Главная » Статьи » Аргонная сварка из инвертора своими руками
Как выполняется самодельная аргоновая сварка?
- Дата: 03-08-2015
- Просмотров: 626
- Рейтинг: 18
Время от времени возникают такие ситуации, когда нужно сварить трубы из нержавеющей стали. Следует знать, что данный металл сваривать очень сложно. В этом случае нужно использовать аргонодуговую сварку. У специалистов подобные работы стоят очень дорого, потому есть смысл задуматься над тем, как сваривать самодельной аргоновой сваркой. Если нет опыта работы в сварке, то не рекомендуется начинать с соединения цветного металла, так как это непростой процесс, который требует особых навыков. Однако если опыт обыкновенной дуговой сварки имеется, то аргоновая сварка может быть произведена без проблем.

Устройство аппарата для аргоновой сварки.
Аргонодуговая сварка является гибридом электрической и газовой сварки. С технологией электрической сварки она схожа тем, что применяется дуга, а с газовой — применением газа.
Дуга будет использоваться в качестве источника нагрева. С ее помощью будут расплавляться кромки металла и производиться сваривание.
Процесс аргоновой сварки.
В процессе сварки цветные будут окисляться при взаимодействии с кислородом. Кроме того, на них могут негативно влиять различные примеси, которые присутствуют в воздухе. В результате этого шов может получиться непрочным. Чтобы была возможность обеспечить защиту заготовки от воздействия подобных примесей, следует использовать инертный газ аргон. Данный газ весит на 38% больше воздуха, потому с легкостью способен исключать кислород из сварочной зоны и качественно изолировать сварочную ванну от воздействий атмосферы.
Подача газа в сварочную зону производится за 20 секунд до загорания дуги. Завершить подачу нужно через 8-10 секунд после окончания работы. Аргон не будет взаимодействовать с соединяемым элементом и другими газами в месте горения дуги, потому он называется инертным. Однако следует знать, что в процессе сварки на обратной полярности от аргоновых атомов с легкостью будут отделяться электроны, в результате чего весь аргон превратится в плазму, проводящую электричество.
Схема дуговой сварки.
Аргоновая сварка может производиться как с помощью использования плавящегося электрода, так и при помощи неплавящегося электрода. В последнем случае понадобится использовать электрод из вольфрама, так как этот материал сложно расплавить. Из вольфрама изготавливаются нити накаливания для лампочек. Диаметр и материал электрода будут зависеть от соединяемых заготовок. Все данные по этому поводу можно найти в специальных справочниках.
Есть 3 вида аргоновой сварки:
- РАД — ручная аргоновая сварка с помощью использования неплавящегося электрода;
- ААД — автоматическая аргоновая сварка с применением неплавящегося электрода;
- ААДП — аргоновая сварка с применением плавящегося электрода.
Процесс аргонодуговой сварки
Таблица дефектов сварочных швов.
В качестве горелки в данном случае будет использоваться неплавящийся электрод из вольфрама, который выходит за пределы конструкции на 3-5 мм. Чтобы подобрать диаметр электрода, нужно учитывать параметры соединяемых элементов. Внутри горелки будет держатель, в который возможно вставить электрод необходимого диаметра и закрепить его.
Вокруг электрода нужно будет надеть сопло, из которого будет исходить газ в процессе сварки.
Для варки будет необходима проволока из того же металла, что и соединяемые элементы.
Перед произведением работ основание соединяемых элементов понадобится очистить от окислов и грязевых отложений. Это можно произвести механическим или химическим методом.
Прежде всего на соединяемый элемент нужно подать массу, как и в случае с обыкновенной дуговой сваркой. Если заготовки небольших размеров, то массу можно подать на ванну или стол из железа. Проволоку в цепь включать не нужно, она должна подаваться дополнительно.
Метод аргоновой сварки с применением плавящегося электрода.
В одну руку мастер должен взять горелку, а в другую — проволоку. На горелке чаще всего располагается кнопка подачи тока и аргона. Подачу газа следует включить за 20 секунд до начала работ. Силу тока нужно подбирать в зависимости от соединяемых заготовок или исходя из личного опыта. Горелку с электродом нужно опустить максимально близко к основанию соединяемых заготовок. Рекомендуемое расстояние в данном случае — 2 мм. Электрическая дуга возникнет между концом электрода и металлом, она будет плавить кромки соединяемых элементов и присадочную проволоку.
Неплавящий электрод из вольфрама должен находиться на минимальном расстоянии к заготовке, чтобы была возможность сделать дугу небольшой длины. Чем большей будет дуга, тем меньшей получится глубина плавления элемента и хуже качество шва. При дуге больших размеров напряжение возрастет, а качество шва ухудшится.
Нюансы, которые следует знать
Режимы аргонодуговой сварки меди.
Необходимо на небольшой скорости провести горелкой по шву, после чего подать проволоку. В данном случае поперечных движений делать не нужно. От навыков мастера напрямую зависят качество и внешний вид получаемого шва.
Следует знать, что быстрая подача проволоки может привести к разрушению металла. Потому ее нужно подавать аккуратно и не спеша. Рекомендуется размещать проволоку в передней части горелки под углом к соединяемому основанию. Таким образом можно будет получить качественный шов небольшой ширины.
Зажигать дугу в процессе сварки неплавящимся электродом нельзя методом касания о соединяемое основание. На это есть следующие причины:
- Высокий потенциал ионизации газа не даст возможности тщательно ионизировать зазор между соединяемыми основаниями и электродом за счет искры, которая образуется от касания. В случае сварки плавящимся электродом ситуация будет следующей: после касания электрода об основание в месте сварки появятся пары железа, потенциал ионизации которых в несколько раз ниже, чем у газа. Именно поэтому дуга зажжется.
- За счет касания электрода основания соединяемых элементов он загрязнится.
Схема движения электрода.
Чтобы зажечь дугу в процессе аргонной сварки электродом, следует использовать осциллятор, который можно подключить вместе с источником питания.
С помощью осциллятора на электрод можно будет подавать импульсы с высокими частотами, за счет которых ионизируется зазор дуги. Если частота в электросети равна 55 Гц, а напряжение будет 220 В, то осциллятор сможет улучшить данные показатели и подать напряжение в 3000-5000 В с частотой 200-450 Гц. Таким образом можно будет с легкостью зажечь электрод.
Если производится соединение цветных металлов небольшой толщины, то можно обойтись без присадочной проволоки.
Элементы, которые будут использоваться в процессе аргонной сварки
Для аргоновой сварки не хватит стандартного устройства дуговой сварки, но можно сделать некоторые самоделки, которые помогут произвести процесс соединения элементов правильно.
Основные типы сварных соединений.
Для подобного типа сварки будут необходимы следующие элементы:
- Трансформатор. Подходит обыкновенная сварочная конструкция с напряжением холостого хода 60-70 В, который применяется для соединения металлов дуговым способом.
- Силовой контактор, который сможет подавать напряжение сварки на горелку.
- Осциллятор.
- Приспособление, которое сможет отрегулировать время обдува газом. Как уже говорилось ранее, аргон надо будет зажечь заранее, а по окончании сварочного процесса газ должен подаваться еще 20 секунд. Для данной задержки используется регулятор.
- Горелка для аргоновой сварки.
- Баллон с газом, в котором должен быть редуктор.
- Электроды из вольфрама.
- Прутья необходимого диаметра.
- Дополнительный трансформатор, который применяется для питания коммутирующих конструкций.
- Выпрямитель для питания коммутирующих конструкций постоянным током напряжением 24 В.
- Газовый электроклапан. Если используется постоянный ток, то напряжение должно быть 24 В. Если же применяется переменный ток, то рекомендуемое напряжение — 220 В.
- Реле для осциллятора и контактора.
- Индуктивный фильтр. Используется для защиты трансформатора сварки от высоковольтных импульсов, которые посылаются осциллятором.
- Амперметр, с помощью которого можно измерить сварочный так.
- Аккумулятор от автомобиля (55-75 Аh). Можно использовать как рабочий, так и неисправный. Его понадобится включать в цепь для того, чтобы была возможность сократить постоянную составляющую тока, которая всегда появляется в процессе сварки на переменном токе.
- Защитные очки.
https://moyasvarka.ru/youtu.be/JAngjkBp718
Самодельная сварка выполняется при помощи использования данных элементов. Их можно приобрести в магазине или сделать своими руками.
Для надежного соединения элементов важно произвести подбор подходящего режима сварки.
Обозначения сварных соединений.
Полярность и направление тока можно выбрать исходя из свойств соединяемых элементов. Основные стали нужно сваривать на постоянном токе с прямой полярностью. Алюминий, магний и остальные цветные металлы свариваются на обратной полярности или переменном токе. Чтобы по минимуму разогреть электрод и тщательно проплавить деталь, следует использовать прямую полярность.
Ток сварочного процесса нужно определять исходя из свойств элементов и электродов. Расход аргона будет зависеть от скорости существующих потоков воздуха. Если сваривание деталей производится внутри закрытого здания, то расход будет незначительным. Если сваривание элементов выполняется в условиях ветра, то расстояние между электродом и заготовкой нужно будет увеличить, так как поток воздуха может с легкостью снести используемый газ.
В процессе нагрева алюминиевых сплавов на основании возникнет пленка, которую будет тяжело расплавить. Данная пленка может быть разрушена путем соединения на обратной полярности. Аргон будет выступать не только газом для защиты, но и сможет быть плазмой проводки электричества.
При использовании аргоновой сварки можно будет получить качественный шов, глубина проплавления которого будет одинаковой. Это является значительным преимуществом при сварке тонкого металла, к которому есть доступ только с одной стороны.
Сваривать аргоновым способом непросто, потому важно знать все нюансы.
moyasvarka.ru
Собери сам, аргонодуговой аппарат
Благородный аргон служит людям с золотыми руками! Соединение различных цветных металлов: меди, бронзы, титана, алюминия и других, невозможно произвести обычными сварочными аппаратами. Для работ такого рода, применяется специальный вид сварки – дуговая сварка, c использованием аргона (TIG: tungsten inert gas). В качестве используемого газа, наиболее распространено применение аргона, что позволяет называть эту разновидность сварки аргоновая. Готовое оборудование стоит значительную сумму, но, если вы не боитесь трудностей и считаете себя умельцем – аргонная сварка своими руками, вполне реальное дело.
Аргонодуговой сваркой можно заварить практически все
Принципы работы аргонодуговой сварки
Электрическая (дуговая) и газовая, сварки, при смешении дали нам аргонодуговую сварку. Электрическая дуга термически воздействует на края металлов, а плазма, получающаяся при отщеплении электронов от аргона, за счет его высокой ионизации, приводит к плавлению материала. Аргон, так же служит защитной средой, для соединяемых металлов, предохраняя шов от попадания различных примесей из воздуха, что делает его не только ровным, но и очень прочным. Кроме высоких качественных характеристик швов, к достоинствам этой сварки относится и возможность использования в любом положении, что бывает необходимым при сваривании труб, деталей автомобилей и других высокотехнологичных изделий. Возможность выполнения швов различной конфигурации – дополнительный бонус. Недостаток, которым обладает аргонно дуговая сварка – невысокая (в сравнении с другими видами сварки) скорость процесса.
Некоторые тонкости
Перед работой, вольфрамовый электрод необходимо заточить под небольшим углом. Выполняется это своими руками, на заточном станке, постоянно вращая стержень вокруг своей оси. Учитывая, что форма электрода влияет на глубину проварки и качество шва, заостренный электрод максимально увеличит эти показатели.
Аргоновая сварка подразумевает использование присадки – металлической проволоки из соответствующего материала, для заполнения сварочной ванны. Расположение присадочной проволоки впереди горелки, под небольшим углом к поверхности и плавная, аккуратная подача, обеспечит узкий, ровный шов. Если толщина свариваемых деталей невелика, присадка необязательна.
В процессе работы, электрод необходимо держать максимально близко к поверхности, примерно 2 мм, для возникновения маленькой дуги. Минимальная дуга обеспечивает оптимальную глубину соединения и тонкий шов.

Сварка требует много терпения
Разновидности TIG
Аргонная сварка проводится при помощи плавящегося и неплавящегося электродов, неплавящийся электрод изготавливается из вольфрама, как исключительно тугоплавкого материала. Он используется в качестве высокотемпературного проводника тока. Существует несколько разновидностей аргоновой сварки.
- Ручная аргонодуговая сварка с помощью неплавящегося электрода – РАД
- Автоматическая аргонодуговая сварка с помощью неплавящегося электрода – ААД
- Автоматическая аргонодуговая сварка с помощью плавящегося электрода — ААДП
Умелые руки – альтернатива затратам
Покупка готового оборудования для аргонодуговой сварки, не является единственной возможностью обладания ею. Этот агрегат возможно собрать своими руками, имея необходимые комплектующие:
- Источник тока. Достаточно стандартного трансформатора для ручной сварки, с постоянным или переменным током.
- Баллон с аргоном. По возможности – наличие манометра.
- Редуктор газовый.
- Клапан газа.
- Специальная аргоновая горелка.
- Осциллятор. Преобразует ток в высокочастотные импульсы, для поджигания дуги. Поджигание путем касания рабочей поверхности нежелательно – слишком низкая ионизация дуги (искра слабо вырабатывается), а электрод загрязнится и окислится.
- Защитная маска.
К редуктору и трансформатору подключается горелка; осциллятор подключается параллельно источнику питания, это не такая уж сложная схема. Масса подается, как при обычном способе сварки.
Все не так уж сложно если есть желание
Если вы обладаете соответствующими знаниями и желанием, можете дополнить и улучшить такой вариант сборки. Приобрести все необходимое можно в специализированных магазинах, на соответствующих сайтах в интернете, или на «блошином рынке». В качестве дополнительного варианта, перетряхните собственные загашники – может найтись много полезного.
Техника безопасности
Самое пристальное внимание при сборке аргонодуговой сварки своими руками, необходимо уделить технике безопасности. Во время сборки конструкции все элементы питания должны быть выключены из сети. Убедитесь в исправности используемых агрегатов: рабочей резьбы на накидных гайках, надежности присоединения шланга для подачи газа, редуктора для аргона. Все корпуса используемого оборудования должны быть заземлены кабелем, с сечением не менее 25 мм.
Проведите ревизию обмотки силовых кабелей. Пользуйтесь только надежными, заизолированными электродержателями, чтобы не допустить соприкосновения тока с рабочими поверхностями или руками. Перед проведением пробного пуска, обеспечьте надежную вентиляцию помещения – аргон, ядовитый газ, способный вызвать отравление.
Не рискуйте своими руками и другими важными частями тела – обязательно применяйте спецодежду, защитные перчатки и маску. Недопустимо присутствие синтетических легкоплавких материалов, которые могут быть прожженны брызгами жидкого металла. Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Рабочие моменты
Показателем правильности настройки горелки, является малое шипение аргона при включении. Все задействованные в сварке поверхности должны быть зачищены и обезжирены. Переключатели тока могут быть не только педальные, но и ручные. Последние используются, если аргонно дуговая сварка не предполагает задействования обеих рук. Движения горелки не должны быть поперечными: именно продольное ведение по шву, гарантирует его высокие качества.

Шов должен быть не только качественным, но и красивым
Реально сделать процесс сварки дешевле, если пользоваться услугами организаций, производящих закачку газом опустевших баллонов. Покупать по мере расходования новый баллон с газом, гораздо дороже.
Подведем итоги
Аргонодуговая сварка – универсальное, незаменимое во многих случаях, оборудование, позволяющее выполнять широкий спектр операций, которое можно собрать своими руками. Этот фактор не только сэкономит ваши деньги. Вы сможете реализовать на практике свои способности. Умелые и трудолюбивые не только свернут горы, но и подчинят себе газ.
zavarimne.ru
Как выполнить аргонодуговую сварку своими руками?
- 05-11-2014
- 28
- 463
Оглавление: [скрыть]
- Технология сварки аргоном
- Порядок выполнения дуговой сварки аргоном
- Необходимо оборудование
- Подбор оптимального режима сварки
Для сварки цветных металлов необходимо применять особые технологии. Сварить детали из меди, нержавейки, алюминия и пр. можно с помощью аргонодуговой сварки. Стоимость подобных услуг у специалистов довольно высока, поэтому с целью сэкономить может быть выполнена дуговая сварка своими руками.

Схема аргонодуговой сварки неплавящимся электродом.
Сварка цветных металлов требует наличия некоторых навыков. Начинающим мастерам можно порекомендовать сначала потренироваться на более простых примерах.
Технология сварки аргоном
Технология сварки дугой в аргоновой среде совмещает в себе некоторые принципы дуговой (электрической) и газовой сварки. В процессе работы используется сварочная дуга. Действия сварщика примерно такие же, как и при обычной газовой сварке.
Электрическая дуга — это элемент сварочного оборудования, который обеспечивает нагрев и расплавление свариваемых поверхностей. Аргон при сваривании применяется из-за того, что при взаимодействии с кислородом образуются оксиды легированных сталей и цветных металлов. В швах образуются пузырьки, из-за чего соединение становится непрочным. Алюминий начинает гореть в кислородной среде. Аргон используется с целью предотвратить взаимодействие кислорода со свариваемыми металлическими поверхностями, а также влияние различных примесей в воздухе на свариваемый металл.
Схема подключения сварочной горелки к источнику питания.
Аргон без труда вытесняет кислород с места сварки благодаря тому, что он на 38% тяжелее воздуха. Подача аргона должна быть начата за 20 с до того, как начнет работать дуга, чтобы подготовить зону сварки. Прекращается подача примерно через 10 с после выполнения сваривания. Химические реакции с участием аргона и свариваемых металлов или газов, которые находятся возле зоны сварки, не происходят. Однако следует учитывать особенность данного инертного газа. Если выполняется сварка на обратной полярности, то от атомов газа отщепляются электроны, из-за чего среда аргона полностью преобразуется в электропроводную плазму.
Для данного типа сваривания можно использовать плавящийся и неплавящийся электрод. В последнем случае используется вольфрам. Он является наиболее тугоплавким металлом. Материал изготовления и оптимальный диаметр используемого электрода зависит от того, какой материал обрабатывается.
Аргонодуговая сварка известна в 3 разновидностях:
- ручная с неплавящимся электродом (РАД);
- автоматическая с вольфрамовым электродом (ААД);
- автоматическая с плавящимся электродом (ААДП).
Схема сварочного электрода.
Основной элемент в конструкции горелки для дуговой сварки аргоном — это электрод, изготовленный из вольфрама. Такие электроды не плавятся. Его край должен выступать относительно кончика горелки на 2-5 мм. Установить на специально отведенное место в горелке можно электрод любого диаметра благодаря специальному держателю внутри ее конструкции.
Вокруг основного элемента надевается сопло из керамики. Оно будет обеспечивать подачу аргона к месту сваривания. Кроме того, в ходе работы используется присадочная проволока из того же материала, который сваривается.
Вернуться к оглавлению
Прежде всего поверхности, которые будут свариваться, необходимо очистить. С них должны быть удалены любые загрязнения, жир, окислы. Можно воспользоваться механическим или химическим способом очищения.
На подготовленную деталь подается «масса». С этого действия начинается процесс дуговой сварки без применения аргона. При обработке деталей совсем небольшого размера можно подать ее на рабочий стол из железа или в ванну. Присадочную проволоку не надо включать в электрическую цепь, она должна подаваться отдельно.
Горелка должна находиться в правой руке сварщика, а присадочная проволока — в левой. Горелка оборудована кнопкой, которая включает подачу аргона и тока. Сначала включается подача аргона, а через 20 с — подача тока. Сила подаваемого сварочного тока зависит от свариваемого металла. Горелка с током должна располагаться на расстоянии около 2 мм от металлической поверхности обрабатываемых деталей.
Таблица выбора силы тока для сварки.
В промежутке от свариваемой поверхности до кончика электрода образуется электрическая дуга. В результате происходит расплавление присадочной проволоки и краев деталей, которые свариваются.
Расстояние от кончика электрода до металлической поверхности должно быть минимальным. Это будет способствовать образованию короткой дуги. Металл будет проплавляться глубже при короткой дуге. С наиболее короткой дугой сварочный шов получится максимально тонким и эстетичным. Большая дуга повышает напряжение и снижает качество полученного шва.
Горелку нужно плавно и медленно вести вдоль шва. Нельзя допускать поперечных движений. При этом постепенно по мере необходимости подается присадочная проволока. Качество и внешний вид полученного шва будет полностью зависеть от точности действий сварщика.
Если присадочная проволока будет подаваться резко, то металл будет разбрызгиваться. Для аккуратной подачи проволоки необходима некоторая сноровка в сварочных работах. Удобнее располагать ее перед горелкой. Поперечные движения присадочной проволокой также запрещены. Проволока должна образовывать угол с поверхностью свариваемой детали.
Категорически запрещается прикасаться кончиком электрода металлической поверхности деталей, чтобы вызвать зажигание дуги. Это связано со следующими причинами:
https://moiinstrumenty.ru/www.youtube.com/watch?v=ICo_XnCU5Jk
- При касании возникнет искра, которая не позволит ионизировать промежуток между поверхностями деталей и кончиком электрода в достаточной степени. Это связано с высоким потенциалом ионизации аргона.
- На электроде появляются загрязнения после касания поверхностей деталей.
При использовании вольфрамового электрода зажечь дугу удается благодаря осциллятору, подключенному параллельно к источнику питания. Осциллятор обеспечивает подачу высокочастотных высоковольтных импульсов на электрод. Благодаря этому дуговой промежуток ионизируется. Осциллятор преобразует стандартные 220 В и 55 Гц электросети в 2000-6000 В с частотой 150-500 кГц. Благодаря этому электрод легко зажигается.
Вернуться к оглавлению
Сварку в аргоновой среде выполнить при помощи обычного дугового сварочного аппарата не получится. Для этого необходимо дополнительное специализированное оборудование. Необходимо запастись следующим:
Схема движений электрода при сварке.
- Трансформатор. Можно использовать обычный прибор, предназначенный для дуговой сварки. Однако следует учитывать технологические особенности процесса при выборе подходящей мощности прибора.
- Силовой контрактор. Обеспечивает подачу сварочного напряжения на горелку.
- Осциллятор.
- Устройство для регулировки времени обдувки аргоном. Начинать подавать газ нужно заранее, а прекращать его подачу немного позже, чем отключать горелку. Регулятор нужен для обеспечения этой задержки.
- Сварочная горелка.
- Аргоном в баллоне, который оснащен редуктором.
- Неплавящиеся электроды из вольфрама.
- Дополнительный трансформатор. Он будет обеспечивать питание электричеством для коммутирующих устройств.
- Выпрямитель. С его помощью будет обеспечено питание коммутирующих устройств постоянным током с напряжением 24 В.
- Электрогазовый клапан. При питании переменным током 220 В, постоянным — 24 В.
- Реле включения и выключения для контрактора и осциллятора.
- Индуктивно-емкостный фильтр. Данное оборудование позволяет защитить сварочный трансформатор от высоковольтных импульсов, которые посылает осциллятор.
- Амперметр, чтобы измерять силу сварочного тока.
- Автомобильный аккумулятор. Можно использовать даже неисправный. Он будет последовательно включен в электрическую цепь. Это позволит снизить постоянную составляющую тока, возникновение которой всегда сопровождает сварку переменным током.
- Защитные очки.
https://moiinstrumenty.ru/www.youtube.com/watch?v=svhpAmy_2MU
Можно на основе этих приборов собрать самостоятельно прибор для сварки аргоном. Выпускается и готовое оборудование, которое можно приобрести в том случае, если нет желания возиться со сборкой аппарата.
Вернуться к оглавлению
Качество сварочных работ определяется правильностью подбора режима сварки.
Используемая полярность и направление тока зависят от характеристик и качеств обрабатываемого материала. Для работы с основными сталями и сплавами применяется постоянный ток с прямой полярностью. Для сваривания цветных металлов применяется переменный ток, полярность при этом должна быть обратной. Этот режим позволит добиться того, что оксидная пленка будет разрушаться быстрее. 70% выделяемого тепла при работе постоянным током приходится на анод, а на катод — остальные 30%. Чтобы качественно проплавлять металлические поверхности и при этом не перегревать электрод, устанавливается прямая полярность.
https://moiinstrumenty.ru/www.youtube.com/watch?v=aifgic_oeeo
Таким образом, аргонная сварка своими руками может быть выполнена практически каждым мастером, имеющим некоторые навыки сварочных работ дуговым аппаратом. Для некоторых металлов может быть применен только этот способ сварки. Он обеспечивает создание качественного сварочного шва высокой прочности. Особенно важно это в том случае, если необходимо сварить тонкий металл с доступом к деталям только с 1 стороны.
moiinstrumenty.ru
Не сложная аргонная сварка своими руками
Оглавление: [скрыть]
- Принцип аргонной сварки
- Реализация аргонной сварки
- Необходимый инструмент
- Источник сварочного тока
- Осциллятор
- Для чего нужна газовая горелка
Аргонная сварка своими руками является хорошей альтернативой покупному агрегату, когда затраты на его приобретение не оправдываются малым фронтом предполагаемых работ, например, в домашней мастерской для собственных нужд. Готовые аппараты предлагаются в широком ассортименте, но они имеют высокую стоимость, и целесообразность их применения в домашней мастерской вызывает сомнение. Несмотря на определенные сложности при изготовлении самоделки, аргонная сварка своими руками в дальнейшем оправдает затраты и сослужит добрую службу.

Металлы типа алюминия принципиально невозможно сваривать без аргона.
Принцип аргонной сварки
Сварка цветных металлов в азотно-кислородной среде (воздухе) не возможна вследствие быстропротекающих окислительных процессов, разрушающих шов. Применяемый обычный флюс не способен обеспечивать защиту. Аргонодуговая сварка представляет собой электродуговую сварку в газовой среде химически нейтрального газа – аргона, что значительно расширяет возможности и улучшает качество сварного шва. Принцип соединения металлов основан на расплавлении их электрической дугой в плазменной среде. Плазма, создающаяся в сварочной зоне в результате ионизации аргона, позволяет поддерживать постоянную продуктивность на дуге, а газ при этом еще и осуществляет защитную функцию. Аргонодуговая сварка позволяет сделать сварной шов ровным и прочным.
Аргонная сварка может основываться на применение плавящегося или неплавящегося электрода. В первом варианте, сварной шов формируется из металла электрода при его расплавлении. Эта методика часто используется в аппаратах автоматического типа, где обеспечивается бесперебойная подача электродной проволоки, но в домашних условиях изготовление таких устройств затруднено. Наибольшее распространение для самоделок находит система с неплавящимся электродом.
Вернуться к оглавлению
Вольфрам для электрода выбирают в силу его тугоплавкости.
Обычно применяется схема реализации способа сварки с неплавящимся электродом. Заполнение сварного шва обеспечивается за счет расплавления присадочного прутка, который дополнительно вводится в сварочную зону.
Основными элементами схемы являются: сварочный трансформатор (источник тока); источник газа и система его подачи (баллон, редуктор, система клапанов); осциллятор; аргоновая горелка. Осциллятор создает высокочастотный импульс для поджигания дуги.
Важнейшим элементом является газовая горелка, которая обеспечивает одновременное введение в сварочную зону электрода (обычно, вольфрамовый) и подачу газа (аргона).
Для этого в ней в центре размещается неплавящийся электрод, на который подается сварочный ток, и размещен канал, по которому газ подается на сопло горелки и формируется в виде струи. Кроме того, в горелке обеспечивается охлаждение водой.
Принцип сварки при помощи аргона осуществляется следующим образом. Вольфрамовый электрод подводится к поверхности металла детали на расстояние порядка 2 мм, после чего в эту зону подается аргон и высокочастотный импульс с осциллятора.
Зажигается дуга, которая находясь в плазменной среде, отличается достаточной однородностью и эффективностью. В место сварки вводится присадочный материал, расплавляющийся под воздействием дуги и заполняющий шов. При сварке тонких деталей можно не вводить присадку – достаточно расплавления самого металла заготовки.
Вернуться к оглавлению
Сварной шов заполняется оплавлением присадочного прутка.
Для изготовления аппарата аргонной сварки потребуется следующий инструмент:
- болгарка;
- сварочный аппарат;
- ножовка по металлу;
- плоскогубцы;
- отвертка;
- ключи гаечные;
- шкурка;
- напильник;
- набор для нарезания резьбы (лерки, метчики);
- электродрель;
- штангенциркуль;
- нож;
- микрометр;
- тестер;
- амперметр;
- вольтметр.
Вернуться к оглавлению
Задача осциллятора – поджиг электродуги.
Самый простой самодельный источник сварочного тока включает сварочный трансформатор и выпрямитель. Популярна схема сварочника, совмещенного с осциллятором.
Для сварочного трансформатора подойдет магнитопровод от любого старого силового трансформатора мощностью не менее 1 кВт, на котором нет следов повреждений и расслоений железа. Первичная обмотка выполняется из медного провода ПЭВ-2 диаметром 0,7-0,8 мм с количеством витков 300-400.
Вторичную обмотку рекомендуется намотать из медной шины сечением 16-25 мм² (количество витков 10) или медного провода диаметром не менее 3,5 мм с количеством витков 65-70.
Вернуться к оглавлению
Задача осциллятора – поджиг дуги. Необходимость в этом элементе при аргонной сварке (в отличие от электродуговой) связано с недопустимостью зажигания дуги путем касания электродом поверхности металла (короткого замыкания). Для пробивания зазора порядка 2 мм необходим высоковольтный импульс (разряд). Именно для создания такого разряда и предназначен осциллятор. Часто применяют осциллятор типа ОСП3-2М.
Главным элементом схемы является высоковольтный трансформатор ТV1, обеспечивающий повышение напряжения с 220 В до 10 кВ. В схему включены конденсаторы и колебательный контур. На рис.2 приведен вариант самодельного осциллятора, с указанием основных параметров рекомендуемых деталей.
Работа устройства осуществляется следующим образом. С помощью пусковой кнопки на рукоятке горелки, обеспечивается вначале подача газа, а затем электрический разряд с определенной частотой импульсов, величина которых задается высоковольтным трансформатором.
Вернуться к оглавлению
Сопло газовой горелки делают из меди или ее сплавов.
Все основные процессы по формированию сварного шва обеспечиваются газовой горелкой. Схема аргонодуговой горелки проста. Основа этого важного элемента – емкость (корпус) с охлаждающей жидкостью и двумя штуцерами, через которые происходит циркуляция охлаждения. В центре корпуса закреплен вольфрамовый электрод с изоляторами от металла. На него через клеммы подключается кабель от сварочного трансформатора.
Между электродом и корпусом создается зазор, по которому поступает газ (аргон) через соответствующий штуцер. В более простых, но распространенных, конструкциях для подачи газа в сопло внутри корпуса горелки может впаиваться специальная трубка.
Корпус газовой горелки, чаще всего, изготавливается из латуни (рекомендуется марка ЛС59-1). В нем вырезается 6 прорезей для установки необходимых штуцеров и вводов, а также установочный участок для крепления сопла горелки. В свою очередь, оптимальным материалом для сопла является медь. Уплотнение между корпусом и соплом обеспечивается прокладкой, изготавливаемой из термостойкой резины. Крепление вольфрамового электрода осуществляется стальной гайкой с уплотнением в виде шайбы из фторопласта.
Через просверленное в корпусе отверстие в него вводится медная трубка для подведения газа. Шов в месте ввода запаивается тугоплавким (серебряным) припоем. Одновременно эта трубка может исполнять роль электрического проводника к электроду.
Сварочный кабель подключается к электрическому вводу болтом диаметром 6-8 мм с шайбой. На вводе, направленном к головке, выполняется наружная резьба М12. Перед проведением завершающей пайки на медную трубку надо навернуть гайку и одеть шайбу. Этой гаечной системой крепится ручка, изготавливаемая из текстолита или эбонита. Она собирается из двух частей.
Ручку можно позаимствовать от стандартной газовой горелки или изготовить своими руками. На конце медной трубки монтируется вводный штуцер, а на нем целесообразно установить на резьбе дроссель с диаметром внутреннего отверстия 0,5 мм. Дроссель поможет устранить излишний расход аргона при работе и исключит первичный удар во время открытия клапана подачи газа из баллона.
Вольфрамовый электрод следует заострить на алмазном круге под углом примерно 45 градусов. Оптимальная длина электрода (а значит и длина горелки) примерно 25 см, но размер не является определяющей величиной и выбирается произвольно. При изготовлении следует максимально использовать то, что есть в наличии. Давление газа в горелке поддерживается порядка 1 кг/м². Вылет электрода из сопла – 3,5-4,5 мм, длина дуги – 2,6-3 мм.
Аргонная сварка своими руками – достаточно сложное и трудоемкое мероприятие. В то же время, такой аппарат в домашней мастерской поможет сделать много полезных дел.
parnikiteplicy.ru
Аргонная сварка из инвертора своими руками — решаемая задача даже в условиях личного гаража, не говоря уже о мастерской или металлообрабатывающем цехе.

Сварка цветных металлов и сплавов — сложная операция даже для опытного мастера. Кто хоть раз стыкался с необходимостью сваривания алюминия или титана, тот знает цены на эти услуги. Часто они столь высоки, что от сварки приходится отказываться и покупать новую деталь или менять целый узел. Но чаще всего, 80-90% цены — это не стоимость оборудования, а оплата услуг сварщика.
Не хочу утверждать, что сварка аргоном, а именно она применяется в этом случае, очень сложна и сильно отличается от сварки ММА. Да, она несколько сложнее в техническом плане и требует определенных навыков, но если вы освоили сварку покрытым электродом, то, после небольшой практики, сможете варить и аргоновой сваркой ТИГ.
Закономерный вопрос — где взять аппарат? Решить его можно двумя путями — купить инвертор с режимом TIG или переделать свой аппарат. Аргонная сварка из инвертора своими руками — вполне решаемая задача даже в условиях личного гаража, не говоря уже о мастерской или металлообрабатывающем цехе.
Особенности аргоновой сварки
Сварка в аргоновой атмосфере отличается от обычной ММА такими особенностями:
- производится при постоянном обдуве аргоном;
- ток может использоваться как переменный, так и постоянный (обратной полярности);
- необходимо использовать вольфрамовый электрод;
- без присадочной проволоки варить можно только особо тонкие листы;
- для розжига дуги необходим осциллятор;
- техника проводки электрода имеет определенную специфику.
Рассмотрим все пункты по отдельности. Может показаться, что они напрямую не относятся к теме, как из обычного инвертора сделать профессиональную аргоновую сварку, но, зная эти тонкости, станет легче учесть все особенности аппарата и технологии.
Схема аргонной сварки:

Зачем нужен аргон
Этот элемент (Ar) входит в группу (18) инертных (можно посмотреть в периодической таблице) газов, которые в обычном состоянии практически не взаимодействуют с большинством веществ, включая металлы, кислоты, соли и щелочи. По распространенности в природе он находится на третьем месте после кислорода и азота, что определяет его достаточно невысокую цену по сравнению, например, с гелием.
Практические свойства при сварке определяет его вес — он тяжелее азота и кислорода более чем в два раза, появляясь в зоне сварного шва, он попросту вытесняет эти газы и окутывает ванну, не допуская возникновения химических реакций окисления. Этот факт необходимо учитывать при сварке на открытом воздухе — сильный или умеренный ветер может ухудшить качество сварки.
Сварочный ток
Электрический ток напряжением 30-80 В и силой 20-200 А — диапазоны, применяющиеся при сварке цветных металлов в инертной атмосфере. Выбор параметров тока производится согласно специальных таблиц и зависит от диаметра электрода и толщины свариваемого металла. Правильно выбрав характеристики тока, вы сможете выполнить самый сложный шов даже на самодельном аппарате.
Электрод
Вольфрамовый остро заточенный стержень, использующийся в роли электрода удобен тем, что:
- он не плавиться (Т плавления выше 3000 0С, даже при красном калении он не размягчается) при температурах сварки цветных металлов;
- позволяет получить очень тонкую дугу, дает возможность формирования компактного шва;
- испарение электрода составляет не более 0,01 грамма на 1 м шва.
При этом промышленность выпускает такие электроды в более чем 25 видах, выбрать нужный не составит особого труда.

ПОСМОТРЕТЬ Вольфрамовые электродыа AliExpress →н
Присадочная проволока
Дополнительный материал, который при сварке плавиться электрической дугой и заливает шов. При застывании он образует монолитное соединение. На особо тонких листах проволока практически не нужна, но для сварки объемных деталей она необходима.
Материал проволоки выбирается в соответствии со свариваемым металлом: для алюминия — алюминиевая, для нержавейки — из легированной стали определенной марки.

ПОСМОТРЕТЬ Присадочную проволоку на AliExpress →
Осциллятор
При сварке постоянным током вольфрамовым электродом довольно сложно разжечь электрическую дугу. Если выполнять эту операцию касанием, как при сварке ММА, то возможно пригорание электрода, проплавление металла, приварка части материала к острию электрода и прочие неприятности.
Осциллятор — специальный аппарат, который вырабатывает высокочастотный ток для подачи импульса розжига. В дальнейшем он периодически генерирует поддерживающие импульсы, стабилизирующие дугу и позволяет сварщику уверенно работать как при постоянном, так и при переменном токе.
Перед тем, как сделать полноценную аргоновую ТИГ сварку самому, необходимо купить осциллятор, например УВК 7, или собрать его самостоятельно по одной из схем:
№1

№2

Но практика показывает, что осциллятор заводского изготовления работает намного надежнее. А цена его не столь высока, чтобы тратить неделю времени на поиск деталей, сборку и настройку самодельного устройства.
Тем более, что заводской осциллятор подключается очень просто практически к любому аппарату инверторного или трансформаторного типа — достаточно при помощи специальных разъемов навесить его на сварочные электрокабели. Он работает параллельно с аппаратом и на сварочный ток влияния не оказывает, поддерживая только стабильность дуги.
Но при покупке осциллятора следует учесть, что некоторые модели работают при напряжении холостого хода от 40 В. Если вы собрались вести сварку при U= 28-30В, то генератор импульса может не сработать.
Техника сваривания
К конструкции аппарата отношение имеет косвенное, но в виде справочной информации необходимо знать, что при сварке ТИГ используется максимально короткая дуга — около 2 мм. Электрод ведется только прямолинейно, не осуществляя характерных для ММА движений перпендикулярно направления шва в двух плоскостях.
Этим достигается две цели — поток аргона не уходит из зоны сварочной ванны и не позволяет ей окислиться и появляется возможность выполнения очень тонкого шва, практически незаметного на поверхности металла.

ПОСМОТРЕТЬ Сварочный аппарат на AliExpress →
Самодельный аппарат ТИГ на инверторе
Основными частями такой установки являются:
- инвертор с возможностью сварки ММА;
- горелка TIG;
- баллон с аргоном;
- манометр;
- осциллятор;
- соединительные шланги и кабели.
Собрать их нужно в соответствии со следующей схемой:

После настройки параметров тока, включить инвертор, подготовить металл и начинать сварку.
При выборе составных частей аппарата особое внимание следует уделить сварочной горелке. Промышленность производит их очень много разновидностей, рассчитанных на разные диаметры электродов и величину сварочного тока. Для бытового применения, а именно так и используются самодельные аппараты, нужно выбирать горелку, рассчитанную на минимальные диаметры вольфрамового стержня и токи до 200 А.
На максимальных параметрах работать все равно не придется, а переплачивать вдвое за горелку промышленного уровня нет смысла. Многие сайты интернета рекомендуют сделать горелку самостоятельно. В принципе, это возможно. Но если купить все детали и собрать самостоятельно, то по стоимости она сравняется с заводской, а по качеству сборки и возможности регулировок и настроек будет хуже на порядок. В этом случае остается только успокаивать себя тем, что горелка сделана своими руками.
Можно сделать вывод, что переделка инвертора ММА в установку ТИГ не требует вмешательства в работу самого аппарата — необходимо только докупить периферию и правильно все собрать. По сравнению с покупкой инвертора, в котором предусмотрен режим TIG, это обойдется почти вдвое дешевле.
О собственном опыте трансформации инвертора в аппарат TIG редакция предлагает поделиться на страницах сайта. Нас и наших читателей интересуют советы и личные разработки практиков. Пишите нам, самые интересные разработки будут опубликованы под именем автора.
Поиск записей с помощью фильтра:
Как модернизировать инвертор для сварки аргоном
Аргонная сварка из инвертора своими руками — решаемая задача даже в условиях личного гаража, не говоря уже о мастерской или металлообрабатывающем цехе.
Сварка цветных металлов и сплавов — сложная операция даже для опытного мастера. Кто хоть раз стыкался с необходимостью сваривания алюминия или титана, тот знает цены на эти услуги. Часто они столь высоки, что от сварки приходится отказываться и покупать новую деталь или менять целый узел. Но чаще всего, 80-90% цены — это не стоимость оборудования, а оплата услуг сварщика.
Не хочу утверждать, что сварка аргоном, а именно она применяется в этом случае, очень сложна и сильно отличается от сварки ММА. Да, она несколько сложнее в техническом плане и требует определенных навыков, но если вы освоили сварку покрытым электродом, то, после небольшой практики, сможете варить и аргоновой сваркой ТИГ.
Закономерный вопрос — где взять аппарат? Решить его можно двумя путями — купить инвертор с режимом TIG или переделать свой аппарат. Аргонная сварка из инвертора своими руками — вполне решаемая задача даже в условиях личного гаража, не говоря уже о мастерской или металлообрабатывающем цехе.
Особенности аргоновой сварки
Сварка в аргоновой атмосфере отличается от обычной ММА такими особенностями:
- производится при постоянном обдуве аргоном;
- ток может использоваться как переменный, так и постоянный (обратной полярности);
- необходимо использовать вольфрамовый электрод;
- без присадочной проволоки варить можно только особо тонкие листы;
- для розжига дуги необходим осциллятор;
- техника проводки электрода имеет определенную специфику.
Рассмотрим все пункты по отдельности. Может показаться, что они напрямую не относятся к теме, как из обычного инвертора сделать профессиональную аргоновую сварку, но, зная эти тонкости, станет легче учесть все особенности аппарата и технологии.
Схема аргонной сварки:
Зачем нужен аргон
Практические свойства при сварке определяет его вес — он тяжелее азота и кислорода более чем в два раза, появляясь в зоне сварного шва, он попросту вытесняет эти газы и окутывает ванну, не допуская возникновения химических реакций окисления. Этот факт необходимо учитывать при сварке на открытом воздухе — сильный или умеренный ветер может ухудшить качество сварки.
Сварочный ток
Электрический ток напряжением 30-80 В и силой 20-200 А — диапазоны, применяющиеся при сварке цветных металлов в инертной атмосфере. Выбор параметров тока производится согласно специальных таблиц и зависит от диаметра электрода и толщины свариваемого металла. Правильно выбрав характеристики тока, вы сможете выполнить самый сложный шов даже на самодельном аппарате.
Электрод
- он не плавиться (Т плавления выше 3000 0 С, даже при красном калении он не размягчается) при температурах сварки цветных металлов;
- позволяет получить очень тонкую дугу, дает возможность формирования компактного шва;
- испарение электрода составляет не более 0,01 грамма на 1 м шва.
При этом промышленность выпускает такие электроды в более чем 25 видах, выбрать нужный не составит особого труда.
Присадочная проволока
Материал проволоки выбирается в соответствии со свариваемым металлом: для алюминия — алюминиевая, для нержавейки — из легированной стали определенной марки.
Осциллятор
При сварке постоянным током вольфрамовым электродом довольно сложно разжечь электрическую дугу. Если выполнять эту операцию касанием, как при сварке ММА, то возможно пригорание электрода, проплавление металла, приварка части материала к острию электрода и прочие неприятности.
Осциллятор — специальный аппарат, который вырабатывает высокочастотный ток для подачи импульса розжига. В дальнейшем он периодически генерирует поддерживающие импульсы, стабилизирующие дугу и позволяет сварщику уверенно работать как при постоянном, так и при переменном токе.
Перед тем, как сделать полноценную аргоновую ТИГ сварку самому, необходимо купить осциллятор, например УВК 7, или собрать его самостоятельно по одной из схем:
Но практика показывает, что осциллятор заводского изготовления работает намного надежнее. А цена его не столь высока, чтобы тратить неделю времени на поиск деталей, сборку и настройку самодельного устройства.
Тем более, что заводской осциллятор подключается очень просто практически к любому аппарату инверторного или трансформаторного типа — достаточно при помощи специальных разъемов навесить его на сварочные электрокабели. Он работает параллельно с аппаратом и на сварочный ток влияния не оказывает, поддерживая только стабильность дуги.
Но при покупке осциллятора следует учесть, что некоторые модели работают при напряжении холостого хода от 40 В. Если вы собрались вести сварку при U= 28-30В, то генератор импульса может не сработать.
Техника сваривания
Этим достигается две цели — поток аргона не уходит из зоны сварочной ванны и не позволяет ей окислиться и появляется возможность выполнения очень тонкого шва, практически незаметного на поверхности металла.
Самодельный аппарат ТИГ на инверторе
Основными частями такой установки являются:
- инвертор с возможностью сварки ММА;
- горелка TIG;
- баллон с аргоном;
- манометр;
- осциллятор;
- соединительные шланги и кабели.
Собрать их нужно в соответствии со следующей схемой:
После настройки параметров тока, включить инвертор, подготовить металл и начинать сварку.
На максимальных параметрах работать все равно не придется, а переплачивать вдвое за горелку промышленного уровня нет смысла. Многие сайты интернета рекомендуют сделать горелку самостоятельно. В принципе, это возможно. Но если купить все детали и собрать самостоятельно, то по стоимости она сравняется с заводской, а по качеству сборки и возможности регулировок и настроек будет хуже на порядок. В этом случае остается только успокаивать себя тем, что горелка сделана своими руками.
Можно сделать вывод, что переделка инвертора ММА в установку ТИГ не требует вмешательства в работу самого аппарата — необходимо только докупить периферию и правильно все собрать. По сравнению с покупкой инвертора, в котором предусмотрен режим TIG, это обойдется почти вдвое дешевле.
О собственном опыте трансформации инвертора в аппарат TIG редакция предлагает поделиться на страницах сайта. Нас и наших читателей интересуют советы и личные разработки практиков. Пишите нам, самые интересные разработки будут опубликованы под именем автора.
Собираем своими руками аргоновую сварку из инвертора
Время чтения: 7 минут
Аргонодуговая сварка — это одна из самых востребованных сварочных технологий. Аппарат для аргонной сварки дает практически безграничные возможности. Вам под силу сварка любых металлов практически без ограничений по толщине. Но всегда у домашнего мастера есть возможность приобрести заводской аппарат. И причины могут быть разными: от недостатка средств до банального недоверия к современным производителям.

К счастью, эта проблема решается довольно просто и, что самое главное, быстро. Если вы хотите сэкономить или по каким-либо другим причинам не можете купить заводской аппарат, то аргонная сварка из инвертора своими руками — это ваш выбор. В этой статье мы расскажем, как собрать аргонный аппарат своими руками.
Общая информация
Аргонно дуговая сварка во многом очень схожа с ручной дуговой сваркой, вот только дополнительно применяется защитный газ аргон и присадочная проволока. Одновременно с этим используется неплавящийся электрод из вольфрама. Электрод помогает поджечь дугу, а проволока формируется шов. В мире эта сварочная технология называется TIG (ТИГ).
Суть аргонодуговой сварки проста. Сначала горелка подает в сварочную зону аргон. Спустя секунду после подачи газа поджигается сварочная дуга. Чтобы поджечь дугу, нужно поднести к металлу горелку с электродом внутри и нажать на копку включения. Но отчего поджигается дуга? Ведь нет никаких причин для этого.
Эту задачу решает осциллятор. Он ионизирует газ и тем самым позволяет дуге зажечься в парах аргона.
После того, как дуга стабилизировалась, можно подавать в сварочную ванну присадочный материал. Это можно делать вручную или с помощью подающего механизма. Дуга плавит металл, а вот присадочная проволока позволяет сформировать сварной валик. Проволока плавится вместе с металлом и смешивается с ним.
Далее мы расскажем, что вам понадобится для сборки аргонной сварки своими руками.
Сборка самодельного аргонового аппарата
Из чего собираем?
Аргонная сварка своими руками собирается из очень простых компонентов. Мы перечислим основные компоненты, которые понадобятся вам для сборки аргонной сварки своими силами.
Для начала, вам понадобится источник сварочного тока. В нашем случае это сварочный аппарат типа инвертор. Также вам нужен осциллятор. Дополнительно мы соберем блок защиты для нашего инвертора. Из второстепенных компонентов понадобится сварочная горелка, газовый баллон с аргоном, редуктор, газовые шланг и кабели. Давайте подробнее остановимся на каждом компоненте.

Про источник тока
Аргонныйаппарат собирается на основе какого-либо источника тока. Мы выбрали для этих целей обычный сварочный инвертор. Конечно, можно использовать трансформатор или выпрямитель, но инвертор предпочтительнее.

Однако, учтите, что из инвертора сделать аргонный аппарат сложнее. Если вы возьмете обычный инвертор и подключите к нему осциллятор, то аппарат все равно не сможет работать как аргонный. Он просто выйдет из строя. Так что вам придется немного переделать инвертор, добавив к основной схеме так называемый блок защиты. Блок собирается на той же плате, что и осциллятор, и плата монтируется в отдельный корпус.
Есть еще один вариант. Внимательно осмотрите ваш инвертор. Возможно в нем есть встроенная функция TIG. Если это действительно так, то считайте вам повезло. Инвертор не нужно переделывать. Достаточно подсоединить к нему газовый баллон, горелку и можно варить. Такие инвертор зачастую предназначены для ММА сварки, но оснащены осциллятором и блоком защиты. Поэтому производитель дает возможность использовать аппарат для TIG.
Про осциллятор и блок защиты
Предположим, что у вас обычный инвертор без функции TIG, и из него вам нужно собрать аргонную сварку своими руками. В таком случае вам придется отдельно сделать осциллятор и блок защиты. Ниже приведена удобная схема.

На ней показан как блок, так и осциллятор. Если вы не знаете, как применить эту схему, посмотрите видео ниже.
Про горелку и газ
Теперь о второстепенных компонентах. Вам понадобится газовая горелка, но не любая. А специально предназначенная для сварки аргоном. У нее керамическое сопло и специальный держатель для неплавящегося электрода.

Вы можете самостоятельно собрать аргонную горелку дома , купив все детали в интернете. Но по нашему опыту это пустая трата времени и сил. Лучше купите заводскую, она стоит не так уж дорого.
В качестве газа нужно использовать аргон. Он поставляется в баллонах черного или серого цвета, так что не перепутаете. Но лучше всего использовать именно газ из серых баллонов, поскольку там содержится чистый аргон. Он предпочтительнее для сварки.
Что касается емкости, то для сварки в домашних условиях вам будет достаточно баллона 10 л. Он достаточно легкий и компактный, его можно без проблем привезти на дачу или в гаражный кооператив. Для дома лучше не покупать большие баллоны по 50 литров. Вам будет трудно его перемещать.
Про редуктор и шланг
Также вам понадобится специальный газовый редуктор. Он надевается на баллон и используется для стабилизация давления в нем. Редуктор тоже должен быть аргонный, а не первый попавшийся. Для удобства редукторы окрашивают тем же цветом, что и баллоны. Так что ищите серый или черный редуктор.

Отдельно обращайте внимание на шланг. Мы рекомендуем сразу купить готовый и не мучиться с самостоятельной сборкой. Самодельный шланг, скорее всего, будет неудобным и вы потеряете много времени на поиск и установку специальных разъемов для подключения шланга к баллону и горелке.
Сборка аппарата
Итак, все компоненты собраны, можно приступать. Аргоновая сварка своими руками начинается с подключения осциллятора + блока защиты к инвертору. Посмотрите на схему выше, там все понятно. Возьмите массу и подсоедините ее к плюсовой клемме осциллятора. К минусовой клемме подключите кабель, идущий от горелки. Если будете варить алюминий, то поменяйте эти кабели местами.
Далее соедините газовый рукав и горелку, установите редуктор на баллон. Подсоедините горелку к рукаву с кабелем и газовым шлангом. Затем подсоедините шланг к редуктору. Теперь можно включать инвертор розетку. А вот для осциллятора обеспечьте питание 6В. Прикрутите к баллону с аргоном редуктор.
Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном. Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В. Все готово. Осталось настроить аппарат для корректной работы.
Настройка самодельного аппарата
Любая самодельная вещь или прибор нуждается в грамотной настройке, чтобы сварка проходила более-менее качественно. Наш самодельный аппарат не исключение. Мы расскажем о некоторых особенностях, которые нужно учитывать.
Для начала нужно заточить электрод. Для этого можно использовать специальную точилку. Конец электрода должен быть остро заточен. Если использовать для сварки не заточенный электрод, дуга будет нестабильной и не сможет сконцентрироваться в одной точке. Так что не игнорируйте этот этап.
Затем вам нужно установить электрод в горелку и включить ее, открыв вентиль на баллоне. С помощью редуктора отрегулируйте расход газа. Он не должен превышать 15 литров в минуту. После регулировки выключите горелку и приостановите подачу газа.
Теперь вам нужно включить осциллятор с блоком защиты и поднести горелку к металлу. Предварительно на металл присоединяется масса. Держите горелку близко к поверхности металла. При включении появится сварочная дуга. Далее вам нужно опять включить подачу газа, одновременно отводя горелку чуть дальше.
Вот и все. Аппарат настроен и готов к работе.
Вместо заключения
Как видите, аргоно дуговая сварка своими руками собирается довольно просто. Для его сборки вам понадобятся детали, которые можно купить с рук или поискать у себя в гараже. Самодельный аппарат обладает множеством достоинств. Он прост в применении, стоит недорого и ремонтопригодный. К тому же, вы знаете с точностью до детали, какие компоненты использовали при сборке. И поэтому можете быть уверены в его надежности.
Конечно, не стоит требовать слишком многого от самодельного аргонного аппарата. Он точно не подойдет для регулярной профессиональной сварки. А вот для работы на дому его можно смело использовать.
Сборка аппарата для аргоновой сварки своими руками из инвертора

Сварочная технология с применением аргона даёт мастеру много возможностей. Аргонодуговой метод поможет соединить стали, сплавы и углеродистые металлы с любой толщиной.
Но у сварщика, который работает для себя, может не быть возможности купить производственный аппарат для такой сварки: кто-то сомневается в производителях, кто-то не найдет аппарат с нужной ценой.
Эту проблему можно решить так же, как и многие другие технологические проблемы в сварке — сделать аппарат для аргонодуговой методики самому из инвертора. Он может заменить простые заводские модели, не уступая им по функционалу и удобству работы.
Мы расскажем вам об основах сборки аргонного аппарата.
- Общая информация
- Сборка самодельного аргонного аппарата
- Из чего собрать?
- Про источник тока
- Про осциллятор и блок защиты
- Про горелку и газ
- Про редуктор и шланг
- Сборка аппарата
- Настройка самодельного аппарата
- Заключение
Общая информация
От простой ручной электродуговой сварки аргоновая отличается наличием газового баллона с аргоном и присадочного материала. Остальные детали этих методов похожи.
Аргонодуговая сварка (также известная как ТИГ/TIG) обязательно включает применение вольфрамового тугоплавкого электрода, который поджигает дугу. Шов формируется присадкой.
Аргонодуговая сварка сама по себе не сложная. В зону образования шва из горелки подаётся защитный газ. После начала подачи, зажигается дуга. Для зажигания дуги горелка со вставленным стержнем подносится к металлической детали.
В какой момент и из-за чего происходит поджог?
Этим занимается осцилляторный механизм. Он заряжает аргон и направляет его частицы. Этот заряд и провоцирует поджог дуги.
Присадочная проволока подаётся в сварочное углубление только после стабилизации электродуги. Она двигается или подающим механизмом, или рукой сварщика.
Металл плавится дугой, а сварные валики формируются из присадки. Последняя расплавляется одновременно с металлом и сливается с ним в однородную массу.
В следующем блоке мы опишем сборку аппарата для аргонодуговой сварки и что понадобится для неё.
Сборка самодельного аргонного аппарата

Из чего собрать?

Аппарат для сварки аргоном не требует покупки сложных компонентов. Мы расскажем про главные составляющие, которые понадобятся для этого оборудования.
Во-первых, у вас должен быть источник тока для сварки. Мы возьмём инверторное сварочное устройство.
Далее нужен осцилляторный прибор, о назначении которого мы говорили. В дополнение нам нужен защитный блок аппарата. Вторичные детали — газовые баллоны, сварочные горелки, редукторы, шланги для газа и соединительные кабели.
Далее поговорим конкретно про каждую из них.
Про источник тока
В качестве источника сварочного тока можно использовать трансформаторные и выпрямительные аппараты. Но они технически не новы, и могут не осилить некоторые моменты аргонодуговой сварки.
Функциональный инверторный аппарат лучше покажет себя в этой роли.
Но сделать из инверторного устройства аппарат для аргонодуговой сварки несколько сложнее. Если вы попробуете просто подключить к нему осциллятор, инвертор может выйти из строя вместо того, чтобы варить в аргоновой среде.
Чтобы этого не случилось, нужно добавить к прибору защитный блок. Его собирают на одной плате с осциллятором, а саму плату оснащают индивидуальным корпусом.
Вы можете внимательнее осмотреть ваш инверторный аппарат или его паспорт. Если где-то указано, что в устройстве предусмотрена функция ТИГ, вам не нужно будет ничего делать со своим инвертором.
Для аргоновой сварки вы можете просто подключить к аппарату баллон с аргоном и горелку. Обычно инвертор подходит для сварки типа ММА, но имеет расширенный функционал за счет осциллятора и защитного блока.
В этом случае считайте, что производитель позаботился о вас и сделал аппарат пригодным для ТИГ-сварки.
Про осциллятор и блок защиты

Для того, чтобы оборудовать инверторы, не предназначенные для аргонодуговой сварки, нужно встраивать в них осцилляторы и блоки защиты.
Для этого можете найти в интернете наглядные схемы или видео уроки. Они объяснят понятнее, чем простой текст.
Про горелку и газ

Второстепенные компоненты нельзя выбирать наощупь. Например, любая газовая горелка не подойдёт. Производятся специализированные горелки для аргонодуговой сварки.
Её сопло сделано из керамики, а внутрь встроен держатель для тугоплавкого электродного стержня.
Горелки также собираются вручную, а детали для них есть в интернет-магазинах и строительных гипермаркетах. Но лучше сэкономить время и выбрать одну из заводских горелок. Разница в цене будет не так заметна.
Защитным газом выступает аргон. Его «запаковывают» и перевозят в серых или черных баллонах. Аргон из баллонов серого цвета содержит аргон в чистом виде, поэтому он лучше проявляет себя в сварке.
Вам не нужен баллон больше десяти литров, если вы варите дома, на даче или в гараже. Десятилитровый баллон маленький и лёгкий, поэтому его легко как переносить, так и перевозить с места на место.
Баллоны в пятьдесят литров нужны мастерам, которые работают на стационарном оборудовании, чаще всего в цеху.
Про редуктор и шланг
Газовые редукторы надеваются на баллоны с аргоном, чтобы уравнивать внешнее давление в шлангах и внутреннее давление резервуара. Не все редукторы подходят для аргона. Они обычно покрашены в цвет баллона.
Собирать шланг самому не стоит. Проще будет купить заводской и не пытаться экспериментировать. Шланг, который вы сделаете вручную, может иметь поры или быть неудобным в использовании.
К тому же, найти разъем для подсоединения к источнику газа и горелке будет нелегко.
Сборка аппарата

Когда у вас есть все составляющие, можно начинать сборку. В первую очередь подключите осциллятор и защитный блок к инверторному аппарату. Чтобы понять, как это делается, поищите наглядные схемы.
Массу присоедините к клемме осцилляторного прибора со знаком «плюс». К «минус»-клемме подсоедините кабель, который отходит от горелки. Для сварки алюминия кабели нужно подключить наоборот.
Подключите горелку к газовому рукаву и объедините баллон с редуктором. Рукав с горелкой подведите к газовому шлангу и кабелям. Потом подключите между собой редуктор и шланг.
Только после этого аппарат можно подключать к обычной сети питания в 200 вольт. Мощность у осциллятора должна быть около шести вольт. После всех этих действий нужно настроить инверторное оборудование для аргонодуговой технологии сварки.
Настройка самодельного аппарата

Даже заводской прибор должен быть грамотно настроен. Это касается и самодельной аппаратуры. Так сварка пройдёт без проблем и даст швы хорошего качества. Мы отметим, что нужно учитывать при настройке переделанного инвертора.
Первый этап — заточка электродного стержня. Для этого нужна специальная точилка. Кончик стержня должен быть острым, как карандаш.
Тупой электрод дестабилизирует сварочную дугу, и она не сможет идти по одной ровной линии. Поэтому избежать этапа заточки не получится.
После заточки электрод вставляется в держатель горелки. Последняя включается прокруткой вентиля на баллоне и нажатием кнопки зажигания. Редуктором поправьте ход аргона.
Он не должен быть больше пятнадцати литров в минуту. После того, как расход газа будет настроен, отключите горелку и поставьте подачу на паузу.
После этого подключите осцилляторный прибор с защитным блоком и поднесите горелку к заготовке. Перед этим разместите на металле массу. Горелка должна быть очень близкой к металлу.
После включения возникнет электродуга. Потом откройте газ и в это время отводите горелку немного дальше.
Теперь переделанный инвертор может работать.
Заключение
Аппарат для аргонодуговой сварки можно не только купить, но и собрать самостоятельно. И это, как видите, несложно. Некоторые детали для этого даже могут быть у вас на даче, а остальные можно купить в интернете или на рынке.
Зная, как собрать устройство для ТИГ-сварки, вы будете знать и как его ремонтировать. Кроме того, вложите вы немного и быстро научитесь работать с ним. Вы наверняка будете выбирать качественные детали, поэтому будете гарантом качества сами для себя.
Большим функционалом такой инвертор отличаться не будет, и потому не подойдёт для выездных или строительных работ. Но в условиях дома или гаража, вам его хватит. Желаем удачи!
Как сделать аппарат для аргоновой сварки
При работе с цветными металлами и их сплавами в домашних условиях аргонная сварка своими руками – один из наиболее подходящих способов соединения металлических заготовок.
Стремление к самостоятельному изготовлению аппарата, предназначенного для аргоновой сварки, объясняется высокой стоимостью промышленного оборудования, содержащего в своём составе множество различных узлов. К этому следует добавить высокую цену самого инвертора, позволяющего сваривать аргоном в самых различных режимах.
Устройство и принцип действия
В тех случаях, когда предполагаются лишь разовые домашние операции – предпочтительнее собрать аппарат для аргонодуговой сварки своими руками. Реализацию этой затеи облегчит подход, при котором применяются готовые блоки, входящие в состав ряда бытовых устройств, а также подходящие подручные материалы.
 Перед началом сборки аппарата своими руками желательно изучить его принцип функционирования и устройство.
Перед началом сборки аппарата своими руками желательно изучить его принцип функционирования и устройство.
При комплектации аппарата аргоновой сварки нужно исходить из того, что для работы в инертной среде в целях экономии применяется не чистый аргон, а его смесь с углекислотой.
Следствием этого является потребность в нескольких газовых баллонах. Впрочем, можно приобрести и готовую смесь в одном баллоне, что упростит аргоновую сварку.
Большое значение также имеет используемая в инверторном модуле схема формирования выходного тока. Она гарантирует получение дуги высокого качества без окисления шва.
Исходя из этих условий, полный комплект оборудования для работы в аргоновой среде должен содержать такие обязательные узлы, как:
- источник сварочного тока, в качестве которого может использоваться любой импульсный инвертор подходящей мощности с возможностью смены полярности;
- комплект из нескольких баллонов, оснащённых редукторами и датчиками давления, обеспечивающих подачу смеси газов в зону аргоновой сварки;
- соединительные шланги со встроенными электрическими проводами и газовыми каналами, позволяющими доставлять к месту сваривания все необходимые компоненты и оснащённые разъёмом особой формы;
- газовая горелка с соплом и специальным держателем, позволяющим фиксировать неплавящийся электрод;
- встраиваемый в питающий модуль осциллятор со схемой задержки токового импульса.
Собирая своими руками поэтапно аппарат для аргоновой сварки, надо обязательно подготовить шланги, а также побеспокоиться о надёжности электрических соединений подводящих кабелей.
Что понадобится для сборки
Необходимые инструменты и комплектующие детали, без которых невозможно будет своими руками собрать аппарат аргоновой сварки, должны подбираться согласно списку:
- вентилятор заданной мощности, достаточной для охлаждения нескольких радиаторов;
- электрическая дрель с набором свёрл;
- шуруповёрт, шлифовальная машина;
- ножовка по металлу и набор отвёрток;
- паяльник мощностью не менее 40 Ватт;
- соединительные проводники;
- электронные измерительные приборы (мультиметр и однолучевой осциллограф);
- полный комплект радиодеталей.
Помимо этого потребуется наждачная бумага различной зернистости и несколько пластин текстолита (простого и фольгированного). К списку вспомогательных инструментов нужно добавить специальные прибор для нарезки резьбы и несколько зажимов типа струбцины.
При подготовке перечня необходимых материалов и комплектующих для аппарата аргоновой сварки следует исходить из своих финансовых возможностей.
Варианты исполнения
 Возможно несколько подходов к изготовлению своими руками аргонового сварочного аппарата, отличающихся разным уровнем материальных затрат. Самый дешёвый вариант предполагает использование готовых модулей и запасных частей.
Возможно несколько подходов к изготовлению своими руками аргонового сварочного аппарата, отличающихся разным уровнем материальных затрат. Самый дешёвый вариант предполагает использование готовых модулей и запасных частей.
Такой подход позволяет получить простую в исполнении конструкцию инверторного агрегата, обладающего возможностью варить как постоянным, так и переменным током.
Вдобавок к этому потребуется комплект шлангов в сборе с заводской горелкой и специальный блок (осциллятор), значительно облегчающий розжиг дуги. И, наконец, нужно будет побеспокоиться о приобретении готового узла задержки токовой подачи.
Второй подход к реализации проекта аргоновой сварки состоит в изготовлении своими руками всех сборных модулей и электронных плат, что несколько снижает суммарные затраты. Однако в этом случае от исполнителя потребуется высокий профессионализм, а также достаточный запас свободного времени.
Независимо от выбранного способа сборки, при изготовлении своими руками инвертора для аргоновой сварки потребуется корпус, в котором будут размещены все элементы конструкции.
Перед набором запчастей и деталей следует внимательно изучить электрическую схему будущего устройства и составить чёткий план соединения электронных блоков.



Варианты принципиальных схем сварочного аппарата с осциллятором
За основу комплекта для аргоновой сварки всегда берётся типовой блок питания, собираемый на базе трансформаторного преобразователя и диодного мостика с ёмкостными фильтрующими элементами на выходе. С их помощью формируется пониженное напряжение (от 45 до 60 Вольт), которое после импульсного преобразования в инверторе вновь выпрямляется и обеспечивает на выходе требуемую величину сварочного тока.
Изготовление своими руками инверторного модуля сопряжено с большими трудностями профессионального характера. Проще всего использовать готовый импульсный блок от бытового прибора с подходящими характеристиками после его доработки и перенастройки.
Сборка и проверка работоспособности
Для изготовления входного преобразователя аргоновой сварки может подойти силовой трансформатор, рассчитанный на рабочую мощность порядка 1 киловатта и обеспечивающий требуемый коэффициент  снижения напряжения.
снижения напряжения.
Помимо этого следует побеспокоиться о приобретении осциллятора, выдающего на выходе напряжение амплитудой от двух с половиной до шести тысяч вольт и рабочей частотой порядка 200-500 килогерц. Указанные параметры выбираются с тем расчётом, чтобы в зазоре между электродом и заготовкой происходила ионизация воздуха, заметно облегчающая розжиг дуги.
Настройка собранного прибора аргоновой сварки состоит в проверке функционирования его отдельных узлов, включая осциллятор, импульсный преобразователь и блок питания. Тестирование работы основных узлов агрегата, как правило, проводится в сварочном режиме, то есть в реальных условиях. Для этого потребуется выполнить следующие рабочие процедуры.
Во-первых, посредством вентилей выставляется требуемая концентрация смеси газов, определяемая величиной сварочного тока и параметрами сплавляемых заготовок.

Затем в зажим держателя вставляется вольфрамовый электрод, посредством которого зажигается дуга размером не более 2,5−4-х мм.
Сплавляемые детали во избежание смещения надёжно закрепляются на рабочем столе, после чего включается аппарат аргоновой сварки, импульс тока с которого подаётся с небольшой задержкой относительно поступления газа. И, наконец, после розжига полноценной дуги и образования сварочной ванны к этому месту в ручном режиме подаётся заранее подготовленная присадочная проволока.
Нельзя забывать о том, что при проверке работоспособности собранного аппарата необходимо пользоваться специальной защитной маской, перчатками из плотной ткани и спецодеждой. Следует руководствоваться требованиями пожарной и электрической безопасности, регламентирующими порядок действий при сварочных работах.
В завершение надо отметить, что собрать своими руками конструкцию для аргоновой сварки по силам только специалисту с большим опытом подобных операций. Однако грамотный подход к подбору готовых блоков будущего устройства облегчит предстоящие работы, а также снизит возможные риски самостоятельной сборки.
Приставка TIG (осциллятор, возбудитель дуги) к любому сварочному аппарату

Для изготовления приставки вам понадобятся детали старого телевизора
ТДКС
Конденсаторы
Отклоняющая система
Реле.
Также:
Балласт старой энергосберегающей лампы
Дроссель со сварочного аппарата или подобный (возможно исключить)
Блок питания (Адаптер) 12В
Провода
Свеча зажигания.
Отрезок фанеры или подходящий корпус.
Инструменты:
Паяльник
Отвертки
Пассатижи
Варить нержавеющую сталь и алюминий очень удобно не плавящемся электродом в среде инертного газа. В простонародье аргоновая сварка, хотя газы могут быть и другие, например, гелий или смеси.
Практически к любому сварочному аппарату можно подключить рукав с такой горелкой.
Проблема заключается в поджоге дуги, если на нержавеющей стали возможно, но очень неудобно поджигать касанием, то на алюминии это невозможно.
Умельцы зажигают дугу касанием графитовой щётки от электродвигателя, но это тоже не удобно, влияет на качество шва и сильно падает скорость работы.
Для качественной сварки и удобства пользования из того что было я собрал приставку, осциллятор которая позволяет зажигать дугу высокочастотным импульсом в лучших традициях этого вида сварки
Тушине не предусмотрено и производиться резким удлинением дуги.
Осциллятор имеет не завистное питание от сети. Подключается силовыми проводами к любому сварочному аппарату.
Для работы с нержавеющей сталью я использую инверторный сварочный аппарат с постоянным током.
Для сварки алюминия, трансформаторный сварочный аппарат с переменным током (Алюминий почти невозможно варить постоянным током). Есть возможность варить постоянным токам полуавтоматическим аппаратом (MIG) но не всегда это приемлемо, и качество оставляет желать лучшего.
Собрал устройство на подходящем отрезки фанеры. Так как использую в стационарных условиях корпус пока делать не стал. Планируется ряд доработок и усовершенствований, (режим дежурной дуги, импульсного режима и принудительное тушение дуги, клапан подачи газа) после этого возможно изготовлю корпус.
Осциллятор построен по классической схеме с последовательным высокочастотным возбуждением дуги.
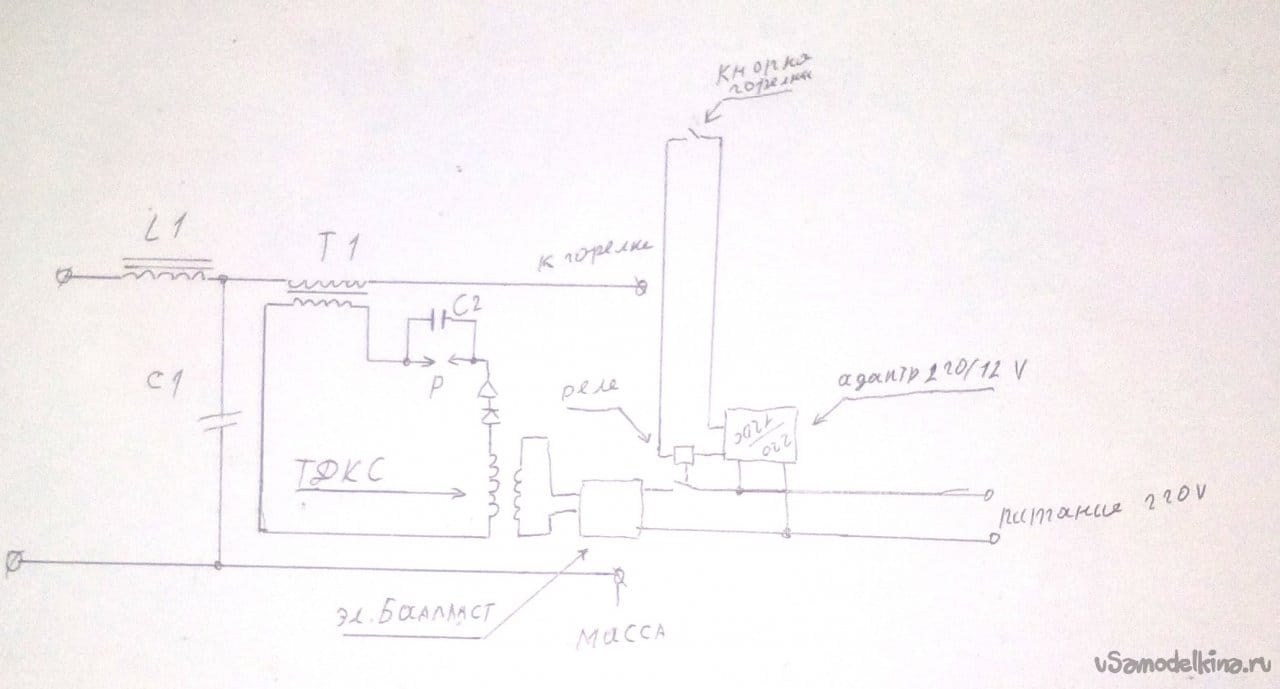
Вход. Дроссель L1 установлен первое для зашиты сварочного аппарата, вторе для более плавного горения дуги аргоновой горелки.
Конденсатор С1 выполняет главную защиту сварочного аппарата шунтируя высокочастотные колебания.
Дроссель применил от неисправного сварочного аппарата, можно использовать и другие рассчитанные на ток сварки (80-150А), или совсем его исключить.



Я проверил около десятка разных конструкций. Установлен трансформатор, намотанный на магнитопроводе отклоняющей системы старого телевизора.
Силовая обмотка содержит 20 витков сварочного провода. У мня не нашлось куска провода достаточного сечения в итоге намотал тремя сложенными в месте сетевыми гибкими проводами. Сечение каждого проводника 8м2. Импульсная обмотка содержит 5 витков провода, равномерно расположенного по всему кольцу. Сечение 1мм2, но может быть больше или меньше. В этом проводе присутствуют импульсное с напряжением более тысячи вольт, изоляция должна этому соответствовать.

В качестве разрядника установлена свеча зажигания. Можно применить практически любую свечу зажигания. Для скептиков, которые утверждают, что правильный разрядник можно сделать только из вольфрамовых электродов, скажу, что свеча зажигания в двигателях работает куда в более суровых условиях на протяжении продолжительного времени. Здесь работа ограничивается секундами с долгими паузами.
В промышленных аппаратах разрядник из вольфрамовых электродов применяется по причине его низкой стоимости и малых размеров.
У свечи нужно выставить зазор 1мм, это будет соответствовать напряжению пробоя примерно 1000В. При настройке возможно уменьшать зазор для наилучшего зажигания дуги. Устанавливать зазор более 1мм не стоит так, как возрастет напряжение и конденсатор С2 будет пробит.
В моем случае используется 0.01 микрофарада и напряжение 1300В. Возможно применять пленочные или керамические. 1300 минимально допустимое напряжение конденсатора для данного случая. Лучше устанавливать с более высоким рабочим напряжением. Подбором этой емкости регулируется частота и естественно устойчивость зажигания дуги. Если в процессе работы такой конденсатор ощутимо греется его, следует заменить на конденсатор другого типа.
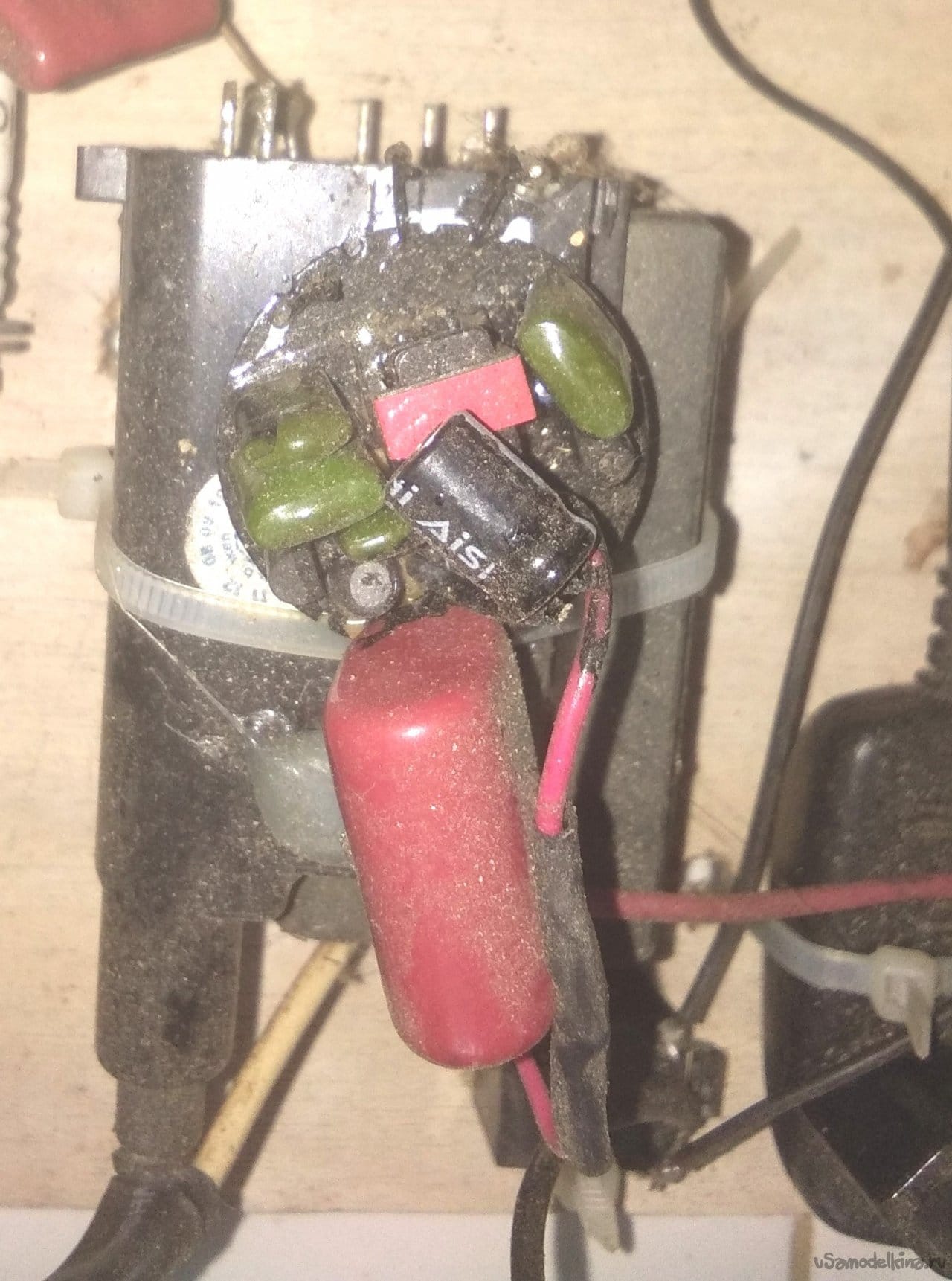
Высоковольтное напряжение допустимо использовать как переменный низкой частоты (50 герц), так и постоянный. В классической схеме советского производства используется повышающий трансформатор. Умельцы ставят от микроволновой печи (МОТ). Я встречал схемы с умножителем сетевого напряжения или на катушках зажигания.
Я выбрал вариант с постоянным током. В качестве трансформатора и выпрямителя применён ТДКС от старого телевизора. Можно использовать любого производителя.
Высоковольтный вывод соединен с частотозадающими элементами (Разрядник конденсатор). Питается от балласта энергосберегающей лампы, тоже подойдет любой.
Высокочастотное напряжение подается на первичную обмотку трансформатора, так как у разных производителей цоколевка разная, то нумерацию выводов не даю.
Для настройки последовательно с электронным балластом подключается лампа накаливания примерно 60Вт. Эта мера защитит элементы в случае ошибки при настройке. Выход балласта подключается к первичным обмоткам трансформатора и опытным путем определяется нужные, по завершению настройки лампа накаливания исключается.
Это устройство нужно для включения возбудителя с кнопки на горелке и обеспечения безопасности работы. Так как подавать на кнопку управления сетевое напряжение опасно, то установлен маломощный блок питания на 12В и реле. У меня установлен маломочный сетевой адаптер, тоже строгих требований нет.
Реле управления 12В и контактами, рассчитанными на переменное напряжение 220В 2А. Можно применять и иные.
Самодельная аргоновая сварка
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается. Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками.
Технология и применение аргонной сварки
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов получается без образования оксидной пленки, что улучшает качество соединения.
- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.

Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
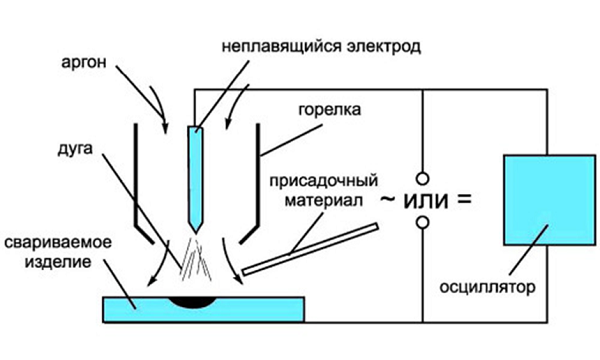
Применяется аргонная сварка в следующих сферах.
- Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
- Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
- Соединение разнородных металлов.
- Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д. Особенно это важно для автомобилестроения.
- Изготовление декоративных и ювелирных изделий.
Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.
Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.

На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
Осциллятор и блок защиты
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
Горелка
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.

Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.

Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
Алгоритм сборки сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы необходимо подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить.
Настройка готового оборудования
Самодельная установка для аргоновой сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точиле, чтобы он стал похож на иглу. Делается это для того, чтобы дуга концентрировалась на конце иглы и не “гуляла” в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте необходимую скорость потока аргона с помощью редуктора (будет достаточно расхода 12-15 л/мин.), после чего снова закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подключен кабель массы.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите подачу газа и снова нажмите на кнопку. В этом случае дуга должна поджигаться уже на расстоянии 10 мм и более.
После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
Как модернизировать инвертор для сварки аргоном
Сварка цветных металлов и сплавов — сложная операция даже для опытного мастера. Кто хоть раз стыкался с необходимостью сваривания алюминия или титана, тот знает цены на эти услуги. Часто они столь высоки, что от сварки приходится отказываться и покупать новую деталь или менять целый узел. Но чаще всего, 80-90% цены — это не стоимость оборудования, а оплата услуг сварщика.
Не хочу утверждать, что сварка аргоном, а именно она применяется в этом случае, очень сложна и сильно отличается от сварки ММА. Да, она несколько сложнее в техническом плане и требует определенных навыков, но если вы освоили сварку покрытым электродом, то, после небольшой практики, сможете варить и аргоновой сваркой ТИГ.
Закономерный вопрос — где взять аппарат? Решить его можно двумя путями — купить инвертор с режимом TIG или переделать свой аппарат. Аргонная сварка из инвертора своими руками — вполне решаемая задача даже в условиях личного гаража, не говоря уже о мастерской или металлообрабатывающем цехе.
Особенности аргоновой сварки
Сварка в аргоновой атмосфере отличается от обычной ММА такими особенностями:
- производится при постоянном обдуве аргоном;
- ток может использоваться как переменный, так и постоянный (обратной полярности);
- необходимо использовать вольфрамовый электрод;
- без присадочной проволоки варить можно только особо тонкие листы;
- для розжига дуги необходим осциллятор;
- техника проводки электрода имеет определенную специфику.
Рассмотрим все пункты по отдельности. Может показаться, что они напрямую не относятся к теме, как из обычного инвертора сделать профессиональную аргоновую сварку, но, зная эти тонкости, станет легче учесть все особенности аппарата и технологии.
Схема аргонной сварки:
Зачем нужен аргон
Этот элемент (Ar) входит в группу (18) инертных (можно посмотреть в периодической таблице) газов, которые в обычном состоянии практически не взаимодействуют с большинством веществ, включая металлы, кислоты, соли и щелочи. По распространенности в природе он находится на третьем месте после кислорода и азота, что определяет его достаточно невысокую цену по сравнению, например, с гелием.
Практические свойства при сварке определяет его вес — он тяжелее азота и кислорода более чем в два раза, появляясь в зоне сварного шва, он попросту вытесняет эти газы и окутывает ванну, не допуская возникновения химических реакций окисления. Этот факт необходимо учитывать при сварке на открытом воздухе — сильный или умеренный ветер может ухудшить качество сварки.
Сварочный ток
Электрический ток напряжением 30-80 В и силой 20-200 А — диапазоны, применяющиеся при сварке цветных металлов в инертной атмосфере. Выбор параметров тока производится согласно специальных таблиц и зависит от диаметра электрода и толщины свариваемого металла. Правильно выбрав характеристики тока, вы сможете выполнить самый сложный шов даже на самодельном аппарате.
Электрод
Вольфрамовый остро заточенный стержень, использующийся в роли электрода удобен тем, что:
- он не плавиться (Т плавления выше 3000 0 С, даже при красном калении он не размягчается) при температурах сварки цветных металлов;
- позволяет получить очень тонкую дугу, дает возможность формирования компактного шва;
- испарение электрода составляет не более 0,01 грамма на 1 м шва.
При этом промышленность выпускает такие электроды в более чем 25 видах, выбрать нужный не составит особого труда.
Присадочная проволока
Дополнительный материал, который при сварке плавиться электрической дугой и заливает шов. При застывании он образует монолитное соединение. На особо тонких листах проволока практически не нужна, но для сварки объемных деталей она необходима.
Материал проволоки выбирается в соответствии со свариваемым металлом: для алюминия — алюминиевая, для нержавейки — из легированной стали определенной марки.
Осциллятор
При сварке постоянным током вольфрамовым электродом довольно сложно разжечь электрическую дугу. Если выполнять эту операцию касанием, как при сварке ММА, то возможно пригорание электрода, проплавление металла, приварка части материала к острию электрода и прочие неприятности.
Осциллятор — специальный аппарат, который вырабатывает высокочастотный ток для подачи импульса розжига. В дальнейшем он периодически генерирует поддерживающие импульсы, стабилизирующие дугу и позволяет сварщику уверенно работать как при постоянном, так и при переменном токе.
Перед тем, как сделать полноценную аргоновую ТИГ сварку самому, необходимо купить осциллятор, например УВК 7, или собрать его самостоятельно по одной из схем:
Но практика показывает, что осциллятор заводского изготовления работает намного надежнее. А цена его не столь высока, чтобы тратить неделю времени на поиск деталей, сборку и настройку самодельного устройства.
Тем более, что заводской осциллятор подключается очень просто практически к любому аппарату инверторного или трансформаторного типа — достаточно при помощи специальных разъемов навесить его на сварочные электрокабели. Он работает параллельно с аппаратом и на сварочный ток влияния не оказывает, поддерживая только стабильность дуги.
Но при покупке осциллятора следует учесть, что некоторые модели работают при напряжении холостого хода от 40 В. Если вы собрались вести сварку при U= 28-30В, то генератор импульса может не сработать.
Техника сваривания
К конструкции аппарата отношение имеет косвенное, но в виде справочной информации необходимо знать, что при сварке ТИГ используется максимально короткая дуга — около 2 мм. Электрод ведется только прямолинейно, не осуществляя характерных для ММА движений перпендикулярно направления шва в двух плоскостях.
Этим достигается две цели — поток аргона не уходит из зоны сварочной ванны и не позволяет ей окислиться и появляется возможность выполнения очень тонкого шва, практически незаметного на поверхности металла.
Самодельный аппарат ТИГ на инверторе
Основными частями такой установки являются:
- инвертор с возможностью сварки ММА;
- горелка TIG;
- баллон с аргоном;
- манометр;
- осциллятор;
- соединительные шланги и кабели.
Собрать их нужно в соответствии со следующей схемой:
После настройки параметров тока, включить инвертор, подготовить металл и начинать сварку.
При выборе составных частей аппарата особое внимание следует уделить сварочной горелке. Промышленность производит их очень много разновидностей, рассчитанных на разные диаметры электродов и величину сварочного тока. Для бытового применения, а именно так и используются самодельные аппараты, нужно выбирать горелку, рассчитанную на минимальные диаметры вольфрамового стержня и токи до 200 А.
На максимальных параметрах работать все равно не придется, а переплачивать вдвое за горелку промышленного уровня нет смысла. Многие сайты интернета рекомендуют сделать горелку самостоятельно. В принципе, это возможно. Но если купить все детали и собрать самостоятельно, то по стоимости она сравняется с заводской, а по качеству сборки и возможности регулировок и настроек будет хуже на порядок. В этом случае остается только успокаивать себя тем, что горелка сделана своими руками.
Можно сделать вывод, что переделка инвертора ММА в установку ТИГ не требует вмешательства в работу самого аппарата — необходимо только докупить периферию и правильно все собрать. По сравнению с покупкой инвертора, в котором предусмотрен режим TIG, это обойдется почти вдвое дешевле.
О собственном опыте трансформации инвертора в аппарат TIG редакция предлагает поделиться на страницах сайта. Нас и наших читателей интересуют советы и личные разработки практиков. Пишите нам, самые интересные разработки будут опубликованы под именем автора.
Самодельная аргоновая сварка
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается. Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками.
Технология и применение аргонной сварки
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов получается без образования оксидной пленки, что улучшает качество соединения.
- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.
Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
Применяется аргонная сварка в следующих сферах.
- Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
- Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
- Соединение разнородных металлов.
- Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д. Особенно это важно для автомобилестроения.
- Изготовление декоративных и ювелирных изделий.
Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.
Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.
На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
Осциллятор и блок защиты
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
Горелка
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.
Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.
Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
Алгоритм сборки сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы необходимо подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить.
Настройка готового оборудования
Самодельная установка для аргоновой сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точиле, чтобы он стал похож на иглу. Делается это для того, чтобы дуга концентрировалась на конце иглы и не “гуляла” в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте необходимую скорость потока аргона с помощью редуктора (будет достаточно расхода 12-15 л/мин.), после чего снова закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подключен кабель массы.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите подачу газа и снова нажмите на кнопку. В этом случае дуга должна поджигаться уже на расстоянии 10 мм и более.
После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
Сборка аппарата для аргоновой сварки своими руками из инвертора

Сварочная технология с применением аргона даёт мастеру много возможностей. Аргонодуговой метод поможет соединить стали, сплавы и углеродистые металлы с любой толщиной.
Но у сварщика, который работает для себя, может не быть возможности купить производственный аппарат для такой сварки: кто-то сомневается в производителях, кто-то не найдет аппарат с нужной ценой.
Эту проблему можно решить так же, как и многие другие технологические проблемы в сварке – сделать аппарат для аргонодуговой методики самому из инвертора. Он может заменить простые заводские модели, не уступая им по функционалу и удобству работы.
Мы расскажем вам об основах сборки аргонного аппарата.
Общая информация
От простой ручной электродуговой сварки аргоновая отличается наличием газового баллона с аргоном и присадочного материала. Остальные детали этих методов похожи.
Аргонодуговая сварка (также известная как ТИГ/TIG) обязательно включает применение вольфрамового тугоплавкого электрода, который поджигает дугу. Шов формируется присадкой.
Аргонодуговая сварка сама по себе не сложная. В зону образования шва из горелки подаётся защитный газ. После начала подачи, зажигается дуга. Для зажигания дуги горелка со вставленным стержнем подносится к металлической детали.
В какой момент и из-за чего происходит поджог?
Этим занимается осцилляторный механизм. Он заряжает аргон и направляет его частицы. Этот заряд и провоцирует поджог дуги.
Присадочная проволока подаётся в сварочное углубление только после стабилизации электродуги. Она двигается или подающим механизмом, или рукой сварщика.
Металл плавится дугой, а сварные валики формируются из присадки. Последняя расплавляется одновременно с металлом и сливается с ним в однородную массу.
В следующем блоке мы опишем сборку аппарата для аргонодуговой сварки и что понадобится для неё.
Сборка самодельного аргонного аппарата
Из чего собрать?
Аппарат для сварки аргоном не требует покупки сложных компонентов. Мы расскажем про главные составляющие, которые понадобятся для этого оборудования.
Во-первых, у вас должен быть источник тока для сварки. Мы возьмём инверторное сварочное устройство.
Далее нужен осцилляторный прибор, о назначении которого мы говорили. В дополнение нам нужен защитный блок аппарата. Вторичные детали – газовые баллоны, сварочные горелки, редукторы, шланги для газа и соединительные кабели.
Далее поговорим конкретно про каждую из них.
Про источник тока
В качестве источника сварочного тока можно использовать трансформаторные и выпрямительные аппараты. Но они технически не новы, и могут не осилить некоторые моменты аргонодуговой сварки.
Функциональный инверторный аппарат лучше покажет себя в этой роли.
Но сделать из инверторного устройства аппарат для аргонодуговой сварки несколько сложнее. Если вы попробуете просто подключить к нему осциллятор, инвертор может выйти из строя вместо того, чтобы варить в аргоновой среде.
Чтобы этого не случилось, нужно добавить к прибору защитный блок. Его собирают на одной плате с осциллятором, а саму плату оснащают индивидуальным корпусом.
Вы можете внимательнее осмотреть ваш инверторный аппарат или его паспорт. Если где-то указано, что в устройстве предусмотрена функция ТИГ, вам не нужно будет ничего делать со своим инвертором.
Для аргоновой сварки вы можете просто подключить к аппарату баллон с аргоном и горелку. Обычно инвертор подходит для сварки типа ММА, но имеет расширенный функционал за счет осциллятора и защитного блока.
В этом случае считайте, что производитель позаботился о вас и сделал аппарат пригодным для ТИГ-сварки.
Про осциллятор и блок защиты
Для того, чтобы оборудовать инверторы, не предназначенные для аргонодуговой сварки, нужно встраивать в них осцилляторы и блоки защиты.
Для этого можете найти в интернете наглядные схемы или видео уроки. Они объяснят понятнее, чем простой текст.
Про горелку и газ
Второстепенные компоненты нельзя выбирать наощупь. Например, любая газовая горелка не подойдёт. Производятся специализированные горелки для аргонодуговой сварки.
Её сопло сделано из керамики, а внутрь встроен держатель для тугоплавкого электродного стержня.
Горелки также собираются вручную, а детали для них есть в интернет-магазинах и строительных гипермаркетах. Но лучше сэкономить время и выбрать одну из заводских горелок. Разница в цене будет не так заметна.
Защитным газом выступает аргон. Его “запаковывают” и перевозят в серых или черных баллонах. Аргон из баллонов серого цвета содержит аргон в чистом виде, поэтому он лучше проявляет себя в сварке.
Вам не нужен баллон больше десяти литров, если вы варите дома, на даче или в гараже. Десятилитровый баллон маленький и лёгкий, поэтому его легко как переносить, так и перевозить с места на место.
Баллоны в пятьдесят литров нужны мастерам, которые работают на стационарном оборудовании, чаще всего в цеху.
Про редуктор и шланг
Газовые редукторы надеваются на баллоны с аргоном, чтобы уравнивать внешнее давление в шлангах и внутреннее давление резервуара. Не все редукторы подходят для аргона. Они обычно покрашены в цвет баллона.
Собирать шланг самому не стоит. Проще будет купить заводской и не пытаться экспериментировать. Шланг, который вы сделаете вручную, может иметь поры или быть неудобным в использовании.
К тому же, найти разъем для подсоединения к источнику газа и горелке будет нелегко.
Сборка аппарата
Когда у вас есть все составляющие, можно начинать сборку. В первую очередь подключите осциллятор и защитный блок к инверторному аппарату. Чтобы понять, как это делается, поищите наглядные схемы.
Массу присоедините к клемме осцилляторного прибора со знаком “плюс”. К “минус”-клемме подсоедините кабель, который отходит от горелки. Для сварки алюминия кабели нужно подключить наоборот.
Подключите горелку к газовому рукаву и объедините баллон с редуктором. Рукав с горелкой подведите к газовому шлангу и кабелям. Потом подключите между собой редуктор и шланг.
Только после этого аппарат можно подключать к обычной сети питания в 200 вольт. Мощность у осциллятора должна быть около шести вольт. После всех этих действий нужно настроить инверторное оборудование для аргонодуговой технологии сварки.
Настройка самодельного аппарата
Даже заводской прибор должен быть грамотно настроен. Это касается и самодельной аппаратуры. Так сварка пройдёт без проблем и даст швы хорошего качества. Мы отметим, что нужно учитывать при настройке переделанного инвертора.
Первый этап – заточка электродного стержня. Для этого нужна специальная точилка. Кончик стержня должен быть острым, как карандаш.
Тупой электрод дестабилизирует сварочную дугу, и она не сможет идти по одной ровной линии. Поэтому избежать этапа заточки не получится.
После заточки электрод вставляется в держатель горелки. Последняя включается прокруткой вентиля на баллоне и нажатием кнопки зажигания. Редуктором поправьте ход аргона.
Он не должен быть больше пятнадцати литров в минуту. После того, как расход газа будет настроен, отключите горелку и поставьте подачу на паузу.
После этого подключите осцилляторный прибор с защитным блоком и поднесите горелку к заготовке. Перед этим разместите на металле массу. Горелка должна быть очень близкой к металлу.
После включения возникнет электродуга. Потом откройте газ и в это время отводите горелку немного дальше.
Теперь переделанный инвертор может работать.
Заключение
Аппарат для аргонодуговой сварки можно не только купить, но и собрать самостоятельно. И это, как видите, несложно. Некоторые детали для этого даже могут быть у вас на даче, а остальные можно купить в интернете или на рынке.
Зная, как собрать устройство для ТИГ-сварки, вы будете знать и как его ремонтировать. Кроме того, вложите вы немного и быстро научитесь работать с ним. Вы наверняка будете выбирать качественные детали, поэтому будете гарантом качества сами для себя.
Большим функционалом такой инвертор отличаться не будет, и потому не подойдёт для выездных или строительных работ. Но в условиях дома или гаража, вам его хватит. Желаем удачи!
Собираем своими руками аргоновую сварку из инвертора
Время чтения: 7 минут
Аргонодуговая сварка — это одна из самых востребованных сварочных технологий. Аппарат для аргонной сварки дает практически безграничные возможности. Вам под силу сварка любых металлов практически без ограничений по толщине. Но всегда у домашнего мастера есть возможность приобрести заводской аппарат. И причины могут быть разными: от недостатка средств до банального недоверия к современным производителям.
К счастью, эта проблема решается довольно просто и, что самое главное, быстро. Если вы хотите сэкономить или по каким-либо другим причинам не можете купить заводской аппарат, то аргонная сварка из инвертора своими руками — это ваш выбор. В этой статье мы расскажем, как собрать аргонный аппарат своими руками.
Общая информация
Аргонно дуговая сварка во многом очень схожа с ручной дуговой сваркой, вот только дополнительно применяется защитный газ аргон и присадочная проволока. Одновременно с этим используется неплавящийся электрод из вольфрама. Электрод помогает поджечь дугу, а проволока формируется шов. В мире эта сварочная технология называется TIG (ТИГ).
Суть аргонодуговой сварки проста. Сначала горелка подает в сварочную зону аргон. Спустя секунду после подачи газа поджигается сварочная дуга. Чтобы поджечь дугу, нужно поднести к металлу горелку с электродом внутри и нажать на копку включения. Но отчего поджигается дуга? Ведь нет никаких причин для этого.
Эту задачу решает осциллятор. Он ионизирует газ и тем самым позволяет дуге зажечься в парах аргона.
После того, как дуга стабилизировалась, можно подавать в сварочную ванну присадочный материал. Это можно делать вручную или с помощью подающего механизма. Дуга плавит металл, а вот присадочная проволока позволяет сформировать сварной валик. Проволока плавится вместе с металлом и смешивается с ним.
Далее мы расскажем, что вам понадобится для сборки аргонной сварки своими руками.
Сборка самодельного аргонового аппарата
Из чего собираем?
Аргонная сварка своими руками собирается из очень простых компонентов. Мы перечислим основные компоненты, которые понадобятся вам для сборки аргонной сварки своими силами.
Для начала, вам понадобится источник сварочного тока. В нашем случае это сварочный аппарат типа инвертор. Также вам нужен осциллятор. Дополнительно мы соберем блок защиты для нашего инвертора. Из второстепенных компонентов понадобится сварочная горелка, газовый баллон с аргоном, редуктор, газовые шланг и кабели. Давайте подробнее остановимся на каждом компоненте.
Про источник тока
Аргонныйаппарат собирается на основе какого-либо источника тока. Мы выбрали для этих целей обычный сварочный инвертор. Конечно, можно использовать трансформатор или выпрямитель, но инвертор предпочтительнее.
Однако, учтите, что из инвертора сделать аргонный аппарат сложнее. Если вы возьмете обычный инвертор и подключите к нему осциллятор, то аппарат все равно не сможет работать как аргонный. Он просто выйдет из строя. Так что вам придется немного переделать инвертор, добавив к основной схеме так называемый блок защиты. Блок собирается на той же плате, что и осциллятор, и плата монтируется в отдельный корпус.
Есть еще один вариант. Внимательно осмотрите ваш инвертор. Возможно в нем есть встроенная функция TIG. Если это действительно так, то считайте вам повезло. Инвертор не нужно переделывать. Достаточно подсоединить к нему газовый баллон, горелку и можно варить. Такие инвертор зачастую предназначены для ММА сварки, но оснащены осциллятором и блоком защиты. Поэтому производитель дает возможность использовать аппарат для TIG.
Про осциллятор и блок защиты
Предположим, что у вас обычный инвертор без функции TIG, и из него вам нужно собрать аргонную сварку своими руками. В таком случае вам придется отдельно сделать осциллятор и блок защиты. Ниже приведена удобная схема.
На ней показан как блок, так и осциллятор. Если вы не знаете, как применить эту схему, посмотрите видео ниже.
Про горелку и газ
Теперь о второстепенных компонентах. Вам понадобится газовая горелка, но не любая. А специально предназначенная для сварки аргоном. У нее керамическое сопло и специальный держатель для неплавящегося электрода.
Вы можете самостоятельно собрать аргонную горелку дома , купив все детали в интернете. Но по нашему опыту это пустая трата времени и сил. Лучше купите заводскую, она стоит не так уж дорого.
В качестве газа нужно использовать аргон. Он поставляется в баллонах черного или серого цвета, так что не перепутаете. Но лучше всего использовать именно газ из серых баллонов, поскольку там содержится чистый аргон. Он предпочтительнее для сварки.
Что касается емкости, то для сварки в домашних условиях вам будет достаточно баллона 10 л. Он достаточно легкий и компактный, его можно без проблем привезти на дачу или в гаражный кооператив. Для дома лучше не покупать большие баллоны по 50 литров. Вам будет трудно его перемещать.
Про редуктор и шланг
Также вам понадобится специальный газовый редуктор. Он надевается на баллон и используется для стабилизация давления в нем. Редуктор тоже должен быть аргонный, а не первый попавшийся. Для удобства редукторы окрашивают тем же цветом, что и баллоны. Так что ищите серый или черный редуктор.
Отдельно обращайте внимание на шланг. Мы рекомендуем сразу купить готовый и не мучиться с самостоятельной сборкой. Самодельный шланг, скорее всего, будет неудобным и вы потеряете много времени на поиск и установку специальных разъемов для подключения шланга к баллону и горелке.
Сборка аппарата
Итак, все компоненты собраны, можно приступать. Аргоновая сварка своими руками начинается с подключения осциллятора + блока защиты к инвертору. Посмотрите на схему выше, там все понятно. Возьмите массу и подсоедините ее к плюсовой клемме осциллятора. К минусовой клемме подключите кабель, идущий от горелки. Если будете варить алюминий, то поменяйте эти кабели местами.
Далее соедините газовый рукав и горелку, установите редуктор на баллон. Подсоедините горелку к рукаву с кабелем и газовым шлангом. Затем подсоедините шланг к редуктору. Теперь можно включать инвертор розетку. А вот для осциллятора обеспечьте питание 6В. Прикрутите к баллону с аргоном редуктор.
Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном. Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В. Все готово. Осталось настроить аппарат для корректной работы.
Настройка самодельного аппарата
Любая самодельная вещь или прибор нуждается в грамотной настройке, чтобы сварка проходила более-менее качественно. Наш самодельный аппарат не исключение. Мы расскажем о некоторых особенностях, которые нужно учитывать.
Для начала нужно заточить электрод. Для этого можно использовать специальную точилку. Конец электрода должен быть остро заточен. Если использовать для сварки не заточенный электрод, дуга будет нестабильной и не сможет сконцентрироваться в одной точке. Так что не игнорируйте этот этап.
Затем вам нужно установить электрод в горелку и включить ее, открыв вентиль на баллоне. С помощью редуктора отрегулируйте расход газа. Он не должен превышать 15 литров в минуту. После регулировки выключите горелку и приостановите подачу газа.
Теперь вам нужно включить осциллятор с блоком защиты и поднести горелку к металлу. Предварительно на металл присоединяется масса. Держите горелку близко к поверхности металла. При включении появится сварочная дуга. Далее вам нужно опять включить подачу газа, одновременно отводя горелку чуть дальше.
Вот и все. Аппарат настроен и готов к работе.
Вместо заключения
Как видите, аргоно дуговая сварка своими руками собирается довольно просто. Для его сборки вам понадобятся детали, которые можно купить с рук или поискать у себя в гараже. Самодельный аппарат обладает множеством достоинств. Он прост в применении, стоит недорого и ремонтопригодный. К тому же, вы знаете с точностью до детали, какие компоненты использовали при сборке. И поэтому можете быть уверены в его надежности.
Конечно, не стоит требовать слишком многого от самодельного аргонного аппарата. Он точно не подойдет для регулярной профессиональной сварки. А вот для работы на дому его можно смело использовать.
Аргонная сварка своими руками – схема, фото, видео
Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др.) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
Самодельный аппарат для аргонной сварки
Действительно, сделать и эффективно использовать такое устройство можно, о чем свидетельствуют многочисленные фото и схемы подобных аппаратов в интернете.
Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей. Она имеет много схожего и с электродуговой, и с газовой сваркой, но существенно отличается от них по своим ключевым принципам.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
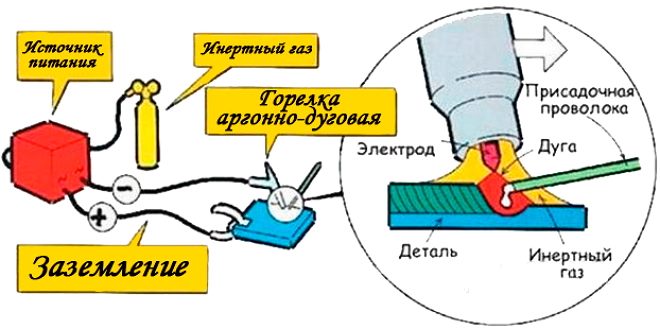
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
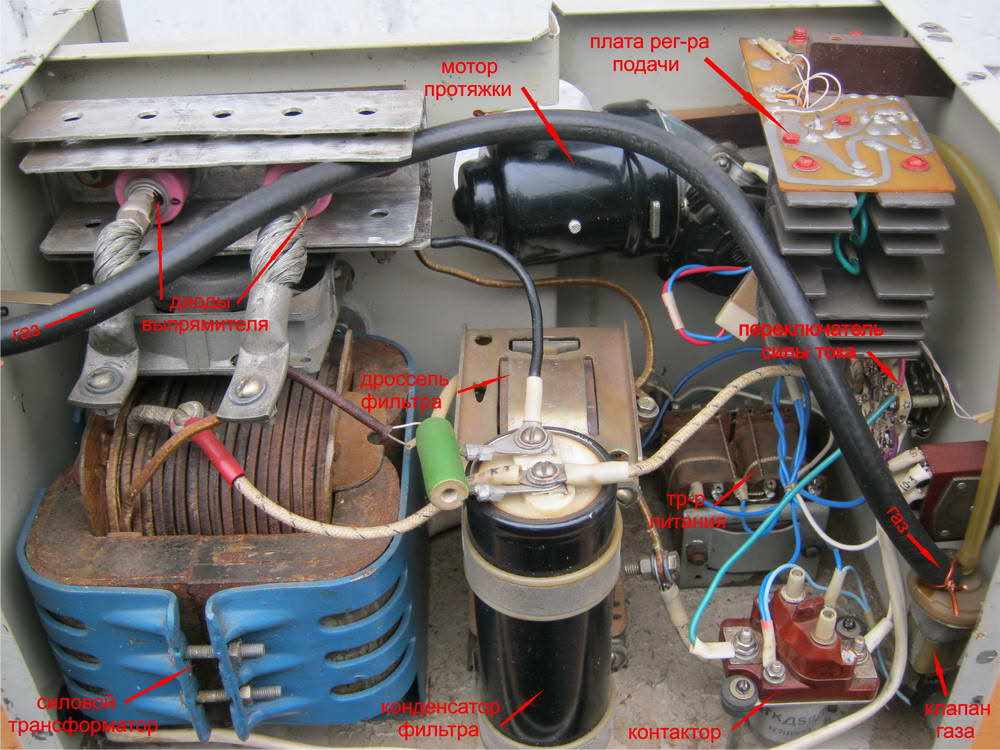
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.

Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.

Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.

Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Сварочную дугу, чтобы не допустить оплавления конца электрода и его загрязнения, зажигают не на поверхности соединяемых деталей, а на специальной угольной пластине.
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.

Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей.
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.
Аргонная сварка своими руками – схема, фото, видео
Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др.) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
Самодельный аппарат для аргонной сварки
Действительно, сделать и эффективно использовать такое устройство можно, о чем свидетельствуют многочисленные фото и схемы подобных аппаратов в интернете.
Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей. Она имеет много схожего и с электродуговой, и с газовой сваркой, но существенно отличается от них по своим ключевым принципам.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.
Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.
Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Сварочную дугу, чтобы не допустить оплавления конца электрода и его загрязнения, зажигают не на поверхности соединяемых деталей, а на специальной угольной пластине.
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.
Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей.
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.
ПРОСТОЕ САМОДЕЛЬНОЕ оборудование для сварки алюминия/нержавейки в среде аргона
Первоначальное сообщение и дальнейшее обсуждение его удалено
После неспешных поисков схемы простейшего осцилятора прошло уже около года.Снова взялся за это дело.
В сети полно схем осциляторов,но все они содержа либо много компонентов,либо дифицитные моточные изделия.Ни то ни другое меня не привлекало.Хотелось что то простое и гениальное.
Были опробованы самодельные схемы на основе высокочастотного генератора из “электронного трансформатора” + тдкс. Проработало это недолго,т.к. ТДКС дает перекос по одному плечу и ЭТ вылетает.Надолго забросил я все это конструирование и. Вот взялся снова.
Для начала было решено отмести все необязательные компоненты типа клапанов для пред/пост газа и т.п.Все это можно выполнять вручную на первых порах,тем более что горелка у меня вентильная.
Вот что получилось:
За основу взята катушка для розжига пром.котлов.Такую катушку можно раздобыть у любого киповца работающего на котельной.Деталь отнюдь не дорогая и устаревшая,так что скорее всего можно добыть за бутылочку нашего продукта.
Катушка предстваляет собой некое подобие катушки зажигания от русского автомобиля,но в нее уже вживлен внутрь прерыватель.Подавая на нее около 12в питания ,она начинает самостоятельно генерировать высокое напряжение и дугу на выходе(около 10-20кВ) как и автомобильная.
Если не найдете именно такую катушку(желательно для упрощения) то можно использовать и автомобильную с небольшими переделками.
Схема проста до безобразия,но полностью работоспособна и уже опробована мною на деле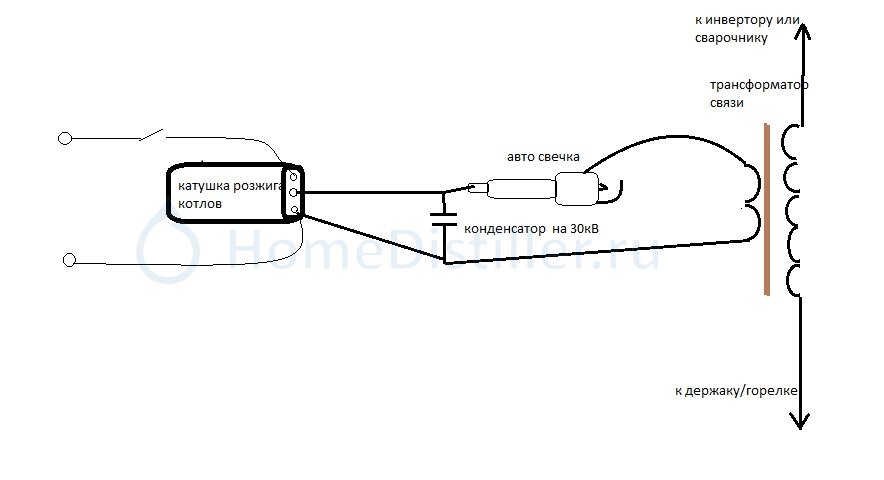
Такую схему можно собрать навесным монтажем на куске дощечки буквально за 20 минут.
Теперь подробнее о компонентах схемы
1)Катушка розжига выглядик как автомобильная катушка зажигания–круглая бобина.Изображения не нашел готового,если кому надо сфоткаю.
2)Конденсатор.Высоковольтный конденсатор наиболее вероятно найти в старом черно-белом ламповом телевизоре.Выглядит он вот так 

Впринципе подойдут и другие варианты,вплоть до самодельного из банки с опилками обернутой фольгою.Говорят тоже работает.Проще всего добыть в любом радиомагазине.Главное что бы он был на 30 киловольт примерно и емкостью не более 1000 Пикофаррад.
3) Разрядник.Много споров как сделать правильно разрядник.Обычно он испытывает серьезные перегрузки и быстро сгорает.Многие делают его из 2 обломков вольфрамовых электродов.Я считаю что самым очевидным решением является простая свеча зажигания.Тепрературы ей не страшны.
Самые большие грабли на которые я наступил-это свечка с сопротивлением радиопомех.Из за этого нюанса схема напроч не работает.Я сутки просидел и не мог понять в чем причина.Свеча должна звониться накоротко между колпачковым выводом и центральным язычком разрядника.
4)трансформатор связи.Тут тоже как оказалось огромный простор для творчества.Обычно рекомендуют использовать сердечник от ТВС. Это совсем не обязательно.Можно использовать почти любой ферритовый сердечник.В любом старом телевизоре или мониторе таких сердечников как минимум 2 шт.Один установлен у на цоколе кинескопа.Он предствляет собой конусное кольцо с обмоткой.Его необходимо аккуратно снять и удалить с него все лишнее–обмотки,пластик итд.
Еще один вариант провод-присоска на кинескопе.По этому проводу вы как раз придете к т.н. ТДКС внутри него есть тоже сердечник.Некоторые разбираются без проблем,некоторые придется поковырять.Сердечник очень хрупкий как стекло,будьте аккуратнее.
Последний вариант купить или найти любой старый радиоприемник.Там установлена длинный ферритовый стержень с катушкой–магнитная антенна.Вот этот стержень тоже подойдет.
Далее на любом из этих сердечников(удалив все лишнее) мотаем 5-10 витков любым толстым проводом,шиной или прямо проводом от держака(горелки). Чем больше витков влезет,тем длинее дуга получится при поджиге.
Обмотка которая идет к разряднику содержит 3-4 витка любого провода в толстой изоляции.Отлично подойдет провод от той же присоски с кинескопа.Можно использовать центральную жилу от антенного кабеля,там тоже изоляция толстенная.
На крайний случай обычный сетевой провод в 2-3 слоя термоусадки.
Должно получиться примерно так(фото не мое) 
Или если мотать на стержне то просто в ряд,как пружинка.
Чем запитать схему?любой источник напряжения 10-15 вольт.В моем случае это трансформатор мощностью 100вт.Работает как от постоянного тока так и от переменного,поэтому я подключил прямо к обмотке трансформатора через концевик.
Если у кого нет трансфа,можно на первое время и от авто-мото аккумулятора запитать.
Если планируете для аллюминия со сварочным трансформатором использовать,то можно на этом трансформаторе дополнительную обмотку намотать на 12 вольт.Возьмите простой првод сечением 1-2 квмм,типа сетевого шнура,только 1 жила и намотайте 10-20 витков прямо на сварочном трансформаторе поверх его обмоток.Количеством витков подбирается нужное напряжение.
Выключатель–лучше всего испольхзовть педальку.Если подключать напрямую от кнопки горелки,то нужно автореле для развязки и доп. обмотка питания.Схему уже начинает усложняться.У меня так сделано.
Если надо то нарисую более сложную схемку с развязкой через реле и клапанами с задержкой подачи газа.
Обмотку трансформатора связи и вашего сварочника нужно сфазировать.Если подключено правильно,то при нажатии на кнопку/педальку дуга(силовая) зажигается мгновенно.Если не правильно,то тонкая высокочастотная искра тянется а силовая дуга зажигается неохотно,с более близкого расстояния.Для проверки фазировки просто поменяйте концы любой из обмоток местами.
ОЧЕНЬ ВАЖНО СДЕЛАТЬ ЦЕПЬ ЗАЩИТЫ СВАРОЧНИКА/ИНВЕРТОРА.
Именно это и было одной из загвоздок.Изначально я хотел превратить свой простой инвертор в тиг сварку,а без осцилятора это було очень геморно.Потом я долго не мог найти схему защиты инвертора от пробой высоким напряжением.
Попалась инструкция от “заводского” осцилятора где приведена схема защиты инвертора.Она так же подойдет и для обычного сварочика
по этой ссылке п9.1 описана схема защиты инвертора.Без нее инвертор крякнет за секнду.С ней все работает,я лично проверил https://docviewer.yandex.ru/. ;c=586ce6e99531
все компоненты покупаются в радиомагазине менее чем за 50 рублей.
При работе с нержавейкой(постоянный ток)достаточно поджеч дузу и отпустить кнопку/педальку.
На переменке нужно постоянно удерживать кнопку для поддержания дуги.
Если нужна более навороченная схема с клапанами и релюхой развязки,то нарисую.
Фотки тоже выложу по просьбе заинтересованных.
Самое главное,что для многих катушка поджига может оказаться дефицитным элементом.ЕЕ можно заменить простой бобиной от жигулей+реле стартера+2 конденсатора.Данную схему тоже приведу по просьбе.
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается. Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками.
Технология и применение аргонной сварки
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов получается без образования оксидной пленки, что улучшает качество соединения.
- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.
Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
Применяется аргонная сварка в следующих сферах.
- Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
- Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
- Соединение разнородных металлов.
- Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д. Особенно это важно для автомобилестроения.
- Изготовление декоративных и ювелирных изделий.
Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.
Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.
На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
Осциллятор и блок защиты
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
Горелка
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.
Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.
Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
Алгоритм сборки сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы необходимо подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить.
Настройка готового оборудования
Самодельная установка для аргоновой сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точиле, чтобы он стал похож на иглу. Делается это для того, чтобы дуга концентрировалась на конце иглы и не “гуляла” в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте необходимую скорость потока аргона с помощью редуктора (будет достаточно расхода 12-15 л/мин.), после чего снова закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подключен кабель массы.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите подачу газа и снова нажмите на кнопку. В этом случае дуга должна поджигаться уже на расстоянии 10 мм и более.
После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
Время чтения: 7 минут
Аргонодуговая сварка — это одна из самых востребованных сварочных технологий. Аппарат для аргонной сварки дает практически безграничные возможности. Вам под силу сварка любых металлов практически без ограничений по толщине. Но всегда у домашнего мастера есть возможность приобрести заводской аппарат. И причины могут быть разными: от недостатка средств до банального недоверия к современным производителям.
К счастью, эта проблема решается довольно просто и, что самое главное, быстро. Если вы хотите сэкономить или по каким-либо другим причинам не можете купить заводской аппарат, то аргонная сварка из инвертора своими руками — это ваш выбор. В этой статье мы расскажем, как собрать аргонный аппарат своими руками.
Общая информация
Аргонно дуговая сварка во многом очень схожа с ручной дуговой сваркой, вот только дополнительно применяется защитный газ аргон и присадочная проволока. Одновременно с этим используется неплавящийся электрод из вольфрама. Электрод помогает поджечь дугу, а проволока формируется шов. В мире эта сварочная технология называется TIG (ТИГ).
Суть аргонодуговой сварки проста. Сначала горелка подает в сварочную зону аргон. Спустя секунду после подачи газа поджигается сварочная дуга. Чтобы поджечь дугу, нужно поднести к металлу горелку с электродом внутри и нажать на копку включения. Но отчего поджигается дуга? Ведь нет никаких причин для этого.
Эту задачу решает осциллятор. Он ионизирует газ и тем самым позволяет дуге зажечься в парах аргона.
После того, как дуга стабилизировалась, можно подавать в сварочную ванну присадочный материал. Это можно делать вручную или с помощью подающего механизма. Дуга плавит металл, а вот присадочная проволока позволяет сформировать сварной валик. Проволока плавится вместе с металлом и смешивается с ним.
Далее мы расскажем, что вам понадобится для сборки аргонной сварки своими руками.
Сборка самодельного аргонового аппарата
Из чего собираем?
Аргонная сварка своими руками собирается из очень простых компонентов. Мы перечислим основные компоненты, которые понадобятся вам для сборки аргонной сварки своими силами.
Для начала, вам понадобится источник сварочного тока. В нашем случае это сварочный аппарат типа инвертор. Также вам нужен осциллятор. Дополнительно мы соберем блок защиты для нашего инвертора. Из второстепенных компонентов понадобится сварочная горелка, газовый баллон с аргоном, редуктор, газовые шланг и кабели. Давайте подробнее остановимся на каждом компоненте.
Про источник тока
Аргонныйаппарат собирается на основе какого-либо источника тока. Мы выбрали для этих целей обычный сварочный инвертор. Конечно, можно использовать трансформатор или выпрямитель, но инвертор предпочтительнее.
Однако, учтите, что из инвертора сделать аргонный аппарат сложнее. Если вы возьмете обычный инвертор и подключите к нему осциллятор, то аппарат все равно не сможет работать как аргонный. Он просто выйдет из строя. Так что вам придется немного переделать инвертор, добавив к основной схеме так называемый блок защиты. Блок собирается на той же плате, что и осциллятор, и плата монтируется в отдельный корпус.
Есть еще один вариант. Внимательно осмотрите ваш инвертор. Возможно в нем есть встроенная функция TIG. Если это действительно так, то считайте вам повезло. Инвертор не нужно переделывать. Достаточно подсоединить к нему газовый баллон, горелку и можно варить. Такие инвертор зачастую предназначены для ММА сварки, но оснащены осциллятором и блоком защиты. Поэтому производитель дает возможность использовать аппарат для TIG.
Про осциллятор и блок защиты
Предположим, что у вас обычный инвертор без функции TIG, и из него вам нужно собрать аргонную сварку своими руками. В таком случае вам придется отдельно сделать осциллятор и блок защиты. Ниже приведена удобная схема.
На ней показан как блок, так и осциллятор. Если вы не знаете, как применить эту схему, посмотрите видео ниже.
Про горелку и газ
Теперь о второстепенных компонентах. Вам понадобится газовая горелка, но не любая. А специально предназначенная для сварки аргоном. У нее керамическое сопло и специальный держатель для неплавящегося электрода.
Вы можете самостоятельно собрать аргонную горелку дома, купив все детали в интернете. Но по нашему опыту это пустая трата времени и сил. Лучше купите заводскую, она стоит не так уж дорого.
В качестве газа нужно использовать аргон. Он поставляется в баллонах черного или серого цвета, так что не перепутаете. Но лучше всего использовать именно газ из серых баллонов, поскольку там содержится чистый аргон. Он предпочтительнее для сварки.
Что касается емкости, то для сварки в домашних условиях вам будет достаточно баллона 10 л. Он достаточно легкий и компактный, его можно без проблем привезти на дачу или в гаражный кооператив. Для дома лучше не покупать большие баллоны по 50 литров. Вам будет трудно его перемещать.
Про редуктор и шланг
Также вам понадобится специальный газовый редуктор. Он надевается на баллон и используется для стабилизация давления в нем. Редуктор тоже должен быть аргонный, а не первый попавшийся. Для удобства редукторы окрашивают тем же цветом, что и баллоны. Так что ищите серый или черный редуктор.
Отдельно обращайте внимание на шланг. Мы рекомендуем сразу купить готовый и не мучиться с самостоятельной сборкой. Самодельный шланг, скорее всего, будет неудобным и вы потеряете много времени на поиск и установку специальных разъемов для подключения шланга к баллону и горелке.
Сборка аппарата
Итак, все компоненты собраны, можно приступать. Аргоновая сварка своими руками начинается с подключения осциллятора + блока защиты к инвертору. Посмотрите на схему выше, там все понятно. Возьмите массу и подсоедините ее к плюсовой клемме осциллятора. К минусовой клемме подключите кабель, идущий от горелки. Если будете варить алюминий, то поменяйте эти кабели местами.
Далее соедините газовый рукав и горелку, установите редуктор на баллон. Подсоедините горелку к рукаву с кабелем и газовым шлангом. Затем подсоедините шланг к редуктору. Теперь можно включать инвертор розетку. А вот для осциллятора обеспечьте питание 6В. Прикрутите к баллону с аргоном редуктор.
Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном. Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В. Все готово. Осталось настроить аппарат для корректной работы.
Настройка самодельного аппарата
Любая самодельная вещь или прибор нуждается в грамотной настройке, чтобы сварка проходила более-менее качественно. Наш самодельный аппарат не исключение. Мы расскажем о некоторых особенностях, которые нужно учитывать.
Для начала нужно заточить электрод. Для этого можно использовать специальную точилку. Конец электрода должен быть остро заточен. Если использовать для сварки не заточенный электрод, дуга будет нестабильной и не сможет сконцентрироваться в одной точке. Так что не игнорируйте этот этап.
Затем вам нужно установить электрод в горелку и включить ее, открыв вентиль на баллоне. С помощью редуктора отрегулируйте расход газа. Он не должен превышать 15 литров в минуту. После регулировки выключите горелку и приостановите подачу газа.
Читайте также: Оптимальный расход углекислоты при сварке полуавтоматом
Теперь вам нужно включить осциллятор с блоком защиты и поднести горелку к металлу. Предварительно на металл присоединяется масса. Держите горелку близко к поверхности металла. При включении появится сварочная дуга. Далее вам нужно опять включить подачу газа, одновременно отводя горелку чуть дальше.
Вот и все. Аппарат настроен и готов к работе.
Вместо заключения
Как видите, аргоно дуговая сварка своими руками собирается довольно просто. Для его сборки вам понадобятся детали, которые можно купить с рук или поискать у себя в гараже. Самодельный аппарат обладает множеством достоинств. Он прост в применении, стоит недорого и ремонтопригодный. К тому же, вы знаете с точностью до детали, какие компоненты использовали при сборке. И поэтому можете быть уверены в его надежности.
Конечно, не стоит требовать слишком многого от самодельного аргонного аппарата. Он точно не подойдет для регулярной профессиональной сварки. А вот для работы на дому его можно смело использовать.