Во время пайки используется много разновидностей припоев. Каждый из них обладает собственными преимуществами, что делает его полезным для той или иной сферы. Флюс для пайки бура зачастую применяется для спаивания сложных металлов, таких как чугун, сталь или медь, но может пригодиться и для других процедур. Это один из самых распространенных и проверенных временем флюсов, что используются как в промышленной сфере, так и в частной. Бура для пайки обладает относительно невысокой стоимостью и может подходить для многих видов пайки. Она дает комплексное воздействие, что упрощает процесс и не требует добавления других компонентов, хотя в ювелирной сфере встречаются и более сложные флюсы на ее основе.

Бура для пайки меди
Бура для пайки латунью помогает не только улучшить свойства спайки металла, но и очистить его поверхность от лишних пленок, налетов и прочих вещей, которые могут повредить качественному и надежному соединению. В чистом виде это высокотемпературный флюс, температура плавления которого составляет, примерно, 700-900 градусов Цельсия. Но свойства материала позволяют его легко растворять в воде, благодаря чему получается более мягкий флюс. От степени растворения зависит, насколько высокой температурой плавления будет обладать материал. За все время существования специалисты по пайке придумали множество способов применения и создания комбинаций для данного материала. Бура паяльная производится согласно ГОСТ 8429-77.
Преимущества буры для пайки 

- Бура для пайки меди является одним из немногих широкодоступных флюсов для тугоплавких металлов;
- Стоимость материала является относительно низкой, в сравнение с другими материалами подобного рода;
- Есть возможность разводить буру до нужной консистенции в воде, так как она обладает хорошей растворимостью;
- Флюс доступен практически во всех магазинах и проблем с поиском подходящей марки не бывает;
- Длительный срок хранения.
Недостатки
- После применения образуется налет солей, которые необходимо счищать механическим методом;
- Требуется выбирать места для хранения, в которых нет влаги, так как от большой влажности флюс начнет портиться;
- Для подготовки материала к использованию необходимо потратить время и подобрать правильную пропорцию, что может привести к ошибке.
Разновидности буры
Существует две основные разновидности, которые касаются внешнего вида материала. Первым вариантом является твердая форма. Флюс паяльный бура поставляется в виде порошка с мелкими твердыми фракциями. Благодаря этому, ее легко выложить на поверхность металла перед пайкой в нужном количестве и она не будет растекаться при этом. Такая разновидность поставляется в специальной коробке, защищающей материал герметично от проникновения влаги и прочих посторонних факторов. Фракции имеют белый цвет.

Бура для пайки в виде порошка
Второй разновидностью, которая чаще применяется для более легких металлов и их сплавов, является разведенная бура. В данном случае вам предлагается тот же материал, но растворенный в жидкости. Благодаря этому его можно применять при более низкой температуре пайки. Использование такой разновидности также является более легким, так как мелкие детали просто макаются в жидкость, после чего их можно подвергать пайке. Это используется как в ювелирной отрасли, так и в других местах, где идет работа с небольшими изделиями. Контакты, провода и прочие разновидности техники хорошо контактируют с растворенным флюсом. Несмотря на том, что принцип, как пользоваться бурой для пайки в жидком виде несколько отличается от стандартного, они имею практически одинаковый эффект.
Встречаются также разновидности в виде смесей, когда применяются еще и другие флюсы. Это необходимо в тех случаях, когда нельзя достичь заданных результатов при помощи одного вещества. Пропорции и состав зависят от конкретных целей. Чаще всего ее соединяют вместе с борной кислотой.
Состав и физико-химические свойства
В состав буры для пайки входят хлористый натрий и хлористый барий, в некоторый случаях в нее добавляют борную кислоту. Далеко не для всех процедур она используется в чистом виде, так как для этого потребуется слишком высокая температура плавления. Порошок для пайки бура – это высокотемпературный флюс, так что основным его свойством является стойкость к высоким температурам. Стоит отметить, что свои химические свойства материал отлично сохраняет и при меньшей концентрации, чем идет в поставке. Таким образом, раствор флюса обладает достаточно высоким уровнем растворения окислов всех основных металлов, для работы с которыми он применяется.
Также он может растворять жировые пленки и прочие лишние вещи, которые будут мешать нормальной спаиваемость материала. Пайка бурой уберегает от многих видов брака, которые могут встречаться в работе.
Технические характеристики
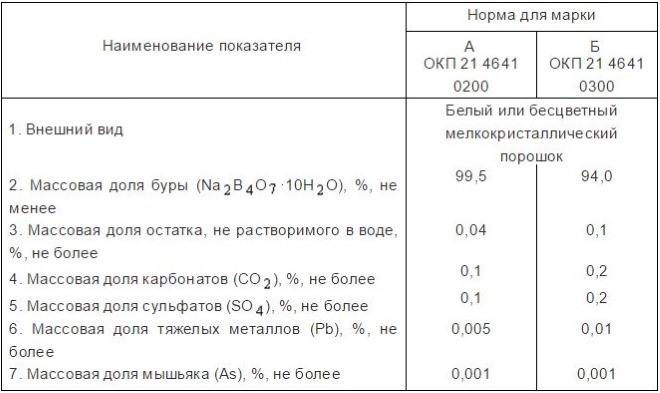
Выделяют две основные марки вещества, которые определяются по ГОСТ как марка А и марка Б:
- А – используется для цветных металлов, фритт, фаянсовой посуды и т.д.;
- Б – для эмалей, глазурей, технического оборудования, сантехники, проволоки и т.д.
| Технические характеристики: | А | Б |
| Внешний вид | Белый мелкофракционный порошок | |
| Бура (Na2B4O7 *10H2O), %, | 99,5 | 94.0 |
| Осадок, % | 0,04 | 0.1 |
| Карбонат (СO32–), % | 0,1 | 0.2 |
| Сульфат (SO42–), % | 0,1 | 0.2 |
| Металлы (Pb2+), % | 0,005 | 0.01 |
| Мышьяк (As3+), % | 0,001 | 0.001 |
Особенности пайки
Минимальная температура пайки, даже при работе с раствором, должна составлять более 400 градусов Цельсия. Чаще всего используются смеси в месте с бороной кислотой, благодаря чему состав приобретает универсальность и более низкую рабочую температуру.
«Важно!
Во время горения бура становится похожей на некую стеклянную массу.»
В период непосредственного спаивания в месте применения данного материала образуются соли. Они дают видимый глазу осадок, который не желательно оставлять на поверхности. Чтобы избавиться от него, следует воспользоваться механическим способом очистки.
При смешивании буры с каким-либо другим веществом чаще всего применяются пропорции 1 к 1. Если происходит перемешивание твердых компонентов, то лучше всего перетирать их в ступке из фарфора или прочего материала, который не обладает свойствами впитывания.
Жидкость для раствора предварительно нагревается. Если раствор выпаривать, то в итоге останется твердый остаток из флюса, так как температура его кипения выше 100 градусов Цельсия. Стоит отметить, что флюсованный припой практически никогда не содержит буру. Чаще всего в его состав входит канифоль еловая.
Чтобы бура приобрела большую активность, в нее добавляют фтористую или хлористую соль. Есть два способа как применять флюс для пайки бура. Это может быть размещение твердого порошка в месте спаивания, так как он будет разогреваться и расплавляться при температурном воздействии. Также можно применять все в жидком виде раствора, просто погружая заготовки во флюс, а дальше уже применять обыкновенную пайку.
Популярные фирмы и марки
На современном рынке встречаются следующие распространенные производители этого флюса:
- Буйский химический завод;
- ХимПэк;
- Xiamen.
Чем можно заменить буру для пайки?
Борная кислота (Н3BО3) плавится при 570гр. Но температура активного действия ее значительно выше, чем у буры. Поэтому при пайке выше 1050гр. применяют борную кислоту, а при более низких температурах (ниже 800гр.)
Чем заменить буру в домашних условиях?
Рецепты тетрабората натрия в домашних условиях
- Подготавливают пищевую соду. Чтобы получить 100 г буры, понадобится 50 г главного компонента. …
- Чтобы сделать тетраборат натрия своими руками, рассматривают вариант использования другой комбинации: хозяйственного мыла, воды, борной кислоты.
В чем растворить буру?
Бура является соединением соды и борной кислоты. Такое вещество не растворяется в спиртах, но хорошо образует растворы с горячей водой и глицерином.
Чем можно заменить буру при плавке золота?
Чем заменить буру при плавке золота
Сплавить золото без буры не получится. Если нет под рукой буры, замените её борной кислотой и содой. Возьмите одну часть обычной пищевой соды NaНCO ₃ + в два раза больше борной кислоты H₃BO₃ .
Как сделать флюс из буры?
Борный флюс широко применяется при пайке медных труб и деталей из чугуна. Смешайте борную кислоту и буру в соотношении один к одному. Затем нужно растолочь полученную массу в посуде, после чего выпарить ее, избавившись от лишней жидкости. К сухому остатку добавляют фтористые и хлористые соли.
Где можно купить буру?
Купить буру можно в аптеке под названием «Раствор борной кислоты». Порошок можно приобрести в хозяйственном магазине или поискать в Интернете на специализированных сайтах. Килограмм буры технического назначения будет стоить около 150−200 рублей. В больших объемах ее можно приобрести упаковками по 25 кг.
Как сделать Буру из соды?
В емкость с кислотой небольшими порциями добавляем пищевую соду и перемешиваем до тех пор, пока сода полностью не растворится. Далее фильтруем раствор, чтобы отчистить буру от соды. Для этого пропускаем полученную смесь через фильтровальную бумагу или высушенную салфетку. Готово, мы получили 100 гр тетрабората натрия.
Что такое бура?
Бура (она же тетраборат натрия, она же боракс) – это неорганическое вещество, натриевая соль борной кислоты. Получают t` или из природного сырья (минералов тинкал и кернит), или синтезируют из борной кислоты и соды. Формула безводной соли — Na2B4O7.
Как растворить тетраборат натрия?
Как же развести сухой тетраборат натрия
Итак, берется одна чайную ложка порошка и засыпается в банку. Далее берут глицерин, где-то четыре чайных ложки глицерина и заливают их в банку к буре. Все это нужно хорошо перемешать и встряхнуть. Раствор перемешивается.
Сколько всего очков в буре?
При игре в буркозёл раздаётся четыре карты, и, в отличие от буры, обычно разыгрываются все 36 карты колоды. Во время хода, при невозможности взятия взятки, карты сбрасываются либо в открытую, либо их может смотреть игрок, взявший взятку (но не после того, как со стола будет взята последняя карта).
Для чего используется бура?
В медицине — водные и глицериновые растворы буры применяются как антисептическое наружное средство при грибковых заболеваниях для обработки кожи, полоскания рта, спринцевания. В сельском хозяйстве и быту — инсектицид против всех видов насекомых; входит в состав микроудобрений.
Интересные материалы:
Как забрать товар с Ozon Box?
Как забрать водительские права после лишения?
Как забронировать такси в Убере?
Как зачеркнуть текст в ВК 2019?
Как заделать боковой порез шины?
Как заезжать на кольцо какой поворотник включать?
Как заезжать на кольцо по правилам?
Как заезжать на кольцо?
Как заезжать на парковку передом?
Как загрузить ферму в Hay Day?
Бура для пайки
Использование при пайке борной кислоты и буры
Борная кислота, бура и их смеси могут быть использованы при пайке в тех случаях, когда приходится иметь дело с медью, железом и цинком. Обычно они применяются с успехом для пайки малоуглеродистой стали и железа (оцинкованного или неоцинкованного) медью, медноцинковыми и серебряными припоями, не содержащими марганец и никель, а также меди, бронз (особенно железистых), томпака и латуней с высокой температурой плавления – медноцинковыми и серебряными припоями (без марганца и никеля).
Кристаллическая бура (Nа2В4О7*10Н2О) начинает плавиться при температуре 75гр.; по мере усиления нагрева она теряет воду и постепенно переходит в безводную соль (Na2B4O7), плавящуюся при 783гр. Борная кислота (Н3BО3) плавится при 570гр. Но температура активного действия ее значительно выше, чем у буры. Поэтому при пайке выше 1050гр. применяют борную кислоту, а при более низких температурах (ниже 800гр.) – буру.
Так как борная кислота становится жидкотекучей при более высокой температуре, то добавление ее к буре делает флюс густым и вязким, требующим повышения рабочей температуры пайки.
При пайке сплавов, содержащих кислые окислы (например, кремнезема при пайке чугуна), в флюсы могут быть добавлены окислы или соли натрия в виде едкого натрия (NaOH) или углекислого натрия (Nа2СО3).
Что такое бура
В этом случае реакция идти по следующему уравнению:
легко-плавкая соль (Na2O)2SiO2 переходит в шлак.
Бура, борная кислота и их смеси применяются в качестве флюсов при пайке с древних времен. Одним из достоинств соединений бора является отсутствие коррозионного действия их на шов. Несмотря на это, остатки флюсов после пайки должны быть удалены, так как стекловидная масса флюса, образовавшаяся при пайке, затрудняет контроль паяных соединений, особенно на плотность.
Кроме того, при длительной эксплуатации остатки флюса крошатся и превращаются в пористое вещество, способное поглощать влагу, что может вызвать коррозию изделия.
Для удаления остатков буры, борной кислоты или их смеси следует изделие промыть водой или подвергнуть механической обработке.
То и другое требует довольно длительного времени, для ускорения очистки от флюса иногда изделие в горячем состоянии после пайки погружают в воду. Эффективность этого способа объясняется большой разницей в коэффициента теплового расширения металла и флюса, вследствие чего при резком охлаждении последний растрескивается и легко удаляется стальной щеткой. Однако такое охлаждение после пайки не приемлемо.
Если при пайке бурой и борной кислотой очистка шва от флюсов производится не всегда, то удаление остатков содержащих NaОН и Na2CО3, является обязательной операцией, так как эти соединения вызывают интенсивную коррозию изделия. Для этого необходима длительная и тщательная промывка изделия водой.
Техническая бура
Техническая бура Na2B4O7 — 10Н2О при плавлении теряет воду и диссоциирует с образованием атомарного бора. Образующийся атомарный бор диффундирует в поверхность детали. Оптимальный режим борирования: плотность тока на катодеО 15 — 0 20 А / см2, напряжение 2 — 14 В, температура 930 — 950 С, выдержка 2 — 4 ч; при этом получается диффузионный слой толщиной 0 15 — 0 35 мм. [1]
Техническую буру вырабатывают двух сортов. [2]
Техническую буру перекристаллизовывают из горячей воды ( температура около 60 С), выпавшие при охлаждении кристаллы десятиводной буры отфильтровывают на воронке Бюхнера и высушивают между листами фильтровальной бумаги. При длительном хранении кристаллы буры могут потерять часть кристаллизационной воды, поэтому их нужно хранить в банке с притертой пробкой или в эксикаторе, на дно которого помещена фарфоровая чашка с насыщенным раствором бромистого натрия, содержащим нерастворенный избыток этой соли.
Пайка латуни – надежное соединение в домашних условиях
Навеска технической буры 0 4596 г, оттитрована раствором НС1 с Я0 1062, израсходовано 21 20 мл. [4]
Поставляемая промышленностью техническая бура содержит гигроскопическую и кристаллизационную влагу, которая, попадая в сварочную ванну, резко увеличивает газовую пористость металла шва. Кроме того, часть буры при испарении из нее влаги вспенивается и выдувается пламенем, в результате чего оголяются и окисляются участки металла. [5]
Буру получают из распространенной технической буры ( Na2B4O7 — 10Н2О) после прокаливания в печи при температуре 700 — 800 С на противне из нержавеющей стали или в открытом шамотовом тигле с наполнением ciu по высоте на V, из-за сильного вспучивания буры при нагревании. После прокаливания буру размалывают в ступке или шаровой мельнице. Хранить такую буру следует в герметично закрытой банке. [6]
На производство 1 т технической буры , содержащей 99 0 — 99 8 % Na2B4O7 — 10Н2О, расходуется 0 9 — 1 т боронатро-кальцита ( 40 — 42 % В2О3), 0 14 — 0 18 г соды, 0 10 — 0 15 т бикарбоната и 0 01 г хлорной извести. [8]
Для получения прокаленной буры техническую буру насыпают в открытый фарфоровый или шамотовый тигель на 1 / 10 его высоты и помещают в печь при 700 — 750 С. После вспучивания и оседания буру размалывают в порошок на шаровой мельнице или в ступке и хранят в сосудах с герметической крышкой до использования. [9]
Опытные работы, выполненные в ТатНИПИнефти, показали возможность применения технической буры в качестве индикаторного элемента для выделения нефтеносных, обводненных закачиваемой пресной или пластовой водой коллекторов по разной скорости расформирования зоны проникновения. [10]
Временный предел прочности на сжатие образцов гипсовых НБСС с добавкой 2 25 и 2 50 % технической буры приведен ниже. [11]
Для устойчивого поддержания величины рН бурового раствора, начиная с глубины 5600 м, до окончания бурения было решено применять техническую буру , а для осаждения ионов кальция и магния — кальцинированную соду. [12]
В качестве замедлителей схватывания гипсового раствора были опробованы сульфонол, Прогресс, АНП-2 и смесь ПАВ ( ОП-7 сульфонол), реагенты ( КМЦ и КССБ), а также техническая бура . Однако только при введении буры была получена необходимая прочность гипсового камня. [14]
Выпускают буру техническую и пищевую. Техническую буру получают при взаимодействии борной кислоты и соды в кипящем растворе. После отделения шлама на фильтре из охлажденного раствора выкристаллизовывается бура, которую отделяют на центрифуге и промывают. Пищевую буру получают путем перекристаллизации технической буры. [15]

Сварка меди и медных сплавов
При сварке меди и ее сплавов необходимо учитывать некоторые свойства меди (высокую теплопроводность и электропроводность, способность поглощать кислород и водород) и компонентов, входящих в ее сплавы (цинка, олова).
Для меди применяют главным образом следующие виды сварки: газовую, электродуговую угольным электродом и металлическим с покрытиями, в среде защитных газов и под флюсами.
При газовой сварке меди используют присадочные прутки из чистой электролитической меди или из меди с содержанием до 0,2% Р и до 0,3% Si.
Флюс для пайки
Последние два элемента энергично раскисляют сварочную ванну.
Наиболее распространенный флюс для сварки меди содержит 70% буры, 10% борной кислоты и 20% поваренной соли.
Мощность горелок при сварке меди вследствие ее большой теплопроводности должна быть в 1,5—2 раза больше, чем при сварке стали.
Сварку меди осуществляют с повышенной скоростью (во избежание перегрева металла вблизи места сварки) при наклоне мундштука горелки под углом 70—80° к поверхности изделия. Изделия из меди большой толщины подогревают вовремя сварки второй горелки. Сварной шов из меди рекомендуется проковать при 400—500 °С с целью повышения его механических свойств, а изделие отжечь для получения мелкозернистой структуры. Пламя при сварке должно быть нормальным.
При сварке меди угольным электродом можно пользоваться открытой или закрытой (под флюсом) дугой. При сварке открытой дугой применяют присадочные прутки из фосфористой меди с нанесенным на них покрытием, в состав которого входят бура, кислый и фосфорнокислый натрий, кремниевая кислота и древесный уголь. При сварке меди закрытой дугой применяют специальные флюсы.
Изделия из меди, и особенно листовой материал, можно сваривать электродуговым способом с применением медного электрода. В этом случае сварку меди, в том числе и автоматическую, надо вести под слоем флюса.
Латунь сваривают в основном ацетилено—кислородным нормальным пламенем и электрической дугой (угольными электродами). При сварке применяют те же флюсы и прутки, что и при сварке меди. В настоящее время освоена автоматическая сварка латуни электрической дугой под флюсом (медной проволокой).
Бронзу сваривают газовой, дуговой и аргоно—дуговой сваркой. Оловянистая бронза при температуре примерно 600 °С приобретает повышенную хрупкость, поэтому процесс ее сварки обязательно ведут на подкладках. Назначение подкладок — отвод лишнего тепла с целью ускоренного охлаждения металла ванны.
При газовой сварке бронзы в качестве флюса применяют буру, а при сварке алюминиевых бронз — флюс марки АФ—4а.
Дата добавления: 2015-12-22; просмотров: 374;
ПОСМОТРЕТЬ ЕЩЕ:
Бура в домашнем хозяйстве 17.02.2017 10:45
Бура в домашнем хозяйстве
Какой только химии сейчас нет в магазинах – просто глаза разбегаются! А между тем очень часто всё это разнообразие составляют 3–4 препарата в самых разных упаковках и сочетаниях. Реально же всё это бесконечное разнообразие цен и упаковок различается тем, насколько раскручен бренд, да бесполезными ароматизаторами и красителями.
Бура или боракс – одно из средств, которое совсем недавно применялось очень широко. Её химическое наименование – тетраборат натрия, химическая формула – Na2B4O7. Этому химическому соединению, приписывают токсичность, но оно используется в пищевой промышленности как консервант E285. Правда, в России и США применять эту пищевую добавку не рекомендуют, хотя она не более ядовита, чем поваренная соль. Однако нас этот химический препарат интересует не как продукт, а как универсальное средство для самых различных применений в хозяйстве.
Итак, применения буры
1. Очистка духовки.
Требуется 8 ст. ложек пищевой соды, полстакана соли и 4 ст. ложки буры. Это всё следует растворить в тёплой воде. Полученным раствором или пастой, в зависимости от количества воды, можно прекрасно отчистить стенки духовки. После очистки следует промыть духовку тёплой водой.
2. Универсальный очиститель гладких поверхностей.
Растворить на 2 стакана тёплой воды 2 ч.
ложки буры, 2 ст. ложки 10% уксуса и 3 капли масла чайного дерева. Полученную смесь использовать с опрыскивателем. Это средство также отлично работает как очиститель для посудомоечных машин.
3. Жидкость для мытья окон.
Растворить на 3 стакана воды 2 ч. ложки буры. Стёкла опрыскать раствором и мыть обычной газетной бумагой или салфеткой из микрофибры.
4. Раствор для отмывания органических загрязнений.
Растворить на 300 мл воды 1 ч.
Флюс БУРА для пайки
ложку буры. Раствор идеально удаляет жир, его можно применять для мытья ванны, раковин и кафеля.
5. Для очистки труб.
Смешать полстакана буры, столько же соды и добавить стакан 10% уксуса. Через полчаса добавить литр кипятка размешать и использовать для прочистки труб, вылив смесь в местонахождение засора.
6. Жидкость для чистки унитазов.
Растворить полстакана буры на 2 л воды. Чистить жёсткой щёткой, смоченной в растворе. Можно залить раствор в унитаз и подождать пару часов пока грязь не размокнет. Затем прочистить унитаз щёткой и промыть чистой водой.
7. Отбеливатель для стирки.
Добавить в воду для стирки 2 ч. ложки буры и столько же соды. Таким образом, наряду с отбеливающим эффектом ещё и смягчается вода. Если на белье имеются жёлтые пятна, их можно смочить водой и протереть бурой до исчезновения.
8. Препарат от мух, комаров, муравьёв, тараканов и прочих насекомых.
Смешать по стакану сахара и буры с половиной стакана какао. Препарат насыпать в местах скопления насекомых. Если требуется избавиться от мух и комаров, то препарат можно насыпать в крышки от банок, и расставить их на открытых местах.
9. Стиральный порошок.
Смешать 200 г измельчённого хозяйственного мыла, полтора стакана буры и столько же кальцинированной соды. Всё тщательно перемешать и добавить 10–15 капель ароматического эфирного масла по своему вкусу. Всё, домашний стиральный порошок готов.
10. Флюс для пайки и сварки.
Для пайки твёрдыми латунными, и серебряными припоями используется борный флюс, являющийся смесью буры и борной кислоты в пропорции 1:1. Для пайки сталей и чугуна борную кислоту добавлять не следует.
Кроме вышеперечисленных применений, это вещество используется и как антисептик для защиты различных органических материалов от поражения грибком, гнилью и плесенью при строительстве и утеплении зданий. Бура также обладает свойствами антипиренов, то есть увеличивает огнестойкость. Объясняется это тем, что в состав её кристаллогидрата входит 10 молекул воды и при нагревании вся она выделяется, позволяя материалам, пропитанным таким соединением долго противостоять огню.
В косметической промышленности бура используется для изготовления различных шампуней, мазей, гелей и присыпок, а также в составе бомбочек и солей для ванн. Используют этот реактив и в медицине как антисептическое противовирусное и противогрибковое средство, для промывания, полосканий, смазывания поражений полости носа и рта при некоторых инфекционных болезнях.
Бура– безопасное природное вещество. Для того, чтоб ею отравиться, нужно проглотить весьма приличное количество. Попадание внутрь организма до одной чайной ложки этого реактива не вызывает у человека каких-либо неприятных ощущений. Полулетальная доза (LD50) при испытаниях на крысах составила около 3 г на 1 кг веса. Но, тем не менее, некоторые меры безопасности при обращении с этим химикатом следует соблюдать:
– при работе необходимо использовать защитные перчатки;
– хранить в закрытой таре, в прохладном месте, недоступном для детей и животных;
– не следует добавлять это вещество в пищу;
– нежелательно попадание в глаза, а также не следует втирать его в кожу.
Вы можете приобрести буру в нашей фирме. Оставьте заявку на нашем сайте!
Источник:
http://stroyvolga.ru/%D0%B1%D1%83%D1%80%D0%B0-%D0%B4%D0%BB%D1%8F-%D0%BF%D0%B0%D0%B9%D0%BA%D0%B8/
Как используется бура для пайки
Бура для пайки применяется в качестве флюса при использовании серебряных или латунных припоев. Процесс пайки представляет собой создание неразъемных соединений, при этом применяются твердые припои или мягкие.

Бура предназначена для пайки с использованием латунных и серебряных припоев.
Как пользоваться бурой при спаивании материалов друг с другом
Пайка, где будут использоваться твердые припои, означает, что применяться будут материалы, у которых температура плавления более чем 400°С. У легких припоев температура меньше этого значения. Пайка твердыми припоями обычно предполагает применение смеси, состоящей из борной кислоты и буры.
Состав буры таков, что она легко растворяется в воде. При горении она принимает вид стеклянной массы, ее температура плавления может колебаться в следующих пределах: 700-900°С. При пайке бурой происходит образование солей, которые понадобится удалять, для чего используется механическое очищение.

Таблица состава и применения буры.
Бура представляет собой высокотемпературный флюс, который применяют с целью соединения чугуна и стали, сплавов меди. При этом чаще используют припои среднеплавкие: из меди, латуни, золота и серебра. Расплавив буру, можно растворить окислы металлов, очистить поверхность соединяемых элементов. Завершая пайку, удалите остатки соли.
Бура, смешанная с борной кислотой 1:1, дает борный флюс. Компоненты должны быть хорошо перемешаны, затем их надо перетереть в фарфоровой ступке.
Растворитель нагревают в дистиллированной воде, затем выпаривают до получения твердого остатка. Для большей активности флюса в смесь можно добавить хлористую, фтористую соль. Можно рассмотреть пример с соединением медных элементов.
Как производится пайка элементов из меди с применением буры
Нередко происходит так, что необходимо выполнить в домашних условиях пайку меди, медных труб. Из данного материала выполнены многие системы водоснабжения, установленные в современных домах. При ремонте такой сантехники желательно, чтобы исполнитель был хорошо знаком с необходимыми действиями, свойствами материала.
При соединении медных элементов плюсы пайки бурой состоят в следующем:

Схема пайки твердым припоем.
- соединение можно выполнить вне зависимости от того, какова начальная температура изделия;
- можно соединить при помощи пайки медь, то есть металл, с неметаллами;
- большинство получившихся соединений возможно распаять при необходимости;
- детали и припой отлично взаимодействуют;
- форма и размеры металлического изделия выдерживаются довольно точно, потому что не происходит расплавления основного металла;
- при капиллярной пайке можно обеспечить хорошую прочность и высокую производительность.
У такой пайки особенная технология, что делает возможным получение соединения в несколько шагов:
- поверхности, предназначенные к спайке, подготавливаются к работе;
- с поверхностей элементов отчищаются загрязнения, снимается оксидная пленка, для чего понадобится применение флюса в виде буры;
- соединяемые элементы нагреваются до показателя температуры, равного показателю, при котором плавится металл основного материала;
- в зазор между деталями вводится жидкий припой;
- между деталями и припоем происходит взаимодействие;
- припой кристаллизуется.
Инструменты и материалы
Для выполнения работ понадобится следующее оборудование:
- Резак для медных деталей (при необходимости).
- Кисть для нанесения флюс-пасты из буры.
- Припои оловянные.
- Флюс-паста.
- Горелка.

Материалы и инструменты для пайки.
Горелки могут быть разными. Некоторые снабжены пьезорозжигом, но есть и такие, что выпускаются без него, здесь предусмотрено применение газовых баллончиков. Дорогостоящие горелки без розжига не пользуются особенной популярностью. Чаще вместо них используют польские горелки с пьезорозжигом – они стоят немного и больше отвечают требованиям пользователей.
Порядок действий будет таков:
- поверхность соединения надо зачистить с использованием специальной щетки, а если речь идет о трубах, надо провести и внутреннюю обработку;
- желательно провести чистовую зачистку при помощи наждачной шкурки, чтобы металл был отдраен до блеска;
- кистью наносится флюс – в данном случае бура – и на наружную поверхность соединения, и на внутреннюю;
- обеспечьте прижимание деталей: они вставляются одна в другую или сжимаются вместе.
Последующая работа должна проводиться с особенным вниманием, поскольку исполнитель имеет дело с открытым пламенем. Газовую горелку поджигают, затем нагревают соединение. Его следует нагревать 15-20 секунд.
Теперь надо взять припой и обработать им край соединения. Для процедуры достаточно трех секунд.
Чтобы выполнить пайку медных труб или других элементов, для присадки применяют проволоку из латуни. Буру можно насыпать на место спаивания. Можно рассмотреть процесс более детально.
Как производится процесс спаивания
Выполняя пайку в домашних условиях, надо уяснить одну тонкость. Когда бура сохранялась в порошке в течение долгого времени, ее лучше предварительно переплавить, для чего используют тигилек или шамот. Получившееся в результате вещество следует раздробить до состояния порошка и поместить для хранения в герметичный сосуд.
Герметичность – обязательное условие: порошок гигроскопичен, из-за присутствия влаги во флюсе могут образовываться шлаки с металлом.
Перед тем как наносить флюс, место спаивания разогревают докрасна. Нагревать лучше не сам участок пайки, а рядом с ним, постепенно перенося нагрев на место соединения элементов. Когда детали прогреются, место соединения надо посыпать небольшим количеством буры. При этом следите за температурой, подождите, пока бура хорошо расплавится и растечется по месту пайки в виде пленки.
Припаивать лучше латунью, пруток обмакивают в буру, после чего надо подождать расплавления порошка. Пламя, которое испускает паяльная горелка, должно быть рядом с местом пайки, но долго так держать не надо. Так можно заполучить соединение со шлаками и слоем окалины, удалить которую будет затруднительно. Непосредственно перед тем моментом, когда будет наноситься припой, участок спаивания должен быть красного цвета, а расплавившаяся бура – синеватой. Этот момент можно для внесения припоя считать оптимальным.
Далее пруток припоя, покрытый порошком буры, надо поднести к месту припаивания и разогреть его до той температуры, при которой припой начинает плавиться (в случае с латунью – до свечения оранжевого цвета). Температура плавления у латуни и буры почти одна и та же. Далее начинается непосредственно рабочий процесс.
Источник:
http://expertsvarki.ru/materialy/bura-dlya-pajki.html
Бура для пайки
Во время пайки используется много разновидностей припоев. Каждый из них обладает собственными преимуществами, что делает его полезным для той или иной сферы. Флюс для пайки бура зачастую применяется для спаивания сложных металлов, таких как чугун, сталь или медь, но может пригодиться и для других процедур. Это один из самых распространенных и проверенных временем флюсов, что используются как в промышленной сфере, так и в частной. Бура для пайки обладает относительно невысокой стоимостью и может подходить для многих видов пайки. Она дает комплексное воздействие, что упрощает процесс и не требует добавления других компонентов, хотя в ювелирной сфере встречаются и более сложные флюсы на ее основе.
Бура для пайки меди
Бура для пайки латунью помогает не только улучшить свойства спайки металла, но и очистить его поверхность от лишних пленок, налетов и прочих вещей, которые могут повредить качественному и надежному соединению. В чистом виде это высокотемпературный флюс, температура плавления которого составляет, примерно, 700-900 градусов Цельсия. Но свойства материала позволяют его легко растворять в воде, благодаря чему получается более мягкий флюс. От степени растворения зависит, насколько высокой температурой плавления будет обладать материал. За все время существования специалисты по пайке придумали множество способов применения и создания комбинаций для данного материала. Бура паяльная производится согласно ГОСТ 8429-77.
Преимущества буры для пайки 
- Бура для пайки меди является одним из немногих широкодоступных флюсов для тугоплавких металлов;
- Стоимость материала является относительно низкой, в сравнение с другими материалами подобного рода;
- Есть возможность разводить буру до нужной консистенции в воде, так как она обладает хорошей растворимостью;
- Флюс доступен практически во всех магазинах и проблем с поиском подходящей марки не бывает;
- Длительный срок хранения.
Недостатки
- После применения образуется налет солей, которые необходимо счищать механическим методом;
- Требуется выбирать места для хранения, в которых нет влаги, так как от большой влажности флюс начнет портиться;
- Для подготовки материала к использованию необходимо потратить время и подобрать правильную пропорцию, что может привести к ошибке.
Разновидности буры
Существует две основные разновидности, которые касаются внешнего вида материала. Первым вариантом является твердая форма. Флюс паяльный бура поставляется в виде порошка с мелкими твердыми фракциями. Благодаря этому, ее легко выложить на поверхность металла перед пайкой в нужном количестве и она не будет растекаться при этом. Такая разновидность поставляется в специальной коробке, защищающей материал герметично от проникновения влаги и прочих посторонних факторов. Фракции имеют белый цвет.
Бура для пайки в виде порошка
Второй разновидностью, которая чаще применяется для более легких металлов и их сплавов, является разведенная бура. В данном случае вам предлагается тот же материал, но растворенный в жидкости. Благодаря этому его можно применять при более низкой температуре пайки. Использование такой разновидности также является более легким, так как мелкие детали просто макаются в жидкость, после чего их можно подвергать пайке. Это используется как в ювелирной отрасли, так и в других местах, где идет работа с небольшими изделиями. Контакты, провода и прочие разновидности техники хорошо контактируют с растворенным флюсом. Несмотря на том, что принцип, как пользоваться бурой для пайки в жидком виде несколько отличается от стандартного, они имею практически одинаковый эффект.
Встречаются также разновидности в виде смесей, когда применяются еще и другие флюсы. Это необходимо в тех случаях, когда нельзя достичь заданных результатов при помощи одного вещества. Пропорции и состав зависят от конкретных целей. Чаще всего ее соединяют вместе с борной кислотой.
Состав и физико-химические свойства
В состав буры для пайки входят хлористый натрий и хлористый барий, в некоторый случаях в нее добавляют борную кислоту. Далеко не для всех процедур она используется в чистом виде, так как для этого потребуется слишком высокая температура плавления. Порошок для пайки бура – это высокотемпературный флюс, так что основным его свойством является стойкость к высоким температурам. Стоит отметить, что свои химические свойства материал отлично сохраняет и при меньшей концентрации, чем идет в поставке. Таким образом, раствор флюса обладает достаточно высоким уровнем растворения окислов всех основных металлов, для работы с которыми он применяется.
Также он может растворять жировые пленки и прочие лишние вещи, которые будут мешать нормальной спаиваемость материала. Пайка бурой уберегает от многих видов брака, которые могут встречаться в работе.
Технические характеристики
Выделяют две основные марки вещества, которые определяются по ГОСТ как марка А и марка Б:
- А – используется для цветных металлов, фритт, фаянсовой посуды и т.д.;
- Б – для эмалей, глазурей, технического оборудования, сантехники, проволоки и т.д.
Источник:
http://svarkaipayka.ru/material/flyus-dlya-payki/bura-dlya-payki.html
Как с помощью буры паяют металл
Пайку металлов проводят, предварительно удаляя с их поверхности следы оксидов. Для этого применяют флюсы. Они должны предотвращать окисление при нагреве и стимулировать хорошего растекание расплавленного припоя.
Для пайки медных изделий идеально соответствует всем требованиям припой из буры. Вещество известно со средних веков. Добывали его в озерах Индии, Тибета, затем перевозили в Европу, где использовали для обработки тканей и кожи, производства стекол.
Бура широко применяется для работы с металлами. При изготовлении или ремонте металлических изделий проводится пайка бурой. Прежде всего, метод применяют для деталей из меди, латуни. Особенную разновидность этого флюса используют при ремонте ювелирных изделий.
Состав и свойства
 Точное происхождение исторически сложившегося, тривиального названия окончательно не выяснено. Согласно химической номенклатуре бура – кристаллогидрат натриевой соли тетраборной кислоты.
Точное происхождение исторически сложившегося, тривиального названия окончательно не выяснено. Согласно химической номенклатуре бура – кристаллогидрат натриевой соли тетраборной кислоты.
Если в состав входит 10 молекул воды, то вещество называется декагидрат тетрабората натрия. Существуют виды кристаллогидрата с пятью молекулами воды.
Они называются пентагидратами тетрабората натрия. Строго говоря, состав буры представляет собой соль, окруженную гидратной оболочкой из 10 диполей воды.
При 64 ℃ декагидрат расплавляется, постепенно теряет воду. Полное обезвоживание буры происходит при 380°. Образующийся тетраборат стойко выдерживает нагревание до 742° и только потом расплавляется.
Такое поэтапное плавление буры несколько смущает обычных потребителей, привыкших к тому, что вещество плавится строго при одном значении температуры. Специфика объясняется присутствием молекул воды в кристаллогидрате. Эта особенность упрощает применение буры при пайке.
Качество вещества нормировано государственным стандартом. Существует две марки сырья, представляющего собой техническую буру:
- марка А – это 99,5%-ный декагидрат соли. Остальные 0,5% состоят из карбонатов, сульфатов, мизерного количества соединений свинца и мышьяка;
- марка Б — 94%-ный декагидрат, содержание примесей в котором составляет 6%.
Обе марки не очень устойчивы. Срок хранения технической буры не должен превышать полгода. В качестве флюса рекомендуют применять буру марки Б. Она полностью соответствует требованиям пайки, стоит дешевле, чем сырье марки А.
Преимущества и недостатки
Флюс, приготовленный на основе буры, очень популярен. Этот материал всегда есть в продаже. Для пайки медных изделий бура – самый доступный флюс, имеющий бюджетные цены.
Буру также используют для пайки некоторых видов сталей, ювелирных сплавов. Для процесса подходят припои с содержанием меди или серебра. Паяльные швы при необходимости всегда можно просто распаять.
В зависимости от элементного состава деталей можно пользоваться не только кристаллическим порошком, но и раствором. Кристаллогидрат прекрасно растворяется в воде.
Существуют некоторые сложности при использовании буры. Место припоя после окончания пайки покрыто налетом. Его нужно механически очищать.
Срок хранения материала ограничен, беречь его нужно в сухом месте. Несмотря на это, бура остается востребованной на производстве и в домашнем хозяйстве.
Применение порошка для латуни и меди
 Практики часто используют флюс, который хранился дольше положенного времени. Для пайки латунью буру стоит заново переплавить. Охлажденный порошок нужно поместить в банку с герметичной крышкой. Пренебрежение этой процедурой может испортить работу из-за накопившихся при хранении шлаков.
Практики часто используют флюс, который хранился дольше положенного времени. Для пайки латунью буру стоит заново переплавить. Охлажденный порошок нужно поместить в банку с герметичной крышкой. Пренебрежение этой процедурой может испортить работу из-за накопившихся при хранении шлаков.
В начале пайки рабочую зону надо прогреть до хорошо заметного красного цвета. Нагрев стоит начинать сначала по краям, а затем уже непосредственно в месте пайки.
Затем нагретую зону следует постепенно посыпать флюсом, дождаться пока он растечется в виде пленки по краям детали. В этот момент разогретый латунный припой нужно окунуть в расплав буры, чтобы он покрылся горячей флюсовой пленкой.
Как показывает опыт, место пайки имеет при этом красный цвет, расплав буры окрашен в синеватые цвета. Очень долго держать припой во флюсе нельзя. Могут образоваться оксидные шлаки.
Затем следует опять прогреть рабочую зону. Латунь приобретёт оранжевый светящийся вид. Можно приступать непосредственно к проведению пайки. Если все сделать верно, припой заполнит все зазоры.
Место пайки станет золотистым. Когда процесс закончен, горячую зону нужно присыпать порошком буры и оставить остывать. Детали из меди в горячем (200 ℃) состоянии можно поместить в смесь, содержащую поровну ацетон и воду, или просто в воду. Резцы имеет смысл погрузить в горячий песок.
Правильно сделанное соединение имеет прозрачную пленку с легким синим оттенком. На нем нет капель припоя. При неправильно выполненной пайке шов покрывается черной пористой коркой.
Причиной может быть перегрев рабочей зоны, вследствие которого образовались шлаки, или плохое качество флюса на основе буры. Так проводят пайку латуни и других медьсодержащих сплавов.
Применение растворов
 Для более легких металлов применяют раствор буры. Работать с жидким флюсом гораздо проще, достаточно просто окунуть в него деталь и начинать пайку. Подобным способом паяют ювелирные изделия, контакты, провода, другие мелкие детали.
Для более легких металлов применяют раствор буры. Работать с жидким флюсом гораздо проще, достаточно просто окунуть в него деталь и начинать пайку. Подобным способом паяют ювелирные изделия, контакты, провода, другие мелкие детали.
Иногда присутствия только буры в составе флюса недостаточно. В таких случаях для пайки применяют смеси. Распространенная добавка, помогающая справиться с задачей, – борная кислота.
Обычно кислоту и буру берут в равных частях. Иногда применяют фториды цинка, хлориды калия, соли других щелочных металлов. Порошки тщательно растирают пестиком в фарфоровой ступке. Можно брать ступку из другого материала, главное, чтобы он не поглощал смесь буры.
При любой пайке сначала проводят зачистку концов деталей. Делать это можно наждачной бумагой, жесткой щеткой или надфилем. Затем насыпают тонкий слой порошка.
Раствор можно наносить кисточкой или простым окунанием детали. Затем рабочую зону равномерно прогревают, не достигая плавления деталей, проводят пайку с требуемым припоем. Он должен хорошо растечься в месте соединения тонким слоем.
Процесс легко выполним в домашних условиях. На производстве для постоянной работы удобна паяльная станция. Существует несколько видов установок с различной комплектацией.
Они производятся в нашей стране и заграницей. Всегда можно подобрать модель, подходящую по набору функций и стоимости.
Соединение медных труб
 Трубопроводы из меди – дорогое удовольствие. Вложение денег может быть оправдано при тщательно проведенном монтаже, который часто проводят методом капиллярной пайки с использованием буры в роли флюса.
Трубопроводы из меди – дорогое удовольствие. Вложение денег может быть оправдано при тщательно проведенном монтаже, который часто проводят методом капиллярной пайки с использованием буры в роли флюса.
Стоит отметить, что сегодня, продаются и другие флюсы, более удобные в применении. Одну трубу вставляют во вторую или фитинг так, чтобы зазор не превышал 0,4 мм.
Время пайки невелико, составляет 3 минуты. Важно, чтобы детали при работе оставались неподвижными. Чтобы порошок буры прилип к поверхности, медь вначале прогревают горелкой.
Для труб с диаметром до 108 мм процесс пайки проводят при низких температурах, не превышающих 450°. Шов получается широкий (до 50 мм), но не очень прочный. Широкие трубы, с диаметром больше 159 мм, паяют при высоких температурах. Выполнить процедуру могут только профессионалы.
В обоих случаях расплав припоя хорошо проникает в капилляры деталей, что способствует образованию прочных соединений. Остатки буры рекомендуется удалять.
Нужно помнить, что пайка сопровождается образованием дыма, поэтому работать можно только в проветриваемых помещениях.
Источник:
http://svaring.com/soldering/flus/bura-dlja-pajki
Для чего нужна бура при пайке и как ею пользоваться?
Для того чтобы осуществить пайку металла, требуется заблаговременно ликвидировать с поверхности остатки оксидов. С данной целью используется флюс, который также необходим для предотвращения окисления во время нагревания и стимуляции растекаемости расплавленных припоев. Чтобы паять изделия из меди, лучше всего использовать буру в качестве припоя, соответствующую всем обязательным требованиям.
Что это такое и для чего нужна?
Бурой для пайки называют высокотемпературный вид флюса порошкообразного вида, что применяется во время соединения изделий из металла путем пайки. Плавление данного вещества может происходить под влиянием температуры более 700 градусов по Цельсию. Паяльная бура имеет свой ГОСТ, согласно которому происходит ее изготовление, регулируются характеристики.
Вещество в виде порошка внешне очень похоже на соль, другими словами оно называется тетраборат натрия. Синтез буры происходит естественным путем, а добыча ее осуществляется из солевых озерных отложений.
Применение данного вещества довольно широко, но чаще всего она используется для спайки труб из меди.
Преимуществами применения буры можно назвать следующие моменты:
- у материалов, которые планируется обрабатывать, может быть разный температурный режим;
- получение качественного, надежного сварочного шва не только между металлами, но и между металлической и неметаллической поверхностью;
- простота распаивания швов при необходимости в разъединении деталей;
- при спайке детали не коробятся и не деформируются;
- увеличение производительности во время капиллярной пайки;
- получение ровных и долговечных швов даже у мастера с небольшим опытом работы.
Недостатки у тетрабората натрия следующие:
- выделение большого объема солей, которые с высокой скоростью застывают на металле;
- впитывание влаги из окружающей среды;
- сложность подбора нужного количества буры для неопытного сварщика.
Состав и свойства
Химическая номенклатура буры для пайки свидетельствует, что это кристаллогидрат соли натрия тетраборной кислоты. Если в составе вещества имеется 10 водяных молекул, то его называют декагидратом тетрабората натрия. Говоря простыми словами, это соль, что окружена оболочкой, в составе которой 10 или 5 молекул воды.
Температура в 64 градуса тепла способствует тому, что декагидраты плавятся и при этом теряют воду. Обезвоживается бура при температуре 380 градусов по Цельсию. Тетраборату свойственна выдержка нагрева до температуры в 742 градуса и плавка при ее повышении.
В составе буры присутствуют натрий хлор, барий хлор и в некоторых случаях борная кислота. Флюс в виде раствора имеет высокую способность к растворению окислов металла, а также жировых пленок и всего лишнего, что может препятствовать спайке материалов.
Благодаря использованию буры во время пайки многие изделия выпускаются без брака.
По внешнему виду сварочную буру делят на 2 вида.
- Твердая. В порошковом виде флюс имеет вид твердых мелких фракций. Такая форма способствует легкости выкладывания буры на металлическую поверхность перед процессом спаивания, вещество при этом не растекается. Твердую буру реализуют в коробах, которые герметичны, тем самым оберегают вещество от воздействия влаги и негативного влияния окружающей среды. В порошковой фракции бура имеет белый цвет.
- Разведенная. Этот вид буры считается наиболее подходящим для легкого металла и его сплава. Вещество представляет собой ту же порошковую буру, но растворенную в жидкости. Данная особенность флюса способствует тому, что его можно использовать при низких температурах спаивания. Пользоваться бурой в разведенном виде довольно просто: в нее макают мелкие металлические элементы и после этого паяют. Такой флюс популярен в ювелирном деле, а также при работе с проводами, контактами.
Популярные производители
Бура для пайки реализуется под двумя марками:
- А – применяется при работе с цветными металлами, фриттом, фаянсовой посудой и другим;
- Б – незаменима для эмали, глазури, технического оборудования, проволоки и сантехнических элементов.
Популярными производителями данного вещества на сегодня можно назвать Rexant, «ЗУБР», «Латус» и другие. Данные товары пользуются хорошим спросом у потребителя, так как имеют высокие качественные характеристики и доступную стоимость.
А также хорошо себя зарекомендовали Буйский химический завод, ХимПэк и Xiamen.
Как пользоваться?
Минимальной температурой пайки, при которой можно паять железо даже с помощью растворенной буры, является 400 градусов по Цельсию. Зачастую вещество используют в совокупности с борной кислотой, в результате чего состав получается более универсальным с низкой рабочей температурой. При горении бура напоминает стекольную массу, а также выделяет соли, которые стоит немедленно удалять.
Если требуется смешать буру с иным компонентом, то в этом случае стоит соблюдать пропорцию 1 к 1. Перемешивание твердых частиц стоит производить в фарфоровой ступе или иной емкости, которая не имеет свойства впитывать. Жидкую буру заблаговременно нужно нагреть. При выпаривании раствора наблюдается образование твердого флюсового осадка.
Для увеличения активности буры ее смешивают с фтористой или хлористой солью. Первым методом использования буры является ее размещение на месте будущей пайки, таким образом вещество сможет разогреться и расплавиться на установленном участке. Если у мастера имеется жидкая пайка, то в нее стоит окунуть элемент, далее припаять его обычным способом.
Для того чтобы после использования буры во время пайки получить хороший результат, металл рекомендуется заранее подготовить, устранив с него ржавчину. После этого металлическую поверхность прогревают паяльной лампой, оставляя маленький зазор между деталями. В зазор вводят буру с припоем, а после начального этапа кристаллизации вещества прекращают нагрев.
Последовательность действий должна строго соблюдаться, при этом не стоит переусердствовать с количеством флюса.
Буру для пайки часто используют как не имеющие опыта сварщики, так и профессионалы своего дела. Преимущества данного способа сваривания материалов во многом превосходят его недостатки. Данный вид припоя способен хорошо проникать в детали, гарантируя прочность их соединения. Согласно рекомендациям специалистов пайку стоит проводить в помещении, которое хорошо проветривается, так как в ходе данной процедуры образуется много дыма.
О том, как работает бура, смотрите далее.
Источник:
http://stroy-podskazka.ru/pajka/bura/
Как пользоваться бурой для пайки
Перед пайкой металлов необходимо с соединяемых поверхностей удалить оксидную пленку. Для этого используют флюсы, которые в процессе нагрева также должны защищать металл от окисления. Этим требованиям полностью соответствует бура для пайки тугоплавкими припоями.
Что такое бура
Это минерал, состоящий из бесцветных кристаллов с матовым блеском, который добывают в отложениях водоемов с высокой концентрацией солей. Широко используется для бытовых и промышленных нужд, в том числе как высокотемпературный флюс. Твердая бура плавится при температуре 750 — 900⁰C. Для получения более мягкого флюса ее растворяют в воде. Тогда температура плавления зависит от концентрации раствора.
Бура нужна для очистки деталей от окисных и жировых пленок, загрязнений. С ее помощью паяют детали из стали, чугуна, меди и ее сплавов. В быту и на производстве заготовки соединяют медными или латунными припоями, в ювелирном деле ― серебряными или золотыми.
Плюсы и минусы
К достоинствам флюса бура относят:
- доступность и низкую цену по сравнению с аналогичными материалами;
- отсутствие деформации деталей, так как основной металл не плавится;
- соединение металла с неметаллом;
- возможность паять детали с разной начальной температурой;
- легкость распайки при демонтаже;
- повышение производительности капиллярной пайки;
- высокое качество швов, выполненных даже новичком;
- длительное время хранения флюса.
Из недостатков отмечают:
- необходимость механической очистки поверхности от солей, которые выделяются при нагреве буры и после остывания оседают на металле;
- высокую гигроскопичность, поэтому флюс отсыревает даже в плотно закрытой емкости;
- сложность определения для новичков оптимальной пропорции.
Состав бура и химические свойства
Бура состоит из натриевой соли и сильного основания (воды, натра). Химики называют ее кристаллогидратом соли натрия тетраборной кислоты из класса боратов. При содержании в составе 10 молекул воды название меняется на декагидрат тетрабората натрия. Встречается разновидность с пятью молекулами воды. При переводе на обычный язык бура ― это соль с оболочкой из 5 или 10 молекул воды.
При нагреве до 64⁰C декагидрат начинает плавиться с постепенной потерей воды. После полного обезвоживания при 380⁰C образуется тетраборат, который плавится при температуре больше 750⁰C. Постепенность плавления объясняется наличием воды внутри кристаллогидрата. При горении бура приобретает прозрачность, образуя стекловидную массу. Для увеличения активности в состав флюса бура для пайки добавляют борную кислоту, хлористый барий или натрий. Пропорции зависят от решаемых задач. Твердые компоненты обычно смешивают при соотношении 1:1, перетирают в фарфоровой посуде или из другого материала, но чтобы стенки не впитывали смесь.
Разновидности
По внешнему виду бура подразделяется на 2 типа:
- Твердый в виде мелкозернистого порошка белого цвета. Для защиты от влаги продается в герметичной упаковке. Порошок в необходимом количестве удобно накладывать на соединяемые поверхности, поскольку флюс не растекается.
- Разведенный. Это растворенная в жидкости бура, которую можно применять для пайки цветных металлов при низкой температуре. Маленькие детали просто окунают в раствор, что удобно при работе с ювелирными изделиями, проводами, клеммами электроприборов. По эффективности разведенный флюс практически равен твердому.
В зависимости от качества марка обозначается буквой:
- А — состоит из 99,5% декагидрата и 0,5% примесей. Применяют для фритта, фаянса и т. д.
- Б — содержание примесей до 6%. Используют для работы с глазурью, эмалью, сантехническим оборудованием.
Для пайки лучше использовать марку Б, так как она соответствует всем требованиям. Да и цена меньше.
Срок хранения обеих марок не больше 6 месяцев.
Как паять бурой
Пайку несложно выполнить самостоятельно. На промышленных предприятиях работу выполняют на паяльных станциях. Пайку начинают с подготовки поверхности деталей. Въевшуюся грязь счищают металлической щеткой или наждачной бумагой. Оксидную пленку и жир растворит бура при нагревании. При подготовке медных труб зачищают внутреннюю и внешнюю сторону стенок.
Затем на место соединения насыпают тонкий слой порошка или кисточкой наносят подогретый раствор. Флюс с просроченным сроком хранения предварительно переплавляют с последующим дроблением до состояния порошка. Пайка бурой должна выполняться при температуре не меньше 400⁰C. Этого достаточно для соединения даже железных заготовок, если для пайки используется бура, смешанная с борной кислотой.
Детали нагревают паяльной лампой или газовой горелкой, оставляя зазор между ними. Место пайки также можно нагревать сварочным аппаратом, используя угольный или графитовый электрод. Когда бура растечется ровным слоем и приобретет синеватый оттенок, зазор заполняют расплавленным припоем. Если при пайке насыпать флюс с избытком соединение, будет некачественным из-за неравномерного растекания припоя. Конкретных рекомендаций по этому вопросу нет, так как количество зависит от вида металла и размера шва. Мастера со стажем определяют дозировку флюса исходя из опыта.
После остывания на шве не должно быть капель припоя. Выступивший флюс и образовавшиеся соли счищают опять же металлической щеткой или наждачной бумагой. Если место пайки перегреть или пользоваться некачественным флюсом на соединении образуется черная корка из шлаков.
Пайку необходимо выполнять в хорошо проветриваемом помещении, поскольку при нагреве бура выделяет большое количество дыма. Работу выполняют в перчатках, чтобы флюс не попал на кожу. На производстве качество пайки проверяют методами неразрушающего и разрушающего контроля. Самостоятельно дефекты можно обнаружить визуальным осмотром соединения через лупу.
Источник:
http://svarkaprosto.ru/materialy/bura-dlya-pajki
Бура в пайке
Пайка металлов – способ создания неразъемного соединения деталей посредством припоев. Сегодня пайка доступна мягким и твердыми припоями. Пайка бурой подразумевает применение буры в качестве флюса во время пайки по большей части латунными и серебряными припоями. Бура по своему составу достаточно легко растворяется в воде.
Во время горения бура превращается в стеклянную массу, а ее температура плавления колеблется в пределах 700-900 гр. С. В процессе пайки бурой образуются соли, которые следует удалять посредством механической зачистки.
Бура – высокотемпературный флюс, используемый для соединения таких материалов, как сталь, чугун, медь (ее сплавы) при помощи среднеплавких медных, латунных, серебряных и золотых припоев. Расплавленная бура позволяет растворять окислы металлов, очищать поверхность спаиваемых металлических деталей. По окончании применения буры по завершении пайки необходимо удаление остатков соли.
Бура совместно с борной кислотой во время смешивания в пропорции 1:1 образует борный флюс. Таким образом, требуется тщательно смешать составляющие, после чего растереть в фарфоровой ступке. Далее необходимо разогреть растворитель в дистиллированной воде, после чего выпарить до твердого остатка. Чтобы получить более активный флюс для пайки меди или другого металла, нужно добавить в смесь фтористые и хлористые соли.
Пайка медных труб с применением буры
Современные системы водоснабжения в домах нередко выполнены из меди. В связи с этим желательно быть проинформированным о возможных действиях относительно ремонта сантехники, свойствах меди и многом другом, что может быть связано с данным материалом.
Достоинства пайки меди бурой:
- Возможность соединения металлических деталей в любом сочетании;
- Возможность соединения при любой начальной температуре металлического изделия;
- Возможность создания крепкого и качественного соединения металла (меди) с неметаллами;
- Возможность распайки большинства готовых соединений;
- Более точное выдерживание формы, а также размеров металлического изделия, поскольку основной металл не расплавляется;
- Возможность получения отличного взаимодействия между паяемыми деталями и припоем;
- Высокая прочность и достойная производительность во время капиллярной пайки.
Технология пайки дает возможность получить соединение в несколько этапов:
- Подготовка соединений для пайки;
- Удаление загрязнений, а также оксидной пленки с поверхностей металлических деталей, подвергаемых пайке, при помощи флюса в виде буры;
- Нагревание соединяемых металлических деталей до температурного показателя, равного температуре плавления металлов основного материала;
- Введение жидкой полоски припоя в зазор между соединяемыми металлами;
- Взаимодействие между соединяемыми деталями и припоем;
- Кристаллизация формы припоя, которая находится между деталями.
Процедура пайки
Понадобятся материалы и приспособления:
- Стальные щетки для зачистки внутренних стенок медных труб;
- Резак для трубы;
- Кисточка для нанесения буры (флюс-пасты);
- Оловянные припои;
- Флюс-паста (бура);
- Газовая горелка.
Выбор приспособления
Горелки бывают нескольких основных видов: с наличием пьезорозжига и без него, под различные газовые баллончики. Стоит отметить, что горелки дорогих производителей (марок) без пьезорозжига большой популярностью не пользуются. Таким образом, можно воспользоваться недорогими газовыми горелками польских марок, но с наличием пьезорозжига.
Обратите внимание на то, что пьезорозжиг служит на руку мастеру, желающему произвести пайку труб из меди самостоятельно, та как такое устройство позволит экономить время и нервы.
- Для начала следует зачистить щеточкой внутреннюю поверхность соединения;
- Используя шкурку, переходим к зачистке наружной поверхности трубы до красивого блеска меди.
- Наносим при помощи специальной кисточки флюс (в нашем случае флюс — бура) на внутреннюю, а также наружную поверхность соединений, после чего вставляем их один в один.
- Следующий этап требователен к предельной осторожности, вниманию и сосредоточенности мастера, так как работа осуществляться будет с газовой горелкой, то есть с открытым огнем. Таким образом, поджигаем газовую горелку, после чего разогреваем место соединения. Греть место сцепления следует на протяжении 15-20 секунд.
- Далее берем припой оловянно-свинцовый и проводим им по краю соединения двух частей. Стоит отметить, что проводить припоем по всему краю соединения совсем не обязательно, поскольку будет вполне достаточно и половины обработанного периметра. Процедура должна длиться не менее 3 секунд.
Способы контроля соединяемых изделий
Для того чтобы оценить качество получившегося соединения, можно применить контроль с разрушением и без него. Технический осмотр изделия с применением увеличительной линзы (лупы) и невооруженным глазом в сочетании с измерениями дает возможность проверить качество поверхности, полноту галтелей, присутствие трещин, а также других нежелательных дефектов в соединяемой трубе, выполненной из меди.
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
1 Основы пайки и области применения
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.

Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь сварке металлов. Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.

Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
2 Пайка латуни – особенности материалов
Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия. Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни. Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать. При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.

Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой.
3 Как паять латунь – инструкция для домашнего применения
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.

Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.

Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении 1:1 и заливаются водой. Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Бура — это высокотемпературный флюс, выпускаемый в виде порошка и используемый при соединении металлических деталей методом пайки. Бура флюс для пайки плавится при температуре от 700 градусов по Цельсию, поэтому и называется высокотемпературным флюсом.

У буры есть свой ГОСТ, регулирующий ее состав и производство. Согласно этому ГОСТу бура должна растворяться в воде и при застывании превращаться в прозрачную массу. В этой статье мы расскажем вам все о порошке буры.
Что такое бура
Бура флюс для пайки представляет собой порошкообразное вещество, похожее на соль, имеет химическое название тетраборат натрия. Состоит из борной кислоты и сильного основания. Синтезируется естественным путем, добывается в солевых отложениях озер. С помощью буры можно спаять чугун, медь и сталь. Чтобы получить прочное и долговечное соединение в качестве паяльного материала следует использовать припой из меди, латуни или серебра.

Бура плавится при довольно высокой температуре. При этом она кристаллизируется и выделяет вещества, очищающие поверхность деталей от загрязнений. Также бура защищает от окисления. При выполнении пайки целесообразно использовать такие тугоплавкие материалы, как бура флюс для пайки. Из-за своего природного происхождения при плавлении бура выделяет соли, которые нужно удалить с поверхности сварного шва после окончания работ.
Преимущества и недостатки
Следует отметить, что несмотря на широкое распространение, с помощью буры чаще всего производят пайку именно медных труб. Это быстро, удобно и долговечно. С помощью твердого флюса можно не только спаять новый водопровод, но и починить старый. И бура отлично подходит для этих целей. Поэтому все достоинства и недостатки этого флюса мы будем рассматривать в контексте пайки медных деталей.
Итак, использование буры при пайке меди имеет следующие достоинства:
- Металлические детали, которые необходимо спаять, могут быть разной начальной температуры.
- С помощью буры можно получить качественный и надежный сварной шов даже между металлом и неметаллом.
- Не смотря на надежность швов, их можно легко распаять, если детали нужно разъединить.
- Для плавления буры нужна высокая температура, но ее все равно недостаточно для плавления металла, а это значит, что детали не будут деформировать и коробиться.
- Припой лучше схватывается с металлом, если использовать буру.
- Бура флюс для пайки увеличивает производительность при капиллярной пайке.
- Шов получается ровным и долговечным даже если вы начинающий сварщик.
Ну и куда без недостатков:
- При плавлении бура выделяет много соли, которая быстро застывает на поверхности металла. Соли необходимо счищать, что занимает много времени.
- Флюс для пайки бура склонен набирать влагу из окружающей его атмосферы, даже если находится в закрытой банке.
- Неопытный сварщик скорее всего не сможет с первого раза подобрать нужное количество буры для качественной пайки. Понадобится некоторое время, чтобы приловчиться.
Особенности
Как применять буру в своей работе, чтобы получить максимально качественный результат? Чтобы ответить на этот вопрос, мы расскажем обо всех этапах пайки с помощью буры. Прежде всего, нужно подготовить металл. Очистите его от загрязнений и коррозии. Обратите особое внимание на въевшиеся загрязнения, их обязательно нужно удалить с помощью грубой щетки. Окисную пленку можно не удалять, поскольку бура справится с этим сама.

Затем с помощью паяльной лампы нужно нагреть поверхность свариваемых деталей. Оставьте небольшой зазор между деталями. В него введите буру и припой, предварительно разогретый паяльной лампой. Как только бура начнет кристаллизироваться, можно прекратить нагревание. При застывании бура становится прозрачной и образует много солей. Удалите их с поверхности металла. Важно соблюдать последовательность операций и не переборщить с количеством флюса. Сложно сказать, какое количество буры использовать, поскольку это зависит от металла и шва, который нужно получить. Экспериментируйте и с опытом вы начнете понимать, какая дозировка предпочтительнее.
Вместо заключения
Как видите, бура флюс для пайки широко используется опытными и начинающими сварщиками, поскольку его преимущества с лихвой перекрывают недостатки. Обязательно испробуйте буру в своей работе и расскажите о своем опыте в комментариях. Делитесь этой статьей в социальных сетях, чтобы другие мастера смогли узнать больше о материалах для пайки. Желаем удачи!
Содержание
- 1 Бура для пайки
- 1.1 Достоинства
- 1.2 Отрицательные стороны
- 1.3 Основные виды
- 1.4 Состав бура и его химические свойства
- 1.5 Основные характеристики
- 1.6 Технология пайки
- 1.7 Производители
- 2 Бура для пайки как пользоваться?
- 2.1 Сферы применения
- 2.2 Преимущества использования
- 2.3 Как выполняется пайка медных труб
- 2.4 Ремонт глушителя холодной сваркой
- 3 Как пользоваться бурой для пайки
- 3.1 Что такое бура
- 3.2 Плюсы и минусы
- 3.3 Состав бура и химические свойства
- 4 Флюс бура для пайки: что это, где применяется, технические характеристики, плюсы и минусы
- 4.1 Общие сведения
- 4.2 Плюсы и минусы флюса
- 4.3 Использование
- 4.4 Преимущества буры для пайки
- 4.5 Недостатки
- 4.6 Разновидности буры
- 5 Как с помощью буры паяют металл
- 5.1 Состав и свойства
- 5.2 Преимущества и недостатки
- 5.3 Применение порошка для латуни и меди
- 5.4 Применение растворов
- 5.5 Соединение медных труб
- 6 Бура для пайки латуни, меди или алюминия и флюс: для чего нужны и как пользоваться
- 6.1 Пайка латуни – надежное соединение в домашних условиях
- 7 Как используется бура для пайки
- 7.1 Как пользоваться бурой при спаивании материалов друг с другом
- 7.2 Как производится пайка элементов из меди с применением буры
- 7.3 Инструменты и материалы
- 7.4 Как производится процесс спаивания
- 8 Флюс бура для пайки: что такое, для чего нужна и как применять
- 8.1 Бура и яичные желтки
- 8.2 Бура, сахар и крахмал
- 8.3 Бура, картофель и яйца
- 9 Бура для пайки как пользоваться — Справочник металлиста
- 9.1 Описание вещества
- 9.2 Область применения буры
- 9.3 Применение буры в быту
- 10 Использование буры для пайки латунью
- 10.1 Пайка элементов из меди
- 10.2 Подготовка инструмента и материала
- 10.3 Советы и рекомендации
- 10.4 Виды, составляющие
- 10.5 Флюс бура для пайки: как применять, ГОСТ
- 10.6 Использование при пайке борной кислоты и буры
- 11 Как пользоваться флюсом для пайки?
- 11.1 Разновидности флюсовых составов
- 11.2 Нейтральные вещества
- 11.3 Активные и антикоррозионные
- 11.4 Порядок применения
- 11.5 Самостоятельное приготовление
- 11.6 Флюс паста втс как пользоваться — Металлы, оборудование, инструкции
- 12 Особенности и преимущества флюса бура для пайки
- 12.1 Особенности
- 12.2 Вместо заключения
- 13 Что такое бура для пайки, для чего нужна и где ее купить
- 13.1 Преимущества
- 13.2 Минусы
- 13.3 Типы буры
- 13.4 Ингредиенты и физико-химические свойства
- 14 Флюс бура для пайки: как применять, ГОСТ
- 14.1 Применение при ковке
- 15 Что представляет собой бура и где ее можно купить: применение в быту и промышленности
Бура для пайки

В процессе пайки может применяться множество видов припоя. Каждая из разновидностей обладает своими характеристиками и используется в определенной сфере. Одним из распространенных флюсов является бура, которая встречается при пайке сложных металлов, например, чугуна или меди. Данный вид расходного материала используют не только в крупном производстве, а также для соединения различных деталей в домашней обстановке. Ее можно приобрести в любом магазине по приемлемой цене. Она подходит для различных видов пайки.
Бура содержит несколько компонентов, что упрощает процесс пайки. Она не только надежно скрепляет деталей между собой, но и служит для очищения рабочих поверхностей от оксидных налетов и пленок. Данный флюс расплавляется при высоких температурах, что составляет 800°С. Для получения более мягкого и пластичного материала его следует растворить в воде. От этого и будет зависеть температура плавления. Благодаря новейшим разработкам и технологиям, бура для пайки может использоваться в различных сферах.
Эти данные, а также метод получения флюса подробно расписано в нормативной документации.
Достоинства
Преимуществами буры для пайки являются:
- данный флюс подходит для пайки различных металлов;
- широкая доступность;
- низкая стоимость, по сравнению с другими материалами;
- хорошая растворимость в воде, благодаря чему можно образовать необходимую консистенцию;
- длительный срок хранения.
Отрицательные стороны
Среди недостатков специалисты выделяют следующие:
- после окончания пайки на поверхности наблюдается налет, который следует убирать;
- бура должна храниться в месте, защищенном от влаги, в противном случае флюс начнет портиться;
- перед началом пайки необходимо правильно рассчитать количество флюса.
Основные виды
Бура для пайки выпускается в твердом и жидком состоянии. Это главный признак различия между ними. Первый вид поставляется в виде порошка с твердыми частицами белого цвета. Их можно выбрать достаточное количество, необходимое для покрытия всей поверхности металла, при этом гранулы не будут растекаться. Флюс перевозится в специальной герметичной упаковке, которая препятствует попаданию влаги.
Разведенная бура применяется для более легких металлов и их соединений. По химическому составу он ничем не отличается от предыдущего вида, только растворен в воде. Эта особенность позволяет выполнять пайку при низкой температуре. Как правило, она используется при работе с мелкими деталями, например, в ювелирной сфере, так как их можно поместить в емкость с растворимым флюсом перед пайкой, что является очень удобным. Флюс дает одинаковый эффект в любом агрегатном состоянии. Единственным отличием является технология его использования.
В промышленной сфере часто применяют еще одну разновидность – смесь, которая помимо бура содержит еще и другие флюсы. Она применяется, если не удается достичь желаемого результата при помощи одного вещества. Смешивание осуществляется с добавлением борной кислоты.
Состав бура и его химические свойства
Бура для пайки состоит из двух компонентов: ВаCl и NaСl. Иногда в него добавляют борную кислоту. Флюс не всегда применяют в чистом виде, так как он имеет высокую температуру плавления. Химические свойства он сохраняет независимо от концентрации, поэтому он быстро растворяет окислы и другие налеты, образовавшиеся на поверхности металла. Бура убирает и другие вещества и загрязнения, препятствующих нормальному спаиванию.
Основные характеристики
Бура для пайки производится двух марок: А и Б. Их характеристики и состав нормируется специальными документами. Первая марка применяется для пайки цветных металлов, фаяса и т.д. Второй вид используется для спаивания проводов, сантехнического оборудования, глазурей и т. д.
Единственной общей чертой является состояние бура – мелкий порошок. Процентное содержание флюса, мышьяка, сульфата, карбоната и остальных металлов отличается между собой.
Технология пайки
При работе с данным видом флюса следует придерживаться определенного температурного режима, что составляет 400°С. В производственной сфере, часто встречается флюс, смешанный с борной кислотой. Такой материал является универсальным, так как возможно работать при более низких температурных рамках.
Обратите внимание! Воспламененная бура становится прозрачного цвета, похожую на кусочки стекла.
По окончанию пайки на поверхности конструкции образуется белый налет, который следует убирать. Это осуществляется механическим методом. При смешивании флюса с другим веществом придерживают пропорции 1:1. Если компоненты находятся в твердом состоянии, то их измельчают в специальной посуде.
Важно! Емкость и измельчительный инструмент должен быть изготовлен из материала, не способный к впитыванию.
Если бура находится в жидком состоянии, то перед началом пайки ее необходимо нагреть. При температуре 100°С жидкость испаряется, образуя твердый остаток белого цвета. Для повышения активности флюса в нее добавляют ВаCl или NaСl.
Производители
Бура для пайки является доступным материалом и его можно приобрести в любом магазине. На современном рынке существует множество производителей. Многие специалисты рекомендуют использовать флюс компаний ХимПэк и Хиамен. Он поставляется в герметичных упаковках, в которые не проникает влага, поэтому материал сохраняет свои свойства.
Источник: https://svarkagid.com/bura-dlja-pajki/
Бура для пайки как пользоваться?

Бура – это флюс, используемый при соединении металлических деталей методом пайки. Бура, которая выпускается в виде порошка, относится к категории высокотемпературных флюсов, поскольку температура ее плавления находится в интервале 700–900°. Порошок буры, характеристики которого оговариваются в соответствующем нормативном документе (ГОСТ 8429-77), хорошо растворяется в воде и при нагревании превращается в стеклянную массу, которая и обеспечивает защиту зоны пайки.
Кристаллы буры могут быть прозрачными или сероватыми, но всегда блестят характерно «жирно»
Сферы применения
Бура, представляющая собой соль, в состав которой входит слабая борная кислота и сильное основание, имеет и научное название – декагидрат тетрабората натрия. При помощи этого вещества, используемого в качестве флюса, выполняется пайка таких металлов, как сталь, чугун, медь и ее сплавы. При этом для такой пайки используются среднеплавкие припои, основу которых могут составлять медь, латунь, серебро и золото.
При расплавлении буры, что происходит при достаточно высокой температуре, поверхности соединяемых деталей очищаются, а окислы, которые на них присутствуют, растворяются в разогретом флюсе. В процессе выполнении пайки, для которой используется такой тугоплавкий флюс, как бура, соответствующая требованиям ГОСТа 8429-77, образуются соли, кристаллизирующиеся на поверхности формируемого соединения. После завершения технологической операции соляной налет необходимо удалить.
Требования ГОСТа к составу флюса на основе буры
Чтобы получить из буры борный флюс, которым можно пользоваться при пайке деталей из меди, чугуна, стали и других металлов, данное вещество необходимо смешать с борной кислотой в пропорции 1:1. Полученную смесь тщательно перетирают в фарфоровой емкости, а затем выпаривают лишнюю жидкость, чтобы получить сухой остаток, в который добавляют фтористые и хлористые соли. По такой технологии получают активные флюсы, позволяющие выполнять качественную пайку деталей из различных металлов.
Ознакомиться с требованиями ГОСТ к технической буре (тетраборат натрия) можно, скачав документ в формате pdf по ссылке ниже.
Преимущества использования
Медные трубы в качестве составных элементов трубопроводов различного назначения сегодня пользуются большой популярностью. В связи с этим пайка меди твердым припоем, для выполнения которой используется такой флюс, как бура, стала достаточно распространенным технологическим процессом. Использование данного метода соединения изделий из меди позволяет не только выполнять монтаж новых трубопроводов, но и осуществлять качественный ремонт тех, которые уже эксплуатируются на протяжении определенного времени.
Бура удаляет с поверхности оксидную пленку и способствует растеканию жидкого припоя
Применение технической буры в качестве флюса при пайке меди имеет следующие преимущества.
- Качественной пайке могут подвергаться металлические детали в любом сочетании.
- Металлические изделия, которые необходимо соединить при помощи пайки, могут иметь любую начальную температуру.
- При применении буры качественные и надежные соединения можно получать даже между металлическими и неметаллическими деталями.
- Паяные соединения, полученные с использованием такого флюса, можно в любой момент распаять, если в этом возникает необходимость.
- Основной металл при выполнении пайки не плавится, как это происходит при сварке, что позволяет избежать такого нежелательного процесса, как коробление (и, соответственно, изменения геометрической формы соединяемых изделий).
- Применение буры позволяет обеспечить отличную схватываемость припоя и поверхностей соединяемых деталей.
- Техническая бура, используемая в качестве флюса, обеспечивает высокую производительность такого процесса, как капиллярная пайка.
- Полученные при использовании флюса данного типа паяные соединения отличаются высокой прочностью, надежностью и долговечностью.
Спаянные медные трубы с использованием буры в качестве флюса
Чтобы разобраться в том, какие факторы оказывают влияние на качество выполнения пайки, следует знать этапы данного технологического процесса. Алгоритм выполнения пайки выглядит следующим образом.
- Поверхности деталей, которые необходимо соединить при помощи пайки, необходимо тщательно подготовить.
- Загрязнения удаляются при помощи стандартных средств – щеток, ветоши и др. А для удаления с поверхности деталей тугоплавких окисных пленок как раз и используется такой флюс, как техническая бура.
- Поверхности изделий, подлежащих соединению, необходимо нагреть до определенной температуры, для чего применяется паяльная лампа.
- В зазор между соединяемыми деталями вводится жидкий припой, который также разогревается при помощи паяльной лампы или обычной газовой горелки.
- Взаимодействие разогретого основного металла и жидкого припоя обеспечивает получение надежного паяного соединения.
- Процесс пайки можно считать завершенным в тот момент, когда произойдет полная кристаллизация припоя.
Как выполняется пайка медных труб
Прежде чем приступить к пайке, необходимо подготовить следующие инструменты и расходные материалы:
- щетки с металлической щетиной для зачистки соединяемых поверхностей;
- приспособления и инструменты, при помощи которых соединяемые детали будут нарезаться по требуемым размерам;
- газовая горелка или паяльная лампа;
- припой, который выбирается в зависимости от того, из какого материала изготовлены соединяемые детали;
- бура, характеристики которой должны соответствовать требованиям ГОСТа 8429-77;
- кисточки, необходимые для того, чтобы наносить флюс.
Флюс, припой и горелка – основные компоненты для пайки медных сплавов
Источник: https://ostwest.su/instrumenty/bura-dlja-pajki-kak-polzovatsja.php/
Ремонт глушителя холодной сваркой
31 октября 2016.
Выхлопная система автомобиля – это довольно сложная конструкция, состоящая из нескольких элементов. Глушитель является одной из этих составляющих и именно с ним связаны наиболее частые поломки. К счастью, при любой неисправности именно в этом узле, автовладелец сразу узнает о ней. Например, если сечет глушитель на соединении, то вы услышите «цыкающий звук», который является признаком того, что на детали появились отверстия или она попросту прогорела (температуры в этих узлах могут достигать 1000 градусов, поэтому неудивительно, что даже прочные сплавы не выдерживают таких температурных нагрузок).
Источник: https://metall1000.ru/bura-dlya-payki-kak-polzovatsya/
Как пользоваться бурой для пайки

25.05.2020
Перед пайкой металлов необходимо с соединяемых поверхностей удалить оксидную пленку. Для этого используют флюсы, которые в процессе нагрева также должны защищать металл от окисления. Этим требованиям полностью соответствует бура для пайки тугоплавкими припоями.
Что такое бура
Это минерал, состоящий из бесцветных кристаллов с матовым блеском, который добывают в отложениях водоемов с высокой концентрацией солей. Широко используется для бытовых и промышленных нужд, в том числе как высокотемпературный флюс. Твердая бура плавится при температуре 750 — 900⁰C. Для получения более мягкого флюса ее растворяют в воде. Тогда температура плавления зависит от концентрации раствора.
Бура нужна для очистки деталей от окисных и жировых пленок, загрязнений. С ее помощью паяют детали из стали, чугуна, меди и ее сплавов. В быту и на производстве заготовки соединяют медными или латунными припоями, в ювелирном деле ― серебряными или золотыми.
Плюсы и минусы
К достоинствам флюса бура относят:
- доступность и низкую цену по сравнению с аналогичными материалами;
- отсутствие деформации деталей, так как основной металл не плавится;
- соединение металла с неметаллом;
- возможность паять детали с разной начальной температурой;
- легкость распайки при демонтаже;
- повышение производительности капиллярной пайки;
- высокое качество швов, выполненных даже новичком;
- длительное время хранения флюса.
Из недостатков отмечают:
- необходимость механической очистки поверхности от солей, которые выделяются при нагреве буры и после остывания оседают на металле;
- высокую гигроскопичность, поэтому флюс отсыревает даже в плотно закрытой емкости;
- сложность определения для новичков оптимальной пропорции.
Состав бура и химические свойства
Бура состоит из натриевой соли и сильного основания (воды, натра). Химики называют ее кристаллогидратом соли натрия тетраборной кислоты из класса боратов. При содержании в составе 10 молекул воды название меняется на декагидрат тетрабората натрия. Встречается разновидность с пятью молекулами воды. При переводе на обычный язык бура ― это соль с оболочкой из 5 или 10 молекул воды.
Источник: https://svarkaprosto.ru/materialy/bura-dlya-pajki
Флюс бура для пайки: что это, где применяется, технические характеристики, плюсы и минусы

Паяльная бура представлена высокотемпературным флюсом, который производится в виде мелкодисперсного порошка для состыковки металлических деталей.
Вещество переходит в текучее агрегатное состояние при нагреве более 700° C, отчего именуется высокотемпературным припоем.
Технические характеристики флюса описываются Государственным стандартом 842977, что указывает на растворение буры в воде с последующим застыванием прозрачной стекловидной массы.
Общие сведения
Техническая бура — тетраборат натрия, является неорганическим соединением, мелкокристаллическим порошком белого цвета. Состоит из сильного основания и ортоборной кислоты.
Добывается из периодически высыхающих соленых природных водоемов в результате искусственного синтеза. Флюс доступен для соединения чугунных, медных и стальных элементов. Добавки из меди, латуни либо серебра усиливают паяные соединения.
Бура, или по-другому, боракс, плавится при температуре 750-900° C. После перехода в текучее состояние кристаллизуется с выделением специфических веществ, которые очищают кромки соединяемых деталей от грязи, пыли, следов масла.
Расплав боракса также предупреждает образование окислительных реакций.
Бура при смешивании с ортоборной кислотой в равноценном соотношении создает борный флюс. После совмещения составляющих, последние растираются в фарфоровой чашке и заливаются теплым растворителем.
Жидкость испаряется на медленном огне с оставлением твердой формы. Получить более активный флюс помогают фтористые либо хлористые соли.
Плюсы и минусы флюса
Припой чаще всего используется при ремонте или восстановлении медного трубопровода. Поэтому достоинства флюса и его недостатки следует рассматривать с точки соединения медных элементов.
Боракс имеет следующие плюсы:
- сочленяемые элементы могут быть различной исходной температуры;
- сварной валик получается надежным даже при пайке металла и неметаллического предмета;
- высокая степень разогрева флюса все равно не позволяет медным деталям коробиться, имеющим более высокую температуру плавления;
- бура позволяет улучшить характеристики сварного шва;
- капиллярная пайка показана лучшей операцией при соединении элементов.
Имея некоторые навыки пайки, даже начинающий сварщик оформит ровный и долговечный шов.
Минусы использования буры следующие:
- при застывании припоя, на соединяемых элементах образуются солевые отложения, которые необходимо периодически счищать;
- припой — активно поглощающее влагу вещество, даже при нахождении в закрытой посуде.
Возможно у начинающего сварщика не получится сразу подобрать необходимое количества боракса для получения хорошего сварочного валика.
Использование
Перед соединением деталей, нужно уделить внимание их подготовке. Последняя заключается в следующей последовательности:
- Очистить стыки элементов от грязи, коррозийного разрушения с помощью скребка с грубыми ворсинками. С оксидной пленкой на поверхности, флюс справится сам.
- Пламенем паяльной лампы разогреть стыки свариваемых конструкций.
- Во время разогрева оставить между элементами зазор, равный не менее 1 мм.
- В разрыв ввести буру с припоем, также подогретый лампой, с одновременным продолжением нагрева.
- При кристаллизации боракса, паяльную лампу выключить.
- После остывания деталей удалить щеткой солевые отложения.
Первая пайка бурой может пройти неудачно, по причине малого количества вещества. Рекомендуется подбирать его практически. Для улучшения шва можно использовать борный флюс с добавлением фтористых либо хлористых элементов.
Источник: https://prosvarku.info/rashodnye-materialy/flyus-bura-dlya-pajki
Преимущества буры для пайки
- Бура для пайки меди является одним из немногих широкодоступных флюсов для тугоплавких металлов;
- Стоимость материала является относительно низкой, в сравнение с другими материалами подобного рода;
- Есть возможность разводить буру до нужной консистенции в воде, так как она обладает хорошей растворимостью;
- Флюс доступен практически во всех магазинах и проблем с поиском подходящей марки не бывает;
- Длительный срок хранения.
Недостатки
- После применения образуется налет солей, которые необходимо счищать механическим методом;
- Требуется выбирать места для хранения, в которых нет влаги, так как от большой влажности флюс начнет портиться;
- Для подготовки материала к использованию необходимо потратить время и подобрать правильную пропорцию, что может привести к ошибке.
Разновидности буры
Существует две основные разновидности, которые касаются внешнего вида материала. Первым вариантом является твердая форма. Флюс паяльный бура поставляется в виде порошка с мелкими твердыми фракциями. Благодаря этому, ее легко выложить на поверхность металла перед пайкой в нужном количестве и она не будет растекаться при этом. Такая разновидность поставляется в специальной коробке, защищающей материал герметично от проникновения влаги и прочих посторонних факторов. Фракции имеют белый цвет.
Бура для пайки в виде порошка
Второй разновидностью, которая чаще применяется для более легких металлов и их сплавов, является разведенная бура. В данном случае вам предлагается тот же материал, но растворенный в жидкости. Благодаря этому его можно применять при более низкой температуре пайки.
Использование такой разновидности также является более легким, так как мелкие детали просто макаются в жидкость, после чего их можно подвергать пайке. Это используется как в ювелирной отрасли, так и в других местах, где идет работа с небольшими изделиями. Контакты, провода и прочие разновидности техники хорошо контактируют с растворенным флюсом.
Несмотря на том, что принцип, как пользоваться бурой для пайки в жидком виде несколько отличается от стандартного, они имею практически одинаковый эффект.
Источник: https://svarkaipayka.ru/material/flyus-dlya-payki/bura-dlya-payki.html
Как с помощью буры паяют металл

Пайку металлов проводят, предварительно удаляя с их поверхности следы оксидов. Для этого применяют флюсы. Они должны предотвращать окисление при нагреве и стимулировать хорошего растекание расплавленного припоя.
Для пайки медных изделий идеально соответствует всем требованиям припой из буры. Вещество известно со средних веков. Добывали его в озерах Индии, Тибета, затем перевозили в Европу, где использовали для обработки тканей и кожи, производства стекол.
Бура широко применяется для работы с металлами. При изготовлении или ремонте металлических изделий проводится пайка бурой. Прежде всего, метод применяют для деталей из меди, латуни. Особенную разновидность этого флюса используют при ремонте ювелирных изделий.
Состав и свойства
Точное происхождение исторически сложившегося, тривиального названия окончательно не выяснено. Согласно химической номенклатуре бура – кристаллогидрат натриевой соли тетраборной кислоты.
Если в состав входит 10 молекул воды, то вещество называется декагидрат тетрабората натрия. Существуют виды кристаллогидрата с пятью молекулами воды.
Они называются пентагидратами тетрабората натрия. Строго говоря, состав буры представляет собой соль, окруженную гидратной оболочкой из 10 диполей воды.
При 64 ℃ декагидрат расплавляется, постепенно теряет воду. Полное обезвоживание буры происходит при 380°. Образующийся тетраборат стойко выдерживает нагревание до 742° и только потом расплавляется.
Такое поэтапное плавление буры несколько смущает обычных потребителей, привыкших к тому, что вещество плавится строго при одном значении температуры. Специфика объясняется присутствием молекул воды в кристаллогидрате. Эта особенность упрощает применение буры при пайке.
Качество вещества нормировано государственным стандартом. Существует две марки сырья, представляющего собой техническую буру:
- марка А – это 99,5%-ный декагидрат соли. Остальные 0,5% состоят из карбонатов, сульфатов, мизерного количества соединений свинца и мышьяка;
- марка Б — 94%-ный декагидрат, содержание примесей в котором составляет 6%.
Обе марки не очень устойчивы. Срок хранения технической буры не должен превышать полгода. В качестве флюса рекомендуют применять буру марки Б. Она полностью соответствует требованиям пайки, стоит дешевле, чем сырье марки А.
Преимущества и недостатки
Флюс, приготовленный на основе буры, очень популярен. Этот материал всегда есть в продаже. Для пайки медных изделий бура – самый доступный флюс, имеющий бюджетные цены.
Буру также используют для пайки некоторых видов сталей, ювелирных сплавов. Для процесса подходят припои с содержанием меди или серебра. Паяльные швы при необходимости всегда можно просто распаять.
В зависимости от элементного состава деталей можно пользоваться не только кристаллическим порошком, но и раствором. Кристаллогидрат прекрасно растворяется в воде.
Существуют некоторые сложности при использовании буры. Место припоя после окончания пайки покрыто налетом. Его нужно механически очищать.
Срок хранения материала ограничен, беречь его нужно в сухом месте. Несмотря на это, бура остается востребованной на производстве и в домашнем хозяйстве.
Применение порошка для латуни и меди
Практики часто используют флюс, который хранился дольше положенного времени. Для пайки латунью буру стоит заново переплавить. Охлажденный порошок нужно поместить в банку с герметичной крышкой. Пренебрежение этой процедурой может испортить работу из-за накопившихся при хранении шлаков.
В начале пайки рабочую зону надо прогреть до хорошо заметного красного цвета. Нагрев стоит начинать сначала по краям, а затем уже непосредственно в месте пайки.
Затем нагретую зону следует постепенно посыпать флюсом, дождаться пока он растечется в виде пленки по краям детали. В этот момент разогретый латунный припой нужно окунуть в расплав буры, чтобы он покрылся горячей флюсовой пленкой.
Как показывает опыт, место пайки имеет при этом красный цвет, расплав буры окрашен в синеватые цвета. Очень долго держать припой во флюсе нельзя. Могут образоваться оксидные шлаки.
Затем следует опять прогреть рабочую зону. Латунь приобретёт оранжевый светящийся вид. Можно приступать непосредственно к проведению пайки. Если все сделать верно, припой заполнит все зазоры.
Место пайки станет золотистым. Когда процесс закончен, горячую зону нужно присыпать порошком буры и оставить остывать. Детали из меди в горячем (200 ℃) состоянии можно поместить в смесь, содержащую поровну ацетон и воду, или просто в воду. Резцы имеет смысл погрузить в горячий песок.
Правильно сделанное соединение имеет прозрачную пленку с легким синим оттенком. На нем нет капель припоя. При неправильно выполненной пайке шов покрывается черной пористой коркой.
Причиной может быть перегрев рабочей зоны, вследствие которого образовались шлаки, или плохое качество флюса на основе буры. Так проводят пайку латуни и других медьсодержащих сплавов.
Применение растворов
Для более легких металлов применяют раствор буры. Работать с жидким флюсом гораздо проще, достаточно просто окунуть в него деталь и начинать пайку. Подобным способом паяют ювелирные изделия, контакты, провода, другие мелкие детали.
Иногда присутствия только буры в составе флюса недостаточно. В таких случаях для пайки применяют смеси. Распространенная добавка, помогающая справиться с задачей, – борная кислота.
Обычно кислоту и буру берут в равных частях. Иногда применяют фториды цинка, хлориды калия, соли других щелочных металлов. Порошки тщательно растирают пестиком в фарфоровой ступке. Можно брать ступку из другого материала, главное, чтобы он не поглощал смесь буры.
При любой пайке сначала проводят зачистку концов деталей. Делать это можно наждачной бумагой, жесткой щеткой или надфилем. Затем насыпают тонкий слой порошка.
Раствор можно наносить кисточкой или простым окунанием детали. Затем рабочую зону равномерно прогревают, не достигая плавления деталей, проводят пайку с требуемым припоем. Он должен хорошо растечься в месте соединения тонким слоем.
Процесс легко выполним в домашних условиях. На производстве для постоянной работы удобна паяльная станция. Существует несколько видов установок с различной комплектацией.
Они производятся в нашей стране и заграницей. Всегда можно подобрать модель, подходящую по набору функций и стоимости.
Соединение медных труб
Трубопроводы из меди – дорогое удовольствие. Вложение денег может быть оправдано при тщательно проведенном монтаже, который часто проводят методом капиллярной пайки с использованием буры в роли флюса.
Стоит отметить, что сегодня, продаются и другие флюсы, более удобные в применении. Одну трубу вставляют во вторую или фитинг так, чтобы зазор не превышал 0,4 мм.
Время пайки невелико, составляет 3 минуты. Важно, чтобы детали при работе оставались неподвижными. Чтобы порошок буры прилип к поверхности, медь вначале прогревают горелкой.
Для труб с диаметром до 108 мм процесс пайки проводят при низких температурах, не превышающих 450°. Шов получается широкий (до 50 мм), но не очень прочный. Широкие трубы, с диаметром больше 159 мм, паяют при высоких температурах. Выполнить процедуру могут только профессионалы.
В обоих случаях расплав припоя хорошо проникает в капилляры деталей, что способствует образованию прочных соединений. Остатки буры рекомендуется удалять.
Нужно помнить, что пайка сопровождается образованием дыма, поэтому работать можно только в проветриваемых помещениях.
Источник: https://svaring.com/soldering/flus/bura-dlja-pajki
Бура для пайки латуни, меди или алюминия и флюс: для чего нужны и как пользоваться

Бура – это флюс, используемый при соединении металлических деталей методом пайки. Бура, которая выпускается в виде порошка, относится к категории высокотемпературных флюсов, поскольку температура ее плавления находится в интервале 700–900°. Порошок буры, характеристики которого оговариваются в соответствующем нормативном документе (ГОСТ 8429-77), хорошо растворяется в воде и при нагревании превращается в стеклянную массу, которая и обеспечивает защиту зоны пайки.
Кристаллы буры могут быть прозрачными или сероватыми, но всегда блестят характерно «жирно»
Пайка латуни – надежное соединение в домашних условиях
Навеска технической буры 0 4596 г, оттитрована раствором НС1 с Я0 1062, израсходовано 21 20 мл. [4]
Поставляемая промышленностью техническая бура содержит гигроскопическую и кристаллизационную влагу, которая, попадая в сварочную ванну, резко увеличивает газовую пористость металла шва. Кроме того, часть буры при испарении из нее влаги вспенивается и выдувается пламенем, в результате чего оголяются и окисляются участки металла. [5]
Буру получают из распространенной технической буры ( Na2B4O7 — 10Н2О) после прокаливания в печи при температуре 700 — 800 С на противне из нержавеющей стали или в открытом шамотовом тигле с наполнением ciu по высоте на V, из-за сильного вспучивания буры при нагревании. После прокаливания буру размалывают в ступке или шаровой мельнице. Хранить такую буру следует в герметично закрытой банке. [6]
На производство 1 т технической буры , содержащей 99 0 — 99 8 % Na2B4O7 — 10Н2О, расходуется 0 9 — 1 т боронатро-кальцита ( 40 — 42 % В2О3), 0 14 — 0 18 г соды, 0 10 — 0 15 т бикарбоната и 0 01 г хлорной извести. [8]
Для получения прокаленной буры техническую буру насыпают в открытый фарфоровый или шамотовый тигель на 1 / 10 его высоты и помещают в печь при 700 — 750 С. После вспучивания и оседания буру размалывают в порошок на шаровой мельнице или в ступке и хранят в сосудах с герметической крышкой до использования. [9]
Опытные работы, выполненные в ТатНИПИнефти, показали возможность применения технической буры в качестве индикаторного элемента для выделения нефтеносных, обводненных закачиваемой пресной или пластовой водой коллекторов по разной скорости расформирования зоны проникновения. [10]
Временный предел прочности на сжатие образцов гипсовых НБСС с добавкой 2 25 и 2 50 % технической буры приведен ниже. [11]
Для устойчивого поддержания величины рН бурового раствора, начиная с глубины 5600 м, до окончания бурения было решено применять техническую буру , а для осаждения ионов кальция и магния — кальцинированную соду. [12]
В качестве замедлителей схватывания гипсового раствора были опробованы сульфонол, Прогресс, АНП-2 и смесь ПАВ ( ОП-7 сульфонол), реагенты ( КМЦ и КССБ), а также техническая бура . Однако только при введении буры была получена необходимая прочность гипсового камня. [14]
Выпускают буру техническую и пищевую. Техническую буру получают при взаимодействии борной кислоты и соды в кипящем растворе. После отделения шлама на фильтре из охлажденного раствора выкристаллизовывается бура, которую отделяют на центрифуге и промывают. Пищевую буру получают путем перекристаллизации технической буры. [15]
Читать также: Аппарат для напыления металла
Источник: https://instanko.ru/osnastka/chto-takoe-bura.html
Как используется бура для пайки

- 25 декабря
- 1802 просмотров
- 33 рейтинг
Бура для пайки применяется в качестве флюса при использовании серебряных или латунных припоев. Процесс пайки представляет собой создание неразъемных соединений, при этом применяются твердые припои или мягкие.
Бура предназначена для пайки с использованием латунных и серебряных припоев.
Как пользоваться бурой при спаивании материалов друг с другом
Пайка, где будут использоваться твердые припои, означает, что применяться будут материалы, у которых температура плавления более чем 400°С. У легких припоев температура меньше этого значения. Пайка твердыми припоями обычно предполагает применение смеси, состоящей из борной кислоты и буры.
Состав буры таков, что она легко растворяется в воде. При горении она принимает вид стеклянной массы, ее температура плавления может колебаться в следующих пределах: 700-900°С. При пайке бурой происходит образование солей, которые понадобится удалять, для чего используется механическое очищение.
Таблица состава и применения буры.
Бура представляет собой высокотемпературный флюс, который применяют с целью соединения чугуна и стали, сплавов меди. При этом чаще используют припои среднеплавкие: из меди, латуни, золота и серебра. Расплавив буру, можно растворить окислы металлов, очистить поверхность соединяемых элементов. Завершая пайку, удалите остатки соли.
Бура, смешанная с борной кислотой 1:1, дает борный флюс. Компоненты должны быть хорошо перемешаны, затем их надо перетереть в фарфоровой ступке.
Растворитель нагревают в дистиллированной воде, затем выпаривают до получения твердого остатка. Для большей активности флюса в смесь можно добавить хлористую, фтористую соль. Можно рассмотреть пример с соединением медных элементов.
Как производится пайка элементов из меди с применением буры
Нередко происходит так, что необходимо выполнить в домашних условиях пайку меди, медных труб. Из данного материала выполнены многие системы водоснабжения, установленные в современных домах. При ремонте такой сантехники желательно, чтобы исполнитель был хорошо знаком с необходимыми действиями, свойствами материала.
При соединении медных элементов плюсы пайки бурой состоят в следующем:
Схема пайки твердым припоем.
- соединение можно выполнить вне зависимости от того, какова начальная температура изделия;
- можно соединить при помощи пайки медь, то есть металл, с неметаллами;
- большинство получившихся соединений возможно распаять при необходимости;
- детали и припой отлично взаимодействуют;
- форма и размеры металлического изделия выдерживаются довольно точно, потому что не происходит расплавления основного металла;
- при капиллярной пайке можно обеспечить хорошую прочность и высокую производительность.
У такой пайки особенная технология, что делает возможным получение соединения в несколько шагов:
- поверхности, предназначенные к спайке, подготавливаются к работе;
- с поверхностей элементов отчищаются загрязнения, снимается оксидная пленка, для чего понадобится применение флюса в виде буры;
- соединяемые элементы нагреваются до показателя температуры, равного показателю, при котором плавится металл основного материала;
- в зазор между деталями вводится жидкий припой;
- между деталями и припоем происходит взаимодействие;
- припой кристаллизуется.
Инструменты и материалы
Для выполнения работ понадобится следующее оборудование:
- Резак для медных деталей (при необходимости).
- Кисть для нанесения флюс-пасты из буры.
- Припои оловянные.
- Флюс-паста.
- Горелка.
Материалы и инструменты для пайки.
Горелки могут быть разными. Некоторые снабжены пьезорозжигом, но есть и такие, что выпускаются без него, здесь предусмотрено применение газовых баллончиков. Дорогостоящие горелки без розжига не пользуются особенной популярностью. Чаще вместо них используют польские горелки с пьезорозжигом – они стоят немного и больше отвечают требованиям пользователей.
Порядок действий будет таков:
- поверхность соединения надо зачистить с использованием специальной щетки, а если речь идет о трубах, надо провести и внутреннюю обработку;
- желательно провести чистовую зачистку при помощи наждачной шкурки, чтобы металл был отдраен до блеска;
- кистью наносится флюс – в данном случае бура – и на наружную поверхность соединения, и на внутреннюю;
- обеспечьте прижимание деталей: они вставляются одна в другую или сжимаются вместе.
Последующая работа должна проводиться с особенным вниманием, поскольку исполнитель имеет дело с открытым пламенем. Газовую горелку поджигают, затем нагревают соединение. Его следует нагревать 15-20 секунд.
Теперь надо взять припой и обработать им край соединения. Для процедуры достаточно трех секунд.
Чтобы выполнить пайку медных труб или других элементов, для присадки применяют проволоку из латуни. Буру можно насыпать на место спаивания. Можно рассмотреть процесс более детально.
Как производится процесс спаивания
Выполняя пайку в домашних условиях, надо уяснить одну тонкость. Когда бура сохранялась в порошке в течение долгого времени, ее лучше предварительно переплавить, для чего используют тигилек или шамот. Получившееся в результате вещество следует раздробить до состояния порошка и поместить для хранения в герметичный сосуд.
Герметичность – обязательное условие: порошок гигроскопичен, из-за присутствия влаги во флюсе могут образовываться шлаки с металлом.
Перед тем как наносить флюс, место спаивания разогревают докрасна. Нагревать лучше не сам участок пайки, а рядом с ним, постепенно перенося нагрев на место соединения элементов. Когда детали прогреются, место соединения надо посыпать небольшим количеством буры. При этом следите за температурой, подождите, пока бура хорошо расплавится и растечется по месту пайки в виде пленки.
Припаивать лучше латунью, пруток обмакивают в буру, после чего надо подождать расплавления порошка. Пламя, которое испускает паяльная горелка, должно быть рядом с местом пайки, но долго так держать не надо. Так можно заполучить соединение со шлаками и слоем окалины, удалить которую будет затруднительно. Непосредственно перед тем моментом, когда будет наноситься припой, участок спаивания должен быть красного цвета, а расплавившаяся бура – синеватой. Этот момент можно для внесения припоя считать оптимальным.
Далее пруток припоя, покрытый порошком буры, надо поднести к месту припаивания и разогреть его до той температуры, при которой припой начинает плавиться (в случае с латунью – до свечения оранжевого цвета). Температура плавления у латуни и буры почти одна и та же. Далее начинается непосредственно рабочий процесс.
Источник: https://expertsvarki.ru/materialy/bura-dlya-pajki.html
Флюс бура для пайки: что такое, для чего нужна и как применять

На основе кислоты готовятся ядовитые приманки, которые уничтожают паразитов. Само по себе вещество не имеет запаха и вкуса, поэтому не привлекает паразитов.
Как дополнительные ингредиенты используются продукты питания: сахар, мука, яйца, желатин, картофель, проч. «Лакомство» раскладывается по местам, где чаще всего появляются паразиты. Рассмотрим наиболее распространенные рецепты.
Бура и яичные желтки
Этот метод самый простой, потребуется выполнить следующие действия:
- смешать сырой желток с бурой (50 г порошка на один желток);
- тщательно перемешать до получения однородной смеси;
- состав раскладывается небольшими горками на дощечке;
- приманка располагается в местах передвижения усачей.
Данный способ актуален при небольшом количестве паразитов. Нельзя забывать о том, что «кушанье» быстро портится, поэтому потребуется периодически готовить новое.
Если популяция тараканов велика, то бура с желтками теряет свою эффективность.
Бура, сахар и крахмал
Этот рецепт характеризуется более длительным воздействием по сравнению с предыдущим вариантом.
Для приготовления потребуются следующие ингредиенты:
- бура – 220 г;
- сахарная пудра – 70 г;
- крахмал (предпочтительно – кукурузный) – 65 г;
- ванильный сахар для привлекательного аромата – 25 г.
Сначала смешиваются сыпучие компоненты, затем понемногу добавляется вода. Смесь должна быть густой, хорошо удерживающей форму.
Впоследствии из готового состава лепятся маленькие шарики, которые раскладываются на листах картона, а не на полу и других поверхностях.
Это облегчит процесс уборки, позволит следить за процессом поедания приманки.
Бура, картофель и яйца
Для применения еще одного действенного и простого рецепта от тараканов с бурой потребуется:
- отварить одну крупную картофелину в мундире;
- очистить клубень от кожуры, размять, чтобы получилось пюре;
- сварить яйцо вкрутую, очистить, измельчить, добавить в картофельное пюре и перемешать;
- добавить 30 г буры.
Источник: https://spk-kovka.ru/svarka/bura-dlya-svarki.html
Бура для пайки как пользоваться — Справочник металлиста

Имеющий свое научное название тетраборат натрия в разговорной речи носит название бура. В странах Азии она называется «тинкал». Знакома она представителям многих профессий: мыловарам, косметологам, медикам. Люди разных профессий иногда просто не могут обойтись без этого вещества.
В качестве пищевой добавки она разрешена лишь в странах третьего мира, а в России и европейских странах давно запрещена к применению. Связано это с тем, что бура не выводится из организма человека, а, накапливаясь в тканях, превращается в токсичное вещество. Как пищевой консервант она имеет номер Е-285.
- Описание вещества
- Область применения буры
Температура ее плавления равна 60 градусам. При 320 градусах из кристаллов испаряется вся влага и получается белый порошок. Кристаллы буры прозрачные или имеют сероватый оттенок, но всегда с жирным блеском.
Описание вещества
Бура представляет собой соединение борной кислоты и соды. Своим появлением на свет это вещество обязано французскому ученому Энувилю. Химики вывели ее формулу и выделили три состояния:
- Пентагидрат.
- Безводное состояние.
- Декагидрат.
Это вещество нерастворимо в спиртах, зато прекрасно растворяется в глицерине и горячей воде. Буру можно встретить в природе в виде соляных отложений во время пересыхания водоемов.
Основные месторождения этого вещества расположены в Неваде и Калифорнии, в Кашмире и горах Тибета.
Область применения буры
Это вещество нашло широкий спектр применения и активно используется в различных отраслях:
- В промышленности. В сварочном производстве ее применяют в качестве компонента флюса. Используют ее и для производства глазури, стекла и эмали. В машиностроении это вещество применяют для производства тосола, смазок и тормозных жидкостей. Для дезинсекции (борьбы с насекомыми) в домашних условиях ее используют в качестве отравляющего вещества.
- В текстильной промышленности. Обрабатывают поверхность ткани перед окрашиванием.
- В ювелирном производстве. Она применяется в качестве флюса для пайки металлов. С ее помощью очищают поверхность металла, чтобы соединение получалось крепким. Она применяется при работе с латунью, серебром и золотом.
- В медицине. В этой области это вещество применяется для борьбы с грибками. С этой целью назначают препараты из буры в глицерине. Она считается высококлассным антисептиком, не уступающим по своим характеристикам сульфату меди и танину. В аптеке ее можно встретить также в качестве раствора борной кислоты.
- В косметологии. Это вещество входит в состав практически всех косметических средств. Объясняется это ее способностью смягчать жесткую воду и служить в качестве консерванта, продлевающего срок хранения масок, кремов, гелей для душа, шампуней и др.
- В мыловарении. Это вещество входит в состав бомбочек для ванны. Шипящим эффектом этот продукт обязан именно входящей в состав буре.
Применение буры в быту
Это вещество активно применяется не только на производстве, но и в быту оно в некоторых случаях оказывается незаменимым. Применяют его в качестве:
- Универсального моющего средства. Для этого берут две чайные ложки буры и растворяют в двух стаканах воды. Хранят вещество в закрытой емкости и добавляют в небольших количествах в воду при чистке мебели, мытье полов, окон.
- Средства для борьбы с насекомыми и грызунами. Многим известен старый добрый метод, передаваемый из поколения в поколение, с шариками из картофеля или яичного желтка и борной кислоты. Для домашних насекомых такой шарик служит настоящей отравой. При таком способе важно, чтобы насекомые не имели доступа к воде, в противном случае все усилия будут напрасны. Для борьбы с грызунами порошок рассыпают вдоль плинтуса на полу.
- Средства для борьбы с плесенью. Из-за лишней влаги и испарения в ванной комнате очень часто появляется плесень. Это вещество и здесь придет на помощь. Применять это средство можно только на поверхности без краски, в противном случае она просто слезет. Буру смешивают с водой, чтобы получилась густая консистенция, похожая на пасту. Достаточно нанести смесь густым слоем на плесень и оставить на ночь. Утром смесь удаляется с поверхности, оставляя стены чистыми.
- Средства для борьбы со ржавчиной и известковым налетом. Иногда даже дорогостоящие средства не могут справиться с известковым налетом на раковине или унитазе. Это вещество поможет и в этом случае. С этой целью рекомендуется засыпать в унитаз стакан буры, а утром почистить фаянс щеткой. Все трудноудаляемые пятна, исчезнут не оставив и следа.
Источник: https://ssk2121.com/bura-dlya-payki-kak-polzovatsya/
Использование буры для пайки латунью

В настоящее время активно используют [буру для пайки] серебряным либо же латунным припоем.
Вообще любая пайка различных видов металлов представляет собой способ соединения между собой элементов металла при помощи высоких температур и самых разных припоев.
Если говорят о пайке бурой, то имеют в виду применение этого состава в качестве основного флюса.
Для спаивания металла в этом случае по большей части пользуются серебряным, а также латунным припоем.
Она выступает своеобразным электродом и позволяет работать со сталью, латунью, медью, а также серебром.
Пользоваться ей достаточно просто, если знать технологию процесса пайки и иметь представление о характеристиках различных групп металлов.
В процессе горения сама бура становится вязкой стеклянной массой.
Следует отметить, что температура плавления данного типа припоя составляет порядка девятисот градусов по Цельсию.
Этот высокотемпературный флюс в момент пайки образует на поверхности металла соли, удаление которых можно произвести только путем механической зачистки.
В настоящее время буру купить можно в любом строительном магазине по доступной цене.
Пайка элементов из меди
Данный химический состав очень часто используют для выполнения пайки в домашних условиях труб из меди и других медных материалов.
Следует отметить, что практически в каждом доме можно найти некоторые элементы в системе водопровода, выполненные из меди.
Перед тем как выполнить ремонт таких элементов при помощи буры, рекомендуется изучить свойства этого материала и изучить технологию пайки.
:
Данный высокотемпературный флюс имеет ряд достоинств. В первую очередь, им можно пользоваться при любой температуре изделия.
Кроме этого, пользуясь этим электродом, можно производить соединение металла с неметаллом. Соединения, которые получены этим припоем, можно в любой момент без каких-либо сложностей распаять.
Следует отметить и то, что сами детали и припой имеют отличное взаимодействие между собой.
Кроме этого, размеры и форма самого изделия никак не меняются, так как данным электродом основной металл не подвергается деформации и расплавлению.
Такая пайка металла обеспечивает прочное и достаточно надежное соединение.
Следует отметить, что пользоваться бурой следует в определенной последовательности. В первую очередь, следует тщательно подготовить к работе саму поверхность в месте пайки.
ВАЖНО ЗНАТЬ: Диффузионная сварка металлов
Для этого необходимо с поверхности полностью удалить все загрязнения, снять образовавшуюся оксидную пленку, что очень удобно сделать флюсом, в котором основным элементом выступает бура.
Далее следует в обязательном порядке, в образованный элементами зазор, аккуратно ввести припой в жидком состоянии.
В этот момент между самими деталями и непосредственно припоем осуществляется плотное взаимодействие. После этого припой начинает постепенно кристаллизоваться.
Если всю работу выполнить правильно и в соответствии с технологией, то соединение получиться прочным и надежным.
Подготовка инструмента и материала
Для того чтобы выполнить пайку бурой, следует подготовить для работы необходимое оборудование. В первую очередь, для выполнения соответствующих работ понадобится хороший резак исключительно для деталей из меди.
Также следует иметь под рукой специальную кисть, при помощи которой можно будет удобно наносить флюс-пасту из буры.
Кроме этого, понадобиться оловянный припой, непосредственно сама бура в виде пасты, а также горелка. Для пайки можно использовать горелки самых разных типов.
:
Одинаково подойдут горелки, которые оснащены пьезорозжигом или газовыми баллончиками. Не стоит использовать дорогостоящие горелки без функции розжига, так как они не добавляют удобства при пайке.
При выполнении пайки с использованием бура следует выполнять определенный порядок действий.
Так, для начала необходимо тщательно зачистить поверхность в месте выполнения соединения, для чего можно воспользоваться специальной щеткой с металлическими волокнами.
Если пайке будут подвергаться трубы, то необходимо обязательно произвести и их внутреннюю очистку. Также рекомендуется выполнить чистовую зачистку до блеска металла.
Сделать это можно при помощи мелкой наждачной бумаги. Далее кистью следует нанести флюс из буры, причем, как на внутреннюю, так и на внешнюю поверхность трубы.
После этого необходимо спаиваемые детали максимально плотно сжать между собой.
Всю последующую работу необходимо производить с предельной осторожностью с соблюдением техники безопасности, так как будет использоваться открытый огонь.
Перед началом работ горелку следует зажечь, после чего тщательно прогреть место стыка в течение двадцати минут. Далее припоем обрабатывается место скрепления, после чего выполняется сама пайка.
ВАЖНО ЗНАТЬ: Виды и применение кислоты для пайки
Для присадки в этом случае следует использовать проволоку из латуни. В момент проведения пайки сама бура насыпается в необходимом количестве непосредственно на место спаивания материалов.
При проведении работ можно пользоваться графитовым электродом, соблюдая при этом предельную осторожность. Сам процесс пайки бурой не занимает много времени и выполняется достаточно просто.
На видео, которое размещено в начале нашей статьи, подробно показано, как работает бура.
Советы и рекомендации
Пайка бурой может без проблем производиться и в домашних условиях, но только на подготовленном месте и с соблюдением правил по технике безопасности.
Пользуясь электродом, лучше использовать и различные защитные средства. В том случае, если бура достаточно длительно хранилась, рекомендуется ее перед началом работ особым образом переплавить.
Для этих целей используют либо тигилек, либо шамот.
:
Полученное в результате плавления вещество необходимо будет тщательно раздробить до порошкообразного состояния, после чего поместить для дальнейшего хранения в герметичную емкость.
Следует помнить, что наносить флюс следует только тогда, когда место пайки раскалиться докрасна.
Прогревать место пайки необходимо по всей его площади, аккуратно водя горелкой в разные стороны. Для пайки следует использовать небольшое количество буры.
Сама бура в момент пайки должна полностью расплавиться и плотно растечься по всему месту соединения и образовать специфическую пленку. Совместно с бурой лучше всего использовать латунь.
Оптимальным моментом для нанесения припоя является тот, при котором место соединения раскаляется докрасна, а расплавленная бура приобретает ярко выраженный синеватый оттенок.
Следует отметить, что и бура, и латунь имеют практически одинаковую температуру плавления.
:
Источник: https://rezhemmetall.ru/bura-dlya-pajki-latunyu.html
Виды, составляющие
Сбалансированный сплав на основе доминирующего металла для создания неразъёмных соединений металлических деталей методом внесения плавкого соединителя с местным нагревом – это припой.
Способы пайки, ограничения воздействия температуры на детали, механическая прочность соединения, сопротивление влиянию коррозии обусловливают многообразие видов.
Технологические требования к заполнителю:
- Свободная текучесть после прохождения температуры ликвидуса.
- Смачивание поверхностей соединения.
- Механическая устойчивость, ограниченная усадка теплопереносимость, невосприимчивость к внешним воздействиям в твёрдом состоянии, электропроводность.
Флюс бура для пайки: как применять, ГОСТ
Если требуется избавиться от мух и комаров, то препарат можно насыпать в крышки от банок, и расставить их на открытых местах.
9. Стиральный порошок.Смешать 200 г измельчённого хозяйственного мыла, полтора стакана буры и столько же кальцинированной соды. Всё тщательно перемешать и добавить 10–15 капель ароматического эфирного масла по своему вкусу. Всё, домашний стиральный порошок готов.
10. Флюс для пайки и сварки.Для пайки твёрдыми латунными, и серебряными припоями используется борный флюс, являющийся смесью буры и борной кислоты в пропорции 1:1. Для пайки сталей и чугуна борную кислоту добавлять не следует.
Кроме вышеперечисленных применений, это вещество используется и как антисептик для защиты различных органических материалов от поражения грибком, гнилью и плесенью при строительстве и утеплении зданий. Бура также обладает свойствами антипиренов, то есть увеличивает огнестойкость. Объясняется это тем, что в состав её кристаллогидрата входит 10 молекул воды и при нагревании вся она выделяется, позволяя материалам, пропитанным таким соединением долго противостоять огню.
В косметической промышленности бура используется для изготовления различных шампуней, мазей, гелей и присыпок, а также в составе бомбочек и солей для ванн. Используют этот реактив и в медицине как антисептическое противовирусное и противогрибковое средство, для промывания, полосканий, смазывания поражений полости носа и рта при некоторых инфекционных болезнях.
Бура– безопасное природное вещество. Для того, чтоб ею отравиться, нужно проглотить весьма приличное количество. Попадание внутрь организма до одной чайной ложки этого реактива не вызывает у человека каких-либо неприятных ощущений. Полулетальная доза (LD50) при испытаниях на крысах составила около 3 г на 1 кг веса.
Но, тем не менее, некоторые меры безопасности при обращении с этим химикатом следует соблюдать:– при работе необходимо использовать защитные перчатки;– хранить в закрытой таре, в прохладном месте, недоступном для детей и животных;– не следует добавлять это вещество в пищу;– нежелательно попадание в глаза, а также не следует втирать его в кожу.
Вы можете приобрести буру в нашей фирме. Оставьте заявку на нашем сайте!
Изготовить припой и флюс вы можете самостоятельно. Сделать припой можно, взяв медь и серебро в соотношение два к одному. Положите их в тигель и расплавьте газовой горелкой. Не забывайте помешивать образуемую смесь. Когда она станет однородной, поместите емкость в холодной воду. Затем содержимое емкости нарезают или применяют в виде стружки.
Для изготовления флюса нужны бура для пайки латуни и борная кислота. Возьмите их в соотношении один к одному и залейте водой. На 20 грамм требуется 250 мл воды.
Для того чтобы выполнить пайку бурой, следует подготовить для работы необходимое оборудование. В первую очередь, для выполнения соответствующих работ понадобится хороший резак исключительно для деталей из меди.
Также следует иметь под рукой специальную кисть, при помощи которой можно будет удобно наносить флюс-пасту из буры.
Кроме этого, понадобиться оловянный припой, непосредственно сама бура в виде пасты, а также горелка. Для пайки можно использовать горелки самых разных типов.
По аналогии со сварочной самозащитной проволокой выпускается офлюсованный припой. Нет нужды разделять операции по очистке обрабатываемой поверхности, улучшении адгезии.
Пример материала для бытового применения – 7-компонентная комбинация HTS2000 производства США для сращения широкого спектра алюминиевых сплавов.
Овальная трубка длиной 460 мм, Ø 2,1 мм плавится без внесения в зону пламени горелки, при касании разогретого металла. Температура плавления прутка 3900 подразумевает раздельное нагревание. Инструкция гласит, что плавление и заполнение шовного пространства происходит при натирании зоны нагрева присадочным прутком.
Для нагруженных швов не применяется. Технология раздельного нагрева усложнена и требует ювелирного владения горелкой. Чтобы не выжечь на протяженном участке ранее наложенный контактный слой, необходимы ухищрения по поддержанию равной температуры зоны обработки.
Отмечена невысокая герметичность за счёт образования пор на поверхности шва. Зато HTS2000 один из недорогих в своей нише. Обеспечивает достойную прочность сопряжения.
Припой с флюсом HTS-528 с температурным порогом 7600 по этой же схеме применяется для чёрного металла с чугуном, сплавов меди, никеля. Изготовитель рекомендует ориентироваться по цвету нагретой детали, достигнута ли потребная температура.
Качество пайки основывается на правильности подбора компонентов флюса и присадки. Функция флюса:
- Создание вокруг припоя, на поверхности металла легкоиспаряемой плёнку, растворяющую окислы в рабочей зоне.
- Создать условия для растекания припоя за счёт снижения поверхностного натяжения.
- Улучшить сцепление с основой, снизить воздействие окружающей среды.
- Испариться на пороге температуры плавления.
Разнообразие предложений с незамысловатыми и сложными составами жидкого вида, порошков и пастообразных делят на два технологически непохожих вида флюсов для пайки: пассивные и активные в химическом отношении. Продаются паяльные пасты, составленные из комбинации флюс-припой, альтернативные трубчатые припои с заполнением внутренней полости флюсом.
Использование при пайке борной кислоты и буры
Борная кислота, бура и их смеси могут быть использованы при пайке в тех случаях, когда приходится иметь дело с медью, железом и цинком. Обычно они применяются с успехом для пайки малоуглеродистой стали и железа (оцинкованного или неоцинкованного) медью, медноцинковыми и серебряными припоями, не содержащими марганец и никель, а также меди, бронз (особенно железистых), томпака и латуней с высокой температурой плавления – медноцинковыми и серебряными припоями (без марганца и никеля).
Источник: https://td-mts.com/bura-dlya-payki-kak-polzovatsya/
Как пользоваться флюсом для пайки?

Пайка деталей и изделий с применением специальных реагентов, называемых флюсами, широко распространена в самых различных отраслях промышленного производства.
При этом основное назначение флюсов – обеспечить идеальное растекание припоя по поверхности паяного соединения и создать условия для его надёжной адгезии к металлическим изделиям. Иными словами, без флюса в большинстве случаев при пайке не обойтись, они нужны для соблюдения технологии.
Разновидности флюсовых составов
При рассмотрении вопроса о том, для чего нужен флюс при выполнении пайки материалов, любое дополнительное пояснение можно считать излишним.
Для полного понимания сферы применения и особенностей работы необходимо ознакомиться с известными видами используемых на практике флюсов.
https://www.youtube.com/watch?v=-Ck-F5251tQ
В соответствие со своим основным назначением, а также по степени воздействия на соединяемые изделия все флюсовые составы для пайки подразделяются на следующие категории:
- неактивные или нейтральные флюсы, не включающие кислот и практически не проводящие электрический ток;
- активные или кислотные флюсовые реактивы, приготавливаемые на основе соляной кислоты;
- защитные (антикоррозийные) флюсы, позволяющие уберечь контактную зону пайки уже готового соединения от ржавчины и разрушения.
Каждая из этих категорий находит свою сферу применения. Есть флюсы, которые нужны преимущественно для пайки электронных схем. Производят флюсы в виде паст, гелей и жидкостей.
А известный флюс бура применяется в виде порошка, и нужен для пайки медных труб. Паяльная паста – смесь припоя и флюса – нужна для поверхностного монтажа деталей на платах.
Нейтральные вещества
К нейтральным флюсам можно отнести канифоль, использовать которую рекомендуется при пайке мелких радиотехнических компонентов и микросхем.
Этот популярный реагент нужен для того, чтобы паять разнородные по структуре детали из меди и её сплавов при сравнительно невысоких температурах нагрева места стыка (не более 450-ти градусов). Причём проведение этой операции допустимо даже при наличии на поверхности заготовок тонких оксидных плёнок.
Благодаря малой активности флюсы на основе канифоли обеспечивают защищённость изделий от коррозии и пользуются в связи с этим повышенным спросом.
При приготовлении рабочего состава в растолчённую до порошкообразного состояния канифоль добавляются спирт, глицерин или скипидар, что способствует улучшению качественных показателей смеси.
Продаются нейтральные флюс-гели, которые нужны для бессвинцовой пайки микросхем. Их удобно наносить специальным шприцем-дозатором.
Активные и антикоррозионные
Активные флюсы так же нередко изготавливаются на основе канифоли, доведённой до порошкообразного состояния. Однако в этом случае в составе приготавливаемой смеси в небольших объёмах содержатся органические соединения (кислотные или аминовые).
Благодаря этому с её помощью удаётся припаять к металлическому основанию не только медные детали, но и серебряные, никелевые и стальные изделия или заготовки.
В более сложных условиях пайки нужны активные флюсы на основе соляной кислоты с добавкой хлористого цинка, получаемого в результате простой реакции замещения.
Эта разновидность флюсовой добавки хорошо известна профессионалам: чаще всего она выпускается и продаётся под названием «паяльная кислота». Кислотные флюсы нужны для пайки алюминиевых деталей.
Сфера применения флюсов этого класса – запайка изделий из меди и серебра. Также они нужны для пайки стальных заготовок и различных сплавов.
Поскольку эти реагенты относятся к разряду химически активных составов, паяние с их применением позволяет эффективнее бороться с окисными плёнками. Такая активность обеспечивает более интенсивное взаимодействие с основным металлом, из которого изготовлены сплавляемые заготовки.
Ещё одной особенностью этих реагентов является высокая электрическая проводимость, что исключает возможность их использования в качестве изоляционного защитного покрытия.
Существуют составы на основе фосфорной и органических кислот. Зачем вообще нужны такие флюсы?
Они относятся к категории антикоррозионных и применяются для удаления с металлических поверхностей остатков и следов ржавчины, а также для защиты от возможности появления окислов после пайки (в процессе эксплуатации).
Поскольку при приготовлении этих смесей используются кислотные составляющие – они очень напоминают паяльные кислоты.
Однако в отличие от последних антикоррозийный флюс для пайки не устраняет оксидных плёнок. Он нужен доя защиты от разрушений, возможных из-за реакции окисления.
Порядок применения
Флюсы могут находиться как в твёрдом (пастообразном), так и жидком состоянии и продаваться в упаковках самой различной формы и объёма.
Так, твёрдая канифоль поступает в продажу в плоских баночках, оснащённых плотно закрывающейся крышкой.
Согласно исходному агрегатному состоянию этих составов различают следующие способы их применения:
- при твёрдом флюсе во время пайки жало паяльника сначала нужно окунуть в тело реагента, после чего им захватывают небольшое количество припоя;
- в тех случаях, когда на основе канифоли приготавливается или используется уже готовая жидкая смесь – она просто наносится на место спайки посредством обычной кисточки с мягким ворсом;
- при работе с пастообразным составом небольшие порции флюса наносятся на место контакта любой подходящей для этого палочкой (выдавливаются из шприца, заранее заправленного до нужной дозировки).
Нередко в магазинах продаётся канифоль, приготовленная в виде специального геля, уже размещённого в шприце определённой ёмкости.
Такие гелеобразные составы принято относить к нейтральным реагентам, широко применяемым в радиоэлектронике для пайки миниатюрных деталей.
Самостоятельное приготовление
Приготовить рабочий флюс для пайки на основе канифоли можно самостоятельно. Для этого достаточно раздробить и растереть её в порошок, а затем засыпать полученный состав в ёмкость и сразу же залить небольшим количеством технического спирта.
Соотношение используемых при подготовке флюса компонентов должно составлять три к пяти. После тщательного встряхивания приготавливаемой смеси следует оставить её на пару дней и не трогать до тех пор, пока канифоль окончательно не растворится в спирте.
Самой подходящей ёмкостью под жидкий флюс является обычный пузырёк из-под лака, в крышке которого уже имеется встроенная кисточка. Непосредственно перед использованием рекомендуется тщательно отмыть бывшую в употреблении бутылочку от следов лака.
Следует напомнить, что прежде чем покупать какую-либо марку флюса, нужно изучить инструкцию к ней, и понять, для чего конкретно она предназначается.
Только в этом случае получится сделать качественное паяльное соединение.
Источник: https://svaring.com/soldering/flus/primenenie-dlja-pajki
Флюс паста втс как пользоваться — Металлы, оборудование, инструкции
Пайка сегодня применяется во многих отраслях промышленности, как способ получения неразъемного соединения между твердыми материалами. Для того чтобы сделать работу качественно, нужен инструмент, оборудование, а также расходные материалы (флюс, припой) и, конечно, знания.
Источник: https://soyuzpolimer.com/kak-polzovatsya-flyusom-dlya-payki/
Особенности и преимущества флюса бура для пайки

Бура — это высокотемпературный флюс, выпускаемый в виде порошка и используемый при соединении металлических деталей методом пайки. Бура флюс для пайки плавится при температуре от 700 градусов по Цельсию, поэтому и называется высокотемпературным флюсом.
У буры есть свой ГОСТ, регулирующий ее состав и производство. Согласно этому ГОСТу бура должна растворяться в воде и при застывании превращаться в прозрачную массу. В этой статье мы расскажем вам все о порошке буры.
Особенности
Как применять буру в своей работе, чтобы получить максимально качественный результат? Чтобы ответить на этот вопрос, мы расскажем обо всех этапах пайки с помощью буры. Прежде всего, нужно подготовить металл. Очистите его от загрязнений и коррозии. Обратите особое внимание на въевшиеся загрязнения, их обязательно нужно удалить с помощью грубой щетки. Окисную пленку можно не удалять, поскольку бура справится с этим сама.
Затем с помощью паяльной лампы нужно нагреть поверхность свариваемых деталей. Оставьте небольшой зазор между деталями. В него введите буру и припой, предварительно разогретый паяльной лампой. Как только бура начнет кристаллизироваться, можно прекратить нагревание. При застывании бура становится прозрачной и образует много солей. Удалите их с поверхности металла. Важно соблюдать последовательность операций и не переборщить с количеством флюса. Сложно сказать, какое количество буры использовать, поскольку это зависит от металла и шва, который нужно получить.
Экспериментируйте и с опытом вы начнете понимать, какая дозировка предпочтительнее.
Буру можно использовать в виде порошка, а можно сделать из нее борный флюс. Борный флюс широко применяется при пайке медных труб и деталей из чугуна. Смешайте борную кислоту и буру в соотношении один к одному. Затем нужно растолочь полученную массу в посуде, после чего выпарить ее, избавившись от лишней жидкости. К сухому остатку добавляют фтористые и хлористые соли. Борный флюс готов! Он обладает активными свойствами, позволяет быстрее и качественнее паять детали из меди.
Вместо заключения
Источник: https://svarkaed.ru/rashodnye-materialy/flyus-i-svarochnaya-provoloka/osobennosti-i-preimushhestva-flyusa-bura-dlya-pajki.html
Что такое бура для пайки, для чего нужна и где ее купить

Многие типы припоев используются во время процесса пайки. Каждый из них имеет свои преимущества. Бура для пайки используется для плавления сложных металлов, таких как железо, сталь или медь, но может быть полезно для других процедур. Это один из самых распространенных и проверенных временем флюсов в промышленности и частном секторе. Бура является относительно недорогой и подходит для большинства типов пайки.
Дает комплексный эффект, который упрощает процесс и не требует добавления других компонентов. Более сложные потоки, основанные на этом, также присутствуют в ювелирной промышленности.
Преимущества
- Стоимость материалов относительно низкая по сравнению с другими материалами этого типа.
- Для хорошей растворимости бура может быть разбавлена до любой консистенции воды.
- Она доступна практически в каждом магазине и не имеет проблем с поиском подходящего бренда.
- Длительный срок службы.
Минусы
- Необходимо механически очистить после использования.
- Места хранения следует выбирать тщательно, так как качество начинает ухудшаться из-за высокой влажности.
- Вам нужно потратить время на подготовку материала к использованию и выбрать правильное соотношение, которое может привести к ошибкам.
Типы буры
Есть два основных варианта, связанных с внешним видом материала.
Первый вариант – это твердая форма. Таким образом, легко нанести металлическую поверхность, прежде чем она будет продана должным образом, и она не растекается сразу. Она предусмотрена в специальном чехле, который защищает материал от влаги и других внешних факторов. Фракции белого цвета.
Вторым наиболее часто используемым вариантом для легких металлов и их сплавов является сплит-труба. В этом случае вам предлагается тот же материал, но растворимый в жидкости. Это можно использовать при низких температурах припоя. Он также прост в использовании, так как небольшие порции просто погружаются в жидкость и затем могут быть очищены щеткой.
Он также используется в ювелирной промышленности и в других местах. Соединения, провода и другое оборудование хорошо связаны со сжатым потоком. Хотя процедура использования коричневого для жидкой формы немного отличается от стандартной, она имеет тот же эффект.
Есть варианты при использовании других потоков в смешанной форме. Это необходимо, если желаемый результат не достигну. Часто сочетается с борной кислотой.
Ингредиенты и физико-химические свойства
Кипящая бура содержит хлорид натрия и хлорид бария, иногда борную кислоту. Не все процедуры используются исключительно, потому что они требуют высоких температур плавления. При сверлении сварочная пыль имеет высокую температуру потока, поэтому ее основным свойством является устойчивость к высоким температурам.
Жировые мембраны и другие ненужные материалы также могут быть растворены, что ухудшает общую растворимость материала. Коричневая сварка защищает вас от многих возможных браков.
Источник: https://electrod.biz/payka/bura.html
Флюс бура для пайки: как применять, ГОСТ

Бура – это флюс, используемый при соединении металлических деталей методом пайки. Бура, которая выпускается в виде порошка, относится к категории высокотемпературных флюсов, поскольку температура ее плавления находится в интервале 700–900°. Порошок буры, характеристики которого оговариваются в соответствующем нормативном документе (ГОСТ 8429-77), хорошо растворяется в воде и при нагревании превращается в стеклянную массу, которая и обеспечивает защиту зоны пайки.
Кристаллы буры могут быть прозрачными или сероватыми, но всегда блестят характерно «жирно»
Применение при ковке
Бура в качестве флюса используется и при осуществлении такой технологической операции, как ковка. При выполнении ковки, сопровождающейся значительным нагревом обрабатываемой заготовки, на поверхности последней образуется толстый слой окалины. Нередки также случаи, когда заготовка просто пережигается, что приводит к значительному ухудшению ее характеристик. Чтобы избежать этого, поверхность заготовки в процессе выполнения ковки посыпают тонким слоем буры, выступающей в роли флюса.
В заключение практический урок в формате видео по пайке меди с использованием флюса.
Источник: http://met-all.org/obrabotka/prochie/bura-dlya-pajki-flyus-primenenie-gost.html
Что представляет собой бура и где ее можно купить: применение в быту и промышленности

Имеющий свое научное название тетраборат натрия в разговорной речи носит название бура. В странах Азии она называется «тинкал». Знакома она представителям многих профессий: мыловарам, косметологам, медикам. Люди разных профессий иногда просто не могут обойтись без этого вещества.
В качестве пищевой добавки она разрешена лишь в странах третьего мира, а в России и европейских странах давно запрещена к применению. Связано это с тем, что бура не выводится из организма человека, а, накапливаясь в тканях, превращается в токсичное вещество. Как пищевой консервант она имеет номер Е-285.
- Описание вещества
- Область применения буры
Температура ее плавления равна 60 градусам. При 320 градусах из кристаллов испаряется вся влага и получается белый порошок. Кристаллы буры прозрачные или имеют сероватый оттенок, но всегда с жирным блеском.
Перед пайкой металлов необходимо с соединяемых поверхностей удалить оксидную пленку. Для этого используют флюсы, которые в процессе нагрева также должны защищать металл от окисления. Этим требованиям полностью соответствует бура для пайки тугоплавкими припоями.
Что такое бура
Это минерал, состоящий из бесцветных кристаллов с матовым блеском, который добывают в отложениях водоемов с высокой концентрацией солей. Широко используется для бытовых и промышленных нужд, в том числе как высокотемпературный флюс. Твердая бура плавится при температуре 750 — 900⁰C. Для получения более мягкого флюса ее растворяют в воде. Тогда температура плавления зависит от концентрации раствора.
Бура нужна для очистки деталей от окисных и жировых пленок, загрязнений. С ее помощью паяют детали из стали, чугуна, меди и ее сплавов. В быту и на производстве заготовки соединяют медными или латунными припоями, в ювелирном деле ― серебряными или золотыми.
Плюсы и минусы
К достоинствам флюса бура относят:
- доступность и низкую цену по сравнению с аналогичными материалами;
- отсутствие деформации деталей, так как основной металл не плавится;
- соединение металла с неметаллом;
- возможность паять детали с разной начальной температурой;
- легкость распайки при демонтаже;
- повышение производительности капиллярной пайки;
- высокое качество швов, выполненных даже новичком;
- длительное время хранения флюса.
Из недостатков отмечают:
- необходимость механической очистки поверхности от солей, которые выделяются при нагреве буры и после остывания оседают на металле;
- высокую гигроскопичность, поэтому флюс отсыревает даже в плотно закрытой емкости;
- сложность определения для новичков оптимальной пропорции.
Состав бура и химические свойства
Бура состоит из натриевой соли и сильного основания (воды, натра). Химики называют ее кристаллогидратом соли натрия тетраборной кислоты из класса боратов. При содержании в составе 10 молекул воды название меняется на декагидрат тетрабората натрия. Встречается разновидность с пятью молекулами воды. При переводе на обычный язык бура ― это соль с оболочкой из 5 или 10 молекул воды.
При нагреве до 64⁰C декагидрат начинает плавиться с постепенной потерей воды. После полного обезвоживания при 380⁰C образуется тетраборат, который плавится при температуре больше 750⁰C. Постепенность плавления объясняется наличием воды внутри кристаллогидрата. При горении бура приобретает прозрачность, образуя стекловидную массу. Для увеличения активности в состав флюса бура для пайки добавляют борную кислоту, хлористый барий или натрий. Пропорции зависят от решаемых задач. Твердые компоненты обычно смешивают при соотношении 1:1, перетирают в фарфоровой посуде или из другого материала, но чтобы стенки не впитывали смесь.
Разновидности
По внешнему виду бура подразделяется на 2 типа:
- Твердый в виде мелкозернистого порошка белого цвета. Для защиты от влаги продается в герметичной упаковке. Порошок в необходимом количестве удобно накладывать на соединяемые поверхности, поскольку флюс не растекается.
- Разведенный. Это растворенная в жидкости бура, которую можно применять для пайки цветных металлов при низкой температуре. Маленькие детали просто окунают в раствор, что удобно при работе с ювелирными изделиями, проводами, клеммами электроприборов. По эффективности разведенный флюс практически равен твердому.
В зависимости от качества марка обозначается буквой:
- А — состоит из 99,5% декагидрата и 0,5% примесей. Применяют для фритта, фаянса и т. д.
- Б — содержание примесей до 6%. Используют для работы с глазурью, эмалью, сантехническим оборудованием.
Состав буры
Для пайки лучше использовать марку Б, так как она соответствует всем требованиям. Да и цена меньше.
Срок хранения обеих марок не больше 6 месяцев.
Как паять бурой
Пайку несложно выполнить самостоятельно. На промышленных предприятиях работу выполняют на паяльных станциях. Пайку начинают с подготовки поверхности деталей. Въевшуюся грязь счищают металлической щеткой или наждачной бумагой. Оксидную пленку и жир растворит бура при нагревании. При подготовке медных труб зачищают внутреннюю и внешнюю сторону стенок.
Затем на место соединения насыпают тонкий слой порошка или кисточкой наносят подогретый раствор. Флюс с просроченным сроком хранения предварительно переплавляют с последующим дроблением до состояния порошка. Пайка бурой должна выполняться при температуре не меньше 400⁰C. Этого достаточно для соединения даже железных заготовок, если для пайки используется бура, смешанная с борной кислотой.
Детали нагревают паяльной лампой или газовой горелкой, оставляя зазор между ними. Место пайки также можно нагревать сварочным аппаратом, используя угольный или графитовый электрод. Когда бура растечется ровным слоем и приобретет синеватый оттенок, зазор заполняют расплавленным припоем. Если при пайке насыпать флюс с избытком соединение, будет некачественным из-за неравномерного растекания припоя. Конкретных рекомендаций по этому вопросу нет, так как количество зависит от вида металла и размера шва. Мастера со стажем определяют дозировку флюса исходя из опыта.
После остывания на шве не должно быть капель припоя. Выступивший флюс и образовавшиеся соли счищают опять же металлической щеткой или наждачной бумагой. Если место пайки перегреть или пользоваться некачественным флюсом на соединении образуется черная корка из шлаков.
Пайку необходимо выполнять в хорошо проветриваемом помещении, поскольку при нагреве бура выделяет большое количество дыма. Работу выполняют в перчатках, чтобы флюс не попал на кожу. На производстве качество пайки проверяют методами неразрушающего и разрушающего контроля. Самостоятельно дефекты можно обнаружить визуальным осмотром соединения через лупу.
Оценка статьи:
![]() Загрузка…
Загрузка…