Открытие небольшого предприятия по изготовлению мебели начинается с приобретения необходимого оборудования.
Хорошо если есть возможность закупить фирменные станки заводского изготовления.
А что делать, если стартовый капитал весьма ограничен?
Выход один – кое-какие из агрегатов собрать самостоятельно. Можно, например, сделать вакуумный пресс своими руками.
При изготовлении мебели детали из древесно-стружечных плит, например, МДФ, оклеивают ПВХ-пленкой. Ее же используют для покрытия дверных накладок. Такая облицовка при небольшой стоимости имеет привлекательный внешний вид. Но оклеивание древесины пленкой – совсем не такая простая задача, как, например, наклеивание обоев.
Требуется специальное приспособление, именуемое вакуумным прессом.
Этот станок состоит из следующих составляющих:

- Станина – основание, на котором компонуются все элементы.
- Вакуумная камера. Прочная открытая сверху коробка, в которую укладываются обрабатываемые детали. Затем ее накрывают ПВХ-пленкой.
- Нагревательный элемент (термомодуль), посредством которого пленка разогревается до необходимой температуры.
- Вакуумная система – насос с дополнительным оборудованием. Эти компоненты предназначены для откачивания воздуха из вакуумной камеры.
- Шкаф, в котором собрана электросхема станка.
При откачивании воздуха разогретая пленка облегает промазанные клеем детали в вакуумной камере, после чего покрытие остается только просушить и кое-где подрезать.
Инструменты
Основной набор инструментов – такой же, как при изготовлении любых других изделий из стального профиля:

- сварочный аппарат инверторного типа с током сварки до 130 А;
- электроды диаметром 2 – 2,5 мм;
- болгарка с диаметром рабочей части 150 мм и отрезной круг для нее;
- электрическая дрель со сверлами по металлу диаметром 10 мм и металлической щеткой;
- чертилка по металлу;
- ножницы по металлу;
- вытяжной заклепочник;
- рулетка.
Понадобится и набор гаечных ключей.
Материалы для изготовления пресса
Для изготовления станка потребуются следующие материалы:
Станина
- стальная прямоугольная труба 60х40х2 мм;
- то же сечением 20х20х2 мм;
- болты М10х60, М10х80, М10х140 с гайками и шайбами.
 Для устройства твердой дорожке на участке наилучшим вариантом будет мощение тротуарной плиткой. – пошаговая инструкция поможет вам разобраться с технологическим процессом.
Для устройства твердой дорожке на участке наилучшим вариантом будет мощение тротуарной плиткой. – пошаговая инструкция поможет вам разобраться с технологическим процессом.
Порядок изготовления забора из евроштакетника описан .
Инструкция по сборке вибростола для тротуарной плитки представлена .
Вакуумная камера

- стальная труба 60х40х2 мм;
- стальной лист S – 2 мм;
- резиновая лента для уплотнителя;
- шпилька диаметром 12 мм и 2 гайки для нее;
- труба Ду50;
- прут диаметром 10 мм;
- стальная труба 20х20х2 мм.
Вакуумная система
- вакуумный водокольцевой насос ВВН 1-1,5-5,5;
- вакуумметр;
- стальной лист S = 2 мм;
- шаровой кран для горячей воды;
- вакуумный шланг диаметром 50 мм.
Термомодуль

- труба сечением 20х20 и 60х40 мм;
- шариковые подшипники типа 6200;
- стальной лист S = 0,5 мм;
- алюминиевые заклепки;
- стекло с тонировочной пленкой;
- алюминиевая фольга S = 0,1 мм;
- лампа КГТ 220-1000-6 (22 шт.).
Чертеж конструкции
Данный вариант самодельного вакуумного пресса предполагается оснастить термомодулем откатного типа (черт. См. ниже).
Другие виды нагревателей – подъемный и распашной – сложнее в изготовлении и менее удобны в эксплуатации. Термомодуль оборудован роликами (шарикоподшипники) и передвигается по рельсам (труба 20х20). На станине для него предусмотрено парковочное место.
Для вакуумной камеры выбраны размеры 2,5х1,4 м. Такая длина является оптимальной для изготовления наиболее типовых мебельных фасадов, а ширина соответствует наиболее распространенному типу ПВХ-пленки.

Чертеж вакуумного пресса
В камеру предполагается загружать детали толщиной не более 32 мм, поэтому ее высота с учетом толщины подкладок, воздухопроницаемой платформы и уплотнителей принята равной 60 мм (изготовлена из трубы 60х40х2 мм).
Станок скомпонован таким образом, чтобы прижимная рама будучи откинутой опиралась на припаркованный нагреватель, таким образом для ее удержания в поднятом состоянии не требуется дополнительных устройств. Рама откидывается благодаря шарниру (работает аналогично дверной петле).
Порядок работ
Изготовление вакуумного пресса осуществляется следующим образом:
Станина
Детали станины нужно сварить согласно чертежу. Далее швы зачищаются, высверливаются необходимые отверстия, ржавчину счищают металлической щеткой и грунтуют всю конструкцию для последующей покраски.

Самодельная станина
Вакуумная камера
Из трубы 60х40 следует сварить каркас жесткости, который будет удерживать днище камеры (стальной лист толщиной 2 мм) от прогиба под воздействием атмосферного давления.
К одной из стенок необходимо приварить часть шарнира с двумя проушинами.
Прижимная рама выполняется из того же профиля и имеет те же размеры, что и вакуумная камера. К ней приваривается вторая часть шарнира.

Мембранно-вакуумная камера
Для плотного обжатия пленки прижимной рамой используются эксцентриковые зажимы, которые делаются из трубы ду50, прута диаметром 10 мм и квадратной трубы 20х20 мм.
Если при изготовлении камеры ее днище повело, его можно залить самовыравнивающейся смесью (к примеру, на базе эпоксидной смолы), используемой для изготовления наливных полов.
Готовую камеру нужно закрепить 4-мя болтами на специальных опорах станины. Далее следует установить эксцентриковые зажимы, собрать шарнир прижимной рамы и наклеить уплотнитель.

Самодельный пресс
Внутри камеры по всей ее площади устанавливается платформа из МДФ, состоящая из 9-ти перфорированных прямоугольников с прорезанными на их поверхности канавками (толщина листа МДФ – 10 мм). Обрабатываемые детали будут укладываться на нее. Благодаря этой платформе, воздух будет откачиваться по всему объему камеры равномерно, независимо от положения обрабатываемых деталей и пленки.
Вакуумная система
Для откачивания воздуха из вакуумной камеры пресс рекомендуется оснастить насосом водокольцевого типа (модель ВВН1-1,5-5,5). В трубопровод, которым насос соединяется с вакуумной камерой, должны быть врезаны обратный клапан и вакуумметр. Для надежности можно установить еще и запорный кран.
Для работы насоса нужна чистая, свободная от механических примесей вода, для хранения которой должен быть предусмотрен стальной резервуар объемом около 30 л (можно сварить самостоятельно из стального листа).

Насос вакуумный
Насос необходимо установить в строго горизонтальном положении (контролируется уровнем) на бетонном основании, и прикрутить анкерными болтами. При этом вокруг агрегата необходимо соорудить стенки либо разместить его в углублении, так как в процессе работы из него будет вытекать вода.
Подача воды из бака в насос и ее возврат осуществляется по двум шлангам, которые должны выдерживать температуру до 100 градусов.

Водокольцевой вакуумный насос ВВН1-6
Все резьбовые соединения в вакуумном трубопроводе должны быть уплотнены лентой ФУМ или аналогичным материалом. Для подсоединения трубопровода к вакуумной камере в последнюю врезается патрубок. Он должен быть ниже воздухопроницаемой платформы и располагаться посредине одной из стенок. К насосу трубопровод присоединяется посредством фланца.
После сборки станка вакуумную систему нужно проверить. Входное отверстие вакуумного трубопровода внутри камеры перекрывают куском фанеры, после чего запускают насос. Через 5 сек вакуумметр должен показать хотя бы -0,85 атм.
 Самый простой и современный вариант оформления придомовой территории – мощение тротуарной плиткой. – рассмотрим разновидности укладки.
Самый простой и современный вариант оформления придомовой территории – мощение тротуарной плиткой. – рассмотрим разновидности укладки.
Как сделать забор из штакетника, читайте . Особенности монтажа ворот.
Термомодуль
 Каркас термомодуля сваривается из трубы 20х20 и оснащается ручками, а также опорами для крепления колесных осей (труба 60х40).
Каркас термомодуля сваривается из трубы 20х20 и оснащается ручками, а также опорами для крепления колесных осей (труба 60х40).
Функцию колес будут выполнять подшипники типа 6200.
Обшивка каркаса изготавливается из стального листа толщиной 0,5 мм на алюминиевых заклепках.
В боковых стенках следует прорезать смотровые окна размером 40х20 см и установить в них тонированные стекла. Также в стенках должны быть просверлены отверстия диаметром 50 мм с заслонками, через которые можно будет производить измерение температуры пленки посредством пирометра.
Регулируемые по высоте подвесы для ламп КГТ (кварцевые галогенные тепловые) следует изготовить из резьбовых шпилек, закрепив на их концах изолирующие пластины из стеклотекстолита с размерами 40х20х2 мм. Шпильки вкручиваются в отверстия, просверленные в крышке термомодуля. Сами лампы прикручиваются к стеклотекстолитовым пластинам болтами м5х20 с использованием шайб Гровера.
Питание ламп (они разделены на несколько групп) обеспечивается проводом РКГМ в жаростойкой оболочке с наконечниками типа ТМЛ.
Несколько проводов от разных групп запитываются от общей шины в распределительной коробке, к которой подводится питающий кабель.
После изготовления термомодуль следует установить на рельсы, приваренные к станине.
Шкаф с электрическим оборудованием
3-фазный двигатель вакуумного насоса мощностью 5,5 кВт подключается через 3-полюсный автоматический выключатель и тепловое реле.
Для кварцевых ламп нагревателя точность силы тока особого значения не имеет, поэтому в установке теплового реле нет необходимости.
Для включения и отключения насоса на операторском пульте устанавливается контактор с двумя нефиксируемыми кнопками.
В случае отключения электричества контактор блокируется и при последующем возобновлении электроснабжения произвольного запуска оборудования не произойдет.
В случае с лампами блокировка при отключении электричества не столь критична, поэтому их можно подключить через обычный 2-позиционный выключатель.
Преимущество такого варианта заключается в следующем: органы управления насосом и термомодулем будут сильно отличаться, и их невозможно будет перепутать.
Видео на тему
Вакуумный пресс является незаменимым устройством в вопросах изготовления мебели и различных производств, где человеку приходится иметь дело с МДФ, ДСП, элементами из пластика, искусственного камня и пр. Дополнительно пресс способен придавать поверхностям материала определенную рельефность, что позволяет получать оригинальные по форме и конфигурации изделия.
Вакуумный пресс состоит из нескольких основных элементов:
- Рама. Зачастую данная несущая конструкция выполняется в разборном типе, что позволяет осуществлять ремонт, профилактику, разборку для удобной транспортировки;
- Рабочий стол. Это также несущая конструкция, которая комплектуется специальной прижимной рамой;
- Вакуумная система. Эта пневматическая система является главным элементом, без которого сложно представить себе вакуумный пресс как таковой;
- Откатная каретка. Здесь имеется элемент нагрева, который питается от электричества;
- Автоматика управления. Пресс вакуумные сушильные камеры, двери, каретка, сама вакуумная система функционируют по средствам автоматического управления. Участие оператора минимальное, что позволяет добиться более высокого качества искусственного шпонирования, изготовления элементов для мебельных фасадов, склейки пластика, ДСП, МДФ и пр.
Виды
Вакуумный пресс классифицируют по нескольким основным признакам. Начнём с уровня автоматизации. В зависимости от данной характеристики, устройства для прессования древесины, фасадов, пластика, искусственного камня делят на два типа.
- Автоматические. Здесь прессовальщик древесины, искусственного камня, пластика выполняет все операции самостоятельно, потому участие оператора практически не требуется.
- Полуавтоматические. Это более устаревшие модели прессовальщиков древесины, поскольку оператор должен открывать двери пресс камеры, нажимать кнопки для запуска, выключать, извлекать своими руками спрессованные элементы из древесины, пластика, МДФ. Их срок постепенно подходит к концу, поскольку эффективнее работать с устройствами, где пресс форма работает в ускоренном автоматическом режиме.
Автоматические модели привлекательнее тем, что им требуется меньше времени на выполнение операции. Потому производитель может выпустить больше продукции за одинаковой срок по сравнению с полуавтоматическими установками.
Не менее значимой классификацией является разделение устройств на мембранные и безмембранные.
- Мембранные установки оклеивают поверхности заготовок из древесины шпоном или специальными пленками. При этом в мембрану помещается заготовка с нанесенным заранее клеящим составом. Мембрана нагревается, вакуумный насос откачивает воздух, что создает отрицательное давление. Это позволяет изделию из древесины, МДФ прочно связаться с пленкой. Выждав некоторое время, форма извлекается, заготовка готова к применению;
- Безмембранные прессы актуальны для тех случаев, когда заготовки из пластика, МДФ, древесины оклеивают более плотными пленками, специальными покрытиями. Мембранные аналоги прекрасно себя проявляются с более тонким покрытием.
При наличии таких агрегатов как Мастер, ST 420 вопрос выбора не становится очень сложным. Но одними только прессами Мастер или ST 420 рынок не ограничивается. Прежде чем сделать выбор, стоит разобраться в разновидностях, особенностях и нюансах покупки данного оборудования.
На производствах используют два основных типа вакуумного пресса.
- Стандартный вакуумный агрегат. Это устройство, которое имеет щадящие характеристики, используемые при изготовлении элементов мебели из МДФ, древесины, пластика. Главная особенность станков в том, что создаваемое ими давление составляет не больше 0,95 кг/см2. Их используют при нанесении пленок ПВХ или шпона на простые мебельные заготовки.
- С дополнительным давлением. Это более дорогостоящее оборудование, которое может создавать давление свыше 8 кг/см2. Оно применяется для работы с МДФ, изделиями из пластика и элементами сложной конфигурации.
Мембраны
Мембрана является важным элементом станка, применяемого для изготовления заготовок из древесины, мебельных фасадов. Мембрана имеет определенные характеристики.
- Основная задача — исключение подвижек при создании элементов фасадов или компонентов мебели из древесины;
- Мембрана позволяет качественно нанести тонкую пленку на деталь из древесины, которая не любит повышенные температуры;
- Устанавливается мембрана на специальные крючки, которые располагаются на прижимной раме;
- Мебельное производство и предприятия по сборке МДФ фасадов используют два типа мембран — каучуковые и силиконовые. Каучук применяется чаще, при этом силикон более износоустойчивый;
- Применение мембраны способствует облицовке деталей мелкого размера;
- Эти элементы существенно снижают расход пленки, необходимой для нанесения на детали из древесины, МДФ фасадов и пр.
Пресс или мешок
Прежде чем купить себе пресс ST 420 или вместо ST 420 изготовить вакуумный пресс своими руками, вам следует узнать про такое понятие как пресс мешок.
- Пресс мешок предназначен для того, чтобы вы могли сделать вакуумный пресс своими руками;
- Суть его заключается в том, что мешок сам по себе представляет пресс-станок;
- В мешок помещается изделие из древесины, ДСП, МДФ, подготовленное к склеиванию;
- Мешок запаивается со всех сторон, что позволяет добиться герметизации;
- С помощью насоса из мешка откачивается воздух, что позволяет создавать постепенно необходимое давление, равномерно распределяемое по обрабатываемой заготовке;
- Далее мешок некоторое время стоит в спрессованном состоянии, после чего заготовка извлекается;
- Основное преимущество в том, что стоимость мешка в десятки раз меньше, нежели цена станка. Пресс размером 1400 на 2500 мм обойдется покупателю в 1000 долларов, в то время как мешок можно приобрести за 500-1000 рублей. Вам не понадобятся никакие чертежи, чтобы из мешка самостоятельно сделать эффективный пресс для создания элементов фасадов, мебели и пр. Делаем выводы и принимаем решение.
Но мешок не сравнится со станком ST 420. Современное устройство ST 420 обладает уникальными свойствами, поскольку речь идет о 3D пресс-станке. Модель ST 420 может быть использована для частного бизнеса при нанесении изображений на футболки, кружки, для создания чехлов для планшетов, смартфонов. При этом ST 420 стоит около 70 тысяч рублей.
Мешок уж точно не способен на то, что может изготовить ST 420. Но выбор за вами.
Выбирая мембранный пресс для изготовления фасадов из МДФ, ДСП, элементов мебели, обратите внимание на несколько вопросов.
- Насос. Мембранный пресс может комплектоваться нашим или зарубежным насосом. В приоритете итальянские модели. Хоть они дороже, но эффективнее, надежнее и долговечнее.
- Материал стола. Лучше всего, если рабочий стол будет выполнен из металла. Ряд моделей станков выполнены из ДСП, но они быстро приходят в негодность, поверхность повреждается при изготовлении продукции.
- Размеры станка. Основная характеристика, от которой зависит возможность создавать детали тех или иных габаритов.
- Нагреватель. Есть ТЭНы и лампы КГТ. Выбирайте второй тип, поскольку они не обжигают пленку.
Не забывайте про производителя. Малоизвестным компаниям не стоит доверять. Но и не всегда есть смысл переплачивать за бренд.
Гидравлический пресс применяется для получения высокого давления. Он используется во многих автомастерских для прессования различных валов, подшипников и шестеренок. Домашние мастера применяют его для штамповки деталей из пластика, резины или металлы. Если в вашей мастерской его еще нет, то вы можете попробовать сделать пресс своими руками.
Читайте в статье
Назначение и функции пресса: области применения устройства
Пресс имеет широкое применение. Иногда это необходимый предмет в мастерской или в гараже. Небольшое устройство часто применяется при ремонте автомобилей. Можно использовать пресс для сайлентблоков, а также для выпрессовки подшипников.

Такое оборудование применяется для создания брикетов из отходов, при склеивании двух поверхностей, а также для сгибания деталей из металла. При этом заводские приборы могут быть многим не по карману. Если вы решите сделать такое устройство своими руками, то его легко можно адаптировать к определенным задачам.
Принцип гидравлики позволяет сильно облегчить жизнь. Благодаря простому механизму эффективно работает разное оборудование.

Итак, рассмотрим подробнее для чего необходимо подобное устройство:
- выпрессовка разных подшипников, то применяется в маленьких автомастерских;
- сгибание метизов разнообразной формы;
- обеспечение давления для склеивания двух элементов;
- монтаж заклепок.
Попробуйте изготовить пресс своими руками в . Такое устройство используется для выпрессовки и запрессовки всевозможных деталей. При этом оборудование производит огромный спектр работ по ремонту, обслуживанию и профилактике.

Давайте рассмотрим некоторые варианты:
- даже маленькому автосервису необходим гидропресс
, который можно приобрести или сделать своими силами. Чтобы сделать такой агрегат нужно определиться с установкой манометра, массой, размерами и показателями поршня. Прежде чем разрабатывать пресс нужно учитывать модели автомобилей. Простая конструкция не подойдет для крупных машин;

- для мастерской и дома часто необходим пресс для макулатуры
. При большом скоплении бумаги, ее требуется утилизировать. Такая конструкция имеет средний показатель мощности и может работать от электрической сети. С помощью небольшого аппарата можно убирать значительное количество макулатуры;

- полезен и пресс для картона
, с помощью которого можно прессовать бутылки из пластика и жестяные банки. При самостоятельном монтаже аппарата нужно учитывать параметры поршня, станины, габариты оборудования и вес. В таком устройстве используется готовый или ручной гидравлический ;

- пресс для опилок
применяется для создания брикетов. Полученные брикеты применяются для отопления частных домов. Такой прибор состоит из , силового каркаса, основания и привода. Для ручного механизма часто применяется домкрат, а для механической конструкции подходит электромотор;

- самодельный пресс подборщик для сена
представляет собой специальный короб, который устанавливается на рамную конструкцию из . Такие рамы могут делаться из металлического профиля. Конструкция делается в виде короба, но без верхней части. Понадобятся некоторые материалы для изготовления пресса для сена своими руками. Чертежи с размерами облегчат задачу. Стоит использовать уголки, рейки из металла и .

Чтобы сделать аппарат для сена необходимо соединить доски с помощью металлических уголков. После этого короб оббивается рейками. Это придаст прочности изделию. Затем нужно перейти к калитке или дверце, которая фиксируется на петли.
Для сборки понадобится элемент для крепления к лобовине, база для монтажа всех узлов, ходовая деталь и транспортный подборщик. Также понадобится специальная камера с коробкой передач и с сеном. Аппарат подборщик рулонного типа применяется для осуществления одного цикла упаковки и сборки соломы или сена.
При этом делается подборка высушенного сена в поле, а также прессование подборок. Затем из полотен формируются рулоны. Такой процесс отличается тюкование без деформации растительности. Заводские подборщики имеют достаточно сложное устройство, которое редко получается сделать в домашних условиях.
Агрегаты для макулатуры применяются в пунктах, которые занимаются приемкой разного вторичного сырья. Такой агрегат отличается повышенным давлением примерно в 15-50 тонн, что помогает сделать тюки небольших размеров.
Для их погрузки можно применять какие-либо манипуляторы. Большой мощностью обладают и прессы для топливных брикетов.
Подобную конструкцию можно сделать двух видов:
- механический вариант представляет упрощенную конструкцию с небольшой мощностью. При этом сила может достигать одной тонны;
- к более мощным относится самодельный гидравлический аппарат, мощность которого может быть до 4 тонн.
Аналогичным образом происходит и изготовление пресса для пластиковых бутылок.
Конструкция пресса: особенности существующих устройств
Для создания значительного усилия на определенной площади применяется конструкция гидравлического пресса, купить такой агрегат можно в специализированных магазинах. Такой аппарат представляет собой эффективное и простое устройство.

Если вы решили сделать такую конструкцию по чертежам, то необходимо разбираться из чего она состоит:
- нижняя часть или основание необходима для устойчивости конструкции. Она выглядит, как платформа и делается из массивного металлопроката. Для этого подойдут уголки из металла и швеллера;
- стойки представляют собой вертикальные части конструкции. Высота элементов рассчитывается как сумма длины его штока, высоты домкрата и толщины неподвижного упора. Стойки выполняются из стальных уголков, приваренных к основанию;
- неподвижный упор фиксируется в верхней части стоек. Чтобы его сделать применяется такой же уголок, как и у стоек;
- домкрат позволяет развить необходимое усилие. Этот элемент крепится к подвижному упору. Он приводится в движение при помощи электропривода или ручного управления;
- подвижной упор оказывает основное давление на механизм. Может выполняться из уголков или полосок стали;
- возвратное устройство применяется для передвижения подвижного упора в обычное положение. При этом используются пружины, степень и длина растяжения, которых рассчитывается в зависимости от параметров пресса.
Как сделать несложную конструкцию можно посмотреть на видео ниже:
Вакуумный пресс
При изготовлении вакуумного пресса своими руками, стоит учитывать, что устройство состоит из термомодуля, стола и вакуумной камеры. При этом последний элемент часто имеет форму прямоугольника и делается из жесткого материла.
У такой конструкции есть некоторые особенности:
- аппарат имеет только ручное управление;
- для работы применяются доступные материалы;
- скорость работы не должна уступать заводским аналогам.
Вакуумная конструкция собирается из таких деталей:
- станина делается из рельсы для термомодуля и профилированной трубы. Для работы понадобится и электродрель;
- вакуумный стол делается из прижимной рамы, зажимов и ванны;
- также необходим и водокольцевой насос.
По аналогии производится и термовакуумный пресс.

Пресс подборщик
Такой аппарат, как пресс подборщик устанавливается как прицепной механизм для . Его используют на маленьких фермерских полях и на крупных сельскохозяйственных угодьях.
После того, как зеленая масса срезается косилкой, данное устройство занимается ее обработкой. При этом формируются валики из стеблей, а после этого с помощью агрегата получаются прессованные тюки.
Вот достоинства от использования такого агрегата:
- сокращается время сушки, и уменьшаются потери сена;
- в несколько раз снижаются трудозатраты;
- повышается качество сена при хранении;
- возможна самостоятельная регулировка навесного устройства.

Самым распространенным вариантом является рулонный механизм. Пружинные зубья позволяют собирать массу травы. После этого каждая порция скручивается в тюки. Минитрактор при помощи такого пресса может загружать до 20 тонн соломы за 20 дней. Рулонные конструкции имеют небольшие габариты.
Валковый пресстюковой разновидности делают брикеты в форме прямоугольника. Трава в валках подхватывается зубьями и отправляется в отсек для прессования. Габариты могут регулироваться техникой. Тюки прочно упаковываются и обвязываются шпагатом. После этого блок выбрасывается на поле.

Можно сделать и самодельный вариант из ходового бруса и пиломатериалов. При этом делается большой короб из досок и используется горизонтальный способ для загрузки сена. В качестве пресса применяется реечный или винтовой домкрат. При помощи такого приспособления можно вязать тюки из соломы и прессовать их.
Настольный механический пресс
Настольный пресс может работать как на автоматической, так и на ручной тяге. Такое оборудование часто выполняется из прочной стали.
С помощью ручного пресса обрабатываются:
- полимеры и пластмассы;
- картон и поролон;
- всевозможные металлы;
- резина и кожа.

С помощью механического пресса производится выпрессовка подшипников и втулок, штамповка, а также высечки небольших изделий. Такой агрегат позволяет экономить время на изготовление деталей.
Устройство гидравлического ручного аппарата производит усилие с помощью штока гидроцилиндра. В этом элементе находится жидкость, которая сжимается под напором. Агрегат используется для сжатия, деформации и соединения деталей.
Дыропробивной вариант применяется для штамповки отверстий в листах разных материалов. Ручные механические аппараты необходимы для опрессовывания трубчатых гильз и кабеля.
Вибропресс
Вибропресс позволяет уменьшить время проведения строительных работ, а также уменьшить их стоимость. Устройство аппарата предполагает наличие трех приводов: гидравлического, механического и пневматического.
В основе работы агрегата лежит технология вибпрессования.
Даже при наличии инструкции и необходимых чертежей создание вибропресса своими руками может не получиться. Такое может произойти из-за неправильных расчетов, неточной наладки и низкой производительности.

Пресс с электрическим приводом
Гидравлический пресс с электроприводом имеет простое устройство. Чаще всего она состоит из толстого уголка и швеллера. Все элементы соединяются толстыми болтами.
Особое внимание стоит уделить каркасу , так как он будет подвергаться значительным механическим нагрузкам. При этом достаточной должна быть толщина металла.
Такое устройство часто применяется на производстве и в промышленности. Усилие выполняется при помощи работы электродвигателя. Применение такого механизма помогает уменьшить время проведения множества технологических процессов.

Устройство гидравлического пресса для гаража: основные характеристики
Как сделать гидравлический пресс иногда нужно знать, чтобы сделать такой агрегат для своего гаража. При этом практичные конструкции можно сделать из подручного сырья. Для гаражного агрегата потребуется ручной привод, а также гидравлический .
Необходимо определиться с типом установки: настольная она будет или напольная. Пригодится и чертеж с размерами.
Для производства гидравлического пресса, важно определиться с вариантом модели. Вот такие они могут быть:
- сложная гидравлическая конструкция требует специализированной техники и времени на работу;
- ручной механизм можно сделать самостоятельно;
- стандартная шиномонтажная конструкция является двухскоростной и имеет ручной насос. Поршень является мобильным;
- напольная модель оборудована клапаном от перегрузок и ручным приводом насоса.

Для самостоятельного изготовления понадобится , инструмент для резки и . Достоинством гаражной сборки станет возможность контролировать каждый этап монтажных работ.
Важно определиться с типом конструкции. Горизонтальные устройства используют для гибки, правки и рубки отдельных элементов. А вертикальное оборудование требуется для распрессовки и запрессовки деталей. Гидравлическая установка применяется для утилизации отходов. При этом выполняется прессование макулатуры, пластиковых отходов и гофрокартона.
Также устройства могут быть настольными или напольными. При этом настольный механизм можно установить на верстаке. Прессы отличаются грузоподъемностью.
Напольные конструкции обладают широким диапазоном регулировки рабочего стола. Такой вариант может иметь грузоподъемность до 20 тонн. С их помощью производится разборка и сборка узлов.
Существуют и специальные правила безопасности для работы на таком оборудовании:
- для работы следует работать в одежде без деталей, которые могут попасть под пресс. Важно защитить волосы от такого попадания;
- для глаз применяются специальные очки;
- в рабочей зоне не должно быть детей и посторонних;
- детали кладутся по центру пресса;
- для домкратов используются только масла высокого качества.
Важным приводом является гидронасос с ручным управлением. Он способен выполнять возвратно – поступательные движения в рабочей части.
Гидроцилиндры могут быть плунжерными и поршневыми. Во многом это зависит от качества используемой жидкости.
Чтобы сделать простой агрегат для гаража понадобится бутылочный домкрат. Для мастерской небольших размеров можно выбрать механизм, который способен создавать усилие до 10 тонн. Это позволит уменьшить размеры устройства. Также потребуется сварочный агрегат, и диски для резки металла.
Перед сборкой важно выбрать только хороший домкрат и сделать прочное основание для него.
Такой пресс состоит из гидронасоса, манометра, рамы со станиной и гидроцилиндра. В некоторых конструкциях цилиндр и насос могут быть замещены домкратом.

Ручной пресс имеет такие преимущества:
- простота устройства;
- отсутствие предохранительных механизмов;
- расположение рабочего стола не влияет на рабочее усилие конструкции;
- существует возможность регулировки длины и высоты рабочего хода.
К минусам стоит отнести незначительную скорость рабочей поверхности.
Как сделать устройство для гаража можно посмотреть в ролике:
Варианты чертежей гидравлического пресса своими руками
Важной деталью любого пресса является станина. Для изготовления пресса гидравлического ручного своими руками, чертежи необходимо выбирать очень ответственно. Станина состоит из рамы, внутри которой располагается домкрат с инструментом.

Рама гидравлического пресса должна обладать повышенной прочностью, так как она будет испытывать нагрузки сразу в двух направлениях.
Нижняя часть станины разрабатывается с учетом обеспечения стойкости всей конструкции. Для расчета внутреннего проема рамы суммируются такие параметры, как толщина рабочего механизма и свободный ход штока.

Чтобы увеличить высоту обрабатываемой детали необходимо обеспечить регулировку свободного штока домкрата. Вот что для этого можно делать:
- в верхней части контура рамы устанавливается еще одна плита, которая может передвигаться по направляющим;
- делается съемный упор для передвижной платформы;
- из сплошного куска металла можно сделать несколько прокладок вставок.
Если используется правильный чертеж, пресс гидравлический получится качественным и прочным.
Пресс гидравлический своими руками: как сделать
Разобраться, как сделать пресс своими руками не составит труда. Для этого понадобится сварочный агрегат, угловая шлифовальная машинка, и стальной профиль. Для изготовления гидравлического устройства потребуется домкрат. Форма такого механизма должна быть бутылочной.

При изготовлении самодельного гидравлического пресса понадобится домкрат весом от 2 до 100 тонн. В зависимости от назначения пресс может быть как напольным, так и настольным. Последний вариант является более компактным.
Чтобы сделать гидропресс своими руками понадобится болгарка, сварочный аппарат и дрель по металлу, а также сверла разного диаметра. В качестве исходного материала применяются всевозможные швеллеры, уголки и трубы из металла. Любой гидропресс состоит их подвижных и неподвижных элементов. К подвижным относятся возвратные механизмы и подвижный упор, а к неподвижным стойки, упоры и основание.

Основание гидравлического пресса для гаража можно сделать из любых подручных материалов. Чтобы конструкция была устойчивой необходимо центр тяжести расположить как можно ниже.
Для напольного устройства основание делается из толстостенных уголков и швеллеров.
При изготовлении настольного оборудования можно применить трубу с толстыми стенками и квадратным сечением. Применять железо можно, если толщина металла примерно 10 мм. Для основания понадобится качественный упор и стойки. Такие элементы делаются из подручных материалов.
Статья
Вакуумный пресс – это агрегат, позволяющий производить на основе МДФ мебельные фасады с пленками ПВХ и декоративные накладки для дверей. Его можно приобрести, а можно сделать в домашних условиях.
Материал будет посвящен тому, как сделать вакуумный пресс своими руками, и что для этого потребуется.
Помните, что такая работа – достаточно сложная, нужно соблюдать правила безопасности
, ведь она связана с применением электроинструментов высокой степени опасности и тяжелыми конструкциями. Желая собрать пресс своими руками, оцените свои возможности, и если это для вас сложно, лучше доверьте это дело профессионалу.
Вакуумный пресс: назначение и принцип работы
Пленочные мебельные фасады широко используются при изготовлении корпусной или мягкой мебели благодаря таким характеристикам:
- широкий ассортимент цветов;
- разнообразие форм;
- доступная стоимость.
Такие фасады изготавливаются на специальном оборудовании
, при этом главным производственным инструментом является вакуумный пресс. Он усаживает ПВХ пленку на поверхность заготовки на основе МДФ.
Пресс включает в себя такие ключевые элементы:
- вакуумная камера или стол;
- термомодуль.
Камера чаще всего имеет прямоугольную форму и сделана на основе жесткого материала, который не сжимается при искусственно созданном отрицательном давлении изнутри. А снаружи укладывается ПВХ пленка, края которой герметизируются с рамой.
Процесс усаживания пленки
включает в себя такие этапы:
- укладка заготовок на стол;
- герметизация;
- разогрев пленок;
- откачка воздуха;
- охлаждение;
- вырезка заготовок и удаление с фасада излишек пленки.
Вакуумный пресс своими руками: что нужно знать?
Перед работой по самостоятельному изготовлению вакуумного пресса помните следующее:
Если планировать закупки комплектующих и выполнить работы правильно, себестоимость пресса, сделанного своими руками, будет значительно ниже заводского аналога, а вы сможете в домашних условиях изготовить пленочные фасады и МДФ накладки.
 Перед тем как начать делать станину для пресса, нужно подобрать оптимальный тип нагревательного узла
Перед тем как начать делать станину для пресса, нужно подобрать оптимальный тип нагревательного узла
, поскольку это повлияет не только на конструкцию станины, но и других элементов пресса. При сборке своими руками лучше всего выбирать откатной термомодуль, который прост в сборке и удобен в применении, однако он имеет крупные габариты.
Для изготовления станины вам потребуются:
- стальная профилированная труба;
- рельсы для термомодуля.
Проект станины лучше всего моделировать на компьютере посредством специальных программ по 3 D -моделированию.
Для работы потребуется следующий набор инструментов:
- малая одноручная угловая шлифовальная машина, диаметр диска которой составляет 115 или 125 мм;
- сварочный аппарат;
- электродрель;
- слесарный набор, включающий молоток, гаечный ключ, карандаш, рулетку и т.д.
Этапы работы по сборке
станины будут такими:
- порежьте стальной профиль на детали согласно картам раскроя;
- на ровной поверхности выложите их в соответствии с проектом, выровняйте и зафиксируйте посредством струбцин;
- прихватите места соединения деталей с учетом окончательной проварки со всех сторон или полной проваркой швов без прихваток;
- сбейте шлак со швов и проверьте их качество;
- при необходимости зачистите их болгаркой со шлифовальным кругом;
- просверлите отверстия;
- зачистите поверхность металлической щеткой от ржавчины;
- загрунтуйте поверхность;
- покрасьте ее кистью или баллончиком.
Для работы сварочный аппарат можно выбирать на основе трансформатора переменного тока
, прибор инверторного типа или полуавтоматический прибор.
 Этап сборки стола – наиболее ответственный при сборке вакуумного пресса своими руками. На этапе проектирования определитесь с его размером и материалом, на основе которого он будет сделан, также продумайте способ фиксации и уплотнения элементов разъема с целью сохранности внутреннего вакуума. Инструментарий для работы потребуется такой же, как и для станины.
Этап сборки стола – наиболее ответственный при сборке вакуумного пресса своими руками. На этапе проектирования определитесь с его размером и материалом, на основе которого он будет сделан, также продумайте способ фиксации и уплотнения элементов разъема с целью сохранности внутреннего вакуума. Инструментарий для работы потребуется такой же, как и для станины.
Вакуумный стол
– это конструкция, включающая в себя такие элементы:
- ванну;
- прижимную раму;
- зажимы и прочие элементы.
Вакуумная ванна
Нужно просчитать размер ванны перед ее сборкой. Помните, что чем она длиннее будет, тем больше заготовок в ней поместятся, но при этом вы израсходуете больше пленок за один рабочий цикл. Как показывает практика, оптимальная ее длина составляет порядка 2,5 метра.
Ширина конструкции зависит от ширины применяемой пленки ПВХ, большинство производителей выпускает изделия шириной 1,4 м
.
А рабочая высота ванны должна быть предусмотрена с учетом присутствия небольшого пространства между верхней частью фасада и пленкой, которой он будет укрыт. Так, до начала выкачки воздуха пленка не должна касаться заготовки.
В качестве дна для ванны подойдет стальной лист толщиной в 2 мм, а для каркаса подойдет профильная труба. Нарезанную заранее трубу нужно уложить на стапель, зафиксировать струбцинами и проварить все места примыкания. Поверх каркаса жесткости нужно приварить лист стали.
Изготовление прижимной рамы и зажимов
 Раму изготавливаем на основе профильной трубы, ее размеры должны строго соответствовать параметрам ванны. Чтобы удерживать прижимную раму поднятой, нужно поставить 4 газовых лифта
Раму изготавливаем на основе профильной трубы, ее размеры должны строго соответствовать параметрам ванны. Чтобы удерживать прижимную раму поднятой, нужно поставить 4 газовых лифта
, и убедиться, что они способны ее держать.
Зажимы нужны для того, чтобы обеспечить надежное и герметичное удерживание пленки в процессе прессования. Для этого верхняя рама должна плотно и равномерно прижиматься к периметру ванны. Зажимы работают по принципу эксцентриков, их тоже можно изготовить своими руками на основе стального металлопроката.
Чтобы их установить, в 8 точках вакуумного стола нужно просверлить отверстия. Верхние при этом увеличивают и придают им продолговатую форму. Далее они настраиваются посредством установки гаек в места резьбы шпильки и фиксируются контргайками
.
Если стол не имеет идеально ровную поверхность, то нужно болгаркой срезать сварные швы, выполнять все заново не нужно. Также для обеспечения ровности можно обработать стол специальными эпоксидными составами, выставив его строго по уровню и очистив дно от ржавчины.
Установка вакуумной системы
Вакуумная система нужна для удаления и откачки воздуха, чтобы пленка могла без труда обтянуть поверхность рабочих заготовок.
При ее установке, учтите следующие моменты:
- желательно, чтобы компоненты системы не были заказными, и их можно было бы всегда приобрести в рознице;
- лучше всего выбирать недорогие компоненты, обладающие удовлетворительной надежностью и удобством применения;
- система должна обеспечить скорость откачки воздуха и глубина вакуума, которых хватит для создания типовых плоских фасадов и накладок;
- система удаления воздуха не должна быть требовательной к окружающей среде и качеству питания;
- органы контроля и управления должны быть простыми и информировать о текущем давлении, также с их помощью нужно плавно регулировать скорость выкачивания воздуха.
Такая система состоит из следующих элементов:
- водокольцевого вакуумного насоса с баком для воды;
- трубопровода для доставки воздуха со стола к насосу с краном и прибором для контроля давления;
- столешницей для откачки воздуха из любой точки стола независимо от положения заготовок и пленки.
Особенности водокольцевого насоса и его установка
Насос должен иметь такие технические характеристики:
- производительность 1,57 м3/мин;
- трехфазное напряжение электродвигателя;
- мощность электродвигателя составляет 5,5 кВт;
- остаточное давление 0, 45 мм.рт.ст.;
- частота вращения составляет 1500 оборотов в минуту.
Его принцип работы следующий:
- рабочее колесо вращается эксцентрично в цилиндре по направлению согласно стрелке;
- между втулкой колеса, водяным кольцам и корпусом имеется рабочая полость, она делится на ячейки лопатками колеса;
- во время работы насоса вода отбрасывается от втулки к корпусу под воздействием центробежной силы, а объем ячеек увеличивается и воздух всасывается. Потом этот объем снижается, и газ выталкивается через нагнетательное окно при сжатии;
- чтобы поддерживать постоянный объем кольца и для отвода тепла нужно, чтобы через насос проходила только чистая вода. Она подводится к центральному отверстию в корпусе насоса и отводится через специальный прибор, отделяющий воду от газа. Это предотвращает вывод воды из нагнетательного патрубка вместе с воздухом.
Насос следует устанавливать на специальном фундаменте или в бетонном полу, его следует выставлять по уровню, затем его крепят анкерами через штатные отверстия. Рядом с ним нужно поставить бак для воды объемом как минимум 30 литров
. К нему присоединены две трубки, одна забирает воду насосом, а вторая сливает отработанную жидкость в бак. При циркуляции вода греется, а это негативно сказывается на работе насоса. Чтобы обеспечить его естественное охлаждение, бак должен быть сделан из материала, хорошо проводящего тепло, в частности, стали или алюминия.
Труба, подающая воду в насос, должна быть оснащена краном, который может перекрыть воду при простое. Бак и насос соединяют гибкими шлангами и крепят их с помощью металлических хомутов.
Когда вы собрали трубопровод и закрепили его на станине пресса, установили и подключили насос, можно протестировать работу системы
. С этой целью обеспечьте питанием насос по временной схеме посредством автоматического выключателя. Но лучше тестирование отложить до того момента, когда будет готова электрика пресса.
Как сделать термомодуль своими руками
 Термомодуль – это нагревательный прибор, позволяющий равномерно нагреть пленку до требуемой температуры и какое-то время удерживать ее.
Термомодуль – это нагревательный прибор, позволяющий равномерно нагреть пленку до требуемой температуры и какое-то время удерживать ее.
Это этап работы считается самым легким при сборке вакуумного пресса. Для каркаса термомодуля нам потребуется стальная труба с сечением 20 на 20 мм. К каркасу потребуется приварить корпуса профильных колесных опор и Г-образные ручки для перемещения по рельсам модуля. Колесами могут послужить шариковые подшипники.
Далее каркас нужно обшить листовой сталью
и закрепить алюминиевыми вытяжными заклепками. Сбоку в обшивке нужно прорезать проемы прямоугольной формы для смотровых окон и вставить туда силикатные стекла, предварительно затемнив их тонирующей пленкой. Прорежьте по одному круглому отверстию на 50 мм рядом с каждым окном, это будет контрольным окном с целью измерения температуры пленки, также их нужно оснастить сдвигающимися заслонками. А чтобы улучшить отражающую способность, изнутри термомодуль нужно оснастить алюминиевой фольгой.
Для создания термомодуля
нам будут нужны:
- заклепочник вытяжной;
- ножницы по металлу;
- гаечные ключи;
- пресс-клещи;
- прибор для удаления изоляции.
Теперь нужно установить нагревательные элементы. Для этого подойдут линейные лампы КГТ (кварцевые галогенные тепловые). Они имеют ряд преимуществ:
- доступная цена;
- высокий ресурс;
- эффективная передача тепловой энергии посредством излучения.
Соединение ламп по электросхеме – заключительный этап сборки вакуумного пресса. Схема подключения ламп учитывает требования в плане симметрии трехфазной нагрузки и возможное зональное управление группами ламп в зависимости от уровня удаления от центра стола.
Теперь вы имеете представление о самостоятельном изготовлении вакуумного пресса. Если вы решили взяться за эту работу, то не забывайте применять средства индивидуально защиты, поскольку она не только сложная, но и опасная при несоблюдении правил безопасности.
Вакуумный пресс для фасадов МДФ своими руками
Что такое вакуумный пресс, его виды, принцип работы, и для чего он применяется
Вакуумный пресс – установка, позволяющая выполнять декоративные дверные накладки и мебельные фасады из материала МДФ. Данный материал является востребованным, т. к. легко поддаётся обработке и позволяет сэкономить на используемом сырье.
Мембранно-вакуумные прессы
Вакуумные прессы обычно применяют для изготовления мебельных конструкций, усаживая отделочную плеву на поверхность МДФ.

Принцип работы вакуумного пресса
Цена на вакуумный пресс доступна не многим предприятиям, однако те, кто могут приобрести себе такое устройство, регулярно экономят средства, ведь заламинировать рабочую поверхность в собственном цеху, намного дешевле, чем приобрести уже готовую заготовку. Данное оборудование включает в себя:
- Камеру для прессовки.
- Термомодуль.
- Силиконовую мембрану для вакуумного пресса.
- Вакуумный насос.
Во время эксплуатации устройства, вглубь камеры помещают заготовку и плёнку, которая разогревается, благодаря термомодулю, и под давлением вакуума приклеивается к МДФ поверхности, повторяя все контуры изделия.
Мембранно-вакуумный пресс внешне похож на цельнометаллическую, прочную металлическую раму, благодаря чему срок эксплуатации оборудования не ограничивается. Кроме того, устройство имеет привлекательный внешний вид, благодаря порошковой покраске, дополнительно защищающей конструкцию от внешнего воздействия.
Также, вакуумно-мембранный пресс оснащён рабочим столом, изготовленным из импортного пропилена высокого качества. Его толщина – 15 мм. Благодаря такой характеристике, он способен выдерживать ежедневные продолжительные нагревания до 80˚C, но при этом не повреждает заготовки и мембрану вакуумного пресса.
Мембрана для вакуумного пресса выполнена из силикона, прошедшего предварительную дегазацию. Её толщина – 2 мм. Благодаря таким характеристикам, она способна выдерживать высокую температуру внутри камеры и выполнять свою функцию.
Насос для вакуумного пресса выполняет одну из основных функций во время эксплуатации устройства. Когда используемый материал разогрелся до определённой температуры, устройство включает вакуумный насос для пресса. Благодаря чему внутри камеры создаётся вакуумное пространство и откачивается воздух, мешающий впаять ламинирующую плёнку на наружную сторону заготовки.
3d вакуумный сублимационный пресс
Вакуумный сублимационный пресс, также именуемый, как 3d вакуумный сублимационный пресс – разновидность прессов, создающих вакуум. Он разработан для нанесения изображений на ровные или искажённые поверхности. По сути, 3d вакуумный пресс работает аналогично вакуумно-мембранному прессу, а именно, благодаря:
- Высокой температуре.
- Вакуумированию.

Чаще всего, вакуумные 3d прессы применяют для изготовления сувенирной продукции, ведь устройство позволяет наносить изображения на керамику, ткани, пластмассу, кристаллы, натуральные камни и пр. Следовательно, в результате, предприятия получают уникальные, красивые, оригинальные изделия, востребованные в различных сферах, начиная от подарков и заканчивая посудой, плиткой для ванной комнаты.
Вакуумный пресс для МДФ
Современный вакуумный пресс для МДФ оснащен панелью управления и термостатом контроля температуры, из-за которых специалисты могут контролировать процесс облицовки мебели, кухонных фасадов и дверей. Дополнительно, вакуумные пресса для МДФ имеют кнопку отключения, применяемую для мгновенного отключения всех приборов устройства, в случае внезапной поломки.

Во время эксплуатации вакуумного пресса оператор должен придерживаться такой рабочей схемы:
- Разместить заготовки на рабочей поверхности.
- Натянуть нужную плёнку по всей длине рабочей зоны.
- Переместить верхний подвижный участок устройств.
- Включить прибор и контролировать процесс обработки.
- Снять готовое изделие вручную.
То есть, прибор лёгок в использовании, поэтому сотрудники предприятия быстро научатся работать с устройством или поймут, чем оно отличается от предыдущей модели вакуумного пресса, стоявшего в вашем цеху.
Вакуумные прессы для фасадов
Вакуумный пресс для фасадов применяется для изготовления шпона и сендвич-панелей, устанавливаемых снаружи жилплощади, в качестве утеплителя, но иногда, благодаря данному устройству создают рельефную поверхность на панелях, предназначенных для наружной облицовки.

Вакуумные прессы для фасадов могут быть:
- Мембранными. Позволяют обрабатывать поверхности под воздействием высоких температур.
- Безмембранными. Применяются для поверхностей с высоким коэффициентом плотности.
Заготовки, прошедшие обработку прессом, обретают аккуратный вид и улучшают качество готового изделия. Кроме того, готовые заготовки не нуждаются в повторной обработке или доработке, поэтому могут использоваться сразу после снятия с устройства и остывания.
Где купить вакуумный пресс
Сегодня очень просто купить вакуумный пресс, т. к. современные технологии позволяют приобретать товары, не выходя из дома.
На что обращать внимание, если вы хотите купить вакуумные пресса:
- Производителя конструкции.
- Габариты устройства.
- Цена на вакуумные пресса должна быть средняя, ведь дешёвые устройства могут иметь короткий срок гарантии, а дорогие вряд ли будут иметь качество лучше, чем конструкции, входящие в среднюю ценовую категорию.
Преимуществом покупки через интернет является то, что покупатель может рассмотреть товар удалённо, сравнить цены, потратив минимум времени, но если вы хотите сэкономить на покупке вакуумного пресса, его можно изготовить своими руками.
Вакуумный пресс своими руками
Изготовление вакуумного пресса своими руками – сложная процедура, требующая умения работать с тяжёлыми материалами и опасным оборудованием, поэтому, прежде чем приступать к изготовлению прессовального устройства, следует оценить свои способности. К тому же, неверная сборка конструкции может привести к внезапному возгоранию или травмированию мастера, поэтому рекомендуется приобретать уже готовую конструкцию, а не изготавливать её без специальных технических знаний, умений и навыков.
Изготовление радиусного шпонированного фасада в универсальном мембранно-вакуумном прессе
Не боги горшки обжигают. Если кто-то производит и успешно продает красивые дорогие фасады МДФ, фанерованные натуральным шпоном, значит, сможете и вы. Главное, увидеть, как это делается, своими глазами. Надеемся, в этом вам поможет наш видео-урок.
Мебельные фасады, облицованные натуральным шпоном или файн-лайном, выглядят эффектно и дорого как створки из массива древесины, продаются на рынке довольно недешево, но при этом имеют очень неплохую рентабельность. Особенно стильно выглядят кухни и мебельные гарнитуры, имеющие радиусные шпонированные фасады на угловых секциях. Однако, огромная часть производителей фасадов не решается освоить технологию шпонирования, очевидно считая это уделом избранных. Мы же советуем всем вспомнить пару древних истин: “Не боги горшки обжигают” и “Путь осилит идущий”. Вооружитесь вниманием и терпением на полчасика, посмотрите наш видео-урок и почитайте описание технологии фанерования, приведенную ниже. Надеемся, увиденное вселит в вас уверенность в свои силы и сподвигнет вас к новым достижениям в вашей работе.
Итак, что потребуется нам для того, чтобы изготовить гнутый фасад, облицованный шпоном? В общем-то ничего сверхъестественного:
Материалы:
- МДФ или ХДФ толщиной 3 мм. Для экспериментов вполне подойдет даже ДВП.
- Листовой шпон древесины, необходимых размеров или файн-лайн
- Клей ПВА
- Лак (подробности лакирования шпона в данном уроке не рассматриваются)
Оборудование, приспособления и инструмент:
- Циркулярная пила или форматно-раскроечный станок
- Валик для нанесения клея
- Универсальный термо-вакуумный пресс
- Силиконовая мембрана
- Матрица
В нашем учебном видео показан процесс склеивания радиусного фасада, шпонирование плоских фасадов проводится по тому же принципу за исключением склеивания самого фасада. В плоских фасадах за основу берется просто МДФ толщиной 16 мм, на который в вакуумном прессе под мембраной наклеивается шпон. При этом обычно удобнее фасад в прессе укладывать на гладкую подложку шпоном вниз.
Основные этапы производства радиусных фасадов, облицованных шпоном.
1. Сборка слоеной заготовки радиусного шпонированного фасада
Принципиально можно фанеровать шпоном уже готовую радиусную заготовку, склеенную по гнуто-клеенной технологии в прессе. Однако, если совместить гнутье фасада и его шпонирование в один цикл, вы сэкономите время производства и электроэнергию как минимум в два раза.
Для сборки слоеного пирога фасада стандартной толщиной 16 мм вам потребуется пять слоев 3 мм МДФ или ХДФ. Форматировать куски нужно в размер фасада с припуском на обработку по всем четырем краям. Такого же размера потребуются куски шпона для облицовки лицевой, а в нашем случае и внутренней поверхности фасада. Внутреннюю сторону фасада можно кашировать специальным финишным материалом. С помощью валика равномерно наносим клей ПВА последовательно на каждый слой предварительно нарезанного в размер ХДФ, сразу укладывая его на предыдущий, чтобы клеевой слой не высыхал. Точно так же наносим клей на наружную сторону пирога и помещаем последний слой ― шпон. Получается этакий сэндвич: шпон, пять слоев ХДФ, опять шпон. Чтобы фасад получился ровным по диагоналям, этот сэндвич необходимо отцентровать и точно зафиксировать в верхней точке дуги пунсона саморезами. Для этого размечаем середину заготовки фасада и сверлим два отверстия по верхнему и нижнему краю заготовки. Учтите, что отверстия должны располагаться в зоне припуска на обработку.
2. Гнутьё заготовки фасада в прессе
Устанавливаем матрицу нужного радиуса на рабочий стол пресса.
Поясним, матрица ― это нижняя часть оснастки (иногда ошибочно называют пуансоном) для изготовления радиусных фасадов в прессе по гнуто-клеенной технологии. Для каждого фасада определенного радиуса требуется матрица соответствующего размера. Хорда матрицы должна быть больше хорды самого широкого фасада из вашего размерного ряда. На такой матрице можно гнуть фасады одного радиуса с разной длиной хорды и высотой створки.
Собранную многослойную заготовку помещаем в пресс на матрицу, совмещая отверстия посередине заготовки c продольной линией в верхней точке дуги матрицы. Фиксируем пирог заготовки в этих точках саморезами, мелкими гвоздиками или просто скотчем, что менее надежно, но бережет матрицу. Аккуратно накрываем весь стол пресса вакуумной мембраной, расправляем, зажимая ее прижимной рамой. Наша заготовка радиусного фасада готова к самому важному технологическому этапу ― вакуумированию.
Включаем вакуумный насос пресса, начиная откачивать воздух из-под мембраны. При этом важно следить, чтобы мембрану случайно не затащило разрежением под нижние края фасада между заготовкой и матрицей. В этом случае фасад будет безнадежно испорчен. Пока не поздно можно, выключив насос, слегка стравить воздух под мембрану краном и повторить откачку, немного помогая руками, загнув края нашего сэндвича вниз. Когда атмосферное давление с помощью мембраны полностью прижмет края заготовки будущего фасада к поверхности оснастки, можно опустить купол термо-модуля и включить нагрев.
Весь цикл вакуумирования при использовании клея ПВА займет у нас 30 минут. 15 нагрева при температуре 100 гр С и 15 минут остывания. Бояться, что клей сгорит не стоит. Температура внутри клеевых швов за 15 минут не успеет превысить критическое для ПВА значение. Обратите внимание, если фасад занимает лишь часть по длине пресса, вы можете включить нагреватели лишь в зоне над заготовкой, чтобы оптимизировать затраты электроэнергии. Заданную температуру термо-вакуумный пресс Maxim поддерживает автоматически, включая и выключая термоизлучатели время от времени. Точно также автоматика пресса поддерживает разрежение под мембраной в заданном диапазоне в течение получаса, включая пластинчато-роторный насос лишь иногда, чтобы восстановить вакуум до установленной границы. Автоматический режим управления современного пресса позволяет экономить электроэнергию и снижать себестоимость готовой продукции.
Через 15 минут выключаем нагрев, поднимаем купол нагревателя и, не выключая вакуумный насос, даем нашему слоеному пирожку остыть еще в течение 15 минут под мембраной.
Ну вот прошло 30 минут, болванка нашего фасада готова. Выключаем вакуумный насос, стравливаем краном воздух под мембрану, поднимаем раму, снимаем мембрану. Выкручиваем фиксирующие саморезы. Поднимаем заготовку и проверяем соответствие ее геометрии форме матрицы. Для этого поворачиваем ее на 180 градусов, опять опускаем на оснастку и смотрим насколько точно прилегают края заготовки. Фасад не должен зависать в воздухе на двух точках одной из диагоналей.
Zerkalov Studio
” data-medium-file=”https://i0.wp.com/zerkalov.pro/wp-content/uploads/110152_original-e1418488716749.jpg?fit=350%2C300″ data-large-file=”https://i1.wp.com/zerkalov.pro/wp-content/uploads/110152_original-e1418488716749.jpg?fit=350%2C300″ data-lazy-src=”https://i1.wp.com/zerkalov.pro/wp-content/uploads/110152_original-e1418488716749.jpg?resize=350%2C300&is-pending-load=1″ srcset=”data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″ />
Опубликовано Ноябрь 22, 2013 at 5:35 пп by Михаил Зеркалов / 26 комментариев
Когда я начинал изучать тему вакуумного пресса, то я некоторое время не мог сразу найти ответы на многие вопросы. Например, какой глубины вакуум необходим (достаточен) для прессования в ПВХ мешке, где и какой насос купить, какая производительность насоса должна быть при работе с деталями больших форматов, где найти реле для вакуума, какие именно сантехнические железки нужны для максимально удобного соединения…?
На некоторые вопросы ответ нашелся в интернете, на некоторые в зарубежных журналах по деревообработке, а некоторые ответы дала практика. Итак, хочу поделиться своим опытом в создании вакуумного пресса. Этот пресс используется для фанерования (шпонирования) и изготовления гнуто-клееных изделий из древесины. На отечественном рынке можно найти много образцов промышленного оборудования, но не все они могут порадовать своей ценой или подойти по техническим характеристикам. Я выбрал для своей цели двухступенчатый масляный вакуумный насос фирмы CPS (США) производительностью 148 л/мин — VP6D, остаточное давление 15 микрон. Покупал насос и обратый клапан к нему в компании ООО «Ника-Холод» .

Такие насосы используют для осушения трасс в системах кондиционирования при заправке фреоном. Такому насосу есть китайская альтернатива на 25% дешевле, но в этом случае я выбрал бренд с мыслями, что именно он сделает эксплуатацию без сюрпризов. Отзывов о насосах в интеренте не густо. Вот по своему нашел буквально несколько слов . Подобного класса насосы имеют ограничение по времени непрерывной работы 30 минут. Сухие безмаслянные насосы могут поддерживать вакуум не выключаясь длительное время, но их стоимость начинается от 1000 евро. В своей системе я использую ресивер, который призван компенсировать «натекания» из мешка во время прессования и реле, которое будет включать/выключать насос в заданном диапазоне низкого давления (эту функцию решил реализовать позже). В качестве ресивера я выбрал расширительный бак фирмы VAO (Италия) на 24 литра (макс.рабочее избыточное давление 10 bar). Литраж можно было бы выбрать и побольше, но из-за малой стоимости и доступности это можно сделать при необходимости в любой момент, если работать с большими площадями.

Первым делом из бака я удалил часть мембраны, которая находится внутри. Выглядело это вот так:


Переднюю часть мембраны я оставил в качестве уплотнителя. Помимо мембраны у таких баков есть с обратной стороны штуцер, как велосипедный сосок с ниппелем внутри для закачивания воздуха при установке мембраны. Я его снял и набросил 2 широкие шайбы с резиной в качестве уплотнителя (можно было ниппель выкрутить и поставить болт).
Бак внутри оказался чистым и не требовал дополнительной мойки. После подготовки бака была смонтирована трасса для самой системы. Все детали были куплены в компании Русклимат . Отдельно пришлось поискать вакуумметр. Проблема в том, что такие вещи купить можно или как юр. лицо, или оптом, или отгружать готовы от 5000 рублей. Но кто ищет тот всегда находит, и спасибо компании ЗАО «РОСМА » за наличие гибкой системы торговли, которая позволяет таким как я покупать в розницу очень специфические вещи.





На втором фото виден обратный клапан от фирмы CPS. Удивился, когда обнаружил, что он немного все же пропускает в ресивер воздух, но это оооочень в маленьких объемах. Внутри клапана металлический шарик, который упирается в резиновую прокладку (при наличии вакуума). Есть мысль смазать его силиконовой смазкой для вакуумных соединений. За 40 минут натекло с — 1 до -0,97 bar. Для моих задач это ничто. Вакуум получил достаточно быстро: от 0 до -0,6 bar за 18 секунд.


Чем глубже вакуум, тем больше времени вребуется насосу для откачки воздуха. От -0,6 до -0,8 bar потребовалось 14 секунд.


И за 50 секунд насос достиг максимальной глубины вакуума в -1 bar. Итоговое время 1 мин. 23,9 секунды.


Натекание самой системы ничтожны, а вот как будет поддерживаться вакуум в мешке с деталью покажет работа. Обязательно постараюсь описать этот процесс в отдельном посте. Немного побаловался с вакуумом….пластиковая бутылка 5 литров была сплющена за пару секунд с оглушительным треском)))
P.S.: Результат работы можно посмотреть здесь .
Все соединения уплотнял нитью Тангит. Можно использовать анаэробные герметики, но они не предполагают разборку системы в дальнейшем.
Вакуумный пресс своими руками

Вакуумный пресс – это устройство, с помощью которого из такого материала как МДФ можно заниматься изготовлением мебельных фасадов с пленкой ПВХ и декоративных накладок для дверей. Такой агрегат продается в магазинах, но вы достаточно легко можете сделать его своими руками.
Для чего нужен вакуумный пресс и как он работает
Корпусная и мягкая мебель часто производится из пленочных мебельных фасадов, поскольку последние сочетают в себе такие достоинства как:
• широкий спектр цветов;
• различные формы;
• невысокую стоимость.
Для изготовления таких фасадов применяется специальное оборудование, и главный инструмент в этом производстве – вакуумный пресс. Устройство позволяет усадить пленку ПВХ на заготовку с МДФ основой.
Пресс состоит из следующих ключевых элементов:
• вакуумной камеры или стола;
• термомодуля.
Камера обычно выполнена в прямоугольной форме, для нее используется жесткий материал – когда изнутри искусственно создается отрицательное давление, этот материал не сжимается. С наружной стороны происходит укладка пленки ПВХ, и герметизация ее краев с рамой.
Пленка усаживается в таком порядке действий:
• заготовки укладываются на стол;
• процесс герметизации;
• пленки разогреваются;
• откачивается воздух;
• процесс охлаждения;
• вырезаются заготовки, излишки пленки с фасада удаляются.
Как сделать вакуумный стол
Вакуумная ванна

В качестве дна в вакуумной ванне используется 2-миллиметровый стальной лист. Чтобы максимально уменьшить прогибы листа, на который будет воздействовать отрицательное внутреннее давление, и сделать поверхность стола как можно более ровной, приступаем к изготовлению каркаса жесткости. Эту конструкцию делаем из той же профильной трубы 60х40х2.
Предварительно нарезанная труба, как указано в проекте, укладывается на стапель, жестко закрепляется при помощи струбцин, все примыкания провариваются. Когда каркас жесткости готов, поверх него приваривается лист стали. На этом наиболее ответственном этапе сварочных работ следует обеспечить непрерывный герметичный сварной шов. Его рекомендуется делать с двойным проваром.
Чтобы лист не коробило из-за продолжительного воздействия высокой температуры, можно использовать нижеследующий альтернативный способ, как приварить лист к каркасу. Прежде, чем уложить стальной лист на каркас жесткости, по периметру листа наносим состав для герметизации, который рассчитан на действие высоких температур. Здесь можно воспользоваться, к примеру, силиконовым высокотемпературным герметиком. Сварка же проводится не в виде сплошного шва, тут мы делаем регулярные фиксирующие прихватки – шаг примерно 50 мм.
Этот способ предусматривает то, что из-за кратковременных локальных воздействий сварки весь герметик не будет поврежден, выжжен, а только небольшая часть непосредственно у прихваток. В большей своей части герметик, после того как отвердеет, будет выполнять свою функцию.
Как делаем каркас жесткости и собираем вакуумную ванну:
• варим каркас жесткости;
• к нему привариваем лист стали;
• по периметру листа герметично привариваем стационарную нижнюю раму, которая включает часть шарнирного соединения, что фиксирует подъемную верхнюю раму.
Как сделать подъемную, прижимную, верхнюю раму
В качестве материала изготовления рамы применяем профильную трубу 60х40х2 мм. Прижимную раму выполняем точно в тех размерах, что и у вакуумной рамы. Если ровный профиль – не погнутый и не покрученный достать не удалось, тогда отбираем попарно самые ровные листки. Из них мы изготовим части вакуумного стола, которые плотно примыкают между собой.
Подъем прижимной рамы будет осуществляться за счет регулируемых шарнирных соединений. Шарниры можно регулировать, когда будет наклеен уплотнитель в виде полос листовой резины со средней жесткостью – толщина примерно 2 мм.
Приваренные шайбы требуются, чтобы увеличить площадь трения. Шкворень шарнирного соединения в виде стального прута D12, на концах которого имеется резьба.
Чтобы удерживать прижимную раму поднятой, можем воспользоваться газовыми лифтами.
Зажимы
Чтобы надежно и герметично удерживать пленку, когда происходит вакуумное прессование, мы плотно и равномерно прижимаем верхнюю раму к периметру вакуумной рамы. Таким образом резиновый уплотнитель будет полностью прилегать.

Самодельные зажимы, которые работают по принципу эксцентрика, изготовляются из следующего стального металлопроката:
• 1 труба ДУ50: 0,5 м, со внешним диаметром примерно 60 мм;
• прут: 2 м, диаметр 10 мм;
• профильная труба: 2 м, 20х20х2 мм.



Зажимы настраиваем, установив комбинированные гайки в нужное место резьбы шпильки, и зафиксировав с помощью контргаек. Эту операцию выполняем на завершающей стадии изготовления вакуумного стола, после того как будет наклеен резиновый уплотнитель.
Источник: www.umeltsi.ru
Вакуумный пресс для фасадов МДФ своими руками
 Даём старт циклу статей, посвященных вопросам самостоятельного изготовления вакуумного пресса для производства мебельных фасадов из МДФ, покрытых пленками ПВХ (пленочных фасадов), а также декоративных дверных накладок. Весь материал статей основал на личном опыте по организации производства пленочных фасадов с нуля, включая изготовление подавляющего большинства оборудования и приспособлений своими руками. Материал статей не претендует на абсолютную точность и верность, а лишь описывает один конкретный (частный) случай и индивидуальное видение рассматриваемых вопросов.
Даём старт циклу статей, посвященных вопросам самостоятельного изготовления вакуумного пресса для производства мебельных фасадов из МДФ, покрытых пленками ПВХ (пленочных фасадов), а также декоративных дверных накладок. Весь материал статей основал на личном опыте по организации производства пленочных фасадов с нуля, включая изготовление подавляющего большинства оборудования и приспособлений своими руками. Материал статей не претендует на абсолютную точность и верность, а лишь описывает один конкретный (частный) случай и индивидуальное видение рассматриваемых вопросов.
В статьях будут затронуты вопросы, касающиеся непосредственно изготовления и эксплуатации самодельного вакуумного пресса, сопутствующие же темы (например, фрезеровка фасадов, нанесения клея и т.п.) планируется рассмотреть в других, отдельных статьях.
План изложения информации:
Перед тем, как начать повествование, необходимо предупредить потенциальных повторителей пресса о возможном риске для их здоровья. Самостоятельно изготовление – дело хорошее, мы его всегда приветствуем, но не нужно забывать о технике безопасности. В ходе работы над изготовлением пресса, придется иметь дело с электрическим напряжением до 400 В, высокими температурами, электроинструментом высокой степени опасности, массивными, тяжелыми металлическим конструкциями. Отдавайте себе отчет в собственных действиях! Трезво оценивайте свои знания и умения! Если есть сомнения в правильности выполнения той или иной операции, то обязательно посоветуйтесь со специалистом или полностью передайте работу ему. Не пренебрегайте средствами индивидуальной защиты, лучше заранее приобрести все самое необходимое: одежда и маска сварщика, очки или маска для защиты глаз и лица, прочные перчатки для работы с металлом, наушники для снижения звукового давления на слух.
Теоретические основы вакуумного прессования пленок ПВХ.
Пленочные фасады очень давно применяются при изготовлении корпусной (иногда, жестких элементов мягкой) мебели, но до сих пор пользуются большой популярностью благодаря богатой цветовой гамме, разнообразию форм и невысокой цене. В отличие от некоторых других типов мебельных фасадов (например, рамочных), пленочные фасады изготавливаются только с применением специализированного оборудования, требующего немалых производственных площадей и энергообеспечения. Главным станком в производстве фасадов из МДФ, покрытых пленками ПВХ, по праву считается вакуумный пресс. Вакуумный (его часто называют термовакуумным) пресс выполняет усаживание пленки ПВХ на поверхность заготовки из МДФ (фасада, дверной накладки и др.).
Любой термовакуумный пресс для производства пленочных фасадов, состоит из двух основных элементов: вакуумной камеры (стола, ванны) и нагревателя (термомодуля). Вакуумная камера, как правило, имеет прямоугольную форму (параллелепипед), все стенки (за исключением верхней) изготавливается из жесткого материала (например, стали), не подверженного сжатию под воздействием искусственно создаваемого отрицательного давления внутри камеры. Сверху камеры кладется пленка ПВХ, края пленки герметизируются с рамой. Таким образом, мы получаем герметичный объем: сверху лежит лист пленки ПВХ, снизу и с боков – жесткая вакуумная камера. Перед накрытием пленкой ПВХ и герметизации внутреннего объема вакуумной ванны, во внутреннее пространство вакуумной ванны определенным образом укладываются заготовки будущих мебельных фасадов, предварительно покрытые специальным термоактивируемым клеем. При комнатной температуре пленка ПВХ весьма жесткая, без разогрева она не сможет обогнуть весь рельеф заготовки. Также, без нагрева пленка не сможет приклеиться к заготовке, так как температура активации клея начинается от 50°C. Для разогрева пленки применяют электронагревательные приборы (инфракрасные лампы накаливания или ТЭНы). Суммарная мощность всех нагревательных приборов высокая и составляет, как правило, от одного до нескольких десятков киловатт.

Термовакуумный пресс заводского изготовления с вертикальным поднятием термомодуля.
Основные элементы.
Примечание: существуют прессы с т.н. верхним давлением, у них, помимо окачивания воздуха из герметичной камеры снизу, сверху над пленкой располагают еще одну камеру, в которую нагнетают воздух сверх атмосферного давления (дополнительно давят на пленку сверху). Подобные прессы, конечно, выгодно отличаются рядом характеристик на фоне прессов без верхнего давления. Однако, такое оборудование на порядок сложнее в самостоятельном изготовлении, в данном цикле статей рассматриваться не будет.
Итак, процесс усаживания (еще говорят, протяжки) пленки состоит из следующих последовательных основных операций:
- Укладывание заготовок на стол пресса.
- Накрытие пленкой ПВХ, герметизация.
- Разогрев пленки до определенной температуры.
- Откачивание воздуха.
- Охлаждение.
- Вырезание заготовок, удаление излишек пленки с фасадов.
При отлаженном процессе производства, на типовую протяжку одного стола (от накрытия пленкой и до вырезания готовых фасадов) расходуется времени не более 10 минут. Однако, чтобы добиться таких результатов, работая на самодельном вакуумном прессе, необходимо наличие весьма большого навыка, ряда экспериментальных данных по протяжке того или иного типа пленки, полученных на основе собственных проб и ошибок. Настоятельно рекомендуется основательно взвесить все «за» и «против», браться за изготовление пресса своими руками только в условиях жесткой экономии денежных средств, наличия свободного времени, большого желания, уверенности в собственных силах.

Мебельные фасады изготовлены на самодельном прессе.

Дверные накладки изготовлены на самодельном прессе.
Постановка целей. Какой пресс строим?
Прежде чем приступить непосредственно к изготовлению пресса, необходимо поставить конечную цель, то есть определить с какими характеристиками, возможностями и за какую себестоимость мы должны получить в итоге самодельный вакуумный пресс.
Каждый, кто хоть раз серьезно задумывался над изготовлением любого промышленного оборудования своими руками, в первую очередь сравнивал себестоимость самостоятельного изготовления с ценой на аналогичный готовый промышленный (заводской) образец. Здесь очень важно сделать правильный выбор, постараться ответить на вопрос «стоит ли игра свеч?». Переоценив собственные силы, можно безвозвратно потерять не только вложенные деньги, но и много бесценного времени. Сделав обоснованный выбор в пользу самостоятельного изготовления, можно хорошо сэкономить, получив новые знания и жизненный опыт.
На сегодняшний день, купить термовакуумный пресс начального уровня можно за относительно небольшие деньги. Для любого успешного предприятия не стоит остро вопрос о максимально-экстремальной экономии денежных средств, потраченное время и другие аспекты важнее, поэтому без раздумий принимается решение о приобретении готового оборудования. А что же делать начинающему частному (индивидуальному) предпринимателю или новоиспеченной небольшой организации, которые только выходят на рынок и нередко вынуждены считать каждый рубль? Профессиональные экономисты могут предложить разработать грамотный бизнес-план, провести маркетинговые и иные исследования, взять кредит в банке на нужную сумму. Такая стратегия, возможно, более правильная и всё чаще используемая в наше время, предполагающая быстрый старт и скорый выход на окупаемость. Однако, каждый конкретный случай индивидуален. Иногда, в силу совокупности множества причин, логичнее принять менее популярное решение: минимум заёмных средств, максимум вложений собственных сил и умений. В основном, последователям такого пути и адресован данный цикл статей.
Если увлекательный процесс изготовления пресса не является самоцелью, а главное – скорейшее получение прибыли от будущей его эксплуатации, то не нужно пытаться копировать какую-либо самую последнюю, продвинутую модель заводского пресса известного производителя. Будем делать пресс, обладающий только самыми необходимыми функциями, имеющий себестоимость близкую к минимально возможной (при разумной экономии). Закрепим основные постулаты постройки пресса:
- Срок эксплуатации пресса около пяти лет. В дальнейшем предполагается покупка более совершенного оборудования или глубокая модернизация существующего.
- Высокая ремонтопригодность. Сжатые сроки устранения возможных неисправностей, в том числе касаемо сроков покупок запчастей.
- Отсутствие автоматического или программного управления, только ручной контроль.
- Использование самых распространенных, легкодоступных материалов и комплектующих.
- Дизайн и внешняя красота вторичны.
- Удобство и скорость работы на прессе должны быть сравнимы с подобными характеристиками заводских аналогов.
- Сэкономленная денежная разница между себестоимостью изготовления пресса и цены заводского аналога должна быть для предприятия, как минимум, весомой.
Примерное время, которое будет потрачено на закупку комплектующих и выполнение всех работ, составляет один-три месяца. Мы должны будем получить надежный и неприхотливый в эксплуатации термовакуумный пресс для изготовления самых ходовых (имеющих традиционно хороший спрос) видов мебельных плёночных фасадов и дверных накладок на основе МДФ. При грамотном планировании закупок и выполнении работ надлежащего качества, себестоимость самодельного пресса (на момент публикации статьи) должна быть, как минимум, в два раза ниже цены любого аналогичного вакуумного пресса заводского изготовления.
Источник: zakatayrukava.ru
Вакуумный пресс
Вакуумный пресс является многофункциональным устройством, применяющимся во многих направлениях. Чаще всего пресс используется в мебельной промышленности, где он помогает производить красивую мебель.

Принцип действия
Технология прессования используется по-разному. В настоящее время она важна для производства плоских и изогнутых деталей в деревообработке, мебели, дизайне интерьеров и термоформовании твердых поверхностей (акриловый камень) и пластмассовых изделий. Даже автомобильная, авиационная и композитная промышленность открыли для себя многоцелевое применение мембранного и вакуумного прессования для изготовления приборных панелей, крыш, композитных материалов из различных листов и для композитных деталей со смолой.
Термоформование с помощью пресса используется в ванных комнатах, кухнях и мебели, а также для производства МДФ фасадов, дизайна в ресторанах, гостиницах, аэропортах и магазинах. Благодаря термоформованию акриловые твердые поверхности могут принимать изогнутые формы в 2D и можно создавать эффектные дизайны в 3D. Кроме того, поверхности легко обрабатываются стандартными инструментами.

Вакуумный пресс имеет простой принцип работы. Процесс термоформования состоит из двух фаз: нагрева и применения давления. Твердые поверхности должны быть нагреты до температуры 155-165 °C, чтобы быть гибкими и формованными. Время, необходимое для нагрева сплошной поверхности, зависит от толщины материала и технологии нагревательной печи.
После нагревания материал может быть изменен с помощью мембранных прессов. Предварительно разогретый материал помещается на пресс-форму внутри. После закрытия мембранной рамы создается вакуум, и атмосферное давление плотно прижимает мембрану и материал к пресс-форме. В зависимости от толщины, материал должен остыть до температуры не менее 60 °C, прежде чем его можно будет извлечь из пресса.
Конструкция
Конструкция вакуумного пресса очень проста. Жесткая рама для создания плоской рабочей поверхности, подходящая для поддержки пресс-форм и больших и тяжелых материалов, вакуумный насос для откачки воздуха, содержащегося в вакуумной камере между столом пресса и мембранной рамой. Несомненно, сердцевиной каждого пресса является вакуумный насос, который, в зависимости от типа насоса, может создавать вакуум от 85 % до 99 % от давления окружающей среды.

Виды мембран
Различают три вида мембран: из латекса, натурального каучука и силикона. Латексная мембрана выделяется своей эластичностью и рекомендуется для очень малых радиусов. В основном используется в автомобильной промышленности для прессования кожи и тканей. Однако она чувствительна к ультрафиолетовым лучам и имеет высокий уровень износа. Мембрана из натурального каучука также обладает очень высокой эластичностью и выделяется своей режущей способностью, что делает ее пригодной для шпонирования, ламинирования и сгибания древесины.

Силиконовая мембрана необходима для термоформования твердых поверхностей и пластмасс из-за ее высокой термостойкости до 230 °C. Максимальная температура латекса и натурального каучука составляет около 120 °C. С другой стороны, силикон не рекомендуется для большинства применений в деревообработке. По этой причине рекомендуется приобрести сменную мембрану, если в дополнение к работе с деревом необходимо нагревать твердые или пластмассовые материалы.
В целом, существует два типа вакуумных насосов: со смазкой и с сухим ходом. Насосы с сухим ходом более универсальны и не требуют обслуживания. Они используются для шпонирования, ламинирования и сгибания древесины, а также для термоформования твердых поверхностей и могут достигать максимального давления до 9 т/м².
Вакуумные насосы со смазкой достигают уровня вакуума до 99% от давления окружающей среды при давлении прессования до 9,9 т/м². Они рекомендуются для таких применений, как 3D ПВХ ламинирование кухонных дверей, термоформование пластмасс и применение в композитном секторе. Они также используются для шпонирования, ламинирования и сгибания древесины из-за высокого давления. Важно поддерживать правильное техническое обслуживание, так как вода из таких клеев, как белый клей, может попасть в масляный контур.

Термовакуумный пресс необходим для производства столешниц, МДФ-фасадов, облицовки дверей.
Вакуумные мембранные прессы также поставляются с модулями верхнего нагрева, способными нагреваться от 80 °C до 180 °C. Этот тип пресса в основном используется для шпонирования, ламинирования и гибки древесины, а также для 3D ламинирования ПВХ (полиламината). Нагревание осуществляется конвекцией с помощью циркулирующего воздуха или инфракрасных кварцевых ламп и имеет следующие задачи:
- Ускорение времени прессования/сушки для более высокой производительности.
- Активация 2-компонентных клеев.
- Обогрев ПВХ для 3D ламинирования кухонных дверей или полиламината.
- Предварительный нагрев пластиковых листов для термоформования.

Кроме того, существуют области применения (такие как сублимация), где необходим нагрев снизу.
Самостоятельное изготовление вакуумного пресса
Современные вакуумные мембранные прессы очень удобны в использовании. Они могут управляться простым в использовании цифровым программируемым управлением с помощью сенсорного экрана. Определяемая пользователем программная память и управление с помощью вакуумных параметров давления, времени и/или температуры позволяют осуществлять полностью автоматическое производство. Контроль процесса гарантирует высокий уровень качества.
Многие мастера руководствуются желанием минимизировать расходы и задумываются о том, возможно ли изготовление пресса своими руками. Вакуумный пресс, изготовленный своими руками — это просто. В интернете можно найти чертежи устройства и купить необходимые комплектующие. Если подойти ко всему с умом, то самостоятельное изготовление обойдется намного дешевле, чем покупка серийного оборудования. До изготовления пресса необходимо внимательно изучить конструкцию, найти оптимальные технические параметры и купить комплектующие с расходниками. Также необходимо иметь электродрель, сварочный аппарат, угловую шлифовальную машинку и набор слесарных инструментов.
Источник: lesoteka.com
Как выбрать вакуумный пресс для фасадов МДФ
Основным оборудованием для производства МДФ фасадов в пленке ПВХ является термо-вакуумный пресс. На российском рынке на сегодняшний день представлено огромное количество прессов с самыми разнообразными техническими характеристиками. Поэтому перед приобретением следует задаться несколькими вопросами, для того чтобы правильно ответить на основной – как выбрать вакуумный пресс для фасадов МДФ.
 Размер рабочей поверхности вакуумного пресса для фасадов МДФ
Размер рабочей поверхности вакуумного пресса для фасадов МДФ
При выборе размера рабочего стола пресса следует учесть предполагаемый объем производства и номенклатуру изделий из МДФ. Производители термо-вакуумных прессов для изготовления фасадов МДФ предлагают оборудование с рабочей поверхностью от 1150 × 1090 мм, как например, мембранно-вакуумный пресс для гнутых фасадов МДФ от компании «Новые технологии» г. Пенза. Максимальным размером рабочего стола вакуумного пресса для облицовки фасадов МДФ в настоящее время может похвастаться латвийское оборудование VP -4000, от компании ISTRA-A (Латвия), со столом 4000 × 1400 мм.
Следует учесть, что стандартная ширина рулонов пленок ПВХ для вакуумного прессования составляет 1400 мм. Некоторые европейские компании предлагают пленки шириной 1420 и 1450 мм. Однако основные производители оборудования для мембранно-вакуумного прессования сориентированы на стандарт 1400 мм.

Кроме того, для непрерывного потокового производства фасадов МДФ некоторые разработчики предлагают мембранно-вакуумные прессы с 2-3 рабочими столами, как например компания «Мастер ПРО» г. Москва. Подвижная нагревательная каретка, свободно перемещаясь над рабочими поверхностями, обеспечивает поочередный нагрев пленки ПВХ. В состав конструкции вакуумного пресса может быть включен стол для облицовки радиусных фасадов.
Конструкция вакуумного пресса для фасадов МДФ и его габариты
При дефиците рабочего пространства мебельного цеха естественным вопросом станет размер вакуумного пресса для производства фасадов МДФ и занимаемая им площадь. Но нельзя забывать и об удобстве обслуживания оборудования. Здесь следует разобраться в конструктивных решениях расположения рабочего стола и нагревательного модуля, предлагаемых производителями вакуумных прессов.
Основные производители предлагают следующие варианты конструкции мембранно-вакуумного пресса:
· С подвижной нагревательной кареткой на рельсовых направляющих. Такая конструкция вакуумного пресса позволяет выкладывать фасады МДФ с 3-х сторон.
· Вакуумный пресс для фасадов МДФ с подъемным термомодулем на шарнирных креплениях. Эффективность данной конструкции заключается в экономии рабочего пространства помещения мебельного цеха. Однако укладка деталей и натягивание пленки ПВХ становится затруднительнее.

· С выдвижным столом для загрузки деталей из МДФ и пленки ПВХ, как например вакуумный пресс для облицовки фасадов МДФ MTA-2500. Идеально подойдет для небольших мебельных производств, так как компактно встанет в любой угол цеха.
· Наибольшей эффективностью в экономии площади цеха и удобстве обслуживания обладают мембранно-вакуумные станки с вертикальным пневматическим или гидравлическим подъемом нагревательного модуля, как например вакуумный пресс VPF-2 латвийского производителя, или итальянский пресс PM ORMA, который кроме всего прочего, позволяет производить облицовку изделий с 2-х сторон.
 Особенности комплектации мембранно-вакуумных прессов для изготовления фасадов МДФ
Особенности комплектации мембранно-вакуумных прессов для изготовления фасадов МДФ
1. Нагревательный модуль мембранно-вакуумного пресса . На современном уровне развития производители вакуумных прессов для облицовки фасадов МДФ в пленку ПВХ используют кварцево-галогенные тепловые нагреватели, обеспечивающие быстрый прогрев при минимальных затратах электроэнергии. В других вариантах могут использоваться инфракрасные лампы. Некоторые производители мембранно-вакуумных прессов используют для прогрева обдув горячим воздухом, подаваемым через ТЭНы, для исключения неравномерного прогрева на поверхности мембраны. Кроме того, на вакуумный пресс может быть установлено дополнительное термо- оборудование для подогрева стола. Китайские производители станков нагревают пленку ПВХ, закачивая под нее горячий воздух.
2. Автоматизация процесса облицовки фасадов МДФ в пленку ПВХ . Вакуумные прессы, оборудованные системами автоматизации, хорошо зарекомендовали себя на поточных и непрерывных производствах мебели. Участие человека сводится лишь к укладке деталей фасадов МДФ на рабочий стол и последующей обрезке излишков пленки ПВХ. Однако на малых предприятиях, ежедневно работающих с широким ассортиментом пленок ПВХ, проще выполнять процесс облицовки вручную, «на глаз».
3. Силиконовая, резиновая или каучуковая мембрана . Большинство производителей в комплект к вакуумному прессу для фасадов МДФ поставляют силиконовую мембрану, обладающую высокими показателями термостойкости и эластичности. С помощью силиконовой мембраны выполняются некоторые технологические операции для склейки различных материалов, придания им по шаблону изогнутой формы, а также для рационального использования пленки ПВХ при малых объемах закладки. В некоторых конструкциях вакуумных прессов силиконовая мембрана закреплена на специальной рамке, обеспечивающей ее более удобное использование. В других случаях, процесс облицовки фасадов МДФ в пленку ПВХ основан непосредственно на использовании силиконовой мембраны, и она является неотъемлемой частью оборудования.
4. Вакуумный насос . Как правило, на современные мембранно-вакуумные прессы для фасадов МДФ устанавливают масляные насосы, обладающие на данный момент наибольшей производительностью. При небольшом размере стола вакуумного пресса и недлительном времени прессования могут использоваться безмаслянные «сухие» насосы с более низкой производительностью. Как бюджетный вариант, на мембранно-вакуумный пресс может быть установлен водокольцевой насос ВВН. При значительных размерах рабочего стола вакуумного пресса вакуумный насос может дополняться ресивером. Некоторые производители станков комбинируют подачу вакуума с встречной подачей высокого давления, поэтому в комплект к оборудованию может потребоваться компрессор.
5. Разделительная рамка . Используется при делении рабочего стола мембранно-вакуумного пресса для применения одновременно двух видов пленки или одной, в сочетании с силиконовой мембраной, для рационального использования пленки ПВХ при малом количестве изделий.
6. Дополнительный рабочий стол . На больших производствах мебельных фасадов МДФ в пленке ПВХ установка одного дополнительного рабочего стола позволяет увеличить производительность мембранно-вакуумного пресса и, соответственно, выход продукции в 1,5 раза и более.
7. Пульт управления мембранно-вакуумным прессом . При опрессовке фасадов МДФ «в ручном» режиме, как правило, используются две кнопки включающие нагрев и насос вакуума, а также вентиль регулирующий скорость подачи вакуума. Более мощное и автоматизированное оборудование требует оснащения соответствующим пультом управления.
8. Возможность изготовления радиусных (гнутых) фасадов МДФ . В виду конструктивных особенностей некоторые мембранно-вакуумные прессы не позволяют изготавливать радиусные фасады МДФ и производить их облицовку в пленку ПВХ. С другой стороны, как например компания «Мастер ПРО» г. Москва, станкостроители позаботились об этой опции дополнив свое оборудование дополнительными устройствами.
9. Разматывающие устройства . В том числе с ручной или пневматической обрезкой пленки ПВХ. Подобное оборудование позволяет значительно увеличить производительность вакуумного пресса при больших объемах производства.
10. Антистатические щетки . Позволяют снимать с пленки ПВХ статический заряд для облегчения ее очистки и устранения налипания мусора на ее поверхность перед подачей на вакуумный пресс. Устанавливаются в целях повышения качества изготовления фасадов МДФ и прочих изделий.
11. Система опор . Специальные опоры, в том числе магнитные, используются в качестве подложки при укладке фасадов МДФ на рабочем столе вакуумного пресса. Некоторые производители позаботились даже о такой «мелочи».
12. Пресс для брикетирования отходов из пленки ПВХ, устройства для ремонта разрывов и повреждений на силиконовой мембране, передвижные стойки для хранения рулонов пленки ПВХ – все это может не идти в комплекте с мембранно-вакуумным прессом для МДФ фасадов, однако часто предлагается производителем в качестве дополнительного оборудования как, например, немецкими конструкторами вакуумных прессов BR 2600, компании «Wemhoener». Подобные устройства делают производство МДФ фасадов более удобным и эффективным.
Перед тем как окончательно определиться и выбрать вакуумный пресс для фасадов МДФ следует изучить также в ценовой диапазон, наличие опций установки и наладки оборудования, обучения персонала, дальнейшего гарантийного и сервисного обслуживания.
Простой вакуумный станок своими руками

В наши дни повсеместно можно видеть изделия, которые изготавливаются по технологии вакуумной формовки. Такой подход позволяет быстро изготавливать пластиковую посуду, упаковку, манекены, тротуарную плитку и многое другое. Чтобы заняться вакуумной формовкой дома, понадобится специальный станок. Стоят такие приспособления дорого, да и слишком они громоздкие. В этой статье будет рассмотрен пример создания простого станка вакуумной формовки, в котором используется лишь пылесос и духовка.
Само собой мощность такого станка будет невелика, поэтому изготавливать громоздкие предметы или просто делать большое количество изделий за короткое время не выйдет. Но ради интереса и небольших бытовых потребностей такого станка вполне хватит. К тому же с помощью подобного станочка можно отлично делать корпуса для различных моделей, будь то корабли, самолеты или машины. Также можно изготавливать элементы для различных самоделок. Это устройство является неким своеобразным аналогом «3D-принтера».
Материалы и инструменты для самоделки:
– пылесос (чем мощнее, тем лучше);
– духовка (нужна для разогревания пластика);
– деревянные бруски;
– дрель;
– саморезы;
– шуруповерт или отвертка;
– фанера или ДСП (толщина 16 мм);
– силикон (в качестве герметика);
– ДВП для рабочей поверхности (подойдет и фанера);
– алюминиевый скотч;
– дерево, гипс (или другие материалы для создания формы).

Процесс изготовления станка:
Шаг первый. Размеры вакуумного станка
Основным элементом вакуумного станка можно считать рамку, на которой разогревается пластик, а также вакуумная камера. Размеры рамки должны быть такими, чтобы она помещалась в духовке. Также нужно учитывать размеры листов пластика, из которых будут создаваться будущие изделия. Рамка изготавливается из деревянных брусков.


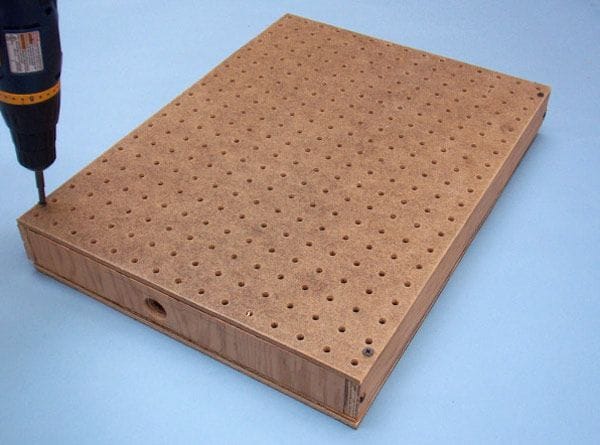


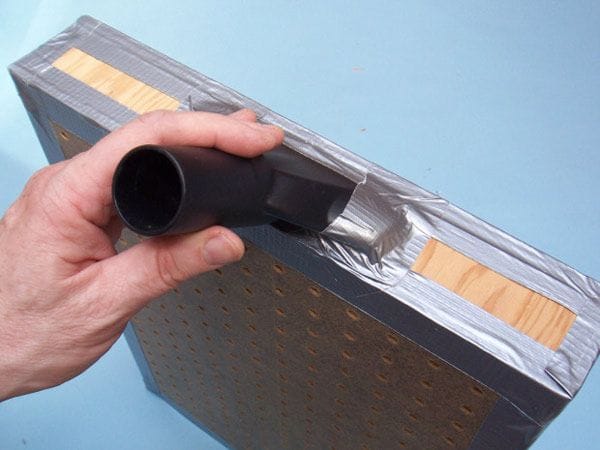
Шаг четвертый. Формы для самоделок. Процесс создания изделий
Для создания формы можно использовать различные материалы, к примеру, гипс, дерево и прочие. Если формы не обязаны быть идеально гладкими, то для этих целей идеально подойдет полиуретан, поскольку он легко обрабатывается канцелярским ножом.
Если на форме есть вогнутые места, то здесь нужно просверлить отверстия, чтобы пластик могло «засосать» в эти углубления. Подойдет сверло диаметром 0,1 – 0,5 мм.
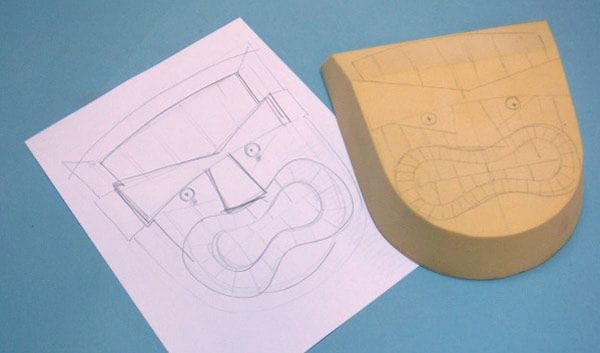
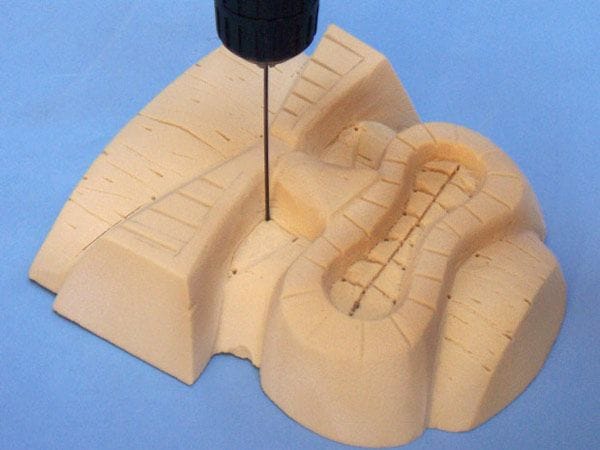
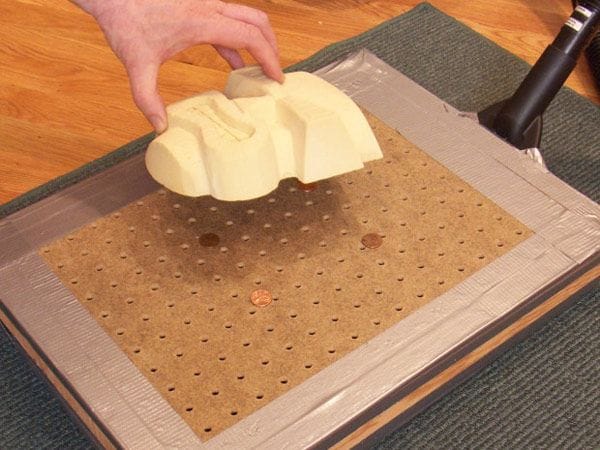
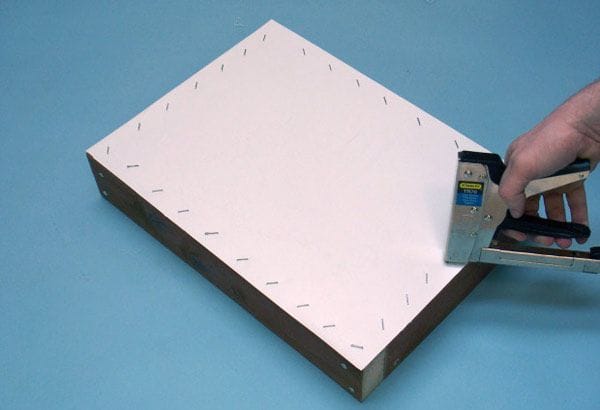


Теперь можно помещать пластик в духовку, прогретую до 190 градусов (для каждого типа пластика есть оптимальная температура размягчения). Через некоторое время пластик нагреется и станет провисать в рамке. Теперь его нужно вынимать и устанавливать на вакуумный станок. Впоследствии включается пылесос и пластик начинает обволакивать форму. При работе нужно использовать перчатки, так как рамка будет достаточно горячей.
Пылесосу нужно дать поработать порядка 20-ти секунд, потом рамку можно снимать извлекать изделие. Если в некоторых местах пластик плохо прилег к форме, можно воспользоваться строительным феном.


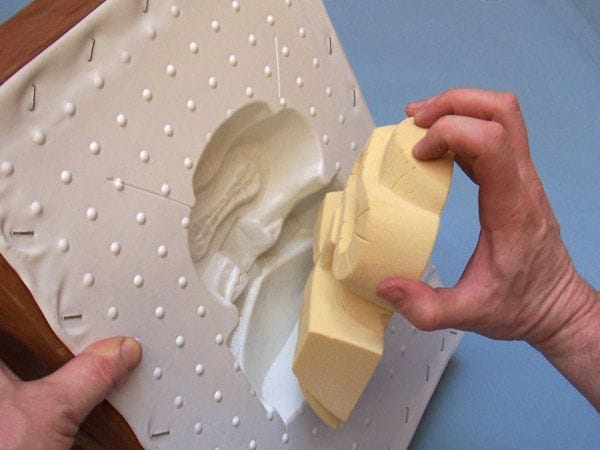




Изготовление радиусного шпонированного фасада в универсальном мембранно-вакуумном прессе
Не боги горшки обжигают. Если кто-то производит и успешно продает красивые дорогие фасады МДФ, фанерованные натуральным шпоном, значит, сможете и вы. Главное, увидеть, как это делается, своими глазами. Надеемся, в этом вам поможет наш видео-урок.
Мебельные фасады, облицованные натуральным шпоном или файн-лайном, выглядят эффектно и дорого как створки из массива древесины, продаются на рынке довольно недешево, но при этом имеют очень неплохую рентабельность. Особенно стильно выглядят кухни и мебельные гарнитуры, имеющие радиусные шпонированные фасады на угловых секциях. Однако, огромная часть производителей фасадов не решается освоить технологию шпонирования, очевидно считая это уделом избранных. Мы же советуем всем вспомнить пару древних истин: “Не боги горшки обжигают” и “Путь осилит идущий”. Вооружитесь вниманием и терпением на полчасика, посмотрите наш видео-урок и почитайте описание технологии фанерования, приведенную ниже. Надеемся, увиденное вселит в вас уверенность в свои силы и сподвигнет вас к новым достижениям в вашей работе.
Итак, что потребуется нам для того, чтобы изготовить гнутый фасад, облицованный шпоном? В общем-то ничего сверхъестественного:
Материалы:
- МДФ или ХДФ толщиной 3 мм. Для экспериментов вполне подойдет даже ДВП.
- Листовой шпон древесины, необходимых размеров или файн-лайн
- Клей ПВА
- Лак (подробности лакирования шпона в данном уроке не рассматриваются)
Оборудование, приспособления и инструмент:
- Циркулярная пила или форматно-раскроечный станок
- Валик для нанесения клея
- Универсальный термо-вакуумный пресс
- Силиконовая мембрана
- Матрица
В нашем учебном видео показан процесс склеивания радиусного фасада, шпонирование плоских фасадов проводится по тому же принципу за исключением склеивания самого фасада. В плоских фасадах за основу берется просто МДФ толщиной 16 мм, на который в вакуумном прессе под мембраной наклеивается шпон. При этом обычно удобнее фасад в прессе укладывать на гладкую подложку шпоном вниз.
Основные этапы производства радиусных фасадов, облицованных шпоном.
1. Сборка слоеной заготовки радиусного шпонированного фасада
Принципиально можно фанеровать шпоном уже готовую радиусную заготовку, склеенную по гнуто-клеенной технологии в прессе. Однако, если совместить гнутье фасада и его шпонирование в один цикл, вы сэкономите время производства и электроэнергию как минимум в два раза.
Для сборки слоеного пирога фасада стандартной толщиной 16 мм вам потребуется пять слоев 3 мм МДФ или ХДФ. Форматировать куски нужно в размер фасада с припуском на обработку по всем четырем краям. Такого же размера потребуются куски шпона для облицовки лицевой, а в нашем случае и внутренней поверхности фасада. Внутреннюю сторону фасада можно кашировать специальным финишным материалом. С помощью валика равномерно наносим клей ПВА последовательно на каждый слой предварительно нарезанного в размер ХДФ, сразу укладывая его на предыдущий, чтобы клеевой слой не высыхал. Точно так же наносим клей на наружную сторону пирога и помещаем последний слой ― шпон. Получается этакий сэндвич: шпон, пять слоев ХДФ, опять шпон. Чтобы фасад получился ровным по диагоналям, этот сэндвич необходимо отцентровать и точно зафиксировать в верхней точке дуги матрицы саморезами. Для этого размечаем середину заготовки фасада и сверлим два отверстия по верхнему и нижнему краю заготовки. Учтите, что отверстия должны располагаться в зоне припуска на обработку.
2. Гнутьё заготовки фасада в прессе
Устанавливаем матрицу нужного радиуса на рабочий стол пресса.
Поясним, матрица ― это нижняя часть оснастки (иногда ошибочно называют пуансоном) для изготовления радиусных фасадов в прессе по гнуто-клеенной технологии. Для каждого фасада определенного радиуса требуется матрица соответствующего размера. Хорда матрицы должна быть больше хорды самого широкого фасада из вашего размерного ряда. На такой матрице можно гнуть фасады одного радиуса с разной длиной хорды и высотой створки.
Собранную многослойную заготовку помещаем в пресс на матрицу, совмещая отверстия посередине заготовки c продольной линией в верхней точке дуги матрицы. Фиксируем пирог заготовки в этих точках саморезами, мелкими гвоздиками или просто скотчем, что менее надежно, но бережет матрицу. Аккуратно накрываем весь стол пресса вакуумной мембраной, расправляем, зажимая ее прижимной рамой. Наша заготовка радиусного фасада готова к самому важному технологическому этапу ― вакуумированию.
Включаем вакуумный насос пресса, начиная откачивать воздух из-под мембраны. При этом важно следить, чтобы мембрану случайно не затащило разрежением под нижние края фасада между заготовкой и матрицей. В этом случае фасад будет безнадежно испорчен. Пока не поздно можно, выключив насос, слегка стравить воздух под мембрану краном и повторить откачку, немного помогая руками, загнув края нашего сэндвича вниз. Когда атмосферное давление с помощью мембраны полностью прижмет края заготовки будущего фасада к поверхности оснастки, можно опустить купол термо-модуля и включить нагрев.
Весь цикл вакуумирования при использовании клея ПВА займет у нас 20-30 минут. 10-15 нагрева при температуре 70-100 гр С и 10-15 минут остывания. Бояться, что клей сгорит не стоит. Температура внутри клеевых швов за 15 минут не успеет превысить критическое для ПВА значение. Обратите внимание, если фасад занимает лишь часть по длине пресса, вы можете включить нагреватели лишь в зоне над заготовкой, чтобы оптимизировать затраты электроэнергии. Заданную температуру термо-вакуумный пресс Maxim поддерживает автоматически, включая и выключая термоизлучатели время от времени. Точно также автоматика пресса поддерживает разрежение под мембраной в заданном диапазоне в течение получаса, включая пластинчато-роторный насос лишь иногда, чтобы восстановить вакуум до установленной границы. Автоматический режим управления современного пресса позволяет экономить электроэнергию и снижать себестоимость готовой продукции.
Через 15 минут выключаем нагрев, поднимаем купол нагревателя и, не выключая вакуумный насос, даем нашему слоеному пирожку остыть еще в течение 15 минут под мембраной.
Ну вот прошло 30 минут, болванка нашего фасада готова. Выключаем вакуумный насос, стравливаем краном воздух под мембрану, поднимаем раму, снимаем мембрану. Выкручиваем фиксирующие саморезы. Поднимаем заготовку и проверяем соответствие ее геометрии форме матрицы. Для этого поворачиваем ее на 180 градусов, опять опускаем на оснастку и смотрим насколько точно прилегают края заготовки. Фасад не должен зависать в воздухе на двух точках одной из диагоналей.
Технология мембранно-вакуумного прессования

Технология мембранно-вакуумного прессования позволяет облицовывать декоративной пленкой различные поверхности, в том числе с достаточно глубоким рельефом. Сложность производственного процесса требует от изготовителей особого внимания, как к отдельным технологическим нюансам, так и к применяемым в производстве материалам.
Область применения мембранно-вакуумного прессования очень широка: это и объемные мебельные фасады из MDF, и дверные полотна, и закругленные столешницы, и различные декоративные элементы мебели. Облицовывание всех этих объектов осуществляется при помощи вакуумного пресса (с мембраной или без нее). Как правило, в производстве при этом используются пленки ПВХ толщиной 0,3-0,5 мм (реже 0,25 мм), однотонные, с печатным рисунком, текстурой.
Для того чтобы избежать проблем при производстве и минимизировать количество брака, необходимо строгое соблюдение технологии и контроль качества на каждом этапе.

Требования к помещению для нанесения клея и сушки деталей
Помещение для нанесения клея должно быть оборудовано вытяжной камерой с гидрозавесой либо с сухим фильтром. Камеру необходимо содержать в полной чистоте, производить ежедневную уборку ее стенок и рабочего стола.
Кроме того, необходимо установить вытяжную вентиляцию и изолировать помещение от шлифовального и прочего . Каждые два часа следует проводить мокрую уборку полов и каждую неделю – полную очистку находящегося оборудования от пыли. Желательно создать в помещении избыточное давление для того, чтобы предотвратить попадание пыли из соседних помещений.
Этап 1. Подготовка деталей

Перед облицовыванием детали следует подготовить к нанесению клея следующим образом:
› Провести аккликатизацию в цехе в течение не менее трех суток.
› Очистить детали от пыли, жиров и масел.
› Проверить влажность склеиваемых материалов – она должна соответствовать техническим требованиям.
› Отшлифовать поверхность пласти, кромки и фрезерованного рисунка с применением шкурки №№ 280-320.
Этап 2. Приготовление клея

Для приклеивания ПВХ-пленки к поверхности может использоваться двух- или однокомпонентный клей. Если однокомпонентный клей поставляется полностью готовым к применению, то перед использованием двухкомпонентного состава его нужно приготовить: смешать с отвердителем, поместив в чистую емкость необходимое количество клея и отвердителя. Смесь тщательно перемешивается, по возможности механическим путем с использованием мешалки.
Перед нанесением клей пропускают через фильтр с ячейкой 300 мкм, чтобы избежать дальнейшего забивания сопла пистолета при нанесении клея. Наиболее благоприятная температура нанесения – 18-23°С.
Этап 3. Настройка пистолета
Клей наносится на детали методом пневматического распыления с использованием специальных пистолетов для клеевых материалов. Выбор диаметра сопла зависит от типа клея: для клеев стандартной вязкости (600–1 300мПа*с) диаметр сопла должен быть 1,4-1,6 мм, для составов увеличенной вязкости (2 000-3 000 мПа*с) – 1,8-2,0 мм.
Трубопровод воздуха должен быть оборудован масло- и влагоотделителем, а также редуктором для регулирования давления.
При настройке пистолета необходимо соблюдать следующие правила:
› контур факела должен быть ровным, без пропусков;
› соотношение расхода клея и воздуха необходимо выбирать таким образом,
чтобы исключить лишнее туманообразование.
Давление воздуха на пистолет не должно превышать 2,5-3,0 атм.
Этап 4. Нанесение клея

Клей может наноситься как на одну деталь, так и на несколько деталей в стопе. Работу начинают с кромки элемента – устанавливается самый узкий факел и производится нанесение клея вдоль детали. Необходимо равномерно перемещать пистолет, чтобы состав наносился без пропусков и потеков, по отношению к кромке детали пистолет должен быть расположен параллельно. Расстояние от поверхности детали до пистолета должно составлять 200-250 мм.
Таким образом клей наносится на все кромки. Из-за того, что кромки деталей и фрезерованного рисунка обладают большой впитывающей способностью, необходимо двойное нанесение клея для хорошей прочности склеивания. Для клеев стандартной вязкости возможно второе нанесение клея способом «мокрый по мокрому», а для клеев с увеличенной вязкостью – с промежуточной сушкой в 5-10 мин.
Затем клей наносится на фрезерованный рисунок с последовательным прохождением всех линий узора. Здесь тоже рекомендуется двойное нанесение. Обычно расход клея составляет 100 г/м2.
После этого клей наносится на пласть детали – факел делается максимально широким, расход клея составляет 50 г/м2.
Пистолет следует как можно чаще чистить, особенно после длительных перерывов в использовании.
Этап 5. Сушка деталей

Детали с нанесенным клеем помещаются на специальные стеллажи. Минимальное время сушки составляет 30 мин. Если пленка глянцевая, то сушка деталей занимает не менее 1,5-2 ч.
Этап 6. Шлифовка клеевого слоя
При использовании глянцевых пленок перед облицовыванием деталей в мембранно-вакуумном прессе клеевой слой необходимо располировать шкуркой №320. Если пленка матовая (рифленая, под дерево), шлифовка не нужна.
Этап 7. Подбор режимов прессования

В техническом описании на каждый клей для мембранно-вакуумного прессования указана температура активации, при которой клей начинает «сшивать» склеиваемые материалы. Режимы прессования (температуру прогрева пленки, время прогрева пленки, время прессования и т. д.) необходимо подбирать таким образом, чтобы достичь этой температуры в клеевом слое на кромке детали.
Для каждой пленки режимы прессования разные, они подбираются индивидуально и для этого производится «холостая» запрессовка. Часто производитель ПВХ-пленки указывает наиболее оптимальные температурные режимы для каждой конкретной пленки.
Полный цикл прессования обычно составляет 3-5 мин.
При соблюдении всех этих нюансов значительно снижается вероятность появления брака. Если это все же произошло, необходимо внести изменения в технологические процессы для того, чтобы предотвратить возникновение брака в будущем.
Причины наиболее частых проблем при облицовывании деталей термопластичными пленками

Возможные причины
› Неправильная настройка пистолета: высокое давление (5-6 атм), несбалансированное соотношение «воздух-клей». Это приводит к тому, что клей ложится на деталь крупными каплями.
› Избыточное нанесение клея на поверхность фасада. Следует помнить, что основной слой клея нужно наносить на участки фрезеровки и торцы детали. Остальная поверхность фасада MDF лишь слегка напыляется быстрыми движениями пистолета.
› Качество обработки поверхности MDF.
Поднятие ворса плиты после нанесения клея обусловлено низким качеством панели: затупленным инструментом, используемым при ее обработке, недостаточной шлифовкой заготовки фасада. Удаление данных дефектов следует произвести с помощью наждачной губки, но не шлифованием, а сбиванием вкраплений легкими движениями.
› Грязь в цехе, мусор под ПВХ-пленкой.
ПВХ-пленки обладают способностью к образованию на поверхности статического электричества, поэтому притягивает практически весь мусор на удалении до 30 см от пленки, а также летающую в воздухе пыль, в т. ч. от клея, если кабина для нанесения клея расположена рядом и не оборудована соответствующими вытяжками и ограждениями.
› Наличие мусора на самих заготовках фасадов MDF. Обычно это является следствием неаккуратности рабочих или недостаточной чистоты помещения, в т. ч. потолка.
Мусор под пленкой ПВХ в рулоне. Случается, что производители дешевой пленки экономят на оборудовании для контроля за качеством и чистотой своей продукции.
Отклеивание ПВХ-пленки на торцах готового изделия

Возможные причины
› Неполное отверждение клея, которое возникает из-за того, что не была достигнута требуемая температура активации в клеевом слое.
› Отклеивание пленки может происходить как сразу после прессования, так и в процессе эксплуатации готового изделия.
Заломы пленки

Возможные причины
› Неравномерный прогрев пленки.
› Нарушение раскладки деталей по столу (несоблюдение расстояния между деталями по длине и ширине).
› Неправильный подбор толщины прокладки.
Белизна на пленке
Возможные причины
› Недостаточный прогрев пленки.
Возможные причины
› Недостаточная просушка деталей после нанесения клея.
› Неравномерная протяжка пленки после вакуумирования.
Простой вакуумный станок своими руками

В наши дни повсеместно можно видеть изделия, которые изготавливаются по технологии вакуумной формовки. Такой подход позволяет быстро изготавливать пластиковую посуду, упаковку, манекены, тротуарную плитку и многое другое. Чтобы заняться вакуумной формовкой дома, понадобится специальный станок. Стоят такие приспособления дорого, да и слишком они громоздкие. В этой статье будет рассмотрен пример создания простого станка вакуумной формовки, в котором используется лишь пылесос и духовка.
Само собой мощность такого станка будет невелика, поэтому изготавливать громоздкие предметы или просто делать большое количество изделий за короткое время не выйдет. Но ради интереса и небольших бытовых потребностей такого станка вполне хватит. К тому же с помощью подобного станочка можно отлично делать корпуса для различных моделей, будь то корабли, самолеты или машины. Также можно изготавливать элементы для различных самоделок. Это устройство является неким своеобразным аналогом «3D-принтера».
Материалы и инструменты для самоделки:
– пылесос (чем мощнее, тем лучше);
– духовка (нужна для разогревания пластика);
– деревянные бруски;
– дрель;
– саморезы;
– шуруповерт или отвертка;
– фанера или ДСП (толщина 16 мм);
– силикон (в качестве герметика);
– ДВП для рабочей поверхности (подойдет и фанера);
– алюминиевый скотч;
– дерево, гипс (или другие материалы для создания формы).

Процесс изготовления станка:
Шаг первый. Размеры вакуумного станка
Основным элементом вакуумного станка можно считать рамку, на которой разогревается пластик, а также вакуумная камера. Размеры рамки должны быть такими, чтобы она помещалась в духовке. Также нужно учитывать размеры листов пластика, из которых будут создаваться будущие изделия. Рамка изготавливается из деревянных брусков.

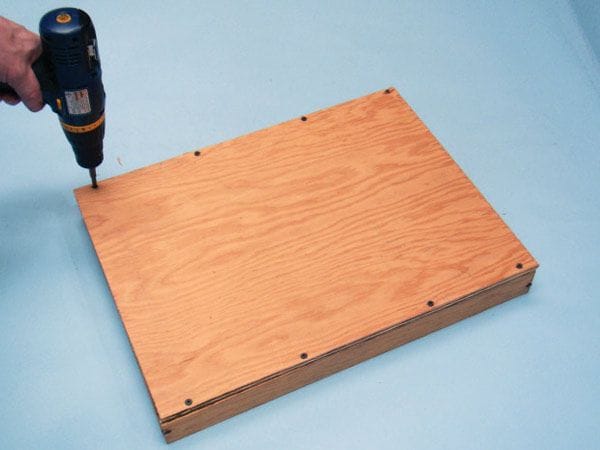



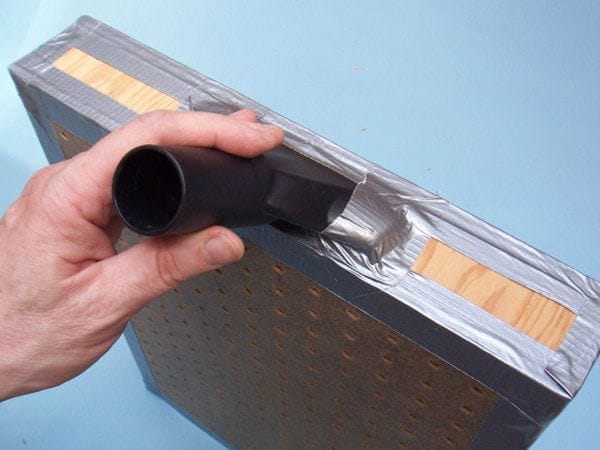
Шаг четвертый. Формы для самоделок. Процесс создания изделий
Для создания формы можно использовать различные материалы, к примеру, гипс, дерево и прочие. Если формы не обязаны быть идеально гладкими, то для этих целей идеально подойдет полиуретан, поскольку он легко обрабатывается канцелярским ножом.
Если на форме есть вогнутые места, то здесь нужно просверлить отверстия, чтобы пластик могло «засосать» в эти углубления. Подойдет сверло диаметром 0,1 – 0,5 мм.
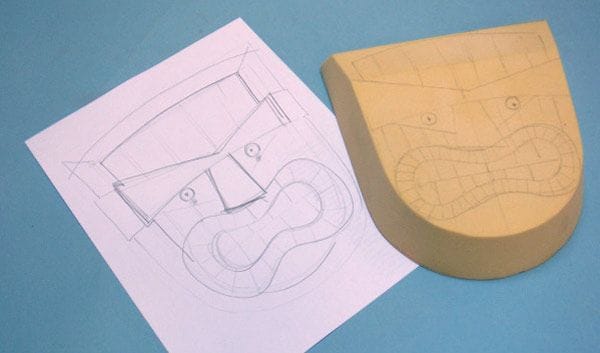
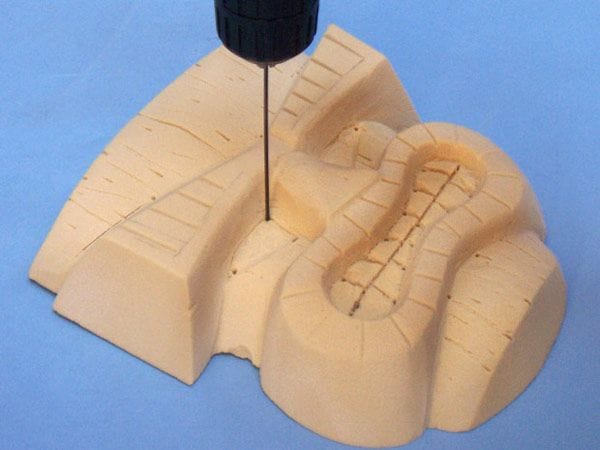
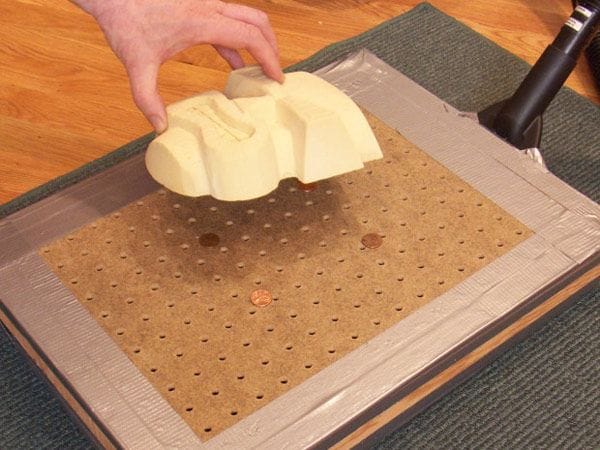
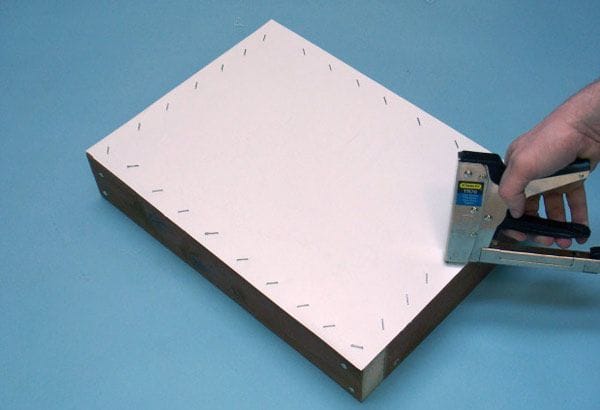

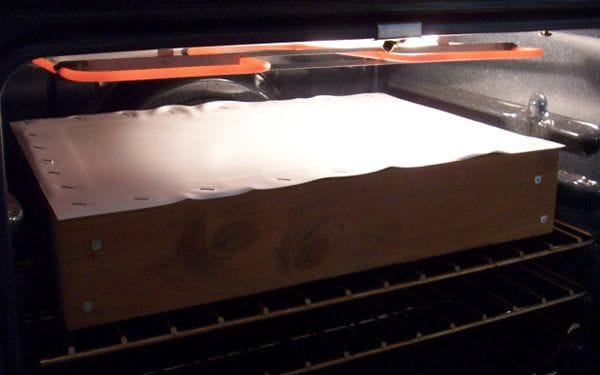
Теперь можно помещать пластик в духовку, прогретую до 190 градусов (для каждого типа пластика есть оптимальная температура размягчения). Через некоторое время пластик нагреется и станет провисать в рамке. Теперь его нужно вынимать и устанавливать на вакуумный станок. Впоследствии включается пылесос и пластик начинает обволакивать форму. При работе нужно использовать перчатки, так как рамка будет достаточно горячей.
Пылесосу нужно дать поработать порядка 20-ти секунд, потом рамку можно снимать извлекать изделие. Если в некоторых местах пластик плохо прилег к форме, можно воспользоваться строительным феном.


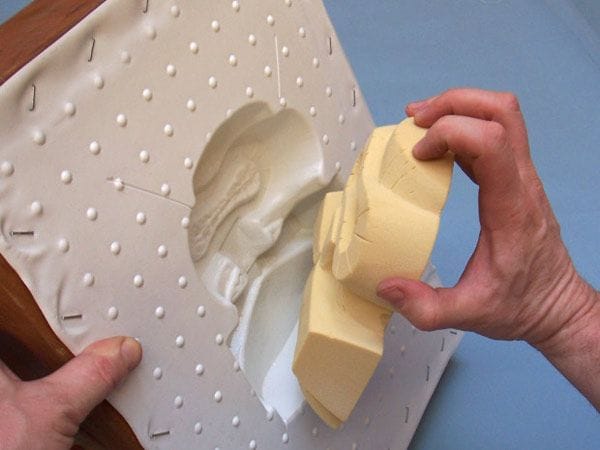



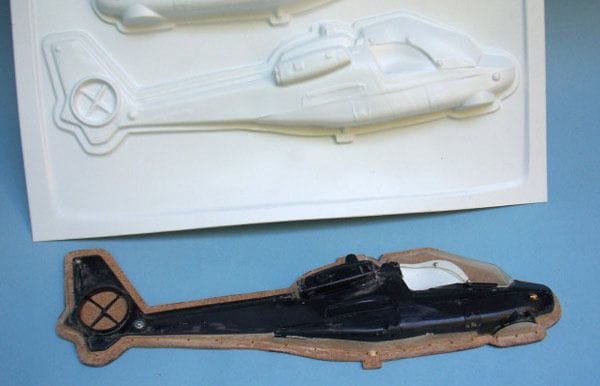
Источник: usamodelkina.ru
Изготовление радиусного шпонированного фасада в универсальном мембранно-вакуумном прессе
 Не боги горшки обжигают. Если кто-то производит и успешно продает красивые дорогие фасады МДФ, фанерованные натуральным шпоном, значит, сможете и вы. Главное, увидеть, как это делается, своими глазами. Надеемся, в этом вам поможет наш видео-урок.
Не боги горшки обжигают. Если кто-то производит и успешно продает красивые дорогие фасады МДФ, фанерованные натуральным шпоном, значит, сможете и вы. Главное, увидеть, как это делается, своими глазами. Надеемся, в этом вам поможет наш видео-урок.
 Не боги горшки обжигают. Если кто-то производит и успешно продает красивые дорогие фасады МДФ, фанерованные натуральным шпоном, значит, сможете и вы. Главное, увидеть, как это делается, своими глазами. Надеемся, в этом вам поможет наш видео-урок.
Не боги горшки обжигают. Если кто-то производит и успешно продает красивые дорогие фасады МДФ, фанерованные натуральным шпоном, значит, сможете и вы. Главное, увидеть, как это делается, своими глазами. Надеемся, в этом вам поможет наш видео-урок.Мебельные фасады, облицованные натуральным шпоном или файн-лайном, выглядят эффектно и дорого как створки из массива древесины, продаются на рынке довольно недешево, но при этом имеют очень неплохую рентабельность. Особенно стильно выглядят кухни и мебельные гарнитуры, имеющие радиусные шпонированные фасады на угловых секциях. Однако, огромная часть производителей фасадов не решается освоить технологию шпонирования, очевидно считая это уделом избранных. Мы же советуем всем вспомнить пару древних истин: “Не боги горшки обжигают” и “Путь осилит идущий”. Вооружитесь вниманием и терпением на полчасика, посмотрите наш видео-урок и почитайте описание технологии фанерования, приведенную ниже. Надеемся, увиденное вселит в вас уверенность в свои силы и сподвигнет вас к новым достижениям в вашей работе.
Итак, что потребуется нам для того, чтобы изготовить гнутый фасад, облицованный шпоном? В общем-то ничего сверхъестественного:
Материалы:
- МДФ или ХДФ толщиной 3 мм. Для экспериментов вполне подойдет даже ДВП.
- Листовой шпон древесины, необходимых размеров или файн-лайн
- Клей ПВА
- Лак (подробности лакирования шпона в данном уроке не рассматриваются)
Оборудование, приспособления и инструмент:
- Циркулярная пила или форматно-раскроечный станок
- Валик для нанесения клея
- Универсальный термо-вакуумный пресс
- Силиконовая мембрана
- Матрица
В нашем учебном видео показан процесс склеивания радиусного фасада, шпонирование плоских фасадов проводится по тому же принципу за исключением склеивания самого фасада. В плоских фасадах за основу берется просто МДФ толщиной 16 мм, на который в вакуумном прессе под мембраной наклеивается шпон. При этом обычно удобнее фасад в прессе укладывать на гладкую подложку шпоном вниз.
Основные этапы производства радиусных фасадов, облицованных шпоном.
1. Сборка слоеной заготовки радиусного шпонированного фасада
Принципиально можно фанеровать шпоном уже готовую радиусную заготовку, склеенную по гнуто-клеенной технологии в прессе. Однако, если совместить гнутье фасада и его шпонирование в один цикл, вы сэкономите время производства и электроэнергию как минимум в два раза.
Для сборки слоеного пирога фасада стандартной толщиной 16 мм вам потребуется пять слоев 3 мм МДФ или ХДФ. Форматировать куски нужно в размер фасада с припуском на обработку по всем четырем краям. Такого же размера потребуются куски шпона для облицовки лицевой, а в нашем случае и внутренней поверхности фасада. Внутреннюю сторону фасада можно кашировать специальным финишным материалом. С помощью валика равномерно наносим клей ПВА последовательно на каждый слой предварительно нарезанного в размер ХДФ, сразу укладывая его на предыдущий, чтобы клеевой слой не высыхал. Точно так же наносим клей на наружную сторону пирога и помещаем последний слой ― шпон. Получается этакий сэндвич: шпон, пять слоев ХДФ, опять шпон. Чтобы фасад получился ровным по диагоналям, этот сэндвич необходимо отцентровать и точно зафиксировать в верхней точке дуги матрицы саморезами. Для этого размечаем середину заготовки фасада и сверлим два отверстия по верхнему и нижнему краю заготовки. Учтите, что отверстия должны располагаться в зоне припуска на обработку.
2. Гнутьё заготовки фасада в прессе
Устанавливаем матрицу нужного радиуса на рабочий стол пресса.
Поясним, матрица ― это нижняя часть оснастки (иногда ошибочно называют пуансоном) для изготовления радиусных фасадов в прессе по гнуто-клеенной технологии. Для каждого фасада определенного радиуса требуется матрица соответствующего размера. Хорда матрицы должна быть больше хорды самого широкого фасада из вашего размерного ряда. На такой матрице можно гнуть фасады одного радиуса с разной длиной хорды и высотой створки.
Собранную многослойную заготовку помещаем в пресс на матрицу, совмещая отверстия посередине заготовки c продольной линией в верхней точке дуги матрицы. Фиксируем пирог заготовки в этих точках саморезами, мелкими гвоздиками или просто скотчем, что менее надежно, но бережет матрицу. Аккуратно накрываем весь стол пресса вакуумной мембраной, расправляем, зажимая ее прижимной рамой. Наша заготовка радиусного фасада готова к самому важному технологическому этапу ― вакуумированию.
Включаем вакуумный насос пресса, начиная откачивать воздух из-под мембраны. При этом важно следить, чтобы мембрану случайно не затащило разрежением под нижние края фасада между заготовкой и матрицей. В этом случае фасад будет безнадежно испорчен. Пока не поздно можно, выключив насос, слегка стравить воздух под мембрану краном и повторить откачку, немного помогая руками, загнув края нашего сэндвича вниз. Когда атмосферное давление с помощью мембраны полностью прижмет края заготовки будущего фасада к поверхности оснастки, можно опустить купол термо-модуля и включить нагрев.
Весь цикл вакуумирования при использовании клея ПВА займет у нас 20-30 минут. 10-15 нагрева при температуре 70-100 гр С и 10-15 минут остывания. Бояться, что клей сгорит не стоит. Температура внутри клеевых швов за 15 минут не успеет превысить критическое для ПВА значение. Обратите внимание, если фасад занимает лишь часть по длине пресса, вы можете включить нагреватели лишь в зоне над заготовкой, чтобы оптимизировать затраты электроэнергии. Заданную температуру термо-вакуумный пресс Maxim поддерживает автоматически, включая и выключая термоизлучатели время от времени. Точно также автоматика пресса поддерживает разрежение под мембраной в заданном диапазоне в течение получаса, включая пластинчато-роторный насос лишь иногда, чтобы восстановить вакуум до установленной границы. Автоматический режим управления современного пресса позволяет экономить электроэнергию и снижать себестоимость готовой продукции.
Через 15 минут выключаем нагрев, поднимаем купол нагревателя и, не выключая вакуумный насос, даем нашему слоеному пирожку остыть еще в течение 15 минут под мембраной.

Ну вот прошло 30 минут, болванка нашего фасада готова. Выключаем вакуумный насос, стравливаем краном воздух под мембрану, поднимаем раму, снимаем мембрану. Выкручиваем фиксирующие саморезы. Поднимаем заготовку и проверяем соответствие ее геометрии форме матрицы. Для этого поворачиваем ее на 180 градусов, опять опускаем на оснастку и смотрим насколько точно прилегают края заготовки. Фасад не должен зависать в воздухе на двух точках одной из диагоналей.
Источник: stankomax.ru
Технология мембранно-вакуумного прессования
Технология мембранно-вакуумного прессования позволяет облицовывать декоративной пленкой различные поверхности, в том числе с достаточно глубоким рельефом. Сложность производственного процесса требует от изготовителей особого внимания, как к отдельным технологическим нюансам, так и к применяемым в производстве материалам.
Область применения мембранно-вакуумного прессования очень широка: это и объемные мебельные фасады из MDF, и дверные полотна, и закругленные столешницы, и различные декоративные элементы мебели. Облицовывание всех этих объектов осуществляется при помощи вакуумного пресса (с мембраной или без нее). Как правило, в производстве при этом используются пленки ПВХ толщиной 0,3-0,5 мм (реже 0,25 мм), однотонные, с печатным рисунком, текстурой.
Для того чтобы избежать проблем при производстве и минимизировать количество брака, необходимо строгое соблюдение технологии и контроль качества на каждом этапе.
Требования к помещению для нанесения клея и сушки деталей
Помещение для нанесения клея должно быть оборудовано вытяжной камерой с гидрозавесой либо с сухим фильтром. Камеру необходимо содержать в полной чистоте, производить ежедневную уборку ее стенок и рабочего стола.
Кроме того, необходимо установить вытяжную вентиляцию и изолировать помещение от шлифовального и прочего . Каждые два часа следует проводить мокрую уборку полов и каждую неделю – полную очистку находящегося оборудования от пыли. Желательно создать в помещении избыточное давление для того, чтобы предотвратить попадание пыли из соседних помещений.
Этап 1. Подготовка деталей
Перед облицовыванием детали следует подготовить к нанесению клея следующим образом:
› Провести аккликатизацию в цехе в течение не менее трех суток.
› Очистить детали от пыли, жиров и масел.
› Проверить влажность склеиваемых материалов – она должна соответствовать техническим требованиям.
› Отшлифовать поверхность пласти, кромки и фрезерованного рисунка с применением шкурки №№ 280-320.
Этап 2. Приготовление клея
Для приклеивания ПВХ-пленки к поверхности может использоваться двух- или однокомпонентный клей. Если однокомпонентный клей поставляется полностью готовым к применению, то перед использованием двухкомпонентного состава его нужно приготовить: смешать с отвердителем, поместив в чистую емкость необходимое количество клея и отвердителя. Смесь тщательно перемешивается, по возможности механическим путем с использованием мешалки.
Перед нанесением клей пропускают через фильтр с ячейкой 300 мкм, чтобы избежать дальнейшего забивания сопла пистолета при нанесении клея. Наиболее благоприятная температура нанесения – 18-23°С.
Этап 3. Настройка пистолета
Клей наносится на детали методом пневматического распыления с использованием специальных пистолетов для клеевых материалов. Выбор диаметра сопла зависит от типа клея: для клеев стандартной вязкости (600–1 300мПа*с) диаметр сопла должен быть 1,4-1,6 мм, для составов увеличенной вязкости (2 000-3 000 мПа*с) – 1,8-2,0 мм.
Трубопровод воздуха должен быть оборудован масло- и влагоотделителем, а также редуктором для регулирования давления.
При настройке пистолета необходимо соблюдать следующие правила:
› контур факела должен быть ровным, без пропусков;
› соотношение расхода клея и воздуха необходимо выбирать таким образом,
чтобы исключить лишнее туманообразование.
Давление воздуха на пистолет не должно превышать 2,5-3,0 атм.
Этап 4. Нанесение клея
Клей может наноситься как на одну деталь, так и на несколько деталей в стопе. Работу начинают с кромки элемента – устанавливается самый узкий факел и производится нанесение клея вдоль детали. Необходимо равномерно перемещать пистолет, чтобы состав наносился без пропусков и потеков, по отношению к кромке детали пистолет должен быть расположен параллельно. Расстояние от поверхности детали до пистолета должно составлять 200-250 мм.
Таким образом клей наносится на все кромки. Из-за того, что кромки деталей и фрезерованного рисунка обладают большой впитывающей способностью, необходимо двойное нанесение клея для хорошей прочности склеивания. Для клеев стандартной вязкости возможно второе нанесение клея способом «мокрый по мокрому», а для клеев с увеличенной вязкостью – с промежуточной сушкой в 5-10 мин.
Затем клей наносится на фрезерованный рисунок с последовательным прохождением всех линий узора. Здесь тоже рекомендуется двойное нанесение. Обычно расход клея составляет 100 г/м2.
После этого клей наносится на пласть детали – факел делается максимально широким, расход клея составляет 50 г/м2.
Пистолет следует как можно чаще чистить, особенно после длительных перерывов в использовании.
Этап 5. Сушка деталей
Детали с нанесенным клеем помещаются на специальные стеллажи. Минимальное время сушки составляет 30 мин. Если пленка глянцевая, то сушка деталей занимает не менее 1,5-2 ч.
Этап 6. Шлифовка клеевого слоя
При использовании глянцевых пленок перед облицовыванием деталей в мембранно-вакуумном прессе клеевой слой необходимо располировать шкуркой №320. Если пленка матовая (рифленая, под дерево), шлифовка не нужна.
Этап 7. Подбор режимов прессования
В техническом описании на каждый клей для мембранно-вакуумного прессования указана температура активации, при которой клей начинает «сшивать» склеиваемые материалы. Режимы прессования (температуру прогрева пленки, время прогрева пленки, время прессования и т. д.) необходимо подбирать таким образом, чтобы достичь этой температуры в клеевом слое на кромке детали.
Для каждой пленки режимы прессования разные, они подбираются индивидуально и для этого производится «холостая» запрессовка. Часто производитель ПВХ-пленки указывает наиболее оптимальные температурные режимы для каждой конкретной пленки.
Полный цикл прессования обычно составляет 3-5 мин.
При соблюдении всех этих нюансов значительно снижается вероятность появления брака. Если это все же произошло, необходимо внести изменения в технологические процессы для того, чтобы предотвратить возникновение брака в будущем.
Причины наиболее частых проблем при облицовывании деталей термопластичными пленками
Возможные причины
› Неправильная настройка пистолета: высокое давление (5-6 атм), несбалансированное соотношение «воздух-клей». Это приводит к тому, что клей ложится на деталь крупными каплями.
› Избыточное нанесение клея на поверхность фасада. Следует помнить, что основной слой клея нужно наносить на участки фрезеровки и торцы детали. Остальная поверхность фасада MDF лишь слегка напыляется быстрыми движениями пистолета.
› Качество обработки поверхности MDF.
Поднятие ворса плиты после нанесения клея обусловлено низким качеством панели: затупленным инструментом, используемым при ее обработке, недостаточной шлифовкой заготовки фасада. Удаление данных дефектов следует произвести с помощью наждачной губки, но не шлифованием, а сбиванием вкраплений легкими движениями.
› Грязь в цехе, мусор под ПВХ-пленкой.
ПВХ-пленки обладают способностью к образованию на поверхности статического электричества, поэтому притягивает практически весь мусор на удалении до 30 см от пленки, а также летающую в воздухе пыль, в т. ч. от клея, если кабина для нанесения клея расположена рядом и не оборудована соответствующими вытяжками и ограждениями.
› Наличие мусора на самих заготовках фасадов MDF. Обычно это является следствием неаккуратности рабочих или недостаточной чистоты помещения, в т. ч. потолка.
Мусор под пленкой ПВХ в рулоне. Случается, что производители дешевой пленки экономят на оборудовании для контроля за качеством и чистотой своей продукции.
Отклеивание ПВХ-пленки на торцах готового изделия
Возможные причины
› Неполное отверждение клея, которое возникает из-за того, что не была достигнута требуемая температура активации в клеевом слое.
› Отклеивание пленки может происходить как сразу после прессования, так и в процессе эксплуатации готового изделия.
Заломы пленки
Возможные причины
› Неравномерный прогрев пленки.
› Нарушение раскладки деталей по столу (несоблюдение расстояния между деталями по длине и ширине).
› Неправильный подбор толщины прокладки.
Белизна на пленке
Возможные причины
› Недостаточный прогрев пленки.
Возможные причины
› Недостаточная просушка деталей после нанесения клея.
› Неравномерная протяжка пленки после вакуумирования.
Источник: www.lkmportal.com
Технология мембранно-вакуумного прессования
Технология мембранно-вакуумного прессования позволяет облицовывать декоративной пленкой различные поверхности, в том числе с достаточно глубоким рельефом. Сложность производственного процесса требует от изготовителей особого внимания как к отдельным технологическим нюансам, так и к применяемым в производстве материалам.
Область применения мембранно-вакуумного прессования очень широка: это и объемные мебельные фасады из MDF, и дверные полотна, и закругленные столешницы, и различные декоративные элементы мебели. Облицовывание всех этих объектов осуществляется при помощи вакуумного пресса (с мембраной или без нее). Как правило, в производстве при этом используются пленки ПВХ толщиной 0,3-0,5 мм (реже 0,25 мм), однотонные, с печатным рисунком, текстурой.
Для того, чтобы избежать проблем при производстве и минимизировать количество брака, необходимо строгое соблюдение технологии и контроль качества на каждом этапе.

Требования к помещению для нанесения клея и сушки деталей
Помещение для нанесения клея должно быть оборудовано вытяжной камерой с гидрозавесой либо с сухим фильтром. Камеру необходимо содержать в полной чистоте, производить ежедневную уборку ее стенок и рабочего стола.
Кроме того, необходимо установить вытяжную вентиляцию и изолировать помещение от шлифовального и прочего . Каждые два часа следует проводить мокрую уборку полов и каждую неделю – полную очистку находящегося оборудования от пыли. Желательно создать в помещении избыточное давление для того, чтобы предотвратить попадание пыли из соседних помещений.
Этап 1. Подготовка деталей

Перед облицовыванием детали следует подготовить к нанесению клея следующим образом:
› Провести акклиматизацию в цехе в течение не менее трех суток.
› Очистить детали от пыли, жиров и масел.
› Проверить влажность склеиваемых материалов – она должна соответствовать техническим требованиям.
› Отшлифовать поверхность пласти, кромки и фрезерованного рисунка с применением шкурки №№ 280-320.
Этап 2. Приготовление клея

Для приклеивания ПВХ-пленки к поверхности может использоваться двух- или однокомпонентный клей. Если однокомпонентный клей поставляется полностью готовым к применению, то перед использованием двухкомпонентного состава его нужно приготовить: смешать с отвердителем, поместив в чистую емкость необходимое количество клея и отвердителя. Смесь тщательно перемешивается, по возможности механическим путем с использованием мешалки.
Перед нанесением клей пропускают через фильтр с ячейкой 300 мкм, чтобы избежать дальнейшего забивания сопла пистолета при нанесении клея. Наиболее благоприятная температура нанесения – 18-23°С.
Этап 3. Настройка пистолета
Клей наносится на детали методом пневматического распыления с использованием специальных пистолетов для клеевых материалов. Выбор диаметра сопла зависит от типа клея: для клеев стандартной вязкости (600–1 300мПа*с) диаметр сопла должен быть 1,4-1,6 мм, для составов увеличенной вязкости (2 000-3 000 мПа*с) – 1,8-2,0 мм.
Трубопровод воздуха должен быть оборудован масло- и влагоотделителем, а также редуктором для регулирования давления.
При настройке пистолета необходимо соблюдать следующие правила:
› контур факела должен быть ровным, без пропусков;
› соотношение расхода клея и воздуха необходимо выбирать таким образом,
чтобы исключить лишнее туманообразование.
Давление воздуха на пистолет не должно превышать 2,5-3,0 атм.
Этап 4. Нанесение клея

Клей может наноситься как на одну деталь, так и на несколько деталей в стопе. Работу начинают с кромки элемента – устанавливается самый узкий факел и производится нанесение клея вдоль детали. Необходимо равномерно перемещать пистолет, чтобы состав наносился без пропусков и потеков, по отношению к кромке детали пистолет должен быть расположен параллельно. Расстояние от поверхности детали до пистолета должно составлять 200-250 мм.
Таким образом клей наносится на все кромки. Из-за того, что кромки деталей и фрезерованного рисунка обладают большой впитывающей способностью, необходимо двойное нанесение клея для хорошей прочности склеивания. Для клеев стандартной вязкости возможно второе нанесение клея способом «мокрый по мокрому», а для клеев с увеличенной вязкостью – с промежуточной сушкой в 5-10 мин.
Затем клей наносится на фрезерованный рисунок с последовательным прохождением всех линий узора. Здесь тоже рекомендуется двойное нанесение. Обычно расход клея составляет 100 г/м2.
После этого клей наносится на пласть детали – факел делается максимально широким, расход клея составляет 50 г/м2.
Пистолет следует как можно чаще чистить, особенно после длительных перерывов в использовании.
Этап 5. Сушка деталей

Детали с нанесенным клеем помещаются на специальные стеллажи. Минимальное время сушки составляет 30 мин. Если пленка глянцевая, то сушка деталей занимает не менее 1,5-2 ч.
Этап 6. Шлифовка клеевого слоя
При использовании глянцевых пленок перед облицовыванием деталей в мембранно-вакуумном прессе клеевой слой необходимо располировать шкуркой №320. Если пленка матовая (рифленая, под дерево), шлифовка не нужна.
Этап 7. Подбор режимов прессования

В техническом описании на каждый клей для мембранно-вакуумного прессования указана температура активации, при которой клей начинает «сшивать» склеиваемые материалы. Режимы прессования (температуру прогрева пленки, время прогрева пленки, время прессования и т. д.) необходимо подбирать таким образом, чтобы достичь этой температуры в клеевом слое на кромке детали.
Для каждой пленки режимы прессования разные, они подбираются индивидуально и для этого производится «холостая» запрессовка. Часто производитель ПВХ-пленки указывает наиболее оптимальные температурные режимы для каждой конкретной пленки.
Полный цикл прессования обычно составляет 3-5 мин.
При соблюдении всех этих нюансов значительно снижается вероятность появления брака. Если это все же произошло, необходимо внести изменения в технологические процессы для того, чтобы предотвратить возникновение брака в будущем.
Причины наиболее частых проблем при облицовывании деталей термопластичными пленками
- Шагрень (эффект «апельсиновой корки»)

Возможные причины
› Неправильная настройка пистолета: высокое давление (5-6 атм), несбалансированное соотношение «воздух-клей». Это приводит к тому, что клей ложится на деталь крупными каплями.
› Избыточное нанесение клея на поверхность фасада. Следует помнить, что основной слой клея нужно наносить на участки фрезеровки и торцы детали. Остальная поверхность фасада MDF лишь слегка напыляется быстрыми движениями пистолета.
› Качество обработки поверхности MDF.
Поднятие ворса плиты после нанесения клея обусловлено низким качеством панели: затупленным инструментом, используемым при ее обработке, недостаточной шлифовкой заготовки фасада. Удаление данных дефектов следует произвести с помощью наждачной губки, но не шлифованием, а сбиванием вкраплений легкими движениями.
› Грязь в цехе, мусор под ПВХ-пленкой.
ПВХ-пленки обладают способностью к образованию на поверхности статического электричества, поэтому притягивает практически весь мусор на удалении до 30 см от пленки, а также летающую в воздухе пыль, в т. ч. от клея, если кабина для нанесения клея расположена рядом и не оборудована соответствующими вытяжками и ограждениями.
› Наличие мусора на самих заготовках фасадов MDF. Обычно это является следствием неаккуратности рабочих или недостаточной чистоты помещения, в т. ч. потолка.
Мусор под пленкой ПВХ в рулоне. Случается, что производители дешевой пленки экономят на оборудовании для контроля за качеством и чистотой своей продукции.
- Отклеивание ПВХ-пленки на торцах готового изделия

Возможные причины
› Неполное отверждение клея, которое возникает из-за того, что не была достигнута требуемая температура активации в клеевом слое.
› Отклеивание пленки может происходить как сразу после прессования, так и в процессе эксплуатации готового изделия.
- Заломы пленки

Возможные причины
› Неравномерный прогрев пленки.
› Нарушение раскладки деталей по столу (несоблюдение расстояния между деталями по длине и ширине).
› Неправильный подбор толщины прокладки.
- Белизна на пленке
Возможные причины
› Недостаточный прогрев пленки.
- Вздутие пленки
Возможные причины
› Недостаточная просушка деталей после нанесения клея.
› Неравномерная протяжка пленки после вакуумирования.
Источник: homa.ru
Вакуумный пресс: конструкция, выбор техники, сферы применения
 Вакуумный пресс — это высокотехнологичное современное оборудование, которое применяется при изготовлении облицованных МДФ и ДСП панелей. Современные станки отличаются производительностью, надежностью работы и полностью управляются электроникой.
Вакуумный пресс — это высокотехнологичное современное оборудование, которое применяется при изготовлении облицованных МДФ и ДСП панелей. Современные станки отличаются производительностью, надежностью работы и полностью управляются электроникой.
Назначение вакуумных и мембранных прессов
Основное назначение таких прессов — это облицовка МДФ и ДСП панелей ПВХ пленкой и натуральным шпоном. Сегодня, когда такие недорогие облицованные пленкой и шпоном панели пользуются популярностью на рынке, прессы стали востребованным оборудованием, без которого не обходится ни одно деревообрабатывающее и мебельное производство.
Использование таких установок позволяет осуществлять отделку:
- Корпусной мебели.
- Филенок.
- Кухонных фасадов.
- Дверных полотен.
- Различной мебельной продукции.
Если в прошлом техника управлялась исключительно оператором и имела механический привод, то сегодня наибольшей популярностью пользуется полностью автоматизированное оборудование, управление которого осуществляется через заранее заданные программы.
Конструкция прессов
Несмотря на свою технологичность и широкое использование автоматики конструкция оборудования отличается простотой. Стандартный вакуумный пресс состоит из следующих элементов:
- Непосредственно пресса, который изготовлен в виде накатываемой или откидной крышки.
- Нагревательной установки, которая выполняется контактной или инфракрасной.
- Прижимная рама, изготовленная из прочного металла.
- Вакуумный насос.
- Рабочая поверхность.
 Непосредственно пресса, который изготовлен в виде накатываемой или откидной крышки.
Непосредственно пресса, который изготовлен в виде накатываемой или откидной крышки.В последние годы широкое распространение получил термовакуумный пресс, который использует дополнительные насосы, позволяющие обеспечивает плотное прилегание плёнки и шпона к заготовкам, что достигается за счёт полного откачивания воздуха. Такие термовакуумные установки обеспечивают давление порядка 8,5 килограмм на сантиметр квадратный. А вот стандартные модели работают с давлением не более 1 килограмм на сантиметр квадратный.
Основное назначение такого оборудования — это облицовка шпоном и пленкой деталей, которые имеют сложную конфигурацию. А вот стандартные модели станут оптимальным выбором для отделки шпоном заготовок с простой формой.
Выбор техники
 Такое оборудование выбирают в первую очередь в зависимости от особенностей эксплуатации и характеристик обрабатываемых заготовок. Например, необходимо обратить внимание на размер рабочей поверхности вакуумного пресса. Сегодня наибольшее распространение получило вакуумное оборудование для прессования, которое предназначено для обработки заготовок с размером в 1400 миллиметров. А также можно подобрать модели техники от российских, китайских и западноевропейских производителей, которые предназначены для использования с меньшими или большими по своим габаритам заготовками.
Такое оборудование выбирают в первую очередь в зависимости от особенностей эксплуатации и характеристик обрабатываемых заготовок. Например, необходимо обратить внимание на размер рабочей поверхности вакуумного пресса. Сегодня наибольшее распространение получило вакуумное оборудование для прессования, которое предназначено для обработки заготовок с размером в 1400 миллиметров. А также можно подобрать модели техники от российских, китайских и западноевропейских производителей, которые предназначены для использования с меньшими или большими по своим габаритам заготовками.
В том случае, если последующая нагрузка на такое оборудование будет не слишком высокой, то можно использовать простые модели прессов с полностью ручным управлением. А вот если планируется применение таких установок на промышленном производстве, соответственно на пресс будет приходиться повышенная нагрузка, то необходимо выбирать профессиональные промышленные модели, которые оснащены современной автоматикой и полностью управляются через заданные предварительно программы.
При выборе такого оборудования также необходимо обратить внимание на особенности и характеристики используемых нагревательных модулей. Сегодня в таких прессах используются кварцево-галогенные нагреватели, которые отличаются экономичностью, потребляют минимум электроэнергии и обеспечивают максимально быстрый и качественный прогрев. А вот в установках с небольшой производительностью используются инфракрасные лампы или же обдув заготовок тёплым воздухом, который предварительно нагревается ТЭНами.
 Качественные современные модели таких прессов оснащаются дополнительным подогревом стола, что позволяет обеспечить качественную отделку заготовок пластиковой пленкой и шпоном, гарантируя долговечность и прочность выполненной обработки и крепления декоративных элементов.
Качественные современные модели таких прессов оснащаются дополнительным подогревом стола, что позволяет обеспечить качественную отделку заготовок пластиковой пленкой и шпоном, гарантируя долговечность и прочность выполненной обработки и крепления декоративных элементов.
От качества и характеристик установленного вакуумного насоса во многом будет зависеть беспроблемность эксплуатации такого мембранно-вакуумного пресса. Наибольшее распространение с таким оборудованием получили масляные насосы, которые отличаются высокой производительностью и простотой в обслуживании. На бюджетные варианты техники могут устанавливаться водокольцевые или же безмаслянные сухие насосы, которые имеют низкую производительность, но при этом отличаются доступной стоимостью.
 А также мембранные прессы могут различаться дополнительным оборудованием, что позволяет существенно расширить возможности по использованию техники. Пресс может отличаться дополнительным пультом управления, иметь возможность изготовления гнутых радиусных фасадов МДФ, оснащаться антистатическими щетками, разматывающими устройствами, системами опоры и так далее.
А также мембранные прессы могут различаться дополнительным оборудованием, что позволяет существенно расширить возможности по использованию техники. Пресс может отличаться дополнительным пультом управления, иметь возможность изготовления гнутых радиусных фасадов МДФ, оснащаться антистатическими щетками, разматывающими устройствами, системами опоры и так далее.
Мембранно-вакуумный пресс — это востребованное оборудование, которое предназначается для облицовки МДФ и ДСП заготовок поливинилхлоридной пленкой и натуральным шпоном. Такие установки используются при изготовлении мебели, дверей и различных деревянных изделий. Сегодня в продаже можно подобрать различные по своей конструкции и стоимости оборудование, которое будет отличаться своей производительностью, предназначением и другими эксплуатационными характеристиками.
Источник: tokar.guru
Вакуумный пресс является незаменимым устройством в вопросах изготовления мебели и различных производств, где человеку приходится иметь дело с МДФ, ДСП, элементами из пластика, искусственного камня и пр. Дополнительно пресс способен придавать поверхностям материала определенную рельефность, что позволяет получать оригинальные по форме и конфигурации изделия.
Устройство
Фото вакуумного пресса
Вакуумный пресс состоит из нескольких основных элементов:
- Рама. Зачастую данная несущая конструкция выполняется в разборном типе, что позволяет осуществлять ремонт, профилактику, разборку для удобной транспортировки;
- Рабочий стол. Это также несущая конструкция, которая комплектуется специальной прижимной рамой;
- Вакуумная система. Эта пневматическая система является главным элементом, без которого сложно представить себе вакуумный пресс как таковой;
- Откатная каретка. Здесь имеется элемент нагрева, который питается от электричества;
- Автоматика управления. Пресс вакуумные сушильные камеры, двери, каретка, сама вакуумная система функционируют по средствам автоматического управления. Участие оператора минимальное, что позволяет добиться более высокого качества искусственного шпонирования, изготовления элементов для мебельных фасадов, склейки пластика, ДСП, МДФ и пр.
Фото устройства вакуумного пресса, для создания своими руками
Вакуумный пресс классифицируют по нескольким основным признакам. Начнём с уровня автоматизации. В зависимости от данной характеристики, устройства для прессования древесины, фасадов, пластика, искусственного камня делят на два типа.
- Автоматические. Здесь прессовальщик древесины, искусственного камня, пластика выполняет все операции самостоятельно, потому участие оператора практически не требуется.
- Полуавтоматические. Это более устаревшие модели прессовальщиков древесины, поскольку оператор должен открывать двери пресс камеры, нажимать кнопки для запуска, выключать, извлекать своими руками спрессованные элементы из древесины, пластика, МДФ. Их срок постепенно подходит к концу, поскольку эффективнее работать с устройствами, где пресс форма работает в ускоренном автоматическом режиме.
Автоматические модели привлекательнее тем, что им требуется меньше времени на выполнение операции. Потому производитель может выпустить больше продукции за одинаковой срок по сравнению с полуавтоматическими установками.
Не менее значимой классификацией является разделение устройств на мембранные и безмембранные.
- Мембранные установки оклеивают поверхности заготовок из древесины шпоном или специальными пленками. При этом в мембрану помещается заготовка с нанесенным заранее клеящим составом. Мембрана нагревается, вакуумный насос откачивает воздух, что создает отрицательное давление. Это позволяет изделию из древесины, МДФ прочно связаться с пленкой. Выждав некоторое время, форма извлекается, заготовка готова к применению;
- Безмембранные прессы актуальны для тех случаев, когда заготовки из пластика, МДФ, древесины оклеивают более плотными пленками, специальными покрытиями. Мембранные аналоги прекрасно себя проявляются с более тонким покрытием.
При наличии таких агрегатов как Мастер, ST 420 вопрос выбора не становится очень сложным. Но одними только прессами Мастер или ST 420 рынок не ограничивается. Прежде чем сделать выбор, стоит разобраться в разновидностях, особенностях и нюансах покупки данного оборудования.
На производствах используют два основных типа вакуумного пресса.
- Стандартный вакуумный агрегат. Это устройство, которое имеет щадящие характеристики, используемые при изготовлении элементов мебели из МДФ, древесины, пластика. Главная особенность станков в том, что создаваемое ими давление составляет не больше 0,95 кг/см2. Их используют при нанесении пленок ПВХ или шпона на простые мебельные заготовки.
- С дополнительным давлением. Это более дорогостоящее оборудование, которое может создавать давление свыше 8 кг/см2. Оно применяется для работы с МДФ, изделиями из пластика и элементами сложной конфигурации.
Мембраны
Мембрана является важным элементом станка, применяемого для изготовления заготовок из древесины, мебельных фасадов. Мембрана имеет определенные характеристики.
- Основная задача — исключение подвижек при создании элементов фасадов или компонентов мебели из древесины;
- Мембрана позволяет качественно нанести тонкую пленку на деталь из древесины, которая не любит повышенные температуры;
- Устанавливается мембрана на специальные крючки, которые располагаются на прижимной раме;
- Мебельное производство и предприятия по сборке МДФ фасадов используют два типа мембран — каучуковые и силиконовые. Каучук применяется чаще, при этом силикон более износоустойчивый;
- Применение мембраны способствует облицовке деталей мелкого размера;
- Эти элементы существенно снижают расход пленки, необходимой для нанесения на детали из древесины, МДФ фасадов и пр.
Пресс или мешок
Прежде чем купить себе пресс ST 420 или вместо ST 420 изготовить вакуумный пресс своими руками, вам следует узнать про такое понятие как пресс мешок.
- Пресс мешок предназначен для того, чтобы вы могли сделать вакуумный пресс своими руками;
- Суть его заключается в том, что мешок сам по себе представляет пресс-станок;
- В мешок помещается изделие из древесины, ДСП, МДФ, подготовленное к склеиванию;
- Мешок запаивается со всех сторон, что позволяет добиться герметизации;
- С помощью насоса из мешка откачивается воздух, что позволяет создавать постепенно необходимое давление, равномерно распределяемое по обрабатываемой заготовке;
- Далее мешок некоторое время стоит в спрессованном состоянии, после чего заготовка извлекается;
- Основное преимущество в том, что стоимость мешка в десятки раз меньше, нежели цена станка. Пресс размером 1400 на 2500 мм обойдется покупателю в 1000 долларов, в то время как мешок можно приобрести за 500-1000 рублей. Вам не понадобятся никакие чертежи, чтобы из мешка самостоятельно сделать эффективный пресс для создания элементов фасадов, мебели и пр. Делаем выводы и принимаем решение.
Но мешок не сравнится со станком ST 420. Современное устройство ST 420 обладает уникальными свойствами, поскольку речь идет о 3D пресс-станке. Модель ST 420 может быть использована для частного бизнеса при нанесении изображений на футболки, кружки, для создания чехлов для планшетов, смартфонов. При этом ST 420 стоит около 70 тысяч рублей.
Мешок уж точно не способен на то, что может изготовить ST 420. Но выбор за вами.
Рекомендации по выбору
Выбирая мембранный пресс для изготовления фасадов из МДФ, ДСП, элементов мебели, обратите внимание на несколько вопросов.
- Насос. Мембранный пресс может комплектоваться нашим или зарубежным насосом. В приоритете итальянские модели. Хоть они дороже, но эффективнее, надежнее и долговечнее.
- Материал стола. Лучше всего, если рабочий стол будет выполнен из металла. Ряд моделей станков выполнены из ДСП, но они быстро приходят в негодность, поверхность повреждается при изготовлении продукции.
- Размеры станка. Основная характеристика, от которой зависит возможность создавать детали тех или иных габаритов.
- Нагреватель. Есть ТЭНы и лампы КГТ. Выбирайте второй тип, поскольку они не обжигают пленку.
Не забывайте про производителя. Малоизвестным компаниям не стоит доверять. Но и не всегда есть смысл переплачивать за бренд.
Даём старт циклу статей, посвященных вопросам самостоятельного изготовления вакуумного пресса для производства мебельных фасадов из МДФ, покрытых пленками ПВХ (пленочных фасадов), а также декоративных дверных накладок. Весь материал статей основал на личном опыте по организации производства пленочных фасадов с нуля, включая изготовление подавляющего большинства оборудования и приспособлений своими руками. Материал статей не претендует на абсолютную точность и верность, а лишь описывает один конкретный (частный) случай и индивидуальное видение рассматриваемых вопросов.
В статьях будут затронуты вопросы, касающиеся непосредственно изготовления и эксплуатации самодельного вакуумного пресса, сопутствующие же темы (например, фрезеровка фасадов, нанесения клея и т.п.) планируется рассмотреть в других, отдельных статьях.
План изложения информации:
Перед тем, как начать повествование, необходимо предупредить потенциальных повторителей пресса о возможном риске для их здоровья. Самостоятельно изготовление – дело хорошее, мы его всегда приветствуем, но не нужно забывать о технике безопасности. В ходе работы над изготовлением пресса, придется иметь дело с электрическим напряжением до 400 В, высокими температурами, электроинструментом высокой степени опасности, массивными, тяжелыми металлическим конструкциями. Отдавайте себе отчет в собственных действиях! Трезво оценивайте свои знания и умения! Если есть сомнения в правильности выполнения той или иной операции, то обязательно посоветуйтесь со специалистом или полностью передайте работу ему. Не пренебрегайте средствами индивидуальной защиты, лучше заранее приобрести все самое необходимое: одежда и маска сварщика, очки или маска для защиты глаз и лица, прочные перчатки для работы с металлом, наушники для снижения звукового давления на слух.
Теоретические основы вакуумного прессования пленок ПВХ.
Пленочные фасады очень давно применяются при изготовлении корпусной (иногда, жестких элементов мягкой) мебели, но до сих пор пользуются большой популярностью благодаря богатой цветовой гамме, разнообразию форм и невысокой цене. В отличие от некоторых других типов мебельных фасадов (например, рамочных), пленочные фасады изготавливаются только с применением специализированного оборудования, требующего немалых производственных площадей и энергообеспечения. Главным станком в производстве фасадов из МДФ, покрытых пленками ПВХ, по праву считается вакуумный пресс. Вакуумный (его часто называют термовакуумным) пресс выполняет усаживание пленки ПВХ на поверхность заготовки из МДФ (фасада, дверной накладки и др.).
Любой термовакуумный пресс для производства пленочных фасадов, состоит из двух основных элементов: вакуумной камеры (стола, ванны) и нагревателя (термомодуля). Вакуумная камера, как правило, имеет прямоугольную форму (параллелепипед), все стенки (за исключением верхней) изготавливается из жесткого материала (например, стали), не подверженного сжатию под воздействием искусственно создаваемого отрицательного давления внутри камеры. Сверху камеры кладется пленка ПВХ, края пленки герметизируются с рамой. Таким образом, мы получаем герметичный объем: сверху лежит лист пленки ПВХ, снизу и с боков – жесткая вакуумная камера. Перед накрытием пленкой ПВХ и герметизации внутреннего объема вакуумной ванны, во внутреннее пространство вакуумной ванны определенным образом укладываются заготовки будущих мебельных фасадов, предварительно покрытые специальным термоактивируемым клеем. При комнатной температуре пленка ПВХ весьма жесткая, без разогрева она не сможет обогнуть весь рельеф заготовки. Также, без нагрева пленка не сможет приклеиться к заготовке, так как температура активации клея начинается от 50°C. Для разогрева пленки применяют электронагревательные приборы (инфракрасные лампы накаливания или ТЭНы). Суммарная мощность всех нагревательных приборов высокая и составляет, как правило, от одного до нескольких десятков киловатт.
Термовакуумный пресс заводского изготовления с вертикальным поднятием термомодуля.
Основные элементы.
Примечание: существуют прессы с т.н. верхним давлением, у них, помимо окачивания воздуха из герметичной камеры снизу, сверху над пленкой располагают еще одну камеру, в которую нагнетают воздух сверх атмосферного давления (дополнительно давят на пленку сверху). Подобные прессы, конечно, выгодно отличаются рядом характеристик на фоне прессов без верхнего давления. Однако, такое оборудование на порядок сложнее в самостоятельном изготовлении, в данном цикле статей рассматриваться не будет.
Итак, процесс усаживания (еще говорят, протяжки) пленки состоит из следующих последовательных основных операций:
- Укладывание заготовок на стол пресса.
- Накрытие пленкой ПВХ, герметизация.
- Разогрев пленки до определенной температуры.
- Откачивание воздуха.
- Охлаждение.
- Вырезание заготовок, удаление излишек пленки с фасадов.
При отлаженном процессе производства, на типовую протяжку одного стола (от накрытия пленкой и до вырезания готовых фасадов) расходуется времени не более 10 минут. Однако, чтобы добиться таких результатов, работая на самодельном вакуумном прессе, необходимо наличие весьма большого навыка, ряда экспериментальных данных по протяжке того или иного типа пленки, полученных на основе собственных проб и ошибок. Настоятельно рекомендуется основательно взвесить все «за» и «против», браться за изготовление пресса своими руками только в условиях жесткой экономии денежных средств, наличия свободного времени, большого желания, уверенности в собственных силах.
Мебельные фасады изготовлены на самодельном прессе.
Дверные накладки изготовлены на самодельном прессе.
Постановка целей. Какой пресс строим?
Прежде чем приступить непосредственно к изготовлению пресса, необходимо поставить конечную цель, то есть определить с какими характеристиками, возможностями и за какую себестоимость мы должны получить в итоге самодельный вакуумный пресс.
Каждый, кто хоть раз серьезно задумывался над изготовлением любого промышленного оборудования своими руками, в первую очередь сравнивал себестоимость самостоятельного изготовления с ценой на аналогичный готовый промышленный (заводской) образец. Здесь очень важно сделать правильный выбор, постараться ответить на вопрос «стоит ли игра свеч?». Переоценив собственные силы, можно безвозвратно потерять не только вложенные деньги, но и много бесценного времени. Сделав обоснованный выбор в пользу самостоятельного изготовления, можно хорошо сэкономить, получив новые знания и жизненный опыт.
На сегодняшний день, купить термовакуумный пресс начального уровня можно за относительно небольшие деньги. Для любого успешного предприятия не стоит остро вопрос о максимально-экстремальной экономии денежных средств, потраченное время и другие аспекты важнее, поэтому без раздумий принимается решение о приобретении готового оборудования. А что же делать начинающему частному (индивидуальному) предпринимателю или новоиспеченной небольшой организации, которые только выходят на рынок и нередко вынуждены считать каждый рубль? Профессиональные экономисты могут предложить разработать грамотный бизнес-план, провести маркетинговые и иные исследования, взять кредит в банке на нужную сумму. Такая стратегия, возможно, более правильная и всё чаще используемая в наше время, предполагающая быстрый старт и скорый выход на окупаемость. Однако, каждый конкретный случай индивидуален. Иногда, в силу совокупности множества причин, логичнее принять менее популярное решение: минимум заёмных средств, максимум вложений собственных сил и умений. В основном, последователям такого пути и адресован данный цикл статей.
Если увлекательный процесс изготовления пресса не является самоцелью, а главное – скорейшее получение прибыли от будущей его эксплуатации, то не нужно пытаться копировать какую-либо самую последнюю, продвинутую модель заводского пресса известного производителя. Будем делать пресс, обладающий только самыми необходимыми функциями, имеющий себестоимость близкую к минимально возможной (при разумной экономии). Закрепим основные постулаты постройки пресса:
- Срок эксплуатации пресса около пяти лет. В дальнейшем предполагается покупка более совершенного оборудования или глубокая модернизация существующего.
- Высокая ремонтопригодность. Сжатые сроки устранения возможных неисправностей, в том числе касаемо сроков покупок запчастей.
- Отсутствие автоматического или программного управления, только ручной контроль.
- Использование самых распространенных, легкодоступных материалов и комплектующих.
- Дизайн и внешняя красота вторичны.
- Удобство и скорость работы на прессе должны быть сравнимы с подобными характеристиками заводских аналогов.
- Сэкономленная денежная разница между себестоимостью изготовления пресса и цены заводского аналога должна быть для предприятия, как минимум, весомой.
Примерное время, которое будет потрачено на закупку комплектующих и выполнение всех работ, составляет один-три месяца. Мы должны будем получить надежный и неприхотливый в эксплуатации термовакуумный пресс для изготовления самых ходовых (имеющих традиционно хороший спрос) видов мебельных плёночных фасадов и дверных накладок на основе МДФ. При грамотном планировании закупок и выполнении работ надлежащего качества, себестоимость самодельного пресса (на момент публикации статьи) должна быть, как минимум, в два раза ниже цены любого аналогичного вакуумного пресса заводского изготовления.
Вакуумный пресс представляет собой агрегат, который позволяет производить на основе МДФ различные мебельные фасады с плёнкой ПВХ, а также декоративные накладки на двери. Его можно купить в специализированном магазине или сделать своими руками в домашних условиях. Необходимо запомнить, что если решили изготовить такое оборудование своими руками, то нужно будет очень сильно постараться, соблюдая все правила безопасности.
Назначение и принцип работы
Для изготовления мебели очень широко используются мебельные фасады из-за следующих характеристик:
- большой выбор цветов;
- разнообразие форм;
- довольно низкая цена.
Эти фасады обычно изготавливают при помощи специального оборудования и главным инструментом является как раз вакуумный пресс. Он способен усаживать ПВХ плёнку на поверхность заготовки, которая состоит из МДФ.
Пресс состоит из нескольких элементов:
- Вакуумная камера и стол.
- Термомодуль.
Обычно камера имеет прямоугольную форму и изготовлена из жёсткого материала, который не сможет сжаться при искусственно созданном отрицательном давлении, возникающем внутри. Снаружи укладывается ПВХ плёнка, которая герметизируется по краям с помощью рамы.
Процесс усаживания плёнки состоит из нескольких этапов:
- Укладка заготовки на стол.
- Герметизация.
- Разогрев плёнки.
- Откачивание воздуха.
- Охлаждение.
- Вырезание заготовок и удаление излишней плёнки.
Вакуумная установка своими руками
Перед тем как начинать самостоятельно изготавливать вакуумный пресс для шпонирования, необходимо запомнить некоторые инструкции:
- Когда пройдёт 5 лет после монтажа, прибор следует ремонтировать, либо делать новый.
- Все неисправности следует устранять только в течение определённого срока.
- Прибор изготавливается лишь с ручным управлением.
- Для работы используют распространённые и доступные всем материалы.
- Не стоит пытаться создать какой-то красивый дизайн конструкции, здесь важна функциональность.
- Удобство и скорость работы должны быть на уровне заводского аналога.
Если правильно подойти к вопросу закупки комплектующих материалов, то себестоимость пресса, который собран самостоятельно, будет значительно ниже варианта, изготавливаемого на заводе.
Изготовление станины своими руками
Перед тем как приступать к изготовлению станины, необходимо выбрать правильный тип нагревательного узла, поскольку это будет влиять не только на конструкцию, но и на некоторые элементы пресса. При самостоятельной сборке стоит выбирать откатной термомодуль, который будет прост в сборке и удобен в применении. Но минусом является очень большой размер.
Чтобы изготовить станину, нужно приобрести некоторые материалы:
- Профильная труба из стали.
- Рельсы для термомодуля.
Проект станины лучше всего смоделировать на компьютере при помощи специальных 3D программ.
При работе понадобятся следующие инструменты:
- маленькая одноручная угловая шлифовальная машинка с диаметром диска 115 и 125 мм;
- хороший аппарат для сварки;
- электродрель;
- набор слесаря, который включает в себя гаечные ключи, молоток, рулетку, карандаш и тому подобные материалы.
- Режем стальной профиль на детали согласно карте раскроя.
- Выкладываем всё на ровную поверхность в соответствии с проектом, выравниваем и фиксируем всё с помощью струбцин.
- Места соединения прихватываем сваркой со всех сторон. Если всё сделано правильно, то можно сразу приступать к полной сварке без прихваток.
- Избавляемся от полученного шлака со швов и проверяем качество.
- Если есть необходимость, то используем болгарку для того, чтобы зачистить и отшлифовать изделия при помощи специального зачистного круга.
- Просверливаем отверстия.
- Зачищаем поверхность металлической щёткой, чтобы на изделии не было никакой ржавчины.
- Очень хорошо грунтуем поверхность.
- Производим окраску с помощью краски из баллончика. Можно также использовать обычную кисточку.
Сварочный аппарат можно выбрать такой, который работает на основе трансформатора переменного тока, а также применяются приборы инверторного типа или полуавтоматический механизм.
Самодельный вакуумный стол
Изготовление стола — очень ответственный этап при сборке вакуумного пресса своими руками. На этапе проекта стоит определить размеры и все материалы, из которого он будет создан. А также следует продумать способ фиксации и уплотнения элементов разъёма, чтобы сохранить целостность внутреннего вакуума. Формовочная машина своими руками делается такими же инструментами, как были использованы для построения станины.
Вакуумный стол является конструкцией, которая включает в себя некоторые элементы:
Вакуумная ванна
Перед тем как начинать сборку необходимо точно просчитать все размеры ванны. Запомните, что чем она длиннее, тем больше заготовок в неё можно поместить, но при этом придётся расходовать больше плёнок на один рабочий цикл. Практика показывает, что оптимальная длина составляет примерно два с половиной метра.
Ширина конструкции будет зависеть от выбранной плёнки ПВХ — какая ширина плёнки, такая и ширина ванной. Обычно производители выпускают плёнку шириной в 1,4 м. Выбирая высоту, следует учитывать присутствие некоторого пространства между плёнкой и верхней частью фасада.
В качестве дна обычно используют стальной лист, который имеет толщину в 2 миллиметра, а для каркаса подойдёт обычная профильная труба. Нарезанную трубу укладываем, фиксируем струбцинами и провариваем места смыкания. Сверху каркасом нужно приварить стальной лист, чтобы придать большую жёсткость конструкции.
Прижимная рама и зажимы
Используем профильную трубу, размеры должны соответствовать параметрам ванной. Чтобы удерживать прижимную раму в поднятом состоянии, используем 4 газовых лифта, способных выдержать вес.
Зажимы изготавливаются для того, чтобы обеспечивать хорошее герметичное удерживание плёнки. Для этого верхняя часть рамы плотно и равномерно прижимается к ванне. Зажимы — это эксцентрики, их можно самостоятельно изготовить из стали. Для установки необходимо просверлить 8 точек в столе. Верхние должны быть увеличены и иметь продолговатую форму. Далее их следует настраивать с помощью установки гаек в местах резьбы шпильки, после чего всё фиксируется контргайки.
Если стол сделан не идеально, то болгаркой придётся срезать сварные швы. Чтобы обеспечить ровность, можно обработать стол эпоксидным составом.
Монтаж вакуумной системы
Изготовляется для того, чтобы можно было откачивать воздух. Таким образом, плёнка без труда станет обтягивать поверхность рабочей заготовки. При установке нужно учитывать некоторые моменты:
- Компоненты системы не должны быть заказными, желательно, чтобы их можно было приобретать в розницу.
- Лучше всего подбирать недорогие компоненты, которые обладают хорошей надёжностью и удобством применения.
- Система должна давать скорость откачивания воздуха и глубину вакуума, которого будет достаточно для того, чтобы создать типовые плоские фасады и накладки.
- Вывод воздуха не должен быть зависим от окружающей среды и качества питания.
- Функции управления должны быть простые и всегда информировать о давлении, которое даёт аппарат, а также с их помощью можно регулировать скорость выкачивания воздуха.
Система должна состоять из нескольких элементов:
- водокольцевой вакуумный насос с баком для воды;
- трубопровод для доставки воздуха к насосу;
- кран и прибор для того, чтобы контролировать давление;
- столешница должна откачивать воздух из любой точки стола независимо от положения плёнки и заготовки.
Принцип работы водокольцевого насоса
Рабочее колесо вращается по направлению стрелки. Между втулкой колеса, корпусом и водяным кольцом есть рабочая полость, которая делится на ячейки лопатками колеса. Когда происходит работа насоса, вода отбрасывается от втулки корпуса из-за воздействия центробежной силы, а объем ячейки увеличивается, и воздух начинает всасываться. Этот объём после будет снижаться, а газ выйдет через нагнетательное окно при зажатии.
Через насос должна приходить исключительно чистая вода. Это нужно для того, чтобы происходил отвод тепла. Подводится вода к центральному отверстию в корпусе и отводится через прибор, который будет отделять газ от воды. Это может предотвратить выход жидкости из патрубка вместе с воздухом.
Насос ставят на специальный фундамент или бетонный пол, где его выставляют при помощи уровня, а после закрепляют с помощью анкеров в штатное отверстие. Рядом нужно поставить бак для воды, который имеет объём 30 литров или больше. К нему подсоединяются несколько трубок. Первая нужна для того, чтобы забирать воду, вторая — для слива отработанной жидкость в бак.
При циркуляции вода будет нагреваться, а это негативно сказывается на насосе. Чтобы было естественное охлаждение, бак выполняют из такого материала, который хорошо проводит тепло. Это может быть алюминий или сталь.
Труба, которая подаёт воду в насос, должна быть оборудована специальным краном, перекрывающим воду при простое. Насос и бак соединяются при помощи гибкого шланга, и всё закрепляется с помощью металлических хомутов.
Когда полностью собран и закреплен трубопровод, установку можно тестировать. Обеспечиваем питание насоса по временной схеме с помощью автоматического выключателя. Но желательно всё же это проводить в тот момент, когда электрика будет установлена полностью.

Установка термомодуля
Термомодуль является нагревательным элементом, который равномерно нагревает плёнку до необходимой температуры. Этот этап работы является одним из самых лёгких при сборке. Для каркаса можно использовать стальную коробку, которая имеет сечение 20 на 20 мм. К каркасу привариваем корпус профильных колёсных опор и г-образные ручки, это нужно для того, чтобы перемещать объект по рельсам. Колёса изготавливаются из шариковых подшипников.
Обшиваем листовой сталью каркас из алюминия и закрепляем заклёпками. Сбоку вырезаем проем прямоугольной формы, это будет смотровое окно. Сюда необходимо поставить силикатные стекла и затемнить их с помощью тонирующей плёнки. Около каждого окна необходимо сделать отверстие с расстоянием в 50 мм. Таким образом можно будет измерять температуру плёнки, изнутри термомодуль оснащаем алюминиевой фольгой.
После устанавливаем нагревательные элементы. Для этого идеально подойдут линейные лампы КГТ.
Их выбирают из-за следующих преимуществ:
- низкая цена;
- большой ресурс;
- хорошая передача тепловой энергии.
В заключительном этапе соединяем лампы по электросхеме. Подключение должно быть качественным.
Так изготавливается термовакуумный станок своими руками. Это один из возможных вариантов. Есть и другие самодельные станки, например, мембранные. Прессование и формовку можно делать на любом из них. Изготовить формовщик довольно сложно: нужно найти чертежи, фотошаблон, иметь опыт слесарной и сварной работы. И стоит отметить, что чертежи лучше сначала сделать в печатном виде, чтобы они были перед глазами. Печать должна быть чёткая.
Если решили взяться за подобную работу, то не забудьте применять средства индивидуальной защиты, поскольку работа очень сложная и опасная.
“>
Технология мембранно-вакуумного прессования
Технология мембранно-вакуумного прессования позволяет облицовывать декоративной пленкой различные поверхности, в том числе с достаточно глубоким рельефом. Сложность производственного процесса требует от изготовителей особого внимания, как к отдельным технологическим нюансам, так и к применяемым в производстве материалам.
Область применения мембранно-вакуумного прессования очень широка: это и объемные мебельные фасады из MDF, и дверные полотна, и закругленные столешницы, и различные декоративные элементы мебели. Облицовывание всех этих объектов осуществляется при помощи вакуумного пресса (с мембраной или без нее). Как правило, в производстве при этом используются пленки ПВХ толщиной 0,3-0,5 мм (реже 0,25 мм), однотонные, с печатным рисунком, текстурой.
Для того чтобы избежать проблем при производстве и минимизировать количество брака, необходимо строгое соблюдение технологии и контроль качества на каждом этапе.
Требования к помещению для нанесения клея и сушки деталей
Помещение для нанесения клея должно быть оборудовано вытяжной камерой с гидрозавесой либо с сухим фильтром. Камеру необходимо содержать в полной чистоте, производить ежедневную уборку ее стенок и рабочего стола.
Кроме того, необходимо установить вытяжную вентиляцию и изолировать помещение от шлифовального и прочего . Каждые два часа следует проводить мокрую уборку полов и каждую неделю – полную очистку находящегося оборудования от пыли. Желательно создать в помещении избыточное давление для того, чтобы предотвратить попадание пыли из соседних помещений.
Этап 1. Подготовка деталей
Перед облицовыванием детали следует подготовить к нанесению клея следующим образом:
› Провести аккликатизацию в цехе в течение не менее трех суток.
› Очистить детали от пыли, жиров и масел.
› Проверить влажность склеиваемых материалов – она должна соответствовать техническим требованиям.
› Отшлифовать поверхность пласти, кромки и фрезерованного рисунка с применением шкурки №№ 280-320.
Этап 2. Приготовление клея
Для приклеивания ПВХ-пленки к поверхности может использоваться двух- или однокомпонентный клей. Если однокомпонентный клей поставляется полностью готовым к применению, то перед использованием двухкомпонентного состава его нужно приготовить: смешать с отвердителем, поместив в чистую емкость необходимое количество клея и отвердителя. Смесь тщательно перемешивается, по возможности механическим путем с использованием мешалки.
Перед нанесением клей пропускают через фильтр с ячейкой 300 мкм, чтобы избежать дальнейшего забивания сопла пистолета при нанесении клея. Наиболее благоприятная температура нанесения – 18-23°С.
Этап 3. Настройка пистолета
Клей наносится на детали методом пневматического распыления с использованием специальных пистолетов для клеевых материалов. Выбор диаметра сопла зависит от типа клея: для клеев стандартной вязкости (600–1 300мПа*с) диаметр сопла должен быть 1,4-1,6 мм, для составов увеличенной вязкости (2 000-3 000 мПа*с) – 1,8-2,0 мм.
Трубопровод воздуха должен быть оборудован масло- и влагоотделителем, а также редуктором для регулирования давления.
При настройке пистолета необходимо соблюдать следующие правила:
› контур факела должен быть ровным, без пропусков;
› соотношение расхода клея и воздуха необходимо выбирать таким образом,
чтобы исключить лишнее туманообразование.
Давление воздуха на пистолет не должно превышать 2,5-3,0 атм.
Этап 4. Нанесение клея
Клей может наноситься как на одну деталь, так и на несколько деталей в стопе. Работу начинают с кромки элемента – устанавливается самый узкий факел и производится нанесение клея вдоль детали. Необходимо равномерно перемещать пистолет, чтобы состав наносился без пропусков и потеков, по отношению к кромке детали пистолет должен быть расположен параллельно. Расстояние от поверхности детали до пистолета должно составлять 200-250 мм.
Таким образом клей наносится на все кромки. Из-за того, что кромки деталей и фрезерованного рисунка обладают большой впитывающей способностью, необходимо двойное нанесение клея для хорошей прочности склеивания. Для клеев стандартной вязкости возможно второе нанесение клея способом «мокрый по мокрому», а для клеев с увеличенной вязкостью – с промежуточной сушкой в 5-10 мин.
Затем клей наносится на фрезерованный рисунок с последовательным прохождением всех линий узора. Здесь тоже рекомендуется двойное нанесение. Обычно расход клея составляет 100 г/м2.
После этого клей наносится на пласть детали – факел делается максимально широким, расход клея составляет 50 г/м2.
Пистолет следует как можно чаще чистить, особенно после длительных перерывов в использовании.
Этап 5. Сушка деталей
Детали с нанесенным клеем помещаются на специальные стеллажи. Минимальное время сушки составляет 30 мин. Если пленка глянцевая, то сушка деталей занимает не менее 1,5-2 ч.
Этап 6. Шлифовка клеевого слоя
При использовании глянцевых пленок перед облицовыванием деталей в мембранно-вакуумном прессе клеевой слой необходимо располировать шкуркой №320. Если пленка матовая (рифленая, под дерево), шлифовка не нужна.
Этап 7. Подбор режимов прессования
В техническом описании на каждый клей для мембранно-вакуумного прессования указана температура активации, при которой клей начинает «сшивать» склеиваемые материалы. Режимы прессования (температуру прогрева пленки, время прогрева пленки, время прессования и т. д.) необходимо подбирать таким образом, чтобы достичь этой температуры в клеевом слое на кромке детали.
Для каждой пленки режимы прессования разные, они подбираются индивидуально и для этого производится «холостая» запрессовка. Часто производитель ПВХ-пленки указывает наиболее оптимальные температурные режимы для каждой конкретной пленки.
Полный цикл прессования обычно составляет 3-5 мин.
При соблюдении всех этих нюансов значительно снижается вероятность появления брака. Если это все же произошло, необходимо внести изменения в технологические процессы для того, чтобы предотвратить возникновение брака в будущем.
Причины наиболее частых проблем при облицовывании деталей термопластичными пленками
Возможные причины
› Неправильная настройка пистолета: высокое давление (5-6 атм), несбалансированное соотношение «воздух-клей». Это приводит к тому, что клей ложится на деталь крупными каплями.
› Избыточное нанесение клея на поверхность фасада. Следует помнить, что основной слой клея нужно наносить на участки фрезеровки и торцы детали. Остальная поверхность фасада MDF лишь слегка напыляется быстрыми движениями пистолета.
› Качество обработки поверхности MDF.
Поднятие ворса плиты после нанесения клея обусловлено низким качеством панели: затупленным инструментом, используемым при ее обработке, недостаточной шлифовкой заготовки фасада. Удаление данных дефектов следует произвести с помощью наждачной губки, но не шлифованием, а сбиванием вкраплений легкими движениями.
› Грязь в цехе, мусор под ПВХ-пленкой.
ПВХ-пленки обладают способностью к образованию на поверхности статического электричества, поэтому притягивает практически весь мусор на удалении до 30 см от пленки, а также летающую в воздухе пыль, в т. ч. от клея, если кабина для нанесения клея расположена рядом и не оборудована соответствующими вытяжками и ограждениями.
› Наличие мусора на самих заготовках фасадов MDF. Обычно это является следствием неаккуратности рабочих или недостаточной чистоты помещения, в т. ч. потолка.
Мусор под пленкой ПВХ в рулоне. Случается, что производители дешевой пленки экономят на оборудовании для контроля за качеством и чистотой своей продукции.
Отклеивание ПВХ-пленки на торцах готового изделия
Возможные причины
› Неполное отверждение клея, которое возникает из-за того, что не была достигнута требуемая температура активации в клеевом слое.
› Отклеивание пленки может происходить как сразу после прессования, так и в процессе эксплуатации готового изделия.
Заломы пленки
Возможные причины
› Неравномерный прогрев пленки.
› Нарушение раскладки деталей по столу (несоблюдение расстояния между деталями по длине и ширине).
› Неправильный подбор толщины прокладки.
Белизна на пленке
Возможные причины
› Недостаточный прогрев пленки.
Возможные причины
› Недостаточная просушка деталей после нанесения клея.
› Неравномерная протяжка пленки после вакуумирования.
Источник: www.lkmportal.com
Как выбрать вакуумный пресс для фасадов МДФ
Основным оборудованием для производства МДФ фасадов в пленке ПВХ является термо-вакуумный пресс. На российском рынке на сегодняшний день представлено огромное количество прессов с самыми разнообразными техническими характеристиками. Поэтому перед приобретением следует задаться несколькими вопросами, для того чтобы правильно ответить на основной – как выбрать вакуумный пресс для фасадов МДФ.
 Размер рабочей поверхности вакуумного пресса для фасадов МДФ
Размер рабочей поверхности вакуумного пресса для фасадов МДФ
При выборе размера рабочего стола пресса следует учесть предполагаемый объем производства и номенклатуру изделий из МДФ. Производители термо-вакуумных прессов для изготовления фасадов МДФ предлагают оборудование с рабочей поверхностью от 1150 × 1090 мм, как например, мембранно-вакуумный пресс для гнутых фасадов МДФ от компании «Новые технологии» г. Пенза. Максимальным размером рабочего стола вакуумного пресса для облицовки фасадов МДФ в настоящее время может похвастаться латвийское оборудование VP -4000, от компании ISTRA-A (Латвия), со столом 4000 × 1400 мм.
Следует учесть, что стандартная ширина рулонов пленок ПВХ для вакуумного прессования составляет 1400 мм. Некоторые европейские компании предлагают пленки шириной 1420 и 1450 мм. Однако основные производители оборудования для мембранно-вакуумного прессования сориентированы на стандарт 1400 мм.
Кроме того, для непрерывного потокового производства фасадов МДФ некоторые разработчики предлагают мембранно-вакуумные прессы с 2-3 рабочими столами, как например компания «Мастер ПРО» г. Москва. Подвижная нагревательная каретка, свободно перемещаясь над рабочими поверхностями, обеспечивает поочередный нагрев пленки ПВХ. В состав конструкции вакуумного пресса может быть включен стол для облицовки радиусных фасадов.
Конструкция вакуумного пресса для фасадов МДФ и его габариты
При дефиците рабочего пространства мебельного цеха естественным вопросом станет размер вакуумного пресса для производства фасадов МДФ и занимаемая им площадь. Но нельзя забывать и об удобстве обслуживания оборудования. Здесь следует разобраться в конструктивных решениях расположения рабочего стола и нагревательного модуля, предлагаемых производителями вакуумных прессов.
Основные производители предлагают следующие варианты конструкции мембранно-вакуумного пресса:
· С подвижной нагревательной кареткой на рельсовых направляющих. Такая конструкция вакуумного пресса позволяет выкладывать фасады МДФ с 3-х сторон.
· Вакуумный пресс для фасадов МДФ с подъемным термомодулем на шарнирных креплениях. Эффективность данной конструкции заключается в экономии рабочего пространства помещения мебельного цеха. Однако укладка деталей и натягивание пленки ПВХ становится затруднительнее.
· С выдвижным столом для загрузки деталей из МДФ и пленки ПВХ, как например вакуумный пресс для облицовки фасадов МДФ MTA-2500. Идеально подойдет для небольших мебельных производств, так как компактно встанет в любой угол цеха.
· Наибольшей эффективностью в экономии площади цеха и удобстве обслуживания обладают мембранно-вакуумные станки с вертикальным пневматическим или гидравлическим подъемом нагревательного модуля, как например вакуумный пресс VPF-2 латвийского производителя, или итальянский пресс PM ORMA, который кроме всего прочего, позволяет производить облицовку изделий с 2-х сторон.
Особенности комплектации мембранно-вакуумных прессов для изготовления фасадов МДФ
1. Нагревательный модуль мембранно-вакуумного пресса . На современном уровне развития производители вакуумных прессов для облицовки фасадов МДФ в пленку ПВХ используют кварцево-галогенные тепловые нагреватели, обеспечивающие быстрый прогрев при минимальных затратах электроэнергии. В других вариантах могут использоваться инфракрасные лампы. Некоторые производители мембранно-вакуумных прессов используют для прогрева обдув горячим воздухом, подаваемым через ТЭНы, для исключения неравномерного прогрева на поверхности мембраны. Кроме того, на вакуумный пресс может быть установлено дополнительное термо- оборудование для подогрева стола. Китайские производители станков нагревают пленку ПВХ, закачивая под нее горячий воздух.
2. Автоматизация процесса облицовки фасадов МДФ в пленку ПВХ . Вакуумные прессы, оборудованные системами автоматизации, хорошо зарекомендовали себя на поточных и непрерывных производствах мебели. Участие человека сводится лишь к укладке деталей фасадов МДФ на рабочий стол и последующей обрезке излишков пленки ПВХ. Однако на малых предприятиях, ежедневно работающих с широким ассортиментом пленок ПВХ, проще выполнять процесс облицовки вручную, «на глаз».
3. Силиконовая, резиновая или каучуковая мембрана . Большинство производителей в комплект к вакуумному прессу для фасадов МДФ поставляют силиконовую мембрану, обладающую высокими показателями термостойкости и эластичности. С помощью силиконовой мембраны выполняются некоторые технологические операции для склейки различных материалов, придания им по шаблону изогнутой формы, а также для рационального использования пленки ПВХ при малых объемах закладки. В некоторых конструкциях вакуумных прессов силиконовая мембрана закреплена на специальной рамке, обеспечивающей ее более удобное использование. В других случаях, процесс облицовки фасадов МДФ в пленку ПВХ основан непосредственно на использовании силиконовой мембраны, и она является неотъемлемой частью оборудования.
4. Вакуумный насос . Как правило, на современные мембранно-вакуумные прессы для фасадов МДФ устанавливают масляные насосы, обладающие на данный момент наибольшей производительностью. При небольшом размере стола вакуумного пресса и недлительном времени прессования могут использоваться безмаслянные «сухие» насосы с более низкой производительностью. Как бюджетный вариант, на мембранно-вакуумный пресс может быть установлен водокольцевой насос ВВН. При значительных размерах рабочего стола вакуумного пресса вакуумный насос может дополняться ресивером. Некоторые производители станков комбинируют подачу вакуума с встречной подачей высокого давления, поэтому в комплект к оборудованию может потребоваться компрессор.
5. Разделительная рамка . Используется при делении рабочего стола мембранно-вакуумного пресса для применения одновременно двух видов пленки или одной, в сочетании с силиконовой мембраной, для рационального использования пленки ПВХ при малом количестве изделий.
6. Дополнительный рабочий стол . На больших производствах мебельных фасадов МДФ в пленке ПВХ установка одного дополнительного рабочего стола позволяет увеличить производительность мембранно-вакуумного пресса и, соответственно, выход продукции в 1,5 раза и более.
7. Пульт управления мембранно-вакуумным прессом . При опрессовке фасадов МДФ «в ручном» режиме, как правило, используются две кнопки включающие нагрев и насос вакуума, а также вентиль регулирующий скорость подачи вакуума. Более мощное и автоматизированное оборудование требует оснащения соответствующим пультом управления.
8. Возможность изготовления радиусных (гнутых) фасадов МДФ . В виду конструктивных особенностей некоторые мембранно-вакуумные прессы не позволяют изготавливать радиусные фасады МДФ и производить их облицовку в пленку ПВХ. С другой стороны, как например компания «Мастер ПРО» г. Москва, станкостроители позаботились об этой опции дополнив свое оборудование дополнительными устройствами.
9. Разматывающие устройства . В том числе с ручной или пневматической обрезкой пленки ПВХ. Подобное оборудование позволяет значительно увеличить производительность вакуумного пресса при больших объемах производства.
10. Антистатические щетки . Позволяют снимать с пленки ПВХ статический заряд для облегчения ее очистки и устранения налипания мусора на ее поверхность перед подачей на вакуумный пресс. Устанавливаются в целях повышения качества изготовления фасадов МДФ и прочих изделий.
11. Система опор . Специальные опоры, в том числе магнитные, используются в качестве подложки при укладке фасадов МДФ на рабочем столе вакуумного пресса. Некоторые производители позаботились даже о такой «мелочи».
12. Пресс для брикетирования отходов из пленки ПВХ, устройства для ремонта разрывов и повреждений на силиконовой мембране, передвижные стойки для хранения рулонов пленки ПВХ – все это может не идти в комплекте с мембранно-вакуумным прессом для МДФ фасадов, однако часто предлагается производителем в качестве дополнительного оборудования как, например, немецкими конструкторами вакуумных прессов BR 2600, компании «Wemhoener». Подобные устройства делают производство МДФ фасадов более удобным и эффективным.
Перед тем как окончательно определиться и выбрать вакуумный пресс для фасадов МДФ следует изучить также в ценовой диапазон, наличие опций установки и наладки оборудования, обучения персонала, дальнейшего гарантийного и сервисного обслуживания.
Источник: mastermdf.ru
Вакуумный пресс для фасадов МДФ своими руками
Изготовление гнутых фасадов мдф на термо вакуумном прессе с мембраной
Первым этапом процесса гнутья заготовки в прессе является установка на его рабочий стол матрицы подходящего размера. Матрица представляет собой нижнюю часть оснастки, находящей применение в изготовлении мебельных фасадов. Выбирают ее по размеру в зависимости от необходимого радиуса фасада. При этом высота створки и длина хорды могут варьироваться – главное, чтобы хорда матрицы превышала длину хорды самого большого изделия, с которым вам предстоит работать.
Размещение мдф заготовок на матрице

Многослойную заготовку будущего фасада помещают внутрь матрицы. При этом отверстие в ее средней части должно совпадать с продольной линией наверху дуги матрицы. Для фиксации заготовки можно использовать саморезы, гвозди или скотч (главное, чтобы она хорошо держалась). Рабочий стол станка необходимо накрыть вакуумной мембраной, закрепив ее с помощью прижимной рамы.
Только после этого можно переходить к процедуре вакуумирования.
– С помощью вакуумного насоса из-под мембраны выкачивается весь воздух. В результате атмосферное давление сгибает заготовку радиусного фасада и плотно прижимает ее к матрице.
– Затем автоматически начинается нагрев, который позволяе высушить клей между слоями согнутых листов МДФ
На рисунке изображен процесс термовакуумной формовки на мембранно вакуумном прессе при создании гнутого фасада 
На выходе получаем готовые гнутые заготовки

Гнутые подлокотники после термоформовки

Вакуумный насос маслосмазываемый пластинчито-роторного типа 40 м3/час

На видео показан процесс гнутья фасада на термовакуумном прессе с подъемным нагревательным коробом с мембранной. Такой тип пресса (с подъемным нагревательным коробом) используется при необходимости работы с заготовками большого размера, в связи с чем требуется большое рабочее поле 4000х1900 или больше, при таком поле дотянуться до заготовки руками с одной стороны уже не представляется возможным (в стандартном варианте подъема короба с одной стороны “хлебница).
В процессе вакуумирования используется клей ПВА. Продолжительность процедуры – полчаса. В течение 15 минут заготовка нагревается до температуры 100 С, после чего еще столько же времени она охлаждается. Нужно четко придерживаться этих временных рамок – за 15 минут ПВА не успеет разрушиться, зато заготовка дойдет до необходимого состояния.
Для работы с радиусными фасадами можно использовать термо-вакуумный пресс Gorelovskiy.ru . Он очень удобен в эксплуатации и автоматически поддерживает заданную температуру на протяжении всего времени воздействия. Периодически оборудование включает термоизлучатели, а потом также автоматически выключает их. Кроме того, на протяжении всего получаса воздействия станок самостоятельно поддерживает необходимое разрежение под мембраной. При этом для восстановления вакуума используется пластинчато-роторный насос, который включается и выключается автоматически. Такой принцип работы оборудования делает его максимально экономичным, удобным в эксплуатации, минимизирует влияние человеческого фактора, уменьшает трудозатраты и цену готовых изделий.
По истечении пятнадцати минут купол термо-модуля необходимо поднять, а насос выключить. Затем фасад еще пятнадцать минут остывает под мембраной.
Теперь в вашем распоряжении находится готовый фасад. Наполните пространство под мембраной воздухом и, приподняв раму, снимите ее. Удалите элементы фиксации, поднимите с пресса заготовку и оцените, насколько она соответствует форме оснастки. Для этого нужно повернуть фасад обратной стороной и снова поместить в матрицу – края заготовки должны четко прилегать к оснастке. Важно, чтобы фасад прижимался к поверхности матрицы во всех точках, а не только по одной из диагоналей. Лишь в таком случае можно говорить о точности его геометрической формы и размеров.
В результате мы получаем гнутый фасад, затем его фрезеруют на станке чпу, после чего ламинируют пленкой ПВХ

Заказать чпу станок можно на сайте или в офисе предварительно обсудив условия, цены, скидки, и получив консультацию и рекомендации. На страницах сайта вы найдете подробное описание станков с чпу, фото и видео, цены и характеристики, отзывы о покупке и установке промышленного оборудования. Также приведено сравнение разных моделей, можно подобрать нужные параметры. Комментарии к товарам есть в обсуждении на форуме, там же находятся инструкции, статьи и руководства как и что можно сделать своими руками. Доставка товара осуществляется по России. Гарантия предоставляется на все услуги и станки. Купить или заказать продукцию можно по адресу: Ростовская область,Аксайский район, п. Рассвет, ул. Магистральная 7.
Источник: gorelovskiy.ru
Изготовление радиусного шпонированного фасада в универсальном мембранно-вакуумном прессе
Не боги горшки обжигают. Если кто-то производит и успешно продает красивые дорогие фасады МДФ, фанерованные натуральным шпоном, значит, сможете и вы. Главное, увидеть, как это делается, своими глазами. Надеемся, в этом вам поможет наш видео-урок.
Мебельные фасады, облицованные натуральным шпоном или файн-лайном, выглядят эффектно и дорого как створки из массива древесины, продаются на рынке довольно недешево, но при этом имеют очень неплохую рентабельность. Особенно стильно выглядят кухни и мебельные гарнитуры, имеющие радиусные шпонированные фасады на угловых секциях. Однако, огромная часть производителей фасадов не решается освоить технологию шпонирования, очевидно считая это уделом избранных. Мы же советуем всем вспомнить пару древних истин: “Не боги горшки обжигают” и “Путь осилит идущий”. Вооружитесь вниманием и терпением на полчасика, посмотрите наш видео-урок и почитайте описание технологии фанерования, приведенную ниже. Надеемся, увиденное вселит в вас уверенность в свои силы и сподвигнет вас к новым достижениям в вашей работе.
Итак, что потребуется нам для того, чтобы изготовить гнутый фасад, облицованный шпоном? В общем-то ничего сверхъестественного:
Материалы:
- МДФ или ХДФ толщиной 3 мм. Для экспериментов вполне подойдет даже ДВП.
- Листовой шпон древесины, необходимых размеров или файн-лайн
- Клей ПВА
- Лак (подробности лакирования шпона в данном уроке не рассматриваются)
Оборудование, приспособления и инструмент:
- Циркулярная пила или форматно-раскроечный станок
- Валик для нанесения клея
- Универсальный термо-вакуумный пресс
- Силиконовая мембрана
- Матрица
В нашем учебном видео показан процесс склеивания радиусного фасада, шпонирование плоских фасадов проводится по тому же принципу за исключением склеивания самого фасада. В плоских фасадах за основу берется просто МДФ толщиной 16 мм, на который в вакуумном прессе под мембраной наклеивается шпон. При этом обычно удобнее фасад в прессе укладывать на гладкую подложку шпоном вниз.
Основные этапы производства радиусных фасадов, облицованных шпоном.
1. Сборка слоеной заготовки радиусного шпонированного фасада
Принципиально можно фанеровать шпоном уже готовую радиусную заготовку, склеенную по гнуто-клеенной технологии в прессе. Однако, если совместить гнутье фасада и его шпонирование в один цикл, вы сэкономите время производства и электроэнергию как минимум в два раза.
Для сборки слоеного пирога фасада стандартной толщиной 16 мм вам потребуется пять слоев 3 мм МДФ или ХДФ. Форматировать куски нужно в размер фасада с припуском на обработку по всем четырем краям. Такого же размера потребуются куски шпона для облицовки лицевой, а в нашем случае и внутренней поверхности фасада. Внутреннюю сторону фасада можно кашировать специальным финишным материалом. С помощью валика равномерно наносим клей ПВА последовательно на каждый слой предварительно нарезанного в размер ХДФ, сразу укладывая его на предыдущий, чтобы клеевой слой не высыхал. Точно так же наносим клей на наружную сторону пирога и помещаем последний слой ― шпон. Получается этакий сэндвич: шпон, пять слоев ХДФ, опять шпон. Чтобы фасад получился ровным по диагоналям, этот сэндвич необходимо отцентровать и точно зафиксировать в верхней точке дуги матрицы саморезами. Для этого размечаем середину заготовки фасада и сверлим два отверстия по верхнему и нижнему краю заготовки. Учтите, что отверстия должны располагаться в зоне припуска на обработку.
2. Гнутьё заготовки фасада в прессе
Устанавливаем матрицу нужного радиуса на рабочий стол пресса.
Поясним, матрица ― это нижняя часть оснастки (иногда ошибочно называют пуансоном) для изготовления радиусных фасадов в прессе по гнуто-клеенной технологии. Для каждого фасада определенного радиуса требуется матрица соответствующего размера. Хорда матрицы должна быть больше хорды самого широкого фасада из вашего размерного ряда. На такой матрице можно гнуть фасады одного радиуса с разной длиной хорды и высотой створки.
Собранную многослойную заготовку помещаем в пресс на матрицу, совмещая отверстия посередине заготовки c продольной линией в верхней точке дуги матрицы. Фиксируем пирог заготовки в этих точках саморезами, мелкими гвоздиками или просто скотчем, что менее надежно, но бережет матрицу. Аккуратно накрываем весь стол пресса вакуумной мембраной, расправляем, зажимая ее прижимной рамой. Наша заготовка радиусного фасада готова к самому важному технологическому этапу ― вакуумированию.
Включаем вакуумный насос пресса, начиная откачивать воздух из-под мембраны. При этом важно следить, чтобы мембрану случайно не затащило разрежением под нижние края фасада между заготовкой и матрицей. В этом случае фасад будет безнадежно испорчен. Пока не поздно можно, выключив насос, слегка стравить воздух под мембрану краном и повторить откачку, немного помогая руками, загнув края нашего сэндвича вниз. Когда атмосферное давление с помощью мембраны полностью прижмет края заготовки будущего фасада к поверхности оснастки, можно опустить купол термо-модуля и включить нагрев.
Весь цикл вакуумирования при использовании клея ПВА займет у нас 20-30 минут. 10-15 нагрева при температуре 70-100 гр С и 10-15 минут остывания. Бояться, что клей сгорит не стоит. Температура внутри клеевых швов за 15 минут не успеет превысить критическое для ПВА значение. Обратите внимание, если фасад занимает лишь часть по длине пресса, вы можете включить нагреватели лишь в зоне над заготовкой, чтобы оптимизировать затраты электроэнергии. Заданную температуру термо-вакуумный пресс Maxim поддерживает автоматически, включая и выключая термоизлучатели время от времени. Точно также автоматика пресса поддерживает разрежение под мембраной в заданном диапазоне в течение получаса, включая пластинчато-роторный насос лишь иногда, чтобы восстановить вакуум до установленной границы. Автоматический режим управления современного пресса позволяет экономить электроэнергию и снижать себестоимость готовой продукции.
Через 15 минут выключаем нагрев, поднимаем купол нагревателя и, не выключая вакуумный насос, даем нашему слоеному пирожку остыть еще в течение 15 минут под мембраной.
Ну вот прошло 30 минут, болванка нашего фасада готова. Выключаем вакуумный насос, стравливаем краном воздух под мембрану, поднимаем раму, снимаем мембрану. Выкручиваем фиксирующие саморезы. Поднимаем заготовку и проверяем соответствие ее геометрии форме матрицы. Для этого поворачиваем ее на 180 градусов, опять опускаем на оснастку и смотрим насколько точно прилегают края заготовки. Фасад не должен зависать в воздухе на двух точках одной из диагоналей.
Источник: stankomax.ru
Вакуумный пресс для фасадов МДФ своими руками
Что такое вакуумный пресс, его виды, принцип работы, и для чего он применяется
Вакуумный пресс – установка, позволяющая выполнять декоративные дверные накладки и мебельные фасады из материала МДФ. Данный материал является востребованным, т. к. легко поддаётся обработке и позволяет сэкономить на используемом сырье.
Мембранно-вакуумные прессы
Вакуумные прессы обычно применяют для изготовления мебельных конструкций, усаживая отделочную плеву на поверхность МДФ.
Принцип работы вакуумного пресса
Цена на вакуумный пресс доступна не многим предприятиям, однако те, кто могут приобрести себе такое устройство, регулярно экономят средства, ведь заламинировать рабочую поверхность в собственном цеху, намного дешевле, чем приобрести уже готовую заготовку. Данное оборудование включает в себя:
- Камеру для прессовки.
- Термомодуль.
- Силиконовую мембрану для вакуумного пресса.
- Вакуумный насос.
Во время эксплуатации устройства, вглубь камеры помещают заготовку и плёнку, которая разогревается, благодаря термомодулю, и под давлением вакуума приклеивается к МДФ поверхности, повторяя все контуры изделия.
Мембранно-вакуумный пресс внешне похож на цельнометаллическую, прочную металлическую раму, благодаря чему срок эксплуатации оборудования не ограничивается. Кроме того, устройство имеет привлекательный внешний вид, благодаря порошковой покраске, дополнительно защищающей конструкцию от внешнего воздействия.
Также, вакуумно-мембранный пресс оснащён рабочим столом, изготовленным из импортного пропилена высокого качества. Его толщина – 15 мм. Благодаря такой характеристике, он способен выдерживать ежедневные продолжительные нагревания до 80˚C, но при этом не повреждает заготовки и мембрану вакуумного пресса.
Мембрана для вакуумного пресса выполнена из силикона, прошедшего предварительную дегазацию. Её толщина – 2 мм. Благодаря таким характеристикам, она способна выдерживать высокую температуру внутри камеры и выполнять свою функцию.
Насос для вакуумного пресса выполняет одну из основных функций во время эксплуатации устройства. Когда используемый материал разогрелся до определённой температуры, устройство включает вакуумный насос для пресса. Благодаря чему внутри камеры создаётся вакуумное пространство и откачивается воздух, мешающий впаять ламинирующую плёнку на наружную сторону заготовки.
3d вакуумный сублимационный пресс
Вакуумный сублимационный пресс, также именуемый, как 3d вакуумный сублимационный пресс – разновидность прессов, создающих вакуум. Он разработан для нанесения изображений на ровные или искажённые поверхности. По сути, 3d вакуумный пресс работает аналогично вакуумно-мембранному прессу, а именно, благодаря:
- Высокой температуре.
- Вакуумированию.
Чаще всего, вакуумные 3d прессы применяют для изготовления сувенирной продукции, ведь устройство позволяет наносить изображения на керамику, ткани, пластмассу, кристаллы, натуральные камни и пр. Следовательно, в результате, предприятия получают уникальные, красивые, оригинальные изделия, востребованные в различных сферах, начиная от подарков и заканчивая посудой, плиткой для ванной комнаты.
Вакуумный пресс для МДФ
Современный вакуумный пресс для МДФ оснащен панелью управления и термостатом контроля температуры, из-за которых специалисты могут контролировать процесс облицовки мебели, кухонных фасадов и дверей. Дополнительно, вакуумные пресса для МДФ имеют кнопку отключения, применяемую для мгновенного отключения всех приборов устройства, в случае внезапной поломки.
Во время эксплуатации вакуумного пресса оператор должен придерживаться такой рабочей схемы:
- Разместить заготовки на рабочей поверхности.
- Натянуть нужную плёнку по всей длине рабочей зоны.
- Переместить верхний подвижный участок устройств.
- Включить прибор и контролировать процесс обработки.
- Снять готовое изделие вручную.
То есть, прибор лёгок в использовании, поэтому сотрудники предприятия быстро научатся работать с устройством или поймут, чем оно отличается от предыдущей модели вакуумного пресса, стоявшего в вашем цеху.
Вакуумные прессы для фасадов
Вакуумный пресс для фасадов применяется для изготовления шпона и сендвич-панелей, устанавливаемых снаружи жилплощади, в качестве утеплителя, но иногда, благодаря данному устройству создают рельефную поверхность на панелях, предназначенных для наружной облицовки.
Вакуумные прессы для фасадов могут быть:
- Мембранными. Позволяют обрабатывать поверхности под воздействием высоких температур.
- Безмембранными. Применяются для поверхностей с высоким коэффициентом плотности.
Заготовки, прошедшие обработку прессом, обретают аккуратный вид и улучшают качество готового изделия. Кроме того, готовые заготовки не нуждаются в повторной обработке или доработке, поэтому могут использоваться сразу после снятия с устройства и остывания.
Где купить вакуумный пресс
Сегодня очень просто купить вакуумный пресс, т. к. современные технологии позволяют приобретать товары, не выходя из дома.
На что обращать внимание, если вы хотите купить вакуумные пресса:
- Производителя конструкции.
- Габариты устройства.
- Цена на вакуумные пресса должна быть средняя, ведь дешёвые устройства могут иметь короткий срок гарантии, а дорогие вряд ли будут иметь качество лучше, чем конструкции, входящие в среднюю ценовую категорию.
Преимуществом покупки через интернет является то, что покупатель может рассмотреть товар удалённо, сравнить цены, потратив минимум времени, но если вы хотите сэкономить на покупке вакуумного пресса, его можно изготовить своими руками.
Вакуумный пресс своими руками
Изготовление вакуумного пресса своими руками – сложная процедура, требующая умения работать с тяжёлыми материалами и опасным оборудованием, поэтому, прежде чем приступать к изготовлению прессовального устройства, следует оценить свои способности. К тому же, неверная сборка конструкции может привести к внезапному возгоранию или травмированию мастера, поэтому рекомендуется приобретать уже готовую конструкцию, а не изготавливать её без специальных технических знаний, умений и навыков.
Источник: pens-rf.ru