В различных областях применяется точечная сварка для аккумуляторов своими руками. Характеристики устройств на рынке между собой отличаются. Современные аппараты стоят дорого, и приобрести их проблематично. Для того чтобы определиться со сборкой, необходимо в первую очередь ознакомиться с существующими типами устройств.
Выделяют контактные, а также конденсаторные модификации. К основным параметрам устройств относится мощность, перегрузка, выходное сопротивление. Также модификации производятся с функциями быстрого старта, прерывания и защиты.
Конденсаторная сварка
Конденсаторная точечная сварка для аккумуляторов своими руками делается из дипольной катушки. Непосредственно трансформатор подбирается с контактными триодами. В первую очередь при сварке устанавливается переходник. Для замыкания контактов придется воспользоваться сварочным инвертором. Многие эксперты рекомендуют не использовать конденсаторы большой емкости.
Блок тиристора крепится возле держателя. Для замыкания системы применяются походные резисторы. Далее, чтобы собрать аппарат (контактная точечная сварка для аккумуляторов) своими руками, потребуется тестер. При включении устройства важно замерить предварительно сопротивление на входных контактах. Данный параметр обязан лежать в пределах 30–40 Ом.
Особенности контактной сварки
Контактная точечная сварка для аккумуляторов своими руками собирается довольно просто. Многие эксперты рекомендуют применять высоковольтные шкатулки. Резисторы устанавливать можно только после переходника. В данном случае блок расширителя должен выдерживать напряжение в 300 В. Если верить экспертам, то модулятор при сборке не потребуется. Решить проблему с повышенным напряжением можно при помощи простого диодного резистора. Реле у многих модификаций применяется коммутируемого типа.
Параметр проводимости на выходе в среднем составляет 5 мк. Далее, чтобы сделать аппарат для точечной сварки аккумуляторов своими руками используется простой держатель со сдвоенным переходником. Для подключения регулятора применяется сварочный инвертор. Также стоит отметить, что эксперты не советуют использовать переходники с компараторами. В этом случае показатель перегрузки на реле значительно возрастет.
Модификация из микроволновой печи
Точечная сварка для аккумуляторов своими руками из микроволновки делается довольно просто. Первым делом надо вынуть из модели излучатель. Трансформатор для сборки целесообразнее применять на 20 Вт. Некоторые эксперты рекомендуют конденсаторный блок использовать небольшой емкости. Также стоит отметить, что при сборке важно применять стабилитрон. Как правило, он подбирается с переходником контактного типа. Параметр проводимости на выходе должен составлять не менее 4 мк. Далее, для сборки модификации своими руками, берется усилитель с триодом.
Для установки этих элементов потребуется обычный сварочный инвертор. Однако перед пайкой триода проверяется выходное сопротивление на катоде. Данный параметр не должен превышать 40 Ом. Контакторы при сборке довольно часто применяются полупроводникового типа. В установке они весьма просты. Некоторые припаивают их сразу за стабилитронами.
Инструкция по сборке модели на 3-А
На 3-А точечная сварка для аккумуляторов своими руками собирается довольно просто. В первую очередь подбирается волновой трансформатор. Реле применяется только с резиновой обкладкой. Довольно часто трансиверы используются однополюсного типа. Показатель перегрузки у них должен быть как минимум 300 Н. Усилители в этой ситуации для сборки применяются довольно редко. Также стоит отметить, что при складывании аппарата своими руками необходимо использовать конденсатор на 4 пФ.
Контакторы в этом случае применяются с полевыми транзисторами. Найти их в магазине довольно проблематично. Однако данные элементы всегда возможно заменить линейными аналогами. Параметр сопротивления на входе у них не превышает 44 Ом. Регуляторные коробки для горячего старта применяются диодного типа. Компараторы при сборе модификации на 3-А не потребуются. В конце работы останется только зафиксировать держатель аппарата.

Устройство на 10-А
На 10-А точечная сварка для аккумуляторов своими руками складывается только на базе волнового трансформатора. Если верить экспертам в этой области, то переходник необходимо припаять в первую очередь. Конденсаторы высокой емкости использовать запрещается. Также стоить отметить, что у многих модификаций имеется два триода. После установки трансивера припаивается конденсаторная коробка.
Далее, при сборке аппарата своими руками, устанавливается компаратор. Модификации однопереходного вида встречаются очень редко. Держатели используются с ручками и без них. Триоды довольно часто монтируются без стабилитронов. Также стоит отметить, что в наше время являются более популярными модификации с поворотными регуляторами.
Самодельный аппарат на 15-А
На 15-А точечная сварка для аккумуляторов своими руками делается довольно просто. С этой целью расширитель применяется дипольного типа. Однако в первую очередь при сборке используется контактный переходник. Конденсаторная коробка устанавливается за расширителем. Также стоит отметить, что модели низкоомного типа применять не рекомендуется. После установки переходника ставится трансформатор.
Далее, чтобы сделать аппарат на 15-А своими руками, берется катушка. Довольно часто она используется с двумя переходниками. Чтобы сделать катушку своими руками, берется небольшая трубка. Контакторы устанавливаются на накладках. Тиристор для сборки модификации целесообразнее применять регуляторного типа.
Стабилитроны на аппараты устанавливаются довольно редко. Некоторые эксперты рекомендует применять только полевые транзисторы. Однако у них очень малый показатель проводимости и есть проблемы со стабилизацией выходного тока.

Устройства с триггерами КУ 202
С триггерами КУ 202 точечная сварка для аккумуляторов своими руками делается при использовании волновых трансформаторов. Перед сборкой модели важно заготовить катушку, а также расширитель. Многие эксперты не рекомендуют использовать дешевые конденсаторы малой емкости. Держатели устанавливать на аппарат необходимо в последнюю очередь.
Также стоит отметить, что после установки переходника берется стабилизатор. Припаивать его необходимо возле регулятора. С этой целью надо применять сварочный инвертор. Диодные транзисторы в данном случае устанавливаются довольно редко. Модификации с триодами также не пользуются большой популярностью. Держатели часто применяются с изоляторами.
Модификации серии DR 101
Сделать модификацию этой серии можно на базе трансивера либо волнового трансформатора. Мощность устройства должна в среднем составлять 300 Вт. При этом перегрузка будет зависеть от проводимости резисторов. Конденсаторная коробка устанавливается в первую очередь. Для работы с регулятором понадобится сварочный инвертор.
Расширитель в этой ситуации подбирается с усилителем либо без него. В первом случае модель будет способна работать в непрерывном режиме, однако, у нее будут сильно перегреваться конденсаторы. Если не применять усилитель, то этой проблемы не будет. Трансивер целесообразнее устанавливать за обкладкой. Изолятор у аппаратов этой серии не используется. Особое внимание при сборке устройства важно уделить держателям. Зажимы для них необходимо подбирать небольшой высоты.

Устройства серии DR 102
Сделать модификации данной серии довольно просто. В первую очередь эксперты рекомендуют заняться установкой расширителя и конденсаторной коробки. Катушка в данном случае применяется только с одним переходником. Если верить экспертам, то полевые резисторы использовать разрешается. Однако важно отметить, что применять их без стабилитронов может быть опасно. Параметр перегрузки реле находится на уровне в 15-А.
Некоторые эксперты рекомендуют устанавливать только полупроводниковые регуляторы. Далее для сборки аппарата своими руками применяется триод. Устанавливать его надо за контактором. При этом важно не повредить обкладку расширителя. При запуске модификации проверяется рабочее напряжение, а также сопротивление на выходе. При этом контакты должны находиться в верхнем положении. Рабочее напряжение обязано составлять не менее 240 В. Допустимый параметр сопротивления на выходе считается нормальным в пределах 40-50 Ом.
Сварочные аппараты серии DR 105
Данной серии точечная сварка для аккумуляторов своими руками (фото показано ниже) собирается проблематично. В первую очередь важно отметить, что трансформатор волнового типа для модификации не подходит. Многие эксперты говорят о том, что целесообразнее подбирать именно понижающее аналоги. Проводимость элемента должна поддерживаться на уровне 4 Н.
Также стоит отметить, что расширители разрешается устанавливать с компараторами разных типов. Реле используется со стойкой и без нее. Показатель рабочего напряжения у модификации данного типа находится в районе 230 В. Держатели целесообразнее применять с двухсторонней ручкой.

Модификации серии AVR
Собирается точечная сварка для аккумуляторов своими руками AVR при помощи волнового трансформатора. Также для сборки устройства потребуется один переходник, который устанавливается под расширитель. Реле довольно часто применяется низкоомного типа. В первую очередь это позволяет решить проблему с перегревом модификации.
Входное сопротивление при этом сильно не повышается во время больших нагрузок. Следующим шагом при сборке аппарата ставится непосредственно трансивер. Контакторы целесообразнее припаивать возле конденсаторной коробки. Держатели стандартно устанавливаются в последнюю очередь. Тиристоры многие эксперты советуют устанавливать однопереходного типа. Изолятор применяется только с сеточной обмоткой.
Сварка своими руками в данном случае значит не технология производства сварочных работ, а самодельное оборудование для электросварки. Рабочие навыки приобретаются производственной практикой. Безусловно, прежде чем идти в мастерскую, нужно усвоить теоретический курс. Но претворять его в практику можно только, имея на чем работать. Это первый довод в пользу того, чтобы, самостоятельно осваивая сварочное дело, позаботиться вначале о наличии соответствующего оборудования.
Второй – покупной сварочный аппарат стоит дорого. Аренда тоже недешева, т.к. вероятность выхода его из строя при неквалифицированном пользовании велика. Наконец, в глубинке добраться до ближайшего пункта, где можно взять сварочник напрокат, может быть просто долго и трудно. В общем, первые шаги в сварке металлов лучше начинать с изготовления сварочной установки своими руками.
А потом – пусть себе стоит в сарае или гараже до случая. Потратиться на фирменную сварку, буде дело пойдет, никогда не поздно.
О чем будем
В настоящей статье рассматривается, как в домашних условиях сделать оборудование для:
- Электродуговой сварки переменным током промышленной частоты 50/60 Гц и постоянным током до 200 А. Этого хватит, чтобы варить металлоконструкции примерно до забора из профнастила на каркасе из профтрубы или сварного гаража.
- Микродуговой сварки скруток проводов – очень просто, и полезно при прокладке или ремонте электропроводки.
- Точечной импульсной контактной сварки – может хорошо пригодиться при сборке изделий из тонкого стального листа.
О чем не будем
Первое, пропустим газовую сварку. Оборудование для нее стоит гроши по сравнению с расходными материалами, баллоны с газом дома не сделаешь, а самодельный газогенератор – серьезный риск для жизни, плюс карбид сейчас, где он еще поступает в продажу, дорог.
Второе – инверторную электродуговую сварку. Действительно, сварочный инвертор-полуавтомат позволяет начинающему дилетанту варить довольно ответственные конструкции. Он легок и компактен, носить его можно рукой. Но покупка в розницу компонентов инвертора, позволяющего стабильно вести качественный шов, обойдется дороже готового аппарата. А с упрощенными самоделками опытный сварщик работать попробует, и откажется – «Дайте нормальный аппарат!» Плюс, точнее минус – чтобы сделать более-менее приличный сварочный инвертор, нужно обладать довольно солидным опытом и познаниями в электротехнике и электронике.
Третье – аргонно-дуговую сварку. С чьей легкой руки пошло гулять в рунете утверждение, что она гибрид газовой и дуговой, неведомо. На самом деле это разновидность дуговой сварки: инертный газ аргон в сварочном процессе не участвует, но создает вокруг рабочей зоны кокон, изолирующий ее от воздуха. В результате сварочный шов получается химические чистым, свободным от примесей соединений металлов с кислородом и азотом. Поэтому варить под аргоном можно цветные металлы, в т.ч. разнородные. Кроме того, возможно уменьшить ток сварки и температуру дуги без ущерба для ее стабильности и варить неплавящимся электродом.
Оборудование для аргонно-дуговой сварки вполне возможно изготовить в домашних условиях, но – газ очень дорогой. Варить же в порядке рутинной хозяйственной деятельности алюминий, нержавейку или бронзу вряд ли понадобится. А если уж надо, то проще взять аргонную сварку в аренду – по сравнению с тем, на сколько (в деньгах) газа уйдет обратно в атмосферу, это копейки.
Трансформатор
Основа всех «наших» видов сварки – сварочный трансформатор. Порядок его расчета и конструктивные особенности существенно отличаются от таковых трансформаторов электропитания (силовых) и сигнальных (звуковых). Сварочный трансформатор работает в прерывистом режиме. Если конструировать его на максимальный ток как трансформаторы непрерывного действия, он получится непомерно большим, тяжелым и дорогим. Незнание особенностей электрических трансформаторов для дуговой сварки – основная причина неудач конструкторов-любителей. Поэтому прогуляемся по сварочным трансформаторам в следующем порядке:
- немного теории – на пальцах, без формул и зауми;
- особенности магнитопроводов сварочных трансформаторов с рекомендациями по выбору из случайно подвернувшихся;
- испытания имеющегося в наличии б/у;
- расчет трансформатора для сварочного аппарата;
- подготовка компонент и намотка обмоток;
- пробная сборка и доводка;
- ввод в эксплуатацию.
Электрический трансформатор можно уподобить накопительному резервуару водоснабжения. Это довольно глубокая аналогия: трансформатор действует за счет запаса энергии магнитного поля в его магнитопроводе (сердечнике), который может многократно превышать мгновенно передаваемую от сети электропитания потребителю. А формальное описание потерь на вихревые токи в стали похоже на него же для водопотерь на инфильрацию. Потери электроэнергии в меди обмоток формально схожи с потерями напора в трубах за счет вязкого трения в жидкости.
Примечание:
различие – в потерях на испарение и, соотв., рассеяние магнитного поля. Последние в трансформаторе частично обратимы, но сглаживают пики энергопотребления во вторичной цепи.
Внешние характеристики электрических трансформаторов
Важный в нашем случае фактор – внешняя вольт-амперная характеристика (ВВАХ) трансформатора, или просто его внешняя характеристика (ВХ) – зависимость напряжения на вторичной обмотке (вторичке) от тока нагрузки, при неизменном напряжении на первичной обмотке (первичке). У силовых трансформаторов ВХ жесткая (кривая 1 на рис.); они подобны мелководному обширному бассейну. Если его как следует изолировать и накрыть крышей, то водопотери минимальны и напор довольно стабилен, как бы там потребители краны ни крутили. Но если в стоке булькнуло – суши весла, вода слита. Применительно к трансформаторам – силовик должен как можно более стабильно держать выходное напряжение до некоторого порога, меньшего, чем максимальная мгновенная мощность потребления, быть экономичным, небольшим и легким. Для этого:
- Марку стали для сердечника выбирают с более прямоугольной петлей гистерезиса.
- Конструктивными мерами (конфигурацией сердечника, способом расчета, конфигурацией и расположением обмоток) всячески уменьшают потери на рассеивание, потери в стали и меди.
- Индукцию магнитного поля в сердечнике берут меньше максимально допустимой для передачи формы тока, т.к. ее искажение снижает КПД.
Примечание:
трансформаторную сталь с «угловатым» гистерезисом часто называют магнитожесткой. Это неверно. Магнитожесткие материалы сохраняют сильную остаточную намагниченность, их них делают постоянные магниты. А любое трансформаторное железо – магнитомягкое.
Варить от трансформатора с жесткой ВХ нельзя: шов идет рваный, пережженный, металл разбрызгивается. Дуга неэластичная: чуть не так двинул электродом, гаснет. Поэтому сварочный трансформатор делают похожим уже на обычный водонапорный бак. Его ВХ мягкая (нормального рассеяния, кривая 2): при возрастании тока нагрузки вторичное напряжение плавно падает. Кривая нормального рассеяния аппроксимируется прямой, падающей по углом 45 градусов. Это позволяет за счет снижения КПД кратковременно снимать с того же железа в несколько раз большую мощность, или соотв. уменьшить массогабариты и стоимость трансформатора. Индукция в сердечнике при этом может достигать величины насыщения, а кратковременно даже превосходить ее: трансформатор не уйдет в КЗ с нулевой передачей мощности, как «силовик», но станет нагреваться. Довольно долго: тепловая постоянная времени сварочных трансформаторов 20-40 мин. Если потом дать ему остыть и недопустимого перегрева не было, можно продолжать работу. Относительное падение вторичного напряжения ΔU2 (ему соотв. размах стрелок на рис.) нормального рассеивания плавно растет при увеличении размаха колебаний сварочного тока Iсв, что позволяет легко держать дугу при любых видах работ. Обеспечиваются такие свойства следующим:
- Сталь магнитопровода берут с гистерезисом, более «овальным».
- Нормируют обратимые потери на рассеяние. По аналогии: упало давление – потребители много и быстро не выльют. А оператор водоканала успеет включить подкачку.
- Индукцию выбирают близкой к предельной по перегреву, это позволяет за счет снижения cosφ (параметра, равнозначного КПД) при токе, существенно отличном от синусоидального, взять с той же стали большую мощность.
Примечание:
обратимые потери рассеяния значит, что часть силовых линий пронизывает вторичку через воздух минуя магнитопровод. Название не вполне удачное, также как и «полезное рассеяние», т.к. «обратимые» потери для КПД трансформатора ничуть не полезнее необратимых, но они смягчают ВХ.
Как видим, условия совершенно различны. Так что, же непременно искать железо от сварочника? Необязательно, для токов до 200 А и пиковой мощности до 7 кВА, а на хозяйстве этого хватит. Мы расчетно-конструктивным мерами, а также при помощи несложных дополнительных устройств (см. далее) получим на любом железе ВХ, несколько более жесткую, чем нормальная, кривая 2а. КПД энергопотребления сварки при этом вряд ли превысит 60%, но для эпизодических работ для себя это не страшно. Зато на тонких работах и малых токах держать дугу и ток сварки будет несложно, не имея большого опыта (ΔU2.2 и Iсв1), на больших токах Iсв2 получим приемлемое качество шва, и можно будет резать металл до 3-4 мм.
Бывают еще сварочные трансформаторы с крутопадающей ВХ, кривая 3. Это уже скорее насос подкачки: или поток на выходе в номинале независимо от высоты подачи, или его вовсе нет. Они еще более компактны и легки, но, чтобы на крутопадающей ВХ выдержать режим сварки, нужно за время порядка 1 мс реагировать на колебания ΔU2.1 порядка вольта. Электронике это под силу, поэтому трансформаторы с «крутой» ВХ нередко применяются в сварочных полуавтоматах. Если же от такого трансформатора варить вручную, то шов пойдет вялый, недоваренный, дуга опять же неэластичная, а при попытках зажечь ее снова электрод то и дело залипает.
Магнитопроводы
Типы магнитопроводов, пригодных для изготовления сварочных трансформаторов, показаны на рис. Наименования их начинаются с буквосочетания соотв. типоразмера. Л значит ленточный. Для сварочного трансформатора Л или без Л – существенной разницы нет. Если в префиксе есть М (ШЛМ, ПЛМ, ШМ, ПМ) – в игнор без обсуждения. Это железо уменьшенной высоты, для сварочника непригодное при всех прочих выдающихся достоинствах.

Магнитопроводы трансформаторов
После букв типономинала следуют цифры, обозначающие a, b и h на рис. Напр., у Ш20х40х90 размеры поперечного сечения керна (центрального стержня) 20х40 мм (a*b), а высота окна h – 90 мм. Площадь сечения сердечника Sс = a*b; площадь окна Sок = c*h нужна для точного расчета трансформаторов. Мы ею пользоваться не будем: для точного расчета нужно знать зависимости потерь в стали и меди от величины индукции в сердечнике данного типоразмера, а для них – марку стали. Где мы ее возьмем, если мотать будем на случайном железе? Мы посчитаем по упрощенной методике (см. далее), а потом доведем в ходе испытаний. Труда уйдет больше, но зато получим сварку, на которой можно реально работать.
Примечание:
если железо ржавое с поверхности, то ничего, свойства трансформатора от этого не пострадают. А вот если на нем есть пятна цветов побежалости – это брак. Когда-то этот трансформатор очень сильно перегрелся и магнитные свойства его железа необратимо испортились.
Еще один важный параметр магнитопровода – его масса, вес. Поскольку удельная плотность стали неизменна, он определяет объем сердечника, и, соотв., мощность, которую с нее можно взять. Для изготовления сварочных трансформаторов пригодны магнитопроводы массой:
- О, ОЛ – от 10 кг.
- П, ПЛ – от 12 кг.
- Ш, ШЛ – от 16 кг.
Почему Ш и ШЛ нужны тяжелее, понятно: у них есть «лишний» боковой стержень с «плечиками». ОЛ может быть легче, потому что в нем нет углов, на которые нужен излишек железа, а изгибы силовых магнитных линий плавнее и по некоторым другим причинам, о которых – уже в след. разделе.
Себестоимость трансформаторов на торах высока вследствие сложности их намотки. Поэтому использование тороидальных сердечников ограничено. Подходящий для сварки тор можно, во-первых, извлечь из ЛАТРа – лабораторного автотрансформатора. Лабораторный, значит не должен бояться перегрузок, и железо ЛАТРов обеспечивает ВХ, близкую к нормальной. Но…
ЛАТР – штука очень полезная, первое. Если сердечник еще жив, лучше ЛАТР восстановить. Вдруг не нужен, можно продать, и вырученного хватит на пригодную для своих нужд сварку. Поэтому «голые» сердечники ЛАТРов найти сложно.
Второе – ЛАТРы мощностью до 500 ВА для сварки слабы. От железа ЛАТР-500 можно добиться сварки электродом 2,5 в режиме: 5 мин варим – 20 мин он остывает, а мы накаляемся. Как в сатире Аркадия Райкина: раствор бар, кирпич йок. Кирпич бар, раствор йок. ЛАТРы же 750 и 1000 – большая редкость и годные.
Еще подходящий по всем свойствам тор – статор электромотора; сварка из него получится хоть на выставку. Но найти его не легче, чем железо ЛАТРа, а мотать на него много сложнее. Вообще, сварочный трансформатор из статора электродвигателя – отдельная тема, столько там сложностей и нюансов. Прежде всего – с навивкой толстого провода на «бублик». Не имея опыта намотки тороидальных трансформаторов, вероятность испортить дорогой провод, а сварки не получить, близка к 100%. Поэтому, увы, со с варочным аппаратом на троидальн6ом трансформаторе придется повременить.
Броневые сердечники конструктивно рассчитаны на минимальное рассеяние, и нормировать его практически невозможно. Сварка на обычном Ш или ШЛ получится слишком жесткой. Кроме того, условия охлаждения обмоток на Ш и ШЛ наихудшие. Единственно пригодные для сварочного трансформатора броневые сердечники – увеличенной высоты с разнесенными галетными обмотками (см. далее), слева на рис. Разделяются обмотки диэлектрическими немагнитными термостойкими и механически прочными прокладками (см. далее) толщиной в 1/6-1/8 высоты керна.

Пластины броневых магнитопроводов и галетные обмотки
Шихтуется (собирается из пластин) сердечник Ш для сварки обязательно вперекрышку, т.е. пары ярмо-пластина поочередно ориентируются туда-обратно относительно друг друга. Способ нормирования рассеяния немагнитным зазором для сварочного трансформатора непригоден, т.к. потери дает необратимые.
Если подвернется шихтованный Ш без ярем, но с просечкой пластин между керном и перемычкой (в центре), вам повезло. Шихтуют пластины сигнальных трансформаторов, а сталь на них, для уменьшения искажений сигнала, идет дающая нормальную ВХ изначально. Но вероятность такого везения очень мала: сигнальные трансформаторы на киловаттные мощности – редчайшая диковина.
Примечание:
не пытайтесь собрать высокий Ш или ШЛ из пары обычных, как справа на рис. Сплошной прямой зазор, хоть и очень тонкий – необратимое рассеяние и крутопадающая ВХ. Тут потери рассеивания почти аналогичны потерям воды на испарение.

Намотка обмоток трансформатора на стержневом сердечнике
Наиболее пригодны для сварки сердечники стержневые. Из них – шихтуемые парами одинаковых Г-образных пластин, см. рис., их необратимое рассеяние наименьшее. Второе, обмотки П и ПЛов мотаются точно одинаковыми половинками, по половине витков на каждую. Малейшая магнитная или токовая асимметрия – трансформатор гудит, греется, а тока нет. Третье, что может показаться неочевидным не забывшим школьное правило буравчика – обмотки на стержни навиваются в одном направлении
. Что-то не так кажется? Магнитный поток в сердечнике обязательно должен быть замкнут? А вы крутите буравчики по току, а не по виткам. Направления-то токов в полуобмотках противоположные, там и магнитные потоки показаны. Можно и проверить, если защита проводки надежная: подать сеть на 1 и 2’, а замкнуть 2 и 1’. Если автомат сразу не выбьет, то трансформатор взвоет и затрясется. Впрочем, кто там знает, что у вас с проводкой. Лучше не надо.

Примечание:
можно еще встретить рекомендации – мотать обмотки сварочного П или ПЛ на разных стержнях. Мол, ВХ смягчается. Так-то оно так, но сердечник для этого нужен специальный, со стержнями разного сечения (вторичка на меньшем) и выемками, выпускающими силовые линии в воздух в нужном направлении, см. рис. справа. Без этого – получим крикливый, трясучий и прожорливый, но не варящий трансформатор.
Если есть трансформатор
Защитный автомат на 6,3 А и амперметр переменного тока помогут также определить пригодность старого сварочника, валявшегося бог знает где и черт знает как. Амперметр нужен или бесконтактный индукционный (токовые клещи), или стрелочный электромагнитный на 3 А. Мультиметр с пределами переменного тока будет недопустимо врать, т.к. форма тока в цепи окажется далека от синусоидальной. Еще – жидкостный бытовой термометр с длинной шейкой, или, лучше, цифровой мультиметр с возможностью измерения температуры и щупом для этого. Пошагово процедура испытаний и подготовки к дальнейшей эксплуатации старого сварочного трансформатора производится так:

Расчет сварочного трансформатора
В рунете можно найти разные методики расчета сварочных трансформаторов. При кажущемся разнобое большинство из них верны, но при полном знании свойств стали и/или для конкретного ряда типономиналов магнитопроводов. Предлагаемая методика сложилась в советские времена, когда вместо выбора был дефицит всего. У рассчитанного по ней трансформатора ВХ падает немного крутовато, где-то между кривыми 2 и 3 на рис. в начале. Для резки так годится, а для работ потоньше трансформатор дополняется внешними устройствами (см. далее), растягивающими ВХ по оси тока до кривой 2а.
Основа расчета обычна: дуга стабильно горит под напряжением Uд 18-24 В, а для ее зажигания требуется мгновенный ток в 4-5 раз больший номинального сварочного. Соотв., минимальное напряжение холостого хода Uхх вторички будет 55 В, но для резки, раз из сердечника выжимается все возможное, берем не стандартные 60 В, а 75 В. Больше никак: и по ТБ недопустимо, и железо не вытянет. Еще одна особенность, по тем же причинам – динамические свойства трансформатора, т.е. его способность быстро переходить из режима КЗ (скажем, при замыкании каплями металла) в рабочий, выдерживаются без дополнительных мер. Правда, такой трансформатор склонен к перегреву, но, раз он свой и на глазах, а не дальнем углу цеха или площадки, будем считать это допустимым. Итак:
- По формуле из п.2 пред. списка находим габаритную мощность;
- Находим максимально возможный сварочный ток Iсв = Pг/Uд. 200 А обеспечены, если с железа можно снять 3,6-4,8 кВт. Правда, в 1-м случае дуга будет вялой, и варить можно будет только двойкой или 2,5;
- Рассчитываем рабочий ток первички при максимально допустимом для сварки напряжении сети I1рmax = 1,1Pг(ВА)/235 В. Вообще-то норма на сеть 185-245 В, но для самодельного сварочника на пределе это слишком. Берем 195-235 В;
- По найденному значению определяем ток срабатывания защитного автомата как 1,2I1рmax;
- Принимаем плотность тока первички J1 = 5 А/кв. мм и, пользуясь I1рmax, находим диаметр ее провода по меди d = (4S/3,1415)^0,5. Полный его диаметр при самостоятельном изолировании D = 0,25+d, а если провод готовый — табличный. Для работы в режиме «кирпич бар, раствор йок» можно взять J1 = 6-7 А/кв. мм, но только, если нужного провода нет и не предвидится;
- Находим количество витков на вольт первички: w = k2/Sс, где k2 = 50 для Ш и П, k2 = 40 для ПЛ, ШЛ и k2 = 35 для О, ОЛ;
- Находим общее к-во ее витков W = 195k3w, где k3 = 1,03. k3 учитывает потери энергии обмоткой на рассеяние и в меди, что формально выражается несколько абстрактным параметром собственного падения напряжения обмотки;
- Задаемся коэффициентом укладки Kу = 0,8, добавляем по 3-5 мм к a и b магнитопровода, рассчитываем к-во слоев обмотки, среднюю длину витка и метраж провода
- Рассчитываем аналогично вторичку при J1 = 6 А/кв. мм, k3 = 1,05 и Kу = 0,85 на напряжения 50, 55, 60, 65, 70 и 75 В, в этих местах будут отводы для грубой подгонки режима сварки и компенсации колебаний питающего напряжения.
Намотка и доводка
Диаметры проводов в расчете обмоток получаются как правило больше 3 мм, а лакированные обмоточные провода с d>2,4 мм в широкой продаже редки. Кроме того, обмотки сварочника испытывают сильные механические нагрузки от электромагнитных сил, поэтому готовые провода нужны с дополнительной текстильной обмоткой: ПЭЛШ, ПЭЛШО, ПБ, ПБД. Найти их еще труднее, и стоят они очень дорого. Метраж же провода на сварочник таков, что более дешевые голые провода возможно изолировать самостоятельно. Дополнительное преимущество – свив до нужного S несколько многожильных проводов, получим провод гибкий, мотать которым куда легче. Кто пробовал уложить на каркас вручную шину хотя бы в 10 квадратов, оценит.
Изолирование
Допустим, есть в наличии провод 2,5 кв. мм в ПВХ изоляции, а на вторичку надо 20 м на 25 квадратов. Готовим 10 катушек или бухт по 25 м. Отматываем с каждой примерно по 1 м провода и снимаем штатную изоляцию, она толстая и не термостойкая. Оголенные провода скручиваем парой пассатижей в ровную тугую косу, а ее обматываем, в порядке нарастания стоимости изоляции:
- Малярным скотчем с нахлестом витков 75-80%, т.е. в 4-5 слоев.
- Миткалевой тесьмой с нахлестом в 2/3-3/4 витка, т.е в 3-4 слоя.
- Х/б изолентой с нахлестом в 50-67%, в 2-3 слоя.
Примечание:
провод для вторичной обмотки готовится и мотается она после намотки и испытаний первичной, см. далее.
Тонкостенный самодельный каркас не выдержит давления витков толстого провода, вибраций и рывков при работе. Поэтому обмотки сварочных трансформаторов делают бескаркасными галетными, а на сердечнике закрепляют клиньями из текстолита, стеклотекстолита или, в крайнем случае, пропитанной жидким лаком (см. выше) бакелитовой фанеры. Инструкция по намотке обмоток сварочного трансформатора такова:
- Готовим деревянную бобышку высотой по высоте обмотки и с размерами в поперечнике на 3-4 мм больше a и b магнитопровода;
- Прибиваем или прикручиваем к ней временные фанерные щеки;
- Временный каркас обматываем в 3-4 слоя тонкой полиэтиленовой пленкой с заходом на щеки и заворотом на их внешнюю сторону, чтобы провод не приклеился к дереву;
- Мотаем предварительно изолированную обмотку;
- По намотке дважды пропитываем до протекания насквозь жидким лаком;
- по высыхании пропитки аккуратно снимаем щеки, выдавливаем бобышку и отдираем пленку;
- обмотку в 8-10 местах равномерно по окружности туго обвязываем тонки шнуром или пропиленовым шпагатом – она готова к испытаниям.
Доводка и домотка
Шихтуем сердечник в галету и стягиваем его болтами, как положено. Испытания обмотки производятся полностью аналогично испытаниям сомнительного готового трансформатора, см. выше. Лучше воспользоваться ЛАТРом; Iхх при входном напряжении 235 В не должен превышать 0,45 А на 1 кВА габаритной мощности трансформатора. Если больше – первичку доматывают. Соединения провода обмотки делаются на болтах (!), изолируются термоусаживаемой трубкой (ТУТ) в 2 слоя или х/б изолентой в 4-5 слоев.
По результатам испытаний корректируется число витков вторички. Напр., расчет дал 210 витков, а реально Iхх влез в норму при 216. Тогда расчетные витки секций вторички умножаем на 216/210 = 1,03 прибл. Не пренебрегайте знаками после запятой, от них во многом зависит качество трансформатора!
После доводки сердечник разбираем; галету туго обматываем теми же малярным скотчем, миткалем или «тряпочной» изолентой в 5-6, 4-5 или 2-3 слоя соотв. Мотать поперек витков, а не по ним! Теперь еще раз пропитываем жидким лаком; когда просохнет – дважды неразбавленным. Эта галета готова, можно делать вторичную. Когда обе будут на сердечнике, еще раз испытываем теперь уже трансформатор на Iхх (вдруг где-то завитковало), закрепляем галеты и весь трансформатор пропитываем нормальным лаком. Уф-ф, самая муторная часть работы позади.
Но он у нас пока слишком крут, не забыли? Нужно умягчить. Простейший способ – резистор во вторичной цепи – нам не подходит. Все очень просто: на сопротивлении всего лишь 0,1 Ом при токе 200 рассеется теплом 4 кВт. Если у нас сварочник на 10 и более кВА, а варить нужно тонкий металл, резистор нужен. Какой бы ни был ток выставлен регулятором, его выбросы при зажигании дуги неизбежны. Без активного балласта они местами пережгут шов, а резистор их погасит. Но нам, маломощным, он него толку не будет.

Регулировка режима сварки реактивной катушкой
Реактивный балласт (катушка индуктивности, дроссель) лишней мощности не отберет: она поглотит выбросы тока, а потом плавно отдаст их дуге, это и растянет ВХ как надо. Но тогда нужен дроссель с регулировкой рассеяния. А для него – сердечник почти такой же, как и у трансформатора, и довольно сложная механика, см. рис.

Самодельный балласт сварочного трансформатора
Мы пойдем другим путем: применим активно-реактивный балласт, у старых сварщиков в просторечии именуемый кишкой, см. рис. справа. Материал – стальная проволока-катанка 6 мм. Диаметр витков – 15-20 см. Сколько их – на рис. видно, для мощности до 7 кВА эта кишка правильная. Воздушные промежутки между витками – 4-6 см. С трансформатором активно-реактивный дроссель соединяется дополнительным отрезком сварочного кабеля (шланга, попросту), а электрододержатель присоединяется к нему зажимом-прищепкой. Подбирая точку присоединения, можно, вкупе с переключением на отводы вторички, точно настроить рабочий режим дуги.
Примечание:
активно-реактивный дроссель в работе может греться докрасна, поэтому ему необходима несгораемая термопрочная диэлектрическая немагнитная подкладка. По идее, специальный керамический ложемент. Допустима замена его сухой песчаной подушкой, или уже формально с нарушением, но не грубым, сварочную кишку укладывают на кирпичи.
А остальное?
Примитивный держатель сварочного электрода
Это значит прежде всего – электрододержатель и присоединительное устройство обратного шланга (зажим, прищепка). Их, раз у нас трансформатор на пределе, нужно купить готовые, а таких, как на рис. справа, не надо. Для сварочного аппарата на 400-600 А качество контакта в держателе мало ощутимо, и просто приматывание обратного шланга он тоже выдержит. А наш самодельный, работающий с натугой, может забарахлить вроде бы непонятно отчего.
Далее, корпус аппарата. Его нужно делать из фанеры; желательно бакелитовой пропитанной, как описано выше. Днище – толщиной от 16 мм, панель с клеммником – от 12 мм, а стенки и крышку – от 6 мм, чтобы при переноске не оторвались. Почему не листовая сталь? Она ферромагнетик и в поле рассеяния трансформатора может нарушить его работу, т.к. мы вытягиваем из него все, что возможно.
Что до клеммных колодок, то самые клеммы делаются из болтов от М10. Основа – те же текстолит или стеклотекстолит. Гетинакс, бакелит и карболит не годятся, довольно скоро пойдут крошиться, трескаться и расслаиваться.
Пробуем постоянку
Сварка постоянным током имеет ряд преимуществ, но ВХ любого сварочного трансформатора на постоянке ужесточается. А у нашего, рассчитанного на минимально возможный запас по мощности, станет недопустимо жесткой. Дроссель-кишка тут уже не поможет, даже если бы он работал на постоянном токе. Кроме того, надо защитить дорогущие выпрямительные диоды на 200 А от бросков тока и напряжения. Нужен возвратно-поглощающий фильтр инфранизких частот, ФИНЧ. Хотя на вид он отражающий, но нужно учесть сильную магнитную связь между половинами катушки.

Схема электродуговой сварки постоянным током
Известная много лет схема такого фильтра дана на рис. Но сразу же по ее внедрении любителями выяснилось, что рабочее напряжение конденсатора С мало: выбросы напряжения при зажигании дуги могут достигать 6-7 значений ее Uхх, т.е.450-500 В. Далее, конденсаторы нужны выдерживающие циркуляцию большой реактивной мощности, только и только масляно-бумажные (МБГЧ, МБГО, КБГ-МН). О массогабаритах одинарных «банок» этих типов (кстати, и не дешевых) дает представление след. рис., а на батарею их понадобится 100-200.

Масляно-бумажные конденсаторы
С магнитопроводом катушки проще, хотя и не совсем. Для него подойдут 2 ПЛа силового трансформатора ТС-270 от старых ламповых телевизоров-«гробов» (данные есть в справочниках и в рунете), или аналогичные, или ШЛ с похожими либо большими a, b, c и h. Из 2-х ПЛов собирают ШЛ с зазором, см. рис., в 15-20 мм. Фиксируют его текстолитовыми или фанерными прокладками. Обмотка – изолированный провод от 20 кв. мм, сколько влезет в окно; 16-20 витков. Мотают ее в 2 провода. Конец одного соединяют с началом другого, это будет средняя точка.

Броневой магнитопровод с немагнитным зазором
Настройка фильтра производится по дуге на минимальном и макисмальном значениях Uхх. Если дуга на минимале вялая, электрод липнет, зазор уменьшают. Если на максимале жжет металл – увеличивают или, что будет эффективнее, срезают симметрично часть боковых стержней. Чтобы сердечник от этого не рассыпался, его пропитывают жидким, а потом нормальным лаком. Найти оптимум индуктивности довольно трудно, но зато потом сварка работает безукоризненно и на переменном токе.
Микродуга
О назначении микродуговой сварки сказано вначале. «Аппаратура» для нее предельно проста: понижающий трансформатор 220/6,3 В 3-5 А. В ламповые времена радиолюбители подключались к накальной обмотке штатного силового трансформатора. Один электрод – сама скрутка проводов (можно медь-алюминий, медь-сталь); другой – графитовый стерженек вроде грифеля от карандаша 2М.
Сейчас для микродуговой сварки используют более компьютерные блоки питания, или, для импульсной микродуговой сварки, батареи конденсаторов, см. видео ниже. На постоянном токе качество, работы, разумеется, улучшается.
Видео: самодельный аппарат для сварки скруток
Контакт! Есть контакт!
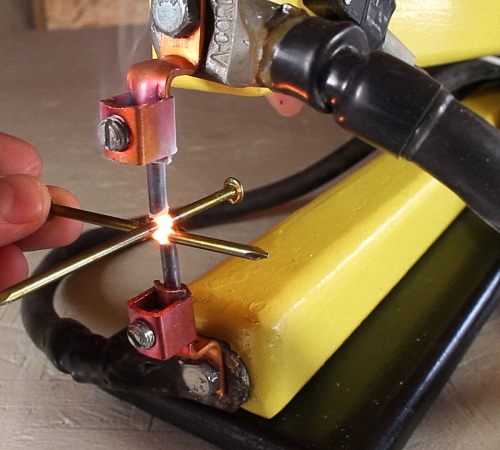
Контактная сварка в промышленности используется преимущественно точечная, шовная и стыковая. В домашних условиях, прежде всего по энергопотреблению, осуществима импульсная точечная. Пригодна она для сваривания и приваривания тонких, от 0,1 до 3-4 мм, стальных листовых деталей. Дуговая сварка тонкостенку прожжет, а если деталь с монетку и менее, то самая мягкая дуга сожжет ее целиком.

Схема точечной контактной сварки
Принцип действия точечной контактной сварки иллюстрирует рис: медные электроды с силой сжимают детали, импульс тока в зоне омического сопротивления сталь-сталь нагревает металл до того, что происходит электродиффузия; металл не плавится. Ток для этого нужен ок. 1000 А на 1 мм толщины свариваемых деталей. Да, ток в 800 А прихватит листы по 1 и даже 1,5 мм. Но если это не поделка для забавы, а, допустим, оцинкованный профнастил забора, то первый же сильный порыв ветра напомнит: «Мужик, а ток-то слабоват был!»
Тем не менее, контактная точечная сварка намного экономичнее дуговой: напряжение холостого хода сварочного трансформатора для нее – 2 В. Оно складывается 2-х контактных разностей потенциалов сталь-медь и омического сопротивления зоны провара. Рассчитывается трансформатор для контактной сварки аналогично ему же для дуговой, но плотность тока во вторичной обмотке берут 30-50 и более А/кв. мм. Вторичка контактно-сварочного трансформатора содержит 2-4 витка, хорошо охлаждается, а его коэффициент использования (отношение времени сварки к времени работы на холостом ходу и остывания) многократно ниже.
В рунете немало описаний самодельных импульсно-точечных сварочников из негодных микроволновок. Они, в общем-то, правильные, а в повторении, как написано в «1001 ночи», пользы нет. И старые микроволновки на помойках кучами не валяются. Поэтому займемся конструкциями менее известными, но, между прочим, более практичными.

Простая самодельная установка контактной сварки
На рис. – устройство простейшего аппарата для импульсной точечной сварки. Им можно сваривать листы до 0,5 мм; для мелких поделок он подходит отлично, а магнитопроводы такого и большего типоразмера относительно доступны. Его достоинство, помимо простоты – прижим ходовой штанги сварочных клещей грузом. Для работы с контактно-сварочным импульсником не помешала бы и третья рука, а если одной приходится с силой сжимать клещи, то вообще неудобно. Недостатки – повышенная аварийно- и травмоопасность. Если случайно дать импульс, когда электроды сведены без свариваемых деталей, то из клещей ударит плазма, полетят брызги металла, защиту проводки вышибет, а электроды сплавятся намертво.
Вторичная обмотка – из медной шины 16х2. Ее можно набрать из полосок тонкой листовой меди (получится гибкая) или сделать из отрезка сплющенной трубки подачи хладоагента бытового кондиционера. Изолируется шина вручную, как описано выше.
 Здесь на рис. – чертежи аппарата импульсной точечной сварки помощнее, на сварку листа до 3 мм, и понадежнее. Благодаря довольно мощной возвратной пружине (от панцирной сетки кровати) случайное схождение клещей исключено, а эксцентриковый прижим обеспечивает сильное стабильное сжатие клещей, от чего существенно зависит качество сварного стыка. В случае чего прижим можно мгновенно сбросить одним ударом по рычагу эксцентрика. Недостаток – изолирующие узлы клещей, их слишком много и они сложные. Еще один – алюминиевые штанги клещей. Они, во-первых, не столь прочны, как стальные, во-вторых, это 2 ненужных контактных разности. Хотя теплоотвод по алюминию, безусловно, отличный.
Здесь на рис. – чертежи аппарата импульсной точечной сварки помощнее, на сварку листа до 3 мм, и понадежнее. Благодаря довольно мощной возвратной пружине (от панцирной сетки кровати) случайное схождение клещей исключено, а эксцентриковый прижим обеспечивает сильное стабильное сжатие клещей, от чего существенно зависит качество сварного стыка. В случае чего прижим можно мгновенно сбросить одним ударом по рычагу эксцентрика. Недостаток – изолирующие узлы клещей, их слишком много и они сложные. Еще один – алюминиевые штанги клещей. Они, во-первых, не столь прочны, как стальные, во-вторых, это 2 ненужных контактных разности. Хотя теплоотвод по алюминию, безусловно, отличный.
Об электродах

Электрод контактной сварки в изолирующей втулке
В любительских условиях целесообразнее изолировать электроды в месте установки, как показано на рис. справа. Дома не конвейер, аппарату всегда можно дать остыть, чтобы изолирующие втулки не перегрелись. Такая конструкция позволит сделать штанги из прочной и дешевой стальной профтрубы, а еще удлинить провода (до 2,5 м это допустимо) и пользоваться контактно-сварочным пистолетом или выносными клещами, см. рис. ниже.
На рис. справа видна еще одна особенность электродов для точечной контактной сварки: сферическая контактная поверхность (пятка). Плоские пятки долговечнее, поэтому электроды с ними широко используются в промышленности. Но диаметр плоской пятки электрода должен быть равен 3-м толщинам прилегающего свариваемого материала, иначе пятно провара пережжется или в центре (широкая пятка), или по краям (узкая пятка), и от сварного стыка пойдет коррозия даже по нержавейке.

Пистолет и выносные клещи для контактной сварки
Последний момент об электродах – их материал и размеры. Красная медь быстро выгорает, поэтому покупные электроды для контактной сварки делают из меди с присадкой хрома. Такими следует пользоваться, при нынешних ценах на медь это более чем оправдано. Диаметр электрода берут в зависимости от режима его использования в расчете на плотность тока 100-200 А/кв. мм. Длина электрода по условиям теплопередачи не менее 3-х его диаметров от пятки до корня (начала хвостовика).
Как давать импульс
В простейших самодельных аппаратах импульсно-контактной сварки импульс тока дают вручную: просто включают сварочный трансформатор. Это ему, конечно, на пользу не идет, а сварка – то непровар, то пережог. Однако автоматизировать подачу и нормировать сварочные импульсы не так уж сложно.

Схема простого формирователя импульсов для контактной сварки
Схема простого, но надежного и проверенного долгой практикой формирователя сварочных импульсов дана на рис. Вспомогательный трансформатор Т1 – обычный силовой на 25-40 Вт. Напряжение обмотки II – по лампочке подсветки. Можно вместо нее поставить 2 включенных встречно-параллельно светодиода с гасящим резистором (обычным, на 0,5 Вт) 120-150 Ом, тогда напряжение II будет 6 В.
Напряжение III – 12-15 В. Можно 24, тогда конденсатор С1 (обычный электролитический) нужен на напряжение 40 В. Диоды V1-V4 и V5-V8 – любые выпрямительные мосты на 1 и от 12 А соотв. Тиристор V9 – на 12 и более А 400 В. подойдут оптотиристоры из компьютерных блоков питания или ТО-12,5, ТО-25. Резистор R1 – проволочный, им регулируют длительность импульса. Трансформатор Т2 – сварочный.
Покупка аппарата для сварки доступна не каждому, так как данный инструмент отличается высокой стоимостью. Поэтому гораздо дешевле изготовить его своими руками из подручных материалов. Об особенностях применения и изготовления аппарата для точечной сварки рассмотрим далее.
Сварочный аппарат для точечной сварки: принцип работы и основы изготовления
Сфера применения контактной сварки довольно широкая, данный инструмент используется в ремонте или изготовлении разного рода изделий из металла. Кроме того, с помощью данного аппарата, удается с легкостью выполнить различные работы по изготовлению металлических лестниц, ворот, конструктивных элементов и т.д.

Принцип работы контактной сварки состоит в том, что электрический ток нагревает определенные участки стальных деталей, которые соприкасаются между собой. При этом, образуется сварное соединение, называемое швом. Конечный результат сварки напрямую зависит от типа материала, из которого изготовлена деталь, ее плотности. Кроме того, следует учитывать такие параметры:
- сварочная цепь должна отличаться достаточно низким показателем напряжения, от одного до десяти ватт;
- процесс сваривания длиться не более нескольких секунд;
- сварочный импульс имеет большую силу тока;
- чем меньше зона расплавления, тем качественнее происходит сваривание;
- сварочный шов должен выдерживать большие нагрузки.
От того насколько правильно были соблюдены данные характеристики напрямую зависит результат сваривания. Самостоятельное изготовление сварочного аппарата — довольно сложный процесс, для качественного выполнения которого потребуется соблюсти определенные инструкции и технологические рекомендации.
Более простой вариант — сборка сварочного аппарата, имеющего переменную силу тока. Данное устройство управляет процессом сваривания с помощью изменения длительности сварочного импульса, попадающего на деталь. Для того, чтобы выполнить данные действия потребуется наличие часового реле, которое регулируется автоматически или вручную.

Основным узлом самодельного аппарата точечной сварки является сварочный трансформатор, который довольно часто можно встретить в таких бытовых приборах как микроволновая печь, телевизор и т.д. Обмотки трансформаторного устройства перематываются в соотношении с нужной силой тока и напряжения, в процессе подачи которого осуществляется сваривание.
Для подбора сферы управления сварочным аппаратом, следует вначале собрать основные механизмы устройства. Конструктивные элементы сварочного аппарата подбираются в соотношении с его мощностью и параметрами трансформатора — основного механизма.
Изготовление контактно-сварочного аппарата осуществляется в соотношении с типом его применения и характеристик материала, с которым придется работать. Чаще всего, к основному устройству подсоединяют клещи сварочного типа.
Учтите, что все соединения электрического типа должны быть качественно выполненными. Все провода должны быть соответствующего диаметра и сечения. Если цепь будет ненадежной, то электричество будет утеряно. При этом, возможен вариант возникновения искр и процесс сваривания прекратится.

Схема аппарата точечной сварки для металлических деталей
Для самостоятельного изготовления устройства точечной сварки контактного типа, используйте нижеприведенные схемы. Первая их них используется в том случае, если аппарат точечной сварки используется для сваривания листов металла, толщиной до одного миллиметра, а также для проволоки и прута, диаметром до четырех миллиметров.
В таком случае, потребуется наличие такого устройства:
- аппарат, работающий от переменного напряжения в 220 Вт;
- выходной тип напряжения составляет 3-7 В, при холостом ходу;
- максимальное значение сварочного тока до полторы тысячи ампер.
Все устройство отличается наличием схемы принципиального характера, в составе которой присутствует силовая составляющая, автоматизированный выключатель и цепь контроля. Если в процессе работы возникают какие-то аварийные ситуации, то они предотвращаются как раз с помощью выключателя. На первом узле располагается трансформатор для сварки т2 и устройство в виде бесконтактного тиристорного включателя однофазного типа, с помощью которого первичная обмотка подключается к электричеству.

Второй вариант схемы управления подразумевает выполнение обмотки на сварочном трансформаторе определенными витками. На первичной обмотке имеется шесть выводных участков. С помощью их переключения удается регулировать выходной сварочный ток в соотношении с вторичной обмоткой. При этом, постоянное соединение сетевой цепи остается на первом выводе, а с помощью остальных регулируется работа электрического питания.
Пускатель под маркировкой М ТТ4 К, имеет серийное производство. Данный модуль отличается наличием тиристорного ключа, который в процессе замыкания выполняет коммутацию нагрузки через первый и третий контакты. Данное устройство способно работать под нагрузкой в максимальным напряжением до восемьсот ватт и током до восьмидесяти ампер. В составе данной схемы управления присутствует:
- блок питания;
- цепь для настройки механизма;
- реле к1.

Для обеспечения питания сварочного аппарата используется любой тип трансформатора, мощность которого составляет до двадцати ватт. При этом, он должен использоваться при работе на номинальной сети в 220 В. Напряжение, которое выдается на втором варианте обмотки составит около 22 В. Для того, чтобы выпрямить подачу тока, рекомендуется произвести установку диодного моста. Кроме того, возможен вариант применения любого другого механизма, имеющего такие же параметры.
Для того, чтобы замкнуть четвертые и пятые контакты используется реле к1. Данный процесс осуществляется при подаче напряжения от управленческой цепи на обмотку. Значение коммутированного тока при этом составит не более 99 мА. В таком случае, потребуется наличие практически любого реле, обладающего слаботочными электромагнитными характеристиками.
Устройство аппарата точечной сварки и его конструкция
Различают несколько функций цепи управления. При включении к1 на заданном промежутке времени происходит задание определенного типа времени. В данном случае удается задать определенное время подачи электронных импульсов на свариваемых деталях.
В составе электрической цепи присутствуют конденсаторы, от с1 до с6. Они имеют электролитические характеристики, при этом напряжение составляет более 52 В. Кроме того, потребуется наличие конденсатора, емкостью в 46 мкФ. При разомкнутой нормально замкнутой контактной группе реле заряжается непосредственно через питательный блок.
Основной силовой частью данного механизма является трансформатор. С его помощью происходит преобразование одного вида электричества на другой. Для этих целей используется магнитный провод, на 2,5 А. От старой обмотки следует избавиться, на торце магнитного провода устанавливаются кольца для изготовления которых используется электрический картон. Они подгибаются по внутренней и внешней кромке. Далее производится обмотка магнитопровода лакотканью в три или более слоев. Для того, чтобы выполнить обмотку потребуется наличие таких проводов:
- первичная обмотка составляет около 1,5 мм диаметром, для того, чтобы она лучше пропиталась лаковым составом, рекомендуется использовать провод на тканевой основе;
- вторичный вариант обмотки имеет диаметр около двух сантиметров, в его составе присутствует многожильная изоляция, имеющая кремниевоорганическое происхождение.
В процессе выполнение первой обмотки следует оборудовать выводы промежуточного назначения. Далее производится ее пропитка с помощью лака. На первичную катушку наматывается хлопчатобумажная лента, которая также пропитывается с помощью лакового состава. Далее следует процесс вторичной обмотки, и дальнейшее пропитывание лаком.
Изготовление самодельного аппарата точечной сварки также подразумевает конструирование клещей. Клещи бывают двух видов: стационарного или выносного. Первый вариант — более прост в изготовлении, так как они имеют качественную и надежную изоляцию, с прочно соединенными между собой узловыми участками. Но, у данных клещей имеется определенный недостаток, для создания прижимного усилия, необходимо непосредственное участие человека, выполняющего сварочные работы.
Выносные клещи — более удобные в работе, легко снимаются, не занимают много места. Для контроля усилия клещей, достаточно изменить длину их вынесения за аппарат. В месте подсоединения выносных клещей со сваркой следует установить болты, втулки и шайбы, которые обеспечивают надежную гидроизоляцию.
В процессе изготовления клещей для аппарата точечной сварки своими руками, необходимо определить величину вылета из электродного пространства, расстояние между корпусом и местом подвижных соединений на ручке. Данный параметр сказывается на максимально возможном расстоянии между сваркой и кромкой соединения листов.
Для изготовления клещевых электродов, используйте медные прутья или бериллиевую бронзу. Возможен вариант использования жала от паяльного аппарата с высокой мощностью. Диаметр электрода должен соответствовать диаметру провода, к которому он подключен. Для того, чтобы сварочные ядра имели хорошее качество концы электрода должны сужаться и иметь минимальный размер.

Как сделать аппарат точечной сварки из микроволновой печи
На аппарат точечной сварки цена довольно высокая, поэтому намного дешевле изготовить его самостоятельно. В процессе работы потребуется наличие микроволновой печи, предпочтительнее выбрать устройство побольше. От данного параметра зависит мощность будущего сварочного аппарата.
Если микроволновой печи у вас нет, вы можете поискать ее на барахолке или поспрашивать у соседей и купить ненужную микроволновую печь совсем недорого. Далее следует разобрать микроволновую печь и извлечь из нее деталь в виде высоковольтного трансформатора.
Обратите внимание: несмотря на то, что вы разбираете микроволновую печь не подключенную к электроснабжению, внутри у нее имеются детали, которые бьются током даже в таком состоянии.
Среди основных частей трансформатора отметим — сердечник и два вида обмотки — первичную и вторичную. Для соединения сердечника используют два тонких сварочных шва, от них следует избавиться. Сделать это можно с помощью молотка и ножовки. Также для его срезывания можно использовать болгарку. Таким образом вы доберетесь до трансформаторных обмоток, старайтесь не повредить их. Для извлечения вторичной обмотки следует аккуратно разрезать вторичную и вытащить нужную.
После этого вы получите сердечник от трансформатора и первичную его обмотку. Сердечник должен состоять из двух частей, разъединенных между собой.
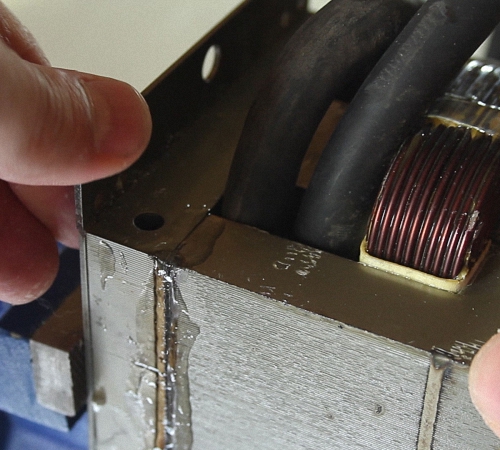
Далее следует выполнить вторичную обмотку трансформаторной детали. Для этих целей потребуется наличие медного кабеля, имеющий такое же сечение, как и трансформаторная прорезь. Намотайте около двух витков. С помощью стандартной двухкомпонентной эпоксидной смолы происходит соединение двух половин сердечника между собой. Для того, чтобы они лучше соединились, поместите их в тиски.
Проверьте уровень напряжения на выходе из трансформаторного механизма, оно не должно превышать двух вольт. При этом минимальное значение силы тока составляет 850 А.
Далее следует позаботиться об изготовлении корпуса сварочного аппарата, для этих целей можно использовать дерево или высокопрочный пластик. Задняя панель корпуса должна иметь несколько отверстий, одно из которых будет отвечать за электроснабжение, а второе за выключение и включение механизма.
Если корпус изготавливается из дерева, то его следует хорошо отшлифовать, покрыть пропиткой и лаком. Для того, чтобы изготовить ручной аппарат для точечной сварки, также потребуется наличие:
- шнура электропитания;
- дверной ручки;
- выключателя;
- держателей из меди, из которых будут выполнены электроды;
- медного провода с большим сечением;
- саморезов по дереву и гвоздей.
После высыхания корпусной части, следует собрать данное устройство и соединить все детали между собой. Далее следует отрезать две части провода, выполненного из меди, размер каждого участка около 25 мм. Они будут выполнять функцию электродов, для их фиксации в держателе, достаточно использовать обычную отвертку. Далее следует зафиксировать выключатель, утолщенный кабель предотвращает его выпадение. Для фиксации трансформатора на корпусной части используйте обычные саморезы. При этом, следует позаботиться о заземлении, которое одевается на одну из клемм.
Для большей безопасности использования данного механизма, рекомендуем установить еще один дополнительный включатель. Для фиксации рычагов также используются саморезы и гвоздь. На торцевых участках рычагов производится установка контактных электродов. Для поднятия верхнего рычага используйте обычную резину. После выгорания электродов, они легко заменяются на новые, изготовленные таким же способом.
Тема статьи для рукастых умельцев, — мастерим аппарат своими руками из подручных средств. А поможет нам в этом, отслужившая микроволновая печь. Вернее, высоковольтный трансформатор от неё, который подойдет для соединения тонкого листового металла в домашних условиях.
Вот только, не надо бежать сломя голову на кухню, чтобы разобрать свою микроволновку. Можно спросить подопытный материал у соседей, найти на свалке или купить по дешевки б/у.
Итак, делаем точечную сварку своими руками из микроволновки. Нам нужен трансформатор, который состоит из сваренного сердечника и первичной и вторичной обмоток.
Достаем его из старой раскуроченной печи. Желательная мощность от 800 ватт, чем мощнее, тем лучше.
Нам понадобится сердечник и первичная обмотка (с проводом потолще). Вторичную обмотку удаляем, например, срубаем зубилом или распиливаем подходящими инструментами.

Иногда, в случае плотного прилегания вторичной обмотки для её извлечения, приходится разбирать сердечник и потом его склеивать.
После удаления ненужного хлама, берем медный кабель (с сечением от 16мм2, определяется опытным путем) и наматываем в окнах трансформатора 2 витка.

На концах кабеля закрепляем надежным способом медные наконечники.

Итак, главная деталь для самодельной точечной сварки из микроволновки готова. Думаем на дизайном будущей конструкции.
Внешний вид аппарата
Если голова работает и руки растут правильно, то всю конструкцию можно сделать из металла (надежно и красиво). Сначала рассмотрим сложную схему.
Внутреннее устройство прибора:
- трансформатор из микроволновки с намотанным медным проводом;
- клеммы на медный провод;
- автомат на 20 ампер для обесточивания сети;
- контактная колодка для соединения проводов;
- компьютерный вентилятор с трансформатором на 12 вольт;
- диодный мост с конденсатором;
- реле РЭК 74;
- 2 индикаторные лампочки;
- кнопка от микроволновки.

Внешняя конструкция точечной сварки из микроволновки:
- основание с боковыми стенками;
- закрывающая крышка с ручкой;
- уголки с болтами;
- 2 куска профиля для клещей;
- ручка от паяльника насаженная на шестигранник на горячую;
- пружина с карбюратора;
- электроды крепятся на уголках.

Уголки позволяют менять угол наклона электродов для точности контакта. Электроды можно сделать из жала паяльника с острыми или тупыми наконечниками, в случае сварки разных материалов появится возможность их менять. В месте крепления, стержень электрода тоньше с нарезанной резьбой для гайки.
Посмотрите видео, где рассказывается, как сделать подобную точечную сварку своими руками.
Понимаю, что такую конструкцию не каждый сделает. Поэтому, рассмотрим более простые варианты аппарата точечной сварки своими руками.
Простой корпус сварочного агрегата
Деревянная конструкция — это самый простецкий дизайн, который сможет смастерить любой человек. На фото ниже представлены идеи дизайна.



Возьмем за основу последний вариант: берем рулетку и снимаем размеры приготовленного трансформатора от микроволновки. Исходя от снятых замеров и своей задумки, готовим деревянные заготовки для аппарата.

Верхний рычаг (клещи для точечной сварки своими руками) мастерим с выемкой. Это если будете делать прибор с закрывающейся крышкой. Если аппарат планируется открытый, то выемка не нужна.

На задней стенке вырезаем подходящие отверстия под кнопку включения и проводку.

Для любителей красоты: заготовки под аппарат можно покрасить в любимый цвет.
Также для точечной сварки своими руками понадобятся следующие материалы:
- включатель;
- ручка для закрытой конструкции;
- размыкатель (микрик);
- провод питания.
Эти принадлежности возьмите от разобранной микроволновки.
Ещё необходимы:
- электроды, можно сделать из жала паяльника или толстого медного провода;
- держатели из меди для крепления электродов (придется купить);
- саморезы для сборки конструкции.
Приготовленные электроды вставляем в держатели и зажимаем отверткой.

Заднюю стенку с прикрученными включателем и проводом питания закрепляем саморезами к основной доске.

Трансформатор микроволновки тоже крепим саморезами к основанию аппарата. Один из саморезов прикручиваем с проводком для заземления, который подводим к выключателю.

Также, от выключателя проводим провод на трансформатор, а второй проводок с трансформатора ведем к размыкателю, который одолжили у микроволновки.

Можно обойтись без размыкателя, установленного в электрической цепи последовательно. Он служит для удобства и устанавливается на верхнем рычаге аппарата для точечной сварки.
С помощью деревянных заготовок и саморезов, закрываем электрическую часть. Верхняя доска должна быть с ручкой для переноса аппарата.

Рычаги аппарата

На верхнем рычаге с удобным уклоном закрепляем размыкатель электрической цепи.

Вставляем клещи в аппарат и на глаз определяем место крепления. Сверлим сквозные отверстия в боковых стенках и рычагах, и с помощью металлических стержней закрепляем.

Саморезами крепим держатели с контактными электродами на торцевую часть клещей.

После сборки электроды обычно смотрят в разные стороны, руками подгибаем их для отцентровки.

Для поднятия верхнего рычага, вкручиваем в него и в корпус аппарата по саморезу не до конца и цепляем на них пружину или тугую резинку.

Пробуем сварочный агрегат
Наша сварка точечная готова, испытываем аппарат. Включаем питание и нажимаем большим пальцем прерыватель.

Появляется искрение между электродов, но так делать нельзя.

Тонкие листы металла теперь можно надежно соединять нашим аппаратом. Если у вас есть транспортное средство, то самодельная точечная сварка для сварки авто, облегчит ремонт кузова.
Для этого мы сделали рычаги съемными, достаточно вытащить металлические стержни и сняв клещи, сваривать крупногабаритный металл и можно подлезть в труднодоступные места.

Также, есть плюс в съемных электродах, которые легко заменить в случае надобности.

Видео:
расскажет про правильную намотку трансформатора и покажет весь процесс сборки аппарата для контактной сварки.
P.S. Мы рассмотрели, как сделать точечную сварка своими руками с помощью материалов из СВЧ печи. Замечу, что у многих умельцев возникает проблема, не могут найти провод для намотки вторичной обмотки на трансформатор. Можно взять петлю размагничивания от старого телевизора, купить метр провода большого сечения или собрать его из нескольких тонких.
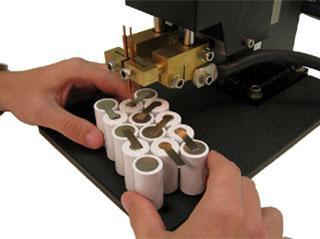
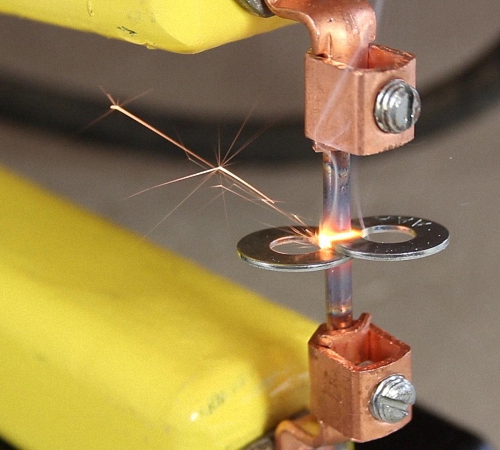
Аппарат для сварки аккумуляторов
Многих умельцев терзает вопрос, как сделать аппарат для точечной сварки аккумуляторов своими руками? Друзья, всё возможно!
Какие материалы необходимы:
- трансформатор (рассмотренный выше);
- медные пластины для прострельных электродов;
- основание (столик, доска, и т.п.);
- деревянный рычаг, хватит одного;
- опора для рычага — металлический профиль;
- пружина с креплениями;
- саморезы и болт с шайбами.
Итак, трансформатор от микроволновки с намотанной вторичной обмоткой у нас уже есть. Осталось соорудить аппарат и электроды для соединения аккумуляторов.
Дизайн будущей конструкции может быть любым, на ваш простор фантазии. Давайте, рассмотрим самый простецкий вариант.
На основание прикручиваем опору (профиль), в рычаге посередине сверлим отверстие под болт и также на рычаг с краю крепим пружину. Устанавливаем рычаг в опору, закручиваем болт, пружинку крепим к основанию аппарата.

Из подходящей медной пластины вырезаем 2 электрода для самодельной точечной сварки для аккумуляторов.

Крепим их вместе с проводами под небольшим углом на свободный конец рычага.

Сам трансформатор с кнопкой включения устанавливаем как можно ближе к электродам. Чем короче провода, тем лучше.

Принцип работы сконструктированного прибора прост: одной рукой прижимаем рычаг к свариваемому материалу, а другой включаем на несколько секунд ток.

Видео:
поможет собрать подобный автомат.
Мне очень понадобился аппарат для точечной сварки и я решил его сделать своими руками из старой микроволновой печи, в этой статье я опишу подробный процесс его создания. В основном он нужен для спайки между собой тонких листовых металлов, например для скрепления между собой аккумуляторных батарей используя шину из тонкого металла, так как они боятся перегрева то паять их просто паяльником нельзя. Данная точечная сварка из трансформатора от микроволновки способна выдавать ток до 800 Ампер.
Детали и инструменты:
- Старая ненужная микроволновка, а точнее трансформатор от неё;
- Клеммная колодка;
- Кусок медного провода диаметром 1,7 мм;
- Силовой многожильный кабель диаметром 8 мм;
- Адаптер питания на 12 В и 0,5 А;
- Компьютерный БП, а точнее его металлический корпус;
- Выключатель на 220В;
- Кнопка без фиксации;
- Деревянная рейка;
- Пружина.





Как сделать точечную сварку своими руками, пошаговая инструкция:
Нам нужна будет старая ненужная или нерабочая (ну естественно с рабочим трансформатором) микроволновая печь, чем крупнее она будет тем мощнее трансформатор может там стоять. Итак, достаём с неё эту необходимую нам деталь, у меня попался трансформатор на 800 Ампер.
Затем разбираем компьютерный БП, оставляем только железный корпус, и разъём питания 220В, в него мы разместим всю начинку точечной сварки.


Размещаем в корпусе трансформатор, плату таймера и адаптер питания, примеряем и размечаем все необходимые отверстия которые нужно будет в дальнейшем просверлить.
Нам нужно будет избавится от вторичной обмотки (та, обмотка у которой более тонкий провод) трансформатора микроволновки и намотать силовым кабелем свою новую обмотку. Для того, чтобы не разбирать пластины трансформатора то обмотку можно сначала с одной стороны срезать стамеской ударяя по ней молотком, затем проделать тоже самое с другой стороны. Потом просто выбить оставшиеся волоски проволоки, я это делал с помощью сверла.



Теперь вместо старых обмоток наматываем новые силовым кабелем, у меня получилось 2 витка. Ставим этот трансформатор в корпус, там, где решётка проделываем два отверстия под выводы катушки, продеваем их, делаем также отверстия в дне корпуса под крепления транса.





На заднюю панель добавляем выключатель питания.

Покажу полную схему подключения всех частей:

У адаптера питания отпиливаем вилку, так как она занимает лишнее место и мы припаяемся к разъёму питания напрямую проводками. Припаиваем все части будущей точечной сварки проводками, от таймера к трансформатору я присоединился клеммами. К таймеру я подключил кнопку без фиксации. С помощью переменного резистора таймера выставляется время импульса для сваривания, подходящее время подбирается уже при сваривании деталей.




С помощью металлических уголков крепим деревянную рейку к корпусу сварочника.



Достаём с клеммной колодки клеммники с винтиками и надеваем на зачищенные контакты кабеля, зажимаем винтами. Прикручиваем теперь их шурупами к рейке.





Спусковую кнопку размещаем тоже в этой же рейке для удобства, просверлив под него отверстие.

Из медной проволоки диаметром 1,7 мм делаем электроды, скручивая таким образом (но если есть толстая проволока то можно выточить из них более красивые контакты), обтачиваем из конец чтобы они были острыми:

Закрепляем их в клеммниках:


Теперь нам нужно добавить пружину, которая будет возвращать контакты аппарата контактной сварки на место. Для этого прикрутим к верхней крышке ещё одну деревянную рейку.



Сварочное оборудование одно из самых используемых в современном промышленном производстве и в домашних условиях среди тех, кто любит и умеет работать руками. Современные аппараты стали довольно компактными. В первую очередь речь идет об инверторных устройствах.
Из-за преобразования переменного тока на высокой частоте трансформатор требуется очень маленький. Благодаря инверторам сварка своими руками стала более доступной, а сами аппараты приобрели мини размеры. Можно также встретить полезные мини аппараты для точечной сварки.
В быту компактные сварочные аппараты особенно востребованы. Для домашних условий обычно не требуется длительная работа прибора, иногда достаточно одного электрода, чтобы что-то приварить.
Кроме того, мини сварка прекрасно подходит для работ на высоте, ведь сварочный мини аппарат можно быстро и легко поднять вверх. Здесь полуавтомат не нужен, достаточно ручной дуговой сварки.
Для мелких работ производят легкие инверторные устройства. Они весят в пределах 2,5-6 кг, имеют сварочный ток до 200 А, габариты в пределах 20х20х30 см. Для облегчения переноски и работы в неудобных местах у аппаратов предусмотрены ремни.
Помимо дуговых, существуют и газовые мини сварочные аппараты. Они могут поместиться в чемодан. Комплект обычно включает небольшие по объему кислородные болоны, горелку и шланги.
Преимущества и недостатки
 Маленький сварочный аппарат в первую очередь удобен при транспортировке и хранении. Малые габариты и вес, наличие ремня позволяют производить сварочные работы в труднодоступных местах. С ним можно работать практически везде, единственное требование – наличие сети 220 В.
Маленький сварочный аппарат в первую очередь удобен при транспортировке и хранении. Малые габариты и вес, наличие ремня позволяют производить сварочные работы в труднодоступных местах. С ним можно работать практически везде, единственное требование – наличие сети 220 В.
В аппаратах предусмотрена регулировка сварочного тока. Специальные стабилизаторы обеспечивают стабильное горение электрической дуги, что позволяет получать качественный сварной шов.
Для начинающих сварщиков это очень удобные устройства. В сравнении с профессиональным сварочным оборудованием мини аппараты имеет невысокую стоимость.
Недостатки тесно связаны с достоинствами. Малые габариты и вес не позволяют создавать аппараты большой мощности. Как следствие, невозможность работать с электродами больших диаметров.
Невозможно варить толстостенные заготовки, поскольку для этого не хватает силы сварочного тока. На предельных режимах работы возникают проблемы из-за перегрева оборудования. Малые размеры сильно ограничивают функциональные возможности мини сварочного аппарата.
Детали и принцип работы
Мини инверторный сварочный аппарат делают с применением таких деталей:
- мостовой выпрямитель входного сетевого напряжения на мощных диодах;
- реле мягкого пуска;
- датчик сварочного тока;
- генератор высокой частоты;
- трансформатор;
- стабилизатор интегральный;
- фильтр низких частот;
- радиаторы на диоды и транзисторы;
- система охлаждения.
Работа происходит по следующей схеме. Переменный ток 220 В поступает на диодный выпрямитель и становится постоянным. Затем с помощью генератора превращается в ток высокой частоты. Получившийся переменный ток попадает в первичную обмотку трансформатора.
Так как трансформатор понижающий, то на выходе получается низкое напряжение, но достаточное для зажигания дуги. Ток высокой частоты вновь преобразуется на выпрямителе в постоянный ток.
С его помощью и варят металлические изделия. Благодаря наличию интегрального стабилизатора независимо от качества сетевого напряжения на выходе получается требуемое стабильное значение напряжения.
Характеристики некоторых моделей
 Понятие мини со временем трансформируется. Совсем недавно все инверторные аппараты можно было отнести к категории мини по сравнению с трансформаторными традиционными сварочными аппаратами.
Понятие мини со временем трансформируется. Совсем недавно все инверторные аппараты можно было отнести к категории мини по сравнению с трансформаторными традиционными сварочными аппаратами.
Теперь инверторные сварочные аппараты стали своего рода стандартом, и только более миниатюрные приборы называют мини аппаратами.
К категории мини относится инверторный аппарат «Спец мини 210». Он весит всего 2,5 кг и отличается компактными габаритами 190х200х290 мм. Максимальный сварочный ток составляет 210 А, потребляемая мощность 6 кВт, напряжение 220 В.
Старшая модель «Спец мини 250» имеет сварочный ток 250 А, мощность потребления 8 кВт, питается от бытовой сети 220 В, а вес составляет 4,2 кг.
Устройство «Радуга 180 мини» имеет сварочный ток 180 А, мощность 5 кВт и массу 6 кг. Все сварочные аппараты могут варить электродами от 1,6 до 4 мм. Одними из лучших в этом классе являются сварочные аппараты финского производителя «Кемппи», например, модель Kemppi Minarc 150VRD.
Этот аппарат способен работать в режиме ручной и аргонодуговой сварки. Он автоматически корректирует параметры дуги, а электроды может использовать любые, особых требований нет.
Устройство может работать в условиях повышенной влажности и пыли, при отрицательных и положительных температурах. Имеет малые габариты и вес около 4 кг.
Сложно сказать, какая модель сварочного аппарата является самой маленькой в мире, поскольку уже многие компании производят такие устройства. Причем ценовая палитра довольно широка. Наиболее доступными считаются китайские модели.
При соблюдении инструкции по эксплуатации мини оборудование прослужит долго. Главное, не превышать предельное время сварки, использовать только рекомендуемые марки и диаметры электродов, постоянно контролировать систему охлаждения
.
Изготовление своими руками
Зачастую в домашнем хозяйстве скапливается много старых приборов типа телевизоров, микроволновок и прочего электрического добра. При желании их детали можно использовать для изготовления полезных устройств для сварки.
Точечная сварка
 Самый простой вариант – применить точечную сварку. Иногда требуется соединить мелкие, тонкие металлические предметы. Здесь точечная сварка незаменима.
Самый простой вариант – применить точечную сварку. Иногда требуется соединить мелкие, тонкие металлические предметы. Здесь точечная сварка незаменима.
Она необходима для приваривания никелевой пластины к литиевому аккумулятору ноутбука при ремонте. Основные компоненты, которые требуются для изготовления :
- трансформатор малой мощности;
- диодный мост;
- батарея конденсаторов;
- автомат на 20А;
- мощное токовое реле;
- два медных прутка (жала от паяльников).
Чтобы сделать мини сварочный аппарат, из трансформатора нужно удалить вторичную обмотку. Вместо нее наматывают три витка .
Вторичную обмотку подсоединяют к диодному выпрямителю. Его выход подключается к батарее параллельно соединенных конденсаторов. Выходы конденсаторов через реле подключают к медным электродам.
Сварка осуществляется в два этапа. На первом этапе происходит зарядка батареи конденсаторов. На втором, при совмещении свариваемых деталей, прижатию к ним медных электродов и переключении реле, происходит разряд накопленной энергии.
Во время разряда протекает большой ток, расплавляющий металл в точке прижатия электродов. В результате после остывания детали надежно свариваются.
Миниатюрный инвертор
 Прежде чем собирать малогабаритный инвертор, необходимо определиться с предельными параметрами работы устройства. Если аппарат должен варить с электродами до 4 мм, то величина сварочного тока должна быть 200 А.
Прежде чем собирать малогабаритный инвертор, необходимо определиться с предельными параметрами работы устройства. Если аппарат должен варить с электродами до 4 мм, то величина сварочного тока должна быть 200 А.
Ток должен регулироваться в большом диапазоне. Аппарат должен работать от бытовой электрической сети 220 В. После этого можно подобрать простую схему прибора наиболее близко подходящего по параметрам.
Большую часть компонентов для мини аппарата можно взять из старых электрических приборов, но некоторые элементы придется приобретать в магазине.
Состав инвертора уже описывался, он практически одинаков для всех видов, различия в комплектующих и дополнительных функциях.
Для начала потребуется ферритовый сердечник Ш8х8. Первичная обмотка наматывается проводом ПЭВ 0,3. Количество витков 100. Вторичную обмотку мотают медным проводом сечением 1 мм2. Здесь витков всего 14-15.
Третья обмотка наматывается проводом ПЭВ 0,2 в количестве 15 витков. Четвертая и пятая обмотки мотаются проводом сечением 0,35 мм2 по 20 витков. В качестве системы охлаждения можно установить компьютерный вентилятор от старого блока питания.
Все элементы собирают на одной плате, транзисторные ключи устанавливают на радиаторы. Если имеется старый корпус от электроприбора, можно использовать и его.
На лицевую панель выводят световую индикацию в виде светодиода, разъемы для сварочного кабеля и ручку регулятора сварочного тока. Выключатель и предохранитель обычно устанавливается на задней стенке прибора.
Все типовые схемы проверены, так что при правильной сборке аппарат должен заработать сразу.
Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.

На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.

Самодельная точечная сварка
Схема самодельной точечной сварки.
В быту часто требуется соединить две металлические детали точечно. Традиционная сварка для этого либо не подходит, либо ее нет в наличии. В этом случае выручит самодельная точечная сварка, для которой понадобится минимальное количество материалов:
- дроссели от люминесцентных светильников 40 Вт;
- отрезок медного провода диаметром 0,25-0,3 мм либо плавкий предохранитель 13 А;
- вилка с медными проводами сечением 0,8 мм2;
- зажим «крокодил».
Сварочные аппараты для точечного соединения собирают по схеме:
- параллельно соединенные дроссели собраны в блок;
- один вывод подключается к зажиму, второй к проводу вилки;
- на второй провод вилки наматывается провод либо крепится плавкий предохранитель.
Сварочные аппараты для дома обеспечивают точечное соединение следующим образом:
- одна деталь зажимается «крокодилом»;
- ко второй в планируемом месте сварки подсоединяется перемычка;
- вилка включается в розетку, предохранитель плавится, успевая в точке контакта разогреть детали до полного соединения.
Точечная сварка безопасна в эксплуатации и отлично подойдет для домашних работ.
Оборудование этого типа относится к разряду экстремальных, однако выручает в сложной ситуации.
Безопасный в эксплуатации, компактный аппарат этого типа пригодится в любом индивидуальном хозяйстве, частном доме. Он работает на основе электролиза, в качестве рабочего раствора используется щелочная вода, рабочие газы на выходе обеспечивают температуру пламени 1 800˚С. Принцип действия прибора:
- на пластины электролизера подается напряжение;
- водный щелочной раствор (либо NaOH, либо KOH) начинает интенсивно выделять кислород, водород;
- смесь газов проходит сквозь гидрозатвор, поступает в горелку для сварки, резки;
- пластины электролизера изготавливаются из кровельного железа 0,5 мм, имеют размер 15 х 15 см, в каждой из них сверлится четыре крепежных отверстия диаметром 2,5 мм, одно газоотводное — диаметром 12 мм; пластины собираются в блоки велосипедными спицами, удаляемыми после сборки.
В гидрозатворе используется керосин, его количество подбирается опытным путем. Узел состоит из двух баллонов, сообщающихся в нижней части трубкой. Ресурс электролизера составляет 10 лет, после чего пластины заменяются новыми.
Инструкция изготовления сварочного стола своими руками
Верхняя крышка будет изготавливаться для сварочного стола из профильной трубы, с сечением 0.5 на 0.5 см. у края и 0.3 на 0.3 см на внешней стороне. Разрезать трубу лучше болгаркой. Приготовленные части скрепляют с помощью сварочного аппарата. Окантовка крышки будет из профиля 0.5 на 0.5 см. прямоугольной формы
Внутренняя часть закладывается профилем 0.3 на 0.3 см. Трубы прикрепляются сваркой таким образом, что получается решетка, швы зачищаются.
Далее делаем ножки, их можно смастерить из трубы 0,25 на 0,25 см. Всего нужно нарезать 4 штуки, далее привариваем их к основанию стола. Чтобы было легче понять, что и как делать, для наглядности посмотрите фото сварочного стола.
Для дополнительной жесткости делаем пояс по периметру стола, на высоте 30-40 см от пола. Это необходимо, чтобы при работе стол прочно стоял и не шатался.
Колеса для более удобной транспортировки сварочного стола. Достаточно будет всего 2 колесика, которые можно взять от старой тележки.
Место для хранения инструментов. Нишу рекомендуется изготавливать из ДСП или фанеры. По желанию можно применить металлический лист. Прикрепляется ниша внизу стола.
Кожух для мусора делается из металлических листов, любой толщины.
Готовый стол для сварки по желанию можно покрасить специальной краской для металла.
Рядом с рабочим столом обязательно должна находиться емкость с водой, ведь работа со сваркой огнеопасная. Также поверхность пола рядом со сварочным столом, на расстоянии 1.5 метров, должна покрыта негорючим материалом.
Если соблюдать инструкцию, как сделать сварочный стол и применять данные советы на деле, то у вас все получится.
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.

Конструктивно инвертор состоит из трех элементов:
Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
Трансформатор тока — самый ответственный узел
При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом)
Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.
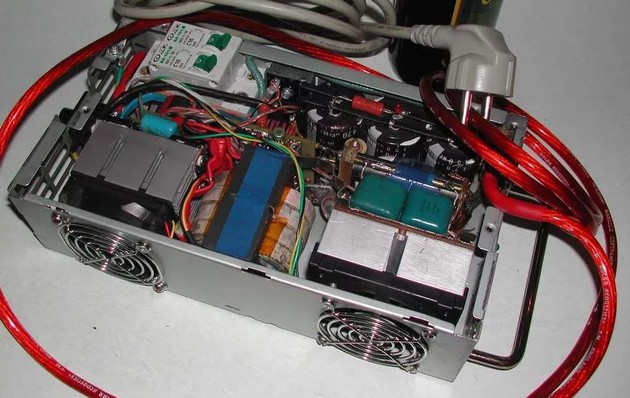
Подключение самодельного сварочного аппарата
Схема подключения инвертора к аккумулятору.
Готовый сварочный инвертор нужно подключить в сеть или к аккумулятору. Для подключения к аккумулятору используйте зажимы. Обязательно соблюдайте полярность. Черный зажим идет на»-«, а красный — на «+». В случае если между аккумулятором и бортовой сетью агрегата присутствует соединение, его можно не отсоединять. В момент подключения выходов сварочного инвертора с аккумулятором должна появиться искра.
Подключите устройства к розетке. Розетка должна иметь предохранитель или функцию автоматического выключения. В случае необходимости допускается использование удлинителя до 50 м.
Включите кнопку агрегата. Если все нормально, то загорится зеленый светодиод. Он будет гореть зеленым до тех пор, пока напряжение на аккумуляторе не будет выходить за приемлемые границы.
При подключении и использовании самодельного инвертора нужно учитывать еще один очень важный момент. В том случае, если при работе сварочного инвертора на нагрузку напряжение аккумулятора снизится до 10,5 Вт и будет продолжать падать в течение более чем 1 минуты, аппарат автоматически отключится. Это предотвратит полную разрядку аккумулятора и избавит от необходимости его ремонта. Менее продолжительные падения напряжения не навредят ни сварочному аппарату, ни аккумулятору, ни сети.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Расчет выходных параметров
Перед началом сборки самодельного сварочного аппарата в первую очередь следует рассчитать его рабочую мощность, определяемую как произведение выходного напряжения на силы тока, формирующего дугу.
Не нужно путать этот параметр с потребляемой аппаратом мощностью, касающейся питающей сети, к которой подключён инвертор. Так, для нагрузочного тока в 160 Ампер, получаемого при выходном напряжении 24 Вольта мощность будет соответствовать показателю 3840 Ватт.
С учётом коэффициента полезного действия, составляющего в среднем 85%, необходимый показатель увеличится до 4517 Ватт.
Исходя из полученного показателя мощности, легко определяется сила тока в цепях коммутации транзисторов самодельного сварочного аппарата. Для её вычисления необходимо разделить этот показатель на сетевое напряжение: 4517/220 = 20 Ампер.
 При протекании через транзисторы токов значительной величины последние сильно нагреваются. Данное обстоятельство вынуждает побеспокоиться об эффективном охлаждении, которое может быть организовано путём размещения их на мощных радиаторах.
При протекании через транзисторы токов значительной величины последние сильно нагреваются. Данное обстоятельство вынуждает побеспокоиться об эффективном охлаждении, которое может быть организовано путём размещения их на мощных радиаторах.
Во избежание перегрева этих элементов инверторной схемы, используемые в ней транзисторы должны подбираться с некоторым запасом по току и предельному температурному показателю.
В процессе эксплуатации самодельного оборудования выбор режима сварки должен производиться с учётом предельных характеристик собранного своими руками аппарата.
Фото сварочного аппарата в домашних условиях


























Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как сделать аппарат точечной сварки
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Обзор лучших сварочных электродов
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях ?
Аппарат постоянного тока
Данные модели позволяют выполнять сложные работы по толстым стальным листам и чугуну. Главное преимущество этого механизма, заключается в простой сборке, которая не займет много времени.

Сварочный инвектор представляет собой конструкцию вторичной обмотки с дополнительным выпрямителем.

Обратите внимание!
- Тиски своими руками: создаем разные типы зажимных устройств. 64 фото идей для разных предназначений
- Топор своими руками (67 фото) — создаём боевой, декоративный и рабочий инструмент
- Правила создания вывески своими руками: красивая и привлекательная наружная реклама (63 фото + видео)
Он будет выполнен из диодов. В свою очередь, они должны выдерживать электрический ток в 210 А. Для этого подойдут элементы с маркировкой Д 160-162. Такие модели, довольно часто применяют для работы в промышленных масштабах.









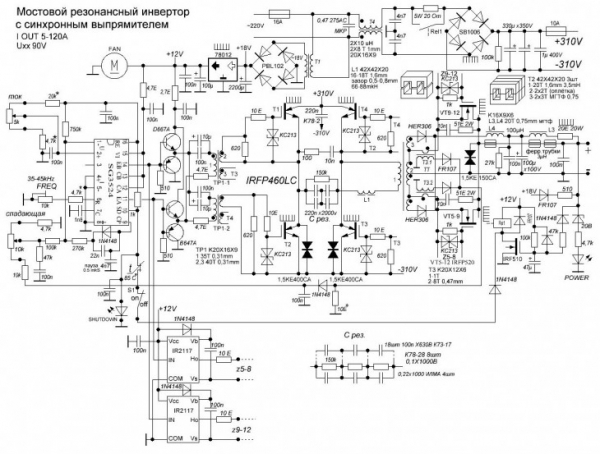

Опытные сварщики не рекомендуют перегревать оборудование. Это может стать причиной сгорания важных деталей.
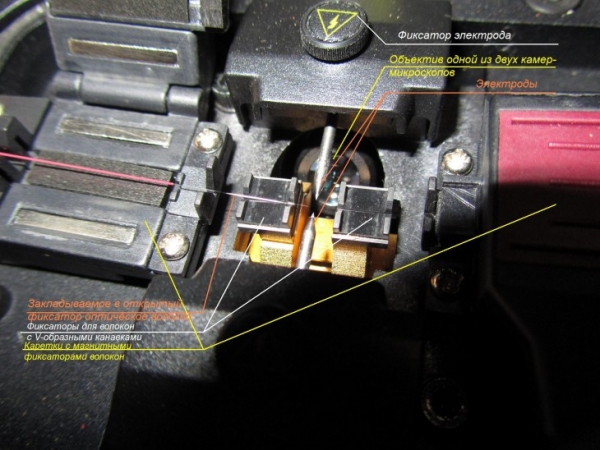
Ремонт сварочного аппарата не составит особого труда. Здесь достаточно заменить повреждённую область механизма. В случае серьезной поломки, необходимо заново осуществлять первичную и вторичную обмотки.
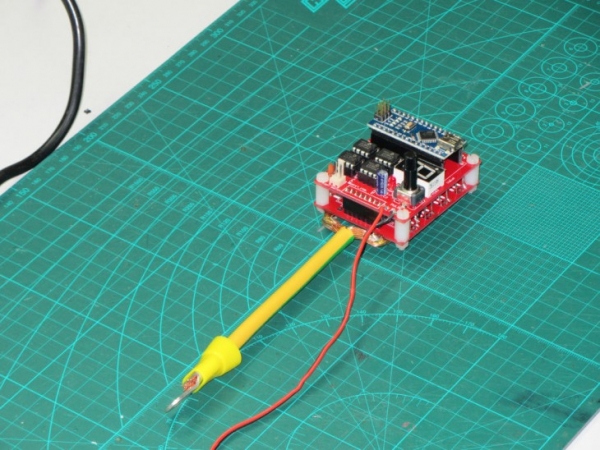
Структурная схема сварочного аппарата
Для производства сварочных работ используются устройства, работающие на переменном и постоянном токе.
Схема любого аппарата включает в себя трансформатор (возможно использование трансформатора из микроволновки), выпрямитель, дроссель, держак, электрод. Именно в такой последовательности происходит протекание электрического тока по замкнутой цепи.

Цепь замыкается, когда между электродом и металлическими заготовками, которые нужно соединить, возникает электрическая дуга.
Чтобы качество сварного соединения было высоким, необходимо обеспечить устойчивое горение этой дуги.
Аппараты постоянного тока применяют для сварки элементов из тонколистового металла. При этом способе сварки можно использовать любые электроды и электродную проволоку без керамической обмазки.
Держак электрода присоединяется к выпрямителю через дроссель. Это делается для того, чтобы сглаживать пульсации напряжения.
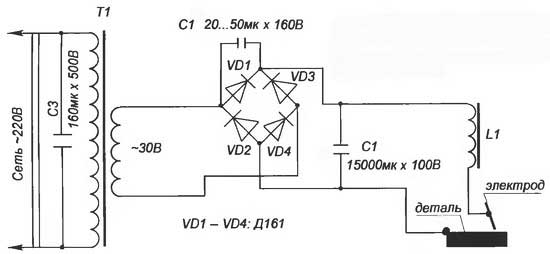
Дроссель представляет собой катушку медных проводов, которая намотана на любом сердечнике. Выпрямитель, в свою очередь, соединяется с вторичной обмоткой трансформатора.
Трансформатор включается в бытовую электросеть. Последовательность соединения проста и наглядна.
Преобразование напряжения переменного тока выполняется с помощью понижающего трансформатора.
Согласно закону Ома напряжение, которое индуцируется на вторичной обмотке трансформатора, уменьшается, а величина тока увеличивается с 4-х ампер до 40 и более.
И с помощью проводов присоединить к нему держак электрода. Но использовать держак в практических целях невозможно, поскольку схема не содержит других необходимых элементов.
И главное – в ней отсутствует регулятор величины тока. А так же выпрямитель и другие элементы.
Трансформатор считается основным элементом сварочного аппарата. Его можно купить или приспособить уже бывший в эксплуатации.

Многие мастера используют трансформатор от микроволновки, отработавшей свой срок. По своим габаритам и весу микроимпульсный элемент всегда занимает много места в конструкции.
Если рассмотреть сварочный агрегат в целом, то можно выделить три основных блока, которые она в себя включает:
- блок питания;
- блок выпрямителя;
- блок инвертора.
Самодельный инверторный аппарат можно скомпоновать таким образом, чтобы он имел минимальные габариты и вес.
Такие устройства, рассчитанные на применение в домашнем хозяйстве, сегодня продаются в магазинах.
Преимущества инверторного аппарата перед традиционными агрегатами очевидны. В первую очередь, следует отметить компактность аппарата, удобство в эксплуатации, надежность.
Самые общие расчеты подтверждают, что сделать такой аппарат своими руками проще и выгоднее.
Основные элементы, практически, всегда можно найти среди электротехнических машин и приборов, которые оказались в запасниках. Или на свалке.
Простейший регулятор тока можно сделать из куска нагревательной спирали, которая используется в бытовых электрических плитах. Дроссель – из отрезка медной проволоки.
Видео:
Радиолюбители придумали самый простой по схеме импульсный способ сварки. Он используется для крепления проводов к металлической плате.
Никаких сложных приспособлений – только дроссель и пара проводов. Регулятор силы тока тоже не нужен. Вместо него в цепь включается плавкая вставка.
В качестве второго — используется зажим типа «крокодил». Вилка с проводами включается в розетку бытовой сети.
Зажим с проводом резко прикладывается к плате в том месте, где его нужно приварить. Возникает сварочная дуга и в этот момент могут перегореть предохранители, которые находятся в электрическом щите.
Этого не происходит, потому что быстрее сгорает плавкая вставка. А провод остается надежно приваренным к плате.
Простейший аппарат для сварки
Схема создания сварочного аппарата на основе старого трансформатора.
В хозяйстве домашнего мастера может обнаружиться понижающий трансформатор С-Б22, ИВ-10, ИВ-8, мощность которого равна 1-2 кВт. Он понижает напряжение с 220 В до 36 В, служит для питания электроинструмента.
Сварочные аппараты на основе подобных трансформаторов могут собираться даже при вышедшей из строя обмотке.
Сварочный аппарат изготавливается следующим образом:
С трансформатора необходимо убрать вторичную обмотку.
- с катушек удаляются вторичные обмотки без повреждения первичных;
- среднюю первичную катушку перематывают тем же проводом, создавая через 30 витков отводы общим количеством 8-10 шт. (для удобства лучше нумеровать каждую из них по мере создания);
- две крайние катушки заполняются многожильным кабелем (три 6-8 мм провода с тонкой фазой, на каждую катушку расходуется 12-13 м);
- медная труба диаметром 10-12 мм используется для клеммы для кабеля ВО (одна сторона обжимает провода, вторая расплющивается, сверлится под крепеж диаметром 10 мм);
- на верхней панели трансформатора крепеж М6 заменяется более мощным (М10), к ним крепятся клеммы ВО;
- из текстолита изготавливается плата с 10-ю отверстиями для ПО, в каждое отверстие вставляется крепеж М6.
Сварочные аппараты этой конструкции запитываются в сети 380/220 В. В первом случае последовательно соединяются ПО крайних, затем средней катушек. Во втором варианте крайние обмотки соединяются параллельно, средняя подсоединяется последовательно в эту же цепь. Отводы ВО сажают в клеммы текстолитовой пластины 1 — 10. Ток регулируется клеммами 1 — 10.
Для резки металла второй конец кабеля, ведущего к держателю, подключается к клемме резка (со стороны средней катушки ПО). Характеристики тока ВО соответствуют 60-120 А, в ПО ток всегда равен 25 А. При работе электродами «двойка» трансформатор не нагревается выше +70˚С, поэтому время работ не ограничено. Режимы сварки/резки переключают при отключенном рубильнике.
Что нужно для сборки инвертора
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
 Трансформатор для сварочных работ.
Трансформатор для сварочных работ.
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования, изготовленного в домашних условиях, не обязательно применять дополнительные приспособления. Смотря на значение силы тока, можно выбрать величину мощности трансформатора, а чтобы рассчитать мощность, необходимо показатель тока, который используется во время эксплуатации оборудования, помножить на 25.
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
https://youtube.com/watch?v=gdFLDqahzJ4
Как собрать трансформаторный аппарат?
Процесс сборки трансформаторного аппарата для сварки несколько отличается от предыдущего варианта. Работает он на переменном токе. Для сварки постоянным током к нему собирается простейшая приставка. Для сборки аппарата своими руками нужно раздобыть трансформаторное железо для сердечника и несколько десятков метров толстой медной шины или просто толстого провода. Можно поискать эти вещи в пунктах приема цветного и черного металла, у друзей и знакомых. Рекомендуется сердечник делать П-образным, но можно и круглый, тороидальный. Некоторые умельцы с успехом используют в качестве сердечника статор сгоревшего электромотора. Для П-образного сердечника порядок сборки может быть таким:
Для выполнения первичной обмотки потребуется обмоточный провод.
Набрать сердечник из трансформаторного железа до оптимального его сечения около 55 квадратных сантиметров. Можно и больше, но аппарат получится тяжелым. При сечении меньше 30 см² прибор может потерять некоторые свои качества.
Для выполнения первичной обмотки идеально годится специальный обмоточный провод сечением 5-7 мм². Он изготовлен из меди, имеет термостойкую стеклотканевую или хлопчатобумажную изоляцию
Это очень важно, так как при работе обмотка может нагреваться до температуры выше 100 градусов. Сечение провода обычно квадратное или прямоугольное
Найти такой провод не всегда удается. Можно заменить его обычным проводом такого же сечения и доработать: снять изоляцию, обмотать провод полосками стеклоткани, пропитать тщательно специальным электротехническим лаком и просушить. Первичная обмотка состоит из 200-230 витков.
Для вторичной обмотки сначала можно намотать 50-60 витков. Обрезать провод не нужно. Нужно включить первичную обмотку в сеть. Найти на проводах вторичной обмотки место, где напряжение будет равно 60-65 В. Для того чтобы найти эту точку, приходится отматывать или наматывать дополнительные витки. Мотать можно алюминиевый провод, увеличив сечение в 1,7 раз.
Простейший трансформатор собран. Осталось разместить его в подходящем корпусе.
Для выводов вторичной обмотки делаются клеммы из меди. Берется трубка диаметром около 10 мм длиной 3-4 см. Ее конец расклепывается, и в нем просверливается отверстие, диаметр которого 10 мм. В другой конец трубки нужно вставить очищенный от изоляции конец провода и обжать его легкими ударами того же молотка. Для усиления контакта провода с трубкой-клеммой можно нанести на нее насечки керном. К корпусу самодельные клеммы прикручиваются болтами и гайками М10. Желательно подбирать медные детали. Можно при намотке вторичной обмотки делать отводы через каждые 5-10 витков провода. Эти отводы позволят ступенчато менять напряжение на электроде.
Осталось сделать электрододержатель. Его можно изготовить из трубы диаметром около 18-20 мм. Общая ее длина примерно 25 см. На концах в 3-4 см от торца выпиливаются выемки примерно до половины диаметра. Электрод вставляется в выемку и прижимается пружиной из приваренного куска стальной проволоки диаметром 6 мм. К другому концу крепится винтом и гайкой М8 такой же провод, из которого выполнена вторичная обмотка. На держатель надевается резиновая трубка подходящего внутреннего диаметра. Подключать аппарат к домашней сети рекомендуется с помощью рубильника и проводов сечением 1,5 мм² или больше. Ток в первичной обмотке обычно не бывает выше 25 А. Во вторичной обмотке он может быть от 60 до 120 А. При работе рекомендуется через 10-15 электродов диаметром 3 мм делать перерыв, чтобы трансформатор остыл. При более тонких электродах можно этого не делать. В режиме резки перерывы следует делать чаще.
Сборка блока питания
Монтаж начинается с намотки трансформатора, его функция – это обеспечение стабильным напряжением следующих за ним деталей. Для его изготовления используют феррит Ш 7х7 (можно Ш 8х8), на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.

Для снижения вредного влияния возможного перепада сетевого напряжения, кольца провода необходимо класть на всю ширину катушки.

Последовательность работы с остальными обмотками такая же. На выходе должно быть от 20 до 25 вольт. Его можно отрегулировать подбором деталей. Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.

Один охладитель закрепляется к верхним частям деталей и изолируется слюдяной прокладкой. Второй – к нижней части моста и крепится с использованием термопасты.

Выводы диодного моста направляются туда же, куда будут выходить и контакты транзисторов, что работают как преобразователи. Длина проводов, которые соединяют мост и транзисторы – не больше 15 сантиметров. Блок питания и инверторный блок разделяются металлической пластиной, приваренной к основанию.

Главной сложностью при изготовлении точечной сварки своими руками является сборка источника тока. Он должен выдавать импульсы высокой силы тока от 1000А.

Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает, что на 1 мм2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм2. При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:

Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.

Точечная сварка из старого сварочного аппарата
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Сечение провода вторичной обмотки должно быть не менее 1,8 см2. Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.

Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечная сварка из аккумулятора
В интернете встречается информация о том, как сделать точечную сварку своими руками, используя обычный автомобильный аккумулятор на 12 В. Выполнять с ее помощью можно соединение небольших деталей, которые обычно соединяются пайкой. Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Простенькое приспособление для выполнения сварочных работ состоит из двух медных проводков сечения не менее 1,5 мм2, закрепленных в контактной колодке. Расстояние между зачищенными концами электродов 2-3 мм. Конечно, как и в любой самодельной конструкции, вариантов может быть множество, но как базовый лучше всего использовать именно этот тип конструкции. Как работает такая мини установка показано на видео :
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
Поиск записей с помощью фильтра:
У большинства людей наверняка сохранились древние телевизоры времен СССР. И вы наверняка тоже думаете, что место им только на свалке, или в лавках антикваров.
Но не стоит торопиться – ведь некоторым деталям можно найти достойное применение, даже если телевизор уже давно не функционирует. Нужно лишь немного фантазии, и, конечно, полезные советы. Следуя им, вы сможете смастерить аппарат для точечной сварки.
Такой аппарат пригодится для работы многим мастерам. Работать можно с материалом до 0.8 миллиметров. Так что такое нехитрое устройство вполне подойдет для простых видов ремонта, и также, например, кузовного.
Введение
Развеем сомнения о том, что изготовленный своими руками прибор из телевизора сильно отстает от заводского, а вся затея – это пустая трата времени. Напротив, он даже выигрывает по многим параметрам.
Во-первых, нехитрая конструкция значительно реже ломается, и, в случае чего, ремонт будет выполнить гораздо проще.
Стоит один раз сделать на совесть, и такой аппарат будет долгое время служить верой и правдой, не требуя практически никаких особенный условий хранения.
А еще, к его достоинствам можно отнести то, что стоимость несомненно существенно ниже нового, купленного в магазине. И все это даже при условии, что некоторые детали вам нужно будет докупить.
Читайте подробную инструкцию про создание этого устройства самостоятельно и без особых усилий из деталей старого телевизора. Следуйте нашим советам, и у вас не возникнет никаких вопросов. Ниже есть все чертежи, нужные вам пригодиться в процессе сборки.
Кроме них, для создания панели регулирования и силового блока вам будут нужны нехитрые детали, которые можно достать в магазине, купить у других умельцев.
Общая информация
Перед тем как мы начнем изготавливать наш аппарат, правильнее будет пояснить, в чем же заключается сама точечная сварка. Проще говоря, это способ сваривания, при котором сам шов состоит из мелких точек.
Сам процесс происходит так, что металлические электроды сжимают металл, и под воздействием температуры образуется сам шов.
Скорость ручного аппарата составляет примерно одна точка в секунду, в то время как автоматические устройства могут достигнуть скорость в несколько раз больше, примерно двести — триста т/мин.
На качество достаточно сильно влияет физические параметры самой токи. Не стоит забывать также про температуру и компрессию, с которой выполняется точечное сваривание.
Лучше стремиться к большему размеру и количеству точек, так прочность будет значительно выше. А применяется данный метод для любого размера деталей, от самого тонкого. Работу выполнять можно на профессиональных устройствах.
Созданный самостоятельно, наш аппарат абсолютно подходит для работы с тонким материалом, например железные бочки, трубы изготовленные из тонколистового металла.
Стоит учитывать, что самодельный точечный сварочный аппарат из телевизора имеет ряд недостатков, таких как, например, низкая производительность, непостоянная скорость работы, он вряд ли сможет заменить автоматический аналог.
Не выдвигайте ему много требований, тогда ваш прибор будет верным союзником в простых ремонтах.
Как смастерить точечную сварку
Настройтесь на кропотливый труд и можете приступать к изготовлению. Для контактного сплава без помощи профессионального оборудования и материалов понадобится трансформатор типа ТС-270, не меньше шести.
Их вы как раз таки сможете найти в советском телевизоре. Еще нужны петли размагничивания кинескопа.
Что же делать, если нужных для сборки точечной сварки деталей нет? Их можно отыскать в интернете объявления, купить у знакомых. Однако сделать это возможно будет сложнее, ведь там также есть умельцы, готовые скупить все для своих потребностей.
Но давайте сосредоточимся на конструировании точечной сварки.
Эскиз аппарата
Схема точечной сварки из телевизора приведена ниже.
Но совершенно необязательно придерживаться этой, можно нарисовать подобный самостоятельно. Это лишь наш образец.
Каркас и вторичная обмотка
Для основы нам понадобится лист гетинакса, размер которого 2.5 миллиметров. Собрать конструкцию вам поможет этот чертеж. То что получилось, обмотайте проводом (сделанным из 3-4 проводов, толщиной 0.9 миллиметров). Их вы возьмете в трансформаторах.
Внимательно следите, в итоге должно получиться примерно 150 витков, и помните про бумагу – ее нужно равномерно распределять по ходу обмотки.
Теперь приступим ко вторичной обмотке, которая будет в несколько раз толще. Для нее нужно разобрать петли размагничивания, и взять провода тоже из трансформатора.
Теперь обмотка получится из 350 витков. Проверьте, в результате у вас должна получиться намотка размером 100 кв.мм.
Следующий слой обмотки – жгут с целофаном. Выполняйте обмотку по тому же принципу, как вначале. Затем зачистите концы обмотки, спаяйте их жгутами по 10 проводов.
Только после этого приступайте к работе с ранее сделанным каркасом. Теперь сделайте 4-5 витков. Для конструкции возьмите стяжки в самих трансформаторах.
Блок управления
Мы сделали силовой блок, но это еще не все. Изготовление еще не завершилось, пока мы не сделали к ней прибор управления для нашей точечной сварки. Посмотрите, это образец чертежа.
Внимательно изучите наш чертеж, здесь следует быть внимательней. Блок управления создается из таких частей: сварочный трансформатор типа Т1, VD1-VD4 на устройстве D6, блок питания ТЗ, а кроме этого – генератор силы действия D5.2 — D5.3 с устройством выдержки D 4.1 – D4.3, D5.1, D4.5, D1-3.
Принцип действия механизма такой: После автоматического запуска питания (блок SA4 на схеме), ток проходит от первичной обмотки трансформатора (на схеме ТЗ), после этого, проходит через диодный мост, который уравнивает силу тока вторичной обмотки.
Частота в 100 Гц проходит через резистивный двигатель, откуда с блока, вырабатывающего импульсы, попадает сразу на начало счетчика. Но это соблюдается только благодаря тому, что фильтрующая элемент отделена диодом.
Счетчик начнет функционировать сразу же, как только нажимается клавиша SB1. На старте ЕС и R появляется нулевое напряжение – именно это — необходимое условие для старта.
Чертеж платы
Теперь, когда вы собрали блок управления, осталось только расположить его на печатную микросхему.
Вот пример односторонней, 215 на 60 миллиметров, смотрите рисунок.
Подробнее о деталях
Время поговорить обо всем, что понадобившиеся для работы но может вызвать затруднения. Как мы говорили, трансформаторы сможете найти в ненужном телевизоре.
Но не путайте трансформаторы модели ТС-270 – они как раз нужны нам, с ТСА-270 – с ними аппарат функционировать не будет. Разница в том, что материал у обмотки такого типа – алюминий, что совершенно не подходит. Разве что железо от них сгодится.
Трансформатор, который мы выбрали, имеет отличие приблизительно 20 Вольт. В то же время, потребление тока составляет приблизительно 50 миллиампер, что очень мало.
Есть конечно другие трансформаторы, которые вполне подходят под эти характеристики, которых достаточно много. Среди них нужно выделить образец типа ТВК-110ЛМ, хорошо проявивший себя в работе.
Его также можно достать во многих старых телевизорах.
Кроме того, применятся тиристоры модели VS1-VS2, но их как раз можно заменить типом Т142-50, или же одним симистором модели ТС2-80. Это никак не повлияет на качество.
Теперь про намотку трансформатора – понадобиться кольцевой сердечник типа М2000НМ. Размер, удовлетворяющий наши требования – 20 на 12 на 6.
Помните, что первичная обмотка будет содержать примерно сто витков провода типа ПЭШО, с диаметром 0.15 миллиметров. Потом, когда закончите с этим этапом, обязательно обмотать лакотканью все требуемые места.
По поводу переключателей, мы взяли наборные из станков ЧПУ. Они хорошо подойдут нам, однако можно взять выключатели из станков ПМП-10200ПУЗ, ПП10. Все же переключатели не играют ключевую роль в нашей работе.
Единственное, все таки нужно проследить за тем, чтобы они имели звено на 10 позиций. Вместо детали, обозначенной на рисунке SB1, используем переключатель МП11.
Кроме него можно взять КМ1-1, или механический переключатель типа А63 (в нашей рисунке – SA4). Данный образец рассчитан на 20 Ампер, а найти его можно в многоэтажках, стоит только заглянуть в электрощиток.
Заключение
Вы прочитали наши советы и рекомендации по поводу того, как самостоятельно смастерить аппарат точечной сварки с помощью деталей из ненужного телевизора.
Он точно будет верным помощником в домашнем хозяйстве мастерам или умельцам, желающим сэкономить. Прибор работает абсолютно со всеми видами металлов, толщина которых не выше 0.8 миллиметров.
Если вы сделаете все правильно, при сварке на шве точки будут вполне прочные и прослужат долгое время. Да, результат все же уступает профессиональному оборудованию, но в быту этого вполне достаточно.
Описанный нами способ не уникальный, существует много других способов создания точечной сварки. Например, из ненужной микроволновки. Подобные инструкции с чертежами вы сможете без труда отыскать в интернете.
Они просты, не требуют особенных знаний и умений. Обязательно практикуйтесь, а про результаты можете написать в комментариях (а также узнать опыт других). Творческих успехов!
Про сварку от автомобильных аккумуляторов я слышал уже давно, так-же есть видео на ютюбе подтверждающие это. И в принципе я не сомневался в этом так-как характеристики аккумуляторов позволяют это делать. Во-первых большой ток, до 600А с аккумулятора 55Ач, а с акб большей ёмкости ещё больший максимальный ток, по-этому даже большой перебор по току получается нежели его нехватка. Но в общем ещё год назад понадобилось мне заварить раму мотоцикла и боковой прицеп к нему, а подключить сварочный инвертор на даче некуда.
На даче у меня электричество своё, установлена небольшая солнечная электростанция, и там установлен преобразователь 12-220 вольт максимальной мощностью всего 1кВт, и сварку он естественно не потянет. Но у меня в электростанции на тот момент стояли четыре аккумулятора, два по 65Ач, и ещё два по 90Ач, вот я решил сам убедится в том что от АКБ варить можно. В общем принёс два аккумулятора к месту сварки и соединил АКБ последовательно на 24 вольта. Электроды были диаметром 2,5 мм.
Скажу так что заварить удалось, и довольно неплохо
, но скорее всего не хватало напряжения так-как дуга очень плохо зажигалась
и провара хорошего не получалось, так-как дуга еле-еле горела и часто просто гасла. Но при этом что меня удивило так это то что если электрод залипнет, то он за секунду нагревается до красна и расплавляется. С обычной сваркой я такого не наблюдал, а здесь надо быть аккуратнее, электроды при залипании сгорают махом.
Совсем недавно, в начале февраля (2016-й год) мне снова понадобилась сварка, но у меня уже было три аккумулятора по 90Ач. Варил я раму для ветрогенератора. С тремя последовательно соединёнными аккумуляторами
сварка оказалась отличной и с большим перебором по току. Начал я варить электродами 2 мм, и по началу даже несколько дырок прожёг в металле от того что слишком большой ток был. Далее уже варил электродами 2,5 мм, но всё равно был слишком большой ток и приходилось варить очень осторожно чтобы не прожечь тонкий металл 3мм. Такой металл я даже резал свободно электродами. Тогда у меня не-было других электродов, но думаю под такой ток пошли бы электроды 4 мм свободно. В общем варит отлично
за исключением того что слишком большой ток, который нечем ограничить. Но к этому привыкаешь, и вполне нормально можно что-то даже серьёзное заварить.
Только аккумуляторы лучше не разряжать глубоко, иначе они испортятся быстро, а от вот большого тока им ничего не будет. Скажу так что от трёх аккумуляторов по 90Ач можно легко сжигать по 15-20 электродов и аккумуляторы не сильно разряжаются, а такое количество электродов это уже прилично.
Вот так в общем выглядят сами аккумуляторы соединённые последовательно, провода сварочные у меня 35кв.
 >
>
 >
>
Это собственно электроды 2 мм
 >
>
Электроды 2,5 мм
 >
>
На этом фото видно провар с обратной стороны, я специально вообще не фотографировал сам процесс сварки, по этому конкретнее качество сварки не запечатлел, но в общем отлично варит.
 >
>
А вот и результат сварки, сварена рама для ветрогенератора.
 >
>
Если кому интересно про сам ветрогенератор и про сварку, то я написал статью про изготовление ветрогенератора и там есть видео, где можно увидеть что я там сделал и как варил такой сваркой. На этом всё, если будет что-то новое отпишусь в следующих статьях.
Не секрет, что при выполнении сварочных работ наши электрические сети при нагрузке в 3,5кв. сразу же дают просадку напряжения на 30 вольт и более.
Конечно можно приобрести для сварочных работ отдельную электростанцию, но можно сделать и иначе — сделать самодельный сварочный аппарат из автомобильных аккумуляторов
.
Изготовление сварочного аппарата
Взять несколько 3-4 автомобильных аккумулятора емкостью 55-190 А/часов (чем больше тем лучше) и соединить их последовательно (подручными средствами, с помощью проводов прикуривания, провода, кусачек, зажимных пасатиж)
Примечание:
Можно использовать б/у аккумуляторы


Варит отлично, в том числе в полевых условиях. Главное, хотя бы раз в неделю проверять уровень электролита, т.к. за день работы аккумуляторы сильно нагреваются, особенно в летние жаркие дни, и испаряется вода.
Самодельный сварочный аппарат
можно дополнить сделав к нему дополнение самодельное зарядное устройство (чтобы не заряжать аккумуляторы по отдельности), ночью ставим на зарядку, а днем спокойно работаем.

Ток, который развивается при сварке электродом 3мм. 90-120ампер для аккумулятора не составляет и половины нагрузки, а электролит имеет прекрасную теплоемкость.
Напряжение выхода зависит от количества используемых аккумуляторов и составляет 42-54 В
Сила тока 10% от ёмкости 1 аккумулятора в блоке, то есть если у вас 55 ампер/часов, то не более 5 ампер зарядного тока.
Сварка от автомобильных аккумуляторов — мой личный опыт
Про сварку от автомобильных аккумуляторов я слышал уже давно, так-же есть видео на ютюбе подтверждающие это. И в принципе я не сомневался в этом так-как характеристики аккумуляторов позволяют это делать. Во-первых большой ток, до 600А с аккумулятора 55Ач, а с акб большей ёмкости ещё больший максимальный ток, по-этому даже большой перебор по току получается нежели его нехватка. Но в общем ещё год назад понадобилось мне заварить раму мотоцикла и боковой прицеп к нему, а подключить сварочный инвертор на даче некуда.
На даче у меня электричество своё, установлена небольшая солнечная электростанция, и там установлен преобразователь 12-220 вольт максимальной мощностью всего 1кВт, и сварку он естественно не потянет. Но у меня в электростанции на тот момент стояли четыре аккумулятора, два по 65Ач, и ещё два по 90Ач, вот я решил сам убедится в том что от АКБ варить можно. В общем принёс два аккумулятора к месту сварки и соединил АКБ последовательно на 24 вольта. Электроды были диаметром 2,5 мм.
Скажу так что заварить удалось, и довольно неплохо, но скорее всего не хватало напряжения так-как дуга очень плохо зажигалась и провара хорошего не получалось, так-как дуга еле-еле горела и часто просто гасла. Но при этом что меня удивило так это то что если электрод залипнет, то он за секунду нагревается до красна и расплавляется. С обычной сваркой я такого не наблюдал, а здесь надо быть аккуратнее, электроды при залипании сгорают махом.
Совсем недавно, в начале февраля (2016-й год) мне снова понадобилась сварка, но у меня уже было три аккумулятора по 90Ач. Варил я раму для ветрогенератора. С тремя последовательно соединёнными аккумуляторами сварка оказалась отличной и с большим перебором по току. Начал я варить электродами 2 мм, и по началу даже несколько дырок прожёг в металле от того что слишком большой ток был. Далее уже варил электродами 2,5 мм, но всё равно был слишком большой ток и приходилось варить очень осторожно чтобы не прожечь тонкий металл 3мм. Такой металл я даже резал свободно электродами. Тогда у меня не-было других электродов, но думаю под такой ток пошли бы электроды 4 мм свободно. В общем варит отлично за исключением того что слишком большой ток, который нечем ограничить. Но к этому привыкаешь, и вполне нормально можно что-то даже серьёзное заварить.
Только аккумуляторы лучше не разряжать глубоко, иначе они испортятся быстро, а от вот большого тока им ничего не будет. Скажу так что от трёх аккумуляторов по 90Ач можно легко сжигать по 15-20 электродов и аккумуляторы не сильно разряжаются, а такое количество электродов это уже прилично.
Вот так в общем выглядят сами аккумуляторы соединённые последовательно, провода сварочные у меня 35кв.
Это собственно электроды 2 мм
Электроды 2,5 мм
На этом фото видно провар с обратной стороны, я специально вообще не фотографировал сам процесс сварки, по этому конкретнее качество сварки не запечатлел, но в общем отлично варит.
А вот и результат сварки, сварена рама для ветрогенератора.
Если кому интересно про сам ветрогенератор и про сварку, то я написал статью про изготовление ветрогенератора и там есть видео, где можно увидеть что я там сделал и как варил такой сваркой. На этом всё, если будет что-то новое отпишусь в следующих статьях.
E-veterok.ru
Как самостоятельно провести точечную сварку аккумулятора
Аккумуляторы применяются во многих бытовых приборах и инструментах. Иногда, необходимо заменить один или несколько элементов. Они соединяются в блок определенного напряжения, и полюса привариваются между собой металлической полосой при помощи точечной сварки.
Метод пайки здесь не подходит, так как при таком способе соединения происходит сильный нагрев внутренней части батареи, что приводит к выходу ее из строя. Поэтому если требуется самостоятельно провести ремонт литий-ионных батарей, то нужно приобрести аппарат точечной сварки (споттер) или сделать его самому.
Простейший способ
Самый простой способ – это сварка аккумуляторов самой аккумуляторной батареей. Для этого потребуется:

В полевых условиях, чтобы приварить к батарее никелевую пластину, достаточно аккумулятора, проводов для зарядки, куска монолитного провода и изоленты.
Из провода делается два электрода. Их концы зачищают, выравнивают и фиксируют изолентой. Между концами проводов должно быть расстояние 2-3 мм, торцы находятся в одной плоскости.
За другие концы монолитного провода цепляют с помощью зажимов кабеля для зарядки. Предварительно зарядный кабель присоединяется к клеммам рабочего аккумулятора. Полярность значения не имеет.
Точечная сварка готова. Никелевая лента устанавливается на литиевый аккумулятор. К ленте прижимают концы электродов, которые находятся под напряжением.
Произойдет короткое замыкание, и металл в точке соприкосновения расплавится. Электроды надо быстро убрать во избежание прожигания никелевой пластины.
В домашних условиях
Для удобства и повышения качества сварки в домашних условиях применяют дополнительные элементы.
 Многожильный силовой провод с помощью зажимов присоединяют к рабочему аккумулятору, а другие концы к нормально-разомкнутому контакту реле и к жалу паяльника.
Многожильный силовой провод с помощью зажимов присоединяют к рабочему аккумулятору, а другие концы к нормально-разомкнутому контакту реле и к жалу паяльника.
Второй контакт реле подсоединяют ко второму жалу. В результате получается такая схема, что при замыкании контактов реле на концах жал (электродов) будет присутствовать напряжение рабочего аккумулятора.
Для управления реле используется конденсатор большой емкости, резистор и переключатель. Конденсатор и резистор соединяются последовательно. Один вывод конденсатора подключен к батарее. Общий вывод переключателя подсоединяется к резистору.
В исходном состоянии переключатель должен находиться в положении, когда он замкнут на рабочий аккумулятор. Конденсатор зарядится. Обмотка управления реле одним контактом подсоединяется к выводу емкости, соединенной с аккумулятором, а второй подсоединяется к свободному выводу переключателя.
При переключении напряжение с конденсатора поступает на управляющую обмоток. Пока емкость разряжается, реле замкнуто, и через него может проходить ток в случае замыкания цепи.
Для сварки достаточно на элемент литиевого аккумулятора поставить никелевую соединительную ленту, на нее два жала, прижать и нажать на переключатель. Контакты реле замкнутся, на электродах появится напряжение.
Так как они замкнуты через пластину, через нее потечет ток короткого замыкания, который вызовет расплавление металла между точками касания электродов. Сварка произведена.
С помощью резистора можно регулировать длительность управляющего импульса. Регулировку можно проводить опытным путем. Она необходима при изменении напряжения рабочего аккумулятора и толщины свариваемого материала.
Из трансформатора
 Точечную сварку для аккумуляторов можно сделать своими руками из трансформатора. Ею можно сваривать не только батареи, но и любые тонкие металлические изделия.
Точечную сварку для аккумуляторов можно сделать своими руками из трансформатора. Ею можно сваривать не только батареи, но и любые тонкие металлические изделия.
Для сварки аккумуляторов трансформатор большой мощности не требуется, на 300-500 Вт достаточно. Главное, чтобы была возможность перемотать вторичную обмотку.
Первичная обмотка должна быть на 220В 50 Гц. В качестве намоточного провода на вторичную обмотку нужно применить изолированный медный провод большого диаметра. Требуется сделать три-четыре витка.
Корпус аппарата точечной сварки можно сделать из оргстекла или фанеры. Оргстекло конечно предпочтительней. Основание корпуса должно быть такого размера, чтобы вмещался трансформатор с соединительными проводами, кнопка и рычаг с электродами.
Рычаг крепится на оси между стойками из алюминиевого уголка, которые в свою очередь саморезами закрепляются к основе прибора. Длина рычага делается с таким расчетом, чтобы электроды, закрепленные на нем, доходили до рабочей площадки основания устройства. Диаметр электродов должен быть 3-5 мм. Их концы подтачивают и выравнивают торцы.
Вторичная обмотка трансформатора подключается к электродам с помощью многожильного медного провода сечением не менее чем сечение электродов. Длина проводов от вторичной обмотки до рабочей части должна быть минимальной. Соединения лучше проварить для уменьшения сопротивления цепи или соединять через клеммные колодки под винт.
Рабочая кнопка устанавливается на одном из выводов вторичной обмотки. На рычаге и кнопке устанавливаются пружины. Они нужны для их быстрого возвращения в исходное состояние.
Чтобы установить определенную длительность сварочного импульса, вместо кнопки можно использовать тиристор или силовое реле, управляемое RC цепью. Резистор должен быть переменным, а емкость конденсатора достаточно большой, чтобы позволял менять длительность импульса в пределах от десятков до сотен миллисекунд.
Имеется большое количество схемных реализаций точечной сварки для аккумуляторов. Многое зависит от имеющихся материалов. Схемы могут меняться для увеличения функциональности устройства, улучшения его потребительских свойств, но суть остается прежней.
Аппарат из конденсаторов
 Аппарат для точечной сварки из конденсаторов потребует 8 емкостей по 15000 мкФ на напряжение 25 В. Конденсаторы надо соединить параллельно, чтобы общая емкость стала 120000 мкФ.
Аппарат для точечной сварки из конденсаторов потребует 8 емкостей по 15000 мкФ на напряжение 25 В. Конденсаторы надо соединить параллельно, чтобы общая емкость стала 120000 мкФ.
Для зарядки можно использовать любой источник напряжения на 12-24 В. Подключается он через выключатель. К выводам конденсатора также подсоединяются электроды через медный кабель сечением 16-30 мм2.
Электроды располагаются параллельно друг другу на расстоянии трех миллиметров. Торцы обтачиваются и выравниваются. Процесс сварки происходит следующим образом.
Конденсаторы заряжаются, выключатель отключает источник зарядки. Никелевая соединительная пластина устанавливается на аккумуляторе. Электроды прижимаются к пластине, замыкая выводы конденсаторов через нее.
Пока происходит разряд емкости идет процесс сварки в точке контакта. Для регулировки длительности импульса можно использовать тиристор, управляемый RC цепью с заданными параметрами.
Точечная сварка для аккумуляторов от обычной точечной сварки отличается малой мощностью и формой рабочих элементов. У обычных аппаратов свариваемая деталь находится между электродами, у сварки для аккумуляторов электроды располагаются с одной стороны свариваемого изделия.
svaring.com
Сварка от автомобильного аккумулятора
Сварка от АКБ не является полноценным заменителем работы с применением инверторного аппарата, но в случае отсутствия агрегата, при особой необходимости, вполне может выручить в трудной ситуации. Кроме того, иногда возникает нужда в точечном соединении при ремонте блока питания ноутбука или иного устройства, где используются литий ионные батареи, которые нельзя перегревать паяльником. В этом случае можно применить точечную сварку, собрав несложное приспособление и подключив его к клеммам обычной автомобильной АКБ. Мы расскажем подробно, как можно найти выход из сложного положения.
Устройство точечной сварки от аккумулятора
Создание блоков питания для различных устройств, с применением компактных и ёмких литиевых аккумуляторов или ремонт с заменой, вышедшего из строя элемента, требует особого подхода. Дело в том, что литиевые источники нельзя перегревать, иначе они выйдут из строя. Существует последовательное соединение, позволяющее повысить общее напряжение на выходах блока или параллельное, увеличивающее ёмкость источника питания. Соединяют каждый элемент точечной сваркой с применением стальной ленты, покрытой никелем, которая имеется в свободной продаже в виде катушек.
Для такой разовой задачи не стоит покупать профессиональное и дорогостоящее оборудование. Проще создать простейший аппарат для сварки точечным способом, с использованием автомобильного аккумулятора, бывшего в употреблении.

Можно обойтись минимальным набором инструментов и комплектующих, которые найдутся в доме или в продаже, например:
- аккумулятор ёмкостью 55 а/час или более и напряжением 12 В, в заряженном состоянии;
- провод силовой с сечением более 6 мм2 для соединения клемм батареи с самодельными держателями электродов;
- два щупа приспособленных для крепления медных сменных электродов, диаметр которых должен быть не менее 3 мм;
- кассета для фиксации каждого аккумулятора в процессе сборки в блок;
- никелевая лента размером 0,12 Х 7 мм необходимой длины;
- ножницы и растворитель для обезжиривания;
- защитные изолирующие кольца для предотвращения утечек.
Очень важно перед началом сборки блока питания проверить каждые литийионные источники на работоспособность и зарядить их до одинакового уровня.
К держателям электродов крепятся провода, которые в дальнейшем надёжно фиксируются на клеммах аккумуляторной батареи, а контакты литиевых элементов зачищаются от окисного слоя. Литий ионные батареи фиксируются в кассетах для соблюдения неподвижности и соосности во время сварочного процесса.
Никелированная лента отрезается по размеру и выравнивается, затем её вместе с аккумуляторами обезжиривают. Лента накладывается на полюсные контакты и электродами крест-накрест приваривается к аккумуляторам. Во время точечного разряда необходимо обеспечивать прижим электродов к поверхности деталей, а импульс должен длиться не более 1−1,5 секунд.
Сварка металлов от автомобильного аккумулятора
В отсутствие сварочной аппаратуры и в случае крайней необходимости можно сварить детали достаточно эффективно с помощью двух или более АКБ. Они могут быть не новыми, бывшими в употреблении, но заряженными и с надлежащим уровнем электролита. Нужно подобрать провода сечением не менее 32 мм2 и последовательно соединить аккумуляторы между собой, надёжно закрепив перемычки на клеммах. После этого необходимо подготовить электроды, тщательно зачистить поверхность свариваемых заготовок и организовать рабочее место так, чтобы сварочные провода были не длиннее 3 метров.

Таким образом, сварка от аккумулятора требует следующего оборудования и комплектующих, а именно:
- минимум два автомобильных аккумулятора, соединённых последовательно с суммарной емкостью более 110 а/час и напряжением не менее 24 В;
- соединительные провода с надёжным креплением на клеммах;
- сварочные многожильные провода сечением от 32 мм2;
- приспособление для крепления массы;
- держатель электродов от плюсовой клеммы;
- электроды диаметром от 2 до 3 мм;
- молоток и металлическую щётку для зачистки шва;
- сварочная маска Хамелеон.
Важно подбирать провода нужного сечения и обеспечивать их надёжное крепление на клеммах и других узлах во избежание перегрева и потерь энергии, а также своевременно проверять температуру аккумулятора и состояние электролита.
Последовательное соединение означает, что плюсовую клемму одного источника нужно соединить с минусовой клеммой другой батареи. Далее кабель с прикреплённым держателем электродов крепим к положительному выводу, а массу к отрицательному. Соединив всю цепь, производим пробную сварку с использованием электрода диаметром 2 мм. Нужно понимать, что поверхность заготовок не должна иметь загрязнений, а электроды должны быть сухими и соответствовать материалу, свариваемых деталей.
При использовании трёх аккумуляторов сила сварочного тока достигает значений от 80 до 110 А, в зависимости от толщины электрода и степени зарядки аккумуляторов, что является вполне достаточным для проведения ремонта в условиях отсутствия электрических сетей и сварочного аппарата.
Что в итоге?
Мы рассказали о том, как можно использовать автомобильные аккумуляторы при точечной и дуговой сварке. В ряде случаев приобретать дорогостоящее оборудование нет смысла или электрическая сеть не позволяет использовать инверторный аппарат. Тогда на помощь приходит сварка от АКБ, которая временно поможет найти выход из затруднительной ситуации и при этом обеспечить хорошее качество шва.
electrod.biz
Безопасный сварочный аппарат из аккумуляторов своими руками
В жизни каждого мужчины может наступить ситуация, когда ему необходимо выполнить небольшой объем сварочный работ, а сварочного аппарата под рукой нет. Как правило, в такой ситуации многие люди впадают в отчаяние, ведь считают, что альтернативы сварочному аппарату на данный момент нет. Конечно, альтернативы нет, не можно сделать сварочный аппарат из автомобильных аккумуляторов, он полностью не заменит стандартные установки, но небольшой объем работ поможет выполнить.
Сварочный аппарат из авто аккумуляторов своими руками
Сварочный аппарат из автомобильного аккумулятора
Сразу отметим! Наша самоделка не безопасна, она может навредить вашему здоровью и вывести из строя автомобильные аккумуляторы, которые считаются не дешевыми.
Суть самоделки: если два сварочных аппарата соединить последовательно, то получится сварочный аппарат, который будет иметь две функции:
- сможет разрезать металл;
- сваривать металл.
Для самоделки нужны следующие материалы:
- Два автомобильных аккумулятора. Желательно, чтобы ток был 700 А и выше. Напряжение в этом деле не играет роли, ведь в сварке участвует только ток.
- Также необходимо два провода длинной 1 метр. Их сечение 12 мм2.
- Электрод, который есть под рукой.
Собираем сварочный аппарат пошагово
В первую очередь необходимо установить два аккумулятора рядом, желательно продумать подставку, чтобы с ними удобнее было работать.
Затем подключаем провода, здесь есть несколько тонкостей:
- Если необходимо приварить металл, на электрод подключаем минус, а не заготовку плюс.
- При резке металла электрод подключаем на плюс, а заготовку на минус.
Затем подключаем электрод и пробуем аккуратно выполнять сварку.
Что важно знать
Важный момент – это выбор провода. Если его сечение будет слишком большим, вы рискуете спалить свои аккумуляторы. Поэтому мы настоятельно рекомендуем использовать провода небольшого сечения, ведь лучше, если будет перегорать сам провод (его заменить дешевле).
Силу тока (А) вы можете регулировать в зависимости от сечения и длины кабеля. Оптимальная длина – 1 метр и сечение 12 мм2. Но, если вы делаете такую самоделку первый раз, попробуйте использовать провод меньшего сечения, это позволит избежать возможных проблем.
Помните! Брать электрод или провод голыми руками – запрещено. Попробуйте присоединить любые подручные средства, которые помогут избежать прямого контакта.
Почему это безопасно
Как правило, большая часть мужчин думает, что так можно спалить аккумулятор. Конечно, от этого не застрахован никто, но такой сварочный аппарат считается и достаточно безопасным. К примеру, стартер во время запуска потребляет больше электрического тока, чем сварка. Соответственно для автомобильного аккумулятора не будет никакого шока. Но, стоит понимать, что его работа должна быть минимальна, чтобы аккумулятор не перегрелся.
Работа с самодельным сварочным аппаратом
Также необходимо внимательно следить за состоянием электрода, правильностью подключения и нагрева. Если что-то вас смущает, лучше повторить подключение снова, по времени это не долго, зато поможет сохранить аккумулятор в полной сохранности.
Помните! Работать с таким самодельным сварочным аппаратом можно только в резиновых перчатках и сапогах, ведь ток может нанести серьезный вред для вашего организма.
Видео по теме
В сети мы нашли подробную инструкцию, которая расскажет, как сделать сварочный аппарат из аккумулятора с экстренных условиях.Читайте также:
Провод СИП характеристики.
Как сделать стакан с подсветкой читайте здесь.
Паяльник своими руками.
vse-elektrichestvo.ru
Мини сварочный аппарат 12 В
С помощью этого простого сварочного аппарата вы сможете резать тонкие металлы, сваривать медные провода, наносить гравировку на металлическую поверхность. Без проблем можно найти и другие применения. Такой мини сварочный аппарат возможно питать напряжением 12-24 В.В основе сварочного аппарата лежит высоковольтный преобразователь высокой частоты. Построенный по принципу блокинг-генератора с глубокой трансформаторной обратной связью. Генератор формирует кратковременные электрические импульсы, повторяющиеся через сравнительно большие интервалы. Частота тактирования лежит в пределах 10-100 кГц.Коэффициент трансформации этой схемы будет 1 к 25. Это значит, что если подать на схему напряжение 20 В, то на выходе должно быть порядка 500 В. Это не совсем так. Так как любой импульсный трансформаторный источник или генератор без нагрузки имеет мощные высоковольтные импульсы, достигающие напряжения 30000 В! Поэтому, если вы разберете любую импульсную китайскую зарядку, то увидите параллельно выходному конденсатору подпаянный резистор. Это и сеть нагрузка, без резистора выходной конденсатор быстро вытечет из-за превышения напряжение, или хуже того взорвется.Поэтому, внимание! Напряжение на выходе трансформатора опасно для жизни!
Схема мини сварочного аппарата
Необходимые детали:
- Трансформатор – самодельный, порядок изготовления описан ниже.
- Резисторы – мощностью 0,5-2 Вт.
- Транзистор был использован FP1016, но его трудно найти из-за его специфичности. Можно заменить на транзистор 2SB1587, КТ825, КТ837, КТ835 или кт829 с изменением полярности источника питания. Подойдет и другой транзистор с током коллектора от 7 А, напряжением коллектор-эмиттер от 150 В, с большим коэффициентом усиления (составной транзистор).
Транзистор обязательно нужно устанавливать теплоотвод. Хоть этого нет на схеме, но будет неплохо поставить фильтрующий конденсатор параллельно источнику, чтобы все помехи от работы блокинг-генератора не полезли в источник.
Изготовление трансформатора
Трансформатор намотан на куске ферритового стержня от радиоприемника.
- Обмотка коллектора – 20 витков провода 1 мм.
- Обмотка базы – 5 витков поводом 0,5-1 мм.
- Высоковольтная обмотка – 500 витков поводом 0,14-0,25 мм.
Все обмотки мотаются в одну сторону. Сначала коллекторная обмотка, по верх неё обмотка базы. Затем следует трехслойная изоляция из белой изоленты. Далее наматываем высоковольтную обмотку, 1 слой 125 витков потом изоляция, затем повторяем. Итого должно получиться 4 слоя, что равно 500 виткам. Сверху так же изолируем белой изолентой в несколько слоев.Собираем схему. Если все исправно – должно запуститься все без проблем. Так как рабочая частота генератора превышает звуковую частоту, то писк при работе вы не услышите, так что не стоит прикасаться к выходу трансформатора руками.Запуск генератора начните с напряжения 12 Вольт и при необходимости повышайте.Дуга зажигается с расстояния 1 см, что свидетельствует о напряжении 30 кВ. Высокая частота не дает разорваться горящей дуге, вследствие чего дуга горит очень стабильно. При использовании медного электрода при близком контакте с другим электродом образуется плазменная среда (плазма меди) в результате чего повышается температура дуговой сварки-резки.
Испытания сварочного аппарата резкой и сваркой
Режем дугой лезвие от бритвы.Сплавляем медные провода, толщиной до 1 мм.В роли электрода использовалась толстая медная проволока. Он зажат в деревянной спичке, так как сухое дерево является и хорошим изолятором.Если вам понравился этот небольшой сварочный аппарат, то вы можете сделать его и больших размеров, и мощности. Но будьте крайне осторожны.Также для увеличения мощности можно собрать генератор по двухтактной схеме, да ещё и на полевых транзисторах, как тут – Простой индукционный нагреватель 12 В. В этом случае мощность будет порядочная.Также не стоит смотреть на яркие разряды дуги не вооруженным взглядом, используйте специальные защитные очки.
Смотрите видео изготовления сварочного аппарата на блокинг-генераторе
sdelaysam-svoimirukami.ru
Сварка от аккумулятора
Многие люди, работая в гараже ил на даче, сталкивались с необходимостью соединить детали сваркой, не имея при этом сварочного аппарата. В некоторых ситуациях возможна сварка от аккумулятора. Она не всегда является приемлемой, так как имеет ряд ограничений. Однако неоспоримым достоинством таких работ является простота и доступность сварки.

Сварка от аккумулятора может осуществляться и инверторным аппаратами, которые подключаются к АКБ. Некоторые автовладельцы специально приобретают аккумуляторы для выполнения сварочных работ. При этом точечная сварка, выполненная при помощи АКБ, гораздо более прочна, чем пайка. О том, как выполнить сварочные работ от автомобильного аккумулятора, какие для этого необходимы детали и материалы, будет рассказано ниже.
Краткое описание способов сварки

Люди, которые занимаются сваркой довольно часто, регулярно сталкиваются с проблемой падения напряжения в сетях при высоких сварочных нагрузках, которые происходят как при использовании старых сварочных трансформаторов, так и новых инверторных аппаратов. Часто при подключении сварочных устройств напряжение падает минимум на 30 Вольт. Такое падение является серьезным и может повлиять на работу бытовых приборов.
Поэтому перед началом сварочных работ, согласно законодательству Российской Федерации, необходимо предупредить всех соседей, которые запитаны от одной линии. Это создает массу неудобств, к тому же соседи могут отказать в проведении таких работ. Выходом из такой ситуации является сварка от аккумулятора.
Когда и где она появилась впервые — неизвестно, однако первый задокументированный (снятый на видео) процесс был в 60 годах прошлого века.
Физика этого процесса ничем не отличается от обычной сварки. Так же, как и обыкновенная, сварка от АКБ происходит при образовании электрической дуги. При этом неразъемное сварочное соединение также происходит на молекулярном уровне — разогретый металл начинает плавиться, образуя шов.

На данный момент выполнить такую сварку можно тремя способами (условное разделение):
- Точечная сварка с использованием оголенных контактных проводов. Требует минимум подготовки, материалов, трудозатрат. Происходит очень быстро, соединение значительно слабее обычного сварочного шва. В процессе выполнения такой сварки электродами будут выступать медные провода.
- Подключение нескольких аккумуляторов в аккумуляторную батарею. Это позволит проводить сварочные работы угольными электродами небольшого диаметра (до 3 мм). При этом диаметр электрода зависит от выдаваемого аккумулятором максимального тока.
- Соединение нескольких аккумуляторов в батарею и подключение к ней инверторного сварочного аппарата. В этой ситуации сварочные работы производятся стандартно, меняется только источник питания.
Выбор способа сварки зависит от материалов свариваемых деталей. Так, соединение цветных и легированных металлов необходимо выполнять точечной сваркой (пункт 1) или угольными электродами (пункт 2).
Соединения черных металлов выполняются только сварочными инверторами (пункт 3). Также инверторы могут сваривать и цветные металлы, но, поскольку процесс сварки с помощью инверторов не нов, то подробного описания здесь не будет. Единственное, что стоит заметить — необходимость соединения 3-4 аккумуляторов одинаковой емкости и одинакового выходного тока в одну батарею. Стоит отметить, что инвертор быстро сажает батарею, от которой запитывается. Поэтому необходимо постоянно контролировать уровень заряда, подсоединив к батарее измерительный прибор.
В жизни каждого «радиогубителя» возникает момент, когда нужно сварить между собой несколько литиевых аккумуляторов — либо при ремонте сдохшей от возраста АКБ ноутбука, либо при сборке питания для очередной поделки. Паять «литий» 60-ваттным паяльником неудобно и страшновато — чуть перегреешь — и у тебя в руках дымовая граната, которую бесполезно тушить водой.
Коллективный опыт предлагает два варианта — либо отправиться на помойку в поисках старой микроволновки, раскурочить её и достать трансформатор, либо изрядно потратиться .
Мне совершенно не хотелось ради нескольких сварок в год искать трансформатор, пилить его и перематывать. Хотелось найти ультрадешёвый и ультрапростой способ сваривать аккумуляторы электрическим током.
Мощный низковольтный источник постоянного тока, доступный каждому — это обычная б.у. АКБ от машины. Готов поспорить, что он у вас уже есть где-то в кладовке или найдётся у соседа.
Подсказываю — лучший способ обзавестись старой АКБ задаром — это
дождаться морозов. Подойдите к бедолаге, у которого не заводится машина — он скоро побежит за новым свежим аккумулятором в магазин, а старый отдаст вам просто так. На морозе старая свинцовая АКБ может и плохо работает, но после заряда дома в тепле выйдет на полную ёмкость.
Чтобы сваривать аккумуляторы током от батареи, нам нужно будет выдавать ток короткими импульсами в считанные миллисекунды — иначе получим не сварку, а выжигание дыр в металле. Самый дешёвый и доступный способ коммутировать ток 12-вольтовой батареи — электромеханическое реле (соленоидное).
Проблема в том, что обычные автомобильные реле на 12 вольт рассчитаны максимум на 100 ампер, а токи короткого замыкания при сварке в разы больше. Есть риск, что якорь реле просто приварится. И тогда на просторах Алиэкспресс я наткнулся на мотоциклетные реле стартера. Подумалось, что если эти реле выдерживают ток стартера, причём много тысяч раз, то и для моих целей сгодится. Окончательно убедило вот это видео, где автор испытывает аналогичное реле:
Моё реле было куплено за 253 рубля и доехало до Москвы меньше, чем за 20 дней. Характеристики реле с сайта продавца:
- Предназначено для мотоциклов с двигателем 110 или 125 кубов
- Номинальный ток — 100 ампер сроком до 30 секунд
- Ток возбуждения обмотки — 3 ампера
- Рассчитано на 50 тыс. циклов
- Вес — 156 граммов
Реле приехало в аккуратной картонной коробочке и при распаковке отдало дикой вонью китайской резины. Виновник — резиновый кожух поверх металлического корпуса, запах не выветривается уже который день.
Агрегат порадовал качеством — под контакты выведены два омеднённых резьбовых соединения, все провода — залиты компаундом для водонепроницаемости.

На скорую руку собрал «тестовый стенд», контакты реле замыкал вручную. Провод использовал одножильный, сечением 4 квадрата, зачищенные наконечники фиксировал клеммником. Для подстраховки снабдил одну из клемм к АКБ «страховочной петлёй» — если бы якорь реле решил бы пригореть и устроить короткое замыкание, я бы успел сдёрнуть клемму с АКБ за эту верёвку:

Испытания показали, что машинка работает на твёрдую пятёрку. Якорь очень громко стучит, а электроды дают чёткие вспышки; реле не пригорает. Чтобы не тратить никелевую полосу и не практиковаться на опасном литии, мучил лезвие канцелярского ножа. На фото вы видите несколько качественных точек и несколько передержанных:

Передержанные точки видны и на изнанке лезвия:

Сначала нагородил простую схему на мощном транзисторе, но быстро вспомнил, что соленоид в реле хочет кушать аж 3 ампера. Порылся в ящике и нашёл взамен транзистору MOSFET IRF3205 и набросал простую схему с ним:

Схема довольно нехитрая — собственно, MOSFET, два резистора — на 1К и 10К, да диод, предохраняющий цепь от индуцированного соленоидом тока в момент обесточивания реле.
Сначала пробуем схему на фольге (с радостными щелчками жжёт дырки насквозь через несколько слоёв), потом достаём из загашника никелевую ленту для соединения аккумуляторных сборок. Коротко жмём кнопку, получаем громкую вспышку, и рассматриваем прожжённую дыру. Блокноту тоже досталось — прожгло не только никель, но и пару листов под ним:)

Даже сваренную двумя точками ленту разделить руками не выходит.
Очевидно, что схема работает, дело за тонкой настройкой «выдержки и экспозиции». Если верить экспериментам с осциллографом того же товарища с YouTube, у которого я подсмотрел идею с реле стартера, то на срыв якоря уходит около 21мс — от этого времени и будем плясать.
Пользователь Ютуба AvE тестирует скорострельность реле стартера в сравнении с SSR Fotek на осциллографе
Дополняем схему — вместо нажатий кнопки вручную доверим отсчёт миллисекунд Ардуине. Нам понадобятся:
- собственно Arduino — сойдёт Nano, ProMini или Pro Micro,
- Оптопара Sharp PC817 с токоограничивающим резистором на 220Ом — чтобы гальванически развязать Ардуино и реле,
- Понижающий напряжение модуль, например XM1584 , чтобы превратить 12 вольт от батареи в безопасные для Ардуины 5 вольт
- также нам понадобятся резисторы на 1K и 10K, потенциометр на 10К, какой-нибудь диод и любой buzzer.
- Ну и, наконец, нам будет нужна никелевая лента , которой сваривают аккумуляторы.
Собираем нашу нехитрую схему. Кнопку спуска подключаем к пину D11 Ардуино, притянув к «земле» через резистор на 10К. MOSFET — к pin D10, «пищалку» — к D9. Потенциометр подключил крайними контактами к пинам VCC и GND, а средним — к пину А3 Ардуино. При желании можете подключить к пину D12 яркий сигнальный светодиод.

Заливаем в Arduino немудрёный код:
Const int buttonPin = 11; // Кнопка спуска
const int ledPin = 12; // Пин с сигнальным светодиодом
const int triggerPin = 10; // MOSFET с реле
const int buzzerPin = 9; // Пищалка
const int analogPin = A3; // Переменный резистор 10К для выставления длины импульса
// Объявляем переменные:
int WeldingNow = LOW;
int buttonState;
int lastButtonState = LOW;
unsigned long lastDebounceTime = 0;
unsigned long debounceDelay = 50; // минимальное время в мс, которое надо выждать до срабатывания. Сделано для предотвращения ложных срабатываний при дребезге контактов спусковой кнопки
int sensorValue = 0; // считываем значение, выставленное на потенциометре в эту переменную…
int weldingTime = 0; // …и на его основе выставляем задержку
void setup() {
pinMode(analogPin, INPUT);
pinMode(buttonPin, INPUT);
pinMode(ledPin, OUTPUT);
pinMode(triggerPin, OUTPUT);
pinMode(buzzerPin, OUTPUT);
digitalWrite(ledPin, LOW);
digitalWrite(triggerPin, LOW);
digitalWrite(buzzerPin, LOW);
Serial.begin(9600);
}
void loop() {
sensorValue = analogRead(analogPin); // считываем значение, выставленное на потенциометре
weldingTime = map(sensorValue, 0, 1023, 15, 255); // приводим его к миллисекундам в диапазоне от 15 до 255
Serial.print(«Analog pot reads = «);
Serial.print(sensorValue);
Serial.print(«t so we will weld for = «);
Serial.print(weldingTime);
Serial.println(«ms. «);
// Для предотврещения ложных срабатываний кнопки убеждаемся сначала, что она зажата минимум в течение 50мс, прежде чем начать сварку:
int reading = digitalRead(buttonPin);
if (reading != lastButtonState) {
lastDebounceTime = millis();
}
if ((millis() — lastDebounceTime) > debounceDelay) {
if (reading != buttonState) {
buttonState = reading;
if (buttonState == HIGH) {
WeldingNow = !WeldingNow;
}
}
}
// Если команда получена, то начинаем:
if (WeldingNow == HIGH) {
Serial.println(«== Welding starts now! ==»);
delay(1000);
// Выдаём три коротких и один длинный писк в динамик:
int cnt = 1;
while (cnt
Затем подключаемся к Ардуине с помощью Serial monitor и поворотами потенциометра выставляем длину сварочного импульса. Я опытным путём подобрал длину в 25 миллисекунд, но в вашем случае задержка может быть иной.
По нажатию на спусковую кнопку Ардуино несколько раз пропищит, после чего включит на мгновение реле. Вам потребуется извести небольшое количество ленты перед тем, как вы подберёте оптимальную длину импульса — чтобы и сваривалось, и не прожигало дыры насквозь.
В результате имеем простую бесхитростную сварочную установку, которую легко разобрать:

Несколько важных слов о технике безопасности
:
- При сварке в стороны могут разлетаться микроскопические брызги металла. Не выпендривайтесь, одевайте защитные очки, они стоят три копейки.
- Несмотря на мощность, реле теоретически может «пригореть» — якорь реле приплавится к месту контакта и не сможет вернуться обратно. Вы получите короткое замыкание и быстрый разогрев проводов. Заранее обдумайте, как вы в такой ситуации будете сдёргивать с АКБ клемму.
- Вы можете получать разные степени сварки в зависимости от заряда АКБ. Во избежание сюрпризов настраивайте длину сварочного импульса на полностью заряженной АКБ.
- Заранее подумайте, что вы будете делать, если продырявите литиевый аккумулятор 18650 — как вы будете хватать раскалившийся элемент и куда его закинете догорать. Скорее всего, у вас такого не произойдёт, но с видео последствий самовозгораний 18650 лучше ознакомьтесь заранее. Как минимум, приготовьте металлическое ведро с крышкой.
- Контролируйте заряд вашей автомобильной батареи, не допускайте её сильного разряда (ниже 11 вольт). Это не полезно батарее, да и соседа, которому срочно потребуется «прикурить» машину зимой, не выручите.
Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Точечная сварка из старого сварочного аппарата
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Сечение провода вторичной обмотки должно быть не менее 1,8 см2. Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Технология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Иллюстрация процесса точечной сварки
Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Сборка комплекта контактной сварки и последовательность работ
При проведении контактной сварки своими руками необходимо понимать, что весь процесс занимает от 0,5 до 1,5 сек, поэтому пусковая кнопка должна быть поставлена в разрыв цепи первичной обмотки инвертора. Важно не допустить прожога металла, а для этого необходимо отрегулировать высокочастотное выходное напряжение инвертора оптимальным образом и экспериментально подбирать длительность сварки. При соединении листов внахлёст необходимо обеспечить их неподвижность относительно друг друга, а также с постоянной силой прижимать электрод к точке сварки.
Окончательная сборка подразумевает соединение всех узлов и проверку надёжного, безопасного контакта в цепи сварочного тока и кнопки управления. Проверка работоспособности устройства и регулировка выходных параметров состоит из следующих действий:
- установка инвертора на минимальный сварочный ток;
- проверка надёжности подключения кабеля, пистолета или клещей, а также пусковой кнопки;
- на пробных деталях проводится кратковременная, точечная сварка и при необходимости корректируется настройка выходных параметров инвертора;
- прекращается сварка и оценивается результат, в случае прожигания заготовок, уменьшается ток и время сварки в точке контакта;
- правильной считается сварка, при которой отрыв заготовок друг от друга происходит по металлу, а не по точке сварки;
- в случае использования устройства, как споттера, нужно обеспечить надёжное приваривание наконечников к поверхности ремонтируемого участка.
Очень важно обеспечить безопасность работающего, чтобы избежать возможного поражения электрическим током и проводить сварку в специальной одежде, защищающей от ожогов.
Принцип действия и устройство аппаратов точечной контактной сварки
После того, как металлические пластины, которые необходимо сварить, зажимаются электродами, на них подается кратковременный импульс электротока большой силы. Время импульса подбирается в зависимости от характеристик двух свариваемых металлов. Обычно разряд длится от 0,01 до 0,1 доли секунды.
Устройство аппарата контактной точечной сварки.
Когда импульс проходит сквозь металл, детали расплавляются и между ними образуется общее жидкое ядро и пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением.
Через несколько мгновений жидкое ядро кристаллизуется и получится прочный слиток их двух элементов.
Давление на детали снимается постепенно, если необходимо сковать листы на более глубокую толщину относительно друг друга на финальной стадии давление усиливается, это позволит достичь максимальной однородности металлов в месте сварки.
Важно! Чтобы повысить качество сварки важно предварительно обработать поверхности деталей для удаления оксидной пленки или коррозии.
Сферы применения контактной сварки
Контактная точечная сварка используется для изготовления конструкций из различных металлов и их сплавов. Данная технология отличается экологичностью, прочностью соединения, скоростью и лёгкостью автоматизации процессов. Именно благодаря этим характеристикам точечную сварку широко используют:
- в автомобильной промышленности;
- в судо- и самолётостроении;
- в производстве электроники;
- в ювелирном деле;
- в производстве товаров народного потребления и т.д…
Самодельная контактная сварка не отличается такой мощностью и возможностями, как промышленный агрегат, тем не менее, и она может использоваться для соединения деталей из всех типов стали и сплавов. Для домашней мастерской можно сделать сварочный аппарат из обычной старой микроволновки. Ниже мы рассмотрим, как самостоятельно изготовить контактную сварку из деталей от печи СВЧ.
Несколько слов в завершение
Вот мы и рассмотрели, как сделать из микроволновки сварочный аппарат для домашней мастерской. Это намного дешевле, чем приобретать такое оборудование заводского производства, и интереснее. Процесс вполне по силам любому человеку, имеющему минимальные знания в области электротехники. Этот прибор всегда пригодится в гараже, в домашней ювелирной мастерской, а так же тем, кто занимается ремонтом или созданием электронных приборов. Надеемся, что наша статья была для вас полезной, и вы оцените её в комментариях.
Сварочный аппарат из микроволновки
Прибор для точечной контактной сварки можно изготовить самостоятельно, использовав трансформатор от микроволновки.
При изготовлении такого сварочного прибора нужно взвесить, что будет дешевле – осуществить покупку инвертора или сделать самостоятельно, применив трансформатор из ненужной микроволновки.
Трансформатор – самая дорогая деталь нашего будущего самодельного прибора. Все остальные расходники – провода, кожух и основа, на которую будет производиться крепление, будут практически в любой мастерской.
Нам потребуется мощность трансформатора не менее 1 кВт. С помощью сварочного аппарата, использующего такой трансформатор, реально делать точечную сварку листов до 1 мм.
Удвоение мощности трансформатора позволит работать с листами до 1,8 мм толщиной. Трансформатор современной микроволновки может быть мощностью до 3 кВт.
При необходимости можно использовать два и три трансформатора. Эта цепь позволит увеличить мощность подаваемого тока.
Требуется вынуть трансформатор из металлического кожура и избавится от шунтов для ограничения тока и вторичной обмотки.
Микроволновая печь использует высокое напряжение, поэтому на первичной обмотке трансформатора присутствует меньшее количество петель, чем на вторичной.
Из-за этого появляется разность потенциалов. Наша задача – изменить вторичную обмотку, приспособив ее под цели контактной сварки.
Тщательно зачистите трансформатор от остатков вторичной проводки и шунтов, при необходимости используйте металлическую щетку или длинный узкий предмет (например, отвертку).
Нетронутой останется только первичная обмотка, вторичную будем делать заново.
Учитывая высокое напряжение, берем многожильную электрическую проводку с сечением не менее одного квадрата.
Видео:
Если будет использоваться цепь из двух или более трансформаторов, то выводы всех вторничных обмоток от них сводим в одну.
Когда использован один трансформатор, то корпус для него можно приспособить из той же микроволновой печи, уменьшив ширину и длину.
Для системы трансформаторов кожух можно сделать из железного листа, снабдив его изолирующим слоем. Вторичная обмотка формируется 2-4 витками провода.
Однако, толстый слой изоляции, в которую упакован провод, не даст загнуть его по катушке.
Поэтому вынимаем провод из изоляции и в качестве изоляционного покрытия мы сможем применить обычную гибкую изоленту.
Двумя-тремя петлями провода мы добьемся напряжения в 2 Вт.
Для подвода тока к месту сварки создаем рычажный механизм, один рычаг которого жестко закреплен на основной поверхности (для удобства контактной сварки на этой же поверхности можно закрепить с помощью струбцин и трансформатор в кожухе).
Второй рычаг при опускании будет сдавливать детали. Выключатель вводим в цепь первичной обмотки и устанавливаем на верхний рычаг.
Это позволит одновременно сжимать деталь и пускать ток. Клещи в этом случае не используются, а сами наконечники предварительно паяются с проводами для предотвращения окисления.
При точечной сварке будем использовать стержни из меди толщиной больше, чем диаметр провода. В процессе работы их нужно подтачивать и при необходимости менять.
В ходе работы деталь зажимается с помощью рычагов между двумя электродами и пускается ток.
Изготовление трансформатора
Контактная сварка, основным конструктивным элементом которой является трансформатор, выполняется своими руками. Можно извлечь трансформаторное оборудование из любого устройства, главное, учесть расчет трансформатора, чтобы сила тока была не менее 2,5 А. Старую обмотку следует удалить, и установить кольца на магнитопровод из тонкого электропроводного картона. Этот провод обматывается лакотканью более чем в 3 слоя.
Для изготовления первичной обмотки следует использовать провода, изолированные тканью для лучшей пропитки, диаметром 1,5мм. Для вторички лучше применить многожильный провод 20 мм в диаметре в кремнийорганической изоляции. Рассчитать количество витков из расчета мощность аппарата. После наматывания перчвички наматывается хлопковая лента, затем на нее накладывается вторичка. Все пропитывается лаком.
Сварщик контактной сварки ручной машины должен знать все конструктивные элементы. Вакансии на эту специальность востребованы. Дуговая сварка тоже имеет в своем конструкторском решении трансформатор.
Самодельное устройство для сварки
Аппарат для контактной сварки относится к незаменимым устройствам. Подобные агрегаты должны находиться на «вооружении» у каждого мастера. В гараже, на даче, в мастерской и даже дома подобным агрегатам всегда найдется применение.
Аппарат контактной сварки стоит достаточно дорого, поэтому его изготовление выглядит весьма привлекательно. Во-первых, данным устройством в будущем можно гордиться и хвастаться. Во-вторых, самодельная ручная контактная сварка стоит значительно дешевле.
Важным также является тот факт, что собрать самостоятельно подобное устройство вполне реально из подручных материалов, что еще больше удешевит стоимость агрегата. Кроме того, сборка не отличается высокой сложностью и с ней справится практически любой человек. В этом деле важно строго следовать инструкции.
Принципиальная схема аппарата точечной сварки.
Стоит отметить следующее: задача изготовления значительно упрощается, если делать споттер из сварочного аппарата, вышедшего из стоя. В данном случае будут практически все необходимые детали. В результате сборка нового агрегата не вызовет никаких затруднений.
Еще одним распространенным способом является создание аппарата на основе СВЧ печи. В этом случае главное правильно соблюдать подсоединение трансформаторов, особенно если их несколько.
Достаточно разобраться с принципиальной схемой контактной сварки, а также понять принципы ее работы, чтобы суметь изготовить прибор не только по готовым чертежам, но и по собственным. В последнем случае появляется возможность создания оборудования, полностью удовлетворяющего все требования мастера.
При должном подходе получится сделать сварку лучше моделей, продаваемых в магазинах. Это связано с тем, что в собственном изделии будут учтены многие параметры, важные мастеру. Речь идет и о конструкции клещей, и о размерах корпуса, а также о мощности и массе аппарата.
В домашних условиях контактная сварка применяется для сварки авто, металлических листов, проводов, мелкой бытовой техники и многого другого.
Микросварка: нюансы создания и использования
Решив изготовить точечную сварку в кустарных условиях, нужно не забыть ряд нюансов её применения:
- Прежде, чем запускать устройство в первый раз, нужно провести проверку надёжности изоляции и соединения всех частей конструкции.
- Требуется организовать вспомогательную вентиляционную систему.
- Запрещается пользоваться аппаратом длительное время без перерывов.
- Наконечники электродов необходимо регулярно затачивать.
- Перед началом работ стоит произвести пробный пуск на низкой мощности.
Собрать точечную сварку своими руками по силам любому мастеру. Требуется лишь иметь минимум знаний в области электротехники. Самостоятельное создание сварочного аппарата намного выгоднее и занимательнее покупки промышленного инструмента.
Это оборудование неизменно пригодится в гаражном ангаре, а ещё тем, кто занимается изготовлением ювелирных украшений либо ремонтом электроники.
Устройство и работа цепи управления
В сварочном аппарате цепь управления служит своеобразным реле времени. При включении К1 на заданный временной промежуток, задается, таким образом, время, в течение которого электрический импульс будет воздействовать на свариваемые детали. В состав цепи управления входят электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт, переключатели П2К с независимой фиксацией, а также кнопки КН1 и два резистора R1 и R2.
Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ. Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый. Когда включается автоматический выключатель АВ1 начинается зарядка конденсаторов, подключенных через П2К к блоку питания и цепи управления. С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается.
Зарядный ток в этот момент протекает через нормально-замкнутый контакт кнопки КН1. После нажатия на эту кнопку, происходит размыкание нормально-замкнутой контактной группы, после чего цепь управления отключается от блока питания. Далее замыкается нормально-разомкнутая контактная группа, в результате чего заряженные емкости подключаются к реле К1. В этот момент происходит разрядка конденсаторов и под действием тока срабатывает подключенное реле.
Поскольку нормально-замкнутые контакты находятся в разомкнутом состоянии, реле не может быть запитано напрямую от блока питания. От времени разряда конденсаторов зависит продолжительность замкнутого состояния контактов 4 и 5 в ключе МТТ4К и, соответственно, продолжительность сварочного импульса. После полной разрядки конденсаторов реле К1 отключается, и сварочный процесс прекращается. Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
Как сделать своими руками клещи для контактной сварки
Изготовление и выбор клещей для точечной сварки – последний этап работы над сварочным аппаратом. Их выбор зависит от характера работ, системы привода, планируемого размера деталей, которые нужно сварить.
Иногда клещи изготавливаются из кусочков медных труб, скрепленных вот так просто с помощью шурупов.
Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза. Некоторые мастера в качестве электродов используют жало от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток. А сами клещи необходимо тщательно сварить и заизолировать.
Сварочные клещи
Переносное устройство для контактной точечной сварки своими руками делается по принципу плоскогубцев. Длинные ручки позволяют с небольшим усилием плотно сдвигать жала. Их крепят перпендикулярно коротким концам зажимных ручек.
Жала вытачивают из меди или бронзы, их делают съемными, чтобы можно было менять площадь контакта. В процессе работы к жалам подводят ток. Толстый провод монтируют или приваривают к металлическим ручкам. Длинные концы рычага хорошо изолируют.
В качестве источника электропитания используют трехфазный трансформатор. Если мощности имеющегося трансформатора недостаточно, в качестве дополнительной обмотки на него набрасывают два витка толстого провода. Таким устройствами скрепляют листы до 6 мм толщиной. Для тонкого металал они не подходят.
Точечная сварка для литиевых аккумуляторов своими руками: особенности работы
Довольно часто возникает ситуация, когда к литиевым аккумуляторам нужно прикрепить тонкую металлическую пластину. А они очень боятся перегрева от воздействия высоких температур. Помочь в этой ситуации поможет сделанная своими руками точечная сварка для аккумуляторов. Особенность такого оборудования заключается в том, что управление процессом происходит автоматически. Ниже мы рассмотрим, как работает сварочный аппарат для литиевых батарей.
Чертежи
Оборудование
Готовые аппараты для точечной сварки бывают стационарными и переносными, ими удобно пользоваться при проведении ремонтных работ. В промышленности используются сварочные автоматы. Есть переносные рычажные сварочные устройства, они называются клещами.
Сварочное оборудование стоит недешево, пользоваться им приходится редко. Умельцы нашли рациональный выход из положения.
Устройство точечной сварки для аккумуляторов и кузова своими руками сделать вполне реально. Его можно использовать для ремонта бытовой техники, создавать декоративные изделия из металла.
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.
Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Основной функциональный принцип
Схема точечной сварки отличается простотой. Вначале производят плотное придавливание металлических изделий друг к другу. Далее через небольшие промежутки на них подают ток, который нагревает металл и запускает процесс диффузии.
Как только аппарат выключают, зона контактов электродов начинает остывать, а материал кристаллизоваться.
Конструкционное исполнение сварочного агрегата
На картинках точечной сварки видно, что её конструкционное исполнение представлено тремя блоками (двумя – основными и одним вспомогательным). В состав механического блока входят:
- электроды в виде зажимных клещей;
- механизм для зажима;
- привод вращения (в шовном оборудовании);
- механизм сжатия и осадки (в сварке стыкового типа).
Ключевые элементы электрического узла:
- трансформаторное устройство;
- регулятор выходного напряжения;
- вторичный контурный узел;
- прерыватель первичной цепи;
- регулятор циклов.
Вспомогательный блок содержит в себе системы водяного охлаждения и пневматической гидравлики.
Чтобы получить разряд нужной мощности при небольшом напряжении, требуется индукционный трансформатор. Правильно подобранный баланс обмоток даст необходимый для плавки металла в контактной зоне электродов мощный импульс.
Зажимные клещи в аппарате точечной сварки своими руками имеют вид двух контактов, выполненных из графита или меди. Их закрепляют на различных рычагах и приводят в действие с помощью механизма сжатия, привод которого может быть:
- механическим;
- пневматическим;
- гидравлическим;
- электромагнитным.
Детали и инструменты для сбора прибора своими руками
У каждого компетентного мастера всегда найдутся под рукой обычные кнопки типа вкл/выкл, они достаточно будет применить для схемы управления вашей контактной сваркой.
Также недостающей деталью служит медный провод, который в будущем, мы будем использовать для намотки на трансформатор. О сечении этих проводов, я расскажу вам чуть позже в моей статье.
Если вы умеете пользоваться формулами и рассчитывать необходимое сечение, я возражать не буду, хотя я вернусь к этому чуть позже.
И последней составляющей будут подручные материалы для рычагов и электродов. Теперь вернёмся к нашим необходимым инструментам, нам нужны будут стамеска или же ножовка, припой и, конечно, паяльник.
Убедительная просьба, не забудьте об изоляции, без неё процесс невозможен!
Мастерить контактную сварку из инвертора своими руками не очень хороший вариант, учитывая, что из него нам будет достаточно одного трансформатора, хотя и на это у меня есть альтернатива, но об этом чуть позже.
Если вы были настроены использовать и электронику, то я бы вам не стал этого советовать, так как процесс этот достаточно трудоёмкий и неэффективный.
Теперь я открою вам завесу. Альтернативой взятого трансформатора из инвертора, является трансформатор из микроволновой печи, всё верно, вам не показалось, именно от туда.
Как показала практика, трансформаторы, взятые с СВЧ, подходят для наших целей, их легко усовершенствовать, так что остановимся на них.
Самостоятельное изготовление
Машины контактно – стыковой сварки должны быть безопасны в период эксплуатации, а также необходимо знать для каких целей устройство будет использоваться. Самодельная контактная сварка изготавливается в бытовых условиях. Для этого учитывается, что толщина металла должна быть не более 1 мм, а сечение проволочных электродов не более 4 мм.
Работа сварочного аппарата осуществляется при 220 В и 50 Гц, при этом напряжение на выходе получается от 4 до 7 В. Показатель импульсного тока составляет до 1,5 тысяч А. Блок управления контактной сваркой можно смастерить, после просмотра видео.
Электрические схемы на чертеже совмещают следующие конструкции:
- выключателя, работающего в режиме автоматики;
- цепи для управления работой;
- силовой части;
- трансформатора для контактной сварки;
- тиристора однофазного для подключения питания к сети.
Схема обмоток включает первичную, имеющую шесть выходов для включения и обеспечения регулирования тока во вторичной. При этом первый подключается к сети, а 5 регулируют параметры процесса.
Схема пускателя на чертеже МТТ4 включает:
- Тиристорный ключ.
- Через два контакта одновременно происходит перераспределение нагрузки на другие 2 контакта через трансформатор.
Схема управления состоит из:
- блока питания из трансформатора;
- реле для замыкания контактов при подаче напряжения;
- диодного моста, выполняющего функцию выпрямителя.
Принадлежности для контактной сварки:
- Корпус, не пропускающий ток.
- Трансформатор, на который намотана поволока.
- Клещи.
- Электроды.
- Электросхемы.
- Ряд приборов безопасности: манометры для газа на входе давления.
Автоматизация процесса выполняется при использовании всех составляющих. Сварщик контактной сварки должен обладать определенными навыками при соединении швом или местами. Вакансии этой специальности часто можно найти в интернете.
Требуемый инвентарь
Чтобы получить компактный сварочный инструмент, вам потребуется ряд вещей:
- трансформаторное устройство ненужной СВЧ-печки;
- клеммная колодка;
- прут из меди толщиной 0, 17 см;
- кусок многожильного кабеля 8 миллиметрового сечения;
- механизм таймера;
- переходник на 12 вольт и 0,5 ампер;
- корпус БП от старого компьютера;
- выключатель;
- микрокнопка;
- рейка (из дерева);
- стальная пружина.
Разновидности сварки, относящейся к контактному типу
Контактная сварка в домашних условиях может выполняться разными способами, что влияет на появление следующей классификации.
Сварка сопротивлением
Чтобы выполнить сварку, специальным образом обработанные детали состыкуются между собой. Ток включают только после того, как изделия нагреваются до пластического состояния, и произведена осадка.
Стыковая контактная сварка
Контактный метод сваривания сопротивлением преимущественно применяется для изделий, изготовленных из низкоуглеродистой стали. Желательно, чтобы они имели сечение в виде прямоугольника или круга с площадью меньше 1000 кв. мм. Если необходимо соединить детали из легированной стали, необходимо придерживаться несколько других требований. Площадь их сечения не должна превышать 21 кв. мм.
Данная технология широко применяется для обработки цветных металлов и их сплавов. С ее помощью удается хорошо сваривать разные материалы – латунь с медью, разные типы стали. Чтобы добиться эффективности методики, необходимо обеспечить высокое качество обрабатываемых поверхностей и тщательно контролировать температуру нагрева.
С непрерывным оплавлением
Чтобы реализовать данную технологию, необходимо придерживаться такой схемы:
- Детали устанавливают в специальные зажимные механизмы.
- Включают сварочный ток и плавно соединяют изделия.
- Происходит оплавление торцов применяемых деталей.
- Осуществляют осадку и выключают ток.
Преимуществом методики называют ее высокую производительность. К недостаткам можно отнести высокий расход металла. Технология преимущественно применяется для тонкостенных труб и листов.
Сварка с непрерывным оплавлением
С прерывистым оплавлением
Чтобы применить данную методику, осуществляют чередование плотного и неплотного контакта изделий при включенном рабочем токе. Прерывистые движения зажима приводят к периодическому замыканию электрической цепи. Это происходит до тех пор, пока торцы обрабатываемых материалов не нагреются до требуемой температуры. В последующем происходит осадка.
Данная технология актуальна, когда недостаточно мощности для осуществления непрерывного оплавления.
Сварка точечного типа из СВЧ-печи
Если вам в хозяйстве срочно требуется произвести сварные работы, изучите мастер-класс создания точечной сварки своими руками из микроволновки, отслужившей свой срок.
Процесс эксплуатации точечной микросварки, сделанной своими руками
Во время эксплуатации сварочного аппарата не забывайте простое вправило: «Семь раз отмерь – один включи!»
Еще несколько правил, которые пригодятся для правильной работы и долгой эксплуатации прибора:
- Во время включения и выключения прибора электроды должны быть сжаты. Иначе вы рискуете сжечь их.
- Очень важно заранее продумать систему охлаждения прибора. Особенно это касается аппаратов высокой мощности.
- Перед работой важно проверить качество соединения всех элементов сети. А также изоляцию проводов.
- Исключите работу с несколькими деталями подряд. Иначе вы рискуете перегреть прибор.
- Перед работой проведите тестовый запуск на малой мощности.
Надеемся, что наши рекомендации будут полезны при сборке прибора для точечной сварки своими руками. Если у вас есть вопросы к автору статьи, задавайте их в комментариях и предлагайте свои варианты для решения задач по тестированию и сборке сварочных аппаратов.
Инверторный аппарат для точечной сварки
Этот аппарат собран на базе импульсных схем и позволяет производить точечную сварку даже при питании от низковольтных источников типа аккумуляторов.
Схема и необходимые элементы
Схема данного прибора представляет собой инвертор, который преобразует постоянное напряжение в высокочастотные колебания с частотой 30-50 кГц.
Для преобразования постоянного напряжения в переменное используется двухтактный генератор на мощных полевых транзисторах. Транзисторы должны пропускать ток не менее 40 А и иметь допустимое рабочее напряжение не менее 50 В.
Колебательный контур генератора определяется индуктивностью первичной обмотки трансформатора и конденсатором, емкость которого не должна превышать 2 мкФ. В принципе, емкость можно увеличить, но тогда генератор будет работать на более низких (звуковых) частотах, в результате чего трансформатор будет излучать свист.
Алгоритм создания аппарата:
- Из силового трансформатора блока питания компьютера АТХ 450 делается импульсный трансформатор.
- Из трансформатора удаляются все обмотки и наматывается первичная обмотка жгутом из 3 проводов диаметром 1 мм.
- Поверх первичной обмотки наматывается 1 виток вторичной обмотки, представляющий собой медную ленту шириной 22 мм и толщиной 1 мм.
- Вторичная обмотка фиксируется в трансформаторе эпоксидным клеем, а на концы ее напаиваются латунные клеммы. В клеммы вставляются и фиксируются отрезки медного провода диаметром 2 мм, которые и будут выполнять роль электродов.
- Используемый в схеме дроссель выполняется на тороидальном сердечнике и имеет от 10 до 30 витков провода диаметра 1,5 мм.
- Транзисторные ключи крепятся на небольших радиаторах.
- Все элементы устанавливаются на плате из изоляционного материала и соединяются пайкой с помощью проводов в соответствии со схемой аппарата.
- Сверху электрическая схема закрывается корпусом из изоляционного материала.
- В удобном месте устанавливается кнопка управления.
Конструкция аппарата и необходимые детали
Любой сварочный агрегат контактного типа состоит из 2 узлов:
- блока питания (трансформатора);
- прижимных клещей.
Для получения мощного электрического разряда при минимальном напряжении применяют индукционный трансформатор.
Правильное соотношение обмоток позволяет генерировать ток, силы которого достаточно для плавления металла. Конструкция клещей включает графитовые или медные контакты, устанавливаемые на разные рычаги, фиксирующие механизм.
Существуют следующие типы прижимов:
- Механические. Включают мощную пружину и рычаг. Для сжатия металлов применяется мышечная сила сварщика. Прижимы такого типа устанавливают в бытовые аппараты, используемые для простых операций.
- Пневматические. Устанавливаются в портативные ручные аппараты. Настраиваются путем изменения давления в воздушном канале. Недостатком считают низкую производительность, невозможность регулировки параметров функционирования во время сварки.
- Гидравлические. Прижимы также отличаются небольшой скоростью работы, однако набор настроек у них шире, чем у предыдущего типа.
- Электромагнитные. Отличаются самой высокой производительностью, устанавливаются как в ручные, так и в стационарные агрегаты. Электромагнитные прижимы позволяют регулировать силу сжатия деталей при сварке. Это снижает вероятность возникновения непроваров и наплывов металла.
Иногда конструкцию усложняют, добавляя системы жидкостного охлаждения, управления параметрами тока, автоматического перемещения электродов.
При сборке самодельного аппарата для точечной сварки мастеру потребуются следующие детали и материалы:
- доработанный трансформатор от старой микроволновой печи или автомобильного аккумулятора;
- толстый медный провод или жгут кабелей небольшого сечения;
- рычаги, используемые для сборки зажимов;
- основание для установки блоков агрегата;
- прижимные струбцины;
- провода;
- изоляционные материалы;
- медные электроды, необходимые для выполнения сварки;
- клавиша управления.
Источники
- https://WikiMetall.ru/oborudovanie/tochechnaya-svarka-svoimi-rukami.html
- https://www.asutpp.ru/tochechnaya-svarka-svoimi-rukami.html
- https://electrod.biz/apparat/vid-svarki/delaem-kontaktnuyu-svarku.html
- https://seti.guru/kontaktnaya-tochechnaya-svarka-svoimi-rukami
- https://homius.ru/kontaktnaja-tochechnaja-svarka-svoimi-rukami.html
- https://rezhemmetall.ru/kontaktnaya-svarka-svoimi-rukami.html
- https://metmastanki.ru/kontaktnaya-svarka-svoimi-rukami-izgotovlenie-chertezhi
- https://tutsvarka.ru/vidy/tochechnaya
- https://podelki.expert/tochechnaya-svarka-svoimi-rukami/
- https://SevenTools.ru/svarka/kontaktnaya-svoimi-rukami.html
- https://svoimirykamiinfo.ru/tochechnaya-svarka-svoimi-rukami/
- https://paes250.ru/delaj-sam/invertornaya-tochechnaya-svarka.html
- https://elsvarkin.ru/texnologiya/apparat-iz-invertora/
- https://svarkaved.ru/tekhnologii/tochechnaya-svarka/samodelnyj-apparat-dlya-tochechnoj-svarki