
Чем паять BGA? Тест флюсов на газообразование.Часть первая.
рецепт этого флюса оставит фабрики китая без работы,сварил флюс как вы покупаете на алиэкспресс

рецепт этого флюса оставит фабрики китая без работы,сварил флюс как вы покупаете на алиэкспресс
Флюс-гель E-700-PRO от Cyberflux своими руками

Флюс-гель E-700-PRO от Cyberflux своими руками
Как без специального флюса паять алюминий на века

Поверхность алюминия покрыта оксидной пленкой, которая мешает при его пайке. Даже если припой и прилипает, то под нагрузкой все отваливается. Частично проблема решается применением специализированных флюсов и припоев, но есть и более простой способ, являющийся в разы надежней. При этом паять можно самым обычным недорогим припоем ПОС-61.
Материалы и инструменты:
- мощный паяльник 60 Вт или больше;
- припой;
- машинное масло;
- флюс.
Лужение и пайка алюминия
На алюминиевую поверхность наносится пара капель машинного масла. Его качества и свойства не имеют значения. Оно может быть синтетическим, полусинтетическим, минеральным, подойдет даже подсолнечное.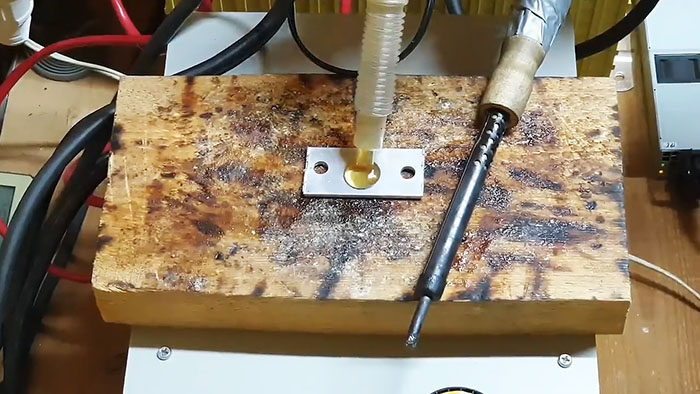
Далее жало паяльника опускается прямо в масло, упираясь в алюминиевую поверхность. Затем к нему прикладывается припой и наплавляется в нужном количестве. Все это сопровождается горелым запахом, поэтому лучше работать с включенной вытяжкой или на свежем воздухе.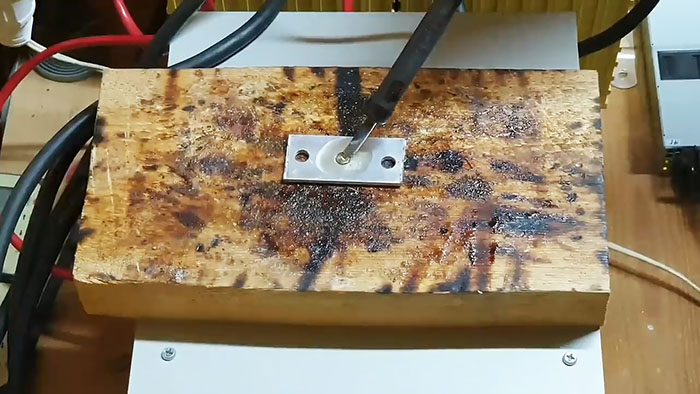
Жало паяльника нужно удерживать пока алюминиевая деталь не разогреется. После этого можно начать лужение, но только по той области, которая находится под маслом. Следует двигать жалом вперед назад, как бы втирая припой в поверхность. Это позволяет убрать оксидную пленку и создает микроцарапины для лучшей адгезии олова. При этом новое окисление под маслом не происходит, так как нет доступа воздуха.
Если деталь перегревается, можно делать перерывы, чтобы она остывала. Чем дольше так лудить, тем крепче будет держаться припой. В среднем лужение займет 1-2 мин. Нужно добиться, чтобы припой полностью растекся на необходимую площадь. Поначалу он будет собираться в шарик, но через минуту другую равномерно распространиться по заготовке.
После лужения алюминия подготавливается провод. Его также нужно залудить. Если он сделан из меди, то сначала наносится обычный флюс, потом все щедро лудится оловом. Лучше сразу нанести побольше припоя.
Далее залуженный провод прикладывается к облуженной алюминиевой поверхности. Сверху упирается жало паяльника и детали разогреваются. Как только олово в точке прикосновения расплавляется, жало сдвигается дальше. Если местами не хватает припоя, его нужно добавить.
Чем крупнее заготовка, тем дольше ее разогревать, поэтому в таких случаях имеется смысл применять паяльник помощнее. После пайки детали откладываются до естественного остывания. Остатки масла стираются спиртом, если оно не помешает, то можно оставить и так.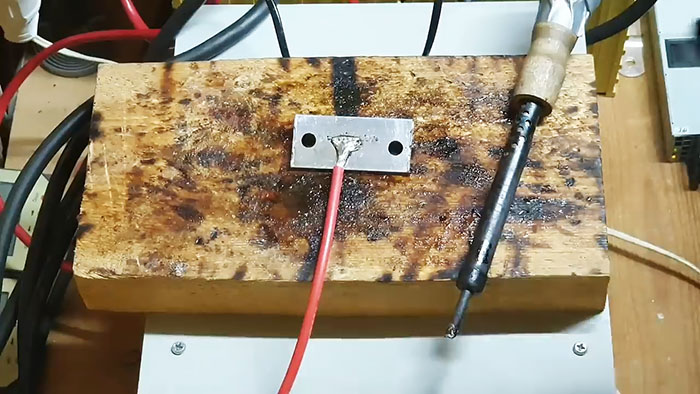
Предлагаемый способ позволяет припаяться к алюминию намертво. Оторвать провод практически невозможно, скорее порвется его жила, чем произойдет рассоединение по пайке.

Конечно, данным методом скоростная пайка не получится, но это специфика алюминия. В домашних условиях сделать соединение быстрее и столь же качественно другим способом не получится. При этом не нужно покупать специальный флюс. Если нет под рукой машинного, то можно обойтись и растительным маслом, что тоже плюс.
Смотрите видео
Пайка флюсом для алюминия своими руками
Довольно часто можно услышать такую точку зрения, что сплавы алюминия и сам алюминий довольно плохо паять. Однако данное мнение будет справедливым лишь в случае, если для него использовать те же флюсы и припои, что и для меди, стали и ряда других материалов. Сегодня в продаже можно найти специальные материалы, которые были разработаны непосредственно для пайки алюминия. В итоге, паять его стало так же возможно, как и медь.

Сложность пайки алюминия при использовании стандартных припоев и флюсов заключается в целом ряде химических и физических особенностей такого материала. Прежде всего, следует отметить, что на поверхности этого металла всегда находится довольно прочная пленка оксида, которая к тому же способна хорошо сопротивляться воздействию самых разных химических соединений.
Оксидная пленка не допускает попадания припоя непосредственно на поверхность металла. Для ее преодоления прибегают к одному из 2 способов:
- Механическая обработка, за счет которой пленка удаляется с поверхности провода, после чего можно его начинать паять.
- Применение сильнодействующих флюсов, которые попросту растворяют ее и обнажают поверхность чистого металла.
Сложность при пайке алюминия заключается также и в том, что у этого металла невысокая температура плавления, которая составляет всего лишь 660 градусов. Прочность провода при нагревании до 250-300 градусов становится значительно ниже, из-за чего он становится неустойчивым.
Температура пайки должна находиться в пределах от 500 до 640 градусов. Это не слишком большой интервал, особенно, если планируется использование высокотемпературной пайки, где очень высока вероятность перегрева материала, после чего происходит расплавление провода.
В отличие практически от всех металлов, используемых в легкоплавких припоях:
- свинец;
- кадмий;
- висмут;
- сурьма и т.д., алюминий обладает такой характеристикой, как невысокая взаимная растворимость. Это приводит к тому, что прочность соединений, полученных в результате спаивания, оставляет желать лучшего.
Что использовать?

Выбор флюса для алюминия зависит от целого ряда немаловажных факторов. В частности, наибольшей популярностью пользуется так называемый бинарный флюс, представляющий собор раствор концентрированной фосфорной кислоты.
У него есть большое количество положительных моментов:
- Этот состав является безотмывочным, то есть он не будет нуждаться в дополнительной промывке после завершения паяльных работ.
- Он очень быстро действует, поэтому приступать к пайке можно практически сразу же после его нанесения на поверхность провода.
- Вещество универсальное, поэтому является подходящим для ряда других металлов, в частности, стали или меди.
Чтобы пайка алюминия получилась как можно лучше, нужно использовать припои, где содержится алюминий, серебро, кремний, цинк и медь. В продаже можно найти расходные материалы, где содержатся все эти материалы.
Выбирая припой, принимают во внимание, что соединение будет иметь наивысшую способность к сопротивлению коррозионным процессам, если в припое содержалось большое количество цинка.
Вполне допустимо использовать для пайки алюминия припои, сделанные на базе свинца и олова, однако здесь невозможно будет обойтись либо без механической зачистки материала, либо без использования надежных флюсов. Не рекомендуется использовать припой такого рода, так как алюминий не будет с ним достаточно надежно соединяться. Еще одним отрицательным моментом является подверженность соединения развитию коррозии.

Для пайки алюминия следует приобретать только высокотемпературные припои, без которых добиться качественного соединения проводов будет довольно проблематично.
Помимо припоя и флюса, понадобится паяльник. Ширина жала здесь будет напрямую зависеть от того, насколько большое сечение у провода – чем оно выше, тем шире жало следует подбирать. Стоит отметить, что паяльники с нерегулируемой температурой нагрева сейчас постепенно уходят в прошлое.
Им на смену приходят так называемые паяльные станции. Эти изделия хороши тем, что имеют регулятор температуры нагрева жала паяльника, а также целый набор этих сменных жал. В работе с таким материалом как алюминий, это очень полезный момент. На дисплее можно выставить необходимую температуру с точностью до градуса и приступить к работе.
Как паять?

Перед тем, как приступить к непосредственной пайке, необходимо правильно подготовить поверхность проводов. Для начала необходимо, чтобы поверхность была обезжирена. Этого добиваются путем обработки участка пайки ацетоном, бензином или же растворителем другого рода.
Если под рукой отсутствует флюс, необходимо механическим путем удалить оксидную пленку с поверхности провода. Это делают при помощи наждачной бумаги, стальной щетки, протравливающей жидкости и так далее.
Необходимо помнить, что механическими способами убрать абразивную пленку не удастся, так как на поверхности металла вследствие контакта с воздухом сразу же образуется новая, хоть и более тонкая пленка оксида. Флюс в этом плане значительно лучше, так как убирает всю оксидную пленку и не дает воздуху проникнуть к металлу.
Когда оксид снят, провода фиксируют, прогревают паяльником и наносят на разогретый участок припой.
Блиц-советы
- Если возможность подготовить все необходимое отсутствует, можно в качестве флюса взять канифоль и убирать оксидную пленку с поверхности алюминия под расплавленной канифолью. В этом случае паяльник будет использоваться не только по своему непосредственному назначению, но и в качестве инструмента, способного снять слой оксида.
- Без использования особых материалов спаять алюминий не слишком легко, тем более что качество подобных изделий будет не слишком высоким, в связи с чем лучше всего пользоваться специализированными средствами для пайки этого металла.
Простой способ пайки алюминия
Это невероятно простой способ пайки алюминия который только можно представить. С помощью него любой желающий, дома или в гараже сможет без проблем чинить и восстанавливать любые изделия из алюминия, без всякой аргоновой сварки. Вы без труда будете делать различные конструкции из алюминиевого профиля и многое другое.
Теперь, чтобы запаять радиатор или раму велосипеда из алюминия не обязательно ехать в мастерскую и отдавать огромные деньги, все можно спаять дома.
При грамотном подходе пайка получается не хуже сварного соединения, но уж точно надежней любой холодной сварки, которую обычно применяют как альтернативу.
Понадобится
Газовая горелка не обязательно должна быть профессиональная. Достаточно обычной насадки-горелки на газовый баллон, или подойдет любая другая.
Поподробней я расскажу о специализированном припое который нужно будет приобрести. Это трубчатый порошковый припой специально предназначенный для пайки алюминия (почему порошковый? — порошок внутри трубки). Он состоит из двух компонентов: оболочки и порошковой основы внутри. Не будем вдаваться в подробности о химическом составе, это ни к чему.
Его можно приобрести в специализированных магазинах, его используют в мастерских по ремонту автомобилей. Самый доступный для всех способ это купить его на Али Экспресс — ссылка на припой.
Стоит недорого, советую брать сразу упаковку — в жизни точно пригодится.
Пайка алюминия газовой горелкой
Берем профиль или детали которые нужно сварить.
Зачищаем поверхность щеткой по металлу. Как вариант можно взять наждачную бумагу с крупным зерном. Чем шероховатость поверхности для пайки будет больше, тем лучше будет связь с припоем.
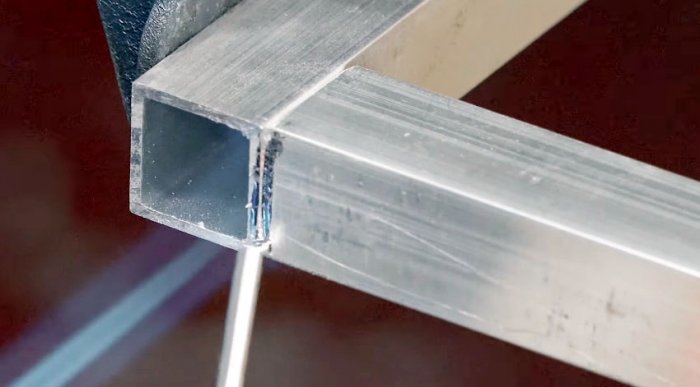
Струбциной или другим приспособлением фиксируем соединение. Включаем газовую горелку и нагреваем стык.
Подносим трубчатый припой. Он расплавляется и растекается по шву.
Весь процесс происходит примерно при температуре 450 градусов Цельсия.
Припой имеет невероятную текучесть и сам затекает в любые, даже самые мелкие щели в металле.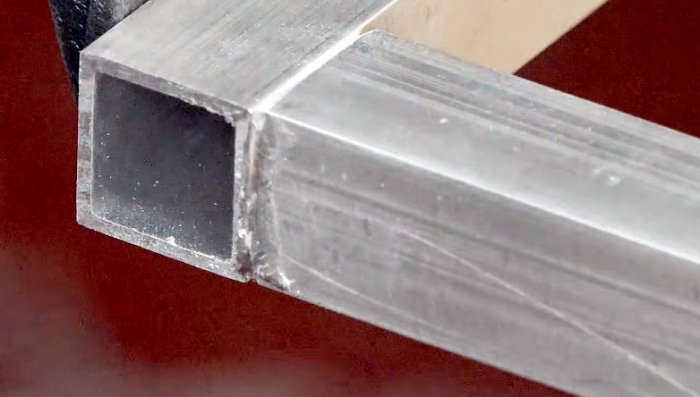
После распределения припоя прогреваем соединение ещё чуть-чуть, чтобы он распределился и расплылся в стыках узла максимально.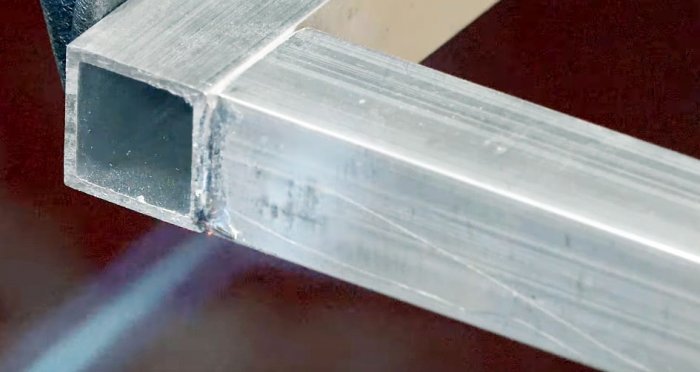
Подведем итоги
Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Думаю, мне удалось удивить и вас, если конечно раньше не знали о нем.
Пару слов о надежности. Конечно сварка выигрывает, так как идет объединение и перемешивание структур, но данный метод ненамного уступает. При условии изгиба соединения, гнется сама деталь. Соединение пайки крайне надежно и вполне способно выдержать почти любые нагрузки, как будто соединение литое.
Единственное, если получилась не совсем качественная пайка — это скорей всего не достаточный прогрев горелкой. В остальных случаях держится все намертво.
Теперь запаять дырку в алюминиевой кастрюле, сделать бачек из листового металла, сделать стеллаж из профиля для вас не составит труда.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Смотрите видео
Пруток для пайки алюминия в домашних условиях / Инструменты / iXBT Live
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.

Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Характеристики
Диаметр: 2,0 мм
Длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете

Пруток дополнительно упакован в прозрачный зип-пакет.

5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин

В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления

Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3

Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.

не покупать тут
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1

Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.
Проверка на излом показывает хороший результат — разрыв происходит не по шву

Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.

Работать неудобно из-за вони и необходимости контролировать температуру.

Образец №3. Решил спаять трубки внешними стенками

Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок
Но есть фото результата на котором видно, что шов не пострадал.

Ну и напоследок срастим алюминиевую трубку с куском «дюральки»

Тест на разрыв так же прошел успешно

Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
перейти в магазин
Паяем алюминий | Мастер-класс своими руками
Бывают ситуации, когда необходимо паять алюминиевые изделия. Но из-за того что оксидная плёнка покрывает поверхность алюминия, припой к нему просто не липнет. В настоящее время разработаны припои и флюсы, специально предназначенные для этой цели. Но мы попробуем, справится с этой задачей старым дедовским способом.
Внимание! Работу следует производить в хорошо проветриваемом помещении, желательно оборудованном активной вентиляцией или на улице.
Для пайки алюминия нам потребуется машинное масло (применяется для смазки швейных машин), небольшой кусок наждачной бумаги, канифоль и обычный припой для паяния радиодеталей.
Паяльник нужен по возможности мощный. Например, такой. Его мощность 65 Вт.

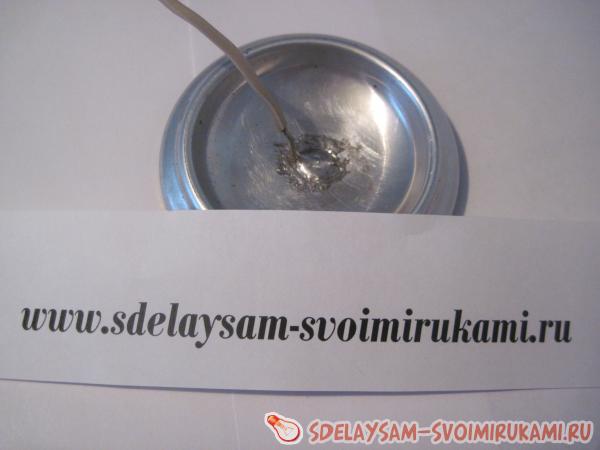
Паять будем дно алюминиевой пивной банки.
Перед работой жало паяльника обязательно надо выровнять напильником (убрать все раковины) и залудить.


Куском наждачной бумаги зачищаем место пайки до блеска.

Наливаем на это место немного масла.

Далее растираем наждачной бумагой масляное пятно.

Этим самым мы удаляем оксидную плёнку, а масло не даёт образоваться новой плёнке.
Паяльник к этому времени должен быть разогрет до рабочей температуры.
Окунаем жало паяльника в канифоль, набираем как можно больше припоя, окунаем снова в канифоль и начинаем быстро с небольшим усилием тереть будущее место пайки. При этом масло начинает обильно выгорать. Поэтому канифоль не жалеем. Если всё сделали правильно, то у нас слой олова должен покрыть поверхность алюминия.

Иногда, для достижения желаемого результата, потребуется несколько раз повторить данную операцию.

Медный провод припаивается к залуженному алюминию очень легко.

Теперь попробуем залудить и припаять алюминиевый провод. Снимаем с него изоляцию и зачищаем до блеска. Наливаем на залуженное дно банки машинное масло.

Далее провод нужно окунуть в масло и тереть наждачной бумагой.

Затем пытаемся залудить провод прямо в донышке банки. Если получилось, значит, всё сделали правильно. Если нет, снова работаем наждачной бумагой.

Провод то же прекрасно паяется к алюминиевой банке.

Вместо машинного масла, можно использовать ружейное. Если алюминиевая деталь больших размеров, то возможно потребуется её дополнительно прогревать. Например, на электрической плитке.
особенности процесса, разновидности флюса и припоев, как запаять трубу
 Алюминий и его сплавы обладают очень хорошими характеристиками, такими как высокая тепло- и электропроводность, удобство обработки, небольшая масса, экологическая безопасность. Но у этого прекрасного металла есть один очень жирный минус, его крайне сложно паять. Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия.
Алюминий и его сплавы обладают очень хорошими характеристиками, такими как высокая тепло- и электропроводность, удобство обработки, небольшая масса, экологическая безопасность. Но у этого прекрасного металла есть один очень жирный минус, его крайне сложно паять. Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия.
Свойства алюминия
 Проблема пайки алюминия обусловлена его химическим строением. Сам по себе этот металл химически очень активен, он вступает в реакции практически со всеми химическими веществами. Это приводит к тому, что чистый алюминий на воздухе мгновенно реагирует с кислородом. В результате на поверхности металла образуется очень тонкая и одновременно необычайно прочная плёнка оксида: Al2O3. По своим свойствам алюминий и его оксид представляют две крайние противоположности соединённые в единое целое. Например:
Проблема пайки алюминия обусловлена его химическим строением. Сам по себе этот металл химически очень активен, он вступает в реакции практически со всеми химическими веществами. Это приводит к тому, что чистый алюминий на воздухе мгновенно реагирует с кислородом. В результате на поверхности металла образуется очень тонкая и одновременно необычайно прочная плёнка оксида: Al2O3. По своим свойствам алюминий и его оксид представляют две крайние противоположности соединённые в единое целое. Например:
- Температура плавления чистого алюминия составляет 660 градусов. Оксид алюминия или как его ещё называют, корунд, плавиться при температуре 2600 градусов. Тугоплавкий корунд применяется в промышленности в качестве огнеупорного материала.
- Алюминий очень мягкий и пластичный металл. Корунд обладает крайне высокой механической прочностью что позволяет изготавливать из него всевозможные абразивные материалы.
Оксид алюминия превращает обычную пайку в довольно сложный процесс. Для его успешного осуществления необходимо применение специфических методов и специальных алюминиевых припоев и флюсов.
Пайка металлов
 Смысл пайки любого металла состоит в том, что в пространство между спаиваемыми деталями вводится в расплавленном состоянии специальное вещество, называемое припоем. После застывания припой надёжно связывает в единое целое две металлические детали.
Смысл пайки любого металла состоит в том, что в пространство между спаиваемыми деталями вводится в расплавленном состоянии специальное вещество, называемое припоем. После застывания припой надёжно связывает в единое целое две металлические детали.
В случае пайки алюминия находящаяся на его поверхности оксидная плёнка препятствует расплавленному припою соединиться с металлом. Иными словами, нарушается адгезия, и поэтому припой не может растечься по поверхности металла и прилипнуть к нему. Это делает пайку алюминия практически невозможной без применения специальных средств, частично устраняющих оксид с поверхности металла и способствующих возникновению нормальной адгезии.
Удаление оксидной плёнки
Удаление оксида с поверхности алюминия — процесс сложный и никогда не приводящий к окончательному результату. То есть, оксидную пленку практически нельзя удалить, так как вместо только что удалённой мгновенно образуется новая. Можно лишь с помощью специфических средств ослабить её действие. Это можно сделать с помощью двух различных методов:
- Химический способ. С помощью специальных алюминиевых флюсов плёнка разрушается в результате воздействия активных кислот.
- Механический способ. Посредством применения абразивных инструментов нарушается целостность плёнки.
На практике чаще всего совмещают оба этих метода, чтобы добиться максимально возможного эффекта.
Флюсы для алюминия
Флюс применяется для удаления оксида с поверхности металла и последующего препятствования образованию новой плёнки. Необходимо помнить, что в процессе пайки флюс не должен взаимодействовать с припоем и вступать с ним в химические реакции.
Флюсы могут находиться в различных состояниях:
- Жидкость.
- Паста.
- Порошок.
Для алюминия чаще всего применяют жидкие флюсы на основе ортофосфорной кислоты. Существуют так называемые безотмывочные флюсы, применение которых не требует последующего промывания спаянных поверхностей под проточной водой. Однако чаще всего в состав алюминиевых флюсов входят сильно ядовитые вещества, которые небезопасны, и, с экологической точки зрения, могут сильно корродировать металл в месте пайки. Поэтому применение флюсов требует тщательного промывания места пайки под проточной водой. Промышленность выпускает больше количество алюминиевых флюсов, среди которых можно выделить следующие:
- Ф-64. Высокоактивный флюс для алюминия и его сплавов. Считается самым лучшим флюсом для этого металла. Высокая активность определяется большим содержанием в его составе активного фтора около 40%. При нагреве фтор разрушает оксидную плёнку на поверхности алюминия. Применение этого флюса требует обязательной тщательной промывки спаеных поверхностей, после окончания процесса.
- Ф-34А. Специальный алюминиевый флюс для тугоплавких припоев. Состав: хлорид калия 50%, хлорид лития 32%, фторид натрия 10%, хлорид цинка 8%.
- Ф-61А. Применяется с обычными свинцово-оловянными припоями, плавящимися при температуре 150−350 градусов. Состав: фторборат цинка 10%, фторборат аммония 8%, триэтаноламин 82%. Применяется для спаивания разнородных металлов, например, алюминий и медь. Поэтому когда возникает вопрос как припаять алюминий к меди, ответом будет этот флюс.
- НИТИ-18 (Ф-380). Подходит для тугоплавких припоев с температурой плавления 390 — 620 градусов. Особенностью этого флюса, является то что, хорошо растворяя оксидную плёнку, он практически не оказывает никакого воздействия на основной металл. После окончания пайки остатки флюса должны быть немедленно удалены. Для этого место пайки сначала промывают горячей проточной водой, затем холодной. А в заключение выдерживают в течение 15 минут в водном растворе фосфорного ангидрида.
- А-214. Универсальный безотмывочный флюс средней активности. Температура применения 150−400 градусов. Не содержит в своём составе вредных солей анилина, фенола или карбоновых кислот, поэтому после применения не требуется тщательная промывка. Остатки легко удаляются бумажной салфеткой, смоченной в спирте.
Механическое удаление оксида
 Для облегчения растворения плёнки с помощью флюса, предварительно её частично удаляют посредством механических методов. Данные приёмы позволяют лишь незначительно ослабить действие оксида, так как опытным путём было установлено, что вновь образующаяся плёнка, по своим прочностным характеристикам несколько уступает старой. Для этих целей используют следующие приспособления:
Для облегчения растворения плёнки с помощью флюса, предварительно её частично удаляют посредством механических методов. Данные приёмы позволяют лишь незначительно ослабить действие оксида, так как опытным путём было установлено, что вновь образующаяся плёнка, по своим прочностным характеристикам несколько уступает старой. Для этих целей используют следующие приспособления:
- Наждачная бумага.
- Напильники и рашпили.
- Жёсткие металлические щётки.
Процесс механического удаления поверхностного оксида можно оптимизировать используя для этого кирпичную пыль. Место пайки предварительно посыпают мелкой кирпичной крошкой. Затем:
 На кирпичные крошки высыпается большое количество сухой канифоли.
На кирпичные крошки высыпается большое количество сухой канифоли.- Предварительно разогретым жалом паяльника канифоль расплавляется и распределяется по поверхности металла ровным слоем.
- Залуженным жалом паяльника начинают усиленно тереть место пайки. При этом кирпичная крошка сдирают оксидную плёнку, а расплавленная канифоль препятствует проникновению кислорода вместо пайки и поэтому новая оксидная плёнка не образуется.
- В результате получаем хорошо залуженную поверхность алюминия.
 На кирпичные крошки высыпается большое количество сухой канифоли.
На кирпичные крошки высыпается большое количество сухой канифоли.В качестве абразива, с тем же эффектом, можно использовать просеянный речной песок или металлические опилки.
Пайка алюминия
Основу любой пайки составляет так называемое лужение или залуживание. При этом процессе припой равномерным слоем распределяется по поверхности металла. Для того чтобы лужение прошло хорошо необходимо два важных компонента специальный флюс и правильно подобранный припой. Флюсы мы уже рассмотрели теперь очередь настала за припоями.
Специальные припои
 Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец. Вопрос как паять алюминий оловом не является актуальным, так как для алюминия такие припои не рекомендуется применять, потому что в этих металлах он практически не растворяется. Применяют специальные припои, которые содержат в своём составе изрядное количество самого алюминия, а также кремний, медь, серебро и цинк.
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец. Вопрос как паять алюминий оловом не является актуальным, так как для алюминия такие припои не рекомендуется применять, потому что в этих металлах он практически не растворяется. Применяют специальные припои, которые содержат в своём составе изрядное количество самого алюминия, а также кремний, медь, серебро и цинк.
- 34-А. Специальный тугоплавкий припой для алюминия. Температура плавления 530−550 градусов. Состав: алюминий 66%, медь 28%, кремний 6%. рекомендуют применять совместно с соответствующим флюсом Ф-34А.
- ЦОП-40. Относится к категории оловянно-цинковых припоев. Состав: цинк 63%, олово 36%. Плавление происходит в пределах 300−320 градусов.
- HTS 2000. Специальный припой для алюминия производства США. Основные компоненты: цинк 97% и медь 3%. Температура плавления 300 градусов. Обеспечивает очень прочное соединение, сопоставимое по прочности со сварочным швом.
 из лимонной кислоты своими руками") Присутствие в припое такого металла, как цинк обеспечивает ему высокие прочностные характеристики и хорошую сопротивляемость к коррозии. Наличие меди и алюминия повышает температуру плавления и делает припой тугоплавким.
Присутствие в припое такого металла, как цинк обеспечивает ему высокие прочностные характеристики и хорошую сопротивляемость к коррозии. Наличие меди и алюминия повышает температуру плавления и делает припой тугоплавким.
Использование того или иного припоя определяется задачами, которые стоят перед спаиваемыми деталями. Так, для спаивания крупногабаритных и массивных алюминиевых деталей, которые в дальнейшем будут подвергаться большим нагрузкам, лучше использовать тугоплавкие припои, их температура плавления сопоставима с температурой плавления самого алюминия. Когда возникает вопрос, как запаять алюминиевую трубку, необходимо точно понимать, для чего в последующем эта трубка будет применяться. Тугоплавкие припои характеризуются высокой прочностью, а большая масса детали позволяет обеспечить в процессе пайки хороший теплоотвод, что предотвратит разрушение алюминиевой конструкции вследствие её расплавления.
Особенности процесса
Пайка алюминия ничем не отличается от пайки любого другого цветного металла.
В домашних условиях пайку алюминия условно можно разделить на два вида:
- Высокотемпературная пайка крупногабаритных деталей. Как правило, это толстостенный алюминий большой массы. Температура разогрева деталей 550−650 градусов.
- Низкотемпературная пайка мелких бытовых предметов и проводов при радиоэлектронном монтаже. Температура пайки 250−300 градусов.
Высокотемпературная пайка предполагает использование в качестве нагревательного элемента газовую горелку, работающую на пропане или бутане. Но когда неожиданно возникает вопрос, как спаять алюминий в домашних условиях, можно с тем же успехом использовать паяльную лампу.
В случае проведения высокотемпературной пайки необходимо проводить постоянный контроль за температурой разогрева спаиваемых поверхностей. С этой целью используют кусочек тугоплавкого припоя. Как только припой начинает плавиться это говорит о том, что необходимая температура достигнута и разогрев детали необходимо прекратить, в противном случае может произойти её расплавление и последующее разрушение всей конструкции.
Для низкотемпературной пайки используют электрический паяльник мощностью от 100 до 200 ватт, в зависимости от размеров спаиваемых деталей. Чем крупнее деталь тем более мощный паяльник придётся использовать для её разогрева. В то же время для пайки проводов вполне подойдёт и паяльник мощностью 50 ватт.
В обоих случаях и при высокотемпературной пайке, и при низкотемпературной, стадии проведении процесса примерно одинаковые и состоят из следующих последовательных этапов:
- Механическая обработка места будущей пайки. Проводится с помощью всевозможных абразивных средств. Цель: ослабить поверхностную оксидную плёнку и сделать её более восприимчивой к воздействию флюса.
- Обезжиривание места пайки с помощью органических растворителей, таких как спирт, ацетон, бензин.
- Фиксация деталей в нужном положении.
- Нанесение флюса на спаиваемые поверхности. Если используется жидкий флюс, то лучше всего его наносить с помощью кисточки.
- Разогрев места пайки с помощью электрического паяльника или газовой горелки.
- Нанесение расплавленного припоя на место пайки и залуживание металлических поверхностей (распределение припоя ровным слоем).
- Соединяем металлические поверхности и фиксируем их в соответствующем положении.
- После того. как припой остынет и детали спаяются, промываем место спайки под проточной водой, с целью вымыть остатки флюса.
Пайка алюминия – флюс, припой, как и чем паять правильно
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Оценка статьи:
Загрузка…
Поделиться с друзьями:
Пайка алюминия в домашних условиях: особенности процесса, разновидности флюса и припоев, как запаять трубу

Алюминий и его сплавы обладают очень хорошими характеристиками, такими как высокая тепло- и электропроводность, удобство обработки, небольшая масса, экологическая безопасность. Но у этого прекрасного металла есть один очень жирный минус, его крайне сложно паять. Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия.
Проблема пайки алюминия обусловлена его химическим строением. Сам по себе этот металл химически очень активен, он вступает в реакции практически со всеми химическими веществами.
Это приводит к тому, что чистый алюминий на воздухе мгновенно реагирует с кислородом. В результате на поверхности металла образуется очень тонкая и одновременно необычайно прочная плёнка оксида: Al2O3.
По своим свойствам алюминий и его оксид представляют две крайние противоположности соединённые в единое целое. Например:
- Температура плавления чистого алюминия составляет 660 градусов. Оксид алюминия или как его ещё называют, корунд, плавиться при температуре 2600 градусов. Тугоплавкий корунд применяется в промышленности в качестве огнеупорного материала.
- Алюминий очень мягкий и пластичный металл. Корунд обладает крайне высокой механической прочностью что позволяет изготавливать из него всевозможные абразивные материалы.
Оксид алюминия превращает обычную пайку в довольно сложный процесс. Для его успешного осуществления необходимо применение специфических методов и специальных алюминиевых припоев и флюсов.
Пайка металлов
Смысл пайки любого металла состоит в том, что в пространство между спаиваемыми деталями вводится в расплавленном состоянии специальное вещество, называемое припоем. После застывания припой надёжно связывает в единое целое две металлические детали.
В случае пайки алюминия находящаяся на его поверхности оксидная плёнка препятствует расплавленному припою соединиться с металлом.
Иными словами, нарушается адгезия, и поэтому припой не может растечься по поверхности металла и прилипнуть к нему.
Это делает пайку алюминия практически невозможной без применения специальных средств, частично устраняющих оксид с поверхности металла и способствующих возникновению нормальной адгезии.
Удаление оксидной плёнки
Удаление оксида с поверхности алюминия — процесс сложный и никогда не приводящий к окончательному результату. То есть, оксидную пленку практически нельзя удалить, так как вместо только что удалённой мгновенно образуется новая. Можно лишь с помощью специфических средств ослабить её действие. Это можно сделать с помощью двух различных методов:
- Химический способ. С помощью специальных алюминиевых флюсов плёнка разрушается в результате воздействия активных кислот.
- Механический способ. Посредством применения абразивных инструментов нарушается целостность плёнки.
На практике чаще всего совмещают оба этих метода, чтобы добиться максимально возможного эффекта.
Флюсы для алюминия
Флюс применяется для удаления оксида с поверхности металла и последующего препятствования образованию новой плёнки. Необходимо помнить, что в процессе пайки флюс не должен взаимодействовать с припоем и вступать с ним в химические реакции. Флюсы могут находиться в различных состояниях:
- Жидкость.
- Паста.
- Порошок.
Для алюминия чаще всего применяют жидкие флюсы на основе ортофосфорной кислоты. Существуют так называемые безотмывочные флюсы, применение которых не требует последующего промывания спаянных поверхностей под проточной водой.
Однако чаще всего в состав алюминиевых флюсов входят сильно ядовитые вещества, которые небезопасны, и, с экологической точки зрения, могут сильно корродировать металл в месте пайки. Поэтому применение флюсов требует тщательного промывания места пайки под проточной водой.
Промышленность выпускает больше количество алюминиевых флюсов, среди которых можно выделить следующие:
- Ф-64. Высокоактивный флюс для алюминия и его сплавов. Считается самым лучшим флюсом для этого металла. Высокая активность определяется большим содержанием в его составе активного фтора около 40%. При нагреве фтор разрушает оксидную плёнку на поверхности алюминия. Применение этого флюса требует обязательной тщательной промывки спаеных поверхностей, после окончания процесса.
- Ф-34А. Специальный алюминиевый флюс для тугоплавких припоев. Состав: хлорид калия 50%, хлорид лития 32%, фторид натрия 10%, хлорид цинка 8%.
- Ф-61А. Применяется с обычными свинцово-оловянными припоями, плавящимися при температуре 150−350 градусов. Состав: фторборат цинка 10%, фторборат аммония 8%, триэтаноламин 82%. Применяется для спаивания разнородных металлов, например, алюминий и медь. Поэтому когда возникает вопрос как припаять алюминий к меди, ответом будет этот флюс.
- НИТИ-18 (Ф-380). Подходит для тугоплавких припоев с температурой плавления 390 — 620 градусов. Особенностью этого флюса, является то что, хорошо растворяя оксидную плёнку, он практически не оказывает никакого воздействия на основной металл. После окончания пайки остатки флюса должны быть немедленно удалены. Для этого место пайки сначала промывают горячей проточной водой, затем холодной. А в заключение выдерживают в течение 15 минут в водном растворе фосфорного ангидрида.
- А-214. Универсальный безотмывочный флюс средней активности. Температура применения 150−400 градусов. Не содержит в своём составе вредных солей анилина, фенола или карбоновых кислот, поэтому после применения не требуется тщательная промывка. Остатки легко удаляются бумажной салфеткой, смоченной в спирте.
Механическое удаление оксида
Для облегчения растворения плёнки с помощью флюса, предварительно её частично удаляют посредством механических методов.
Данные приёмы позволяют лишь незначительно ослабить действие оксида, так как опытным путём было установлено, что вновь образующаяся плёнка, по своим прочностным характеристикам несколько уступает старой. Для этих целей используют следующие приспособления:
- Наждачная бумага.
- Напильники и рашпили.
- Жёсткие металлические щётки.
Процесс механического удаления поверхностного оксида можно оптимизировать используя для этого кирпичную пыль. Место пайки предварительно посыпают мелкой кирпичной крошкой. Затем:
- На кирпичные крошки высыпается большое количество сухой канифоли.
- Предварительно разогретым жалом паяльника канифоль расплавляется и распределяется по поверхности металла ровным слоем.
- Залуженным жалом паяльника начинают усиленно тереть место пайки. При этом кирпичная крошка сдирают оксидную плёнку, а расплавленная канифоль препятствует проникновению кислорода вместо пайки и поэтому новая оксидная плёнка не образуется.
- В результате получаем хорошо залуженную поверхность алюминия.
В качестве абразива, с тем же эффектом, можно использовать просеянный речной песок или металлические опилки.
Пайка алюминия
Основу любой пайки составляет так называемое лужение или залуживание. При этом процессе припой равномерным слоем распределяется по поверхности металла. Для того чтобы лужение прошло хорошо необходимо два важных компонента специальный флюс и правильно подобранный припой. Флюсы мы уже рассмотрели теперь очередь настала за припоями.
Специальные припои
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец.
Вопрос как паять алюминий оловом не является актуальным, так как для алюминия такие припои не рекомендуется применять, потому что в этих металлах он практически не растворяется.
Применяют специальные припои, которые содержат в своём составе изрядное количество самого алюминия, а также кремний, медь, серебро и цинк.
- 34-А. Специальный тугоплавкий припой для алюминия. Температура плавления 530−550 градусов. Состав: алюминий 66%, медь 28%, кремний 6%. рекомендуют применять совместно с соответствующим флюсом Ф-34А.
- ЦОП-40. Относится к категории оловянно-цинковых припоев. Состав: цинк 63%, олово 36%. Плавление происходит в пределах 300−320 градусов.
- HTS 2000. Специальный припой для алюминия производства США. Основные компоненты: цинк 97% и медь 3%. Температура плавления 300 градусов. Обеспечивает очень прочное соединение, сопоставимое по прочности со сварочным швом.
Присутствие в припое такого металла, как цинк обеспечивает ему высокие прочностные характеристики и хорошую сопротивляемость к коррозии. Наличие меди и алюминия повышает температуру плавления и делает припой тугоплавким.
https://www.youtube.com/watch?v=-Ck-F5251tQ
Использование того или иного припоя определяется задачами, которые стоят перед спаиваемыми деталями. Так, для спаивания крупногабаритных и массивных алюминиевых деталей, которые в дальнейшем будут подвергаться большим нагрузкам, лучше использовать тугоплавкие припои, их температура плавления сопоставима с температурой плавления самого алюминия.
Когда возникает вопрос, как запаять алюминиевую трубку, необходимо точно понимать, для чего в последующем эта трубка будет применяться. Тугоплавкие припои характеризуются высокой прочностью, а большая масса детали позволяет обеспечить в процессе пайки хороший теплоотвод, что предотвратит разрушение алюминиевой конструкции вследствие её расплавления.
Особенности процесса
Пайка алюминия ничем не отличается от пайки любого другого цветного металла.
В домашних условиях пайку алюминия условно можно разделить на два вида:
- Высокотемпературная пайка крупногабаритных деталей. Как правило, это толстостенный алюминий большой массы. Температура разогрева деталей 550−650 градусов.
- Низкотемпературная пайка мелких бытовых предметов и проводов при радиоэлектронном монтаже. Температура пайки 250−300 градусов.
Высокотемпературная пайка предполагает использование в качестве нагревательного элемента газовую горелку, работающую на пропане или бутане. Но когда неожиданно возникает вопрос, как спаять алюминий в домашних условиях, можно с тем же успехом использовать паяльную лампу.
В случае проведения высокотемпературной пайки необходимо проводить постоянный контроль за температурой разогрева спаиваемых поверхностей. С этой целью используют кусочек тугоплавкого припоя.
Как только припой начинает плавиться это говорит о том, что необходимая температура достигнута и разогрев детали необходимо прекратить, в противном случае может произойти её расплавление и последующее разрушение всей конструкции.
Для низкотемпературной пайки используют электрический паяльник мощностью от 100 до 200 ватт, в зависимости от размеров спаиваемых деталей. Чем крупнее деталь тем более мощный паяльник придётся использовать для её разогрева. В то же время для пайки проводов вполне подойдёт и паяльник мощностью 50 ватт.
В обоих случаях и при высокотемпературной пайке, и при низкотемпературной, стадии проведении процесса примерно одинаковые и состоят из следующих последовательных этапов:
- Механическая обработка места будущей пайки. Проводится с помощью всевозможных абразивных средств. Цель: ослабить поверхностную оксидную плёнку и сделать её более восприимчивой к воздействию флюса.
- Обезжиривание места пайки с помощью органических растворителей, таких как спирт, ацетон, бензин.
- Фиксация деталей в нужном положении.
- Нанесение флюса на спаиваемые поверхности. Если используется жидкий флюс, то лучше всего его наносить с помощью кисточки.
- Разогрев места пайки с помощью электрического паяльника или газовой горелки.
- Нанесение расплавленного припоя на место пайки и залуживание металлических поверхностей (распределение припоя ровным слоем).
- Соединяем металлические поверхности и фиксируем их в соответствующем положении.
- После того. как припой остынет и детали спаяются, промываем место спайки под проточной водой, с целью вымыть остатки флюса.
Пайка флюсом для алюминия своими руками

Довольно часто можно услышать такую точку зрения, что сплавы алюминия и сам алюминий довольно плохо паять.
Однако данное мнение будет справедливым лишь в случае, если для него использовать те же флюсы и припои, что и для меди, стали и ряда других материалов.
Сегодня в продаже можно найти специальные материалы, которые были разработаны непосредственно для пайки алюминия. В итоге, паять его стало так же возможно, как и медь.
Сложность пайки алюминия при использовании стандартных припоев и флюсов заключается в целом ряде химических и физических особенностей такого материала. Прежде всего, следует отметить, что на поверхности этого металла всегда находится довольно прочная пленка оксида, которая к тому же способна хорошо сопротивляться воздействию самых разных химических соединений.
Оксидная пленка не допускает попадания припоя непосредственно на поверхность металла. Для ее преодоления прибегают к одному из 2 способов:
- Механическая обработка, за счет которой пленка удаляется с поверхности провода, после чего можно его начинать паять.
- Применение сильнодействующих флюсов, которые попросту растворяют ее и обнажают поверхность чистого металла.
Сложность при пайке алюминия заключается также и в том, что у этого металла невысокая температура плавления, которая составляет всего лишь 660 градусов. Прочность провода при нагревании до 250-300 градусов становится значительно ниже, из-за чего он становится неустойчивым.
Температура пайки должна находиться в пределах от 500 до 640 градусов. Это не слишком большой интервал, особенно, если планируется использование высокотемпературной пайки, где очень высока вероятность перегрева материала, после чего происходит расплавление провода.
В отличие практически от всех металлов, используемых в легкоплавких припоях:
- свинец;
- кадмий;
- висмут;
- сурьма и т.д., алюминий обладает такой характеристикой, как невысокая взаимная растворимость. Это приводит к тому, что прочность соединений, полученных в результате спаивания, оставляет желать лучшего.
Что использовать?
Выбор флюса для алюминия зависит от целого ряда немаловажных факторов. В частности, наибольшей популярностью пользуется так называемый бинарный флюс, представляющий собор раствор концентрированной фосфорной кислоты.
У него есть большое количество положительных моментов:
- Этот состав является безотмывочным, то есть он не будет нуждаться в дополнительной промывке после завершения паяльных работ.
- Он очень быстро действует, поэтому приступать к пайке можно практически сразу же после его нанесения на поверхность провода.
- Вещество универсальное, поэтому является подходящим для ряда других металлов, в частности, стали или меди.
Чтобы пайка алюминия получилась как можно лучше, нужно использовать припои, где содержится алюминий, серебро, кремний, цинк и медь. В продаже можно найти расходные материалы, где содержатся все эти материалы.
Выбирая припой, принимают во внимание, что соединение будет иметь наивысшую способность к сопротивлению коррозионным процессам, если в припое содержалось большое количество цинка.
Вполне допустимо использовать для пайки алюминия припои, сделанные на базе свинца и олова, однако здесь невозможно будет обойтись либо без механической зачистки материала, либо без использования надежных флюсов. Не рекомендуется использовать припой такого рода, так как алюминий не будет с ним достаточно надежно соединяться. Еще одним отрицательным моментом является подверженность соединения развитию коррозии.
Для пайки алюминия следует приобретать только высокотемпературные припои, без которых добиться качественного соединения проводов будет довольно проблематично.
Помимо припоя и флюса, понадобится паяльник.
Ширина жала здесь будет напрямую зависеть от того, насколько большое сечение у провода – чем оно выше, тем шире жало следует подбирать.
Стоит отметить, что паяльники с нерегулируемой температурой нагрева сейчас постепенно уходят в прошлое.
Им на смену приходят так называемые паяльные станции. Эти изделия хороши тем, что имеют регулятор температуры нагрева жала паяльника, а также целый набор этих сменных жал. В работе с таким материалом как алюминий, это очень полезный момент. На дисплее можно выставить необходимую температуру с точностью до градуса и приступить к работе.
Как паять?
Перед тем, как приступить к непосредственной пайке, необходимо правильно подготовить поверхность проводов. Для начала необходимо, чтобы поверхность была обезжирена. Этого добиваются путем обработки участка пайки ацетоном, бензином или же растворителем другого рода.
Если под рукой отсутствует флюс, необходимо механическим путем удалить оксидную пленку с поверхности провода. Это делают при помощи наждачной бумаги, стальной щетки, протравливающей жидкости и так далее.
Необходимо помнить, что механическими способами убрать абразивную пленку не удастся, так как на поверхности металла вследствие контакта с воздухом сразу же образуется новая, хоть и более тонкая пленка оксида.
Флюс в этом плане значительно лучше, так как убирает всю оксидную пленку и не дает воздуху проникнуть к металлу.
Когда оксид снят, провода фиксируют, прогревают паяльником и наносят на разогретый участок припой.
Блиц-советы
- Если возможность подготовить все необходимое отсутствует, можно в качестве флюса взять канифоль и убирать оксидную пленку с поверхности алюминия под расплавленной канифолью. В этом случае паяльник будет использоваться не только по своему непосредственному назначению, но и в качестве инструмента, способного снять слой оксида.
- Без использования особых материалов спаять алюминий не слишком легко, тем более что качество подобных изделий будет не слишком высоким, в связи с чем лучше всего пользоваться специализированными средствами для пайки этого металла.
Как и чем паять алюминий

Пайка алюминия — сложный процесс, поскольку на поверхности образуется оксидная плёнка, которая мешает проведению работ. Поэтому нужно использовать специальные методики, позволяющие упростить рабочий процесс. Специальные флюсы позволят избавиться от негативных факторов оксидного слоя.
Пайка алюминия
Особенности процесса
Поверхность алюминиевых деталей покрыта оксидной плёнкой, которая обладает высокой химической стойкостью, а также температурой плавления выше в 2 раза, чем чистого металла. В интервале от +250° С до +300° С алюминий становится неустойчивым и подплавляется. Минимальная температур плавления оксидной плёнки составляет +500° С.
При пайке соединяемые детали под наружным слоем начинают плавится. Поэтому пайщику нужно устранить негативное влияние оксидного слоя. Принцип всех способов основан на удалении плёнки, а также повышении адгезионных свойств.
Методы удаления оксидного слоя:
- механический — использование абразивных инструментов для зачистки;
- химический — применение флюсов со специальными составами;
- электрохимический — основан на процессах электролиза.
Оба способа проводятся только в среде с отсутствием доступа кислорода.
Используемые материалы
Для выполнения работ потребуется подготовить следующие материалы:
Для получения качественных швов нужно использовать флюс для пайки алюминия на основе цинка, кремния, меди. Стыки получаются прочными, долговечными, стойкими к коррозии, статическим и динамическим нагрузкам.
Для пайки алюминия подходят припои со следующими маркировками:
- ЦОП-40 — тугоплавкий оловянно-цинковый состав;
- ПОС — легкосплавный припой;
- 34А — сплав на основе меди и кремния;
- «Aluminium-13» — зарубежный аналог 34А.
Применение флюса позволяет улучшить адгезию металла с припоем, за счёт чего получить прочное соединение. От его выбора зависит долговечность шва, прочностные характеристики изделия, стойкость материала к негативным воздействиям внешней среды. В составе флюсов содержатся активные элементы: фторборат цинка или аммония, триэтаноламин.
Паяльный жир бывает следующих видов:
- нейтральный на основе канифоли и стеарина — отличается густотой, способен удалять небольшие загрязнения, хорошо держится на поверхности свариваемых металлов;
- активный со сложным химическим составом — эффективно удаляет окислы, следы коррозии, повышает паяльные свойства.
В составе жира содержится хлорид цинка и аммония, парафин, вспомогательные вещества.
Паяльный жир имеет следующие преимущества:
- лёгкое лужение за счёт растекания тонким слоем;
- доступность;
- точность дозировки;
- отсутствие следов после его использования.
Рекомендуется использовать флюсы следующих марок: Ф-64, Ф-61А, Ф-59А, 34А, Ф-5, Ф-124.
Пайка алюминия с припоем
Сфера применения процесса
Паяные изделия из алюминия применяются в следующих сферах:
- автомобилестроении;
- радиоэлектронике;
- изготовлении оконных рам;
- производстве деталей для велосипедов;
- создании каркасов теплиц, корпусов техники.
Методы пайки
Существуют такие методы пайки:
- с канифолью;
- с припоем;
- электрохимический.
С канифолью
Пошаговая реализация метода:
- Прогревается паяльник.
- Залуживается жало для удаления грязи или нагара.
- Наносится канифоль на стыковочный шов, расплавляется паяльником.
- После расплавления жалом нужно тереть поверхность до тех пор, пока не будет удалена оксидная плёнка. Одновременно происходит лужение.
- После завершения процесса элементы стыкуют, нагревают до температуры плавления, затем оставляют остывать.
С применением припоев
Метод с использованием припоя для пайки алюминия реализуется следующим образом:
- Стыкуемые поверхности очищаются механическим способом.
- Детали надёжно фиксируются.
- Выполняется локальный прогрев конструкции.
- Стержень с припоем ведут вдоль стыковочного шва, одновременно прогревая его горелкой до расплавления.
Если применяется припой без содержания флюса, то потребуется его использовать отдельно. Он предварительно наносится равномерным слоем на алюминий.
Электрохимический метод
Пошаговая электрохимическая пайка алюминия:
- Поверхность очищается от грязи, частично от оксидной плёнки механическим способом.
- Наносится тонким слоем медный купорос.
- К детали подключается отрицательный электрод источника тока.
- Положительный электрод соединяется с проводом из меди высокой чистоты (диаметр более 1 мм). Располагается над конструкцией на специальной подставке, обеспечивается контакт только с обработанной площадкой.
- Включается источник питания. Начинает протекать процесс электролиза.
- После удаления оксидной плёнки провод убирается, а детали прогреваются паяльником до температуры плавления или используется припой.
Чтобы обеспечить высокое качество пайки, нужно наносить гальванические покрытия специальными инструментами. Они позволят выполнить равномерное омеднение.Медный купорос
Подготовка деталей
В ходе подготовки к проведению работ необходимо использовать следующие способы обработки поверхностей:
- при помощи растворителя выполняется обезжиривание, применяется ацетон, уайт-спирит, бензин;
- удаляется оксидная плёнка при помощи абразивных инструментов либо применяется паяльник или газовая горелка для нанесения флюса.
Общие принципы пайки алюминия в домашних условиях
Основные принципы пайки алюминия в домашних условиях:
- необходимо выполнить качественную очистку поверхности металла от загрязнений, покрытий, оксидной плёнки;
- временной интервал между очисткой и пайкой должен быть минимальным;
- для удаления оксидной плёнки лучше использовать щётки по металлу или паяльники со специальными насадками;
- выбор нагревательного инструмента выполняется в зависимости от площади пайки, так как из-за высокой теплопроводности алюминий быстро остывает;
- если нет подходящего припоя, то допускается использование любого, в составе которого есть олово, свинец;
- при прогреве деталей для нанесения припоя важно не перегреть алюминий, так как он отличается меньшей температурой плавления, по сравнению с оксидной плёнкой;
- залуживание поверхности алюминия сплошным слоем позволит избавиться от появления окислов, что упростит его паяние;
- при использовании горелки важно соблюдать правила противопожарной безопасности, особенно при нанесении растворителей для обезжиривания;
- пайка может выполняться в несколько слоёв, перед нанесением каждого нужно выжидать пока застынет предыдущий;
- использование флюса потребует применения защитных средств, так как в его составе могут содержаться едкие вещества;
- пламя горелки всегда должно быть направлено в противоположную от себя сторону;
- для пайки рекомендуется использовать паяльники мощностью более 100 Вт;
- флюс применяется в основном для элементов с толщиной от 4 мм или поверхностей со сложными формами;
- состав припоя выбирается на основе вида пайки, но температура плавления всегда ниже, чем у алюминия;
- чтобы паять заготовки с толщиной более 4 мм, по краю стыковочного шва нужно срезать кромку под углом 45° для увеличения поверхности контакта;
- после проведения работ необходимо обязательно убедиться в целостности, прочности, равномерности шва.
При выборе припоя необходимо учитывать тип инструмента, используемого для расплавления. Для паяльника подойдут сплавы с низкой температурой плавления: оловянные сплавы с медью, цинком, висмутом. Чтобы создать тугоплавкое соединение, потребуется сложный сплав алюминия, меди, кремния.
Поддержите канал, просто читайте наши статьи, а мы будем размещать для Вас полезную информацию о металлах! Так же заходите на наш сайт, там Вы найдете множество информации о металлах, сплава и их обработке.
Флюс для пайки алюминия своими руками

Паять металлические изделия люди приспособились еще в древние времена, как только научились выплавлять олово и свинец.
Конечно, самым простым способом крепления металлических изделий между собой является применение обычного болта с гайкой, ведь это не требует их предварительной подготовки, использования различных припоев, флюсов и т. п.
Тем не менее, пайка металлов широко применяется как в промышленных масштабах, так и в быту.
Прежде чем начать паять, поверхность соединяемых деталей зачищают с помощью наждачной бумаги или напильником и смазывают флюсом. Нагретый паяльник погружается в нашатырь или канифоль для очистки его от оксидов металлов, после чего расплавленный припой переносится на место пайки.
Что касается алюминия или его сплавов, то здесь происходит быстрое окисление спаиваемой поверхности, и обычные способы пайки не дают ожидаемого результата. Дело в том, что поверхность алюминиевых изделий сверху покрыта очень тонкой, эластичной, но в тоже время довольно прочной пленкой окисла алюминия.
После удаления ее механическим способом вновь очищенная поверхность от соприкосновения воздухом моментально покрывается пленкой окисла. Несмотря на это, пайка алюминия в домашних условиях возможна. Если пайка выполняется с помощью оловянно-свинцовых припоев, можно воспользоваться следующим способом.
На место предстоящей пайки наносят жидкое минеральное масло, и уже под слоем масла поверхность зачищается лезвием ножа или скребком для удаления пленки окисла. После этого необходимо наносить припой сильно нагретым паяльником. Обычно для этого достаточно паяльника мощностью 50 Вт. Для алюминиевых изделий толщиной более 1 мм лучше использовать инструмент большей мощности.
Вместо минерального можно использовать масло для швейных машин или вазелиновое, но лучше всего для этой цели подходит оружейное масло. В используемом припое должно содержаться не менее 50% олова.
Хороший результат достигается при применении легкоплавкого припоя ПОС-61.
Если выполняется пайка алюминия толщиной 2 мм и более, до нанесения на место пайки масла поверхность необходимо хорошо прогреть паяльником.
Также можно на шов наносить канифоль, смешанную с мелкими железными опилками. Залуженным напильником протирается место шва с добавлением припоя. Опилки играют роль абразивного материала, снимая острыми гранями с поверхности изделия пленку окисла. В результате олово прочно пристает к поверхности, а пайка алюминия происходит более надежно.
Чтобы работа происходила особенно эффективно, паяльник следует слегка модернизировать. Для этого рабочая часть медного стержня притупляется таким образом, чтобы на нем образовалась площадка шириной 4-5 мм, после чего ножовкой необходимо сделать небольшой продольный пропил (7-8 мм).
Из ножовочного полотна, предварительно прокаленного на огне, нужно вырезать небольшой кусочек (1-2 мм), обработать его для удаления окалины 20% смесью серной или соляной кислоты, поместить в пропил и сильно обжать в тисках.
Такой наконечник более эффективно будет удалять оксидную пленку с поверхности, а алюминий будет лучше схватываться припоем.
В промышленных условиях пайка алюминия и его сплавов также выполняется обычным паяльником с применением флюса, состоящего из смеси олеиновой кислоты с йодидом лития.
Как в домашних условиях паять алюминий
- Химические методы зачистки
- Применение флюсов и припоев
Алюминий и его сплавы прочностью лишь немногим уступают стали, зато очень удобны в обработке, имеют приличный внешний вид и обладают такими отличными качествами, как теплопроводность и электропроводность. Однако наряду с этими свойствами присутствует сложность их пайки. Вопросом, как паять алюминий, задаются не только начинающие любители, но и те, кого не затрудняет пайка меди, латуни и стали.
Пайка алюминия процесс сложный, поэтому нужно знать всю его технологию.
Работать с алюминием непросто из-за его способности мгновенно окисляться на воздухе, в результате чего поверхность покрывается тонкой пленкой окисла А12О3, обладающей повышенной стойкостью к агрессивной среде. Поэтому используются специальные ртутные флюсы или сменные жала для паяльников, или, в зависимости от способа пайки, различными путями удаляется окись.
Перед тем как паять алюминий, прибегают к механическому удалению пленки, зачищая рабочее место надфилем, но контакт алюминия с водой или воздухом приводит к первоначальному состоянию — появлению той же пленки.
Для пайки алюминия можно использовать специальный флюс.
Знатоки советуют зачищать место пайки при помощи кирпича либо песка, не удаляя пыль, а прямо на нее наносить расплавленную канифоль, затем растирать паяльником, сильно нажимая жалом. Это поможет разрушению тонкой пленки, образовавшейся до нанесения канифоли.
Также зачищенный алюминий заливается канифолью и посыпается опилками от железного гвоздя, полученными в процессе опиливания. Далее, паяльником надо залудить поверхность, тщательно потирая жалом. Железная крошка разрушит пленку, канифоль же предотвратит образование новой пленки.
Химические методы зачистки
Важно не дать зачищаемому алюминию контактировать с воздухом, для чего место пайки заливают флюсом или канифолью, при этом нагревая его. Часто мелкие элементы, например, провода, опускаются прямо в канифоль или во флюс, налитый в емкость.
Кроме механического способа удаления окиси существуют несколько так называемых химических способов.
Очистку алюминия перед пайкой можно сделать с помощью медного купароса.
Очистка с помощью медного купороса. Точка, где нужно сделать припой, зачищается надфилем, смачивается двумя или тремя каплями раствора медного купороса.
Алюминиевая основа соединяется с отрицательным полюсом батарейки или аккумулятора, небольшой кусок зачищенной и соединенной с положительным полюсом медной проволоки опускается в раствор, не касаясь основы.
После включения батарейки на 4,5 вольта через небольшой промежуток времени на алюминии образуется медный налет. К высохшей меди затем припаивается нужная деталь.
Применение абразивного порошка. Готовится жидкая паста путем смешивания порошка и трансформаторного масла, которая наносится на зачищенную поверхность и затем паяльником затирается до появления слоя олова.
Еще один способ — трансформаторный. Изделие подключается к его минусу, медный провод, содержащий несколько жил, подсоединяется к плюсу. После замыкания цепи произойдет микросварка алюминия с медью. Чтобы ускорить процесс, используется паяльная кислота.
Пруток для пайки алюминия в домашних условиях / Инструменты / iXBT Live
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
- Характеристики
- Распаковка и внешний вид
- Тестирование
- Итоги
Характеристики
Диаметр: 2,0 мм
Длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 360
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете
Пруток дополнительно упакован в прозрачный зип-пакет.
5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления
Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3
Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.
не покупать тут
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1
Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.
Проверка на излом показывает хороший результат — разрыв происходит не по шву
Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.
Работать неудобно из-за вони и необходимости контролировать температуру.
Образец №3. Решил спаять трубки внешними стенками
Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок
Но есть фото результата на котором видно, что шов не пострадал.
Ну и напоследок срастим алюминиевую трубку с куском «дюральки»
Тест на разрыв так же прошел успешно
Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами:
1. Массивную деталь до 500 градусов нужно еще чем-то прогреть
2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины:
1 метр — $2.89
2 метра — $4.39
3 метра — $6.39
5 метров — $9.89
перейти в магазин
Пайка алюминия в домашних условиях паяльником и газовой горелкой: припой и флюс

Пайка алюминия является достаточно непростым занятием. В основном, пропай алюминиевых деталей усложняется из-за возникновения на поверхности металла химически стойкого оксида.
Кроме этого, благодаря сравнительно низкой температуре плавления и малой температуре потери прочности алюминий достаточно сложно прогреть, не допустив при этом разрушения всего изделия. Поэтому, пропай деталей из алюминия сложен, если применяются обычные расходные материалы.
На текущий момент пайка алюминиевых изделий производится с использованием специализированных флюсов и припоев.
Необходимые материалы и подручные средства
Пайка алюминиевых изделий при должной подготовке поверхности может быть выполнена всеми видами припоев. Например, пайка алюминия оловом возможна при снятии оксидной пленки.
Материалы, необходимые для пайки алюминия.
Однако, в большинстве случаев, алюминиевые соединения, полученные при пайке оловянным припоем, имеют низкую надежность из-за плохой растворимости материалов.
Наиболее оптимальными припоями для пайки алюминия являются:
- цинковый;
- медный;
- кремниевый;
- алюминиевый.
На рынке имеется большое количество припоев, на основе указанных выше материалов. Одним из самых распространенных цинковых припоев является ЦОП40, в составе которого имеется 40% цинка и 60% олова. Кроме этого, популярным остается припой 34А, состоящий из 66% алюминия, 28% меди и 6% кремния.
Отдельного упоминания стоит специальный припой для низкотемпературного пропая алюминиевых деталей. Одним из наиболее распространенных расходных материалов для подобной операции является припой HTS-200.
Конечно, не стоит забывать и об обязательном использовании специального флюса для низкотемпературной пайки алюминия.
В состав флюса для беспроблемной пайки алюминия должны входить хотя бы один из следующих элементов:
- триэтаноламин;
- фторборат цинка;
- фторборат аммония.
Одной из марок флюсов для сварки алюминия газовой горелкой является Ф64. Популярность данного флюса вызвана его большой активностью. Пропаять с флюсом Ф64 можно даже алюминиевые детали без предварительной зачистки оксидной пленки.
В состав флюса Ф64 входят:
- 50% хлорида калия;
- 32% хлорида лития;
- 10% фторида натрия;
- 8% хлорида цинка.
Подготовка деталей
Пайка алюминия в домашних условиях включает тщательную подготовку детали.
Как правило, квалифицированные мастера перед пайкой алюминия своими руками выполняет следующие процедуры:
- Обезжиривание поверхности.
Наиболее подходящими веществами для качественного обезжиривания места пайки служат ацетон, бензин и растворитель. - Удаление оксидной пленки.
Эта процедуру производится при помощи шлифовальной машинки или самодельной мочалки из проволоки. В редких случаях специалисты используют травление пленки при помощи химических средств, например, кислоты.
После выполнения всех подготовительных процедур можно переходить к непосредственной пайке алюминия в домашних условиях.
Технологические подходы для пайки алюминия
Технология пайки алюминия с флюсом практически ничем не отличается от соединения других металлов.
Весь процесс пайки алюминия припоем можно разделить на следующие этапы:
- Подготовка поверхности.
Перед тем, как паять алюминий следует зачистить и обезжирить соединяемые части. - Установка изделия в рабочее положение.
Для выполнения данного этапа могут потребоваться тиски или третья рука. - Нанесения флюса на место пайки.
- Прогрев изделия при помощи электрического паяльника или газовой горелки.
- Нанесение припоя или паяльной пасты на необходимые участки.
Для этой роли подойдет цинковые или медные припои. Иногда могут понадобиться высокотемпературные припои, обеспечивающие хорошую механическую фиксацию изделия.
Схема пайки алюминиевых труб.
Важно помнить, что при пайке бесфлюсовым припоем следует осуществлять чиркающие движения паяльником, дабы обеспечить взаимодействие компонентов припоя и металла.
Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:
- пайка алюминиевой посуды;
- пайка алюминиевых проводов;
- пропай поверхности, не подверженной сильным механическим нагрузкам;
- соединение мелких деталей.
Пайка массивных алюминиевых деталей и толстых стержней должна проводиться при помощи сварки или горелки. Сварка не всегда подходит из-за высокой температуры дуги, расплавляющей металл. Поэтому, большинство специалистов предпочитают использовать горелки.
Наилучший эффект достигается при непрерывной пайке горелкой. Если, по какой-то причине процесс пайки пришлось остановить, следует полностью прогреть весь шов, дабы обеспечить равномерное распределение припоя и избавиться от не пропаянных мест.
Процесс пайки алюминиевых стержней при помощи горелки подразделяется такие этапы:
- Очистка металла от грязи и подготовка поверхности, путем шлифовки.
- Разогрев всей поверхности массивных изделий при помощи горелки.
- Удаление всех легковоспламеняющихся материалов с рабочего места.
- Включение вытяжки для нейтрализации едких испарений припоя.
- Подготовка проволочного припоя.
- Подготовка флюса марок Ф-59А, Ф-61А или Ф-64А.
Допускается прогрев металла до ярко-оранжевого цвета. В таком виде металл не плавится, а припой ложится максимально равномерно.
Наиболее сложным и в то же время качественным методом соединения алюминиевых изделий является сварка. Данный способ затрудняется из-за низкой температуры плавления металла.
Квалифицированные специалисты чаще всего сваривают алюминиевые изделия следующими методами:
- сварка при помощи электродов с покрытием;
- сварка с использованием защитного газа.
Первый вариант сварки имеет следующие недостатки:
- низкая прочность сварного шва;
- сильное разбрызгивание металла при варке;
- плохая отделимость шлака от шва.
Сварки в атмосфере из инертного газа не обладает заметными недостатками и считается наилучшим методом соединения алюминиевых деталей.
Нагрев алюминиевого изделия
Метод прогрева алюминиевых деталей подбирается индивидуально. Изделия сравнительно небольших размеров можно прогреть при помощи электрического паяльника и залудить припоем и флюсом для пайки меди. Для более массивных деталей имеет смысл использовать другой способ пайки алюминия с применением газовой горелки или паяльной лампы.
Таблица марок припоев для пайки алюминия.
При прогреве детали следует:
- Контролировать температуру нагреваемого изделия.
Узнать текущую температуру поверхности детали можно, прикоснувшись к ней прутком припоя. Когда проволока припоя алюминия начинает плавиться следует уменьшить нагрев и приступать к непосредственной пайке с применением активного флюса. - Следить за пламенем горелки.
Струя горелки содержит смесь природного газа и кислорода, а потому должна быть ярко-синего цвета. Правильный состав пламени горелки позволяет алюминиевой детали меньше окисляться и не перегреваться.
Ключевые преимущества прогрева массивных алюминиевых изделий газовой горелкой представлены:
- Низкой стоимость оборудования.
Газовая горелка потребляет небольшое количество топлива и продается в любом строительном магазине. - Отсутствие неравномерного прогрева и напряжений внутри изделия.
Детали, прогретые газовой горелкой, имеют ровный шов и не меняют геометрию из-за перегрева. - Легкий контроль рабочих температур.
При слишком сильном нагреве металла следует уменьшить интенсивность пламени горелки. - Возможность проведения паяльных работ в домашних условиях.
При прогреве металла горелкой нет едкого запаха, отсутствует ультрафиолетовое облучение кожи и не летят искры.
Заключение
Пайка алюминия флюсом – это достаточно нетривиальная задача. При соединении алюминиевых изделий следует соблюдать определенные нормы, а поверхность детали должна соответствовать многочисленным требованиям. При несоблюдении технологического процесса, сварной или паяный шов даст трещину и развалится.
Технология сварки алюминия зависит от массивности изделия. Небольшие детали, например, провода или посуда, хорошо ремонтируются электропаяльником, а большие прутья или трубы следует прогревать при помощи газовой горелки или паяльной лампы.
Флюс – это легкоплавкий сплав металлов, посредством которого спаивают два материала. Флюс для пайки своими руками можно сделать, если знать особенности соединения разных материалов путем термической обработки.

Флюс предназначен для спаивания металлов.
С помощью припоев соединяют провода, радиоузлы и мелкие детали.
Читайте также:
Как сделать топор своими руками.
Изготовление паяльнго фена.
Как насадить топор на топорище – читайте тут.
Разновидности флюса
Соединение двух материалов получается, если в зоне шва выдержать определенную температуру. Для разных материалов этот показатель варьируется от 50ºС до 500ºС и выше. Температура плавки припоя должна быть значительно выше температуры плавления обрабатываемого материала.

Флюсы для пайки бывают разных видов, выбор его зависит от вида металла, температуры пайки.
Выбор флюса зависит от таких параметров:
- соединяемых материалов;
- температур плавления детали и флюса;
- размеров поверхности;
- прочности и коррозионной стойкости.
Флюсы делятся на две группы: твердые с высоким температурным порогом и мягкие – с низкой температурой плавления.
Тугоплавкие припои имеют температуру плавления более 500ºС и создают очень прочное соединение. Недостаток этих припоев в том, что их высокая температура плавления иногда приводит к нежелательным последствиям: перегреву основной детали и выведению ее из рабочего состояния.
Легкоплавкие припои имеют температуру плавления от 50 ºС до 400 ºС. В их составе преобладают 38% олова, 61% свинца и 1% других примесей. Этот вид флюсов применяют радиотехники для монтажных работ.
Есть группа так называемых сверхлегкоплавких припоев. Их применяют для соединения транзисторов. Температура плавки таких флюсов не превышает 150ºС.
Для пайки тонких поверхностей используют мягкие припои, а для проводов большого диаметра требуются твердые припои с высоким температурным порогом.
Флюс должен соответствовать таким характеристикам, как:

Характеристики флюсов для пайки.
- хорошо проводить ток и тепло;
- прочность;
- высокий коэффициент растяжения;
- стойкость к коррозионному воздействию;
- разность температур плавления припоя и основного металла.
Припои бывают в виде прутков, лент, катушек с проволокой, трубочек, наполненных канифолью или другим флюсом.
Самая распространенная форма припоя – оловянный прут с диаметром сечения от 1 до 5 м.
Также существуют многоканальные флюсы, имеющие несколько источников поступления припоя для прочного соединения. Такие припои продаются в мотках, в колбах, свернутые в спираль, в бобинах. Для одноразового использования рекомендуется приобретать небольшой кучек проволоки, размером со спичку.
Для пайки электрических схем используют флюсы в виде трубочек, заполненных колофонием. Эта смола выступает в роли припоя. С помощью данного присадочного материала выполняется соединение меди, латуни, серебра.
Легкоплавкий флюс для пайки
Мягкие флюсы плавятся при температуре не более 400ºС. Они создают мягкий, эластичный и достаточно прочный шов.
Легкоплавкие флюсы делятся на такие категории:

Флюс для пайки и легкоплавким припоем.
- Свинцово-оловянные.
- С низким содержанием олова.
- Сверхлегкоплавкие.
- Специальные.
Лучшим припоем считается олово, однако его крайне редко используют в чистом виде. Данный материал дорогой, поэтому чаще всего применяют оловянно-свинцовые припои. Соединения получаются прочными и плавятся при температуре 180-200ºС.
Оловянно-свинцовый припой обозначают так: ПОС-40, ПОС-60. Буквы являются аббревиатурой названия флюса, а цифры указывают процентное содержание олова. Данные припои содержат в себе небольшое количество сурьмы: 3-5%. Эти флюсы применяют для неответственных соединений, которые не подвержены вибрациям и нагрузкам.
Бессвинцовый флюс с малым содержанием олова применяют при пайке контактов малых электрических схем. Процесс должен происходить при температуре не более 300 ºС.
Сверхлегкоплавкие флюсы переходят в жидкое состояние при температуре от 60 до 145ºС. Их используют для ручной пайки очень деликатных деталей. Данные соединения не обладают высокой прочностью, так как их применяют чаще всего для повторного процесса.
Специальные припои готовят в частных случаях, когда необходимо получить совместимость свойств с основным материалом. В качестве таких материалов выступают составы, не поддающиеся пайке: никель, алюминий, низкоуглеродистая сталь, чугун.
Например, для пайки алюминия готовят припой, который на 99% состоит из олова. Для хорошей диффузии в смесь добавляют небольшие примеси буры, цинка и кадмия.
Тугоплавкий флюс для плавки

Твердый припой применяют для соединения швов, подверженных ударам и нагрузкам.
Этот вид припоев применяют для соединения ответственных швов, которые подвержены ударам, вибрации и перепаду температур. Флюсы данной группы переходят в жидкое состояние при температуре свыше 400ºС.
Твердые припои делятся на такие категории:
- сплав из меди и цинка (до 1000ºС);
- фосфоро-медный сплав (до 900ºС);
- серебряный флюс (до 800ºС) ;
- медь в чистом виде (для высокоуглеродистой стали).
Смеси меди и цинка марок М21, М11 не очень широко применяются. Это связано с недостаточной прочностью шва и высокой стоимостью сплава.
Данный припой успешно заменяют на латунь или сплав бронзы с цинком.
Медно-фосфорный тип применяют при соединении медных, бронзовых и латунных деталей, которые не подвергаются силовым нагрузкам. Данный сплав успешно заменяет дорогой серебряный припой. Его еще называют припоем для бесфлюсовой пайки.
Твердые припои не применяют для спаивания низкоуглеродистой стали и чугунов. Это связано с тем, что при нагревании железа с медью и фосфором, образуются хрупкие элементы – фосфиды железа, которые разрушают целостность шва.
Для железа лучшим припоем является серебро. Данный припой дорогой, зато обеспечит прочное соединение материалов.
Посредством серебряного припоя соединяют провода и сложные платы, состоящие из серебряных компонентов.
Другие виды припоя
Существуют альтернативные виды припоев:

Характеристики серебряных припоев.
- Флюсы с повышенными антикоррозионными свойствами. Данный состав делают на основе кислоты, фосфора и растворителя. Они выгодны тем, что после процесса пайки не требуется использовать дополнительные очистители.
- Жидкие флюсы на основе салициловой кислоты, вазелина, золота и этилового спирта. Их применяют для пайки радиаторов и электрических проводов. В этом случае получаются очень аккуратные и чистые швы.
- Соединение канифоли с воздухом. Этот флюс называют нейтральным и его применяют для электрических приборов высокой точности: выключатели, реле, схемы мобильных телефонов. Канифоль малоактивна, поэтому ее следует применять на металлах, предварительно очищенных и залуженных. Для качественной очистки алмазных контактов можно воспользоваться лазером.
- Смесь буры с канифолью. Их применяют для соединения водопроводных медных труб. Данный флюс высокоактивный и не требует тщательной зачистки металлов. Бура плавится при температуре 70ºС, не выделяя при этом вредных испарений.
- Для пайки соединений, которые подвержены силовым нагрузкам и ударам, можно приготовить активированный флюс самостоятельно. Для этого необходимо взять в определенных пропорциях канифоль, анилин, ангидрид, салициловую кислоту, диэтиламин и смешать.
- Смесь канифоли со спиртом – активный флюс, который недавно являлся самым популярным припоем. Недостаток данного флюса в том, что при высоких температурах удаляется не только оксид металла, но и сам металл. К тому же очистка платы после пайки требует большого труда.

Типы бессвинцовых припоев.
Остатки флюса – это не только неэстетично, но и вредно. В электросхемах с малыми промежутками между проводами возможны замыкания, вызванные гальваническими процессами на неочищенной поверхности.
Для осуществления пайки с помощью трубочек, наполненных колофонием, необходимо:
- Сопрягаемые поверхности тщательно зачистить от грязи и окислов.
- Деталь в месте шва нагреть до температуры, которая превышает температуру плавления флюса.
- Произвести процесс пайки.
Данный метод не подходит для больших поверхностей с хорошей теплопроводностью, так как мощности паяльника может не хватить для достаточного нагрева металла.
Как сделать флюс для пайки самостоятельно
Для пайки радиотехнических проводов можно использовать припои в виде тонких прутков, диаметром 2 мм. Их можно изготовить самостоятельно.
Для этого необходимо взять сосуд и на дне проделать отверстие. Затем взять расплавленный оловянно-свинцовый припой и вылить в данное отверстие. При этом сосуд должен находиться над металлической плитой или листом жести. Когда полученные прутки застынут, их следует разрезать на куски нужной длины.
Данную смесь можно также разлить в специальные формы: желоба из жести, дюралюминия, гипса. Технология приготовления такая:

Самостоятельно сделать флюс можно, залив в банку с отверстием расплавленный металл.
- На весах отвешивают олово и свинец в необходимых количествах.
- Металлы расплавляют в металлическом тигле над газовой горелкой, перемешивая смесь стальным стержнем.
- Стальной пластинкой снимают тонкую пленку с расплавленной поверхности.
- Разливают жидкий сплав в формы.
Готовую пайку, независимо от вида флюса, необходимо протирать тряпочкой, смоченной в ацетоне или спирте-ректификате. Шов можно очистить жесткой щеточкой, смоченной в растворителе.
Сейчас выпускаются так называемые безотмывочные флюсы в виде жидкости или геля. Их преимущества:
- они не содержат компоненты, вызывающие коррозию, окисление;
- данные флюсы не проводят электрический ток;
- не требуют очистки после паяльного процесса.
Жидкий флюс этой категории необходимо наносить кисточкой или ватной палочкой. А можно сделать самостоятельно приспособление для нанесения данной жидкости.
Для этого потребуется: одноразовый медицинский шприц, кусок силиконового шланга диаметром 5-6 мм. Шприц разрезают на две части и вставляют по обе стороны резинового патрубка. Иголку следует немного укоротить и слегка изогнуть.
Теперь следует наполнить шланг присаживаемой жидкостью. Слегка нажимая на конструкцию, выдавливаем капельки флюса на соединяемые детали.
Если процесс будет повторяться, то такую конструкцию можно сохранить. Чтобы полость иголки не засохла, в нее вставляют тонкую проволоку.
Данной конструкцией можно пользоваться, если в качестве флюса используется гель или паста.
Преимущества соединения металлов путем пайки такие:
- отличная прочность;
- герметичность;
- устойчивость к окислению и коррозии;
- простота процесса, требующая минимум времени и профессиональных навыков, по сравнению со сварочными работами.
В процессе пайки выделяются вредные газы, которые доставляют ущерб организму, поэтому в работе нужно использовать защитные перчатки, очки и фартук из плотной ткани. Применение профессиональных смесей известных марок значительно уменьшит риск отравления вредными парами.
Как своими руками приготовить флюс для пайки
Флюс обеспечивает стабильное горение дуги, способствует формированию надежного сварного соединения, выводит из сварочной зоны ненужные примеси и в целом улучшает качество работы. Флюс можно купить в магазине, современный производители предлагают большой ассортимент. Но мы предлагаем вам сделать флюс самому. Это не займет много времени, зато сэкономит ваши деньги.

В основном, паяльный флюс используется для сварки проводов и мелких деталей. Существует также специальный флюс для пайки bga. В этой статье мы поделимся «рецептом» изготовления различных видов флюса или, проще говоря, припоя, который можно использовать в большинстве мелких паяльных работ.
Разновидности
Прежде чем приступить к изготовлению флюса, нужно разобраться в его разновидностях и особенностях. Чтобы соединить две детали нужно выдерживать в сварочной зоне определенную температуру, в зависимости от металла она может сильно варьироваться. При этом температура плавления припоя должна быть заметно выше температуры плавления металла, с которым вы работаете. Отсюда вытекают особенности выбора флюса. Нужно учитывать материалы, которые вы соединяете друг с другом, температуру их плавления и прочность.
Если говорить обобщенно, то флюсы бывают твердыми и мягкими. Твердые флюсы отличаются высокой температурой плавления, а мягкие — низкой. Их также называют тугоплавкими и легкоплавкими. Если свариваемая деталь тонкая, то используйте мягкий флюс. Если она большего диаметра и требует длительного прогрева, то используйте твердый тугоплавкий припой.

Тугоплавкий флюс (или припой) плавится при очень высокой температуре (от 400 градусов по Цельсию) и обеспечивает формирование прочного соединения. Но при использовании такого флюса детали часто перегреваются и могут не работать. Эта проблема особенно актуальна для радиотехников и всех, кто увлекается электроникой.
Легкоплавкий флюс плавится при низких температурах и позволяет использовать его при работе с платами и схемами, например. Такой флюс состоит в большей степени из свинца, и в меньшей степени из олова. Может дополнительно содержать в своем составе примеси других металлов. Существуют отдельные легкоплавкие флюсы, которые плавятся при температуре до 150 градусов. Их используют при работе с транзисторами.
Качественный флюс должен беспрепятственно проводить тепло, обеспечивать прочность сварного соединения, хорошо растягиваться, защищать шов от коррозии и быть устойчивым к температуре плавления металла.
Производители выпускают флюс для пайки в виде проволоки, трубочек с канифолью, лент и многих других. Большинство мастеров использует прутья из олова диаметров не более 5 мм. Также существует так называемые многоканальные припои, в которых есть несколько источников флюса. Такие припои обеспечивают особенно прочное соединение. Их продают в виде бобин, спиралей и мотков. Если вы будете использовать припой лишь один раз, то можете приобрести кусочек проволоки, вам будет достаточно 5 сантиметров. Для пайки плат и схем используется флюс-трубочка, с колофонием внутри. Этот припой отлично подойдет для соединения деталей из серебра или латуни.
Вне зависимости от типа флюса, который вы используете, место пайки после работы нужно протереть тряпкой, предварительно смоченной в ацетоне. Сам шов можно очистить с помощью небольшой жесткой щетки, предварительно смоченной в растворителе.
Сама пайка как способ соединения металлов имеет ряд свои преимуществ. С помощью нее можно добиться прочного и герметичного шва, устойчивого к коррозии и окислению. Также для пайки не нужны специальные навыки, эту работу может выполнить человек с минимальными теоретическими знаниями.
Инструкция по изготовлению флюса
Итак, как сделать флюс для пайки своими руками? Все зависит от назначения. Если вам нужно спаять тонкие провода, то можно использовать прутки диаметром 1 мм. Их мы будет изготавливать сами.
Нам понадобится маленькая бутылка или любой другой сосуд с плоским дном. В дне проделываем отверстие с диаметром, который нам необходим (в данном случае 1-2 мм). Берем свинец или олово и плавим его с помощью газовой горелки. Заливаем в нашу бутылку. Из отверстия начнет вытекать расплавленный металл, вам нужно заранее подготовить поверхность. Вы можете использовать лист жести, например. Полученные «прутки» должны застыть, затем их нужно разрезать. Опытные мастера используют специальные формы для изготовления прутков. Посмотрите также обзор на флюс для пайки bga.
Также существуют жидкие флюсы, флюсы в виде геля или пасты. Они сейчас очень популярны и есть в ассортименте любого производителя. Это не удивительно, ведь такие флюсы не вызывают окисление, препятствуют образованию коррозии, не проводят ток и место пайки не нужно очищать после работы. Такой флюс тоже можно изготовить дома.
Нам понадобятся кристаллы канифоли, которые нужно растолочь в порошок. Заверните кристаллы в плотную ткань и постучите по ним молотком (желательно, молотком для работ по дереву или кухонным молотком для мяса). В соотношении один к одному смешиваем порошок и спирт. Спирт можно приобрести в аптеке. Желательно смешивать в стеклянной емкости, например, небольшой банке. Тщательно размешиваем спирт с порошком и ставим банку в горячую воду. Еще раз тщательно все перемешиваем до однородной консистенции. Готово! Полученный флюс можно использовать с медицинским шприцом или залить его в пустую бутылочка из-под лака для ногтей.
При пайке могут выделяться вещества, опасные для вашего здоровья. Используйте в своей работе защитные перчатки, маску и очки. Не приобретайте флюсы от малоизвестных производителей, не гонитесь за самой низкой ценой. По возможности изготавливайте флюс самостоятельно. Соблюдайте технику безопасности. Так вы сократите вероятность отравления парами флюса.
Вместо заключения
Теперь вы знаете, как приготовить флюс для пайки в домашних условиях. Этот навык понадобится и тем, кто пользуется флюсом редко, и тем, кто использует его постоянно в своей работе. Не нужно обладать особыми навыками или искать редкие компоненты. Все материалы для изготовления флюса можно найти в радиотехническом магазине или аптеке. Опишите в комментариях свой опыт изготовления флюса, чтобы помочь другим новичкам, и делитесь этой статьей в своих социальных сетях. Желаем удачи!
Источник
Делаем флюс для пайки своими руками

По-настоящему качественная и быстрая пайка недостижима без использования флюсов. Флюс – составной или простой реагент, позволяющий сделать пайку кабелей, проводов и радиодеталей более качественной и надежной.

Какие вещества можно использовать?
Наложить при пайке одну или несколько капель обычного оловянно-свинцового припоя на зачищенное, полностью подготовленное соединение деталей и/или проводов без вспомогательных реагентов весьма затруднительно. Эти реагенты, или паяльные флюсы, подразделяются на органические и неорганические. По кислотности флюсы также делятся на активные (кислотные) и неактивные (бескислотные). Первые воздействуют на поверхностный слой спаиваемых металлов и отчасти изменяют их химический состав, из-за чего их после пайки необходимо смывать, так как паяный стык может со временем окислиться.

Вторые не требует удаления – являясь чаще всего органическими, они даже защищают паяное место от попадания воды.
Самыми простыми из широко и давно известных являются хлорид цинка и канифоль. Хлорид цинка, или так называемую паяльную кислоту, можно заменить на лимонную или аспириновую (ацетилсалициловую). Канифоль также хорошо растворяется в спирте или глицерине. К наиболее опасным флюсам относят вещества, включающие в себя соляную и фосфорную кислоты. Самые сложные составы могут содержать в себе сурочий или китовый жир, смешанный с канифолью и нашатырем (хлорид аммония).



Любой паяльный флюс имеет три направления предназначения.
Защита нагревающихся металлов и сплавов, из которых состоит заготовка, и самого припоя от образования оксидной пленки. Дело в том, что при значительном разогревании (до 300 градусов) она образовывается в десятки раз быстрее, чем при нормальных условиях. Она препятствует контакту припоя с заготовками. Задача паяльного флюса – не допустить образования этой плёнки.
Предварительная очистка поверхности свариваемых заготовок от большинства посторонних реагентов, ухудшающих качество пайки. Это отдалённо напоминает шлак, который вовремя не сбили со сварного шва и продолжили варить заготовки дальше.
Снижение значения силы поверхностного натяжения припоя с целью более равномерного его растекания. При этом паяная точка имеет аккуратный и законченный вид.

Хлорид цинка используют для пайки стали. Исключение – нержавеющая сталь: здесь уже применяется фосфорная кислота. Медь, золото, серебро и покрытая их слоями сталь и алюминий паяются при помощи спиртовых и флюсов, содержащих в себе органические кислоты. А вот для пайки чистого алюминия или латуни применяется, например, флюс на основе китового жира и припой, содержащий данный металл (либо сплавы на его основе).

В каждом конкретном случае важно правильно подобрать нужный флюс.
Промышленные флюсы в последнее время всё чаще вводятся как гель в полость трубки из припоя, что обеспечивает мастеру дополнительные удобства при высоком темпе паяльных работ. Самодельные же флюсы не обладают такими достоинствами – их необходимо наносить при помощи кисточки перед наложением на спаиваемые детали припоя.


Способы приготовления
Флюс для пайки, приготовленный своими руками и в домашних условиях, по свойствам и консистенции значительно проигрывает промышленному составу. Однако он, как и магазинный, значительно облегчит и ускорит сам процесс.
Хлорид цинка готовится на основе соляной кислоты. Её можно купить в таблетках в аптеке – эти таблетки используют пациенты, чей желудок не вырабатывает в нужном количестве соляную кислоту, входящую в состав желудочного сока. В данном случае источник цинка – это обычные солевые батарейки. Они имеют цинковый стакан, из которого при разборке извлекаются графитовые стержни и порошкообразные реагенты, являющейся частью электрохимической системы такой батарейки. С одной батарейки можно получить несколько граммов чистого цинка.

Соляная кислота в таблетках разводится в небольшом количестве воды, затем в неё опускается цинковая пластинка.
На литр соляной кислоты потребуется 412 г чистого цинка. Добавление такого же количества аммиака позволит использовать этот флюс для пайки алюминия – он является самым сложным в пайке, так как прочная оксидная пленка образуется на нём почти мгновенно.
Соляная кислота заменяется и фосфорной – схема приготовления орто- и метафосфата цинка всё та же. Для создания флюса на основе крепких (минеральных) кислот используйте стеклянные емкости.
Ацетилсалициловая или лимонная кислота растворяются в воде – одна часть порошкообразной кислоты на одну или несколько частей воды, при этом осадка быть не должно.



Канифольно-спиртовые флюсы создаются следующим образом:

Глицериновый флюс гуще спиртового, пользоваться им намного удобнее – он менее текуч.
Также растворенную в этиловом спирте канифоль можно перемешать с глицерином. Такой комбинированный состав еще более действенен, но требует смывания после пайки.
Обычная канифоль готовится самостоятельно. Соберите живицу со стволов деревьев в тёплую погоду и переплавьте ее при 150 градусах.
Флюс на жировой основе создается следующим образом: на три части жира и три части аммиака используется одна часть канифоли.


Рекомендации
В результате химической реакции с неорганической кислотой выделяется много водорода – хлорид цинка делают в хорошо проветриваемом помещении. Дождитесь прекращения реакции. Это означает, что вся кислота превратилась в цинковую соль – сама кислота при случайном попадании на кожу рук разъедает её.
Детали из железа и стали, покрытые ржавчиной, запаять не удастся. Очистите их от ржавчины перед пайкой.
Все флюсы хранятся в стеклянных емкостях с притертыми пробками.

Заключение
Правильно приготовленный флюс равномерно растекается и смешивается с припоем непосредственно в процессе пайки. Комкование флюса, образование из него шариков при нагревании затрудняет пайку.
Как сделать флюс для пайки своими руками, смотрите далее.
Источник
Флюс из канифоли и спирта
Для лужения медных проводов обычно применяется сосновая канифоль. Это самый доступный и распространённый флюс еще со времён Советского Союза.
Единственный недостаток канифоли в том, что работать с ней в твёрдом состоянии достаточно трудно. Особенно это касается лужения жала паяльника и проводов.
Куда проще и эффективней использовать жидкие флюсы — намазал кисточкой, раз, два, и готово. Однако не всегда жидкий флюс есть под рукой, и тогда ничего не приходит на ум, как сделать его самостоятельным путём.
Рецепт жидкого флюса из канифоли и спирта
Для изготовления жидкого флюса понадобится всё та же канифоль. Лучше всего использовать именно сосновую, а не какую-то другую канифоль. Нужно будет иметь небольшой кусок, который в процессе изготовления флюса мы измельчим.
Также понадобится чистый этиловый спирт или же растворитель. Лучше всего не экспериментировать и взять для изготовления флюса 646 растворитель — самый лучший в своём роде.
Чтобы флюс было куда разливать, нужна ёмкость. Просто идеальным вариантом станет пузырёк с небольшой кисточкой от лака. В таком случае использовать самодельный флюс для пайки будет гораздо удобней и проще.
Как сделать паяльный флюс
Сначала потребуется измельчить твёрдый кусок канифоли. Сделать это можно двумя способами — соскоблить канифоль острым ножом или же расплавить её, используя что-то горячее, например, газовую горелку.
Я предпочитаю не заморачиваться, и нарезать канифоль небольшими кусочками. Все равно в процессе изготовления флюса, субстанцию нужно будет подогревать для лучшего растворения.
Итак, после того, как канифоль порядком измельчена, полученный порошок нужно высыпать в металлическую емкость. Туда же отправляем небольшое количество спирта или растворителя. Что касается пропорций, то спирт должен слегка покрывать измельчённую канифоль.
Ну а далее, если в измельченной канифоле есть небольшие куски, то полученную смесь нужно будет слегка разогреть. При этом действовать следует аккуратно, поскольку и спирт и растворитель являются легковоспламеняющимся веществом.
Лучшим вариантом будет опустить баночку с флюсом в горячую воду и таким образом дождаться, пока канифоль полностью не растворится. Ждать придётся недолго, поскольку сосновая канифоль и без того хорошо растворяется, что в спирте, что в растворителе.
После этого нужно дать флюсу немного времени, чтобы остыть, а затем его можно использовать по назначению. Лудить жидким флюсом различные детали намного удобней и быстрей, поскольку кисточкой можно подлезть в самые труднодоступные места. Сделать это с твёрдой канифолью, увы, не получится.
Если понравился рецепт самодельного флюса для пайки из канифоли и спирта, то милости прошу в подписчики канала. Не забываем ставить палец вверх и делиться своими комментариями!
Источник
Что такое паяльный жир и как им правильно пользоваться?
Часто случаются ситуации, когда дома ломается что-то из электроники и единственный способ исправить ситуацию, кроме покупки нового бытового прибора — пайка оборванных контактов. Также эта процедура востребована на производстве, в автосервисах и собственных мастерских. Однако запаять контакты без дополнительных веществ невозможно. Одним из них является флюс для пайки.

Инструменты для пайки
Разновидности флюсов
Флюсы разделяются по двум характеристикам: по химическому составу и по консистенции. Начнем с химического состава.
Химический состав
Всего существует 3 типа флюсов: антикоррозийные с содержанием фосфора, флюсы на основе салициловой кислоты и канифоль/флюс на основе борной кислоты. Рассмотрим каждый тип подробнее.
Антикоррозийные флюсы изготавливаются из фосфора и растворителей. Такие флюсы позволяют получить соединение, стойкое к образованию и распространению коррозии. Также этот тип флюса не нужно устранять после пайки, а это экономит время. Антикоррозийные флюсы относятся к кислотным.
Второй тип кислотного флюса – флюс на основе салициловой кислоты с добавлением технического вазелина. Такие флюсы также называют ВТС. Получаемые соединения аккуратны и эстетичны. Сама пайка получается чистой, не нужно дополнительно очищать металл. Чаще всего используется для электромонтажных работ.
Для паяльных работ зачастую используют либо обычную канифоль (ее также называют натуральной), либо ее растворы в спирте (к таким относится флюс КЭ, например).
Канифоль способна улучшать растекание припоя при пайке, равномерно распределяя его по стыку двух заготовок. Так же расплавленная канифоль способна растворить окислы, тем самым защитив зону пайки и улучшив качество соединения.
Консистенция
Флюс для пайки меди выпускается в жидком, пастообразном и сухом виде. Мы рекомендуем использовать пастообразные флюсы, поскольку с ними очень удобно работать именно при пайке медных труб. Сухие флюсы абсолютно не подходят для таких работ, а жидкие не всегда позволяют добиться нужного результата.
Обратите внимание на консистенцию. Она должна быть однородной, без комочков и посторонних включений. Если использовать в работе некачественный флюс, результата проделанной работы окажется неудовлетворительным.
Как правильно выбрать флюс
Даже при знании разновидностей и технических характеристик не каждый человек знает, как выбрать флюс. Важно понимать какой состав лучше. Для безопасной пайки следует выбирать нейтральные флюсы. Они подходят для работы с различными деталями. Однако при спайке больших компонентов, работа будет происходить медленно.
Чтобы ускорить процесс, можно использовать среднеактивные флюсы. Такие составы подходят для работы с различными металлами. Для работы с крупными деталями идеальным вариантом являются серебряные припои.
Какой флюс выбрать для пайки? Обзор флюсов моей мастерской.
Лучшие заменители
Не всегда дома может найтись припой для спайки оборванных контактов или проводов. В таких ситуациях можно провести ремонт без покупных составов. Заменить флюс можно несколькими веществами:
Перед началом работ «Аспирин» необходимо растворить в небольшом количестве жидкости.
Смола на дереве
Особенности применения
Прежде всего, определитесь с типом паяльных работ. Ведь технология для пайки медных проводов и для пайки медных труб будет разной. Мы расскажем о пайке медных труб, поскольку для таких работ флюс обязателен.
Затем зачистите края трубы с помощью металлической щетки. На поверхности металла не должно быть следов грязи, масла, пыли, краски и т.д. Возьмите приспособление для расширения трубы и расширьте край одной из заготовок. Так вы сможете состыковать одну труба с другой.
Теперь флюс. Как мы уже говорили ранее, лучше использовать пастообразный флюс. Нанесите его на концы заготовок в месте будущей пайки. Наносить можно с помощью кисточки или пальцев. Вставьте одну трубу в другую. Заготовки должны плотно состыковаться друг с другом и выдавить излишки флюса. Устраните их тряпкой.
Далее нужно прогреть место будущей пайки с помощью газовой горелки. Внимательно следите за цветом флюса, он будет нашим индикатором. Как только флюс станет серым или серебристым, прогрев нужно прекратить.
Теперь к месту пайки нужно поднести припой. Это может быть присадочная проволока или пруток. Припой не нужно прогревать, поскольку температуры нагретой заготовки достаточно для плавления проволока. Как только пруток начнет плавиться, необходимо заполним им весь стык.
Все готово! Дождитесь полного остывания детали, затем удалите с поверхности трубы остатки припоя и флюса, если это необходимо.
Соляная и фосфорная кислота
Очень эффективный флюс получается, если растворить в соляной кислоте гранулы цинка. Для этого концентрированную кислоту нужно разбавить в равных долях с водой и залить этим раствором гранулы, помещенные в стеклянную посуду. Для полного растворения потребуется цинк из расчета 412 г на 1 л соляной кислоты.
Процесс растворения будет сопровождаться бурным выделением водорода из кислоты, поэтому приготовлением лучше заниматься в помещениях с очень хорошей вентиляцией и вдали от открытого огня.
При помощи полученного из соляной кислоты флюса успешно паяют стальные заготовки. Если в раствор добавить нашатырь (столько же, сколько цинка), то использовать такой состав можно при пайке совершенно любых металлов и сплавов.
Хороший флюс – фосфорная кислота. Ее используют при пайке нихрома и нержавеющей стали.
Жидкие флюсы лучше всего наносить тонкой кистью, а хранить их надо в плотно закрывающейся стеклянной посуде с узким горлом.
Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягкими (отожжёнными). Во время изготовления при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
Твердые припои для пайки
Состав флюсов для пайки твердым припоем используется соединения проблемных мест, которые все время поддаются негативному воздействию окружающей среды (вибрации, перепады температур, удары и прочее). В основном это составы для высокотемпературной пайки, о т 400 градусов по Цельсию и выше. К ним относятся:
У твердоплавких припоев также есть свое распределение, они бывают тугоплавкими, с температурой для плавки от 850 градусов, и легкопавкие – с показателем выше данного температурного режима.
Нужно отметить, что смесь меди (используются марки М21, М11 и прочие) и цинка недостаточно распространена, из-за низких показателей прочности и относительно дорогой стоимости в большинстве случаев её успешно может заменить припой из бронзы с цинком или латуни.
Припои медно-фосфорного типа – это заменители очень дорогих серебряных флюсов. Они незаменимы при соединении медных металлов, бронзы, латуни и прочих соединений металлов, которые не должны работать на сгибы или ударные нагрузки. К слову, этот сплав еще называется припой для бесфлюсовой пайки (но не для меди).
Категорически запрещено использовать данные сплавы для пайки железа, черных металлов, низкоуглеродных сталей, т.к. при температурном воздействии и соединении с медью или фосфором образуется очень хрупкий химический элемент – фосфиды железа, который поспособствует тому, что шов разойдется.
Из-за металлофосфористых припоев образуются фосфиды железа, которые являются члишком хрупкими соединениями, и способствуют понижению качества металла, их не советуют использовать для пайки железа.
Видео: Приготовление паяльного флюса своими руками
Самым лучшим вариантом для таких спаечных процессов является серебряные припои. Они наиболее дорогостоящие. И используются также для соединения проводов, капиллярной сетки из проводов, и очень сложных плат из серебряных компонентов.
Методы пайки медных деталей
Неразъёмное соединение труб на промышленных объектах, как и пайка меди в домашних условиях, осуществляется двумя методами:
Свойства и состав
В состав жировой паяльной смеси входит канифоль, технический вазелин, стеарин, хлорид цинка, высокоочищенная вода, хлорид аммония. Благодаря такой совокупности химических элементов жир для пайки, обеспечивает:
Паяльный раствор, выполняющий сразу несколько функций, облегчает процесс пайки, делает его более удобным, безопасным.
Флюс, по своему температурному интервалу активности относится к низкотемпературным материалам, по природе растворения является водным, по механизму действия защитным. Наносить его модно с помощью палочки или кисточки.
Инструменты и приспособления
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
По мощности горелки подразделяют:
Общие советы по флюсам
Самодельный флюс для пайки – это не всегда выгодный вариант, иногда его действительно выгоднее купить, тем более, что в большинстве случаев цена позволяет, скажем, smd или bga. На данный момент более сотни отечественных компаний производят флюсы и смеси для пайки и сварки, среди которых мы можем посоветовать лти 120, Brazetec, harris, rma, sanha, welco (в среднем стоимость от 80 рублей).
Продажа осуществляется в любом магазине электрических приборов и рынке во все городах: Екатеринбурге, Минске, Москве, Новосибирске, Харькове, Челябинске Ростове-на-Дону.
Нужно отметить, что в любом случае во время процесса сварки или пайки выделяются газы, которые могут навредить организму, но если пользоваться профессиональными смесями это вред будет гораздо ниже, поэтому остановите свой выбор на известных марках.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
На сегодняшнее время существуют следующие разновидности флюсов:
Паяльная паста представляет собой густую массу, состоящую из флюса, маленьких частиц припоя и добавок специального действия. Такой состав часто применяется на промышленных предприятиях при пайке радиотехнических деталей на печатных платах. Форма в виде пасты очень удобна для нанесения на мелкие детали.
Виды припоев
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Высокотемпературную пайку осуществляют твёрдыми припоями медно-фосфорного состава. Такие составы при соединении двух медных деталей не требуют применения флюсов. Очень благоприятно влияет на качество стыковки одинаковый коэффициент термического расширения меди.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
Чем и как паять микросхемы
Современные радиоэлектронные устройства невозможно представить без микросхем – сложных деталей, в которые, по сути, интегрированы десятки, а то и сотни простых, элементарных компонентов.
Микросхемы позволяют сделать устройства легкими и компактными. Рассчитываться за это приходится удобством и простотой монтажа и достаточно высокой ценой деталей. Цена микросхемы не играет важной роли в формировании общей цены изделия, в котором она применяется.
Если же испортить такую деталь при монтаже, при замене на новую стоимость может существенно увеличиться. Несложно припаять толстый провод, большой резистор или конденсатор, для этого достаточно владения начальными навыками в пайке.
Микросхему же надо припаивать совсем иным способом.
Чтобы не произошло досадных недоразумений, при пайке микросхем необходимо пользоваться определенными инструментами и соблюдать некоторые правила, основанные на многочисленном опыте и знаниях.
Оборудование для пайки
Для пайки микросхем можно использовать различное паяльное оборудование, начиная от простейшего – паяльника, и заканчивая сложными устройствами и паяльными станциями с использованием инфракрасного излучения.
Паяльник для пайки микросхем должен быть маломощным, желательно рассчитанным на напряжение питания 12 В. Жало такого паяльника должно быть остро заточено под конус и хорошо облужено.
Для выпаивания микросхем может быть применен вакуумный оловоотсос – инструмент, позволяющий поочередно очищать ножки на плате от припоя. Этот инструмент представляет собой подобие шприца, в котором поршень подпружинен вверх. Перед началом работ он вдавливается в корпус и фиксируется, а когда необходимо, освобождается нажатием кнопки и под действием пружины поднимается, собирая припой с контакта.
Более совершенным оборудованием считается термовоздушная станция, которая позволяет осуществлять и демонтаж микросхем и пайку горячим воздухом. Такая станция имеет в своем арсенале фен с регулируемой температурой потока воздуха.
Очень востребован при пайке микросхем такой элемент оборудования, как термостол. Он подогревает плату снизу, в то время, как сверху производятся действия по монтажу или демонтажу. Опционально термостол может быть оснащен и верхним подогревом.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Спирт, глицерин, канифоль
Можно получить неплохой спиртоканифольный флюс растворением канифоли в этиловом спирте. Предварительно нужно канифоль растолочь в ступке как можно мельче.
Канифоль в спирте растворяется очень медленно, и от тщательного ее измельчения будет зависеть скорость приготовления флюса. После перемешивания спирта с канифолью, лучше оставить будущий флюс на несколько часов для завершения растворения.
Можно ускорить процесс, поместив раствор в стеклянную закрывающуюся тару и нагревая до 80 ℃ на водяной бане. Спиртоканифольный флюс совершенно нейтрален и после производства пайки даже не требует смывки.
Этиловый спирт можно с успехом заменить глицерином. Такой глицериновый флюс получится гуще, чем спиртоканифольный и пользоваться им будет удобнее. Растворение канифоли в этом случае замедлится.
Гораздо эффективнее будет вначале растворить ее в спирте, и после этого перемешать с глицерином. В этом случае значительно повысится активность состава, но придется обязательно смывать остатки с паяных заготовок.
Даже канифоль вполне реально приготовить самостоятельно, хотя это потребует времени. Надо собрать в теплую сухую погоду смолу-живицу со стволов сосен и переплавить ее.
Можно использовать при пайке в роли флюса или его компонента, канифоль для струнных смычковых инструментов. Она очень высокого качества и хорошо очищена. Но цена ее гораздо выше, чем у паяльной канифоли.
Недопустимые ошибки
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта.
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Пайка и её особенности
Чтобы получить действительно качественное соединение нужно выдержать специальную температуру в зоне шва. В среднем этот показатель варьируется в пределах 50-100 градусов. Также учитывается то, что температурный порог необходимый для того, чтобы расплавился припой, значительно выше, чем просто для плавления обрабатываемого металла. Положительные качества пайки:
Техника безопасности
Так как паяльные работы ведутся с использованием высокого нагрева, необходимо строго все операции выполнять в защитных перчатках.
Наличие опасных химических испарений может привести к поражению органов дыхания, поэтому работы нужно проводить в хорошо вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особой сложности. Более подробно расскажет о пайке медных проводов видеоурок, который можно посмотреть на многих сайтах интернета.
Флюс обеспечивает стабильное горение дуги, способствует формированию надежного сварного соединения, выводит из сварочной зоны ненужные примеси и в целом улучшает качество работы. Флюс можно купить в магазине, современный производители предлагают большой ассортимент. Но мы предлагаем вам сделать флюс самому. Это не займет много времени, зато сэкономит ваши деньги.
В основном, паяльный флюс используется для сварки проводов и мелких деталей. Существует также специальный флюс для пайки bga. В этой статье мы поделимся «рецептом» изготовления различных видов флюса или, проще говоря, припоя, который можно использовать в большинстве мелких паяльных работ.
Пайка мягкими припоями
Пайка мягкими припоями может осуществляться только до температуры ниже, чем 400 градусов по Цельсию. Эти вещества позволяют обеспечить образование действительно прочного и одновременно мягкого шва, который не только будет отличаться относительной гибкостью но и хорошими показателями стойкости к коррозии и физическим воздействиям.
К мягким припоям относятся:
Припой, температура работы у которого 185 ÷ 267˚С – соединяет в себе олово и свинец. Также в небольшом количестве добавляется и сурьма. Перед покупкой обязательно проверяйте ГОСТ, там указана вся информация по припою. Например, ПОС 40 – последняя цифра означает что в данном веществе содержится 40% олова, в среднем сурьмы добавляется от 3 до 5 процентов, все остальное – свинец. Данные припои используются для соединения швов, которые не нуждаются в ответственности, т.е. не нагружены, не подаются битью или постоянной вибрации.
Для пайки также применяется бессвинцовой флюс. Их еще называются малооловянистые соединения. В основном их применяют для соединения небольших плат, контактов на нежных электрических схемах и т.д. Максимально допустимая температура плавления – 330 градусов по Цельсию.
Самые нераспространенные – это припои легкоплавкового типа, температура от 60 градусов до 145. Они приобретаются для низкотемпературной пайки или очень осторожной ручной сварки. В частности, их нельзя назвать основными припоями, т.к.у них очень маленькая прочность и эластичность. Они чаще применяются для повторного или ступенчатого паяния.
В отдельных случаях необходимо изготовление специального состава, его свойства подгоняются непосредственно для материалов, не поддающихся пайке (это флюс для никеля, низкоуглеродистой стали, алюминия, вольфрама и чугуна).
Рассмотрим самые популярные смеси:
Флюс гель
Для таких сплавов припои поставляются в виде разнообразных составов относительно густых, прутьев, лент и проволочных катушек (как для сварки). Также бывают чушки, которые наполовину заполнены флюсом из канифоли.
Разновидности
Прежде чем приступить к изготовлению флюса, нужно разобраться в его разновидностях и особенностях. Чтобы соединить две детали нужно выдерживать в сварочной зоне определенную температуру, в зависимости от металла она может сильно варьироваться. При этом температура плавления припоя должна быть заметно выше температуры плавления металла, с которым вы работаете. Отсюда вытекают особенности выбора флюса. Нужно учитывать материалы, которые вы соединяете друг с другом, температуру их плавления и прочность.
Аспирин и лимонная кислота
Для изготовления флюса можно использовать любые вещества, обладающие хорошими растворяющими и антиокислительными свойствами.
Это могут быть:
Простейший флюс готовят, растворив таблетку или порошок ацетилсалициловой кислоты в воде. Ацетилсалициловая кислота есть в аптечке почти в каждом доме (это самый обычный дешевый аспирина). Растворять таблетки или порошок необходимо до тех пор, пока не исчезнет осадок.
Применяют также порошок лимонной кислоты (белые гранулы).
Встречаются советы использовать лимонный сок, однако он довольно слаб, поэтому эффект от его использования будет малозаметным.
При пайке аспирином или лимонкой выделяется много газа, поэтому помещение, в котором с ними работают, должно быть оборудовано вытяжкой или хорошо проветриваться.
Инструкция по изготовлению флюса
Итак, как сделать флюс для пайки своими руками? Все зависит от назначения. Если вам нужно спаять тонкие провода, то можно использовать прутки диаметром 1 мм. Их мы будет изготавливать сами.
Нам понадобится маленькая бутылка или любой другой сосуд с плоским дном. В дне проделываем отверстие с диаметром, который нам необходим (в данном случае 1-2 мм). Берем свинец или олово и плавим его с помощью газовой горелки. Заливаем в нашу бутылку. Из отверстия начнет вытекать расплавленный металл, вам нужно заранее подготовить поверхность. Вы можете использовать лист жести, например. Полученные «прутки» должны застыть, затем их нужно разрезать. Опытные мастера используют специальные формы для изготовления прутков. Посмотрите также обзор на флюс для пайки bga. Также существуют жидкие флюсы, флюсы в виде геля или пасты. Они сейчас очень популярны и есть в ассортименте любого производителя. Это не удивительно, ведь такие флюсы не вызывают окисление, препятствуют образованию коррозии, не проводят ток и место пайки не нужно очищать после работы. Такой флюс тоже можно изготовить дома.
Нам понадобятся кристаллы канифоли, которые нужно растолочь в порошок. Заверните кристаллы в плотную ткань и постучите по ним молотком (желательно, молотком для работ по дереву или кухонным молотком для мяса). В соотношении один к одному смешиваем порошок и спирт. Спирт можно приобрести в аптеке. Желательно смешивать в стеклянной емкости, например, небольшой банке. Тщательно размешиваем спирт с порошком и ставим банку в горячую воду. Еще раз тщательно все перемешиваем до однородной консистенции. Готово! Полученный флюс можно использовать с медицинским шприцом или залить его в пустую бутылочка из-под лака для ногтей.
При пайке могут выделяться вещества, опасные для вашего здоровья. Используйте в своей работе защитные перчатки, маску и очки. Не приобретайте флюсы от малоизвестных производителей, не гонитесь за самой низкой ценой. По возможности изготавливайте флюс самостоятельно. Соблюдайте технику безопасности. Так вы сократите вероятность отравления парами флюса.
Паяльная паста для SMD
SMD-компоненты представляют собой миниатюрные электронные детали, устанавливаемые на платы. При этом пайка выполняется не по привычной технологии, когда выводы деталей крепятся на отверстия платы и припаиваются с обратной стороны. Монтаж элементов SMD выполняется непосредственно на лицевой стороне поверхности, на которой расположены токопроводящие дорожки. Для этого применяется специальный флюс (паста).
Паяльная паста и ее свойства
Первоначально подобные составы применялись только в SMT-технологиях. Сейчас их область использования увеличивалась. В состав паяльной пасты для SMD входят следующие ингредиенты:
Добиться качественной пайки можно только в той ситуации, если были соблюдены все условия и срок хранения паяльной массы. У большей части ингредиентов подобных составов срок годности не более полугода. Хранить их нужно при температуре +2…+10°C.
В помещении не должно быть слишком холодно или жарко. Уровень влажности воздуха при этом не должен превышать 80%. Перед применением состава его нужно разогреть до комнатной температуры и лишь после этого открывать банку или извлекать субстанцию из шприца.
В некоторых случаях на прогрев уходит около 5-6 часов.
Также необходимо учитывать, что со временем паяльная смесь утрачивает свои свойства. Подбирать материалы для пайки оловом или иными материалами нужно с учетом следующих требований:
Кроме того, материалы для паяльной пасты должны легко дозироваться и подходить для трафаретной печати.
Важные технические характеристики
Выбирать паяльную массу нужно с учетом ее физико-химических свойств. Эти характеристики находятся в прямой зависимости от ингредиентов состава. Такими свойствами являются:
Кроме того, пасты безотмывочного типа не провоцируют образование коррозии, а водосмывные — могут приводить к таким проблемам на участке пайки, так как в их составе присутствует ряд органических веществ.
Разновидности
Современный рынок предлагает продукцию от брендов ALPHA, HERAEUS, Felder и т.д. Все пасты для паяльных работ классифицируются по следующим признакам:
Если состав не смывается, в нем содержится канифоль. В такой ситуации для промывки элементов необходимо воспользоваться специальными растворителями.
Технология использования пасты
Перед тем как припаять SMD-элементы с применением паяльной пасты, необходимо изучить технологию работы с этим составом. Пользоваться им нужно следующим образом:
SMD-компоненты также можно припаять по следующей схеме:
Изготовление в домашних условиях
Иногда готовой паяльной массы не оказывается в наличии, поэтому полезно узнать о способах ее изготовления. Для этой цели необходимо подготовить паяльный жир и прутик припоя из свинца и олова. При отсутствии первого материала его можно заменить вазелином ЛТИ-120.
Припой необходимо размельчить с помощью надфиля или специальной насадкой для дрели. Готовая крошка должна состоять из мелких частичек. Она убирается в емкость, в которую добавляется вазелин в соотношении 1:1 и небольшое количество флюса.
Все компоненты самодельной пасты тщательно перемешиваются и разогреваются на водяной бане. Готовый состав можно хранить в крупном шприце. С помощью него пастообразная субстанция и будет наноситься на платы.
Использование самодельного жала
Для экономии средств многие мастера решают создать самодельное жало. Принцип работы паяльника достаточно прост:
Изготовить самодельную конструкцию можно следующим образом:
Пайка без паяльника может проводится при применении источника огня, к примеру, газовая плита. При помощи огня наконечник разогревается, после чего нужно коснуться припоя или канифоля. За счет применения специального материала наконечник залудится и жало можно будет использовать в качестве паяльника.
Трафаретный метод
Пользуется наибольшей популярностью, подразумевает нанесение пасты на паяльную поверхность посредством продавливания через апертуры в трафаретном полотне специально предназначенным инструментом – ракелем. При этом ракель совершает перемещательные движения по поверхности трафарета в горизонтальном положении.
Пошаговая инструкция при трафаретном методе:
Спаять гирлянду подручными средствами
Часто проблемы возникают с гирляндами, которые применяются для украшения дома или ели. Из-за применения тонких жил они часто перебиваются и требуется провести пайку. Среди особенностей этой работы отметим следующие моменты:
Отошедшие контакты найти довольно просто, а вот обрыв только при применении тестера. Только после нахождения места обрыва можно приступить к пайке. Припаять без паяльника можно следующим образом:
Подобная технология может применяться для восстановления состояния наушников. Процедура пайки не занимает много времени.
Пайка проводов без использования паяльника
Провода подвержены обрыву. Припаять провод без паяльника можно при учете нескольких рекомендаций:
При работе с проводами крупного сечения следует размельчить припой и посыпать его на поверхность, после этого разогреть поверхность свечой или зажигалкой. В этом случае припой заполняет свободное пространство, за счет чего обеспечивается надежный контакт. При рассмотрении того, как припаять без паяльника следует учитывать тот момент, что подобным образом можно обработать только провода с диаметром 2 мм.
Пайка проводов без паяльника
Если нужно провести пайку плоского элемента, то детали предварительного лудятся. На момент пайки жила прижимается и посыпается стружкой выбранного сплава, после чего поверхность разогревается.
Что это такое
Данный вид флюса довольно специфичен, он активно применяется профессионалами и практически не используется новичками, хотя существенно помог бы последним поднять качество пайки.
За счет специального химического состава консистенция вещества несколько схожа с жировыми отложениями (см. рисунок 1), что и дало ему соответствующее название.
Рисунок 1. Паяльный и животный жир имеют только внешнее сходство
Применение флюса
Процесс выполнения пайки требует подготовки материалов перед нанесением вещества. Поверхности зачищаются, покрываются флюсов, разогреваются паяльным устройством до необходимой температуры. Кончиком паяльника отсоединяется небольшая часть припоя, который должен хорошо растекаться, после чего равномерно наносится на поверхность детали.
Наилучшим составом для пайки является олово, однако в чистом виде оно стоит не дёшево, достаточно редко возможно встретить на рынке. Применяются оловянно-свинцовые сплавы, с температурой плавки около 200 ⁰С, соединения выходят достаточно прочными и крепкими, благодаря активным веществам. Припой обозначается буквами ОС, что называется оловянно-свинцовый, цифры указывают на содержание олова в процентном соотношении, конечным результатом на бирке таких припоев получается ОС-40 или ОС-60.
Без свинцовый флюс применяется небольшими количествами при пайке контактов сложных электро схем, температура процесса не превышает 300 ⁰С. Сверх легкоплавкие составы используются для деликатных работ, плавятся при 100 ⁰С. Припой такого типа должен хорошо растекаться, не обладает высокой прочностью, используется на неподвижных материалах.
Без применения специальных элементов при работе паяльником не удастся достичь достойного соединения деталей. Достаточно опробовать самостоятельно произвести процесс без специальных растворов, на получение соединения уйдет уйма времени, а наносимый припой в последствие обвалится.
Shuffle › Блог › «Много паяем» или «Трафареты и Паяльная печь»
В моей работе иногда бывают заказы, где надо собрать 10 и более абсолютно одинаковых плат. Это не проблема, когда на плате мало элементов. Но когда их становится больше десятка, точек пайки — за 50, а самих плат надо собрать 20-30 за день, то поневоле начинаешь задумываться о смене рода деятельности. Я просто стал дико уставать от паяльника. Да и спина — не железная. Сборку модулей управления для Олимпиады в Сочи я вспоминаю с содроганием (об этом мне еще предстоит рассказать).
Ручная пайка комплекта из 50-ти одинаковых контроллеров за 2 дня надолго отбивает желание повторять такое же еще раз.
Вот и стал я задумываться о том, как же упростить и ускорить сборку таких небольших партий. Отдавать их монтажникам невыгодно из-за потери времени. Комплектация заказа, подбор всех компонентов, написание тех-задания и дорога туда-обратно 2 раза занимают столько же (а то и больше) времени, сколько я потрачу на сборку несчастных 10-20 плат самостоятельно. Давно уже засматривался на пайку с паяльной пастой. Вот и дозасматривался…
Далее в тексте будут присутствовать фото и видео из просторов интернета. Заранее приношу всем авторам извинения и при вашем желании готов немедленно указать авторство или удалить их из оригинала статьи на сайте Драйв2.
НАНЕСЕНИЕ ПАЯЛЬНОЙ ПАСТЫ
Есть два основных способа нанесения паяльной пасты — каплеструйный и трафаретный. В первом используются так называемые диспенсеры, во-втором — трафаретные принтеры.
Нанесение паяльной пасты на ручном трафаретном принтере
В домашних условиях диспенсеры заменяются обычным выдавливанием пасты из шприца на плату, а трафаретные принтеры — размазыванием пасты через трафарет пластиковыми картами и прочими подручными инструментами. Можно конечно и руками давить из шприца, но попробуйте повыдавливать пару сотен отдельных капелек и вы забросите это дело далеко и надолго. Можно купить полуавтоматический диспенсер, китайские товарищи предлагают как минимум пару десятков довольно-приемлемых по цене вариантов. Там все просто — нажал на педаль и из иголки выдавилось строго-отмеренное количество пасты.
Ручной диспенсер, один из немногих. На рисунке нет компрессора.
Скорость работы резко возрастает, затрачиваемые усилия — резко уменьшаются. Но есть одно неудобство — для диспенсера нужен сжатый воздух. А значит нужно еще покупать и компрессор. А для дома компрессор — это шумно и громоздко. Поэтому начинаем смотреть в сторону трафаретной печати.
Трафаретное нанесение паяльной пасты
Поинтересовался стоимостью изготовления профессионального трафарета на один свой заказ и несколько… передумал. За изготовление металлического трафарета с меня запросили 8тр. Учитывая, что один трафарет мне может понадобиться всего лишь один раз — это слишком дорого! Да и сам ручной трафаретный принтер, куда крепится этот трафарет и сами платы — дорогая штука. Есть вариант — заказать резку пластикового трафарета лазером в любой рекламной фирме. Начал поиски в этом направлении и чисто случайно наткнулся на сайт, там автор дома режет трафареты плоттером.
Это уже мой трафарет для Комфортных поворотников, панель из 4х плат.
А у меня как раз с Амазона пришел маленький домашний плоттер А4 Silhouette Portrait. Заказывал его для резки наклеек, а тут такое совпадение! Да еще и тот товарищ написал скрипт быстрой конвертации платы в трафарет для Eagle Cad. А я как раз все разрабатываю в этой программе! Уж повезло — так повезло! =)
Мой плоттер формата A4, рядом для масштаба — крышка от объектива зеркалки.
Да, может показаться, что заказать трафарет у рекламщиков за 200р это дешевле, чем купить плоттер за 6тр, плюс сам пластик. Но когда делаешь трафарет, а потом оказывается что ты чуть-чуть ошибся и надо заказывать новый… да еще и под очередной заказ надо 2 разных трафарета… да и вот для этого тоже неплохо бы изготовить, а я забыл… да еще и наклеек порезать… да не забыть зайти забрать заказанные трафареты… да ну их всех! Конвертнул сам дома, порезал на плоттере. Ошибся? Исправил и порезал опять. Наклейки? Нарисовал и порезал. Майки сделать? Взял и сделал. Об этом тоже постараюсь рассказать, тема интересная. Уже наделал себе эксклюзивных маек =)
А теперь простая инструкция для Eagle Cad и плоттера Silhouette Cameo:
1. Скачиваем вот эту штуку и кладем ее в папку ULP, где у вас установлен Eagle 2. Открываем свою плату в Eagle 3. Открываем ULP (меню File, пункт Run ULP или нажать кнопку ULP в Панели инструментов, найти cream-dxf.ulp и запустить его). 4. Снимаем галку с пункта «Cut two times…», остальные оставляем по-умолчанию. 5. Нажимаем Run и получаем в папке с вашим проектом два файла с расширением DXF (файлы filename-tcream.dxf и filename-bcream.dxf для верхней и нижней стороны платы)
Все, теперь у нас есть два файла трафарета в формате AutoCad для обеих сторон платы. Если нужна только одна сторона, вторую смело отправляем в корзину. Дальше можно конвертировать в любой формат и резать на любом плоттере, но для Silhouette Cameo/Portrait пригодится следующая инструкция:
1. Заходим в настройки программы Silhouette Studio (все это справедливо для программы версии 3.0) 2. В меню «Параметры импорта» в разделе «При импорте DXF» выбрать пункт «Как есть». Тогда будет открываться в размере 1:1, а не растягиваться на всю страницу. 3. В меню «Расширенные» в разделе «Размер пакета» выбрать «500 байт». Без этого при резке сложных трафаретов на медленной скорости возможны потери связи с плоттером и прерывание резки трафарета. 4. Открываем наш DXF файл 5. Перемещаем его на нужную часть листа 6. Если надо, то редактируем его. Я, например, удаляю некоторые площадки, на которые мне не надо наносить паяльную пасту. Это могут быть площадки краевых разъемов, для тестовых контактов, для дальнейшего припаивания проводов и разъемов. Паяльная паста гораздо дороже, чем обычный припой, которым в последствии паяются различные выводные элементы и провода. 7. Файл filename-bcream.dxf будет отображаться в зеркальном виде, поэтому можно его отразить зеркально (Объект-Отразить-Отразить горизонтально). Обычно это не нужно, ведь можно просто перевернуть сам вырезанный трафарет. 8. В «Настройках резки» добавляем новый материал кнопкой «+» и устанавливаем следующие настройки: — резак выставить на значение «1» (и физически повернуть его на цифру 1) — скорость «1см/сек» (минимальная скорость, это не позволит ножу задирать пленку и сделает линии реза максимально ровными) — толщина «33» Если пластик плохо прорезается, то можно о и плоттер будет проходить каждую площадку по два раза. Обычно этого достаточно для большинства пластиков. 9. Приклеить лист пластика на кэрриэр и отправить на резку
Я режу трафареты на рекламном пластике толщиной 0.2мм. Эту толщину плоттер режет довольно легко и с такой толщиной трафарета на плате остается достаточное количество паяльной пасты для пайки практически всех размеров smd-компонентов. Если вы используете типоразмеры 0603 и меньше, то можно делать трафареты и толщиной 0.1мм. Это еще сократит расход паяльной пасты.
Дальше все проще. Делаем оправку для вашей платы. Я не стал изобретать что-то оригинальное и просто скрепил несколько плат такой же толщины малярным скотчем, аккуратно и ровно совместил трафарет с нужной платой и приклеил трафарет с одной стороны к оправке. Теперь вставляем плату и наносим пасту, вынимаем готовую, вставляем новую…
Ручной трафаретный принтер за 5 минут.
Дальше на трафарет наносится немного паяльной пасты и скребком (у меня одно время им служила пластиковая кредитка или визитка) размазывается по плате. Поднимаем трафарет — паста нанесена!
Очччень даже неплохой результат для самого первого раза!
Кстати, пасту я использую Kester R276. Так получилось, что она была первой, которую мне посоветовали и она меня устроила по всем параметрам (кроме цены) =) Пока периодически тестирую разные другие пасты на предмет замены Кестеру.
Паяльная паста в шприце 35г, состав указан прямо на нем.
Для этого можно использовать обычный или вакуумный пинцет. И для того, и для другого требуется некоторая сноровка. Отличие в том, что при обычной пайке не страшно, если рука дрогнет и деталь сместится. Здесь же вы можете смазать пасту и придется тратить силы на восстановление площадки. На третьей по-счету плате у меня стало все получаться с первого раза. Но неудобно брать детальки из ленты пинцетом, а высыпав их на стол приходится потом некоторые переворачивать. Я обратил внимание на вакуумные пинцеты. Сначала собрал свой из маленького воздушного насоса (как в аквариумных компрессорах, только не выдувает, а всасывает воздух). Но колхоз продержался недолго и я плюнул на все и купил себе Актаком АТР-9382.
Вакуумный захват, а вернее даже два захвата в одном. Удобно, не надо тратить время на смену иголок для smd-резисторов и микросхем. А по цене немногим дороже одноканального получилось.
Нисколько не пожалел. Теперь можно брать компоненты прямо из ленты, предварительно только сняв защитную пленку, и сразу ставить их на плату. А мощность насоса подобрана так, что поставив детальку на плату она «приклеивается» к паяльной пасте и сама отлепляется от пинцета. Очень удобно!
Компоненты расставлены и готовы к отправке в печь. При плавлении пасты они сами отцентруются и выровняются.
Ооо! Это незаконченная еще история =) Изначально смотрел в сторону покупки готовой печи Puhui T-962A, но название печи подкачало =) Шутка.
Один из клонов T-962.
Просто судя по отзывам эта печь вовсе не такая крутая, как мне показалось в начале и нужно было ее дорабатывать до более-менее нормального состояния. А учитывая ее цену и стоимость доработки я отказался от покупки этой печи и стал смотреть в сторону самодельных вариантов. Для мелких серий в домашних условиях — идеальный вариант. Приобрел за копейки б/у мини-печь Supra MTS-302, испытал ее… Оказалось, что в ней очень даже неплохая равномерность прогрева и для простого домашнего варианта паяльной печи она подойдет. Тем более, что у нее есть и верхний, и нижний ТЭНы. А здесь очень важно, что бы было именно длинноволновое инфракрасное излучение. Поэтому нагрев самодельными галогенками не дает толковой пайки и кипятит все детали, в отличии от равномерного прогрева всей платы с деталями и пастой длинноволновыми инфракрасными излучателями, которыми и являются обычные ТЭНы.
Сверху еще две конфорки, можно одновременно запекать платы и варить пельмени =))))
На каждую нормальную паяльную пасту есть даташит, в котором указаны характеристики пасты и в каком режиме надо паять. Так, например, для моей R276 ее нужно сначала нагреть до температуры 140 градусов со скоростью не более 2,5 градуса в секунду, потом выдержать полторы минуты, плавно повышая температуру до 160 (в это время флюс смачивает все поверхности и подсыхает, исключая при плавлении его кипение и разбрызгивание припоя), а потом быстро нагреть до 210 для пайки и остудить. Ффффух, выдохнул =) Для всего этого есть специальные PID-контроллеры, которые не только жестко держат заданную температуру (неважно, какая печь и какие ТЭНы, подстраивается сам), но и позволяют задавать температурные точки и интервалы времени. С его помощью можно реализовать тот термопрофиль, который нам нужен для конкретной паяльной пасты. Но… опять же — хорошие PID-контроллеры стоят хороших денег. А делать его самому — очень многое нужно изучить для написания толковой прошивки с ПИД-регулированием. Формулы там еще те! Я поступил проще — заказал у китайцев PID-регулятор за 450р, который может строго поддерживать температуру и по его приезду модернизирую его до уровня PID-контроллера.
PID-регулятор температуры, термопара и твердотельное реле для включения ТЭНов
Но это — в будущем. А пока у меня главный ПИД-регулятор — это я с термометром на термопаре, секундомером и знаниями, с какой частотой надо щелкать выключателем ТЭНов для выдерживания термопрофиля =)))
Ищу работу — запекание плат с секундомером в руке. =)
Самого главного — увеличение скорости и уменьшении сил — я добился. Сборка и пайка панели из 24-х плат для моих Комфортных Поворотников раньше занимала по времени 6-8 часов, теперь это все занимает максимум 3,5 часа от момента нанесения пасты на первые платы и до момента тестирования всех плат на работоспособность.
К отправке в печь. На запаянных платах брак — 0%!
Есть вопросы? Уверен, что есть. Добро пожаловать в Комментарии! Рекомендации тоже приветствуются. =)
PS: Спасибо Cathy Saxton и сайту idleloop за свои исследования по резке трафаретов на плоттере в домашних условиях. Оригинал здесь.
Преимущества и недостатки
Активному флюсу свойственны следующие достоинства:
К недостаткам активного жира относят вредные испарения при нагревании и возможность возникновения коррозии места соединения.
Нейтральный флюс для пайки имеет свои преимущества:
К недостаткам нейтрального состава следует отнести:
Несмотря на выраженные диэлектрические свойства, вещество имеет конечное удельное сопротивление. Его остатки нужно обязательно удалять, поскольку они могут внести искажения в параметры электрических слаботочных цепей.
Условия хранения
Паяльные пасты требуют не только соблюдения правил эксплуатации, но и особых условий хранения, основные среди них следующие:
Свойства
Это не что иное, как густота паяльного пастообразного вещества. Паста наделена способностью изменения степени своей вязкости при воздействии нагрузки механического типа. Определить ее можно с помощью специальных приборов: вискозиметров Брукфилда и Малкома. Как правило, этот показатель указывается методом маркировки.
Паяльные пасты обладают способностью увеличиваться в размерах после, того как отпечаток нанесен на поверхность. Рассматриваемый показатель должен находиться на низком уровне, поскольку значительное увеличение размеров отпечатка паяльной пасты является причиной образования перемычек.
Время сохранения свойств
Находит свое отражение в таких показателях, как наибольшее время пребывания вещества на трафаретке до нанесения или после нанесения, которое не влечет за собой деградацию свойств. В большинстве случаев значение первого параметра находится в пределах 8-48 часов, второго — 72 часа. Фиксируются эти показатели производителем на упаковке. Причем может быть указан как один параметр (любой из двух), так и оба.
Идентифицирует возможность паяльной пасты удерживать SMD-компоненты на своих местах после инсталляции их на поверхность и до паяльной процедуры. Степень клейкости свидетельствует о «жизнеспособности» пасты и определяет ее срок годности. Вычисляется посредством реализации специального теста, при котором используется традиционный тестер, способный измерять силу, необходимую для передвижения элемента определенных весовых параметров с площади пастообразного вещества тех или иных размеров.
Наличие клеистой способности и ее уровень зависят от типа паяльной пасты. В среднем же время удержания находится в диапазоне 4-8 часов, в то время как максимальный показатель, который характерен для ряда паст, может достигать 24 часов и более.
Как пользоваться паяльным жиром
Вязкая консистенция средства облегчает нанесение флюса в нужные точки пайки. Флюс переносят зубочисткой, любым удобным продолговатым предметом. Паяльный жир загружают в бокс одноразового шприца. С его помощью хорошо контролировать дозировку геля.
Перед нанесением флюса место пайки очищают от различных загрязнений. Для этого используют марлевые тампоны, чистую ветошь или любую ткань, смоченную в растворе моющего средства. В крайнем случае, контакты протирают спиртом.
Лужение меди с нейтральным жиром
Важно! Ни в коем случае нельзя оставлять следы геля после пайки. Остатки жира удаляют специальными растворителями и мыльным раствором. Особенно опасен активный жир. Его частицы могут спровоцировать коррозию соединений радиодеталей.
Рейтинг самых популярных флюсов для пайки
Ремонтируем посуду без паяльника
Различные емкости и другую кухонную утварь можно ремонтировать с помощью так называемых карандашей, которые продаются в специализированных магазинах или на рынках. При отсутствии такого приспособления предлагаем сделать следующее:
Паяльная паста: быстро производим соединение деталей
Еще один способ соединения проводов или металлических деталей без паяльника – это использование специальной пасты, состоящей из таких ингредиентов:
Сперва разводим в воде соляную кислоту, после чего последовательно вливаем в нее цинк и олово. Затем добавляем дополнительные компоненты:
Все ингредиенты предварительно нагреваются и после расплавления смешиваются между собой.
Получившимся пастообразным составом нужно намазать на соединяемый участок. После этого осуществляется нагрев с помощью свечи или зажигалки до полного расплавления этого своеобразного припоя. Паста достаточно надежно соединяет даже толстые провода, однако с ее приготовлением придется повозиться. Очень важно соблюдать все указанные выше пропорции, чтобы добиться нужного результата.
Современные технологии упрощают наш быт: можно даже использовать такую технологию, как спаять провода без паяльника. Появилась она недавно, но уже стала незаменима: нередко ее использование проще, чем работа с настоящим прибором.
Пайка — одна из разновидностей соединения металлических частей, применяемая к ненагруженным изделиям. Соединяет цветные металлы небольших размеров, соединение другим способом, которых невозможно. Используется в электротехнике, для работы со слаботочным и среднемощным проводам. Метод паяния заключается в соединении металлических поверхностей, за счет нанесения легкоплавкого металла, который имеет высокий коэффициент сцепления с соединяемыми поверхностями и хорошую токопроводимость.
Сам инструмент — паяльник — определяет метод нанесения соединяющего вещества. Но существуют методы объясняющие, как припаять провод без паяльника в экстремальных условиях, где нет электричества.
Особенности выбора
Выбор конкретного состава определяется перечнем работ, материалов и размеров спаиваемых деталей.
Для спаивания обычных, не чрезмерно окислившихся деталей, можно смело выбирать нейтральный паяльный флюс. Он менее вреден, его остатки проще удалить. Кроме того, нет риска начала вторичных коррозионных процессов, вызываемых остатками жира.
Если же в работу идут детали и конструкции, сильно корродировавшие и загрязненные, то преимущество получает активный жир.
Имеет смысл оценить расфасовку составов. Если у вас нет практического опыта применения данного флюса, или объем работ предстоит ограниченный, то лучше приобретать маленькие баночки.
Пайка нейтральным жиром
После того, как вы убедитесь в высоких качествах жира и его соответствии намеченному перечню и объему работ, можно брать большие расфасовки — единица веса в них обойдется заметно дешевле.
Необходимый инструмент
Если необходимо припаять провод или что-то другое без паяльника, нужно подготовить следующий инструмент:
В качестве источника огня следует использовать спиртовку или лампу на сухом спирте.
Вопрос, как припаять без паяльника, только на первый взгляд кажется абсурдным. Такую пайку можно произвести очень простыми способами, а можно сделать качественно с применением паяльной пасты.
Паяльник – весьма удобный инструмент, который позволяет быстро и надежно соединять между собой самые различные металлические детали, крепить электронные компоненты на печатной плате. Его отсутствие или отключение электроэнергии в самый неподходящий момент значительно осложняет монтаж. Но мы знаем, как припаять электрический провод без паяльника, и спешим поделиться этой информацией со всеми заинтересованными читателями.
Читать также: Как провести розетку от розетки на кухне
Флюсы ЛТИ, ТАГС, ЗИЛ и другие
На шестом месте расположились различной направленности с плавающей популярностью: ЛТИ (с индексами 1, 2, 3, 120 включают в себя воду, спирт, канифоль, аммиак, хлористый цинк, нашатырь, солянокислый анилин, триэтоланилин), ТАГС (глицерин, анилиновый активатор), ЗИЛ (с индексами 1, 2, 4 изготавливаются на основе хлоридов цинка, аммония, железа, соляной кислоты и воды), флюс-гель ТТ (обязательно смываемый флюс с индикацией активных остатков состоит из вазелина, эмульгатора, тетраэтиленгликоля и КРС-78), Ф-38Н (ортофосфорная кислота, диэтоламин солянокислый), ФКДТ (канифоль, спирт, мой любимый димэтилалкилбензиламмонийхлорид и трибутилфосфат), Kester 959t (разработан для пайки волной припоя без образования шариков).
Далее ФИМ (вода, спирт, ортофосфорная кислота), ЛК-2 (спирт, канифоль, хлориды аммония и цинка), ПВ (с индексами 200, 201, 284 и 209 на основе кислот применяется для высокотемпературной пайки), ФП 1 и 2 (вазелин, хлористый цинк, канифоль, нашатырь), КЭЦ (спирт, канифоль, хлористый цинк), флюс-паста ВТС (спирт, вазелин, салициловая кислота, триэтаноламин), ГК (спирт с глицерином и канифолью), КЗ (спирт с канифолью), Прима-1 (вода, спирт, глицерин, хлористый цинк).
Наиболее интересным мне показался по сходной цене в 5$.
большое разнообразие и доступность по низкой цене.
большинство этих флюсов активные, так что требуют отмывки и проветривания рабочего места.
Что паять: железо, нержавейка, медь, бронза, цинк, нихром, серебро, никель, чугун.
Чем смывать: большинство из указанных флюсов смываются спирт, растворитель, ацетон, бензин и даже водой.
Флюсы Amtech RMA-223 и Kingbo RMA-218
Третье бронзовое место занимает Amtech RMA-223 — представляет собой гелевый флюс – смесь измельченной канифоли и растворителя.
удобно наносить гель, хорошая паяемость, можно не отмывать, подделка дешево стоит (около 200 руб.), а паяется с ней весьма неплохо и пахнет парфюмом.
часто подделывают, дымит из-за наличия канифоли, подделку нужно смывать.
Что паять: контакты микросхем и SMD компонентов, выводные радиоэлементы.
Чем смывать: спирт, растворитель, оригинал можно не смывать, подделку смывать обязательно.
На минеральном масле
Мелкие детали удобно паять с помощью самодельной флюсовой пасты из двух компонентов. Для ее приготовления своими руками следует взять любое минеральное масло (продукт переработки нефти) в количестве 900 г.
Оно не должно содержать примесей кислотного характера. В масло нужно постепенно ввести 100 г хлорида аммония, растирая смесь до однородного состояния. Готовый продукт сразу поместите в закрывающуюся емкость.
Некоторым мастерам нравятся в работе вязкие растворы. Для таких ситуаций рекомендуется хлористый аммоний в указанной пропорции растворить в керосине.
Воздействие влаги
Наиболее пагубное воздействие на паяльную пасту оказывают не низкие и высокие температуры, а влага. Если уровень влажности повышен, припойные шарики, находящиеся в составе пасты, начинают окисляться быстрыми темпами, что приводит к трате активаторов флюса с целью произведения очистки шариков, а не на паяемые поверхности, как это должно быть. При попадании влаги паста растекается, образуются перемычки и шарики припоя, разбрызгивается флюс/припой, смещаются электронные компоненты в процессе пайки, уменьшается время удержания компонентов электронного типа.
Основные этапы работ
Полученный порошок автор смешивает с солью. Причем нужно использовать только соль крупного помола (мелкая не подойдет). После этого измельчаем порошок пестиком.
Далее готовый порошок заливается водой — нужно несколько раз промыть осадок. Потом осадок надо отжать и высушить на батарее (около 10 минут). слипшиеся комочки растираются в мелкий порошок.
На следующем этапе порошок нужно разделить на фракции. И для этого автор использует крахмал, из которого надо сделать жидкий кисель. Перед тем, как добавлять порошок, его нужно разбавить водой, иначе будут комки.
Крахмал можно заменить желатином, комочков гарантированно не будет, но придется ждать пару часов, пока желе остынет и схватится.
В конечном итоге получаем мелкий осадок и крупный осадок. Пересыпаем их по разным коробочкам. Для пасты, конечно же, лучше использовать мелкий порошок.
Флюс EFD NC-D500 6-412-A Flux-Plus
На втором месте с серебряной медалью американский флюс EFD NC-D500
6-412-A Flux-Plus. Он представляет собой гелевый флюс, который содержит канифоль, растворитель и немного активатора. Многие мастера считают его самым лучшим флюсом из доступных. После пайки остается прозрачный твердый налет, который можно не отмывать.
можно не отмывать, мало дыма, прекрасная паяемость, легко наносить, особенно с пистолетом-дозатором.
дорогой (тюбик 10 г может стоить 1500 руб.), вонючий, попадаются подделки.
Что паять: SMD и BGA компоненты, можно конечно и провода, но дорого.
Чем смывать: не требуется, но если хочется, то фирменный аэрозоль Flux OFF, спирт, растворители.
Температурный режим
Паяльные пасты чувствительны к существенно низким и высоким показателям температуры. Учитывая то, что в основе содержатся два материала различной плотности (флюс и припой), считается возможным естественный процесс расслоения флюса и других составных элементов паяльного вещества, а также возникновение тоненького слоя флюса над поверхностью. Нахождение пасты под воздействием высоких температур продолжительное время приводит к значительному расслоению флюса и оставшейся пасты, является причиной образования толстого приповерхностного слоя флюса. Что же получается в результате? А получается, что паста паяльная лишается своих свойств, а, следовательно, нанесение ее на поверхность будет дефективным. Температурный режим, показатели которого выше 30°С, и вовсе спровоцирует химическое разложение паяльного вещества.
При воздействии низких температурных показателей паста теряет свою смачивающую способность, поскольку активаторы флюса частично или полностью переходят в осадок. Составы некоторых производителей все же можно хранить при температуре от –20 до +5°С.
Пайка посуды или емкостей
Очень часть возникает необходимость в проведении паки посуды и других емкостей. Без подходящего паяльника провести работу можно только в случае, если отверстие имеет диаметр 6 мм. Среди особенностей проводимой процедуры отметим следующие моменты:
Как и ранее, припой следует сделать стружкой, которая заполняет отверстие. После этого на проблемный участок нагревается при помощи лампы или другого источника тепла.
Соединяем провода без паяльника
Тонкие провода от гирлянды или какой-либо электроники можно без труда соединить между собой и без использования паяльника. Для этой цели потребуется:
Подобный способ позволяет достаточно прочно соединить провода с микросхемой или любой другой электронной деталью.
Поступаем точно так же, если требуется припаять один провод к середине другого. В этом случае залуженный конец просто загибается в виде крючка и надевается на нужный участок.
Для пайки проводов большой толщины после процедуры лужения потребуется дополнительно обработать поверхность измельченными припоем. Это обеспечит повышенную надежность соединения.
Лужение без паяльника
Лужение — это предварительное нанесение тонкого слоя припоя на поверхность соединяемых участков деталей. Оно производится для улучшения электрического контакта и повышения качества пайки.
Лужение можно выполнить без паяльника. Для этого надо подготовить небольшое металлическое корытце. По размерам лучше всего подойдет металлическая крышка банки, например, из-под растворимого кофе. В крышку помещаются небольшие кусочки оловянно-свинцового припоя ПОС60 (еще лучше — чистое олово) и канифоли.
Пайка с помощью фольги.
Если нужно спаять провода, то с их концов вначале снимается изоляция на расстоянии примерно 20-30 мм. Емкость с припоем и канифолью разогревается до расплавления припоя. В качестве нагревателя можно использовать электрическую плитку, свечу, костер или любой источник открытого пламени. Оголенный конец провода погружается в расплавленную канифоль так, чтобы флюс покрыл всю поверхность. Затем обработанный участок провода помещается в расплав припоя на 2-3 с. После извлечения провода из расплава быстрым движением руки, с помощью тряпки, удаляется лишний припой. На поверхности провода должен остаться тонкий равномерный слой олова.
Если надо залудить участок плоской детали, то на ее поверхность насыпается мелко наструганный припой и небольшой кусочек канифоли. Пламя для разогрева подносится снизу детали, под участком пайки. После расплавления припой растирается по поверхности стальным стержнем. Лишняя масса удаляется тряпкой. При лужении стальной детали канифоль не используется. Участок пайки тщательно обрабатывается паяльной кислотой. Сам процесс лужения аналогичен.
Использование метода лужения при пайке
Как правильно паять паяльником с кислотой
Быстрым способом припаивать провода является лужение. Для этого можно пользоваться обыкновенным гвоздём или куском медной проволоки, конец которой нужно расплющить молотком. Пайку производят следующим образом:
Источник