Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.

На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.

Самодельная точечная сварка
Схема самодельной точечной сварки.
В быту часто требуется соединить две металлические детали точечно. Традиционная сварка для этого либо не подходит, либо ее нет в наличии. В этом случае выручит самодельная точечная сварка, для которой понадобится минимальное количество материалов:
- дроссели от люминесцентных светильников 40 Вт;
- отрезок медного провода диаметром 0,25-0,3 мм либо плавкий предохранитель 13 А;
- вилка с медными проводами сечением 0,8 мм2;
- зажим «крокодил».
Сварочные аппараты для точечного соединения собирают по схеме:
- параллельно соединенные дроссели собраны в блок;
- один вывод подключается к зажиму, второй к проводу вилки;
- на второй провод вилки наматывается провод либо крепится плавкий предохранитель.
Сварочные аппараты для дома обеспечивают точечное соединение следующим образом:
- одна деталь зажимается «крокодилом»;
- ко второй в планируемом месте сварки подсоединяется перемычка;
- вилка включается в розетку, предохранитель плавится, успевая в точке контакта разогреть детали до полного соединения.
Точечная сварка безопасна в эксплуатации и отлично подойдет для домашних работ.
Оборудование этого типа относится к разряду экстремальных, однако выручает в сложной ситуации.
Безопасный в эксплуатации, компактный аппарат этого типа пригодится в любом индивидуальном хозяйстве, частном доме. Он работает на основе электролиза, в качестве рабочего раствора используется щелочная вода, рабочие газы на выходе обеспечивают температуру пламени 1 800˚С. Принцип действия прибора:
- на пластины электролизера подается напряжение;
- водный щелочной раствор (либо NaOH, либо KOH) начинает интенсивно выделять кислород, водород;
- смесь газов проходит сквозь гидрозатвор, поступает в горелку для сварки, резки;
- пластины электролизера изготавливаются из кровельного железа 0,5 мм, имеют размер 15 х 15 см, в каждой из них сверлится четыре крепежных отверстия диаметром 2,5 мм, одно газоотводное — диаметром 12 мм; пластины собираются в блоки велосипедными спицами, удаляемыми после сборки.
В гидрозатворе используется керосин, его количество подбирается опытным путем. Узел состоит из двух баллонов, сообщающихся в нижней части трубкой. Ресурс электролизера составляет 10 лет, после чего пластины заменяются новыми.
Инструкция изготовления сварочного стола своими руками
Верхняя крышка будет изготавливаться для сварочного стола из профильной трубы, с сечением 0.5 на 0.5 см. у края и 0.3 на 0.3 см на внешней стороне. Разрезать трубу лучше болгаркой. Приготовленные части скрепляют с помощью сварочного аппарата. Окантовка крышки будет из профиля 0.5 на 0.5 см. прямоугольной формы
Внутренняя часть закладывается профилем 0.3 на 0.3 см. Трубы прикрепляются сваркой таким образом, что получается решетка, швы зачищаются.
Далее делаем ножки, их можно смастерить из трубы 0,25 на 0,25 см. Всего нужно нарезать 4 штуки, далее привариваем их к основанию стола. Чтобы было легче понять, что и как делать, для наглядности посмотрите фото сварочного стола.
Для дополнительной жесткости делаем пояс по периметру стола, на высоте 30-40 см от пола. Это необходимо, чтобы при работе стол прочно стоял и не шатался.
Колеса для более удобной транспортировки сварочного стола. Достаточно будет всего 2 колесика, которые можно взять от старой тележки.
Место для хранения инструментов. Нишу рекомендуется изготавливать из ДСП или фанеры. По желанию можно применить металлический лист. Прикрепляется ниша внизу стола.
Кожух для мусора делается из металлических листов, любой толщины.
Готовый стол для сварки по желанию можно покрасить специальной краской для металла.
Рядом с рабочим столом обязательно должна находиться емкость с водой, ведь работа со сваркой огнеопасная. Также поверхность пола рядом со сварочным столом, на расстоянии 1.5 метров, должна покрыта негорючим материалом.
Если соблюдать инструкцию, как сделать сварочный стол и применять данные советы на деле, то у вас все получится.
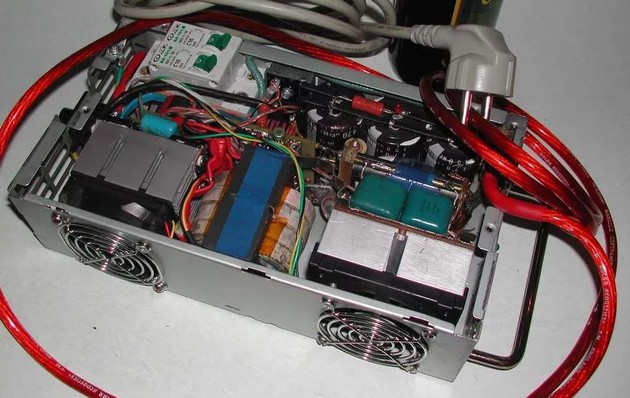
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
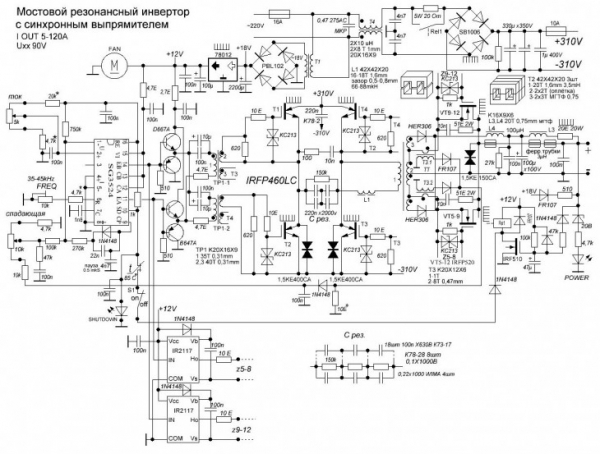
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.

Конструктивно инвертор состоит из трех элементов:
Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
Трансформатор тока — самый ответственный узел
При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом)
Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.
Подключение самодельного сварочного аппарата
Схема подключения инвертора к аккумулятору.
Готовый сварочный инвертор нужно подключить в сеть или к аккумулятору. Для подключения к аккумулятору используйте зажимы. Обязательно соблюдайте полярность. Черный зажим идет на»-«, а красный — на «+». В случае если между аккумулятором и бортовой сетью агрегата присутствует соединение, его можно не отсоединять. В момент подключения выходов сварочного инвертора с аккумулятором должна появиться искра.
Подключите устройства к розетке. Розетка должна иметь предохранитель или функцию автоматического выключения. В случае необходимости допускается использование удлинителя до 50 м.
Включите кнопку агрегата. Если все нормально, то загорится зеленый светодиод. Он будет гореть зеленым до тех пор, пока напряжение на аккумуляторе не будет выходить за приемлемые границы.
При подключении и использовании самодельного инвертора нужно учитывать еще один очень важный момент. В том случае, если при работе сварочного инвертора на нагрузку напряжение аккумулятора снизится до 10,5 Вт и будет продолжать падать в течение более чем 1 минуты, аппарат автоматически отключится. Это предотвратит полную разрядку аккумулятора и избавит от необходимости его ремонта. Менее продолжительные падения напряжения не навредят ни сварочному аппарату, ни аккумулятору, ни сети.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Расчет выходных параметров
Перед началом сборки самодельного сварочного аппарата в первую очередь следует рассчитать его рабочую мощность, определяемую как произведение выходного напряжения на силы тока, формирующего дугу.
Не нужно путать этот параметр с потребляемой аппаратом мощностью, касающейся питающей сети, к которой подключён инвертор. Так, для нагрузочного тока в 160 Ампер, получаемого при выходном напряжении 24 Вольта мощность будет соответствовать показателю 3840 Ватт.
С учётом коэффициента полезного действия, составляющего в среднем 85%, необходимый показатель увеличится до 4517 Ватт.
Исходя из полученного показателя мощности, легко определяется сила тока в цепях коммутации транзисторов самодельного сварочного аппарата. Для её вычисления необходимо разделить этот показатель на сетевое напряжение: 4517/220 = 20 Ампер.
 При протекании через транзисторы токов значительной величины последние сильно нагреваются. Данное обстоятельство вынуждает побеспокоиться об эффективном охлаждении, которое может быть организовано путём размещения их на мощных радиаторах.
При протекании через транзисторы токов значительной величины последние сильно нагреваются. Данное обстоятельство вынуждает побеспокоиться об эффективном охлаждении, которое может быть организовано путём размещения их на мощных радиаторах.
Во избежание перегрева этих элементов инверторной схемы, используемые в ней транзисторы должны подбираться с некоторым запасом по току и предельному температурному показателю.
В процессе эксплуатации самодельного оборудования выбор режима сварки должен производиться с учётом предельных характеристик собранного своими руками аппарата.
Фото сварочного аппарата в домашних условиях


























Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как сделать аппарат точечной сварки
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Обзор лучших сварочных электродов
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях ?
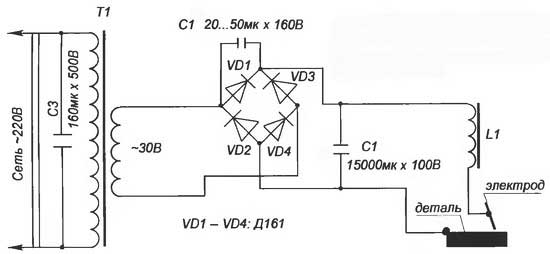
Аппарат постоянного тока
Данные модели позволяют выполнять сложные работы по толстым стальным листам и чугуну. Главное преимущество этого механизма, заключается в простой сборке, которая не займет много времени.

Сварочный инвектор представляет собой конструкцию вторичной обмотки с дополнительным выпрямителем.

Обратите внимание!
- Тиски своими руками: создаем разные типы зажимных устройств. 64 фото идей для разных предназначений
- Топор своими руками (67 фото) — создаём боевой, декоративный и рабочий инструмент
- Правила создания вывески своими руками: красивая и привлекательная наружная реклама (63 фото + видео)
Он будет выполнен из диодов. В свою очередь, они должны выдерживать электрический ток в 210 А. Для этого подойдут элементы с маркировкой Д 160-162. Такие модели, довольно часто применяют для работы в промышленных масштабах.










Опытные сварщики не рекомендуют перегревать оборудование. Это может стать причиной сгорания важных деталей.
Ремонт сварочного аппарата не составит особого труда. Здесь достаточно заменить повреждённую область механизма. В случае серьезной поломки, необходимо заново осуществлять первичную и вторичную обмотки.
Структурная схема сварочного аппарата
Для производства сварочных работ используются устройства, работающие на переменном и постоянном токе.
Схема любого аппарата включает в себя трансформатор (возможно использование трансформатора из микроволновки), выпрямитель, дроссель, держак, электрод. Именно в такой последовательности происходит протекание электрического тока по замкнутой цепи.

Цепь замыкается, когда между электродом и металлическими заготовками, которые нужно соединить, возникает электрическая дуга.
Чтобы качество сварного соединения было высоким, необходимо обеспечить устойчивое горение этой дуги.
Аппараты постоянного тока применяют для сварки элементов из тонколистового металла. При этом способе сварки можно использовать любые электроды и электродную проволоку без керамической обмазки.
Держак электрода присоединяется к выпрямителю через дроссель. Это делается для того, чтобы сглаживать пульсации напряжения.
Дроссель представляет собой катушку медных проводов, которая намотана на любом сердечнике. Выпрямитель, в свою очередь, соединяется с вторичной обмоткой трансформатора.
Трансформатор включается в бытовую электросеть. Последовательность соединения проста и наглядна.
Преобразование напряжения переменного тока выполняется с помощью понижающего трансформатора.
Согласно закону Ома напряжение, которое индуцируется на вторичной обмотке трансформатора, уменьшается, а величина тока увеличивается с 4-х ампер до 40 и более.
И с помощью проводов присоединить к нему держак электрода. Но использовать держак в практических целях невозможно, поскольку схема не содержит других необходимых элементов.
И главное – в ней отсутствует регулятор величины тока. А так же выпрямитель и другие элементы.
Трансформатор считается основным элементом сварочного аппарата. Его можно купить или приспособить уже бывший в эксплуатации.

Многие мастера используют трансформатор от микроволновки, отработавшей свой срок. По своим габаритам и весу микроимпульсный элемент всегда занимает много места в конструкции.
Если рассмотреть сварочный агрегат в целом, то можно выделить три основных блока, которые она в себя включает:
- блок питания;
- блок выпрямителя;
- блок инвертора.
Самодельный инверторный аппарат можно скомпоновать таким образом, чтобы он имел минимальные габариты и вес.
Такие устройства, рассчитанные на применение в домашнем хозяйстве, сегодня продаются в магазинах.
Преимущества инверторного аппарата перед традиционными агрегатами очевидны. В первую очередь, следует отметить компактность аппарата, удобство в эксплуатации, надежность.
Самые общие расчеты подтверждают, что сделать такой аппарат своими руками проще и выгоднее.
Основные элементы, практически, всегда можно найти среди электротехнических машин и приборов, которые оказались в запасниках. Или на свалке.
Простейший регулятор тока можно сделать из куска нагревательной спирали, которая используется в бытовых электрических плитах. Дроссель – из отрезка медной проволоки.
Видео:
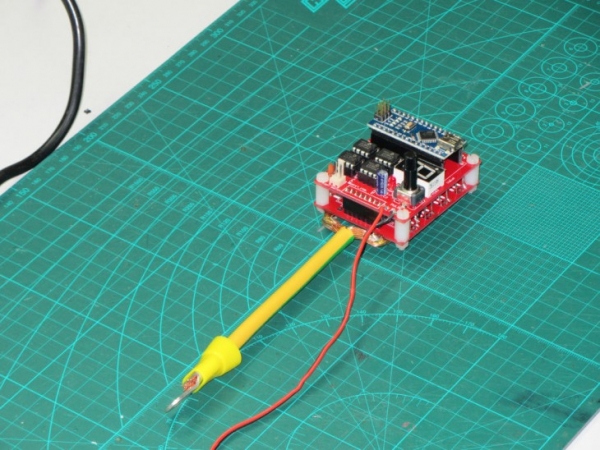
Радиолюбители придумали самый простой по схеме импульсный способ сварки. Он используется для крепления проводов к металлической плате.
Никаких сложных приспособлений – только дроссель и пара проводов. Регулятор силы тока тоже не нужен. Вместо него в цепь включается плавкая вставка.
В качестве второго — используется зажим типа «крокодил». Вилка с проводами включается в розетку бытовой сети.
Зажим с проводом резко прикладывается к плате в том месте, где его нужно приварить. Возникает сварочная дуга и в этот момент могут перегореть предохранители, которые находятся в электрическом щите.
Этого не происходит, потому что быстрее сгорает плавкая вставка. А провод остается надежно приваренным к плате.
Простейший аппарат для сварки
Схема создания сварочного аппарата на основе старого трансформатора.
В хозяйстве домашнего мастера может обнаружиться понижающий трансформатор С-Б22, ИВ-10, ИВ-8, мощность которого равна 1-2 кВт. Он понижает напряжение с 220 В до 36 В, служит для питания электроинструмента.
Сварочные аппараты на основе подобных трансформаторов могут собираться даже при вышедшей из строя обмотке.
Сварочный аппарат изготавливается следующим образом:
С трансформатора необходимо убрать вторичную обмотку.
- с катушек удаляются вторичные обмотки без повреждения первичных;
- среднюю первичную катушку перематывают тем же проводом, создавая через 30 витков отводы общим количеством 8-10 шт. (для удобства лучше нумеровать каждую из них по мере создания);
- две крайние катушки заполняются многожильным кабелем (три 6-8 мм провода с тонкой фазой, на каждую катушку расходуется 12-13 м);
- медная труба диаметром 10-12 мм используется для клеммы для кабеля ВО (одна сторона обжимает провода, вторая расплющивается, сверлится под крепеж диаметром 10 мм);
- на верхней панели трансформатора крепеж М6 заменяется более мощным (М10), к ним крепятся клеммы ВО;
- из текстолита изготавливается плата с 10-ю отверстиями для ПО, в каждое отверстие вставляется крепеж М6.
Сварочные аппараты этой конструкции запитываются в сети 380/220 В. В первом случае последовательно соединяются ПО крайних, затем средней катушек. Во втором варианте крайние обмотки соединяются параллельно, средняя подсоединяется последовательно в эту же цепь. Отводы ВО сажают в клеммы текстолитовой пластины 1 — 10. Ток регулируется клеммами 1 — 10.
Для резки металла второй конец кабеля, ведущего к держателю, подключается к клемме резка (со стороны средней катушки ПО). Характеристики тока ВО соответствуют 60-120 А, в ПО ток всегда равен 25 А. При работе электродами «двойка» трансформатор не нагревается выше +70˚С, поэтому время работ не ограничено. Режимы сварки/резки переключают при отключенном рубильнике.
Что нужно для сборки инвертора
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
 Трансформатор для сварочных работ.
Трансформатор для сварочных работ.
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования, изготовленного в домашних условиях, не обязательно применять дополнительные приспособления. Смотря на значение силы тока, можно выбрать величину мощности трансформатора, а чтобы рассчитать мощность, необходимо показатель тока, который используется во время эксплуатации оборудования, помножить на 25.
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
https://youtube.com/watch?v=gdFLDqahzJ4
Как собрать трансформаторный аппарат?
Процесс сборки трансформаторного аппарата для сварки несколько отличается от предыдущего варианта. Работает он на переменном токе. Для сварки постоянным током к нему собирается простейшая приставка. Для сборки аппарата своими руками нужно раздобыть трансформаторное железо для сердечника и несколько десятков метров толстой медной шины или просто толстого провода. Можно поискать эти вещи в пунктах приема цветного и черного металла, у друзей и знакомых. Рекомендуется сердечник делать П-образным, но можно и круглый, тороидальный. Некоторые умельцы с успехом используют в качестве сердечника статор сгоревшего электромотора. Для П-образного сердечника порядок сборки может быть таким:
Для выполнения первичной обмотки потребуется обмоточный провод.
Набрать сердечник из трансформаторного железа до оптимального его сечения около 55 квадратных сантиметров. Можно и больше, но аппарат получится тяжелым. При сечении меньше 30 см² прибор может потерять некоторые свои качества.
Для выполнения первичной обмотки идеально годится специальный обмоточный провод сечением 5-7 мм². Он изготовлен из меди, имеет термостойкую стеклотканевую или хлопчатобумажную изоляцию
Это очень важно, так как при работе обмотка может нагреваться до температуры выше 100 градусов. Сечение провода обычно квадратное или прямоугольное
Найти такой провод не всегда удается. Можно заменить его обычным проводом такого же сечения и доработать: снять изоляцию, обмотать провод полосками стеклоткани, пропитать тщательно специальным электротехническим лаком и просушить. Первичная обмотка состоит из 200-230 витков.
Для вторичной обмотки сначала можно намотать 50-60 витков. Обрезать провод не нужно. Нужно включить первичную обмотку в сеть. Найти на проводах вторичной обмотки место, где напряжение будет равно 60-65 В. Для того чтобы найти эту точку, приходится отматывать или наматывать дополнительные витки. Мотать можно алюминиевый провод, увеличив сечение в 1,7 раз.
Простейший трансформатор собран. Осталось разместить его в подходящем корпусе.
Для выводов вторичной обмотки делаются клеммы из меди. Берется трубка диаметром около 10 мм длиной 3-4 см. Ее конец расклепывается, и в нем просверливается отверстие, диаметр которого 10 мм. В другой конец трубки нужно вставить очищенный от изоляции конец провода и обжать его легкими ударами того же молотка. Для усиления контакта провода с трубкой-клеммой можно нанести на нее насечки керном. К корпусу самодельные клеммы прикручиваются болтами и гайками М10. Желательно подбирать медные детали. Можно при намотке вторичной обмотки делать отводы через каждые 5-10 витков провода. Эти отводы позволят ступенчато менять напряжение на электроде.
Осталось сделать электрододержатель. Его можно изготовить из трубы диаметром около 18-20 мм. Общая ее длина примерно 25 см. На концах в 3-4 см от торца выпиливаются выемки примерно до половины диаметра. Электрод вставляется в выемку и прижимается пружиной из приваренного куска стальной проволоки диаметром 6 мм. К другому концу крепится винтом и гайкой М8 такой же провод, из которого выполнена вторичная обмотка. На держатель надевается резиновая трубка подходящего внутреннего диаметра. Подключать аппарат к домашней сети рекомендуется с помощью рубильника и проводов сечением 1,5 мм² или больше. Ток в первичной обмотке обычно не бывает выше 25 А. Во вторичной обмотке он может быть от 60 до 120 А. При работе рекомендуется через 10-15 электродов диаметром 3 мм делать перерыв, чтобы трансформатор остыл. При более тонких электродах можно этого не делать. В режиме резки перерывы следует делать чаще.
Сборка блока питания
Монтаж начинается с намотки трансформатора, его функция – это обеспечение стабильным напряжением следующих за ним деталей. Для его изготовления используют феррит Ш 7х7 (можно Ш 8х8), на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.

Для снижения вредного влияния возможного перепада сетевого напряжения, кольца провода необходимо класть на всю ширину катушки.

Последовательность работы с остальными обмотками такая же. На выходе должно быть от 20 до 25 вольт. Его можно отрегулировать подбором деталей. Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.

Один охладитель закрепляется к верхним частям деталей и изолируется слюдяной прокладкой. Второй – к нижней части моста и крепится с использованием термопасты.

Выводы диодного моста направляются туда же, куда будут выходить и контакты транзисторов, что работают как преобразователи. Длина проводов, которые соединяют мост и транзисторы – не больше 15 сантиметров. Блок питания и инверторный блок разделяются металлической пластиной, приваренной к основанию.

Сварка самогонного аппарата
Вернуться на страницу отзывов
В преддверии новогодних праздников очень многие предпочитают заливать элексир настроения собственного производства. Речь идет про самогон и самогонные аппараты. Один из его разновидностей представлен на фото ниже. К сожалению я не специалист в самогоноварении, но кое-что о том, насколько надежно изготовлен данный аппарат сказать можно. Со слов клиентов этот аппарат китайского производства и гарантия на него дается около двух лет. Наверное, это максимум, который может проработать данный аппарат, так как переварено их было уже несколько десятков. Толщина металла днища и верхней части гораздо толще, чем боковой стенки. Жесткость боковой стенки возникает благодаря загибу металла в круг, но её маленькая толщина и почти никакое усиление наружнего углового шва между верхней и нижней частью способствует возникновению продольной трещины после нескольких месяцев эксплуатации.
В процессе, когда варится самогон из-за нагрева возникают напряжения в металле и с течением времени отсутствие усиления шва после автоматической заводской сварки приводит к такой поломке. Конструкция удешевлена максимально, себестоимость низкая, а после поломки клиенту надо идти снова покупать новый. Хорошая бизнес модель не правда ли? Но вопрос опять же легко решает аргонодуговая сварка, которая получается в разы лучше заводской. Наплавляется необходимое усиление шва, после которого повторная трещина уже вряд ли когда-то появится, по крайней мере еще ни один клиент не возвращался. Безусловно если бы в Китае каждый аппарат варился вручную, как перевариваем эти швы мы, то стоимость такого аппарата была бы еще дороже для потребителя. В данном случае был полностью переварен верхний шов, ниже фото результата.

Другие работы
схема конструкции, изготовление основных частей в домашних условиях
Многие люди, попробовав домашнюю наливку или коньяк в гостях, задумываются о приготовлении подобного напитка самостоятельно. Однако, оказывается, это не так-то и просто, ведь для приготовления напитков на основе самодельного спирта необходим специальный прибор. Конечно, легче всего купить стандартный дистиллятор в магазине, но использовать самогонный аппарат, изготовленный своими руками, все же надежнее и практичнее.

Содержание статьи
Основные элементы конструкции
Цель создания и применения этого аппарата предельно ясна — получение алкогольного напитка с содержанием этилового спирта не менее 60−70%, который в народе еще называют «самогон».
Изготавливают его по-разному и качество самодельного алкоголя тоже бывает различным. Часто в конечном продукте присутствуют примеси, опасные для человека, портящие вкус и придающие неприятный запах. Но это бывает лишь в тех случаях, когда такое производство затевается ради массовой продажи, что, кстати, неправомерно и карается законом. Человек, который производит напиток для себя, должен учесть все особенности сборки и работы механизма. Только в этом случае алкоголь будет качественным и пригодным к употреблению.
Аппарат для получения самогона по своему устройству очень похож на лабораторный дистиллятор, поэтому человек, задумавший делать подобную установку самостоятельно, должен обладать минимальными знаниями по химии и физике. Принцип действия самогонного аппарата — активное испарение спирта при температуре 55−60 ºС. Интенсивность образования такого «спиртового» пара растет с повышением температуры.
Чтобы изготовить такой аппарат своими руками, нужно перво-наперво изучить его основные части, а также найти схему или подробный чертеж подобной установки. Такой прибор состоит из:

- перегонного куба, в котором исходное вещество, то есть брага нагревается до необходимой температуры;
- змеевика в виде спиральной медной или стеклянной трубки, по которой движется пар и разделяется на фракции;
- холодильника, который представляет собой емкость с холодной водой для охлаждения змеевика. Такой резервуар может быть проточным и накопительным;
- сухопарника, который улавливает сивушные масла и остатки браги;
- приемочной емкости, куда стекает охлажденный готовый продукт — самогон;
- дополнительных соединительных элементов.
Конечно, в покупном варианте все составные части изготовлены фабрично и не нуждаются в подгонке. При сборке аппарата для самогоноварения своими руками часто приходиться импровизировать и делать необходимые запчасти из подручных материалов. Это не всегда удобно, но значительно экономит средства.
Что учесть при сборке
Составить список основных деталей и изучить принцип работы аппарата — это еще не все. Есть нюансы, которые надо обязательно учесть, особенно если опыта в самогоноварении нет, а именно:

- Объем аппарата, то есть его производительность. Обычно изготавливают устройства, которые в состоянии переработать 20 литров сырья. Перегонная емкость в таком случае должна быть объемом около 12 литров.
- Материал для корпусных частей. Наиболее подходящий — нержавеющая сталь толщиной 2 мм. Можно использовать медь, но она намного дороже. Некоторые детали изготавливают исключительно из стекла, так как оно устойчиво к возникающим в аппарате химическим процессам.
- Обеспечение очистки. Обязательное условие — установка специального фильтра — сухопарника.
- Учет температуры. Так как в процессе получения самогона необходимо следить за температурой, то непременно стоит установить термометр. Опытные самогонщики советуют либо наиболее надежные биметаллические измерители, либо цифровые — более точные, но и более дорогие. Электронные термометры лучше не использовать: они ломаются при малейшем ударе. Рабочая температура при перегонке должна колебаться в диапазоне от 68 до 82 ºС.
Все элементы самодельного самогонного аппарата своими руками должны быть надежными и стойкими к высоким температурам, ведь важная составляющая процесса перегонки — это безопасность. Стоит заранее побеспокоиться об этом и провести необходимое тестирование материалов и основных блоков прибора, ведь результатом невнимательности и халатности может стать травма или химический ожог.
Изготовление деталей
Изготовление деталей для самогонного аппарата своими руками — дело нелегкое, но вполне посильное. Начать стоит с изготовления основных частей, а именно куба для перегонки, холодильника и сухопарника.

Перегонный куб
Перегонный куб — резервуар, в котором кипит брага. Самый распространённый вариант такого самодельного куба — это алюминиевый бидон, скороварка или большая эмалированная кастрюля.

Кстати, в советских аппаратах бидоны встречались очень часто, так как использовались в хозяйстве для хранения молока. Несмотря на свою популярность служат они недолго — примерно полгода, а затем приходят в негодность из-за постоянной реакции алюминия с кислотами во время перегонки.
Эмалированная посуда служит дольше — около 3−5 лет.
Оптимальный объем куба 25 литров. Он должен иметь съемную крышку, широкую горловину для беспроблемной очистки, а также помещаться на плиту или другой элемент нагрева.
Несмотря на недолговечность, молочный бидон — наиболее практичное решение. Конечно, его конструкция требует доработки: снять резиновую прокладку и заменить ее на силиконовый герметик, просверлить отверстие для пара, а также герметизировать крышку и соединения со змеевиком или сухопарником.
Для того чтобы продлить срок жизни бидона, следует обрабатывать его мыльным раствором после каждой перегонки. Категорически запрещено использовать соду и подобные чистящие средства.
Холодильник для аппарата
Наиболее значимый элемент всей конструкции, который состоит из двух частей: трубки-змеевика и бака для охлаждения этой трубки
. От правильной работы этой части аппарата зависит не только количество, но и качество самогона.

Змеевик — это трубка из стекла, меди или алюминия, оптимальная длина которой составляет 1,5−2 метра, а внутреннее сечение 8−12 мм. Эту часть самогонного аппарата сделать своими руками не представляется возможным, поэтому лучше и проще купить готовую запчасть в магазине лабораторного оборудования.
Резервуар для охлаждения — это зачастую проточная вода (открытая система) или ведро, в которое наливают воду и опускают змеевик. Из правильно сделанного холодильника самогон выходит практически холодным. Холодильник изготавливают примерно так: трубку змеевика набивают песком, концы забивают деревянными колышками или зажимают, наматывают трубку на цилиндрический предмет с ровным сечением, а затем вымывают песок. После установки патрубков для подачи и отвода воды змеевик помещают внутрь корпуса и герметизируют соединения.
Сухопарник или барботер
Желательный, но необязательный элемент самогонного аппарата, который представляет собой воздухонепроницаемую металлическую или стеклянную емкость. В ней пары сначала охлаждаются, а затем снова частично закипают и возвращаются в змеевик.

Сухопарник устанавливается между перегонным кубом и холодильником. Попадая в этот модуль, спиртовые пары сначала охлаждаются, а потом снова закипают и перемещаются в змеевик. Альтернатива сухопарнику — барботер, который также предназначен для фильтрации спиртовых паров с помощью жидкости.
Назначение такого промежуточного устройства — повысить крепость самогона, очистить от сивушных масел и ароматизировать во время перегонки.
Для изготовления сухопарника или барботера необходимо собрать стеклянную банку с металлической крышкой, шило, холодную сварку, гайки и штуцера. В банке с помощью шила делаются отверстия, устанавливаются штуцера и гайки, дополнительно проводится герметизация с помощью клея или холодной сварки. Недостаток этого элемента один — нет слива для накопившейся жидкости.
Кроме основных элементов, при монтировании аппарата используются металлические трубки из нержавеющей стали, алюминия или меди, а также пищевые или медицинские силиконовые шланги. Также для герметизации трубок и составных частей можно использовать обычное тесто, которое не влияет на дистиллят.
Нагрев конструкции
Нагрев прибора — еще один хороший вопрос, который предстоит решить при эксплуатации домашнего самогонного аппарата. Тут тоже возможны варианты, а именно:

- Открытый огонь — на плите или горелке. Это просто, доступно и экономно, но контролировать температуру сложно, а пожароопасность очень высокая.
- Встроенный электрический тэн, который монтируют прямо в куб. Дает возможность встроить автоматику, но требует более тщательной очистки браги и более затратен в обслуживании.
- Индукционная плита — работает за счет электричества и хорошо прогревает все дно куба, но стоит довольно дорого и разогревает не все емкости (только те, что в составе имеют магнит).
- Парогенератор — исключает риск пригорания, но требует покупки спецоборудования.
При первом запуске самогонный аппарат следует тщательно протестировать с помощью воды, а заодно проверить герметизацию и промыть все части прибора. Не стоит сваривать трубки наглухо, но все же прибор должен быть герметичным. Разгерметизация грозит не только существенной потерей самогона, но и возникновением пожара.
Самогонный аппарат своими руками: схемы, сборка
В давнюю пору, когда производство бытовых самогонных аппаратов еще не было поставлено на поток, умельцы изготавливали их вручную. Ведь и первые дистилляторы появились задолго до образования мануфактур и фабрик — вспомните тот же аламбик. А в годы “сухого закона”, когда даже просто изготовление самодельного самогонного аппарата было уголовно наказуемо, русский человек выходил из положения самыми немыслимыми способами. И хотя сейчас получение домашнего спиртного вполне легально, а рынок богат самыми разными моделями, домашний самогонный аппарат по-прежнему производится “на коленке” или на рабочих станках в нерабочее время. Кто-то предпочитает самогон как самостоятельный напиток, кто-то готовит дистиллят для рецептов настоек из самогона в домашних условиях. Но тот факт, что русский человек “гнал и гнать будет”, остается неизменным.
Самогонный аппарат своими руками сделать, разумеется, возможно. Особенно, если эти руки — золотые. Да и материал нужный в наши дни достать не такая уж проблема. Рецепт изготовления самогонного аппарата своими руками в домашних условиях будет, конечно, посложнее рецептов браги для самогона, но зато Вы будете только сами перед собой отвечать за качество дистиллятора.
Как сделать самогонный аппарат в домашних условиях
Для начала, определим схему классического самогонного аппарата:

Мы имеем перегонный куб нужного литража (от 10 до 50 л на Ваш вкус и запросы), сухопарник (еще его называют отстойником), охладитель (или просто “холодильник”). Система герметично соединена паропроводом, а на выходе стоит приемная емкость. Ключевое слово в предыдущем предложении — герметично. Об этом обязательно нужно помнить при изготовлении самогонного аппарата своими руками. Это важно для предотвращения потерь спирта и вообще выхода паров в помещение, поскольку большая часть из них имеет неприятный запах.
Как и из чего собирать аппарат?
Для начала нужно определиться с материалом. Чаще всего это нержавейка толщиной от 1 до 3 мм. Но чем толще сталь, тем сложнее с ней работать без специальных инструментов и станка. Можно работать и с медью, она пластичнее, но стоит дороже. Медь для пищевых целей найти тоже сложнее, и за ней потом придется регулярно ухаживать.
Элемент первый: перегонный куб. Цилиндр нужного объема можно “сварить” самому, а можно воспользоваться кастрюлей (лучше скороваркой, она для этого больше всего подходит, да и крышка плотно подгоняется). На крышке важно предусмотреть отверстия для герметичной установки трубки паропровода и термометра. Сама крышка должна прочно крепиться и плотно прилегать к самому кубу, если она не полностью съемная, то Вам понадобится подобрать силиконовое прокладочное кольцо-уплотнитель.
Элемент второй: отстойник (сухопарник). Лучше с ним, чем без него, хотя этот элемент не является обязательным. Оптимальные размеры представлены на чертеже.

Отметим, что соединения элементов самогонного аппарата можно выполнить из силиконового шланга или при помощи трубки из нержавеющей стали (или меди). Если выбираете шланг, то лучше использовать силикон. Он, в отличие от резины, инертен и не будет вступать в реакцию с горячим паром, содержащим спиртовые пары. Конечный продукт не получит “резинового” вкуса и запаха.
Отличить резину от силикона легко по типу горения: при сгорании силикона остается белый пепел, а резина коптит и выделяет черный нагар.
Элемент третий: охладитель (“холодильник”). Неотъемлемая часть дистиллятора, как и перегонный куб. Здесь пары конденсируются, становясь жидкостью. Холодильник — это спиральная трубка длиной от 800 мм, помещенная емкость с холодной водой. Змеевик можно сделать из медной трубки или трубки для кондиционеров, подача охлаждающей жидкости должна быть снизу.

Практически любая схема самогонного аппарата своими руками предусматривает сварку металла. Нержавеющая сталь сваривается в атмосфере аргона. Важно, чтобы шов был ровным, в идеале — зашлифованным. Это важно для избежания протечек и коррозии. Желательные размеры трубки паропровода — от 10 мм в диаметре во избежание закупорки.
Самогонный аппарат с ректификационной колонной своими руками
Самому можно собрать не только классический аппарат, но и бражную или даже ректификационную колонну. Здесь важно соблюсти точные пропорции размеров элементов аппарата, поскольку это важно для оптимального прохождения физических процессов ректификации. Ниже приведен один из вариантов конструкции ректификационной колонны с размерами.

Элемент первый: перегонный куб. Колонный аппарат отличается своей конструкцией от классического практически полностью. Тем же остается лишь перегонный куб. Тем не менее, колонна требует такой же герметичности при соединении элементов и плотности прилегания крышки куба.
Элемент второй: царга. Сухопарника здесь нет, зато есть царга. Это вертикальная трубка, заполненная регулярной проволочной насадкой (РПН). Насадка бывает и нерегулярная (насыпная) — ее можно скрутить из небольших кусочков медной или стальной проволоки, но потребуется их много. Эффективнее и без нареканий работает все же регулярная насадка. РПН для царги все же лучше приобрести, хотя некоторые умельцы используют для этих целей металлические “мочалки” для мытья посуды.
Элемент третий: дефлегматор. Холодильник дефлегматора (как и холодильник охлаждения) имеют конструкцию “труба в трубе”, где во внешнюю трубу подводится холодная вода.
Важно: штуцер для термометра. Может быть расположен в верхней части царги, а может находиться в верхней части дефлегматора (как обычно и делают производители бытовых ректификационных колонн). Предпочтительнее размещать термометр в верхней части дефлегматора.
Элемент четвертый: холодильник охлаждения. Представляет собой конструкцию “труба в трубе”, но имеет длину значительно большую, нежели у дефлегматора. Чем длиннее путь в охладителе, тем эффективнее происходит конденсация, и продукт попадает в приемную емкость холодным, а не горячим. Потери спирта в этом случае минимальны.
Важно: соединения. В случае с колонной конструкцией силиконовым шлангом в качестве паропровода уже не обойтись, все соединения выполняются только из металла.
Сварить такую конструкцию гораздо сложнее, чем простую “классику”, здесь требуются уже солидные навыки в работе с металлом и сварочным аппаратом.
В целом создание самогонного аппарата своими руками требует сил, времени и значительных навыков. К тому же, есть риск, что экономии это не принесет, а даже наоборот — такой вариант нельзя будет назвать бюджетным. Купить самогонный аппарат (рекомендуем выбрать аппарат с ректификационной колонной марки Luxstahl 7) в наши дни стало значительно проще, а массовое производство позволяет сделать цену весьма привлекательной. Выбор сделать не так уж сложно, а благодаря отзывам о самогонных аппаратах Вы сможете уточнить нюансы и скрытые возможности интересующих Вас моделей.
Как сварить идеальный самогон дома
Самогон в умах многих парней ассоциируется с подвалом деда, в котором он проводит таинственные алхимические ритуалы. Не разбирающиеся в крепком алкоголе люди недооценивают вкус и качество этого напитка, отдавая предпочтение магазинной продукции. На деле же всё обстоит иначе: хороший домашний самогон — залог качества и натуральности, чего точно не хватает большинству производителей. Если ты знаешь об этом не понаслышке, то пришло время приоткрыть завесу тайны, окутавшую подвал деда, и научиться самому варить этот эликсир радости. Во все тонкости процесса нас посвятили эксперты онлайн-магазина «Сан Саныч Самогонщиков».
1. Выбор ингредиентов
Мы рассмотрим рецепт классического, проверенного временем самогона. Для получения 5 литров конечного напитка с крепостью 40 градусов тебе понадобятся следующие ингредиенты:
— сахар — 6 кг;
— лимонная кислота — 25 г;
— очищенная питьевая вода — 24 литра;
— дрожжи — 120 г сухих или 600 г прессованных.
Да, существует множество вариаций ингредиентов, но их выбор будет влиять на классификацию конечного продукта. Например, используя виноград, ты получишь коньяк или чачу, зерно — водку или виски, яблоко — кальвадос. Мы же предлагаем сперва освоить азы самогоноварения. Хотим обратить внимание на то, что подойти могут любые дрожжи, но если работаем на качество, лучше использовать специальные.
Купить дрожжи для самогоноварения →
2. Необходимое оборудование
Хотим предостеречь тебя от советов обывателей, которые скажут, что всё оборудование можно сделать самому или использовать подручные средства. Вбей в Google «взорвался самогонный аппарат» и посмотри на регулярность подобных новостей. За один 2019 год зафиксированы взрывы в Омске, Бурятии, Иркутске, Новгороде и Екатеринбурге. В последнем самогонщику повезло меньше всех: помимо тяжелых ожогов 50% процентов тела, от взрыва в окно вылетел его кот. Поэтому ради тебя же, твоих близких и питомцев, просим: используй качественное оборудование. Тебе понадобится:
Перегонный куб. В нём ты будешь нагревать, выдерживать все ингредиенты и оставлять для брожения. Качественный куб должен быть выполнен из прочных металлов или сплавов (а не из алюминия) и оборудован клапаном сброса давления, чтобы избежать взрыва.
Купить перегонный куб →
Дистиллятор — для перегонки и отделения спирта от сусла. Во время подогрева спирт начинает испаряться раньше остальных элементов — так происходит отделение его от других вредных и опасных веществ. Далее газообразный спирт поступает в дистиллятор, где из-за разницы температур происходит конденсация. Так медленно и верно он стекает в подготовленную ёмкость.
Купить дистиллятор →
Дефлегматор является промежуточной деталью между дистиллятором и перегонным кубом, регулирующим температуру испарений. Это своего рода предхолодильник, благодаря которому часть конденсата возвращается по тарге в перегонный куб. Происходит процесс тепломассообмена, то есть происходит многотысячная дистилляция, и пары, прорвавшиеся через дефлегматор, уже укрепленные и чистые.
Купить дефлегматор →
3. Изготовление сусла
Первый этап изготовления качественного сусла — инвертирование сахара. Нужно разогреть 3 литра воды до 80 градусов, после чего добавить 6 кг сахара. Варить и перемешивать до состояния сиропа. Когда сироп начнёт кипеть, добавь 25 г лимонной кислоты и проваривай содержимое на протяжении часа. Так ты термическим путём избавишься от вредных микроорганизмов и тщательнее перемешаешь компоненты, что облегчит работу дрожжам.
Перелей полученный сироп в перегонный куб и смешай с его с остальной водой комнатной температуры. Тщательно перемешивай содержимое по мере добавления воды. Температура смеси перед добавлением дрожжей должна составлять 27 градусов и не занимать более 3/4 объёма кастрюли.
Перед добавлением дрожжи нужно подготовить. Для этого залей их теплой кипячёной водой и дай разойтись. Прессованные дрожжи перед этим нужно раскрошить. Спустя сорок минут над сосудом должна образоваться пенная шапка — это показатель того, что процесс брожения начался. Значит, можно смело добавлять их в перегонный куб.
4. Этап брожения
После добавления дрожжей в бродильную ёмкость, или перегонный куб, нужно плотно закупорить крышку и установить гидрозатвор. В него добавляется немного воды, чтобы не пропускать кислород и выводить лишние газы. Емкость нужно оставить в теплом месте и обезопасить её от перепадов температур. Упростить этот процесс можно с помощью аквариумного нагревателя. Укутай куб теплыми одеялами и зимними вещами, чтобы температура варьировалась в пределах 25–30 градусов. Процесс брожения займёт 5–8 дней, в течение которых нельзя вскрывать крышку. Для ускорения процесса можно аккуратно взбалтывать куб каждые 10–12 часов.
5. Перегонка
Или дистилляция. Она нужна для отделения спирта от браги путём конденсации паров спирта. Для этого перегоночный куб нужно поставить на газовую или индукционную плиту и подключить дистиллятор, который и будет выводить спирт в отдельную ёмкость.
Первая перегонка. Нам нужно как можно быстрее прогнать прогнать спирт из браги. Для этого потребуется только перегонный куб и холодильник. Используй максимальный жар, чтобы ускорить процесс конденсации, и собирай полученную жидкость в отдельную ёмкость.
Собранный после первого перегона конденсат называется «спирт-сырец» и пить его ни в коем случае нельзя. Во-первых, он прошел неполную дистилляцию, а во-вторых, его крепость намного выше 40 градусов. Только после вторичного прогона ты сможешь получить чистый продукт.
Вторая перегонка. После промывки перегонного куба устанавливаем дистиллятор с таргой и дефлегматором, выводя к основному холодильнику. Залей в него спирт-сырец и начинай подогревать. После начала нагревания первые несколько миллилитров необходимо слить в отдельную ёмкость. Самогонные эксперты это называют «головные фракции» — они содержат ацетоновые и уксус-альдегидные примеси, поэтому их необходимо отсечь. Чтобы точно определить объём «голов», нужно отобрать по 50 мл с каждого килограмма сахара. В нашем случае это 300 мл первого конденсата. Лучше слить с запасом (например, 350 мл) — так конечный продукт будет вкуснее и безопаснее.
Всё, что будет стекать далее, называется телом — его-то и нужно собирать в отдельную ёмкость. Далее нужно определить границы «тела» и «хвоста». Когда температура вверху колоны начинает повышаться на 0,4–0,5 градуса, заканчиваем отбор питьевой фракции и начинаем отбор «хвостов». Они содержат больше всего вредного сивушного масла. Их отбираем до 98 градусов в верхнем термометре. Эти «хвосты» потом можно добавить в брагу следующего самогона.
Крепость полученной питьевой фракции будет варьироваться в пределах 90–96 градусов, поэтому её нужно будет разбавить чистой водой, используя спиртометр. Разливай по бутылкам, охлаждай и приглашай друзей на дегустацию. Будь осторожен: могут последовать массовые заказы, а знакомые чаще начнут напрашиваться в гости.
Самогонный аппарат своими руками в домашних условиях: видео
Самогонные аппараты широко распространены в наше время среди любителей делать домашние вина и спиртосодержащие напитки. На прилавках магазинов можно встретить широкий ассортимент товаров на любой вкус и цвет, при желании вы можете выбрать понравившуюся модель, подходящую по параметрам и личным предпочтениям.
Однако все чаще опытные виноделы и специалисты в данном деле стараются создавать самодельные варианты самогонных аппаратов или сделать индивидуальный заказ по личным схемам и составленным вручную чертежам. О причинах данного подхода и способах создания самогонного аппарата в домашних условиях своими руками мы постараемся рассказать вам в нашей статье. Здесь вы сможете найти ответы на все возникшие вопросы и научиться создавать конструкцию из подручных средств, это позволит не только сэкономить средства на приобретении аппарата в магазине, но и создать уникальную модель по личным предпочтениям.

Принцип работы устройства
Не важно, опытный вы винодел или начинающий любитель, в данном деле стоит разбираться в основных процессах, происходящих во время перегонки. Зная основные этапы, вы сможете определиться с деталями самогонного аппарата, а также подобрать идеальную конфигурацию и соотношение всех основных элементов и деталей. Для удобства понимания можно разбить процесс на несколько основных этапов, среди которых выделяются:
- В специальной ёмкости перед началом основного процесса собирается брага и подготавливается для дальнейшей обработки.
- Первым ключевым этапом является нагревание на огне браги, для этого может использоваться любая устойчивая к воздействию высокой температуры ёмкость, поскольку процесс обычно производится на открытом огне.
- В результате этого образуется пар, который в дальнейшем должен поступать в систему специальных трубок (могут применяться прямые и изогнутые варианты).
- После прохождения через систему соединительных трубок пары спирта должны перейти в холодильную установку или змеевик, в котором будет происходить процесс конденсации. Пар будет осаждаться в виде капель жидкости и стекать по трубке в подготовленную тару.
- После этого напиток, собравшийся на выходе можно употреблять. При необходимости можно подвергать самогон повторной перегонке для достижения лучшего результата, количество перегонок зависит от вида самогонного аппарата и качества сборки всех элементов.
Если представить общий процесс, то его суть заключается в выделении из браги (смесь спирта, воды и сивушных масел, представляющая собой слабоалкогольный напиток) чистого спирта. Метод основан на более низкой температуре парообразования спирта по сравнению с водой, это позволяет избавиться от воды и повысить крепость. Также в процессе нагревания происходит разделение фракций спирта и удаление сивушных масел, что улучшает качество и вкусовые показатели получаемого напитка.

Из чего состоит самогонный аппарат?
Если вы познакомились с основными процессами, происходящими в устройстве с брагой и хотите сделать самогонный аппарат своими руками в домашних условиях, необходимо обратить внимание на ключевые элементы и основные детали в корпусе. Классическая модель состоит из следующих частей:
- Специальная тара для подготовки браги к дальнейшей обработке и перегонке. Можно использовать одну и ту же тару для сбора и перегонки, необходимо выбрать бутыль с большим горлом, важно мыть посуду и не допускать наличия крупных частиц в кубе, поскольку они могут подгореть в процессе кипячения и испортить вкус.
- Ёмкость для нагревания браги и начала процесса перегонки называется перегонным кубом. Самогонный аппарат начинается именно с этого компонента, в котором происходит кипячение и парообразование.
- Система подачи пара к холодильной установке, по которой пар переходит в следующий отдел. Чаще всего представляет собой систему герметично закрытых трубок.
- Сам холодильник, основным элементом которого является змеевик. Именно здесь происходит конденсация паров этилового спирта и превращение их в жидкость
- Тара для сбора спирта, выходящего после прохождения через холодильник. Она должна быть подсоединена к основной конструкции.
- При необходимости для своевременного контроля за основными показателями при перегонке можно установить термометр и ареометр.
Каждый из элементов выполняет свою определенную функцию, при их взаимодействии получается качественный самогон, поэтому так важно обеспечить надёжность всех участков конструкции и несколько раз проверить правильность сборки перед началом эксплуатации.
ВАЖНО: Все элементы в процессе работы должны быть надёжно закрыты и сохранять герметичность, в случае нарушения целостности самогонного аппарата необходимо прекратить работу и выключить огонь. После остывания браги необходимо узнать и устранить причину неисправности.
О необходимых материалах на заметку
Прежде чем начать создавать самогонный аппарат, стоит позаботиться о всех необходимых элементах и материалах для проведения будущих работ. Наиболее классическими являются следующие материалы для конструкции:
- Отличным материалом для перегонного куба служит нержавеющая сталь. Необходимо подобрать пищевой вариант с соответствующей меткой о производителе, чтобы металл не вступал в реакцию со спиртом и не оказывал вредного воздействия на организм человека.
- Змеевик лучше всего выполнять из меди, поскольку она обладает лучшей теплопроводностью и сможет обеспечить быструю конденсацию.
- Помимо представленных вариантов можно использовать алюминий и стекло. Но при работе с данными вариантам могут возникать трудности при их использовании из-за особенностей теплопроводности и хрупкости, поэтому они гораздо реже применяются для создания самогонных аппаратов.
- Также стоит подготовить рабочее место, убрать все лишние предметы и подготовить инструменты для сварки, герметизации деталей, зачистки поверхностей. Для этого пригодится сварочный аппарат, клей, напильники, болгарка с зачистным диском или щеткой.
 Змеевик лучше всего выполнять из меди, поскольку она обладает лучшей теплопроводностью и сможет обеспечить быструю конденсацию.
Змеевик лучше всего выполнять из меди, поскольку она обладает лучшей теплопроводностью и сможет обеспечить быструю конденсацию.
Инструкция по изготовлению самогонного аппарата
Если вы уже все подготовили, можно приступать к процессу создания самогонного аппарата. Для удобства мы представим развернутый план поэтапного изготовления всех составляющих компонентов конструкции. Мы рассмотрим наиболее простые и практичные варианты создания каждого из элементов, при желании вы можете взять за основу план и сделать свои изменения в самогонном аппарате и его параметрах.
С помощью данной пошаговой инструкции вы сможете быстро и легко сделать самогонный аппарат. Соблюдайте технику безопасности при работе и дальнейшем использовании, чтобы получаемые напитки приносили только положительные эмоции. При несоблюдении техники безопасности элементы могут выйти из строя, повредить окружающие предметы и причинить травмы в процессе эксплуатации. Приступайте к работе согласно представленному ниже плану.
ЧИТАЙТЕ ТАКЖЕ: Попугай для самогонного аппарата: принцип работы, делаем своими руками
Шаг 1. Перегонный куб
Наиболее удобным и простым в исполнении является вариант перегонного куба из бидона. Элемент предназначен прежде всего для нагревания браги с целью ее дальнейшего испарения. Для создания данного компонента необходимо выполнить следующие манипуляции:
- Возьмите стандартный бидон, снимите с крышки прорезиненную часть, она не пригодится при использовании.
- По краям крышки нанесите герметик из силикона или полимерный клей для плотного закрытия отверстий, так следует выполнить процедуру 2-4 раза в зависимости от качества фиксации крышки к основному корпусу.
- Накройте поверхность полиэтиленовым пакетом и оставьте сохнуть заготовку, после высыхания получится заменитель прокладки из силикона.
- Сделайте отверстие в горлышке для соединения со следующим элементом системы. Дополнительно для подсоединения сухопарника можно использовать переходники.
Видео инструкция изготовления перегонного куба из бидона.
Существуют методы создания куба из эмалированных кастрюль и скороварок, каждый из них имеет свои преимущества и недостатки. Наиболее оптимальным является именно применение бидона, он выполнен из подходящих материалов, его легко использовать для больших объёмов браги.
Шаг 2. Холодильник
Домашний самогонный аппарат в своей конструкции должен иметь холодильник, который будет выполнять функцию осаждения паров спирта и превращения их в жидкое состояние. Охлаждение для самогонного аппарата играет важную роль, обеспечить его можно следующим способом:
- Сначала необходимо создать змеевик, лучше всего взять медную трубку длиной 1,5-2 метра и внутренним диаметром 8-12 мм для лучшего показателя конденсации и скорости перегонки. Данные параметры будут зависеть от общей поверхности соприкосновения с парами спирта и длины трубки. Подбирайте размеры в зависимости от объёмов производства.
- Набейте трубку песком, предварительно закрыв свободные концы заглушками. После этого возьмите большую металлическую трубу и обогните вокруг нее медную спираль, равномерно делая витки. Будьте осторожны, чтобы не согнуть и не испортить корпус медной спирали для получения красивого и качественного змеевика.
- С помощью специальных переходников соедините между собой полученные элементы, создайте условия герметичности для предотвращения утечки спирта.
После этого позаботьтесь о системе охлаждения в самогонном аппарате, через которую будет проходить змеевик. Это может быть проточный или стационарный формат. В первом варианте нужно подвести шланг с подачей холодной воды. В стационарном варианте придется постоянно вручную менять воду для поддержания низкой температуры. Лучше всего разместить данный элемент вертикально для быстрого стекания спирта в накопитель.
Видео инструкция изготовления холодильника.
Шаг 3. Сухопарник
Сухопарник и барботер необходим для дополнительного удаления воды и сивушных масел из поступающей смеси. Особенно важно использовать данный элемент при первых попытках создания собственного самогона. Самогонный аппарат должен иметь сухопарник в 10 раз меньше по объёму в сравнении с перегонным кубом.
Для создания сухопарника потребуется сделать следующие действия:
- Возьмите небольшую стеклянную банку с металлической крышкой.
- В крышке отметьте и проделайте два отверстия для входной и выходной трубки.
- На места полученных отверстий приделайте штуцеры и закрепите их гайками, для надёжности заделайте их герметиком или устойчивым к воздействию высоких температур клеем, чтобы самогонный аппарат прослужил долго и не сломался при активной эксплуатации
- В полученные отверстия проденьте трубки, идущие от перегонного куба и к холодильнику. Важно учитывать, что входная трубка должна быть опущена ниже выводящей системы.
Видео инструкция изготовления сухопарника.
Шаг 4. Термометр
Ещё одним ключевым моментом является отслеживание температуры в ходе работы. На самогонный аппарат необходимо установить термометры для определения температуры браги и пара в трубках. Существуют различные модели термометров, наиболее популярными являются следующие варианты конструкции для самогонных аппаратов:
- Биметаллические термометры фиксируют изменения с помощью специальных металлических лент.
- Электронные термометры фиксируют данные за счёт электрических импульсов.
- Цифровые термометры, фиксирующие данные об изменении давления.
Можно установить градусник на поверхности перегонного куба или на входе в охладитель. В первом случае фиксируется температура кипения браги, а во втором снимаются показания температуры пара, что также важно. Опытные виноделы рекомендуют устанавливать сразу несколько термометров для более точного контроля. Если вы делаете самогонный аппарат своими руками в домашних условиях, позаботьтесь о качественном исполнении всех этапов, чтобы получить по-настоящему хорошую модель.
 Биметаллический термометр
Биметаллический термометр
Заключение
В завершении статьи можно сказать, что самогонный аппарат своими руками в домашних условиях может собрать практически каждый человек. Такая модель не потребует специальных навыков и умений, а также позволит отлично сэкономить на приобретении дорогостоящих покупных вариантов в магазинах. Если вы собрались заняться виноделием, это будет отличный вариант для применения дома.
Совершенствуйте свои навыки и старайтесь подобрать подходящую модификацию всех составляющих компонентов. С опытом к вам придет понимание всех особенностей каждого отдельного этапа создания самогонного аппарата. Это поможет вам подобрать подходящие технические характеристики и усовершенствовать модель для получения лучших показателей самогона.
Как варить самогон: технология и правила
Как варить самогон в домашних условиях и что для этого нужно? Ответить на этот вопрос может любой уважающий себя самогонщик. Необходимо научиться правильно готовить брагу, затем перегонять самогон, а уже после очищать его, используя различные способы.
Кажется, что готовить самогон в домашних условиях не так уж и сложно. На самом деле этот процесс полон нюансов, хитростей и секретов. Теория, конечно, расскажет, как делать самогон, но основные познания придут только после практических занятий.
Варим брагу правильно
Самогоноварение начинается с изготовления браги. Ее нужно сделать правильно, и первое, с чего стоит начать — это тщательно промыть посуду, в которой будет находиться бражка. Многие любители изготавливать дистиллят в домашних условиях пренебрегают этим правилом. Но на деле подобное отношение к емкостям приводит к тому, что у алкоголя появляется посторонний привкус, меняется основной вкус.

Самогонный аппарат в действии
Когда тара будет готова, можно приступать к изготовлению браги. Классический рецепт включает в себя всего 3 ингредиента:
- Воду.
- Сахар.
- Дрожжи.
Вода должна быть чистой, не иметь посторонних запахов и вкусов, но не стоит использовать дистиллированную воду.
Сахар можно использовать в первоначальном виде или смешивать его с лимонной кислотой, изготовив сироп. Инвертированный сахар помогает сварить более качественный самогон, который будет обладать неплохими характеристиками.
Дрожжи используют в любом виде, подойдут дрожжи в брикете и быстрорастворимые. Некоторые винокуры используют спиртоустойчивые дрожжи — они помогают повысить крепость браги, а соответственно, и крепость последующего дистиллята.
Можно готовить брагу из плотного сусла: ягод, фруктов и других компонентов, но в таком случае стоит следить за тем, чтобы в процессе дистилляции она не пригорала к стенкам перегонного куба.
Изготовление алкоголя в домашних условиях требует внимания, усидчивости и желания следовать всем правилам.
После того как все будет готово, необходимо перейти к расчету компонентов, чтобы не просчитаться, стоит сразу определиться с объёмом. Чем больше бражки, тем больше будет сделано самогона, что вполне логично, но и времени на дистилляцию потребуется затратить немало.
Соотношение компонентов:
- на 6 кг сахара потребуется 24 литра воды;
- 120 грамм сухих дрожжей или 600 прессованных;
- и 25 грамм лимонной кислоты.
Приготовление самогона начинается с расчета количества ингредиентов. Например, кислота нужна только в том случае, если планируется сделать из сахара сироп. Если же инвертировать сахар нет желания, то стоит засыпать его в емкость для браги, залить водой и все тщательно перемещать. Перемешивать придется до тех пор, пока сахар полностью не растворится.
Вода должна иметь комнатную температуру. Когда сахар раствориться, в смесь добавляют дрожжи. Если речь идет о прессованных дрожжах, то их стоит размельчить руками и предварительно подготовить к погружению в брагу. Это правило касается и сухих дрожжей.
Можно раскрошить брикет руками, но лучше размочить его в воде. Сухие дрожжи заливают водой и ставят в теплое место. Когда начнется процесс пенообразования, грибки «запускают» в брагу.
Бражка должна бродить в теплом и темном месте. Следует соблюдать температурный режим, по этой причине емкости для браги часто оснащают термометрами.
Бродить бражка будет не менее 4–7 дней. Определить, что она готова к дистилляции, помогут следующие признаки:
- Горький вкус жидкости, который свидетельствует о том, что весь сахар был переработан дрожжами в спирт, отсюда и появилась горечь.
- Прекратилось шипение — это признак, того, что углекислый газ перестал выделяться, а значит, брожение прекратилось.
- Для самогоноварения важно, чтобы брага дошла до готовности, по этой причине ее нередко проверяют с помощью спички. Если огонь не тухнет вблизи браги, это значит, что она готова к переработке.
Желательно оценивать готовность сусла к перегонке по нескольким признакам. Комплексный подход поможет определить, стоит ли начинать процесс самогоноварения или нужно еще немного подождать.
Поставив брагу бродить, стоит утеплить емкость, надеть на нее чехол или просто прислонить к печке или батарее. Это поможет дрожжам нормально развиваться, ведь при несоблюдении температурного режима дрожжевые грибки могут впасть в спячку или погибнуть, не переработав сахар полностью.
Осветление браги
После того как брага будет готова к переработке, ее необходимо осветлить. Эту процедуру проводят с помощью белой глины. Тем, кому известно все о самогоне, знают, что осветление браги проводят также с помощью кошачьего наполнителя — его перемалывают в муку и используют со следующей целью:
- Очистка поможет удалить неприятный запах.
- Убрать привкус горечи или неприятное послевкусие.
- Избавит алкоголь от вредных примесей.
Всего 2–3 ложки измельченного наполнителя для кошачьего туалета разводят в стакане теплой воды. Этого количества будет достаточно, чтобы очистить 24–25 литров браги.
Секреты самогоноварения настолько многообразны, что позволяют использовать в этом деле различные компоненты. Очистка браги и ее осветление с помощью белой глины или других средств — это не обязательная процедура, но если ее не провести, то качество готового продукта будет значительно хуже.
К дистилляции приступают после того, как брага пройдет через осветление, на это потребуется не менее 15–20 часов. Первые 60 минут емкость с жидкостью интенсивно взбалтывают, чтобы активировать белую глину.
Когда осветление будет закончено, осадок придется слить. Выливать глину в канализацию не рекомендуют — это может привести к образованию цементных пробок.
Еще один совет: не рекомендуется покупать глину с ароматизаторами, их наличие повлияет на аромат самогона.
Когда готовим самогонку, которая прошла через осветление глиной, стоит учитывать, что процесс перегона займет гораздо меньше времени и при этом уйдет неприятный запах. Но правильное осветление — это еще не все.
Варим самогон правильно
Технология самогоноварения стара, как мир. За годы цивилизации она существенно не изменилась, зато приобрела несколько нюансов, которые позволили значительно улучшить качество алкоголя, сделали его мягким и вкусным.
Итак, как приготовить качественный дистиллят в самогонном аппарате:
- Начать стоит с разделения самогона на фракции — это поможет избавить напиток от сивухи. Необходимо убрать «головы» и отсечь «хвосты». «Головы» — это так называемый первач или первак, пить его не рекомендуют. Дело в том, что первак богат сивухой. Несмотря на то что это самый крепкий самогон, его используют только для технических целей. А вот «хвосты», или «отгон», можно залить в брагу — это поможет увеличить крепость напитка при дистилляции. «Головы» от общего объёма браги составляют около 8–10%, а «хвосты» начинают отбирать после того, как крепость алкоголя падает ниже 40 градусов.
- Основы самогоноварения включают в себя и очистку. Ее проводят после того, как самогон пройдет через процедуру дистилляции. Очистку проводят с помощью угля, кристаллов марганцовки или используют фильтр-кувшин, который имеет сменный картридж. Очистка помогает подготовить алкоголь к повторной перегонке, можно фильтровать напиток, используя мякиш хлеба или молоко. Особой разницы в этом нет, главное, чтобы спиртное избавилось от вредных примесей и стало чище.
- Повторная перегонка — самый эффективный способ избавить дистиллят от неприятного запаха и изменить его вкус. Повторная переработка проходит по той же схеме, что и первая. В процессе выгона необходимо будет снова разделить самогон на фракции, то есть отобрать «головы» и «отсечь» хвосты. Это сократит общий объем дистиллята, зато поможет повысить его крепость до 60–70 градусов.
Потратив всего 2–3 часа на переработку самогона, можно получить напиток неплохого качества, который способен конкурировать с водкой или другим алкогольными продуктами, продающимися в магазинах по весьма высоким ценам.
Как правильно варить самогон и правила повторной дистилляции:
- Стоит разбавить напиток перед проведением переработки, поскольку слишком крепкий самогон отличается взрывоопасностью. В процессе выгона он может спровоцировать взрыв аппарата и стать причиной не только порчи имущества, но и пожара.
- Самогонку разбавляют до крепости 20 градусов, добавляя воду в алкоголь, а не наоборот. Желательно использовать чистую воду, но только не ту, что прошла через кипячение или дистилляцию.
Если все сделать правильно, то на выходе продукт будет отличаться высокой крепостью и неплохим качеством. Впрочем, тут все зависит не только от действий самогонщика, но и от устройства аппарата.
Требования к дистиллятору
Изготовление качественного продукта невозможно без наличия соответствующего оборудования. Приобретая в магазине прибор, стоит обратить внимание на его конструкцию.
Что должно быть в самогонном аппарате и какие необходимы дополнительные модули:
- Сухопарник — это устройство, в котором скапливаются сивушные масла. Если агрегат оснащен 2 сухопарниками, то один из них используют как хранилище для ароматизаторов. Попросту говоря, в емкость помещают пряности, специи и т. д., что позволяет улучшить вкус алкоголя, придать ему своеобразный аромат.
- Барботер — помогает предохранить уже готовый продукт от попадания в него капель браги. Бражка богата сивухой и может испортить качество самогонки. Если кипение в перегонном кубе идет очень интенсивно, то барботер необходим.
- Система охлаждения — это так называемый холодильник. Система помогает превращать пары спирта в уже готовый самогон.
Характеристики продукта зависят от множества факторов. Выгнать самогон хорошего качества не так уж и просто, но эту задачу сложно назвать трудновыполнимой.
Самогонный аппарат своими руками » Полезные самоделки
Для изготовления самогонного аппарата своими руками необходима емкость, подойдет фляга объемом 25 литров, в крышке фляги просверливается отверстие на определенную длину под переходник, который будет соединять трубку с крышкой фляги. В качестве переходника используйте латунные переходники для металлопластиковых труб (продаются в каждом Хоз. маге). Переходник подбирайте по размеру трубки, лучше если при покупке Вы возьмете ее с собой, чтобы не ошибиться.
Затем просто высверливаете в крышке фляги отверстие, и собираете аппарат по схеме показанной выше. Еще понадобится 2 шланга для охлаждения паров браги, при котором образуется самогон. Размер подбирается в зависимости от расстояния между раковиной и газовой плитой, лучше брать с запасом на 1- 1,5 метра.
Рис. 2 Фляга или другая емкость для самогонного аппарата.
Рис.3 Шланг для подачи и выхода воды из дистиллятора самогонного аппарата.
Запуск самогонного аппарата
После сборки самогонного аппарата по выше указанной схеме и подключения его через 1-й шланг к водопроводному крану, конец второго шланга можно положить прямо в раковину для слива воды. Фляга ставиться на сильный огонь. (Предварительно в флягу помещается сырье, о том как его приготовить будет сказано ниже.). Приблизительно через 30 минут из отверстия для выхода спирта закапает — спирт. Как только это произойдет, огонь требуется убавить до среднего и так до конца. Из приготовленного сырья, помещающегося в флягу (25 литров) получается до 6 и более литров самогона. Возможно и дальнейшая перегонка сырья до 7-8 литров выходв самогона, но тогда последня партия будет крепостью менее 40 градусов, в народе такой самогон называют каяж.
Например:
— партия самогона № 1 -3л крепостьью 70-80 градусов;
— партия самогона №2 — 3 л крепостью 40-50 градусов;
— партия самогона № 3 — 1-2 литра крепостью 30-39 градусов, иными словами каяж.
Во время приготовления спирта нужно периодически следить за аппаратом.
Способы приготовления сырья для самогона
1) В отдельную флягу наливается 20 — 22 литров воды, и растворяется в ней 1 кг дрожжей и 6 кг сахара, также добавляется 1 литр молока. Можно добавить прокисшего варенья, или компота. Оставленную смесь закрывают крышкой и оставляют бродить в теплом месте в течение 6 дней. После чего сырье готово к применению. Ниже приведены способы приготовления сырья без сахара и дрожжей.
Бонус. 150 рецептов самогона
Наиболее качественный самогон — т.н. хлебный. Раньше он был очень популярен на Украине. Крепкий, с мягким вкусом и легким похмельем. Потом с применением сахара и переходом на примитивные аппараты начал забываться. Ныне наблюдается возврат к изготовлению такого самогона.
ХЛЕБНЫЙ
Рожь, пшеницу, ячмень, просо, кукурузу, горох прорастить. Для этого размочить в теплой воде, расстелить тонким (до 2 см) слоем. Следить, чтобы зерно не прокисло. Проросшее зерно высушить, смолоть на муку. Вскипятить воду и в еще кипящую постоянно помещивая добавить эту муку. Размешивать до состояния жидкого киселя. Укрыть и дать выстояться часов 10 — 12. Разлить по мискам и остудить до комнатной температуры. Добавить дрожжи. На 12 ведер закваски — полкило. Бродит 5-6 дней. Перегонять на паровом аппарате. Из всех видов самогона — самый лучший. Если нет дрожжей, добавить килограм сухого гороха. Процесс брожения увеличится до 10 дней.
ХЛЕБНЫЙ С КАРТОШКОЙ
Сделать солод, как и в первом рецепте (прорастить зерно, высушить, смолоть). Сварить картошку, истолочь с той водой, что осталась при варке. Выложить в балию. Засыпать сверху солодовой мукой. Опять толочь до ровной киселеобразной консистенции. Все это должно быть очень горячим. Опять сверху присыпать остатками муки и оставить на ночь. Через 10-12 часов перемешать, перелить в бочку, добавить полкило дрожжей. Пусть бродит 5-6 дней. На 2 ведра солода 4-5 ведер картошки.
ХЛЕБНЫЙ НА ХМЕЛЮ
Пшеницу или рожь прорастить в деревянном корыте, переодически помешивая. Потом отварить картофель, помять его. Надо еще заварить хмель. Потом необходимо приготовить т.н. затер — в брагу, которая осталась с прошлого раза (1.5-2 л) добавить свареный хмель (3 л). Потом все вместе перемешивается — пшеница или рожь, картошка и затер. Зерно можно смолоть или пропустить через мясорубку. Поставить в теплое место. Стоит до тех пор, покуда не перестанет бродить и шуметь. На одно ведро зерна 2 чугуна картошки вареной (2 ведра).
Выход — 2 литра хлебного самогона.
ХЛЕБНЫЙ С ПЕЧЕНЫМ ХЛЕБОМ
Все так же, как и в предыдущем рецепте, но вместо картофеля — размоченный в кипятке ржаной или пшеничный хлеб. На 2 ведра солода 15-20 буханок хлеба.
ЕЩЕ СПОСОБ ХЛЕБНОГО
Прорастить полведра ржи, пшеницы или ячменя. Истолочь. Размочить в 15 литрах воды 10-12 буханок черного хлеба. Смешать. Добавить 750 гр дрожжей. Если хлеба мало (8 буханок), сварить чугун картошки. Перемять, смешать с зерном и хлебом. Брожение в теплом месте — неделю.
И ЕЩЕ
Пшеницу прорастить, перемолоть на мясорубке, кофемолке (можно истолочь). Добавить воду, дрожжи и поставить в теплое место. На 10 кг пшеницы 30 литров воды и 0.5 кг дрожжей.
* * *
Два последних способа технологически более просты, но лучший продукт получается при использовании предыдущих рецептов.
САХАРНЫЙ
6 кг сахара развести в 30 л теплой воды и добавить 200 г дрожжей. Поставить в теплое место. Для запаха можно добавить ветки смородины или вишни, или же сухой укроп. Через 6-7 дней закваска готова. Выход 6 л. Распространено мнение, что из килограмма сахара получается литр водки. При использовании парового аппарата «Заводка» 10 л хорошего продукта получается из 7 кг сахара. То есть не надо делать брагу излишне концентрированной по сахару. Он «перегорает» и уходит в отходы.
СВЕКОЛЬНЫЙ
Натереть на терку сахарную свеклу, отварить в печи, отдавить. На 30 л сока свеклы добавить 200 г дрожжей. Поставить закваску в теплое место. Через 5-6 дней она будет готова. Сахара добавлять не надо. Выход — 5 л.
ВТОРОЙ СПОСОБ
Натереть и испечь сахарную свеклу — 10-15-литровый чугун. Дать остыть, но чтобы свекла оставалась теплой. Добавить в нее 5-6 кг сахара и 10 л воды температурой 24-25 гр. Добавить дрожжи, разведенные в небольшом количестве воды. Дрожжей брать 500 г. Накрыть смесь. Поставить в теплое место. Пусть играет 3-4 дня. Перемешать. Готовность определяется временем, когда свекла опустится на дно посуды и сверху образуется корка.
ИЗ ВАРЕНЬЯ
Взять шесть литров испорченного варенья, развести его 30 л теплой воды, добавить 200 г дрожжей. Чтобы иметь больший выход самогона надо добавить еще 3 кг сахара. Закваску поставить на 3-5 дней в теплое место. Выход — 6л, а с добавлением сахара — 9л.
ИЗ ПАТОКИ
Патока — отходы производства сахара из свеклы. На одно ведро патоки добавить 200-250 г дрожжей и 25 л воды. Поставить в теплое место на неделю. Выход 6-7 л. Очень желательно полученное еще раз перегнать, т.к. за раз самогон получается с плохим запахом.
ИЗ СОКА ЯБЛОК
Перетереть и измельчить яблоки, сок выдавить. На 35 л сока добавить 3 кг сахара и 200 г дрожжей. Стоит в теплом месте и через неделю готово. Выход 6-7 л.
ИЗ СИРОПА (ЛЮБОГО)
6 л сиропа развести в 30 л воды и добавить 200 г дрожжей. Через неделю готово. Выход 7 л самогона.
ИЗ ДИКИХ ГРУШ
Собрать дички, ссыпать их в деревянную бадью или бочку до половины емкости. Пусть там гниют. Потом помять их деревянным мялом и пусть стоят 2-3 недели. Ничего абсолютно не добавлять. Выход — 3 л.
ИЗ СЛИВ
Три ведра слив помять и поставить бродить 2 недели. Воды не добавлять. Выход 3 литра. Если добавить сахар, выход, естественно, будет больше.
ИЗ ГРУШ
В 5 литров воды добавить 5 ведер испорченных садовых груш (вареных), 2 кг сахара и 200 г дрожжей. Поставить в теплое место на неделю. Выход — 8 л самогона.
ИЗ КРАХМАЛА
На два ведра воды добавить 10 кг крахмала и заварить как кисель. Потом добавить 500 г дрожжей и 1 кг сахара. Выстойка 3-5 дней. Выход — 11 литров водки.
ИЗ КОНФЕТ
5 кг конфет (с начинкой) развести в 2 ведрах теплой воды. Выстойка 4-5 дней. Выход — 5 литров.
ИЗ ХАЛВЫ
10 кг халвы развести в 15-20 л теплой воды. Выстойка 8 дней. Выход — 10 л самогона, но при этом сохраняется запах подсолнечного масла. Чтобы его убрать, можно добавить в водку веточку мяты.
ИЗ СУШКИ
2 кг сухих яблок или груш заварить в ведре воды. Добавить 3 кг сахара и 300 г дрожжей. Все это плотно закрыть, оставив небольшое отверстие. Неделю пусть стоит в теплом месте. В эту закваску перед производством добавить пучок чебреца сухого. Выход 3,5 л самогона.
ИЗ ВИНОГРАДА
Сок выдавить на вино, а на ведро того, что осталось доба- вить 100 г дрожжей и 5 кг сахара. Развести в 30 л воды. Выстойка 1 неделя. Выход — 7 л водки очень светлой.
КОМБИНИРОВАННЫЙ
20 стаканов пшеницы, 3 л воды, 1 кг сахара. Смешать. Пусть 5 дней стоит в тепле. Потом добавить 5 кг сахара и 18 л воды. Бродит 7-8 дней. Брага на вкус должна быть горькой. Процедить. Если в оставшийся жмых добавить 5 кг сахара и 8 л теплой воды, выстоять 8-10 дней, снова можно получить 12-15 л самогона.
ИЗ ТОМАТНОЙ ПАСТЫ, САХАРА И ПИВА
На 30 л воды — одна банка томатной пасты, одна бутылка пива, 10 кг сахара. Размешать, дать выиграться в теплом месте, перегнать. Выход 7-8 л.
БЕЗ ДРОЖЖЕЙ И САХАРА
В этом рецепте дрожжи и сахар заменены запаркой и солодом. Запарка: в 2 л воды заварить одну пригоршню свежего хмеля (сухого — две), дать немного настояться, отвар процедить, в еще теплом размешать пригоршню муки. После кратковременной выстойки (30-40 минут) запарка готова. Солод: прорастить зерна ржи, высушить и смолоть. В основной продукт (свеклу, картошку, яблоки, груши и т.
д.) добавить запарку и солод, развести водой до полужидкого состояния, дать выиграться в теплом месте, перегнать. Расход: на данное количество запарки — 3 кг солода и пол-
ведра (5-6 л) основного продукта. Выход — 3 л.
«МЕДОВУХА»
4 банки (700 граммовых) меда, 1 банка (3-х литровая) сиропа, 27 литров воды, 300 г дрожжей. Стоит в теплом месте неделю. Выход 7 л.
ГОТОВЫЙ ЗА СУТКИ
На 1 кг гороха надо 5 кг сахара, 500 г дрожжей и 15 л теплой воды. Добавить 1 л парного молока. Стоит сутки. Выход — 5 л водки.
ГОТОВЫЙ ЗА СУТКИ
(2-й способ) 5 кг сахара, 25 л кипяченной воды, 500 г дрожжей, 25 средних сырых картофелин, 3 стакана молока, 4 буханки хлеба. Все смешать. Перебраживает за 24 часа.
…И ЗА 2 ЧАСА 10 кг сахара, пачку дрожжей, 3 л молока, 3-4 ведра воды влить в стиральную машину. Крутить 2 часа. Дать отстояться, и можно перегонять.
Александр Борисов, г. Самара
:
Перед тем как сделать сварочный аппарат, нужно иметь представление о том, что такое трансформатор понижающего типа. Сделать его сами могут люди, имеющие минимальные знания в электротехнике. Особенно актуально изготовление таких изделий было в те времена, когда подобного рода техника не имела серийного выпуска и не была доступна для широкого круга покупателей. А необходимость в использовании и сварке металлических конструкций для хозяйственных нужд была всегда и остается сейчас. Именно сварка является самым простым и быстрым способом для соединения металлических деталей.
Типы сварки и виды сварочных аппаратов
Сварка бывает нескольких типов, различают плазменную, электрошлаковую, дуговую, лазерную, лучевую, ультразвуковую, газовую и контактную, а также многие другие. В домашнем хозяйстве, как правило, достаточно дуговой сварки электрического типа. Для электродуговой сварки существуют трансформаторные и инверторные аппараты. Чтобы получить аппарат для постоянного тока, нужно немного изменить и переделать аппарат, настроенный на переменный ток. Но преимущество тем не менее остается за современными инверторными моделями, масса которых значительно меньше. Такие устройства имеют стабилизацию тока и работают при пониженном напряжении сети, но чувствительны к перегреву, что требует осторожности.
Проста и надежна конструкция трансформаторного аппарата. Сделать самому сварочный аппарат переменного тока можно на основе трансформаторов. Электрическая дуга этого аппарата производится током высокого напряжения, а сам аппарат должен иметь большую мощность. Трансформатор, используемый для изготовления сварочного аппарата, должен выдерживать длительные и значительные нагрузки, не перегреваясь. Удобнее всего для изготовления модель, сердечник которой имеет форму буквы “П”, так как разбирается он легко и на него проще наматывать обмотку (рис. 1). Но если такого типа сердечник найти не представляется возможным, допустимо использование сердечника тороидального типа с круглым сечением, который можно найти в электродвигателе, в латоре или статоре. Формула расчета для него будет похожа, но имеет несколько отличий.
Трансформатор внешне представляет собой катушки медного провода с эмалировкой, намотанные на сердечник. Количество катушек редко превышает 2, намотки на них тоже 2 – первичная и вторичная. Намотки содержат разное количество витков. Первичная подключается к электросети и возникает индукция, придающая ток меньшего напряжения, но больше ампер второму слою обмотки. На качестве отрицательно скажется малая сила тока, слишком большая разрежет свариваемый металл и сожжет электроды.
Как сделать самому трансформаторный сварочный аппарат: материалы и инструменты
Рисунок 1. Намотка на сердечник в форме “П”.
- трансформаторное железо;
- медный провод;
- обмотка;
- сердечник;
- термобумага;
- технический картон;
- стеклоткань;
- электротехнический лак;
- вентилятор.
Железо для сварочного аппарата должно обладать высокой степенью магнитной проницаемости. Идеальная толщина обмотки при этом 0,3 мм, для нее используется медная жесть шириной 40 мм. Термобумага нужна для оборачивания в нее всей обмотки, ее толщина должна быть не менее 0,05 мм.
Если для обмотки использовать обыкновенный провод, может случиться, что поверхность проводника сильно перегреется. Вентилятор устанавливается внутри трансформатора сварочного аппарата с теми же целями.
Чтобы бытовой сварочный аппарат такого типа мог справиться с электродами диаметром 3-4 мм, его сердечник должен иметь в поперечном сечении от 22 до 55 см². Большая величина не обеспечит большей мощности, но аппарат будет значительно тяжелее. Поперечная площадь сердечника рассчитывается по формуле S=а*b. Для первичной обмотки будет очень хорош провод в изоляции из стеклоткани или х/б, стойкий к температурным воздействиям. Именно такая изоляция обеспечит аппарату длительную работу без перегрева, в крайнем случае может быть использована и резиновая изоляция.
Изоляционный слой при наличии стеклоткани или х/б ткани может быть изготовлен и самостоятельно. Для этого ткань требуется нарезать неширокими полосками в 2 см и обернуть ими провод, а затем сделать пропитку намотки электротехническим лаком.
Правильная намотка катушек
Для того чтобы намотать катушки правильно, сначала требуется изготовить каркас, который должен свободно надеваться на сердечник сверху. Материалом для изготовления может служить текстолит или – при его отсутствии – технический картон. После наматывания первого ряда требуется проложить слой изоляции. Материалами могут служить стеклоткань, технический картон, текстолит. Затем наматывается еще один слой медной обмотки, таким же образом изготавливается и вторая катушка.
Особое внимание требуется уделить первичной намотке, так как именно ее сложнее всего перематывать, а между тем в процессе сварки температура нередко достигает 100°C и более. Удобнее всего работать на этом этапе вдвоем, чтобы пока один укладывает витки, второй тянул бы провод.
Техника безопасности и проверка аппарата
Перед работой требуется проверить аппарат, напряжение для которого должно составлять от 60 до 65 В. Для больших мощностей потребуются дополнительные слои обмотки, их делают, как правило, на промышленных моделях. Напряжение Ucb в процессе не должно быть выше 18-24 В, зависит это от диаметра электрода. Увеличить обмотку понадобится и в том случае, если магнитная проницаемость трансформаторного железа была изначально рассчитана неправильно. Требуется и соблюдение правил пожарной безопасности при работе, так как искры от сварки могут гореть еще долго и, попадая на некоторые предметы, таким образом их поджечь.
Сварочный аппарат предназначен для выполнения сравнительно небольшого количества работы. И поэтому после использования 10-15 электродов 3 мм в диаметре он должен остыть. Если используются электроды 4 мм, время работ требуется сократить еще больше. Сильнее всего нагрев аппарата происходит при использовании режима резки. После окончания работ аппарат требуется обязательно отключить от сети.
Инверторный сварочный аппарат своими руками
Схема такого аппарата содержит доступные комплектующие, собрать его самостоятельно не составит труда. Для работ такого типа нужно знание электроники и немалый опыт. Многие использованные радиодетали можно найти в старых телевизорах. Материалы и инструменты:
- электрод;
- тринисторы;
- диоды;
- плата;
- вентилятор;
- диодный мост.
Для правильной работы инвертора необходим ток с возможностью плавного регулирования от 40 до 130 А. Для первичной обмотки трансформатора первичный ток должен быть 20 А, а электрод не более 3 мм обеспечит при этом качественную работу. Сварочное напряжение должно включаться и выключаться при помощи удобно расположенной кнопки. Тонкие листы деталей позволит варить обратная полярность.
Расположить все элементы схемы удобнее всего на печатной плате. Используемые в схеме тринисторы и диоды не должны перегреваться, для этого перед их монтажом на плату монтируется теплоотвод, а на него, в свою очередь, они сами. Плата должна быть изготовлена из стеклотекстолита толщиной не менее 1,5 мм. Вентилятор требуется для лучшего охлаждения всей схемы, монтируется он непосредственно на корпус для размещения инвертора.
Работать с инвертором проще, чем выполнять аналогичные операции с трансформаторным аппаратом.
Шов при этом получается значительно качественнее. Этот аппарат имеет возможность сварки черных и цветных металлов и заготовки из тонких листов.
Сварочный аппарат — желанное приобретение для любого хозяйства. Преимущества
ручной элекросварки очевидны и бесспорны: простота в пользовании, широчайшая
область применения, высокая производительность и надежность соединений — и все
это при возможности работы практически везде, где есть электросеть. Проблем с
выбором и приобретением сварочных аппаратов сегодня, вроде бы, не существует. В
продаже появилось немало бытовых и профессиональных сварочных аппаратов
промышленного изготовления. Наперебой предлагают свою продукцию и всевозможные
кустарные мастерские и умельцы. Да вот только цены на фабричные аппараты
«кусаются», как правило, в несколько раз, превосходя теперешний среднемесячный
заработок. В основном именно это печальное несоответствие между собственным
достатком и ценой всегда и вынуждает многих людей браться за сварку собственными
руками.
В современной литературе можно встретить немало материала по сварочному делу. В
последние годы ряд статей, посвященных усовершенствованию и расчету элементов
сварочных трансформаторов (СТ), было опубликовано и в «Радіоаматоре», что,
несомненно, свидетельствует об интересе читателей к данной теме. Я предлагаю
самое главное: как и из чего в домашних условиях изготовить сварочные
трансформаторы. Все описанные в дальнейшем схемы сварочных трансформаторов
прошли практическую проверку и реально пригодны для ручной электросварки.
Некоторые же из схем отрабатывались «в народе» на протяжении десятилетий и стали
своего рода «классикой» самостоятельного «трансформаторостроения».
Как и любой трансформатор, СТ состоит из первичной и вторичной (возможно с
отводами) обмоток, намотанных на крупном магнитопроводе из трансформаторного
железа. От обычного трансформатора СТ отличает режим работы: работает он в
дуговом режиме, т.е. в режиме практически максимально возможной мощности. А
отсюда и сильные вибрации, интенсивный нагрев, необходимость применения провода
большого сечения. Запитывается СТ от однофазной сети 220-240 В. Выходное
напряжение вторичной обмотки в режиме холостого хода (х.х.) (когда к выходу не
подключена нагрузка) у самодельных СТ лежит, как правило, в пределах 45-50 В,
реже до 70 В. Вообще, выходные напряжения для промышленных сварочных агрегатов
ограничены (80 В для переменного, 90 В для постоянного напряжения). Поэтому
большие стационарные агрегаты имеют на выходе 60-80 В.
Основной мощностной характеристикой СТ принято считать выходной ток вторичной
обмотки в дуговом режиме (режиме сварки). При этом электрическая дуга горит в
зазоре между концом электрода и свариваемым металлом. Величина зазора 0,5…1,1 d
(d — диаметр электрода), она поддерживается вручную. Для переносных конструкций
рабочие токи составляют 40-200 А. Сварочный ток определяется мощностью СТ. От
выходного тока СТ зависят выбор диаметра используемых электродов и оптимальная
толщина свариваемого металла.
Наиболее распространенными являются электроды со стальными прутьями D3 мм
(«тройка»), для которых необходимы токи 90-150 А (чаще 100-130 А). В умелых
руках «тройка» будет гореть и при 75 А. При токах, больших 150 А, такие
электроды можно применять для резки металла (тонкие листы железа 1-2 мм можно
резать и при меньших токах). При работе электродом D3 мм через первичную обмотку
СТ протекает ток 20-30 А (чаще около 25 А).
Если выходной ток ниже требуемого, то электроды начинают «липнуть» или
«клеиться», привариваясь кончиками к свариваемому металлу: так, СТ начинает
работать с опасной перегрузкой в режиме короткого замыкания. При токах, больше
допустимых, электроды начинают резать материал: так можно испортить все изделие.
Для электродов с железным стержнем D2 мм необходим ток 40-80 А (чаще 50-70 А).
Ими можно аккуратно сваривать тонкую сталь толщиной 1-2 мм. Электроды D4 мм
хорошо работают при токе 150-200 А. Более высокие токи используют для
малораспространенных (D5-6 мм) электродов и резки металла.
Кроме мощности, важным свойством СТ является его динамическая характеристика.
Динамическая характеристика трансформатора во многом определяет стабильность
горения дуги, а значит, и качество сварных соединений. Из динамических
характеристик можно выделить крутопадающую и пологопадающую. При ручной сварке
происходят неизбежные колебания конца электрода и соответственно изменение длины
горения дуги (в момент зажигания дуги, при регулировании длины дуги, на
неровностях, от дрожания рук). Если динамическая характеристика СТ
крутопадающая, то при колебаниях длины дуги происходят незначительные изменения
рабочего тока во вторичной обмотке трансформатора: дуга горит стабильно, сварной
шов ложится ровно.
При пологопадающей или жесткой характеристике СТ: при изменении длины дуги резко
меняется и рабочий ток, что меняет режим сварки — в результате дуга горит
нестабильно, шов получается некачественным, работать с таким СТ вручную тяжело
или вообще невозможно. Для ручной дуговой сварки необходима крутопадающая
динамическая характеристика СТ. Пологопадающая применяется для автоматической
сварки.
Вообще в реальных условиях как-либо измерить или количественно оценить параметры
вольт-амперных характеристик, впрочем, как и многие другие параметры СТ, вряд ли
представляется возможным. Поэтому на практике СТ можно делить на такие, которые
сваривают лучше и которые работают хуже. Когда СТ работает хорошо, сварщики
говорят: «Варит мягко». Под этим следует понимать высокое качество шва,
отсутствие разбрызгивания металла, дуга все время горит стабильно, металл
наплавляется равномерно. Все описанные в дальнейшем конструкции СТ реально
пригодны для ручной дуговой сварки.
Режим работы СТ можно охарактеризовать как кратковременный повторяющийся. В
реальных условиях после сваривания, как правило, следуют монтажные, сборочные и
другие работы. Поэтому СТ после работы в дуговом режиме имеет какое-то время для
охлаждения в режиме х.х. В дуговом режиме СТ интенсивно нагревается, а в режиме
х.х. охлаждается, но намного медленнее. Хуже ситуация, когда СТ применяют для
резки металла, что весьма распространено. Чтобы перерезать дугой толстые прутья,
листы, трубы и т.д., при не слишком высоком токе самодельного трансформатора,
приходится слишком перегревать СТ.
Любой аппарат промышленного изготовления характеризуется таким важным
параметром, как коэффициент продолжительности работы (ПР), измеряемым в %. Для
отечественных заводских переносных аппаратов массой 40-50 кг ПР обычно не
превосходит 20%. Это значит, что СТ может работать в дуговом режиме не более 20%
общего времени, остальные 80% он должен находится в режиме х.х.. Для большинства
самодельных конструкций ПР следует принимать еще меньше. Интенсивным же режимом
работы СТ будем считать такой, когда время горения дуги того же порядка, что и
время перерывов.
Самодельные СТ выполняют по разным схемам: на П-, ПU- и Ш-образных
магнитопроводах: тороидальные, с различными комбинациями расположения обмоток.
Схема изготовления СТ и количество витков будущих обмоток главным образом
определяются имеющимся в распоряжении сердечником — магнитопроводом. В
дальнейшем в статье будут рассмотрены реальные схемы самодельных СТ и материалы
для них. Сейчас же определим, какие обмоточные и изоляционные материалы
понадобятся для будущего СТ.
Учитывая высокие мощности, для обмоток СТ применяют относительно толстый провод.
Развивая во время работы значительные токи, любой СТ постепенно нагревается.
Скорость нагрева зависит от ряда факторов, важнейшим из которых является диаметр
или площадь поперечного сечения проводов обмоток. Чем толще провод, тем лучше он
пропускает ток, тем меньше он нагревается и, наконец, тем лучше он рассеивает
тепло. Основной характеристикой является плотность тока (А/мм2): чем выше
плотность тока в проводах, тем интенсивнее происходит разогрев СТ. Обмоточные
провода могут быть медными или алюминиевыми. Медь позволяет использовать в 1,5
раз большую плотность тока и меньше греется: первичную обмотку лучше намотать
медным проводом.
В промышленных аппаратах плотность тока не превышает 5 А/мм2
для медного провода. Для самодельных вариантов СТ удовлетворительным результатом
можно считать и 10 А/мм2 для меди. С увеличением плотности тока резко ускоряется
нагрев трансформатора. В принципе, для первичной обмотки можно использовать
провод, через который потечет ток с плотностью до 20 А/мм2, но тогда СТ
нагреется до температуры 60° С уже после использования 2-х3-х электродов. Если
вы считаете, что сваривать вам придется немного, небыстро, и лучших материалов у
вас все равно не найдется, то можно первичную обмотку намотать проводом и с
сильной перегрузкой. Хотя это, конечно, неизбежно уменьшит надежность аппарата.
Кроме сечения, другой важной характеристикой провода является способ изоляции.
Провод можно покрыть лаком, намотать в один или два слоя нити или ткани,
которые, в свою очередь, пропитать лаком. От типа изоляции сильно зависит
надежность обмотки, ее максимальная температура перегрева, влагостойкость,
изоляционные качества (см. табл.1).
Таблица 1
Примечание
. ПЭВ, ПЭМ — провода, эмалированные высокопрочным лаком
(соответственно винифлекс и металвин), выпускаются с тонким (ПЭВ-1,ПЭМ-1) и
усиленным изоляционными слоями (ПЭВ-2, ПЭМ-2); ПЭЛ — провод, эмалированный лаком
на масляной основе; ПЭЛР-1, ПЭЛР-2 — провода, эмалированные высокопрочным
полиамидным лаком, соответственно с тонким и усиленным слоями изоляции; ПЭЛБО,
ПЭВЛО — провода на основе проводов типа ПЭЛ и ПЭВ с одним слоем, соответственно
натурального шелка, хлопчатобумажной пряжи или лавсана; ПЭВТЛ-1, ПЭВТЛ-2 —
провод, эмалированный высокопрочной полиуретановой эмалью, теплостойкой, с
тонким и усиленным слоями изоляции; ПЛД — провод, изолированный двумя слоями
лавсана; ПЭТВ — провод, эмалированный теплостойким высокопрочным полиэфирным
лаком; провода типа ПСД — с изоляцией из бесщелочного стекловолокна, наложенного
двумя слоями с подклейкой и пропиткой нагревостойким лаком (в обозначениях
марок: Т — утоненная изоляция, Л — с поверхностным лаковым слоем, К — с
подклейкой и пропиткой кремнийорганическим лаком); ПЭТКСОТ — провод,
изолированный теплостойкой эмалью и стекловолокном; ПНЭТ-имид — провод
изолированный высокопрочной эмалью на полиамидной основе. Под толщиной изоляции
в таблице принимается разность между максимальным диаметром провода и
номинальным диаметром по меди.
Наилучшей является изоляция из стеклоткани,
пропитанной теплостойким лаком, однако достать такой провод сложно, а если
покупать, то обойдется он недешево. Наименее желательным, но самым доступным
материалом для самоделок являются обычные провода ПЭЛ, ПЭВ Dции. Такие провода
наиболее распространены, их можно снять с катушек дросселей, трансформаторов
отслужившего оборудования. Осторожно снимая старые провода с каркасов катушек,
необходимо следить за состоянием их покрытия и слегка поврежденные участки
дополнительно изолировать. Если катушки с проводом были дополнительно пропитаны
лаком, их витки между собой склеились, и при попытке рассоединения затвердевшая
пропитка часто срывает и собственное лаковое покрытие провода, оголяя металл. В
редких случаях, при отсутствии других вариантов «самодельщики» наматывают
первичные обмотки даже монтажным проводом в хлорвиниловой изоляции. Его
недостатки: лишний объем изоляции и плохой теплоотвод.
Качеству укладки первичной обмотки СТ всегда следует уделять наибольшее
внимание. Первичная обмотка содержит большее количество витков, чем вторичная,
плотность ее намотки выше, она больше греется. Первичная обмотка находится под
высоким напряжением, при ее межвитковом замыкании или пробое изоляции, например,
через попавшую влагу, вся катушка быстро «сгорает». Как правило, восстановить ее
без разборки всей конструкции невозможно.
Вторичную обмотку СТ наматывают единым или многожильным проводом, сечение
которого обеспечивает необходимую плотность тока. Существует несколько способов
решения этой проблемы. Первый можно использовать монолитный провод сечением
10-24 мм2 из меди или алюминия.
Такие провода прямоугольного сечения (обычно называемые шиной) используют для
промышленных СТ. Однако в большинстве самодельных конструкций провод обмоток
приходится много раз протягивать через узкие окна магнитопровода. Попробуйте
себе представить, как это проделать примерно 60 раз с твердым медным проводом
сечением 16 мм2. В этом случае лучше отдать предпочтение алюминиевым проводам:
они намного мягче, да и стоят дешевле.
Второй способ — намотать вторичную обмотку многожильным проводом подходящего
сечения в обычной хлорвиниловой изоляции. Он мягкий, легко укладывается, надежно
изолирован. Правда, слой синтетики занимает лишний объем в окнах и препятствует
охлаждению. Иногда для этих целей используют старые многожильные провода в
толстой резиновой изоляции, которые применяют в мощных трехфазных кабелях.
Резину легко удалить, а вместо нее провод обмотать слоем какого-нибудь тонкого
изоляционного материала. Третий способ — можно изготовить вторичную обмотку из
нескольких одножильных проводов примерно таких, которыми намотана первичная
обмотка. Для этого 2-5 проводов D1,62,5 мм аккуратно стягивают вместе скотчем и
используют как один многожильный. Такая шина из нескольких проводов занимает
небольшой объем и обладает достаточной гибкостью, что облегчает ее укладку.
Если же нужный провод достать трудно, то вторичную обмотку можно изготовить из
тонких, наиболее распространенных проводов ПЭВ, ПЭЛ D0,5-0,8 мм, хотя для этого
и придется потратить час-другой. Для начала нужно выбрать ровную поверхность,
где жестко установить два колышка или крючка с расстоянием между ними, равным
длине провода вторичной обмотки 2030 м. Потом между ними протянуть без прогиба
несколько десятков жил тонкого провода, получится один вытянутый пучок. Далее
один из концов пучка отсоединить от опоры и зажать в патрон электро- или ручной
дрели. На небольших оборотах весь пучок в слегка натянутом состоянии,
закручивается в единый провод. После скручивания длина провода немного
уменьшится. На концах получившегося многожильного провода нужно аккуратно обжечь
лак и зачистить кончики каждого проводка отдельно, а потом надежно спаять все
вместе. После всего провод желательно изолировать, обмотав его по всей длине
слоем, например, скотча.
Для укладки обмоток, крепления провода, межрядовой изоляции, изоляции и
крепления магнитопровода понадобится тонкий, крепкий и теплостойкий изоляционный
материал. В дальнейшем будет видно, что во многих конструкциях СТ объем окон
магнитопровода, в которые необходимо укладывать несколько обмоток толстыми
проводами, сильно ограничен. Поэтому в этом «жизненно важном» пространстве
магнитопровода дорог каждый миллиметр. При малых размерах сердечников
изоляционные материалы должны занимать как можно меньший объем, т.е. быть как
можно тоньше и эластичнее. Распространенную ПХВ изо1,6-2,4 мм в простой лаковой
изоляленту можно исключить сразу из применения на греющихся участках СТ. Даже
при незначительном перегреве она становится мягкой и постепенно расползается или
продавливается проводами, а при значительном перегреве плавится и пенится. Для
изоляции и бандажа можно использовать фторопластовые, стекло… и лакотканевые
киперные ленты, а меж рядами — обычный скотч.
Скотч можно отнести к наиболее удобным изоляционным материалам. Ведь обладая
клейкой поверхностью, малой толщиной, эластичностью, он достаточно
теплоустойчивый и крепкий. Тем более что сейчас скотч продается почти везде на
катушках различной ширины и диаметров. Катушки малых диаметров как нельзя лучше
подходят для протяжки через узкие окна компактных магнитопрводов. Два-три слоя
скотча между рядами провода практически не увеличивают объем катушек.
И наконец, самый важный элемент любого СТ — магнитопровод. Как правило, для
самоделок используются магнитопроводы старых электроприборов, которые до того
ничего общего с СТ не имели, например, крупные трансформаторы,
автотрансформаторы (ЛАТРы), электродвигатели. Наиболее важным параметром
магнитопровода является его площадь поперечного сечения (S), по которому
циркулирует поток магнитного поля.
Для изготовления СТ подходят магнитопроводы с площадью сечения 25-60 см2 (чаще
30-50 см2). Чем больше сечение, тем больший поток сможет передавать
магнитопровод, тем большим запасом мощности обладает трансформатор и тем меньшее
количество витков содержат его обмотки. Хотя оптимальная площадь сечения
магнитопровода, когда СТ средней мощности обладает лучшими характеристиками, 30
см2.
Существуют стандартные методики расчета параметров магнитопровода и обмоток для
схем СТ промышленного изготовления. Однако для самоделок эти методики
практически не пригодны. Дело в том, что расчет согласно стандартной методике
ведется для заданной мощности СТ, причем только в единственном варианте. Для нее
отдельно рассчитывают оптимальное значение сечения магнитопровода и количество
витков. На самом деле, площадь сечения магнитопровода для той же мощности может
находиться в весьма широких пределах.
Связи между произвольным сечением и витками в стандартных формулах нет. Для
самодельных СТ обычно используют любые магнитопроводы, и понятно, что найти
сердечник с «идеальными» параметрами стандартных методик практически невозможно.
На практике приходится подбирать витки обмоток под существующий магнитопровод,
выставляя тем самым требуемую мощность.
Мощность СТ зависит от ряда параметров, учесть которые в полной мере в обычных
условиях невозможно. Однако важнейшими среди них являются количество витков
первичной обмотки и площадь сечения магнитопровода. Соотношение между площадью и
количеством витков и будет определять рабочую мощность СТ. Для расчета СТ,
предназначенных для D3-4 мм электродов и работающих от однофазной сети с
напряжением 220-230 В, предлагаю использовать следующую приближенную формулу,
полученную мной на основе практических данных. Количество витков N=9500/S (см2).
При этом для СТ с большой площадью магнитопровода (более 50 см2) и относительно
высоким КПД можно рекомендовать увеличить количество рассчитанных по формуле
витков на 10-20%.
Для СТ, изготавливаемых на сердечниках с небольшой площадью (меньше 30 см),
возможно придется, наоборот, уменьшить на 1020% количество расчетных витков.
Кроме того, полезная мощность СТ будет определяться еще рядом факторов: КПД,
напряжением вторичной обмотки, напряжением питания в сети… (Практика показывает,
что сетевое напряжение в зависимости от местности и времени может колебаться в
пределах 190-250 В).
Немаловажное значение имеет и сопротивление линии
электропередачи. Составляя всего единицы ома, оно практически не влияет на
показания вольтметра, обладающего большим сопротивлением, но может сильно гасить
мощность СТ. Особенно может сказывается влияние сопротивления линии в отдаленных
от трансформаторных подстанций местах (например, дачи, гаражные кооперативы, в
сельской местности, где линии проложены тонкими проводами с большим количеством
соединений). Поэтому изначально точно рассчитать выходной ток СТ для разных
условий, вряд ли возможно — это можно сделать только приблизительно. Наматывая
первичную обмотку, ее последнюю часть лучше выполнить с 2-3 отводами через 20-40
витков. Таким образом, можно подрегулировать мощность, выбрав оптимальный для
себя вариант, или подстроиться под сетевое напряжение. Для получения от СТ более
высоких мощностей, например для работы D4 мм электродом на токах, больших 150 А,
необходимо еще уменьшить количество витков первичной обмотки на 20-30%.
Но следует помнить, что с увеличением мощности возрастает и плотность тока в
проводе, а значит, и интенсивность разогрева обмоток. Выходной ток СТ можно
также несколько повысить увеличением количества витков вторичной обмотки, чтобы
выходное напряжение х.х. повысилось с предполагаемых 50 В до более высоких
значений (70-80 В).
Включив первичную обмотку в сеть, надо измерить ток х.х., он не должен иметь
большое знание (0,1-2 А). (При включении СТ в сеть происходит кратковременный,
но мощный скачок тока). В общем по току х.х. нельзя судить о выходной мощности
СТ: он может быть разным даже для одинаковых типов трансформаторов. Однако,
исследовав кривую зависимости тока х.х. от питающего СТ напряжения, можно более
уверенно судить о свойствах трансформатора.

Рис.1
Для этого первичную обмотку СТ необходимо подключить через ЛАТР, что позволит
плавно менять напряжение на ней от 0 до 250 В. Вольт-амперные характеристики СТ
в режиме холостого хода при различных количествах витков первичной обмотки
показаны на рис.1, где 1 — обмотка содержит мало витков; 2 — СТ работает при
максимальной своей мощности; 3, 4 — умеренная мощность СТ. Сначала кривая тока
полого, почти линейно возрастает до небольшого значения, потом скорость
возрастания увеличивается — кривая плавно загибается вверх, после чего следует
стремительное увеличение тока. Когда стремление тока к бесконечности происходит
до точки рабочего напряжения 240 В (кривая 1), то это значит, что первичная
обмотка содержит мало витков, и ее необходимо домотать (надо учитывать, что СТ,
включенный на тоже напряжение без ЛАТРа, будет потреблять ток примерно на 30%
больше). Если точка рабочего напряжения лежит на изгибе кривой, то СТ будет
выдавать свою максимальную мощность (кривая 2, ток сварки порядка 200 А). Кривые
3 и 4 соответствуют случаю, когда трансформатор имеет ресурс мощности и
незначительный ток х.х.: большинство самоделок ориентированы на этот случай.
Реально токи х.х. различны для разных типов СТ: большинство лежит в интервале
100-500 мА. Я не рекомендую устанавливать ток х.х. более 2 А.
После знакомства с общими вопросами изготовления самодельных сварочных
трансформаторов мы можем перейти к подробному рассмотрению реально существующих
конструкций СТ, особенностей их изготовления и материалов для них. Практически
все из них я собирал своими руками или же брал непосредственное участие при их
изготовлении.
Сварочный трансформатор на магнитопроводе от ЛАТРов
Распространенным материалом для изготовления самодельных сварочных
трансформаторов (СТ) издавна являются сгоревшие ЛАТРы (лабораторный
автотрансформатор). Те, кто имел с ними дело, хорошо знают, что это такое. Как
правило, все ЛАТРы имеют примерно одинаковый внешний вид: хорошо вентилируемый
жестяной корпус круглой формы с жестяной или эбонитовой лицевой крышкой со
шкалой от 0 до 250 В и вращающейся рукояткой. Внутри корпуса находится
тороидальный автотрансформатор, выполненный на магнитопроводе значительного
сечения. Именно этот сердечник-магнитопровод понадобится от ЛАТРа для
изготовления нового СТ. Обычно требуется два одинаковых кольца-магнитопровода от
крупных ЛАТРов.
ЛАТРы выпускались разных типов с максимальным током от 2 до 10 А. Для
изготовления годятся только те СТ, размеры магнитопроводов которых позволяют
уложить необходимое количество витков. Наиболее распространенным среди них,
наверное, является автотрансформатор типа ЛАТР 1М, который в зависимости от
провода обмотки рассчитан на ток 6,7-9 А, хотя размеры самого автотрансформатора
от этого не меняются. Магнитопровод ЛАТР 1М имеет следующие размеры: внешний
диаметр D=127 мм; внутренний диаметр d=70 мм; высота кольца h=95 мм; сечение
S=27 см2 и массу около 6 кг. Из двух колец от ЛАТР 1М можно изготовить хороший
СТ, правда, из-за малого внутреннего объема окна нельзя использовать слишком
толстые провода и придется экономить каждый миллиметр пространства окна.
Существуют ЛАТРы и с более объемными кольцами-магнитопрводами, например
РНО-250-2 и другие. Они лучше подходят для изготовления СТ, но менее
распространены. У других автотрансформаторов, аналогичных по параметрам ЛАТР 1М,
например АОСН-8-220, магнитопровод имеет внешний диаметр кольца больше, но зато
меньшие высоту и диаметр окна d=65 мм. В этом случае диаметр окна необходимо
расширить до 70 мм. Кольцо магнитопровода состоит из намотанных друг на друга
отрезков железной ленты, скрепленной по краям точечной сваркой.
Для того чтобы увеличить внутренний диаметр окна, следует изнутри отсоединить
конец ленты и отмотать необходимое количество. Но не пытайтесь отмотать за один
раз. Лучше отматывать по одному витку, каждый раз отрезая лишнее. Иногда таким
образом расширяют и окна более крупных ЛАТРов, хотя при этом неизбежно
уменьшается площадь магнитопровода.
В начале изготовления СТ необходимо изолировать оба кольца. Особое внимание при
этом обратите на углы краев колец — они острые, могут запросто разрезать
наложенную изоляцию, а потом замкнуть собой провод обмотки. На углы лучше вдоль
наложить какую-нибудь крепкую и эластичную ленту, например, плотную киперную или
разрезанную вдоль трубку кембрик. Сверху кольца (каждое отдельно) обматывают
нетолстым слоем тканевой изоляции.
Далее изолированные кольца соединяют вместе (рис.2). Кольца плотно стягивают
крепкой лентой, а по бокам фиксируют деревянными колышками, также потом
стянутыми изолентой сердечник магнитопровод для СТ готов.

Следующий шаг самый ответственный — укладка первичной обмотки. Обмотки данного
СТ наматывают по схеме (рис.3) — первичная посредине, две секции вторичной — на
боковых плечах. «Спецы», знающие этот тип трансформатора, часто называют его на
своеобразном жаргоне «ушастиком» из-за круглых «чебурашкиных ушей», выступающих
в разные стороны секций вторичной обмотки.

На первичную уходит около 70-80 м провода, который придется каждым витком
протягивать через оба окна магнитопровода. При этом никак не обойтись без
нехитрого приспособления (рис.4). Сначала провод наматывают на деревянное
мотовильце и в таком виде без проблем протягивают через окна колец. Провод
обмотки может состоять из кусков (даже метров по десять) если удалось достать
только такой. В этом случае его наматывают частями, а концы соединяют между
собой. Для этого пролуженные кончики соединяют (не скручивая) и скрепляют
несколькими витками тонкой медной жилы без изоляции, потом окончательно
пропаивают и изолируют. Такое соединение не дает трещин в проводе и не занимает
большого объема.

Диаметр провода первичной обмотки 1,6-2,2 мм. Для магнитопроводов, составленных
из колец с диаметром окна 70 мм, можно применять провод диаметром не более 2 мм,
иначе останется мало места для вторичной обмотки. Содержит первичная обмотка,
как правило, 180-200 витков при нормальном сетевом напряжении.
Итак, предположим, перед вами собранный магнитопровод, провод подготовлен и
намотан на мотовильце. Приступаем к намотке. Как всегда на конец провода
надеваем кембрик и притягиваем его изолентой к началу первого слоя. Поверхность
магнитопровода имеет закругленную форму, поэтому первые слои будут содержать
меньше витков, чем последующие — для выравнивания поверхности (рис.5).

Провод
следует укладывать виток к витку, ни в коем случаи не допуская захлестывания
провода на провод. Слои провода обязательно изолировать друг от друга. (При
работе СТ сильно вибрирует. Если провода в лаковой изоляции лежат друг на друге
без промежуточной изоляции, то в результате вибрации и трения друг о друга слой
лака может разрушиться, и произойдет замыкание). Для экономии пространства
обмотку следует укладывать как можно компактнее. На магнитопроводе из некрупных
колец межслоевую изоляцию следует использовать потоньше.
Для этих целей хорошо подходят небольшие катушки скотча, которые без труда
проходят в заполненные окна, а сам скотч не занимает лишнего объема. Не следует
стремиться намотать первичную обмотку быстро и за один раз. Процесс этот
медленный, а после укладки жестких проводов начинают болеть пальцы. Лучше
сделать это за 2-3 подхода — ведь качество важнее скорости.
Когда первичная обмотка изготовлена, большая часть работы выполнена. Займемся
вторичной обмоткой. Определим количество витков вторичной обмотки на заданное
напряжение. Для начала включим уже готовую первичную обмотку в сеть. Ток х.х.
этого варианта СТ небольшой — всего 70-150 мА, гул трансформатора должен быть
еле слышен. Намотайте на одно из боковых плеч 10 витков любого провода и
измерьте выходное напряжение на нем.
На каждое из боковых плеч приходится по половине магнитного потока, создаваемого
на центральном плече, поэтому здесь на каждый виток вторичной обмотки приходится
0,6-0,7 В. Исходя из полученного результата, рассчитайте количество витков
вторичной обмотки, ориентируясь на напряжение 50 В (около 75 витков).
Выбор материала вторичной обмотки ограничен оставшимся пространством окон
магнитопровода. Тем более что каждый виток толстого провода придется протягивать
по всей длине в узкое окно, и никакая «автоматизация» тут, увы, не поможет. Мне
доводилось видеть трансформаторы, сделанные на кольцах ЛАТР 1М, в которые
народные умельцы с помощью молотка и собственного терпения впихивали толстенный
монолитный медный провод сечением «квадратов» двадцать.
Другое дело, если вы новичок в этом деле, то испытывать судьбу не стоит
разматывать обратно твердую медь также трудно, как и наматывать. Легче намотать
алюминиевым проводом сечением 16-20 мм2. Проще всего намотать обычным
многожильным проводом 10 мм2 в синтетической изоляции — он мягкий, гибкий,
хорошо изолирован, но при работе будет греться. Можно изготовить вторичную
обмотку и из нескольких жил медного провода, как это было описано выше. Половину
витков намотать на одно плечо, половину на другое (рис.3). Если не окажется
проводов достаточной длины, можно соединить из кусков — ничего страшного.
Намотав обмотки на оба плеча, нужно измерить напряжение на каждом из них, оно
может отличаться на 2-3 В — сказываются несколько отличные свойства
магнитопроводов разных ЛАТРов, что особо не влияет на свойства СТ. Потом обмотки
на плечах последовательно соединить, но надо следить, чтобы они не оказались в
противофазе, иначе на выходе получится напряжение, близкое к 0. При напряжении
сети 220-230 В СТ данной конструкции должен развивать ток в дуговом режиме
100-130 А, при коротком замыкании ток вторичной цепи до 180 А.
Может оказаться, что в окна не удалось вместить все рассчитанные витки вторичной
обмотки, и выходное напряжение оказалось ниже требуемого. Рабочий ток уменьшится
несильно. В большей степени понижение напряжения х.х. влияет на процесс
зажигания дуги. Дуга зажигается легко при напряжении х.х., близкого 50 В и выше,
хотя дугу можно без особых проблем зажигать и при более низких напряжениях. Мне
доводилось работать с СТ с выходом х.х. 37 В на переменном токе, и при этом
качество вполне устраивало. Так что если изготовленный СТ имеет напряжение на
выходе 40 В, то его вполне можно применять для работы. Другое дело, если
попадутся электроды, рассчитанные на высокие напряжения, — некоторые марки
электродов работают от 70-80 В.
На кольцах от ЛАТРов можно также изготовить СТ по тороидальной схеме (рис.6).
Для этого необходимы также два кольца, лучше от крупных ЛАТРов. Кольца соединяют
и изолируют: получается одно кольцо-магнитопровод со значительной площадью.
Первичная обмотка содержит столько же витков, но ее наматывают по длине всего
кольца и, как правило, в два слоя. Проблема дефицита внутреннего пространства
окна магнитопровода такой схемы СТ стоит еще более остро, чем для предыдущей
конструкции. Поэтому изолировать нужно как можно более тонкими слоями и
материалами. Нельзя применять и толстые обмоточные провода (рекомендуемый для
первичной обмотки D1,8 мм). В некоторых установках применяют ЛАТРы особенно
больших размеров, только на одном кольце такого можно изготовить тороидальный
СТ.

Выгодное отличие тороидальной схемы СТ — достаточно высокий КПД. На каждый виток
вторичной обмотки приходится более 1 В напряжения, следовательно, «вторичка»
будет иметь меньше витков, а выходная мощность выше, чем в предыдущей схеме.
Однако длина витка на тороидальном магнитопроводе больше, и сэкономить на
проводе здесь вряд ли удастся. К недостаткам данной схемы следует отнести
сложность намотки, ограниченный объем окна, невозможность использования провода
большого сечения, а также большую интенсивность нагрева. Если в предыдущем
варианте все обмотки находились раздельно и хоть частично имели контакт с
воздухом, то теперь первичная обмотка находится полностью под вторичной, и их
нагрев взаимоусиливается.
Применить для вторичной обмотки жесткие провода сложно. Ее легче намотать мягким
многожильным или изготовленным из нескольких жил проводом. Если правильно
подобрать все провода и аккуратно их уложить, то в пространство окна
магнитопровода вместится необходимое количество витков вторичной обмотки, и на
выходе СТ получится нужное напряжение. Характеристику горения дуги у
тороидального СТ можно считать лучшей, чем у предыдущего трансформатора.
Иногда из нескольких колец ЛАТРов делают тороидальный СТ, но ставят их не друг
на друга торцами, а перематывают железные полосы ленты из одного на другой. Для
этого сначала из одного кольца выбирают внутренние витки полос — чтобы расширить
окно. Кольца других ЛАТРов распускают полностью на полосы ленты, которые потом
как можно плотнее наматывают на наружный диаметр первого кольца. После этого
собранный единый магнитопровод очень плотно наматывают изолирующей лентой. Таким
образом, получается кольцо-магнитопровод с более объемным внутренним
пространством, чем у всех предыдущих. В такой можно вместить провод
значительного сечения, и сделать это гораздо проще. Необходимое количество
витков рассчитывают по площади сечения собранного кольца. К недостаткам этой
конструкции следует отнести трудоемкость изготовления магнитопровода. Тем более
что как не старайся, а вручную намотать железные полосы друг на друга также
плотно, как раньше, все равно не удастся. В результате магнитопровод получается
хлипким. При работе СТ железо в нем сильно вибрирует, издавая мощный гул.
Иногда «родные» обмотки ЛАТРов подгорают только с одного края на токоотводной
дорожке или вообще остаются невредимыми. Тогда возникает соблазн избавить себя
от лишних усилий и использовать уже готовую, прекрасно уложенную первичную
обмотку одного кольца. Практика показывает, что в принципе реализовать эту идею
можно, правда, польза из такой затеи будет минимальна. Обмотка ЛАТР 1М имеет 265
витков провода диаметром 1 мм. Если намотать вторичную прямо на нее, то
трансформатор станет развивать непомерную для себя мощность, быстро нагреется и
выйдет из строя. Ведь реально «родная» обмотка ЛАТРа может работать на небольшой
мощности — только для D2 мм электродов, которым необходим ток 50-60 А. Тогда по
первичной обмотке трансформатора должен протекать ток около 15 А.
Для такой
мощности первичная обмотка СТ из одного ЛАТРа должна содержать около 400 витков.
Их можно домотать, предварительно покрыв лаком токоотводящую дорожку и
изолировав родную обмотку ЛАТРа. Можно поступить и по-другому: не доматывать
витки, а погасить мощность балластным резистором, включенным в цепь первичной
или вторичной обмотки. В качестве активного сопротивления можно использовать
батарею параллельно соединенных мощных проволочных резисторов, например
ПЭВ50…100, суммарным сопротивлением 10-12 Ом, включенных в цепь первичной
обмотки. Во время работы резисторы сильно нагреваются, чтобы избежать этого, их
можно заменить дросселем (реактивным сопротивлением). Дроссель намотать на
каркасе 100-200-ватного трансформатора с количеством витков 200-100. Хотя СТ
будет обладать значительно лучшей характеристикой, если балластный резистор
(сотые доли ома) включен на выходе вторичной обмотки. Для этого используйте
отрезок толстого высокоомногого провода, навитого в спираль, длину которого
подберите экспериментально.
В некоторых приборах использовали ЛАТРы особенно крупных размеров, только на
одном кольце от такого можно намотать полноценный СТ. В вышеописанных
конструкциях приходилось использовать по два кольца: это делалось не столько
из-за необходимости увеличения площади магнитопровода, сколько для уменьшения
количества витков, иначе они просто не вместились бы в узких окнах. В принципе
для СТ достаточно площади сечения и одного кольца: он имел бы даже лучшие
характеристики, так как плотность магнитного потока была бы более близка к
оптимальной. Но проблема заключается в том, что магнитопроводы меньшей площади
неизбежно требуют большего количества витков, что увеличивает объем катушек и
требует большего пространства окон.
Сварочный трансформатор на магнитопроводе из статора электродвигателя
От ЛАТРов перейдем к следующему распространенному источнику получения хороших
магнитопроводов для СТ. Часто тороидальные СТ наматывают на материале
магниторовода, взятого от вышедшего из строя крупного асинхронного трехфазного
электродвигателя, которые наиболее распространены в промышленности. Для
изготовления СТ подходят двигатели мощностью близкой 4кВ А и более.
Электродвигатель состоит из вращающегося на валу ротора и неподвижного статора,
впрессованного в металлический корпус мотора, которые соединены двумя боковыми
крышками, стянутыми между собой шпильками. Интерес представляет только статор.
Статор состоит из набора пластин железа — магнитопровода круглой формы с
установленными на нем обмотками. Форма магнитопровода статора не совсем
кольцевая, с внутренней стороны у него есть продольные пазы, в которые и уложены
обмотки двигателя.
У различных марок двигателей даже одинаковой мощности могут быть статоры с
различными геометрическими размерами. Для изготовления СТ лучше подходят те, у
которых диаметр корпуса побольше, а длина соответственно меньше.
Самая важная часть в статоре кольцо магнитопровода. Магнитопровод запрессован в
чугунный или алюминиевый корпус двигателя. В пазы магнитопровода плотно уложены
провода, которые необходимо удалить.
Сделать это лучше, когда статор еще запрессован в корпусе. Для этого с одной
стороны статора все выходы обмоток обрубают под торец острым зубилом. С
противоположной стороны провод обрезать не следует — там обмотки образуют что-то
вроде петель, за которые можно вытянуть оставшиеся провода. С помощью монтировки
или мощной отвертки изгибы петель провода поддевают и вытаскивают по несколько
проводков за один раз. Торец корпуса двигателя при этом служит упором, создавая
рычаг. Провода выходят легче, если их сначала обжечь.
Обжигать можно паяльной лампой, направляя струю строго вдоль паза.
Надо следить, чтобы не перегреть железо статора, иначе оно потеряет свои
электротехнические качества.
Металлический корпус потом легко разрушить — несколько ударов хорошего молотка,
и он расколется — главное в этом не перестараться.
Если кольцо магнитопровода двигателя скреплено и отделено от обмоток и корпуса,
то оно плотно изолируется как обычно. Иногда можно услышать, что оставшиеся пазы
обмоток надо набить железом, якобы для увеличения площади магнитопровода. Делать
этого ни в коем случае нельзя: иначе свойства трансформатора резко ухудшатся, он
начнет потреблять непомерно большой ток, а его магнитопровод будет сильно
греться даже в режиме холостого хода.
Кольцо статора имеет внушительные размеры: внутренний диаметр порядка 150 мм, в
такой можно уложить провод значительного сечения, не беспокоясь о запасе места.
Площадь поперечного сечения магнитопровода периодически меняется по длине кольца
из-за пазов: внутри паза ее значение намного меньше. Именно на это — меньшее
значение и следует ориентироваться при расчете количества витков первичной
обмотки (рис.7).

Для примера я приведу параметры реально существующего СТ, изготовленного из
статора электродвигателя. Для него использовался асинхронный двигатель мощностью
4,18 кВ А с внутренним диаметром кольца магнитопровода 150 мм, внешним — 240 мм
и высотой кольца-магнитопровода 122 мм. Эффективная площадь сечения
магнитопровода равна 29 см2. Набор пластин магнитопровода изначально был не
скреплен, поэтому его пришлось проварить восьмью продольными швами по внешней
стороне кольца. Какихлибо явно выраженных отрицательных последствий, связанных с
токами Фуко, как мы того опасались, сварные швы не вызвали. Первичная обмотка
тороидального СТ имеет 315 витков медного провода диаметром 2,2 мм, вторичная
рассчитана на напряжение 50 В. Первичная обмотка намотана в два с лишним слоя,
вторичная уложена на 3/4 длины кольца. СТ в дуговом режиме развивает ток прядка
180-200 А при напряжении питания 230 В.
При намотке вторичной обмотки тороидального СТ ее желательно укладывать так,
чтобы она не перекрывала последнюю часть первичной, тогда первичную обмотку
всегда можно домотать или отмотать при окончательной настройке СТ.
Такой трансформатор можно намотать и с разнесенными на разные плечи обмотками
(рис.8). В этом случае всегда имеется доступ к каждой из них.

Сварочный трансформатор из телевизионных трансформаторов
У всех описанных выше конструкций сварочных трансформаторов есть общие
недостатки: необходимость наматывать провод, каждый раз протягивая витки через
окно, а также дефицит материала магнитопровода, — ведь далеко не каждый может
достать кольца от ЛАТРа или подходящий статор от электродвигателя. Поэтому я
разработал и изготовил СТ собственной конструкции, не требующий дефицитных
материалов. Он не имеет указанных недостатков, и его легко реализовать в
домашних условиях. В качестве исходного материала для данной конструкции
используется очень распространенный материал — части от телевизионных
трансформаторов.
В старых отечественных цветных телевизорах использовались крупные, увесистые
сетевые трансформаторы, например, ТС-270, ТС-310, СТ270. Эти трансформаторы
имеют U-образные магнитопроводы, их легко разобрать, отвинтив всего-то две гайки
на стягивающих шпильках, и магнитопровод распадается на две половинки. У более
старых трансформаторов ТС-270, ТС- 310 сечение магнитопровода имеет размеры 2х5
см, S=10 см2, а у более новых ТС-270, сечение магнитопропода S=11,25 см2 при
размерах 2,5х4,5 см. При этом ширина окна у старых трансформаторов на несколько
миллиметров больше.
Более старые трансформаторы намотаны медным проводом, из их первичных обмоток
может пригодиться провод диаметром 0,8 мм.
Новые трансформаторы намотаны алюминиевым проводом. Сегодня это добро в массовом
порядке перекочевывает на свалки, поэтому проблемы с их приобретением вряд ли
возникнут. Несколько старых или сгоревших трансформаторов можно недорого купить
в любой телеремонтной мастерской. Вот их-то магнитопроводы (вместе с их же
каркасами) при незначительных переделках можно использовать для изготовления СТ.
Для СТ понадобиться три одинаковых трансформатора от телевизоров, при этом
суммарная площадь их объединенного магнитопровода будет 30-34 см2. Как их
соединить между собой показано на рис.9, где 1,2,3 — магнитопроводы м каркасами
от телевизионных трансформаторов. Три отдельных U-образных сердечника соединяют
торцами друг к другу и стягивают теми же хомутами-каркасами. При этом
выступающие за торец части металлических каркасов необходимо подрезать: на
центральном магнитопроводе с обеих сторон, у боковых — лишь с одной внутренней
стороны.

В результате получается единый магнитопровод большого сечения, который
легко собрать и разобрать. При разборке телевизионных трансформаторов необходимо
сразу же обозначить смежные стороны магнитопроводов для того, чтобы при сборке
не перепутать половинки разных сердечников. Они должны состыковаться точно в том
же положении, как и были собраны на заводе.
Объем окна получившегося магнитопровода позволяет использовать для первичной
обмотки провод до 1,5 мм диаметром, а для вторичной шину — прямоугольного
сечения 10 мм2 или многожильный провод, изготовленный из пучка тонких проводов
диаметром 0,6-0,8 мм того же сечения. Это, конечно, маловато для полноценного СТ
однако оправдывает себя в случаи непродолжительных работ, учитывая невысокие
затраты на изготовление данной конструкции.
Обмотки наматывают на картонные каркасы отдельно от магнитопровода. Картонный
каркас можно изготовить из пары «родных» каркасов трансформатора, выкинув из них
с одной узкой стороны боковые щечки, а вместо этого широкие щечки склеить между
собой с помощью дополнительных полос жесткого картона. При намотке внутрь
картонных каркасов обязательно надо плотно вложить несколько обрезков деревянных
дощечек, но только не одну, иначе ее ужмет обмотка, и она не выйдет обратно.
Обмотки необходимо укладывать виток к витку, как можно плотнее. С внешней
стороны, после первого слоя провода и далее через каждые два, необходимо
вставлять деревянные вставки (рис.10), чтобы обеспечить зазоры и вентиляцию
обмоток.

Вторичную обмотку лучше всего изготовить из шины прямоугольного сечения 10 мм2,
так она займет наименьший объем. Если же шины у вас нет, и вы решили изготовить
провод вторичной обмотки из пучка завалявшихся тонких проводов, как это было
описано выше, то будьте готовы к возможным затруднениям с ее укладкой. В случае
многожильного провода вторичной обмотки может оказаться, что она не «влезает» в
положенный объем каркаса: в основном из-за коробления пружинящих витков, а лучше
стянуть их не получается, так как разрушится каркас. В этом случае придется
вообще отказаться от картонного каркаса.
Вторичную обмотку надо мотать на уже собранный, с установленной катушкой
первичной обмотки магнитопровод, протягивая каждый ее виток через окно. На
жестком магнитопроводе гибкий провод удастся стянуть значительно плотнее, чем на
картонном каркасе, и в окно войдет большее количество витков.
При сборке магнитопровода особое внимание следует уделить надежности крепления и
плотности прилегания отдельных половинок ПU- образного сердечника. Как уже
говорилось, сопрягаемые половинки магнитопровода должны быть от одних и тех же
трансформаторов и установлены теми же сторонами, что и на заводе. Под гайки
стягивающих шпилек обязательно нужно подложить шайбы большого диаметра и
гровера. На моем СТ первичная обмотка содержит 250 витков лакированного провода
диаметром 1,5 мм, вторичная — 65 витков многожильного провода сечением 10 мм2,
что обеспечивает выход 55 В при сетевом напряжении 230 В. При таких данных ток
холостого хода 450 мА; ток в дуговом режиме во вторичной цепи 60-70 А;
характеристика горения дуги хорошая. Собран он на основе деталей СТ-270.
Сварочный трансформатор используется для работы электродом с диаметром 2 мм,
устойчиво, но слабо горит на нем и «тройка».
Достоинства СТ данного типа простота в изготовлении и распространенность
материала для него. Основным же недостатком является несовершенство
магнитопровода, имеющего сжатый зазор между двумя половинками. При заводском
изготовлении у трансформаторов такого типа зазоры магнитопровода заполняются
специальным наполнителем. В домашних условиях их приходится стягивать «в сухую»,
что, конечно же, ухудшает характеристику и КПД трансформатора. В окно небольшого
объема не удается уложить толстые провода, что сильно снижает коэффициент
продолжительности работы СТ. Надо отметить, что греется первичная обмотка у
этого СТ сильнее, чем, например, обмотка с таким же проводом у СТ на ЛАТРах —
«ушастике». Здесь сказывается, во-первых, большое количество витков обмоток и,
вероятно, несовершенство магнитной системы трансформатора. Тем не менее СТ можно
с успехом использовать в подсобных целях, особенно для сваривания тонкого
автомобильного металла. Он отличается особенно компактными размерами и небольшой
массой — 14,5 кг.
Другие типы сварочных трансформаторов
СТ кроме специального изготовления можно получить, переоборудовав готовые
трансформаторы различного назначения. Мощные трансформаторы подходящего типа
применяют для создания сетей с напряжением 36, 40 В, обычно в местах с
повышенной пожароопасностью, влажностью и для других нужд. Для этих целей
используют разные типы трансформаторов: разных мощностей, включаемых в 220, 380
В по одно- или трехфазной схеме. Наиболее мощные из переносных типов имеют, как
правило, мощность до 2,5 кВ.А. Провод и железо таких трансформаторов подбирают
по мощности, из расчета работы в длительном режиме (плотность тока 2-4 А/мм2),
поэтому они имеют значительные сечения. В режиме дуговой сварки трансформатор
способен развивать мощность в несколько раз выше номинальной, а его провод
безбоязненно переносит кратковременные перегрузки тока.
Если вы имеете мощный однофазный трансформатор с клеммами для включения на
220/380 В и выход 36 В (возможно 12 В), то проблем с его подключением нет.
Возможно придется домотать несколько витков вторичной обмотки для повышения
выходного напряжения. Подходят трансформаторы с диаметром провода первичной
обмотки около 2 мм, имеющие площадь магнитопровода до 60 см2.
Существуют трансформаторы на напряжение 36 В, предназначенные для включения в
трехфазную сеть 380 В. Для переоборудования хорошо подходят трансформаторы
мощностью 2,5 кВ.А, а мощностью 1,25 и 1,5 кВ.А можно использовать только в
кратковременном режиме, так как их обмотки при значительных перегрузках быстро
перегреваются.
Для использования трехфазных трансформаторов от однофазной сети 220 В, их
обмотки необходимо соединить между собой по-другому. Тогда при хорошем
напряжении в сети мощности полученного СТ будет достаточно для работы электродом
D4 мм.
Изготовлены трехфазные трансформаторы на Ш-образном магнитопроводе с сечением
одного плеча не менее 25 см2 (рис.11).

На каждом плече намотано по две обмотки —
внутри первичная и вторичная поверх нее. Таким образом, трансформатор имеет
шесть обмоток. Для начала необходимо отключить обмотки от предыдущей схемы и
найти начало и конец каждой. Катушки среднего плеча в данном случае не
понадобятся вообще работать будут только обмотки на крайних плечах. Две
первичные обмотки с крайних плеч нужно соединить между собой параллельно. Ввиду
того что магнитный поток должен циркулировать в магнитопроводе в одном
направлении, то катушки на противоположных плечах должны создавать потоки в
противоположные стороны относительно, например, оси центрального плеча: одна
вверх, другая вниз. Так как катушки намотаны одинаково, то токи в них должны
течь в противоположных направлениях. Значит, параллельно соединять их нужно
разными концами: начало 1-й соединить с концом 2-й, конец 1-й с началом 2-й
(рис.12).

Вторичные обмотки соединяют последовательно между собой концами либо началами
(рис.12). Если обмотки подключены правильно, то выходное напряжение х.х. должно
не намного превышать 50 В.
Трансформаторы данного типа часто встроены в удобный металлический корпус с
ручками и откидной крышкой. Переоборудование их в сварочные аппараты весьма
распространено.
Большинство промышленных однофазных СТ изготовлены по П-образной схеме,
магнитопровод которых собран из набора прямоугольных пластинок соответствующей
длины и ширины. Обмотки на П-образном магнитопроводе можно располагать по двум
вариантам: в первом (рис.13,а) трансформатор обладает большим КПД, во втором
(рис.13,б) СТ легче изготовить, а потом в случае необходимости добавить или
убрать какое-то количество витков в уже собранном трансформаторе. В этом случае
трансформатор легче ремонтировать, так как сгорает только одна обмотка, а вторая
обычно остается целой. При использовании схемы (рис.13,а), при возгорании одной
обмотки, всегда обугливается и вторая.

Если есть подходящие пластинки из трансформаторного железа, то СТ на П-образном
магнитопроводе легко изготовить самостоятельно. Обмотки наматывают отдельно на
каркас, а потом устанавливают на собираемый магнитопровод. Как собран П-образный
магнитопровод, проще всего увидеть, разобрав любой небольшой трансформатор
аналогичной конструкции. В больших трансформаторах пластины устанавливают не
через одну, а пакетами по 3-4 штуки, так быстрее.
Магнитопровод для СТ можно использовать, например, от П-образных
трансформаторов, снятых со старого оборудования, если у них достаточны объем ока
б на и сечение магнитопровода. Но, как правило, большинство приборных
трансформаторов обладают ограниченными размерами. Имеет смысл собрать из двух
одинаковых трансформаторов один магнитопровод, увеличив, таким образом, площадь
сечения. Увеличение сечения магнитопровода дает выигрыш в витках: их теперь
придется наматывать значительно меньше. А чем меньше витков, тем в меньшее по
объему окно можно установить обмотки. Разумный предел 5060 см2.
СТ можно изготовить на Ш-образном магнитопроводе при условии, что в его окна
поместится нужное количество витков толстых обмоточных проводов. Автор изготовил
СТ из магнитопроводов двух одинаковых Ш-образных трансформаторов с внешними
размерами Ш-образной пластинки 122х182 мм и размерами окна 31х90 мм. Площадь
сечения сложенного из набора пластин от двух трансформаторов магнитопровода
превысила 60 см2, что дало возможность до минимума снизить число витков его
обмоток. Впритык вошла первичная обмотка из 176 витков провода D1,68 мм и
вторичная в два провода D2,5 мм с выходным напряжением 46 В. При сетевом
напряжении 235 В СТ развил ток дуги 160 А, хотя грелся при этом больше, чем
хотелось бы…
Как правило, сложенные из пластин сердечники промышленных трансформаторов можно
легко разобрать: снять старые провода и намотать новые обмотки несложно. Иногда
имеет смысл сначала установить на Ш-образный магнитопровод вторичную обмотку
(низкого напряжения), а поверх нее — первичную (высокого напряжения).
Характеристики СТ от этого не ухудшаются, но зато удается избежать многих
проблем. Количество витков вторичной обмотки может быть весьма приблизительным,
ориентированным на 40-60 В. Подбирать же, подстраивая СТ под нужную мощность,
придется витки первичной обмотки. Так, рассчитав и уложив сначала обмотку
низкого напряжения, ориентируясь примерно на 50 В, потом можно всегда снять или
добавить определенное количество витков с верхней первичной обмотки уже готового
СТ.
В отслуживших «свой век» агрегатах и оборудовании можно встретить довольно
мощные и крупные трансформаторы.
Для стационарных трансформаторов никогда не используются предельные возможности
ни железа, ни обмоточных проводов — все делается с запасом. Провода часто имеют
значительные сечения, так как рассчитаны на плотность тока в 3-4 раза меньше,
чем допустимая для СТ. Очень часто большие трансформаторы имеют много вторичных
обмоток, рассчитанных на разные напряжения и мощности. Первичная обмотка в
трансформаторе всегда одна, и ее провод рассчитан на полную мощность. В этом
случаи можно оставить первичную обмотку полностью или частично отмотать, а все
вторичные снять, намотав на их место одну толстым проводом. Если же непригодна и
первичная обмотка, но сам магнитопровод подходит для изготовления СТ, то
придется намотать все обмотки.
В оборудовании чаще используются невысокие напряжения — 12; 27 В. Поэтому
мощные, намотанные толстым проводом, трансформаторы могут иметь выход 2х12 В, 27
В и другие, которые явно недостаточны для применения в качестве СТ. Если имеется
два таких трансформатора, то их можно объединить, не переделывая, в один
сварочный. Для этого первичные обмотки включают параллельно, а вторичные
соединяют последовательно, и их напряжения суммируют.
Может оказаться, что такой объединенный СТ будет обладать плохой, близкой к
жесткой, характеристикой. Для исправления характеристики необходимо включить в
цепь вторичной обмотки, последовательно с дугой, балластное сопротивление —
отрезок нихромовой или другой высокоомной проволоки. Обладая сопротивлением
порядка сотых долей ома, она несколько уменьшит мощность СТ, зато позволит
работать в ручном режиме.
Регулировка тока сварочного трансформатора
Важной особенностью конструкции любого сварочного аппарата является возможность
регулировки рабочего тока.
Существуют различные способы регулировки тока СТ. Легче всего еще при намотке
обмоток сделать их с отводами и, переключая количество витков, изменять ток.
Однако использовать такой способ можно разве что для подстройки тока, нежели его
регулировки в широких пределах. Ведь, чтобы уменьшить ток в 2-3 раза, придется
слишком увеличивать количество витков первичной обмотки, что неизбежно приведет
к падению напряжения во вторичной цепи.
В промышленных аппаратах используют разные способы регулировки тока:
шунтирование с помощью дросселей всевозможных типов; изменение магнитного потока
за счет подвижности обмоток или магнитного шунтирования и др.; применение
магазинов активных балластных сопротивлений и реостатов; использование
тиристорных, симисторных и других электронных схем регулирования мощности.
Большинство промышленных схем регулирования мощности слишком сложны для
полноценной реализации на самодельных СТ. Рассмотрим упрощенные, реально
используемые в самодельном исполнении способы.
В последнее время некоторое распространение получили тиристорные и симисторные
схемы регулировки мощности.
Обычно симистор включают в цепь первичной обмотки, тиристор можно использовать
только на выходе. Регулирование мощности происходит способом периодического
отключения на фиксированный промежуток времени первичной или вторичной обмотки
СТ на каждом полупериоде тока; среднее значение тока при этом уменьшается.
Естественно, ток и напряжение после этого имеют не синусоидальную форму. Такие
схемы позволяют регулировать мощность в широких пределах. Человек, разбирающийся
в радиоэлектронике, может изготовить такую схему самостоятельно, хотя это весьма
непросто.
В разных журналах можно встретить множество очень простых схем с тем же
принципом работы, состоящих всего из нескольких деталей. Предназначены они в
основном для регулировки накала лампочек и электронагревательных приборов. В
качестве регуляторов мощности для СТ эти схемы малопригодны. Большинство из них
работают неустойчиво: их шкалы не линейны, а калибровка меняется с изменением
напряжения сети, ток через тиристор постепенно увеличивается во время работы
из-за нагрева элементов схемы, кроме того, обычно сильно гасится выходная
мощность СТ даже при максимальном положении отпирания регулятора.
Не удивляйтесь, если при подключении симисторной схемы к первичной обмотке СТ
начинает «стучать» уже на х.х. Стук этот слышен в прямом смысле слова, причем у
СТ, до того работавших на х.х. практически бесшумно. Это и неудивительно, ведь
при каждом отпирании симистора происходит мгновенное нарастание напряжения,
вызывающего мощные кратковременные импульсы ЭДС самоиндукции и скачки
потребляемого тока. Промышленные аппараты, намотанные толстым проводом в
надежной изоляции, переносят этот изъян питания без каких-либо последствий. Для
«хилых» самодельных конструкций я бы не рекомендовал использовать симистор по
первичной обмотке.
Для самодельных конструкций лучше использовать симисторный или тиристорный
регулятор в цепи вторичной обмотки. Это избавит СТ от лишних нагрузок. Для этого
подойдет почти та же схема, но с более мощным прибором, хотя процесс горения
дуги несколько ухудшается при использовании регуляторов данного типа. Ведь
теперь при уменьшении мощности дуга начинает гореть отдельными все более
кратковременными вспышками. Такой способ регулировки тока из-за сложности
изготовления и низкой надежности не получил распространения для самодельных СТ.
Самое широкое распространение получил очень простой и надежный способ
регулировки тока с помощью включенного на выходе вторичной обмотки балластного
сопротивления. Его сопротивление составляет порядка сотых, десятых долей ома, и
его подбирают экспериментально.
Для этих целей издавна применяют мощные проволочные сопротивления,
использовавшиеся в подъемных кранах и троллейбусах, или отрезки спиралей ТЭНов
(теплоэлектронагреватель), куски толстой высокоомной проволоки. Несколько
уменьшить ток можно даже с помощью растянутой дверной пружины из стали.
Балластное сопротивление можно включать стационарно (рис.14) или так, чтобы
потом можно было относительно легко выбрать нужный ток. Большинство проволочных
резисторов большой мощности изготовлены в виде открытой спирали, установленной
на керамический каркас длиной до полуметра, как правило, в спираль смотана и
проволока от ТЭНов.

Один конец такого сопротивления подключают к выходу СТ, а
конец провода «массы» или держателя электродов оборудуют съемным зажимом,
который легко перебросить по длине спирали сопротивления, выбирая нужный ток
(рис.15). Промышленность выпускает для СТ специальные магазины сопротивлений с
переключателями и мощные реостаты. К недостаткам такого способа регулировки надо
отнести громоздкость сопротивлений, их сильный нагрев при работе, неудобство при
переключении.

Но зато балластные сопротивления, хоть и обладая часто грубой и примитивной
конструкцией, улучшают динамическую характеристику СТ, сдвигая ее в сторону
крутопадающей. Попадаются СТ, которые без балластного сопротивления работают
крайне неудовлетворительно.
В промышленных аппаратах регулировка тока с помощью включения активного
сопротивления из-за их громоздкости и нагрева не нашла распространения. Зато
очень широко применяют реактивное шунтирование — включение во вторичную цепь
дросселя. Дроссели имеют разнообразные конструкции, часто объединенные с
магнитопроводом СТ в одно целое, но сделаны так, что их индуктивность, а значит,
реактивное сопротивление регулируется в основном перемещением частей
магнитопровода.
Заодно дроссель улучшает процесс горения дуги. Из-за конструктивной сложности
дроссели во вторичной цепи самодельных СТ не применяют.
Регулировка тока во вторичной цепи СТ связана с определенными проблемами. Так,
через регулирующее устройство проходят значительные токи, что приводит к его
громоздкости. Кроме того, для вторичной цепи практически невозможно подобрать
столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А.
Другое дело цепь первичной обмотки, где токи в пять раз меньше, переключатели
для которых являются ширпотребом. Последовательно с первичной обмоткой можно
включать активные и реактивные сопротивления. Только в этом случае сопротивления
резисторов и индуктивности дросселей должны быть значительно большими, чем в
цепи вторичной обмотки.
Так, батарея из нескольких параллельно соединенных резисторов ПЭВ-50…100
суммарным сопротивлением 6-8 Ом способна понизить выходной ток 100 А вдвое.
Можно собрать несколько батарей и установить переключатель. Если же нет в
распоряжении мощного переключателя, то можно обойтись несколькими.
Установив резисторы по схеме (рис.16), можно добиться комбинации 0; 4; 6; 10 Ом.
Вместо резисторов, которые при работе будут сильно нагреваться, можно установить
реактивное сопротивление дроссель.

Дроссель можно намотать на каркасе от
трансформатора 200-300 Вт, например от телевизора, сделав отводы через каждые
40-60 витков, подключенные к переключателю (рис.17). Погасить мощность можно,
включив в качестве дросселя вторичную обмотку какого-нибудь трансформатора
(200-300 Вт) с вторичной обмоткой, рассчитанной примерно на 40 В. Дроссель можно
изготовить и на незамкнутом — прямом сердечнике.

Это удобно, когда уже есть готовая катушка с 200-400 витками подходящего
провода. Тогда внутрь нее надо набить пакет прямых пластин из трансформаторного
железа. Необходимое реактивное сопротивление подбирается в зависимости от
толщины пакета, ориентируясь по сварочному току СТ.
Например: дроссель, изготовленный из катушки, содержащей предположительно около
400 витков провода диаметром 1,4 мм, набит пакетом железа с общим сечением 4,5
см2, длиной, равной длине катушки, 14 см. Это позволило уменьшить ток СТ до 120
А, т.е. примерно в 2 раза. Дроссель такого типа можно сделать и с плавно
регулируемым реактивным сопротивлением. Надо изготовить конструкцию для
регулировки глубины ввода стержня сердечника в полость катушки (рис.18, где 1 —
сердечник; 2 — фиксатор; 3 — катушка). Катушка без сердечника обладает ничтожным
сопротивлением, при полностью введенном стержне ее сопротивление максимально.
Дроссель, намотанный подходящим проводом, мало греется, но у него сильно
вибрирует сердечник. Это надо учитывать при стяжке и фиксации набора пластин
железа.

Надо отметить, что для трансформаторов с небольшими токами х.х. (0,1…0,2 А)
вышеописанные сопротивления в цепи первичной обмотки практически не влияют на
выходное напряжение х.х. СТ, и это не сказывается на процессе зажигания дуги. У
СТ с током х.х. 1-2 А при внесении в первичную цепь балластного сопротивления
выходное напряжение уменьшается уже ощутимо. По своему опыту могу сказать, что
каких-либо выраженных отрицательных явлений на зажигание и горение дуги
добавленные последовательно первичной обмотке активные и реактивные
сопротивления не оказывают.
Хотя качество дуги все же ухудшается, по сравнению с включением гасящего
резистора в цепь вторичной обмотки.
В СТ можно также комбинировать регуляторы или ограничители тока разных типов.
Например, можно использовать переключение витков первичной обмотки в комбинации
с подключением добавочного резистора или по-другому.
Надежность сварочного трансформатора
Надежность сварочного аппарата зависит как от конструктивных факторов, так и от
режима и условий эксплуатации. Надежные, тщательно изготовленные трансформаторы
работают многие годы, без проблем выдерживая непродолжительные перегрузки и
изъяны в эксплуатации. Легкие переносные конструкции, с проводами в лаке, да еще
развивающие непомерную для себя мощность, как правило, долго не живут. Они
постепенно изнашиваются так же, как, например, со временем изнашивается одежда
или обувь. Хотя, учитывая значительные объемы выполненных работ и невысокие
затраты на их изготовление, это вполне оправдывает их существование.
Злейшими врагами СТ являются перегрев и проникновение влаги. Самым действенным
средством против перегрева являются надежные обмоточные провода с плотностью
тока не более 5-7 А/мм2. Что бы провод быстро охлаждался, он должен иметь
хороший контакт с воздухом. Для этого в обмотках делают щели (рис.19).

Сначала
наматывают первый слой и с внешних сторон вставляют деревянные или гетинаксовые
планки толщиной 5-10 мм, потом планки вставляют через каждые два слоя провода:
так каждый слой имеет контакт с воздухом с одной стороны. Если СТ устанавливают
без обдува, то щели должны ориентироваться вертикально. Тогда через них
постоянно будет циркулировать воздух: теплый поднимается вверх, а снизу
засасывается холодный. Еще лучше, если СТ постоянно обдувается вентилятором.
Вообще-то принудительный обдув мало влияет на скорость нагрева трансформатора,
зато заметно ускоряет его охлаждение.
Быстрее всего нагреваются и хуже всего охлаждаются тороидальные трансформаторы.
У сильно греющегося СТ даже мощный обдув не решит этой проблемы, и здесь
придется удерживать температуру обмоток умеренным режимом работы. Также на
охлаждаемость трансформатора влияет количество витков обмоток: чем меньше
витков, тем она выше.
Кроме объективных и вполне понятных причин выхода сварочных трансформаторов из
строя, в основном связанных с несовершенством конструкции, я на основании своего
опыта хочу отметить еще один, вроде бы неявный, но тем не менее весьма
распространенный способ: как угробить СТ.
Причиной в этом случае, как ни странно, является падение напряжения в
электросети… СТ перестает нормально сваривать, если сетевое напряжение сильно
падает или же линия электропередачи имеет значительное собственное сопротивление
порядка нескольких ом. К сожалению, и первое, и второе распространено у нас
повсеместно.
Если при упавшем напряжении можно хоть точно выяснить причину, взяв вольтметр и
измерив напряжение, то во втором случае дело обстоит сложнее: высокоомный
вольтметр не чувствует сопротивления линии в несколько ом и показывает
нормальное напряжение, зато эти несколько ом могут запросто наполовину погасить
мощность СТ, собственное сопротивление которого в дуговом режиме незначительно.
Но при чем же здесь падение мощности к «сгоранию» СТ? А дело вот в чем. Когда
владелец «сварки», порядком намучившись с неработающим от сети 220 В аппаратом,
понимает, что ничего изменить он не в силах, а работать ой как надо: пропадает
заработок или идет строительство, стынет раствор,… то в таких случаях очень
часто аппарат включают в сеть на 380 В.
Дело в том, что вся разводка обычно
делается от трехфазной линии: «нуль» и три «фазы». Если подключить к «нулю» и
одной «фазе» — фазное напряжение, то это и есть привычные 220 В. Если же
подключиться к «фазе» и «фазе» — линейное напряжение, то с двух проводов будет
сниматься 380 В. А именно так делают нерадивые сварщики с однофазными
аппаратами, рассчитанными на 220 В.
При этом СТ начинает отлично работать, правда, очень часто весьма недолго.
«Палят» так как слабые самодельные конструкции, так и надежные промышленные
аппараты. А все ведь очень просто: если напряжение в общей электросети падает,
например, на 50 В, и от 170 В аппарат не хочет работать, то между «фазами» при
этом тем не менее остается 330 В, что убийственно для любого СТ…
Часто владельцы сварочных аппаратов просто ленятся лишний раз переносить свои
«сварки»: ведь масса немалая, и те остаются на улице, мокнут под дождем, их
засыпает снегом… После такого отношения межвитковое замыкание дело вполне
обычное, обмотки СТ «сгорают», и вся конструкция выходит со строя.
Но все же основным врагом СТ является перегрев. Ну а если предстоит сваривать
много и быстро, а СТ намотан не ахти какими проводами и катастрофически быстро
греется,… можно предложить одно кардинальное средство борьбы с перегревом.
Перегрева можно не бояться, если весь трансформатор полностью погрузить в
трансформаторное масло. Обладая значительной теплопроводностью, масло не только
отводит тепло из обмоток, но и является дополнительным изолятором. В простейшем
виде это ведро с маслом с утопленным в нем СТ, откуда выходят только четыре
провода, такое «чудо» иногда можно увидеть на дворах в сельской местности.
Немного трансформаторного масла можно слить, например, из старых холодильных
агрегатов. Хотя в народе говорят, что в случае крайней необходимости подойдут и
другие типы, вплоть до подсолнечного… Насчет подсолнечного не знаю, сам не
проверял.
Другим важным элементом конструкции СТ является внешний корпус. При установке СТ
в корпус особое внимание надо уделять его материалу и возможности протока
воздуха для охлаждения, при этом верх должен быть закрыт, предохраняя
трансформатор от дождя. Корпусы или хотя бы некоторые их части лучше делать из
не магнитных материалов (латунь, дюраль, гетинакс, пластмассы). СТ создает
мощное магнитное поле, что притягивает к нему стальные элементы. Если корпус
сделан из жести или напротив оси первичной обмотки привинчены стальные панели,
то при работе вся эта конструкция будет втягиваться внутрь и вибрировать. Звук
при этом иногда бывает такой, что его можно сравнить разве что с работой пилы
мощной «циркулярки». Поэтому устанавливать СТ можно либо в цельновыгнутый
жесткий стальной корпус, который не так поддается вибрациям, или делать панели
напротив хотя бы первичной обмотки из немагнитных материалов.
В корпус можно установить вентилятор или сделать его герметичным и залить
трансформаторным маслом.
И наконец, последняя рекомендация. Если вы все же изготовили СТ, но являетесь
новичком в сварочном деле, то для его испытаний лучше пригласить специалиста.
Сварка — дело весьма непростое, и у человека без опыта вряд ли что-то получиться
сразу. Обязательно приобретите или изготовьте маску с номером стекла С-4 или Э2.
Электрическая дуга издает мощное ультрафиолетовое излучение, которое
отрицательно влияет на кожу и в первую очередь на глаза. При поражении глаз в
поле зрения появляется желтое пятнышко, которое потом постепенно исчезает,
говорят «словить зайчик».
Если вы успеете «словить» подряд сразу два таких
«зайчика», то немедленно прекращайте все эксперименты с электрической дугой. При
появлении перед глазами нескольких «зайчиков», они, как правило, потом исчезают,
и человек успокаивается, однако позже, через несколько часов, это явление
чревато такими последствиями, которые на себе лучше не испытывать.
Хороший сварочный аппарат значительно облегчает все работы по металлу. Он позволяет соединять и разрезать различные детали железа, которые отличаются своей толщиной и плотностью стали.
Современные технологии предлагают огромный выбор моделей, отличающихся мощностью и размером. Надежные конструкции имеют достаточно высокую стоимость. Бюджетные варианты, как правило, имеют короткий срок эксплуатации.

В нашем материале представлена подробная инструкция как сделать сварочный аппарат своими руками. Перед началом рабочего процесса рекомендуется ознакомиться с разновидностью сварочного оборудования.

Виды сварочного аппарата
Устройства этой техники различается на несколько типов. Каждый механизм имеет некоторые особенности, которые отображаются на выполненной работе.
Современные сварочные аппараты делятся на:
- модели постоянного тока;
- с переменным током
- трёхфазные
- инвекторные.

Модель с переменным током считается самым простым механизмом, который легко можно сделать самостоятельно.

Простой сварочный аппарат позволяет выполнять сложные работы с железом и тонкой сталью. Чтобы собрать подобную конструкцию, необходимо иметь определенный набор материалов.

К ним относятся:
- провод для обмотки;
- сердечник выполненный из трансформаторной стали. Он необходим для намотки сварочника.

Все эти детали можно приобрести в специализированных магазинах. Подробная консультация специалистов, помогает сделать правильный выбор.
Конструкция с переменным током
Опытные сварщики называют подобную конструкцию понижающим трансформатором.

Как сделать сварочный аппарат своими руками?
Первое что необходимо сделать — это правильно изготовить основной сердечник. Для данной модели, рекомендуется выбирать стержневой тип детали.

Для его изготовления понадобятся пластины, выполненные из трансформаторной стали. Их толщина равна 0,56 мм. Перед тем как приступить к сборке сердечника, необходимо соблюдать его размеры.

Как правильно рассчитать параметры детали?
Все достаточно просто. Размеры центрального отверстия(окна) должны вместить всю обмотку трансформатора. На фото сварочного аппарата изображена подробная схема сборки механизма.

Следующим этапом будет сборка сердечника. Для этого берут тонкие трансформаторные пластины, которые соединяют между собой до необходимой толщины детали.

Далее наматываем понижающий трансформатор, состоящий из витков тонкой проволоки. Для этого делают 210 витков тонкой проволоки. С другой стороны делают намотку из 160 витков. Третья и четвертая первичная намотка, должна содержать 190 витков. После этого на поверхности крепят толстую платину.

Концы намотанной проволоки фиксируют болтом. Его поверхность отмечаю цифрой 1. Следующие концы проволоки закрепляют подобным образом с нанесением соответствующей разметки.
Обратите внимание!


В готовой конструкции должно присутствовать 4 болта с различным количеством витков.

В готовой конструкции соотношение наматывания обмотки будет равно 60% к 40%. Такой результат обеспечивает нормальную работу аппарата и хорошее качество сварочного крепления.

Контролировать подачу электрической энергии можно при помощи переключения проводов на необходимое количество обмотки. В процессе работы не рекомендуется перегревать сварочный механизм.
Аппарат постоянного тока
Данные модели позволяют выполнять сложные работы по толстым стальным листам и чугуну. Главное преимущество этого механизма, заключается в простой сборке, которая не займет много времени.

Сварочный инвектор представляет собой конструкцию вторичной обмотки с дополнительным выпрямителем.

Обратите внимание!

Он будет выполнен из диодов. В свою очередь, они должны выдерживать электрический ток в 210 А. Для этого подойдут элементы с маркировкой Д 160-162. Такие модели, довольно часто применяют для работы в промышленных масштабах.

Главный сварочный инвектор изготавливают из печатной платы. Такой сварочный полуавтомат выдерживает скачки электроэнергии во время длительной работы.

Ремонт сварочного аппарата не составит особого труда. Здесь достаточно заменить повреждённую область механизма. В случае серьезной поломки, необходимо заново осуществлять первичную и вторичную обмотки.

Фото сварочного аппарата своими руками



Обратите внимание!










С помощью этого простого сварочного аппарата вы сможете резать тонкие металлы, сваривать медные провода, наносить гравировку на металлическую поверхность. Без проблем можно найти и другие применения. Такой мини сварочный аппарат возможно питать напряжением 12-24 В.
В основе сварочного аппарата лежит высоковольтный преобразователь высокой частоты. Построенный по принципу блокинг-генератора с глубокой трансформаторной обратной связью. Генератор формирует кратковременные электрические импульсы, повторяющиеся через сравнительно большие интервалы. Частота тактирования лежит в пределах 10-100 кГц.
Коэффициент трансформации этой схемы будет 1 к 25. Это значит, что если подать на схему напряжение 20 В, то на выходе должно быть порядка 500 В. Это не совсем так. Так как любой импульсный трансформаторный источник или генератор без нагрузки имеет мощные высоковольтные импульсы, достигающие напряжения 30000 В! Поэтому, если вы разберете любую импульсную китайскую зарядку, то увидите параллельно выходному конденсатору подпаянный резистор. Это и сеть нагрузка, без резистора выходной конденсатор быстро вытечет из-за превышения напряжение, или хуже того взорвется.
Поэтому, внимание! Напряжение на выходе трансформатора опасно для жизни!
Схема мини сварочного аппарата

Необходимые детали:
- Трансформатор – самодельный, порядок изготовления описан ниже.
- Резисторы – мощностью 0,5-2 Вт.
- Транзистор был использован FP1016, но его трудно найти из-за его специфичности. Можно заменить на транзистор 2SB1587, КТ825, КТ837, КТ835 или кт829 с изменением полярности источника питания. Подойдет и другой транзистор с током коллектора от 7 А, напряжением коллектор-эмиттер от 150 В, с большим коэффициентом усиления (составной транзистор).
Транзистор обязательно нужно устанавливать теплоотвод. Хоть этого нет на схеме, но будет неплохо поставить фильтрующий конденсатор параллельно источнику, чтобы все помехи от работы блокинг-генератора не полезли в источник.

Изготовление трансформатора
Трансформатор намотан на куске ферритового стержня от радиоприемника.
- Обмотка коллектора – 20 витков провода 1 мм.
- Обмотка базы – 5 витков поводом 0,5-1 мм.
- Высоковольтная обмотка – 500 витков поводом 0,14-0,25 мм.
Все обмотки мотаются в одну сторону. Сначала коллекторная обмотка, по верх неё обмотка базы. Затем следует трехслойная изоляция из белой изоленты. Далее наматываем высоковольтную обмотку, 1 слой 125 витков потом изоляция, затем повторяем. Итого должно получиться 4 слоя, что равно 500 виткам. Сверху так же изолируем белой изолентой в несколько слоев.







Собираем схему. Если все исправно – должно запуститься все без проблем. Так как рабочая частота генератора превышает звуковую частоту, то писк при работе вы не услышите, так что не стоит прикасаться к выходу трансформатора руками.

Запуск генератора начните с напряжения 12 Вольт и при необходимости повышайте.
Дуга зажигается с расстояния 1 см, что свидетельствует о напряжении 30 кВ. Высокая частота не дает разорваться горящей дуге, вследствие чего дуга горит очень стабильно. При использовании медного электрода при близком контакте с другим электродом образуется плазменная среда (плазма меди) в результате чего повышается температура дуговой сварки-резки.
Испытания сварочного аппарата резкой и сваркой
Режем дугой лезвие от бритвы.

Сплавляем медные провода, толщиной до 1 мм.

В роли электрода использовалась толстая медная проволока. Он зажат в деревянной спичке, так как сухое дерево является и хорошим изолятором.

Если вам понравился этот небольшой сварочный аппарат, то вы можете сделать его и больших размеров, и мощности. Но будьте крайне осторожны.
Также для увеличения мощности можно собрать генератор по двухтактной схеме, да ещё и на полевых транзисторах, как тут – . В этом случае мощность будет порядочная.
Также не стоит смотреть на яркие разряды дуги не вооруженным взглядом, используйте специальные защитные очки.
Смотрите видео изготовления сварочного аппарата на блокинг-генераторе
Из статьи вы узнаете, какими бывают Своими руками изготовить их довольно просто, если имеются элементарные познания в электротехнике и необходимые инструменты. В качестве основы для сварочного автомата может быть взят как готовый трансформатор, так и самодельный.
Конечно, такие конструкции потребляют большую мощность, следовательно, в сети будет наблюдаться сильное падение напряжения. Это может сказаться на функционировании бытовых электроприборов. Именно по этой причине намного эффективнее оказываются конструкции, в основе которых находятся полупроводниковые элементы. Если сказать проще, то это аппараты.
Простейший сварочный аппарат
Так, первым делом стоит рассмотреть самые простые конструкции, которые может повторить любой. Конечно, это те устройства, в основе которых находятся трансформаторы. Конструкция, рассмотренная ниже, позволяет работать от напряжения 220 и 380 Вольт. Максимальный диаметр электрода, используемый при сварке, — 4 миллиметра. Толщина свариваемых металлических элементов колеблется в интервале от 1 до 20 миллиметров. О том, вы сейчас узнаете в полной мере. Причем продвигаться сможете от простого к сложному.
Несмотря на такие прекрасные характеристики, изготовление сварочного аппарата производится из легкодоступных материалов. Вам потребуется для сборки трансформатор понижающий, работающий от трехфазного напряжения. При этом его мощность должна составлять порядка 2 киловатт. Также стоит отметить, что вам необходимы будут не все обмотки. Поэтому в том случае, если одна из них вышла из строя, проблем с дальнейшим конструированием не возникнет.
Переделка трансформатора
Суть в том, что вам необходимо внести изменения лишь во вторичной обмотке. Для облегчения задачи ниже в статье приведена схема сварочного аппарата, подключение его к сети также описано.

Итак, первичную обмотку трогать не нужно, она имеет все характеристики, необходимые для работы от сети переменного тока 220 Вольт. Разбирать сердечник нет необходимости, достаточно непосредственно на нём разобрать вторичную обмотку, а вместо нее намотать новую.
На трансформаторе, который вы должны выбрать, присутствует несколько обмоток. Три первичных, столько же вторичных. Но имеются еще и средние обмотки. Их тоже три. Именно вместо средней необходимо намотать такой же провод, какой был использован для изготовления первичной. Причем необходимо от каждого тридцатого витка делать отводы. Около 300 витков в общей сложности должна иметь каждая обмотка. Благодаря правильной намотке провода можно увеличить мощность сварочного аппарата.
На обеих крайних катушках наматывается вторичная обмотка. Точное количество витков указать сложно, так как чем их больше, тем лучше. Провод используется сечением 6-8 квадратных миллиметров. Вместе с ним наматывается одновременно тонкий провод. В качестве силового кабеля нужно использовать многожильный в надежной изоляции. Именно так делаются своими руками.
Если проанализировать все конструкции, изготовленные по данной технологии, то оказывается, что примерное количество провода — около 25 метров. Если нет провода с большим сечением, можно использовать кабель с площадью 3-4 квадратных миллиметра. Но в этом случае его необходимо складывать вдвое при намотке.
Подключение трансформатора
Конструкцию имеет простую сварочный аппарат. Полуавтомат можно изготовить на его основе, если сделать еще одну обмотку для питания электропривода подачи электродов. Обратите внимание на то, что на выходе трансформатора будет очень большой ток. Поэтому все коммутационные разъемы необходимо выполнять максимально прочными.

Чтобы сделать клеммы для подключения к выводам вторичной обмотки, вам потребуется медная трубка. У нее должен быть диаметр 10 миллиметров, а длина 3-4 см. С одного конца ее нужно расклепать. Получиться должна пластина, в которой необходимо проделать отверстие. Диаметр его должен составлять около одного сантиметра. С другого конца вставляются провода. Независимо от того, сварочный аппарат постоянного тока или переменного, коммутация делается максимально жесткой и надежной.

Желательно их идеально зачистить, при необходимости обработать в кислоте и нейтрализовать ее. Для улучшения контакта второй край трубки должен быть слегка сплюснут при помощи молотка. Выводы первичной обмотки лучше всего крепить к текстолитовой плате. Толщина ее должна быть около трех миллиметров, можно больше. Она жестко крепится к трансформатору. Кроме того, в этой плате нужно сделать 10 отверстий, диаметр каждого около 6 миллиметров. Посмотрите, какая схема сварочного аппарата, как он включается в сеть 220 и 380 Вольт.
В них необходимо установить винты, гайки и шайбы. К ним производится подключение выводов всех первичных обмоток. В том случае, если требуется, чтобы сварка работала от бытовой сети 220 Вольт, соединяются параллельно крайние обмотки трансформатора. Последовательно с ними включается средняя обмотка. Идеально будет работать сварка при питании от 380 Вольт.
Чтобы произвести подключение первичных обмоток к питающей сети, нужно использовать другую схему. Обе крайние обмотки соединяются последовательно. Лишь после этого последовательно с ними включается средняя обмотка. Причина для этого кроется в следующем: средняя обмотка является дополнительным с ее помощью происходит снижение напряжения и тока во вторичной цепи. Благодаря этому работают в нормальном режиме сварочные аппараты, своими руками изготовленные по приведенной технологии.
Изготовление электрододержателя

Конечно, неотъемлемая часть любого сварочного аппарата — это электрододержатель. Нет необходимости покупать готовый, если сделать его можно из подручных материалов. Вам необходима трехчетвертная труба, ее суммарная длина должна быть около 25 сантиметров. С обоих концов необходимо сделать небольшие выемки, примерно на 1/2 диаметра. С таким держателем будет нормально работать сварочный аппарат. Для пластиковых элементов конструкции отдельное требование — они должны быть расположены как можно дальше от трансформатора и держателя.
Делать их нужно в трех-четырех сантиметрах от края. Затем возьмите кусок стальной проволоки, диаметр которой 6 миллиметров, приварите его к трубе напротив большей выемки. С другой стороны необходимо просверлить дырку, к ней прикрепите провод, который будет соединяться со вторичной обмоткой.
Подключение к сети

Стоит отметить, что нужно подключать сварочный аппарат по всем правилам. Во-первых, нужно использовать рубильник, с помощью которого можно без труда произвести отключение устройства от сети. Обратите внимание на то, что сварочные аппараты, своими руками изготовленные, по безопасности не должны уступать аналогам, выпускаемым промышленностью. Во-вторых, сечение проводов для подключения к сети должно быть не меньше полутора квадратных миллиметров. Ток потребления первичной обмотки составляет максимум 25 ампер. При этом во ток можно изменить в диапазоне 60..120 ампер. Обратите внимание на то, что данная конструкция сравнительно простая, поэтому подходит она лишь для применения в быту.
Аппарат для точечной сварки

Полезным окажется и сварочный аппарат точечного типа. Конструкции таких устройств не менее простые, нежели предыдущих. Правда, величина тока на выходе очень большая. Зато имеется возможность производить контактную сварку металлов до трех миллиметров толщиной. В большинстве конструкций нет регулировки выходного тока. Но при желании это можно сделать. Правда, усложняется вся самоделка. Необходимость в регулировании выходного тока отпадает, так как можно контролировать процесс сварки визуально. Конечно, сварочные инверторные аппараты окажутся намного эффективнее. Но точечные могут выполнять то, чего не позволяет сделать любая другая конструкция.
Для изготовления вам потребуется трансформатор с мощностью около 1 киловатта. Первичная обмотка остается без изменений. Переделать потребуется только вторичную. И если используется трансформатор от бытовой микроволновки, то нужно выбить вторичную обмотку, вместо нее произвести намотку нескольких витков провода большого сечения. Если имеется возможность, лучше использовать медную шину. На выходе должно получиться около пяти вольт, но этого окажется достаточно для полноценной работы устройства.
Конструкция электрододержателя

Здесь она немножко отличается от той, которая была рассмотрена выше. Для изготовления вам потребуются небольшие дюралевые заготовки. Подойдут прутки с диаметром 3 сантиметра. Нижний должен быть неподвижен, полностью изолирован от контактов. В качестве изоляционного материала можно использовать шайбы из текстолита, а также лакоткань. Любой, даже простейший точечный сварочный аппарат нуждается в надежном электрододержателе, поэтому его конструированию уделите максимум внимания.
Электроды изготавливаются из меди, их диаметр — 10-12 миллиметров. Они прочно закрепляются в держателе с помощью прямоугольных латунных вставок. Исходное положение электрода держателя — его половины разведены. Для придания упругости можно использовать пружины. Идеально подходят от старых раскладушек.
Работа контактной сварки

Необходимо подключать такую сварку к электрической сети при помощи автоматического выключателя. Он должен иметь номинальный ток 20 ампер. Обратите внимание на то, что на входе (там, где у вас находится счетчик) автомат должен быть либо таким же по параметрам, либо большим. Чтобы произвести включение трансформатора, применяется простой магнитный пускатель. Несколько отличается работа сварочным аппаратом контактного типа от той, которая была рассмотрена выше. И эти особенности вы сейчас узнаете.
Для включения магнитного пускателя необходимо предусмотреть специальную педаль, которую вы будете нажимать ногой для выработки тока во вторичной цепи. Обратите внимание на то, что включается и выключается контактная сварка только в том случае, если электроды полностью сведены. Если пренебрегать этим правилом, то будет появляться очень много искр, как следствие, это приведет к пригоранию электродов, выходу их из строя. Старайтесь как можно чаще обращать внимание на температуру сварочного аппарата. Время от времени делайте небольшие перерывы. Не допускайте перегрева агрегата.
Инверторный сварочный аппарат

Он является наиболее современным, но сложнее в конструировании. В нем используется и полупроводниковые транзисторы с высокой мощностью. Пожалуй, это наиболее дорогие и дефицитные детали. В первую очередь делается блок питания. Он импульсный, поэтому необходимо изготовить специальный трансформатор. А теперь более подробно о том, из чего состоит такой сварочный аппарат. Характеристики его компонентов смотрите далее.
Конечно, трансформатор, используемый в инверторе, намного меньше по габаритам, нежели рассмотренные выше. Также потребуется сделать дроссель. Итак, вам следует обзавестись сердечником из феррита, каркасом для изготовления трансформатора, медными шинами, специальными скобами, чтобы произвести фиксацию двух половин ферритового сердечника, изолентой. Последнюю необходимо выбирать, исходя из данных ее термической стойкости. Придерживайтесь этих советов, когда делаете сварочные инверторные аппараты.
Намотка трансформатора
Наматывается трансформатор на всю ширину каркаса. Только при таком условии он способен будет выдержать любые падения напряжения. Для намотки используется либо медная шина, либо провода, собранные в пучок. Обратите внимание на то, что провод из алюминия использовать нельзя! Он не может выдерживать такую большую плотность электрического тока, которая имеется в инверторе. Такой сварочный аппарат для дачи способен выручить вас, причем его вес крайне мал. Витки наматываются максимально плотно. Вторичная обмотка — это два провода с толщиной порядка двух миллиметров, скрученных вместе.

Друг от друга они должны быть максимально изолированы. Если у вас большие запасы от старых телевизоров, можно их применить в конструкции. Требуется 5 штук, причем сделать из них нужно один общий магнитопровод. Чтобы устройство работало с максимальной эффективностью, нужно уделять внимание каждой мелочи. В частности, толщина провода выходной обмотки трансформатора влияет на его бесперебойность.
Конструкция инвертора

Чтобы изготовить сварочный аппарат 200, необходимо уделить максимальное внимание всем мелочам. В частности, силовые транзисторы необходимо закрепить на радиаторе. Причем использование термопасты приветствуется для передачи тепла от транзистора к радиатору. И рекомендуется ее время от времени менять, так как она имеет свойство высыхать. Передача тепла при этом ухудшается, есть вероятность, что полупроводники выйдут из строя. Кроме того, нужно сделать принудительное охлаждение. Для этой цели используются вытяжные кулеры. Диоды, служащие для выпрямления переменного тока, необходимо закрепить на алюминиевой пластине. Ее толщина должна быть 6 миллиметров.
Соединение выводов осуществляется при помощи неизолированного провода. Его сечение должно составлять 4 миллиметра. Обратите внимание на то, чтобы между проводами соединения было максимальное расстояние. Они не должны прикасаться друг другу, независимо от того, какое воздействие испытывает корпус сварочного аппарата. Дроссель необходимо закрепить на основании сварочного аппарата при помощи металлической пластины.

Причем последняя должна полностью повторять форму непосредственно дросселя. Чтобы уменьшить вибрацию, необходимо установить уплотнитель из резины между корпусом и дросселем. Силовые провода внутри устройства разводятся в разные стороны. В противном случае имеется вероятность того, что произойдет короткое замыкание. Необходимо установить вентилятор таким образом, чтобы он осуществлял обдув всех радиаторов единовременно. В противном случае, если не получается использовать один вентилятор, придется ставить несколько.
Но лучше заранее полностью рассчитать место установки всех элементов системы. Обратите внимание на то, что вторичная обмотка должна охлаждаться максимально эффективно. Как видите, не только радиаторы нуждаются в эффективном обдуве. На этой основе можно без затрат сделать аргонный сварочный аппарат. Но его конструкция потребует использования иных материалов.
Заключение
Теперь вы знаете о том, как сделать несколько типов сварочных аппаратов. Если у вас имеются навыки в конструировании радиоэлектронных средств, то лучше, конечно же, остановиться на инверторном сварочном аппарате. Вы потратите время, зато на выходе получите прекрасное устройство, которое не уступает даже дорогим японским аналогам. Причем обойдется его изготовление в сущие копейки.

Но если имеется необходимость сделать сварочный аппарат, что называется, на скорую руку, то окажется проще соединить два трансформатора от микроволновых печей с измененными вторичными обмотками. Впоследствии весь агрегат можно усовершенствовать, добавив к нему электрический привод для подачи электродов. Также можно установить баллон, наполненный углекислым газом, чтобы в его среде осуществлять сварку металлов.
Как собрать простой сварочный аппарат в домашних условиях: чертежи инверторных моделей и пошаговая инструкция по сборке
В любой мастерской по обработке металла очень удобно работать, если под рукой есть сварочный аппарат. С его помощью можно надежно соединять металлические детали или конструкции, вырезать отверстия, а то и просто разрезать заготовки в нужном месте.

Такой полезный инструмент можно сделать своими руками, главное, во всем хорошенько разобраться, а мастерство делать красивый и надежный шов, придет с опытом.

Переменный выходной ток
Дома, на даче, на производстве чаще всего встречаются именно такие аппараты. Многие фото сварочного оборудования показывает, что оно сделано своими руками.
Самые главные составляющие для такого аппарата – это провод для двух обмоток и сердечник для них. Фактически – это трансформатор для понижения напряжения.

Размеры провода
Аппарат будет довольно хорошо работать при напряжении на выходе 60 вольт и током до 160 ампер. Расчеты показывают, что для первичной обмотки нужно взять медный провод сечением 3, а лучше 7 квадратных миллиметров. Для алюминиевого провода сечение должно быть больше в 1,6 раза.

Изоляцию проводов необходимо использовать тканевую потому, что провода в процессе работы сильно нагреваются и пластик просто расплавится.

Укладывать первичную обмотку нужно очень тщательно и аккуратно потому, что она имеет много витков и находится в зоне высокого напряжения. Желательно, чтобы провод был без разрывов, но если нужной длины нет под рукой, то куски необходимо надежно соединить и спаять.

Вторичная обмотка
Для вторичной обмотки можно брать медь, а можно алюминий. Провод может быть как одножильным, так и состоящим из нескольких проводников. Сечение от 10 до 24 квадратных миллиметров.
Очень удобно наматывать катушку отдельно от сердечника, например на деревянную заготовку, а потом набирать пластины из трансформаторной стали в готовую, надежно изолированную обмотку.

Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.

На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.

Сердечник
Хорошие характеристики показывают самодельные сварочные аппараты на основе сердечников из трансформаторной стали. Они набираются из пластин толщиной 0,35-0,55 миллиметров.

Важно правильно подобрать размер окна в сердечнике, чтобы в него поместились обе катушки, и площадь в разрезе (его толщина) была 35-50 квадратных сантиметров. По углам готового сердечника устанавливаются болты, а гайками все плотно стягивается.

Первичная обмотка состоит из 215 витков. Для возможности регулирования сварочного тока готового аппарата можно сделать выводы от намотки на 165 и 190 витках.
Все контакты крепятся на пластине из изоляционного материала и подписываются. Схема такова: чем больше витков катушки, тем больше ток на выходе. Вторичная обмотка состоит из 70 витков.

Инвертор
Своими руками можно собрать еще один сварочный прибор – это инвертор. У него есть ряд положительных отличий от трансформатора. Самое первое, что бросается в глаза, – его небольшой вес. Всего несколько килограммов. Можно работать, не снимая аппарат с плеча. Затем, рабочий постоянный ток, это позволяет создавать более аккуратный шов, да и дуга не так скачет. Проще работать начинающим сварщикам.

Детали для сборки такого аппарата продаются в магазинах и на рынке. Необходимо лишь знать маркировку. Особого внимания требует качество транзисторов потому, что они находятся в самой напряженной области конструкционной схемы инвертора. Для охлаждения прибора используют принудительную вентиляцию в виде охлаждающих радиаторов и вытяжных вентиляторов.

Таким образом, если составить каталог самодельных сварочных аппаратов, то получится длинный список из трансформаторов различной конструкции, инверторов, сварочных полуавтоматов и автоматов. Такие приборы позволяют работать с чугуном и сталью, алюминием и медью, нержавейкой и тонким листовым железом.

Надежность и долговечность их работы зависит от точности расчетов, наличия материалов, деталей, правильности сборки, а также от соблюдения правил безопасности на всех этапах создания и эксплуатации подобных приборов.
Фото сварочного аппарата в домашних условиях


























Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как сделать аппарат точечной сварки
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Обзор лучших сварочных электродов
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Инструкция, как и чем варить алюминий
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях 😉
Сварочный аппарат для сварки мелких деталей своими руками

Довольно часто в практике любого хозяина возникает необходимость соединить металлические детали. Один из таких способов соединения – это сварка. Но что делать, если нет сварочного аппарата? Конечно, можно его приобрести, но можно и изготовить самый простейший аппарат самому, причем практически за полчаса.
Пролог
Простейший прототип сварочного аппарата – осветительный электродуговой проектор – использовался еще в середине ХХ-го века в киностудиях во время съемок фильмов.

В домашних условиях, возможно, сделать простой раритетный самодельный сварочный аппарат из автотрансформатора мощностью 200 Вт. (Примерная схема автотрансформатора приведена на рисунке). Выходное напряжение регулируется за счет перестановки телевизионной вилки в гнездах.

На вторичной обмотке трансформатора необходимо найти два вывода, на которых напряжение будет около 40 В. К этим выводам остается подсоединить графитовые электроды и сварочный аппарат готов! Правда нужно учитывать, что при использовании такого автотрансформатора в сварочных целях желательно хорошо знать основы электробезопасности, поскольку не обеспечивается гальваническая развязка с электросетью.

Область применения такого самодельного сварочного аппарата довольно широкая: от сварки металлических изделий до закалки рабочих поверхностей инструмента.
Примеры применения Вольтовой дуги
В практике радиолюбителей временами возникает необходимость в сваривании или очень сильном разогреве мелких деталей. В таких случаях нет необходимости в применении серьезного сварочного аппарата, т.к. чтобы создать высокотемпературную плазму не обязательно иметь специальное оборудование.
Рассмотрим несколько примеров практического применения Вольтовой дуги.
Сварка накала магнетрона с питающими шинами

В этом случае сварка просто необходима, хотя многие, при встрече с такой трудностью, производят замену магнетрона. А ведь чаще всего бывают лишь две неисправности: обрывается накал в точке (поз.1) и выходят из строя из-за пробоя проходные конденсаторы (поз.2).
На рисунке магнетрон от микроволновой печи «Kenwood», который проработал после ремонта более двадцати лет.
Ремонт термопары своими руками

Конечно, изготовить термопару – дело совсем безнадежное, однако бывает, что нужно ее отремонтировать в случае облома «шарика». Обычно такие термопары встречаются в мультиметрах, у которых есть режим замера температуры
Нагревание высокоуглеродистой стали

В случае необходимости изменения формы пружины или проделывания отверстия следует учитывать, что закаленная пружина имеет слишком высокую твердость для сверления и слишком хрупкая для пробивания отверстия при помощи пробойника.
А в случае закалки стального инструмента (изготовленного из инструментальной стали) достаточно нагреть рабочую поверхность до малинового цвета и охладить в ванночке с машинным маслом. На рисунке изображено закаленное жало отвертки после механической обработки рабочей кромки.

Как получить Вольтовую дугу?
Мелкие сварочные работы можно выполнять при помощи трансформатора мощностью от 200 Ватт и выходным напряжением в диапазоне от 30 до 50 Вольт. При этом сварочный ток должен быть 10-12 Ампер. Можно не беспокоиться по поводу перегрева трансформатора, поскольку горение дуги кратковременно.

Также подойдет и обычный лабораторный автотрансформатор ЛАТР с силой тока от 9 Ампер. Однако нужно учитывать всю степень опасности в связи с тем, что отсутствует гальваническая развязка с электросетью.

В целях предупреждения повреждения графитового ролика токосъемника ЛАТРа желательно ввести ограничения входного тока применением плавкой вставки (предохранителя). Тогда случайное короткое замыкание в цепи электрода уже не страшно.
Электродами могут быть любые графитовые стержни простых карандашей (желательно мягкие).

В качестве держателя для грифеля используется металлическая часть электромонтажного клеммника.

На этом рисунке показан пример держателя с применением клеммника, причем одно отверстие используется для крепления ручки, а второе для зажима грифеля в клемме.

В целях предотвращения расплавления одноразового шприца (поз.3) при нагреве клеммника (поз.1) используются шайбы из стеклотекстолита (поз.2). А для стандартного подключения к кабелю можно применить стандартное гнездо от прибора (поз.4).

Итак, схема соединения довольно простая: один вывод вторичной обмотки соединяется с держателем, а второй вывод подсоединяется к свариваемой детали.

Есть еще другой вариант крепления держателя электрода с применением электромонтажной клеммы. Второй держатель понадобится в случае сварки металлических изделий с такой же температурой плавления или при необходимости раскалить металлическое изделие (закалка, изменение формы).

Схема подключения к вторичной обмотке трансформатора двух графитовых электродов.

Для сохранения глаз от ожога роговицы и от попадания искр недостаточно будет использовать темные очки из-за малой плотности светофильтров. Можно изготовить такое приспособление: в качестве щитка может быть оправа бинокулярных очков с удаленными линзами; фильтр крепится при помощи канцелярского зажима. Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.

В случае сварки меди с нихромом или сталью понадобится флюс. При добавлении небольшого количества воды в тетраборат натрия (буру) или в борную кислоту получается кашица, которой смазываются места сварки.

Материалы для приготовления флюса обычно можно найти в хозяйственном магазине. Также можно воспользоваться средством борьбы с насекомыми «Боракс» содержащим борную кислоту.
Самодельная мини сварка в домашних условиях
Свой собственный сварочный аппарат всегда пригодится в хозяйстве, пусть и нечасто, но он бывает очень нужен, а иногда без него ну просто никак. Особенно, если вы привыкли что-то самостоятельно мастерить. Поэтому микросварка своими руками, изготовленная из подручных материалов и отслужившей свой срок бытовой техники — как раз то, что нам нужно.
Не будем рассматривать вариант покупки заводского сварочного аппарата, так как это будет требовать денег, а сразу пойдем по пути изготовления самодельной мини сварки в домашних условиях. Здесь есть несколько вполне доступных схем сварочных аппаратов для самостоятельного изготовления, но наиболее простым и малозатратным представляется аппарат контактной, либо точечной сварки.
Делаем мини аппарат точечной сварки
Чтобы сразу не возникало сомнений, почему будем описывать именно вариант как сделать точечную мини сварку своими руками, для этого четко определимся в том, что нам для этого не понадобятся теоретические знания курса электротехники и виртуозное владение слесарными навыками работ. Все будет просто, понятно и доступно.
Подготовка
Основной деталью всех электросварочных аппаратов является силовой трансформатор (если не рассматривать современное электронное сварочное оборудование, еще называемое инверторами).  Поэтому, прежде всего, нам и понадобится его откуда-то взять и наиболее подходящий и доступный вариант для этого будет старая сломанная микроволновая печь. И чем она больше, тем для нас лучше. А точнее, тем мощнее будет ее трансформатор и сильнее наша сварка.
Поэтому, прежде всего, нам и понадобится его откуда-то взять и наиболее подходящий и доступный вариант для этого будет старая сломанная микроволновая печь. И чем она больше, тем для нас лучше. А точнее, тем мощнее будет ее трансформатор и сильнее наша сварка.
Старую микроволновку при желании найти не проблема, поискав ее или у ближайших знакомых (тех, кто побогаче), или заглянув на доски бесплатных объявлений, где их часто предлагают за символическую плату. Из внутренностей микроволновой печи нас будет интересовать всего одна деталь — это высоковольтный трансформатор.
Здесь сразу определимся, не вдаваясь особо в технические расчеты, что изготовленная из такого трансформатора от микроволновки контактная сварка будет способна генерировать сварочный ток от 800 до 1000 ампер. Этого тока вполне хватит для сваривания между собой полосок металла толщиной до 2 мм, причем даже из нержавеющей стали, что для простой сварки является сложной задачей.
Подготовка сварочного трансформатора

Высоковольтный трансформатор микроволновки представляет собой стальной сердечник, набранный из тонких стальных пластин и расположенных внутри его двух обмоток из медной проволоки. Нам понадобится та обмотка, что на вид поменьше, она считается первичной и будет намотана из более толстого проводника. Другая обмотка (та, что больше в размерах) будет вторичной и она нам просто не нужна. Вот ее в первую очередь и необходимо демонтировать из трансформатора.
Для этого надо разобрать трансформатор, а точнее — его сердечник, который набран из стальных пластин, плотно сжатых и скрепленных между собой двумя тонкими сварными швами. Здесь нам понадобится разрезать эти сварочные швы, для чего можно использовать либо ножовку по металлу, либо болгарку с тонким кругом.
Имейте в виду! Могут встречаться трансформаторы, скрепленные наружным жестяным кожухом и болтами. В этом случае просто раскручиваем болтовые соединения и аккуратно разжимаем кожух. Все, проблем с дальнейшей разборкой возникать не должно.
Выполняйте эту операцию по разборке трансформатора очень аккуратно, так как первичная обмотка нам еще понадобится, поэтому ни в коем случае не гнем и не царапаем ее при извлечении. А вот со вторичной обмоткой не церемонимся, ее можно резать и вытаскивать с помощью молотка и зубила по частям, так будет гораздо проще.
В результате мы имеем целую и неповрежденную первичную обмотку трансформатора и его стальной сердечник в виде двух разделенных частей.
Дальше, наматываем вторичную обмотку нашего будущего сварочного трансформатора. Вот здесь нам все-таки придется прикупить кусок нового медного провода в изоляции с сечением в 50 мм2 или около 8 мм в диаметре. Для этого мы берем его и обматываем вокруг центрального Ш-образного магнитопровода сердечника, делая два полных витка. Всего такого медного провода нам понадобится с учетом вывода на сварочные контакты примерно 50 см, единственное условие — обмотку надо сделать так, чтобы она была серединой проводника.
Затем собираем трансформатор, при этом первичная обмотка должна остаться на своем месте, а вместо вторичной должна быть помещена наша новая обмотка из медного провода. Скрепляем две части сердечника с помощью обычной двухкомпонентной эпоксидной смолы и зажимаем всю конструкцию в слесарных тисках на сутки. После высыхания эпоксидки трансформатор полностью готов к работе. Фото
Сборка конструкции
Сделав проверочные замеры простым тестером при подключении первичной обмотки к сети 220 В имеем на вторичной обмотке напряжение около 2 В, но при силе электрического тока примерно в 800 А (это не измеряется, а вычисляется — здесь верим на слово). Такой силы тока более чем достаточно для того, чтобы сделать прочное сварное соединение двух металлических пластин.

Теперь делаем корпус. Для этого можно использовать любые подручные материалы, такие как дерево, фанера, листы прочного пластика или оцинкованная жесть. Главное — разместить сам трансформатор и нижний контакт на прочном основании, так как одно из условий точечной сварки — это прочный контакт сварочных электродов со свариваемой поверхностью, который, в свою очередь, возможен при приложении больших усилий.
Осталось изготовить сварочные контакты и механическая часть нашего сварочного аппарата будет закончена. Один из контактов будет находиться снизу и он будет неподвижным, поэтому его основание лучше сделать из деревянного бруска длиной в 30 см, так легче будет крепить его к основанию. На конце бруска с помощью изготовленного кронштейна крепим сварочный электрод, к которому и подсоединяем один из проводов силовой обмотки трансформатора.

Сварочные электроды для микросварки можно изготовить своими руками из медного прутка с сечением от 5 до 10 мм в диаметре, делая небольшое заострение на конце в месте контакта со свариваемой поверхностью. Лучше, конечно, для этого использовать вольфрамовые стержни или специальные электроды для контактной сварки из сплава бериллиевой бронзы с добавками циркония.
Верхний контакт делаем в виде рычага. Для этого также можно применить деревянный брусок или не очень массивный металлический профиль в виде трубы небольшого диаметра. Единственно, что на металлическом рычаге конструкция крепления сварочного электрода будет сложнее, так как ее надо будет еще и изолировать. В основании рычага подвижного контакта обязательно предусматриваем пружину так, чтобы рычаг в нормальном состоянии постоянно находился в верхнем положении. Для этого можно использовать стальную пружину или эластичную резиновую ленту.
В завершении доделываем электрическую схему мини сварочника, подключив провод со стандартной вилкой для сети 220 В к концам первичной обмотки нашего силового трансформатора, причем обязательно при этом надо предусмотреть выключатель 220 В. Для этого подойдут как старый провод от микроволновки, так и любой выключатель, рассчитанный на напряжение 220 В и силу тока в 5 А, лучше, если это будет микровыключатель (микрик) нажимного типа.
Важно! Не забываем хорошо изолировать все электрические соединения и контакты.
Все, ваш собственноручно изготовленный мини сварочник для дачи или дома готов и, как оказалось, сделать его самому не так уж и сложно. Теперь вы сможете спокойно сваривать небольшие плоские детали из различных металлов, но для этого вам надо будет потренироваться и обрести практические навыки.
А также вы можете посмотреть на видео, как сделать контактную точечную сварку своими руками и как ей можно пользоваться.
Делаем правильно сварочный аппарат своими силами
Принцип работы сварочного аппарата заключается в создании неразъёмного соединения двух и более деталей. Такое соединения образуется благодаря межатомному слитию материала свариваемых частей. Сварочный аппарат воздействует на металл электрическим током, который разогревает его до необходимой температуры. Сварка может быть вызвана местным воздействием, или точечным, общим нагревом деталей, пластической деформацией либо комбинированием представленных эффектов.
Самодельный сварочник
Сварочный аппарат одновременно технически сложное и очень просто устройство. Для его создания необязательно иметь инженерного, и вообще, какого-либо технического образования. Нужно только желание и немного теории, ну и конечно, готовность потрудится и потратить немного денег.
Затраты при создании самодельной сварки будут значительно меньше чем купить готовую в магазине, но и конечно, качество и эстетический вид в большинстве случаев у магазинных товаров будет несколько выше.
В сегодняшней статье мы расскажем вам о том как сделать мини сварочный аппарат своими руками, напишем список необходимых материалов и инструментов, которые вам необходимо будет собрать. Распишем этапы сборки и дадим некоторые советы, которые помогут вам в этой деле. Прочитав статью, вы сможете сделать простую самодельную сварку в домашних условиях, сэкономив неплохие деньги.
Необходимый материал и инструменты
Первое что необходимо сделать, чтобы процесс сборки шёл максимально эффективно и быстро, собрать все составляющие механизма и инструменты, которые потребуются для сборки. Чтобы облегчить вам задачу, и не дать вам насобирать или купить лишних деталей, мы составили список необходимых компонентов. Итак, приступаем к сбору нужных нам деталей и инструментов:
- Для сборки трансформатора, нам будут необходимы листы сердечника, О- , Ш- или П- образной формы. Если такие отсутствуют в наличии, их можно купить в любом магазине электротоваров .
- Провод из меди или алюминия. Мы советуем использовать именно медный, так как он способен проводить более высокое напряжение и выдерживать температуры выше, чем алюминиевый.
- Статор от двигателя, асинхронный.
- Изоляция для обмоток например лако- или стеклоткань.
- Электроды для сварочных работ.
- Детали для радиотехники.
- Самый простенький паяльник.
- Мелкие инструменты: зубило, напильники, пинцет с лупой.
- Припой для паяльника.
Подготовив все необходимые детали, можно начинать собирать сварочный аппарат своими руками.
Разберём необходимую нам схему
Самая простая мини схема сварочного аппарата заключается в том, что входящий ток попадает на сварочный трансформатор. Далее, с помощью стабилизирующих и выпрямляющих составляющих элементов конструкции сварочный ток стаёт контролируемым и пригодным для работы.
Конечно, устройство может состоять только из трансформатора, но тогда дуга будет мене стабильная и работоспособная, хотя в умелых руках будет работать довольно хорошо и выполнять поставленные задачи.
Источник питания дуги, имеет следующую последовательность прохождения тока:
- Напряжение попадает на сварочный трансформатор.
- Потом попадает на дроссель, катушку сопротивления.
- В катушке тока поддаётся активному сопротивлению, после чего попадает на диодный мост.
- Затем проходит через регулятор тока, с помощью которого устанавливается необходимая сила дуговой сварки.
- Начинается сварочный процесс при соприкосновении электрода с деталью.
Этапы сборочного процесса мини сварки
Собрав все необходимые элементы и ознакомившись с нашей схемой, можно приступать к поэтапной сборке устройства. Работать несложная, но очень кропотливая и однообразная. Приготовьтесь провести много часов за однообразным сидением и выполнением одних и тех же движений руками.
Самой большой популярности приобрели трансформаторы круглой формы, но их самостоятельная сборка несколько сложней, поэтому мы будем использовать в нашей схеме П- образный сердечник. Такая форма трансформатора лидирует среди самодельных образцов, благодаря своей простоте.
Приступим к описанию этапов сборки:
- Первое что нам необходимо сделать, это основание для обмоток. Можно использовать пластиковые платины, деревянные, в общем, всё что является диэлектриком. Очень хорошо подойдут пластины из текстолита. Разобравшись с материалом, приступаем к созданию формы. Она будет состоять из двух крышек, верхней и нижней и центральных перегородок. В каждой крышке проделываются отверстия, диаметр подбирать исходя из размеров пластин, которые будут устанавливаться вовнутрь.
- Необходимо сделать изоляцию каждой детали термостойкой изолентой, в 1-2 слоя. Затем собираем и начинаем укладывать обмотку. Используемый медный провод, лучше брать сразу в стеклянной изоляции, способной выдерживать повышенные температуры. Таким образом, вы обезопасите себя от перегрева устройства, но это обойдётся немного дороже, чем использование обычной обмотки. Каждый слой обмотки необходимо тщательно без пропусков заизолировать, а уже потом приступать к следующему шару. Исходя из того, какая мощность вам необходима, делаете отводы на нужных уровнях обмотки. Закончив последний шар, изолируем его в 2-3 слоя, для большей безопасности.
- Следующим этапом будет сборка магнитопровода для сварочного трансформатора. Используем материал, специально предназначенный для такого вида устройств. Он имеет, необходимы индукционные свойства, которые подобраны специально для сварочных аппаратов. Собрав все платины в цельную конструкцию необходимо проверить каждую обмотку с помощью тестера, на наличие ошибок и прочего.
- Собираем диодный мост и подсоединяем к нашему устройству. Диоды брать с серии В200 либо КВРС5010. Каждый такой диод может выдерживать 50А и эта цифра суммируется. Поэтому для самодельного аппарата мощностью 220А, необходимо установить 5 таких диодов.
- Для диодов необходим радиатор, для отвода температуры. Соединять диоды вместе с дросселем.
- Для улучшения системы охлаждения, в корпусе можно установить кулер , которые будет вытягивать горячий воздух из корпуса.
Инверторный аппарат делается по тому же типу, только вместо трансформатора, необходимо установить высокочастотный сварочный трансформатор. Подача тока будет происходить не напрямую в трансформатор, а через модуль преобразования, которые будет переделывать переменный ток в постоянный с увеличением его частоты.
Также следует добавить автоматические выключатели, которые защитят устройство от чрезмерных скачков напряжения. Такое устройство будет иметь значительно меньший размер и вес, благодаря облегчённой структуре используемого трансформатора.
Стоит ли устройство вашего времени и денег
С точки зрения работоспособности, то самодельная сварка будет ничуть не хуже чем магазинная. Единственное что у вас скорей всего не получится установить, так это дополнительные системы типа антизалипание или быстрый старт. Но при должном умении и их можно добавить. Во всём остальном они смогут выполнить абсолютно аналогичные функции.
Цена на самодельное устройство может быть абсолютно разной, всё зависит от того, покупаете ли вы все детали или собираете из того что есть в вашем гараже. В случае покупки всех составляющих, цена будет примерно раз в 8-10 меньше чем у магазинных моделей. При этом вам необходимо будет потратить 1-2 дня на сборку всей конструкции.
Подведём итог
Сделать самодельный сварочный аппарат в домашних условиях довольно легко, достаточно ознакомиться с теорией и иметь в запасе несколько свободных дней. Процесс довольно муторный и однообразный, большая часть работы, это цикличные движения руками. Но затраченное время стоит того, ведь вы экономите значительную сумму, при этом получаете устройство ничуть не хуже чем в магазине.
Как сделать сварочный аппарат своими руками?
Данная публикация посвящена для того, кто задался вопросом, как изготовить сварочный аппарат с минимальными затратами, своими руками. Прочитавшему пошаговую инструкцию, будет по силам изготовление мини – сварочной конструкции, описанной в данной статье. Благодаря этому устройству станет возможным отремонтировать любой небольшой предмет в доме. Механическое же повреждение автомобиля, либо вмятина, которую невозможно починить обычным выравниванием может говорить о необходимости точечной сварки. Ниже рассмотрена возможность по ее монтажу и сборке. Весь сварочный процесс станет успешным только при соблюдении всех необходимых мер по технике безопасности, подробно расписанных в самом конце данной работы.
В первую очередь, нужно вооружиться всеми необходимыми инструментами, которые могут найтись дома либо на «блошином рынке». Ими могут стать отслужившие свой срок паяльники, старые карандаши, микроволновые печи, гвозди и еще куча, казалось бы, никому не нужных вещей. Поэтому, никогда не стоит выбрасывать электронные предметы, так как они могут всегда пригодиться.
Необязательным, но желательным знанием устройств является то, какие виды сварочных аппаратов существуют.

Бывают сварочные аппараты, работающие:
- с переменной подачей тока;
- с постоянной подачей электрического напряжения;
- импульсные;
- инверторные;
- автоматические;
- полуавтоматические
- функционирующие на основе сопротивления тока.
Если нужна точечная сварка
Эта информация будет полезна всем тем, кто имеет СТО, занимается кузовными работами, либо обладателю собственного автомобиля. От вмятин машину можно застраховать только на бумаге. В случае, появления так называемых «морщин изнутри» инструментом для их выравнивания станет трансформаторная либо инверторная сварка.
Идеальным, в этом случае, станет решение сделать инверторный сварочный аппарат. Это поможет изучить весь вопрос самому, а также даст возможность сэкономить немало денежных средств. На рынке предложения стоимость готового аппарата варьируется от 200 – 1000 у.е. Эта цена может быть не по каждому карману. Суть использования этого механизма сводится к механическому вытягиванию смятой детали при помощи споттера. Преимуществом является качественное восстановление деформации без последующей покраски предмета, подвергшегося ремонту.

Если вопрос о том, как сделать споттер из сварочного аппарата уже возник, есть свободные два часа, то вниманию интересующегося предоставляется перечень необходимого для его сборки и изготовления:
- Для того, чтобы сделать сварочный инвертор своими руками, надо знать, что сердцем такого сварочного аппарата является трансформатор. Идеальным станет высоковольтный трансформатор от микроволновой печи. Изначально такой агрегат создает очень высокое напряжение, достаточное для того, чтобы привести к летальному исходу крупное животное или даже человека. Однако, это напряжение недостаточно для плавления металла. С этой целью его необходимо немного модифицировать и поработать над его вторичной обмоткой. С этой целью, воспользовавшись болгаркой, нужно отделить сварочный шов и разделить коробку на две части.
- Так появится доступ к обмоткам трансформатора. Самой опекаемой частью станет его верхняя часть. Это есть «первичная обмотка». Необходимо постараться, чтобы не повредить ее, в особенности, быть осторожным с сердечником. Вторичная обработка не нужна.
- Теперь очередь очистки сердечника от клея, старой бумаги и остального ненужного мусора.
- Получилось две готовые части в форме «Е» и «I», которые соединяются и, затем, сверху вниз в полученный сердечник вновь вставляется первичная обмотка. Все надо делать аккуратно, желательно при помощи резинового молотка.
- Теперь необходимо найти подходящий провод. Следует обратить внимание на его сечение и толстую изоляцию.
- На концы этого провода нужно установить медные наконечники с последующей качественной изоляцией.
- Установить сделанную вторичную обмотку в сердечник.
- Последний шаг – это все скрепить. Можно сварить либо склеить без сварки, с помощью смолы.
Если нужно сварить что-то очень маленькое
Данное приспособление является наипростейшей конструкцией, которая поможет починить бытовую вещь, привести ее в работоспособное состояние.
Чтобы изготовить мини сварочный аппарат своими руками необходимо следующее оборудование:
- Простой графитовый карандаш (цветной не подойдет);
- Щетки от электромотора;
- Обычная «пальчиковая» батарейка.
Что же необходимо?
- Очистить карандаш, при этом постараться не сломать графит. Желательно выбрать шестиугольный карандаш. Он будет служить в качестве электрода. Для него необходимо самому изготовить держатель из подручных средств.
- Блоком питания может послужить автомобильный аккумулятор либо зарядное устройство для автомобильных аккумуляторов.
- Один конец соединяется с пассатижами, а другой конец прикрепляется к самодельной конструкции, на конце которых должны быть клеммы. Причем имеет значение размер – чем крупнее, тем лучше. Маленькие клеммы попросту очень быстро плавятся в ходе сварочных работ.
- Захватить пассатижами графит. При первой сварке он может загореться – это не страшно. Кроме того, вовремя работы нормальным явлением будет дым и неприятный запах.
- Для того, чтобы выполнить сварку своими руками в качестве эксперимента можно воспользоваться любым металлическим предметом. Им может стать тонкий гвоздь, скрепка.
Какие меры предосторожности необходимо соблюдать при выполнении сварочных работ
- Костюм из огнеупорной и не прожигаемой ткани. Он должен надежно защищать шею и предотвращать попадание искр внутрь. В особенности, если работа будет производиться инверторным сварочным аппаратом.
- Низ куртки должен находиться чуть ниже пояса. Для того, чтобы защитить тело от ожогов.
- Штаны должны хорошо закрывать нижнюю часть ноги.
- Обувь также должна быть сделана из огнеупорных материалов.
- Перчатки должны быть выше запястья, практически до локтя. Материал должен быть плотный, без отверстий. Можно обычные холщевые рукавицы.
- Обязательна маска сварщика либо специальные сварочные очки со светофильтром. Они позволяют сберечь лицо и глаза от травм.
- Рабочее место должно быть хорошо вентилируемым.
- При подключении аппарата визуально определить провода на предмет целостности.
- После включения аппарата, некоторое время прислушиваться на наличие посторонних шумов.
- Проверить кабеля на наличие оголенных жил.
- Наличие респиратора предотвратит заглатывание отравляющего дыма.
- Светофильтр выбирать индивидуально, с учетом особенностей организма.
Пробуем постоянку
Сварка постоянным током имеет ряд преимуществ, но ВХ любого сварочного трансформатора на постоянке ужесточается. А у нашего, рассчитанного на минимально возможный запас по мощности, станет недопустимо жесткой.
Дроссель-кишка тут уже не поможет, даже если бы он работал на постоянном токе. Кроме того, надо защитить дорогущие выпрямительные диоды на 200 А от бросков тока и напряжения. Нужен возвратно-поглощающий фильтр инфранизких частот, ФИНЧ. Хотя на вид он отражающий, но нужно учесть сильную магнитную связь между половинами катушки.

Схема электродуговой сварки постоянным током
Известная много лет схема такого фильтра дана на рис. Но сразу же по ее внедрении любителями выяснилось, что рабочее напряжение конденсатора С мало: выбросы напряжения при зажигании дуги могут достигать 6-7 значений ее Uхх, т.е.450-500 В.
Далее, конденсаторы нужны выдерживающие циркуляцию большой реактивной мощности, только и только масляно-бумажные (МБГЧ, МБГО, КБГ-МН). О массогабаритах одинарных «банок» этих типов (кстати, и не дешевых) дает представление след. рис., а на батарею их понадобится 100-200.

Масляно-бумажные конденсаторы
С магнитопроводом катушки проще, хотя и не совсем. Для него подойдут 2 ПЛа силового трансформатора ТС-270 от старых ламповых телевизоров-«гробов» (данные есть в справочниках и в рунете), или аналогичные, или ШЛ с похожими либо большими a, b, c и h.
Из 2-х ПЛов собирают ШЛ с зазором, см. рис., в 15-20 мм. Фиксируют его текстолитовыми или фанерными прокладками. Обмотка – изолированный провод от 20 кв. мм, сколько влезет в окно; 16-20 витков. Мотают ее в 2 провода. Конец одного соединяют с началом другого, это будет средняя точка.

Броневой магнитопровод с немагнитным зазором
Настройка фильтра производится по дуге на минимальном и макисмальном значениях Uхх. Если дуга на минимале вялая, электрод липнет, зазор уменьшают. Если на максимале жжет металл – увеличивают или, что будет эффективнее, срезают симметрично часть боковых стержней.
Чтобы сердечник от этого не рассыпался, его пропитывают жидким, а потом нормальным лаком. Найти оптимум индуктивности довольно трудно, но зато потом сварка работает безукоризненно и на переменном токе.
Реалистичные ожидания
Решая создать аппарат из сподручных деталей, доступный по цене, и пригодный для сварки дома или на небольших заказах, следует осознавать реальность результата. Самодельный инверторный сварочный аппарат значительно проигрывает во внешнем виде перед магазинными аналогами.
Но простой сварочный инвертор своими руками отлично подойдет для личных нужд в частном доме, или работах в гараже. Такой аппарат будет способен потреблять 220V от сети, преобразовывать их в 30V, а силу тока увеличивать до 200А.
Этого вполне достаточно для работы электродами диаметром 3 и 4 мм. Качество шва будет лучше громоздкого трансформатора, поскольку переменный ток преобразуется в постоянный, и затем обратно в переменный, но с высокой частотой.
Такие инверторы сгодятся для сварки забора, ворот, собственного отопления, дверей. Его удобно переносить, и даже варить с ним, повесив на плечо. Если новичок будет усердно тренироваться, смотреть видео и пробовать на практике накладывать швы, то станет возможным сварка тонких листов стали.
Впоследствии можно усовершенствовать схемы сварочных инверторов, своими руками добавив в них механизм подачи проволоки, барабанное крепление и газовые клапана, чтобы получился полуавтомат. Возможна и переделка под аргоновую сварку.
Микродуга
О назначении микродуговой сварки сказано вначале. «Аппаратура» для нее предельно проста: понижающий трансформатор 220/6,3 В 3-5 А. В ламповые времена радиолюбители подключались к накальной обмотке штатного силового трансформатора.
Сейчас для микродуговой сварки используют более компьютерные блоки питания, или, для импульсной микродуговой сварки, батареи конденсаторов, см. видео ниже. На постоянном токе качество, работы, разумеется, улучшается.
Необходимые детали и инструменты
Для создания инверторного сварочного аппарата своими руками не обойтись без похода в магазин или на рынок. Собрать его абсолютно бесплатно, из предметов в гараже, невозможно. Но итоговая стоимость будет в три раза дешевле покупки готовой продукции. В сварочниках и их создании применяются:
- набор отверток;
- нож;
- пассатижи;
- паяльник, для изготовления электрической платы;
- дрель, для отверстий под переключатели и вентиляцию;
- ножовка;
- листовой металл под корпус;
- болты и саморезы;
- приборы и кнопки на панель;
- конденсаторы, транзисторы и диоды;
- медная шина для обмотки;
- провода для соединения всех узлов;
- элементы для сердечника;
- изоляционная бумага и изолента;
- силовые и рабочие кабеля.
Перед тем, как приступить к созданию сварочного инвертора своими руками, схема которого уже должна быть распечатана на бумаге, стоит посмотреть несколько видео от специалистов о пошаговой сборке. Это поможет увидеть наглядно с чем придется столкнуться, и сравнить результат.
Далее предоставляется поэтапная инструкция о том, как сделать сварочный инвертор своими руками. Допускаются некоторые отклонения и вариации, в зависимости от того, какой мощности аппарат необходим на выходе, и какие подручные материалы имеются в наличии.
Корпус
Когда главный элемент инвертора своими руками создан, можно заняться изготовлением корпуса. Ориентироваться можно на ширину трансформатора, чтобы он свободно помещался внутри. От его размеров стоит рассчитать еще 70% требуемого места под остальные детали.
Защитный кожух можно собрать из листа стали 0.5 — 1.0 мм. Углы можно соединить сваркой, болтами, или сделать цельными стороны на гибочном станке (что потребует дополнительных расходов). Понадобится предусмотреть ручку или крепление под ремень для переноса инвертора.
Создавая корпус стоит предусмотреть легкую разборку и доступ к основным элементам в случае ремонта. Необходимо сделать отверстия на лицевой стороне под:
- переключатели силы тока;
- кнопку питания;
- световые диоды, сигнализирующие о включении;
- разъемы под кабеля.
Магазинные сварочные инверторы красятся порошковым покрытием. В домашнем производстве подойдет обычная краска. Традиционными цветами для сварочных аппаратов являются красный, оранжевый и синий.
Охлаждение
В корпусе нужно просверлить достаточно отверстий для вентиляции. Желательно, чтобы они находились в противоположных сторонах напротив друг друга. Понадобиться и вентилятор. Им может стать кулер из старого компьютера.
Устанавливать его нужно работой на вытяжку горячего воздуха. Приток холодного производится через отверстия. Разместить кулер стоит максимально близко к трансформатору, — самому горячему элементу устройства.

Силовые компоненты схемы самодельного сварочного инвертора, изготовленного самостоятельно, значительно нагреваются. Это может способствовать быстрой поломке. Чтобы не допустить их перегревания, кроме радиаторов охлаждения для блоков, нужно дополнительно устанавливать вентиляторы.
При наличии вентилятора большой мощности, можно обойтись только им. При этом поток холодного воздуха необходимо направлять на силовой трансформатор. При использовании вентиляторов небольшой мощности, к примеру, от старых ПК, их нужно около шести, три из которых будут охлаждать трансформатор.
Также, чтобы не допускать перегревания сварочного аппарата своими руками, рекомендуется устанавливать на наиболее нагревающийся радиатор температурный датчик, который при достижении максимально допустимой температуры подаст сигнал на автоматическое отключение.
Для эффективной работы вентиляционной системы в корпусе сварочного агрегата необходимо правильно установить воздухозаборники, решетки которых не должны быть перекрыты.
Контакт! Есть контакт!
Контактная сварка в промышленности используется преимущественно точечная, шовная и стыковая. В домашних условиях, прежде всего по энергопотреблению, осуществима импульсная точечная. Пригодна она для сваривания и приваривания тонких, от 0,1 до 3-4 мм, стальных листовых деталей.

Схема точечной контактной сварки
Принцип действия точечной контактной сварки иллюстрирует рис: медные электроды с силой сжимают детали, импульс тока в зоне омического сопротивления сталь-сталь нагревает металл до того, что происходит электродиффузия;
металл не плавится. Ток для этого нужен ок. 1000 А на 1 мм толщины свариваемых деталей. Да, ток в 800 А прихватит листы по 1 и даже 1,5 мм. Но если это не поделка для забавы, а, допустим, оцинкованный профнастил забора, то первый же сильный порыв ветра напомнит: «Мужик, а ток-то слабоват был!»
Тем не менее, контактная точечная сварка намного экономичнее дуговой: напряжение холостого хода сварочного трансформатора для нее – 2 В. Оно складывается 2-х контактных разностей потенциалов сталь-медь и омического сопротивления зоны провара.
Рассчитывается трансформатор для контактной сварки аналогично ему же для дуговой, но плотность тока во вторичной обмотке берут 30-50 и более А/кв. мм. Вторичка контактно-сварочного трансформатора содержит 2-4 витка, хорошо охлаждается, а его коэффициент использования (отношение времени сварки к времени работы на холостом ходу и остывания) многократно ниже.
В рунете немало описаний самодельных импульсно-точечных сварочников из негодных микроволновок. Они, в общем-то, правильные, а в повторении, как написано в «1001 ночи», пользы нет. И старые микроволновки на помойках кучами не валяются. Поэтому займемся конструкциями менее известными, но, между прочим, более практичными.

Простая самодельная установка контактной сварки
На рис. – устройство простейшего аппарата для импульсной точечной сварки. Им можно сваривать листы до 0,5 мм; для мелких поделок он подходит отлично, а магнитопроводы такого и большего типоразмера относительно доступны.
Его достоинство, помимо простоты – прижим ходовой штанги сварочных клещей грузом. Для работы с контактно-сварочным импульсником не помешала бы и третья рука, а если одной приходится с силой сжимать клещи, то вообще неудобно.
Недостатки – повышенная аварийно- и травмоопасность. Если случайно дать импульс, когда электроды сведены без свариваемых деталей, то из клещей ударит плазма, полетят брызги металла, защиту проводки вышибет, а электроды сплавятся намертво.
Вторичная обмотка – из медной шины 16х2. Ее можно набрать из полосок тонкой листовой меди (получится гибкая) или сделать из отрезка сплющенной трубки подачи хладоагента бытового кондиционера. Изолируется шина вручную, как описано выше.
Здесь на рис. – чертежи аппарата импульсной точечной сварки помощнее, на сварку листа до 3 мм, и понадежнее. Благодаря довольно мощной возвратной пружине (от панцирной сетки кровати) случайное схождение клещей исключено, а эксцентриковый прижим обеспечивает сильное стабильное сжатие клещей, от чего существенно зависит качество сварного стыка.
В случае чего прижим можно мгновенно сбросить одним ударом по рычагу эксцентрика. Недостаток – изолирующие узлы клещей, их слишком много и они сложные. Еще один – алюминиевые штанги клещей. Они, во-первых, не столь прочны, как стальные, во-вторых, это 2 ненужных контактных разности. Хотя теплоотвод по алюминию, безусловно, отличный.
Об электродах

Электрод контактной сварки в изолирующей втулке
В любительских условиях целесообразнее изолировать электроды в месте установки, как показано на рис. справа. Дома не конвейер, аппарату всегда можно дать остыть, чтобы изолирующие втулки не перегрелись.
Такая конструкция позволит сделать штанги из прочной и дешевой стальной профтрубы, а еще удлинить провода (до 2,5 м это допустимо) и пользоваться контактно-сварочным пистолетом или выносными клещами, см. рис. ниже.
На рис. справа видна еще одна особенность электродов для точечной контактной сварки: сферическая контактная поверхность (пятка). Плоские пятки долговечнее, поэтому электроды с ними широко используются в промышленности.
Но диаметр плоской пятки электрода должен быть равен 3-м толщинам прилегающего свариваемого материала, иначе пятно провара пережжется или в центре (широкая пятка), или по краям (узкая пятка), и от сварного стыка пойдет коррозия даже по нержавейке.

Пистолет и выносные клещи для контактной сварки
Последний момент об электродах – их материал и размеры. Красная медь быстро выгорает, поэтому покупные электроды для контактной сварки делают из меди с присадкой хрома. Такими следует пользоваться, при нынешних ценах на медь это более чем оправдано.
Диаметр электрода берут в зависимости от режима его использования в расчете на плотность тока 100-200 А/кв. мм. Длина электрода по условиям теплопередачи не менее 3-х его диаметров от пятки до корня (начала хвостовика).
Как давать импульс
В простейших самодельных аппаратах импульсно-контактной сварки импульс тока дают вручную: просто включают сварочный трансформатор. Это ему, конечно, на пользу не идет, а сварка – то непровар, то пережог. Однако автоматизировать подачу и нормировать сварочные импульсы не так уж сложно.

Схема простого формирователя импульсов для контактной сварки
Схема простого, но надежного и проверенного долгой практикой формирователя сварочных импульсов дана на рис. Вспомогательный трансформатор Т1 – обычный силовой на 25-40 Вт. Напряжение обмотки II – по лампочке подсветки.
Напряжение III – 12-15 В. Можно 24, тогда конденсатор С1 (обычный электролитический) нужен на напряжение 40 В. Диоды V1-V4 и V5-V8 – любые выпрямительные мосты на 1 и от 12 А соотв. Тиристор V9 – на 12 и более А 400 В.
В заключение
Преобразование тока
Схема сварочного инвертора обязательно включает диодный мост. Он отвечает за изменение напряжения в постоянное. Пайка диодов осуществляется по схеме «косого моста». Эти элементы тоже подвержены нагреву, поэтому крепить их следует на радиаторы, которые доступны в старых системных блоках. Для их поиска можно обратиться в ремонтные мастерские по компьютерам.
Два радиатора размещаются по краям диодного моста. Между ними и диодами необходимо установить прокладки из термопласта или другого изолятора. Выводы направляются к контактным проводам транзисторов, которые отвечают за возврат тока в переменный, но с повышенной частотой.

В схеме инвертора обязательно наличие конденсаторов, с последовательным соединением. Они отвечают за уменьшение резонанса трансформатора и минимизацию потерь в транзисторах. Последние открываются быстро, а закрываются медленно. При этом появляются потери тока, которые конденсаторы компенсируют.
Сборка и укомплектовка
После создания всех составляющих устройства можно переходить к сборке. На основание крепится трансформатор, диодный мост, электронная схема управления. Происходит соединение всех проводов. На наружную панель фиксируются:
- переключатели резистора;
- кнопка включения;
- световые индикаторы;
- ШИМ-контроллер;
- разъемы под кабеля.
Держатель и зажим для массы лучше купить готовые, потому что они более безопасные и удобные. Но возможно изготовить держатель и самостоятельно, из стальной проволоки диаметром 6 мм. Когда все детали установлены и подключены, можно приступать к проверке аппарата.
Меряется исходное напряжение. При 15V оно не должно показывать выше 100А. Осциллографом тестируется диодный мост. После, испытывается временная пригодность к работе, путем слежения за нагревом радиаторов.
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Ремонт своими руками
Для длительной и бесперебойной работы инвертор важно правильно обслуживать. Для этого следует раз в два месяца выполнять продувку от пыли, предварительно сняв кожух. Если аппарат перестал работать, можно самостоятельно выполнить ремонт, посмотрев видео в сети основных поломок и способов устранения.
Что проверяется в первую очередь:
- Напряжение на входе. Если оно отсутствует или недостаточно по величине, то устройство работать не будет.
- Предохранители. При скачке сгорают защитные элементы или срабатывает отключение автоматом.
- Температурный датчик. При повреждении блокирует работу последующих узлов.
- Клеммы контактов и паяные соединения. Разрыв цепи прекращает движение тока и рабочие процессы.
Изучив схемы обычных инверторов, и приобретя необходимые детали, а также просмотрев обучающие видео, можно собрать качественный аппарат для сварки, который очень пригодится хорошему хозяину.

Об авторе: admin4ik
Время чтения: 8 минут
Благодаря технологическому прогрессу сварочные аппараты превратились в компактные и интуитивно понятные устройства из громоздких и сложных в освоении. И если раньше сварочный аппарат можно было встретить только у человека, который занимается этим делом профессионально, то сейчас простенькие инверторы есть у каждого дачника и домашнего умельца. Сейчас можно найти инвертор по цене до 50$, и это сущие копейки в сравнении с аппаратами прошлого поколения.
Но, не смотря на большой ассортимент современных сварочных аппаратов, порой мастеру легче собрать свой прибор, чем купить в магазине. И у этого решения есть сразу несколько причин. В этой статье мы подробно расскажем, зачем изготавливать самодельный сварочный аппарат и как сделать сварочный аппарат типа инвертор, полуавтомат и аппарат для сварки контактным методом. Как показывает практика, именно эти типы сварочных аппаратов чаще всего собирают своими руками.

Преимущества самодельного сварочного аппарата
Самодельные сварочные аппараты постоянного тока обладают множеством преимуществ перед заводскими аппаратами. Мы перечислим основные из них, чтобы вы понимали целесообразность сборки самодельного инвертора, полуавтомата или контактного аппарата.
Стоимость
Первое преимущество это цена самодельного аппарата. Себестоимость сварочника, собранного своими руками, редко превышает 100$ и это очень выгодно. Да, в продаже есть дешевые инверторы за 100$ и даже меньше, но вы уверены, что сможете полноценно пользоваться им на протяжении долгих лет? Мы не уверены. Дешевые сварочные аппараты заводского производства редко бывают долговечными и функциональными. А вам ведь нужен полноценный помощник в быту, а не пародия на сварочный аппарат.
Все еще не верите, что дешевый аппарат просто по определению не может быть качественным? Подумайте сами. Для производства аппарата недостаточно иметь одни лишь детали. Нужен еще персонал, работники, оборудование, плюс оплата налогов, зарплат и т.д. Это все большая доля расходов, и чтобы хоть как-то снизить цену на конечный продукт производители просто используют некачественные комплектующие при изготовлении.

Вы можете поступить иначе. Чтобы собрать сварочный аппарат на постоянном токе для своих нужд, нужно сразу купить более-менее качественные детали. Себестоимость собранного вами аппарата будет такой же, как и цена на бюджетный заводской аппарат. Но при этом ваш самодельный сварочник будет гораздо надежнее, долговечнее и сможет работать в тяжелых условиях.
Ремонтопригодность
Еще одно преимущество аппарата, собранного в домашних условиях — это ваша полная уверенность в нем. Вы с точностью до детали знаете, из чего он собран, что может выйти из строя, как починить такой аппарат и сколько это будет стоить. В случае с заводским аппаратом предсказать исход практически невозможно. К тому же, сейчас ассортимент настолько велик, что сварщикам старой закалки просто не хочется тратить время и силы на изучение всех типов аппаратов. Им проще собрать свой добротный инвертор или тот же полуавтомат.
Саморазвитие
И последний не очевидный, но все же плюс — самоделки развивают вас и ваши навыки в сборке электроприборов. Если вы давно хотели начать собирать электроинстументы или модернизировать бытовую технику, то самодельный сварочник может стать первой ступенью.Это очень занятный и интересный процесс, который понравится вам и может стать полноценным хобби или даже подработкой.Ну а если самостоятельная сборка аппарата вас не заинтересует, то вы хотя бы сможете выполнять мелкий ремонт дома.
Как сделать инвертор?
Чтобы собрать инверторный сварочный аппарат своими руками вам понадобится минимальный набор инструментов, деталей и базовые знания электротехники. Всю «начинку» самодельного инвертора можно поместить в корпус от стационарного компьютера. Посмотрите видеоролик ниже, где автор рассказывает о своем самодельном аппарате.
У такого самодельного инвертора очень простое устройство. Есть силовая часть, сварочный трансформатор постоянного тока и дроссель. Дополнительно нужно добавить блок питания. Аппарат, показанный в ролике, оснащен регулятором тока и кнопкой включения. Если будете использовать корпус компьютера, то добавьте несколько отверстий для выхода горячего воздуха и забора холодного.
Здесь мы не будем перечислять все детали, необходимые для сборки, поскольку в видеоролике автор все подробно и быстро объясняет. Вам достаточно посмотреть одно видео и уже можно собирать свой инвертор. Все нужные детали можно добыть либо на радиорынке, либо на онлайн-досках объявлений. Если у вас есть гараж, то поищите запчасти там. У многих умельцев где-то да завалялся старенький трансформатор от бытового прибора вроде микроволновки.
Такой самодельный инвертор вполне надежен и долговечен, при этом он не так прихотлив к хранению, как заводские аппараты. Ну а схема сборки сварочного инвертора есть в открытом доступе, ее легко можно найти в интернете.
Рекомендуем прочесть подробный материал о сборке инвертора.
Читайте также: Как сделать сварочный инвертор своими руками?
Как сделать полуавтомат?
Для сборки полуавтомата вам понадобится инвертор РДС в качестве «донора». Необязательно покупать в магазине новый инвертор, можно буквально за копейки взять б/у аппарат с рук. Подающий механизм для проволоки можно собрать буквально из подручных деталей. Мы не рекомендуем изготавливать какие-то детали самостоятельно, гораздо проще и быстрее купить их в интернете. К примеру, не стоит самому делать сварочный рукав. Лучше закажите его в интернет-магазине и не заморачивайтесь.
Посмотрите ниже еще один видеоролик, только о сборке полуавтомата. В видео автор подробно рассказывает, как он собрал полноценный полуавтомат на базе обычного инвертора для РДС сварки.
Также прочтите наш подробный материал о сборке полуавтомата. Там же есть схема сварочного аппарата постоянного тока полуавтоматического типа.
Читайте также: Как сделать сварочный полуавтомат своими руками?
Как сделать контактную сварку?
Самодельная контактная сварка — вещь крайне нужная. Такой прибор потребляет мало электроэнергии, при этом позволяет быстро сваривать тонколистовой металл без электродов с покрытием, сварочной проволоки, газа и прочих расходников. В интернете есть множество видероликов с изготовлением контактной сварки, но мы расскажем свою подробную инструкцию.

Первое, что вам понадобится — это работающий трансформатор. Его можно достать из ненужной бытовой техники вроде микроволновки. Если вы хотите собрать мощный аппарат для контактной сварки, то используйте сразу два трансформатора, чтобы увеличить мощность.
Дополнительно достаньте провод из меди. Он должен быть толстым, либо свяжите несколько тонких проводов воедино. Сделайте или купите рычаги, с их помощью вы будете зажимать металл между двумя металлическими электродами. Не забудьте про основание для аппарата. Это может быть лист металла, весом как минимум пару кг. При желании может смонтировать аппарат прямо на сварочный стол. Еще вам понадобятся струбцины, отвертка, материал для обмотки (например, изолента) и медные электроды. Их можно сделать самому из медных деталей.
Контактная сварка своими руками может быть собрана из любого трансформатора, но лучше все же взять деталь из той же микроволновки. Поскольку такой трансформатор отлично подходит для самодельного сварочного аппарата. Для сборки вам понадобится не весь трансформатор целиком, а его магнитопровод и первичная обмотка. Уберите из трансформатора вторичную обмотку, делайте это осторожно. Дополнительно демонтируйте шунты. Они располагаются по обеим сторонам вторичной обмотки.
Теперь пора сделать новую обмотку. Для нее нам понадобиться провод минимум 10 мм в диаметре. Намотайте 2-3 витка, этого будет достаточно для бесперебойной работы трансформатора. Если у выбраного вами провода слишком толстая изоляция, снимите ее и обмотайте провод изолентой.
Основа готова. Осталось собрать воедино все детали. Поместите их в корпус. Его можно изготовить самому, а можно взять просто кожух от неработающего электроприбора, подходящего по размеру и конфигурации. Подсоедините медные провода, необходимые кнопки включения и т.п. Все готово!
Вместо заключения
Как видите, чтобы собрать самодельный сварочный аппарат постоянного тока своими руками вам понадобится минимальный набор деталей и базовые знания в области электротехники. Этого уже достаточно для сборки инвертора, полуавтомата или аппарата контактной сварки. В интернете есть самые разнообразные схемы этих аппаратов, вы можете выбрать наиболее подходящие и использовать их. Усовершенствование самодельного аппарата также возможно. Это в принципе одно из достоинств. Самодельный сварочник можно переделывать и модифицировать, не боясь слететь с гарантии и сломать устройство.
Эта статья — краткий обзор других материалов, которые вы можете найти на нашем сайте. Обязательно прочтите дополнительные материалы по ссылкам, которые мы указали в статье. Там содержится подробная информация о конструировании и сборке самодельных аппаратов. Если у вас есть советы или рекомендации для других умельцев, вы можете поделиться ими в комментариях ниже. Желаем удачи в работе!