Резцедержатель для токарного станка: назначение и устройство. Разновидности, их конструктивные особенности. Преимущества быстросъемных конструкций. Изготовление резцедержателя в домашних условиях – видео.

Резцедержатель – один из важнейших блоков токарных станков, используемый для закрепления режущего инструмента. Существует множество модификаций конструкции такого узла, предназначенных для применения в различных условиях. Кроме того, выпускаются универсальные резцедержатели для токарных станков, которые возможно использовать и для другого металлорежущего оборудования. Качество металлообработки заготовки во многом зависит от точности исполнения державки для резца.

Устройство и назначение резцедержателя
Резцедержатель представляет собой зафиксированный с помощью болтового соединения отдельный узел, используемый для крепления металлообрабатывающего инструмента. Значительно упрощает работу с заготовками, позволяет максимально расточить отверстия. Резцедержателями комплектуются блоки станков, перемещающие резец.

В верху суппорта 1 на центрующем бурте расположена четырехгранная головка. С одной ее стороны установлен конусообразный фиксатор 5 с пружинкой 4, с обратной – фиксатор шариковый 17 с пробкой на резьбе 12 и пружинкой 15.
К верхней части головки 13 с помощью болтов прикреплен фланец 5. На среднем пальце 16 внутри головки размещается кулак 11, имеющий торцовые зубцы, а также храповая муфта 10, прижимающаяся к торцу кулака пружинкой 8. Муфта легко перемещается по прорезям втулки 9, впрессованной в рукоять 7.
Рукоять 7 служит для высвобождения, поворота, установки и крепления головки. Высвобождение осуществляется при развороте рукояти по резьбе против часовой стрелки. Совместно с рукоятью также перемещается и кулак 11, соединенный с ней через зубцы храповика 10. При освобождении головки при воздействии скоса кулака 11 на лапку фиксатора 3 приподнимается сам фиксатор, кулак 11 поворачивает головку, упираясь стенкой выреза в штифт 14. Шарик 17 при этом приподнимается. В заключительной стадии разворота шарик фиксатора попадает в следующее гнездо, предварительно закрепляя головку.
При развороте рукояти 7 в обратную сторону кулак 11 открепляет фиксатор 3, при этом он впадает в гнездо 2 и окончательно закрепляет головку. Стенка выреза упирается в штифт и останавливает кулак 11. Последующий поворот рукояти 7 приводит к отжатию храповика 10 вверх скошенными торцовыми зубцами. По окончании поворота рукояти происходит окончательное закрепление головки с режущим инструментом.
Условное деление державок для резцов
Державки токарные разделяются по нескольким параметрам.
По типу исполнения держатели бывают:
- со сменными блоками;
- с осью вращения.
По расположению оси последние модели разделяются на:
- горизонтальные (вдоль шпинделя);
- вертикальные (под углом 90° к шпинделю).
По способу изменения позиции:
- механические;
- электромеханические;
- гидравлические;
- с сервоприводом.
По количеству мест для установки резцов:
- двухпозиционные, позволяющие одновременно зафиксировать пару резцов;
- четырехпозиционные, допускающие одновременную установку четырех единиц режущих приспособлений на станке.
Крепление инструмента в резцедержателе может осуществляться несколькими способами:
- посредством клинового блока;
- VDI – крепление одним клиновым болтом с края диска держателя;
- ВМТ – фиксация в отверстии на удаленном диаметре диска.
Кроме того, по типу конструкции резцедержатели разделяются на:
- простые («солдатиком»);
- поворотные;
- быстросменные кассетные резцедержатели;
- универсальные переходники.
Простой резцедержатель
Резцедержатели на токарный станок обычной конструкции «солдатиком» оснащены специальной прокладкой сферической формы, позволяющей оперативно поставить требуемый резец. Угол резания и высотное расположение изменяются разворотом прокладки. Инструмент в резцедержателе закрепляется посредством одного болта.
Достоинством такой конструкции является возможность быстрой постановки резца. Недостаток – всю нагрузку воспринимает единственный болт, потому его необходимо плотно затягивать и постоянно проверять степень закрепления до включения станка.
При работе со станком с резцедержателем такого типа следует избегать чрезмерного зажатия болта, так как велика вероятность срыва резьбы. Для ремонта державки достаточно заменить болт, расточить отверстия под другой размер либо установить в образовавшийся зазор втулки с внутренней резьбой.
Для увеличения прочности болты изготавливаются из высокопрочной стали, цементируются на глубину 0,6–0,8 и закаливаются. В итоге болт соответствует марке твердости 50–60 HRС, устойчив к разрыву.
Резцедержатели конструкции «солдатиком» часто ставились на станки советского производства. Сейчас они перенесены в разряд устаревших и устанавливаются на модели легких станков. В таких резцедержателях крепится единственный инструмент, требующий периодической смены.

Поворотные
Наиболее распространены в токарных станках резцедержатели, позволяющие разместить сразу 4 резца. Станок заранее подготовлен к выполнению нескольких следующих одна за другой работ без необходимости замены резца. Максимальный эффект от установки поворотного резцедержателя в станок получается при необходимости обработки деталей сложных геометрических форм.
Резцедержатели подобной конструкции внешним видом походят на револьвер. Основная деталь – диск с проделанными насквозь отверстиями, находящимися друг от друга на одинаковом удалении. В отверстиях размещены втулки с разрезом, в которых фиксируются резцы станка. Благодаря применению втулок резцы устанавливаются без прокладок – замена режущего инструмента производится быстро. Резцедержатели обладают пружинными устройствами, позволяющими растачивать отверстия на большую глубину, нарезать внутреннюю резьбу и применять станок для иных работ, требующих высокой точности.

В выпускающихся сейчас станках также устанавливаются поворотные резцедержатели, несущие до 12 резцов. Они особенно эффективны на станках с ЧПУ, производительность которых значительно увеличивается. Быстрая фиксация инструмента и повышенная надежность обеспечивается электромеханическим приводом.
В некоторых токарных станках, к примеру, серии ТС, поворотные резцедержатели отличаются конструктивными особенностями. Зажимание инструмента осуществляется посредством закаленных планок либо рычажно-клиновым устройством.
Быстросменный резцедержатель
Если станок используется дома для небольших объемов различных работ, резцы требуется часто менять. Для минимальных трудовых и временных потерь рекомендуется установить быстросменный резцедержатель со сменяемыми кассетами.
Держатели закрепляются таким образом: в верхнюю часть суппорта вкручивается ось, служащая в качестве фиксатора резцедержателя. Сверху держатель прижимается гайкой. В комплекте к таким устройствам идет пластина, позволяющая при необходимости поднять резец повыше.
Крепление кассеты осуществляется посредством клиновой планки.

Универсальный переходник
Держатели резцов универсального типа (переходники) позволяют поставить на станок инструмент с большими размерами, чем предусмотренный конструкцией.
При использовании малогабаритных станков иногда возникает необходимость в работе с крупными резцами. Имеющийся на станке держатель не позволяет разместить инструмент с иными размерами, из-за чего крупные резцы приходится стачивать. Чтобы избежать расточки, на станок устанавливается специальный резцедержатель-переходник, позволяющий работать с инструментом различных размеров.

Рекомендации по использованию
Резцедержатель относится к основным блокам станка и закрепляется на нем посредством болтового соединения. Использование устройства особенно эффективно при необходимости расточки повышенной точности. Конструкция их должна отличаться надежностью и высокой прочностью. Не менее важно правильно установить резец, потому как точность металлообработки заметно снижается при появлении даже малого люфта.
Резцедержатель на токарный станок используется для крепления резца по вертикали и горизонтали. Неточность фиксации по высоте считается главной причиной недостатков и брака обработки. При обтачивании резец должен размещаться так, чтобы его рабочая часть находилась поверх центров станка. При растачивании резец следует устанавливать по низу плоскости центровки.
Резцедержатель на универсальный станок ставится на верхних салазках суппорта. Там же расположены устройства поворотные и поперечные, а непосредственно сам суппорт размещен на продольных салазках станины. Все эти узлы в совокупности позволяют передвинуть резец по всем направлениям, разворачивать его вдоль оси, что предоставляет возможность применения максимального числа металлообрабатывающих операций.
Держатель на обдирочный станок тяжелого типа размещен на вспомогательных салазках. Это объясняется слишком большими размерами поперечных салазок: ручное их передвижение крайне затруднительно.
Варианты конструкций державок своими руками
Несмотря на разнообразие конструкций, резцедержку можно изготовить своими руками из имеющихся в любом гараже или домашней мастерской материалов. К самодельным резцедержателям, применяющимся для «гаражных» работ, не предъявляются повышенные требования по точности крепления инструмента, к тому же можно сэкономить значительную сумму для других нужд.
Видео:
А какой резцедержатель установлен на вашем станке? Пытались ли вы самостоятельно его изготовить в домашних условиях? Поделитесь, пожалуйста, своим мнением и опытом в комментариях.
Поиск записей с помощью фильтра:
Токарный станок по металу своими руками с чертежами и схемой

В обработке металлов первое место уверенно держит токарная обработка. При этом процессе применяются как станки для токарных работ, так и инструменты, применяемые для обработки деталей на станках. Это процесс срезания слоя металла, толщиной согласно требованиям технологического процесса. К используемому инструменту относятся резцы, сверла и тому подобные режущие инструменты.
При этом токарная работа производится следующим образом: заготовка, которая закреплена в патроне с одной стороны и центровочной бабкой с другой стороны вращается, а инструмент, который держится вручную или закреплён в резцедержателе, производит снятие слоя стружки.
Процесс токарной обработки металла
При помощи токарного станка можно изготовить следующие типы изделий:
- гайки различного диаметра и болты к ним;
- валы различного назначения;
- втулки;
- различного вида и назначения кольца;
- муфты;
- стаканы;
- конусы;
- растачивать диаметры до необходимого.
При этом качество выполненных работ: шероховатость, класс точности и другие, зависят от мастерства токаря и от параметров самого токарного станка и допусков по обработке, которые заложены в нём.
Типовая конструкция токарного станка включает:
- бабка передняя с размещённой в ней коробкой скоростей,
- бабка задняя с продольными салазками;
- шпиндель, на котором находится токарный патрон;
- суппорт, на котором находится резцедержатель, а также поворотная плита;
- станина, которая может отсутствовать у настольных станках;
- электродвигатель;
- коробка подач.
Применение токарных станков в быту
В последние десятилетия увеличилось количество умельцев, которые умеют и любят заниматься работами с металлом, применяя при этом небольшого вида токарные станки, которые в основном устанавливаются в гаражах или небольших мастерских, оборудованных в сарае в личном доме. Конечно, возможностей у таких станков меньше, чем у станков с ЧПУ, установленных в специализированных предприятиях, но свои функции они, обычно, выполняют.
Такие станки могут изготавливать детали небольшого размера и ограниченного ассортимента, только тела вращения, плюс производить сверление, рассверливание, торцевание, производить нарезку резьбы и тому подобные операции.
Работа на бытовых токарных мини станках
Такой станок не только удобно использовать дома, его можно установить и на утеплённой лоджии, но и может обеспечить и хорошую точность и качество изготовленных изделий.
Конечно, купить хороший станок купить по карману не каждому умельцу, поэтому мастера очень часто изготавливают самодельный токарный станок по металлу своими руками, тем более, что сделать это не очень сложно.
Как сделать токарный станок по металлу своими руками
При помощи самодельного устройства можно с успехом выполнять очень много операций по токарной обработке и изготовлению различных деталей. Так как цена на покупной хороший станок достаточно высокая, есть смысл потратить время и усилия на самостоятельное изготовление станка. Тем более, что изготовление простого настольного токарного станка по металлу своими руками, который не займёт много места, и при этом, применив для этого минимум покупных деталей и узлов, будет не так уж сложным.
Пример конструктивного решения для самодельного станка, собранного из всего, что было в наличии.
Чертежи для изготовления мини токарного станка по металлу своими руками можно или посмотреть в интернете или вычертить самому, если есть опыт. Можно посмотреть, как образец, из тех, что мастера выкладывают на сайтах и добавить что то свое. Можно упростить станок, убрав автоматическую подачу резца, применив ручную подачу.
Пример чертежа для изготовления мини — токарного станка своими руками
Например, взяв за основу такой чертёж, детали и узлы можно изготовить из тех материалов, что у вас есть в и что вы можете приобрести тем или иным способом.
Такой чертеж можно взять за основу для изготовление токарного станка по металлу своими руками[
Можно сказать, что это один из самых простых моделей токарного станка.
Естественно, изготовить станину для токарного станка своими руками намного проще, чем, например, суппорт или заднюю бабку. Эти узлы должны иметь правильную центровку и точные угловые и линейные размеры. Иначе точных размеров при изготовлении деталей будет трудно добиться. Намного труднее изготовить узел с передней бабкой.
Начинать изготавливать станок нужно, как и любую машину, с рамы. От того, насколько правильно будут выдержаны углы в ней, и жесткости закрепления зависит правильность хода узлов. Можно изготовить раму и из деревянных брусков, но работать на такой раме можно будет только с небольшими деталями. Поэтому хорошая рама должна быть изготовлена из металлических уголков, причем соединять их можно как сваркой, так и при помощи болтового соединения. Можно также использовать и подходящий швеллер.
Направляющие валы можно переделать из старых использованных валов от заводских механизмов. Можно также использовать амортизационные стойки.
Задняя бабка от списанного оборудования
Используя толстостенную трубу, можно изготовить заднюю бабку. Центровочный конус лучше приобрести заводского изготовления. Винт подачи должен иметь резьбу, лучше нарезать мелкую самостоятельно, используя пруд подходящей длины и размера, который можно купить на строительном рынке. У официального дилера продается только опт. Не забываем о подшипниках качения, выбираем, по возможности, не самые бюджетные.
Суппорт, если есть возможность, можно позаимствовать у старого станка, можно переделать из фрезерного, главное, соблюсти его подвижность. В резцедержателе лучше использовать болты для прижима резцов.
Дело в том, что он не только зажимает резец, с его помощью происходит подача резца по специальным плоскостям, что позволяет получать детали с разной формой как снаружи, так и изнутри. Геометрия крепления и подачи очень важна, нужно предварительно расчертить его схему.
А вот с передней бабкой придется повозиться. Дело в том, что коробку передач самому изготовить практически невозможно, разве только позаимствовать редуктор. Но возможно установить для регулирования скорости систему шкивов с ремнями, при помощи которых можно регулировать скорость.
При изготовлении токарного станка по металлу своими руками, независимо, будет это совершенно маленький, настольный станок или его нужно будет устанавливать на специальную подставку — станину из чугуна. При работе на массивной станине вибрация будет гаситься, и инструмент не будет смещаться с выбранного положения.
Электродвигатель – это сердце станка и к его выбору нужно подходить ответственно. Его показатель – это мощность. От этого зависит величина заготовки, которую вы сможете обрабатывать. Для небольшого мини станка вполне будет достаточно мощности до 1000 Вт, для отдельно стоящего станка выбираем до 2000 Вт. Этого вполне достаточно для работ в домашней мастерской. Можно подобрать старый двигатель, предварительно сделав ему ревизию. Можно, если нет такой возможности, купить двигатель.
При решения вопроса со шпинделем преимущество отдаем покупному варианту или, взяв из списанного оборудования, что несомненно выгодней. Самому добиться такой прочности при изготовлении практически невозможно.
При этом действительно очень важно сделать технологически правильное подключение его к сети. Все контакты, будете вы к ним касаться или они будут скрыты кожухом, нуждаются в изоляции по всем правилам. Должен соблюдаться порядок подключения клемм. Если вы не специалист в этой области и сомневаетесь в чем то, для этого есть профессионалы. Электрик же не будет сам работать на токарном станке, он доверит работу вам. Так и вы, в таком вопросе обратитесь к электрику.
Итак: вы изготовили по чертежу раму, установили на ней валы. Их лучше фиксировать при помощи сварки. После этого устанавливаем движущие узлы: шкив совместно с суппортом, переднюю бабку и валы. Покрутили все, подвигали вручную – работает. Теперь устанавливаем электродвигатель и или коробку передач или ременные передачи. Зависит от того, какая у вас передача.
Испытываем.
по вопросу изготовления станков
о начальных работах по изготовлению токарный станок по металлу своими руками можно здесь:
https://www..com/watch?v=pyWarcu2-wk
Также можно посмотреть, как мастера изготовили токарный станок с ЧПУ по металлу своими руками
https://www..com/watch?v=R99KAX-PT-s
Источник: https://zen.yandex.ru/media/ideika/tokarnyi-stanok-po-metalu-svoimi-rukami-s-chertejami-i-shemoi-5ec18aeea8d94878912ea5d0
Токарные резцедержатели: виды, материалы изготовления, конструкция

Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Поэтому было разработано несколько вариантов конструкции этого устройства, подходящие для разных условий. Помимо токарных станков, резцедержатели используются в строгальных и некоторых других металлорежущих станках, но там они имеют другую конструкцию.
Условное деление
По исполнению: — с осью вращения — со сменными блоками Деление резцедержателей с осью вращения: — с горизонтальной осью вращения (параллельно оси шпинделя) -с вертикальной осью вращения (перпендикулярно оси шпинделя) по источнику смены позиций: — механические (вручную) — электромеханические — гидравлические — серво По креплению инструмента — клиновым блоком — резцы 16х16, 20х20, 25х25 и 32х25 мм — VDI — крепление в круглом отверстии позиции торцевой поверхности диска резцедержателя одним болтом с клином. направление оси Чаще всего используются VDI30, VDI40. Размеры VDI20, VDI50 и VDI60 используются относительно редко. Может использоваться для статичного и приводного инструмента
— BMT — крепление в круглом отверстии на периферийном диаметре диска резцедержателя. Крепление четырьмя болтами. Наиболее распространены BMT-45, BMT-55, реже используются BMT-65, BMT-75. Может использоваться для статичного и приводного инструмента
На универсальном токарном станке резцедержатель располагается на верхних салазках суппорта. На суппорте также размещаются поперечные и поворотные салазки, а сам суппорт находится на продольных салазках станины. Комбинация этих узлов позволяет перемещать резец по всем трем координатам и поворачивать относительно продольной оси, что и обеспечивает большое количество доступных операций универсальному токарному станку.
У тяжелых обдирочных станков конструкция суппорта несколько отличается, поскольку на него приходится значительная нагрузка. В таких станках резцедержатель располагается на дополнительных салазках. Это требуется по той причине, что у станков этого типа поперечные салазки имеют слишком массивную конструкцию и их перемещение вручную затруднительно.
Использование резцедержателя
Резцедержатель является отдельным узлом станка, закрепленным болтами. Он существенно облегчает обработку деталей. Особенно важно применение резцедержателя при точной расточке отверстий. Конструкции резцедержателей отличаются высокой прочностью и надежностью, поскольку даже от небольшого люфта точность обработки может значительно снизиться.
Токарный резцедержатель предназначается для размещения резца по высоте и в горизонтальной плоскости. Установка резцедержателя по высоте имеет большое значение для процесса обработки. Если выполняется обточка, то резец устанавливается так, чтобы режущая кромка инструмента была выше, чем линия центров станка. Для расточки резец размещается ниже линии центров.
Простой резцедержатель
Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
С одной стороны, это устройство резцедержателя токарного станка дает возможность установить резец за минимальное время, а с другой — вся нагрузка приходится на один болт, поэтому он должен быть плотно затянут. Однако, пытаясь обеспечить достаточный прижим, этот болт часто затягивается с избыточным усилием, отчего резьба быстро приходит в негодность. В результате происходит обрыв болта или срезание внутренней резьбы.
Ремонт такого резцедержателя заключается в замене болтов и расточке отверстия на больший размер. Также возможна установка втулки с резьбой в отверстие. Для повышения стойкости болтов их изготавливают из прочных сталей, таких как 12ХН3А, подвергают цементации на глубину 0,6-0,8 мм и закалке, что позволяет добиться твердости поверхности 50-60 HRС. Благодаря этому стойкость болтов возрастает в 10-15 раз относительно сырых, изготовленных из стали 45, однако, повышается и их цена.
Для большей части деталей резцедержателя используется сталь 45, у которой твердость находится в интервале 220—260 НВ.
Резцедержатель этой конструкции широко использовался на советских станках. Сейчас такая конструкция резцедержателя токарного станка считается устаревшей и используется только для некоторых легких станков. В этом резцедержателе можно закрепить только один инструмент, что требует частой замены резца. В промышленной металлообработке это приводит к большим потерям времени.
Поворотные резцедержатели
Большое распространение получил кассетный резцедержатель для токарного станка, в котором можно одновременно закрепить четыре инструмента. Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Резцедержатель имеет строение, сходное с револьвером. Главным элементом является крупный диск, в котором просверлены сквозные отверстия на равном расстоянии друг от друга. В отверстия вставляются разрезные втулки, в которые и крепятся резцы. Использование втулок позволяет установить резцы по высоте без использования прокладок, поэтому такая операция выполняется весьма быстро. Также устройство для фиксации резцов имеет жесткие пружинные державки, что дает возможность вести растачивание глубоких отверстий, нарезание внутренней резьбы и другие точные работы.
В современных станках используются еще более эффективные резцедержатели, в которых одновременно можно закрепить до 12 инструментов. Особенно эффективны такие резцедержатели для токарных станков с ЧПУ, их применение позволяет значительно повысить производительность. Электромеханический привод резцедержателя обеспечивает быстрое и надежное крепление инструмента.
В токарных станках, например станки серии ТС16К20, конструкция поворотных резцедержателей имеет свои особенности. Зажим резца производится закаленными планками при помощи рычажно-клинового механизма, что значительно повышает усилие.
Гидравлические револьверные головки
Одним из перспективных направлений развития резцов и резцедержателей выступает разработка гидравлических устройств для закрепления резцов. Такие резцедержатели амортизируют вибрацию, возникающую при обработке заготовки. Благодаря этому снижается вероятность выхода из строя инструмента. При черновой обработке, когда резец испытывает значительную нагрузку, использование гидравлических резцедержателей снижает затраты на инструменты на величину до 40%.
Такими резцедержками оснащены например токарные станки серии ТС17.
Гидравлические резцедержатели имеют точность, сравнимую с этим показателем у электромеханических устройств, а в некоторых режимах и более высокую. Имеют большее количество позиций, меньшее время смены инструмента, направление поиска инструмента по кратчайшему направлению. Требуют наличия гидростанции на станке.
Источник: https://stankomach.com/o-kompanii/articles/tokarnye-rezcederzhateli.html
Резцедержатель для токарного станка своими руками

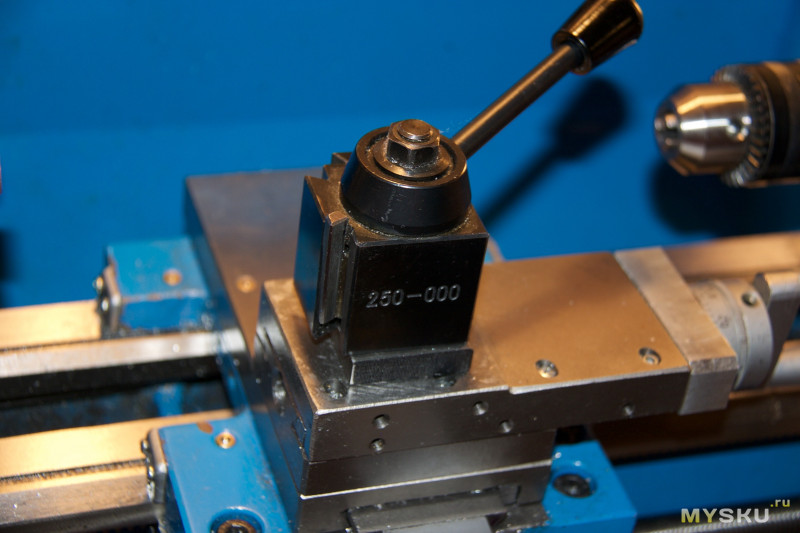
Хотел бы рассказать про установку быстросменного резцедержателя на настольный токарный станок КАТ180В, он же WM180-300, D180-300, MML1830 и т.д.
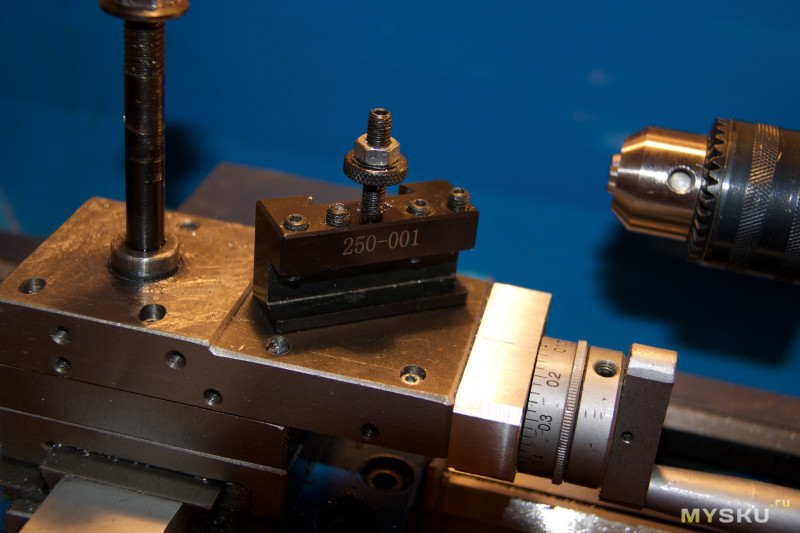
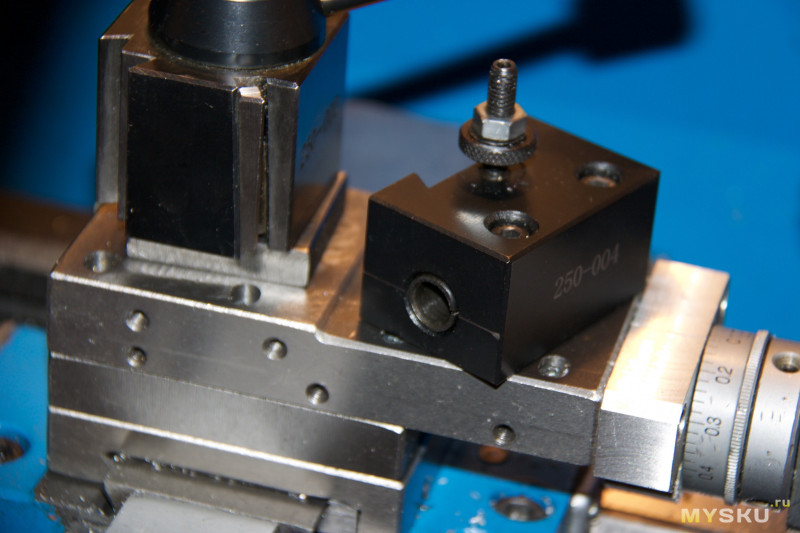
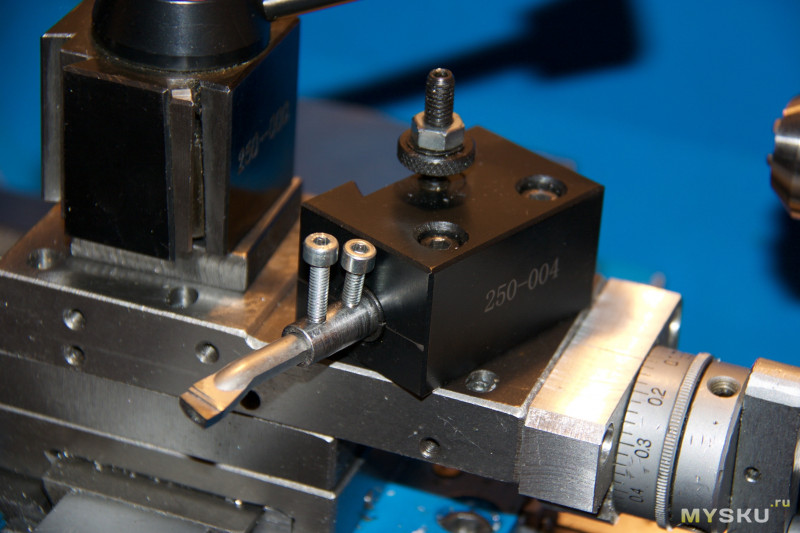
Около года назад приобрел для своего станка быстросменный резцедержатель модели 250-100. (ниже будет обзор на комплектацию набора).
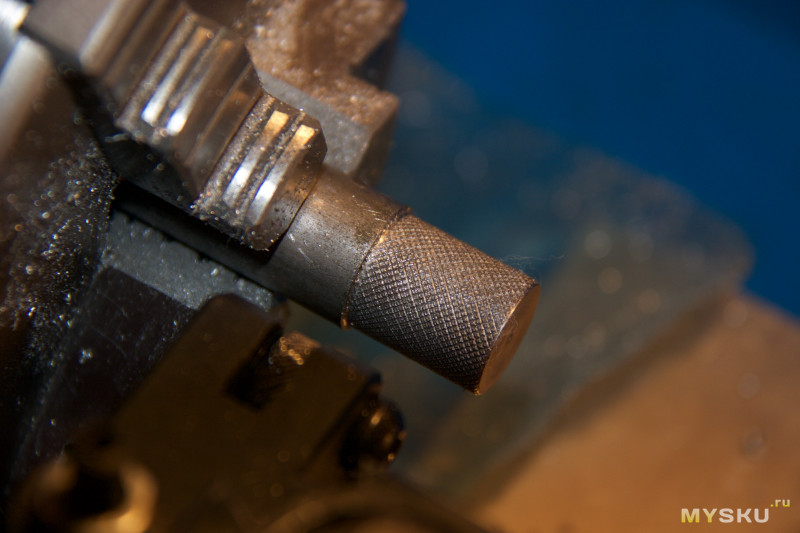
Так как в комплекте было только по одной кассете разного вида, не имело смысла ставить его сразу, надо было докупить сменные кассеты. Так же на станке имеется выступ для установки резцедержателя, а на быстросменном нет отверстия под этот выступ. Для того чтоб расточить это отверстие в 3 кулачковом патроне пришлось бы сильно помучиться выставляя отверстие по центру. Ранее я приобрел 4-х кулачковый патрон на свой станок и проблем с выставлением резцедержателя для расточки не возникло.
В работах по металлу, для изготовления деталей цилиндрической (конической) формы, используется токарный станок. Существует множество моделей этого производственного устройства, и всем им присуща практически одинаковая компоновка из схожих узлов и деталей. Одним из таковых является суппорт станка.
Самодельный токарный станок
Для лучшего понимания функций, который выполняет суппорт токарного станка, можно рассмотреть его работу на примере распространенной модели 16к20. Ознакомившись с этой информацией, возможно у некоторых домашних мастеров появится идея создать своими руками самодельный токарный станок для проведения работ по металлу.
1 Что такое суппорт станка?
Это достаточно сложный узел токарного станка по металлу, невзирая на кажущуюся простоту. От того, насколько правильно он изготовлен, установлен, отрегулирован — зависит качество будущей детали, и количество времени, которое было затрачено на ее изготовление.
к меню ↑
1.1 Принцип работы
Размещенный на станке 16к20 суппорт может передвигаться в следующих направлениях:
- поперечном — перпендикулярно оси вращающейся заготовки для углубления в нее;
- продольном — режущий инструмент передвигается вдоль поверхности заготовки для снятия лишнего слоя материала или протачивания резьбы;
- наклонном — для расширения доступа к поверхности обрабатываемой детали под нужным углом.
Источник: https://vi-pole.ru/rezcederzhatel-dlja-tokarnogo-stanka-svoimi-rukami.html
Резцедержатель своими руками – Самодельный резцедержатель для ТВ-6 — Станки серии ТВ-х

По исполнению: — с осью вращения — со сменными блоками Деление резцедержателей с осью вращения: — с горизонтальной осью вращения (параллельно оси шпинделя) -с вертикальной осью вращения (перпендикулярно оси шпиделя) по источнику смены позиций: — механические (вручную) — электромеханические — гидравлические — серво По крепления инструмента — клиновым блоком — резцы 16х16, 20х20, 25х25 и 32х25 мм — VDI — крепление в круглом отверстии позиции торцевой поверхности диска резцедержателя одним болтом с клином. направление оси Чаще всего используются VDI30, VDI40. Размеры VDI20, VDI50 и VDI60 используются относительно редко. Может использоваться для статичного и приводного инструмента
— BMT — крепление в круглом отверстии на переферийном диаметре диска резцедержателя. Крепление четырьмя болтами. Наиболее распространены BMT-45, BMT-55, реже используются BMT-65, BMT-75. Может использоваться для статичного и приводного инструмента
На универсальном токарном станке резцедержатель располагается на верхних салазках суппорта. На суппорте также размещаются поперечные и поворотные салазки, а сам суппорт находится на продольных салазках станины. Комбинация этих узлов позволяет перемещать резец по всем трем координатам и поворачивать относительно продольной оси, что и обеспечивает большое количество доступных операций универсальному токарному станку.
У тяжелых обдирочных станков конструкция суппорта несколько отличается, поскольку на него приходится значительная нагрузка. В таких станках резцедержатель располагается на дополнительных салазках. Это требуется по той причине, что у станков этого типа поперечные салазки имеют слишком массивную конструкцию и их перемещение вручную затруднительно.
Резцедержатель является отдельным узлом станка, закрепленным болтами. Он существенно облегчает обработку деталей. Особенно важно применение резцедержателя при точной расточке отверстий. Конструкции резцедержателей отличаются высокой прочностью и надежностью, поскольку даже от небольшого люфта точность обработки может значительно снизиться.
Токарный резцедержатель предназначается для размещения резца по высоте и в горизонтальной плоскости. Установка резцедержателя по высоте имеет большое значение для процесса обработки. Если выполняется обточка, то резец устанавливается так, чтобы режущая кромка инструмента была выше, чем линия центров станка. Для расточки резец размещается ниже линии центров.
Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
С одной стороны, это устройство резцедержателя токарного станка дает возможность установить резец за минимальное время, а с другой — вся нагрузка приходится на один болт, поэтому он должен быть плотно затянут. Однако, пытаясь обеспечить достаточный прижим, этот болт часто затягивается с избыточным усилием, отчего резьба быстро приходит в негодность. В результате происходит обрыв болта или срезание внутренней резьбы.
Ремонт такого резцедержателя заключается в замене болтов и расточке отверстия на больший размер. Также возможна установка втулки с резьбой в отверстие. Для повышения стойкости болтов их изготавливают из прочных сталей, таких как 12ХН3А, подвергают цементации на глубину 0,6-0,8 мм и закалке, что позволяет добиться твердости поверхности 50-60 HRС. Благодаря этому стойкость болтов возрастает в 10-15 раз относительно сырых, изготовленных из стали 45, однако, повышается и их цена.
Для большей части деталей резцедержателя используется сталь 45, у которой твердость находится в интервале 220—260 НВ.
Резцедержатель этой конструкции широко использовался на советских станках. Сейчас такая конструкция резцедержателя токарного станка считается устаревшей и используется только для некоторых легких станков. В этом резцедержателе можно закрепить только один инструмент, что требует частой замены резца. В промышленной металлообработке это приводит к большим потерям времени.
Самодельный суппорт для токарного станка своими руками
В работах по металлу, для изготовления деталей цилиндрической (конической) формы, используется токарный станок. Существует множество моделей этого производственного устройства, и всем им присуща практически одинаковая компоновка из схожих узлов и деталей. Одним из таковых является суппорт станка.
Самодельный токарный станок
Для лучшего понимания функций, который выполняет суппорт токарного станка, можно рассмотреть его работу на примере распространенной модели 16к20. Ознакомившись с этой информацией, возможно у некоторых домашних мастеров появится идея создать своими руками самодельный токарный станок для проведения работ по металлу.
Источник: https://foamin.ru/raznoe-2/rezcederzhatel-svoimi-rukami-samodelnyj-rezcederzhatel-dlya-tv-6-stanki-serii-tv-x.html
Быстросменный резцедержатель. Делаем дополнительную кассету.

- Цена: 134.95 USD (без учета доставки)
- Перейти в магазин
В одном из предыдущих обзоров зоркие читатели увидели на моем токарном станке быстросменный резцедержатель. Попросили его обозреть. Выполняю заявки трудящихся ☺
Для чего нужен быстросменный резцедержатель? Из названия очевидно, что для быстрой смены резцов. Зачем нужна быстрая смена резцов? В токарном деле используется несколько десятков различных резцов: проходные, расточные, подрезные, резьбовые внутренние и наружние, канавочные, отрезные и т.д. и т.п. Какие-то чаще, какие-то реже, но используются все.
Обычный резцедержатель может удерживать одновременно до четырех резцов, что бывает достаточно для производственного процесса. Как правило, детали однотипные и точатся на потоке. Установив утром один набор резцов, до вечера можно работать только им.

При штучной работе или в условиях домашнего применения резцы постоянно нужно менять. Откручивать- закручивать винты, вынимать резец и подбирать подкладки для выставления высоты резца довольно муторно. Для этих целей и существует быстросменный резцедержатель со сменными картриджами (кассетами).
Купил я данный резцедержатель уже достаточно давно, лет 5 назад точно. Так что он прошел огонь, воду и медные трубы. Зарекомендовал себя с наилучшей стороны.
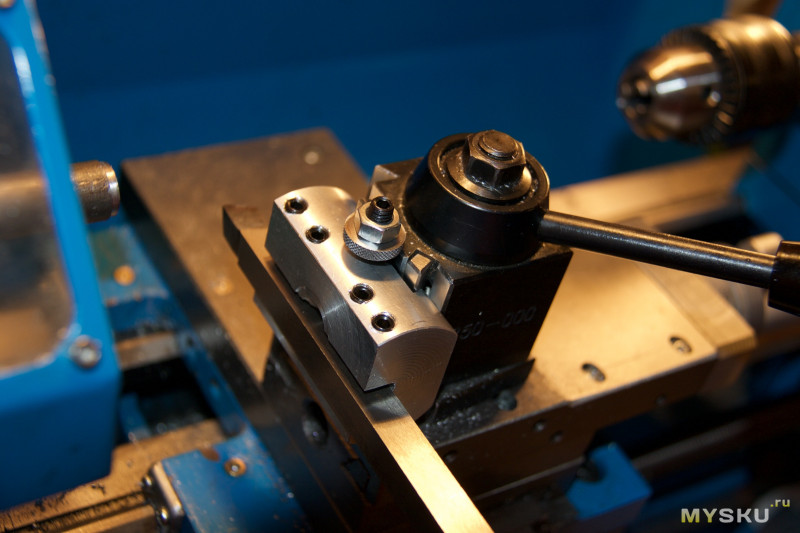
Крепится резцедержатель следующим образом: в верхний суппорт ввинчивается ось, на которую насаживается резцедержатель. Сверху он фиксируется гайкой. В комплекте шла пластина, позволяющая подкладывать ее по резцедержатель, если необходимо приподнять его повыше.
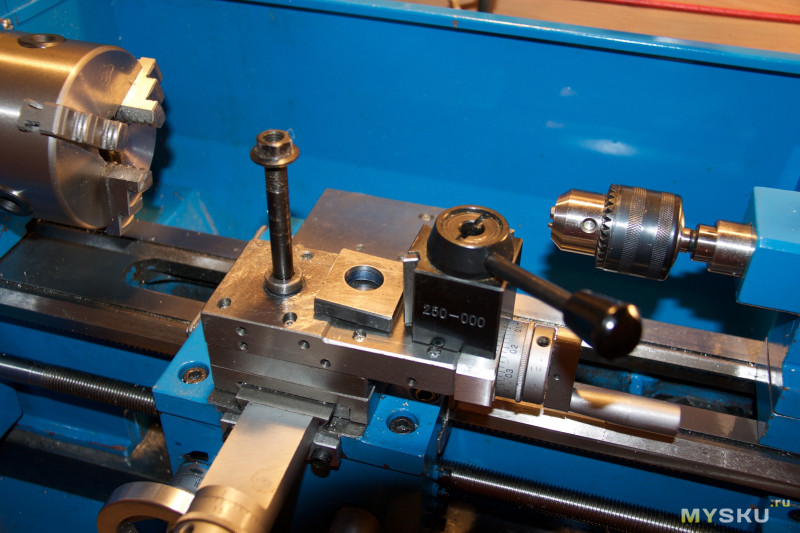
У меня на суппорте было цилиндрическое утолщение, и я расточил в пластине отверстие в диаметр утолщения.
Фиксация картриджа происходит за счет подвижной клинообразной планки, которая распирает паз «ласточкиного хвоста». Фиксация просто намертво.
В комплекте идут 5 картриджей
Первый под обычные прямоугольные державки. Высота паза 13 мм, глубина 8 мм. Четыре винта М6 фиксируют державку, один болт с широкой шайбой и контровой гайкой позволяет контролировать высоту картриджа и резца соответственно. Кончик резца должен быть на высоте оси шпинделя токарного станка.
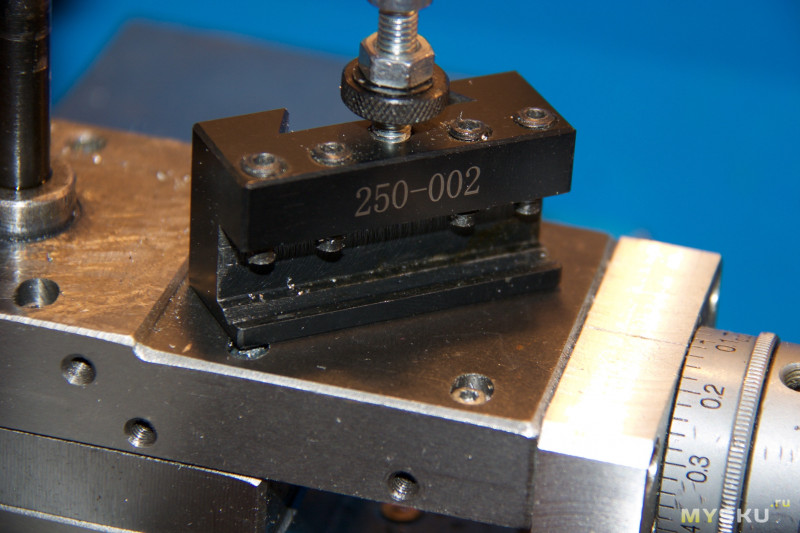
Второй картридж полностью копирует первый с одним дополнением, на нижней полке крепления державки профрезерована V-образная канавка, позволяющая крепить закругленные державки резцов.
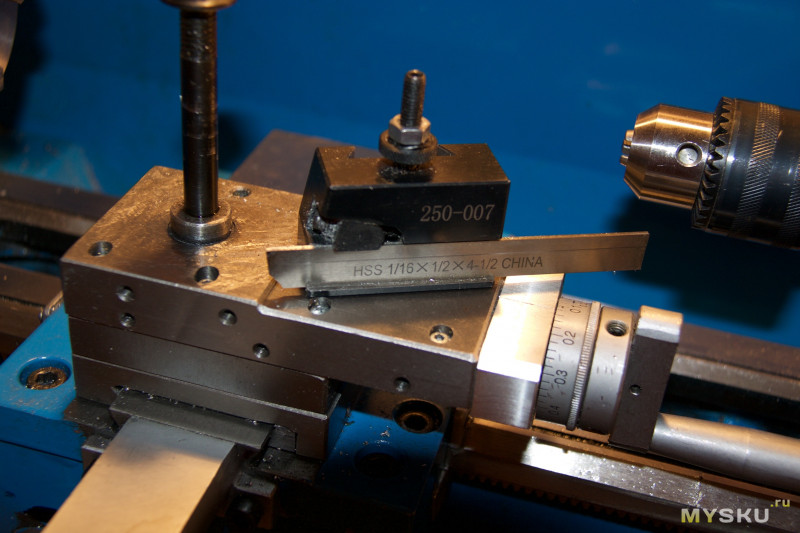
Третий картридж предназначен для крепления отрезного резца. И хотя резцы из быстрорежущей стали отживают свой век, такое решение очень удачное и востребованное. Резец можно затачивать не вынимая из картриджа. Толщина режущей пластины 1.5мм (в комплект не входит)
Четвертый и самый многофункциональный картридж совмещает в себе ролики для накатывания насечки на заготовку и место под резец. Я креплю в картридже небольшой резец для торцевания заготовок.

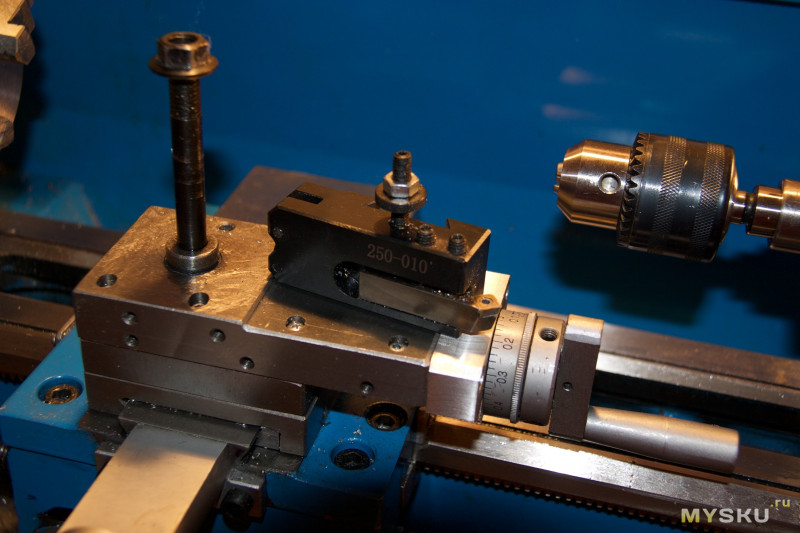
Пятый картридж предназначен для крепления расточных резцов с круглой державкой.
Основная печаль данного резцедержателя – стоимость дополнительных картриджей. Их цена варьируется от 14 до 26 долларов за штуку. Так как используемых в работе резцов у меня под два десятка, то удовольствие покупки двадцати картриджей выливается в круглую сумму. Вот и приходилось менять резцы также как и в обычном резцедержателе. Единственное, что по высоте их выставлять элементарно и быстро.
Мысль сделать свой картридж зрела давно. Останавливало два обстоятельства: отсутствие металла под рукой и банальная лень. Со временем у меня появился запас алюминия марки В95, который должен по прочности подойти для домашнего применения и запрос от вас, мои дорогие читатели, на обзор, который помог превозмочь лень)))
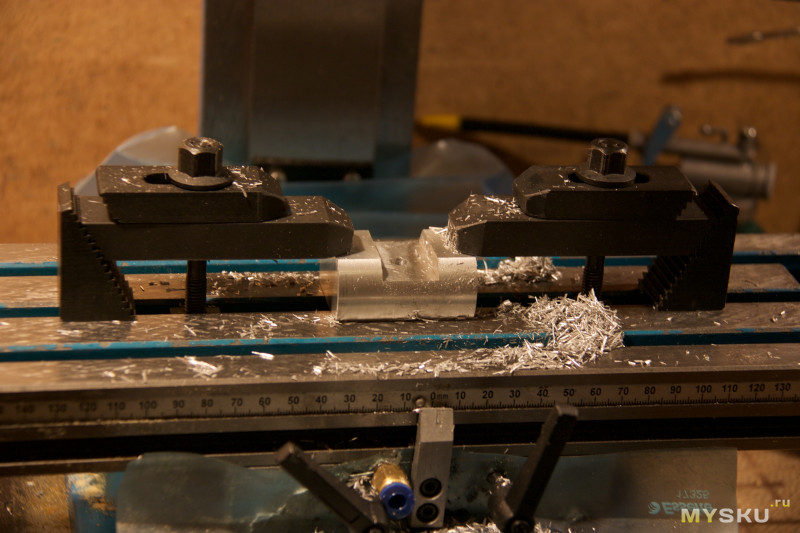
Для пробы взял кусочек дюраля В95, оставшегося от какой-то поделки.

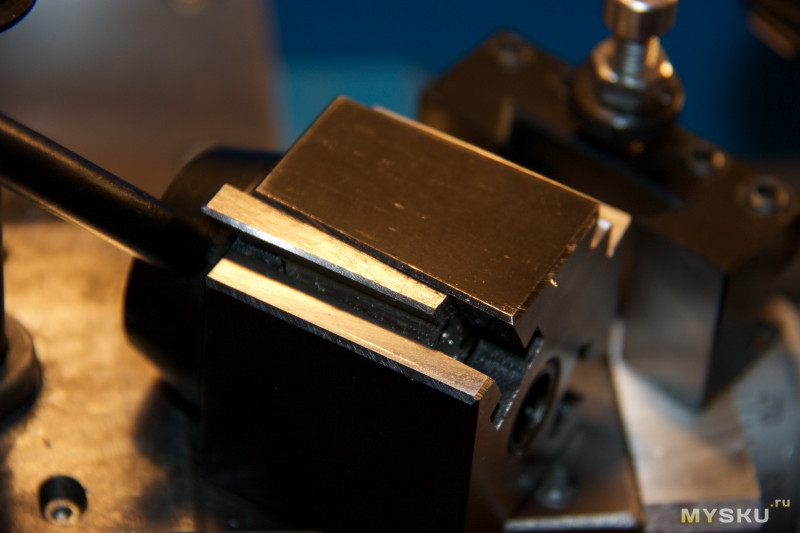
Ну что ж… поехали! В заготовке мы фрезеруем паз
Далее фрезой для «ласточкиного хвоста» под углом 60 град. выбираем боковые наклонные плоскости.

Тщательно измеряем ширину «ласточкиного хвоста», точность должна быть в пределах двух – трех десятых миллиметра, иначе ничего не будет держаться, и заготовка направится в брак. Ширину «ласточкиного хвоста» измеряют при помощи двух цилиндров и штангенциркуля
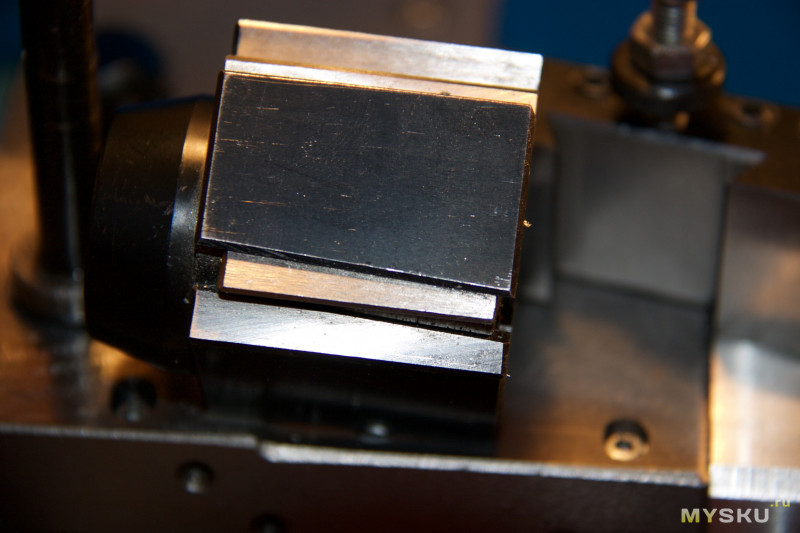
Примеряем – все великолепно. В размер попали.

Переворачиваем заготовку и делаем паз под резец.

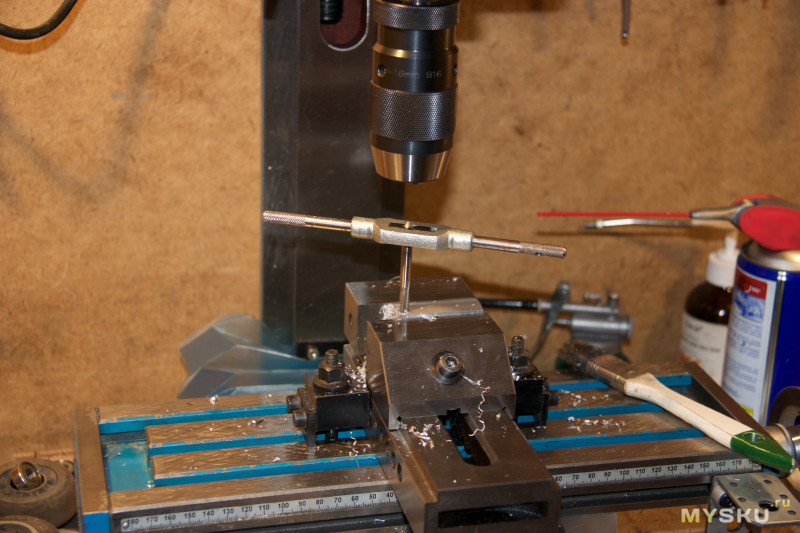
Сверлим отверстия под винты и нарезаем резьбу
Стружка отлично вычищается ершиками (см. предыдущий обзор про чистку аэрографа)

Теперь делаем шайбу винта, которая будет регулировать высоту картриджа. Для этого берем заготовку и накатываем на нее насечку нашим картриджем номер 4.
Сверлим отверстие и нарезаем резьбу

Отрезаем шайбу 

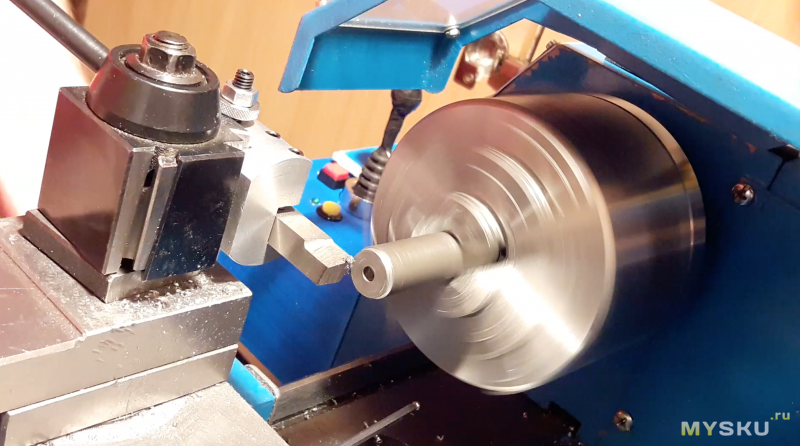
Тестовое точение было пройдено на ура.
И в заключение видео о резцедержателе и о том как делался картридж. Я люблю смотреть такие видео. Есть пара каналов в сети, где на все такие процессы изготовления поделок на станках можно смотреть вечно))) Кстати, если не сложно, напишите в комментариях пожалуйста, все ли понравилось, и что можно улучшить. Спасибо!
Резюме. Вещь замечательная, полезная, и как все профессиональные вещи дорогая, а стоимость сменных картриджей – просто грабеж. Но если вы имеете доступ к фрезеру и можете сделать себе картриджи сами, то покупать имеет полный смысл.
Резцедержатель для токарного станка своими руками
Резцедержатель для токарного станка своими руками
28 Replies to “Резцедержатель для токарного станка своими руками”
для какого станка это делаешь?
он стоит у меня не на малой продольной, а на проставке из больших подшипников
вот тут видно как: Ссылка?t=11m1s
а вообще у тв-16 нижняя как раз 10мм, сам резцедержатель меньше и ниже чем у меня
+Вокруг мотора я про что и говорю,если большой резец на такую высоту поставить режущая часть будет на много выше центра зажатой заготовки в патроне или я чтото не понимаю.тогда скажи как мне на мой тв-4 сделать под большие резцы .
можно сделать такую штуку: Ссылка?app=core&module=attach§ion=attach&attach_rel_module=post&attach_ > устанавливается вместо малой продольной
плюс резцедержатель с большим зазором, как у меня.
еще можно сделать так:
Ссылка?v=rBSaJrF543A
+Вокруг мотора круто конечно.
Очень хорошая идея если нет метала и фрезерного станка
Цельняка не было? В отверстие прижимаешь к салазкам болтом, затем в патрон вставляешь концевую фрезу и фрезеруешь пазы. Подставляешь под резцедержку что-то, если фрезы нужного диаметра нет.
Цельняка не было.
Ну и не смотря на внешнюю неприглядность, вариант вполне работоспособный.
это большой резцедержатель для такого станка
Робив таке саме прослужило 2 місяці. Причина мікро тричини по сварці зажав три різця і все розпалось. Зробив по другому дві пластіни 15мм, всередині кубік 28мм, стянув чотирьма болтами під шестигранік (по углах) в нижній пластіні резьба у верхний подтай для болтов (болти на 8 калені). Пока работа отлічно. Бажаю удачі.
проще найти центр если разметить с угла на угол.и мерить не нужно ничего и точно будет
А какой смысл делать посадочное под резцы больше, если больший резец выше центра на много будет. ))))
Может я не прав, но кажется что верхнюю пластину притянуло на одну сторону. Да и сверловка отверстий перед сваркой… Всё-таки это железяка. Её ведёт жёстко.
И вопрос. По прошествии времени как себя показал данный резцедержатель?
При тех нагрузках, которые может создать 180-ти ваттный двигатель вообще никаких вопросов. Оторвать верхнюю пластину болтами не удалось пока, да и вообще, не будем забывать, что в рабочем состоянии все это стянуто 12 мм шпилькой (крепление к поперечной подаче)
Пластины при сварке ессно повело, но не как попало, а потянуло «на себя», т.е. они стали на пару десяток «сферическими». Ну да ничего не мешает вышабрить подошву, если будет желание и необходимость.
Резьба не пострадала, хотя я после сварки еще раз проганял метчиком для верности.
В общем — пока все работает, если сломаю, обязательно запилю об этом видосик
Дугой выгнуло — это понятно. Но видно было будто обваривалось сразу. Без прихваток по контуру.
Ну да, напильник в помощь)))
Будет интересно узнать, сколько прослужит.
Пластины перед сваркой были скручены шпилькой с хорошим усилием, так что гулять в процессе сварки им было некак. Выгнуло только наружную часть.
А… Вот где собака порылась. У гайки прижим неравномерен, кроме использования температуры, гидроключа или ударного ключа, в случае больших плоскостей.
Ну я, как сказал, могу быть не прав т.к. все-же камера не даёт возможности в полной мере разглядеть деталь.
А у меня болт м16 в резцедержателе .
После сварки надо отжигать заготовку.
Вот прошло год,как оно работает?
Работает. Не скажу, что прям злобно наточил тонну стружки за этот год, но работает. Детали для фрезерной приставки и для контрпривода точились с участием именно этого резцедержателя, другого пока нет.)
Вокруг мотора ну понятно,у меня приблизительно такой-же,смущают напряжения,а идти в лес отжигать лень.
Там и на глаз видно что выгуло от сварки вот и ломают голову.
А чему там смущаться? Даже если вдруг сварка лопнет, развалиться на ходу ему не даст гайка, которой он к поперечке прикручивается.
Всё может быть намного проще.
Берётся пластина потолще, в ней сверлится отверстие под прижимной болт в середине и отверстие с резьбой под упорный болт с краю, по середине одной из сторон.
Высота упорного болта, располагающегося с противоположной от резца стороны, регулируется по высоте резца с подкладками.
Таким образом я на ТВ-4 ставлю резцы с большого промышленного токарного станка.
Правда, при таком креплении немного дольше происходит смена инструмента, что для хоббийного использования оборудования не имеет существенного значения.
Что же касается технологичности Вашего процесса изготовления, нужно было зачистным кругом 6мм пройтись прямо по щелям между пластинами. Было бы намного быстрее.
учись снимать главное, а не лить воду. видео не о чём. аш зло взяло пока смотрел.
Парень, удивляюсь, как тебя не захейтели в комментах. Так держать!
Дамы и господа, прошу вашего внимания.
Человек (не я, к счастью)попал в тяжелую жизненную ситуацию, подробности здесь Ссылка
или непосредственно на его канале: Ссылка
Хорошая работа.Лайк! Я тоже себе, примерно так же делал самодельные резцедержатели, на свой настольный токарный станок, если вам интересно, об этом есть видео на своем канале.
Резцедержатель для токарного станка своими руками
Резцедержатель для токарного станка своими руками
28 Replies to “Резцедержатель для токарного станка своими руками”
для какого станка это делаешь?
он стоит у меня не на малой продольной, а на проставке из больших подшипников
вот тут видно как: Ссылка?t=11m1s
а вообще у тв-16 нижняя как раз 10мм, сам резцедержатель меньше и ниже чем у меня
+Вокруг мотора я про что и говорю,если большой резец на такую высоту поставить режущая часть будет на много выше центра зажатой заготовки в патроне или я чтото не понимаю.тогда скажи как мне на мой тв-4 сделать под большие резцы .
можно сделать такую штуку: Ссылка?app=core&module=attach§ion=attach&attach_rel_module=post&attach_ > устанавливается вместо малой продольной
плюс резцедержатель с большим зазором, как у меня.
еще можно сделать так:
Ссылка?v=rBSaJrF543A
+Вокруг мотора круто конечно.
Очень хорошая идея если нет метала и фрезерного станка
Цельняка не было? В отверстие прижимаешь к салазкам болтом, затем в патрон вставляешь концевую фрезу и фрезеруешь пазы. Подставляешь под резцедержку что-то, если фрезы нужного диаметра нет.
Цельняка не было.
Ну и не смотря на внешнюю неприглядность, вариант вполне работоспособный.
это большой резцедержатель для такого станка
Робив таке саме прослужило 2 місяці. Причина мікро тричини по сварці зажав три різця і все розпалось. Зробив по другому дві пластіни 15мм, всередині кубік 28мм, стянув чотирьма болтами під шестигранік (по углах) в нижній пластіні резьба у верхний подтай для болтов (болти на 8 калені). Пока работа отлічно. Бажаю удачі.
проще найти центр если разметить с угла на угол.и мерить не нужно ничего и точно будет
А какой смысл делать посадочное под резцы больше, если больший резец выше центра на много будет. ))))
Может я не прав, но кажется что верхнюю пластину притянуло на одну сторону. Да и сверловка отверстий перед сваркой… Всё-таки это железяка. Её ведёт жёстко.
И вопрос. По прошествии времени как себя показал данный резцедержатель?
При тех нагрузках, которые может создать 180-ти ваттный двигатель вообще никаких вопросов. Оторвать верхнюю пластину болтами не удалось пока, да и вообще, не будем забывать, что в рабочем состоянии все это стянуто 12 мм шпилькой (крепление к поперечной подаче)
Пластины при сварке ессно повело, но не как попало, а потянуло «на себя», т.е. они стали на пару десяток «сферическими». Ну да ничего не мешает вышабрить подошву, если будет желание и необходимость.
Резьба не пострадала, хотя я после сварки еще раз проганял метчиком для верности.
В общем — пока все работает, если сломаю, обязательно запилю об этом видосик
Дугой выгнуло — это понятно. Но видно было будто обваривалось сразу. Без прихваток по контуру.
Ну да, напильник в помощь)))
Будет интересно узнать, сколько прослужит.
Пластины перед сваркой были скручены шпилькой с хорошим усилием, так что гулять в процессе сварки им было некак. Выгнуло только наружную часть.
А… Вот где собака порылась. У гайки прижим неравномерен, кроме использования температуры, гидроключа или ударного ключа, в случае больших плоскостей.
Ну я, как сказал, могу быть не прав т.к. все-же камера не даёт возможности в полной мере разглядеть деталь.
А у меня болт м16 в резцедержателе .
После сварки надо отжигать заготовку.
Вот прошло год,как оно работает?
Работает. Не скажу, что прям злобно наточил тонну стружки за этот год, но работает. Детали для фрезерной приставки и для контрпривода точились с участием именно этого резцедержателя, другого пока нет.)
Вокруг мотора ну понятно,у меня приблизительно такой-же,смущают напряжения,а идти в лес отжигать лень.
Там и на глаз видно что выгуло от сварки вот и ломают голову.
А чему там смущаться? Даже если вдруг сварка лопнет, развалиться на ходу ему не даст гайка, которой он к поперечке прикручивается.
Всё может быть намного проще.
Берётся пластина потолще, в ней сверлится отверстие под прижимной болт в середине и отверстие с резьбой под упорный болт с краю, по середине одной из сторон.
Высота упорного болта, располагающегося с противоположной от резца стороны, регулируется по высоте резца с подкладками.
Таким образом я на ТВ-4 ставлю резцы с большого промышленного токарного станка.
Правда, при таком креплении немного дольше происходит смена инструмента, что для хоббийного использования оборудования не имеет существенного значения.
Что же касается технологичности Вашего процесса изготовления, нужно было зачистным кругом 6мм пройтись прямо по щелям между пластинами. Было бы намного быстрее.
учись снимать главное, а не лить воду. видео не о чём. аш зло взяло пока смотрел.
Парень, удивляюсь, как тебя не захейтели в комментах. Так держать!
Дамы и господа, прошу вашего внимания.
Человек (не я, к счастью)попал в тяжелую жизненную ситуацию, подробности здесь Ссылка
или непосредственно на его канале: Ссылка
Хорошая работа.Лайк! Я тоже себе, примерно так же делал самодельные резцедержатели, на свой настольный токарный станок, если вам интересно, об этом есть видео на своем канале.
Резцедержатель для токарного станка своими руками

Паказваць кнопкі кіравання прайгравальніка
- Апублікавана 17 Чэр 2016
 Навука і тэхніка
Навука і тэхніка
 Навука і тэхніка
Навука і тэхнікаКаментарыі • 42

Дамы и господа, прошу вашего внимания.
Человек (не я, к счастью)попал в тяжелую жизненную ситуацию, подробности здесь by-clips.com/video/AgjD-QPT2Zs/відэа.html
или непосредственно на его канале: by-clips.com/channel/UCxD9xDVEa4Jzq2jLGZv3NAQ
надо уже делать быстро сьемные
Класс моладец лайк с меня.
на скорости 1.25 нормально смотрится фильмец )
Как сделать самому на токарный станок школьник Ш-3 резцедержатель. Я купил токарный станок Ш-3 без резцедержателя и маленькой бабки и для начала хочу сделать резцедержатель, но у меня нет размеров и пока не знаю где взять. Если можете помочь с размерами. Спасибо . С Ув. Петр Вибер: +380504900977
www.chipmaker.ru/forum/110/
изучайте, буквально в первой же теме на первой странице есть чертеж резцедержки ТВ-4 www.chipmaker.ru/topic/147686/
По большому счету в этой детали единственный критичный размер – толщина нижней полки, чтобы резцы более менее попадали в центр вращения, но даже это на практике полезно разве что в случае приобретения стандартных резцов с державкой 12мм, а это редкость или недешевый Китай.
Эти китайские шпильки не пойдут.
Добрый вечер.Какой размер резцедержателя?
85Х85Х50
зазор под резцы – 30
А как резцедержатель по высоте регулируется?
androngorshkov хдх трактор трактор принцесса принце
Хорошая работа.Лайк! Я тоже себе, примерно так же делал самодельные резцедержатели, на свой настольный токарный станок, если вам интересно, об этом есть видео на своем канале.
учись снимать главное, а не лить воду. видео не о чём. аш зло взяло пока смотрел.
Всё может быть намного проще.
Берётся пластина потолще, в ней сверлится отверстие под прижимной болт в середине и отверстие с резьбой под упорный болт с краю, по середине одной из сторон.
Высота упорного болта, располагающегося с противоположной от резца стороны, регулируется по высоте резца с подкладками.
Таким образом я на ТВ-4 ставлю резцы с большого промышленного токарного станка.
Правда, при таком креплении немного дольше происходит смена инструмента, что для хоббийного использования оборудования не имеет существенного значения.
Что же касается технологичности Вашего процесса изготовления, нужно было зачистным кругом 6мм пройтись прямо по щелям между пластинами. Было бы намного быстрее.
После сварки надо отжигать заготовку.
Вот прошло год,как оно работает?
А чему там смущаться? Даже если вдруг сварка лопнет, развалиться на ходу ему не даст гайка, которой он к поперечке прикручивается.
Вокруг мотора ну понятно,у меня приблизительно такой-же,смущают напряжения,а идти в лес отжигать лень.
Там и на глаз видно что выгуло от сварки вот и ломают голову.
Работает. Не скажу, что прям злобно наточил тонну стружки за этот год, но работает. Детали для фрезерной приставки и для контрпривода точились с участием именно этого резцедержателя, другого пока нет.)
А у меня болт м16 в резцедержателе .
Может я не прав, но кажется что верхнюю пластину притянуло на одну сторону. Да и сверловка отверстий перед сваркой. Всё-таки это железяка. Её ведёт жёстко.
И вопрос. По прошествии времени как себя показал данный резцедержатель?
А. Вот где собака порылась. У гайки прижим неравномерен, кроме использования температуры, гидроключа или ударного ключа, в случае больших плоскостей.
Ну я, как сказал, могу быть не прав т.к. все-же камера не даёт возможности в полной мере разглядеть деталь.
Пластины перед сваркой были скручены шпилькой с хорошим усилием, так что гулять в процессе сварки им было некак. Выгнуло только наружную часть.
Дугой выгнуло – это понятно. Но видно было будто обваривалось сразу. Без прихваток по контуру.
Ну да, напильник в помощь)))
Будет интересно узнать, сколько прослужит.
При тех нагрузках, которые может создать 180-ти ваттный двигатель вообще никаких вопросов. Оторвать верхнюю пластину болтами не удалось пока, да и вообще, не будем забывать, что в рабочем состоянии все это стянуто 12 мм шпилькой (крепление к поперечной подаче)
Пластины при сварке ессно повело, но не как попало, а потянуло “на себя”, т.е. они стали на пару десяток “сферическими”. Ну да ничего не мешает вышабрить подошву, если будет желание и необходимость.
Резьба не пострадала, хотя я после сварки еще раз проганял метчиком для верности.
В общем – пока все работает, если сломаю, обязательно запилю об этом видосик ?
А какой смысл делать посадочное под резцы больше, если больший резец выше центра на много будет. ))))
Masterskiff он дойдёт к этому когда поставит туда резец
проще найти центр если разметить с угла на угол.и мерить не нужно ничего и точно будет
Робив таке саме прослужило 2 місяці. Причина мікро тричини по сварці зажав три різця і все розпалось. Зробив по другому дві пластіни 15мм, всередині кубік 28мм, стянув чотирьма болтами під шестигранік (по углах) в нижній пластіні резьба у верхний подтай для болтов (болти на 8 калені). Пока работа отлічно. Бажаю удачі.
это большой резцедержатель для такого станка
Цельняка не было? В отверстие прижимаешь к салазкам болтом, затем в патрон вставляешь концевую фрезу и фрезеруешь пазы. Подставляешь под резцедержку что-то, если фрезы нужного диаметра нет.
Цельняка не было.
Ну и не смотря на внешнюю неприглядность, вариант вполне работоспособный.
Очень хорошая идея если нет метала и фрезерного станка
для какого станка это делаешь?
@Вокруг мотора круто конечно.
можно сделать такую штуку: www.chipmaker.ru/index.php?app=core&module=attach§ion=attach&attach_rel_module=post&attach_ >устанавливается вместо малой продольной
плюс резцедержатель с большим зазором, как у меня.
еще можно сделать так:
by-clips.com/video/rBSaJrF543A/відэа.html
@Вокруг мотора я про что и говорю,если большой резец на такую высоту поставить режущая часть будет на много выше центра зажатой заготовки в патроне или я чтото не понимаю.тогда скажи как мне на мой тв-4 сделать под большие резцы .
а вообще у тв-16 нижняя как раз 10мм, сам резцедержатель меньше и ниже чем у меня

Если изготовить токарный станок по металлу своими руками, можно значительно сэкономить финансы, но оборудование имеет низкую производительность. Оно подойдет только выполнении технологических операций, при которых не требуется большая точность, автоматизация. Сборка самодельного оборудования требует определенных знаний и навыков.
Токарный станок
Назначение
Токарные станки применяются для обработки разных видов металлов, сплавов. Они нужны для выполнения нескольких технологических операций:
- фасонного обтачивания;
- обычного и вихревого нарезания резьбы;
- растачивания конических и цилиндрических отверстий;
- создания рифленых поверхностей;
- развертывания отверстий, сверления, зенкерования;
- прорезывания канавок;
- обработки уступов, торцов;
- обтачивания наружных конических и цилиндрических поверхностей.
Также на этом оборудовании можно проводить раскатку, упрочнение, выглаживание и затылование поверхностей.
Устройство
Чтобы собрать качественный самодельный токарный станок по металлу, нужно знать его конструкцию. Он состоит из нескольких основных частей:
- станины (основание);
- суппорта;
- задней и передней бабки;
- резцедержателя;
- электрического привода.
Все элементы взаимосвязаны. Они соединяются с помощью разных крепежных элементов, механизмов и т. д.
Заводская модель токарного станка ( Instagram / oestlund91)
Станина
Неподвижная деталь, на которой закрепляются остальные части. Она состоит из 2 вертикальных ребер, соединяющихся перекладиной. Такая конструкция обеспечивает требуемую жесткость, устойчивость статора.
Особенности:
- Под станиной находятся ножки. Их количество зависит от длины основания.
- Поперечные рейки, которые расположены сверху, нужны, чтобы по ним перемещалась задняя бабка, суппорт.
Виды направляющих:
- призматические — нужны для передвижения суппорта;
- плоские — необходимы для перемещения задней бабки.
Суппорт
На верхней части суппорта закрепляются токарные инструменты, резцы. Это подвижная часть, которая закрепляется на рельсах станины. Суппорт можно перемещать в 4 направлениях относительно центра оборудования. Для этого на станине закрепляются салазки.
Задняя бабка
Нужна для закрепления обрабатываемых заготовок на шпинделе. Задняя бабка подвижна. Она передвигается по направляющим на станине. Части:
- Верхняя. На ней удерживается шпиндель.
- Нижняя. Основная плита.
Задняя бабка закрепляется на станине с помощью болтов.
Шпиндель для токарного станка ( Instagram / grizli_live)
Передняя бабка
В передней бабке находится удерживающий механизм для закрепления и вращения заготовок при включении станка. Устройство передней бабки:
- металлический корпус;
- подшипники (2 штуки);
- шпиндель;
- коробка передач для переключения рабочих режимов, скоростей.
деталь передней бабки — шпиндель. Он установлен на двух подшипниках. От этого узла зависит точность обработки заготовок.
Резцедержатель
Важная часть оборудования, которая нужна для закрепления токарной оснастки, резцов. Станок может иметь одно или несколько креплений для режущих инструментов. Количество зависит от комплектации, размеров, мощности оборудования.
Электрический привод
Отвечает за работу всего оборудования, точность выполнения технологических операций. Лучше выбирать оборудование с реверсивным приводом. Электрический привод отвечает за регулировку частоты вращения шпинделя.
Лучше выбирать токарный станок с электроприводом переменного тока с асинхронным двигателем. Шпиндель в оборудовании — источник подачи, главного движения.
Привод для токарного станка ( Instagram / master_silverrain)
Характеристики
При покупке или сборке токарного станка нужно учитывать ряд параметров:
- Размеры обрабатываемых заготовок.
- Мощность электродвигателя.
- Массу и размеры оборудования.
- Количество закрепляемых токарных инструментов, резцов.
- Скорость вращения шпинделя.
- Наличие дополнительных элементов, узлов, механизмов, для выполнения разных технологических операций.
Также нужно обратить внимание на материал отдельных частей. От этого будет зависеть долговечность и устойчивость оборудования к нагрузкам.
Изготовление
Самодельное устройство подойдет для выполнения нескольких действий:
- обработки торцов;
- подрезочных работ;
- нарезания внутренней, внешней резьбы;
- точения.
При сборке необходимо учитывать ряд особенностей:
- Для коллекторного электродвигателя нужно устанавливать редуктор. Он необходим для компенсации неравномерности хода основных механизмов.
- До сборки нужно продумать расположение основных частей, способы их соединения.
- Работу по связке электроники лучше доверить специалисту, чтобы при эксплуатации оборудования не возникло короткого замыкания.
Самодельный станок может применяться для изготовления деталей из металла, заточки инструментов, ремонта частей автомобиля.
Коллекторный двигатель ( Instagram / rckostroma)
Составление чертежа
Прежде чем начинать сборку самодельного оборудования, нужно подготовить чертеж. На нем необходимо нарисовать станок с разных сторон и указать:
- размеры оборудования;
- расположение основных частей;
- места крепежа.
Чертеж можно найти в интернете или подготовить его самостоятельно.
Подготовка
После составления схемы нужно подготовить место для размещения оборудования. Должно быть достаточно свободного пространства, чтобы можно было обойти оборудование с разных сторон. Если конструкция будет крупногабаритной, с большой массой, необходимо сделать для нее отдельное основание.
Инструменты и расходные материалы
Для сборки нужно подготовить:
- профильные трубы, металлические уголки;
- листы металла для сборки корпуса;
- приводные ремни разного диаметра;
- гайки, болты для крепежа отдельных частей;
- стальные прутья;
- шпиндель (его можно изготовить из болта, который имеет острозаточенный конец;
- провода, кнопки, регуляторы;
- подшипники;
- стальные пластины;
- зажимы для удержания резцов;
- набор ключей;
- сварочный аппарат;
- втулки;
- болгарку;
- дрель и сверлами по металлу.
Также нужно уделить внимание выбору электродвигателя. Для обработки небольших заготовок подойдет двигатель мощностью не более 1 кВт, например, электромотор от кухонного комбайна, швейной или стиральной машины. Если предстоит работа с крупными деталями, лучше выбирать двигатель мощностью от 1,5 до 2 кВт.
Если не хочется собирать настоящий токарный станок, можно сделать компактную модель из дрели. Корпус собирается из фанеры большой толщины. Электроинструмент закрепляется в удерживающем устройстве. Чем мощнее дрель, тем больше технологических операций можно будет выполнять на самодельном токарном станке.
Дрель ( Instagram / skupka25kopeek)
Сборка
Процесс изготовления состоит из нескольких этапов:
- Сборка рамы. Ее можно сварить из металлических труб, уголков.
- Изготовление боковых стоек.
- Соединение стоек.
- Установка втулок на направляющие. Они нужны для установки задней бабки.
- Изготовление площадки из стальных пластин, на которую будет устанавливаться пиноль, суппорт.
- Установка ходового винта.
- Закрепление штурвала, нониуса.
- Изготовление второй металлической площадки, на которую будет закрепляться передняя бабка.
- Сборка резцедержателя, суппорта.
- Установка электродвигателя.
- Соединение оставшихся элементов, закрепление ремней.
- Подключение проводов, настройка оборудования.
Способы модернизации
Чтобы сделать оборудование более производительным, расширить его функционал, достаточно выполнить модернизацию самодельного станка:
- Если сделать основание разборным, появится возможность работать с заготовками большой длины.
- Для снижения уровня шума рекомендуется установить станок на амортизирующие пружины.
- На самодельный станок нужно поставить термодатчики, предохранители, защитные устройства.
- Перед рабочей зоной следует установить откидной защитный экран из прочного прозрачного пластика.
Если закрепить в патроне шлифовальный или наждачный круг, можно будет проводить полировку.
Шлифовальные круги ( Instagram / debever_company)
Техника безопасности
Прежде чем приступать к эксплуатации токарного станка, нужно правильно подготовиться к работе:
- Надеть защитный очки, спецодежду, в которой нет выступающих частей.
- Полностью очистить рабочее место от посторонних предметов, освободить пространство вокруг станка, чтобы можно было свободно перемещаться.
- Проверить станок на наличие повреждений основных частей, крепежа, подключения проводов.
Рабочая зона должна быть хороша освещена. Если есть возможность, нужно разместить вокруг оборудования большое количество светильников.
Правила безопасности:
- Проводить очистку рабочей зоны, удалять заготовки, смазку рабочих механизмов можно только при отключенном двигателе.
- При выполнении резки металлических деталей отрезаемую часть нельзя держать рукой.
- Не рекомендуется передавать предметы над работающим механизмом.
- При обработке деталей нужно находиться с правильной стороны от станка, на безопасном расстоянии от него.
- Запрещено опираться на рабочие части станка.
После завершений работы нужно очистить рабочее место, убрать металлическую стружку.
Эксплуатация
Советы по эксплуатации токарного станка:
- После установки резцов необходимо проверить надежность их закрепления.
- При обработке металлических заготовок важно использовать защитный пластиковый экран. Он защитит глаза от попадания стружки металла.
- Нужно регулярно подвинчивать крепежные элементы, смазывать подвижные части оборудования.
- Важно регулярно проверять натянутость ремней в коробке передач.
- При смазывании подвижных частей нельзя попадать маслом на ремни. Это может привести к ухудшению трения и плохому натяжению.
Токарный станок — важный тип оборудования, применяющийся для обработки, изготовления деталей из металла. Чтобы не тратить деньги на заводской станок, можно собрать его своими руками. Самодельное оборудование не будет справляться с большими объемами работы, но подойдет для проведения бытовых работ с металлическими заготовками.
( 3 оценки, среднее 3.67 из 5 )
Резцедержатель для токарного станка своими руками

Резцедержатель – один из важнейших блоков токарных станков, используемый для закрепления режущего инструмента. Существует множество модификаций конструкции такого узла, предназначенных для применения в различных условиях.
Кроме того, выпускаются универсальные резцедержатели для токарных станков, которые возможно использовать и для другого металлорежущего оборудования.
Качество металлообработки заготовки во многом зависит от точности исполнения державки для резца.
Устройство и назначение резцедержателя
Резцедержатель представляет собой зафиксированный с помощью болтового соединения отдельный узел, используемый для крепления металлообрабатывающего инструмента. Значительно упрощает работу с заготовками, позволяет максимально расточить отверстия. Резцедержателями комплектуются блоки станков, перемещающие резец.
В верху суппорта 1 на центрующем бурте расположена четырехгранная головка. С одной ее стороны установлен конусообразный фиксатор 5 с пружинкой 4, с обратной – фиксатор шариковый 17 с пробкой на резьбе 12 и пружинкой 15.
К верхней части головки 13 с помощью болтов прикреплен фланец 5. На среднем пальце 16 внутри головки размещается кулак 11, имеющий торцовые зубцы, а также храповая муфта 10, прижимающаяся к торцу кулака пружинкой 8. Муфта легко перемещается по прорезям втулки 9, впрессованной в рукоять 7.
Рукоять 7 служит для высвобождения, поворота, установки и крепления головки. Высвобождение осуществляется при развороте рукояти по резьбе против часовой стрелки. Совместно с рукоятью также перемещается и кулак 11, соединенный с ней через зубцы храповика 10.
При освобождении головки при воздействии скоса кулака 11 на лапку фиксатора 3 приподнимается сам фиксатор, кулак 11 поворачивает головку, упираясь стенкой выреза в штифт 14. Шарик 17 при этом приподнимается.
В заключительной стадии разворота шарик фиксатора попадает в следующее гнездо, предварительно закрепляя головку.
При развороте рукояти 7 в обратную сторону кулак 11 открепляет фиксатор 3, при этом он впадает в гнездо 2 и окончательно закрепляет головку. Стенка выреза упирается в штифт и останавливает кулак 11.
Последующий поворот рукояти 7 приводит к отжатию храповика 10 вверх скошенными торцовыми зубцами. По окончании поворота рукояти происходит окончательное закрепление головки с режущим инструментом.
Условное деление державок для резцов
Державки токарные разделяются по нескольким параметрам.
По типу исполнения держатели бывают:
- со сменными блоками;
- с осью вращения.
По расположению оси последние модели разделяются на:
- горизонтальные (вдоль шпинделя);
- вертикальные (под углом 90° к шпинделю).
По способу изменения позиции:
- механические;
- электромеханические;
- гидравлические;
- с сервоприводом.
По количеству мест для установки резцов:
- двухпозиционные, позволяющие одновременно зафиксировать пару резцов;
- четырехпозиционные, допускающие одновременную установку четырех единиц режущих приспособлений на станке.
Крепление инструмента в резцедержателе может осуществляться несколькими способами:
- посредством клинового блока;
- VDI – крепление одним клиновым болтом с края диска держателя;
- ВМТ – фиксация в отверстии на удаленном диаметре диска.
Кроме того, по типу конструкции резцедержатели разделяются на:
- простые («солдатиком»);
- поворотные;
- быстросменные кассетные резцедержатели;
- универсальные переходники.
Простой резцедержатель
Резцедержатели на токарный станок обычной конструкции «солдатиком» оснащены специальной прокладкой сферической формы, позволяющей оперативно поставить требуемый резец. Угол резания и высотное расположение изменяются разворотом прокладки. Инструмент в резцедержателе закрепляется посредством одного болта.
Достоинством такой конструкции является возможность быстрой постановки резца. Недостаток – всю нагрузку воспринимает единственный болт, потому его необходимо плотно затягивать и постоянно проверять степень закрепления до включения станка.
При работе со станком с резцедержателем такого типа следует избегать чрезмерного зажатия болта, так как велика вероятность срыва резьбы. Для ремонта державки достаточно заменить болт, расточить отверстия под другой размер либо установить в образовавшийся зазор втулки с внутренней резьбой.
Для увеличения прочности болты изготавливаются из высокопрочной стали, цементируются на глубину 0,6–0,8 и закаливаются. В итоге болт соответствует марке твердости 50–60 HRС, устойчив к разрыву.
Резцедержатели конструкции «солдатиком» часто ставились на станки советского производства. Сейчас они перенесены в разряд устаревших и устанавливаются на модели легких станков. В таких резцедержателях крепится единственный инструмент, требующий периодической смены.
Поворотные
Наиболее распространены в токарных станках резцедержатели, позволяющие разместить сразу 4 резца. Станок заранее подготовлен к выполнению нескольких следующих одна за другой работ без необходимости замены резца. Максимальный эффект от установки поворотного резцедержателя в станок получается при необходимости обработки деталей сложных геометрических форм.
Резцедержатели подобной конструкции внешним видом походят на револьвер. Основная деталь – диск с проделанными насквозь отверстиями, находящимися друг от друга на одинаковом удалении. В отверстиях размещены втулки с разрезом, в которых фиксируются резцы станка.
Благодаря применению втулок резцы устанавливаются без прокладок – замена режущего инструмента производится быстро.
Резцедержатели обладают пружинными устройствами, позволяющими растачивать отверстия на большую глубину, нарезать внутреннюю резьбу и применять станок для иных работ, требующих высокой точности.
В выпускающихся сейчас станках также устанавливаются поворотные резцедержатели, несущие до 12 резцов. Они особенно эффективны на станках с ЧПУ, производительность которых значительно увеличивается. Быстрая фиксация инструмента и повышенная надежность обеспечивается электромеханическим приводом.
В некоторых токарных станках, к примеру, серии ТС, поворотные резцедержатели отличаются конструктивными особенностями. Зажимание инструмента осуществляется посредством закаленных планок либо рычажно-клиновым устройством.
Быстросменный резцедержатель
Если станок используется дома для небольших объемов различных работ, резцы требуется часто менять. Для минимальных трудовых и временных потерь рекомендуется установить быстросменный резцедержатель со сменяемыми кассетами.
Держатели закрепляются таким образом: в верхнюю часть суппорта вкручивается ось, служащая в качестве фиксатора резцедержателя. Сверху держатель прижимается гайкой. В комплекте к таким устройствам идет пластина, позволяющая при необходимости поднять резец повыше.
Крепление кассеты осуществляется посредством клиновой планки.
Универсальный переходник
Держатели резцов универсального типа (переходники) позволяют поставить на станок инструмент с большими размерами, чем предусмотренный конструкцией.
При использовании малогабаритных станков иногда возникает необходимость в работе с крупными резцами. Имеющийся на станке держатель не позволяет разместить инструмент с иными размерами, из-за чего крупные резцы приходится стачивать. Чтобы избежать расточки, на станок устанавливается специальный резцедержатель-переходник, позволяющий работать с инструментом различных размеров.
Рекомендации по использованию
Резцедержатель относится к основным блокам станка и закрепляется на нем посредством болтового соединения.
Использование устройства особенно эффективно при необходимости расточки повышенной точности. Конструкция их должна отличаться надежностью и высокой прочностью.
Не менее важно правильно установить резец, потому как точность металлообработки заметно снижается при появлении даже малого люфта.
Резцедержатель на токарный станок используется для крепления резца по вертикали и горизонтали. Неточность фиксации по высоте считается главной причиной недостатков и брака обработки. При обтачивании резец должен размещаться так, чтобы его рабочая часть находилась поверх центров станка. При растачивании резец следует устанавливать по низу плоскости центровки.
Резцедержатель на универсальный станок ставится на верхних салазках суппорта.
Там же расположены устройства поворотные и поперечные, а непосредственно сам суппорт размещен на продольных салазках станины.
Все эти узлы в совокупности позволяют передвинуть резец по всем направлениям, разворачивать его вдоль оси, что предоставляет возможность применения максимального числа металлообрабатывающих операций.
Держатель на обдирочный станок тяжелого типа размещен на вспомогательных салазках. Это объясняется слишком большими размерами поперечных салазок: ручное их передвижение крайне затруднительно.
Варианты конструкций державок своими руками
Несмотря на разнообразие конструкций, резцедержку можно изготовить своими руками из имеющихся в любом гараже или домашней мастерской материалов. К самодельным резцедержателям, применяющимся для «гаражных» работ, не предъявляются повышенные требования по точности крепления инструмента, к тому же можно сэкономить значительную сумму для других нужд.
Держатель резцов для токарного станка своими руками — Сделай сам

Многие домашние мастера задумываются о том, как самостоятельно изготовить токарный станок по металлу.
Такое желание объясняется тем, что при помощи подобного устройства, стоить которое будет совсем недорого, можно эффективно выполнять большой перечень токарных операций, придавая заготовкам из металла требуемые размеры и форму.
Казалось бы, намного легче приобрести простейший настольный станок и использовать его в своей мастерской, но учитывая немалую стоимость такого оборудования, есть смысл потратить время на то, чтобы сделать его своими руками.
Самодельный токарный станок — это вполне реально
Использование токарного станка
Токарный станок, который одним из первых появился в линейке оборудования для обработки деталей из разных материалов, в том числе из металла, позволяет изготавливать изделия различных форм и размеров.
С помощью такого агрегата можно выполнять обточку наружных и внутренних поверхностей заготовки, высверливать отверстия и растачивать их до требуемого размера, нарезать наружную или внутреннюю резьбу, выполнять накатку с целью придания поверхности изделия желаемого рельефа.
Серийный токарный станок по металлу — это габаритное устройство, управлять которым не так просто, а его стоимость очень сложно назвать доступной.
Использовать такой агрегат в качестве настольного оборудования нелегко, поэтому есть смысл сделать токарный станок для своей домашней мастерской самостоятельно.
Используя такой мини-станок, можно оперативно производить обточку заготовок, выполненных не только из металла, но также из пластика и древесины.
На таком оборудовании обрабатываются детали, имеющие круглое сечение: оси, рукоятки инструментов, колеса, конструктивные элементы мебели и изделия любого другого назначения. В подобных устройствах заготовка располагается в горизонтальной плоскости, при этом ей придается вращение, а излишки материала снимает резец, надежно зафиксированный в суппорте станка.
Проточка тормозного диска на самодельном токарном станке
Несмотря на простоту своей конструкции, такой агрегат требует четкой согласованности движений всех рабочих органов, чтобы обработка выполнялась с предельной точностью и наилучшим качеством исполнения.
Пример самодельного токарного станка с чертежами
Рассмотрим подробнее один из рабочих вариантов собранного собственными силами токарного станка, довольно высокое качество которого по праву заслуживает самого пристального внимания. Автор данной самоделки даже не поскупился на чертежи, по которым данное устройство и было успешно изготовлено.
Конечно, далеко не всем требуется настолько основательный подход к делу, зачастую для домашних нужд строятся более простые конструкции, но в качестве донора для хороших идей данный станок подходит как нельзя лучше.
Токарный станок, сделанный своими руками
Внешний вид станка Основные узлы Суппорт, резцедержатель и патрон Вид сбоку Задняя бабка Вид снизу на заднюю бабку Направляющие валы Конструкция суппорта Привод от двигателя Чертеж №1 Чертеж №2 Чертеж №3
Конструкционные узлы
Любой, в том числе и самодельный, токарный станок состоит из следующих конструктивных элементов: несущей рамы — станины, двух центров — ведущего и ведомого, двух бабок — передней и задней, шпинделя, суппорта, приводного агрегата — электрического двигателя.
Конструкция малогабаритного токарного станка про металлу
На станине размещают все элементы устройства, она является основным несущим элементом токарного станка. Передняя бабка — это неподвижный элемент конструкции, на котором располагается вращающийся шпиндель агрегата. В передней части рамы находится передаточный механизм станка, с помощью которого его вращающиеся элементы связаны с электродвигателем.
Именно благодаря такому передаточному механизму вращение получает обрабатываемая заготовка. Задняя бабка, в отличие от передней, может перемещаться параллельно направлению обработки, с ее помощью фиксируют свободный конец обрабатываемой заготовки.
Простая схема узлов самодельного станка по дереву подскажет простой вариант изготовления станины, передней и задней бабок
Самодельный токарный станок по металлу можно оснастить любым электродвигателем даже не слишком высокой мощности, но такой двигатель может перегреться при обработке крупногабаритных заготовок, что приведет к его остановке и, возможно, выходу из строя.
Обычно на самодельный токарный станок устанавливают электродвигатели, мощность которых находится в пределах 800–1500 Вт.
Даже если такой электродвигатель отличается небольшим количеством оборотов, проблему решают при помощи выбора соответствующего передаточного механизма. Для передачи крутящего момента от таких электродвигателей обычно используют ременные передачи, очень редко применяются фрикционные или цепные механизмы.
Токарные мини-станки, которыми оснащаются домашние мастерские, могут даже не иметь в своей конструкции такого передаточного механизма: вращающийся патрон агрегата фиксируется непосредственно на валу электродвигателя.
Станок с прямым приводом
Существует одно важное правило: оба центра станка, ведущий и ведомый, должны располагаться строго на одной оси, что позволит избежать вибрации заготовки в процессе ее обработки. Кроме того, необходимо обеспечить надежную фиксацию детали, что особенно важно для моделей лобового типа: с одним ведущим центром. Решается вопрос такой фиксации при помощи кулачкового патрона или планшайбы.
По сути, токарный станок своими руками можно сделать и с деревянной рамой, но, как правило, для этих целей применяют профили из металла.
Высокая жесткость рамы токарного станка обязательна для того, чтобы на точность расположения ведущего и ведомого центра не оказывали влияние механические нагрузки, а его задняя бабка и суппорт с инструментом беспрепятственно перемещались вдоль оси агрегата.
Использование швеллеров при изготовлении рамы и передней бабки станка
Собирая токарный станок по металлу, важно обеспечить надежную фиксацию всех его элементов, обязательно учитывая нагрузки, которым они будут подвергаться в ходе работы.
На то, какие габариты окажутся у вашего мини-станка, и из каких конструктивных элементов он будет состоять, станет оказывать влияние и назначение оборудования, а также размеры и форма заготовок, которые на нем планируется обрабатывать.
От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода.
Вариант исполнения станины, передней бабки и привода
Для оснащения токарных станков по металлу не рекомендуется выбирать коллекторные электродвигатели, отличающиеся одной характерной особенностью.
Количество оборотов вала таких электродвигателей, а также центробежная сила, которую развивает обрабатываемая заготовка, резко возрастают при уменьшении нагрузки, что может привести к тому, что деталь просто вылетит из патрона и может серьезно травмировать оператора.
Такие электродвигатели допускается использовать в том случае, если на своем мини-станке вы планируете обрабатывать некрупные и нетяжелые детали. Но даже в таком случае токарный станок необходимо оснастить редуктором, который будет препятствовать бесконтрольному увеличению центробежной силы.
Асинхронный трехфазный электродвигатель, подключаемый к сети 220 Вольт через конденсатор
Уже доказано практикой и конструкторскими расчетами, что для токарных агрегатов, на которых будут обрабатываться заготовки из металла длиной до 70 см и диаметром до 10 см, лучше всего использовать асинхронные электродвигатели мощностью от 800 Вт. Двигатели такого типа характеризуются стабильностью частоты вращения при наличии нагрузки, а при ее снижении в них не происходит ее бесконтрольного увеличения.
Если вы собираетесь самостоятельно сделать мини-станок для выполнения токарных работ по металлу, то обязательно следует учитывать тот факт, что на его патрон будут воздействовать не только поперечные, но и продольные нагрузки. Такие нагрузки, если не предусмотреть ременную передачу, могут стать причиной разрушения подшипников электродвигателя, которые на них не рассчитаны.
Если использовать ременную передачу нет возможности, и ведущий центр устройства напрямую соединяется с валом электродвигателя, то можно предусмотреть ряд мер, которые защитят его подшипники от разрушения.
Подобной мерой может стать упор, ограничивающий продольное перемещение вала двигателя, в качестве которого можно использовать шарик, устанавливаемый между корпусом электродвигателя и задним торцом его вала.
В задней бабке токарного станка располагается его ведомый центр, который может быть неподвижным или свободно вращаться.
Наиболее простую конструкцию имеет неподвижный центр: его несложно сделать на основе обычного болта, заточив и отшлифовав под конус ту его часть, которая будет соприкасаться с заготовкой.
За счет вкручивания или откручивания такого болта, перемещающегося по резьбовому отверстию в задней бабке, можно будет регулировать расстояние между центрами оборудования, тем самым обеспечивая надежную фиксацию заготовки. Обеспечивается такая фиксация и за счет перемещения самой задней бабки.
Чтобы обрабатываемая деталь беспрепятственно вращалась в таком неподвижном центре, заостренную часть болта, которая с ней соприкасается, нужно будет смазывать машинным маслом перед началом работы.
Самодельная задняя бабка для настольного токарного станка
Советы по изготовлению простейшего станка
Сегодня не представляет сложности найти чертежи и фото токарных станков, по которым можно самостоятельно изготовить такое оборудование.
Более того, несложно найти различные видео, демонстрирующие процесс их изготовления.
Это может быть мини-станок с ЧПУ или очень простое устройство, которое, тем не менее, даст вам возможность оперативно и с минимальными трудозатратами изготавливать изделия из металла различной конфигурации.
Стойки простейшего токарного станка по металлу можно изготовить из древесины. Их необходимо будет надежно закрепить на станине агрегата при помощи болтовых соединений. Саму станину, если есть возможность, лучше изготовить из металлических уголков или швеллера, что обеспечит ей высокую надежность, но если их нет под рукой, можно также подобрать толстые деревянные бруски.
На видео ниже представлен процесс самостоятельного изготовления суппорта для токарного станка.
В качестве узла на таком станке, на котором будет фиксироваться и перемещаться режущий инструмент, выступит подручник, изготавливаемый из двух деревянных дощечек, соединенных под углом 90 градусов.
На поверхности дощечки, где будет размещаться инструмент, необходимо зафиксировать лист металла, который защитит древесину от деформирования и обеспечит точное расположение резца по отношению к обрабатываемой детали.
Резцедержатель для токарного станка

» Станок » Резцедержатель для токарного станка
Резцедержатель служит для закрепления резцов на суппорте токарного станка, и как следствие, он перемещается в поперечном и продольном направлениях относительного заготовки. Другое название этого устройства — резцовая головка.
Резцедержатель токарного станка
Подразделяются на двухпозиционные и четырехпозиционные, т.е. в первом варианте в резцедержатель одновременно можно закрепить винтами два резца, во втором – четыре. Это позволяет быстро менять инструмент во время работы, поворачивая резцовую головку в другую позицию с нужным резцом.
Четырехпозиционная резцовая головка
Для быстрой смены инструмента применяют резцедержатели картриджного типа, которые могут устанавливаться практически на все типы токарных станков. Сменные картриджи изготавливаются для резцов с четырехгранной и круглой державкой.
Быстросменный резцедержатель
Резцедержатель (державка) своими руками
При желании или необходимости резцедержатель можно изготовить самостоятельно. Материал заготовки – сталь 45.
Еще одно видео по переделке державки
Чертежи резцедержателей
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
(: 3, в среднем: 4,67 из 5) Загрузка…
stankiexpert.ru
Токарные резцедержатели
Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Поэтому было разработано несколько вариантов конструкции этого устройства, подходящие для разных условий. Помимо токарных станков, резцедержатели используются в строгальных и некоторых других металлорежущих станках, но там они имеют другую конструкцию.
Условное деление
По исполнению: — с осью вращения — со сменными блоками Деление резцедержателей с осью вращения: — с горизонтальной осью вращения (параллельно оси шпинделя) -с вертикальной осью вращения (перпендикулярно оси шпиделя) по источнику смены позиций: — механические (вручную) — электромеханические — гидравлические — серво По крепления инструмента — клиновым блоком — резцы 16х16, 20х20, 25х25 и 32х25 мм — VDI — крепление в круглом отверстии позиции торцевой поверхности диска резцедержателя одним болтом с клином. направление оси Чаще всего используются VDI30, VDI40. Размеры VDI20, VDI50 и VDI60 используются относительно редко. Может использоваться для статичного и приводного инструмента
— BMT — крепление в круглом отверстии на переферийном диаметре диска резцедержателя. Крепление четырьмя болтами. Наиболее распространены BMT-45, BMT-55, реже используются BMT-65, BMT-75. Может использоваться для статичного и приводного инструмента
На универсальном токарном станке резцедержатель располагается на верхних салазках суппорта. На суппорте также размещаются поперечные и поворотные салазки, а сам суппорт находится на продольных салазках станины.
Комбинация этих узлов позволяет перемещать резец по всем трем координатам и поворачивать относительно продольной оси, что и обеспечивает большое количество доступных операций универсальному токарному станку.
У тяжелых обдирочных станков конструкция суппорта несколько отличается, поскольку на него приходится значительная нагрузка. В таких станках резцедержатель располагается на дополнительных салазках. Это требуется по той причине, что у станков этого типа поперечные салазки имеют слишком массивную конструкцию и их перемещение вручную затруднительно.
Использование резцедержателя
Резцедержатель является отдельным узлом станка, закрепленным болтами. Он существенно облегчает обработку деталей. Особенно важно применение резцедержателя при точной расточке отверстий. Конструкции резцедержателей отличаются высокой прочностью и надежностью, поскольку даже от небольшого люфта точность обработки может значительно снизиться.
Токарный резцедержатель предназначается для размещения резца по высоте и в горизонтальной плоскости. Установка резцедержателя по высоте имеет большое значение для процесса обработки. Если выполняется обточка, то резец устанавливается так, чтобы режущая кромка инструмента была выше, чем линия центров станка. Для расточки резец размещается ниже линии центров.
Простой резцедержатель
Самую простую конструкцию имеет резцедержатель, называемый «солдатиком». Это устройство имеет сферическую подкладку, которая позволяет быстро закрепить резец. Путем поворота сферической прокладки регулируется угол резки и положение по высоте. Закрепление резца выполняется при помощи одного болта.
С одной стороны, это устройство резцедержателя токарного станка дает возможность установить резец за минимальное время, а с другой — вся нагрузка приходится на один болт, поэтому он должен быть плотно затянут.
Однако, пытаясь обеспечить достаточный прижим, этот болт часто затягивается с избыточным усилием, отчего резьба быстро приходит в негодность. В результате происходит обрыв болта или срезание внутренней резьбы. Ремонт такого резцедержателя заключается в замене болтов и расточке отверстия на больший размер.
Также возможна установка втулки с резьбой в отверстие. Для повышения стойкости болтов их изготавливают из прочных сталей, таких как 12ХН3А, подвергают цементации на глубину 0,6-0,8 мм и закалке, что позволяет добиться твердости поверхности 50-60 HRС.
Благодаря этому стойкость болтов возрастает в 10-15 раз относительно сырых, изготовленных из стали 45, однако, повышается и их цена. Для большей части деталей резцедержателя используется сталь 45, у которой твердость находится в интервале 220—260 НВ.
Резцедержатель этой конструкции широко использовался на советских станках. Сейчас такая конструкция резцедержателя токарного станка считается устаревшей и используется только для некоторых легких станков. В этом резцедержателе можно закрепить только один инструмент, что требует частой замены резца. В промышленной металлообработке это приводит к большим потерям времени.
Поворотные резцедержатели
Большое распространение получил кассетный резцедержатель для токарного станка, в котором можно одновременно закрепить четыре инструмента. Таким образом можно подготовить станок к четырем последовательным операциям без смены инструмента. Наибольший эффект от этого резцедержателя достигается при обработке деталей сложных форм.
Резцедержатель имеет строение, сходное с револьвером. Главным элементом является крупный диск, в котором просверлены сквозные отверстия на равном расстоянии друг от друга. В отверстия вставляются разрезные втулки, в которые и крепятся резцы.
Использование втулок позволяет установить резцы по высоте без использования прокладок, поэтому такая операция выполняется весьма быстро.
Также устройство для фиксации резцов имеет жесткие пружинные державки, что дает возможность вести растачивание глубоких отверстий, нарезание внутренней резьбы и другие точные работы.
В современных станках используются еще более эффективные резцедержатели, в которых одновременно можно закрепить до 12 инструментов. Особенно эффективны такие резцедержатели для токарных станков с ЧПУ, их применение позволяет значительно повысить производительность. Электромеханический привод резцедержателя обеспечивает быстрое и надежное крепление инструмента.
В тяжелых станках, например станки серии CWH, конструкция поворотных резцедержателей имеет свои особенности. Зажим резца производится закаленными планками при помощи рычажно-клинового механизма, что значительно повышает усилие.
Гидравлические резцедержатели
Одним из перспективных направлений развития резцов и резцедержателей выступает разработка гидравлических устройств для закрепления резцов. Такие резцедержатели амортизируют вибрацию, возникающую при обработке заготовки.
Благодаря этому снижается вероятность выхода из строя инструмента.
При черновой обработке, когда резец испытывает значительную нагрузку, использование гидравлических резцедержателей снижает затраты на инструменты на величину до 40%.
Такими резцедержками оснащены например токарные станки серии ТС17.
Гидравлические резцедержатели имеют точность, сравнимую с этим показателем у электромеханических устройств, а в некоторых режимах и более высокую. Имеют большее количество позиций, меньшее время смены инструмента, направление поиска инструмента по кратчайшему направлению. Требуют наличия гидростанции на станке.
Осуществляем полный цикл ремонта резцедержек серии AK30 и AK31:
Купить станок, посмотреть его в работе, ознакомиться со складом станков — Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 и 8 (800) 700-100-4 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Быстросменный резцедержатель. Делаем дополнительную кассету
Подписка В одном из предыдущих обзоров зоркие читатели увидели на моем токарном станке быстросменный резцедержатель. Попросили его обозреть. Выполняю заявки трудящихся ☺ Для чего нужен быстросменный резцедержатель? Из названия очевидно, что для быстрой смены резцов.
Зачем нужна быстрая смена резцов? В токарном деле используется несколько десятков различных резцов: проходные, расточные, подрезные, резьбовые внутренние и наружние, канавочные, отрезные и т.д. и т.п. Какие-то чаще, какие-то реже, но используются все. Обычный резцедержатель может удерживать одновременно до четырех резцов, что бывает достаточно для производственного процесса.
Как правило, детали однотипные и точатся на потоке. Установив утром один набор резцов, до вечера можно работать только им. При штучной работе или в условиях домашнего применения резцы постоянно нужно менять. Откручивать- закручивать винты, вынимать резец и подбирать подкладки для выставления высоты резца довольно муторно.
Для этих целей и существует быстросменный резцедержатель со сменными картриджами (кассетами). Купил я данный резцедержатель уже достаточно давно, лет 5 назад точно. Так что он прошел огонь, воду и медные трубы. Зарекомендовал себя с наилучшей стороны. Крепится резцедержатель следующим образом: в верхний суппорт ввинчивается ось, на которую насаживается резцедержатель.
Сверху он фиксируется гайкой. В комплекте шла пластина, позволяющая подкладывать ее по резцедержатель, если необходимо приподнять его повыше. У меня на суппорте было цилиндрическое утолщение, и я расточил в пластине отверстие в диаметр утолщения. Фиксация картриджа происходит за счет подвижной клинообразной планки, которая распирает паз «ласточкиного хвоста».
Фиксация просто намертво. В комплекте идут 5 картриджей Первый под обычные прямоугольные державки. Высота паза 13 мм, глубина 8 мм. Четыре винта М6 фиксируют державку, один болт с широкой шайбой и контровой гайкой позволяет контролировать высоту картриджа и резца соответственно. Кончик резца должен быть на высоте оси шпинделя токарного станка.
Второй картридж полностью копирует первый с одним дополнением, на нижней полке крепления державки профрезерована V-образная канавка, позволяющая крепить закругленные державки резцов. Третий картридж предназначен для крепления отрезного резца. И хотя резцы из быстрорежущей стали отживают свой век, такое решение очень удачное и востребованное.
Резец можно затачивать не вынимая из картриджа. Толщина режущей пластины 1.5мм (в комплект не входит) Четвертый и самый многофункциональный картридж совмещает в себе ролики для накатывания насечки на заготовку и место под резец. Я креплю в картридже небольшой резец для торцевания заготовок. Пятый картридж предназначен для крепления расточных резцов с круглой державкой.
Основная печаль данного резцедержателя – стоимость дополнительных картриджей. Их цена варьируется от 14 до 26 долларов за штуку. Так как используемых в работе резцов у меня под два десятка, то удовольствие покупки двадцати картриджей выливается в круглую сумму. Вот и приходилось менять резцы также как и в обычном резцедержателе.
Единственное, что по высоте их выставлять элементарно и быстро. Мысль сделать свой картридж зрела давно. Останавливало два обстоятельства: отсутствие металла под рукой и банальная лень.
Со временем у меня появился запас алюминия марки В95, который должен по прочности подойти для домашнего применения и запрос от вас, мои дорогие читатели, на обзор, который помог превозмочь лень))) Для пробы взял кусочек дюраля В95, оставшегося от какой-то поделки. Ну что ж… поехали! В заготовке мы фрезеруем паз Далее фрезой для «ласточкиного хвоста» под углом 60 град.
выбираем боковые наклонные плоскости. Тщательно измеряем ширину «ласточкиного хвоста», точность должна быть в пределах двух – трех десятых миллиметра, иначе ничего не будет держаться, и заготовка направится в брак. Ширину «ласточкиного хвоста» измеряют при помощи двух цилиндров и штангенциркуля Примеряем – все великолепно. В размер попали. Переворачиваем заготовку и делаем паз под резец. Сверлим отверстия под винты и нарезаем резьбу
Стружка отлично вычищается ершиками (см. предыдущий обзор про чистку аэрографа)
Резцедержатель для токарного станка своими руками

ВАЖНО! Для того, что бы сохранить статью в закладки, нажмите: CTRL + D
Задать вопрос ВРАЧУ, и получить БЕСПЛАТНЫЙ ОТВЕТ, Вы можете заполнив на НАШЕМ САЙТЕ специальную форму, по этой ссылке >>>
Как сделать самодельный суппорт для токарного станка своими руками?
В работах по металлу, для изготовления деталей цилиндрической (конической) формы, используется токарный станок. Существует множество моделей этого производственного устройства, и всем им присуща практически одинаковая компоновка из схожих узлов и деталей. Одним из таковых является суппорт станка.
Самодельный токарный станок
Для лучшего понимания функций, который выполняет суппорт токарного станка, можно рассмотреть его работу на примере распространенной модели 16к20. Ознакомившись с этой информацией, возможно у некоторых домашних мастеров появится идея создать своими руками самодельный токарный станок для проведения работ по металлу.
1 Что такое суппорт станка?
Это достаточно сложный узел токарного станка по металлу, невзирая на кажущуюся простоту. От того, насколько правильно он изготовлен, установлен, отрегулирован — зависит качество будущей детали, и количество времени, которое было затрачено на ее изготовление.
1.1 Принцип работы
Размещенный на станке 16к20 суппорт может передвигаться в следующих направлениях:
- поперечном — перпендикулярно оси вращающейся заготовки для углубления в нее;
- продольном — режущий инструмент передвигается вдоль поверхности заготовки для снятия лишнего слоя материала или протачивания резьбы;
- наклонном — для расширения доступа к поверхности обрабатываемой детали под нужным углом.
1.2 Устройство суппорта
Суппорт для станка 16к20 расположен на нижних салазках, которые передвигаются по направляющим, закрепленным на станине, и таким образом происходит продольное перемещение. Движение задается вращением винта, который преобразовывает вращательное усилие в поступательное движение.
Суппорт токарного станка предназначен для закрепления и перемещения режущего инструмента
На нижних салазках, суппорт передвигается и поперечно, но по отдельным направляющим (поперечным салазкам), расположенным перпендикулярно оси вращения детали.
К поперечным салазкам, специальной гайкой, крепится поворотная плита, на которой имеются направляющие для передвижения верхних салазок. Задавать движение верхним салазкам можно с помощью поворотного винта.
Поворот верхних салазок в горизонтальной плоскости происходит одновременно с плитой. Таким образом, происходит установка режущего инструмента, под заданным углом к вращающейся детали.
Станок оснащен резцовой головкой (резцедержателем), который закреплен на верхних салазках специальными болтами и отдельной рукояткой. Движение суппорта происходит по ходовому винту, который расположен под ходовым валом. Такая подача осуществляется вручную.
1.3 Регулировки суппорта
В процессе работы на станке 16к20 происходит естественный износ, расшатывание, ослабление креплений суппорта. Это естественный процесс и его последствия необходимо постоянно контролировать путем регулярных подстроек и регулировок.
Основные узлы токарного станка
На суппорте станка 16к20 проводятся следующие регулировки:
1.4 Регулировка зазоров
Во время поперечного и продольного движения суппорта станка 16к20 по салазкам, происходит износ винта и рабочей их поверхности вследствие постоянного трения.
Наличие такого свободного пространства приводит к неравномерному перемещению суппорта, заеданию, колебанию при возникающих боковых нагрузках. Удаляется излишний зазор при помощи клиньев, при помощи которых каретка прижимается к направляющим.
1.5 Регулировка люфта
Люфт появляется в винтовой передаче. Избавиться от него можно без разборки с помощью закрепляющего винта, который находится на этом устройстве перемещения суппорта.
1.6 Регулировка сальников
При длительной работе по металлу на станке 16к20 происходит износ и засорение сальников, которые находятся на торцах выступа каретки. Визуально это определяется при появлении грязных полос во время продольного перемещения суппорта.
Передняя крышка токаного станка с сальником
Для того, чтобы устранить такое явление без разборки узла, необходимо промыть войлочную набивку и пропитать ее машинным маслом. При полной непригодности изношенных сальников следует заменить их новыми.
1.7 Ремонт суппорта
Это устройство токарного станка с течением времени изнашивается при постоянных значительных нагрузках в работе по металлу.
Наличие значительного износа легко определяется по состоянию поверхности направляющих салазок. На них могут появиться небольшие впадины, что будет препятствовать свободному перемещению суппорта в заданном направлении.
При своевременном регулярном уходе такой ремонт может и не понадобиться, но в случае появления подобного рода дефекта следует заняться ремонтом, а при сильном износе — заменой.
Суппорт 16К20 достаточно часто требует ремонта каретки, который заключается в восстановлении нижних направляющих, которые взаимодействуют с направляющими станины. Особого внимания требует поддержание стабильной перпендикулярности расположения каретки.
При ремонте суппорта необходимо проводить проверку по обеим плоскостям при помощи строительного уровня.
2 Самодельный токарный станок
Токарное устройство, при помощи которого выполняются работы по металлу, может быть очень простым. Собрать самодельный станок своими руками можно практически из подручных средств, которые берутся из пришедших в негодность механизмов.
Самодельный токарный станок
Начать следует с металлической рамы сваренной из швеллера, которая будет станиной. С левого края на ней закрепляется передняя неподвижная бабка, а справа — устанавливается опора. Самодельный станок, сделанный своими руками, предусматривает наличие уже готового шпинделя с патроном или планшайбой.
Шпиндель получает вращательный момент от электродвигателя через клиноременную передачу.
При работе станка по металлу, резец удержать своими руками невозможно (в отличие работы с деревом), поэтому потребуется суппорт, который будет передвигаться продольно. На нем устанавливается резцедержатель с возможностью его перемежения поперечно направлению движения самого суппорта.
Задается перемещение суппорта и резцедержателя на заданную величину при помощи винта с маховиком, на котором имеется кольцо с метрическими делениями. Маховик приводится в движение вручную.
2.2 Материалы и сборка
Для того чтобы собрать токарное устройство своими руками потребуются:
- цилиндр гидравлический;
- вал от амортизатора;
- уголок, швеллер, балка из металла;
- электродвигатель;
- два шкива;
- ременная передача.
Самодельный токарный станок на швеллере
Самодельный токарный станок своими руками собирается таким образом:
- Из двух швеллеров и двух металлических балок собирается рамная конструкция. При работе в будущем с деталями, имеющими длину более 50 мм, следует использовать материалы толщиной не менее 3мм для уголка и 30 мм для стержней.
- Продольные валы закрепляются на двух швеллерах направляющими с лепестками, каждый из которых имеет болтовое соединение или приварен сваркой.
- Для изготовления передней бабки используется гидравлический цилиндр, толщина стенки у которого должна быть не менее 6 мм. В нем запрессовываются два подшипника 203.
- Через подшипники, внутренний диаметр которых равен 17 мм, прокладывается вал.
- Гидравлический цилиндр заполняется смазывающей жидкостью.
- Под шкивом устанавливается гайка с большим диаметром, для предотвращения выдавливания подшипников.
- Готовый шкив берется из отслужившей стиральной машины.
- Суппорт изготавливается из пластины с приваренными к ней цилиндрическими направляющими.
- Патрон можно изготовить из отрезка трубы, подходящего диаметра, с наваренными на нем гайками и проделанными отверстиями для 4-х болтов.
- Приводом может служить электродвигатель той же стиральной машины (мощность 180 Вт), соединенный с передней бабкой ременной передачей.
Самодельный резцедержатель для ТВ-6
- Город: Ачинск
- Имя: Александр
Самодельный резцедержатель для ТВ-6
За неимением фрезерного станка решил сделать составную резцедержку. Вырезал болгаркой пластины по размеру будущей резцедержки с припуском на обработку и зажав в патрон обточил их со всех сторон. Затем разметил центра и просверлил отверстия 10 мм.
Самодельный токарный станок по металлу своими руками: чертежи, фото, видео

Многие домашние мастера задумываются о том, как самостоятельно изготовить токарный станок по металлу.
Такое желание объясняется тем, что при помощи подобного устройства, стоить которое будет совсем недорого, можно эффективно выполнять большой перечень токарных операций, придавая заготовкам из металла требуемые размеры и форму.
Казалось бы, намного легче приобрести простейший настольный станок и использовать его в своей мастерской, но учитывая немалую стоимость такого оборудования, есть смысл потратить время на то, чтобы сделать его своими руками.
Самодельный токарный станок — это вполне реально
Использование токарного станка
Токарный станок, который одним из первых появился в линейке оборудования для обработки деталей из разных материалов, в том числе из металла, позволяет изготавливать изделия различных форм и размеров.
С помощью такого агрегата можно выполнять обточку наружных и внутренних поверхностей заготовки, высверливать отверстия и растачивать их до требуемого размера, нарезать наружную или внутреннюю резьбу, выполнять накатку с целью придания поверхности изделия желаемого рельефа.
Серийный токарный станок по металлу — это габаритное устройство, управлять которым не так просто, а его стоимость очень сложно назвать доступной.
Использовать такой агрегат в качестве настольного оборудования нелегко, поэтому есть смысл сделать токарный станок для своей домашней мастерской самостоятельно.
Используя такой мини-станок, можно оперативно производить обточку заготовок, выполненных не только из металла, но также из пластика и древесины.
На таком оборудовании обрабатываются детали, имеющие круглое сечение: оси, рукоятки инструментов, колеса, конструктивные элементы мебели и изделия любого другого назначения. В подобных устройствах заготовка располагается в горизонтальной плоскости, при этом ей придается вращение, а излишки материала снимает резец, надежно зафиксированный в суппорте станка.
Проточка тормозного диска на самодельном токарном станке
Несмотря на простоту своей конструкции, такой агрегат требует четкой согласованности движений всех рабочих органов, чтобы обработка выполнялась с предельной точностью и наилучшим качеством исполнения.
Пример самодельного токарного станка с чертежами
Рассмотрим подробнее один из рабочих вариантов собранного собственными силами токарного станка, довольно высокое качество которого по праву заслуживает самого пристального внимания. Автор данной самоделки даже не поскупился на чертежи, по которым данное устройство и было успешно изготовлено.
Конечно, далеко не всем требуется настолько основательный подход к делу, зачастую для домашних нужд строятся более простые конструкции, но в качестве донора для хороших идей данный станок подходит как нельзя лучше.
Токарный станок, сделанный своими руками
Внешний вид станка Основные узлы Суппорт, резцедержатель и патрон
Вид сбоку Задняя бабка Вид снизу на заднюю бабку
Направляющие валы Конструкция суппорта Привод от двигателя
Чертеж №1 Чертеж №2 Чертеж №3
Конструкционные узлы
Любой, в том числе и самодельный, токарный станок состоит из следующих конструктивных элементов: несущей рамы — станины, двух центров — ведущего и ведомого, двух бабок — передней и задней, шпинделя, суппорта, приводного агрегата — электрического двигателя.
Конструкция малогабаритного токарного станка про металлу
На станине размещают все элементы устройства, она является основным несущим элементом токарного станка. Передняя бабка — это неподвижный элемент конструкции, на котором располагается вращающийся шпиндель агрегата. В передней части рамы находится передаточный механизм станка, с помощью которого его вращающиеся элементы связаны с электродвигателем.
Именно благодаря такому передаточному механизму вращение получает обрабатываемая заготовка. Задняя бабка, в отличие от передней, может перемещаться параллельно направлению обработки, с ее помощью фиксируют свободный конец обрабатываемой заготовки.
Простая схема узлов самодельного станка по дереву подскажет простой вариант изготовления станины, передней и задней бабок
Самодельный токарный станок по металлу можно оснастить любым электродвигателем даже не слишком высокой мощности, но такой двигатель может перегреться при обработке крупногабаритных заготовок, что приведет к его остановке и, возможно, выходу из строя.
Обычно на самодельный токарный станок устанавливают электродвигатели, мощность которых находится в пределах 800–1500 Вт.
Даже если такой электродвигатель отличается небольшим количеством оборотов, проблему решают при помощи выбора соответствующего передаточного механизма. Для передачи крутящего момента от таких электродвигателей обычно используют ременные передачи, очень редко применяются фрикционные или цепные механизмы.
Токарные мини-станки, которыми оснащаются домашние мастерские, могут даже не иметь в своей конструкции такого передаточного механизма: вращающийся патрон агрегата фиксируется непосредственно на валу электродвигателя.
Существует одно важное правило: оба центра станка, ведущий и ведомый, должны располагаться строго на одной оси, что позволит избежать вибрации заготовки в процессе ее обработки. Кроме того, необходимо обеспечить надежную фиксацию детали, что особенно важно для моделей лобового типа: с одним ведущим центром. Решается вопрос такой фиксации при помощи кулачкового патрона или планшайбы.
По сути, токарный станок своими руками можно сделать и с деревянной рамой, но, как правило, для этих целей применяют профили из металла.
Высокая жесткость рамы токарного станка обязательна для того, чтобы на точность расположения ведущего и ведомого центра не оказывали влияние механические нагрузки, а его задняя бабка и суппорт с инструментом беспрепятственно перемещались вдоль оси агрегата.
Использование швеллеров при изготовлении рамы и передней бабки станка
Собирая токарный станок по металлу, важно обеспечить надежную фиксацию всех его элементов, обязательно учитывая нагрузки, которым они будут подвергаться в ходе работы.
На то, какие габариты окажутся у вашего мини-станка, и из каких конструктивных элементов он будет состоять, станет оказывать влияние и назначение оборудования, а также размеры и форма заготовок, которые на нем планируется обрабатывать.
От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода.
Вариант исполнения станины, передней бабки и привода
Для оснащения токарных станков по металлу не рекомендуется выбирать коллекторные электродвигатели, отличающиеся одной характерной особенностью. Количество оборотов вала таких электродвигателей, а также центробежная сила, которую развивает обрабатываемая заготовка, резко возрастают при уменьшении нагрузки, что может привести к тому, что деталь просто вылетит из патрона и может серьезно травмировать оператора.
Такие электродвигатели допускается использовать в том случае, если на своем мини-станке вы планируете обрабатывать некрупные и нетяжелые детали. Но даже в таком случае токарный станок необходимо оснастить редуктором, который будет препятствовать бесконтрольному увеличению центробежной силы.
Асинхронный трехфазный электродвигатель, подключаемый к сети 220 Вольт через конденсатор
Уже доказано практикой и конструкторскими расчетами, что для токарных агрегатов, на которых будут обрабатываться заготовки из металла длиной до 70 см и диаметром до 10 см, лучше всего использовать асинхронные электродвигатели мощностью от 800 Вт. Двигатели такого типа характеризуются стабильностью частоты вращения при наличии нагрузки, а при ее снижении в них не происходит ее бесконтрольного увеличения.
Если вы собираетесь самостоятельно сделать мини-станок для выполнения токарных работ по металлу, то обязательно следует учитывать тот факт, что на его патрон будут воздействовать не только поперечные, но и продольные нагрузки. Такие нагрузки, если не предусмотреть ременную передачу, могут стать причиной разрушения подшипников электродвигателя, которые на них не рассчитаны.
Если использовать ременную передачу нет возможности, и ведущий центр устройства напрямую соединяется с валом электродвигателя, то можно предусмотреть ряд мер, которые защитят его подшипники от разрушения.
Подобной мерой может стать упор, ограничивающий продольное перемещение вала двигателя, в качестве которого можно использовать шарик, устанавливаемый между корпусом электродвигателя и задним торцом его вала.
В задней бабке токарного станка располагается его ведомый центр, который может быть неподвижным или свободно вращаться.
Наиболее простую конструкцию имеет неподвижный центр: его несложно сделать на основе обычного болта, заточив и отшлифовав под конус ту его часть, которая будет соприкасаться с заготовкой.
За счет вкручивания или откручивания такого болта, перемещающегося по резьбовому отверстию в задней бабке, можно будет регулировать расстояние между центрами оборудования, тем самым обеспечивая надежную фиксацию заготовки. Обеспечивается такая фиксация и за счет перемещения самой задней бабки.
Чтобы обрабатываемая деталь беспрепятственно вращалась в таком неподвижном центре, заостренную часть болта, которая с ней соприкасается, нужно будет смазывать машинным маслом перед началом работы.
Самодельная задняя бабка для настольного токарного станка
Советы по изготовлению простейшего станка
Сегодня не представляет сложности найти чертежи и фото токарных станков, по которым можно самостоятельно изготовить такое оборудование.
Более того, несложно найти различные видео, демонстрирующие процесс их изготовления.
Это может быть мини-станок с ЧПУ или очень простое устройство, которое, тем не менее, даст вам возможность оперативно и с минимальными трудозатратами изготавливать изделия из металла различной конфигурации.
Стойки простейшего токарного станка по металлу можно изготовить из древесины. Их необходимо будет надежно закрепить на станине агрегата при помощи болтовых соединений. Саму станину, если есть возможность, лучше изготовить из металлических уголков или швеллера, что обеспечит ей высокую надежность, но если их нет под рукой, можно также подобрать толстые деревянные бруски.
На видео ниже представлен процесс самостоятельного изготовления суппорта для токарного станка.
В качестве узла на таком станке, на котором будет фиксироваться и перемещаться режущий инструмент, выступит подручник, изготавливаемый из двух деревянных дощечек, соединенных под углом 90 градусов.
На поверхности дощечки, где будет размещаться инструмент, необходимо зафиксировать лист металла, который защитит древесину от деформирования и обеспечит точное расположение резца по отношению к обрабатываемой детали.
В опорной поверхности горизонтальной дощечки, перемещаемой по станине агрегата, необходимо сделать прорезь, за счет которой такое перемещение будет достаточно точным.
Для изготовления передней и задней бабки вашего самодельного токарного станка, необходимо будет подобрать металлические цилиндры соответствующего размера, которые размещают в подшипниковых узлах, установленных в деревянные стойки.
Вращение, совершаемое обрабатываемой деталью, будет передаваться ей через передний центр, соединенный ременной передачей с электродвигателем.
Таким образом, заготовка, надежно зафиксированная между передним и задним центром, обрабатывается при помощи резца, установленного в подручнике оборудования.
Еще один вариант самодельного станка (нажмите для увеличения)
Общий вид Передняя бабка Суппорт и патрон
Не должно возникнуть никаких проблем и с поиском электродвигателя, которым следует оснастить токарный мини-станок.
Даже если вам не удалось найти двигатель требуемой мощности (500–1000 Вт — для обработки мелких деталей, 1500–2000 Вт — для крупногабаритных заготовок), то вполне подойдет бывший до этого в употреблении агрегат, ранее установленный на бытовой швейной машинке. Кроме того, в качестве привода для компактных токарных станков допустимо применять электродрели или шлифовальные машины.
В итоге таких несложных манипуляций вы получите в свое распоряжение станок, способный выполнять самые распространенные токарные операции по металлу. При желании агрегат можно модернизировать, расширяя его функциональные возможности. Конечно, станок с ЧПУ из подобного устройства сделать сложно, но выполнять на нем расточку, сверление, шлифование, нарезание резьбы и ряд других технологических операций по металлу вполне возможно.
Как сделать токарный станок: лучшие самодельные модели, расчет параметров и обзор возможных функций (120 фото + видео)

Токарный станок – вещь необходимая в любом хозяйстве. Он может быть двух разновидностей – для работы с деревом и для проведения различных манипуляций с металлом. И обе должны непременно присутствовать в домашней мастерской.
В магазине подобное оборудование стоит дорого. Поэтому всё больше рукастых хозяев предпочитают собирать его самим.
Как сделать самодельный токарный станок? Читайте ниже.
Станок по дереву
Изготовление
Как сделать токарный станок по дереву? Это не так сложно, как может показаться. Вам потребуется:
- дрель;
- набор свёрл и напильников;
- болгарка;
- сварка;
- швеллер;
- уголок с толстыми стенками;
- два отрезка разнокалиберных труб;
- стальные полосы – 2 и 4 см;
- крепёжные элементы;
- ремень на привод.
На видео, как сделать токарный станок, видно, что последовательность действий будет следующей:
- Составляем подробный чертёж будущего устройства.
- Делаем заднюю бабку из патрона и передней части старой электродрели.
- Создаём стойку. Она крепится на станине агрегата так, чтобы в дальнейшем его узлы можно было передвигать по оси продольно.
- Изготавливаем станину из швеллеров.
- Ставим переднюю бабку, предварительно установив в качестве основы толстый фанерный лист.
- На специально пластине монтируем привод.
- Ставим суппорт, сделанный их двух труб разного диаметра.
- Размещаем на нём подручник.
- Устанавливаем защитный лист из прозрачного пластика и лампу.
- Крепим рабочие инструменты и заземляем установку.
Правила пользования оборудованием
После завершения сборки нужно проверить оборудование пробным запуском.
Всё хорошо? Тогда изучите следующие правила эксплуатации:
- Правильно подбирайте заготовку. Она не должна иметь трещин и быть сучковатой.
- Надёжно фиксируйте заготовку перед тем, как начать с ней работать.
- Обязательно проверяйте заземление перед включением станка.
- Пользуйтесь защитным экраном и сменной спецодеждой.
- Проверяйте инструмент перед началом работы на целостность и надёжность крепления. Все найденные дефекты сразу же устраняйте.
- Используйте древесину, влажность которой не превышает 20%.
- Сохраните чертежи станка.
- Каждый раз подкладывайте под ноги резиновый коврик.
Оборудование по металлу
Нюансы сборки
Как сделать токарный станок по металлу? Подготовьте:
- трубы из профильной стали;
- уголки;
- электродвигатель асинхронного типа;
- приводной ремень;
- крепёжные детали;
- амортизационные стойки;
- стальной лист;
- пиноль;
- подшипники качения;
- шкивы разного диаметра;
- приводной вал;
- стальная пластина (толщина 8 мм);
- шпиндель.
Из оснащения и инструментов потребуется:
- сварка;
- болгарка;
- станок для шлифования;
- дрель;
- гаечные ключи.
Вот, как самому сделать токарный станок по металлу:
- Изготовить раму.
- Сделать боковые стойки для станины.
- Собрать направляющие со стойками, установив дистанционные втулки между боковыми опорными деталями.
- Прикрепить втулки для фиксирования задней бабки и резцедержателя.
- Изготовить площадки для установки пиноли и суппорта.
- Установить ходовой винт. Прикрепить к нему нониус и штурвал.
- Установить площадку для монтажа передней бабки.
- Собрать переднюю и заднюю бабки.
- Установить их на станок, проконтролировав соосность.
- Собрать суппорт, и изготовить резцедержатель. Установить эти элементы на их места.
- Сделать подрамник мотора.
- Установить и подключить двигатель. Сборка станка закончена. Осталось его покрасить и можно начинать работать.
Назначение
Современный токарный агрегат по металлу – это сочетание механики и электроники.
Его работа заключается в обрабатывании тел вращения резанием. Он обеспечивает высочайшую точность изготовления металлических деталей. Агрегаты этого типа можно автоматизировать.
В заключение отметим, что конструкционных решений для самодельного токарного оборудования придумано много. Как проще сделать токарный станок, каждый мастер должен определить для себя сам, исходя из собственных предпочтений и возможностей.
Помните, что главное, при сборке токарного оборудования соблюдать все нормативы и правила техники безопасности при работе с электричеством.
Фото токарных станков
Вам понравилась статья? Поделитесь ?
Токарные резцедержатели: виды, материалы изготовления, конструкция

Резцедержатель представляет собой узел токарного станка, который предназначен для крепления режущего инструмента. От его точности в значительной мере зависит качество обработки детали.
Поэтому было разработано несколько вариантов конструкции этого устройства, подходящие для разных условий. Помимо токарных станков, резцедержатели используются в строгальных и некоторых других металлорежущих станках, но там они имеют другую конструкцию.