
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Мы больше не будем рекомендовать вам подобный контент.
Отмена
Добрый день, Уважаемые читатели!
Вот и пришло время переделки моего 3D принтера. На этот раз я буду полностью его пересобирать и менять все пластиковые детали задействованные в механике на металлические.
Наверно у читателей возникнет вопрос: «А, зачем менять?»
Мой ответ будет прост: Я очень разочаровался в пластике в целом. Он мягкий, плохо справляется с нагрузками и тяжело переносит повышенную/высокую температуру, и совершенно не держит резьбу. Как материал для прототипирования он неплох, но для чего то важного и сложного он не подходит.
Проект этого принтера тянется уже давно, так время от времени я сталкиваюсь со сложностями, в виде длительной доставки запчастей и прочих семейных обстоятельств. И так приступим.
Корпус – рама
Для сборки рамы принтера нам понадобятся:
- Профиль 30х30 длинной 320 мм в количестве 13 шт. и длинной 500 мм, который я приобретал в компании «Собери-Завод» в г. Москва. При заказе была осуществлена резка профиля;
- Шпилька строительная М6 длинной 330 мм – 8 шт., 520 мм – 4 шт.;
- Уголок силуминовый – 26 шт.;
- Самодельные сухари М6 – 42 шт.;
- Самодельные кубики из пластика– 8 шт.;
- Гайки М6 с пластиковой вставкой – 42 шт.

Собираем корпус, соблюдая строгую геометрию при помощи ровного строительного уголка. Везде должно быть строго 90 градусов.
Для соединения вершин, мною были распечатаны 8 кубических креплений (синий цвет).
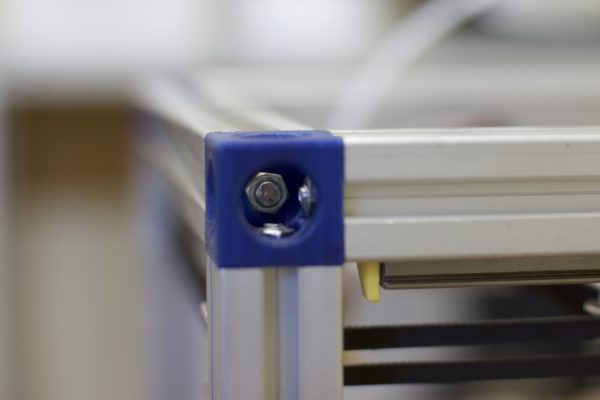
Для более жесткого соединения сквозь профиль была пропущена шпилька М6.

Все перекрестные соединения были осуществлены при помощи силуминовых уголков и сухарей М6. Они придают хорошую жесткость корпусу.
Кинематика принтера (механика оси X и Y)
Кинематика моего принтера будет собрана по схеме CoreXY, в теорию вдаваться мы не будем, если у Вас есть желание, то с ней предлагаю ознакомиться по ссылке.
Еще можно ознакомиться с моим видео, в котором показано, каким образом происходит движение головки, за счет одновременного вращения моторов X и Y.
Схема расположения элементов кинематики (без профиля).
Для сборки механики нам понадобятся:
- рельсы MGN12 длинной 300 мм с каретками MGN12С – 3 шт.;
- ремень GT2 длинной 4 м;
- зубчатые колеса на подшипниках GT20 – 8 шт.;
- шкивы GT20 на шаговые двигатели – 2 шт.;
- самодельный крепеж для двигателей – 2 шт.;
- болты М5 – 6 шт.
- самодельная головка из профиля;
- самодельная пластина портала размером 36х377х2 мм.
- крепление хотэнда SK-16;
- самодельные сухари М6 длинной 150 мм – 2 шт.;
- болты и гайки М3 – около 20 шт.
Крепление рельс к профилю осуществляем при помощи длинного самодельного сухаря с вставленными гайками М3 с пластиковым фиксатором.
Собираем голову по схеме. В пластиковой части предусмотрены шестигранные отверстия для гаек с пластиковыми вставками.
Результат сборки, болты М3 и М5 с внутренним шестигранником.
Крепление SK16 жестко крепит радиатор и позволяет ему проворачиваться и еще неплохо передает тепло от него на каретку.
Выполняем монтаж зубчатых колес на портал.
Крепим портал на две каретки оси X.
После монтажа проверяем плавность движения и параллельность.
Выполняем монтаж шаговых двигателей при помощи самодельных креплений и сухарей.
Изготовление креплений производилось кустарным способом на балконе, при помощи дрели и сверла, на коленках.
Крепим зубчатые колеса на самодельные крепления из дюралюминиевого уголка.
Ремень устанавливаем по следующей схеме (двухэтажная без перекрещивания). Концы ремня заводим в головку принтера, одинаково натягиваем и фиксируем.
После крепления рельс проверяем геометрию и совершаем пробные движения.
Очень важно добиться одинакового натяга ремней. Фиксируем ремень болтами М3 в головке.
Ось Z
- Самодельный фанерный стол;
- Валы диаметром 12 мм, длинной 400 мм – 2 шт.;
- Крепление валов SK12 – 4 шт.;
- Крепление ШВП SK16 – 2 шт.;
- Подшипники скольжения LMK12LUU – 2 шт.;
- ШВП 1204 [SFU 1204 ] с обработанными концами, длинной 320 мм;
- Подшипники 8х16х5 мм – 2 шт.;
- Муфта 5х8 мм.
Крепим гайку ШВП вместе с валом ШВП и подшипники LMK12LUU на стол при помощи болтов и гаек М3.
Для быстрого нахождению центров отверстий и соблюдения геометрии мной был смоделирован и распечатан адаптер.
Собираем все оставшиеся элементы согласно графической схемы, закрепляем их на профиле при помощи сухарей (для удобства стол на схеме скрыт).
Для крепления валов диаметром 12 мм были применены крепления SK12, подшипники ШВП устанавливаются в крепления SK16 (оранжевые крепления на схеме). Проблема заключается в том, что у креплений SK12 и SK16 разные размеры и центра не совпадают. Необходимо было обработать крепление, укоротить основание на 4 мм на фрезерном станке. Для соосности моим знакомым Станиславом (очень хорошим человеком, который так же как и я, увлечен станками ЧПУ) был выточен вал 12/16 мм.
После обработки оси совпали, можно монтировать.
И так, механика собрана и готова к движению.
Электроника
Электроника для принтера будет основана на классической связке Arduino+Ramps.
- Arduino MEGA 2560;
- Ramps 1.4 (комплект);
- Драйвера DRV8825 – 4 шт.;
- ЖК Экран 2004;
- Кардридер;
- Шаговые двигатели 42BYGHW609 Nema17 – 4 шт.;
- Нагревательный стол MK2;
- Блок питания 12В – 360 Ватт, 30А;
- Экструдер – MK8;
- ХотЭнд E3D V6 – оригинал (копия);
- Концевики оптические – 3 шт.
Подключения производятся по классической схеме.
Монтируем и подключаем оптические концевые выключатели.
Ось Y
Ось X
Ось Z
Закрепляем экструдер MK8 на раму принтера.
Прошивка
Прошивка принтера MARLIN 1.0.2 со стандартными настройками.
Я приведу краткий список своих параметров:
Активируем кинематику
#define COREXY
Активируем оптические концевики
const bool X_MIN_ENDSTOP_INVERTING = false;
const bool Y_MIN_ENDSTOP_INVERTING = false;
const bool Z_MIN_ENDSTOP_INVERTING = false;
Указываем направление вращение двигателей
#define INVERT_X_DIR true
#define INVERT_Y_DIR true
#define INVERT_Z_DIR false
#define INVERT_E0_DIR true
Указываем габариты рабочего поля
#define X_MAX_POS 200
#define X_MIN_POS 0
#define Y_MAX_POS 200
#define Y_MIN_POS 0
#define Z_MAX_POS 250
#define Z_MIN_POS 0
Указываем скорость перемещения при команде Home
#define HOMING_FEEDRATE {2000, 2000, 500, 0}
Указываем шаги
#define DEFAULT_AXIS_STEPS_PER_UNIT {160, 160, 1600, 301}
#define DEFAULT_MAX_FEEDRATE {50, 50, 10, 25}
#define DEFAULT_MAX_ACCELERATION {5000, 5000, 250, 10000}
Область печати составляет 200х200х250 мм.
Настройки слайсера
Сопло – 0,4 мм;
Высота слоя – 0,15-0,2 мм;
Толщина стенки – 1,2 мм;
Толщина дна детали – 0,6 мм;
Высота крыши детали – 0,6 мм;
Скорость печати – 50-100 мм *;
Толщина пластика – 1,75 мм;
Текучесть – 100-120% *;
Температура сопла – 210-230 градусов *;
Температура стола – 60-65 градусов.
* – подбор параметров производится опытным путем, зависит от пластика и производителя.
Результат печати
Плюсы и минусы
Плюсы:
Рамы из профиля является жесткой и универсальной, в любой момент можно без проблем что-то переделать/передвинуть.
Кинематика CoreXY имеет ряд преимуществ, к ним относятся:
- высокая скорость печати за счет более легкого портала;
- большее количество ремней, дает большую прочность (в сравнении с h-bot);
- меньшая длина ремня не дает такого резонанса при движении как h-bot;
- движение стола происходит вверх и вниз, деталь во время печати не раскачивается;
- имеются большие угловые ускорения (в сравнении с h-bot);
- установка ШВП избавила от люфтов и волн на детали при печати;
- установка рельс избавляет от прогиба валов;
- применение зубчатых колес сохраняет целостность зубов на ремне.
Минусы:
- Минусы, профиль довольно толстый и увеличивает габариты принтера;
- Рельсы очень шумно работают при быстром перемещении;
- Ремень тянется и видны мелкие вибрации ремня (колебания) при движении, это негативно сказывается на качестве печати;
- Ремня 2 куска, и их необходимо натянуть с одинаковым усилием;
- Со временем необходимо выполнять натяжку ремня;
- Что бы выполнить монтаж какой-нибудь детали на корпусе принтера, необходим сухарь (специальный болт/гайка), возможно придется делать частичный разбор принтера.
Советы новичкам
- Старайтесь делать корпус как можно жёстче, желательно из металла (жесткости много не бывает, вес принтера положительно сказывается на качестве печати);
- Минимизируйте использование пластиковых деталей, пластик очень ненадежный материал;
- Максимально облегчайте головку принтера, инерция меньше, качество и скорость печати выше;
- По возможности используйте белый ремень GT2, он армированный и менее тягучий;
- Вместо роликов используйте зубчатые колеса, так как они сохраняют геометрию зуба на ремне.
Благодарю Вас за внимание!
Пользуясь случаем хотел поблагодарить Станислава за оказанную помощь. У этого хорошего человека есть свой канал на Youtube.
Администрацию портала прошу принять данный пост на конкурс.
Метки: CoreXY, конкурс #3   2017-02-13      Раздел: На конкурс, Постройка 3D принтера, Своими руками  
- Цена: около 20 тысяч за 3Д принтер
Подшипник 608 (22 x 8 x 7 мм) Блок hotend Набор сопел для печати (10 шт) E3D V6 термобарьер с тефлон. Трубкой/ 1.75 мм Радиатор ZAV Алюминий блок для E3D V6 16 x 16 x 12 мм Экструдер Шестерня MK8 подачи прутка Миниатюрный подшипник 623zz 3 x 10 x 4 мм Пружина прижима подшипника к подаче 1.2 мм x 20 мм Тефлоновая трубка под 1,75 мм с двумя фитингамиПрочее Пружина диаметр 4.8 мм длина 8 мм Утеплитель Скотч алюминиевый Каптоновый скотч Теплопроводный клейЭлектрическая часть
- Шаговые двигатели Nema 17 42
- Плата MKS gen 1.4
- Плата MKS Sbase 32bit
- Драйвер шагового двигателя A4988
- Драйвер шагового двигателя Drv8825
- Экран 12864 (128×64 точек)
- Модуль энкодера для arduino KY-040
- Считыватель для SD карты
- Вентилятор 50x50x10 12 v 2 pin
- Вентилятор 40x40x15 12 v 2 pin
- Стол MK2B размер 300×200
- Нагреватель hotend 12V 40W длина 20 мм
- Микропереключатель для Makerbot MK7 / MK8
- Микропереключатель KW4-3Z-3
- Термистор 100 К ом NTC 3950
- Набор проводов 14 шт
- Трубка изоляции
- Провод 2 жильный сечением от 1.5 мм2 длина метр
- Разьем IEC320 220 V
- Блок питания 12v от 360 W
Примерная стоимость комплекта деталей $210. С Sbase и MKS-TFT будет подороже. Итоговая стоимость принтера 20 000р, если покупать все по списку. В целом получается неплохой принтер, дешевле, чем брать готовый комплект (это около 28тысяч) Итак, часть комплектующих на месте. Винт, валы, подшипники и некоторые другие запчасти были вот в этом обзоре. Поэтому дублирую под спойлерВалы на 12 мм (указанные в заглавной ссылке в обзоре). Брал для ZAV 3D.Вал 12х400Вал 12х500 Приходят упакованные каждый в запаянный пакет, зачем то положили наклейки бангууда. Будут установлены в корпус ZAV 3DСуппорты-фланца для крепления валов от SHF8 до SHF20Линейные подшипники 12 мм LM12UU Ходовой винт Т8 (Lead Screw T8, гайка T8 Nut) Подробно рассматривал в своем обзоре Kirich, винт с многозаходной резьбой. Лучше брать сразу с гайкой. Если пилить, то дополнительно надо будет прикупить еще латунных гаекНа 100 ммНа 200 мм (обращайте внимание, какой склад в магазине выбираете, цена разная).На 250 ммНа 400 ммЛот с выбором Т8 от 100 до 600 мм Обычно беру больше, плюс одну гайку. Режу в размер, остаток идет еще куда-либоФланец-подшипник KFL08 для крепления винта Т8 на торцевую поверхность (Flange Bearing KFL08)Комплект фанерного корпуса также на месте. Под спойлером описание комплектаКомплект для сборки
Пластиковые детали: SHF12 4 шт, комплект экструдера, держатели LM12UU, держатели платы и SD карты, барашки для стола.
Качество печати Металлические детали В комплекте может быть один из радиаторов хотэнда: одинарный и Y-двойной
Установленные валы на 12мм в корпус будущего принтера. В зависимости от длины нужно отпилить в размер (400мм)
Рельса MGN9 Корпус можно покрасить Сборка принтера Мой принтер в достройке, вот фото с выставки ZAVПолезные ссылки:Детали для печати ZAVОфициальная группа ZAV в ВКИнструкция по сборке Альтернативные проектыПроект tiger УльтимейкерУльтимейкер от Ивана Пластмасски В комментариях справедливо указали на хороший проект: СПринтер</span></p>
Что было не так
Что было не так c предыдущим принтером:
- Шум — заглушал телевизор
- Размеры — 40x30x80 на стол не поставить (не влез даже на балкон, точнее влез но катушка с пластиком уже не влазила)
- Вес — 8кг (частично из за Nema23 и тяжелых мебельных щитов)
Что мне хотелось
Шум — убрать шум на минимум (в идеале только звук шаговиков в 32 микрошаговом режиме). Один из самых громких источников шума в дельта механике это линейные направляющих и линейные подшипники, в природе лечится рельсовыми направляющими или нехитрой конструкцией с алюминиевым профилем и подшипников скольжения одетыми в оболочку (Kossel). Как по мне, в вертикальном состоянии линейные подшипники и линейные направляющие работают не в правильном режиме.Размеры — хочется принтер который легко умещается на стол с творческим беспорядком. Далее — размер печатной области должен быть не меньше чем 10x10x10+. Почему я решил пожертвовать размерами печатной области — а потому что за полгода почти каждодневной печати мне не разу не понадобилось напечатать что то больше, чем 10×10. Я принял решение что мне этой области хватит с головой и даже останется. Также, на прогрев области 10×10 надо в 4 раза меньше мощности блока питания, а это позволяет использовать обычные внешние блоки питания — я влез всего в 60ватт (с подогреваемой платформой), у меня 8.5A 12v. Большим плюсом является внешний блок питания, который лежит под столом и не занимает место.Вес — предыдущий параметр уже позволяет серьезно уменьшить вес, плюс укороченные Nema17 (меньший момент, но это не проблема). Cтруктурная сложность для небольших конструкций достигается легче и легкими материалами.
Механики которые я рассматривал
XY Gantry Не подходила по размерам — шаговик + каретка по одной оси это минимум 10+ сантиметров пространства, структурная стабильность также вызывала сомнения. Линейные подшипники должны быть разнесены (на мой взгляд ~7-9 сантиметров не используемого пространства.HBot and CoreXY Размер чуть меньше чем в предыдущем варианте. Структурная стабильность тут тоже также вызывала сомнения, плюс добавляется сложность с созданием перекосо-устойчивости (для данной механики это очень важно) так и с равномерным натягом ремня.Delta Один у меня уже был, но даже в уменьшенном виде размеры меня бы не устроили — три Nema17 длиной 71мм (47+24) ориентированные под 60 градусов и 10×10см рабочая область явно превышали 20 сантиметров в диаметре.Articulated arm Это моя мечта — но явно есть технические сложности с geabox без люфтов — пробовал печатать многие типы и всеми остался недоволен — последняя надежда на Harmonic drive (именно такой тип используется в промышленном оборудовании)Polar Тоже интерсная механика, даже проделал небольшую работу(на самом деле не то чтобы чистая полярная, в интернете встречал название «биполярная»), но отложил на будущее. В основном из за того что была найдена механика которая показалась мне несколько более перспективней. Из минусов полярной — сложность масштабирования, дополнительные затраты на передачу сигналов на вращающуюся платформу, структурная сложность одной из «оси».SCARA Вот на этом и остановился, точнее на варианте который в интернете имеет название — 5 bar parallel robot (хотя в википедии он описан в SCARA). Тут меня устроило все:
- Вес
- Размер
- Шум
- Масштабирование — изменил длину рычагов и размер платформы и вот мы имеем большую область печати
- Возможность использовать aliexpress-стандартные детали
- Структурная сложность выглядела достижимой
- И хотелось чего то футуристического
Разработка
Вооружившись OpenScad я начал разработку. Вся разработка opensource и найти её можно на github.com/pavlog/sscara Далее я опишу ключевые моменты данной механики и выскажу свои мысли почему было сделано именно так или почему так делать не надо.Редуктор Самое важное в любом принтере это точность печати. Расчетная длина рычагов у меня получалось 150см — а это давало на максимальном радиусе длину хорды в 4.712мм (без микро шага, для 1.8deg шаговика). При использовании микро шага 32 (DRV драйверы позволяют это сделать) получалось уже 0.147мм, что в принципе еще нельзя назвать достаточным для хоббийного принтера (я считаю что максимум это 0.1mm. Также внушало опасение, что потеря крутящего момента шаговика на таком микро шаге будет приводить к проблемам. Было решено что оси будут крутится не напрямую, а через редуктор. Перепробовал очень большое количество всяких схем и типов — все не подошло — в основном из-за люфтов, либо шансов на появления люфтов из за износа. Как оказалось — чем проще, тем лучше. А самым простым вариантом оказалась ременная передача. Просто и без люфтов. Выбрав передаточное отношение 1 к 5 (и 32 микро шаг) у меня получилось худшая точность позиционирования равная 0.029мм (чего более чем достаточно).
РычагиSCARA может иметь как два рычага так и 4. От схемы с двумя отказался сразу — вешать шаговик на вынос это неправильное решение (в таких решениях используются двигатели постоянно вращения с энкодерами, также жесткость явно не для пластика). А вот четырех рычаговая система выглядела достижимой и не очень сложной. Как выглядело сначала 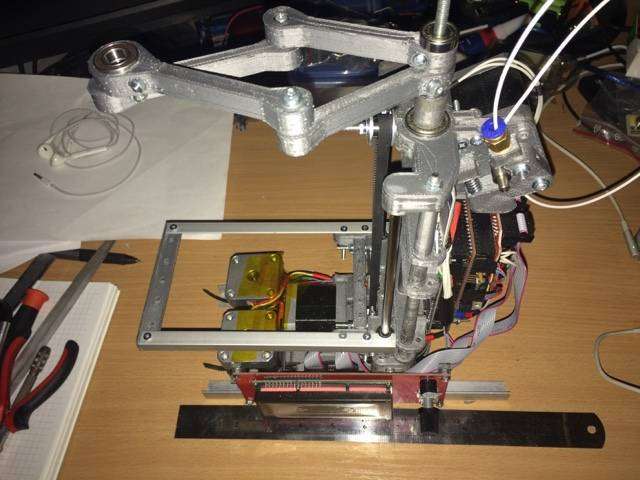 Хот енд
Хот енд Экструдер пришлось переделать — вариант с пружинкой(на две фотографии выше) хоть и прикольно смотрится, но явно не работает (не хватает прижимной силы), использовал стандартную схему.
Экструдер пришлось переделать — вариант с пружинкой(на две фотографии выше) хоть и прикольно смотрится, но явно не работает (не хватает прижимной силы), использовал стандартную схему.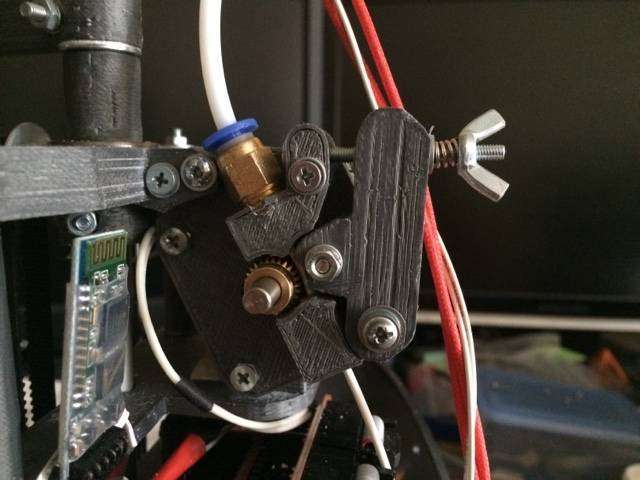 Собрав данную конструкцию и приступив к тестирования сразу стало понятно что Хот энд из PTFE (фторопласт) жить долго не может — рано или поздно его выдавливает из нагревательного блока, осложнялось это еще и тем, что 10мм отверстие, где соединялись рычаги не подходило к стандартным китайским экструдерам. Придумывая все более и более замысловатые экструдеры, я понял, что это путь в никуда. Решил решать задачу не силойб а умом, а именно — подходить должен любой экструдер, который можно купить, значит должна быть планка крепления экструдера любой формы. Добавил небольшое ответвление от одного из рычагов и повернув его на десяток градусов — проблема решилась, но пришлось еще немного модифицировать прошивку (прошивка в директории Software/Marlin). Как получилось
Собрав данную конструкцию и приступив к тестирования сразу стало понятно что Хот энд из PTFE (фторопласт) жить долго не может — рано или поздно его выдавливает из нагревательного блока, осложнялось это еще и тем, что 10мм отверстие, где соединялись рычаги не подходило к стандартным китайским экструдерам. Придумывая все более и более замысловатые экструдеры, я понял, что это путь в никуда. Решил решать задачу не силойб а умом, а именно — подходить должен любой экструдер, который можно купить, значит должна быть планка крепления экструдера любой формы. Добавил небольшое ответвление от одного из рычагов и повернув его на десяток градусов — проблема решилась, но пришлось еще немного модифицировать прошивку (прошивка в директории Software/Marlin). Как получилось Прикрутил аналог E3DV5 — и все заработало. В процессе калибровки выяснилось, что толщины рычага явно не хватало, они прогибались — был утолщен рычаг, а для силовых рычагов были сделаны двойные рычаги с возможностью регулировки натяжения. Двойные рычаги
Прикрутил аналог E3DV5 — и все заработало. В процессе калибровки выяснилось, что толщины рычага явно не хватало, они прогибались — был утолщен рычаг, а для силовых рычагов были сделаны двойные рычаги с возможностью регулировки натяжения. Двойные рычаги И настройка натяжения
И настройка натяжения Z Ocь Самое грустная часть повествования. Тут я допустил все ошибки, которые можно было допустить. Основная — это использования одного линейного подшипника на каждую линейную направляющую. Правильно — по два на каждую. Ну и в общем, ось z немного болтается — но так как платформа связана с осями рычагов — то болтаются они как одно целое и болтание не дает проблем. Ось Z это то, что надо переделывать полностью. В процессе эксплуатации вылез z wobbling. 4 линейных подшипника и система натяжения ремня должны помочь. Крепление должно быть модульное — сейчас, чтобы добавить или улучшить что то, надо разбирать пол верхней части.Электроника Ramps 1.4+DVR8825+HC05 уже зарекомендовавший себя тандем (вот только ардуиновский регулятор на 5в явно слабый — был заменен на lm7805). LCD модуль — RepRapDiscount Smart Controller — грустно, но все репраповские модули очень большого размера и их втискивание — самое большая сложность дизайна (c учетом того, что все что есть можно было уместить в 1.5 раза меньшую площадь). Блок питания — внешний с разъемом DC Jack — 12v 8.5A. Потребления больше 60 ватт зарегистрировать не получилось (это с нагреваемым столом). Подогреваемый стол — 12x12cm. На алюминиевую пластину, с помощью каптонового скотча, было приклеено 80cm 0.4 нихрома и накрыто 4мм стеклом. За 5 минут нагрева дают ~95 градусов (по показаниям термистора). Этих градусов и обезжиривания достаточно, чтобы печатать ABS (на видео была температура 60 и сахарный сироп, сейчас просто спиртом протираю перед печатью). Рядом с 13″ Macbook.
Z Ocь Самое грустная часть повествования. Тут я допустил все ошибки, которые можно было допустить. Основная — это использования одного линейного подшипника на каждую линейную направляющую. Правильно — по два на каждую. Ну и в общем, ось z немного болтается — но так как платформа связана с осями рычагов — то болтаются они как одно целое и болтание не дает проблем. Ось Z это то, что надо переделывать полностью. В процессе эксплуатации вылез z wobbling. 4 линейных подшипника и система натяжения ремня должны помочь. Крепление должно быть модульное — сейчас, чтобы добавить или улучшить что то, надо разбирать пол верхней части.Электроника Ramps 1.4+DVR8825+HC05 уже зарекомендовавший себя тандем (вот только ардуиновский регулятор на 5в явно слабый — был заменен на lm7805). LCD модуль — RepRapDiscount Smart Controller — грустно, но все репраповские модули очень большого размера и их втискивание — самое большая сложность дизайна (c учетом того, что все что есть можно было уместить в 1.5 раза меньшую площадь). Блок питания — внешний с разъемом DC Jack — 12v 8.5A. Потребления больше 60 ватт зарегистрировать не получилось (это с нагреваемым столом). Подогреваемый стол — 12x12cm. На алюминиевую пластину, с помощью каптонового скотча, было приклеено 80cm 0.4 нихрома и накрыто 4мм стеклом. За 5 минут нагрева дают ~95 градусов (по показаниям термистора). Этих градусов и обезжиривания достаточно, чтобы печатать ABS (на видео была температура 60 и сахарный сироп, сейчас просто спиртом протираю перед печатью). Рядом с 13″ Macbook.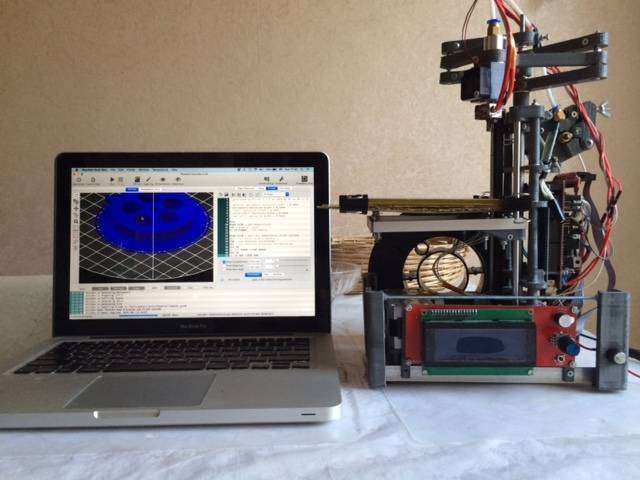 Прошивка и исходники Все на GitHub. Модифицированный Marlin в директории Software/Marlin)
Прошивка и исходники Все на GitHub. Модифицированный Marlin в директории Software/Marlin)
Что надо переделать/улучшить
- Ось Z
- Передаточное число (думаю 6-9 максимум)
- Ремень крепить прямо к большим шестерням, и вывернутым на изнанку
- Модульность
- Немного жесткости
- Уменьшить размер — но сохранить параметры рабочей области
- Уменьшить вес — чуть тоньше Nema17 (-1см)
Цена
51$ — 5 Nema17 (1 про запас останется) 32$ — Ramps 1.4+5 Dvr8825+LCD (1 drv8825 остается про запас) 7$ — E3DV5(китайский) под боуден, c метровой трубкой (пол метра останется про запас) 2$ — шестерня для экструдера 6$ — шестерни для gt2 ремня и gt2 ремень 5$ — 6мм направляющие (2×20см) и 12 линейных подшипников (а надо 4) ~8$ — подшипники качения+нихром+крепеж+алюминиевые уголки+мелочевка 10$ внешний блок питания 8.5A 12VИтого: 120$ (с учетом блока питания, но без учета пластика для печати — ориентировочно ~200 грамм) P.S. Не просите примеров печати — Z wobbling портит всю картинку (по XY все очень качественно) — когда закончу v2 сделаю обзорный тест качества (и возможно даже сравню с M3D). V1 — это Proof of Work. P.S.2 До сих пор не получил свой M3D.Используемые источники:
- https://3deshnik.ru/blogs/xedos/sborka-printera-corexy-iz-alyuminievogo-profilya
- https://mysku.ru/blog/china-stores/52683.html
- https://habr.com/post/382171/

Несмотря на то, что шумиха начала десятилетия вокруг 3D-печати схлынула, отрасль лишь растет и развивается, все больше новых моделей 3D-принтеров выходит на рынок, они приобретают новый функционал и возможности, но некоторым людям этого мало. В попытке сделать нечто уникальное, сэкономить деньги или проявить свою творческую натуру, множество фанатов техники конструируют и собирают собственные 3d-принтеры из разных материалов — от абс и оргстекла, до фанеры и стали.
В этой статье мы рассказываем о создании самодельных 3D-принтеров на раме из алюминиевого профиля, рассматриваем преимущества и тонкости такого подхода.
Содержание
Введение
Казалось бы, только недавно интернет стал общедоступным, компьютеры избавились от тонн громоздких комплектующих, а принтеры стали по-карману большей части населения. Не успел среднестатистический пользователь освоиться во всем этом разнообразии, как 3D-печать и все что с нею связано сформировали такое понятие как аддитивные технологии. А где водится технология, там водится и гик.
Желая применить самые свежие и уже проверенные временем решения в создании своего, уникального 3D-принтера, люди начали разрабатывать индивидуальные проекты.
Источник: https://www.pinterest.com
Цели
Главные цели, которые толкают человека к разработке собственного 3d-принтера:
- Удешевление конструкции, по сравнению с приобретением готового аппарата;
- Разработка более совершенного оборудования, чем может предложить рынок — имеется в виду как общий конструктив, так отдельные комплектующие;
- Изготовление устройства, отвечающего индивидуальным техническим запросам и нуждам автора — то есть, принтер изначально рассчитан на выполнение узкоспециализированных задач;
- Стремление к самовыражению: некоторые люди, чье хобби — создание всяких высокотехнологичных «игрушек», создают их десятками. Широкой публике на рассмотрение предоставляются материалы по процессу постройки устройства и итоговому результату. Чаще всего такие девайсы, кроме как в тестах на работоспособность, нигде не используются.
Между тем, создание 3D-принтера своими руками требует глубокого понимания принципов работы таких устройств и навыков работы с подобными комплектующими.

Источник: https://kalaakaar.in
Способы
- Использование кИтов (kit — набор, англ.) — готовых 3D-принтеров поставляемых в разобранном виде. Зачастую такие наборы, продаваемые производителями 3D-принтеров, включают в себя полный перечень необходимых деталей и крепежа. Наборы от независимых проектов могут состоять из деталей корпуса или рамы, либо наоборот — из начинки без корпуса, они стоят дешевле и предоставляют пользователю большую свободу для творчества;
- Полностью самостоятельный проект — это более сложный путь, требующий большего количества расчетов и анализа характеристик каждой из составляющих.
По приведенным выше (см. Цели) причинам, самодельщики применяют рамы собственного изготовления. Такой подход требует развитого инженерного мышления — изготовление рамы это, пожалуй, самый кропотливый и сложный процесс в собственноручном принтеростроении, так как остальные части заводского производства и их качество не зависит от навыков сборщика, их надо лишь выбрать и заказать, а вот рама — полный DIY.
Источник: https://www.kickstarter.com
Наиболее распространенные материалы для рам самодельных 3D-принтеров — алюминиевый или стальной профиль. Профилированный металлический лист в наибольшей степени отвечает требованиям по прочности и устойчивости к вибрации.
В чем выгода самостоятельной постройки 3D-принтера
Преимущества самостоятельной разработки 3D-принтера:
- Полная свобода действий — в данный момент на рынке представлено такое разнообразие комплектующих, что готовое изделие может иметь нескончаемое число конфигураций;
- Отличная гибкость необходимого бюджета — в процессе конструирования представляется возможным оперативное изменение конфигурации исходя из бюджета;
- Возможность подгонки конструкции для конкретных целей, что повысит конечную производительность и качество печатаемой продукции;
- Возможность создать девайс с характеристиками, превосходящими заводские экземпляры;
- Можно полностью раскрыть потенциал RepRap (Replicating Rapid Prototyper — самовоспроизведение для быстрого прототипирования) — концепции, предполагающей создание частей для сборки 3D-принтера на 3D-принтере.
Источник: https://www.kickstarter.com
И, опять таки, мы возвращаемся к раме, как к элементу, который требует творческого подхода в наибольшей степени.
Суть в том, что все перечисленные преимущества домашнего принтеростроения легко нивелируются просчетами в создании рамы. Именно поэтому стоит уделить максимальное внимание не только конструкции, но и применяемым материалам.
Источник: https://www.youtube.com
При создании 3D-принтеров своими руками чаще всего используют алюминий, сталь, фанеру и ДСП. Собственно, в ход идет все, что есть в свободном доступе.
Металлический профиль обеспечивает максимальную жесткость конструкции, а жесткая неизменная геометрия рамы — обязательное условие для качественной печати, так как на раме крепится все остальное и малейший сдвиг приведет к браку.
У стали свои преимущества — больший вес, обеспечивающий устойчивость, и, намного превосходящая необходимую, прочность; у алюминия свои — меньший вес предполагает легкость перемещения принтера, большая вязкость дает поглощение вибрации, а легкость обработки алюминия вообще вне конкуренции.

Источник: https://www.3dprinterreviewsite.com
Почему именно профиль
К выбору в пользу алюминиевого профиля подводят следующие его преимущества:
- Высокая прочность при относительно малом весе;
- Хоть профиль и относительно легкий, но все же имеет достаточный вес для гашения вибраций, играет тут роль и большая вязкость самого алюминия, по сравнению с той же сталью;
- Удобный формат для сборки, так как используются стандартные крепления, использующие только болт и Т-образную гайку (что также хорошо, ввиду отсутствия выпирающих элементов на конструкции);
- Универсальность применения — перед использованием по назначению, профиль режут на куски нужной длины, это весь процесс подготовки;
- Легко и быстро режется и сверлится, легко собрать, разобрать и модернизировать;
- Легко придать эстетичный вид, применяя пластиковые торцевые заглушки, которые можно купить или напечатать на 3D-принтере;
- Геометрия профиля позволяет добиться высочайшей жесткости конструкции.

Источник: https://www.alibaba.com
Примеры
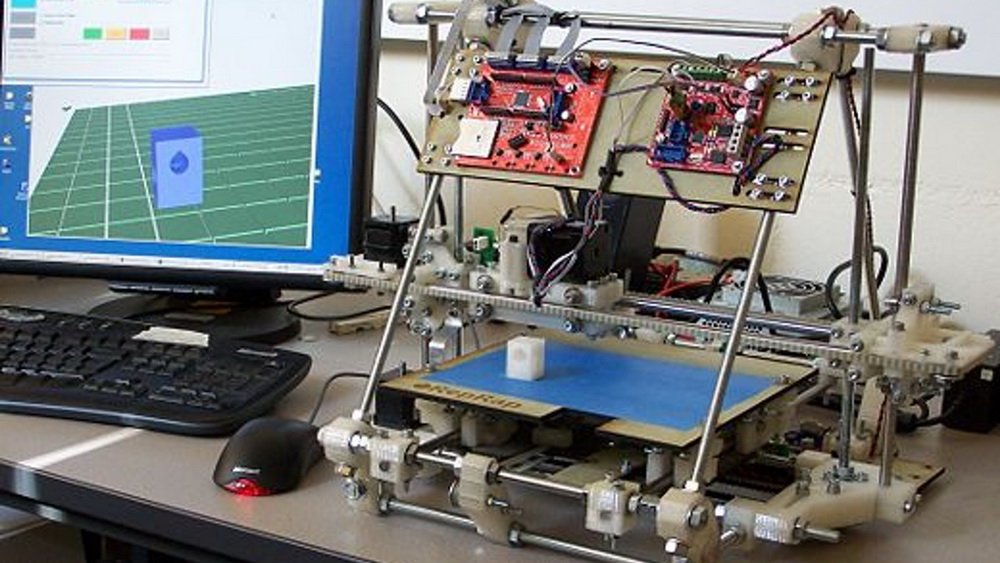
Проект 3D-принтера Сергея Иванчикова
Описание

Источник: http://www.de-si-gn.com
Данный принтер был изготовлен, так как была нужда в инструменте для печати дизайнерских трехмерных моделей и прототипирования. Был необходим принтер с большой областью печати. Готовые варианты не подходили ни по параметрам, ни по стоимости.
Из того, что пришлось купить — только подшипники, рельсы и электроника. Двигатели, валы, ремни и прочее было снято со старых принтеров.
Также были использованы:
- Arduino mega 2560;
- Ramps 1.4;
- Graphic LCD Controlle;
- драйверы ШД A4988 (5 шт.);
- Клон экструдера МК7.

Источник: http://www.de-si-gn.com
Как это делается
Рама собрана из алюминиевого профиля 40x40x3 мм, 50x50x3, 50x20x2 и 31х30х3 (для установки дверей купе).
Источник: http://www.de-si-gn.com
Изъяты у советского принтера валы диаметром 12 мм, которые стали на X и Z оси. Рельсы, заказанные в китае SBR12 — на Y.

Источник: http://www.de-si-gn.com
Двигатели сняты из старого МФУ в количестве 3 шт. (2 штуки на оси Y, один на Х), один новый заказан из Китая (для Z).

Источник: http://www.de-si-gn.com
Столик изготовлен из листового алюминия 340х320х4 мм в связке с силиконовым нагревателем 250х250 мм, рассчитанным на 200 Вт при 12В.

Источник: http://www.de-si-gn.com
Установлена прошивка Marlin и производится пробная печать.

Источник: http://www.de-si-gn.com
Печатаемый объект — параллелепипед 3х2х1 см.

Источник: http://www.de-si-gn.com
Контроль качества.

Источник: http://www.de-si-gn.com

Источник: http://www.de-si-gn.com

Источник: http://www.de-si-gn.com
После настройки были отпечатаны держатели для концевиков.

Источник: http://www.de-si-gn.com

Источник: http://www.de-si-gn.com
И еще фигурка.

Источник: http://www.de-si-gn.com
Плюсы и минусы
Плюсы: практичный, надежный, дешево обошелся.
Минусы: нет, так как все поставленные задачи выполняет.
Вариант 3D-принтера от Kick_2
Описание
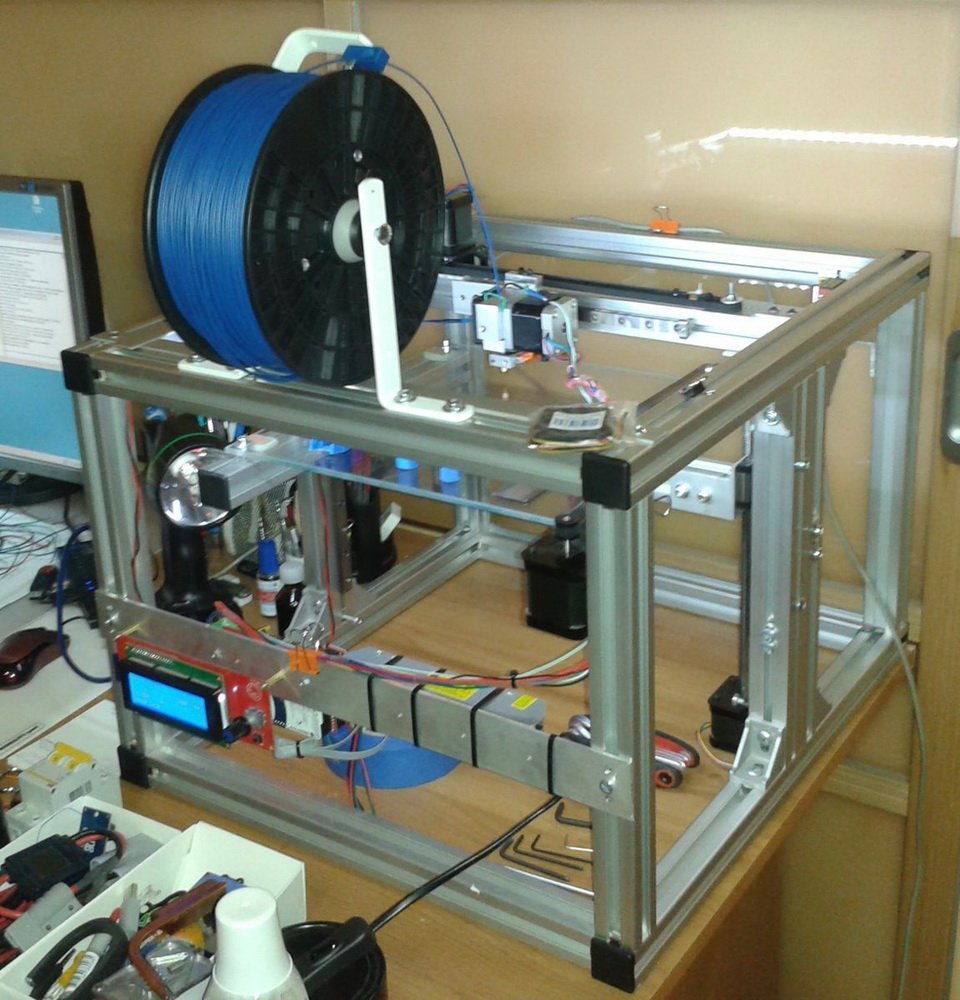
Источник: https://www.chipmaker.ru
Проект создан как солянка интересных идей и решений, собранных в сети Интернет.
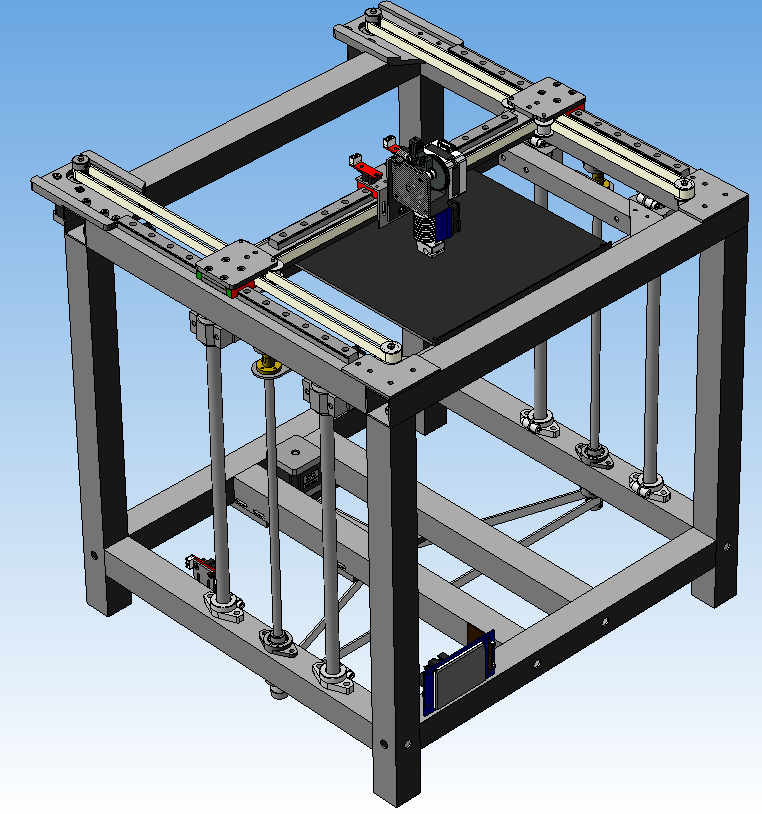
Одним из критериев было применение рельсовых направляющих THK и HIWIN диаметром 12 мм, которые были приобретены просто по случаю.
Из Китая был заказан алюминиевый конструкционный профиль 30х30 мм. Выбор пал на него, так как конструкция должна быть жесткой и легко модернизироваться.
Как это делается
В качестве шаговых двигателей использовались 42BYGH47-401A, по одному на оси X и Y. На оси Z — шаговый двигатель с многозаходным винтом М8.
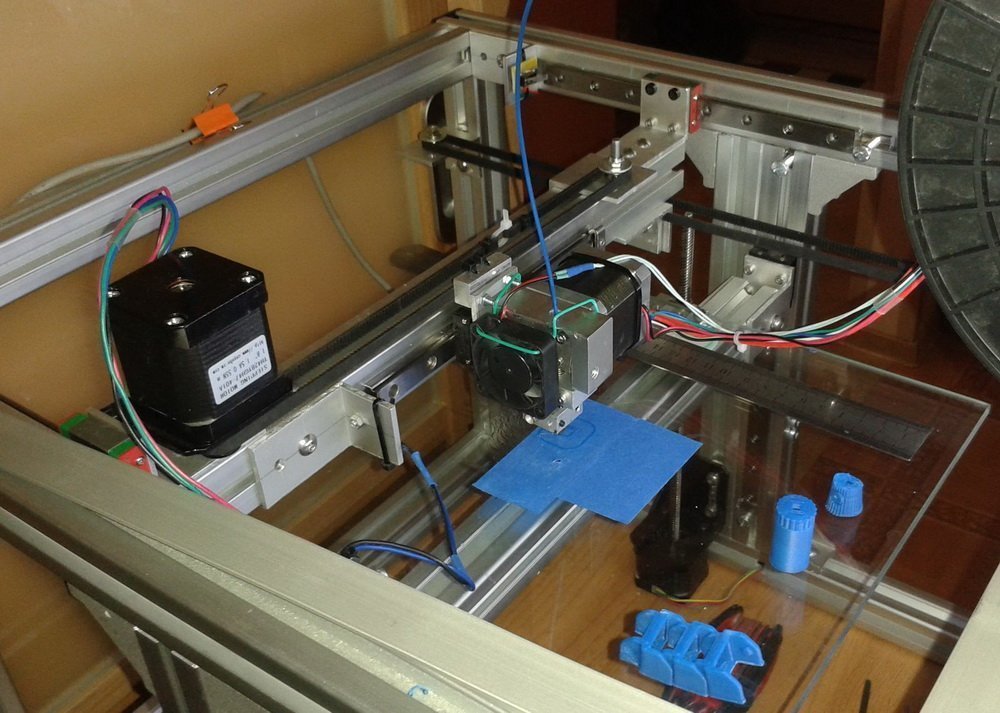
Источник: https://www.chipmaker.ru
Использованная электроника:
- Arduino 2560 c Ramps 1.4;
- LCD дисплей;
- Картридер;
- Блок питания 12В, 5А;
- Приобретенный в Китае экструдер с соплом 0,4 мм.
Источник: https://www.chipmaker.ru
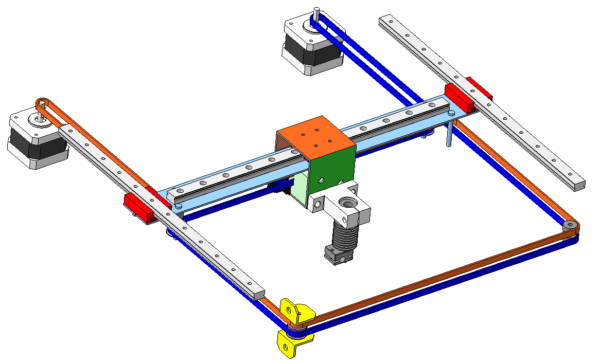
Перемещение относительно осей X и Y происходит посредством привода через зубчатый ремень GT2.

Источник: https://www.chipmaker.ru
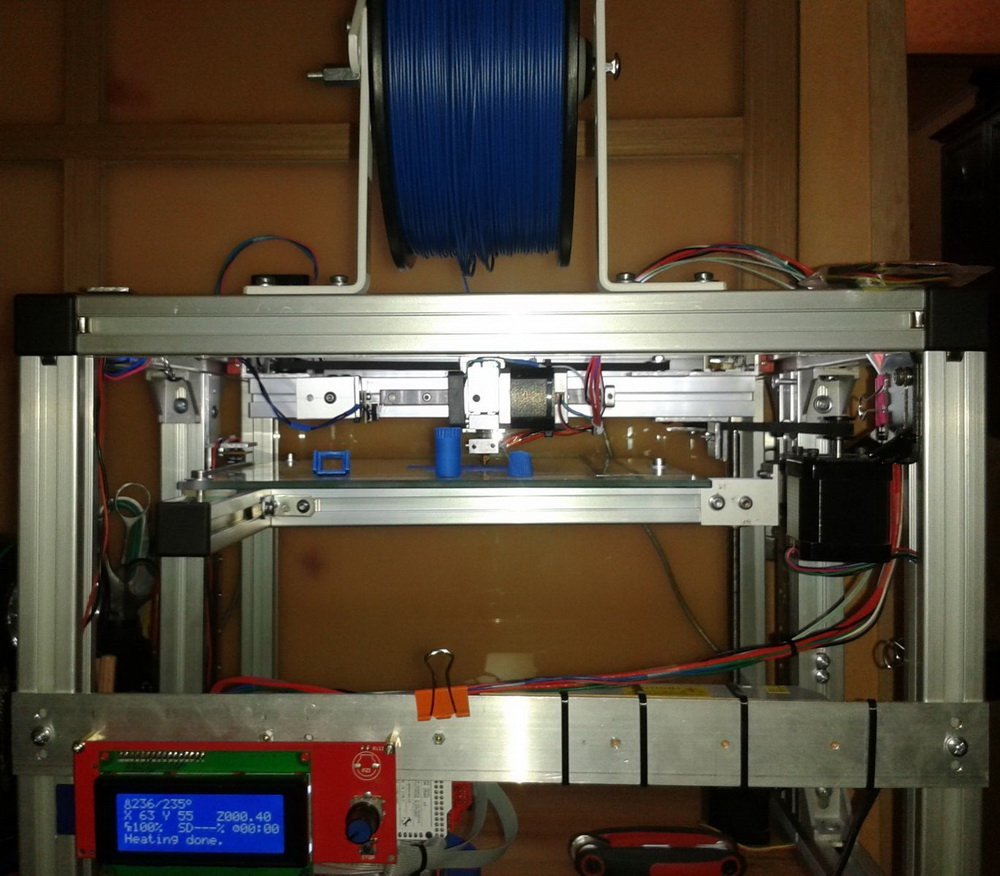
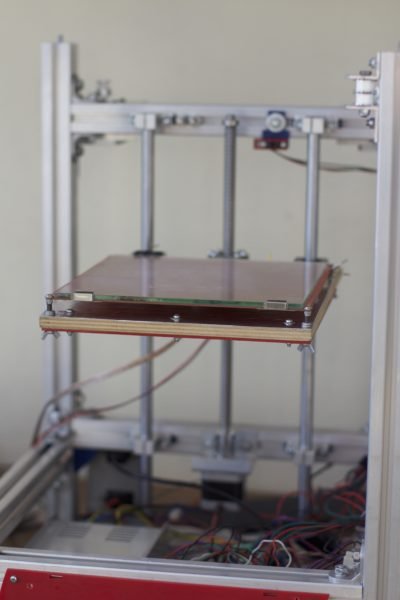
Стол с подогревом. Изготовлен при помощи Heatbed MK2 Hot Plate. Был установлен советский терморезистор на 100 кОм (вместо обычного китайского, его просто не нашлось).
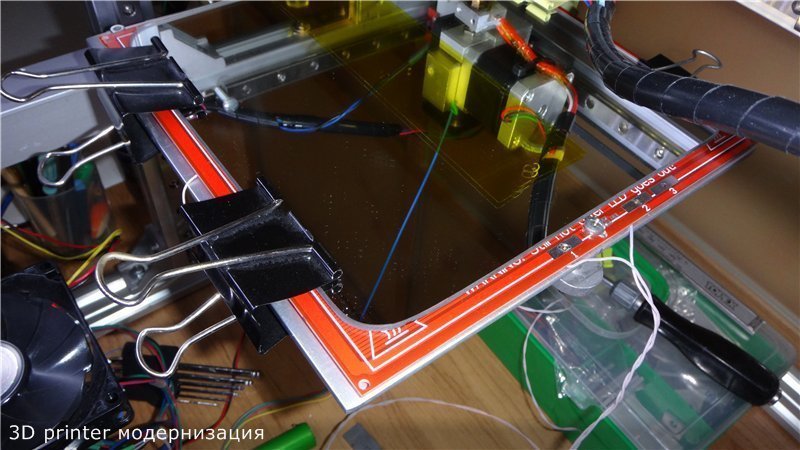
Источник: https://www.chipmaker.ru
Плюсы и минусы
Из плюсов можно отметить, что собирать этот принтер и работать с ним легко, доступно и быстро.
Минусов, как таковых нет. С учетом того, что это наполовину рабочая лошадка, а наполовину игрушка — проект все время в стадии доработки и экспериментов с новыми фишками.
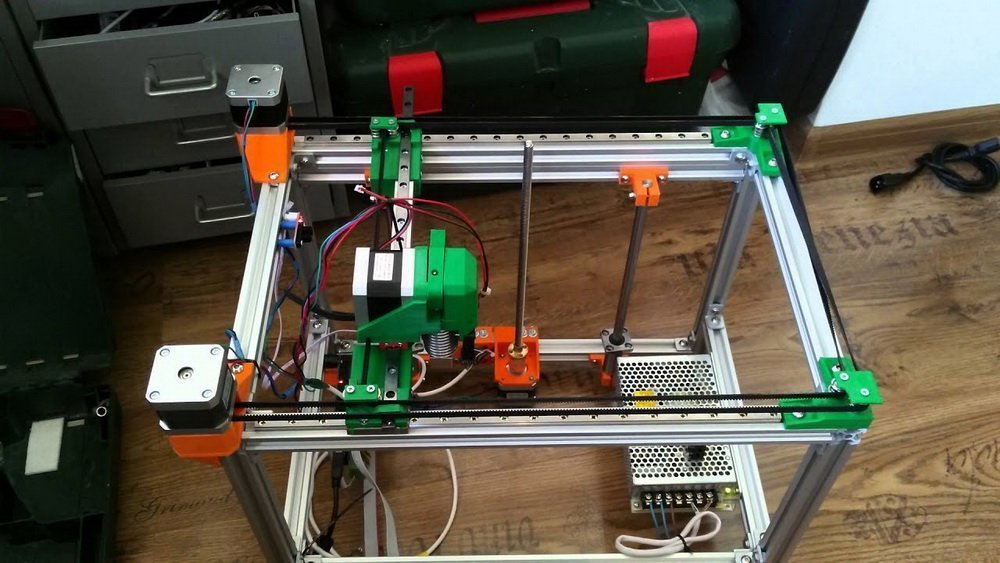
H-Bot из профильной трубы пользователя NickSon
Описание
Источник: https://3dtoday.ru
В постройке этого агрегата более интересовал сам процесс, чем его практическая выгода. В данный момент девайс стоит и собирает пыль.
Когда было принято решение о постройке 3D-принтера, за спиной автора уже был опыт работы над фрезером с ЧПУ. Опыт не самый удачный, так как пришлось прочувствовать важность проблемы недостатка жесткости конструкции.
Как это делается
Опираясь на предыдущий опыт, принято решение о строительстве H-Bot’a с его жесткой кубической конструкцией. В качестве материала автор применял профильную алюминиевую трубу 30х30х1,5 мм (для рамы) и 20х20х1,5 мм (для стола и балки). Конечно, лучше и практичнее было бы использовать конструкционный профиль, но он значительно дороже.

Источник: https://3dtoday.ru
Стол крепится на четырех направляющих, с двумя винтами регулировки высоты. Для этого применены цилиндрические валы диаметром 12 мм и линейные подшипники.
В лучших традициях дешевых китайских изделий, валы и подшипники одних и тех же наименований имели разные размеры. Путем долгого сопоставления были выбраны пары с наименьшими люфтами.

Источник: https://3dtoday.ru
Применен картон, как теплоизолятор для стола. Это временная мера, в дальнейшем картон будет заменен на слой минваты, придавленной снизу к столику листом алюминия.
Привод обоих ходовых винтов было решено организовать при помощи одного шагового двигателя и ременной передачи. Такое решение обусловлено большей стабильностью работы, более легкой синхронизацией во вращении самих винтов, меньшей вероятностью рассинхронизации и относительной дешевизной зубчатого ремня в сравнении с шаговым двигателем.

Источник: https://3dtoday.ru
В качестве ходовых винтов применены четырехзаходные трапеции диаметром 8 мм с шагом 8 мм за оборот.
Для предотвращения осевого люфта ходовых винтов установлены подшипники сверху и снизу балки, а их внутренние обоймы стянуты между хомутом и зубчатым шкивом.

Источник: https://3dtoday.ru

Источник: https://3dtoday.ru
Верхние фланцы подшипников ходовых винтов были напечатаны на этом же принтере.

Источник: https://3dtoday.ru
Был приобретен и установлен стол MKS МК3-220, рассчитанный на питание 12/24В и изготовленный из алюминиевого листа толщиной 3 мм.
Экструдер — директ, фидер Titan и клон E3D V6.

Источник: https://3dtoday.ru
Куплена и установлена электроника:
- Arduino Due;
- RURAMPS4D;
- Дисплей MKS TFT 2.4 с картридером.

Источник: https://3dtoday.ru

Источник: https://3dtoday.ru
Плюсы и минусы
Ниже фото тестовой печати ABS Greg при температурах 240 (на выходе), 80 (стол). Диаметр сопла 0,4 мм, толщина слоя 0,2 мм. Скорость 80 и 100 мм/с, jerk (моментальное ускорение) 30 и 60 мм/с.

Источник: https://3dtoday.ru

Источник: https://3dtoday.ru
При уровне jerk 60 мм/с четко прослеживается резонанс вдоль оси Х На стороне «Y». При 30 мм/с звон проявляется намного слабее, а при 10 — почти полностью исчезает. Не очень хорошо и то, что, при желании увеличить скорость печати и не потерять в качестве, придется прибегнуть к значительным конструктивным изменениям.
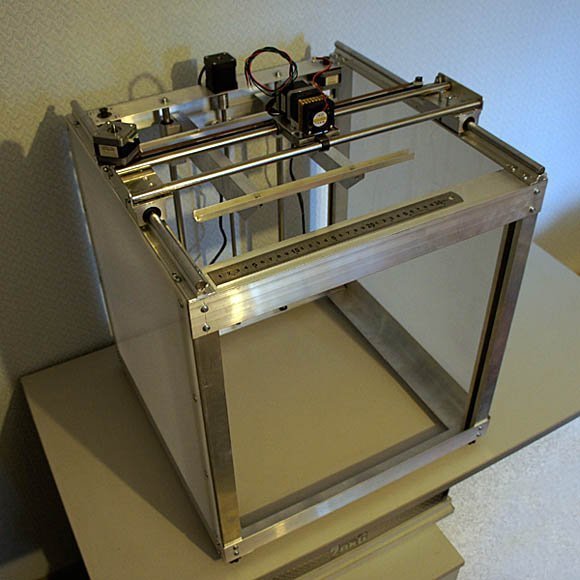
3D-принтер пользователя bliser
Описание

Источник: https://3dtoday.ru
Изначально принтер задумывался как тот, что можно собрать у себя в квартире. Из инструментов были доступны только паяльник, отвертки, дрель, болгарка, заклепочник и напильники.
В процессе планирования был сделан вывод, что изготовление нужно проводить с использованием деталей произведенных на заказ. Плюсом стало то, что не стоял вопрос о максимальном удешевлении конструкции.
Приобретенные материалы:
- Конструкционный профиль алюминиевый;
- Прозрачный поликарбонат 4 мм;
- Ролики, шкивы, ремни (ширина — 15 мм) GT2.
- Прочие нестандартные детали изготовлены при помощи дрели, болгарки и напильника.
Как это делается

Источник: https://3dtoday.ru
Экструдер смонтирован так, чтобы перемещаться по осям X и Y. Используется по 3 рельсы и одному шаговому двигателю на ось.
Подогреваемый столик перемещается по оси Z на 4-х рельсах. В движение его приводит 1 двигатель через шарико-винтовую передачу.

Источник: https://3dtoday.ru
Установлена вытяжная система. Собрана она из сантехнических деталей и кулера. «Выхлоп» выведен на улицу через отверстие в стене.

Источник: https://3dtoday.ru
На изображениях выше и ниже изображены установленные элементы подачи/отключения питания, также индикаторно-вводные устройства, а именно:
- Graphic LCD Controlle;
- Двухпозиционные клавиши: общего питания, подсветки, вытяжки;
- Большая и красная — кнопка «reset».

Источник: https://3dtoday.ru
В левом верхнем углу можно наблюдать температурный датчик стола.
Пример печати:

Источник: https://3dtoday.ru
Плюсы и минусы
Главный плюс — все задуманное удалось реализовать практически на 100%. А именно, удалось внедрить:
- Закрытый корпус;
- Вытяжка;
- Использование технологии FDM;
- Подогрев стола от 220В;
- Шарико-винтовые передачи и рельсы;
- Область печати в кубе со стороной 250-300 мм;
- Стол с автоуровнем;
- Подсветка области печати;
- Простота в обслуживании и тюнинге.
На взгляд своего создателя принтер имеет следующие недостатки:
- Вес более 60 кг;
- Даже несмотря на вытяжку, при печати сильно чувствуется запах пластика;
- При скорости печати в 50 мм/с наблюдается резонанс;
- Так как в квартире нет заземления, заземлить принтер не получилось.
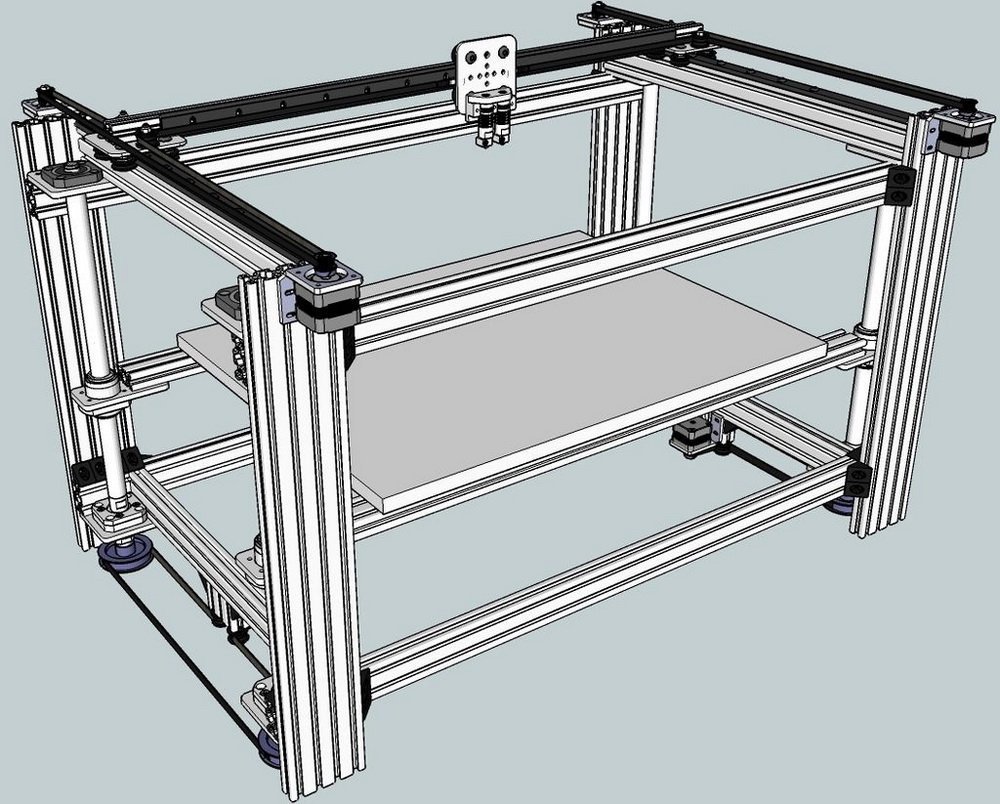
3d-принтер CoreXY на валах своими руками, от пользователя Xedos
Описание
Новый принтер стал проектироваться после того, как разочарование в старом достигло апогея. Точнее, дело не в самом девайсе, но в обилии пластиковых деталей в нем. Суть заключается в относительной мягкости материала, плохой сопротивляемости к нагрузкам, чувствительность к высоким температурам и крайне низкой надежности резьбовых соединений.
Новый аппарат должен был стать образцом надежности и практичности, благодаря применению металлических деталей.
Как это делается
Для постройки рамы были закуплены:
- Профиль конструкционный алюминиевый 30х30х320 мм и 30х30х500 мм;
- Шпилька М6 330 мм и 520 мм;
- Сухари для профиля М6;
- Гайки М6 с пластиковой проставкой;
- Силуминовый уголок.
Также были применены самодельные кубики из пластика.

Источник: https://3deshnik.ru
Рама собирается при помощи строительного уголка, для максимально точного выставления углов.

Источник: https://3deshnik.ru
Чтобы добиться жесткости соединений через профиль пропущена шпилька.

Источник: https://3deshnik.ru
На всех углах конструкции осуществлены соединения уголками и сухарями.

Источник: https://3deshnik.ru
Кинематика строилась по схеме CoreXY:
Источник: https://3deshnik.ru
Соединяем рельсы с профилем посредством самодельного сухаря.

Источник: https://3deshnik.ru
Собираем голову.

Источник: https://3deshnik.ru
К кареткам на оси Х присоединяем портал.

Источник: https://3deshnik.ru
Устанавливаем шаговые двигатели.

Источник: https://3deshnik.ru
Из уголка изготавливаем крепления и устанавливаем зубчатые колеса.

Источник: https://3deshnik.ru
Протягиваем ремень и фиксируем в голове, опираясь на схему ниже.

Источник: https://3deshnik.ru
Переходим к оси Z. Устанавливаем гайку шарико-винтовой передачи с валом и подшипниками к столу.

Источник: https://3deshnik.ru
Собираем и монтируем все элементы на профиле.

Источник: https://3deshnik.ru
Источник: https://3deshnik.ru
С механикой закончили, переходим к электронике.
Работать этот CoreXY будет на следующей начинке:
- Arduino MEGA 2560;
- Ramps 1.4;
- LCD дисплей 2004;
- Картридер;
- Драйверы DRV8825;
- Двигатели Nema17;
- Столик с подогревом — МК2;
- Питание от адаптера 12В, 30А;
- Экструдер — МК8;
- Хотэнд — E3D V6;
- Концевые выключатели.

Источник: https://3deshnik.ru
Заливаем прошивку: Marlin 1.0.2 используем с «заводскими» настройками.
Производим пробную печать.

Источник: https://3deshnik.ru
Плюсы и минусы
Плюсы:
- Высокая прочность;
- Высокая скорость печати;
- Защита от звона, за счет относительно коротких ремней;
- Рельсы несколько разгружают валы и препятствуют их прогибу;
- Применение шарико-винтовой передачи предотвращает люфты и волны на детали при печати.
Минусы:
- При быстром движении кареток по рельсам, последние издают громкие звуки;
- За счет большого сечения профиля увеличиваются и габариты принтера;
- Необходимо использование сухарей при сборке.
Заключение
Из приведенного выше становится очевидным, что собрать 3D-принтер самостоятельно сложно, но возможно.
Изначально, идея печати трехмерных объектов продвигалась именно усилиями энтузиастов. И только благодаря им концепция аддитивных технологий обрела массовость.
Всем, кто хочет творить руками и прикоснуться к миру высоких технологий, магазин Top 3D Shop предлагает широкий ассортимент комплектующих для создания 3D-принтера своими руками и еще больший выбор готовых принтеров, многие их которых также можно улучшить и сделать уникальными.
Узнайте больше о возможностях усовершенствовать ваше производство интеграцией нового оборудования:

Всем привет! Хочу остеклить балкон из алюминиевого профиля типа Проведал 400. нашел где купить все по этому профилю. Кто нибудь сам стеклил алюм профилем? Поделитесь опытом.
Комментарии 32
туплю уже увидел из москвы
а ты сам откуда?
могу все рассказать показать, ни чего сложного ! из инструментов понадобится шуруповерт, отрезная пила, уровень ну и желательно еще лазер. что за профиль взял ?
пока не брал, но проведал 400 нью нравится и красноярский, правда по цене они отличаются сильно
за последние года 4,у многих производителей или снизился вес профиля за счёт уменьшения толщины стенки или начали использовать менее качественное сырье.
проведал самый тонкий где-то 1.2 мм, сиал толще в два раза
Смотря из какого профиля его делать.Собирал не давно одному члену витраж в предбанник,3 конструкции по 2500*2700 из холодного профиля с окнами и дверью(импоста на высоту и ширину всей конструкции) из Татпрофиля ТП-45(не реклама, также используем Алютех).Лучше конечно обойтись без вертикальных стоек посередине конструкции, поскольку алюминиевый профиль соединяется на своих соединителях, как угловых так и стык в стык, а крепиться вверху, внизу и по крайним стойкам конструкции.Если хочешь сам собрать алюм.конструкции витражное остекление(как в различных торг.центрах), то можно обойтись простой торцовкой, все пилится под 90.Если в рамах нужны поворотные(откидные)окна, без обжима не обойтись, но можно собирать и на нагелях, но вероятность щелей и разболтанности конструкции гарантированна, и без двухкомпанентного клея по алюминию не обойтись(можно использовать эпоксидку или поксипол, на крайняк).Вообще конечно нужно проф.оборудование, даже под нагеля.Если нужна консультации, пиши, подскажу.Вот видео, парнишка в гараже собирает дверь, ну это так для ознакомления.  похвастаюсь, на фото входная теплая дверь с косыми импостами.
похвастаюсь, на фото входная теплая дверь с косыми импостами.
красиво … вижу с красноярским работаешь, он толстые стенки?
Спасибо, доброе слово и теплому алюминию приятно)))!Красноярский -это Сиал, с ним я на прежней работе занимался, а это Татпроф, предполагаю что где то вТатарстане его льют, а красят в ст.Динской.Сегодня вот снова привезли делать входную группу, штульповая дверь с боковым глухарем, тоже Татпроф но уже новая линия AlNeo.Кстати там штульпа нет, просто вместо штульпа используется профиль створки Z, но есть не большие хитрости, главное не проеб.ть.Посмотрим что за монстр.За толщину Сиала не скажу, никогда не мерил.
эх жаль что далековато ты …
если что посоветовать, пиши подскажу, только отвечать смогу вечером, когда до компа доберусь.Принципиально не подключаю мобильный инет)).
аналогично я тож вечером только
По случаю продам оборудование для сборки рам системы проведал. Матрица с пневмопрессом, торцовка с рольгангами, пневмоинструмент. Есть немного комплектующих.
Привет. Лично для меня, глядя на металл конструкцию на фото, вообще не вижу смысла заморачиваться самому, в плане скорее необxодимого оборудования и отделки примыканий конструкций. Это стоило того если бы вместо металла делалась конструкция по типу фасада — фасадного остекления — фасадного алюминия — может вентилируемого фасада… если честно как правильно 100% назвать не знаю, в общем где сам алюминий будет несущим, думаю xод моиx мыслей понятен. На мой взгляд там проще, нужна торцовка чтоб все ровно пилить + угол реза. Дальше смонтировал, важно надежно и ровно все закрепить. Вымерить стеклопакеты, смонтировать иx под прижимную планку, сверxу крышка и готово. Есть конечно тоже свои нюансы, но это проще чем прессовать или клеить углы рам + отделка и утепление зазоров между конструкциями и металлическими стойками. А венцом всему будут мостики xолода от самиx стоек, которые в принципе не денутся никуда, если только иx снаружи чем-нибудь не утеплить + изнутри также сделать пирог из пароизоляции и утеплителя. Да, алюминий как вы задумали придаст классный внешний вид, но фасадный вариант все таки в выигрыше.
Задумка интересна в плане выполнения всего собственноручно, но нужен кто-то знающий который будет направлять.
В последнее время балкон все чаще становится похожим на одну дополнительную комнату отдыха. Люди размещают там стулья и небольшие столики для разговоров за чашкой кофе на свежем воздухе. Делают его более комфортным и функциональным. Все реже балкон стал напоминать кладовку или помещение для хранения ненужных вещей. Чтобы красота была не только внутренняя, но и внешняя, люди начали прибегать к алюминиевому остеклению. Ведь помимо современного внешнего вида у такой конструкции есть большое количество других преимуществ.
Оглавление:
Монтаж алюминиевого балкона
В большинстве случаев балкон – помещение, которое не отапливается дополнительно. Устанавливать туда дополнительные секции батарей сложное, затратное и нецелесообразное дело. Раньше мы привыкли видеть с деревянной нижней частью или из шифера. Рамы тоже обычно изготавливались из дерева, а оконные створки открывались вовнутрь. Но такая конструкция хоть и обходилась недорого, но имела свои недостатки. Особенно зимой появлялись постоянные сквозняки из-за щелей в дереве, на выступы, расположенные между верхней и нижней частью, попадал снег. Когда он таял, то вода могла попасть вовнутрь помещения, а если ударит мороз, то еще и испортить материал, из которого сделана конструкция. Поэтому люди все чаще стали прибегать к более современным материалам, которые не подвержены таким недостаткам, как, например, дерево. Большинство людей нижнюю часть конструкции оставляют непрозрачной, а верх застекляют при помощи алюминия или ПВХ. Иногда можно увидеть полностью застекленные балконы. Для этих видов используются исключительно рамы из алюминия. Современные оконные створки могут быть как раздвижные, так и открывающимися наружу. И первый, и другой вариант существенно экономят пространство внутри помещения. Монтаж балкона из алюминия, как и из иного материала, имеет свои преимущества и недостатки.
Выбирая такую конструкцию, можно существенно сэкономить на внутреннем пространстве комнаты. А система раздвижных окон позволит мыть их с удобством и комфортом.
Если хочется отгородиться от внешнего мира, шумных улиц и насладиться домашним теплом и уютом, то это то, что нужно. Ведь построение из алюминия позволяет улучшить шумоизоляцию. Кроме того, материал устойчив к атмосферным явлениям и разницам температур.
Установка алюминиевого балкона своими руками
Конечно, намного проще вызвать команду профессионалов, которые смогут быстро установить алюминиевый балкон. Ведь у них уже есть своя схема работы, технологии и определенные навыки. Но при определенной сноровке, не возникнет проблем и с самостоятельным монтажом. Для этого сначала необходимо провести некоторые подготовительные процедуры. Ведь именно от них и будет зависеть исход всей работы:
- Первым делом, убираются старые рамы. При демонтаже силу нужно направлять параллельно раме, а не перпендикулярно. Иначе, есть вероятность нарушить конструкцию парапета.
- После чего, нужно избавиться от деталей крепежа и остатков бетона, которые не удалились вместе со старой рамой и остались на парапете.
- Если парапет не достаточно ровный, то его можно дополнительно выровнять раствором, чтобы впоследствии на него закрепить конструкцию из алюминия. Если этот этап присутствует, то установку балкона лучше отложить до полного высыхания бетонной смеси. Обычно достаточно одних суток.
- Чтобы оконная рама надежнее фиксировалась, необходимо установить брус из дерева, сечением не меньше 50 миллиметров. Это также позволит создать лучшую теплоизоляцию между самим бетонной конструкцией и алюминиевым профилем.
Чтобы процесс монтажа был более легким и удобным, нужно провести несколько подготовительных шагов:
- Снимаются все подвижные детали, которые есть на конструкции из алюминия. Это действие облегчит дальнейшее проведение монтажных работ.
- Убираются стеклопакеты с «глухих» зон рамы. Благодаря этому они не повредятся во время монтажных работ.
- Используя саморезы по металлу, прикрепляются специальные пластины вдоль оконной рамы. Их шаг обязательно не менее 700 миллиметров.
- Собранная структура размещается на перилах балкона.
- Нужно взять уровень для строительства, чтобы выровнять нахождение рамы в горизонтальном положении. Снизу рама закрепляется саморезами.
- Вертикальные рамы монтируются при помощи деревянных клиньев. После чего, и в стенах, и в верхнем перекрытии просверливаются отверстия при помощи перфоратора. Для крепежа лучше использовать анкера. Прежде чем присоединить конструкцию к верхней части, к ней прикручивается козырек из тонкого металла – оцинковка или черный металл с защитным покрытием.
- Далее необходимо сконструировать отлив у нижнего фрагмента рамы. Фиксация к профилю из алюминия происходит при помощи саморезов по металлу.
- Используя монтажную пену, задуваются все щели и отверстия.
- После этого приходит черед установки стеклопакетов в «глухие» зоны.
- Последнее – возвращение на прежнее положение подвижных деталей крепежа.
Такие несложные процедуры помогут качественно установить балкон из алюминиевого профиля и существенно сэкономить бюджет на вызове специалистов.
Алюминиевые рамы для балкона своими руками
Рамы из алюминия служат дольше, чем из дерева или из иного материала. Это объясняется тем, что данный металл не подвергается коррозии. Срок службы алюминиевой оконной рамы может достичь пятидесяти лет. Металлу вовсе не требуется какой-либо дополнительный уход. Он не характеризуется токсичностью, не горюч и считается идеальным вариантом, так как не пожароопасный. Рамы из него получаются прочные, надежные и пластичные, благодаря чему можно установить окна каких угодно размеров и наружного вида. А вот хорошая теплопроводность считается основным минусом использования алюминия для оконной рамы. Но и этот недостаток быстро устранился инженерами-конструкторами.
В данный момент на рынке есть два вид алюминиевого профиля: холодный и теплый. Первый намного дешевле второго, а если брать во внимание другие его отличительные особенности, то это отличный вариант для оконной рамы, если балкон не будет круглый год выступать, как еще одна жилая комната. Рамы из холодного профиля достаточно тонкие, поэтому из них легко сделать раздвижные створки, которые будут экономить площадь балкона. Теплый профиль включает в себя дополнительную теплоизолирующую вставную конструкцию из полиамида. Она располагается в центре между внутренней и внешней половиной профиля. В таком случае удвоенная рама со стеклопакетом становится значительно толще. Только одно может отпугнуть человека – высокая стоимость. Но когда балкон будет использоваться, как жилое помещение и зимой, то рамы из теплого профиля – идеальный вариант. Кроме того, модные алюминиевые стеклопакеты могут быть сконструированые в современном и разнообразном дизайне, и открываться разными способами.
Как самому установить алюминиевые рамы на балкон
После того, как рамы с соответствующими замерами были приобретены, остается самый важный момент – установка. Самостоятельный монтаж существенно экономит денежные средства, а благодаря подробной инструкции, не составит труда. Первым делом следует обзавестись приспособлениями, что пригодятся для дальнейшей работы:
- ножовкой по металлу;
- рлеткой;
- дрелью;
- саморезами;
- шурупами;
- шуруповертом;
- щеточным уплотнителем;
- атмосфероустойчивым силиконовым герметиком;
- монтажной пеной;
- шестигранным ключом.
Для качественного остекления необходимо проводить действия в следующей очередности:
- Если присутствует предыдущая оконная рама, то разбираем ее.
- Вычищаем с парапета и плиты загрязнения и части обшивки.
- Собираем новую раму из элементов.
- Закрепляем собранные элементы установки на парапете посредством оцинкованных самонарезных болтов и монтажных петель.
- После делаем замеры длину горизонтальной части проема, переносим значения замеров на направляющие и затем разрезаем их. После – монтируются направляющие для створок.
- При помощи напильника полируем спиленный участок.
- В проемах сверлим отверстия для саморезов с интервалом в 30 сантиметров. На шурупы устанавливаем направляющие. В избегании промерзания рамы, расстояние от внешнего края рамы до направляющих обязано быть не более, чем 5 сантиметров.
- Устанавливаем щеточный уплотнитель по линии створок.
- Вставляем створку сначала в верхнюю направляющую, а часть, на которой располагаются ролики – в нижнюю.
- Устанавливаем козырек из стали под монтажные петли.
- Присоединяем его с верхней бетонной плитой саморезами.
- Чертим на отлив на полосе из стали и вырезаем его ножницами для кровли.
- Монтируем отлив.
- При помощи атмосфероустойчивого силиконового герметика заклеиваем стыки.
- Задуваем все видимые щели монтажной пеной.
- Монтируем застекление глухих створок.
С помощью такой инструкции монтирование оконной рамы не вызовет затруднений.
Как установить алюминиевую лоджию
Пользоваться холодным остеклением для лоджии лучше, в случае, когда балкон не станет превращаться в отдельную комнату. Алюминиевые рамы выглядят достойно, благодаря тому, что для их покраски используют современный порошковый метод. Они на порядок прочнее и легче пластиковых, что делает процесс монтажа удобнее. Кроме того в комнату попадает много света, так как они практически не затемняют пространство. Эти конструкции не требуют периодического вмешательства профессионалов для проведения профилактических работ. Современные конструкции позволяют создать шестистворчатое окно, каждая створка которого сможет открываться отдельно. Давление на подшипники створками минимальное. Это продлевает эксплуатационный срок. Из-за малого веса рам, их легко выдержит любая лоджия.
Створки из алюминия раздвигаются и сдвигаются бесшумно и плавно. Для плотного закрытия рама фиксируется специальным блокиратором, который невидим снаружи. Прочность тонкой рамы способна удержать остекление лоджии до двух метров в высоту. Алюминиевые лоджии устанавливаются только тогда, когда нужно максимально защититься от ветра или других неблагоприятных погодных условий. При желании раздвижные и глухие створки можно комбинировать. На алюминиевом профиле обычно находятся две или три направляющие. Каждый ролик движется по своей. При желании на лоджию устанавливается сетка от москитов. Для нее предусматривается отдельная направляющая.
Для холодных окон обычно устанавливаются однокамерные стеклопакеты. В теплых окнах есть термовставка или термомост. Но располагается в середине профиля, толщина которого не меньше, чем 12 сантиметров. При желании алюминиевую конструкцию можно совместить с деревом. Тогда прочность металла и «дышащие» свойства дерева помогут противиться сильному конденсату. Кроме того у дерева отличные термоизоляционные характеристики и оно экологически чистое. Для монтажа алюминиевой конструкции на лоджию сначала снимаем все подвижные открывающиеся элементы для удобства работы с рамы. Чтобы не испортить остекление, его нужно удалить из глухих участков. Далее на раму закрепляются монтажные пластины при помощи саморезов. После чего собранная конструкция устанавливается в проеме лоджии. Затем клиньями выравнивается рама по всем плоскостям. На стены и верхнюю часть крепятся монтажные пластины. Потом проверяется, насколько ровно установлена рама, и створки возвращаются на прежнее положение. После этого происходит процесс герметизации.
Остекление балкона алюминиевым профилем своими руками
Как было сказано раньше, в процессе остекления балкона алюминиевым профилем нет ничего сложного. Если даже нет соответствующих навыков, то благодаря подробной инструкции провести остекление не составит труда. Но иногда человеку хочется любоваться видами из окна без каких-либо ограничений. Для этих целей можно использовать метод безрамного остекления. Он не менее прочный и надежный, чем с рамой. Главным несущим элементом конструкции в данном варианте считается профиль из алюминия, который прикрепляется к верхней плите.
Направляющий рельс, он же нижний профиль, фиксируется на стойке парапета. Ограждающими частями конструкции считаются закаленные стекла, их толщина должна быть 6-8 миллиметров. Полотна двигаются благодаря специальному механизму скольжения, который расположен вверху на профиле. Если на балконе есть неровные или закругленные участки, то там проделывают перекат. Стыки панелей закрываются лентой, которая легко пропускает свет. Створки открываются одна за другой по очереди. При выборе такого типа застекления, особое внимание уделяется таким показателям, как надежность, долговечность и устойчивость.
Монтаж алюминиевого балкона своими руками видео
Не стоит забывать, что при самостоятельном монтаже алюминиевого балкона, нужно оставлять зазоры под монтажную пену, сантиметра два-три под подоконник. Все манипуляции проводить с наличием отвеса и уровня. На видео показан наглядный пример, как правильно монтировать алюминиевый балкон своими руками:
О преимуществах светодиодного освещения наслышаны многие. Уникальный спектральный состав близкий к дневному свету создает уют даже в самую ненастную погоду. Долговечность и экономичность делают такое решение даже более рентабельным, чем обычные лампы накаливания. Многообразие форм и типов светодиодных светильников позволяют создавать неповторимый интерьер.
Но мы все это уже все знаем. Светодиодная лента закуплена и пришло время монтажа. И тут возникает закономерный вопрос, а как ее прикрепить к стене или предмету интерьера. Задняя часть светодиодной полосы покрыта двухсторонним скотчем, но сможет ли он удержать всю конструкцию на штукатурке?
Продавцы светодиодного оборудования предлагают нам для решения такой непростой задачи внушительный ассортимент всевозможных профилей (коробов). Типы профилей разделяют по способу монтажа:
Угловой профиль

Врезной профиль

 Такой тип профиля ценят гурманы дизайнерских решений. Он позволяет заглубить светодиодную ленту, создав оригинальный и неповторимый вид.
Такой тип профиля ценят гурманы дизайнерских решений. Он позволяет заглубить светодиодную ленту, создав оригинальный и неповторимый вид.
Накладной профиль

 Это классическое решение для монтажа светодиодных лент по периметру комнаты либо для создания локальной подсветки.
Это классическое решение для монтажа светодиодных лент по периметру комнаты либо для создания локальной подсветки.
Вроде всё понятно, за исключением одной маленькой детали… Цена алюминиевого профиля для светодиодной ленты в несколько раз выше самой светодиодной ленты. Встает ребром вопрос об экономической целесообразности светодиодного освещения. Ну не готов я отдать 150 долларов для комплекта профилей на одну комнату.
Короб для светодиодной ленты своими руками
А действительно ли нам так необходима специальная конструкция монтажного короба? Давайте разберемся, какими специфическими особенностями обладает стандартное решение.
Технические особенности специализированного алюминиевого профиля
Жесткость конструкции
Таки да, но вес погонного метра самой ленты несколько десятков грамм. Средний же вес профиля для неё 300-400 грамм. Нагрузка на несущий профиль небольшая, а вот жесткость короба доставит изрядные неудобства, если необходим монтаж на фигурных поверхностях, например полукруг гипсокартонного потолка.
Эффективный теплоотвод
Действительно, у лент на основе CMD матрицы 5630, 5730 теплопродукция может превышать 3 Вт на квадратный сантиметр и требовать эффективного теплоотвода. Только такие технические решения применяются для очень больших помещений с высокими потолками. В стандартную квартиру вполне подойдет светодиодная лента smd 3528 с коэффициентом теплоотдачи 0,6 Вт/см.кв. Даже если возникнет желание сделать освещение поярче, с применением более мощных 5050 модулей, в качестве теплоотвода можно применить обычную алюминиевую полосу.
Специальная форма для монтажа
По сути, нам подойдет любая прямоугольная конструкция, сопоставимая с шириной нашей ленты. Внутренность профиля должна содержать достаточно пространства для установки в нее самой ленты и проводов для подачи электричества.
Чем заменить алюминиевый профиль для светодиодной ленты

Заходим в отдел электротоваров ближайшего строительного магазина и ищем пластиковый короб для электропроводки. Он с успехом заменит алюминиевый световой короб для светодиодной ленты. Многообразие их размеров позволит без проблем выбрать вариант и для одиночной ленты, и для двойной, в случае дополнительной декоративной подсветки.
При необходимости можно даже найти коробы различных цветов для гармоничного вписывания его в интерьер.
Такой профиль намного приятнее в монтаже, чем алюминиевый. Относительная гибкость конструкции и легкость порезки позволяют плотно закрепить его даже при неровностях поверхности.
Монтаж пластикового короба
Для монтажа конструкции нам понадобится самые простые инструменты:
- карандаш;
- линейка;
- уровень;
- дрель;
- шуруповёрт;
- упаковка шурупов нужного размера.
Исходя из особенностей крепления, подбираем соответствующий кабель-канал:
Какой профиль выбрать?
Поскольку внутри канала будут находиться лента и провода питания, ширина просвета должа быть примерно немного больше ленты. Для поверхностного монтажа подойдет профиль 15х10 мм.
 Для установки врезной конструкции вначале подготовьте канал для профиля.
Для установки врезной конструкции вначале подготовьте канал для профиля.
Его глубина и ширина должны соответствовать размерам короба. Канал для светодиодной ленты своими руками можно легко сделать с помощью обычной циркулярной пилы, которые продаются в виде насадок на дрель. Для гарантии ровной прорези можно предусмотреть ограничивающий уровень. Это может быть прямая деревянная планка, которую временно прикручивают саморезами к поверхности.
 После подготовки поверхности замеряем, какой длины необходимо нарезать пластиковый короб под светодиодную подсветку. При угловых стыках разметку лучше произвести на специальном станочке. Обычно его используют для нарезания потолочных багет.
После подготовки поверхности замеряем, какой длины необходимо нарезать пластиковый короб под светодиодную подсветку. При угловых стыках разметку лучше произвести на специальном станочке. Обычно его используют для нарезания потолочных багет.
В процессе порезки можете сделать отверстия, через которые будите вкручивать шурупы.
 Оптимальное расстояние для крепления короба под светодиодную подсветку шурупами 40-50 сантиметров. Для монтажа в бетон либо кирпич предварительно засверлите отверстия победитовым сверлом.
Оптимальное расстояние для крепления короба под светодиодную подсветку шурупами 40-50 сантиметров. Для монтажа в бетон либо кирпич предварительно засверлите отверстия победитовым сверлом.
При установке на гипсокартон или мебельные плиты используют обычные саморезы по дереву.
После монтажа профиля светодиодную ленту прикрепляют на двухсторонний скотч, которым покрыта ее задняя сторона.
Особенности монтажа электропроводки
Важно помнить, что ленты подсоединяются к источнику питания всегда параллельно, поэтому предусмотрите закладку проводов, по которым будет подаваться напряжение к отдельным сегментам ленты.
 Ленту необходимо подключать параллельно
Ленту необходимо подключать параллельно
Для удобства подключения провода питания лучше проложить по обеим сторонам, тогда перепутать полярность будет крайне сложно.
 Соблюдайте полярность
Соблюдайте полярность
Применение пластиковых коробов для электропроводки существенно снизит бюджет монтажных работ по установке светодиодного освещения. Такие профили без проблем монтируются на полукруглые поверхности, что недоступно классическим решениям на основе алюминия.