Необходимость в сгибании профильных труб в домашнем хозяйстве возникает довольно часто, будь то подготовка заготовок для постройки металлического каркаса теплицы или навеса или изготовление деталей трубопроводов сложной конфигурации. Для этого часто используют приспособления промышленного изготовления, однако покупные изделия — удовольствие не из дешёвых. Намного выгоднее изготовить трубогиб своими руками, тем более, что для изготовления агрегата не потребуется никаких дефицитных деталей, а его конструкция доступна для повторения в любом гараже. Самодельное приспособление позволит получить трубу с нужным радиусом кривизны и при этом избежать деформаций и заломов на её поверхности.
Назначение и виды
Трубогиб является незаменимым приспособлением, когда требуется деликатно и точно согнуть круглую или профильную металлическую трубу
Изгиб металлических профильных труб напрямую связан с их диаметром, толщиной стенок и материалом изготовления, поэтому производители металлопроката всегда указывают минимальный радиус деформации в специальных таблицах.
Таблица расчёта радиусов изгиба стальных труб в зависимости от диаметра и толщины стенки
Согнуть пустотелую трубу без заломов и деформаций непросто. В домашних условиях для этого её наполняют песком, нагревают до покраснения газовой горелкой или паяльной лампой, после чего сгибают «на глаз». Конечно, такой способ при высокой трудоёмкости не является идеальным ввиду низкого качества и невысокой точности.
Получить изгиб требуемой кривизны и не повредить деталь позволяют специальные приспособления — трубогибы. В зависимости от длины фрагмента, который надо согнуть, применяют приспособления двух типов:
- рычажные трубогибы;
- прокатные агрегаты.
Самыми распространёнными изделиями являются трубогибы рычажного типа. В таких приспособлениях усилие прикладывается в нужном месте, а сам изгиб повторяет форму сегмента (шаблона), который в части устройств может быть съёмным.
Как правило, в комплектацию таких агрегатов входят несколько сегментов под трубы различного диаметра. Кроме сегментных устройств, промышленностью производятся дорновые и арбалетные трубогибы, форма изгиба в которых задаётся двумя направляющими роликами и нажимным шаблоном (дорном). Такая конструкция позволяет выполнять холодную обработку круглых стальных труб на коротких участках. К слову, компактные арбалетные трубогибы являются наиболее популярным инструментом у монтажников инженерных коммуникаций.
Просто, быстро и качественно — вот достоинства арбалетных трубогибов, которые привлекают профессиональных монтажников
В зависимости от конструкции рычажного гибочного устройства, оно может иметь привод любого типа:
- гидравлический;
- пневматический;
- электрический.
Часто принцип работы агрегата предусматривает подогрев трубы (внешний, или при помощи разогретого воздуха, пропускаемого внутри проката), чем добиваются повышения её пластичности, а, соответственно, и качества изогнутого участка.
При необходимости получить изгиб большого радиуса используют прокатные приспособления. В их конструкцию входят два направляющих и один нажимающий валы (ролики). Трубу протягивают между подвижными элементами, задавая степень изгиба усилием прижимного ролика. При необходимости получения большого радиуса кривизны заготовки процедуру повторяют.
Прокатные приспособления могут иметь электрическую передачу для направляющих валов, а также гидравлический, механический или пневматический привод нажимного ролика.
Конструкции самодельных приспособлений
Простейшим вариантом, доступным для большинства начинающих мастеров, является изгиб труб по предварительно изготовленному шаблону. Подобный метод используют при необходимости получить большое количество однотипных заготовок.
Изгиб трубы по деревянному шаблону — наиболее простой способ решения проблемы
В качестве шаблона можно использовать конструкцию, изготовленную из деревянных досок.
Толщину древесины выбирают исходя из диаметра сгибаемых труб — доска должна иметь запас в 2–3 см. Чтобы в процессе работы металлопрофиль не соскальзывал с шаблона, торцы обрабатывают с небольшим уклоном.
Конструкцию крепят к полу или другой поверхности любым способом, монтируя рядом упор для трубы. Вставив профиль в зазор между шаблоном и упорным элементом, плавно и аккуратно надавливают на его другой конец, прижимая трубу к шаблону. В целях облегчения усилия нажима можно использовать подходящий по размеру рычаг или приспособить лебёдку.
Лебёдка может облегчить процесс сгибания труб с применением шаблона
Подобным способом можно сгибать металлопрофиль небольшого диаметра. Если же требуется изменить конфигурацию трубы более 1 дюйма, то шаблон обустраивают из отрезков мощной арматуры. Для этого в бетонной плите по необходимой траектории проделывают отверстия, в которые вставляют направляющие в виде штырей из отрезков труб, арматуры и т. д. Изгиб выполняют, закрепив край металлопрофиля при помощи сварки.
Плюсом такого метода является его дешевизна и простота, однако точность полученных заготовок и качество их обработки оставляют желать лучшего. К тому же, шаблон придётся изготавливать каждый раз, когда потребуется получить изгиб другого радиуса.
Трубогиб-улитка заводского изготовления
Для изготовления большого количества однотипных заготовок небольшого радиуса кривизны можно использовать трубогиб-улитку.
Этот агрегат представляет собой два шкива (колеса) разного диаметра, закреплённые на валах. Зафиксировав конец трубы на рабочем колесе, роликом меньшего диаметра (ведущим колесом) нажимают на заготовку, одновременно прокатывая его вдоль обрабатываемой детали. Вследствие этого труба огибает поверхность большого шкива, повторяя его форму. Единственным недостатком этого способа является невозможность получения закруглений большого радиуса.
Наиболее универсальными и практичными являются самодельные прокатные трубогибы (гибочные станки), в которых можно установить любой угол деформации металлопроката.
Простейшая конструкция прокатного агрегата представляет собой основание с закреплёнными на определённом расстоянии друг от друга приводными валами. Нажим на трубу осуществляется подвижным роликом, а её протяжка осуществляется за счёт вращения ведущих валов. В качестве силового привода таких устройств используют винтовые приспособления, домкраты, лебёдки и электродвигатели. Прокатный станок является наиболее сложным для повторения в домашних условиях, поскольку требует токарных и сварочных работ. Тем не менее, существует множество вариаций его конструкции, изготовленных любителями, что свидетельствует о высокой популярности данного решения. С помощью подобного приспособения получают изгиб любой конфигурации, а сам процесс нередко автоматизируют. Единственное, с чем такое приспособление не сможет справиться, так это получение минимального радиуса закругления металлопрофиля на небольшом отрезке.
Видео: Самодельный гибочный станок прокатного типа
Делаем трубогиб своими руками
Для изготовления трубогиба можно воспользоваться чертежами готовых конструкций. Посмотрев несколько вариантов и соразмерив сложность агрегатов со своими возможностями и наличием необходимых деталей и материалов, можно выбрать наиболее оптимальную схему. На ваш суд мы представляем две модели трубогибов для самостоятельной сборки — ручной агрегат для небольших труб и гибочный станок полуавтоматического типа.
Ручной трубогиб-улитка для малых радиусов
Чтобы правильно согнуть профильную трубу, надо хорошо понимать физику процесса. В ручных трубогибах чаще всего используется способ кругового загиба, что позволяет избежать рисков, связанных с заломами, трещинами и другими повреждениями труб. Чтобы согнуть металлопрокат в таком агрегате, достаточно закрепить заготовку в приспособлении и нажать на рычаг. Сгибание происходит при прокатывании по трубе ролика, прижимающего деталь к главному колесу.
Материалы и инструмент
Для изготовления ручного трубогиба понадобятся:
- металлический лист толщиной не менее 6 мм;
- рабочее колесо;
- нажимной ролик
- стальные уголки 50х50х2.5 мм;
- отрезок толстостенной трубы Ø25 мм;
- оси вращения (втулочный или подшипниковый узел);
- отрезок квадратного прутка 20х20х40 мм;
- гайки и шайбы;
- угловая шлифовальная машина;
- сварочный аппарат;
- молоток;
- измерительный инструмент.
В процессе работы не забывайте о технике безопасности. Особенно это касается работы с режущим и сварочным оборудованием.
Расчёт трубогиба и составление чертежа
Прежде чем приступить к работе, надо определиться с тем, какой радиус изгиба профильных труб будет наиболее востребован. В зависимости от этого выбирают размер рабочего колеса. Именно эта величина и будет соответствовать внутреннему радиусу полученного колена.
Трубогиб-улитка в сборе
Чертёж разработан под профильные трубы с диаметром до 1 дюйма. Радиус изгиба, который можно получить при помощи этого трубогиба, равняется 125 мм (половина диаметра рабочего колеса). Если же вам необходим агрегат для изгиба с другими параметрами, воспользуйтесь методикой расчёта размеров трубогиба.
Главным размером вилки трубогиба является расстояние между осями рабочего колеса и ролика (обозначено литерой a=200мм). В нашем случае межосевой промежуток выбран с учётом максимального размера обрабатываемой профильной трубы d=25 мм, однако к этому значению желательно добавить пару миллиметров «про запас».
Межосевое расстояние можно определить по формуле a = d + r1 + r2 + 2, где d — диаметр профильной трубы, а r1, r2 — радиусы рабочего колеса и ролика соответственно.
Если в конструкции гибочного устройства будут устанавливаться ролик и колесо с жёлобом (некое подобие ручейкового шкива), то измерение проводят, отталкиваясь от нижней точки этой детали.
Вилка трубогиба-улитки
Для определения размера вилки зазор между роликом и её основанием принимают равным 10 мм, а также добавляют 30 мм запаса для крепления оси рабочего колеса.
Длина вилки с = a + r1 + 10 + 30 (мм).
Чтобы определить внутренний зазор между боковыми полками вилки (b), к толщине колеса добавляют 1 – 2 мм.
Сделать трубогиб более универсальным можно, просверлив несколько отверстий в боковых поверхностях вилки. Переставляя ось ролика, меняют расстояние между рабочими поверхностями вращающихся деталей.
Пошаговая инструкция по изготовлению ручного трубогиба
По чертежу ручного гибочного агрегата видно, что он состоит из нескольких основных частей:
- основание в виде толстой металлической пластины;
- рабочее колесо;
- ролик;
- вилка.
Наша инструкция поможет выполнять работу последовательно, избегая ошибок и неточностей.
- Изготовьте рабочее колесо и ролик. Конечно, огромным плюсом будет наличие токарного станка в вашей мастерской, но если даже вы не обладаете подобным оборудованием, эти детали не являются проблемой. Любой токарь сможет выточить шкивы по вполне умеренной стоимости.
При изготовлении подвижных элементов не стоит экономить. Обязательно сделайте в них жёлоб под трубу максимального диаметра, а также выточите в ролике гнездо под любой подходящий подшипник качения
. Если есть необходимость изменить конфигурацию поверхности колена, жёлоб рабочего колеса или ролика делают фигурным. При прокатывании ролик оставит требуемый отпечаток на внешней поверхности колена, а колесо — на внутренней. Чтобы облегчить задачу токарю и ещё сильнее удешевить стоимость устройства, вместо ролика можно установить пару шарикоподшипников подходящего размера.Рабочие колёса трубогиба можно изготовить с жёлобом произвольной конфигурации
На изображении хорошо видно установленные вместо ролика шарикоподшипники
- На том же станке надо изготовить оси для рабочего колеса и ролика. Толщину деталей принимают равной внутреннему диаметру выбранного подшипника. Длина оси для ролика равняется ширине вилки по наружному габариту. Ось вращения рабочего колеса будет немного длиннее, поскольку придётся учитывать ещё и толщину плиты основания трубогиба. Отказавшись от монтажа подшипников, можно значительно упростить конструкцию. В этом случае в качестве осей можно использовать длинные болты с гайками.
Тем не менее, следует понимать, что сгибать трубы этим приспособлением будет труднее.Для изготовления вилки понадобится металл толщиной не менее 6 мм
- Из листового металла вырезают боковые поверхности и заднюю стенку (основание) вилки, а также отрезок толстостенной трубы в качестве рычага.
- Согласно чертежам, в вилке сверлят отверстия под оси колеса и ролика.
- Сваривают детали вилки. Особое внимание следует уделить всем прямым углам этого элемента конструкции.
Крепление рычага к вилке встык будет ненадёжным ввиду большого прикладываемого усилия. Лучше всего в её задней стенке сделать отверстие, в которое войдёт край трубы. Обварив это соединение сваркой, получают максимально прочный стык.
- При помощи шлифмашины вырезают основание (станину) устройства и сверлят в нём отверстие под стационарную ось рабочего колеса.
- При необходимости в ролик запрессовывают подшипник.
- Ролик вставляют в вилку, после чего фиксируют сваркой или гайками.
Вилка трубогиба-улитки в сборе
- Вилку в сборе устанавливают на основание, закрепив ось рабочего колеса тем же способом, что и при монтаже ролика.
- Приваривают отрезок квадратного сечения в качестве фиксатора обрабатываемой трубы.
В углах основания трубогиба сверлят отверстия для крепления приспособления к верстаку. Чтобы приспособление было не только функциональным, но и эстетичным, в процессе работы обязательно зачищают места сварочных соединений и обдирочным кругом обрабатывают острые грани заготовок. В целях защиты от ржавчины готовое изделие окрашивают эмалью.
Гибочный станок для профильных труб
Изгиб длинных профильных труб требует не только усилия для их деформации, но и механизма для протяжки деталей на нужное расстояние. Часто в конструкции самодельных гибочных станков используется не винт, а домкрат или лебёдка, а привод включает электродвигатель.
Чертежи самодельных устройств
Гибочный станок. Вид сбоку Трубогиб с приводом верхнего ролика Трубогиб с изменяемым расстоянием между роликами
Простейший трубогиб протяжного типа
В представленных на чертежах гибочных станках для прижатия ролика используется резьбовая передача. Мы же в нашей конструкции будем применять гидравлический домкрат, а также ручной привод с применением деталей от газораспределительного механизма автомобильных двигателей внутреннего сгорания.
Инструменты и материалы
Для того чтобы приступить к работе, подготовьте такие детали и материалы:
- уголки для станины станка;
- круглые или профильные трубы для каркаса;
- рабочий и протяжные валы (ролики);
- домкрат;
- пружины;
- цепная передача;
- натяжитель;
- подшипниковые опоры в сборе с подшипниками;
- ручка;
- швеллер для крепления;
- болты и гайки.
В работе вам понадобится ручной и электрический слесарный инструмент:
- угловая шлифмашина (болгарка);
- сварочный аппарат;
- электрическая дрель и набор свёрл по металлу;
- молоток;
- комплект гаечных ключей;
- измерительный инструмент.
Не стоит пренебрегать средствами личной безопасности. При работе с болгаркой обязательно надо использовать защитный щиток или очки, а сварочные процессы проводить в плотной спецодежде и специальных перчатках. Следует помнить, что запрещается работать без сварочной маски и проводить электромонтажные мероприятия на мокрой поверхности и в дождь.
Инструкция по изготовлению гибочного станка
Разделение процесса изготовления трубогиба на несколько этапов поможет более чётко организовать работу.
- Изготовьте протяжные (опорные, приводные) и нажимной (рабочий) валы. При отсутствии навыков работы с токарным станком придётся обратиться к специалисту. Обязательно напомните токарю, чтобы он выточил ролики с хвостовиками для установки звёздочек. Лучше всего, если вы возьмёте эти детали с собой.
Конструкция рабочих валов должна предусматривать возможность установки приводных звёздочек
Звёздочки и цепь можно использовать любые. Например, от газораспределительного механизма двигателей легковых автомобилей.
- Закрепите на валах подшипниковые опоры и установите на шпонки ведущие шестерни.
В конструкции станка можно использовать приводные вёздочки и подшипниковые опоры от автомобильной техники
- Изготовьте с помощью сварочного аппарата каркас гибочного станка. Для этого сначала сделайте квадратную раму с опорными ножками, а затем смонтируйте на ней конструкцию, по которой будет перемещаться плита с нажимным роликом.
Изготовление станины гибочного станка
- В качестве плиты используется стальной П или Н-образный швеллер. Для монтажа нажимного вала по краям плиты сверлят отверстия по присоединительным размерам подшипниковых опор.
Изготовление каркаса под установку опорной плиты
- Отрезок швеллера с роликом подвешивают к верхней части каркаса на четырёх пружинах, для чего по углам плиты и рамы приваривают гайки в качестве монтажных петель. После этого монтируют гидравлический домкрат.


Трубогиб – это необходимое в домашнем хозяйстве приспособление, при помощи которого можно изготовить каркас для теплиц, согнуть трубы для водостоков, канализации и выполнить многие другие подобные работы. Существуют различные типы этих устройств, они классифицируются по принципу работы и форме трубы, которую могут согнуть.
Дома часто необходимо самостоятельно согнуть профильную трубу, но что делать, если для этого нет специального оборудования? Выход есть! Можно сделать универсальный ручной трубогиб (он же профилегиб) своими руками из подручных материалов. Более подробно читайте в нашей статье.
Чертежи различных моделей трубогибов
Для того чтобы сделать трубогиб своими руками мы должны изучить его чертеж. Я подобрал для Вас чертежи трубогибов различных исполнений, которые зарекомендовали себя с хорошей стороны. Вы их можете скачать и использовать по своему усмотрению.
Вариант N1: полный комплект чертежей для создания вашего первого трубогиба для профильной круглой или квадратной трубы диаметром до 60 мм (пользуйтесь абсолютно бесплатно).
Часть 1:
Часть 2:
Вариант N2: чертежи и схемы для изготовления гидравлического трубогиба с ручным приводом:
Спецификация к нему следующая:
- 1 – Гидроцилиндр; 2 – Траверс верхний; 3 – Траверс нижний;
- 4 – Две опоры; 5 – Гибочный шаблон; 6 – Торец заднего корпуса;
- 7 – Нагнетательное устройство; 8 – Рукоятка; 9 – Винт перепускного клапана;
- 10 – Передний корпус гидроцилиндра; 11 – Резиновая пробка “сапун”; 12 – Шток;
- 13 – Бачок для масла; 14 – Крючок для фиксации рукоятки; 15 – Поворотная ось;
- 16 – Ползун с цилиндрическим ручьем для упора изгибаемой трубы;
- 17 – Ножки для установки трубогиба; 18 – Ограничительные планки; 19 – Цапфа;
- 20 – Ось, соединяющая рукоятку 8 и плунжер 21; 21 – Плунжер;
- 22 – Защитная рубашка; 23 – Втулка.
Вариант 3: самодельный трубогибочный станок прокатного типа

Спецификация-пояснение к схеме:
- 1 – Деревянная плита; 2 – Швеллер; 3 – Болт;
- 4 – Уголок; 5 – Специальный сухарь; 6 – Прижимной ролик;
- 7 – Ручка; 8 – Хомут; 9 – Направляющий ролик;
- 10 – Крепежные болты уголков.
Вариант 4: Простейший трубогиб из домкрата арбалетного типа.

Здесь:
- 1 – Болты;
- 2 – Домкрат;
- 3 – Оправка.
Как сделать трубогиб своими руками – основные моменты при разработке
Чтобы сделать трубогиб для профильной трубы своими руками, понадобятся чертежи и некоторое оборудование. Рассмотрим, как собрать разные варианты таких приспособлений.
Арбалетный трубогиб для круглой трубы
Наиболее популярны механические, гидравлические и электрические трубогибы арбалетного типа. В них используется специальная насадка, диаметр которой варьируется в зависимости от размера коммуникации. Он предназначен для холодной обработки изделий из металла круглой формы.

В качестве базы для разработки своего арбалетного трубогиба вы можете использовать вариант 4 из раздела “чертежи” данной статьи.
Гидравлический трубогиб
Гидравлический трубогиб используются для сгиба трубы без её наполнения, т. е. в отверстие арматуры ничего не вставляется. Они очень удобны, если требуется деформировать отвод квадратного или прямоугольного сечения, либо без отверстий. К недостаткам относится тот факт, что из-за такого воздействия несколько изменяется внутренний радиус, что не всегда допустимо для обработки труб для водостока или канализации.
Трубогиб из дерева
Самый простой вариант для тонкостенной алюминиевой трубы – это шаблонный сгибатель. Он представляет собой несложную конструкцию из определенного шаблона (изготовленного по необходимому углу сгиба) и прижимных приспособлений.
Изготовление шаблонного трубогиба своими руками из дерева – пошаговая инструкция:
- Из доски подходящей толщины вырезается определенная форма. В зависимости от необходимого показателя градусов измеряется её угол;
- После форма стационарно устанавливается на будущий прокатный стол. Удобнее всего монтировать её шурупами, т. к. потом установку можно будет перенести в другое место;
- Этот трубогиб рычажный, поэтому также нужно сделать рукоятку, которой и будет выполняться основная работа;
- Упор устанавливается на расстоянии от шаблона, которое соответствует диаметру сгибаемого элемента, закрепляется шурупами. Он должен быть неподвижен;
- Процесс работы на нем таков: изделие вставляется в отверстие между шаблоном и упором и сгибается вручную.
Это простой вариант, но не идеальный, т. к. каждый раз придется делать новый шаблон. К тому же, угол, получаемый таким сгибанием, будет не совсем точным.
Делаем трубогиб из домкрата
Схема трубогиба из домкрата более практична, т. к. можно выбирать разные углы деформации. Чтобы сконструировать такое устройство, Вам понадобится лебедка, гидравлический домкрат до 5 тонн, двигатель и редуктор, плита, перемычка. Это приспособление относится к полуавтоматическим, поэтому более удобно для бытового использования.
Первым делом, нужно выбрать основания для рамы, на которой будет установлен станок. Можно взять простые уголки, но с сечением не менее 8 мм, чтобы они могли выдержать вес изделия и прочих приспособлений. Основание должно представлять собой обычный стол, к нему крепится домкрат при помощи болтовых соединений. После нужно установить на стол по чертежу или инструкции. Вместо них можно использовать даже небольшие отрезки от других труб.
Для сгибания большой труб понадобится более серьезная установка, её называют гибом. Гиб производится из стальной профильной трубы большого диаметра, специального шаблона из металла или прочей рамки нужной формы. Этот самодельный трубогиб работает по принципу, похожему на шаблонный, за исключением того, что нужно применять собственную физическую силу. Домкрат подключается к редуктору и двигателю, изделие устанавливается между рамками и устройство подключается к сети. За счет давления, обеспечивающегося домкратом, труба изгибается по шаблону.
Роликовый трубогиб – пошаговая фото инструкция
Аналогично можно собрать роликовый трехвалковый инструмент, только в этом случае требуется установить сразу несколько профилей, выступающий в роли шаблонов. Такая схема трубогиба своими руками может понадобиться при изготовлении сложной конструкции, где нужно иметь изгиб изделия сразу в нескольких местах.
Вообще роликовые трубогибы, я считаю, самые простые в изготовлении. Вот ниже вы можете посмотреть полноценную пошаговую фото инструкцию по созданию роликового сгибателя труб своими руками.
Вам понадобятся:
- Электросварка;
- Два ролика из стали 1045 (прошедших предварительную токарную обработку): диаметр наибольшего из них — 100 мм, а наименьшего — 60 мм, оба толщиной 35 мм и радиусом полости — 12,5 мм (полдюйма).
- Трубка диаметром 1 “1/4 (она будет служить рычагом) с толстой стенкой (та, что на фото — 3 мм) и длиной 1,5 метра.
- Стальные полоски толщиной 4 или 5 мм (для основания и для опоры роликов).
- Один болт в 3/4 дюйма (для оси большого ролика) и другой в 1/2 дюйма (для оси меньшего ролика) для вкручивания в основу с примерной толщиной в 50 мм.
- Другие ручные инструменты, пилки, тиски, молотки, штангенциркуль и т.п.
Нужно отметить, что этот станок предназначается для гибки труб диаметром 1 дюйм и не для никаких других диаметров! Если нужен другой диаметр, то можно выточить другие шкивы с соответствующим желобом.
Трубогиб с электроприводом
Электрические вальцы являются самыми точными и практичными, они используются для обработки любой арматуры (квадратной, прямоугольной, т. д.) и труб. Оснащены электроприводом, который обеспечивает полную автоматизацию процесса. Главным достоинством является высокая точность работы и возможность деформации коммуникаций из различных материалов. Электрический трубогибочный станок подходит для гибки металлопластиковых, медных, стальных и прочих труб.
Трубогибочный станок
Здесь я подобрал видео, которое максимально подробно раскроет тему изготовления гибочного станка.
Видео: трубогиб для профильной трубы своими руками
Как сделать трубогиб своими руками в домашних условиях – видео
https://www.youtube.com/watch?v=1IiZIyUaALo
Видео – самодельный ручной трубогиб для профильной трубы своими руками
Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона
или в специальном зажиме. Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб; - На самодельном трубогибе рычажно-роликовой конструкции.
В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны; - С помощью прокатно-роликового трубогиба.
Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
К сведению!
Ручным и рычажным трубогибами возможно изогнуть профилированную трубную заготовку самым сложным образом, но изготовить два одинаковых по кривизне отрезка крайне сложно.
Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.
Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
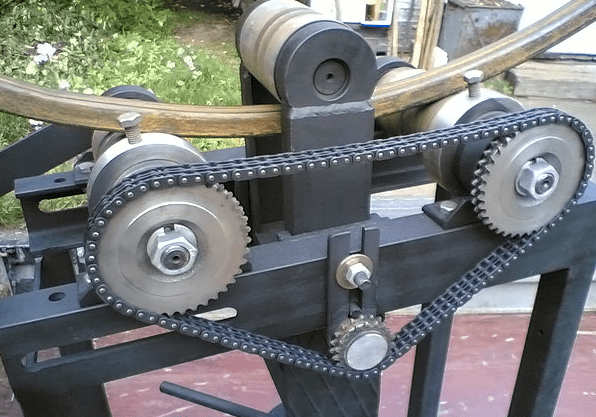
Настоящий трубогиб для профильной трубы своими руками
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
Конструкция прокатно-роликового трубогиба состоит из нескольких базовых узлов:
- Массивной станины, сваренной из швеллера. Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;
- Система роликового привода. После прижатия домкратом профилированной трубы к роликовой поверхности происходит деформация металла трубы с одновременным прокатыванием профилированного материала;
- Система цепного привода используется для протягивания профилированной трубы через деформирующую линейку трубогиба.
Принцип работы и скорость изгиба можно дополнительно уточнить из видео:
Собираем станину и приводной механизм трубогиба
Первоначально собирается станина трубогиба. Для этого две вертикальные стойки свариваются в П-образную вертикальную конструкцию.
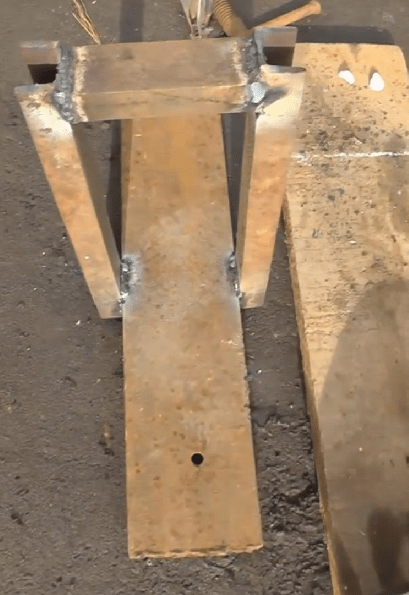
Далее на изготовленную опору приваривается винтовая пара винт-гайка от домкрата с подъемным усилием не менее пяти тонн. Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
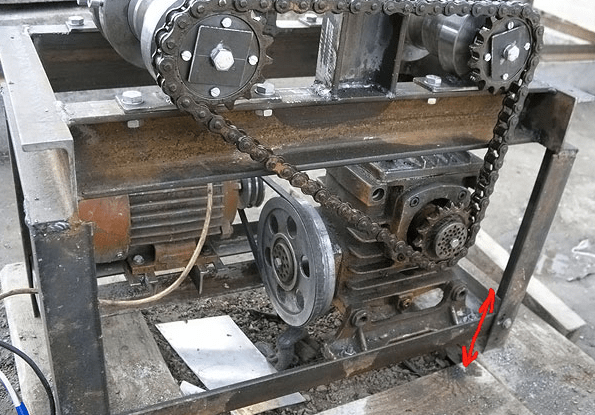
На следующем этапе привариваются две роликовые опоры, насаженные на 30-ти миллиметровую литую ось. С боковой стороны на ось сваркой крепится звездочка от велосипеда. Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.


Последовательность работы трубогиба:
- На ролики закладывается профилированная труба и прижимается винтом, после первого прокатывания замеряют положение винта и измеряют радиус изгиба;
- Чтобы получить требуемую кривизну профилированного материала, вертикальным винтом пропорционально изменяют величину деформации;
- Наиболее массивные профилированные трубы прокатывают в несколько заходов.
Точность изгиба профилированной трубы можно легко оценить по фотографии. Изгибание профиля является достаточно тяжелым и трудоемким мероприятием, поэтому, если трубогиб планируется использовать на постоянной основе, есть смысл оборудовать станок электродвигателем с редуктором.

Для заготовок сечением более 30-ти миллиметров вместо велосипедных цепей и звездочек используют запчасти от привода ГРМ «волговских» и «москвичевских» двигателей.
Роликово-рычажный вариант трубогиба
Более простая и доступная в изготовлении конструкция трубогиба представлена на чертеже и на фото.
В основе конструкции используется пара из гибочного ролика и опорной плиты. Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.

Важно!
Инструмент приходится подгонять под параметры профтрубы заменой главного ролика на инструмент с соответствующей шириной гибочной части.
Процесс выгибания профилированной трубы идет поэтапно. Заготовку размечают на несколько секторов. В станок профиль закладывается и фиксируется с помощью струбцин по выполненной ранее разметке.

Простым поворотом на заданный угол профтруба изгибается по заданному радиусу. Далее необходимо переставить следующий сектор и повернуть рычаг точно на заданный угол. От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
Наиболее удачные конструкции трубогибов
Чтобы добиться высокой производительности, в изгибе профтрубы зачастую используют не два ролика, а три, и вместо винтового домкрата применяется гидравлический привод. В этом случае можно изгибать профилированную трубу с сечением до 50 мм.
Трехроликовые трубогибы позволяют получать не только плоскую, но и винтовую спиралевидную форму. Разумеется, что деформирующее усилие возрастает в несколько раз, поэтому привод трубогиба оснащается редуктором.

Намного сложнее выгнуть четырехугольный профиль в направлении меньшей стороны прямоугольного сечения. В этом случае трубогиб приходится использовать минимум в четыре прохода. Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200 о С.
Заключение
Средняя стоимость постройки трубогиба своими руками составляет 70-90 долл. Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты. Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
При выполнении различных работ с трубами, часто нужно изогнуть их в определенной форме для решения тех или иных задач. Это выполняется посредством специализированного механического агрегата — трубогиба. Далее мы рассмотрим, как сделать ручной трубогиб для круглой профильной трубы своими руками, фото, видео и чертежи упростят задачу и помогут избежать ошибок.
Один из видов простого трубогиба
Конечно же, всегда можно купить и промышленный вариант. Но, такое оборудование довольно сложное в обращении, да и по стоимости его нельзя назвать самым доступным. Поэтому, как правило, значительно целесообразнее произвести ручной трубогиб для профильной трубы своими руками, чертежи и размеры присутствуют ниже, поэтому трудности у вас не должны возникнуть. Для изготовления пригодятся различные подручные средства. Такой инструмент довольно экономный в плане производства и весьма функциональный.
Итак, делаем самый простой трубогиб для профильной трубы своими руками.
Как правило, в бытовых или гаражных условиях делают оборудование фронтальной конфигурации, конструктивно состоящее из таких комплектующих:
- 3-х стальных роликов;
- цепи для привода;
- вращательных осей;
- механизма, приводящего в действие составляющие готовой системы;
- профилей из стали, требующихся для сооружения основных конструктивных частей.
Прежде, чем начинать непосредственно изготавливать трубогиб своими руками для профильной трубы, изучите фото, видео, схемы и чертежи. Предельно внимательно следует подойди к подбору и работе (и особенно их доработке, или адаптации) с чертежами, поскольку крайне важно добиться высокой точности и правильности конструкции с инженерной точки зрения. Вы можете воспользоваться чертежами от разных моделей трубогибов. Но лучше взять попроще, оптимальное решение – станок фронтального типа.

Схема простейшего трубогиба
Зачастую трубогиб профилегиб своими руками делают с деревянными либо полиуретановыми роликами. К данному решению следует подходить аккуратно, поскольку эти материалы не всегда способны выдерживать необходимые вам нагрузки. Нужно отталкиваться от прочностных свойств профтруб.
Чтобы соорудить трубогиб для профиля в домашних условиях своими руками, необходимы чертежи подходящей вам модели. Ниже представлена одна из разновидностей данного чертежа, которой вы можете воспользоваться для производства подобного рода оборудования:

Чертеж одной из моделей гибочного станка
Чтобы понять, как правильно сделать трубогиб своими руками, посмотрите видео, чертежи и описание технологии действия. Очень важно понимать технологическую сторону процесса. Обычно такое оборудование функционирует по принципу вальцовки либо прокатки, за счет чего минимизируется вероятность излома и повреждения трубы.
Труба помещается между валами установки, после чего проворачивается ручка. Технология предельно проста, однако дает возможность изгибать изделия, согласно четко заданным параметрам и получать в результате идеальную деталь для решения поставленной задачи.

Гибочная система, построенная на базе домкрата
Все необходимое, чтобы в гаражных условиях из имеющихся средств соорудить трубогиб для профильной трубы своими руками — размеры, чертежи и фото скачать предоставляется возможность в этом материале. Также рекомендуем вам смотреть видео на Ютуб про трубогиб своими руками, это позволит наглядно увидеть весь процесс изготовления и оценить возможные сложности в конкретном случае.
Для создания данного инструмента вам будут необходимы такие комплектующие:
- простой домкрат;
- профили и полка из прочной стали (из них будет сооружаться каркас);
- очень прочные пружины;
- 3 вала;
- цепь для привода;
- прочие составляющие (болты и другие мелкие детали).

Вариация профилегиба на домкрате
Изготавливаем трубогиб для профтрубы своими руками (фото, чертежи, картинки)
Соорудить подобного рода механическую систему довольно просто, но крайне важно придерживаться четкой последовательности действий и точности. Все должно строго соответствовать чертежам, иначе инструмент будет неправильно изгибать профиль. Чтобы соорудить трубогиб для профильной трубы своими руками, нужны картинки и чертежи, скачать бесплатно которые вы можете в данном материале.
Весь производственный процесс делится на несколько ключевых стадий:
- Подготовка надежного каркаса. Для соединения составных частей следует применять болты и сварку.
- Установка вращательной оси и роликов. Один вал устанавливается ниже двух других. Расстояния между осями валов определяет угол изгиба трубы. На этом этапе важно устанавливать элементы строго по чертежу.
- Механическая часть приводится в действие при помощи передачи цепного типа. В ее конструкции должно быть 3 шестерни. Необязательно использовать новую цепь, можно взять старую с любой техники.
- На одном из валов устанавливается ручка, благодаря чему его будет достаточно легко вращать легкими движениями без особых усилий. Ручка является одним из ключевых компонентов механизма для формирования нужного крутящего усилия.

Как изготовить горизонтальный трубогиб для профильной трубы своими руками – видео и инструкция
В процедуре сооружения подобного оборудования нет ничего сложного, главное следовать простым правилам и чертежу.
Процесс изготовления предусматривает выполнение следующей последовательности действий:
- Установите кольца, шестеренки и подшипники на прижимающий вал. Соединения выполняются шпоночным способом. Изначально необходимо начертить все названные элементы, затем выточить их на токарном станке. В конструкции будет 3 вала (2 с боков и 1 подвешенный на пружине).
- Сделайте отверстия в кольцах, чтобы создать пазы и нарезать резьбу.
- Изготовьте полку (для производства данной детали применяется швеллер, желательно прочный и массивный). В последнем тоже выполните отверстия и нарежьте резьбу, чтобы обеспечить возможность установки прижимающего вала.
- Соберите комплектующие в единую систему. Для соединения воспользуйтесь болтами и сварочным аппаратом. Сначала соберите каркас, выполняющий также функцию ножек агрегата.
- Подвесьте полку с зафиксированным на ней прижимным валом. На этом этапе вам понадобятся хорошие пружины. Произведите монтаж опорных валов по бокам. На одном из последних следует установить ручку.
- На завершающем этапе производится монтаж домкрата на оборудование.
Для лучшего понимания процесса посмотрите, как изготавливается самодельный трубогиб из домкрата для профильной трубы своими руками – видео на Ютуб:
Из вышеописанного делаем вывод, что произвести прокатный трубогиб своими руками из подручных материалов достаточно просто.
Но, процессу изготовления характерны определенные тонкости, которые следует обязательно принимать во внимание:
- крепящийся посредством шпонок прижимающий вал также необходимо прикрутить к полке;
- в процессе фиксации прижимного вала выполняйте действия в следующей последовательности: перед тем, как монтировать вал к полке, к ней необходимо приварить гайки, за которые будут цепляться пружины; по завершении монтажа нужно перевернуть полку и подвесить при помощи подходящих по усилию пружин;
- для натягивания цепи прекрасно подходит магнитный уголок, выполняющий функцию держателя;
- звездочки закручиваются посредством шпонок (для изготовления последних используйте гровер);
- на ручке привода предусмотрите прокручивающуюся трубку, так работать будет значительно удобнее и легче;
- монтаж домкрата должен осуществляется на подвесной платформе (для выполнения всех соединений опять же применяем обычные болты либо сварочный аппарат там, где это необходимо).
Изготовление гидравлического трубогиба для профильной трубы своими руками (чертежи и видео)
На этой странице имеется вся требующаяся информация, изучив которую вы сможете соорудить простейший станок трубогиб с домкратом своими руками (чертежи, фото, видео и инструкции). Многие мастера, особенно профессионального уровня, сооружают агрегат, оснащенный гидравлическим приводом, поскольку это повышает функциональность. Но, изготовить такое оборудование несколько сложнее, в сравнении с рассмотренным выше вариантом. Это довольно трудоемкий процесс. Поэтому рекомендуем вам посмотреть видеоролик, в котором подробно продемонстрирован процесс изготовления данного устройства.
Как собрать универсальный трубогиб своими руками – смотреть видео:
Исходя из конструкции и чертежа данного агрегата, выделяем входящие в его конструкцию составляющие:
- гидравлический домкрат (должен быть рассчитан на грузы весом от 5 т);
- башмак;
- 2-3 ролика;
- прочный стальной швеллер;
- толстые стальные пластины и прочие элементы.
Чтобы добиться требующихся параметров изгиба изделия на подобном самодельном станке, его следует расположить в башмаке, закрепив с двух сторон. Затем применяется домкрат, поднимающий шток которого оказывает давление на вал. Последний в свою очередь непосредственно воздействует на закрепленное изделие, постепенно выполняя требующийся изгиб. Когда труба будет согнута в соответствии с предварительно установленными характеристиками, ее можно демонтировать. Для этого достаточно немного прокрутить домкратный механизм назад, для расслабления всей системы.

Покрашенный гибочный станок для профтруб

Валы для механизма

Подшипники с шестеренками

Каркас профилегиба

Ролик для прижима

Движимая платформа вала прижима

Фиксация валов

Приводная цепь с натяжителем

Станок в собранном виде
Как сделать простой мини трубогиб для арматуры в домашних условиях своими руками – пошаговая инструкция:
- Основываясь на фотографиях либо чертежах, сделайте конструкцию, пригодную для фиксирования башмака, валов и каркаса будущей системы.
- Зафиксируйте стальную пластину на нижней площадке, где будет монтироваться домкрат. Зафиксируйте все болтами и установите ручку привода.
- Крайне важно подобрать соответствующие трубе вальцы. Необходимо обеспечить плотный обхват изделия. Если не удалось найти готовые, можно сделать самодельные. Монтаж башмака осуществляется под вальцами. Расположение последних относительно друг друга устанавливается, исходя из требующегося в конкретном случае радиуса изгиба.
- Чтобы закрепить валы с башмаком, выполните болтовые соединения. Представленный ниже чертеж содержит все параметры отверстий.

Вариация чертежа трубогиба
Технологические аспекты процесса гибки
Следуя несложным советам, вы избежите проблем и ошибок в процессе гибки. Гидравлические агрегаты позволяют гнуть профтрубу из практически любых материалов, в том числе со стенками довольно значительной толщины. Существует горячий и холодный способы изгибания изделий.

Разновидность устройства с домкратом
Проще всего использовать метод холодной гибки. Эта технология подходит для изделий из пластичных материалов. Особенность заключается в том, что профтрубу предварительно нужно заполнить песком, солью, маслом либо холодной водой. За счет этого удается значительно повысить качество изгиба, исключив повреждение изделия.
Если планируется гнуть толстостенную трубу, стоит воспользоваться горячим способом.

Разнообразные валы для различных видов труб
- В ручном станке допускается отсутствие звездочек. Устройство может быть построено на единственном приводном ролике. Прижимающий винт может быть заменен на домкрат.
- Пользуйтесь стальными крючками для исключения соскальзывания профтрубы при шаблонной гибке.
- Если необходимо достичь большого радиуса изгиба, стоит воспользоваться станком, оснащенным 3-мя роликами.
- Для достижения универсальности устройства стоит обеспечить подвижность упорных роликов. Это позволит корректировать радиус.
Посмотрите следующий видеоролик, чтобы понять, как работает бюджетный трубогиб для профиля, сделанный своими руками (Ютуб):
Для достижения максимальной точности изгиба рекомендуется воспользоваться специальным шаблоном. Его легко сделать из дерева. Такое решение позволяет достигнуть идеальной точности даже на самом простом самодельном станке.
Трубогиб — очень полезный инструмент в хозяйстве, если вы привыкли всё делать своими руками. Из гнутой профильной трубы изготавливают навесы, теплицы и козырьки, придают водопроводным трубам нужный изгиб. С помощью этого инструмента не составит труда сделать всевозможные изделия, которые имеют переменный радиус. Можно сэкономить на покупке инструмента и сделать его по чертежам и фотографиям самостоятельно. Мастер-класс из видео покажет все тонкости процесса.
На строительном рынке можно приобрести разные модификации профессиональных трубогибов. Для изгиба труб небольшого диаметра подойдёт инструмент с ручным приводом; трубы большого диаметра изгибают инструментом, укомплектованным гидроприводом. Промышленные агрегаты бывают стационарными и переносными. Удобен в эксплуатации инструмент, который подключается к электросети. Трубогибы классифицируются по способу изгиба:
- трубогибы арбалетного типа в качестве изгибающего узла используют шаблон нужного диаметра;
 Арбалетный трубогиб
Арбалетный трубогиб
- ручной привод изгибает трубы с помощью пружин;
- сегментные трубогибы изгибают трубы по сегменту. Их чаще всего используют сантехники;
 Ручной трубогиб
Ручной трубогиб
- дорновые механизмы предназначены для изгиба тонкостенных труб на малый радиус.
Совет. В специальных справочниках можно найти таблицы с допустимыми значениями радиуса изгиба в зависимости от толщины и диаметра трубы. Нарушение радиуса создаст зоны с повышенным напряжением металла, что существенно снизит качество и прочность трубы.
Простейший трубогиб из шаблона
Такой механизм подойдёт для труб малого диаметра. Шаблон изготавливают из досок, превышающих по толщине диаметр трубы. Край шаблона обрезается под углом, чтобы труба не выскальзывала. Доски скрепляют между собой и фиксируют на поверхности стола. На определённом расстоянии от шаблона прикрепляют упор. Трубу вставляют между упором и шаблоном и выгибают. Трубу нельзя гнуть от центра шаблона – она сломается. А если не сломается, то внешний вид не выдержит никакой критики.
 Трубогиб из шаблона
Трубогиб из шаблона
Подобным образом изготавливается трубогиб из бетонной плиты и прочных металлических штырей. В бетоне бурятся отверстия и вбиваются штыри на расстоянии не более 5 см, по краям вбивают штыри-упоры. Для фиксации изогнутой трубы, к её концам можно приварить перемычку, которую потом демонтируют.
Подобный шаблон можно выполнить из листа фанеры и крючков. Изменяя расположение крючков, можно менять радиус изгиба заготовки.
Роликовый ручной трубогиб
При изготовлении такого механизма основная сложность состоит в подборе роликов и нужного шаблона. Изгиб не получится качественным, если ролики не будут обхватывать трубу. Для изгиба гибких труб ролики можно выпилить из деревянных заготовок твёрдых пород. Ролики можно изготовить на токарном станке или при помощи лобзика.
 Ролики для самодельного трубогиба можно выточить на токарном станке
Ролики для самодельного трубогиба можно выточить на токарном станке
Деревянные круги вырезают под необходимым уклоном, затем собирают в одну деталь, ошкуриваются наждачной бумагой. Для придания прочности деревянным деталям, их укрепляют пластинами из металла. Для изгиба труб по большому радиусу понадобится трубогиб, имеющий три ролика.
Станок для гибки труб
Ручной станок прокатного типа станет хорошим подспорьем в мастерской домашнего мастера. Для его изготовления понадобятся такие материалы, которые можно купить по приятной цене в пунктах приёма металла.

Расстояние между валами имеет значение. Чем дальше расположены валы, тем меньше потребуется приложить силы оператору для прогона трубы, минимальное радиусное значение увеличивается и увеличивается расстояние участка трубы, которое не подвергнется обработке, соответственно ход прижимного вала будет длиннее. Поэтому на стадии проектирования чертежа нужно рассчитать несколько вариантов положения боковых валов.
 Прокатный станок в готовом виде
Прокатный станок в готовом виде
Если вместо валов будут использоваться ролики, по бокам нужно поставить ограничители (уголок стальной), которые удержат трубу в строго вертикальном положении и перпендикулярно к оси роликов. В противном случае профильная труба изогнётся спиралью. После финальной сборки приспособление можно покрасить, для эстетического удовольствия.
Приведённое устройство при желании можно усовершенствовать. Добавить к инструменту двигатель с моторедуктором, который приведёт вал в движение вращением цепной передачи. Установление домкрата вместо верхнего вала позволит изгибать трубы разных диаметров. Домкратом регулируется давление и выставляется высота. Такой апгрейд позволит гнуть трубы в промышленном масштабе малого предприятия, под всевозможными радиусами.
 Схема: трубогиб с использованием домкрата
Схема: трубогиб с использованием домкрата
На таком станке удобно работать с напарником: один человек крутит лебёдку, а второй тянет трубу. Заготовка трубы помещается на ролики и прижимается домкратом. Лебёдка протягивает трубу по валам, затем добавляют усилие домкрата и прогоняют заготовку ещё раз. Цикл повторяют до тех пор, пока труба не приобретёт нужный изгиб.
Совет. При сгибании профильной трубы, песок, засыпанный внутрь профиля, защитит его от деструктивных деформаций.
Прибор, самостоятельно изготовленный однажды, прослужит очень долго, и ничем не будет уступать по качеству купленному оборудованию. Если же трубогиб нужен для одноразового использования, то целесообразнее взять прибор на прокат.
Трубогиб своими руками: видео
Вал на подшипниках своими руками
В механизмах, которые используются в повседневной жизни человеком, часто можно встретить такую деталь, как подшипник. Они есть в системах как бытовых приборов, так и промышленных. Корпус подшипника является частью узла детали. Он бывает разных форм, разновидностей и размеров. Чтобы лучше понимать его устройство, необходимо изучить подшипниковый корпус. Самостоятельный ремонт многих видов техники станет понятнее и эффективнее. При желании корпуса подшипников можно создавать своими руками.
Общая характеристика
Корпус подшипника представляет собой особую деталь. Она обычно изготавливается из чугуна или других сплавов. Применяется подшипниковый корпус для посадки основного вала на главную платформу. Он плотно фиксирует деталь.

Корпус и собственно подшипник — качения, скольжения и других разновидностей — вместе создают узел. Его легко отыскать в оборудовании и технике предприятий всех промышленных отраслей.
Так как видов представленной детали разработано довольно много, корпусов для них существует еще больше. Причем производители готовы выпускать как изделия стандартной конфигурации, так и корпуса под подшипники особой формы. В последнем случае создается индивидуальный чертеж, на основе которого мастер изготавливает требуемую деталь. Это позволяет обеспечить соответствие узла существующим условиям производства.
Современные корпуса подшипников
Сегодня процесс производства позволяет изготовить механизм с какой-нибудь дополнительной деталью или в виде отдельного изделия. Разнятся корпуса и системой крепления подшипника внутри корпуса, например, он может быть закреплен на лапках. Это зависит от типа детали.

Корпуса подшипников качения, скольжения и других видов производится из высококачественных материалов. Это может быть чугун, прессованная или штампованная сталь, синтетический каучук.
На современном рынке подшипниковых узлов преобладают элементы механизма импортного производства. Их популярность объясняется все большим количеством различного зарубежного оборудования. Оно требует в процессе эксплуатации подшипников узлов определенного типа, которые наше производство не выпускает.
Типы корпусов
Существует определенная классификация корпусов для подшипников. Каждый тип отличается своим предназначением, способом крепления, конфигурацией и размером. Стандартными сегодня выступают такие разновидности:

- стационарные цельные;
- стационарные разъемные;
- фланцевые.
Цельный стационарный тип корпуса изготавливают из чистого никеля, что делает его более жестким и простым. Осевая посадка подшипников в корпус имеет сложный осевой тип монтажа. Поэтому такую разновидность используют в тихоходных механизмах, которые обладают небольшим диаметром вала.
Разъемный стационарный корпус делают из серого чугуна. Он состоит из крышки и основы. Эти элементы корпуса соединяются болтами. Такая конструкция позволяет легко поменять подшипник при его износе, сделать вторичную расточку вкладыша, а также отрегулировать зазор. Это частый тип корпуса в машиностроении.
Фланцевый корпус похож на предыдущий тип. Он состоит из основания и крышки, соединенных болтами. Его применяют для очень требовательных деталей. Он служит опорой как для концевого, так и для сквозного вала.
Особенности эксплуатации
Корпус под подшипник должен обеспечивать всему узлу требуемые параметры работы. Он функционирует при больших нагрузках и не должен при этом создавать повышенный уровень шума. Экстремальные условия эксплуатации узла не должны снижать долговечность корпуса и всего механизма.
В зависимости от назначения, различают большое количество типов конструкций. Каждый производитель маркирует их по-своему. Можно выделить самые популярные компании-производители.
Корпус имеет сферическую форму под установку самого подшипника. Это дает возможность элементам механизма устанавливаться самостоятельно. Между подшипником и корпусом устанавливаются маслоотталкивающие уплотнения из резины в форме колец.
Особенности крепления к корпусу
Существует несколько разновидностей посадки подшипника на вал в корпусе узла. Самыми распространенными сегодня из них выступают описанные ниже технологии.
Одним из самых распространенных является подшипник в корпусе на лапках. Он обладает возможностью смазывания и участвует в создании высокоскоростных механизмов. Это могут быть вентиляторы, системы аварийного энергосбережения, маховики. Отличительной их особенностью является способность работать при повышенных температурах.

Внутреннее кольцо также может закрепляться на валу при помощи стопорных винтов. Встречаются корпуса, внутреннее кольцо которых имеет коническое отверстие. Деталь крепится в нем при помощи закрепительной втулки.
Есть также корпуса, в которых установленное изделие закреплено особым эксцентриковым кольцом.
Преимущества не смазываемых и смазываемых корпусов
Сегодня производители выпускают как смазываемые, так и не смазываемые корпуса для подшипников. Корпус подшипника, чертеж которого разработан для стандартных смазываемых повторно узлов, имеет в себе масленку.

К преимуществам непополняемых дополнительной смазкой корпусов можно отнести экономию на техобслуживании, компактность конструкции. В таких деталях отсутствует вероятность утечки масла. Это приводит к повышенной чистоте детали.
Смазываемые повторно корпуса эксплуатируются при больших температурах и в большой запыленности окружающей среды. Если нет возможности использовать деталь с крышкой, такой узел применяется в условиях попадания на него брызг воды или других жидкостей.
При нерегулярности использования такого корпуса подшипник будет работать должным образом. Такие детали применяются при ускоренном ходе узла, при повышенных нагрузках и потребности снизить шум при работе.
Производители и маркировка
В зависимости от типа производителя, существует определенная маркировка деталей. Если это не корпус для подшипника, своими руками созданный, он обязательно будет иметь обозначение соответствующей компании, его создавшей.
Существует большое множество брендов, но популярными сегодня считаются следующие производители:
- Китай и Сингапур выпускают детали с маркировкой FBJ.
- Итальянские элементы механизма для подшипников могут быть промаркированы как KDF или TSC.
- Япония маркирует свои корпуса как ASAHI или NSK.
- Продукция SKF настолько дорогая, что ее практически не встретить в оборудовании нашей страны.
Цена на такие изделия зависит от производителя и, как правило, тем выше, чем качественнее сама деталь. Самыми дешевыми, но недолговечными считаются польские и российские корпуса, более высокого качества изготавливаются представленные детали японцами. Далее выше надежность и стоимость имеют узлы итальянского производства, а за ними следуют сербские механизмы. Самыми надежными, но очень дорогими считаются немецкие и шведские, а также некоторые японские (NTN, KOYO) корпуса для подшипников.
Маркировка корпуса в зависимости от конструкции
Корпус подшипника может быть обозначен различной маркировкой в зависимости от типа узла. Изготовленный для радиальных деталей, которые устанавливаются во фланцевые узлы, механизм крепится установочными винтами. Подшипник в них обозначается UC, а корпус для них бывает F, P, Т, FL, FC. Если этот узел соединен воедино, деталь будет иметь вид, например, UCP, UCT, UCFL.
Для опорных конструкций корпус обозначается как SD, а сам подшипник – SN.
Приобретать подобные изделия лучше у непосредственного представителя того или иного производителя. Это гарантирует качество приобретаемых деталей.
Самодельный корпус для подшипника
Сделать корпус для подшипника своими руками не так уж и сложно.

Хорошим материалом для изготовления корпуса является графитированный капролон. Он отличается повышенной износостойкостью, прочностью и скольжением. Выпиливать отверстие нужно, зажав материал в тиски. Дрелью, ножом и напильником следует сделать в капролоне ровное отверстие.
Вовнутрь следует вставить скользящую прокладку. Корпус лучше сделать разрезным и зажать его при помощи винта на вале. Чем ровнее получится отверстие, тем лучше будет работать деталь.
Случается, корпус выполняется даже из дерева. Кольцо делается из секторов, которые потом стягиваются воедино. Это автоматически компенсирует люфт подшипника.
Рассмотрев разновидности и устройство такой детали, как корпус подшипника, можно понять принцип его работы и выполнить самостоятельный ремонт довольно большого количества техники в домашних условиях.
Подшипник скольжения своими руками?
Подшипник скольжения своими руками?
Гармонист » 26 авг 2011, 10:30
Например из графитированного(графитизированного) капролона — обладающим отличной прочностью, скольжением и износостойкостью.
вот тут http://ntpo.com/patents_bearing/bearing/bearing_158.shtml мне попался патент изготовления подшипника скольжения из дерева !

К стати там способ интересный — изготавливать кольцо не сразу, а из секторов, а потом сектора стянуть в кольцо. Как раз получится автоматическая компенсация люфта подшипника.
На счет дерева — это не шутка — в царской России изготавливали подшипники из дерева железной березы. Это та от которой пули отскакивают, топор тупится, которая тонет в воде и занесена в красную книгу.
Ну да ладно там из дерева. увидел как делают подшипники профессионалы:
и подумал, а можно ли так же дома сделать? Зажать заготовку в дрель, дрель в тиски и . фрезой, ножом, напильником. сделать внутри ровное отверстие?
Кидайте сюда ваши идеи, методы изготовления, ваши мнения почему можно и почему нельзя сделать достаточно высокоточный подшипник скольжения в домашних условиях.
Re: Подшипник скольжения своими руками?
Nick » 26 авг 2011, 11:05
Сделать можно, почем нет. Возможно будет трудно, возможно трение в нем будет больше, чем в промышленном, но должно получиться.
Вообще, если есть ровный вал, то для него нужно изготовить разрезную втулку, и в нее вставить скользящую прокладку и зажать винтом на вале.
Чем точнее получится сделать отверстие и чем ровнее будет прокладка, тем лучше получится подшипник. В идеале диаметр отверстия должен совпадать с диаметром вала + 2*толщина прокладки. Но если он не будет совпадать, то лучше, чтобы он был чуть чуть меньше, чем чуть-чуть больше. В самом простом случае, это отверстие можно просто просверлить большим сверлом. Люфты сможешь выбрать за счет затяжки винта, при этом появится компромисс, между легкостью хода и отсутствием люфтов. чем точнее отверстие, тем меньше нужно затягивать винт.
Зачастую бывает достаточно сложно найти подходящие материалы, по стали хорошо скользит бронза и графитированный капролон. Если сможешь найти брусок чего-то из них, то подшипник можно сделать без прокладки. Или нужно искать хорошую «прокладку» из тех же материалов.
Самодельные багги, квадроциклы, вездеходы
Завершенные проекты
Библиотека самодельщика
Примеры решений
Чертежи и модели
Инструменты и оборудование
Зарубежные
ЧАВО или FAQ
- Темы без ответов
- Активные темы
- Поиск
- Наша команда
Как сделать корпусный подшипник
Модератор: User buggy

Как сделать корпусный подшипник
Сообщение Зорин » Пн окт 05, 2009 4:05 am

Сообщение shum d » Пн окт 05, 2009 5:19 am
Купили твое счастье?
Укради его.

Сообщение aksenov7 » Пн окт 05, 2009 7:51 am
береш поворотный кулак от переднеприводной машины, обрезаеш все лишнеее и готово. Посмотри мой квадрик, там кулаки от 2108 покупались на разборке за 300 р. вместе со ступицами, крепление за штатные отв. для шаровых. Внутрренний диаметр подшипника 34
Добавлено спустя 2 минуты 1 секунду:
Re: Как сделать корпусный подшипник
Сообщение jeniajuk » Пн окт 05, 2009 10:51 am
Сообщение Зорин » Пн окт 05, 2009 11:26 am
shum d
Смотрел тут на днях подшипники в корпусе UCP пипа, китайского производства. Взял в руки энту железяку повертел со всех сторон с интересом и мне в ладонь подшипник из корпуса выпал (котоый там якобы запресованный должен быть). Продавец сказал что такое иногда бывает — при эксплуатации желательно ПРИВАРИТЬ его к корпусу! Короче качество не ахти какое, кроме того подшипника который мне нужен в наличии не оказалось. Под заказ привезут но цена будет 2570руб. Нафиг нужно короче. Я за такие деньги пол Жигулей купил. Вот и задумался сделать корпус сам. Или не корпус, можно ленту какую нибудь, но пака не знаю как удержать подшипник от осевого смещения.
Корпус подшипника и его типы. Корпус для подшипника своими руками
В механизмах, которые используются в повседневной жизни человеком, часто можно встретить такую деталь, как подшипник. Они есть в системах как бытовых приборов, так и промышленных. Корпус подшипника является частью узла детали. Он бывает разных форм, разновидностей и размеров. Чтобы лучше понимать его устройство, необходимо изучить подшипниковый корпус. Самостоятельный ремонт многих видов техники станет понятнее и эффективнее. При желании корпуса подшипников можно создавать своими руками.
Общая характеристика
Корпус подшипника представляет собой особую деталь. Она обычно изготавливается из чугуна или других сплавов. Применяется подшипниковый корпус для посадки основного вала на главную платформу. Он плотно фиксирует деталь.
Корпус и собственно подшипник — качения, скольжения и других разновидностей — вместе создают узел. Его легко отыскать в оборудовании и технике предприятий всех промышленных отраслей.
Так как видов представленной детали разработано довольно много, корпусов для них существует еще больше. Причем производители готовы выпускать как изделия стандартной конфигурации, так и корпуса под подшипники особой формы. В последнем случае создается индивидуальный чертеж, на основе которого мастер изготавливает требуемую деталь. Это позволяет обеспечить соответствие узла существующим условиям производства.
Современные корпуса подшипников
Сегодня процесс производства позволяет изготовить механизм с какой-нибудь дополнительной деталью или в виде отдельного изделия. Разнятся корпуса и системой крепления подшипника внутри корпуса, например, он может быть закреплен на лапках. Это зависит от типа детали.
Корпуса подшипников качения, скольжения и других видов производится из высококачественных материалов. Это может быть чугун, прессованная или штампованная сталь, синтетический каучук.
На современном рынке подшипниковых узлов преобладают элементы механизма импортного производства. Их популярность объясняется все большим количеством различного зарубежного оборудования. Оно требует в процессе эксплуатации подшипников узлов определенного типа, которые наше производство не выпускает.
Типы корпусов
Существует определенная классификация корпусов для подшипников. Каждый тип отличается своим предназначением, способом крепления, конфигурацией и размером. Стандартными сегодня выступают такие разновидности:
- стационарные цельные;
- стационарные разъемные;
- фланцевые.
Цельный стационарный тип корпуса изготавливают из чистого никеля, что делает его более жестким и простым. Осевая посадка подшипников в корпус имеет сложный осевой тип монтажа. Поэтому такую разновидность используют в тихоходных механизмах, которые обладают небольшим диаметром вала.
Разъемный стационарный корпус делают из серого чугуна. Он состоит из крышки и основы. Эти элементы корпуса соединяются болтами. Такая конструкция позволяет легко поменять подшипник при его износе, сделать вторичную расточку вкладыша, а также отрегулировать зазор. Это частый тип корпуса в машиностроении.
Фланцевый корпус похож на предыдущий тип. Он состоит из основания и крышки, соединенных болтами. Его применяют для очень требовательных деталей. Он служит опорой как для концевого, так и для сквозного вала.
Особенности эксплуатации
Корпус под подшипник должен обеспечивать всему узлу требуемые параметры работы. Он функционирует при больших нагрузках и не должен при этом создавать повышенный уровень шума. Экстремальные условия эксплуатации узла не должны снижать долговечность корпуса и всего механизма.
В зависимости от назначения, различают большое количество типов конструкций. Каждый производитель маркирует их по-своему. Можно выделить самые популярные компании-производители.
Корпус имеет сферическую форму под установку самого подшипника. Это дает возможность элементам механизма устанавливаться самостоятельно. Между подшипником и корпусом устанавливаются маслоотталкивающие уплотнения из резины в форме колец.
Особенности крепления к корпусу
Существует несколько разновидностей посадки подшипника на вал в корпусе узла. Самыми распространенными сегодня из них выступают описанные ниже технологии.
Одним из самых распространенных является подшипник в корпусе на лапках. Он обладает возможностью смазывания и участвует в создании высокоскоростных механизмов. Это могут быть вентиляторы, системы аварийного энергосбережения, маховики. Отличительной их особенностью является способность работать при повышенных температурах.
Внутреннее кольцо также может закрепляться на валу при помощи стопорных винтов. Встречаются корпуса, внутреннее кольцо которых имеет коническое отверстие. Деталь крепится в нем при помощи закрепительной втулки.
Есть также корпуса, в которых установленное изделие закреплено особым эксцентриковым кольцом.
Преимущества не смазываемых и смазываемых корпусов
Сегодня производители выпускают как смазываемые, так и не смазываемые корпуса для подшипников. Корпус подшипника, чертеж которого разработан для стандартных смазываемых повторно узлов, имеет в себе масленку.
К преимуществам непополняемых дополнительной смазкой корпусов можно отнести экономию на техобслуживании, компактность конструкции. В таких деталях отсутствует вероятность утечки масла. Это приводит к повышенной чистоте детали.
Смазываемые повторно корпуса эксплуатируются при больших температурах и в большой запыленности окружающей среды. Если нет возможности использовать деталь с крышкой, такой узел применяется в условиях попадания на него брызг воды или других жидкостей.
При нерегулярности использования такого корпуса подшипник будет работать должным образом. Такие детали применяются при ускоренном ходе узла, при повышенных нагрузках и потребности снизить шум при работе.
Производители и маркировка
В зависимости от типа производителя, существует определенная маркировка деталей. Если это не корпус для подшипника, своими руками созданный, он обязательно будет иметь обозначение соответствующей компании, его создавшей.
Существует большое множество брендов, но популярными сегодня считаются следующие производители:
- Китай и Сингапур выпускают детали с маркировкой FBJ.
- Итальянские элементы механизма для подшипников могут быть промаркированы как KDF или TSC.
- Япония маркирует свои корпуса как ASAHI или NSK.
- Продукция SKF настолько дорогая, что ее практически не встретить в оборудовании нашей страны.
Цена на такие изделия зависит от производителя и, как правило, тем выше, чем качественнее сама деталь. Самыми дешевыми, но недолговечными считаются польские и российские корпуса, более высокого качества изготавливаются представленные детали японцами. Далее выше надежность и стоимость имеют узлы итальянского производства, а за ними следуют сербские механизмы. Самыми надежными, но очень дорогими считаются немецкие и шведские, а также некоторые японские (NTN, KOYO) корпуса для подшипников.
Маркировка корпуса в зависимости от конструкции
Корпус подшипника может быть обозначен различной маркировкой в зависимости от типа узла. Изготовленный для радиальных деталей, которые устанавливаются во фланцевые узлы, механизм крепится установочными винтами. Подшипник в них обозначается UC, а корпус для них бывает F, P, Т, FL, FC. Если этот узел соединен воедино, деталь будет иметь вид, например, UCP, UCT, UCFL.
Для опорных конструкций корпус обозначается как SD, а сам подшипник – SN.
Приобретать подобные изделия лучше у непосредственного представителя того или иного производителя. Это гарантирует качество приобретаемых деталей.
Самодельный корпус для подшипника
Сделать корпус для подшипника своими руками не так уж и сложно.
Хорошим материалом для изготовления корпуса является графитированный капролон. Он отличается повышенной износостойкостью, прочностью и скольжением. Выпиливать отверстие нужно, зажав материал в тиски. Дрелью, ножом и напильником следует сделать в капролоне ровное отверстие.
Вовнутрь следует вставить скользящую прокладку. Корпус лучше сделать разрезным и зажать его при помощи винта на вале. Чем ровнее получится отверстие, тем лучше будет работать деталь.
Случается, корпус выполняется даже из дерева. Кольцо делается из секторов, которые потом стягиваются воедино. Это автоматически компенсирует люфт подшипника.
Рассмотрев разновидности и устройство такой детали, как корпус подшипника, можно понять принцип его работы и выполнить самостоятельный ремонт довольно большого количества техники в домашних условиях.
Как сделать вал на подшипниках
Подшипниковая опора состоит из вала, корпуса и подшипника. Она может также содержать: крышки, детали крепления внутреннего и наружного колец подшипников на валу и в корпусе, смазочные и уплотняющие устройства.
При работе редуктора могут возникать температурные деформации вала, что ведет к значительным осевым давлениям на подшипники. Во избежание заклинивания тел качения применяют различные схемы подшипниковых узлов. Для достаточно длинных валов ( l/d = I2. I5) одна из опор фиксирует положение вала в осевом направлении в обе стороны, а другая опора является плававшей (рис.6, а). Фиксирующий подшипник жестко закрепляют в осевом направлении, как на валу, так и в расточке корпуса. Он способен воспринимать двухстороннюю осевую нагрузку реверсивного характера.
При действии на подшипник радиальной нагрузки в качестве фиксирующей опоры принимают наиболее нагруженную опору. При одновременном действии радиальной и осевой нагрузок в качестве фиксирующего принимают подшипник, воспринимающий меньшую радиальную нагрузку.
Иногда в фиксирующей опоре устанавливают два однорядных подшипника или один сдвоенный (рис.6, б). Внутреннее кольцо плавающего подшипника жестко закреплено на валу, внешнее кольцо в корпусе не закрепляется, это обеспечивает возможность подшипнику перемещаться в осевом направлении на величину тепловой деформации вала. Обеспечивая значительные температурные деформации, эта схема обладает малой осевой жесткостью опор, что отражается на относительном положении связанных с валом деталей.
Рис.7. Схемы установки подшипников:
а — враспор; б – врастяжку
Для коротких валов ( l/d = 6. 8) применяется установка подшипников «враспор», когда каждая из опор фиксирует вал в осевом направлении, но только в одну сторону (рис.7, а).
Чтобы не происходило защемление вала в опорах, предусматривают осевой зазор «а«, величина которого должна быть больше тепловой деформации подшипников и валов.
Для более длинных валов (l/d=8…10) опорные узлы могут быть установлены «врастяжку» (рис.7, б) В этом случае температурное удлинение вала приводит к увеличению осевого зазора в подшипнике, что уменьшает вероятность защемления подшипников. Для радиальных подшипников схема «врастяжку» не применяется.
Крепление подшипников на валах
Крепление подшипников на валах
Внутренние кольца подшипников на валах могут крепиться способами, приведенными на рис.8, где;
а — кольцо посажано на вал с гарантированным натягом до упора в буртик;
б — кольцо крепится буртиком вала и упорным стопорным пружинным кольцом;
в — кольцо крепится плоской торцевой шайбой и винтом;
г — кольцо крепится круглой шлицевой гайкой, стопорящейся многолапчатой шайбой;
д — на гладких валах внутреннее кольцо подшипника крепится специальной разрезной втулкой, являющейся частью подшипника.
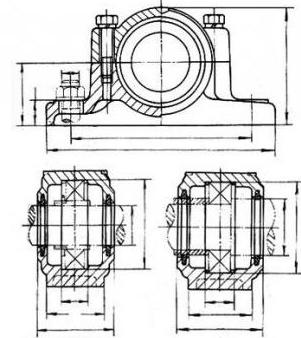
Крепление подшипников в корпусе
Наиболее распространенные способы крепления подшипников в корпусе приведены на рис.9, где:
а — крепление наружного кольца в одном направлении уступом корпуса или стакана;
б — крепление крышкой;
в — крепление наружного кольца крышкой и заплечиком корпуса или стакана;
г — крепление в одном направлении упорным буртом наружного кольца специального подшипника;
д — крепление пружинным запорным кольцом, вставленным в канавку корпуса.
Подшипник скольжения своими руками?
Подшипник скольжения своими руками?
Гармонист » 26 авг 2011, 10:30
Например из графитированного(графитизированного) капролона — обладающим отличной прочностью, скольжением и износостойкостью.
вот тут http://ntpo.com/patents_bearing/bearing/bearing_158.shtml мне попался патент изготовления подшипника скольжения из дерева !
К стати там способ интересный — изготавливать кольцо не сразу, а из секторов, а потом сектора стянуть в кольцо. Как раз получится автоматическая компенсация люфта подшипника.
На счет дерева — это не шутка — в царской России изготавливали подшипники из дерева железной березы. Это та от которой пули отскакивают, топор тупится, которая тонет в воде и занесена в красную книгу.
Ну да ладно там из дерева. увидел как делают подшипники профессионалы:
и подумал, а можно ли так же дома сделать? Зажать заготовку в дрель, дрель в тиски и . фрезой, ножом, напильником. сделать внутри ровное отверстие?
Кидайте сюда ваши идеи, методы изготовления, ваши мнения почему можно и почему нельзя сделать достаточно высокоточный подшипник скольжения в домашних условиях.
Re: Подшипник скольжения своими руками?
Nick » 26 авг 2011, 11:05
Сделать можно, почем нет. Возможно будет трудно, возможно трение в нем будет больше, чем в промышленном, но должно получиться.
Вообще, если есть ровный вал, то для него нужно изготовить разрезную втулку, и в нее вставить скользящую прокладку и зажать винтом на вале.
Чем точнее получится сделать отверстие и чем ровнее будет прокладка, тем лучше получится подшипник. В идеале диаметр отверстия должен совпадать с диаметром вала + 2*толщина прокладки. Но если он не будет совпадать, то лучше, чтобы он был чуть чуть меньше, чем чуть-чуть больше. В самом простом случае, это отверстие можно просто просверлить большим сверлом. Люфты сможешь выбрать за счет затяжки винта, при этом появится компромисс, между легкостью хода и отсутствием люфтов. чем точнее отверстие, тем меньше нужно затягивать винт.
Зачастую бывает достаточно сложно найти подходящие материалы, по стали хорошо скользит бронза и графитированный капролон. Если сможешь найти брусок чего-то из них, то подшипник можно сделать без прокладки. Или нужно искать хорошую «прокладку» из тех же материалов.
Вал для циркулярной пилы
Вал для циркулярной пилы не подшипниковый узел
Поглядим на набросок, где в разрезе изображен вал в сборе
вал (1)
корпус под подшипники (3.5)
подшипники (3)
внутренняя зажимная втулка пильного диска (4)
наружняя зажимная втулка пильного диска (5)
зажимная гайка (6)
ведомый шкив вала (7)
зажимная гайка, шайба стопорная, шпонка (8)
Точиться из стали 45. Изготовка вала доверяю только высококвалифицированным спецам, где неотклонимым условием является, серьезное соблюдение технических требований к посадочным поверхностям валов не корпусов по ГОСТ 3325-85. Сторонних крепления пильного диска, на один поперечник садятся: подшипник; зажимная внутренняя втулка; пильный диск; зажимная внешняя втулка, поэтому учтите это, когда будете проставлять допуски и посадки на рабочие чертежи.
КОРПУС ПОД ПОДШИПНИКИ
Читайте так же
Точится из стали 20. В четырех крепежных отверстиях нарезается резьба М6. Перед запрессовкой подшипников, корпус заполняем смазкой «Ли-тол-24».
Вал и корпус подшипника.
Новая работенка на сегодня как сделать точный вал под подшипники и курпус.
1204 шариковые радиальные двухрядные сферические ГОСТ 28428-90. В них два ряда шариков. Внутренняя поверхность имеет криволинейную форму. В корпусе подшипников можно предусмотреть крышки, которые защитят их от пыли и древесной стружки. Но данное решение, в целом существенно усложнит конструкцию и увеличит ее габаритные размеры, поэтому, мы его применять не будем.
ВНУТРЕННЯЯ ЗАЖИМНАЯ ВТУЛКА
Изготовим из стали 45
ВНЕШНЯЯ ЗАЖИМНАЯ ВТУЛКА
Изготовим из стали 45
Гайка М16 круглая шлицевая ГОСТ 11871-88 , зажимает пильный диск.
Читайте так же
Изготовим из алюминиевого сплава по общим техническим условиям ГОСТ 20889-88.
Гайка М16 круглая шлицевая по ГОСТ 11871-88 зажимает ведомый шкив.
Многолапчатая (исполнение 2) ГОСТ 11872-89 , служит для фиксации гайки относительно вала и не позволяет ей откручиваться во время вращения.
Шпоночное соединение призматическими шпонками, допуски и посадки ГОСТ 23360-78. Длину шпонки выбираем из размерного ряда – двадцать два (мм)
Ну и самое главное, чтобы собранный узел (вал для циркулярной пилы) работал без малейшего биения, ему необходимо провести балансировку в заводских условиях на специальном оборудовании.
В следующей статье рассмотрим устройство станины для циркулярной пилы.
Крепление подшипников на валу и в корпусе
Для восприятия осевых нагрузок кольца подшипника закрепляют на валу и в корпусе (рис. 22).

Рис. 22. Закрепление внутренних колец подшипников на валу
Для закрепления внутренних колец на валу (рис. 22) применяются различные средства, наиболее используемые из них:
— уступы вала или посадка с натягом (а);
— стопорные кольца с натягом и штифтом (б);
— пружинные стопорные кольца (в);
— гайки и стопорные шайбы (г);
— упорные гайки с торцовыми шайбами (д);
— плоской торцовой шайбой с витом (е).
Для фиксации наружных колец (рис. 20) применяют:
— «заплечики» – уступы в корпусе и стакане (а);
— сочетание крышки и уступа в корпусе или стакане (в,г);
— упорные бурты на наружных кольцах (д);
— врезные крышки при разъёмных корпусах (е);
— пружинные кольца, устанавливаемые в корпус (ж);
— гайки с наружной резьбой (з).

Рис. 23. Закрепление наружных колец подшипников в корпусе
Радиально-упорные подшипники требуют осевого регулирования, которое делается смещением наружного кольца (рис. 24):
— прокладками из металла (а);
— крепёжным винтом (б) при малых осевых силах;
— резьбовой крышкой или кольцом (в).

Рис. 24. Осевое регулирование подшипников
Внутренние кольца обоих подшипников могут упираться в буртики вала (рис. 25, а) или же в мазеудерживающее кольцо 1 (рис. 25, б).
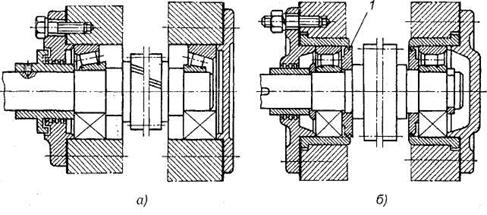
Рис. 25. Конструкции подшипниковых узлов
В некоторых случаях (например, при установке вала шестерни конического редуктора) внутренние кольца упираются в распорную втулку 2, как показано на рис. 26, а.

Рис. 26. Конструкции подшипниковых узлов
Наружные кольца подшипников фиксируют пружинным стопорным кольцом 3, выступом крышки подшипника 4 (рис. 26, б) и буртиком стакана 1 (рис. 26, а).
Подшипники применяют, как фиксирующие или плавающие опоры. В плавающих (рис. 27, а,б) внешнее кольцо может перемещаться в осевом направлении за счёт установки подшипника в специальном стакане с зазором. Плавающей обычно делают ту опору, где меньше радиальная нагрузка. При большом расстоянии между опорами (вал червяка) фиксирующая опора для жёсткости имеет два подшипника. Для свободных температурных перемещений подходят радиальные роликоподшипники с цилиндрическими роликами и радиальные шарикоподшипники с незакреплёнными наружными кольцами.
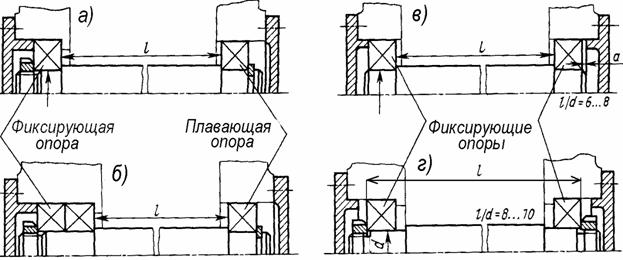
Рис. 27. Схемы установки подшипников
В фиксирующих опорах (рис. 27, в,г) внутренние и наружные кольца неподвижны в осевом направлении.
Короткие валы при слабом нагреве можно устанавливать на фиксирующие опоры враспор, когда один подшипник фиксирует осевое смещение вала в одну сторону, а другой – в другую. Схема с подшипниками враспор удобна в монтаже, но требует жёстких допусков на линейные размеры и опасна возможным защемлением тел качения при нагреве. При установке враспор для радиальных подшипников оставляют осевой зазор е (т. е. для осуществления плавающей опоры) один подшипник (например, правый, рис. 28, а), а для радиально-упорных предусматривают осевую регулировку.
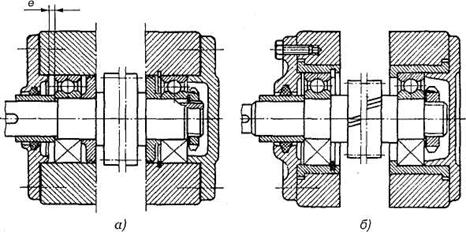
Рис. 28. Конструкции подшипниковых узлов
Простой самодельный ролик для гриндера
Ролики для гриндера играют важную роль в работе станка. Они отличаются назначением, конструкцией и размерами, могут быть промышленного и самодельного изготовления.
Гриндер, или настольный ленточно-шлифовальный станок, предназначен для обработки и доводки небольших плоских деталей, острых кромок, снятия ржавчины и старой краски. В быту он поможет заточить нож или ножницы, поправить лезвия мясорубки, отшлифовать деталь сложной формы, не нарушая профиля. А еще на нем можно править резцы и сверла. Позволяет обрабатывать дерево, пластик, металл, камень и керамику.

Виды роликов для гриндера
Гриндер представляет собой стационарное устройство с электроприводом. Конструкция состоит из рамы, основания с крепежными отверстиями для установки на верстаке, группы консольно установленных роликов с пропущенной через них шлифовальной лентой, механизма натяжения, привода, панели управления и столика для крепежа обрабатываемой детали. Для безопасности используется откидное стекло из прозрачного небьющегося материала.
Выходной вал электродвигателя соединяется с ведущим роликом гриндера. Вращение от него автоматически передается остальным посредством гибкой связи. Положение ведомых цилиндров регулируется, что позволяет шлифовать поверхности на разную глубину. Компенсировать растяжение ленты и возможное проскальзывание призван натяжной механизм. Он расположен на одном из роликов, который так и называется – натяжной.
Ролики гриндера считаются ответственными деталями. Они используются для равномерного натяжения шлифовальной ленты и удерживают ее от сползания.
В зависимости от назначения они бывают:
- приводные или ведущие;
- натяжные;
- ведомые.

Конструктивные особенности
Большое значение для производительности работы имеет конструкция роликов для гриндера. Для самодельного аппарата чаще всего используется электродвигатель с номинальными оборотами 1500 в минуту. При показателе скольжения в пределах 9% реальная частота вращения будет 1380–1400 оборотов в минуту. Исходя из этого рассчитывают размеры деталей.
Особого внимания заслуживает приводной ролик. Он делается массивным, чтобы за счет существенного момента инерции плавно разгонять ленту до заданного значения окружной скорости. Если сделать ведущий шкив из сплошной стали, то при пуске он с трудом будет проворачиваться. Поэтому его изготавливают полым либо из дюралюминия марки Д16 и выше. Ведомые и натяжные ролики рекомендуется вытачивать из легкого и твердого дюралюминия, тогда не понадобится делать полости.
Чем больше диаметр ведущего ролика, тем глубже должна быть полость.

Стандартный диаметр ведущего шкива – 150 мм. Натяжной делается размером 100 мм, и два остальных по 70 мм. Размеры могут незначительно отличаться в зависимости от габаритов станка. Ширина деталей соответствует размеру шлифовальной ленты с небольшим запасом.
Образующая ведущего шкива должна быть прямолинейной, иначе лента при вращении изогнется по всей длине. От сползания ее надежно удерживают остальные ролики.
От диаметра шкива будет зависеть скорость перемещения ленты. Если бег ленты медленный, то она будет рвать обрабатываемый материал. А от быстрого скольжения скоро износится. Следует учитывать простое правило: для твердых деталей и малой зернистости абразива требуется высокая скорость движения ленты.

Чтобы избежать соскальзывания шлифовальной ленты при несовпадении плоскостей роликов, на образующей поверхности выполняется канавка, соответствующая по ширине и глубине сечению ленты. Однако такая конструкция имеет недостаток: под большой нагрузкой лента сползает на реборду. Проверенный и надежный вариант – применять ролики-бочонки. В некоторых случаях изделия покрывают резиновым материалом.
В процессе установки на гриндер нужно следить, чтобы все ролики располагались в одной плоскости.
При обработке необходимо обеспечить шероховатость образующей поверхности в пределах 1,25–2,5 Ra. Большие показатели приведут к износу ленты, а на слишком гладкой поверхности она будет проворачиваться. На валы «бочонки» устанавливаются с помощью подшипниковых опор. Узлы подшипников делают закрытыми для защиты от мусора и абразивной пыли. Подшипники потребуются самоцентрирующиеся, не ниже 6-го класса точности. Их несущая способность должна соответствовать оборотам привода и планируемым нагрузкам. Фиксация сборной конструкции на оси происходит через шплинты или через буртик и крепежный комплект. У ведущего шкива нужно сделать шпоночный паз в посадочном отверстии для установки на шпонку вала двигателя или отверстие под гужон.
Ролик-натяжитель делается подвижным. Он имеет подпорную пружину для натяжения ленты, компенсации биения на шкиве и роликах и провисания при нажатии детали. Таким образом лента прослужит дольше и не порвется.
Ролики обязательно должны быть с бочкообразным профилем для надежного удержания вращающейся ленты. Центральная часть делается выше краев на 2 мм.
По присоединительным размерам составляется рабочий чертеж, по которому токарь сможет изготовить детали.

Из чего сделать ролик для гриндера своими руками
При выборе подходящего материала нужно исходить из веса. Тяжелые диски двигатель гриндера просто не сможет провернуть. Произойдет рывок, способный повредить ленту. Стальные детали для гриндера должны быть обязательно полыми, а это ведет к их удорожанию.
Обработка роликов для гриндера – ответственная и трудоемкая работа. В большинстве случаев это четыре тела вращения, наружный диаметр которых 70–150 мм. В качестве заготовки подойдет круг из титана или дюралюминия. Некоторые умельцы предпочитают дерево. Ведущий шкив, как наиболее нагруженный, делается исключительно стальным.


Для изготовления вращающихся деталей умельцы применяют сантехническую соединительную муфту из твердого термопластика. Внутри детали нужно сделать расточки под установку подшипника с двух сторон и проточить сферу на внешней поверхности.
Небольшие ролики вполне можно изготовить из ПВХ-трубы. В средину через распорную втулку вставляются подшипники № 608.
Можно подобрать несколько интересных вариантов бюджетного изготовления роликов для гриндера:
- Использовать ролики подшипников ГРМ от автомобиля и устанавливать их парой на шпильке.
- Для изготовления ведущего шкива вполне подойдет толстостенная стальная труба.
- Из валов от принтера. Они уже имеют прочную ось и пластиковую поверхность, легко поддающуюся обработке.
- Конструкция с повышенным запасом прочности получится из комплекта старых подшипников подходящего диаметра, надетых на общую ось.
- Использовать втулки с задних колес велосипеда. Рабочей является центральная часть с подшипниками и осью. Все остальное нужно снять или сточить. Диаметр такого ролика – 38–39 мм.
- Склеить из колец, вырезанных из толстой фанеры или выточить из куска дерева. По фанерному шкиву и роликам лента не проскальзывает. Но такой вариант подходит только для домашнего использования. От непрерывной работы детали быстро износятся.


К вопросу изготовления «бочонков» и шкива для гриндера важно подойти ответственно и со смекалкой, тогда не будет ошибок в конструкции и затраты существенно сократятся.
А как вы решили сделать ролики для гриндера? Поделитесь своим опытом в комментариях.
Надежный простой съемник для подшипников своими руками

В этой инструкции вы узнаете, как сделать простой, мощный съемник, который будет всегда вас выручать в сложной ситуации. Для его сборки понадобится кусок толстостенной трубы и толстая стальная пластина. При желании вы сможете сделать себе несколько штук таких съемников для изделий различных размеров. Рассмотрим по порядку, как же сделать такое приспособление.
Материалы и инструменты, которые использовал автор:
Список материалов:
— толстостенная труба;
— толстая стальная пластина;
— болт и гайка (побольше);
— металлический стержень (из него делается ручка);
— краска.
Список инструментов:
— сварка ;
— болгарка (отрезной диск, металлическая щетка, а также шлифовальный диск);
— дрель с битами большого размера или сверлильный станок;
— токарный станок, отрезной станок (не обязательно).
Процесс изготовления съемника:
Шаг первый. Подготавливаем основную часть
В качестве основной части съемника выступает кусок стальной толстостенной трубы, он работает как рама. Если труба будет недостаточно прочной, а нагрузки большими. Ее запросто может согнуть. Толщина стенок трубы должна быть как минимум 3 мм.



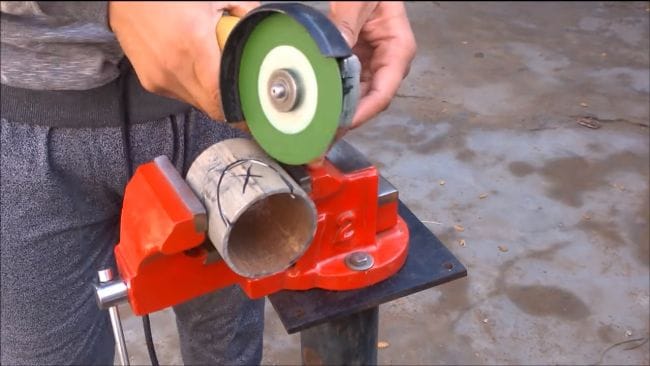
Отрезаем от трубы нужный кусок, автор использует для этого отрезной станок, но все можно сделать и болгаркой. Теперь начинается самое сложное, в трубе нужно вырезать окно. Это можно сделать при помощи болгарки, это долго, но вполне осуществимо.
Шаг второй. Изготавливаем верхнюю и нижнюю опоры
Для верхней опоры автор решил использовать максимально толстую листовую сталь. Вырезаем круг нужного диаметра. Автор для работы использует болгарку, сперва вырезаем «многоугольник», а потом с помощью шлифовального круга доводим его до идеала.
Аналогичным образом вырежьте и другой круг. Тут автор использовал сталь чуть тоньше, но лучше таким не рисковать, так как нагрузки на обе опоры примерно одинаковые.








В завершении вам нужно доработать опоры. В верхней опоре нужно просверлить отверстие под болт. Сперва сверлим небольшое отверстие дрелью, а потом рассверливаем до нужного диаметра. Автор для этих целей использовал токарный станок.
Что касается нижней опоры, то в ней по центру тоже сверлим отверстие, по диаметру оно должно быть немного больше, чем диаметр осей, с которых вы думаете снимать подшипники. Потом вырежьте к этому отверстию фигуру в виде треугольника. Опоры готовы, идем дальше!












Приварив опоры, теперь нужно закрепить гайку. Заворачиваем в нее болт и вставляем в отверстие. Хорошенько привариваем гайку, но старайтесь не перегревать, так как металл может стать мягким. Автор крепит гайку сверху, но я рекомендовал бы ее крепить изнутри, так она будет опираться на опору, а сварочный шов на разрыв может оказаться не слишком надежным.
В завершении вам останется закрепить ручку, для этого автор использовал резьбовой стержень. С помощью ручки будет удобно снимать подшипники, которые сидят не слишком жестко. В другом случае вы всегда можете использовать гаечный ключ.
















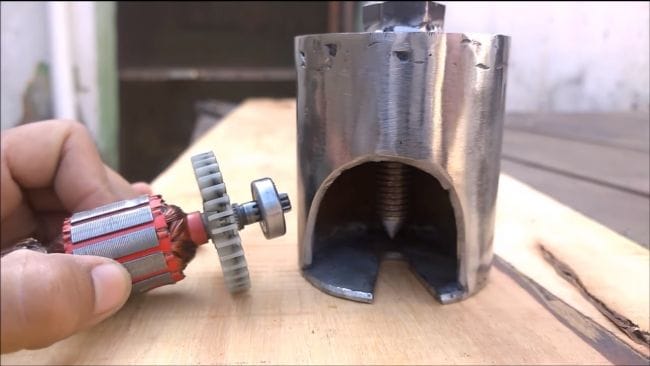
Ну что, проверим? В качестве испытаний автор пробовал снимать подшипники с якоря дрели и так далее. Теперь все делается легко и при этом гарантированно, что вы не повредите изделие. Помимо подшипников снимать этим приспособлением можно также различные втулки и прочие подобные детали. Если ось окажется слишком тонкой, под снимаемый подшипник можно придумать проставку, которая будет упираться в основу съемника. Ну, или вы можете сделать отдельный съемник для мелких деталей, собирается то он легко.
Перед снятием рекомендуется смазать ось маслом или WD-40, так дело пойдет быстрее. На этом все, удачи и берегите себя!
Появление сотового поликарбоната для изготовления теплиц определило новый тип конструкций сооружений защищенного грунта – арочные конструкции. Чтобы создавать металлокаркас для подобных зданий, нужно иметь станок, способный выполнять изгибание конструкционных профилей по определенной кривой.
Самодельные вальцы для профильной трубы призваны помочь в изготовлении арок по заданному радиусу. Технологический процесс профилирования длинномерных заготовок основан на протягивании детали через вальцы, расположенные на определенном расстоянии друг от друга. Для придания изгиба в ту или другую сторону проход длинномера осуществляется не в прямом направлении, один или два валика смещены.
Трубопрокатный станок

При прокатывании длинномерных труб на станке смещают центр движения. За счет подобного смещения между вальцами образуется кривая. Один ролик давит изнутри радиального контура, а два других – образуют внешний контур будущего изделия.
Конструктивно подобное устройство выполняется на прочной опоре, изготавливаемой из швеллера. Нижние ролики располагаются в подшипниках. Обычно расстояние между ними не меняется (существуют варианты станка, где изменив расположение нижних роликов, создают другой радиус проката).
Сверху располагается верхний валик. Его можно перемещать по высоте. Двигая опорную часть по резьбе вниз, можно развивать значительные усилия. Они будут действовать на трубу в процессе прокатывания.
Чтобы совершать прокатку, нужно прилагать дополнительные протягивающие усилия в продольном направлении. Для этой цели устанавливается рукоятка. Вращая ее, можно заставить трубу двигаться в ту или другую сторону.
Для самостоятельного изготовления можно пойти другим путем. Из листа толщиной 2…4 мм вырезают стенки устройства, где устанавливают валики.

Самое сложное – это изготовить боковины, внутри которых располагаются:
- Опорные валы – 2 шт.
- Прижимной вал, размещенный на соответствующем устройстве.
- Рукоятка, позволяющая производить прокатывание профильной трубы.
Промышленные станки изготавливают с ручным или электрическим приводом. При изготовлении электрифицированного станка обязательно предусматривают возможность реверса. Тогда прокатывать можно, заставляя длинномер двигаться в обоих направлениях.
Изготовление трубогиба своими руками
Простейший трубогиб изготавливается сравнительно несложно. Нужно приобрести:
- подшипники № 206;
- корпуса подшипников;
- валы Ø 35 мм из закаленной стали HRC 40…45 (подходят под внутренний размер подшипников);
- велосипедные звездочки одинакового диаметра;
- педаль от велосипеда;
- ходовой винт с гайкой;
- швеллер № 8;
- швеллер № 6;
- болты М8 с гайками;
- полоса 40 мм, толщиной 4 мм.
Для изготовления нужно использовать:
- Электродрель.
- Напильник.
- УШМ с отрезными и зачистными дисками.
- Сварочный аппарат.
- Набор гаечных ключей.
Пошаговое изготовление станка
Подготовив набор комплектующих, приступают к изготовлению. Общий вид станка. Он устанавливается на брус 100·50 мм.

Все детали раскладываются на видном месте. Предварительно проверяется работоспособность подшипников и ходового винта.

Вырезаются заготовки из швеллеров. Из них сваривается вертикальная стойка, устанавливаемая перпендикулярно к опорному швеллеру.

Сверлится отверстие под ходовой винт. К нему приваривают гайку. Потом вкручивают винт. Сверху варят поперечину, она понадобится для перемещения винта по резьбе.

По опорному швеллеру перемещают подшипники. Они предварительно установлены в корпуса. Внутрь вставлены валы. К одному из торцов приваривают цепные звездочки.

К одному опорному валу приваривают велосипедную педаль. Вращая ее в ту или другую сторону, можно заставить перемещаться трубу в нужном направлении.

Изготовив прижимной механизм, производится проверка расположения всех элементов. Стараются установить их согласно чертежу, представленному ранее.

Установив детали по месту, их приваривают. Наступает черед проверить работоспособность устройства.

Ставят трубу и прокатывают ее в обе стороны. Нажима сверху еще нет, проверяется, насколько легко перемещается труба.
Поворачивая винт, прижимают нажимной валик вниз, продавливают трубу. Сместив прижимной валец, прокатывают трубу. После каждого прохода смещают валик вниз. Периодически вынимают деталь и сравнивают ее с шаблоном.
Изготовив станок, можно приступать к изготовлению теплиц и парников, в основе которых используют профильные трубы. Ниже показаны образцы и дана информация, как сделать подобные сооружения.
Источник: https://metmastanki.ru/valtsy-dlya-profilnoy-truby-svoimi-rukami
Станок для усиления профильной трубы: чертеж и вальцы своими руками
Стандартные профильные трубы квадратного или прямоугольного сечения, благодаря высокой прочности на изгиб при малом весе широко применяются в строительстве. В случаях превышения допустимых значений нагрузки, которые возникают при сильных изгибах, изделия деформируются и разрываются. Исключить негативные последствия позволяет применение труб с усиленным профилем.
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 900).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
 Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
 Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
- ручной;
- электрический;
- гидравлический.
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.
Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
Изготовление станка своими руками
Не всегда есть смысл приобретать профессиональный станок. Для разовых работ больше подойдут простейшие установки, сделанные своими руками. Главное, иметь чертежи, тщательно изучить принцип устройства и работу станка, подобрать качественные материалы для заготовок и необходимые инструменты для сборки.
Схема
Принципиальная схема станка для проката 2-х видов сечений профиля в разрезе. На её основании можно получить представление о конструкции и сопряжении основных узлов и принципе обработка труб. В данном случае, верхний вал является ведущим.

Комплектующие детали
Комплектующие вальцевателя прокатки не должны иметь сколов, выбоин, иметь приличный запас прочности, изготавливаться из определённых марок стали.
Валы, оси вытачивают на токарном станке. Некоторые комплектующие можно купить в магазине или снять с других механизмов, например:
- самоцентрирующиеся подшипники качения (4 шт.);
- звёздочки (4 шт.);
- цепь от велосипеда, мопеда.
Для сборки каркаса (основания) потребуется металлопрокат (швеллер, трубы), листы толщиной 5-10 мм. Основание обеспечивает стабильность установки в процессе работы.
 Вальцы (по 2 шт. каждого вида) для усиления профиля лучше выточить из легированной стали, для небольшого объёма работ подойдёт и Ст3, Ст10. Заготовки вальцов подвергают закаливанию.
Вальцы (по 2 шт. каждого вида) для усиления профиля лучше выточить из легированной стали, для небольшого объёма работ подойдёт и Ст3, Ст10. Заготовки вальцов подвергают закаливанию.
Вальцы и оси должны многократно превосходить по твёрдости обрабатываемые трубы. В противном случае, вальцы придётся часто заменять новыми. Твёрдость вальцов на профессиональных установках не менее 52 НRС.
Инструменты
При сборке станка потребуются навыки (а так же соответствующее оборудование):
Крепление сваркой в некоторых местах можно заменить резьбовыми соединениями.
Необходимые инструменты:
- дрель, с набором свёрл;
- гаечные ключи разного размера;
- уровень для выставления лини горизонта;
- штангенциркуль, рулетка.
Конструкция входящих деталей
По краям вальцов вытачивают специальные валики, которые надёжно фиксируют положение трубы во время проката.
 Получить размеры вальцов для протяжки профиля можно с комплекта от профессиональных установок. Чертежи вальцов и осей по полученным размерам не сложно разработать самому. Ниже представлен пример чертежа.
Получить размеры вальцов для протяжки профиля можно с комплекта от профессиональных установок. Чертежи вальцов и осей по полученным размерам не сложно разработать самому. Ниже представлен пример чертежа.
 Прокатка каждого размера профиля выполняется вальцами соответствующих размеров. Сделать модель со съёмными элементами не просто, по этой причине вальцы для усиления профильной трубы при сборе станка своими руками рекомендуется делать многоступенчатыми. Это позволит проводить обработку труб разных размеров без переустановки вальцов.
Прокатка каждого размера профиля выполняется вальцами соответствующих размеров. Сделать модель со съёмными элементами не просто, по этой причине вальцы для усиления профильной трубы при сборе станка своими руками рекомендуется делать многоступенчатыми. Это позволит проводить обработку труб разных размеров без переустановки вальцов.
Обе оси имеют одинаковые размеры, но различную длину. На более длинной оси (ведущей) закрепляют рукоятку движения. Ниже представлен чертёж оси с посадочным местом под рукоятку.

Сборочные работы
Каркас создаётся постепенно, по мере сборки остальных деталей. Отдельные элементы основания соединяют между собой сваркой или крупногабаритными болтами.
Расстояние между верхней и нижней осью зависит от диаметров вальцов. При неимении точных сборочных чертежей размеры между осями определяют опытным путём:
- устанавливают вальцы на оси;
- вымеряют расстояние между осями;
- высверливают отверстия на боковых стенках каркаса под установку подшипников;
- затем оси убирают в сторону, занимаются установкой подшипников.
Соединение оси и вальцов осуществляется несколькими способами:
- при помощи шпонки, размером около 8х8 мм;
- сваркой через заранее просверленные потайные несквозные отверстия, выполненные сверлом большого диаметра.
Второй способ доступен, если имеется аппарат для ручной электродуговой или полуавтоматической сварки.
Далее ось вставляется в подшипник, который предварительно закрепляется в буксе, заранее приваренной к стенке каркаса с внутренней стороны. Надёжность крепления – максимальная. В первую очередь оси с вальцами устанавливают в ту боковую стенку каркаса, где предполагается расположить цепную передачу. Затем оси вставляются в подшипники, закреплённые на 2-ой боковой стенке каркаса.
После установки основных элементов укрепляют каркас:
- сварочными швами;
- резьбовыми соединениями.
Сборка цепного механизма на практике так же происходит с определением размеров по месту:
- на нижнюю ось устанавливают 1-ю звёздочку;
- на верхнюю ось – 2-ю звёздочку;
- примеривают цепь, намечают расположение ещё 2-х звёздочек.
Вальцы должны вращаться без затруднения при натянутой цепи. Рукоятка приваривается к ведущей оси в последнюю очередь.
Для механизма подачи движения в виде червячной передачи необходимо запастись шестерёнками нужного размера.
Рекомендации
Особые требования предъявляются к соосности вальцов: они должны располагаться в одной вертикальной плоскости и быть строго параллельными. Любое нарушение соосности приведёт к неравномерному сдавливанию профиля, что значительно снизит качество проката.
Станок, сделанный в домашних условиях специально для усиления профильных труб, не должен в процессе работы представлять опасность для человека. При сборке следует:
- Максимально надёжно фиксировать все движущиеся детали. Исключить их отскакивание в процессе работы.
- Предусмотреть защитные заслонки.
Правильно собранные самодельные установки не уступают профессиональным моделям по качеству выпускаемых изделий.
Источник: https://ZnatokTepla.ru/truby/printsip-raboty-i-chertezh-stanka-dlya-usileniya-profilnoj-truby.html
Вальцы для профильной трубы: виды, принцип работы, самостоятельное изготовление

Какими способами можно придать профтрубе квадратного или прямоугольного сечения форму правильной дуги? Как могут быть устроены самодельные вальцы для профильной трубы? А какие решения предлагает современная промышленность? Давайте постараемся ответить на эти вопросы.
Это несложное приспособление способно сберечь много времени, сил и средств.
Зачем это нужно
Для чего нужно гнуть профильную трубу?
Приведем несколько примеров.
- Дугообразный навес не только красив, но и практичен: на нем никогда не будет скапливаться снег.
- Изогнутый козырек над крыльцом выглядит куда лучше, чем простая конструкция с одним скатом.
- Арочная теплица исключительно прочна, отлично противостоит снеговым и ветровым нагрузкам.
Кстати: сборка теплиц из профильных труб — неплохой бизнес, требующий наличия всего лишь пресловутых трубогибных вальцов и сварочного аппарата.

Сварной каркас для теплицы.
Виды вальцов
Какими они собственно бывают?
Механические
Простейшая конструкция — механические трехвалковые вальцы. Именно такие станки можно чаще всего встретить в продаже; их цена начинается примерно от 15 — 20 тысяч рублей. Как они устроены?
В полном соответствии с названием в основе конструкции лежит протяжка профтрубы тремя валками. Один из них может смещаться относительно двух других в направлении, перпендикулярном объединяющей их плоскости; для смещения используется винтовой механизм, что позволяет даже человеку с вполне заурядными физическими возможностями развить значительное усилие.
Один из валков снабжается рукояткой, позволяющей вращать его и тем самым протягивать изгибаемую трубу.

Простейшие трехвалковые вальцы.
Возможны несколько модификаций, позволяющих несколько улучшить эксплуатационные качества трубогиба:
- Объединение валков общей цепью обеспечит их синхронное вращение, предотвращая тем самым проскальзывание трубы.
- Вместо цепи может быть использована зубчатая передача.
- Использование закаленных валков увеличивает их ресурс в несколько раз.
- Кроме того, валки могут быть сменными, что позволит гнуть без замятий как профилированные, так и круглые трубы.
Электрические
В этом случае часть ручной работы перекладывается на электромотор.
В продаже можно встретить два варианта исполнения электрических трубогибов:
- В более простых решениях электромотор отвечает только за протяжку трубы. Позиционирование изгибающего ее валка производится вручную.

- Продвинутые модели вальцов используют электричество и для протяжки, и для смещения валка (разумеется, при посредстве редуктора, многократно увеличивающего усилие).
Гидравлические
В эту категорию попадают как мощные промышленные станки массой в десятки тонн, так и сравнительно компактные устройства. Их общая черта — использование гидроцилиндра: нагнетая давления масла в нем, можно развить огромное усилие на деформирующем валке.
Радиус изгиба
Независимо от устройства трубогиба, действует общая закономерность: чем больше толщина трубы (ее сечение, параллельное радиусу изгиба), тем больше минимальный радиус изгиба. Приведем значения, заявленные для своих станков одним из отечественных производителей — они довольно типичны.
| Размер трубы, мм | Минимальный радиус изгиба, мм |
| 15х15 | 280 |
| 20х20 | 280 |
| 25х25 | 280 |
| 30х30 | 325 |
| 40х20 | 325 |
| 50х25 | 400 |
| 40х40 | 900 |
Можно ли выгнуть дугу из профильной трубы без вальцов?
Технически это возможно, но результат с большой вероятностью будет неудовлетворительным.
Инструкция по гибке не столько сложна, сколько требует большого объема подготовительных работ.
Из дерева или фанеры изготавливается шаблон, обладающей формой поверхности, соответствующей необходимой вам дуге.
К шаблону крепится петля — фиксатор, в которую вставляется один из концов трубы.
Дальнейшая работа, собственно, сводится к приложению грубой силы на втором ее конце. Для увеличения усилия могут использоваться разнообразные рычаги.

Источник: https://gidroguru.com/instrumenty/237-valcy-dlya-profilnoj-truby
Иногда требуется снять подшипник с вала, но съемника под рукой нет. Если большие подшипники еще можно попытаться сбить с вала, то с маленькими подшипниками такой прием не получиться. Например снять радиальные подшипники с вала электродрели. В этом случае поможет только съемник.
 Вал с подшипником, который необходимо снять.
Вал с подшипником, который необходимо снять.
Простой съемник подшипников может сделать практически любой мастер. Главное, чтобы была возможность производить сварочные работы.
Необходимые материалы для изготовления съемника подшипников
- В первую очередь понадобится металлическая труба. Диаметр трубы должен быть больше наружного диаметра подшипников, которые вы планируете снимать. Желательно чтобы стенка трубы была потолще.
 Труба
Труба
- Болт М10 с полной резьбой по длине и 2 гайки к нему.
 Болт М10 с гайкой.
Болт М10 с гайкой.
- Шайба плоская. Шайбу можно заменить куском листового металла с просверленным отверстием диаметром 11мм. В этом случае острые углы необходимо будет срезать болгаркой.
- Листовая сталь.
Отрезаем от трубы заготовку.
Теперь необходимо приварить две гайки к шайбе с двух сторон.
Предварительно накручиваем одну гайку до упора на болт. Одеваем шайбу на болт и
зажимаем шайбу второй гайкой. Вторую гайку следует накрутить от руки. Не нужно
ее затягивать ключом. Если вы ее сильно затяните, то после приварки гаек болт
может крутиться с трудом.
Перед сваркой необходимо защитить резьбу болта от сварки. Для этого можно густо смазать резьбу болта смазкой или надеть на болт подходящую по диаметру трубочку.
 Болт в сборе с шайбой и гайками. На болт одета металлическая трубка для защиты резьбы от сварки.
Болт в сборе с шайбой и гайками. На болт одета металлическая трубка для защиты резьбы от сварки. Гайку приварили к шайбе.
Гайку приварили к шайбе. Гайку приварили к шайбе.
Гайку приварили к шайбе.
- Привариваем шайбу к трубе.
 Труба с приваренной к ней шайбой.
Труба с приваренной к ней шайбой.
Теперь необходимо сделать в трубе две прорези. Они должны быть выполнены таким образом, чтобы на трубе осталось две перемычки напротив друг друга. Ширина перемычек должна быть примерно 1см.
 Труба с прорезанными прорезями.
Труба с прорезанными прорезями.
Кроме двух прорезей в трубе необходимо просверлить два отверстия. Данные отверстия будут выполнять роль смотровых окошек.
 Труба с просверленными отверстиями.
Труба с просверленными отверстиями.
Корпус съемника для подшипников готов. Осталось отрезать два куска листовой стали, которые будут выполнять роль упоров для подшипника.
 Две пластинки из листовой стали.
Две пластинки из листовой стали.
Таким образом пластинки будут вставляться в прорези трубы.
Теперь необходимо доработать болт. Чаше всего, диаметр вала с которого нужно снять подшипник, меньше, чем диаметр болта. Поэтому кончик болта необходимо заострить. Но здесь может возникнуть другая проблема.
Самые распространенные болты изготавливают из стали 3. Это довольно мягкая и дешевая сталь. Если заострить кончик болта из такой мягкой стали, то он будет сгибаться в процессе съема подшипников.
Но эту проблему можно решить.
Нужно просверлить внутри болта отверстие и вставить в него деталь из твердой стали или шарик от подшипника. Такой доработанный болт прослужит долго.
Болт с просверленным в нем отверстием.
- В качестве твердого прутка используем иглу от дизельной
форсунки.
Игла от дизельной форсунки. Это твердая закаленная деталь.
Вставляем иглу от форсунки в наш болт.
Теперь съемник подшипников готов. Осталось его испытать.
Одеваем вал с подшипником во внутрь корпуса съемника и поджимаем
подшипник пластинами.
Устанавливаем вал с подшипником в съемник.
Устанавливаем вал с подшипником в съемник.
- Закручиваем болт и смотрим через смотровое отверстие, чтобы кончик болта уперся в вал.
Стягиваем подшипник с вала с помощью съемника.
- К корпусу съемника приварить два уголка. Таким образом съемник можно будет зажать в тисках, а не держать в руках.
- В пластинках просверлить отверстия диаметром 11мм. После использования съемника следует закрутить болт до упора, чтобы он выглянул из трубы и одеть пластинки на болт. Затем закрутить гайку. Таким образом пластинки никогда не потеряются. Только нужно учесть, чтобы длина болта была больше длины трубы.
- Две съемные пластинки соединить с третьей пластинкой шарнирным соединением, а ее в свою очередь приварить к корпусу съемника. Таким образом пластинки никогда не потеряются и будет удобнее их вставлять и удерживать в нужном положении.
- Приварить к шляпке болта рукоятку.
Источник: https://delairukami.ru/avto/semnik-podschipnikov/
Пресс, своими руками, для подшипников, саленблоков и всего нуждающегося в опрессовке. — DRIVE2

Полный размер
Вот прикупил домкрат 50 тонн, пришлось добавить пружин, так как очень тяжелый он, и придется продумать рычаг, для сжатия штока, возврата в сжатое состояние …так как он очень тугой

Полный размер
Конечный вариант, только домкрат учебнотренировочный, заказал на 50тонн airline

Полный размер
Как то так, добавил пружины, для возврата рельсы, руками домкрат сдавливаешь, пружины помогают …И удерживают.

Полный размер
Сварил столешницу пресса, на которой будут производится все работы по запрессовке, столешница из уголка 100мм, держится она за счет двух пальцев, пальцы я сделал из буровых штанг нефтяных, очень крепкая штука, в рамке прожег сваркой отверстия сквозные, пока что на максимальном уровне, потом ниже прожгу, чтобы можно было двигать вниз или вверх по рамке пресса столешницу.

Полный размер
Сварил рамку, ширина 98см, высота 150см, сделал косынки к верхней поперечной трубе, толщина косынок 6 мм, косынки с лицевой и с задней части, между косынок, на верхнюю, поперечную трубу, снизу, приварил кусок толстого металла 2см толщиной, в этом месте будет уперт шток домкрата, поэтому здесь всё должно быть очень крепким .Приварил ножки из уголка меньшего размера, чтобы рабочая плоскость пресса была на уровне глаз .

Полный размер
Рельса, имени Сталина, на ней и будет стоять домкрат, а снизу к ней будет приварен шток большого диаметра, которым будет производиться запрессовка

Полный размер
Толстый металл, для непосредственно рабочей плоскости, на которой будет производиться запрессовка, а так же этот металл я использовал, для площадок под домкрат и сам шток домкрата.

Полный размер
Рамка пресса, уже свареные, из уголка квадратные трубы, получилось очень мощно и многообещающе, я думаю большой предел прочности.
Решил я давным давно …что, если и есть смысл заниматься ремонтом автотранспорта и всего сопутствующего, ему барахла, то необходимо иметь очень много инструмента и прочей технической оснастки.
Мучался всегда с подшипниками ступичными, таскал по всевозможными сервисам, самому прессовать не дают, а сами чаще всего даже не понимают куда давить и как это работает, хотите верьте, хотите нет …В общем привез я из старого-маленького гаража уголок 100мм шириной, и сварил из него трубы.
Сам я не монтажник, и не сварщик, учился на автомеханика, но варю всё, что хочу, и как хочу, внезависимости от сложности, просто беру и делаю, не всегда идеально ровно и красиво, но всегда как минимум крепко и надежно, естественно начинал как и все, долго и тяжко, но всё приходит с опытом, а к чему это я, да к тому, что не бывает людей с руками из жопы, если у человека, что то не получается, значит он этого недостаточно хочет, берите и делайте, то, что хотите сделать, и всё получится, иногда не с первого раза, но итог один, вы добьетесь успеха, это всё я сказал, для того, чтобы, люди прочитавшие мою статью, нуждающиеся в прессе, не боялись, а пошли и сделали. Возвращаюсь к основной теме -У соседа по гаражам оказалось достаточно много остатков листового, толстого металла,2см, как раз подходящего для площадок под домкрат, и для регулировочных пластин -столешницы.Короче говоря туда, где будут лежать прессуемые запчасти .Домкрат я решил расположить на рельсе, старинной, 1950го года выпуска, этакий элемент декора.Домкрат планируется установить не менее 20ти тонн .Лучшая реклама, это оснастка, опыт и мастерство, поэтому я решил, что будет неплохо иметь очень мощный пресс .
Источник: https://www.drive2.ru/b/468002452512178786/
Съемник ступичных подшипников своими руками: чертежи, фото

Самодельный съемник ступичных подшипников: чертежи, фото, видео самодельного приспособления.
Автор решил изготовить самодельный вариант инструмента для выпрессовки ступичных подшипников, аналог вот такого который продаётся в магазинах.
 В качестве материалов для изготовления были найдены стальные пластины толщиной 8 мм и труба с толщиной стенки 7 мм.
В качестве материалов для изготовления были найдены стальные пластины толщиной 8 мм и труба с толщиной стенки 7 мм.

Чертежи съемника ступичных подшипников

Также понадобилась шпилька длиной 320 мм к ней приварили гайку. Так же запрессовал шарик от подшипника в центр шпильки.
(3
Источник: http://sam-stroitel.com/cemnik-stupichnyx-podshipnikov-svoimi-rukami.html
Как сделать простой съемник подшипников своими руками
Сегодня существуют разные варианты съемников, которые используются для снятия подшипников с вала. В этом обзоре рассмотрим самый простой вариант, для производства которого не понадобится сварочный аппарат. Съемное устройство будет универсальным и удобным в применении.

Чтобы сделать простой съемник подшипников своими руками, понадобятся бруски из стального квадрата, пластина из металла, длинный и короткие крепежные винты, метчик для нарезания резьбы, а также маркер, напильник по металлу, болгарка, тиски, молоток.
В первую очередь необходимо подготовить три отрезка бруска из стального квадрата, два из них одинаковых по длине и один примерно в два раза меньше. Размечаем маркером торцы и выпиливаем уголки так, чтобы затем бруски аккуратно вставлялись друг в друга. Зачищаем места реза напильником по металлу.

Основные этапы работ
С одного края двух длинных брусков делаем вырезы, также предварительно разметив маркером. Уберем заусенцы и сглаживаем острые углы. Следующая задача – соединить конструкцию болтами. Для этого совмещаем бруски и сверлим отверстия: два по краям, одно в центре короткого бруса с боковой части.

Сразу нарезаем резьбу в отверстиях. Соединяем бруски винтами, а в третье отверстие вкручиваем длинный винт. Отрезаем металлическую полоску нужного размера, разметив и немного надрезав места сгиба, сгибаем ее удлиненной буквой «П», пользуясь молотком и тисками.

Для присоединения П-образной полоски с помощью болтов, сделаем отверстия с резьбой в ней и длинном бруске. Также сверлим его в середине «перекладины». На другом длинном бруске надо сделать углубление с внешнего края по центру.

Затачиваем край винта. Собираем изделие с помощью винтов. Все готово, работа сделана! Теперь проверяем: зажимаем втулку, фиксируем боковым винтом съемник, заостренный край второго винта помещаем на ось подшипника и закручиваем. Несколько секунд и подшипник снят! Такой съемник пригодится в хозяйстве любому мастеру.
Оцените запись
Источник: https://sdelairukami.ru/kak-sdelat-prostoj-semnik-podshipnikov-svoimi-rukami/
Выбор и изготовление съемника ступичных подшипников
Съемник подшипников ступицы – специализированный инструмент предназначенный для запрессовки и спрессовки деталей в ступичных узлах автомобиля.
Так как подшипники установлены на посадочные поверхности с натягом, для их спрессовки или запрессовки требуется прикладывать большое усилие на ограниченную площадь узла. Вывод – для данной операции необходим надежный, а так же универсальный инструмент.
Широкому диапазону размерного ряда ступичных узлов соответствуют разнообразные типы съёмников подшипников ступиц (ССП). Выбрать подходящий съемник для замены подшипников не просто. Какими параметрами руководствоваться узнаете, прочитав статью. Так же затронем тему самостоятельного изготовления устройства и порядок работы инструментом.
Виды съемников подшипников ступицы
Изучите сводную таблицу, в которой представлены несколько основных типов ССП, а так же конкретные рекомендуемые модели.
| С 3-лапами | Снятие деталей с осей и валов, в том числе обойм шарикоподшипников задних ступиц. | 2000-3000 |
| С 2-лапами | Снятие деталей с осей и валов, в том числе подшипников ступиц задних колёс. | 1000-2000 |
| Чашечный с набором оправок | Снятие и запрессовка деталей в отверстия, в том в поворотные кулаки и подшипники ступиц передних колес. | 6000-8000 |
Какие съемники нужны для снятия и запрессовки ступичных подшипников
Для переднего и заднего колеса рекомендуется использовать два вида инструмента: с тремя или двумя лапами и чашечный съемник – это минимальный набор съемного инструмента для правильного и безопасного снятия и запрессовки деталей ступичных узлов.
Любой из инструментов можно заменить гидравлическим или ручным прессом, а так ж тисками, но о других способах запрессовки рассказано в конце статьи.
Краткий обзор съёмников ступичных шарикоподшипников
Выбрать универсальный набор на все виды ремонта авто невозможно, так как диапазон действий ограничен:
- разнообразием форм, размеров для зарядки в исходную позицию;
- ограниченным рабочим пространством.
Чашечный — «Форсе 9T0311»
- Внутренние оправки 34-80 мм.
- Наружные оправки 44-90 мм.
- Размеры наружного диаметра чашек 44-90 мм.
- Шток (шпилька) с гайками.
- Пластины соответствуют широкому диапазону размеров.
- Поворотный кулак остается на месте.
- Набор входит в комплект пресса мастерской.
- Запрессовка-выпрессовка проходит одним приемом.
Цена 18000 Р
Инструмент гаражного пользования. Применим в рабочей зоне ограниченного доступа.
- Долгий срок службы, если следовать руководством.
- Шарнирная конструкция лап входит в надежное зацепление.
- Снятие прикипевших детали с валов, осей машин.
- Широкий диапазон захвата — 20-230 мм.
- Максимальное усилие — 4,5 тонны.
- Размеры винтового штока — M18 x1,5 x 240.
- Размеры болтов под шарниры — 19 мм.
Цена 11500 Р
Инструмент из набора немецкого производителя Kukko — это продуманные формы захватных механизмов. На траверсе лапы двигаются по направляющим, винты подвески фиксируют заданное положение.
- Захват лапок под углом, параллельным оси силы натяжения.
- Надежность зацепления.
- Максимальное натяжение — 5,5 тонны.
- Лапки разворачиваются на 180 градусов.
- Широкий диапазон захвата.
- Двухстороннее действия.
- Применим в зоне ограниченного пространства.
Цена 6000 Р
Так же на рынке можно встретить гидравлические съёмники. Принцип действия гидравлических ССП схож с домкратами. Предназначен для слесарей ремонтных мастерских, не понадобится мускульная сила, ускорится время ремонта. Обращайте внимание на качество металла, вращение винтового штока, состояние шарниров.
- сила воздействия на впрессовываемый узел достигает 20 т,
- сокращается время выполнения операции,
- снижается доля физических затрат.
- ограничение рабочей зоны применения,
- цена выше механического инструмента.
Съемник для автомобилей ВАЗ и LADA
Для замены переднего и заднего ступичного узла на ВАЗах согласно рекомендациям завода-изготовителя нужны два типа съемных устройств.
- Для съема шарикоподшипника у заднего колеса применяются захватные инструменты.
- Для спрессовки и запрессовки подшипник у переднего колеса применяют чашечные типы.
Выбрать модели данных инструментов можно из обзора представленного выше. Для выбора чашечного съемника, ориентируйтесь на внешние и внутренние диаметр ваших подшипников, но как правило достаточно почитать отзывы и получить консультацию продавца.
Для автомобилей ВАЗ, например, подойдет модель Force 9T0311, AV Steel AV-922722, MHRTOOLS MHR04039, NEO 11-829. Подойдут для запрессовки подшипников в заднюю или переднюю ступицы, а также в поворотный кулак. С обратной стороны вставляют шайбу, зажимают гайку, ставят ключ на задержку. Затем вращают гайку штока по часовой стрелке.
Горячие темы журнала ЗА РУЛЕМ:
Рекомендации и советы при выборе
- Не покупайте дорогие наборы. В этом есть рациональное зерно: замена ступичных подшипников происходит не так часто. Минимальный срок службы — пробег 50- 60 тысяч.
- Выберите ССП, о которых рассказано выше. Подойдут дешевые аналоги или собственного производства.
- Для постоянной работы, как в автомастерских, подойдут ССП гидравлического типа, а так же универсальный чашечный набор серии KS TOOLS.
Универсальный съемник подшипников ступицы своими руками
Покупка съёмника не всегда оправдывается, так как применяется при эксплуатации и ремонте авто не так часто, поэтому если есть желание, можно сделать инструмент своими руками.
Так же у самодельных инструментов есть преимущества:
- Проверенный материал.
- Возможность сделать под свои размеры.
- Стоимость ниже, чем у покупного приспособления.
- Возможность доделки или переделки.
Трех захватный самодельный инструмент
Данный тип инструмента самый сложный в изготовлении, так как имеют своеобразную форму деталей, и нуждается в точных размерах для их сопряжения.
Требуемые инструменты и материалы:
- Болгарка с отрезным диском по металлу;
- Лист 1 м2 толщиной 10-20 мм;
- Шпилька М18х1,5х 400 мм;
- Две гайки М18х1,5 высота 20 мм;
- Отрезок трубы наружный диаметр 89 мм, толщина стенки 7 мм;
- Болты М10 для подвески лапок в проушины;
- Сварочный аппарат.
Лапы вырезают из листа 10-20 мм, L = 200-220 мм, крестовину изготавливают из гайки М18х1,5, либо вырезают болгаркой из цельного листа. Размечают контуры крестовины, вырезают, по центру сверлят отверстие, затем метчиком М18х1,5 нарезают резьбу.
Второй вариант: приварить к листу гайку, вместо нарезки резьбы. В проушинах делают отверстия под болты М8 или М10.
Видео: «Изготовление трех захватного приспособления»
Чашечный съёмник
Основная часть инструмента: шпилька М18, чашка и сменные диски. Болт с резьбой и гайку можно подобрать в магазине, а вот остальные детали придется заказывать у токаря по эскизу или чертежу.
На ВАЗ 2108, 2109, 2110, 2111 подойдут шайбы— 30, 34, 37, 77 мм, чаша (кольцо) — 77 мм. Для других марок автомобилей найдите оригинальный номер детали и её размеры, а далее вырежьте подходящие шайбы и чашки.
Видео: «Чашечный съемник своим руками»
Двух захватный съемный инструмент
- Имея любительские навыки сварочных работ, двух захватное приспособление изготавливают из пластин, гаек, шпилек.
- Не самый простой способ изготовить ССП в гаражных условиях, для его сборки этого понадобится:
- Лист 5 мм;
- Болт М 14х1,5х 240;
- Болты с гайками М6;
- Гайки М14.
Видео: «Двух захватное приспособление своими руками»
Съёмная траверса для выпрессовки
Данный вариант подходит для выпрессовки и запрессовки шарикоподшипника из ступицы, не снимая её с кулака. На фото представлен пример такой конструкции.
- Берётся один или две прочные стальные пластины, сверху просверливается отверстие под болт и приваривается гайка.
- Снизу соосно приваривается вторая гайка.
- Далее делают отверстия под болты М10 с равными интервалами. Лапки вырезаны из пластины 10 мм.
- Две пластины стянуты болтами. Между ними находится длинный болт М16.
Единственная покупка — коронка под размер обоймы шарикоподшипника. Нужные шайбы вырежьте из полосы 10 мм.
Потребуется инструменты и материалы:
- Болгарка;
- Сварочный и сверлильный аппарат;
- Отрезок трубы внутренний D 75 мм;
- Полоса 70х30х5, 2 штуки;
- Болты М6 с гайками 4 штуки, контр гайки 8 штук
- Шайба толстостенная Д 45мм.
Чертежи для самостоятельного изготовления съемников:
- Нажмите на интересующий вас чертеж для его увеличения.
Порядок работы чашечным съемником
Запрессовка:
- Заряжаем съемник корпуса.
- Вставляем подшипник в отверстие кулака.
- Сверху накладывают шайбу диаметром корпуса.
- Вдавливаем корпус в гнездо пока не упрется в стопорное кольцо.
Выпрессовка:
- Обратным молотком выбиваем ступицу.
- С обратной стороны ставим шайбу в отверстие.
- Пропускаем шток.
- Снаружи надеваем чашку больше диаметра кулака.
- Вращаем шток по часовой стрелке до полного выхода остатков шарикоподшипника.
- Разбираем конструкцию.
- Фото-отчёт применения:
Порядок работы съемником с 3-захватами
Выпрессовка:
- Закрепляют кулак в тисках.
- Заряжают съемник.
- Гидравлическим штоком выдавливают ступицу.
- Таким же способом выдавливают остатки шарикоподшипника.
Запрессовка в обратном порядке:
- Вставляют стопорное кольцо, переворачивают кулак.
- Подшипник направляют в отверстие.
- Сверху наставляют шайбу под внешнюю обойму.
- Запрессовывают до упора.
- Таким же способом запрессовывают ступицу.
- Фото-отчёт применения:
В комплект входит набор лапок. Таким механическим съемником с тремя лапками снимают ступицы, обоймы шарикоподшипников и другие детали с валов и осей.
Другие способы выпрессовки и запрессовки
Выпрессовка:
- Кулак располагают на прессовочном столе, подкладывают бруски.
- Берут шайбу по диаметру корпуса шарикоподшипника наставляют под шток пресса.
- Выпрессовывают остатки шарикоподшипника из кулака.
Запрессовка:
- Сначала готовят ступицу.
- Переворачивают кулак, ставят стопорное кольцо.
- Вставляют в гнездо шарикоподшипник.
- Сверху наставляют шайбу по размеру корпуса шарикоподшипника.
- Впрессовывают до упора.
- Затем запрессовывают ступицу в отверстие подшипника.
При наличии магнитного кольца ABS ставьте со стороны полуоси.
Использование слесарных тисков и болтов
1 способ:
Здесь под губки тисков подкладывают обрезки профильной трубы на края ступицы, оставляя зазор для выхода подшипника, с обратной стороны зажимают оправку по диаметру внешней обоймы. Затем выдавливают. Получается самодельный чашечный ССП.
Видео с применением тисков:
- Применение болтов для снятия ступицы:
- 2 способ:
Подшипник предварительно насаживается в ступицу, далее узел помещают в тиски, так чтобы губки проходили ровно по центру. Медленно затягивают, тем самым спрессовывая детали. Для достижение конечного результата необходимо подложить под торец обоймы шарикоподшипника дополнительную проставку.
Замена и установка подшипника через губки тисков:
Ударный способ
Последний и самый не рекомендуемый способ – применение ударной нагрузки.
- Выставляют кулак на деревянные бруски.
- Берут наставку под размер оси ступицы.
- Массивной кувалдой бьют по наставке.
- Оставшуюся часть подшипника выбивают наставкой по размеру внешней обоймы.
Используйте обратный молоток для выбивания ступицы по месту расположения.
Лучше отвезти кулак в мастерскую, где за небольшие деньги заменят подшипник.
Заключение
При ремонте ступичного узла в гаражных условиях, снятие и демонтаж деталей выполняется без использования специального инструмента. Применение съемных приспособлений (ССП) необходимо при сборке узла, запрессовке шарикоподшипника, для обеспечения точности сопряжения.
Для выбора приспособления воспользуйтесь рекомендациями из статьи. Так же инструменты такого типа изготавливают и своими руками, типовые инструкции, чертеже и фото представлены в материале.
В конце рекомендует посмотреть применением профессионального инструмента при замене ступичных подшипников.
Вариант правильной замены ступиц:
На нашем сайте имеется много полезной информации по данной теме:
Источник: http://zamena-podshipnikov.ru/semnik-stupichnyh-podshipnikov.html
Съемник для небольших подшипников своими руками
Здравствуйте, читатели моего канала. Сегодня увидел вариант изготовления съемника для мелких подшипников, который будет особо полезен при ремонте электроинструмента. Решил его сделать себе и вам рассказать.
Итак, мне понадобился обрезок сороковой трубы. Торцы трубы должны быть ровными и перпендикулярны оси трубы.
Еще нужны две гайки М10, обрезок шпильки М10 , длиной чуть больше обрезка трубы, усиленная шайба на 16 мм и металлический пятак. Пятак можно вырезать из листа металла, толщиной 4 мм, или найти подходящую шайбу с отверстием 10 мм.
В трубе вырезаем окно как на фото.
В пятаке вырезаем сектор и делаем разметку для центрирования трубы.
Привариваем трубу и обрабатываем шов болгаркой.
Переворачиваем трубу и привариваем к другому торцу шайбу и гайку с завернутой шпилькой.
При сварке гайки с шайбой нужно контролировать положение шпильки, относительно центра трубы на противоположном торце .
К одному концу шпильки нужно приварить гайку или навернуть две гайки и законтрогаить их. Также необходимо на наждаке или болгаркой заточить второй конец шпильки.
Теперь можно проверить работу съемника. С этим инструментом замена подшипников будет занимать несколько минут, что не может не радовать.
Покрасил нового помощника и прибрал на полку. Надеюсь это приспособление окажется и вам полезным.
Источник: https://zen.yandex.ru/media/id/59fd59e32f578cef49ef51c1/5bec21870d576b00a9fcfede