Вальцовка гофрошланга
Развальцевать можно простешими средствами
 Вальцовка гофрошланга. Сделай сам.
Вальцовка гофрошланга. Сделай сам.
Данный тип фитинга используется для развальцовки гофрированных труб из нержавеющей стали без специального инструмента.
Данный тип фитинга используется для развальцовки гофрированных труб AmoK, 06 Сент. 13, 20:33
А что там вальцевать-то, собственно? Скрутил фитинг, он и уплотнился (вставка на конус). Сам такой на паропроводе пользую, газовую гофру выкинул, фитинги заржавели нахрен, не айс.
boreyZMS, 07 Сент. 13, 01:36
Газовая не отожженная — плохо гнется .Я заказывал на воду с фитингами из нержи — любой длинны делают . И гофра отожженная.
я приглядываюсь тоже,хочу сухопарник сделать из шланга на 1дюйм. RAZAV, 07 Сент. 13, 01:51
Посл. ред. 28 Окт. 13, 21:56 от aleksej-serikov
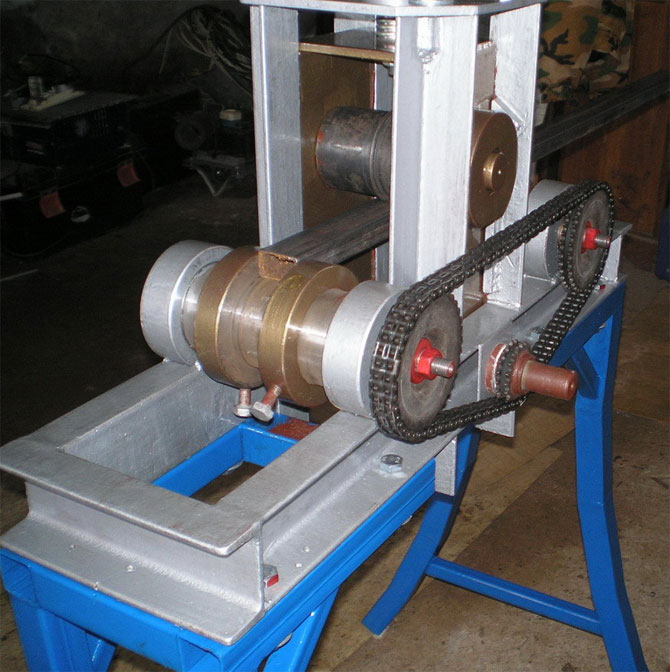
aleksej-serikov, класс.
я несколько дней потратил, вот тут [сообщение #11785303] описание.
теперь вижу — инструмент из трех подшипников — супер! (поленился сваять подобное — а вижу зря)
и правда — внутрь что то вставляется наверное — пруток? какой диаметр? гофру заранее растягивал? или как есть, магазинную? чем крутил? я дрелью приспособился.
torch-vi, нержу надо катать (раскатывать) на оправкешаблоне
Посл. ред. 29 Окт. 13, 06:53 от SedoY
одеваем нужной длинны кусок гофры, с учетом, что после вальцевания она удлиниться на примерно 1,1-1,25раза.
Закрепляем один конец гофры на трубе — от этой стороны начнем вальцовку.
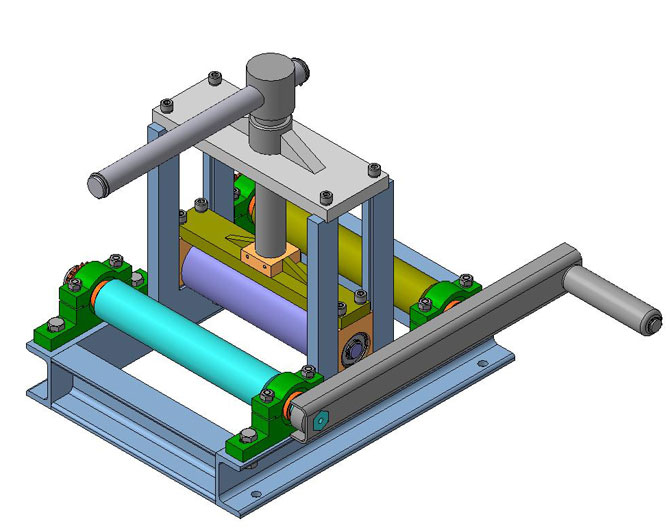
Если нет токарного станка, то можно сваять приспособление из дрели или перфоратора, что-то типа  Vals1. Вальцовка гофрошланга. Сделай сам.
Vals1. Вальцовка гофрошланга. Сделай сам.
(смотреть на станину)
дрель крепим штатной ручкой так — убираем саму ручку, оставляя держатель, там обычно болт на 8мм. сверлим отверстие в станине , болт через крепление дрели ив станину и затягиваем — дрель закреплена.
вставляем второй противоположный конец трубы с гофрой, например в кусок полипропиленовой трубы — жестко прикрепленной к станине, чтобы не болтался.
И плавно, по одной гофринке распрямляем, сводим к диаметру нашего прутка.
PS [сообщение #11805229] и тут в эту же тему (прочел чуть позже)
однозначно aleksej-serikov Огромное СПАСИБО!
Посл. ред. 29 Окт. 13, 07:32 от SedoY
Огромное СПАСИБО! SedoY, 29 Окт. 13, 06:48
Посл. ред. 11 Нояб. 13, 11:58 от aleksej-serikov
aleksej-serikov, Красиво (на фотках), залюбовался (от простоты и объема проделанного труда).
вот что я хочу (сам начинающий, да ещё и программист ))) прошел кучу мытарства без дельных советов), отточить технологию с высокой степенью повторяемости, без использования каких либо трудно находимых или экзотических вещей.
давай, коли в теме — вместе подумаем и придумаем и опишем технологию! поможем начинающим, коллегам! (прям лозунг выдал)
например — нет трубореза, да ещё и неисправного — чем можно заменить? думаю сделать из двух брусков, соединенных с одной стороны некое подобие (по функционалу — приспособления из трубореза), на один брусок посадить два подшипника, на второй один, ну и руками можно будет сжимать на оси (внутрь трубы вставленной оправке — предположение выдал выше — пруток железный подходящего диаметра 15мм ошкуренный немного (или много?) — зажав в патроне дрели и закрепив второй конец хотя-бы в трубе).
трубу перед раскатыванием очень рекомендую растягивать (методику уже не раз проверил — удобно, описанно в теме Форум самогонщиков -> Оборудование самогонщика -> Мастерская -> Растяжение гофро трубы из нержавейки и вальцовка концов [Растяжение гофро трубы из нержавейки и вальцовка концов] ) — и первую оправку исключаем, и распрямляется труба (к минусам можно отнести то, что потом сгибать трубу растянутую все-же сложнее. но тут как говорится — от цели зависит — или нужно сгибать или длинная  3_4rastyanuta. Вальцовка гофрошланга. Сделай сам. . )
3_4rastyanuta. Вальцовка гофрошланга. Сделай сам. . )
Посл. ред. 08 Нояб. 13, 23:57 от SedoY
Замечание 1. Гофра при раскатке удлиняется на 20%. Но, по опыту, не стоит раскатывать метровую- много неоправданных проблем. Все равно делаем царги.
aleksej-serikov, 08 Нояб. 13, 21:40
трамбон- все хорошо, но восходящую ветвь надо делать из 25 трубы-происходит заброс браги изза большой скорости пара.
aleksej-serikov
проверка конечно покажет, и при необходимости переделаю. но сомнения меня убивают .
Замечание 3. . Ролики(три) надобно сделать чуть шире 3. 4 волны гофры- тогда работа пойдет быстрее и качество будет лучше. Однако, на финише усилие прижима необходимо значительное! Поэтому, без подшипника не обойтись.
aleksej-serikov
а если просто несколько подшипников на ось посадить — будет ли эффект? не клинанет ли из если будут в плотную друг к другу, или тоненькие шайбочки поставить между подшипниками — не будет ли вредить зазор между подшипниками?
усилие надо большее на два три витка — три гофринки конечно лучше захватить — ровнее результат, но и сдавливать нужно сильнее. приспособление конечно будет очень полезно — делать стоит, тем более что там его делать? — дырку просверлить и дрель закрепить, да пару направляющих для второго конца оси придумать. (правда высокие обороты давать конечно страшно — как бы по лбу не получить!)
я катал на приспособе (имени меня )))))) ) давить сильно приходилось (но я давил на ось, приспособы как из трубореза (от aleksej-serikov) — с тремя точками сдавливания у меня ещё не было), внутри труба красивая, а снаружи следы были от кромок подшипника, правда залудил и запаял потом все в американки обычные, только внутри немного расточенные.
кстати — на той же закрепленной дрели удобно оказалось растачивать: вставил сверло, обмотал шкуркой — сколько надо диаметра, подбирал опытным путем наматывая более длинные куски шкурки и расточил.
потом на дрели-же и лудил: вставил переход на шланг с резьбы 12 , вкрутил американку, включил дрель на малых оборотах, подогрел газовой горелкой и облудил паяльником — легко и быстро (уже научился не перегревать по прочитанному на этом благодатном форуме) — смазал жидкой канифолью, подождал пока подсохнет и нареваю, как канифоль начала пузыриться, горелку убираю — готово — можно лудить паяльником.
Вальцовка для медных труб своими руками: советы от мастеров

Часто при установке кондиционеров или проведении водопровода, необходимо провести вальцовку медных труб. Это такая деформация трубок, которая проводится с определенной целью. Направление можно создавать любое.
Делают это мероприятие на производстве при помощи специального инструмента, который называется вальцы. А если будет такая необходимость, то можно провести развальцовку и в домашних условиях самим. Но в этом случае надо все делать осторожно, чтобы выгнуть трубку, но не нарушить ее целостность, иначе произойдет деформация или вообще трещина появится.
 Вальцовка медных труб: а,б,в — дефекты вальцовки (сколы, трещины, неровные края).
Вальцовка медных труб: а,б,в — дефекты вальцовки (сколы, трещины, неровные края).
- Для чего необходима развальцовка
- Инструменты для вальцевания
- Приспособления для развальцовки медных труб
- Набор для развальцевания труб
- Стадии развальцовки
- Пример развальцевания медных труб
Для чего необходима развальцовка
Сегодня имеется очень большой выбор разных видов медных труб, а также элементов, которые необходимы для их соединения. Поэтому с легкостью можно подобрать нужный профиль или фитинги. Но бывают случаи, что вальцовка трубки своими руками просто необходима. Ее нельзя заменить, если:
• Оборудования необходимой формы не делается на производстве.
• Фитинги имеются в продаже, но в данный момент нет возможности их приобрести.
• Нужно точно подогнать изделие.
Инструменты для вальцевания
Конечно, для правильной развальцовки трубы своими руками надо иметь специальный инструмент. Но можно простое оборудование сделать из материалов. Это шаблон, имеющий вид конуса, он вставляется в трубку и ее проворачивают до того, пока не получится необходимый результат.
Приспособления для развальцовки медных труб
В таком оборудовании есть свои минусы:
• Нельзя провести контроль над точностью подгонки.
• Могут изменить свою форму стенки медных трубок.
Поэтому самому выполнять вальцовку – это не надежный способ, для того, чтобы провести обработку. Его можно использовать редко, например, в одном конкретном случае. Так как он все-таки не совсем применим для того, чтобы проводить крепление в системе водоснабжения, установке кондиционера или холодильные установки.
А чтобы работа была выполнена правильно, вы должны найти более надежные инструменты. В домашних условиях для использования подойдет вальцовка в виде конуса. Она оснащена струбцинами, для того, чтобы надевать медные трубки любых размеров. Но получаемый результат не совсем хорош.
Специальный набор для вальцовки трубок имеет в своем составе оборудование с трещоткой предохранительной. А самый главный инструмент, входящий в данный набор, это развальцовщик. Он специально предназначен для работы с медными трубками.
Набор для развальцевания труб
Выбор инструментов для того, чтобы сделать больше медные изделия очень широк. Он может включать такие комбинации:
• Развальцовщик механический.
 развальцовщик медных трубок
развальцовщик медных трубок
 инструмент для развальцовки медных трубок
инструмент для развальцовки медных трубок
• Набор для вальцовки медных трубок, который имеет еще расширители, резчики труб и ключи для работы.
 набор для вальцовки медных трубок
набор для вальцовки медных трубок
Такой набор лучше покупать, когда вы собираетесь постоянно выполнять такие монтажные работы, например, для своего заработка. А если вам нужно выполнить только один раз расширение, то здесь подойдет и самый простой набор для универсальной работы, в котором находится обычный развальцовщик.
Стадии развальцовки
Для получения надежного соединения трубопровода, изготовленного из медных трубок, необходимо правильно выполнить работы по вальцеванию конструкции.
И если вы решили сами произвести развальцовку труб, то надо следовать таким действиям, чтобы все сделать правильно:
1. Сначала необходимо произвести очистку конца трубы.
2. Потом специально подобранную муфту надеваете на зачищенную часть.
3. Трубу надо вставить в развальцовщик, потом вращать ее до получения небольшой кромки в сорок пять градусов.
4. Затем осторожно вынимаете выполненное изделие.
5. И муфтой закрепить два участка концов трубы.
Конечно, не только такие фитинги могут быть соединительными деталями. С помощью профессионального развальцовщика можно подготовить трубы и для паечного крепления. Методики в принципе похожи. Они подразумевают преднамеренную деформацию трубы до определенного размера.
Пример развальцевания медных труб
Если вы собираетесь устанавливать кондиционер, то в этом случае самой важной задачей будет считаться как раз вальцовка медных трубок. Потому что от выполненной работы и будет в большей мере зависеть герметичность контура фреонового. Так как протечки его не должно быть. Иначе смысла в работе кондиционера нет никакого. Поэтому сомнений не должно никаких быть.
Разберем подробнее все важные моменты данной работы. Например, вам необходимо развальцевать трубу, имеющую диаметр 3/8 дюйма. Выбираете вначале необходимые инструменты для работы:
- труборез.
 труборез для медных труб
труборез для медных труб
- риммер.
 риммер для медных труб
риммер для медных труб
- обязательно развальцовщик.
 развальцовщик для медных труб
развальцовщик для медных труб
Затем берете трубу и отрезаете необходимый размер при помощи трубореза.
 отрезаем труборезом
отрезаем труборезом
Если посмотреть, то после обрезания будет видно, как изменилось сечение под действием трубореза. Оно стало меньше примерно на 0,56 см.
 вальцовка труб своими руками
вальцовка труб своими руками
Если произвести сразу развальцовку без подготовки, то у вас получится бортик, а он не нужен. Значит необходимо после обрезки провести обрабатывание: срезается фаска при помощи риммера. После такого действия опять развальцовывайте деталь. Бортик исчезнет, а поверхность должна стать гладкой.
 убираем получившийся бортик
убираем получившийся бортик
Получившаяся юбочка должна стать шире, но чтобы можно было накинуть гайку ¼. После этих действий, становится ясным, что вынимать из развальцовщика трубу надо тем краем, который обрабатывался.
 обработка
обработка
И последним этапом работы будет стыковка полученных деталей. Медную трубку, которую развальцевали, необходимо приставить к штуцеру и затянуть гайку. Но все надо определять так, чтобы рукой закрутить гайку уже на процентов девяноста, а остальные десять с помощью специального ключа.
 развальцовка трубы после обработки триммером
развальцовка трубы после обработки триммером
Если гайка идет туго, то снова все раскрутите и пробуйте еще раз. Иначе ваша конструкция будет не герметичной. И тогда при вводе в эксплуатацию кондиционер, жидкость или газ будет подтекать. А в некоторых случаях может совсем сорвать резьбу. И вся работа пойдет насмарку. Тогда придется начинать все сначала, поэтому лучше сразу все проверить и провести правильное соединение деталей.
Как сделать самодельные вальцы для профильной трубы?
Изогнутая профильная труба находит широкое применение в строительстве различных конструкций. Гнутый профиль придает крыше обтекаемую форму, эстетически привлекателен при строительстве арочных конструкций, проемов, выдерживает серьезные динамические нагрузки. Купить профиль необходимого диаметра не представляет проблемы. Придать прямолинейной металлической профильной трубе нужный изгиб без использования специальной техники невозможно.

Согнуть профиль можно вручную, используя газовую горелку и прикладывая физическое усилие. Но даже для такой простой операции необходимо трубу прочно закрепить, выбрать безопасное место для проведения нагрева, приспособить рычаги для приложения усилия. Еще труднее сделать несколько симметрично изогнутых профилей.
Решается эта задача использованием специальной методики – вальцевания профильной трубы.
Что такое вальцевание трубы
Для строительства металлических конструкций используют специальные трубы с квадратным или прямоугольным сечением, которые обладают повышенной прочностью к статической нагрузке. Придание этим трубам изгибов необходимой формы при помощи специального станка называется вальцеванием. Сам станок носит название вальцы (вальцеватель, трубогиб).

Когда говорят о вальцевание трубы в промышленных масштабах, под этим термином подразумевают операцию по изготовлению профильной трубы. Заготовкой для получения профиля служит круглая сварная труба, которую путем прокатывания на вальцах, преобразуют в трубу с квадратным или прямоугольным сечением.
Вальцевание на производстве состоит из следующих операций:
- Получение трубы с круглым сечением из плоского металлического проката — лист сворачивают и заваривают соединительный шов.
- Круглую трубу протягивают через вальцеватель, деформируя и придавая ей сечение заданных размеров
- Проводят контроль качества соединительного шва полученного профиля.
- Дополнительным прокатыванием снимают остаточное напряжение металла после деформации.
Обратите внимание! Термин «вальцевание» в промышленных масштабах имеет более широкое значение, чем просто радиусное изменение формы трубы.
Вальцы или трубогиб производственный – это станок, состоящий из 3 или пяти металлических валиков, которые соединяются в единый механизм приводной цепью. Используется такой станок в трубопрокатной промышленности, прежде всего, для изготовления самого профиля.
На трубопрокатном производстве или в профессиональном строительстве используют электрический вальцеватель. Это устройство, которое состоит их нескольких специальным образом закрепленных валиков и системы направляющих. Между ними, усилием извне, протягивается металлический профиль.
При изготовлении труб вальцеватель имеет вид стационарного многотонного станка. В промышленном строительстве вальцеватель это изготовленный промышленным способом станок для радиусной деформации трубы.
Вальцы промышленного производства
Промышленность выпускает станки для самостоятельного вальцевания профильной трубы для нужд частного строительства. Стоимость таких устройств начинается от 25 тысяч рублей.
Это переносные, компактные станки:
- с ручным приводом;
- электрические аппараты.
Обратите внимание! Станки с гидравлическим приводом используются в промышленном производстве. Это тяжелые стационарные станки, которые имеют большую мощность.

Стандартно вальцы для домашнего использования состоят из:
- Трех закаленных металлических валиков. Два нижних являются подающими. Верхний, прижимной валик, давит на трубу, деформируя ее.
- Прижимного устройства на резьбе.
- Устойчивой станины.
- Крепкого металлического корпуса.
- Рукоятки для приведения в действие цепной передачи.
Ручной станок просто оборудовать электроприводом. У некоторых промышленных вальцов такая модификация предусмотрена производителем. По желанию потребителя электропривод устанавливается при покупке.
Однако приобретать для домашнего использования промышленный станок является роскошью для большинства потребителей. Изготовить самостоятельно такое устройство возможно, при условии владения некоторыми навыками и наличием составляющих частей.
Самодельные приборы для вальцевания
Трубогиб в арсенале домашнего мастера не является устройством, которое часто бывает задействовано. Однако для тех умельцев, которые занимаются обустройством собственного участка самостоятельно, периодически вальцы необходимы.

Выполнение ремонтных, строительных работ с использованием гнутого профиля позволяет создавать легкие, прочные конструкции из современных материалов. На гнутый металлический профиль хорошо ложится, например, поликарбонат, который широко используется в обустройстве теплиц, беседок, козырьков, крыш.
Самодельный трубогиб – это компактное устройство с размерами: длина – 500 мм, ширина – 220 мм, высота 340 мм.
Для изготовления понадобятся:
- устойчивое основание;
- крепкий корпус;
- валики металлические;
- цепь для передачи крутящего момента на валики;
- струбцина для регулировки давления;
- направляющая труба.
Обратите внимание! Экономить на составляющих элементах недопустимо. Станок для вальцевания должен обладать достаточной прочностью и быть безопасным в применении.
Чтобы изготовить самостоятельно качественный трубогиб, необходимо иметь навыки работы с металлом, уметь составить и прочитать чертеж. Приложив немного усилий, в домашних условиях можно собрать вальцы, которые по своим эксплуатационным качествам не будут отличаться от промышленных аналогов.
Как изготовить вальцы своими руками?
Самодельные вальцы для профильной трубы должны быть:
- надежными;
- мобильными;
- экономичными.
В зависимости от частоты использования самодельный станок можно оснастить электроприводом, после его изготовления. Мощность мотора должна быть не больше 1,5 кВт (для работы от стационарной сети).
Обратите внимание! Электрические вальцы для профиля нельзя назвать экономичным прибором. Если подобный станок используется нечасто, то можно обойтись ручным приводом.
Изготовление станка для домашнего вальцевания следует начинать со сборки его корпуса. Для этого рекомендуется использовать швеллер или профильную трубу. Основание должно быть достаточно широким, устойчивым. Корпус жесткий, рабочая часть П-образная. Вверху корпуса приваривают гайку для установки струбцины для регулировки прижима деформирующего валика. Второй вариант – установка гидравлического домкрата.
Домкрат устанавливают под подающим валиком снизу. Подача давления на трубу в этом варианте оказывается снизу, для чего половина установочной платформы (с одним подающим вальцом) делается подвижной.

Прокатный механизм имеет свои особенности. Валики должны быть прочнее, чем трубы, которые предполагается деформировать. Их изготавливают из закаленной стали и закрепляют подшипниками качения. Два вальца устанавливают на нижней платформе, на одной плоскости. Они будут протягивать трубу.
Деформирующий валик устанавливают сверху в П-образной части корпуса. Его положение регулируется струбциной. Соединяется и приводится в действие прокатный механизм при помощи цепной передачи. Цепь можно использовать от большого велосипеда. Звездочки устанавливаются на прокатный и деформирующий валик и соединяются с ручкой, с которой и подается крутящий момент.
Для удержания трубы по центру монтируется направляющая труба.
Рекомендации специалистов
Основные моменты, которые следует учитывать при изготовлении вальцов для профильной трубы:
- при сборке станка рекомендовано установить радиальную регулировку, что при работе позволит регулировать зазор;
- следует предусмотреть регулировку углового зазора;
- для безопасной работы станка, особенно с электроприводом, следует использовать защиту на движущиеся части механизма.
При правильном подходе вальцы, изготовленные в домашних условиях, ничем не уступают промышленным станкам.
Почему не приживается гофра Lavita?
psnsergey написал :
Конечно, она остаётся гофрой, только витки реже.
Увы, эквивалентная шероховатость остаётся высокой, высота складок почти не уменьшается. Я свои опыты, опровергающие заявления корейских маркетоложцев, ставил, кстати, как раз с уже растянутой (нерастягивающейся) трубой.
Дак как же отличить тянущуюся нержгофру от нетянущейся? Что должно быть написано в маркировке?
виктор1 написал :
А вот пусть выполнят вот это и посмотрим кто он
У нас «вот это» — оцинковка — стало головной болью всего дома. Новостройка 2005года, разводка в подвале и стояки — именно так сделаны. Итог: ржавая вода, причём никакие фильтры кроме угольных не помогают (растворённое, а не коллоидное железо). В остальном насчёт Равшанов и Джамшутов — полностью согласен. Их излюбленный материал тот, где не нужен спец. инструмент.
ООооо у меня та же тема, СПБ дом. ул Народная д.5 корп.2.
К меди после курения форумов поостыл. Так как у нас в Спб, что и Эак подтвердил, для медяхи вода хромает по PH. Такая пичаль. А так заманчиво на пайке. размечтался. Более того, у меня заземление на водопровод запитано (у унитаза проводочки).
Придётся видимо сдаваться на милость победителю — армированному ПП.
У меня 2 момента: метровая штроба и очень много железа в воде (пытались судиться, но падлы из водоканала предъявили свои результаты анализов, которые отличались от наших).
Нержу по цене не потяну по инструменту — заоблачные ценники. Ок, можно взять в прокат. Но и сама нержа космос, я её даже в магазинах не видел.
ГН Лавита на фиттингах в штробах? для полной разводки 0,3 мм как-то не очень. Есть примеры с фото? Кто-нибудь делал?
Всем доброго времени суток.
Возникло несколько Вопросов по гофро-трубе Lavita.
Купил развальцованную 2-x метровую трубу Lavita на замену 8 летней гибкой подводки в
квартире.
На второй фото пример развальцовки с гайкой и прокладкой. Два кольца – кто то делает 3 кольца.
Есть ли существенная разница между двумя и тремя кольцами при развальцовке ?
Возникает вопрос надёжности такого рода соединения — Для горячей и холодной воды (раковина)
Смущает очень маленький эффект развальцовки трубы + у самой накидной гайки Lavita очень
узкая внутренняя каёмка (прижимная часть)
от сюда вопрос:
Нужно ли ставить дополнительное КОЛЬЦО для большего эффекта прижима ? (образец на фото)
Или оставить как есть – затянуть в ручную и немного подтянуть ключом ?
Не вырвет ли со Временем давлением шланг из под накидной гайки ? (расшатается или
сломается на месте развальцовки – труба то вроде как не очень толстая )
И на сколько времени хватит резиновой прокладки такого типа на горячую воду (раковина). ?
Всем за ранее спасибо за ответы.



alexan77 , сколько проблем создали.
alexan77 написал :
Есть ли существенная разница между двумя и тремя кольцами при развальцовке ?
Никакой. Только в больших объёмах это лишнее кольцо в метры трубы превратится.
alexan77 написал :
Или оставить как есть – затянуть в ручную и немного подтянуть ключом ?
alexan77 написал :
И на сколько времени хватит резиновой прокладки такого типа на горячую воду (раковина). ?
Если из нормальной резины, то переживут саму сантехнику.
Всем привет. Я в небольшом Шоке-замешательстве.
Постом выше описывал развальцованную гофру Lavita.
По всем вопросам позвонил представителем Lavita по г. Москва.
На все вопросы отвечала Девушка.
Мне было сказано что:
развальцованная труба производителя Lavita – таким методом соединения
развальцовка – накидная гайка – фирменная прокладка — ПОДХОДИТ для воды только на дачных
участках в квартирах такое соединение не рекомендуют — Говорят, что такое соединение
рассчитано Максимум на 2 – Атмосферы .
Переспросил ещё раз по данному факту, спросил где можно получить более точную информацию ?
Ответ был получен – что более точной информации не существует и это наиболее точная.
Я в в ступоре – подключил раковину, унитаз .
В доме давление воды постоянное от 6.5 до 7.5
атмосфер. Подключено уже неделю – полёт нормальный – ничего не подтекает .
Что делать и кому верить ума не приложу.
Продвинутые спецы помогите — Кто прав и что делать?
Оставить как есть или переделывать соединение ?
Какое максимальное давление выдержит Развальцовка с накидной гайкой ?




С такой разницей уже бы рвануло.
А это что?

Это сильфонная подводка к крану лавита из нержавейки. Просто накидное
кольцо не вошло в кадр.
alexan77 написал :
Какое максимальное и рабочее давление выдержит Развальцовка с накидной гайкой ?
Ребята всем привет. Начитался тут ужасов про гибкую подводку, поехал и купил шланги «штуцер-гайка» (в Кафулсо — Олтон), м.Свиблово.
Купил 4 шланга под смесители и один для унитаза. Для унитаза отрезали и развальцевали там же. Из 4 «гаек-штуцеров» в одном шланге оказалась дырка в месте крепления штуцера в гофре. Пришлось сегодня ехать менять. Удивились -сказали, что в 1 раз такое. На складе выдали новую, разорвал целофан на месте, опять дырка, в этот раз в месте крепления гайки. Теперь удивился кладовщик, говорит я первый такой, у кого есть брак. Взял другую. Это к вопросу о качестве.
Второе, везде заявлено, что материал — сталь. Странное дело, не знал, что сталь бывает желто-красного цвета. А именно такой состав гофры, после того, как я ее поцарапал ее на ребрах в попытках инсталлировать ее в смеситель. Ради интереса поцарапал гайку — такая же история. Под стального цвета покрытием желтоватый металл. Ок, смотрим на сайт, на сайте написано, что гайка из латуни, покрыта стальным напылением (ну не дословно). Однако про гофру строго написано, что это сталь. Однако легко проверить, что это какая-то странная сталь.
(EF600 наименование на сайте).
Трубу с развальцовкой не царапал ( думал есть спец.прибор, «развальцеватор». а оказывается вальцуют молотком сплющивая соседние кольца))) хотя на срезе там не было желтого металла (вроде).Труба под развальцовку толще, чем под смеситель.
Ну и что это за чудный металл, кто знает?
Лапоть , нержавейка. Пользуюсь много лет и вполне доволен.
Вальцовка труб своими руками
Вальцовка – это работа по изменению вида и формы труб, их сгибание. Производится она посредством специального инструмента – вальцов с высоким радиусом для придания сгибу округлой формы.

Металлический лист прокатывается между валками. Таким образом, металл приобретает нужную форму, видоизменяется под заданным углом. Используемые вальцы должны соответствовать толщине металла. Если у листа толстые стенки, потребуются валки с радиусом побольше. В промышленности для этих целей обычно применяются ковочные вальцы. Вальцовка может проводиться со следующими группами металлов:
- Нержавеющая и черная сталь;
- Оцинковка;
- Алюминий.
Этот метод позволяет осуществлять обработку металлов, отличающихся пластичностью. Он подходит для работы с пластмассой. Результатом становятся металлические элементы, заготовки и так далее.

Развальцовщик для медных труб
Инструмент
При вальцовке своими руками обязательно потребуются специальные инструменты наподобие агрегатов для сгибания стальных листов или листогибочных вальцов. Перечисленные инструменты просты в работе, отличаются универсальностью и высокой точностью.

Существует множество инструментов, предназначенных для вальцевания. Различаются они по особенностям применения:
- Инструменты серии Т применяются для работы с трубами с малым диаметром (6-11 мм). Оборудование позволяет устанавливать глубину вальцовки;
- Инструменты серии СТ применяются для работы с элементами, внутренний диаметр которых составляет 6-11 мм за сварочным швом;

- Инструменты серии РТ применяются для работы с изделиями с малым диаметром (5,50 – 11,5 мм);
- Инструменты серии Р применяются для работы с изделиями с большим диаметром (12-40 мм);
- Инструменты серии СР применяются для работы с изделиями, представляющими собой элемент конструкции трубных толстых решеток;

- Инструмент серии 5Р применяется для работы с тонкостенными трубами с большим диаметром, выполненными из нержавейки или титановых сплавов.
Как производится вальцовка
Вальцевание своими руками бывает нескольких видов. Работа может производиться с конусом, без эксцентрика и трещотки, с эксцентриком. При произведении сгиба очень важно соблюдать правила безопасности.

Общий смысл выполняемой работы заключается передаче на концы труб холодного состояния в отверстиях тех же конструкций. Данный метод позволяет надежно соединить все элементы, обеспечить конструкции прочность. Итак, рассмотрим этапы вальцевания своими руками (фото позволят более наглядно представить эту сложную работу):
- Деталь устанавливается в предназначенное для этого отверстие. В этом случае между стенками изделия и стенками агрегата обычно образуется отверстие. В норме оно не должно превышать 1 мм;
- Производится расширение детали. В итоге зазор должен исчезнуть. Деталь прочно фиксируется в отверстии;
- Внешняя поверхность, расширяясь, начинает оказывать давление на трубной барабан, вследствие чего происходит его деформация. По окончании работ трубный барабан будет вновь принимать прежнюю форму, что создаст необходимое сжимание. Данный фактор делает соединение таким надежным.

Данная технология работы подходит как для труб большого диаметра, так и для труб малого диаметра. Очень важно правильно подобрать инструмент для выполнения вальцовки. В противном случае может произойти чрезмерная деформация металла барабана, что приведет к усиленному расширению и разрыву детали.
Чтобы вальцовка своими руками была выполнена правильно, необходимо знать специфику работы используемых инструментов, уметь правильно ими пользоваться, изучить технологию сгибания металла. Важно изучить соответствующие инструкции, знать особенности работы с тем или иным металлом. Для того чтобы выполнить вальцовку трубы качественно, рекомендуем просмотреть соответствующие видео и фото, где показана работа профессионалов.
Так вы сможете воочию увидеть, как грамотно произвести деформацию металлических листов. Важно помнить, что при вальцовке требуется соблюдать не только инструкции по правильному проведению работ, но и правила безопасности.
Вальцеватель для гофрированных труб своими руками
Существует множество способов соединения труб. Иногда возникают сложности в применении какого-либо из них. Причиной тому может быть незаметное на первый взгляд различие в диаметре, неравномерно сформированные стенки. Решением вопроса может стать вариант стыковки с помощью накидных муфт. Но для этого необходимо разобрать такое понятие как развальцовка торца труб.
Что собой представляет развальцовка
Под развальцовкой понимают процесс получения на конце трубы конической юбки. Диаметр такого образования превышает диаметр исходного материала. Это возможно за счет растяжения металла. Чем сечение развальцованного участка больше, тем меньше толщина его стенки. Любые трубы из мягкого материала (алюминий, медь, их сплавы, некоторые марки нержавейки) можно развальцевать ручным способом. Твердый металл подвергают машинной обработке. Не следует путать развальцовку с вальцовкой труб.
В каких случаях применяют развальцовку
Есть несколько причин, по которым необходимо обращаться к этому методу.
Чтобы получить разъемный стык. В кондиционерах, холодильных установках, гидравлических и других системах, где положен контроль за рабочей жидкостью, применяют соединение труб при помощи муфт. Если нужно уйти от сварки цветных металлов или сварки в целом.
Применение пайки на медных трубках. Эффективно спаять две трубы можно только при условии достаточного соприкосновения их поверхностей. Это достигается либо вставкой одного диаметра в другой, либо (при одинаковых диаметрах) развальцовкой торцов и увеличением площади прилегания элементов. В противном случае соединение труб разорвется под действием вибрации или стороннего усилия.
Для упрощенной фиксации торца трубы. В декоративных и других целях, когда трубу следует зафиксировать, например, торцом к плоскости, применяют развальцовку и фиксацию шайбой.
В сложных конфигурациях. В тех случаях, если внутри трубы прокладывают электрические жгуты и необходимо прохождение через различные изгибы. Тогда всю трассу разбивают на отдельные элементы и стыкуют муфтами.
Инструменты для проведения работ
Развальцовку труб можно осуществить двумя способами: ручным и машинным. Первый применим для мягких металлов с небольшим диаметром. Второй – для больших диаметров сталей с возможным разогревом торца заготовки.
Стандартный ручной развальцовывающий станок состоит из:
- Рукояти и направляющего стержня. С их помощью осуществляется поступательно — вращательное движение конуса для развальцовки.
- Направляющего зажима. Удерживает стержень напротив заготовки.
- Конуса развальцовывающего. Непосредственно воздействует на торец трубы, формируя юбку.
- Станины тисочного типа. Она имеет калиброванные отверстия под разный диаметр трубок.
Ручное приспособление для двойной развальцовки труб. Механизм может производить несколько операций с торцом трубы, делать одинарную воронку, «грибок», двойную воронку.
Экспандер для увеличения диаметра торца трубы. Представляет собой ручной рычажный инструмент. Его рабочим органом является специальная головка, которая имеет возможность расширяться при воздействии на рычаг. С помощью этого устройства также можно делать развальцовку, но юбка будет не конусной. В обработанный таким образом край трубы можно вставить другую трубу и дальше применить пайку либо сварку.
Молоток с головкой из латуни плюс вальцовочный инструмент, изготовленный из твердой стали. Комплект предназначен для создания раструбов с углом в 45 градусов, но с помощью него сложно идеально развальцевать трубу.
Профессиональная установка для развальцовки снабжена электрическим приводом. Основной элемент устройства – головка конусовидной формы. Рабочая деталь, вращаясь, прокатывается по внутренней плоскости торца трубы. Таким образом, торец постепенно раскрывается, образуя юбку.
Получения конического раструба
Для понимания технологии процесса можно взять пример развальцовки трубок из меди. Порядок проведения работ следующий:
Схема действия конического раструба
- Трубу тщательно торцуют. Для качественной развальцовки угол между торцом и плоскостью должен быть строго 90 градусов.
- Обработка металла рабочей части заключается в зачистке и удалении заусениц и окислов.
- На трубку надевают резьбовую муфту.
- Заготовку зажимают в станине в посадочном отверстии соответствующего диаметра. Конец трубы (рабочая часть) на несколько миллиметров должен выступать над станиной.
- Завинчивая винт, упирают развальцовывающий конус в торец и производят давление до тех пор, пока деформация участка не достигнет предела – будет образована юбка, скошенная под углом в 45 градусов.
- Вынимают заготовку из станины, муфту перемещают к обработанному краю.
Чтобы легче воздействовать конусом на заготовку, рабочую поверхность лучше покрыть смазочным материалом. Винт перемещать вперед- назад, постепенно достигая нужного результата – это поможет избежать возможного разрыва металла в районе деформации.
Работа ручным экспандером имеет свой алгоритм действий:
Как использовать ручной экспандер для труб
- Торец заготовки насаживают на подходящий диаметр головки до упора (диаметров в наличии несколько).
- Удерживая стационарную рукоять, подвижную перемещают по окружности, тем самым разводя губки головки. Работу проводят без насилия, чтобы не разорвать трубу.
- После получения расширения диаметра снимают заготовку с инструмента.
- Проверяют легкость вхождения второй трубы в полученный раструб.
Изготовление самодельного вальцовочного инструмента
Не всегда нужно приобретать заводской станок для развальцовки труб, тем более, если операция единичная. В этом случае можно воспользоваться обычным конусом и молотком, но для большей точности результата работы лучше изготовить простой самодельный инструмент. Основные части приспособления:
- Станина. ЕЕ изготавливают из стального уголка длинной 200 мм, шириной полки в 32 мм и толщиной стенки – 5 мм.
- Болты М8 два штуки. С помощью них стягивают станину.
- Тиски. В них зажимают станину.
- Конусные оправки (развальцовывающий конус). Заказывают у токаря, либо самостоятельно вытачивают из стальной болванки.
Самодельный вальцовочный инструмент
Инструмент для проведения работ:
- Электрический наждак;
- Дрель;
- Болгарка с обрезным кругом по металлу.
Порядок развальцовки трубы
- Заготовку из стального уголка разрезают на два отрезка длиной по 100 мм.
- Соединяют заготовки (чтобы в торце получилась буква «Т») и зажимают в тисках.
- Просверливают два отверстия в уголках под болт М8.
- Стягивают заготовки между собой болтами.
- Просверливают отверстия под разные диаметры медных трубочек (диаметром не более 8 мм) по линии соприкосновения двух уголков.
- В каждом отверстии выбирают небольшие фаски.
Полученный инструмент готов к работе, его применяют так же, как и заводской.
Приспособления и инструмент для вальцевания
Вальцовка различных трубных изделий (медных, из обычной и нержавеющей стали, алюминиевых, из черных металлов) выполняется при помощи станков, машин, гибочных вальцов, которые по своей сути являются универсальным оборудованием. Оно производится из высоких по качеству и твердости стальных сплавов, поэтому все приспособления для вальцевания характеризуются отличными эксплуатационными параметрами.
Инструмент для вальцовки крайне редко требует серьезного ремонта, им можно пользоваться очень долго, не беспокоясь о замене каких-либо частей, входящих в его конструкцию. В настоящее время существует немало машин для обработки трубных изделий, сделанных из разных материалов. Любой современный станок для вальцовки труб можно причислить к одной из следующих групп:
- «РТ»: инструмент, который создается специально для работы с трубами сечением от 5,5 до 11,5 миллиметров;
- «Т»: станки для изделий, имеющих сечение от 6 до 11 миллиметров, их особенность – возможность контролирования глубины вальцевания;
- «5Р»: приспособления, с помощью коих осуществляется вальцовка трубных конструкций с малой толщиной стенок, изготовленных из титановых либо коррозионно-стойких сплавов;
- «Р»: станки этой группы подходят для работы с большими трубами (сечение – от 12 до 40 миллиметров);
- «СТ»: инструмент, используемый в тех случаях, когда требуется обработать трубы за их сварочным швом, приспособления серии «СТ» обычно применяются для изделий сечением не более 11 миллиметров.
Кроме того, имеется и еще одна группа специальных вальцующих станков – «СР». На них происходит обработка труб, входящих в конструкцию толстых трубных решеток.
Гофрированная нержавейка для самогонного аппарата
два самодельных самогонных аппарата
Гофрированная труба из нержавеющей стали.wmv
Попугай своими руками из гофрированной нержавейки
Вальцеватель трубы гофры нержавейки
самогоный аппарат Своими руками
Гофрированная труба из нержавеющей стали Kofulso Neptun (Южная Корея)
Самогонный аппарат своими руками.
холодильник димрота из нержавейки ( длина 4 метра диаметр 8 мм.)
Дистилляция — медь или нержавейка?
Самодельная бражная колонна из нержавейки
- Что такое брага и ее приготовление
- Голубая глина в браге
- Облагородить самогон бальзамом
- Как снизить градусы самогона
- Самогон из сахара и дрожжей саф левюр рецепт выход
- Калина с самогоном
- Самогон где измерять температуру
- Из чего гнать качественный самогон
- Как сделать брагу для самогона из меда и дрожжей
- Абхазский самогонный аппарат
- Брожение браги из инвертированного сахара
Вальцевание гофрированной трубы – Лавита Урал
Вальцеватель является очень удобным средством для вальцевания гофрированных труб из нержавеющей стали при изготовлении подводок
Вальцеватель — инструмент, предназначенный для радиального деформирования трубы с целью создания стопорного кольца для накидной гайки. Технологический процесс закрепления труб с использованием вальцовок называется развальцовка.
Вальцеватели

Инструмент, предназначенный для радиального деформирования кромки трубы с целью создания стопорного кольца для накидной гайки. Является очень удобным средством для вальцевания гофрированных труб из нержавеющей стали при изготовлении подводок.
Технологический процесс закрепления труб с использованием вальцевания называется развальцовкой.
для гофрированной трубы Lavita
1. Отрежьте трубу необходимой длины с помощью трубореза.
2. Зачистите кромку трубы от неровностей..
3. Вставьте обработанный конец трубы в вальцеватель с выступом на три кольца.
4. С помощью молотка или резиновой киянки развальцуйте трубу 3-5 ударами.
5. Оденьте накидные гайки с другой стороны.
6. Развальцуйте трубу аналогично с другой стороны.
7. При соединении вальцованной трубы используйте уплотнительные прокладки для вальцевания.
Вальцеватель для гофрированных труб своими руками
Вальцеватели Инструмент, предназначенный для радиального деформирования кромки трубы с целью создания стопорного кольца для накидной гайки. Является очень удобным средством для вальцевания
Источник: www.lavita-russia.ru
[content-egg module=GdeSlon template=compare]
Виды вальцов для профильной трубы – особенности, предназначение, использование
Вальцы для профильной трубы – это инструмент, который известен далеко не всем. Что же он представляет собой и для чего нужен?

Немного о профильной трубе
Традиционные круглые трубные изделия более привычны для обывателя. Они используется для систем водоснабжения, водоотведения, в качестве кабельной оболочки и много другого. Профильная труба имеет не совсем обычную форму.

Профиль трубного изделия может иметь разную форму, однако наибольшей популярностью пользуются следующие виды:
- Овал. Изделия такого профиля встречается в радиаторных системах и в качестве элементов декоративных конструкций.
- Квадрат или прямоугольник. Такой профиль находит применение при строительстве несущих конструкций. Объясняется это большой прочностью изделий при поперечной нагрузке. Вес, при котором обычная труба сгибается, профильная труба прямоугольной или квадратной формы выдерживает без изменения формы.
Способы монтажа несущих конструкций
При монтаже несущих конструкций состыковка элементов выполняется двумя способами:
- С помощью сварки. Соединение элементов сваркой отличаются прочностью и долговечностью. Особенно это важно в тех местах, где на соединение оказывается большое давление.
- С помощью болтов. Такое соединение более выгодно, так как не у всех найдется сварочный аппарат. Болтами могут соединяться элементы теплиц, навесов и стеллажей.
Несущие части, на которые планируется большая нагрузка, лучше выполнять с использованием двутавров или швеллеров. Эти элементы не так красивы, но имеют высокую прочность по сравнению с профильной трубой.
Создание криволинейных поверхностей
В несущих конструкциях профильная труба играет роль горизонтальной, вертикальной или наклонной опоры для балконов, перекрытий или крыши. А вот для навесов, козырьков или теплиц необходимо создать криволинейную поверхность.
Объясняется это несколькими причинами:
- Эстетическое восприятие. На зрение и психику человека округлые формы оказывают успокаивающее воздействие.
- Ветер и осадки. Обтекаемая форма не служит препятствием ветру, поэтому при сильных порывах округленной поверхности практически ничего не угрожает. Помимо этого на круглые формы не задерживают осадки в виде дождя и снега.

Для создания криволинейной поверхности необходимо согнуть материал. Выполнить это действие можно при нагревании отдельных участков газовой горелкой.
Это самый простой способ изгиба, но у него есть некоторые недостатки:
- Во-первых, для его выполнения требуется большой рычаг, крепкий упор трубного изделия и огромные физические усилия.
- Во-вторых, таким способом невозможно добиться равномерного изгиба.
Создать ровный сектор окружности можно с помощью вальцов.
Виды вальцов
Для производства профильной трубы и ее изгиба в домашних и заводских условиях требуются совершенно разные инструменты.
Заводское производство
Вальцевание – это главная технологическая операция в процессе изготовления профилированных трубных изделий.
Весь цикл выглядит следующим образом:
- Плоские заготовки сворачиваются в цилиндр, место соединения сваривают.
- Полученное изделие прокатывают через вальцы, где под большим давлением происходит формирование нужного профиля.
- Выполняется проверка качества швов.
- Изделия прокаливают для снятия остаточных напряжений от деформации.

Для изготовления больших объемов заводы используют соответствующее оборудование. Например, на полноценном прокатном стане крупного предприятия вальцы для трубогиба имеют вес в несколько десятков тонн, а прилагаемое на них усилие может достигать нескольких сотен тонн. При этом здесь используется не ручной привод, а оборудование с электроприводом.
Домашнее производство
Выполненные своими руками вальцы для трубогиба должны отвечать совсем другим требованиям:
- Легкость. Оборудование должно перемещаться без особых усилий.
- Компактность. В небольшом помещении крупные габариты станка только усложнят рабочий процесс.
- Экономичность. Для быстрого проката заготовок можно использовать мощные электромоторы. Однако такое потребление электричества требует больших затрат на его оплату. Помимо этого для работы на таком оборудовании необходимо иметь соответствующую проводку, которая может выдержать высокую мощность.
В домашних условиях используют два вида вальцов: электроприводные (с моторами мощностью до 1.5 кВт) и ручные.
Ручные вальцы для профильной трубы – это самый простой вариант. Такое приспособление состоит из трех стальных валиков, два из которых расположены на одной горизонтали, а третий валик опускается между ними по принципу струбцины с помощью винтового механизма. К одному из валиков, лежащих на одной линии, прикреплена ручка, которая приводит его в движение. Принцип работы такого механизма также прост, как и его устройство: на два валика укладывается профильная труба, сверху она прижимается третьим валиком, который под давлением изгибает трубу. Вращением рукоятки на одном из валиков труба прокатывается через вальцы. В результате по всей длине получается ровный изгиб.

Если на самодельных вальцах для профильной трубы сделать поперечные желоба, то можно будет гнуть круглую не профилированную трубу.
Сделанные своими руками вальцы для профильной трубы можно использовать для изготовления элементов теплиц и навесов в небольшом объеме. Для производства большого количества конструкций такое приспособление не подходит.
Гнуть трубу профильную на вальцах с электроприводом намного легче. Протяжкой и деформацией трубы занимается несложный механизм, состоящий из электромотора небольшой мощности и редуктора. Большой коэффициент передачи на редукторе обеспечивает работу механизма с мотором малой мощности.
Используя различные чертежи вальцов для профильной трубы, можно не искать подходящее оборудование, а сделать его своими руками.
Вальцы для профильной трубы: заводские и самодельные для трубогиба своими руками, чертежи ручных вальцов
Вальцы для профильной трубы: заводские и самодельные для трубогиба своими руками, чертежи ручных вальцов
Источник: trubaspec.com
[content-egg module=GdeSlon template=compare]
Вальцы для профильной трубы: делаем ручной профилегиб своими руками
Сделать вальцы для профильной трубы своими руками, используя чертежи и знание принципа работы этого полезного приспособления, вполне реально. Используя такое устройство, обладающее высокой универсальностью, вы сможете самостоятельно изготавливать из профтруб гнутые конструкции любой степени сложности.

Прокатка профильных труб для навеса на самодельном станке
Основными рабочими органами вальцов, оказывающими механическое воздействие на обрабатываемую профильную трубу, являются вращающиеся валки, количество которых может варьироваться от 3 до 5 штук. В просвете между валками как раз и происходит пластическая деформация профтрубы.
Виды устройств с вращающимися валками
Прокатка профильной трубы, в результате которой осуществляется изменение ее первоначальной конфигурации, может выполняться на оборудовании различной конструкции. Различаться такие устройства для вальцовки профильной трубы могут по типу используемого привода и по основным техническим характеристикам. Так, вальцы прокатные могут иметь:
- ручной привод (применение таких приспособлений для прокатки профильных труб требует значительных физических усилий);
- электрический привод;
- приводной механизм гидравлического типа.

Ручные прокатные вальцы как раз и служат прототипом для самостоятельного изготовления станка
Наиболее простыми (и, соответственно, недорогими) приспособлениями, при помощи которых выполняют вальцовку профильной трубы, являются ручные профилегибы. Наряду со своей надежностью и простотой использования они отличаются еще целым рядом весомых преимуществ. Конструкцию профилегиба ручного составляют следующие элементы:
- массивная станина, служащая надежным основанием для всей конструкции;
- вальцы, которые выполняют подающую и приемную функции (данные конструктивные элементы, при помощи которых и выполняется вальцевание, соединяются между собой посредством цепной передачи);
- комплект зажимных механизмов (струбцин), предназначенных для фиксации труб различного размера.

Основные части вальцов
Такой прокатный станок, отличающийся простейшей конструкцией, также оснащается специальной трубой, которая выступает в роли направляющей для изгибаемой заготовки. Следует иметь в виду, что использование такого станка требует от исполнителя приложения значительных физических усилий. Кроме того, данное приспособление не позволяет выполнять вальцевание с высокой производительностью и чаще всего применяется для несложных работ в домашних условиях. Именно поэтому конструктивная схема данного станка используется для того, чтобы сделать профилегиб своими руками. Такой простой по конструкции профилегиб позволяет выполнять вальцевание профильных труб качественно и с высокой эффективностью.
Электрический станок для вальцевания профильных труб, даже сделанный самостоятельно, обеспечивает более высокую производительность технологической операции. Объясняется это тем, что за выполнение основной операции – протягивание проф трубы через вальцы – отвечает электрический привод, мощность которого может быть достаточно большой. Именно поэтому электрические вальцы для профильной трубы, сделать которые можно и своими руками, используя чертежи, применяются как небольшими организациями или домашними мастерами, так и производственными предприятиями.

Электроприводом станок может оборудоваться и позднее, главное учесть это изначально и разрабатывать достаточно мощную конструкцию
Однако, конечно, самой высокой мощностью отличается гидравлический профилегибочный станок, своими руками изготовить который достаточно сложно. Приспособления данного типа, предназначенные для вальцевания профильных труб, используются преимущественно на промышленных предприятиях, где осуществлять такую технологическую операцию необходимо с высокой производительностью.
Самодельные приспособления для вальцевания труб
Без такого устройства, как приспособление для вальцевания профтруб, практически не обойтись в тех ситуациях, когда вы решили самостоятельно заняться ремонтом, при выполнении которого придется иметь дело с гнутыми трубами. Для этого можно приобрести серийное устройство подобного назначения или использовать профилегиб самодельный, конструкция которого не отличается высокой сложностью. Вопросом о том, как сделать профилегиб, есть смысл задаться еще и по той причине, что серийные модели стоят достаточно дорого, поэтому их приобретение (особенно если они требуются только для выполнения домашнего ремонта) не всегда целесообразно.

Ориентировочные размеры самодельных вальцов
Для того чтобы качественно изготовить самодельные вальцы, можно изучить теоретические сведения, просмотреть видео на данную тему, но главное – придерживаться рекомендаций тех, кто уже добился при решении этого вопроса хороших результатов. Конечно, чтобы сделать свой вальцеватель, необходимо обладать не только соответствующими знаниями, но и определенными навыками изготовления и использования различных технических устройств.

Кинематическая схема станка
Самодельные вальцы могут быть сделаны даже из подручных материалов, которые практически всегда есть в любом гараже или домашней мастерской. При этом эффективность таких вальцов, если они изготовлены с учетом всех рекомендаций, будет ненамного ниже, чем у моделей, выпускаемых серийно.
Как самостоятельно изготовить профилегиб
Чтобы сделать профилегибочный станок своими руками, надо придерживаться следующей последовательности действий.
- В первую очередь изготавливается основание или станина, для чего можно использовать трубы большого диаметра или стальные швеллеры.
- Серьезное внимание следует уделить изготовлению вертикальной опоры станка, материалом для которой может послужить профиль П-образного сечения. Именно в верхней части такой опоры, которая должна отличаться высокой надежностью, устанавливается деформирующий трубу узел – вальцовый механизм. Для монтажа вертикальной опоры, нижняя часть которой надежно фиксируется под станиной, вам потребуется струбцина соответствующего размера. При таком способе крепления вертикальной опоры деформационное усилие, оказываемое на изгибаемую профильную трубу, будет равномерно распределяться по двум подающим вальцам.
- Чтобы привести во вращение подающие вальцы, используют цепную передачу, которую можно собрать, используя для этого цепь и звездочки от старого велосипеда. Звездочки, которые по своим геометрическим параметрам должны строго соответствовать характеристикам используемой цепи, фиксируются на подающем и ведомом валах. При монтаже цепного механизма подачи для вашего самодельного станка следует обеспечить хорошее натяжение цепи и только после этого приступать к фиксации рукоятки подающего механизма. Естественно, что приводной механизм вашего станка для вальцевания профтруб должен обеспечивать легкое вращение подающего и ведомого валов.
- Сами самодельные вальцы, которые будут оказывать давление на изгибаемую профильную трубу и тем самым воспринимать основную нагрузку при работе станка, лучше всего изготовить из стали, прошедшей процедуру закалки.
 Привариваем опоры подшипниковавляющие каретки
Привариваем опоры подшипниковавляющие каретки  Вот так каретка должна «ездить»
Вот так каретка должна «ездить»  Пробуем собрать корпус
Пробуем собрать корпус
 Подбираем винт с инструментальной резьбой
Подбираем винт с инструментальной резьбой  Делаем крепление винта сверху каретки
Делаем крепление винта сверху каретки  Так этот узел выглядит снизу
Так этот узел выглядит снизу
 Навариваем усилители
Навариваем усилители  Закрепляем ушки для сборки корпуса
Закрепляем ушки для сборки корпуса  Используем шплинты для быстрой разборки
Используем шплинты для быстрой разборки
 Собираем цепную передачу
Собираем цепную передачу  Мастерим рукоятку их накидного ключа
Мастерим рукоятку их накидного ключа  Красим готовый профилегиб
Красим готовый профилегиб
Для того чтобы прокатный станок для профильных труб, сделанный своими руками, обладал высокой универсальностью и мог использоваться для обработки изделий различного размера, в его конструкции необходимо предусмотреть возможность выполнения радиальной регулировки. Такая важная опция позволяет изменять величину зазора между рабочими валками. Чтобы сделать свои самодельные вальцы еще более функциональными, можно предусмотреть в их конструкции возможность выполнения и угловой или, как ее еще называют, осевой регулировки.
Самодельные устройства для гибки профильного трубного проката, изготовленные по универсальным схемам, можно в дальнейшем подвергать модернизации, если в этом возникает необходимость. Например, их можно оснастить электрическим приводом или установить на них большее количество рабочих валков.
Вальцы для профильной трубы своими руками: чертежи, видео
Как сделать вальцы для профильной трубы своими руками: чертежи, алгоритм действий и видео. Основные виды прокатных вальцов. Конструкция ручного профилегиба.
Источник: met-all.org
[content-egg module=GdeSlon template=compare]
Как развальцевать медную трубу своими руками
При соединении медных труб между собой либо при их стыковке с рабочими частями, например, кондиционеров необходима специальная подготовка их торцов – так называемая развальцовка. От того, насколько качественно она будет сделана, напрямую зависит долговечность работы будущей системы, ведь подавляющее большинство проблем с утечкой хладагента (фреона) из кондиционеров связано именно с некачественными стыками.

Чаще всего развальцовка медной трубы требуется при самостоятельной установке кондиционера
О том, как правильно развальцевать медную трубу, и пойдет речь в нашей статье.
Подготовительные работы
Как правильно подготовить торец трубы
Прежде чем приступить непосредственно к развальцовке, необходимо подготовиться. Подготовку начинают на этапе порезки трубы, а именно следят за тем, чтобы после отреза торец трубы соответствовал следующим условиям:
- не имел скосов (должен быть выполнен строго под 90 градусов относительно оси трубы);
- был ровным;
- не имел завала краев.

При резке медной трубы не допускаются представленные на картинке ошибки
Для этого резку осуществляют согласно представленной далее инструкции:
- Специальный труборез для медных труб надевают и закрепляют на участке трубы, где ранее была нанесена метка под рез.
- Против часовой стрелки вращательным движением неспешно прорезают трубу.
- Проверяют торец на отсутствие неровностей и скосов.
- С помощью напильника и/или наждачной бумаги удаляют с торца возможные неровности и заусенцы.
Инструмент для развальцовки
Для выполнения задачи также понадобится развальцовщик. Это специальная плашка с шаблонными отверстиями под разные диаметры труб, к которой крепится вальцовка с конусом. Данный инструмент можно приобрести в специализированном магазине. Как правило, он продается в комплекте с труборезом и приспособлениями для обработки торцов труб.

Так выглядит инструмент для развальцовки медных труб
Как выполнить развальцовку
Итак, после подготовки приступают непосредственно к развальцовке:
- По необходимости заблаговременно надевают на трубу обратную гайку, чтобы потом не возникло казуса с крепежом трубы, поскольку на развальцованный торец надеть ее уже не представится возможным.
- Подготовленную трубу зажимают в плашке, предварительно выбрав в ней подходящее по диаметру отверстие. Зажать необходимо так, чтобы торец трубы слегка выступал над поверхностью плашки, а сама труба была надежно зафиксирована. Высота выступа зависит от диаметра трубы и выбирается согласно таблице ниже.
- Далее перемещают вальцовочный элемент к нужному отверстию и зажимают его. Обычно на плашке имеются специальные риски для правильной фиксации вальцовочного элемента. При правильной фиксации вершина конуса будет совпадать с центром отверстия трубы.
- Производят вращение винта вальцовочного элемента. При этом конус постепенно входит в трубу, расширяя ее торец. Вращение производят до упора.
- Выкручивают винт обратно, освобождают трубу из плашки, проверяют результат. На выходе должен получиться ровно развальцованный симметричный торец без смещения в сторону и без скоса. Кроме того на нем должны отсутствовать трещины, надломы и другие повреждения. При наличии чего-то подобного неудавшийся участок срезают и выполняют процедуру заново.

При развальцовке медной трубы не допускаются представленные на картинке ошибки
- Обрабатывают развальцованный участок еще раз – удаляют заусенцы, возможную фаску и неровности. Здесь необходимо достичь идеально ровной и гладкой поверхности для достижения в дальнейшем полной герметичности стыка.
Наглядно ознакомиться о правилах проведения развальцовки можно из видео, представленного ниже.
Если вы все сделали правильно, то развальцованную трубу можно считать полностью готовой к дальнейшему монтажу.
Таким образом, мы описали этапы подготовки трубы к развальцовке, рассказали, какой лучше и как использовать расширитель для медной трубы, представили инструкцию по выполнению развальцовке своими руками.
Как развальцевать медную трубу своими руками
Развальцовка медной трубы производится при помощи специального инструмента. Трубу зажимают в плашке подходящего диаметра и ввинчивают в нее конус, который и придает трубе необходимую форму.
Источник: vse-o-trubah.ru
[content-egg module=GdeSlon template=compare]
Поделитесь статьей в соц. сетях:
Способ изготовления гофрированных труб. Вальцеватель для гофрированных труб своими руками
Гофрированная нержавейка для самогонного аппарата
два самодельных самогонных аппарата
Гофрированная труба из нержавеющей стали.wmv
[Оборудование] Попугай своими руками из гофрированной нержавейки
Вальцеватель трубы гофры нержавейки
самогоный аппарат Своими руками
Гофрированная труба из нержавеющей стали Kofulso Neptun (Южная Корея)
Самогонный аппарат своими руками.
холодильник димрота из нержавейки ( длина 4 метра диаметр 8 мм.)
Дистилляция — медь или нержавейка?
Самодельная бражная колонна из нержавейки
- Что такое брага и ее приготовление
- Голубая глина в браге
- Облагородить самогон бальзамом
- Как снизить градусы самогона
- Самогон из сахара и дрожжей саф левюр рецепт выход
- Калина с самогоном
- Самогон где измерять температуру
- Из чего гнать качественный самогон
- Как сделать брагу для самогона из меда и дрожжей
- Абхазский самогонный аппарат
- Брожение браги из инвертированного сахара
- Как устранить в самогоне сивушные масла
- Ректификационная установка для самогона
- Приготовления коньяка из самогонки на черносливе
- Сколько времени нужно очищать самогон углем
Главная » Выбор » Гофрированная нержавейка для самогонного аппарата
Вальцеватель универсальный NEPTUN IWS в Москве и регионах
Универсальный вальцеватель Neptun IWS — это удобный ручной инструмент для изготовления гибких подводок для подключения приборов водоснабжения к центральному водопроводу.
• Подходит для труб 13А и 18А, сменные насадки в комплекте • Не требует использования молотка • 100% нержавеющая сталь • Собственное производство
Гибкие подводки, изготовленные из гофрированной трубы из нержавеющей стали и латунных фитингов Neptun IWS, имеют высокую надежность со сроком службы не менее 30 лет.
Изготовление гибкой подводки:
1. Роликовым труборезом отрежьте участок гофрированной трубы под развальцовку Neptun IWS необходимой длины. 2. Откройте насадку вальцевателя и вставьте гофротрубу в насадку таким образом, чтобы первая гофра трубы заходила за стопор в насадке. 3. Закройте насадку. Без особых усилий за 5–6 возвратных движений ручкой вальцевателя деформируйте торец трубы таким образом, чтобы первая гофра развальцевалась. 4. Извлеките трубу из насадки вальцевателя. 5. Вставьте гофротрубу в насадку таким образом, чтобы вторая гофра трубы заходила за стопор в насадке. Развальцуйте.
Последовательная развальцовка первой и второй гофр дает более ровный и качественный торец, а, следовательно, надежность соединения, по сравнению с развальцовкой двух гофр сразу. Важно! Перед развальцовкой второго торца трубы наденьте обе гайки.
6. Развальцуйте второй торец трубы, повторив действия п.2-5.
В процессе развальцовки происходит деформация гофрированных труб для создания стопорного кольца для накидной гайки. После развальцовки вставьте в торцы трубы прокладки для гаек Neptun IWS соответствующего трубе диаметра и затяните гайки ключом к требуемому месту соединения.
1. Корпус вальцевателя 2. Ударник вальцевателя 3. Рукоятка ударника 4. Насадка для вальцевания гофрированных труб 13A 5. Боек для вальцевания гофрированных труб 13А 6. Насадка для вальцевания гофрированных труб 18A
Замена насадок для вальцевания
• Открутите от вальцевателя насадку для вальцевания одного диаметра. • Открутите от ударника вальцевателя боек для вальцевания от этой насадки. • Накрутите на ударник боек нужного диаметра. • Накрутите на вальцеватель насадку нужного диаметра.
Замена насадок для вальцевания
Вальцевание гофрированной трубы – Лавита Урал
Вальцеватель является очень удобным средством для вальцевания гофрированных труб из нержавеющей стали при изготовлении подводок
Вальцеватель — инструмент, предназначенный для радиального деформирования трубы с целью создания стопорного кольца для накидной гайки. Технологический процесс закрепления труб с использованием вальцовок называется развальцовка.



Прокладка к NUT 1/2
Прокладка к NUT 3/4
Прокладка к NUT 1
Прокладка к NUT 1 1/4
Прокладка к NUT 1 1/2

Вальцеватель W 12
Вальцеватель W 15
Вальцеватель W 18
Вальцеватель W 20
Вальцеватель W 25
Вальцеватель W 32


Способ изготовления гофрированных труб
М 63218 описдние изоБрктения
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Зареаистрирооако в Бюро изобретений Госплана при СНК СССР
Ф. И. Денисов, Д. Д. Крайз н В. И. Каплан
Способ изготовления гофрированных труб
Заявлено 27 мая 1940 года в Наркомавиапром за 1в 7356 (317850) Опубликовано 29 февраля 1944 года
Гофрированные трубы изготовляют из тонкостенных трубок чаще всего механическим путем в две операции.
Сначала на разъемной оправке гладкую трубку превращают в волнистую на давильном станке, пользуясь свободно вращающимся прафилирующим роликом для образования;волны и гладилкой для калибро вки требуемого профиля волны. Работа производится от руки, вследствке чего получается неравномерная обработка тонкостенной трубки, которая без надобности утоньшается, иаклепывается и т. д.
Процесс обработки довольно длителен.
Затем на второй операции волнистая трубка на вальцовочном приспособлении обкатывается для сближения волн при пяти-шести переходах, чем достигается необходимый профиль гофра. Этим заканчивается изготовление гофрированной трубы.
Вышеописанный способ производства не удовлепворяет ни по, качеству продукции, ни по производительности. В большинстве случаев
I офрированные тру бы, изготовленные этим способом, не имеют псстояяной характеристики пружинности, в результате чего сии часто бракуются.
Способ гидравлической штамповки при кажущейся |на первый взгляд прсстоте имеет существенные недсствтки. При этом способе большой процент трубок Отбраковывается в процессе штамповки, в1следствие их разрыва (долевые трещины), а:кзготовленные гофрированные трубы имеют ограниченную область применения, так как получаются с утонен.ием на верхнем радиусе гофры, в»ледствие чего ве способны противс =тоять избыточным давлениямм при эксллотации.
Предлагаемый способ полностью устраняет вышеуказанные недостатки, Достигается это тем, что, ролики, расположенные по одну сторону обрабатываемого металла, постепенно уменьшают скорость вращения и трением скольжения осуществляют пластическую деформацию металла. Помимо того производительность изготовления гофрированных труб значительно повышается.
Согласно предлагаемому способу изготовления гофрированных труб при образовании волны механизирс ван ным способом, обработки трубки с внутренней стороны производит«я шипсв|ым роликом, а с н аружной — профилирующим роликом; последний при постоянной скорости вращений вначале соприкс «н|овения с заготовкой производит вальцевание волны трением качения; по мере углубления волны окружная скорость . профилирующего, ролика уменьшается и, таким образом, он получает опережен ие и переходит на ра боту трения скольжения. Это приводит к желательной пластической деформации,вальцуемого металла в! направленив вращения заготовками, чем достигается улучшение структуры металла и соответственно механических свойств и характеристик изготовляемой гофрированной трубы.
Способ изготовления гофрированных труб последовательным вальцеванием сначала большого шага, а потом малого за счет углубления впадин, отличающийся тем, что, с целью устранения неровностей на гофрах и улучшения механических свойств изготовляемых труб, после образования гофрв большого шага по мере углубления впадин скорость вращения роликов, расположенных по одну сторону обрабатываемого ма териала, уменьшают, вызывая трение, скольжения и используя; .тем самым более полно пластичность материала.
Отв. редактор Д, А. Михайлов
Госпланиздат Тип, Госнланиадата, им. Воровского, Калуга Л45384. Т. 500 экз. 3. 230
Вальцовка гофрошланга
Развальцевать можно простешими средствами
Вальцовка гофрошланга. Сделай сам. Оборудование.
Данный тип фитинга используется для развальцовки гофрированных труб из нержавеющей стали без специального инструмента.
А что там вальцевать-то, собственно? Скрутил фитинг, он и уплотнился (вставка на конус). Сам такой на паропроводе пользую, газовую гофру выкинул, фитинги заржавели нахрен, не айс.
boreyZMS, 07 Сент. 13, 01:36 Дык это ТС мудрил что-то )) [Вальцовка гофрошланга]
Газовая не отожженная — плохо гнется .Я заказывал на воду с фитингами из нержи — любой длинны делают . И гофра отожженная.
Посл. ред. 28 Окт. 13, 21:56 от aleksej-serikov
aleksej-serikov, класс.
я несколько дней потратил, вот тут [сообщение #11785303] описание.
теперь вижу — инструмент из трех подшипников — супер! (поленился сваять подобное — а вижу зря)
и правда — внутрь что то вставляется наверное — пруток? какой диаметр? гофру заранее растягивал? или как есть, магазинную? чем крутил? я дрелью приспособился.
torch-vi, нержу надо катать (раскатывать) на оправкешаблоне
Посл. ред. 29 Окт. 13, 06:53 от SedoY
одеваем нужной длинны кусок гофры, с учетом, что после вальцевания она удлиниться на примерно 1,1-1,25раза.
Закрепляем один конец гофры на трубе — от этой стороны начнем вальцовку.
Если нет токарного станка, то можно сваять приспособление из дрели или перфоратора, что-то типа Vals1. Вальцовка гофрошланга. Сделай сам. Оборудование.
(смотреть на станину)
дрель крепим штатной ручкой так — убираем саму ручку, оставляя держатель, там обычно болт на 8мм. сверлим отверстие в станине , болт через крепление дрели ив станину и затягиваем — дрель закреплена.
вставляем второй противоположный конец трубы с гофрой, например в кусок полипропиленовой трубы — жестко прикрепленной к станине, чтобы не болтался.
И плавно, по одной гофринке распрямляем, сводим к диаметру нашего прутка.
PS [сообщение #11805229] и тут в эту же тему (прочел чуть позже)
однозначно aleksej-serikov Огромное СПАСИБО!
Посл. ред. 29 Окт. 13, 07:32 от SedoY
Посл. ред. 11 Нояб. 13, 11:58 от aleksej-serikov
aleksej-serikov, Красиво (на фотках), залюбовался (от простоты и объема проделанного труда).
вот что я хочу (сам начинающий, да ещё и программист ))) прошел кучу мытарства без дельных советов), отточить технологию с высокой степенью повторяемости, без использования каких либо трудно находимых или экзотических вещей.
давай, коли в теме — вместе подумаем и придумаем и опишем технологию! поможем начинающим, коллегам! (прям лозунг выдал)
например — нет трубореза, да ещё и неисправного — чем можно заменить? думаю сделать из двух брусков, соединенных с одной стороны некое подобие (по функционалу — приспособления из трубореза), на один брусок посадить два подшипника, на второй один, ну и руками можно будет сжимать на оси (внутрь трубы вставленной оправке — предположение выдал выше — пруток железный подходящего диаметра 15мм ошкуренный немного (или много?) — зажав в патроне дрели и закрепив второй конец хотя-бы в трубе).
трубу перед раскатыванием очень рекомендую растягивать (методику уже не раз проверил — удобно, описанно в теме Форум самогонщиков -> Оборудование самогонщика -> Мастерская -> Растяжение гофро трубы из нержавейки и вальцовка концов [Растяжение гофро трубы из нержавейки и вальцовка концов] ) — и первую оправку исключаем, и распрямляется труба (к минусам можно отнести то, что потом сгибать трубу растянутую все-же сложнее. но тут как говорится — от цели зависит — или нужно сгибать или длинная 3_4rastyanuta. Вальцовка гофрошланга. Сделай сам. Оборудование. . )
Посл. ред. 08 Нояб. 13, 23:57 от SedoY
Замечание 1. Гофра при раскатке удлиняется на 20%. Но, по опыту, не стоит раскатывать метровую- много неоправданных проблем. Все равно делаем царги.
aleksej-serikov, 08 Нояб. 13, 21:40 я себе растянул 2 метра на восходящую часть из 34 (20mm) теперь задумался над замечанием:
трамбон- все хорошо, но восходящую ветвь надо делать из 25 трубы-происходит заброс браги изза большой скорости пара.
aleksej-serikov проверка конечно покажет, и при необходимости переделаю. но сомнения меня убивают .
Замечание 3. . Ролики(три) надобно сделать чуть шире 3. 4 волны гофры- тогда работа пойдет быстрее и качество будет лучше. Однако, на финише усилие прижима необходимо значительное! Поэтому, без подшипника не обойтись.
aleksej-serikov а если просто несколько подшипников на ось посадить — будет ли эффект? не клинанет ли из если будут в плотную друг к другу, или тоненькие шайбочки поставить между подшипниками — не будет ли вредить зазор между подшипниками?
усилие надо большее на два три витка — три гофринки конечно лучше захватить — ровнее результат, но и сдавливать нужно сильнее. приспособление конечно будет очень полезно — делать стоит, тем более что там его делать? — дырку просверлить и дрель закрепить, да пару направляющих для второго конца оси придумать. (правда высокие обороты давать конечно страшно — как бы по лбу не получить!)
я катал на приспособе (имени меня )))))) ) давить сильно приходилось (но я давил на ось, приспособы как из трубореза (от aleksej-serikov) — с тремя точками сдавливания у меня ещё не было), внутри труба красивая, а снаружи следы были от кромок подшипника, правда залудил и запаял потом все в американки обычные, только внутри немного расточенные.
кстати — на той же закрепленной дрели удобно оказалось растачивать: вставил сверло, обмотал шкуркой — сколько надо диаметра, подбирал опытным путем наматывая более длинные куски шкурки и расточил.
потом на дрели-же и лудил: вставил переход на шланг с резьбы 12 , вкрутил американку, включил дрель на малых оборотах, подогрел газовой горелкой и облудил паяльником — легко и быстро (уже научился не перегревать по прочитанному на этом благодатном форуме) — смазал жидкой канифолью, подождал пока подсохнет и нареваю, как канифоль начала пузыриться, горелку убираю — готово — можно лудить паяльником.
Посл. ред. 09 Нояб. 13, 00:05 от SedoY
Посл. ред. 09 Нояб. 13, 22:20 от aleksej-serikov
Вальцовка труб: что это такое, где используется и как осуществляется?

Операция вальцевания труб берет свое название от прокатных валиков – вальцов (валков). Данные приспособления позволяют придать заготовке необходимый радиус. Но сам термин «вальцевание» не ограничивается одной гибкой труб. Рассмотрим, что же включает в себя этот процесс.


Что такое вальцовка труб?
Вальцовка, или же вальцевание, труб – это технологический процесс деформации изделия для получения заданной формы. Такая деформация позволяет сохранить материал, в отличие от операций токарной или фрезеровочной обработки. Само определение вальцевания включает в себя следующие операции:
- изменение поперечного сечения трубы;
- изгиб заготовки под углом или по радиусу;
- создание трубы из плоской или круглой заготовки;
- привальцовка – процесс исключения зазора между расширяемым краем заготовки и трубогибом;
- развальцовка – это увеличение одного конца трубки, выполняется для соединения двух труб телескопическим способом или для крепления к другому изделию;
- завальцовка – обратная операция с целью создания герметичного соединения двух труб;
- резка металла.
Список весьма обширный и включает самые разные операции. Такой охват позволяет применять вальцевание в различных отраслях.



Зачем и где используется?
Профильной отраслью, использующей процесс вальцевания, смело можно назвать металлообрабатывающую промышленность. Следующими в списке стоят все сферы, в которых применяются трубы и трубные соединения. Вальцевание используется как при создании трубок кондиционера, гофрированных труб из нержавеющей стали или трубок теплообменника, так и для весьма сложных конструкций (типа барабана парового котла).
С помощью вальцевания удается выполнить подгонку трубопроводов по месту для нестандартных решений. Тем самым удается избежать трудностей с созданием новых узкоспециализированных изделий.


Вальцевание применяется не только в промышленности, но и в повседневной жизни. Данная процедура актуальна в следующих случаях:
- соединение блоков кондиционера при установке;
- прокладка газовых и сантехнических труб;
- при пайке медных трубок холодильных установок;
- замена трубок тормозной системы автомобиля.


Технология
Как и любая другая технологическая операция, вальцевание имеет свои ГОСТы и ОСТы, регулирующие и регламентирующие процесс и его параметры, например: контроль герметичности, калибровку, допуски на толщину стенок трубы. Также на предприятиях имеются собственные СТО для этих целей. Представим краткий список данных документов.
- ГОСТ 13954-74 (переиздан в январе 1988 г. с Изменениями №1, 2). Концы труб, развальцованные для соединений трубопроводов по наружному конусу. Конструкция и размеры.
- ГОСТ Р 55601-2013. Аппараты теплообменные и аппараты воздушного охлаждения. Крепление труб в трубных решетках.
- ГОСТ 28941.12-91. Соединения трубопроводов с развальцовкой трубы. Концы труб развальцованные.
- ОСТ 26-02-1015-85. Отраслевой стандарт. Крепление труб в трубных решетках. Министерство химического и нефтяного машиностроения.
- СТО 002203680014-2009. Крепление труб в трубных решетках кожухотрубчатых теплообменных аппаратов и АВО.
Стоит отметить, что СТО редко находятся в открытом доступе и относятся только к одному предприятию. Также стоит учитывать свойства материала, из которого изготовлена труба, поскольку именно от них зависят допустимые усилия при вальцовке.

В зависимости от температуры заготовки процесс вальцовки труб можно разделить на две большие группы.
- Горячее вальцевание. Используется при работе с материалами, обладающими высоким сопротивлением к деформации. Например, нагрев используется при вальцовке пластиковых труб по радиусу.
- Холодное вальцевание. Применяется для мягких материалов, таких как медь, алюминий, низкокачественная сталь и им подобные.


Оба типа обработки применяются как при ручном, так и при промышленном способе вальцовки труб. Для самостоятельной работы потребуется приобрести экспандер или специальный набор, в который входят следующие предметы: труборез, штампы с отверстиями различного диаметра, зажим и сам труборасширитель. Он оснащается конусным расширителем. Если конус черный и необработанный, то набор предназначен для сантехнических труб, в противном случае комплект можно применять при работе с кондиционерами.
При развальцовке различают три основных типа воронки.
- Обычная воронка. Самый просто вариант, встречается повсеместно.
- Евростандартный грибок. Подобный тип часто встречается на автомобилях европейского производства. Внешне напоминает автомобильную покрышку.
- Воронка с двойным сложением окраины. Воронки такого типа распространены в автомобилях американского производства.


Часто для расширения трубы собственными силами используется коническая заготовка с необходимым углом. Но при таком подходе велика вероятность, что материал трубы деформируется неравномерно, а возможно, произойдет разрыв трубы или ее загиб.
В промышленности список используемого оборудования и инструментов гораздо шире, поэтому рассмотрим его поподробнее.

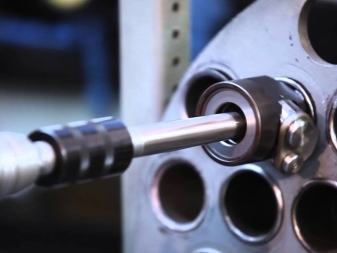
Инструменты и оборудование
В производстве процесс вальцевания выполняется не только с помощью обычных или пневматических ручных инструментов – для этого также применяют токарный станок, вальцовый трубогиб или прокатный станок. Использование подобных специализированных станков и инструментов обуславливается размерами заготовок и материалами, из которых они сделаны.
Именно от свойств и параметров материала заготовки зависит, какой категории будет использоваться инструмент при обработке.
- Категория Т – используется при обработке трубок с внутренним диаметром от 5,6 до 12.5 мм. Глубина вальцевания ограничена.
- Категория СТ – применяется при вальцевании сварных изделий, внутренний диаметр которых равняется 6-11 мм. Так же, как и у инструментов группы Т, у СТ ограничена глубина использования.
- Категория Р – предназначена для изделий диаметром от 1,2 до 4 см. Максимальное значение развальцовки равняется 4,87см.
- Категория РТ – используется для видов с внутренним диаметром 0,55-1,29 мм.
- Категория СР – применяется для толстых трубных решеток, глубина развальцовки равняется 3,23 см.
- Категория 5Р – предназначена для трубок из нержавеющей стали с тонкими стенами.
- Категория К и КО – подходят для развальцовки котельных труб.

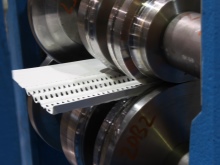

В свою очередь, прокатные станы по изготовлению бесшовных труб также имеют свое разделение.
- Непрерывно-удлинительные. Предназначены для производства изделий диаметром до 110 мм.
- Коротконаправочные. Используются при изготовлении изделий диаметром от 60 до 450 мм.
- Трехвалковые. Применяются для создания толстостенных труб сечением от 35 до 200 мм.
- Пилигримовые. Предназначены для получения бесшовных изделий диаметром от 400 до 700 мм.




Валковые трубогибы представляют собой систему, состоящую из нескольких валков, их количество варьируется от 2 до 3 (реже 4) штук. Два вращающихся нижних валка в такой системе прижимают заготовку к третьему, упорному, вокруг которого изгибается изделие. В результате такой прокатки изменяется профиль внутреннего сечения трубы. Регулировка радиуса получаемого изделия осуществляется подбором диаметра валков и расстояния между нижними элементами. В процессе обработки валки станка должны выдерживать высокие механические нагрузки, поэтому их изготавливают из высокопрочных сплавов стали.
Подобные трубогибы являются довольно универсальным оборудованием и позволяют выполнять вальцевание уголков. Также при помощи вальцов различного вида создаются профильные трубы. Наибольшей популярностью пользуются профильные трубы квадратного (прямоугольного) и овального сечений.

Подводя итоги, стоит еще раз отметить, что термин «вальцевание» включает в себя довольно объемный список технологических процессов. Для получения необходимого результата необходимо грамотно выбрать подходящий инструмент, оборудование и соблюдать условия технологического процесса.
Вальцовка К-45-47 и КО-45-47 представлена далее.
Почему не приживается гофра Lavita?
psnsergey написал :
Конечно, она остаётся гофрой, только витки реже.
Увы, эквивалентная шероховатость остаётся высокой, высота складок почти не уменьшается. Я свои опыты, опровергающие заявления корейских маркетоложцев, ставил, кстати, как раз с уже растянутой (нерастягивающейся) трубой.
Дак как же отличить тянущуюся нержгофру от нетянущейся? Что должно быть написано в маркировке?
виктор1 написал :
А вот пусть выполнят вот это и посмотрим кто он
У нас «вот это» — оцинковка — стало головной болью всего дома. Новостройка 2005года, разводка в подвале и стояки — именно так сделаны. Итог: ржавая вода, причём никакие фильтры кроме угольных не помогают (растворённое, а не коллоидное железо). В остальном насчёт Равшанов и Джамшутов — полностью согласен. Их излюбленный материал тот, где не нужен спец. инструмент.
ООооо у меня та же тема, СПБ дом. ул Народная д.5 корп.2.
К меди после курения форумов поостыл. Так как у нас в Спб, что и Эак подтвердил, для медяхи вода хромает по PH. Такая пичаль. А так заманчиво на пайке. размечтался. Более того, у меня заземление на водопровод запитано (у унитаза проводочки).
Придётся видимо сдаваться на милость победителю — армированному ПП.
У меня 2 момента: метровая штроба и очень много железа в воде (пытались судиться, но падлы из водоканала предъявили свои результаты анализов, которые отличались от наших).
Нержу по цене не потяну по инструменту — заоблачные ценники. Ок, можно взять в прокат. Но и сама нержа космос, я её даже в магазинах не видел.
ГН Лавита на фиттингах в штробах? для полной разводки 0,3 мм как-то не очень. Есть примеры с фото? Кто-нибудь делал?
Всем доброго времени суток.
Возникло несколько Вопросов по гофро-трубе Lavita.
Купил развальцованную 2-x метровую трубу Lavita на замену 8 летней гибкой подводки в
квартире.
На второй фото пример развальцовки с гайкой и прокладкой. Два кольца – кто то делает 3 кольца.
Есть ли существенная разница между двумя и тремя кольцами при развальцовке ?
Возникает вопрос надёжности такого рода соединения — Для горячей и холодной воды (раковина)
Смущает очень маленький эффект развальцовки трубы + у самой накидной гайки Lavita очень
узкая внутренняя каёмка (прижимная часть)
от сюда вопрос:
Нужно ли ставить дополнительное КОЛЬЦО для большего эффекта прижима ? (образец на фото)
Или оставить как есть – затянуть в ручную и немного подтянуть ключом ?
Не вырвет ли со Временем давлением шланг из под накидной гайки ? (расшатается или
сломается на месте развальцовки – труба то вроде как не очень толстая )
И на сколько времени хватит резиновой прокладки такого типа на горячую воду (раковина). ?
Всем за ранее спасибо за ответы.
alexan77 , сколько проблем создали.
alexan77 написал :
Есть ли существенная разница между двумя и тремя кольцами при развальцовке ?
Никакой. Только в больших объёмах это лишнее кольцо в метры трубы превратится.
alexan77 написал :
Или оставить как есть – затянуть в ручную и немного подтянуть ключом ?
alexan77 написал :
И на сколько времени хватит резиновой прокладки такого типа на горячую воду (раковина). ?
Если из нормальной резины, то переживут саму сантехнику.
Всем привет. Я в небольшом Шоке-замешательстве.
Постом выше описывал развальцованную гофру Lavita.
По всем вопросам позвонил представителем Lavita по г. Москва.
На все вопросы отвечала Девушка.
Мне было сказано что:
развальцованная труба производителя Lavita – таким методом соединения
развальцовка – накидная гайка – фирменная прокладка — ПОДХОДИТ для воды только на дачных
участках в квартирах такое соединение не рекомендуют — Говорят, что такое соединение
рассчитано Максимум на 2 – Атмосферы .
Переспросил ещё раз по данному факту, спросил где можно получить более точную информацию ?
Ответ был получен – что более точной информации не существует и это наиболее точная.
Я в в ступоре – подключил раковину, унитаз .
В доме давление воды постоянное от 6.5 до 7.5
атмосфер. Подключено уже неделю – полёт нормальный – ничего не подтекает .
Что делать и кому верить ума не приложу.
Продвинутые спецы помогите — Кто прав и что делать?
Оставить как есть или переделывать соединение ?
Какое максимальное давление выдержит Развальцовка с накидной гайкой ?
alexan77 написал :
Максимум на 2 – Атмосферы
alexan77 написал :
от 6.5 до 7.5
С такой разницей уже бы рвануло.
А это что?
Это сильфонная подводка к крану лавита из нержавейки. Просто накидное
кольцо не вошло в кадр.
alexan77 написал :
Какое максимальное и рабочее давление выдержит Развальцовка с накидной гайкой ?
Ребята всем привет. Начитался тут ужасов про гибкую подводку, поехал и купил шланги «штуцер-гайка» (в Кафулсо — Олтон), м.Свиблово.
Купил 4 шланга под смесители и один для унитаза. Для унитаза отрезали и развальцевали там же. Из 4 «гаек-штуцеров» в одном шланге оказалась дырка в месте крепления штуцера в гофре. Пришлось сегодня ехать менять. Удивились -сказали, что в 1 раз такое. На складе выдали новую, разорвал целофан на месте, опять дырка, в этот раз в месте крепления гайки. Теперь удивился кладовщик, говорит я первый такой, у кого есть брак. Взял другую. Это к вопросу о качестве.
Второе, везде заявлено, что материал — сталь. Странное дело, не знал, что сталь бывает желто-красного цвета. А именно такой состав гофры, после того, как я ее поцарапал ее на ребрах в попытках инсталлировать ее в смеситель. Ради интереса поцарапал гайку — такая же история. Под стального цвета покрытием желтоватый металл. Ок, смотрим на сайт, на сайте написано, что гайка из латуни, покрыта стальным напылением (ну не дословно). Однако про гофру строго написано, что это сталь. Однако легко проверить, что это какая-то странная сталь.
(EF600 наименование на сайте).
Трубу с развальцовкой не царапал ( думал есть спец.прибор, «развальцеватор». а оказывается вальцуют молотком сплющивая соседние кольца))) хотя на срезе там не было желтого металла (вроде).Труба под развальцовку толще, чем под смеситель.
Ну и что это за чудный металл, кто знает?
Для чего нужна вальцовка трубы при монтаже различных систем?
Выполняется вальцовка труб с целью придания им необходимой формы и размеров для установки с трубопроводную систему. Она подразумевает направленную деформацию в заданном направлении. Для реализации процесса самостоятельно, применяются мобильные, профессиональные вальцовщики.
 Развальцованные медные трубки
Развальцованные медные трубки
С их помощью удается добиться равномерного расширения стенок без риска разрыва изделия.
Где применяется развальцовка?
Вальцевание может понадобиться в следующих случаях:
- при изготовлении водопроводов, газопроводов;
- тормозных систем;
- при монтаже кондиционеров;
- в ремонте морозильных камер, тепловых насосов.
Развальцовка изделий требуется в местах, отличающихся низким предельным значением максимального давления. Она позволяет воспользоваться эффективным методом раструба для соединения отрезков трубопровода, когда один из концов трубы помещается в раструб второго отрезка. Получившийся стык закрепляют муфтами, методом склеивания или пайки.
Трехваликовый трубогиб – это распространённые вальцы для профильной трубы. Такой станок пригоден для прокатки изделий квадратной, круглой и прямоугольной формы. Ему также поддается нержавеющая, стальная, алюминиевая труба. Трубогиб позволяет согнуть ее в круг или дугу. Такой инструмент работает с двух сторон.
Одна из них направлена на деформацию труб небольшого диаметра, а вторая – на изгиб изделий большого диаметра. С помощью трубогиба также можно выполнить изгиб полосы.
Видоизменение трубы с помощью трубогиба может понадобиться в таких случаях:
- если готовая деталь необходимого типа недоступна;
- если необходимо максимально точно подогнать размер отрезка или требуется особый, нестандартный изгиб.
Как выбрать развальцовщик?
Любое приспособление для развальцовки трубок – это специфическое устройство, направленное на радикальную деформацию труб из разного типа материалов. Используя инструмент, удается обеспечить прессовое соединение трубопроводных отрезков.
 Инструмент для развальцовки труб
Инструмент для развальцовки труб
В набор мастера входят как электрические, так и механические изделия. Электрический инструмент часто в своей конструкции имеет трубогиб, который позволяет развальцевать своими руками значительные объемы отрезков.
Набор вальцовщика может включать шаблоны и эспандеры, но их применение не эффективно. Алюминиевая, нержавеющая и стальная труба более равномерно деформируется под воздействием именно электрического или механического устройства. Сохраняется одинаковость толщины стенок на всем отрезке и поверхность остается гладкой.
Подбирая инструмент для видоизменения труб, стоит обратить внимание на следующие технические характеристики:
- материал решетки, с которой будет соприкасаться инструмент;
- возможный диаметр отверстий (внутренний и наружный);
- расстояние между их центрами;
- толщину стенки трубы;
- глубину, на которой необходимо проводить вальцовку;
- наличие швов от сварки.
Инструмент, при помощи которого развальцовывается алюминиевая, нержавеющая, круглая или овальная труба, выпускается в виде универсальных или специализированных изделий. Это может быть специализированный набор или эксцентриковые развальцовщики.
Преимущества технологии
Гибку изделий можно выполнить в домашних условиях, но для этого не рекомендуется использовать кустарные методы при помощи болванки. Это может привести к негативным последствиям:
- тонкая труба, нержавеющая или профильная, легко мнется. Неправильно деформированный отрезок невозможно восстановить;
- нержавеющая или другая труба получает риск разрыва в тех местах, на которые припадает усилие растяжения стенок;
- неоднородная, неравномерная деформация понижает эксплуатационные характеристики изделия. Оно быстрее выходит из строя.
Применяя специальный набор, мастер получает следующие преимущества:
- Исключается риск разрыва, благодаря постепенной, равномерной деформации изделия.
- Сохраняется одинаковая толщина стенок трубы на всей площади деформации. Даже изделия с бракованными стенками разной толщины удается равномерно развальцевать своими руками.
- Вальцовка для медных труб позволяет добиться ровной, гладкой поверхности. Нержавеющая труба также получает ровную структуру.
Развальцовочный станок
В набор мастера зачастую входит развальцовочный станок. Суть его работы заключается во вращении конуса. С его помощью удается выполнить мягкую деформацию детали.
Станок демонстрирует следующий принцип действия:
- В начале работ трубный отрезок закрепляется в зажимной паре. На ее поверхность наносится незначительное количество смазки.
- Вращение конуса осуществляется под углом 37˚ вокруг оси центра. Деформация проводится до тех пор, пока изделие не приобретет требуемой формы.
- После производится отбортовка при помощи конуса под углом 90˚.
Такого действия станок может отличаться:
- автоматизированным принципом работы;
- сенсорным управлением;
- электроникой, направленной на регулировку хода конуса.
Эксцентриковый инструмент для развальцовки
Набор для вальцовки, содержащий эксцентриковый инструмент, также направлен на деформацию трубного отрезка за счет вращательных движений конуса.
Преимущество применения устройства – поступательное, плавное и равномерное расширение стенок трубы.
Среди достоинств применения такого прибора выделяют:
- исключается возможность разрыва изделия в местах видоизменения отрезка;
- мастер получает изделие с равномерной толщиной стенок;
- ровная и гладкая поверхность позволяет получить максимальное прочное соединение на стыке;
- набор позволяет быстро деформировать трубу и продолжить монтаж системы.
Эксцентриковый набор дает возможность выполнить вальцовку под углом в 45˚. Ему поддается нержавеющая или медная труба диаметром от 6 до 18 мм. Устройство характеризуется мобильностью, поэтому пригодно для домашнего применения.
Как делать развальцовку медных труб? (видео)
Этапы и правила выполнения развальцовки
Чтобы на выходе получить изделие пригодное для монтажа трубопровода, стоит придерживаться следующих этапов вальцовки:
- зачистить конец отрезка и одеть на него специальную муфту;
- вставить его в устройство и закрутить винт так, чтобы кромка заняла положение 45˚;
- вынуть из устройства конец отрезка и подвести муфту, чтобы получить стык двух кусков труб.
В случае отсутствия опыта в вальцевании, рекомендуется использовать отрезок с запасом в 2,5 см. в случае неудачи испорченный кусок можно отрезать и выполнить попытку еще раз.
Помимо муфт может также использоваться пайка. Принцип ее применения такой же, хотя последовательность действий может несколько отличаться:
- Очистить край трубы с помощью щетки.
- Установить отрезок в устройство и расширить его до размера диаметра трубы, в которую планируется вставить изделие. Зазор не должен превышать 0,124 мм.
- Нанести на внутренний отрезок флюс. Его установка осуществляется на глубину равную диаметру трубы.
- Нагреть место стыка с помощью горелки пока не начнет плавиться припой.
- Заполнить припоем зазоры на стыке.
После выполнения соединения, необходимо поместить отрезок на горизонтальную поверхность и оставить до остывания.
Способ изготовления гофрированных труб. Вальцеватель для гофрированных труб своими руками
Гофрированная нержавейка для самогонного аппарата
два самодельных самогонных аппарата
Гофрированная труба из нержавеющей стали.wmv
[Оборудование] Попугай своими руками из гофрированной нержавейки
Вальцеватель трубы гофры нержавейки
самогоный аппарат Своими руками
Гофрированная труба из нержавеющей стали Kofulso Neptun (Южная Корея)
Самогонный аппарат своими руками.
холодильник димрота из нержавейки ( длина 4 метра диаметр 8 мм.)
Дистилляция – медь или нержавейка?
Самодельная бражная колонна из нержавейки
- Что такое брага и ее приготовление
- Голубая глина в браге
- Облагородить самогон бальзамом
- Как снизить градусы самогона
- Самогон из сахара и дрожжей саф левюр рецепт выход
- Калина с самогоном
- Самогон где измерять температуру
- Из чего гнать качественный самогон
- Как сделать брагу для самогона из меда и дрожжей
- Абхазский самогонный аппарат
- Брожение браги из инвертированного сахара
- Как устранить в самогоне сивушные масла
- Ректификационная установка для самогона
- Приготовления коньяка из самогонки на черносливе
- Сколько времени нужно очищать самогон углем
Главная » Выбор » Гофрированная нержавейка для самогонного аппарата
Вальцеватель универсальный NEPTUN IWS в Москве и регионах
Универсальный вальцеватель Neptun IWS – это удобный ручной инструмент для изготовления гибких подводок для подключения приборов водоснабжения к центральному водопроводу.
• Подходит для труб 13А и 18А, сменные насадки в комплекте • Не требует использования молотка • 100% нержавеющая сталь • Собственное производство
Гибкие подводки, изготовленные из гофрированной трубы из нержавеющей стали и латунных фитингов Neptun IWS, имеют высокую надежность со сроком службы не менее 30 лет.
Изготовление гибкой подводки:
1. Роликовым труборезом отрежьте участок гофрированной трубы под развальцовку Neptun IWS необходимой длины. 2. Откройте насадку вальцевателя и вставьте гофротрубу в насадку таким образом, чтобы первая гофра трубы заходила за стопор в насадке. 3. Закройте насадку. Без особых усилий за 5–6 возвратных движений ручкой вальцевателя деформируйте торец трубы таким образом, чтобы первая гофра развальцевалась. 4. Извлеките трубу из насадки вальцевателя. 5. Вставьте гофротрубу в насадку таким образом, чтобы вторая гофра трубы заходила за стопор в насадке. Развальцуйте.
Последовательная развальцовка первой и второй гофр дает более ровный и качественный торец, а, следовательно, надежность соединения, по сравнению с развальцовкой двух гофр сразу. Важно! Перед развальцовкой второго торца трубы наденьте обе гайки.
6. Развальцуйте второй торец трубы, повторив действия п.2-5.
В процессе развальцовки происходит деформация гофрированных труб для создания стопорного кольца для накидной гайки. После развальцовки вставьте в торцы трубы прокладки для гаек Neptun IWS соответствующего трубе диаметра и затяните гайки ключом к требуемому месту соединения.
1. Корпус вальцевателя 2. Ударник вальцевателя 3. Рукоятка ударника 4. Насадка для вальцевания гофрированных труб 13A 5. Боек для вальцевания гофрированных труб 13А 6. Насадка для вальцевания гофрированных труб 18A
Замена насадок для вальцевания
• Открутите от вальцевателя насадку для вальцевания одного диаметра. • Открутите от ударника вальцевателя боек для вальцевания от этой насадки. • Накрутите на ударник боек нужного диаметра. • Накрутите на вальцеватель насадку нужного диаметра.
Замена насадок для вальцевания
Вальцевание гофрированной трубы – Лавита Урал
Вальцеватель является очень удобным средством для вальцевания гофрированных труб из нержавеющей стали при изготовлении подводок
Вальцеватель — инструмент, предназначенный для радиального деформирования трубы с целью создания стопорного кольца для накидной гайки. Технологический процесс закрепления труб с использованием вальцовок называется развальцовка.
| Наименование | Фото | ||
| Гайки для вальцевания | |||
| |||
| Прокладка к NUT с бортиком | |||
| | ||
| Прокладка к NUT | |||
| |||
| Прокладка к NUT тефлоновая | |||
| | ||
| Вальцеватель | |||
| |||
Способ изготовления гофрированных труб
М 63218 описдние изоБрктения
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Зареаистрирооако в Бюро изобретений Госплана при СНК СССР
Ф. И. Денисов, Д. Д. Крайз н В. И. Каплан
Способ изготовления гофрированных труб
Заявлено 27 мая 1940 года в Наркомавиапром за 1в 7356 (317850) Опубликовано 29 февраля 1944 года
Гофрированные трубы изготовляют из тонкостенных трубок чаще всего механическим путем в две операции.
Сначала на разъемной оправке гладкую трубку превращают в волнистую на давильном станке, пользуясь свободно вращающимся прафилирующим роликом для образования;волны и гладилкой для калибро вки требуемого профиля волны. Работа производится от руки, вследствке чего получается неравномерная обработка тонкостенной трубки, которая без надобности утоньшается, иаклепывается и т. д.
Процесс обработки довольно длителен.
Затем на второй операции волнистая трубка на вальцовочном приспособлении обкатывается для сближения волн при пяти-шести переходах, чем достигается необходимый профиль гофра. Этим заканчивается изготовление гофрированной трубы.
Вышеописанный способ производства не удовлепворяет ни по, качеству продукции, ни по производительности. В большинстве случаев
I офрированные тру бы, изготовленные этим способом, не имеют псстояяной характеристики пружинности, в результате чего сии часто бракуются.
Способ гидравлической штамповки при кажущейся |на первый взгляд прсстоте имеет существенные недсствтки. При этом способе большой процент трубок Отбраковывается в процессе штамповки, в1следствие их разрыва (долевые трещины), а:кзготовленные гофрированные трубы имеют ограниченную область применения, так как получаются с утонен.ием на верхнем радиусе гофры, в”ледствие чего ве способны противс =тоять избыточным давлениямм при эксллотации.
Предлагаемый способ полностью устраняет вышеуказанные недостатки, Достигается это тем, что, ролики, расположенные по одну сторону обрабатываемого металла, постепенно уменьшают скорость вращения и трением скольжения осуществляют пластическую деформацию металла. Помимо того производительность изготовления гофрированных труб значительно повышается.
Согласно предлагаемому способу изготовления гофрированных труб при образовании волны механизирс ван ным способом, обработки трубки с внутренней стороны производит«я шипсв|ым роликом, а с н аружной — профилирующим роликом; последний при постоянной скорости вращений вначале соприкс “н|овения с заготовкой производит вальцевание волны трением качения; по мере углубления волны окружная скорость . профилирующего, ролика уменьшается и, таким образом, он получает опережен ие и переходит на ра боту трения скольжения. Это приводит к желательной пластической деформации,вальцуемого металла в! направленив вращения заготовками, чем достигается улучшение структуры металла и соответственно механических свойств и характеристик изготовляемой гофрированной трубы.
Способ изготовления гофрированных труб последовательным вальцеванием сначала большого шага, а потом малого за счет углубления впадин, отличающийся тем, что, с целью устранения неровностей на гофрах и улучшения механических свойств изготовляемых труб, после образования гофрв большого шага по мере углубления впадин скорость вращения роликов, расположенных по одну сторону обрабатываемого ма териала, уменьшают, вызывая трение, скольжения и используя; .тем самым более полно пластичность материала.
Отв. редактор Д, А. Михайлов
Госпланиздат Тип, Госнланиадата, им. Воровского, Калуга Л45384. Т. 500 экз. 3. 230
Вальцовка гофрошланга
Развальцевать можно простешими средствами
Данный тип фитинга используется для развальцовки гофрированных труб из нержавеющей стали без специального инструмента.
Данный тип фитинга используется для развальцовки гофрированных труб AmoK, 06 Сент. 13, 20:33
А что там вальцевать-то, собственно? Скрутил фитинг, он и уплотнился (вставка на конус). Сам такой на паропроводе пользую, газовую гофру выкинул, фитинги заржавели нахрен, не айс.
boreyZMS, 07 Сент. 13, 01:36
Газовая не отожженная – плохо гнется .Я заказывал на воду с фитингами из нержи – любой длинны делают . И гофра отожженная.
я приглядываюсь тоже,хочу сухопарник сделать из шланга на 1дюйм. RAZAV, 07 Сент. 13, 01:51


Посл. ред. 28 Окт. 13, 21:56 от aleksej-serikov
aleksej-serikov, класс.
я несколько дней потратил, вот тут [сообщение #11785303] описание.
теперь вижу – инструмент из трех подшипников – супер! (поленился сваять подобное – а вижу зря)
и правда – внутрь что то вставляется наверное – пруток? какой диаметр? гофру заранее растягивал? или как есть, магазинную? чем крутил? я дрелью приспособился.
torch-vi, нержу надо катать (раскатывать) на оправкешаблоне
Посл. ред. 29 Окт. 13, 06:53 от SedoY
одеваем нужной длинны кусок гофры, с учетом, что после вальцевания она удлиниться на примерно 1,1-1,25раза.
Закрепляем один конец гофры на трубе – от этой стороны начнем вальцовку.
Если нет токарного станка, то можно сваять приспособление из дрели или перфоратора, что-то типа
(смотреть на станину)
дрель крепим штатной ручкой так – убираем саму ручку, оставляя держатель, там обычно болт на 8мм. сверлим отверстие в станине , болт через крепление дрели ив станину и затягиваем – дрель закреплена.
вставляем второй противоположный конец трубы с гофрой, например в кусок полипропиленовой трубы – жестко прикрепленной к станине, чтобы не болтался.
И плавно, по одной гофринке распрямляем, сводим к диаметру нашего прутка.
PS [сообщение #11805229] и тут в эту же тему (прочел чуть позже)
однозначно aleksej-serikov Огромное СПАСИБО!
Посл. ред. 29 Окт. 13, 07:32 от SedoY

Посл. ред. 11 Нояб. 13, 11:58 от aleksej-serikov
aleksej-serikov, Красиво (на фотках), залюбовался (от простоты и объема проделанного труда).
вот что я хочу (сам начинающий, да ещё и программист ))) прошел кучу мытарства без дельных советов), отточить технологию с высокой степенью повторяемости, без использования каких либо трудно находимых или экзотических вещей.
давай, коли в теме – вместе подумаем и придумаем и опишем технологию! поможем начинающим, коллегам! (прям лозунг выдал)
например – нет трубореза, да ещё и неисправного – чем можно заменить? думаю сделать из двух брусков, соединенных с одной стороны некое подобие (по функционалу – приспособления из трубореза), на один брусок посадить два подшипника, на второй один, ну и руками можно будет сжимать на оси (внутрь трубы вставленной оправке – предположение выдал выше – пруток железный подходящего диаметра 15мм ошкуренный немного (или много?) – зажав в патроне дрели и закрепив второй конец хотя-бы в трубе).
трубу перед раскатыванием очень рекомендую растягивать (методику уже не раз проверил – удобно, описанно в теме Форум самогонщиков -> Оборудование самогонщика -> Мастерская -> Растяжение гофро трубы из нержавейки и вальцовка концов [Растяжение гофро трубы из нержавейки и вальцовка концов] ) – и первую оправку исключаем, и распрямляется труба (к минусам можно отнести то, что потом сгибать трубу растянутую все-же сложнее. но тут как говорится – от цели зависит – или нужно сгибать или длинная
. )
Посл. ред. 08 Нояб. 13, 23:57 от SedoY
Замечание 1. Гофра при раскатке удлиняется на 20%. Но, по опыту, не стоит раскатывать метровую- много неоправданных проблем. Все равно делаем царги.
aleksej-serikov, 08 Нояб. 13, 21:40
трамбон- все хорошо, но восходящую ветвь надо делать из 25 трубы-происходит заброс браги изза большой скорости пара.
aleksej-serikov
проверка конечно покажет, и при необходимости переделаю. но сомнения меня убивают .
Замечание 3. . Ролики(три) надобно сделать чуть шире 3. 4 волны гофры- тогда работа пойдет быстрее и качество будет лучше. Однако, на финише усилие прижима необходимо значительное! Поэтому, без подшипника не обойтись.
aleksej-serikov
а если просто несколько подшипников на ось посадить – будет ли эффект? не клинанет ли из если будут в плотную друг к другу, или тоненькие шайбочки поставить между подшипниками – не будет ли вредить зазор между подшипниками?
усилие надо большее на два три витка – три гофринки конечно лучше захватить – ровнее результат, но и сдавливать нужно сильнее. приспособление конечно будет очень полезно – делать стоит, тем более что там его делать? – дырку просверлить и дрель закрепить, да пару направляющих для второго конца оси придумать. (правда высокие обороты давать конечно страшно – как бы по лбу не получить!)
я катал на приспособе (имени меня )))))) ) давить сильно приходилось (но я давил на ось, приспособы как из трубореза (от aleksej-serikov) – с тремя точками сдавливания у меня ещё не было), внутри труба красивая, а снаружи следы были от кромок подшипника, правда залудил и запаял потом все в американки обычные, только внутри немного расточенные.
кстати – на той же закрепленной дрели удобно оказалось растачивать: вставил сверло, обмотал шкуркой – сколько надо диаметра, подбирал опытным путем наматывая более длинные куски шкурки и расточил.
потом на дрели-же и лудил: вставил переход на шланг с резьбы 12 , вкрутил американку, включил дрель на малых оборотах, подогрел газовой горелкой и облудил паяльником – легко и быстро (уже научился не перегревать по прочитанному на этом благодатном форуме) – смазал жидкой канифолью, подождал пока подсохнет и нареваю, как канифоль начала пузыриться, горелку убираю – готово – можно лудить паяльником.
Сообщества › Кулибин Club › Блог › Зиг-машина. Станок для развальцовки (создания бортика) труб
При установке интеркулеров часто приходится обрезать алюминиевые трубы и соединять их силиконом. При этом, чтобы силикон не соскочил, труба должна быть развальцована.
Развальцевать трубу можно различными способами, в поиске по Драйву Вы найдете много вариантов. Но самый удобный, правильный, качественный и быстрый вариант — воспользоваться станком для развальцовки труб
Такие станки есть в продаже, но их ценник весьма не гуманный. 8000 р.
Я пользуюсь точно таким станком, когда работаю с трубами в одной из мастерских. Удобная и полезная штука.
Я постоянно пополняю свой личный арсенал инструмента и давно положил глаз на такой станок. Но жаба сказала, что не даст денег и мне пришлось изготовить станок самому.
И вот что у меня получилось.
Станок полностью изготовлен из нержавейки. Он получился тяжелее и больше станка, который можно найти в продаже, но оно того стоит )
А теперь более подробно.
Плюс моего станка в том, что его можно крепить на край стола или в тиски. Станок из магазина можно крепить только в тисках. Струбцину, при помощи которой станок крепится к столу, я сделал съемной, для того чтобы при необходимости было проще закрепить его в тисках.
От вращения на оси ролики фиксируются шплинтами и затягиваются болтами
Ну а теперь самое интересное! Тест станка!
Берем алюминиевую трубу и зажимаем его между роликами
Прокручивая ролики и постепенно закручивая прижимной винт формируем бортик на пайпе.
Получился аккуратный, ровный бортик
Но это еще не все!
Иногда попадаются машины, где при установки интеркулера использованы трубы из нержавейки. Зачастую они не развальцованы. Приходится это исправлять.
Я пробовал развальцовывать трубы из нержавейки на станке за 8000. Не для этих целей он, явно не для этих. Слишком хлипкий.
Не то что мой станок!
Без особых усилий мой станок делает отличный бортик на трубах из нержавейки!
Если посидеть и продумать конструкцию станка тщательней, то конечно можно сделать более компактный вариант. В процессе создания уже появились мысли что можно сделать более удачно, но для этого нужно делать все с начала. Ни времени ни желания на это нет.
Еще один не маловажный момент.
На станке из магазина можно развальцовывать трубу диаметром минимум примерно 20 мм, на моем станке такую трубу развальцевать не возможно. Минимальный внутренний размер трубы для моего станка 28 мм.
Но для моих задач этого достаточно.
Спасибо за внимание!
Смотрите также
Метки: станок, инструмент, antonl31, интеркулер, развальцовка, трубы, зиг-машина.
Комментарии 77
Спасибо. Чувак ты молодец. буду и себе такой делать.
Просто гениально.
Еще больше самодельного инструмента здесь: antonl31
Ребят подскажите (только начал работать) ваз 2105,, , менял колодки. (в итоге, , , не пойму, ставил новую колодку, как понятней, объяснить. не знаю. Она туда не влазит, начинаю сжимать ту фиговину которая( давит на колодку при нажатии на педать) надеюсь вы поняли про что я. а она стоит ступором, тоесть не сюда и не туда, в итоге колодка не встала. Почему, в чем проблема суппорт нужно менять? или можно как то сделать, со второй стороны такаяже система, одна колодка встала все хорошо. Вторая нет, не пойму не как, отнеситесь серьезно плиз. только что столкнулся с колодками((
больше силы применяй, вставь туда ключ побольше и потяни сильнее! Все получится
класс однозначно в закладки;)
круто. что за ролики использовал ?
Выточил из болванки
гениално а есть чертежи? если конечно не затруднит!) а том ало ли вдруг авторские права и все такое?!))))
Чертежей пока нет. Все делалось по месту
Понятно, ну если появится время накидать на лист бумаги, я с удовольствием буду ждать
отличный девайс, чем то напоминает приблуду для прокатки крышек для консервации(у меня до сих пор дома лежит — ещё с застойных времен )
Вальцовка труб: что это такое, где используется и как осуществляется?
Операция вальцевания труб берет свое название от прокатных валиков – вальцов (валков). Данные приспособления позволяют придать заготовке необходимый радиус. Но сам термин «вальцевание» не ограничивается одной гибкой труб. Рассмотрим, что же включает в себя этот процесс.
Что такое вальцовка труб?
Вальцовка, или же вальцевание, труб – это технологический процесс деформации изделия для получения заданной формы. Такая деформация позволяет сохранить материал, в отличие от операций токарной или фрезеровочной обработки. Само определение вальцевания включает в себя следующие операции:
- изменение поперечного сечения трубы;
- изгиб заготовки под углом или по радиусу;
- создание трубы из плоской или круглой заготовки;
- привальцовка – процесс исключения зазора между расширяемым краем заготовки и трубогибом;
- развальцовка – это увеличение одного конца трубки, выполняется для соединения двух труб телескопическим способом или для крепления к другому изделию;
- завальцовка – обратная операция с целью создания герметичного соединения двух труб;
- резка металла.
Список весьма обширный и включает самые разные операции. Такой охват позволяет применять вальцевание в различных отраслях.
Зачем и где используется?
Профильной отраслью, использующей процесс вальцевания, смело можно назвать металлообрабатывающую промышленность. Следующими в списке стоят все сферы, в которых применяются трубы и трубные соединения. Вальцевание используется как при создании трубок кондиционера, гофрированных труб из нержавеющей стали или трубок теплообменника, так и для весьма сложных конструкций (типа барабана парового котла).
С помощью вальцевания удается выполнить подгонку трубопроводов по месту для нестандартных решений. Тем самым удается избежать трудностей с созданием новых узкоспециализированных изделий.
Вальцевание применяется не только в промышленности, но и в повседневной жизни. Данная процедура актуальна в следующих случаях:
- соединение блоков кондиционера при установке;
- прокладка газовых и сантехнических труб;
- при пайке медных трубок холодильных установок;
- замена трубок тормозной системы автомобиля.
Технология
Как и любая другая технологическая операция, вальцевание имеет свои ГОСТы и ОСТы, регулирующие и регламентирующие процесс и его параметры, например: контроль герметичности, калибровку, допуски на толщину стенок трубы. Также на предприятиях имеются собственные СТО для этих целей. Представим краткий список данных документов.
- ГОСТ 13954-74 (переиздан в январе 1988 г. с Изменениями №1, 2). Концы труб, развальцованные для соединений трубопроводов по наружному конусу. Конструкция и размеры.
- ГОСТ Р 55601-2013. Аппараты теплообменные и аппараты воздушного охлаждения. Крепление труб в трубных решетках.
- ГОСТ 28941.12-91. Соединения трубопроводов с развальцовкой трубы. Концы труб развальцованные.
- ОСТ 26-02-1015-85. Отраслевой стандарт. Крепление труб в трубных решетках. Министерство химического и нефтяного машиностроения.
- СТО 002203680014-2009. Крепление труб в трубных решетках кожухотрубчатых теплообменных аппаратов и АВО.
Стоит отметить, что СТО редко находятся в открытом доступе и относятся только к одному предприятию. Также стоит учитывать свойства материала, из которого изготовлена труба, поскольку именно от них зависят допустимые усилия при вальцовке.
Методы
В зависимости от температуры заготовки процесс вальцовки труб можно разделить на две большие группы.
- Горячее вальцевание. Используется при работе с материалами, обладающими высоким сопротивлением к деформации. Например, нагрев используется при вальцовке пластиковых труб по радиусу.
- Холодное вальцевание. Применяется для мягких материалов, таких как медь, алюминий, низкокачественная сталь и им подобные.
Оба типа обработки применяются как при ручном, так и при промышленном способе вальцовки труб. Для самостоятельной работы потребуется приобрести экспандер или специальный набор, в который входят следующие предметы: труборез, штампы с отверстиями различного диаметра, зажим и сам труборасширитель. Он оснащается конусным расширителем. Если конус черный и необработанный, то набор предназначен для сантехнических труб, в противном случае комплект можно применять при работе с кондиционерами.
При развальцовке различают три основных типа воронки.
- Обычная воронка. Самый просто вариант, встречается повсеместно.
- Евростандартный грибок. Подобный тип часто встречается на автомобилях европейского производства. Внешне напоминает автомобильную покрышку.
- Воронка с двойным сложением окраины. Воронки такого типа распространены в автомобилях американского производства.
Часто для расширения трубы собственными силами используется коническая заготовка с необходимым углом. Но при таком подходе велика вероятность, что материал трубы деформируется неравномерно, а возможно, произойдет разрыв трубы или ее загиб.
В промышленности список используемого оборудования и инструментов гораздо шире, поэтому рассмотрим его поподробнее.
Инструменты и оборудование
В производстве процесс вальцевания выполняется не только с помощью обычных или пневматических ручных инструментов – для этого также применяют токарный станок, вальцовый трубогиб или прокатный станок. Использование подобных специализированных станков и инструментов обуславливается размерами заготовок и материалами, из которых они сделаны.
Именно от свойств и параметров материала заготовки зависит, какой категории будет использоваться инструмент при обработке.
- Категория Т – используется при обработке трубок с внутренним диаметром от 5,6 до 12.5 мм. Глубина вальцевания ограничена.
- Категория СТ – применяется при вальцевании сварных изделий, внутренний диаметр которых равняется 6-11 мм. Так же, как и у инструментов группы Т, у СТ ограничена глубина использования.
- Категория Р – предназначена для изделий диаметром от 1,2 до 4 см. Максимальное значение развальцовки равняется 4,87см.
- Категория РТ – используется для видов с внутренним диаметром 0,55-1,29 мм.
- Категория СР – применяется для толстых трубных решеток, глубина развальцовки равняется 3,23 см.
- Категория 5Р – предназначена для трубок из нержавеющей стали с тонкими стенами.
- Категория К и КО – подходят для развальцовки котельных труб.
В свою очередь, прокатные станы по изготовлению бесшовных труб также имеют свое разделение.
- Непрерывно-удлинительные. Предназначены для производства изделий диаметром до 110 мм.
- Коротконаправочные. Используются при изготовлении изделий диаметром от 60 до 450 мм.
- Трехвалковые. Применяются для создания толстостенных труб сечением от 35 до 200 мм.
- Пилигримовые. Предназначены для получения бесшовных изделий диаметром от 400 до 700 мм.
Валковые трубогибы представляют собой систему, состоящую из нескольких валков, их количество варьируется от 2 до 3 (реже 4) штук. Два вращающихся нижних валка в такой системе прижимают заготовку к третьему, упорному, вокруг которого изгибается изделие. В результате такой прокатки изменяется профиль внутреннего сечения трубы. Регулировка радиуса получаемого изделия осуществляется подбором диаметра валков и расстояния между нижними элементами. В процессе обработки валки станка должны выдерживать высокие механические нагрузки, поэтому их изготавливают из высокопрочных сплавов стали.
Подобные трубогибы являются довольно универсальным оборудованием и позволяют выполнять вальцевание уголков. Также при помощи вальцов различного вида создаются профильные трубы. Наибольшей популярностью пользуются профильные трубы квадратного (прямоугольного) и овального сечений.
Подводя итоги, стоит еще раз отметить, что термин «вальцевание» включает в себя довольно объемный список технологических процессов. Для получения необходимого результата необходимо грамотно выбрать подходящий инструмент, оборудование и соблюдать условия технологического процесса.
Вальцовка К-45-47 и КО-45-47 представлена далее.
Вальцовка труб – как выполнить ее в домашних условиях?
Вальцовка труб, которая также часто называется вальцеванием, представляет собой технологическую операцию, цель которой состоит в деформировании по разным направлениям труб из стали и металла. Используя специальный инструмент, можно выполнить такую операцию своими руками.
1 Приспособления и инструмент для вальцевания
Вальцовка различных трубных изделий (медных, из обычной и нержавеющей стали, алюминиевых, из черных металлов) выполняется при помощи станков, машин, гибочных вальцов, которые по своей сути являются универсальным оборудованием. Оно производится из высоких по качеству и твердости стальных сплавов, поэтому все приспособления для вальцевания характеризуются отличными эксплуатационными параметрами.

Инструмент для вальцовки крайне редко требует серьезного ремонта, им можно пользоваться очень долго, не беспокоясь о замене каких-либо частей, входящих в его конструкцию. В настоящее время существует немало машин для обработки трубных изделий, сделанных из разных материалов. Любой современный станок для вальцовки труб можно причислить к одной из следующих групп:
- “РТ”: инструмент, который создается специально для работы с трубами сечением от 5,5 до 11,5 миллиметров;
- “Т”: станки для изделий, имеющих сечение от 6 до 11 миллиметров, их особенность – возможность контролирования глубины вальцевания;
- “5Р”: приспособления, с помощью коих осуществляется вальцовка трубных конструкций с малой толщиной стенок, изготовленных из титановых либо коррозионно-стойких сплавов;
- “Р”: станки этой группы подходят для работы с большими трубами (сечение – от 12 до 40 миллиметров);
- “СТ”: инструмент, используемый в тех случаях, когда требуется обработать трубы за их сварочным швом, приспособления серии “СТ” обычно применяются для изделий сечением не более 11 миллиметров.

Кроме того, имеется и еще одна группа специальных вальцующих станков – “СР”. На них происходит обработка труб, входящих в конструкцию толстых трубных решеток.
2 Основные стадии процесса вальцовки
Технологически вальцевание своими руками представляет собой операцию раздачи в отверстия трубопроводных систем торцов трубных изделий, которые прочно и очень плотно соединяются, обеспечивая стабильную эксплуатацию коммуникационных сетей. Весь процесс состоит из нескольких отдельных операций. На практике все выглядит таким образом:
- Сначала в отверстие монтируют трубу. При этом между ее стенками и отверстием появляется зазор, имеющий незначительную величину (не более одного миллиметра).
- Затем приступают к процессу расширения трубного изделия, применяя тот или иной инструмент.
В результате озвученных действий на стальных либо медных трубах образовываются упругие и небольшие проявления деформации. Они в ходе операции становятся все более заметными. Это говорит о том, что обрабатываемая труба стала расширяться. Финалом данного предварительного этапа вальцовки (его называют прихваткой или привальцовкой) является плотная фиксация трубы и исчезновение зазора, о котором мы упоминали выше. Обратите внимание, что на описанной стадии деформации подвергается исключительно труба.

Следующая стадия вальцовки под названием развальцовка базируется на том, что наружная часть трубной конструкции оказывает определенное давление на отверстие (это происходит из-за расширения металла). Деформация материала продолжается, он начинает давить на трубу, образуется сильное сжимание. Итогом всех этих явлений становится долговечное и сверхнадежное соединение деталей трубопровода.
При выполнении вальцевания своими руками медных или алюминиевых труб следует очень внимательно следить за процессом деформации. Если конструкция подвергнется чересчур сильному давлению, расширение изделий будет слишком большим. Это во многих случаях приводит к разрыву трубы либо к недостаточной плотности и прочности полученного соединения. Заметим, что разрыв может произойти не только на медных трубах, но и на более жестких металлических или стальных.
Избежать проблем при выполнении вальцевания получается только тогда, когда вы четко придерживаетесь технологии осуществления операции, знаете принципы функционирования инструмента для вальцовки, имеете представление о каких-либо особых характеристиках обрабатываемого материала. Для обработки труб (медных, из “нержавейки”, алюминия, других металлов) в домашних условиях чаще всего используют трубогибы, оснащенные тремя валиками.

Такой инструмент позволяет работать и с профильной трубой, и с круглыми изделиями. С его помощью производят гибку конструкций в дугу либо в круг за счет того, что он применяется с двух сторон. Также трубогибы дают возможность вальцевать стальные полосы.
Маленькие трубы (например, те, которые используются в теплообменниках) сгибают одной из сторон трубогиба. А вот другая сторона предназначена для работы с более “серьезными” по размерам изделиями. Она предназначена в основном для профильной металлической трубы.
3 Особенности вальцовки трубных изделий из меди
Медные трубки используются в бытовых холодильных агрегатах и сплит-системах. Именно по этим трубкам происходит перемещение охлаждающего состава (как правило, фреона). При проведении ремонта указанных агрегатов нередко требуется замена их трубных элементов, которую нельзя выполнить без вальцовки.

Описываемая нами операция вальцевания в случае ремонта бытовой техники может производиться при помощи экспандера – простейшего механизма, который позволяет растянуть за одно движение трубку до необходимого сечения. Подобные устройства оснащаются несколькими насадками (они являются сменными, рассчитанными на различные стандартные диаметры труб).

Экспандеры не гарантируют стопроцентного качества вальцевания. В связи с этим рекомендуется применять профессиональные твердосплавные устройства для сгибания медных труб кондиционеров и холодильников. Найти их несложно в любом строительном магазине, выбрав подходящий по цене и качеству механизм для самостоятельного вальцевания.
Продукция — Техмашхолдинг — группа компаний, официальный сайт
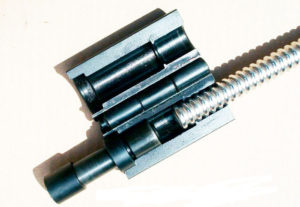
- два самодельных самогонных аппаратаГофрированная труба из нержавеющей стали.wmv[Оборудование] Попугай своими руками из гофрированной нержавейкиВальцеватель трубы гофры нержавейкисамогоный аппарат Своими рукамиГофрированная труба из нержавеющей стали Kofulso Neptun (Южная Корея)Самогонный аппарат своими руками.холодильник димрота из нержавейки ( длина 4 метра диаметр 8 мм.)Дистилляция — медь или нержавейка?Самодельная бражная колонна из нержавейкиТакже смотрите:
- Что такое брага и ее приготовление
- Голубая глина в браге
- Облагородить самогон бальзамом
- Как снизить градусы самогона
- Самогон из сахара и дрожжей саф левюр рецепт выход
- Калина с самогоном
- Самогон где измерять температуру
- Из чего гнать качественный самогон
- Как сделать брагу для самогона из меда и дрожжей
- Абхазский самогонный аппарат
- Брожение браги из инвертированного сахара
- Как устранить в самогоне сивушные масла
- Ректификационная установка для самогона
- Приготовления коньяка из самогонки на черносливе
- Сколько времени нужно очищать самогон углем
- она должна не закипать при температурах, превышающих 200 градусов;
- не терять текучесть в сорокаградусный мороз;
- не быть агрессивной к резиновым деталям тормозной системы;
- не приводить к коррозии.
- водитель при возникновении необходимости снизить скорость движения машины вплоть до полной её остановки нажимает с соответствующим усилием на педаль тормоза;
- шток педали напрямую воздействует на поршень главного тормозного цилиндра, приводя его в действие;
- поршень, двигаясь в цилиндре, воздействует на тормозную жидкость, создавая определенное явление;
- жидкость, сжимаемость которой близка к нулю, движется по магистрали и воздействует на тормозные цилиндры, расположенные на каждом из колёс;
- поршни передают импульс движения на тормозные колодки, которые, прижимаясь к дискам, и создают тормозное усилие, притормаживая вращение колёс.
- определение требуемого зазора между трубной решёткой и кончиком трубки;
- развальцовка и трубки, и трубной решётки;
- снятие демпфирующей нагрузки с внутренних стенок трубки.
- деформация и трещины шестигранной головки;
- засорение резьбовых соединений;
- закоксовка тормозной жидкости в местах сопряжений.
- отдельных марок нержавеющей стали;
- меди, алюминия и сплавов данных металлов;
- углеродистых стальных сплавов;
- оцинкованной стали.
» Выбор » Гофрированная нержавейка для самогонного аппарата
samogonvbarnaule.ru
Вальцеватель универсальный NEPTUN IWS в Москве и регионах
Универсальный вальцеватель Neptun IWS — это удобный ручной инструмент для изготовления гибких подводок для подключения приборов водоснабжения к центральному водопроводу.
• Подходит для труб 13А и 18А, сменные насадки в комплекте • Не требует использования молотка • 100% нержавеющая сталь • Собственное производство
Гибкие подводки, изготовленные из гофрированной трубы из нержавеющей стали и латунных фитингов Neptun IWS, имеют высокую надежность со сроком службы не менее 30 лет.
Изготовление гибкой подводки:
1. Роликовым труборезом отрежьте участок гофрированной трубы под развальцовку Neptun IWS необходимой длины. 2. Откройте насадку вальцевателя и вставьте гофротрубу в насадку таким образом, чтобы первая гофра трубы заходила за стопор в насадке. 3. Закройте насадку.
Без особых усилий за 5–6 возвратных движений ручкой вальцевателя деформируйте торец трубы таким образом, чтобы первая гофра развальцевалась. 4. Извлеките трубу из насадки вальцевателя. 5.
Вставьте гофротрубу в насадку таким образом, чтобы вторая гофра трубы заходила за стопор в насадке. Развальцуйте.
Последовательная развальцовка первой и второй гофр дает более ровный и качественный торец, а, следовательно, надежность соединения, по сравнению с развальцовкой двух гофр сразу. Важно! Перед развальцовкой второго торца трубы наденьте обе гайки.
6. Развальцуйте второй торец трубы, повторив действия п.2-5.
В процессе развальцовки происходит деформация гофрированных труб для создания стопорного кольца для накидной гайки. После развальцовки вставьте в торцы трубы прокладки для гаек Neptun IWS соответствующего трубе диаметра и затяните гайки ключом к требуемому месту соединения.
Комплектность поставки
1. Корпус вальцевателя 2. Ударник вальцевателя 3. Рукоятка ударника 4. Насадка для вальцевания гофрированных труб 13A 5. Боек для вальцевания гофрированных труб 13А 6. Насадка для вальцевания гофрированных труб 18A
Замена насадок для вальцевания
• Открутите от вальцевателя насадку для вальцевания одного диаметра. • Открутите от ударника вальцевателя боек для вальцевания от этой насадки. • Накрутите на ударник боек нужного диаметра. • Накрутите на вальцеватель насадку нужного диаметра.
Замена насадок для вальцевания
www.teploluxe.ru
Вальцевание гофрированной трубы – Лавита Урал
Вальцеватель является очень удобным средством для вальцевания гофрированных труб из нержавеющей стали при изготовлении подводок
Вальцеватель — инструмент, предназначенный для радиального деформирования трубы с целью создания стопорного кольца для накидной гайки. Технологический процесс закрепления труб с использованием вальцовок называется развальцовка.
| Наименование | Фото | |
| Гайки для вальцевания | ||
| Гайка NUT 1/2Гайка NUT 3/4Гайка NUT 1Гайка NUT 1 1/4Гайка NUT 1 1/2 | ||
| Прокладка к NUT с бортиком | ||
| ||
| Прокладка к NUT | ||
| Прокладка к NUT 1/2Прокладка к NUT 3/4Прокладка к NUT 1Прокладка к NUT 1 1/4Прокладка к NUT 1 1/2 | ||
| Прокладка к NUT тефлоновая | ||
| ||
| Вальцеватель | ||
| Вальцеватель W 12Вальцеватель W 15Вальцеватель W 18Вальцеватель W 20Вальцеватель W 25Вальцеватель W 32 |
www.lavita66.ru
Способ изготовления гофрированных труб
СССР
Класс 7Ь, 15„
М 63218 описдние изоБрктения
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Зареаистрирооако в Бюро изобретений Госплана при СНК СССР
Ф. И. Денисов, Д. Д. Крайз н В. И. Каплан
Способ изготовления гофрированных труб
Заявлено 27 мая 1940 года в Наркомавиапром за 1в 7356 (317850) 29 февраля 1944 года
Гофрированные трубы изготовляют из тонкостенных трубок чаще всего механическим путем в две операции.
Сначала на разъемной оправке гладкую трубку превращают в волнистую на давильном станке, пользуясь свободно вращающимся прафилирующим роликом для образования;волны и гладилкой для калибро вки требуемого профиля волны. Работа производится от руки, вследствке чего получается неравномерная обработка тонкостенной трубки, которая без надобности утоньшается, иаклепывается и т. д.
Процесс обработки довольно длителен.
Затем на второй операции волнистая трубка на вальцовочном приспособлении обкатывается для сближения волн при пяти-шести переходах, чем достигается необходимый профиль гофра. Этим заканчивается изготовление гофрированной трубы.
Вышеописанный способ производства не удовлепворяет ни по, качеству продукции, ни по производительности. В большинстве случаев
I офрированные тру бы, изготовленные этим способом, не имеют псстояяной характеристики пружинности, в результате чего сии часто бракуются.
Способ гидравлической штамповки при кажущейся |на первый взгляд прсстоте имеет существенные недсствтки.
При этом способе большой процент трубок Отбраковывается в процессе штамповки, в1следствие их разрыва (долевые трещины), а:кзготовленные гофрированные трубы имеют ограниченную область применения, так как получаются с утонен.ием на верхнем радиусе гофры, в»ледствие чего ве способны противс =тоять избыточным давлениямм при эксллотации.
Предлагаемый способ полностью устраняет вышеуказанные недостатки, Достигается это тем, что, ролики, расположенные по одну сторону обрабатываемого металла, постепенно уменьшают скорость вращения и трением скольжения осуществляют пластическую деформацию металла. Помимо того производительность изготовления гофрированных труб значительно повышается.
Согласно предлагаемому способу изготовления гофрированных труб при образовании волны механизирс ван ным способом, обработки трубки с внутренней стороны производит«я шипсв|ым роликом, а с н аружной — профилирующим роликом; последний при постоянной скорости вращений вначале соприкс «н|овения с заготовкой производит вальцевание волны трением качения; по мере углубления волны окружная скорость . профилирующего, ролика уменьшается и, таким образом, он получает опережен ие и переходит на ра боту трения скольжения. Это приводит к желательной пластической деформации,вальцуемого металла в! направленив вращения заготовками, чем достигается улучшение структуры металла и соответственно механических свойств и характеристик изготовляемой гофрированной трубы.
Предмет изобретения
Способ изготовления гофрированных труб последовательным вальцеванием сначала большого шага, а потом малого за счет углубления впадин, отличающийся тем, что, с целью устранения неровностей на гофрах и улучшения механических свойств изготовляемых труб, после образования гофрв большого шага по мере углубления впадин скорость вращения роликов, расположенных по одну сторону обрабатываемого ма териала, уменьшают, вызывая трение, скольжения и используя; .тем самым более полно пластичность материала.
Отв. редактор Д, А. Михайлов
Госпланиздат Тип, Госнланиадата, им. Воровского, Калуга Л45384. Т. 500 экз. 3. 230
Как завальцевать трубку в домашних условиях

Для обширной армии автомобилистов, привыкших выполнять ремонт машины самостоятельно, появление новых инструментов и приспособлений в арсенале уже имеющихся – само собой подразумевающаяся неизбежность. Сегодня речь пойдёт о ремонте тормозной системы, которая очень часто требует замены тормозных трубок.
Эти элементы больше других подвержены воздействию внешних факторов, что и сказывается на их состоянии. Но осуществить их замену можно только при наличии специализированного инструмента, с помощью которого выполняется развальцовка трубок. Нет инструмента – выполнить эту операцию не удастся. Это означает, что придётся всё же ехать на ближайший автосервис.
Или идти в автомагазин, чтобы стать обладателем ещё одного очень полезного приспособления.
Предназначение тормозных трубок
Любая гидравлическая система нуждается в наличии магистралей, по которым жидкость подаётся в рабочие механизмы. Тормозная система автомашины не является исключением, но здесь имеются свои особенности. Связаны они как с конструкцией тормозов, так и техническими характеристиками используемой рабочей жидкости, к которой предъявляются весьма жёсткие требования:
Последний пункт особенно важен для тормозных трубок, являющихся неотъемлемой частью ТС современного автомобиля. Рассмотрим принцип работы типовой тормозной системы.
Алгоритм остановки транспортного средства связан с выполнением следующих действий:
В этой цепочке тормозные трубки являются составной частью гидромагистрали, по которой движется рабочая жидкость. Их задача – не допустить подтеканий ТЖ, поэтому особое значение приобретает качество их соединения с другими элементами тормозной системы. Вот для этого и используется технологическая операция, называемая развальцовкой.
Её сущность заключается в деформировании оконечного участка трубки таким образом, чтобы равномерно увеличить её диаметр (противоположная операция, заключающаяся в сужении диаметра кончика трубки, называется завальцовкой). Развальцовка нужна для того, чтобы обеспечить максимально герметичное соединение трубок друг с другом или трубки с коллектором.
Поскольку, как мы уже отмечали, тормозные трубки подвержены механическим воздействиям, они могут получить повреждение, ставшее причиной разгерметизации системы – в этом случае требуется немедленная операция по их замене. Естественный износ – более распространённая причина замены этой компоненты тормозной системы.
Сама процедура развальцовки трубки состоит из трёх этапов:
Технология деформации требует, чтобы металл тормозной трубки подвергался так называемой пластической деформации, а металл решётки – упругой деформации. Для обеспечения этого условия решётка изготовляется из более твёрдого металла, что позволяет после завершения этапа развальцовки трубной решётке целиком «обхватить» трубку.
Обеспечение требуемой герметичности такого соединения осуществляется посредством применения метода контактного давления, образующегося между наружными поверхностями контактирующих деталей. В некоторых случаях технология соединения развальцованных кончиков труб предполагает использование сварки – такой метод называют комбинированным.
В заводских условиях развальцовка осуществляется с применением специального станка, оснащённого приводом гидравлического, пневматического или электрического типа, предусматривающего возможность контроля за скоростью вращения. Именно на привод ложится задача обеспечения требуемой надёжности соединения.
При замене тормозных трубок развальцовка осуществляется с использованием специального инструмента, который можно приобрести в автомагазине.
Когда требуется развальцовка тормозных трубок
Тормозная жидкость, обеспечивающая соблюдение ряда вышеописанных требований, обладает высокой гигроскопичностью, то есть способностью впитывать влагу. Это – расплата за уникальный комплекс характеристик, поэтому так важна полная герметичность магистрали.
Попадание в систему воздуха чревато тем, что под воздействием высокой температуры он существенно увеличивает сжимаемость жидкости. А это означает, что нажатие на педаль тормоза приведёт к собственно торможению с некоторой задержкой, что недопустимо из соображений безопасности движения.
И чем больше воздуха будет в системе, тем ощутимее будет задержка.
Проявляется разгерметизация вполне определённой симптоматикой – существенным увеличением тормозного пути, провалами педали и появлением посторонних звуков при торможении.
Утечка жидкости обычно сопровождается перегревом тормозных барабанов, поскольку температура кипения жидкости, разбавленной воздухом, заметно падает. Как следствие, тормозные колодки начинают изнашиваться более интенсивно и, что особенно неприятно, неравномерно.
Ещё один явный признак нарушения целостности тормозной магистрали – уход автомобиля при торможении от первоначальной траектории движения.
Отметим, что поломка тормозных трубок (вернее, необходимость их замены) может быть вызвана и другими причинами:
От подобных неприятностей не застрахован ни один автомобиль, поэтому так важно периодически (минимум раз в год) проводить тестирование тормозной системы в целом. Диагностика составных частей тормозной магистрали должна осуществляться каждые 50 тысяч километров, регламентная замена резиновых шлангов и трубок производится каждые 125 тысяч километров, причём независимо от их состояния.
А поскольку замена этих элементов требует специальной обработки, рассмотрим, как развальцевать тормозную трубку своими руками и какие инструменты для этого потребуются.
Самостоятельная развальцовка
В промышленных условиях для развальцовки труб используются специальные высокопрочные валы, при этом профиль оконечности труб формируется в результате многократной их прокатки. Такой вальцовочный станок позволяет выполнить деформацию максимально точно и равномерно.
При самостоятельно развальцовке обычно используют наборы, которые можно приобрести через интернет или в специализированных магазинах. Такой комплект включает в себя труборез, зажим, а также штампы с отверстиями разных диаметров (с метрическим или дюймовым обозначением размеров) для развальцовки с применением конусного винта.
Многие автовладельцы, чтобы в домашних условиях развальцевать тормозную трубку, используют более примитивный способ, не требующий приобретения вышеописанного приспособления – коническую болванку с нужным углом.
Если трубка изготовлена из меди (такие сейчас встретишь не часто – производители в целях экономии массово переходят на металл), она обладает достаточной пластичностью для выполнения такой операции своими силами.
Но от вас потребуется не просто сила, а точно дозированные усилия при натяжке кончика медной трубки на конус.
Любой перекос при ударе – и результат может оказаться неудовлетворительным: от разрыва вальцуемой поверхности в месте, на которое пришёлся более сильный удар, до замятия слишком истончённой при такой обработке поверхности. Так что данный способ вряд ли можно рекомендовать в качестве приемлемого – к нему следует прибегать только в случае крайней необходимости.
Гораздо более предсказуемые результаты получаются при использовании экспандера. Здесь также нужно будет применять физическую силу, но сам процесс упрощается, поскольку натяжка трубы на одну из сменных насадок осуществляется с помощью вращающейся рукоятки.
Экспандер для труб
Экспандер позволяет развальцевать трубку до нужного диаметра достаточно быстро, всего за один подход, однако и здесь стопроцентный результат не гарантирован. Главный залог успеха – качество самой трубки.
Если оно плохое, то есть стенки не идеально ровные (имеют разную толщину на определенном участке, подвергающимся обработке), то и в этом случае тонкие стенки растянутся больше, толстые – меньше, и в результате развальцовка получится не идеальной.
Попытки «дожать» соединение могут закончиться плачевно – его поломкой или смятием.
Классический инструмент для развальцовки тормозных трубок представляет собой комплект валиков, произведённых из твёрдосплавных материалов. Валики прокатываются по поверхности обрабатываемой трубы, каждый раз с всё большим усилием.
В результате развальцовка производится плавно, а все те неприятности, которые характерны для более примитивных инструментов, здесь невозможны.
Каждый новый оборот валики увеличивают диаметр заготовки на минимальную величину, и такая постепенная растяжка переносится металлом очень хорошо.
Подобный метод применим даже в отношении неидеальной заготовки, поскольку при наличии участков с более толстыми стенками они раскатываются до требуемой величины, при этом поверхность трубки становится ровной и гладкой, без каких-либо дефектов и шероховатостей.
Техника самостоятельной развальцовки труб
Существует множество способов соединения труб. Иногда возникают сложности в применении какого-либо из них. Причиной тому может быть незаметное на первый взгляд различие в диаметре, неравномерно сформированные стенки. Решением вопроса может стать вариант стыковки с помощью накидных муфт. Но для этого необходимо разобрать такое понятие как развальцовка торца труб.
Развальцовка медных трубок в домашних условиях: инструменты и технология выполнения

Вальцовка, или вальцевание, как еще называют эту технологическую операцию, подразумевает пластическую деформацию металлических заготовок для формирования из них изделий требуемой конфигурации.
При этом может выполняться как вальцовка труб (для изменения формы их поперечного сечения), так и обработка листового металла, в процессе которой создаются изделия цилиндрической, конической и овальной конфигурации.
Формовка профиля на трехвалковом станке
Вальцовка выполняется на специальном оборудовании, оснащенном валками, которые и отвечают за пластическую деформацию заготовок из металла в нужном направлении, поэтому данная технологическая операция и получила такое название.
Проходя прокатку между вальцами, размеры и расстояние между которыми подбираются в зависимости от геометрических параметров заготовки и готового изделия, обрабатываемая деталь приобретает требуемые размеры и форму. В отдельных случаях вальцевание металла может предполагать не только прокатку заготовок из него, но и их ковку.
Вальцевать можно не только заготовки, изготовленные из металла, но и изделия из полимерных материалов и резиновых смесей, которые также отличаются высокой пластичностью. Если говорить о металле, то вальцовке можно подвергать заготовки, изготовленные из:
Кроме вальцовки, различают такие технологические операции, как развальцовка и завальцовка кромок, в результате которых пластической деформации (и, соответственно, изменению геометрической формы) подвергаются концы трубок, изготовленных из различных металлов.
Для этого используется инструмент, в конструкции которого вальцы могут отсутствовать. С помощью развальцовки и завальцовки выполняется подготовка концов трубок для их дальнейшего соединения.
Рабочие вальцы миниатюрного размера можно увидеть в инструменте, который используется для завальцовки трубы, то есть уменьшения ее изначального диаметра.
Завальцевать трубу можно и с помощью токарного станка. с примером выполнения такой операции можно посмотреть ниже.
Суть процесса
Развальцовка медных трубок – процесс деформации изделий различного типа, которые могут применяться при создании различных механизмов. Подобная технология применяется при закреплении деталей в котлах, конденсаторах или других теплообменниках. Среди особенностей проводимой работы отметим следующие моменты:
- Толщина стенок может быть самой различной. За счет этого и изменяется наружный или внутренний диаметр.
- Развальцовке подвергаются медные трубки, которые изготавливают из металла с различной степенью обработки.
Виды развальцовки
Как правило, диаметр изменяется за счет растяжения изделия. При применении современного оборудования можно получить качественную поверхность, которая идеально подойдет для создания герметичных соединений.
Область применения листовой вальцовки
Вальцовка листовой стали — удобный и малоэнергоемкий способ получения пространственных изделий типа конусов или незамкнутых цилиндров из плоских исходных заготовок. По сравнению с иными технологиями производства изделий типа тел вращения (в частности, прессованием или вытяжкой) процессы вальцовки листового металла обеспечивают:
- Снижение эксплуатационных расходов на оборудование и оснастку.
- Повышение долговечности инструмента и станков.
- Сокращение времени на переналадку.
- Возможность эффективного использования в условиях мелкосерийного и единичного производства.
- Упрощение регламентных и ремонтных работ.
- Управление производительностью оборудования.
- Резкое снижение потерь от брака.
Внедрение процессов вальцовки металла с использованием в качестве исходных заготовок листа или полосы доступно не только небольшим производствам, но даже ремонтным мастерским, а также домашним мастерам.
Как будет показано далее, кинематические схемы и конструкция вальцовочных станков для обработки листового материала весьма просты, а для их привода в некоторых случаях не требуется наличие внешних источников энергии.
Принципиальной особенностью вальцовки листового металла является то, что деформирование происходит не одновременно по всей контактной поверхности инструмента. Это хоть и вызывает некоторое снижение производительности оборудования, на самом деле способствует повышению стойкости рабочих прокатных валков.
Дело в том, что во время вальцовки деформирующее усилие концентрируется не в точке или прямой (как, например, при вытяжке), а равномерно распространяется по всей поверхности соприкосновения валков с металлом.
Поэтому удельные усилия процесса весьма невелики, а для изготовления инструмента не требуется применения дорогих инструментальных сталей.
Любая вальцовочная машина по стоимости существенно меньше гидравлического или механического пресса, а потому окупается уже в течение полугода своего активного использования.
Одновременно увеличивается и долговечность: усилие вальцовки нарастает плавно и постепенно, по мере вхождения в зону деформации все новых и новых участков заготовки.
Поэтому ударного характера возникновения рабочих нагрузок при вальцовке (даже в холодном состоянии) не наблюдается.
В практике эксплуатации вальцовочных станков никогда не возникает проблем с износом инструмента, поскольку поверхность валков имеет гладкий характер. Соответственно переналадка может сводиться лишь к замене валков на оснастку с иным значением диаметра.
Важно, что в процессе выполнения вальцовки оператор может изменять скорость деформирования металла, что не всегда возможно при других формовочных операциях листовой штамповки. Такое изменение снижает потери от брака.
Таким образом, вальцовка — это экономически выгодная технология обработки давлением листовых заготовок из высокопластичных металлов и сплавов.
Когда может понадобиться развальцовка?
Сегодня вальцовка медных трубок проводится крайне часто. Подобная технология применяется в нижеприведенных случаях:
- Нужно изменить форму трубы. Примером можно назвать получение овальной формы поперечного сечения.
- Чаше всего развальцовка проводится для изменения наружного и внутреннего диаметра. При соединении медных труб нужно обеспечить идеальную герметичность, которая достигается путем подгонки поверхностей друг к другу.
- В продаже не встречаются медные трубки нужной формы.
- Нужно изменить размер и форму трубок под конкретные условия.
Вальцеватель для гофрированных труб своими руками
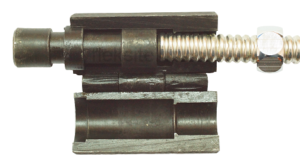
Выполняется вальцовка труб с целью придания им необходимой формы и размеров для установки с трубопроводную систему.
Она подразумевает направленную деформацию в заданном направлении.
Для реализации процесса самостоятельно, применяются мобильные, профессиональные вальцовщики.
Развальцованные медные трубки
С их помощью удается добиться равномерного расширения стенок без риска разрыва изделия.
Где применяется развальцовка?
Вальцевание может понадобиться в следующих случаях:
- при изготовлении водопроводов, газопроводов;
- тормозных систем;
- при монтаже кондиционеров;
- в ремонте морозильных камер, тепловых насосов.
Развальцовка изделий требуется в местах, отличающихся низким предельным значением максимального давления.
Она позволяет воспользоваться эффективным методом раструба для соединения отрезков трубопровода, когда один из концов трубы помещается в раструб второго отрезка.
Получившийся стык закрепляют муфтами, методом склеивания или пайки.
Трехваликовый трубогиб – это распространённые вальцы для профильной трубы.
Такой станок пригоден для прокатки изделий квадратной, круглой и прямоугольной формы. Ему также поддается нержавеющая, стальная, алюминиевая труба.
Трубогиб позволяет согнуть ее в круг или дугу. Такой инструмент работает с двух сторон.
Одна из них направлена на деформацию труб небольшого диаметра, а вторая – на изгиб изделий большого диаметра. С помощью трубогиба также можно выполнить изгиб полосы.
Видоизменение трубы с помощью трубогиба может понадобиться в таких случаях:
- если готовая деталь необходимого типа недоступна;
- если необходимо максимально точно подогнать размер отрезка или требуется особый, нестандартный изгиб.
Как выбрать развальцовщик?
Любое приспособление для развальцовки трубок – это специфическое устройство, направленное на радикальную деформацию труб из разного типа материалов. Используя инструмент, удается обеспечить прессовое соединение трубопроводных отрезков.
Инструмент для развальцовки труб
В набор мастера входят как электрические, так и механические изделия. Электрический инструмент часто в своей конструкции имеет трубогиб, который позволяет развальцевать своими руками значительные объемы отрезков.
Набор вальцовщика может включать шаблоны и эспандеры, но их применение не эффективно.
Алюминиевая, нержавеющая и стальная труба более равномерно деформируется под воздействием именно электрического или механического устройства.
Сохраняется одинаковость толщины стенок на всем отрезке и поверхность остается гладкой.
Подбирая инструмент для видоизменения труб, стоит обратить внимание на следующие технические характеристики:
- материал решетки, с которой будет соприкасаться инструмент;
- возможный диаметр отверстий (внутренний и наружный);
- расстояние между их центрами;
- толщину стенки трубы;
- глубину, на которой необходимо проводить вальцовку;
- наличие швов от сварки.
Инструмент, при помощи которого развальцовывается алюминиевая, нержавеющая, круглая или овальная труба, выпускается в виде универсальных или специализированных изделий. Это может быть специализированный набор или эксцентриковые развальцовщики.
Преимущества технологии
Гибку изделий можно выполнить в домашних условиях, но для этого не рекомендуется использовать кустарные методы при помощи болванки. Это может привести к негативным последствиям:
- тонкая труба, нержавеющая или профильная, легко мнется. Неправильно деформированный отрезок невозможно восстановить;
- нержавеющая или другая труба получает риск разрыва в тех местах, на которые припадает усилие растяжения стенок;
- неоднородная, неравномерная деформация понижает эксплуатационные характеристики изделия. Оно быстрее выходит из строя.
Применяя специальный набор, мастер получает следующие преимущества:
- Исключается риск разрыва, благодаря постепенной, равномерной деформации изделия.
- Сохраняется одинаковая толщина стенок трубы на всей площади деформации. Даже изделия с бракованными стенками разной толщины удается равномерно развальцевать своими руками.
- Вальцовка для медных труб позволяет добиться ровной, гладкой поверхности. Нержавеющая труба также получает ровную структуру.
Развальцовочный станок
В набор мастера зачастую входит развальцовочный станок. Суть его работы заключается во вращении конуса. С его помощью удается выполнить мягкую деформацию детали.
Резка развальцованной трубы
Станок демонстрирует следующий принцип действия:
- В начале работ трубный отрезок закрепляется в зажимной паре. На ее поверхность наносится незначительное количество смазки.
- Вращение конуса осуществляется под углом 37˚ вокруг оси центра. Деформация проводится до тех пор, пока изделие не приобретет требуемой формы.
- После производится отбортовка при помощи конуса под углом 90˚.
Такого действия станок может отличаться:
- автоматизированным принципом работы;
- сенсорным управлением;
- электроникой, направленной на регулировку хода конуса.
Эксцентриковый инструмент для развальцовки
Набор для вальцовки, содержащий эксцентриковый инструмент, также направлен на деформацию трубного отрезка за счет вращательных движений конуса.
Преимущество применения устройства – поступательное, плавное и равномерное расширение стенок трубы.
Среди достоинств применения такого прибора выделяют:
- исключается возможность разрыва изделия в местах видоизменения отрезка;
- мастер получает изделие с равномерной толщиной стенок;
- ровная и гладкая поверхность позволяет получить максимальное прочное соединение на стыке;
- набор позволяет быстро деформировать трубу и продолжить монтаж системы.
Эксцентриковый набор дает возможность выполнить вальцовку под углом в 45˚. Ему поддается нержавеющая или медная труба диаметром от 6 до 18 мм. Устройство характеризуется мобильностью, поэтому пригодно для домашнего применения.
Этапы и правила выполнения развальцовки
Чтобы на выходе получить изделие пригодное для монтажа трубопровода, стоит придерживаться следующих этапов вальцовки:
- зачистить конец отрезка и одеть на него специальную муфту;
- вставить его в устройство и закрутить винт так, чтобы кромка заняла положение 45˚;
- вынуть из устройства конец отрезка и подвести муфту, чтобы получить стык двух кусков труб.
В случае отсутствия опыта в вальцевании, рекомендуется использовать отрезок с запасом в 2,5 см. в случае неудачи испорченный кусок можно отрезать и выполнить попытку еще раз.
Помимо муфт может также использоваться пайка. Принцип ее применения такой же, хотя последовательность действий может несколько отличаться:
- Очистить край трубы с помощью щетки.
- Установить отрезок в устройство и расширить его до размера диаметра трубы, в которую планируется вставить изделие. Зазор не должен превышать 0,124 мм.
- Нанести на внутренний отрезок флюс. Его установка осуществляется на глубину равную диаметру трубы.
- Нагреть место стыка с помощью горелки пока не начнет плавиться припой.
- Заполнить припоем зазоры на стыке.
После выполнения соединения, необходимо поместить отрезок на горизонтальную поверхность и оставить до остывания.
Вальцеватель для гофрированных труб своими руками — Трубы и сантехника
Инструмент, предназначенный для радиального деформирования кромки трубы с целью создания стопорного кольца для накидной гайки. Является очень удобным средством для вальцевания гофрированных труб из нержавеющей стали при изготовлении подводок.
Технологический процесс закрепления труб с использованием вальцевания называется развальцовкой.
для гофрированной трубы Lavita
1. Отрежьте трубу необходимой длины с помощью трубореза.
2. Зачистите кромку трубы от неровностей..
3. Вставьте обработанный конец трубы в вальцеватель с выступом на три кольца.
4. С помощью молотка или резиновой киянки развальцуйте трубу 3-5 ударами.
5. Оденьте накидные гайки с другой стороны.
6. Развальцуйте трубу аналогично с другой стороны.
7. При соединении вальцованной трубы используйте уплотнительные прокладки для вальцевания.
Вальцеватель для гофрированных труб своими руками
Вальцеватели Инструмент, предназначенный для радиального деформирования кромки трубы с целью создания стопорного кольца для накидной гайки. Является очень удобным средством для вальцевания
Вальцы для профильной трубы – это инструмент, который известен далеко не всем. Что же он представляет собой и для чего нужен?
Немного о профильной трубе
Традиционные круглые трубные изделия более привычны для обывателя. Они используется для систем водоснабжения, водоотведения, в качестве кабельной оболочки и много другого. Профильная труба имеет не совсем обычную форму.
Профиль трубного изделия может иметь разную форму, однако наибольшей популярностью пользуются следующие виды:
- Овал. Изделия такого профиля встречается в радиаторных системах и в качестве элементов декоративных конструкций.
- Квадрат или прямоугольник. Такой профиль находит применение при строительстве несущих конструкций. Объясняется это большой прочностью изделий при поперечной нагрузке. Вес, при котором обычная труба сгибается, профильная труба прямоугольной или квадратной формы выдерживает без изменения формы.
Способы монтажа несущих конструкций
При монтаже несущих конструкций состыковка элементов выполняется двумя способами:
- С помощью сварки. Соединение элементов сваркой отличаются прочностью и долговечностью. Особенно это важно в тех местах, где на соединение оказывается большое давление.
- С помощью болтов. Такое соединение более выгодно, так как не у всех найдется сварочный аппарат. Болтами могут соединяться элементы теплиц, навесов и стеллажей.
Вальцеватель для гофрированных труб своими руками — Трубы и сантехника

Инструмент, предназначенный для радиального деформирования кромки трубы с целью создания стопорного кольца для накидной гайки. Является очень удобным средством для вальцевания гофрированных труб из нержавеющей стали при изготовлении подводок.
Технологический процесс закрепления труб с использованием вальцевания называется развальцовкой.
для гофрированной трубы Lavita
1. Отрежьте трубу необходимой длины с помощью трубореза.
2. Зачистите кромку трубы от неровностей..
3. Вставьте обработанный конец трубы в вальцеватель с выступом на три кольца.
4. С помощью молотка или резиновой киянки развальцуйте трубу 3-5 ударами.
5. Оденьте накидные гайки с другой стороны.
6. Развальцуйте трубу аналогично с другой стороны.
7. При соединении вальцованной трубы используйте уплотнительные прокладки для вальцевания.
Вальцеватель для гофрированных труб своими руками
Вальцеватели Инструмент, предназначенный для радиального деформирования кромки трубы с целью создания стопорного кольца для накидной гайки. Является очень удобным средством для вальцевания [content-egg module=GdeSlon template=compare]
Вальцы для профильной трубы – это инструмент, который известен далеко не всем. Что же он представляет собой и для чего нужен?
Создание криволинейных поверхностей
В несущих конструкциях профильная труба играет роль горизонтальной, вертикальной или наклонной опоры для балконов, перекрытий или крыши. А вот для навесов, козырьков или теплиц необходимо создать криволинейную поверхность.
Объясняется это несколькими причинами:
- Эстетическое восприятие. На зрение и психику человека округлые формы оказывают успокаивающее воздействие.
- Ветер и осадки. Обтекаемая форма не служит препятствием ветру, поэтому при сильных порывах округленной поверхности практически ничего не угрожает. Помимо этого на круглые формы не задерживают осадки в виде дождя и снега.
Для создания криволинейной поверхности необходимо согнуть материал. Выполнить это действие можно при нагревании отдельных участков газовой горелкой.
Это самый простой способ изгиба, но у него есть некоторые недостатки:
- Во-первых, для его выполнения требуется большой рычаг, крепкий упор трубного изделия и огромные физические усилия.
- Во-вторых, таким способом невозможно добиться равномерного изгиба.
Создать ровный сектор окружности можно с помощью вальцов.
Виды вальцов
Для производства профильной трубы и ее изгиба в домашних и заводских условиях требуются совершенно разные инструменты.
Заводское производство
Вальцевание – это главная технологическая операция в процессе изготовления профилированных трубных изделий.
Весь цикл выглядит следующим образом:
- Плоские заготовки сворачиваются в цилиндр, место соединения сваривают.
- Полученное изделие прокатывают через вальцы, где под большим давлением происходит формирование нужного профиля.
- Выполняется проверка качества швов.
- Изделия прокаливают для снятия остаточных напряжений от деформации.
Для изготовления больших объемов заводы используют соответствующее оборудование. Например, на полноценном прокатном стане крупного предприятия вальцы для трубогиба имеют вес в несколько десятков тонн, а прилагаемое на них усилие может достигать нескольких сотен тонн. При этом здесь используется не ручной привод, а оборудование с электроприводом.