Для просмотра онлайн кликните на видео ⤵
Конструкция
Станок для усиления профиля по механизму работы и по конструкции почти во всем припоминает обыденный прокатный станок.
Не считая станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы передвигаются.
- Верхний вал – прижимающей. Производит деформацию профиля – придавливает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на мощное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг собственной оси.
Особенные требования предъявляются к соосности вальцов: они должны размещаться в одной вертикальной плоскости и быть строго параллельными. Хоть какое нарушение соосности приведёт к неравномерному сдавливанию профиля, что существенно понизит качество проката.
Станок, изготовленный в домашних критериях специально для усиления профильных труб, не должен в процессе работы представлять опасность для человека. При сборке следует:
- Очень надёжно фиксировать все передвигающиеся детали. Исключить их отскакивание в процессе работы.
- Предугадать защитные заслонки.
Верно собранные самодельные установки не уступают проф моделям по качеству выпускаемых изделий.
Область применения
Для получения подходящей конфигурации профильные трубы поочередно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по данному радиусу. Такие изделия используются при монтаже навесов, беседок, козырьков.
Усиление – нужный шаг подготовки профильной трубы к изготовлению завитка способом прохладной ковки. Кузнечный блок позволяет сделать декоративные элементы из труб с квадратным либо прямоугольным сечением, изогнутых самым необычным образом. Приобретенные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Инструменты
При сборке станка потребуются способности (а так же соответственное оборудование):
Крепление сваркой в неких местах можно заменить резьбовыми соединениями.
- дрель, с набором свёрл;
- гаечные ключи различного размера;
- уровень для выставления лини горизонта;
- штангенциркуль, рулетка.
Блок усиления профильной трубы чертеж
Вернул чертежи по вашим просьбам, выкладываю на всеобщее обозрение;
Функциональность
Завышенным энтузиазмом пользуются функциональные модули стационарного типа, которые обустроены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных частей ;
- кузнечным блоком для прохладной ковки.
Все операции производятся без переналадки оборудовния и смены инструмента. Модули позволяют сделать разные декоративные кованные элементы различного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, адаптированный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После таковой обработки труба стопроцентно готова для производства декоративного завитка на кузнечном блоке.
Приводной механизм
По механизму работы есть различные виды проводных устройств:
Станок с ручным приводом отличается обычный конструкцией, компактностью, рассчитан на маленькие объёмы работ. Работать на нём сумеет только на физическом уровне развитый человек. Деформировать металл придётся с помощью мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает мало места. Работает он от электродвигателя, производительность – высочайшая.
Оборудование с гидроприводом очень громоздкое. Позволяет прокатать профильную продукцию с наивысшими размерами. Создано для огромных объёмов работ.
Виды устройств с вращающимися валками
Прокатка профильной трубы, в итоге которой осуществляется изменение ее начальной конфигурации, может производиться на оборудовании различной конструкции. Различаться такие устройства для вальцовки профильной трубы могут по типу применяемого привода и по главным техническим чертам. Так, вальцы прокатные могут иметь:
- ручной привод (применение таких приспособлений для прокатки профильных труб просит значимых физических усилий);
- электронный привод;
- приводной механизм гидравлического типа.
Ручные прокатные вальцы как раз и служат макетом для самостоятельного производства станка
Более ординарными (и, соответственно, дешевыми) приспособлениями, с помощью которых делают вальцовку профильной трубы, являются ручные профилегибы. Наряду со собственной надежностью и простотой использования они отличаются еще целым рядом значимых преимуществ. Конструкцию профилегиба ручного составляют последующие элементы:
- мощная станина, служащая надежным основанием для всей конструкции;
- вальцы, которые делают подающую и приемную функции (данные конструктивные элементы, с помощью которых и производится вальцевание, соединяются меж собой средством цепной передачи);
- набор зажимных устройств (струбцин), созданных для фиксации труб различного размера.
Таковой прокатный станок, отличающийся простейшей конструкцией, также оснащается специальной трубой, которая выступает в роли направляющей для изгибаемой заготовки. Следует подразумевать, что внедрение такового станка просит от исполнителя приложения значимых физических усилий. Не считая того, данное приспособление не позволяет делать вальцевание с высочайшей производительностью и в большинстве случаев применяется для легких работ в домашних критериях. Вот поэтому конструктивная схема данного станка используется для того, чтоб сделать профилегиб своими руками. Таковой обычный по конструкции профилегиб позволяет делать вальцевание профильных труб отменно и с высочайшей эффективностью.
Электронный станок для вальцевания профильных труб, даже изготовленный без помощи других, обеспечивает более высшую производительность технологической операции. Разъясняется это тем, что за выполнение основной операции – протягивание проф трубы через вальцы – отвечает электронный привод, мощность которого может быть довольно большой. Вот поэтому электронные вальцы для профильной трубы, сделать которые можно и своими руками, используя чертежи, используются как маленькими организациями либо домашними мастерами, так и производственными предприятиями.
Электроприводом станок может оборудоваться и позже, главное учитывать это вначале и разрабатывать довольно сильную конструкцию
Но, естественно, самой высочайшей мощностью отличается гидравлический профилегибочный станок, своими руками сделать который довольно трудно. Приспособления данного типа, созданные для вальцевания профильных труб, употребляются в большей степени на промышленных предприятиях, где производить такую технологическую операцию нужно с высочайшей производительностью.
Вальцы для профильной трубы: делаем ручной профилегиб своими руками
Сделать вальцы для профильной трубы своими руками, используя чертежи и познание механизма работы этого полезного приспособления, полностью реально. Используя такое устройство, владеющее высочайшей универсальностью, вы можете без помощи других изготавливать из профтруб гнутые конструкции хоть какой степени трудности.
Прокатка профильных труб для навеса на самодельном станке
Основными рабочими органами вальцов, оказывающими механическое воздействие на обрабатываемую профильную трубу, являются крутящиеся валки, количество которых может варьироваться от 3 до 5 штук. В просвете меж валками как раз и происходит пластическая деформация профтрубы.
Самодельные приспособления для вальцевания труб
Без такового устройства, как приспособление для вальцевания профтруб, фактически не обойтись в тех ситуациях, когда вы решили без помощи других заняться ремонтом, при выполнении которого придется иметь дело с гнутыми трубами. Для этого можно приобрести серийное устройство подобного предназначения либо использовать профилегиб самодельный, конструкция которого не отличается высочайшей сложностью. Вопросом о том, как сделать профилегиб, есть смысл задаться к тому же по той причине, что серийные модели стоят довольно недешево, потому их приобретение (в особенности если они требуются только для выполнения домашнего ремонта) не всегда целенаправлено.
Приблизительные размеры самодельных вальцов
Для того чтоб отменно сделать самодельные вальцы, можно изучить теоретические сведения, просмотреть видео на эту тему, но главное – придерживаться советов тех, кто уже достигнул при решении этого вопроса не плохих результатов. Естественно, чтоб сделать собственный вальцеватель, нужно владеть не только лишь надлежащими познаниями, да и определенными способностями производства и использования разных технических устройств.
Самодельные вальцы могут быть изготовлены даже из подручных материалов, которые фактически всегда есть в любом гараже либо домашней мастерской. При всем этом эффективность таких вальцов, если они сделаны с учетом всех советов, будет ненамного ниже, чем у моделей, выпускаемых серийно.
Как самостоятельно изготовить профилегиб
Чтоб сделать профилегибочный станок своими руками, нужно придерживаться последующей последовательности действий.
- Сначала делается основание либо станина, зачем можно использовать трубы огромного поперечника либо железные швеллеры.
- Суровое внимание следует уделить изготовлению вертикальной опоры станка, материалом для которой может послужить профиль П-образного сечения. Конкретно в высшей части таковой опоры, которая должна отличаться высочайшей надежностью, устанавливается деформирующий трубу узел – вальцовый механизм. Для монтажа вертикальной опоры, нижняя часть которой накрепко фиксируется под станиной, для вас будет нужно струбцина соответственного размера. При таком методе крепления вертикальной опоры деформационное усилие, оказываемое на изгибаемую профильную трубу, будет умеренно распределяться по двум подающим вальцам.
- Чтоб привести во вращение подающие вальцы, употребляют цепную передачу, которую можно собрать, используя для этого цепь и звездочки от старенького велика. Звездочки, которые по своим геометрическим характеристикам должны строго соответствовать чертам применяемой цепи, фиксируются на подающем и ведомом валах. При монтаже цепного механизма подачи для вашего самодельного станка следует обеспечить не плохое натяжение цепи и только после чего приступать к фиксации ручки подающего механизма. Естественно, что приводной механизм вашего станка для вальцевания профтруб должен обеспечивать легкое вращение подающего и ведомого валов.
- Сами самодельные вальцы, которые будут оказывать давление на изгибаемую профильную трубу и тем принимать основную нагрузку при работе станка, идеальнее всего сделать из стали, прошедшей функцию закалки.
Весь процесс производства ручного профилегиба тщательно отображен на фото ниже.
Для того чтоб прокатный станок для профильных труб, изготовленный своими руками, обладал высочайшей универсальностью и мог употребляться для обработки изделий различного размера, в его конструкции нужно предугадать возможность выполнения круговой регулировки. Такая принципиальная функция позволяет изменять величину зазора меж рабочими валками. Чтоб сделать свои самодельные вальцы еще больше многофункциональными, можно предугадать в их конструкции возможность выполнения и угловой либо, как ее еще именуют, осевой регулировки.
Самодельные устройства для гибки профильного трубного проката, сделанные по универсальным схемам, можно в предстоящем подвергать модернизации, если в этом появляется необходимость. К примеру, их можно оснастить электронным приводом либо установить на их большее количество рабочих валков.
Конструкция станка может быть проще, если использовать гидравлический домкрат, как показано на видео ниже.
Как сделать блок проката и усиления профильной трубы
В данном обзоре мастер поделится своим опытом производства блока для декоративного проката, также усиления профтрубы.
Для производства станка потребуются последующие материалы:
- железные пластинки;
- подшипники;
- круглая труба;
- шпильки;
- болты с гайками;
- стальные шайбы.
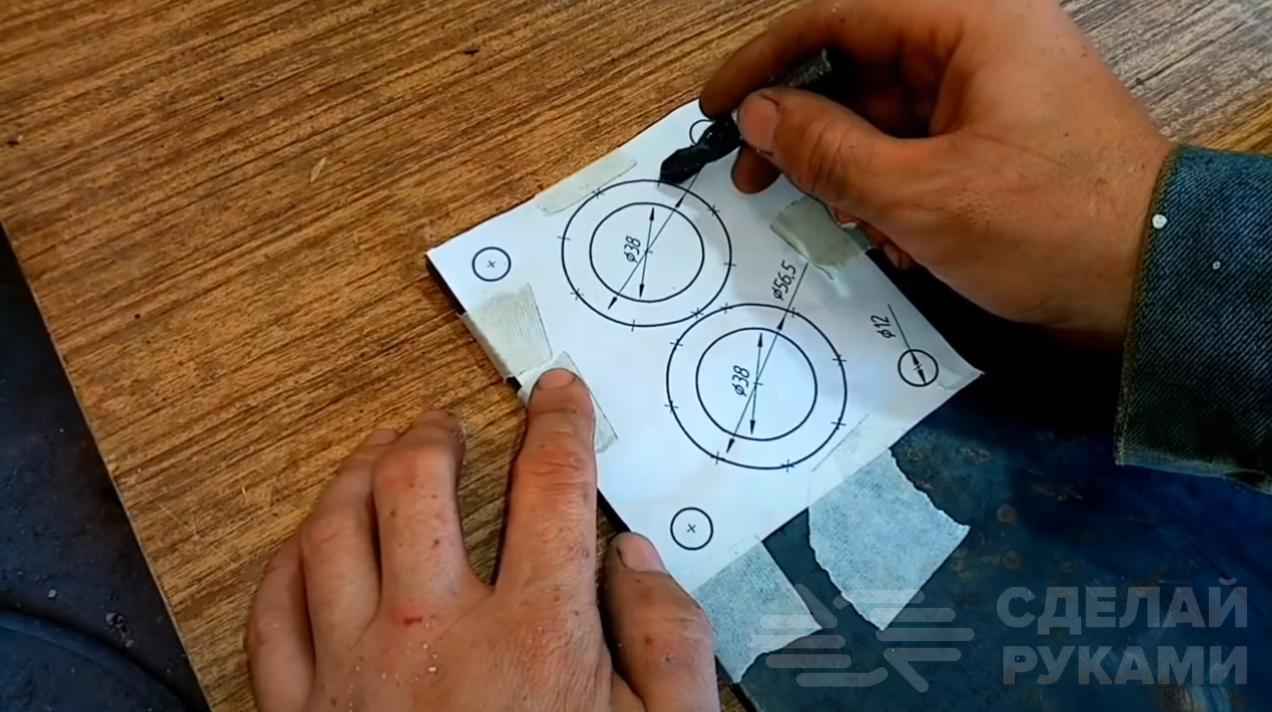
Первым делом автор отрезает две прямоугольных пластины металла, и при помощи бумажного шаблона делает разметку — с помощью кернера отмечает места для сверления отверстий.
По краям вырезанных заготовок необходимо просверлить отверстия диаметром 12 мм, а по центру — диаметром 38 мм.
Основные этапы работ
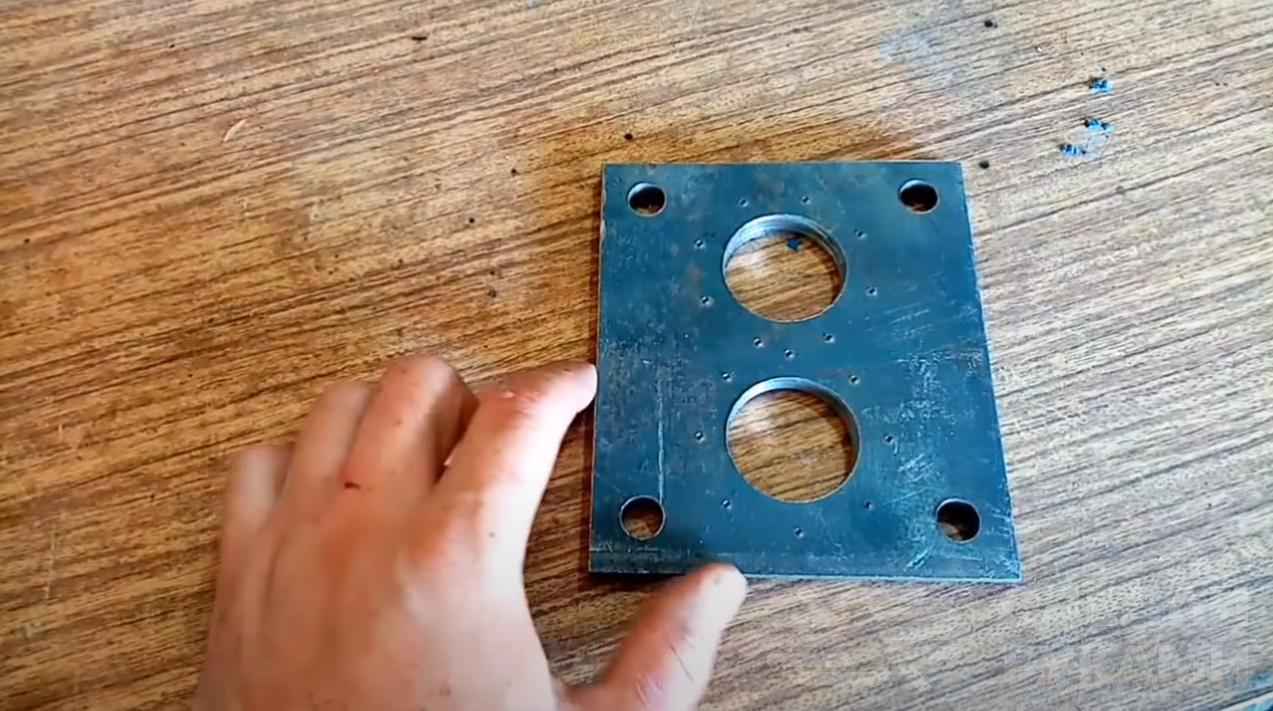
На следующем этапе автор отрезает четыре куска круглой трубы. Делаем из них обоймы для подшипников.
Обоймы привариваем к металлическим пластинам, после чего запрессовываем в них подшипники.
Далее нам потребуются зубчатые шкивы коленвала автомобиля. Привариваем к ним гайки.
Подготавливаем остальные детали, и приступаем к сборке конструкции.
На подготовленные шпильки надеваем шестерни, а затем — самодельные прокатные ролики с шайбами. Шпильку фиксируем гайками.
В завершении стягиваем металлические пластины между собой при помощи шпилек диаметром 12 мм. Изготавливаем и крепим ручку.
Подробно о том, как сделать блок проката и усиления профильной трубы, можно посмотреть на видео ниже. Эта идея принадлежит автору YouTube канала Welder DIY.
Как сделать вальцы для профильной трубы?
Появление сотового поликарбоната для изготовления теплиц определило новый тип конструкций сооружений защищенного грунта – арочные конструкции. Чтобы создавать металлокаркас для подобных зданий, нужно иметь станок, способный выполнять изгибание конструкционных профилей по определенной кривой.
Самодельные вальцы для профильной трубы призваны помочь в изготовлении арок по заданному радиусу. Технологический процесс профилирования длинномерных заготовок основан на протягивании детали через вальцы, расположенные на определенном расстоянии друг от друга. Для придания изгиба в ту или другую сторону проход длинномера осуществляется не в прямом направлении, один или два валика смещены.
Рекомендации
Особые требования предъявляются к соосности вальцов: они должны располагаться в одной вертикальной плоскости и быть строго параллельными. Любое нарушение соосности приведёт к неравномерному сдавливанию профиля, что значительно снизит качество проката.
Станок, сделанный в домашних условиях специально для усиления профильных труб, не должен в процессе работы представлять опасность для человека. При сборке следует:
- Максимально надёжно фиксировать все движущиеся детали. Исключить их отскакивание в процессе работы.
- Предусмотреть защитные заслонки.
Правильно собранные самодельные установки не уступают профессиональным моделям по качеству выпускаемых изделий.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Комплектующие детали
Комплектующие вальцевателя прокатки не должны иметь сколов, выбоин, иметь приличный запас прочности, изготавливаться из определённых марок стали.
- самоцентрирующиеся подшипники качения (4 шт.);
- звёздочки (4 шт.);
- цепь от велосипеда, мопеда.
Для сборки каркаса (основания) потребуется металлопрокат (швеллер, трубы), листы толщиной 5-10 мм. Основание обеспечивает стабильность установки в процессе работы.
Вальцы (по 2 шт. каждого вида) для усиления профиля лучше выточить из легированной стали, для небольшого объёма работ подойдёт и Ст3, Ст10. Заготовки вальцов подвергают закаливанию.
Вальцы и оси должны многократно превосходить по твёрдости обрабатываемые трубы. В противном случае, вальцы придётся часто заменять новыми. Твёрдость вальцов на профессиональных установках не менее 52 НRС.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 900).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Сборочные работы
Каркас создаётся постепенно, по мере сборки остальных деталей. Отдельные элементы основания соединяют между собой сваркой или крупногабаритными болтами.
Расстояние между верхней и нижней осью зависит от диаметров вальцов. При неимении точных сборочных чертежей размеры между осями определяют опытным путём:
- устанавливают вальцы на оси;
- вымеряют расстояние между осями;
- высверливают отверстия на боковых стенках каркаса под установку подшипников;
- затем оси убирают в сторону, занимаются установкой подшипников.
Соединение оси и вальцов осуществляется несколькими способами:
- при помощи шпонки, размером около 8х8 мм;
- сваркой через заранее просверленные потайные несквозные отверстия, выполненные сверлом большого диаметра.
Второй способ доступен, если имеется аппарат для ручной электродуговой или полуавтоматической сварки.
Далее ось вставляется в подшипник, который предварительно закрепляется в буксе, заранее приваренной к стенке каркаса с внутренней стороны. Надёжность крепления – максимальная. В первую очередь оси с вальцами устанавливают в ту боковую стенку каркаса, где предполагается расположить цепную передачу. Затем оси вставляются в подшипники, закреплённые на 2-ой боковой стенке каркаса.
НОВЫЙ блок проката профильной трубы. Холодная ковка усиление проф трубы
После установки основных элементов укрепляют каркас:
- сварочными швами;
- резьбовыми соединениями.
Сборка цепного механизма на практике так же происходит с определением размеров по месту:
- на нижнюю ось устанавливают 1-ю звёздочку;
- на верхнюю ось – 2-ю звёздочку;
- примеривают цепь, намечают расположение ещё 2-х звёздочек.
Сборка цепного механизма
Вальцы должны вращаться без затруднения при натянутой цепи. Рукоятка приваривается к ведущей оси в последнюю очередь.
Цепной механизм
Для механизма подачи движения в виде червячной передачи необходимо запастись шестерёнками нужного размера.
Механизм подачи движения
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
- ручной;
- электрический;
- гидравлический.
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.
Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Принцип работы и чертеж станка для усиления профильной трубы
Стандартные профильные трубы квадратного или прямоугольного сечения, благодаря высокой прочности на изгиб при малом весе широко применяются в строительстве. В случаях превышения допустимых значений нагрузки, которые возникают при сильных изгибах, изделия деформируются и разрываются. Исключить негативные последствия позволяет применение труб с усиленным профилем.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 90 0 ).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
Станок для усиления профиля
Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
Профильная труба
Блок усиления профильной трубы,ответы на вопросы.еще чертёж
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Комплектующие детали
Комплектующие вальцевателя прокатки не должны иметь сколов, выбоин, иметь приличный запас прочности, изготавливаться из определённых марок стали.
- самоцентрирующиеся подшипники качения (4 шт.);
- звёздочки (4 шт.);
- цепь от велосипеда, мопеда.
Для сборки каркаса (основания) потребуется металлопрокат (швеллер, трубы), листы толщиной 5-10 мм. Основание обеспечивает стабильность установки в процессе работы.
Сборка каркаса
Блок прокатки и усиления профиль трубы без токарных работ
Вальцы (по 2 шт. каждого вида) для усиления профиля лучше выточить из легированной стали, для небольшого объёма работ подойдёт и Ст3, Ст10. Заготовки вальцов подвергают закаливанию.
Вальцы и оси должны многократно превосходить по твёрдости обрабатываемые трубы. В противном случае, вальцы придётся часто заменять новыми. Твёрдость вальцов на профессиональных установках не менее 52 НRС.
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Изготовление прокатных роликов
В данном случае обойдемся без использования фрезера и токарного станка — способ доступен для каждого мастера. За основу будем использовать шестигранные гайки М30 и М27.
Обратите внимание: гайки нужно использовать от КАМАЗа, но только не обычные строительные — они не справятся со своей задачей. Гайка М30 взята с реактивной тяги, а гайка М27 — со стремянки.

Все размеры деталей и чертежи валов и других элементов конструкции будут представлены автором в видеоролике.
Первым делом изготавливаем самодельный ролик для прокатки квадратной профтрубы 15х15 мм.
Берем гайку М30, стачиваем полукруглую фаску с торца, после чего от края гайки отмечаем разметочным инструментом леску на расстоянии 8,2 мм. Разрезаем эту гайку по нанесенной разметке.
Вырезаем из бумаги шаблон, прикладываем его к каждой грани гайки, и обводим карандашом или маркером.
Далее обтачиваем гайку по разметке при помощи УШМ и шлифовального лепесткового круга.
Теперь нам потребуется гайка М20. Обтачиваем грани лепестковым кругом, и запрессовываем ее внутрь прокаточного ролика таким образом, чтобы края гайки выступали на одинаковое расстояние с каждой стороны.
Аналогичным способом изготавливаем другие ролики для проката для профильной трубы своими руками, но нужно будет учитывать типовые размеры, которые указаны на чертеже.
Например, для изготовления ролика для проката профиля 20х20 мм мы используем гайку М27 и отрезаем ролик не 8 мм шириной, как в предыдущем случае, а уже шириной — 11 мм.
Есть один нюанс — гайки М20, которые запрессовываются внутрь ролика, имеют ширину 15 мм, поэтому их придется наращивать. Либо можно использовать удлиненную гайку М20, и отрезать от нее кусок нужного размера.
Подробный процесс изготовления самодельных роликов для вальцовки (проката) квадратной профтрубы своими руками можно посмотреть в видеоролике. Своим опытом поделился автор YouTube канала Welder DIY.
Ручной станок для декоративного проката профтрубы
В этой статье подробно расскажем, как изготовить два приспособления для обработки (холодной ковки) квадратной профтрубы. Первый вариант — мини станок, второй — ручной кондуктор.
Наибольший интерес для домашних умельцев представляет именно станок.
Конструкции бывают самые разные — мы рассмотрим одну из самых простых. Как прокатать профтрубу своими руками для холодной ковки подробно расскажем ниже.
Привод прокатного станка может использоваться разный — можно прокатывать профиль вручную, а можно и поставить электродвигатель.В домашних условиях вполне достаточно станка с ручным механическим приводом.
Для синхронного вращения валов (нижнего и верхнего) будем использовать шестеренки, которые устанавливаются на каждом из валов. Ведущим валом является тот, который располагается сверху.
Валы для прокатки профтрубы можно сделать наборными — из нескольких элементов или цельными — из стального кругляка подходящего диаметра (но для этого потребуется наличие токарного станка или, как минимум, знакомый токарь).
Изготовление корпуса блока
Материалы, которые потребуются для изготовления корпуса самодельного блока усиления профильной трубы:
- металлическая пластина;
- круглая стальная труба;
- подшипники (типоразмер — 6304);
- резьбовая шпилька;
- ролики для проката;
- шестерни с коленвала авто.
Чтобы собрать корпус блока станка для усиления профильной трубы, с помощью болгарки или плазмореза необходимо будет отрезать пластину металла толщиной 10-12 мм.
После этого сверлим в ней два отверстия диаметром 38 мм (для этого можно использовать коронку по металлу).
От металлической круглой трубы отрезаем два кольца, и привариваем их к пластине. Это у нас будут обоймы для подшипников. По такому же принципу изготавливаем еще одну такую пластину с обоймами.
Берем четыре подшипника 6304, и запрессовываем их в обоймы. По возможности лучше запрессовывать в слесарных тисках. Если же бить молотком, то можно повредить подшипники.
Далее нам потребуются две шестерни с коленчатого вала. К шестеренкам нужно приварить с двух сторон шестигранных гайки. Накручиваем шестерни на вал (в данном случае используется резьбовая шпилька М20).
Гайки на шестернях необходимо приварить к шпильке. Для этого в гайках с помощью УШМ делаем пропил до резьбы шпильки, и после этого аккуратно обвариваем.
Для сборки самодельного станка потребуются еще специальные ролики для декоративного проката (используются для холодной ковки профильной трубы) — как их изготовить, расскажем ниже. Надеваем их на резьбовые шпильки. Между роликами устанавливаем стальные шайбы.
Дополнительно отрезаем четыре металлических полосы — они будут использоваться при сборке (для соединения боковых стенок).
Пошаговый процесс изготовления корпуса блока со всеми пояснениями можно посмотреть на видео ниже.
Функциональность
Обладая небольшими габаритами и весом, самодельный станок позволяет выполнять много операций по обработке профильной трубы.
На выходе мы получаем не просто усиленный профиль, а еще и декоративный элемент.
При помощи прокатного станка, изготовление которого мы подробно рассмотрели выше, можно создавать разные узоры на поверхности профтрубы — «косичку» и «волну».
Усиленная профильная труба после одно— или двухсторонней прокатки способна воспринимать повышенные нагрузки на изгиб, благодаря чему ее можно использовать при изготовлении различных гнутых декоративных металлоконструкций.

В условиях домашней мастерской применение самодельного мини прокатного станка для усиления профильной трубы вполне оправдано, и конструкция, сделанная своими руками намного выгоднее, чем заводской станок.
Вальцы (ролики) можно использовать самые разные, в зависимости от того, какой рисунок вам требуется. Для раскатывания (расплющивания) концов профильной трубы используются эксцентрики.
Сборка станка для усиления профильной трубы
После того как изготовили ролики и другие детали, можно приступать к сборке самодельного приспособления. Рассмотрим основные этапы работ, которые предстоит сделать.
Металлические пластины с обоймами для подшипников выступают в роли боковых стенок корпуса.
Вставляем в них валы (резьбовые шпильки М20) с посаженными на них шестернями и роликами для раскатки (усиления) профиля. Фиксируем гайками.
Перед тем как вставлять шпильки с роликами во вторую боковую стенку, надеваем на них эксцентрики, а к ним — привариваем гайки.
Валы с установленными эксцентриками
Снизу и сверху боковых стенок привариваем по две металлических полосы.
Чтобы зафиксировать блок прокатного станка в тисках, к нижней части боковых стенок необходимо приварить кусок металлического уголка или профильную трубу.
На последнем этапе останется только зачистить сварные швы и покрасить самоделку. Еще потребуется изготовить и установить ручку для вращения приводного вала.
Ознакомиться с пошаговым процессом сборки станка для холодной ковки можно в видеоролике ниже.
Простое приспособление для усиления профильной трубы
Рассмотрим еще один вариант самодельной конструкции, которая отлично подойдет для домашней мастерской (для выполнения небольшого объема работ).
Материалы, которые потребуются для изготовления этого приспособления:
- пластина металла шириной 50 мм;
- круглая труба (стальная);
- подшипники — типоразмер 6201;
- метизы — болты, гайки, шайбы.
Необходимые детали для сборки
Отрезаем две пластины шириной 50 мм (толщина металла — не менее 5 мм). Длина первой пластины — 130 мм, второй — 160 мм.
В пластинах металла необходимо просверлить отверстия диаметром 12 мм для установки подшипников. Расстояние между центрами отверстий должно быть 43 мм.
Отрезаем две круглых трубы и привариваем их по краям одной из металлических пластин.
С помощью шайб можно регулировать расстояние между стенками корпуса приспособления — для прокатки трубы квадратного сечения разного размера.
Например, если вам нужно усилить профиль 15х15 мм, то используем две шайбы толщиной по 3 мм. Прибавляем к ним толщину подшипника (10 мм) и получаем расстояние между стенками — 16 мм.
Собираем приспособление (для крепления подшипников используем болты с гайками), и можно приступать к работе. Изготовление подобной конструкции занимает минимум времени.
Конец профильной трубы загоняем между прокатными роликами (подшипниками). После этого фиксируем край профиля в слесарных тисках, и прокатываем вручную — короткими рывками или поступательными движениями.
Подробно, как собрать такую приспособу своими руками, и как потом сделать с ее помощью прокатку профтрубы — смотрите на видео ниже.
02.10.2020
355
1 мин на чтение

В данном обзоре мастер поделится своим опытом изготовления блока для декоративного проката, а также усиления профтрубы.
Для изготовления станка потребуются следующие материалы:
- металлические пластины;
- подшипники;
- круглая труба;
- шпильки;
- болты с гайками;
- стальные шайбы.
Первым делом автор отрезает две прямоугольных пластины металла, и при помощи бумажного шаблона делает разметку — с помощью кернера отмечает места для сверления отверстий.
По краям вырезанных заготовок необходимо просверлить отверстия диаметром 12 мм, а по центру — диаметром 38 мм.
Советуем вам также прочитать: как изготовить станочек для «намотки» стального квадратного прутка.
Основные этапы работ
На следующем этапе автор отрезает четыре куска круглой трубы. Делаем из них обоймы для подшипников.
Обоймы привариваем к металлическим пластинам, после чего запрессовываем в них подшипники.

Далее нам потребуются зубчатые шкивы коленвала автомобиля. Привариваем к ним гайки.

Подготавливаем остальные детали, и приступаем к сборке конструкции.

На подготовленные шпильки надеваем шестерни, а затем — самодельные прокатные ролики с шайбами. Шпильку фиксируем гайками.

В завершении стягиваем металлические пластины между собой при помощи шпилек диаметром 12 мм. Изготавливаем и крепим ручку.
Подробно о том, как сделать блок проката и усиления профильной трубы, можно посмотреть на видео ниже. Эта идея принадлежит автору YouTube канала Welder DIY.
Оцените запись[Голосов: 0 Средняя оценка: 0]

admin
Только те, кто предпринимают абсурдные попытки, смогут достичь невозможного. — Альберт Эйнштейн
Появление сотового поликарбоната для изготовления теплиц определило новый тип конструкций сооружений защищенного грунта – арочные конструкции. Чтобы создавать металлокаркас для подобных зданий, нужно иметь станок, способный выполнять изгибание конструкционных профилей по определенной кривой.
Самодельные вальцы для профильной трубы призваны помочь в изготовлении арок по заданному радиусу. Технологический процесс профилирования длинномерных заготовок основан на протягивании детали через вальцы, расположенные на определенном расстоянии друг от друга. Для придания изгиба в ту или другую сторону проход длинномера осуществляется не в прямом направлении, один или два валика смещены.
Трубопрокатный станок

При прокатывании длинномерных труб на станке смещают центр движения. За счет подобного смещения между вальцами образуется кривая. Один ролик давит изнутри радиального контура, а два других – образуют внешний контур будущего изделия.
Конструктивно подобное устройство выполняется на прочной опоре, изготавливаемой из швеллера. Нижние ролики располагаются в подшипниках. Обычно расстояние между ними не меняется (существуют варианты станка, где изменив расположение нижних роликов, создают другой радиус проката).
Сверху располагается верхний валик. Его можно перемещать по высоте. Двигая опорную часть по резьбе вниз, можно развивать значительные усилия. Они будут действовать на трубу в процессе прокатывания.
Чтобы совершать прокатку, нужно прилагать дополнительные протягивающие усилия в продольном направлении. Для этой цели устанавливается рукоятка. Вращая ее, можно заставить трубу двигаться в ту или другую сторону.
Для самостоятельного изготовления можно пойти другим путем. Из листа толщиной 2…4 мм вырезают стенки устройства, где устанавливают валики.

Самое сложное – это изготовить боковины, внутри которых располагаются:
- Опорные валы – 2 шт.
- Прижимной вал, размещенный на соответствующем устройстве.
- Рукоятка, позволяющая производить прокатывание профильной трубы.
Промышленные станки изготавливают с ручным или электрическим приводом. При изготовлении электрифицированного станка обязательно предусматривают возможность реверса. Тогда прокатывать можно, заставляя длинномер двигаться в обоих направлениях.
Изготовление трубогиба своими руками
Простейший трубогиб изготавливается сравнительно несложно. Нужно приобрести:
- подшипники № 206;
- корпуса подшипников;
- валы Ø 35 мм из закаленной стали HRC 40…45 (подходят под внутренний размер подшипников);
- велосипедные звездочки одинакового диаметра;
- педаль от велосипеда;
- ходовой винт с гайкой;
- швеллер № 8;
- швеллер № 6;
- болты М8 с гайками;
- полоса 40 мм, толщиной 4 мм.
Для изготовления нужно использовать:
- Электродрель.
- Напильник.
- УШМ с отрезными и зачистными дисками.
- Сварочный аппарат.
- Набор гаечных ключей.
Пошаговое изготовление станка
Подготовив набор комплектующих, приступают к изготовлению. Общий вид станка. Он устанавливается на брус 100·50 мм.

Все детали раскладываются на видном месте. Предварительно проверяется работоспособность подшипников и ходового винта.

Вырезаются заготовки из швеллеров. Из них сваривается вертикальная стойка, устанавливаемая перпендикулярно к опорному швеллеру.

Сверлится отверстие под ходовой винт. К нему приваривают гайку. Потом вкручивают винт. Сверху варят поперечину, она понадобится для перемещения винта по резьбе.

По опорному швеллеру перемещают подшипники. Они предварительно установлены в корпуса. Внутрь вставлены валы. К одному из торцов приваривают цепные звездочки.

К одному опорному валу приваривают велосипедную педаль. Вращая ее в ту или другую сторону, можно заставить перемещаться трубу в нужном направлении.

Изготовив прижимной механизм, производится проверка расположения всех элементов. Стараются установить их согласно чертежу, представленному ранее.

Установив детали по месту, их приваривают. Наступает черед проверить работоспособность устройства.

Ставят трубу и прокатывают ее в обе стороны. Нажима сверху еще нет, проверяется, насколько легко перемещается труба.
Поворачивая винт, прижимают нажимной валик вниз, продавливают трубу. Сместив прижимной валец, прокатывают трубу. После каждого прохода смещают валик вниз. Периодически вынимают деталь и сравнивают ее с шаблоном.
Изготовив станок, можно приступать к изготовлению теплиц и парников, в основе которых используют профильные трубы. Ниже показаны образцы и дана информация, как сделать подобные сооружения.
Источник: https://metmastanki.ru/valtsy-dlya-profilnoy-truby-svoimi-rukami
Станок для усиления профильной трубы: чертеж и вальцы своими руками
Стандартные профильные трубы квадратного или прямоугольного сечения, благодаря высокой прочности на изгиб при малом весе широко применяются в строительстве. В случаях превышения допустимых значений нагрузки, которые возникают при сильных изгибах, изделия деформируются и разрываются. Исключить негативные последствия позволяет применение труб с усиленным профилем.
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 900).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
 Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
 Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
- ручной;
- электрический;
- гидравлический.
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.
Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
Изготовление станка своими руками
Не всегда есть смысл приобретать профессиональный станок. Для разовых работ больше подойдут простейшие установки, сделанные своими руками. Главное, иметь чертежи, тщательно изучить принцип устройства и работу станка, подобрать качественные материалы для заготовок и необходимые инструменты для сборки.
Схема
Принципиальная схема станка для проката 2-х видов сечений профиля в разрезе. На её основании можно получить представление о конструкции и сопряжении основных узлов и принципе обработка труб. В данном случае, верхний вал является ведущим.

Комплектующие детали
Комплектующие вальцевателя прокатки не должны иметь сколов, выбоин, иметь приличный запас прочности, изготавливаться из определённых марок стали.
Валы, оси вытачивают на токарном станке. Некоторые комплектующие можно купить в магазине или снять с других механизмов, например:
- самоцентрирующиеся подшипники качения (4 шт.);
- звёздочки (4 шт.);
- цепь от велосипеда, мопеда.
Для сборки каркаса (основания) потребуется металлопрокат (швеллер, трубы), листы толщиной 5-10 мм. Основание обеспечивает стабильность установки в процессе работы.
 Вальцы (по 2 шт. каждого вида) для усиления профиля лучше выточить из легированной стали, для небольшого объёма работ подойдёт и Ст3, Ст10. Заготовки вальцов подвергают закаливанию.
Вальцы (по 2 шт. каждого вида) для усиления профиля лучше выточить из легированной стали, для небольшого объёма работ подойдёт и Ст3, Ст10. Заготовки вальцов подвергают закаливанию.
Вальцы и оси должны многократно превосходить по твёрдости обрабатываемые трубы. В противном случае, вальцы придётся часто заменять новыми. Твёрдость вальцов на профессиональных установках не менее 52 НRС.
Инструменты
При сборке станка потребуются навыки (а так же соответствующее оборудование):
Крепление сваркой в некоторых местах можно заменить резьбовыми соединениями.
Необходимые инструменты:
- дрель, с набором свёрл;
- гаечные ключи разного размера;
- уровень для выставления лини горизонта;
- штангенциркуль, рулетка.
Конструкция входящих деталей
По краям вальцов вытачивают специальные валики, которые надёжно фиксируют положение трубы во время проката.
 Получить размеры вальцов для протяжки профиля можно с комплекта от профессиональных установок. Чертежи вальцов и осей по полученным размерам не сложно разработать самому. Ниже представлен пример чертежа.
Получить размеры вальцов для протяжки профиля можно с комплекта от профессиональных установок. Чертежи вальцов и осей по полученным размерам не сложно разработать самому. Ниже представлен пример чертежа.
 Прокатка каждого размера профиля выполняется вальцами соответствующих размеров. Сделать модель со съёмными элементами не просто, по этой причине вальцы для усиления профильной трубы при сборе станка своими руками рекомендуется делать многоступенчатыми. Это позволит проводить обработку труб разных размеров без переустановки вальцов.
Прокатка каждого размера профиля выполняется вальцами соответствующих размеров. Сделать модель со съёмными элементами не просто, по этой причине вальцы для усиления профильной трубы при сборе станка своими руками рекомендуется делать многоступенчатыми. Это позволит проводить обработку труб разных размеров без переустановки вальцов.
Обе оси имеют одинаковые размеры, но различную длину. На более длинной оси (ведущей) закрепляют рукоятку движения. Ниже представлен чертёж оси с посадочным местом под рукоятку.

Сборочные работы
Каркас создаётся постепенно, по мере сборки остальных деталей. Отдельные элементы основания соединяют между собой сваркой или крупногабаритными болтами.
Расстояние между верхней и нижней осью зависит от диаметров вальцов. При неимении точных сборочных чертежей размеры между осями определяют опытным путём:
- устанавливают вальцы на оси;
- вымеряют расстояние между осями;
- высверливают отверстия на боковых стенках каркаса под установку подшипников;
- затем оси убирают в сторону, занимаются установкой подшипников.
Соединение оси и вальцов осуществляется несколькими способами:
- при помощи шпонки, размером около 8х8 мм;
- сваркой через заранее просверленные потайные несквозные отверстия, выполненные сверлом большого диаметра.
Второй способ доступен, если имеется аппарат для ручной электродуговой или полуавтоматической сварки.
Далее ось вставляется в подшипник, который предварительно закрепляется в буксе, заранее приваренной к стенке каркаса с внутренней стороны. Надёжность крепления – максимальная. В первую очередь оси с вальцами устанавливают в ту боковую стенку каркаса, где предполагается расположить цепную передачу. Затем оси вставляются в подшипники, закреплённые на 2-ой боковой стенке каркаса.
После установки основных элементов укрепляют каркас:
- сварочными швами;
- резьбовыми соединениями.
Сборка цепного механизма на практике так же происходит с определением размеров по месту:
- на нижнюю ось устанавливают 1-ю звёздочку;
- на верхнюю ось – 2-ю звёздочку;
- примеривают цепь, намечают расположение ещё 2-х звёздочек.
Вальцы должны вращаться без затруднения при натянутой цепи. Рукоятка приваривается к ведущей оси в последнюю очередь.
Для механизма подачи движения в виде червячной передачи необходимо запастись шестерёнками нужного размера.
Рекомендации
Особые требования предъявляются к соосности вальцов: они должны располагаться в одной вертикальной плоскости и быть строго параллельными. Любое нарушение соосности приведёт к неравномерному сдавливанию профиля, что значительно снизит качество проката.
Станок, сделанный в домашних условиях специально для усиления профильных труб, не должен в процессе работы представлять опасность для человека. При сборке следует:
- Максимально надёжно фиксировать все движущиеся детали. Исключить их отскакивание в процессе работы.
- Предусмотреть защитные заслонки.
Правильно собранные самодельные установки не уступают профессиональным моделям по качеству выпускаемых изделий.
Источник: https://ZnatokTepla.ru/truby/printsip-raboty-i-chertezh-stanka-dlya-usileniya-profilnoj-truby.html
Вальцы для профильной трубы: виды, принцип работы, самостоятельное изготовление

Какими способами можно придать профтрубе квадратного или прямоугольного сечения форму правильной дуги? Как могут быть устроены самодельные вальцы для профильной трубы? А какие решения предлагает современная промышленность? Давайте постараемся ответить на эти вопросы.
Это несложное приспособление способно сберечь много времени, сил и средств.
Зачем это нужно
Для чего нужно гнуть профильную трубу?
Приведем несколько примеров.
- Дугообразный навес не только красив, но и практичен: на нем никогда не будет скапливаться снег.
- Изогнутый козырек над крыльцом выглядит куда лучше, чем простая конструкция с одним скатом.
- Арочная теплица исключительно прочна, отлично противостоит снеговым и ветровым нагрузкам.
Кстати: сборка теплиц из профильных труб — неплохой бизнес, требующий наличия всего лишь пресловутых трубогибных вальцов и сварочного аппарата.

Сварной каркас для теплицы.
Виды вальцов
Какими они собственно бывают?
Механические
Простейшая конструкция — механические трехвалковые вальцы. Именно такие станки можно чаще всего встретить в продаже; их цена начинается примерно от 15 — 20 тысяч рублей. Как они устроены?
В полном соответствии с названием в основе конструкции лежит протяжка профтрубы тремя валками. Один из них может смещаться относительно двух других в направлении, перпендикулярном объединяющей их плоскости; для смещения используется винтовой механизм, что позволяет даже человеку с вполне заурядными физическими возможностями развить значительное усилие.
Один из валков снабжается рукояткой, позволяющей вращать его и тем самым протягивать изгибаемую трубу.

Простейшие трехвалковые вальцы.
Возможны несколько модификаций, позволяющих несколько улучшить эксплуатационные качества трубогиба:
- Объединение валков общей цепью обеспечит их синхронное вращение, предотвращая тем самым проскальзывание трубы.
- Вместо цепи может быть использована зубчатая передача.
- Использование закаленных валков увеличивает их ресурс в несколько раз.
- Кроме того, валки могут быть сменными, что позволит гнуть без замятий как профилированные, так и круглые трубы.
Электрические
В этом случае часть ручной работы перекладывается на электромотор.
В продаже можно встретить два варианта исполнения электрических трубогибов:
- В более простых решениях электромотор отвечает только за протяжку трубы. Позиционирование изгибающего ее валка производится вручную.

- Продвинутые модели вальцов используют электричество и для протяжки, и для смещения валка (разумеется, при посредстве редуктора, многократно увеличивающего усилие).
Гидравлические
В эту категорию попадают как мощные промышленные станки массой в десятки тонн, так и сравнительно компактные устройства. Их общая черта — использование гидроцилиндра: нагнетая давления масла в нем, можно развить огромное усилие на деформирующем валке.
Радиус изгиба
Независимо от устройства трубогиба, действует общая закономерность: чем больше толщина трубы (ее сечение, параллельное радиусу изгиба), тем больше минимальный радиус изгиба. Приведем значения, заявленные для своих станков одним из отечественных производителей — они довольно типичны.
| Размер трубы, мм | Минимальный радиус изгиба, мм |
| 15х15 | 280 |
| 20х20 | 280 |
| 25х25 | 280 |
| 30х30 | 325 |
| 40х20 | 325 |
| 50х25 | 400 |
| 40х40 | 900 |
Можно ли выгнуть дугу из профильной трубы без вальцов?
Технически это возможно, но результат с большой вероятностью будет неудовлетворительным.
Инструкция по гибке не столько сложна, сколько требует большого объема подготовительных работ.
Из дерева или фанеры изготавливается шаблон, обладающей формой поверхности, соответствующей необходимой вам дуге.
К шаблону крепится петля — фиксатор, в которую вставляется один из концов трубы.
Дальнейшая работа, собственно, сводится к приложению грубой силы на втором ее конце. Для увеличения усилия могут использоваться разнообразные рычаги.

Источник: https://gidroguru.com/instrumenty/237-valcy-dlya-profilnoj-truby




Комплект роликов для усиления профильной трубы
Усиливают трубу 15*15 и 20*20 мм
Закалены до 55 HRC
Купить в один клик
Доставка
Доставка бесплатная* от 15 000 рублей
Возврат и обмен
14 дней возврат/обмен 1 год гарантия
Возникли вопросы?
Звоните: +7 (843) 267-14-74 или напишите нам!

Ролики для нанесения фактуры на ребрах трубы
Для облегчения работы с профильной трубой, сделал вот такой станочек, для усиления профильной трубы(15*15,20*20);
Comments 35
Тоже подписался.Можно и мне чертёж пожалуйста.
Все супер ! Подписываюсь и мне чертеж пожалуйста .
Классная тема !Если можно чертеж.
Классная работа, присоединюсь ко всем желающим, и мне тоже нужен чертежик
мне с бороздой — не нравится, поэтому сделал плоский ролик
то же самое, но совмещено с профилегибом.гнёт и продавливает канавку
однозначно в закладки, класс!
Интересует чертеж станка есть?
Всё делалось на ходу, но попробую восстановить картину, если что отправлю в л/с.
если получится и мне отправь, заранее спасибо.
ну и мне если не жалко)))
если не жалко и мне плиз. заранее огромное спасибо.
Уже выложил, здесь же.
Всё делалось на ходу, но попробую восстановить картину, если что отправлю в л/с.
Можно и мне, или здесь разместить?
Всё делалось на ходу, но попробую восстановить картину, если что отправлю в л/с.
Ок жду. Я просто занимаюсь ковкой, искал чертежи и немог найти.
Всё делалось на ходу, но попробую восстановить картину, если что отправлю в л/с.
Я бы тоже не отказался
Всё делалось на ходу, но попробую восстановить картину, если что отправлю в л/с.
Если не затруднит и мне пожалуйста)
Всё делалось на ходу, но попробую восстановить картину, если что отправлю в л/с.
Збрось сюда для всех!:-D
Всё делалось на ходу, но попробую восстановить картину, если что отправлю в л/с.
Тоже хотелось бы чертежиком обзавестись.)))
усиление я так понимаю — это создание борозды вдоль трубы?
Типа добавляется ещё 2 угла в противоположных стенках путём вдавливания (проката)
ну да, на готовом изделии видно. гнуть трубу после такого легче судя по всему?
Типа добавляется ещё 2 угла в противоположных стенках путём вдавливания (проката)
усиление я так понимаю — это создание борозды вдоль трубы?
Да, с двух сторон, что бы при загибе проф трубы, она не переламывалась.
вторая по нужности вещь после трубогибочного станка
Однозначно, а то уже замаялся, зубилом и молотом долбить)))
на один погонный метр сколько ударов надо сделать?
Лучше не вспоминать)))
вторая по нужности вещь после трубогибочного станка
Так это и есть такой станок, для дальнейшей работы нужно только сделать съёмные ролики на валах, для различных труб, как профильных, так и круглого сечения.
Столик хорош! Клиент уже есть на него?
Станок не понял я, пардон, вы прокатываете на проф трубе желоб? Есть ли готовой проф трубы фото в разрезе, просвети пожалуйста.
| № 19025164 | 264 раза 4 дня назад |
Vadim_v40 Senior Member Автор объявления
11 лет на сайте
пользователь #136600
Станок для усиления (сдавливания) профильной трубы применяется в холодной ковке. Так же с помощью данного станка возможно изготовление обжимной полосы (обжимки) и раскатывание концов заготовки после сдавливания (гусиная лапка). Станок подключён к 380В, привод к кузнечному блоку от электродвигателя через редуктор Ч100. Все добротное и надёжное. Станок новый. Позволяет работать с профильной трубой 10х10, 15х15, 20х20. С помощью данного станка, кованые элементы из профильной трубы получаются объемными, лёгкими и не дорогими в себестоимости по сравнению с полнотелым квадратом.
Тел. 29-3600033 Вадим
Принцип работы и чертеж станка для усиления профильной трубы
Стандартные профильные трубы квадратного или прямоугольного сечения, благодаря высокой прочности на изгиб при малом весе широко применяются в строительстве. В случаях превышения допустимых значений нагрузки, которые возникают при сильных изгибах, изделия деформируются и разрываются. Исключить негативные последствия позволяет применение труб с усиленным профилем.
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 90 0 ).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
Станок для усиления профиля
Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
Профильная труба
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.
Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
Изготовление станка своими руками
Не всегда есть смысл приобретать профессиональный станок. Для разовых работ больше подойдут простейшие установки, сделанные своими руками. Главное, иметь чертежи, тщательно изучить принцип устройства и работу станка, подобрать качественные материалы для заготовок и необходимые инструменты для сборки.
Схема
Принципиальная схема станка для проката 2-х видов сечений профиля в разрезе. На её основании можно получить представление о конструкции и сопряжении основных узлов и принципе обработка труб. В данном случае, верхний вал является ведущим.
Схема станка
Комплектующие детали
Комплектующие вальцевателя прокатки не должны иметь сколов, выбоин, иметь приличный запас прочности, изготавливаться из определённых марок стали.
Валы, оси вытачивают на токарном станке. Некоторые комплектующие можно купить в магазине или снять с других механизмов, например:
- самоцентрирующиеся подшипники качения (4 шт.);
- звёздочки (4 шт.);
- цепь от велосипеда, мопеда.
Для сборки каркаса (основания) потребуется металлопрокат (швеллер, трубы), листы толщиной 5-10 мм. Основание обеспечивает стабильность установки в процессе работы.
Сборка каркаса
Вальцы (по 2 шт. каждого вида) для усиления профиля лучше выточить из легированной стали, для небольшого объёма работ подойдёт и Ст3, Ст10. Заготовки вальцов подвергают закаливанию.
Вальцы и оси должны многократно превосходить по твёрдости обрабатываемые трубы. В противном случае, вальцы придётся часто заменять новыми. Твёрдость вальцов на профессиональных установках не менее 52 НRС.
Инструменты
При сборке станка потребуются навыки (а так же соответствующее оборудование):
Крепление сваркой в некоторых местах можно заменить резьбовыми соединениями.
- дрель, с набором свёрл;
- гаечные ключи разного размера;
- уровень для выставления лини горизонта;
- штангенциркуль, рулетка.
Конструкция входящих деталей
По краям вальцов вытачивают специальные валики, которые надёжно фиксируют положение трубы во время проката.
Вальцы
Получить размеры вальцов для протяжки профиля можно с комплекта от профессиональных установок. Чертежи вальцов и осей по полученным размерам не сложно разработать самому. Ниже представлен пример чертежа.
Чертеж вальцов
Прокатка каждого размера профиля выполняется вальцами соответствующих размеров. Сделать модель со съёмными элементами не просто, по этой причине вальцы для усиления профильной трубы при сборе станка своими руками рекомендуется делать многоступенчатыми. Это позволит проводить обработку труб разных размеров без переустановки вальцов.
Обе оси имеют одинаковые размеры, но различную длину. На более длинной оси (ведущей) закрепляют рукоятку движения. Ниже представлен чертёж оси с посадочным местом под рукоятку.
Чертёж оси с посадочным местом под рукоятку
Сборочные работы
Каркас создаётся постепенно, по мере сборки остальных деталей. Отдельные элементы основания соединяют между собой сваркой или крупногабаритными болтами.
Расстояние между верхней и нижней осью зависит от диаметров вальцов. При неимении точных сборочных чертежей размеры между осями определяют опытным путём:
- устанавливают вальцы на оси;
- вымеряют расстояние между осями;
- высверливают отверстия на боковых стенках каркаса под установку подшипников;
- затем оси убирают в сторону, занимаются установкой подшипников.
Соединение оси и вальцов осуществляется несколькими способами:
- при помощи шпонки, размером около 8х8 мм;
- сваркой через заранее просверленные потайные несквозные отверстия, выполненные сверлом большого диаметра.
Второй способ доступен, если имеется аппарат для ручной электродуговой или полуавтоматической сварки.
Далее ось вставляется в подшипник, который предварительно закрепляется в буксе, заранее приваренной к стенке каркаса с внутренней стороны. Надёжность крепления – максимальная. В первую очередь оси с вальцами устанавливают в ту боковую стенку каркаса, где предполагается расположить цепную передачу. Затем оси вставляются в подшипники, закреплённые на 2-ой боковой стенке каркаса.
После установки основных элементов укрепляют каркас:
- сварочными швами;
- резьбовыми соединениями.
Сборка цепного механизма на практике так же происходит с определением размеров по месту:
- на нижнюю ось устанавливают 1-ю звёздочку;
- на верхнюю ось – 2-ю звёздочку;
- примеривают цепь, намечают расположение ещё 2-х звёздочек.
Сборка цепного механизма
Вальцы должны вращаться без затруднения при натянутой цепи. Рукоятка приваривается к ведущей оси в последнюю очередь.
Цепной механизм
Для механизма подачи движения в виде червячной передачи необходимо запастись шестерёнками нужного размера.
Механизм подачи движения
Рекомендации
Особые требования предъявляются к соосности вальцов: они должны располагаться в одной вертикальной плоскости и быть строго параллельными. Любое нарушение соосности приведёт к неравномерному сдавливанию профиля, что значительно снизит качество проката.
Станок, сделанный в домашних условиях специально для усиления профильных труб, не должен в процессе работы представлять опасность для человека. При сборке следует:
- Максимально надёжно фиксировать все движущиеся детали. Исключить их отскакивание в процессе работы.
- Предусмотреть защитные заслонки.
Правильно собранные самодельные установки не уступают профессиональным моделям по качеству выпускаемых изделий.
Источник
Ручной станок для декоративного проката профтрубы

В этой статье подробно расскажем, как изготовить два приспособления для обработки (холодной ковки) квадратной профтрубы. Первый вариант — мини станок, второй — ручной кондуктор.
Наибольший интерес для домашних умельцев представляет именно станок.
Конструкции бывают самые разные — мы рассмотрим одну из самых простых. Как прокатать профтрубу своими руками для холодной ковки подробно расскажем ниже.
Привод прокатного станка может использоваться разный — можно прокатывать профиль вручную, а можно и поставить электродвигатель.В домашних условиях вполне достаточно станка с ручным механическим приводом.
Для синхронного вращения валов (нижнего и верхнего) будем использовать шестеренки, которые устанавливаются на каждом из валов. Ведущим валом является тот, который располагается сверху.
Валы для прокатки профтрубы можно сделать наборными — из нескольких элементов или цельными — из стального кругляка подходящего диаметра (но для этого потребуется наличие токарного станка или, как минимум, знакомый токарь).
Изготовление корпуса блока
Материалы, которые потребуются для изготовления корпуса самодельного блока усиления профильной трубы:
- металлическая пластина;
- круглая стальная труба;
- подшипники (типоразмер — 6304);
- резьбовая шпилька;
- ролики для проката;
- шестерни с коленвала авто.
Чтобы собрать корпус блока станка для усиления профильной трубы, с помощью болгарки или плазмореза необходимо будет отрезать пластину металла толщиной 10-12 мм.
После этого сверлим в ней два отверстия диаметром 38 мм (для этого можно использовать коронку по металлу).

От металлической круглой трубы отрезаем два кольца, и привариваем их к пластине. Это у нас будут обоймы для подшипников. По такому же принципу изготавливаем еще одну такую пластину с обоймами.

Берем четыре подшипника 6304, и запрессовываем их в обоймы. По возможности лучше запрессовывать в слесарных тисках. Если же бить молотком, то можно повредить подшипники.

Далее нам потребуются две шестерни с коленчатого вала. К шестеренкам нужно приварить с двух сторон шестигранных гайки. Накручиваем шестерни на вал (в данном случае используется резьбовая шпилька М20).
Гайки на шестернях необходимо приварить к шпильке. Для этого в гайках с помощью УШМ делаем пропил до резьбы шпильки, и после этого аккуратно обвариваем.

Для сборки самодельного станка потребуются еще специальные ролики для декоративного проката (используются для холодной ковки профильной трубы) — как их изготовить, расскажем ниже. Надеваем их на резьбовые шпильки. Между роликами устанавливаем стальные шайбы.

Дополнительно отрезаем четыре металлических полосы — они будут использоваться при сборке (для соединения боковых стенок).
Пошаговый процесс изготовления корпуса блока со всеми пояснениями можно посмотреть на видео ниже.
Изготовление прокатных роликов
В данном случае обойдемся без использования фрезера и токарного станка — способ доступен для каждого мастера. За основу будем использовать шестигранные гайки М30 и М27.

Обратите внимание: гайки нужно использовать от КАМАЗа, но только не обычные строительные — они не справятся со своей задачей. Гайка М30 взята с реактивной тяги, а гайка М27 — со стремянки.
Все размеры деталей и чертежи валов и других элементов конструкции будут представлены автором в видеоролике.
Первым делом изготавливаем самодельный ролик для прокатки квадратной профтрубы 15х15 мм.
Берем гайку М30, стачиваем полукруглую фаску с торца, после чего от края гайки отмечаем разметочным инструментом линию на расстоянии 8,2 мм. Разрезаем эту гайку по нанесенной разметке.



Вырезаем из бумаги шаблон, прикладываем его к каждой грани гайки, и обводим карандашом или маркером.


Далее обтачиваем гайку по разметке при помощи УШМ и шлифовального лепесткового круга.
Теперь нам потребуется гайка М20. Обтачиваем грани лепестковым кругом, и запрессовываем ее внутрь прокаточного ролика таким образом, чтобы края гайки выступали на одинаковое расстояние с каждой стороны.

Аналогичным способом изготавливаем другие ролики для проката для профильной трубы своими руками, но нужно будет учитывать типовые размеры, которые указаны на чертеже.
Например, для изготовления ролика для проката профиля 20х20 мм мы используем гайку М27 и отрезаем ролик не 8 мм шириной, как в предыдущем случае, а уже шириной — 11 мм.
Есть один нюанс — гайки М20, которые запрессовываются внутрь ролика, имеют ширину 15 мм, поэтому их придется наращивать. Либо можно использовать удлиненную гайку М20, и отрезать от нее кусок нужного размера.
Подробный процесс изготовления самодельных роликов для вальцовки (проката) квадратной профтрубы своими руками можно посмотреть в видеоролике. Своим опытом поделился автор YouTube канала Welder DIY.
Сборка станка для усиления профильной трубы
После того как изготовили ролики и другие детали, можно приступать к сборке самодельного приспособления. Рассмотрим основные этапы работ, которые предстоит сделать.
Металлические пластины с обоймами для подшипников выступают в роли боковых стенок корпуса.
Вставляем в них валы (резьбовые шпильки М20) с посаженными на них шестернями и роликами для раскатки (усиления) профиля. Фиксируем гайками.

Перед тем как вставлять шпильки с роликами во вторую боковую стенку, надеваем на них эксцентрики, а к ним — привариваем гайки.

Валы с установленными эксцентриками

Снизу и сверху боковых стенок привариваем по две металлических полосы.

Чтобы зафиксировать блок прокатного станка в тисках, к нижней части боковых стенок необходимо приварить кусок металлического уголка или профильную трубу.

На последнем этапе останется только зачистить сварные швы и покрасить самоделку. Еще потребуется изготовить и установить ручку для вращения приводного вала.
Ознакомиться с пошаговым процессом сборки станка для холодной ковки можно в видеоролике ниже.
Функциональность
Обладая небольшими габаритами и весом, самодельный станок позволяет выполнять много операций по обработке профильной трубы.
На выходе мы получаем не просто усиленный профиль, а еще и декоративный элемент.
При помощи прокатного станка, изготовление которого мы подробно рассмотрели выше, можно создавать разные узоры на поверхности профтрубы — «косичку» и «волну».

Усиленная профильная труба после одно— или двухсторонней прокатки способна воспринимать повышенные нагрузки на изгиб, благодаря чему ее можно использовать при изготовлении различных гнутых декоративных металлоконструкций.
В условиях домашней мастерской применение самодельного мини прокатного станка для усиления профильной трубы вполне оправдано, и конструкция, сделанная своими руками намного выгоднее, чем заводской станок.
Вальцы (ролики) можно использовать самые разные, в зависимости от того, какой рисунок вам требуется. Для раскатывания (расплющивания) концов профильной трубы используются эксцентрики.

Простое приспособление для усиления профильной трубы
Рассмотрим еще один вариант самодельной конструкции, которая отлично подойдет для домашней мастерской (для выполнения небольшого объема работ).
Материалы, которые потребуются для изготовления этого приспособления:
- пластина металла шириной 50 мм;
- круглая труба (стальная);
- подшипники — типоразмер 6201;
- метизы — болты, гайки, шайбы.

Необходимые детали для сборки
Отрезаем две пластины шириной 50 мм (толщина металла — не менее 5 мм). Длина первой пластины — 130 мм, второй — 160 мм.
В пластинах металла необходимо просверлить отверстия диаметром 12 мм для установки подшипников. Расстояние между центрами отверстий должно быть 43 мм.

Отрезаем две круглых трубы и привариваем их по краям одной из металлических пластин.
С помощью шайб можно регулировать расстояние между стенками корпуса приспособления — для прокатки трубы квадратного сечения разного размера.

Например, если вам нужно усилить профиль 15х15 мм, то используем две шайбы толщиной по 3 мм. Прибавляем к ним толщину подшипника (10 мм) и получаем расстояние между стенками — 16 мм.
Собираем приспособление (для крепления подшипников используем болты с гайками), и можно приступать к работе. Изготовление подобной конструкции занимает минимум времени.
Конец профильной трубы загоняем между прокатными роликами (подшипниками). После этого фиксируем край профиля в слесарных тисках, и прокатываем вручную — короткими рывками или поступательными движениями.


Подробно, как собрать такую приспособу своими руками, и как потом сделать с ее помощью прокатку профтрубы — смотрите на видео ниже.
Источник
02.10.2020
34
1 мин на чтение

В данном обзоре мастер поделится своим опытом изготовления блока для декоративного проката, а также усиления профтрубы.
Для изготовления станка потребуются следующие материалы:
- металлические пластины;
- подшипники;
- круглая труба;
- шпильки;
- болты с гайками;
- стальные шайбы.
Первым делом автор отрезает две прямоугольных пластины металла, и при помощи бумажного шаблона делает разметку — с помощью кернера отмечает места для сверления отверстий.
По краям вырезанных заготовок необходимо просверлить отверстия диаметром 12 мм, а по центру — диаметром 38 мм.
Советуем вам также прочитать: как изготовить станочек для «намотки» стального квадратного прутка.
Основные этапы работ
На следующем этапе автор отрезает четыре куска круглой трубы. Делаем из них обоймы для подшипников.
Обоймы привариваем к металлическим пластинам, после чего запрессовываем в них подшипники.
Далее нам потребуются зубчатые шкивы коленвала автомобиля. Привариваем к ним гайки.
Подготавливаем остальные детали, и приступаем к сборке конструкции.
На подготовленные шпильки надеваем шестерни, а затем — самодельные прокатные ролики с шайбами. Шпильку фиксируем гайками.
В завершении стягиваем металлические пластины между собой при помощи шпилек диаметром 12 мм. Изготавливаем и крепим ручку.
Подробно о том, как сделать блок проката и усиления профильной трубы, можно посмотреть на видео ниже. Эта идея принадлежит автору YouTube канала Welder DIY.
Мой мир
Вконтакте
Одноклассники

Apr
Только те, кто предпринимают абсурдные попытки, смогут достичь невозможного. — Альберт Эйнштейн