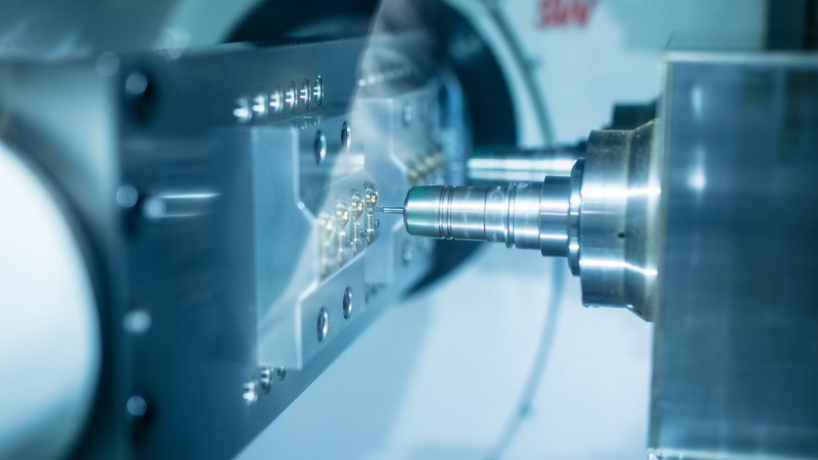
5-осевой фрезерный станок с ЧПУ режет заготовку практически по всем поверхностям, за исключением зажатых деталей. При обработке контурных деталей (или деталей со сложной геометрией) процесс включает в себя обработку в нескольких плоскостях. Для выполнения такого процесса на 3-осевом станке требуется несколько настроек. Однако на 5-осевом фрезерном станке с ЧПУ для этого требуется только одна настройка, что снижает необходимость переноса заготовки с одной платформы на другую.
5-осевые станки имеют возможность синхронно перемещать инструменты и заготовку в пяти направлениях. Стандартный фрезерный станок с ЧПУ
работает по трем основным осям — X, Y и Z, в то время как 5-осевой фрезерный станок с ЧПУ может работать по двум дополнительным осям вращения (обычно это оси A и B). Эти две оси позволяют станку резать в большем количестве направлений, что приводит к повышению производительности.
Преимущества:
Возможности 5-осевой обработки позволяют создать экономически эффективное производственное решение для деталей со сложной конструкцией. Ниже перечислены преимущества использования 5-осевого фрезерного станка с ЧПУ.
Сложная геометрия
5-осевая обработка позволяет изготавливать детали со сложной конструкцией и геометрией. Благодаря наличию осей вы получаете доступ к более широкому диапазону углов резания, дуг, подрезов, контуров и профилей. На стандартном 3-осевом фрезерном станке эти характеристики могут быть достигнуты только путем многократной настройки. Однако на 5-осевом станке они достигаются всего за одну установку.
Улучшенная точность
Каждый раз, когда вы переносите заготовку с одной установки на другую, существует вероятность потери соосности между плоскостями. В отличие от 3-осевой обработки, 5-осевые фрезерные станки повышают точность за счет обработки детали за одну установку. Таким образом, вы создаете множество сложных форм без потери точного выравнивания, необходимого для поддержания высочайшего качества.
Сокращение времени цикла
При 5-осевой обработке режущий инструмент остается близко к поверхностям резания, что позволяет сократить время цикла. Это помогает снизить затраты, так как меньшая высота инструмента повышает эффективность резания. Кроме того, такая установка позволяет использовать более короткие режущие инструменты, что снижает вибрацию при высоких скоростях резания. В конечном итоге это также приводит к улучшению качества обработки поверхности.
Улучшенная обработка поверхности
5-осевые фрезерные станки с ЧПУ создают более качественные обработанные поверхности. Детали располагаются гораздо ближе к режущим инструментам. Более короткие режущие инструменты уменьшают вибрацию, отклонение инструмента и биение инструмента. Поэтому возможно повышение качества обработки и более тонкая обработка поверхности.
Высокая пропускная способность
5-осевые станки позволяют эффективно сократить время цикла и время простоя. Они имеют ряд скоростей вращения шпинделя и подач, что позволяет станку иметь мощную режущую способность. 5-осевая обработка вступает в эру высокоскоростной обработки. Быстрое перемещение и позиционирование сокращают время оборота полуфабрикатов и повышают эффективность и точность производства.
Повышение конкурентоспособности
Не многие предприятия имеют 5-осевой фрезерный станок с ЧПУ. Наличие такого станка поднимет вас на ступеньку выше ваших конкурентов в сфере производственных услуг. Вы сможете дать своим клиентам то, что не могут предложить ваши конкуренты.
Недостатки:
Обычно, когда вы слышите о 5-осевой обработке с ЧПУ, первое, что приходит на ум, — это более высокая стоимость и сложность в эксплуатации. Но действительно ли 5-осевая обработка является таковой? Люди осознали преимущества и важность 5-осевой технологии ЧПУ в производстве и производственной индустрии. Однако применение 5-осевой обработки не так широко, как мы думаем, по следующим причинам.
Большие затраты
Затраты на приобретение 5-осевого станка и программного обеспечения высоки. Вообще говоря, инвестиции в 5-осевой станок стоят гораздо дороже, чем приобретение стандартного 3-осевого станка. Техническое обслуживание сложнее, а компоненты стоят дороже. Все это напрямую влияет на стоимость станка и приводит к увеличению затрат.
Более сложное программирование
5-осевая обработка отличается от своего 3-осевого аналога. Здесь есть два вращательных движения. Пространственная траектория и синхронность движений более сложны, что требует больше времени для понимания и разработки. Для того чтобы выполнить проектирование поверхности, необходимо пройти множество преобразований координат и сложных пространственных геометрических операций. При программировании процесса мы также должны учитывать координацию каждой оси, чтобы избежать помех, столкновений и т.д.
Высокие требования к квалификации
5-осевая обработка — это передовая технология, требующая работы высококвалифицированных специалистов. Для программирования и настройки станка требуются опыт и навыки. Более высокие требования к персоналу приводят к увеличению стоимости рабочей силы.
Заключение:
5-осевые фрезерные станки с ЧПУ могут обрабатывать сложные детали, для которых нужны такие функции как сверление, конусная обработка и сложные поверхности, которые трудно (или невозможно) выполнить традиционными методами обработки. Однако важно учитывать и спектр проблем, возникающих при покупке 5-осевого станка. Необходимо провести всесторонний анализ требований, чтобы избежать дорогостоящих, но напрасных инвестиций.
Главная » Разное » 5 осевой станок с чпу своими руками
Как собрать станок с ЧПУ своими руками
В этой статье мы рассказываем о том, что построить своими руками фрезерный станок с ЧПУ — выполнимая задача. Подробно описывается весь процесс создания: от проектирования до применения станка.
В первом случае к покупным комплектующим добавлялись самодельные детали, сделанные на токарном станке, во втором проекте автор обошелся готовыми частями, третий — бонус, изготовление функционального стола для станка, совмещенного с полками для хранения материалов и инструментов.
Содержание:
- Заключение и рекомендации
Как сделать самодельный станок с ЧПУ
Автор проекта Benne подробно описал весь процесс создания станка с ЧПУ для работы по дереву и другим материалам, начиная с проектирования.
1. Проектирование
Перед постройкой станка нужно как минимум нарисовать эскиз от руки, а лучше выполнить более точный трехмерный рисунок с помощью программы САПР. Автор проекта использовал google sketchup, довольно простую (бесплатную для 30-дневного использования) программу. Для более сложного проекта вы можете выбрать Autocad.
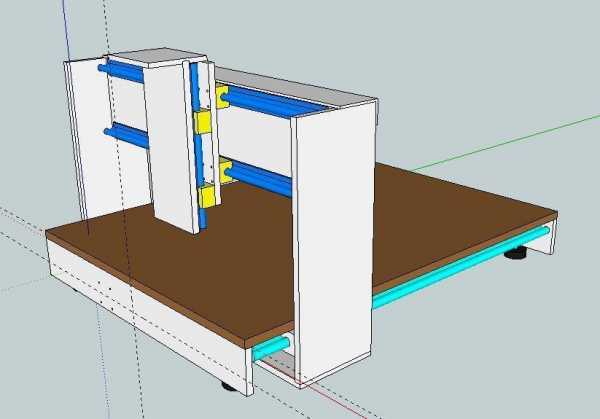
Главная цель рисунка — выяснить необходимые размеры деталей, для заказа их по интернету, и убедиться, что все движущиеся части станка подойдут друг к другу.
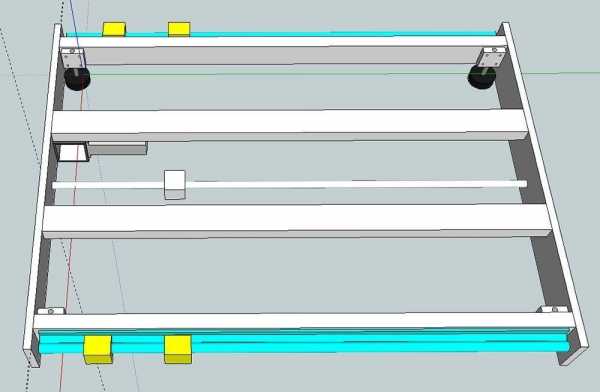
Как видите, детальных чертежей с размеченными отверстиями под крепления автор не использовал, намечал отверстия в процессе постройки станка, но такого исходного дизайна оказалось достаточно.
Габаритные размеры станка: 1050 х 840 х 400 мм.
Перемещение по осям: X 730 мм, Y 650 мм, Z 150 мм
Длина направляющих и шариково-винтовой передачи зависит от размера задуманного вами станка.
Когда идет проектирование станка с ЧПУ, есть несколько вопросов, от ответа на которые зависит конечный результат.
Какой тип станка с ЧПУ вы хотите выбрать?
С подвижным столом или с подвижным порталом? Конструкции с подвижным столом часто используются для станков небольшого размера, до 30х30 см. Их легче построить, их можно сделать более жесткими, чем машины с движущимся порталом. Недостаток перемещения стола заключается в том, что при одинаковой зоне резки общая площадь станка получается раза в два больше, чем при использовании конструкции с подвижным порталом. В этом проекте зона обработки около 65×65 см, поэтому был выбран подвижный портал.
Что вы хотите обрабатывать с помощью станка с ЧПУ?
В данном проекте станок предназначался в основном для фанеры, лиственных пород дерева и пластмасс, а также для алюминия.
Из чего будет строиться станок?
Это в основном зависит от материала, который будет на станке обрабатываться. В идеале материал, который используется для изготовления станка, должен быть прочнее материала, который будет обрабатываться на станке или, как минимум, не менее прочным. Поэтому, если вы хотите резать алюминий, станок должен быть собран из алюминия или стали.
Какая длина осей вам нужна?
По первоначальному замыслу станок с ЧПУ должен был обрабатывать фанеру и МДФ, которые в Нидерландах выпускают размером 62 х 121 см. Поэтому для Y расстояние прохода должно быть не менее 620 мм. Длина хода по оси Х равна 730 мм, потому что иначе станок занял бы все пространство комнаты. Поэтому ось X короче, чем длина листа фанеры (1210 мм), но можно обработать половину, затем сдвинуть лист вперед и обработать оставшуюся часть. С помощью такой уловки получается обрабатывать на станке куски куда большие, чем длина оси Х. Для оси Z выбрано 150 мм, чтобы в будущем использовать четвертую ось.
Какой тип линейного движения вы будете использовать?
Существует множество вариантов системы линейного перемещения, от ее выбора во многом зависит качество работы. Поэтому есть смысл потратиться на лучшую систему, которую вы можете себе позволить. Автор проекта решил, что линейные рельсы были лучшим вариантом из тех, на которые ему хватало денег. Если вы строите 3-осевой фрезерный станок с ЧПУ, вам нужно купить комплект, состоящий из трех наборов линейных направляющих и двух линейных подшипников на каждую направляющую.
Какую систему привода подач вы будете использовать для каждой оси?
Основные варианты привода подачи: зубчатые ремни, механизмы реечной передачи и передача винт-гайка. Для самодельных станков с ЧПУ чаще всего используют передачу винт-гайка с использованием шарико-винтовой пары. Гайка крепится к подвижной части машины, винт закреплен с обоих концов. Винт крепится к двигателю. Если двигатели вращается, гайка с прикрепленной к ней движущейся частью машины будет двигаться вдоль винта и приводить машину в движение.
ШВП в данном станке используется для привода осей X и Y. Шарико-винтовые подшипники обеспечивают очень плавный ход, люфт отсутствует, повышается качество и скорость резки.
Для оси Z использован стержень M10 из высококачественной нержавеющей стали с самодельной гайкой из делрина.
Тип двигателя и контроллера
Обычно в самодельных станках с ЧПУ применяются шаговые двигатели. Сервоприводы в основном используются для мощных промышленных станков с ЧПУ, они дороже и требуют более дорогих контроллеров. Здесь использованы шаговые двигатели 3Nm.
Тип шпинделя
В проекте используется стандартный Kress, он имеет хороший 43-мм зажимной фланец, а также встроенный регулятор скорости (но последняя функция есть у большинства шпинделей).
Если вы собираетесь выполнять действительно сложную резку, стоит обратить внимание на шпиндели с водяным охлаждением — они дороже стандартных, зато шумят гораздо меньше, могут работать на низких оборотах без перегрева и с самыми разными материалами.
Затраты
На данный станок с ЧПУ ушло примерно 1500 евро. Готовый фрезерный станок с ЧПУ сходных характеристик стоит намного дороже, так что вы можете сэкономить, создав станок самостоятельно.
2. Комплектующие для создания станка с ЧПУ

Электрооборудование и электроника:
- 3 шаговых двигателя 3 Nm Nema 23;
- 3 драйвера шаговых двигателей DM556 Leadshine;
- блок питания 36 В для станков с ЧПУ;
- интерфейсная плата 5 Axis CNC Breakout Board для управления шаговыми драйверами;
- источник питания 5 В для интерфейсной платы;
- двухпозиционный выключатель On/Off;
- многожильный кабель Shielded 4 Conductor 18 AWG;
- 3 сенсорных концевых выключателя;
- Шпиндель: Kress FME 800 (подойдут также Bosch Colt или Dewalt Compact Router).
По желанию:
- шкафчик/корпус для электрооборудования;
- подвижный пластиковый кабель-канал;
- 4-контактные кабельные вилки.
Механические части:
- линейные направляющие: для X — SBR 20 для Y и Z — SBR 16;
- шарико-винтовая пара (ШВП) для X и Y — диаметром 16 мм, шаг 5 мм4
- в качестве передаточного винта для оси Z: стальной штырь с резьбой M10 с самодельной гайкой из делрина;
- алюминиевый профиль: 30х60 мм, нарезанный на куски длиной 100 мм;
- алюминиевая пластина 15 мм толщиной;
- мощные антивибрационные выравнивающие ножки.
Программы:
- CAD/CAM-программа CamBam;
- программа для управления станком с ЧПУ Mach4
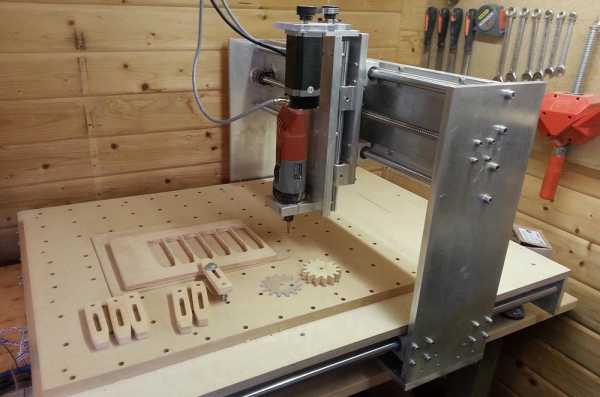
Станок в основном построен из алюминиевых пластин толщиной 15 мм и алюминиевых профилей 30×60 мм. Работы выполнялись с применением сверлильного и токарного станков. Пластины и профили заказывались нарезанными по размеру.
3. Ось Х

Базовая рама сделана из 4 отрезков алюминиевого профиля сечением 30х60 мм и двух боковых панелей толщиной 15 мм. В конце профилей есть по два отверстия диаметром 6,8 мм, с помощью метчика внутри отверстий выполнена резьба М8.

Нарезка резьбы в торцах алюминиевого профиля
Чтобы отверстия на концевых панелях совпадали, при сверлении обе пластины зажимались вместе. Посередине каждой пластины просверлено по 4 отверстия, чтобы установить подшипниковые опоры, и четыре дополнительных отверстия в одной из боковых пластин для крепления двигателя.
Их кусочков алюминия (50х50х20) сделаны 4 блока, чтобы прикрепить выравнивающие ножки. Блоки прикручены к наружным профилям четырьмя болтами М5 с мебельными t-гайками.

Линейные направляющие подходят непосредственно к алюминиевым профилям. Для оси X использовались рельсы диаметром 20 мм. Предварительно просверленные в основании линейных направляющих отверстия точно совпадают с пазами в алюминиевых профилях. Для установки использованы болты М5 и мебельные t-гайки.

4. Боковые пластины портала

Боковые пластины портала почти одинаковы, но в одной из них просверлены четыре дополнительных отверстия для крепления мотора. Весь портал изготовлен из алюминиевых пластин толщиной 15 мм. Чтобы отверстия оказались точно в нужном месте, в тщательно отмеченных местах слесарным кернером были пробиты углубления, и по этим меткам просверлены отверстия на сверлильном станке, сначала сверлом меньшего диаметра, затем — нужного.
Из-за того, как спроектирован портал, пришлось сверлить отверстия в торцах боковых пластин и делать в отверстиях резьбу М8.
5. Сборка портала

Портал собран и установлен
Остальная часть
Наконец-то произошло
: 5-осевая ЧПУ для DIY и Maker
Если бы вы до недавнего времени спрашивали меня, является ли 5-осевая практичной для DIY-производителей и производителей с ЧПУ, я бы сказала «Нет!» без колебаний. Не только аппаратный комплекс, но 5-осевая CAM была дорогой. Многое из этого теперь изменилось довольно недавно. Да, аппаратное обеспечение является сложным, и большинство 5-осевых CAM все еще стоят дорого, но есть все больше и больше доказательств, которые можно попробовать на 5-осевом ЧПУ для любителей.Давайте посмотрим на последние события в этой области, но сначала:
Зачем вам нужна 5 осей?
Учитывая, что 5 осей совсем не просто и не распространено даже для профессионалов, зачем любителю хотеть 5 осей? Конечно, всегда есть желание выйти за рамки, сделать что-то, чего еще не сделал мейнстрим. Это первоклассный сок Maker в своих лучших проявлениях, и мы постараемся выпустить это популярное 5-осевое видео только для того, чтобы эти соки текли:
[youtube] http://www.youtube.com/watch?v=RnIvhlKT7SY [/ youtube]
Как вы можете не любить этот крутой 5-осевой VID? Дай мне, дай мне, дай мне!
Но есть веские практические причины, чтобы захотеть сделать и 5 осей.Мы уже писали о преимуществах 5-осевого ЧПУ, но краткий обзор приведен ниже. Вот самые важные биты:
— Лучшая обработка поверхности = Меньше работы по ручной очистке: при правильном наклоне заготовки достигается оптимальное сцепление между резцом и материалом. Результатом является намного лучшее качество поверхности, особенно на сложных трехмерных кривых.
— Меньше настроек: Когда вы можете добраться почти до каждой грани детали, за исключением самого дна, вам нужно меньше настроек.Это особенно полезно для любителей, которые, возможно, только пытаются сделать одноразовую часть. Нет необходимости в сложной фиксации и большом количестве настроек с 5-ю осями, обеспечивающими лучший доступ к резцу.
— повышенная точность. Каждый раз, когда вы изменяете настройку, появляется небольшая ошибка. С меньшим количеством настроек или, возможно, даже с 1 установкой, этот источник ошибок устраняется.
— Детали машин невозможны иначе: давайте посмотрим правде в глаза: что-то вроде шлема, показанного на видео, было бы невозможно без 5-осевого ЧПУ.Многие детали, которые требуют много подрезки, будут намного сложнее без 5-осевого ЧПУ. Это даже не вопрос чего-то пышного, как шлем. С 5-осью, часть может быть наклонена, чтобы позволить более короткому инструменту опуститься в карман, тем самым обеспечивая большую жесткость и меньшую склонность инструмента к отклонению и вибрации. На легких хобби машинах приветствуется любое увеличение жесткости.
Хорошо, теперь вы проданы, так что вы можете с этим поделать? Это будет непросто, но, как я уже сказал, есть несколько событий, которые стоит проверить:
Pocket NC: Slick Kickstarter Настольная 5-осевая мельница
Многие из вас слышали о Pocket NC, по-настоящему гладкой 5-осевой фрезерной установке с ЧПУ:

Pocket NC 5-Axis Desktop Mill…
Благодаря линейным направляющим, прекрасному высокоскоростному шпинделю и центрирующему столу Pocket NC выглядит как деталь.Он даже установлен как горизонтальная мельница, что, несомненно, придает ему большую жесткость, чем могло бы быть в противном случае. 280 спонсоров пообещали 355 833 долларов США на Kickstarter, чтобы помочь воплотить этот проект в жизнь. Kickstarter закрылся всего пару недель назад, так что пока рано говорить о многом, но эта мельница выглядит чрезвычайно многообещающе. Ранние признаки хороши, поскольку Kickstarter был распродан на 3 недели раньше, и это позволило им быстро начать производство деталей для машин:

Детали для сборки карманных ЧПУ складываются…
С двумя машинистами, инженером-механиком и программистом, неудивительно, что машина выглядит так хорошо.Их внимание к деталям действительно показывает. Вот снимок машины в действии, которая превращается в великолепный маленький алюминиевый блок двигателя:
[youtube width = ”800 ″ height =” 540 ″] https://www.youtube.com/watch?v=HcoZEMXa5IU [/ youtube]
Да, Вирджиния, маленькая 5-осевая мельница действительно работает и обрабатывает алюминий…
Как уже упоминалось, Kickstarter продан. Нам нужно подождать, пока они не доставят все машины этой толпе, чтобы увидеть, будет ли Pocket NC для всех нас, а также какова будет реакция первой группы владельцев.Лично я надеюсь, что все любят эту машину и что она будет доступна по их целевой цене в 3500 долларов. Это было бы большим достижением, если бы можно было купить высококачественную 5-осевую настольную мельницу с ЧПУ по такой цене.
Были и другие настольные 5-осевые станки, даже некоторые из них на Kickstarter, но Pocket NC — первый, который выглядел таким отточенным. Эти вещи немного похожи на 4-х минутную милю. Пока кто-то не пробежал 4 минуты, это казалось невозможным. Как только это произошло, немало удалось запустить его вскоре после этого.
Доступная 5-осевая CAM
Главной причиной, по которой я бы сказал «Нет» 5-Axis для любителей до недавнего времени, было не аппаратное обеспечение, а программное обеспечение. Талантливые любители уже довольно давно модифицируют 4-ю ось, чтобы превратить ее в 4-осную опорную плиту. Вот один такой:
[youtube width = ”800 ″ height =” 540 ″] https://www.youtube.com/watch?v=iCLz12cZbU4 [/ youtube]
Магазинная 5-осевая мини-мельница…
Построить 5-осевую мельницу достаточно сложно, но программирование без CAM практически невозможно, и до недавнего времени 5-осевая CAM была очень дорогой.До появления настоящей 5-осевой САМ, лучшими из доступных были наборы инструментов для упрощения ручного программирования, такие как CNC-Toolkit. Несмотря на то, что это программное обеспечение было чрезвычайно полезным, большинству людей было все равно слишком сложно заниматься. Просто визуализация истинных 5-осевых траекторий инструмента почти невозможна для большинства.
Но многое меняется. Autodesk качает лодку особенно тяжело для мира CAM с помощью программного обеспечения Fusion 360. Он доступен дешево или даже бесплатно для любителей и поставляется с мощным интегрированным САПР (которым, конечно, известен Autodesk) и HSMWorks CAM.Мне очень нравится пакет HSMWorks — это первоклассная, более простая в использовании, качественная упаковка с чистым листом бумаги. И хотя в Fusion 360 были некоторые проблемы с удобством использования и стабильностью, Autodesk делает все возможное, чтобы улучшить его, и цена, безусловно, подходит для рынка хобби.
Версия Fusion 360 Ultimate включает в себя полностью одновременную 5-осевую CAM и фактически впервые доступна для рынка уровня хобби. Вот видео PocketNC, показывающее, как они делали утиный вызов в 5 осях:
[youtube width = ”800 ″ height =” 540 ″] https: // www.youtube.com/watch?v=ijqmLLjHbyk[/youtube]
5-осевой от CAM до готовой детали…
Заключение
Пока преждевременно заявлять, что DIY 5-Axis здесь для масс, но я не думаю, что преждевременно утверждать, что он не далеко или что он почти в пределах досягаемости. Талантливые любители могут попасть туда сегодня благодаря наличию подходящего программного обеспечения. Остальным, кто хочет купить готовую машину, готовую к изготовлению деталей, придется подождать немного дольше.
Будущее ярко. Когда я впервые начал играть с ЧПУ несколько лет назад, я думал, что удивительно, что человек может владеть одной из этих машин. В конце концов — они помогли отправить людей на Луну. Теперь их стало больше. Я какое-то время случайно встречался с людьми, которые глубоко вовлечены, что является признаком того, насколько это становится обычным явлением. Дело в том, что мы еще ничего не видели, как говорится. Гораздо больше впереди!
Если вы любитель с 5-осевым ЧПУ, поделитесь с нами своими комментариями.Я уверен, что наши читатели будут рады услышать от вас.
Присоединяйтесь к 100 000+ CNC’еров! Получайте наши последние сообщения в блоге прямо на вашу электронную почту один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, включая:
.
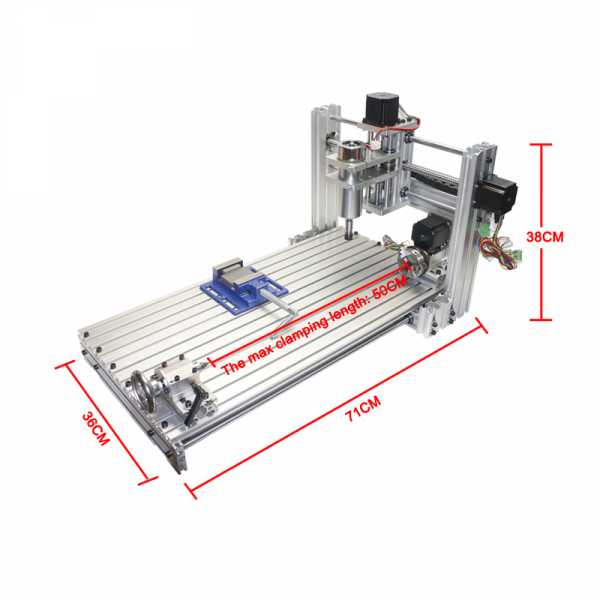
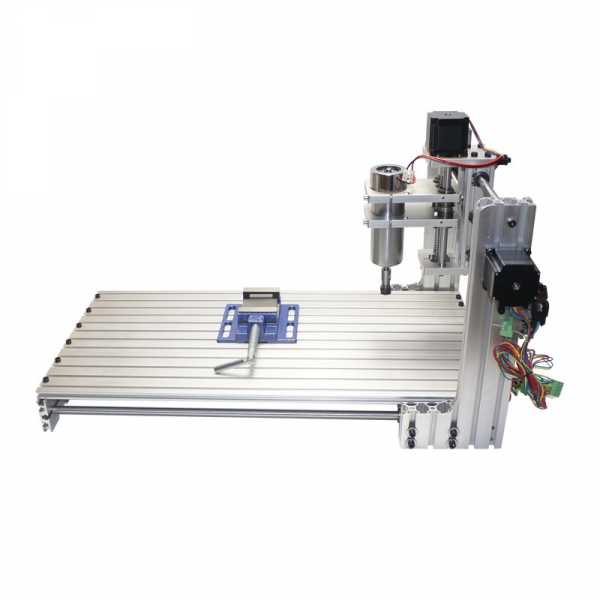
5-осевой DIY Гравировальный станок с ЧПУ PCB Мини Фрезерный станок с ЧПУ деревообработка 30 * 60 см | |
5-осевой фрезерный станок с ЧПУ DIY гравировальный станок с ЧПУ
Мини-фрезерный станок с ЧПУ 300 * 600мм рабочая зона
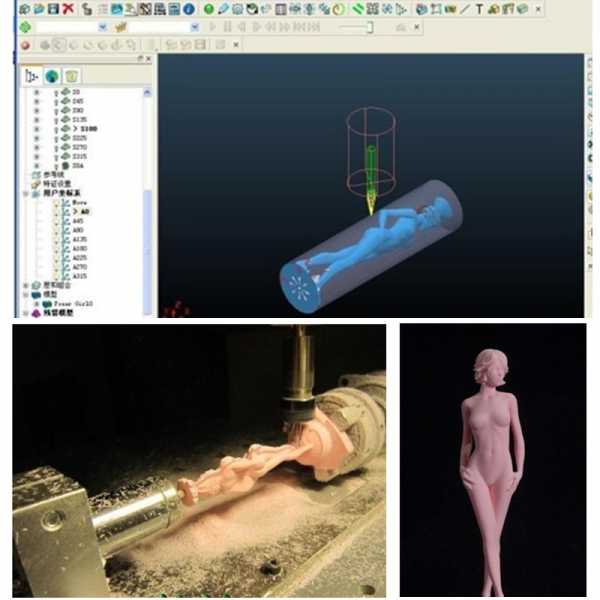
Введение
Это очень хорошая эра, в прошлом мы могли видеть только станки с ЧПУ на заводе, но сейчас, оборудование с ЧПУ вошло в нашу жизнь;
Являетесь ли вы менеджером малых или средних предприятий, инженерами проекта, энтузиастом ЧПУ или художниками, связанными студентами, что-то на этой машине привлечет вас;
Это может помочь вам обработать множество деталей, будь то моделирование, украшение дома или креативная работа.
Это может помочь вам интуитивно изучить знания ЧПУ. И тестирование результатов обучения в режиме реального времени.
Гарантия
Более точный шаговый двигатель
Простота в эксплуатации и установке
1 год машинного оборудования и 6 месяцев электрические детали, шаговый двигатель, шпиндель Бесплатная гарантия
Модель и технические параметры
| МОДЕЛЬ | 3060 металл | |||
| Атрибут | 5 оси | |||
| Ось | 5 оси | |||
| Интерфейс | USB-порт | |||
| шпиндельный двигатель: | 400 Вт | |||
| Взвешивание | 39 | |||
| Макс.рабочий ход | XYZ = 290 * 570 * 95 мм | |||
| Приемлемая толщина материала | ≤120мм | |||
| Тип рельса | X Y 1605 шариковый винт, Z 1204 шариковый винт, 12 мм оптическая ось | |||
| шпиндельный двигатель | 400 Вт DC шпинделя, 0-9000 об / мин | |||
| Тип цанги | ER11,1 / 8 «(3.175мм) цанга | |||
| Шаговый двигатель и привод | 57HS56 | |||
| Повторите точность позиционирования | 0,02 мм | |||
| Интерфейс связи | USB-порт | |||
| Системные требования | Win-XP / Win 7 Win 8 Win10 | |||
| Software Co патентоспособность | Mach4 / Emc2 / Kcam, (Type3, Wentai, ArtCAM, coppercam) | |||
| Код команды | Код G /.nc / .ncc / .tab / .txt | |||
| Вес машины | 31 кг | |||
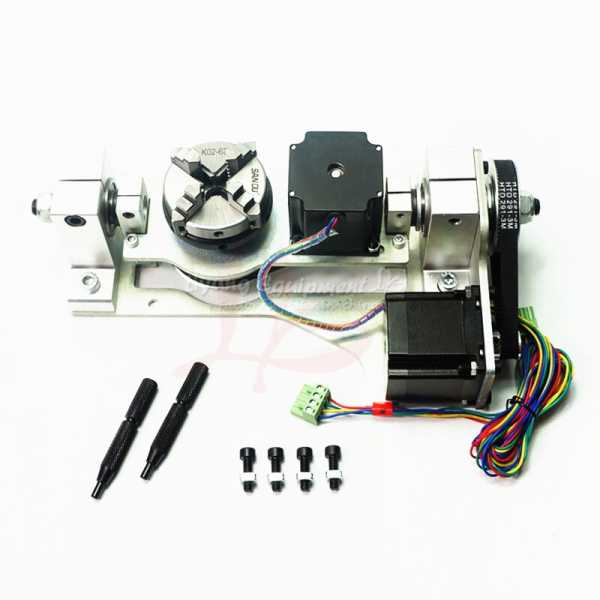
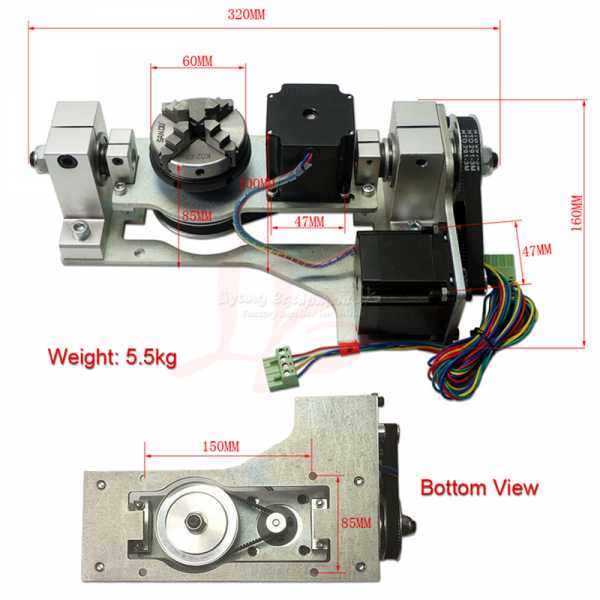
| Ось вращения (5 th Ось) Описание: | Передаточное число четвертой оси: 4: 1 (57 двухфазных 3А шаговых двигателей 1.2N) Коэффициент уменьшения пятой оси: 5: 1 (57 двухфазных 3А шаговых двигателей 1.2N) Четырехкулачковый патрон 60MM Зажим: положительное направление: 40 мм; В обратном направлении: 70мм Четвертая ось Высота центра: 55 мм Пятая ось выше 4-й оси 44 мм Нижнее фиксированное расстояние отверстия: 150 мм х 85 мм | |||
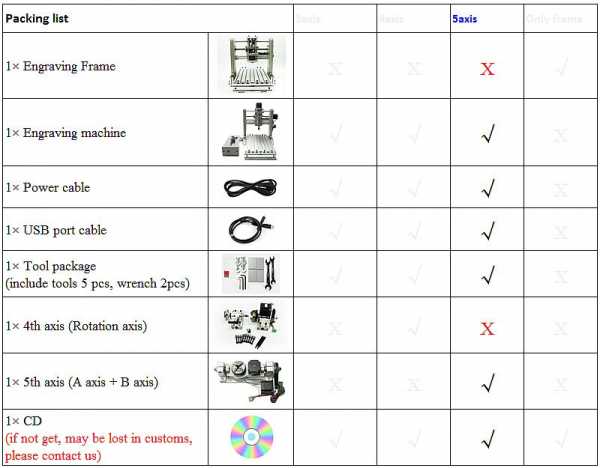
Упаковочный лист:
1x Гравировальный станок
1x силовой кабель
1x USB порт кабеля
1x пакет инструментов (включая 5шт. Инструменты, 2шт. Ключ)
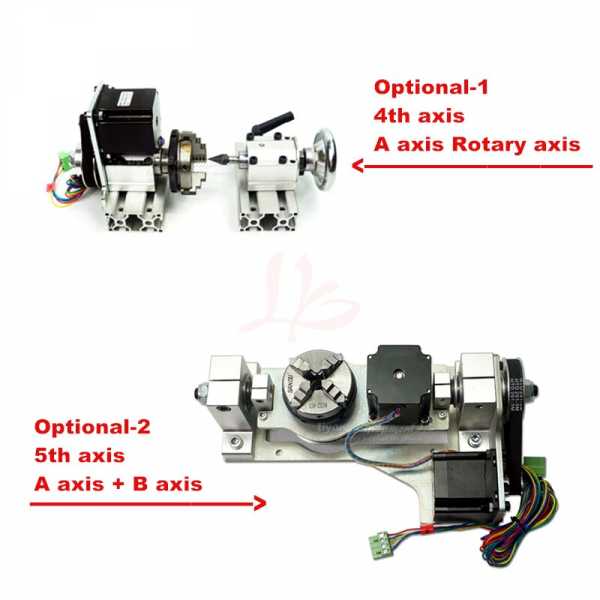
1x 5-я ось
1x CD (Программное обеспечение и инструкция)
Бесплатный подарок:
1x настольный зажим
4x настольный металлический зажим
2x ER11 собирает
10x сверла
10x гравировальные ножи
Картинки товара 








,
6020 5-осевой гравировальный станок с ЧПУ | |
Гравировальный станок DIY ЧПУ 6020 металл 5 осей
Фрезерный и гравировально-фрезерный станок с ЧПУ
Введение
Это очень хорошая эра, в прошлом мы могли видеть только станочное оборудование с ЧПУ на заводе, но теперь оборудование с ЧПУ вошло в нашу жизнь;
Это может помочь вам обработать множество деталей, будь то моделирование, украшение дома или творческий DIY.
Это может помочь вам интуитивно изучить знания ЧПУ. И тестирование результатов обучения в режиме реального времени.
Гарантия
Подробнее Точный шаговый двигатель
Простая эксплуатация и установка
1-летняя машинная часть и 6 месяцев электрические детали, шаговый двигатель 、 шпиндель Бесплатная гарантия
Модель и технические параметры
| МОДЕЛЬ | 6020 металл | |||||||||
| Атрибут | 5 ось | |||||||||
| 9000 Ax | 5-осевой | |||||||||
| Интерфейс | USB-порт | : | 400 Вт | |||||||
| Вес | 33 | 8 | 8 | XYZ = 180 * 570 * 95 мм | ||||||
| Допустимая толщина материала | ≤120 мм | |||||||||
| Тип рельса | XY 1605 шариковый винт, ZY 1605 1204 шариковый винт, 12 мм оптическая ось | |||||||||
| Шпиндельный двигатель | 400 Вт DC-шпиндель, 0-9000 об / мин | |||||||||
| Цанговый тип | ER11,1 / 8 «( 3.175 мм) Collet | |||||||||
| Шаговый двигатель и привод | 57HS56 | |||||||||
| Точность позиционирования | 0,02 мм | |||||||||
| Интерфейс связи | Порт USB 9 9000 | |||||||||
| Системные требования | Win-XP / Win 7 Win 8 Win10 | |||||||||
| Software Co Patability | Mach4 / Emc2 / Kcam, (Type3, Wentai, ArtCAM, coppercam) | |||||||||
| Код команды | G код /.nc / .ncc / .tab / .txt | |||||||||
| 4-я ось Описание: | Высота центра: H = 51 мм Максимальный диаметр поворота: ≤ 81 мм Коэффициент замедления: 4: 1 Шаговый двигатель: 57HS56 | |||||||||
| 5-я ось Описание: | Передаточное число четвертой оси: 4: 1 (57 двухфазных 3A шаговых двигателя 1.2N) передаточное число пятой оси: 5: 1 (шаговый двигатель 57A с двумя фазами 1,2A) зажимной патрон 4 челюсти 60MM Зажим: положительное направление: 40 мм; В обратном направлении: 70 мм Четвертая ось Высота центра: 55 мм Пятая ось выше 4-й оси 44 мм Расстояние до нижнего фиксированного отверстия: 150 мм x 85 мм | |||||||||




,
Содержание:
- Что такое 5-осевая обработка на станке с ЧПУ?
- Оси чпу станка в 5 координатной системе?
- А что же насчет двух других осей?
- Конфигурации 5 осевых станков
- Сколько же осей обработки вам нужно?
- Так сколько осей вам нужно?
- Зачем использовать 5-осевую обработку?
- 5 осей против 3 + 2 оси станка
- Сравним технологию 5-осевой обработки и 3D-печати
- Как получить максимальную эффективность при 5 осевой обработки
- Важность 5-осевого управления и программного обеспечения
- Предотвращение аварий в 5-осевой обработке
- Проверка инструмента на 5-осевом станке
- 5-осевая обработка: Соответствует ли принципу «сделать за 1 раз»?
- Техника обработки при 5-осевом фрезеровании
Всем привет, Друзья! С Вами 3DTool!
Каталог фрезерных станков с чпу
Каталог лазерных станков с чпу
Каталог лазерных маркеров

Это может прозвучать странно, но если бы художник эпохи Возрождения мог обменять свой молоток и зубило на компьютерное числовое программное управление (ЧПУ) и подходящие станки, у нас были бы тысячи статуй Давида, вырезанные из множества различных материалов.
Независимо от того, лепите ли вы шедевр из мрамора или фрезеруете лопасти турбиона из титана, основной принцип один и тот же: начинаете с цельного куска материала и удаляете ненужные части, пока не останется целевой объект. Конечно, этапы этого процесса намного сложнее, особенно для 5-осевой обработки на ЧПУ.
Что такое 5-осевая обработка на станке с ЧПУ?
Говоря простыми словами, 5-осевая обработка — это использование ЧПУ для перемещения детали или режущего инструмента по пяти различным осям одновременно. Такая обработка позволяет изготавливать очень сложные детали, и именно поэтому она особенно популярна, например, в аэрокосмической отрасли или машиностроении.
Однако, несколько факторов способствовали широкому применению 5-осевой обработке больше всего. Среди них:
-
Максимальная приближенность к принципу – одна обработка за одну установку (иногда называемой «сделано за один раз»), что сокращает время выполнения и повышает эффективность.
-
Удобство доступа к сложным частям геометрии изделия и возможность избежать столкновения с держателем инструмента благодаря возможности наклонять режущий инструмент или стол.
-
Оптимизация и улучшение срока службы инструмента станка и времени цикла обработки. Это достигается путем наклона инструмента / стола, в результате чего поддерживается оптимальное положение и траектория резки .
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Оси чпу станка в 5 координатной системе?
Мы все знаем историю о Ньютоне и яблоке, но есть аналогичная апокрифическая история о математике и философе Рене Декарте.

Декарт лежал в постели (как обычно делают математики и философы), когда заметил, как по его комнате летает муха. Он понял, что может описать положение мухи в трехмерном пространстве комнаты, используя всего три числа, представленные переменными X, Y и Z.
Это декартова система координат, и она используется уже больше трех столетий после смерти ученого. Таким образом, координаты X, Y и Z — это три из пяти осей в 5-осевой обработке.
А что же насчет двух других осей?
Представьте себе поближе муху Декарта в полете. Вместо того, чтобы описывать только её положение как точку в трехмерном пространстве, мы можем описать её ориентацию. Представьте себе, что муха крутиться во время движения так же, как крутится самолет во время крена. Данное вращение описывается четвертой осью A: поворотная ось (вращение вокруг оси X)
Продолжая сравнение с самолётом, тангаж (наклон) мухи описывается пятой осью, B: ось вращения вокруг Y.
Проницательные читатели, без сомнения, сделают вывод о существовании шестой оси C, которая вращается вокруг оси Z. Это рыскание (поворот) мухи в нашем примере.
Если вам сложно представить шесть осей, описанных выше, вот схема:

Оси A, B и C расположены в алфавитном порядке, чтобы соответствовать осям X, Y и Z. Хотя существуют 6-осевые станки с ЧПУ, конфигурации с 5- осью являются более распространенными, поскольку добавление шестой оси обычно дает не очень много дополнительных преимуществ.
Последнее замечание о соглашениях по маркировке осей: в вертикальном обрабатывающем станке оси X и Y находятся в горизонтальной плоскости, а ось Z — в вертикальной плоскости. В горизонтальном обрабатывающем станке оси Z и Y меняются местами. Смотрите схему ниже:

Конфигурации 5 осевых станков
Конфигурация 5-осевого станка определяет, какие две из трех осей вращения он использует.
Например, машина c цапфой с вращающимся столом работает с осью A (вращается вокруг оси X) и с осью C (вращается вокруг оси Z), тогда как машина с инструментом на шарнире работает с осью B (вращается вокруг оси Y) и оси C (вращается вокруг оси Z).
Внутренний вид цапфы 5-осевого вертикального обрабатывающего центра.
Вращение осей в станках с цапфой обеспечивается посредством движения стола, тогда как в станках шарнирного вращения, дополнительные оси обеспечиваются поворотом шпинделя. Оба вида станков имеют свои уникальные преимущества. Например, станки с цапфой вмещают больший объем обрабатываемой детали, поскольку нет необходимости компенсировать пространство, занимаемое вращающимся шпинделем. С другой стороны, машины шарнирного вращения могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.
Видео о преимуществах станков с шарнирной головой:
Сколько же осей обработки вам нужно ?
Возможно, вы видели ссылки на обрабатывающие центры, предлагающие семь, девять или даже одиннадцать осей. Несмотря на то, что множество дополнительных осей могут показаться сложным, объяснение такой ошеломляющей геометрии на самом деле довольно просто.
«Когда вы имеете дело со станками, которые имеют, скажем, более одного вращающегося шпинделя, у вас уже есть больше осей», — объяснил Майк Финн, менеджер по разработке промышленных приложений в Mazak America.
«Например, у нас есть станки со вторыми шпинделями и нижними револьверными головками. На этих станках будет несколько осей: верхняя револьверная головка будет иметь 4 оси, а нижняя револьверная головка имеет 2 оси, а затем у вас есть противоположные шпиндели, которые также имеют 2 оси. Итого в таких станках может быть до 9 осей», — продолжил Финн.

«Детали, которые вы делаете, по-прежнему 5-осевые», — добавляет Уэйд Андерсон, специалист по продажам продукции в Okuma America.
«Такой компонент, как аэрокосмический клапан, может быть сделан на нашем вертикальном центре MU-5000, который представляет собой 5-осевую машину. Или мы могли бы выполнить эту деталь на многоосном станке, который имеет вращающуюся ось B и два шпинделя для двух осей C, плюс X, Y и Z. Есть также более низкая револьверная головка, которая дает вам второй X и Z. Все эти модификации дают большее количество осей, но сама деталь имеет всю ту же пяти-осевую геометрию» — пояснил Андерсон.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Так сколько осей вам нужно?
Как часто бывает в производстве, ответ на этот вопрос зависит от вашего конкретного случая. Финн привел следующий пример:
«Лопатка турбины — это поверхность свободной формы и может она быть довольно сложной. Наиболее эффективный способ выполнить обработку лопасти, подобной этой, — использовать 5-осевую обработку инструментом по спирали вокруг аэродинамического профиля лезвия. Конечно, можно использовать и 3х-осевую обработку, если вы выставите лопасть на определенную позицию, а затем используете три линейные оси для обработки поверхности, но обычно это не самый эффективный способ».
Андерсон соглашается: «Геометрия детали скажет вам, нужна ли вам конфигурация с 3, 4 или 5 осями».

5-осевой вертикальный обрабатывающий центр.
Однако важно помнить, что количество нужных вам осей зависит не только от детали. «Выбор конфигурации в основном диктуется самой деталью, но нужно не забывать и того, что хочет заказчик», — сказал Андерсон.
Заказчик может принести деталь, скажем, титановую аэрокосмическую скобу, и я могу сказать: «Это идеальная деталь для 5-осевого обрабатывающего станка », но они могут планировать в будущем делать детали, которые будут работать лучше на одном из MULTUS U. Эта многофункциональная машина не может быть оптимизирована так же, как 5-осевой обрабатывающий центр, но она может предоставить заказчику возможность выполнять множество видов других работ, что является частью их долгосрочного плана».
«Еще одна вещь, которую следует учитывать, — это размер рабочей зоны», — добавил Финн.
«Какой максимальный размер детали вы можете вставить в станок и при этом выполнять смену инструмента и смену деталей? В этом заключается понимание возможностей машины и того, что она сможет и не сможет сделать».
Зачем использовать 5-осевую обработку?
Попытка выбрать между 3-осевой обработкой и 5-осевой обработкой — это то же самое, что попытаться выбрать между гамбургером из Макдональдса или стейком BBQ на косточке; если цена — ваша единственная забота, тогда, очевидно, вы выбираете первый вариант.
Однако дилемма становится намного более сложной при сравнении 5-осевой и 3 + 2-осевой.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
5 осей против 3 + 2 оси станка
Важно различать 5-осевую обработку и 3 + 2-осевую обработку.
Первая — также называемая непрерывной или одновременной 5-осевой обработкой — включает в себя постоянную регулировку режущего инструмента по всем пяти осям, чтобы наконечник оставался оптимально перпендикулярным к детали.

Полная 5-осевая демонстрационная часть из алюминия. Время цикла: 13 минут.
Вторая – так же называемая 5-сторонней или позиционной 5-осевой обработкой – представляет собой выполнение 3-осевой программы с режущим инструментом, зафиксированным под углом, определяемым двумя осями вращения. Механическая работа, которая включает в себя переориентацию инструмента по осям вращения между вырезами, называется «5-осевой индексацией», хотя она по-прежнему считается 3 + 2.
Демонстрационная часть с 3 + 2 осями из алюминия. Время цикла: 7 минут.
Основным преимуществом непрерывной 5-осевой обработки по сравнению с 5-осевой индексацией является скорость, так как последняя требует остановки и запуска между переориентацией инструмента, тогда как 5-осевая не делает этого.
Однако всегда есть возможность получить одинаковые результаты при использовании непрерывной или индексированной 5-осевой оси.
Стоит также отметить, что преимущество в скорости ведет к увеличению движущихся частей, что означает повышенный износ, а также к большей потребности в обнаружении возможности столкновения деталей. Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
Каталог фрезерных станков с ЧПУ 5 осей
Каталог фрезерных станков с ЧПУ 4 оси
Каталог фрезерных станков с ЧПУ 3 оси
Сравним технологию 5-осевой обработки и 3D-печати
3D-печать или аддитивное производство — актуальная тема в мире производства сейчас, особенно в сравнении с технологиями выборки, такими как 5-осевая обработка.
Хотя иногда предполагается, что эти два метода конкурируют (поскольку фанаты 3D-печати утверждают, что данная технология скоро разрушит всю обрабатывающую промышленность), правильнее будет думать, что аддитивные и субстрактивные технологии производства дополняют друг друга.

Станок INTEGREX i-400AM от Mazak сочетает в себе аддитивное производство и 5-осевую обработку.
«Я не думаю, что аддитивное производство полностью захватит рынок, но я думаю, что теперь появилась возможность для разработки деталей, которые не могли быть созданы в прошлом», — сказал Финн.
«Конечно, есть и останутся детали, требующие обработки выборкой. Например, детали с очень жестким допуском на круглость».
«Можно напечатать почти полностью готовый элемент, но для достижения необходимого допуска этот элемент все же может потребоваться обработать на станке», — добавил Финн.
Означают ли это, что будущее производство будет представлять собой гибрид 3D — принтер / 5-осевой ЧПУ станок?
Андерсон не уверен в этом: «Реальное применение 3D-печати вне лабораторной среды заключается не в том, чтобы использовать машину комбинированного стиля, а, в том, чтобы, например, 3D-принтер с технологией SLS сделал то, что он делает лучше всего, и фрезерный станок сделал то, что делает лучше всего, работая над общим результатом посредством автоматизации».
Причина существования двух отдельных машин, в данном случае, сводится к управлению порошком и стружкой внутри машины.
«Количество порошка, которое вы пропускаете при лазерном спекании, например, на 13кг детали, может составлять 70–140 кг», — сказал Андерсон.
«Если это входит в машину, где все объединено, то не существует проверенного способа заново использовать весь этот порошок».
Другими словами, вопросы, касающиеся взаимосвязи 3D-печати с 5- осевой обработкой, чаще всего касаются сотрудничества технологий, нежели конкуренции. «Я думаю, что аддитивное производство может уменьшить количество черновой обработки, которая необходима», — заключил Финн.
Каталог 3D принтеров
Как получить максимальную эффективность при 5 осевой обработки.
Нередко 5-осевые возможности используются недостаточно.
«Некоторые могут иметь станок, но могут не понимать, что он из себя представляет в полном объеме. Либо у них может не быть программного обеспечения, необходимого для создания программы резки, которая бы использовала все возможности машины», — заметил Финн.
Андерсон соглашается: «Это душераздирающее зрелище для компании, подобной нашей. Когда мы видим компанию, которая идет ва-банк, получает оборудование, устанавливают его. По разным причинам они приобретают многофункциональный станок с 5 или более осями и используют его как 3-осевой станок. Это происходит постоянно».

Схема горизонтального обрабатывающего центра Okuma MU-10000H.
«Во многом это зависит от персонала», — добавил Андерсон. «Требуется обучение и понимание того, как использовать машину. Иногда трудно думать об обработке детали с верхним, нижним, главным шпинделем и вспомогательным шпинделем, и все в процессе, одновременно.»
«Есть много компаний, разрабатывающих программное обеспечение, которые намного лучше справляются с этим, но освоить его сложно», — заключил Андерсон.
Важность 5-осевого управления и программного обеспечения
Несмотря на то, что наличие оператора с нужным набором навыков является основным фактором, позволяющим максимизировать возможности 5-осевого станка, управление и программное обеспечение станка также важны.
«Когда вы выполняете высокоскоростную 5-осевую обработку, сервоприводы на станке и время отклика очень важны, чтобы избежать короткого замыкания или перерегулирования при обработке», — сказал Финн. «Контроллер в станке должен уметь обрабатывать данные достаточно быстро, чтобы траектория движения была четкой, плавной, равномерной. Нужно избегать резких движений, которые могут вызвать повреждения заготовки».

Mazak’s MAZATROL SmoothX с ЧПУ.
«Аналогично, программное обеспечение, которое создает 5-осевые программы, должно быть способно создавать хороший плавный код, чтобы станок мог двигаться плавно», — заключил Финн.
Выбор правильного пакета CAD / CAM необходим для получения максимальной отдачи от вашего станка.
«Если вы, например, занимаетесь аэрокосмическими деталями, вы должны работать с программными пакетами высокого класса», — сказал Андерсон.
«Если вы просто делаете небольшие алюминиевые формы компонентов для литья под давлением в автомобильной компании, или все, что вы делаете, это сверлите пару отверстий в корпусе двигателя, это совсем другая история».
«Если, же вы режете детали, которые требуют системы CAM для создания программ резки, вы должны инвестировать в систему CAM, которая дополняет возможности станка», — добавил Финн.
Предотвращение аварий в 5-осевой обработке.
Когда дело доходит до создания 5-осевых траекторий, обычно существует дилемма между работой на более высоких скоростях и подачами и минимизацией риска столкновений. К счастью, сегодня на рынке есть ряд программных инструментов, которые могут помочь решить ее.
«С нашим программным обеспечением по предотвращению столкновений вы можете загрузить трехмерную модель детали и инструментов, и программа просчитает на каждое движение инструмента вероятность столкновения с чем-либо», — сказал Андерсон.
«При условии, что ваше устройство смоделировано правильно, система уловит столкновение до того, как оно произойдет».

Система предотвращения столкновений Okuma работает в режиме реального времени.
«Существует программное обеспечение, которое будет выполнять моделирование работы станка», — прокомментировал Финн.
«Так что это важно, особенно когда дело касается дорогих запасных частей. Вам не нужно столкновение, которое может привести к тому, что вы сломаете деталь, либо кто-то получит травму или повредит станок».
«Vericut предлагает программное обеспечение для виртуального 3D-мониторинга, которое будет делать то же самое, только на автономном компьютере», — добавил Андерсон. «Таким образом, вместо того, чтобы работать в режиме реального времени на элементах управления станка, вы запускаете свою программу обработки деталей через Vericut, и она проверит все траектории и убедится, что станок будет делать то, что, как вы думаете, он должен сделать».
Проверка инструмента на 5-осевом станке.
Высокая производительность является преимуществом 5-осевой обработки, но она также увеличивает риск ошибок, таких как использование сломанного или неправильного инструмента. Одним из способов минимизации этих ошибок является выбор системы проверки инструмента, например лазер BLUM, на DMG MORI DMU 50C:
5-осевая обработка: Соответствует ли принципу «сделать за 1 раз» ?
Понятие «сделано за раз» — конечная цель в производстве: вы загружаете кусок материала в станок, запускаете программу и снимаете полностью готовую деталь.
Как и возможность минимизировать время подготовки, задача принципа «сделано за раз» — имеет смысл, даже если в конкретном случае она практически не достижима.
При этом 5-осевая обработка приближает нас к цели «сделано за раз» больше, чем любой другой процесс; даже детали после 3D-печати требуют пост-обработки. В этом контексте основным ограничением 5-осевой обработки являются зажимные приспособления.
«Большая часть движений 5-осевой работы лежит вокруг зажимного механизма», — сказал Андерсон. «У меня может быть лучшая машина в мире, но если мое зажимное приспособление паршивое, я никогда не получу того, что задумывал».
По словам Финна, ключ к преодолению данного слабого места лежит в использовании станков с более чем пятью осями:
«Например, станок INTEGREX может быть оснащен противоположными поворотными шпинделями и нижней режущей револьверной головкой. Таким образом, детали можно разрезать на одном шпинделе, а затем перенести на противоположный шпиндель для обработки оставшейся части детали. Так что, по сути, вы можете загрузить кусок сырой заготовки, и в конце снять готовую деталь».
Техника обработки при 5-осевом фрезеровании

5-осевая обработка обеспечивает значительные преимущества, включая сокращение времени выполнения заказа, повышение эффективности и увеличение срока службы инструмента. Однако важно понимать, что для достижения этих преимуществ требуется нечто большее, чем просто покупка новейшего 5-осевого обрабатывающего центра.
Овладение искусством 5- осей требует учета множества факторов. На эту тему Андерсон сказал так:
«Когда вы смотрите на проблемы, с которыми сталкиваются клиенты, очень редко это касается обработки детали. Как правило, проблема, которая их тормозит, заключается не в создании идеи, а в чем-то другом. Это наличие, обучение и тренировка персонала, правильный подход операторов к машине или понимание до начала работы, что у них будет достаточно инструментов в запасе, чтобы закончить деталь, которую начали. Сторонние составляющие бизнеса тормозят больше, чем фактическое создание».
Что ж, а на этом у нас все! Надеемся эта статья была для Вас полезна!
Заказать 5-ти координатный фрезерный ЧПУ станок, 3D-принтер, или расходные материалы, задать свои вопросы и узнать статус Вашего заказа, вы можете
- По электронной почте: Sales@3dtool.ru
- По телефону: 8(800)775-86-69
- Или на нашем сайте: http://3dtool.ru
Не забывайте подписываться на наш YouTube канал:
Подписывайтесь на наши группы в соц.сетях:
ВКонтакте
Фрезерные станки предназначены для изготовления и обработки при помощи фрезы, заготовок и деталей из металла и дерева, а также для изготовления различных сложных изделий.
Существуют фрезерные станки с ручным управлением, которое является наиболее примитивным и трудоемким, а также с автоматизированным управлением и управлением с ЧПУ. Наиболее передовыми фрезерными станками являются 5-ти координатные фрезерные станки с ЧПУ.

Назначение пятикоординатных станков
5-ти координатные фрезерные станки с ЧПУ представляют собой сложное техническое многофункциональное устройство с системой числового программного управления. Подобные агрегаты позволяют изготавливать разнообразные изделия и детали как для простых механизмов, так и для высокоточного машиностроения.
5-ти координатные фрезерные станки позволяют обрабатывать заготовки с различных сторон и в различных плоскостях, производить эффективное сверление и скругление, обрабатывать торцы и пазы изделий, делать фаски, нарезать резьбы.
Обрабатываемые материалы (дерево, металл)
Рассматриваемые станки могут обрабатывать заготовки из различных видов древесины, ДСП, ДВП, способны обрабатывать фанеру. В частности, их используют на заводах, производящих мебель так, как они обладают высокой производительностью. Безусловно данные машины отлично справляются и с обработкой различных металлов. От легкоплавких меди и алюминия и их различных сплавов до стали и даже титана.

При том, подобные станки позволяют с наивысшей точностью обрабатывать металлы и изготавливать из них детали даже для прецизионных механизмов. К примеру, такие станки необходимы для изготовление зубчатых колес и шестерен для редукторов и передаточных механизмов. Также на данных станках могут обрабатываться различные пластики, заготовки из камня, композитные материалы, оргстекло.
Преимущества и недостатки 5-осевых
Преимуществ у 5-ти координатных фрезерных станков много, но наиболее важными являются их ювелирная точность обработки заготовок, минимальные трудозатраты, так как процесс обработки осуществляется в автоматическом режиме, а оператор агрегата лишь вводит программу обработки заготовки и, как следствие этого, обеспечивается безопасный и непрерывный технологический процесс. Недостатками таких станков являются их дороговизна и сложный трудоемкий ремонт при поломке каких-либо узлов станка.
Технические параметры
5-ти координатный фрезерный станок представляет собой сложную машину с разными механическими и электронными узлами. Основной составляющей станка является сварная несущая станина, которая выполнена из высокопрочного металла. За счет этого обеспечивается прочность и устойчивость всего станка, а также его способность поглощать вибрации при работе.
На станине устанавливаются один или несколько рабочих столов, на которых при помощи специальных механизмов закрепляются обрабатываемые заготовки. Также к станине крепятся направляющие – элементы, которые обеспечивают линейное перемещение по осям.

Важно!
Над рабочим столом располагается консоль, на которой находится исполнительный орган, который и совершает все режущие процедуры. Консоль может двигаться над рабочим столом в горизонтальном направлении, а расположенный на ней суппорт также может делать наклонные и поперечные движения, этим создавая пятикоординатную обработку детали. С самыми твердыми материалами позволяют справиться высококачественные режущие инструменты, а также мощный высокооборотный шпиндель.
В движение исполнительный орган и механизмы подачи приводят электродвигатели и электрокомпоненты.
Важно!
Важной составляющей станка является блок управления с программным обеспечением, который обеспечивает точность исполнительного органа и является «мозгом» станка.
Примерные цены и где их можно приобрести
5-ти координатные фрезерные станки с ЧПУ являются дорогостоящими изделиями точного станкостроения, так как компаниям занимающимся выпуском такой продукции необходимо затратить немалые средства не только на сборку, но и на разработку этих машин.
Однако, высокая дороговизна компенсируется производственными возможностями и производительностью агрегатов. Производством и продажей таких фрезерных агрегатов на территории Российской Федерации занимаются завод «Роутер», компания Infofrezer, компания «ЧПУ Моделист».
СПРАВКА. Стоимость на такие агрегаты начинаются от сотен тысяч рублей и достигают нескольких миллионов рублей. Цена зависит от производителя и мощности выпускаемых аппаратов. Разработкой и производством подобной аппаратуры занимаются многие передовые страны с развитым машиностроением: Германия, США, Китай, Япония.
Фрезерные станки с 5-осевой обработкой востребованы при работе с различными видами камня, дерева, металла. На таких видах станков выполняют изготовление объемных фигур, фрезеровку станины, чтобы укомплектовать другое ЧПУ оборудование, выпускают различные виды продукции.
Обзор модели SM-1777
Эта модель 5-осевого ЧПУ подходит при многих видах работ.
Она способна питаться от источника 220В ~50 Гц и производить:
- каменные или деревянные предметы декора, декоративные изделия;
- статуи и обелиски из камня;
- ювелирные украшения;
- разнообразие букв и фигур объемной формы из таких материалов, как пенопласт, пластик, древесина. В дальнейшем из этих элементов можно монтировать наружную рекламу;
- продукцию из цветных металлов и стали, применяемую на машиностроительных предприятиях.
Среди материала, подлежащего фрезерованию, – мраморные, гранитные и базальтовые заготовки, из стеклопластика, карбона и гетинакса; металлы – в этом перечне алюминиевые, латунные, дюралевые и стальные детали.
ЧПУ станок содержит шаговые двигатели на 4,5 А, рельсовые направляющие 25-30 мм, редукторы, систему приводов, шарико-винтовых пар, косозубые рейки и шестерни. Ось Y – со сдвоенным приводом.
У этой модели размеры алюминиевого пазового рабочего стола 1000х2500х700мм. А прочную сварную раму станка изготавливают из стального профиля – труб, обрабатываемых на оборудовании данной серии. Шпиндель серии профи имеет водяное охлаждение и инверторное управление; совершает 24000 оборотов за минуту, обладая мощностью 2,2 – 4 кВт.
Программный узел подключен через параллельный LPT-порт. Используются для составления УП Mach3 и ArtCAM, выдавая информацию для станка в G – коде.
Есть модификации с немного большим рабочим полем – 1300x2500x700 мм или 2000x3500x700мм, остальные параметры практически те же.
В базовую комплектацию фрезерного станка ЧПУ 5 осей входит блок управления, Flash-накопитель, постпроцессор, фрезы в наборе большие и малые – для ювелирного производства, другая оснастка, различные датчики, система охлаждения для шпинделя, соединительные кабели, наборы цанг из 3 шт. и виброопор из 6 шт., ключи и ящик для инструментов.
Если же предприятие нуждается в иной конфигурации, исходя из своих задач, есть возможность её заказать.
Обзор модели Оптимум F410
На этом фрезерном станке, имеющем числовое программное управление, выполняют обработку сложных поверхностей монолитными фрезами, с пластинками твердого сплава. Зачастую, материал их изготовления – кермет (композиционный сплав, содержащий металл или несколько видов металлов и керамики). Наличие керамического компонента улучшает свойства и металла, и керамики, придавая фрезам тугоплавкость высокую твердость и жаропрочность.
Оригинальную жесткую конструкцию устройства изготовили из литого чугуна, поэтому он имеет хорошую виброустойчивость и высокую производительность.
Инструментальный магазин на 24 позиции содержит оснастку и предварительно настроенные инструменты, имеющие длину до 300 мм. Он меняется за 4,9 сек в автоматическом режиме.
Устройство обладает системой удаления стружки, пистолетом подачи СОЖ, системой эффективного теплоотвода из электрического шкафа станка, предотвращая перегрев компонентов. Он оборудован системой ЧПУ Sinumerik 828D и справляется со сложными задачами по обработке, сокращая время наладки и демонстрируя высокий уровень точности.
В обычной комплектации станок осуществляет рабочую подачу по трем осям со скоростью 10 000 мм в минуту. Но заказчик вправе предусмотреть установку дополнительных опций, чтобы обладать фрезером ЧПУ 4-5 осей по металлу.
Устройство с дополнительными осями
4-ая ось – поворотный стол при наличии ручного 3-кулачкового патрона. Четвертая и пятая ось – достигаются за счет поворотно-наклонного стола и того же патрона.

Такая модификация комплектуется скоростным шпинделем 2 тыс. об/мин., магазином на 30 инструментов (тип Arm с наличием двухзахватной «руки»).
Токарный патрон и задняя бабка для него (120 мм) для 4-й оси.
Если грамотно настроить ПУ, то можно движение инструментов осуществлять по любым траекториям, работая одновременно с несколькими поверхностями изделия. Практически на каждом фрезере, имеющем три осевые координаты, при двух дополнительных осях можно выполнять сложные виды обработки заготовок. Если осей пять, на станке возможны работы по быстрой резке поверхностей, относящихся к фасонным. По сути, при эксплуатации пятикоординатных агрегатов детали вращаются вокруг оси, дополнительно к основным перемещениям инструментов.
5-координатный отличается тем, что функция пятой координатной оси выполняется углом, под которым наклонена шпиндельная ось. Для этого применяют коническую закругленную концевую фрезу.
А если избрать путь модернизации
Модернизировать трех осный агрегат для получения четырех- или пяти осного – реально. Для этого на основном столе добавочно монтируется поворотная рабочая поверхность. Правда, в таком случае размеры рабочей зоны фрезера уменьшатся.
Настраивая ЧПУ устройства, важно брать в расчет:
- характер технологических процессов;
- форму фрезеруемого изделия;
- число координат (3–5);
- набор лезвий фрезы.

Зачастую, на базе консольных агрегатов отечественных производителей, создают многофункциональный станок с ЧПУ своими руками, грамотно монтируя пятую ось.
Фрезерный станок ЧПУ со столом HAAS наклонно-поворотного типа, способен также выполнять полноценную высокоточную обработку в четырех- и пятиосевом варианте.
Вводя дополнительные оси, умельцу нужно позаботиться и о нужном количестве приводов. А затем настроить устройство на новый режим работы. Взяв за основу измененную технологическую карту обработки заготовок, создают новую УП. Этот процесс не занимает много времени у опытного технолога-программиста.
Оборудование из Тайваня
Сейчас весьма популярен пятикоординатный фрезерный станок компании Viktor (Тайвань). Возможности горизонтального центра VCenter Н-400 применяются в работе с алюминиевыми заготовками и многими видами конструкционных сталей. В магазине устройства – 40 типов фрез, хотя и это – не предел. Их число реально увеличить до 90.
Модель VCenter-55/7 представляет собой вертикальный фрезер, созданный ради серийного производства деталей из многих металлов, и из титана. По качеству эти устройства сопоставимы лишь с японской и европейской техникой. И все потому, что большинство узлов станка закупают у лидеров станкостроения в Японии, Швеции, Германии, Италии и Швейцарии.
Большой плюс – изготовление станин на собственном литейном заводе. Он производит чугун марки Meehanite с демпфирующими и виброгасящими качествами, высокой прочностью и термостойкостью.

Предназначение 5-осевого Vcenter-AX350 (из серии вертикальных обрабатывающих центров) – машиностроение, инструментальное производство, изготовление пресс-форм и модельной оснастки. Он способен фрезеровать сложные наклонные и спиральные поверхности, обрабатывать пять сторон корпусов деталей во время одной операции.
Пяти- осевой станок оборудован (цветной экраном и функция диалогового программирования Manual Guide i, имеющая русский интерфейс).
Оборудование для ювелиров
Современное ювелирное производство полностью основано на применении 5-ти осевого станка, предоставляющего возможность для обработки ювелирных изделий с пяти сторон при одной установке (это так называемая непрерывная и индексная 5D обработка). Обрабатывая их на , пришлось бы использовать различные приспособления в виде рамок и колец.
Ценится оборудование Roland JWX-10, с ручным позиционированием пятой координаты. В числе полноценных 5-координатных станков, обрабатывающих ювелирный воск (он нужен в моделировании будущих украшений), – немецкая модель ProMa.
На 5-осевом оборудовании можно обрабатывать и драгметаллы (золота, серебро, платину), бронзу, камни, в частности, малахит и слоновью кость.
Ювелирный мастер заинтересован не только в точности обработки, но и в скорости работы станка. Неплохие варианты для таких целей – скоростной MiniMod v20, Gravograph M20 Jewel IQ, 4-х координатные ЧПУ станки Jeweler и 5-координатные – серий ultra и maximum. На ювелирном 5D станке MAX777 прототипы изделий изготовляют в автоматическом режиме, вырезая восковые модели таких украшений, как браслеты, кольца, кулоны, сережки, брошки и запонки. Он отлично фрезерует и шлифует грани любого драгоценного камня и минерала.

Заключение
У фрезерных программируемых станков – повышенные возможности для управления их работой. Особенно востребованы ЧПУ устройства, имеющие 4 и 5 осей, в них особенно нуждается машиностроение, бизнес по производству памятников и предметов декора, мебельная и ювелирная отрасль.
| Модель станка | SM-1777-1 | SM-1777-2 | SM-1777-3 |
|---|---|---|---|
| Рабочий ход осей, XxYxZ (мм) | 1300x2500x700 | 1500x3000x700 | 2000x3500x700 |
| Размер стола, XxY (мм) | 1560×2970 | 1770×3870 | 2250×4370 |
| Габаритные размеры станка, XxYxZ (мм) | 2100x3300x2800 | 2340x3800x2800 | 2790x4700x2800 |
| Рама | Стальная сварная усиленная | Стальная сварная усиленная | Стальная сварная усиленная |
| Косозубая рейка | по осям X и Y | по осям X и Y | по осям X и Y |
| Шарико-винтовые пары | по оси Z, 20 мм | по оси Z, 20 мм | по оси Z, 20 мм |
| Гофрозащита | да | да | да |
| Тип направляющих | рельсовые, 20 мм | рельсовые, 20 мм | рельсовые, 20 мм |
| Тип стола | алюминиевый пазовый стол | алюминиевый пазовый стол | алюминиевый пазовый стол |
| Размер зажимных болтов | М8 | М8 | М8 |
| Расстояние от края шпинделя до поверхности стола (мм) | 700 | 700 | 700 |
| Система управления | Mach3 | Mach3 | Mach3 |
| Подача резания (мм/мин) | до 20000 | до 20000 | до 20000 |
| Свободное перемещение (мм/мин) | 25000 | 25000 | 25000 |
| Перемещения по оси X (мм) | 1000 | 1300 | 2000 |
| Перемещения по оси Y (мм) | 2500 | 2500 | 3500 |
| Перемещения по оси Z (мм) | 700 | 700 | 700 |
| Направляющие по оси X | рельсовые, 20 мм | рельсовые, 20 мм | рельсовые, 20 мм |
| Направляющие по оси Y | рельсовые, 20 мм | рельсовые, 20 мм | рельсовые, 20 мм |
| Направляющие по оси Z | рельсовые, 20 мм | рельсовые, 20 мм | рельсовые, 20 мм |
| Мощность шпинделя профи с воздушным охлаждением и инверторным управлением (кВт) | 3,5 | 3,5 | 3,5 |
| Мощность удержания ШД оси Х (Н∙м) | 8,5 | 8,5 | 8,5 |
| Мощность удержания ШД оси Z (Н∙м) | 8,5 | 8,5 | 8,5 |
| Мощность удержания ШД оси Y (Н∙м) | 8,5 | 8,5 | 8,5 |
| Источник питания | 220В ~50 Гц 380В ~50 Гц | 220В ~50 Гц 380В ~50 Гц | 220В ~50 Гц 380В ~50 Гц |
| Интерфейс подключения | параллельный LPT-порт | параллельный LPT-порт | параллельный LPT-порт |
| Тип кода | G — коды | G — коды | G — коды |
| Операционная система | Windows XP/7 (32) | Windows XP/7 (32) | Windows XP/7 (32) |
| Программное обеспечение | Mach, ArtCAM | Mach, ArtCAM | Mach, ArtCAM |
| Тип привода | шаговые двигатели на 4,5 А | шаговые двигатели на 4,5 А | шаговые двигатели на 4,5 А |
| Цанговый зажим | ER-20 | ER-20 | ER-20 |
| Число оборотов шпинделя (об/мин) | 24000 | 24000 | 24000 |
| Охлаждение шпинделя | воздушное | воздушное | воздушное |
| Рабочая температура (°C) | +10…+45 | +10…+45 | +10…+45 |
| Вес, НЕТТО (кг) | |||
| Вес, БРУТТО (кг) | |||
| Гарантия | 12 месяцев | 12 месяцев | 12 месяцев |
| Размер станка в сборе (мм) | 2100x3300x2800 | 2340x3800x2800 | 2790x4700x2800 |
| Размер упаковки (мм) | 2270x3600x3100 | 2470x3900x3100 | 3090x5000x3100 |
*При применении 4 и 5 оси рабочее поле может уменьшаться!
**Производитель оставляет за собой право улучшения станка без согласия покупателя.
***Дополнительная комплектация обсуждается ИНДИВИДУАЛЬНО по каждому заказу!
ЧПУ станки для 5 осевой обработки SM-1717 применяются для обработки камня, дерева, металлов: алюминия, латуни, дюрали, вплоть до стали. С помощью данного вида станков можно изготавливать статуи, объемные фигуры, фрезеровать станины для других ЧПУ станков, производить декоративные изделия из камня, памятники и многое другое.
Данная модель ЧПУ станков подойдет для производства объемных изделий, таких как: фигуры и статуи для наружной рекламы из пенопласта, поролона или дерева; статуи, элементы декора из камня или дерева; изделия из цветных металлов и стали – изделия машиностроительной отрасли, металлообработка.
ОБРАБАТЫВАЕМЫЕ МАТЕРИАЛЫ:
5 осевые ЧПУ станки SM-1777 подойдут для обработки таких материалов:
камень,
мрамор,
гранит,
базальт,
дерево,
пенопласт,
пластмасса,
стеклопластик,
карбон,
гетинакс,
сталь,
алюминий,
латунь,
дюраль,
другие металлы.
Рама станка изготавливается из стальных профильных труб, которые обрабатываются на наших ЧПУ станках данной серии. По оси Y используется сдвоенный привод. Конструкция ЧПУ станка включает рельсовые направляющие, редукторы, систему привода, рейки и шестерни.
ЧПУ станок SM-1777 – отличный помощник в Вашем бизнесе. Купив это ЧПУ оборудование, Вы сможете зарабатывать деньги в самых разных сферах производства: статуи, декор, изделия из камня, деревянные скульптуры, и скульптуры из пенопласта, различные изделия для наружной рекламы: фигуры, статуи, логотипы, буквы, изделия из металла: корпуса, рамы станков и многое другое.
Наши достижения








































































Рама станка
Станки данной серии имеют мощную раму, которая изготавливается из профильных труб 140х140 миллиметров с сечением стенки 10 мм. Конструкция рамы промышленного фрезерного ЧПУ станка имеет высокую жесткость, что обеспечивает станку устойчивость к нагрузкам динамического и статического плана, а также вибрации. Обработка площадок для установки направляющих производится по новейшим технологиям на обрабатывающих центрах с ЧПУ. Данный способ обработки позволяет фрезеровать поверхность, сверлить отверстия и нарезать резьбы за одну установку. Наличие приведенных особенностей позволяет достичь высокой точности работы наших промышленных фрезерных ЧПУ станков.
Боковые опоры

Мощные боковые опоры портала изготовлены из чугуна, что повышает надежность станка, устойчивость к нагрузкам и вибрациям, а также повышает качество изготавливаемых на нем изделий. Боковые усиления обрабатываются на фрезерных станках с ЧПУ нашего производства. Дополнительные меры усиления, установленные на станках серии SM повышают точность их работы, надежность, а также позволяют работать на более высоких скоростях без ущерба для станка и качества получаемых изделий.
Портал

На станках с ЧПУ серии SM-1777 устанавливается мощный усиленный стальной портал высокой жесткости. Портал фрезеруется на станке с ЧПУ нашего производства. Конструкция портала устраняет все негативные воздействия вибрации, возникающей в процессе работы фрезерного станка. Благодаря конструкции портала данного станка перенос нагрузки происходит только вдоль осей направляющих. Особенности конструкции портала позволяют выполнять на данных станках фрезеровку изделий любой жесткости, в том числе и стали!
Направляющие

На станках серии SM-1777 установлены рельсовые (профильные) направляющие фирмы Hiwin . Данные направляющие имеют хорошие характеристики трения, равномерность и плавность движения, точность установочных перемещений и длительно сохраняют точность; в них малое тепловыделение, их просто смазывать. Рельсовые направляющие обладают более высокой динамикой, жесткостью восприятия нагрузок, менее энергозатратны, лучше воспринимают нагрузки (и статические и динамические), обеспечивают плавность хода. Дает возможность работать с более твердыми материалами (медь, латунь, алюминий, полимерные материалы, искусственный камень, сталь).
Винты ШВП

На станках серии SM-1777 по координате Z применяются Высокопрецизионные (обладающий высокой точностью или созданный с соблюдением высокой точности параметров; высокоточный
) винты ШВП диаметром 25 мм. Использование данных винтов ШВП исключает появления люфта при перемещении координат, обеспечивает высокую точность обработки и позиционирования, плавность хода, высокие показатели износостойкости.
Косозубая рейка

На станках серии SM-1777 по координатам X/Y применяется высокоточная косозубая рейка. Использование данных реек исключает появления люфта при перемещении координат, обеспечивает высокую точность обработки и позиционирования, плавность хода, высокие показатели износостойкости.
Координата Z станка

Конструкция оси Z отличается высокой точность и надежностью. Она позволяет выполнять обработку больших, объемных деталей. Благодаря особенностям конструкции на станках данной серии возможен ход по этой оси на 700 мм, при этом станок не теряет жесткости и может обрабатывать высокопрочные материалы, такие как камень и металлы, вплоть до стали.
Шаговые двигатели

Для перемещения осей на серии SM используются мощные шаговые двигатели с крутящим моментом 8.5 N.m и током 4,5-5,6 А. Главное преимущество шаговых двигателей — это их точность при низкой стоимости. На серии SM-1777 установлены шаговые двигатели с шагом 0,8-1,8 градуса, что позволяет изготавливать на станке высокоточные, качественные изделия.
По желанию заказчика, за дополнительную плату возможна установка приводов с обратной связью, так называемый энкодер или сервопривод. Данная опция увеличивает точностные и скоростные характеристики станка, а так же предотвращает ошибки при работе оборудования.
Профессиональный шпиндель

На станках серии SM-1777 установлен проф. шпиндель с воздушным охлаждением. Мощность шпинделя составляет 3 кВт, возможна установка шпинделя мощность до 12 кВт. Частота вращения шпинделя 6000-24 000 об/мин. Его наличие позволяет обеспечивать практически круглосуточную загрузку станка с ЧПУ, а так же:
- Работа станка 24 часа в сутки
- Высокая скорость работы фрезами большого диаметра
- Повышен рабочий ресурс и отказоустойчивость
- Возможность работы с твердыми материалами
Алюминиевый стол с Т-пазами

В базовой комплектации установлен алюминиевый пазовый стол. Он удобен и долговечен, крепление заготовки на него осуществляется с помощью специальных зажимных болтов. На станки данной серии возможна также установка вакуумного стола без дополнительной платы. Вакуумный стол – это более прогрессивная технология, когда заготовку не нужно крепить к столу, достаточно просто положить ее на стол и она будет там удерживаться с помощью специальных вакуумных присосок. Однако для своей работы вакуумный стол потребует также наличие вакуумного насоса. Возможна также и поставка вакуумного насоса (дополнительная опция).
Наличие вакуумного стола позволяет экономить в процессе производства время на фиксацию заготовки до 10 раз в сравнении с технологиями механического крепления. Деталь лишь устанавливается в нужной области вакуумного стола, после чего происходит его запуск. Наилучшим образом такой тип стола подходит для обработки листовых материалов. Может крепить как дерево, так и металл, пластмассу, резину, кожу, стекло, листы МДФ и т. д. Не подходит такой стол лишь для крепления некоторых заготовок неправильной формы.
Поворотная голова (пятая ось)

На станка ЧПУ SM-1777 устанавливается поворотная голова (5 координата) производства нашего завода. Она является специальным устройством, устанавливаемым в месте крепления шпинделя, обеспечивающим ему возможность дополнительного перемещения и вращения.
Пятая координата дает обрабатывающему инструменту ЧПУ станка дополнительные степени свободы, за счет чего ЧПУ станок
может выполнять обработку более сложных изделий.
Благодаря установке пятой координаты на наш 3D фрезерный ЧПУ станок SM-1777, становится возможным производство сложных фигур, таких как статуи, скульптуры и т.д.
Блок управление и ПО

Блок управления станком серии SM-1777 собран из высококачественных комплектующих мировых производителей и надежную защиту от электромагнитных помех, в совокупности с проф. ПО обеспечивает стабильную работу станка и качество изготавливаемых изделий. ПО обеспечение имеет русскоязычную панель управления и меню, а также является интуитивно понятным.
Программное обеспечение фрезерных ЧПУ для деревообработки

Предоставляет своим покупателям все необходимое для полноценной работы на промышленном фрезерном ЧПУ станке для деревообработки программное обеспечение. При покупке станка вместе с компьютером завод Twitte
осуществляет его настройку, полностью подготавливая к работе на ЧПУ станке.
Внимание! Сейчас действует акционное предложение, благодаря чему кроме программного обеспечения при покупке фрезерного ЧПУ станка
вы получаете также диск с подборкой моделей для обработки на ЧПУ станке. Диск содержит около 5000 моделей!
Доп. опции
Токарная ось + 2500$ (опция)

Установка токарной оси расширяет возможности станка и позволяет делать кругло фрезерную обработку, это позволит изготавливать такие изделия как статуэтки, балясины, ножки столов и стульев, колонны из дерева и камня и другие изделия близкие к цилиндрическим.
На ЧПУ станка серии SM-1777 предусмотрена установка токарной оси 2 вариантов: стандартная горизонтальная (левая часть фото) и вертикальная (правая часть фото). Вертикальная ось вращения позволяет обрабатывать изделия большего сечения. Стоимость установки горизонтальной оси — 2500$, вертикальной — 3500$.
Фрезы от 500 руб. (опция)

Очень важным моментом в работе станка с ЧПУ является подбор фрез. Мы предлагаем качественные фрезы по не высокой цене, из стали с твердостью 55 HRC с карбид-вольфрамовым напылением, что сохраняет отличные режущие свойства фрезы долгое время и при сильных нагрузках. А комплект цанг позволит работать Вам инструментом с разными диаметрами.
Расширенный обучающий курс по созданию программ +75$

При покупки станка мы предоставляем бесплатный обучающий курс по работе на станке и созданию управляющих программ (УП). Так же при желании наши специалисты могут предоставить расширенный курс обучения который включает в себя видео уроки в таких программах как (ArtCAM, PowerMILL, madCAM и др.) и индивидуальные занятия по средствам Skype продолжительностью 2 часа.
Стоимость расширенного обучающего курса 3-осевой обработки составляет 75$, 4-осевой обработки — 150$, 5-осевой обработки — 400$.
Программное обеспечение

Каменский станкостроительный завод Twitte
предоставляет покупателям своих станков все необходимое для полноценной работы на поставляемого оборудования программное обеспечение.
При покупке станка Вы получаете на компьютере надежные, проверенные программы, полностью настроенные и подготовленные. Кроме того, специалисты завода проводят курс обучения работе со станком и с ПО.
Прижимы заготовки — 4 шт.
Система охлаждения для шпинделя (помпа).
Щетка для удаления стружки на шпиндель.
Ключи для шпинделя.
| 5-ти осевой фрезерный станок с ЧПУ Reiden RX10 | 5-ти осевой фрезерный станок с ЧПУ Reiden RX12 | |
| Перемещение по осям X, Y, Z: 1000 x 1100 x 810 мм | Перемещение по осям X, Y, Z: 1300 x 1450 x 1000 мм | |
| 5-ти осевой фрезерный станок с ЧПУ Reiden RX14 | 5-ти осевой фрезерный станок с ЧПУ Reiden RX18 | |
| Перемещение по осям X, Y, Z: 1800 х 1800 х 1210 мм | Перемещение по осям X, Y, Z: 2200 x 2200 x 1610 мм | |
Высокопроизводительные обрабатывающие центры с ЧПУ Reiden оснащены поворотными фрезерными головками и поворотными столами с возможностью токарной обработки. Стойка и станина станков изготовлены из материала HYDROPOL – комбинации стали и специального бетона. Вместе они образуют исключительно устойчивый материал с превосходными демпфирующими свойствами и высокой динамической жесткостью, идеально подходящий для экстремальных нагрузок
| Модель ОЦ | ||||
| Ход по осям, мм | X 1’000 | X 1’300 | X 1’800 | X 2’200 |
| Диаметр стола, мм | Ø 1″000 – в базовом оснащении | Ø 1″200 – в базовом оснащении | Ø 1″400 – в базовом оснащении | Ø 1″800 |
| Максимальный диаметр обрабатываемой детали, мм | Ø 1″350 | Ø 1″600 | Ø 2’200 | Ø 2’600 |
| Максимальный вес заготовки, кг | 1″600 | 2’500 | 8’000 | 8’000 |
| Конус шпинделя | HSK A-63 | HSK A-63 | HSK A-100 | HSK A-100 |
| Обороты шпинделя, об/мин | 1 | 16’000 – базовый мотор-шпиндель HSK A-63 | 20’000 – опция | 15’000 – базовый мотор-шпиндель |
| Максимальный крутящий момент, Нм | 452 Нм при 40% ED | 452 Нм при 40% ED | 1’102 Нм при 40% ED | 1’102 Нм при 40% ED |
| Система управления | HEIDENHAIN TNC640 – в базовом оснащении SIEMENS 840 D SL – опция | |||
5-ти осевые фрезерные обрабатывающие центры серии BFR для обработки деталей на тяжелых режимах от швейцарской компании Reiden Technik AG (Райден) и официального дилера — GALIKA AG
Обрабатывающие центры серии BFR для обработки деталей на тяжелых режимах. Специальная серия станков Reiden способна выдержать высокие усилия обработки благодаря устойчивой конструкции. Рассчитанная с большим запасом, конструкция станка с плоскими направляющими гарантирует стабильность формы и плавный ход даже при экстремальных условиях резания.
| REIDEN BFR23 | REIDEN BFR24 |
| Ход по осям, мм | ||
| Параметры стола, мм | 3’000 x 1’000 — в базовом оснащении | 4’000 x 1’000 — в базовом оснащении |
| Варианты опциональных столов: | 1. прямоугольный стол 2. комбинированный стол (прямоугольный и круглый в одной плоскости) 3. круглый стол | |
| Максимальный вес заготовки, кг | ||
| Конус шпинделя | SK50 (Big Plus DIN 69871 / 72) | |
| Обороты шпинделя, об/мин | 6’000 — базовый редукторный шпиндель 7’000 — опциональный редукторный шпиндель | |
| Крутящий момент, Нм | 1″135 Нм при 40% ED | 1″135 Нм при 40% ED |
| Система управления | HEIDENHAIN TNC640 — в базовом оснащении SIEMENS 840 D SL — опция | |
Специальная серия станков Reiden выдерживает высокие усилия обработки благодаря устойчивой конструкции. Рассчитанная с большим запасом, конструкция станка с плоскими направляющими скольжения гарантирует стабильность формы и плавный ход даже при экстремальных условиях резания.
Литая стойка станка имеет угловые камеры, залитые полимербетоном. Высокая стабильность крестового суппорта обеспечивается минимальным расстоянием между поперечными и вертикальными направляющими. Плоские направляющие скольжения поперечной и вертикальной оси с высокой точностью пришабриваются вручную к отшлифованным и закаленным контрнаправляющим
Результатом научно-технического прогресса человечества стало то, что современные технические средства прочно вошли в жизни каждого из нас. Не обходится без них и промышленная сфера. В частности, сегодня на предприятиях достаточно часто можно увидеть 5 осевые фрезерные станки,
выполняющие обработку посредством вращающейся фрезы. Заготовки при этом необходимо закреплять на рабочем столе. Что касается управления, то оно осуществляется не оператором, а особыми компьютерными программами при помощи специальных электронных устройств. На таком оборудовании можно обрабатывать самые разные материалы: камень (натуральный и искусственный), керамику, полимерные материалы, металлы (черные и цветные), древесину.
5Д фрезерование бюста Ленина на 5ти осевом станке по камню Моделист5S, максимальный рабочий объем 2м*1,5м*1,2м.
В конструкцию машины входит рабочее поле со специальной системой, позволяющей фиксировать материал. Имеются и специальные датчики на 5 осевом станке с ЧПУ,
помогающие следить за производимой работой. Их использование выгодно еще и потому, что специальный поворотный механизм оси шпинделя делает возможным наклон рабочего инструмента на любой угол. Кроме того, можно отметить такую важную отличительную черту пятикоординатного станка с ЧПУ, как пять степеней свободы, т. е. фреза легко двигается поперек и вдоль заготовки, вверх и вниз, а также обрабатывает элементы внутри детали (поднутренности).
Мы рекомендуем вам покупать такой агрегат у компании ЧПУ «Моделист». Мы реализуем товары из нашего онлайн-каталога как в России, так и в странах СНГ. Каждый экземпляр отличает высокое качество и соответствие всем необходимым современным нормам и требованиям. Кроме того, специалисты нашей компании готовы помочь своим клиентам с настройкой заказанного оборудования. Наша фирма занимается и обучением — предоставляет покупателям статьи с полной информацией, изложенной в доступной форме, а также емких, понятных видео. Каждый, кто работает с таким оборудованием, обязательно должен пройти обучение. Помните — от соблюдения правил использования машин зависит продолжительность их эксплуатационного периода и выдаваемая мощность.
Приняв решение приобрести у нас 5 осевой станок,
вы получите фрезерное оборудование, посредством которого можно выполнять целый ряд технологических операций (например, сверление и резку). Наши машины с легкостью справятся с многосторонней обработкой изделий, продемонстрировав в процессе работы высокую степень точности. Такие станки являются полезной покупкой, поскольку они найдут применение во многих направлениях: рекламном бизнесе (для создания вывесок), литейной промышленности, архитектуре, производстве бытовой техники, дизайне (для изготовления дверей, различных интерьерных элементов, художественного паркета). Также при помощи него можно создать отличную корпусную мебель для офиса, кухни, спальни и пр.
В заключении приведем перечень преимуществ, которые дает своему владельцу использование 5 осевого фрезерного станка с ЧПУ
:
Значительно упрощается работа со станком и сам процесс производства;
Расширяется спектр технологических возможностей;
Появляется возможность проводить обработку деталей самой разной, даже сложной формы. При этом, нет необходимости останавливать работу машины и заново закреплять на рабочем столе заготовку;
Достигается высокая точность обработки и, соответственно, растет ее качество;
Экономится время, поскольку повышается скорость изготовления детали;
Существует возможность при необходимости осуществить оперативную перенастройку станка;
Снижается количество пробников и процент отбраковки, т. к. процесс производства исключает человеческий фактор.
Можно сделать вывод, что 5-тиосевые станки ЧПУ «Моделист» — действительно весьма полезный и многофункциональный инструмент. Попробуйте его возможности на практике!
Если я пишу не в ту тему, то сразу извеняюсь за офф топ.
Собственно в чем дело. Недавно выдалась возможность начать работать со станками ЧПУ. Мне в распоряжение достались трёх осный Бивер и пятиосный Бачи.
С трёх осным мне помог разобраться человек. В принцепе он рассказал как работать в арткаме, а дальше в силу своего образования я освоил этот станок без проблем.
Но с пятиосным у меня трудности. Там имеется товарная бабка и как я понял вакуумный стол. Я запускал этот станок, резал детали на товарном столе. Но работал на кодах прошлого оператора. А так как мой начальник хочет что бы я сам делал детали и вырезал их я столкнулся с проблемой как делать эти детали,как вычислять уп для этого станка, я не то что незнаю, я не понимаю. Как работать в этом альфакаме или можно использовать пауэр мил? Зачем эта питагора, как в ней работать? Как задавать инструменты? И что я должен в 3д программе рисовать что бы делать деталь на станке?
Станок используется для обработки дерева. Очень прошу. Помогите чем можете. Поделитесь знаниями.
- -1
OFFLINE
preps
Вы пока не по силам себе выбрали стезю…
Для того, что бы делать то, что хочет ваш опрометчивый начальник, нужно много программ освоить…
То, что разобрались с трехосевой обрботкой — это хорошо.
Но вот 5ти осевая заставит поломать голову.
Под непрерывную обработку хорошо бы освоить 3Д NURBS моделирование.
Для рассчета УП потребуются знания 5осевых кадов + постпроцессоры для вашего станка.
Это нельзя сказать двумя словами «делай вот так», каждая деталь уникальна, к ней свой подход, свои стратегии обработки.
OFFLINE
courage
Courage
- Пол:
Мужчина - Город:
Новосибирск, Россия
- Из:Новосибирск
Да уж, задачка что надо.
Освоение обработки на 5ти осевом станке от вас потребует явно не один месяц времени.
Идеальный набор навыков уже перечислил preps
Это 3D Nurbs моделирование, для того, чтобы обработку поверхностей было проще сделать
Работа с CAM программами, самыми популярными из которых являются Альфакам и Powermill (для них под Bacci есть постпроцессоры).
Собственно постпроцессоры для вывода УП.
Освоить работу в Питагоре (это программа для дополнительного постпроцессирования и донастройки выполнения УП, по заявлениям баччи позволяет ускорить обработку, но на мой взгляд польза большое от возможностей настройки, особого ускорения там не добьешься).
Реально, на обучение моделированию уходит от 6 месяцев и больше.
На освоение Альфакама с прикладными задачами около месяца на базовое и 4-6 на продвинутое
Павермилл от 1 до 3 месяце в база, больше 6 для того, чтобы получать хорошие вещи.
Сроки пишу по опыту работы с разными программистами, так как видел с чего они начинали и к чему пришли в итоге и за какой период.
Вас кстати возможно и дистанционно обучить всем этим прелестям (ну кроме моделирования, моделирование легче на стороне пока заказывать, а начать моделировать после того как поймете особенности обработки, тогда потом модели правильные будете делать).
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
OFFLINE
Kill_or_die
Kill_or_die
- Из:Донецк
Спасибо за ответы. Я думал что тема заглохла. Мой начальник говорит что прошлый оператор научился за пару недель. Я бы не сказал что он делал какие то сложные детали. Например ножки для столов просто обрабатывались кукурузой (ну придавали пирамидальный вид) и делались прорези сферическими фразами. Я не думаю что это сложная модель. Просто в голове уложиться не может то как можно за неделю освоить станок?!
И как это донести до начальника
Хотя работать на 5 очном очень хочется. Трёх острый медленный да и надоел уже
Кстати, для деревообработки подойдёт пауэр мил? Или лучше пользовался альфой? Вроде как она лицензионная стоит. Просто вот с чего бы хотя бы начать. Делать какие нибудь элементарные вещи.
Если нужны фотки ножек которые делал предыдущий оператор, я могу прикрепить.
OFFLINE
yaso73
Yaso73
- Пол:
Мужчина - Город:
Новосибирск - Интересы:
- Из:Новосибирск
Вы сами-то понимаете,что несёте?
Прикрепленные изображения

OFFLINE
yaso73
Yaso73
- Пол:
Мужчина - Город:
Новосибирск - Интересы:
Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
- Из:Новосибирск
Экий принципиальный гура…
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает — тот тратит время зря.
Хорошими делами прославиться нельзя.
OFFLINE
Kill_or_die
Kill_or_die
- Из:Донецк
Вася. Че обзываца то? Я деревянный в этой теме. По этому и пытаюсь разобраться во всем этом. Я со станками был знаком только в институте и слово ЧПУ видел только в методиках.
Старого оператора обучали люди которые устанавливали этот станок. Установили, показали что и как включать. Показали как работать в альфе. Были они неделю с этим человеком. И он каким то образом стал делать чудеса. Криволинейную обработку, ножки точить. Рельефы обрабатывать. Я просто не пойму что они такого ему за неделю показали что он стал так все делать?
- -1
OFFLINE
yaso73
Yaso73
- Пол:
Мужчина - Город:
Новосибирск - Интересы:
Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
- Из:Новосибирск
Сигизмунд.А чё чушь-то нести?
Итальянские станки,в большинстве своём,не настолько сложны.Не тот уровень подготовки,чтобы про чудеса говорить.В металлообработке заковырок побольше,так что можно радоваться.
Надеяться,что по форуму научат включать станок — несколько бесперспективно.
По альфакаму в сети довольно много мануалов и видео.Если он там лицензионный — грех не пользоваться,так как и постпроцессор под него там явно есть.
Осталось только понять,как проще создавать вектора и тела(поверхности).Частенько проще в одной проге стряпать вектора и модели,а в другой обрабатывать.В чём обрабатывать — уже понятно.Альфакам есть.Осталось определиться с моделированием(рисованием,если угодно).
После того,как альфакам не будет приводить в ужас — можно аккуратненько подходить к станку и сопоставляя проги «старого» оператора со своими,что-то начать понимать.
Пауэрмил же,напротив,внесёт ещё больше интриги,ибо непрост в освоении и постпроцессора явно нет.Что приведёт к полному краху.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает — тот тратит время зря.
Хорошими делами прославиться нельзя.
OFFLINE
yaso73
Yaso73
- Пол:
Мужчина - Город:
Новосибирск - Интересы:
Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
- Из:Новосибирск
Да тут дело не в жадности,разумеется…
Даже простецкого трёхкоординатника вариантов исполнения — хренова туча.Чего только не навешают и под какие задачи там чего задумывали — хз.Итальянцы такие изобретательные люди — просто ужас.Сужу по недавно пришедшему станку.До этого приходили три — все,сцуко,хоть чуть-чуть,но отличаются.Но последний всех переплюнул.Жуткая комбинация.После праздников полезу разбираться.Первый прикол: официальная,русифицированная,по самую жопу лицензионная программа(родной САМ станка,на стойке) — не работает при переключении на русский язык(онли инглишь,ёпта),причём не наглухо не работает,а этак слегонца косячит то тут,то там.
А уж в пятикоординатник чего там натолкали — отсюда не видно.
Там имеется товарная бабка и как я понял вакуумный стол.
Что тут посоветовать?Только посочувствовать.
Как работать в этом альфакаме или можно использовать пауэр мил? Зачем эта питагора, как в ней работать?
Принципы,зачастую одинаковы,а вот нюансов может быть очень много.
Поэтому даже стоя рядом со станком можно фрезу впороть в что-то железное… А уж посоветовать не видя пациента — глупость в последней стадии.
Я просто не пойму что они такого ему за неделю показали что он стал так все делать?
Чаще всего при запуске показывают пару-тройку простых операций+обслуживание,настройка инструментов и ТО.На всё про всё 3-7 дней.Хватает.Дальше сами.Углублённое изучение за деньги у официалов — дорого.
И как это донести до начальника
Не прошибёте эту стену.Вызывать сервисника для обучения нового оператора — вероятнее всего жаба задушит.Ибо дорого.Либо научитесь самостоятельно,либо найдётся тот,кто уже умеет.А почему ушел «старый» оператор и никого не обучил?Конфликт с начальством?
Есть ещё вариант:
Ломитесь в контору,которая продала станок.Ищите инженера,который запускал(или любого другого «в теме»).Просите помочь дистанционно(разумеется исключительно частным порядком).Результат гарантированнный.А по оплате — это уж как договоритесь… Либо за свой счёт(если хочется научиться),либо за счёт работодателя.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Ладно. Поцапались и хватит.
Ну а серьезно. Вот в альфакаме черновую обработку нужно сделать для,например, балясины. Человек который работал до меня,показал мне что он делал черновую обработку просто по вектору. В Питагоре задавал разные углы положения заготовки и фреза по чуть-чуть снимала материал. А вот можно задать в альфе так что бы была нормальная обработка черновая и что бы она не вырезала деталь из заготовки.
И еще. Может кто то работал в Pitagora и знает как вернуть деталь в начало что бы она не выкручивалась после обработки.

Я давно хотел разместить серию постов по теме самодельных станков с ЧПУ. Но всегда останавливал тот факт, что Станкофф — станкоторговая компания. Дескать, как же так, мы же должны продавать станки, а не учить людей делать их самостоятельно. Но увидев этот проект я решил плюнуть на все условности и поделиться им с вами.
И так, в рамках этой статьи-инструкции я хочу, что бы вы вместе с автором проекта, 21 летним механиком и дизайнером, изготовили свой собственный настольный фрезерный станок с ЧПУ. Повествование будет вестись от первого лица, но знайте, что к большому своему сожалению, я делюсь не своим опытом, а лишь вольно пересказываю автора сего проекта.
В этой статье будет достаточно много чертежей, примечания к ним сделаны на английском языке, но я уверен, что настоящий технарь все поймет без лишних слов. Для удобства восприятия, я разобью повествование на «шаги».
Уже в 12 лет я мечтал построить машину, которая будет способна создавать различные вещи. Машину, которая даст мне возможность изготовить любой предмет домашнего обихода. Спустя два года я наткнулся на словосочетание ЧПУ или если говорить точнее, то на фразу «Фрезерный станок с ЧПУ».
После того как я узнал, что есть люди способные сделать такой станок самостоятельно для своих нужд, в своем собственном гараже, я понял, что тоже смогу это сделать. Я должен это сделать! В течение трех месяцев я пытался собрать подходящие детали, но не сдвинулся с места.
Поэтому моя одержимость постепенно угасла.
В августе 2013 идея построить фрезерный станок с ЧПУ вновь захватила меня. Я только что окончил бакалавриат университета промышленного дизайна, так что я был вполне уверен в своих возможностях.
Теперь я четко понимал разницу между мной сегодняшним и мной пятилетней давности. Я научился работать с металлом, освоил техники работы на ручных металлообрабатывающих станках, но самое главное я научился применять инструменты для разработки.
Я надеюсь, что эта инструкция вдохновит вас на создание своего станка с ЧПУ!
Все начинается с продуманного дизайна. Я сделал несколько эскизов, чтобы лучше прочувствовать размеры и форму будущего станка. После этого я создал CAD модель используя SolidWorks. После того, как я смоделировал все детали и узлы станка, я подготовил технические чертежи. Эти чертежи я использовал для изготовления деталей на ручных металлообрабатывающих станках: токарном и фрезерном.
Признаюсь честно, я люблю хорошие удобные инструменты. Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.



Габаритные размеры
DIY_CNC_основные размеры.pdf 17778 Скачать
Станина обеспечивает станку необходимую жесткость. На нее будет установлен подвижной портал, шаговые двигатели, ось Z и шпиндель, а позднее и рабочая поверхность.
Для создания несущей рамы я использовал два алюминиевых профиля Maytec сечением 40х80 мм и две торцевые пластины из алюминия толщиной 10 мм. Все элементы я соединил между собой на алюминиевые уголки.
Для усиления конструкции внутри основной рамы я сделал дополнительную квадратную рамку из профилей меньшего сечения.
Для того, чтобы в дальнейшем избежать попадания пыли на направляющие, я установил защитные уголки из алюминия. Уголок смонтирован с использованием Т-образных гаек, которые установлены в один из пазов профиля.
На обоих торцевых пластинах установлены блоки подшипников для установки приводного винта.


Несущая рама в сборе


Уголки для защиты направляющих
Чертежи основных элементов станины
Блок подшипников.pdf 12922 Скачать Т-образная гайка.pdf 9513 Скачать Боковой рофиль внутренней рамки 40х40 мм.pdf 10140 Скачать Крепежные элементы внутренней рамки.pdf 8589 Скачать Основной профиль 80х40 мм.pdf 9794 Скачать Задняя торцевая пластина.pdf 9044 Скачать Пылезащитный профиль.pdf 8137 Скачать Торцевой рофиль внутренней рамки 40х40 мм.pdf 8421 Скачать Торцевые защитный накладки.pdf 7700 Скачать Фронтальная торцевая платина.pdf 8969 Скачать
Подвижной портал — исполнительный орган вашего станка, он перемещается по оси X и несет на себе фрезерный шпиндель и суппорт оси Z. Чем выше портал, тем толще заготовка, которую вы можете обработать. Однако, высокий портал менее устойчив к нагрузкам которые возникают в процессе обработки. Высокие боковые стойки портала выполняют роль рычагов относительно линейных подшипников качения.
Основная задача, которую я планировал решать на своем фрезерном станке с ЧПУ — это обработка алюминиевых деталей. Поскольку максимальная толщина подходящих мне алюминиевых заготовок 60 мм, я решил сделать просвет портала (расстояние от рабочей поверхности до верхней поперечной балки) равным 125 мм.
В SolidWorks все свои измерения я преобразовал в модель и технические чертежи. В связи со сложностью деталей, я обработал их на промышленном обрабатывающем центре с ЧПУ, это дополнительно мне позволило обработать фаски, что было бы весьма затруднительно сделать на ручном фрезерном станке по металлу.

 Крепления для U-образного профиля.pdf 7348 Скачать Боковые стойки портала.pdf 8936 Скачать U-образный верхний профиль портала.pdf 7343 Скачать Крепление двигателя оси Y.pdf 7486 Скачать
Крепления для U-образного профиля.pdf 7348 Скачать Боковые стойки портала.pdf 8936 Скачать U-образный верхний профиль портала.pdf 7343 Скачать Крепление двигателя оси Y.pdf 7486 Скачать
В конструкции оси Z я использовал переднюю панель, которая крепится к подшипникам перемещения по оси Y, две пластины для усиления узла, пластину для крепления шагового двигателя и панель для установки фрезерного шпинделя. На передней панели я установил две профильные направляющие по которым будет происходить перемещение шпинделя по оси Z. Обратите внимание на то, что винт оси Z не имеет контропоры внизу.
Верхняя пластина оси Z для крпеления шагового двигателя.pdf 7531 Скачать Задняя пластина оси Z.pdf 6757 Скачать Ложемент фрезерного шпинделя.pdf 6780 Скачать Нижняя исредняя пластины оси Z.pdf 6543 Скачать Пластина для крепления фрезерного шпинделя на оси Z.pdf 6894 Скачать Пластина для крепления гайки перемещения по оси Y.pdf 6482 Скачать
Направляющие обеспечивают возможность перемещения во всех направлениях, обеспечивают плавность и точность движений. Любой люфт в одном из направлений может стать причиной неточности в обработке ваших изделий.
Я выбрал самый дорогой вариант — профилированные закаленные стальные рельсы.
Это позволит конструкции выдерживать высокие нагрузки и обеспечит необходимую мне точность позиционирования. Чтобы обеспечить параллельность направляющих, я использовал специальный индикатор во время их установки. Максимальное отклонение относительно друг друга составило не более 0,01 мм.
Винты преобразуют вращательное движение от шаговых двигателей в линейное. При проектировании своего станка вы можете выбрать несколько вариантов этого узла: Пара винт-гайка или шарико-винтовая пара (ШВП).
Винт-гайка, как правило, больше подвергается силам трения при работе, а также менее точна относительно ШВП. Если вам необходима повышенная точность, то однозначно необходимо остановить свой выбор на ШВП.
Но вы должны знать, что ШВП достаточно дорогое удовольствие.
Я все же решил использовать винт-гайку для своего станка. Я выбрал гайки со специальными пластиковыми вставками которые уменьшают трение и исключают люфты.
Необходимо обработать концы винтов в соответствии с чертежами. На концы винтов устанавливаются шкивы
Винт оси X.pdf 8140 Скачать Винт оси Y.pdf 6471 Скачать Винт оси Z.pdf 6723 Скачать
Рабочая поверхность — это место на котором вы будете закреплять заготовки для последующей обработки. На профессиональных станках часто используется стол из алюминиевого профиля с Т-пазами. Я решил использовать лист обычной березовой фанеры толщиной 18 мм.
Основными компонентами электрической схемы являются:
- Шаговые двигатели
- Драйверы шаговых двигателей
- Блок питания
- Интерфейсная плата
- Персональный компьютер или ноутбук
- Кнопка аварийного останова
Я решил купить готовый набор из 3-х двигателей Nema, 3-х подходящих драйверов, платы коммутации и блока питания на 36 вольт. Также я использовал понижающий трансформатор для преобразования 36 вольт в 5 для питания управляющей цепи.
Вы можете использовать любой другой готовый набор или собрать его самостоятельно. Так как мне хотелось быстрее запустить станок, я временно собрал все элементы на доске.
Нормальный корпус для системы управления сейчас находится в разработке )).
Электрическая схема.pdf 9924 Скачать
Для своего проекта я использовал фрезерный шпиндель Kress. Если есть необходимость, средства и желание, то вы вполне можете поставить высокочастотный промышленный шпиндель с водяным или воздушным охлаждением. При этом потребуется незначительно изменить электрическую схему и добавить несколько дополнительных компонентов, таких как частотный преобразователь.
В качестве управляющей системы для своего детища я выбрал MACH3. Это одна из самых популярных программ для фрезерных станков с ЧПУ. Поэтому про ее настройку и эксплуатацию я не буду говорить, вы можете самостоятельно найти огромное количество информации на эту тему в интернете.
Если вы все сделали правильно, то включив станок вы увидите, что он просто работает!
Я уверен, моя история вдохновит вас на создание собственного фрезерного станка с ЧПУ.
Друзья, если вам понравилась история, делитесь ей в социальных сетях и обсуждайте в х. Успехов вам в ваших проектах!
Источник: https://www.stankoff.ru/blog/post/87
Самодельный фрезерный станок с ЧПУ: собираем своими руками
Зная о том, что фрезерный станок с ЧПУ является сложным техническим и электронным устройством, многие умельцы думают, что его просто невозможно изготовить своими руками. Однако такое мнение ошибочно: самостоятельно сделать подобное оборудование можно, но для этого нужно иметь не только его подробный чертеж, но и набор необходимых инструментов и соответствующих комплектующих.

Обработка дюралевой заготовки на самодельном настольном фрезерном станке
Решившись на изготовление самодельного фрезерного станка с ЧПУ, имейте в виду, что на это может уйти значительное количество времени. Кроме того, потребуются определенные финансовые затраты.
Однако не побоявшись таких трудностей и правильно подойдя к решению всех вопросов, можно стать обладателем доступного по стоимости, эффективного и производительного оборудования, позволяющего выполнять обработку заготовок из различных материалов с высокой степенью точности.
Чтобы сделать фрезерный станок, оснащенный системой ЧПУ, можно воспользоваться двумя вариантами: купить готовый набор, из специально подобранных элементов которого и собирается такое оборудование, либо найти все комплектующие и своими руками собрать устройство, полностью удовлетворяющее всем вашим требованиям.
Инструкция по сборке самодельного фрезерного станка с ЧПУ
Ниже на фото можно увидеть сделанный собственными руками фрезерный станок с ЧПУ, к которому прилагается подробная инструкция по изготовлению и сборке с указанием используемых материалов и комплектующих, точными «выкройками» деталей станка и приблизительными затратами. Единственный минус — инструкция на английском языке, но разобраться в подробных чертежах вполне можно и без знания языка.
Скачать бесплатно инструкцию по изготовлению станка: Самодельный фрезерный станок с ЧПУ 
Фрезерный станок с ЧПУ собран и готов к работе. Ниже несколько иллюстраций из инструкции по сборке данного станка
 «Выкройки» деталей станка (уменьшенный вид)
«Выкройки» деталей станка (уменьшенный вид)  Начало сборки станка
Начало сборки станка  Промежуточный этап
Промежуточный этап  Заключительный этап сборки
Заключительный этап сборки
Подготовительные работы
Если вы решили, что будете конструировать станок с ЧПУ своими руками, не используя готового набора, то первое, что вам необходимо будет сделать, — это остановить свой выбор на принципиальной схеме, по которой будет работать такое мини-оборудование.

Схема фрезерного станка с ЧПУ
За основу фрезерного оборудования с ЧПУ можно взять старый сверлильный станок, в котором рабочая головка со сверлом заменяется на фрезерную.
Самое сложное, что придется конструировать в таком оборудовании, — это механизм, обеспечивающий передвижение инструмента в трех независимых плоскостях.
Этот механизм можно собрать на основе кареток от неработающего принтера, он обеспечит перемещение инструмента в двух плоскостях.
К устройству, собранному по такой принципиальной схеме, легко подключить программное управление.
Однако его основной недостаток заключается в том, что обрабатывать на таком станке с ЧПУ можно будет только заготовки из пластика, древесины и тонкого листового металла.
Объясняется это тем, что каретки от старого принтера, которые будут обеспечивать перемещение режущего инструмента, не обладают достаточной степенью жесткости.

Облегченный вариант фрезерного станка с ЧПУ для работы с мягкими материалами
Чтобы ваш самодельный станок с ЧПУ был способен выполнять полноценные фрезерные операции с заготовками из различных материалов, за перемещение рабочего инструмента должен отвечать достаточно мощный шаговый двигатель. Совершенно не обязательно искать двигатель именно шагового типа, его можно изготовить из обычного электромотора, подвергнув последний небольшой доработке.
Применение шагового двигателя в вашем фрезерном станке даст возможность избежать использования винтовой передачи, а функциональные возможности и характеристики самодельного оборудования от этого не станут хуже.
Если же вы все-таки решите использовать для своего мини-станка каретки от принтера, то желательно подобрать их от более крупногабаритной модели печатного устройства.
Для передачи усилия на вал фрезерного оборудования лучше применять не обычные, а зубчатые ремни, которые не будут проскальзывать на шкивах.

Узел ременной передачи
Одним из наиболее важных узлов любого подобного станка является механизм фрезера. Именно его изготовлению необходимо уделить особое внимание. Чтобы правильно сделать такой механизм, вам потребуются подробные чертежи, которым необходимо будет строго следовать.
Чертежи фрезерного станка с ЧПУ

Чертеж №1 (вид сбоку)
Чертеж №2 (вид сзади)
Чертеж №3 (вид сверху)
Приступаем к сборке оборудования
Основой самодельного фрезерного оборудования с ЧПУ может стать балка прямоугольного сечения, которую надо надежно зафиксировать на направляющих.
Несущая конструкция станка должна обладать высокой жесткостью, при ее монтаже лучше не использовать сварных соединений, а соединять все элементы нужно только при помощи винтов.
Узел скрепления деталей рамы станка посредством болтового соединения
Объясняется это требование тем, что сварные швы очень плохо переносят вибрационные нагрузки, которым в обязательном порядке будет подвергаться несущая конструкция оборудования. Такие нагрузки в итоге приведут к тому, что рама станка начнет разрушаться со временем, и в ней произойдут изменения в геометрических размерах, что скажется на точности настройки оборудования и его работоспособности.
Сварные швы при монтаже рамы самодельного фрезерного станка часто провоцируют развитие люфта в его узлах, а также прогиб направляющих, образующийся при серьезных нагрузках.
Установка вертикальных стоек
Во фрезерном станке, который вы будете собирать своими руками, должен быть предусмотрен механизм, обеспечивающий перемещение рабочего инструмента в вертикальном направлении. Лучше всего использовать для этого винтовую передачу, вращение на которую будет передаваться при помощи зубчатого ремня.
Важная деталь фрезерного станка – его вертикальная ось, которую для самодельного устройства можно изготовить из алюминиевой плиты. Очень важно, чтобы размеры этой оси были точно подогнаны под габариты собираемого устройства. Если в вашем распоряжении есть муфельная печь, то изготовить вертикальную ось станка можно своими руками, отлив ее из алюминия по размерам, указанным в готовом чертеже.
Узел верхней каретки, размещенный на поперечных направляющих
После того как все комплектующие вашего самодельного фрезерного станка подготовлены, можно приступать к его сборке. Начинается данный процесс с монтажа двух шаговых электродвигателей, которые крепятся на корпус оборудования за его вертикальной осью.
Один из таких электродвигателей будет отвечать за перемещение фрезерной головки в горизонтальной плоскости, а второй — за перемещение головки, соответственно, в вертикальной. После этого монтируются остальные узлы и агрегаты самодельного оборудования.
Финальная стадия сборки станка
Вращение на все узлы самодельного оборудования с ЧПУ должно передаваться только посредством ременных передач. Прежде чем подключать к собранному станку систему программного управления, следует проверить его работоспособность в ручном режиме и сразу устранить все выявленные недостатки в его работе.
Посмотреть процесс сборки фрезерного станка своими руками можно на видео, которое несложно найти в интернете.
Шаговые двигатели
В конструкции любого фрезерного станка, оснащенного ЧПУ, обязательно присутствуют шаговые двигатели, которые обеспечивают перемещение инструмента в трех плоскостях: 3D.
При конструировании самодельного станка для этой цели можно использовать электромоторы, установленные в матричном принтере. Большинство старых моделей матричных печатных устройств оснащались электродвигателями, обладающими достаточно высокой мощностью.
Кроме шаговых электродвигателей из старого принтера стоит взять прочные стальные стержни, которые также можно использовать в конструкции вашего самодельного станка.
Закрепление шагового двигателя на верхней каретке
Чтобы своими руками сделать фрезерный станок с ЧПУ, вам потребуются три шаговых двигателя. Поскольку в матричном принтере их всего два, необходимо будет найти и разобрать еще одно старое печатное устройство.
Окажется большим плюсом, если найденные вами двигатели будут иметь пять проводов управления: это позволит значительно увеличить функциональность вашего будущего мини-станка. Важно также выяснить следующие параметры найденных вами шаговых электродвигателей: на сколько градусов осуществляется поворот за один шаг, каково напряжение питания, а также значение сопротивления обмотки.
Для подключения каждого шагового двигателя понадобится отдельный контроллер
Конструкция привода самодельного фрезерного станка с ЧПУ собирается из гайки и шпильки, размеры которых следует предварительно подобрать по чертежу вашего оборудования.
Для фиксации вала электродвигателя и для его присоединения к шпильке удобно использовать толстую резиновую обмотку от электрического кабеля. Такие элементы вашего станка с ЧПУ, как фиксаторы, можно изготовить в виде нейлоновой втулки, в которую вставлен винт.
Для того чтобы сделать такие несложные конструктивные элементы, вам понадобятся обычный напильник и дрель.
Электронная начинка оборудования
Управлять вашим станком с ЧПУ, сделанным своими руками, будет программное обеспечение, а его необходимо правильно подобрать.
Выбирая такое обеспечение (его можно написать и самостоятельно), важно обращать внимание на то, чтобы оно было работоспособным и позволяло станку реализовывать все свои функциональные возможности.
Такое ПО должно содержать драйверы для контроллеров, которые будут установлены на ваш фрезерный мини-станок.
В самодельном станке с ЧПУ обязательным является порт LPT, через который электронная система управления и подключается к станку. Очень важно, чтобы такое подключение осуществлялось через установленные шаговые электродвигатели.
Схема подключения униполярных шаговых электродвигателей для 3-х координатного станка с ЧПУ (нажмите для увеличения)
Выбирая электронные комплектующие для своего станка, сделанного своими руками, важно обращать внимание на их качество, так как именно от этого будет зависеть точность технологических операций, которые на нем будут выполняться.
После установки и подключения всех электронных компонентов системы ЧПУ нужно выполнить загрузку необходимого программного обеспечения и драйверов.
Только после этого следуют пробный запуск станка, проверка правильности его работы под управлением загруженных программ, выявление недостатков и их оперативное устранение.
Все вышеописанные действия и перечисленные комплектующие подходят для изготовления своими руками фрезерного станка не только координатно-расточной группы, но и ряда других типов. На таком оборудовании можно выполнять обработку деталей со сложной конфигурацией, так как рабочий орган станка может перемещаться в трех плоскостях: 3d.
Ваше желание своими руками собрать такой станок, управляемый системой ЧПУ, должно быть подкреплено наличием определенных навыков и подробных чертежей. Очень желательно также посмотреть ряд тематических обучающих видео, некоторые из которых представлены в данной статье.
Источник: http://met-all.org/oborudovanie/stanki-frezernye/samodelnyj-frezernyj-stanok-chpu-svoimi-rukami.html
Станок ЧПУ своими руками — схема и чертежи для сборки дома
Здравствуйте уважаемые читатели и подписчики блога Андрея Ноака! Переработка древесины это не просто распиловка дерева, это и получение мебели и получение сложных изделий из древесины, изделий которые прошли десятки этапов обработки и стали полноценным изделием. И именно когда дело доходит до глубокой деревообработки, бывает очень сложно, а иногда и даже невозможно обойтись без ЧПУ станка. Сегодня я хочу поговорить о том, как сделать станок ЧПУ своими руками.
Введение
ЧПУ кроме дерева может пригодиться в обработке металла, пластика, оргстекла, алюминия, комбинированных материалов. Такой станок будет называться фрезерно гравировальный. Можно также такой станок использовать и для лазерного выжигания по дереву, все будет зависеть от насадки которая будет использоваться для обработки.
Отличие же в обработке древесины и металла, заключается в жесткости корпуса, надежности элементов и тонкостях технологии обработки элементов.
Ориентировочная стоимость станка для обработки дерева составит 35 — 40 тысяч рублей. По большому счету сборка машины сводится к подбору и покупке комплектующих и затем их сборке на раме.
Заказ комплектующих популярней всего сегодня в Китае, но возможно также заказать их и у нас в специализированных магазинах или интернет ресурсах. Ниже смотрите фото самодельного станка ЧПУ.

С чем стоит определиться перед изготовлением ЧПУ:
- Материалы которые планируется обрабатывать;
- Габариты изделий для обработки (высота, ширина и длина будущих изделий). Определяются размеры машины по осям X, Y, Z. Стоит не забывать, что эти размеры должны обозначать рабочее пространство станка;
- Точность последующей обработки изделий (параметр зависит от точности сборки корпуса машины и соответственно от материала корпуса).
Итак для изготовления нам понадобятся следующие агрегаты:
- Материал для изготовления корпуса. Можно использовать древесные плиты, такие как МДФ, ДСП, из древесных плит оптимально я бы рекомендовал применять фанеру, так как она наиболее прочная и жесткая. Если же хотите еще надежней то придется сделать конструкцию из металла;
- Шпиндель. Для обработки древесины подойдет мощностью 1,3 — 2 КВт. Если желаете не остужать станок каждые 15 минут работы, то шпиндель нужно устанавливать с водяным охлаждением;
- Частотник, он же частотный преобразователь, он же инвертор. Подбирается такой же мощностью как и мощность шпинделя;
- Управляющая плата;
- Шаговые двигатели — 3 штуки, один будет передвигать нашу конструкцию по оси Y, другой по оси X, третий по оси Z.
- Кабель канал для защиты кабеля от повреждений и поломок, так как оборудование много будет двигаться;
- Кабель 15 — 20 метров, лучше просчитать все на чертеже;
- Цанга для шпинделя — по другому патрон для фрезы;
- Шланг для охлаждения;
- Подшипники;
- Мягкая муфта для передачи плавного хода и компенсации соосности шагового двигателя;
- Конечно же фрезы для обработки древесины;
- Шурупы и болты;
- Водяная помпа.
Смотрим видео:
Инструменты которые вам понадобятся
Для фрезерного ЧПУ нужны будут следующие инструменты:
- Сварочный аппарат для изготовления металлического корпуса. Преимуществом пользуются сварка — автомат;
- Необходимо будет выточить шпильки, возможно еще какие то токарные работы. Поэтому в идеале нужно было бы иметь доступ к токарному станку для выполнения работ по изготовлению комплектующих;
- Болгарка или ножовка по металлу;
- Отвертка;
- Молоток;
- Паяльник;
- Ножницы;
- Плоскогубцы и пассатижи;
- Изолента;
- Супер клей;
- Фумлента и герметик;
- Ключи для сборки.
Из подручных средств ЧПУ
Разнообразие техники и руки растущие откуда нужно могут послужить для импровизации народным умельцам. Сегодня в сети можно встретить что фрезерно гравировальные ЧПУ станки изготавливают:
- Из CD ROM и СД дисков можно получить хороший мини станочек. Видео ниже;
- Из принтера и его запчастей, видео ниже;
Пошаговая инструкция
Для того чтобы понять с чего начать, давайте будем ориентироваться на принципиальную схему ЧПУ.

Итак, сборка готового станка производится в следующей последовательности:
- Создание чертежей, с учетом прокладки и подключения электрооборудования. Можно начертить вручную, но я бы рекомендовал такие программы как Компас, Автокад или Визио. В них легче будет подправить чертеж, а в Визио даже имеются сразу готовые библиотеки по электрооборудование;
- Следующий шаг — заказ комплектующих;
- После поступления комплектующих можно приступить к монтажу станины. Почему после поступления? Да для того чтобы сделать станину с учетом уже пришедших комплектующих;
- Монтаж шпинделя;
- Монтаж системы водоохлаждения. При данной операции скорей всего придется использовать фумленту и обычный автомобильный герметик, для того чтобы конструкция была надежней и не протекала;
- Подключение электропроводки, установка кнопки аварийной остановки;
- Подключение управляющей платы (она же контроллер). В качестве такой платы можно использовать — KY-2012 — 5 Axis CNC Breakout Board for Stepper Motor Driver with DB25 Cable. Найти такую будет не сложно в просторах интернета. Также часто можно встретить самодельные станки на базе arduino;
- Установка программного обеспечения и загрузка чертежей;
- Настройка станка или так называемая «пуско наладка».
Чертежи
Как я уже выше говорил, при создании чертежей необходимо прорисовывать все тонкости от размеров до электропроводки. Это позволит уменьшить число ошибок в проектировании станка.
Изготавливаем каркас
Как я уже говорил каркас можно сделать как из фанеры, так и из металла. Можно комбинировать применение этих материалов. Ниже выкидываю чертеж каркаса.

Не забываем о жесткости конструкции и ее геометрии. Очень важно оставить регулировки для более тонкой настройки станка:
- По высоте машины как на видео;
- По осям Х и У.
Видео вам в помощь, чтобы не сделать ошибок:
Монтаж шпинделя
Устанавливаем шпиндель только после полного монтажа каркаса. При монтаже необходимо оставить на шпинделе возможность регулировки по высоте и вертикали. Иначе говоря, если шпиндель будет установлен не вертикально, нужна регулировка, которая бы задала нужный угол.
Ошибки и недочеты с которыми можно столкнуться
В процессе сборки машины можно столкнуться с рядом проблем, поэтому рекомендую прежде чем приступать к заказу и понимать что нужно искать, определиться с габаритами станка, габаритами изделий которые вы будете обрабатывать. Итак ошибка номер один — не создается чертеж станка с мельчайшими деталями, от каждого винтика, до каждого провода.
Следующей ошибкой является неправильная подборка шпинделя и частотника, поэтому будьте внимательны.
Еще одна частая ошибка — шаговый двигатель имеет часто не очень распространенное питание, и для него просто необходимо подбирать индивидуальный блок питания. Поэтому сравнивайте имеющееся у вас питание с напряжением для шагового двигателя.
Ну и конечно ошибки возникающие по причине недостатка опыта, тут можно посоветовать тщательней продумывать чертеж и руководствоваться пословицей «Дорогу осилит идущий».
Не забывайте делиться статьями в социальных сетях. Удачи и до новых встреч, с вами был Андрей Ноак!
Источник: https://andreynoak.ru/oborudovanie/izgotavlivaem-stanok-chpu-v-domashnih-usloviyah/
Большой портальный фрезерный станок с ЧПУ своими руками
Здравствуй дорогой читатель, в этой статье хочу поделиться своим опытом постройки фрезерного портального станка с числовым программным управлением.  Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ. Вот тогда то и началась движуха, которая длиться и по сей день… Продолжилось все с изучения форумов посвященных ЧПУ тематике и выбора основной концепции конструкции станка. Предварительно определившись с обрабатываемыми материалами на будущем станке и его рабочим полем, появились первые бумажные эскизы, в последствии которые были перенесены в компьютер. В среде трех мерного моделирования КОМПАС 3D, станок визуализировался и стал обрастать более мелкими деталями и нюансами, которых оказалось больше чем хотелось бы, некоторые решаем и по сей день. Одним из начальных решений было определение обрабатываемых на станке материалов и размеры рабочего поля станка. Что касается материалов, то решение было достаточно простым — это дерево, пластик, композитные материалы и цветные металлы (в основном дюраль). Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей. Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.
Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ. Вот тогда то и началась движуха, которая длиться и по сей день… Продолжилось все с изучения форумов посвященных ЧПУ тематике и выбора основной концепции конструкции станка. Предварительно определившись с обрабатываемыми материалами на будущем станке и его рабочим полем, появились первые бумажные эскизы, в последствии которые были перенесены в компьютер. В среде трех мерного моделирования КОМПАС 3D, станок визуализировался и стал обрастать более мелкими деталями и нюансами, которых оказалось больше чем хотелось бы, некоторые решаем и по сей день. Одним из начальных решений было определение обрабатываемых на станке материалов и размеры рабочего поля станка. Что касается материалов, то решение было достаточно простым — это дерево, пластик, композитные материалы и цветные металлы (в основном дюраль). Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей. Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.
Конструкция станка представляет собой сборное рамное основание из 80-й профильной трубы со стенкой 4мм. По обе стороны длинны основания, закреплены профильные направляющие качения 25-го типоразмера, на которые установлен портал, выполненный в виде трех сваренных вместе профильных трубы того же типоразмера что и основание.
Станок четырех осевой и каждую ось приводит в движение шарико-винтовая передача. Две оси расположены параллельно по длинной стороне станка, спаренных программно и привязанных к Х координате. Соответственно оставшиеся две оси – это Y и Z координаты. Почему именно остановились на сборной раме: изначально хотели делать чисто сварную конструкцию с закладными приваренными листами под фрезеровку, установку направляющих и опор ШВП, но для фрезеровки не нашли достаточно большого фрезерно-координатного станка. Пришлось рисовать сборную раму, чтобы была возможность обработать все детали своими силами с имеющимися на производстве металлообрабатывающими станками. Каждая деталь, которая подвергалась воздействию электродуговой сварки, была отожжена для снятия внутренних напряжений. Далее все сопрягаемые поверхности были выфрезерованны, и в последствии подгонки пришлось местами шабрить. Залезая вперед, сразу хочу сказать, что сборка и изготовление рамы оказалась самым трудоемким и финансово затратным мероприятием в постройке станка. Первоначальная идея с цельно сваренной рамой по всем параметрам обходит сборную конструкцию, по нашему мнению. Хотя многие могут со мной и не согласиться. Многие любители и не только, собирают такого рода и размера (и даже большего) станки у себя в мастерской или гараже, делая целиком сварную раму, но без последующего отжига и механической обработки за исключением сверления отверстий под крепление направляющих. Даже если повезло со сварщиком, и он сварил конструкцию с достаточно хорошей геометрией, то в последствии работы этого станка ввиду дребезга и вибраций, его геометрия будет уходить, меняться. Я конечно могу во многом ошибаться, но если кто то в курсе этого вопроса, то прошу поделиться знаниями в х. Сразу хочу оговориться, что станки из алюминиевого конструкционного профиля мы тут пока рассматривать не будем, это скорее вопрос другой статьи. Продолжая сборку станка и обсуждая его на форумах, многие начали советовать сделать внутри рамы и снаружи диагональные стальные укосины для добавления еще большей жесткости. Мы этим советом пренебрегать не стали, но и добавлять укосины в конструкцию то же, так как рама получилась достаточно массивной (около 400 кг). А по завершению проекта, периметр обошъётся листовой сталью, что дополнительно свяжет конструкцию. Давайте теперь перейдем к механическому вопросу этого проекта. Как было ранее сказано, движение осей станка осуществлялось через шарико–винтовую пару диаметром 25мм и шагом 10мм, вращение которой передается от шаговых двигателей с 86 и 57 фланцами. Изначально предполагали вращать непосредственно сам винт, дабы избавиться от лишних люфтов и дополнительных передач, но без них не обошлось в виду того, что при прямом соединении двигателя и винта, последний на больших скоростях начало бы разматывать, особенно когда портал находится в крайних положениях. Учитывая тот факт, что длина винтов по Х оси составила почти три метра, и для меньшего провисания был заложен винт диаметром 25мм, иначе хватило бы и 16 мм-го винта. Этот нюанс обнаружился уже в процессе производства деталей, и пришлось быстрым темпом решать эту проблему путем изготовления вращающейся гайки, а не винта, что добавило в конструкцию дополнительный подшипниковый узел и ременную передачу. Такое решение так же позволило хорошо натянуть винт между опорами. Конструкция вращающейся гайки довольно проста. Изначально подобрали два конических шарикоподшипника, которые зеркально одеваются на ШВП гайку, предварительно нарезав резьбу с ее конца, для фиксации обоймы подшипников на гайке. Подшипники вместе с гайкой вставали в корпус, в свою очередь вся конструкция крепится на торце стойки портала. Спереди ШВП гайки закрепили на винты переходную втулку, которую в последствии в собранном виде на оправке обточили для придания соостности. На неё одели шкив и поджали двумя контргайками. Очевидно, что некоторые из вас, зададутся вопросом о том – «Почему бы не использовать в качестве механизма передающего движения зубчатую рейку?». Ответ достаточно прост: ШВП обеспечит точность позиционирования, большую двигающую силу, и соответственно меньший момент на валу двигателя (это то, что я с ходу вспомнил). Но есть и минусы – более низкая скорость перемещения и если брать винты нормального качества, то соответственно и цена. Кстати, мы взяли ШВП винты и гайки фирмы TBI, достаточно бюджетный вариант, но и качество соответствующее, так как из взятых 9 метров винта, пришлось выкинуть 3 метра, ввиду несоответствия геометрических размеров, ни одна из гаек просто не накрутилась… В качестве направляющих скольжения, были использованы профильные направляющие рельсового типоразмера 25мм, фирмы HIWIN. Под их установку были выфрезерованны установочные пазы для соблюдения параллельности между направляющими. Опоры ШВП решили изготовить собственными силами, они получились двух видов: опоры под вращающиеся винты (Y и Z оси) и опоры под не вращающиеся винты (ось Х). Опоры под вращающиеся винты можно было купить, так как экономии ввиду собственного изготовления 4 деталей вышло мало. Другое дело с опорами под не вращающиеся винты – таких опор в продаже не найти. Из сказанного ранее, ось Х приводится в движение вращающимися гайками и через ременную зубчатую передачу. Так же через ременную зубчатую передачу решили сделать и две другие оси Y и Z, это добавит большей мобильности в изменении передаваемого момента, добавит эстетики в виду установки двигателя не вдоль оси винта ШВП, а сбоку от него, не увеличивая габариты станка.
Теперь давайте плавно перейдем к электрической части, и начнем мы с приводов, в качестве них были выбраны шаговые двигатели, разумеется из соображений более низкой цены по сравнению с двигателями с обратной связью. На ось Х поставили два двигателя с 86-м фланцем, на оси Y и Z по двигателю с 56-м фланцем, только с разным максимальным моментом. Ниже постараюсь представить полный список покупных деталей…
Электрическая схема станка довольно проста, шаговые двигатели подключаются к драйверам, те в свою очередь подключается к интерфейсной плате, она же соединяется через параллельный порт LPT с персональным компьютером. Драйверов использовал 4 штуки, соответственно по одной штуке на каждый из двигателей. Все драйвера поставил одинаковые, для упрощения монтажа и подключения, с максимальным током 4А и напряжением 50В. В качестве интерфейсной платы для станков с ЧПУ использовал относительно бюджетный вариант, от отечественного производителя, как указанно на сайте лучший вариант. Но подтверждать или опровергать это не буду, плата проста в своем применении и самое главное, что она работает. В своих прошлых проектах применял платы от китайских производителей, они тоже работают, и по своей периферии мало отличаются, от использованной мной в этом проекте. Заметил во всех этих платах, один может и не существенный, но минус, на них можно всего лишь установить до 3-х концевых выключателя, но на каждую ось требуется как минимум по два таких выключателя. Или я просто не разобрался? Если у нас 3-х осевой станок, то соответственно нам надо установить концевые выключатели в нулевых координатах станка (это еще называется «домашнее положение») и в самых крайних координатах чтобы в случае сбоя или не хватки рабочего поля, та или иная ось просто не вышла из строя (попросту не сломалась). В моей схеме использовано: 3 концевых без контактных индуктивных датчика и аварийная кнопка «Е-СТОП» в виде грибка. Силовая часть запитана от двух импульсных источников питания на 48В. и 8А. Шпиндель с водяным охлаждением на 2,2кВт, соответственно включенный через частотный преобразователь. Обороты устанавливаются с персонального компьютера, так как частотный преобразователь подключен через интерфейсную плату. Обороты регулируются с изменения напряжения (0-10 вольт) на соответствующем выводе частотного преобразователя. Все электрические компоненты, кроме двигателей, шпинделя и конечных выключателей были смонтированы в электрическом металлическом шкафу. Все управление станком производится от персонального компьютера, нашли старенький ПК на материнской плате форм фактора ATX. Лучше бы, чуть ужались и купили маленький mini-ITX со встроенным процессором и видеокартой. При не малых размерах электрического ящика, все компоненты с трудом разместились внутри, их пришлось располагать достаточно близко друг к другу. В низу ящика разместил три вентилятора принудительного охлаждения, так как воздух в нутрии ящика сильно нагревался. С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем. Все провода от двигателей, шпинделя, а также водяные шланги его охлаждения проложили в гибкие кабель каналы гусеничного типа шириной 50мм. Что касается программного обеспечение, то на ПК размещенного в электрическом ящике, установили Windows XP, а для управления станком применили одну из самых распространенных программ Mach3. Настройка программы осуществляется в соответствии с документацией на интерфейсную плату, там все описано достаточно понятно и в картинках. Почему именно Mach3, да все потому же, был опыт работы, про другие программы слышал, но их не рассматривал.
Технические характеристики:
Рабочее пространство, мм: 2700х1670х200; Скорость перемещения осей, мм/мин: 3000; Мощность шпинделя, кВт: 2,2; Габариты, мм: 2800х2070х1570; Вес, кг: 1430.
Список деталей:
Профильная труба 80х80 мм. Полоса металлическая 10х80мм. ШВП TBI 2510, 9 метров. ШВП гайки TBI 2510, 4 шт. Профильные направляющие HIWIN каретка HGH25-CA, 12 шт. Рельс HGH25, 10 метров. Шаговые двигатели: NEMA34-8801: 3 шт. NEMA 23_2430: 1шт. Шкив BLA-25-5M-15-A-N14: 4 шт. Шкив BLA-40-T5-20-A-N 19: 2 шт. Шкив BLA-30-T5-20-A-N14: 2 шт. Плата интерфейсная StepMaster v2.5: 1 шт. Драйвер шагового двигателя DM542: 4шт. (Китай) Импульсный источник питания 48В, 8А: 2шт. (Китай) Частотный преобразователь на 2,2 кВт. (Китай) Шпиндель на 2,2 кВт. (Китай) Основные детали и компоненты вроде перечислил, если что-то не включил, то пишите в комментарии, добавлю. Опыт работы на станке: В конечном итоге спустя почти полтора года, станок мы все же запустили. Сначала настроили точность позиционирования осей и их максимальную скорость. По словам более опытных коллег максимальная скорость в 3м/мин не высока и должна быть раза в три выше (для обработки дерева, фанеры и т.п.). При той скорости, которой мы достигли, портал и другие оси упершись в них руками (всем телом) почти не остановить — прёт как танк. Начали испытания с обработки фанеры, фреза идет как по маслу, вибрации станка нет, но и углублялись максимум на 10мм за один проход. Хотя после заглубляться стали на меньшую глубину. По игравшись с деревом и пластиком, решили погрызть дюраль, тут я был в восторге, хоть и сломал сначала несколько фрез диаметром 2 мм, пока подбирал режимы резания. Дюраль режет очень уверенно, и получается достаточно чистый срез, по обработанной кромке. Сталь пока обрабатывать не пробовали, но думаю, что как минимум гравировку станок потянет, а для фрезеровки шпиндель слабоват, жалко его убивать. А в остальном станок отлично справляется с поставленными перед ним задачами. Вывод, мнение о проделанной работе: Работа проделана не малая, мы в итоге изрядно приустали, так как ни кто не отменял основную работу. Да и денег вложено не мало, точную сумму не скажу, но это порядка 400т.р. Помимо затрат на комплектацию, основная часть расходов и большая часть сил, ушла на изготовление основания. Ух как мы с ним намаялись. А в остальном все делалось по мере поступления средств, времени и готовых деталей для продолжения сборки. Станок получился вполне работоспособным, достаточно жестким, массивным и качественным. Поддерживающий хорошую точность позиционирования. При измерении квадрата из дюрали, размерами 40х40, точность получилась +- 0,05мм. Точность обработки более габаритных деталей не замеряли.
Что дальше…: По станку есть еще достаточно работы, в виде закрытия пыле — защитой направляющих и ШВП, обшивки станка по периметру и установки перекрытий в середине основания, которые будут образовывать 4 больших полки, под объем охлаждения шпинделя, хранения инструмента и оснастки. Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Что касается дальнейшей судьбы станка то тут все не однозначно, так как у меня возник территориальный вопрос (я переехал в другой город), и станком заниматься сейчас почти некому. И вышеперечисленные планы не факт что сбудутся. Не кто этого два года назад и предположить не мог. В случае продажи станка с его ценником все не понятно. Так как по себестоимости продавать откровенно жалко, а адекватная цена в голову пока не приходит.
На этом я пожалуй закончу свой рассказ. Если что-то я не осветил, то пишите мне, и я постараюсь дополнить текст. А в остальном многое показано в видео про изготовления станка на моем YouTube канале.
Источник: https://habr.com/post/420333/
Для того чтобы выполнить объемный рисунок на деревянной поверхности, обычно используются заводские фрезерные станки. Но сделать такую мини-модель самостоятельно вполне возможно, однако для начала необходимо ознакомиться с конструкцией. В основу может лечь запчасть от принтера, который можно приобрести за копейки.
Принцип работы станка
Если вы решили изготовить фрезер с ЧПУ своими руками, то должны ознакомиться с особенностями работы такого оборудования. Оно предназначено для формирования рисунка на деревянной поверхности. В конструкции должна быть электронная и механическая части. Вместе они позволяют автоматизировать работу.
Для изготовления настольного станка следует знать, что режущим элементом выступает фреза. Ее устанавливают в шпиндель на валу электрического двигателя. Вся конструкция фиксируется на станину. Она может перемещаться по двум осям координат. Для крепления заготовки следует выполнить опорный столик. С пошаговыми двигателями необходимо соединить электронный блок управления.
Мотор и блок управления обеспечивают смещение каретки по отношению к детали. Такая технология позволяет выполнить объемные рисунки на поверхности. Мини-оборудование работает в определённой последовательности. На первом этапе пишется программа, которая позволит подготовить план перемещения режущей части. Для этого используются программные комплексы для адаптации в самодельных моделях.
Следующим шагом станет установка заготовки. Программа вводится в ЧПУ. Оборудование включается, а дальше осуществляется контроль за автоматическими действиями. Для того чтобы обеспечить максимальную автоматизацию, необходимо составить схему и подобрать комплектующие.
Прежде чем приступать к изготовлению фрезера с ЧПУ своими руками, необходимо ознакомиться с заводскими моделями. Для получения сложных узоров и рисунков следует использовать несколько видов фрез. Некоторые из них вы сможете выполнить своими руками, однако для тонкой работы понадобятся заводские варианты.
Схема самодельного станка

Наиболее сложным и важным этапом при изготовлении описываемого оборудования выступает выбор схемы. Она будет зависеть от степени обработки и размеров заготовки. Для бытовых условий лучше использовать мини-станок, который будет устанавливаться на стол. Подходящим вариантом является конструкция из двух кареток, которые будут передвигаться по осям координат.
Основаниями могут стать металлические шлифованные прутки. На них устанавливаются каретки. Для создания трансмиссии понадобятся шаговые электродвигатели и винты, которые дополняются подшипниками качения. Для автоматизации процесса необходимо продумать электронную часть. Она будет состоять из:
- блока питания;
- контроллера;
- драйвера.
Изготавливая фрезер с ЧПУ своими руками, вы должны ознакомиться с конструктивными особенностями устройства. Например, блок питания требуется для подачи электроэнергии на шаговые двигатели и микросхему контроллера. Для этого используется модель 12В 3А. Контроллер необходим для подачи команд на двигатель. Для работы устройства достаточно будет простой схемы для контроллера, который будет подавать команды на три двигателя.
Элементом регулирования выступает еще и драйвер. Он будет отвечать за подвижную часть. Для управления следует использовать стандартные программные комплексы. В качестве одного из них выступает KCam, который обладает гибкой структурой для адаптации к любому контроллеру. Этот комплекс имеет одно важное преимущество, которое заключается в возможности импортирования файлов распространенных форматов. С помощью приложения вы сможете составить трехмерный чертеж заготовки для анализа.
Для того чтобы шаговые двигатели работали с заданной частотой входа, в программу управления необходимо будет внести технические параметры. При составлении программы следует сделать отдельные блоки. Они предназначены для:
- рисования;
- фрезерования;
- гравировки;
- сверления.
Это позволит исключить холостые передвижения фрезы.
Подбор комплектующих

Прежде чем выполнить фрезер с ЧПУ своими руками, вы должны выбрать компоненты для сборки. Подходящим вариантом выступает использование подручных средств. Основой станка может стать оргстекло, алюминий или древесина. Для правильного функционирования комплекса следует разработать конструкцию суппортов. Их движение не должно сопровождаться колебаниями, что может стать причиной неточной обработки детали.
Перед сборкой компоненты проверяются на совместимость. Что касается направляющих, то в качестве них выступят стальные шлифованные прутки, диаметр которых равен 12 мм. Для оси Х длина эквивалентна 200 мм, для У — 90 мм. Прежде чем вы начнете заниматься изготовлением фрезера с ЧПУ своими руками, должны подобрать суппорт. Подходящим вариантом является текстолит. Габариты площадки будут следующими: 25х100х45 мм.
Блок крепления фрезы можно изготовить из текстолита. Его конфигурация будет зависеть от имеющегося инструмента. Блок питания обычно используется заводской. Если вы хотите заняться этими работами самостоятельно, то должны быть готовы к возможным ошибкам, которые негативно отразятся на работе оборудования.
Если хотите собрать своими руками фрезер с то для этого можно использовать модель 24в. В качестве отличного варианта выступает и 5А. Его довольно часто сравнивают с приводами дисковода, первый из которых обладает более внушительной мощностью. Для пайки платы контроллера следует использовать конденсаторы и резисторы в SMD корпусах. Это позволит уменьшить параметры, а также сделать внутреннее пространство более оптимизированным.
Инструкция по изготовлению станка

Как только все комплектующие были выбраны, можно приступать к изготовлению устройства. Все элементы предварительно проверяются, что особенно касается их качества и параметров. Для крепления узлов следует использовать специальные детали. Их форма и конфигурация будут зависеть от выбранной схемы.
Конструкция обязательно должна иметь подъем рабочего инструмента. Для этого следует использовать Для отдачи вращения на нужно применить зубчатый ремень. Обязательным элементом оборудования является вертикальная ось. Ее можно изготовить из алюминиевой плиты. Этот узел подгоняется по размерам, которые были получены на этапе проектирования и занесены в чертеж.
Перед тем, как сделать фрезер с ЧПУ своими руками, вы можете отлить вертикальную ось, используя для этого муфельную плиту. Отличным материалом станет алюминий. На корпус монтируются два двигателя, которые будут располагаться за осью. Один из них будет отвечать за горизонтальное, а другой — за вертикальное перемещение. Вращение должно передаваться через ремни. Как только все элементы будут на своих местах, станок необходимо установить на ручное управление и проверить его работу. Если будут выявлены недочеты, их вы сможете устранить на месте.
Дополнительно о шаговых двигателях

Агрегаты с ЧПУ должны оснащаться электрическими двигателями шагового типа. В качестве такого мотора можно использовать тот, что будет позаимствован от матричного принтера. Обычно в них устанавливаются довольно мощные элементы. Матричные агрегаты обладают стальными стержнями, в основе которых прочный материал. Их тоже можно задействовать в самодельном станке.
Если вы задались вопросом о том, как сделать фрезер с ЧПУ своими руками, фото предварительно рекомендуется рассмотреть. Они позволят вам понять, как действовать. Конструкция может предусматривать наличие трех двигателей, что указывает на необходимость разборки двух матричных принтеров. Лучше, если моторы будут обладать пятью проводами управления, ведь функциональность станка при этом увеличится в несколько раз. При выборе шагового двигателя следует выяснить число градусов на один шаг и рабочее напряжение. Вам должно быть известно ещё и обмоточное сопротивление. Это позволит правильно настроить программное обеспечение.
Крепление вала
Если вы решили изготовить фрезер с ЧПУ по дереву своими руками, то в качестве привода можете использовать шпильку или гайку соответствующих размеров. Крепление вала лучше осуществлять резиновым кабелем с толстой обмоткой. Этот же подход актуален и при креплении двигателя к шпильке. Фиксаторы вы можете изготовить из втулки с винтом. Для этого используется нейлон. Помощниками-инструментами в этом случае выступают напильник и дрель.
Электронное обеспечение станка
Основным элементом описываемого оборудования выступает программное обеспечение. Вы можете использовать самодельное, которое будет предусматривать наличие всех драйверов для контролеров. Обеспечение должно иметь питающие блоки и шаговые двигатели. Если перед вами встала задача о том, как собрать фрезер с ЧПУ своими руками, вы должны позаботиться о наличии порта LPT. Необходима будет еще и рабочая программа, обеспечивающая контроль и управление необходимыми режимами работы.
Сам блок ЧПУ подключается к оборудованию через порт и установленные двигатели. При выборе программного обеспечения для станка необходимо делать ставку на то, которое уже доказало свою стабильную работу и обладает функциональными возможностями. Электроника повлияет на качество и точность выполняемых операций. После ее установки следует выполнить загрузку программ и драйверов.
Своими руками выполняется по такой же технологии. Однако он справится лишь с тонкими заготовками. Перед работой устройства необходимо проверить в работе электронное обеспечение и устранить недочеты.
Вместо заключения: особенности изготовления станка из сверлильного оборудования
Прежде чем приступать к работам по изготовлению фрезера с ЧПУ своими руками, пошагово необходимо рассмотреть инструкцию. Она может предусматривать использование той или иной принципиальной схемы, на основе которой будет работать мини-оборудование. В качестве таковой иногда выступает сверлильный станок, в котором рабочая головка заменяется на фрезерную.
Самое сложное заключается в том, что придётся конструировать механизм, обеспечивающий передвижения в 3 плоскостях. Этот механизм обычно собирается на основе тех же кареток от неработающего принтера.
К устройству подключается программное управление. Работать с помощью такого устройства можно будет с заготовками из листового металла, древесины или пластика. Это объясняется тем, что каретки от старого принтера, обеспечивающие перемещение режущего инструмента, не будут способны гарантировать достаточную степень жесткости.
Зная о том, что является сложным техническим и электронным устройством, многие умельцы думают, что его просто невозможно изготовить своими руками. Однако такое мнение ошибочно: самостоятельно сделать подобное оборудование можно, но для этого нужно иметь не только его подробный чертеж, но и набор необходимых инструментов и соответствующих комплектующих.
Обработка дюралевой заготовки на самодельном настольном фрезерном станке
Решившись на изготовление самодельного с ЧПУ, имейте в виду, что на это может уйти значительное количество времени. Кроме того, потребуются определенные финансовые затраты. Однако не побоявшись таких трудностей и правильно подойдя к решению всех вопросов, можно стать обладателем доступного по стоимости, эффективного и производительного оборудования, позволяющего выполнять обработку заготовок из различных материалов с высокой степенью точности.
Чтобы сделать фрезерный станок, оснащенный системой ЧПУ, можно воспользоваться двумя вариантами: купить готовый набор, из специально подобранных элементов которого и собирается такое оборудование, либо найти все комплектующие и своими руками собрать устройство, полностью удовлетворяющее всем вашим требованиям.
Инструкция по сборке самодельного фрезерного станка с ЧПУ
Ниже на фото можно увидеть сделанный собственными руками , к которому прилагается подробная инструкция по изготовлению и сборке с указанием используемых материалов и комплектующих, точными «выкройками» деталей станка и приблизительными затратами. Единственный минус — инструкция на английском языке, но разобраться в подробных чертежах вполне можно и без знания языка.
Скачать бесплатно инструкцию по изготовлению станка:

Фрезерный станок с ЧПУ собран и готов к работе. Ниже несколько иллюстраций из инструкции по сборке данного станка

«Выкройки» деталей станка (уменьшенный вид)
Начало сборки станка
Промежуточный этап
Заключительный этап сборки
Подготовительные работы
Если вы решили, что будете конструировать станок с ЧПУ своими руками, не используя готового набора, то первое, что вам необходимо будет сделать, — это остановить свой выбор на принципиальной схеме, по которой будет работать такое мини-оборудование.

За основу фрезерного оборудования с ЧПУ можно взять старый сверлильный станок, в котором рабочая головка со сверлом заменяется на фрезерную. Самое сложное, что придется конструировать в таком оборудовании, — это механизм, обеспечивающий передвижение инструмента в трех независимых плоскостях. Этот механизм можно собрать на основе кареток от неработающего принтера, он обеспечит перемещение инструмента в двух плоскостях.
К устройству, собранному по такой принципиальной схеме, легко подключить программное управление. Однако его основной недостаток заключается в том, что обрабатывать на таком станке с ЧПУ можно будет только заготовки из пластика, древесины и тонкого листового металла. Объясняется это тем, что каретки от старого принтера, которые будут обеспечивать перемещение режущего инструмента, не обладают достаточной степенью жесткости.

Чтобы ваш самодельный станок с ЧПУ был способен выполнять полноценные фрезерные операции с заготовками из различных материалов, за перемещение рабочего инструмента должен отвечать достаточно мощный шаговый двигатель. Совершенно не обязательно искать двигатель именно шагового типа, его можно изготовить из обычного электромотора, подвергнув последний небольшой доработке.
Применение шагового двигателя в вашем даст возможность избежать использования винтовой передачи, а функциональные возможности и характеристики самодельного оборудования от этого не станут хуже. Если же вы все-таки решите использовать для своего мини-станка каретки от принтера, то желательно подобрать их от более крупногабаритной модели печатного устройства. Для передачи усилия на вал фрезерного оборудования лучше применять не обычные, а зубчатые ремни, которые не будут проскальзывать на шкивах.

Одним из наиболее важных узлов любого подобного станка является механизм фрезера. Именно его изготовлению необходимо уделить особое внимание. Чтобы правильно сделать такой механизм, вам потребуются подробные чертежи, которым необходимо будет строго следовать.
Чертежи фрезерного станка с ЧПУ



Приступаем к сборке оборудования
Основой самодельного фрезерного оборудования с ЧПУ может стать балка прямоугольного сечения, которую надо надежно зафиксировать на направляющих.
Несущая конструкция станка должна обладать высокой жесткостью, при ее монтаже лучше не использовать сварных соединений, а соединять все элементы нужно только при помощи винтов.

Объясняется это требование тем, что сварные швы очень плохо переносят вибрационные нагрузки, которым в обязательном порядке будет подвергаться несущая конструкция оборудования. Такие нагрузки в итоге приведут к тому, что рама станка начнет разрушаться со временем, и в ней произойдут изменения в геометрических размерах, что скажется на точности настройки оборудования и его работоспособности.
Сварные швы при монтаже рамы самодельного фрезерного станка часто провоцируют развитие люфта в его узлах, а также прогиб направляющих, образующийся при серьезных нагрузках.

Во фрезерном станке, который вы будете собирать своими руками, должен быть предусмотрен механизм, обеспечивающий перемещение рабочего инструмента в вертикальном направлении. Лучше всего использовать для этого винтовую передачу, вращение на которую будет передаваться при помощи зубчатого ремня.
Важная деталь фрезерного станка – его вертикальная ось, которую для самодельного устройства можно изготовить из алюминиевой плиты. Очень важно, чтобы размеры этой оси были точно подогнаны под габариты собираемого устройства. Если в вашем распоряжении есть муфельная печь, то изготовить вертикальную ось станка можно своими руками, отлив ее из алюминия по размерам, указанным в готовом чертеже.

После того как все комплектующие вашего самодельного фрезерного станка подготовлены, можно приступать к его сборке. Начинается данный процесс с монтажа двух шаговых электродвигателей, которые крепятся на корпус оборудования за его вертикальной осью. Один из таких электродвигателей будет отвечать за перемещение фрезерной головки в горизонтальной плоскости, а второй — за перемещение головки, соответственно, в вертикальной. После этого монтируются остальные узлы и агрегаты самодельного оборудования.

Вращение на все узлы самодельного оборудования с ЧПУ должно передаваться только посредством ременных передач. Прежде чем подключать к собранному станку систему программного управления, следует проверить его работоспособность в ручном режиме и сразу устранить все выявленные недостатки в его работе.
Посмотреть процесс сборки можно на видео, которое несложно найти в интернете.
Шаговые двигатели
В конструкции любого фрезерного станка, оснащенного ЧПУ, обязательно присутствуют шаговые двигатели, которые обеспечивают перемещение инструмента в трех плоскостях: 3D. При конструировании самодельного станка для этой цели можно использовать электромоторы, установленные в матричном принтере. Большинство старых моделей матричных печатных устройств оснащались электродвигателями, обладающими достаточно высокой мощностью. Кроме шаговых электродвигателей из старого принтера стоит взять прочные стальные стержни, которые также можно использовать в конструкции вашего самодельного станка.

Чтобы своими руками сделать фрезерный станок с ЧПУ, вам потребуются три шаговых двигателя. Поскольку в матричном принтере их всего два, необходимо будет найти и разобрать еще одно старое печатное устройство.
Окажется большим плюсом, если найденные вами двигатели будут иметь пять проводов управления: это позволит значительно увеличить функциональность вашего будущего мини-станка. Важно также выяснить следующие параметры найденных вами шаговых электродвигателей: на сколько градусов осуществляется поворот за один шаг, каково напряжение питания, а также значение сопротивления обмотки.

Конструкция привода самодельного фрезерного станка с ЧПУ собирается из гайки и шпильки, размеры которых следует предварительно подобрать по чертежу вашего оборудования. Для фиксации вала электродвигателя и для его присоединения к шпильке удобно использовать толстую резиновую обмотку от электрического кабеля. Такие элементы вашего станка с ЧПУ, как фиксаторы, можно изготовить в виде нейлоновой втулки, в которую вставлен винт. Для того чтобы сделать такие несложные конструктивные элементы, вам понадобятся обычный напильник и дрель.
Электронная начинка оборудования
Управлять вашим станком с ЧПУ, сделанным своими руками, будет программное обеспечение, а его необходимо правильно подобрать. Выбирая такое обеспечение (его можно написать и самостоятельно), важно обращать внимание на то, чтобы оно было работоспособным и позволяло станку реализовывать все свои функциональные возможности. Такое ПО должно содержать драйверы для контроллеров, которые будут установлены на ваш фрезерный мини-станок.
В самодельном станке с ЧПУ обязательным является порт LPT, через который электронная система управления и подключается к станку. Очень важно, чтобы такое подключение осуществлялось через установленные шаговые электродвигатели.

Выбирая электронные комплектующие для своего станка, сделанного своими руками, важно обращать внимание на их качество, так как именно от этого будет зависеть точность технологических операций, которые на нем будут выполняться. После установки и подключения всех электронных компонентов системы ЧПУ нужно выполнить загрузку необходимого программного обеспечения и драйверов. Только после этого следуют пробный запуск станка, проверка правильности его работы под управлением загруженных программ, выявление недостатков и их оперативное устранение.
Набор, с помощью которого можно собрать свой фрезерный станок с ЧПУ.
В Китае продаются готовые станки, обзор одного из них на Муське уже публиковался. Мы же с Вами соберем станок сами. Добро пожаловать…
UPD
: ссылки на файлы
Я все-таки приведу ссылку на обзор готового станка от AndyBig. Я же не буду повторяться, не буду цитировать его текст, напишем все с нуля. В заголовке указан только набор с двигателями и драйвером, будут еще части, постараюсь дать ссылки на всё.
И это… Заранее извиняюсь перед читателями, фотографии в процессе специально не делал, т.к. в тот момент делать обзор не собирался, но подниму максимум фоток процесса и постараюсь дать подробное описание всех узлов.
Цель обзора — не столько похвастаться, сколько показать возможность сделать для себя помощника самому. Надеюсь этим обзором подать кому-то идею, и возможно не только повторить, но и сделать еще лучше. Поехали…
Как родилась идея:
Так получилось, что с чертежами я связан давно. Т.е. моя профессиональная деятельность с ними тесно связана. Но одно дело, когда ты делаешь чертеж, а после уже совсем другие люди воплощают объект проектирования в жизнь, и совсем другое, когда ты воплощаешь объект проектирования в жизнь сам. И если со строительными вещами у меня вроде как нормально получается, то с моделизмом и другим прикладным искусством не особо.
Так вот давно была мечта из нарисованного в автокаде изображения, сделать вжжик — и оно вот в натуре перед тобой, можно пользоваться. Идея эта время от времени проскакивала, но во что-то конкретное оформиться никак не могла, пока…
Пока я не увидел года три-четыре назад REP-RAP. Ну что ж 3Д принтер это была очень интересная вещь, и идея собрать себе долго оформлялась, я собирал информацию о разных моделях, о плюсах и минусах разных вариантов. В один момент перейдя по одной из ссылок я попал на форум, где сидели люди и обсуждали не 3Д принтеры, а фрезерные станки с ЧПУ управлением. И отсюда, пожалуй, увлечение и начинает свой путь.
Вместо теории
В двух словах о фрезерных станках с ЧПУ (пишу своими словами намеренно, не копируя статьи, учебники и пособия).
Фрезерный станок работает прямо противоположно 3Д принтеру. В принтере шаг за шагом, слой за слоем модель наращивается за счет наплавления полимеров, во фрезерном станке, с помощью фрезы из заготовки убирается «все лишнее» и получается требуемая модель.
Для работы такого станка нужен необходимый минимум.
1. База (корпус) с линейными направляющими и передающий механизм (может быть винт или ремень)
2. Шпиндель (я вижу кто-то улыбнулся, но так он называется) — собственно двигатель с цангой, в которую устанавливается рабочий инструмент — фреза.
3. Шаговые двигатели — двигатели, позволяющие производить контролируемые угловые перемещения.
4. Контроллер — плата управления, передающая напряжения на двигатели в соответствии с сигналами, полученными от управляющей программы.
5. Компьютер, с установленной управляющей программой.
6. Базовые навыки черчения, терпение, желание и хорошее настроение.))
По пунктам:
1. База.
по конфигурации:
Разделю на 2 типа, существуют более экзотические варианты, но основных 2:
С подвижным порталом:
Собственно, выбранная мной конструкция, в ней есть основа на которой закреплены направляющие по оси X. По направляющим оси Х передвигается портал, на котором размещены направляющие оси Y, и перемещающийся по нему узел оси Z.
Со статическим порталом
Такая конструкция представляет и себя корпус он же и является порталом, на котором размещены направляющие оси Y, и перемещающийся по нему узел оси Z, а ось Х уже перемещается относительно портала.
По материалу:
корпус может быть изготовлен из разных материалов, самые распространенные:
— дюраль — обладает хорошим соотношением массы, жесткости, но цена (именно для хоббийной самоделки) все-таки удручает, хотя если на станок имеются виды по серьезному зарабатыванию денег, то без вариантов.
— фанера — неплохая жесткость при достаточной толщине, небольшой вес, возможность обрабатывать чем угодно:), ну и собственно цена, лист фанеры 17 сейчас совсем недорог.
— сталь — часто применяют на станках большой площади обработки. Такой станок конечно должен быть статичным (не мобильным) и тяжелым.
— МФД, оргстекло и монолитный поликарбонат, даже ДСП — тоже видел такие варианты.
Как видите — сама конструкция станка весьма схожа и с 3д принтером и с лазерными граверами.
Я намеренно не пишу про конструкции 4, 5 и 6 -осевых фрезерных станков, т.к. на повестке дня стоит самодельный хоббийный станок.
2. Шпиндель.
Собственно, шпиндели бывают с воздушным и водяным охлаждением.
С воздушным охлаждением в итоге стоят дешевле, т.к. для них не надо городить дополнительный водяной контур, работают чуть громче нежели водяные. Охлаждение обеспечивается установленной на тыльной стороне крыльчаткой, которая на высоких оборотах создает ощутимый поток воздуха, охлаждающий корпус двигателя. Чем мощнее двигатель, тем серьезнее охлаждение и тем больше воздушный поток, который вполне может раздувать во все стороны
пыль (стружку, опилки) обрабатываемого изделия.
С водяным охлаждением. Такой шпиндель работает почти беззвучно, но в итоге все-равно разницу между ними в процессе работу не услышать, поскольку звук обрабатываемого материала фрезой перекроет. Сквозняка от крыльчатки, в данном случае конечно нет, зато есть дополнительный гидравлический контур. В таком контуре должны быть и трубопроводы, и помпа прокачивающая жидкость, а также место охлаждения (радиатор с обдувом). В этот контур обычно заливают не воду, а либо ТОСОЛ, либо Этиленгликоль.
Также шпиндели есть различных мощностей, и если маломощные можно подключить напрямую к плате управления, то двигатели мощностью от 1кВт уже необходимо подключать через блок управления, но это уже не про нас.))
Да, еще частенько в самодельных станках устанавливают прямые шлифмашины, либо фрезеры со съемной базой. Такое решение может быть оправдано, особенно при выполнении работ недолгой продолжительности.
В моем случае был выбран шпиндель с воздушным охлаждением мощностью 300Вт.
3. Шаговые двигатели.
Наибольшее распространение получили двигатели 3 типоразмеров
NEMA17, NEMA23, NEMA 32
отличаются они размерами, мощностью и рабочим моментом
NEMA17 обычно применяются в 3д принтерах, для фрезерного станка они маловаты, т.к. приходится таскать тяжелый портал, к которому дополнительно прикладывается боковая нагрузка при обработке.
NEMA32 для такой поделки излишни, к тому же пришлось бы брать другую плату управления.
мой выбор пал на NEMA23 с максимальной мощностью для этой платы — 3А.
Также люди используют шаговики от принтеров, но т.к. у меня и их не было и все равно приходилось покупать выбрал всё в комплекте.
4. Контроллер
Плата управления, получающая сигналы от компьютера и передающая напряжение на шаговые двигатели, перемещающие оси станка.
5. Компьютер
Нужен комп отдельный (возможно весьма старый) и причин тому, пожалуй, две:
1. Вряд ли Вы решитесь располагать фрезерный станок рядом с тем местом, где привыкли читать интернетики, играть в игрушки, вести бухгалтерию и т.д. Просто потому, что фрезерный станок — это громко и пыльно. Обычно станок либо в мастерской, либо в гараже (лучше отапливаемом). У меня станок стоит в гараже, зимой преимущественно простаивает, т.к. нет отопления.
2. По экономическим соображениям обычно применяются компьютеры уже не актуальные для домашней жизни — сильно б/у:)
Требования к машине по большому счету ни о чем:
— от Pentium 4
— наличие дискретной видеокарты
— RAM от 512MB
— наличие разъема LPT (по поводу USB не скажу, за имением драйвера, работающего по LPT, новинки пока не изучал)
такой компьютер либо достается из кладовки, либо как в моем случае покупается за бесценок.
В силу малой мощности машины стараемся не ставить дополнительный софт, т.е. только ось и управляющая программа.
Дальше два варианта:
— ставим windows XP (комп то слабенький, помним да?) и управляющую программу MATCH3 (есть другие, но это самая популярная)
— ставим никсы и Linux CNC (говорят, что тоже очень неплохо все, но я никсы не осилил)
Добавлю, пожалуй, чтоб не обидеть излишне обеспеченных людей, что вполне можно поставить и не пенёк четвертый, а и какой-нибудь ай7 — пожалуйста, если это Вам нравится и можете себе это позволить.
6. Базовые навыки черчения, терпение, желание и хорошее настроение.
Тут в двух словах.
Для работы станка нужна управляющая программа (по сути текстовый файл содержащий координаты перемещений, скорость перемещений и ускорения), которая в свою очередь готовится в CAM приложении — обычно это ArtCam, в этом приложении готовиться сама модель, задаются ее размеры, выбирается режущий инструмент.
Я обычно поступаю несколько более долгим путем, делаю чертеж, а AutoCad потом, сохранив его *.dxf подгружаю в ArtCam и уже там готовлю УП.
Ну и приступаем к процессу создания своего.
Перед проектированием станка принимаем за отправные точки несколько моментов:
— Валы осей будут сделаны из шпильки строительной с резьбой М10. Конечно, бесспорно существуют более технологичные варианты: вал с трапециевидной резьбой, шарико-винтовая передача(ШВП), но необходимо понимать, что цена вопроса оставляет желать лучшего, а для хоббийного станка цена получается вообще космос. Тем не менее со временем я собираюсь провести апгрейд и заменить шпильку на трапецию.
— Материал корпуса станка – фанера 16мм. Почему фанера? Доступно, дешево, сердито. Вариантов на самом деле много, кто-то делает из дюрали, кто-то из оргстекла. Мне проще из фанеры.
Делаем 3Д модель:

Развертку:

Далее я поступил так, снимка не осталось, но думаю понятно будет. Распечатал развертку на прозрачных листах, вырезал их и наклеил на лист фанеры.
Выпилил части и просверлил отверстия. Из инструментов — электролобзик и шуруповерт.
Есть еще одна маленькая хитрость, которая облегчит жизнь в будущем: все парные детали перед сверлением отверстий сжать струбциной и сверлить насквозь, таким образом Вы получите отверстия, одинаково расположенные на каждой части. Даже если при сверлении получится небольшое отклонение, то внутренние части соединенных деталей будут совпадать, а отверстие можно немного рассверлить.
Параллельно делаем спецификацию и начинаем все заказывать.
что получилось у меня:
1. Набор, указанный в данном обзоре, включает в себя: плата управления шаговыми двигателями (драйвер), шаговые двигатели NEMA23 – 3 шт., блок питания 12V, шнур LPTи кулер.
2. Шпиндель (это самый простой, но тем не менее работу свою выполняет), крепеж и блок питания 12V.
3. Б/у компьютер Pentium 4, самое главное на материнке есть LPT и дискретная видеокарта + ЭЛТ монитор. Взял на Авито за 1000р.
4. Вал стальной: ф20мм – L=500мм – 2шт., ф16мм – L=500мм – 2шт., ф12мм – L=300мм – 2шт.
Брал тут, на тот момент в Питере брать получалось дороже. Пришло в течении 2 недель.
5. Подшипники линейные: ф20 – 4шт., ф16 – 4шт., ф12 – 4 шт.
20
16
12
6. Крепления для валов: ф20 – 4шт., ф16 – 4шт., ф12 — 2шт.
20
16
12
7. Гайки капролоновые с резьбой М10 – 3шт.
Брал вместе с валами на duxe.ru
8. Подшипники вращения, закрытые – 6шт.
Там же, но у китайцев их тоже полно
9. Провод ПВС 4х2,5
это оффлайн
10. Винтики, шпунтики, гаечки, хомутики – кучка.
Это тоже в оффлайне, в метизах.
11. Так же был куплен набор фрез
Итак, заказываем, ждем, выпиливаем и собираем.


Изначально драйвер и блок питания для него установил в корпус с компом вместе.

Позже было принято решение разместить драйвер в отдельном корпусе, он как раз появился.

Ну и старенький монитор как-то сам поменялся на более современный.

Как я говорил вначале, никак не думал, что буду писать обзор, поэтому прилагаю фотографии узлов, и постараюсь дать пояснения по процессу сборки.
Сначала собираем три оси без винтов, для того чтобы максимально точно выставить валы.
Берем переднюю и заднюю стенки корпуса, крепим фланцы для валов. Нанизываем на оси Х по 2 линейных подшипника и вставляем их во фланцы.

Крепим дно портала к линейным подшипникам, пытаемся покатать основание портала туда-сюда. Убеждаемся в кривизне своих рук, все разбираем и немного рассверливаем отверстия.
Таким образом мы получаем некоторую свободу перемещения валов. Теперь наживляем фланцы, вставляем валы в них и перемещаем основание портала вперед-назад добиваемся плавного скольжения. Затягиваем фланцы.
На этом этапе необходимо проверить горизонтальность валов, а также их соосность по оси Z (короче, чтобы расстояние от сборочного стола до валов была одинаковой) чтобы потом не завалить будущую рабочую плоскость.
С осью Х разобрались.
Крепим стойки портала к основанию, я для этого использовал мебельные бочонки.

Крепим фланцы для оси Y к стойкам, на этот раз снаружи:

Вставляем валы с линейными подшипниками.
Крепим заднюю стенку оси Z.
Повторяем процесс настройки параллельности валов и закрепляем фланцы.
Повторяем аналогично процесс с осью Z.
Получаем достаточно забавную конструкцию, которую можно перемещать одной рукой по трем координатам.
Важный момент: все оси должны двигаться легко, т.е. немного наклонив конструкцию портал должен сам свободно, без всяких скрипов и сопротивления переместиться.
Далее крепим ходовые винты.
Отрезаем строительную шпильку М10 необходимой длины, накручиваем капролоновую гайку примерно на середину, и по 2 гайки М10 с каждой стороны. Удобно для этого, немного накрутив гайки, зажать шпильку в шуруповерт и удерживая гайки накрутить.
Вставляем в гнезда подшипники и просовываем в них изнутри шпильки. После этого фиксируем шпильки к подшипнику гайками с каждой стороны и контрим вторыми чтобы не разболталось.
Крепим капролоновую гайку к основанию оси.
Зажимаем конец шпильки в шуруповерт и пробуем переместить ось от начала до конца и вернуть.
Здесь нас поджидает еще пара радостей:
1. Расстояние от оси гайки до основания в центре (а скорее всего в момент сборки основание будет посередине) может не совпасть с расстоянием в крайних положениях, т.к. валы под весом конструкции могут прогибаться. Мне пришлось по оси Х подкладывать картонку.
2. Ход вала может быть очень тугим. Если Вы исключили все перекосы, то может сыграть роль натяжение, тут необходимо поймать момент натяга фиксации гайками к установленному подшипнику.
Разобравшись с проблемами и получив свободное вращение от начала до конца переходим к установке остальных винтов.
Присоединяем к винтам шаговые двигатели:
Вообще при применении специальных винтов, будь то трапеция или ШВП на них делается обработка концов и тогда подключение к двигателю очень удобно делается специальной муфтой.
Но мы имеем строительную шпильку и пришлось подумать, как крепить. В этот момент мне попался в руки отрез газовой трубы, ее и применил. На шпильку она прямо «накручивается» на двигатель заходит в притирку, затянул хомутами — держит весьма неплохо.

Для закрепления двигателей взял алюминиевую трубку, нарезал. Регулировал шайбами.
Для подключения двигателей взял вот такие коннекторы:


Извините, не помню как называются, надеюсь кто-нибудь в комментариях подскажет.
Разъем GX16-4 (спасибо Jager). Просил коллегу купить в магазине электроники, он просто рядом живет, а мне получалось очень неудобно добираться. Очень ими доволен: надежно держат, рассчитаны на бОльший ток, всегда можно отсоединить.
Ставим рабочее поле, он же жертвенный стол.
Присоединяем все двигатели к управляющей плате из обзора, подключаем ее к 12В БП, коннектим к компьютеру кабелем LPT.
Устанавливаем на ПК MACH3, производим настройки и пробуем!
Про настройку отдельно, пожалуй, писать не буду. Это можно еще пару страниц накатать.
У меня целая радость, сохранился ролик первого запуска станка:
Да, когда в этом видео производилось перемещение по оси Х был жуткий дребезг, я к сожалению, не помню уже точно, но в итоге нашел то ли шайбу болтающуюся, то ли еще что-то, в общем это было решено без проблем.
Далее необходимо поставить шпиндель, при этом обеспечив его перпендикулярность (одновременно по Х и по Y) рабочей плоскости. Суть процедуры такая, к шпинделю изолентой крепим карандаш, таким образом получается отступ от оси. При плавном опускании карандаша он начинает рисовать окружность на доске. Если шпиндель завален, то получается не круг, а дуга. Соответственно необходимо выравниванием добиться рисования круга. Сохранилась фотка от процесса, карандаш не в фокусе, да и ракурс не тот, но думаю суть понятна:

Находим готовую модель (в моем случае герб РФ) подготавливаем УП, скармливаем ее MACHу и вперед!
Работа станка:
фото в процессе:

Ну и естественно проходим посвящение))
Ситуация как забавная, так и в целом понятная. Мы мечтаем построить станок и сразу выпилить что-то суперкрутое, а в итоге понимаем, что на это время уйдет просто уйма времени.
В двух словах:
При 2Д обработке (просто выпиливании) задается контур, который за несколько проходов вырезается.
При 3Д обработке (тут можно погрузиться в холивар, некоторые утверждают, что это не 3Д а 2.5Д, т.к. заготовка обрабатывается только сверху) задается сложная поверхность. И чем выше точность необходимого результата, тем тоньше применяется фреза, тем больше проходов этой фрезы необходимо.
Для ускорения процесса применяют черновую обработку. Т.е. сначала производится выборка основного объема крупной фрезой, потом запускается чистовая обработка тонкой фрезой.
Далее, пробуем, настраиваем экспериментируем т.д. Правило 10000 часов работает и здесь;)
Пожалуй, я не буду больше утомлять рассказом о постройке, настройке и др. Пора показать результаты использования станка — изделия.





Как видите в основном это выпиленные контуры или 2Д обработка. На обработку объемных фигур уходит много времени, станок стоит в гараже, и я туда заезжаю ненадолго.
Тут мне справедливо заметят — а на… строить такую бандуру, если можно выпилить фигуру U-образным лобзиком или электролобзиком?
Можно, но это не наш метод. Как помните в начале текста я писал, что именно идея сделать чертеж на компьютере и превратить этот чертеж в изделие и послужили толчком к созданию данного зверя.
Написание обзора меня наконец подтолкнуло произвести апгрейд станка. Т.е. апгрейд был запланирован ранее, но «руки все не доходили». Последним изменением до этого была организация домика для станка:

Таким образом в гараже при работе станка стало намного тише и намного меньше пыли летает.
Последним же апгрейдом стала установка нового шпинделя, точнее теперь у меня есть две сменные базы:
1. С китайским шпинделем 300Вт для мелкой работы:

2. С отечественным, но от того не менее китайским фрезером «Энкор»…

С новым фрезером появились новые возможности.
Быстрее обработка, больше пыли.
Вот результат использования полукруглой пазовой фрезы:

Ну и специально для MYSKU
Простая прямая пазовая фреза:

Видео процесса:
На этом я буду сворачиваться, но по правилам надо бы подвести итоги.
Минусы:
— Дорого.
— Долго.
— Время от времени приходится решать новые проблемы (отключили свет, наводки, раскрутилось что-то и др.)
Плюсы:
— Сам процесс создания. Только это уже оправдывает создание станка. Поиск решений возникающих проблем и реализация, и является тем, ради чего вместо сидения на попе ровно ты встаешь и идешь делать что-либо.
— Радость в момент дарения подарков, сделанных своими руками. Тут нужно добавить, что станок не делает всю работу сам:) помимо фрезерования необходимо это все еще обработать, пошкурить покрасить и др.
Большое Вам спасибо, если Вы еще читаете. Надеюсь, что мой пост пусть хоть и не подобьет Вас к созданию такого (или другого) станка, но сколько-то расширит кругозор и даст пищу к размышлениям. Также спасибо хочу сказать тем, кто меня уговорил написать сей опус, без него у меня и апгрейда не произошло видимо, так что все в плюсе.
Приношу извинения за неточности в формулировках и всякие лирические отступления. Многое пришлось сократить, иначе текст бы получился просто необъятный. Уточнения и дополнения естественно возможны, пишите в комментариях — постараюсь всем ответить.
Удачи Вам в Ваших начинаниях!
Обещанные ссылки на файлы:
— чертеж станка,
— развертка,
формат — dxf. Это значит, что Вы сможете открыть файл любым векторным редактором.
3Д модель детализирована процентов на 85-90, многие вещи делал, либо в момент подготовки развертки, либо по месту. Прошу «понять и простить».)
Планирую купить
+150
Добавить в избранное
Обзор понравился
+261
+487
И так, в рамках этой статьи-инструкции я хочу, что бы вы вместе с автором проекта, 21 летним механиком и дизайнером, изготовили свой собственный . Повествование будет вестись от первого лица, но знайте, что к большому своему сожалению, я делюсь не своим опытом, а лишь вольно пересказываю автора сего проекта.
В этой статье будет достаточно много чертежей
, примечания к ним сделаны на английском языке, но я уверен, что настоящий технарь все поймет без лишних слов. Для удобства восприятия, я разобью повествование на «шаги».
Предисловие от автора
Уже в 12 лет я мечтал построить машину, которая будет способна создавать различные вещи. Машину, которая даст мне возможность изготовить любой предмет домашнего обихода. Спустя два года я наткнулся на словосочетание ЧПУ
или если говорить точнее, то на фразу «Фрезерный станок с ЧПУ»
. После того как я узнал, что есть люди способные сделать такой станок самостоятельно для своих нужд, в своем собственном гараже, я понял, что тоже смогу это сделать. Я должен это сделать
! В течение трех месяцев я пытался собрать подходящие детали, но не сдвинулся с места. Поэтому моя одержимость постепенно угасла.
В августе 2013 идея построить фрезерный станок с ЧПУ вновь захватила меня. Я только что окончил бакалавриат университета промышленного дизайна, так что я был вполне уверен в своих возможностях. Теперь я четко понимал разницу между мной сегодняшним и мной пятилетней давности. Я научился работать с металлом, освоил техники работы на ручных металлообрабатывающих станках, но самое главное я научился применять инструменты для разработки. Я надеюсь, что эта инструкция вдохновит вас на создание своего станка с ЧПУ!
Шаг 1: Дизайн и CAD модель
Все начинается с продуманного дизайна. Я сделал несколько эскизов, чтобы лучше прочувствовать размеры и форму будущего станка. После этого я создал CAD модель используя SolidWorks. После того, как я смоделировал все детали и узлы станка, я подготовил технические чертежи. Эти чертежи я использовал для изготовления деталей на ручных металлообрабатывающих станках: и .
Признаюсь честно, я люблю хорошие удобные инструменты. Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.



Файлы для скачивания «Шаг 1»
Габаритные размеры
Шаг 2: Станина
Станина обеспечивает станку необходимую жесткость. На нее будет установлен подвижной портал, шаговые двигатели, ось Z и шпиндель, а позднее и рабочая поверхность. Для создания несущей рамы я использовал два алюминиевых профиля Maytec сечением 40х80 мм и две торцевые пластины из алюминия толщиной 10 мм. Все элементы я соединил между собой на алюминиевые уголки. Для усиления конструкции внутри основной рамы я сделал дополнительную квадратную рамку из профилей меньшего сечения.
Для того, чтобы в дальнейшем избежать попадания пыли на направляющие, я установил защитные уголки из алюминия. Уголок смонтирован с использованием Т-образных гаек, которые установлены в один из пазов профиля.
На обоих торцевых пластинах установлены блоки подшипников для установки приводного винта.


Несущая рама в сборе


Уголки для защиты направляющих
Файлы для скачивания «Шаг 2»
Чертежи основных элементов станины
Шаг 3: Портал
Подвижной портал — исполнительный орган вашего станка, он перемещается по оси X и несет на себе фрезерный шпиндель и суппорт оси Z. Чем выше портал, тем толще заготовка, которую вы можете обработать. Однако, высокий портал менее устойчив к нагрузкам которые возникают в процессе обработки. Высокие боковые стойки портала выполняют роль рычагов относительно линейных подшипников качения.
Основная задача, которую я планировал решать на своем фрезерном станке с ЧПУ — это обработка алюминиевых деталей. Поскольку максимальная толщина подходящих мне алюминиевых заготовок 60 мм, я решил сделать просвет портала (расстояние от рабочей поверхности до верхней поперечной балки) равным 125 мм. В SolidWorks все свои измерения я преобразовал в модель и технические чертежи. В связи со сложностью деталей, я обработал их на промышленном обрабатывающем центре с ЧПУ, это дополнительно мне позволило обработать фаски, что было бы весьма затруднительно сделать на ручном фрезерном станке по металлу.




Файлы для скачивания «Шаг 3»
Шаг 4: Суппорт оси Z
В конструкции оси Z я использовал переднюю панель, которая крепится к подшипникам перемещения по оси Y, две пластины для усиления узла, пластину для крепления шагового двигателя и панель для установки фрезерного шпинделя. На передней панели я установил две профильные направляющие по которым будет происходить перемещение шпинделя по оси Z. Обратите внимание на то, что винт оси Z не имеет контропоры внизу.




Файлы для скачивания «Шаг 4»
Шаг 5: Направляющие
Направляющие обеспечивают возможность перемещения во всех направлениях, обеспечивают плавность и точность движений. Любой люфт в одном из направлений может стать причиной неточности в обработке ваших изделий.
Я выбрал самый дорогой вариант — профилированные закаленные стальные рельсы. Это позволит конструкции выдерживать высокие нагрузки и обеспечит необходимую мне точность позиционирования. Чтобы обеспечить параллельность направляющих, я использовал специальный индикатор во время их установки. Максимальное отклонение относительно друг друга составило не более 0,01 мм.


Шаг 6: Винты и шкивы
Винты преобразуют вращательное движение от шаговых двигателей в линейное. При проектировании своего станка вы можете выбрать несколько вариантов этого узла: Пара винт-гайка или шарико-винтовая пара (ШВП). Винт-гайка, как правило, больше подвергается силам трения при работе, а также менее точна относительно ШВП. Если вам необходима повышенная точность, то однозначно необходимо остановить свой выбор на ШВП. Но вы должны знать, что ШВП достаточно дорогое удовольствие.
На вопрос, как сделать станок с ЧПУ, можно ответить кратко. Зная о том, что самодельный фрезерный станок с ЧПУ, в общем-то, – непростое устройство, имеющее сложную структуру, конструктору желательно:
- обзавестись чертежами;
- приобрести надёжные комплектующие и крепежные детали;
- подготовить хороший инструмент;
- иметь под рукой токарный и сверлильный станки с ЧПУ, чтобы быстро изготовить.
Не помешает просмотреть видео – своеобразную инструкцию, обучающую – с чего начать. А начну с подготовки, куплю всё нужное, разберусь с чертежом – вот правильное решение начинающего конструктора. Поэтому подготовительный этап, предшествующий сборке, – очень важен.
Работы подготовительного этапа
Чтобы сделать самодельный ЧПУ для фрезерования, есть два варианта:
- Берёте готовый ходовой набор деталей (специально подобранные узлы), из которого собираем оборудование самостоятельно.
- Найти (изготовить) все комплектующие и приступить к сборке ЧПУ станка своими руками, который бы отвечал всем требованиям.
Важно определиться с предназначением, размерами и дизайном (как обойтись без рисунка самодельного станка ЧПУ), подыскать схемы для его изготовления, приобрести или изготовить некоторые детали, которые для этого нужны, обзавестись ходовыми винтами.
Если принято решение создать станок ЧПУ своими руками и обойтись без готовых наборов узлов и механизмов, крепёжных деталей, нужна та схема, собранный по которой станок будет работать.
Обычно, найдя принципиальную схему устройства, сначала моделируют все детали станка, готовят технические чертежи, а потом по ним на токарном и фрезерном станках (иногда надо использовать и сверлильный) изготовляют комплектующие из фанеры или алюминия. Чаще всего, рабочие поверхности (называют еще рабочим столом) – фанерные с толщиной 18 мм.

Сборка некоторых важных узлов станка
В станке, который вы начали собирать собственноручно, надо предусмотреть ряд ответственных узлов, обеспечивающих вертикальное перемещение рабочего инструмента. В этом перечне:
- винтовая передача – вращение передаётся, используя зубчатый ремень. Он хорош тем, что не проскальзывают на шкивах, равномерно передавая усилия на вал фрезерного оборудования;
- если используют шаговый двигатель (ШД) для мини-станка, желательно брать каретку от более габаритной модели принтера – помощнее; старые матричные печатные устройства имели достаточно мощные электродвигатели;
- для трёхкоординатного устройства, понадобится три ШД. Хорошо, если в каждом найдётся 5 проводов управления, функционал мини-станка возрастёт. Стоит оценить величину параметров: напряжения питания, сопротивления обмотки и угла поворота ШД за один шаг. Для подключения каждого ШД нужен отдельный контроллер;
- с помощью винтов, вращательное движение от ШД преобразуется в линейное. Для достижения высокой точности, многие считают нужным иметь шарико-винтовые пары (ШВП), но это комплектующая не из дешевых. Подбирая для монтажа блоков набор гаек и крепежных винтов, выбирают их со вставками из пластика, это уменьшает трение и исключает люфты;

- вместо двигателя шагового типа, можно взять обычный электромотор, после небольшой доработки;
- вертикальная ось, которая обеспечивает перемещение инструмента в 3D, охвачивая весь координатный стол. Её изготовляют из алюминиевой плиты. Важно, чтобы размеры оси были подогнаны к габаритам устройства. При наличии муфельной печи, ось можно отлить по размерам чертежей.
Ниже – чертёж, сделанный в трёх проекциях: вид сбоку, сзади, и сверху.



Максимум внимания – станине
Необходимая жесткость станку обеспечивается за счёт станины. На нее устанавливают подвижной портал, систему рельсовых направляющих, ШД, рабочую поверхность, ось Z и шпиндель.
К примеру, один из создателей самодельного станка ЧПУ, несущую раму сделал из алюминиевого профиля Maytec – две детали (сечение 40х80 мм) и две торцевые пластины толщиной 10 мм из этого же материала, соединив элементы алюминиевыми уголками. Конструкция усилена, внутри рамы сделано рамку из профилей меньших размеров в форме квадрата.
Станина монтируется без использования соединений сварного типа (сварным швам плохо удаётся переносить вибронагрузки). В качестве крепления лучше использовать Т-образные гайки. На торцевых пластинах предусмотрена установка блока подшипников для установки ходового винта. Понадобится подшипник скольжения и шпиндельный подшипник.
Основной задачей сделанному своими руками станку с ЧПУ умелец определил изготовление деталей из алюминия. Поскольку ему подходили заготовки с максимальной толщиной 60 мм, он сделал просвет портала 125 мм (это расстояние от верхней поперечной балки до рабочей поверхности).
Этот непростой процесс монтажа
Собрать самодельные ЧПУ станки, после подготовки комплектующих, лучше строго по чертежу, чтобы они работали. Процесс сборки, применяя ходовые винты, стоит выполнять в такой последовательности:
- знающий умелец начинает с крепления на корпусе первых двух ШД – за вертикальной осью оборудования. Один отвечает за горизонтальное перемещение фрезерной головки (рельсовые направляющие), а второй за перемещение в вертикальной плоскости;
- подвижной портал, перемещающийся по оси X, несет фрезерный шпиндель и суппорт (ось z). Чем выше будет портал, тем большую заготовку удастся обработать. Но у высокого портала, в процессе обработки, – снижается устойчивость к возникающим нагрузкам;

- для крепления ШД оси Z, линейных направляющих используют переднюю, заднюю, верхнюю, среднюю и нижнюю пластины. Там же сделайте ложемент фрезерного шпинделя;
- привод собирают из тщательно подобранных гайки и шпильки. Чтобы зафиксировать вал электродвигателя и присоединить к шпильке, используют резиновую обмотку толстого электрокабеля. В качестве фиксатора могут быть винты, вставленные в нейлоновую втулку.
Затем начинается сборка остальных узлов и агрегатов самоделки.
Монтируем электронную начинку станка
Чтобы сделать своими руками ЧПУ станок и управлять ним, надо оперировать правильно подобранным числовым программным управлением, качественными печатными платами и электронными комплектующими (особенно если они китайские), что позволит на станке с ЧПУ реализовать все функциональные возможности, обрабатывая деталь сложной конфигурации.
Для того, чтобы не было проблем в управлении, у самодельных станков с ЧПУ, среди узлов, есть обязательные:
- шаговые двигатели, некоторые остановились напримере Nema;
- порт LPT, через который блок управления ЧПУ можно подключить к станку;
- драйверы для контроллеров, их устанавливают на фрезерный мини-станок, подключая в соответствии со схемой;

- платы коммутации (контроллеры);
- блок электропитания на 36В с понижающим трансформатором, преобразующем в 5В для питания управляющей цепи;
- ноутбук или ПК;
- кнопка, отвечающая за аварийную остановку.
Только после этого станки с ЧПУ проходят проверку (при этом умелец сделает его пробный запуск, загрузив все программы), выявляются и устраняются имеющиеся недостатки.
Вместо заключения
Как видите, сделать ЧПУ, которое не уступит китайским моделям, – реально. Сделав комплект запчастей с нужным размером, имея качественные подшипники и достаточно крепежа для сборки, эта задача – под силу тем, кто заинтересован в программной технике. Примера долго искать не придётся.
На фото внизу – некоторые образцы станков, имеющих числовое управление, которые сделаны такими же умельцами, не профессионалами. Ни одна деталь не делалась поспешно, произвольным размером, а подходящая к блоку с большой точностью, с тщательным выверением осей, применением качественных ходовых винтов и с надёжными подшипниками. Верно утверждение: как соберешь, так и работать будешь.
На ЧПУ выполняется обработка дюралевой заготовки. Таким станком, который собрал умелец, можно выполнить много фрезерных работ.

Еще один образец собранного станка, где плиту ДВП используют как рабочий стол, на котором возможно изготовление печатной платы.
Каждый, кто начнет делать первое устройство, скоро перейдет и к другим станкам. Возможно, захочет испытать себя в качестве сборщика сверлильного агрегата и, незаметно, пополнит армию умельцев, собравших немало самодельных устройств. Занятия техническим творчеством сделают жизнь людей интересной, разнообразной и насыщенной.
Станки с ЧПУ, которые поддерживают возможность пятиосевой обработки деталей, во всем мире признаны наиболее эффективными. Единственным их недостатком является высокая цена. При необходимости пятиосевой станок можно собрать своими руками, существенно сократив возможные финансовые затраты.
Что такое пятиосевая обработка на ЧПУ-станке?
Технология пятиосевой обработки материала предполагает использование станка с блоком ЧПУ для перемещения детали во время обработки по 5 направляющим осям одновременно. Технология позволяет изготавливать таким образом предельно сложные делали, что делает ее популярной в высокотехнологичных областях – космической отрасли, автомобилестроении и др.
Факторы, которые способствовали распространения области применения пятиосевой обработки:
- эффективность и снижение временных затрат при обработке деталей;
- доступность любой части детали;
- оптимизация срока эксплуатации инструментов станка.
Основными осями являются классические оси декартовой системы координат X, Y и Z. Дополнительные оси описывают вращение предмета в той или иной плоскости:
- ось A описывает движение вокруг оси X;
- ось B описывает движение вокруг оси Y;
- ось C описывает движение вокруг оси X.

Конфигурация
Конфигурация станка определяет, какие две дополнительные оси используются при обработке деталей.
Вращение осей в станках, оборудованных цапфой, обеспечивается за счет движения рабочего стола. В столах шарнирного вращения, напротив, дополнительные оси обеспечиваются особым положением шпинделя.
Каждый из этих станков обладает уникальными преимуществами. Например, станки с цапфой могут обработать деталь максимально большого размера, а станки шарнирного типа – детали огромных весов, за счет горизонтального расположения стола.

Как сделать?
Проектирование
Проектирование – самый важный этап создания станка с ЧПУ своими руками. От него зависит точность сборки и итоговая производительность устройства. В первую очередь следует нарисовать эскиз будущего станка или создать трехмерный рисунок устройства в одной из инженерных программ. Основной целью этого действия является масштабирование деталей и разметка материала.
При проектировании важно ответить на следующие вопросы:
- Станок какого типа необходим – вертикальный или горизонтальный?
- Для каких целей он будет использоваться?
- Какой материал станет основой устройства? Ответ на этот вопрос напрямую зависит от того, что будет изготавливаться на собранном устройстве. Материал станка должен быть прочнее, чем материал, который будет обрабатываться на нем.
- Необходимая длина осей.
- Тип линейного движения.
- Тип устанавливаемого шпинделя. Если планируется обработка сложных деталей – следует обратить внимание на детали, имеющие собственную систему охлаждения.
Комплектующие и инструменты
Для создания станка потребуется следующий набор инструментов:
- насос вакуумного типа;
- дрель и сверла разного размера;
- набор гаечных ключей;
- паяльник и припой;
- отвертка.
Детали для сборки станка:
- шаговые двигатели (3 шт.);
- драйверы шаговых двигателей (3 шт.)
- элемент питания (36 В);
- интерфейсная плата (необходима для обеспечения управления драйверами шаговых двигателей);
- элемент питания 5 В для платы;
- тумблер двухфазного типа;
- шпиндель;
- шкаф для электроники;
- подвижный кабель-канал из пластика;
- четырехконтактные кабельные вилки;
- линейные направляющие;
- шариковинтовая пара;
- передаточный винт с резьбой и гайкой;
- профиль из алюминия;
- пластины из алюминия толщиной не менее 15 мм;
- антивибрационные ножки.
Оси
Основная база оси X собирается из четырех отрезков металлического профиля и двух боковых панелей. В торцевых частях профиля для сборки необходимо просверлить отверстия и установить подшипниковые опоры. Также следует просверлить 4 дополнительных отверстия в одной из боковых пластин для того, чтобы впоследствии зафиксировать двигатель.
Также из кусков алюминия собираются 4 блока для крепления выравнивающих ножек. Блоки крепятся болтами М5 и гайками t-типа.
Для сборки оси X используются направляющие рельсы диаметром 15–20 мм.
Каретка оси Y состоит всего из одной металлической пластины, к которой монтируются подшипники линейного типа для осей Y и Z. Из-за того что подшипники располагаются в непосредственной близости друг от друга, при установке требуется повышенная точность, так как даже небольшое смещение будет вызывать стабильное заедание. Каретка должна легко скользить по направляющим рельсам.
Для установки верхней пластины на узел оси Z необходимо просверлить три отверстия на торцевой части пластины для монтажа.

Сборка портала
Во время сборки портала следует убедиться в том, что расстояние между направляющими по всей длине является одинаковым, а сами они параллельны друг другу. Рекомендуется также установить несколько боковых скоб для обеспечения жесткости конструкции.
В пластине, расположенной снизу, потребуется также просверлить 6 отверстий для крепления ее к боковым пластинам портала. Отверстия, расположенные посередине, предназначаются для фиксации держателя гайки.

Зубчатые ремни и шкивы
Двигатели с ШВП соединяются с помощью гибкой муфты, но в небольших помещениях данная конструктивная особенность нереализуема. Поэтому моторы располагаются внутри будущего станка, а для соединения используются зубчатые ремни HTD5m шириной 9 мм и шкивы.

Двигатель и крепление
Опорная конструкция двигателей изготавливается из алюминиевых квадратных трубок. Крепления двигателя должны выдвигаться и задвигаться обратно для установки зубчатых ремней, поэтому на одной из сторон крепления необходимо высверлить большое отверстие, которое предназначено для центрирования вала и обеспечения выравнивания двигателя с поверхностью.
Подшипниковые и другие опоры
Опоры станка изготавливаются из алюминиевого прута размером 50 мм с круглым сечением. От него отрезаются куски необходимого размера. После маркировки и создания отверстий необходимо сделать дополнительную полость для установки подшипников, которые впоследствии должны быть запрессованы, а сами блоки – закреплены болтами на пластинах (как торцевых, так и боковых).

Крепление двигателя к оси Z
Для фиксации двигателя к оси Z используется основание из акрилового или алюминиевого листа толщиной 12 мм.
Рабочая поверхность
Рабочий стол можно изготовить из фанерного листа толщиной не менее 20 мм. Он крепится к раме с помощью болтов М5 и гаек с пазами Т-типа. Сверху фанерного основания выкладывается и закрепляется лист МДФ, который будет служить заменяемой поверхностью.

Электроника и шкафчик для нее
Источник питания мощностью 5 В подключается к основному входу питания. Для системы охлаждения (двух кулеров) следует установить дополнительную розетку внутри шкафчика. Основное питание должно быть сконструировано так, чтобы включаться и выключаться одним нажатием на кнопку.
Для установки электрооборудования необходим специальный шкаф с достаточной вентиляцией, так как контроллеры имеют высокую степень нагрева и должны непрерывно охлаждаться.
Все кабели подключаются в задней части корпуса с использованием четырехпроводных разъемов. Это решение позволяет отделить электронику устройства, не снимая клемм проводов. Розетки при этом подключаются к реле для автоматического включения и выключения шпинделя по командам Mach3.
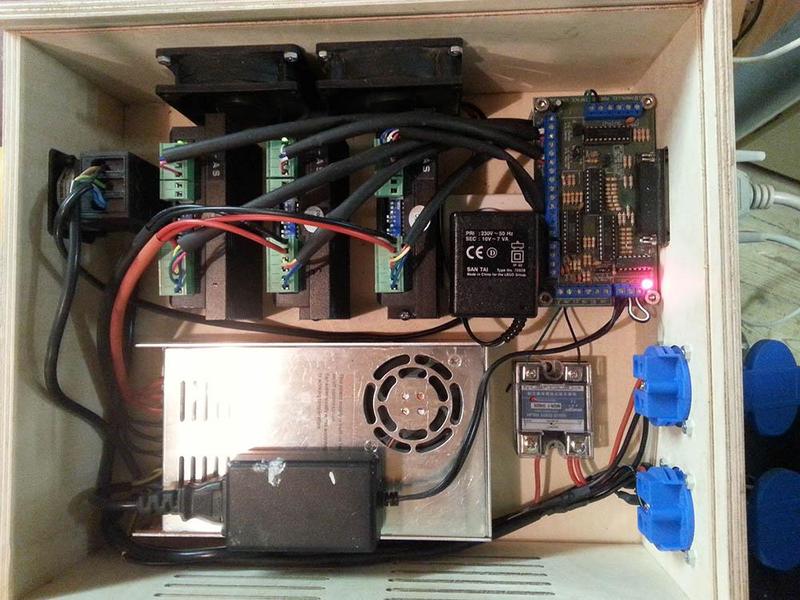
Программное обеспечение
Для обеспечения управления используются три программы:
- САПР – для создания эскиза и чертежа.
- CAM – для программирования станка.
- Программа контроллера для считывания G кода.
Электрика
Для обеспечения полного управленческого цикла через USB используется Arduino Uno и расширительная плата CNC Shield. После установки драйверов и перечисленного оборудования станок сможет управляться с любого персонального компьютера.
Шпиндель
Выбор шпинделя зависит от того, детали из каких материалов будут обрабатываться на станке в будущем. Стандартный шпиндель Kress1050 имеет хорошее качество, но его мощность составляет всего 1050 Вт, что может обеспечить скорость, не превышающую 21 000 оборотов в минуту. Если этих показателей недостаточно, следует устанавливать более мощный шпиндель, способный обеспечить более высокую производительность.

Преимущества 5-осевой обработки
Пятиосевая обработка деталей на станках с компьютерным управлением имеет ряд преимуществ. К ним относят:
- наличие возможности технической обработки деталей сложной конструкции за одну установку;
- снижение временных затрат на обработку деталей;
- высокую производительность устройств;
- технология позволяет производить крупные серии деталей с минимальными временными затратами;
- быстрая окупаемость;
- высокое качество создаваемых деталей;
- точность обработки.
Технология пятиосевой обработки деталей на станках с ЧПУ имеет множество достоинств. Недостаток у нее всего один – высокая цена. Именно поэтому множество пользователей склоняется к самостоятельной сборке пятиосевого станка с ЧПУ. Собранное своими руками устройство обходится гораздо дешевле готового аналога и ориентировано на выполнение задач, поставленных пользователем.
30 ноября 2020
1752