Аппараты контактной точечной сварки могут стать незаменимыми при ремонтных работах в гараже или автосервисе, а также в мелкосерийном производстве.
Контактная сварка сталь 65Г
Рассмотрим случай из практики, в котором точечная сварка выручает: предположим, вам необходимо сварить конструкцию из стали 65Г, но данная сталь не применяется для сварных конструкций.
Что делать?
Выход простой! Эта сталь сваривается без ограничений контактной сваркой. Правда состоит в том, что марок сталей, обладающих такими же свойствами, как Ст 65Г много, и деться от них некуда. Если вы хотите получить конструкцию или деталь с заданными свойствами, либо имеете дело с ремонтом конструкции, изготовленной из стали, которая не пригодна для сварки плавлением, возможно, вы сможете использовать в своей работе контактную сварку. Она существенно облегчит вам жизнь.
Аппарат для кузовных сварочных работ
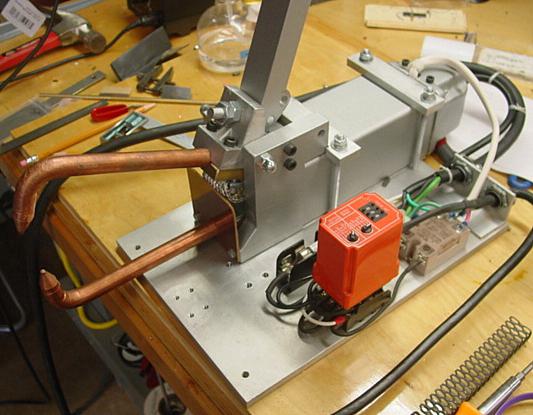
Поменять крыло автомобиля — работы на пару часов со специально выпускаемую для работ по ремонту кузова аппаратом для контактной сварки Telwin Digital Car Puller 5000 (см. характеристики). Модель подходит не только для автосервиса. С его помощью производят все сварочные работы с тонкими металлическими листами.
Что такое «споттер»?, читайте на нашем сайте.
Кузовной ремонт видео — Telwin Digital Car Spotter 5500
Точечная сварка с Telwin Digital Car Spotter 5500
Digital Car Spotter 5500 – трехфазный аппарат точечной конденсаторной сварки с микропроцессорным регулированием. Он оснащен контрольной панелью, с помощью которой автоматически задаются параметры сварки.
Вам только нужно учесть используемый инструмент и толщину свариваемого листа. Небольшой, но многофункциональный аппарат Digital Car Spotter 5500 дает возможность выполнять работы любой сложности по кузовному ремонту в автосервисе, имея для этого стандартный и дополнительный набор инструментов и оснастки. Также незаменимым будет такой аппарат в мелкосерийном производстве. В стандартном наборе к аппарату прилагается пистолет для приварок шпилек, шайб, обратный молоток, набор аксессуаров.
В дополнительный набор входит: тележка для удобной транспортировки, с-образные клещи, универсальное рихтовочное устройство, разогревающий электрод, оснастка для вытяжки ребер жесткости, держатель для приварки волнистой проволоки, а также зажимы для кузовных работ, обратные молотки, точечные крепления массы.
С помощью данного аппарата не только осуществляют различную одно- двухстороннюю точечную сварку, но и выпрямляют листы с разнообразными деформациями, осуществляют нагрев и закалку с помощью угольного электрода (для закалки необходимо быстро охладить поверхность водой).
Важную роль в технике играют сварочные процессы. Одним из способов является точечная сварка — создание неразъемного соединения деталей в одной или нескольких точках.

Что влияет на прочность сварки
Прочность сварки зависит от размера и структуры участка, на которые, в свою очередь, влияют следующие факторы:
- площадь контакта;
- размеры электродов;
- сила прижатия деталей;
- размеры поверхностей контакта электродов;
- величина и время прохождения сварочного тока;
- состояние поверхностей.
Контактная точечная сварка имеет широкий диапазон применения. Этим способом соединяют между собой детали от толщины 0,02 мкм в приборостроении до 20 мм листов в металлоконструкциях.

Она характеризуется сварочным током в сотни ампер, а также малым сопротивлением электродов и контактных поверхностей.
Преимущества
Точечная сварка, своими руками произведенная, обеспечивает следующие преимущества:
- высокую прочность шва;
- экономичность способа;
- возможность автоматизации работы.
Особенности процесса точечной сварки
Процесс используется в производственных целях и в домашнем хозяйстве. Производится сваривание следующих материалов:
- листового металла;
- изделий из стали и цветных сплавов;
- сортовых и гнутых профилей.
В быту точечная сварка просто необходима для ремонта разных инструментов, кухонного оборудования, домашней утвари. Процесс заключается в точном совмещении деталей в заданном положении. Они устанавливаются между электродами и прижимаются друг к другу. При этом производится разогрев электрическим током точки соединения до пластической деформации, в результате которой детали свариваются. Главное для сварщика — их точная фиксация, создание определенного усилия прижатия, тока и времени процесса. Теплового импульса должно хватить, чтобы металлы в зоне контакта расплавились, и сформировалось общее жидкое ядро.
Аппараты точечной сварки
Все больше промышленных изделий стараются изготовить наиболее простым и дешевым методом. Это касается также ремонта. Аппарат точечной сварки — это крайне необходимый инструмент для мастерских.

Многие умельцы приобретают его, поскольку привыкли работать самостоятельно.
Выбирая устройство, надо правильно определить его назначение. Во многих случаях можно обойтись самодельным простейшим устройством, когда требуется точечная сварка. Цена фирменного оборудования колеблется в пределах 5 — 200 тыс. руб. Чем больше функций у модели, тем она дороже.
Аппараты различаются по способам установки. В производственных условиях используют стационарные устройства. Для поточных линий применяются подвесные модели. Их часто применяют в авторемонтных мастерских. Самым удобным для домашнего мастера является переносной аппарат.
Электропитание точечной сварки производится однофазным или трехфазным переменным током. Целесообразно применять инверторные и конденсаторные аппараты, не создающие значительной нагрузки на электросеть.
Популярными устройствами точечной сварки стали споттеры. Клещи у них отсутствуют. Один вывод источника тока подключается к корпусу детали, а другой — к прикрепляемому элементу. Когда требуется исправить вмятину на автомобиле, к этому месту приваривается гайка или болт с помощью специального пистолета способом прижатия. Затем дефект исправляется посредством вытягивания, после чего элемент снова нагревается и удаляется.
Провода от источника делают как можно короче, а место соединения — максимально близко от участка правки.
К приборам постоянно добавляются новые функции. С их помощью теперь можно не только сваривать, но и создавать локальный нагрев, а также ставить заплаты. Многофункциональность делает их тяжелее, мощнее и дороже.
Плюсы и минусы различных моделей аппаратов для точечной сварки
Самая простая точечная сварка, своими руками произведенная, возможна только с ручным управлением, позволяющим каждый раз настраивать сварочный ток и очень приблизительно контролировать продолжительность работы.
Автоматическая система управления дает возможность выполнять качественную сварку неспециалистам. За счет этого снижаются затраты на работу и уменьшается выход брака.
Качество соединения зависит от величины сжатия деталей. Самым простым является ручной привод, чаще всего используемый при бытовых работах. Это существенно снижает стоимость аппарата.
Механический привод является одним из самых популярных и применяется во многих устройствах сварки.
Пневматика и гидравлика создают значительное давление прижатия с возможностью регулирования. Подобные устройства обычно содержит стационарная машина точечной сварки, применяемая в промышленности.
Переносные устройства широко применяются и порой не уступают стационарным мощным аппаратам. Сварочный аппарат точечной сварки изготавливается в виде ручных клещей и может соединять листы толщиной около 5 мм.
Ручной привод прижатия с помощью рычага дает возможность создавать усилия до 150 кг. Благодаря универсальности устройства и простоте выполнения операции достигается качественная точечная сварка. Цена таких аппаратов вполне приемлема, что дает им определенные преимущества перед дорогими аналогами.
Инверторные устройства завоевали популярность в точечной сварке. Несмотря на высокую стоимость, их хорошо берут, благодаря легкости, многофункциональности, небольшим габаритам и возможности подключения к бытовой сети.
Аппарат точечной сварки — своими руками?
Простейшее устройство для точечной сварки изготавливается своими руками без регулирования силы тока. У сварщика остается возможность управлять процессом только за счет изменения его продолжительности.
Основные элементы самодельного устройства
- Силовой трансформатор.
- Электроды из меди или графита.
- Выключатель.
- Рычаг.
Характеристики устройства
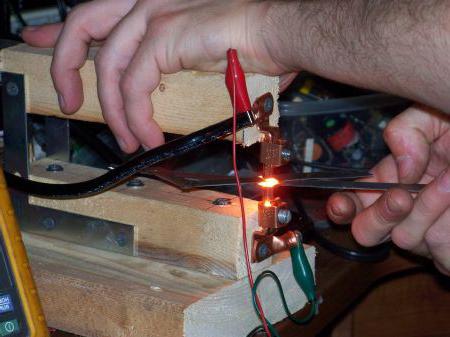
Какой бы сложной ни была машина точечной сварки, трансформатор всегда является ее главной частью. Он должен быть мощностью не менее 1 кВт. Чем она выше, тем лучше. На выходе получается напряжение около 2 В. Ток достигает 800 А, и им можно сваривать листы толщиной до 1,5 мм.
Корпус самодельного аппарата делают из фанеры, а движущиеся детали (рычаги) — из деревянных брусков. После сборки трансформатор крепится к основанию саморезами и присоединяется к заземлению. На торцах рычагов устанавливаются контактные электроды, и к ним подключаются провода вторичной обмотки. Верхний рычаг подпружинивают, чтобы он в исходном состоянии был приподнят.

Детали размещают между электродами. При действии на верхний рычаг электроды сходятся и прижимают листы друг к другу. При нажатии на выключатель в течение 3-4 секунд через листы проходит сварочный ток. После его отключения надо подождать, чтобы шов остыл.
Если требуется более мощная точечная сварка, применяется 2 аналогичных трансформатора с соединенными обмотками. Для увеличения выходного напряжения провод большой толщины соединяют последовательно через вторичные обмотки с одинаковым количеством витков. Чтобы не ошибиться и не включить их в противофазе, можно экспериментально пропустить через трансформаторы тонкий провод, а затем замерить напряжение на выходе.
Когда требуется мощный аппарат точечной сварки, своими руками его делают из обычного сварочного трансформатора, добавив к нему еще одну обмотку с необходимым количеством витков. Важно, чтобы он подходил по мощности к электрической сети. Длину провода и количество соединений следует делать минимальными, поскольку на них теряется мощность и выделяется тепло.
В качестве электродов применяются медные стержни. Для этого можно использовать жало паяльника. Преимуществом меди является то, что она не сваривается со стальными деталями и меньше нагревается. Необходимо также учитывать, что через электроды создается сжатие свариваемых деталей между собой. Со временем они теряют форму и изнашиваются, и их нужно менять. Наконечники и провод нужно спаять, поскольку место контакта со временем окисляется.
Органами управления в аппарате являются рычаг и выключатель первичной цепи. Мощность прижатия возрастает с увеличением толщины листов. Поэтому рычаг должен соответствовать требованиям технологии сварки. Выключатель устанавливается в первичной цепи. Если у нее большая мощность, можно применять магнитные пускатели. Тогда на рычаге можно установить выключатель, чтобы одной рукой можно было создавать усилие прижатия и включать сварочный ток. Другая рука остается свободной для работы с деталями.
Если первичную обмотку аппарата подключать через лабораторный автотрансформатор (ЛАТР) мощностью 2-3 кВт, сварочное напряжение можно регулировать. Можно сделать вторичную обмотку непосредственно на нем. В результате получится сварочный аппарат с регулированием тока. Слабым местом ЛАТРа является двигатель с колесиком, которое по мере износа начинает замыкать несколько витков, и обмотка начинает гореть. Более надежным является автотрансформатор со ступенчатым переключением обмоток.
Заключение
Несмотря на большой выбор аппаратов, их стоимость еще высока, а также трудно подобрать необходимые параметры. Для сборки устройства легко найти все необходимое. Важно разобраться, как работает точечная сварка, и для какой цели она предназначена.
В быту используются аппараты дуговой сварки. Такие приспособления легко отыскать в свободной продаже, и они имеют относительно невысокую стоимость. Однако возникают ситуации, когда может понадобиться контактная сварка. Это устройство имеет достаточно высокую стоимость, а его покупка может быть нерентабельной. Чтобы сэкономить точечную сварку изготавливают своими руками.

Особенности и принцип работы
Работает точечная сварка с помощью мощного кратковременного электрического импульса, подаваемого на электроды с инвертора. Детали нагреваются до температуры своего плавления, затем они соединяются между собой. На месте состыковки остается прочный сварной шов, возникший между двумя электродами. Особенность работы заключена в том, что место точечной сварки, ограничивается диаметром используемого электрода.
Перед объединением двух металлических частей, их плотно прижимают друг к другу. После контактной сварки, их требуется продержать под давлением.

Точечная сварка позволяет сваривать металл на небольших участках корпуса авто, при проведении кузовных работ, спаивать между собой провода и небольшие детали, ремонтировать электронику.
Как сделать точечную сварку своими руками из микроволновки
Мини-аппарат контактной сварки делают своими руками из некоторых запчастей микроволновки. Для самодельного агрегата потребуется извлечь следующие компоненты:
- Трансформатор.
- Выключатель.
- Сетевой шнур.

Извлечение трансформатора
Отделение трансформатора от микроволновки выполняется по следующему алгоритму:
- Разбирается СВЧ печь.
- Удаляются все крепления.
- Снимается трансформатор с посадочного места.
- Демонтируются детали микроволновки, необходимые для создания прибора для выполнения точечной сварки
Извлеченный трансформатор имеет мощность 700-800 Вт. Этого достаточно для обеспечения соединения металлических листов толщиной до 1 миллиметра. Для изготовления более мощного аппарата точечной сварки, проводят модернизацию этой детали.
На трансформаторе первичная и вторичная обмотки отличаются по толщине и количеству витков. Вторичную обмотку с детали убирают с помощью зубила и молотка. При этом все операции проводятся аккуратно, в противном случае можно повредить магнитопровод. В этом случае, трансформатор будет испорчен.
Вместо демонтированной обмотки используют провод, толщина которого не менее 1 см. Вокруг сердечника нужно намотать 2-3 оборота. Такая несложная модернизация позволяет увеличить напряжение тока на выходе до 1000 А.
Для точечного сварочного аппарата с повышенной мощностью используют два соединенных модернизированных трансформатора.
Модернизации трансформатора
При создании точечной сварки из микроволновки необходима модернизация сварочного трансформатора:
- При демонтаже вторичной обмотки, можно обнаружить ограничительные шунты. Их также снимают.
- Чем меньше будет создано витков новой вторичной обмотки, тем меньше будет сопротивление провода, и больше сила тока. Кабель не должен быть чрезмерно длинным.
- При намотке нового провода вторичной обмотки, могут возникнуть трудности из-за толстой изоляции. Следует позаботиться о замене стандартного прорезиненного изоляционного слоя на изоленту, имеющую тканевую основу. Такой провод должен обеспечивать выходное напряжение в 2В, а силу кратковременного тока в 800А.
- От правильного соединения двух трансформаторов, зависит работоспособность точечного аппарата. Элементы соединяют в цепь. Необходимо правильно соединить первичные и вторичные обмотки трансформаторов. Это можно сделать с помощью специальных маркировок. Если они отсутствуют, тогда предстоит сделать замеры при помощи вольтметра.
- Схема аппарата точечной сварки, используемого в домашних мастерских, подразумевает создание устройства мощностью не более 2000А. В противном случае, возникнет нагрузка на домашнюю сеть, что приведет к перебоям с электричеством. Также данная схема подразумевает проверку силы тока, и наличия коротких замыканий с помощью амперметра.

После создания электрической части, монтируют заземление и выключатель точечного сварочного аппарата. Деталь берут с микроволновки. Далее изготавливают корпус, рычаги, держатели и электроды.
Создание электродов
Электроды для точечной сварки участвуют в подаче тока, выполняют прижимную функцию и отводят лишнее тепло. Для создания этих комплектующих, используют медь, этот материал устойчив к механическим и химическим воздействиям (основной металл имеет примеси в виде 0,7% хрома, и 0,4% цинка). Из различных роликов в интернете, можно получить подробную информацию о металлах, пригодных для создания электродов.
Клещи для свариваемых материалов, различаются в зависимости от типа обрабатываемого металла. Так, наконечники, выполненные из медных пластин, и имеющие плоскую рабочую поверхность, подойдут для соединения обычных сталей. Контактная сварка алюминия, меди, и высокоуглеродистых, легированных сталей, выполняется с помощью электродов со сферической рабочей поверхностью. Для осуществления соединения в труднодоступных местах, используют фигурные электроды.

Электроды должны иметь плотную фиксацию на держателе. Для этого посадочным частям придают форму конуса, а на некоторых – монтируют резьбу.
Диаметр электрода должен быть минимум в два раза больше толщины стыкуемых деталей.
Изготовление держателя
Самодельный аппарат точечной сварки оснащается рычагами управления. Их можно сделать из высокопрочного пластика или дерева. Для поднятия рычагов, используют обычную резинку, на концах деталей устанавливают крепления для электродов. Держатели не прикручивают к аппарату, а это связано с тем, что в некоторых случаях, для выполнения контактной сварки, нужно будет использовать каждый элемент по отдельности. Рычаги фиксируются с помощью отвертки или гвоздя.
Точечная сварка из аккумулятора
При создании, точечной сварки так же используют автомобильные аккумуляторные батареи. Такое приспособление применяют при спаивании батарей, и соединении мелких деталей при ремонте электроники. Конструкция контактного сварочного аппарата, состоит из источника питания, реле, специальной колодки и двух медных проводов. Рабочие концы проводов зачищают, они выступают в роли электродов.

Ремонт электроники, проведение сложных кузовных работ, подразумевают использование точечной сварки. Сварочный шов получается прочным, а небольшая рабочая область позволяет проводить контактную сварку мелких деталей. Однако серийный аппарат контактной сварки стоит достаточно дорого. Рентабельно создать точечную сварку из микроволновки или сварочного аппарата своими руками. При соблюдении всех нюансов конструирования и техники безопасности, получится работоспособное устройство, способное скреплять листы металла толщиной до 5 миллиметров.
Подробно: споттер для кузовного ремонта своими руками из сварочного аппарата от настоящего мастера для сайта olenord.com.
Споттер – прибор, позволяющий выполнить точечную сварку. Это устройство используется для соединения тонких деталей, и выполнения рихтованных работ. Чаще всего споттер применяется при восстановительных работах кузовной части авто. Оборудование такого типа используется сотрудниками автосервисов. Но при необходимости собрать споттер можно своими руками из сварочного аппарата.
Самодельный споттер можно сделать из старого инвертора. Но для этого нужно знать, по какой схеме собирается конструкция. Работа споттера зависит от ряда обязательных компонентов:
- сварочных трансформаторов;
- первичной обмотки;
- диодного моста;
- тиристора.

Схема работы оборудования определяется по двум диагоналям. Мощность трансформатора первой диагонали выше, чем второй. Поэтому он принимает напряжение после включения аппарата. Электричество поступает через вторичную обмотку по диодному мосту и реле в конденсатор. Благодаря этой системе обеспечивается зарядка. При этом в трансформаторе напряжение пропускается, и не накапливается. При такой схеме запуска тиристор закрывается.
Для начала сварки потребуется открытие тиристора. После отключения зарядки конденсатора, вторичная обмотка трансформатора получит достаточный показатель тока для сварки. Более подробно рассмотреть элементы схемы в работе можно на плане.
При создании самодельного прибора, производится подбор корпуса. В качестве основания прибора выступает диэлектрическая плитка. Детали из других материалов для этой цели не используются. Габариты основания выбираются произвольно. Необходимо учитывать, чтобы на него можно было поместить все используемые комплектующие. При этом они должны быть размещены так, чтобы при монтаже и в случае необходимости к ним был обеспечен свободный доступ.
| Видео (кликните для воспроизведения). |
Чтобы не ошибиться в расчетах, заранее подготавливается чертеж, включающий используемые компоненты.
Подходящий вариант для выполнения функций корпуса – старый сварочный аппарат. Также в качестве корпуса используется микроволновая печь. Крепление компонентов зависит от того, каким планируется сделать прибор: стационарным или переносным. При выборе второго варианта, комплектующие распределяются равномерно, и монтируются при помощи крепежных элементов. С внешней стороны корпуса устанавливаются ручки для транспортировки.

Учитывая вес оборудования, под основанием следует установить колеса. Благодаря этому устройство не потребуется поднимать при перемещении.
Список дополнительных комплектующих состоит из:
- пистолета – рабочий механизм прибора;
- сварочных кабелей – в количестве двух штук;
- инопуллера – прибор, известный также под названием «обратный молоток».
Чтобы присоединить кабели к пистолету, используются клеммы, совместимые с резьбовыми соединениями рабочего механизма. На обратной стороне кабелей крепятся такие же компоненты, или же с использованием быстрозажимных элементов создается масса.
Без пистолета споттер не будет выполнять свои функции. Этот компонент также известен под названием «стаддер». Выбор рабочего механизма зависит от предполагаемых целей. Споттерные пистолеты условно делятся на две категории:
Для работы с высокой частотой применения споттера, покупаются заводские модели. Такие аппараты способны обеспечить достаточную производительность при поставленных задач для профессионального сварщика.

Самодельный пистолет споттера рекомендуется применять для бытовых работ, где не требуется большой нагрузки на оборудование. В качестве самодельных рабочих механизмов используются:
- пистолет для нанесения клея;
- сварочный аппарат полуавтоматического типа.
Чтобы изготовить ручку для стаддера, используется гетинакс или текстолит. Толщина материала составляет от 12 до 14 миллиметров. Из него вырезаются два прямоугольника одинакового размера.

В одном из отрезков создается ниша для размещения крепежного элемента. Эта часть заготовки предназначена для крепления:
- электрода – прут из меди с диаметром от 8 до 10 миллиметров;
- лампочки;
- кнопки, включающей подсветку;
- переключателя, подающего импульс.
Кнопка должна быть размещена строго в созданном углублении. В качестве крепежного элемента используется самодельный кронштейн. Для его производства применяется труба, изготовленная из меди. Необходимо чтобы получилось сечение квадратного или прямоугольного типа.
При работе споттера электрод требуется периодически заменять. Чтобы эту задачу было проще выполнять, при проектировании устройства необходимо разместить электрод так, чтобы для его замены не требовалось разбирать всю конструкцию.
Пистолет подключается к споттеру при помощи пятижильного кабеля сварочного или контрольного типа. Жилы соединяются с:
- переключателем;
- лампочкой подсветки;
- лампочкой выключателя.
Конец кабеля помещается в отверстие кронштейна, и закрепляется при помощи паяльника. Перед этим его необходимо зачистить.
Инопуллер для кузовного ремонта – дорогостоящий прибор. Но самостоятельное изготовление выполняется по более простой схеме, чем сборка пистолета. Этот компонент изготовляется на основе пистолета для монтажных работ. Обратный молоток и насадки производятся пошагово:
- удаление верхней части для крепления пенного баллона или герметика;
- приваривание вместо них стоек – производятся из прутьев с диаметром от 6 до 10 миллиметров;
- приваривание кольца к стойкам – за основу берете тот же прут, что использовался и для стоек, а затем скрепите его в кольцо с диаметром 100 миллиметров.

Затем приваривание кольцо обматывается изолентой. Благодаря этому в процессе работы оно случайно не приварится к рабочему покрытию. Изогнутая часть пистолета срезается, а на ее место крепится кабель. Место среза затачивается, пока не приобретет форму конуса, имеющего диаметр не более 3 миллиметров.
Споттер, изготовленный из сварочного аппарата своими руками, работает при помощи трансформатора. От сварочного трансформатора зависит образование тока для сварки и мощность споттера. Такое устройство сложно найти на рынке электроприборов, поэтому автомат в любом случае придется делать самостоятельно. В качестве основы трансформатора выступает магнитный провод с сечением от 400 квадратных миллиметров.
Трансформаторы делятся на две категории: пластинчатую и ленточную. Устройства обеих категорий производятся в трех формах:
- ш-образной, известной также как «броневая»;
- о-образной, известной также под названием «стрежевая»;
- тороидальной.
Подходящий вариант для самодельного споттера – третий, поскольку он отличается наименьшим весом и минимальным объемом слоев вторичной обмотки. Трансформаторы имеют различное количество витков на корпусе. Число витков, которые включает первичная обмотка рабочего прибора, зависит от получаемого напряжения. При выполнении обмотки проводятся пробные запуски, пока показатель не достигнет 1 Вольт.
Самодельный споттер для рихтовки обладает большинством функций профессионального аппарата. С его помощью:
- создается точечная сварка для соединения деталей;
- прогреваются рабочие элементы;
- зачищаются поврежденные зоны деталей;
- захватываются крепежные элементы;
- вытягиваются вмятины кузова автомобиля;
- устраняются крепежные элементы;
- зачищается рабочая поверхность.
Использование аппарата не требует профессиональных навыков для использования, поскольку схема управления споттером проста. Прибор работает в постоянном и кратковременном режиме. При помощи дополнительных элементов обеспечивается принудительная система охлаждения.
Споттер является довольно полезным устройством, помогающим значительно повысить эффективность и скорость работ при кузовном ремонте автомобилей. Но данный агрегат имеет достаточно высокую стоимость при простоте конструкции. Поэтому многие мастера предпочитают сделать споттер из старого трансформатора или из сварочного аппарата своими руками.
При кузовном ремонте автомобиля часто возникает необходимость убирать вмятины, например, после аварии. Для этого применяются различные способы: вытягивание вмятин присосками, выравнивание ударами молотка с обратной стороны детали и т.д. В последнем случае деталь нужно демонтировать для устранения дефекта.
Значительно ускорить и упростить процесс выравнивания деталей авто позволяет применение споттера. Данный агрегат – это своего рода точечная контактная сварка, с помощью которой можно приваривать к поврежденным местам кузова автомобиля шайбы, шпильки, болты, крючки и другие крепежные элементы. В дальнейшем за них зацепляются различные инструменты для выравнивания вмятин.
Также споттер может применяться для пайки, разогрева, закалки и осадки выравниваемых поверхностей.
Споттер состоит из следующих элементов:
- сварочного аппарата, который может быть трансформаторного или инверторного типа;
- кабелей (силового кабеля и кабеля массы);
- сварочного пистолета (стаддера);
- электрода с инерционным молотком.
При нажатии кнопки на стаддере на него начинает поступать ток. В зависимости от выбранного режима подача тока может быть постоянной или в виде одного короткого импульса. Далее, ток поступает на электрод, который может иметь наконечники разной формы.
Аппарат работает по следующему принципу.
- Место на кузове автомобиля, которое требуется выровнять, зачищается от краски. Также следует зачистить небольшой участок для подсоединения кабеля массы.
- К электроду споттера прикрепляется какой-либо крепежный элемент, например, шайба, и приваривается к месту рихтовки.
- За шайбу цепляется инструмент для выравнивания, после чего вмятина вытягивается.
Вытягивание вмятин можно проводить и без приваривания крепежных элементов. В таком случае на электрод с инерционным молотком требуется установить заостренный наконечник. Электрод прикладывается к нужному месту детали, и наконечник приваривается к ней коротким разрядом тока. Далее, не отрывая электрода от детали, проводят удары молотком в обратном от наконечника направлении, тем самым вытягивая вмятину (по алюминию использовать обратный молоток нельзя). После устранения дефекта приваренный конец электрода легко отламывается.
Трансформатор для споттера заметно отличается от классического сварочного трансформатора. При дуговой сварке металл разогревается электрической дугой, а при точечной тепло выделяется за счет переходного сопротивления на участке электрод-металл. Это происходит при дуговой сварке, если, например, установлен неправильный режим работы на агрегате. В таком случае электрод прикипает металлу, что может вызвать поломку аппарата.
Чтобы этого не происходило, точечная сварка проводится в импульсном режиме подачи тока (до 1 секунды). А поскольку для точечной сварки не требуется горение дуги, то напряжение в споттере должно быть минимальным (около 6 В), а сила тока – высокой (не менее 1000 А).
Делать данный агрегат из инвертора нецелесообразно хотя бы из-за того, что для точечной сварки не требуется постоянный ток. К тому же придется переделывать трансформатор, чтобы добиться высоких показателей тока. С таким успехом можно сделать агрегат для точечной сварки с нуля. Если имеется инверторный аппарат, то лучше его использовать по назначению, а для споттера приспособить обычный трансформаторный сварочник.
Что касается полуавтоматов, то все универсальные модели данных агрегатов уже имеют функцию импульсной сварки, и переделка их не потребуется. Но если имеется в наличии сломанный, обычный полуавтомат, то в нем потребуется переделывать трансформатор.
Сварочный полуавтомат Aurora
Переделка трансформатора заключается в удалении вторичной обмотки и наматывании новой. Для споттера требуется ток сварки от 1000 А. Если при расчетах исходить из того, что плотность тока составляет 8 А на 1 мм 2 , то его сечение должно быть около 120 мм 2 . Но наматывать провод такого сечения довольно сложно. Поэтому можно взять шину с меньшим сечением, например, 80 мм 2 , если аппарат не будет использоваться в слишком интенсивном режиме.
Для определения количества витков сделайте следующее.
- Намотайте на магнитопровод любой проводник, покрытый изоляцией. Будет достаточно 10 витков.
- Подключите первичную обмотку к сети, а на импровизированной вторичке измерьте напряжение.
- Полученный результат нужно разделить на количество витков, то есть на 10. В итоге вы получите значение, которое определяет количество витков для получения 1 В напряжения. Но так как для споттера требуется напряжение 6 В, то умножив полученное значение, можно узнать количество витков.
Исходя из того, какого диаметра получится провод с необходимым сечением, можно определиться, войдет ли данная обмотка в свободное пространство между первичной и вторичной обмоткой трансформатора (еще не снятой). Если пространства будет достаточно, то вторичку можно не удалять из магнитопровода, а новую обмотку намотать поверх нее. В таком случае сварочник можно использовать и для электродуговой сварки, и для точечной.
Модифицированный трансформатор – это не единственная деталь, которая требуется для того, чтобы сделать споттер из сварочного аппарата. К нему нужно еще добавить электронный блок управления разрядом и небольшой трансформатор для обеспечения модуля питанием. Ниже приведена схема блока, управляющего споттером.
Данная схема работает следующим образом.
- При замыкании цепи выключателем S1 начинает подаваться ток на первичку трансформатора Т1.
- Далее, начинает заряжаться конденсатор. Он подключен через замкнутый контакт переключателя к диодному мосту.
- Выходной трансформатор Т2 будет обесточен до тех пор, пока не будет нажата кнопка переключателя S После этого напряжение с конденсатора через переменный резистор поступит на управляющий электрод тиристора. Далее, напряжение поступит на первичку выходного трансформатора, после чего на его вторичной обмотке возникнет импульс с необходимой для сварки силой тока.
- После разрядки конденсатора модуль переходит в первоначальное состояние. Для повтора импульса необходимо снова нажать на переключатель.
После того, как блок управления будет готов, все комплектующие размещаются в пластиковом или металлическом корпусе.
Данный аппарат, изготовленный из аккумулятора на 12 В, является мобильным и может работать независимо от наличия электросети. Для изготовления агрегата потребуются следующие компоненты.
- Стандартная АКБ на 12 В и 75 А/ч и выше.
- Втягивающее реле. Можно использовать реле от стартера автомобиля. Желательно, чтобы оно было разборным, для проведения периодической чистки контактов внутри него.

Сборка аппарата проводится по схеме, приведенной ниже:
- к минусовой клемме батареи подсоединяется кабель массы, который должен контактировать с деталью, приготовленной для ремонта;
- к плюсовой клемме АКБ подсоединяется первый контакт реле;
- ко второму контакту реле подсоединяется кабель, идущий к сварочному пистолету;
- между первым и третьим (подсоединенным к плюсу батареи) контактом реле устанавливается пусковая кнопка;
- втягивающее реле должно быть подключено к массе.
Сечение кабелей должно быть около 100 мм 2 , а их длина – не более 1,5 м. Единственный недостаток данного аппарата в том, что батарея быстро садится, и требуется время на ее зарядку.
Чтобы изготовить аппарат, потребуется трансформатор, извлеченный из микроволновки. Но для надежности будет лучше, если использовать две катушки. Из каждого трансформатора следует удалить вторичную обмотку и вместо нее намотать пару витков кабелем с сечением не менее 50 мм 2 .
Первичные обмотки обоих трансформаторов соединяются параллельно. Далее, к схеме подключается модуль управления споттером, который рассматривался выше. Также можно упростить конструкцию споттера, если в схему включить реле времени и втягивающее реле от автомобиля. Как это делается, можно узнать их этого видео.
Важно! Несмотря на низкое напряжение — 6 В и меньше, получаемая на выходе из трансформатора сила тока имеет огромные значения, около 1000 А, что представляет большую опасность для жизни человека. Поэтому обе обмотки трансформатора должны быть заземлены.
Для изготовления сварочной рукояти никакие чертежи не потребуются. Лучше всего для этой цели подходит корпус от клеевого пистолета. Также потребуется медный прут диаметром около 20 мм.
На одной стороне прута необходимо нарезать резьбу (М14х1,5). На нее будут накручиваться различные насадки для сварки. На другой стороне сверлится отверстие и нарезается внутренняя резьба М8. К этом месту будет крепиться кабель. Также на детали следует сделать несколько проточек, чтобы она лучше фиксировалась внутри корпуса.
Далее, деталь устанавливается в корпусе.
Остается лишь найти подходящую кнопу, расположить в корпусе и подсоединить ее к электрической схеме аппарата.
Споттер – это сварочный аппарат для точечной сварки, предназначенный для проведения рихтовочных работ с тонким металлом. Особо популярен споттер среди работников автомастерских, выполняющих кузовные работы. Конфигурация деталей кузова очень сложная и в большинстве случаев рихтовка невозможна без демонтажа детали. Применение точечной сварки помогает избежать демонтажа и выполнять рихтовку самых сложных поверхностей.
Общий вид обратного молотка
Возникает вопрос, какая взаимосвязь между сваркой и рихтовкой? Все достаточно просто. Сварка нужна, чтобы приварить к поверхности детали дополнительный элемент, к которому можно приложить усилие, направленное на вытягивание металла из вмятины. Поэтому большинство споттеров дополняются обратным молотком.
Обратный молоток состоит из направляющей оси (это может быть электрод споттера), ограничительной шайбы возле рукоятки и массивной подвижной втулки (рис. выше). Двигаясь по оси в направлении от кузова, втулка ударяется о шайбу и передает ей усилие, удар в направлении, противоположном плоскости рихтовки.
Конструкция сварочного трансформатора для точечной сварки отличается от классического варианта. В дуговой сварке процесс сваривания идет за счет разогрева места сварки электрической дугой, тогда как в точечной сварке разогрев получается за счет выделения тепла на переходном сопротивлении электрод – металл. При неправильно выбранном режиме дуговой сварки или недостаточном опыте часто происходит залипание электрода.
Данное явление вызывает короткое замыкание и может привести к неисправности сварочной аппаратуры. Поэтому аппараты для точечной сварки должны иметь ограничение времени сваривания не более нескольких секунд (обычно до 1 с). Также они должны быть рассчитаны на малое напряжение (не требуется зажигание дуги) и большой ток. Трансформатор должен быть способен выдавать большой ток для лучшего прогрева места сварки.
Затратив минимальное количество времени и материалов, можно сделать своими руками споттер из сварочного аппарата.
Напряжение холостого хода обычного сварочного трансформатора составляет более 70 В, тогда как для точечной сварки необходимо напряжение не более 6 В.
Выход состоит в изготовлении новой обмотки или переделке старой своими руками. В случае демонтажа имеющейся обмотки, шину можно использовать для намотки низковольтной обмотки.
Сварочные трансформаторы могут быть нескольких типов (рис. ниже):
- ш-образный (броневой);
- о-образный (стержневой);
- тороидальный.
Типы сварочных трансформаторов
Наименьший вес, но и большую трудоемкость перемотки имеют тороидальные трансформаторы.
Сечение провода обмотки определяется током сварки. Точечная сварка требует ток не менее 1000 А. Исходя из плотности тока 8 А/мм 2 , площадь сечения провода должна составлять не менее 120 мм 2 . Работать с шиной такого сечения очень сложно, поэтому, если не предполагается длительное использование аппарата, сечение можно уменьшить, но не более чем до 80 мм 2 . Такое сечение можно получить, складывая вместе несколько шин меньшего сечения. Для удобства работы своими руками, сложенные провода можно обмотать тканевой изоляционной лентой.
Количество витков определяется путем наматывания пробной обмотки любым изолированным проводом. Обычно это требует не более 10 витков. Далее трансформатор включается в сеть и измеряется напряжение пробной обмотки. Измеренное напряжение делится на количество витков. Полученное число показывает, сколько витков провода нужно сделать, чтобы получить напряжение 1 В. Поскольку требуется 6 В, то умножив число на 6, можно получить необходимое количество витков.
Примерное количество провода для выполнения обмотки своими руками можно подсчитать, зная диаметр обмотки, количество витков и длину выводов.
Исходя из габаритов шины, определяется, войдет в свободное пространство новая обмотка или нет.
Если обмотку вместить нет возможности, то старую придется демонтировать. Лучше делать это, не разбирая сердечник. Работать нужно аккуратно, стараясь не повредить первичную обмотку.
Размещение обмотки зависит от типа сердечника. При использовании броневого или тороидального трансформатора обычно вопросы не возникают, а где располагать обмотку на стержневом магнитопроводе? Можно всю обмотку сделать намотанной на одном стержне, но так поступать не рекомендуется, так как ухудшаются параметры трансформатора. Лучше поделить обмотку на две равные части и намотать каждую из них на отдельных стержнях (рис. ниже).
Расположение обмоток, намотанных на отдельных стержнях
Соединять обмотки можно последовательно, тогда на выходе получается удвоенное напряжение каждой обмотки. Следовательно, каждая из обмоток должна выдавать 3 В. Можно соединить обмотки параллельно. Напряжение при этом останется таким же, как и у одиночной обмотки, а допустимый ток возрастет вдвое. Такой способ наиболее предпочтительнее, так как решает проблему большого сечения шины. При намотке своими руками можно использовать более тонкую шину для каждой из обмоток, а результирующая площадь сечения будет равняться сумме отдельных. Виды соединений обмоток показаны на рисунке.
Схемы параллельного и последовательного соединений обмоток
К соединению обмоток крайне важно подойти внимательно. Если допустить ошибку и неправильно сделать монтаж, то обе обмотки окажутся включены встречно и будут друг друга замыкать накоротко. Как нельзя соединять обмотки, показано на рис. ниже.
Неправильное соединение обмоток
Для определения нужных концов обмоток следует воспользоваться вольтметром. Сначала измеряется напряжение на одной из обмоток. Затем к ее концу подключается вторая обмотка и снова измеряется напряжение. Если оно возрастет, то это значит, что конец первой обмотки соединен с началом второй. Начала обоих обмоток помечаются витком цветной изоленты.
Нулевые показания вольтметра говорят о том, что обмотки соединены одноименными концами. При последовательном соединении соединяется одна пара разноименных концов. Выходное напряжение снимается со свободных. При параллельном соединяются одинаковые концы обоих обмоток. В конце выводы следует обжать специальными наконечниками (рис. ниже).
Специальные наконечники для проводов
Для сварки необходим короткий импульс напряжения. Поэтому споттер из сварочного аппарата, изготовленный своими руками, нуждается в схеме управления. В связи с тем, что сварочный ток имеет большую величину, то коммутировать напрямую выходное напряжение невозможно. Управление производится подачей напряжения на первичную обмотку.
Простейшая схема показана на рисунке ниже. Недостаток схемы в том, что кнопка коммутирует непосредственно сетевое напряжение, что небезопасно.
Простая схема управления споттером
Кроме того, при размыкании контактов образуется сильная искра. Если вместо кнопки поставить втягивающее реле от стартера, а его в свою очередь включать кнопкой, то такая схема будет намного практичнее и безопаснее. Можно использовать комбинацию любого автомобильного реле и мощного пускателя. Реле управляется напряжением 12 В. В свою очередь контакты реле будут управлять контактором.
Предложенные варианты управления сварочным трансформатором не позволяют точно выдержать необходимый промежуток времени. Нормально работать таким аппаратом будет можно только после приобретения необходимого навыка. Те, кто разбирается в радиоэлектронике и дружит с паяльником, могут сделать своими руками схему более сложную и лишенную указанного недостатка (рис. ниже).
Тиристорная схема управления споттером
В данной схеме первичная обмотка трансформатора управляется с помощью тиристора. Тиристор включается подачей напряжения на управляющий электрод. Конденсатор (С1), при отпущенной кнопке, заряжается от трансформатора (Е1) через диодный мост (V1-V4). При нажатии кнопки конденсатор через резистор (R1) разряжается на управляющий электрод тиристора, включая его. Время включенного состояния тиристора зависит от времени разряда конденсатора. Это время можно изменять, подстраивая переменный резистор. Для следующего включения кнопку следует отпустить и снова нажать.
Про изготовление споттера своими руками рассказывается в видео ниже.
Трансформатор можно использовать любой, с выходным напряжением 12 В. Тиристор, рекомендуемый на схеме (ПТЛ-50), в настоящее время найти сложно. Вполне допустимо заменить его любым на напряжение 400 В и ток не менее 50 А, например Т132-50. Напряжение выбрано с запасом, поскольку в момент коммутации обмотки трансформатора возможны большие всплески ЭДС самоиндукции. Электролитический конденсатор должен быть рассчитан на напряжение 25 В или более.
Споттер – если говорить просто, это небольшой сварочный аппарат для выравнивания вмятин на металле. Часто используется на СТО, когда нужно подрихтовать машину без демонтажа элементов корпуса автомобиля. Особенно удобно работать прибором в тех местах, к которым подобраться сложно. Споттер является разновидностью контактной сварки и отличается от неё отсутствием сварочных клещей. Во время работы прибор выдаёт разряд, металл нагревается, в точке касания и происходит сварка. Однако стоимость подобного оборудования сравнима с ценой полноценных сварочных аппаратов. Если вы хотите использовать агрегат для небольших объёмов работ, то проще собрать прибор из подручных средств. В этом обзоре от редакции HouseChief.ru мы дадим вам все необходимые знания и рекомендации для того, чтобы вы смогли собрать споттер своими руками.
Действие споттера основано на таком физическом явлении, как токовое сопротивление. При этом применение привычных сварочных материалов (плавящихся электродов, сварочных проволок и других) не требуется. Нагрев и остывание происходят настолько быстро, что металл не успевает окислиться и вступить в реакцию.
Сварка от такого оборудования не оставляет глубоких следов и после выравнивания легко удаляется болгаркой. Технология работы следующая – после обработки с помощью обратного молотка (насадка на споттер) на поверхности металла образуются небольшие «холмики», далее на них подаётся ток, который плавит металл, создавая необходимую прочность. Готовые образцы споттеров состоят из следующих элементов:
Принцип действия агрегата таков: через блок управления на споттер поступает ток, который, доходя до электрода, приводит в действие обратный молоток. Он выполняет роль обратного отбойника. При этом, как уже говорилось ранее, снимать крыло или дверь нет необходимости. Устройство можно целиком собрать самостоятельно, а также изготовить из аккумулятора или сварочного аппарата.
Для того чтобы собрать споттер для рихтовки авто своими руками, необходимо разобраться в существующих схемах. Сначала поговорим о блоке питания.
Блок питания состоит из трансформатора и диодного моста. Диоды помогают зарядить ёмкости С1. После нажатия кнопки, в нашем случае она помечена S3, конденсатор открывает тиристор V9. Тиристор расположен в диагонали моста, от которого питается первичная обмотка трансформатора Т2. Когда тиристор открыт, происходит процесс сварки, а после того, как ёмкость исчерпает свой заряд, тиристор закрывается. После отпуска кнопки S3 конденсатор C1 снова начинает заряжаться. Длительность импульса регулируется переменным резистором R1. Трансформатор обязательно должен быть мощным.

Схема тиристора с автостартом для споттера своими руками
Тиристор ПТЛ 50 можно поменять на ТЧ 40, а также на ТЧ 80. Можно составить другую схему, в которой вместо ПТЛ 50, питающего обмотку трансформатора, использовать симистор. Управляется симистор оптопарой, а диодный мост заменить на стабилизатор по микросхеме LM317. Как стабилизатор можно использовать любой блок питания, который даст хотя бы 10 Вольт. Переменный резистор RP1 устанавливается в цепи провода микросхемы, и им можно корректировать напряжение для зарядки конденсатора. Этой манипуляцией регулируется продолжительность импульса для сварки. В случае короткой длительности сварки следует увеличить ёмкость С4.
Существует несколько вариантов, как сделать споттер для кузовного ремонта из отслуживших своё старых агрегатов. Рассмотрим подробно разные варианты сборки.
Для того чтобы обеспечить споттеру источник тока, нам будет необходим трансформатор примерно на 1500 А, а также рабочий инструмент, которым непосредственно будет осуществляется правка. Если такого трансформатора нет, его придётся перематывать самостоятельно.

Схема устройства споттера для кузовного ремонта своими руками
Кроме трансформатора и обратного молотка (как его сделать, мы покажем чуть ниже), потребуется блок управления (в нём находится тиристор 200 В), диодный мост, контрактор (220 В), а также реле на 30 А.
Самая большая сложность в адаптации трансформатора для сварки заключается в повышении показателя выходной силы тока до 1500 Ампер. С этой целью экспериментируют с шиной, устанавливаемой вместо вторичной обмотки. Перемотка трансформатора – самый трудоёмкий этап. Обычно для этих целей выбирают медный или алюминиевый провод.

Обмотка трансформатора для споттера медным проводом
К сведению! Идеальным считается показатель сечения не менее 160 мм², при этом напряжение в шине должно равняться 6 В.
Чтобы обезопасить свой споттер от внезапного выхода из строя, а себя – от удара током, первичную и вторичную обмотку трансформатора изолируют друг от друга. Обычно для этих целей берут лакоткань или несколько слоёв бумаги, пропитанной парафином. Магнитопровод, который является основой подобного трансформатора, должен иметь рабочее сечение, составляющее не менее 400 мм², а размеры его рассчитываются с учётом размещения обмоток.
Для Ш-образного сердечника первичная обмотка трансформатора, состоящая из 200 витков, изготавливается из провода сечением 2,5 мм².

Виды конструкции магнитопроводов трансформаторов и их размеры для расчёта площади сечения
Вторичная обмотка имеет 7 витков, для которых используется провод сечением 50 мм² или шина соответствующего сечения с изоляцией. Длина выходящих концов вторичной обмотки трансформатора должна предусматривать возможность её подсоединения к выходным клеммам, а первичной – для подключения к электрической цепи аппарата. Трансформатор, который вы изготовили, желательно пропитать шеллаком.
Самое важное при сборке блока управления − правильно соединить перемычки для разрыва контактов первичной сети. Схемы могут быть использованы самые простые и более сложные. Мы их приводили выше.

Крепление перемычек на автомате на 12 Ампер
Обычно в блок управления заводятся провода на пусковую кнопку и переключатели быстрого старта, которые выводится на корпус. Устанавливаются кулеры, при необходимости, а также прячутся провода массы.
Корпуса для споттера могут использоваться самые разные. Кто-то берёт корпус от ПК, это удобно, так как в нём уже имеется возможность установить микросхемы и кулеры, другие делают коробки из металлических плит или даже деревянных блоков. Габариты корпуса выбираются произвольно, всё зависит от размера и количества трансформаторов и дополнительных деталей. В основании корпуса используется плита из диэлектрического материала, на которую крепятся все рабочие элементы. Основным критерием выбора становится не эстетичность конструкции, а возможность беспрепятственного доступа ко всем элементам.
Варианты самодельных корпусов для споттеров:



Очень часто встречаются корпусы из старых микроволновок, сварочных аппаратов, аккумуляторов, системных блоков. При выборе сварочного кабеля лучше отталкиваться из следующих расчётов: на 10 А максимально допустимого тока, который выдаёт споттер, должно приходиться 1 мм² сечения кабеля. Для массы следует использовать кабель, длина которого не превышает 1,5 м, для рабочего – не более 2,5 м. Если пренебречь этими требованиями и использовать кабели большей длины, то это приведёт к значительным потерям силы сварочного тока.
Его тоже можно сделать своими руками. Обычно используют медные прутки круглого сечения, бронзовые или медные трубки, которые очень удобно соединять с токоподводящим кабелем. Со стороны рабочей части электрода необходимо сделать прорезь, куда будет вставляться шайба для приварки. Если для изготовления электрода вы используете трубку, то её рабочий конец необходимо расплющить, и уже потом делать на нём соответствующую прорезь.
Крепление компонентов зависит от того, будет ли это стационарный прибор или переносной. При выборе второго варианта комплектующие распределяются равномерно и монтируются при помощи крепёжных элементов. С внешней стороны корпуса устанавливаются ручки для транспортировки.
Сварочный пистолет – основной рабочий орган споттера. Если вы планируете достаточно активно использовать прибор, то лучше купить готовый образец. Но для работ небольшого объёма вполне подойдёт самодельное устройство. В качестве основы используют монтажный клеевой пистолет или рабочую часть полуавтоматического сварочного аппарата. Мы приведём самый простой способ сборки ручки для споттера своими руками.

Споттер – это аппарат для точечной сварки, который широко используется для рихтовочных автомобильных работ. Очень часто такие работы требуют максимальной геометрической точности и знания всех кузовных панелей, размещенных на автомобиле. И редко когда качественную рихтовку можно выполнить без специальных устройств, в частности, споттера.
Сегодня мы расскажем о том, как собрать споттер своими руками и какова схема его работы. Так, самодельные споттеры позволят сэкономить немалые деньги, если вы их сделаете из сварочного аппарата.

Такое приспособление, как споттер используется для следующих нужд:
- кузовные сварочные работы;
- правка кузовной поверхности без разборки обшивки.
Особенно споттер удобен при рихтовке деталей кузова, к которым затруднен доступ из-за тех или иных конструкционных особенностей. При ремонте кузовных деталей с применением споттера из сварочного аппарата нужно приварить к деформированной детали специальный крепеж, который посредством обратного молотка вытягивает испорченный металл. Также споттер способен нагревать его, поэтому к металлу быстро возвращается быстрая жесткость и форма.

Есть несколько электрических схем споттера, который можно собрать не только из инвертора, но также из старого аккумулятора или трансформатора. Самодельный споттер действует по принципу молотка, работает точечным образом, но в обратную сторону. Это выглядит так:
- обратный молоток направляющей зафиксирован к поврежденному участку на кузове;
- по направляющей может двигаться только молоток в виде шайбы, которая прикладывает усилие к точке ее фиксации.
Обычный споттер имеет два режима работы;
- кратковременный, когда направляющую нужно закрепить в нужной точке специальными кольцами;
- сварочный – сварка осуществляется на минимальной мощности с применением угольного электрода.

Споттер из сварочного аппарата наиболее распространен среди самодельных приборов, несмотря на то, что есть и другие схемы их сборки. Так, споттеры своими руками можно собрать и не из сварочных аппаратов, но они будут менее мощными.
Споттер является ответвлением контактной сварки, однако, в отличие от нее, конструкция споттера исключает наличие клещей, именно поэтому этот аппарат можно считать аналогом электродугового сварочного аппарата, где напряжение пропускается через автомобильный корпус. Один контакт присоединен к кузову, а в качестве второго контакта выступает шток и насадка.
Ниже предлагаем вам ознакомиться с самой простой схемой споттера на основе сварочного аппарата, которую при желании вы можете и доработать.

Споттер, собранный своими руками из сварочного аппарата, включает в себя два ключевых элемента:
- сварочный инвертор;
- тиристорное реле.
Для самостоятельно сборки данного аппарата вам будут нужны:
- тиристор на 200 вольт;
- трансформатор, понижающий на 12 вольт для кнопочного управления реле;
- реле на 30 ампер;
- мост диодный;
- контактная группа (220 вольт);
- кнопка управления.
Посредством диодного моста трансформатор подключают к сети, а к мосту, при этом должен быть подключен тиристор электронного реле. Трансформатор предназначен для запитки управляющей ветки тиристорной цепи.
Схема работы споттера выглядит следующим образом:
- при нажатии кнопки S3 включается разрядка конденсатора С1, и на какое-то время включаются резистор R1 и тиристор V9;
- далее подается переменное напряжение на первичную трансформаторную обмотку с помощью диодов Д232;
- происходит процедура сваривания деталей и электрода;
- при разрядке конденсатора С1 тиристор закрывается, а обмотка силового трансформатора обесточивается;
- при таком положении дел сварочный процесс подходит к концу, а конденсатор С1 продолжает заряжаться от трансформатора Т1 для последующих работ.
Помните, что диодный мост и тиристор могут быть заменены симисторами. Самодельные споттеры должны быть тщательно продуманы с конструктивной точки зрения. Он должен корректно работать независимо от габаритов и вложенных средств.

Железа для споттера нужно выделять в объеме от 35 до 40 квадратных сантиметров. На тиристоре перегревов не бывает, они бывают лишь на участках, которые расположены после кабеля. Также сильно греется шток из черного металла диаметром на 16 мм. Желательно, чтобы он был сделан из латуни.
Что касается кабеля для споттера, то нужно выбирать с площадью сечения порядка 70 квадратных миллиметров, а для массы и молотка будет достаточно его длины 1,7 и 2,1 м соответственно. Также потребуется предусмотреть импульсное управление на тиристоре ТЧ-40.
Сначала вторичная трансформаторная обмотка наматывается с применением медной шины размером 6,5 на 4 в третьей обмотке. Также ее можно заменить на алюминиевую. Потом на вторичную обмотку нужно добавить еще две. Окончательный вариант аппарата состоит их алюминиевой трансформаторной обмотки на 250 квадратных миллиметров, что равно 5 обмоткам по шесть витков.
Уделяйте пристальное внимание внешнему виду обратного молотка, в роли которого выступает электрод. Чаще всего рукоять делают на основе клеевого пистолета, а рабочий кабель имеет термоизоляционный слой и коммутирующий провод. Также помните, что при нагреве слой термоизоляции начинает стягиваться.
Самодельный или заводской споттер, имеющий промышленное назначение, обладает рядом таких важных функций:
 соединение деталей посредством сварки ремонтных шайб с использованием споттера;
соединение деталей посредством сварки ремонтных шайб с использованием споттера;- сварка точечным методом с применением металлического электрода, которая вытягивает металл панели;
- возможность прогревать металлические детали углеродным электродом и затем их охлаждать. Благодаря такой функции сварочного аппарата можно выполнять осадку металлов;
- особенности конструкции споттера делают его очень простым и удобным в плане эксплуатации;
- наличие двух сварочных режимов в споттере. Первый режим постоянного включения с применением углеродного электрода, а второй – с кратковременным включением, который регулируется по времени. Он используется с применением металлического электрода и часто используется для приварки шайб;
- наличие в споттере принудительной системы охлаждения и термостата для отключения сварочного аппарата при перегреве и автоматического его включения при нужной температуре для сварки.
Основные технические характеристики устройства:
- 220 вольт – требуемое напряжение питающей сети для нормальной работы споттера;
- 56-60 Гц – требуемая частота сети переменного тока;
- 10 кВт – максимально допустимая мощность;
- 1300 А – максимально возможный рабочий ток;
- около 8-9 В – напряжение для вторичной обмотки аппарата для сварки;
- 0-1,2 секунд – предел установки времени;
- два рабочих сварочных режима – таймер при точной сварке и непрерывный режим при обычной сварке и темперировании;
- 15 процентов – производительность при точечной сварке деталей из металла с учетом максимальной выходной мощности;
- 75 процентов – производительность при угольном варе с учетом максимальной выходной мощности;
- от 100 кг и больше – тяговое условие для иглы;
- 100 кг и выше – тяговое условие для шайбы;
- 380 на 290 на 840 мм – длина, ширина и высота изделия;
- 32 кг – вес конструкции.

Существует признанная технология работы с помощью споттера, которую определили мастера кузовных ремонтов. Она актуальна при ремонте труднодостижимых деформированных частей кузова на автомобиле. Часто такая схема работы применяется по отношению к деформированным дверям автомобиля, крыльям и другим частям транспорта. Она актуальна везде, где усилия направлены к внешней стороне рабочей поверхности и где расположен деформированный участок конструкции.
Точечную сварку выполняют с помощью поступающего тока, а затем локальная поверхность выравнивается упором или инерционным молотком. Благодаря таким манипуляциям достаточно быстро поврежденная часть автомобиля вытянется в исходное положение.
Потом деформированная и выровненная поверхность шлифуется. Это нужно делать так, чтобы точки были удалены от сварки и рабочая поверхность была гладкой. Не забывайте об обязательном заземлении для корпуса, также от аккумулятора должна быть отсоединена отрицательная клемма.
Технология сварки с помощью споттера выглядит следующим образом:
- деформированный участок на автомобильной детали тщательно зачистите, пока не будет видна поверхность металла;
- прикрепите к подготовленной поверхности заземлительный контакт;
- приварите крепежные элементы;
- захватите эти элементы с помощью специальных приспособлений и инструментов, которые будут нужны для плавки металлов;
- вытягиваем деформированный участок поверхности металлической конструкции;
- приваренный элемент можно с легкостью удалить своими руками с помощью вращательных движений;
- очистите поверхность детали, которая ремонтировалась и приготовьте этот участок к шпатлевке.
Чтобы работать при помощи споттера, независимо от того, самодельный он или заводской, нужно иметь навыки сварочных работ. Также нужно соблюдать правила эксплуатации данного аппарата и выполнять правила проведения сварочных работ. Все это позволит отремонтировать деформированную часть автомобиля быстро и успешно.
Споттер станет незаменимым при выполнении всевозможных ремонтных работ на кузове автомобиля, требующих точечного сосредоточения. А как вы смогли убедиться, этот аппарат можно собрать и своими руками.
Нет видео.
| Видео (кликните для воспроизведения). |
Автор статьи: Петр Морокин
Приветствую! Меня зовут Петр. Я с юности любил собирать автомодели и парапланы, позже мое хобби выросло в нечто большее и я долгое время работал мастером в компании “муж на час”. За многолетний опыт в моей копилке оказались огромное количество различных схем и реализаций ремонта и монтажа своими руками различных устройств. Не все “рецепты” принадлежат мне, но считаю что такие знания должны быть в открытом доступе. Это и стало причиной создать данный сайт.
✔ Обо мне ✉ Обратная связь
Оцените статью:
Оценка 3.1 проголосовавших: 65
Иметь собственный сварочный аппарат – мечта любого домашнего мастера. Причем это не обязательно должен быть громоздкий блок весом 20-30 кг. Вам ведь не каждый день приходится варить ворота для гаража?
Как правило, при выполнении домашних слесарных работ, наиболее востребованной является точечная сварка.
На рынке существуют готовые образцы сварочных аппаратов, но их стоимость слишком велика для домашнего бюджета. Для регулярной сварки мелких деталей, компактный точечный аппарат можно изготовить своими руками из старой микроволновки.
Разумеется, таким устройством нельзя сварить водопроводную трубу или уголок толщиной 4 мм. Но выполнить мелкий кузовной ремонт в автомобиле, или собрать металлическую конструкцию из листового металла – запросто.
Именно аппараты точечной сварки применяются на конвейерах автозаводов при сборке кузова автомобиля. Металлические каркасы бытовой техники (стиральные машины, холодильники и прочие), также свариваются с помощью подобных электроприборов.
Видео пример изготовление небольшого сварочного аппарата из старой микроволновки
Принцип работы точечного сварочного аппарата
Для нагрева металла до температуры плавления, необходима большая сила тока, сотни ампер. Величина напряжения не имеет значения, поэтому для экономии провода и безопасности работ обычно используется 2-3 вольта.
О принципах работы точечной сварки можно узнать из этого видео:
Экспериментировать с силой тока не имеет смысла. Все описываемые варианты прошли неоднократные испытания и можно не тратить время на расчеты. Мощность подбирается исходя из толщины свариваемого металла.
- листы до 1 мм – мощность 1 кВт;
- листы до 1,8 мм – мощность 2 кВт;
- листы до 3 мм – мощность 5 кВт.
Первичная обмотка сварочного аппарата рассчитывается согласно общей мощности устройства. Поскольку самостоятельное изготовление трансформатора дело хлопотное и затратное, можно воспользоваться готовой конструкцией.

Оптимальный вариант
– силовой трансформатор от старой микроволновой печи. Электрическая схема работает по следующему принципу:
- Для работы магнетрона (излучающего элемента печи), требуется напряжение несколько тысяч вольт, при этом сила тока не имеет значения;
- Мощность на первичной и вторичной обмотках трансформатора одинакова, поэтому при увеличении количества витков на вторичной обмотке, напряжение повышается в такой же пропорции, ценой потерь в силе тока;
- Трансформаторы микроволновых печей рассчитаны на мощность до 3 кВт. Этой величины вполне достаточно для изготовления аппарата точечной сварки.
Требуемые запчасти можно приобрести на радиорынке, в сервисных центрах по ремонту бытовой техники, или просто купить неисправную микроволновку по объявлению за символическую цену.
Перегорают обычно вторичные обмотки (по причине более тонкого провода), так что шансы приобрести трансформатор с исправной первичкой довольно высоки.
Сила тока до 1000 Ампер (при мощности 3 кВт и напряжении на вторичной обмотке 2 вольта) позволяет без труда плавить металл в месте контакта, тем самым обеспечивая надежную точечную сварку.
В быту используются аппараты дуговой сварки. Такие приспособления легко отыскать в свободной продаже, и они имеют относительно невысокую стоимость. Однако возникают ситуации, когда может понадобиться контактная сварка. Это устройство имеет достаточно высокую стоимость, а его покупка может быть нерентабельной. Чтобы сэкономить точечную сварку изготавливают своими руками.
Работает точечная сварка с помощью мощного кратковременного электрического импульса, подаваемого на электроды с инвертора. Детали нагреваются до температуры своего плавления, затем они соединяются между собой. На месте состыковки остается прочный сварной шов, возникший между двумя электродами. Особенность работы заключена в том, что место точечной сварки, ограничивается диаметром используемого электрода.
Перед объединением двух металлических частей, их плотно прижимают друг к другу. После контактной сварки, их требуется продержать под давлением.

Точечная сварка позволяет сваривать металл на небольших участках корпуса авто, при проведении кузовных работ, спаивать между собой провода и небольшие детали, ремонтировать электронику.
Как сделать точечную сварку своими руками из микроволновки
Мини-аппарат контактной сварки делают своими руками из некоторых запчастей микроволновки. Для самодельного агрегата потребуется извлечь следующие компоненты:
- Трансформатор.
- Выключатель.
- Сетевой шнур.

Извлечение трансформатора
Отделение трансформатора от микроволновки выполняется по следующему алгоритму:
- Разбирается СВЧ печь.
- Удаляются все крепления.
- Снимается трансформатор с посадочного места.
- Демонтируются детали микроволновки, необходимые для создания прибора для выполнения точечной сварки
Извлеченный трансформатор имеет мощность 700-800 Вт. Этого достаточно для обеспечения соединения металлических листов толщиной до 1 миллиметра. Для изготовления более мощного аппарата точечной сварки, проводят модернизацию этой детали.
На трансформаторе первичная и вторичная обмотки отличаются по толщине и количеству витков. Вторичную обмотку с детали убирают с помощью зубила и молотка. При этом все операции проводятся аккуратно, в противном случае можно повредить магнитопровод. В этом случае, трансформатор будет испорчен.
Вместо демонтированной обмотки используют провод, толщина которого не менее 1 см. Вокруг сердечника нужно намотать 2-3 оборота. Такая несложная модернизация позволяет увеличить напряжение тока на выходе до 1000 А.
Для точечного сварочного аппарата с повышенной мощностью используют два соединенных модернизированных трансформатора.
Модернизации трансформатора
При создании точечной сварки из микроволновки необходима модернизация сварочного трансформатора:
- При демонтаже вторичной обмотки, можно обнаружить ограничительные шунты. Их также снимают.
- Чем меньше будет создано витков новой вторичной обмотки, тем меньше будет сопротивление провода, и больше сила тока. Кабель не должен быть чрезмерно длинным.
- При намотке нового провода вторичной обмотки, могут возникнуть трудности из-за толстой изоляции. Следует позаботиться о замене стандартного прорезиненного изоляционного слоя на изоленту, имеющую тканевую основу. Такой провод должен обеспечивать выходное напряжение в 2В, а силу кратковременного тока в 800А.
- От правильного соединения двух трансформаторов, зависит работоспособность точечного аппарата. Элементы соединяют в цепь. Необходимо правильно соединить первичные и вторичные обмотки трансформаторов. Это можно сделать с помощью специальных маркировок. Если они отсутствуют, тогда предстоит сделать замеры при помощи вольтметра.
- Схема аппарата точечной сварки, используемого в домашних мастерских, подразумевает создание устройства мощностью не более 2000А. В противном случае, возникнет нагрузка на домашнюю сеть, что приведет к перебоям с электричеством. Также данная схема подразумевает проверку силы тока, и наличия коротких замыканий с помощью амперметра.

После создания электрической части, монтируют заземление и выключатель точечного сварочного аппарата. Деталь берут с микроволновки. Далее изготавливают корпус, рычаги, держатели и электроды.
Создание электродов
Электроды для точечной сварки участвуют в подаче тока, выполняют прижимную функцию и отводят лишнее тепло. Для создания этих комплектующих, используют медь, этот материал устойчив к механическим и химическим воздействиям (основной металл имеет примеси в виде 0,7% хрома, и 0,4% цинка). Из различных роликов в интернете, можно получить подробную информацию о металлах, пригодных для создания электродов.
Клещи для свариваемых материалов, различаются в зависимости от типа обрабатываемого металла. Так, наконечники, выполненные из медных пластин, и имеющие плоскую рабочую поверхность, подойдут для соединения обычных сталей. Контактная сварка алюминия, меди, и высокоуглеродистых, легированных сталей, выполняется с помощью электродов со сферической рабочей поверхностью. Для осуществления соединения в труднодоступных местах, используют фигурные электроды.

Электроды должны иметь плотную фиксацию на держателе. Для этого посадочным частям придают форму конуса, а на некоторых – монтируют резьбу.
Диаметр электрода должен быть минимум в два раза
больше толщины стыкуемых деталей.
Изготовление держателя
Оснащается рычагами управления. Их можно сделать из высокопрочного пластика или дерева. Для поднятия рычагов, используют обычную резинку, на концах деталей устанавливают крепления для электродов. Держатели не прикручивают к аппарату, а это связано с тем, что в некоторых случаях, для выполнения контактной сварки, нужно будет использовать каждый элемент по отдельности. Рычаги фиксируются с помощью отвертки или гвоздя.
Точечная сварка из аккумулятора
При создании, точечной сварки так же используют автомобильные аккумуляторные батареи. Такое приспособление применяют при спаивании батарей, и соединении мелких деталей при ремонте электроники. Конструкция контактного сварочного аппарата, состоит из источника питания, реле, специальной колодки и двух медных проводов. Рабочие концы проводов зачищают, они выступают в роли электродов.

Ремонт электроники, проведение сложных кузовных работ, подразумевают использование точечной сварки. Сварочный шов получается прочным, а небольшая рабочая область позволяет проводить контактную сварку мелких деталей. Однако серийный аппарат контактной сварки стоит достаточно дорого. Рентабельно создать точечную сварку из микроволновки или . При соблюдении всех нюансов конструирования и техники безопасности, получится работоспособное устройство, способное скреплять листы металла толщиной до 5 миллиметров.
Иногда возникают ситуации, когда нужно сварить вместе тонкие листы металла, а обычный инвертор такую работу выполнить не сможет. В таком случае поможет контактный сварочный аппарат. На прилавках магазинов можно найти массу аппаратов для этих целей, это и микросварка, и мини-инвертор, и большой споттер. А может ли что-то подобное сделать обычный домашний мастер своими руками? Главное условие для этого — наличие трансформатора. Можно взять старый или приобрести новый — либо сделать точечную сварку своими руками.
Самодельная точечная сварка
Точечная сварка из микроволновки своими руками — это самое полезное для домашнего хозяйства, что можно сделать из трансформатора от микроволновки. Самодельная точечная сварка проста в изготовлении и собрать себе такой аппарат сможет практически любой человек.
Для сбора сварочника потребуется:

Применение трансформатора
Основная деталь любого сварочного аппарата — это трансформатор. Применение трансформатора от микроволновки для создания сварочного аппарата обусловлено его доступностью и недорогой ценой. В микроволновке довольно мощный трансформатор, он используется для питания магнетрона.

Трансформатора мощностью 1 кВт будет вполне достаточно для соединения металлических деталей толщиной около 1 мм. Если же нужно провести работу, требующую большей мощности, нужно брать трансформаторы работающие в паре.
В микроволновках для питания магнетрона используется повышающий трансформатор. От него используются только магнитопровод и первичная обмотка. Там, где толстый провод и малое количество витков — это первичная обмотка. Обмотка, сделанная тонким проводом — это вторичная. Ее необходимо срезать ножовкой с обоих концов и выбить. Если же вторичная обмотка засела очень плотно, ее можно аккуратно высверлить дрелью, чтобы не сломать трансформатор. Поэтому все операции нужно выполнять предельно аккуратно и внимательно.
Для монтажа новой обмотки лучше использовать толстый медный провод. Подойдет как многожильный, так и одножильный провод.
Провод нужно брать с изоляцией, чтобы отделить витки друг от друга. Если изоляция отсутствует, необходимо намотать ее используя диэлектрический материал.

Чтобы получить на выходе нужное напряжения, нужно намотать пару-тройку витков новой обмотки. Для точечной сварки этого вполне достаточно.
Также добиться повышения мощности можно, соединив два трансформатора последовательно. Количество витков должно быть одинаковое в каждом трансформаторе. Другими словами, при намотке вторичной обмотки нужно один провод пропустить через два трансформатора. Важно, чтобы направление витков совпадало. Такое решение может понадобиться в случае необходимости сварки более толстых листов металла.
Использование электродов
Следующим важным элементов сварки будут электроды
. В идеале лучше использовать медные

стержни толщиной не меньше диаметра провода- либо толще. Для небольших бытовых приборов можно использовать жала мощных паяльников.
Оптимальным вариантом будет сразу оконечить электродами провод выходящий из трансформатора. Все соединения нужно обязательно пропаять, чтобы медные детали не окислялись. Из-за окисления меди в местах соединений вырастает сопротивление, что ведет к большой потере мощности, и впоследствии аппарат перестанет работать.
Органы управления
Самодельная точечная сварка включает два основных элемента управления:
- кнопка пуска;
- прижимной рычаг.

Основное правило для выбора рычага гласит — чем толще детали нам нужно сварить, тем большее прижимное усилие между ними нужно создавать. Поэтому рычаг нужно выбирать попрочнее, а сам аппарат устанавливать на массивное устойчивое основание.
Схема подключения кнопки очень проста — чтобы не было лишнего сопротивления от кнопки пуска и она не вышла быстро из строя, устанавливать ее следует в цепь первичной обмотки. Не стоит брать совсем мелкий переключатель, так как от нагрузки он может быстро сгореть.
В этом случае удобнее всего будет расположить выключатель на рукоятке прижимного рычага. При такой установке удобнее одной рукой нажимать на рычаг и запускать сварку.
Правила эксплуатации
После того, как самоделка готова, можно приступать к тестированию.
Процесс сварки делится на три этапа:
- совмещение свариваемых деталей;
- закрепление деталей между электродами аппарата;
- пуск тока, в результате воздействия которого происходит сварка деталей.
 При долгой работе провода в трансформаторе перегреваются, изоляция на них плавится и может произойти короткое замыкание. Поэтому нужно придумать какое-нибудь охлаждение. Например, мини-вентилятор.
При долгой работе провода в трансформаторе перегреваются, изоляция на них плавится и может произойти короткое замыкание. Поэтому нужно придумать какое-нибудь охлаждение. Например, мини-вентилятор.
Нажимать на кнопку пуска можно только после плотного сжатия электродов. Если же контакт между свариваемыми поверхностями и электродами будет плохой, возникнет сильное искрение, которое приведет к быстрой порче электродов.
Необходимо точно выдерживать заданный промежуток времени на прохождение токового импульса через электроды. Определить это время можно наблюдая за сварной точкой.
В каждом конкретном случае оно будет разным
. С приобретением опыта работы на аппарате качество сварки будет возрастать.
Точечная сварка своими руками может стать очень нужным аппаратом в домашней мастерской. Такое устройство позволяет соединять различные металлические элементы, ремонтировать разные конструкции в домашних условиях. А самое главное, собственноручное изготовление помогает избежать значительных затрат, связанных с приобретением готовых сварочных устройств.
Точечная сварка своими руками – это достаточно сложная конструкция и для ее создания нужны определенные навыки в электрике и слесарном деле, но при всей сложности можно смело приступать к работе, вооружившись знанием принципов монтажа. Домашние умельцы придумали разные схемы и технологии изготовления, которые осуществлены и прошли проверку в реальных условиях. Положительные отзывы о работоспособности аппаратов свидетельствуют о возможности сборки достаточно надежных конструкций.
Основная сущность процесса

Точечная сварка является разновидностью контактной сварки, т.е. представляет собой соединение металлов путем проникновения их расплавов друг в друга при точечном контакте под нагрузкой.
Принцип осуществления такого процесса основан на том, что соединяемые заготовки плотно совмещаются и с двух сторон прижимаются электродами, на которые подается кратковременный сварочный ток.
За счет собственного электрического сопротивления при прохождении тока большой силы происходит разогрев материалов до температуры их плавления, а расплавы двух заготовок взаимно перемешиваются под нагрузкой, что и обеспечивает прочное соединение.
Для уменьшения зоны разогрева (снижения потребной мощности сварочного импульса) обеспечивается минимальная площадь контакта – применяются электроды точечного типа.
Конструирование аппарата
Точечный сварочный аппарат включает в себя две главные части – источник сварочного импульса и контактный блок. Источник питания должен обеспечить подачу в автоматическом режиме импульса с силой тока порядка 150-250 А в течение 0,02-0,1 с при питании от обычной электросети напряжением 220 В. Желательным условием является возможность регулирования тока для сварки заготовок различной толщины и из разных металлов.
К контактному блоку предъявляются следующие требования: подведение сварочного сигнала с помощью точечного электрода, прижатие свариваемых заготовок, удержание заготовок до полного отвердения расплава после снятия импульса. В основном, используются такие конструктивные решения: зажатие заготовок между двумя точечными электродами; один электрод плоский, а другой точечный; споттер – роль нижнего электрода исполняет сама заготовка.
Необходимый инструмент
Для изготовления аппарата точечной сварки своими руками потребуется следующее оборудование и инструмент:

- сварочный аппарат;
- болгарка;
- электродрель;
- ножовка по металлу;
- фрезер;
- паяльник;
- напильник;
- зубило;
- молоток;
- плоскогубцы;
- отвертка;
- ножницы по металлу;
- штангенциркуль;
- линейка металлическая;
- ключи гаечные.
Изготовление источника питания
Самодельный аппарат точечной сварки, обычно, собирается на основе источника сварочного импульса, использующего принцип разряда конденсатора. Простая схема такого источника. Сварочный аппарат с таким питанием способен сваривать лист толщиной до 0,5 мм, может применяться для аккумуляторов с целью надежного соединения батарей типа Li-Ion.
Необходимая сила тока в виде кратковременного импульса создается на выходе вторичной обмотки трансформатора Тр3, при этом нужный сигнал обеспечивается разрядом конденсаторов С8-С9 на первичную обмотку. Тиристоры Т1 и Т2 обеспечивают управление конденсаторного разряда. Накопление заряда на обкладках конденсаторов осуществляется при включенной вспомогательной цепи трансформатора Ток. Для выпрямления электрического сигнала применены диоды D6-D7.

Принцип разряда конденсаторов осуществляется следующим образом. В период отключенной главной цепи происходит зарядка конденсаторов С8-С9 через обмотку Ток. При включении главной цепи (пуск сварочного аппарата) конденсаторы разряжаются на обмотку Тр3, при этом параметры разряда регулируются тиристорами Т1-Т2, а продолжительность сигнала обеспечивается системой Ru1-Ru2, R34 и С10. Цикл полностью повторяется при отключении аппарата. Рекомендуемые характеристики деталей приведены, а параметры трансформатора Ток следующие: тип 220/220 В, для обеих обмоток применяется провод ПЭВ-2 диаметром 0,5 мм, число витков – 90.
Для сварки заготовок толщиной до 3-4 мм следует увеличить мощность разряда. Приведена схема более мощного источника тока, который по принципу действия не отличается от предыдущего случая. Продолжительность импульса регулируется реле времени, а в цепь первичной обмотки выходного трансформатора включается бесконтактный пускатель МТТ4К, в связи с повышением мощности.
Намотка силового трансформатора
Выходной трансформатор является основополагающей частью всей конструкции аппарата для сварки, обеспечивающий необходимую силу тока, подаваемую на электрод. Его желательно сделать собственноручно следующим образом. Сердечник подойдет от обыкновенного вышедшего из строя трансформатора – важно, чтобы он обладал стальной пластинчатой конструкцией и имел общее поперечное сечение одного элемента около 65 см².
На первую стойку наматывается первичная обмотка из провода марки ПЭВ или ПЭТВ диаметром 2,9 мм с числом витков – 20. Под обмотку и сверху нее накладывается трансформаторная (кабельная) бумага. Концы обмотки закрепляются на контактной колодке, размещаемой на верхней части сердечника.
На вторую стойку сердечника наматывается выходная (вторичная) обмотка в виде двух витков плоской шины. Такую шину можно собрать из 15-17 медных плоских проводов общим сечением 200 мм² и обматывается для изоляции фторлоновой пленкой или тканевой изоляционной лентой. Рекомендуется сверху и снизу обмотки проложить трансформаторную бумагу, а концы обмотки вывести на контактную колодку.
Если соблюдены все перечисленные условия, то должен получиться выходной трансформатор со следующими параметрами: мощность 3000 В А; первичное напряжение – 220В, вторичное напряжение – 15В, ток – до 220 А.
Сборка блока контактов
Для домашнего устройства точечной сварки, в т.ч. споттера, чаще всего используется конструкция блока для контакта пистолетной формы. Собирается пистолет для электрода в такой последовательности. Подбирается две пластины из гетинакса или текстолита толщиной 8-12 мм, из которых выпиливаются фигуры в виде пистолета длиной 23-25 см. Форма произвольная с учетом удобства эксплуатации. Целесообразно обеспечить такую геометрию: ширина ствола – 42-45 мм, ширина ручки 50-55 мм, длина ручки – 100-110 мм.
В передней части половинок (стволе) делаются симметричные продольные полукруглые проточки радиусом 5-7 мм для установки электрода. Длина проточенного канала составляет 55-60 мм. На расстоянии 30-35 мм от крайнего среза ствола на продольной проточке вытачивается прямоугольный паз для установки гайки, в которую, затем, будет вкручиваться электрод. В курковом участке делается выборка и просверливается отверстие для монтажа и крепления пускового кнопочного выключателя. Для совмещения двух половин пистолета просверливаются отверстия для винтов: в ручке – 4 штуки, в стволе и задней части – по 2 штуки. Чтобы обеспечить подвод кабеля, делаются проточки в ручке и между курком и электродным каналом.
Электрод выполняется из медного прутка диаметром 8-10 мм, а на его хвостовом торце нарезается резьба, соответствующая крепежной гайке. Передний торец стержня затачивается в виде конуса порядка 15-20 мм, причем вершина конуса закругляется. Общая длина электрода выбирается порядка 50-60 мм.
Собирается сварочный пистолет в следующем порядке. На хвостовую часть электрода накручивается гайка, а к его торцу припаивается подводящий провод, который соединен с пусковой кнопкой. В курковую часть укладывается кнопочный выключатель с выводом кнопки в отверстие. Кнопка соединяется с электродом, и подключается подводящий провод. Вся схема укладывается в соответствующие проточки и пазы; половинки пистолета совмещаются и закручиваются.
В бытовом применении точечная сварка используется реже, чем дуговая. Бывают случаи, когда без нее трудно обойтись, но если брать во внимание цену подобных устройств, то целесообразность ее приобретения ставится под сомнение. В данном случае можно найти другой выход, и разобрать пример, как сделать точечную сварку своими руками. Для радиолюбителя в домашних условиях сконструировать подобный прибор не сложно. Но прежде нужно разобраться в особенностях ее работы.
Как работает контактная сварка
Это термомеханический тип сварки. Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.












Ток, проходящий по электродам, раскаляет детали, и в этом месте образуется сплав. Он и есть соединяющий элемент двух деталей. Аппараты подобного типа на производстве имеют высокую производительность. Они за минуту способны сделать 600 сварных точек.

Но, чтобы поверхности раскалились, и начали плавиться, на них подают электрический ток огромной силы. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.

При этом расплавленные поверхности металлов образуют между собой сварочную каплю, которая должна застыть. Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.

Давление в этом процессе играет важную роль. Оно не дает расплавленной капле растекаться по площади деталей, таким образом, скрепляясь в одной точке. Силу сдавливания постепенно уменьшают, тогда лучше схватывается сварка. Данный работа требует чистых поверхностей деталей.












Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором. Так снимается элементы коррозии, и других оксидных пленок. В итоге получается шов высокого качества.

Конструкции самодельных устройств
Разберем устройство аппарата точечной сварки на примере. Подготовим радиоэлементы, и другие детали:
- Электрический преобразователь;
- Медный кабель, с диаметром сечения не менее 10мм;
- Электроды медного типа;
- Прерыватель;
- Несколько наконечников;
- Болты;
- Корпус.





















Сборка аппарата
Это основные детали конструкции. Теперь рассмотрим схему для изготовления аппарата точечной сварки. В интернете их встречается не мало. И каждая имеет свой набор радиодеталей. Но главная схожесть всех схем – в простоте, и малой мощности.

Поэтому самодельные устройства пригодны только для мелких бытовых работ. Они смогут сварить тонкие листы железа, или жилы проводов. Для печатной платы понадобятся элементы:
- Переменный резистор – 100Ом;
- Конденсатор – 1000мКф, от 25В;
- Тиристор;
- Пара диодов – Д232А;
- Несколько диодов – Д226Б;
- Предохранитель – F (плавкого типа).

Следующий этап сборки аппарата для сварки своими руками, заключается в конструировании трансформатора TR1. В его основе применяется железо Ш40, необходимая толщина пластин составляет 70мм. Конструкция имеет две обмотки. На обмотку первичного типа применяется проводник ПЭВ2, с сечением 0,8мм. Далее наматывается 300 витков.

Вторичная обмотка делается многожильным медным кабелем, и сечением 4мм. Число витков не превышает 10.

Для второго трансформатора TR2 ручной работы не потребуется. Его можно заменить любым слабым преобразователем мощностью 5-10В. Его вторичная обмотка должна на выходе иметь не более 5-6В. На третьей обмотке должно выходить до 15В.






Проделав данную сборку, можно получить аппарат мощностью до 500А. Длительность импульса не превысит – 0,1сек, но только в том случае, если номиналы сопротивления и конденсатора, будут совпадать с теми, что на схеме. Мощность самодельной точечной сварки позволит сваривать металлические листы толщиной не более 0,2мм, а так же стальную проволоку диаметром 0,3мм.

Виды самодельных аппаратов точечной сварки различаются в основном по мощности. Некоторые модели способны выдать силу тока до 2000А, что позволяет сваривать стальные листы толщиной до 1,1мм, и стальные провода диаметром до 3мм.

Фото точечной сварки своими руками















![]()

 Рано или поздно у многих людей возникает желание приобрести собственный сварочный аппарат. Но, к сожалению, подобное оборудование отличается высокой стоимостью, поэтому многие ставят приоритет на изготовление самодельного устройства. С помощью имеющихся в свободном доступе схем, чертежей и прочего пошагового руководства предстоящее мероприятие может стать очень простым и понятным.
Рано или поздно у многих людей возникает желание приобрести собственный сварочный аппарат. Но, к сожалению, подобное оборудование отличается высокой стоимостью, поэтому многие ставят приоритет на изготовление самодельного устройства. С помощью имеющихся в свободном доступе схем, чертежей и прочего пошагового руководства предстоящее мероприятие может стать очень простым и понятным.
Описание и принцип работы
 В настоящее время точечная контактная сварка пользуется очень большим спросом и используется в самых различных сферах деятельности человека. Инструмент незаменим при ремонте или производстве металлических деталей. Также он может применяться для изготовления металлических лестниц, ворот, отдельных конструктивных элементов и других деталей.
В настоящее время точечная контактная сварка пользуется очень большим спросом и используется в самых различных сферах деятельности человека. Инструмент незаменим при ремонте или производстве металлических деталей. Также он может применяться для изготовления металлических лестниц, ворот, отдельных конструктивных элементов и других деталей.
Принцип работы контактной сварки заключается в следующем: имеющийся в ключевом узле электрический ток способен нагревать отдельные детали стальной заготовки, которые соединены друг с другой. Таким образом происходит формирование особого сварного соединения — шва. Качество результата определяется типом материала, из которого выполнено изделие, а также плотностью. К тому же при проведении сварочных мероприятий следует обратить внимание на такие особенности:
- У сварочной цепи должны присутствовать низкие показатели напряжение — от 1 до 10 ватт.
- Процесс сваривания продолжается на протяжении нескольких секунд.
- Для сварочного импульса характерна большая сила тока.
- Чем меньше зона расплавления, тем выше качество сваривания.
- Сварочный шов должен справляться и выдерживать большие нагрузки.
 От правильного соблюдения подобных правил зависит конечный результат сварочных мероприятий. Изготовить устройство своими руками достаточно сложно. Чтобы выполнение поставленной задачи было успешным, необходимо в точности выучить ряд определенных инструкций и технологический рекомендаций.
От правильного соблюдения подобных правил зависит конечный результат сварочных мероприятий. Изготовить устройство своими руками достаточно сложно. Чтобы выполнение поставленной задачи было успешным, необходимо в точности выучить ряд определенных инструкций и технологический рекомендаций.
Более простое решение заключается в сборке сварочной установки с переменной силой тока. Такой прибор способен управлять процессом сваривания посредством изменения продолжительности сварочного импульса, который попадает на заготовку. К тому же, чтобы успешно завершить поставленную задачу необходимо обустроить часовое реле, которым можно управлять автоматическим или ручным путём.
Важные конструктивные свойства
 Ключевой узел сварочного устройства точечного типа — это сварочный трансформатор, который часто встречается в микроволновых печах, телевизорах и другом оборудовании. Перематывание обмотки проводят только после определения соотношения нужной силы тока и напряжения, в процессе подачи которого происходит сваривание.
Ключевой узел сварочного устройства точечного типа — это сварочный трансформатор, который часто встречается в микроволновых печах, телевизорах и другом оборудовании. Перематывание обмотки проводят только после определения соотношения нужной силы тока и напряжения, в процессе подачи которого происходит сваривание.
Чтобы подобрать подходящий вариант управления устройством, необходимо правильно собрать основные механизмы. Не секрет, что конструктивные детали подбирают с учётом мощности и параметров трансформатора.
При изготовлении контактно-сварочных систем учитывается соотношение типа применения и свойств материала, который поддаётся обработке. В большинстве случаев к основному прибору фиксируют сварочные клещи.
Выполняя любую сборочную работу, будьте предельно внимательными и тщательными. Качество сборки должно быть максимальным, иначе дальнейшая эксплуатация может стать проблематичной. Провода выбирают с соответствующим диаметром и сечением. Если надёжность цепи недостаточно хорошая, интенсивность требуемого электрического тока не будет стабильной. К тому же повышается риск появления искр, что заставит рабочих остановить сваривание.
Схема точечной сварки
Чтобы самостоятельно изготовить точечную контактную сварку, внимательно изучите соответствующие схемы. Самая популярная из них эффективна в тех ситуациях, где приходится обрабатывать металлические листы с толщиной от одного миллиметра или проводку и прут с диаметром до 4 миллиметром.
В данном случае необходимо учесть такие особенности:
- Для сваривания следует обзавестись оборудованием с переменным напряжением в 220 Вт.
- Что касается выходного типа напряжения при работе на холостом ходу, то оно составляет 3−7 В.
- Максимальные показатели сварочного тока достигают 1,5 тысячи ампер.
Вся конструкция характеризуется принципиальной схемой, которая состоит из силовых частей, автоматизированного выключателя и контрольной цепи. Если при выполнении поставленной задачи возникают опасные ситуации, для их предотвращения достаточно нажать на выключатель. На первом узле установлен трансформатор для сварки т2 и прибор бесконтактного тиристорного включателя однофазного типа, который подключает первичную обмотку к источнику электрического питания.
 Что касается второй схемы, то она требует выполнение характерной обмотки на сварочном трансформаторе с помощью определенных витков. На первичной обмотке размещены выводные участки, которые предназначаются для регулировки выходного сварочного тока с учётом соотношения вторичной обмотки. Таким образом постоянное соединение сетевой цепи остаётся на первом выводе, а работа электропитания регулируется посредством остальных.
Что касается второй схемы, то она требует выполнение характерной обмотки на сварочном трансформаторе с помощью определенных витков. На первичной обмотке размещены выводные участки, которые предназначаются для регулировки выходного сварочного тока с учётом соотношения вторичной обмотки. Таким образом постоянное соединение сетевой цепи остаётся на первом выводе, а работа электропитания регулируется посредством остальных.
Важная деталь системы с маркировкой М ТТ4 К отличается серийным производством. В таком модуле предусмотрен тиристорный ключ, который выполняет коммутацию нагрузки через 1 и 3 контакты. Устройство может работать под нагрузками с напряжением до 800 ватт и током до 80 ампер. Состав схемы включает в себя:
- блок питания.
- цепь для настройки механизма.
- реле к1.
В качестве источника электрического питания для сварочного оборудования используются любые трансформаторные системы с мощностью до 20 ватт. При этом его используют при работе на номинальной сети в 220 В. Что касается напряжения, которое выдается на втором варианте обмотки, то его показатели достигают 22 В. Чтобы выпрямить интенсивность подачи тока, можно установить диодный мост. Также не исключается вариант использования любых других узлов с подобными параметрами.
Особенности устройства и конструкция
 В настоящее время существует несколько функций цепи управления. Если необходимо включать к1 на заданном промежутке времени, нужно правильно задать этот промежуток, определяя конкретное время подачи электронных импульсов на свариваемых элементах.
В настоящее время существует несколько функций цепи управления. Если необходимо включать к1 на заданном промежутке времени, нужно правильно задать этот промежуток, определяя конкретное время подачи электронных импульсов на свариваемых элементах.
В устройстве электрической цепи предусмотрены конденсаторры: от с1 до с6 с характерными электролитическими свойствами. Их напряжение равно 52 В. К тому же необходимо воспользоваться конденсатором ёмкостью в 46 мкФ.
Основной силовой узел механизма — трансформатор. Он выполняет роль преобразователя одного вида электроэнергии в другой. В данном случае принято использовать магнитный провод на 2,5 А. Старую обмотку лучше не использовать, а на торце магнитного провода установить кольца из электрического картона. Их подгибают по внутренней и верхней кромке. На следующем этапе следует выполнить обмотку магнитопровода латотканью в три или более слоев. Для успешного выполнения обмотки следует воспользоваться такими проводами:
- первичная обмотка с диаметром 1,5 миллиметров, которую пропитывают лаковым составом.
- второй вариант обмотки с диаметром около двух сантиметров, который оборудован многожильной изоляцией с кремниевоорганическим происхождением.
При выполнении первой обмотки важно обустроить выводы промежуточного типа. Затем обмотку пропитывают специальным лаком, а на первичную катушку наматывают хлопчатобумажную ленту, которую тоже пропитывают лаковым составом. Затем начинается процесс вторичной обмотки, а также дальнейшее пропитывание лаком.
Изготовление клещей для сварочного оборудования
При желании изготовить самодельную точечную сварку вы должны ответственно отнестись к конструированию клещей. Сегодня применяется две разновидности таких элементов:
- стационарные.
- выносные.
 Первое решение характеризуется простотой в эксплуатации, а также качественной и надёжной изоляцией, которая обусловлена прочно соединенными узловыми участками. Правда, подобные клещи характеризуются одним недостатком — чтобы обеспечить прижимное усилие, нужно приложить физическое усилие.
Первое решение характеризуется простотой в эксплуатации, а также качественной и надёжной изоляцией, которая обусловлена прочно соединенными узловыми участками. Правда, подобные клещи характеризуются одним недостатком — чтобы обеспечить прижимное усилие, нужно приложить физическое усилие.
Вариант выносных клещей отличается особым удобством работы и компактными размерами. Чтобы контролировать усилия клещей, достаточно поменять длины их вынесения за аппарат. В мете подсоединения таких деталей устанавливают болты, втулки и шайбы, для более надёжной гидроизоляции.
При изготовлении деталей принято использовать медные прутья или бериллиевую бронзу. Также можно воспользоваться жалом от паяльного аппарата с высокими показателями мощности. Что касается диаметра электрода, то он должен соответствовать диаметру провода, к которому подключен.
Чтобы сварочные ядра обладали хорошим качеством, концы электродов сужают и делают небольшими.
Точечная сварка из микроволновки
Не секрет, что покупные модели стоят очень дорого, поэтому есть смысл отдать предпочтение самодельным решениям. Для изготовления продуктивной установки можно применить микроволновую печь с большими размерами. Именно габариты определяют мощность будущего устройства.
Если вы не располагаете микроволновкой, попробуйте поискать её на барахолке или купить у соседей. Подобное приобретение не станет большим вложением. В дальнейшем остаётся разобрать микроволновку и извлечь из неё высоковольтный трансформатор.
Будьте внимательны, т. к. даже в разобранном состоянии без прямого подключения к электрической сети отдельные узлы оборудования могут «биться» током.
Основные части трансформатора представлены сердечником и двумя видами обмотки — первичным и вторичным. Чтобы соединить сердечник, можно использовать два сварочных шва с небольшой толщиной. Заранее избавьтесь от них, что можно сделать посредством молотка и ножовки. Также вы можете применить болгарку, что позволит добраться до трансформаторных обмоток, не повредив их. Чтобы извлечь вторичную обмотку, достаточно аккуратными движениями разрезать вторичную.
В конечном итоге вам будет открыт доступ к сердечнику от трансформатора, который состоит из двух частей.
На следующем этапе следует провести вторичную обмотку трансформаторной детали. Здесь понадобится воспользоваться медным кабелем с таким же сечением, как трансформаторная прорезь. Необходимо намотать около двух витков. Используя стандартную двухкомпонентную эпоксидную смолу, осуществите соединение двух половин сердечника между собой. Чтобы процесс был выполнен по-особому успешно, попробуйте зафиксировать их в тисках.
Не забудьте проверить уровень напряжения на выходе из трансформаторного механизма. Оно не должно превышать отметку в 2 вольта. При этом минимальное значение силы тока варьируется в пределе 850 А.
Затем необходимо приступить к изготовлению корпуса сварочного материала. На данном этапе можно воспользоваться деревом или высокопрочным пластиком. На задней панели размещается несколько отверстий. Одно из них отвечает за электрическое снабжение, а второе — за включение и выключение системы.
Заключение
Если корпусная часть высохнет, можно переходить к сборке устройства, соединив рабочие узлы между собой. Затем необходимо отрезать две части медного провода с размером около 25 миллиметров. Они выполняют роль электродов, которые фиксируются в держателе с помощью обычной отвертки. Затем необходимо зафиксировать выключатель с помощью утолщенного кабеля, который предотвратит выпадение. Трансформатор фиксируется с помощью обычных саморезов. Также важно позаботиться о заземлении, которое фиксируется на одной из клемм.
Если внимательно соблюсти все рекомендации и пошаговое руководство, процесс сборки сварочного аппарата будет успешным. В таком случае вы сможете снизить все расходы, лишив себя необходимости покупать дорогостоящее профессиональное оборудование.
Сварка своими руками в данном случае значит не технология производства сварочных работ, а самодельное оборудование для электросварки. Рабочие навыки приобретаются производственной практикой. Безусловно, прежде чем идти в мастерскую, нужно усвоить теоретический курс. Но претворять его в практику можно только, имея на чем работать. Это первый довод в пользу того, чтобы, самостоятельно осваивая сварочное дело, позаботиться вначале о наличии соответствующего оборудования.
Второй – покупной сварочный аппарат стоит дорого. Аренда тоже недешева, т.к. вероятность выхода его из строя при неквалифицированном пользовании велика. Наконец, в глубинке добраться до ближайшего пункта, где можно взять сварочник напрокат, может быть просто долго и трудно. В общем, первые шаги в сварке металлов лучше начинать с изготовления сварочной установки своими руками.
А потом – пусть себе стоит в сарае или гараже до случая. Потратиться на фирменную сварку, буде дело пойдет, никогда не поздно.
О чем будем
В настоящей статье рассматривается, как в домашних условиях сделать оборудование для:
- Электродуговой сварки переменным током промышленной частоты 50/60 Гц и постоянным током до 200 А. Этого хватит, чтобы варить металлоконструкции примерно до забора из профнастила на каркасе из профтрубы или сварного гаража.
- Микродуговой сварки скруток проводов – очень просто, и полезно при прокладке или ремонте электропроводки.
- Точечной импульсной контактной сварки – может хорошо пригодиться при сборке изделий из тонкого стального листа.
О чем не будем
Первое, пропустим газовую сварку. Оборудование для нее стоит гроши по сравнению с расходными материалами, баллоны с газом дома не сделаешь, а самодельный газогенератор – серьезный риск для жизни, плюс карбид сейчас, где он еще поступает в продажу, дорог.
Второе – инверторную электродуговую сварку. Действительно, сварочный инвертор-полуавтомат позволяет начинающему дилетанту варить довольно ответственные конструкции. Он легок и компактен, носить его можно рукой. Но покупка в розницу компонентов инвертора, позволяющего стабильно вести качественный шов, обойдется дороже готового аппарата. А с упрощенными самоделками опытный сварщик работать попробует, и откажется – «Дайте нормальный аппарат!» Плюс, точнее минус – чтобы сделать более-менее приличный сварочный инвертор, нужно обладать довольно солидным опытом и познаниями в электротехнике и электронике.
Третье – аргонно-дуговую сварку. С чьей легкой руки пошло гулять в рунете утверждение, что она гибрид газовой и дуговой, неведомо. На самом деле это разновидность дуговой сварки: инертный газ аргон в сварочном процессе не участвует, но создает вокруг рабочей зоны кокон, изолирующий ее от воздуха. В результате сварочный шов получается химические чистым, свободным от примесей соединений металлов с кислородом и азотом. Поэтому варить под аргоном можно цветные металлы, в т.ч. разнородные. Кроме того, возможно уменьшить ток сварки и температуру дуги без ущерба для ее стабильности и варить неплавящимся электродом.
Оборудование для аргонно-дуговой сварки вполне возможно изготовить в домашних условиях, но – газ очень дорогой. Варить же в порядке рутинной хозяйственной деятельности алюминий, нержавейку или бронзу вряд ли понадобится. А если уж надо, то проще взять аргонную сварку в аренду – по сравнению с тем, на сколько (в деньгах) газа уйдет обратно в атмосферу, это копейки.
Трансформатор
Основа всех «наших» видов сварки – сварочный трансформатор. Порядок его расчета и конструктивные особенности существенно отличаются от таковых трансформаторов электропитания (силовых) и сигнальных (звуковых). Сварочный трансформатор работает в прерывистом режиме. Если конструировать его на максимальный ток как трансформаторы непрерывного действия, он получится непомерно большим, тяжелым и дорогим. Незнание особенностей электрических трансформаторов для дуговой сварки – основная причина неудач конструкторов-любителей. Поэтому прогуляемся по сварочным трансформаторам в следующем порядке:
- немного теории – на пальцах, без формул и зауми;
- особенности магнитопроводов сварочных трансформаторов с рекомендациями по выбору из случайно подвернувшихся;
- испытания имеющегося в наличии б/у;
- расчет трансформатора для сварочного аппарата;
- подготовка компонент и намотка обмоток;
- пробная сборка и доводка;
- ввод в эксплуатацию.
Теория
Электрический трансформатор можно уподобить накопительному резервуару водоснабжения. Это довольно глубокая аналогия: трансформатор действует за счет запаса энергии магнитного поля в его магнитопроводе (сердечнике), который может многократно превышать мгновенно передаваемую от сети электропитания потребителю. А формальное описание потерь на вихревые токи в стали похоже на него же для водопотерь на инфильрацию. Потери электроэнергии в меди обмоток формально схожи с потерями напора в трубах за счет вязкого трения в жидкости.
Примечание:
различие – в потерях на испарение и, соотв., рассеяние магнитного поля. Последние в трансформаторе частично обратимы, но сглаживают пики энергопотребления во вторичной цепи.

Важный в нашем случае фактор – внешняя вольт-амперная характеристика (ВВАХ) трансформатора, или просто его внешняя характеристика (ВХ) – зависимость напряжения на вторичной обмотке (вторичке) от тока нагрузки, при неизменном напряжении на первичной обмотке (первичке). У силовых трансформаторов ВХ жесткая (кривая 1 на рис.); они подобны мелководному обширному бассейну. Если его как следует изолировать и накрыть крышей, то водопотери минимальны и напор довольно стабилен, как бы там потребители краны ни крутили. Но если в стоке булькнуло – суши весла, вода слита. Применительно к трансформаторам – силовик должен как можно более стабильно держать выходное напряжение до некоторого порога, меньшего, чем максимальная мгновенная мощность потребления, быть экономичным, небольшим и легким. Для этого:
- Марку стали для сердечника выбирают с более прямоугольной петлей гистерезиса.
- Конструктивными мерами (конфигурацией сердечника, способом расчета, конфигурацией и расположением обмоток) всячески уменьшают потери на рассеивание, потери в стали и меди.
- Индукцию магнитного поля в сердечнике берут меньше максимально допустимой для передачи формы тока, т.к. ее искажение снижает КПД.
Примечание:
трансформаторную сталь с «угловатым» гистерезисом часто называют магнитожесткой. Это неверно. Магнитожесткие материалы сохраняют сильную остаточную намагниченность, их них делают постоянные магниты. А любое трансформаторное железо – магнитомягкое.
Варить от трансформатора с жесткой ВХ нельзя: шов идет рваный, пережженный, металл разбрызгивается. Дуга неэластичная: чуть не так двинул электродом, гаснет. Поэтому сварочный трансформатор делают похожим уже на обычный водонапорный бак. Его ВХ мягкая (нормального рассеяния, кривая 2): при возрастании тока нагрузки вторичное напряжение плавно падает. Кривая нормального рассеяния аппроксимируется прямой, падающей по углом 45 градусов. Это позволяет за счет снижения КПД кратковременно снимать с того же железа в несколько раз большую мощность, или соотв. уменьшить массогабариты и стоимость трансформатора. Индукция в сердечнике при этом может достигать величины насыщения, а кратковременно даже превосходить ее: трансформатор не уйдет в КЗ с нулевой передачей мощности, как «силовик», но станет нагреваться. Довольно долго: тепловая постоянная времени сварочных трансформаторов 20-40 мин. Если потом дать ему остыть и недопустимого перегрева не было, можно продолжать работу. Относительное падение вторичного напряжения ΔU2 (ему соотв. размах стрелок на рис.) нормального рассеивания плавно растет при увеличении размаха колебаний сварочного тока Iсв, что позволяет легко держать дугу при любых видах работ. Обеспечиваются такие свойства следующим:
- Сталь магнитопровода берут с гистерезисом, более «овальным».
- Нормируют обратимые потери на рассеяние. По аналогии: упало давление – потребители много и быстро не выльют. А оператор водоканала успеет включить подкачку.
- Индукцию выбирают близкой к предельной по перегреву, это позволяет за счет снижения cosφ (параметра, равнозначного КПД) при токе, существенно отличном от синусоидального, взять с той же стали большую мощность.
Примечание:
обратимые потери рассеяния значит, что часть силовых линий пронизывает вторичку через воздух минуя магнитопровод. Название не вполне удачное, также как и «полезное рассеяние», т.к. «обратимые» потери для КПД трансформатора ничуть не полезнее необратимых, но они смягчают ВХ.
Как видим, условия совершенно различны. Так что, же непременно искать железо от сварочника? Необязательно, для токов до 200 А и пиковой мощности до 7 кВА, а на хозяйстве этого хватит. Мы расчетно-конструктивным мерами, а также при помощи несложных дополнительных устройств (см. далее) получим на любом железе ВХ, несколько более жесткую, чем нормальная, кривая 2а. КПД энергопотребления сварки при этом вряд ли превысит 60%, но для эпизодических работ для себя это не страшно. Зато на тонких работах и малых токах держать дугу и ток сварки будет несложно, не имея большого опыта (ΔU2.2 и Iсв1), на больших токах Iсв2 получим приемлемое качество шва, и можно будет резать металл до 3-4 мм.
Бывают еще сварочные трансформаторы с крутопадающей ВХ, кривая 3. Это уже скорее насос подкачки: или поток на выходе в номинале независимо от высоты подачи, или его вовсе нет. Они еще более компактны и легки, но, чтобы на крутопадающей ВХ выдержать режим сварки, нужно за время порядка 1 мс реагировать на колебания ΔU2.1 порядка вольта. Электронике это под силу, поэтому трансформаторы с «крутой» ВХ нередко применяются в сварочных полуавтоматах. Если же от такого трансформатора варить вручную, то шов пойдет вялый, недоваренный, дуга опять же неэластичная, а при попытках зажечь ее снова электрод то и дело залипает.
Магнитопроводы
Типы магнитопроводов, пригодных для изготовления сварочных трансформаторов, показаны на рис. Наименования их начинаются с буквосочетания соотв. типоразмера. Л значит ленточный. Для сварочного трансформатора Л или без Л – существенной разницы нет. Если в префиксе есть М (ШЛМ, ПЛМ, ШМ, ПМ) – в игнор без обсуждения. Это железо уменьшенной высоты, для сварочника непригодное при всех прочих выдающихся достоинствах.

После букв типономинала следуют цифры, обозначающие a, b и h на рис. Напр., у Ш20х40х90 размеры поперечного сечения керна (центрального стержня) 20х40 мм (a*b), а высота окна h – 90 мм. Площадь сечения сердечника Sс = a*b; площадь окна Sок = c*h нужна для точного расчета трансформаторов. Мы ею пользоваться не будем: для точного расчета нужно знать зависимости потерь в стали и меди от величины индукции в сердечнике данного типоразмера, а для них – марку стали. Где мы ее возьмем, если мотать будем на случайном железе? Мы посчитаем по упрощенной методике (см. далее), а потом доведем в ходе испытаний. Труда уйдет больше, но зато получим сварку, на которой можно реально работать.
Примечание:
если железо ржавое с поверхности, то ничего, свойства трансформатора от этого не пострадают. А вот если на нем есть пятна цветов побежалости – это брак. Когда-то этот трансформатор очень сильно перегрелся и магнитные свойства его железа необратимо испортились.
Еще один важный параметр магнитопровода – его масса, вес. Поскольку удельная плотность стали неизменна, он определяет объем сердечника, и, соотв., мощность, которую с нее можно взять. Для изготовления сварочных трансформаторов пригодны магнитопроводы массой:
- О, ОЛ – от 10 кг.
- П, ПЛ – от 12 кг.
- Ш, ШЛ – от 16 кг.
Почему Ш и ШЛ нужны тяжелее, понятно: у них есть «лишний» боковой стержень с «плечиками». ОЛ может быть легче, потому что в нем нет углов, на которые нужен излишек железа, а изгибы силовых магнитных линий плавнее и по некоторым другим причинам, о которых – уже в след. разделе.
О, ОЛ
Себестоимость трансформаторов на торах высока вследствие сложности их намотки. Поэтому использование тороидальных сердечников ограничено. Подходящий для сварки тор можно, во-первых, извлечь из ЛАТРа – лабораторного автотрансформатора. Лабораторный, значит не должен бояться перегрузок, и железо ЛАТРов обеспечивает ВХ, близкую к нормальной. Но…
ЛАТР – штука очень полезная, первое. Если сердечник еще жив, лучше ЛАТР восстановить. Вдруг не нужен, можно продать, и вырученного хватит на пригодную для своих нужд сварку. Поэтому «голые» сердечники ЛАТРов найти сложно.
Второе – ЛАТРы мощностью до 500 ВА для сварки слабы. От железа ЛАТР-500 можно добиться сварки электродом 2,5 в режиме: 5 мин варим – 20 мин он остывает, а мы накаляемся. Как в сатире Аркадия Райкина: раствор бар, кирпич йок. Кирпич бар, раствор йок. ЛАТРы же 750 и 1000 – большая редкость и годные.
Еще подходящий по всем свойствам тор – статор электромотора; сварка из него получится хоть на выставку. Но найти его не легче, чем железо ЛАТРа, а мотать на него много сложнее. Вообще, сварочный трансформатор из статора электродвигателя – отдельная тема, столько там сложностей и нюансов. Прежде всего – с навивкой толстого провода на «бублик». Не имея опыта намотки тороидальных трансформаторов, вероятность испортить дорогой провод, а сварки не получить, близка к 100%. Поэтому, увы, со с варочным аппаратом на троидальн6ом трансформаторе придется повременить.
Ш, ШЛ
Броневые сердечники конструктивно рассчитаны на минимальное рассеяние, и нормировать его практически невозможно. Сварка на обычном Ш или ШЛ получится слишком жесткой. Кроме того, условия охлаждения обмоток на Ш и ШЛ наихудшие. Единственно пригодные для сварочного трансформатора броневые сердечники – увеличенной высоты с разнесенными галетными обмотками (см. далее), слева на рис. Разделяются обмотки диэлектрическими немагнитными термостойкими и механически прочными прокладками (см. далее) толщиной в 1/6-1/8 высоты керна.

Шихтуется (собирается из пластин) сердечник Ш для сварки обязательно вперекрышку, т.е. пары ярмо-пластина поочередно ориентируются туда-обратно относительно друг друга. Способ нормирования рассеяния немагнитным зазором для сварочного трансформатора непригоден, т.к. потери дает необратимые.
Если подвернется шихтованный Ш без ярем, но с просечкой пластин между керном и перемычкой (в центре), вам повезло. Шихтуют пластины сигнальных трансформаторов, а сталь на них, для уменьшения искажений сигнала, идет дающая нормальную ВХ изначально. Но вероятность такого везения очень мала: сигнальные трансформаторы на киловаттные мощности – редчайшая диковина.
Примечание:
не пытайтесь собрать высокий Ш или ШЛ из пары обычных, как справа на рис. Сплошной прямой зазор, хоть и очень тонкий – необратимое рассеяние и крутопадающая ВХ. Тут потери рассеивания почти аналогичны потерям воды на испарение.

ПЛ, ПЛМ
Наиболее пригодны для сварки сердечники стержневые. Из них – шихтуемые парами одинаковых Г-образных пластин, см. рис., их необратимое рассеяние наименьшее. Второе, обмотки П и ПЛов мотаются точно одинаковыми половинками, по половине витков на каждую. Малейшая магнитная или токовая асимметрия – трансформатор гудит, греется, а тока нет. Третье, что может показаться неочевидным не забывшим школьное правило буравчика – обмотки на стержни навиваются в одном направлении
. Что-то не так кажется? Магнитный поток в сердечнике обязательно должен быть замкнут? А вы крутите буравчики по току, а не по виткам. Направления-то токов в полуобмотках противоположные, там и магнитные потоки показаны. Можно и проверить, если защита проводки надежная: подать сеть на 1 и 2’, а замкнуть 2 и 1’. Если автомат сразу не выбьет, то трансформатор взвоет и затрясется. Впрочем, кто там знает, что у вас с проводкой. Лучше не надо.
Примечание:
можно еще встретить рекомендации – мотать обмотки сварочного П или ПЛ на разных стержнях. Мол, ВХ смягчается. Так-то оно так, но сердечник для этого нужен специальный, со стержнями разного сечения (вторичка на меньшем) и выемками, выпускающими силовые линии в воздух в нужном направлении, см. рис. справа. Без этого – получим крикливый, трясучий и прожорливый, но не варящий трансформатор.

Если есть трансформатор
Защитный автомат на 6,3 А и амперметр переменного тока помогут также определить пригодность старого сварочника, валявшегося бог знает где и черт знает как. Амперметр нужен или бесконтактный индукционный (токовые клещи), или стрелочный электромагнитный на 3 А. Мультиметр с пределами переменного тока будет недопустимо врать, т.к. форма тока в цепи окажется далека от синусоидальной. Еще – жидкостный бытовой термометр с длинной шейкой, или, лучше, цифровой мультиметр с возможностью измерения температуры и щупом для этого. Пошагово процедура испытаний и подготовки к дальнейшей эксплуатации старого сварочного трансформатора производится так:

Расчет сварочного трансформатора
В рунете можно найти разные методики расчета сварочных трансформаторов. При кажущемся разнобое большинство из них верны, но при полном знании свойств стали и/или для конкретного ряда типономиналов магнитопроводов. Предлагаемая методика сложилась в советские времена, когда вместо выбора был дефицит всего. У рассчитанного по ней трансформатора ВХ падает немного крутовато, где-то между кривыми 2 и 3 на рис. в начале. Для резки так годится, а для работ потоньше трансформатор дополняется внешними устройствами (см. далее), растягивающими ВХ по оси тока до кривой 2а.
Основа расчета обычна:
дуга стабильно горит под напряжением Uд 18-24 В, а для ее зажигания требуется мгновенный ток в 4-5 раз больший номинального сварочного. Соотв., минимальное напряжение холостого хода Uхх вторички будет 55 В, но для резки, раз из сердечника выжимается все возможное, берем не стандартные 60 В, а 75 В. Больше никак: и по ТБ недопустимо, и железо не вытянет. Еще одна особенность, по тем же причинам – динамические свойства трансформатора, т.е. его способность быстро переходить из режима КЗ (скажем, при замыкании каплями металла) в рабочий, выдерживаются без дополнительных мер. Правда, такой трансформатор склонен к перегреву, но, раз он свой и на глазах, а не дальнем углу цеха или площадки, будем считать это допустимым. Итак:
- По формуле из п.2 пред. списка находим габаритную мощность;
- Находим максимально возможный сварочный ток Iсв = Pг/Uд. 200 А обеспечены, если с железа можно снять 3,6-4,8 кВт. Правда, в 1-м случае дуга будет вялой, и варить можно будет только двойкой или 2,5;
- Рассчитываем рабочий ток первички при максимально допустимом для сварки напряжении сети I1рmax = 1,1Pг(ВА)/235 В. Вообще-то норма на сеть 185-245 В, но для самодельного сварочника на пределе это слишком. Берем 195-235 В;
- По найденному значению определяем ток срабатывания защитного автомата как 1,2I1рmax;
- Принимаем плотность тока первички J1 = 5 А/кв. мм и, пользуясь I1рmax, находим диаметр ее провода по меди d = (4S/3,1415)^0,5. Полный его диаметр при самостоятельном изолировании D = 0,25+d, а если провод готовый – табличный. Для работы в режиме «кирпич бар, раствор йок» можно взять J1 = 6-7 А/кв. мм, но только, если нужного провода нет и не предвидится;
- Находим количество витков на вольт первички: w = k2/Sс, где k2 = 50 для Ш и П, k2 = 40 для ПЛ, ШЛ и k2 = 35 для О, ОЛ;
- Находим общее к-во ее витков W = 195k3w, где k3 = 1,03. k3 учитывает потери энергии обмоткой на рассеяние и в меди, что формально выражается несколько абстрактным параметром собственного падения напряжения обмотки;
- Задаемся коэффициентом укладки Kу = 0,8, добавляем по 3-5 мм к a и b магнитопровода, рассчитываем к-во слоев обмотки, среднюю длину витка и метраж провода
- Рассчитываем аналогично вторичку при J1 = 6 А/кв. мм, k3 = 1,05 и Kу = 0,85 на напряжения 50, 55, 60, 65, 70 и 75 В, в этих местах будут отводы для грубой подгонки режима сварки и компенсации колебаний питающего напряжения.
Намотка и доводка
Диаметры проводов в расчете обмоток получаются как правило больше 3 мм, а лакированные обмоточные провода с d>2,4 мм в широкой продаже редки. Кроме того, обмотки сварочника испытывают сильные механические нагрузки от электромагнитных сил, поэтому готовые провода нужны с дополнительной текстильной обмоткой: ПЭЛШ, ПЭЛШО, ПБ, ПБД. Найти их еще труднее, и стоят они очень дорого. Метраж же провода на сварочник таков, что более дешевые голые провода возможно изолировать самостоятельно. Дополнительное преимущество – свив до нужного S несколько многожильных проводов, получим провод гибкий, мотать которым куда легче. Кто пробовал уложить на каркас вручную шину хотя бы в 10 квадратов, оценит.
Изолирование
Допустим, есть в наличии провод 2,5 кв. мм в ПВХ изоляции, а на вторичку надо 20 м на 25 квадратов. Готовим 10 катушек или бухт по 25 м. Отматываем с каждой примерно по 1 м провода и снимаем штатную изоляцию, она толстая и не термостойкая. Оголенные провода скручиваем парой пассатижей в ровную тугую косу, а ее обматываем, в порядке нарастания стоимости изоляции:
- Малярным скотчем с нахлестом витков 75-80%, т.е. в 4-5 слоев.
- Миткалевой тесьмой с нахлестом в 2/3-3/4 витка, т.е в 3-4 слоя.
- Х/б изолентой с нахлестом в 50-67%, в 2-3 слоя.
Примечание:
провод для вторичной обмотки готовится и мотается она после намотки и испытаний первичной, см. далее.
Намотка
Тонкостенный самодельный каркас не выдержит давления витков толстого провода, вибраций и рывков при работе. Поэтому обмотки сварочных трансформаторов делают бескаркасными галетными, а на сердечнике закрепляют клиньями из текстолита, стеклотекстолита или, в крайнем случае, пропитанной жидким лаком (см. выше) бакелитовой фанеры. Инструкция по намотке обмоток сварочного трансформатора такова:
- Готовим деревянную бобышку высотой по высоте обмотки и с размерами в поперечнике на 3-4 мм больше a и b магнитопровода;
- Прибиваем или прикручиваем к ней временные фанерные щеки;
- Временный каркас обматываем в 3-4 слоя тонкой полиэтиленовой пленкой с заходом на щеки и заворотом на их внешнюю сторону, чтобы провод не приклеился к дереву;
- Мотаем предварительно изолированную обмотку;
- По намотке дважды пропитываем до протекания насквозь жидким лаком;
- по высыхании пропитки аккуратно снимаем щеки, выдавливаем бобышку и отдираем пленку;
- обмотку в 8-10 местах равномерно по окружности туго обвязываем тонки шнуром или пропиленовым шпагатом – она готова к испытаниям.
Доводка и домотка
Шихтуем сердечник в галету и стягиваем его болтами, как положено. Испытания обмотки производятся полностью аналогично испытаниям сомнительного готового трансформатора, см. выше. Лучше воспользоваться ЛАТРом; Iхх при входном напряжении 235 В не должен превышать 0,45 А на 1 кВА габаритной мощности трансформатора. Если больше – первичку доматывают. Соединения провода обмотки делаются на болтах (!), изолируются термоусаживаемой трубкой (ТУТ) в 2 слоя или х/б изолентой в 4-5 слоев.
По результатам испытаний корректируется число витков вторички. Напр., расчет дал 210 витков, а реально Iхх влез в норму при 216. Тогда расчетные витки секций вторички умножаем на 216/210 = 1,03 прибл. Не пренебрегайте знаками после запятой, от них во многом зависит качество трансформатора!
После доводки сердечник разбираем; галету туго обматываем теми же малярным скотчем, миткалем или «тряпочной» изолентой в 5-6, 4-5 или 2-3 слоя соотв. Мотать поперек витков, а не по ним! Теперь еще раз пропитываем жидким лаком; когда просохнет – дважды неразбавленным. Эта галета готова, можно делать вторичную. Когда обе будут на сердечнике, еще раз испытываем теперь уже трансформатор на Iхх (вдруг где-то завитковало), закрепляем галеты и весь трансформатор пропитываем нормальным лаком. Уф-ф, самая муторная часть работы позади.
Тянем ВХ
Но он у нас пока слишком крут, не забыли? Нужно умягчить. Простейший способ – резистор во вторичной цепи – нам не подходит. Все очень просто: на сопротивлении всего лишь 0,1 Ом при токе 200 рассеется теплом 4 кВт. Если у нас сварочник на 10 и более кВА, а варить нужно тонкий металл, резистор нужен. Какой бы ни был ток выставлен регулятором, его выбросы при зажигании дуги неизбежны. Без активного балласта они местами пережгут шов, а резистор их погасит. Но нам, маломощным, он него толку не будет.

Реактивный балласт (катушка индуктивности, дроссель) лишней мощности не отберет: она поглотит выбросы тока, а потом плавно отдаст их дуге, это и растянет ВХ как надо. Но тогда нужен дроссель с регулировкой рассеяния. А для него – сердечник почти такой же, как и у трансформатора, и довольно сложная механика, см. рис.

Мы пойдем другим путем: применим активно-реактивный балласт, у старых сварщиков в просторечии именуемый кишкой, см. рис. справа. Материал – стальная проволока-катанка 6 мм. Диаметр витков – 15-20 см. Сколько их – на рис. видно, для мощности до 7 кВА эта кишка правильная. Воздушные промежутки между витками – 4-6 см. С трансформатором активно-реактивный дроссель соединяется дополнительным отрезком сварочного кабеля (шланга, попросту), а электрододержатель присоединяется к нему зажимом-прищепкой. Подбирая точку присоединения, можно, вкупе с переключением на отводы вторички, точно настроить рабочий режим дуги.
Примечание:
активно-реактивный дроссель в работе может греться докрасна, поэтому ему необходима несгораемая термопрочная диэлектрическая немагнитная подкладка. По идее, специальный керамический ложемент. Допустима замена его сухой песчаной подушкой, или уже формально с нарушением, но не грубым, сварочную кишку укладывают на кирпичи.
А остальное?

Это значит прежде всего – электрододержатель и присоединительное устройство обратного шланга (зажим, прищепка). Их, раз у нас трансформатор на пределе, нужно купить готовые, а таких, как на рис. справа, не надо. Для сварочного аппарата на 400-600 А качество контакта в держателе мало ощутимо, и просто приматывание обратного шланга он тоже выдержит. А наш самодельный, работающий с натугой, может забарахлить вроде бы непонятно отчего.
Далее, корпус аппарата. Его нужно делать из фанеры; желательно бакелитовой пропитанной, как описано выше. Днище – толщиной от 16 мм, панель с клеммником – от 12 мм, а стенки и крышку – от 6 мм, чтобы при переноске не оторвались. Почему не листовая сталь? Она ферромагнетик и в поле рассеяния трансформатора может нарушить его работу, т.к. мы вытягиваем из него все, что возможно.
Что до клеммных колодок, то самые клеммы делаются из болтов от М10. Основа – те же текстолит или стеклотекстолит. Гетинакс, бакелит и карболит не годятся, довольно скоро пойдут крошиться, трескаться и расслаиваться.
Пробуем постоянку
Сварка постоянным током имеет ряд преимуществ, но ВХ любого сварочного трансформатора на постоянке ужесточается. А у нашего, рассчитанного на минимально возможный запас по мощности, станет недопустимо жесткой. Дроссель-кишка тут уже не поможет, даже если бы он работал на постоянном токе. Кроме того, надо защитить дорогущие выпрямительные диоды на 200 А от бросков тока и напряжения. Нужен возвратно-поглощающий фильтр инфранизких частот, ФИНЧ. Хотя на вид он отражающий, но нужно учесть сильную магнитную связь между половинами катушки.

Известная много лет схема такого фильтра дана на рис. Но сразу же по ее внедрении любителями выяснилось, что рабочее напряжение конденсатора С мало: выбросы напряжения при зажигании дуги могут достигать 6-7 значений ее Uхх, т.е.450-500 В. Далее, конденсаторы нужны выдерживающие циркуляцию большой реактивной мощности, только и только масляно-бумажные (МБГЧ, МБГО, КБГ-МН). О массогабаритах одинарных «банок» этих типов (кстати, и не дешевых) дает представление след. рис., а на батарею их понадобится 100-200.

С магнитопроводом катушки проще, хотя и не совсем. Для него подойдут 2 ПЛа силового трансформатора ТС-270 от старых ламповых телевизоров-«гробов» (данные есть в справочниках и в рунете), или аналогичные, или ШЛ с похожими либо большими a, b, c и h. Из 2-х ПЛов собирают ШЛ с зазором, см. рис., в 15-20 мм. Фиксируют его текстолитовыми или фанерными прокладками. Обмотка – изолированный провод от 20 кв. мм, сколько влезет в окно; 16-20 витков. Мотают ее в 2 провода. Конец одного соединяют с началом другого, это будет средняя точка.

Настройка фильтра производится по дуге на минимальном и макисмальном значениях Uхх. Если дуга на минимале вялая, электрод липнет, зазор уменьшают. Если на максимале жжет металл – увеличивают или, что будет эффективнее, срезают симметрично часть боковых стержней. Чтобы сердечник от этого не рассыпался, его пропитывают жидким, а потом нормальным лаком. Найти оптимум индуктивности довольно трудно, но зато потом сварка работает безукоризненно и на переменном токе.
Микродуга
О назначении микродуговой сварки сказано вначале. «Аппаратура» для нее предельно проста: понижающий трансформатор 220/6,3 В 3-5 А. В ламповые времена радиолюбители подключались к накальной обмотке штатного силового трансформатора. Один электрод – сама скрутка проводов (можно медь-алюминий, медь-сталь); другой – графитовый стерженек вроде грифеля от карандаша 2М.
Сейчас для микродуговой сварки используют более компьютерные блоки питания, или, для импульсной микродуговой сварки, батареи конденсаторов, см. видео ниже. На постоянном токе качество, работы, разумеется, улучшается.
Видео: самодельный аппарат для сварки скруток
Видео: сварочный аппарат своими руками из конденсаторов
Контакт! Есть контакт!
Контактная сварка в промышленности используется преимущественно точечная, шовная и стыковая. В домашних условиях, прежде всего по энергопотреблению, осуществима импульсная точечная. Пригодна она для сваривания и приваривания тонких, от 0,1 до 3-4 мм, стальных листовых деталей. Дуговая сварка тонкостенку прожжет, а если деталь с монетку и менее, то самая мягкая дуга сожжет ее целиком.

Принцип действия точечной контактной сварки иллюстрирует рис: медные электроды с силой сжимают детали, импульс тока в зоне омического сопротивления сталь-сталь нагревает металл до того, что происходит электродиффузия; металл не плавится. Ток для этого нужен ок. 1000 А на 1 мм толщины свариваемых деталей. Да, ток в 800 А прихватит листы по 1 и даже 1,5 мм. Но если это не поделка для забавы, а, допустим, оцинкованный профнастил забора, то первый же сильный порыв ветра напомнит: «Мужик, а ток-то слабоват был!»
Тем не менее, контактная точечная сварка намного экономичнее дуговой: напряжение холостого хода сварочного трансформатора для нее – 2 В. Оно складывается 2-х контактных разностей потенциалов сталь-медь и омического сопротивления зоны провара. Рассчитывается трансформатор для контактной сварки аналогично ему же для дуговой, но плотность тока во вторичной обмотке берут 30-50 и более А/кв. мм. Вторичка контактно-сварочного трансформатора содержит 2-4 витка, хорошо охлаждается, а его коэффициент использования (отношение времени сварки к времени работы на холостом ходу и остывания) многократно ниже.
В рунете немало описаний самодельных импульсно-точечных сварочников из негодных микроволновок. Они, в общем-то, правильные, а в повторении, как написано в «1001 ночи», пользы нет. И старые микроволновки на помойках кучами не валяются. Поэтому займемся конструкциями менее известными, но, между прочим, более практичными.

На рис. – устройство простейшего аппарата для импульсной точечной сварки. Им можно сваривать листы до 0,5 мм; для мелких поделок он подходит отлично, а магнитопроводы такого и большего типоразмера относительно доступны. Его достоинство, помимо простоты – прижим ходовой штанги сварочных клещей грузом. Для работы с контактно-сварочным импульсником не помешала бы и третья рука, а если одной приходится с силой сжимать клещи, то вообще неудобно. Недостатки – повышенная аварийно- и травмоопасность. Если случайно дать импульс, когда электроды сведены без свариваемых деталей, то из клещей ударит плазма, полетят брызги металла, защиту проводки вышибет, а электроды сплавятся намертво.
Вторичная обмотка – из медной шины 16х2. Ее можно набрать из полосок тонкой листовой меди (получится гибкая) или сделать из отрезка сплющенной трубки подачи хладоагента бытового кондиционера. Изолируется шина вручную, как описано выше.
 Здесь на рис. – чертежи аппарата импульсной точечной сварки помощнее, на сварку листа до 3 мм, и понадежнее. Благодаря довольно мощной возвратной пружине (от панцирной сетки кровати) случайное схождение клещей исключено, а эксцентриковый прижим обеспечивает сильное стабильное сжатие клещей, от чего существенно зависит качество сварного стыка. В случае чего прижим можно мгновенно сбросить одним ударом по рычагу эксцентрика. Недостаток – изолирующие узлы клещей, их слишком много и они сложные. Еще один – алюминиевые штанги клещей. Они, во-первых, не столь прочны, как стальные, во-вторых, это 2 ненужных контактных разности. Хотя теплоотвод по алюминию, безусловно, отличный.
Здесь на рис. – чертежи аппарата импульсной точечной сварки помощнее, на сварку листа до 3 мм, и понадежнее. Благодаря довольно мощной возвратной пружине (от панцирной сетки кровати) случайное схождение клещей исключено, а эксцентриковый прижим обеспечивает сильное стабильное сжатие клещей, от чего существенно зависит качество сварного стыка. В случае чего прижим можно мгновенно сбросить одним ударом по рычагу эксцентрика. Недостаток – изолирующие узлы клещей, их слишком много и они сложные. Еще один – алюминиевые штанги клещей. Они, во-первых, не столь прочны, как стальные, во-вторых, это 2 ненужных контактных разности. Хотя теплоотвод по алюминию, безусловно, отличный.
Об электродах

В любительских условиях целесообразнее изолировать электроды в месте установки, как показано на рис. справа. Дома не конвейер, аппарату всегда можно дать остыть, чтобы изолирующие втулки не перегрелись. Такая конструкция позволит сделать штанги из прочной и дешевой стальной профтрубы, а еще удлинить провода (до 2,5 м это допустимо) и пользоваться контактно-сварочным пистолетом или выносными клещами, см. рис. ниже.
На рис. справа видна еще одна особенность электродов для точечной контактной сварки: сферическая контактная поверхность (пятка). Плоские пятки долговечнее, поэтому электроды с ними широко используются в промышленности. Но диаметр плоской пятки электрода должен быть равен 3-м толщинам прилегающего свариваемого материала, иначе пятно провара пережжется или в центре (широкая пятка), или по краям (узкая пятка), и от сварного стыка пойдет коррозия даже по нержавейке.

Последний момент об электродах – их материал и размеры. Красная медь быстро выгорает, поэтому покупные электроды для контактной сварки делают из меди с присадкой хрома. Такими следует пользоваться, при нынешних ценах на медь это более чем оправдано. Диаметр электрода берут в зависимости от режима его использования в расчете на плотность тока 100-200 А/кв. мм. Длина электрода по условиям теплопередачи не менее 3-х его диаметров от пятки до корня (начала хвостовика).
Как давать импульс
В простейших самодельных аппаратах импульсно-контактной сварки импульс тока дают вручную: просто включают сварочный трансформатор. Это ему, конечно, на пользу не идет, а сварка – то непровар, то пережог. Однако автоматизировать подачу и нормировать сварочные импульсы не так уж сложно.

Схема простого, но надежного и проверенного долгой практикой формирователя сварочных импульсов дана на рис. Вспомогательный трансформатор Т1 – обычный силовой на 25-40 Вт. Напряжение обмотки II – по лампочке подсветки. Можно вместо нее поставить 2 включенных встречно-параллельно светодиода с гасящим резистором (обычным, на 0,5 Вт) 120-150 Ом, тогда напряжение II будет 6 В.
Напряжение III – 12-15 В. Можно 24, тогда конденсатор С1 (обычный электролитический) нужен на напряжение 40 В. Диоды V1-V4 и V5-V8 – любые выпрямительные мосты на 1 и от 12 А соотв. Тиристор V9 – на 12 и более А 400 В. подойдут оптотиристоры из компьютерных блоков питания или ТО-12,5, ТО-25. Резистор R1 – проволочный, им регулируют длительность импульса. Трансформатор Т2 – сварочный.
Домашние слесарные работы – часть жизни хозяйственного человека. Одним из наиболее популярных домашних устройств считается точечная сварка. Она предполагает наличие заводского или самодельного сварочного устройства. Создать подобный аппарат, которым будет осуществляться точечная сварка своими руками несложно, необходимо лишь желание и некоторые подручные средства.
Особенности и принцип точечной сварки
Изучение вопроса, как своими руками сделать точечную сварку, начнем с принципа действия.
На сегодняшний день точечная сварка востребована не только в быту, но и в производстве, так как она способна разрешить даже самые трудновыполнимые задачи. В промышленности, как правило, применяют устройства, работающие в автоматическом режиме, в бытовых условиях применяют сварочный аппарат-полуавтомат для точечной сварки.
Точечная контактная сварка на производстве необходима, чтобы сварить листовые болванки из черных и цветных металлов. С помощью ее сваривают изделия из профиля разной толщины и конфигурации, пересекающиеся металлические заготовки. При некоторых условиях можно добиться скоростного рабочего режима до 600 точек в минуту.
Многие люди интересуются вопросом, как сделать точечную сварку дома? В домашней среде точечную сварку применяют для ремонта бытовой утвари и при необходимости сварить электропровода.
Процедура точечного сваривания включает в себя несколько этапов:
- заготовки совмещают в требуемом положении;
- делают крепеж деталей непосредственно между прижимными электродами установки;
- осуществляют нагрев поверхностей, в процессе которого происходит деформирование деталей и они связываются между собой.
Существует еще одна технология точечного соединения – лазерная сварка. Она способна выполнять задачи, связанные с работой высокой точности и предельной прочности спайки.
Получается, что принцип точечной сварки заключается в чрезмерном нагревании рабочих металлических поверхностей, результатом которых осуществляется их сплавление и единое структурное новообразование.
Основную роль в процессе сварки исполняет импульсная характеристика тока, который создает необходимый нагрев металлической области. Не менее важной характеристикой служит время воздействия и сила удержания деталей. Благодаря этим параметрам кристаллизуется металлическая структура.

Основными преимуществами сварки электроконтактной из сварочного аппарата считаются:
- выгодность использования;
- прочный шов;
- простота оборудования;
- самодельная точечная сварка может быть создана в домашних условиях;
- возможность автоматизации в условиях предприятия.
Единственным изъяном точечного соединения деталей считается негерметичность соединения.

Основными требованиями к сварочному оборудованию считаются:
- возможность изменить время процесса;
- создание давления в рабочей области, с достижением предела в окончании процесса нагрева;
- наличие электродов с высокими показателями проводимости энергии и тепла.
Для бытового применения подходить электролитическая медь и ее смесь марки ЭВ. Стоит отметить, что площадь контактируемого участка электрода должна превышать свариваемое соединение (шов) в 2,5 раза.
Сборка сварочного аппарата своими силами
Для точечного сваривания деталей необходимо создать соответствующее оборудование. Установка для точечной сварки своими руками, изготовленная в домашних условиях, может иметь любую форму – от переносных разновидностей до крупногабаритных моделей. На практике обычно используются настольные варианты, применяемые для соединения различных металлов. Перед тем как создать точечную сварку из инвертора, следует ознакомиться с материалами, какие понадобятся при изготовлении.
- преобразователь энергии, то есть трансформатор;
- электрический кабель с изоляцией сечением от 10 мм;
- медные электроды;
- прерыватель;
- наконечники;
- болты;
- подручные средства и материалы для создания корпусной основы либо сварочных клещей (бруски из дерева, вторсырье, фанера).

1 — трансформатор ОСМ-1,0 доработанный; 2 — токопровод (дюралюминиевый пруток диаметром 30, L300, 2 шт.); 3 — вкладыш (стальной пруток диаметром 10, L30, 2 шт.); 4 — электрод (медный пруток диаметром 12, L50, 2 шт.); 5 — шайба латунная (2 шт.); 6,12 — винты М6; 7 рукоятка; 8 — эксцентрик; 9 — щека (2 шт.); 10 — пружина; 11 — вывод половины вторичной обмотки (4 шт.); 13 — втулка текстолитовая (с канавкой под концевую петлю пружины); 14 — болт М8 (6 шт.); 15 — шайба текстолитовая (4 шт.); 16 — покрытие изоляционное (лакоткань или защитная клейкая лента на тканевой основе, 2 шт.); 17 — кожух трансформатора.
Схемы монтажа
Основными разновидностями схем сборки сварочного устройства являются простые проекты с минимальным количеством требуемых материалов. Стоит отметить, что изготовленное оборудование не будет мощным, то есть данная схема точечной сварки предназначена только для бытового применения.
Его назначение – сварка небольших листов железа и электрических проводов.

Чтобы понять, как сделать контактную сварку вспомнить курс школьной программы, а именно физическое правило «Закон Джоуля-Ленца»: когда электричество проходит по проводнику, объем тепловой энергии, создаваемый в нем, прямо пропорционален сопротивлению проводника, времени воздействия и квадрату электрического тока. Вывод, если ток изначально составлял большое значение (например, 1000 А), то при слабом соединении и маленьких проводах будет расходоваться большее количество энергии (в несколько тысяч раз), чем при меньшем электротоке (10 А). То есть качество собранной электрической цепи играет важную роль.

Формирование электрического импульса между двумя участками металлических изделий считается базовой частью работы сварочной установки. Для этого потребуется небольшой преобразователь энергии. Свариваемое изделие необходимо подключить к нижней обмотке устройства, а металлический электрод к вторичной.
Стоит отметить, что недопустимо непосредственно совмещать преобразователь с источником питания.
Для этого в электрической цепи предусмотрен мост с электронным выключателем (тиристор). Чтобы создать требуемый импульс, в устройство необходимо подать вспомогательное питание, включающее в себя мост выпрямления энергии и трансформатор. Электрический ток будет концентрироваться в конденсаторе, чья роль – это формирование импульса.

Для того чтобы аппарат контактной сварки, изготовленный своими руками, заработал, нужно на рукояти пистолета нажать «кнопку импульса» для открытия цепной схемы конденсатора-резистора. В результате этих манипуляций произойдет разряд через металлический стержень. Чтобы закрепить теоретический материал, рекомендуется ознакомиться с обучающим видео, где подробно рассказывается о точечной сварке. Это позволяет понять визуально, как же это все правильно осуществляется.
Самодельный аппарат из микроволновой печи
Так как на аппараты точечной сварки не всегда можно выделить лишнюю сумму денежных средств, то можно изготовить ее собственными силами. Для этого потребуется довольно мощная микроволновая печь.
Сборка трансформатора
От микроволновки потребуется лишь одна деталь – это высоковольтный трансформатор для точечной сварки. От этой детали требуется лишь сердечник (магнистор) и первичная (нижняя) обмотка. Для удаления ненужных участков можно воспользоваться молотком, болгаркой либо ножовкой. После удаления трансформаторной вторичной обмотки, необходимо создать самодельный трансформатор для контактной сварки. Чтобы это выполнить, следует воспользоваться медным кабелем, диаметром, равным проему трансформатора. Необходимо сделать два витка. Для того чтобы соединить две части сердечника потребуется эпоксидная смола.

Основу сделали, теперь необходимо заняться корпусом самодельной установки. Для этого используются различные полимеры, например, пластмасса или дерево. Обратная область корпуса точечной установки должна содержать несколько проемов. Один проем будет служить ключом устройства, а другое подавать электричество.
Если вместо пластика применяется дерево, то для начала следует выполнить несколько подготовительных операций, а именно отшлифовать, пропитать и лакировать. Чтобы создать самодельный рабочий аппарат для точечной сварки своими руками, потребуется:
- кабель электропитания сварочной установки;
- ручка от двери;
- выключатель;
- медные держатели;
- электропровод большого диаметра;
- расходные материалы (саморезы, гвозди).
После подсыхания корпусного участка, необходимо собрать установку и совместить все сопутствующие детали. После этого отрезается медный провод на 2 части, каждый из которых примерно 25 мм. Эти элементы будут осуществлять функцию электродов. Чтобы их зафиксировать, достаточно применить стандартную отвертку. Затем необходимо установить ключ системы, толстый электрокабель предотвратит его выскальзывание. Чтобы зафиксировать трансформатор на корпусе конструкции можно использовать саморезы, но не стоит забывать о заземлении одной из клемм.

Чтобы повысить безопасность использования устройства для сварки рекомендуется установка вспомогательного включателя. Для крепежа рабочих рычагов также применяют небольшие гвозди и другие крепежные элементы. К торцевым частям рукоятей прикрепляются контактные металлические стержни. Для вознесения верхней рукояти применяется стандартный полимер – резина.
Создание электродов
Элементы, применяемые для точечной сварки своими руками, должны отвечать определенным требованиям, а именно устойчивостью к воздействию рабочих температур, хорошей электропроводностью и легкостью механической обработки.
Для этого прекрасно подходят медные провода сечением от 15 мм. Основной принцип – сечение электрода не должно быть меньше поперечника провода. Если не жалко, то можно применить жала 2 паяльников, которые точно прослужат долго.

Органы управления
Создаваемая контактная сварка своими руками имеет простое устройство. Приходится всего две управляющих системы – выключатель и рукоять. Выключатель точечной сварки фиксируется в цепи первичной обмотки. Это необходимо из-за того, что во вторичной обмотке ток больше, а выключающая система создаст дополнительное сопротивление. Выключатель устанавливается на рычаге, так удобнее будет работать. То есть одной рукой можно будет включать электричество, а второй удерживать свариваемые материалы.
Стоит отметить, что включение и выключение сварочного тока необходимо осуществлять лишь при сжатых электродах, потому что в противном случае появится искра, приводящая к их подгоранию.
Рекомендуется также применять вентилятор для охлаждения аппарата.
Если подобная охлаждающая система отсутствует, то следует постоянно контролировать температуру преобразователя энергии, металлических электродов, электропроводов и создавать дополнительные перерывы, чтобы предотвратить перегрев.

На сегодня приобретение сварочного аппарата для точечной сварки не является проблемой, если есть денежные средства. В любом специализированном магазине предложат целый ряд установок для точечного соединения деталей, причем разной мощности и производителей. Но для домашних мастеров не всегда возможно подобрать требуемые параметры, поэтому сделать аппарат точечной сварки своими руками будет оптимальным решением. Все необходимые расходные материалы можно позаимствовать и найти дома. Собранная собственными руками установка для точечной сварки не подводит и отлично работает, тем самым обеспечивая требуемый мелкий ремонт металлических изделий.

На рынке инвертор представлен в большом ассортименте, где любой желающий сможет подобрать для сварочных работ дома необходимое оборудование. Альтернативным вариантом является его изготовление своими руками.
Следует ознакомиться с конструкцией и особенностями инвертора, нюансами контактной сварки, детальной инструкцией о самостоятельном проведении сварочных работ. Также мы узнаем о выполнении самодельного сварочного устройства из автомобильных батарей и микроволновки.
Технологические аспекты проведения контактной сварки
Не только для автолюбителей и владельцев домов требуются сварочные работы. Сварочный инвертор может потребоваться в небольшой мастерской или дома для монтажа металлических деталей.
Принцип работы инвертора основан на нагреве металла от электротока, после чего происходит его расплавление и застывание с образованием сварочного шва. Чтобы закрепить свариваемые части, защитив их от раздвигания, следует сжать детали электродами, по которым передается ток.

Чтобы выполнять домашнюю сварку, понадобится питание от мощных источников, из-за чего может перегреваться бытовые провода. Поэтому предварительно следует проверить качество проводки и при необходимости осуществить замену.
Во время осуществляется соединение двух заготовок по прилегающим краям. Таким способом пользуются при монтаже небольших деталей, тонкого материала, прутов из металла толщиной до 0,5 см.
Варианты сварки деталей
Поверхности могут соединяться тремя способами: непрерывным или прерывистым оплавлением, сопротивлением. Во время сварочных работ с помощью оплавления обрабатываемые детали или металлолисты соединяют и нагревают током до их плавки. Такой технологией можно пользоваться в обработке цветных металлов, низкоуглеродистых сталей, монтаже стали, латуни и меди. Но таким методом редко пользуются из-за жестких требований к температурам, отсутствию в соединительных зонах примесей.

Во время непрерывной оплавки заготовок применяют и другие варианты фиксаторов. Детали соединяют при включении тока. После того, как края монтируемых деталей будут оплавлены, осуществляется осадка и выключается токовая подача. Таким способом пользуются в монтаже тонкостенных трубопроводов, но можно соединять заготовки, отличающиеся структурой. Главным преимуществом метода является оперативность выполнения. Однако по сварочному шву может вытекать металл с появлением угара.
При последовательном плотном или ослабленном контактировании осуществляют прерывистую оплавку. С помощью зажимных клещей замыкается сварочная линия в области соединения заготовок, пока их температура не достигнет 900-950°C. Таким методом пользуются при недостаточной исходной мощности устройства для непрерывной оплавки.
В результате контактной сварки пользователь выполняет следующие работы
:

Все перечисленные разновидности сварочных процессом имеют схожую технологию работ, но различаются креплением деталей и токовой подачей.
Для бытового сваривания деталей точечным способом можно выполнить устройство своими руками. В нем главными рабочими механизмами будет зажим, устройство подачи напряжения на конденсаторах, у которого на низковольтную обмотку крепится электрод. Другое зажимное крыло является опорным, может монтироваться с деталью больших параметров.
Производство сварочного устройства из микроволновой печки

Как было уже сказано, аппарат для сварочных работ контактным способом можно сделать своими руками, где основной деталью является трансформатор от микроволновой печи. Выполняя подобное устройство, надо сделать предварительные расчеты выгодности такого устройства в сравнении с приобретением готового инвертора.
Самой дорогой деталью в самодельном устройстве является трансформатор, остальные расходные материалы (основу для крепления деталей, кожух с проводами) можно взять из ремонтного сервиса.
Следует приготовить трансформатор, мощность которого будет начинаться от 1 кВт, чтобы выполненное из него оборудование для сварки могло соединять листы толщиной до 1 мм. Если вдвое повысить мощность трансформатора, то можно будет обрабатывать листы толщиной до 1,8 мм. У современных микроволновок мощность трансформатора может составлять 3 кВт.
Для повышения мощности тока возможно применение 2, 3 трансформаторов.

Трансформатор нужно вытащить из защитного кожуха, удалить шунты и вторичную обмотку. Из-за того, что в микроволновке применяется высокое напряжение, на первичной обмотке устройства имеется меньше петель в сравнении с вторичной обмоткой. Чтобы убрать разность потенциалов, мы должны будем модернизировать вторичную обмотку, и адаптировать ее для целей точечной сварки.
Трансформатор детально зачищается от остатков шунтов и вторичной обмотки, при потребности можно воспользоваться длинным узким предметом или металлической щеткой. То есть вторичную обмотку нужно делать новую, а остается в том же виде первичная. Для этого нужно взять многожильные провода, сечение которых не должно быть меньше 1 квадрата (из-за высокого напряжения будущего трансформатора). Для вторичной обмотки можно сделать 2-4 витка проводки (получится напряжение 2Вт), но из-за толстого изоляционного слоя его не получится загнуть по катушке. Поэтому провод нужно очистить от изоляции и обернуть его изолентой.
При использовании цепи из нескольких трансформаторов, следует объединить выводы вторичных обмоток. Если применяется один трансформатор, то для него можно использовать корпус микроволновой печки, уменьшить его по длине и ширине.
Кожух для нескольких трансформаторов можно выполнить из железного листа, покрыв его изолирующим материалом (изолентой).

Чтобы подвести ток к области сваривания, создается рычажное устройство. Где один рычаг прочно прикрепляется к главной поверхности (чтобы была удобной, здесь же крепится трансформатор с кожухом струбцинами). Во время опускания, второй рычаг будет давить на детали.
Выключатель вводится в цепь первичной обмотки, монтируется на верхний рычаг, что поможет одновременно пускать ток и сжимать деталь. В этом случае клещи не будут применяться, а предварительно спаиваются наконечники с проводкой, чтобы предотвратить окисление.
При контактной сварке будут применяться медные стержни большей толщины (в сравнении с размерами проводки). Во время работы они будут подточены или заменены.
При работе деталь будет зажата рычагами между парой электродов и запущен ток.
Производство сварочного устройства из аккумуляторных батарей
Во время сварочных работ электрическим сварочным устройством на бытовые сети возлагается высокая нагрузка. В результате долгой точечной сварки могут расплавиться провода или сломаться бытовое оборудование. Поэтому сварочное устройство может питаться от автономного электроснабжения. Для таких целей подойдет переносной генератор, работа которого осуществляется от дизтоплива или бензина, который можно купить или сделать своими руками.
Потребуется несколько АКБ от машин, бывших в эксплуатации (желательно одной энергоемкости). В этом случае расчет силы тока будет составлять 1/10 от аккумуляторной емкости. Если применялись аккумуляторы разной мощности, то расчет можно выполнить с помощью самой малой емкости.
Создается цепь из аккумуляторов, которые были последовательно соединены. Скрепляются их «минусы», «плюсы» кусачками, проводами или проводкой для прикуривателя. Также могут применяться любые клещи. Выводится провод от свободного «минуса» к электроду, его зажимают клещами. От свободного «плюса» к рабочей пластине в цепь устанавливается реостат.
К готовому оборудованию для контактной сварки можно выполнить оборудование для зарядки.
В результате анализа всех вариантов самостоятельной сборки оборудования для точечной сварки, становится понятной доступность этого метода. Благодаря вышеизложенной информации пользователи могут получить первоначальные навыки точечной сварки, самостоятельно сделать из имеющихся материалов инвертор для контактной сварки.
При ремонте автомобиля или строительных работах часто возникает потребность в аппарате контактной сварки, который хотелось бы иметь, но его высокая цена не позволяет сделать такую покупку. Мы расскажем, как изготовить такой агрегат из сварочного аппарата инверторного типа своими силами. Соединение контактного типа основано на давлении и разогреве металла с помощью сварочного тока с кратковременным воздействием на свариваемые детали. Промышленные устройства такого рода давно и широко используются, мы расскажем, как собрать в домашних условиях такой аппарат из инвертора.
Множество видов оборудования обусловлено их высокой эффективностью, экономичностью и скоростью работы. Некоторые из них обладают высокотехнологичным контролем над качеством работ, могут оценивать толщину и параметры металла и регулировать текущий процесс. Аппарат для контактной сварки линейки Car-o-Liner CTR 41977 выполняет все виды высокоточных работ по металлу и является источником мощного сварочного тока.
Шведские агрегаты Car-o-liner позволяют варить листовой металл, и построены на инверторной технологической основе. Аппараты Car-o-Liner позволяют вести сваривание металла под точечным давлением, и созданы, в том числе и для кузовного ремонта машин.
Кроме этого? существуют и иное, гораздо более простое, оборудование для соединения в зоне контакта листов, таким примером может служить аппарат для контактной сварки ТОР, который обладает следующими параметрами:
- небольшим весом (8 кг) и мощностью (2 кВт);
- сваривает листовой металл до 2 мм толщины;
- имеется возможность сваривания прута до 4 мм;
- осуществляет прогрев металла с целью последующей обработки;
- есть функция пайки припоем с высокой температурой плавления;
- в комплекте имеются твёрдосплавные фигурные и прямые электроды;
- имеются специализированные клещи со шлангом более 2 м;
Использование таких аппаратов контактной сварки с демократичной ценой и высокой мобильностью, позволяет осуществлять мелкий домашний и кузовной ремонт, а также сваривать арматурную сетку при строительных работах.
Важно отметить, что невысокое напряжение на клеммах позволяет проводить работы с соблюдением правил техники безопасности.
Щадящие для металла свойства сварочных аппаратов для контактной сварки позволяют использовать их при кузовном и ином ремонте листового проката в качестве споттера. О нём следует рассказать более подробно потому, что большинство людей сталкивается с повреждением кузова машины. Мы говорим о вмятинах, которые необходимо вытянуть и выровнять.
В этом случае используются специальные медные электроды, которые после зачистки деталей кузова, точечно привариваются к вмятине. Затем с их помощью осуществляют вытягивание неровностей путём дополнительного нагрева и остужения металла. Этот очень эффективный метод ремонта позволяет вытягивать неровности даже в труднодоступных местах.
Необходимое оборудование для контактной сварки
Чтобы собрать аппарат контактной сварки своими руками нужно определить заранее, как вы хотите его использовать. Небольшой вес инверторного агрегата, который мы возьмём за основу комплекта, позволяет собрать как мобильный, так и стационарный вариант. Дело в том, что клещи, обеспечивающие необходимое давление в точке сварки, можно смонтировать на стационарной платформе или же на гибком шланге.
Жёстко закреплённые электроды больше подходят для поточного шовного соединения листового металла, тогда как мобильный вариант является более универсальным.
Отдельно нужно рассмотреть критерии выбора сварочного инвертора, как источника тока для контактного способа работы. Он должен обладать широким спектром регулировок по току и напряжению, а поскольку форма сигнала на выходе является импульсной, то и этот параметр должен быть настраиваемым. Таким образом, аппарат контактной сварки АКС должен быть оборудован тугоплавкими электродами, которые могут быть смонтированы в следующих вариантах, а именно:
- стационарный вариант, при котором на неподвижный минусовой электрод накладывается свариваемые листы, и точечно придавливаются положительным электродом;
- мобильный вариант с использованием клещей, позволяющих сдавливать соединяемые детали в точке сварки;
- вариант с использованием сварочного пистолета, как положительного электрода, где минусом является деталь кузова.

Использование пистолета характерно для работы споттера при кузовном ремонте и в этом случае применяются сменные медные наконечники, которые и дают возможность выправить дефектные участки. В целях экономии можно сделать сварочный пистолет или клещи своими руками, как в стационарном, так и в мобильном варианте. Для этого понадобятся следующие материалы и инструменты:
- текстолит для пистолета или клещей;
- пусковая кнопка;
- крепёжные болты с гайками;
- медный или бронзовый наконечник в роли электрода;
- соединительные кабели и провода;
- мини-патрон с лампочкой для подсветки;
- электролобзик, болгарка и электродрель;
- мощный электропаяльник;
- приспособления для разметки;
- набор отвёрток и гаечных ключей.
Важно обеспечить надёжный контакт сварочного кабеля с держателем наконечника или сменных наконечников во избежание перегрева и потерь мощности.
Необходимо продумать быструю смену бронзовых или медных электродов, или наконечников, поскольку условия работы могут меняться, а при ремонте листового металла кузова машины замена является частью технологического процесса.
Сборка комплекта контактной сварки и последовательность работ
При проведении контактной сварки своими руками необходимо понимать, что весь процесс занимает от 0,5 до 1,5 сек, поэтому пусковая кнопка должна быть поставлена в разрыв цепи первичной обмотки инвертора. Важно не допустить прожога металла, а для этого необходимо отрегулировать высокочастотное выходное напряжение инвертора оптимальным образом и экспериментально подбирать длительность сварки. При соединении листов внахлёст необходимо обеспечить их неподвижность относительно друг друга, а также с постоянной силой прижимать электрод к точке сварки.
Окончательная сборка подразумевает соединение всех узлов и проверку надёжного, безопасного контакта в цепи сварочного тока и кнопки управления. Проверка работоспособности устройства и регулировка выходных параметров состоит из следующих действий:
- установка инвертора на минимальный сварочный ток;
- проверка надёжности подключения кабеля, пистолета или клещей, а также пусковой кнопки;
- на пробных деталях проводится кратковременная, точечная сварка и при необходимости корректируется настройка выходных параметров инвертора;
- прекращается сварка и оценивается результат, в случае прожигания заготовок, уменьшается ток и время сварки в точке контакта;
- правильной считается сварка, при которой отрыв заготовок друг от друга происходит по металлу, а не по точке сварки;
- в случае использования устройства, как споттера, нужно обеспечить надёжное приваривание наконечников к поверхности ремонтируемого участка.
Очень важно обеспечить безопасность работающего, чтобы избежать возможного поражения электрическим током и проводить сварку в специальной одежде, защищающей от ожогов.
Подводим итог
Мы рассмотрели возможность сборки аппарата для контактной сварки своими руками с использованием инвертора в качестве источника тока. Этим достигается значительная экономия средств, при небольших затратах времени и материалов. Возможностей такого контактного сварочного аппарата вполне достаточно для личных нужд и ремонта кузова машины, а также надёжного соединения листового металла. Успешной вам работы.
Инверторы на рынке представлены в огромном ассортименте, поэтому каждый при необходимости может выбрать наиболее подходящее оборудование для проведения дома сварочных работ. Альтернатива такому выбору — контактная сварка из инвертора.
Ниже вы узнаете, что представляет собой контактная сварка, как сделать устройство на основе микроволновки или аккумуляторной батареи, а также как им правильно пользоваться.
Сварочные работы дома может потребоваться выполнять каждому во время ремонта. Инвертор может пригодиться для установки металлических деталей или же в мини-мастерской на дому.
Принцип работы инвертора такой:
- металл нагревается от электрического тока;
- затем он плавится и застывает после образования сварочного шва;
- чтобы закрепить части и защитить их от раздвигания, детали сжимаются электродами, по которым идет ток.
Для проведения домашних сварочных работ нужен мощный источник питания, а это может привести  к перегреванию бытовых проводов. Заблаговременно проверьте качество своей проводки, при необходимости ее замените.
к перегреванию бытовых проводов. Заблаговременно проверьте качество своей проводки, при необходимости ее замените.
Во время точечной сварки нужно соединить две заготовки по прилегающим краям. Это потребуется при установке небольших деталей из тонкого материала, в частности, металлических прутов толщиной до 0,5 см.
Варианты соединений
При контактной сварке поверхности могут быть соединены такими способами:
- непрерывным оплавлением;
- прерывистым;
- сопротивлением.
Во время работы с помощью оплавления нужно детали или же листы металла соединить или же нагреть током вплоть до плавки. Данная технология актуальна для таких видов работ:
- обработка цветного металла или низкоуглеродистой стали;
- установка меди, стали или латуни.
 Однако подобный метод не особо пользуется популярностью из-за того, что к температуре предъявлены жесткие требования, а также потому, что в соединительных зонах не должно быть примесей
Однако подобный метод не особо пользуется популярностью из-за того, что к температуре предъявлены жесткие требования, а также потому, что в соединительных зонах не должно быть примесей
.
При непрерывной оплавке заготовок
потребуются сварочные клещи и прочие фиксаторы. Соединение деталей происходит при включенном токе. Когда края деталей оплавятся, произойдет осадка, а токовая посадка выключится. Таким образом монтируют тонкостенные трубопроводы, однако можно и соединять заготовки, которые отличаются по структуре. Ключевое преимущество метода — это оперативность. Но есть риск, что по сварочному шву вытечет металл с появлением угара.
Прерывистая оплавка выполняется при последовательном плотном либо ослабленном контакте. Посредством зажимных клещей сварочную линию замыкают в области соединения заготовок, чтобы температура поднялась до 900−950 градусов. Данный метод используется в случае недостаточной исходной мощности прибора для непрерывной оплавки.
Контактная сварка решает следующие задачи:
- подготавливается поверхность для монтажа (контуры зачищаются и выравниваются);
- края заготовок соединяются и крепятся прижимными деталями;
- включает источник тока;
- края заготовок при работающем устройстве прогреваются и оплавляются;
- выполняется осадка и включается ток.
 Эти виды сварочных процессов по технологии мало отличаются друг от друга, однако они отличаются токовой подачей и креплением деталей.
Эти виды сварочных процессов по технологии мало отличаются друг от друга, однако они отличаются токовой подачей и креплением деталей.
Чтобы сваривать детали точечным методом
для бытовых нужд, устройство можно сделать самостоятельно. Ключевыми его механизмами являются:
- зажим;
- прибор подачи напряжения на конденсаторах. В нем на низковольтную обмотку прикрепляют электрод.
Второе зажимное крыло — это опорное, его можно монтировать с крупными деталями.
Оборудование из микроволновки своими руками
 Аппарат для проведения сварочных работ контактным методом можно сделать своими руками, ключевая деталь в нем — это трансформатор от микроволновки
Аппарат для проведения сварочных работ контактным методом можно сделать своими руками, ключевая деталь в нем — это трансформатор от микроволновки
.
Чтобы сделать такое устройство, потребуется выполнить предварительные расчеты выгодности данного прибора по сравнению с покупкой готового инвертора.
Для самодельного прибора наиболее дорогой деталью является трансформатор, а вот расходные материалы (такие, как основа для крепежей деталей или же кожух с проводами) можно взять из сервисного центра.
Трансформатор с мощностью от 1 кВт
подходит для изготовления сварочного оборудования для соединения листов толщиной до 1 мм. Если его мощность будет вдвое больше, то он подойдет для обработки листов толщиной до 1,8 мм. Многие микроволновые печи оснащены трансформатором мощностью в 3 кВт.
Чтобы увеличить мощность тока, возможно, потребуется 2 или 3 трансформатора. Сам трансформатор вытаскивается из защитного кожуха, шунты удаляются вместе со вторичной обмоткой. Поскольку в микроволновой печи напряжение высокое, на первичной обмотке прибора петель меньше по сравнению со вторичной. Для того чтобы убрать разность потенциалов, вторичную обмотку удаляют и адаптируют ее для работы с точечной сваркой.
Работа выглядит таким образом:

Выводы вторичных обмоток объединяются при применении цепи на основе нескольких трансформаторов. А при условии использования одного трансформатора можно корпус микроволновки уменьшить по ширине и длине.
Для нескольких трансформаторов кожух делают на основе железного листа, который покрывается изолентой.
Для подведения тока к свариваемой области
нужно создать рычажное устройство. Один рычаг прочно крепится к главной поверхности, а во время опускания второй будет давить на обрабатываемые детали.
 Введите выключатель в цепь первичной обмотки и установите на верхний рычаг, благодаря этому можно будет в одно время пускать ток и сжимать деталь. Клещи в этом случае не будут нужны, нужно будет заранее спаять наконечники с проводкой с целью предотвращения окисления.
Введите выключатель в цепь первичной обмотки и установите на верхний рычаг, благодаря этому можно будет в одно время пускать ток и сжимать деталь. Клещи в этом случае не будут нужны, нужно будет заранее спаять наконечники с проводкой с целью предотвращения окисления.
Для контактной сварки используются медные стержни с толщиной больше размера проводки, которые при работе будут заменены или подточены. Во время работы деталь будет рычагами зажата между электродами, далее запустится ток.
Сварочный аппарат из аккумуляторных батарей
Во время сварки с применением электрических приборов на бытовые сети возложена огромная нагрузка
. В итоге долгой точечной сварки провода могут расплавиться или же поломается бытовое оборудование. Соответственно, устройство может питаться от автономного источника. Например, переносного генератора, который работает за счет бензина или дизтоплива. Такой генератор можно приобрести или сделать самому.
 Будет нужно несколько АКБ от автомобилей б/у. В данном случае расчет силы тока составит 1/10 от емкости аккумулятора. При использовании аккумуляторов разной мощности расчет можно сделать посредством самой маленькой емкости.
Будет нужно несколько АКБ от автомобилей б/у. В данном случае расчет силы тока составит 1/10 от емкости аккумулятора. При использовании аккумуляторов разной мощности расчет можно сделать посредством самой маленькой емкости.
Потребуется создать цепь из последовательно соединенных аккумуляторов. «Плюсы» и «минусы» скрепляют кусачками, проводами или же проводками для прикуривателя либо же любыми клещами. Провод выводят от свободного «минуса» к электроду и зажимают клещами. От свободного «плюса» в сторону рабочей пластины в цепь ставят реостат.
Когда оборудование готово, можно сделать дополнительно оборудование для зарядки.
Особенности самодельного аппарата для сварки
Контактная сварка в технологическом отношении
не слишком сложная, но чтобы достичь нужного качества соединения, нужно правильно ею управлять. Поэтому самодельное устройство на основе микроволновки потребуется оснастить специальными органами управления. Ключевыми из них являются рычаг, выключатель, а также рычаг, посредством которого оказывается усилие сжатия электродов и деталей, которые соединяются.
 Качество соединение непосредственно зависит от усилия сжатия, соответственно, рычаг для прибора должен быть максимально длинным. Важно, чтобы оборудование для сварки можно было надежно фиксировать на поверхности рабочего стола с помощью струбцин.
Качество соединение непосредственно зависит от усилия сжатия, соответственно, рычаг для прибора должен быть максимально длинным. Важно, чтобы оборудование для сварки можно было надежно фиксировать на поверхности рабочего стола с помощью струбцин.
Усилие, которое передается электродами, можно увеличить не только рычагом, но еще и рычажно-винтовым механизмом, который также можно прикрепить к самодельному аппарату. Его лучше всего прикрепить прямо на рычаг, чтобы манипуляции были быстрыми. А еще такое размещение освободит вторую руку, чтобы можно было поддерживать детали.
Особенность работы с аппаратом точечной сварки
заключается в том, что ток можно подавать на электроды только тогда, когда они сжаты. А если подачу тока включить перед сжатием, то электроды будут искрить при соприкосновении с деталями, что приведет к подгоранию и выходу из строя.
Выключатель для управления сваркой нужно будет поставить в цепь первичной обмотки. А если он будет установлен в цепь вторичной обмотки, по которой проходит ток значительной величины, то будет создано дополнительное сопротивление, в итоге электроды сварятся друг с другом.
 Также самодельный аппарат на основе микроволновки потребуется оснастить простой системой охлаждения, которую также можно сделать самому. Для такой системы можно взять обычный вентилятор, с помощью которого можно будет охлаждать электроды, трансформатор, прочие токопроводящие элементы. Естественно, данное охлаждение не является слишком эффективным, и вам будет нужно делать регулярные перерывы, чтобы все нагревающиеся элементы оборудования могли охлаждаться самостоятельно.
Также самодельный аппарат на основе микроволновки потребуется оснастить простой системой охлаждения, которую также можно сделать самому. Для такой системы можно взять обычный вентилятор, с помощью которого можно будет охлаждать электроды, трансформатор, прочие токопроводящие элементы. Естественно, данное охлаждение не является слишком эффективным, и вам будет нужно делать регулярные перерывы, чтобы все нагревающиеся элементы оборудования могли охлаждаться самостоятельно.
Выше были рассмотрены особенности сборки оборудования для точечной сварки своими руками
. Такой метод доступен каждому, поскольку материалы для работы не являются слишком дорогостоящими, а навыки точечной сварки можно будет освоить весьма быстро.
Как собрать аппарат для точечной сварки своими руками

Потребность в сварном соединении металлических деталей у автолюбителей возникает часто, а громоздкие и дорогие сварочные аппараты есть не у всех. Выходом из положения становится точечная контактная сварка своими руками. Аппарат для точечной сварки стоит от 200$, но самостоятельное изготовление приспособления из деталей вышедших из строя домашних приборов потребует минимальных затрат. Герметичного шва точечной сваркой добиться не удастся, но прочность соединения достигается высокая.
Точечная сварка относится к разряду так называемых контактных сварок
Типы сварки
Сварка – процесс, при котором детали соединяются при помощи плавления методом локального нагрева. Это наиболее прочный вид сращения материалов, так как связь происходит на межатомном уровне. Сваривать можно практически любой материал, но в автомобильном деле к этой процедуре прибегают, чтобы получить прочное механическое соединение металлов или сплавов. Чтобы расплавить металл, необходима высокая температура: для стали выше 1300 ° C, для меди – 1000 ° C, для алюминия – 660 ° C. Источники энергии для достижения таких температур могут быть различными:
- электрическая дуга;
- газовое пламя;
- ультразвук;
- электронный луч;
- лазер.
При точечном сварном соединении для плавления и соединения материалов используется электрическая дуга. В зависимости от используемого вида энергии различают три типа сварки:
- механическая, при которой используется тепловая энергия трения и давления на детали;
- термическая, когда материалы плавятся от высокой температуры, достигнутой горением газа или большой силой тока;
- термомеханическая: сочетание высоких температур и давления на детали приводят к расплавлению и слиянию материала.
Сварка гвоздей аппаратом
Тип соединения также определяется видом сплава.
Особенности выполнения точечной сварки
Точечная сварка своими руками обладает рядом достоинств перед другими видами:
- экономичность;
- простота проведения;
- прочность полученных соединений.
Качество сварного соединения зависит от нескольких составляющих, прежде всего от материала, из которого сделаны электроды. Рекомендуется использовать для этих целей медные стержни – они прочны, обладают высокой электро- и теплопроводностью. Важный параметр – сечение электрода. Оно должно быть в два–три раза меньше в диаметре, чем сварная точка.
Точечный сварочный аппарат (споттер) можно изготовить самостоятельно – схема точечной сварки достаточно простая. Чтобы сделать контактную сварку, понадобится трансформатор мощностью более 1 кВт. Часто для этих целей используют элемент вышедшей из строя микроволновой печи. Размер трансформатора должен позволять сделать 2–3 витка обмотки толстым кабелем, а длина кабеля составлять 1,5 м.
На трансформаторе заменяют вторичную обмотку, оставив нетронутой первичную. Новая вторичная обмотка делается алюминиевым проводом в изоляции диаметром 1–2 мм, к которому присоединяют наконечники. Мощный провод обеспечит силу тока 1000 А.
Изготовление прибора своими руками
После готовности трансформатора первичную обмотку подсоединяют к источнику питания и определяют напряжение на вторичной обмотке (получается 2–2,8 В).
К корпусу, детали которого можно сделать из дерева или ДСП, последовательно монтируют трансформатор, кабель с выключателем, делают заземление.
После завершения монтажа корпуса монтируют сварочные «клещи». Электроды лучше изготовить из медного провода, а закрепить их в дюралюминиевых держателях на деревянных брусках. Для роли электродов подходит отшлифованное «жало» старого ненужного паяльника.
Кабель к электродам присоединяется при помощи четырех клемм. Две верхних согнуты по направлению друг к другу – в них вставляются электроды, а в две нижних подсоединяют наконечники кабеля вторичной обмотки.
Нижний электрод чаще закрепляют в неподвижном состоянии, двигается верхний. Самодельная контактная сварка подключается к сети через выключатель-автомат в 20 А.
Дроссель для сварки применяется для регулирования силы тока – без него она будет максимальной. Подключают дроссель к вторичной обмотке, он добавляет сопротивление и уменьшает силу тока.
Аппарат контактной сварки можно оснастить вентилятором, выполняющим роль охладительной системы.
Пример использования прибора профессионалом
Самодельная точечная сварка работает от сети с напряжением 220 В.
Совет. Для увеличения мощности споттера используют несколько трансформаторов, но это влечет падение напряжения в сети. Поэтому контактная сварка своими руками осуществляется при помощи самодельных аппаратов, мощность которых ограничена – обеспечивает силу тока в 1000–2000 А.
Качество проведения сварочных работ своими руками зависит от нескольких условий:
- давления на металл – усилие на прижим должно быть достаточным;
- диаметра электрода;
- силы тока, протекающего через электрод;
- время прижима должно быть больше времени сварки (прижимать электроды следует немого дольше, чем течет ток).
Некоторые виды и особенности контактной сварки
В зависимости от размера и формы нагреваемого участка контактная сварка бывает трех видов.
- Точечная сварка – материал «прошивается» единичными высокотемпературными «уколами», шов негерметичный.
- Шовная – расплавленные кромки деталей соединяют между собой для получения герметичного шва. Пример этого вида соединения частей – пайка металлического бачка для жидкости. По сути шовное соединение состоит из множества перекрывающих друг друга точек.
- Стыковая – площадь соединения широкая, одну деталь «надевают» на другую, в местах стыков образуется полное слияние деталей в однородный элемент. Этим видом соединения чаще всего сваривают трубы.
Действие аппарата на кузове автомобиля
Точечная сварка своими руками не требует сложных приспособлений, не нужен специальный стол для сварки, но соблюдение техники безопасности при проведении сварочных процедур обязательно.
Процедура выполнения точечной сварки
Перед свариванием детали зачищают, удаляя пыль, элементы коррозии, остатки краски или масла – эти помехи ухудшают качество соединения. Толщина стали в свариваемых деталях не более 3 мм.
Подготовленные металлические детали зажимаются электродами.
На электроды подают ток, точечный контакт оказывает воздействие на металл – нагревает до температуры плавления в точке соприкосновения с электродами.
Выполнение сварочных работ не требует регулировки величины тока в процессе, достаточно визуального контроля. Ориентируются на время нагрева, которое составляет 0,5–3 секунды (не более пяти): скорость прохождения тока по детали 1 мм толщиной в процессе работы аппарата составляет 0,1–1 секунды, а толщина свариваемых деталей не превышает 3мм. По желанию аппарат для точечной сварки можно оснастить реле времени.
Пример работы профессионального сварщика
Мощность тока, достаточная для сваривания деталей 1 мм толщиной, составляет 3–5 кВт. Сила тока (на медных электродах) должна составлять от 50 А на 1 поверхности. При меньших величинах не происходит должного нагрева, металл не плавится, слияние становится невозможным.
Затем ток отключают, а сжатие деталей электродами увеличивают.
В месте воздействия тока и сближения деталей под давлением электродов образуется контакт и связи атомов – сварное соединение готово.
Со временем электроды оплавляются, поэтому контактный конус нужно периодически шлифовать, чтобы наконечник оставался острым.
После выключения устройства электроды рекомендуется охлаждать. Если аппарат для сварки не оснащен вентилятором, то для этих целей используют холодную воду. В противном случае происходит перегрев трансформатора и других элементов аппарата.
ПОСМОТРЕТЬ ВИДЕОИНСТРУКЦИЮ
Контактная точечная сварка создает прочное соединение металлических деталей. Использовать сварное соединение в автоделе приходится неоднократно, поэтому мастера рекомендуют приобрести или сделать сварочный аппарат самостоятельно из подручных материалов. Пригодится он и для ремонта бытовых приборов, изготовления металлических предметов, соединения электрических кабелей.
Источник: https://krasimavtomobil.ru/equipment/kak-sobrat-apparat-dlya-tochechnoj-svarki-svoimi-rukami/
Как сделать аппарат для точечной сварки своими руками

Контактная точечная сварка – метод, при котором через электроды пропускается низковольтный электрический ток. Кратковременный нагрев позволяет создать на поверхности скрепляемых материалов небольшие точки. Промышленное оборудование этого типа дорогое, приобретается по спец-заказам в мастерские или на заводы. Для гаража или дома лучше сделать контактную сварку своими руками. Даже с физическими ограничениями, аппарат будет сваривать металл прочно.
Метод контактной точечной сварки
Аппарат для точечной сварки соединяет металл в нескольких областях одновременно. Промышленные модели способны закрепить деталь в 600 участках за один пуск тока. Домашняя версия сможет поставить 1-2 точки.
Качество получаемого шва зависит от:
- Подаваемая сила тока. Контактная сварка своими руками производится из трансформаторов, поэтому сила тока может достигать более 100 ампер. Даже для толстых листов металла этого достаточно.
- Тип и форма электрода.
Продаваемые электроды для сварки имеют специфическую форму, в зависимости от требуемого шва.
- Качество поверхности. Рыхлые, грязные и жирные поверхности хуже свариваются, так как ток не может равномерно пробиться. Если поверхность частично диэлектризована (например, жирная), шов будет иметь плохие характеристики.
- Период воздействия.
Интервал, при котором подается ток, может создать точку толще или уже.
Трансформатор
Аппарат для точечной сварки будет базироваться на обычном трансформаторе. Простым способом будет взять его из старой микроволновки, не пригодной для ремонта. Даже в сломанных печах чаще всего ломается магнетрон, а силовая часть остается исправной.
Перед тем, как сделать точечную сварку своими руками – нужно найти требуемый силовой аппарат. Он должен быть мощностью от 1 киловатта. Этого достаточно для сваривания металла толщиной до 1 миллиметра. То есть, становятся доступными соединения:
- Никелевой ленты для соединения литиевых аккумуляторов.
- Сваривать небольшие провода между собой при монтаже проводки.
Если нужно варить детали большей толщины, аппарат точечной сварки нуждается в трансформаторе на 1,5 и более киловатт или использовать сразу 2 силовых агрегата.
Сначала нужно снять вторичную обмотку. Ее впоследствии потребуется заменить собственным проводом. Вторичка представляет собой толстый кабель, намотанный в несколько витков. Демонтировать ее вручную просто. Выступающие части требуется отпилить ножовкой по металлу. Она медная, поэтому ее рез пройдет просто. Оставшиеся внутренние можно высверлить с помощью сверла по металлу.
Так как она приклеена лаком, при долгом использовании он расплавляется и сваривается с корпусом. Трансформатор можно сварить в кипятке несколько часов или постараться выбить их выколоткой.
При демонтаже, важно не повредить первичную обмотку, так как именно она и составляет основу сварочного аппарата своими руками.
Теперь понадобится намотать новую вторичную обмотку. Чтобы добиться нужного потенциала, потребуется взять толстый кабель в 100 квадратов. Нужно сделать 2-3 витка в тех пазах, где ранее была вторичка. Так как провода толстые, сделать это будет сложно. Желательно использовать любые густые смазки или силиконовое масло. Если удастся сделать больше – мощность также возрастет.
Увеличение мощности
Выше было сказано, что возможно одновременно подключить несколько трансформаторов. Аппарат контактной сварки повысит мощность, что значительно увеличит производительность, толщину свариваемых металлов и скорость работы. Если нет второго трансформатора, можно сделать больше витков. Но прорези для обмотки могут не вместить толщину проводки.
Для повышения мощности сварочного аппарата, сделанного своими руками, достаточно просто соединить концы вторичной обмотки между собой. Соединение должно быть параллельного типа, то есть провода проходять через прорези обоих трансформаторов. Важно соблюдать равное количество витков.
Нужно следить за тем, чтобы витки были расположены в правильном направлении. Не должно образовываться противофазы. Если необходим сварочный аппарат повышенной мощности, требуется соединить между собой большее количество трансформаторов. Схема подключения должна производится аналогичным методом.
В этом случае нужно учитывать, что такой аппарат контактной сварки может быть слишком мощным для электросети. Если сварка происходит в гараже или на даче, где напряжение нестабильное и нет мощного трансформаторного блока, лучше отказаться от такой комбинации.
Если нет качественных средств аварийного отключения электроснабжения – лучше отказаться от этой идеи.
Управление
Точечная сварка своими руками из трансформатора удобна тем, что управление максимально простая. Это создает ограничения при настройке, так как нет возможности выбрать индивидуальный алгоритм сваривания. Но, это освобождает от подбора конфигурации.
Из электронной части потребуется кнопка включения. Она должна быть рассчитанной на высокие токи. Ее можно взять из той же микроволновой печи. Обычно она двухпозиционная. Кроме этого, потребуется сделать рычаг, чтобы смыкать клещи.
Можно взять любую электромонтажную кнопку, предназначенную для высоких токов. Установить ее нужно в разрыв первичной обмотке. Ко вторичке подключать ее нельзя, так как токи будут слишком высокие, что приведет к плавке контактов.
Рычаг изготовить сложнее, так как сварочный аппарат делает более толстую точку, если нажим будет сильнее. Чем толще будет лист металла, тем сильнее усилие придется приложить. Для тонколистной стали достаточно веса рычага. Но, если понадобится варить толстые пластины, рычажных механизм должен быть длиннее.
Простым решением будет установка винтовой стяжки. Это система из гайки и болта (можно использовать шпильку). Она ставится между фиксированным основанием и рычагом. В этом случае не понадобится прилагать большие усилия, чтобы сварить арматуру, уголки или полосы.
Если нужна точечная сварка для аккумуляторов или тонких полосок, подойдет обычный рычаг. Кнопку можно разместить прямо на нем, зажав кабельной стяжкой и изолентой. Тогда для сварки понадобится всего одна рука.
Устройство из сварочного аппарата своими может работать автоматически, если избежать кнопки, и установить авто-датчики сопротивления.
Электроды
Точечная сварка своими руками из трансформатора не может работать без электродов. Прочный шов можно обеспечить, если воспользоваться толстыми электродными контактами. Их можно купить в магазине или выточить на станке. Если предполагается сварка мелких деталей – подойдет обычное жало от 25 ваттного паяльника, которого будет достаточно. Недостаток – оно быстро выгорает, ведь форма не предназначена для этого.
Конденсаторная сварка своими руками предполагают частую замену электродов, так как это расходный материал. Со временем их поверхность выгорает и тогда их нужно подточить напильником или на станке. После окончательного прогорания, они требуют замены.
Аппарат контактной сварки соединяется с электродами с помощью проводов. Важно соблюсти несколько факторов:
- Провода должны быть цельными. Нежелательно, чтобы присутствовали соединения, спайки и скрутки. Это приведет к потере мощности и низкому коэффициенту полезного действия.
- Они должны иметь минимальную длину.
Лучше соединять электроды через наконечники. Провод должен быть не просто надет на наконечник, а спаян с ними. Для пайки достаточно взять обычный паяльник, флюс(канифоль, СКФ) и припой. Для упрощения, можно купить луженые наконечники.
Своими руками из инверторного сварочного аппарата может напрямую соединяться с электродами. Провода можно припаять напрямую к электродам. Для одноразового использования это подойдет, но в дальнейшем принесет только больше проблем. Точечная сварка для аккумуляторов для постоянной работы потребует оперативной замены стержней.
Точечная сварка своими руками с креплением из наконечников позволит значительно увеличить производительность. Электроды можно менять за 5 секунд и не останавливать работу для отпайки и монтажа. Сварка мелких деталей в большом объеме требует мелких стержней, которые выгорают быстрее и им нужна крепежная площадка для удобства.
О том, как сделать точечную сварку своими руками можно посмотреть в видео.
Поделитесь с друзьями ?
Источник: https://tehnikaportal.ru/kak-sdelat-apparat-dlya-tochechnoj-svarki-svoimi-rukami/
Как сделать споттер своими руками по чертежам

Споттер — это модификация сварочного аппарата, с помощью которого делается кузовной ремонт автомобилей. Такие работы, как правило, требуют наличия специальных знаний строения автомобиля. Определённые места в нём часто нельзя выровнять изнутри. В этом и помогает такой аппарат. Из-за высокой стоимости заводских моделей мастера часто интересуются, как сделать споттер своими руками из сварочного аппарата.
Споттер, его применение и конструкция
Такой инструмент используется для выравнивания вмятин автомобиля тогда, когда ремонт извне невозможен. Им можно нагреть часть металла, и при этом повреждения кузова будут незначительными.
В частности, он используется в таких целях:
- рихтовка кузова;
- выравнивание поверхности кузова без потребности его разборки.
Колоссальная и незаменимая польза от этого аппарата заключается в его использовании для выравнивания кузовных частей, когда доступ к определённым деталям ограничен из-за специфического строения автомобиля. При рихтовке повреждённых частей кузова специальный крепёж устройства приваривается к деформированной поверхности, а затем вытягивает её наружу. Также следует отметить, что споттер способен при работе нагревать металл, и это способствует быстрому выравниванию, получению жёсткости и нужной формы.
Существует несколько схем, по которым можно собрать устройство. Для таких целей может использоваться не только сварочный аппарат, но и старый аккумулятор, микроволновка, инвертор или трансформатор. Сварочный аппарат из аккумулятора своими руками сделать несложно.
Работа такой конструкции заключается в точечном вытягивании повреждённой детали по принципу действия молотка.
Выглядит это следующим образом:
- обратный молоток аппарата закрепляется на кузове с помощью сварочного импульса;
- ручник устройства необходимо протянуть по направляющей к себе, при этом опорная шайба остаётся на месте.
Самый простой споттер имеет 2 режима:
- временный, когда на поверхности закрепляется кольцо;
- сварочный — применяется лёгкая сварка электрода с поверхностью, когда аппарат крепится к автомобилю.
Точечная сварка на основе инвертора
Контактная сварка из инвертора, изготовленная своими руками, является наиболее распространённым видом самодельного споттера для рихтовки. Существует множество способов сборки этого прибора.
Такой вид споттера очень похож на контактную сварку и является ее модификацией. Но его конструкция имеет отличительную черту — в ней отсутствуют клещи. Именно поэтому его можно считать аналогом электродуговой сварки, в которой ток проходит сквозь корпус автомобиля. Один контакт сварки присоединяется к поверхности, а вторым выступают насадка и шток.
Инверторное устройство
Основной деталью устройства является пистолет, который можно сделать из аналогичного приспособления для строительного клея или от полуавтоматической сварки. Многие интересуются, как собрать пуллер своими руками. Схема довольно простая.
Источник: https://pochini.guru/instrument/spotter-po-chertezham
Контактная точечная сварка своими руками, видео

Нас часто спрашивают, возможна ли точечная контактная сварка своими руками, или лучше обратиться к специалистам? Что-ж, давайте рассмотрим этот вопрос подробнее.
Существует множество разновидностей обычных сварочных процессов, которые отличаются типом используемого энергоносителя и другими параметрами. Сегодня практически невозможно обойтись без всем известной точечной сварки, которая считается самой популярной среди домашних умельцев. Качество выполнения работ будет напрямую зависеть от квалификации мастера.
точечная сварка
Точечная сварка своими руками, видео:
Точечная сварка – это получение неразрывного соединения деталей за счет того, что между ними образовались связи в месте сварного шва. Получить межатомные связи можно, если нагревать деталь либо применить пластическую деформацию.
Иногда используют оба способа, комбинируя их. Сварочные работы применяются в основном для восстановления целостности металла и проводятся они не только в определенных условиях, но и под водой и даже есть опыт сваривания деталей в космосе.
Сварочные работы обязательно должны выполняться в соответствии с правилами техники безопасности, при этом работать необходимо в специальном защитном костюме и маске, закрывающей глаза. Виды энергии, которые использует мастер в процессе выполнения работ:
- Электрическая дуга.
- Пламя обычной газовой горелки.
- Ультразвук (иногда используется для сваривания деталей).
- Лазерное излучение либо ультразвук.
- Иногда мастера пользуются трением для сваривания подготовленных поверхностей.
Самодельная точечная сварка связана с повышенной опасностью возникновения пожара, опасностью поражения человека электрическим током, в процессе работы выделяется ультрафиолет и вредные газы. Поэтому проводить работы нужно внимательно следуя правилам техники безопасности.
Некоторые виды контактной сварки и ее особенности
Контактной сваркой называется процедура, во время выполнения которой по всей поверхности торцов происходит сваривание двух деталей. Такой метод сварки может быть получен сопротивлением либо оплавлением.
Сварка сопротивлением. Подготовленные к работе детали плотно соединяются друг с другом и тогда подается ток для сварки. Выключают его только тогда, когда поверхность деталей стала пластичной и была выполнена осадка. Обычно этот способ используется для ремонта предметов, которые состоят из низкоуглеродистой стали и имеют небольшую площадь.
сварочный аппарат
Сварка оплавлением. Перед началом работ очищенные детали закрепляются в зажимах, затем их плавно соединяют при помощи подвижного зажима, а в момент их контакта и включается сварочный ток. Затем проводится осадка на необходимую величину и после выполнения работы ток выключают.
Сварка при помощи прерывистого оплавления. В процессе работы мастер чередует плотный контакт деталей с неполным, все это время подается ток. Такие возвратно-поступательные движения машины циклично замыкают сварочную цепь в том месте, где детали между собой контактируют.
Это происходит до того момента, когда их торцы разогреваются до температуры 900С. Как сделать аппарат для точечной сварки своими руками? На специализированных сайтах сегодня можно найти целые схемы, но специалисты рекомендуют не использовать самодельные приборы, поскольку это может быть небезопасно.
Какие инструменты нужны для выполнения работ?
Трансформатор — должен обладать высоким коэффициентом трансформации, чтобы обеспечить в процессе работы подачу большого тока для сварки. Можно сделать трансформатор для точечной сварки своими руками.
В большинстве случаев в качестве электродов мастер использует медный стрежень, при этом желательно, чтобы он был достаточно толстым (его диаметр должен быть примерно равен диаметру провода).
Чтобы в процессе работы электроды не потеряли свою форму, их необходимо периодически подтачивать. Если же они пришли в негодность и полностью сточились – лучше провести замену.
Выполнять сварочные работы рекомендуется только в специально оборудованном помещении, в котором отсутствует риск возникновения пожара. Работы по сварке опасны, поэтому выполнять их нужно только при наличии практических навыков.
Источник: https://topreit.ru/kuzovnoj-remont/svarim-kontaktno-kuzov-avto/
Как отремонтировать кузов автомобиля точечной сваркой и как правильно настроить аппарат для сварки кузова?

Для ремонта кузова используются следующие виды сварки:
- полуавтоматическая;
- дуговая;
- точечная;
- газовая.
Сварка полуавтоматом применяется для устранения трещин и разрывов в кузове, дуговая ручная сварка используется, когда неважна эстетичность шва, а газовая – для сварки толстостенных элементов (свыше 3 мм).
Точечная сварка кузова
Метод точечной сварки основан на кратковременном пропускании большого тока через детали кузова, соединенные внахлест, при этом в месте сжатия поверхностей деталей металл расплавляется и перемешивается, формируя сварное соединение. Точечная сварка позволяет получить прочное соединение быстро, без перегрева кузовных элементов и без разбрызгивания окалины и продуктов горения флюса.
Необходимое оборудование и подготовка к сварке
Для точечной сварки кузова потребуется следующее оборудование:
- аппарат для точечной сварки;
- наждачная бумага;
- заплатки для кузова;
- токопроводящая грунтовка;
- металлические щетки.
Заплатки необходимы для сварки элементов кузова на стыке или при устранении трещин и щелей, так как точечная сварка соединяет только плоские листы металла, расположенные внахлест.
Перед проведением сварки нужно тщательно очистить свариваемые поверхности от ржавчины и грязи металлическими щетками, после чего снять оксидную пленку наждачной бумагой со средним и мелким зерном. Дополнительно можно обезжирить поверхности ацетоном или бензином, предварительно обесточив кузов.
Заплатки зачищают аналогичным способом, после чего между свариваемыми деталями перед их закреплением наносится токопроводящий грунт. Он выполняет роль легирующей и укрепляющей сварное соединение добавки, которая не удаляется после сварки и остается между деталями.
Далее нужно закрепить свариваемые детали относительно друг друга неподвижно, для этого используются латунные зажимы на болтах и струбцины. Длина нахлеста деталей должна быть не менее 8-10 мм. При закреплении деталей важно рассчитывать возможность подвода контактных электродов к линии сварки.
Подготовка аппарата заключается в проверке его работоспособности, установке заземления, зачистке медных электродов и установке параметров сварки.
Выбор режима
Режим точечной сварки определяется следующими параметрами:
- силой сварного тока;
- силой давления электродов;
- временем электроимпульса;
- диаметром электродов.
Сила тока для сварки выбирается в зависимости от режима проварки (мягкого или жесткого). Жесткая сварка проводится под большими токами с высокой скоростью, но при этом меньше надежность соединения, а при мягкой проварке небольшими токами площадь сваривания больше, но процесс занимает больше времени.
Рассчитать ток для точечной сварки можно по формуле:
I = j * F, где:
- I – сила тока;
- j – плотность тока (200-400 А/кв. мм);
- F – площадь электрода, которая вычисляется по его диаметру D, зависящему от толщины свариваемых листов q (в мм) следующим образом: D=2 * q + 3.
Также силу тока можно вычислить по толщине детали кузова напрямую: I = 6500 * q (формула получена эмпирическим путем и подходит для деталей с толщиной до 3 мм).
Время подачи импульса рассчитывается как 0,8 * q и регулируется специальным таймером на сварочном аппарате или вручную – длительностью нажатия на рукоятку. Кроме того, на рукоятке есть регулятор силы давления, сообщающегося деталям в момент подачи импульса при нажатии. Высокое давление применяется при больших токах, а при малых токах и времени подачи импульса дольше 1,5 секунд силу давления лучше снизить, чтобы не допустить образования отверстия в месте сварки.
Описание технологии процесса
Процесс точечной сварки кузова включает следующие шаги:
- Зачистка и промазывание поверхности кузова грунтовкой.
- Закрепление деталей и заплаток между собой.
- Нанесение разметки вдоль линии сварки.
- Закрепление деталей одинарными точками проварки по периметру линии сварки.
- Проварка деталей в соответствии с разметкой.
- Проверка прочности соединения.
- Зачистка точек сварки (при необходимости).
Перед закреплением зачищенных деталей их плоскости в месте нахлеста необходимо подогнать друг к другу для максимально большей площади соприкосновения, подгонка и выправление тонких элементов кузова выполняется ударами киянки с подкладыванием твердого основания для ударов, а правка наружной поверхности осуществляется выпрямляющими болтами.
Нанесение разметки заключается в обозначении маркером точек проварки вдоль линии соединения деталей. Оптимальное расстояние между точками сварки – 15-30 мм по длине линии сварки и дополнительные точки проварки ставятся между основными, но отстоящими от линии их соединения на 10-15 мм: они провариваются после прихватки деталей по всей линии через одну отмеченную точку.
После соединения каждых 10-15 точек аппарату нужно давать отдых 2-3 минуты, чтобы не допустить перегрева и деформации медных электродов. При нехватке времени используются сменные электроды, используемые во время остывания горячих электродов. Во время отдыха аппарата медные электроды нужно проходить шкуркой с мелким зерном, удаляя окисную пленку и примеси.
Места соединения должны иметь круглую или овальную форму и металлический блеск. Черные круги в точках сварки свидетельствуют о чрезмерном времени подачи импульса. Если в местах проварки имеются мелкие отверстия или по краям наблюдается истончение металла, то нужно уменьшать силу давления и силу тока сварки, немного увеличив время подачи импульса.
Проверять качество соединения необходимо после остывания деталей – через 5-10 минут после сварки. В местах сварки, где на кузов имеется повышенная динамическая нагрузка (например, при сварке боковых частей вдоль рессор), лучше оценить толщину точки проварки микрометром, ее величина не должна быть меньше 1,2 от толщины одной свариваемой детали или заплатки. Если требуется герметичность шва, то между точками проварки после их остывания наносится герметик.
Источник: https://elsvarkin.ru/texnologiya/svarka-kuzova/
Самодельная точечная сварка

Проведение сварки в домашних условиях в последнее время стало пользоваться широким спросом. Но не всегда есть возможность приобретать профессиональное сварочное оборудование, оно стоит очень дорого и не всем может быть по карману. По этой причине многие интересуются, как можно сделать точечную сварку. Точечные приборы обладают простым устройством, их можно с легкостью изготовить, используя специальные чертежи и схемы.
Схема
Перед тем как сделать точечную сварку своими руками требуется рассмотреть подходящие схемы. Наиболее востребована схема сварки, которая позволяет работать с металлическими листами с толщиной от 1 мм или проводкой и прутом с диаметром до 4 мм.
Но в данных ситуациях требуется учитывать некоторые важные особенности:
- для сварки требуются приборы с переменным напряжением в 220 Вт;
- показатель выходного типа напряжения, которое требуется при работе на холостом ходу, должен быть 3-7 В;
- самые высокие показатели электрического тока способны доходить до 1,5 тысячи Ампер.
Контактное сварочное оборудование имеет принципиальную схему, которая имеет в составе силовые части, автоматизированный выключатель и контрольную цепь. Если во время работы проявляются опасные проблемы, то для их устранение достаточно нажать на специальную кнопку, которая полностью отключит питание прибора.
Особенности подбора электродов
Самодельная точечная сварка должна выполняться правильно с учетом важных нюансов. Для нее требуют электроды. Профессионалы при проведении работ на производстве применяют промышленные электроды, выполненные по ГОСТ 14111-69. Они обладают высоким качеством и имеют длительный срок службы.
Стоит отметить! Многие умельцы прибегают к самостоятельному изготовлению электродов. Для этих целей они используют специальные стержни. Чтобы правильно изготовить, можно посмотреть в интернете видео, в котором подробно описывается процесс самостоятельного изготовления расходных материалов.
Точечная сварка в домашних условиях должна выполняться электродами, которые имеют следующие особенности:
- В зависимости от мощности сварочного оборудования могут применяться медные стержни с диаметром от 5 до 15 мм.
- С одной стороны они вставляются в металлическую гильзу с зажимными болтами, которая закреплена на кабеле от трансформатора.
- Электроды обычно зажимаются при помощи болтов. Иногда может применяться пайка, это более надежное крепление, но в данном случае затрудняется смена электрода.
- Для медных электродов обязательно применяются провода из меди.
- Рабочие концы стержней могут быть заостренными, овальными или плоскими.
Изготовление контактной сварки из микроволновки
Если вы решили сделать контактную сварку своими руками, то для этих целей подойдет старая микроволновая печь.
Чтобы все было сделано правильно, стоит обратить внимание на несколько рекомендаций:
- печь разбирается и из нее извлекается высоковольтный трансформатор. Он должен быть в рабочем состоянии;
- трансформатор состоит из сердечника и двух видов обмотки — первичной и вторичной. Для соединения сердечника могут применяться два сварочных шва с небольшой толщиной;
- далее выполняется вторичная обмотка трансформатора. Для этого применяется медная проволока с таким же сечением, как и трансформаторная прорезь;
- для соединения двух частей сердечника потребуется эпоксидная смола. При склеивании части следует плотно прижимать;
- в конце изготавливается корпусная часть. Ее можно сделать из прочного дерева или пластика.
Если все сделать правильно, то можно будет получить качественное оборудование с отличной мощностью. Также стоит предварительно стоит узнать, как варить точечной сваркой, особенно если вам до этого не приходилось работать с данными приборами. Технология достаточно простая, она не требует наличия большого опыта и навыков. Главное нужно правильно настроить оборудование и соблюдать безопасность при проведении сварки.
Интересное видео
Источник: https://osvarka.com/obuchenie-svarke/samodelnaya-tochechnaya-svarka
Домашние слесарные работы – часть жизни хозяйственного человека. Одним из наиболее популярных домашних устройств считается точечная сварка. Она предполагает наличие заводского или самодельного сварочного устройства. Создать подобный аппарат, которым будет осуществляться точечная сварка своими руками несложно, необходимо лишь желание и некоторые подручные средства.
Особенности и принцип точечной сварки
Изучение вопроса, как своими руками сделать точечную сварку, начнем с принципа действия.
На сегодняшний день точечная сварка востребована не только в быту, но и в производстве, так как она способна разрешить даже самые трудновыполнимые задачи. В промышленности, как правило, применяют устройства, работающие в автоматическом режиме, в бытовых условиях применяют сварочный аппарат-полуавтомат для точечной сварки.
Точечная контактная сварка на производстве необходима, чтобы сварить листовые болванки из черных и цветных металлов. С помощью ее сваривают изделия из профиля разной толщины и конфигурации, пересекающиеся металлические заготовки. При некоторых условиях можно добиться скоростного рабочего режима до 600 точек в минуту.

Многие люди интересуются вопросом, как сделать точечную сварку дома? В домашней среде точечную сварку применяют для ремонта бытовой утвари и при необходимости сварить электропровода.
Процедура точечного сваривания включает в себя несколько этапов:
- заготовки совмещают в требуемом положении;
- делают крепеж деталей непосредственно между прижимными электродами установки;
- осуществляют нагрев поверхностей, в процессе которого происходит деформирование деталей и они связываются между собой.
Существует еще одна технология точечного соединения – лазерная сварка. Она способна выполнять задачи, связанные с работой высокой точности и предельной прочности спайки.
Получается, что принцип точечной сварки заключается в чрезмерном нагревании рабочих металлических поверхностей, результатом которых осуществляется их сплавление и единое структурное новообразование.
Основную роль в процессе сварки исполняет импульсная характеристика тока, который создает необходимый нагрев металлической области. Не менее важной характеристикой служит время воздействия и сила удержания деталей. Благодаря этим параметрам кристаллизуется металлическая структура.

Основными преимуществами сварки электроконтактной из сварочного аппарата считаются:
- выгодность использования;
- прочный шов;
- простота оборудования;
- самодельная точечная сварка может быть создана в домашних условиях;
- возможность автоматизации в условиях предприятия.
- Единственным изъяном точечного соединения деталей считается негерметичность соединения.

- Основными требованиями к сварочному оборудованию считаются:

- возможность изменить время процесса;
- создание давления в рабочей области, с достижением предела в окончании процесса нагрева;
- наличие электродов с высокими показателями проводимости энергии и тепла.
Для бытового применения подходить электролитическая медь и ее смесь марки ЭВ. Стоит отметить, что площадь контактируемого участка электрода должна превышать свариваемое соединение (шов) в 2,5 раза.
Сборка сварочного аппарата своими силами
Для точечного сваривания деталей необходимо создать соответствующее оборудование.
Установка для точечной сварки своими руками, изготовленная в домашних условиях, может иметь любую форму – от переносных разновидностей до крупногабаритных моделей.
На практике обычно используются настольные варианты, применяемые для соединения различных металлов. Перед тем как создать точечную сварку из инвертора, следует ознакомиться с материалами, какие понадобятся при изготовлении.
- преобразователь энергии, то есть трансформатор;
- электрический кабель с изоляцией сечением от 10 мм;
- медные электроды;
- прерыватель;
- наконечники;
- болты;
- подручные средства и материалы для создания корпусной основы либо сварочных клещей (бруски из дерева, вторсырье, фанера).
 1 — трансформатор ОСМ-1,0 доработанный; 2 — токопровод (дюралюминиевый пруток диаметром 30, L300, 2 шт.); 3 — вкладыш (стальной пруток диаметром 10, L30, 2 шт.); 4 — электрод (медный пруток диаметром 12, L50, 2 шт.); 5 — шайба латунная (2 шт.); 6,12 — винты М6; 7 рукоятка; 8 — эксцентрик; 9 — щека (2 шт.); 10 — пружина; 11 — вывод половины вторичной обмотки (4 шт.); 13 — втулка текстолитовая (с канавкой под концевую петлю пружины); 14 — болт М8 (6 шт.); 15 — шайба текстолитовая (4 шт.); 16 — покрытие изоляционное (лакоткань или защитная клейкая лента на тканевой основе, 2 шт.); 17 — кожух трансформатора.
1 — трансформатор ОСМ-1,0 доработанный; 2 — токопровод (дюралюминиевый пруток диаметром 30, L300, 2 шт.); 3 — вкладыш (стальной пруток диаметром 10, L30, 2 шт.); 4 — электрод (медный пруток диаметром 12, L50, 2 шт.); 5 — шайба латунная (2 шт.); 6,12 — винты М6; 7 рукоятка; 8 — эксцентрик; 9 — щека (2 шт.); 10 — пружина; 11 — вывод половины вторичной обмотки (4 шт.); 13 — втулка текстолитовая (с канавкой под концевую петлю пружины); 14 — болт М8 (6 шт.); 15 — шайба текстолитовая (4 шт.); 16 — покрытие изоляционное (лакоткань или защитная клейкая лента на тканевой основе, 2 шт.); 17 — кожух трансформатора.
Схемы монтажа
Основными разновидностями схем сборки сварочного устройства являются простые проекты с минимальным количеством требуемых материалов. Стоит отметить, что изготовленное оборудование не будет мощным, то есть данная схема точечной сварки предназначена только для бытового применения. Его назначение – сварка небольших листов железа и электрических проводов.

Чтобы понять, как сделать контактную сварку вспомнить курс школьной программы, а именно физическое правило «Закон Джоуля-Ленца»: когда электричество проходит по проводнику, объем тепловой энергии, создаваемый в нем, прямо пропорционален сопротивлению проводника, времени воздействия и квадрату электрического тока. Вывод, если ток изначально составлял большое значение (например, 1000 А), то при слабом соединении и маленьких проводах будет расходоваться большее количество энергии (в несколько тысяч раз), чем при меньшем электротоке (10 А). То есть качество собранной электрической цепи играет важную роль.

Формирование электрического импульса между двумя участками металлических изделий считается базовой частью работы сварочной установки. Для этого потребуется небольшой преобразователь энергии. Свариваемое изделие необходимо подключить к нижней обмотке устройства, а металлический электрод к вторичной.
Стоит отметить, что недопустимо непосредственно совмещать преобразователь с источником питания. Для этого в электрической цепи предусмотрен мост с электронным выключателем (тиристор).
Чтобы создать требуемый импульс, в устройство необходимо подать вспомогательное питание, включающее в себя мост выпрямления энергии и трансформатор.
Электрический ток будет концентрироваться в конденсаторе, чья роль – это формирование импульса.

Для того чтобы аппарат контактной сварки, изготовленный своими руками, заработал, нужно на рукояти пистолета нажать «кнопку импульса» для открытия цепной схемы конденсатора-резистора.
В результате этих манипуляций произойдет разряд через металлический стержень. Чтобы закрепить теоретический материал, рекомендуется ознакомиться с обучающим видео, где подробно рассказывается о точечной сварке.
Это позволяет понять визуально, как же это все правильно осуществляется.
Самодельный аппарат из микроволновой печи
Так как на аппараты точечной сварки не всегда можно выделить лишнюю сумму денежных средств, то можно изготовить ее собственными силами. Для этого потребуется довольно мощная микроволновая печь.
Сборка трансформатора
От микроволновки потребуется лишь одна деталь – это высоковольтный трансформатор для точечной сварки. От этой детали требуется лишь сердечник (магнистор) и первичная (нижняя) обмотка. Для удаления ненужных участков можно воспользоваться молотком, болгаркой либо ножовкой.
После удаления трансформаторной вторичной обмотки, необходимо создать самодельный трансформатор для контактной сварки. Чтобы это выполнить, следует воспользоваться медным кабелем, диаметром, равным проему трансформатора. Необходимо сделать два витка.
Для того чтобы соединить две части сердечника потребуется эпоксидная смола.
Далее следует протестировать выходное напряжение из устройства. Оптимальным значением считается показатель в 2 вольта, а сила тока – около 850 ампер.

Основу сделали, теперь необходимо заняться корпусом самодельной установки. Для этого используются различные полимеры, например, пластмасса или дерево. Обратная область корпуса точечной установки должна содержать несколько проемов. Один проем будет служить ключом устройства, а другое подавать электричество.
Если вместо пластика применяется дерево, то для начала следует выполнить несколько подготовительных операций, а именно отшлифовать, пропитать и лакировать. Чтобы создать самодельный рабочий аппарат для точечной сварки своими руками, потребуется:
- кабель электропитания сварочной установки;
- ручка от двери;
- выключатель;
- медные держатели;
- электропровод большого диаметра;
- расходные материалы (саморезы, гвозди).
После подсыхания корпусного участка, необходимо собрать установку и совместить все сопутствующие детали. После этого отрезается медный провод на 2 части, каждый из которых примерно 25 мм. Эти элементы будут осуществлять функцию электродов.
Чтобы их зафиксировать, достаточно применить стандартную отвертку. Затем необходимо установить ключ системы, толстый электрокабель предотвратит его выскальзывание.
Чтобы зафиксировать трансформатор на корпусе конструкции можно использовать саморезы, но не стоит забывать о заземлении одной из клемм.

Чтобы повысить безопасность использования устройства для сварки рекомендуется установка вспомогательного включателя. Для крепежа рабочих рычагов также применяют небольшие гвозди и другие крепежные элементы. К торцевым частям рукоятей прикрепляются контактные металлические стержни. Для вознесения верхней рукояти применяется стандартный полимер – резина.
Создание электродов
Элементы, применяемые для точечной сварки своими руками, должны отвечать определенным требованиям, а именно устойчивостью к воздействию рабочих температур, хорошей электропроводностью и легкостью механической обработки.
Для этого прекрасно подходят медные провода сечением от 15 мм. Основной принцип – сечение электрода не должно быть меньше поперечника провода. Если не жалко, то можно применить жала 2 паяльников, которые точно прослужат долго.

Органы управления
Создаваемая контактная сварка своими руками имеет простое устройство. Приходится всего две управляющих системы – выключатель и рукоять. Выключатель точечной сварки фиксируется в цепи первичной обмотки.
Это необходимо из-за того, что во вторичной обмотке ток больше, а выключающая система создаст дополнительное сопротивление. Выключатель устанавливается на рычаге, так удобнее будет работать.
То есть одной рукой можно будет включать электричество, а второй удерживать свариваемые материалы.
Стоит отметить, что включение и выключение сварочного тока необходимо осуществлять лишь при сжатых электродах, потому что в противном случае появится искра, приводящая к их подгоранию. Рекомендуется также применять вентилятор для охлаждения аппарата.
Если подобная охлаждающая система отсутствует, то следует постоянно контролировать температуру преобразователя энергии, металлических электродов, электропроводов и создавать дополнительные перерывы, чтобы предотвратить перегрев.
На сегодня приобретение сварочного аппарата для точечной сварки не является проблемой, если есть денежные средства. В любом специализированном магазине предложат целый ряд установок для точечного соединения деталей, причем разной мощности и производителей.
Но для домашних мастеров не всегда возможно подобрать требуемые параметры, поэтому сделать аппарат точечной сварки своими руками будет оптимальным решением. Все необходимые расходные материалы можно позаимствовать и найти дома.
Собранная собственными руками установка для точечной сварки не подводит и отлично работает, тем самым обеспечивая требуемый мелкий ремонт металлических изделий.
Источник: https://oxmetall.ru/svarka/kak-sdelat-apparat-dlya-tochechnoj-svarki-svoimi-rukami
Как сделать аппарат точечной сварки: технология контактной сварки и схемы сборки
Точечные сварные работы являются подвидом контактной сварки. При этом виде сварных работ металлические элементы скрепляются в одной или нескольких местах.

Этот метод сварки поверхностей обладает высокой технологией производства и разнообразием применения в различных областях промышленности и может применяться как при производстве электронных приборов, так и автомобилей, морских и воздушных судов и в других областях промышленного производства.

При использовании этого вида сварки, достигается очень высокая прочность соединения деталей конструкции между собой. Степень прочности в месте соединения определяется усилиями по стискиванию поверхностей скрепляемых элементов и физических силы электротока устройства.






В современном производстве используются разные варианты этих приборов от стационарных станков до легко транспортируемых аппаратов. В качестве примера на картинке представлено фото ручного аппарата точечной сварки.

Особенности аппаратуры
В основу этого вида сварки положен способ разогрева металлической детали (пластины) импульсом электротока. Для обеспечения эффекта сваривания детали (элементы) сильно прижимаются между собой.

В месте наибольшего сжатия производится точечное сваривание деталей путем прохождения электрического заряда между электродами прибора. На месте соприкосновения образуется расплавленная точка металла размером не более двенадцати мм.
Методы точечного сваривания
Это вид сварки условно подразделяются на два метода: мягкий и жесткий.
Мягкий режим. В этом режиме при сваривании происходит постепенный разогрев деталей с использованием тока небольшой силы. На сваривание металлических поверхностей в этом режиме необходимо около трех секунд времени.
В этом режиме мощность потребления тока станком (прибором) уменьшается. Режим, как правило, используется при сваривании металлов обладающих свойствами закаливания.
Жесткий режим. Определяется кратковременной длительностью большой силы электротока и мощным стискиванием свариваемых элементов в точке сваривания. Плотность потребляемого электротока в этом режиме достигает 300А на 1мм2. На производство процесса сваривания затрачивается до полутора секунд.
Главный недостаток этого метода – большая потребность электроэнергии (станков) и большие перегрузки промышленной сети. Преимущество – минимальное время сваривание поверхностей.
Этот режим, как правило, используют при сваривании поверхностей с хорошей теплопроводностью, высоколегированной стали или скреплении поверхностей разной толщины.
Варианты сварочных работ
Виды точечной сварки определяются количеством единовременно образуемых пикселей соединения. В производстве используются: одноточечный, двухточечный и многоточечный виды.
Одноточечный вид используют при соединении нескольких листов, при этом качество сваривания уменьшается с каждым слоем листов (деталей). Двухточечный вид сваривания применяют при соединении деталей обладающих широкими поверхностями.
Многоточечный вид используют для скрепления различных штампованных конструкций. Он может быть двусторонним и односторонним, все зависит от размещения электродов по отношению к скрепляемым узлам.
Этот вид сварки может различаться и циклами прохождения электроимпульсов. Цикличность зависит от толщины свариваемых деталей.
При толщине металлической поверхности до пяти миллиметров достаточно и одного импульса электротока, а при большой толщине необходимо несколько кратковременных электрических импульсов. При сваривании металлических элементов большой толщины и твердости применяются циклы с повышенным стискиванием.
Способы сваривания
Существует несколько способов точечного сваривания:
Точечный – сваривание элементов происходит в одном или многих местах. Применяется в приборостроении, автомобилестроении постройке морских, речных и авиационных судов.
- Обеспечивает сварку стальных листов до двадцати миллиметров толщиной.
Рельефный способ – элементы конструкции свариваются в одном или нескольких подготовленных местах. Отличие между этого способа от предыдущего обусловлена формой скрепляемых элементов в месте сваривания.
Шовный способ – свариваемые элементы скрепляются рядом сварочных швов. Шов может состоять из отдельных пикселей сварки или перекрывающих друг друга. Используется для изготовления различных резервуаров нуждающихся в обеспечении высокой степени герметичности.
Стыковочный – элементы свариваются по прилегающей площади соприкосновения под воздействием высокой температуры. Применяются при прокладке трубопроводов, изготовлении якорные цепи кораблей.
Особенности конструкции
Большие возможности точечной сварки востребованы в промышленном производстве. Для их реализации созданы производственные станки и ручные переносимые агрегаты.
- Решая задачи сваривания металлических элементов нужно помнить, что этот процесс зависит от металла из которого изготовлено изделие и его плотности.
- Требования к технологии выполнения этого вида работ:
- обеспечение низкого напряжения, не более 10Вт;
- обеспечения короткого времени прохождения электрического импульса в точке сваривания;
- обеспечения большой силы электротока в месте сваривания;
- обеспечение min области расплава в местах скрепления конструкции;
- обеспечение высокого качества прочности сварочного шва.
Современный аппарат для точечной сварки может иметь различную конструкцию. В современном производстве применяются трансформаторные или конденсаторные станки точечной сварки.
Трансформаторные станки должны осуществлять высокую температуры подогрева свариваемых поверхностей. Работоспособность сварочного оборудование в быту может обеспечиваться силой электротока до 5 кило ампер, а промышленного от трехсот до пятисот кило ампер.
В станках промышленного производства применяются мощные трансформаторы. Основным недостатком таких приборов является отсутствие однородной нагрузки, что приводит к большим перегрузкам промышленной сети и частым поломкам.
Конденсаторные станки электрические сети нагружают размеренно. Использование конденсаторов в станках позволяет избежать резких перегрузок промышленной электросети.
Конденсаторные аппараты ручной сварки имеет min габариты и широко применяются для решения бытовых вопросов. Их преимущества – малые габариты и работоспособность при подключении к бытовой электросети.
Достоинства:
- нет необходимости приобретать сварочные материалы;
- простота в изготовлении;
- удобство при управлении;
- чистота и опрятность швов или сварных точек;
- соблюдение требований экологии;
- min расход электроэнергии;
- высокая производительность.
Изготавливаем сварку сами
Инструмент этого вида сварки не является дешевым инструментом. Практичнее сделать аппарат точечной сварки своими руками.
Главный элемент такого аппарата – трансформатор (применяется в различных бытовых приборах). Для обеспечения необходимого электрического тока для этого вида работ нужно осуществить перемотку его обмоток. Во время создании 1-й обмотки подготавливаются и промежуточные выводы. Провод на обмотках обязательно пропитывается лаком и обматывается специальной бумагой.
Составные части прибора подбираются под параметры трансформатора. Его конструкция зависит от деталей (поверхностей) над которыми предстоит работать. Электрические элементы должны быть исполнены с высокой степенью надежности.
Клещи могут быть двух типов: стационарные и выносные. Стационарные – более просты при изготовлении, они прочно скрепляются между собой и надежно изолируются. Выносные – более приспособлены для использования при выполнении различных работ. Они свободно устанавливаются и снимаются. Их удобно поднести к месту непосредственного сваривания.
При использовании выносных клещей необходимо обеспечить их надежное соединении с самим аппаратом и их гидроизоляцию. Для изготовления электродов, возможно использование медных прутьев, бронзы или старого жала паяльника.
- Электрическую схему подключения такого устройства можно с легкостью найти в интернете.
Техника безопасности
Для обеспечения собственной безопасности работнику необходимо знать и соблюдать требования инструкции по технике безопасности для точечной сварки:
- для недопущения удара электрическим током производить заземление агрегата;
- до начала работы обязательно осуществлять проверку его исправности;
- использовать индивидуальные средства защиты для рук, глаз и тела;
- исключить подачу высокого напряжения к элементам управления аппаратом
- применять в приборе только провода установленного сечения;
- работы производить в помещении с хорошо оборудованной вентиляцией или использовать специальные маски для защиты органов дыхания.
- блокировки и тумблера (кнопки) включения или отключения должны быть исправны, хорошо видимыми и легко доступными;
- при производстве работ область зажимных механизмов должна быть закрыта щитком.
- Соблюдение этих мер безопасности обеспечит сохранение здоровья работника и окружающих, позволит выполнить необходимый объем работы точно и в срок.
Фото-инструкция, как сделать аппарат точечной сварки
- Также рекомендуем просмотреть:
Помогите сайту, поделитесь в соцсетях ?
Источник: https://instrumentgid.ru/instrukciya-kak-sdelat-apparat-tochechnoj-svarki/
Точечная сварка своими руками — советы как сделать сварочный аппарат в домашних условиях (105 фото)
Принцип точечной сварки заключается в соединении двух металлов под действием электрической дуги, создаваемой двумя подвижными электродами (жалами). К ним подводится электроток большой мощности. При сжимании электродов на месте прошива металлов дугой образуется расплав однородной структуры.

Метод точечной сварки часто применяется в автомастерских, частных гаражах, когда проводятся кузовные работы. Очень часто автомобильные аккумуляторы выходят из строя из-за перелома контакта, чтобы их поменять обычная пайка не подходит, нужно более прочное соединение.

Технология точечной сварки
Метод подходит для прочного соединения неоднородных сплавов. Сварка называется точечной из-за размера контакта, она зависит от площади касания двух жал или электродов, образующих электродугу.

Чтобы сделать точечную сварку, берут два листа металла и сварочное устройство. Процесс состоит из нескольких этапов:
- свариваемый металл помещают между жалами, к которым подводится электрический ток;
- включается блок питания;
- жала с силой соединяют;
- возникает электродуга, она проходит сквозь металлы, разогревает их;
- за счет силы сжатия расплав уплотняется, получается точечное соединение двух листов металла.







Прочность соединения зависит от силы сжатия жал, мощности дуги и площади касательной поверхности жал. Их делают из сплавов большой электро-, теплопроводности, такими свойствами обладают цветные металлы на основе меди.
Оборудование
Готовые аппараты для точечной сварки бывают стационарными и переносными, ими удобно пользоваться при проведении ремонтных работ. В промышленности используются сварочные автоматы. Есть переносные рычажные сварочные устройства, они называются клещами.
Сварочное оборудование стоит недешево, пользоваться им приходится редко. Умельцы нашли рациональный выход из положения.
Устройство точечной сварки для аккумуляторов и кузова своими руками сделать вполне реально. Его можно использовать для ремонта бытовой техники, создавать декоративные изделия из металла.
Сварочные клещи
Переносное устройство для контактной точечной сварки своими руками делается по принципу плоскогубцев. Длинные ручки позволяют с небольшим усилием плотно сдвигать жала. Их крепят перпендикулярно коротким концам зажимных ручек.
Жала вытачивают из меди или бронзы, их делают съемными, чтобы можно было менять площадь контакта. В процессе работы к жалам подводят ток. Толстый провод монтируют или приваривают к металлическим ручкам. Длинные концы рычага хорошо изолируют.
В качестве источника электропитания используют трехфазный трансформатор. Если мощности имеющегося трансформатора недостаточно, в качестве дополнительной обмотки на него набрасывают два витка толстого провода. Таким устройствами скрепляют листы до 6 мм толщиной. Для тонкого металал они не подходят.
Сварка мелких деталей
Иногда бывает проблематично крепить небольшие контакты: обычный паяльник для этого не подходит, соединение, полученное методом лужения очень хрупкое, не выносит больших динамических нагрузок.
Сделать точечную сварку двух небольших контактов можно с помощью мини-сварочника небольшой мощности. Он делается по такому же принципу, что и клещи, только нижняя ручка зажимного устройства стационарно закреплена, двигается только верхняя.
- Источник тока фиксируется на диэлектрической основе, это может быть:
- дерево;
- фанера;
- негорючий пластик;
- текстолит.
В качестве выпрямителя тока подойдет трансформатор из микроволновой печи или готовый TR1. Если используется трансформатор из микроволновой печи, в качестве дополнительной обмотки используют провод с сечением не меньше 8 мм2 в прочной термостойкой оплетке.
При подборе электродов важно соизмерять их толщину с размерами провода. Д Концы электродов затачивают до нужного размера. Чем меньше площадь касания, тем прочнее соединение.
В качестве электрода для точечной сварки используют:
- жала паяльников;
- латунный сплошной прокат (прутки, шестигранники, капиллярную трубку);
- стержни из хромокадмиевой бронзы.
При выборе рычага учитывают длину рабочей зоны – это глубина, на которую можно завести свариваемый металл в сварочное устройство. Для крепления жала на ручке используются клеммы: к одному концу подводится ток, другая часть закрепляется саморезом.
Чтобы правильно выбрать время импульса, в электросхему блока питания включают резистор. Кнопку включения выводят на ручку или фиксируют на коробе блока питания. Провода и корпус можно спрятать в единый корпус из электроизолятора.
Аккумуляторный аппарат
Устройство для мини-точечной сварки своими руками делают, используя автомобильную аккумуляторную батарею. Ее мощности хватит, чтобы приварить контакт к другой, которая требует реставрации.
На колодке с клеммником из медного сплава крепят два латунных или бронзовых стержня, они изолируются в зоне контакта с рукой. Нужно учитывать, что во время сварки стержни сильно нагреются, изолятор-соединитель не должен плавиться.
Недостатком такого устройства считается отсутствие выключателя и высокая мощность аккумулятора. Работать с устройством надо осторожно, чтобы в зоне контакта не было прожогов.
Фото точечной сварки своими руками
- Также рекомендуем просмотреть:
Источник: https://svoimirykamiinfo.ru/tochechnaya-svarka-svoimi-rukami/
Точечная сварка своими руками — простая подробная инструкция по постройке аппарата
В бытовом применении точечная сварка используется реже, чем дуговая. Бывают случаи, когда без нее трудно обойтись, но если брать во внимание цену подобных устройств, то целесообразность ее приобретения ставится под сомнение.
В данном случае можно найти другой выход, и разобрать пример, как сделать точечную сварку своими руками. Для радиолюбителя в домашних условиях сконструировать подобный прибор не сложно.
Но прежде нужно разобраться в особенностях ее работы.

Как работает контактная сварка
Это термомеханический тип сварки. Перед началом работы, сварные детали устраивают в нужное положение. Далее каждая их часть фиксируется между аппаратными электродами, под их действием детали сжимаются.









Ток, проходящий по электродам, раскаляет детали, и в этом месте образуется сплав. Он и есть соединяющий элемент двух деталей. Аппараты подобного типа на производстве имеют высокую производительность. Они за минуту способны сделать 600 сварных точек.
Но, чтобы поверхности раскалились, и начали плавиться, на них подают электрический ток огромной силы. Такой импульс приводит к практически мгновенному плавлению металлов. Его продолжительность зависит от вида сплавляемых металлов. Обычно временной диапазон составляет 0,01-0,1 секунды.
При этом расплавленные поверхности металлов образуют между собой сварочную каплю, которая должна застыть. Для этого сварные детали держаться сдавленными некоторое время. Расплавленная капля в этот момент образует своеобразную кристаллическую решетку.
Давление в этом процессе играет важную роль. Оно не дает расплавленной капле растекаться по площади деталей, таким образом, скрепляясь в одной точке. Силу сдавливания постепенно уменьшают, тогда лучше схватывается сварка. Данный работа требует чистых поверхностей деталей.
Поэтому перед работой предполагаемое место сварного шва обрабатывается специальным раствором. Так снимается элементы коррозии, и других оксидных пленок. В итоге получается шов высокого качества.
Конструкции самодельных устройств
Разберем устройство аппарата точечной сварки на примере. Подготовим радиоэлементы, и другие детали:
- Электрический преобразователь;
- Медный кабель, с диаметром сечения не менее 10мм;
- Электроды медного типа;
- Прерыватель;
- Несколько наконечников;
- Болты;
- Корпус.
Сборка аппарата
Это основные детали конструкции. Теперь рассмотрим схему для изготовления аппарата точечной сварки. В интернете их встречается не мало. И каждая имеет свой набор радиодеталей. Но главная схожесть всех схем – в простоте, и малой мощности.
Поэтому самодельные устройства пригодны только для мелких бытовых работ. Они смогут сварить тонкие листы железа, или жилы проводов. Для печатной платы понадобятся элементы:
- Переменный резистор – 100Ом;
- Конденсатор – 1000мКф, от 25В;
- Тиристор;
- Пара диодов – Д232А;
- Несколько диодов – Д226Б;
- Предохранитель – F (плавкого типа).
Следующий этап сборки аппарата для сварки своими руками, заключается в конструировании трансформатора TR1. В его основе применяется железо Ш40, необходимая толщина пластин составляет 70мм. Конструкция имеет две обмотки. На обмотку первичного типа применяется проводник ПЭВ2, с сечением 0,8мм. Далее наматывается 300 витков.
Вторичная обмотка делается многожильным медным кабелем, и сечением 4мм. Число витков не превышает 10.
Для второго трансформатора TR2 ручной работы не потребуется. Его можно заменить любым слабым преобразователем мощностью 5-10В. Его вторичная обмотка должна на выходе иметь не более 5-6В. На третьей обмотке должно выходить до 15В.
Проделав данную сборку, можно получить аппарат мощностью до 500А. Длительность импульса не превысит – 0,1сек, но только в том случае, если номиналы сопротивления и конденсатора, будут совпадать с теми, что на схеме. Мощность самодельной точечной сварки позволит сваривать металлические листы толщиной не более 0,2мм, а так же стальную проволоку диаметром 0,3мм.
Виды самодельных аппаратов точечной сварки различаются в основном по мощности. Некоторые модели способны выдать силу тока до 2000А, что позволяет сваривать стальные листы толщиной до 1,1мм, и стальные провода диаметром до 3мм.
Фото точечной сварки своими руками
Источник: https://tytmaster.ru/tochechnaya-svarka-svoimi-rukami/
Самодельная точечная сварка: как собрать прибор в домашних условиях (инструкция и схема)
Изготовить самодельную точечную сварку несложно самостоятельно.
Производятся похожие механизмы в нескольких вариациях:
- Портативные
- Компактные
- Габаритные
Сварочный процесс: схема изготовления
- При самостоятельной сборке аппарата необходимо учитывать закон Джоуля-Ленца (Q=I² Х R Х t), в котором говорится: тепловая энергия выделяется в проводниках в определённом количестве пропорционально их сопротивлению, коэффициенту силы тока во времени и в квадрате.
- Специалисты советуют уделять должное внимание самодельному механизму, учитывать большую потерю энергии в тонких проводах, использовать электроцепь высокого качества.
- Виды контактной сварки:
В точечной сварке технология аппарата основана на тепловом воздействии тока.
Это обеспечивает сварку детали как в одной, так и в нескольких точках.
Размер и особенности структуры контактной поверхности электрода имеют отличия. Это влияет на уровень прочности соединений.
Перечислим несколько существующих ступеней в технологии точечной сварки:
- Совмещаемые компоненты соединяются и размещаются между электродами устройства. Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.
- Следующий шаг — нагревание деталей. Они становятся термопластичны, что даёт возможность их видоизменения. Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.
При прохождении тока образуется импульс, который обеспечивает нагревание сварочного аппарата и позволяет расплавить металл в точках соприкасания с электродами.
Затем образуется общее ядро жидкой консистенции 4-12 мм в диаметре. После воздействия тока на детали, они будут надёжно держаться до охлаждения ядра и его дальнейшей кристаллизации.
Бытовая эксплуатация самодельной точечной сварки позволяет обеспечить машинальную прочность металлических швов без больших расходов, но создать герметичные швы не позволяет.
Государственный стандарт регламентирует технику безопасности, рабочий процесс и сварочное оборудование.
Сварочный аппарат в домашних условиях
Самодельное устройство можно собрать из подручных материалов
- На большую мощность самодельного аппарата точечной сварки располагать не стоит: устройство может работать с металлической проволокой 0,3 мм в диаметре; со стальным листом 0,2 мм в толщину.
- Конфигурация позволяет приварить наиболее тонкие составляющие из фольги и совершать сварку термопар.
- Производят электрод из пистолета с лёгким усилием, что необходимо для прижима объектов небольших габаритов.
Технология производства самодельной точечной сварки не сложная: электрод подключается податливым кабелем ко вторичной трасформаторной обмотке, при этом к нижнему концу следует подключить наиболее массивную часть.
Здесь потребуются выпрямительные мосты, тиристор подключается ко второй детали моста. Открытие первой детали благоприятствует достаточному напряжению у трансформатора к первичной обмотке.
Сварочные клещи заменяются пистолетом, и первый элемент соединяется с концом вторичной обмотки на трансформаторе. При этом второй конец надёжно крепится к аппарату.
Однофазный или трёхфазный ток питает клещи, что позволяет им функционировать. Трансформатор, питающий клещи, снабжает током в несколько кА.
Управляется тиристор нажатием кнопки на рукоятке пистолета. Конденсатор заряжается при подключении к сети добавочного источника (выпрямительных мостов или трансформаторов).
Тиристор закрывается, механизм включается и остаётся открытым до тех пор, пока конденсатор не разрядится.
Отрезок времени, за который конденсатор может разрядиться, регулируется переменным резистором. Кнопка нажимается — формируется следующий импульс и конденсатор заряжается. При повторном нажатии кнопки процесс запускается сначала.
Продолжительность процесса в самодельном устройстве не превышает 0,1 секунду из-за номинала резистора и конденсатора, сила сварочного тока —300-500 Ампер, при этом мощность невелика — 5-10 Ватт. Этих параметров хватит для работы с объектами небольших габаритов.
Самодельная точечная сварка может быть создана из стального трансформатора с толщиной набора 70 мм. При первичной обмотке используется провод ПЭВ-2 0,8 с 300 витками, при вторичной — многожильный провод 4мм в диаметре.
Производство сварочного оснащения: инструкция
Простейшая самодельная точечная сварка
По мнению экспертов, в качестве основы оборудования следует выбрать трёхфазный понижающий трансформатор.
С катушки снимаются вторичные обмотки, первичные провода и сердечник оставить в первостепенном виде, среднюю проводку обвернуть тем же материалом с 8-10 витками на выходе.
Для самостоятельного производства сварочного оборудования нужен кабель 25 м, медная труба 10-12 мм в диаметре, диск по металлу и болгарка.
Необходимо обеспечить заполнение обоих катушек, находящихся по краям, осторожно намотав вторичную обмотку, используя силовой многожильный трёхфазный кабель. Гибкий провод проводит намотку без надобности разборки оборудования.
Параметры проводов в кабеле — 6-8 мм в диаметре. Один из них должен быть более тонким, но с хорошей изоляцией и устойчивым к мощности тока. Для производства устройства 25 м кабеля. По надобности его можно поменять на провода с меньшим сечением.
Эту работу эффективнее проделывать вдвоём: один человек займётся протягиванием провода, второй – укладкой витков. Для изготовления клеммы нужна труба из меди длиной 30-40 мм и 10-12 мм в диаметре.
Одна её часть разнимается, что образует пластину, в которой проделывается отверстие до 10 мм в диаметре; в другую часть вставляются заранее зачищенные провода. Эксперты советуют обжать провода молотом.
Контакт улучшится, если на наружной стороне трубы проделать несколько насечек.
Новые крепёжные элементы с резьбой М10 заменяют имеющиеся в верхней части трансформатора винты и гайки, к которым далее прикрепляются клеммы от вторичной обмотки.
В текстолитовой плате необходимо проделать 11 отверстий (не более 6 мм в диаметре) для винтов с гайками и шайбами; и основательно прикрепить её к поверхности трансформатора. Данные составляющие обеспечат вывод первичной обмотки.
Электродержатель производится из ¾ трубы 25 см в длину. По углам необходимо сделать выемки, а к держателю приварить кусочек проволоки из металла небольшого размера.
На обратной стороне проделывается отверстие и присоединяется отрезок кабеля, как при вторичной обмотке. Затем нужно изолировать трубу резиновым шлангом.
Электроды для точечной сварки
Сделанная в домашних условиях самодельная точечная сварка годится для небольшого объёма работы. Аппарату рекомендуется дать остыть поработав с 10-14 электродами.
Отличие многоточечного оборудования от его аналогов –работа с металлическими заготовками определённой формы и размера.
Многоточечные аппараты встречаются редко, но универсальны для контактного спаривания элементов. Переналадить его под силу только экспертам.
Контактное сваривание деталей невозможно при отсутствии электродов из сплавов, имеющих высокий уровень теплопроводности.
Электроды благоприятствуют сжатию металлов и проводят ток на поверхность элементов. Уровень концентрации тепла зависит от наконечников – тонкие механизмы спешно изнашивают себя и нуждаются в постоянной подточке.
Имеется несколько форм выпускаемых наконечников.
Продолжить срок наконечников возможно, следуя нижеперечисленным советам:
- Электроды подбирают, соответствуя критериям используемого в
работе металла; - Максимально обеспечить их сохранность;
- Для тяжёлой сварки использовать более массивные
наконечники; - Использовать водяную рубашку.
Эксперты советуют не подпиливать наконечники по причине возникновения неровностей, что в целом отрицательно повлияет на качество работы.
Источник: https://prosvarku.info/apparaty/samodelnaya-tochechnaya-svarka