Вакуум-тестер предназначен для:
- Вакуум-тестер пневматический эжекторного типа ВТП-1 (ВТП-2Г) работает от сети сжатого воздуха с номинальным давлением 7 кг/см2.
- Корпус прибора выполнен из 1,5 мм стали и окрашен порошковой краской, что обеспечивает высокую антикоррозионную стойкость и стойкость к механическим повреждением.
- Прибор оснащен фильтром тонкой очистки с целью исключения загрязнения эжектора в процессе эксплуатации.
- На тыльной стороне прибора размещены штуцеры для подключения магистрали сжатого воздуха (быстросъем) и спирального шланга для подключения насадок для испытания ГБЦ и АКПП.
В стандартный комплект ВТП-1 входят 5 насадок разных диаметров с быстросъемным соединением, а также отдельной опцией может поставляться дополнительная насадка для тестирования ГБЦ моторов от спецтехники, лодочных моторов. Герметизирующее покрытие насадок выполнено из специальной вакуумной маслобензостойкой резины, что обеспечивает высокое качество прилегания материала к поверхности в течение долгого времени.

ВТП-2Г является модификацией стандартного вакуумтестера ВТП-1 и предназначен для испытания ГБЦ грузовиков и спецтехники. Имеет увеличенный генератор вакуума, что позволяет сократить время вакуумирования в ГБЦ, где объем испытуемой камеры «плоскость–седло клапана» больший по сравнению с ГБЦ легковых автомобилей. Комплект данных приборов позволяет тестировать любые ГБЦ и блоки АКПП.

Гарантия на приборы 12 месяцев.
Прибор не требует технического обслуживания на протяжении всего срока эксплуатации.
В комплект ВТП-2Г входят насадки от ВТП-1 (кроме самой маленькой) и дополнительно 2 насадки для тестирования ГБЦ спецтехники (Caterpillar, JCB, Yanmar Kubota).
Вакуум-тестеры в наличии.
Опрессовка ГБЦ: технология и процесс опрессовки
Образование трещин на поверхностях деталей силового агрегата в моторном отсеке – явление распространенное и требующее к себе особого внимания. Высокие термические и физические нагрузки на участках, примыкающих к камере сгорания, в том числе приводят к повреждению головки блока цилиндра (ГБЦ). И если вовремя не принять меры по выявлению и устранению дефектов, то возникнет и риск более серьезных последствий. Поэтому, как и в системах отопления, базовой операцией диагностики в данном случае станет опрессовка ГБЦ, позволяющая выполнить проверку детали на герметичность.
В каких случаях проводится операция?
Выполнять опрессовку требуется не только при выявлении признаков нарушения функционирования блока. В рамках комплексной диагностики данную технологию используют после ремонтных работ, замены отдельных элементов и расходников конструкции двигателя, переустановке и т. д. Что касается конкретных симптомов, то опрессовка ГБЦ должна производиться в следующих ситуациях:
- Имеются нарушения в работе внутренних каналов блока.
- Наблюдается нехарактерный перегрев силового агрегата.
- Если слышны выраженные стуки и вибрации в части отсека с цилиндрами.
Своевременно проведенная опрессовка дает возможность зафиксировать наличие дефекта и предпринять уже другие меры по восстановлению конструкции. Наиболее же часто серьезные повреждения с нарушением герметичности встречаются после выполнения сварочных работ, когда швы недостаточно обрабатываются и со временем возникают каналы утечки.

Общая технология опрессовки
Подходы к технической организации процесса могут различаться в зависимости от условий проведения мероприятия и наличия соответствующего оборудования. Однако принцип диагностики опрессовкой под давлением является общим для всех методов. Его суть заключается в создании полностью герметизированного вакуума в цилиндре и погружении его в рабочую жидкую среду. В условиях повышения давления опрессовка ГБЦ позволяет выявлять наличие сквозных отверстий, трещин и прочих дефектов. Причем технология именно для обнаружения неисправностей не требует специального оборудования или измерительных приборов. Конечную дефектовку можно произвести визуально. Но в остальном организация процесса не обходится без специальной оснастки.
Применяемое оборудование

Раньше для подобных задач использовали отдельные функциональные компоненты, позволяющие организовывать емкость для погружения и дополнительные органы управления процессом. Сегодня же производители автомобильного оборудования предлагают специальные стенды для опрессовки ГБЦ, в базовом комплекте которых предусматривается полный перечень необходимых инструментов. Типовой набор формируется следующими агрегатами и устройствами:
- Нагревательные элементы.
- Подъемный механизм на рамах с направляющими.
- Поворотный стол с управлением.
- Емкость с крышкой.
- Датчики для контроля давления, температуры и пуска.
- Электротехнический шкаф.
- Панель управления.
Стоит подчеркнуть и особенности применяемых материалов в изготовлении конструкции стенда. Кроме основы из нержавеющей стали, используется высокопрочное оргстекло, вакуумная резина и композитные элементы, благодаря которым реализуется не просто эффективная, но и безопасная опрессовка ГБЦ. Оборудование профессионального назначения рассчитывается на многочасовые рабочие циклы, причем целевым объектом обслуживания могут выступать не только цилиндры с головками, но и целые блоки.
Подготовка блока к операции
Для начала следует выполнить визуальный осмотр детали, который позволит еще до опрессовки определить подозрительные участки и, возможно, более серьезные нарушения конструкции. Рекомендуется подробно фиксировать размерные параметры элемента с линейкой, в дальнейшем сопоставляя полученные данные с паспортными значениями. В случае отклонений может потребоваться базовая механическая доработка. Например, опрессовка и шлифовка ГБЦ нередко объединяются в один технологический процесс. Обработка поверхностей абразивами предвещает проверку на герметичность, поскольку физическое воздействие может выявить новые участки повреждений. Операция шлифования представляется как профилактика обнаружения отверстий, которые после опрессовки ликвидируются точечной сваркой.

Рабочий процесс опрессовки
Емкость стенда наполняется водой, после чего активируется работа нагревательных элементов. В среднем на достижение оптимального температурного режима порядка 90 °C уходит 2-3 ч в зависимости от характеристик оборудования и объема резервуара. Диагностируемый цилиндр закрывается вакуумной оболочкой, зажимается фиксирующими приспособлениями и крепится к платформе стенда. Стоит подчеркнуть, что все отверстия и выходные узлы изначально обеспечиваются заглушками, что позволяет создать надежный вакуум. Далее станок для опрессовки ГБЦ посредством штуцера подключается к полостям изделия. Через этот канал будет подано давление сжатым воздухом на 4-6 бар. На финальной стадии остается погрузить конструкцию в горячую воду, после чего наблюдать выпуск воздушных пузырьков. Процесс вскрытия сквозных трещин (если они присутствуют) обязательно даст о себе знать под воздействием тепла и на фоне расширения металла.
Опрессовка своими руками с применением ванной

Реализация вышеописанного метода возможна в идеальных промышленных условиях, но не каждый частник может позволить себе приобретение того же стенда для погружения цилиндра в воду. Альтернативным вариантом организации процедуры с поправкой на домашние условия может стать применение ванны, плиты для размещения оснастки и средств для герметизации выходных отверстий изделия. В один из каналов вводится штуцер для подачи давления, а затем производится та же опрессовка ГБЦ. Своими руками нужно будет погрузить цилиндр в ванну с горячей водой и оставить ее там на 30-40 мин. Интенсивность давления можно регулировать с помощью манометра. Он подключается с одной стороны к компрессору, а с другой – к штуцеру. Увеличивая и повышая параметры давления, можно эффективнее исследовать отдельные участки конструкции, в том числе выявляя мелкие трещины.
Опрессовка своими руками без ванны
Это самый простой способ, требующий минимальных вложений. Для него не нужен резервуар с дополнительной контролирующей и направляющей оснасткой. Достаточно выполнить внешнюю герметизацию цилиндра и подать в полости воду под давлением. Недостатком этого способа будет низкая точность диагностики, то есть мелкие трещины могут так и остаться незамеченными. Как же сделать опрессовку ГБЦ без той же ванны и специального оборудования, но с достаточной степенью эффективности? Для этого можно использовать керосин в качестве наполнителя. Выходные каналы также герметизируются, после чего емкость самого цилиндра наполняется технической жидкостью. Благодаря высокой проникающей способности керосин просочится в самые мелкие отверстия, выйдя наружу.
Заключение
Регулярная проверка конструкции блока цилиндров на наличие трещин может доставить немало хлопот. Особенно если речь идет об услугах сервисных центров, где также потребуются расходы на предварительную диагностику силового агрегата. Разумеется, домашняя опрессовка ГБЦ в этом отношении станет более привлекательным вариантом. Главное – правильно организовать технологический процесс, который позволит выявить и крупные отверстия, и микротрещины. Но и после дефектовки работы по обслуживанию цилиндра не заканчиваются. Напротив, остается ответственная часть устранения повреждений посредством сварки.
Проектирование стенда для опрессовки головок блоков цилиндров ГБЦ
В качестве конструктивной разработки выбираем проект стенда для опрессовки головок блоков цилиндров (ГБЦ).
Опрессовка – проверка герметичности рубашки охлаждения. Эта процедура полезна не только в том случае, если есть подозрения на наличие трещин (например, между седлами клапанов или от форкамер к седлам). Дело в том, что технологические заглушки в теле ГБЦ со временем могут потерять герметичность, что чревато утечками охлаждающей жидкости или ее попаданием в пространство под клапанной крышкой и смешиванием с маслом. Поэтому при капитальном ремонте двигателя эта процедура очень полезна просто из соображений перестраховки, даже в том случае, если до ремонта не было проблем с утечками охлаждающей жидкости.
Работа стенда заключается в следующем: головку устанавливают на стенд, далее на неё монтируются боковые заглушки, на одной из которых установлен штуцер для подвода сжатого воздуха. Отверстия рубашки охлаждения закрываются резиновыми прокладками и затем накрываются толстым листом оргстекла (стекло необходимо для контроля всех плоскостей ГБЦ).
После зажима детали подается сжатый воздух (давление воздуха 0,6 МПа, воздух подается из компрессорной). ГБЦ опускается в ванну и выдерживается в течение 15…20 мин до достижения заданной температуры (700 С). Зона повреждения определяется по местам выхода воздуха визуально. Для удобства тестирования деталь может вращаться внутри ванны на 3600.
Чертеж общего вида стенда для опрессовки ГБЦ

Сборочный чертеж механизма подъема

Детали разработки

4.1 Выбор и назначение конструктивной разработки
4.2 Описание и принцип действия конструкции
4.3 Исходные данные к проектированию
4.4 Расчет механизма подъема ГБЦ
- 4.4.1 Определение общего коэффициента полезного действия привода
- 4.4.2 Подбор электродвигателя
4.4.3 Частота вращения винта- 4.4.4 Циклические частоты вращения валов
- 4.4.5 Определение крутящих моментов на валах
- 4.4.6 Подбор редуктора
- 4.4.7 Подбор соединительных муфт
- 4.4.8 Расчет параметров винта
- 4.4.9 Подбор подшипников
- 4.4.10 Проверка долговечности подшипников
- 4.4.11 Подбор шпонки на вал
4.5 Расчет механизма вращения ГБЦ
- 4.5.1 Частота вращения звездочек цепной передачи
- 4.5.2 Подбор электродвигателя
- 4.5.3 Подбор редуктора
- 4.5.4 Подбор цепи
- 4.5.5 Параметры звездочек
4.6 Выбор ванны
4.7 Подбор термонагревательного элемента (ТЭНа)
4.8 Рабочее давление воздуха
Пояснительная записка 20 листов описания и расчетов, спецификации.
Стенды и оборудование для опрессовки ГБЦ
Оборудование для опрессовки ГБЦ — обязательный инструмент сервисного центра, специализирующегося на ремонте и восстановлении деталей двигателя. Появление трещин в головках блока цилиндра — достаточно распространенное явление, которое вследствие наиболее высоких нагрузок чаще проявляется в дизельных двигателях.
Микротрещины несут серьезную опасность ДВС, увеличиваясь со временем в размерах. Это сказывается на уменьшении прочности ГБЦ и нарушении герметичности каналов, отрицательно влияя на эффективную, безопасную эксплуатацию агрегата, и ведет к поломке. Основной причиной появления дефектов в головке блока цилиндров является разгерметизация рубашки охлаждения из-за высоких нагрузок и температуры.
Возникновение микротрещин часто обнаруживается слишком поздно, когда они достигают внушительных размеров, в этом случае изделие может даже не подлежать ремонту. Трещины визуально трудно обнаружить из-за слоя нагара или расположения на внутренней поверхности блока цилиндров. Ремонт двигателя является дорогостоящей и долгой процедурой, поэтому опрессовочные работы — обязательный процесс в перечне профилактических работ.
Чтобы выявить дефекты, необходимо использовать стенд для опрессовки ГБЦ
. Данную продукцию успешно разрабатывает и выпускает завод «Моторные технологии». Ассортиментный ряд установок включает в себя четыре модели: УГ1000, УГ1200, УГ1400 и УГ1500. Цифры, в названии модели, определяют полезную длину рабочего стола стенда. Все изделия комплектуются паспортом, подробной инструкцией эксплуатации, набором различного оргстекла, полосками вакуумной резины, набором упоров, прижимами и шпильками стягивания, приспособлением крепления наклонных ГБЦ. Станок для опрессовки ГБЦ состоит из качественных комплектующих:
- Рамы и подъемного механизма с направляющими.
- Бака с крышкой из нержавеющей стали AISI 304.
- ТЭНов из нержавеющей стали.
- Гидравлической станции итальянского производства.
- Поворотного стола с редуктором.
- Электрического шкафа с компонентами марки «Schneider».
- Панели управления с четырехпозиционным джойстиком.
- Датчиков температуры, давления и сухого пуска.
- Комплекта дополнительных инструментов.
Проверка герметичности головок и блоков цилиндров происходит при помощи водной среды и сжатого воздуха. Оператор выставляет на панели управления требуемое значение температуры воды. Установка, в течение 2-2,5 часов, нагревает бак. Для экономии рабочего времени сотрудников, устройство оснащено недельным таймером, который программируется на автоматическое включение нагревательных элементов в определенные дни недели к заданному часу. Таким образом, к открытию сервисного центра, стенд полностью готов к работе.
Испытуемое изделие закрывается вакуумной резиной, зажимается оргстеклом и крепится к поворотному столу прижимами. Во второстепенные отверстия устанавливаются заглушки. Через штуцер, во внутренние полости, подается сжатый воздух под давлением от 4 до 6 бар.
Полученный узел погружают в воду, нагретую до 90 С, что равнозначно рабочей температуре двигателя внутреннего сгорания. Металл, под воздействием тепла, расширяется, происходит вскрытие трещин, которые обнаруживаются по пузырькам воздуха, выходящим из них. Воздух сигнализирует о дефектах и деталь отправляется в ремонт.
Большим плюсом использования стенда для проверки герметичности ГБЦ, является позиционирование детали под любым углом, при помощи джойстика и поворотного стола.
Процедура опрессовки занимает немного времени и необходима в случаях:
- ремонта ДВС или головки;
- перегрева двигателя;
- приобретения ранее использованной головки;
- появления признаков нарушения целостности внутренних каналов головки;
- проведения работ по устранению трещин.
Подбирать оборудование для опрессовки ГБЦ необходимо, исходя из габаритов проверяемых изделий и их веса. Установки обладают универсальностью, проверять на герметичность можно и сопутствующие детали: радиаторы охлаждения и т.д.
Характеристики модельного ряда
| Характеристики | УГ1000 | УГ1200 | УГ1400 | УГ1500 |
|---|---|---|---|---|
| ДхШхВ детали, мм | 1000х370х400 | 1200х370х400 | 1400х400х400 | 1500х530х400 |
| Вес детали, кг | 250 | 270 | 300 | 350 |
| Объем бака, л | 510 | 620 | 620 | 1200 |
| Частота вращения стола, об/мин | 4 | 4 | 4 | 4 |
| Параметры тока, Гц/В | 50/380 | 50/380 | 50/380 | 50/380 |
| Суммарная мощность, кВт | 13,0 | 13,0 | 13,0 | 25,0 |
| ДхШхВ стенда, мм | 1630х1100х1800 | 1900х1100х1800 | 2100х1100х1800 | 2400х1600х1900 |
| Вес стенда, кг | 400 | 430 | 450 | 630 |
На станки для опрессовки ГБЦ предоставляется гарантия 12 месяцев. По желанию заказчика стенды отгружаются с завода или через сеть дилеров по России, Белоруссии и Казахстану.
Купить оборудование, заказать прайс-лист с указанием цены и основных характеристик, а также пообщаться напрямую с руководителем можно по телефону 8 800-100-19-37, или по электронной почте [email protected] Менеджеры компании оперативно ответят на запрос и помогут определиться с выбором.
Что такое опрессовка ГБЦ и как она проводится
Установка для опрессовки головок и блоков цилиндров — профильное оборудование, используемое для проверки головки блока на наличие микротрещин. Устройство востребовано на ремонтных станциях и СТО, задействуется при контрольных испытаниях на производстве.
Трещины в ГБЦ — распространенное явление. Они появляются вследствие износа силового агрегата, чрезмерных эксплуатационных нагрузок, отсутствия должного технического обслуживания. Своевременная опрессовка позволит выявить дефекты на ранних стадиях, и принять меры по их устранению. Проведение процедуры рекомендовано в пяти случаях:
- Приобретается бывшая в использовании головка.
- Бензиновый или дизельный двигатель был перегрет.
- Проводятся мероприятия по ремонту силового агрегата.
- Имеются подозрения на нарушение целостности внутренних каналов ГБЦ.
- Проведение работ по устранению трещин.
Использование двигателя с поврежденной ГБЦ приводит к его преждевременному износу. Микротрещины пропускают газы в охлаждающий контур, что провоцирует образование пробок и перегрев мотора.
Компания «Моторные технологии» производит и реализует испытательные стенды для проверки герметичности ГБЦ. Оборудование различается грузоподъемностью, габаритами рабочего стола, объемом бака.
К достоинствам установок относится:
- Быстрый монтаж. Оборудование размещается на ровной горизонтальной поверхности, подключается к имеющимся инженерным коммуникациям. Для нормальной эксплуатации стенда требуется производственная электросеть напряжением 380 В. Потребляемая мощность зависит от модели, варьируется в диапазоне 13 – 25 кВт.
- Длительный срок службы. При производстве установок используются качественные комплектующие и материалы. Продукция проходит контрольные испытания, отвечает требованиям отраслевых нормативов. Стенды комплектуются всеми необходимыми приспособлениями (прижимами, шпильками, оргстеклом, вакуумной резиной, паспортами качества и сертификатами соответствия).
- Удобство использования. Основные элементы устройства имеют эргономичное расположение. В процессе испытаний не задействуются сложные вспомогательные приспособления.
Проверка детали на герметичность производится посредством сжатого воздуха и водной среды. Рабочая жидкость нагревается электрическими ТЭНами. Набор температуры происходит в течение 120-150 минут. Для снижения временных потерь рекомендуется использовать недельный таймер, которым оснащается каждая установка.
Проведение испытаний
Обследуемая головка закрывается резиновой вставкой и органическим стеклом. Технологические отверстия герметизируются заглушками. Изделие фиксируется на поворотном столе, его внутренние полости заполняются сжатым воздухом.
Готовая к испытаниям деталь погружается в раствор. Жидкость прогрета до 90 градусов, что соответствует рабочей температуре ДВС. В результате воздействия тепла происходит расширение металла и открытие микротрещин. О наличии последних свидетельствует появление пузырьков.
В состав испытательного стенда входят следующие узлы:
- Жесткая рама и подъемный механизм.
- Нагревательные элементы.
- Емкость из стали AISI 304.
- Гидравлический узел.
- Поворотный стол с редуктором.
- Элементы управления.
- Электрошкаф.
- Датчики, фиксирующие давление воздуха и температуру жидкости.
- Система защиты, предотвращающая сухой пуск.
- Комплект инструментов, необходимых для подключения, настройки и эксплуатации оборудования.
Стенд позволяет расположить деталь под любым углом. Для смены пространственного положения используется управляющая рукоять.
При подборе оборудования важно учитывать габариты и массу обследуемых ГБЦ. Наряду с головками установка может испытывать радиаторы и прочие полые узлы.
Метод проверки на герметичность, проверка утечки воздуха с помощью микропотока в условиях давления. В жидкостях и в газах.
Метки: притирка клапанов, проверка на герметичность клапана после замены, ремонт гбц 16 кл
Участвовать в обсуждениях могут только зарегистрированные пользователи.
Источник: http://drive2.ru/c/495166162154291431/
Как проверить герметичность клапанов?
Проверка герметичности клапана и седла выполняется следующим образом:
1. Снимается головка блока цилиндров (ГБЦ).
2. Выполняется очистка ГБЦ и корпуса подшипников от грязи, нагара и прочих масляных отложений.
3. Дальше необходимо выполнить тщательный осмотр головки и корпуса подшипников. При осмотре не должно быть никаких трещин, царапин или других следов повреждения.
4. После осматриваем рабочие поверхности корпуса подшипников, опор распредвала, а также стенок посадочных отверстий гидротолкателей, на них не должно быть никаких следов наплыва металла или задиров.
5. Направляющие клапанов и седла должны плотно сидеть и прилегать к “телу” ГБЦ. На седлах и клапанах не должно быть трещин или следов прогорания.
Актуально: Признаки закоксованного двигателя. Как понять, что нужна раскоксовка?
6. Используя шаблон, выполните проверку плоскостности ГБЦ, в случае отсутствия такового это можно сделать при помощи широкой слесарной линейки. Приложите линейку ребром к нижней привалочной плоскости головки по диагонали, проверьте нет ли зазора между ГБЦ и ребром линейки. Как правило, его можно заметить в центральной части или по краям. Измерьте зазор с обеих сторон, используя плоские щупы, максимально допустимый зазор – 0,1 мм. В случае если у вас вышло больше — потребуется фрезеровка привалочной плоскости или полная ее замена.

7. Дальше необходимо проверить герметичность ГБЦ. Чтобы выполнить такую проверку необходимо заглушить на торцевой поверхности головки блока окно подачи ОЖ к термостату. Дальше переверните головку и налейте керосин в ее рубашку охлаждения. Убедитесь в том, что нигде нет никаких подтечек, в случае обнаружения таковой следует произвести ремонт головки блока цилиндра или полностью ее заменить.
8. Теперь пришла очередь клапанов. Чтобы проверить герметичность клапанов ГБЦ положите ее на ровный стол привалочной плоскостью к верху, затем налейте в камеры сгорания головки керосин и подождите пару минут. Эту процедуру еще называют “проливкой”. Если вы заметили, что уровень керосина в камере сгорания начал снижаться, или на столе появилась лужа, это значит, что в этой камере один из клапанов или оба клапана имеют негерметичность, а значит необходима притирка клапанов.
Источник: http://vopros-avto.ru/kak-proverit-germetichnost-klapanov-ustranyaem-negermetichnost-klapanov-svoimi-rukami/
Зачем клапаны нужны в двигателе?
Вначале нужно изучить теорию. Наверное, каждый автолюбитель знает количество цилиндров в двигателе своего автомобиля, но на вопрос о количестве клапанов сможет ответить не каждый. В большинстве современных ДВС может быть от 8 до 16 клапанов. Существуют такие силовые агрегаты, где их может быть 24 и более. Клапан является важной частью газораспределительного механизма двигателя. Он отвечает за подачу топливной смеси в камеру сгорания и за выход отработанных газов в выхлопную систему. На каждый цилиндр приходится от двух клапанов: один впускной, второй – выпускной. В 16-клапанных моторах на каждый цилиндр приходится по четыре клапана, если мотор четырехцилиндровый. Также существуют двигатели, где впускных элементов больше, чем выпускных. Это трех- и пятицилиндровые двигатели.

Клапан состоит из двух частей – это тарелка и стержень. Под удар при обрыве ремня ГРМ попадает именно стержень. Клапаны приводятся в движение посредством воздействия на них распределительного вала. Он, вращаясь вокруг своей оси в ГБЦ, может поднимать и опускать клапаны.
Распределительный вал приводится в действие от коленчатого вала – два этих элемента в любом ДВС связаны между собой ременным, зубчатым либо же цепным приводом. Посредством зубчатой передачи распредвал вращается внутри блока цилиндров. Данная передача вращает распредвал в ГБЦ. Сегодня более распространены ДВС, где в механизме ГРМ применяются ремни.
Последние имеют простую конструкцию, такой механизм дешевле в производстве. Однако надежность их значительно ниже, чем в случае с цепным приводом. Последний устроен сложнее – здесь имеются и дополнительные элементы. Это успокоители цепи и натяжные ролики.
Источник: http://avtostandart-m24.ru/avtomobili-drugoe/proverka-klapanov-na-germetichnost.html
Кто они, производители лохотронов?
Для развода (читай убеждения) вот таких посетителей, отечественная и зарубежная промышленность (неужели у НИХ там тоже «такие» встречаются) производит вакуум-тестеры в различных исполнениях.
Наши соотечественники ГОСНИТИ производят универсальный вакуум-тестер. На их сайте коротко и ёмко описан принцип работы и назначение их прибора:
…Принцип действия прибора при проверке герметичности клапанов: вакуум-генератор создает разрежение, и из впускного/выпускного канала высасывается воздух через систему шлангов, которые соединены с ГБЦ через адаптированную насадку с вакуум – генератором. Интенсивность нарастания/затухания разрежения, а также ее максимальный уровень являются показателями герметичности сопряжения седло-клапан и играют важную диагностическую роль. Метод проверки основан на определении относительных потерь вакуума через зазоры …

Наши шведские коллеги не отстают от нас в данном вопросе. Вот их вакуум-тестер:

Источник: http://mehanika.ru/informatory/publications/kolonka-mastera/germetichnost-klapanov/
Как выбрать метод проверки герметичности, который лучше всего подходит для вас
В последние годы были достигнуты огромные успехи в методах электронного тестирования на утечку, в которых используются воздух или индикаторные газы. Что привело к новым методам, повышенной чувствительности и более быстрым циклам испытаний.

Прежде чем принимать решение о том, какая технология предлагает наилучшее решение для вашего конкретного применения, лучше обсудить ваши варианты с профессиональным поставщиком оборудования, чтобы вы получили наиболее практичное и экономически эффективное решение.
Во многих случаях будет доступно более одной технологии которая может вам помочь. Но, посоветовавшись с поставщиком тестов на утечку, который обладает знаниями, опытом и искренним желанием найти партнеров, вы получите решение, не только оптимальное для вашего испытание на герметичность, но также отвечающее всем другим требованиям, таким как стоимость, производительность, управление рисками и т. д.
В этой статье давайте рассмотрим две основные технологии, выбора метод проверки на герметичность а именно: проверка на утечку воздуха (особенно на технологии микропотока) и проверка на утечку гелия (с помощью масс-спектрометрии).
Источник: http://avtostandart-m24.ru/avtomobili-drugoe/proverka-klapanov-na-germetichnost.html
Проверка утечки воздуха с помощью микропотока в условиях давления.
В этом методе испытываемая часть находится под давлением от источника давления с помощью регулятора и клапана, изолирующего испытываемую часть от источника после завершения повышения давления.
Затем датчик давления контролирует и измеряет испытательную деталь, находящуюся под давлением. И, если измеренное давление уменьшается, воздух выходит из испытываемого компонента или узла. При утечке воздуха датчик микропотока пополняет потерянный воздух для поддержания постоянного давления, при этом потеря вызывает электрический сигнал, который пропорционален объемному или массовому расходу.
Этот метод имеет чувствительность 5 х 10-4 мбар * л / с.
Для этого типа тестирования доступны простые в использовании, чувствительные датчики давления.
Источник: http://avtostandart-m24.ru/avtomobili-drugoe/proverka-klapanov-na-germetichnost.html
Как устранить негерметичность клапанов? Притирка клапанов
1. Устранение негерметичности клапанов выполняется путем их притирки к седлам, в случае отсутствия трещин или повреждений на тарелке и клапане его можно восстановить путем притирания. Для выполнения этой процедуры необходимо:
2. Снять с клапана маслосъемный колпачок.
3. Достать клапан, который плохо прилегает из направляющей втулки.
4. Дальше на рабочую поверхность (ту, которую необходимо притереть) наносится специальная притирочная паста, например «Алмазная».

5. Клапан устанавливается в головке блока цилиндров, а к его стержню крепится «приспособа» для притирки клапанов.
6. Прижимая клапан к седлу, выполняется притирка путем вращения клапана из стороны в сторону, сделав 10-15 таких движений поверните его на 90° и снова продолжите притирку. Выполнять притирку следует до тех пор, пока на тарелке и седле не образуется равномерная ровная поверхность, а сами детали не станут идеально прилегать друг к другу.
7. По завершению остатки притирочной пасты удаляются, а клапан с новыми маслосъемными колпачками устанавливается на место.


На этом у меня все, желаю удачи в работе! Спасибо, что читаете нас, до новых встреч на Вопрос Авто!
Источник: http://vopros-avto.ru/kak-proverit-germetichnost-klapanov-ustranyaem-negermetichnost-klapanov-svoimi-rukami/
Почему гнутся?
Ситуация, когда загнуло клапаны, может случиться в любом двигателе любой конструкции. При этом не имеет значения, сколько цилиндров в двигателе и сколько в нем клапанов. Причина поломки проста, и она одна. Это обрыв ремня в приводе или же цепи. Последние рвутся значительно реже по сравнению с ремнями. В случае с цепью она растягивается, а звезды перескакивают.
Распределительный вал после обрыва ремня ГРМ резко останавливается. Коленчатый при этом продолжит свое движение. Так, клапаны, которые утоплены в цилиндрах, столкнутся с поршнями, когда те достигнут положения верхней мертвой точки. А так как поршни обладают большой ударной энергией, то с легкостью согнут или сломают открытые клапаны.

Устранение последствий этой поломки очень дорогостоящее. Нужно вытаскивать из двигателя все испорченные клапаны. Также обязательно страдает весь механизм ГРМ и головка блока цилиндров. Далеко не всегда удается восстановить ГБЦ, и тогда поможет только замена на новую или контрактную.
На каких машинах гнёт клапана
На большинстве автомобиле при обрыве ремня грм возникает проблема загиба клапанов. Неважно даже работает ли мотор на холостых оборотах или идёт по трассе. Все равно из они могут погнуться. Важно именно насколько провернуло шестерёнку при обрыве ремня. Загиб может произойти на 8, 16 и 20 кл. моторах, на дизелях и бензиновых двигателях, малолитражках и автомобилях с большим рабочим объёмом. Поэтому очень важно своевременно производить замену ремня газораспределительного механизма. Но обрыв грм не всегда приводит к загибанию.
На каких машинах не гнёт клапана
На некоторых двигателях имеется небольшая защита – проточки, представляющие небольшие выемки. Данные проточки установлены для того, чтобы при высоких оборотах поршень не догнал закрывающийся клапан. Но при разрыве ремня грм они также помогают уменьшить негативные последствия, а в некоторых случаях совсем не гнёт клапана.

Иногда автовладельцы вытачивают их самостоятельно, но это не всегда правильно. Так как наличие данных выемок ведёт к снижению двигателя, увеличению расхода топлива, и содержания окислов азота в отработавших газов. Многие автокомпании сейчас отказались от подобной защиты.
Самым надёжным методом борьбы с загибанием клапанов является своевременная замена ремня
Источник: http://avtostandart-m24.ru/avtomobili-drugoe/proverka-klapanov-na-germetichnost.html
Магнитный способ
Заключается в намагничивании исследуемой зоны и изучении магнитного рассеивания при возникновении структурных неоднородностей. Различают следующие подвиды способа:
- Порошковый. Для его реализации применяют опилки железа, которые рассыпают на поверхности сварного шва. При создании магнитного поля частицы железа формируют картину магнитного спектра и сигнализируют о наличии глубинных трещин и пор.
- Индукционный. В этом случае используются искатели, подающие звуковой или визуальный сигнал при рассеивании магнитного потока.
- Магнитографический. Рассеивание потока регистрируется на магнитной ленте, находящейся на шовной поверхности. Поиск дефектов осуществляется сравнением полученных результатов с эталоном.
Источник: http://avtostandart-m24.ru/avtomobili-drugoe/proverka-klapanov-na-germetichnost.html
Причины неисправности вакуумного усилителя
Вакуумный усилитель тормозов и его сопутствующие элементы — достаточно простые устройства, поэтому специалисты выделяют следующие основные и возможные неисправности ВУТ:
- Разгерметизация вакуумного трубопровода. По нему происходит разрежение, необходимое для нормальной работы тормозной системы. Соответственно, если в него будет подсос воздуха извне, то ВУТ работать не будет. Разгерметизация (подсос воздуха) от старости резины может произойти в самых разных местах — в резиновых шлангах, местах соединений, хомутах.
- Неисправность обратного клапана. Его задача состоит в удалении воздуха из тормозной системы и недопущения попадания его как в саму систему, так и в главный тормозной цилиндр. Неисправным может быть как сам клапан, например, по причине естественного износа, так и по причине значительного износа резиновых его уплотнений.
- Разгерметизация рабочих камер вакуумного усилителя. Это достаточно редкая причина, которая происходит, чаще всего, из-за механического повреждения ВУТ. Например, при ремонте или ДТП.
- Разрыв диафрагмы. Это критическая поломка, поскольку она возникает внутри самого усилителя, а он обычно является неремонтопригодным, соответственно, подлежит замене. При этом усилитель будет травить воздух, и издавать шипение.
- Образование в ВУТ дополнительного зазора. Дело в том, что в результате эксплуатации машины и в частности механизма крепления вакуумного усилителя его мембрана немного сдвигается вперед, из-за чего на самом деле водителю легче давить на педаль тормоза. Однако в результате этого возникает лишний зазор в креплении, из-за которого порой может возникать стук при резком торможении. Чтобы решить эту проблему достаточно отрегулировать шток, переместив его немного вперед. Подобный ремонт возможен как в условиях гаража, так и в автосервисе.
Источник: http://i-ride.ru/obzory/kak-proverit-klapan-2.html
Подготовка к работе
Особых сложностей в процессе проверки нет. Главное знать, на что именно следует обращать внимание, а также правильно использовать соответствующие инструменты. Для этого нужно заранее подготовить следующий набор:
- плоские щупы (комплект);
- гаечные ключи;
- керосин;
- шаблон для измерения или слесарная линейка;
- паста притирочная;
- непосредственно инструмент для притирки клапанов.
У вас под рукой должны быть щупы 0,2 мм и 0,35 мм, а также все остальные инструменты. С их помощью можно достаточно быстро определить размеры теплового зазора.
Источник: http://avtostandart-m24.ru/avtomobili-drugoe/proverka-klapanov-na-germetichnost.html
На смену керосину для контроля качества ремонта головок блока в ремонтные мастерские пришел вакуумный тестер. Результат применения вакуум-тестера — это качественное определение утечек через сопряжения «седло-тарелка клапана» и «направляющая втулка — стебель клапана». Пневматические вакуум-тестеры приобрели большую популярность в связи с высокой надежностью и более низкой стоимостью по сравнению с электрическими. С 2015 года пневматический вакуум-тестер ВТП-01 производства компании Мотортехнология используется в российских мастерских и успел себя зарекомендовать, как надежный прибор для контроля сопряжения деталей головки блока цилиндров.

В настоящее время в каждом современном сервисе, где производят ремонт головок блока цилиндров, имеется вакуумный тестер, применение которого обязательно для контроля сопряжения деталей ГБЦ (клапан-седло-втулка) как до, так и в процессе ремонта.
Обеспечение требуемого зазора между стеблем клапана и направляющей втулки, а также герметичности сопряжения «седло-клапан», важно и необходимо для достижения наибольшего ресурса двигателя и его экономических и мощностных показателей.
Вакуум-тестер пришел на смену методу проверки керосином. Еще до недавнего времени после ремонта ГБЦ камеру сгорания наполняли керосином и по наличию/отсутствию подтеков во впускных и выпускных каналах механики определяли качество ремонта. Действительно, керосин имеет высокую текучесть и проникает даже в малейшие неплотности и трещины. К тому же, этот способ практически не требует материальных затрат. Но существуют некоторые причины, по которым использование керосина для контроля является некорректным. Приведем два примера.
Во многих мануалах по ремонту ДВС при обработке седел и клапанов указывается интерференционный угол для обработки приблизительно 1 градус. Этот угол существует для того, чтобы после ремонта ДВС при первых минутах его работы произошла приработка пары «седло-клапан», что положительно скажется на ресурсе работы ДВС. Наличие этой величины дает понять, что пятно контакта седла и клапана после ремонта представляет собой не плоскость, а кольцевую линию, сквозь которую с большой долей вероятности керосин протечет. Более того, о наличии этого дифферента знают и именитые производители станочного оборудования для ремонта ГБЦ и клапанов, учитывая эти особенности при изготовлении оснастки. (Кстати, почти все производители оборудования для ремонта седел либо комплектуют станки вакуум-тестерами, либо предлагают их в качестве опции.).

А вот другой пример: возьмем ГБЦ, требующую ремонта седел и клапанов. Далее начнем притирку клапана и проведем ее значительно дольше, чем обычно. После этого проведем тест с использованием керосина. Ширина рабочей фаски больше допустимой, о ее геометрии и говорить не стоит, дифферент углов отсутствует, а утечек не обнаружено…
Два приведенных примера демонстрируют следующую картину: в отремонтированной в условиях производства ГБЦ керосин протекает, а в ГБЦ отремонтированной «на коленке» утечек нет.
Вывод напрашивается сам собой. То, что раньше применялось повсеместно, сейчас неприемлемо. Двигателестроение, как и технологии ремонта двигателей, не стоят на месте. А производители оборудования предоставляют ремонтникам более современные приспособления, позволяющие ускорить и облегчить ремонт ДВС, обеспечить его профессиональный уровень.
На смену керосину в ремонтные мастерские пришел вакуумный тестер. Каков принцип использования данного прибора? Результат применения вакуум-тестера — это качественное определение утечек через сопряжения «седло-тарелка клапана» и «направляющая втулка — стебель клапана». Прибор позволяет оценить интенсивность набора и падения вакуума во впускных и выпускных каналах ГБЦ (визуальная оценка скорости перемещения стрелочного указателя) и измерить величину разрежения (по показаниям манометра). При малой скорости набора вакуума, небольшой его величине и быстром падении можно косвенно судить об износе клапанного механизма или о его некорректном ремонте, равно как и наоборот. Эти измерения можно производить при приемке, в процессе ремонта и при контроле выполненных работ.
При необходимости в процессе измерения можно нанести моторное масло на фаску клапана или его стержень, что позволит при повторном измерении, при приросте величины разряжения определить износ конкретной пары деталей. (Например, если при нанесении на стебель клапана моторного масла величина разряжения увеличилась, то скорее всего эта пара имеет повышенный износ и требует ремонта).
Существует два вида вакуум-тестеров по типу питания: электрические и пневматические.
Электрические вакуум-тестеры, как правило, берут питание от сети 220 В. Пневматические вакуум-тестеры питаются от стандартной пневмолинии 6-8 атм. Пневматические вакуум-тестеры приобрели большую популярность в связи с высокой надежностью и более низкой стоимостью по сравнению с электрическими. Известными представителями электрического варианта являются модель Mira MUV-95 производства швейцарской компании Minelli Corporation, модель VT-2012 производства KSP (Турция). Популярным представителем пневматических вакуум-тестеров, получивших распространение в России, стала модель VC-90 производства Rossi&Kramer (Италия).
Так же вакуум-тестеры подразделяются на ручные, стационарные и встроенные. Ручные вакуум-тестеры компактны и мобильны, что удобно при работе. Стационарные базируются на рабочем месте. Встроенные присутствуют в станочном оборудовании для ремонта седел и являются частью станка.
Ручной вакуум-тестер производства Rossi&Kramer (Италия)

Стационарный вакуум-тестер производства Мотортехнология (Россия)

Встроенный вакуум-тестер производства Tendtool (Китай)

Даже, казалось бы, такой «простой» прибор, как вакуумный тестер, имеет свои конструктивные нюансы.
Во-первых, производительность вакуумного насоса или эжектора должна быть в необходимом диапазоне. При меньшей величине измерение будет занимать много времени, а при большей производительности «чувствительность прибора» снизится, и он не сможет реагировать на небольшие утечки.
Во-вторых, в приборе должен присутствовать обратный клапан, который позволит после достижения максимальной величины разряжения и выключения насоса или эжектора оценить скорость падения разряжения.
В-третьих, все соединения прибора, как внутренние, так и внешние не должны допускать утечек, так как это создаст погрешность измерения.
Учитывая все тонкости, опыт мировых производителей и 25-летний опыт использования вакуум-тестеров разных модификаций в ремонте, инженеры компании Мотортехнология в рамках реализации программы импортозамещения и развития бизнеса в России разработали пневматический вакуумный тестер ВТП-01.

Производительность вакуум–генератора подбиралась исходя из опытного тестирования головок блока цилиндров двигателей легковых и грузовых автомобилей, автобусов и спецтехники.
Прибор ВТП-01 исполнен по классу точности 1,5. С целью повышения надежности и стабильности работы вакуум-генератора в пневмосхему прибора введен фильтр тонкой очистки.
На тыльной стороне прибора размещены штуцеры для подвода сжатого воздуха (6 бар) и подключения силиконового шланга с вакуумной насадкой.

Для фиксации корпуса прибора на рабочем месте в его основании предусмотрено резьбовое отверстие М6.
В стандартный комплект входят 7 насадок разных размеров с быстроразъемным соединением:
- круглой формы с диаметрами: 42; 45; 57; 70; 80 мм;
- прямоугольной формы: 55х65мм; 55х80мм.
Отдельной опцией может поставляться дополнительная насадка 70х90 мм для тестирования ГБЦ моторов от спецтехники.

С 2015 года ВТП-01 производства компании Мотортехнология используется в российских мастерских и успел себя зарекомендовать, как надежный прибор для контроля сопряжения деталей головки блока цилиндров. Кроме того, что очень важно, стоимость ВТП-01 в разы меньше зарубежных аналогов.
Обращаем Ваше внимание, что уже появились подделки ВТП-01. Мотортехнология не несет ответственности за качество вакуум-тестеров производства других российских компаний. Каждый вакуум-тестер, произведенный Мотортехнологией, имеет серийный номер, инструкцию по эксплуатацию и гарантийный талон.
Будем рады предоставить дополнительную информацию о вакуумном тестере ВТП-01 по телефону: +7 495 727 00 79, sales@motortehn.ru
Компания «Мотортехнология» разработала и успешно завершила испытания прибора для оперативной оценки качества сопряжения «седло-клапан–втулка». До засухаривания клапанов вы с 100% вероятностью оперативно и качественно сможете проверить результат механической обработки (восстановления) деталей или кондицию новых клапанов для ГБЦ.
С марта 2016 г. мы начинаем производство вакуум-тестеров ВТП-01.

Как работает наш вакуум-тестер?
Вакуум-тестер пневматический эжекторного типа работает от сети сжатого воздуха (6 кГ/см2) очень простой и надежный прибор. Мы экспериментальным путем подобрали производительность вакуум – генератора для корректного тестирования головок блока цилиндров (ГБЦ) двигателей легковых и грузовых автомобилей, автобусов и спецтехники.
Вакуум–метр российского производства и исполнен по классу точности 1,5. С целью повышения надежности и стабильности работы вакуум-генератора в пневмосхему прибора введен фильтр тонкой очистки. В стандартный комплект входят 7 насадок разных размеров с быстроразъемным соединением:
— круглой формы с диаметрами: 42; 45; 57; 70; 80;
— прямоугольной формы: 55х65мм; 55х80мм.
Отдельной опцией может поставляться дополнительная насадка 79х90 мм для тестирования ГБЦ моторов от спецтехники.
На тыльной стороне прибора размещены штуцеры для подвода сжатого воздуха (6 Бар) и подключения силиконового шланга с вакуумной насадкой.

Для фиксации корпуса прибора на рабочем месте в его основании предусмотрено резьбовое отверстие М6. Пример крепления прибора в нашем цехе с использованием промежуточного плато показан на фото.

При давлении сжатого воздуха в магистрали (5…6 Бар) максимальное разряжение достигает — 0,084 Мпа+/-0,001. Если давление сжатого воздуха в магистрали будет другим (больше или меньше), то соответственно уровень максимального разряжения будет отличаться от вышеприведенных значений.

При проведении тестирования сопряжений «седло-клапан-втулка» по уровню снижения максимального разряжения следует иметь ввиду, что при качественной обработке деталей (отверстия в направляющей втулке, фасок клапана, седла) падение при испытании одного «клапана» допускается на 0,03Мпа, а при «двух клапанах» на 0,05Мпа.
Если у вас падение разряжения будет иметь большие значения, то еще раз проверьте качество обработки каждой детали используя специальные контрольно-измерительные приспособления. Здесь следует отметить, что одним из существенных факторов влияния на значения вакуума является фактический зазор между втулкой и клапаном.
В случае, если у вас нет контрольно-измерительных приборов для проверки радиальных биений фаски клапана и седла, нутромеров для требуемого диапазона, то вы косвенно можете вычислить причину не герметичности сопряжений «седло-клапан» и «клапан-втулка» с помощью ВТП-01. Технология проверки достаточно проста.
Проверка сопряжения «седло-клапан»
Очистите контактные поверхности седла и клапана, установите клапан во втулку.
Подберите соответствующую по размерам насадку, включите прибор и зафиксируйте максимальное значение вакуума. Затем с помощью масленки налейте аккуратно любое моторное масло на тарелку клапана. Если значения вакуума увеличилось, то нужно доработать поверхности сопрягаемых деталей.
В случае не изменения показаний прибора, то причину нужно искать в качестве обработки или же увеличенном зазоре между стержнем клапана и отверстием во втулке.
Проверка сопряжения «клапан-втулка»
Производится аналогично вышеизложенному, но с той лишь разницей, что масло надо аккуратно нанести на стебель клапана.
Более объективная оценка качества сопряжений производится по скорости падения разряжения в канале ГБЦ после выключения прибора (переключатель нужно повернуть против часовой стрелки в позицию «0»). В этом режиме прибор будет фиксировать реальные утечки воздуха через даже мизерные зазоры в сопряжениях. При качественной обработке деталей ГБЦ — стрелка вакуумметра должна перемещаться медленно, причем скорость падения разряжения по цилиндрам должна быть практически одинаковой.
С марта 2016 г. Компания «Мотортехнология» начинает мелкосерийное производство вакуум-тестера ВТП-01.
Присылайте заявки на наш e-mail: sales@neway.su
Розничная цена прибора в стандартной комплектации составит 30.000 руб.
Дополнительная насадка прямоугольной формы 70х90 мм стоит 1.100 руб.
 Присылайте
Присылайте 
Проверка герметичности клапанов
Новый способ и оборудование для проверки герметичности .

Новый способ и оборудование для проверки герметичности .
Пневвмо-вакуумный тестер и прибор для контроля биения фаски клапана

Пневвмо-вакуумный тестер и прибор для контроля биения фаски клапана
VETER0831 › Блог › ШЛИФОВКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ В ГАРАЖНЫХ УСЛОВИЯХ
Доброго времени суток, уважаемые автомобилисты! Скорее всего, для вас не является секретом тот факт, что головка блока цилиндров является очень специфической частью двигателя автомобиля. Все системы и детали ГБЦ очень тесно связаны друг с другом, а какая-либо неисправность деталей, как правило, является следствием более значимого дефекта в ГБЦ.
Например, если вы обнаружили, что прокладка головки блока цилиндров пришла в негодность, и пропускает масло, то, помимо непосредственно замены прокладки ГБЦ, настоятельно рекомендуется найти причину того, почему произошел пробой прокладки.
А причина может быть до банального проста – даже незначительный перегрев двигателя или случайное попадание на него воды, может стать причиной деформации ГБЦ, и как следствие, прогорания прокладки.
Говоря проще, необходимо провести полную дефектовку состояния головки блока. И вполне вероятно, что причиной пробоя прокладки послужило нарушения сопряжения плоскости ГБЦ и блока цилиндров. В этом случае вам без оговорок, понадобится фрезеровка или по-другому, шлифовка головки блока цилиндров.
КОГДА НУЖНА ШЛИФОВКА ГБЦ
Давайте уясним, для чего необходима шлифовка головки блока цилиндров, да и шлифовка блока цилиндров, тоже. Шлифовка ГБЦ проводится с целью доведения до необходимых параметров привалочной плоскости ГБЦ, сопрягающейся с плоскостью блока.
Шлифовку плоскости головки блока проводят в двух случаях. Первый, не особо актуальный для среднестатистического водителя – это тюнинг двигателя. Для увеличения степени сжатия уменьшают высоту головки блока цилиндров. Но, это относилось к тому периоду, когда мы еще не имели представления о наличии топлива хорошего качества. То есть этот вариант можно оставить для наиболее фанатичных приверженцев изменения параметров двигателя.
Второй вариант, когда в обязательном порядке проводится шлифовка головки двигателя – это ремонт ГБЦ. Ремонт в любом виде, то ли вам понадобилось поменять прокладку, то ли вы решили заменить или отремонтировать распредвал. Не ограничивайтесь именно той ремонтной операцией, ради которой вы провели разборку ГБЦ. Ведь уже сняли, уделите ей немного времени, для того, чтобы чуть позже вновь не начинать ремонт ГБЦ.
ГОТОВИМ ГОЛОВКУ БЛОКА К ШЛИФОВКЕ
Проверку плоскости головки можно провести своими руками, при помощи металлической линейки и набора щупов. Линейка поочередно прикладывается в нижней плоскости по диагоналям, и подбирается щуп, который входит в зазор между линейкой и плоскостью головки. Метод далекий от точных величин, но общее представление о деформации сопрягаемой плоскости он даёт.
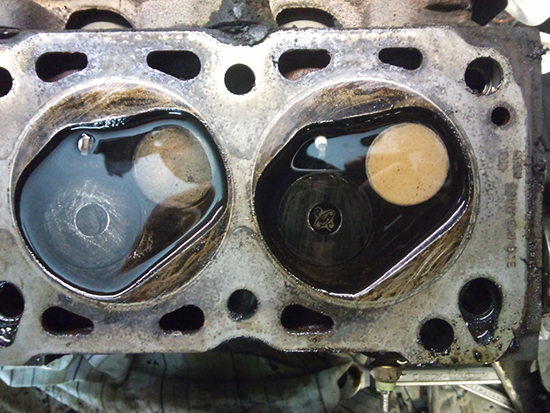
Что самое интересное, именно возле тех цилиндров, где прогорела прокладка, а поршни с нагаром, вы и увидите наибольшую деформацию плоскости головки.
Плюс ко всему. По правилам, шлифовка головки блока проводится только после того, как вы полностью будете убеждены в том, что корпус ГБЦ не имеет трещин. Можно попробовать поискать эти самые трещины своими силами, например при помощи красящего вещества.
На тщательно очищенную поверхность головки наносится краска, через 5 минут удаляется и вы можете видеть трещины. Несовершенство этого метода в том, что вряд ли вы увидите микротрещины, или те трещины, которые пошли внутрь блока.
Придётся обращаться к специальному оборудованию. Проверка внутренних полостей ГБЦ на герметичность проводится в специальном устройстве, где корпус головки нагревается, и трещины показывают себя при помощи давления и воздушных пузырьков в воду ванной, где размещена головка блока. И только после устранения обнаруженных трещин блока, можно приступать к шлифовке головки двигателя.
ШЛИФОВКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
Шлифовка головки вам вряд ли удастся своими руками, так как производится на специальном фрезерно-шлифовальном станке. Технология вам не должна быть интересной, но… некоторые нюансы вы должны знать, чтобы потом применить их при сборке головки блока.
Толщина шлифовки. Завод изготовитель в мануале к модели вашего двигателя, должен указывать максимальную (ремонтную) глубину шлифовки плоскости, при которой он гарантирует нормальную работу двигателя.
Желательно, чтобы вы уточнили у мастера, на какую глубину будет проводиться фрезеровка, не забыв озвучить допустимые цифры производителя. Это нужно для того, чтобы подобрать прокладку соответствующей толщины. И, если понадобится укорачивать клапана, то нужно знать на сколько.
Не стоит экспериментировать с двигателем. Если при шлифовке будет превышен максимальный запас, озвученный производителем, то придётся произвести замену головки блока цилиндров.
Процедура шлифовки не занимает много времени, и получив на руки проверенную на герметичность и отшлифованную ГБЦ, вы спокойно можете устанавливать её на место.
Источник
krassawa › Блог › Притирка клапанов: делаем правильно
Притирка клапанов головки цилиндров пожалуй самый ответственный этап ремонта ГБЦ. Прежде чем начинать ремонт головки, не забудьте проверить плоскость головки и наличие трещин.
От того насколько качественно были притерты клапана ГБЦ при ремонте, зависит качество и срок их работы, а также и работа всего двигателя. Притирать клапана ГБЦ к клапанному гнезду необходимо в том случае, если вы меняете клапана или, и клапанные втулки.
Что понадобится нам для этой процедуры:
1. Стружка наждачного камня и немного моторного масла, для приготовления притирочной пасты аля колхоз привет из девяностых. Можно купить готовую, эффект тот же.
2. «Шарошка» для снятия небольшого выработонного слоя металла на клапанном гнезде.
3. Новые клапана.
4. Непосредственно сам инструмент для притирки клапанов.
С первым думаю все понятно, объяснять откуда берется и где раздобыть стружку наждачного камня думаю не стоит.
Второе «шарошка», с этим сложнее. Шарошка представляет из себя наставку для клапанного гнезда, сделанную по форме посадки клапана, в зоне соприкосновения с клапанным гнездом имеются зубья, которые и снимают выработку с клапанного гнезда. В наше время если хорошо постараться, можно подобрать шарошку практически к любой ГБЦ. Шарошку подобрали, теперь ставим ее на клапанное гнездо и начинаем вращать. Вращаем аккуратно до тех пор, пока на клапанном гнезде не образуется блестящий чистый круг по форме и размеру рабочей области нового клапана.
Новые клапана — от их качества зависит многое, а качество зависит от цены… думайте сами…
Приспособление для притирки клапанов.
Можно сделать самостоятельно за пол часа, если руки растут откуда надо. Для этого нам потребуется:
• трубка длиной 10-20 см, с отверстием внутри (диаметр отверстия должен быть на 2-3мм больше чем диаметр стержня вашего клапана).
• дрель, сверло на 8.5мм
• контактная или газовая сварка (автоген).
Берем нашу трубку, берем дрель и почти около самого края (за 7-10мм) сверлим отверстие 8.5мм. Далее берем гайку и аккуратно, чтобы не испортить резьбу, привариваем ее над просверленным отверстием так, чтобы можно было закрутить болт и он мог достать до противоположного края трубки. Затем делаем рукоятку для нашего приспособления, загинаем ее прямым углом или же навариваем на другой конец поперечную трубку так, чтобы вам было удобно её держать и работать. К слову на сегодняшний интернет магазины инструментов пестрят всякими вариантами притирочных приспособлений, правда цена немного кусается.
После того как все готово можно приступить к притирке.
1. Берем новый клапан, вставляем в клапанную втулку.
2. стружку наждачного камня смешиваем с моторным маслом в пропорции примерно 21, чтобы смесь стала похожа по вязкости на шампунь.
3. готовым раствором смазываем края рабочей зоны клапана так, чтобы раствор попал на шарошенную часть клапанного гнезда (больше нигде мазать не нужно).
4. берем наше приспособление для притирки и одеваем на стоящий в клапанной втулке и смазанный притирочной пастой клапан, в гайку закручиваем болт и зажимаем клапан в приспособлении как можно крепче. Далее берем наше приспособление за рукоятку и методично, по ходу работы клапана начинаем его притирать: вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо, вперед, назад, влево, вправо. По мере трения притирочная паста будет стекать, выдавливаться, поэтому следите за тем, чтобы притирочное место было хорошо смазано притирочной пастой.
После нескольких минут этого адски неудобного и напрягающего процесса можно посмотреть что же там получается. Если среди грязного цвета смеси увидите блестящую непрерывающуюся полосу на клапанном гнезде, значит можно приступить к последнему этапу: насыпать сухой стружки дальше тереть уже на сухую. Когда придет время, клапан начнет скрипеть и издавать разные звуки, это и будет сигналом того что он хорошо притерся.
Проверить качество притирки клапанов можно так: полностью собранную головку положить на бок и в коллекторные отверстия залить воды или солярки, если вода не капает через клапаны, значит клапана притерты хорошо, если же капает то… сами знаете.
Источник
Шлифовка ГБЦ своими руками
Двигатель одна из главных составных автомобиля, а ГБЦ сердце этой составной. При ремонте часто необходима шлифовка. Расскажем о способах шлифовки, причинах, подготовительных работах и процессе.

В головке блоков цилиндров все взаимосвязано, если выход из строя одна деталь, то она тянет за собой остальные. Таким образом, стоит смотреть за двигателем как можно лучше и вовремя проводить ремонт. Что же касается шлифовки, то каждый раз при поломке её не стоит проводить, а нужно только в случае появления неровностей.
Основные причины для шлифовки

Первым и главным условием для начала шлифовки это неровная установка прокладки для ГБЦ и последующее её прогорание. Причинами такого появления может быть перегрев двигателя, попадание небольших механических частей или вода, которая при детонации может повредить прокладку.
Сама же прокладка не так уж и проста, она состоит из нескольких слоев и каркаса, делают её с перфорируемой тонколистовой стали. Основным назначением является герметизация стыков двух частей. Закипание двигателя, пузыри в системе охлаждения, смена цвета масла это первые показатели, что прокладка ГБЦ пришла в негодность.
Часто еще второй причиной шлифовки считается тюнинг двигателя. Признаком для этого является снижение мощности двигателя, при нажатии на педаль акселератора, или попросту двигатель перестает тянуть. Сразу хочется сказать, что процесс не с простых и потребует затрат как времени, так и денег.
Варианты шлифовки ГБЦ

Шлифовка ГБЦ является тонким и долгим процессом. Лучшая шлифовка проводится в сервисных центрах на СТО, но как вариант можно сделать и в домашних условиях. Специальные приборы и приспособления стоят очень дорого. Если же брать отдаленные населенные пункты, то не всегда и простую СТО можно найти.
По сути можно разделить на ручную и механическую шлифовку. Механическая выполняется на специальных станках. Ручная шлифовка ГБЦ хоть и более долгая процедура, но требует большого терпения и усидчивости.
Подготовка к шлифовке

Для самостоятельной шлифовки нам понадобятся в первую очередь набор щупов, лекальная металлическая линейка, с её помощью будем определять насколько сильно изогнута ГБЦ и степень её неровности. Это скорей метод на глаз, так как только визуально можно понять, где и сколько стоит шлифовать.
Помимо такой неровности могут быть еще трещины и подобные дефекты. Это говорит о том, что двигатель хорошо перегревался и детонировал. Чтоб определить такие трещины стоит покрасить ГБЦ медленно сохнущей краской и через несколько минут стереть. Там где краска останется и будет трещина. Краску желательно использовать ярких цветов. К сожалению, увидеть можно будет только большие трещины, а вот микротрещины только с помощью специальных приборов.
В любом случае, какой бы не была изогнута ГБЦ, первым делом перед началом шлифовки нужно проверить как на большие, так и на микро трещины.
Процесс шлифовки ГБЦ

Снимать головку блоков цилиндров для каждого автомобиля разный и описывать его нет смысла. Но стоит понимать, для этого понадобится слить масло, охлаждающую жидкость, снять все, что мешает, ну и запастись новыми расходниками.
Сняв ГБЦ, становится много вопросов, сколько стоит шлифовать её, как это стоит делать и как проверить результат. Но все не настолько страшно как кажется на первый взгляд. Не лишним будет при шлифовке проверить клапана и заменить сальники клапанов. Это делают для того, чтоб после сбора не пришлось притирать прогоревший клапан.
Для начала шлифовки нам понадобится точильный камень или ему подобное, чтоб ровно, точно и без изгибов снимать неровные слои. Далее стоит взять кусок стекла по размерам ГБЦ и немного дизельного топлива, так как оно имеет свойства не высыхать быстро. После небольшой шлифовки протираем тонким слоем всю поверхность ГБЦ дизтопливом и прикладываем чистое и сухое стекло. Оно сразу покажет, где еще есть зазор, а где переборщили с процессом.
Стоит знать, что шлифуя ГБЦ, движения шлифовальным камнем должны быть плавными в виде нуля или восьмерки, но никак не прямые и резкие. В результате должна получиться зеркальная и полностью ровная поверхность, после этого можно смело устанавливать на место и собирать двигатель.
Цена шлифовки ГБЦ
Во многом стоимость подобной процедуры будет зависеть от выбранного способа и марки двигателя. Стоит помнить, чем дороже автомобиль и больше двигатель, тем дороже обойдется процедура.
На специальном станке, такая процедура будет стоить от 800 рублей за 1 цилиндр, ручная работа будет дешевле, порядка 500 рублей за цилиндр. Но стоит помнить, если дело ведет не профессионал, то при ручной шлифовке ГБЦ могут быть допущены ошибки. Через время снова понадобится повторять процедуру.
Видео шлифовки ГБЦ:
Источник
Как делается шлифовка головки блока цилиндров своими руками

Шлифовка головки блока цилиндров является операцией, которая выполняется во время капитального ремонта ДВС, переборки мотора и т.д. Также необходимость шлифовать головку может возникнуть тогда, когда осуществляется так называемый «железный» тюнинг ДВС, вносятся изменения и доработки в конструкцию двигателя в целях форсирования силового агрегата, повышается степень сжатия мотора путем уменьшения высоты головки и т.п.
Как известно, головка блока цилиндров (ГБЦ) является одной из главных составных деталей двигателя. В головке современного силового агрегата находится ГРМ, сама головка плотно прилегает к блоку цилиндров (БЦ) через прокладку головки блока цилиндров, в корпусе головки выполнена часть камеры сгорания, а также проходят каналы системы смазки и охлаждения двигателя. По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров. Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
Когда головку блока цилиндров нужно шлифовать

Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС. Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Чаще всего внеплановую дефектовку головки проводят в том случае, когда возникают проблемы с прокладкой головки блока. Указанная прокладка может прогореть, в результате чего возникает прорыв газов из камеры сгорания, через нее возможны утечки моторного масла или антифриза. Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Такой ремонт показан любым агрегатам независимо от того, какие работы проводятся (замена распределительного вала, прокладки или другие). Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Как шилифуется головка блока
Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине. Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.
Как самостоятельно определить, что прокладка головки блока цилиндров прогорела. Рекомендации по протяжке ГБЦ после замены. Какую прокладку лучше выбрать.
Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта.
Притирка клапанов: как сделать самому. Для чего и когда нужно притирать клапаны. Как притереть клапана, какую притирочную пасту выбрать. Рекомендации.
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы.
Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.
Когда необходимо растачивать коленчатый вал двигателя, для чего нужна расточка коленвала. Как растачивается коленвал, особенности подбора вкладышей.
Источник
Притирка клапанов своими руками при ремонте головки двигателя
Зачем необходима притирка клапанов
Одним из ключевых показателей стабильной работы двигателя является наличие на такте сжатия в камерах сгорания компрессии достаточного уровня. На данный показатель влияют такие факторы:
Кроме того, что компрессия должна соответствовать определённым параметрам, её показатель для всех цилиндров должен быть одинаковым. Элементы поршневой группы изнашиваются примерно одинаково, и оказать влияние на разность компрессии в цилиндрах могут клапана.
Для того, чтобы каждый клапан максимально надёжно перекрывал канал в закрытом состоянии, проводится притирка рабочей поверхности на его тарелке к посадочному седлу. Указанную процедуру следует проводить каждый раз при замене головки блока или клапанов.

Как правильно притереть клапана – ручная притирка
Для того, чтобы выполнить притирку тарелок клапанов, можно использовать несколько способов. Самый простой, доступный, но очень трудоёмкий – ручная притирка. Для работы необходимо обзавестись специальным приспособлением в виде трубки, на одном конце которой имеется Т-образная рукоятка, в отверстие с противоположной стороны должен входить стержень клапана.
Для удержания клапана в боковой стенке трубки выполняют отверстие, нарезают резьбу и вкручивают болт, которым зажимают стержень. Другим важным компонентом процесса является притирочная паста. Это смесь смазочных материалов с мелким абразивом, которая наносится периодически на притираемые поверхности.
Порядок притирки клапанов ручным способом:
Таким образом, зная, как притереть клапана самостоятельно, можно сэкономить значительную суму на оплате услуг моториста. Ручной способ, хотя и приводит к утомлению, но он считается наиболее правильным, так как контроль качества притирки производится постоянно, а человек через тактильные ощущения контролирует правильность прижима, не допуская скачков и ударов.
Как правильно притереть клапана с использованием средств механизации
Для тех, кто желает ускорить процесс притирки клапанов, есть способ, позволяющий при значительном уменьшении физического труда сократить и время работы. Для этого необходимо обзавестись механической или электрической дрелью, которые должны отвечать определённым критериям: возможность реверсного вращения; регулирование количества оборотов патрона. С использованием дрелей притирка возможна двумя способами: со стороны камеры сгорания или сверху.
Рассмотрим, как правильно притереть клапана первым способом:
Несколько секретов правильной притирки клапанов
Освоить процесс притирки клапанов абсолютно не сложно. После того, как на тарелке первого клапана появится заветная полоса, вопросов больше не возникнет. Современные средства коммуникации позволяют обратиться за помощью к специалистам, ведь о том, как притереть клапана видео ролики, размещенные в сети Интернет, насчитываются тысячами.
Принимаясь за ремонт ГБЦ, в частности за притирку клапанов, следует неукоснительно соблюдать определённые правила:
Перед установкой головки блока собранные клапаны проверяются на герметичность, для чего в каналы заливают небольшое количество керосина, который не должен просачиваться в камеру сгорания.
Инструменты
Для притирки вам потребуется подготовить металлический стержень.
На данный стержень нужно надеть резиновый шланг, диаметром равным диаметру клапана. Это будет ваш основной и единственный инструмент.
Правда, если захотите ускорить процесс ремонта, то его можно заменить дрелью.
Основные правила и секреты
Для осуществления процесса нужно снять головку блока цилиндров.
Способы притирки
Так как правильно притереть клапана можно разными способами, стоит ознакомиться с каждым из них. Разница между упомянутыми далее способами существенная: использование станка даёт наиболее точный результат, тогда как вручную притирать клапана достаточно сложно и долго, а качество выполненных работ наименее высокое.
Станки
Максимальной точности нарезки и сопряжения седла и фаски клапана можно добиться только посредством жёсткой центровки детали, и без станка в данном случае не обойтись. В итоге профиль качественно нарезается и отличается высокой точностью. Дополнительные манипуляции при такой процедуре не нужны, кроме сборки ГБЦ и предварительной промывки клапанов.
Ручные фрезы
Так как притереть клапана в домашних условиях можно и без высокоточного станка, стоит рассмотреть метод с использованием ручной фрезы. Диаметр такого инструмента может быть разным, а подбирать его следует с учётом конкретной модели двигателя. Необходимо на сёдлах вырезать три фаски под углом в 60, 45 и 30 градусов. Помните, что данный метод применим исключительно для обработки старых деталей.
Верстак и трубка с Т-образной ручкой
Рассматриваемый метод принято считать наиболее трудоёмким и долгим, зато он способен обеспечить достойный уровень качества. Рассмотрим этапы процесса:
Использование дрели
Применение дрели для реализации рассматриваемой процедуры также допустимо и считается наиболее распространённым вариантом. В идеале инструмент должен располагать функцией реверса. Шуруповёрт также подойдёт. Сам процесс притирки состоит из следующих этапов:
Результат проделанной работы может вас разочаровать, в некоторых случаях это будет вполне логично. Например, если ранее сёдла были криво прирезаны или на рабочих фасках заметны существенные дефекты.
Убедиться в том, что процедура не увенчалась успехом, можно по той же матовой полоске, она будет неровной или даже прерываться. Приобретение новых деталей станет единственным решением проблемы.
Инструменты для притирочных работ
Дрель с хомутами и шлангом — эконом-вариант инструмента для притирки клапанов
Притирку клапанов и сёдел проводят при соблюдении определённых условий:
Притирка клапанов своими руками: порядок действий
1. Разбираем силовой агрегат.
2. Осуществляем демонтаж клапанов.
3. Промываем клапана и их седла бензином.
4. Наносим на промытые седла притирочную (она же алмазная) пасту и устанавливаем клапан на свое место. Делаем это следующим образом.
Надеваем на клапан подготовленный металлический инструмент (если притирка будет делаться с использованием дрели, то клапан ставят в ее патрон) и, очень аккуратно поворачивая его во все стороны, прижимаем его к седлу.
При этом очень важно во время данной работы отслеживать цвет кромки клапана и его седла. К концу притирки он должен стать равномерно серым.
Перед тем как завершить работу, клапан следует опять промыть бензином, полностью удалив остатки притирочной пасты. В противном случае герметичность работы клапана очень быстро выйдет из строя.
Кстати, проверка герметичности клапана является последним этапом работы по притирке клапанов своими руками. Для проведения этой проверки налейте керосин в камеру сгорания. Если на протяжении трех минут из последней не будет сочиться никакая жидкость, значит, герметичность клапана в порядке. Ну, а если керосин все же будет проступать, следовательно, притирку нужно продолжать.
Как выполнить своими руками правильно
Притирать клапана можно несколькими способами. Оптимальный вариант — использование станков и фрез, но они не всегда есть рядом. В таком случае лучше прибегнуть к ручному варианту.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы.
Инструмент для притирки клапанов: зажимающая сверху модель
При отсутствии инструмента подойдут шуруповёрт или дрель.
Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления:
Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.
Важный этап притирки клапанов: нанесение абразивной пасты
Притирка своими руками на ВАЗ 2109 с помощью пасты
Так должен выглядеть клапан после притирки
Как притереть на станке
Если есть доступ к станку, лучше воспользоваться им.
Чтобы обработать седла, нужна вот такая шарошка
Когда делать притирку
Традиционно целесообразно выполнять рассматриваемую процедуру после выполнения полноценного ремонта мотора или при замене поршневых колец. Следующая поэтапная инструкция позволит понять, пришло ли время притереть клапана.
Другой способ проверки предполагает установку головки в боковое положение, течь оценивается со стороны тарелок. В остальном процедура аналогична.
Также советуем внимательно изучить статью нашего эксперта, в которой рассказывается об обслуживании двигателя ВАЗ-2112 на 16 клапанов.
Проверка качества выполненных операций
Проверить качество выполненной работы можно несколькими средствами:
Самый эффективный способ проверки — применение вакуум-тестера, который имитирует процессы, проходящие в двигателе автомобиля. Пропускаемый газ вырывается через возможные щели.
Проверку ГБЦ вакуум-тестером лучше осуществлять в специализированном сервисе, приобретение тестера достаточно накладно
Со стороны как впускного, так и выпускного коллекторов подключается прибор, в результате чего образуется вакуум. При плохой притирке клапанов манометр будет фиксировать минимальный уровень давления, поскольку через щели проходит воздух, чего в норме не должно быть.
Ещё один способ проверки — использование керосина. ГБЦ располагается таким образом, чтобы камера сгорания была направлена вверх, а поверх наливают керосин. Бытует мнение, что за ночь керосин при неправильно проведённой притирке должен вытечь, однако на деле это не совсем так и названный метод не является достаточно эффективным.
Проверка герметичности ГБЦ керосином — не самый достоверный метод контроля
Равномерность распределения специального маркирующего вещества — ещё один вариант проверки. По всей окружности клапанного седла рисуются радиальные риски, после чего деталь вставляется на место, прижимается и прокручивается. Затем её вынимают и осматривают сложившийся узор. Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.
Притирка клапанов — необходимая процедура, обеспечивающая нормальное функционирование ГБЦ автомобиля. Проводить её, несмотря на всю простоту работы и доступность материалов, лучше всего при помощи специалистов: это гарантирует длительный срок эксплуатации не только клапанов, но и двигателя машины в целом.
Источник