Подробно описал весь процесс создания станка с ЧПУ для работы по дереву и другим материалам, начиная с проектирования.
1. Проектирование
Перед постройкой станка нужно как минимум нарисовать эскиз от руки, а лучше выполнить более точный трехмерный рисунок с помощью программы САПР. Автор проекта использовал google sketchup , довольно простую (бесплатную для 30-дневного использования) программу. Для более сложного проекта вы можете выбрать Autocad.
Главная цель рисунка — выяснить необходимые размеры деталей, для заказа их по интернету, и убедиться, что все движущиеся части станка подойдут друг к другу.

Как видите, детальных чертежей с размеченными отверстиями под крепления автор не использовал, намечал отверстия в процессе постройки станка, но такого исходного дизайна оказалось достаточно.
Габаритные размеры станка: 1050 х 840 х 400 мм.
Перемещение по осям: X 730 мм, Y 650 мм, Z 150 мм
Длина направляющих и шариково-винтовой передачи зависит от размера задуманного вами станка.
Когда идет проектирование станка с ЧПУ, есть несколько вопросов, от ответа на которые зависит конечный результат.
Какой тип станка с ЧПУ вы хотите выбрать?
С подвижным столом или с подвижным порталом? Конструкции с подвижным столом часто используются для станков небольшого размера, до 30х30 см. Их легче построить, их можно сделать более жесткими, чем машины с движущимся порталом. Недостаток перемещения стола заключается в том, что при одинаковой зоне резки общая площадь станка получается раза в два больше, чем при использовании конструкции с подвижным порталом. В этом проекте зона обработки около 65×65 см, поэтому был выбран подвижный портал.
Что вы хотите обрабатывать с помощью станка с ЧПУ?
В данном проекте станок предназначался в основном для фанеры, лиственных пород дерева и пластмасс, а также для алюминия.
Из чего будет строиться станок?
Это в основном зависит от материала, который будет на станке обрабатываться. В идеале материал, который используется для изготовления станка, должен быть прочнее материала, который будет обрабатываться на станке или, как минимум, не менее прочным. Поэтому, если вы хотите резать алюминий, станок должен быть собран из алюминия или стали.
Какая длина осей вам нужна?
По первоначальному замыслу станок с ЧПУ должен был обрабатывать фанеру и МДФ, которые в Нидерландах выпускают размером 62 х 121 см. Поэтому для Y расстояние прохода должно быть не менее 620 мм. Длина хода по оси Х равна 730 мм, потому что иначе станок занял бы все пространство комнаты. Поэтому ось X короче, чем длина листа фанеры (1210 мм), но можно обработать половину, затем сдвинуть лист вперед и обработать оставшуюся часть. С помощью такой уловки получается обрабатывать на станке куски куда большие, чем длина оси Х. Для оси Z выбрано 150 мм, чтобы в будущем использовать четвертую ось.
Какой тип линейного движения вы будете использовать?
Существует множество вариантов системы линейного перемещения, от ее выбора во многом зависит качество работы. Поэтому есть смысл потратиться на лучшую систему, которую вы можете себе позволить. Автор проекта решил, что линейные рельсы были лучшим вариантом из тех, на которые ему хватало денег. Если вы строите 3-осевой фрезерный станок с ЧПУ, вам нужно купить комплект, состоящий из трех наборов линейных направляющих и двух линейных подшипников на каждую направляющую.
Какую систему привода подач вы будете использовать для каждой оси?
Основные варианты привода подачи: зубчатые ремни, механизмы реечной передачи и передача винт-гайка. Для самодельных станков с ЧПУ чаще всего используют передачу винт-гайка с использованием шарико-винтовой пары. Гайка крепится к подвижной части машины, винт закреплен с обоих концов. Винт крепится к двигателю. Если двигатели вращается, гайка с прикрепленной к ней движущейся частью машины будет двигаться вдоль винта и приводить машину в движение.
ШВП в данном станке используется для привода осей X и Y. Шарико-винтовые подшипники обеспечивают очень плавный ход, люфт отсутствует, повышается качество и скорость резки.
Для оси Z использован стержень M10 из высококачественной нержавеющей стали с самодельной гайкой из делрина.
Тип двигателя и контроллера
Обычно в самодельных станках с ЧПУ применяются шаговые двигатели. Сервоприводы в основном используются для мощных промышленных станков с ЧПУ, они дороже и требуют более дорогих контроллеров. Здесь использованы шаговые двигатели 3Nm.
Тип шпинделя
В проекте используется стандартный Kress, он имеет хороший 43-мм зажимной фланец, а также встроенный регулятор скорости (но последняя функция есть у большинства шпинделей).
Если вы собираетесь выполнять действительно сложную резку, стоит обратить внимание на шпиндели с водяным охлаждением — они дороже стандартных, зато шумят гораздо меньше, могут работать на низких оборотах без перегрева и с самыми разными материалами.
Затраты
На данный станок с ЧПУ ушло примерно 1500 евро. Готовый фрезерный станок с ЧПУ сходных характеристик стоит намного дороже, так что вы можете сэкономить, создав станок самостоятельно.
2. Комплектующие для создания станка с ЧПУ
Электрооборудование и электроника:
- 3 шаговых двигателя 3 Nm Nema 23;
- 3 драйвера шаговых двигателей DM556 Leadshine;
- блок питания 36 В для станков с ЧПУ;
- интерфейсная плата 5 Axis CNC Breakout Board для управления шаговыми драйверами;
- источник питания 5 В для интерфейсной платы;
- двухпозиционный выключатель On/Off;
- многожильный кабель Shielded 4 Conductor 18 AWG;
- 3 сенсорных концевых выключателя;
- Шпиндель: Kress FME 800 (подойдут также Bosch Colt или Dewalt Compact Router).
По желанию:
- шкафчик/корпус для электрооборудования;
- подвижный пластиковый кабель-канал;
- 4-контактные кабельные вилки.
Механические части:
- линейные направляющие: для X — SBR 20 для Y и Z — SBR 16;
- шарико-винтовая пара (ШВП) для X и Y — диаметром 16 мм, шаг 5 мм4
- в качестве передаточного винта для оси Z: стальной штырь с резьбой M10 с самодельной гайкой из делрина;
- алюминиевый профиль: 30х60 мм, нарезанный на куски длиной 100 мм;
- алюминиевая пластина 15 мм толщиной;
- мощные антивибрационные выравнивающие ножки.
Программы:
- CAD/CAM-программа CamBam;
- программа для управления станком с ЧПУ Mach3
Станок в основном построен из алюминиевых пластин толщиной 15 мм и алюминиевых профилей 30×60 мм. Работы выполнялись с применением сверлильного и токарного станков. Пластины и профили заказывались нарезанными по размеру.
3. Ось Х

Базовая рама сделана из 4 отрезков алюминиевого профиля сечением 30х60 мм и двух боковых панелей толщиной 15 мм. В конце профилей есть по два отверстия диаметром 6,8 мм, с помощью метчика внутри отверстий выполнена резьба М8.

Нарезка резьбы в торцах алюминиевого профиля
Чтобы отверстия на концевых панелях совпадали, при сверлении обе пластины зажимались вместе. Посередине каждой пластины просверлено по 4 отверстия, чтобы установить подшипниковые опоры, и четыре дополнительных отверстия в одной из боковых пластин для крепления двигателя.
Их кусочков алюминия (50х50х20) сделаны 4 блока, чтобы прикрепить выравнивающие ножки. Блоки прикручены к наружным профилям четырьмя болтами М5 с мебельными t-гайками.

Линейные направляющие подходят непосредственно к алюминиевым профилям. Для оси X использовались рельсы диаметром 20 мм. Предварительно просверленные в основании линейных направляющих отверстия точно совпадают с пазами в алюминиевых профилях. Для установки использованы болты М5 и мебельные t-гайки.

4. Боковые пластины портала

Боковые пластины портала почти одинаковы, но в одной из них просверлены четыре дополнительных отверстия для крепления мотора. Весь портал изготовлен из алюминиевых пластин толщиной 15 мм. Чтобы отверстия оказались точно в нужном месте, в тщательно отмеченных местах слесарным кернером были пробиты углубления, и по этим меткам просверлены отверстия на сверлильном станке, сначала сверлом меньшего диаметра, затем — нужного.
Из-за того, как спроектирован портал, пришлось сверлить отверстия в торцах боковых пластин и делать в отверстиях резьбу М8.
5. Сборка портала

Портал собран и установлен
Остальная часть портала выполнена так же, как и боковые части. Самым сложным было правильно выровнять линейные рельсы, которые должны были совпасть с краем пластины. При маркировке точного расположения отверстий автор прижал два куска алюминиевых профилей к боковым сторонам пластины, чтобы выровнять направляющие. В просверленных отверстиях нарезана резьба М5. При креплении направляющих к порталу необходимо убедиться, что расстояние между направляющими по всей длине одинаково, направляющие должны быть параллельны.

Линейные подшипники прикреплены к боковой стенке портала.
Несколько угловых скоб придают дополнительную жесткость конструкции.
В пластине на нижней части портала просверлено 6 отверстий, чтобы прикрепить ее к боковым пластинам. В середине пришлось просверлить два отверстия для крепления держателя гайки.
6. Каретка оси Y

Каретка оси Y состоит из одной пластины, к которой прикреплены линейные подшипники. Сверлить отверстия было довольно просто, но требовалась высокая точность. К этой пластине прикреплены подшипники как для оси Y, так и для оси Z. Поскольку линейные подшипники расположены близко друг к другу, даже малейшее смещение вызывает их заедание. Каретка должна легко скользить с одной стороны на другую. Рельсы и подшипники необходимо отрегулировать. Для выравнивания применялись высокоточные цифровые приборы. Когда было сделано крепление гайки привода для оси Y, потребовалось просверлить два дополнительных отверстия в пластине, чтобы прикрепить ее.
7. Ось Z

Линейные направляющие (рельсы) оси Z прикрепляются к подвижной части узла оси Z. Рельсы нужно было сместить на несколько миллиметров от края пластины. Для их выравнивания два куска пластика нужной толщины использовались в качестве прокладок. Было точно известно, что края алюминиевой пластины параллельны, поэтому между алюминиевыми бортиками, прикрепленными к краю пластины, и рельсами автор вставил куски пластика, отодвинув рельсы на нужное одинаковое расстояние, затем наметил места отверстий, просверлил их и нарезал внутреннюю резьбу.
Чтобы установить верхнюю пластину на узел оси Z, просверлены три отверстия в конце монтажной пластины. Не получилось прикрепить шаговый двигатель непосредственно к пластине, так что пришлось сделать отдельное крепление для двигателя из пластика (см. пункт 12).

Из того же пластика сделаны два блока корпусов подшипников. Приводной винт представляет собой стальной стержень с резьбой M10. Шкив для зубчатого ремня просверлен, нарезана резьба М10, и он просто прикручен к верхней части приводного винта. Он удерживается на месте тремя установочными винтами. Приводная гайка из делрина крепится к каретке оси Y.

Приводная гайка из делрина крепится к каретке оси Y.
Крепление шпинделя было заказано заранее, оно имеет зажимное кольцо 43 мм, которое подходит к используемому в проекте Kress.
Если вы хотите использовать шпиндель с водяным охлаждением, то в его комплектацию часто входит готовое крепление. Вы также можете приобрести крепления отдельно, если хотите использовать Dewalt или Bosch с цилиндрическим корпусом, или напечатать их на 3D-принтере.
8. Зубчатые ремни и шкивы

Часто двигатели крепятся на внешней стороне станка или на отдельной стойке. В таком случае двигатели можно соединить непосредственно с ШВП с помощью гибкой муфты. Но, поскольку станок размещается в маленьком помещении, вынесенные наружу двигатели мешали бы.
Вот почему моторы размещены внутри машины. Напрямую соединить двигатели с ШВП было нельзя, так что пришлось использовать зубчатые ремни HTD5m шириной 9 мм и шкивы.
При использовании ременной передачи, для подключения двигателя к приводному винту вы можете использовать понижающую передачу, что позволит использовать меньшие двигатели и при этом получать тот же крутящий момент, но меньшую скорость. Поскольку моторы были выбраны довольно большие, не требовалось снижения передачи ради получения большей мощности.
9. Крепления двигателя

Опоры двигателя изготовлены из кусков алюминиевых трубок квадратного сечения, нарезанных по заказу до нужной длины. Также можно взять стальную трубку и нарезать квадратные кусочки из нее. Крепления двигателя для осей X и Y должны иметь возможность выдвигаться и задвигаться, чтобы натянуть зубчатые ремни. На токарном станке были сделаны прорези и просверлено большое отверстие на одной стороне крепления, но вы также можете сделать это на сверлильном станке.

Большое отверстие с одной стороны крепления выпилено концевой пилой. Это позволяет двигателю сидеть на одном уровне с поверхностью, а также обеспечивает центрирование вала. Мотор крепится болтами М5. На другой стороне крепления сделаны четыре слота, чтобы двигатель мог скользить взад и вперед.
10. Подшипниковые опорные блоки

Опорные блоки для осей X и Y изготовлены из 50-миллиметрового алюминиевого прутка круглого сечения — от него отрезаны четыре кусочка толщиной 15 мм каждый. После маркировки и сверления четырех монтажных отверстий, высверлено большое отверстие в центре заготовки. Затем была сделана полость для подшипников. Подшипники должны быть запрессованы, а блоки закреплены болтами на торцевых и боковых пластинах.
11. Опора для приводной гайки по оси Z

Вместо ШВП для оси Z использовался стержень с резьбой M10 и самодельная гайка из кусочка делрина. Полиформальдегид делрин хорошо подходит для этой цели, потому что он самосмазывающийся и не изнашивается со временем. Если использовать для резьбы метчик хорошего качества, люфт будет минимальным.

12. Опоры для приводных гаек по осям X и Y

Для осей X и Y сделано крепление привода из алюминия. Гайки шарико-винтовой передачи имеют два небольших фланца с тремя отверстиями на каждой стороне. По одному отверстию с каждой стороны использовано для крепления гайки к держателю. Держатель обработан на токарном станке с большой точностью. После того, как вы прикрепили гайки к порталу и каретке оси Y, вы сможете попробовать переместить эти детали с одной стороны на другую, поворачивая ШВП вручную. Если размеры держателей неправильные, гайку заклинит.

Крепление оси Y.
13. Крепление двигателя оси Z

Крепление двигателя оси Z отличается от остальных. Оно вырезано из 12-миллиметрового акрила. Натяжение ремня можно отрегулировать, ослабив два болта сверху и сдвинув весь узел крепления двигателя. На данный момент акриловое крепление прекрасно работает, но в будущем есть мысль заменить его на алюминиевое, потому что при натяжении ремня акриловая пластина слегка сгибается.
14. Рабочая поверхность

Лучше всего подошел бы алюминиевый стол с Т-образными пазами, но это дорого. Автор проекта решил использовать перфорированную столешницу, потому что она укладывается в бюджет и дает много вариантов зажима обрабатываемой детали.
Стол сделан из куска березовой фанеры толщиной 18 мм и прикреплен, с помощью болтов М5 и гаек с Т-образными пазами, к алюминиевым профилям. Было куплено 150 шестигранных гаек М8. С помощью программы CAD была нарисована сетка с шестиугольными вырезами под эти гайки. Затем станок с ЧПУ вырезал все эти отверстия для гаек.
Поверх куска березовой фанеры был установлен кусок МДФ толщиной 25 мм. Это заменяемая поверхность. Чтобы прорезать отверстия в обеих частях использовалась большая фасонная фреза. Отверстия в МДФ выровнены точно с центром шестиугольных отверстий, вырезанных ранее. Затем кусок МДФ был снят и все гайки установлены в отверстия фанеры. Отверстия были немного меньше гаек, поэтому гайки забивались в них молотком. По завершении МДФ вернулась обратно на место.

Поверхность стола параллельна осям X и Y и совершенно плоская.
15. Электроника

Использованы следующие компоненты:
- Основной источник питания с выходным напряжение 48V DC и выходным током 6,6 A;
- 3 драйвера шагового двигателя Leadshine M542 V2.0;
- 3 шаговых двигателя 3Nm hybrid Nema 23;
- интерфейсная плата;
- реле — 4-32V DC, 25A/230 V AC;
- главный выключатель;
- блок питания для интерфейсной платы 5V DC;
- блок питания для вентиляторов охлаждения 12V DC;
- 2 вентилятора Cooler Master Sleeve Bearing 80mm;
- 2 розетки — для шпинделя и пылесоса;
- кнопка аварийного отключения и концевые выключатели (до сих пор не установлены).
Если вы не хотите тратить много денег на покупку оборудования порознь, можно купить сразу комплектом. Перед заказом следует подумать о том, какого размера шаговые двигатели вам нужны. Если вы строите небольшую машину для резки дерева и пластика, то шаговые двигатели Nema 23, 1.9Nm дадут достаточно мощности. Здесь выбраны двигатели 3Nm, потому что сама машина довольно большая и тяжелая, и планировалась также обработка материалов типа алюминия.
Для небольших двигателей можно брать плату на три двигателя, но лучше использовать отдельные драйверы. Индивидуальные драйверы Leadshine имеют микрошаговый режим, так достигается максимальная плавность движения и снижается вибрация шагового двигателя. Драйверы в этом проекте могут выдерживать максимум 4,2 А и до 125 микрошагов.
Источник постоянного напряжения 5 В подключен к основному входу питания. Для вентиляторов установлена электрическая розетка внутри шкафчика, так что для их питания используется стандартный 12-вольтовый настенный адаптер. Основное питание включается и выключается большим выключателем.
Реле на 25А управляется компьютером через прерыватель. Входные клеммы реле подключены к выходным клеммам прерывателя. Реле подключено к двум электрическим розеткам, которые питают Kress и пылесос для всасывания стружки. Когда G-код заканчивается командой M05, автоматически выключаются и пылесос, и шпиндель. Чтобы включить их, вы можете нажать F5 или использовать команду G-кода M03.
16. Шкафчик для электроники

Для электрооборудования нужен хороший шкафчик. Автор нарисовал приблизительные размеры и места для всех компонентов на листе бумаги, пытаясь расположить их так, чтобы легко добираться до всех клемм при подключении проводов. Также важно, чтобы через шкафчик шел достаточный поток воздуха, поскольку шаговые контроллеры могут сильно нагреваться.
По замыслу, все кабели должны были подключаться в задней части корпуса. Использовались специальные 4-х проводные разъемы, чтобы была возможность отсоединить электронику от машины, не отсоединяя ни одной из клемм провода. Предусматривались две розетки для подачи питания на шпиндель и пылесос. Розетки питания подключены к реле для автоматического включения и выключения шпинделя по командам Mach3. На передней части шкафчика должен был стоять большой выключатель.

Детали для шкафа вырезаны на самом станке с ЧПУ
Далее, после приблизительной раскладки деталей, в программе CAD были спроектированы части корпуса. Затем, на самом станке, уже собранном, вырезаны все стороны и основание. Сверху шкафчика крышка, с куском оргстекла посередине. После сборки внутрь были установлены все компоненты.
17. Программное обеспечение

Mach3
Для управления станком с ЧПУ необходимо три типа программного обеспечения.
- Программа САПР для создания чертежей.
- CAM-программа для создания траекторий инструмента и вывода G-кода.
- И программа контроллера, которая читает G-код и управляет маршрутизатором.
В данном проекте используется простая программа CamBam. Она имеет базовые функции САПР и пригодна для большинства DIY-проектов. Одновременно это CAM-программа. Прежде, чем CamBam сможет создать траектории, нужно установить несколько параметров. Примеры параметров: диаметр используемого инструмента, глубина резания, глубина за один проход, скорость резания и т. п. После создания траектории вы можете вывести G-код, который сообщает машине что делать.

Рисунок, созданный в CamBam
Для программного обеспечения контроллера используется Mach3. Mach3 передает сигналы через параллельный порт компьютера на интерфейсную плату. Команды Mach3 обнуляют режущий инструмент и запускают программы резки. Вы также можете использовать ее для управления скоростью шпинделя и скоростью резания. Mach3 имеет несколько встроенных мастеров, которые вы можете использовать для вывода простых файлов с G-кодами.

Траектория для инструмента, созданная CamBam
18. Использование станка

Первыми были изготовлены несколько зажимов для крепления обрабатываемых материалов к рабочему столу. А первым «большим» проектом стал шкафчик для электроники (пункт 15).

В качестве первых образцов были сделаны несколько различных типов шестеренок, коробочки для гитарных медиаторов.


Пылеуловитель
Выяснилось, что станок с ЧПУ производит кучу пыли и сильно шумит. Для решения проблемы с пылью сделан пылеуловитель, к которому можно прикрепить пылесос.
3-х осевой фрезерный станок с ЧПУ

Станок пользователя SörenS7 .
Без фрезера с ЧПУ многие проекты так и останутся нереализованными. Автор пришел к выводу, что все станки дешевле 2000 евро не могут дать тот размер рабочей поверхности и ту точность, которые ему нужны.
Что требовалось:
- рабочая область 900 x 400 x 120 мм;
- относительно негромкий шпиндель, гарантирующий высокую мощность на низких оборотах;
- жесткость, как можно больше (для обработки алюминиевых деталей);
- высокая степень точности;
- интерфейс USB;
- стоимость менее 2000 евро.
Эти требования были учтены при трехмерном проектировании. Основное внимание уделялось тому, чтобы все части подходили одна к другой.

В результате было принято решение построить фрезер с рамой из алюминиевого профиля, 15-миллиметровыми шарико-винтовыми передачами и шаговыми двигателями NEMA 23, с рабочим током 3А, которые отлично подходят к готовой системе крепления.
Все части идеально сочетаются, и нет нужды изготавливать дополнительно специальные детали.
1. Изготовление рамы

Ось Х была собрана за считанные минуты.
Линейные направляющие серии HRC — очень качественные, и сразу после установки понятно, что они будут работать отлично.
Затем возникла первая проблема: приводные винты не входят в подшипниковые опоры. Поэтому решено было охладить винты сухим льдом, чтобы размеры уменьшились.
2. Установка приводных винтов

После того, как концы винтов охладили с помощью льда, они идеально вписались в держатели.
3: Электрика
Сборка механической части закончена, теперь очередь за электрическими составляющими.
Поскольку автор хорошо знал Arduino и хотел обеспечить полное управление через USB, выбор пал на Arduino Uno с расширительное платой CNC Shield и драйверы шагового двигателя DRV8825. Установка прошла совсем нетрудно, и после настройки параметров станок стала управляться с ПК.
Но так как DRV8825 работает в основном при 1,9 А и 36 В (и сильно нагревается), происходит пропуск шага из-за слишком малой мощности. Длительное фрезерование при большой температуре вряд ли пошло бы хорошо.
Следующими были дешевые драйверы Tb6560, подключенные к плате расширения. Номинальное напряжение оказались не слишком подходящим для этой платы. Была попытка использовать источник питания на 36 В.
В результате два драйвера работают нормально, третий не выдерживает более высокого напряжения и крутит ротор шагового двигателя только в одном направлении.
Снова пришлось менять драйвер.
Хорошо подошел tbV6600. Он почти целиком закрыт алюминиевым радиатором и прост в настройке. Теперь шаговые двигатели по осям X и Y работают с током 2,2 А, а по оси Z с 2,7А.
Требовалось защитить блок питания шаговых двигателей и преобразователь частоты от мелкой алюминиевой стружки. Существует множество решений, когда преобразователь выносится довольно далеко от фрезерного станка. Основная проблема в том, что эти устройства выделяют много тепла и требуют активного охлаждения. Было найдено оригинальное решение: использовать кусочки от колготок длиной по 30 см качестве защитного рукава, дешево и сердито, и обеспечивает достаточный поток воздуха.
4. Шпиндель

Выбрать подходящий шпиндель непросто. Сначала была идея использовать стандартный шпиндель Kress1050, но у него всего 1050 Вт на скорости 21000 об/мин, так что не приходилось ожидать большой мощности на более низких скоростях.
Для сухого фрезерования алюминия и стальных деталей требуется 6000-12000 об/мин. Был куплен трехкиловатный шпиндель VFD с инвертором, с доставкой из Китая он обошелся в 335 евро.
Это довольно мощный и простой в установке шпиндель. Он тяжелый — вес 9 кг, но крепкая рама выдерживает его тяжесть.
5. Сборка завершена

Станок хорошо справляется с работой, пришлось повозиться с драйверами шаговых двигателей, но в целом результат удовлетворительный. Потрачено 1500 евро, и построен станок, который точно отвечает потребностям создателя.
Первым фрезерным проектом была фигурная выемка, вырезанная в полиформальдегиде POM.
6: Доработка для фрезерования алюминия

Уже при обработке POM было видно, что крутящий момент на Y-опоре великоват, и станок изгибается при высоких нагрузках по оси Y, поэтому автор приобрел вторую направляющую и соответственно модернизировал портал.
После этого все нормализовалось. Доработка обошлась в 120 евро.
Теперь можно и алюминий фрезеровать. Из сплава AlMg4,5Mn получались очень достойные результаты без какого-либо охлаждения.
7. Выводы
Чтобы создать собственный станок с ЧПУ, не требуется быть семи пядей во лбу, все в наших руках.
Если все хорошо спланировано, не обязательно иметь кучу оборудования и идеальные условия для работы, потребуется лишь некоторое количество денег, отвертка, захват и сверлильный станок.
Месяц ушел на разработку дизайна с помощью программы САПР и на заказ и покупку комплектующих, четыре месяца на сборку. Создание второго станка заняло бы гораздо меньше времени, потому что автор не имел опыта в области станкостроения, и ему пришлось много узнавать о механике и электронике.
8. Комплектующие

Электрика:
Все электрические части куплены на ebay.
- Arduino GRBL + CNC Shield: примерно 20 евро
- Драйвер шагового двигателя: 12 евро за штуку.
- Источник питания: 40 евро
- Шаговые двигатели: примерно по 20 евро за штуку
- Шпиндель+инвертор: 335 евро
Механика:
Линейные подшипники
ARC 15 FN

Фото:
www.dold-mechatronik.de
Линейные направляющие AR/HR 15 — ZUSCHNITT

Фото:
www.dold-mechatronik.de
Шарико-винтовые пары SFU1605-DM:
- 2x 1052mm
- 1x 600mm
- 1x 250mm

Фото:
www.dold-mechatronik.de
Подшипниковый держатель винта ШВП FLB20-3200, включая держатель мотора NEMA23:

Фото:
www.dold-mechatronik.de
Опора винта ШВП LLB20

Фото:
www.dold-mechatronik.de
Соединительные муфты шаговый двигатель-шпиндель: из Китая по 2,5 евро за штуку.
Рама:
Профили основания 160×16 I-Typ Nut 8

Фото:
www.dold-mechatronik.de
Профили для оси Х 30×60 B-Typ Nut 8

Фото:
www.dold-mechatronik.de
Профили крепления шагового двигателя оси Y 30×60 B-Typ Nut 8

Фото:
www.dold-mechatronik.de
Портал:
Профиль 30×60 B-Typ Nut 8 на линейный подшипник оси Х 100 мм
Задняя пластина: алюминиевая пластина толщиной 5мм, 600×200.
Профиль 30x60x60 B-Typ Nut 8 для Y: 2 шт.

Фото:
www.dold-mechatronik.de
Профиль 30×30 B-Typ Nut 8
для Z:
Монтажная пластина — алюминиевая пластина толщиной 5 мм, размеры 250×160
Скользящая пластина для монтажа шпинделя — алюминиевая пластина толщиной 5 мм, размеры 200×160
9. Программа

После долгих поисков программного решения, была выбрана удобная программа Estlcam, со стоимостью лицензии 50 евро. Пробная версия программы обладает всеми возможностями лицензионной, но работает медленнее.
Это ПО способно перепрограммировать Arduino и имеет множество функций, в том числе — способно управлять шаговыми двигателями напрямую.
Пример: Для поиска края детали необходимо подключить провода к контактам микрокомпьютера Ардуино и к заготовке. Если заготовка не проводит ток, можно создать временное проводящее покрытие с помощью фольги.
После этого программа подводит инструмент к детали с разных сторон и определяет ее границы в момент контакта.
10. Апгрейд

На осях Y и Z были установлены временные пластиковые кронштейны. Пластик был достаточно прочный, но скобы все же могли сломаться. Поэтому автор фрезеровал алюминиевые кронштейны для замены. Результат показан на фото.
11. Станок в работе

После некоторой практики станок дает уже очень неплохие, для самоделки, результаты.

На этих снимках показана деталь из сплава AlMg4,5Mn. Она полностью фрезерованная. На втором фото — результат работы станка, без дальнейшей обработки другими средствами.

Применялась концевая фреза VHM 6 мм с 3 зубьями. При использовании фрез на 4 и 6 мм станком достигаются вполне достойные результаты. Для своего класса оборудования, конечно.
ЧПУ-стол
На десерт — не станок, но полезная и интересная самоделка для станка, а именно — прочная и вместительная станина с полками. Если у вас еще нет станка с ЧПУ, вы можете построить ее раньше и использовать как рабочий верстак.
Эван и Кейтлин, владельцы сайта
EvanAndKatelyn.com , обновили свой стол для станка с ЧПУ, добавив функциональности и вместительности.
Изделие собиралось полностью на винтовых соединениях, без применения клея, чтобы сохранить возможность легкой переделки и апгрейда.

Использованные инструменты и комплектующие:
- Кнопка остановки;
- Фиксатор роликов;
- Зенковка и биты;
- Дрель;
- Электрическая отвертка;
- Пила;
- Станок X-Carve;
- Четвертьдюймовая концевая фреза с твердосплавным покрытием;
- Четвертьдюймовая твердосплавная 4-канальная фреза с шариковым наконечником;
- Средства защиты органов слуха.
Шаг 1: подготовка
Шаг первый — удалить все со старого стола, начиная со станка и заканчивая кучей других вещей, лежащих там, и частично разобрать его. Было полностью разобрано все, кроме двух больших полок 120 х 120 см, которые укрепили, сделав основой нового стола.

Шаг 2: укрепление полок

Были использованы угловые скобки на четырех внутренних углах и L-образные скобки вдоль поперечной балки, проходящей вдоль нижней стороны.


На фото ниже: сравнение усиленной полки с недоделанной.

Шаг 3: отрезать лишнее
Первоначально было 4 стойки, поднимающиеся над верхней частью стола, потому что планировалась дополнительная полка над станком. Эту идею забраковали, решив оставить две стойки из четырех.

Их укрепили угловыми скобами.



На них поместили полку и укрепили ее еще большим количеством скобок.

Тест на прочность.

Шаг 4: пегборд — панель для инструментов
В обновленный предмет мебели стоило добавить как можно больше места для хранения, и одной из расширяющих его возможности деталей стала перфорированная панель, в отверстиях которой закрепляются держатели для инструментов. На панели вырезали углы электролобзиком.




Шаг 5: нижние полки
Для хранения в нижней части надо было оставить как можно больше места, т.к. там хранится настольная пила и барабанный шлифовальный станок. Для хранения материалов тоже было нужно много места, так что решено было добавить полку, но сделать ее легко удаляемой. Пригодились заготовленные для ножек деревянные бруски и лист фанеры.

Ножки прикрепили к фанерному листу угловыми скобами, получившуюся полку вставили в нижнюю часть. Ее легко снять, когда снова понадобится хранилище полной высоты.


Шаг 6: верхние полки
В старой станине была верхняя полка для компьютера, работающего со станком, и для разных мелких вещей. Там оставалось еще место, и под этой полкой решили сделать еще одну. Это также помогло прикрыть розетки и проводку для станка.
Верхнюю полку положили на торцы стоек и прикрутили.

Во второй полке лобзиком вырезали углы под ножки.

И также закрепили ее уголками.

Шаг 7: последние штрихи

На торец прикрутили табличку с надписью “Назови меня”, которая впоследствии будет заменена именем, придуманным подписчиками на YouTube.


Наконец, в стол вернули все, что лежало в его предшественнике.


Существует множество впечатляющих проектов самодельных станков, зачастую авторы поражают своими навыками и остроумными решениями. Как увлечение, самостоятельная сборка станка с ЧПУ или 3D-принтера превосходит многие другие хобби — как по полезности получаемого результата, ведь на станке можно делать много замечательных вещей, так и по пользе от самого процесса — это не только увлекательное, но и познавательное занятие, помогающее развить инженерные навыки.
Мы не приводим отдельные модели, так как их множество, а под любые цели, задачи и имеющиеся условия установки и эксплуатации оборудование необходимо подбирать индивидуально, с чем вам помогут специалисты
. Обращайтесь!
В наше время у рукодельных людей всё чаще можно встретить новые станки, которые управляются не руками, как мы все привыкли, а компьютерной программной и компьютеризированной оснасткой. Такое новшество получило название ЧПУ (числовое программное управление).
Такая технология применяется во многих учреждениях, на больших производствах, а также в хозяйских мастерских. Автоматизированная система управления позволяет сэкономить очень много времени, а также повысить качество производимой продукции.
Автоматизированной системой управляет программа с компьютера. В эту систему входят асинхронные двигатели с векторным управлением, имеющие три оси движения электрического гравера: X, Z, Y. Ниже мы рассмотрим, какими бывают станки с автоматическим управлением и расчётами.
Как правило, на всех станках с ЧПУ используется электрический гравер, либо фрезер, на котором можно менять насадки. Станок с числовым управлением применяется для придания тем или иным материалам элементов декора и не только. ЧПУ станки, в связи с продвижениями в компьютерном мире, должны иметь множество функций. К таким функциям относятся:
Фрезерование
Механический процесс обработки материала, в процессе которого, режущий элемент (насадка, в виде фрезы), производит вращательные движения на поверхности заготовки.
Гравировка
Заключается в нанесении того или оного изображения на поверхности заготовки. Для этого используют либо фрезы, либо штихель (стальной стержень с заострённым под углом одним концом).
Сверление
Механическая обработка материала резаньем, с помощью сверла, за счёт которого получаются отверстия разных диаметров и отверстия, имеющие много граней различных сечений и глубин.
Лазерная резка
Способ раскроя и резанья материала, при котором отсутствует механическое воздействие, сохраняется высокая точность заготовки, а также деформации, совершаемые данным способом, имеют минимальные деформации.
Графопостроитель
Производится высокоточное рисование сложнейших схем, чертежей, географических карт. Рисование производится за счёт пишущего блока, посредством специализированного пера.
Рисование и сверление печатных плат
Производство плат, а также рисование электропроводящих цепей на поверхности диэлектрической пластины. Также сверление маленьких отверстий под радиодетали.
Какие функции будет выполнять ваш будущий станок с программным управлением решать только вам. А дальше рассмотрим конструкцию станка ЧПУ.
Разновидность станков ЧПУ
Технологические признаки и возможности данных станков приравниваются к универсальным станкам. Однако, в современном мире, выделяют три разновидности станков ЧПУ:
Токарные
Предназначение таких станков заключается в создании деталей по типу тел вращения, которое заключается в обработке поверхности заготовки. Также производство внутренних и наружных резьб.
Фрезерные
Автоматизированная работа этих станков заключается в обработке плоскостей и пространств различных корпусных заготовок. Осуществляют фрезеровку плоскую, контурную и ступенчатую, под различными углами, а также с нескольких сторон. Производят сверление отверстий, нарезание резьб, развёртывание и растачивание заготовок.
Сверлильно — расточные
Выполняют рассверливание, сверление отверстий, растачивание и развёртывание, зенкерование, фрезеровка, нарезание резьб и многое другое.
Как мы видим, станки ЧПУ имеют большой ряд функционала, которые они совершают. Поэтому и приравниваются к универсальным станкам. Все они стоят очень дорого и купить какую-нибудь установку из вышеперечисленных просто невозможно, в силу финансовой недостаточности. И можно подумать, что придётся совершать все эти действия вручную, на протяжении всей жизни.
Можно не расстраиваться. Умелые руки страны, ещё с первого появления заводских станков ЧПУ, начали создавать самодельные прототипы, которые работают не хуже профессиональных.
Все комплектующие материалы для станочков ЧПУ можно заказать в интернете, где они находятся в свободном доступе и стоят довольно-таки недорого. Кстати, корпус автоматизированного станка можно изготовить своими руками, а за правильными размерами можно обратиться в интернет.
Совет: Перед выбором станка ЧПУ определитесь с тем, какой материал вы будете обрабатывать. Этот выбор будет иметь главное значение при сооружении станка, так как это напрямую зависит от размеров оборудования, а также затрат на него.
Конструкция станка ЧПУ полностью зависит от вашего выбора. Можно приобрести уже готовый стандартный набор всех необходимых деталей и просто собрать его в своём гараже или мастерской. Или заказывать всё оснащение отдельно.
Рассмотрим стандартный набор деталей на фото
:
- Непосредственно рабочая область, которая производится из фанеры — это столешница и боковой каркас.
- Направляющие элементы.
- Держатели направляющих.
- Линейные подшипники и втулки скольжения.
- Опорные подшипники.
- Ходовые винты.
- Контролёр шаговых двигателей.
- Блок питания контролёра.
- Электрический гравер или фрезер.
- Муфта, соединяющая вал ходового винта с валом шаговых двигателей.
- Шаговые двигатели.
- Ходовая гайка.
Используя данный перечень деталей, вы смело сможете создать свой собственный фрезерный по дереву с ЧПУ станок с автоматизированной работой. Когда вы соберёте всю конструкцию, можете смело приступать к работе.

Принцип работы
Пожалуй, самым главным элементом на этом станке является фрезер, гравер или шпиндель. Это зависит от вашего выбора. Если у вас будет стоять шпиндель, то хвостик фрезы, который имеет цангу для крепления, будет плотно крепиться в цанговый патрон.
Сам патрон непосредственно закреплён на шпиндельном вале. Режущая часть фрезы подбирается исходя из выбранного материала. Электрический мотор, который располагается на движущейся каретке, вращает шпиндель с фрезой, что позволяет обрабатывать поверхность материала. Управление шаговыми двигателями происходит от контролера, на который подаются команды с компьютерной программы.
Электроника
станка работает непосредственно на обеспечении компьютерного обеспечения, которое должно поставляться с заказываемой электроникой. Программа передаёт команды, в виде G — кодов на контролер. Тем самым эти коды сохраняются в оперативной памяти контролера.
После выбора на станке программы обработки (чистовой, черновой, трёхмерной), команды распределяются на шаговые двигатели, после чего происходит обработка поверхности материала.
Совет: Перед началом работы, необходимо протестировать станок, специализированной программой и пропустить пробную деталь, чтобы убедиться в правильности работы ЧПУ.
Сборка
Сборка станка своими руками
не займёт у вас слишком много времени. Тем более что в интернете сейчас можно скачать
очень много различных схем
и чертежей. Если вы купили набор деталей для самодельного станка, то его сборка будет очень быстрой.
Итак, разберём один из чертежей
собственно ручного станка.

Чертёж самодельного станка ЧПУ.
Как правило, первым делом из фанеры, толщиной 10-11 миллиметров, изготавливается каркас. Столешница, боковые стенки и подвижный портал для установки фрезера или шпинделя, изготавливаются только из фанерного материала. Столешница делается подвижной, используются мебельные направляющие соответствующих размеров.
В итоге должен получиться вот такой вот каркас. После того, как каркасная конструкция готова, в дело вступает дрель и специальные коронки, с помощью которых можно сделать отверстия в фанере.

Каркас будущего станка ЧПУ.
В готовом каркасе необходимо подготовить все отверстия, чтобы установить в них подшипники, направляющие болты. После этой установки, можно производить установку всех крепёжных элементов, электрических установок и т.д.
После того, как сборка завершена, важным этапом становится настройка программного обеспечения станка и компьютерной программы. При настройке программы проверяется работа станка на правильность заданных размеров. Если всё готово, можно приступать к долгожданным работам.
Совет: Перед началом работы необходимо проверить правильность крепления заготовочного материала и надёжность крепления рабочей насадки. Также убедиться в том, что выбранный материал соответствует изготовленному станку.
Наладка оборудования
Наладка станка ЧПУ производится непосредственно с рабочего компьютера, на котором установлена программа для работы со станком. Именно в программу загружаются необходимые чертежи, графики, рисунки. Которые в последовательности преобразуются программой в G — коды, необходимые для управления станком.
Когда всё загружено, совершаются пробные действия, относительно выбранного материала. Именно при этих действиях совершается проверка всех необходимых предустановленных размеров.
Совет: Только после тщательной проверки работоспособности станка можно приступать к полноценной работе.
Техника безопасности
Правила и техника безопасности при работе с данным станком ничем не отличается от работы на всех остальных станках. Ниже будут представлены самые основные:
- Перед работой проверить исправность станка.
- Одежда должна быть заправлена должным образом, чтобы нигде ничего не торчало и не могло попасть в рабочую зону станка.
- Должен быть одет головной убор, который будет прижимать ваши волосы.
- Около станка должен быть резиновый коврик или невысокая деревянная обрешётка, которые защитят от утечки электричества.
- Доступ к станку детям должен быть категорически запрещён.
- Перед работой со станком проверить все крепёжные элементы на их прочность.
Совет: К работе на станке необходимо подходить с трезвой головой и пониманием, что при неправильной работе вы можете нанести себе непоправимый вред.
С полными требованиями к безопасности при работе со станком вы сможете найти во всемирной паутине, т.е. в интернете и ознакомиться с ними.
Видео обзоры
Обзор сборки станка самодельного с ЧПУ
Видео
обзор простого станка с ЧПУ
Обзор возможностей самодельного ЧПУ станка
Обзор шаговых двигателей
Обзор видео
многоканального драйвера для шаговых двигателей
Сложен в изготовлении, кроме технических составляющих, он имеет электронное устройство, установить которое в состоянии только специалист. Вопреки этому мнению, возможность собрать ЧПУ станок своими руками велика, если заранее подготовить необходимые чертежи, схемы и комплектующие материалы.
Проведение подготовительных работ
При проектировании ЧПУ своими руками в домашних условиях необходимо определиться, по какой схеме он будет работать.
Часто в качестве основы будущего аппарата берут использованный .
Сверлильный станок может быть использован как основа для ЧПУ станка
В нем потребуется замена рабочей головки на фрезерную.
Наибольшее затруднение при проектировании ЧПУ станка своими руками вызывает создание устройства, при помощи которого рабочий инструмент перемещается в трех плоскостях.
Частично решить задачу помогут каретки, взятые из обычного принтера. Инструмент сможет двигаться в обеих плоскостях. Выбирать каретки для ЧПУ станка лучше из того принтера, который имеет большие габариты.
Подобная схема позволяет в дальнейшем подключать к станку управление. Минус в том, что фрезерный станок с ЧПУ работает только с деревянными, пластиковыми изделиями, изделиями из тонкого металла. Это связано с тем, что каретки принтера не имеют нужной жесткости.
Внимание необходимо уделить двигателю будущего агрегата. Его роль сводится к передвижению рабочего инструмента. От этого зависит качество работы и возможность выполнения фрезерных операций.
Удачным вариантом для самодельного ЧПУ фрезера является шаговый двигатель.

Альтернативой такому двигателю является электромотор, предварительно усовершенствованный и подогнанный под стандарты аппарата.
Любой , использующий шаговый двигатель, позволяет не использовать винтовую передачу, это никак не влияет на возможности такого ЧПУ по дереву. Рекомендуется использовать для фрезерования на таком агрегате ремни зубчатого типа. В отличие от стандартных ремней они не проскальзывают на шкивах.
Требуется правильно спроектировать фрезер будущего станка, для этого понадобятся подробные чертежи.
Материалы и инструменты, необходимые для сборки
Общий набор материалов для станка с ЧПУ включает в себя:
- кабель длиной 14–19 м;
- , обрабатывающие дерево;
- патрон для фрезы;
- преобразователь частот, имеющий одинаковую мощность со шпинделем;
- подшипники;
- плата для управления;
- водяная помпа;
- охлаждающий шланг;
- три двигателя шагового типа для трех осей перемещения конструкции;
- болты;
- защитный кабель;
- шурупы;
- фанера, ДСП, плита из дерева или металлическая конструкция на выбор в качестве корпуса будущего аппарата;
- муфта мягкого типа.

Рекомендуется при изготовлении своими руками использовать шпиндель с охлаждающей жидкостью. Это позволит не отключать его каждые 10 минут для остужения. Для работы подойдет самодельный станок с ЧПУ, мощность его составляет не меньше 1,2 кВт. Оптимальным вариантом станет устройство мощностью 2 кВт.
Набор инструментов, требующийся для изготовления агрегата, включает в себя:
- молотки;
- изоленту;
- сборочные ключи;
- клей;
- отвертку;
- паяльник, герметик;
- болгарку, ее часто заменяют на ножовку;
- пассатижи, агрегат для сварки, ножницы, плоскогубцы.
Простой ЧПУ станок своими руками
Порядок действий при сборке станка
Самодельный ЧПУ фрезерный станок собирается по схеме:
- изготовление чертежей и схем устройства с указанием системы электрооборудования;
- покупка материалов, содержащих в себе будущий самодельный ЧПУ станок;
- установка станины, на ней будут крепиться двигатели, рабочая поверхность, портал, шпиндель;
- установка портала;
- установка оси Z;
- фиксация рабочей поверхности;
- установка шпинделя;
- установка водоохлаждающей системы;
- установка электросистемы;
- подключение платы, с ее помощью осуществляется управление аппаратом;
- настройка программного обеспечения;
- стартовый пуск агрегата.
В качестве основы для станины берется материал, сделанный из алюминия.

Станину нужно делать с алюминия
Профили из этого металла выбирают с сечением 41*81 мм с толщиной пластин 11 мм. Сам корпус станины соединяют при помощи алюминиевых уголков.
От установки портала будет зависеть, какой толщины изделие сможет обработать станок ЧПУ. Особенно если он, сделанный своими руками. Чем выше портал, тем более толстое изделие он сможет обработать. Важно не установить его слишком высоко, так как такая конструкция будет менее прочной и надежной. Портал движется по оси Х и несет шпиндель на себе.
В качестве материала для рабочей поверхности агрегата применяют профиль из алюминия. Часто берут профиль, имеющий Т-пазы. Для домашнего использования принимают , ее толщина составляет не менее 17 мм.
После того как каркас устройства будет готов, приступают к установке шпинделя. Важно устанавливать его вертикально, так как в дальнейшем потребуется его регулировка, это проводится для фиксации требуемого угла.
Для установки электросистемы необходимо присутствие таких компонентов:
- блок питания;
- компьютер;
- шаговый двигатель;
- плата;
- кнопка остановки;
- драйверы двигателя.

Для работы системы требуется порт LPT. Помимо этого, устанавливается , управляющая работой аппарата и позволяющая отвечать на вопрос, как сделать ту или иную операцию. Управление подключается через двигатели к самому фрезерному станку.
После того как электроника будет установлена на станок, потребуется загрузка драйверов и необходимых для работы программ.
Распространенные ошибки при сборке
Часто встречающейся ошибкой при сборке станка с числовым программным управлением является отсутствие чертежа, но по нему и проводится сборка. В результате этого возникают упущения в проектировании и установке конструкций аппарата.
Часто неправильная работа станка связана с неверно подобранными частотником и шпинделем.

Для корректной работы станка необходимо правильно подбирать шпиндель
Во многих случаях шаговые двигатели не получают должного питания, поэтому для них необходимо выбирать специальный отдельный блок питания.
Необходимо учитывать то, что правильно установленная электросхема и программное обеспечение позволяет выполнять на устройстве многочисленные операции разного уровня сложности. Станок ЧПУ своими руками выполнить под силу мастеру среднего звена, конструкция агрегата имеет ряд особенностей, но с помощью чертежей собрать детали несложно.
С ЧПУ, своими руками составленным, работать легко, необходимо изучить информативную базу, провести ряд тренировочных работ и проанализировать состояние агрегата и детали. Не стоит торопиться, дергать движущиеся детали или вскрывать ЧПУ.
Для изготовления объемного рисунка на деревянной поверхности применяются заводские . Сделать аналогичную мини-модель своими руками в домашних условиях сложно, но возможно при детальном изучении конструкции. Для этого необходимо разобраться со спецификой, правильно подобрать комплектующие и выполнить их настройку.
Принцип работы фрезерного станка
Современное деревообрабатывающее оборудование с блоком числового программного управления предназначено для формирования сложного рисунка по дереву. В конструкции должна присутствовать механическая электронная часть. В комплексе они позволят максимально автоматизировать процесс работы.
Для изготовления настольного мини-фрезерного станка по дереву своими руками следует ознакомиться с основными компонентами. Режущим элементом является фреза, которая устанавливается в шпиндель, расположенный на валу электродвигателя. Эта конструкция крепится на станину. Она может перемещаться по двум осям координат – x; y. Для фиксации заготовки необходимо сделать опорный столик.
Электронный блок управления соединяется с пошаговыми двигателями. Они обеспечивают смещение каретки относительно детали. По такой технологии можно сделать 3D рисунки на деревянной поверхности.
Последовательность работы мини-оборудования с ЧПУ, который можно изготовить своими руками.
- Написание программы, согласно которой будет выполнена последовательность перемещений режущей части. Для этого лучше всего использовать специальные программные комплексы, предназначенные для адаптации в самодельных моделях.
- Установка заготовки на стол.
- Вывод программы в ЧПУ.
- Включение оборудования, контроль за выполнением автоматических действий.
Для достижения максимальной автоматизации работы в 3D режиме потребуется правильно составить схему и выбрать соответствующие комплектующие. Специалисты рекомендуют изучить заводские модели, прежде чем сделать мини- .
Для создания сложных рисунков и узоров на деревянной поверхности понадобится несколько видов фрез. Некоторые из них можно сделать самостоятельно, но для тонкой работы следует приобрести заводские.
Схема самодельного фрезерного станка с числовым управлением

Самым сложным этапом является выбор оптимальной схемы изготовления. Она зависит от габаритов заготовки и степени ее обработки. Для домашнего использования желательно изготовить настольный мини-фрезерный станок с ЧПУ, сделанный своими руками, который будет иметь оптимальное число функций.

Оптимальным вариантом является изготовление двух кареток, которые будут двигаться по осям координат x; y. В качестве основания лучше всего использовать стальные шлифованные прутки. На них будут монтироваться каретки. Для создания трансмиссии необходимы шаговые электродвигатели и винты с подшипниками качения.
Для максимальной автоматизации процесса в конструкции по дереву, сделанного своими руками, необходимо детально продумать электронную часть. Условно она состоит из следующих компонентов:
- блок питания. Необходим для подачи электроэнергии на шаговые электродвигатели и микросхему контроллера. Зачастую используют модель 12в 3А;
- контроллер. Он предназначен для подачи команд на электродвигатели. Для работы мини-фрезерного станка ЧПУ, изготовленного своими руками, достаточно простой схемы для контроля функционирования трех двигателей;
- драйвер. Также является элементом регулирования работы подвижной части конструкции.
Преимуществом этого комплекса является возможность импортирования исполняемых файлов самых распространенных форматов. С помощью специального приложения можно составить трехмерный чертеж детали для предварительного анализа. Шаговые двигатели будут работать с определенной частотой хода. Но для этого следует внести технические параметры в программу управления.
Выбор комплектующих для фрезерного станка с ЧПУ

Следующим этапом является выбор компонентов для сборки самодельного оборудования. Оптимальным вариантом является использование подручных средств. В качестве основы для настольных моделей 3D станка можно использовать дерево, алюминий или оргстекло.
Для правильной работы всего комплекса необходимо разработать конструкцию суппортов. Во время их движения не должно возникать колебаний, это может привести к неточному фрезерованию. Поэтому перед сборкой все компоненты проверяются на совместимость друг с другом.
- направляющие. Используются стальные шлифованные прутки диаметром 12 мм. Длина для оси x составляет 200 мм, для y — 90 мм;
- суппорт. Оптимальным вариантом является текстолит. Обычный размер площадки — 25*100*45 мм;
- шаговые двигатели. Специалисты рекомендуют использовать модели от принтера 24в, 5А. В отличие от приводов дисковода они имеют большую мощность;
- блок фиксации фрезы. Его также можно сделать из текстолита. Конфигурация напрямую зависит от имеющегося инструмента.
Блок питания лучше всего собрать заводской. При самостоятельном изготовлении возможны ошибки, которые впоследствии отразятся на работе всего оборудования.
Порядок изготовления фрезерного станка с ЧПУ

После выбора всех компонентов можно сделать настольный мини фрезерный самостоятельно своими руками. Предварительно еще раз проверяются все элементы, выполняется контроль их размеров и качества.
Для фиксации элементов оборудования необходимо использовать специальные крепежные детали. Их конфигурация и форма зависят от выбранной схемы.
Порядок действий по сборке настольного мини оборудования с ЧПУ по дереву с функцией 3D обработки.
- Монтаж направляющих суппорта, их фиксация на боковых частях конструкции. Эти блоки еще не устанавливаются на основание.
- Притирка суппортов. Их необходимо двигать по направляющим до тех пор, пока не получится плавный ход.
- Затяжка болтов для фиксации суппортов.
- Крепление компонентов на основание оборудования.
- Монтаж ходовых винтов вместе с муфтами.
- Установка ходовых двигателей. Они крепятся к винтам муфт.
Электронная часть располагается в отдельном блоке. Это способствует уменьшению вероятности сбоя в работе во время функционирования фрезера. Также важным моментом является выбор рабочей поверхности для установки оборудования. Она должна быть ровная, так как в конструкции не предусмотрены болты регулировки уровня.
После этого можно приступать к пробным испытаниям. Сначала рекомендуется задать несложную программу фрезерования по дереву. Во время работы необходимо сверять каждый проход фрезы — глубину и ширину обработки, в особенности это касается 3D режима.
В видеоматериале показан пример как собрать большой фрезерный станок с ЧПУ, изготовленный своими руками:
Примеры чертежей и самодельных конструкций
Многие мастера часто задумываются над тем, чтобы собрать самодельный ЧПУ станок. Он обладает рядом преимуществ и позволит решить большое количество задач более качественно и быстро.
Осуществляют фрезеровку и резку практически всех материалов. В связи с этим соблазн изготовления подобного устройства достаточно велик. Может уже пришло время взять все в свои руки и пополнить свою мастерскую новым оборудованием?
Станки с числовым программным управлением получили широкое распространение не только в промышленном производстве, но и в частных мастерских. Они позволяют осуществлять плоскую и профильную обработку металла, пластмассы и дерева.
Кроме того, без них не обойтись при выполнении гравировальных и сверлильно-присадочных работах.
Практически любая задача, решаемая с использованием подобных устройств, выполняется на высоком уровне.
При необходимости что-то начертить на плате или деревянной плите, достаточно создать макет в компьютерной программе и с помощью CNC Milling перенести это на изделие. Выполнить подобную операцию вручную в большинстве случаев просто невозможно, особенно если речь идет о высокой точности.
Все профессиональное оборудование данного типа характеризуется высоким уровнем автоматизации и простотой работы. Необходимы лишь базовые навыки работы в специализированных компьютерных программах, чтобы решать несложные задачи обработки материалов.
В то же время даже с ЧПУ справляются с поставленными целями. При должной настройке и использовании качественных узлов, можно добиться от аппарата хорошей точности, минимального люфта и приемлемой скорости работы.
Станок с ЧПУ своими руками

Функциональная схема станка с ЧПУ.
Итак, как сделать данное устройство? Чтобы изготовить станок ЧПУ своими руками, необходимо потратить время на разработку проекта, а также ознакомиться с существующими заводскими моделями. Следуя этим первым и самым простым правилам, удастся избежать самых распространенных ошибок.
Стоит отметить, что фрезеровочный ЧПУ станок – технически сложное устройство с электронными элементами. Из-за этого многие люди полагают, что его невозможно сделать вручную.
Конечно же, данное мнение ошибочно. Однако необходимо иметь в виду, что для сборки понадобится не только чертеж, но и определенный комплект инструментов и деталей. Например, понадобится шаговый двигатель, который можно взять из принтера и т.д.
Следует также учитывать необходимость определенных финансовых и временных затрат. Если подобные проблемы не страшны, тогда изготовить доступный по стоимости и эффективный агрегат с координатным позиционированием режущего инструмента для обработки металла или дерева не составит труда.
Схема
Наиболее трудным этапом ЧПУ по металлу и дереву является выбор оптимальной схемы оборудования. Тут все определяется размерами заготовки и степени ее обработки.
Для бытовых целей лучше отдать предпочтение чертежу небольшого устройства с необходимым набором функций.
Одним из вариантов может быть конструкция, состоящая из двух кареток, которые будут перемещаться в плоскости. Стальные шлифовальные прутки отлично подойдут в качестве основания. На них крепятся каретки.
Также понадобятся ШД и винты с подшипниками качения, чтобы обеспечить трансмиссию. Управление фрезера с ЧПУ будет осуществляться с помощью программы.
Подготовка
Для автоматизации самодельного фрезерного станка с ЧПУ необходимо максимально продумать электронную часть.

Чертеж самодельного станка.
Ее можно разделить на несколько элементов:
- блок питания, обеспечивающий подачу электроэнергии на ШД и контроллер;
- контроллер;
- драйвер, регулирующий работу подвижных частей конструкции.
Затем, чтобы построить самому станок, необходимо подобрать сборочные детали. Лучше всего использовать подручные материалы. Это поможет максимально уменьшить расходы на инструменты, которые вам понадобятся.
Основу обычно делают из дерева, оргстекла или металла. Важно, чтобы во время движения суппортов не возникали колебания. Они приведут к неточной работе аппарата. В связи с этим нужно правильно разработать их конструкцию.
Вот некоторые советы по выбору деталей:
- в качестве направляющих подойдут прутки диаметром до 12 мм;
- лучшим вариантом для суппорта будет текстолит;
- ШД обычно берут от принтеров;
- блок фиксации фрезы также делается из текстолита.
Инструкция по сборке
После подготовки и выбора деталей можно приступать к сборке фрезеровального агрегата для обработки дерева и металла.
В первую очередь следует еще раз проверить все комплектующие и удостовериться в правильности их размеров.

Схема устройства ЧПУ.
Порядок выполнения действий при сборке выглядит приблизительно следующим образом:
- установка направляющих суппорта, их крепление к боковым поверхностям конструкции;
- притирка суппортов в результате их перемещения до тех пор, пока не удастся добиться плавного хода;
- затяжка болтов;
- установка компонентов на основании устройства;
- закрепление ходовых винтов с муфтами;
- крепление к винтам муфт шаговых двигателей.
Всю электронную составляющую следует расположить в отдельном блоке. Таким образом, вероятность сбоя во время работы будет сведена к минимуму. Подобный вариант размещения электроники можно назвать лучшей конструкцией.
Особенности работы
После того, как с ЧПУ был собран своими руками, можно приступать к испытаниям.
Контролировать действия станка будет программное обеспечение. Его необходимо выбирать правильно. В первую очередь важно, чтобы программа была рабочей. Во-вторых, она должна максимально реализовывать все возможности оборудования.

Кинематическая схема работы устройства.
В ПО должны содержаться все необходимые драйверы для контроллеров.
Начинать следует с несложных программ. При первых запусках необходимо следить за каждым проходом фрезы, чтобы убедиться в правильности обработке по ширине и глубине. Особенно важно проконтролировать трехмерные варианты подобных устройств.
Итог
Устройства для обработки дерева с числовым программным управлением имеют в своей конструкции различную электронику. Из-за этого, на первый взгляд, может показаться, что подобное оборудования очень трудно изготовить самостоятельно.
На самом деле ЧПУ своими руками – посильная задача для каждого. Достаточно просто поверить в себя и в свои силы, и тогда можно стать обладателем надежного и эффективного фрезеровального станка, который станет гордостью любого мастера.
Сложен в изготовлении, кроме технических составляющих, он имеет электронное устройство, установить которое в состоянии только специалист. Вопреки этому мнению, возможность собрать ЧПУ станок своими руками велика, если заранее подготовить необходимые чертежи, схемы и комплектующие материалы.
Проведение подготовительных работ
При проектировании ЧПУ своими руками в домашних условиях необходимо определиться, по какой схеме он будет работать.
Часто в качестве основы будущего аппарата берут использованный .
Сверлильный станок может быть использован как основа для ЧПУ станка
В нем потребуется замена рабочей головки на фрезерную.
Наибольшее затруднение при проектировании ЧПУ станка своими руками вызывает создание устройства, при помощи которого рабочий инструмент перемещается в трех плоскостях.
Частично решить задачу помогут каретки, взятые из обычного принтера. Инструмент сможет двигаться в обеих плоскостях. Выбирать каретки для ЧПУ станка лучше из того принтера, который имеет большие габариты.
Подобная схема позволяет в дальнейшем подключать к станку управление. Минус в том, что фрезерный станок с ЧПУ работает только с деревянными, пластиковыми изделиями, изделиями из тонкого металла. Это связано с тем, что каретки принтера не имеют нужной жесткости.
Внимание необходимо уделить двигателю будущего агрегата. Его роль сводится к передвижению рабочего инструмента. От этого зависит качество работы и возможность выполнения фрезерных операций.
Удачным вариантом для самодельного ЧПУ фрезера является шаговый двигатель.
Альтернативой такому двигателю является электромотор, предварительно усовершенствованный и подогнанный под стандарты аппарата.
Любой , использующий шаговый двигатель, позволяет не использовать винтовую передачу, это никак не влияет на возможности такого ЧПУ по дереву. Рекомендуется использовать для фрезерования на таком агрегате ремни зубчатого типа. В отличие от стандартных ремней они не проскальзывают на шкивах.
Требуется правильно спроектировать фрезер будущего станка, для этого понадобятся подробные чертежи.
Материалы и инструменты, необходимые для сборки
Общий набор материалов для станка с ЧПУ включает в себя:
- кабель длиной 14–19 м;
- , обрабатывающие дерево;
- патрон для фрезы;
- преобразователь частот, имеющий одинаковую мощность со шпинделем;
- подшипники;
- плата для управления;
- водяная помпа;
- охлаждающий шланг;
- три двигателя шагового типа для трех осей перемещения конструкции;
- болты;
- защитный кабель;
- шурупы;
- фанера, ДСП, плита из дерева или металлическая конструкция на выбор в качестве корпуса будущего аппарата;
- муфта мягкого типа.

Рекомендуется при изготовлении своими руками использовать шпиндель с охлаждающей жидкостью. Это позволит не отключать его каждые 10 минут для остужения. Для работы подойдет самодельный станок с ЧПУ, мощность его составляет не меньше 1,2 кВт. Оптимальным вариантом станет устройство мощностью 2 кВт.
Набор инструментов, требующийся для изготовления агрегата, включает в себя:
- молотки;
- изоленту;
- сборочные ключи;
- клей;
- отвертку;
- паяльник, герметик;
- болгарку, ее часто заменяют на ножовку;
- пассатижи, агрегат для сварки, ножницы, плоскогубцы.
Простой ЧПУ станок своими руками
Порядок действий при сборке станка
Самодельный ЧПУ фрезерный станок собирается по схеме:
- изготовление чертежей и схем устройства с указанием системы электрооборудования;
- покупка материалов, содержащих в себе будущий самодельный ЧПУ станок;
- установка станины, на ней будут крепиться двигатели, рабочая поверхность, портал, шпиндель;
- установка портала;
- установка оси Z;
- фиксация рабочей поверхности;
- установка шпинделя;
- установка водоохлаждающей системы;
- установка электросистемы;
- подключение платы, с ее помощью осуществляется управление аппаратом;
- настройка программного обеспечения;
- стартовый пуск агрегата.
В качестве основы для станины берется материал, сделанный из алюминия.
Станину нужно делать с алюминия
Профили из этого металла выбирают с сечением 41*81 мм с толщиной пластин 11 мм. Сам корпус станины соединяют при помощи алюминиевых уголков.
От установки портала будет зависеть, какой толщины изделие сможет обработать станок ЧПУ. Особенно если он, сделанный своими руками. Чем выше портал, тем более толстое изделие он сможет обработать. Важно не установить его слишком высоко, так как такая конструкция будет менее прочной и надежной. Портал движется по оси Х и несет шпиндель на себе.
В качестве материала для рабочей поверхности агрегата применяют профиль из алюминия. Часто берут профиль, имеющий Т-пазы. Для домашнего использования принимают , ее толщина составляет не менее 17 мм.
После того как каркас устройства будет готов, приступают к установке шпинделя. Важно устанавливать его вертикально, так как в дальнейшем потребуется его регулировка, это проводится для фиксации требуемого угла.
Для установки электросистемы необходимо присутствие таких компонентов:
- блок питания;
- компьютер;
- шаговый двигатель;
- плата;
- кнопка остановки;
- драйверы двигателя.
Для работы системы требуется порт LPT. Помимо этого, устанавливается , управляющая работой аппарата и позволяющая отвечать на вопрос, как сделать ту или иную операцию. Управление подключается через двигатели к самому фрезерному станку.
После того как электроника будет установлена на станок, потребуется загрузка драйверов и необходимых для работы программ.
Распространенные ошибки при сборке
Часто встречающейся ошибкой при сборке станка с числовым программным управлением является отсутствие чертежа, но по нему и проводится сборка. В результате этого возникают упущения в проектировании и установке конструкций аппарата.
Часто неправильная работа станка связана с неверно подобранными частотником и шпинделем.

Для корректной работы станка необходимо правильно подбирать шпиндель
Во многих случаях шаговые двигатели не получают должного питания, поэтому для них необходимо выбирать специальный отдельный блок питания.
Необходимо учитывать то, что правильно установленная электросхема и программное обеспечение позволяет выполнять на устройстве многочисленные операции разного уровня сложности. Станок ЧПУ своими руками выполнить под силу мастеру среднего звена, конструкция агрегата имеет ряд особенностей, но с помощью чертежей собрать детали несложно.
С ЧПУ, своими руками составленным, работать легко, необходимо изучить информативную базу, провести ряд тренировочных работ и проанализировать состояние агрегата и детали. Не стоит торопиться, дергать движущиеся детали или вскрывать ЧПУ.
И так, в рамках этой статьи-инструкции я хочу, что бы вы вместе с автором проекта, 21 летним механиком и дизайнером, изготовили свой собственный . Повествование будет вестись от первого лица, но знайте, что к большому своему сожалению, я делюсь не своим опытом, а лишь вольно пересказываю автора сего проекта.
В этой статье будет достаточно много чертежей
, примечания к ним сделаны на английском языке, но я уверен, что настоящий технарь все поймет без лишних слов. Для удобства восприятия, я разобью повествование на «шаги».
Предисловие от автора
Уже в 12 лет я мечтал построить машину, которая будет способна создавать различные вещи. Машину, которая даст мне возможность изготовить любой предмет домашнего обихода. Спустя два года я наткнулся на словосочетание ЧПУ
или если говорить точнее, то на фразу «Фрезерный станок с ЧПУ»
. После того как я узнал, что есть люди способные сделать такой станок самостоятельно для своих нужд, в своем собственном гараже, я понял, что тоже смогу это сделать. Я должен это сделать
! В течение трех месяцев я пытался собрать подходящие детали, но не сдвинулся с места. Поэтому моя одержимость постепенно угасла.
В августе 2013 идея построить фрезерный станок с ЧПУ вновь захватила меня. Я только что окончил бакалавриат университета промышленного дизайна, так что я был вполне уверен в своих возможностях. Теперь я четко понимал разницу между мной сегодняшним и мной пятилетней давности. Я научился работать с металлом, освоил техники работы на ручных металлообрабатывающих станках, но самое главное я научился применять инструменты для разработки. Я надеюсь, что эта инструкция вдохновит вас на создание своего станка с ЧПУ!
Шаг 1: Дизайн и CAD модель
Все начинается с продуманного дизайна. Я сделал несколько эскизов, чтобы лучше прочувствовать размеры и форму будущего станка. После этого я создал CAD модель используя SolidWorks. После того, как я смоделировал все детали и узлы станка, я подготовил технические чертежи. Эти чертежи я использовал для изготовления деталей на ручных металлообрабатывающих станках: и .
Признаюсь честно, я люблю хорошие удобные инструменты. Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.



Файлы для скачивания «Шаг 1»
Габаритные размеры
Шаг 2: Станина
Станина обеспечивает станку необходимую жесткость. На нее будет установлен подвижной портал, шаговые двигатели, ось Z и шпиндель, а позднее и рабочая поверхность. Для создания несущей рамы я использовал два алюминиевых профиля Maytec сечением 40х80 мм и две торцевые пластины из алюминия толщиной 10 мм. Все элементы я соединил между собой на алюминиевые уголки. Для усиления конструкции внутри основной рамы я сделал дополнительную квадратную рамку из профилей меньшего сечения.
Для того, чтобы в дальнейшем избежать попадания пыли на направляющие, я установил защитные уголки из алюминия. Уголок смонтирован с использованием Т-образных гаек, которые установлены в один из пазов профиля.
На обоих торцевых пластинах установлены блоки подшипников для установки приводного винта.


Несущая рама в сборе


Уголки для защиты направляющих
Файлы для скачивания «Шаг 2»
Чертежи основных элементов станины
Шаг 3: Портал
Подвижной портал — исполнительный орган вашего станка, он перемещается по оси X и несет на себе фрезерный шпиндель и суппорт оси Z. Чем выше портал, тем толще заготовка, которую вы можете обработать. Однако, высокий портал менее устойчив к нагрузкам которые возникают в процессе обработки. Высокие боковые стойки портала выполняют роль рычагов относительно линейных подшипников качения.
Основная задача, которую я планировал решать на своем фрезерном станке с ЧПУ — это обработка алюминиевых деталей. Поскольку максимальная толщина подходящих мне алюминиевых заготовок 60 мм, я решил сделать просвет портала (расстояние от рабочей поверхности до верхней поперечной балки) равным 125 мм. В SolidWorks все свои измерения я преобразовал в модель и технические чертежи. В связи со сложностью деталей, я обработал их на промышленном обрабатывающем центре с ЧПУ, это дополнительно мне позволило обработать фаски, что было бы весьма затруднительно сделать на ручном фрезерном станке по металлу.




Файлы для скачивания «Шаг 3»
Шаг 4: Суппорт оси Z
В конструкции оси Z я использовал переднюю панель, которая крепится к подшипникам перемещения по оси Y, две пластины для усиления узла, пластину для крепления шагового двигателя и панель для установки фрезерного шпинделя. На передней панели я установил две профильные направляющие по которым будет происходить перемещение шпинделя по оси Z. Обратите внимание на то, что винт оси Z не имеет контропоры внизу.




Файлы для скачивания «Шаг 4»
Шаг 5: Направляющие
Направляющие обеспечивают возможность перемещения во всех направлениях, обеспечивают плавность и точность движений. Любой люфт в одном из направлений может стать причиной неточности в обработке ваших изделий.
Я выбрал самый дорогой вариант — профилированные закаленные стальные рельсы. Это позволит конструкции выдерживать высокие нагрузки и обеспечит необходимую мне точность позиционирования. Чтобы обеспечить параллельность направляющих, я использовал специальный индикатор во время их установки. Максимальное отклонение относительно друг друга составило не более 0,01 мм.


Шаг 6: Винты и шкивы
Винты преобразуют вращательное движение от шаговых двигателей в линейное. При проектировании своего станка вы можете выбрать несколько вариантов этого узла: Пара винт-гайка или шарико-винтовая пара (ШВП). Винт-гайка, как правило, больше подвергается силам трения при работе, а также менее точна относительно ШВП. Если вам необходима повышенная точность, то однозначно необходимо остановить свой выбор на ШВП. Но вы должны знать, что ШВП достаточно дорогое удовольствие.
Статья на тему самостоятельной постройки небольшого станочка для деревообработки (гравировка, фрезерование, сверление) с ЧПУ, подходит также и для других мягких материалов, например, пластика. Хорошо подойдет для фрезерования печатных плат и подобной работы. В этой и следующих статьях описываются общие комплектующие и приемы для сборки не только CNC станков, но и 3Д принтеров, граверов и подобной техники. Информации много, ссылок и фотографий много, проект открытый, советы и критика (по делу) приветствуется.
Вот несколько фотографий внешнего вида собранного станка CNC2418 из лотов продавцов с Али

Примеры лотов с Али с лазером и цангой ER11 (магазин DZT, магазин Jack»s , магазин IRouter).
Итак, расскажу про достаточно популярный китайский станочек под нехитрым названием CNC2418, что означает рабочую зону 24 мм на 18 мм. В качестве шпинделя у него стоит простой (коллекторный) оборотистый двигатель постоянного тока типа 775. Управляется через GRBL совместимыми программами, но обо всем по порядку.
Как правило, продается в районе $250 (от $170 до $300) в разной комплектации. Есть версия с разными шпинделями (различные вариации 775го двигателя), с разными цангами (от простой для сверл до ER11), может комплектоваться лазерным модулем. Обычно продавцы вкладывают расходники, биты-фрезы и прочее.
Характеристики станка 2418:
- Рабочее поле — 240 мм х 180 мм х45 мм
- Размер рамы (станины) — 260 мм х180 мм (алюминиевый профиль)
- Общий размер — 330х340х240
- Шаговые моторы: 3шт Nema17 1,3А 0,25Nm
- Шпиндель: Диаметр 45мм, модель 775, 24V: 7000 r/min
- Максимальный диаметр хвостовика фрезы зависит от установленной цанги
- Питание: 24V 5.6A
Электроника типа Atmega+CNC Shield, EleckMill, или оригинальные платы, но с прошивкой GRBL. Управляются с помощью GrblController, UniversalGcodeSender, grblControl, используют файлы *.nc. Генерировать подобные файлы нужно отдельно.
Вот фотография среднего комплекта за $250 (включая комплект для лазерной гравировки)

В лоте обычно есть выбор цанг: простая «сверлилка» или цанга типа ER11. В лотах подороже есть оба варианта плюс фрезы.

Если серьезно говорить, то рыночная стоимость подобных комплектов для сборки сильно завышена. Я не готов отдавать под $300 за подобный набор. А вот собрать его своими руками раза в три дешевле — пожалуйста! Далее приведу подборку комплектующих с китайских магазинов, на основе которых можно спокойно собрать аналогичный станок или станок с большим/меньшим рабочим полем.
Для сборки потребуется купить набор направляющих: рельсы или полированные валы; ходовые винты (чаще всего Т8, так как ремни типа GT2-6 могут устанавливаться в лазерные граверы, в фрезере их применение не желательно), двигатели Nema17, шпиндель (чаще всего двигатель постоянного тока типа RS775 или мощнее) и различная мелочевка типа подшипников, суппортов, метизов.
Вопрос электроники отдельный: кто-то пользуется платами Arduino Nano/Uno+CNC Shield, кто-то Mega+Ramps, есть варианты более серьезных комплектов под Mach3.
Обращая ваше внимание на то, что в оригинальном комплекте присутствуют 3Д печатные компоненты.

Использование подобных пластиковых деталей хорошо видно на пользовательских фотографиях из интернета, да и в лотах у продавцов

В печатный комплект входит распорка-уголок (2 шт), держатель винта Х, держатель винта Y, держатели подшипников LM8UU (а скорее их имитации) 4 шт, держатель гайки Т8.

Отдельно выделю сборку держателя шпинделя , одновременно каретку по XY.
Она так и приходит в сборе с установленным двигателем.

Внутри видно запрессованные подшипники LM8UU и где-то гайка Т8. Валы просверлены с торца и закреплены на торцах. Одновременно служат дополнительной опорой для конструкции.
Ссылки на комплектуху привожу с бангууда, так как надоело покупать по 1 лоту у разных продавцов с Али и ждать кучу посылок, приходящих в разное время. Цены сравнимые с Али, где-то дешевле, где-то удобнее применить поинты, где-то подождать акцию или купон. В итоге получил одну большую посылку с комплектухой. Также привожу ключевые слова для самостоятельного поиска, если нужно найти подобное на Али или Тао.
Теперь по порядку. Получил посылку разной комплектухи для станочной механики.

Направляющие полированные валы.
Linear Shaft (Rod).
Еще встречается Optical Axis
(полированная ось). Бывают на 5-6-8-10-12-16-20 мм. Актуальный диаметр 8 мм. На 16-20 мм лучше использовать круглые рельсы типа SBR16 или SBR20, так как они имеют поддержку. Валы разного диаметра используются, например, в принтере Ultimaker (6-8-10 мм). Кстати, валы на 12мм — могут пригодиться для оси Z принтера ZAV 3D и подобных.
На фото 6 мм, 8 мм, 12 мм.

Валы 8 мм. Брал часть в размер (они с фасками), часть резал сам

Есть большой лот с выбором валов от 5 мм до 12 мм и длин 300-600 мм

Отдельными лотами бывает чуть дешевле. Я стараюсь брать длину или в размер или значительно больше, чтобы самостоятельно напилить из одного вала 2-3 отрезка нужного размера.

Вот рез торцевой пилой. Желательно потом зачистить, снять фаску.

Вал 8х300
Вал 8х600
Вал 8 мм с длинами 300…500 мм
Вал 8 мм с длинами 100… 350 мм
Удобно, если подбирать в размер. Да и периодически на разные лоты делают акции, если не спешно собирать станок, можно поэкономить.
Вал 6х400
Вал 6х300
Вал 6х500
Вал 6×600


Валы на 6мм можно использовать в небольших лазерных граверах, дельта принтера, оси Z настольных ЧПУ станков. Например, вал на 6х300, распиленный пополам пошел на «голову» оси Z небольшого фрезера.

Валы на 12 мм. Брал для ZAV 3D.

Вал 12х400
Вал 12х500

Будут установлены в корпус ZAV 3D

Есть несколько вариантов крепления направляющих. Самый простой — нарезать на концах резьбу и законтрогаить. Можно установить фланцы типа SHF08 или суппорты SK8. В этом случае длина увеличивается на 2 см каждой направляющей (один фланец захватывает 1см вала).
Я печатал сам, не скажу что большая разница, но экономия около $12. Вот ссылка на лот для установки нормальных металлических фланцев SHF08, а не пластиковых. Еще хороший вариант крепление не фланцами, а суппортами, прямо на профиль 2020. Это суппорт SH08 (SF08?).
Есть еще «китайский» вариант крепления, когда в центре вала сверлится отверстие и нарезается внутренняя резьба М3. В этом случае установка подобных направляющих максимально облегчается.
Суппорты-фланцы для крепления валов от SHF8 до SHF20
Фланец SHF8
Суппорт SK8
Еще один суппорт SK8 для валов для установки на профиль

Подшипники для валов
Лот с выбором размера коротких линейных подшипников LMххUU на 6/8/10 мм
Ключевые слова: Bearing LMххLUU (на хх мм, длинные), LMххUU (на хх мм короткие), в корпусе соответственно: SC8LUU и SC08UU.
Удлиненные лот с выбором типа SCSххLUU от 8 до 20 мм.
Еще удлиненные на 8 мм
Подшипники в корпусе SC8UU
На 6 мм LM6LUU удлиненные и обычные LM6UU

На 12 мм LM12UU
Вот фотография настольного станка для электронщика с валами на 8 мм, подшипниками LM08LUU и SC08UU

Вот интересные комплекты-наборы осей с направляющими и подшипниками
на 500 мм с удлиненными подшипниками
То же, плюс винт Т8 с суппортом на 200мм , 300 мм и на 400 мм

Ходовой винт Т8 (Lead Screw T8
, гайка T8 Nut
) — это винт с многозаходной резьбой. Лучше брать сразу с гайкой.

Если пилить, то дополнительно надо будет прикупить еще латунных гаек
На 100 мм
На 200 мм
На 250 мм
На 400 мм
Лот с выбором Т8 от 100 до 600 мм со специальной гайкой
Обычно беру больше, плюс одну гайку. Режу в размер, остаток идет еще куда-либо

Фланец-подшипник KFL08 для крепления винта Т8 на торцевую поверхность (Flange Bearing KFL08)
Фланец-суппорт KP08 для крепления винта Т8 на профиль Mount Bearing KP08Для сборки также потребуется конструкционный профиль, 3Д печатные детали (держатели, уголки и прочее, ссылки в конце статьи), а также электроника.


Комплектующие для профиля:
уголки 2020 Corner Bracket.
Для сборки станка типа 2418 потребуется минимум 16 шт. Берите с запасом)))
Есть варианты пластин для усиления , тоже неплохо было бы установить по основным углам и на портал (итого 6-8 шт).

Т-гайки М4 для профиля 2020 (слот 8мм) 100 шт. Тоже лучше не мелочиться. Сто штук разлетятся в момент, особенно учитывая что ими можно крепить все что угодно на профиль. Для заказа: T Nut M4 (есть М3, М5, для паза 6 мм)

А вот сам профиль 2020.


Раз завел разговор про профиль, то расскажу подробно про закупку и нарезку профиля у Соберизавода.
Это конструкционный алюминиевый профиль от Соберизавода . Это наверное самый дешевый вариант, так как профиль из Китая будет стоить дороже, да и существует ограничение на максимальную длину посылок на китайской почте (500мм).
Я покупал сразу нарезанный в размер комплект профиля типоразмера 2020 для CNC2418.
Есть два варианта — профиль без покрытия (подешевле) и с покрытием (анодированный). Разница в стоимости небольшая, я рекомендую с покрытием, особенно если использовать в качестве направляющих для роликов.

Выбираем нужный тип профиля 2020, далее вводим «порезать по размерам». Иначе, можно купить один отрезок (хлыст) на 4 метра. При расчете имейте ввиду, что стоимость одного реза бывает разная, в зависимости от профиля. И что на рез закладывается 4 мм.

Вводите размеры отрезков. Я сделал станок 2418 чуть больше, это семь отрезков по 260 мм и два вертикальных по 300 мм. Вертикальный можно сделать поменьше. Если нужен станок длиннее, то два продольных отрезка больше, например, 350 мм, поперечные также по 260 мм (5 шт).
Теперь чуть более подробнее по основную сборку.
Итак, для сборки рамы потребуются следующие комплектующие:
- Отрезки профиля 2020 (две продольных, 5 поперечных, 2 вертикальных части)
- Уголки для профиля 16 шт
- Т-гайки М3 или М4 для паза-6мм
- Винты для установки с Т-гайками (М3 или М4 соответственно, на 8…10 мм, плюс М3х12 для крепления двигателей)
- Распорка (уголок под 45°)
- Инструмент (отвертка)
Раз завел разговор про профиль, то на всякий случай дублирую про закупку и нарезку профиля у Соберизавода
Это конструкционный .
Я покупал сразу нарезанный в размер комплект профиля для 2418.
Есть два варианта — профиль без покрытия (подешевле) и с покрытием (анодированный). Разница в стоимости небольшая, я рекомендую с покрытием, особенно если использовать в качестве направляющих для роликов.
Выбираем нужный тип профиля 2020, далее вводим «порезать по размерам». Иначе, можно купить один отрезок (хлыст) на 4 метра. При расчете имейте ввиду, что стоимость одного реза бывает разная, в зависимости от профиля. И что на рез закладывается 4 мм.
Вводите размеры отрезков. Я сделал станок 2418 чуть больше, это семь отрезков по 260 мм и два вертикальных по 300 мм. Вертикальный можно сделать поменьше. Если нужен станок длиннее, то два продольных отрезка больше, например, 350 мм, поперечные также по 260 мм (5 шт).

Подтверждаем (надо обязательно добавить в карту раскроя)

Проверяем корзину

Профиль получается на 667р вместе с услугой резки.

Доставка осуществляется ТК, рассчитать стоимость можно по калькулятору, так как размеры профиля вам известны, вес очень хорошо считается в карте раскроя. Для расчета нужна опция «забор груза у поставщика». Доставка Деловыми линиями обойдется дешевле, около 1000 рублей.
Можно забрать самовывозом в Москве.

В одном месте офис, склад и мастерская, где режут профиль в размер. Есть витрина с образцами, можно подобрать профиль на месте.
Итак, начинаем собирать раму настольного станка 2418.
Вот уже порезанный профиль.

В данной конструкции я увеличил ось Z (чуть больше на пару см чем другие), чтобы использовать станок как ЧПУ сверлилку.
В оригинале ось Z самая короткая. Это уже решаете вы под свои цели. Чтобы удлинить рабочее поле, нужно купить два отрезка профиля (продольная пара) больше на нужную длину (например, +10 см), соответственно удлиняются направляющие (+10 см паре 8мм валов) и винт (+10 см винту Т8). По деньгам выходит совсем дешево озвученные +10 см: стоимость 10+10 см профиля около 40р, направляющие и винт обойдутся в плюс $6 (проверить).
Вот подготовленные для сборки уголки
Вот таким образом следует устанавливать Т-гайки в слот. Можно не продевать с торца, а устанавливать прямо в паз профиля боком, но потом контролируйте поворот и установку гайки, так как не всегда это происходит, нужна некоторая сноровка.

Рез профиля чистый, заусенцев нет
Профиль-двадцатка, то есть из серии 2020, с соответственно разменами 20мм х 20 мм, паз 6 мм.
Итак, сначала собираем П образную часть рамы, крепим две продольных части профиля и одну крайнюю поперечину. Большого значения с какой стороны собирать нет, но учитывайте, что есть центральная поперечная перекладина, которая сдвинута ближе к задней части. Она является частью вертикальной плоскости, а размер смещения зависит от вылета оси Z и шпинделя. Размещают таким образом, чтобы ось вращения шпинделя была по центру станка (оси Y).
Далее собираем среднюю поперечину. Удобнее сначала установить оба уголка на отрезок профиля и зафиксировать, а затем устанавливать к раме.
Прикладываем отрезок профиля, вымеряем одинаковое расстояние линейкой, затягиваем винты. Винты нужно затягивать неторопливо, давать время Т-гайке провернуться и занять свое положение в пазу. Если не получается с первого раза, опять ослабить гайку и повторить.

Устанавливаем последнюю часть горизонтальной рамы. Удобнее подлезать длинной отверткой. Не поленитесь и проконтролируйте прямые углы полученной конструкции угольником и диагонали — линейкой.


Так как уголки конструкции направлены друг к другу, то не принципиально в каком порядке собирать. Я сделал как в базовой конструкции CNC2418. Но интуиция подсказывает, что расстояние между профилями имеет смысл увеличить, особенно при большей высоте портала. Ну ладно, это можно будет сделать позже.

Далее начинаем собирать крепление вертикального портала
Собранный портал устанавливаем на горизонтальную часть, крепим с помощью 6 уголков (устанавливаются по направлению в три стороны от вертикального профиля).

Устанавливаем, соблюдаем перпедникулярность отрезков (по угольнику). Затем по очереди затянул все винты.



В оригинале для укрепления вертикали используется особый экструзионный уголок под 45°. Я подобный не смог найти в продаже, заменил 3Д-печатным. Ссылка на модель есть в конце топика.
Update
: оказалось в оригинале 3Д печатный тоже.
Если что заменить его можно перфорированным крепежом из магазинов, либо мебельными уголками. На качестве это никак не скажется.

Конструкция получилась на первый взгляд прочная, не шаткая. Видно, что пластина с двигателем короче, чем связка суппортов KP08+SK8. Буду разносить пошире.

По сути данная рама является копией подобной конструкции станка CNC2418, разве что я прямо не копировал размеры, сделал чуть побольше для того, чтобы меньше обрезков от направляющих и винтов.
Сборка рамы закончена, теперь можно заняться установкой двигателей. Я использовать 3Д печатные фланцы для установки двигателей. Верхние целесообразно сделать в сборе с держателями направляющих, нижние — без держателей, так как ось Y должна быть шире. Ось Y целесообразно установить на суппорты SK8 и KP08, как в оригинальном станке. Сами суппорты можно распечатать на принтере либо купить (ссылки в конце топика, а также были в первом посте).
Для одной из осей (оси X и Y у меня одинаковой длины) взял «пристрелочный» . Я еще не знал своих «хотелок» на размеры станка. В итоге обрезки от винта пойдут на ось Z, нужно будет только докупить латунную гайку Т8.
Упакован был в картонную упаковку, внутри каждая деталь в пакете отдельно
Выглядит комплект вот таким образом: двигатель с коротким проводом, ходовой винт Т8, два суппорта KP08 и две муфты 5х8.
Есть аналогичный и , а также без двигателя на (с суппортами и гайкой).
Если брать без большого запаса, то вариант на 400 мм, хорошо пойдет для «увеличенной версии» станка
Дополнительная информация — фото комплекта по отдельности
Маркировка двигателя RB Step Motor 42SHDC3025-24B-500, посадочное место Nema17

В комплекте короткий провод для подключения. Удобно, можно просто нарастить длину, не трогая разъемы.
Винт Т8, гайка

Суппорты КР08.

Удобно крепить на профиль. Если используется широкий фланец для установки — то лучше использовать версию суппорта KFL08, она позволяет крепить винт не на профиль, а на фланец.

Муфта 5х8 — разрезная муфта для подключения вала двигателя к винту.


Вот как крепится двигатель в оригинале на ось Х. На небольшую алюминиевую пластину.
Сделал тоже самое, только с печатной пластиной. Заодно будет суппортом для направляющих.
Лишнюю длину винта уже отрезал для оси Z (ось Z в процессе пока, информация будет отдельно, скорее всего также 3д печатная).

С большой вероятностью нужно будет удлинить провода двигателей, чтобы аккуратно проложить его по профилю в верхнюю часть до платы электроники (скорее всего будет CNC Shield). Да и не мешало бы установить концевики крайних положений.
Основная информация по сборке уже есть, можно приступать к оценке затрат))))
Калькуляция
Теперь, по просьбам в комментариях в первой части, я предлагаю обсудить калькуляцию затрат. Естественно, я потратил меньше указанного, так как двигатели и большая часть комплектующих у меня была в наличии. Сильно дешевле
будет, если использовать самодельные печатные уголки для профиля, суппорты, фланцы и так далее. На работу станка по сверлению печатных плат и по фрезеровке мягких материалов это вряд ли скажется. Еще хороший вариант — использование перфорированных пластин из строительных/хозмагов. Пойдет для усиления углов, в том числе вертикального и для установки двигателя, при условии высверливания центральной части под вал. В место перфорированного крепежа можно использовать самодельные из алюминиевого листа или фанеры.
Однозначно нужно приобретать профиль 2020
, иначе это будет станок совершенно другого типа. Можно сделать тоже самое из алюминиевого уголка или прямоугольной трубы, но только из любви к искусству))) Есть более оптимальные конструции в плане жесткости для сборки из уголка/трубы.
Однозначно к профилю нужны Т-гайки
. Можно купить Т-болты, но Т-гайки более универсальные (так как длину винта можно применить любую).
А вот остальное можно менять на свое усмотрение, можно даже вместо ходового винта Т8
использовать шпильку
из нержавейки. Разве что количество шагов на мм пересчитать придется в прошивке.
Двигатели
можно снять со старых устройств/оргтехники и планировать посадочные места уже под конкретный тип.
Электроника
практически любая (Anduino UNO/Anduino Nano, CNCShield, Mega R3+Ramps, драйверы A4988/DRV8825, можно использовать плату-переходник под Mach3 и драйверы TB6600. Но выбор электроники ограничивает используемый софт.
Для сверлилки можно использовать любой двигатель
постоянного тока, который позволяет установить цанговый патрон и имеет приличные обороты. В базовом варианте присутствует высокооборотистый двигатель 775. Для фрезеровки можно использовать б/к шпиндели ватт на 300 с цангой ER11, но это сильно удорожает станок в целом.
Примерная калькуляция затрат:
профиль 2020 (2,5 метра) = 667р
профиль 2080 (0,5 метра) на рабочий стол = 485 р
Два по 300 мм 2х$25
. Лот на 20 шт выходит $5.5 с доставкой
примерно 4р/штука если брать большой пакет. Нужно не менее 50 шт (крепление двигателей, суппортов). Винты к ним не считаю, обычно несколько копеек/штука в зависимости от качества. Итого около 400…500р.
Двигатели 3 шт $8.25 каждый
Электроника $2
$3.5
A4988 три штуки по $1
Станок выходит около $111. Если добавить шпиндель:
$9
$7.78,
то итог стоимости около $128
3Д печатные детали не оцениваю. Можно заменить перфорированными пластинами/уголками из крепмаркета и подобных магазинов. Провода, изоленту, затраченное время также не оцениваю.
Напомню, что не во всех вариантах комплектаций CNC2418 есть такие хорошие 775 двигатели и, тем более, цанга ER11.
Варианты подешевле
.
На вопрос, как сделать станок с ЧПУ, можно ответить кратко. Зная о том, что самодельный фрезерный станок с ЧПУ, в общем-то, – непростое устройство, имеющее сложную структуру, конструктору желательно:
- обзавестись чертежами;
- приобрести надёжные комплектующие и крепежные детали;
- подготовить хороший инструмент;
- иметь под рукой токарный и сверлильный станки с ЧПУ, чтобы быстро изготовить.
Не помешает просмотреть видео – своеобразную инструкцию, обучающую – с чего начать. А начну с подготовки, куплю всё нужное, разберусь с чертежом – вот правильное решение начинающего конструктора. Поэтому подготовительный этап, предшествующий сборке, – очень важен.
Работы подготовительного этапа
Чтобы сделать самодельный ЧПУ для фрезерования, есть два варианта:
- Берёте готовый ходовой набор деталей (специально подобранные узлы), из которого собираем оборудование самостоятельно.
- Найти (изготовить) все комплектующие и приступить к сборке ЧПУ станка своими руками, который бы отвечал всем требованиям.
Важно определиться с предназначением, размерами и дизайном (как обойтись без рисунка самодельного станка ЧПУ), подыскать схемы для его изготовления, приобрести или изготовить некоторые детали, которые для этого нужны, обзавестись ходовыми винтами.
Если принято решение создать станок ЧПУ своими руками и обойтись без готовых наборов узлов и механизмов, крепёжных деталей, нужна та схема, собранный по которой станок будет работать.
Обычно, найдя принципиальную схему устройства, сначала моделируют все детали станка, готовят технические чертежи, а потом по ним на токарном и фрезерном станках (иногда надо использовать и сверлильный) изготовляют комплектующие из фанеры или алюминия. Чаще всего, рабочие поверхности (называют еще рабочим столом) – фанерные с толщиной 18 мм.

Сборка некоторых важных узлов станка
В станке, который вы начали собирать собственноручно, надо предусмотреть ряд ответственных узлов, обеспечивающих вертикальное перемещение рабочего инструмента. В этом перечне:
- винтовая передача – вращение передаётся, используя зубчатый ремень. Он хорош тем, что не проскальзывают на шкивах, равномерно передавая усилия на вал фрезерного оборудования;
- если используют шаговый двигатель (ШД) для мини-станка, желательно брать каретку от более габаритной модели принтера – помощнее; старые матричные печатные устройства имели достаточно мощные электродвигатели;
- для трёхкоординатного устройства, понадобится три ШД. Хорошо, если в каждом найдётся 5 проводов управления, функционал мини-станка возрастёт. Стоит оценить величину параметров: напряжения питания, сопротивления обмотки и угла поворота ШД за один шаг. Для подключения каждого ШД нужен отдельный контроллер;
- с помощью винтов, вращательное движение от ШД преобразуется в линейное. Для достижения высокой точности, многие считают нужным иметь шарико-винтовые пары (ШВП), но это комплектующая не из дешевых. Подбирая для монтажа блоков набор гаек и крепежных винтов, выбирают их со вставками из пластика, это уменьшает трение и исключает люфты;

- вместо двигателя шагового типа, можно взять обычный электромотор, после небольшой доработки;
- вертикальная ось, которая обеспечивает перемещение инструмента в 3D, охвачивая весь координатный стол. Её изготовляют из алюминиевой плиты. Важно, чтобы размеры оси были подогнаны к габаритам устройства. При наличии муфельной печи, ось можно отлить по размерам чертежей.
Ниже – чертёж, сделанный в трёх проекциях: вид сбоку, сзади, и сверху.



Максимум внимания – станине
Необходимая жесткость станку обеспечивается за счёт станины. На нее устанавливают подвижной портал, систему рельсовых направляющих, ШД, рабочую поверхность, ось Z и шпиндель.
К примеру, один из создателей самодельного станка ЧПУ, несущую раму сделал из алюминиевого профиля Maytec – две детали (сечение 40х80 мм) и две торцевые пластины толщиной 10 мм из этого же материала, соединив элементы алюминиевыми уголками. Конструкция усилена, внутри рамы сделано рамку из профилей меньших размеров в форме квадрата.
Станина монтируется без использования соединений сварного типа (сварным швам плохо удаётся переносить вибронагрузки). В качестве крепления лучше использовать Т-образные гайки. На торцевых пластинах предусмотрена установка блока подшипников для установки ходового винта. Понадобится подшипник скольжения и шпиндельный подшипник.
Основной задачей сделанному своими руками станку с ЧПУ умелец определил изготовление деталей из алюминия. Поскольку ему подходили заготовки с максимальной толщиной 60 мм, он сделал просвет портала 125 мм (это расстояние от верхней поперечной балки до рабочей поверхности).
Этот непростой процесс монтажа
Собрать самодельные ЧПУ станки, после подготовки комплектующих, лучше строго по чертежу, чтобы они работали. Процесс сборки, применяя ходовые винты, стоит выполнять в такой последовательности:
- знающий умелец начинает с крепления на корпусе первых двух ШД – за вертикальной осью оборудования. Один отвечает за горизонтальное перемещение фрезерной головки (рельсовые направляющие), а второй за перемещение в вертикальной плоскости;
- подвижной портал, перемещающийся по оси X, несет фрезерный шпиндель и суппорт (ось z). Чем выше будет портал, тем большую заготовку удастся обработать. Но у высокого портала, в процессе обработки, – снижается устойчивость к возникающим нагрузкам;

- для крепления ШД оси Z, линейных направляющих используют переднюю, заднюю, верхнюю, среднюю и нижнюю пластины. Там же сделайте ложемент фрезерного шпинделя;
- привод собирают из тщательно подобранных гайки и шпильки. Чтобы зафиксировать вал электродвигателя и присоединить к шпильке, используют резиновую обмотку толстого электрокабеля. В качестве фиксатора могут быть винты, вставленные в нейлоновую втулку.
Затем начинается сборка остальных узлов и агрегатов самоделки.
Монтируем электронную начинку станка
Чтобы сделать своими руками ЧПУ станок и управлять ним, надо оперировать правильно подобранным числовым программным управлением, качественными печатными платами и электронными комплектующими (особенно если они китайские), что позволит на станке с ЧПУ реализовать все функциональные возможности, обрабатывая деталь сложной конфигурации.
Для того, чтобы не было проблем в управлении, у самодельных станков с ЧПУ, среди узлов, есть обязательные:
- шаговые двигатели, некоторые остановились напримере Nema;
- порт LPT, через который блок управления ЧПУ можно подключить к станку;
- драйверы для контроллеров, их устанавливают на фрезерный мини-станок, подключая в соответствии со схемой;

- платы коммутации (контроллеры);
- блок электропитания на 36В с понижающим трансформатором, преобразующем в 5В для питания управляющей цепи;
- ноутбук или ПК;
- кнопка, отвечающая за аварийную остановку.
Только после этого станки с ЧПУ проходят проверку (при этом умелец сделает его пробный запуск, загрузив все программы), выявляются и устраняются имеющиеся недостатки.
Вместо заключения
Как видите, сделать ЧПУ, которое не уступит китайским моделям, – реально. Сделав комплект запчастей с нужным размером, имея качественные подшипники и достаточно крепежа для сборки, эта задача – под силу тем, кто заинтересован в программной технике. Примера долго искать не придётся.
На фото внизу – некоторые образцы станков, имеющих числовое управление, которые сделаны такими же умельцами, не профессионалами. Ни одна деталь не делалась поспешно, произвольным размером, а подходящая к блоку с большой точностью, с тщательным выверением осей, применением качественных ходовых винтов и с надёжными подшипниками. Верно утверждение: как соберешь, так и работать будешь.
На ЧПУ выполняется обработка дюралевой заготовки. Таким станком, который собрал умелец, можно выполнить много фрезерных работ.
Подробно описал весь процесс создания станка с ЧПУ для работы по дереву и другим материалам, начиная с проектирования.
1. Проектирование
Перед постройкой станка нужно как минимум нарисовать эскиз от руки, а лучше выполнить более точный трехмерный рисунок с помощью программы САПР. Автор проекта использовал google sketchup , довольно простую (бесплатную для 30-дневного использования) программу. Для более сложного проекта вы можете выбрать Autocad.
Главная цель рисунка — выяснить необходимые размеры деталей, для заказа их по интернету, и убедиться, что все движущиеся части станка подойдут друг к другу.

Как видите, детальных чертежей с размеченными отверстиями под крепления автор не использовал, намечал отверстия в процессе постройки станка, но такого исходного дизайна оказалось достаточно.
Габаритные размеры станка: 1050 х 840 х 400 мм.
Перемещение по осям: X 730 мм, Y 650 мм, Z 150 мм
Длина направляющих и шариково-винтовой передачи зависит от размера задуманного вами станка.
Когда идет проектирование станка с ЧПУ, есть несколько вопросов, от ответа на которые зависит конечный результат.
Какой тип станка с ЧПУ вы хотите выбрать?
С подвижным столом или с подвижным порталом? Конструкции с подвижным столом часто используются для станков небольшого размера, до 30х30 см. Их легче построить, их можно сделать более жесткими, чем машины с движущимся порталом. Недостаток перемещения стола заключается в том, что при одинаковой зоне резки общая площадь станка получается раза в два больше, чем при использовании конструкции с подвижным порталом. В этом проекте зона обработки около 65×65 см, поэтому был выбран подвижный портал.
Что вы хотите обрабатывать с помощью станка с ЧПУ?
В данном проекте станок предназначался в основном для фанеры, лиственных пород дерева и пластмасс, а также для алюминия.
Из чего будет строиться станок?
Это в основном зависит от материала, который будет на станке обрабатываться. В идеале материал, который используется для изготовления станка, должен быть прочнее материала, который будет обрабатываться на станке или, как минимум, не менее прочным. Поэтому, если вы хотите резать алюминий, станок должен быть собран из алюминия или стали.
Какая длина осей вам нужна?
По первоначальному замыслу станок с ЧПУ должен был обрабатывать фанеру и МДФ, которые в Нидерландах выпускают размером 62 х 121 см. Поэтому для Y расстояние прохода должно быть не менее 620 мм. Длина хода по оси Х равна 730 мм, потому что иначе станок занял бы все пространство комнаты. Поэтому ось X короче, чем длина листа фанеры (1210 мм), но можно обработать половину, затем сдвинуть лист вперед и обработать оставшуюся часть. С помощью такой уловки получается обрабатывать на станке куски куда большие, чем длина оси Х. Для оси Z выбрано 150 мм, чтобы в будущем использовать четвертую ось.
Какой тип линейного движения вы будете использовать?
Существует множество вариантов системы линейного перемещения, от ее выбора во многом зависит качество работы. Поэтому есть смысл потратиться на лучшую систему, которую вы можете себе позволить. Автор проекта решил, что линейные рельсы были лучшим вариантом из тех, на которые ему хватало денег. Если вы строите 3-осевой фрезерный станок с ЧПУ, вам нужно купить комплект, состоящий из трех наборов линейных направляющих и двух линейных подшипников на каждую направляющую.
Какую систему привода подач вы будете использовать для каждой оси?
Основные варианты привода подачи: зубчатые ремни, механизмы реечной передачи и передача винт-гайка. Для самодельных станков с ЧПУ чаще всего используют передачу винт-гайка с использованием шарико-винтовой пары. Гайка крепится к подвижной части машины, винт закреплен с обоих концов. Винт крепится к двигателю. Если двигатели вращается, гайка с прикрепленной к ней движущейся частью машины будет двигаться вдоль винта и приводить машину в движение.
ШВП в данном станке используется для привода осей X и Y. Шарико-винтовые подшипники обеспечивают очень плавный ход, люфт отсутствует, повышается качество и скорость резки.
Для оси Z использован стержень M10 из высококачественной нержавеющей стали с самодельной гайкой из делрина.
Тип двигателя и контроллера
Обычно в самодельных станках с ЧПУ применяются шаговые двигатели. Сервоприводы в основном используются для мощных промышленных станков с ЧПУ, они дороже и требуют более дорогих контроллеров. Здесь использованы шаговые двигатели 3Nm.
Тип шпинделя
В проекте используется стандартный Kress, он имеет хороший 43-мм зажимной фланец, а также встроенный регулятор скорости (но последняя функция есть у большинства шпинделей).
Если вы собираетесь выполнять действительно сложную резку, стоит обратить внимание на шпиндели с водяным охлаждением — они дороже стандартных, зато шумят гораздо меньше, могут работать на низких оборотах без перегрева и с самыми разными материалами.
Затраты
На данный станок с ЧПУ ушло примерно 1500 евро. Готовый фрезерный станок с ЧПУ сходных характеристик стоит намного дороже, так что вы можете сэкономить, создав станок самостоятельно.
2. Комплектующие для создания станка с ЧПУ
Электрооборудование и электроника:
- 3 шаговых двигателя 3 Nm Nema 23;
- 3 драйвера шаговых двигателей DM556 Leadshine;
- блок питания 36 В для станков с ЧПУ;
- интерфейсная плата 5 Axis CNC Breakout Board для управления шаговыми драйверами;
- источник питания 5 В для интерфейсной платы;
- двухпозиционный выключатель On/Off;
- многожильный кабель Shielded 4 Conductor 18 AWG;
- 3 сенсорных концевых выключателя;
- Шпиндель: Kress FME 800 (подойдут также Bosch Colt или Dewalt Compact Router).
По желанию:
- шкафчик/корпус для электрооборудования;
- подвижный пластиковый кабель-канал;
- 4-контактные кабельные вилки.
Механические части:
- линейные направляющие: для X — SBR 20 для Y и Z — SBR 16;
- шарико-винтовая пара (ШВП) для X и Y — диаметром 16 мм, шаг 5 мм4
- в качестве передаточного винта для оси Z: стальной штырь с резьбой M10 с самодельной гайкой из делрина;
- алюминиевый профиль: 30х60 мм, нарезанный на куски длиной 100 мм;
- алюминиевая пластина 15 мм толщиной;
- мощные антивибрационные выравнивающие ножки.
Программы:
- CAD/CAM-программа CamBam;
- программа для управления станком с ЧПУ Mach3
Станок в основном построен из алюминиевых пластин толщиной 15 мм и алюминиевых профилей 30×60 мм. Работы выполнялись с применением сверлильного и токарного станков. Пластины и профили заказывались нарезанными по размеру.
3. Ось Х

Базовая рама сделана из 4 отрезков алюминиевого профиля сечением 30х60 мм и двух боковых панелей толщиной 15 мм. В конце профилей есть по два отверстия диаметром 6,8 мм, с помощью метчика внутри отверстий выполнена резьба М8.

Нарезка резьбы в торцах алюминиевого профиля
Чтобы отверстия на концевых панелях совпадали, при сверлении обе пластины зажимались вместе. Посередине каждой пластины просверлено по 4 отверстия, чтобы установить подшипниковые опоры, и четыре дополнительных отверстия в одной из боковых пластин для крепления двигателя.
Их кусочков алюминия (50х50х20) сделаны 4 блока, чтобы прикрепить выравнивающие ножки. Блоки прикручены к наружным профилям четырьмя болтами М5 с мебельными t-гайками.
Линейные направляющие подходят непосредственно к алюминиевым профилям. Для оси X использовались рельсы диаметром 20 мм. Предварительно просверленные в основании линейных направляющих отверстия точно совпадают с пазами в алюминиевых профилях. Для установки использованы болты М5 и мебельные t-гайки.

4. Боковые пластины портала

Боковые пластины портала почти одинаковы, но в одной из них просверлены четыре дополнительных отверстия для крепления мотора. Весь портал изготовлен из алюминиевых пластин толщиной 15 мм. Чтобы отверстия оказались точно в нужном месте, в тщательно отмеченных местах слесарным кернером были пробиты углубления, и по этим меткам просверлены отверстия на сверлильном станке, сначала сверлом меньшего диаметра, затем — нужного.
Из-за того, как спроектирован портал, пришлось сверлить отверстия в торцах боковых пластин и делать в отверстиях резьбу М8.
5. Сборка портала
Портал собран и установлен
Остальная часть портала выполнена так же, как и боковые части. Самым сложным было правильно выровнять линейные рельсы, которые должны были совпасть с краем пластины. При маркировке точного расположения отверстий автор прижал два куска алюминиевых профилей к боковым сторонам пластины, чтобы выровнять направляющие. В просверленных отверстиях нарезана резьба М5. При креплении направляющих к порталу необходимо убедиться, что расстояние между направляющими по всей длине одинаково, направляющие должны быть параллельны.

Линейные подшипники прикреплены к боковой стенке портала.
Несколько угловых скоб придают дополнительную жесткость конструкции.
В пластине на нижней части портала просверлено 6 отверстий, чтобы прикрепить ее к боковым пластинам. В середине пришлось просверлить два отверстия для крепления держателя гайки.
6. Каретка оси Y
Каретка оси Y состоит из одной пластины, к которой прикреплены линейные подшипники. Сверлить отверстия было довольно просто, но требовалась высокая точность. К этой пластине прикреплены подшипники как для оси Y, так и для оси Z. Поскольку линейные подшипники расположены близко друг к другу, даже малейшее смещение вызывает их заедание. Каретка должна легко скользить с одной стороны на другую. Рельсы и подшипники необходимо отрегулировать. Для выравнивания применялись высокоточные цифровые приборы. Когда было сделано крепление гайки привода для оси Y, потребовалось просверлить два дополнительных отверстия в пластине, чтобы прикрепить ее.
7. Ось Z
Линейные направляющие (рельсы) оси Z прикрепляются к подвижной части узла оси Z. Рельсы нужно было сместить на несколько миллиметров от края пластины. Для их выравнивания два куска пластика нужной толщины использовались в качестве прокладок. Было точно известно, что края алюминиевой пластины параллельны, поэтому между алюминиевыми бортиками, прикрепленными к краю пластины, и рельсами автор вставил куски пластика, отодвинув рельсы на нужное одинаковое расстояние, затем наметил места отверстий, просверлил их и нарезал внутреннюю резьбу.
Чтобы установить верхнюю пластину на узел оси Z, просверлены три отверстия в конце монтажной пластины. Не получилось прикрепить шаговый двигатель непосредственно к пластине, так что пришлось сделать отдельное крепление для двигателя из пластика (см. пункт 12).

Из того же пластика сделаны два блока корпусов подшипников. Приводной винт представляет собой стальной стержень с резьбой M10. Шкив для зубчатого ремня просверлен, нарезана резьба М10, и он просто прикручен к верхней части приводного винта. Он удерживается на месте тремя установочными винтами. Приводная гайка из делрина крепится к каретке оси Y.

Приводная гайка из делрина крепится к каретке оси Y.
Крепление шпинделя было заказано заранее, оно имеет зажимное кольцо 43 мм, которое подходит к используемому в проекте Kress.
Если вы хотите использовать шпиндель с водяным охлаждением, то в его комплектацию часто входит готовое крепление. Вы также можете приобрести крепления отдельно, если хотите использовать Dewalt или Bosch с цилиндрическим корпусом, или напечатать их на 3D-принтере.
8. Зубчатые ремни и шкивы

Часто двигатели крепятся на внешней стороне станка или на отдельной стойке. В таком случае двигатели можно соединить непосредственно с ШВП с помощью гибкой муфты. Но, поскольку станок размещается в маленьком помещении, вынесенные наружу двигатели мешали бы.
Вот почему моторы размещены внутри машины. Напрямую соединить двигатели с ШВП было нельзя, так что пришлось использовать зубчатые ремни HTD5m шириной 9 мм и шкивы.
При использовании ременной передачи, для подключения двигателя к приводному винту вы можете использовать понижающую передачу, что позволит использовать меньшие двигатели и при этом получать тот же крутящий момент, но меньшую скорость. Поскольку моторы были выбраны довольно большие, не требовалось снижения передачи ради получения большей мощности.
9. Крепления двигателя

Опоры двигателя изготовлены из кусков алюминиевых трубок квадратного сечения, нарезанных по заказу до нужной длины. Также можно взять стальную трубку и нарезать квадратные кусочки из нее. Крепления двигателя для осей X и Y должны иметь возможность выдвигаться и задвигаться, чтобы натянуть зубчатые ремни. На токарном станке были сделаны прорези и просверлено большое отверстие на одной стороне крепления, но вы также можете сделать это на сверлильном станке.

Большое отверстие с одной стороны крепления выпилено концевой пилой. Это позволяет двигателю сидеть на одном уровне с поверхностью, а также обеспечивает центрирование вала. Мотор крепится болтами М5. На другой стороне крепления сделаны четыре слота, чтобы двигатель мог скользить взад и вперед.
10. Подшипниковые опорные блоки

Опорные блоки для осей X и Y изготовлены из 50-миллиметрового алюминиевого прутка круглого сечения — от него отрезаны четыре кусочка толщиной 15 мм каждый. После маркировки и сверления четырех монтажных отверстий, высверлено большое отверстие в центре заготовки. Затем была сделана полость для подшипников. Подшипники должны быть запрессованы, а блоки закреплены болтами на торцевых и боковых пластинах.
11. Опора для приводной гайки по оси Z

Вместо ШВП для оси Z использовался стержень с резьбой M10 и самодельная гайка из кусочка делрина. Полиформальдегид делрин хорошо подходит для этой цели, потому что он самосмазывающийся и не изнашивается со временем. Если использовать для резьбы метчик хорошего качества, люфт будет минимальным.
12. Опоры для приводных гаек по осям X и Y

Для осей X и Y сделано крепление привода из алюминия. Гайки шарико-винтовой передачи имеют два небольших фланца с тремя отверстиями на каждой стороне. По одному отверстию с каждой стороны использовано для крепления гайки к держателю. Держатель обработан на токарном станке с большой точностью. После того, как вы прикрепили гайки к порталу и каретке оси Y, вы сможете попробовать переместить эти детали с одной стороны на другую, поворачивая ШВП вручную. Если размеры держателей неправильные, гайку заклинит.
Крепление оси Y.
13. Крепление двигателя оси Z

Крепление двигателя оси Z отличается от остальных. Оно вырезано из 12-миллиметрового акрила. Натяжение ремня можно отрегулировать, ослабив два болта сверху и сдвинув весь узел крепления двигателя. На данный момент акриловое крепление прекрасно работает, но в будущем есть мысль заменить его на алюминиевое, потому что при натяжении ремня акриловая пластина слегка сгибается.
14. Рабочая поверхность
Лучше всего подошел бы алюминиевый стол с Т-образными пазами, но это дорого. Автор проекта решил использовать перфорированную столешницу, потому что она укладывается в бюджет и дает много вариантов зажима обрабатываемой детали.
Стол сделан из куска березовой фанеры толщиной 18 мм и прикреплен, с помощью болтов М5 и гаек с Т-образными пазами, к алюминиевым профилям. Было куплено 150 шестигранных гаек М8. С помощью программы CAD была нарисована сетка с шестиугольными вырезами под эти гайки. Затем станок с ЧПУ вырезал все эти отверстия для гаек.
Поверх куска березовой фанеры был установлен кусок МДФ толщиной 25 мм. Это заменяемая поверхность. Чтобы прорезать отверстия в обеих частях использовалась большая фасонная фреза. Отверстия в МДФ выровнены точно с центром шестиугольных отверстий, вырезанных ранее. Затем кусок МДФ был снят и все гайки установлены в отверстия фанеры. Отверстия были немного меньше гаек, поэтому гайки забивались в них молотком. По завершении МДФ вернулась обратно на место.

Поверхность стола параллельна осям X и Y и совершенно плоская.
15. Электроника

Использованы следующие компоненты:
- Основной источник питания с выходным напряжение 48V DC и выходным током 6,6 A;
- 3 драйвера шагового двигателя Leadshine M542 V2.0;
- 3 шаговых двигателя 3Nm hybrid Nema 23;
- интерфейсная плата;
- реле — 4-32V DC, 25A/230 V AC;
- главный выключатель;
- блок питания для интерфейсной платы 5V DC;
- блок питания для вентиляторов охлаждения 12V DC;
- 2 вентилятора Cooler Master Sleeve Bearing 80mm;
- 2 розетки — для шпинделя и пылесоса;
- кнопка аварийного отключения и концевые выключатели (до сих пор не установлены).
Если вы не хотите тратить много денег на покупку оборудования порознь, можно купить сразу комплектом. Перед заказом следует подумать о том, какого размера шаговые двигатели вам нужны. Если вы строите небольшую машину для резки дерева и пластика, то шаговые двигатели Nema 23, 1.9Nm дадут достаточно мощности. Здесь выбраны двигатели 3Nm, потому что сама машина довольно большая и тяжелая, и планировалась также обработка материалов типа алюминия.
Для небольших двигателей можно брать плату на три двигателя, но лучше использовать отдельные драйверы. Индивидуальные драйверы Leadshine имеют микрошаговый режим, так достигается максимальная плавность движения и снижается вибрация шагового двигателя. Драйверы в этом проекте могут выдерживать максимум 4,2 А и до 125 микрошагов.
Источник постоянного напряжения 5 В подключен к основному входу питания. Для вентиляторов установлена электрическая розетка внутри шкафчика, так что для их питания используется стандартный 12-вольтовый настенный адаптер. Основное питание включается и выключается большим выключателем.
Реле на 25А управляется компьютером через прерыватель. Входные клеммы реле подключены к выходным клеммам прерывателя. Реле подключено к двум электрическим розеткам, которые питают Kress и пылесос для всасывания стружки. Когда G-код заканчивается командой M05, автоматически выключаются и пылесос, и шпиндель. Чтобы включить их, вы можете нажать F5 или использовать команду G-кода M03.
16. Шкафчик для электроники
Для электрооборудования нужен хороший шкафчик. Автор нарисовал приблизительные размеры и места для всех компонентов на листе бумаги, пытаясь расположить их так, чтобы легко добираться до всех клемм при подключении проводов. Также важно, чтобы через шкафчик шел достаточный поток воздуха, поскольку шаговые контроллеры могут сильно нагреваться.
По замыслу, все кабели должны были подключаться в задней части корпуса. Использовались специальные 4-х проводные разъемы, чтобы была возможность отсоединить электронику от машины, не отсоединяя ни одной из клемм провода. Предусматривались две розетки для подачи питания на шпиндель и пылесос. Розетки питания подключены к реле для автоматического включения и выключения шпинделя по командам Mach3. На передней части шкафчика должен был стоять большой выключатель.

Детали для шкафа вырезаны на самом станке с ЧПУ
Далее, после приблизительной раскладки деталей, в программе CAD были спроектированы части корпуса. Затем, на самом станке, уже собранном, вырезаны все стороны и основание. Сверху шкафчика крышка, с куском оргстекла посередине. После сборки внутрь были установлены все компоненты.
17. Программное обеспечение
Mach3
Для управления станком с ЧПУ необходимо три типа программного обеспечения.
- Программа САПР для создания чертежей.
- CAM-программа для создания траекторий инструмента и вывода G-кода.
- И программа контроллера, которая читает G-код и управляет маршрутизатором.
В данном проекте используется простая программа CamBam. Она имеет базовые функции САПР и пригодна для большинства DIY-проектов. Одновременно это CAM-программа. Прежде, чем CamBam сможет создать траектории, нужно установить несколько параметров. Примеры параметров: диаметр используемого инструмента, глубина резания, глубина за один проход, скорость резания и т. п. После создания траектории вы можете вывести G-код, который сообщает машине что делать.
Рисунок, созданный в CamBam
Для программного обеспечения контроллера используется Mach3. Mach3 передает сигналы через параллельный порт компьютера на интерфейсную плату. Команды Mach3 обнуляют режущий инструмент и запускают программы резки. Вы также можете использовать ее для управления скоростью шпинделя и скоростью резания. Mach3 имеет несколько встроенных мастеров, которые вы можете использовать для вывода простых файлов с G-кодами.

Траектория для инструмента, созданная CamBam
18. Использование станка

Первыми были изготовлены несколько зажимов для крепления обрабатываемых материалов к рабочему столу. А первым «большим» проектом стал шкафчик для электроники (пункт 15).

В качестве первых образцов были сделаны несколько различных типов шестеренок, коробочки для гитарных медиаторов.

Пылеуловитель
Выяснилось, что станок с ЧПУ производит кучу пыли и сильно шумит. Для решения проблемы с пылью сделан пылеуловитель, к которому можно прикрепить пылесос.
3-х осевой фрезерный станок с ЧПУ

Станок пользователя SörenS7 .
Без фрезера с ЧПУ многие проекты так и останутся нереализованными. Автор пришел к выводу, что все станки дешевле 2000 евро не могут дать тот размер рабочей поверхности и ту точность, которые ему нужны.
Что требовалось:
- рабочая область 900 x 400 x 120 мм;
- относительно негромкий шпиндель, гарантирующий высокую мощность на низких оборотах;
- жесткость, как можно больше (для обработки алюминиевых деталей);
- высокая степень точности;
- интерфейс USB;
- стоимость менее 2000 евро.
Эти требования были учтены при трехмерном проектировании. Основное внимание уделялось тому, чтобы все части подходили одна к другой.

В результате было принято решение построить фрезер с рамой из алюминиевого профиля, 15-миллиметровыми шарико-винтовыми передачами и шаговыми двигателями NEMA 23, с рабочим током 3А, которые отлично подходят к готовой системе крепления.
Все части идеально сочетаются, и нет нужды изготавливать дополнительно специальные детали.
1. Изготовление рамы

Ось Х была собрана за считанные минуты.
Линейные направляющие серии HRC — очень качественные, и сразу после установки понятно, что они будут работать отлично.
Затем возникла первая проблема: приводные винты не входят в подшипниковые опоры. Поэтому решено было охладить винты сухим льдом, чтобы размеры уменьшились.
2. Установка приводных винтов

После того, как концы винтов охладили с помощью льда, они идеально вписались в держатели.
3: Электрика
Сборка механической части закончена, теперь очередь за электрическими составляющими.
Поскольку автор хорошо знал Arduino и хотел обеспечить полное управление через USB, выбор пал на Arduino Uno с расширительное платой CNC Shield и драйверы шагового двигателя DRV8825. Установка прошла совсем нетрудно, и после настройки параметров станок стала управляться с ПК.
Но так как DRV8825 работает в основном при 1,9 А и 36 В (и сильно нагревается), происходит пропуск шага из-за слишком малой мощности. Длительное фрезерование при большой температуре вряд ли пошло бы хорошо.
Следующими были дешевые драйверы Tb6560, подключенные к плате расширения. Номинальное напряжение оказались не слишком подходящим для этой платы. Была попытка использовать источник питания на 36 В.
В результате два драйвера работают нормально, третий не выдерживает более высокого напряжения и крутит ротор шагового двигателя только в одном направлении.
Снова пришлось менять драйвер.
Хорошо подошел tbV6600. Он почти целиком закрыт алюминиевым радиатором и прост в настройке. Теперь шаговые двигатели по осям X и Y работают с током 2,2 А, а по оси Z с 2,7А.
Требовалось защитить блок питания шаговых двигателей и преобразователь частоты от мелкой алюминиевой стружки. Существует множество решений, когда преобразователь выносится довольно далеко от фрезерного станка. Основная проблема в том, что эти устройства выделяют много тепла и требуют активного охлаждения. Было найдено оригинальное решение: использовать кусочки от колготок длиной по 30 см качестве защитного рукава, дешево и сердито, и обеспечивает достаточный поток воздуха.
4. Шпиндель
Выбрать подходящий шпиндель непросто. Сначала была идея использовать стандартный шпиндель Kress1050, но у него всего 1050 Вт на скорости 21000 об/мин, так что не приходилось ожидать большой мощности на более низких скоростях.
Для сухого фрезерования алюминия и стальных деталей требуется 6000-12000 об/мин. Был куплен трехкиловатный шпиндель VFD с инвертором, с доставкой из Китая он обошелся в 335 евро.
Это довольно мощный и простой в установке шпиндель. Он тяжелый — вес 9 кг, но крепкая рама выдерживает его тяжесть.
5. Сборка завершена

Станок хорошо справляется с работой, пришлось повозиться с драйверами шаговых двигателей, но в целом результат удовлетворительный. Потрачено 1500 евро, и построен станок, который точно отвечает потребностям создателя.
Первым фрезерным проектом была фигурная выемка, вырезанная в полиформальдегиде POM.
6: Доработка для фрезерования алюминия

Уже при обработке POM было видно, что крутящий момент на Y-опоре великоват, и станок изгибается при высоких нагрузках по оси Y, поэтому автор приобрел вторую направляющую и соответственно модернизировал портал.
После этого все нормализовалось. Доработка обошлась в 120 евро.
Теперь можно и алюминий фрезеровать. Из сплава AlMg4,5Mn получались очень достойные результаты без какого-либо охлаждения.
7. Выводы
Чтобы создать собственный станок с ЧПУ, не требуется быть семи пядей во лбу, все в наших руках.
Если все хорошо спланировано, не обязательно иметь кучу оборудования и идеальные условия для работы, потребуется лишь некоторое количество денег, отвертка, захват и сверлильный станок.
Месяц ушел на разработку дизайна с помощью программы САПР и на заказ и покупку комплектующих, четыре месяца на сборку. Создание второго станка заняло бы гораздо меньше времени, потому что автор не имел опыта в области станкостроения, и ему пришлось много узнавать о механике и электронике.
8. Комплектующие

Электрика:
Все электрические части куплены на ebay.
- Arduino GRBL + CNC Shield: примерно 20 евро
- Драйвер шагового двигателя: 12 евро за штуку.
- Источник питания: 40 евро
- Шаговые двигатели: примерно по 20 евро за штуку
- Шпиндель+инвертор: 335 евро
Механика:
Линейные подшипники
ARC 15 FN

Фото:
www.dold-mechatronik.de
Линейные направляющие AR/HR 15 — ZUSCHNITT
Фото:
www.dold-mechatronik.de
Шарико-винтовые пары SFU1605-DM:
- 2x 1052mm
- 1x 600mm
- 1x 250mm

Фото:
www.dold-mechatronik.de
Подшипниковый держатель винта ШВП FLB20-3200, включая держатель мотора NEMA23:

Фото:
www.dold-mechatronik.de
Опора винта ШВП LLB20

Фото:
www.dold-mechatronik.de
Соединительные муфты шаговый двигатель-шпиндель: из Китая по 2,5 евро за штуку.
Рама:
Профили основания 160×16 I-Typ Nut 8
Фото:
www.dold-mechatronik.de
Профили для оси Х 30×60 B-Typ Nut 8

Фото:
www.dold-mechatronik.de
Профили крепления шагового двигателя оси Y 30×60 B-Typ Nut 8

Фото:
www.dold-mechatronik.de
Портал:
Профиль 30×60 B-Typ Nut 8 на линейный подшипник оси Х 100 мм
Задняя пластина: алюминиевая пластина толщиной 5мм, 600×200.
Профиль 30x60x60 B-Typ Nut 8 для Y: 2 шт.

Фото:
www.dold-mechatronik.de
Профиль 30×30 B-Typ Nut 8
для Z:
Монтажная пластина — алюминиевая пластина толщиной 5 мм, размеры 250×160
Скользящая пластина для монтажа шпинделя — алюминиевая пластина толщиной 5 мм, размеры 200×160
9. Программа

После долгих поисков программного решения, была выбрана удобная программа Estlcam, со стоимостью лицензии 50 евро. Пробная версия программы обладает всеми возможностями лицензионной, но работает медленнее.
Это ПО способно перепрограммировать Arduino и имеет множество функций, в том числе — способно управлять шаговыми двигателями напрямую.
Пример: Для поиска края детали необходимо подключить провода к контактам микрокомпьютера Ардуино и к заготовке. Если заготовка не проводит ток, можно создать временное проводящее покрытие с помощью фольги.
После этого программа подводит инструмент к детали с разных сторон и определяет ее границы в момент контакта.
10. Апгрейд

На осях Y и Z были установлены временные пластиковые кронштейны. Пластик был достаточно прочный, но скобы все же могли сломаться. Поэтому автор фрезеровал алюминиевые кронштейны для замены. Результат показан на фото.
11. Станок в работе

После некоторой практики станок дает уже очень неплохие, для самоделки, результаты.

На этих снимках показана деталь из сплава AlMg4,5Mn. Она полностью фрезерованная. На втором фото — результат работы станка, без дальнейшей обработки другими средствами.

Применялась концевая фреза VHM 6 мм с 3 зубьями. При использовании фрез на 4 и 6 мм станком достигаются вполне достойные результаты. Для своего класса оборудования, конечно.
ЧПУ-стол
На десерт — не станок, но полезная и интересная самоделка для станка, а именно — прочная и вместительная станина с полками. Если у вас еще нет станка с ЧПУ, вы можете построить ее раньше и использовать как рабочий верстак.
Эван и Кейтлин, владельцы сайта
EvanAndKatelyn.com , обновили свой стол для станка с ЧПУ, добавив функциональности и вместительности.
Изделие собиралось полностью на винтовых соединениях, без применения клея, чтобы сохранить возможность легкой переделки и апгрейда.

Использованные инструменты и комплектующие:
- Кнопка остановки;
- Фиксатор роликов;
- Зенковка и биты;
- Дрель;
- Электрическая отвертка;
- Пила;
- Станок X-Carve;
- Четвертьдюймовая концевая фреза с твердосплавным покрытием;
- Четвертьдюймовая твердосплавная 4-канальная фреза с шариковым наконечником;
- Средства защиты органов слуха.
Шаг 1: подготовка
Шаг первый — удалить все со старого стола, начиная со станка и заканчивая кучей других вещей, лежащих там, и частично разобрать его. Было полностью разобрано все, кроме двух больших полок 120 х 120 см, которые укрепили, сделав основой нового стола.

Шаг 2: укрепление полок

Были использованы угловые скобки на четырех внутренних углах и L-образные скобки вдоль поперечной балки, проходящей вдоль нижней стороны.

На фото ниже: сравнение усиленной полки с недоделанной.

Шаг 3: отрезать лишнее
Первоначально было 4 стойки, поднимающиеся над верхней частью стола, потому что планировалась дополнительная полка над станком. Эту идею забраковали, решив оставить две стойки из четырех.
Их укрепили угловыми скобами.


На них поместили полку и укрепили ее еще большим количеством скобок.

Тест на прочность.

Шаг 4: пегборд — панель для инструментов
В обновленный предмет мебели стоило добавить как можно больше места для хранения, и одной из расширяющих его возможности деталей стала перфорированная панель, в отверстиях которой закрепляются держатели для инструментов. На панели вырезали углы электролобзиком.



Шаг 5: нижние полки
Для хранения в нижней части надо было оставить как можно больше места, т.к. там хранится настольная пила и барабанный шлифовальный станок. Для хранения материалов тоже было нужно много места, так что решено было добавить полку, но сделать ее легко удаляемой. Пригодились заготовленные для ножек деревянные бруски и лист фанеры.

Ножки прикрепили к фанерному листу угловыми скобами, получившуюся полку вставили в нижнюю часть. Ее легко снять, когда снова понадобится хранилище полной высоты.

Шаг 6: верхние полки
В старой станине была верхняя полка для компьютера, работающего со станком, и для разных мелких вещей. Там оставалось еще место, и под этой полкой решили сделать еще одну. Это также помогло прикрыть розетки и проводку для станка.
Верхнюю полку положили на торцы стоек и прикрутили.

Во второй полке лобзиком вырезали углы под ножки.

И также закрепили ее уголками.

Шаг 7: последние штрихи

На торец прикрутили табличку с надписью “Назови меня”, которая впоследствии будет заменена именем, придуманным подписчиками на YouTube.
Наконец, в стол вернули все, что лежало в его предшественнике.

Существует множество впечатляющих проектов самодельных станков, зачастую авторы поражают своими навыками и остроумными решениями. Как увлечение, самостоятельная сборка станка с ЧПУ или 3D-принтера превосходит многие другие хобби — как по полезности получаемого результата, ведь на станке можно делать много замечательных вещей, так и по пользе от самого процесса — это не только увлекательное, но и познавательное занятие, помогающее развить инженерные навыки.
Мы не приводим отдельные модели, так как их множество, а под любые цели, задачи и имеющиеся условия установки и эксплуатации оборудование необходимо подбирать индивидуально, с чем вам помогут специалисты
. Обращайтесь!
Расположение осей
X, Y, Z
настольного фрезерно-гравировального станка ЧПУ:
Ось Z перемещает инструмент(фрезер) по вертикали(вниз-вверх)
Ось Х — перемещает каретку Z в поперечном направлении(влево-вправо).
Ось Y — перемещает подвижный стол(вперед-назад).
С устройством фрезно-гравировального станка можно ознакомиться
Состав набора ЧПУ станка Моделист2020 и Моделист3030
I Набор фрезерованных деталей из фанеры 12мм для самостоятельной сборки
Комплект фрезерованных деталей для сборки станка с ЧПУ с подвижным столом состоит из:
1) Стойки портала фрезерного станка с ЧПУ
2) набор фрезерованных деталей станка ЧПУ для сборки оси Z
3) набор фрезерованных деталей станка ЧПУ для сборки подвижного стола
4) набор фрезерованных деталей станка ЧПУ для сборки опор шаговых двигателей и крепления шпинделя
II Набор механики фрезерного станка включает:
1. муфта для соединения вала шагового двигателя с ходовым винтом станка — (3шт.). Размер соединительной муфты для станка Моделист2030 с шаговыми двигателями NEMA17 — 5х5мм. Для станка Моделист3030 с шаговыми двигателями Nema23 — 6,35×8мм
2. стальные направляющие линейного перемещения для ЧПУ станка Моделист3030:
16мм (4шт.) для осей Х и Y,
12мм(2шт) для оси Z
Для ЧПУ станка Моделист2020 диаметр направляющих линейного перемещения:
12мм(8шт) для осей Х, Y и Z.
3. линейные подшипники качения для фрезерного станка Моделист3030:
Линейные подшипники LM16UU (8шт.) для осей Х и Y,
Линейные подшипники LM12UU для оси Z.
Для фрезерного ЧПУ станка Моделист2020
Линейные подшипники LM12UU (12шт.) для осей Х, Y и Z.
4. ходовые винты для фрезерного станка Моделист2020 — М12 (шаг 1,75мм) — (3шт.) c обработкой под d=5мм с одного конца и под d=8мм с другого.
Для фрезерного станка Моделист3030 — трапецеидальные винты TR12x3 (шаг 3мм) — (3шт.) c обработкой концов под d=8мм.
5. радиальные подшипники крепления ходовых винтов -(4шт.) один подшипник в алюминиевом блоке для оси Z.
6. ходовые гайки из графитонаполненного капролона для осей X, Y и Z (- 3шт.)
III Набор электроники фрезерного станка с ЧПУ:
1. Для станка с ЧПУ Моделист2020: шаговые двигатели NEMA17 17HS8401
(размер 42х48мм, крутящий момент
52N.cm, ток 1,8А, сопротивление фазы 1,8Ом, индуктивность 3,2mH, диаметр вала 5мм)
— 3шт.
Для станка с ЧПУ Моделист3030: шаговые двигатели 23HS5630 (размер 57х56мм, крутящий момент 12,6кг*см, ток 3,0А, сопротивление фазы 0,8Ом, индуктивность 2,4mH, диаметр вала 6,35мм)
— 3шт.
2. контроллер шаговых двигателей ЧПУ станка на специализированных микрошаговых
драйверах компании Toshiba ТВ6560 в закрытом алюминиевом корпусе
3. блок питания 24 В 6,5 A для ЧПУ станка Моделист2020 и 24В 10,5А для ЧПУ станка Моделист3030
4. комплект подсоединительных проводов
Последовательность сборки фрезерного станка чпу с подвижным столом.
Система линейного перемещения любого станка состоит из двух деталей: шариковая втулка — это элемент который движется и неподвижного элемента системы — линейная направляющая или вал(линейная опора). Линейные подшипники могут быть разных видов: втулка, разрезная втулка, втулка в алюминиевом корпусе для удобства крепления, шариковая каретка, роликовая каретка, основная функция которых — нести нагрузку, обеспечивая стабильное и точное перемещение. Применение линейных подшипников(трение качения) вместо втулок скольжения позволяет значительно снизить трение и использовать всю мощность шаговых двигателей на полезную работу резки.
Рисунок 1
1 Смазать линейные подшипники системы
линейного перемещения фрезерного станкаспециальной смазкой (можно использовать Литол-24(продается в магазинах авто запчастей)).
2 Сборка оси Z фрезерного станка с ЧПУ.
Сборка оси Z описана в инструкции » «
3 Сборка стола фрезерного ЧПУ станка, ось Y
3.1 Детали для сборки портала, рисунок 2.
1) комплект фрезерованных деталей
4) ходовые винты для фрезерного станка Моделист2030 — М12 (шаг 1,75мм) c обработкой концов под d=8мм и d=5мм

Рисунок 2. Детали портала фрезерного настольного ЧПУ станка
3.2 Запрессовать линейные подшипники и вставить держатели линейных подшипников во фрезерованные пазы, рисунок 2. Вставить линейные направляющие в линейные шарикоподшипники.

Рисунок 2 Сборка стола настольного фрезерного ЧПУ станка
3.3 Держатели подшипников линейного перемещения забиваются в пазы детали подвижного стола. Соединение типа шип-паз обеспечивает отличную жесткость узла, все детали этого узла изготовлены из фанеры 18мм. Дополнительно стянув детали болтовым соединением обеспечим долгий и надежный срок службы, для этого через уже имеющееся отверстие в пластине, которое служит направляющим для хода сверла, сверлим отверстие в торце держателя линейных подшипников, как показано на рисунке 3, сверло диаметром 4мм.

Рисунок 3 Сверление крепежных отверстий.
3.4 Накладываем сам стол и, через уже имеющиеся отверстия скрепляем, с помощью винтов М4х55 из комплекта, рисунок 4 и 5.

Рисунок 4. Крепление подшипников подвижного стола.

Рисунок 5. Крепление подшипников подвижного стола.
3.5 Запрессовать упорные подшипники в детали каркаса стола. Вставить ходовой винт с ходовой гайкой из графитонаполненного капролона, в опорные подшипники, и линейные направляющие в пазы элементов каркаса, рисунок 6.

Рисунок 6. Сборка подвижного стола.
Скрепить элементы каркаса шурупами из комплекта. Для крепления с боков используйте шурупы 3х25мм, рисунок 7. Перед вкручиванием шурупов, обязательно засверлите сверлом диаметром 2мм, для избежания расслаивания фанеры.
Если ходовой винт не зажат деталями основания подвижного стола и имеется люфт винта вдоль оси в опорных подшипниках — используйте шайбу диаметром 8мм, рисунок 6.

Рисунок 7. Сборка каркаса настольного станка.
3.6 Расположите ходовую гайку по центру между линейными подшипниками и сделайте отверстия для шурупов сверлом 2мм, рисунок 8, после чего шурупами 3х20 из комплекта закрепить ходовую гайку. При сверлении обязательно использовать упор под ходовой гайкой, чтобы не погнуть ходовой винт
.

Рисунок 8. Крепление ходовой гайки.
4 Сборка портала станка.
Для сборки понадобятся:
1) комплект фрезерованных деталей для сборки подвижного стола
2) стальные направляющие линейного перемещения диаметром 16мм(2шт)
3) линейный подшипник LM16UU(4шт)
4) ходовые винты для фрезерного станка Моделист2030 — М12 (шаг 1,75мм) c обработкой концов под d=8мм и d=5мм.
Для фрезерного станка Моделист3030 — трапецеидальные винты TR12x3 (шаг 3мм) c обработкой концов под d=8мм.
5. радиальные подшипники крепления ходовых винтов -(2шт.)
6. ходовая гайка из графитонаполненного капролона — (- 1шт.)
4.1 Закрепить боковину портала, рисунок 9.

Рисунок 9. Сборка портала станка.
4.2 Вставить ходовой винт с гайкой в каркас каретки оси Z, рисунок 10.
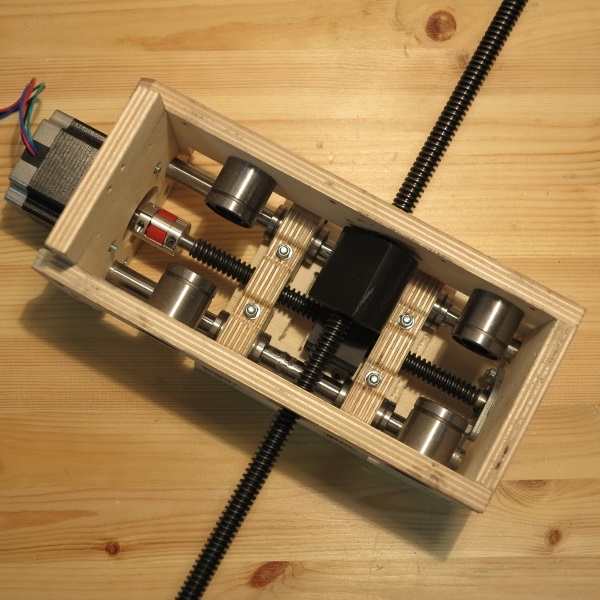
Рисунок 10. Установка ходового винта.
4.3 Вставить линейные направляющие, рисунок 11.

Рисунок 19 Крепление ходового винта «в распор».
4.4 Закрепить вторую боковину портала, рисунок 11.
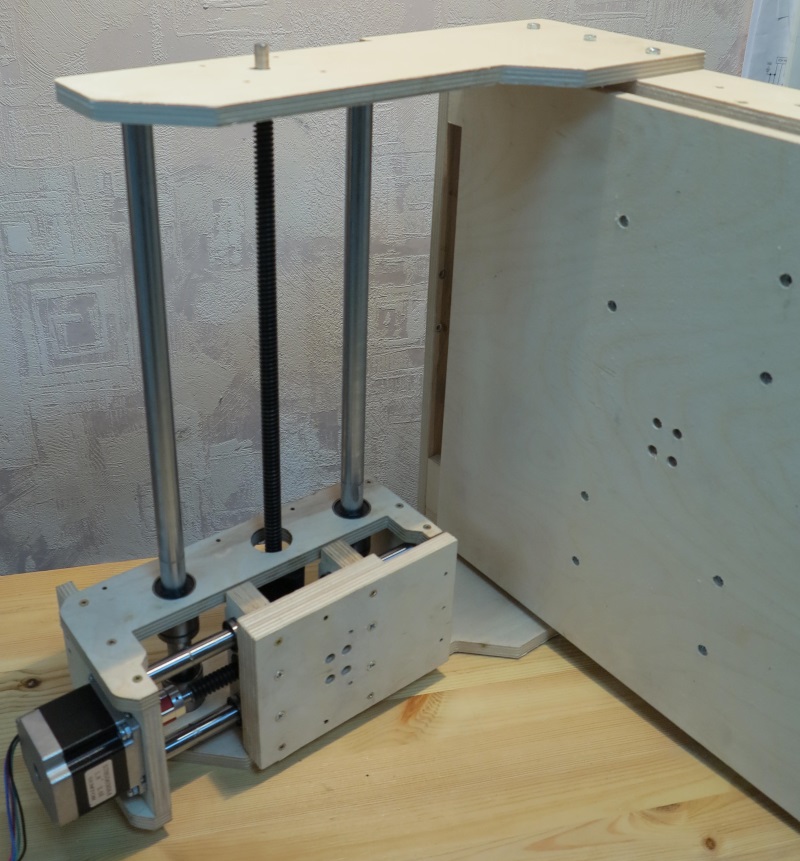
Рисунок 11. Установка второй боковины портала
Если ходовой винт не зажат деталями основания подвижного стола и имеется люфт вдоль оси — используйте шайбу диаметром 8мм.
4.5 Установить и закрепить заднюю стенку каретки Z, Рисунок 12.

Рисунок 12. Крепление задней стенки каретки Z.
4.6 Закрепить капролоновую ходовую гайку шурупами 3х20 из комплекта, рисунок 13.

Рисунок 13. Крепление ходовой гайки оси X.
4.7 Закрепить заднюю стенку портала, рисунок 14, с использованием шурупов 3х25 из комплекта.

Рисунок 14. Крепление задней стенки портала.
5 Установка шаговых двигателей.
Для установки шаговых двигателей используйте детали крепления из набора фрезерованных деталей станка ЧПУ для сборки опор шаговых двигателей Nema23 для фрезерного станка Моделист3030.

Рисунок 15. Установка шаговых двигателей.
Установить муфты 5х8мм для соединения вала двигателя с ходовым винтом. Закрепить шаговые двигатели на станок, для крепления используйте винт М4х55 из комплекта, рисунок 15.
6 Закрепите контроллер на задней стенке фрезерно-гравировального станка
, и подключите к нему клеммники моторов.
7 Установка фрезера.
Крепление фрезера осуществляется за шейку инструмента или корпус. Стандартный диаметр шейки бытовых фрезеров 43мм. Диаметр шпинделя 300Вт — 52мм, крепление за корпус. Для установки соберите крепление фрезера, детали крепления на рисунке 16. Используйте шуруп 3х30мм из комплекта.
Рисунок 16 Крепление шпинделя 43мм
Рисунок 17 Шпиндель с креплением на ЧПУ станок
При установке дремель подобных инструментов(граверов), кроме этого потребуется дополнительное крепление корпуса гравера к каретке Z хомутом, рисунок 18.

Рисунок 18 Крепление гравера на фрезерный станок.
Имеется возможность установка насадки для подключения пылесоса
В наше время всё более частым становится производство мелких деталей из древесины, для тех или иных конструкций. Также в магазинах можно встретить разнообразие красивых объёмных картин, выполненных на древесном полотне. Такие операции совершаются при помощи фрезерных станков с числовым программным управлением.Точность деталей или картин из дерева достигается за счёт управления с компьютера, специализированной программой.
Фрезерный станок по обработке древесины с числовым управлением представляет собой высокопрофессиональную машину, созданную по последнему слову техники.
Вся работа заключается в обработке специальной фрезой по дереву, которой можно совершить работу по вырезке маленьких деталей из древесного материала, создание красивых рисунков. Работа осуществляется за счёт подачи сигналов на шаговые двигатели, которые, в свою очередь, двигают фрезер по трём осям.
За счёт чего и происходит высокоточная обработка. Как правило, вручную такие работы совершить невозможно так качественно. Поэтому фрезерные станки по дереву с ЧПУ является большой находкой для столяров.
Предназначение
Издавна, фрезеровка предназначалась для строгальных работ с древесиной. Но двигатель прогресса движется строго вперёд и в наше время, к таким станкам создали числовое программное управление. На этом этапе, фрезеровальный станок может выполнять разнообразные действия, которые касаются обработки дерева:
- Вырезание различных деталей из массива древесины.
- Отрезание лишних частей заготовки.
- Возможность делать пазы и отверстия различных диаметров.
- Рисование сложных орнаментов, посредством фрезы.
- 3D Трёхмерные изображения на массиве дерева.
- Полноценное мебельное производство и многое другое.
Какой бы ни была поставлена задача, она будет выполнена с высокой точностью и аккуратностью.
Совет: Во время работы на самодельном с ЧПУ оснащением, необходимо плавно снимать толщину древесины, иначе ваша деталь будет испорчена или сожжена фрезой!
Разновидность
В современном технологическом мире различают следующие виды фрезеровочных станков по дереву с числовым управлением:
Стационарные
Эти машины размешаются на производствах, так как имеют огромные размеры и вес. Зато такое оборудование способно изготавливать продукцию в больших объёмах.
Ручные
Это самодельные устройства или устройства из готовых наборов. Эти станки можно смело устанавливать в вашем гараже или собственной мастерской. К таким относятся следующие подвиды:
Оборудование с использованием портала, с числовым управлением
Непосредственно сам фрезер способен передвигаться по двум декартовым осям X и Z. У такого типа станка высокая жёсткость при обработке на изгибы. Конструкция портального фрезерного станка с числовым управлением достаточно проста в своём исполнении. Многие столяры начинают познание станков с ЧПУ именно с такого подтипа. Однако в данном случае размер заготовки будет ограничен размером самого портала.
С числовым управлением и передвижным порталом
Конструкция данного подтипа немного усложнена.

Передвижной портал
Именно этот тип передвигает фрезер по всем трём декартовым осям, по X, Z и Y. В данном случае необходимо будет использовать прочную направляющую для оси X, так как вся большая нагрузка будет направляться именно на неё.
С передвижным порталом очень удобен для создания печатных плат. По оси Y есть возможность обрабатывать длинные детали.

Фреза движется по оси Z.
Станок, на котором фрезеровочная деталь способна передвигаться в вертикальном направлении
Этот подтип обычно используют при доработке производственных образцов или при переделке сверлильного оборудования в гравировально — фрезерное.
Рабочее поле, то есть сама столешница имеет размеры 15х15 сантиметров, что делает невозможным обработку крупных деталей.
Такой тип не очень удобен в эксплуатации.
Безпортальный с числовым управлением
Этот тип станка очень сложен в своей конструкции, однако является самым производительным и удобным.

Заготовки можно обрабатывать длинной до пяти метров, даже если ось X составляет 20 сантиметров.
Такой подтип крайне не подходит для первого опыта, так как требует навыков на этом оборудовании.
Ниже мы рассмотрим конструкцию собственноручного фрезерного станка по дереву с ЧПУ, разберём принципы его работы. Узнаем, как сделать
данное детище и как налаживается такое оборудование.
Устройство и принцип работы
Основными деталями устройства фрезерования являются следующие детали:
Станина
Непосредственно сама конструкция станка, на которой располагаются все остальные детали.
Суппорта
Узел, который представляет собой крепление для поддержки передвижения автоматического инструмента.
Рабочий стол
Область, на которой производится вся необходимая работа.
Вал шпинделя или фрезер
Инструмент, который выполняет фрезеровочные работы.
Фреза для обработки древесины
Инструмент, а точнее приспособление для фрезера, различных величин и форм, с помощью которых производится обработка древесины.
ЧПУ
Скажем так мозг и сердце всей конструкции. Программное обеспечение исполняет точный контроль всей работы.
Работа заключается в программном управлении. На компьютере установлена специализированная программа, именно она преобразует загруженные в неё схемы в специальные коды, которые программа распределяет на контроллер, а затем на шаговые двигатели. Шаговые двигатели, в свою очередь, передвигают фрезер по координатным осям Z, Y ,X, за счёт чего и происходит обработка деревянной заготовки.
Выбор комплектующих
Основным этапом в изобретении самодельного
фрезерного станка является выбор комплектующих деталей. Ведь выбрав плохой материал, может пойти что — нибудь не так в

Пример сборки из алюминиевой рамы.
самой работе. Обычно используют простые материалы, такие как: алюминий, древесина (массив, МДФ), оргстекло. Для правильной и точной работы всей конструкции важно разработать всю конструкцию суппортов.
Совет: Перед сборкой своими руками
, необходимо проверить все, уже подготовленные детали на совместимость.
Проверить, нет ли где загвоздки, которая будет мешать. А главное, чтобы не допустить различного рода колебаний, так как это напрямую приведёт к некачественному фрезерованию.
Существуют некоторые назначения по подбору рабочих элементов, которые помогут в создании, а именно:
Направляющие

Схема направляющих чпу для фрезера.
Для них используют прутья диаметром 12 миллиметров. Для оси X, длинна прута, составляет 200 миллиметров, а для оси Y длина составляет 90 миллиметров.
Использование направляющих позволит выполнить высокоточную установку движущих деталей
Суппорта

Суппорт фрезерного ЧПУ станка.

Суппорт в сборке.
Для этих комплектующих можно использовать текстолитовый материал. Довольно прочный материал в своём роде. Как правило, размеры текстолитовой площадки составляет 25х100х45 милли
Блок фиксации фрезера

Пример каркаса для фиксации фрезера.
Также можно использовать текстолитовый каркас. Размеры непосредственно зависят от имеющегося у вас инструмента.
Шаговые двигатели или серводвигатели
Блок питания
Контроллер
Электронная плата, которая распределяет электричество на шаговые двигатели, чтобы перемещать их по осям.
Совет: При паянии платы необходимо использовать конденсаторы и резисторы в специальных SMD корпусах (для изготовления корпусов таких деталей используют алюминий, керамика, пластик). Это уменьшит габариты платы, а также внутреннее пространство в конструкции будет оптимизировано.
Сборка

Схема самодельного станка с числовым программным управлением
Сборка не займёт у вас слишком много времени. Единственное что, процесс настройки будет самым долгим во всём процессе изготовления.
Для начала
Необходимо разработать схему и чертежи будущего станка с числовым управлением.
Если вам не хочется этого делать, то можно скачать чертежи из интернета. По всем размерам
подготовить все необходимые детали.
Проделать все необходимые отверстия
Предназначенные для подшипников и направляющих. Главное соблюдать все необходимые размеры, иначе работа станка будет нарушена. Представлена схемас описанием расположения механизмов. Она позволит вам получить общее представление, особенно если вы собираете его в первый раз.
Когда все элементы и детали механизма у вас готовы, то можно смело приступать к сборке. Первым делом собирается станина оборудования.
Каркас
Должен быть геометрически правильно собран. Все углы должны быть ровненькими и равнозначными. Когда каркас готов, можно монтировать направляющие оси, рабочий стол, суппорта. Когда эти элементы установлены, можно установить фрезер, либо шпиндель.
Остаётся последний шаг — электроника. Установка электроники является основным этапом в сборке. К установленным на станке шаговым двигателям подключается контроллер, который и будет отвечать за их работу.
Далее контроллер подключается к компьютеру на котором уже должна быть установлена специальная программа для управления. Широко применяется торговая марка Arduino
, которая производит и поставляет аппаратное оборудование.
Когда всё подключено и находится в режиме готовности, самое время запустить пробную заготовку. Для этого подойдёт любая древесина, которая не будет выходить за пределы рабочего стола. Если ваша заготовка прошла обработку и всё в порядке, то можно приступать к полноценному изготовлению того или иного продукта фрезерования.
Техника безопасности
Безопасность с фрезеровальным оборудованием является основой основ. Если не беречь себя, можно угодить в больницу с серьёзными травмами. Все правила для безопасности одинаковы, однако ниже будут перечислены самые основные:
- Необходимо заземлить ваше оборудование, во избежание ударов током.
- Не допускать детей к станку.
- Ни есть и не пить на рабочем столе.
- Одежду следует подбирать соответствующую.
- Не обрабатывать громоздкие детали, которые превышают размеры рабочего стола, станочного оборудования.
- Не бросать различные инструменты на рабочую область станка.
- Не использовать материал, (металл, пластик и т.д.).
Видео обзоры
Видео обзор деталей к станку и где их взять:
Видео обзор работы фрезерного станка по дереву:
Видео обзор электроники
Для большинства домашних умельцев изготовление такого агрегата, как фрезерный станок с ЧПУ своими руками- что-то на уровне фантастического сюжета, ведь подобные машины и механизмы представляют собой сложные в проектном, конструктивном и электронном пониманиях устройства.
Однако, обладая под рукой необходимой документацией, а также требуемыми материалами, приспособлениями, мини-фрезерный самодельный аппарат, укомплектованный ЧПУ, сделать собственноручно вполне возможно.
Данный механизм выделяется точностью выполняемой обработки, несложностью в управлении механическими и технологическими процессами, а также отличными показателями производительности и качества изделий.
Принцип работы
Инновационные машины для фрезерования с блоками на компьютерном управлении предназначается для выполнения сложных рисунков на полуфабрикатах. Конструкция обязана обладать электронной составляющей. В комплексе это позволит по максимуму автоматизировать рабочие процессы.
Для моделирования фрезерных механизмов, первоначально требуется ознакомиться с основополагающими элементами. В роли исполнительного элемента выступает фреза, которая монтируется в шпиндель, расположенный на валу электрического мотора. Эта часть закрепляется на основе. Она способна выполнять перемещение в двух координатных осях: Х и Y. Для фиксирования заготовок сконструируйте и установите опорный стол.
Электрический блок регулировки сочленяется с электрическими маршевыми моторами. Они обеспечат перемещение каретки относительно обрабатываемых заготовок или полуфабрикатов. По подобной технологии выполняется 3D-графическое изображения на деревянных плоскостях.
Последовательность выполнения работ за счет данного механизма с ЧПУ:
- Написание рабочей программы, за счет которой будут выполняться перемещения рабочего органа. Для данной процедуры лучше всего пользоваться специализированными электронными комплексами, призванные выполнить адаптацию в “кустарных” экземплярах.
- Монтирование полуфабрикатов на столик.
- Вывод программного обеспечения на ЧПУ.
- Запуск механизмов, контролирование прохождения автоматических манипуляций оборудования.
Для получения максимального уровня автоматизации в 3D-режиме, корректно скомплектуйте схему и обозначьте определенные составляющие. Эксперты настоятельно советуют первоначально изучать производственные экземпляры перед началом построения фрезерной машины собственными руками.
Схема и чертеж

Схема фрезерного станка с ЧПУ
Наиболее ответственная фаза в изготовлении самодельного аналога – поиск оптимального хода изготовления оборудования. Он напрямую зависит от габаритных характеристик обрабатываемых заготовок и необходимости достижения определенного качества в обработке.
Для необходимости получения всех необходимых функций оборудования, наилучшим вариантом является изготовление мини-фрезерного станка собственными руками. Таким образом, вы будете уверены не только в сборке и ее качестве, но также и технологических свойствах, наперед будет известно, как его обслуживать.
![]()
Составляющие трансмиссии
Самым удачным вариантом является конструирование 2-х кареток, передвигаемых по перпендикулярным осям X и Y. Как остов лучше применять металлические шлифованные прутья. На них «одеваются» передвижные мобильные каретки. Для корректного изготовления трансмиссии заготовьте шаговые электромоторы, а также комплект винтов.
Для улучшенного автоматизирования рабочих процессов фрезерных машин с ЧПУ, сконструированных собственноручно, требуется сразу до мелочей скомплектовать электронную составляющую. Она делится на следующие компоненты:
- используется для проведения электрической энергии на шаговые моторы и осуществляет питание микросхемы контроллера. Ходовой считается модификация 12в 3А;
- его предназначением выступает подача команд на двигатели. Для правильного выполнения всех заданных операций фрезерной машины с ЧПУ, достаточно будет применение несложной схемы для выполнения контроля работоспособности 3-х двигателей;
- драйверы (программное обеспечение). Также представляет собой элемент регулировки подвижного механизма.
Видео: фрезерный станок с ЧПУ своими руками.
Комплектующие для самодельного фрезерного станка

Следующий, и ответственный шаг в построении фрезерного оборудования – подборка комплектующих для построения самодельного агрегата. Оптимальный выход из данной ситуации – применение подручных деталей и приспособлений. За основу для настольных экземпляров 3D-станков возможно взять твердые деревянные породы (бук, граб), алюминий/сталь или органическое стекло.
Для нормальной работы комплекса в целом требуется разработка конструкции суппортов. В момент их передвижения не недопустимы колебания, это вызовет некорректное фрезерование. Следовательно, перед выполнением сборки, комплектующие проверяются на надежность работы.
Практические советы по выбору составляющих фрезерной машины с ЧПУ:
- направляющие – применяются стальные хорошо отшлифованные прутки Ø12 мм. Длина оси X равняется около 200 мм, Y — 100 мм;
- суппортный механизм, оптимальный материал – текстолит. Стандартные габариты площадки составляют 30×100×50 мм;
- шаговые моторы – знатоки инженерного дела советуют применять образцы от печатного устройства 24в, 5А. Они обладают достаточно значительной мощностью;
- блок фиксирования рабочего органа, его тоже можно построить с применением текстолита. Конфигурация прямо зависит от существующего в наличии инструмента.
Порядок построения фрезерного оборудования с ЧПУ
После завершения подбора всех необходимых комплектующих можно совершенно беспрепятственно построить собственноручно негабаритный фрезерный механизм укомплектованный ЧПУ. Прежде, чем приступить к непосредственному конструированию, еще раз проверяем составляющие, производится контроль их параметров и качества изготовления. Это в дальнейшем поможет избежать преждевременного выхода из строя цепи механизма.
Для надежной фиксации комплектующих оборудования применяется специализированные крепежные запчасти. Их конструктив и исполнение напрямую зависят от будущей схемы.
Перечень необходимых действий для сборки небольшого оборудования с ЧПУ для выполнения процесса фрезеровки:
- Монтирование направляющих осей суппортного элемента, фиксирование на крайних частях машины.
- Притирание суппортов. Требуется передвигать по направляющим до того момента, пока не образуется плавное передвижение.
- Затягивание винтов для фиксирования суппортного устройства.
- Крепление комплектующих на основу рабочего механизма.
- Монтирование ходовых винтов и муфт.
- Установка маршевых моторов. Они закрепляются к болтам муфт.
Электронные комплектующие расположены в автономном шкафу. Это обеспечивает минимизацию сбоев в работоспособности в процессе проведения технологических операций фрезером. Плоскость для монтирования рабочей машины обязана быть без перепадов, ведь конструкция не предусматривает винтов регулирования уровней.
После завершения вышеперечисленного, приступайте к выполнению пробных испытаний. Сначала необходимо установить легкую программу для выполнения фрезеровки. В процессе работы нужно непрерывно сверять все проходы рабочего органа (фрезы). Параметры, которые подлежат постоянному контролю: глубина и ширина обработки. Особенным образом это относится к 3D-обработке.
Таким образом, ссылаясь на выше написанную информацию, изготовление фрезерного оборудования собственными руками, дает целый перечень преимуществ перед обычными покупными аналогами. Во-первых, данная конструкция будет подходить под предполагаемые объемы и виды работ, во-вторых, обеспечена ремонтопригодность, так как построена из подручных материалов и приспособлений и, в-третьих, такой вариант оборудования недорогой.
Имея опыт конструирования подобного оборудования, дальнейший ремонт не займет много времени, простои сведутся до минимума. Подобное оборудование может пригодиться вашим соседям по дачному участку для выполнения собственных ремонтных работ. Отдав в аренду такое оборудование, вы поможете ближнему товарищу в труде, в будущем рассчитывайте на его помощь.
Разобравшись с конструктивом и функциональными особенностями фрезерных станков, а также нагрузкой, которая на него ляжет, можете смело приниматься за его изготовление, опираясь на практичную информацию, приведенную по ходу текста. Конструируйте и выполняйте поставленные задачи безо всяких проблем.
Видео: самодельный ЧПУ фрезерный станок по дереву.
Выбирая электронные комплектующие для своего станка, сделанного своими руками, важно обращать внимание на их качество, так как именно от этого будет зависеть точность технологических операций, которые на нем будут выполняться. После установки и подключения всех электронных компонентов системы ЧПУ нужно выполнить загрузку необходимого программного обеспечения и драйверов. Только после этого следуют пробный запуск станка, проверка правильности его работы под управлением загруженных программ, выявление недостатков и их оперативное устранение.
Все вышеописанные действия и перечисленные комплектующие подходят для изготовления своими руками фрезерного станка не только координатно-расточной группы, но и ряда других типов. На таком оборудовании можно выполнять обработку деталей со сложной конфигурацией, так как рабочий орган станка может перемещаться в трех плоскостях: 3d.
Ваше желание своими руками собрать такой станок, управляемый системой ЧПУ, должно быть подкреплено наличием определенных навыков и подробных чертежей. Очень желательно также посмотреть ряд тематических обучающих видео, некоторые из которых представлены в данной статье.
21
, средняя оценка: 3,52
из 5)
Подробно описал весь процесс создания станка с ЧПУ для работы по дереву и другим материалам, начиная с проектирования.
1. Проектирование
Перед постройкой станка нужно как минимум нарисовать эскиз от руки, а лучше выполнить более точный трехмерный рисунок с помощью программы САПР. Автор проекта использовал google sketchup , довольно простую (бесплатную для 30-дневного использования) программу. Для более сложного проекта вы можете выбрать Autocad.
Главная цель рисунка — выяснить необходимые размеры деталей, для заказа их по интернету, и убедиться, что все движущиеся части станка подойдут друг к другу.

Как видите, детальных чертежей с размеченными отверстиями под крепления автор не использовал, намечал отверстия в процессе постройки станка, но такого исходного дизайна оказалось достаточно.
Габаритные размеры станка: 1050 х 840 х 400 мм.
Перемещение по осям: X 730 мм, Y 650 мм, Z 150 мм
Длина направляющих и шариково-винтовой передачи зависит от размера задуманного вами станка.
Когда идет проектирование станка с ЧПУ, есть несколько вопросов, от ответа на которые зависит конечный результат.
Какой тип станка с ЧПУ вы хотите выбрать?
С подвижным столом или с подвижным порталом? Конструкции с подвижным столом часто используются для станков небольшого размера, до 30х30 см. Их легче построить, их можно сделать более жесткими, чем машины с движущимся порталом. Недостаток перемещения стола заключается в том, что при одинаковой зоне резки общая площадь станка получается раза в два больше, чем при использовании конструкции с подвижным порталом. В этом проекте зона обработки около 65×65 см, поэтому был выбран подвижный портал.
Что вы хотите обрабатывать с помощью станка с ЧПУ?
В данном проекте станок предназначался в основном для фанеры, лиственных пород дерева и пластмасс, а также для алюминия.
Из чего будет строиться станок?
Это в основном зависит от материала, который будет на станке обрабатываться. В идеале материал, который используется для изготовления станка, должен быть прочнее материала, который будет обрабатываться на станке или, как минимум, не менее прочным. Поэтому, если вы хотите резать алюминий, станок должен быть собран из алюминия или стали.
Какая длина осей вам нужна?
По первоначальному замыслу станок с ЧПУ должен был обрабатывать фанеру и МДФ, которые в Нидерландах выпускают размером 62 х 121 см. Поэтому для Y расстояние прохода должно быть не менее 620 мм. Длина хода по оси Х равна 730 мм, потому что иначе станок занял бы все пространство комнаты. Поэтому ось X короче, чем длина листа фанеры (1210 мм), но можно обработать половину, затем сдвинуть лист вперед и обработать оставшуюся часть. С помощью такой уловки получается обрабатывать на станке куски куда большие, чем длина оси Х. Для оси Z выбрано 150 мм, чтобы в будущем использовать четвертую ось.
Какой тип линейного движения вы будете использовать?
Существует множество вариантов системы линейного перемещения, от ее выбора во многом зависит качество работы. Поэтому есть смысл потратиться на лучшую систему, которую вы можете себе позволить. Автор проекта решил, что линейные рельсы были лучшим вариантом из тех, на которые ему хватало денег. Если вы строите 3-осевой фрезерный станок с ЧПУ, вам нужно купить комплект, состоящий из трех наборов линейных направляющих и двух линейных подшипников на каждую направляющую.
Какую систему привода подач вы будете использовать для каждой оси?
Основные варианты привода подачи: зубчатые ремни, механизмы реечной передачи и передача винт-гайка. Для самодельных станков с ЧПУ чаще всего используют передачу винт-гайка с использованием шарико-винтовой пары. Гайка крепится к подвижной части машины, винт закреплен с обоих концов. Винт крепится к двигателю. Если двигатели вращается, гайка с прикрепленной к ней движущейся частью машины будет двигаться вдоль винта и приводить машину в движение.
ШВП в данном станке используется для привода осей X и Y. Шарико-винтовые подшипники обеспечивают очень плавный ход, люфт отсутствует, повышается качество и скорость резки.
Для оси Z использован стержень M10 из высококачественной нержавеющей стали с самодельной гайкой из делрина.
Тип двигателя и контроллера
Обычно в самодельных станках с ЧПУ применяются шаговые двигатели. Сервоприводы в основном используются для мощных промышленных станков с ЧПУ, они дороже и требуют более дорогих контроллеров. Здесь использованы шаговые двигатели 3Nm.
Тип шпинделя
В проекте используется стандартный Kress, он имеет хороший 43-мм зажимной фланец, а также встроенный регулятор скорости (но последняя функция есть у большинства шпинделей).
Если вы собираетесь выполнять действительно сложную резку, стоит обратить внимание на шпиндели с водяным охлаждением — они дороже стандартных, зато шумят гораздо меньше, могут работать на низких оборотах без перегрева и с самыми разными материалами.
Затраты
На данный станок с ЧПУ ушло примерно 1500 евро. Готовый фрезерный станок с ЧПУ сходных характеристик стоит намного дороже, так что вы можете сэкономить, создав станок самостоятельно.
2. Комплектующие для создания станка с ЧПУ
Электрооборудование и электроника:
- 3 шаговых двигателя 3 Nm Nema 23;
- 3 драйвера шаговых двигателей DM556 Leadshine;
- блок питания 36 В для станков с ЧПУ;
- интерфейсная плата 5 Axis CNC Breakout Board для управления шаговыми драйверами;
- источник питания 5 В для интерфейсной платы;
- двухпозиционный выключатель On/Off;
- многожильный кабель Shielded 4 Conductor 18 AWG;
- 3 сенсорных концевых выключателя;
- Шпиндель: Kress FME 800 (подойдут также Bosch Colt или Dewalt Compact Router).
По желанию:
- шкафчик/корпус для электрооборудования;
- подвижный пластиковый кабель-канал;
- 4-контактные кабельные вилки.
Механические части:
- линейные направляющие: для X — SBR 20 для Y и Z — SBR 16;
- шарико-винтовая пара (ШВП) для X и Y — диаметром 16 мм, шаг 5 мм4
- в качестве передаточного винта для оси Z: стальной штырь с резьбой M10 с самодельной гайкой из делрина;
- алюминиевый профиль: 30х60 мм, нарезанный на куски длиной 100 мм;
- алюминиевая пластина 15 мм толщиной;
- мощные антивибрационные выравнивающие ножки.
Программы:
- CAD/CAM-программа CamBam;
- программа для управления станком с ЧПУ Mach3
Станок в основном построен из алюминиевых пластин толщиной 15 мм и алюминиевых профилей 30×60 мм. Работы выполнялись с применением сверлильного и токарного станков. Пластины и профили заказывались нарезанными по размеру.
3. Ось Х

Базовая рама сделана из 4 отрезков алюминиевого профиля сечением 30х60 мм и двух боковых панелей толщиной 15 мм. В конце профилей есть по два отверстия диаметром 6,8 мм, с помощью метчика внутри отверстий выполнена резьба М8.

Нарезка резьбы в торцах алюминиевого профиля
Чтобы отверстия на концевых панелях совпадали, при сверлении обе пластины зажимались вместе. Посередине каждой пластины просверлено по 4 отверстия, чтобы установить подшипниковые опоры, и четыре дополнительных отверстия в одной из боковых пластин для крепления двигателя.
Их кусочков алюминия (50х50х20) сделаны 4 блока, чтобы прикрепить выравнивающие ножки. Блоки прикручены к наружным профилям четырьмя болтами М5 с мебельными t-гайками.

Линейные направляющие подходят непосредственно к алюминиевым профилям. Для оси X использовались рельсы диаметром 20 мм. Предварительно просверленные в основании линейных направляющих отверстия точно совпадают с пазами в алюминиевых профилях. Для установки использованы болты М5 и мебельные t-гайки.
4. Боковые пластины портала
Боковые пластины портала почти одинаковы, но в одной из них просверлены четыре дополнительных отверстия для крепления мотора. Весь портал изготовлен из алюминиевых пластин толщиной 15 мм. Чтобы отверстия оказались точно в нужном месте, в тщательно отмеченных местах слесарным кернером были пробиты углубления, и по этим меткам просверлены отверстия на сверлильном станке, сначала сверлом меньшего диаметра, затем — нужного.
Из-за того, как спроектирован портал, пришлось сверлить отверстия в торцах боковых пластин и делать в отверстиях резьбу М8.
5. Сборка портала
Портал собран и установлен
Остальная часть портала выполнена так же, как и боковые части. Самым сложным было правильно выровнять линейные рельсы, которые должны были совпасть с краем пластины. При маркировке точного расположения отверстий автор прижал два куска алюминиевых профилей к боковым сторонам пластины, чтобы выровнять направляющие. В просверленных отверстиях нарезана резьба М5. При креплении направляющих к порталу необходимо убедиться, что расстояние между направляющими по всей длине одинаково, направляющие должны быть параллельны.
Линейные подшипники прикреплены к боковой стенке портала.
Несколько угловых скоб придают дополнительную жесткость конструкции.
В пластине на нижней части портала просверлено 6 отверстий, чтобы прикрепить ее к боковым пластинам. В середине пришлось просверлить два отверстия для крепления держателя гайки.
6. Каретка оси Y
Каретка оси Y состоит из одной пластины, к которой прикреплены линейные подшипники. Сверлить отверстия было довольно просто, но требовалась высокая точность. К этой пластине прикреплены подшипники как для оси Y, так и для оси Z. Поскольку линейные подшипники расположены близко друг к другу, даже малейшее смещение вызывает их заедание. Каретка должна легко скользить с одной стороны на другую. Рельсы и подшипники необходимо отрегулировать. Для выравнивания применялись высокоточные цифровые приборы. Когда было сделано крепление гайки привода для оси Y, потребовалось просверлить два дополнительных отверстия в пластине, чтобы прикрепить ее.
7. Ось Z

Линейные направляющие (рельсы) оси Z прикрепляются к подвижной части узла оси Z. Рельсы нужно было сместить на несколько миллиметров от края пластины. Для их выравнивания два куска пластика нужной толщины использовались в качестве прокладок. Было точно известно, что края алюминиевой пластины параллельны, поэтому между алюминиевыми бортиками, прикрепленными к краю пластины, и рельсами автор вставил куски пластика, отодвинув рельсы на нужное одинаковое расстояние, затем наметил места отверстий, просверлил их и нарезал внутреннюю резьбу.
Чтобы установить верхнюю пластину на узел оси Z, просверлены три отверстия в конце монтажной пластины. Не получилось прикрепить шаговый двигатель непосредственно к пластине, так что пришлось сделать отдельное крепление для двигателя из пластика (см. пункт 12).

Из того же пластика сделаны два блока корпусов подшипников. Приводной винт представляет собой стальной стержень с резьбой M10. Шкив для зубчатого ремня просверлен, нарезана резьба М10, и он просто прикручен к верхней части приводного винта. Он удерживается на месте тремя установочными винтами. Приводная гайка из делрина крепится к каретке оси Y.
Приводная гайка из делрина крепится к каретке оси Y.
Крепление шпинделя было заказано заранее, оно имеет зажимное кольцо 43 мм, которое подходит к используемому в проекте Kress.
Если вы хотите использовать шпиндель с водяным охлаждением, то в его комплектацию часто входит готовое крепление. Вы также можете приобрести крепления отдельно, если хотите использовать Dewalt или Bosch с цилиндрическим корпусом, или напечатать их на 3D-принтере.
8. Зубчатые ремни и шкивы

Часто двигатели крепятся на внешней стороне станка или на отдельной стойке. В таком случае двигатели можно соединить непосредственно с ШВП с помощью гибкой муфты. Но, поскольку станок размещается в маленьком помещении, вынесенные наружу двигатели мешали бы.
Вот почему моторы размещены внутри машины. Напрямую соединить двигатели с ШВП было нельзя, так что пришлось использовать зубчатые ремни HTD5m шириной 9 мм и шкивы.
При использовании ременной передачи, для подключения двигателя к приводному винту вы можете использовать понижающую передачу, что позволит использовать меньшие двигатели и при этом получать тот же крутящий момент, но меньшую скорость. Поскольку моторы были выбраны довольно большие, не требовалось снижения передачи ради получения большей мощности.
9. Крепления двигателя
Опоры двигателя изготовлены из кусков алюминиевых трубок квадратного сечения, нарезанных по заказу до нужной длины. Также можно взять стальную трубку и нарезать квадратные кусочки из нее. Крепления двигателя для осей X и Y должны иметь возможность выдвигаться и задвигаться, чтобы натянуть зубчатые ремни. На токарном станке были сделаны прорези и просверлено большое отверстие на одной стороне крепления, но вы также можете сделать это на сверлильном станке.
Большое отверстие с одной стороны крепления выпилено концевой пилой. Это позволяет двигателю сидеть на одном уровне с поверхностью, а также обеспечивает центрирование вала. Мотор крепится болтами М5. На другой стороне крепления сделаны четыре слота, чтобы двигатель мог скользить взад и вперед.
10. Подшипниковые опорные блоки
Опорные блоки для осей X и Y изготовлены из 50-миллиметрового алюминиевого прутка круглого сечения — от него отрезаны четыре кусочка толщиной 15 мм каждый. После маркировки и сверления четырех монтажных отверстий, высверлено большое отверстие в центре заготовки. Затем была сделана полость для подшипников. Подшипники должны быть запрессованы, а блоки закреплены болтами на торцевых и боковых пластинах.
11. Опора для приводной гайки по оси Z
Вместо ШВП для оси Z использовался стержень с резьбой M10 и самодельная гайка из кусочка делрина. Полиформальдегид делрин хорошо подходит для этой цели, потому что он самосмазывающийся и не изнашивается со временем. Если использовать для резьбы метчик хорошего качества, люфт будет минимальным.

12. Опоры для приводных гаек по осям X и Y

Для осей X и Y сделано крепление привода из алюминия. Гайки шарико-винтовой передачи имеют два небольших фланца с тремя отверстиями на каждой стороне. По одному отверстию с каждой стороны использовано для крепления гайки к держателю. Держатель обработан на токарном станке с большой точностью. После того, как вы прикрепили гайки к порталу и каретке оси Y, вы сможете попробовать переместить эти детали с одной стороны на другую, поворачивая ШВП вручную. Если размеры держателей неправильные, гайку заклинит.

Крепление оси Y.
13. Крепление двигателя оси Z
Крепление двигателя оси Z отличается от остальных. Оно вырезано из 12-миллиметрового акрила. Натяжение ремня можно отрегулировать, ослабив два болта сверху и сдвинув весь узел крепления двигателя. На данный момент акриловое крепление прекрасно работает, но в будущем есть мысль заменить его на алюминиевое, потому что при натяжении ремня акриловая пластина слегка сгибается.
14. Рабочая поверхность

Лучше всего подошел бы алюминиевый стол с Т-образными пазами, но это дорого. Автор проекта решил использовать перфорированную столешницу, потому что она укладывается в бюджет и дает много вариантов зажима обрабатываемой детали.
Стол сделан из куска березовой фанеры толщиной 18 мм и прикреплен, с помощью болтов М5 и гаек с Т-образными пазами, к алюминиевым профилям. Было куплено 150 шестигранных гаек М8. С помощью программы CAD была нарисована сетка с шестиугольными вырезами под эти гайки. Затем станок с ЧПУ вырезал все эти отверстия для гаек.
Поверх куска березовой фанеры был установлен кусок МДФ толщиной 25 мм. Это заменяемая поверхность. Чтобы прорезать отверстия в обеих частях использовалась большая фасонная фреза. Отверстия в МДФ выровнены точно с центром шестиугольных отверстий, вырезанных ранее. Затем кусок МДФ был снят и все гайки установлены в отверстия фанеры. Отверстия были немного меньше гаек, поэтому гайки забивались в них молотком. По завершении МДФ вернулась обратно на место.
Поверхность стола параллельна осям X и Y и совершенно плоская.
15. Электроника
Использованы следующие компоненты:
- Основной источник питания с выходным напряжение 48V DC и выходным током 6,6 A;
- 3 драйвера шагового двигателя Leadshine M542 V2.0;
- 3 шаговых двигателя 3Nm hybrid Nema 23;
- интерфейсная плата;
- реле — 4-32V DC, 25A/230 V AC;
- главный выключатель;
- блок питания для интерфейсной платы 5V DC;
- блок питания для вентиляторов охлаждения 12V DC;
- 2 вентилятора Cooler Master Sleeve Bearing 80mm;
- 2 розетки — для шпинделя и пылесоса;
- кнопка аварийного отключения и концевые выключатели (до сих пор не установлены).
Если вы не хотите тратить много денег на покупку оборудования порознь, можно купить сразу комплектом. Перед заказом следует подумать о том, какого размера шаговые двигатели вам нужны. Если вы строите небольшую машину для резки дерева и пластика, то шаговые двигатели Nema 23, 1.9Nm дадут достаточно мощности. Здесь выбраны двигатели 3Nm, потому что сама машина довольно большая и тяжелая, и планировалась также обработка материалов типа алюминия.
Для небольших двигателей можно брать плату на три двигателя, но лучше использовать отдельные драйверы. Индивидуальные драйверы Leadshine имеют микрошаговый режим, так достигается максимальная плавность движения и снижается вибрация шагового двигателя. Драйверы в этом проекте могут выдерживать максимум 4,2 А и до 125 микрошагов.
Источник постоянного напряжения 5 В подключен к основному входу питания. Для вентиляторов установлена электрическая розетка внутри шкафчика, так что для их питания используется стандартный 12-вольтовый настенный адаптер. Основное питание включается и выключается большим выключателем.
Реле на 25А управляется компьютером через прерыватель. Входные клеммы реле подключены к выходным клеммам прерывателя. Реле подключено к двум электрическим розеткам, которые питают Kress и пылесос для всасывания стружки. Когда G-код заканчивается командой M05, автоматически выключаются и пылесос, и шпиндель. Чтобы включить их, вы можете нажать F5 или использовать команду G-кода M03.
16. Шкафчик для электроники

Для электрооборудования нужен хороший шкафчик. Автор нарисовал приблизительные размеры и места для всех компонентов на листе бумаги, пытаясь расположить их так, чтобы легко добираться до всех клемм при подключении проводов. Также важно, чтобы через шкафчик шел достаточный поток воздуха, поскольку шаговые контроллеры могут сильно нагреваться.
По замыслу, все кабели должны были подключаться в задней части корпуса. Использовались специальные 4-х проводные разъемы, чтобы была возможность отсоединить электронику от машины, не отсоединяя ни одной из клемм провода. Предусматривались две розетки для подачи питания на шпиндель и пылесос. Розетки питания подключены к реле для автоматического включения и выключения шпинделя по командам Mach3. На передней части шкафчика должен был стоять большой выключатель.
Детали для шкафа вырезаны на самом станке с ЧПУ
Далее, после приблизительной раскладки деталей, в программе CAD были спроектированы части корпуса. Затем, на самом станке, уже собранном, вырезаны все стороны и основание. Сверху шкафчика крышка, с куском оргстекла посередине. После сборки внутрь были установлены все компоненты.
17. Программное обеспечение

Mach3
Для управления станком с ЧПУ необходимо три типа программного обеспечения.
- Программа САПР для создания чертежей.
- CAM-программа для создания траекторий инструмента и вывода G-кода.
- И программа контроллера, которая читает G-код и управляет маршрутизатором.
В данном проекте используется простая программа CamBam. Она имеет базовые функции САПР и пригодна для большинства DIY-проектов. Одновременно это CAM-программа. Прежде, чем CamBam сможет создать траектории, нужно установить несколько параметров. Примеры параметров: диаметр используемого инструмента, глубина резания, глубина за один проход, скорость резания и т. п. После создания траектории вы можете вывести G-код, который сообщает машине что делать.

Рисунок, созданный в CamBam
Для программного обеспечения контроллера используется Mach3. Mach3 передает сигналы через параллельный порт компьютера на интерфейсную плату. Команды Mach3 обнуляют режущий инструмент и запускают программы резки. Вы также можете использовать ее для управления скоростью шпинделя и скоростью резания. Mach3 имеет несколько встроенных мастеров, которые вы можете использовать для вывода простых файлов с G-кодами.

Траектория для инструмента, созданная CamBam
18. Использование станка

Первыми были изготовлены несколько зажимов для крепления обрабатываемых материалов к рабочему столу. А первым «большим» проектом стал шкафчик для электроники (пункт 15).
В качестве первых образцов были сделаны несколько различных типов шестеренок, коробочки для гитарных медиаторов.
Пылеуловитель
Выяснилось, что станок с ЧПУ производит кучу пыли и сильно шумит. Для решения проблемы с пылью сделан пылеуловитель, к которому можно прикрепить пылесос.
3-х осевой фрезерный станок с ЧПУ
Станок пользователя SörenS7 .
Без фрезера с ЧПУ многие проекты так и останутся нереализованными. Автор пришел к выводу, что все станки дешевле 2000 евро не могут дать тот размер рабочей поверхности и ту точность, которые ему нужны.
Что требовалось:
- рабочая область 900 x 400 x 120 мм;
- относительно негромкий шпиндель, гарантирующий высокую мощность на низких оборотах;
- жесткость, как можно больше (для обработки алюминиевых деталей);
- высокая степень точности;
- интерфейс USB;
- стоимость менее 2000 евро.
Эти требования были учтены при трехмерном проектировании. Основное внимание уделялось тому, чтобы все части подходили одна к другой.
В результате было принято решение построить фрезер с рамой из алюминиевого профиля, 15-миллиметровыми шарико-винтовыми передачами и шаговыми двигателями NEMA 23, с рабочим током 3А, которые отлично подходят к готовой системе крепления.
Все части идеально сочетаются, и нет нужды изготавливать дополнительно специальные детали.
1. Изготовление рамы
Ось Х была собрана за считанные минуты.
Линейные направляющие серии HRC — очень качественные, и сразу после установки понятно, что они будут работать отлично.
Затем возникла первая проблема: приводные винты не входят в подшипниковые опоры. Поэтому решено было охладить винты сухим льдом, чтобы размеры уменьшились.
2. Установка приводных винтов
После того, как концы винтов охладили с помощью льда, они идеально вписались в держатели.
3: Электрика
Сборка механической части закончена, теперь очередь за электрическими составляющими.
Поскольку автор хорошо знал Arduino и хотел обеспечить полное управление через USB, выбор пал на Arduino Uno с расширительное платой CNC Shield и драйверы шагового двигателя DRV8825. Установка прошла совсем нетрудно, и после настройки параметров станок стала управляться с ПК.
Но так как DRV8825 работает в основном при 1,9 А и 36 В (и сильно нагревается), происходит пропуск шага из-за слишком малой мощности. Длительное фрезерование при большой температуре вряд ли пошло бы хорошо.
Следующими были дешевые драйверы Tb6560, подключенные к плате расширения. Номинальное напряжение оказались не слишком подходящим для этой платы. Была попытка использовать источник питания на 36 В.
В результате два драйвера работают нормально, третий не выдерживает более высокого напряжения и крутит ротор шагового двигателя только в одном направлении.
Снова пришлось менять драйвер.
Хорошо подошел tbV6600. Он почти целиком закрыт алюминиевым радиатором и прост в настройке. Теперь шаговые двигатели по осям X и Y работают с током 2,2 А, а по оси Z с 2,7А.
Требовалось защитить блок питания шаговых двигателей и преобразователь частоты от мелкой алюминиевой стружки. Существует множество решений, когда преобразователь выносится довольно далеко от фрезерного станка. Основная проблема в том, что эти устройства выделяют много тепла и требуют активного охлаждения. Было найдено оригинальное решение: использовать кусочки от колготок длиной по 30 см качестве защитного рукава, дешево и сердито, и обеспечивает достаточный поток воздуха.
4. Шпиндель

Выбрать подходящий шпиндель непросто. Сначала была идея использовать стандартный шпиндель Kress1050, но у него всего 1050 Вт на скорости 21000 об/мин, так что не приходилось ожидать большой мощности на более низких скоростях.
Для сухого фрезерования алюминия и стальных деталей требуется 6000-12000 об/мин. Был куплен трехкиловатный шпиндель VFD с инвертором, с доставкой из Китая он обошелся в 335 евро.
Это довольно мощный и простой в установке шпиндель. Он тяжелый — вес 9 кг, но крепкая рама выдерживает его тяжесть.
5. Сборка завершена
Станок хорошо справляется с работой, пришлось повозиться с драйверами шаговых двигателей, но в целом результат удовлетворительный. Потрачено 1500 евро, и построен станок, который точно отвечает потребностям создателя.
Первым фрезерным проектом была фигурная выемка, вырезанная в полиформальдегиде POM.
6: Доработка для фрезерования алюминия
Уже при обработке POM было видно, что крутящий момент на Y-опоре великоват, и станок изгибается при высоких нагрузках по оси Y, поэтому автор приобрел вторую направляющую и соответственно модернизировал портал.
После этого все нормализовалось. Доработка обошлась в 120 евро.
Теперь можно и алюминий фрезеровать. Из сплава AlMg4,5Mn получались очень достойные результаты без какого-либо охлаждения.
7. Выводы
Чтобы создать собственный станок с ЧПУ, не требуется быть семи пядей во лбу, все в наших руках.
Если все хорошо спланировано, не обязательно иметь кучу оборудования и идеальные условия для работы, потребуется лишь некоторое количество денег, отвертка, захват и сверлильный станок.
Месяц ушел на разработку дизайна с помощью программы САПР и на заказ и покупку комплектующих, четыре месяца на сборку. Создание второго станка заняло бы гораздо меньше времени, потому что автор не имел опыта в области станкостроения, и ему пришлось много узнавать о механике и электронике.
8. Комплектующие

Электрика:
Все электрические части куплены на ebay.
- Arduino GRBL + CNC Shield: примерно 20 евро
- Драйвер шагового двигателя: 12 евро за штуку.
- Источник питания: 40 евро
- Шаговые двигатели: примерно по 20 евро за штуку
- Шпиндель+инвертор: 335 евро
Механика:
Линейные подшипники
ARC 15 FN
Фото:
www.dold-mechatronik.de
Линейные направляющие AR/HR 15 — ZUSCHNITT
Фото:
www.dold-mechatronik.de
Шарико-винтовые пары SFU1605-DM:
- 2x 1052mm
- 1x 600mm
- 1x 250mm

Фото:
www.dold-mechatronik.de
Подшипниковый держатель винта ШВП FLB20-3200, включая держатель мотора NEMA23:
Фото:
www.dold-mechatronik.de
Опора винта ШВП LLB20

Фото:
www.dold-mechatronik.de
Соединительные муфты шаговый двигатель-шпиндель: из Китая по 2,5 евро за штуку.
Рама:
Профили основания 160×16 I-Typ Nut 8

Фото:
www.dold-mechatronik.de
Профили для оси Х 30×60 B-Typ Nut 8

Фото:
www.dold-mechatronik.de
Профили крепления шагового двигателя оси Y 30×60 B-Typ Nut 8
Фото:
www.dold-mechatronik.de
Портал:
Профиль 30×60 B-Typ Nut 8 на линейный подшипник оси Х 100 мм
Задняя пластина: алюминиевая пластина толщиной 5мм, 600×200.
Профиль 30x60x60 B-Typ Nut 8 для Y: 2 шт.
Фото:
www.dold-mechatronik.de
Профиль 30×30 B-Typ Nut 8
для Z:
Монтажная пластина — алюминиевая пластина толщиной 5 мм, размеры 250×160
Скользящая пластина для монтажа шпинделя — алюминиевая пластина толщиной 5 мм, размеры 200×160
9. Программа

После долгих поисков программного решения, была выбрана удобная программа Estlcam, со стоимостью лицензии 50 евро. Пробная версия программы обладает всеми возможностями лицензионной, но работает медленнее.
Это ПО способно перепрограммировать Arduino и имеет множество функций, в том числе — способно управлять шаговыми двигателями напрямую.
Пример: Для поиска края детали необходимо подключить провода к контактам микрокомпьютера Ардуино и к заготовке. Если заготовка не проводит ток, можно создать временное проводящее покрытие с помощью фольги.
После этого программа подводит инструмент к детали с разных сторон и определяет ее границы в момент контакта.
10. Апгрейд

На осях Y и Z были установлены временные пластиковые кронштейны. Пластик был достаточно прочный, но скобы все же могли сломаться. Поэтому автор фрезеровал алюминиевые кронштейны для замены. Результат показан на фото.
11. Станок в работе
После некоторой практики станок дает уже очень неплохие, для самоделки, результаты.
На этих снимках показана деталь из сплава AlMg4,5Mn. Она полностью фрезерованная. На втором фото — результат работы станка, без дальнейшей обработки другими средствами.
Применялась концевая фреза VHM 6 мм с 3 зубьями. При использовании фрез на 4 и 6 мм станком достигаются вполне достойные результаты. Для своего класса оборудования, конечно.
ЧПУ-стол
На десерт — не станок, но полезная и интересная самоделка для станка, а именно — прочная и вместительная станина с полками. Если у вас еще нет станка с ЧПУ, вы можете построить ее раньше и использовать как рабочий верстак.
Эван и Кейтлин, владельцы сайта
EvanAndKatelyn.com , обновили свой стол для станка с ЧПУ, добавив функциональности и вместительности.
Изделие собиралось полностью на винтовых соединениях, без применения клея, чтобы сохранить возможность легкой переделки и апгрейда.
Использованные инструменты и комплектующие:
- Кнопка остановки;
- Фиксатор роликов;
- Зенковка и биты;
- Дрель;
- Электрическая отвертка;
- Пила;
- Станок X-Carve;
- Четвертьдюймовая концевая фреза с твердосплавным покрытием;
- Четвертьдюймовая твердосплавная 4-канальная фреза с шариковым наконечником;
- Средства защиты органов слуха.
Шаг 1: подготовка
Шаг первый — удалить все со старого стола, начиная со станка и заканчивая кучей других вещей, лежащих там, и частично разобрать его. Было полностью разобрано все, кроме двух больших полок 120 х 120 см, которые укрепили, сделав основой нового стола.

Шаг 2: укрепление полок
Были использованы угловые скобки на четырех внутренних углах и L-образные скобки вдоль поперечной балки, проходящей вдоль нижней стороны.


На фото ниже: сравнение усиленной полки с недоделанной.
Шаг 3: отрезать лишнее
Первоначально было 4 стойки, поднимающиеся над верхней частью стола, потому что планировалась дополнительная полка над станком. Эту идею забраковали, решив оставить две стойки из четырех.
Их укрепили угловыми скобами.

На них поместили полку и укрепили ее еще большим количеством скобок.

Тест на прочность.
Шаг 4: пегборд — панель для инструментов
В обновленный предмет мебели стоило добавить как можно больше места для хранения, и одной из расширяющих его возможности деталей стала перфорированная панель, в отверстиях которой закрепляются держатели для инструментов. На панели вырезали углы электролобзиком.
Шаг 5: нижние полки
Для хранения в нижней части надо было оставить как можно больше места, т.к. там хранится настольная пила и барабанный шлифовальный станок. Для хранения материалов тоже было нужно много места, так что решено было добавить полку, но сделать ее легко удаляемой. Пригодились заготовленные для ножек деревянные бруски и лист фанеры.
Ножки прикрепили к фанерному листу угловыми скобами, получившуюся полку вставили в нижнюю часть. Ее легко снять, когда снова понадобится хранилище полной высоты.

Шаг 6: верхние полки
В старой станине была верхняя полка для компьютера, работающего со станком, и для разных мелких вещей. Там оставалось еще место, и под этой полкой решили сделать еще одну. Это также помогло прикрыть розетки и проводку для станка.
Верхнюю полку положили на торцы стоек и прикрутили.
Во второй полке лобзиком вырезали углы под ножки.
И также закрепили ее уголками.
Шаг 7: последние штрихи

На торец прикрутили табличку с надписью “Назови меня”, которая впоследствии будет заменена именем, придуманным подписчиками на YouTube.
Наконец, в стол вернули все, что лежало в его предшественнике.


Существует множество впечатляющих проектов самодельных станков, зачастую авторы поражают своими навыками и остроумными решениями. Как увлечение, самостоятельная сборка станка с ЧПУ или 3D-принтера превосходит многие другие хобби — как по полезности получаемого результата, ведь на станке можно делать много замечательных вещей, так и по пользе от самого процесса — это не только увлекательное, но и познавательное занятие, помогающее развить инженерные навыки.
Мы не приводим отдельные модели, так как их множество, а под любые цели, задачи и имеющиеся условия установки и эксплуатации оборудование необходимо подбирать индивидуально, с чем вам помогут специалисты
. Обращайтесь!
Сложная обработка различных материалов давно перестала быть уделом заводских цехов. Еще двадцать лет назад, максимум, что могли себе позволить домашние мастера – это фигурное выпиливание лобзиком.
Сегодня, ручные фрезеры и режущие лазеры можно запросто купить в магазине бытового инструмента. Для линейной обработки предусмотрены различные направляющие. А как быть с вырезанием сложных фигур?
Элементарные задачи можно выполнить с помощью шаблона. Однако такой способ имеет недостатки
: во-первых, надо изготовить собственно шаблон, во-вторых, у механического лекала есть ограничения по размеру закруглений. И наконец, погрешность таких приспособлений слишком велика.
Выход давно найден: станок с ЧПУ позволяет вырезать из фанеры своими руками такие сложные фигуры, о которых «операторы лобзиков» могут лишь мечтать.
Устройство представляет собой систему координатного позиционирования режущего инструмента, управляемую компьютерной программой. То есть, обрабатывающая головка движется по заготовке, в соответствии с заданной траекторией. Точность ограничена лишь размерами режущей насадки (фреза или лазерный луч).

Возможности таких станков безграничны. Существуют модели с двухмерным и трехмерным позиционированием. Однако стоимость их настолько высока, что приобретение может быть оправдано лишь коммерческим использованием. Остается своими руками собрать ЧПУ станок.
Принцип работы координатной системы
Основа станка – мощная рама.
За основу берется идеально ровная поверхность. Она же служит рабочим столом. Второй базовый элемент – это каретка, на которой закрепляется инструмент. Это может быть дремель, ручной фрезер, лазерная пушка – в общем, любое устройство, способное обрабатывать заготовку. Каретка должна двигаться строго в плоскости рамы.
Для начала рассмотрим двухмерную установку

В качестве рамы (основы) для станка ЧПУ, сделанного своими руками, можно использовать поверхность стола. Главное, после юстировки всех элементов, конструкция больше не перемещается, оставаясь жестко прикрученной к основе.
Для перемещения в одном направлении (условно назовем его X), размещаются две направляющих.
Они должны быть строго параллельны друг другу.
Поперек устанавливается мостовая конструкция, также состоящая из параллельных направляющих. Вторая ось – Y.

Задавая вектора перемещения по осям X и Y, можно с высокой точностью установить каретку (а вместе с ней и режущий инструмент) в любую точку на плоскости рабочего стола. Выбирая соотношение скоростей перемещения по осям, программа заставляет инструмент двигаться непрерывно по любой, самой сложной траектории.
Рама станка из ЧПУ сделана руками умельца, видео
Существует еще одна концепция:
каретка с инструментом закреплена неподвижно, перемещается рабочий стол с заготовкой. Принципиальной разницы нет. Разве что размеры основания (а стало быть, и заготовки) ограничены. Зато упрощается схема подачи питания на рабочий инструмент, не надо беспокоиться о гибких кабелях питания.
Выбирая электронные комплектующие для своего станка, сделанного своими руками, важно обращать внимание на их качество, так как именно от этого будет зависеть точность технологических операций, которые на нем будут выполняться. После установки и подключения всех электронных компонентов системы ЧПУ нужно выполнить загрузку необходимого программного обеспечения и драйверов. Только после этого следуют пробный запуск станка, проверка правильности его работы под управлением загруженных программ, выявление недостатков и их оперативное устранение.
Все вышеописанные действия и перечисленные комплектующие подходят для изготовления своими руками фрезерного станка не только координатно-расточной группы, но и ряда других типов. На таком оборудовании можно выполнять обработку деталей со сложной конфигурацией, так как рабочий орган станка может перемещаться в трех плоскостях: 3d.
Ваше желание своими руками собрать такой станок, управляемый системой ЧПУ, должно быть подкреплено наличием определенных навыков и подробных чертежей. Очень желательно также посмотреть ряд тематических обучающих видео, некоторые из которых представлены в данной статье.
21
, средняя оценка: 3,52
из 5)
Для большинства домашних умельцев изготовление такого агрегата, как фрезерный станок с ЧПУ своими руками- что-то на уровне фантастического сюжета, ведь подобные машины и механизмы представляют собой сложные в проектном, конструктивном и электронном пониманиях устройства.
Однако, обладая под рукой необходимой документацией, а также требуемыми материалами, приспособлениями, мини-фрезерный самодельный аппарат, укомплектованный ЧПУ, сделать собственноручно вполне возможно.
Данный механизм выделяется точностью выполняемой обработки, несложностью в управлении механическими и технологическими процессами, а также отличными показателями производительности и качества изделий.
Принцип работы
Инновационные машины для фрезерования с блоками на компьютерном управлении предназначается для выполнения сложных рисунков на полуфабрикатах. Конструкция обязана обладать электронной составляющей. В комплексе это позволит по максимуму автоматизировать рабочие процессы.
Для моделирования фрезерных механизмов, первоначально требуется ознакомиться с основополагающими элементами. В роли исполнительного элемента выступает фреза, которая монтируется в шпиндель, расположенный на валу электрического мотора. Эта часть закрепляется на основе. Она способна выполнять перемещение в двух координатных осях: Х и Y. Для фиксирования заготовок сконструируйте и установите опорный стол.
Электрический блок регулировки сочленяется с электрическими маршевыми моторами. Они обеспечат перемещение каретки относительно обрабатываемых заготовок или полуфабрикатов. По подобной технологии выполняется 3D-графическое изображения на деревянных плоскостях.
Последовательность выполнения работ за счет данного механизма с ЧПУ:
- Написание рабочей программы, за счет которой будут выполняться перемещения рабочего органа. Для данной процедуры лучше всего пользоваться специализированными электронными комплексами, призванные выполнить адаптацию в “кустарных” экземплярах.
- Монтирование полуфабрикатов на столик.
- Вывод программного обеспечения на ЧПУ.
- Запуск механизмов, контролирование прохождения автоматических манипуляций оборудования.
Для получения максимального уровня автоматизации в 3D-режиме, корректно скомплектуйте схему и обозначьте определенные составляющие. Эксперты настоятельно советуют первоначально изучать производственные экземпляры перед началом построения фрезерной машины собственными руками.
Схема и чертеж
Схема фрезерного станка с ЧПУ
Наиболее ответственная фаза в изготовлении самодельного аналога – поиск оптимального хода изготовления оборудования. Он напрямую зависит от габаритных характеристик обрабатываемых заготовок и необходимости достижения определенного качества в обработке.
Для необходимости получения всех необходимых функций оборудования, наилучшим вариантом является изготовление мини-фрезерного станка собственными руками. Таким образом, вы будете уверены не только в сборке и ее качестве, но также и технологических свойствах, наперед будет известно, как его обслуживать.
![]()
Составляющие трансмиссии
Самым удачным вариантом является конструирование 2-х кареток, передвигаемых по перпендикулярным осям X и Y. Как остов лучше применять металлические шлифованные прутья. На них «одеваются» передвижные мобильные каретки. Для корректного изготовления трансмиссии заготовьте шаговые электромоторы, а также комплект винтов.
Для улучшенного автоматизирования рабочих процессов фрезерных машин с ЧПУ, сконструированных собственноручно, требуется сразу до мелочей скомплектовать электронную составляющую. Она делится на следующие компоненты:
- используется для проведения электрической энергии на шаговые моторы и осуществляет питание микросхемы контроллера. Ходовой считается модификация 12в 3А;
- его предназначением выступает подача команд на двигатели. Для правильного выполнения всех заданных операций фрезерной машины с ЧПУ, достаточно будет применение несложной схемы для выполнения контроля работоспособности 3-х двигателей;
- драйверы (программное обеспечение). Также представляет собой элемент регулировки подвижного механизма.
Видео: фрезерный станок с ЧПУ своими руками.
Комплектующие для самодельного фрезерного станка

Следующий, и ответственный шаг в построении фрезерного оборудования – подборка комплектующих для построения самодельного агрегата. Оптимальный выход из данной ситуации – применение подручных деталей и приспособлений. За основу для настольных экземпляров 3D-станков возможно взять твердые деревянные породы (бук, граб), алюминий/сталь или органическое стекло.
Для нормальной работы комплекса в целом требуется разработка конструкции суппортов. В момент их передвижения не недопустимы колебания, это вызовет некорректное фрезерование. Следовательно, перед выполнением сборки, комплектующие проверяются на надежность работы.
Практические советы по выбору составляющих фрезерной машины с ЧПУ:
- направляющие – применяются стальные хорошо отшлифованные прутки Ø12 мм. Длина оси X равняется около 200 мм, Y — 100 мм;
- суппортный механизм, оптимальный материал – текстолит. Стандартные габариты площадки составляют 30×100×50 мм;
- шаговые моторы – знатоки инженерного дела советуют применять образцы от печатного устройства 24в, 5А. Они обладают достаточно значительной мощностью;
- блок фиксирования рабочего органа, его тоже можно построить с применением текстолита. Конфигурация прямо зависит от существующего в наличии инструмента.
Порядок построения фрезерного оборудования с ЧПУ
После завершения подбора всех необходимых комплектующих можно совершенно беспрепятственно построить собственноручно негабаритный фрезерный механизм укомплектованный ЧПУ. Прежде, чем приступить к непосредственному конструированию, еще раз проверяем составляющие, производится контроль их параметров и качества изготовления. Это в дальнейшем поможет избежать преждевременного выхода из строя цепи механизма.
Для надежной фиксации комплектующих оборудования применяется специализированные крепежные запчасти. Их конструктив и исполнение напрямую зависят от будущей схемы.
Перечень необходимых действий для сборки небольшого оборудования с ЧПУ для выполнения процесса фрезеровки:
- Монтирование направляющих осей суппортного элемента, фиксирование на крайних частях машины.
- Притирание суппортов. Требуется передвигать по направляющим до того момента, пока не образуется плавное передвижение.
- Затягивание винтов для фиксирования суппортного устройства.
- Крепление комплектующих на основу рабочего механизма.
- Монтирование ходовых винтов и муфт.
- Установка маршевых моторов. Они закрепляются к болтам муфт.
Электронные комплектующие расположены в автономном шкафу. Это обеспечивает минимизацию сбоев в работоспособности в процессе проведения технологических операций фрезером. Плоскость для монтирования рабочей машины обязана быть без перепадов, ведь конструкция не предусматривает винтов регулирования уровней.
После завершения вышеперечисленного, приступайте к выполнению пробных испытаний. Сначала необходимо установить легкую программу для выполнения фрезеровки. В процессе работы нужно непрерывно сверять все проходы рабочего органа (фрезы). Параметры, которые подлежат постоянному контролю: глубина и ширина обработки. Особенным образом это относится к 3D-обработке.
Таким образом, ссылаясь на выше написанную информацию, изготовление фрезерного оборудования собственными руками, дает целый перечень преимуществ перед обычными покупными аналогами. Во-первых, данная конструкция будет подходить под предполагаемые объемы и виды работ, во-вторых, обеспечена ремонтопригодность, так как построена из подручных материалов и приспособлений и, в-третьих, такой вариант оборудования недорогой.
Имея опыт конструирования подобного оборудования, дальнейший ремонт не займет много времени, простои сведутся до минимума. Подобное оборудование может пригодиться вашим соседям по дачному участку для выполнения собственных ремонтных работ. Отдав в аренду такое оборудование, вы поможете ближнему товарищу в труде, в будущем рассчитывайте на его помощь.
Разобравшись с конструктивом и функциональными особенностями фрезерных станков, а также нагрузкой, которая на него ляжет, можете смело приниматься за его изготовление, опираясь на практичную информацию, приведенную по ходу текста. Конструируйте и выполняйте поставленные задачи безо всяких проблем.
Видео: самодельный ЧПУ фрезерный станок по дереву.
В наше время всё более частым становится производство мелких деталей из древесины, для тех или иных конструкций. Также в магазинах можно встретить разнообразие красивых объёмных картин, выполненных на древесном полотне. Такие операции совершаются при помощи фрезерных станков с числовым программным управлением.Точность деталей или картин из дерева достигается за счёт управления с компьютера, специализированной программой.
Фрезерный станок по обработке древесины с числовым управлением представляет собой высокопрофессиональную машину, созданную по последнему слову техники.
Вся работа заключается в обработке специальной фрезой по дереву, которой можно совершить работу по вырезке маленьких деталей из древесного материала, создание красивых рисунков. Работа осуществляется за счёт подачи сигналов на шаговые двигатели, которые, в свою очередь, двигают фрезер по трём осям.
За счёт чего и происходит высокоточная обработка. Как правило, вручную такие работы совершить невозможно так качественно. Поэтому фрезерные станки по дереву с ЧПУ является большой находкой для столяров.
Предназначение
Издавна, фрезеровка предназначалась для строгальных работ с древесиной. Но двигатель прогресса движется строго вперёд и в наше время, к таким станкам создали числовое программное управление. На этом этапе, фрезеровальный станок может выполнять разнообразные действия, которые касаются обработки дерева:
- Вырезание различных деталей из массива древесины.
- Отрезание лишних частей заготовки.
- Возможность делать пазы и отверстия различных диаметров.
- Рисование сложных орнаментов, посредством фрезы.
- 3D Трёхмерные изображения на массиве дерева.
- Полноценное мебельное производство и многое другое.
Какой бы ни была поставлена задача, она будет выполнена с высокой точностью и аккуратностью.
Совет: Во время работы на самодельном с ЧПУ оснащением, необходимо плавно снимать толщину древесины, иначе ваша деталь будет испорчена или сожжена фрезой!
Разновидность
В современном технологическом мире различают следующие виды фрезеровочных станков по дереву с числовым управлением:
Стационарные
Эти машины размешаются на производствах, так как имеют огромные размеры и вес. Зато такое оборудование способно изготавливать продукцию в больших объёмах.
Ручные
Это самодельные устройства или устройства из готовых наборов. Эти станки можно смело устанавливать в вашем гараже или собственной мастерской. К таким относятся следующие подвиды:
Оборудование с использованием портала, с числовым управлением
Непосредственно сам фрезер способен передвигаться по двум декартовым осям X и Z. У такого типа станка высокая жёсткость при обработке на изгибы. Конструкция портального фрезерного станка с числовым управлением достаточно проста в своём исполнении. Многие столяры начинают познание станков с ЧПУ именно с такого подтипа. Однако в данном случае размер заготовки будет ограничен размером самого портала.
С числовым управлением и передвижным порталом
Конструкция данного подтипа немного усложнена.

Передвижной портал
Именно этот тип передвигает фрезер по всем трём декартовым осям, по X, Z и Y. В данном случае необходимо будет использовать прочную направляющую для оси X, так как вся большая нагрузка будет направляться именно на неё.
С передвижным порталом очень удобен для создания печатных плат. По оси Y есть возможность обрабатывать длинные детали.
Фреза движется по оси Z.
Станок, на котором фрезеровочная деталь способна передвигаться в вертикальном направлении
Этот подтип обычно используют при доработке производственных образцов или при переделке сверлильного оборудования в гравировально — фрезерное.
Рабочее поле, то есть сама столешница имеет размеры 15х15 сантиметров, что делает невозможным обработку крупных деталей.
Такой тип не очень удобен в эксплуатации.
Безпортальный с числовым управлением
Этот тип станка очень сложен в своей конструкции, однако является самым производительным и удобным.

Заготовки можно обрабатывать длинной до пяти метров, даже если ось X составляет 20 сантиметров.
Такой подтип крайне не подходит для первого опыта, так как требует навыков на этом оборудовании.
Ниже мы рассмотрим конструкцию собственноручного фрезерного станка по дереву с ЧПУ, разберём принципы его работы. Узнаем, как сделать
данное детище и как налаживается такое оборудование.
Устройство и принцип работы
Основными деталями устройства фрезерования являются следующие детали:
Станина
Непосредственно сама конструкция станка, на которой располагаются все остальные детали.
Суппорта
Узел, который представляет собой крепление для поддержки передвижения автоматического инструмента.
Рабочий стол
Область, на которой производится вся необходимая работа.
Вал шпинделя или фрезер
Инструмент, который выполняет фрезеровочные работы.
Фреза для обработки древесины
Инструмент, а точнее приспособление для фрезера, различных величин и форм, с помощью которых производится обработка древесины.
ЧПУ
Скажем так мозг и сердце всей конструкции. Программное обеспечение исполняет точный контроль всей работы.
Работа заключается в программном управлении. На компьютере установлена специализированная программа, именно она преобразует загруженные в неё схемы в специальные коды, которые программа распределяет на контроллер, а затем на шаговые двигатели. Шаговые двигатели, в свою очередь, передвигают фрезер по координатным осям Z, Y ,X, за счёт чего и происходит обработка деревянной заготовки.
Выбор комплектующих
Основным этапом в изобретении самодельного
фрезерного станка является выбор комплектующих деталей. Ведь выбрав плохой материал, может пойти что — нибудь не так в

Пример сборки из алюминиевой рамы.
самой работе. Обычно используют простые материалы, такие как: алюминий, древесина (массив, МДФ), оргстекло. Для правильной и точной работы всей конструкции важно разработать всю конструкцию суппортов.
Совет: Перед сборкой своими руками
, необходимо проверить все, уже подготовленные детали на совместимость.
Проверить, нет ли где загвоздки, которая будет мешать. А главное, чтобы не допустить различного рода колебаний, так как это напрямую приведёт к некачественному фрезерованию.
Существуют некоторые назначения по подбору рабочих элементов, которые помогут в создании, а именно:
Направляющие

Схема направляющих чпу для фрезера.
Для них используют прутья диаметром 12 миллиметров. Для оси X, длинна прута, составляет 200 миллиметров, а для оси Y длина составляет 90 миллиметров.
Использование направляющих позволит выполнить высокоточную установку движущих деталей
Суппорта
Суппорт фрезерного ЧПУ станка.
Суппорт в сборке.
Для этих комплектующих можно использовать текстолитовый материал. Довольно прочный материал в своём роде. Как правило, размеры текстолитовой площадки составляет 25х100х45 милли
Блок фиксации фрезера

Пример каркаса для фиксации фрезера.
Также можно использовать текстолитовый каркас. Размеры непосредственно зависят от имеющегося у вас инструмента.
Шаговые двигатели или серводвигатели
Блок питания
Контроллер
Электронная плата, которая распределяет электричество на шаговые двигатели, чтобы перемещать их по осям.
Совет: При паянии платы необходимо использовать конденсаторы и резисторы в специальных SMD корпусах (для изготовления корпусов таких деталей используют алюминий, керамика, пластик). Это уменьшит габариты платы, а также внутреннее пространство в конструкции будет оптимизировано.
Сборка

Схема самодельного станка с числовым программным управлением
Сборка не займёт у вас слишком много времени. Единственное что, процесс настройки будет самым долгим во всём процессе изготовления.
Для начала
Необходимо разработать схему и чертежи будущего станка с числовым управлением.
Если вам не хочется этого делать, то можно скачать чертежи из интернета. По всем размерам
подготовить все необходимые детали.
Проделать все необходимые отверстия
Предназначенные для подшипников и направляющих. Главное соблюдать все необходимые размеры, иначе работа станка будет нарушена. Представлена схемас описанием расположения механизмов. Она позволит вам получить общее представление, особенно если вы собираете его в первый раз.
Когда все элементы и детали механизма у вас готовы, то можно смело приступать к сборке. Первым делом собирается станина оборудования.
Каркас
Должен быть геометрически правильно собран. Все углы должны быть ровненькими и равнозначными. Когда каркас готов, можно монтировать направляющие оси, рабочий стол, суппорта. Когда эти элементы установлены, можно установить фрезер, либо шпиндель.
Остаётся последний шаг — электроника. Установка электроники является основным этапом в сборке. К установленным на станке шаговым двигателям подключается контроллер, который и будет отвечать за их работу.
Далее контроллер подключается к компьютеру на котором уже должна быть установлена специальная программа для управления. Широко применяется торговая марка Arduino
, которая производит и поставляет аппаратное оборудование.
Когда всё подключено и находится в режиме готовности, самое время запустить пробную заготовку. Для этого подойдёт любая древесина, которая не будет выходить за пределы рабочего стола. Если ваша заготовка прошла обработку и всё в порядке, то можно приступать к полноценному изготовлению того или иного продукта фрезерования.
Техника безопасности
Безопасность с фрезеровальным оборудованием является основой основ. Если не беречь себя, можно угодить в больницу с серьёзными травмами. Все правила для безопасности одинаковы, однако ниже будут перечислены самые основные:
- Необходимо заземлить ваше оборудование, во избежание ударов током.
- Не допускать детей к станку.
- Ни есть и не пить на рабочем столе.
- Одежду следует подбирать соответствующую.
- Не обрабатывать громоздкие детали, которые превышают размеры рабочего стола, станочного оборудования.
- Не бросать различные инструменты на рабочую область станка.
- Не использовать материал, (металл, пластик и т.д.).
Видео обзоры
Видео обзор деталей к станку и где их взять:
Видео обзор работы фрезерного станка по дереву:
Видео обзор электроники
Если вы хорошо разбираетесь в технике, для вас не составит труда собрать фрезерный ЧПУ-станок у себя дома. Это выйдет значительно дешевле, чем приобретать новое устройство, и к тому же доставит вам удовольствие от самореализации. Все необходимые компоненты можно приобрести в магазинах электроники и стройматериалов. Ниже приведены детальные инструкции по сборке станка с фотографиями.
Подготовительные работы
Подготовка к построению станка предполагает такие фазы:
- создание чертежей;
- закупку надежных комплектующих и крепежа;
- подготовку качественных инструментов;
- ознакомление с текстовыми и видеоинструкциями.
Замечательно, если у вас найдется доступ к сверлильному и токарному станкам — это существенно облегчит конструирование фрезерного.
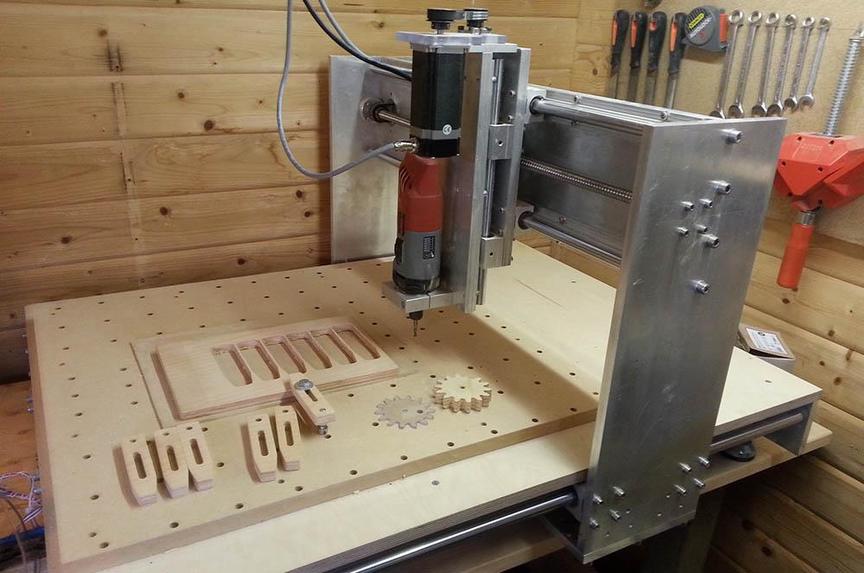
Как сделать фрезерный станок ЧПУ своими руками: пошаговая инструкция
Устройство можно изготавливать двумя методами:
- Приобрести готовый комплект запчастей и самостоятельно смонтировать из него устройство.
- Изготовить или приобрести все комплектующие по отдельности.
Второй вариант более сложный и затратный по времени, зато более бюджетный.
Подбирая материал для устройства, надо учитывать, что он обязан быть прочнее тех материалов, которые будут на нем обрабатываться.
Модели с подвижными столами хороши только в том случае, если станок будет компактным, менее 30 × 30 см. Для более крупных моделей оптимальными станут двигающиеся порталы.
В большинстве случаев устройства домашней сборки оснащаются шаговыми двигателями, а промышленные модели — более сложными и дорогостоящими сервоприводами.
Если вас интересует затейливая многомерная резка, лучше приобрести шпиндель с водяным охлаждением. Он недешевый, но издает меньше шума, способен обрабатывать разнообразные материалы и не перегревается, работая на пониженных оборотах.
Станок, описанный в этой статье, обошелся ориентировочно в 1500 евро. Им можно обрабатывать фанеру, пластик, лиственную древесину и алюминий.
Как вариант: основой для фрезерной установки может послужить сверлильная, где головка со сверлом заменяется на фрезерную. Чтобы инструмент мог передвигаться по трем плоскостям, механизм следует оснастить подшипником. Удобнее всего собирать такие механизмы на основе принтерной каретки, потом останется только оснастить аппарат программным управлением.
Проектирование
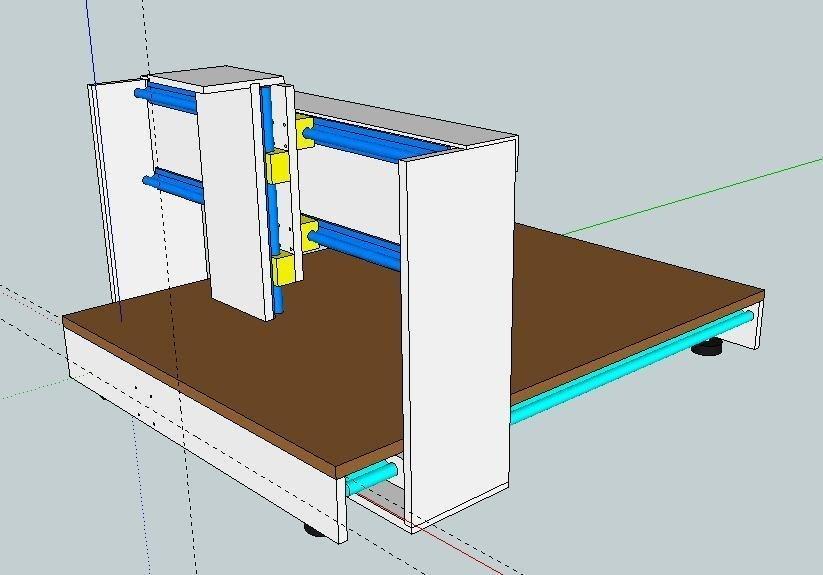
Эскиз для станка можно начертить по старинке от руки, но лучше воспользоваться компьютерной программой, к примеру AutoCAD (как профессиональный вариант) или Google Sketchup (опция попроще, предоставляется бесплатное использование на месяц). На рисунке должны быть точно переданы габариты всех комплектующих, чтобы понимать, какие детали заказывать.
Комплектующие

Для изготовления станка вам потребуются следующие механические компоненты:
- профиль из алюминия 30 × 60 мм, порезанный на отрезки до 10 см;
- пластина из алюминия толщиной 15 мм;
- штырь из стали с резьбой M10 с гайкой из делрина;
- линейные направляющие SBR 16 и SBR 20;
- шарико-винтовая пара с шагом 5 мм и диаметром 16 мм;
- ножки для выравнивания и защиты от вибрации.
Также надо будет обзавестись нижеперечисленными электрическими элементами:
- 3 шаговыми двигателями 3 Nm Nema 23;
- 3 драйверами для этих двигателей DM556 Leadshine;
- блоком питания 36 В;
- интерфейсной платой 5 Axis CNC Breakout Board;
- источником питания 5 В к плате;
- двухпозиционным выключателем On/Off;
- многожильным кабелем Shielded 4 Conductor 18 AWG;
- 3 сенсорными концевыми выключателями;
- шпинделем Kress FME 800 (его можно заменить на Dewalt Compact Router либо Bosch Colt ).
Программ будет нужно две — CamBam, совмещающая в себе функционал CAD и CAM, а также Mach3 для контроля устройства.
Ось X



Рама оси создается из алюминиевого профиля 30 × 60 мм (4 сегмента) и пары боковых панелей 15-миллиметровой толщины. На окончаниях профилей располагаются два отверстия с диаметрами 6,8 мм. Изнутри отверстий метчиком выполняется резьба М8.
Для совпадения отверстий на концевых панелях пластины надо прижать друг к другу во время сверления. В их серединах просверливаются 4 отверстия для установки подшипниковых опор. В одной боковой пластине просверливаются дополнительно 4 отверстия, чтобы закрепить двигатель.
Из алюминиевых кусочков с габаритами 50 × 20 × 50 выполняются 4 блока для крепления ножек, которые будут обеспечивать столу ровное положение. Блоки прикручивают к профилям снаружи посредством четырех болтов М5 с t-гайками для мебели.
К профилям нужно подвести рельсы. Пазы в профилях должны идеально совпадать с отверстиями, высверленными в основаниях направляющих.
При установке можно пользоваться t-гайками для мебели и болтами М5.
Боковые пластины и сборка портала

Единственное отличие между идентичными пластинами таково: в одной высверлены четыре отверстия, куда будет крепиться мотор. Для изготовления портала применяются 15-миллиметровые пластины из алюминия. Чтобы разместить эти отверстия строго в правильных местах, сначала следует пробить углубления с помощью кернера. На следующем шаге отверстия проделываются на сверлильном станке— сперва инструментом с намеренно слишком маленьким диаметром, а потом с подходящим.
Ось Y

Каретка оси Y выполнена из единственной пластины, а на ней закреплены линейные подшипники. Работать сверлом тут необходимо максимально выверенно, без отклонений даже на миллиметр. К пластине крепятся подшипники для осей Y и Z. В силу минимального расстояния между подшипниками они могут заедать даже при незначительном смещении. Проверьте, чтобы каретка без проблем проскальзывала по обеим сторонам. Рельсам и подшипникам нужна тщательная регулировка. Чтобы выровнять их как можно точнее, желательно пользоваться цифровыми приспособлениями.
Ось Z
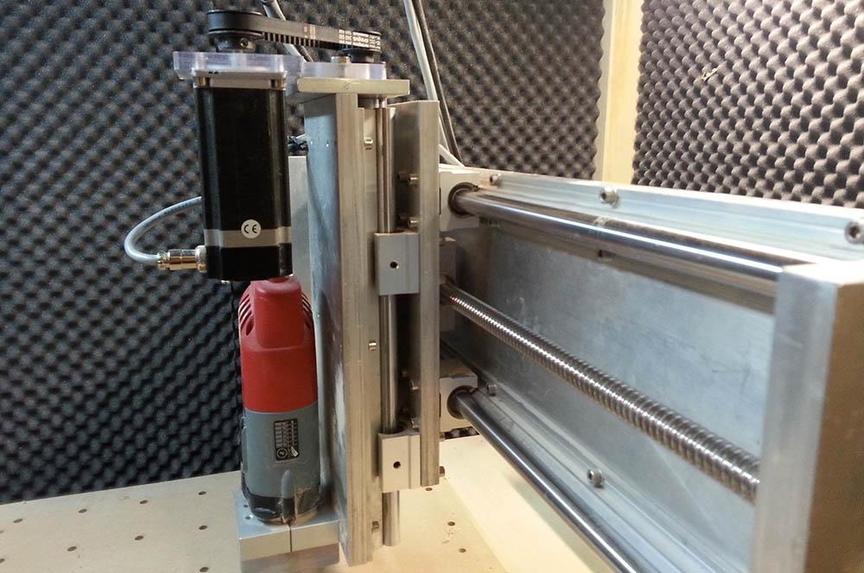
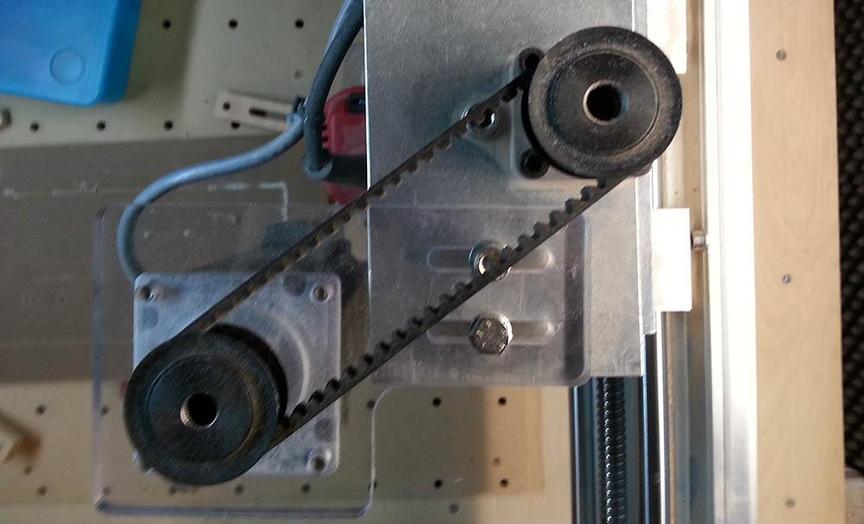
Рельсы оси Z подсоединяются к подвижной части узла оси Z. Важно проследить, чтобы они оказались смещены от края пластины ориентировочно на полсантиметра. Выровнять их можно с помощью двух кусков пластика, используемых как прокладки. Для установки верхней пластины на узел оси Z в окончании монтажной пластины высверливают три отверстия.
Если шаговый мотор не удается разместить вплотную к пластине, потребуется выполнить для него отдельное пластиковое крепление.
Блоки корпусов подшипников тоже делаются пластиковыми. В качестве приводного винта применяется стержень из стали с резьбой М10. Шкив для зубчатого ремня просверливают, выполняют резьбу М10 и прикручивают к верхней половине приводного винта. Фиксировать эту деталь в нужной позиции будут три установочных винта. Гайку из делрина закрепляют к каретке оси Y.
Зубчатые ремни и шкивы

Место для крепления мотора обычно выбирают на отдельной стойке либо с внешней стороны устройства. Для соединения шариково-винтовой пары с мотором можно задействовать гибкую муфту.
Однако в компактном помещении размещенный снаружи мотор будет мешать, и поэтому его убирают внутрь. Если не получается соединить мотор с шариково-винтовой парой напрямую, можно воспользоваться шкивами и зубчатыми 9-миллиметровыми ремнями HTD5m.
Используя ременную передачу, можно применить понижающую передачу, чтобы подключить мотор к приводному винту. Тогда мотор малой мощности обеспечит идентичный крутящий момент, даже если устройство будет работать небыстро.
Подшипниковые опорные блоки

Опорные блоки для осей X и Y выполняют из алюминиевого прутка круглого сечения 50 мм, от которого отсекают четыре 15-миллиметровых сегмента. На прутке маркируют места расположения четырех монтажных отверстий и просверливают их, плюс отдельно сверлят еще одно крупное посередине. Потом переходят к полости для подшипников. Их нужно запрессовать, а блоки закрепить на боковых и торцевых пластинах посредством болтов.
Опора для приводных гаек

Шарико-винтовую пару для оси Z можно заменить стержнем с резьбой М10 и гайкой из делрина. Полиформальдегид делрин является самосмазывающимся и по мере эксплуатации не страдает от износа.
Чтобы минимизировать люфт, резьбу следует выполнять метчиком высокого качества.
Для осей X и Y выполнено крепление привода из алюминия. На гайках шарико-винтовой передачи расположена пара компактных фланцев с тремя отверстиями с каждого бока. По одному отверстию с каждой стороны используется, чтобы крепить гайки к держателю.
Держатель нужно обработать с высокой точностью на токарном станке. Прикрутив гайки к порталу и каретке оси Y, можно поворачивать шарико-винтовую пару ручным способом и перемещать эти комплектующие на другую сторону. Гайку начнет клинить, если габариты держателей окажутся неправильными.
Крепления двигателя

Для опор мотора применяют фрагменты алюминиевых труб с квадратным сечением, заранее порезанные с желаемой длиной. Как вариант, можно разрезать трубу из стали.
Надо убедиться, что крепления мотора по осям X и Y можно свободно двигать с целью натяжения зубчатых ремней. Выполнить прорези и высверлить крупное отверстие на одной стороне крепления можно как на сверлильном, так и на токарном станке.
Крупное отверстие с одной стороны выпиливают при помощи концевой пилы. Таким образом, двигатель садится на один уровень с поверхностью, а вал получается центрированным. С противоположной стороны крепления выполняют четыре слота, дающие мотору возможность скольжения вперед-назад.
Для крепежа двигателя используют болты М5.
Рабочая поверхность


Идеальной опцией стала бы столешница из алюминия с пазами в форме буквы Т, но это стоит недешево. Поэтому ее имеет смысл заменить перфорированной столешницей, так как она экономичнее и позволяет зажимать обрабатываемую деталь разными способами.
Для крепления к алюминиевым профилям стола из березового фанерного листа 18-миллиметровой толщины применяются болты М5 и гайки с пазами в форме буквы Т. Сетка с шестиугольными вырезами под гайки выполняется в CAD-софте, потом отверстия проделываются на станке с ЧПУ.
Поверх фанеры устанавливают лист МДФ 25-миллиметровой толщины. Для прорезания отверстий в обеих частях применяют большую фасонную фрезу. Отверстия в МДФ выравнивают с центрами заблаговременно проделанных шестиугольных отверстий. Потом МДФ снимают, а гайки устанавливают в отверстия фанерного листа. После этого МДФ возвращают на место.
Электрика и электроника

Для создания электронной составляющей предстоит воспользоваться нижеперечисленными комплектующими:
- источником питания с выходным напряжением 48V DC и выходным током 6,6 A;
- 3 драйверами шагового мотора Leadshine M542 V2.0;
- 3 шаговыми моторами 3Nm hybrid Nema 23;
- интерфейсной платой;
- реле — 4-32V DC, 25A/230 V AC;
- главным выключателем;
- блоком питания к плате 5V DC;
- блоком питания для охлаждающих вентиляторов 12V DC;
- парой вентиляторов Cooler Master Sleeve Bearing 80mm;
- парой розеток — для пылесоса и шпинделя;
- кнопкой экстренного завершения работы и концевыми выключателями.
Если моторы не самые мощные, допустимо использование платы на три мотора — однако все равно рациональнее применить индивидуальные драйверы. Микрошаговый режим драйверов Leadshine обеспечивает предельную плавность перемещения инструмента и понижает вибрации мотора.
Источник постоянного напряжения 5 В подключают к главному входу питания. Для вентиляторов устанавливают розетку, электроэнергия к ним поступает через традиционный 12-вольтовый адаптер, размещенный на стене.
Компьютер контролирует реле на 25А через прерыватель. Входные клеммы реле подключаются к выходным клеммам прерывателя. Реле подключается к паре розеток, питающих электричеством Kress и пылесос для сбора стружек.
Если в конце G-кода стоит команда M05, шпиндель с пылесосом выключатся. Для их повторного включения потребуется нажатие кнопки F5 либо ввод команды M03.
Программное обеспечение
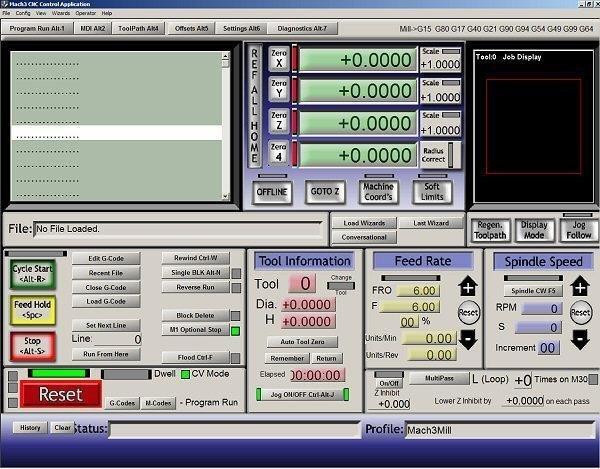
Готовому устройству для полноценного функционирования требуется три разновидности софта:
- CAD, чтобы создавать чертежи;
- CAM, чтобы создавать траектории инструментов и выводить G-код;
- контроллер, считывающий G-код и управляющий маршрутизатором.
Хорошим примером софта, совмещающего в себе функционал CAD и CAM, станет CamBam. Он несложный и вполне подходит для домашнего производства. Перед началом работы ему нужно задать параметры: диаметр применяемых инструментов, глубину и скорость резания, глубину за проход и так далее. Задав софту траекторию, можно будет вывести G-код, отдающий станку непосредственные команды.
В качестве контроллера следует порекомендовать Mach3. Он будет передавать сигналы на интерфейсную плату через параллельный порт компьютера. С помощью команд контроллера будет происходить обнуление режущего инструмента и запуск программы резки. Также контроллер может менять скорость резания и шпинделя.
Отладка самодельного станка с ЧПУ
Перед началом полноценной работы на станке надо обработать несколько пробных деталей различных конфигураций и габаритов, сделанных из разных материалов. Возможно, в процессе выяснится, что устройство издает слишком громкий шум, и от него во все стороны разлетается пыль. Тогда его можно оснастить пылеуловителем, соединенным с пылесосом.
Нередко оказывается, что расчет крутящего момента на Y-опоре был произведен некорректно. В таком случае из-за высокой нагрузки по оси Y станок начнет изгибаться. Для устранения этого изъяна надо купить вторую направляющую и модернизировать портал.
Как собрать ЧПУ-стол?

Чтобы по максимуму использовать возможности станка, его нужно поместить на прочный и устойчивый стол. Проще всего взять за основу старый стол и переделать его под новые нужды. Для работы нужно заранее подготовить:
- кнопку завершения работы;
- фиксатор роликов;
- зенковку и биты;
- дрель;
- электрическую отвертку;
- пилу;
- станок X-Carve;
- концевую фрезу на 4 дюйма с твердосплавным покрытием;
- твердосплавную фрезу на 4 дюйма, с 4 каналами, с шариковым наконечником;
- средства защиты слуха.
От старого стола нужно взять две большие полки и укрепить их. По четырем внутренним углам надо разместить угловые скобки, а по длине поперечной балки, которая проходит по нижней стороне — L-образные скобки. Чтобы закрепить полку, нужно добавить дополнительные деревянные подставки. После того как полка будет помещена на место, надо укрепить ее еще большим количеством скобок.
Чтобы найти разумное применение каждому сантиметру помещения, стол хорошо бы оснастить пегбордом, то есть перфорированной панелью для инструментов. Углы панели вырезаются электролобзиком, держатели для инструментов крепятся в отверстиях, на пегборд добавляются лотки для хранения мелких комплектующих.
Пространство в нижней части стола тоже прекрасно подходит для хранения объектов — в частности, барабанного шлифовального станка или настольной пилы. Для хранения материалов можно соорудить съемную полку, воспользовавшись для этого листом фанеры и заготовленными для ножек деревянными брусками. Ножки крепятся к листу фанеры с помощью угловых скоб.
Еще одну полку можно оборудовать наверху — иногда это помогает закрыть проводку от станка и розетку. Верхнюю полку укладывают на торцы стоек и прикручивают. У второй полки углы для ножек вырезают с помощью лобзика.

Сложности в работе, возможные ошибки и как их избежать
При монтаже станины нельзя применять соединения сварного типа, так как они не справляются с вибронагрузками. В местах крепления рекомендуется пользоваться Т-образными гайками.
Чтобы усилия передавались на вал равномерно, на винтовых передачах следует размещать зубчатые ремни, не проскальзывающие на шкивах.
Исключительно важно приобрести надежные подшипники и качественные ходовые винты — это гарантирует станку прочность и долговечность.
Габариты всех деталей необходимо подбирать с максимально возможной точностью и следить, чтобы они безупречно подходили к блоку.
Итак, теперь вы знаете, как собрать дома фрезерное устройство с ЧПУ. Конечно, это удобнее делать с напарником, а не в одиночку. Если вы обладаете достаточными навыками и свободным пространством дома или в гараже, собранный по этой инструкции станок прекрасно заменит вам аналог, созданный на заводе.
29 августа 2020
10530
В этой статье мы рассказываем о том, что построить своими руками фрезерный станок с ЧПУ — выполнимая задача. Подробно описывается весь процесс создания: от проектирования до применения станка.
В первом случае к покупным комплектующим добавлялись самодельные детали, сделанные на токарном станке, во втором проекте автор обошелся готовыми частями, третий — бонус, изготовление функционального стола для станка, совмещенного с полками для хранения материалов и инструментов.
Содержание:
Как сделать самодельный станок с ЧПУ

Автор проекта Benne подробно описал весь процесс создания станка с ЧПУ для работы по дереву и другим материалам, начиная с проектирования.
1. Проектирование
Перед постройкой станка нужно как минимум нарисовать эскиз от руки, а лучше выполнить более точный трехмерный рисунок с помощью программы САПР. Автор проекта использовал google sketchup, довольно простую (бесплатную для 30-дневного использования) программу. Для более сложного проекта вы можете выбрать Autocad.
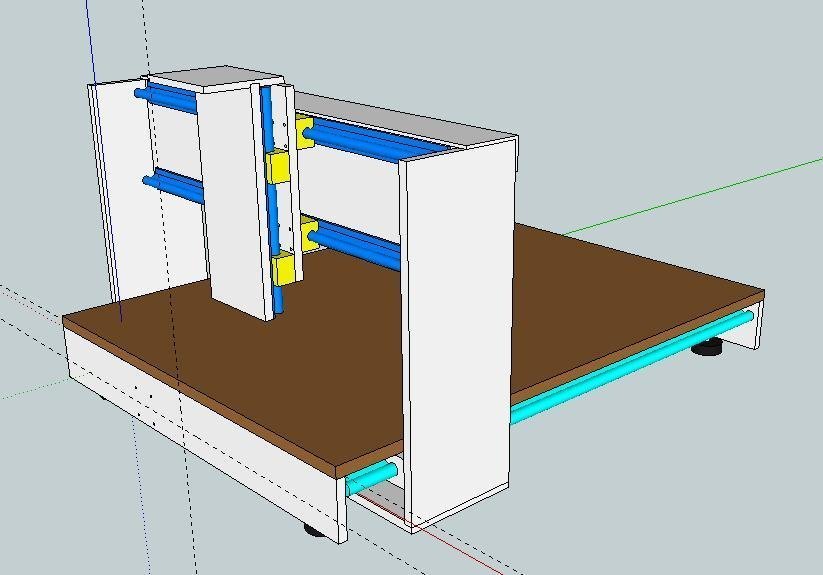
Главная цель рисунка — выяснить необходимые размеры деталей, для заказа их по интернету, и убедиться, что все движущиеся части станка подойдут друг к другу.
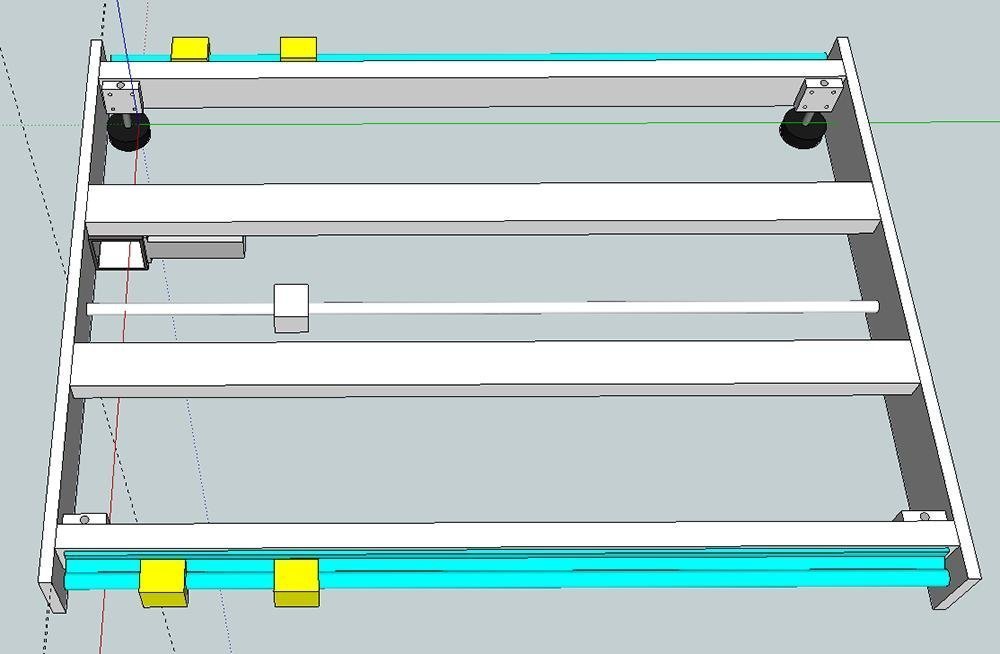
Как видите, детальных чертежей с размеченными отверстиями под крепления автор не использовал, намечал отверстия в процессе постройки станка, но такого исходного дизайна оказалось достаточно.
Габаритные размеры станка: 1050 х 840 х 400 мм.
Перемещение по осям: X 730 мм, Y 650 мм, Z 150 мм
Длина направляющих и шариково-винтовой передачи зависит от размера задуманного вами станка.
Когда идет проектирование станка с ЧПУ, есть несколько вопросов, от ответа на которые зависит конечный результат.
Какой тип станка с ЧПУ вы хотите выбрать?
С подвижным столом или с подвижным порталом? Конструкции с подвижным столом часто используются для станков небольшого размера, до 30х30 см. Их легче построить, их можно сделать более жесткими, чем машины с движущимся порталом. Недостаток перемещения стола заключается в том, что при одинаковой зоне резки общая площадь станка получается раза в два больше, чем при использовании конструкции с подвижным порталом. В этом проекте зона обработки около 65×65 см, поэтому был выбран подвижный портал.
Что вы хотите обрабатывать с помощью станка с ЧПУ?
В данном проекте станок предназначался в основном для фанеры, лиственных пород дерева и пластмасс, а также для алюминия.
Из чего будет строиться станок?
Это в основном зависит от материала, который будет на станке обрабатываться. В идеале материал, который используется для изготовления станка, должен быть прочнее материала, который будет обрабатываться на станке или, как минимум, не менее прочным. Поэтому, если вы хотите резать алюминий, станок должен быть собран из алюминия или стали.
Какая длина осей вам нужна?
По первоначальному замыслу станок с ЧПУ должен был обрабатывать фанеру и МДФ, которые в Нидерландах выпускают размером 62 х 121 см. Поэтому для Y расстояние прохода должно быть не менее 620 мм. Длина хода по оси Х равна 730 мм, потому что иначе станок занял бы все пространство комнаты. Поэтому ось X короче, чем длина листа фанеры (1210 мм), но можно обработать половину, затем сдвинуть лист вперед и обработать оставшуюся часть. С помощью такой уловки получается обрабатывать на станке куски куда большие, чем длина оси Х. Для оси Z выбрано 150 мм, чтобы в будущем использовать четвертую ось.
Какой тип линейного движения вы будете использовать?
Существует множество вариантов системы линейного перемещения, от ее выбора во многом зависит качество работы. Поэтому есть смысл потратиться на лучшую систему, которую вы можете себе позволить. Автор проекта решил, что линейные рельсы были лучшим вариантом из тех, на которые ему хватало денег. Если вы строите 3-осевой фрезерный станок с ЧПУ, вам нужно купить комплект, состоящий из трех наборов линейных направляющих и двух линейных подшипников на каждую направляющую.
Какую систему привода подач вы будете использовать для каждой оси?
Основные варианты привода подачи: зубчатые ремни, механизмы реечной передачи и передача винт-гайка. Для самодельных станков с ЧПУ чаще всего используют передачу винт-гайка с использованием шарико-винтовой пары. Гайка крепится к подвижной части машины, винт закреплен с обоих концов. Винт крепится к двигателю. Если двигатели вращается, гайка с прикрепленной к ней движущейся частью машины будет двигаться вдоль винта и приводить машину в движение.
ШВП в данном станке используется для привода осей X и Y. Шарико-винтовые подшипники обеспечивают очень плавный ход, люфт отсутствует, повышается качество и скорость резки.
Для оси Z использован стержень M10 из высококачественной нержавеющей стали с самодельной гайкой из делрина.
Тип двигателя и контроллера
Обычно в самодельных станках с ЧПУ применяются шаговые двигатели. Сервоприводы в основном используются для мощных промышленных станков с ЧПУ, они дороже и требуют более дорогих контроллеров. Здесь использованы шаговые двигатели 3Nm.
Тип шпинделя
В проекте используется стандартный Kress, он имеет хороший 43-мм зажимной фланец, а также встроенный регулятор скорости (но последняя функция есть у большинства шпинделей).
Если вы собираетесь выполнять действительно сложную резку, стоит обратить внимание на шпиндели с водяным охлаждением — они дороже стандартных, зато шумят гораздо меньше, могут работать на низких оборотах без перегрева и с самыми разными материалами.
Затраты
На данный станок с ЧПУ ушло примерно 1500 евро. Готовый фрезерный станок с ЧПУ сходных характеристик стоит намного дороже, так что вы можете сэкономить, создав станок самостоятельно.
2. Комплектующие для создания станка с ЧПУ

Электрооборудование и электроника:
- 3 шаговых двигателя 3 Nm Nema 23;
- 3 драйвера шаговых двигателей DM556 Leadshine;
- блок питания 36 В для станков с ЧПУ;
- интерфейсная плата 5 Axis CNC Breakout Board для управления шаговыми драйверами;
- источник питания 5 В для интерфейсной платы;
- двухпозиционный выключатель On/Off;
- многожильный кабель Shielded 4 Conductor 18 AWG;
- 3 сенсорных концевых выключателя;
- Шпиндель: Kress FME 800 (подойдут также Bosch Colt или Dewalt Compact Router).
По желанию:
- шкафчик/корпус для электрооборудования;
- подвижный пластиковый кабель-канал;
- 4-контактные кабельные вилки.
Механические части:
- линейные направляющие: для X — SBR 20 для Y и Z — SBR 16;
- шарико-винтовая пара (ШВП) для X и Y — диаметром 16 мм, шаг 5 мм4
- в качестве передаточного винта для оси Z: стальной штырь с резьбой M10 с самодельной гайкой из делрина;
- алюминиевый профиль: 30х60 мм, нарезанный на куски длиной 100 мм;
- алюминиевая пластина 15 мм толщиной;
- мощные антивибрационные выравнивающие ножки.
Программы:
- CAD/CAM-программа CamBam;
- программа для управления станком с ЧПУ Mach3
Станок в основном построен из алюминиевых пластин толщиной 15 мм и алюминиевых профилей 30×60 мм. Работы выполнялись с применением сверлильного и токарного станков. Пластины и профили заказывались нарезанными по размеру.
3. Ось Х

Базовая рама сделана из 4 отрезков алюминиевого профиля сечением 30х60 мм и двух боковых панелей толщиной 15 мм. В конце профилей есть по два отверстия диаметром 6,8 мм, с помощью метчика внутри отверстий выполнена резьба М8.

Нарезка резьбы в торцах алюминиевого профиля
Чтобы отверстия на концевых панелях совпадали, при сверлении обе пластины зажимались вместе. Посередине каждой пластины просверлено по 4 отверстия, чтобы установить подшипниковые опоры, и четыре дополнительных отверстия в одной из боковых пластин для крепления двигателя.
Их кусочков алюминия (50х50х20) сделаны 4 блока, чтобы прикрепить выравнивающие ножки. Блоки прикручены к наружным профилям четырьмя болтами М5 с мебельными t-гайками.

Линейные направляющие подходят непосредственно к алюминиевым профилям. Для оси X использовались рельсы диаметром 20 мм. Предварительно просверленные в основании линейных направляющих отверстия точно совпадают с пазами в алюминиевых профилях. Для установки использованы болты М5 и мебельные t-гайки.

4. Боковые пластины портала

Боковые пластины портала почти одинаковы, но в одной из них просверлены четыре дополнительных отверстия для крепления мотора. Весь портал изготовлен из алюминиевых пластин толщиной 15 мм. Чтобы отверстия оказались точно в нужном месте, в тщательно отмеченных местах слесарным кернером были пробиты углубления, и по этим меткам просверлены отверстия на сверлильном станке, сначала сверлом меньшего диаметра, затем — нужного.
Из-за того, как спроектирован портал, пришлось сверлить отверстия в торцах боковых пластин и делать в отверстиях резьбу М8.
5. Сборка портала

Портал собран и установлен
Остальная часть портала выполнена так же, как и боковые части. Самым сложным было правильно выровнять линейные рельсы, которые должны были совпасть с краем пластины. При маркировке точного расположения отверстий автор прижал два куска алюминиевых профилей к боковым сторонам пластины, чтобы выровнять направляющие. В просверленных отверстиях нарезана резьба М5. При креплении направляющих к порталу необходимо убедиться, что расстояние между направляющими по всей длине одинаково, направляющие должны быть параллельны.

Линейные подшипники прикреплены к боковой стенке портала.
Несколько угловых скоб придают дополнительную жесткость конструкции.
В пластине на нижней части портала просверлено 6 отверстий, чтобы прикрепить ее к боковым пластинам. В середине пришлось просверлить два отверстия для крепления держателя гайки.
6. Каретка оси Y

Каретка оси Y состоит из одной пластины, к которой прикреплены линейные подшипники. Сверлить отверстия было довольно просто, но требовалась высокая точность. К этой пластине прикреплены подшипники как для оси Y, так и для оси Z. Поскольку линейные подшипники расположены близко друг к другу, даже малейшее смещение вызывает их заедание. Каретка должна легко скользить с одной стороны на другую. Рельсы и подшипники необходимо отрегулировать. Для выравнивания применялись высокоточные цифровые приборы. Когда было сделано крепление гайки привода для оси Y, потребовалось просверлить два дополнительных отверстия в пластине, чтобы прикрепить ее.
7. Ось Z
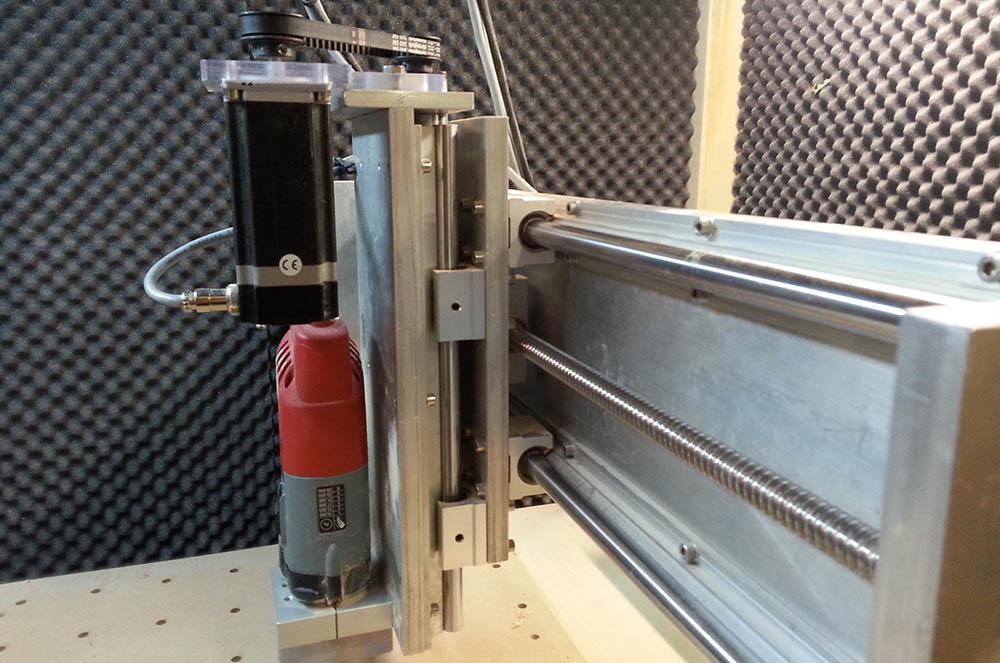
Линейные направляющие (рельсы) оси Z прикрепляются к подвижной части узла оси Z. Рельсы нужно было сместить на несколько миллиметров от края пластины. Для их выравнивания два куска пластика нужной толщины использовались в качестве прокладок. Было точно известно, что края алюминиевой пластины параллельны, поэтому между алюминиевыми бортиками, прикрепленными к краю пластины, и рельсами автор вставил куски пластика, отодвинув рельсы на нужное одинаковое расстояние, затем наметил места отверстий, просверлил их и нарезал внутреннюю резьбу.
Чтобы установить верхнюю пластину на узел оси Z, просверлены три отверстия в конце монтажной пластины. Не получилось прикрепить шаговый двигатель непосредственно к пластине, так что пришлось сделать отдельное крепление для двигателя из пластика (см. пункт 12).
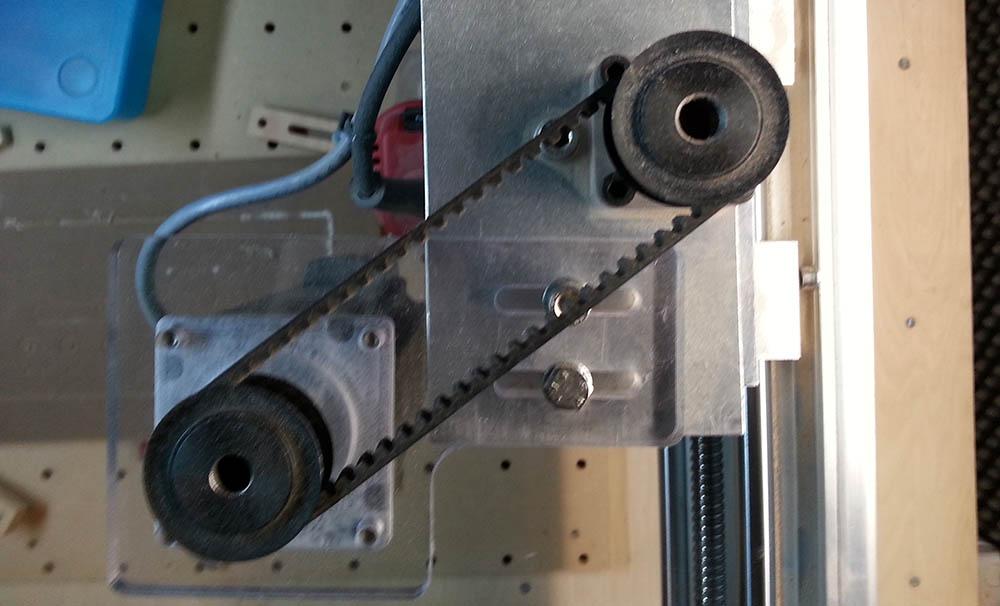
Из того же пластика сделаны два блока корпусов подшипников. Приводной винт представляет собой стальной стержень с резьбой M10. Шкив для зубчатого ремня просверлен, нарезана резьба М10, и он просто прикручен к верхней части приводного винта. Он удерживается на месте тремя установочными винтами. Приводная гайка из делрина крепится к каретке оси Y.

Приводная гайка из делрина крепится к каретке оси Y.
Крепление шпинделя было заказано заранее, оно имеет зажимное кольцо 43 мм, которое подходит к используемому в проекте Kress.
Если вы хотите использовать шпиндель с водяным охлаждением, то в его комплектацию часто входит готовое крепление. Вы также можете приобрести крепления отдельно, если хотите использовать Dewalt или Bosch с цилиндрическим корпусом, или напечатать их на 3D-принтере.
8. Зубчатые ремни и шкивы

Часто двигатели крепятся на внешней стороне станка или на отдельной стойке. В таком случае двигатели можно соединить непосредственно с ШВП с помощью гибкой муфты. Но, поскольку станок размещается в маленьком помещении, вынесенные наружу двигатели мешали бы.
Вот почему моторы размещены внутри машины. Напрямую соединить двигатели с ШВП было нельзя, так что пришлось использовать зубчатые ремни HTD5m шириной 9 мм и шкивы.
При использовании ременной передачи, для подключения двигателя к приводному винту вы можете использовать понижающую передачу, что позволит использовать меньшие двигатели и при этом получать тот же крутящий момент, но меньшую скорость. Поскольку моторы были выбраны довольно большие, не требовалось снижения передачи ради получения большей мощности.
9. Крепления двигателя
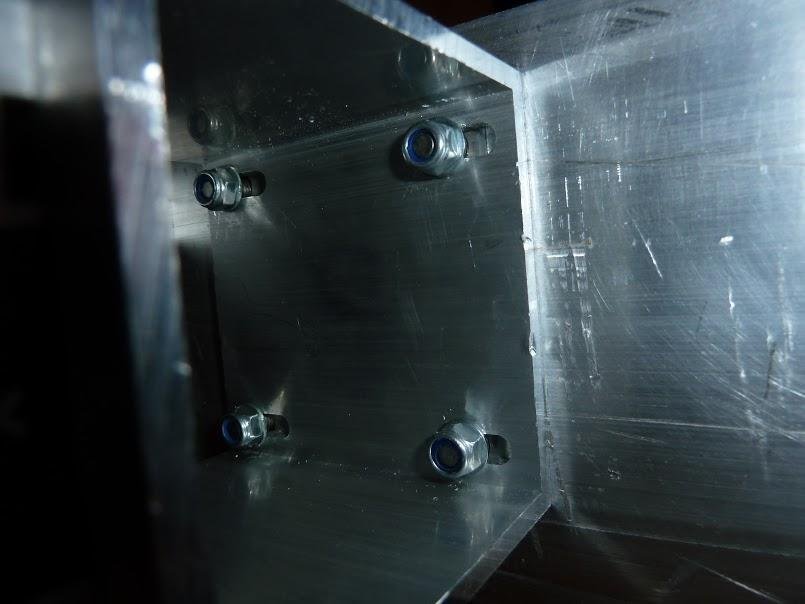
Опоры двигателя изготовлены из кусков алюминиевых трубок квадратного сечения, нарезанных по заказу до нужной длины. Также можно взять стальную трубку и нарезать квадратные кусочки из нее. Крепления двигателя для осей X и Y должны иметь возможность выдвигаться и задвигаться, чтобы натянуть зубчатые ремни. На токарном станке были сделаны прорези и просверлено большое отверстие на одной стороне крепления, но вы также можете сделать это на сверлильном станке.
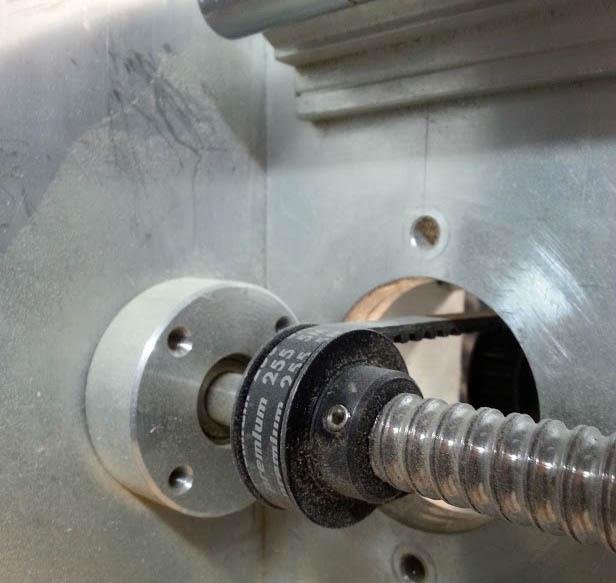
Большое отверстие с одной стороны крепления выпилено концевой пилой. Это позволяет двигателю сидеть на одном уровне с поверхностью, а также обеспечивает центрирование вала. Мотор крепится болтами М5. На другой стороне крепления сделаны четыре слота, чтобы двигатель мог скользить взад и вперед.
10. Подшипниковые опорные блоки

Опорные блоки для осей X и Y изготовлены из 50-миллиметрового алюминиевого прутка круглого сечения — от него отрезаны четыре кусочка толщиной 15 мм каждый. После маркировки и сверления четырех монтажных отверстий, высверлено большое отверстие в центре заготовки. Затем была сделана полость для подшипников. Подшипники должны быть запрессованы, а блоки закреплены болтами на торцевых и боковых пластинах.
11. Опора для приводной гайки по оси Z

Вместо ШВП для оси Z использовался стержень с резьбой M10 и самодельная гайка из кусочка делрина. Полиформальдегид делрин хорошо подходит для этой цели, потому что он самосмазывающийся и не изнашивается со временем. Если использовать для резьбы метчик хорошего качества, люфт будет минимальным.
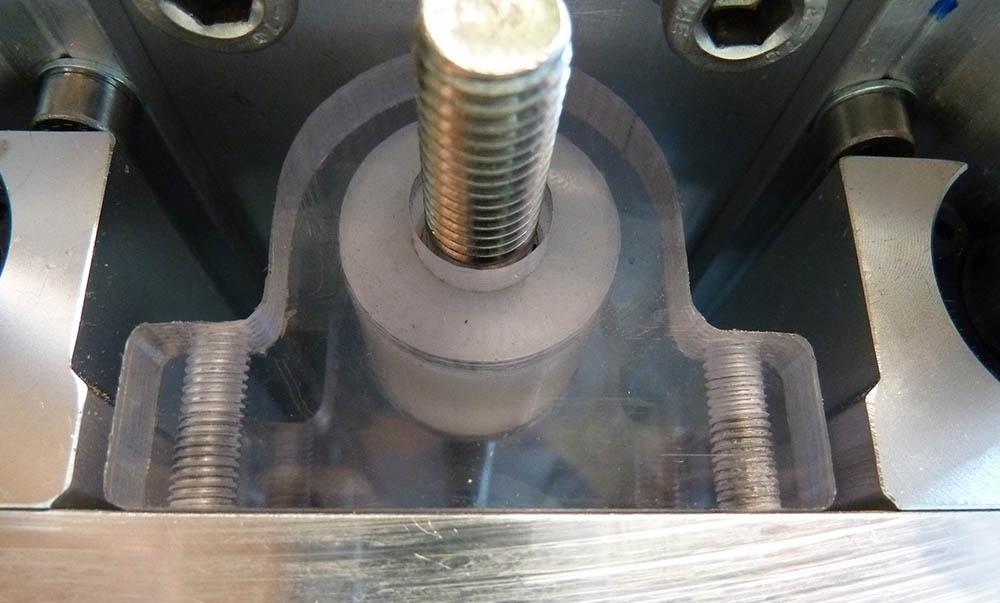
12. Опоры для приводных гаек по осям X и Y
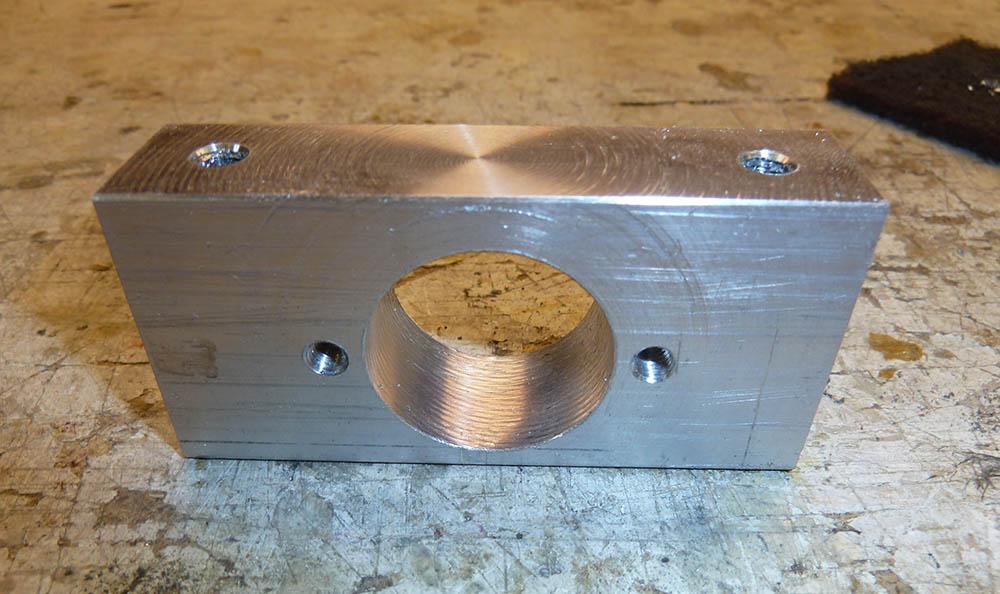
Для осей X и Y сделано крепление привода из алюминия. Гайки шарико-винтовой передачи имеют два небольших фланца с тремя отверстиями на каждой стороне. По одному отверстию с каждой стороны использовано для крепления гайки к держателю. Держатель обработан на токарном станке с большой точностью. После того, как вы прикрепили гайки к порталу и каретке оси Y, вы сможете попробовать переместить эти детали с одной стороны на другую, поворачивая ШВП вручную. Если размеры держателей неправильные, гайку заклинит.
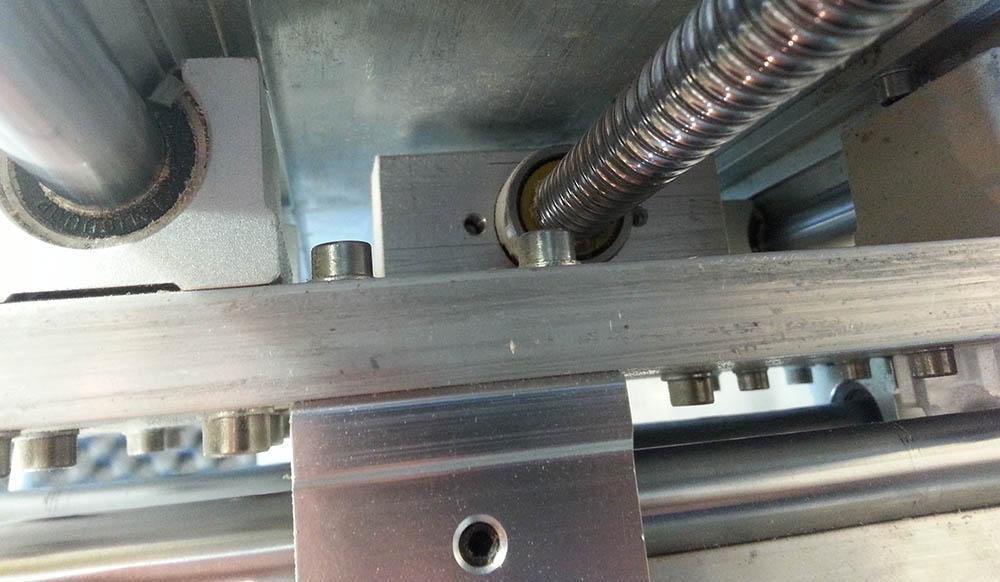
Крепление оси Y.
13. Крепление двигателя оси Z
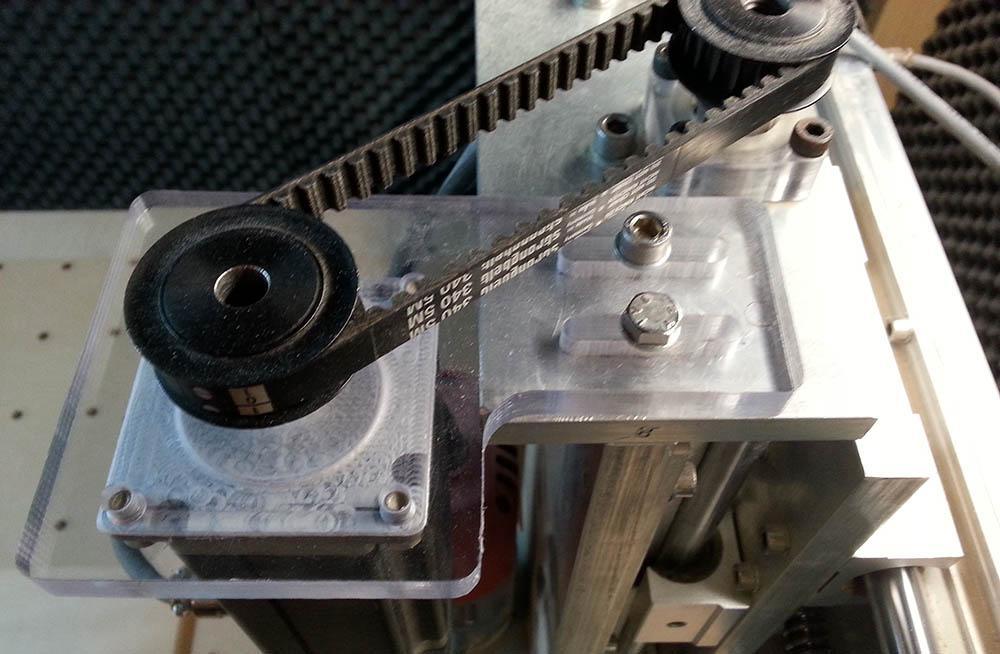
Крепление двигателя оси Z отличается от остальных. Оно вырезано из 12-миллиметрового акрила. Натяжение ремня можно отрегулировать, ослабив два болта сверху и сдвинув весь узел крепления двигателя. На данный момент акриловое крепление прекрасно работает, но в будущем есть мысль заменить его на алюминиевое, потому что при натяжении ремня акриловая пластина слегка сгибается.
14. Рабочая поверхность

Лучше всего подошел бы алюминиевый стол с Т-образными пазами, но это дорого. Автор проекта решил использовать перфорированную столешницу, потому что она укладывается в бюджет и дает много вариантов зажима обрабатываемой детали.
Стол сделан из куска березовой фанеры толщиной 18 мм и прикреплен, с помощью болтов М5 и гаек с Т-образными пазами, к алюминиевым профилям. Было куплено 150 шестигранных гаек М8. С помощью программы CAD была нарисована сетка с шестиугольными вырезами под эти гайки. Затем станок с ЧПУ вырезал все эти отверстия для гаек.
Поверх куска березовой фанеры был установлен кусок МДФ толщиной 25 мм. Это заменяемая поверхность. Чтобы прорезать отверстия в обеих частях использовалась большая фасонная фреза. Отверстия в МДФ выровнены точно с центром шестиугольных отверстий, вырезанных ранее. Затем кусок МДФ был снят и все гайки установлены в отверстия фанеры. Отверстия были немного меньше гаек, поэтому гайки забивались в них молотком. По завершении МДФ вернулась обратно на место.

Поверхность стола параллельна осям X и Y и совершенно плоская.
15. Электроника

Использованы следующие компоненты:
- Основной источник питания с выходным напряжение 48V DC и выходным током 6,6 A;
- 3 драйвера шагового двигателя Leadshine M542 V2.0;
- 3 шаговых двигателя 3Nm hybrid Nema 23;
- интерфейсная плата;
- реле — 4-32V DC, 25A/230 V AC;
- главный выключатель;
- блок питания для интерфейсной платы 5V DC;
- блок питания для вентиляторов охлаждения 12V DC;
- 2 вентилятора Cooler Master Sleeve Bearing 80mm;
- 2 розетки — для шпинделя и пылесоса;
- кнопка аварийного отключения и концевые выключатели (до сих пор не установлены).
Если вы не хотите тратить много денег на покупку оборудования порознь, можно купить сразу комплектом. Перед заказом следует подумать о том, какого размера шаговые двигатели вам нужны. Если вы строите небольшую машину для резки дерева и пластика, то шаговые двигатели Nema 23, 1.9Nm дадут достаточно мощности. Здесь выбраны двигатели 3Nm, потому что сама машина довольно большая и тяжелая, и планировалась также обработка материалов типа алюминия.
Для небольших двигателей можно брать плату на три двигателя, но лучше использовать отдельные драйверы. Индивидуальные драйверы Leadshine имеют микрошаговый режим, так достигается максимальная плавность движения и снижается вибрация шагового двигателя. Драйверы в этом проекте могут выдерживать максимум 4,2 А и до 125 микрошагов.
Источник постоянного напряжения 5 В подключен к основному входу питания. Для вентиляторов установлена электрическая розетка внутри шкафчика, так что для их питания используется стандартный 12-вольтовый настенный адаптер. Основное питание включается и выключается большим выключателем.
Реле на 25А управляется компьютером через прерыватель. Входные клеммы реле подключены к выходным клеммам прерывателя. Реле подключено к двум электрическим розеткам, которые питают Kress и пылесос для всасывания стружки. Когда G-код заканчивается командой M05, автоматически выключаются и пылесос, и шпиндель. Чтобы включить их, вы можете нажать F5 или использовать команду G-кода M03.
16. Шкафчик для электроники
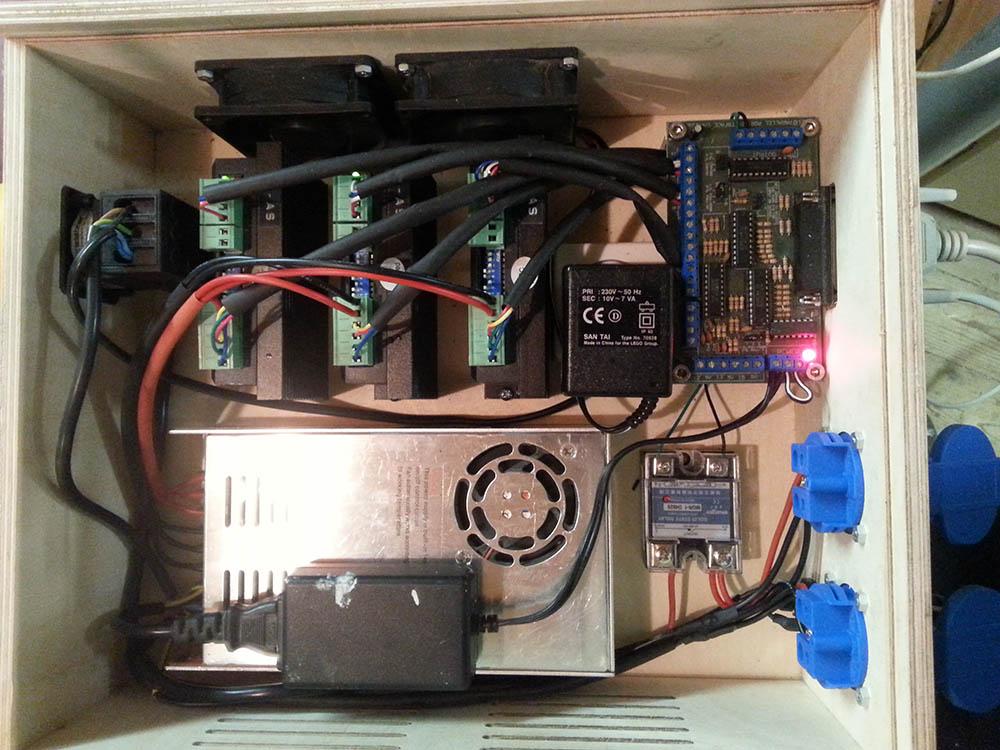
Для электрооборудования нужен хороший шкафчик. Автор нарисовал приблизительные размеры и места для всех компонентов на листе бумаги, пытаясь расположить их так, чтобы легко добираться до всех клемм при подключении проводов. Также важно, чтобы через шкафчик шел достаточный поток воздуха, поскольку шаговые контроллеры могут сильно нагреваться.
По замыслу, все кабели должны были подключаться в задней части корпуса. Использовались специальные 4-х проводные разъемы, чтобы была возможность отсоединить электронику от машины, не отсоединяя ни одной из клемм провода. Предусматривались две розетки для подачи питания на шпиндель и пылесос. Розетки питания подключены к реле для автоматического включения и выключения шпинделя по командам Mach3. На передней части шкафчика должен был стоять большой выключатель.

Детали для шкафа вырезаны на самом станке с ЧПУ
Далее, после приблизительной раскладки деталей, в программе CAD были спроектированы части корпуса. Затем, на самом станке, уже собранном, вырезаны все стороны и основание. Сверху шкафчика крышка, с куском оргстекла посередине. После сборки внутрь были установлены все компоненты.
17. Программное обеспечение
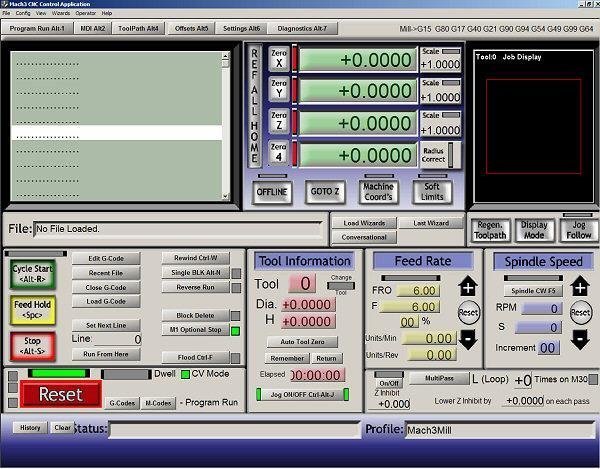
Mach3
Для управления станком с ЧПУ необходимо три типа программного обеспечения.
- Программа САПР для создания чертежей.
- CAM-программа для создания траекторий инструмента и вывода G-кода.
- И программа контроллера, которая читает G-код и управляет маршрутизатором.
В данном проекте используется простая программа CamBam. Она имеет базовые функции САПР и пригодна для большинства DIY-проектов. Одновременно это CAM-программа. Прежде, чем CamBam сможет создать траектории, нужно установить несколько параметров. Примеры параметров: диаметр используемого инструмента, глубина резания, глубина за один проход, скорость резания и т. п. После создания траектории вы можете вывести G-код, который сообщает машине что делать.
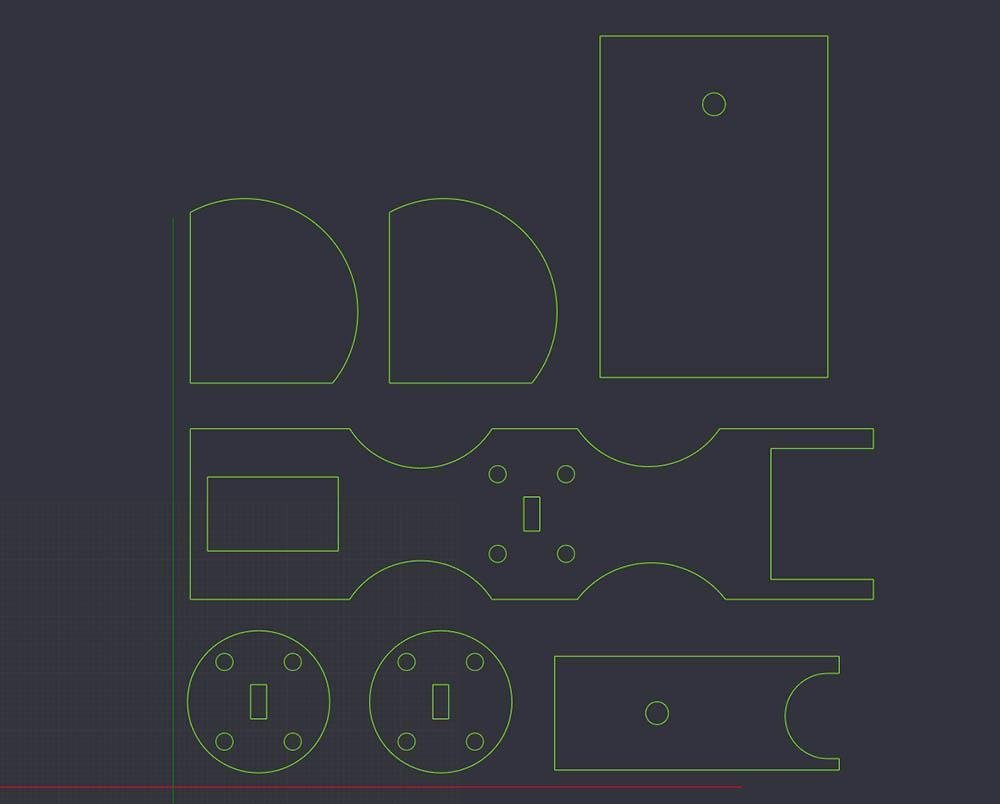
Рисунок, созданный в CamBam
Для программного обеспечения контроллера используется Mach3. Mach3 передает сигналы через параллельный порт компьютера на интерфейсную плату. Команды Mach3 обнуляют режущий инструмент и запускают программы резки. Вы также можете использовать ее для управления скоростью шпинделя и скоростью резания. Mach3 имеет несколько встроенных мастеров, которые вы можете использовать для вывода простых файлов с G-кодами.
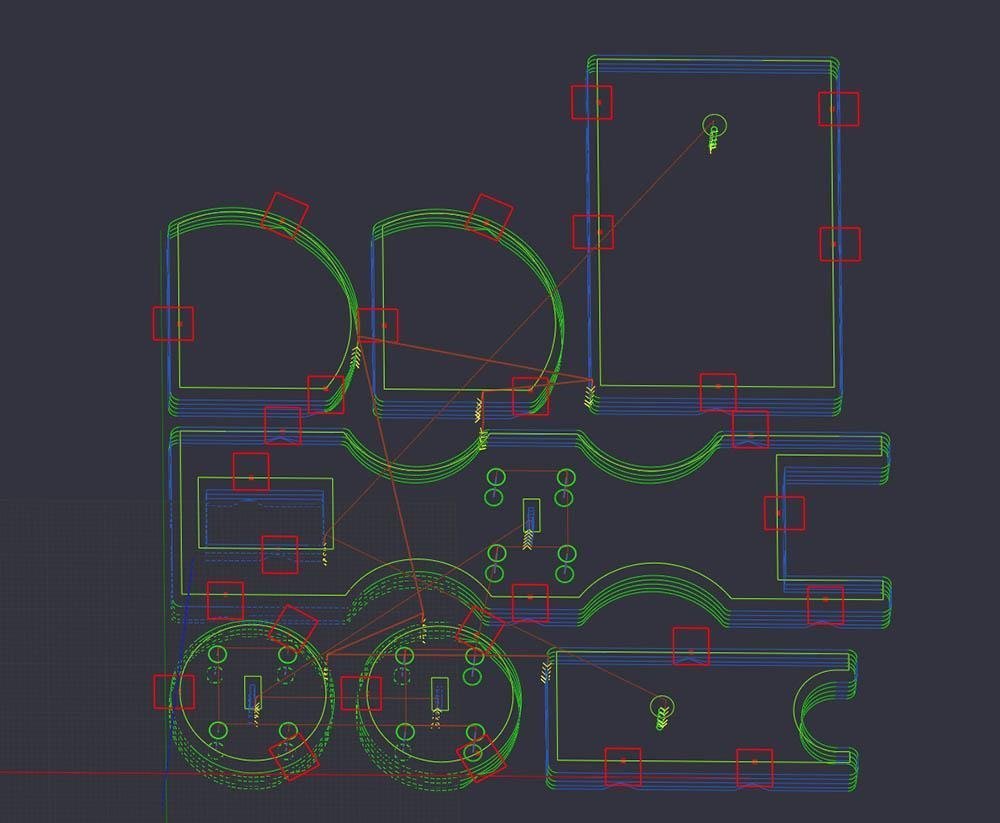
Траектория для инструмента, созданная CamBam
18. Использование станка

Первыми были изготовлены несколько зажимов для крепления обрабатываемых материалов к рабочему столу. А первым «большим» проектом стал шкафчик для электроники (пункт 15).

В качестве первых образцов были сделаны несколько различных типов шестеренок, коробочки для гитарных медиаторов.


Пылеуловитель
Выяснилось, что станок с ЧПУ производит кучу пыли и сильно шумит. Для решения проблемы с пылью сделан пылеуловитель, к которому можно прикрепить пылесос.
3-х осевой фрезерный станок с ЧПУ
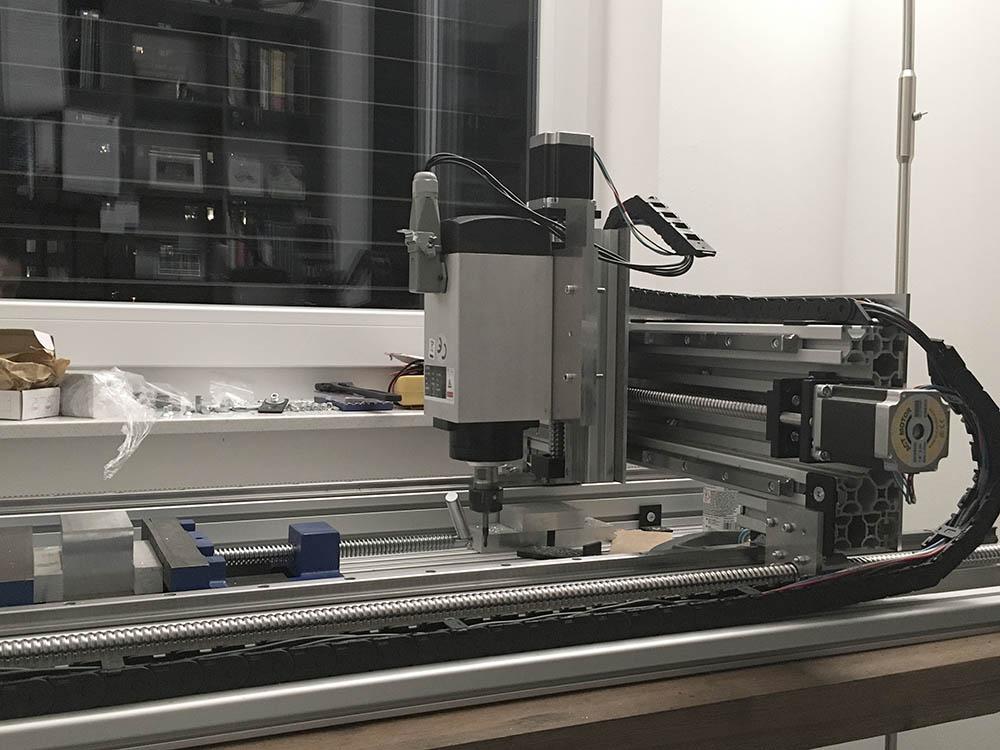
Станок пользователя SörenS7.
Без фрезера с ЧПУ многие проекты так и останутся нереализованными. Автор пришел к выводу, что все станки дешевле 2000 евро не могут дать тот размер рабочей поверхности и ту точность, которые ему нужны.
Что требовалось:
- рабочая область 900 x 400 x 120 мм;
- относительно негромкий шпиндель, гарантирующий высокую мощность на низких оборотах;
- жесткость, как можно больше (для обработки алюминиевых деталей);
- высокая степень точности;
- интерфейс USB;
- стоимость менее 2000 евро.
Эти требования были учтены при трехмерном проектировании. Основное внимание уделялось тому, чтобы все части подходили одна к другой.
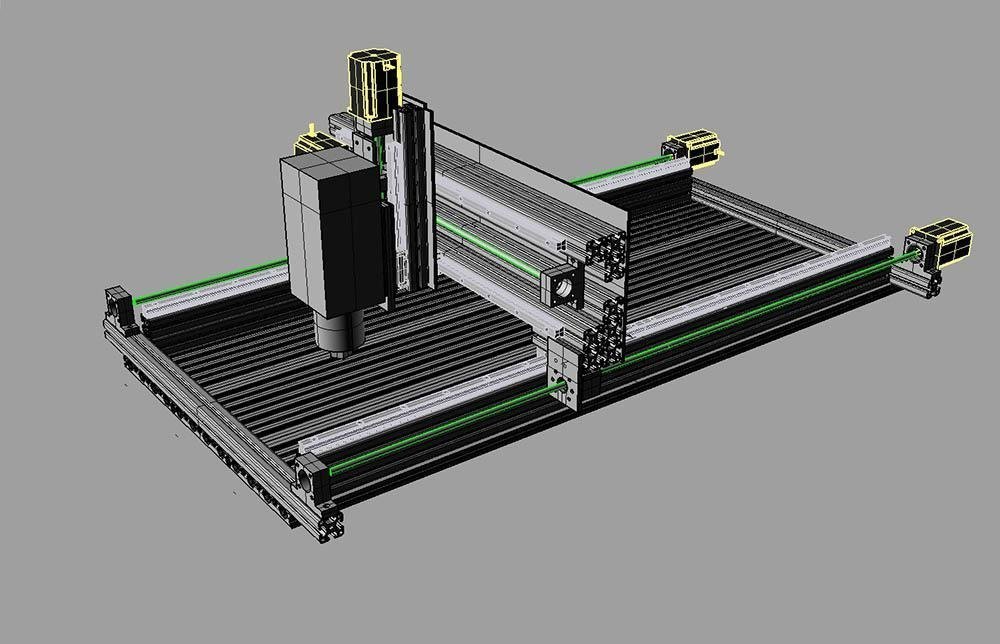
В результате было принято решение построить фрезер с рамой из алюминиевого профиля, 15-миллиметровыми шарико-винтовыми передачами и шаговыми двигателями NEMA 23, с рабочим током 3А, которые отлично подходят к готовой системе крепления.
Все части идеально сочетаются, и нет нужды изготавливать дополнительно специальные детали.
1. Изготовление рамы

Ось Х была собрана за считанные минуты.
Линейные направляющие серии HRC — очень качественные, и сразу после установки понятно, что они будут работать отлично.
Затем возникла первая проблема: приводные винты не входят в подшипниковые опоры. Поэтому решено было охладить винты сухим льдом, чтобы размеры уменьшились.
2. Установка приводных винтов

После того, как концы винтов охладили с помощью льда, они идеально вписались в держатели.
3: Электрика
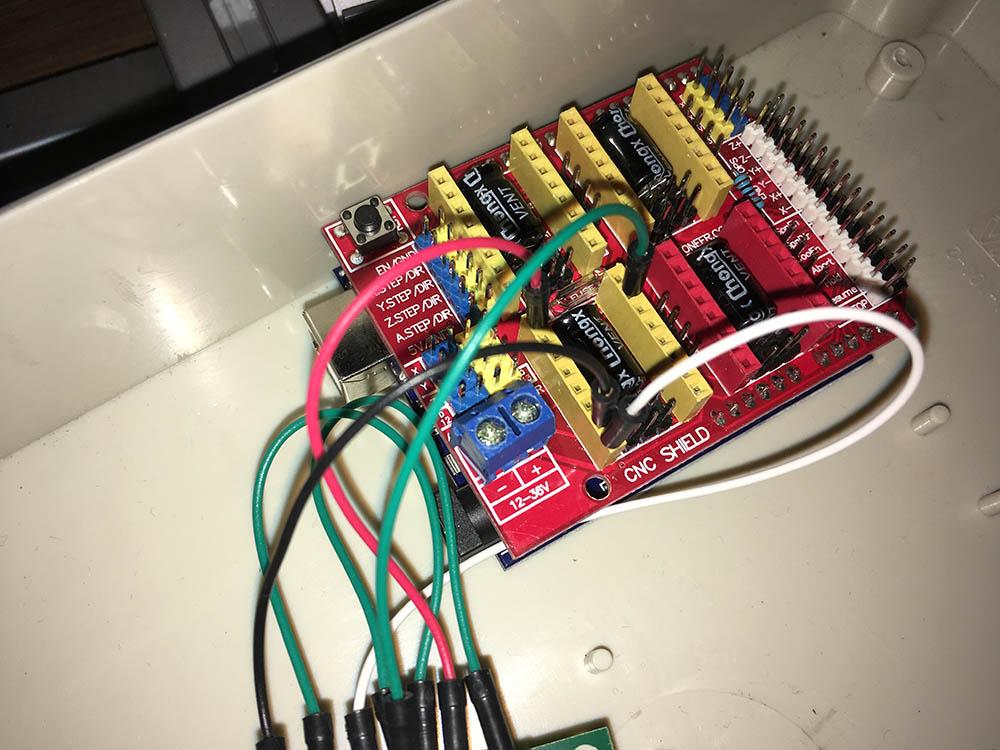
Сборка механической части закончена, теперь очередь за электрическими составляющими.
Поскольку автор хорошо знал Arduino и хотел обеспечить полное управление через USB, выбор пал на Arduino Uno с расширительное платой CNC Shield и драйверы шагового двигателя DRV8825. Установка прошла совсем нетрудно, и после настройки параметров станок стала управляться с ПК.
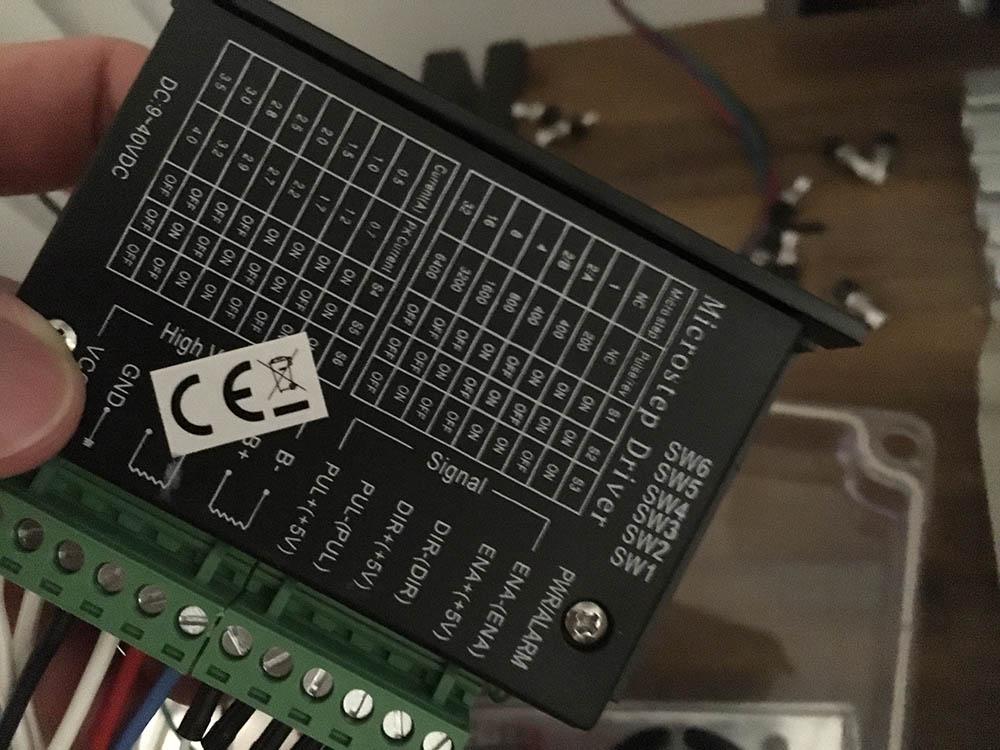
Но так как DRV8825 работает в основном при 1,9 А и 36 В (и сильно нагревается), происходит пропуск шага из-за слишком малой мощности. Длительное фрезерование при большой температуре вряд ли пошло бы хорошо.
Следующими были дешевые драйверы Tb6560, подключенные к плате расширения. Номинальное напряжение оказались не слишком подходящим для этой платы. Была попытка использовать источник питания на 36 В.
В результате два драйвера работают нормально, третий не выдерживает более высокого напряжения и крутит ротор шагового двигателя только в одном направлении.
Снова пришлось менять драйвер.
Хорошо подошел tbV6600. Он почти целиком закрыт алюминиевым радиатором и прост в настройке. Теперь шаговые двигатели по осям X и Y работают с током 2,2 А, а по оси Z с 2,7А.
Требовалось защитить блок питания шаговых двигателей и преобразователь частоты от мелкой алюминиевой стружки. Существует множество решений, когда преобразователь выносится довольно далеко от фрезерного станка. Основная проблема в том, что эти устройства выделяют много тепла и требуют активного охлаждения. Было найдено оригинальное решение: использовать кусочки от колготок длиной по 30 см качестве защитного рукава, дешево и сердито, и обеспечивает достаточный поток воздуха.
4. Шпиндель

Выбрать подходящий шпиндель непросто. Сначала была идея использовать стандартный шпиндель Kress1050, но у него всего 1050 Вт на скорости 21000 об/мин, так что не приходилось ожидать большой мощности на более низких скоростях.
Для сухого фрезерования алюминия и стальных деталей требуется 6000–12000 об/мин. Был куплен трехкиловатный шпиндель VFD с инвертором, с доставкой из Китая он обошелся в 335 евро.
Это довольно мощный и простой в установке шпиндель. Он тяжелый — вес 9 кг, но крепкая рама выдерживает его тяжесть.
5. Сборка завершена

Станок хорошо справляется с работой, пришлось повозиться с драйверами шаговых двигателей, но в целом результат удовлетворительный. Потрачено 1500 евро, и построен станок, который точно отвечает потребностям создателя.
Первым фрезерным проектом была фигурная выемка, вырезанная в полиформальдегиде POM.
6: Доработка для фрезерования алюминия

Уже при обработке POM было видно, что крутящий момент на Y-опоре великоват, и станок изгибается при высоких нагрузках по оси Y, поэтому автор приобрел вторую направляющую и соответственно модернизировал портал.
После этого все нормализовалось. Доработка обошлась в 120 евро.
Теперь можно и алюминий фрезеровать. Из сплава AlMg4,5Mn получались очень достойные результаты без какого-либо охлаждения.
7. Выводы
Чтобы создать собственный станок с ЧПУ, не требуется быть семи пядей во лбу, все в наших руках.
Если все хорошо спланировано, не обязательно иметь кучу оборудования и идеальные условия для работы, потребуется лишь некоторое количество денег, отвертка, захват и сверлильный станок.
Месяц ушел на разработку дизайна с помощью программы САПР и на заказ и покупку комплектующих, четыре месяца на сборку. Создание второго станка заняло бы гораздо меньше времени, потому что автор не имел опыта в области станкостроения, и ему пришлось много узнавать о механике и электронике.
8. Комплектующие

Автор рекомендует брать пластины из алюминиевого сплава AlMg4.5Mn.
Электрика:
Все электрические части куплены на ebay.
- Arduino GRBL + CNC Shield: примерно 20 евро
- Драйвер шагового двигателя: 12 евро за штуку.
- Источник питания: 40 евро
- Шаговые двигатели: примерно по 20 евро за штуку
- Шпиндель+инвертор: 335 евро
Механика:
Линейные подшипники ARC 15 FN
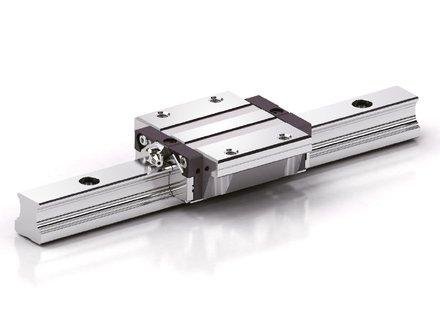
Фото: www.dold-mechatronik.de
Линейные направляющие AR/HR 15 — ZUSCHNITT
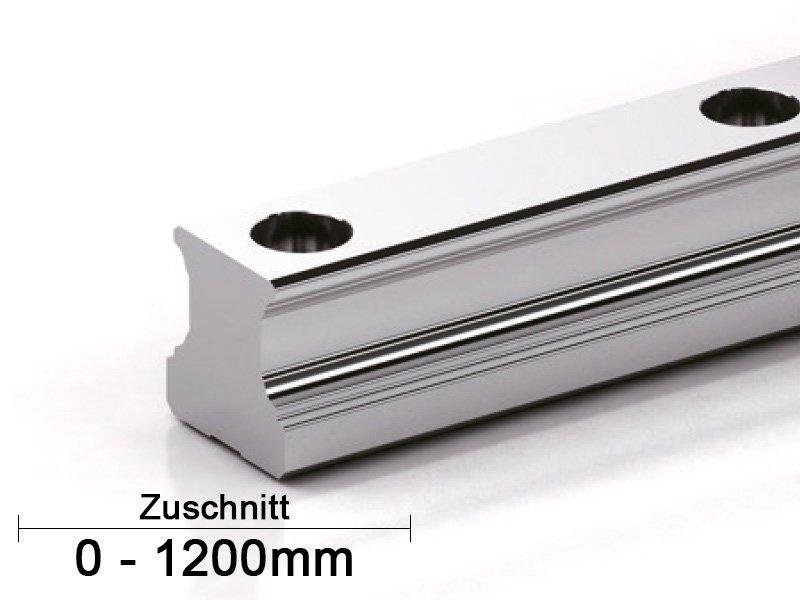
Фото: www.dold-mechatronik.de
Шарико-винтовые пары SFU1605-DM:
- 2x 1052mm
- 1x 600mm
- 1x 250mm

Фото: www.dold-mechatronik.de
Подшипниковый держатель винта ШВП FLB20-3200, включая держатель мотора NEMA23:
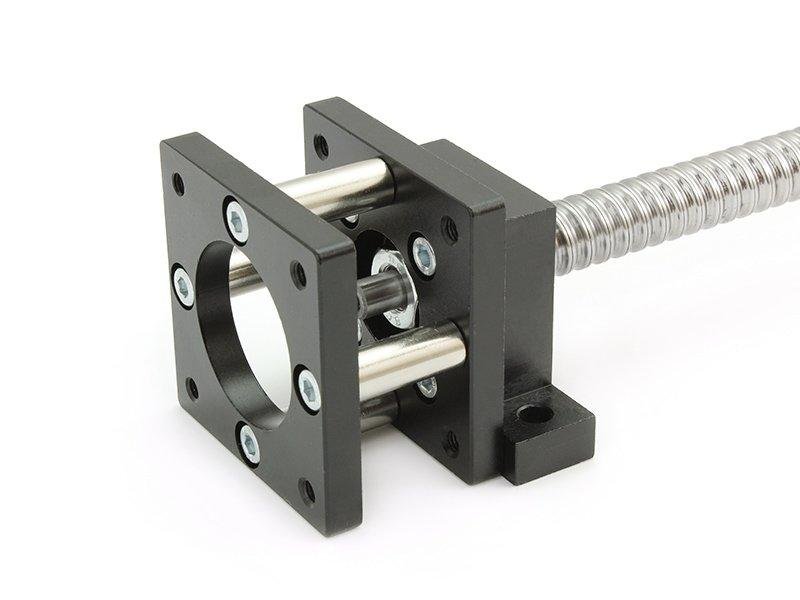
Фото: www.dold-mechatronik.de
Опора винта ШВП LLB20

Фото: www.dold-mechatronik.de
Соединительные муфты шаговый двигатель–шпиндель: из Китая по 2,5 евро за штуку.
Рама:
Профили основания 160×16 I-Typ Nut 8
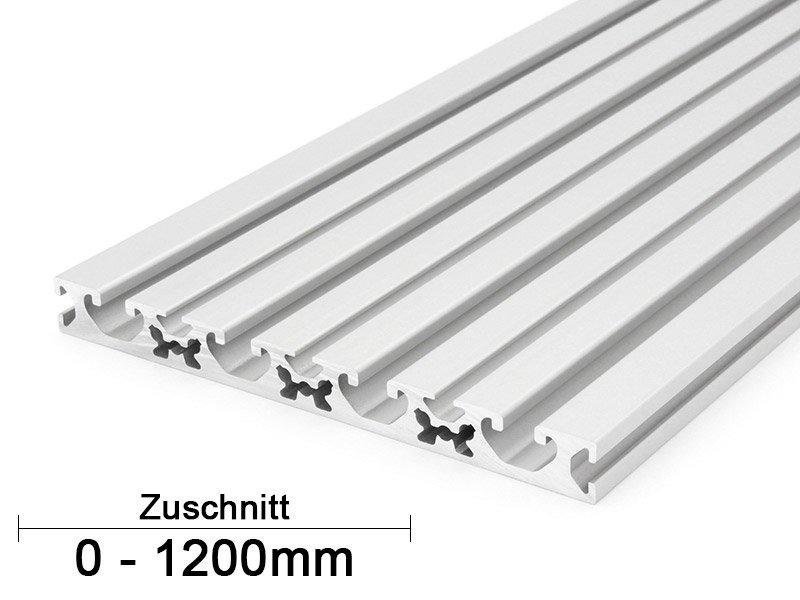
Фото: www.dold-mechatronik.de
Профили для оси Х 30×60 B-Typ Nut 8
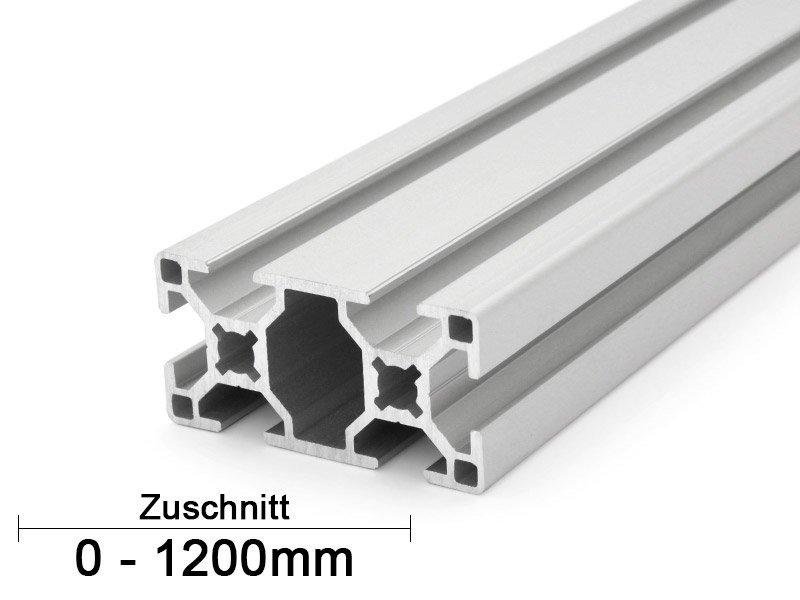
Фото: www.dold-mechatronik.de
Профили крепления шагового двигателя оси Y 30×60 B-Typ Nut 8

Фото: www.dold-mechatronik.de
Портал:
Профиль 30×60 B-Typ Nut 8 на линейный подшипник оси Х 100 мм
Задняя пластина: алюминиевая пластина толщиной 5мм, 600×200.
Профиль 30x60x60 B-Typ Nut 8 для Y: 2 шт.
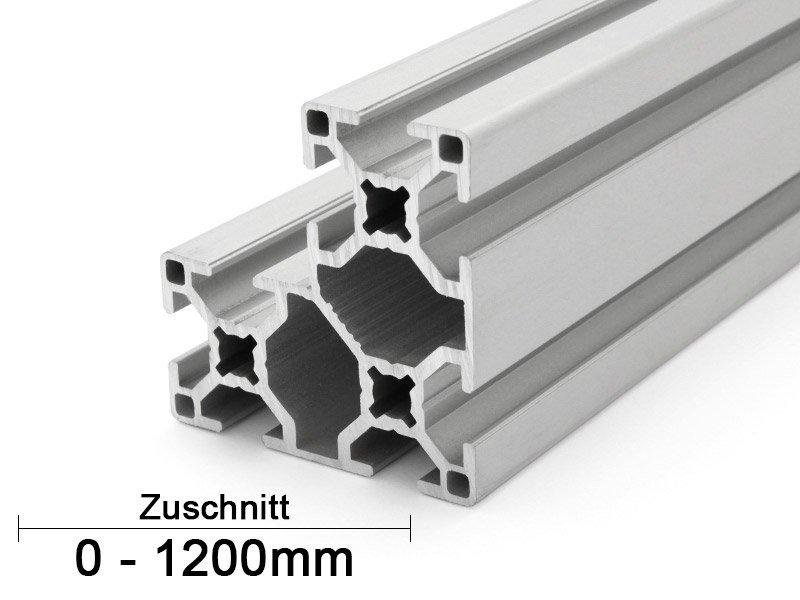
Фото: www.dold-mechatronik.de
Профиль 30×30 B-Typ Nut 8
для Z:
Монтажная пластина — алюминиевая пластина толщиной 5 мм, размеры 250×160
Скользящая пластина для монтажа шпинделя — алюминиевая пластина толщиной 5 мм, размеры 200×160
9. Программа
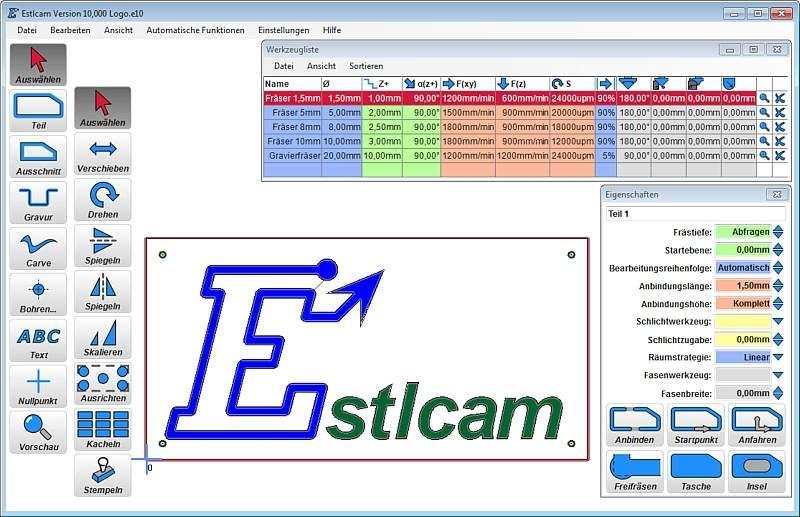
После долгих поисков программного решения, была выбрана удобная программа Estlcam, со стоимостью лицензии 50 евро. Пробная версия программы обладает всеми возможностями лицензионной, но работает медленнее.
Это ПО способно перепрограммировать Arduino и имеет множество функций, в том числе — способно управлять шаговыми двигателями напрямую.
Пример: Для поиска края детали необходимо подключить провода к контактам микрокомпьютера Ардуино и к заготовке. Если заготовка не проводит ток, можно создать временное проводящее покрытие с помощью фольги.
После этого программа подводит инструмент к детали с разных сторон и определяет ее границы в момент контакта.
10. Апгрейд

На осях Y и Z были установлены временные пластиковые кронштейны. Пластик был достаточно прочный, но скобы все же могли сломаться. Поэтому автор фрезеровал алюминиевые кронштейны для замены. Результат показан на фото.
11. Станок в работе

После некоторой практики станок дает уже очень неплохие, для самоделки, результаты.

На этих снимках показана деталь из сплава AlMg4,5Mn. Она полностью фрезерованная. На втором фото — результат работы станка, без дальнейшей обработки другими средствами.
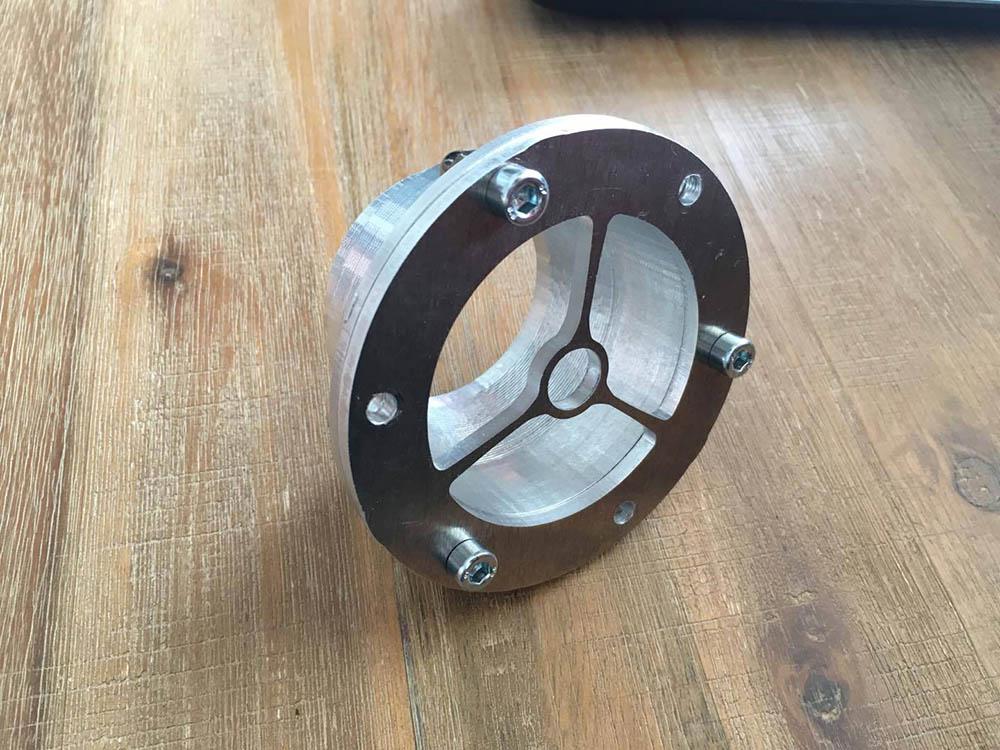
Применялась концевая фреза VHM 6 мм с 3 зубьями. При использовании фрез на 4 и 6 мм станком достигаются вполне достойные результаты. Для своего класса оборудования, конечно.
ЧПУ-стол
На десерт — не станок, но полезная и интересная самоделка для станка, а именно — прочная и вместительная станина с полками. Если у вас еще нет станка с ЧПУ, вы можете построить ее раньше и использовать как рабочий верстак.
Эван и Кейтлин, владельцы сайта EvanAndKatelyn.com, обновили свой стол для станка с ЧПУ, добавив функциональности и вместительности.
Изделие собиралось полностью на винтовых соединениях, без применения клея, чтобы сохранить возможность легкой переделки и апгрейда.

Использованные инструменты и комплектующие:
- Кнопка остановки;
- Фиксатор роликов;
- Зенковка и биты;
- Дрель;
- Электрическая отвертка;
- Пила;
- Станок X-Carve;
- Четвертьдюймовая концевая фреза с твердосплавным покрытием;
- Четвертьдюймовая твердосплавная 4-канальная фреза с шариковым наконечником;
- Средства защиты органов слуха.
Шаг 1: подготовка
Шаг первый — удалить все со старого стола, начиная со станка и заканчивая кучей других вещей, лежащих там, и частично разобрать его. Было полностью разобрано все, кроме двух больших полок 120 х 120 см, которые укрепили, сделав основой нового стола.
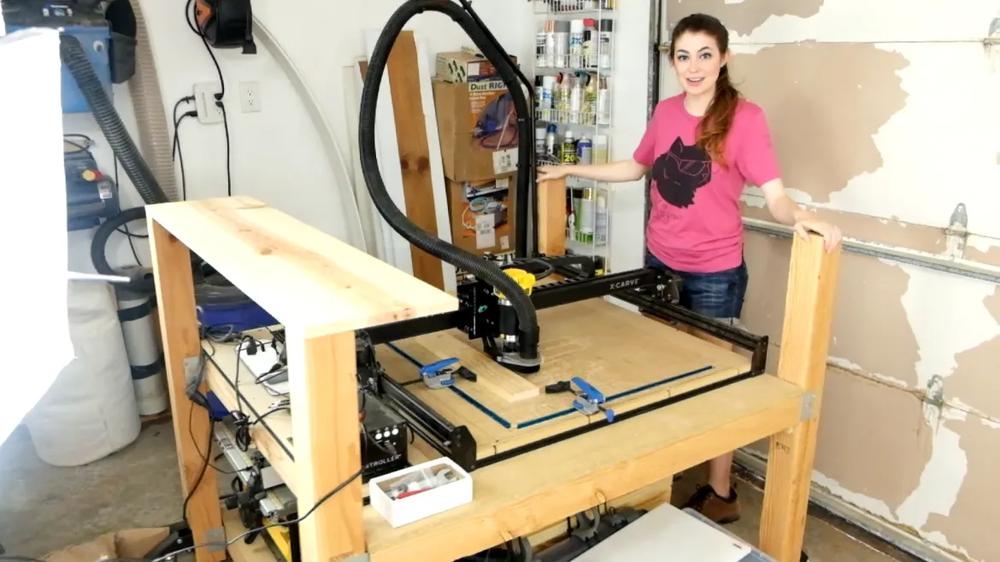
Шаг 2: укрепление полок

Были использованы угловые скобки на четырех внутренних углах и L-образные скобки вдоль поперечной балки, проходящей вдоль нижней стороны.


На фото ниже: сравнение усиленной полки с недоделанной.

Шаг 3: отрезать лишнее
Первоначально было 4 стойки, поднимающиеся над верхней частью стола, потому что планировалась дополнительная полка над станком. Эту идею забраковали, решив оставить две стойки из четырех.

Их укрепили угловыми скобами.


Для закрепления полки добавили небольшие деревянные подставки.

На них поместили полку и укрепили ее еще большим количеством скобок.

Тест на прочность.

Шаг 4: пегборд — панель для инструментов
В обновленный предмет мебели стоило добавить как можно больше места для хранения, и одной из расширяющих его возможности деталей стала перфорированная панель, в отверстиях которой закрепляются держатели для инструментов. На панели вырезали углы электролобзиком.
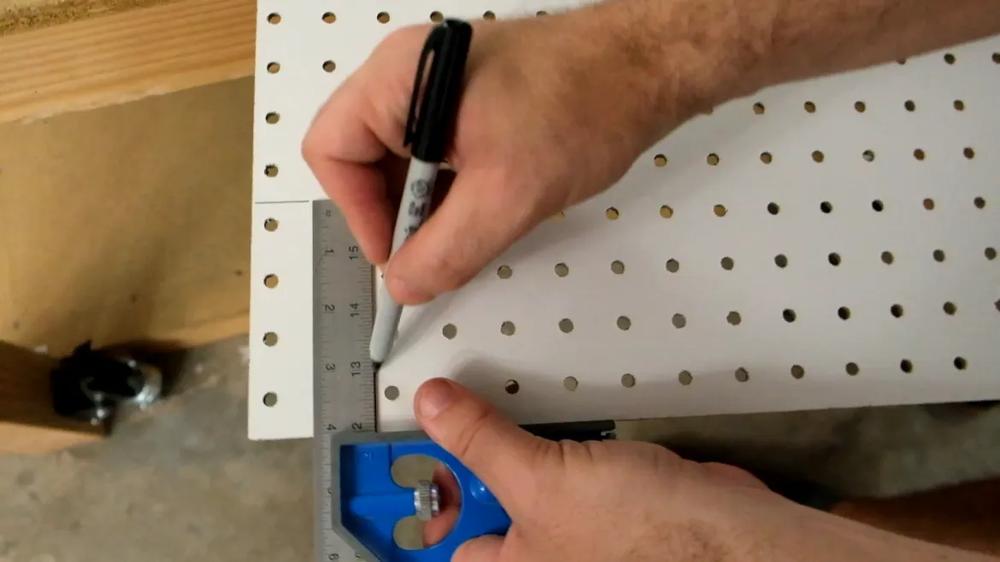


Смотрите подробнее в видео. Дальше ее просто прикрутили.

Шаг 5: нижние полки
Для хранения в нижней части надо было оставить как можно больше места, т.к. там хранится настольная пила и барабанный шлифовальный станок. Для хранения материалов тоже было нужно много места, так что решено было добавить полку, но сделать ее легко удаляемой. Пригодились заготовленные для ножек деревянные бруски и лист фанеры.

Ножки прикрепили к фанерному листу угловыми скобами, получившуюся полку вставили в нижнюю часть. Ее легко снять, когда снова понадобится хранилище полной высоты.
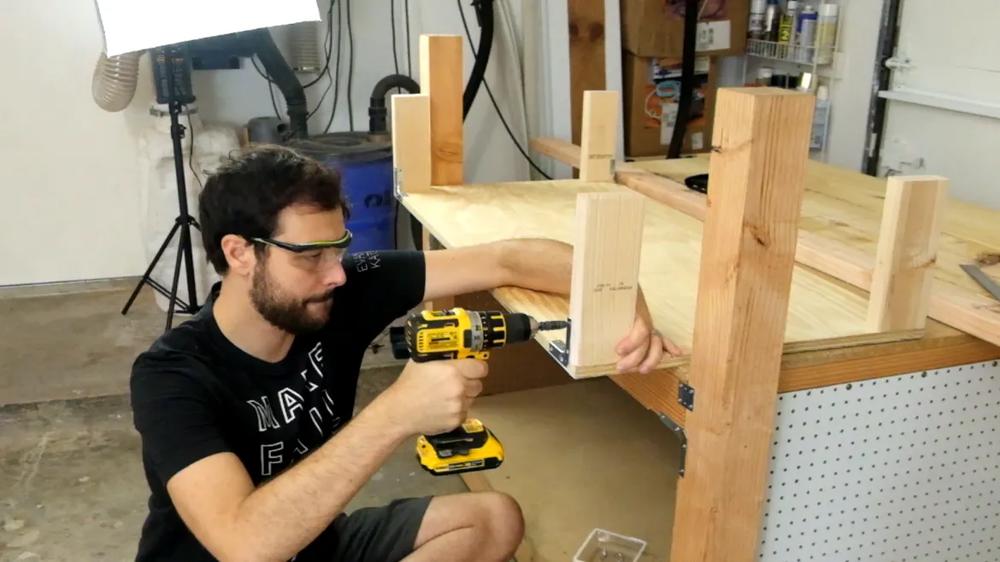

Шаг 6: верхние полки
В старой станине была верхняя полка для компьютера, работающего со станком, и для разных мелких вещей. Там оставалось еще место, и под этой полкой решили сделать еще одну. Это также помогло прикрыть розетки и проводку для станка.
Верхнюю полку положили на торцы стоек и прикрутили.

Во второй полке лобзиком вырезали углы под ножки.

И также закрепили ее уголками.

Шаг 7: последние штрихи
На пегборд добавили лоточки для хранения отверточных бит и прочих мелочей.

На торец прикрутили табличку с надписью “Назови меня”, которая впоследствии будет заменена именем, придуманным подписчиками на YouTube.

Наконец, в стол вернули все, что лежало в его предшественнике.


Все фотографии принадлежат авторам проектов.
Заключение и рекомендации
Существует множество впечатляющих проектов самодельных станков, зачастую авторы поражают своими навыками и остроумными решениями. Как увлечение, самостоятельная сборка станка с ЧПУ или 3D-принтера превосходит многие другие хобби — как по полезности получаемого результата, ведь на станке можно делать много замечательных вещей, так и по пользе от самого процесса — это не только увлекательное, но и познавательное занятие, помогающее развить инженерные навыки.
Если же вам не столь интересен сам процесс, а скорее требуется станок с ЧПУ для работы, в мастерскую или на предприятие — рекомендуем приобрести готовое оборудование промышленного производства, с гарантией и сервисом.
Можем порекомендовать станки следующих производителей:
- Solidсraft
- GoCNC
- Purelogic
- Steepline
- Twitte
- ООО СК РОУТЕР
- ЧПУ Моделист
- Endurance
- Aman Machinery
Мы не приводим отдельные модели, так как их множество, а под любые цели, задачи и имеющиеся условия установки и эксплуатации оборудование необходимо подбирать индивидуально, с чем вам помогут специалисты Top 3D Shop. Обращайтесь!
Узнайте больше о возможностях усовершенствовать ваше производство интеграцией нового оборудования:

В интернете не так много готовых проектов по которым можно самостоятельно собрать себе станок с чпу.
- Многие жаждут денег за подобные конструкции, которые по сути ничего из себя не представляют.
- Поэтому я взял какой-то станок, который нашел на авито и на его базе, точнее по фоткам, быстренько «спроектировал», а точнее нарисовал станок.
- Мой проект поможет тем, кто хочет самостоятельно своими руками собрать фрезерный станок с чпу.
- Причины могут быть разные, нет денег на готовый или просто хочется построить что-то своими руками.
В любом случае данная статья для Вас.
Написать эту статью подтолкнуло очередное заявление одного «производителя»
Некоторые “спецы” продают станки чпу и их комплектующие дешево, пытаясь, как мне кажется, заработать на неосведомленности жаждущих заполучить такой волшебный станок для своих столярных целей.
Я говорю о фрезерных станках с чпу по дереву, так как по моему разумению, они не годятся для коммерческого использования и причиной тому — время затрачиваемое на обработку изделия, а большинство нуждается в таком станке в коммерческих целях.
Если у вас много времени, то эта статья поможет сэкономить денег, если вы вдруг решите собрать такой станок.
В данной статье вы получите полную информацию по механике трех-осевого станка портального типа, вы найдете чертежи и файлы для передачи на производство или самостоятельного изготовления элементов и комплектующих станка.
Сложности и трудности
Основная сложность — это подбор нужных комплектующих под свои желания рабочего поля станка.
Сделано все под готовые детали с алиэкспресс. По сути вы получаете готовый конструктор и проблем со сборкой возникнуть не должно.
План действий по сборке фрезерного станка
1. Определяем размеры станка
- Размер рабочего поля станка зависит от ходовых винтов
- Винты со стандартной разделкой концов продаются на али комплектами.
- В комплект входит: винт, гайка, крепление гайки, муфта и держатели винтов.
Данный станок имеет следующие размеры:
- оси Y: винт 700мм, профиль 685мм.
- соединительный профиль 685мм
- оси X: винт 500мм, профиль 455мм.
- ось Z: винт 300мм
при этих параметрах
- рабочее поле станка: X-295мм Y-480мм Z-160мм. размеры без установленных концевиков.
Пример
для увеличения размеров по оси Y
берем винт 1500мм, тогда длина профиля составит 1485мм (1500-700+685=1485)
увеличиваем ось X (портал)
для винта длиной 1200мм понадобится профиль длиной 1155мм (1200-500+455=1155)
а длина соединительного профиля составит 1385мм (685+(1200-500)=1385)
при таких винтах получаем станок с рабочим полем X-995м Y-1280мм Z-160мм


2. Металлические части
- Станок состоит из 14 разных частей 6мм конструкционной стали Ст3. Части собираются посредством сварки, для позиционирования используется шип-паз, с его помощью без труда собираются элементы в единую деталь.
- Кликнув по картинке в описании можно посмотреть номер и количество деталей необходимых для сборки станка.
- Элементы детали рекомендую заказывать на лазерной резке. Малые отверстия КЕРНИМ для дальнейшего просверливания отверстий и нарезания резьбы.
3. Алюминиевый профиль
- Металлический профиль 60х60 30 серия нарезаем в размер в зависимости от длины выбранного ходового винта.*
- Выбираем длину винта и получаем длину профиля для каждой оси. Как посчитать я писал выше.
- Для соединения сварных деалей с профилем используются Т-образные гайки
- Винты М5,M6,M8,М10
4. Комплектующие с АЛИ
Для механики потребуются:
- Четыре винта 1605 (ШВП) разной длины (оси Х,Y,Z)
- Четыре гайки 1605
- Четыре муфты с диаметрами 10мм и 8мм
- Четыре крепления гайки
- Четыре фиксируемые опоры FK12
- Четыре Шаговых мотора серии NEMA23 на 18кгс
- Цилиндрические рельсы SBR20 на ось X,Y SBR16 на ось Z
- Подшипники SBR20UU на X,Y (8 шт.) SBR16UU на Z (4 шт.)
ШВП — Шариковинтовая передача 1605, где 16 его диаметр, а 5 шаг на 1 оборот.
* профиль тоже можно посмотреть на алиэкспресс
5. Сборка деталей
- Предварительно во всех элементах нарезаем резьбу согласно чертежам.
- Сборка элементов производится посредством шип-паза, после сборки и фиксации — провариваем.
- Провариваем без фанатизма, иначе поведет и все будет кривое.
- Варим на прихватки либо завариваем шип-паз или комбинируем.
5.1. Собираем «углы» крепления основоной рамы станка
Для сборки необходимо собрать из деталей 1,2,3,4 угловые элементы рамы станка с чпу, чертеж прилагается.
Предварительно нарежьте резьбу согласно чертежу.

Обратите внимание, что «углы» собираются зеркально
Теперь у нас есть 4 «угловых» элемента
5.2. Собираем стойки портала
Стойки портала для станка с чпу собираются аналогично угловым элементам, берем детале 5,6,7,8 и внимательно собираем.
Cледите за тем с какой стороны устанавливаете маленькие детали, на Деталь 5
устанавливается мотор приводящий в движение каретку по оси.
Предварительно нарежьте резьбу согласно чертежу.


5.3. Собираем ось Z станка своими руками
Основу оси Z собираем из деталей 9,12,13, смотрим на картинку и внимательно собираем, не перепутайте.
Предварительно нарежте резьбу согласно чертежу.
Фиксируйте свариваемые детали, к примеру можно взять квадратную трубу и притянув к ней струбцинами детали получим угол 90 градусов. Даже если не получится идеального угла, муфта соединения вала мотора с ШВП (винтом) имеет мягкую вставку, которая компенсирует не соосность.
6. Собираем сам станок
Все элементы готовы и теперь осталось только собрать-скрутить все детали в одно целое, чтобы получить станок на который впоследствии установить чпу систему. В данном варианте это либо MACH 3,4 или LinuxCNC
Алюминиевый конструкционный профиль собирается на Т-гайках, поэтому берем горсть гаек и винтов я использую с внутренним шестигранником (DIN 912). Берем винты класса прочности 8.8 они есть в любом хозмаге.
6.1. Собираем левую и правую часть оси Y
- 1. устанавливаем угловые элементы.
- 2. Собираем направляющую, на цилиндрический рельс SBR20 одеваем две каретки SBR20UU и прикручиваем его к алюминиевому профилю 60х60 винтами М6.
- 3. Тиким же образом собираем вторую направляющую.
- 4. Все теми же винтами М8 соединяем обе направляющие между собой заранее подготовленным профилем, который задает длину оси X, получаем основание станка. Не затягиваем.
- 5. В угловые элементы устанавливаем фиксируемые опоры винтов FK12, крепим на винты М5.
- 6. Берем винт с накрученной на него гайкой, одеваем крпеление гайки к стойке и прикручиваем его на 6 винтов М5.
- 7. Концом с резьбой устанавливаем винт ШВП 1605 в опору FK12 слегка фиксируя гайкой на опоре.
- 8. Шаговый двигатель NEMA 23 c надетой на вал муфтой, устанавливаем на свое место. Крепим винтами М5. Смотрим рисунок.
- 9. Затягиваем гайку, фиксирующую винт на опоре FK12 и фиксируем муфту на винте ШВП и валу двигателя, затягивая винты на соответсвующих половинках муфты.




6.2. Портал фрезерного станка, ось Х
- 1. Соответвующие стороне стойки портала крепим на подшипники SBR20UU на винты М5. Гайку ШВП (SFU1605) не прикручиваем к стойке.
- 2. Устанавливаем заготовленный для портала профиль и прикручиваем его винтами М8, Не затягиваем.
- 3. Прокатываем портал в одну сторону до упора и подтягиваем винты М8 основной рамы станка.
- 4. Прокатываем портал в противоположную сторону и подтягиваем винты основной рамы станка.
- 5. Проверяем как перемещаяется портал, прокатывая его из стороны в сторону. Нужно добиться плавного перемещения портала по всей длине оси Y. После чего протягиваем винты основной рамы станка.
- 6. Собираем направляющую оси X, на цилиндрический рельс SBR20 одеваем две каретки SBR20UU и прикручиваем его к конструкционному профилю сечением 60х60 винтами М6.
- 7. В правую часть портала устанавливаем опору винта FK12, прикручиваем винтами М5.
- 8. Собираем винт, накручиваем на него гайку, на гайку одеваем крпеление и прикручиваем его на 6 винтов М5.
- 9. Концом с резьбой устанавливаем винт ШВП 1605 в опору FK12, слегка фиксируя гайкой на опоре.
- 10. Шаговый двигатель NEMA 23 c надетой на его вал муфтой устанавливаем на свое место. Крепим винтами М5. Смотрим рисунок.
- 11. Затягиваем гайку фиксирующую винт на опоре FK12 и фиксируем муфту на винте ШВП, на валу двигателя не фиксируем.
6.3. Ось Z фрезерного станка
- 1. Опору FK12 устанавливаем снизу платформы оси Z, крепим на винты М5.
- 2. Устанавливаем основу оси Z на подшипники SBR20UU, крепим винтами М5. Подтягиваем винты.
- 3. Прокатывая влево, подтягиваем винты крепления профиля к стойке, прокатывая вправо, подтягиваем винты крепления правой стойки.
- 4. Регулировкой добиваемся плавного движения оси X, затягиваем винты крепления профиля к стойкам.
- 5. Одеваем подшипники SBR16UU на цилиндрические рельсы SBR16, крепим их через проставки Деталь 14 к основе оси Z винтами М5
- 6. Прикручиваем Деталь 10 на подшипники SBR16UU, подтягиваем винты.
- 7. Перемещая каретку оси Z, добиваемся плавного хода, фиксируем винты крепления цилиндрического рельса и Детали 10.
- 8. Устанавливаем винт с гайкой и модулем крепления гайки к подвижной пастине крепения шпинделя. Фиксируем финт гайкой на опоре.
- 9. устанавливаем двигатель с муфтой.
- 10. Устанавливаем крепление шпинделя. В данном варианте используется проставка под брекет шпинделя.
Ну вот, собственно, и вся сборка станка чпу своими руками которую осилит любой желающий.
Ведь здесь от вас требуется только сварка и нарезание резьб. Ну может, еще подрезать цилиндрические рельсы.
- Не забудьте протянуть все винты.
- Если нужно, установите концевики, гибкий кабель-канал.
- Если лень нарезать резьбы, используйте винты с гайками.
Что можно доработать
- Добавить крепления гибкого кабель-канала.
- Увеличить жесткость, например добавить перемычек или сделать «жертвенный» стол из фанеры 18мм
- Проработать стойки портала и конструкцию оси Z, облегчив всю конструкцию.
Заключение
Этот станок может собрать каждый.
Я постарался до мелочей рассказать и показать как и из чего можно все это собрать.
- Габарит станка вы выбираете сами, только не надо делать длинные станки с таким конструктативом.
- Такой станок — прекрасная возможность познакомиться с обработкой материалов резанием. Вы узнаете на каких режимах сможет работать станок с таким конструктативом, сколько времени будет занимать изготовление той или иной детали, 3д картины и тд.
И уже потом сделаете вывод на собственном опыте (как это сделал я собрав второй станок) первый тут), что вы хотите от фрезерного станка с чпу и будете понимать, что могут и что не могут станки супербюджетного ценового диапазона.
И не будете вестись на всякие там уловки, что этот станок все сделает за вас, он позводлит вам сделать все то о чем вы только мечтали.
Мое любимое изречение продаванов таких станков «хотите мы можем поставить такой шпиндель, а хотите в пять раз мощнее». И ни один не спрашивает, а что вы будете на нем резать. Мощьный шпиндель на дохлом станке не сможет раскрыть весь потенциал, и так со всеми элементами станка.
(это касаемо дешевых полусамодельных станков коих пруд пруди)
Станок — это железяка и очень непростая, когда дела касается нагрузок, огромную работу нужно провести, чтобы заставить его работать правильно.
Все в этой статье — мое собственное мнение, основанное на личном опыте постройки и обслуживании своих станков и модернизации станков от таких «супер-пупер» производителей.
Я не являюсь супер специалистом в данной области и у меня нет никаких ученых степеней, но есть 5 летний опыт работы на своих двух самодельных станках.
Успехов тем, кто хочет собрать свой станок!
Если понравиться статья ПОДЕЛИСЬ в соцсетях!
пусть как можно больше желающих собрать станок своими руками получат такую возможность.
сделаем хэштег данного проекта #станоксавито
Кому лень отрисовывать каждую деталь станка и собирать предлогаю готовую сборку Сборка станка с чпу в solidworks