Холодная сварка для автомобилей, ремонт своими руками
Использование холодной сварки для ремонта автомобиля
Статья расскажет об холодной сварке для автомобиля, как с помощью такого простого в применении средства можно провести качественный ремонт своего железного друга.
В ходе эксплуатации транспортного средства может возникнуть необходимость в экстренном проведении кузовного ремонта. Например, во время передвижения по трассе у автомобиля может пробить бензобак или радиатор.
Понятно, что в этой ситуации провести полноценный ремонт авто вы не сможете и сварочный аппарат, вы скорее всего с собой не возите. Кроме этого далеко не всегда можно надеяться на помощь эвакуатора, то есть может показаться, что в указанных случаях вы окажетесь в очень затруднительной ситуации.
Но, если в ремонтном комплекте вашего автомобиля есть холодная сварка, то со всеми неприятностями вы сможете справиться самостоятельно и за короткий промежуток времени. В связи с этим рассмотрим, что такое холодная сварка и как ей пользоваться.

Что такое холодная сварка
Холодная сварка, это специальный ремонтный комплект, при помощи которого, вы сможете провести ту же работу, что и используя традиционную сварку. То есть заделать отверстия, восстановить прочность швов, прикрепить друг к другу металлические части.
Купить такое средство можно в авто-магазине или строительном магазине. Есть специальная холодная сварка для автомобиля, которая представляет из себя клей на основе эпоксидной смолы. И вот с помощью её можно заделать своими руками любое повреждение радиатора. бензобака, картера двигателя и многое другое.
На сегодняшний день, есть много производителей данного продукта и все они качественные, так что с выбором холодной сварки проблем не возникнет.
Как применять холодную сварку при ремонте автомобиля
Итак, какие именно инструменты для этого нужны: холодная сварка, наждачная бумага (мелкозернистая), ацетон или чистый бензин.
1. Первым делом необходимо подготовить поверхность к ремонту. Например, если речь идет о ремонте пробитого бензобака. то место ремонта следует зачистить наждачной бумагой. Хорошо будет если вы сделаете неровности на подготовленной поверхности, например, сделать царапины или другие шероховатости — это необходимо для лучшего сцепления сварки с поверхностью.
2. Далее следует бензином или ацетоном провести обезжиривание, эта процедура тоже важна.
3. Вот и настало время для подготовки клея: берем холодную сварку для ремонта автомобиля, тщательно читаем инструкцию.

На влажные руки (надо их смочить) необходимо отрезать или выдавить (зависит от вида купленного средства) рекомендованную часть клея и разомните её до положенной однородности и пластичности. Полученная смесь даже немного нагреется, это почувствуется через руки.
4. Теперь наносим состав на приготовленное место, все действия необходимо выполнять по быстрому, потому что есть такие клеи которые очень шустро полимезируются. Всё сидим курим, ждем когда сварка схватится — это может происходить от 40 минут до суток. Такая разница по времени бывает от многих факторов: от производителя средства, уличной температуры, толщины нанесения и другое.
Таким образом, вы получаете прочное и герметичное соединение, которое прослужит вам достаточно долго. Но, после проведенного ремонта внешний вид склейки получается не привлекательным.
Понятно, что если речь идет о ремонте днища бензобака, то это не принципиально, но если вы ремонтируете кузов, то после сварки следует провести следующую работу. После окончания сварки поверхность зачищается наждачной бумагой, затем наносится грунтовка и краска. Конечно, если приглядеться, то следы ремонта будут заметны, но это лучше, чем ездить с дырами в кузове.
Вот можете посмотреть видеосюжет, где человек поехал отдохнуть на природу и пробил картер двигателя, но благодаря холодной сварке, он и отдохнул, и добрался домой на своем автомобиле.
: ремонт картера двигателя с помощью холодной сварки.
Так что вывод прост, всегда возите с собой такую полезную и иногда необходимую вещь, как клей на основе эпоксидной смолы.
Привет! Как то не обращал раньше внимания на холодную сварку, а оказывается зря! Думал это примитив для ремонтных работ автомобиля. На днях все-таки познакомился с этим чудесным средством, пробил на природе бак, что делать не знал. Рядом тоже отдыхали люди, вот они и дали мне холодную сварку для ремонта моего бака. Короче, заделал пробоину, налил бензину, купил у соседей по отдыху и благополучно доехал до дому. Так что средству ставлю 5 с +. Теперь купил и положил в багажник эту сварочку, пусть лежит, а вдруг?
https://avto-i-avto.ru
legkoe-delo.ru
Использование холодной сварки для ремонта автомобиля
Статья расскажет об холодной сварке для автомобиля, как с помощью такого простого в применении средства можно провести качественный ремонт своего железного друга.
В ходе эксплуатации транспортного средства может возникнуть необходимость в экстренном проведении кузовного ремонта. Например, во время передвижения по трассе у автомобиля может пробить бензобак или радиатор.
Понятно, что в этой ситуации провести полноценный ремонт авто вы не сможете и сварочный аппарат, вы скорее всего с собой не возите. Кроме этого далеко не всегда можно надеяться на помощь эвакуатора, то есть может показаться, что в указанных случаях вы окажетесь в очень затруднительной ситуации.
Но, если в ремонтном комплекте вашего автомобиля есть холодная сварка, то со всеми неприятностями вы сможете справиться самостоятельно и за короткий промежуток времени. В связи с этим рассмотрим, что такое холодная сварка и как ей пользоваться.

Что такое холодная сварка
Холодная сварка, это специальный ремонтный комплект, при помощи которого, вы сможете провести ту же работу, что и используя традиционную сварку. То есть заделать отверстия, восстановить прочность швов, прикрепить друг к другу металлические части.
Купить такое средство можно в авто-магазине или строительном магазине. Есть специальная холодная сварка для автомобиля, которая представляет из себя клей на основе эпоксидной смолы. И вот с помощью её можно заделать своими руками любое повреждение радиатора, бензобака, картера двигателя и многое другое.
На сегодняшний день, есть много производителей данного продукта и все они качественные, так что с выбором холодной сварки проблем не возникнет.
Как применять холодную сварку при ремонте автомобиля
Итак, какие именно инструменты для этого нужны: холодная сварка, наждачная бумага (мелкозернистая), ацетон или чистый бензин.
1. Первым делом необходимо подготовить поверхность к ремонту. Например, если речь идет о ремонте пробитого бензобака, то место ремонта следует зачистить наждачной бумагой. Хорошо будет если вы сделаете неровности на подготовленной поверхности, например, сделать царапины или другие шероховатости — это необходимо для лучшего сцепления сварки с поверхностью.
2. Далее следует бензином или ацетоном провести обезжиривание, эта процедура тоже важна.
3. Вот и настало время для подготовки клея: берем холодную сварку для ремонта автомобиля, тщательно читаем инструкцию.

На влажные руки (надо их смочить) необходимо отрезать или выдавить (зависит от вида купленного средства) рекомендованную часть клея и разомните её до положенной однородности и пластичности. Полученная смесь даже немного нагреется, это почувствуется через руки.
4. Теперь наносим состав на приготовленное место, все действия необходимо выполнять по быстрому, потому что есть такие клеи которые очень шустро полимезируются. Всё сидим курим, ждем когда сварка схватится — это может происходить от 40 минут до суток. Такая разница по времени бывает от многих факторов: от производителя средства, уличной температуры, толщины нанесения и другое.
Таким образом, вы получаете прочное и герметичное соединение, которое прослужит вам достаточно долго. Но, после проведенного ремонта внешний вид склейки получается не привлекательным.
Понятно, что если речь идет о ремонте днища бензобака, то это не принципиально, но если вы ремонтируете кузов, то после сварки следует провести следующую работу. После окончания сварки поверхность зачищается наждачной бумагой, затем наносится грунтовка и краска. Конечно, если приглядеться, то следы ремонта будут заметны, но это лучше, чем ездить с дырами в кузове.
Вот можете посмотреть видеосюжет, где человек поехал отдохнуть на природу и пробил картер двигателя, но благодаря холодной сварке, он и отдохнул, и добрался домой на своем автомобиле.
Видео: ремонт картера двигателя с помощью холодной сварки.
Так что вывод прост, всегда возите с собой такую полезную и иногда необходимую вещь, как клей на основе эпоксидной смолы.
(Никто ещё не поставил оценку. Будьте первым!) Загрузка…
avto-i-avto.ru
Холодная сварка для металла: инструкция по использованию

В процессе проведения ремонтно-восстановительных работ, может возникнуть необходимость сваривания металлических изделий. Безусловно, в таком случае все соединения выполняют путем использования сварочного аппарата. Когда же требуется устранить небольшой локальный дефект, появившийся в процессе эксплуатации, то вполне допустимо воспользоваться пластичной сварочной массой, так называемой холодной сваркой.
Что представляет собой холодная сварка для металла? Инструкция по ее использованию – именно эти вопросы мы и хотели бы проанализировать в рамках данного материала.
Холодная сварка для металла: что это такое?
В простом понимании холодная сварка для металла представляет собой полимерное клеящее вещество, имеющее одно или двухкомпонентную основу. При этом процесс сваривания (склеивания) соединяемых изделий становится возможным благодаря высокой пластичности холодной сварки, и как следствие связан со способностью клея глубоко проникать в место соединения.
Если же говорить научным языком, то данный вид сварки относится к сварке давлением, а неразрывный сварочный шов становится возможным благодаря химической связи, образующейся на свариваемых поверхностях. Вдобавок, за счет того, что на свариваемых холодной сваркой материалах разрушается оксидный слой, представленный метод подходит не только для соединения черных металлов, но и пригоден для сварки свинца, алюминия, никеля, кадмия, меди и даже серебра. Плюсом является и то, что подобным образом можно сваривать разнородные по структуре материалы.
Достоинства и недостатки холодной сварки
Для того, чтобы более детально разобраться с технологическими особенностями альтернативного метода сваривания желательно проанализировать все основные преимущества и недостатки представленного материала.
Итак, если говорить о достоинствах холодного сваривания (склеивания), то в первую очередь следует упомянуть следующие из них:
- Малая трудоемкость и себестоимость работ, связанная с отсутствием использования специализированного инструмента;
- Отсутствие конструктивных деформаций на свариваемых деталях (узлах) обусловлено технологическими особенностями холодного сваривания, при котором исключен чрезмерный разогрев металла;
- Наличие аккуратного и относительно долговечного сварного шва;
- Возможность сваривания разнородных металлов (например, медь с алюминием);
- Возможность локального устранения течей в пожароопасных зонах (например, в баке автомобиля);
- Энергонезависимость, экологичность, простота нанесения.
Что же касается ограничений, то в отличие от традиционного сварочного шва, холодное соединение не отличается высокой механической прочностью (особенно на разрыв), ввиду чего не может применяться на нагруженных участках. Плюс ко всему холодная сварка – это все же клей которым можно устранять временные неисправности, и в последующем отремонтированные элементы должны быть восстановлены по стандартным технологиям.
Конструктивные особенности холодных сварок
Как уже говорилось выше холодная сварка для металла, производится в двух видах и может иметь как одно, так и двухкомпонентную структуру. Однако вне зависимости от этого, в большинстве случаев в составе холодного клея имеются следующие ингредиенты:
- Эпоксидная смола, выступает в роли вяжущего вещества и обеспечивает высокую пластичность и однородность смеси;
- Химические вещества (сера и т.п.) способствуют протеканию химической реакции;
- Наполнители на металлической основе выступают в качестве армирующего звена и придают сварному шву достаточную прочность.
Следует отметить, что эксплуатационные характеристики холодной сварки во многом зависят от качества перечисленных элементов, ввиду чего приобретая указанный материал, следует отдавать предпочтение только проверенным производителям. Косвенным показателем качества продукции может выступать ее цена: 2 долл. – минимальная стоимость качественного продукта.
В зависимости от составляющих, холодную сварку производят на одно и двухкомпонентной основе. Причем если в первом случае клеевой материал идентичен обычному пластилину и выпускается в форме бруска с внутренним наполнителем. То вот двухкомпонентная сварка имеет два основных компонента: клеевая смесь и отвердитель. А для получения требуемого состава, перечисленные компоненты следует смешать (согласно инструкции) перед непосредственным использованием.
Говоря о предназначении холоднотвердеющих клеевых составов, следует выделить сварки для металлов, универсальные растворы (для склеивания дерева, пластика, линолеума и т.п.), а также специализированные составы (например, для высоких температур или сваривания под давлением).
Холодная сварка: инструкция по использованию
Процесс сваривания при помощи холодной сварки не требует от исполнителя наличия определенного опыта и использования специализированной оснастки, ввиду чего все работы могут быть выполнены самостоятельно, а главное условие – соблюдение базовых рекомендаций.
Подготовительные мероприятия
Включают в себя не только приобретение расходных материалов, но и предусматривают подготовку места проведения работ. Так, что касается первой части вопроса, то для самостоятельного сваривания металлических изделий при помощи холодной сварки потребуется сам клей, обезжиривающий состав (обычно применяется ацетон) и абразивный материал (наждачная бумага). Вдобавок, на этапе подготовки следует обеспечить доступ к месту проведения работ и при необходимости отключить магистрали от водоснабжения (если планируется восстанавливать инженерные коммуникации).
Далее следует подготовить свариваемые участки к процедуре склеивания, для чего места соединения необходимо очистить от существующих загрязнителей (краска, грязь, пыль) при помощи абразивных материалов (наждачная бумага), а далее обезжирить место сварки при помощи ацетона. Следует отметить, что от правильности выполнения указанной операции во многом зависит качество будущего шва. Ввиду чего при подготовке свариваемых участков желательно проконтролировать выполнение следующих условий:
- Соединяемые поверхности должны быть чистыми и сухими (удалить излишнюю влагу можно при помощи фена);
- Поверхность металла должна иметь шероховатую структуру (это обеспечит лучшую сцепляемость материалов);
- Места соединений обязательно должны быть обезжирены.
Технология сваривания
Перед тем как соединять металлические изделия следует приготовить клеящий состав. Причем если предполагается использовать двухкомпонентный жидкий раствор, то эпоксидную смолу следует тщательно смешать с отвердителем согласно прилагаемой инструкции. Когда же в качестве холодной сварки выступает пластелинообразная субстанция, то ее следует тщательно размять вручную, обеспечивая полное смешивание всех ингредиентов. Индикатором правильности получения раствора является его однородный цвет, липкость и небольшой разогрев.

Далее, подготовленная субстанция наносится на свариваемые поверхности и аккуратно распределяется по ним. По мере затвердевания холодную сварку рекомендуется плотно прижимать к месту нанесения. Если же планируется соединять механически разрозненные элементы, то перед непосредственным процессом сваривания их целесообразно зафиксировать друг к другу при помощи специальных зажимов (струбцин).
После полного высыхания холодной сварки (период времени от 1 до 10 часов) можно производить механическую обработку сварного шва (сверление, точение) а также покрытие его шпаклевочными и лакокрасочными материалами.
Советы по использованию холодной сварки
Для того, чтобы процедура холодного сваривания не вызывала существенных затруднений, и для достижения заданного эффекта, очень важно в процессе работ соблюдать определенные рекомендации.
Так, во-первых, при выполнении сваривания следует строго соблюдать правила безопасности работ с химическими компонентами. Ведь как сама сварка, так и обезжириватель могут выделять токсичные вещества.
Во-вторых, это касается процедуры размешивания состава. Ведь при размягчении пластилинообразной массы, он начинает сильно прилипать к рукам. Чтобы это исключить предварительно руки можно увлажнить водой, либо работать в защитных перчатках.
В-третьих, холодную сварку следует подбирать с учетом индивидуальных особенностей, восстанавливаемого участка (например, для работы в воде, при высоких температурах и т.п.), а также учитывать типы соединяемых материалов.
В-четвертых, работать с подготовленной к нанесению холодной сваркой следует весьма расторопно. Это связано с тем, что процесс первоначальной полимеризации (затвердевания) происходит довольно быстро, в течение 3 – 5 минут.
В-пятых, помните о том, что холодная сварка пригодна как временная мера и должна быть впоследствии заменена стандартным аналогом.
В-шестых, если при помощи холодной сварки производится восстановление водяных коммуникаций (водопровод, системы отопления), то поверх состава желательно устанавливать механический хомут, обеспечивая качественное расположение шва.
Читать еще:
Строительная известь — как правильно применять материал
Как сделать морилку в домашних условиях
Как сделать клейстер своими руками
Как сделать грунтовку из ПВА: особенности и рекомендации
Видеообзор по применению холодной сварки:
Если Вам понравился материал буду благодарен, если порекомендуете его друзьям или оставите полезный комментарий.
domgvozdem.ru
Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.

На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.

Самодельная точечная сварка
Схема самодельной точечной сварки.
В быту часто требуется соединить две металлические детали точечно. Традиционная сварка для этого либо не подходит, либо ее нет в наличии. В этом случае выручит самодельная точечная сварка, для которой понадобится минимальное количество материалов:
- дроссели от люминесцентных светильников 40 Вт;
- отрезок медного провода диаметром 0,25-0,3 мм либо плавкий предохранитель 13 А;
- вилка с медными проводами сечением 0,8 мм2;
- зажим «крокодил».
Сварочные аппараты для точечного соединения собирают по схеме:
- параллельно соединенные дроссели собраны в блок;
- один вывод подключается к зажиму, второй к проводу вилки;
- на второй провод вилки наматывается провод либо крепится плавкий предохранитель.
Сварочные аппараты для дома обеспечивают точечное соединение следующим образом:
- одна деталь зажимается «крокодилом»;
- ко второй в планируемом месте сварки подсоединяется перемычка;
- вилка включается в розетку, предохранитель плавится, успевая в точке контакта разогреть детали до полного соединения.
Точечная сварка безопасна в эксплуатации и отлично подойдет для домашних работ.
Оборудование этого типа относится к разряду экстремальных, однако выручает в сложной ситуации.
Безопасный в эксплуатации, компактный аппарат этого типа пригодится в любом индивидуальном хозяйстве, частном доме. Он работает на основе электролиза, в качестве рабочего раствора используется щелочная вода, рабочие газы на выходе обеспечивают температуру пламени 1 800˚С. Принцип действия прибора:
- на пластины электролизера подается напряжение;
- водный щелочной раствор (либо NaOH, либо KOH) начинает интенсивно выделять кислород, водород;
- смесь газов проходит сквозь гидрозатвор, поступает в горелку для сварки, резки;
- пластины электролизера изготавливаются из кровельного железа 0,5 мм, имеют размер 15 х 15 см, в каждой из них сверлится четыре крепежных отверстия диаметром 2,5 мм, одно газоотводное — диаметром 12 мм; пластины собираются в блоки велосипедными спицами, удаляемыми после сборки.
В гидрозатворе используется керосин, его количество подбирается опытным путем. Узел состоит из двух баллонов, сообщающихся в нижней части трубкой. Ресурс электролизера составляет 10 лет, после чего пластины заменяются новыми.
Инструкция изготовления сварочного стола своими руками
Верхняя крышка будет изготавливаться для сварочного стола из профильной трубы, с сечением 0.5 на 0.5 см. у края и 0.3 на 0.3 см на внешней стороне. Разрезать трубу лучше болгаркой. Приготовленные части скрепляют с помощью сварочного аппарата. Окантовка крышки будет из профиля 0.5 на 0.5 см. прямоугольной формы
Внутренняя часть закладывается профилем 0.3 на 0.3 см. Трубы прикрепляются сваркой таким образом, что получается решетка, швы зачищаются.
Далее делаем ножки, их можно смастерить из трубы 0,25 на 0,25 см. Всего нужно нарезать 4 штуки, далее привариваем их к основанию стола. Чтобы было легче понять, что и как делать, для наглядности посмотрите фото сварочного стола.
Для дополнительной жесткости делаем пояс по периметру стола, на высоте 30-40 см от пола. Это необходимо, чтобы при работе стол прочно стоял и не шатался.
Колеса для более удобной транспортировки сварочного стола. Достаточно будет всего 2 колесика, которые можно взять от старой тележки.
Место для хранения инструментов. Нишу рекомендуется изготавливать из ДСП или фанеры. По желанию можно применить металлический лист. Прикрепляется ниша внизу стола.
Кожух для мусора делается из металлических листов, любой толщины.
Готовый стол для сварки по желанию можно покрасить специальной краской для металла.
Рядом с рабочим столом обязательно должна находиться емкость с водой, ведь работа со сваркой огнеопасная. Также поверхность пола рядом со сварочным столом, на расстоянии 1.5 метров, должна покрыта негорючим материалом.
Если соблюдать инструкцию, как сделать сварочный стол и применять данные советы на деле, то у вас все получится.
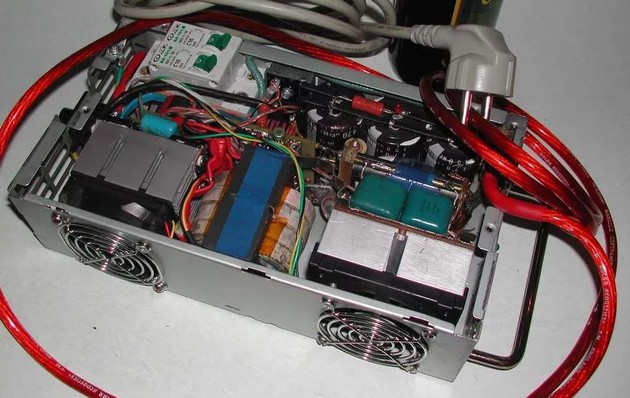
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
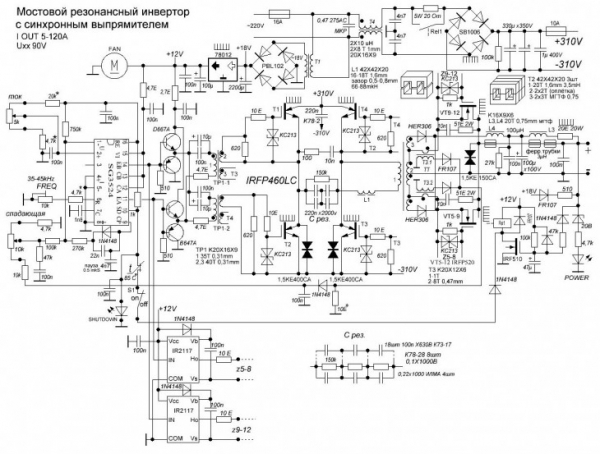
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.

Конструктивно инвертор состоит из трех элементов:
Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
Трансформатор тока — самый ответственный узел
При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом)
Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.
Подключение самодельного сварочного аппарата
Схема подключения инвертора к аккумулятору.
Готовый сварочный инвертор нужно подключить в сеть или к аккумулятору. Для подключения к аккумулятору используйте зажимы. Обязательно соблюдайте полярность. Черный зажим идет на»-«, а красный — на «+». В случае если между аккумулятором и бортовой сетью агрегата присутствует соединение, его можно не отсоединять. В момент подключения выходов сварочного инвертора с аккумулятором должна появиться искра.
Подключите устройства к розетке. Розетка должна иметь предохранитель или функцию автоматического выключения. В случае необходимости допускается использование удлинителя до 50 м.
Включите кнопку агрегата. Если все нормально, то загорится зеленый светодиод. Он будет гореть зеленым до тех пор, пока напряжение на аккумуляторе не будет выходить за приемлемые границы.
При подключении и использовании самодельного инвертора нужно учитывать еще один очень важный момент. В том случае, если при работе сварочного инвертора на нагрузку напряжение аккумулятора снизится до 10,5 Вт и будет продолжать падать в течение более чем 1 минуты, аппарат автоматически отключится. Это предотвратит полную разрядку аккумулятора и избавит от необходимости его ремонта. Менее продолжительные падения напряжения не навредят ни сварочному аппарату, ни аккумулятору, ни сети.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Расчет выходных параметров
Перед началом сборки самодельного сварочного аппарата в первую очередь следует рассчитать его рабочую мощность, определяемую как произведение выходного напряжения на силы тока, формирующего дугу.
Не нужно путать этот параметр с потребляемой аппаратом мощностью, касающейся питающей сети, к которой подключён инвертор. Так, для нагрузочного тока в 160 Ампер, получаемого при выходном напряжении 24 Вольта мощность будет соответствовать показателю 3840 Ватт.
С учётом коэффициента полезного действия, составляющего в среднем 85%, необходимый показатель увеличится до 4517 Ватт.
Исходя из полученного показателя мощности, легко определяется сила тока в цепях коммутации транзисторов самодельного сварочного аппарата. Для её вычисления необходимо разделить этот показатель на сетевое напряжение: 4517/220 = 20 Ампер.
 При протекании через транзисторы токов значительной величины последние сильно нагреваются. Данное обстоятельство вынуждает побеспокоиться об эффективном охлаждении, которое может быть организовано путём размещения их на мощных радиаторах.
При протекании через транзисторы токов значительной величины последние сильно нагреваются. Данное обстоятельство вынуждает побеспокоиться об эффективном охлаждении, которое может быть организовано путём размещения их на мощных радиаторах.
Во избежание перегрева этих элементов инверторной схемы, используемые в ней транзисторы должны подбираться с некоторым запасом по току и предельному температурному показателю.
В процессе эксплуатации самодельного оборудования выбор режима сварки должен производиться с учётом предельных характеристик собранного своими руками аппарата.
Фото сварочного аппарата в домашних условиях


























Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как сделать аппарат точечной сварки
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Обзор лучших сварочных электродов
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях ?
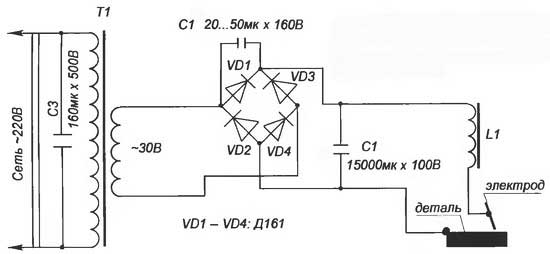
Аппарат постоянного тока
Данные модели позволяют выполнять сложные работы по толстым стальным листам и чугуну. Главное преимущество этого механизма, заключается в простой сборке, которая не займет много времени.

Сварочный инвектор представляет собой конструкцию вторичной обмотки с дополнительным выпрямителем.

Обратите внимание!
- Тиски своими руками: создаем разные типы зажимных устройств. 64 фото идей для разных предназначений
- Топор своими руками (67 фото) — создаём боевой, декоративный и рабочий инструмент
- Правила создания вывески своими руками: красивая и привлекательная наружная реклама (63 фото + видео)
Он будет выполнен из диодов. В свою очередь, они должны выдерживать электрический ток в 210 А. Для этого подойдут элементы с маркировкой Д 160-162. Такие модели, довольно часто применяют для работы в промышленных масштабах.










Опытные сварщики не рекомендуют перегревать оборудование. Это может стать причиной сгорания важных деталей.
Ремонт сварочного аппарата не составит особого труда. Здесь достаточно заменить повреждённую область механизма. В случае серьезной поломки, необходимо заново осуществлять первичную и вторичную обмотки.
Структурная схема сварочного аппарата
Для производства сварочных работ используются устройства, работающие на переменном и постоянном токе.
Схема любого аппарата включает в себя трансформатор (возможно использование трансформатора из микроволновки), выпрямитель, дроссель, держак, электрод. Именно в такой последовательности происходит протекание электрического тока по замкнутой цепи.

Цепь замыкается, когда между электродом и металлическими заготовками, которые нужно соединить, возникает электрическая дуга.
Чтобы качество сварного соединения было высоким, необходимо обеспечить устойчивое горение этой дуги.
Аппараты постоянного тока применяют для сварки элементов из тонколистового металла. При этом способе сварки можно использовать любые электроды и электродную проволоку без керамической обмазки.
Держак электрода присоединяется к выпрямителю через дроссель. Это делается для того, чтобы сглаживать пульсации напряжения.
Дроссель представляет собой катушку медных проводов, которая намотана на любом сердечнике. Выпрямитель, в свою очередь, соединяется с вторичной обмоткой трансформатора.
Трансформатор включается в бытовую электросеть. Последовательность соединения проста и наглядна.
Преобразование напряжения переменного тока выполняется с помощью понижающего трансформатора.
Согласно закону Ома напряжение, которое индуцируется на вторичной обмотке трансформатора, уменьшается, а величина тока увеличивается с 4-х ампер до 40 и более.
И с помощью проводов присоединить к нему держак электрода. Но использовать держак в практических целях невозможно, поскольку схема не содержит других необходимых элементов.
И главное – в ней отсутствует регулятор величины тока. А так же выпрямитель и другие элементы.
Трансформатор считается основным элементом сварочного аппарата. Его можно купить или приспособить уже бывший в эксплуатации.

Многие мастера используют трансформатор от микроволновки, отработавшей свой срок. По своим габаритам и весу микроимпульсный элемент всегда занимает много места в конструкции.
Если рассмотреть сварочный агрегат в целом, то можно выделить три основных блока, которые она в себя включает:
- блок питания;
- блок выпрямителя;
- блок инвертора.
Самодельный инверторный аппарат можно скомпоновать таким образом, чтобы он имел минимальные габариты и вес.
Такие устройства, рассчитанные на применение в домашнем хозяйстве, сегодня продаются в магазинах.
Преимущества инверторного аппарата перед традиционными агрегатами очевидны. В первую очередь, следует отметить компактность аппарата, удобство в эксплуатации, надежность.
Самые общие расчеты подтверждают, что сделать такой аппарат своими руками проще и выгоднее.
Основные элементы, практически, всегда можно найти среди электротехнических машин и приборов, которые оказались в запасниках. Или на свалке.
Простейший регулятор тока можно сделать из куска нагревательной спирали, которая используется в бытовых электрических плитах. Дроссель – из отрезка медной проволоки.
Видео:
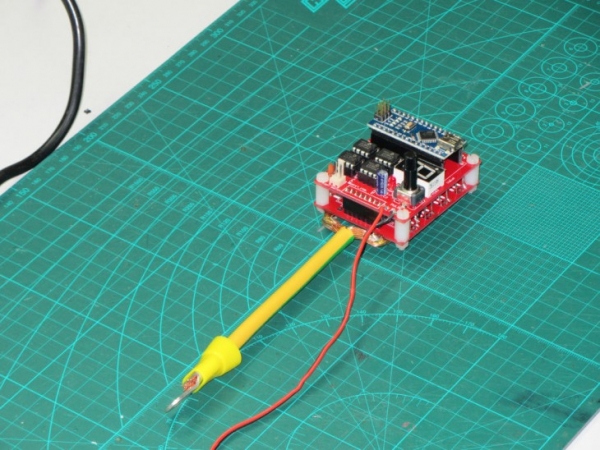
Радиолюбители придумали самый простой по схеме импульсный способ сварки. Он используется для крепления проводов к металлической плате.
Никаких сложных приспособлений – только дроссель и пара проводов. Регулятор силы тока тоже не нужен. Вместо него в цепь включается плавкая вставка.
В качестве второго — используется зажим типа «крокодил». Вилка с проводами включается в розетку бытовой сети.
Зажим с проводом резко прикладывается к плате в том месте, где его нужно приварить. Возникает сварочная дуга и в этот момент могут перегореть предохранители, которые находятся в электрическом щите.
Этого не происходит, потому что быстрее сгорает плавкая вставка. А провод остается надежно приваренным к плате.
Простейший аппарат для сварки
Схема создания сварочного аппарата на основе старого трансформатора.
В хозяйстве домашнего мастера может обнаружиться понижающий трансформатор С-Б22, ИВ-10, ИВ-8, мощность которого равна 1-2 кВт. Он понижает напряжение с 220 В до 36 В, служит для питания электроинструмента.
Сварочные аппараты на основе подобных трансформаторов могут собираться даже при вышедшей из строя обмотке.
Сварочный аппарат изготавливается следующим образом:
С трансформатора необходимо убрать вторичную обмотку.
- с катушек удаляются вторичные обмотки без повреждения первичных;
- среднюю первичную катушку перематывают тем же проводом, создавая через 30 витков отводы общим количеством 8-10 шт. (для удобства лучше нумеровать каждую из них по мере создания);
- две крайние катушки заполняются многожильным кабелем (три 6-8 мм провода с тонкой фазой, на каждую катушку расходуется 12-13 м);
- медная труба диаметром 10-12 мм используется для клеммы для кабеля ВО (одна сторона обжимает провода, вторая расплющивается, сверлится под крепеж диаметром 10 мм);
- на верхней панели трансформатора крепеж М6 заменяется более мощным (М10), к ним крепятся клеммы ВО;
- из текстолита изготавливается плата с 10-ю отверстиями для ПО, в каждое отверстие вставляется крепеж М6.
Сварочные аппараты этой конструкции запитываются в сети 380/220 В. В первом случае последовательно соединяются ПО крайних, затем средней катушек. Во втором варианте крайние обмотки соединяются параллельно, средняя подсоединяется последовательно в эту же цепь. Отводы ВО сажают в клеммы текстолитовой пластины 1 — 10. Ток регулируется клеммами 1 — 10.
Для резки металла второй конец кабеля, ведущего к держателю, подключается к клемме резка (со стороны средней катушки ПО). Характеристики тока ВО соответствуют 60-120 А, в ПО ток всегда равен 25 А. При работе электродами «двойка» трансформатор не нагревается выше +70˚С, поэтому время работ не ограничено. Режимы сварки/резки переключают при отключенном рубильнике.
Что нужно для сборки инвертора
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
 Трансформатор для сварочных работ.
Трансформатор для сварочных работ.
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования, изготовленного в домашних условиях, не обязательно применять дополнительные приспособления. Смотря на значение силы тока, можно выбрать величину мощности трансформатора, а чтобы рассчитать мощность, необходимо показатель тока, который используется во время эксплуатации оборудования, помножить на 25.
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
https://youtube.com/watch?v=gdFLDqahzJ4
Как собрать трансформаторный аппарат?
Процесс сборки трансформаторного аппарата для сварки несколько отличается от предыдущего варианта. Работает он на переменном токе. Для сварки постоянным током к нему собирается простейшая приставка. Для сборки аппарата своими руками нужно раздобыть трансформаторное железо для сердечника и несколько десятков метров толстой медной шины или просто толстого провода. Можно поискать эти вещи в пунктах приема цветного и черного металла, у друзей и знакомых. Рекомендуется сердечник делать П-образным, но можно и круглый, тороидальный. Некоторые умельцы с успехом используют в качестве сердечника статор сгоревшего электромотора. Для П-образного сердечника порядок сборки может быть таким:
Для выполнения первичной обмотки потребуется обмоточный провод.
Набрать сердечник из трансформаторного железа до оптимального его сечения около 55 квадратных сантиметров. Можно и больше, но аппарат получится тяжелым. При сечении меньше 30 см² прибор может потерять некоторые свои качества.
Для выполнения первичной обмотки идеально годится специальный обмоточный провод сечением 5-7 мм². Он изготовлен из меди, имеет термостойкую стеклотканевую или хлопчатобумажную изоляцию
Это очень важно, так как при работе обмотка может нагреваться до температуры выше 100 градусов. Сечение провода обычно квадратное или прямоугольное
Найти такой провод не всегда удается. Можно заменить его обычным проводом такого же сечения и доработать: снять изоляцию, обмотать провод полосками стеклоткани, пропитать тщательно специальным электротехническим лаком и просушить. Первичная обмотка состоит из 200-230 витков.
Для вторичной обмотки сначала можно намотать 50-60 витков. Обрезать провод не нужно. Нужно включить первичную обмотку в сеть. Найти на проводах вторичной обмотки место, где напряжение будет равно 60-65 В. Для того чтобы найти эту точку, приходится отматывать или наматывать дополнительные витки. Мотать можно алюминиевый провод, увеличив сечение в 1,7 раз.
Простейший трансформатор собран. Осталось разместить его в подходящем корпусе.
Для выводов вторичной обмотки делаются клеммы из меди. Берется трубка диаметром около 10 мм длиной 3-4 см. Ее конец расклепывается, и в нем просверливается отверстие, диаметр которого 10 мм. В другой конец трубки нужно вставить очищенный от изоляции конец провода и обжать его легкими ударами того же молотка. Для усиления контакта провода с трубкой-клеммой можно нанести на нее насечки керном. К корпусу самодельные клеммы прикручиваются болтами и гайками М10. Желательно подбирать медные детали. Можно при намотке вторичной обмотки делать отводы через каждые 5-10 витков провода. Эти отводы позволят ступенчато менять напряжение на электроде.
Осталось сделать электрододержатель. Его можно изготовить из трубы диаметром около 18-20 мм. Общая ее длина примерно 25 см. На концах в 3-4 см от торца выпиливаются выемки примерно до половины диаметра. Электрод вставляется в выемку и прижимается пружиной из приваренного куска стальной проволоки диаметром 6 мм. К другому концу крепится винтом и гайкой М8 такой же провод, из которого выполнена вторичная обмотка. На держатель надевается резиновая трубка подходящего внутреннего диаметра. Подключать аппарат к домашней сети рекомендуется с помощью рубильника и проводов сечением 1,5 мм² или больше. Ток в первичной обмотке обычно не бывает выше 25 А. Во вторичной обмотке он может быть от 60 до 120 А. При работе рекомендуется через 10-15 электродов диаметром 3 мм делать перерыв, чтобы трансформатор остыл. При более тонких электродах можно этого не делать. В режиме резки перерывы следует делать чаще.
Сборка блока питания
Монтаж начинается с намотки трансформатора, его функция – это обеспечение стабильным напряжением следующих за ним деталей. Для его изготовления используют феррит Ш 7х7 (можно Ш 8х8), на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.

Для снижения вредного влияния возможного перепада сетевого напряжения, кольца провода необходимо класть на всю ширину катушки.

Последовательность работы с остальными обмотками такая же. На выходе должно быть от 20 до 25 вольт. Его можно отрегулировать подбором деталей. Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.

Один охладитель закрепляется к верхним частям деталей и изолируется слюдяной прокладкой. Второй – к нижней части моста и крепится с использованием термопасты.

Выводы диодного моста направляются туда же, куда будут выходить и контакты транзисторов, что работают как преобразователи. Длина проводов, которые соединяют мост и транзисторы – не больше 15 сантиметров. Блок питания и инверторный блок разделяются металлической пластиной, приваренной к основанию.

Как собрать простой сварочный аппарат в домашних условиях: чертежи инверторных моделей и пошаговая инструкция по сборке
В любой мастерской по обработке металла очень удобно работать, если под рукой есть сварочный аппарат. С его помощью можно надежно соединять металлические детали или конструкции, вырезать отверстия, а то и просто разрезать заготовки в нужном месте.

Такой полезный инструмент можно сделать своими руками, главное, во всем хорошенько разобраться, а мастерство делать красивый и надежный шов, придет с опытом.

Переменный выходной ток
Дома, на даче, на производстве чаще всего встречаются именно такие аппараты. Многие фото сварочного оборудования показывает, что оно сделано своими руками.
Самые главные составляющие для такого аппарата – это провод для двух обмоток и сердечник для них. Фактически – это трансформатор для понижения напряжения.

Размеры провода
Аппарат будет довольно хорошо работать при напряжении на выходе 60 вольт и током до 160 ампер. Расчеты показывают, что для первичной обмотки нужно взять медный провод сечением 3, а лучше 7 квадратных миллиметров. Для алюминиевого провода сечение должно быть больше в 1,6 раза.

Изоляцию проводов необходимо использовать тканевую потому, что провода в процессе работы сильно нагреваются и пластик просто расплавится.

Укладывать первичную обмотку нужно очень тщательно и аккуратно потому, что она имеет много витков и находится в зоне высокого напряжения. Желательно, чтобы провод был без разрывов, но если нужной длины нет под рукой, то куски необходимо надежно соединить и спаять.

Вторичная обмотка
Для вторичной обмотки можно брать медь, а можно алюминий. Провод может быть как одножильным, так и состоящим из нескольких проводников. Сечение от 10 до 24 квадратных миллиметров.
Очень удобно наматывать катушку отдельно от сердечника, например на деревянную заготовку, а потом набирать пластины из трансформаторной стали в готовую, надежно изолированную обмотку.

Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.

На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.

Сердечник
Хорошие характеристики показывают самодельные сварочные аппараты на основе сердечников из трансформаторной стали. Они набираются из пластин толщиной 0,35-0,55 миллиметров.

Важно правильно подобрать размер окна в сердечнике, чтобы в него поместились обе катушки, и площадь в разрезе (его толщина) была 35-50 квадратных сантиметров. По углам готового сердечника устанавливаются болты, а гайками все плотно стягивается.

Первичная обмотка состоит из 215 витков. Для возможности регулирования сварочного тока готового аппарата можно сделать выводы от намотки на 165 и 190 витках.
Все контакты крепятся на пластине из изоляционного материала и подписываются. Схема такова: чем больше витков катушки, тем больше ток на выходе. Вторичная обмотка состоит из 70 витков.

Инвертор
Своими руками можно собрать еще один сварочный прибор – это инвертор. У него есть ряд положительных отличий от трансформатора. Самое первое, что бросается в глаза, – его небольшой вес. Всего несколько килограммов. Можно работать, не снимая аппарат с плеча. Затем, рабочий постоянный ток, это позволяет создавать более аккуратный шов, да и дуга не так скачет. Проще работать начинающим сварщикам.

Детали для сборки такого аппарата продаются в магазинах и на рынке. Необходимо лишь знать маркировку. Особого внимания требует качество транзисторов потому, что они находятся в самой напряженной области конструкционной схемы инвертора. Для охлаждения прибора используют принудительную вентиляцию в виде охлаждающих радиаторов и вытяжных вентиляторов.

Таким образом, если составить каталог самодельных сварочных аппаратов, то получится длинный список из трансформаторов различной конструкции, инверторов, сварочных полуавтоматов и автоматов. Такие приборы позволяют работать с чугуном и сталью, алюминием и медью, нержавейкой и тонким листовым железом.

Надежность и долговечность их работы зависит от точности расчетов, наличия материалов, деталей, правильности сборки, а также от соблюдения правил безопасности на всех этапах создания и эксплуатации подобных приборов.
Фото сварочного аппарата в домашних условиях


























Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как сделать аппарат точечной сварки
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Обзор лучших сварочных электродов
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях 😉
ПРОСТОЕ САМОДЕЛЬНОЕ оборудование для сварки алюминия/нержавейки в среде аргона
Первоначальное сообщение и дальнейшее обсуждение его удалено
После неспешных поисков схемы простейшего осцилятора прошло уже около года.Снова взялся за это дело.
В сети полно схем осциляторов,но все они содержа либо много компонентов,либо дифицитные моточные изделия.Ни то ни другое меня не привлекало.Хотелось что то простое и гениальное.
Были опробованы самодельные схемы на основе высокочастотного генератора из “электронного трансформатора” + тдкс. Проработало это недолго,т.к. ТДКС дает перекос по одному плечу и ЭТ вылетает.Надолго забросил я все это конструирование и. Вот взялся снова.
Для начала было решено отмести все необязательные компоненты типа клапанов для пред/пост газа и т.п.Все это можно выполнять вручную на первых порах,тем более что горелка у меня вентильная.
Вот что получилось:
За основу взята катушка для розжига пром.котлов.Такую катушку можно раздобыть у любого киповца работающего на котельной.Деталь отнюдь не дорогая и устаревшая,так что скорее всего можно добыть за бутылочку нашего продукта.
Катушка предстваляет собой некое подобие катушки зажигания от русского автомобиля,но в нее уже вживлен внутрь прерыватель.Подавая на нее около 12в питания ,она начинает самостоятельно генерировать высокое напряжение и дугу на выходе(около 10-20кВ) как и автомобильная.
Если не найдете именно такую катушку(желательно для упрощения) то можно использовать и автомобильную с небольшими переделками.
Схема проста до безобразия,но полностью работоспособна и уже опробована мною на деле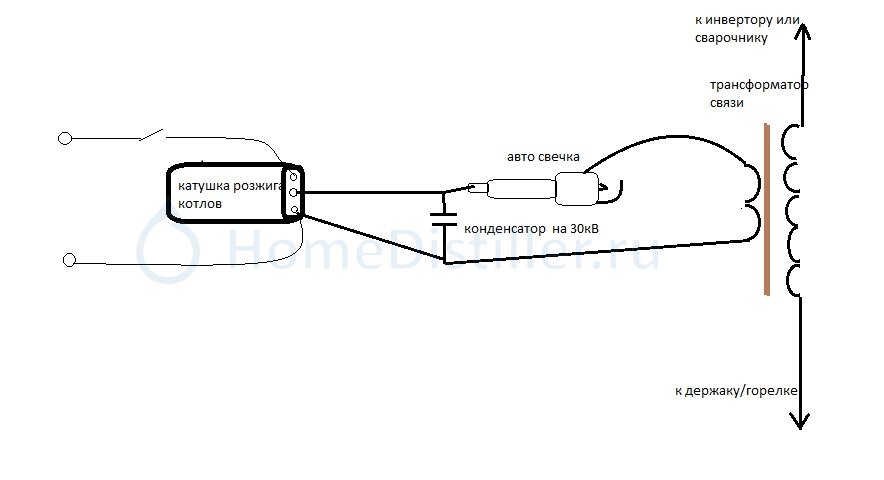
Такую схему можно собрать навесным монтажем на куске дощечки буквально за 20 минут.
Теперь подробнее о компонентах схемы
1)Катушка розжига выглядик как автомобильная катушка зажигания–круглая бобина.Изображения не нашел готового,если кому надо сфоткаю.
2)Конденсатор.Высоковольтный конденсатор наиболее вероятно найти в старом черно-белом ламповом телевизоре.Выглядит он вот так 

Впринципе подойдут и другие варианты,вплоть до самодельного из банки с опилками обернутой фольгою.Говорят тоже работает.Проще всего добыть в любом радиомагазине.Главное что бы он был на 30 киловольт примерно и емкостью не более 1000 Пикофаррад.
3) Разрядник.Много споров как сделать правильно разрядник.Обычно он испытывает серьезные перегрузки и быстро сгорает.Многие делают его из 2 обломков вольфрамовых электродов.Я считаю что самым очевидным решением является простая свеча зажигания.Тепрературы ей не страшны.
Самые большие грабли на которые я наступил-это свечка с сопротивлением радиопомех.Из за этого нюанса схема напроч не работает.Я сутки просидел и не мог понять в чем причина.Свеча должна звониться накоротко между колпачковым выводом и центральным язычком разрядника.
4)трансформатор связи.Тут тоже как оказалось огромный простор для творчества.Обычно рекомендуют использовать сердечник от ТВС. Это совсем не обязательно.Можно использовать почти любой ферритовый сердечник.В любом старом телевизоре или мониторе таких сердечников как минимум 2 шт.Один установлен у на цоколе кинескопа.Он предствляет собой конусное кольцо с обмоткой.Его необходимо аккуратно снять и удалить с него все лишнее–обмотки,пластик итд.
Еще один вариант провод-присоска на кинескопе.По этому проводу вы как раз придете к т.н. ТДКС внутри него есть тоже сердечник.Некоторые разбираются без проблем,некоторые придется поковырять.Сердечник очень хрупкий как стекло,будьте аккуратнее.
Последний вариант купить или найти любой старый радиоприемник.Там установлена длинный ферритовый стержень с катушкой–магнитная антенна.Вот этот стержень тоже подойдет.
Далее на любом из этих сердечников(удалив все лишнее) мотаем 5-10 витков любым толстым проводом,шиной или прямо проводом от держака(горелки). Чем больше витков влезет,тем длинее дуга получится при поджиге.
Обмотка которая идет к разряднику содержит 3-4 витка любого провода в толстой изоляции.Отлично подойдет провод от той же присоски с кинескопа.Можно использовать центральную жилу от антенного кабеля,там тоже изоляция толстенная.
На крайний случай обычный сетевой провод в 2-3 слоя термоусадки.
Должно получиться примерно так(фото не мое) 
Или если мотать на стержне то просто в ряд,как пружинка.
Чем запитать схему?любой источник напряжения 10-15 вольт.В моем случае это трансформатор мощностью 100вт.Работает как от постоянного тока так и от переменного,поэтому я подключил прямо к обмотке трансформатора через концевик.
Если у кого нет трансфа,можно на первое время и от авто-мото аккумулятора запитать.
Если планируете для аллюминия со сварочным трансформатором использовать,то можно на этом трансформаторе дополнительную обмотку намотать на 12 вольт.Возьмите простой првод сечением 1-2 квмм,типа сетевого шнура,только 1 жила и намотайте 10-20 витков прямо на сварочном трансформаторе поверх его обмоток.Количеством витков подбирается нужное напряжение.
Выключатель–лучше всего испольхзовть педальку.Если подключать напрямую от кнопки горелки,то нужно автореле для развязки и доп. обмотка питания.Схему уже начинает усложняться.У меня так сделано.
Если надо то нарисую более сложную схемку с развязкой через реле и клапанами с задержкой подачи газа.
Обмотку трансформатора связи и вашего сварочника нужно сфазировать.Если подключено правильно,то при нажатии на кнопку/педальку дуга(силовая) зажигается мгновенно.Если не правильно,то тонкая высокочастотная искра тянется а силовая дуга зажигается неохотно,с более близкого расстояния.Для проверки фазировки просто поменяйте концы любой из обмоток местами.
ОЧЕНЬ ВАЖНО СДЕЛАТЬ ЦЕПЬ ЗАЩИТЫ СВАРОЧНИКА/ИНВЕРТОРА.
Именно это и было одной из загвоздок.Изначально я хотел превратить свой простой инвертор в тиг сварку,а без осцилятора это було очень геморно.Потом я долго не мог найти схему защиты инвертора от пробой высоким напряжением.
Попалась инструкция от “заводского” осцилятора где приведена схема защиты инвертора.Она так же подойдет и для обычного сварочика
по этой ссылке п9.1 описана схема защиты инвертора.Без нее инвертор крякнет за секнду.С ней все работает,я лично проверил https://docviewer.yandex.ru/. ;c=586ce6e99531
все компоненты покупаются в радиомагазине менее чем за 50 рублей.
При работе с нержавейкой(постоянный ток)достаточно поджеч дузу и отпустить кнопку/педальку.
На переменке нужно постоянно удерживать кнопку для поддержания дуги.
Если нужна более навороченная схема с клапанами и релюхой развязки,то нарисую.
Фотки тоже выложу по просьбе заинтересованных.
Самое главное,что для многих катушка поджига может оказаться дефицитным элементом.ЕЕ можно заменить простой бобиной от жигулей+реле стартера+2 конденсатора.Данную схему тоже приведу по просьбе.
Как модернизировать инвертор для сварки аргоном
Сварка цветных металлов и сплавов — сложная операция даже для опытного мастера. Кто хоть раз стыкался с необходимостью сваривания алюминия или титана, тот знает цены на эти услуги. Часто они столь высоки, что от сварки приходится отказываться и покупать новую деталь или менять целый узел. Но чаще всего, 80-90% цены — это не стоимость оборудования, а оплата услуг сварщика.
Не хочу утверждать, что сварка аргоном, а именно она применяется в этом случае, очень сложна и сильно отличается от сварки ММА. Да, она несколько сложнее в техническом плане и требует определенных навыков, но если вы освоили сварку покрытым электродом, то, после небольшой практики, сможете варить и аргоновой сваркой ТИГ.
Закономерный вопрос — где взять аппарат? Решить его можно двумя путями — купить инвертор с режимом TIG или переделать свой аппарат. Аргонная сварка из инвертора своими руками — вполне решаемая задача даже в условиях личного гаража, не говоря уже о мастерской или металлообрабатывающем цехе.
Особенности аргоновой сварки
Сварка в аргоновой атмосфере отличается от обычной ММА такими особенностями:
- производится при постоянном обдуве аргоном;
- ток может использоваться как переменный, так и постоянный (обратной полярности);
- необходимо использовать вольфрамовый электрод;
- без присадочной проволоки варить можно только особо тонкие листы;
- для розжига дуги необходим осциллятор;
- техника проводки электрода имеет определенную специфику.
Рассмотрим все пункты по отдельности. Может показаться, что они напрямую не относятся к теме, как из обычного инвертора сделать профессиональную аргоновую сварку, но, зная эти тонкости, станет легче учесть все особенности аппарата и технологии.
Схема аргонной сварки:

Зачем нужен аргон
Этот элемент (Ar) входит в группу (18) инертных (можно посмотреть в периодической таблице) газов, которые в обычном состоянии практически не взаимодействуют с большинством веществ, включая металлы, кислоты, соли и щелочи. По распространенности в природе он находится на третьем месте после кислорода и азота, что определяет его достаточно невысокую цену по сравнению, например, с гелием.
Практические свойства при сварке определяет его вес — он тяжелее азота и кислорода более чем в два раза, появляясь в зоне сварного шва, он попросту вытесняет эти газы и окутывает ванну, не допуская возникновения химических реакций окисления. Этот факт необходимо учитывать при сварке на открытом воздухе — сильный или умеренный ветер может ухудшить качество сварки.
Сварочный ток
Электрический ток напряжением 30-80 В и силой 20-200 А — диапазоны, применяющиеся при сварке цветных металлов в инертной атмосфере. Выбор параметров тока производится согласно специальных таблиц и зависит от диаметра электрода и толщины свариваемого металла. Правильно выбрав характеристики тока, вы сможете выполнить самый сложный шов даже на самодельном аппарате.
Электрод
Вольфрамовый остро заточенный стержень, использующийся в роли электрода удобен тем, что:
- он не плавиться (Т плавления выше 3000 0 С, даже при красном калении он не размягчается) при температурах сварки цветных металлов;
- позволяет получить очень тонкую дугу, дает возможность формирования компактного шва;
- испарение электрода составляет не более 0,01 грамма на 1 м шва.
При этом промышленность выпускает такие электроды в более чем 25 видах, выбрать нужный не составит особого труда.
Присадочная проволока
Дополнительный материал, который при сварке плавиться электрической дугой и заливает шов. При застывании он образует монолитное соединение. На особо тонких листах проволока практически не нужна, но для сварки объемных деталей она необходима.
Материал проволоки выбирается в соответствии со свариваемым металлом: для алюминия — алюминиевая, для нержавейки — из легированной стали определенной марки.
Осциллятор
При сварке постоянным током вольфрамовым электродом довольно сложно разжечь электрическую дугу. Если выполнять эту операцию касанием, как при сварке ММА, то возможно пригорание электрода, проплавление металла, приварка части материала к острию электрода и прочие неприятности.
Осциллятор — специальный аппарат, который вырабатывает высокочастотный ток для подачи импульса розжига. В дальнейшем он периодически генерирует поддерживающие импульсы, стабилизирующие дугу и позволяет сварщику уверенно работать как при постоянном, так и при переменном токе.
Перед тем, как сделать полноценную аргоновую ТИГ сварку самому, необходимо купить осциллятор, например УВК 7, или собрать его самостоятельно по одной из схем:


Но практика показывает, что осциллятор заводского изготовления работает намного надежнее. А цена его не столь высока, чтобы тратить неделю времени на поиск деталей, сборку и настройку самодельного устройства.
Тем более, что заводской осциллятор подключается очень просто практически к любому аппарату инверторного или трансформаторного типа — достаточно при помощи специальных разъемов навесить его на сварочные электрокабели. Он работает параллельно с аппаратом и на сварочный ток влияния не оказывает, поддерживая только стабильность дуги.
Но при покупке осциллятора следует учесть, что некоторые модели работают при напряжении холостого хода от 40 В. Если вы собрались вести сварку при U= 28-30В, то генератор импульса может не сработать.
Техника сваривания
К конструкции аппарата отношение имеет косвенное, но в виде справочной информации необходимо знать, что при сварке ТИГ используется максимально короткая дуга — около 2 мм. Электрод ведется только прямолинейно, не осуществляя характерных для ММА движений перпендикулярно направления шва в двух плоскостях.
Этим достигается две цели — поток аргона не уходит из зоны сварочной ванны и не позволяет ей окислиться и появляется возможность выполнения очень тонкого шва, практически незаметного на поверхности металла.
Самодельный аппарат ТИГ на инверторе
Основными частями такой установки являются:
- инвертор с возможностью сварки ММА;
- горелка TIG;
- баллон с аргоном;
- манометр;
- осциллятор;
- соединительные шланги и кабели.
Собрать их нужно в соответствии со следующей схемой:

После настройки параметров тока, включить инвертор, подготовить металл и начинать сварку.
При выборе составных частей аппарата особое внимание следует уделить сварочной горелке. Промышленность производит их очень много разновидностей, рассчитанных на разные диаметры электродов и величину сварочного тока. Для бытового применения, а именно так и используются самодельные аппараты, нужно выбирать горелку, рассчитанную на минимальные диаметры вольфрамового стержня и токи до 200 А.
На максимальных параметрах работать все равно не придется, а переплачивать вдвое за горелку промышленного уровня нет смысла. Многие сайты интернета рекомендуют сделать горелку самостоятельно. В принципе, это возможно. Но если купить все детали и собрать самостоятельно, то по стоимости она сравняется с заводской, а по качеству сборки и возможности регулировок и настроек будет хуже на порядок. В этом случае остается только успокаивать себя тем, что горелка сделана своими руками.
Можно сделать вывод, что переделка инвертора ММА в установку ТИГ не требует вмешательства в работу самого аппарата — необходимо только докупить периферию и правильно все собрать. По сравнению с покупкой инвертора, в котором предусмотрен режим TIG, это обойдется почти вдвое дешевле.
О собственном опыте трансформации инвертора в аппарат TIG редакция предлагает поделиться на страницах сайта. Нас и наших читателей интересуют советы и личные разработки практиков. Пишите нам, самые интересные разработки будут опубликованы под именем автора.
Как правильно варить алюминий аргоном
Есть несколько способов неразъемного соединения этого капризного материала, у каждого есть достоинства и недостатки. Но надежные и эстетичные швы, не требующие дополнительной обработки, создаются только сваркой алюминия аргоном. Успешность работы определяется правильностью выбора оборудования, расходных материалов и знания нюансов метода.

Особенности сварки алюминия аргоном
Выполняя работу нужно учитывать неординарность характеристик этого металла:
- Из-за повышенной химической активности поверхность алюминия при контакте с воздухом быстро покрывается оксидной пленкой. Она плавится при температуре более 2000⁰C, а металл — 660⁰C. Если твердые кусочки пленки попадут в шов, его прочность уменьшится.
- При сварке алюминия трудно контролировать процесс, так как его цвет не меняется после расплавления.
- Материал гигроскопичен, поэтому впитывает атмосферную влагу, которая при нагреве испаряется с поверхности, снижая качество соединения.
- Из-за высокого коэффициента линейного расширения место соединения при остывании может деформироваться и растрескаться. Для компенсации усадки сварка аргоном проводится с повышенным расходом проволоки или модифицируют шов.
- Если неправильно настроить расход газа при выполнении аргоновой сварки алюминия, он вспенивается при недостатке, а избыток затрудняет сформировать шов.
Необходимое оборудование и материалы
Для работы потребуется аппарат выдающий переменный ток, поскольку сварку алюминия постоянным током аргоновым методом провести не получится. Оптимальным вариантом будет инвертор с режимом тиг и набором опций, позволяющих:
- бесконтактно зажигать дугу;
- заваривать кратер на конце шва;
- регулировать баланс тока;
- устанавливать период времени, в течение которого продолжается подача аргона после отключения дуги.
Чтобы снизить расход газа для сварки алюминия нужно обзавестись горелкой с газовой линзой (цангодержателем), внутри которой помещена сетка. При проходе аргона через ячейки улучшается защита места сварки при меньшем расходе. Для установки линз выпускаются сопла нескольких диаметров, чем больше размер, тем надежнее защита.
Сварка проводится универсальным вольфрамовым электродом (AC/DC) любой окраски или специализированным для работы переменным током (AC) зеленого цвета. Конец заостряется, но оставляется притупление. После розжига дуги он станет похожим на каплю. Чтобы вольфрам не перегревался, электрод вставляют в сопло с вылетом 3 — 5 мм. При работе он загрязняется алюминиевыми брызгами, тогда конец снова заостряют.
Так как у алюминия высокая скорость плавления присадочная проволока должна быть диаметром не меньше толщины деталей, чтобы успевать продвигать ее. Она может подаваться вручную или механизмом полуавтомата. Работая с чистым алюминием, чаще всего выбирают проволоку №5356, а со сплавами — №4043, с добавлением кремния.
Для tig сварки алюминия требуется чистый газ аргон с концентрацией 98 — 99%. Поэтому покупать его нужно у надежных продавцов. Редуктор и манометры лучше выбрать импортные, поскольку они позволяют точнее настраивать расход, чем отечественные модели.
Настройка аргонового аппарата
Сначала настраивается расход газа в диапазоне 6 — 12 л/мин по манометру, который ближе к шлангу. Работая в помещении, значение устанавливается в 1,5 раза меньше чем на улице. Завышенный расход создает турбулентные завихрения, которые газ смешивают с воздухом, снижая тем самым надежность защиты зоны сварки.
В зависимости от толщины заготовок настройку аппарата для сварки аргоном по току проводят по таблице:
Толщина металла, мм
Величина тока, А
Диаметр электрода из вольфрама, мм
Для алюминия устанавливается полярность 50/50. Однако при работе с чистым металлом для получения тонкого шва и меньшего разогрева электрода регулятор баланса тока сдвигают в сторону отрицательных значений. Для сплавов лучше пользоваться положительным диапазоном, но не увлекаясь. Переменный ток с большой положительной полуволной губителен для электрода.
Время затухания дуги при заваривании кратера, в зависимости от толщины заготовок устанавливается 2 — 4 секунды. Продолжительность подачи аргона после завершения сварки 3 — 5 секунд.
Подготовка деталей к сварке
Прежде чем начинать сваривать детали их очищают от грязи и жира любым растворителем. Оксидную пленку удаляют щеткой с металлическим ворсом или напильником. Использование абразивного инструмента нежелательно. Крупинки, оставшиеся в царапинах, попадут внутрь шва, что не лучшим образом скажется на его качестве. С кромок толстого алюминия (больше 4 мм) снимают фаски под углом 45 — 65⁰.
Для удаления влаги заготовки подогреваются до 150⁰C. Для снижения риска прожога тонкого металла до нуля под заготовки подкладывают стальные или медные пластины. Они улучшают отвод тепла, что позволяет ускорить процесс, за счет чего экономится энергия и газ. Сварку в среде аргона проводят сразу после подготовки, чтобы алюминий не успел окислиться.
Процесс сварки алюминия аргоном: пошаговая инструкция
Главным для начинающих, осваивающих эту технологию, является строгое выполнение несложных правил:
- Для создания ровного шва заготовки предварительно прихватываются с обеих сторон.
- Присадочную проволоку подают после появления сварочной ванны. Важно не промедлить, чтобы не прожечь в металле дырку.
- При сваривании алюминия аргоном длину дуги выдерживают на уровне 3 мм.
- Электрод располагают под углом 80⁰, а проволоку перпендикулярно к нему. Для предотвращения разбрызгивания алюминия ее подают плавно, без рывков.
- Если сваривается тонкий алюминий, электрод ведут вдоль стыка без поперечных движений. При работе с заготовками толще 3 мм допускаются зигзагообразные колебания.
- Технология сваривания аргоном предусматривает движение проволоки перед электродом.
- Шов завершается нажатием кнопки на аппарате, которая включает таймер затухания дуги.
- Положение горелки не меняют до окончания продувки аргоном.
- У правильно сделанного шва поверхность получается ребристой без пор и трещин.
Освоив технологию аргонодуговой сварки алюминия можно неплохо зарабатывать. За 1 см такого соединения платят 45 и более рублей. Но чтобы стать востребованным специалистом придется сначала потренироваться, чтобы научиться создавать надежные швы.
Как сделать сварочный осциллятор для алюминия своими руками: схема
 При работе с заготовками из алюминия или высоколегированных марок стали часто возникают сложности с розжигом дуги. Причина – наличие поверхностной оксидной пленки, ухудшающей контакт неплавящегося электродного стержня с материалом детали.
При работе с заготовками из алюминия или высоколегированных марок стали часто возникают сложности с розжигом дуги. Причина – наличие поверхностной оксидной пленки, ухудшающей контакт неплавящегося электродного стержня с материалом детали.
Для устранения такой проблемы предназначен сварочный осциллятор, способствующий моментальному формированию дуги и поддерживающий ее устойчивость.
Принцип действия прибора
При сопряжении цветных металлов применяются аргонодуговые агрегаты и вольфрамовые электроды, подплавляющие кромки и создающие защитную ванну. Изделия из нержавейки и алюминия соединяются посредством агрегатов инверторного типа.
В обоих случаях имеется проблема – трудности с первоначальным образованием дуги. Для цветных металлов применяется постукивание стержнем по изделию, но при этом образуются следы от прилипания и трещины, требующие удаления. Применение осциллятора позволяет избавиться от таких проблем при соединении аргоном.
При работе с тонкостенными заготовками на низких токах дуга периодически тухнет, ее вторичное формирование требует затрат рабочего времени. Здесь также используется осциллятор с целью устранения проблемы.
Приборы собираются по различным схемам, но каждый из них нужен для образования дуги промеж заготовкой и стержнем на удалении порядка 5 мм. Осциллятор располагают в интервале от аппарата до горелки.
Оборудование функционирует таким образом:
- изменение поступившего напряжения в непродолжительные высокочастотные импульсы;
- суммирование импульсов и сварного тока с целью улучшения розжига.
Из чего состоит?
Осциллятор для сварки входит в схему промеж выпрямителем (либо трансформатором) и электродным держателем. Конструкция большинства моделей включает такие элементы:
- блок для выпрямления напряжения;
- накопительный блок для зарядки от конденсаторов;
- питающий блок;
- блок, генерирующий импульс;
- узел управления;
- газовый клапан (в аргоновых приборах);
- повышающее трансформаторное устройство;
- измеритель напряжения.
Какие бывают?
Осцилляторы выпускаются таких типов:
- непрерывной работы;
- импульсного типа;
- с конденсаторами.
Какой именно применить прибор определяется от характера производимых работ и подлежащих свариванию заготовок.
Непрерывного действия
Осцилляторы этого типа к выходному току прибавляют высокочастотный ток (150-250 кГц) со значительным напряжением (3-6 кВ). Дуга поджигается без соприкасания нержавеющей либо алюминиевой детали со стержнем. Горение стабильное при низком токе, что достигается повышенной частотой тока, приходящего от сварочного аппарата с осциллятором.
В схеме осциллятора для сварки алюминия своими руками предусматривается параллельное либо последовательное включение прибора. Второй вариант предпочтительней, потому как не предусматривает по причине ненадобности предохранения от напряжения.
Импульсный
Устройства импульсного типа применяются преимущественно для соединения переменным током.
Помимо начального формирования дуги, приборы требуются для ее поддерживания при переменах полярности. Осцилляторы непрерывного принципа работы не имеют подобных функций, что влечет снижение качества.
C накопительными конденсаторами
Для формирования дуги без соприкасания также используются приборы с конденсаторами, собирающими заряд от заряжающего оборудования. При необходимости вторичного поджига конденсаторы разряжаются, а высвободившийся ток переходит к дуге.
Как устроен?
Напряжение, пропускаемое сквозь обмотку повышающего преобразователя, проходит по контуру и выполняет зарядку конденсатор. По достижении требуемой емкости выполняется разрядка и пробой, вызывающий КЗ контура. По этой причине возникают резонансные волны, создаваемые высокочастотным током, проходящим обвязки и конденсатор защиты, в итоге попадая к дуге.
Условия эксплуатационного использования и меры предосторожности
При задействовании осциллятора нужно соблюдать простые правила, следование которым повышает безопасность.
- Устройства можно применять при сваривании в цехах и на открытых производственных площадках.
- При атмосферных осадках использование осциллятора не допускается – это может повлечь порчу и необходимость ремонта прибора.
- Работу разрешается выполнять в температурном диапазоне от -10 до 40°С, влажности воздуха до 98% и давлении атмосферы 85-106 кПа.
- Нельзя задействовать прибор в пыльных и загазованных цехах.
- Работа с аппаратом для сварки должна выполняться только при наличии заземления.
- До проведения работ нужно удостовериться в правильности подключения устройства, исправности контактов.
- Снятие кожуха с осциллятора допускается только после отключения его от сети.
- Рабочую поверхность прибора следует содержать в чистоте. При образовании нагара покрытие зачищается мелкой наждачкой.
Как изготовить своими руками?
Как уже отмечалось, посредством осциллятора осуществляется формирование дуги без необходимости соприкасания электродного стержня и подлежащей свариванию заготовки, удержание стабильности горения.
Такие функции прибора возможны за счет накладки на приходящий ток высокочастотного тока со значительно большей величиной напряжения. Задействуются осцилляторы, как правило, для соединения заготовок, изготовленных из алюминия.
Для сборки сварочного осциллятора своими руками предназначена схема, распространенная из-за своей простоты. Основной частью этой схемы считается трансформаторное устройство, увеличивающее напряжение с поступающих 220 В до 3 кВ. Самой большой проблемой сборочных работ считается разрядник, используемый для прохождения электрической искры высокой мощности.
Также важная деталь – контур колебаний, в который в обязательном порядке включается блокирующий конденсатор. Этот контур, содержащий помимо конденсатора еще и разрядник с индуктивной катушкой, помогает решить главную задачу устройства – формирование высокочастотных затухающих волн. Данные импульсы облегчают поджиг дуги и содержат ее в устойчивом состоянии.
Как изготавливаемый в заводских условиях, так и смонтированный самостоятельно прибор может выполняться по двум схемам – импульсного и непрерывного типа. Лучшим считается задействование осциллятора импульсного типа, позволяющего обеспечить быстрое и легкое первичное формирование дуги, удержание стабильности ее горения на непостоянном токе на протяжении всего времени пользования.
Непрерывный тип приборов считается не настолько эффективными. В их состав нужно включать приборы, предохраняющие от воздействия увеличенного напряжения.
В качестве управляющего блока служит кнопка, позволяющая совместно выполнить включение и подать защитную газовую среду в зону сваривания двух элементов. Сами импульсы высокой частоты, из-за которых обеспечивается эффективное проведение сварочных работ, вырабатываются высоковольтным трансформирующим оборудованием и разрядником.
Элементы на выходе такого прибора – пара контактов: минус и плюс. Первый подключается с подлежим свариванию изделиям, а второй, выходящий от высоковольтного преобразователя – к горелке сварочника.
Главное, что нужно учесть при изготовлении и применении самостоятельно собранного осциллятора – это правила безопасности, предъявляемые к работам с установками, подключаемыми к электросети. При соблюдении данных правил важно неукоснительно соблюдать электрическую схему и порядок ее сборки, применять для изготовления только оптимально подходящие по своим параметрам элементы.
Как сваривать скрутки
При производстве электромонтажных работ, в частности при устройстве, ремонте или замене электропроводки, невозможно обойтись без соединений проводов. Они обязательно встречаются в распределительных коробках, к ним прибегают при замене неисправного участка цепи.
Одним из видов надежного неразъемного соединения является сварка скруток, когда провода вначале скручивают, а затем сваривают.
Особенности соединений
Существует довольно много способов соединить провода – при помощи винтовых и самозажимных клемм, обжимных гильз, болта и гайки (через шайбу). Но чаще всего, концы проводов соединяют скруткой, то есть попросту скручивают.

Все перечисленные способы имеют один существенный недостаток. Даже при соблюдении правил и технологии производства работ, площадь зоны контакта двух проводников оказывается меньше рабочего сечения жилы.
При достаточно высокой нагрузке (не превышающей, тем не менее, допускаемую) место контакта будет нагреваться. Что может привести к расплавлению изоляции, короткому замыканию, пожару.
 Скрутки имеют преимущество перед другими видами соединений, так как у скруток можно повысить площадь контакта проводов. Для этого достаточно пропаять концы жил в скрутке или сварить их.
Скрутки имеют преимущество перед другими видами соединений, так как у скруток можно повысить площадь контакта проводов. Для этого достаточно пропаять концы жил в скрутке или сварить их.
Соединение пайкой достаточно трудоемко. А если учесть, что распределительные коробки, как правило, находятся на уровне 2,3-2,5 метра от пола, работы выполнять очень неудобно.
Ведь помимо паяльника, необходимо иметь при себе припой, и иногда еще и флюс. И все это на высоте. К тому же, чтобы соединение получилось качественным, его необходимо прогреть в течение довольно длительного времени, что тоже не ускоряет процесс работы.
Преимущества способа
Сварка скрутки является более технологичным видом соединения. Она выполняется быстрее, к тому же не требуется никакой присадочный материал. Оплавляемые концы скрученных проводов образуют прочное соединение, не подверженное электрохимической коррозии.
Для сварки потребуется дополнительное оборудование, и это – единственный недостаток. При отсутствии специального сварочного аппарата для сварки скруток, можно воспользоваться инверторным сварочным аппаратом, а можно изготовить такой аппарат своими руками.
Особенностью сварки скруток является то, что она проводится угольным неплавящимся электродом, который для удобства лучше заточить под конус.
Технология процесса
 Концы свариваемых проводов перед соединением необходимо очистить от изоляции на 7-8 см. После этого их скручивают и обрезают так, чтобы длина скрутки была около 5 см. Около изоляции на нее устанавливают теплоотвод, в качестве которого можно использовать электрический зажим типа «крокодил».
Концы свариваемых проводов перед соединением необходимо очистить от изоляции на 7-8 см. После этого их скручивают и обрезают так, чтобы длина скрутки была около 5 см. Около изоляции на нее устанавливают теплоотвод, в качестве которого можно использовать электрический зажим типа «крокодил».
Далее на провода подается «масса» и кратковременными касаниями электродом конца скрутки, возбуждается дуга, которая и оплавляет медные жилы. Время действия дуги не должно превышать 1-2 с, иначе скрутка сильно разогреется, изоляция может оплавиться.
В результате сварки, на конце скрутки должен получиться однородная застывшая капля металла в форме шара. Остывшее соединение изолируют любым допустимым способом. На данный момент популярна термоусадочная трубка, которую предварительно надевают на один из проводов.
Использование инверторного аппарата
 Для сварки скруток можно использовать сварочный аппарат инверторного типа. Преимущества таких аппаратов в том, что при относительно малом весе они обладают значительной мощностью сварки, при этом потребляя небольшое количество электроэнергии.
Для сварки скруток можно использовать сварочный аппарат инверторного типа. Преимущества таких аппаратов в том, что при относительно малом весе они обладают значительной мощностью сварки, при этом потребляя небольшое количество электроэнергии.
Это позволяет использовать инверторные аппараты, подключив их к бытовой сети переменного тока, не опасаясь возникновения скачков и падений напряжения. Инверторы обеспечивают отличные параметры выходного тока, что позволяет поддерживать ровную и мощную дугу.
Значение тока может различаться в зависимости от материала жилы и сечения. Так, как в настоящее время алюминиевые кабели с алюминиевыми жилами не используются для устройства внутренней электропроводки, параметры сварочного аппарата можно подбирать, исходя из требований к сварке медных жил.
Примерные требования таковы:
- для сварки двух проводов сечением 1,5 мм² необходимо значение тока 70-75 А;
- скрутку трех таких проводов сваривают током 80-90 А;
- два-три провода сечением 2,5 мм² нужно сваривать током 80-100 А;
- три-четыре таких же провода соединяются при использовании тока 100-120 А.
Из-за высокой стоимости инверторных сварочных аппаратов, приобретать их для выполнения только сварки скруток нерентабельно. Если использовать некоторые детали, которые можно без труда приобрести или извлечь из старых электроприборов, изготовить устройство для сварки скруток своими руками не представит особого труда.
Самодельный аппарат
 Главным компонентом при сборке аппарата для сварки скруток является трансформатор мощностью не менее 600 Вт, с выходным напряжением 12-36 В. Он должен обеспечить такое напряжение при подключении питающего напряжения 220-230 В.
Главным компонентом при сборке аппарата для сварки скруток является трансформатор мощностью не менее 600 Вт, с выходным напряжением 12-36 В. Он должен обеспечить такое напряжение при подключении питающего напряжения 220-230 В.
При сборке аппарата необходим прочный металлический корпус подходящих размеров, в котором необходимо предусмотреть возможность установки предохранителя или автоматического выключателя номиналом 16 А.
Питающее напряжение на трансформатор должно подаваться кабелем с медными жилами и сечением не менее 1,5 мм². Лучше использовать для этого кабель типа КГ 3х1,5 с резиновой изоляцией. Корпус прибора и сердечник трансформатора необходимо подключить к заземляющему проводнику.
Для соединения трансформатора с контактом «массы» и держателем используются два провода с сечением 10,0 мм², например КГ 1х10. Длина их должна быть как можно меньшей, что бы избежать потерь тока. Держатель можно использовать от любого сварочного аппарата, отслужившего свой срок.
Угольный электрод можно сделать, разобрав старый элемент питания 373. Сердечник, он же положительный электрод, подойдет для этой цели, как нельзя лучше.
Если такой сердечник заполучить не удастся, можно приобрести в магазине угольные щетки для электродвигателей, применяемых в электроприборах или электроинструментах. Щетка зажимается в держатель и затачивается в форме конуса.
В качестве «массы» удобно использовать плоскогубцы, соединив одну их ручку с трансформатором проводом КГ 1х10. После этого ручки необходимо изолировать. Такое устройство позволит удобно держать скрутку во время сварки. Одновременно плоскогубцы выполнят и роль теплоотвода.
Меры безопасности
Сварка скруток самодельным прибором по эффективности не уступает сварке инверторным аппаратом. При производстве работ необходимо обязательно учитывать вредные факторы, которые появляются при обычной сварке.
Необходимо использовать щитки со светофильтрами для защиты от ультрафиолетового излучения, перчатки и одежду из несгораемого материала. Кроме того необходимо предусмотреть соблюдение противопожарных мер.
Правильное использование оборудования и соблюдение технологии, а также мер безопасности при работе со сваркой, позволит получить надежное соединение кабелей. В конечном итоге повышается надежность всей электропроводки и увеличивается срок ее безаварийного использования.
Как сделать аппарат для сварки медных скруток своими руками
Главным требованием, предъявляемым к соединению электрических проводников, является неизменность его качества в течение длительного времени. Требуемую надежность способен обеспечить специальный сварочный аппарат, которым создается монолитное соединение. Однако одноразовую работу можно выполнить самодельным трансформатором для сварки медных проводов своими руками.

Требования к самодельному сварочному аппарату
Для создания качественных соединений сварочный аппарат для сварки медных проводов должен быть:
- Безопасным в эксплуатации. Все элементы, находящиеся под напряжением, нужно надежно заизолировать.
- Мощностью не менее 0,6 кВт, чтобы не было перегрева трансформатора.
- Длина сварочных проводов не больше 3 — 4 метра, иначе из-за их сопротивления не хватит тока для сварки скруток.
- Легким и удобным для переноски.
- Укомплектован удобными зажимами электрода и свариваемых проводов.
Что понадобится для самодельной конструкции
Чтобы самостоятельно собрать аппарат для сварки медных проводов потребуются:
- Самодельный или покупной трансформатор с напряжением на вторичной обмотке 10 — 30 В, способной выдавать ток 60 — 80 А.
- Держатель типа «крокодил» для фиксации электрода. Вместо него можно использовать иной, обеспечивающий надежное крепление.
- Двужильный кабель с вилкой для подключения к розетке электросети.
- Теплоотводящий зажим для скрученных проводов.
- Сварочные медные жилы сечением не меньше 10 мм².
- Графитовый или угольный электрод.
Процесс изготовления
Самодельный аппарат для сварки медных проводов можно собрать в пластиковой коробке нужного размера. Если готовый трансформатор с требуемыми параметрами найти не удалось можно сделать его своими руками из снятого со старой бытовой техники. Например, с отслужившей микроволновки. Вторичную обмотку удаляют, на ее место наматывают новую одним или несколькими параллельными проводами общим сечением не меньше 6 мм². Поскольку процесс сварки длится несколько секунд этого достаточно для нечастого ремонта и замены участков домашней электропроводки. Если предстоит сваривать непрерывно много скруток сечение нужно увеличить до 10 мм².
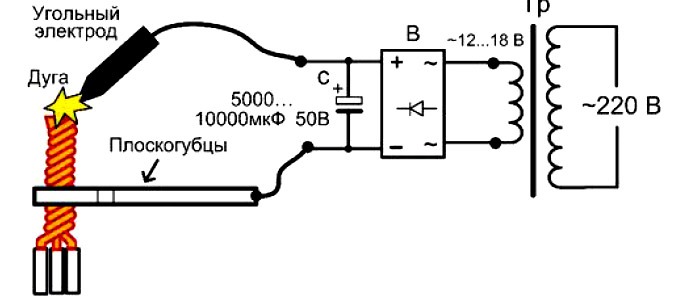
Вместе с трансформатором в кожух устанавливают автоматический выключатель на 16 А для защиты от коротких замыканий и перегрузки. Он также удобен для оперативного отключения сварочного аппарата при перемещениях во время монтажа электропроводки в доме или квартире. Сечение медных жил кабеля для подключения питания должно быть не меньше 4 мм². Для удобства эксплуатации на переднюю стенку кожуха устанавливают индикаторную лампочку зеленого цвета. Там же располагают 2 винтовые клеммы. Изнутри к ним присоединяют провода от вторичной обмотки трансформатора, а снаружи подключают сварочные жилы.
В качестве электрода можно использовать угольный стержень от батарейки, но лучше графитовую щетку от электродвигателя. В ней просверливают несколько неглубоких отверстий под скрутки разного диаметра. Они удержат каплю меди от соскальзывания, что часто случается при использовании стержня от батарейки.
Теплоотводящий зажим для скрутки обычно делают из старых плоскогубцев, прикрепляя к одной из ручек сварочную жилу. Ее конец стачивают, надевают и припаивают медную гильзу, а к ней провод. Сверху на ручки надевают изоляционные термоусадочные трубки. Для плотного охвата скруток в губках плоскогубцев делают отверстия разного диаметра.
Для удобства транспортировки на кожух сверху крепят ручку, например, дверную.
Снизу прикручивают ножки от радиоаппаратуры. Если последовательно с электродом включить дроссель сварка станет мягче. На большие аппараты для сварки проводов большого сечения устанавливают регулятор тока. При желании его лучше купить в виде отдельного блока, так как сделать самостоятельно, не разбираясь основательно в электронике, не удастся.
Технология сварки медных скруток самодельным аппаратом
С концов проводов на расстоянии 30 — 60 мм снимают изоляцию и зачищают до блеска. Затем их скручивают между собой в одном направлении. Чтобы провода были одинаковыми по длине, конец скрутки откусывают.
Закрепив скрутку в теплоотводящем зажиме, к ее концу прикасаются электродом и сразу же отводят на 0,5 — 1 мм. Образовавшаяся дуга плавит медь, которая образует каплю в виде шарика. После его образования сварку немедленно прекращают, иначе начнет плавиться изоляция проводов, а металл на шве станет пористым. После остывания оголенные концы обматывают изоляционной лентой или закрывают термоусадочной трубкой.
Если самостоятельно сделанный аппарат работает с электродом из графитовой щетки с ямками под скрутки, возникают трудности при их совмещении. Поэтому рекомендуется на держателе установить кнопку включения аппарата. Ее нажимают, когда скрутка вставлена в отверстие и отпускают после образования шарика, удерживая несколько секунд электрод на месте, чтобы медная капля не соскользнула.
Процесс сварки медных проводов протекает без брызг, но шарик расплавленной меди при неосторожном движении может соскользнуть на незащищенные участки тела. Поэтому не стоит пренебрегать защитными очками и перчатками, а одежду из плотной материи застегивать на все пуговицы. Перед работой нужно обеспечить хорошее проветривание помещения, так как электроды, особенно угольные, при нагреве дымят.
Сварочный аппарат для скруток
Сварочные работы выполняются при любом строительстве, ремонте, установке и настройке электротехнического оборудования, наиболее распространена сварка скруток из медных, алюминиевых проводов. И если иногда сварка может быть выполнена с помощью паяльника, когда температуры плавления металлов не высоки, то в большинстве случаев необходимо применять специальное сварочное устройство. Подобная аппаратура имеет весьма высокую стоимость, которая не окупится при единовременном использовании, поэтому покупка сварочного оборудования не очень рентабельна. Однако выход из данной ситуации есть – собрать аппарат для сварки скруток своими руками, для того, чтобы справиться с данной задачей необходимо не так уж и много сил и времени на подготовку.

Предназначение
Сварка проволоки из различных металлов также заменяется обычным скручиванием под давлением, опрессовкой, представляющей собой зажим металлических проводов в цилиндр под действием нагрузки, и так далее. Однако только сварка может обеспечить надежный контакт двух металлических проводов, а также исправную передачу электрического тока.
Технология процесса
Сварка проводов осуществляется в несколько этапов:
- Снятие оболочки и изоляции провода до металлической проволоки;
- Выполнение скрутки. Существует несколько способов правильной скрутки, найти их можно в интернете;
- После этого с помощью плоскогубцев или напильника обрезать скрутку, чтобы длина обоих проводов была одинакова, длина скрутки должна быть примерно 60 мм;
- Далее на скрутку надевается теплоотводящий зажим и с помощью угольного электрода производится сварка, на конце скрутки образуется маленький шарик сплавленного металла;
- После застывания скрутку можно заизолировать с помощью изоленты или термоусадочной трубки;
Таким образом, данную процедуру сможет осуществить каждый, в ней нет ничего сложного, главное – наличие исправного сварочного оборудования.
Необходимые материалы для создания
Аппарат для сварки медных или других скруток можно собрать самостоятельно, если имеется небольшой опыт в электротехническом оборудовании. Для осуществления процедуры необходимы следующие детали и инструменты:
- Трансформатор, который необходим для преобразовании напряжения переменного тока одной и той же частоты. Для сварки медных проводов трансформатор должен иметь мощность не менее 0,6 кВт, а также чтобы напряжение вторичной обмотки не превышало 30 В. Рекомендуемая толщина первичной медной обмотки трансформатора 2*0,75 мм и 6 мм дополнительного силового кабеля из алюминия;
- Зажимы «Крокодил», которые предназначены для фиксирования электрода, вместо них можно использовать любые другие фиксаторы, главное – чтобы электроды плотно и четко лежал в держателе;
- Угольный электрод, с помощью которого осуществляется процесс;;
- Кабели из алюминия, желательно;
- Регулятор напряжения;
- Провода с большой площадью сечения;
- Всевозможные инструменты (плоскогубцы, отвертки, пассатижи и так далее).
Процесс создания
Сварочный аппарат для сварки медных скруток лучше изготавливать опытным людям, тк неправильно подключение того или иного элемента может плохо сказаться на его работе. Процедура конструирования включает в себя следующие стадии:
- Необходимо найти кожух, в котором будет находиться главный элемент схемы – трансформатор, лучше всего использовать пластиковую коробку для уменьшения веса аппарата;
- Провод для питания необходимо подключить к трансформатору, необходимо выбирать провода с большой величиной площади сечения, чтобы избежать перегрева. Также желательно между трансформатором и проводом питания установить выключатель, которые будет служить для включения и выключения подачи тока, а также оказывать небольшое сопротивление;
- Провод для питания подключается к трансформатору с помощью клеммы;
- От клеммы трансформатора необходимо пустить два провода, также большой площади сечения, один будет служить как пустой контакт для фиксации скрутки, второй – держатель электрода, с помощью которого осуществляется сварка.
В качестве держателей, как уже было сказано выше, можно использовать большие зажимы «Крокодил», для пустого контакта будет достаточно обычных плоскогубцев. Провода для держателей лучше всего выбирать длинными, чтобы можно было осуществлять различные сварочные работы на потолке или стенах без переноса самого аппарата. На больших устройствах возможна установка дополнительного сопротивления, а также регулятора силы тока.
Требования к самодельному сварочному аппарату
Самодельный сварочник для скруток металлических проволок должен отвечать следующим требованиям, благодаря которым обеспечивается его эффективная и качественная работа:
- Безопасность для жизни человека. Все провода должны быть изолированы, так как в таких аппаратах сила тока достигает 60 А, а человеку для смертельного исхода достаточно лишь 1 А;
- Трансформатор должен выдавать мощность не менее 600 Вт;
- Провода держателей следует изготовить не слишком длинными, так как при увеличении длины провода увеличивается сопротивление и сила тока на конце падает, оптимальной длиной при трансформаторе 600 Вт будет 3-4 метра;
- Кожух конструкции должен быть прочным и легким, чтобы была возможность переноски;
- Зажимы для скруток должны быть удобными и комфортными, также желательно изготовить специальные держатели для них.
Преимущества использования
Сварочный аппарат для сварки скруток, созданный своими руками, имеет большое количество преимуществ по сравнению с промышленными моделями, например:
- Дешевизна. Все детали, входящие в конструкцию, можно купить в магазине электронной техники, их стоимость не очень велика. Поэтому создание подобного агрегата сэкономит изрядное количество денежных средств;
- Качество. Когда человек собственноручно создает свой сварочный аппарат, он выполняет все действия очень аккуратно и правильно;
- Легкость эксплуатации. Человек, который лично создавал и проектировал такой агрегат, будет разбираться в его устройстве;
- Небольшой вес и габариты. Промышленные модели подобно техники выполняются очень большими и тяжелыми;
- Компактность, при наличии кожуха аппарат прекрасно поместиться в шкафу.
Таким образом, самодельный аппарат для сварки скруток станет отличным решением проблемы соединения металлических проводов. Сварочный аппарат для скруток при правильном монтаже и эксплуатации прослужит своему хозяину более трех лет. Для того, чтобы разобраться со схемой подключения и принципом работы, не требуется много времени, осуществить такую работу, при должном уровне подготовки, сможет абсолютно каждый. Зачем переплачивать, если такой аппарат легко изготавливается вручную.
Аппарат для сварки скруток

При замене проводки все скрутки медных проводов лучше сваривать или пропаивать, такую сварку я видел даже на алюминиевых проводах в проводке дома 1960 года постройки. Уже тогда строители знали о сварке проводов. Как сделать аппарат для сварки медных скруток своими руками читайте далее.
Клеммы Wago
Многие наверняка скажут: А клеммы типа Wago на что? На дворе 21-й век!
Отвечаю сразу: поставил я эти “супер-клеммы” при замене проводки в квартире, а когда включил электрочайник – такая клемма у меня сплавилась, мне это очень не понравилось, я даже разобрал одну такую клемму и увидел, что там контакт очень тонкий.
Поэтому порой старая добрая скрутка будет надежнее всего этого современного “добра”!
Одно время конечно были хорошие клеммы тупиковые – вставляешь туда скрутку и винтиком затягиваешь – получается заизолировано и крепко зафиксировано – обалденная штука, но сейчас они полностью пропали из продажи. Обидно
Чем сварка медных проводов лучше пайки?


Паять медные провода тоже можно, но сопротивление оловянного припоя в десятки раз выше, чем у меди, все в принципе работает и на пайке, но при протекании больших токов, есть вероятность нагрева участка цепи с бОльшим сопротивлением. Хотя в большинстве случаев электрики этим пренебрегают.
В итоге я решил собрать аппарат для сварки медных проводов.
Конструкция аппарата для сварки скруток не окончательная, т.к. по советам хороших людей с форума Chipmaker.ru есть возможность еще улучшить этот аппарат.
Для чего нужен аппарат для сварки
Моими целями для данного аппарата было:
- сварка медных проводов при ремонте квартиры (алюминиевые варить не собираюсь), т.е. в пределах одной коробки в каждой комнате, поэтому длину проводов 3 метра я посчитал достаточной
- получить как можно более компактный аппарат для сварки скруток, поэтому я использовал корпус от БП компьютера и трансформатор от микроволновки, который сочетает в себе малый размер (немалый вес) и большую мощность.
Как собрать аппарат для сварки скруток своими руками



Итак, как собирался аппарат сварки проводов.
Я разобрал трансформатор от микроволновки, распилив его болгаркой по местам сварки. Я не буду описывать это процесс в подробностях, т.к. это делали уже многие и много раз, да хоть на YouTube можно видео найти.
В общем, транс был распилен, вторичная обмотка выкинута, намотана своя обмотка медным проводом на 6 мм кв., у меня влезло всего порядка 16 витков, то ли транс был маловат, то ли я не очень опытный мотальщик, ну да ладно, после включения транса в сеть, я получил напряжение 14 вольт, что нормально для такой сварки (нужно 12-24в). Затем я склеил сердечник транса эпоксидной смолой. На этом работы с трансформатором микроволновки были закончены.
Я установил его в корпус, также я установил туда 2 автомата на 16А (после опыта первой сварки, чтобы знать максимальный ток потребления, он оказался 11А).
Почему не поставил двухполюсник?
А собрал сварку проводов из того, что было под рукой. Мой девиз: Сначала используй, что без дела валяется, если конечно, это не портит конструкцию
Провода на выходе я использовал многожильные медные на 10 мм кв.
Один провод припаял к выводу графитовой щетки от мощного электродвигателя (на рынке можно найти за 20-30 руб. такую щетку). Держак для нее изготовил из ручки от напильника, в которую вставил деталь в форме заготовки ключа из куска стали 4мм, здесь, я так думаю как раз можно использовать ненужный ключ от квартиры, где деньги лежат
“Ключ” я нагрел и вставил его в ручку от напильника, изготовил хомут из тонкой жести и притянул им щетку к ручке. А также я притянул к держаку провод с помощью обычной стяжки (куда ж без нее в наши дни).
В графитовой щетке я просверлил две ямки разных диаметров скруток – так удобнее будет сваривать скрутки, чтобы капля меди не пыталась соскочить.
Второй зажим я сделал, как у всех – из ненужных плоскогубцев.
Провод к ним подсоединял так.
Снял одну ручку и сточил железную часть под круг на 10 мм, на него надел медную шину на 10 мм, в другой конец шины вставил провод и все это спаял с помощь флюса для черного металла, олова, паяльника и газовой горелки (сначала разогрел плоскогубцы горелкой, чтобы потом паять паяльником). Соединение получилось вроде прочное, ну а если отломится, потренируюсь еще раз в пайке Сверху надел 2 термоусадки, в итоге получилось аккуратно. В губках плоскогубцев просверлил 2 отверстия на 3 мм и 5 мм, чтобы было удобнее зажимать скрутку.
Провода с трансформатором соединил с помощью винтовых клемм на 30А кажется.
Спереди приделал индикатор питания зеленого цвета, в крышке корпуса пропилил окно для автоматов, на крышку корпуса внутри приклеил кусочки линолеума, чтобы она не дребезжала – это помогло. Ну и сделал ручку для удобной переноски аппарата из старой дверной ручки.
А внизу в штатные отверстия с резьбой прикрутил ножки от старой советской аппаратуры.
Преимущества и недостатки аппарата сварки проводов
- аппарат вполне хорошо варит, напряжения хватает для зажигания дуги и трансформатор от микроволновки не греется, но если у вас будет транс побольше, то лучше мотать вторичную обмотку проводом на 10 кв мм.
- аппарат получился очень компактный, хотя не скажу, что он легкий, т.к. трансформатор от микроволновки весит обычно 3-5 кг
- аппарату не хватает выключателя, т.к. трудно сразу попасть скруткой в ямку в графите. Удобнее было бы, сначала вставлять в ямку скрутку, а затем включать сварку, кнопку лучше расположить на держаке графитовой клеммы, думаю, я это реализую в будущем.
Полезные советы по сварке проводов
- Как сделать хорошую клемму – нужно использовать больший кусок графита, например щетку от мощного двигателя или щетку от троллейбуса, в ней сверлится несколько ямок. В эти ямки потом вкладывает скрутка и тогда капля будет ровной и красивой, а если варить электродом батарейки капля получается, но норовит соскочить вниз. А также электрод от батарейки прилично дымит и воняет, видимо, из-за различных примесей.
- Учитывайте что, при сварке медных скруток будет дым, запах гарью и графитовый электрод иногда загорается, так что сварку лучше производить с открытым окном.
- Лучше окунать скрутку в буру перед сваркой и не перегревать скрутку, т.к. начнет плавиться изоляция проводов и медь в месте сварки станет хрупкой.
- Не забывайте ровно откусывать концы проводов скрутки, чтобы они были одной длины.
- Если изготовить дроссель, то сварка будет более мягко варить (это я еще опробую).
В общем получил отличный аппарат для сварки скруток и море удовольствия от его изготовления.
А так ждите апдейтов этой статьи, т.к. аппарат еще будет дорабатываться.
Сварка медных проводов своими руками. Обзор аппаратов для сварки медных проводов

Важна ли сварка проводов?
Скрутка является очень распространенным видов соединения медных проводов и достаточно надежным. Сварка сильно улучшает качество скрутки, повышая ее надежность и долговечность.
Отзывы электриков-профессионалов и тесты электролабораторий говорят о том, что сварка скрутки — это гарантированно отличный контакт провода, не подверженный окислению и не требующий ревизий распаячных коробок с подтяжкой контактов.
В современном электромонтаже с использованием дорогих комплектующих электропроводки это очень важно. Ведь электрика — это и наука о контактах.Сначала рассмотрим варианты электроаппаратов для сварки скруток.
Разновидности сварочных аппаратов
Выделяются три основные группы сварочных аппаратов, которыми пользуются электрики (и не только) для соединения проводов в современном электромонтаже:• узкопрофильные сварочные аппараты для сварки скруток медных проводов, такие как ТС-700 и его аналоги российского и импортного производства;• инверторные сварочные аппараты общего назначения;
• сварочные аппараты собственного производства из понижающих трансформаторов.
Описание этих типов сварочных аппаратов, их особенности
Сварочные аппараты для сварки спайки медных электропроводов.
Сварочные аппараты заводского изготовления для электросварки медных скруток приспособлены только для электромонтажа проводов. Работать со скрутками ими очень просто.
Корпус аппарата компактный, с ремнем для переноски. Клавиша включения/выключения, питающий провод, провод массы с зажимом или фиксатором и провод держателя для электрода. Для них используются специальные угольные электроды для сварки медных проводов.
Такими аппаратами можно сваривать как жесткие, так и многожильные медные провода.
Это обычные инверторные сварочные аппараты, но ими можно сваривать и медные скрутки. Такие аппараты тоже удобны в переноске. Для соединения провода массы аппарата со скруткой лучше использовать какой-либо зажим. Так же, опытным путем надо подобрать оптимальное значение сварочного тока (от 60 до 110 А). Электроды используются медноугольные. Сварочный ток лучше постоянный.
Самодельные сварочные аппараты проводов
Это аппараты сделанные электриками-умельцами из различного рода понижающих трансформаторов. В общих чертах — это трансформаторы мощностью от 300 Вт до 800 Вт, с напряжением на вторичной обмотке от 9 В до 36 В. Провода на массу и держатель делают из нескольких проводов, чтобы было от 15 кв. мм. Электроды в этом случае, зачастую — это угольные стержни батареек.
Как свариваются скрутки проводов?
1. Нужно удалить изоляцию с проводов на 50-60 мм, сделать скрутку.2. Плоскогубцами или зажимами соединить скрутку с массой.3. Электродом за 1 сек. обварить конец скрутки до шарика на конце.
4. Остудить и изолировать скрутку.
Кто может сваривать медные скрутки проводов?
Теоретически — кто угодно, лишь было понимание электрики и электромонтажа. И все-таки, делать сварку скрутки медных проводов лучше профессионалу-электрику. Обратить внимание нужно на то, чтобы не спалить изоляцию проводов, чтобы скрутка была не коротенькой, а капля сварки, по возможности, без раковин.
Самой важной и ответственной составляющей монтажа и сборки систем электроснабжения является .
Качественные и надежные контакты в местах подключения элементов электрической сети, выполненные в соответствии, как этого требуют нормы Правил устройства электроустановок (ПУЭ), являются гарантом работоспособности, долговечности, а самое важное электро и пожаробезопасности. В этой статье мы расскажем, как выполняется сварка проводов в распределительной коробке своими руками.
Важно знать
Наиболее простым и быстрым способом решения вопроса о том, как соединить провода, принято считать , но в тоже время скрученные жилы представляют очень низкую степень надежности контакта.
Клеммники и обжимные устройства, повышают надежность монтажа, однако на несколько порядков уступают такому способу соединения, как сварка.
При подготовке к электромонтажу, взвешивая все «за» и «против», однозначно стоит отбросить сомнения и отдать предпочтение этому методу.
У людей, не сведущих в вопросах электромонтажа, бытует мнение, что данный способ соединения является недопустимо продвинутым технологическим процессом, требующим высочайшей квалификации исполнителя и использования сверхсложного оборудования. На самом деле, все очень просто и доступно. Произвести сварку проводов своими руками вполне по силам человеку, обладающему простейшими навыками обращения с электросварочным аппаратом в домашних условиях.
Вопрос очень актуальный для нашего времени, начиная с тех пор, как инверторные сварочные аппараты стали доступны для массового приобретения. Инверторный сварочник очень удобен и практичен, с низкой потребляемой токовой нагрузкой и приемлемой стоимостью, за что и заслужил популярность у домашних мастеров.
В качестве аппарата можно использовать самодельное устройство, выполненное на базе понижающего трансформатора. Для человека, обладающего знаниями и владеющего навыками в области электротехники, вопрос, не представляет большого труда.
Электромонтажные предприятия, специализирующиеся на сварке используют в своей работе специальные сварочные аппараты.
Что нужно для подготовить?
Помимо аппарата для производства сварочных работ следует подготовить и иметь в наличии все необходимое оборудование, материалы и инструмент. Свариваются провода при помощи угольных электродов. Для изготовления проводниковой продукции используется медь и гораздо реже алюминий.
Для информации, согласно последним требованиям ПУЭ, использование алюминиевых жил сечением меньше 16 мм 2 запрещено. В зависимости от того, что придется сваривать — алюминий или медь, подбирается состав флюса, предназначенного для химического растворения оксидной пленки, образующейся во время сварки.
В процессе подготовки концов проводников и по ходу работы понадобится нож и пассатижи, электроизоляционные материалы.
Кстати, альтернативный вариант — . О том, как правильно спаять жилы, читайте в нашей статье!
Особенности процесса
Прежде чем приступить к сварке электрических проводов, следует настроить аппарат.
Учитывая, что свариваемые проводники могут быть разного сечения, ток на аноде сварочного аппарата надо подбирать с таким расчетом, чтобы не вызывать перегрев соединяемых жил или залипание электрода в точке соединения.
Концы проводников необходимо зачистить от изоляции (оголенные жилы должны иметь длину 5 мм) и соединить их между собой, как это делается при скрутке.
Предварительно обработав скрученные оголенные концы флюсом, зажимаем их пассатижами и крепим к ним массу, электрод подносится к торцу скрутки, которая должна быть направлена вниз, и удерживается в таком положении в течение от 0,5 до 2 секунд.
Убедившись, что в точке контакта образовался медный или алюминиевый шарик, прекратить сварку. После того, как соединение остынет, произвести зачистку наждачной бумагой от флюса.
Перед нанесением изоляционного покрытия на сваренные провода рекомендуется обработать это участок растворителем с последующим покрытием электроизоляционным лаком.
Категорически запрещается производить соединение проводников, находящихся под напряжением. Перед началом работ, используя пробник, необходимо убедиться в его отсутствии. Для защиты глаз, кожи лица и рук от ожогов при работе обязательно использовать защитную маску и перчатки.
Технология сварки медных проводов инвертором предоставлена на видео:
Для алюминиевых проводов существует альтернативный вариант сваривания — при помощи газовой горелки.
В этом случае необходимо произвести подготовку токоведущих жил также, как для электросварки, за исключением обработки флюсом. Для работы понадобится стальной прут сечением порядка 2 мм.
Место соединения необходимо разогревать газовой горелкой до появления признаков плавления в точке сварки на торце скрутки.
При плавлении жидкий алюминий обволакивается своеобразным коконом, состоящим из оксидной пленки, препятствующей процессу соединения. Убедившись, что алюминий расплавился, для завершения необходимо одновременно с прогреванием при помощи стального прута разрушить образовавшийся слой оксидной пленки, что обеспечит процесс надежного сваривания.
Нравится(0)Не нравится(0)
Главный элемент для сварки проводов — сварочный аппарат. Его можно купить готовым в магазине или сделать самому. Рассмотрим оба варианта.
Инвертор
Электронный сварочный аппарат заводского изготовления. Его прямое назначение — сварка металлов. Он, без переделки, может быть использован для сварки проводов. Для этого в качестве электрода надо использовать графитовые электроды.
На рынке представлено большое количество инверторов по приемлемой цене, малых размеров и массой около 3 кг, что очень важно для электриков, так как им часто приходится сваривать провода под потолком, находясь на высокой лестнице.
Как сваривать скрутки

При производстве электромонтажных работ, в частности при устройстве, ремонте или замене электропроводки, невозможно обойтись без соединений проводов. Они обязательно встречаются в распределительных коробках, к ним прибегают при замене неисправного участка цепи.
Одним из видов надежного неразъемного соединения является сварка скруток, когда провода вначале скручивают, а затем сваривают.
Особенности соединений
Существует довольно много способов соединить провода – при помощи винтовых и самозажимных клемм, обжимных гильз, болта и гайки (через шайбу). Но чаще всего, концы проводов соединяют скруткой, то есть попросту скручивают.
Все перечисленные способы имеют один существенный недостаток. Даже при соблюдении правил и технологии производства работ, площадь зоны контакта двух проводников оказывается меньше рабочего сечения жилы.
При достаточно высокой нагрузке (не превышающей, тем не менее, допускаемую) место контакта будет нагреваться. Что может привести к расплавлению изоляции, короткому замыканию, пожару.
Скрутки имеют преимущество перед другими видами соединений, так как у скруток можно повысить площадь контакта проводов. Для этого достаточно пропаять концы жил в скрутке или сварить их.
Соединение пайкой достаточно трудоемко. А если учесть, что распределительные коробки, как правило, находятся на уровне 2,3-2,5 метра от пола, работы выполнять очень неудобно.
Ведь помимо паяльника, необходимо иметь при себе припой, и иногда еще и флюс. И все это на высоте. К тому же, чтобы соединение получилось качественным, его необходимо прогреть в течение довольно длительного времени, что тоже не ускоряет процесс работы.
Преимущества способа
Сварка скрутки является более технологичным видом соединения. Она выполняется быстрее, к тому же не требуется никакой присадочный материал. Оплавляемые концы скрученных проводов образуют прочное соединение, не подверженное электрохимической коррозии.
Для сварки потребуется дополнительное оборудование, и это – единственный недостаток. При отсутствии специального сварочного аппарата для сварки скруток, можно воспользоваться инверторным сварочным аппаратом, а можно изготовить такой аппарат своими руками.
Особенностью сварки скруток является то, что она проводится угольным неплавящимся электродом, который для удобства лучше заточить под конус.
Технология процесса
Концы свариваемых проводов перед соединением необходимо очистить от изоляции на 7-8 см. После этого их скручивают и обрезают так, чтобы длина скрутки была около 5 см. Около изоляции на нее устанавливают теплоотвод, в качестве которого можно использовать электрический зажим типа «крокодил».
Далее на провода подается «масса» и кратковременными касаниями электродом конца скрутки, возбуждается дуга, которая и оплавляет медные жилы. Время действия дуги не должно превышать 1-2 с, иначе скрутка сильно разогреется, изоляция может оплавиться.
В результате сварки, на конце скрутки должен получиться однородная застывшая капля металла в форме шара. Остывшее соединение изолируют любым допустимым способом. На данный момент популярна термоусадочная трубка, которую предварительно надевают на один из проводов.
Использование инверторного аппарата
Для сварки скруток можно использовать сварочный аппарат инверторного типа. Преимущества таких аппаратов в том, что при относительно малом весе они обладают значительной мощностью сварки, при этом потребляя небольшое количество электроэнергии.
Это позволяет использовать инверторные аппараты, подключив их к бытовой сети переменного тока, не опасаясь возникновения скачков и падений напряжения. Инверторы обеспечивают отличные параметры выходного тока, что позволяет поддерживать ровную и мощную дугу.
Значение тока может различаться в зависимости от материала жилы и сечения. Так, как в настоящее время алюминиевые кабели с алюминиевыми жилами не используются для устройства внутренней электропроводки, параметры сварочного аппарата можно подбирать, исходя из требований к сварке медных жил.
Примерные требования таковы:
- для сварки двух проводов сечением 1,5 мм² необходимо значение тока 70-75 А;
- скрутку трех таких проводов сваривают током 80-90 А;
- два-три провода сечением 2,5 мм² нужно сваривать током 80-100 А;
- три-четыре таких же провода соединяются при использовании тока 100-120 А.
Из-за высокой стоимости инверторных сварочных аппаратов, приобретать их для выполнения только сварки скруток нерентабельно. Если использовать некоторые детали, которые можно без труда приобрести или извлечь из старых электроприборов, изготовить устройство для сварки скруток своими руками не представит особого труда.
Самодельный аппарат
Главным компонентом при сборке аппарата для сварки скруток является трансформатор мощностью не менее 600 Вт, с выходным напряжением 12-36 В. Он должен обеспечить такое напряжение при подключении питающего напряжения 220-230 В.
При сборке аппарата необходим прочный металлический корпус подходящих размеров, в котором необходимо предусмотреть возможность установки предохранителя или автоматического выключателя номиналом 16 А.
Питающее напряжение на трансформатор должно подаваться кабелем с медными жилами и сечением не менее 1,5 мм². Лучше использовать для этого кабель типа КГ 3х1,5 с резиновой изоляцией. Корпус прибора и сердечник трансформатора необходимо подключить к заземляющему проводнику.
Для соединения трансформатора с контактом «массы» и держателем используются два провода с сечением 10,0 мм², например КГ 1х10. Длина их должна быть как можно меньшей, что бы избежать потерь тока. Держатель можно использовать от любого сварочного аппарата, отслужившего свой срок.
Угольный электрод можно сделать, разобрав старый элемент питания 373. Сердечник, он же положительный электрод, подойдет для этой цели, как нельзя лучше.
Если такой сердечник заполучить не удастся, можно приобрести в магазине угольные щетки для электродвигателей, применяемых в электроприборах или электроинструментах. Щетка зажимается в держатель и затачивается в форме конуса.
В качестве «массы» удобно использовать плоскогубцы, соединив одну их ручку с трансформатором проводом КГ 1х10. После этого ручки необходимо изолировать. Такое устройство позволит удобно держать скрутку во время сварки. Одновременно плоскогубцы выполнят и роль теплоотвода.
Меры безопасности
Сварка скруток самодельным прибором по эффективности не уступает сварке инверторным аппаратом. При производстве работ необходимо обязательно учитывать вредные факторы, которые появляются при обычной сварке.
Необходимо использовать щитки со светофильтрами для защиты от ультрафиолетового излучения, перчатки и одежду из несгораемого материала. Кроме того необходимо предусмотреть соблюдение противопожарных мер.
Правильное использование оборудования и соблюдение технологии, а также мер безопасности при работе со сваркой, позволит получить надежное соединение кабелей. В конечном итоге повышается надежность всей электропроводки и увеличивается срок ее безаварийного использования.
Сварка скруток медных проводов своими руками — Станки, сварка, металлообработка

Качественные соединения медных проводов в электропроводке – залог безопасности и гарантия долгого срока службы.
Для соединений используют скрутку, пайку или сварку. Сварочное соединение превосходит все остальные по надежности. А сам процесс сварки проводов возможен при использовании специального аппарата.
Электрические медные кабели состоят из нескольких жил, каждая из которых скручивается отдельно. При ремонтах работу приходится проводить прямо в распределительных коробках, что доставляет определенные неудобства.
Чтобы каждую скрутку запаять по длине паяльником (точечного соединения будет недостаточно) на высоте, придется затратить много времени и сил. Сваркой достаточно соединить провода только в конце скрутки.
А компактные аппараты, используемые при работе, облегчают процесс.
Сварка меди осложняется тем, что она становится хрупкой уже при 300°C, а плавится при 1080°C. Поэтому, кроме теоретических знаний, необходимо иметь опыт работы. Для тех, кто впервые столкнулся с необходимостью сварки контактов в распределительной коробке, рекомендуется попрактиковаться на опытных образцах.
Скрутки медных проводов можно заварить обычным инверторным аппаратом или с помощью самодельного устройства на основе понижающего трансформатора. Электрики пользуются узкоспециализированным аппаратом, предназначенным специально для сварки скруток. Порядок работы не зависит от выбранного устройства и выглядит следующим образом:
- Освободить от изоляции провод на расстояние около 100 мм.
- Сделать скрутки нужных жил. Длина каждой должна быть около 50 мм.
- Присоединить рядом со скруткой массу.
- Подвести электрод к проводам до образования дуги. Контакт – 1-2 сек. Скрутка сварена.
- Следующую скрутку варить после остывания предыдущей.
- Осталось провести изоляцию каждой скрутки с помощью термоусадочных трубок или изоленты.
Сила тока, которая необходима для сварки проводов, обычно составляет 30-90 ампер и полностью зависит от количества жил в скрутке и их сечения, а также от фактического напряжения питающей сети.
Аппарат для сварки должен обладать функцией регулировки тока. Работа ведется при напряжении 12 или 36 вольт.
В качестве электрода при сварке проводов идеальным решением будет выбор угольных с содержанием меди.
Не забудьте обесточить свариваемые провода!
Краткий обзор устройств
Специализированные устройства ТС 700 производства Призма используются исключительно для сварки скруток меди и алюминия (во втором случае с применением флюса). Они отличаются простотой и удобством использования.
Очень компактные размеры устройства и небольшой вес, а также простота самого процесса сварки – именно то, что необходимо для столь кропотливой работы. Прибор дает на выходе напряжение 12 В, а потребляемая мощность при работе — от 1 до 1,5 кВт (в зависимости от модификации).
Выпускается упрощенная модель для бытовых нужд ТС 700-1, для электриков ТС 700-2 и для крупных производств ТС 700-3. Комплектуются двумя силовыми кабелями, один из которых снабжен пассатижами для зажима скрутки, а второй – держателем электродов. Имеется переносная сумка с ремнем для ношения на плече.
Бытовая модель сваривает скрутки до 16 мм в диаметре, две другие – до 24 мм. Цена первой – 7600 рублей, второй 8950 и третьей 9300.
Читайте так же: Обзор сварочных полуавтоматов Аврора
Мини «ДОН» — аппарат цифровой инверторный с питанием от сети 220 В. Небольшие размеры, удобный функционал.
Снабжен устройством для блокировки при скачущем напряжении, цифровой индикатор показывает текущее напряжение в сети, что облегчает подбор диаметра электрода для сварки. Есть функция защиты от залипания и регулировки тока.
При необходимости изготовитель может поставить модель, приспособленную для работы в опасных условиях. Цена устройства 8000 рублей.
Аппараты МИКРОША-160ПНЦ и МИКРОША-180ПНЦ аналогичны по выполняемым функциям и по стоимости.
Аппарат ТС700 и рассказ про него в видео
Инверторные аппараты
Медные скрутки можно сваривать с помощью универсальных инверторных устройств. Лучше всего выбирать компактные модели с небольшим весом. Рассмотрим некоторые модели.
РЕСАНТА САИ-160 аппарат российского производства. Работает от сети 220 В, может регулировать ток в диапазоне от 10 до 160 ампер и выдавать дугу с напряжением 26 В. Вес аппарата 4, 5 кг. Цена 6300 рублей.
QUATTRO ELEMENTI A 160 Nano 643-255 – итальянская марка. На российском рынке продаются аппараты, изготовленные в Китае. Компактные по размерам, вес 4,9 кг. Прекрасно подходит для бытовых нужд. Работает от сети 220 В. Цена 5950 рублей.
PFTRIOTMax Welder DC-200 C инверторный аппарат, отличающийся низким уровнем шума и точностью работы. Родина бренда США, в продаже на российском рынке модели, изготовленные в Китае.
Вес 4, 5 кг, имеется переносной ремень, что делает аппарат мобильным. Диапазон тока 10-200 ампер, питание от сети 220 В. При сварке используют электроды до 5 мм в диаметре.
Цена аппарата от 7600 до 9600 рублей.
Сварочный инвертор FUBAG IQ 160 от германских производителей. Малогабаритный, вес 6,9 кг. Работает от сети с напряжением 150-240 В. Регулировка тока от10 до 160 ампер. В комплекте 2 медных кабеля – с держателем электродов и с зажимом для заземления. Цена порядка 7000 руб.
Читайте так же: Обзор сварочных аппаратов Фубаг
СВАРОГ ARC 160 Easy Z213 H – российский аппарат в прочном металлическом корпусе с бесступенчатой регулировкой силы тока. Подключение кабелей осуществляется через специальные разъемы, что очень удобно. Диапазон тока 10-160 А, питание от сети 220 В. Вес – 4 кг. Цена аппарата 9000 рублей.
Также обратите внимание на модели следующих брендов: Аврора, Неон, Кедр, TIG.
Как выбрать аппарат
В любом деле, главным ориентиром для выбора прибора, является цель приобретения, цена и функциональные возможности.
Для бытовых целей приобретать специализированное устройство для сваривания медных или алюминиевых скруток вряд ли целесообразно. Лучше такой прибор взять в аренду на время.
Но если вам приходится часто заниматься сваркой проводов, то конечно, специальный аппарат просто необходим.
Для дома более выгодно приобретение универсального инверторного аппарата. С помощью которого вы сумеете выполнить любую требуемую сварку – круг их возможностей необычайно велик. Другой вопрос в том. что сварка скруток потребует от вас определенных знаний, но это поправимо.
При подборе сварочного инвертора, обратите внимание на мощность и источник питания. Излишне мощный аппарат – роскошь. Для дома вполне подойдет модель с мощностью 4-5 кВт.
Из желательных функций, которые существенно облегчают процесс сварки, желательно наличие «горячего старта», защиты от залипания и нечувствительность к перепадам напряжения питающей сети. Сила тока до 160 А позволяет варить металл толщиной до 5 мм, этого обычно вполне хватает для бытовых целей.
Для неопытных сварщиков инверторные модели – лучший выбор. Они просты в использовании, что позволит новичку быстро освоить азы сварочного ремесла.
Из недостатков сварочных инверторов можно отметить высокую стоимость и создание помех в сети.
Можно ли сделать устройство для сварки из подручных материалов?
В хозяйстве мастерового хозяина всегда найдется старенький неиспользуемый трансформатор, на основе которого можно сделать домашний сварочный аппарат для медных проводов. Схема устройства несложная, с монтажом справится любой новичок. Для изготовления потребуются:
- Трансформатор;
- Материал для кожуха или готовая коробка;
- Кабель электрический;
- Пассатижи для зажима скрутки;
- Держатель электрода;
- Угольный электрод, который может быть изготовлен из сердечника круглой батарейки большого размера или крупноформатной угольной щетки.
- Автоматы или полуавтоматы
Самодельный аппарат и рассказ про него в видео ниже
Заниматься изготовлением самодельных аппаратов допустимо только в случае, когда вы хорошо знакомы с понятиями работы электротехнических устройств.
Подробных описание самодельных конструкций масса, ниже приведены фотографии некоторых из них. Трансформаторы можно использовать от старых телевизоров, от микроволновой печи, и другие.
Достаточная мощность трансформатора для изготовления сварочника лежит в пределах 200- 450 ватт.
Читайте так же: Узнаем, какой инверторный сварочный аппарат лучше?
Принципиальная схема сборки представлена на рисунке:
Домашний прибор хорош тем, что не требует значительных вложений денежных средств, а функций его хватает на решение бытовых задач по сварке.
Соблюдайте правила безопасности при работе с электрическими приборами! Так, ни в коем случае, не включайте трансформатор от микроволновой печи для проверки в сеть! Напряжение на оригинальной вторичной обмотке доходит до 2000 В! Только после ее удаления возможно использование такого трансформатора для наших целей, а вторичную обмотку придется сделать самостоятельно.
Еще один самодельный аппарат и рассказ про него
Параметры сварочных работ с медью
Выбор силы тока конкретно к диаметру скрутки, количеству проводов в ней и их сечения имеет первостепенное значение для качественного результата. Лучшие значения подбираются опытным путем и главную роль играют в этом профессиональные навыки. Для примерной ориентировки по значениям ниже приведена таблица рекомендуемых параметров.
Аппарат для сварки скруток своими руками

Обеспечение жилых домов и производственных площадей электричеством выполняют электромонтажники. Опытные рабочие в своей работе используют заводские сварочные аппараты для сварки скруток. И они уверены в качестве выполненного монтажа. Но и самодельные устройства не уступают по качествам своей работы.
Виды сварочных аппаратов
Сегодня существует множество устройств, которые могут обеспечить бесперебойную работу электромонтажников. Некоторые из них являются достаточно дорогостоящими, другие – бесплатные плоды инженерной мысли.
Применяются следующие виды сварочных аппаратов для сварки медных скруток:
- Профессиональная оснастка, разработанная и выпускаемая промышленностью. Импортного и российского производства. К примеру, промышленный аппарат для сварки скруток ТС-700.
- Инверторы. Выпрямители, способные сваривать черные и цветные металлы.
- Сварочники, созданные самоучками.
Самодельный аппарат для сварки скруток
Когда человек задумывается о покупке такого оборудования, он начинает размышлять, можно ли его сделать самостоятельно. И действительно, многие электромонтажники, имеющие большой опыт обращения с электрооборудованием, воплотили в жизнь идею сделать аппарат для сварки скруток своими руками.
Базовые понятия:
- Сила тока, указываемая в амперах.
- Напряжение, измеряемое в вольтах, подаваемое к сварочному аппарату.
- Тип тока. Существует постоянный и переменный ток, требуемый сварочным агрегатам.
Богатый опыт работы подсказал им использовать трансформатор от сломанной СВЧ. Такой агрегат способен выдавать 4 кВт.
Основные этапы работы:
- Аккуратно разобрать микроволновую печь.
- Трансформатор освободить от всего лишнего.
- Модернизировать трансформатор под необходимое назначение.
Разборка трансформатора требует особого внимания. Выбирать его лучше мощностью от 700В до 1000В. Сварочный шов можно распилить болгаркой с тонким кругом. От извлеченного материала СВЧ пригодится магнитопровод, сам трансформатор, имеющий более толстое сечение провода первичной обмотки и небольшое количество витков.
Модернизация
Первичная обмотка нам подойдет как нельзя лучше. Следующее, что необходимо сделать, выкинуть вторичную. Снять ее нам поможет обыкновенная стамеска и слесарный инструмент.
Аккуратно сняв и зачистив вторичную обмотку, нужно посмотреть магнитопровод, если имеются шунты, их придется демонтировать.
Вторичную обмотку нового аппарата для сварки медных скруток, нужно сделать сечением 15-20 мм². Примерно 12-13 витков.
Если нет возможности найти необходимую медную жилу, можно использовать скрутку, то есть несколько уложенных параллельных жил. Основное условие от такой скрутки заключается в итоговом результате — должна получиться шина 15-20 мм².
Для изолирования подойдет тканевая изоляция. Изготовив и изолировав медную шину, аккуратно изготовим вторичную обмотку трансформатора. Измеряемое напряжение должно получиться от 9 до 36 вольт.
Модернизировав таким образом трансформатор аппарата для сварки скруток, приступаем к изготовлению остальных элементов сварочного аппарата. Для этого нужно проследить, чтобы выполнялись некоторые важные условия.
Провода от модернизированного трансформатора к аппарату для сварки скруток проводов должны быть сечением не меньше сечения вторичной обмотки, то есть 15-20 мм². Необходимо учесть, что в процессе сварки провода сильно нагреваются.
Нагрев меди скоротечен.
Держатель и масса аппарата
В процессе работы на высоте огромное значение имеет удобство держателей для сварки проводов.
Оптимальным решением является использование угольных электродов. Некоторые применяют в самодельных сварочных аппаратах для сварки скруток стержни угольных электродов от батареек.
Многие используют простые латунные «крокодилы» для удержания графитовых электродов из батарейки. Но как говорилось выше, нагрев элементов проводов и различных приспособлений в процессе сварки большой. «Крокодилы», нагреваясь и обугливаясь, теряют свое прямое назначение. Материал становится мягким и удержать электрод не может.
Техники применения угольных электродов
Рассмотрим один наиболее рациональный способ применения угольного электрода. Взята угольная щетка, в которой предварительно просверлено несколько углублений для сварки медных скруток различного сечения. Щетку нужно взять от электродвигателя большой мощности.
На графитовых щетках имеются выводы, к которым можно с успехом припаять провода от аппарата для сварки скруток.
Чтобы такую щетку было удобно держать на высоте, необходим держатель. Придется изготовить самодельный хомут, удерживающий ее. К нему приделать ручку. Можно взять ручку от стамески или напильника.
В современных стамесках используется материал, не пропускающий ток, что для работы очень хорошо. Изготовленный в таком виде держатель очень удобен.
Вставленная в просверленное углубление скрутка прекрасно сваривается и имеет аккуратный вид.
Изготовление второго держателя для сварки
Второй провод от самодельного аппарата для сварки скруток очень хорошо соединить с пассатижами. Соединение необходимо зафиксировать на ручке пассатижей при помощи пайки. Имеются различные методы пайки стали и меди.
Проще использовать медную трубку, в конец которой вставлен второй провод нашей самоделки и запаян. К пассатижам трубка также припаивается. Такая конструкция очень удобна и надежна. Для эффективности работы хорошо в губках пассатижей просверлить пару отверстий для скруток проводов различного сечения.
Максимальная длина проводов не более 3 метров. В противном случае возрастает сопротивление.
Как сделать выключатель сварочного аппарата?
Одним из условий удобства в работе является непосредственный контакт скрутки проводов с массой от сварочного оборудования и держателя.
Работа с постоянно включенным оборудованием требует большого опыта. При соприкосновении массы и держателя происходит молниеносный контакт, что не очень хорошо при работе со стремянки или лестницы.
Люди, которые смогли сделать сварочный аппарат для сварки скруток своими руками, решили эту задачу просто. Выключатель, соединенный с первичной обмоткой, они установили на ручку держателя.
При выключенном питании скрутка провода спокойно устанавливается в углубление на щетке. После того как скрутка установлена, подается напряжение и происходит режим сварки. Заварив скрутку, питание отключается и дается время на остывание скрутки. Работа получается безопасной и удобной.
Пассатижи, помимо функции держателя, играют роль теплоотвода. Температура, возникающая в процессе сварки, нагревает пассатижи, тем самым провод, идущий к трансформатору, не перегревается. Работать с таким оборудованием не хуже, чем с аппаратом ТС для сварки скруток. Желательно не забыть поставить в самоделке два однополюсных автомата, предохраняющих обмотки от перегрузки.
Корпус устройства
Кожух для своего самодельного сварочного аппарата для сварки скруток проводов можно сделать из различных вышедших из строя аппаратов и оборудования, находящихся в корпусе. Дома или в гараже обязательно найдется старый бытовой прибор, который можно использовать для действительно стоящего дела.
Для этого подойдет корпус осциллографа, компьютера и прочего подходящего по размеру оборудования, желательно с прорезями в корпусах для вентиляции.
Основу под самодельный сварочный аппарат лучше изготовить из текстолита или гетинакса. Убрав таким образом наш самодельный сварочный агрегат в корпус, изготовим приспособление для ремня, который для работы на строительной площадке необходим. Повесив на плечо свое сварочное устройство, удобно работать с ним на стремянке.
Что нужно знать о подготовке проводов к скрутке?
Провода необходимо зачистить от изоляции примерно на семь сантиметров. Это делается для того, чтобы она не расплавилась в процессе сварки скрутки.
Также нужно не забыть при электромонтаже в соединительных коробках оставлять провода достаточной длины. Выполнив скрутку проводов, удалить их лишнюю длину при помощи бокорезов.
Откусив лишнее, можно получить аккуратную скрутку, удобную для сварки, а произведя сварку скруток, иметь качественное и надежное соединение.
На этом этапе можно считать, что самодельный прибор для сварки скруток готов. Осталось только протестировать его в действии.
Заключение
Применение аппарата для сварки скруток ТС-700 2, конечно, удобно. Небольшой вес в 4,5 килограмма в надежном на ремне чехле обеспечивает его мобильность.
Надежный электрод, выдерживающий до 1 тыс. сварных импульсов, делает его желанным инструментом.
Но средняя стоимость в 10 тыс. рублей не каждому электромонтажнику по зубам. Так почему бы сварочный аппарат, сделанный своими руками, и не упаковать в защитный кожух и не оборудовать его ремнем? Использовать его станет так же легко, как и фирменное сварочное оборудование.
Изготовить самодельный аппарат для сварки медных скруток, применив эти рекомендации, сможет любой человек, немного разбирающийся в области электротехники. Стоимость самодельной техники ниже заводских аналогов. Однако надежность и качество производимых сварочных работ будут на высоте, что зафиксировано уже много раз.
Сварочный аппарат для скруток своими руками — Справочник металлиста

При производстве электромонтажных работ, в частности при устройстве, ремонте или замене электропроводки, невозможно обойтись без соединений проводов. Они обязательно встречаются в распределительных коробках, к ним прибегают при замене неисправного участка цепи.
Одним из видов надежного неразъемного соединения является сварка скруток, когда провода вначале скручивают, а затем сваривают.
Как сделать трансформатор для сварки проводов своими руками и работать им
Способов соединения проводов существует много. Они отличаются скоростью монтажа, качеством электрических контактов, возможностями длительной работы под действующими нагрузками сети.
Повышенной надежностью обладает проверенная временем скрутка со сваркой. Все другие технологии уступают ей в разной мере.
В статье даются советы домашнему мастеру по изготовлению сварочного трансформатора напряжения для соединения медных проводов при монтаже бытовой электропроводки и описание технологии их сварки с поясняющими картинками, схемами и видеороликом.
В быту можно встретить проводку, проложенную по старый методике из алюминия или современную из меди. Сваривать можно оба типа, но, поскольку алюминиевые провода сейчас дорабатывают свой ресурс и подлежат замене медными, то применительно к последним и будем выполнять все расчеты.
О сварке проводов
Процесс включает в себя подготовку жил и их дальнейшее соединение.
Подготовительные работы
В них входят:
- разделка концов кабелей и проводов, снятие изоляции;
- скрутка оголенных жил;
- подготовка сварочного оборудования.
Особенности технологии
Для соединения проводов можно использовать переменный, постоянный или выпрямленный ток. Его величина должна расплавить медь в месте приложения электрода без нарушения внутренней структуры металла. При этом форма приложенного напряжения существенное влияние не оказывает, хотя сварной шов хорошего качества проще обеспечить на постоянном токе.
Сварка создает наиболее монолитный и прочный сплав металла с надежным контактом. Для нее достаточно регулировать токи в пределах 40÷120 А, подбирая их по поперечному сечению и количеству соединяемых проводов: электрод не должен прилипать, а дуге необходимо обеспечить устойчивое горение.
Медь обладает меньшей температурой плавления, чем сталь. Ее нет необходимости прогревать высокими токами, создавать большую дугу.
Процесс протекает кратковременно, без образования большого количества брызг металла.
Для непродолжительной работы сварщика допустимо использовать защитные очки вместо маски, упростить некоторые меры безопасности. Но работать все равно следует в специальной одежде и обуви.
Для сварки используют электрод из угля со слоем омеднения. Вполне допустимо заменить его стержнем от отработавшей батарейки или щеткой от электродвигателя.
После охлаждения металла скрутку со сваркой обматывают изолентой (желательно матерчатой) или закрывают термоусадочной трубкой.
Входящие в распределительную коробку кабели рекомендую сразу подписывать. Такое соединение жил скруткой со сваркой работает надежно десятилетиями. При необходимости прозвонки электрической схемы надписи значительно облегчат работу потомкам.
О конструкциях сварочных трансформаторов
Для сварки со скруткой электропроводки можно использовать различное оборудование промышленного производства или сделать его самостоятельно.