
8 Кузнечные флюсы Часть 1
Как сделать буру в домашних условиях?

Как сделать буру в домашних условиях?
КАК СДЕЛАТЬ БУРУ КУЗНЕЧНАЯ СВАРКА

КАК СДЕЛАТЬ БУРУ КУЗНЕЧНАЯ СВАРКА
Бура для кузнечной сварки своими руками

Бура – это флюс, используемый при соединении металлических деталей методом пайки.
Бура, которая выпускается в виде порошка, относится к категории высокотемпературных флюсов, поскольку температура ее плавления находится в интервале 700–900°.
Порошок буры, характеристики которого оговариваются в соответствующем нормативном документе (ГОСТ 8429-77), хорошо растворяется в воде и при нагревании превращается в стеклянную массу, которая и обеспечивает защиту зоны пайки.
Кристаллы буры могут быть прозрачными или сероватыми, но всегда блестят характерно «жирно»
Сферы применения
Бура, представляющая собой соль, в состав которой входит слабая борная кислота и сильное основание, имеет и научное название – декагидрат тетрабората натрия.
При помощи этого вещества, используемого в качестве флюса, выполняется пайка таких металлов, как сталь, чугун, медь и ее сплавы.
При этом для такой пайки используются среднеплавкие припои, основу которых могут составлять медь, латунь, серебро и золото.
При расплавлении буры, что происходит при достаточно высокой температуре, поверхности соединяемых деталей очищаются, а окислы, которые на них присутствуют, растворяются в разогретом флюсе.
В процессе выполнении пайки, для которой используется такой тугоплавкий флюс, как бура, соответствующая требованиям ГОСТа 8429-77, образуются соли, кристаллизирующиеся на поверхности формируемого соединения.
После завершения технологической операции соляной налет необходимо удалить.
Требования ГОСТа к составу флюса на основе буры
Чтобы получить из буры борный флюс, которым можно пользоваться при пайке деталей из меди, чугуна, стали и других металлов, данное вещество необходимо смешать с борной кислотой в пропорции 1:1.
Полученную смесь тщательно перетирают в фарфоровой емкости, а затем выпаривают лишнюю жидкость, чтобы получить сухой остаток, в который добавляют фтористые и хлористые соли.
По такой технологии получают активные флюсы, позволяющие выполнять качественную пайку деталей из различных металлов.
ГОСТ 8429-77 Бура. Технические условия
Скачать
Преимущества использования
Медные трубы в качестве составных элементов трубопроводов различного назначения сегодня пользуются большой популярностью.
В связи с этим пайка меди твердым припоем, для выполнения которой используется такой флюс, как бура, стала достаточно распространенным технологическим процессом.
Использование данного метода соединения изделий из меди позволяет не только выполнять монтаж новых трубопроводов, но и осуществлять качественный ремонт тех, которые уже эксплуатируются на протяжении определенного времени.
Бура удаляет с поверхности оксидную пленку и способствует растеканию жидкого припоя
Применение технической буры в качестве флюса при пайке меди имеет следующие преимущества.
- Качественной пайке могут подвергаться металлические детали в любом сочетании.
- Металлические изделия, которые необходимо соединить при помощи пайки, могут иметь любую начальную температуру.
- При применении буры качественные и надежные соединения можно получать даже между металлическими и неметаллическими деталями.
- Паяные соединения, полученные с использованием такого флюса, можно в любой момент распаять, если в этом возникает необходимость.
- Основной металл при выполнении пайки не плавится, как это происходит при сварке, что позволяет избежать такого нежелательного процесса, как коробление (и, соответственно, изменения геометрической формы соединяемых изделий).
- Применение буры позволяет обеспечить отличную схватываемость припоя и поверхностей соединяемых деталей.
- Техническая бура, используемая в качестве флюса, обеспечивает высокую производительность такого процесса, как капиллярная пайка.
- Полученные при использовании флюса данного типа паяные соединения отличаются высокой прочностью, надежностью и долговечностью.
Спаянные медные трубы с использованием буры в качестве флюса
Чтобы разобраться в том, какие факторы оказывают влияние на качество выполнения пайки, следует знать этапы данного технологического процесса. Алгоритм выполнения пайки выглядит следующим образом.
- Поверхности деталей, которые необходимо соединить при помощи пайки, необходимо тщательно подготовить.
- Загрязнения удаляются при помощи стандартных средств – щеток, ветоши и др. А для удаления с поверхности деталей тугоплавких окисных пленок как раз и используется такой флюс, как техническая бура.
- Поверхности изделий, подлежащих соединению, необходимо нагреть до определенной температуры, для чего применяется паяльная лампа.
- В зазор между соединяемыми деталями вводится жидкий припой, который также разогревается при помощи паяльной лампы или обычной газовой горелки.
- Взаимодействие разогретого основного металла и жидкого припоя обеспечивает получение надежного паяного соединения.
- Процесс пайки можно считать завершенным в тот момент, когда произойдет полная кристаллизация припоя.
Как выполняется пайка медных труб
Прежде чем приступить к пайке, необходимо подготовить следующие инструменты и расходные материалы:
- щетки с металлической щетиной для зачистки соединяемых поверхностей;
- приспособления и инструменты, при помощи которых соединяемые детали будут нарезаться по требуемым размерам;
- газовая горелка или паяльная лампа;
- припой, который выбирается в зависимости от того, из какого материала изготовлены соединяемые детали;
- бура, характеристики которой должны соответствовать требованиям ГОСТа 8429-77;
- кисточки, необходимые для того, чтобы наносить флюс.
- Флюс, припой и горелка – основные компоненты для пайки медных сплавов
Особое внимание следует уделить выбору газовых горелок, которые на современном рынке представлены в большом ассортименте.
Такое приспособление, предназначенное для обеспечения полноценного разогрева основного металла и припоя, может быть оснащено автоматическим пьезорозжигом или изготовлено в классическом исполнении.
Выбирать горелки, для розжига которых используется пьезоэлемент, стоит только в том случае, если такое устройство произведено под известной торговой маркой. В противном случае лучше приобрести обычную качественную горелку, которая обеспечит вам бесперебойную работу на протяжении длительного времени.
Зачистка места соединения перед пайкой
- Внутренние поверхности соединяемых труб тщательно зачищаются, для чего используется щека с металлической щетиной.
- Наружную зачистку медных труб, выполняемую до образования металлического блеска их поверхностей, осуществляют при помощи наждачной шкурки.
- После тщательной зачистки на внутренние и наружные поверхности наносится бура, для чего используется специальная щеточка.
- Покрытые флюсом в месте будущего соединения медные трубы необходимо состыковать между собой. После этого можно приступать к пайке.
- Перед началом процесса поверхности труб необходимо разогреть до требуемой температуры, для чего используется газовая горелка. Воздействовать пламенем на поверхности соединяемых изделий следует не менее 15–20 секунд.
- После того как поверхности труб разогреты до требуемой температуры, в область пайки вводится припой, который расплавляется также под воздействием пламени газовой горелки. Наносить расплавленный припой на поверхности соединяемых деталей следует равномерно, чтобы обеспечить качество и надежность формируемого соединения.
Нанесение флюса на место пайки
После выполнения пайки с помощью буры следует выполнить контроль полученного соединения, для чего могут быть использованы разрушающие и неразрушающие методы.
Чаще всего такой контроль выполняется при осмотре полученного соединения на предмет наличия внешних дефектов.
Для выполнения такого осмотра, который позволяет выявить многие недостатки соединения, может использоваться увеличительная лупа.
Применение при ковке
Бура в качестве флюса используется и при осуществлении такой технологической операции, как ковка.
При выполнении ковки, сопровождающейся значительным нагревом обрабатываемой заготовки, на поверхности последней образуется толстый слой окалины.
Нередки также случаи, когда заготовка просто пережигается, что приводит к значительному ухудшению ее характеристик. Чтобы избежать этого, поверхность заготовки в процессе выполнения ковки посыпают тонким слоем буры, выступающей в роли флюса.
Источник:
Бура для пайки латуни, меди или алюминия и флюс: для чего нужны и как пользоваться
Бура – это порошок, который добавляется в так называемые высокотемпературные флюсовые смеси для пайки металлических изделий. Температура плавления буры довольно высокая – 700 – 900°С.
Бура для пайки очень удобна в техническом использовании, все ее свойства хорошо известны, удобны и описаны в специальном регулирующем документе – ГОСТе 8429-77.
Где и как бура применяется?
С химической точки зрения бура – это соль натрия со сложным названием «декагидрат тетрабората натрия». С ее участием в роли активного элемента в защитной флюсовой смеси проводится соединение самых разных металлов, вплоть до сложных и капризных сплавов, к примеру, меди.
Источник: https://tpg70.ru/bura-dlya-kuznechnoy-svarki-svoimi-rukami/
Нож из троса своими руками

Продолжим опубликовывать статьи из цикла самодельного изготовления клинков. В этот раз опишем, как изготовить – нож из троса. Материал не пользуется популярностью у мастеров. Причина – в сложности обработки. Аферисты любят выдавать такие изделия за дамасскую сталь. После травления присутствует сильное сходство рисунка на клинке.
Самодельный нож из троса.
Ковка ножа из троса
Процесс ковки заготовки под клинок своими руками, имеет особенности. Сложность состоит в структуре троса. Его изготавливают из множества мелких разрозненных волокон проволоки. И при ударах молотом им свойственно раскручиваться и расползаться в разные стороны. Выполнить работу без проблем, поможет сварка волокон.
Она существует двух типов:
Различие способов – кардинально разное. Проще является вариант сваривания троса по швам электрической дугой. А способ кузнечной сварки более трудоёмкий и занимает немало времени. Реагентом выступает соль тетраборной кислоты, проще – бура.
Второй способ применяют более профессиональные мастера ножевого дела. Умение обращаться с молотом и материалом тут необходимы. Процесс сложнее, но более предпочтителен, своеобразный показатель мастерства кузнеца.
Термическая обработка
В данном разделе опишем подробнее процесс кузнечной сварки. Он реально непрост. Инструментарий понадобится, как при обычной ковке металла. Дополнительным компонентом будет являться бура - реально главный ингредиент кузнечного сварного метода:
- Раскалив заготовку троса до красно-жёлтого свечения, что соответствует 1000-1100 °С, её вынимают из печи и посыпают порошком буры. Она плавится и проникает в пустоты промеж проволоками. Снова помещаем в печь.
- Вытащив 2-ой раз, продолжаем посыпать порошком, но чуть меньше – заготовке нельзя дать остыть, необходимо успеть проковать её. И опять в печь.
- Нагреваем заготовку, извлекаем из печи, посыпаем порошком буры. Проковываем, и в печь.
Процесс похож на однообразные и несложные манипуляции. Увы, требуется уметь определять готовность стали к ковке и выполнять все действия быстро. Волокна троса необходимо сохранить вместе, с помощью молота. Чувствовать металл, и довести действия до автоматизма поможет – опыт и усердие.
Нож из троса.
Проковка с применением порошка буры, потребуется несколько раз. Станет ясно, что металл сливается в единое целое. Монолитный кусок, куётся как обычная заготовка, расплющивается до необходимой толщины. Выводится подъём клинка к острию, и сразу делаются черновые спуски.
Чистовая отделка и процесс травления клинка
Окончательная обработка производится на точильном или шлифовальном станках. Не помешает поработать и вручную, с наждачной бумагой:
- Необходимо снять нагар с изделия.
- Подготовить хвостовик под рукоять.
- Разметить и на «чистовую» сделать спуски клинка.
- Произвести предварительную заточку.
После этих манипуляций, нож из троса вполне готов к закалке. Нагрев производить следует в печи, а охлаждение в масле и подсоленной воде. Способов закалки стали существует немало. Но для троса распространён такой вариант: нагрев клинок до 700 °С, его следует окунуть в моторное масло на 2-3 сек, и сразу в воду.
Этого будет достаточно, изделие приобретёт твёрдость в 52-54 HRC. Что довольно неплохо для ножа. По окончании закалки клинок следует отпустить. Процесс не отличается сложностью. Заготовка помещается в печь, нагревается до 200 °С и оставляется остывать естественным путём.
После отпуска клинок обрабатывается наждачкой – убирается нагар, производится формирование режущей кромки и затачивается «на чистовую». Процесс травления несложен. Необходимо приготовить раствор хлорного железа 5% и поместить в него клинок, на время от 20 до 30 минут.
Травление клинка ножа.
Вынув изделие из раствора, необходимо промыть его под водой и протереть насухо. Отшлифовать наждачной бумагой с мелким зерном 1000-1500 единиц. После этого этапа будет явно виден хаотичный, красивый рисунок, напоминающий дамасскую сталь.
Нож из тросиков от мотоцикла
Обычные тросы изготавливают в соответствии с ГОСТом 3066-55, в нём не предусматривается специальной легированной проволоки. Но есть изделия особого назначения, требующие особой прочности. В такую категорию попадают тросы для передачи механических усилий в: автомобилях, тракторах, мотоциклах и прочей техники.
Нож из тросиков мотоцикла.
Они требуют гибкости и одновременно прочности, для этих характеристик их изготавливают из легированной проволоки. Сделав клинок из такого троса, он приобретёт твёрдость в 56-58 HRC. Процесс ковки имеет отличия от изготовления заготовки из простого троса:
- Вся трудность заключается в диаметре мотоциклетного тросика, решается она разрезанием его на мелкие части. Их плотно упаковывают в стальной короб. Пустоты заполняют стальными опилками и заваривают.
- Приваривают к коробу рукоять и отправляют его в печь. Следить необходимо за равномерным разогревом. Для кузнечной сварки требуется нагрев до 1100-1200 °С. Определить это позволительно по цвету короба, он приобретёт ярко-красный цвет.
- Нагрев заготовку до нужной температуры, она вынимается из печи и проковывается большим молотом. Благодаря высокой термической обработке и работе кузнеца, тросики сварятся в единое целое.
- Полученный брусок куём до нужных размеров в длину и ширину. Выполняем спуски и носик клинка.
- Черновая обработка на шлифмашине, вывод спусков и РК.
- Предварительная заточка, процесс закалки в масле и воде. Обязателен отпуск клинка.
- Процедура травления, окончательная заточка и шлифовка вручную до блеска. Узор обязательно проявится, твёрдость клинка порадует изготовителя.
Изготовление ножа из троса своими руками – сложный процесс. Новичкам доставит массу сложностей. Профессионалы не рекомендуют начинать ковку с такой заготовки. Проще найти напильник или простой брусок металла, набраться на нём опыта обращения с металлом. И можно экспериментировать с другими материалами.
ПредыдущаяСледующая
Источник: https://VashNozh.ru/izgotovlenie/nozh-iz-trosa-svoimi-rukami
Чем заменить буру при ковке

- Общая информация
- Технология
- Вместо заключения
Кузнечная сварка металла — один из старейших способов получения неразъемного соединения. При этом, с помощью такого примитивного метода можно соединять самые разнообразные металлы, в том числе нержавейку. Но учитывайте, что сварной шов получается недостаточно прочным, и эта работа считается очень трудоемкой. Однако, есть у кузнечной сварки и свои преимущества.
В этой статье мы кратко расскажем, в чем суть кузнечной сварки и какие особенности нужно учесть, чтобы соблюдать технологию.
Общая информация
Кузнечная сварка (она же сварка ковкой) — метод соединения металлов, суть которого заключается в формирование сварного шва с применением кузнечных инструментов. Металл доводят до пластичного состояния и бьют по нему кузнечным ударным инструментом. До изобретения РДС такой способ сварки применялся повсеместно. Но сейчас кузнечная сварка применяется только для соединения деталей из низкоуглеродистой стали.
Чтобы получить качественный шов нужно тщательно очистить металл. Загрязнения и коррозия не должны препятствовать формированию шва во время ковки. Но нужно понимать, что кузнечная сварка — это трудоемкая и малопроизводительная работа. К тому же, шов получается не таким уж прочным, как хотелось. По этой причине сварка ковкой не применяется на производствах, а остается уделом частных мастерских. Тем не менее, с помощью такой незамысловатой технологии можно своими руками выполнить несложный ремонт в полевых условиях.
Технология
Технология кузнечной сварки проста, но в то же время очень трудоемкая. Она требует от кузнеца железного терпения, поскольку на выполнение одного этапа уходит много времени и физических сил. Но если вы все сделаете правильно, то в конечном итоге получите отличный результат. Далее мы расскажем вам все о технологии сварки ковкой.
Нагрев
Все начинается с предварительного нагрева деталей. Нагрев осуществляется в специальных печах или горнах. Важно, чтобы пламя не имело окислительных свойств и в очаге не должно быть лишнего топлива или жидкости для розжига. В качестве топлива рекомендуем использовать древесный уголь. Он хорошо зарекомендовал себя, поскольку не содержит в своем составе серу. А избыток серы приводит к ухудшению качества готового шва.
Источник: https://crast.ru/instrumenty/chem-zamenit-buru-pri-kovke
Кузнечная сварка

Кузнечная сварка появилась за несколько тысяч лет до нашей эры, но благодаря своим преимуществам используются и сегодня. Древние способы сварки: кузнечная и литейная не очень отличаются от современных, разве, что с развитием науки–химии появились эффективные присадки и добавки, а большое количество сплавов на основе железа и цветных металлов расширяют области применения.
Процесс кузнечной сварки
Область применения
Кузнечная сварка имеет свои ограничения, но используется активно современными кузнецами. Для сварки колец, полос листового железа, обручей, подковки лошадей очень актуальна кузнечная сварка. Изготовление ножей по типу дамасской стали очень популярно среди коллекционеров, клинки известных мастеров достигают стоимости нескольких тысяч долларов. И это не зря, кузнечная сварка ламината позволяет добиться необычайно красивого узора, высоких показателей стойкости и прочности изделия.
Преимущества и недостатки
Для начала приведем положительные факторы:
- Кузнечная сварка, одна из немногих способов, позволяет соединять абсолютно несовместимые другим способом сплавы. Частично он напоминает метод пайки, но с той разницей, что части соединяются на молекулярном уровне непосредственно между собой, без участия пайкового материала (флюсы, бура используются исключительно для очистки поверхностей от оксидов);
- Нагрев металла ниже точки ликвидуса (пластичный металл, но без перехода в жидкую фазу) и отсутствие доступа воздуха, способствует сохранению химического состава, и, соответственно, первоначальных свойств стали;
- Технология торцевой кузнечной сварки позволяет вернуть и, даже улучшить, первоначальную структуру, за счет измельчения зерен, уковки пустот. При медленном охлаждении, сварной шов получается без нежелательной структуры мартенсита и бейнита и, соответственно, без внутренних напряжений, которые впоследствии становятся причиной разрушения;
- Существует большое количество современных сплавов, которые могут участвовать в композитных изделиях.
Несмотря на такие доводы, кузнечная сварка не используется в больших масштабах, почему:
- Небольшая производительность за счет медленного нагрева и штучного исполнения повышает стоимость;
- Неточность размеров готового изделия;
- Кузнечная сварка ограничивает количество обрабатываемых изделий по толщине металла, из-за неравномерного прогрева внутренней части;
- Высокая возможность испортить металл: пережечь или недогреть, что делает невозможным соединение частей и создает полную зависимость от профессионализма мастера;
- Большой риск при использовании ответственных деталей, изготовленных способом кузнечной сварки.
Способы кузнечной сварки
В зависимости от формы изделия и назначения, кузнечная сварка проводится несколькими способами:
- Встык, внахлест, в обхват — для этого метода концы сварного изделия делают выпуклыми, чтобы по мере сближения беспрепятственно удалялся шлак. Принцип этого метода состоит в том, что части соприкасаются друг с другом, разница лишь под каким углом и наклоном;
- В расщеп — метод используется для листового железа. На некотором расстоянии от концов, полосы оттягивают и надрезают на 3-5 частей, в зависимости от ширины листа, затем перекрываются друг другом, после чего проводят нагрев и ковку;
- С шашками — используется для больших деталей. Концы отковываются в угол, обычно 30-40º, затем из этого же материала отковываются накладки с таким же углом и накладываются на концы. Место нагревается и проковывается.
Источник: https://svarkaipayka.ru/tehnologia/termomehanicheskaya/kuznechnaya-svarka.html
ТЕХНОЛОГИЯ
Технология кузнечной сварки проста, но в то же время очень трудоемкая. Она требует от кузнеца железного терпения, поскольку на выполнение одного этапа уходит много времени и физических сил. Но если вы все сделаете правильно, то в конечном итоге получите отличный результат. Далее мы расскажем вам все о технологии сварки ковкой.
НАГРЕВ
Все начинается с предварительного нагрева деталей. Нагрев осуществляется в специальных печах или горнах. Важно, чтобы пламя не имело окислительных свойств и в очаге не должно быть лишнего топлива или жидкости для розжига. В качестве топлива рекомендуем использовать древесный уголь. Он хорошо зарекомендовал себя, поскольку не содержит в своем составе серу. А избыток серы приводит к ухудшению качества готового шва.
Также применяется каменный уголь, но в нем может присутствовать до 1% серы. Следите, чтобы фракции угля были более-менее одного размера. Сам уголь должен быть просеянным и некрупным.
Сначала в печь загружается уголь. Он должен хорошо прогореть, чтобы небольшой процент серы испарился. Затем нужно нагреть концы деталей, которые затем будут стыковаться. Средняя температура нагрева — от 1300 до 1400 градусов по Цельсию. Если сталь низкоуглеродистая, то при воздействии такой температуры она приобретет белый цвет. Если у металла, из которого сделана деталь, высокое содержание углерода, то не стоит превышать температуру нагрева более 1200 градусов. Металл должен сменить цвет на белый с желтым.
Такие высокие температуры используются только для нагрева, во время ковки температура понижается. Поэтому учитывайте, что при есть вероятность перегрева металла и образования окалины. Чтобы этого избежать можно использовать флюс для кузнечной сварки. Флюс наносят прямо на деталь, но не предварительно, а прямо во время нагрева. Можно купить специальный флюс в магазине, а можно использовать вымытый и просеянный речной песок.
Не нужно насыпать толстый слой флюса, иначе металл просто не прогреется и образуется много шлака. Посыпайте флюс тонким слоем. Можете смешать речной песок с бурой , тогда примесей при ковке будет меньше. Но не стоит применять буру, если у вас качественный очищенный уголь. Это не принесет должного результата. А вот если уголь плохой и способствует образованию шлака, то бура может помочь. Кстати, если буры у вас нет, то можете использовать обычную поваренную соль.
Есть еще одна хитрость касаемо флюсов. Если деталь небольшого размера, то флюс можно не использовать. Нагрейте заготовку, а затем быстрым движением переместите ее в песок. Сам песок нужно предварительно насыпать в металлический ящик, который следует поставить на горн. Песок немного нагреется и разность температур будет не такой большой.
Также учитывайте, что при использовании песка все равно будет образовываться шлак. Он будет стекать с детали вместе с песком, так что подсыпайте песок по мере необходимости. Обычно требует насыпать песок два-три раза за весь нагрев. В это время необязательно вынимать деталь из огня.
Еще можно смешать флюс с железными опилками, если в металле содержится много углерода. Также можно использовать ферромарганец. Такие смеси способствуют улучшению качества шва, поскольку поглощают избыток углерода.
Иногда бывают ситуации, когда требуется сварить две детали из разных сталей. Мы рекомендуем сначала прогревать ту деталь, у которой меньшее содержание углерода. А прогревать вторую деталь следует спустя небольшой промежуток времени.
ПРОКОВКА
Теперь о ковке. Как только деталь хорошо прогрелась ее нужно достать из печи или горна, и поместить на наковальню. Тут же следует совершить несколько ударов по наковальне. Так вы собьете шлак. Далее нужно состыковать две нагретые заготовки и нанести несколько легких ударов с помощью кузнечного молота.
Удары должны быть частыми и ритмичными, а детали должны быть плотно прижаты друг к другу, чтобы избежать окисления металла. Затем нужно увеличить силу удара, сохраняя прежнюю скорость. Благодаря сильным ударам две заготовки окончательно соединяются между собой и начинают приобретать единую форму. Чтобы прочность была выше можно проковать не только концы двух деталей, но и прилегающие к ним участки. Саму проковку нужно делать от середины соединения к краям. Так шлак будет равномерно выходить из зоны сварки.
Некоторые мастера после проковки снова нагревают уже готовые детали. Затем снова выполняют проковку. С виду такое изделие выглядит более монолитным, но здесь главное не переусердствовать. Иначе многочисленные нагревы могут наоборот ухудшить качество шва. А вы должны помнить, что само соединение в кузнечной сварке не такое уж и прочное.
Читать еще: Как из шуруповерта сделать болгарку
ОТДЕЛКА
Отделка — это обязательной этап любой художественной ковки. Но в кузнечной сварке отделка применяется нечасто. Если вам все же нужно сделать соединение эстетически привлекательным, то можете использовать предназначенный для этого кузнечный инструмент. Также можно использовать полировку, кварцевание или патинирование. Используйте щетки с металлическим ворсом, полировочные пасты, пасту ГОИ. Это, конечно, необязательный этап. Он выполняется при изготовлении художественных изделий, а не при ремонте.
Вместо заключения
Кузнечная сварка — почти забытый, но весьма интересный метод соединения металлов. Вам доступна кузнечная сварка нержавейки, а также кузнечная сварка изготовление ножей, что часто практикуется в частных мастерских. Не нужно думать, что раз такая технология потеряла свою актуальность на фоне более современных методов сварки. Наоборот, изделия, изготовленные с применением кузнечной сварки, приобретают особую значимость. Ведь они в прямом смысле изготовлены своими руками.
Источник: https://c-triada.ru/instrumenty/bura-dlya-kuznechnoj-svarki-svoimi-rukami.html
Кузнечная сварка металла и нержавейки:древние способы, технологии

Флюсы для газовой сварки применяют, чтобы обеспечить высокое качество сварки и требуемые механические свойства сварного шва. Флюсы защищают свариваемый металл от окисления воздухом и способствуют удалению из жидкой ванны образующихся оксидов и неметаллических включений, которые собираются на поверхности расплавленной ванны в виде шлака. Для газовой сварки чаще всего выбирают легкоплавкие флюсы.
Горновая сварка — древнейший вид сварки давлением. На протяжении почти трех тысячелетий человечество широко пользовалось железом, не умея его расплавить, поэтому к железу нельзя было применять давно известную литейную сварку и была изобретена горновая сварка, способ, как бы предназначенный для железа. Расцвету и развитию горновой сварки чрезвычайно способствовал и сам способ производства железа, существовавший на протяжении тысячелетий до второй половины XIX столетия.
При горновой сварке сталь нагревают до перехода в пластическое состояние, нагретый металл подвергают сдавливанию в процессах ковки (кузнечная сварка), прокатки, прессования, волочения и т. д. Сталь нужно нагревать до температуры 1100-1300° С, Всяком случае выше точки превращения alpha-gamma.
Рассмотрим кратко основные процессы, происходящие в металле с повышением его температуры, остановившись для примера на углеродистых сталях. С повышением температуры по достижении критической точки Ас3 обычное alpha-железо переходит в gamma-железо, хорошо растворяющее углерод в больших количествах. При этом цементит и перлит стали исчезают, углерод распределяется равномерно по объему металла, который переходит в однородный аустенит.
При дальнейшем повышении температуры наблюдается рост зерен металла, т.е. границы между зернами исчезают, несколько мелких зерен срастаются в одно крупное зерно, стремясь уменьшить общую свободную поверхность. При этой температуре и начинается сварка, т.е.
образование в пограничной зоне новых кристаллических зерен, заимствующих материал для своего роста от обеих соединяемых частей, что ведет к уничтожению физической границы раздела между частями.
Прочность сварки растет с увеличением температуры и давления в известных пределах. При чрезмерном повышении температуры могут наступить явления перегрева металла и расплавление отдельных структурных составляющих, что ведет к снижению прочности сварного соединения.
Свариваемость давлением в пластическом состоянии весьма различна у различных металлов. Отличной свариваемостью обладает низкоуглеродистая сталь. С повышением содержания углерода свариваемость быстро падает, и стали с содержанием углерода свыше 0,7% плохо свариваются давлением. Плохо свариваются также многие легированные стали, цветные металлы. Чугун практически не сваривается давлением в пластическом состоянии.
Место сварки можно нагревать различными источниками тепла. Особенно высоких температур не требуется, и необходимый нагрев может быть получен в различных печах и горнах, отапливаемых твердым, жидким или газообразным горючим. Большинство обычных горючих материалов при сжигании их с воздухом в печах надлежащего устройства обеспечивает достаточный нагрев.
Поверхности свариваемых деталей, даже тщательно зачищенные предварительно, в процессе нагрева обычно значительно окисляются, слой окислов делает сварку невозможной. Для очистки поверхности сварки от окислов необходимо прибегать к химической очистке, применяя флюсы, образующие с окислами металла легкоплавкие соединения, легко выдавливаемые из стыка в процессе осадки и, таким образом, позволяющие приводить в соприкосновение совершенно чистые поверхности металла.
Оборудование и расходные материалы
Для того, чтобы самостоятельно заняться кузнечной сваркой и горячей художественной ковкой, вам понадобится не так много оборудования и инструментов для организации небольшой кузницы.
Итак, для работы полноценной кузнечной мастерской вам придется приобрести:
- переносной и стационарный горн, т. е. специальное приспособление для нагрева металла до нужной температуры (на крайний случай подойдет простой бензиновый автоген);
- несколько видов наковален: большая и маленькая, однорогая и двурогая, которые необходимо с особой прочностью разместить в мастерской;
- разных размеров кузнечные клещи;
- различного вида молоты, размерами от хорошей кувалды до слесарного молотка;
- две емкости для охлаждения: одну под воду, другая — под масло.
Дополнительно, возможно, будут нужны различные скребки, формы, подставки, инструмент для сгибания заготовок и многое другое.
Обязательно стоит позаботиться о пожарной безопасности и об индивидуальных средствах защиты, таких как очки, кожаный фартук и холщевые рукавицы.
Бура бурой, а ковка по расписанию
Бура в работе с металлами прежде всего связана с флюсовыми смесями, которые незаменимы при пайке или кузнечной ковке. На рынке бура продается в виде порошка. Ее ценность и незаменимость обусловлены температурой плавления, которая достигает 800 – 900°С.
При нагревании она превращается в стеклообразную застывшую смесь, из которой выходит великолепная защита рабочего участка. В дополнение к этому порошок из буры отлично растворяется в воде. Все технические характеристики описаны в отдельном нормативе ГОСТе 8429-77 под названием «Бура техническая».
Разновидности
Сварка ковкой предусматривает использование разных способов обработки в зависимости от формы, размера, типа изделия. Вот наиболее популярные.
- В обхват/внахлёст/встык. Каждый из 3 методов предусматривает соприкосновение краёв изделия — для этого их изначально делают выпуклыми. Основные отличия между ними связаны с углом и наклоном, выбираемым для ударов молотом.
- В расщеп. Этот способ хорош для работы с плоскими заготовками из листового металла. Заготовки оттягиваются по краям, расщепляются на некотором расстоянии от них, соединяются по надрезам, а затем подвергаются нагреву.
- С шашками. Метод предусматривает использование накладок, повторяющих форму концов деталей. Этот способ распространён при работе с крупноформатными изделиями.
Это основные методики. Также встречается кузнечная сварка с клёпкой, в паз, впритык — когда деталь крепится перпендикулярно основе.
Ковка или кузнечная сварка с бурой
Процесс ковки отличается сильным нагревом заготовок – это важные технологические нюансы. В результате такого нагревания на поверхностях свариваемых металлических деталей образуется значительный слой окалины вплоть до их пережигания.
Вот здесь и выступает бура в роли спасителя: металлические поверхности засыпают слоем смеси из песка и буры – получается великолепный флюс.
Чтобы разобраться и оценить по достоинству метод с использованием флюса из буры, нужно понять сам процесс. Кузнечная сварка – это смешанный физический метод воздействия на металлы для их соединения.
Суть его – механическое воздействие в виде ударов кузнечного молота в сочетании нагревания для повышения пластичности металла.
Источник: https://ArmRinok.ru/obrabotka/flyus-dlya-svarki-stali.html
Как пользоваться бурой для пайки

25.05.2020
Перед пайкой металлов необходимо с соединяемых поверхностей удалить оксидную пленку. Для этого используют флюсы, которые в процессе нагрева также должны защищать металл от окисления. Этим требованиям полностью соответствует бура для пайки тугоплавкими припоями.
Что такое бура
Это минерал, состоящий из бесцветных кристаллов с матовым блеском, который добывают в отложениях водоемов с высокой концентрацией солей. Широко используется для бытовых и промышленных нужд, в том числе как высокотемпературный флюс. Твердая бура плавится при температуре 750 — 900⁰C. Для получения более мягкого флюса ее растворяют в воде. Тогда температура плавления зависит от концентрации раствора.
Бура нужна для очистки деталей от окисных и жировых пленок, загрязнений. С ее помощью паяют детали из стали, чугуна, меди и ее сплавов. В быту и на производстве заготовки соединяют медными или латунными припоями, в ювелирном деле ― серебряными или золотыми.
Плюсы и минусы
К достоинствам флюса бура относят:
- доступность и низкую цену по сравнению с аналогичными материалами;
- отсутствие деформации деталей, так как основной металл не плавится;
- соединение металла с неметаллом;
- возможность паять детали с разной начальной температурой;
- легкость распайки при демонтаже;
- повышение производительности капиллярной пайки;
- высокое качество швов, выполненных даже новичком;
- длительное время хранения флюса.
Из недостатков отмечают:
- необходимость механической очистки поверхности от солей, которые выделяются при нагреве буры и после остывания оседают на металле;
- высокую гигроскопичность, поэтому флюс отсыревает даже в плотно закрытой емкости;
- сложность определения для новичков оптимальной пропорции.
Состав бура и химические свойства
Бура состоит из натриевой соли и сильного основания (воды, натра). Химики называют ее кристаллогидратом соли натрия тетраборной кислоты из класса боратов. При содержании в составе 10 молекул воды название меняется на декагидрат тетрабората натрия. Встречается разновидность с пятью молекулами воды. При переводе на обычный язык бура ― это соль с оболочкой из 5 или 10 молекул воды.
Источник: https://svarkaprosto.ru/materialy/bura-dlya-pajki
Технология кузнечной сварки металла или сварки ковкой

Кузнечная сварка – один из популярных способов соединения металлов, использующийся с глубокой старины. Несмотря на значительную трудоемкость и относительно невысокую прочность шва, метод популярен и в наши дни из-за простоты процесса, возможности соединения различных металлов, в том числе и нержавейки.
Что такое кузнечная сварка?
Кузнечная сварка металлов представляет собой процесс формирования прочного соединения металлических элементов под воздействием давления и высокой температуры. Нагретые до тестообразного состояния поверхности заготовок под ударами молота проникают одна в другую, шву придается требуемая форма.
Технология сварки подразумевает пошаговое проведение таких операций:
- подготовка поверхностей;
- нагрев до необходимой температуры;
- соединение кромок под ударами молота;
- проковка для придания готовому изделию требуемой формы.
Особенности
Соединение кузнечной сваркой возможно не для всех групп металлов. Хорошо поддаются термической диффузии изделия из низкоуглеродистых марок стали, плохая – у элементов из легированных, цветных металлов и их сплавов. Соединение ковкой чугуна вообще невозможно.
Процесс относится к достаточно сложным способам, требующим определенных знаний и навыков. Опыт играет особенную роль – для формирования прочного соединения важно не допустить перегрева поверхностей, равно как и недостаточного их прогрева.
Способы
Соединение ковкой осуществляется несколькими методами:
- внахлест;
- впритык;
- встык;
- вразруб;
- в расщеп;
- кольцевой способ;
- с шашками.
Внахлестку
Прочный стык образуется за счет большей площади совместного проникновения металлов. Перед работой выполняется высадка концов элементов, контактная поверхность располагается под углом 300°. Детали накладываются одна на другую, совмещаются несильными ударами и проковываются с параллельной осадкой до нужной формы.
Вразруб
Метод подразумевает выполнение предварительной подготовки концов элементов. Один из них высаживается и нарубается зубилом вдоль, получившиеся части разрубаются под углом 300-400°. Второй конец первой детали заостряется так, чтобы можно было его вставить в разруб другого элемента. Между соединяемыми поверхностями для компенсации раздачи металла при нагревании вставляются тонкие пластины. Концы, очищенные после нагревания от флюса, сопрягаются и соединяются под сильными ударами молота. После небольшого охлаждения выполняется отделка.
Встык
Предварительное осаживание концов элементов не выполняется, оно происходит в процессе работы.
Изделия соединяются встык, прочный спай образуется под сильными ударами. Один из концов при этом остается холодным. По окончании работы производится вытяжка изделия.
В расщеп
Соединение по такой схеме применяется для листового металла. На небольшом удалении от кромок, полосы оттягиваются и надрезаются на 5-6 частей, укладываются с перекрыванием одна на другую, прогреваются и сковываются.
С шашками
Метод с шашками используется для крупных изделий.
Производится отковка концов на угол от 30 до 40°, из того же материала изготавливаются накладки под тем же углом и укладываются на концы. Место соединения прогревается и тщательно проковывается.
Кольцевая сварка
Заготовка заранее сгибается на роговой наковальне. Кончики отрубаются под одинаковым углом и разводятся в стороны для сопряжения и совместной сковки.
Впритык
Осадка концов выполняется для создания запаса толщины металла. Он требуется для проковывания элемента не только по линии шва, но и во всех прогретых до температуры сварки местах.
Температура
Температура выставляется по цвету поверхности каления. По достижении требуемого нагрева необходимо сразу же приступать к ковке, потому как передержка ведет к пережогу металла и чрезмерному образованию окалины.
Избежать пережога помогает применение флюса, наносимого на изделие в процессе нагревания. Его можно приобрести в магазинах либо вымыть и просеять речной песок без содержания глины.
Проковка
По достижении требуемой температуры заготовки вынимаются из горна и укладываются на наковальню и соединяются легкими ударами молота. Затем сила ударов постепенно увеличивается с сохранением темпа. В результате заготовки прочно соединяются между собой.
После проковки опытные кузнецы вновь нагревают готовые изделия и повторно выполняют процедуру. При этом главное не перестараться – кузнечное соединение получается не таким прочным, как при сопряжении при помощи сварочного аппарата.
Отделка
В кузнечной сварке отделка применяется не всегда, а только в тех случаях, когда к соединенным изделиям предъявляются требования относительно внешнего вида.
Для отделки применяется специализированный кузнечный инструмент, так же может использоваться кварцевание, полировка либо патинирование.
Безопасность и правила хранения буры
Бура для ковки пожаро- и взрывобезопасна. Вещество является токсичным из-за небольшого содержания борной кислоты. Попасть в организм бура может через органы дыхания в виде пыли, при этом наблюдается раздражение слизистых оболочек.
Бура должна храниться в закрытом помещении в заводской упаковке, хранение размолотого вещества россыпью не допускается. Срок хранения составляет 6 месяцев. Добыть ее своими руками можно в аптеке: декагидрат тетрабората натрия.
Техника безопасности
В процессе выполнения кузнечной сварки элементов в условиях производства или строительства на работающих воздействуют следующие вредные факторы:
- открытого пламени;
- искрения;
- повышенный температурный режим;
- химически активные вещества (флюс).
Рабочее место должно соответствовать требованиям техники пожарной безопасности, в процессе работы следует использовать средства защиты. Для оказания медпомощи на месте производства работ должна находиться аптечка.
Источник: https://svarka.guru/vidy/kontaktnaya/thermomehan/kuznechnaya.html
Пошаговое изготовление бура для скважины своими руками

Сконструировать бур для скважины своими руками по плечу любому домашнему мастеру. Однако, здесь требуются не только навыки обращения с инструментарием и желание. Следует предварительно выбрать наиболее подходящую для вашего участка технику бурения, и, исходя из этого, остановиться на одном из вариантов ручного бурового устройства. Об особенностях и нюансах изготовления различных модификаций буров в домашних условиях пойдёт речь в данной статье.
Особенности ручного бурения
Обустройство глубинных скважин на загородном участке не всегда бывает целесообразным. Во многих случаях, когда грунтовые воды находятся сравнительно недалеко от поверхности, обеспечить снабжение водой жилого дома или дачного надела можно самостоятельно.
Подобный вариант позволяет сэкономить на привлечении к работе профессиональных бурильщиков со спецтехникой. Неглубокую водоносную скважину вполне можно пробурить своими руками. Всего лишь понадобится сконструировать самодельный бур для бурения скважин.
Следует учитывать, что не всегда имеется возможность пробуриться самому без обращения к специалистам, даже при относительно неглубоком залегании воды. Если между поверхностью и водоносным слоем располагается скальная порода, каменистая прослойка, или спрессованный гравийно-глинистый конгломерат, то пробуриться сквозь такой пласт ручным приспособлением будет проблематично, либо вообще невозможно.
Здесь потребуется тяжёлая буровая техника с механическим приводом.
Но, если вы счастливый обладатель участка с мягким или сыпучим грунтом, есть резон обустроить водозабор самостоятельно. Существует несколько основных технологий бурения, для которых используются и различные устройства:
- Ударная. Бур заглубляется в почву посредством падения с некоторой высоты, либо путём его забивания массивным молотом.
- Шнековая. Буровая штанга имеет на конце спиралевидный шнек, уходящий в землю при вращении.
- Роторная. В данном случае используется вращение штанги с одновременной размывкой грунта подаваемого в скважину водного раствора.
Роторная буровая установка весьма сложна по своему устройству и принципу действия. Для её работы необходимы узлы и агрегаты, которые невозможно сделать самостоятельно – насосы, помпы, вертлюги и т.д. Поэтому собрать подобное устройство будет весьма затруднительно рядовому домовладельцу. Гораздо проще создать буры для скважин на воду, действующие по ударному или вращательно-роторному принципу.
Изготовление ударного бура
Прежде, как сделать бур для скважины своими руками, следует внимательно ознакомиться с принципами ударной технологии. Существует два варианта рабочего приспособления:
- Забивная штанга с копьеобразным остриём. Используется для устройства абиссинских скважин.
- Пустотелое долото-желонка, изготовляемое из массивного обрезка трубы.
Принцип действия этих устройств также различен. Забивная штанга углубляется в грунт посредством вертикальных ударов по её верхней оконечности молотом-копром, либо просто массивной кувалдой. Долото само выступает в качестве ударного механизма. Оно поднимается на определённую высоту, после чего сбрасывается вниз. Для удобства использования ударных приспособлений, их размещают на станине в виде треноги или прямоугольника.
Штанга
Станина изготовляется из металлических труб или уголков. Рекомендуемая высота конструкции должна быть не менее 3-4м, чтобы молот или долото в свободном падении могли набрать достаточную для заглубления скорость. Детали станины скрепляются посредством электросварки, либо на болтовом соединении. Первый вариант проще, но после окончания бурения конструкцию придётся разрезать на части.
Это не имеет особого значения, если вы в дальнейшем не собираетесь использовать данное буровое устройство. Если же предполагаете и в дальше применять данный механизм, то лучше, затратив чуть больше времени и сил, соединить элементы станины болтами. Разборный вариант позволит осуществлять транспортировку бурового приспособления, а также упростит его хранение.
Вверху станины крепим блоки, через которые будут переброшены тросы. Этими тросами подымается вверх ударная деталь создаваемой буровой установки – молот-копр или долото. Подъём осуществляется либо непосредственно руками, либо с помощью ворота. Последний вариант лучше использовать, когда масса ударной детали очень высока, и поднимать её руками затруднительно.
Далее приступаем к изготовлению ударного элемента. Для забивки абиссинской скважины это может быть просто массивный кусок металла, подвешиваемый на станину при посредстве блочной системы. Он действует по принципу молота: падая с высоты, бьёт по верхушке забиваемой штанги, углубляя её в почву. Желонка сама выступает и как ударный элемент, и как заглубляемая деталь станка.
Желонка
Для изготовления желонки потребуется отрезок тяжёлой трубы диаметром 10-12см и длиной до 1,5м. Масса заготовки должна быть приблизительно 50-80кг. Такой вес позволит без труда подымать долото при помощи мускульной силы одного-двух человек. И в то же время долото получается достаточно массивным, чтобы при падении с высоты 3-4м заглубляться в грунт.
Изготовление спирального винтового бура
Для шнекового бурения используются буры, снабжённые винтообразной спиралью. Заглубление таких устройств в землю производится не при помощи ударов, а вращением вокруг своей оси. Сделать самодельный бур для скважины своими руками подобной конструкции немного сложнее, чем долото-желонку. Однако, при желании создать такое приспособление вполне возможно.
Источник: https://vodatyt.ru/burenie/izgotovlenie-bura.html
Вебсварка
Кузнечная (горновая) сварка
 Andrew 28 Фев 2015
Andrew 28 Фев 2015
Горновая сварка — древнейший вид сварки давлением. На протяжении почти трех тысячелетий человечество широко пользовалось железом, не умея его расплавить, поэтому к железу нельзя было применять давно известную литейную сварку и была изобретена горновая сварка, способ, как бы предназначенный для железа. Расцвету и развитию горновой сварки чрезвычайно способствовал и сам способ производства железа, существовавший на протяжении тысячелетий до второй половины XIX столетия.
При горновой сварке сталь нагревают до перехода в пластическое состояние, нагретый металл подвергают сдавливанию в процессах ковки (кузнечная сварка), прокатки, прессования, волочения и т. д. Сталь нужно нагревать до температуры 1100-1300° С, Всяком случае выше точки превращения alpha-gamma.
Рассмотрим кратко основные процессы, происходящие в металле с повышением его температуры, остановившись для примера на углеродистых сталях. С повышением температуры по достижении критической точки Ас3 обычное alpha-железо переходит в gamma-железо, хорошо растворяющее углерод в больших количествах. При этом цементит и перлит стали исчезают, углерод распределяется равномерно по объему металла, который переходит в однородный аустенит. При дальнейшем повышении температуры наблюдается рост зерен металла, т.е. границы между зернами исчезают, несколько мелких зерен срастаются в одно крупное зерно, стремясь уменьшить общую свободную поверхность. При этой температуре и начинается сварка, т.е. образование в пограничной зоне новых кристаллических зерен, заимствующих материал для своего роста от обеих соединяемых частей, что ведет к уничтожению физической границы раздела между частями.
Прочность сварки растет с увеличением температуры и давления в известных пределах. При чрезмерном повышении температуры могут наступить явления перегрева металла и расплавление отдельных структурных составляющих, что ведет к снижению прочности сварного соединения.
Свариваемость давлением в пластическом состоянии весьма различна у различных металлов. Отличной свариваемостью обладает низкоуглеродистая сталь. С повышением содержания углерода свариваемость быстро падает, и стали с содержанием углерода свыше 0,7% плохо свариваются давлением. Плохо свариваются также многие легированные стали, цветные металлы. Чугун практически не сваривается давлением в пластическом состоянии.
Место сварки можно нагревать различными источниками тепла. Особенно высоких температур не требуется, и необходимый нагрев может быть получен в различных печах и горнах, отапливаемых твердым, жидким или газообразным горючим. Большинство обычных горючих материалов при сжигании их с воздухом в печах надлежащего устройства обеспечивает достаточный нагрев.
Поверхности свариваемых деталей, даже тщательно зачищенные предварительно, в процессе нагрева обычно значительно окисляются, слой окислов делает сварку невозможной. Для очистки поверхности сварки от окислов необходимо прибегать к химической очистке, применяя флюсы, образующие с окислами металла легкоплавкие соединения, легко выдавливаемые из стыка в процессе осадки и, таким образом, позволяющие приводить в соприкосновение совершенно чистые поверхности металла.
При нагревании стали образуется железная окалина, состав которой колеблется между окислами FeO и Fe3O4, достаточно тугоплавкими и не расплавляющимися при температуре белого каления. Эти окислы имеют основной характер, поэтому для их офлюсования или ошлакования, т.е. перевода в легкоплавкие соединения, жидкие при температуре сварки, следует применять окислы кислотного характера, нелетучие и достаточно стойкие при температуре сварки. Флюсами при горновой сварке могут; служить: бура Na2B4O7, борная кислота В(ОН)3, поваренная соль NaCl, мелкий речной или кварцевый песок, бой оконного стекла, а также их смеси.
После нагрева и офлюсования места сварки выполняют операцию осадки. Осадка вызывает значительную деформацию металла, течение его вдоль поверхностей соединения, способствующее перемешиванию и взаимной диффузии частиц металла соединяемых частей. Величина необходимого удельного давления при осадке зависит от свойств свариваемого металла и температуры нагрева. Чем выше нагрев, тем меньшее требуется давление осадки. Осадка может производиться ручной или механической проковкой места — прессованием, прокаткой. Таким путем может быть получена, например, многослойная листовая сталь. Подобным же образом изготовляют биметалл посредством совместной прокатки разогретых заготовок, например стали и никеля, углеродистой стали и нержавеющей стали или меди и т. д.

Видео: Кузнечная сварка якоря
Сообщение отредактировал Andrew: 04 Март 2015 16:46
про кузнечную сварку ?
Доброго времени.
Много читал про то как сварить пакет из нескольких полос метала ( особое спасибо Ножеделу, у него много фото а наглядность многое проясняет) , так вот везде в процессе участвует флюс или бура, про флюс пытался почитать в интернете так чуть умом не тронулся, чего только поиск мне не выдал, а про буру в наших краях ни кто не слыхал, и где такого зверя добыть не знаю. Правда недавно в одном модном магазине всё же нарыл что то ( баночка приблизительно размером с китайский бальзам звёздочка где то 25 грамм стоимостью 115 р). Если это была та бура про которую тут пишут то я наверно не потяну по финансам ( кризис одолел ).
В связи с этим собственно вопрос : есть ли какой альтернативный способ сварить пакет без буры.
Ну как варить углеродку без буры, с песком, по моему ЛБА писал в теме Антона, про кузнеца который не куя не может.
А что за проблемы с бурой? В магазинах «Медтехника» есть, ее используют зубные техники для пайки горелкой твердосплавными припоями. По поводу цены не скажу, не помню, но когда прикидывал по затратам, около года назад, вроде не разорительно выходило.
Бура из медицины:
Наименование по классификации INCI: Borax
Другие названия: Натрий борнокислый, Боракс, Натрий тетраборный
Характеристика:
Бесцветные прозрачные, легко выветривающиеся кристаллы или белый кристаллический порошок. Растворим в воде (1:25 в холодной и 2:1 в кипящей), глицерине, нерастворим в спирте. Водные растворы имеют солоновато-щелочной вкус и щелочную реакцию.
Плотность: 1.73
Свойства:
Эмульгатор, консервант, очищающее вещество. Антисептическое (обеззараживающее) средство.
Часто используемая как компонент соли для ванн бура смягчает воду.
Области применения:
Бура — натуральный минерал, широко применяемый в косметической промышленности. Используется в кремах, лосьонах, шампунях, гелях, соли и бомбочках для ванны.
В сочетании с лимонной кислотой в бомбочках для ванн даёт эффект бурления, в смеси с водой и гуаровой камедью может применятся в качестве геля для душа.
Лечебное применение. Применяют наружно как антисептическое средство у взрослых для полосканий, смазывания кожи (при опрелостях, пролежнях), спринцевания (промывания влагалища струей жидкости).
Способ применения и дозы. По 1 столовой ложке на 1 стакан воды для полоскания. Для спринцеваний 4-5 таблеток на 1 л воды.
Концентрация и способы применения:
В косметичесих средствах — не более 5%
Развести в горячей (75.С) воде после чего добавить в крем.
В лечебных целях применяют в виде 3-5%-ного раствора для промываний и смазываний полости рта, носа и носоглотки при различных инфекционных заболеваниях (трахеит, насморк, стоматит и др.).
Меры предосторожности и противопоказания:
Избегать попадания в глаза, не применять внутрь и непосредственно на кожу (может вызвать раздражение). Хранить в местах недоступных для детей и домашних животных
Хранение: 2-3 года. Хранить в сухом месте.
Бура Из химии и прочие сведения :
Бура (тетраборат натрия) Na2B4O7 . H2O — соль тетраборной кислоты. Обычная бура (десятиводный гидрат) образует большие бесцветные прозрачные призматические кристаллы; базоцентрированная моноклинная решётка, а = 12, 19 Å, b = 10, 74 Å, с = 11, 89 Å, ß = 106О35´; плотностью 1, 69-1, 72 г/см3; в сухом воздухе кристаллы выветриваются с поверхности и мутнеют. При нагревании до 80ОС декагидрат (от греч. deka десять — в сложных словах означает десять, вдесятеро) теряет 8 молекул воды, при 100 градусах медленно, а при 200ОС быстро отщепляется ещё одна молекула воды, в интервале 350 — 400ОС происходит полное обезвоживание.
Растворимость буры (в г. безводной соли на 100 г. воды): 1, 6 (10ОС), 3, 9 (30ОС), 10, 5 (50ОС). Насыщенный раствор кипит при 105ОС.
В воде бура гидролизуется, поэтому её раствор имеет щелочную реакцию. Она растворяется в спирте и глицерине. Сильными кислотами полностью разлагается:
Na2B4O7 + H2SO4 + 5H2O = Na2SO4 + 4H3BO3.
С окислами некоторых металлов бура даёт окрашенные бораты («перлы буры» ):
Na2B4O7 + CoO = 2NaBO2 + Co(BO2)2,
что используется в аналитической химии для открытия этих металлов.
При медленном охлаждении раствора обычной буры при 79ОС начинает выкристаллизовываться октаэдрическая бура Na2B4O7 . 5H2O (или «ювелирная бура» ), плотностью 1, 815 г/см3, устойчивая в интервале 60 — 150ОС. Растворимость этой буры составляет 22 г. в 100 г. воды при 65ОС, 31, 4 при 80ОС и 52, 3 при 100ОС.
Бура является важнейшим флюсом, облегчающим процесс плавки. Расплавленная бура образует при охлаждении на стенках тигля глазурь, предохраняет расплав от доступа кислорода и растворяет окислы металлов.
При медленном термическом обезвоживании обычной буры получается пиробура с плотностью 2, 371 г/см3 и температурой плавления 741ОС. Бура плавится и распадается на метаборат натрия и трёхокись бора, которые смешиваются в жидком состоянии:
Na2B4O7 → 2NaBO2 + B2O3.
Окись бора, соединяясь с окислами металлов, образует метабораты так же, как борная кислота. Метаборат натрия легко смешивается со вновь образованными метаборатами и быстро уводит их из зоны расплавленного металла, а на их место вступают новые активные молекулы окиси бора. Бура обладает большей способностью растворять окислы, чем борная кислота, и используется не только как плавильный восстановительный флюс, но и как важнейший флюс при пайке твёрдыми припоями.
Обычную буру получают из борной кислоты, из тинкаля, кернита и некоторых других минералов (путём их перекристаллизации), а также из воды соляных озёр (фракционированной кристаллизацией).
Буру широко применяют при приготовлении эмалей, глазурей, в производстве оптических и цветных стёкол, при сварке, резке и пайке металлов, в металлургии, гальванотехнике, красильном деле, бумажном, фармацевтическом, кожевенном производствах, в качестве дезинфицирующего и консервирующего средства и удобрения
Бура для «чайников»:
Тетраборат натрия («бура» ) -Na2B4O7, соль слабой кислоты и сильного основания, распространённое соединение бора, имеет несколько кристаллогидратов, широко применяется в технике.
Термин «Бура» применяют по отношению к нескольким близким веществам: она может существовать в безводной форме, в природе чаще встречается в виде пятиводного или десятиводного кристаллогидрата:
Безводная бура (Na2B4O7)
Пентагидрат (Na2B4O7.5H2O)
Декагидрат (Na2B4O7.10H2O)
Однако наиболее часто слово бура относят к соединению Na2B4O7.10H2O.
Борная кислота (ортоборная кислота) Н3ВО3 — слабая кислота, бесцветные кристаллы в виде чешуек, без запаха.
Применение
в производстве незамерзающих жидкостей
в производстве керамики, эмалей, глазурей, оптических и цветных стекол;
при пайке в качестве флюса;
в бумажной и фармацевтической промышленности;
как дезинфицирующее и консервирующее средство;
в аналитической химии: как стандартное вещество для определения концентрации растворов кислот;
для качественного определения оксидов металлов (по цвету перлов);
в фотографии — в составе медленно действующих проявителей в качестве слабого ускоряющего вещества; в составе мелкозернистых проявителей и кислых фиксажей для создания слабой кислотной среды.
Компонент моющих средств;
Компонент косметики;
Сырьё для получения бора;
В лабораториях применяют для приготовления буферных растворов
В медицине — как самостоятельное дезинфицирующее средство.
Также на основе борной кислоты производятся различные комбинированные препараты (группа АТХ D08AD), например, паста Теймурова.
В быту раньше использовалась для борьбы с тараканами.
В пищевой промышленности — зарегистрирована как пищевая добавка E284
quote: Бура
из медицины:
Наименование по классификации INCI: Borax
«Вот за что я тебя уважаю, так за то, что емкие и содержательные тосты говоришь» (с)
quote: «Вот за что я тебя уважаю, так за то, что емкие и содержательные тосты говоришь» (с)

quote: поводу цены не скажу, не помню
127 руб. за килограмм в Сапфире.
Натопчи пивных бутылок. Лучче коричневых. В пыль. Не бура, но «на безрыбье и сам раком станешь»(цы)
Благодарю сердечно всех отозвавшихся.
Буру попробую заказать через друзей в Москве. На днях закончу горн и попробую битые бутылки, пока буру пришлют.
Вот это ликбез. Так ее еще и есть можно!
Я буру покупаю в Центральной Городской Аптеке. Стоимость — 12 долларов за 1 кг.Натрий тетраборный.
Зайдите в аптеку, закажите.
Пока все хорошо варится на обычном речном песке. От низкоуглеродистых до низколегированных сталей. Просто,доступно, БЕСПЛАТНО.
quote: Просто, доступно, БЕСПЛАТНО.
и убого.
В корне с вами не согласен,
Я смотрю тут против меня и моих предложений идут высказывания уже накатом, по инерции.
Эффект толпы. .
По песку.
На песке многие варят. И варят отлично, и результаты превосходные. Не надо судить по моим ранним работам обо всем и сразу, это по меньшей мере просто некрасиво.
если бы песок давал прекрасные результаты, то его бы и использовали не только простые кузнецы, но и именитые. Только почемуто пользуют буру, а не песок. странно да?? из этого следует логичный вывод, что бура всёже лучше по ТТХ.
а песок пользуют либо по бедности дибо нежелания пользовать чтото лучше.
если у человека варится с песком то в чём проблема то?раньше на нём только и варили
знаете, ща примерно спор идёт, что лучше, коловорот или электродрель.
quote: Originally posted by orm2006:
раньше на нём только и варили
Варили. Только не «только»  и не везде. И не всегда. В Германии, Золингене 19-го века, бура уже вовсю, причем в голом виде. Да что Джомини, даже среднеазиаты ее пользовали. В Индии при сварке стволов буру смешивали с толченой яичной шелухой (не знаю зачем) и еще кое с чем, а сабли варили просто бурой. Но и песок (или песок с солью) действительно годится.
и не везде. И не всегда. В Германии, Золингене 19-го века, бура уже вовсю, причем в голом виде. Да что Джомини, даже среднеазиаты ее пользовали. В Индии при сварке стволов буру смешивали с толченой яичной шелухой (не знаю зачем) и еще кое с чем, а сабли варили просто бурой. Но и песок (или песок с солью) действительно годится.
Весь вопрос в том, ЧТО сваривать. Рессорынапильники с железом можно варить всем, что под руку попадет, хоть «на сухую» (есть и такие экзоты), если в пакете что-то с хорошим углеродом (более 1,2%) бура получше, из-за повышенной плавкости флюса не горит металл, а уж если на лигатуру нарваться вроде хрома с вольфрамом. Еще круче в этом отношении никкель. Песок его никак. поэтому в амерской книге и советовали в буру добавлять хлористый аммоний для едренности флюса. Ну, это уже и излишне, по-крайней мере я и чистый никкель свариваю просто бурой.
Стекло (не оконное! лучше коричневое, с окисью железа) изобрел и пробовал ровно 20 лет назад. Изобрел даже заранее пакеты прослаивать стеклолентой . Не понравилось. Липнет, тянется как, простите, сопли. В общем плюсов не увидел, поэтому навсегда забросил.
И что самое главное в данном вопросе — кому что нравится, у кого на чем получается, тот на том и вари. Ведь попробовать «все» нетрудно?
Ито Мацумото, в мастерской изначально царит позитивный настрой. Никто, тем более Сержант, не питает к Вам отрицательных эмоций.
Вы делаете интересные работы, лично мне нравятся. но каждый имеет свой взгляд на вещи.
Не берите близко к сердцу, но бура все же лучше, правда, намного дороже.
Хотя, если Вам удается выжимать результат из песка, то отдельный Вам Респект. Возможно, опосля Всемирной Катаклизмы только песок и останется. 
С уважением,
Бура бурой, а ковка по расписанию
Бура в работе с металлами прежде всего связана с флюсовыми смесями, которые незаменимы при пайке или кузнечной ковке. На рынке бура продается в виде порошка. Ее ценность и незаменимость обусловлены температурой плавления, которая достигает 800 – 900°С.
При нагревании она превращается в стеклообразную застывшую смесь, из которой выходит великолепная защита рабочего участка. В дополнение к этому порошок из буры отлично растворяется в воде. Все технические характеристики описаны в отдельном нормативе ГОСТе 8429-77 под названием «Бура техническая».
О тетраборате и декагидрате
У буры есть серьезнейшее научное название, потому что это не что иное как соединение слабой кислоты с сильным основанием. Название с первого раза запомнить трудно: декагидрат тетрабората натрия.
Флюс для кузнечной сварки – особая технологическая заслуга буры, о которой нужно рассказать отдельно.
Ковка или кузнечная сварка с бурой

Процесс ковки отличается сильным нагревом заготовок – это важные технологические нюансы. В результате такого нагревания на поверхностях свариваемых металлических деталей образуется значительный слой окалины вплоть до их пережигания.
Вот здесь и выступает бура в роли спасителя: металлические поверхности засыпают слоем смеси из песка и буры – получается великолепный флюс.
Чтобы разобраться и оценить по достоинству метод с использованием флюса из буры, нужно понять сам процесс. Кузнечная сварка – это смешанный физический метод воздействия на металлы для их соединения.
Суть его – механическое воздействие в виде ударов кузнечного молота в сочетании нагревания для повышения пластичности металла.
Кузнечная сварка применяется для сварки стальных сплавов с по возможности низкой долей углерода – на уровне 0,3%. Высокоуглеродистые стали не годятся для ковки, для этого у них слишком низкая свариваемость при таком методе.
Обязательное требование перед процессом – тщательное удаление с поверхностей заготовок любых загрязнений и оксидных пленок.
Нужно заметить, что кузнечная сварка в принципе не дает крепкого металлические соединения, это далеко не самый надежный способ ковки. К тому же при его использовании не обойтись без профессионализма кузнеца – без этого ничего не получится.
Поэтому он практически не используется в промышленных целях и на заводах. А вот если дело касается ремонтных работ в полевых и неблагоприятных условиях, этот метод применяется довольно часто.
Хорошенько греем
Нагревание деталей идет в печах или горнах. Количество топлива должно быть точно рассчитано – не больше и не меньше. Лучшее топливо для ковки – древесный уголь и кокс. Но на практике чаще применяется обычный каменный уголь.
Металлические детали загружаются в горн только после полного прогорания угля, чтобы из него удалилась сера, присутствие которой плохо сказывается на качестве соединения.
Температура нагревания деталей должна быть выше, чем уровень, при котором начинается ковка. Уровень температуры нагрева в цифрах зависит от процента углерода в стали: чем ниже его содержание в сплаве, тем выше нужно поднимать температуру нагрева для плавления.
Для низкоуглеродистой стали нагрев должен быть не ниже 1350 – 1370°С, отличительный признак – сияющий белый цвет металла. Если сталь содержит высокую долю углерода, достаточно нагрева около 1150°С, цвет тогда будет иметь желтый оттенок.
Флюс для кузнечной сварки добавляется для защиты. Все дело в обильном образовании окалины вследствие нагревания. Флюсовые смеси предохраняют от этого. Флюс для кузнечной сварки засыпают в точно обозначенный момент – когда уровень нагрева будет находиться между 950°С и 1050°С.
Основа смеси – мелкий чистый речной песок с добавкой 10% буры после хорошей прокалки. Бура в песке работает на хорошее образование шлака и легкую очистку металла от примесей в дальнейшем.
Толщина слоя имеет значение: если он будет слишком толстым, прогрев деталей снизит скорость и качество. Поэтому флюс для кузнечной сварки засыпают равномерным и тонким слоем. Добавка буры в флюсовую смесь особенно важна и необходима, если используется уголь низкого качества.

Из флюсовой смеси формируется шлак, который может стечь с металлической заготовки, что весьма нежелательно. Для предупреждения этого на заготовки подсыпают дополнительные порции песка – осторожно и в умеренных количествах.
Отличным партнером буры выступают железные опилки мягкой консистенции или ферромарганец. Опилки способны к поглощению углерода с поверхности металла в условиях высокой температуры, тем самым значительно повышая качество процесса сварки.
Если нужно сварить детали из разных металлов или марок стали, то первым делом разогревают металл с меньшей долей углерода из-за более высокой температуры плавления. И только затем начинают работать со второй деталью, металл которой содержит более высокий процент углерода.
Безопасность и правила хранения буры
Особой опасности с точки зрения взрывов или пожаров бура для ковки не представляет. Умеренная степень токсичности наблюдается из-за содержания борной кислоты. В организм бура может попасть через дыхательные пути в виде пыли или аэрозольного распыления, в результате чего слизистые могут быть раздражены.
Хранить буру нужно в закрытых помещениях и обязательно в упаковках – никакой россыпи. Обычно хранение производится в специальных контейнерах, которые должны стоять на твердом покрытии. Срок хранения буры – всего полгода, что нужно учитывать при планировании закупок и использования.
Бура для кузнечной сварки своими руками
Хотите научится варить черные, цветные металлы, пластмассы, построив свои собственные сварочные аппараты? Хотите научится выполнять на самодельных сварочных аппаратах практически любые заказы населения? Тогда этот сайт для вас! Также здесь вы найдете рекомендации по приобретению готовых аппаратов, инструментов, приспособлений.
Доброго времени.
Много читал про то как сварить пакет из нескольких полос метала ( особое спасибо Ножеделу, у него много фото а наглядность многое проясняет) , так вот везде в процессе участвует флюс или бура, про флюс пытался почитать в интернете так чуть умом не тронулся, чего только поиск мне не выдал, а про буру в наших краях ни кто не слыхал, и где такого зверя добыть не знаю. Правда недавно в одном модном магазине всё же нарыл что то ( баночка приблизительно размером с китайский бальзам звёздочка где то 25 грамм стоимостью 115 р). Если это была та бура про которую тут пишут то я наверно не потяну по финансам ( кризис одолел ).
В связи с этим собственно вопрос : есть ли какой альтернативный способ сварить пакет без буры.
Ну как варить углеродку без буры, с песком, по моему ЛБА писал в теме Антона, про кузнеца который не куя не может.
А что за проблемы с бурой? В магазинах «Медтехника» есть, ее используют зубные техники для пайки горелкой твердосплавными припоями. По поводу цены не скажу, не помню, но когда прикидывал по затратам, около года назад, вроде не разорительно выходило.
Бура из медицины:
Наименование по классификации INCI: Borax
Другие названия: Натрий борнокислый, Боракс, Натрий тетраборный
Характеристика:
Бесцветные прозрачные, легко выветривающиеся кристаллы или белый кристаллический порошок. Растворим в воде (1:25 в холодной и 2:1 в кипящей), глицерине, нерастворим в спирте. Водные растворы имеют солоновато-щелочной вкус и щелочную реакцию.
Плотность: 1.73
Свойства:
Эмульгатор, консервант, очищающее вещество. Антисептическое (обеззараживающее) средство.
Часто используемая как компонент соли для ванн бура смягчает воду.
Области применения:
Бура — натуральный минерал, широко применяемый в косметической промышленности. Используется в кремах, лосьонах, шампунях, гелях, соли и бомбочках для ванны.
В сочетании с лимонной кислотой в бомбочках для ванн даёт эффект бурления, в смеси с водой и гуаровой камедью может применятся в качестве геля для душа.
Лечебное применение. Применяют наружно как антисептическое средство у взрослых для полосканий, смазывания кожи (при опрелостях, пролежнях), спринцевания (промывания влагалища струей жидкости).
Способ применения и дозы. По 1 столовой ложке на 1 стакан воды для полоскания. Для спринцеваний 4-5 таблеток на 1 л воды.
Концентрация и способы применения:
В косметичесих средствах — не более 5%
Развести в горячей (75.С) воде после чего добавить в крем.
В лечебных целях применяют в виде 3-5%-ного раствора для промываний и смазываний полости рта, носа и носоглотки при различных инфекционных заболеваниях (трахеит, насморк, стоматит и др.).
Меры предосторожности и противопоказания:
Избегать попадания в глаза, не применять внутрь и непосредственно на кожу (может вызвать раздражение). Хранить в местах недоступных для детей и домашних животных
Хранение: 2-3 года. Хранить в сухом месте.
Бура Из химии и прочие сведения :
Бура (тетраборат натрия) Na2B4O7 . H2O — соль тетраборной кислоты. Обычная бура (десятиводный гидрат) образует большие бесцветные прозрачные призматические кристаллы; базоцентрированная моноклинная решётка, а = 12, 19 Å, b = 10, 74 Å, с = 11, 89 Å, ß = 106О35´; плотностью 1, 69-1, 72 г/см3; в сухом воздухе кристаллы выветриваются с поверхности и мутнеют. При нагревании до 80ОС декагидрат (от греч. deka десять — в сложных словах означает десять, вдесятеро) теряет 8 молекул воды, при 100 градусах медленно, а при 200ОС быстро отщепляется ещё одна молекула воды, в интервале 350 — 400ОС происходит полное обезвоживание.
Растворимость буры (в г. безводной соли на 100 г. воды): 1, 6 (10ОС), 3, 9 (30ОС), 10, 5 (50ОС). Насыщенный раствор кипит при 105ОС.
В воде бура гидролизуется, поэтому её раствор имеет щелочную реакцию. Она растворяется в спирте и глицерине. Сильными кислотами полностью разлагается:
Na2B4O7 + H2SO4 + 5H2O = Na2SO4 + 4H3BO3.
С окислами некоторых металлов бура даёт окрашенные бораты («перлы буры» ):
Na2B4O7 + CoO = 2NaBO2 + Co(BO2)2,
что используется в аналитической химии для открытия этих металлов.
При медленном охлаждении раствора обычной буры при 79ОС начинает выкристаллизовываться октаэдрическая бура Na2B4O7 . 5H2O (или «ювелирная бура» ), плотностью 1, 815 г/см3, устойчивая в интервале 60 — 150ОС. Растворимость этой буры составляет 22 г. в 100 г. воды при 65ОС, 31, 4 при 80ОС и 52, 3 при 100ОС.
Бура является важнейшим флюсом, облегчающим процесс плавки. Расплавленная бура образует при охлаждении на стенках тигля глазурь, предохраняет расплав от доступа кислорода и растворяет окислы металлов.
При медленном термическом обезвоживании обычной буры получается пиробура с плотностью 2, 371 г/см3 и температурой плавления 741ОС. Бура плавится и распадается на метаборат натрия и трёхокись бора, которые смешиваются в жидком состоянии:
Na2B4O7 → 2NaBO2 + B2O3.
Окись бора, соединяясь с окислами металлов, образует метабораты так же, как борная кислота. Метаборат натрия легко смешивается со вновь образованными метаборатами и быстро уводит их из зоны расплавленного металла, а на их место вступают новые активные молекулы окиси бора. Бура обладает большей способностью растворять окислы, чем борная кислота, и используется не только как плавильный восстановительный флюс, но и как важнейший флюс при пайке твёрдыми припоями.
Обычную буру получают из борной кислоты, из тинкаля, кернита и некоторых других минералов (путём их перекристаллизации), а также из воды соляных озёр (фракционированной кристаллизацией).
Буру широко применяют при приготовлении эмалей, глазурей, в производстве оптических и цветных стёкол, при сварке, резке и пайке металлов, в металлургии, гальванотехнике, красильном деле, бумажном, фармацевтическом, кожевенном производствах, в качестве дезинфицирующего и консервирующего средства и удобрения
Бура для «чайников»:
Тетраборат натрия («бура» ) -Na2B4O7, соль слабой кислоты и сильного основания, распространённое соединение бора, имеет несколько кристаллогидратов, широко применяется в технике.
Термин «Бура» применяют по отношению к нескольким близким веществам: она может существовать в безводной форме, в природе чаще встречается в виде пятиводного или десятиводного кристаллогидрата:
Безводная бура (Na2B4O7)
Пентагидрат (Na2B4O7.5H2O)
Декагидрат (Na2B4O7.10H2O)
Однако наиболее часто слово бура относят к соединению Na2B4O7.10H2O.
Борная кислота (ортоборная кислота) Н3ВО3 — слабая кислота, бесцветные кристаллы в виде чешуек, без запаха.
Применение
в производстве незамерзающих жидкостей
в производстве керамики, эмалей, глазурей, оптических и цветных стекол;
при пайке в качестве флюса;
в бумажной и фармацевтической промышленности;
как дезинфицирующее и консервирующее средство;
в аналитической химии: как стандартное вещество для определения концентрации растворов кислот;
для качественного определения оксидов металлов (по цвету перлов);
в фотографии — в составе медленно действующих проявителей в качестве слабого ускоряющего вещества; в составе мелкозернистых проявителей и кислых фиксажей для создания слабой кислотной среды.
Компонент моющих средств;
Компонент косметики;
Сырьё для получения бора;
В лабораториях применяют для приготовления буферных растворов
В медицине — как самостоятельное дезинфицирующее средство.
Также на основе борной кислоты производятся различные комбинированные препараты (группа АТХ D08AD), например, паста Теймурова.
В быту раньше использовалась для борьбы с тараканами.
В пищевой промышленности — зарегистрирована как пищевая добавка E284
Наименование по классификации INCI: Borax
quote: «Вот за что я тебя уважаю, так за то, что емкие и содержательные тосты говоришь» (с)
quote: поводу цены не скажу, не помню
127 руб. за килограмм в Сапфире.
Натопчи пивных бутылок. Лучче коричневых. В пыль. Не бура, но «на безрыбье и сам раком станешь»(цы)
Благодарю сердечно всех отозвавшихся.
Буру попробую заказать через друзей в Москве. На днях закончу горн и попробую битые бутылки, пока буру пришлют.
Вот это ликбез. Так ее еще и есть можно!
Я буру покупаю в Центральной Городской Аптеке. Стоимость — 12 долларов за 1 кг.Натрий тетраборный.
Зайдите в аптеку, закажите.
Пока все хорошо варится на обычном речном песке. От низкоуглеродистых до низколегированных сталей. Просто,доступно, БЕСПЛАТНО.
В корне с вами не согласен,
Я смотрю тут против меня и моих предложений идут высказывания уже накатом, по инерции.
Эффект толпы. .
По песку.
На песке многие варят. И варят отлично, и результаты превосходные. Не надо судить по моим ранним работам обо всем и сразу, это по меньшей мере просто некрасиво.
если бы песок давал прекрасные результаты, то его бы и использовали не только простые кузнецы, но и именитые. Только почемуто пользуют буру, а не песок. странно да?? из этого следует логичный вывод, что бура всёже лучше по ТТХ.
а песок пользуют либо по бедности дибо нежелания пользовать чтото лучше.
если у человека варится с песком то в чём проблема то?раньше на нём только и варили
знаете, ща примерно спор идёт, что лучше, коловорот или электродрель.
quote: Originally posted by orm2006:
раньше на нём только и варили
И что самое главное в данном вопросе — кому что нравится, у кого на чем получается, тот на том и вари. Ведь попробовать «все» нетрудно?
Ито Мацумото, в мастерской изначально царит позитивный настрой. Никто, тем более Сержант, не питает к Вам отрицательных эмоций.
Вы делаете интересные работы, лично мне нравятся. но каждый имеет свой взгляд на вещи.
Не берите близко к сердцу, но бура все же лучше, правда, намного дороже.
Хотя, если Вам удается выжимать результат из песка, то отдельный Вам Респект. Возможно, опосля Всемирной Катаклизмы только песок и останется.
С уважением,
Так как при температуре выше начала ковки происходит интенсивное образование окалины и возможен пережог металла, то для уменьшения окалины, облегчения ее удаления и предохранения металла от пережога заготовку посыпают флюсом. Флюс посыпают на заготовку в период нагрева ее до температуры 950 . 1050 °С. В качестве флюса применяют чистый, сухой и мелкий речной песок, хорошо промытый, просеянный и отделенный от глины и других примесей. Толстый слой флюса на металле затрудняет его равномерный прогрев и последующую очистку от шлака. Поэтому посыпать его нужно равномерным тонким слоем на расстоянии 0,5 . 0,6 м от огня. Иногда к песку добавляют около 10% прокаленной буры. Она лучше шлакуется, чем песок, и очищает металл от всех посторонних примесей, оседающих на нем при нагреве. Применять буру следует, когда уголь плохо очищен и дает много шлага. Если нет буры, ее можно заменить поваренной солью.
При нагреве мелких заготовок их часто не посыпают флюсом в горне, а быстро вытаскивают из огня и раскаленным концом втыкают в песок, находящийся в металлическом ящике на горне. После этого заготовку снова кладут в горн для окончания нагрева.
Образующийся из флюса шлак постепенно стекает с поверхности металла, поэтому при дальнейшем нагреве заготовки до сварочной температуры ее еще 2—3 раза посыпают песком, не вынимая из огня.
При сварке стали, содержащей больше 0,3% углерода, к флюсу добавляют опилки мягкого железа, а иногда ферромарганец. При высокой температуре такие опилки поглощает с поверхности стали углерод и способствует улучшению качества сварки.
Если необходимо сваривать две заготовки из разных марок сталей, то сначала начинают нагревать сталь с меньшим содержанием углерода, так как температура нагрева ее до сварки больше, а спустя некоторое время, начинают нагревать заготовку из стали с большим содержанием углерода.
Сварку выполняют следующим образом. После нагрева свариваемые заготовки быстро вынимают из горна и ударами о наковальню, а также молотком сбивают шлак. Иногда для очистки заготовок используют скребки и металлические щетки. Затем стыкуют или накладывают друг на друга подлежащие сварке концы заготовок и наносят по ним сначала легкие и частые удары, при которых остатки шлака выдавливаются наружу, а поверхности стыка плотно прижимаются друг к другу, что защищает их от окисления. Сварку заканчивают частыми сильными ударами, в результате которых сваривают соединяемые концы заготовки и получают требуемую форму и размеры в месте сварки. Нельзя ограничиваться проковкой только места сварки. Надо также хорошо проковать участки, прилежащие к месту сварки, чтобы увеличить прочность всей поковки. Проковку следует вести от середины соединения к краям, чтобы дать возможность выходу шлака.
Иногда для лучшей проковки сваренную заготовку повторно нагревают до сварочной температуры и еще раз проковывают. Однако такие нагревы делать нежелательно.
Отделку, если она требуется, выполняют после подогрева сваренного места до температуры 900 . 950 °С и в зависимости от окончательной формы места сварки его отделывают подбойками, обжимками, гладилками и другим кузнечным инструментом.
Обсуждения
Практические советы по сварке дамаска
36 сообщений

— Практические советы по сварке дамаска-
Самый большой недостаток дамаска (сварной многослойной стали) — это непровар, расслоение. Деффект обычно выходит наружу при выводке, последней стадии обработки, когда переделать уже ничего нельзя.
Начинающие сварщики дамаска думают, что эта проблема решается хорошим флюсом и сильным ударом- отнюдь. Чаще всего непровар появляется при запечатывании флюса в каверну, откуда ему нет выхода. Поверхность металла чистая и блестящая, но не сварена друг с другом. Есть несколько способов борьбы с непроваром.
Самый сложный и трудоемкий- зачистка и подгонка поверхностей. Раз флюс вредит- исключить его совсем!
Прокатный дамаск в вакуумной камере делают без флюса. Зачистка поверхностей, нагрев и прокатка- происходит диффузия металлов, они срастаются вместе. Способ хорош еще тем, что сваривать можно практически любые стали.
Как это делается в домашних условиях без вакуума и прокатного стана:
К сварке готовят ровные, одинаковые кусочки металла, допустим в размер коробка спичек и шлифуют у них поверхности на плоскости наждачного круга, или на столике гриндера тут же складывают вместе и зажимают в тисках, как можно сильнее. Швы нужно закрыть от попадания в них воздуха, поэтому их, либо проваривают эл. сваркой сплошным швом, или закрепляют по углам сваркой, а шов промазывают канифолью. Потом обычная сварка в горне:
Нагрев до 950-1000, осадить. Нагрев до 1250 и еще раз осадить. Нагреть до 1100 и выдержать час- другой для диффузии сталей.
Каждое следующее сложение пакета идет так же- подгонка размера, шлифовка плоскостей, тиски и сварка. Таким способом не сваривают тонкие пластинки, либо их зажимают между толстыми, т к при нагреве в горне тонкие пластинки поведет, между ними попадет воздух и сварка не получится.
Минусы: трудоемко, долго, большой расход стали- на опилки.
Плюсы: нет непроваров, свариваются любые стали.
Второй способ — сварка полос:
К примеру: решено сварить трехцветный дамаск. Значит надо взять подшипник- дает белую линию хрома, либо 50ХНМ, в которой есть и хром, и никель. Напильник- серый тон.
Рессора- черный тон из за марганца.
Первое, что надо сделать- отковать все полосы в один размер по ширине. Полос может быть сколь угодно, вы, как художник, заранее прогнозируете пропорции белого- серого- черного и толщину линий.
Второй шаг- у всех полос оттянуть концы: напоминает язык и сведено на ноль.
Третье- выгладить полосы и профлюсовать, т е нагреть, посыпать флюсом и расплавить его так, чтобы полоса напоминала карамель,не должно быть сухих участков без флюса.
Начинаем сварку. Берем любую полосу, греем конец в 4. 5дюймов, кладем на подсечку, 2-3 удара ручником, сдвигаем надрубленное место на середину пролета и одним ударом острия молота сгибаем под 90 градусов.
Вторую полосу закрепляем с двух сторон. После этого идет самое ответственное- выжимание флюса. Полосы греют до 1000-1100 по участкам, первые удары идут по ребру- выравнивание по ширине, потом сильные удары острием вдоль посередине полосы, так, чтобы флюс вылетал в стороны. Происходит частичная сварка и полосы перестают скользить друг по другу. Но при сильном ударе с ребра- расходятся. Этого допускать нельзя, надо осаживать только по плоскости, до сварки еще далеко.
Когда середина прихвачена, надо расширить зону контакта. Для этого прогоняем полосу вдоль круглого рога, осаживая плоским бойком молота. Теперь надо выдавить флюс с краев полосы- прогоняем ее нагретыми участками поперек рога , но под углом в 45, осаживая острием один край полосы. Потом так же обрабатываем второй край и полоса к сварке готова. Дальше просто- греем выше, стучим сильнее. Нагрев до 1250, до легкого искрения и осаживаем на роге плоским бойком. Участки греем перекрывая границы , после сварки плоскостей при таком же нагреве равняем по бокам , делая ту же ширину, что и была- ведь еще третью полосу надо вваривать. Сваренную полосу готовим- оттягиваем и осаживаем концы и выглаживаем. Так же ввариваем третью полосу и начинаем «крутить крендели», т е складывать полосу каждый раз вчетверо, способом- ‘все концы- внутрь’. Вот схема и технология подсекания и загиба.
Так выжимается флюс с одного края полосы, нарисовано одно острие молота.
Достигается это двумя путями. Допустим, у вас есть пневмомолот и у него есть пара выработанных, сношенных бойков. Немного профрезеруйте их и они будут штамповать не плоскость, а овал. Дальше все просто: любую заготовку под сварку прогоняете через эти бойки- штампы, получаете овал и его свариваете. Во время сварки надо осаживать полукруглыми бойками.
Полученную сварную полосу опять прогоняем через стертые бойки, получаем овал, сворачиваем в крендель, т е вчетверо и свариваем в полукруглых бойках.
Доброго времени.
Много читал про то как сварить пакет из нескольких полос метала ( особое спасибо Ножеделу, у него много фото а наглядность многое проясняет) , так вот везде в процессе участвует флюс или бура, про флюс пытался почитать в интернете так чуть умом не тронулся, чего только поиск мне не выдал, а про буру в наших краях ни кто не слыхал, и где такого зверя добыть не знаю. Правда недавно в одном модном магазине всё же нарыл что то ( баночка приблизительно размером с китайский бальзам звёздочка где то 25 грамм стоимостью 115 р). Если это была та бура про которую тут пишут то я наверно не потяну по финансам ( кризис одолел ).
В связи с этим собственно вопрос : есть ли какой альтернативный способ сварить пакет без буры.
Ну как варить углеродку без буры, с песком, по моему ЛБА писал в теме Антона, про кузнеца который не куя не может.
А что за проблемы с бурой? В магазинах «Медтехника» есть, ее используют зубные техники для пайки горелкой твердосплавными припоями. По поводу цены не скажу, не помню, но когда прикидывал по затратам, около года назад, вроде не разорительно выходило.
Бура из медицины:
Наименование по классификации INCI: Borax
Другие названия: Натрий борнокислый, Боракс, Натрий тетраборный
Характеристика:
Бесцветные прозрачные, легко выветривающиеся кристаллы или белый кристаллический порошок. Растворим в воде (1:25 в холодной и 2:1 в кипящей), глицерине, нерастворим в спирте. Водные растворы имеют солоновато-щелочной вкус и щелочную реакцию.
Плотность: 1.73
Свойства:
Эмульгатор, консервант, очищающее вещество. Антисептическое (обеззараживающее) средство.
Часто используемая как компонент соли для ванн бура смягчает воду.
Области применения:
Бура — натуральный минерал, широко применяемый в косметической промышленности. Используется в кремах, лосьонах, шампунях, гелях, соли и бомбочках для ванны.
В сочетании с лимонной кислотой в бомбочках для ванн даёт эффект бурления, в смеси с водой и гуаровой камедью может применятся в качестве геля для душа.
Лечебное применение. Применяют наружно как антисептическое средство у взрослых для полосканий, смазывания кожи (при опрелостях, пролежнях), спринцевания (промывания влагалища струей жидкости).
Способ применения и дозы. По 1 столовой ложке на 1 стакан воды для полоскания. Для спринцеваний 4-5 таблеток на 1 л воды.
Концентрация и способы применения:
В косметичесих средствах — не более 5%
Развести в горячей (75.С) воде после чего добавить в крем.
В лечебных целях применяют в виде 3-5%-ного раствора для промываний и смазываний полости рта, носа и носоглотки при различных инфекционных заболеваниях (трахеит, насморк, стоматит и др.).
Меры предосторожности и противопоказания:
Избегать попадания в глаза, не применять внутрь и непосредственно на кожу (может вызвать раздражение). Хранить в местах недоступных для детей и домашних животных
Хранение: 2-3 года. Хранить в сухом месте.
Бура Из химии и прочие сведения :
Бура (тетраборат натрия) Na2B4O7 . H2O — соль тетраборной кислоты. Обычная бура (десятиводный гидрат) образует большие бесцветные прозрачные призматические кристаллы; базоцентрированная моноклинная решётка, а = 12, 19 Å, b = 10, 74 Å, с = 11, 89 Å, ß = 106О35´; плотностью 1, 69-1, 72 г/см3; в сухом воздухе кристаллы выветриваются с поверхности и мутнеют. При нагревании до 80ОС декагидрат (от греч. deka десять — в сложных словах означает десять, вдесятеро) теряет 8 молекул воды, при 100 градусах медленно, а при 200ОС быстро отщепляется ещё одна молекула воды, в интервале 350 — 400ОС происходит полное обезвоживание.
Растворимость буры (в г. безводной соли на 100 г. воды): 1, 6 (10ОС), 3, 9 (30ОС), 10, 5 (50ОС). Насыщенный раствор кипит при 105ОС.
В воде бура гидролизуется, поэтому её раствор имеет щелочную реакцию. Она растворяется в спирте и глицерине. Сильными кислотами полностью разлагается:
Na2B4O7 + H2SO4 + 5H2O = Na2SO4 + 4H3BO3.
С окислами некоторых металлов бура даёт окрашенные бораты («перлы буры» ):
Na2B4O7 + CoO = 2NaBO2 + Co(BO2)2,
что используется в аналитической химии для открытия этих металлов.
При медленном охлаждении раствора обычной буры при 79ОС начинает выкристаллизовываться октаэдрическая бура Na2B4O7 . 5H2O (или «ювелирная бура» ), плотностью 1, 815 г/см3, устойчивая в интервале 60 — 150ОС. Растворимость этой буры составляет 22 г. в 100 г. воды при 65ОС, 31, 4 при 80ОС и 52, 3 при 100ОС.
Бура является важнейшим флюсом, облегчающим процесс плавки. Расплавленная бура образует при охлаждении на стенках тигля глазурь, предохраняет расплав от доступа кислорода и растворяет окислы металлов.
При медленном термическом обезвоживании обычной буры получается пиробура с плотностью 2, 371 г/см3 и температурой плавления 741ОС. Бура плавится и распадается на метаборат натрия и трёхокись бора, которые смешиваются в жидком состоянии:
Na2B4O7 → 2NaBO2 + B2O3.
Окись бора, соединяясь с окислами металлов, образует метабораты так же, как борная кислота. Метаборат натрия легко смешивается со вновь образованными метаборатами и быстро уводит их из зоны расплавленного металла, а на их место вступают новые активные молекулы окиси бора. Бура обладает большей способностью растворять окислы, чем борная кислота, и используется не только как плавильный восстановительный флюс, но и как важнейший флюс при пайке твёрдыми припоями.
Обычную буру получают из борной кислоты, из тинкаля, кернита и некоторых других минералов (путём их перекристаллизации), а также из воды соляных озёр (фракционированной кристаллизацией).
Буру широко применяют при приготовлении эмалей, глазурей, в производстве оптических и цветных стёкол, при сварке, резке и пайке металлов, в металлургии, гальванотехнике, красильном деле, бумажном, фармацевтическом, кожевенном производствах, в качестве дезинфицирующего и консервирующего средства и удобрения
Бура для «чайников»:
Тетраборат натрия («бура» ) -Na2B4O7, соль слабой кислоты и сильного основания, распространённое соединение бора, имеет несколько кристаллогидратов, широко применяется в технике.
Термин «Бура» применяют по отношению к нескольким близким веществам: она может существовать в безводной форме, в природе чаще встречается в виде пятиводного или десятиводного кристаллогидрата:
Безводная бура (Na2B4O7)
Пентагидрат (Na2B4O7.5H2O)
Декагидрат (Na2B4O7.10H2O)
Однако наиболее часто слово бура относят к соединению Na2B4O7.10H2O.
Борная кислота (ортоборная кислота) Н3ВО3 — слабая кислота, бесцветные кристаллы в виде чешуек, без запаха.
Применение
в производстве незамерзающих жидкостей
в производстве керамики, эмалей, глазурей, оптических и цветных стекол;
при пайке в качестве флюса;
в бумажной и фармацевтической промышленности;
как дезинфицирующее и консервирующее средство;
в аналитической химии: как стандартное вещество для определения концентрации растворов кислот;
для качественного определения оксидов металлов (по цвету перлов);
в фотографии — в составе медленно действующих проявителей в качестве слабого ускоряющего вещества; в составе мелкозернистых проявителей и кислых фиксажей для создания слабой кислотной среды.
Компонент моющих средств;
Компонент косметики;
Сырьё для получения бора;
В лабораториях применяют для приготовления буферных растворов
В медицине — как самостоятельное дезинфицирующее средство.
Также на основе борной кислоты производятся различные комбинированные препараты (группа АТХ D08AD), например, паста Теймурова.
В быту раньше использовалась для борьбы с тараканами.
В пищевой промышленности — зарегистрирована как пищевая добавка E284
Наименование по классификации INCI: Borax
quote: «Вот за что я тебя уважаю, так за то, что емкие и содержательные тосты говоришь» (с)
quote: поводу цены не скажу, не помню
127 руб. за килограмм в Сапфире.
Натопчи пивных бутылок. Лучче коричневых. В пыль. Не бура, но «на безрыбье и сам раком станешь»(цы)
Благодарю сердечно всех отозвавшихся.
Буру попробую заказать через друзей в Москве. На днях закончу горн и попробую битые бутылки, пока буру пришлют.
Вот это ликбез. Так ее еще и есть можно!
Я буру покупаю в Центральной Городской Аптеке. Стоимость — 12 долларов за 1 кг.Натрий тетраборный.
Зайдите в аптеку, закажите.
Пока все хорошо варится на обычном речном песке. От низкоуглеродистых до низколегированных сталей. Просто,доступно, БЕСПЛАТНО.
В корне с вами не согласен,
Я смотрю тут против меня и моих предложений идут высказывания уже накатом, по инерции.
Эффект толпы. .
По песку.
На песке многие варят. И варят отлично, и результаты превосходные. Не надо судить по моим ранним работам обо всем и сразу, это по меньшей мере просто некрасиво.
если бы песок давал прекрасные результаты, то его бы и использовали не только простые кузнецы, но и именитые. Только почемуто пользуют буру, а не песок. странно да?? из этого следует логичный вывод, что бура всёже лучше по ТТХ.
а песок пользуют либо по бедности дибо нежелания пользовать чтото лучше.
если у человека варится с песком то в чём проблема то?раньше на нём только и варили
знаете, ща примерно спор идёт, что лучше, коловорот или электродрель.
quote: Originally posted by orm2006:
раньше на нём только и варили
И что самое главное в данном вопросе — кому что нравится, у кого на чем получается, тот на том и вари. Ведь попробовать «все» нетрудно?
Ито Мацумото, в мастерской изначально царит позитивный настрой. Никто, тем более Сержант, не питает к Вам отрицательных эмоций.
Вы делаете интересные работы, лично мне нравятся. но каждый имеет свой взгляд на вещи.
Не берите близко к сердцу, но бура все же лучше, правда, намного дороже.
Хотя, если Вам удается выжимать результат из песка, то отдельный Вам Респект. Возможно, опосля Всемирной Катаклизмы только песок и останется.
С уважением,
Источник: guns.allzip.org
Способ изготовления флюса для кузнечной сварки
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Зарегистрировано в Бюро после изобретений Госплана при СНК СС
Способ изготовления флюса для кузнечн
Заявлено 2 марта 1938 года в НКТМаш за № 14
Опубликовано 31 июля 1939 года.
Тип. арт. «Сов. пенс» Зак. ¹ 6010 — 675
Предмет изобретения составляет способ изготовления флюса для кузнечной сварки, применяемого вместо буры.
Для этого свежепрокаленная нега- шеная известь смешивается с водой из расчета 0,3 вес. ч. извести на
1 вес. ч. воды, и в полученное известковое молоко всыпается 1,3 ч. .по весу щелока, предпочтительно углекислого натрия. При стоянии 1 в течение нескольких часов при комнатной температуре смесь затвер. девает и в раздробленном состоянии может применяться в качестве флюса для кузнечной сварки.
Кроме того, можно полученный таким образом твердый продукт облить хорошо отстоявшейся и прокипяченной известковой водой, причем количество последней по весу должно составлять 1 ч. на 2 ч. твердого вещества.
После нескольких часов стояния смесь эта превращается в мелкий порошок, который ооладает в качестве флюса еще лучшими качествами, чем первоначально полученный продукт.
Способ изготовления флюса для кузнечной сварки, отличающийся тем, что 0,2 — 0,3 вес. ч. негашеной навести, растворенной в 1 вес. ч. воды, смешивают с 1,3 вес. ч. щелока с целью образования твердого вещества, постепенно превращающегося в порошкообразный флюс.
Источник: findpatent.ru
Кузнечная сварка и сварка ковкой
Кузнечная сварка металла — один из старейших способов получения неразъемного соединения. При этом, с помощью такого примитивного метода можно соединять самые разнообразные металлы, в том числе нержавейку. Но учитывайте, что сварной шов получается недостаточно прочным, и эта работа считается очень трудоемкой. Однако, есть у кузнечной сварки и свои преимущества.

В этой статье мы кратко расскажем, в чем суть кузнечной сварки и какие особенности нужно учесть, чтобы соблюдать технологию.
Общая информация
Кузнечная сварка (она же сварка ковкой) — метод соединения металлов, суть которого заключается в формирование сварного шва с применением кузнечных инструментов. Металл доводят до пластичного состояния и бьют по нему кузнечным ударным инструментом. До изобретения РДС такой способ сварки применялся повсеместно. Но сейчас кузнечная сварка применяется только для соединения деталей из низкоуглеродистой стали.

Чтобы получить качественный шов нужно тщательно очистить металл. Загрязнения и коррозия не должны препятствовать формированию шва во время ковки. Но нужно понимать, что кузнечная сварка — это трудоемкая и малопроизводительная работа. К тому же, шов получается не таким уж прочным, как хотелось. По этой причине сварка ковкой не применяется на производствах, а остается уделом частных мастерских. Тем не менее, с помощью такой незамысловатой технологии можно своими руками выполнить несложный ремонт в полевых условиях.
Технология
Технология кузнечной сварки проста, но в то же время очень трудоемкая. Она требует от кузнеца железного терпения, поскольку на выполнение одного этапа уходит много времени и физических сил. Но если вы все сделаете правильно, то в конечном итоге получите отличный результат. Далее мы расскажем вам все о технологии сварки ковкой.
Все начинается с предварительного нагрева деталей. Нагрев осуществляется в специальных печах или горнах. Важно, чтобы пламя не имело окислительных свойств и в очаге не должно быть лишнего топлива или жидкости для розжига. В качестве топлива рекомендуем использовать древесный уголь. Он хорошо зарекомендовал себя, поскольку не содержит в своем составе серу. А избыток серы приводит к ухудшению качества готового шва.
Также применяется каменный уголь, но в нем может присутствовать до 1% серы. Следите, чтобы фракции угля были более-менее одного размера. Сам уголь должен быть просеянным и некрупным.
Сначала в печь загружается уголь. Он должен хорошо прогореть, чтобы небольшой процент серы испарился. Затем нужно нагреть концы деталей, которые затем будут стыковаться. Средняя температура нагрева — от 1300 до 1400 градусов по Цельсию. Если сталь низкоуглеродистая, то при воздействии такой температуры она приобретет белый цвет. Если у металла, из которого сделана деталь, высокое содержание углерода, то не стоит превышать температуру нагрева более 1200 градусов. Металл должен сменить цвет на белый с желтым.

Такие высокие температуры используются только для нагрева, во время ковки температура понижается. Поэтому учитывайте, что при есть вероятность перегрева металла и образования окалины. Чтобы этого избежать можно использовать флюс для кузнечной сварки. Флюс наносят прямо на деталь, но не предварительно, а прямо во время нагрева. Можно купить специальный флюс в магазине, а можно использовать вымытый и просеянный речной песок.
Не нужно насыпать толстый слой флюса, иначе металл просто не прогреется и образуется много шлака. Посыпайте флюс тонким слоем. Можете смешать речной песок с бурой, тогда примесей при ковке будет меньше. Но не стоит применять буру, если у вас качественный очищенный уголь. Это не принесет должного результата. А вот если уголь плохой и способствует образованию шлака, то бура может помочь. Кстати, если буры у вас нет, то можете использовать обычную поваренную соль.
Есть еще одна хитрость касаемо флюсов. Если деталь небольшого размера, то флюс можно не использовать. Нагрейте заготовку, а затем быстрым движением переместите ее в песок. Сам песок нужно предварительно насыпать в металлический ящик, который следует поставить на горн. Песок немного нагреется и разность температур будет не такой большой.
Также учитывайте, что при использовании песка все равно будет образовываться шлак. Он будет стекать с детали вместе с песком, так что подсыпайте песок по мере необходимости. Обычно требует насыпать песок два-три раза за весь нагрев. В это время необязательно вынимать деталь из огня.
Еще можно смешать флюс с железными опилками, если в металле содержится много углерода. Также можно использовать ферромарганец. Такие смеси способствуют улучшению качества шва, поскольку поглощают избыток углерода.
Иногда бывают ситуации, когда требуется сварить две детали из разных сталей. Мы рекомендуем сначала прогревать ту деталь, у которой меньшее содержание углерода. А прогревать вторую деталь следует спустя небольшой промежуток времени.
Теперь о ковке. Как только деталь хорошо прогрелась ее нужно достать из печи или горна, и поместить на наковальню. Тут же следует совершить несколько ударов по наковальне. Так вы собьете шлак. Далее нужно состыковать две нагретые заготовки и нанести несколько легких ударов с помощью кузнечного молота.
Удары должны быть частыми и ритмичными, а детали должны быть плотно прижаты друг к другу, чтобы избежать окисления металла. Затем нужно увеличить силу удара, сохраняя прежнюю скорость. Благодаря сильным ударам две заготовки окончательно соединяются между собой и начинают приобретать единую форму. Чтобы прочность была выше можно проковать не только концы двух деталей, но и прилегающие к ним участки. Саму проковку нужно делать от середины соединения к краям. Так шлак будет равномерно выходить из зоны сварки.

Некоторые мастера после проковки снова нагревают уже готовые детали. Затем снова выполняют проковку. С виду такое изделие выглядит более монолитным, но здесь главное не переусердствовать. Иначе многочисленные нагревы могут наоборот ухудшить качество шва. А вы должны помнить, что само соединение в кузнечной сварке не такое уж и прочное.
Отделка — это обязательной этап любой художественной ковки. Но в кузнечной сварке отделка применяется нечасто. Если вам все же нужно сделать соединение эстетически привлекательным, то можете использовать предназначенный для этого кузнечный инструмент. Также можно использовать полировку, кварцевание или патинирование. Используйте щетки с металлическим ворсом, полировочные пасты, пасту ГОИ. Это, конечно, необязательный этап. Он выполняется при изготовлении художественных изделий, а не при ремонте.
Вместо заключения
Кузнечная сварка — почти забытый, но весьма интересный метод соединения металлов. Вам доступна кузнечная сварка нержавейки, а также кузнечная сварка изготовление ножей, что часто практикуется в частных мастерских. Не нужно думать, что раз такая технология потеряла свою актуальность на фоне более современных методов сварки. Наоборот, изделия, изготовленные с применением кузнечной сварки, приобретают особую значимость. Ведь они в прямом смысле изготовлены своими руками.
А вы сталкивались с кузнечной сваркой в своей практике? Может быть вы и есть профессиональный кузнец, которых теперь осталось так мало? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
Источник: svarkaed.ru
Кузнечная (горновая) сварка
#1 Andrew
Горновая сварка — древнейший вид сварки давлением. На протяжении почти трех тысячелетий человечество широко пользовалось железом, не умея его расплавить, поэтому к железу нельзя было применять давно известную литейную сварку и была изобретена горновая сварка, способ, как бы предназначенный для железа. Расцвету и развитию горновой сварки чрезвычайно способствовал и сам способ производства железа, существовавший на протяжении тысячелетий до второй половины XIX столетия.
При горновой сварке сталь нагревают до перехода в пластическое состояние, нагретый металл подвергают сдавливанию в процессах ковки (кузнечная сварка), прокатки, прессования, волочения и т. д. Сталь нужно нагревать до температуры 1100-1300° С, Всяком случае выше точки превращения alpha-gamma.
Рассмотрим кратко основные процессы, происходящие в металле с повышением его температуры, остановившись для примера на углеродистых сталях. С повышением температуры по достижении критической точки Ас3 обычное alpha-железо переходит в gamma-железо, хорошо растворяющее углерод в больших количествах. При этом цементит и перлит стали исчезают, углерод распределяется равномерно по объему металла, который переходит в однородный аустенит. При дальнейшем повышении температуры наблюдается рост зерен металла, т.е. границы между зернами исчезают, несколько мелких зерен срастаются в одно крупное зерно, стремясь уменьшить общую свободную поверхность. При этой температуре и начинается сварка, т.е. образование в пограничной зоне новых кристаллических зерен, заимствующих материал для своего роста от обеих соединяемых частей, что ведет к уничтожению физической границы раздела между частями.
Прочность сварки растет с увеличением температуры и давления в известных пределах. При чрезмерном повышении температуры могут наступить явления перегрева металла и расплавление отдельных структурных составляющих, что ведет к снижению прочности сварного соединения.
Свариваемость давлением в пластическом состоянии весьма различна у различных металлов. Отличной свариваемостью обладает низкоуглеродистая сталь. С повышением содержания углерода свариваемость быстро падает, и стали с содержанием углерода свыше 0,7% плохо свариваются давлением. Плохо свариваются также многие легированные стали, цветные металлы. Чугун практически не сваривается давлением в пластическом состоянии.
Место сварки можно нагревать различными источниками тепла. Особенно высоких температур не требуется, и необходимый нагрев может быть получен в различных печах и горнах, отапливаемых твердым, жидким или газообразным горючим. Большинство обычных горючих материалов при сжигании их с воздухом в печах надлежащего устройства обеспечивает достаточный нагрев.
Поверхности свариваемых деталей, даже тщательно зачищенные предварительно, в процессе нагрева обычно значительно окисляются, слой окислов делает сварку невозможной. Для очистки поверхности сварки от окислов необходимо прибегать к химической очистке, применяя флюсы, образующие с окислами металла легкоплавкие соединения, легко выдавливаемые из стыка в процессе осадки и, таким образом, позволяющие приводить в соприкосновение совершенно чистые поверхности металла.
При нагревании стали образуется железная окалина, состав которой колеблется между окислами FeO и Fe3O4, достаточно тугоплавкими и не расплавляющимися при температуре белого каления. Эти окислы имеют основной характер, поэтому для их офлюсования или ошлакования, т.е. перевода в легкоплавкие соединения, жидкие при температуре сварки, следует применять окислы кислотного характера, нелетучие и достаточно стойкие при температуре сварки. Флюсами при горновой сварке могут; служить: бура Na2B4O7, борная кислота В(ОН)3, поваренная соль NaCl, мелкий речной или кварцевый песок, бой оконного стекла, а также их смеси.
После нагрева и офлюсования места сварки выполняют операцию осадки. Осадка вызывает значительную деформацию металла, течение его вдоль поверхностей соединения, способствующее перемешиванию и взаимной диффузии частиц металла соединяемых частей. Величина необходимого удельного давления при осадке зависит от свойств свариваемого металла и температуры нагрева. Чем выше нагрев, тем меньшее требуется давление осадки. Осадка может производиться ручной или механической проковкой места — прессованием, прокаткой. Таким путем может быть получена, например, многослойная листовая сталь. Подобным же образом изготовляют биметалл посредством совместной прокатки разогретых заготовок, например стали и никеля, углеродистой стали и нержавеющей стали или меди и т. д.
Видео: Кузнечная сварка якоря
Сообщение отредактировал Andrew: 04 Март 2015 16:46
Источник: websvarka.ru
Бура бурой, а ковка по расписанию
Бура в работе с металлами прежде всего связана с флюсовыми смесями, которые незаменимы при пайке или кузнечной ковке. На рынке бура продается в виде порошка. Ее ценность и незаменимость обусловлены температурой плавления, которая достигает 800 – 900°С.
При нагревании она превращается в стеклообразную застывшую смесь, из которой выходит великолепная защита рабочего участка. В дополнение к этому порошок из буры отлично растворяется в воде. Все технические характеристики описаны в отдельном нормативе ГОСТе 8429-77 под названием «Бура техническая».
О тетраборате и декагидрате
У буры есть серьезнейшее научное название, потому что это не что иное как соединение слабой кислоты с сильным основанием. Название с первого раза запомнить трудно: декагидрат тетрабората натрия.
Флюс для кузнечной сварки – особая технологическая заслуга буры, о которой нужно рассказать отдельно.
Ковка или кузнечная сварка с бурой
Процесс ковки отличается сильным нагревом заготовок – это важные технологические нюансы. В результате такого нагревания на поверхностях свариваемых металлических деталей образуется значительный слой окалины вплоть до их пережигания.
Вот здесь и выступает бура в роли спасителя: металлические поверхности засыпают слоем смеси из песка и буры – получается великолепный флюс.
Чтобы разобраться и оценить по достоинству метод с использованием флюса из буры, нужно понять сам процесс. Кузнечная сварка – это смешанный физический метод воздействия на металлы для их соединения.
Суть его – механическое воздействие в виде ударов кузнечного молота в сочетании нагревания для повышения пластичности металла.
Кузнечная сварка применяется для сварки стальных сплавов с по возможности низкой долей углерода – на уровне 0,3%. Высокоуглеродистые стали не годятся для ковки, для этого у них слишком низкая свариваемость при таком методе.
Обязательное требование перед процессом – тщательное удаление с поверхностей заготовок любых загрязнений и оксидных пленок.
Нужно заметить, что кузнечная сварка в принципе не дает крепкого металлические соединения, это далеко не самый надежный способ ковки. К тому же при его использовании не обойтись без профессионализма кузнеца – без этого ничего не получится.
Поэтому он практически не используется в промышленных целях и на заводах. А вот если дело касается ремонтных работ в полевых и неблагоприятных условиях, этот метод применяется довольно часто.
Хорошенько греем
Нагревание деталей идет в печах или горнах. Количество топлива должно быть точно рассчитано – не больше и не меньше. Лучшее топливо для ковки – древесный уголь и кокс. Но на практике чаще применяется обычный каменный уголь.
Металлические детали загружаются в горн только после полного прогорания угля, чтобы из него удалилась сера, присутствие которой плохо сказывается на качестве соединения.
Температура нагревания деталей должна быть выше, чем уровень, при котором начинается ковка. Уровень температуры нагрева в цифрах зависит от процента углерода в стали: чем ниже его содержание в сплаве, тем выше нужно поднимать температуру нагрева для плавления.
Для низкоуглеродистой стали нагрев должен быть не ниже 1350 – 1370°С, отличительный признак – сияющий белый цвет металла. Если сталь содержит высокую долю углерода, достаточно нагрева около 1150°С, цвет тогда будет иметь желтый оттенок.
Флюс для кузнечной сварки добавляется для защиты. Все дело в обильном образовании окалины вследствие нагревания. Флюсовые смеси предохраняют от этого. Флюс для кузнечной сварки засыпают в точно обозначенный момент – когда уровень нагрева будет находиться между 950°С и 1050°С.
Основа смеси – мелкий чистый речной песок с добавкой 10% буры после хорошей прокалки. Бура в песке работает на хорошее образование шлака и легкую очистку металла от примесей в дальнейшем.
Толщина слоя имеет значение: если он будет слишком толстым, прогрев деталей снизит скорость и качество. Поэтому флюс для кузнечной сварки засыпают равномерным и тонким слоем. Добавка буры в флюсовую смесь особенно важна и необходима, если используется уголь низкого качества.
Из флюсовой смеси формируется шлак, который может стечь с металлической заготовки, что весьма нежелательно. Для предупреждения этого на заготовки подсыпают дополнительные порции песка – осторожно и в умеренных количествах.
Отличным партнером буры выступают железные опилки мягкой консистенции или ферромарганец. Опилки способны к поглощению углерода с поверхности металла в условиях высокой температуры, тем самым значительно повышая качество процесса сварки.
Если нужно сварить детали из разных металлов или марок стали, то первым делом разогревают металл с меньшей долей углерода из-за более высокой температуры плавления. И только затем начинают работать со второй деталью, металл которой содержит более высокий процент углерода.
Безопасность и правила хранения буры
Особой опасности с точки зрения взрывов или пожаров бура для ковки не представляет. Умеренная степень токсичности наблюдается из-за содержания борной кислоты. В организм бура может попасть через дыхательные пути в виде пыли или аэрозольного распыления, в результате чего слизистые могут быть раздражены.
Хранить буру нужно в закрытых помещениях и обязательно в упаковках – никакой россыпи. Обычно хранение производится в специальных контейнерах, которые должны стоять на твердом покрытии. Срок хранения буры – всего полгода, что нужно учитывать при планировании закупок и использования.
Источник: tutsvarka.ru
Бура для кузнечной сварки своими руками
Хотите научится варить черные, цветные металлы, пластмассы, построив свои собственные сварочные аппараты? Хотите научится выполнять на самодельных сварочных аппаратах практически любые заказы населения? Тогда этот сайт для вас! Также здесь вы найдете рекомендации по приобретению готовых аппаратов, инструментов, приспособлений.
Доброго времени.
Много читал про то как сварить пакет из нескольких полос метала ( особое спасибо Ножеделу, у него много фото а наглядность многое проясняет) , так вот везде в процессе участвует флюс или бура, про флюс пытался почитать в интернете так чуть умом не тронулся, чего только поиск мне не выдал, а про буру в наших краях ни кто не слыхал, и где такого зверя добыть не знаю. Правда недавно в одном модном магазине всё же нарыл что то ( баночка приблизительно размером с китайский бальзам звёздочка где то 25 грамм стоимостью 115 р). Если это была та бура про которую тут пишут то я наверно не потяну по финансам ( кризис одолел ).
В связи с этим собственно вопрос : есть ли какой альтернативный способ сварить пакет без буры.
Ну как варить углеродку без буры, с песком, по моему ЛБА писал в теме Антона, про кузнеца который не куя не может.
А что за проблемы с бурой? В магазинах «Медтехника» есть, ее используют зубные техники для пайки горелкой твердосплавными припоями. По поводу цены не скажу, не помню, но когда прикидывал по затратам, около года назад, вроде не разорительно выходило.
Наименование по классификации INCI: Borax
Другие названия: Натрий борнокислый, Боракс, Натрий тетраборный
Характеристика:
Бесцветные прозрачные, легко выветривающиеся кристаллы или белый кристаллический порошок. Растворим в воде (1:25 в холодной и 2:1 в кипящей), глицерине, нерастворим в спирте. Водные растворы имеют солоновато-щелочной вкус и щелочную реакцию.
Плотность: 1.73
Свойства:
Эмульгатор, консервант, очищающее вещество. Антисептическое (обеззараживающее) средство.
Часто используемая как компонент соли для ванн бура смягчает воду.
Области применения:
Бура — натуральный минерал, широко применяемый в косметической промышленности. Используется в кремах, лосьонах, шампунях, гелях, соли и бомбочках для ванны.
В сочетании с лимонной кислотой в бомбочках для ванн даёт эффект бурления, в смеси с водой и гуаровой камедью может применятся в качестве геля для душа.
Лечебное применение. Применяют наружно как антисептическое средство у взрослых для полосканий, смазывания кожи (при опрелостях, пролежнях), спринцевания (промывания влагалища струей жидкости).
Способ применения и дозы. По 1 столовой ложке на 1 стакан воды для полоскания. Для спринцеваний 4-5 таблеток на 1 л воды.
Концентрация и способы применения:
В косметичесих средствах — не более 5%
Развести в горячей (75.С) воде после чего добавить в крем.
В лечебных целях применяют в виде 3-5%-ного раствора для промываний и смазываний полости рта, носа и носоглотки при различных инфекционных заболеваниях (трахеит, насморк, стоматит и др.).
Меры предосторожности и противопоказания:
Избегать попадания в глаза, не применять внутрь и непосредственно на кожу (может вызвать раздражение). Хранить в местах недоступных для детей и домашних животных
Хранение: 2-3 года. Хранить в сухом месте.
Бура Из химии и прочие сведения :
Бура (тетраборат натрия) Na2B4O7 . H2O — соль тетраборной кислоты. Обычная бура (десятиводный гидрат) образует большие бесцветные прозрачные призматические кристаллы; базоцентрированная моноклинная решётка, а = 12, 19 Å, b = 10, 74 Å, с = 11, 89 Å, ß = 106О35´; плотностью 1, 69-1, 72 г/см3; в сухом воздухе кристаллы выветриваются с поверхности и мутнеют. При нагревании до 80ОС декагидрат (от греч. deka десять — в сложных словах означает десять, вдесятеро) теряет 8 молекул воды, при 100 градусах медленно, а при 200ОС быстро отщепляется ещё одна молекула воды, в интервале 350 — 400ОС происходит полное обезвоживание.
Растворимость буры (в г. безводной соли на 100 г. воды): 1, 6 (10ОС), 3, 9 (30ОС), 10, 5 (50ОС). Насыщенный раствор кипит при 105ОС.
В воде бура гидролизуется, поэтому её раствор имеет щелочную реакцию. Она растворяется в спирте и глицерине. Сильными кислотами полностью разлагается:
Na2B4O7 + H2SO4 + 5H2O = Na2SO4 + 4H3BO3.
С окислами некоторых металлов бура даёт окрашенные бораты («перлы буры» ):
Na2B4O7 + CoO = 2NaBO2 + Co(BO2)2,
что используется в аналитической химии для открытия этих металлов.
При медленном охлаждении раствора обычной буры при 79ОС начинает выкристаллизовываться октаэдрическая бура Na2B4O7 . 5H2O (или «ювелирная бура» ), плотностью 1, 815 г/см3, устойчивая в интервале 60 — 150ОС. Растворимость этой буры составляет 22 г. в 100 г. воды при 65ОС, 31, 4 при 80ОС и 52, 3 при 100ОС.
Бура является важнейшим флюсом, облегчающим процесс плавки. Расплавленная бура образует при охлаждении на стенках тигля глазурь, предохраняет расплав от доступа кислорода и растворяет окислы металлов.
При медленном термическом обезвоживании обычной буры получается пиробура с плотностью 2, 371 г/см3 и температурой плавления 741ОС. Бура плавится и распадается на метаборат натрия и трёхокись бора, которые смешиваются в жидком состоянии:
Окись бора, соединяясь с окислами металлов, образует метабораты так же, как борная кислота. Метаборат натрия легко смешивается со вновь образованными метаборатами и быстро уводит их из зоны расплавленного металла, а на их место вступают новые активные молекулы окиси бора. Бура обладает большей способностью растворять окислы, чем борная кислота, и используется не только как плавильный восстановительный флюс, но и как важнейший флюс при пайке твёрдыми припоями.
Обычную буру получают из борной кислоты, из тинкаля, кернита и некоторых других минералов (путём их перекристаллизации), а также из воды соляных озёр (фракционированной кристаллизацией).
Буру широко применяют при приготовлении эмалей, глазурей, в производстве оптических и цветных стёкол, при сварке, резке и пайке металлов, в металлургии, гальванотехнике, красильном деле, бумажном, фармацевтическом, кожевенном производствах, в качестве дезинфицирующего и консервирующего средства и удобрения
Тетраборат натрия («бура» ) -Na2B4O7, соль слабой кислоты и сильного основания, распространённое соединение бора, имеет несколько кристаллогидратов, широко применяется в технике.
Термин «Бура» применяют по отношению к нескольким близким веществам: она может существовать в безводной форме, в природе чаще встречается в виде пятиводного или десятиводного кристаллогидрата:
Безводная бура (Na2B4O7)
Пентагидрат (Na2B4O7.5H2O)
Декагидрат (Na2B4O7.10H2O)
Однако наиболее часто слово бура относят к соединению Na2B4O7.10H2O.
Борная кислота (ортоборная кислота) Н3ВО3 — слабая кислота, бесцветные кристаллы в виде чешуек, без запаха.
Применение
в производстве незамерзающих жидкостей
в производстве керамики, эмалей, глазурей, оптических и цветных стекол;
при пайке в качестве флюса;
в бумажной и фармацевтической промышленности;
как дезинфицирующее и консервирующее средство;
в аналитической химии: как стандартное вещество для определения концентрации растворов кислот;
для качественного определения оксидов металлов (по цвету перлов);
в фотографии — в составе медленно действующих проявителей в качестве слабого ускоряющего вещества; в составе мелкозернистых проявителей и кислых фиксажей для создания слабой кислотной среды.
Компонент моющих средств;
Компонент косметики;
В лабораториях применяют для приготовления буферных растворов
В медицине — как самостоятельное дезинфицирующее средство.
Также на основе борной кислоты производятся различные комбинированные препараты (группа АТХ D08AD), например, паста Теймурова.
В быту раньше использовалась для борьбы с тараканами.
В пищевой промышленности — зарегистрирована как пищевая добавка E284
Наименование по классификации INCI: Borax
quote: «Вот за что я тебя уважаю, так за то, что емкие и содержательные тосты говоришь» (с)
quote: поводу цены не скажу, не помню
127 руб. за килограмм в Сапфире.
Натопчи пивных бутылок. Лучче коричневых. В пыль. Не бура, но «на безрыбье и сам раком станешь»(цы)
Благодарю сердечно всех отозвавшихся.
Буру попробую заказать через друзей в Москве. На днях закончу горн и попробую битые бутылки, пока буру пришлют.
Вот это ликбез. Так ее еще и есть можно!
Я буру покупаю в Центральной Городской Аптеке. Стоимость — 12 долларов за 1 кг.Натрий тетраборный.
Зайдите в аптеку, закажите.
Пока все хорошо варится на обычном речном песке. От низкоуглеродистых до низколегированных сталей. Просто,доступно, БЕСПЛАТНО.
В корне с вами не согласен,
Я смотрю тут против меня и моих предложений идут высказывания уже накатом, по инерции.
Эффект толпы. .
По песку.
На песке многие варят. И варят отлично, и результаты превосходные. Не надо судить по моим ранним работам обо всем и сразу, это по меньшей мере просто некрасиво.
если бы песок давал прекрасные результаты, то его бы и использовали не только простые кузнецы, но и именитые. Только почемуто пользуют буру, а не песок. странно да?? из этого следует логичный вывод, что бура всёже лучше по ТТХ.
а песок пользуют либо по бедности дибо нежелания пользовать чтото лучше.
если у человека варится с песком то в чём проблема то?раньше на нём только и варили
знаете, ща примерно спор идёт, что лучше, коловорот или электродрель.
quote: Originally posted by orm2006:
раньше на нём только и варили
И что самое главное в данном вопросе — кому что нравится, у кого на чем получается, тот на том и вари. Ведь попробовать «все» нетрудно?
Ито Мацумото, в мастерской изначально царит позитивный настрой. Никто, тем более Сержант, не питает к Вам отрицательных эмоций.
Вы делаете интересные работы, лично мне нравятся. но каждый имеет свой взгляд на вещи.
Не берите близко к сердцу, но бура все же лучше, правда, намного дороже.
Хотя, если Вам удается выжимать результат из песка, то отдельный Вам Респект. Возможно, опосля Всемирной Катаклизмы только песок и останется.
С уважением,
Так как при температуре выше начала ковки происходит интенсивное образование окалины и возможен пережог металла, то для уменьшения окалины, облегчения ее удаления и предохранения металла от пережога заготовку посыпают флюсом. Флюс посыпают на заготовку в период нагрева ее до температуры 950 . 1050 °С. В качестве флюса применяют чистый, сухой и мелкий речной песок, хорошо промытый, просеянный и отделенный от глины и других примесей. Толстый слой флюса на металле затрудняет его равномерный прогрев и последующую очистку от шлака. Поэтому посыпать его нужно равномерным тонким слоем на расстоянии 0,5 . 0,6 м от огня. Иногда к песку добавляют около 10% прокаленной буры. Она лучше шлакуется, чем песок, и очищает металл от всех посторонних примесей, оседающих на нем при нагреве. Применять буру следует, когда уголь плохо очищен и дает много шлага. Если нет буры, ее можно заменить поваренной солью.
При нагреве мелких заготовок их часто не посыпают флюсом в горне, а быстро вытаскивают из огня и раскаленным концом втыкают в песок, находящийся в металлическом ящике на горне. После этого заготовку снова кладут в горн для окончания нагрева.
Образующийся из флюса шлак постепенно стекает с поверхности металла, поэтому при дальнейшем нагреве заготовки до сварочной температуры ее еще 2—3 раза посыпают песком, не вынимая из огня.
При сварке стали, содержащей больше 0,3% углерода, к флюсу добавляют опилки мягкого железа, а иногда ферромарганец. При высокой температуре такие опилки поглощает с поверхности стали углерод и способствует улучшению качества сварки.
Если необходимо сваривать две заготовки из разных марок сталей, то сначала начинают нагревать сталь с меньшим содержанием углерода, так как температура нагрева ее до сварки больше, а спустя некоторое время, начинают нагревать заготовку из стали с большим содержанием углерода.
Сварку выполняют следующим образом. После нагрева свариваемые заготовки быстро вынимают из горна и ударами о наковальню, а также молотком сбивают шлак. Иногда для очистки заготовок используют скребки и металлические щетки. Затем стыкуют или накладывают друг на друга подлежащие сварке концы заготовок и наносят по ним сначала легкие и частые удары, при которых остатки шлака выдавливаются наружу, а поверхности стыка плотно прижимаются друг к другу, что защищает их от окисления. Сварку заканчивают частыми сильными ударами, в результате которых сваривают соединяемые концы заготовки и получают требуемую форму и размеры в месте сварки. Нельзя ограничиваться проковкой только места сварки. Надо также хорошо проковать участки, прилежащие к месту сварки, чтобы увеличить прочность всей поковки. Проковку следует вести от середины соединения к краям, чтобы дать возможность выходу шлака.
Иногда для лучшей проковки сваренную заготовку повторно нагревают до сварочной температуры и еще раз проковывают. Однако такие нагревы делать нежелательно.
Отделку, если она требуется, выполняют после подогрева сваренного места до температуры 900 . 950 °С и в зависимости от окончательной формы места сварки его отделывают подбойками, обжимками, гладилками и другим кузнечным инструментом.
источник
Бура бурой, а ковка по расписанию
Бура в работе с металлами прежде всего связана с флюсовыми смесями, которые незаменимы при пайке или кузнечной ковке. На рынке бура продается в виде порошка. Ее ценность и незаменимость обусловлены температурой плавления, которая достигает 800 – 900°С.
При нагревании она превращается в стеклообразную застывшую смесь, из которой выходит великолепная защита рабочего участка. В дополнение к этому порошок из буры отлично растворяется в воде. Все технические характеристики описаны в отдельном нормативе ГОСТе 8429-77 под названием «Бура техническая».
О тетраборате и декагидрате
У буры есть серьезнейшее научное название, потому что это не что иное как соединение слабой кислоты с сильным основанием. Название с первого раза запомнить трудно: декагидрат тетрабората натрия.
Флюс для кузнечной сварки – особая технологическая заслуга буры, о которой нужно рассказать отдельно.
Ковка или кузнечная сварка с бурой
Процесс ковки отличается сильным нагревом заготовок – это важные технологические нюансы. В результате такого нагревания на поверхностях свариваемых металлических деталей образуется значительный слой окалины вплоть до их пережигания.
Вот здесь и выступает бура в роли спасителя: металлические поверхности засыпают слоем смеси из песка и буры – получается великолепный флюс.
Чтобы разобраться и оценить по достоинству метод с использованием флюса из буры, нужно понять сам процесс. Кузнечная сварка – это смешанный физический метод воздействия на металлы для их соединения.
Суть его – механическое воздействие в виде ударов кузнечного молота в сочетании нагревания для повышения пластичности металла.
Кузнечная сварка применяется для сварки стальных сплавов с по возможности низкой долей углерода – на уровне 0,3%. Высокоуглеродистые стали не годятся для ковки, для этого у них слишком низкая свариваемость при таком методе.
Обязательное требование перед процессом – тщательное удаление с поверхностей заготовок любых загрязнений и оксидных пленок.
Нужно заметить, что кузнечная сварка в принципе не дает крепкого металлические соединения, это далеко не самый надежный способ ковки. К тому же при его использовании не обойтись без профессионализма кузнеца – без этого ничего не получится.
Поэтому он практически не используется в промышленных целях и на заводах. А вот если дело касается ремонтных работ в полевых и неблагоприятных условиях, этот метод применяется довольно часто.
Хорошенько греем
Нагревание деталей идет в печах или горнах. Количество топлива должно быть точно рассчитано – не больше и не меньше. Лучшее топливо для ковки – древесный уголь и кокс. Но на практике чаще применяется обычный каменный уголь.
Металлические детали загружаются в горн только после полного прогорания угля, чтобы из него удалилась сера, присутствие которой плохо сказывается на качестве соединения.
Температура нагревания деталей должна быть выше, чем уровень, при котором начинается ковка. Уровень температуры нагрева в цифрах зависит от процента углерода в стали: чем ниже его содержание в сплаве, тем выше нужно поднимать температуру нагрева для плавления.
Для низкоуглеродистой стали нагрев должен быть не ниже 1350 – 1370°С, отличительный признак – сияющий белый цвет металла. Если сталь содержит высокую долю углерода, достаточно нагрева около 1150°С, цвет тогда будет иметь желтый оттенок.
Флюс для кузнечной сварки добавляется для защиты. Все дело в обильном образовании окалины вследствие нагревания. Флюсовые смеси предохраняют от этого. Флюс для кузнечной сварки засыпают в точно обозначенный момент – когда уровень нагрева будет находиться между 950°С и 1050°С.
Основа смеси – мелкий чистый речной песок с добавкой 10% буры после хорошей прокалки. Бура в песке работает на хорошее образование шлака и легкую очистку металла от примесей в дальнейшем.
Толщина слоя имеет значение: если он будет слишком толстым, прогрев деталей снизит скорость и качество. Поэтому флюс для кузнечной сварки засыпают равномерным и тонким слоем. Добавка буры в флюсовую смесь особенно важна и необходима, если используется уголь низкого качества.
Из флюсовой смеси формируется шлак, который может стечь с металлической заготовки, что весьма нежелательно. Для предупреждения этого на заготовки подсыпают дополнительные порции песка – осторожно и в умеренных количествах.
Отличным партнером буры выступают железные опилки мягкой консистенции или ферромарганец. Опилки способны к поглощению углерода с поверхности металла в условиях высокой температуры, тем самым значительно повышая качество процесса сварки.
Если нужно сварить детали из разных металлов или марок стали, то первым делом разогревают металл с меньшей долей углерода из-за более высокой температуры плавления. И только затем начинают работать со второй деталью, металл которой содержит более высокий процент углерода.
Безопасность и правила хранения буры
Особой опасности с точки зрения взрывов или пожаров бура для ковки не представляет. Умеренная степень токсичности наблюдается из-за содержания борной кислоты. В организм бура может попасть через дыхательные пути в виде пыли или аэрозольного распыления, в результате чего слизистые могут быть раздражены.
Хранить буру нужно в закрытых помещениях и обязательно в упаковках – никакой россыпи. Обычно хранение производится в специальных контейнерах, которые должны стоять на твердом покрытии. Срок хранения буры – всего полгода, что нужно учитывать при планировании закупок и использования.
источник
Кузнечная сварка: описание, технология выполнения работ и необходимые инструменты
Кузнечная сварка – это, пожалуй, самый старинный способ связи металла. Кузнечное дело являлось единственным методом обработки стали в течение нескольких тысячелетий, пока в XIX веке специалисты не освоили литейное производство. А в XX столетии получил развитие технологический прогресс, в результате которого человечеству стали доступны иные прогрессивные способы связи металлов. Из-за этого ковка утратила свою актуальность. Сегодня это ремесло существует лишь формально, по желанию некоторых специалистов кустарного производства.

Основные принципы
Кузнечной сваркой называют производственный процесс, при котором создаются неразрывные соединения металлических составляющих с использованием высокой температуры и ударного прессования. Другими словами, металлические фрагменты раскаляют в специальной печи до текучего состояния и при помощи ударных инструментов на металлическом основании осуществляют их соединение. Весь процесс состоит из следующих этапов:
- предварительная подготовка соединяемых поверхностей;
- термический разогрев до заданной температуры;
- соединение при помощи ударных инструментов;
- финальная проковка, позволяющая установить требуемую форму.

Самым важным условием в данном деле является разогрев металла с применением высоких температур. Доведение металла до требуемой температуры контролируется благодаря изменению цвета раскаленной поверхности. Таким образом, достигая температуры 1300 градусов, железо становится ярко-желтого цвета. При увеличении разогрева до 1400 градусов, оно начинает становиться ярко-белым. При достижении необходимого температурного состояния соединение следует производить незамедлительно. В противном случае, качество изделия может пострадать из-за пережога материала, который сопровождается образованием чрезмерного слоя окалины.
Особенности
Податливость к соединениям, благодаря термической диффузии, с использованием высокого давления, при доведении материала до мягкого пластичного состояния, как правило, у разных наименований металлов и составляющих имеет существенные различия. Таким образом, податливыми к соединениям считаются низкоуглеродистые стали с процентным содержанием углерода, не превышающим 0,6 %. В случае увеличения процентного содержания, общая способность к сочетаниям ослабевает.
Плохо поддаются ковке легированные стали, а также цветные металлы, включая их сплавы. Кроме этого, все разновидности чугуна совершенно невозможно соединять данным путем. Основной преградой для процесса соединения в процессе термической диффузии является образование прослойки из окалины на разогретой поверхности. Эту прослойку формируют тугоплавкие окислы под наименованием FeO и Fe3O4, обладающие слабой способностью расплавляться при воздействии температуры, которой достаточно для ослабления основной поверхности метала.
Для снижения влияния окислов, создающих помехи, поверхность, которую предполагается подвергать процедуре, покрывают специальными флюсами для кузнечной сварки. Они носят кислотный характер. Чаще всего для этой цели используют поваренную соль или борную кислоту. Также может подойти прокаленная бура для кузнечной сварки. В иных случаях использование флюса замещается некоторыми подручными материалами. Таким, к примеру, может стать стеклянный бой, а также мелкий песок с речного берега, способный заменить кузнечную сварку бурой.
Данная сварка считается одним из сложных процессов в технологическом плане, так как требует от специалиста многих знаний и практических навыков. Для примера следует понимать, что способность к соединению металла появляется лишь при достижении определенной температуры. В случае недостаточного разогрева поверхности получится дефект, называемый непроваром. А если метал перегреть, то образуется прожог, который также не приведет изделие к качественной форме.
Способы
Встречается ряд несложных способов соединений, которые не требуют проведения длительных подготовительных действий при проведении кузнечной сварки. Используют следующие названия техник:
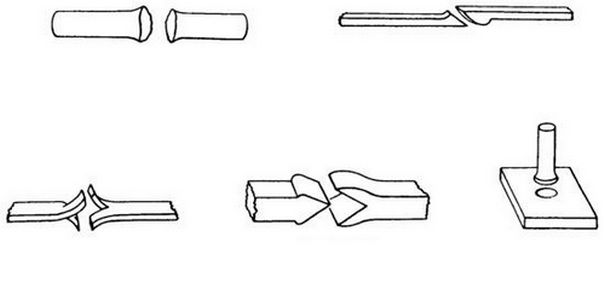
Условия
Для выполнения действий с применением данных техник следует придерживаться только одного обязательного правила – торцы заготовок должны иметь выпуклую форму, а также иметь утолщения на своих концах. Такое условие необходимо соблюдать потому, что в процессе осуществления соединений методом кузнечной сварки во время разогрева заготовки на поверхности металла формируется шлаковая пленка. А если поверхность имеет выпуклости, то частицы шлака могут выдавливаться наружу. Утолщения, сформированные на концах заготовок, предназначенных для ковки, служат технологическим резервом в процессе приобретения требуемой формы.
Иные технологии
Также существуют более сложные технологии кузнечной сварки, которые позволяют создавать изделия, играющие роль составляющих в сложных механизмах или представляют декоративные элементы в различных дизайнерских композициях:
- Одним из таких способов служит проверенная сварка в расщеп. Такую технику использовали раньше, соединяя полосы из стали, в процессе изготовления металлических шин, необходимых деревенским телегам.
- Следующий способ – это сварка с использованием шашек. Такая техника эффективна при соединении габаритных составляющих.

Для проведения сварки в расщеп обрабатываемые края полос проходят специальную подготовку. Их сперва оттягивают, а затем разрубают таким образом, чтобы перед проведением сварки появилась возможность соединения путем перекрытия. Только после этого фрагмент разогревается до достижения требуемой температуры и сваривается при помощи ковки. Второй способ кузнечной сварки стали предполагает использование дополнительного элемента. Данные элементы называются шашками.
Область применения
Кузнечная сварка сегодня уже не служит основным способом соединения металлов. Ее используют в основном для изготовления сложных металлических составляющих в затейливых узорах мастеров художественной ковки. Художественная сварка металлических фрагментов позволяет создавать самые невероятные формы, украшающие различные фасады.

Кроме этого, данный способ сварки иногда находит применение для изготовления некоторых ручных инструментов, необходимых в быту. А промышленное значение она утратила в связи с низкой производительностью на фоне иных способов соединений.
Минусы
К недостаткам этой технологии относят:
- низкую скорость нагрева;
- недостаточную прочность полученных соединений;
- существенную неоднородность прохождения процессов осадки;
- требования высокой квалификации от исполнителей.
Лишь единичные подразделения промышленности продолжают использование кузнечной сварки. В настоящее время помощью данной технологии продолжают изготавливать металлические водопроводные трубы, диаметр которых не превышает 100 мм. Создавая условия для проведения этой процедуры, полосовую сталь разогревают в специальных печах, а после прокатывают линейно через свертыши. Далее протаскивают волоком через оправки на высокой скорости. Таким путем происходит общая сварка шва водопроводной трубы под влиянием высокого давления.

Также в промышленном масштабе кузнечная сварка до сих пор используется при изготовлении сложных биметаллических пластин. Обычно для этого используют совместный прокат раскаленных заготовок через специальные вальцы или применяют метод прессования, с использованием термических печей, имея условия вакуума. Кузнечная сварка позволяет придавать многослойную структуру изделиям, что в некоторых случаях имеет большое значение.
Оборудование и материалы
Чтобы устроить небольшую кузницу для кустарного производства некоторых изделий или изготовления элементов художественной ковки, необходимо не так уж и много всего.
При наличии определенного оборудования и немногочисленных инструментов, можно запросто наладить собственное производство кузнечной сварки металла:
- В первую очередь, нужен один стационарный горн и один портативный. Это специальное приспособление, необходимое для разогрева свариваемых поверхностей. Портативным горном может вполне стать обычный бензиновый автоген.
- Дальше требуется группа наковален. Важно, чтобы обязательно была как большая, так и маленькая. К тому же недостаточно иметь только двурогую наковальню. Однорогая тоже должна присутствовать.
- Набор кузнечных клещей, составленный из как можно большего числа размеров.
- Набор кузнечных молотов, который позволит осуществлять основной процесс ковки.
- Две емкости, предназначенные для охлаждения материалов. Одну из них необходимо заполнить водой, а другую маслом.

Важно
Обязательно необходимо обеспечить кузницу всеми необходимыми средствами безопасности. Кроме этого, в комплектации следует иметь индивидуальные средства защиты – стеклянные очки, защитный кожаный фартук, плотные холщовые рукавицы.
источник
Кузнечная сварка: описание, технология выполнения работ и необходимые инструменты
Кузнечная сварка – это, пожалуй, самый старинный способ связи металла. Кузнечное дело являлось единственным методом обработки стали в течение нескольких тысячелетий, пока в XIX веке специалисты не освоили литейное производство. А в XX столетии получил развитие технологический прогресс, в результате которого человечеству стали доступны иные прогрессивные способы связи металлов. Из-за этого ковка утратила свою актуальность. Сегодня это ремесло существует лишь формально, по желанию некоторых специалистов кустарного производства.
Основные принципы
Кузнечной сваркой называют производственный процесс, при котором создаются неразрывные соединения металлических составляющих с использованием высокой температуры и ударного прессования. Другими словами, металлические фрагменты раскаляют в специальной печи до текучего состояния и при помощи ударных инструментов на металлическом основании осуществляют их соединение. Весь процесс состоит из следующих этапов:
- предварительная подготовка соединяемых поверхностей;
- термический разогрев до заданной температуры;
- соединение при помощи ударных инструментов;
- финальная проковка, позволяющая установить требуемую форму.
Самым важным условием в данном деле является разогрев металла с применением высоких температур. Доведение металла до требуемой температуры контролируется благодаря изменению цвета раскаленной поверхности. Таким образом, достигая температуры 1300 градусов, железо становится ярко-желтого цвета. При увеличении разогрева до 1400 градусов, оно начинает становиться ярко-белым. При достижении необходимого температурного состояния соединение следует производить незамедлительно. В противном случае, качество изделия может пострадать из-за пережога материала, который сопровождается образованием чрезмерного слоя окалины.
Особенности
Податливость к соединениям, благодаря термической диффузии, с использованием высокого давления, при доведении материала до мягкого пластичного состояния, как правило, у разных наименований металлов и составляющих имеет существенные различия. Таким образом, податливыми к соединениям считаются низкоуглеродистые стали с процентным содержанием углерода, не превышающим 0,6 %. В случае увеличения процентного содержания, общая способность к сочетаниям ослабевает.
Плохо поддаются ковке легированные стали, а также цветные металлы, включая их сплавы. Кроме этого, все разновидности чугуна совершенно невозможно соединять данным путем. Основной преградой для процесса соединения в процессе термической диффузии является образование прослойки из окалины на разогретой поверхности. Эту прослойку формируют тугоплавкие окислы под наименованием FeO и Fe3O4, обладающие слабой способностью расплавляться при воздействии температуры, которой достаточно для ослабления основной поверхности метала.
Для снижения влияния окислов, создающих помехи, поверхность, которую предполагается подвергать процедуре, покрывают специальными флюсами для кузнечной сварки. Они носят кислотный характер. Чаще всего для этой цели используют поваренную соль или борную кислоту. Также может подойти прокаленная бура для кузнечной сварки. В иных случаях использование флюса замещается некоторыми подручными материалами. Таким, к примеру, может стать стеклянный бой, а также мелкий песок с речного берега, способный заменить кузнечную сварку бурой.
Данная сварка считается одним из сложных процессов в технологическом плане, так как требует от специалиста многих знаний и практических навыков. Для примера следует понимать, что способность к соединению металла появляется лишь при достижении определенной температуры. В случае недостаточного разогрева поверхности получится дефект, называемый непроваром. А если метал перегреть, то образуется прожог, который также не приведет изделие к качественной форме.
Способы
Встречается ряд несложных способов соединений, которые не требуют проведения длительных подготовительных действий при проведении кузнечной сварки. Используют следующие названия техник:
Условия
Для выполнения действий с применением данных техник следует придерживаться только одного обязательного правила – торцы заготовок должны иметь выпуклую форму, а также иметь утолщения на своих концах. Такое условие необходимо соблюдать потому, что в процессе осуществления соединений методом кузнечной сварки во время разогрева заготовки на поверхности металла формируется шлаковая пленка. А если поверхность имеет выпуклости, то частицы шлака могут выдавливаться наружу. Утолщения, сформированные на концах заготовок, предназначенных для ковки, служат технологическим резервом в процессе приобретения требуемой формы.
Иные технологии
Также существуют более сложные технологии кузнечной сварки, которые позволяют создавать изделия, играющие роль составляющих в сложных механизмах или представляют декоративные элементы в различных дизайнерских композициях:
- Одним из таких способов служит проверенная сварка в расщеп. Такую технику использовали раньше, соединяя полосы из стали, в процессе изготовления металлических шин, необходимых деревенским телегам.
- Следующий способ – это сварка с использованием шашек. Такая техника эффективна при соединении габаритных составляющих.
Для проведения сварки в расщеп обрабатываемые края полос проходят специальную подготовку. Их сперва оттягивают, а затем разрубают таким образом, чтобы перед проведением сварки появилась возможность соединения путем перекрытия. Только после этого фрагмент разогревается до достижения требуемой температуры и сваривается при помощи ковки. Второй способ кузнечной сварки стали предполагает использование дополнительного элемента. Данные элементы называются шашками.
Область применения
Кузнечная сварка сегодня уже не служит основным способом соединения металлов. Ее используют в основном для изготовления сложных металлических составляющих в затейливых узорах мастеров художественной ковки. Художественная сварка металлических фрагментов позволяет создавать самые невероятные формы, украшающие различные фасады.
Кроме этого, данный способ сварки иногда находит применение для изготовления некоторых ручных инструментов, необходимых в быту. А промышленное значение она утратила в связи с низкой производительностью на фоне иных способов соединений.
Минусы
К недостаткам этой технологии относят:
- низкую скорость нагрева;
- недостаточную прочность полученных соединений;
- существенную неоднородность прохождения процессов осадки;
- требования высокой квалификации от исполнителей.
Лишь единичные подразделения промышленности продолжают использование кузнечной сварки. В настоящее время помощью данной технологии продолжают изготавливать металлические водопроводные трубы, диаметр которых не превышает 100 мм. Создавая условия для проведения этой процедуры, полосовую сталь разогревают в специальных печах, а после прокатывают линейно через свертыши. Далее протаскивают волоком через оправки на высокой скорости. Таким путем происходит общая сварка шва водопроводной трубы под влиянием высокого давления.
Также в промышленном масштабе кузнечная сварка до сих пор используется при изготовлении сложных биметаллических пластин. Обычно для этого используют совместный прокат раскаленных заготовок через специальные вальцы или применяют метод прессования, с использованием термических печей, имея условия вакуума. Кузнечная сварка позволяет придавать многослойную структуру изделиям, что в некоторых случаях имеет большое значение.
Оборудование и материалы
Чтобы устроить небольшую кузницу для кустарного производства некоторых изделий или изготовления элементов художественной ковки, необходимо не так уж и много всего.
При наличии определенного оборудования и немногочисленных инструментов, можно запросто наладить собственное производство кузнечной сварки металла:
- В первую очередь, нужен один стационарный горн и один портативный. Это специальное приспособление, необходимое для разогрева свариваемых поверхностей. Портативным горном может вполне стать обычный бензиновый автоген.
- Дальше требуется группа наковален. Важно, чтобы обязательно была как большая, так и маленькая. К тому же недостаточно иметь только двурогую наковальню. Однорогая тоже должна присутствовать.
- Набор кузнечных клещей, составленный из как можно большего числа размеров.
- Набор кузнечных молотов, который позволит осуществлять основной процесс ковки.
- Две емкости, предназначенные для охлаждения материалов. Одну из них необходимо заполнить водой, а другую маслом.
Важно
Обязательно необходимо обеспечить кузницу всеми необходимыми средствами безопасности. Кроме этого, в комплектации следует иметь индивидуальные средства защиты – стеклянные очки, защитный кожаный фартук, плотные холщовые рукавицы.
источник
Бура бурой, а ковка по расписанию
Бура в работе с металлами прежде всего связана с флюсовыми смесями, которые незаменимы при пайке или кузнечной ковке. На рынке бура продается в виде порошка. Ее ценность и незаменимость обусловлены температурой плавления, которая достигает 800 – 900°С.
При нагревании она превращается в стеклообразную застывшую смесь, из которой выходит великолепная защита рабочего участка. В дополнение к этому порошок из буры отлично растворяется в воде. Все технические характеристики описаны в отдельном нормативе ГОСТе 8429-77 под названием «Бура техническая».
О тетраборате и декагидрате
У буры есть серьезнейшее научное название, потому что это не что иное как соединение слабой кислоты с сильным основанием. Название с первого раза запомнить трудно: декагидрат тетрабората натрия.
Флюс для кузнечной сварки – особая технологическая заслуга буры, о которой нужно рассказать отдельно.
Ковка или кузнечная сварка с бурой
Процесс ковки отличается сильным нагревом заготовок – это важные технологические нюансы. В результате такого нагревания на поверхностях свариваемых металлических деталей образуется значительный слой окалины вплоть до их пережигания.
Вот здесь и выступает бура в роли спасителя: металлические поверхности засыпают слоем смеси из песка и буры – получается великолепный флюс.
Чтобы разобраться и оценить по достоинству метод с использованием флюса из буры, нужно понять сам процесс. Кузнечная сварка – это смешанный физический метод воздействия на металлы для их соединения.
Суть его – механическое воздействие в виде ударов кузнечного молота в сочетании нагревания для повышения пластичности металла.
Кузнечная сварка применяется для сварки стальных сплавов с по возможности низкой долей углерода – на уровне 0,3%. Высокоуглеродистые стали не годятся для ковки, для этого у них слишком низкая свариваемость при таком методе.
Обязательное требование перед процессом – тщательное удаление с поверхностей заготовок любых загрязнений и оксидных пленок.
Нужно заметить, что кузнечная сварка в принципе не дает крепкого металлические соединения, это далеко не самый надежный способ ковки. К тому же при его использовании не обойтись без профессионализма кузнеца – без этого ничего не получится.
Поэтому он практически не используется в промышленных целях и на заводах. А вот если дело касается ремонтных работ в полевых и неблагоприятных условиях, этот метод применяется довольно часто.
Хорошенько греем
Нагревание деталей идет в печах или горнах. Количество топлива должно быть точно рассчитано – не больше и не меньше. Лучшее топливо для ковки – древесный уголь и кокс. Но на практике чаще применяется обычный каменный уголь.
Металлические детали загружаются в горн только после полного прогорания угля, чтобы из него удалилась сера, присутствие которой плохо сказывается на качестве соединения.
Температура нагревания деталей должна быть выше, чем уровень, при котором начинается ковка. Уровень температуры нагрева в цифрах зависит от процента углерода в стали: чем ниже его содержание в сплаве, тем выше нужно поднимать температуру нагрева для плавления.
Для низкоуглеродистой стали нагрев должен быть не ниже 1350 – 1370°С, отличительный признак – сияющий белый цвет металла. Если сталь содержит высокую долю углерода, достаточно нагрева около 1150°С, цвет тогда будет иметь желтый оттенок.
Флюс для кузнечной сварки добавляется для защиты. Все дело в обильном образовании окалины вследствие нагревания. Флюсовые смеси предохраняют от этого. Флюс для кузнечной сварки засыпают в точно обозначенный момент – когда уровень нагрева будет находиться между 950°С и 1050°С.
Основа смеси – мелкий чистый речной песок с добавкой 10% буры после хорошей прокалки. Бура в песке работает на хорошее образование шлака и легкую очистку металла от примесей в дальнейшем.
Толщина слоя имеет значение: если он будет слишком толстым, прогрев деталей снизит скорость и качество. Поэтому флюс для кузнечной сварки засыпают равномерным и тонким слоем. Добавка буры в флюсовую смесь особенно важна и необходима, если используется уголь низкого качества.
Из флюсовой смеси формируется шлак, который может стечь с металлической заготовки, что весьма нежелательно. Для предупреждения этого на заготовки подсыпают дополнительные порции песка – осторожно и в умеренных количествах.
Отличным партнером буры выступают железные опилки мягкой консистенции или ферромарганец. Опилки способны к поглощению углерода с поверхности металла в условиях высокой температуры, тем самым значительно повышая качество процесса сварки.
Если нужно сварить детали из разных металлов или марок стали, то первым делом разогревают металл с меньшей долей углерода из-за более высокой температуры плавления. И только затем начинают работать со второй деталью, металл которой содержит более высокий процент углерода.
Безопасность и правила хранения буры
Особой опасности с точки зрения взрывов или пожаров бура для ковки не представляет. Умеренная степень токсичности наблюдается из-за содержания борной кислоты. В организм бура может попасть через дыхательные пути в виде пыли или аэрозольного распыления, в результате чего слизистые могут быть раздражены.
Хранить буру нужно в закрытых помещениях и обязательно в упаковках – никакой россыпи. Обычно хранение производится в специальных контейнерах, которые должны стоять на твердом покрытии. Срок хранения буры – всего полгода, что нужно учитывать при планировании закупок и использования.
Нож из троса своими руками
Продолжим опубликовывать статьи из цикла самодельного изготовления клинков. В этот раз опишем, как изготовить – нож из троса. Материал не пользуется популярностью у мастеров. Причина – в сложности обработки. Аферисты любят выдавать такие изделия за дамасскую сталь. После травления присутствует сильное сходство рисунка на клинке.
Ковка ножа из троса
Процесс ковки заготовки под клинок своими руками, имеет особенности. Сложность состоит в структуре троса. Его изготавливают из множества мелких разрозненных волокон проволоки. И при ударах молотом им свойственно раскручиваться и расползаться в разные стороны. Выполнить работу без проблем, поможет сварка волокон.
Она существует двух типов:
Различие способов – кардинально разное. Проще является вариант сваривания троса по швам электрической дугой. А способ кузнечной сварки более трудоёмкий и занимает немало времени. Реагентом выступает соль тетраборной кислоты, проще – бура.
Второй способ применяют более профессиональные мастера ножевого дела. Умение обращаться с молотом и материалом тут необходимы. Процесс сложнее, но более предпочтителен, своеобразный показатель мастерства кузнеца.
Термическая обработка
В данном разделе опишем подробнее процесс кузнечной сварки. Он реально непрост. Инструментарий понадобится, как при обычной ковке металла. Дополнительным компонентом будет являться бура - реально главный ингредиент кузнечного сварного метода:
- Раскалив заготовку троса до красно-жёлтого свечения, что соответствует 1000-1100 °С, её вынимают из печи и посыпают порошком буры. Она плавится и проникает в пустоты промеж проволоками. Снова помещаем в печь.
- Вытащив 2-ой раз, продолжаем посыпать порошком, но чуть меньше – заготовке нельзя дать остыть, необходимо успеть проковать её. И опять в печь.
- Нагреваем заготовку, извлекаем из печи, посыпаем порошком буры. Проковываем, и в печь.
Процесс похож на однообразные и несложные манипуляции. Увы, требуется уметь определять готовность стали к ковке и выполнять все действия быстро. Волокна троса необходимо сохранить вместе, с помощью молота. Чувствовать металл, и довести действия до автоматизма поможет – опыт и усердие.
Проковка с применением порошка буры, потребуется несколько раз. Станет ясно, что металл сливается в единое целое. Монолитный кусок, куётся как обычная заготовка, расплющивается до необходимой толщины. Выводится подъём клинка к острию, и сразу делаются черновые спуски.
Чистовая отделка и процесс травления клинка
Окончательная обработка производится на точильном или шлифовальном станках. Не помешает поработать и вручную, с наждачной бумагой:
- Необходимо снять нагар с изделия.
- Подготовить хвостовик под рукоять.
- Разметить и на «чистовую» сделать спуски клинка.
- Произвести предварительную заточку.
После этих манипуляций, нож из троса вполне готов к закалке. Нагрев производить следует в печи, а охлаждение в масле и подсоленной воде. Способов закалки стали существует немало. Но для троса распространён такой вариант: нагрев клинок до 700 °С, его следует окунуть в моторное масло на 2-3 сек, и сразу в воду.
Этого будет достаточно, изделие приобретёт твёрдость в 52-54 HRC. Что довольно неплохо для ножа. По окончании закалки клинок следует отпустить. Процесс не отличается сложностью. Заготовка помещается в печь, нагревается до 200 °С и оставляется остывать естественным путём.
После отпуска клинок обрабатывается наждачкой – убирается нагар, производится формирование режущей кромки и затачивается «на чистовую». Процесс травления несложен. Необходимо приготовить раствор хлорного железа 5% и поместить в него клинок, на время от 20 до 30 минут.
Вынув изделие из раствора, необходимо промыть его под водой и протереть насухо. Отшлифовать наждачной бумагой с мелким зерном 1000-1500 единиц. После этого этапа будет явно виден хаотичный, красивый рисунок, напоминающий дамасскую сталь.
Нож из тросиков от мотоцикла
Обычные тросы изготавливают в соответствии с ГОСТом 3066-55, в нём не предусматривается специальной легированной проволоки. Но есть изделия особого назначения, требующие особой прочности. В такую категорию попадают тросы для передачи механических усилий в: автомобилях, тракторах, мотоциклах и прочей техники.
Они требуют гибкости и одновременно прочности, для этих характеристик их изготавливают из легированной проволоки. Сделав клинок из такого троса, он приобретёт твёрдость в 56-58 HRC. Процесс ковки имеет отличия от изготовления заготовки из простого троса:
- Вся трудность заключается в диаметре мотоциклетного тросика, решается она разрезанием его на мелкие части. Их плотно упаковывают в стальной короб. Пустоты заполняют стальными опилками и заваривают.
- Приваривают к коробу рукоять и отправляют его в печь. Следить необходимо за равномерным разогревом. Для кузнечной сварки требуется нагрев до 1100-1200 °С. Определить это позволительно по цвету короба, он приобретёт ярко-красный цвет.
- Нагрев заготовку до нужной температуры, она вынимается из печи и проковывается большим молотом. Благодаря высокой термической обработке и работе кузнеца, тросики сварятся в единое целое.
- Полученный брусок куём до нужных размеров в длину и ширину. Выполняем спуски и носик клинка.
- Черновая обработка на шлифмашине, вывод спусков и РК.
- Предварительная заточка, процесс закалки в масле и воде. Обязателен отпуск клинка.
- Процедура травления, окончательная заточка и шлифовка вручную до блеска. Узор обязательно проявится, твёрдость клинка порадует изготовителя.
Изготовление ножа из троса своими руками – сложный процесс. Новичкам доставит массу сложностей. Профессионалы не рекомендуют начинать ковку с такой заготовки. Проще найти напильник или простой брусок металла, набраться на нём опыта обращения с металлом. И можно экспериментировать с другими материалами.
Чем заменить буру при ковке
Кузнечная сварка металла — один из старейших способов получения неразъемного соединения. При этом, с помощью такого примитивного метода можно соединять самые разнообразные металлы, в том числе нержавейку. Но учитывайте, что сварной шов получается недостаточно прочным, и эта работа считается очень трудоемкой. Однако, есть у кузнечной сварки и свои преимущества.
В этой статье мы кратко расскажем, в чем суть кузнечной сварки и какие особенности нужно учесть, чтобы соблюдать технологию.
Общая информация
Кузнечная сварка (она же сварка ковкой) — метод соединения металлов, суть которого заключается в формирование сварного шва с применением кузнечных инструментов. Металл доводят до пластичного состояния и бьют по нему кузнечным ударным инструментом. До изобретения РДС такой способ сварки применялся повсеместно. Но сейчас кузнечная сварка применяется только для соединения деталей из низкоуглеродистой стали.
Чтобы получить качественный шов нужно тщательно очистить металл. Загрязнения и коррозия не должны препятствовать формированию шва во время ковки. Но нужно понимать, что кузнечная сварка — это трудоемкая и малопроизводительная работа. К тому же, шов получается не таким уж прочным, как хотелось. По этой причине сварка ковкой не применяется на производствах, а остается уделом частных мастерских. Тем не менее, с помощью такой незамысловатой технологии можно своими руками выполнить несложный ремонт в полевых условиях.
Технология
Технология кузнечной сварки проста, но в то же время очень трудоемкая. Она требует от кузнеца железного терпения, поскольку на выполнение одного этапа уходит много времени и физических сил. Но если вы все сделаете правильно, то в конечном итоге получите отличный результат. Далее мы расскажем вам все о технологии сварки ковкой.
Нагрев
Все начинается с предварительного нагрева деталей. Нагрев осуществляется в специальных печах или горнах. Важно, чтобы пламя не имело окислительных свойств и в очаге не должно быть лишнего топлива или жидкости для розжига. В качестве топлива рекомендуем использовать древесный уголь. Он хорошо зарекомендовал себя, поскольку не содержит в своем составе серу. А избыток серы приводит к ухудшению качества готового шва.
Также применяется каменный уголь, но в нем может присутствовать до 1% серы. Следите, чтобы фракции угля были более-менее одного размера. Сам уголь должен быть просеянным и некрупным.
Сначала в печь загружается уголь. Он должен хорошо прогореть, чтобы небольшой процент серы испарился. Затем нужно нагреть концы деталей, которые затем будут стыковаться. Средняя температура нагрева — от 1300 до 1400 градусов по Цельсию. Если сталь низкоуглеродистая, то при воздействии такой температуры она приобретет белый цвет. Если у металла, из которого сделана деталь, высокое содержание углерода, то не стоит превышать температуру нагрева более 1200 градусов. Металл должен сменить цвет на белый с желтым.
Такие высокие температуры используются только для нагрева, во время ковки температура понижается. Поэтому учитывайте, что при есть вероятность перегрева металла и образования окалины. Чтобы этого избежать можно использовать флюс для кузнечной сварки. Флюс наносят прямо на деталь, но не предварительно, а прямо во время нагрева. Можно купить специальный флюс в магазине, а можно использовать вымытый и просеянный речной песок.
Не нужно насыпать толстый слой флюса, иначе металл просто не прогреется и образуется много шлака. Посыпайте флюс тонким слоем. Можете смешать речной песок с бурой, тогда примесей при ковке будет меньше. Но не стоит применять буру, если у вас качественный очищенный уголь. Это не принесет должного результата. А вот если уголь плохой и способствует образованию шлака, то бура может помочь. Кстати, если буры у вас нет, то можете использовать обычную поваренную соль.
Есть еще одна хитрость касаемо флюсов. Если деталь небольшого размера, то флюс можно не использовать. Нагрейте заготовку, а затем быстрым движением переместите ее в песок. Сам песок нужно предварительно насыпать в металлический ящик, который следует поставить на горн. Песок немного нагреется и разность температур будет не такой большой.
Также учитывайте, что при использовании песка все равно будет образовываться шлак. Он будет стекать с детали вместе с песком, так что подсыпайте песок по мере необходимости. Обычно требует насыпать песок два-три раза за весь нагрев. В это время необязательно вынимать деталь из огня.
Еще можно смешать флюс с железными опилками, если в металле содержится много углерода. Также можно использовать ферромарганец. Такие смеси способствуют улучшению качества шва, поскольку поглощают избыток углерода.
Иногда бывают ситуации, когда требуется сварить две детали из разных сталей. Мы рекомендуем сначала прогревать ту деталь, у которой меньшее содержание углерода. А прогревать вторую деталь следует спустя небольшой промежуток времени.
Проковка
Теперь о ковке. Как только деталь хорошо прогрелась ее нужно достать из печи или горна, и поместить на наковальню. Тут же следует совершить несколько ударов по наковальне. Так вы собьете шлак. Далее нужно состыковать две нагретые заготовки и нанести несколько легких ударов с помощью кузнечного молота.
Удары должны быть частыми и ритмичными, а детали должны быть плотно прижаты друг к другу, чтобы избежать окисления металла. Затем нужно увеличить силу удара, сохраняя прежнюю скорость. Благодаря сильным ударам две заготовки окончательно соединяются между собой и начинают приобретать единую форму. Чтобы прочность была выше можно проковать не только концы двух деталей, но и прилегающие к ним участки. Саму проковку нужно делать от середины соединения к краям. Так шлак будет равномерно выходить из зоны сварки.
Некоторые мастера после проковки снова нагревают уже готовые детали. Затем снова выполняют проковку. С виду такое изделие выглядит более монолитным, но здесь главное не переусердствовать. Иначе многочисленные нагревы могут наоборот ухудшить качество шва. А вы должны помнить, что само соединение в кузнечной сварке не такое уж и прочное.
Отделка
Отделка — это обязательной этап любой художественной ковки. Но в кузнечной сварке отделка применяется нечасто. Если вам все же нужно сделать соединение эстетически привлекательным, то можете использовать предназначенный для этого кузнечный инструмент. Также можно использовать полировку, кварцевание или патинирование. Используйте щетки с металлическим ворсом, полировочные пасты, пасту ГОИ. Это, конечно, необязательный этап. Он выполняется при изготовлении художественных изделий, а не при ремонте.
Вместо заключения
Кузнечная сварка — почти забытый, но весьма интересный метод соединения металлов. Вам доступна кузнечная сварка нержавейки, а также кузнечная сварка изготовление ножей, что часто практикуется в частных мастерских. Не нужно думать, что раз такая технология потеряла свою актуальность на фоне более современных методов сварки. Наоборот, изделия, изготовленные с применением кузнечной сварки, приобретают особую значимость. Ведь они в прямом смысле изготовлены своими руками.
А вы сталкивались с кузнечной сваркой в своей практике? Может быть вы и есть профессиональный кузнец, которых теперь осталось так мало? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
Хотите научится варить черные, цветные металлы, пластмассы, построив свои собственные сварочные аппараты? Хотите научится выполнять на самодельных сварочных аппаратах практически любые заказы населения? Тогда этот сайт для вас! Также здесь вы найдете рекомендации по приобретению готовых аппаратов, инструментов, приспособлений.

Бура служит для защиты нагретого металла от доступа воздуха, а следовательно —
от образования окалины и возможного пережега. Еще с давних времен, до открытия буры, в кузнечном ремесле был известен один простой метод. Для уменьшения окалины и защиты от пережега нагретую заготовку посыпали мелким чистым промытым речным песком. Если заготовка была небольших размеров, то ее просто «окунали» в песок.
про кузнечную сварку ?
Доброго времени.
Много читал про то как сварить пакет из нескольких полос метала ( особое спасибо Ножеделу, у него много фото а наглядность многое проясняет) , так вот везде в процессе участвует флюс или бура, про флюс пытался почитать в интернете так чуть умом не тронулся, чего только поиск мне не выдал, а про буру в наших краях ни кто не слыхал, и где такого зверя добыть не знаю. Правда недавно в одном модном магазине всё же нарыл что то ( баночка приблизительно размером с китайский бальзам звёздочка где то 25 грамм стоимостью 115 р). Если это была та бура про которую тут пишут то я наверно не потяну по финансам ( кризис одолел ).
В связи с этим собственно вопрос : есть ли какой альтернативный способ сварить пакет без буры.
Ну как варить углеродку без буры, с песком, по моему ЛБА писал в теме Антона, про кузнеца который не куя не может.
А что за проблемы с бурой? В магазинах «Медтехника» есть, ее используют зубные техники для пайки горелкой твердосплавными припоями. По поводу цены не скажу, не помню, но когда прикидывал по затратам, около года назад, вроде не разорительно выходило.
Бура из медицины:
Наименование по классификации INCI: Borax
Другие названия: Натрий борнокислый, Боракс, Натрий тетраборный
Характеристика:
Бесцветные прозрачные, легко выветривающиеся кристаллы или белый кристаллический порошок. Растворим в воде (1:25 в холодной и 2:1 в кипящей), глицерине, нерастворим в спирте. Водные растворы имеют солоновато-щелочной вкус и щелочную реакцию.
Плотность: 1.73
Свойства:
Эмульгатор, консервант, очищающее вещество. Антисептическое (обеззараживающее) средство.
Часто используемая как компонент соли для ванн бура смягчает воду.
Области применения:
Бура — натуральный минерал, широко применяемый в косметической промышленности. Используется в кремах, лосьонах, шампунях, гелях, соли и бомбочках для ванны.
В сочетании с лимонной кислотой в бомбочках для ванн даёт эффект бурления, в смеси с водой и гуаровой камедью может применятся в качестве геля для душа.
Лечебное применение. Применяют наружно как антисептическое средство у взрослых для полосканий, смазывания кожи (при опрелостях, пролежнях), спринцевания (промывания влагалища струей жидкости).
Способ применения и дозы. По 1 столовой ложке на 1 стакан воды для полоскания. Для спринцеваний 4-5 таблеток на 1 л воды.
Концентрация и способы применения:
В косметичесих средствах — не более 5%
Развести в горячей (75.С) воде после чего добавить в крем.
В лечебных целях применяют в виде 3-5%-ного раствора для промываний и смазываний полости рта, носа и носоглотки при различных инфекционных заболеваниях (трахеит, насморк, стоматит и др.).
Меры предосторожности и противопоказания:
Избегать попадания в глаза, не применять внутрь и непосредственно на кожу (может вызвать раздражение). Хранить в местах недоступных для детей и домашних животных
Хранение: 2-3 года. Хранить в сухом месте.
Бура Из химии и прочие сведения :
Бура (тетраборат натрия) Na2B4O7 . H2O — соль тетраборной кислоты. Обычная бура (десятиводный гидрат) образует большие бесцветные прозрачные призматические кристаллы; базоцентрированная моноклинная решётка, а = 12, 19 Å, b = 10, 74 Å, с = 11, 89 Å, ß = 106О35´; плотностью 1, 69-1, 72 г/см3; в сухом воздухе кристаллы выветриваются с поверхности и мутнеют. При нагревании до 80ОС декагидрат (от греч. deka десять — в сложных словах означает десять, вдесятеро) теряет 8 молекул воды, при 100 градусах медленно, а при 200ОС быстро отщепляется ещё одна молекула воды, в интервале 350 — 400ОС происходит полное обезвоживание.
Растворимость буры (в г. безводной соли на 100 г. воды): 1, 6 (10ОС), 3, 9 (30ОС), 10, 5 (50ОС). Насыщенный раствор кипит при 105ОС.
В воде бура гидролизуется, поэтому её раствор имеет щелочную реакцию. Она растворяется в спирте и глицерине. Сильными кислотами полностью разлагается:
Na2B4O7 + H2SO4 + 5H2O = Na2SO4 + 4H3BO3.
С окислами некоторых металлов бура даёт окрашенные бораты («перлы буры» ):
Na2B4O7 + CoO = 2NaBO2 + Co(BO2)2,
что используется в аналитической химии для открытия этих металлов.
При медленном охлаждении раствора обычной буры при 79ОС начинает выкристаллизовываться октаэдрическая бура Na2B4O7 . 5H2O (или «ювелирная бура» ), плотностью 1, 815 г/см3, устойчивая в интервале 60 — 150ОС. Растворимость этой буры составляет 22 г. в 100 г. воды при 65ОС, 31, 4 при 80ОС и 52, 3 при 100ОС.
Бура является важнейшим флюсом, облегчающим процесс плавки. Расплавленная бура образует при охлаждении на стенках тигля глазурь, предохраняет расплав от доступа кислорода и растворяет окислы металлов.
При медленном термическом обезвоживании обычной буры получается пиробура с плотностью 2, 371 г/см3 и температурой плавления 741ОС. Бура плавится и распадается на метаборат натрия и трёхокись бора, которые смешиваются в жидком состоянии:
Na2B4O7 → 2NaBO2 + B2O3.
Окись бора, соединяясь с окислами металлов, образует метабораты так же, как борная кислота. Метаборат натрия легко смешивается со вновь образованными метаборатами и быстро уводит их из зоны расплавленного металла, а на их место вступают новые активные молекулы окиси бора. Бура обладает большей способностью растворять окислы, чем борная кислота, и используется не только как плавильный восстановительный флюс, но и как важнейший флюс при пайке твёрдыми припоями.
Обычную буру получают из борной кислоты, из тинкаля, кернита и некоторых других минералов (путём их перекристаллизации), а также из воды соляных озёр (фракционированной кристаллизацией).
Буру широко применяют при приготовлении эмалей, глазурей, в производстве оптических и цветных стёкол, при сварке, резке и пайке металлов, в металлургии, гальванотехнике, красильном деле, бумажном, фармацевтическом, кожевенном производствах, в качестве дезинфицирующего и консервирующего средства и удобрения
Бура для «чайников»:
Тетраборат натрия («бура» ) -Na2B4O7, соль слабой кислоты и сильного основания, распространённое соединение бора, имеет несколько кристаллогидратов, широко применяется в технике.
Термин «Бура» применяют по отношению к нескольким близким веществам: она может существовать в безводной форме, в природе чаще встречается в виде пятиводного или десятиводного кристаллогидрата:
Безводная бура (Na2B4O7)
Пентагидрат (Na2B4O7.5H2O)
Декагидрат (Na2B4O7.10H2O)
Однако наиболее часто слово бура относят к соединению Na2B4O7.10H2O.
Борная кислота (ортоборная кислота) Н3ВО3 — слабая кислота, бесцветные кристаллы в виде чешуек, без запаха.
Применение
в производстве незамерзающих жидкостей
в производстве керамики, эмалей, глазурей, оптических и цветных стекол;
при пайке в качестве флюса;
в бумажной и фармацевтической промышленности;
как дезинфицирующее и консервирующее средство;
в аналитической химии: как стандартное вещество для определения концентрации растворов кислот;
для качественного определения оксидов металлов (по цвету перлов);
в фотографии — в составе медленно действующих проявителей в качестве слабого ускоряющего вещества; в составе мелкозернистых проявителей и кислых фиксажей для создания слабой кислотной среды.
Компонент моющих средств;
Компонент косметики;
Сырьё для получения бора;
В лабораториях применяют для приготовления буферных растворов
В медицине — как самостоятельное дезинфицирующее средство.
Также на основе борной кислоты производятся различные комбинированные препараты (группа АТХ D08AD), например, паста Теймурова.
В быту раньше использовалась для борьбы с тараканами.
В пищевой промышленности — зарегистрирована как пищевая добавка E284
Наименование по классификации INCI: Borax
quote: «Вот за что я тебя уважаю, так за то, что емкие и содержательные тосты говоришь» (с)
quote: поводу цены не скажу, не помню
127 руб. за килограмм в Сапфире.
Натопчи пивных бутылок. Лучче коричневых. В пыль. Не бура, но «на безрыбье и сам раком станешь»(цы)
Благодарю сердечно всех отозвавшихся.
Буру попробую заказать через друзей в Москве. На днях закончу горн и попробую битые бутылки, пока буру пришлют.
Вот это ликбез. Так ее еще и есть можно!
Я буру покупаю в Центральной Городской Аптеке. Стоимость — 12 долларов за 1 кг.Натрий тетраборный.
Зайдите в аптеку, закажите.
Пока все хорошо варится на обычном речном песке. От низкоуглеродистых до низколегированных сталей. Просто,доступно, БЕСПЛАТНО.
В корне с вами не согласен,
Я смотрю тут против меня и моих предложений идут высказывания уже накатом, по инерции.
Эффект толпы. .
По песку.
На песке многие варят. И варят отлично, и результаты превосходные. Не надо судить по моим ранним работам обо всем и сразу, это по меньшей мере просто некрасиво.
если бы песок давал прекрасные результаты, то его бы и использовали не только простые кузнецы, но и именитые. Только почемуто пользуют буру, а не песок. странно да?? из этого следует логичный вывод, что бура всёже лучше по ТТХ.
а песок пользуют либо по бедности дибо нежелания пользовать чтото лучше.
если у человека варится с песком то в чём проблема то?раньше на нём только и варили
знаете, ща примерно спор идёт, что лучше, коловорот или электродрель.
quote: Originally posted by orm2006:
раньше на нём только и варили
И что самое главное в данном вопросе — кому что нравится, у кого на чем получается, тот на том и вари. Ведь попробовать «все» нетрудно?
Ито Мацумото, в мастерской изначально царит позитивный настрой. Никто, тем более Сержант, не питает к Вам отрицательных эмоций.
Вы делаете интересные работы, лично мне нравятся. но каждый имеет свой взгляд на вещи.
Не берите близко к сердцу, но бура все же лучше, правда, намного дороже.
Хотя, если Вам удается выжимать результат из песка, то отдельный Вам Респект. Возможно, опосля Всемирной Катаклизмы только песок и останется.
С уважением,
Кузнечная (горновая) сварка
#1 Andrew
Горновая сварка — древнейший вид сварки давлением. На протяжении почти трех тысячелетий человечество широко пользовалось железом, не умея его расплавить, поэтому к железу нельзя было применять давно известную литейную сварку и была изобретена горновая сварка, способ, как бы предназначенный для железа. Расцвету и развитию горновой сварки чрезвычайно способствовал и сам способ производства железа, существовавший на протяжении тысячелетий до второй половины XIX столетия.
При горновой сварке сталь нагревают до перехода в пластическое состояние, нагретый металл подвергают сдавливанию в процессах ковки (кузнечная сварка), прокатки, прессования, волочения и т. д. Сталь нужно нагревать до температуры 1100-1300° С, Всяком случае выше точки превращения alpha-gamma.
Рассмотрим кратко основные процессы, происходящие в металле с повышением его температуры, остановившись для примера на углеродистых сталях. С повышением температуры по достижении критической точки Ас3 обычное alpha-железо переходит в gamma-железо, хорошо растворяющее углерод в больших количествах. При этом цементит и перлит стали исчезают, углерод распределяется равномерно по объему металла, который переходит в однородный аустенит. При дальнейшем повышении температуры наблюдается рост зерен металла, т.е. границы между зернами исчезают, несколько мелких зерен срастаются в одно крупное зерно, стремясь уменьшить общую свободную поверхность. При этой температуре и начинается сварка, т.е. образование в пограничной зоне новых кристаллических зерен, заимствующих материал для своего роста от обеих соединяемых частей, что ведет к уничтожению физической границы раздела между частями.
Прочность сварки растет с увеличением температуры и давления в известных пределах. При чрезмерном повышении температуры могут наступить явления перегрева металла и расплавление отдельных структурных составляющих, что ведет к снижению прочности сварного соединения.
Свариваемость давлением в пластическом состоянии весьма различна у различных металлов. Отличной свариваемостью обладает низкоуглеродистая сталь. С повышением содержания углерода свариваемость быстро падает, и стали с содержанием углерода свыше 0,7% плохо свариваются давлением. Плохо свариваются также многие легированные стали, цветные металлы. Чугун практически не сваривается давлением в пластическом состоянии.
Место сварки можно нагревать различными источниками тепла. Особенно высоких температур не требуется, и необходимый нагрев может быть получен в различных печах и горнах, отапливаемых твердым, жидким или газообразным горючим. Большинство обычных горючих материалов при сжигании их с воздухом в печах надлежащего устройства обеспечивает достаточный нагрев.
Поверхности свариваемых деталей, даже тщательно зачищенные предварительно, в процессе нагрева обычно значительно окисляются, слой окислов делает сварку невозможной. Для очистки поверхности сварки от окислов необходимо прибегать к химической очистке, применяя флюсы, образующие с окислами металла легкоплавкие соединения, легко выдавливаемые из стыка в процессе осадки и, таким образом, позволяющие приводить в соприкосновение совершенно чистые поверхности металла.
При нагревании стали образуется железная окалина, состав которой колеблется между окислами FeO и Fe3O4, достаточно тугоплавкими и не расплавляющимися при температуре белого каления. Эти окислы имеют основной характер, поэтому для их офлюсования или ошлакования, т.е. перевода в легкоплавкие соединения, жидкие при температуре сварки, следует применять окислы кислотного характера, нелетучие и достаточно стойкие при температуре сварки. Флюсами при горновой сварке могут; служить: бура Na2B4O7, борная кислота В(ОН)3, поваренная соль NaCl, мелкий речной или кварцевый песок, бой оконного стекла, а также их смеси.
После нагрева и офлюсования места сварки выполняют операцию осадки. Осадка вызывает значительную деформацию металла, течение его вдоль поверхностей соединения, способствующее перемешиванию и взаимной диффузии частиц металла соединяемых частей. Величина необходимого удельного давления при осадке зависит от свойств свариваемого металла и температуры нагрева. Чем выше нагрев, тем меньшее требуется давление осадки. Осадка может производиться ручной или механической проковкой места — прессованием, прокаткой. Таким путем может быть получена, например, многослойная листовая сталь. Подобным же образом изготовляют биметалл посредством совместной прокатки разогретых заготовок, например стали и никеля, углеродистой стали и нержавеющей стали или меди и т. д.
Видео: Кузнечная сварка якоря
Сообщение отредактировал Andrew: 04 Март 2015 16:46
Бура для кузнечной сварки своими руками
А что за проблемы с бурой? В магазинах «Медтехника» есть, ее используют зубные техники для пайки горелкой твердосплавными припоями. По поводу цены не скажу, не помню, но когда прикидывал по затратам, около года назад, вроде не разорительно выходило.
| Serjant | posted 25-6-2009 21:25 Бура из медицины: Наименование по классификации INCI: Borax Свойства: Области применения: Лечебное применение. Применяют наружно как антисептическое средство у взрослых для полосканий, смазывания кожи (при опрелостях, пролежнях), спринцевания (промывания влагалища струей жидкости). Концентрация и способы применения: В лечебных целях применяют в виде 3-5%-ного раствора для промываний и смазываний полости рта, носа и носоглотки при различных инфекционных заболеваниях (трахеит, насморк, стоматит и др.). Меры предосторожности и противопоказания: Хранение: 2-3 года. Хранить в сухом месте. Бура Из химии и прочие сведения : Бура (тетраборат натрия) Na2B4O7 . H2O — соль тетраборной кислоты. Обычная бура (десятиводный гидрат) образует большие бесцветные прозрачные призматические кристаллы; базоцентрированная моноклинная решётка, а = 12, 19 Å, b = 10, 74 Å, с = 11, 89 Å, ß = 106О35´; плотностью 1, 69-1, 72 г/см3; в сухом воздухе кристаллы выветриваются с поверхности и мутнеют. При нагревании до 80ОС декагидрат (от греч. deka десять — в сложных словах означает десять, вдесятеро) теряет 8 молекул воды, при 100 градусах медленно, а при 200ОС быстро отщепляется ещё одна молекула воды, в интервале 350 — 400ОС происходит полное обезвоживание. Растворимость буры (в г. безводной соли на 100 г. воды): 1, 6 (10ОС), 3, 9 (30ОС), 10, 5 (50ОС). Насыщенный раствор кипит при 105ОС. В воде бура гидролизуется, поэтому её раствор имеет щелочную реакцию. Она растворяется в спирте и глицерине. Сильными кислотами полностью разлагается: Na2B4O7 + H2SO4 + 5H2O = Na2SO4 + 4H3BO3. С окислами некоторых металлов бура даёт окрашенные бораты ( ): Na2B4O7 + CoO = 2NaBO2 + Co(BO2)2, что используется в аналитической химии для открытия этих металлов. При медленном охлаждении раствора обычной буры при 79ОС начинает выкристаллизовываться октаэдрическая бура Na2B4O7 . 5H2O (или ), плотностью 1, 815 г/см3, устойчивая в интервале 60 — 150ОС. Растворимость этой буры составляет 22 г. в 100 г. воды при 65ОС, 31, 4 при 80ОС и 52, 3 при 100ОС. Бура является важнейшим флюсом, облегчающим процесс плавки. Расплавленная бура образует при охлаждении на стенках тигля глазурь, предохраняет расплав от доступа кислорода и растворяет окислы металлов. При медленном термическом обезвоживании обычной буры получается пиробура с плотностью 2, 371 г/см3 и температурой плавления 741ОС. Бура плавится и распадается на метаборат натрия и трёхокись бора, которые смешиваются в жидком состоянии: Na2B4O7 → 2NaBO2 + B2O3. Окись бора, соединяясь с окислами металлов, образует метабораты так же, как борная кислота. Метаборат натрия легко смешивается со вновь образованными метаборатами и быстро уводит их из зоны расплавленного металла, а на их место вступают новые активные молекулы окиси бора. Бура обладает большей способностью растворять окислы, чем борная кислота, и используется не только как плавильный восстановительный флюс, но и как важнейший флюс при пайке твёрдыми припоями. Обычную буру получают из борной кислоты, из тинкаля, кернита и некоторых других минералов (путём их перекристаллизации), а также из воды соляных озёр (фракционированной кристаллизацией). Буру широко применяют при приготовлении эмалей, глазурей, в производстве оптических и цветных стёкол, при сварке, резке и пайке металлов, в металлургии, гальванотехнике, красильном деле, бумажном, фармацевтическом, кожевенном производствах, в качестве дезинфицирующего и консервирующего средства и удобрения Бура для «чайников»: Тетраборат натрия ( ) -Na2B4O7, соль слабой кислоты и сильного основания, распространённое соединение бора, имеет несколько кристаллогидратов, широко применяется в технике. Термин применяют по отношению к нескольким близким веществам: она может существовать в безводной форме, в природе чаще встречается в виде пятиводного или десятиводного кристаллогидрата: Безводная бура (Na2B4O7) Борная кислота (ортоборная кислота) Н3ВО3 — слабая кислота, бесцветные кристаллы в виде чешуек, без запаха. Применение при пайке в качестве флюса; в аналитической химии: как стандартное вещество для определения концентрации растворов кислот; для качественного определения оксидов металлов (по цвету перлов); в фотографии — в составе медленно действующих проявителей в качестве слабого ускоряющего вещества; в составе мелкозернистых проявителей и кислых фиксажей для создания слабой кислотной среды. Сырьё для получения бора; В лабораториях применяют для приготовления буферных растворов В медицине — как самостоятельное дезинфицирующее средство. В быту раньше использовалась для борьбы с тараканами. |
| Ножедел | posted 25-6-2009 21:32 Наименование по классификации INCI: Borax «Вот за что я тебя уважаю, так за то, что емкие и содержательные тосты говоришь» (с) |
| BMV80 | posted 25-6-2009 22:05
127 руб. за килограмм в Сапфире. |
| ivan-3 | posted 25-6-2009 22:23 http://www.sapphire.ru/vcd-473/catalog.html |
| трижды на | posted 26-6-2009 00:23 Натопчи пивных бутылок. Лучче коричневых. В пыль. Не бура, но «на безрыбье и сам раком станешь»(цы) |
| bagdasar39 | posted 27-6-2009 00:40 Благодарю сердечно всех отозвавшихся. Буру попробую заказать через друзей в Москве. На днях закончу горн и попробую битые бутылки, пока буру пришлют. |
| Indi | posted 27-6-2009 10:46 Вот это ликбез. Так ее еще и есть можно! |
| Безумный Дятел | posted 27-6-2009 10:59 Я буру покупаю в Центральной Городской Аптеке. Стоимость — 12 долларов за 1 кг.Натрий тетраборный. Зайдите в аптеку, закажите. |
| Ито Мацумото | posted 27-6-2009 16:30 Пока все хорошо варится на обычном речном песке. От низкоуглеродистых до низколегированных сталей. Просто,доступно, БЕСПЛАТНО. |
| Serjant | posted 27-6-2009 22:37 и убого. |
| Ито Мацумото | posted 28-6-2009 11:48 и убого. В корне с вами не согласен, http://forum.ostmetal.info/showthread.php?t=216961 |
| Serjant | posted 28-6-2009 19:50 если бы песок давал прекрасные результаты, то его бы и использовали не только простые кузнецы, но и именитые. Только почемуто пользуют буру, а не песок. странно да?? из этого следует логичный вывод, что бура всёже лучше по ТТХ. а песок пользуют либо по бедности дибо нежелания пользовать чтото лучше. |
| orm2006 | posted 28-6-2009 20:34 если у человека варится с песком то в чём проблема то?раньше на нём только и варили |
| Serjant | posted 28-6-2009 21:51 знаете, ща примерно спор идёт, что лучше, коловорот или электродрель. |
| ЛБА | posted 28-6-2009 22:06
И что самое главное в данном вопросе — кому что нравится, у кого на чем получается, тот на том и вари. Ведь попробовать «все» нетрудно?
Оценка статьи:
Adblock |


Кузнечная сварка — один из самых популярных методов соединения металлов, применяемый с древних времен. Несмотря на значительную трудоемкость и относительно невысокую прочность шва, метод пользуется популярностью сегодня благодаря простоте процесса, возможности соединения различных металлов, в том числе нержавеющей стали.
Что такое кузнечная сварка?
Сварка кованого металла — это процесс образования прочного соединения металлических элементов под действием давления и высокой температуры. Поверхности заготовок, нагретые до тестообразного состояния, под ударами молотка проникают друг в друга, шву придается необходимая форма.
Технология сварки предполагает поэтапное выполнение следующих операций:
- подготовка поверхности;
- нагрев до необходимой температуры;
- соединение лезвий под ударами молотка;
- ковка для придания готовому изделию необходимой формы.
Особенности
Кузнечная сварка возможна не для всех групп металлов. Изделия из низкоуглеродистых сталей хорошо поддаются термодиффузии, плохо — легирующим элементам, цветным металлам и их сплавам. Союз с кованым железом вообще невозможен.
Процесс относится к довольно сложным способам, требующим определенных знаний и навыков. Особую роль играет опыт: для образования прочного соединения важно не допускать перегрева поверхностей и недостаточного нагрева.
Способы
Соединение поковки осуществляется несколькими способами:
- перекрывать;
- от одного конца до другого;
- от одного конца до другого;
- одним куском;
- в области декольте;
- кольцевой метод;
- с шашками.
Оборудование и расходные материалы
Для выполнения сварного соединения ковкой необходимо специальное помещение — кузня, оснащенное следующим оборудованием и инструментом:
- рожки (фиксированные и переносные);
- наковальни разных типов, разные по размеру и форме;
- клещи;
- малые и большие ударные инструменты (молоточки с молотками);
- емкости для охлаждения полуфабрикатов и готовой продукции.
Внахлестку
Прочный стык образуется за счет большей площади проплавления стыков металлов. Перед работой концы элементов переворачивают вверх ногами, контактная поверхность располагается под углом 300 °. Детали накладываются друг на друга, совмещаются легкими мазками и выковываются с уклоном, параллельным желаемой форме.
Вразруб
Метод предполагает предварительную подготовку концов элементов. Одну из них высаживают и срезают стамеской по длине, получившиеся детали срезают под углом 300-400 °. Второй конец первой детали затачивают, чтобы его можно было вставить в вырез другого элемента. Между соединяемыми поверхностями вставляются тонкие листы, чтобы компенсировать расширение металла при нагреве. Концы, очищенные от потока после нагрева, соединяются и соединяются сильными ударами молотка. После некоторого остывания готово.
Встык
Предварительный переворачивание концов элементов не проводится, это происходит в процессе эксплуатации.
Изделия стыкуются встык, при сильных ударах образуется прочный шов. При этом один из концов остается холодным. По окончании работы продукт извлекается.
В расщеп
Это соединение используется для листового металла. На небольшом расстоянии от краев полосы оттягивают и разрезают на 5-6 частей, укладывают друг на друга, нагревают и связывают.
С шашками
Метод шашек используется для крупных объектов.
Концы кованы под углом от 30 до 40 °, перекрытия выполнены из того же материала под таким же углом и размещены на концах. Стык нагревают и тщательно забивают.
Кольцевая сварка
Изделие предварительно складывают на роговую наковальню. Концы срезаются под одинаковым углом и разводятся для стыковки и соединения в цепочку.
Впритык
Обжимка концов производится для создания запаса толщины металла. Ковать элемент нужно не только по шву, но и во всех местах, нагретых до температуры сварки.
Процесс кузнечной сварки
Шаг 1. Очищение.
Процесс начинается с подготовки поверхности к сварке. Качественное соединение возможно только при удалении оксидных пленок и других загрязнений с поверхности деталей.
Шаг 2. Нагрев деталей.
Для этого используется духовка или муфельная печь. Лучший вариант топлива — уголь или кола. В них очень небольшой процент серы, что снижает прочность шва. Но чаще всего используется обычный уголь. Желательно, чтобы процентное содержание серы не превышало 1%, а золы — 7%. Обратите внимание на размер угля. Он не должен быть слишком большим и хорошо просеянным. Не спешите отправлять металл в печь. Важно дождаться, пока уголь станет качественным, чтобы сгорела большая часть серы.
Концы заготовок нагреваются до значений выше температуры ковки. Низкоуглеродистая сталь доводится до 1350 — 1370˚С. Его отличительная черта — ослепительно-белый цвет тепла. Для материалов с высоким содержанием углерода (например, стали U7) требуется температура 1150 ° C.Он даст белый цвет с желтоватым оттенком тепла.
При сварке заготовок, у которых сталь разная, нагрев начинать нужно с той, в которой меньше всего углерода — в дальнейшем его температура будет выше. Через некоторое время следует начать нагревать второй кусок с большим количеством древесного угля.
Шаг 3. Использование потока. При работе при высоких температурах активно образуется шлак. Существует опасность истощения металла. Чтобы этого избежать, используйте поток. Их обсыпают на заготовку в момент нагрева до 950 — 1050 ° С. Состав потока разный:
- Мелкий речной песок. Обязательно промывают, отделяют от глины и примесей, хорошо просушивают и просеивают.
- Силикатный песок и сода. Раньше использовался, сейчас состав не пользуется большой популярностью. Некоторые мастера используют битое стекло для имитации этой композиции.
- Речной песок и бура. Бура — тетраборат натрия (Na2B4O7) — составляет около 10%. Также называется «Боракс». Смесь необходимо включить, чтобы избавиться от как можно большего количества воды в составе. Этот вариант более эффективен, чем один песок. Бура лучше зашлаковывается и очищает металл. Если уголь не очень чистый и дает много отходов, использование этого вещества просто необходимо! В экстренных случаях буру можно заменить солью.
- Чистая бура. Многие кузнецы используют его самостоятельно из-за высокой температуры плавления песка.

Примерная стоимость паяльного флюса на Яндекс.Маркете
Толстый слой флюса затрудняет работу и нагрев. Поэтому любой состав нужно наносить тонким слоем.
прикрывать деталь с потоком необходимо на значительном удалении от огня, чтобы смесь в процессе не расплавилась.
При нагревании небольших кусочков удобнее не присыпать помадой, а воткнуть горячий конец в песок или другую смесь. Для этого состав должен находиться в металлической таре. Затем изделие возвращают в огонь и нагревание продолжается.
Шаг 4. Сварка.
После достижения необходимой температуры куски снимаются и очищаются от шлака. Детали стыкуются или накладываются друг на друга, после чего наносятся легкие и частые мазки. В этом случае из шва выдавливаются остатки струи со шлаком. Поверхности стыка в это время плотно прижимаются, что защищает их от окисления. Завершается процесс частыми и сильными мазками от центра к краям. Это позволяет избежать непровара, трещин, пузырей, что в конечном итоге увеличивает прочность всей поковки. Важно обращать внимание не только на место сварки, но и на прилегающие участки ковки.
Способы кузнечной сварки
Кузнечная сварка — это:
- Перекрывать.
- Бритва.
- Жопа.
- Вращающийся.
Необходимое оборудование
Для кузнечной сварки понадобятся:
- Кузница или печь.
- Наковальня.
- Клещи кузнечные.
- Молотки (от ручника до отбойного молотка).
Чем посыпают сталь при ковке?
Теперь поговорим об изготовлении небольшого кованого, а не резного ножа своими руками с помощью самодельной кузницы, наковальни, молотка и решимости. Я не претендую на профессионала, и это, очевидно, не единственный способ сварить дамаск, это история о том, как мне это удалось.
Дамасская сталь сегодня называется сварной дамасской, ее получают из сварных листов различных латунных сталей, впоследствии кованных и скрученных. Это все равно, что склеивать пластилин разных цветов и скручивать, чтобы получился волнистый узор.
После ковки на такое изделие наносится гравировка, в которой разнородные металлы изделия неравномерно эродированы, создавая красивый контраст.
Оригинальная дамасская сталь получается другим, очень специфическим способом (хотя она напоминает современный Дамаск), и мало кто знает, как ее создать, этот факт создал репутацию дамасскому металлу, якобы наделенному магической силой.
И причина этой «прочности», которая подобна самурайским мечам, заключается в том, что процесс, позволяющий получить более однородную, а значит, с желаемыми качествами сталь, чего нельзя достичь другими методами, и позволяет включать низкое качество и высоко / низкоуглеродистая сталь в заготовке. Что дает лезвие гораздо лучшего качества.
!!! ВНИМАНИЕ!! Нож может быть опасен, пожалуйста, не давайте его людям с психическими расстройствами!!!
Шаг 1: Материалы и инструменты
— стальные пластины двух и более марок (желательно высокоуглеродистые), которые будут контрастировать между собой, я взял высокоуглеродистую сталь 1095 и сталь 15н20 с небольшим содержанием никеля, что добавит яркости и контрастности после l » гравировки — помадка (бура, можно приобрести в метизе) — кусок арматуры, длинный стержень (будет приварен к детали как ручка) — дерево по вашему выбору для ручки ножа — эпоксидная смола (затвердевает за 5 минут) большинство) — заклепки латунные — деревообрабатывающий состав ручки, использовала льняное масло — масло для закалки металла (растительное)
— хлорид железа
— наковальня (желательно настоящая стальная наковальня, даже если в ее отсутствие подойдет какой-нибудь другой твердый предмет: кусок рельса, дубинка, большой кусок необработанного металла, старый швартовный столбик или просто большая твердая, твердая ровная поверхность.
Вспомните, как все начиналось с удара камнем о большой камень) — молоток (я использовал 1.
3 кг, с поперечным бойком) — плоскогубцы — сварка (по желанию, но желательно сварить пластины вместе и приварить рукоять, если у вас нет сварки, можно плотно обмотать пластины проволокой) — кузнечные (способные к нагреву заготовка до температур, необходимых для ковки, что очень важно для качественной отливки пластин друг к другу, об этом позже) — ленточная шлифовальная машина или напильник с горой терпения — печь или другая закалка способ: дрель или дрель
— тиски (очень полезная штука)
Шаг 2: Сборка заготовки
Стальные пластины нарезаются под необходимый размер мозга, например шахта 7,6×1,2 см; в то же время, чем крупнее изделие, тем сложнее придать ему форму молотком. Перед тем как сварить их в стопку, плиты со всех сторон очищают от ржавчины и окалины. Затем пластины складываются в стопку из чередующихся видов стали, поэтому мой кусок состоял из 7 пластин, три из которых 15n20 и четыре — 1095.
Выровненные относительно друг друга пластины фиксируются сваркой (не обращайте особого внимания на мой шов), затем к стопке приваривается ручка для облегчения работы с заготовкой во время ковки. Нет ничего плохого в использовании только плоскогубцев, особенно после того, как стопка листов была сварена. Во всяком случае, я подделал свою.
Шаг 3: Первая ковка стопки
Немного от моей кузницы: она сделана моими руками из пустого газового баллона (на всякий случай купил новый), внутри выложена 5-сантиметровым слоем каолиновой ваты и тугоплавкого цемента. Он нагревается горелкой Рона-Рейля, по которой проводится много хороших мозговых штурмов. Сама кузница не очень большая и легко нагревается до нужной температуры.
Таким образом, белый цвет посуды нагревается до вишнево-красного цвета, нагрев для этого не очень сильный. Разогретый домашний белок посыпается коричневым, который сразу же начинает таять, и ему нужно дать просочиться между посудой. Это удалит окалину и предотвратит окисление, не допуская контакта кислорода с металлом. Это действие сохранит металл детали в чистоте.
О тетраборате и декагидрате
У буры очень серьезное научное название, потому что это не что иное, как сочетание слабой кислоты с сильным основанием. Название сложно запомнить с первого раза: декагидрат тетрабората натрия.
Эта смесь, которую нельзя назвать взрывоопасной, входит в состав всех эффективных потоков шлака и смесей для ковки или пайки сложных и капризных металлов, таких как медь, ее сплавы, чугун, сталь.
Что такое бура для пайки?
Бура — это флюс, применяемый для пайки металлических деталей… Порошок буры, характеристики которого установлены в соответствующем нормативном документе (ГОСТ 8429-77), хорошо растворяется в воде и при нагревании превращается в массу стекла, которая защищает зону сварки.
Общая информация
Кузнечная сварка (также известная как ковочная сварка) — это метод соединения металлов, суть которого заключается в формировании сварного шва с помощью ковочных инструментов. Металл доводится до пластического состояния и поражается кузнечным ударным инструментом. До изобретения RDS этот способ сварки применялся повсеместно. Но теперь кузнечная сварка используется только для соединения деталей из низкоуглеродистой стали.

Способ ускорения отжига белого чугуна Советский патент 1947 г согласно МПК C21D5 / 04
Чтобы добиться качественного шва, необходимо тщательно очистить металл. Грязь и коррозия не должны препятствовать образованию сварных швов во время ковки. Но нужно понимать, что кузнечная сварка — работа трудоемкая и малопроизводительная. Также шов не такой прочный, как хотелось бы. По этой причине ковочная сварка в производстве не применяется, а остается прерогативой частных мастерских. Однако с помощью такой простой технологии можно своими руками провести несложный полевой ремонт.
Какие ГОСТы регламентируют
До 2009 года кузнечная сварка регламентировалась ГОСТ 2601-84 «Сварка металлов. Термины и определения основных понятий».
В этой версии документа кузнечная сварка определяется как «сварка в печи, при которой осадка выполняется ударами молотка». ГОСТ вступил в силу 29.02.84. В октябре 1996 года вышло переиздание с изменениями. Документ утратил силу с 01.07.2010.
Действующие
Типы сварных швов теперь настраиваются:
- ГОСТ Р ИСО 17659-2009 «Сварка. Многоязычные термины по сварным соединениям».
- ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения».
Технология
Технология кузнечной сварки проста, но в то же время очень трудоемка. От кузнеца требуется много терпения, так как для завершения этапа требуется много времени и физических сил. Но если вы все сделаете правильно, у вас получится отличный результат. Ниже мы расскажем вам о технологии ковочной сварки.
Нагрев
Все начинается с предварительного нагрева деталей. Нагрев осуществляется в специальных духовках или духовках. Важно, чтобы пламя не имело окислительных свойств и чтобы в топке не было излишков топлива или жидкости для воспламенения. В качестве топлива рекомендуется использовать уголь. Он доказал свою эффективность, потому что не содержит серы. А избыток серы приводит к ухудшению качества готового шва.
Также используется уголь, но он может содержать до 1% серы. Убедитесь, что фракции угля примерно одинакового размера. Сам уголь должен быть просеянным и среднего размера.
Сначала в топку загружается уголь. Он должен хорошо гореть, чтобы испарился небольшой процент серы. Затем необходимо нагреть концы деталей, которые потом будут стыковаться. Средняя температура нагрева колеблется от 1300 до 1400 градусов Цельсия. Если сталь низкоуглеродистая, под воздействием этой температуры она станет белой. Если металл, из которого изготовлена деталь, имеет высокое содержание углерода, температура нагрева не должна превышать 1200 градусов. Металл должен изменить цвет на бело-желтый.

Такие высокие температуры используются только для нагрева, при ковке температура снижается. Поэтому имейте в виду, что при этом есть вероятность перегрева и засорения металла. Чтобы избежать этого, можно использовать флюс для кузнечной сварки. Флюс наносится непосредственно на деталь, но не до, а непосредственно во время нагрева. Можно купить в магазине специальный ручей, а можно использовать промытый и просеянный речной песок.
Необязательно заливать флюс толстым слоем, иначе металл просто не нагреется и образуется много шлака. Присыпьте струю тонким слоем. Можно смешать речной песок с коричневым, чтобы при ковке было меньше примесей. Но не используйте буру, если у вас качественный рафинированный уголь. Это не принесет желаемого результата. Но если уголь плохой и способствует образованию шлака, может помочь бура. Кстати, если у вас нет буры, можно использовать обычную поваренную соль.
По поводу потоков есть еще одна хитрость. Если деталь небольшая, поток можно не включать. Нагрейте кусок, а затем переместите его быстрым движением по песку. Сам песок предварительно нужно насыпать в металлический ящик, который следует поставить на кузницу. Песок немного нагреется, и разница температур будет не такой большой.
Также имейте в виду, что при использовании песка все равно будет образовываться шлак. Он истощит деталь с песком, поэтому при необходимости добавьте песок. Обычно требуется два-три раза зашлифовать за весь период прогрева. В это время снимать деталь с огня не нужно.
Вы также можете смешать флюс с железными опилками, если металл содержит много углерода. Также можно использовать ферромарганец. Такие смеси помогают улучшить качество сварки за счет поглощения излишков углерода.
Виды и функции сварочных флюсов
При термической и механической сварке часто предусматривается соединение высококачественных металлов паяльными флюсами. Они используются давно.
Состав, внешний вид, способности постоянно улучшаются по мере появления новой научно-технической информации. Есть много разновидностей анимационных материалов. Имея представление о каждом, вы сможете правильно подобрать композицию для конкретной ситуации.
Классификация
Streams — это большая группа многофункциональных смесей. Они различаются рядом характеристик, которые составляют основу классификации. Уроки условные.
По способу получения составы делятся на смеси, полученные плавлением, механическим перемешиванием и склеиванием. Последние соединения называют керамическими.
Флюсы припоя прозрачные, как стекло, и пористые, непрозрачные, не как пемза. По понятным причинам плотность пористого состава ниже, чем у стекловидного. Плавка ведется в печах при температуре до 1500 ° С.
Неорганические вещества и их смеси подлежат плавлению. Чаще других используют:
- оксиды кремния (кремнеземы);
- образцы минералов марганца;
- флюорит (флюорит);
- карбонат магния (каустический магнезит).
В раствор заливают веретена. После затвердевания этот припойный флюс образует гранулы. Гидрофильные вещества, способные впитывать воду, гранулируются в сухом виде по отдельной технологической схеме.
Флюсы со связующим припоем, такие как керамические, широко используются гораздо чаще, чем механические порошки. Керамика не реагирует на остатки ржавчины, наложения в рабочей зоне, на наличие следов воды. Если в стекловидную смесь добавить керамическую смесь, можно получить идеальный шов даже на необработанном металле.
Потоки имеют разную химическую природу. Они состоят из оксидов, солей, смесей оксидов с солями.
Предназначение для различных металлов и сплавов
Флюс для сварки низколегированной стали относится к оксидным. В зависимости от марки он содержит от 5% до 35% оксида кремния (кремнезема).
Второй компонент с фиксированной массовой долей — оксид марганца. Его содержание колеблется от 1% до 30%. На практике используются разные комбинации.
Если содержание оксида марганца во флюсе припоя низкое, возьмите припойную проволоку с высоким содержанием марганца. При высоком содержании во флюсе оксида марганца используйте проволоку без легирующих компонентов.
Флюс для активных металлов состоит из смеси галогенидов: фторидов, хлоридов кальция, натрия, бария и других щелочных и щелочноземельных элементов.
Для сталей с высокой степенью легирования используются сварочные флюсы смешанного типа. В их состав входят соли и оксиды. Массовая доля кремнезема может составлять 15%, оксида марганца — от 1% до 9%, фторида кальция — до 30 %.
Активность
Важной особенностью флюсовых композитов является условная единица Af — активность флюса припоя. Его значения находятся в диапазоне от 1 до 10. Чем выше число, тем активнее добавка. Потоки высокой активности характеризуются значением индекса от 0,6 до 1.
Когда компоненты потока взаимодействуют со шлаком, одни элементы химически замещаются другими, механическое перемешивание или два процесса одновременно.
Интенсивность введения флюса в зону сварки зависит от режима сварки и активности флюса. При грамотном сочетании параметров, правильном подборе всех материалов задача выполнена.
Функции флюсовых добавок
Большинство металлов очень активны, поэтому они покрыты сверху слоем оксидов. Содержание кислорода в воздухе (21%) достаточно для реакции окисления.
При работе с металлами в точку соприкосновения неизбежно попадает оксидная пленка. Даже если вы сняли его накануне каким-то способом, он очень быстро восстановится.
На алюминиевых поверхностях особенно легко протекают реакции окисления. Сварить их обычными методами практически невозможно. Обязательно использовать флюсы, инертную атмосферу.
Окислы, попадая в сварочную ванну, прерывают процесс образования шва. Компоненты потока позволяют предотвратить контакт металла с кислородом, удалить слой продуктов окисления. Образующееся газовое облако снижает расход электрода, предотвращает разбрызгивание сварочной массы.
Для качественной сварки требуется постоянная дуга. Газы, генерируемые потоком, стабилизируют процесс горения дуги.
Сварной шов формируется в нормальных условиях без дефектов. Компоненты флюса взаимодействуют с расплавленным металлом, улучшая свойства и внешнюю поверхность соединения.
Выбор флюса определяется составом металла, условиями сварки в каждой производственной ситуации.
Для газовой сварки
Некоторые виды листовой стали, сплавов инструментальной стали, цветных металлов сваривают в газовой среде. Потоки припоя в виде паст, порошков или газов во время этого процесса добавляют:
- непосредственно в сварочной ванне;
- на приварной пруток;
- по краям металла.
Газовые потоки для газовой сварки (например, БМ-1) подаются в рабочую зону определенными порциями с помощью расходомера. На стык наносятся пастовые добавки. Пыль, окруженную газом, использовать сложнее. Их вводят в расплав равномерно, избегая разбухания из-за потока газа.
Для автоматической сварки
С помощью автоматики сваривают многие металлы. Выберите подходящие электроды, установите режим, выберите сварочные флюсы и сварку.
Добавка флюса наносится на рабочую поверхность слоем толщиной до 80 мм и шириной до 100 мм. Расплав наполовину металлический, остальное — флюс. Избыточный поток автоматически всасывается, а затем используется повторно. Обычно силикатную добавку используют в смеси с оксидами кальция, магния и алюминия.
Паяльный флюс с маркировкой AN 348a оказался эффективным. Помогает стабилизировать дугу и уменьшить выделение токсичных газов.
Флюсы серии AN обладают высокой электропроводностью из-за наличия внутри них оксида титана. Аббревиатура Академии наук означает, что композиция была разработана в институте Академии наук. Есть маркировка, основанная на химическом составе потоков, но на практике она используется редко.
При ковке
Самый старый вид сварки — ковка. Этот процесс можно назвать сваркой с удлинением. Однако термин «кузнечная сварка» означает именно соединение двух металлов путем ковки. Выполняется вручную или с помощью оборудования. Сплавы из низкоуглеродистой стали обычно выковывают.
Флюс кузнечного припоя почти всегда содержит цианид железа и калий в качестве основы. Его массовая доля различна — от 1 до 27 частей.
Остальные компоненты могут быть бура, борная кислота, хлорид натрия. Перед ковкой смесь выливают на металлическую заготовку, доведенную до температуры 1000 ° С.
Поток вместе с лестницей превращается в жидкую массу шлака, обволакивает рабочую зону, защищает ее от дальнейшего окисления.
Грамотный выбор флюса, режим сварки обеспечивает формирование качественного шва.
Флюсы для газовой сварки меди, латуни и бронзы
При пайке меди, а также латуни и бронзы в большинстве случаев используются кислотные флюсы. Они содержат химические соединения, содержащие бор, такие как бура Na2B4O7, борная кислота H3BO3 и другие. Перед сваркой бура прокаливается, иначе во время сварки бура пузырится и выделяет кристаллизационную воду. Это отрицательно сказывается на качестве сварных швов.
Хорошее качество сварки обеспечивается применением флюса БМ-1. Содержит 25% метилового спирта CH3 (OH) и 75% метилбората B (CH3O) 3. Также используется флюс MB-2, который содержит только метилборат.
Смесь ацетиленовых и паровых потоков воздействует на расплавленный металл через специальный проточный питатель, через который ацетилен проходит перед попаданием в сварочную горелку. Горение флюса происходит в сварочном пламени:
2B (CH3O) 3 + 2O2 = B2O3 + 2CO2 + 3H2O
Флюсы для газовой сварки чугуна
При сварке чугуна используются основные флюсы, в состав которых входят соединения натрия и калия: каустическая сода NaOH, карбонат натрия Na2CO3, бикарбонат натрия NaHCO3, карбонат калия K2CO3 и другие.
Кроме того, я часто использую прокаленную буру Na2B4O7 в чистом виде или ее смесь с солями щелочных металлов. Во время горения бура разлагается на оксид натрия Na2O и оксид бора B2O3, которые вступают в реакцию с оксидами, образующимися в жидком металле, и, превращая их в шлак, способствуют их удалению.
Преимущества буры для пайки
- Бура для пайки меди — один из немногих широко доступных флюсов для тугоплавких металлов;
- Стоимость материала относительно невысока по сравнению с другими материалами этого типа;
- можно развести буру до нужной консистенции в воде, так как она хорошо растворяется;
- Стрим доступен практически в каждом магазине, и найти подходящий бренд не составит труда;
- Длительная продолжительность.
Как сделать флюс из буры и борной кислоты?
Берем примерно 20 грамм буры (порошок), столько же борной кислоты (порошок), перемешиваем и заливаем стаканом воды. Отварить (чтобы ингредиенты лучше растворились). Здесь поток готов.»
Как удалить буру после пайки?
- продукт остывает сразу после сварки. …
- длительное кипячение (5-6 ч) продукта с последующей промывкой в 20% -ном водном растворе хромового ангидрида;
- длительное кипячение в водном растворе хромового ангидрида (0,3-0,5 г / л);
- кипячение на горячей бане (2 ч при 140 ° С), содержащей 500–600 г / л NaOH и 200–250 г / л NaNO3;
Чем заменить буру при плавке золота?
Чем заменить буру при плавке золота
Если бура не подходит, замените ее борной кислотой и содой. Возьмите одну часть обычного бикарбоната натрия NaHCO ₃ +, вдвое больше борной кислоты H₃BO₃. В Интернете встречал замену буры обычным битым стеклом, химическая формула стекла — Na₂O + CaO + 6SiO₂, а бура — Na₂B₄O₇.
Как сделать Буру из борной кислоты?
В реакторе, оборудованном мешалкой, готовят раствор соды, нагревают до 95-100 ° и загружают борную кислоту. Чтобы избежать выделения раствора из-за сильного пенообразования из-за выделения углекислого газа, борную кислоту добавляют небольшими порциями.
Плюсы и минусы
Преимущества флюса буры включают:
- доступность и невысокая цена по сравнению с аналогичными материалами;
- отсутствие деформации деталей, так как основной металл не плавится;
- соединить металл с неметаллом;
- возможность сваривать детали с разной начальной температурой;
- легкость распайки при разборке;
- повышенная производительность капиллярной пайки;
- качественные швы, выполненные даже новичком;
- длительное время удерживания потока.
К недостаткам можно отнести:
- необходимость механической очистки поверхности от солей, которые выделяются при нагревании буры и после остывания осаждаются на металле;
- высокая гигроскопичность, поэтому влажный поток даже в плотно закрытой таре;
- сложность определения оптимальной пропорции для новичков.
Использование
Перед соединением деталей нужно обратить внимание на их подготовку. Последний состоит из следующей последовательности:
- Стыки элементов очистить от грязи, коррозионного разрушения при помощи скребка с грубым ворсом. С оксидной пленкой на поверхности поток справится сам.
- Разогрейте стыки свариваемых конструкций пламенем горелки.
- При нагревании оставляйте зазор не менее 1 мм между элементами.
- Введите в полость припаянную бура, также нагретую лампой, продолжая нагревание.
- Когда бура кристаллизуется, тушите паяльную лампу.
- После того, как детали остынут, удалите солевые отложения кистью.
Первая пайка коричневым цветом может оказаться неудачной из-за небольшого количества вещества. Рекомендуется принимать практически. Для улучшения шва можно использовать борный флюс с добавлением элементов фтора или хлорида.
Применение порошка для латуни и меди
Профессионалы часто используют флюс, хранившийся дольше установленного срока. Для пайки латуни бура должна быть переплавлена. Остывший порошок нужно поместить в банку с закрытой крышкой. Несоблюдение этой процедуры может испортить работу из-за отходов, накопленных во время хранения.
В начале сварки рабочая зона должна быть нагрета до хорошо заметного красного цвета. Нагрев должен начинаться сначала с краев, а затем непосредственно от точки пайки.
Затем следует постепенно присыпать нагретый участок флюсом, дождаться его растекания в виде пленки по краям детали. На этом этапе нагретый латунный припой необходимо погрузить в расплав буры, чтобы он был покрыт пленкой горячего флюса.
Опыт показывает, что точка пайки красная, плавление буры — голубоватое. Держать припой во флюсе очень долго нельзя. Могут образовываться оксидные шлаки.
Затем следует снова нагреть рабочую зону. Латунь приобретет ярко-оранжевый цвет. Можно переходить непосредственно к сварке. Если все сделано правильно, пайка заполнит все зазоры.
Место припоя станет золотистым. Когда процесс будет завершен, присыпьте нагретое место порошком буры и дайте остыть. Горячие медные детали (200) можно поместить в смесь, содержащую равные количества ацетона и воды, или просто в воду. Имеет смысл окунуть фрезы в горячий песок.
Удачное соединение имеет прозрачная пленка с легким голубоватым оттенком. На нем нет капель припоя. Если сварка выполнена неправильно, шов покрывается черной пористой коркой.
Причина может заключаться в перегреве рабочей зоны, из-за которой образуется шлак, либо в плохом качестве потока на основе буры. Так сваривают латунь и другие медьсодержащие сплавы.
Как производится процесс спаивания
Паяя в домашних условиях, нужно понимать одну тонкость. При длительном хранении буры в порошке ее лучше предварительно растворить, для чего используют тигель или шамот. Полученное вещество необходимо измельчить до порошка и хранить в герметичном контейнере.
Обязательным условием является герметизация: пыль гигроскопична, из-за наличия влаги в потоке может образовываться шлак с металлом.
Перед нанесением флюса место сварки нагревают докрасна. Нагревать лучше не сам участок сварки, а рядом с ним, постепенно передавая нагрев на стык элементов. Когда детали нагреются, сбрызните стык небольшим количеством буры. При этом следить за температурой, ждать, пока бура хорошо расплавится и растечется по точке пайки в виде пленки.
лучше сваривать латунью, пруток окунают в буру, после чего необходимо дождаться растворения порошка. Пламя, излучаемое горелкой, должно быть близко к точке пайки, но не обязательно его долго удерживать. Так можно получить соединение со шлаком и слой накипи, который будет сложно удалить. Непосредственно перед нанесением припоя область припоя должна быть красной, а расплавленная бура — голубоватой. Этот момент можно считать оптимальным для внедрения сварки.
Затем герметизирующую планку, покрытую порошком буры, необходимо поднести к месту сварки и нагреть до температуры, при которой сварной шов начинает плавиться (в случае латуни — до оранжевого цвета). Температуры плавления латуни и буры практически одинаковы. После этого начинается сам рабочий процесс.
Состав и свойства
Химическая номенклатура буры для пайки указывает на то, что это кристаллогидрат натриевой соли тетраборной кислоты. Если вещество содержит 10 молекул воды, оно называется декагидратом тетрабората натрия. Проще говоря, это соль, окруженная оболочкой, которая содержит 10 или 5 молекул воды.
Температура в 64 градуса по Цельсию способствует тому, что декагидраты растворяются и при этом теряют воду. Бура обезвоживается при температуре 380 градусов по Цельсию. Тетраборат характеризуется нагреванием до температуры 742 градусов и плавлением при повышении температуры.
Бура содержит хлор натрия, хлор бария и, в некоторых случаях, борную кислоту. Флюс в виде раствора обладает высокой способностью растворять оксиды металлов, а также жировые пленки и все лишнее, что может препятствовать слипанию материалов.
Благодаря использованию буры при сварке многие изделия производятся безотходно.

Бура для кузнечной сварки своими руками
Паяльное сверло — это высокотемпературный флюс, который выпускается в виде мелкодисперсного порошка для соединения металлических деталей.
Вещество переходит в жидкое агрегатное состояние при нагревании до температуры более 700 ° C, поэтому ее называют высокотемпературной сваркой.
Технические характеристики потока описаны ГОСТом 842977, который указывает на растворение буры в воде с последующим затвердеванием прозрачной стекловидной массы.
Хорошенько греем
Детали нагревают в печах или кузницах. Количество топлива нужно рассчитывать точно, не больше и не меньше. Лучшее топливо для ковки — уголь и кокс. Но на практике чаще используется обычный уголь.
Металлические детали загружаются в топку только после полного сгорания угля, чтобы из него была удалена сера, наличие которой отрицательно сказывается на качестве соединения.
Температура нагрева деталей должна быть выше уровня, при котором начинается ковка. Уровень температуры нагрева в цифрах зависит от процентного содержания углерода в стали: чем ниже его содержание в сплаве, тем выше температуру нагрева, которую необходимо повысить для плавления.
Для низкоуглеродистых сталей температура нагрева должна быть не ниже 1350 — 1370 ° C, отличительной особенностью является ярко-белый цвет металла. Если сталь содержит высокий процент углерода, ее достаточно нагреть до 1150 ° C, тогда цвет приобретет желтый оттенок.
Для защиты добавлен флюс для кузнечной сварки. Это касается обильного образования накипи при нагревании. Смеси потока предотвращают это. Флюс для кузнечной сварки заливается в точно определенное время, когда уровень нагрева составляет от 950 ° C до 1050 ° C.
Основа смеси — чистый и мелкий речной песок с добавлением 10% буры после хорошего прокаливания. Бура в песке способствует хорошему образованию шлака и легкой очистке металла от примесей в будущем.
Важна толщина слоя: если он слишком толстый, нагрев деталей снизит скорость и качество. Поэтому сварочный флюс кузницы покрывается равномерным и тонким слоем. Добавление буры во флюсовую смесь особенно важно и необходимо, если вы используете древесный уголь низкого качества.
Шлак образуется из текучей смеси, которая может вытекать из металлической детали, что крайне нежелательно. Чтобы этого не произошло, заготовки поливают дополнительными порциями песка, осторожно и умеренно.
Отличным партнером буры являются железные опилки мягкой консистенции или ферромарганец. Опилки способны поглощать углерод с поверхности металла в условиях высоких температур, тем самым значительно улучшая качество процесса сварки.
Если вам нужно сварить детали из разных металлов или типов стали, первое, что нужно сделать, — это нагреть металл с более низким процентным содержанием углерода из-за более высокой температуры плавления. И только потом приступают к работе со второй деталью, металл которой содержит больший процент углерода.
Преимущества и недостатки
Флюс на основе буры очень популярен. Этот материал всегда в наличии. Для пайки медных изделий бура — самый доступный флюс с низкими ценами.
Бора также используется для сварки некоторых видов ювелирных сталей и сплавов. Для этого подходят припои, содержащие медь или серебро. При необходимости паяные швы всегда можно просто распаять.
В зависимости от элементного состава деталей возможно использование не только кристаллического порошка, но и раствора. Кристаллогидрат прекрасно растворяется в воде.
Есть некоторые трудности с использованием буры. Место сварного шва после окончания шва покрывается налетом. Его нужно очистить механически.
Срок службы материала ограничен, его необходимо беречь в сухом месте. Несмотря на это, бура остается востребованной на производстве и в домашнем хозяйстве.
Список необходимых компонентов
Есть несколько вариантов приготовления тетрабората натрия самостоятельно. Для простого способа вам понадобятся:
- бикарбонат натрия;
- борная кислота;
- пластиковый контейнер;
- деревянная палка;
- салфетка.
Второй способ — более трудоемкое производство. Для этого потребуются:
- строительная дрель (так называется раствор борной кислоты в аптеке);
- глицерин;
- пластиковый контейнер.
Ковка или кузнечная сварка с бурой
Процесс ковки отличается сильным нагревом заготовок — это важные технологические нюансы. В результате такого нагрева на поверхностях свариваемых металлических деталей образуется значительный слой корки до тех пор, пока они не обгорят.
здесь бура действует как спаситель: металлические поверхности покрывают слоем смеси песка и буры — достигается отличная текучесть.
Чтобы понять и оценить метод потока буры, вам необходимо понять сам процесс. Кузнечная сварка — это смешанный физический метод воздействия на металлы для их соединения.
Суть его — механическое воздействие в виде ударов кузнечного молотка в сочетании с нагревом для повышения пластичности металла.
Кузнечной сваркой сваривают стальные сплавы с максимально низким содержанием углерода — на уровне 0,3%. Высокоуглеродистые стали не подходят для ковки, поскольку они имеют слишком низкую свариваемость этим методом.
Обязательным условием перед процессом является полное удаление любых пленок грязи и оксида с поверхностей деталей.
Следует отметить, что кузнечная сварка в принципе не дает прочных стыков металла, это далеко не самый надежный способ ковки. К тому же при его использовании не обойтись без профессионализма слесаря - без него ничего не получится.
Поэтому его практически не используют в промышленных целях и на заводах. Но когда дело касается ремонтных работ в полевых условиях и в неблагоприятных условиях, этот метод применяется довольно часто.
Применение растворов
Для более легких металлов используется раствор буры. Работать с потоком жидкости намного проще, достаточно окунуть деталь и приступить к пайке. Аналогичным образом припаиваются украшения, контакты, провода и прочие мелкие детали.
Иногда одного только буры в ручье недостаточно. В таких случаях для сварки используются смеси. Борная кислота — это обычная добавка, которая помогает выполнять работу.
Обычно кислота и бура берутся в равных частях. Иногда используются фториды цинка, хлориды калия, соли других щелочных металлов. Порошки тщательно растирают пестиком в фарфоровой ступке. Можно брать затирку из другого материала, если она не впитывает смесь буры.
При любой сварке сначала зачищаются концы деталей. Сделать это можно наждачной бумагой, жесткой кистью или напильником. Затем насыпается тонкий слой пудры.
Раствор можно наносить кистью или просто окунанием детали. Затем рабочая зона прогревается равномерно, не добиваясь сплавления деталей, проводится сварка с необходимой сваркой. Он должен хорошо растекаться на пересечении тонким слоем.
Процесс легко сделать дома. В производстве паяльная станция удобна для постоянной работы. Существуют разные типы инсталляций с разной конфигурацией.
Их производят в нашей стране и за рубежом. Вы всегда можете выбрать модель, подходящую по ряду функций и стоимости.
Безопасность и правила хранения буры
Дрель не представляет особой опасности с точки зрения взрывов или пожаров. Наблюдается умеренная степень токсичности из-за содержания борной кислоты. Бура может попасть в организм через дыхательные пути в виде пыли или аэрозоля, в результате чего могут появиться раздражения слизистых оболочек.
Бура должна храниться в помещении и всегда в упаковках — без разбрасывания. Хранение обычно осуществляется в специальных емкостях, которые должны стоять на твердой поверхности. Срок годности буры составляет всего шесть месяцев, что необходимо учитывать при планировании покупки и использования.
Эти преимущества особенно очевидны в процессах пайки коричневых медных труб, которые часто являются важными компонентами современных трубопроводов. Такие технологии сейчас в моде.
Их используют как для подключения новых труб, так и для качественного ремонта старых труб, которые долгое время находятся в эксплуатации.
Важнейшая роль буры в составе флюса — удаление оксидной пленки с поверхности металла и активация диффузии жидкого сварного шва по поверхности деталей.
Советы и рекомендации
Сварку коричневого цвета можно без проблем провести в домашних условиях, но только в подготовленном месте и с соблюдением техники безопасности.
При использовании электрода лучше всего использовать различные защитные приспособления. В том случае, если бура хранилась достаточно долго, перед началом работ рекомендуется ее переплавить особым образом.
Для этих целей используют тигель или шамот.
Вещество, полученное в результате плавления, необходимо тщательно измельчить в пыльном состоянии и затем поместить в герметичный контейнер для дальнейшего хранения.
Следует помнить, что флюс следует наносить только тогда, когда точка пайки горячая.
необходимо нагреть точку пайки по всей ее площади, осторожно направляя горелку в разные стороны. Для пайки следует использовать небольшое количество буры.
Сама бура в момент сварки должна полностью расплавиться, плотно растечься по всему стыку и образовать специфическую пленку. Лучше всего использовать латунь вместе с бурой.
Оптимальное время для сварки — когда шов горячий и расплавленная бура приобретает ярко выраженный голубоватый оттенок.
Следует отметить, что и бура, и латунь имеют почти одинаковую температуру плавления.
Техника безопасности
В процессе проведения кузнечной сварки элементов в производственных или строительных условиях на рабочих влияют следующие вредные факторы:
- открытый огонь;
- искры;
- условия повышенной температуры;
- химически активные вещества (флюс).
Рабочее место должно соответствовать требованиям техники пожарной безопасности, в процессе работы должны использоваться средства защиты. Для оказания медицинской помощи на рабочем месте должна быть аптечка.
Вместо заключения
Кузнечная сварка — это почти забытый, но очень интересный метод соединения металлов. У вас есть доступ к ковочной сварке из нержавеющей стали, а также к кузнечной сварке и изготовлению ножей, которые часто практикуются в частных мастерских. Не нужно думать об этом, поскольку эта технология потеряла актуальность на фоне самых современных методов сварки. С другой стороны, особое значение имеют изделия, изготовленные методом кузнечной сварки. Ведь они буквально ручная работа.
Источники
- https://rezkamet.ru/bura-dlya-kuznechnoy-svarki-svoimi-rukami/
- https://math-nttt.ru/obrabotka-metalla/flyus-dlya-kovki.html
- https://magnetline.ru/metalloobrabotka/chem-posypayut-metall-vo-vremya-kovki.html
- https://netigor.ru/kak-sdelat-buru-dlya-kuznechnoy-svarki/
- https://printeka.ru/svoimi-rukami/bura-dlya-kuznechnoj-svarki-svoimi-rukami.html
- https://pressadv.ru/metally/chem-posypayut-metall-pri-kovke.html
- https://kedr-svarka.ru/oborudovanie/bura-dlya-svarki.html
- https://MetalListen.ru/prokat/bura-dlya-kuznechnoj-svarki.html
- https://lux-stahl.ru/metally-i-splavy/bura-dlya-pajki.html
- https://moneyinvestnews.ru/bura-dlya-kuznechnoy-svarki-svoimi-rukami/
- https://36doors.ru/svarka/bura-dlya-kuznechnoy-svarki-svoimi-rukami/