
Пресс валковый вырубной настольный с ручным приводом для плоской высечки.
Пресс валковый плоскопрокатный MPD. Высечка лотка из листового гофрокартона на плоской штанцформе

Пресс валковый плоскопрокатный MPD. Высечка лотка из листового гофрокартона на плоской штанцформе
Машина плоской высечки (валковый пресс) МВ-1600 — АРНИТА

Машина плоской высечки (валковый пресс) МВ-1600 — АРНИТА
Для вырубки гофрокартона, пазлов, блистера, многослойного картона, листового пластика и паронита.

Виды обработки и продукция:
Высечка упаковки любой сложности с формированием биговочных линий.
— гофрокартон, микрогофрокартон – коробки, лотки, упаковки для пиццы, ящики.
— сотовый полипропилен — транспортные упаковочные короба, обечайки, промышленная транспортная упаковка, упаковка для крупногабаритных изделий и внутрицеховая тара.
Вырубка сложноконтурных изделий
— картон, паронит –пазлы, прокладки, уплотнительные элементы.
— ткань, войлок, кожа, полимерные материалы и пленки – сувенирные магниты, обрубка облоя для блистерной упаковки, одноразовой посуды, лотков.
— полимерные вспененные материалы – уплотнители, тепло- и шумоизоляционные прокладки, мягкие пазлы, мягкие детские конструкторы, вкладыши в упаковку, различные профили для защиты торцов и углов мебели, для изготовления объемных магнитов.
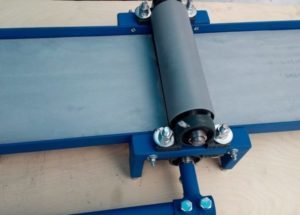
Валковый пресс имеет два расположенных друг над другом стальных вала, на верхнем надета рубашка из пластиковой трубы.
Основным формообразующим элементом является штанц-форма, состоящая из листа фанеры со вставленными в пропиленные пазы режущими, биговальными, перфорационными ножами.
При подаче штанц-формы с уложенной на нее заготовкой между вращающимися валами, происходит врезание ножей в бандаж и вырубка изделия с формированием биговочных линий.
При подаче заготовки в зону вырубки штанцформу обычно разворачивают с углом захода 10-15 град. Это увеличивает стойкость ножей. Поэтому максимальная ширина штанцформы по фронту зависит от ее длины (с учетом угла разворота штанцформы).
Конструктивные особенности
В нашем станке есть много интересных и нужных мелочей, делающих его очень надежным, а работу на нем более комфортной.
БЛОК ПРОКАТНЫХ ВАЛОВ состоит из :
НИЖНЕГО ВАЛА, имеющего поверхностную твч-закалку высокой прочности и хромированное покрытие.
Допуск по биению не более 0,03 мм.

ВЕРХНЕГО ВЫРУБНОГО ВАЛА, состоящего из толстостенной стальной трубы с одетым на него полимерным бандажом (труба полиэтиленовая 160х6.2).
Использование пластиковой трубы в качестве БАНДАЖА позволяет клиенту:
1. не иметь проблем с необходимостью в его проточке в случае неравномерного износа, как это происходит с литыми бандажными валами.
2. не использовать никакие грузоподъемные средства при замене,
3. не зависеть от поставщика оборудования.
РЕГУЛИРОВКА РАССТОЯНИЯ МЕЖДУ ВАЛАМИ очень точная, в пределах 0,1мм. Вращение ручки регулировки приводит к передаче через червячные приводы на обе стороны вала, далее на винтовые пары. При этом оба конца вала перемещаются синхронно, то есть одновременно с двух сторон, поэтому нет его перекоса.
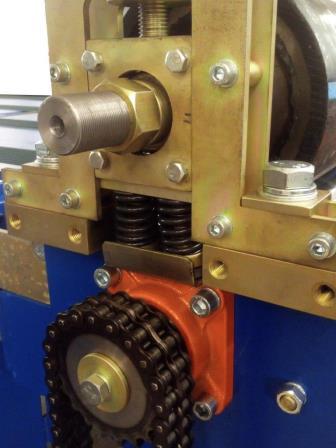
Для улучшения работы вырубного механизма применен принцип «вывешивания верхнего вырубного вала».
При вырубке на верхний вал действует нагрузка, равная усилию вырубки. Вал немного поднимается вверх (на величину люфта в регулировке зазора). После вырубки нагрузка резко падает до нуля — в этот момент вал опускается вниз. Если верхний вал «висит» на винтовой передаче и искусственно не поджат к верхней точке, т.е. не выбраны люфты, то при работе будут возникать ударные нагрузки на винтовые передачи. В наших прессах эта проблема решена конструктивно. Вал все время поджат к верхней точке за счет распорных пружин и ударов не возникает.
ПЕРЕДАЧА ВРАЩЕНИЯ НА ВЕРХНИЙ ВАЛ — необходимое условие для качественной вырубки и долговечности формы. Если в момент входа формы в зазор между валами верхний бандажный вал будет находиться в покое, то форма врежется в него заходными ножами, что приведет к их быстрому выходу из строя.
Кроме того, принудительное вращение на вал желательно только для его разгона. Далее, когда штанцформа входит в зазор между валами, передача вращения от ведущего вала на ответный производится уже самой формой. Поэтому в этот момент жесткая передача будет только вредить.
Чтобы были выполнены оба эти взаимоисключающие условия, передача вращения выполнена в виде ремня. В стартовый момент разгона она позволяет раскрутить бандажный вал, а в момент вырубки, даже при несоответствии окружных скоростей валов, будет проскальзывать.

ПЕРЕМЕЩЕНИЕ ШТАНЦФОРМЫ при вырубке происходит с помощью транспортерных лент, что облегчает труд операторов и ускоряет процесс работы.


ПРИВОД вращения вырубных валов оснащен плавным пуском и остановом с регулировкой скорости, что хорошо влияет на динамику работы станка, плавность и мягкость работы, а, следовательно, и на износ всех приводных механизмов. В результате повышается его долговечность.

ПАНЕЛЬ УПРАВЛЕНИЯ работает в трех режимах:
1. ручной (перемещение формы только при нажатии на кнопочный пост одного из операторов)
2. автоматический (реверсивное перемещение формы с остановкой-паузой для загрузки-выгрузки)
3. наладка (перемещение формы с пульта управления)
Основной режим работы — автоматический, когда операторы устанавливают время паузы для загрузки-выгрузки раздельно на каждой половине стола. Так оператор освобождается от необходимости нажимать кнопки для начала цикла.

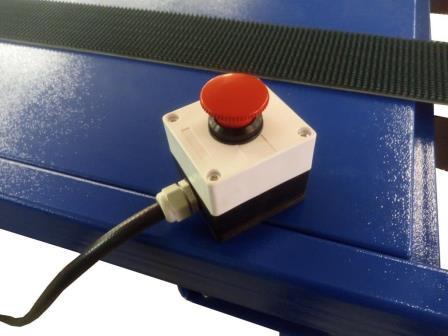
ПЕРЕНОСНОЙ ПОСТ РУЧНОГО УПРАВЛЕНИЯ имеет магнитные «присоски», надежно удерживающие его на любой металлической поверхности стола, в том числе боковой.
Конструкция кнопки выполнена с применением индуктивного датчика, что исключает механические переключения, как это происходит в обычной кнопке. Таким образом ее надежность очень высокая.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Длина рабочего вала 2800 мм.
Параметры пластиковой рубашки:
Материал…………………ПЭ (полиэтилен)
Наружный диаметр, мм………….200
Толщина стенки,мм………………11.9
Длина,мм……………………………2550
Габариты, мм:
длина …………………………………..…6200
ширина………………….…………….….2800
высота…………………………………….1200
Масса, кг ………………………………..1400
Товар поставляется на деревянных поддонах, упакован в стрейч-пленку.
Габариты транспортных мест(мм):
1. Д2750*Ш1400*В1750. вес брутто 700кг±10
2. Д3100*Ш800*В1300. вес брутто 700кг±10
Пресс винтовой ручной механический своими руками

Пресс гидравлического типа широко распространен в самых различных областях применения.
Он отлично подходит для работ, требующих применения большого давления при обработке деталей.
В автомобилестроении это условие относится к обработке валов, подшипников и подобных изделий округлой формы.
В повседневном быту гидравлический пресс используется для производства резиновых, металлических и пластмассовых деталей. Данное оборудование универсально и отлично подходит для разного рода работ.
В данной статье зададимся вопросом, из чего можно сделать пресс.
Применение пресса
Для проведения сложных и точных работ необходимо специальное оборудование, тем не менее, простой гидравлический пресс поможет решить некоторые задачи.
Приведем самые распространенные:
- производство подшипников необходимого размера, отлично подойдет для собственной небольшой автомастерской;
- выгиб метизов;
- поддержание нужного давления для склеивания частей изделия;
- сборка заклепочных элементов.
Лучшим местом для установки оборудования является гараж или загородный участок. Фото пресса своими руками можно посмотреть ниже.
Гидропресс для автомобильных работ
Даже для проведения простых работ необходимо иметь некоторые навыки. Нужно правильно учитывать рабочее давление, а также вес, габариты и другие характеристики поршневого механизма.
Простая конструкция гидравлического пресса применима только для легковых автомобилей. Для грузового транспортного средства понадобится профессиональное оборудование. Идеи самодельных прессов вряд ли смогут их заменить.
Пресс для бумажных отходов
Такое оборудование, в первую очередь, необходимо для дачных и загородных участков. Большое скопление бумаги рано или поздно потребует её утилизации.
Установка спокойно работает от бытовой электрической сети в 220В на средних показателях мощности. Пресс отличается высокой производительностью даже при небольших габаритах оборудования.
Пресс для материалов из картона
Помимо картона, возможно прессование пластмассовых бутылок и жестяных банок. Но в таком оборудовании необходимо наличие гидравлического насоса.
Опилочный пресс
Применяется для получения опилочных брикетов, широко используемых в отоплении загородных домов. Оборудование отличается крупными габаритами. Он состоит из стола, каркасной конструкции, основания станка и двигателя.
Для ручного применения используется домкрат, а механическое использование подразумевает наличие электрического двигателя.
Оборудование для отборки сена
Существуют инструкции, как можно сделать пресс самостоятельно.
В качестве подготовительных материалов приготовьте металлические уголки, рейки и обстроганные доски.
Сначала приступаем к сборке короба, с помощью досок и металлических уголков.
Далее полученная конструкция оббивается, для придания прочности, металлическими рейками, а затем крепится на рамный каркас из бруса. Затем переходим к монтажу дверей для возможности забора собранного сена.
Пресс такого типа возможен в двух исполнениях:
- в механическом варианте представляет собой простую конструкцию с невысокой мощностью и усилием до 1 тонны;
- самодельный вариант гидравлического пресса с рабочим усилием до 4 тонн.
Конечно, неплохо иметь под рукой готовые чертежи, как правильно сделать пресс, так как для собственноручной сборки понадобятся элементы крепления лобной части оборудования, основание для крепления всех узлов, ходовую направляющую и транспортный подборщик.
Самостоятельное изготовление гидравлического пресса
Простой вариант гидравлического пресса потребует наличие сварочного инвертора, угловой машинки для шлифования, ручной пилы, перфоратора по металлу и металлического профиля. Также необходим домкрат, в зависимости от предназначения пресса, от 2 до 100 тонн.
Пресс такого типа выполняется в виде бутылочной формы. Любой гидравлический пресс состоит из движущихся и статических деталей. Отлично подойдут такие сборочные единицы, как швеллеры, уголки и толстостенные трубы.
В качестве динамических заготовок используются возвратные узлы и движущийся упор, к неподвижным изделиям относят разного рода стойки и основания.
Пошаговое изготовление пресса своими руками, особенно его основания, возможно из любых доступных материалов. Центр тяжести оборудования следует разместить на максимально низкой высоте.
При установке пресса на полу применяются швеллеры и уголки с толстым сечением.
Для крепления самодельных прессов на столах используют трубы квадратного профиля.
В качестве материала используются материалы из стальных сплавов, применение железных сплавов целесообразно при толщине заготовок от 1 см.
Фото пресса своими руками
Станок для холодной ковки своими руками
В практике домашнего хозяйства, а также при выполнении некоторых заказов на производство различной металлопродукции не обойтись без технологии холодного пластического деформирования.
Это могут быть операции гибки, клеймения, вырубки-пробивки, плющения и т.д.
Во всех подобных случаях лучше не ориентироваться на применение случайно подвернувшихся под руку приспособлений, а работать на специально изготовленных своими руками станках для холодной ковки.
Изготовление самодельного кузнечного винтового пресса
Проектирование и изготовление самодельных станков для обработки металлов давлением
Проще всего воспользоваться для этих целей рекомендованными Интернетом конструкциями, чертежи которых, как правило, прилагаются на тех же сайтах.
Но, во-первых, их авторы часто выполняют свои чертежи конкретно под собственные нужды, а, во-вторых, не всегда указывают материалы для изготовления отдельных деталей и узлов под подобный агрегат. Поэтому, если будущий обладатель ковочного станка или пресса желает использовать изготовленное оборудование именно под свои детали, то чертежи стоит разрабатывать самостоятельно.
Важный вопрос – источник энергии, т.е., привод для узлов станка.
Если оборудование предполагается для интенсивного применения (например, под крупную кузнечную мастерскую горячей или холодной ковки), то вопрос решается в пользу электропривода или использования гидравлических силовых установок.
Менее надёжными считаются станки с пневмоприводом. Однако в обратных ситуациях любой механический привод далеко не всегда считается оптимальным. Причина заключается в следующем.
При горячем (и, тем более – холодном деформировании металлов) в большинстве случаев приходится сталкиваться с таким неприятным явлением как инерция материала (иначе называемое ещё последействием).
При гибке, например, это – упругое пружинение, а при горячей штамповке или выдавливании – остаточные напряжения, вызывающие искривление заготовки после штамповки. В связи с этим необходимы весьма точно изготовленные шаблоны.
Используя их, приходится вручную доводить размеры на готовой детали до тех, которые требуют чертежи.
Любой внешний привод повышает скорости деформирования. В таких условиях упругое последействие резко возрастает.
Поэтому станок с электроприводом обязательно должен включать в себя понижающий редуктор.
В свою очередь, редуктор повышает сложность станка. Причины следующие:
- редуктор увеличивает габаритные размеры конструкции;
- редуктор – сам по себе технически сложный узел, который стоит заказывать в специализированной мастерской или приобретать (самодельный редуктор не будет отличаться удовлетворительной точностью);
- редуктор любого типа заметно снижает кпд станка, поэтому потребуется более мощный источник энергии;
- редуктор существенно усложнит техническое обслуживание станка для холодной ковки или штамповки.
Для оборудования с ручным приводом редуктор не потребуется, а упругое последействие деформируемого материала легко преодолевается повышением времени контакта инструмента с обрабатываемой заготовкой. Таким образом, оптимальным для данных условий будет станок с ручным приводом, под конструкцию и изготовление которого будут рассчитываться все последующие рекомендации.
Ручной винтовой пресс для холодной ковки металла
На таком агрегате можно выполнять самые разнообразные операции холодной пластической деформации металла: ковку, гибку, высадку, чеканку, формовку и т.д.
Ручной винтовой пресс
Принцип работы винтового пресса заключается в следующем. Источником энергии в данном случае является массивный маховик в виде колеса, на верхнем торце которого имеются ручки.
С их помощью маховик можно разогнать до определённой скорости вращения.
При этом вращательная кинетическая энергия преобразовывается в рабочую энергию деформации металла, причём с увеличением скорости вращения и массы данной детали усилие деформирования возрастает.
Более эффективным является увеличение скорости вращения, а не массы маховика. Это облегчает изготовление такого самодельного агрегата, и уменьшает габаритные размеры станка.
Валковый пресс для плоской высечки своими руками

— гофрокартон, микрогофрокартон – коробки, лотки, упаковки для пиццы, ящики.
— сотовый полипропилен — транспортные упаковочные короба, обечайки, промышленная транспортная упаковка, упаковка для крупногабаритных изделий и внутрицеховая тара.
Вырубка сложноконтурных изделий
— картон, паронит –пазлы, прокладки, уплотнительные элементы.— ткань, войлок, кожа, полимерные материалы и пленки – сувенирные магниты, обрубка облоя для блистерной упаковки, одноразовой посуды, лотков.
— полимерные вспененные материалы – уплотнители, тепло- и шумоизоляционные прокладки, мягкие пазлы, мягкие детские конструкторы, вкладыши в упаковку, различные профили для защиты торцов и углов мебели, для изготовления объемных магнитов.
Валковый пресс имеет два расположенных друг над другом стальных вала, на верхнем надета рубашка из пластиковой трубы.
Основным формообразующим элементом является штанц-форма, состоящая из листа фанеры со вставленными в пропиленные пазы режущими, биговальными, перфорационными ножами.
При подаче штанц-формы с уложенной на нее заготовкой между вращающимися валами, происходит врезание ножей в бандаж и вырубка изделия с формированием биговочных линий.
При подаче заготовки в зону вырубки штанцформу обычно разворачивают с углом захода 10-15 град. Это увеличивает стойкость ножей. Поэтому максимальная ширина штанцформы по фронту зависит от ее длины (с учетом угла разворота штанцформы).
В нашем станке есть много интересных и нужных мелочей, делающих его очень надежным, а работу на нем более комфортной.
БЛОК ПРОКАТНЫХ ВАЛОВ состоит из :
НИЖНЕГО ВАЛА, имеющего поверхностную твч-закалку высокой прочности и хромированное покрытие. Допуск по биению не более 0,03 мм.
ВЕРХНЕГО ВЫРУБНОГО ВАЛА, состоящего из толстостенной стальной трубы с одетым на него полимерным бандажом (труба полиэтиленовая 160х6.2).
Использование пластиковой трубы в качестве БАНДАЖА позволяет клиенту:
1. не иметь проблем с необходимостью в его проточке в случае неравномерного износа, как это происходит с литыми бандажными валами.
2. не использовать никакие грузоподъемные средства при замене,
3. не зависеть от поставщика оборудования.
РЕГУЛИРОВКА РАССТОЯНИЯ МЕЖДУ ВАЛАМИ очень точная, в пределах 0,1мм. Вращение ручки регулировки приводит к передаче через червячные приводы на обе стороны вала, далее на винтовые пары. При этом оба конца вала перемещаются синхронно, то есть одновременно с двух сторон, поэтому нет его перекоса.
Для улучшения работы вырубного механизма применен принцип «вывешивания верхнего вырубного вала» .
При вырубке на верхний вал действует нагрузка, равная усилию вырубки. Вал немного поднимается вверх (на величину люфта в регулировке зазора). После вырубки нагрузка резко падает до нуля — в этот момент вал опускается вниз.
Если верхний вал «висит» на винтовой передаче и искусственно не поджат к верхней точке, т.е. не выбраны люфты, то при работе будут возникать ударные нагрузки на винтовые передачи. В наших прессах эта проблема решена конструктивно.
Вал все время поджат к верхней точке за счет распорных пружин и ударов не возникает.
Читать также: Краскопульт электрический для побелки известью
ПЕРЕДАЧА ВРАЩЕНИЯ НА ВЕРХНИЙ ВАЛ — необходимое условие для качественной вырубки и долговечности формы. Если в момент входа формы в зазор между валами верхний бандажный вал будет находиться в покое, то форма врежется в него заходными ножами, что приведет к их быстрому выходу из строя.
Кроме того, принудительное вращение на вал желательно только для его разгона. Далее, когда штанцформа входит в зазор между валами, передача вращения от ведущего вала на ответный производится уже самой формой. Поэтому в этот момент жесткая передача будет только вредить.
Чтобы были выполнены оба эти взаимоисключающие условия, передача вращения выполнена в виде плоского ремня. В стартовый момент разгона она позволяет раскрутить бандажный вал, а в момент вырубки, даже при несоответствии окружных скоростей валов, будет проскальзывать.
ПЕРЕМЕЩЕНИЕ ШТАНЦФОРМЫ при вырубке происходит с помощью транспортерных лент, что облегчает труд операторов и ускоряет процесс работы.
ПРИВОД вращения вырубных валов оснащен плавным пуском и остановом с регулировкой скорости, что хорошо влияет на динамику работы станка, плавность и мягкость работы, а, следовательно, и на износ всех приводных механизмов. В результате повышается его долговечность.
ПАНЕЛЬ УПРАВЛЕНИЯ работает в трех режимах:
1. ручной (перемещение формы только при нажатии на кнопочный пост одного из операторов)
2. автоматический (реверсивное перемещение формы с остановкой-паузой для загрузки-выгрузки)
3. наладка (перемещение формы с пульта управления)
Основной режим работы — автоматический, когда операторы устанавливают время паузы для загрузки-выгрузки раздельно на каждой половине стола. Так оператор освобождается от необходимости нажимать кнопки для начала цикла.
ПЕРЕНОСНОЙ ПОСТ РУЧНОГО УПРАВЛЕНИЯ имеет магнитные «присоски», надежно удерживающие его на любой металлической поверхности стола, в том числе боковой.
Конструкция кнопки выполнена с применением индуктивного датчика, что исключает механические переключения, как это происходит в обычной кнопке. Таким образом ее надежность очень высокая.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Длина рабочего вала 2500 мм.
Параметры пластиковой рубашки:
Материал. ПЭ (полиэтилен)
Наружный диаметр, мм. 200
Толщина стенки,мм. 11.9
Товар поставляется на деревянных поддонах, упакован в стрейч-пленку.
Габариты транспортных мест(мм):
1. Д2750*Ш1400*В1750. вес брутто 700кг±10
2. Д3100*Ш800*В1300. вес брутто 700кг±10
© Орто. Производство оборудования для гофроупаковки.
- © 2014 — 2019 MosCatalogue.net
- Блог
- Запросы
- Правообладателям
- Отказ от ответственности
- Политика конфиденциальности
- Пользовательское соглашение
- О сервисе
- Контакты
О сервисе moscatalogue.net
MosCatalogue.net — это сервис, который предоставляет вам возможность быстро, бесплатно и без регистрации скачать видео с в хорошем качестве. Вы можете скачать видео в форматах MP4 и 3GP, кроме того можно скачать видео любого типа.
Читать также: Гидроключ для затяжки болтов
Ищите, смотрите, скачивайте видео — все это бесплатно и на большой скорости. Вы даже можете найти фильмы и скачать их. Результаты поиска можно сортировать, что упрощает поиск нужного видео.
Скачать бесплатно можно фильмы, клипы, эпизоды, трейлеры, при этом вам не нужно посещать сам сайт .
Скачивайте и смотрите океан бесконечного видео в хорошем качестве. Все бесплатно и без регистрации!
Озадачился поиском пресса, может плохо искал. Но для оперативной полиграфии, кроме валковых прессов из которых самый дешевый около 2 тыс. у.е. ничего конкретного не нашел.
Параметры: площадь вырубки А3+, относительно небольшой вес, электрика 220, ход клише не менее 10 см. Использование: для вырубки картона (пазлов), магнитного винила.
Написал письмо в одну фирму, ответ в прикрепленном файле. Цена девайса=95 тыс. рублей.
Хотелось бы обсудить этот аппарат, т.к. фирма их сама производит и может учесть наши замечания. По цене я думаю тоже.
Загрузить файлы не получилось «Ассоциация потребителей и производителей кузнечно-прессового оборудования» г.Воронеж, ул.
Солнечная, 8а, 5-й этаж, Ассоциация производителей и потребителей кузнечно-прессового оборудования «В продолжение телефонного разговора по поставке оборудования для вырубки деталей из картона, винила, предлагаем рассмотреть пресс пневматический настольный модели ППН-2 (ус. 2 т.с.) (описание и характеристики пресса представлены в Приложении). Стоимость пресса ППН-2 – 95 000,0 руб. с НДС.»
№ Наименование параметра ППН-2
1 Номинальное усилие, кН 20 2 Ход штока, мм до 100 3 Число ходов штока в мин, мин-1 до 100 4 Открыта высота, мм 150.
250 5 Размеры рабочей поверхности стола, мм 350х450 6 Наибольшее число одиночных ходов штока в минуту 100 7 Диаметр отверстия в торце штока, мм 20Н8 8 Номинальное давление воздуха, МПа 0,5 9 Расход сжатого воздуха за цикл, л 4 10 Габаритные размеры в плане, мм 320х550 11 Высота (наибольшая), мм 700
12 Масса пресса, кг 167
Есть фото. Присланное письмо могу переслать по электронке.
| Меню пользователя кубанец |
| Посмотреть профиль |
| Отправить личное сообщение для кубанец |
| Найти ещё сообщения от кубанец |
Валковый пресс для плоской высечки ВМ-2500
Для вырубки гофрокартона, пазлов, блистера, многослойного картона, листового пластика и паронита.
Высечка упаковки любой сложности с формированием биговочных линий
— гофрокартон, микрогофрокартон – коробки, лотки, упаковки для пиццы, ящики.
— сотовый полипропилен — транспортные упаковочные короба, обечайки, промышленная транспортная упаковка, упаковка для крупногабаритных изделий и внутрицеховая тара.
Машины плоской высечки
прокатно-вырубной станок валковый пресс, роллерный пресс (eng. Flatbed roller die cutting machine)
Машина плоской высечки “валковый пресс”
станок плоской высечки используется для высечки развёртки упаковки любой степени сложности из листа картона, гофрокартона, микрогофрокартона, а также может применяться для изготовления тары из искусственных материалов применяемых в производстве блистерной упаковки. Преимущество машины: точность высечки, не требует наличие специальных технических знаний для эксплуатации станка.
Принцип работы станка валковый пресс заключается в прокатывании штанц-формы, с уложенным на нее листом материала, между валами машины. Штанц-форма или высекательная штанцевальная матрица – форма развертки коробки или изделия, изготавливается из листа фанеры толщиной 18 (мм), на поверхности которой устанавливаются ножи по форме и размеру развертки изделия. Для изготовления штанц-форм собственными силами наше предприятие изготавливает специальный набор ручных прессов комплектуемый набором приспособлений для обработки ленточных полиграфических ножей (гибка углов и радиуса, перфорирование, нарезка и обрезка под углом и др. операции), с целью придания определенной формы развертки вырубаемой коробоки.
Настройка станка на другой размер (вид упаковки) заключается в замене штанц-формы. Станок управляется одним, либо двумя операторами и работает в системе реверса. Имеется два режима работы – ручной и автоматический. Станок комплектуется электронным блоком управления “LOGO Siemens” с счетчиком учета изготавливаемой продукции. Для защиты от непроизвольного попадания рук оператора между вращающимися валами служат заслонки с блокировками, находящиеся перед валом. При легком нажатии на заслонку меняется направление вращения двигателя и валов в противоположную сторону. Валковый пресс МВ изготавливается различной модификации, с длиной валов 1200, 1600, 2000, 2500, 2650, 3000 мм.
- Применение валкового пресса:
- • Изготовление тары и упаковки из картона, гофрокартона и микрогофрокартона
- • Изготовление блистерной упаковки
- • Высечка ткани пропитанной полипропиленом
- • Высечка сотового полипропилена
- • Вырубка пазлов (puzzles)
- • Изготовление магнитиков из магнитного полотна
- • Вырубка визиток
- • Изготовление европоддонов из гофрокартона
- • и другие изделия
- Характеристики оборудования:
- • станок работает в автоматическом режиме (в системе реверса), с помощью оптических датчиков машина автоматически прокатывает штанц-форму между валами.
- • высекательный вал (верхний) имеет износостойкое полипропиленовое покрытие толщиной 20мм, которое запрессовывается на вал, что значительно увеличивает срок его эксплуатации и допускает несколько переточек (2 мм в среднем в год).
- • Кинематическая скорость 35 м/мин (0,58 м/с)
- • Расстояние между валами: 0 – 100 (мм)
- • Точность установки расстояния между валами: 0,2 (мм)
- • Питание пресса осуществляется от 3х фазной сети переменного тока напряжением 380в, частоты 50 Гц с заземляющей шиной ( 4 ÷ 6 мм² )
| Технические параметры | Ед. изм. | МВ-1200 | МВ-1600 | МВ-2000 | МВ-2650 |
| мм | 1200 | 1600 | 2000 | 2650 | |
| проход/час | 250 – 400 | 250 – 400 | 250 – 400 | 250 – 400 | |
| кВт | 1,5 | 2,2 | 2,2 | 3 | |
| мм | 3490x1540x1320 | 4470x1900x1320 | 4470x2350x1320 | 5310x2900x1320 | |
| кг | 675 | 900 | 1100 | 1400 |
ВИДЕО: Машина плоской высечки МВ
ВИДЕО: Машина плоской высечки МВ
Принцип работы
Валковый пресс имеет два расположенных друг над другом стальных вала, на верхнем надета рубашка из пластиковой трубы.
Основным формообразующим элементом является штанц-форма, состоящая из листа фанеры со вставленными в пропиленные пазы режущими, биговальными, перфорационными ножами.
При подаче штанц-формы с уложенной на нее заготовкой между вращающимися валами, происходит врезание ножей в бандаж и вырубка изделия с формированием биговочных линий.
При подаче заготовки в зону вырубки штанцформу обычно разворачивают с углом захода 10-15 град. Это увеличивает стойкость ножей. Поэтому максимальная ширина штанцформы по фронту зависит от ее длины (с учетом угла разворота штанцформы).
В нашем станке есть много интересных и нужных мелочей, делающих его очень надежным, а работу на нем более комфортной.
БЛОК ПРОКАТНЫХ ВАЛОВ состоит из :
НИЖНЕГО ВАЛА, имеющего поверхностную твч-закалку высокой прочности и хромированное покрытие.
Допуск по биению не более 0,03 мм.

ВЕРХНЕГО ВЫРУБНОГО ВАЛА, состоящего из толстостенной стальной трубы с одетым на него полимерным бандажом (труба полиэтиленовая 160х6.2).
Использование пластиковой трубы в качестве БАНДАЖА позволяет клиенту:
1. не иметь проблем с необходимостью в его проточке в случае неравномерного износа, как это происходит с литыми бандажными валами.
2. не использовать никакие грузоподъемные средства при замене,
3. не зависеть от поставщика оборудования.
РЕГУЛИРОВКА РАССТОЯНИЯ МЕЖДУ ВАЛАМИ очень точная, в пределах 0,1мм. Вращение ручки регулировки приводит к передаче через червячные приводы на обе стороны вала, далее на винтовые пары. При этом оба конца вала перемещаются синхронно, то есть одновременно с двух сторон, поэтому нет его перекоса.

Для улучшения работы вырубного механизма применен принцип “вывешивания верхнего вырубного вала” .
При вырубке на верхний вал действует нагрузка, равная усилию вырубки. Вал немного поднимается вверх (на величину люфта в регулировке зазора). После вырубки нагрузка резко падает до нуля – в этот момент вал опускается вниз. Если верхний вал “висит” на винтовой передаче и искусственно не поджат к верхней точке, т.е. не выбраны люфты, то при работе будут возникать ударные нагрузки на винтовые передачи. В наших прессах эта проблема решена конструктивно. Вал все время поджат к верхней точке за счет распорных пружин и ударов не возникает.
ПЕРЕДАЧА ВРАЩЕНИЯ НА ВЕРХНИЙ ВАЛ – необходимое условие для качественной вырубки и долговечности формы. Если в момент входа формы в зазор между валами верхний бандажный вал будет находиться в покое, то форма врежется в него заходными ножами, что приведет к их быстрому выходу из строя.
Кроме того, принудительное вращение на вал желательно только для его разгона. Далее, когда штанцформа входит в зазор между валами, передача вращения от ведущего вала на ответный производится уже самой формой. Поэтому в этот момент жесткая передача будет только вредить.
Чтобы были выполнены оба эти взаимоисключающие условия, передача вращения выполнена в виде ремня. В стартовый момент разгона она позволяет раскрутить бандажный вал, а в момент вырубки, даже при несоответствии окружных скоростей валов, будет проскальзывать.

ПЕРЕМЕЩЕНИЕ ШТАНЦФОРМЫ при вырубке происходит с помощью транспортерных лент, что облегчает труд операторов и ускоряет процесс работы.


ПРИВОД вращения вырубных валов оснащен плавным пуском и остановом с регулировкой скорости, что хорошо влияет на динамику работы станка, плавность и мягкость работы, а, следовательно, и на износ всех приводных механизмов. В результате повышается его долговечность.

ПАНЕЛЬ УПРАВЛЕНИЯ работает в трех режимах:
1. ручной (перемещение формы только при нажатии на кнопочный пост одного из операторов)
2. автоматический (реверсивное перемещение формы с остановкой-паузой для загрузки-выгрузки)
3. наладка (перемещение формы с пульта управления)
Основной режим работы – автоматический, когда операторы устанавливают время паузы для загрузки-выгрузки раздельно на каждой половине стола. Так оператор освобождается от необходимости нажимать кнопки для начала цикла.

ПЕРЕНОСНОЙ ПОСТ РУЧНОГО УПРАВЛЕНИЯ имеет магнитные “присоски”, надежно удерживающие его на любой металлической поверхности стола, в том числе боковой.
Конструкция кнопки выполнена с применением индуктивного датчика, что исключает механические переключения, как это происходит в обычной кнопке. Таким образом ее надежность очень высокая.

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Длина рабочего вала 2800 мм.
Параметры пластиковой рубашки:
Материал. ПЭ (полиэтилен)
Наружный диаметр, мм. 200
Толщина стенки,мм. 11.9
Товар поставляется на деревянных поддонах, упакован в стрейч-пленку.
Габариты транспортных мест(мм):
1. Д2750*Ш1400*В1750. вес брутто 700кг±10
2. Д3100*Ш800*В1300. вес брутто 700кг±10

© Орто. Производство оборудования для гофроупаковки.
Пресс Валковый Вырубной Настольный С Ручным Приводом Для Плоской Высечки
Название: Пресс Валковый Вырубной Настольный С Ручным Приводом Для Плоской Высечки
Длительность: 2 мин и 33 сек
Битрейт: 192 Kbps
3.36 MB и длительностью 2 мин и 33 сек в формате mp3.
Вырубной Пресс Пвр 2 С Электромеханическим Приводом
Станок Для Оперативного Изготовления Гофроящиков Коробок Из Гофрокартона Short Run Box Maker
Настольный Валковый Пресс Для Высечки И Тиснения
Универсальная Ручная Кашировальная Машина
Тигельный Пресс Ml 1400 Ооо Гофротара Г Миасс
Отечественная Машинка Для Вырубки Всм 1 Демонстрация Работы
Изготовление Виниловых Магнитов Валковый Пресс Пресс Для Плоской Высечки Прокатно Высечной Станок
Сувенирная компания Казаки удачи
Пресс По 25 10 Для Наклейки Пластика Шпона Искусственной Кожи Сборки Панельных Дверей
Машина Для Производства Коробок
Валковый Пресс Для Высечки 1000 Мм Новые Модели Внизу По Ссылке
Валковый Пресc 1000Мм Roller Press Box For Pizza
Тигельный Пресс Ml 1300 Ооо Гофротара На Цветочной Г Санкт Петербург
Мастер Класс Изготовления Бумаги В Замке Радомысль
Валковый Пресс Stanval
Посылки С Aliexpress Машинка Для Вырубки Установщик Люверсов
Самодельные Матрица И Пуансон Штамп
Formech Roller Press
Коробка Для Пиццы
Машина Плоской Высечки Валковый Пресс Мв 1600 Арнита
Штанцформа И Валковый Пресс Grandemark
Автоматическая Линия По Производству Коробок Без Проклейки Углов Zk 320
Станок Для Биговки Картона
Валковый Пресс Для Высечки Картона И Других Материалов
Покатно Высечной Станок Валковый Пресс Roll Pressing Вырубка Паронита Прокладки Из Паронита
Пресс Валковый Пвр 2 Применение Книжки
Пресс Валковый Пвр 3
Роллер Пресс Ручной
Высечка И Штампы Высечки Полиграфии
Станок Для Ротационной Высечки Ротор Серии Zym
Пресс Валковый Плоскопрокатный Модель Mpd Для Вырубки Гофрокартона
К 400Н Валковый Пресс
Валковый Пресс Для Вырубки
Zenorub Штанц Пресс Для Ручной Вырубки По Формам
Оборудование Для Гофротары Валковый Пресс Для Плоской Высечки Гофроупаковки
Станок Для Плоской Высечки Гофротары Валковый Пресс
Производство Вырубных Штампов
Лазеры России(Russian Lasers)
Отчет О Вырубке Листовых Вспененных Материалов На Валковом Прессе Производства Орто
Прокатно Вырубной Станок Компании Kadzama
Ручной Вырубной Пресс Mp4
Как Гнутся Карманы Из Оргстекла
Станок Термовакуумной Формовки
Термо Вакуумная Формовка Заготовки Из Пластика Abs Thermo Vacuum Forming Of A Workpiece Of Abs
НОВАЯ ИДЕЯ : Дизайн * Реклама * Маркетинг * От Идеи до воплощения!
Валковый Пресс Станок Плоской Высечки
Прокатно Высечной Станок Валковый Пресс Каталка Цилиндрический Пресс Roll Pressing Machine
Вырубка На Валковом Прессе Прокладок Из Паронита 2 Х 0 6Мм
Обзор Машинки Для Вырубки И Тиснения С Aliexpress Скрапбукинг
Стримлю Стрим Чтобы Заработать Pubg S И Pubg Lite Пубг Лайт Стрим
Kenapa Harus Bertemu Kamu Sedih Banget
Спец Сигнал Focus 3
Пресс Валковый Вырубной Настольный С Ручным Приводом Для Плоской Высечки
Светлана Рерих Ладошки Official Video
Bass Boosted Car Music Mix 2018 Best Edm Super Music Remix
Натик Надирович Багиров Заслуженный Мастер Спорта Республики Беларусь
Nightcore Ghost In My Mind Nv
Ku Lepas Semua Yang Ku Inginkan
Рифат Зарипов Кычыткан Чыпчыгы
Лучшие Моменты Стрима Евпатии Кнур Евпата Кнур Live
В Дагестане Очень Неспокойно И Непросто
1 31 4Th Annual Summer Fragmas Ftl100 55 Crystal A Show 2309 Part 2
Toffee Cooking Video Mmmmm Toffee Asmr
Лолбит И Все Фантайм Аниматроники В Темной Комнате Фнаф Починка Бонни И Чики В Хардмоде Fnaf 8 Vr
Vainglory Troll Or Experiment Ep 1 Support Baron 3V3 Rank
Сталкер Оп 2 Тайник Коллекционера На Атп
Причины Ненавидеть Меня
Наши Будни 132 Хейторы Разбили Копендос Backstage Мусоровоза
Azelow Автош Ваз 2107 Дрифт
0 01 Chance To Survive After This
Миронова В М Глубинные Практики В Сфере Психофиз Оздоровления Человека 02 11 2013 00006
Catching Gold Diggers Prank
Новая Сборка Модов Лириза Лучшие Пвп Моды На Майнкрафт 1 8 9 Новый Ресурс Пак Лириза
Short Killua Edit Lolol
I Kissed A Boy Meme
Altexpak Стик 353 Упаковка Меда В Пакет Стик
Кремовый Торт Торт С Пионами Из Белково Заварного Крема Зарема Тортики
Tinyt In My Head
Pulizie Di Primavera Ben 10 Italia Cartoon Network
Купил Антигелик В Гта России Rp Box 20
Vainglory World Invi Final Match Invincible Armada Vs Divine Brothers English Ver
Карнавала Не Будет Кавер Мумий Тролль Икра50
Story Of Seasons Iris White Flower Event
Бодибилдер Упал В Обморок На Сцене
Global Talent And Hr Challenges In A Time Of Crises
Countryhumans Клип Скованые Одной Цепью 200
Poor To Princess Part 1
Я Охочусь На Тебя Сезон 1 Серия 6 Александр Сэм Путь Логики
For A Little While Matt Cowherd Original
Кекс Патуль Развели На Машину Родина Рп 9
Bmw I8 Против Nissan Gtr На Драг Трассе Radmir Mta 38
M19 The Lost One S Weeping Wing Arrange Rus
Secret Badge Skate Park
Assetto Corsa These Guys Had Balls Lotus 25 Oculus Rift
Солнечного Настроения Всем Моим Друзьям Wmv
Уезжаем Жить В Деревню Азино Дикое Место Province Rp
Tutoriel Hamac Double Ou Triple
Marracash In Radio Coca Cola Summer Festival Live Roma 2015

- ×òî äåëàòü?
- Âèäåî
- Êàðòèíêè
- Êàðòû è ìàðøðóòû
-
Ïî÷èòàòü æóðíàë ïîòðåáèòåëÿ
- NoFolloW çà íàìè â Twitter!
- Êàòàëîã /
- Âèäåî /
- Ïðåññ âàëêîâûé…

PROMDEKO
 äàííîì âèäåî ïîêàçàí ïðèíöèï íàñòðîéêè è ðàáîòû âàëêîâîãî ïðåññà. Äàííûé ïðåññ åñòü â íàëè÷èè.
Ïîõîæèå âèäåî

Âàëêîâûé ïðåññ äëÿ âûðóáêè

âàëêîâûé ïðåññ STANVAL

Âûðóáíîé ïðåññ äëÿ êîæè è òèñíåíèÿ, ñâîèìè ðóêàìè.

Âàëêîâûé âûðóáíîé ïðåññ ñ ýëåêòðîïðèâîäîì

Êàê ãîòîâèòü ôàéë ïîä âûðóáêó?

Ïðåññ âàëêîâûé ÏÂÐ-2. Ïðèìåíåíèå «êíèæêè».

Âûñå÷êà îáîðóäîâàíèå Êèòàé

Âàëêîâûé ïðåññ îáçîð 2020

×òî òàêîå øòàíöôîðìà è êàê åþ âûðóáàòü çàãîòîâêè?

Èçãîòîâëåíèå êîðîáîê ñâîèìè ðóêàìè ÎÍËÀÉÍ-ÊÓÐÑ //ONLINE COURSE on how to make cardboard boxes

Âàëêîâûé ïðåññ RedStar

Íàñòðîéêà âàëêîâîãî ïðåññà STANVAL