ориентировочным сечением 40х50 мм, длина 40-50 см;
- Четыре самореза-прессшайбы, 3х14-16 мм;
- Насадки-гильзы для сантехнического паяльника с прижимным болтом;
- Кабель питания с вилкой;
- Изолента, саморезы 45 мм.
Из инструментов необходимо иметь: дрель или шуруповерт с крестовой насадкой для саморезов, сверла диаметром 6-8 мм, шлифовальный станок или наждачку, малярный нож, плоскогубцы и молоток.
Собираем самодельный паяльник для полипропиленовых труб
Первым делом разбираем бытовой утюг, отключая подошву от терморегуляторов. Остальная часть утюга нам больше не понадобится.
Далее подготавливаем деревянный брусок. При необходимости его можно распилить, прострогать или же просто почистить на наждачном круге, как это сделал автор самоделки (фото).
Для закрепления бруска просверливаем несколько отверстий на подошве утюга, в свободной от нагревательного элемента зоне. Диаметр сверла должен быть меньше ширины шляпки самореза.
Подогнанный по сечению брусок вставляем в паз подошвы, и крепим на несколько саморезов с помощью шуруповерта и крестовой насадки.
На конце контактной группы нагревателя имеются болты. Под них сверлим пазовые отверстия с обеих сторон бруска, и разворачиваем контакты плоскогубцами для их подключения.
Пластины контактов прижимаем несколькими саморезами – прессшайбами.
Недалеко от окончания подошвы просверливаем отверстие под прижимной болт для гильз. Теперь можно закрепить несколько парных сварочных насадок. Садим их на прижимной болт, и подтягиваем шестигранным ключом.
Все что остается, это подключить кабель питания к контактной группе, и обмотать зону контактов на рукоятке изолентой.
Паяльник готов к работе. Такое устройство можно применять для спайки полипропиленовых труб и фитингов, производя сантехническую или отопительную разводку.
Заключение
Несмотря на простоту конструкции, ее нельзя считать полностью доработанной. В ней отсутствует терморегулятор нагрева с защитной автоматикой. Эргономика инструмента тоже оставляет желать лучшего, ведь такое устройство должно устойчиво стоять на ребре во время работы. Однако этот самодельный аппарат служит доказательством, что при желании даже специализированный инструмент можно собрать из подручных деталей.
Смотрите видео
Вам может понравиться:
- Из всего этого, девушка создала невероятной красоты…
Пластиковый водопровод давно и надолго пришел в наш быт. Неизменным атрибутом ремонта советского жилищного фонда, наряду с металлопластиковыми окнами, стал водопровод из полипропиленовых труб.
Преимущества полипропиленового водопровода перед стальными трубами очевидны:
- Дешевизна и широкий выбор материалов;
- Простота работ по разметке и сборке самых замысловатых и сложных вариантов разводки труб;
- Экологичность, стойкость материала к коррозии и отложениям солей на стенах полипропиленовых коммуникаций.
Те, кто сталкивался с утомительной и трудоемкой процедурой монтажа водопровода из металлических труб, могут оценить по достоинству простую технику соединения пластика с помощью специального паяльника для полипропиленовых труб.
Если пришло время ремонта квартиры, проблема с заменой водопровода пластиковыми коммуникациями, в зависимости от наличия желания, денег и свободного времени решается:
- Наймом мастера и знакомого, имеющего опыт работы с прибором для пайки пропиленовых труб, способных помочь собрать с помощью паяльника размеченные и вырезанные в единое целое куски пластиковых труб;
- Передачей на откуп вопроса ремонта «под ключ» бригаде ремонтников безо всякого желания разбираться с тонкостями сборки и пайки пластиковых узлов;
- Выполнением всех работ своими руками.
Простота сборки пайки пластика подкупает настолько, что трудно удержаться от соблазна и решить проблему водопровода не иначе, как выбрать и купить паяльник для полипропиленовых труб.
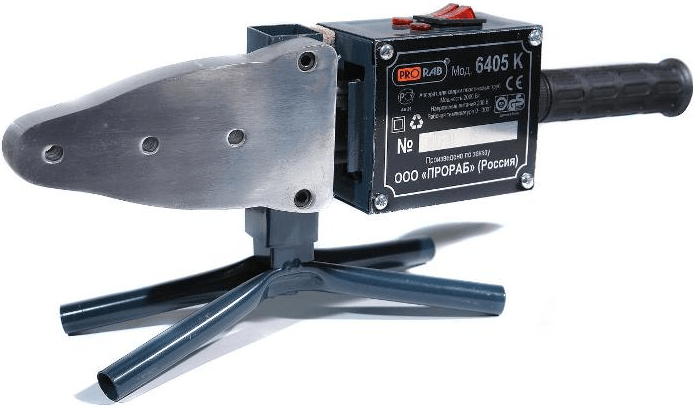
Сумма средств, потраченная на приобретение инструмента, будет меньше стоимости услуг мастера, но при условии, что вы реально понимаете, как выбрать паяльник для полипропиленовых труб. По сути, паяльник для пропиленовых деталей и соединительных фитингов представляет собой нагревательный элемент с термомеханической или электрической системой управления нагревом и индикацией. На нагревателе смонтированы две насадки, позволяющие одновременно нагревать паяльником наружную поверхность трубы и внутреннюю поверхность фитинга. Нагрев длится в среднем около 5с, детали соединяют с небольшим давлением руками для схватывания и формирования прочного соединения в течение 2-3с. При перегреве или кривобоком соединении деталей возможно попадание части расплавленного пластика вовнутрь трубы, как следствие, уменьшается проходное сечение.

Важно
! Выполняя самостоятельно большую часть паяльных и сборочных работ, вы в состоянии лично проконтролировать качество пайки соединений полипропиленовых труб.
Для новаторов и любителей мастерить своими руками можно паяльник для полипропиленовых труб собрать своими руками. От совершенства паяльника и того, насколько качественным является полипропилен труб, зависит прочность и долговечность пайки.
Чем хорош паяльник, собранный своими руками
Принцип работы паяльника несложен и использует принцип прилипания разогретых до температуры размягчения спаиваемых поверхностей полипропиленовых деталей. Не всегда есть потребность заново перемонтировать или перепаять половину разводки водопроводных сетей в доме. Иногда нужно поработать с паяльником для двух-трех соединений. В этом случае может выручить самодельный, сделанный своими руками мини-паяльник для полипропиленовых труб из подручного нагревателя.
Для человека с опытом работы с электрической проводкой и слесарными навыками изготовить небольшой любительский вариант паяльника для полипропиленовых труб — дело двух часов.
Как правило, водопроводные трубы заложены в каналы и скрыты от глаз постороннего экранами и декором, поэтому не стоит переживать о красоте и эстетическом виде. Важно другое — неправильная регулировка температуры и перегрев материала трубы или фитинга, даже под небольшим усилием, приведет к браку. В пайке первым и главным вопросом остается качество соединения деталей.
Если при работе самодельным паяльником можно слегка не дотянуть до мировых стандартов внешнего вида — не беда, для любительских случаев это допускается.
Для сборки самодельного паяльника пропиленовой трубы потребуется:
- Нагревательный элемент — подошва обычного электрического утюга, лучше в виде закрытого алюминиевого блока с терморегулятором и электрическим шнуром с вилкой;
- насадки на паяльник для полипропиленовых труб и фитингов необходимого размера для ваших труб;
- никелированные болт-гайка М8 для крепления насадок на нагревателе;
- цифровой мультиметр с внешним термометром на основе термопары;
- струбцина или иное крепление, позволяющее надежно зафиксировать паяльник на подсобной поверхности.

Кроме температуры, важна скорость или мощность нагрева поверхности соединяемых деталей. Если нагревать полипропиленовый фитинг или трубу достаточно долго — детали под воздействием температуры потеряют форму и геометрические размеры.
Поэтому для быстрого расплавления поверхности диаметром 15-30 мм необходима мощность в 700 — 900 Вт, что примерно соответствует максимальной мощности нагревателя утюга.

Собираем самоделку для пропиленовых муфт:
- На расстоянии 30-40 м от носовой части алюминиевой подошвы сверлим сквозное отверстие диаметром 8 мм и с помощью винта и гайки соединяем насадки для трубы и фитинга с основой нагревателя;
- Устанавливаем ручку утюга на подошву-нагреватель так, чтобы она не ограничивала доступ к закрепленным насадкам;
- Подсоединяем проводку к контактам нагревателя утюга;
- Включаем в сеть и с помощью мультиметра, цифрового термометра и регулятора на утюге выставляем температуру в 265 о С.
Струбцину используем для фиксации самодельного паяльника полипропиленовых труб, что позволит паять детали самостоятельно, без помощника, ручку тоже можно сделать под себя для наибольшего удобства и минимального риска получить ожог.

Какой паяльник для полипропиленовых труб лучше
Всегда считалось, что лучшим инструментом является профессиональный вариант, предназначенный для длительного использования и обладающий высокими параметрами пайки пропиленовых труб. Профессиональный паяльник для полиэтиленовых труб предполагает:
- Применение для насадок материалов, стойких к длительному нагреву, с высокой теплопроводностью, не прилипающих к нагреваемой поверхности полипропиленовой детали; как правило, используют латунные или медные насадки, покрытые тефлоном или карбоном;
- Легкая и удобная смена насадок на фланце нагревателя, в комплекте предполагается набор для основных размеров труб — от 16 до 160мм;
- Металлизированная поверхность насадок дает высокую скорость нагрева полипропиленовых частей;
- Наличие стабилизатора электропитания нагревателя и авторегуляции температуры позволяет поддерживать паяльник в горячем состоянии сколь угодно долго без риска выхода из строя нагревательного элемента.
Обязательными атрибутами профессиональных моделей паяльников являются легко снимаемая подставка и кейс для хранения и переноски прибора с принадлежностями.
К сведению
! У оригинальных моделей паяльников, в отличие от подделок, маркировка и сведения о модели наносятся типографическим способом на корпус или на металлическую пластину-подложку, намертво впаянную в пластик. На подделках маркировка наклеена в виде металлизированной этикетки и легко отделяется от корпуса паяльника.
Например, широко известный вариант паяльника для полипропиленовых труб dytron или дитрон — кому как нравится. Ему дают высокую оценку за надежность и удобство в работе, неприхотливость и прочную конструкцию. При пайке пропиленовых частей время идет на секунды, приходится быстро ставить, ронять или даже бросать пальник на подставку, и это практически не сказывается на его работоспособности. В линейке DYTRON три модели:
- Мощностью 850 Вт, самая ходовая в квартирном ремонте, применяется для полипропиленовой трубы диаметром до 36 мм;
- Мощностью 1200 Вт — для полипропиленовых труб диаметром до 160 мм;
- С нагревателем в виде стержня, мощностью 650 Вт.

К паяльнику прилагаются ключ для смены насадок, которых в комплекте может быть от 3 до 12, ножницы для резки полипропиленовых труб, строительный уровень, перчатки и подставка. При всех достоинствах, стоит отметить один отрицательный момент — явно завышенную цену паяльника.
Важно
! Такие аппараты предназначены для многочасовой эксплуатации, но в любом случае, требуют тщательного ухода за антипригарным покрытием на насадках. Тефлон очень чувствителен к царапинам и сколам, поэтому не стоит для очистки, кроме ветоши, использовать твердые или металлические предметы.
Но даже специалисты, занимающиеся пайкой водопроводов, не всегда стремятся покупать паяльник для полипропиленовых труб в дорогом профессиональном исполнении. Многие из бюджетных моделей, собранных из китайских или турецких комплектующих, прекрасно работают не хуже брендовых моделей.
Возьмем для примера типичную рабочую лошадку ремонтника — паяльник для полипропиленовых труб «Союз»:
- Высокая мощность нагревателя — до 2 кВт;
- В комплект входят шесть типовых насадок диаметром от 20 до 63 мм;
- Кроме того, паяльник укомплектован шестигранником — ключом для смены рабочего инструмента, подставкой под прибор и кейсом.
Длина сетевого шнура составляет всего 130 см, что явно недостаточно для работы. Но подобный размер является типичным для бюджетных моделей, тогда как профессиональные паяльники имеют полноценные 2,5-3,5м. «Союз» оснащен двухрежимной кнопочной системой управления нагревом и двумя цветными индикаторами — зеленым и красным, последний загорается при включении нагрева автоматикой.


Паяльник укомплектован всем необходимым для успешной пайки полипропиленовых труб, поэтому сложно сказать — стоит ли переплачивать за дополнительные аксессуары, как в случае дорогих моделей паяльников.
Пайка и монтаж полипропиленовых труб своими руками: как сделать это с помощью сварочного аппарата
Один из лучших способов заменить старые элементы трубопровода или проложить новый, – заняться монтажом полипропиленовых труб своими руками. Работа не займет много времени, если в доме есть сами трубы, необходимый набор фитингов и сварочный аппарат для полипропиленовых труб. Буквально через полчаса уже можно будет пользоваться новой системой.
Такая технология сварки называется раструбной (муфтовой). Трубы соединяют не стык в стык, как металлические, а через дополнительные переходники – фитинги, с которыми спаиваются края при температуре 260 градусов. Также есть фитинги-переходники со сварного на резьбовое соединение.
Инструменты для сварки
Для полноценной работы потребуется следующий список инструментов.
- Сварочное оборудование (аппарат для сварки полипропиленовых труб, специальный утюг, паяльник)
- Набор насадок для паяльника (наиболее популярны модели по 20 мм)
- Специальные ножницы или кольцевой резчик. При маленьких объемах работ можно обойтись и обычной пилой/ножом
- Шейвер для зачистки контура (понадобится при снятии армированного покрытия, если оно имеется)
- Фаскосниматель. Его используют в случае плохого качества контура (лохмотьев), чтобы не задирался пластик. Но при использовании специальных ножниц это не произойдет. При необходимости можно сделать точилку своими руками, впаяв в фитинг под 45° лезвие ножа
Самодельный сварочный аппарат для полипропилена
Цена на паяльники для полипропиленовых труб начинается от 1000 рублей. Если объем работы не такой большой и есть желание сэкономить, то можно сделать паяльник своими руками.
Для этого понадобится:
- старый утюг – 0 руб.;
- двусторонняя насадка под нужный размер – 250 руб.;
- компьютерная термопаста – 140 руб.;
- дрель, сверло по металлу и болт с шайбой соответствующего диаметра.
- Прикрутите насадку к подошве утюга, смазав её торцы термопастой для хорошей теплопередачи.
- Заранее определитесь, как удобнее будет работать, и закрепите насадку большей стороной вверх или наоборот. Важно сделать это вначале, т. к. при нагретом утюге сменить её будет трудно.
- Отпилите острый кончик утюга для удобства работы у стены.
- Перед работой прогрейте утюг в течение нескольких минут и подождите, пока он включит нагрев второй раз.
- Температура насадки должна быть 260°-270°C. Если датчика температуры нет, можно приблизительно измерить её с помощью свинца и олова. Олово (для припоя) должно плавиться хорошо, температура его плавления 231°C, а свинец начнет плавиться только при 327°C.
Видео-урок
Видео-инструкция покажет, как производится сварка полипропиленовых труб.
Инструкция по монтажу
-
- Перед началом работ важно определиться с местом прокладки труб. Желательно сделать план на бумаге, чтобы снизить количество свариваний «на весу». Гораздо удобнее будет собрать основные элементы на столе, и затем в несколько приемов закрепить их в систему.
- Чтобы соединить полипропиленовые трубы, нагревают края элементов. Внутренняя стенка нагревается в муфте, а трубы с внешней стороны. Для этого их практически до конца надевают на насадку паяльника, и держат несколько секунд.
-
- После этого сразу соединяют элементы в нужном направлении. У вас будет пара секунд, чтобы при необходимости отцентровать их, обычно это делается на глаз. При этом нельзя крутить их внутри по отношению друг к другу. Время сварки зависит от толщины пластика и ширины шва.
-
- Нагретый полипропилен смешается на месте стыка, и надежно сварится, если его нагрели его до нужной температуры. Слишком долго его держать на паяльнике тоже нельзя, пластик может потечь, уменьшится внутренний диаметр канала, нарушится герметичность соединения.
Перед тем как спаять полипропиленовые трубы, обязательно открывают кран на муфте, иначе воздух будет выталкивать его из насадки паяльника.
-
- При правильном соединении часть пластика должна равномерно выйти, образовав небольшой наплыв на муфту. Если при одевании возникают проблемы и пластик сильно загибается, нужно снять фаску с кромки.
Согласно немецким нормам DVS-2207-1, зачистка для полипропиленовых труб должна иметь угол 15°, и углубление на 2-3 мм. В России стандартом считается скос фаски на 45° и углубление на 1/3 толщины. Фактически, подойдет любая фаска в этих пределах. Главное, чтобы она была равномерной.
Ручной труборез
-
- Сварочный аппарат для пайки должен стоять на подставке (специальной струбцине). Нужно выставить температуру на регуляторе в 260°C, но для скорости работ можно увеличить её до 280°C. Другие температуры приведут к ненадежному соединению, поэтому при покупке аппарата необязательно выбирать модель с терморегулятором.
- На нагревательную насадку элементы будут одеваться с трудом, потому что имеют больший радиус. При одевании можно немного повертеть их по оси, чтобы было проще надеть на насадку. Однако вставлять трубы до упора нельзя, чтобы не оплавились вовнутрь их торцы. Вначале, чтобы избежать этого, стоит делать отметки карандашом, но потом уже несложно будет почувствовать нужную глубину.
-
- Когда все элементы собраны, можно приступить к сварке «на весу». Обычно это переходы между стен, соединение с батареями, вводы водоснабжения.
Обычные пластиковые трубы подходят только для холодной воды, они не предназначены для работы под давлением. При монтаже трубопроводов и отопления необходимо использовать только армированные полипропиленовые трубы. Для их сварки понадобится снять часть армирования специальным шейвером.
Шейвер для зачистки кромок от армирования
- Если трубы подходят к котлу, поблизости не должно быть пластика. Чтобы его «не подпустить», трубы подводят с помощью переходника со сварного соединения на резьбовое, через металлическую трубу длиной более 0,5 м.
- Не забудьте установить запорный вентиль перед новым участком трубопровода, это поможет при ремонте или установке новой точки.
- Запуск нового отрезка покажет, правильно ли прошёл процесс пайки. Открыв запорный вентиль и пустив воду в систему, проверьте все соединения на предмет протечек.
Соединение металла с полипропиленом
При ремонте часто случаются ситуации, когда к старым металлическим трубам нужно подсоединить новый участок из полипропилена. Данное соединение делается с помощью специальных фитингов. Если к полипропилену фитинг припаивается паяльником, то при соединении к металлической трубе можно пойти двумя путями. Можно приварить трубу к фитинги при помощи сварочного аппарата, а можно нарезать резьбу на трубе и прикрутить фитинг. Приварить проще, но нужен сварочный аппарат, поэтому обычно нарезается резьба на трубе. Перед операцией по соединению железный отрезок зачищается и смазывается солидолом.
Использование полипропиленовых труб позволяет спрятать их внутрь стены, в отличие от винтовых металлических. Предварительно важно убедиться в герметичности соединений.
Теперь вы знаете, как правильно паять полипропиленовые трубы, и без труда сможете сделать это самостоятельно. Вначале потренируйтесь на маленьких обрезках, и у вас быстро получится обновить водопровод для дома.
EuroSantehnik.ru — Все о монтаже отопления, водоснабжения и канализации

Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Необходимое оборудование для пайки

Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Помимо уже перечисленных выше «горячих» технологий можно воспользоваться достаточно простым и доступным по цене способом «холодной» пайки полипропилена. В данном случае заменой активному паяльному компоненту служит особый растворитель, способствующий быстрому размягчению структуры полипропилена.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
Технология сварки полипропиленовых труб своими руками: обзор способов и нюансов

Хотите отремонтировать или заменить коммуникации, выполненные из полимерных труб? Согласитесь, что совсем неплохо сэкономить на вызове мастера, выполнив сборку нового трубопровода самостоятельно. Но вы не знаете, как можно соединить отдельные элементы системы между собой и что для этого понадобится.
В представленной нами статье подробно описана технология сварки полипропиленовых труб – своими руками соединить их сможет любой начинающий сантехник. Мы расскажем, что нужно учитывать, как пользоваться паяльником для состыковки пластиковых элементов. Подскажем, в каких случаях применяются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеролики, демонстрирующие пошаговый процесс выполнения сварки полипропилена, и фото-иллюстрации.
Трубы и вспомогательные элементы для сборки
Одним из неоспоримых достоинств полимерных труб является простота сборки.
Монтаж элементов можно производить практически везде: прокладывать открытым способом на стенах либо размещать скрыто под полом.
Полимерные трубы выпускаются диаметрами от 20 до 110 мм. Для бытовых целей чаще всего используются изделия размером 20/25/32/40 мм. Область из применения определяет показатель номинального давления материала.
В маркировочной надписи он обозначается буквами «PN»:
- PN 10 – выбирают для обустройства холодного водоснабжения.
- PN 16 – используют для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- PN 20 – изделия, единственным ограничителем которых является температурный режим транспортируемой через них жидкостей. Он не должен превышать отметки в 75 °С.
- PN 25 – универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает отметки в 90 °С.
В продаже можно встретить полимерные изделия, оборудованные дополнительным армированием.
Главной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории прокладываемой магистрали осуществляются только из прямых участков, соединенных между собой вспомогательными фурнитурными элементами:
- крестовины – для возможности ответвления основного потока;
- тройники – размножители потоков;
- муфты – для соединения труб на прямом участке;
- отводы – для изменений направления трубопровода.
Фитинги могут быть оснащены вплавленной металлической резьбой, которая дает возможность соединять полимерный трубопровод с металлическими элементами.
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При состыковке труб, выполненных из полимерных материалов, в зависимости от условий монтажа применяют один из двух способов:
- Пайка – предполагает разогрев и состыковку расплавленных концов элементов.
- Без пайки – предполагает соединение труб посредством компрессионных фитингов либо же путем реализации так называемой «холодной» сварки.
Второй способ монтажа удобен в том плане, что для его реализации нет необходимости задействовать специальное оборудование. Все работы можно выполнить с использованием простого инструмента – обжимного ключа.
Полипропиленовую трубу с толщиной стенки свыше 4 мм, а диаметром более 50 мм соединяют по методике стыковой сварки:
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух.
Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор. Пайке и типичным ошибкам, допускаемым при состыковке полипропиленовых труб, посвящена следующая статья, с которой мы советуем ознакомиться.
В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбирают в зависимости от диаметра используемых труб:
- 20-й размер – для труб диаметром в полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду.
Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – труборез. С его помощью можно получить ровный, гладкий и красивый срез.
За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги.
Помимо основных инструментов для проведения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа водопроводной или отопительной системы из полимеров являются тщательный расчет требуемого материала и грамотно выполненная сварка элементов.
Этап #1 — расчет материала и комплектующих
Чтобы облегчить себе работу, минимизировав тем самым ошибки при монтаже, первым делом необходимо начертить схему будущей системы, указав на ней число поворотов и разветвлений. При просчете количества труб к каждой длине отрезка следует прибавить по 25-40 мм, затрачиваемых на «провар».
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют и вовсе приобрести несколько отрезков труб для предварительной тренировки. Такие затраты и по цене выйдут недорого и позволят избежать грубых ошибок при монтаже системы.
Особенностью полипропиленовых труб является возрастание коэффициента линейного расширения под действием высоких температур.
Как результат: при нагревании или возрастании давления внутри системы трубы удлиняются и с течением времени начинают провисать. Чтобы предупредить это явление, при прокладке участков длиной свыше 4-5 метров потребуется также задействовать компенсаторы.
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, монтируя их между двумя неподвижными опорами. При необходимости можно приобрести и компенсаторы особой модификации, которые могут устранять линейное расширение на угловых сгибах трубопровода.
Выясним, как правильно сваривать полипропиленовые трубы, чтобы в местах соединений не было протечек.
Этап #2 — пайка элементов трубопровода
Вкратце суть технологии сварки полипропиленовых труб заключается в том, что под действием высокой температуры концы состыковываемых элементов разогревают и путем плотного прижатия друг к другу соединяют.
Перед началом работ отрезанные на указанную длину куски труб избавляют от неровностей и заусениц. Если в трубе предусмотрена прослойка внутреннего или внешнего фольгирования, ее необходимо предварительно зачистить торцевателем, оснащенным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с использованием торцевателя трубу необходимо заглубить в инструмент до упора.
Работу по сварке пластиковых труб своими руками выполняют в такой последовательности:
- Подключают паяльник для ПП труб к электропитанию с тем, чтобы разогреть оборудование до оптимальной температуры в 260-270 °С.
- Подлежащие соединению отрезки труб одновременно надевают на насадки, обеспечивая максимально ровное вхождение. Эту работу следует выполнять быстро и уверенно.
- Выдержав указанное в инструкции время, пока фитинги и концы труб расплавятся, извлекают элементы из нагревательных насадок.
- Состыковывают расплавленные концы между собой, аккуратно вжимая друг в друга в течение 15-20 секунд.
- Скрепленные детали оставляют в статичном положении с тем, чтобы шов полностью остыл, а соединение стало монолитным.
Определить продолжительность нагрева можно из прилагаемой к оборудованию инструкции или воспользовавшись приведенной ниже таблицей.
Пренебрегать указанными в таблице требованиями по времени нагрева нельзя. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерное перегревание приведет к тому, что полипропилен «потечет», а детали деформируются.
Как следствие: на внутренней поверхности сварных швов образуются выступы, которые значительно уменьшат диаметр трубопровода.
После завершения полимеризации и застывания, на которое уходит около 20 секунд, стык готов. По такой же технологии спаивают все последующие узлы до победного конца, пока система отопления или полипропиленовый водопровод не будет полностью собран.
Температурные параметры проведения пайки ПП труб приведены в статье, с которой самостоятельным домашним мастерам следует обязательно ознакомиться перед стартом работ.
Краткое фото-руководство по сварке ПП труб
Наглядно представить последовательность выполнения работ по сборке полипропиленового трубопровода и соединению его деталей поможет следующая подборка пошаговых фото:
Различные способы сварки полипропиленовых труб

Сегодня сварка полипропиленовых труб выполняется разными способами.
Новые конструкционные материалы, в том числе и полипропилен, позволяют создавать надежные и долговечные механизмы водоснабжения, отопления и канализации.
Технология сварки полипропиленовых труб хорошо отработана.
Целенаправленно для этих нужд создано оборудование, с которым удобно обращаться. В реальных условиях выполняется сварка полипропиленовых труб своими руками с помощью паяльника.
Использование того или иного приема определяется конкретной ситуацией.
Для того чтобы качественно выполнить монтаж трубопровода, необходимо знать технические и эксплуатационные характеристики изделий из полипропилена.
Особенности полипропиленовых труб
Первое, что следует отметить, полипропиленовая труба является сложным техническим изделием.
В настоящее время промышленностью выпускается три вида этих изделий:
- для холодного водоснабжения;
- для горячего водоснабжения;
- для систем отопления.
По сравнению с трубами из металла, полипропиленовые изделия имеют меньший вес при равной прочности. Соединение элементов между собой совершается с помощью сварки.
Аппарат для сварки полипропиленовых труб позволяет выполнять монтаж протяженных коммуникаций.
Сварочный аппарат имеет компактные размеры, что позволяет вести работы в труднодоступных местах.
На внутренней поверхности полипропиленовых труб не образуется ржавчина, известковые отложения, грязь и не возникает коррозия. Из армированных труб прокладывают отопительные магистрали.
На видео показан процесс соединения отдельных элементов, когда выполняется монтаж системы отопления в частном доме.
Технология сварки полипропиленовых труб проста и доступна для применения в домашних условиях. Набор для сварки полипропиленовых труб содержит все необходимые для работы инструменты.
В некоторых случаях применяются паяльник и такое устройство, как утюг для сварки полипропиленовых труб. С трубами из металла такое обращение невозможно.
Элементарные расчеты показывают, что полипропиленовые детали использовать гораздо предпочтительнее, чем изделия из металла. Это касается и труб большого диаметра, и наиболее ходовых размеров.
Для того чтобы выбрать подходящий тип изделия, нужно знать их классификацию и маркировку.
При изготовлении на трубу наносится обозначение PN и цифровым кодом указывается степень максимального давления, которое выдерживает изделие.
Делать выбор нужно со знанием предмета, и тут же приобретать прибор для сварки. Чтобы выполнять монтаж труб самостоятельно, потребуется специальное оборудование.
Инструменты для сварки
Прежде чем приступить к монтажу трубопровода из полипропиленовых деталей, необходимо должным образом подготовиться.
Сварочный прибор надо выбрать после того, как разработана техническая документация на систему трубопроводов.
Выбор определяется техническими параметрами и экономическими соображениями:
- предельным размером;
- эргономичностью прибора;
- стоимостью аппарата.
Монтаж изделий малого диаметра, до 63 мм, можно успешно выполнять ручным аппаратом. Если требуется выполнить соединение изделий большого диаметра, от 63 мм, то применяются механические аппараты.
Такой комплект для сварки полипропиленовых труб используется при прокладке протяженных магистралей.
В комплект инструментов для сварки входят специальные ножницы, которые предназначены для резки полипропилена и насадки разного диаметра.
Специальное устройство для зачистки поверхности изделия перед сваркой. Поверхность деталей нужно обязательно обезжирить. Для этих целей используется этиловый или изобутиловый спирт.
Ацетон применять нельзя, поскольку он разрыхляет полипропилен. Температура разогрева достигает без малого трехсот градусов. Поэтому при работе нужно использовать перчатки.
На видео представлен ручной прибор для сварки труб и последовательность действии при работе. Соединение элементов в частном доме удобнее выполнять с его помощью.
Ручной прибор
По своей конструкции прибор представляет собой компактное изделие, которое занимает мало места. Основной элемент устройства – это нагревательное зеркало, на которое крепится насадка.
В обиходе такой аппарат называют паяльник или утюг. Для того чтобы устанавливать определенный уровень температуры, сварочный прибор оснащен контрольно-регулировочным блоком.
На панели имеются светодиодные индикаторы и клавиши включения-выключения прибора. Рабочая температура для сварки деталей из полипропилена варьируется от 260 до 280 градусов.
Правила эксплуатации прибора такие же, как и любого другого электрического устройства.
Основными параметрами, по которым нужно выбирать прибор при покупке являются:
- мощность;
- количество насадок на зеркале;
- наличие подставки.
Чем больше мощность тепло-нагревательного элемента, тем быстрее разогревается насадка. Этим параметром определяется производительность аппарата.
На паяльник может крепиться одна насадка или несколько. Количество варьируется в зависимости от конструкции прибора и размеров паяльника.
Практика показывает, что выполняя соединение системы в своем доме, достаточно будет двух насадок. Для таких систем используются трубы диаметром 20 и 25 мм.
Соединение и разводка трубопровода выполняется с использованием соединительных элементов, которые называются фитинги. Эти изделия имеют разную конфигурацию – уголок, тройник, крестовина.
Обращаться с фитингами нужно так же как с полипропиленовыми трубами.
При сварке армированных деталей в труднодоступных местах нужно строго выдерживать установленный отрезок времени для разогрева и фиксации соединения.
Специально для монтажников, которые работают в своем доме, составлена таблица, и в ней указаны оптимальные режимы для нагрева и соединения двух элементов.
На видео показан фрагмент соединения деталей в неудобном для работы месте.
Механический аппарат
Сварочные агрегаты механического типа предназначены для того, чтобы обеспечить соединение труб большого диаметра.
Механический прибор имеет более сложную конструкцию, чем ручной вариант.
Сварочный агрегат собран из следующих узлов:
- каркас опорный;
- блок контрольный;
- захват для труб;
- вкладыши выравнивающиеся;
- пила для торцевания труб;
- зеркало нагревательное.
Прибор, несмотря на сложную структуру, имеет компактную конструкцию. Монтаж трубопроводной магистрали выполняется по принципу стыковой сварки.
Инструкция по эксплуатации предписывает определенную последовательность действий. Вначале выполняется зачистка торцов у соединяемых деталей.
Затем трубы нагреваются, и температура их должна достичь порога плавления. На завершающем этапе трубы соединяются и плотно прижимаются одна к другой.
Оборудование для прижима поставляется вместе аппаратом.
Сварочный агрегат, имеющий такое приспособление, позволяет выполнять сварку полипропиленовых труб в полевых условиях при укладке магистралей отопления.
На видео показан аппарат для сварки труб большого диаметра из полипропилена.
Технология сварочных работ
Оборудование для сварочных работ и монтажа систем отопления или водоснабжения следует готовить заранее. Технология сварки отработана до мельчайших деталей.
Весь процесс складывается из трех простых этапов. Вначале надо выполнить подготовку соединяемых деталей. Затем нагреть их до состояния расплава. Температура плавления зависит от типа материала.
И третий этап – соединение двух отрезков. На видео показано как это делается. Практика показывает, что чем больше диаметр трубы, тем дольше ее нужно прогревать.
Для соединения изделий малых размеров применяется паяльник. Интервал нагрева должен быть такой, какой предписан инструкцией.
Прежде чем включить сварочный агрегат, следует приготовить отрезки труб и фитинги. Устройство системы отопления нужно отобразить метками на стенах в местах крепления.
Маркером помечаются и те детали, которые будут свариваться. Все элементы, которые предстоит соединить, нужно просушить и обезжирить. Затем они вставляются в аппарат и разогреваются.
Паяльник должен иметь соответствующую температуру. После нагрева детали снимаются с насадок и соединяются равномерными движениями. Без вращения.
Выбор сварного устройства
При подготовке к монтажу трубопровода, встает вопрос, какой агрегат для сварки выбрать?
Принимать решение нужно после оценки фронта работ. Важно рассчитать мощность устройства и количество насадок, которые крепятся на паяльник.
Время сварки полипропиленовых труб определяется мощностью.
Надо обязательно брать в расчет и стоимость сварочного аппарата. Лишнего переплачивать нет смысла.
Но и с маломощным агрегатом работы могут неоправданно затянуться.
Сварка полипропиленовых труб: инструкция
Пластиковые трубы, пожалуй, окончательно сумели заменить металлические изделия, и посему сварка полипропиленовых труб является одной из насущных проблем каждого, кто решил заиметь в своем доме новый трубопровод.
Сегодня существует целая система сборки пластиковых трубопроводов, которая, помимо прочего, включает в себя соединение труб разных диаметров, включение обводов, монтаж крепежной и запорной арматуры. Современные элементы системы позволяют осуществить сборку трубопроводной системы любой конфигурации и сложности.

Сварка полипропиленовых труб
Наверное, единственным минусом трубопроводов из полипропилена является, так сказать, их необратимость, поскольку после демонтажа сварного соединения детали не могут быть использованы повторно. По этой причине работу с полипропиленовыми трубами следует выполнять с особой внимательностью, иначе придется опять делать замену полипропиленовых труб в квартире.
Оборудование для соединения полипропиленовых труб методом сварки
Сварка труб из полипропилена проводится довольно просто:
- Сварочным аппаратом производят одновременный нагрев свариваемых деталей.
- Выполняют соединение нагретых деталей.
- Фиксируют соединенные детали до полного остывания сварного шва.
Герметичность и прочность грамотно выполненного сварного соединения довольно высоки, за счет чего полипропиленовый трубопровод способен работать при достаточно высоком внутреннем давлении.
Аппарат для сварки полипропиленовых труб довольно прост и в своем устройстве практически не имеет различий в сравнении с обыкновенным домашним утюгом. Он также состоит терморегулятора, нагревающей плиты и ручки. Нагревающая плита обычно имеет два отверстия для крепления к ней сварных элементов (насадок).
В стандартный набор для сварки полипропиленовых труб своими руками, как правило, входит четыре комплекта сварных насадок, позволяющих решать практически любые бытовые задачи (насадки 20, 25, 32 и 40 мм в диаметре). Рабочие поверхности насадок имеют тефлоновое напыление, и поэтому изготовить сварочные элементы самостоятельно нет возможности, поскольку к незащищенной нагретой поверхности будет прилипать пластик.
Внутри набора для сварки, как правило, содержится краткое руководство по ведению сварных работ, по этой причине подробно рассматривать сварочный процесс не имеет смысла. Рассмотрим часто совершаемые ошибки, характерные для новичков сварочного дела.
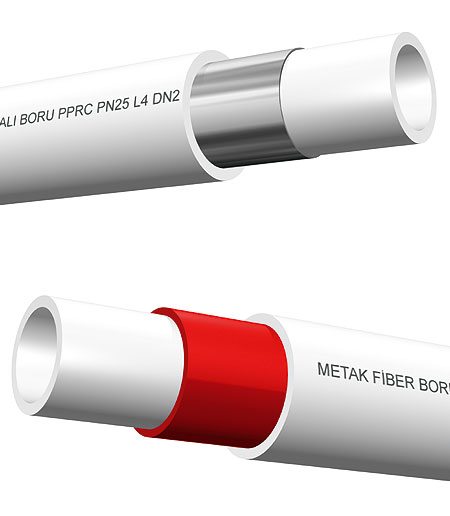
Сварка армированных полипропиленовых труб выполняется посредством использования такого же сварочного аппарата
Нюансы в сварке полипропиленовых труб
Обезжиривание торцов свариваемых элементов
Первым требованием, игнорируемым практически всеми, является обезжиривание торцов свариваемых элементов. Конечно, трубы сварятся и без данной процедуры, однако качество соединения будет более низким. Прежде чем начать сварку, требуется обработать спиртом внутреннюю сторону фитингового элемента и наружный конец трубы.
При этом также будут удалены частицы мелкого абразива и пыли, которые способны провоцировать повреждение тефлонового покрытия насадок сварного аппарата.
Кроме того, перед процедурой сварки необходимо тщательно осмотреть и протереть ватой, смоченной спиртом, непосредственно сами насадки – это предотвратит налипание расплавленного пластика и повреждение тефлона при механическом удалении остатков пластика с его поверхности.
Правильная разметка глубины посадки
Еще один немаловажный момент – это правильная разметка глубины посадки конца трубы в фитинг. Фитинги различного калибра обладают различной глубиной свариваемого соединения, посему перед сваркой требуется измерить ее с помощью штангенциркуля или линейки.
Это нужно для того, чтобы избежать введения трубы в отверстие сварочной насадки слишком глубоко. Игнорирование данного правила может повлечь за собой сужение сечения проходного отверстия либо привести к запайке трубы.

Сварка полиэтиленовых труб – видео о выполнении которой можно найти на нашем портале, выполняется посредством специальных сварочных машин
Специальное приспособление
Разметка труб для сварки – довольно хлопотное дело, по этой причине рекомендуется изготовление специального приспособления, позволяющего сэкономить впоследствии и время, и нервы. К примеру, данное приспособление для трубы с наружным диаметром в 20 мм можно выполнить из куска трубы 32 мм в диаметре.
- Поскольку глубина посадки трубы 20 мм в диаметре составляет 15 мм, необходимо отрезать от куска 32 мм трубы кольцо 15 мм в ширину. Подобное кольцо может быть использовано для выполнения точной разметки линии глубины установки трубы.
- Его применение довольно удобно, если необходима сварка полипропиленовых труб одного диаметра в некотором количестве. Мерное кольцо может быть улучшено приклейкой к нему пластикового или картонного дна. При этом процесс разметки будет упрощен до минимума.
Если вы постоянно сталкиваетесь со сваркой полипропиленовых труб, то рекомендуем вам изготовить подобные мерные кольца под все диаметры труб.
Должно участвовать не менее двух человек
При сварке полипропиленовых элементов по месту их дислокации, один человек должен удерживать сварочный аппарат, а второй стыковать фитинг и трубу сперва со сварными насадками, а затем между собой.
Наиболее распространенной ошибкой считается нагревание элементов дольше положенного, из-за чего может быть сужен просвет трубы. Время нагрева и остывания для каждого диаметра указано в специальной таблице.
Несмотря не множество нюансов, сварка полипропиленовых труб не требует специальных навыков. Поэтому каждый желающий самостоятельно установить трубопровод, например при замене труб в ванной, может смело браться за достижение поставленной цели.