Самодельная точечная сварка — инструкция по изготовлению
Самодельная точечная сварка легко изготавливается в домашних условиях. Подобные устройства производят с разной конфигурацией:
Для сварки тонкого листового металла достаточно силы тока в 800 Ампер.
- портативные;
- компактные;
- габаритные.
Технология сварочного процесса
Начинать самостоятельную сборку аппарата необходимо, учитывая закон Джоуля-Ленца (Q=I² Х R Х t). Количество тепловой энергии, которая выделяется в проводниках, пропорционально их сопротивлению, показателям силы тока в квадрате и времени. В тонких проводках (с плохим соединением) происходит большая потеря энергии. Эксперты рекомендуют уделять пристальное внимание устройству и качеству электроцепи.
Контактная сварка бывает:
- шовной;
- точечной;
- стыковой.
Принцип точечной сварки.
Точечная сварка позволяет сваривать детали в одной, а при желании — в нескольких точках. Их структура может отличаться в зависимости от особенностей формы контактной поверхности электрода, ее размера и влияет на уровень прочности соединений. Технология аппарата, позволяющего выполнять подобную работу, основана на тепловом воздействии тока.
Точечная сварка требует соблюдения технологии, которая насчитывает несколько этапов. Соединяемые элементы необходимо совместить и поместить между электродами оборудования, плотно прижав один к другому. Прижимание деталей позволяет обеспечивать образование уплотняющего пояса около расплавившегося ядра. Возникший пояс не позволяет во время импульса выплескиваться раскаленному металлу.
Затем следует нагревание деталей, чтобы они стали термопластичными, и их можно было деформировать. Обеспечить в домашних условиях высококачественную сварку, в соответствии с технологией, можно, поддерживая постоянную величину давления, скорость передвижения электродов и полное соединение всех частей.
Сварочный аппарат нагревает их с помощью кратковременного импульса, который образуется при прохождении тока. Импульс позволяет плавить металл в тех точках, в которых происходит его соприкосновение с электродами. Подобным методом образуется общее ядро с жидкой консистенцией. В диаметре оно может достигать 4-12 мм.
Детали будут прочно удерживаться после прекращения воздействия тока до остывания раскаленного ядра и его последующей кристаллизации. Использование точечной сварки в быту позволяет обеспечивать механическую прочность металлических швов без дополнительных финансовых затрат, но добиться таким инструментом герметичности швов не получится. Оборудование для сварки, процесс работы и техника безопасности регламентированы ГОСТами.
Самодельный сварочный аппарат
Схема устройства мини сварочного аппарата для точечной сварки.
Мощность самостоятельно сконструированного оборудования не будет большой. Агрегат способен работать со стальной проволокой с диаметром 0,3 мм или с металлическим листом толщиной 0,2 мм. Параметры устройства позволяют выполнять сварку термопар и приваривать тончайшие элементы из фольги.
Электрод изготавливается из пистолета из-за небольшого усилия, которое требуется для прижима объектов с небольшими габаритами. Схема изготовления подобного аппарата довольно простая. Главным узлом агрегата выступает трансформатор. Электрод необходимо подключить с помощью достаточно гибкого кабеля к вторичной трансформаторной обмотке. Самую массивную часть рекомендуют подключать к нижнему концу.
Для этого понадобятся выпрямительные мосты. Тиристор может быть подключен ко второй диагонали моста. Первый элемент, открываясь, способствует тому, чтобы у трансформатора к первичной обмотке прикладывалось достаточное напряжение. Пистолет заменяет сварочные клещи. С их помощью 1-ая деталь присоединяется к концу вторичной обмотки на трансформаторе. Второй конец должен быть прочно прикреплен к изделию. Клещи способны выполнять сварку практически в любой точке, используя единичный электрод. Они могут функционировать, питаясь от тока (трехфазного или однофазного). Трансформатор, обеспечивающий питание клещам, выдает ток в несколько кА.
На рукоятке пистолета располагается кнопка, которая при нажатии управляет тиристором. Подключение к сети дополнительного источника способствует началу зарядки конденсатора. Вспомогательными источниками могут быть выпрямительные мосты или трансформаторы.
Для изготовления аппарата точечной сварки можно взять трансформатор из старой микроволновки.
Включение аппарата происходит с помощью замыкания тиристором. Он остается открытым до момента, когда конденсатор окажется разряженным. Переменный резистор позволяет регулировать время, за которое разряжается конденсатор. После отпускания кнопки подготавливается следующий импульс, конденсатор заряжается. Формирование импульса происходит, если снова нажать на кнопку.
Мощность трансформатора бывает довольно скромной — 5-10 Вт. Длительность процесса, учитывая номинал конденсатора и резистора, не сможет превысить 0,1 сек. Это обеспечит сварочный ток в 300 — 500 А. Такие параметры достаточны для работы с малогабаритными объектами.
Можно сделать точечную сварку из металлического трансформатора, с толщиной набора 70 мм. Для первичной обмотки применяют провод ПЭВ-2 0,8, в котором 300 витков. Обмотка вторичная изготавливается из многожильного провода с диаметром 4 мм.
Инструкция по изготовлению сварочного оборудования
Чтобы верхний рычаг поднимался легко и не упирался в корпус, необходимо сделать выемку.
Основой оборудования специалисты рекомендуют выбирать трехфазный, понижающий трансформатор. Сердечник не разбирается. С катушки снимают вторичные обмотки. Оставаться нетронутыми могут исключительно первичные проводки. Средняя проводка обматывается аналогичным материалом. На выходе должно получиться 8 — 10 витков. Для изготовления сварочного оборудования своими руками потребуется медная труба (диаметр 10-12 мм), кабель (25 м), болгарка, диск по металлу.
С помощью силового многожильного трехфазного кабеля необходимо на обе катушки (расположенные по краям) аккуратно намотать вторичную обмотку, обеспечив их заполнение. У проводов в кабеле диаметр должен достигать 6 — 8 мм, а один — быть тоньше, но способным выдерживать большой ток и иметь хорошую изоляцию. Намотку можно проводить, не разбирая предварительно оборудование (за счет гибкости провода). Для изготовления рассматриваемого агрегата потребуется 25 м кабеля, который при необходимости можно заменить проводами с меньшим сечением.
Подобную работу рекомендуется выполнять с помощью дополнительных рук. Один человек будет протягивать провод, а 2-й — заниматься укладыванием витков. В процессе изготовления клеммы понадобится труба из меди. Ее длина должна достигать 30 — 40 мм, а диаметр — 10-12 мм. Одну из ее сторон необходимо расклепать и проделать в образовавшейся пластине отверстие, диаметром не более 10 мм. Провода вставляются с противоположной стороны. Их предварительно желательно зачистить. Обжать провода эксперты советуют с помощью молота.
На поверхности трубы рекомендуется сделать несколько насечек, они поспособствуют улучшению контакта.
Для сборки самодельного устройства сварочного аппарата используйте обычные саморезы.
В верхней части трансформатора есть штатные винты и гайки, которые требуется убрать и заменить новыми крепежными элементами (с резьбой М10). К этим винтам необходимо присоединить клеммы от вторичной обмотки. Текстолитовую плату необходимо прочно прикрепить к поверхности трансформатора. В ней перед креплением придется сделать 11 отверстий. Их диаметр не должен превышать 6 мм. Они потребуются для винтов с гайками и шайбами. Данные элементы обеспечивают вывод первичной обмотки.
Электродержатель можно изготовить из трубы ¾, длина которой достигает 250 мм. По ее углам требуется выпилить выемки. Обеспечить для электрода свободное прижатие можно, если приварить к держателю небольшой отрезок проволоки из стали. С противоположной стороны необходимо сделать отверстие и присоединить отрезок кабеля идентичного тому, который использовался для выполнения вторичной обмотки. Обязательно необходимо позаботиться об изолировании трубы с помощью резинового шланга.
Электроды для точечной сварки
Важно, чтобы все соединения были тщательно изолированы.
Точечная сварка, сделанная своими руками, пригодна для незначительных объемов работы, поэтому, поработав с 10 — 14 электродами, желательно давать инструменту остыть.
Многоточечные аппараты, в отличие от простых аналогов, позволяют проводить работу с металлическими заготовками, которые обладают определенной формой и размером. Многоточечное оборудование для контактного сваривания деталей универсальное, но встречается нечасто. Переналаживать его могут только специалисты.
Контактное сваривание деталей не может проходить без электродов. Подобная работа требует использования электродов, которые производят из сплавов с высоким уровнем теплопроводности. Они способствуют сжатию металлов и подводят ток к поверхности изделий. Степень концентрации тепла при выполнении подобной работы зависит от наконечников. Тонкие устройства быстро изнашиваются и требуют регулярной подточки. Наконечники выпускают нескольких форм.
Продлить срок эксплуатации электродов можно, если:
- подбирать их в соответствии с особенностями металла, с которым предстоит работать;
- не применять для тяжелой сварки тонкие наконечники;
- избегать повреждений;
- применять водяную рубашку.
Специалисты не рекомендуют подпиливать их. В противном случае возникнут неровности, что отрицательно скажется на качестве работы.
moyasvarka.ru
Точечная сварка своими руками | ForgeMika.com
Область применения технологии точечной сварки известна – это получение соединений из тонкостенных материалов, соединяемых внахлёст. Иногда эти же методы соединения могут применяться для пруткового материала. Поэтому в производстве кованых изделий, и она тоже получила достаточное распространение. В целом, технология имеет ряд плюсов, в частности, для неё не требуется расходного материала, типа, сварочных электродов, флюсов, и прочего. Она проста в применении, после неё нет остаточных явлений, вроде, заметных деформаций при остывании и прочего.
А поскольку сварочное производство является обязательной компонентой производства кузнечного, то и востребованность у этой технологии достаточно велика. Однако далеко не каждое кузнечное предприятие может позволить себе покупку такого оборудования, как сварочный аппарат точечной сварки, да и не всегда такая покупка может быть оправдана, ещё меньше есть потребность в приобретении такого оборудования в частном, домашнем пользовании. Но всегда есть альтернатива, точечная сварка своими руками может быть собрана из подручных материалов.
Компоненты, необходимые для монтажа оборудования и технология сборочных мероприятий
Трансформаторы
Естественно, что любые сварочные мероприятия невозможны без наличия сварочного трансформатора с высоким показателем коэффициента трансформации. Если у вас такового нет в наличии, то можно воспользоваться трансформатором из старой микроволновой печи. Его рабочие характеристики полностью подходят под требования, предъявляемые к сварочному устройству, но конструкцию придётся немного «подправить».


Этот трансформатор работает на повышение напряжения, поэтому он нужен будет вам не полностью, а потребуется только первичная обмотка. Где провод толще и количество использованных витков меньше. Её необходимо аккуратно отделить совместно с магнитопроводом от общей конструкции устройства. Методы отделения могут быть разные. Можно отрезать ножовкой, или обрубить с помощью стамески, зависит от особенностей монтажа. Но во время этих операций нужно помнить о необходимости сохранения целостности изоляции. Если предусмотрено наличие шунтирующих элементов, то их также надлежит удалить.

После того, как удалено всё ненужное в будущей конструкции сварочного трансформатора, необходимо добавить новую вторичную обмотку. Для этой цели используется медный провод с площадью сечения больше ста квадратных миллиметров, в идеале это должен быть один многожильный провод с диаметром примерно 10 миллиметров, или смотанные в пучок одножильные тонкие провода с суммарной площадью указанной величины. Сделать нужно не более трёх витков (то есть, 2 – 3 витка). Выходное напряжение в этом случае должно быть на уровне двух Вольт, этого достаточно. При этом показатель выдаваемой силы тока должен равняться 1000 Ампер.

Электроды
В качестве электродов для устройства точечной сварки применяются медные прутки. Идеальный диаметр применяемого прутка должен быть не меньшим, нежели диаметр сварочного провода. Чаще всего под эти требования подходят жала-наконечники электрических паяльников для небольших аппаратов, и специально выточенные электроды для аппаратов побольше. У них превосходные показатели по тугоплавкости и электро- и теплопроводности. Один конец затачивается под форму небольшого конуса с малой высотой и большим диаметром основания. А во второй части делается крепление для провода вторичной обмотки.

При всех позитивных рабочих характеристиках используемых электродов, они систематически будут приходить в негодность ввиду высокой температурной нагрузки, и заточенную форму конусной части необходимо будет восстанавливать. Соединительные провода должны быть максимально коротки, а элементы соединения проводов и электродов максимально надёжны. Желательно соединять пайкой, и то и другое будет минимизировать сопротивление проводника и не вызывать потерь мощности при использовании устройства.
Устройства управления сварочным приспособлением
Ассортимент этих устройств не слишком обширен и ограничивается прижимным рычагом, электрическим выключателем и таймером. При этом рычаг должен быть достаточно мощным с тем, чтобы прикладываемое усилие также было достаточно мощным. Так как, от него зависит сила сжатия свариваемых элементов, чем больше сила сжатия, тем выше качество получаемого соединения.

Электрический же включатель рекомендуется располагать также на рычаге поблизости от его рукояти с тем, чтобы управлять процессом сварки можно было с помощью одной руки, а свободной рукой придерживать и направлять свариваемые объекты. Возможен вариант включения педалью, как в нашем случае.

Кстати, в качестве варианта исполнения прижимного механизма может быть рассмотрен ещё и вариант не рычажного его исполнения, а резьбо-винтового. Практика показывает, что и такая конструкция имеет в равной степени право на жизнь и применение. Порой, даже более удобна и эффективна.
Важные аспекты применения
Необходимо помнить, что обязательным условием подачи питания на первичную обмотку трансформатора полученной модели сварочного устройства является факт сжатия электродов и получение надёжного их контакта со свариваемыми объектами. Ибо при подаче электрического тока при нежёстком контакте происходит образование электрической дуги между электродами, горение электродов, искрение и прочие неприятные моменты.

Очень рекомендуется применение устройств, обеспечивающих принудительное охлаждение нагревающихся элементов конструкции. Благо, что современный рынок сварочного оборудования и оборудования, сопутствующего сварочному производству, предоставляет широчайший выбор и охлаждающих устройств (вентиляторов различного типа), и устройств для обеспечения контроля контакта свариваемых деталей и прочего оборудования. С применением которых и качество кованого изделия может быть выдержано идеально точно, и весь производственный процесс обустроен предельно качественно и комфортно.
Точечная сварка своими руками, видео
forgemika.com
Точечная сварка своими руками и ее особенности
Существующие разновидности процесса сварки зависят от применения тех или иных энергоносителей, играющих важную роль при выполнении данного вида работ. Точечная сварка своими руками должна осуществляться под контролем сварной точки посредством визуального наблюдения.

Точечная сварка — это сварочный процесс, в процессе которого детали соединяются в нескольких точках.
Зачастую данный вид сварки используют в домашних условиях. Уровень ее качества будет определяться навыком, связанным с определенным импульсом тока.
Применение технологии конденсаторной точечной сварки

Схема конденсаторной точечной сварки.
Выполняя сварку тонких деталей (ширина 1-1,5 мм), применяют технологию конденсаторной сварки. Она является одной из четырех способов создания сварных швов с использованием аккумулированной энергии:
- Конденсаторной.
- Электромагнитной.
- Инерционной.
- Аккумуляторной.
На практике в промышленности и домашнем быту применяется конденсаторная сварка. Она связана с питанием энергией батарей конденсаторов, которая после ее сохранения будет израсходована на осуществление сварного шва за определенный временной интервал с малой длительностью. Два вида конденсаторного типа сварки:
- За счет разряда конденсатора на деталь.
- За участок разряда конденсатора принимают первичную обмотку трансформатора для сварки.
Если предусмотрен прямой разряд, то осуществляют сварку проволоки встык. Если воспользоваться вторым способом, то он как раз предназначается с целью проведения точечной сварки, а также шовной. Их преимуществом выступает возможность соединения деталей различных форм при их толщине, находящейся в интервале 0,005-1 мм. Уровень потребляемой мощности колеблется в интервале 0,1-0,2 кВа, а сварочный ток действует при кратковременном импульсе, продолжительность которого до 0,001 сек. Конденсаторную точечную сварку применяют при изготовлении оптических приборов, телевизоров, радиоприемников, измерительных приборов и др.
Вернуться к оглавлению
Как сделать точечную сварку правильно: требования к электродам, аппараты

Устройство ручной точечной сварки: 1 — основание, 2 — неподвижный угольник, 3 — рычаг, 4 — шарнир, 5 — угольник, 6 — винт, 7 — электрод.
Для проведения сварки в домашних условиях выпускаются различные приборы, используемые без наличия специальных навыков, знаний и опыта. Самые простые аппараты для проведения точечной сварки имеют малую мощность, они являются настольными. Данные устройства позволяют производить сварочные работы, соединяя детали, толщина которых может достигать 0,2 мм. Приборы используются и для сварки проволоки, имеющей диаметр до 0,3 мм. Сварные соединения создаются при этом для сварки стальных элементов либо деталей, сделанных из фольги.
Устройства с малой мощностью идеально подходят для точечной сварки деталей малых размеров. Для них не требуется значительное усилие прижима, которое производится нажатием рукой. Вид используемого электрода в данном устройстве напоминает форму пистолета. Основной элемент сварочного прибора может представлять собой сварочный трансформатор, имеющий небольшие размеры. Вторичная обмотка трансформатора служит для надежного подключения к ней электродов. Для проведения сварки в домашнем быту применяют аппарат, имеющий малую мощность. Используют не только приборы с малой мощностью, но и с более высокой. Эти аппараты работают на основе следующих важных элементов:

Сварочный трансформатор.
- Мощного сварочного трансформатора.
- Тиристорного полупроводникового ключа.
- Специального устройства, позволяющего выдерживать время и обеспечивать контроль за длительностью сварочного процесса.
Данный вид аппаратов позволяет осуществлять сварку элементов, имеющих наибольшую толщину, обеспечивающих требуемый уровень давления и подходящие условия в процессе сварки. Можно купить прибор с такой мощностью, которая будет необходима. Вместе с тем можно сделать заказ на изготовление сварочного прибора, который будет иметь усовершенствованные функции. Электроды обязательно должны обеспечить необходимый уровень надежности в рамках соответствующего температурного режима.
Преимущество электрода связано с его высокой тепло- и электропроводностью, легкой механической обработкой. Бронза, используемая для создания электродов, содержит кадмий либо кобальт. Электроды создают из электролитической меди и ее сплавов, которые содержат хром или вольфрам. Медь имеет показатели электро- и теплопроводности, превосходящие характеристики бронзы по ее аналогичным показателям, включая ее сплавы. Показатель износостойкости меди ниже в 5 или 7 раз, поэтому изготавливать электроды принято в основном из специального сплава ЭВ, представляющего собой чистый вид меди, состав которой имеет до 0,7% хрома и до 0,4% цинка. Проводимая точечная сварка по уровню качества определяется диаметром используемых электродов.
Вернуться к оглавлению
Как правильно соблюдать технику безопасности сварки

Техника безопасности при сварочных работах.
Для правильного осуществления сварки, проводимой дома, потребуется следующее:
- Наличие постоянной скорости, с которой происходит перемещение двух электродов.
- Необходимый уровень поддержки показателя давления, что связано с полной контактностью с соединяемыми элементами.
Вместе с тем необходимо обязательное выполнение условий техники безопасности при проведении точечной сварки, которая включает следующие основные моменты:
- Обязательно проводят изоляцию каждого электрического и соединительного провода.
- Применяют средства защиты, то есть перчатки или рукавицы, предохраняющие руки от получения возможного ожога.
- Для защиты лица применяют специальную маску, чтобы искры и брызги металла не могли попасть прямо в лицо.
- Возле места проведения работ не должны находиться материалы либо предметы, которые являются легковоспламеняющимися.
- Деревянному полу также требуется специальная защита от возгораний.
- Следует заранее предусмотреть наличие специальных средств, позволяющих тушить возгорания.
- В помещении, где проводятся работы, не должны скапливаться газы, вредные для здоровья людей, поэтому его следует проветривать.
Вернуться к оглавлению
Особенности технологии точечной контактной сварки
Вернуться к оглавлению
Какие операции позволяет осуществить точечная сварка

Схема точечной сварки.
Такой вид сварки, как точечная, используется не только в домашнем быту, но и в промышленных отраслях. Сделать точечную сварку можно, соединяя следующие виды заготовок:
- стальных листовых;
- металлических;
- профильных элементов;
- металлических стержней.
Чтобы обеспечить качественное сварное соединение, следует обязательно осуществить подготовительные работы правильно. Поверхности деталей очищают от различных загрязнений с использованием специальных щеток, путем опескоструивания, травления в кислотах и пр. Схема, позволяющая сделать точечную сварку в быту, предусматривает несколько этапов. Сварочным аппаратом можно соединять различные типы кабеля, алюминиевые детали, выполнять починку утвари для кухни. Рассмотрим подробнее все этапы сварочных работ.
- Детали, требующие соединения, размещаются в нужном положении.
- Детали помещают в промежуток между электродами с последующим прижатием друг к другу заготовок.
- Соединяемые элементы следует нагреть до пластичного состояния, чтобы их можно было деформировать.
Промышленные условия проведения точечной сварки предполагают соответствующее оборудование, предусматривающее автоматический режим работы.

Характеристики точечной сварки.
600 точек/мин — это максимальный уровень, которого может достигать частота сварки. Специалисты рекомендуют оставлять скорость, с которой перемещаются электроды, на постоянном уровне. Одновременно должна обеспечиваться соответствующая величина давления при обязательном контакте соединяемых элементов. Контактная сварка представляет собой процесс, при котором заготовка из металла расплавляется.
В результате получают литую структуру, которая образуется тогда, когда осадочное давление позволяет преодолевать предусмотренную жесткость деталей, подвергающихся деформации. Сварочный ток при нагревании должен быть связан с кратковременным импульсом длительностью от 0,01 до 0,1 сек. Длительность данного импульса будет зависеть от условий проведения сварки. Это позволит расплавить электродами материал, что обеспечит для заготовок формирование жидкого ядра, которое является общим, а его диаметр может составлять от 4 до 12 мм.
Если импульс силы тока перестает действовать, то произойдет удерживание заготовок в приборе на определенное время, что позволит ядру, находящемуся в расплавленном состоянии, остыть с последующей кристаллизацией. Существуют плюсы и минусы точечного вида сварки. Например, механическую прочность создаваемых швов связывают не только с высокой экономичностью, но и с возможностью автоматизировать сварочный процесс с большой точностью его проведения.
Среди значительных недостатков выделяют отсутствие герметичности получаемых швов. Если толщина свариваемых деталей возрастает, то давление увеличивается. Это влечет за собой уменьшение полезного срока эксплуатации электродов. Данный тип работ используется при соединении деталей, которые имеют относительно небольшую или малую толщину до 6,0 мм. Вместе с тем этот вид сварки достаточно безопасен, поскольку выплеск и разбрызгивание металла в данных условиях не происходит после создания уплотняющего пояса между ними.
Вернуться к оглавлению
Режимы точечной сварки

Режимы точечной сварки.
Сделать точечную сварку можно в двух режимах, которые зависят от плотности силы тока:
- Мягкий (при плотности до 100 а/мм²).
- Жесткий (при плотности до 300 а/мм²).
Жесткий режим имеет следующие характеристики:
- повышенный уровень мощности;
- большая загрузка сети;
- увеличение стоимости.
Жесткий режим обеспечивает при малом времени сварочных работ высокую производительность сварки. Если при жестком режиме точечной сварки происходит снижение показателя прочности сварной точки, то это приводит к появлению дефектов.

Дефекты точечной сварки: а — подрез; б -трещины; в — пористость; г — неметаллические и шлаковые включения; д — непровар по кромке шва; е -непровар по толщине шва.
Возникновение непровара точки представляет опасный момент, когда литое ядро имеет малые размеры либо отсутствует. Обычно его размеров недостаточно, чтобы обеспечить прочность шва. Наличие данного дефекта не каждый раз можно отслеживать, делая визуальный осмотр, который тем и опасен. Дефекты могут проявляться в виде:
- Появления глубоких вмятин.
- Полного прожога металла.
- Подплавления поверхности деталей.
- Наличия раковин и глубоких вмятин.
- Сильной пористости сварного ядра.
Основными характеристиками мягкого режима являются:
- Более долгое время сварки.
- Наиболее плавный нагрев при малой мощности.
Возможность уменьшения мощности прибора, потребляемой от сети, связана с уменьшением нагрузки и меньшей стоимостью самого аппарата. С использованием мягкого режима осуществляют сварку элементов из легированных сталей и стальных деталей, которые содержат углерод в большом количестве. Жестким режимом пользуются при сварке сталей с наибольшей прочностью. Давление при этом должно быть большим, поскольку могут образоваться трещины.
moiinstrumenty.ru
Точечная сварка своими руками
Сегодня сварочные работы своими руками выполнить под силу всем, кто разбирается в технике. В интернете многие пользователи делятся своим положительным опытом, и рассказывают, как в домашних условиях они изготовили аппарат своими силами. Изготовленный руками дома аппарат для сварки (точечной) вполне подходит для использования.
Рекомендуется использовать научно-популярный «Моделист-конструктор», в котором содержатся описания и эскизы модернизированного устройства для сварки. В результате у вас получится аппарат, со своими возможностями, которые значительно превосходят по мощности возможности своих предшественников.
К тому же, этот аппарат является простым в изготовлении. С его помощью точечная сварка своими руками станет легко осуществимой. Аппарат для сварки со своими определенными параметрами может сделать сварное соединение листа стали толщиной 3мм. Однако ограничен режим работы: выполнение сварки только точечной.
Величина тока не регулируется. Ход сварки зависит от времени нагрева. Его нужно контролировать визуально по цвету, либо можно подвести реле времени с диапазоном выдержки 0,5 – 5 сек. Базовым трансформатором является из серии ОСМ – 1,0 Можно ли обмотки трансформатора оставить своими? Первичную, да (но можно и перемотать). Вторичную необходимо заменить на провод ПВЗ – 50. При подключении его двух трехвитковых частей параллельно сечение должно составить 100 мм2.
Держатели электрода рекомендуется изготовить руками из дюралюминиевого прутка с диаметром 30мм. Нижний нужно руками закрепить в неподвижном состоянии, причем нужно его изолировать от щечек при помощи текстолитовых шайб, а от крепежных болтов М8 создать изоляционный слой из лакоткани.
Рекомендуется для сварки использовать медные электроды с диаметром 12мм, которые следует закрепить руками в их держателях с помощью винтов и шайбы, для которых была предварительно выполнена резьба.
В начальном положении держатели с электродами разводятся пружиной со своими подходящими габаритами. Можно обойтись своими материалами, имеющимися в наличии.
В данном случае будем руками монтировать в наш аппарат для сварки пружины от старой кровати – раскладушки. Необходимо предусмотреть, чтобы пружиной не создавалось короткое замыкание во время процесса работы трансформатора для сварки, только точечной.
С этой целью руками закрепляем разделительную пластмассовую втулку в торце держателя электрода, закрепленного неподвижно. Для этого используется винт М6. Какими бы своими специфически невероятными ситуациями не обернулись работы при сварке, будьте уверены, нижний конец пружины надежно электрически изолирован.
Подключать самодельный аппарат в сеть нужно посредством автоматического 20-амперного выключателя. Необходимо обеспечить заземление корпуса и вторичной обмотки трансформатора аппарата для сварки.
Такой аппарат следует включать и выключать при сжатых электродах. При несоблюдении этого правила, может возникнуть ситуация, при которой самодельный аппарат может заискриться.
Во время сварки постоянно следите за температурным режимом. Это важно, потому что принудительное охлаждение не предусматривается. Время от времени в работе необходимо делать перерыв, так как не допускается перегрев аппаратуры для сварки.
Область применения точечной сварки является обширной. Ее применяют, когда делают ремонт бытовой техники, а также выполняют различные ремонтные работы, касающихся кабелей и алюминия.
Сварка, при которой используется сделанный самостоятельно сварочный аппарат, является точечной и относится к одной из разновидностей контактной сварки. При использовании данной контактной сварки электрический ток проходит между электродами посредством металла, который разогревается в месте, где соприкасаются две детали. В этом месте сварки металл нагревается и начинает плавиться. Создается ядро точечной сварки с диаметром 4 – 12мм.
Форма ядра напоминает чечевицу. Только сварка с расплавлением ядра считается точечной и надежной. Сварка без расплавления ядра на деталях из низкоуглеродистой стали применяется очень редко. Ниже описывается, как сделать точечную сварку.
Точечную контактную сварку относят к классу термомеханических процессов. При этом существует несколько последовательных этапов работы:
Детали во время процесса сварки нагреваются, при достижении необходимой пластичности, они деформируются.
При сварке, которая относится к точечной, требуется создать определенные условия:
При перемещении двух электродов нужно поддерживать постоянную скорость. Надо регулярно наблюдать за уровнем давления. Необходимо поддерживать полную контактность со свариваемыми деталями.
Соблюдение техники безопасности является жизненно важным.
1. При сварке контактной точечной электрические и соединительные провода должны быть надежно изолированы.
2. Во избежание получения ожогов следует перед началом работ надевать специальный сварочный шлем и защитные рукавицы.
3. Недопустимо держать огнеопасные или легковоспламеняющиеся предметы или материалы рядом с местом проведения сварочных работ.
4. Если пол в помещении деревянный, его нужно защитить от возможного возгорания до сварки.
5. На случай крайней необходимости требуется наличие средства для тушения возгораний.
6. Необходима хорошая вентиляция в помещении, в котором ведутся сварочные работы, так как могут выделяться вредные газы, опасные для здоровья человека.
У точечной сварки есть свои преимущества, но она также обладает своими недостатками. Положительными характеристиками такого вида работ является высокая экономичность при сварке, достаточная сильная механическая прочность получаемых швов, а также требуемая способность аппарата автоматизировать весь процесс работы.
Недостаток этого вида сварки, так называемой точечной, проявляется в следующем: полностью отсутствует герметичность швов получаемых при такой сварке.
Существуют другие варианты сборки аппарата для сварки.
Изготовим портативный дуговой аппарат для сварки самостоятельно.
Основой для него служит лабораторный трансформатор ЛАТП. С него необходимо снять кожух и всю арматуру. Остается только обмотка на сердечнике. Эта обмотка для трансформатора сварочного аппарата является первичной. Она изолируется с помощью 2 –х слоев изоленты.
Вторичная обмотка наматывается поверх первичной обмотки. Необходимо сделать 65 витков провода с сечением 12 или 13 мм2. Обмотка укрепляется изолентой. Трансформатор устанавливается на изолирующей подставке из текстолита, можно использовать гетинакс, внутри кожуха, выполненного из листовой стали или дюралюминия толщиной, не превышающей 3 мм.
В крышке кожуха, а также на задней и боковых стенках проделывают отверстия диаметром 8 – 10 мм для прохождения воздуха. Сверху прикрепляется ручка из стального прутка.
На передней панели выведена индикаторная лампочка, выключатель, сюда же подводятся клеммы вторичной обмотки. К одной из клемм присоединяется кабель, на который прикреплен держатель электродов, к другой — кабель, второй конец которого во время сварки аппаратом прижимается к свариваемой детали. Заземление этой клеммы обязательно.
Для сварочного аппарата другой конструкции необходим трансформатор. Из трансформаторного железа набирается сердечник сечением около 45 см2, на него наматывается первичная обмотка – 220 витков провода ПЭЛ 1,5 мм. От витков 190-го и 205 –го делают отводы, затем изолируют обмотку 2-3 слоями изоленты или лакоткани.
Вторичная обмотка наматывается поверх первичной. В ней содержится 65 витков провода, Лучшим выбором будет провод ПЭЛ или ПЭВ. Этот трансформатор также закрепляется на изолирующей подставке, и он помещается в кожух.
Стенки кождуха должны отстоять от трансформатора минимум на 30мм. Па переднюю панель выводится и переключатель, который будет регулировать силу тока. В аппарате для сварки данной конструкции используются электроды следующего диаметра: 1,5 мм или 2 мм.
Эти электроды изготавливаются следующим образом. Стальная проволока нужного диаметра разрубается на куски с длиной 350мм. Она зачищается шкуркой и покрывается обмазкой, содержащей в себе растолченный мел и жидкое стекло (силикатный клей).
Проволоку необходимо вертикально погружать в обмазку, выставив наверх чистый конец длиной 30 или 35 мм, и затем их медленно вынимают. Для того чтобы электроды высохли, их подвешивают на веревке бельевой прищепкой. Высохшие электроды можно использовать.
carscool.ru
Как сделать сварку точечную своими руками
Используют точечную сварку в промышленности и быту. На заводах точечной сваркой соединяют листы металла, уголки, швеллера. В быту применяют при строительстве своего дома, починке бытовых приборов и кухонных принадлежностей. Как выполнить точечную сварку своими руками, рассмотрим подробнее.

Как осуществляется процесс
Делать сварку своими руками необходимо в несколько основных этапов:
- Заготовки соединяют в нужном положении.
- Соединенные части размещают между двух электродов и плотно зажимают.
- Детали нагревают до температуры начала плавления и металл соединяется под деформацией.
В промышленности этот вид сварки используют для соединения до 700 точек в минуту. Для домашнего использования своими руками достаточно обеспечить большое давление, плюс несколько точек электродов, которые перемещаются на заданном уровне.
Пластичность металлу придает сила кратковременного тока сварки. Продолжительность импульса не больше 0,01–0,1 секунды. Металл в месте крепления электрода плавится и образует жидкую массу. Она застывает и соединяет детали точечно. Ширина детали при точечной сварке в домашних условиях должна быть не больше 5–13 мм.
Кристаллизация расплавленной массы происходит после того, как импульс перестает подаваться электродами. Между собой заготовки соединены под давлением до полного застывания.
Как любой вид сварки точечная имеет свои плюс и минусы. Швы имеют высокую прочность и экономичность при изготовлении. Сварочные работы можно делать автоматизировано, даже в домашних условиях. Из минусов выделяется плохая герметичность, которую создают между деталями, выполняя сварку своими руками.
Особенности работ
Нагрев металла происходит за разный промежуток времени, от секунды до нескольких ее долей. Зависит нагрев, а также продолжительность импульса от ряда факторов:
- мощность сварочного аппарата;
- условий работ;
- типа металла, который обрабатывают.
Так, стали углеродного типа рекомендуется нагревать подольше, чтобы остывание происходило медленнее, шов не растрескался. Аусинтетическую нержавеющую сталь, напротив, нагревают самое короткое время. Иначе внешние точки соединения быстро расплавятся, материал будет подвержен коррозии.
При помощи определенного давления необходимо обеспечить деталям максимальный контакт. Давление подбирается в зависимости от толщины и прочности заготовки. После нагрева сила давления не так важна, так как мелкозернистый сплав уже имеет сцепление. Прочность шва будет равна прочности материала, который сваривают.
Вокруг сварочного ядра должен образовываться поясок, который предотвратит растекание расплавленного металла. Электроды разжимают с небольшой задержкой, чтобы процесс кристаллизации начался.
Выбираем подходящие электроды
 Для выполнения точечного соединения своими руками подходят не все виды электродов. Рекомендуем остановить свой выбор на электродах с высокими теплопроводящими и электропроводящими свойствами. Прочности должно быть достаточной для работы в заданном интервале температурного режима. Немаловажно, чтобы они легко поддавались обработке своими руками.
Для выполнения точечного соединения своими руками подходят не все виды электродов. Рекомендуем остановить свой выбор на электродах с высокими теплопроводящими и электропроводящими свойствами. Прочности должно быть достаточной для работы в заданном интервале температурного режима. Немаловажно, чтобы они легко поддавались обработке своими руками.
Подходят под требования электроды из некоторых видов бронзы с дополнениями кобальта или кадмия, медь электролитическая, медь с хромом и составы на основе вольфрама.
Сплав из меди по теплопроводности и электропроводности выше сплавов бронзы, но износостойкость у него хуже в 4–6 раз. Поэтому для работы своими руками лучше использовать электроды из сплава ЭВ, то есть из чистой меди. Допустимы примеси хрома 0,5–0,7%.
Чтобы повысить срок службы электродов точечной сварки рекомендуем охлаждать их водой.
Немало важен диаметр электрода. Выбирается диаметр в зависимости от толщины обрабатываемого материала. Диаметр электродов должен быть больше толщины свариваемых деталей в 3 раза.
Выбираем сварочный аппарат
Для этого вида сварки своими руками можно подобрать готовый аппарат или сделать его самостоятельно. Оборудование может иметь различный размер и вес. Главное, чтобы его можно было перемещать без труда. Рекомендуем сделать небольшой настольный сварочник. Модель используют для обработки цветного и черного металла.
Схем как делать аппарат много, но выбирать следует ту, где количество деталей минимально. Сделать такой прощу и экономичнее. Конечно, техника не будет иметь высокой мощности, но соединить листы стали до 0,2 мм или провода с ее помощью можно.
Основная задача при изготовлении импульсного сварочного аппарата — создать электрический импульс. Подойдет для сварки небольшой трансформатор. К его нижней обмотке присоединяют обрабатываемую деталь, а к вторичной электроды.
Трансформатор и питание нельзя подсоединять прямой схемой. Для соединения применяется выпрямительный мост и тиристор. Для получения импульса необходим второй источник электричества. Состоит второй источник из трансформатора и еще одного выпрямительного моста. Ток будет концентрироваться в конденсаторе, который производит импульс. Подробнее можно рассмотреть на схеме к статье:
Работа своими руками будет осуществляться при нажатии импульса (специальная кнопка). Кнопка откроет цепь конденсатора-резистора. Через электрод будет происходить разрядка, которая вызовет импульс тока. А сделать сварку можно, соединив детали тисками.
Сделать точечную сварку своими руками несложно, главное, разобраться в работе и схемах. Если образование достаточно, то собрать сварочный аппарат не составит большого труда и сил, а затраты будут минимальными. Купить готовый аппарат тоже несложно. Различные точечные модели представлены в магазинах широкой линейкой. Цена начинается от 20 000 р.
Похожие статьи
goodsvarka.ru
Держатели электродов для точечной сварки своими руками

В этой статье мастер-самодельщик покажет нам, как можно самостоятельно сделать держатели электродов для точечной сварки.
Инструменты и материалы:
-Клемма;
— Цанговый патрон;
-Латунная трубка;
-Термоусадка;
-Медный провод;
-Гравер;
-Нож;
-Кусачки;
-Винты;
-Отвертка;
-Тиски;
-Горелка;
-Напильник;
-Ножницы;
-Медная проволока;
Шаг первый: отверстия
В качестве основания будет выступать латунная трубка. На трубку с одной стороны устанавливается цанговый патрон, с другой стороны клемма. Для и крепления в трубке сверлятся отверстия.
Шаг второй: медный провод
Дальше нужно сделать монтаж провод — клемма — электрод. Мастер снимает изоляцию с одной стороны медного провода. Оголенную жилу устанавливает в клемму и припаивает.
Дальше нужно измерять и отрезать лишнюю часть провода. Удалить с провода изоляцию.
Провод протянуть внутри трубки. Зафиксировать провод, в средней части, винтами. Дальше мастер, через отверстия припаивает медную жилу к трубке. Затем выкручивает винты и припаивает провод в средней части.
Шаг третий: цанга
Теперь нужно отшлифовать места пайки и установить цанговый патрон. Патрон крепится с помощью винтов.
Шаг четвертый: изоляция
Для изолирования мастер использует термоусадочную трубку. Отрезает нужную длину. Надевает на держатель. Прогревает феном. Места пайки закрывает двумя слоями трубки. Также нужно двумя слоями закрыть зону хвата, т.е. то место, за что мастер будет держать инструмент. Это связанно с тем, что держатель при работе может нагреваться, а двойная изоляция защитит от ожога.
Все готово, сталось установить электроды. В качестве электродов мастер использует жесткую медную проволоку или вольфрамовые стержни.


Весь процесс по изготовлению держателей можно посмотреть на видео.
Источник
Доставка новых самоделок на почту
Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Электроды для контактной сварки своими руками
Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает, что на 1 мм 2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм 2 . При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:

Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.

Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Сечение провода вторичной обмотки должно быть не менее 1,8 см 2 . Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.

Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечная сварка из аккумулятора
В интернете встречается информация о том, как сделать точечную сварку своими руками, используя обычный автомобильный аккумулятор на 12 В. Выполнять с ее помощью можно соединение небольших деталей, которые обычно соединяются пайкой. Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Простенькое приспособление для выполнения сварочных работ состоит из двух медных проводков сечения не менее 1,5 мм 2 , закрепленных в контактной колодке. Расстояние между зачищенными концами электродов 2-3 мм. Конечно, как и в любой самодельной конструкции, вариантов может быть множество, но как базовый лучше всего использовать именно этот тип конструкции. Как работает такая мини установка показано на видео :
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.

Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.

Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
![]()
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.

Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
![]()
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.

Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
![]()
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
![]()
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.

Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.

Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.

Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.

Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.

Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
как собрать прибор в домашних условиях (инструкция и схема)
Изготовить самодельную точечную сварку несложно самостоятельно.
Производятся похожие механизмы в нескольких вариациях:
- Портативные
- Компактные
- Габаритные
Содержание статьиПоказать
Сварочный процесс: схема изготовления
При самостоятельной сборке аппарата необходимо учитывать закон Джоуля-Ленца (Q=I² Х R Х t), в котором говорится: тепловая энергия выделяется в проводниках в определённом количестве пропорционально их сопротивлению, коэффициенту силы тока во времени и в квадрате.
Специалисты советуют уделять должное внимание самодельному механизму, учитывать большую потерю энергии в тонких проводах, использовать электроцепь высокого качества.
Виды контактной сварки:
- Шовная
- Точечная
- Стыковая
В точечной сварке технология аппарата основана на тепловом воздействии тока. Это обеспечивает сварку детали как в одной, так и в нескольких точках.
Размер и особенности структуры контактной поверхности электрода имеют отличия. Это влияет на уровень прочности соединений.
Перечислим несколько существующих ступеней в технологии точечной сварки:
- Совмещаемые компоненты соединяются и размещаются между электродами устройства. Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.
- Следующий шаг — нагревание деталей. Они становятся термопластичны, что даёт возможность их видоизменения. Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.
При прохождении тока образуется импульс, который обеспечивает нагревание сварочного аппарата и позволяет расплавить металл в точках соприкасания с электродами.
Затем образуется общее ядро жидкой консистенции 4-12 мм в диаметре. После воздействия тока на детали, они будут надёжно держаться до охлаждения ядра и его дальнейшей кристаллизации.
Бытовая эксплуатация самодельной точечной сварки позволяет обеспечить машинальную прочность металлических швов без больших расходов, но создать герметичные швы не позволяет.
Государственный стандарт регламентирует технику безопасности, рабочий процесс и сварочное оборудование.
Сварочный аппарат в домашних условиях

Самодельное устройство можно собрать из подручных материалов
На большую мощность самодельного аппарата точечной сварки располагать не стоит: устройство может работать с металлической проволокой 0,3 мм в диаметре; со стальным листом 0,2 мм в толщину.
Конфигурация позволяет приварить наиболее тонкие составляющие из фольги и совершать сварку термопар.
Производят электрод из пистолета с лёгким усилием, что необходимо для прижима объектов небольших габаритов.
Технология производства самодельной точечной сварки не сложная: электрод подключается податливым кабелем ко вторичной трасформаторной обмотке, при этом к нижнему концу следует подключить наиболее массивную часть.
Здесь потребуются выпрямительные мосты, тиристор подключается ко второй детали моста. Открытие первой детали благоприятствует достаточному напряжению у трансформатора к первичной обмотке.
Сварочные клещи заменяются пистолетом, и первый элемент соединяется с концом вторичной обмотки на трансформаторе. При этом второй конец надёжно крепится к аппарату.
Однофазный или трёхфазный ток питает клещи, что позволяет им функционировать. Трансформатор, питающий клещи, снабжает током в несколько кА.
Управляется тиристор нажатием кнопки на рукоятке пистолета. Конденсатор заряжается при подключении к сети добавочного источника (выпрямительных мостов или трансформаторов).
Тиристор закрывается, механизм включается и остаётся открытым до тех пор, пока конденсатор не разрядится.
Отрезок времени, за который конденсатор может разрядиться, регулируется переменным резистором. Кнопка нажимается — формируется следующий импульс и конденсатор заряжается. При повторном нажатии кнопки процесс запускается сначала.
Продолжительность процесса в самодельном устройстве не превышает 0,1 секунду из-за номинала резистора и конденсатора, сила сварочного тока —300-500 Ампер, при этом мощность невелика — 5-10 Ватт. Этих параметров хватит для работы с объектами небольших габаритов.
Самодельная точечная сварка может быть создана из стального трансформатора с толщиной набора 70 мм. При первичной обмотке используется провод ПЭВ-2 0,8 с 300 витками, при вторичной — многожильный провод 4мм в диаметре.
Производство сварочного оснащения: инструкция.

Простейшая самодельная точечная сварка
По мнению экспертов, в качестве основы оборудования следует выбрать трёхфазный понижающий трансформатор.
С катушки снимаются вторичные обмотки, первичные провода и сердечник оставить в первостепенном виде, среднюю проводку обвернуть тем же материалом с 8-10 витками на выходе.
Для самостоятельного производства сварочного оборудования нужен кабель 25 м, медная труба 10-12 мм в диаметре, диск по металлу и болгарка.
Необходимо обеспечить заполнение обоих катушек, находящихся по краям, осторожно намотав вторичную обмотку, используя силовой многожильный трёхфазный кабель. Гибкий провод проводит намотку без надобности разборки оборудования.
Параметры проводов в кабеле — 6-8 мм в диаметре. Один из них должен быть более тонким, но с хорошей изоляцией и устойчивым к мощности тока. Для производства устройства 25 м кабеля. По надобности его можно поменять на провода с меньшим сечением.
Эту работу эффективнее проделывать вдвоём: один человек займётся протягиванием провода, второй – укладкой витков. Для изготовления клеммы нужна труба из меди длиной 30-40 мм и 10-12 мм в диаметре.
Одна её часть разнимается, что образует пластину, в которой проделывается отверстие до 10 мм в диаметре; в другую часть вставляются заранее зачищенные провода. Эксперты советуют обжать провода молотом.
Контакт улучшится, если на наружной стороне трубы проделать несколько насечек.
Новые крепёжные элементы с резьбой М10 заменяют имеющиеся в верхней части трансформатора винты и гайки, к которым далее прикрепляются клеммы от вторичной обмотки.
В текстолитовой плате необходимо проделать 11 отверстий (не более 6 мм в диаметре) для винтов с гайками и шайбами; и основательно прикрепить её к поверхности трансформатора. Данные составляющие обеспечат вывод первичной обмотки.
Электродержатель производится из ¾ трубы 25 см в длину. По углам необходимо сделать выемки, а к держателю приварить кусочек проволоки из металла небольшого размера.
На обратной стороне проделывается отверстие и присоединяется отрезок кабеля, как при вторичной обмотке. Затем нужно изолировать трубу резиновым шлангом.
Электроды для точечной сварки
Сделанная в домашних условиях самодельная точечная сварка годится для небольшого объёма работы. Аппарату рекомендуется дать остыть поработав с 10-14 электродами.
Отличие многоточечного оборудования от его аналогов –работа с металлическими заготовками определённой формы и размера.
Многоточечные аппараты встречаются редко, но универсальны для контактного спаривания элементов. Переналадить его под силу только экспертам.
Контактное сваривание деталей невозможно при отсутствии электродов из сплавов, имеющих высокий уровень теплопроводности.
Электроды благоприятствуют сжатию металлов и проводят ток на поверхность элементов. Уровень концентрации тепла зависит от наконечников – тонкие механизмы спешно изнашивают себя и нуждаются в постоянной подточке.
Имеется несколько форм выпускаемых наконечников.
Продолжить срок наконечников возможно, следуя нижеперечисленным советам:
- Электроды подбирают, соответствуя критериям используемого в
работе металла; - Максимально обеспечить их сохранность;
- Для тяжёлой сварки использовать более массивные
наконечники; - Использовать водяную рубашку.
Эксперты советуют не подпиливать наконечники по причине возникновения неровностей, что в целом отрицательно повлияет на качество работы.
Контактная точечная сварка своими руками: виды, особенности сборки
Прибор точечной контактной сварки может пригодиться при сборке изделий из тонкого стального листа от 0,1 до 4 мм, для работ с металлом на СТО при рихтовке вмятин, сварке небольших деталей в гараже. Промышленные образцы устройств стоят не дешево, а вот собрать прибор контактной точечной сварки своими руками можно практически из подручных средств. Единственное, с чем придется повозиться, так это с поиском электрического трансформатора. В этом обзоре расскажем об устройстве и принципе действия прибора, схемах сборки аппарата, а также предложим несколько идей по созданию самодельного инструмента.
 Клещи для точечной сварки АТС 3 ELITECH.
Клещи для точечной сварки АТС 3 ELITECH.
Читайте в статье:
Контактная точечная сварка – что это такое и где используется
Точечная контактная сварка относится к типу термомеханической сварки. Процесс работы на нем включает следующие этапы:
- Совмещают детали в необходимом положении.
- Прижимают их между электродами аппарата, последние выступают в качестве прижимного механизма.
- В точке стыковки клещей подается разряд, происходит нагрев, деформируясь под воздействием тока, делали прочно соединяются между собой.
Мастеров привлекает еще и то, что приборы такого плана можно собрать буквально из хлама, а процесс сварки максимально опрятен и автоматизирован. Очень часто такие аппараты можно встретить на СТО. Точечная сварка своими руками для сварки автомобиля позволяет выровнять вмятины без необходимости демонтажа элементов кузова, а также провести ремонт труднодоступных конструкций.
Точечная сварка своими руками для сварки автомобиля:


Некоторые промышленные образцы способны выполнять до 600 операций в минуту. Инструмент применяется при клепании металлических конструкций до 4 мм. Такой тип пайки используется при сварке арматур, плоских и угловых сеток, а также каркасов. Таким способом удобно соединять пересекающиеся стержни или стержни с плоскими элементами: листом, полосой, швеллером и другие конструкции.
Точечная сварка способна решить целый ряд сложных задач:
- Обеспечивает точечное и бережное соединения изделий без перегрева лишней поверхности.
- Способна соединить металлы разной конфигурации: черные и цветные.
- Прекрасно скрепляет профили на сгибах, а также пересекающиеся металлические заготовки, особенно в труднодоступных местах.
- Места сварки отличаются высокой прочностью и устойчивостью к дальнейшей деформации.
 Для тех, кто сомневается, можно ли сделать прибор в домашних условиях – это фото прибора точечной сварки из трансформатора микроволновки.
Для тех, кто сомневается, можно ли сделать прибор в домашних условиях – это фото прибора точечной сварки из трансформатора микроволновки.
Принцип действия и устройство аппаратов точечной контактной сварки
После того, как металлические пластины, которые необходимо сварить, зажимаются электродами, на них подается кратковременный импульс электротока большой силы. Время импульса подбирается в зависимости от характеристик двух свариваемых металлов. Обычно разряд длится от 0,01 до 0,1 доли секунды.
 Устройство аппарата контактной точечной сварки.
Устройство аппарата контактной точечной сварки.
Когда импульс проходит сквозь металл, детали расплавляются и между ними образуется общее жидкое ядро и пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением.
 Через несколько мгновений жидкое ядро кристаллизуется и получится прочный слиток их двух элементов.
Через несколько мгновений жидкое ядро кристаллизуется и получится прочный слиток их двух элементов.
Давление на детали снимается постепенно, если необходимо сковать листы на более глубокую толщину относительно друг друга на финальной стадии давление усиливается, это позволит достичь максимальной однородности металлов в месте сварки.
Важно! Чтобы повысить качество сварки важно предварительно обработать поверхности деталей для удаления оксидной пленки или коррозии.
Виды контактной сварки
Точечная сварка – один из самых популярных видов контактной сварки в домашних условиях. Однако, есть еще два типа сварки этой категории, которые используются чаще всего на заводах и в специализированных металлообрабатывающих цехах.
- Шовная контактная сварка.Принцип действия шовной контактной сварки не отличается от точечной. Привычные нам щипцы заменяют специальные медные ролики. Сварка в этом случае происходит точечно, но на определенном расстоянии, а сварочный шов напоминает дорожку из отдельных сваренных участков.
 Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах.
Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах. - Стыковая контактная сварка. Этот тип сварки отличается большей площадью одномоментной сварки. Электрический ток переменного импульса подается на свариваемые изделия, контактирующие в стыках. Таким образом, во время подачи импульса нагрев происходит по всей площади касания, еще её называют площадью сечения. Процесс этот полностью механизирован, поэтому для самостоятельной сборки в домашних условиях не подходит. Схема машины стыковой контактной сварки
- Конденсаторная сварка. По такому же принципу работает и конденсаторная сварка. Ее применяют в тех сферах промышленности, где сплавляются миниатюрные детали толщиной от 0,5 – до 1,5 мм. Такой тип сварки используется в сфере электроники и приборостроения. Преимущество в том, что она практически не оставляет следов и не прожигает металл. Самодельный аппарат конденсаторной сварки
 Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах.
Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах. Схема машины стыковой контактной сварки
Схема машины стыковой контактной сварки Самодельный аппарат конденсаторной сварки
Самодельный аппарат конденсаторной сваркиИзготовление своими руками контактной сварки из микроволновки
Многие мастера задаются вопросом как из микроволновки сделать сварочный аппарат. На самом деле, самое сложное в этом процессе – разобрать и подготовить трансформатор.
Варианты самодельного сварочного аппарата точечной сварки из микроволновки:


Какие инструмент нужны для работы
Для работы нам потребуются следующие инструменты и комплектующие:
- Трансформатор, который мы демонтируем из микроволновки. В зависимости от мощности инструмента можно использовать два или три.
- Толстый медный провод.
- Электроды (медные или покрытые сплавом меди), которые мы будем использовать в будущем вместо зажимов.
- Рычаг для ручного зажима.
- Основание для сварочного аппарата.
- Кабели и обмоточные материалы.
- Набор отверток и болгарка для вскрытия трансформатора.
Важно! Для бытового использования подходит электролитическая медь и ее смеси с маркировкой ЭВ.
Как подготовить к работе силовую часть установки – трансформатор
Трансформатор – сердце прибора. Самый простой способ добыть его – вынуть из старой, но еще работающей, микроволновки. Минимальная мощность устройства должна на выходе составлять 1 кВт. Такая мощность будет достаточной, чтобы сваривать контактным способом листы до 1 мм.
 Если вам необходимо создать прибор большей мощности, то несколько трансформаторов придется соединять в одну цепь. Как это сделать, мы покажем позже.
Если вам необходимо создать прибор большей мощности, то несколько трансформаторов придется соединять в одну цепь. Как это сделать, мы покажем позже.
Для нас ценность имеет не сам трансформатор, а его магнитопровод и первичная обмотка. Вторичную обмотку необходимо аккуратно демонтировать.
Извлечение из микроволновки и создание трансформатора контактной сварки
Для того, чтобы переделать его под наши нужды, необходимо болгаркой аккуратно вскрыть по сварочному шву корпус и добраться до магнитопровода.
 Вот так выглядит трансформатор, только что вынутый из микроволновки.
Вот так выглядит трансформатор, только что вынутый из микроволновки.
Далее начинаем процедуру обмотки вторичной обмотки. Чаще всего для этих целей используется многожильный провод с сечением не менее 100 мм 2. Достаточно сделать 2-3 витка,так как напряжение в этом виде сварки не велико. Важно, чтобы изоляция этого провода была термостойкой.
 Манипуляции необходимо проводить осторожно, чтобы не выгнуть и не поцарапать первичную обмотку.
Манипуляции необходимо проводить осторожно, чтобы не выгнуть и не поцарапать первичную обмотку.
Объединение трансформаторов для получения аппарата большей мощности
Однако, бывают случаи, что мощности одного трансформатора недостаточно и приходится соединять несколько приборов последовательно. В этом случае провод наматывается по очереди через каждую катушку, причем число витков на каждой из них должно быть одинаковым, иначе вы рискуете получить нулевое напряжение из-за возникшей противофазы.
Важно! Чем мощнее трансформатор, тем сильнее может быть скачок напряжения в электросети при тестовом включении прибора
 Перемотанный и готовый к работе трансформатор для точечной сварки.
Перемотанный и готовый к работе трансформатор для точечной сварки.
Определение правильности последовательно присоединенных выводов
Для удобства работы одинаковые выводы провода обычно помечают. Но если этого нет, то их можно определить, последовательно соединив первичные обмотки двух трансформаторов. Далее вольтметром проверяем напряжение.
 Если пары обмоток ошибочно соединены между собой вольтметр покажет нулевое значение.
Если пары обмоток ошибочно соединены между собой вольтметр покажет нулевое значение.
Если вольтметр показывает показания, равные по значению, но противоположные по знаку, то необходимо изменить последовательность присоединения вторичных обмоток трансформатора. При правильной сборке трансформаторов в цепь прибор дает удвоенное показание напряжение, полученное от двух вторичных обмоток.
Как и из чего сделать электроды для контактной сварки
Электроды для точечной сварки имеют разную форму и конфигурацию. Чем мельче размером обрабатываемая деталь, тем острее наконечник электрода.
 Электроды чаще всего изготавливаются из меди и ее сплавов. В некоторых случаях допускается использовать металл с медным напылением.
Электроды чаще всего изготавливаются из меди и ее сплавов. В некоторых случаях допускается использовать металл с медным напылением.
По форме электроды могут быть прямые, изогнутые, с плоским наконечником или острым. Но чаще всего в практике используются электроды с конусовидными наконечниками. Для того, чтобы устройство не окислялось, электроды соединяют с рабочими проводами при помощи пайки. Однако, все равно в процессе работы они могут изнашиваться, поэтому их необходимо подтачивать (по аналогии с карандашом).
Электрод выполняет сразу несколько функций:
- Прижимает обрабатываемые детали.
- Проводит токовый разряд.
- Отводит излишнее тепло.
Для правильного изготовления электродов обратимся к ГОСТу (14111-90), в котором уже оговорены все возможные диаметры данных элементов (10, 13, 16, 20, 25, 32, 40 мм). Это допустимые и рабочие показатели, отступать от которых не рекомендуется.
Важно! Диаметр электрода должен быть больше или равен диаметру рабочего провода.
Из чего состоит и как работает цепь управления точечной контактной сварки
В сварочном аппарате очень важный параметр – время воздействия на металл. Для регулировки этого показателя используются следующие элементы:
- Электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт. Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ.
- Переключатели П2К с независимой фиксацией.
- Кнопки (на схеме КН1) и резисторы (R1 и R2). Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый.
Для установки выключателя следует выбрать первичную обмотку, точнее, ее цепь. Дело в том, что цепь вторичной обмотки отличается слишком большим током, что может стать причиной дополнительного сопротивления и сварки контактов.
 На принципиальной электрической схеме точечной контактной сварки представлены основные части устройства: силовая часть, цепь управления и автоматический выключатель, с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
На принципиальной электрической схеме точечной контактной сварки представлены основные части устройства: силовая часть, цепь управления и автоматический выключатель, с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
Также необходимо создать достаточную силу сжатия, которая обеспечивается рычагом. Чем длиннее будет ручка, тем сильнее давление между электродами. Не забывайте, что включать оборудование необходимо при сведенных контактах, иначе произойдет искрение и их подгорание.
Совет! Прижимной рычаг можно оснастить прочным резиновым кольцом. Он облегчит нагрузочное усилие, а резинка зафиксирует его.
Следите за тем, чтобы оборудование для контактной сварки из микроволновки было надежно зафиксировано на столе, так как усилие может привести к его падению и выходу из строя. Для самодельного сварочного аппарата, сделанного своими руками из микроволновки, необходимо предусмотреть систему охлаждения. Для этих целей может быть использован вентилятор для ПК.
Статья по теме:

Споттер своими руками из микроволновки, из инверторного сварочного аппарата и аккумулятора: подробные пошаговые инструкции с фото – в нашей публикации.
Как испытать сварочник из микроволновки, сделанный своими руками
Проверка прибора осуществляется также вольтметром, а также путем визуального осмотра качества соединения проводов и целостности конструкции. После этого можно сделать пробный запуск. Он делается дважды: первый раз на минимальной мощности, а второй на максимальной.
Кроме этого необходимо изучить качество сварного шва. Существует несколько показателей, которые указывают на проблемы с прибором для контактной сварки, или нарушением правил работы с ним:
- Непровар. Возникает из-за недостаточного нагрева места сварки. При этом снижается прочность изделия. Возникает непровар из-за падения напряжения в сети, слишком малого усилия в процессе варки, а также плохой очистки поверхностей свариваемых деталей.
- Подплавление. Пережог деталей возникает из-за неправильно выбранной формы электрода, их смещением, а также перекосом деталей при их установке, наличие мелкого мусора в зоне сварки.
- Трещины. Возникают из-за слишком быстрого охлаждения ядра сварки, а также неправильно подобранного диаметра электродов.
Для закрепления полученной информации предлагаем посмотреть видео как собрать аппарат для точечной сварки своими руками из микроволновки:
Особенности изготовления своими руками контактной сварки из сварочного аппарата
Для сборки агрегата точечной сварки своими руками из сварочного аппарата нам потребуются следующие, ужа знакомые нам элементы: собственно, трансформатор, блок питания, система управления и выключатель.
 Самодельный сварочный аппарат точечной сварки из инвертора.
Самодельный сварочный аппарат точечной сварки из инвертора.
Для удобства расчета количества витков для перемотки трансформаторной катушки можно воспользоваться формулой N = 50 / S, в которой N является количеством витков, а S – площадью сердечника (см²).
Особенность сборки точечной сварки из инвертора своими руками заключается в том, что прежде всего определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку. Важно качественно заземлить обе обмотки – так как сила тока в таких аппаратах существенно выше.
Особенности изготовления своими руками точечной сварки для литьевых аккумуляторов
Всем известно, что литиевые аккумуляторы очень боятся перегрева температур и прибор точечной контактной сварки поможет без проблем приварить к ним необходимые тончайшие элементы. Особенность конструкции в том, что сварочный аппарат управляется автоматически. Рассмотрим, как работает устройство для контактной сварки аккумуляторов своими руками.
Как сделать своими руками клещи для контактной сварки
Изготовление и выбор клещей для точечной сварки – последний этап работы над сварочным аппаратом. Их выбор зависит от характера работ, системы привода, планируемого размера деталей, которые нужно сварить.
 Иногда клещи изготавливаются из кусочков медных труб, скрепленных вот так просто с помощью шурупов.
Иногда клещи изготавливаются из кусочков медных труб, скрепленных вот так просто с помощью шурупов.
Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза. Некоторые мастера в качестве электродов используют жало от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток. А сами клещи необходимо тщательно сварить и заизолировать.
Процесс эксплуатации точечной микросварки, сделанной своими руками
 Во время эксплуатации сварочного аппарата не забывайте простое вправило: «Семь раз отмерь – один включи!»
Во время эксплуатации сварочного аппарата не забывайте простое вправило: «Семь раз отмерь – один включи!»
Еще несколько правил, которые пригодятся для правильной работы и долгой эксплуатации прибора:
- Во время включения и выключения прибора электроды должны быть сжаты. Иначе вы рискуете сжечь их.
- Очень важно заранее продумать систему охлаждения прибора. Особенно это касается аппаратов высокой мощности.
- Перед работой важно проверить качество соединения всех элементов сети. А также изоляцию проводов.
- Исключите работу с несколькими деталями подряд. Иначе вы рискуете перегреть прибор.
- Перед работой проведите тестовый запуск на малой мощности.
Надеемся, что наши рекомендации будут полезны при сборке прибора для точечной сварки своими руками. Если у вас есть вопросы к автору статьи, задавайте их в комментариях и предлагайте свои варианты для решения задач по тестированию и сборке сварочных аппаратов.
Сварочные электроды своими руками — как сделать правильно?
 Сварочные электроды своими руками — как сделать правильно?
Сварочные электроды своими руками — как сделать правильно?
Сегодня электроды на прилавках магазинов присутствуют в огромном ассортименте. Поэтому очень трудно назвать их дефицитным и редким товаром.
Тем не менее, для общего ознакомления и ради интереса, можно попробовать сделать самодельные электроды, так сказать, в домашних условиях. В процессе изготовления электродов своими руками можно понять, как и из чего состоит сварочная обмазка, каким основным материалом изготовления, является стержень электрода.
Из чего сделать сварочные электроды своими руками
Основными материалами при изготовлении сварочных электродов, является следующие компоненты:
- Низкоуглеродистая проволока небольшого диаметра;
- Жидкое стекло;
- Мел в виде порошка, но можно использовать и известняк.
Итак, как уже становится понятным, стержень самодельных электродов будет изготовлен из стальной проволоки. Ее диаметр должен быть небольшим, в пределах 2-3 мм. В процессе изготовления электродов своими руками, проволоку придется нарезать на куски, длина которых должна составлять приблизительно 25 см.

Обмазка для самодельных электродов будет изготовлена из жидкого стекла и мела. Последний компонент, мел, если он в кусках, придется хорошенько растолочь до порошкообразного состояния. Более подробно, о том, как сделать электроды своими руками, можно будет прочесть ниже, в этой статье сайта про ручную дуговую сварку mmasvarka.ru.
Процесс изготовления самодельных электродов
В первую очередь нужно подготовить проволоку для электродов. Она должна быть сделана из низкоуглеродистой стали и нарезана на прутики по 25 см. Затем потребуется измельчить в порошок мел. При этом частицы порошка должны быть максимально мелкими и однородными.

Смешивать мел с жидким стеклом в процессе изготовления электродной обмазки не требуется. Достаточно будет взять кисточку и обмазать жидким стеклом стальные прутья. Затем необходимо будет несколько раз опустить электроды в мел, равномерно распределив его по поверхности проволоки.

Однако на этом изготовление электродов своими руками еще не окончено. После того, как самодельная обмазка подсохнет на проволоке, а обычно это происходит достаточно быстро, электроды нужно будет прокалить. Прокалку электродов осуществляют в электрической духовке, примерно около получаса при температуре в 100 градусов.

Конечно же, сделанные таким образом электроды своими руками не будут обладать высокими характеристиками. Скорее всего, при использовании, самодельные электроды будут прилипать к металлу или того хуже, плохо гореть.

Однако поэкспериментировав с настройками сварочного аппарата, все-таки, можно будет добиться хороших результатов. А как вы, пользовались когда-нибудь самодельными электродами из проволоки?
Поделиться в соцсетях
Трансформатор для контактной сварки своими руками
Среди множества видов сварочных процессов можно выделить точечную. Ее применяют при создании систем вентиляции и кондиционирования, для соединения тонкостенных корпусных деталей и множества других конструкций.
 Точечная контактная сварка
Точечная контактная сварка
Виды точечной сварки
К точечной относят один из видов контактной сварки, в ходе выполнения которой детали соединяют по отдельным точкам. Электроды, выполненные из разных материалов, сжимают заготовки и передают через себя электрический ток соответствующих характеристик. Расположение точек контакта, напрямую зависит от того как установлены электроды в машине, используемой для сварки. Опять же в зависимости от конструкции машины и электродов допустимо получение одной или нескольких точек сварки.
Контактную сварку используют для работы с черными и цветными металлами. Это могут быть детали, обработанные на механическом оборудовании, они могут иметь одинаковую или разную толщину. В качестве заготовок могут быть использованы листы, полученные на прокатных станах или кузнечно — прессовом оборудовании.
Такой вид сварки наиболее эффективен для изготовления деталей в транспортном машиностроении, при производстве различного по классам станочного оборудования и пр.
Особенности и принцип точечной сварки для выбора трансформатора
Метод точечной сварки применяют и на производственных площадках, и в кустарных мастерских. На производстве эту технологию применяют для работы с листовыми заготовками из разных марок металла – черного, цветного, нержавеющего и пр. С помощью точечной сварки обрабатывают детали разной формы и размеров, кроме того, на оборудовании такой сварки изготавливают пересекающиеся стрежни.
В домашней мастерской такую технологию применяют для выполнения ремонта бытовой техники, в т.ч. автомобильной, электрической, например, для наращивания силового кабеля.
Надо отметить то, что способ точечной сварки включает в себя несколько последовательных операций, причем, эти операции одинаковы и для промышленного, и для бытового оборудования.
На первом этапе заготовки, выполненные из металла, соединяют между собой в заданном пространственном положении. Для их фиксации могут быть использованы обыкновенные строительные струбцины или друга технологическая оснастка.
Затем, соединенные детали помещают в рабочую зону оборудования, в пространстве между электродами. После этого их приводят в движение, начинается сжимание заготовок и подача электрического тока с определенными характеристиками. Подаваемый ток, выполняет нагревание металла до определенной температуры, в результате, этого будет произведена необходимая деформация заготовок.
В промышленных условиях применяют автоматические установки точечной сварки, в условиях мастерской чаще применяют полуавтоматические сварочные аппараты. Некоторые виды оборудования позволяют получать до 600 сварных контактов в минуту.
Еще один способ точечной сварки — это лазерная. Ее применение обеспечивает высокое качество, получаемых швов.
Смысл сварки этого типа заключается в следующем:
После сильного нагрева заготовок происходит их оплавление и происходит образование однородной структуры (шва).
Главный параметр такого сварочного процесса – это импульсная характеристика тока.
Именно она обеспечивает требуемый нагрев. Кроме того, важную роль играет и сила, с которой заготовки прижимают друг с другом. Именно в результате этого происходит кристаллизация металлической структуры.
Импульсная сварка гарантирует максимальную прочность стыков, при практически полной автоматизации сварочного процесса. Но главный недостаток такой технологии это невозможность обеспечения 100% герметичности заготовок между собой.
Виды трансформаторов для сварки
Технические характеристики трансформаторов должны обеспечивать такие технические свойства, которые позволяют с минимальными потерями произвести нагрев, расплав и соединение обрабатываемых деталей.
Трансформатор, предназначенный для производства сварных работ, имеет простую конструкцию и именно поэтому, многие домашние мастера предпочитают его изготавливать самостоятельно.
В конструкцию входит несколько составных частей:

Сердечник для трансформатора
- Сердечник, состоящий из нескольких пластин, выполненных из стали. Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку.
- Металлический корпус предназначен для защиты устройства от каких-либо повреждений. Кроме того, в состав трансформатора входят устройства вентиляции, рукояти и колеса для транспортировки.
Номинальное рабочее напряжение составляет 220 или 380 вольт и это позволяет их использовать и на промышленных объектах, и домашнем хозяйстве. Технические характеристики трансформатора допускают производить работы с металлическими заготовками разной формы и размеров.
Трансформатор для контактной сварки, состоит из тех же узлов, что и для традиционной. Это оборудование работает в режиме коротких, но часто повторяющихся нагрузок. Это приводит к тому, что обмотки испытывают серьезные динамические нагрузки. Для их компенсации в трансформаторах для точечной сварки применяют сердечник броневого типа и дисковые обмотки.
Трансформатор для контактной сварки ТВК-75
Трансформатор для контактной сварки ТВК-75 предназначается для работы в составе электросварного оборудования для точечной сварки, которые эксплуатируются в закрытых помещениях при соблюдении ряда условий. Магнитопровод в этом трансформаторе имеет ленточную конструкцию, и стянут в раму с помощью шпилек. Обмотки этого трансформатора дисковые. Для изготовления первой обмотки применяют теплостойкий кабель ПСД.

Трансформатор для контактной сварки ТВК-75
Вторая обмотка собрана из отдельных дисков и с помощью металлических деталей, выполненных из меди, они собраны в параллельную схему.
Для охлаждения вторичной обмотки используют проточную воду, которая перемещается по специально проложенным трубам. Обмотки залиты эпоксидной смолой.
Напряжение регулируется с помощью переключателей, которые установлены на сварочной машине. К основным параметрам трансформатора этой марки можно отнести следующее:
Охлаждение водой, аппарат изготовлен по классу изоляции F. За счет использования технологии Unicore трансформатор несет минимальные потери в магнитопроводе. Производитель выпускает трансформатор в климатическом исполнении УХЛ4.

Трансформатор для контактной сварки ТКС — 4500 Каскад
Трансформатор для контактной сварки ТКС — 4500 Каскад используют для сварки деталей из малоуглеродистых сталей совокупной толщиной до 4 мм.
Расчет трансформатора для сварки
Магнитопровод и обмотки отвечают за создание рабочих параметров устройства. То есть, зная, какие характеристики должны быть у трансформатора можно просчитать параметры обмоток, сердечника и сечения всех проводов.
Для выполнения расчетов необходимо взять следующие данные:

Сварочный трансформатор своими руками
-
- Напряжение на первой обмотке.
- Напряжение на второй обмотке.
- Сила тока на второй обмотке. Размер этого параметра определяется типом электродов и размерами заготовки.
- Площадь сердечника. Этот параметр определяет надежность трансформатора в целом. Оптимальным размером можно считать от 45 до 55 кв. см.
- Размер площади окна сердечника. Оптимальным считают размер от 80 до 110 кв. см.
- Плотность тока внутри обмотки. Этот параметр отвечает за потери в обмотке. Для аппаратов, выполненных своими руками, эта характеристика составляет 2,5 – 3 А.
Самодельный аппарат из микроволновой печи
Для установки в домашней мастерской высокопроизводительного сварочного оборудования нет необходимости в приобретении дорогостоящего оборудования. Для этого достаточно использовать старую микроволновую печь. Точнее, ее трансформатор. Он в состоянии обеспечить напряжение необходимо для выполнения точечной сварки.
При извлечении трансформатора из корпуса микроволновой печи необходимо соблюдать аккуратность. Сначала надо снять все крепежные детали, и удалить вторичную обмотку. Кроме этого необходимо удалить шунты, встроенные в ограничители тока. Точечная сварка, изготовленная из микроволновой печи, обеспечивает мощность в 700 – 800 Вт и это позволяет выполнять сварку стальных листов толщиной до 1 мм.

Строение трансформатора
Как и для любого другого сварочного устройства для его работы потребуется электрод.
Создание электродов
Сварочное оборудование позволяет выполнять большое количество работ по неразъемному соединению деталей, выполненных из металла. Для выполнения этой операции применяют электроды. Те, которые применяют для точечной сварки, называют сварочные клещи. Их можно купить и в специализированном магазине, а можно изготовить своими силами.

Электрод для контактной сварки
Сварочные клещи состоят из:
- захвата, который несет токонесущие части;
- собственно электроды;
- сварочные кабели;
- механизм управления.
Для качественного сварного соединения необходимо, чтобы на выходе из аппарата было устойчивое пониженное напряжение и повышенная сила тока. Часто, для достижения необходимых параметров применяют аппараты с усиленной второй обмоткой.
Напряжение с обмотки поступает на сварочные клещи, в которые вставляют заготовки, подлежащие сварке.
Когда заготовки собраны между собой и помещены в рабочее пространство электроды сжимают. Это можно выполнить в ручном, а можно и в автоматическом режимах. Одновременно с этим на электроды подается ток надлежащей мощности. Он вызывает нагрев металла, его расплав и перемешивание. Так, выполняется контактная сварка. Диаметр пятна контакта определяет размер силы тока и время выдержки деталей между электродами.
Сварка цветных металлов точечной сваркой
В промышленности широко применяют точечную сварку цветных металлов. В качестве примера можно рассмотреть сварку алюминия. Важным моментом в точечной сварке является удаление с поверхности заготовок оксидной пленки. Как правило, ее удаляют с применением стальной щетки или абразивной шкурки нулевого размера. Другой, не менее распространенный способ удаления оксидной пленки – это химический.
Для того применяют серную или хромовую кислоту. Но, такой способ применяют в условиях серийного производства.
Для сварки цветных металлов, в частности, алюминия необходимо использовать машины большой мощности. Так, для сварки двух листов дюраля толщиной в 0,5 мм потребует ток в 12 000 А.
Технология конденсаторной сварки
Одна из разновидностей контактной сварки – конденсаторная. Такой метод сварки известен с первой половины прошлого века. Сварка происходит за счет расплавления заготовок в тех местах, где происходит короткое замыкание тока, которое получают из энергии разряда конденсаторов. Время процесса сварки составляет от 1 до 3 миллисекунд.

Технология конденсаторной сварки
В основе такого сварочного аппарата находится конденсаторная емкость, заряжаемая от источника постоянного напряжения.
По достижении потребного количества энергии в емкости, электроды смыкают в месте сварки. Ток, протекающий между заготовками, вызывает необходимый нагрев поверхности и в результате металл плавится и образуется шов высокого качества.
К достоинствам конденсаторной сварки можно отнести:
Скорость, применение автоматизированного оборудования позволяет получать до 600 точек сварки в минуту. Точность позиционирования и соединения заготовок. Малое выделение тепла, отсутствие расходных материалов – проволоки или электродов.
На практике применяют два вида аппаратов такого типа сварки. Первые обеспечивают разряд из накопителей энергии на поверхности деталей, вторые получают разряд от второй обмотки трансформатора. Первый метод применяют при проведении ударно-конденсаторной сварки, второй применяют тогда, когда речь идет о необходимости получения качественного шва.
Такая сварка отличается экономичностью и поэтому ее часто применяют в условиях домашней мастерской. На рынке можно встретить устройства с мощностью в 100 – 400 Вт, которые часто применяют для работы в небольших мастерских по ремонту автомобильных кузовов.
Продолжительность нагрева и сила давления
Режимы сварки определяют следующими характеристиками – силой тока, длительностью нагрева, силой сжатия, размерами рабочего конца электрода.
Особенности выбора и использования электродов
Электроды для такой сварки должны иметь форму и размер, которые обеспечат его доступ к рабочему месту. Кроме того, электроды должны быть приспособлены для простой и надежной установки в сварочной машине и иметь высокую стойкость к износу. Самая простая конструкция электрода для точечной сварки – прямая. Их производят в соответствии с требованиями ГОСТ 14111-69. Для их производства применяют различные сплавы на основе меди.

Электрод для конденсаторной сварки
Например, при сварке разных металлов электроды должны обладать низкой электропроводностью. Но если, из металла такого типа изготовить весь электрод, то он будет достаточно быстро нагреваться. В таком случае его необходимо выполнять из двух частей. Одну из меди, а другую из материала, который приспособлен для выполнения необходимой операции.
Держак для электродов точечной сварки, ручка для сварки аккумуляторов + обзор альтернативных вариантов
Продолжаем тему контактной сварки. Решил попробовать ручку для электродов. Две медные полосы, две отдельные пружины на полосы, фиксированное расстояние между электродами, микрик для автоматической сработки в конце нажатия. В целом ручка годная, можно брать. Хотя, как всегда, есть варианты дешевле — хуже и дороже — лучше.


Я заказывал у другого продавца, на 5$ дороже, по этому информация о доставке наверное не актуальна.
В комплекте всех этих ручек идет два шестигранных ключа, 4 болта под внутренний шестигранник, шайбы и провод для разъема микрика. Не понятно, зачем идет 4 болта — вполне достаточно двух, может быть запасные, если один сорвется. Но вряд ли кто-то, кроме меня, будет снимать и ставить ручку по 10 раз за день.
Корпус ручки видимо фрезерован из какого то пластика, на странице этого продавца (видимо производитель) есть интересное видео создания более дорогой ручки.
Корпус состоит из двух половин, в нем фрезерованы пазы под пружины, провода, микрик и т. д.

Внутри есть один микрик — он срабатывает при нажатии ручки до конца. В комплекте идет провод, с 2-контактным разъемом 3.5мм, длина провода 1 метр. Время срабатывания микрика не регулируется, но можно регулировать жесткость пружин, тогда микрик будет срабатывать на разном давлении на ленту.
Две пружины лежат в пазах, их поджимают две квадратные гайки. Для регулировки в комплекте идет шестигранный ключ, регулировка возможна даже когда ручка установлена для сварки. Винты немного мешают, но регулировать можно. 
Интересно, что некоторые мелкие гайки и винты сделаны с нержавейки. Гайки крепления электродов, винты и гайки, скрепляющие половинки, винты с гайкой, для поджатия пружин магнитятся очень слабо.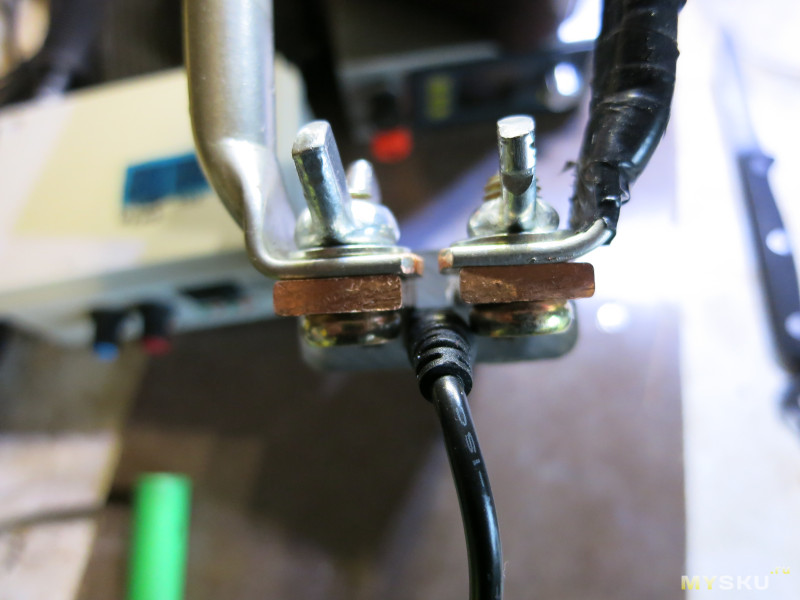
Этим же шестигранником разбирается крепление электродов. Мне понравилась эта версия ручки потому, что я могу ставить электроды от 1мм до 4мм, Держатель электродов — просто две медные пластины, скрученные вместе и прикрученные к основным токонесущим полосам.Просто отверстия насквозь, болты и гайки. В меди нет резьбы — можно просто поменять гайки с винтами, если что. Между этими пластинами фрезерованы отверстия 1мм и 3мм, в комплекте стоят электроды 1.5мм и я ставил 3.5мм без проблем. 

Сами основные пластины 4мм Х 15мм, то есть сечение 60мм, я думаю этого вполне достаточно для сварки аккумов. Вверху пластин отверстия D8, то есть соединение с сваркой надежное. Никаких винтов сбоку, как в ручке ZBU (ее обзор). Но Геннадий тоже перешел на нормальное болтовое крепление на новых версиях. 

В общем пластины ходят внутри пластиковой ручки, жесткость пружин можно менять, микрик срабатывает по одной пластине. При большом желании можно поставить и второй микрик, подсоединить их последовательно. Но я думаю, что если ставить ручку не косо, то будет работать и с одним. Но в более дорогой ручке стоит два микрика. 
И в дорогой версии ручки для сварки есть светодиод, который светит в место сварки. В плате таймера на педаль/микрик идет 5 в, в эту ручку тоже можно встроить светодиод, запитать его от микрика и рассчитать на 5В, я думаю что будет работать.
В общем я попробовал варить.
Была проблема, что у меня провода выходили параллельно и мне не было удобно подключать эту ручку. У меня наконечники проводов выглядели I I а на ручке — — и мне пришлось загнуть наконечники буквой Г. Тогда все подсоединилось. Но, опять же, я не смог использовать гайки, которые шли в комплекте, по этому я ставил мои гайки барашками. Болты под шестигранник как раз в тему, обычны болты с большой шляпкой мешали бы разъему. И так разъем встает вплотную. Ну и маленькие головки болтов позволяют регулировать жесткость пружин.
Пробовал варить стандартными электродами, сразу прожег дырку в ленте — слабый прижим. Это есть в видео на 10.40 Потом отрегулировал-прижал пружины и стало варить нормально. Электроды немного липнут. Поменял один электрод на кусок провода ВВГ2.5 — ничего не поменялось, так что похоже стандартные электроды это просто куски меди. 
Дальше я взял медную моножилу, зажал ее в дремель и довел до заточки карандаша на шкурке.
Получилось два электрода диаметром 3.5мм. Они варили и сильно прилипали, пока я не затупил наконечник электрода, тогда они перестали прилипать.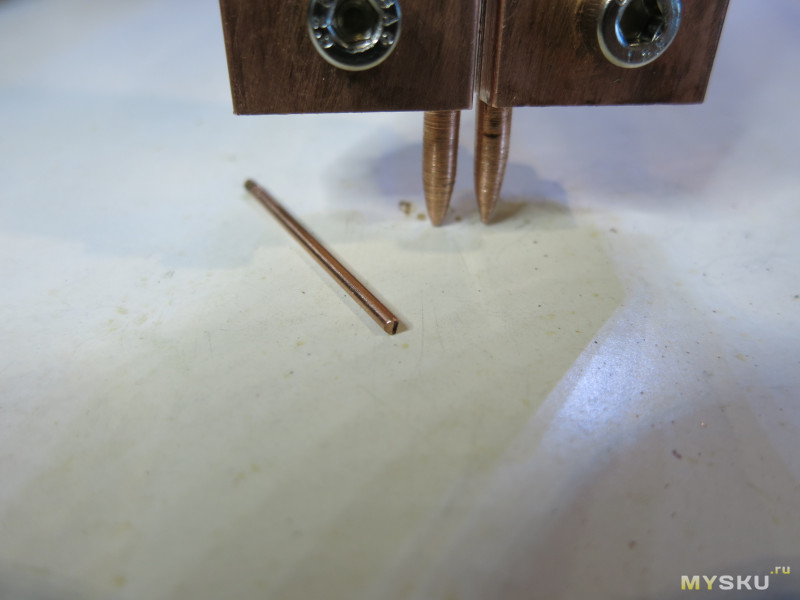

Минутное видео сварки разными электродами.
Выводы:
В общем ручка годная, можно использовать как со стандартным микриком так и с внешней педалью. Я считаю, что это оптимальный вариант.
Эту ручку я выбирал из за нормального сечения пластин (60 квадратов) и возможности установки электродов от 1 мм до 4мм. Ну и в ней есть регулировка силы прижима.
Есть другие варианты:
1. 65$ Дорогая ручка. два микрика, светодиод подсветки и толщенные токопроводящие пластины, есть регулировка прижима. Электроды вроде 2.8-5мм
2. 25$ Средняя ручка, есть регулировка силы прижима, один микрик, но пластины сечением всего 45 квадратов. Пружины торчат снаружи.
Электроды только около 3мм.
3. 22$ Самая дешевая, тонкие пластины, электроды 3мм, нет регулировки, пружины снаружи.
Для тех, кому лень читать, все это и еще кое что есть в видео:
Точечная сварка своими руками заинтересует тех, кому необходим сварочный аппарат, но кто не хочет тратить на него много денег.
В этом случае контактная точечная сварка – лучший вариант, т.к. собрать такой аппарат можно буквально из подручных средств.
В статье вы узнаете о том, как собрать аппарат в домашних условиях, какие инструменты и средства для этого потребуются, а также плюсы и минусы этого вида сварки.
Схема и видео помогут вам выполнить весь процесс самостоятельно и получить качественный продукт, который прослужит не один год.
Как работает этот вид сварки?
Точечное сваривание вовсе не дилетантский вид работы, который используют только в домашнем пользовании – он распространен как в промышленных масштабах, так и в частном производстве.
Точечная сварка – это контактная работа по соединению двух элементов в нужном положении. Этот вид сварки похож на шовную и аналоговую, но все же имеет свои отличия и нюансы.

Самый значительный плюс точечной сварки в том, что сделать аппарат для нее (в том числе и из старых деталей микроволновки) под силу любому человеку, более или менее знакомому с электротехникой.
К тому же, такой аппарат не будет ни в чем уступать машинам, произведенным на заводе – разница в том, что домашний можно использовать только в локальных масштабах, но для личных нужд большего и не нужно.
Если контактная сварка – это новый для вас процесс, то лучше сначала немного вникнуть в этот процесс и понять, как работает аппарат. В этом случае собрать его будет гораздо проще.
Сварка элементов происходит следующим образом: сначала нужно закрепить металлические детали в том положении, которое вам нужно и поместить их между электродов аппарата.
Затем детали нагреваются так, чтобы они стали пластичны и затем соединяются между собой.
Нагреваются детали посредством импульса электричества, длительность которого не более 1 сек.
Его задача – расплавить части деталей и сделать на месте, куда он направлен, что-то вроде жидкой ванночки, диаметр которой 12 мм.
После завершения работы импульса детали должны еще некоторое время оставаться зафиксированными в нужном вам положении, чтобы успеть остыть и лучше соединиться между собой.

Плюсы точечного сваривания очевидны: это низкая цена на производство самого аппарата (его собирают практически из подручных средств и своими руками), значительная экономия электричества, высокая прочность швов и автоматизация процесса (на производстве используются аппараты, способные производить до 600 точек/мин).
Минус у этого вида сварки только один – вы не сможете сделать герметичный шов, хотя полученные варианты будут вполне прочными и долговечными.
Схема сварки поможет вам лучше понять, как это работает.
Как видно из процесса работы, главная задача аппарата – нагревание деталей до температуры плавления.
Сила нагрева разных аппаратов отличается и нужно знать, какая мощность и продолжительность нужна именно вам.

Например, для нержавеющей стали лучше использовать непродолжительный нагрев, а для углеродной – наоборот.
Кроме того, машина для сварки должна обеспечивать значительное давление соединяемых деталей, пик которого достигается при окончании нагрева. Без этого качественное соединение частей не получится.
Хорошие электроды точечной сварки подразумевают высокую тепло- и электропроводимость и не имеют проблем с механической обработкой, поэтому для изготовления подойдет не всякий материал.
Можно использовать: бронзу с примесью кобальта или кадмия, электролитическую медь и сплавы на ее основе с вольфрамом и хромом.
Чтобы собрать аппарат своими руками лучше всего использовать сплавы меди марки ЭВ.
При изготовлении важно помнить, что диаметр наиболее тонкого элемента аппарата не должен превышать размер места плавления (его диаметр должен быть в 2-3 раза меньше).
Смотрите видео о том, как использовать точечную сварку для домашнего пользования.
Этапы создания
Как уже говорилось, точечную сварку своими руками можно собрать буквально из подручных средств.
Начинать работу нужно со сборки инвертора. Использование инвертора сделает возможным функционирование всего устройства.
Для его сборки используйте детали, изготовленные в СССР:
- диоды;
- конденсаторы;
- дроссели;
- трансформаторы.
В случае использования этих частей, сложная дополнительная настройка не потребуется.
Чаще всего аппарат делают из деталей старой микроволновки, которая, возможно, есть у вас в доме или же у знакомых. Такая точечная сварка из старых деталей микроволновки имеет мощность около 800 Ампер.
Ее хватит, чтобы сварить достаточно тонкие листы металла. Как правило, для домашнего использования большей мощности и не нужно.
![]()
Старайтесь выбрать большие, а не маленькие микроволновки, т.к. в больших моделях имеется более мощный трансформатор, который и будет основой вашего сварочного аппарата.
Трансформатор выглядит следующим образом: это сердечник с двумя обмотками, первая из которых сделана толстым проводом с меньшим количеством витков.
Трансформатор держится за счет сварных швов, поэтому чтобы добраться до его обмоток, нужно убрать их (это можно сделать ножовкой или болгаркой).
Извлеченный трансформатор должен содержать неповрежденную обмотку и разделенный на 2 части сердечник, очищенный от бумаги и клея, которые фиксировали обмотки.
Трансформатор нужно прикрепить к основанию, сделать это можно эпоксидной смолой – для этого сожмите механизм тисками и оставьте на некоторое время, чтобы материал смог склеиться.
Ниже на видео показана сварка на трансформаторе микроволновки.
Благодаря вторичной обмотке, мощность трансформатора будет примерно 2 Вт.
Если вы хотите, чтобы мощность аппарата была выше, то вам понадобится еще один трансформатор из микроволновки, который нужно будет присоединить к первому.
Так выглядит схема трансформатора.
Когда обе обмотки аппарата будут соединены, нужно проверить силу тока.
Она не должна быть выше 2000 Ампер, иначе возможны значительные скачки напряжения не только в вашей квартире, но и у всех соседей.
Присоединить трансформатор можно с помощью вторичной обмотки.
При этом количество тока сварки увеличится в два раза – если было 220, то станет около 500.
Для соединения используйте провода диаметром 10 мм. Схема соединения поможет вам сделать все правильно, если же технология будет нарушена, то велика вероятность короткого замыкания.
Напряжение будет выходить на первую обмотку, а на выходе нужно включить вольтметр, который сможет работать с переменным напряжением.
Выбирать направление работы обмоток нужно исходя из следующих вариантов: есть напряжение в приборе или оно отсутствует.
В первичной цепи можно наблюдать наличие обмоток, имеющих разноименные выводы.
Напряжение этих обмоток обычно равно ½ от входного напряжения, его увеличение и трансформация произойдут в следующих за этой обмотках, но коэффициенты будут одинаковыми.
Ниже схема, как сделать пистолет для точечной сварки.

После включения вторичных обмоток, нужно сложить разность полученных потенциалов – тогда вольтметр будет показывать удвоенное значение разности для каждой из обмоток.
Если же аппарат показывает «0», то получаемые значения будут равны, но с противоположными знаками.
Следовательно, каждая соединенная пара обмотки будет иметь аналогичные выводы.
Посмотрите на видео, как правильно удалить и собрать трансформатор для точечной сварки.
Клещи для трансформатора
Чтобы аппарат работал, вам нужен не только трансформатор, но и клещи. Клещи являются механической частью машины.
Поэтому точечная сварка обязательно требует сделать клещи и электроды, без которых работа аппарата невозможна.
Чтобы сделать клещи, нужно заточить стержни электродов, которые вы будете использовать, т.к. иначе они деформируются. Электроды не могут работать вечно и со временем теряют свои свойства.

Провод, который соединяет электроды и токовый преобразователь не нужно делать длинным, иначе будет неудобно работать. Также не должно быть много соединений, т.к. каждое из них будет забирать мощность.
На концах провода лучше всего сделать медные наконечники, которые смогут соединить электроды с проводом.
Наконечники спаиваются так, чтобы прилегание было максимально плотным, т.к. плохо спаянное соединение будет причиной значительной потери мощности аппарата и даже его поломки.
Спаять наконечник и провод своими руками будет не так просто из-за значительного диаметра, поэтому при работе используйте наконечники под пайку, они облегчат работу.
Также это поможет, когда придет время заменить электроды, т.к. заменить старые стержни новыми не очень удобно.
Соединение, сделанное с использованием наконечника под пайку, проще избавить от участков с окислом.
Электроды можно купить на любом рынке с электроприборами. Они выглядят как небольшие прутья (диаметр чуть больше 1 см). Схема электрода ниже на фото.

Если трансформатор микроволновки имеет плохую сварку, можно воспользоваться электродами с паяльников – для этого нужно снять с них жала.
Присоединяют электроды коротким шнуром без лишних соединений.
Чтобы получить соединение между электродом и трансформатором, проделайте отверстие сверлом или дрелью, но также можно использовать и наконечник из меди.
Для плотного закрепления максимально затягивайте болт, а во избежание процесса окисления, спаяйте провод с наконечником.

Иметь собственный сварочный аппарат – мечта любого домашнего мастера. Причем это не обязательно должен быть громоздкий блок весом 20-30 кг. Вам ведь не каждый день приходится варить ворота для гаража?
Как правило, при выполнении домашних слесарных работ, наиболее востребованной является точечная сварка.
На рынке существуют готовые образцы сварочных аппаратов, но их стоимость слишком велика для домашнего бюджета. Для регулярной сварки мелких деталей, компактный точечный аппарат можно изготовить своими руками из старой микроволновки.
Разумеется, таким устройством нельзя сварить водопроводную трубу или уголок толщиной 4 мм. Но выполнить мелкий кузовной ремонт в автомобиле, или собрать металлическую конструкцию из листового металла – запросто.
Именно аппараты точечной сварки применяются на конвейерах автозаводов при сборке кузова автомобиля. Металлические каркасы бытовой техники (стиральные машины, холодильники и прочие), также свариваются с помощью подобных электроприборов.
Видео пример изготовление небольшого сварочного аппарата из старой микроволновки
Принцип работы точечного сварочного аппарата
Для нагрева металла до температуры плавления, необходима большая сила тока, сотни ампер. Величина напряжения не имеет значения, поэтому для экономии провода и безопасности работ обычно используется 2-3 вольта.
О принципах работы точечной сварки можно узнать из этого видео:
Экспериментировать с силой тока не имеет смысла. Все описываемые варианты прошли неоднократные испытания и можно не тратить время на расчеты. Мощность подбирается исходя из толщины свариваемого металла.
- листы до 1 мм – мощность 1 кВт;
- листы до 1,8 мм – мощность 2 кВт;
- листы до 3 мм – мощность 5 кВт.
Первичная обмотка сварочного аппарата рассчитывается согласно общей мощности устройства. Поскольку самостоятельное изготовление трансформатора дело хлопотное и затратное, можно воспользоваться готовой конструкцией.

Оптимальный вариант
– силовой трансформатор от старой микроволновой печи. Электрическая схема работает по следующему принципу:
- Для работы магнетрона (излучающего элемента печи), требуется напряжение несколько тысяч вольт, при этом сила тока не имеет значения;
- Мощность на первичной и вторичной обмотках трансформатора одинакова, поэтому при увеличении количества витков на вторичной обмотке, напряжение повышается в такой же пропорции, ценой потерь в силе тока;
- Трансформаторы микроволновых печей рассчитаны на мощность до 3 кВт. Этой величины вполне достаточно для изготовления аппарата точечной сварки.
Требуемые запчасти можно приобрести на радиорынке, в сервисных центрах по ремонту бытовой техники, или просто купить неисправную микроволновку по объявлению за символическую цену.
Перегорают обычно вторичные обмотки (по причине более тонкого провода), так что шансы приобрести трансформатор с исправной первичкой довольно высоки.
Сила тока до 1000 Ампер (при мощности 3 кВт и напряжении на вторичной обмотке 2 вольта) позволяет без труда плавить металл в месте контакта, тем самым обеспечивая надежную точечную сварку.
Точечная сварка своими руками может стать очень нужным аппаратом в домашней мастерской. Такое устройство позволяет соединять различные металлические элементы, ремонтировать разные конструкции в домашних условиях. А самое главное, собственноручное изготовление помогает избежать значительных затрат, связанных с приобретением готовых сварочных устройств.
Точечная сварка своими руками – это достаточно сложная конструкция и для ее создания нужны определенные навыки в электрике и слесарном деле, но при всей сложности можно смело приступать к работе, вооружившись знанием принципов монтажа. Домашние умельцы придумали разные схемы и технологии изготовления, которые осуществлены и прошли проверку в реальных условиях. Положительные отзывы о работоспособности аппаратов свидетельствуют о возможности сборки достаточно надежных конструкций.
Основная сущность процесса

Точечная сварка является разновидностью контактной сварки, т.е. представляет собой соединение металлов путем проникновения их расплавов друг в друга при точечном контакте под нагрузкой.
Принцип осуществления такого процесса основан на том, что соединяемые заготовки плотно совмещаются и с двух сторон прижимаются электродами, на которые подается кратковременный сварочный ток.
За счет собственного электрического сопротивления при прохождении тока большой силы происходит разогрев материалов до температуры их плавления, а расплавы двух заготовок взаимно перемешиваются под нагрузкой, что и обеспечивает прочное соединение.
Для уменьшения зоны разогрева (снижения потребной мощности сварочного импульса) обеспечивается минимальная площадь контакта – применяются электроды точечного типа.
Конструирование аппарата
Точечный сварочный аппарат включает в себя две главные части – источник сварочного импульса и контактный блок. Источник питания должен обеспечить подачу в автоматическом режиме импульса с силой тока порядка 150-250 А в течение 0,02-0,1 с при питании от обычной электросети напряжением 220 В. Желательным условием является возможность регулирования тока для сварки заготовок различной толщины и из разных металлов.
К контактному блоку предъявляются следующие требования: подведение сварочного сигнала с помощью точечного электрода, прижатие свариваемых заготовок, удержание заготовок до полного отвердения расплава после снятия импульса. В основном, используются такие конструктивные решения: зажатие заготовок между двумя точечными электродами; один электрод плоский, а другой точечный; споттер – роль нижнего электрода исполняет сама заготовка.
Необходимый инструмент
Для изготовления аппарата точечной сварки своими руками потребуется следующее оборудование и инструмент:

- сварочный аппарат;
- болгарка;
- электродрель;
- ножовка по металлу;
- фрезер;
- паяльник;
- напильник;
- зубило;
- молоток;
- плоскогубцы;
- отвертка;
- ножницы по металлу;
- штангенциркуль;
- линейка металлическая;
- ключи гаечные.
Изготовление источника питания
Самодельный аппарат точечной сварки, обычно, собирается на основе источника сварочного импульса, использующего принцип разряда конденсатора. Простая схема такого источника. Сварочный аппарат с таким питанием способен сваривать лист толщиной до 0,5 мм, может применяться для аккумуляторов с целью надежного соединения батарей типа Li-Ion.
Необходимая сила тока в виде кратковременного импульса создается на выходе вторичной обмотки трансформатора Тр3, при этом нужный сигнал обеспечивается разрядом конденсаторов С8-С9 на первичную обмотку. Тиристоры Т1 и Т2 обеспечивают управление конденсаторного разряда. Накопление заряда на обкладках конденсаторов осуществляется при включенной вспомогательной цепи трансформатора Ток. Для выпрямления электрического сигнала применены диоды D6-D7.

Принцип разряда конденсаторов осуществляется следующим образом. В период отключенной главной цепи происходит зарядка конденсаторов С8-С9 через обмотку Ток. При включении главной цепи (пуск сварочного аппарата) конденсаторы разряжаются на обмотку Тр3, при этом параметры разряда регулируются тиристорами Т1-Т2, а продолжительность сигнала обеспечивается системой Ru1-Ru2, R34 и С10. Цикл полностью повторяется при отключении аппарата. Рекомендуемые характеристики деталей приведены, а параметры трансформатора Ток следующие: тип 220/220 В, для обеих обмоток применяется провод ПЭВ-2 диаметром 0,5 мм, число витков – 90.
Для сварки заготовок толщиной до 3-4 мм следует увеличить мощность разряда. Приведена схема более мощного источника тока, который по принципу действия не отличается от предыдущего случая. Продолжительность импульса регулируется реле времени, а в цепь первичной обмотки выходного трансформатора включается бесконтактный пускатель МТТ4К, в связи с повышением мощности.
Намотка силового трансформатора
Выходной трансформатор является основополагающей частью всей конструкции аппарата для сварки, обеспечивающий необходимую силу тока, подаваемую на электрод. Его желательно сделать собственноручно следующим образом. Сердечник подойдет от обыкновенного вышедшего из строя трансформатора – важно, чтобы он обладал стальной пластинчатой конструкцией и имел общее поперечное сечение одного элемента около 65 см².
На первую стойку наматывается первичная обмотка из провода марки ПЭВ или ПЭТВ диаметром 2,9 мм с числом витков – 20. Под обмотку и сверху нее накладывается трансформаторная (кабельная) бумага. Концы обмотки закрепляются на контактной колодке, размещаемой на верхней части сердечника.
На вторую стойку сердечника наматывается выходная (вторичная) обмотка в виде двух витков плоской шины. Такую шину можно собрать из 15-17 медных плоских проводов общим сечением 200 мм² и обматывается для изоляции фторлоновой пленкой или тканевой изоляционной лентой. Рекомендуется сверху и снизу обмотки проложить трансформаторную бумагу, а концы обмотки вывести на контактную колодку.
Если соблюдены все перечисленные условия, то должен получиться выходной трансформатор со следующими параметрами: мощность 3000 В А; первичное напряжение – 220В, вторичное напряжение – 15В, ток – до 220 А.
Сборка блока контактов
Для домашнего устройства точечной сварки, в т.ч. споттера, чаще всего используется конструкция блока для контакта пистолетной формы. Собирается пистолет для электрода в такой последовательности. Подбирается две пластины из гетинакса или текстолита толщиной 8-12 мм, из которых выпиливаются фигуры в виде пистолета длиной 23-25 см. Форма произвольная с учетом удобства эксплуатации. Целесообразно обеспечить такую геометрию: ширина ствола – 42-45 мм, ширина ручки 50-55 мм, длина ручки – 100-110 мм.
В передней части половинок (стволе) делаются симметричные продольные полукруглые проточки радиусом 5-7 мм для установки электрода. Длина проточенного канала составляет 55-60 мм. На расстоянии 30-35 мм от крайнего среза ствола на продольной проточке вытачивается прямоугольный паз для установки гайки, в которую, затем, будет вкручиваться электрод. В курковом участке делается выборка и просверливается отверстие для монтажа и крепления пускового кнопочного выключателя. Для совмещения двух половин пистолета просверливаются отверстия для винтов: в ручке – 4 штуки, в стволе и задней части – по 2 штуки. Чтобы обеспечить подвод кабеля, делаются проточки в ручке и между курком и электродным каналом.
Электрод выполняется из медного прутка диаметром 8-10 мм, а на его хвостовом торце нарезается резьба, соответствующая крепежной гайке. Передний торец стержня затачивается в виде конуса порядка 15-20 мм, причем вершина конуса закругляется. Общая длина электрода выбирается порядка 50-60 мм.
Собирается сварочный пистолет в следующем порядке. На хвостовую часть электрода накручивается гайка, а к его торцу припаивается подводящий провод, который соединен с пусковой кнопкой. В курковую часть укладывается кнопочный выключатель с выводом кнопки в отверстие. Кнопка соединяется с электродом, и подключается подводящий провод. Вся схема укладывается в соответствующие проточки и пазы; половинки пистолета совмещаются и закручиваются.
Прибор точечной контактной сварки может пригодиться при сборке изделий из тонкого стального листа от 0,1 до 4 мм, для работ с металлом на СТО при рихтовке вмятин, сварке небольших деталей в гараже. Промышленные образцы устройств стоят не дешево, а вот собрать прибор контактной точечной сварки своими руками можно практически из подручных средств. Единственное, с чем придется повозиться, так это с поиском электрического трансформатора. В этом обзоре расскажем об устройстве и принципе действия прибора, схемах сборки аппарата, а также предложим несколько идей по созданию самодельного инструмента.
Читайте в статье:
Контактная точечная сварка – что это такое и где используется
Точечная контактная сварка относится к типу термомеханической сварки. Процесс работы на нем включает следующие этапы:
- Совмещают детали в необходимом положении.
- Прижимают их между электродами аппарата, последние выступают в качестве прижимного механизма.
- В точке стыковки клещей подается разряд, происходит нагрев, деформируясь под воздействием тока, делали прочно соединяются между собой.
Мастеров привлекает еще и то, что приборы такого плана можно собрать буквально из хлама, а процесс сварки максимально опрятен и автоматизирован. Очень часто такие аппараты можно встретить на СТО. Точечная сварка своими руками для сварки автомобиля позволяет выровнять вмятины без необходимости демонтажа элементов кузова, а также провести ремонт труднодоступных конструкций.
Точечная сварка своими руками для сварки автомобиля:


Некоторые промышленные образцы способны выполнять до 600 операций в минуту. Инструмент применяется при клепании металлических конструкций до 4 мм. Такой тип пайки используется при сварке арматур, плоских и угловых сеток, а также каркасов. Таким способом удобно соединять пересекающиеся стержни или стержни с плоскими элементами: листом, полосой, швеллером и другие конструкции.
Точечная сварка способна решить целый ряд сложных задач:
- Обеспечивает точечное и бережное соединения изделий без перегрева лишней поверхности.
- Способна соединить металлы разной конфигурации: черные и цветные.
- Прекрасно скрепляет профили на сгибах, а также пересекающиеся металлические заготовки, особенно в труднодоступных местах.
- Места сварки отличаются высокой прочностью и устойчивостью к дальнейшей деформации.

Принцип действия и устройство аппаратов точечной контактной сварки
После того, как металлические пластины, которые необходимо сварить, зажимаются электродами, на них подается кратковременный импульс электротока большой силы. Время импульса подбирается в зависимости от характеристик двух свариваемых металлов. Обычно разряд длится от 0,01 до 0,1 доли секунды.

Когда импульс проходит сквозь металл, детали расплавляются и между ними образуется общее жидкое ядро и пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением.

Давление на детали снимается постепенно, если необходимо сковать листы на более глубокую толщину относительно друг друга на финальной стадии давление усиливается, это позволит достичь максимальной однородности металлов в месте сварки.
Важно!
Чтобы повысить качество сварки важно предварительно обработать поверхности деталей для удаления оксидной пленки или коррозии.
Виды контактной сварки
Точечная сварка – один из самых популярных видов контактной сварки в домашних условиях. Однако, есть еще два типа сварки этой категории, которые используются чаще всего на заводах и в специализированных металлообрабатывающих цехах.
- Шовная контактная сварка.
Принцип действия шовной контактной сварки не отличается от точечной. Привычные нам щипцы заменяют специальные медные ролики. Сварка в этом случае происходит точечно, но на определенном расстоянии, а сварочный шов напоминает дорожку из отдельных сваренных участков. Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах.
Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах. - Стыковая контактная сварка.
Этот тип сварки отличается большей площадью одномоментной сварки. Электрический ток переменного импульса подается на свариваемые изделия, контактирующие в стыках. Таким образом, во время подачи импульса нагрев происходит по всей площади касания, еще её называют площадью сечения. Процесс этот полностью механизирован, поэтому для самостоятельной сборки в домашних условиях не подходит. Схема машины стыковой контактной сварки - Конденсаторная сварка.
По такому же принципу работает и конденсаторная сварка. Ее применяют в тех сферах промышленности, где сплавляются миниатюрные детали толщиной от 0,5 – до 1,5 мм. Такой тип сварки используется в сфере электроники и приборостроения. Преимущество в том, что она практически не оставляет следов и не прожигает металл. Самодельный аппарат конденсаторной сварки
 Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах.
Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах. Схема машины стыковой контактной сварки
Схема машины стыковой контактной сварки Самодельный аппарат конденсаторной сварки
Самодельный аппарат конденсаторной сваркиИзготовление своими руками контактной сварки из микроволновки
Многие мастера задаются вопросом как из микроволновки сделать сварочный аппарат. На самом деле, самое сложное в этом процессе – разобрать и подготовить трансформатор.
Варианты самодельного сварочного аппарата точечной сварки из микроволновки:


Какие инструмент нужны для работы
Для работы нам потребуются следующие инструменты и комплектующие:
- Трансформатор, который мы демонтируем из микроволновки. В зависимости от мощности инструмента можно использовать два или три.
- Толстый медный провод.
- Электроды (медные или покрытые сплавом меди), которые мы будем использовать в будущем вместо зажимов.
- Рычаг для ручного зажима.
- Основание для сварочного аппарата.
- Кабели и обмоточные материалы.
- Набор отверток и болгарка для вскрытия трансформатора.
Важно!
Для бытового использования подходит электролитическая медь и ее смеси с маркировкой ЭВ.
Как подготовить к работе силовую часть установки – трансформатор
Трансформатор – сердце прибора. Самый простой способ добыть его – вынуть из старой, но еще работающей, микроволновки. Минимальная мощность устройства должна на выходе составлять 1 кВт. Такая мощность будет достаточной, чтобы сваривать контактным способом листы до 1 мм.

Для нас ценность имеет не сам трансформатор, а его магнитопровод и первичная обмотка. Вторичную обмотку необходимо аккуратно демонтировать.
Извлечение из микроволновки и создание трансформатора контактной сварки
Для того, чтобы переделать его под наши нужды, необходимо болгаркой аккуратно вскрыть по сварочному шву корпус и добраться до магнитопровода.

Далее начинаем процедуру обмотки вторичной обмотки. Чаще всего для этих целей используется многожильный провод с сечением не менее 100 мм 2. Достаточно сделать 2-3 витка,так как напряжение в этом виде сварки не велико. Важно, чтобы изоляция этого провода была термостойкой.

Объединение трансформаторов для получения аппарата большей мощности
Однако, бывают случаи, что мощности одного трансформатора недостаточно и приходится соединять несколько приборов последовательно. В этом случае провод наматывается по очереди через каждую катушку, причем число витков на каждой из них должно быть одинаковым, иначе вы рискуете получить нулевое напряжение из-за возникшей противофазы.
Важно!
Чем мощнее трансформатор, тем сильнее может быть скачок напряжения в электросети при тестовом включении прибора

Определение правильности последовательно присоединенных выводов
Для удобства работы одинаковые выводы провода обычно помечают. Но если этого нет, то их можно определить, последовательно соединив первичные обмотки двух трансформаторов. Далее вольтметром проверяем напряжение.

Если вольтметр показывает показания, равные по значению, но противоположные по знаку, то необходимо изменить последовательность присоединения вторичных обмоток трансформатора. При правильной сборке трансформаторов в цепь прибор дает удвоенное показание напряжение, полученное от двух вторичных обмоток.
Как и из чего сделать электроды для контактной сварки
Электроды для точечной сварки имеют разную форму и конфигурацию. Чем мельче размером обрабатываемая деталь, тем острее наконечник электрода.

По форме электроды могут быть прямые, изогнутые, с плоским наконечником или острым. Но чаще всего в практике используются электроды с конусовидными наконечниками. Для того, чтобы устройство не окислялось, электроды соединяют с рабочими проводами при помощи пайки. Однако, все равно в процессе работы они могут изнашиваться, поэтому их необходимо подтачивать (по аналогии с карандашом).
Электрод выполняет сразу несколько функций:
- Прижимает обрабатываемые детали.
- Проводит токовый разряд.
- Отводит излишнее тепло.
Для правильного изготовления электродов обратимся к ГОСТу (14111-90), в котором уже оговорены все возможные диаметры данных элементов (10, 13, 16, 20, 25, 32, 40 мм). Это допустимые и рабочие показатели, отступать от которых не рекомендуется.
Важно!
Диаметр электрода должен быть больше или равен диаметру рабочего провода.
Из чего состоит и как работает цепь управления точечной контактной сварки
В сварочном аппарате очень важный параметр – время воздействия на металл. Для регулировки этого показателя используются следующие элементы:
- Электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт. Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ.
- Переключатели П2К с независимой фиксацией.
- Кнопки (на схеме КН1) и резисторы (R1 и R2). Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый.
Для установки выключателя следует выбрать первичную обмотку, точнее, ее цепь. Дело в том, что цепь вторичной обмотки отличается слишком большим током, что может стать причиной дополнительного сопротивления и сварки контактов.

Также необходимо создать достаточную силу сжатия, которая обеспечивается рычагом. Чем длиннее будет ручка, тем сильнее давление между электродами. Не забывайте, что включать оборудование необходимо при сведенных контактах, иначе произойдет искрение и их подгорание.
Совет!
Прижимной рычаг можно оснастить прочным резиновым кольцом. Он облегчит нагрузочное усилие, а резинка зафиксирует его.
Следите за тем, чтобы оборудование для контактной сварки из микроволновки было надежно зафиксировано на столе, так как усилие может привести к его падению и выходу из строя. Для самодельного сварочного аппарата, сделанного своими руками из микроволновки, необходимо предусмотреть систему охлаждения. Для этих целей может быть использован вентилятор для ПК.
Статья
Тема статьи для рукастых умельцев, — мастерим аппарат своими руками из подручных средств. А поможет нам в этом, отслужившая микроволновая печь. Вернее, высоковольтный трансформатор от неё, который подойдет для соединения тонкого листового металла в домашних условиях.
Вот только, не надо бежать сломя голову на кухню, чтобы разобрать свою микроволновку. Можно спросить подопытный материал у соседей, найти на свалке или купить по дешевки б/у.
Итак, делаем точечную сварку своими руками из микроволновки. Нам нужен трансформатор, который состоит из сваренного сердечника и первичной и вторичной обмоток.
Достаем его из старой раскуроченной печи. Желательная мощность от 800 ватт, чем мощнее, тем лучше.
Нам понадобится сердечник и первичная обмотка (с проводом потолще). Вторичную обмотку удаляем, например, срубаем зубилом или распиливаем подходящими инструментами.

Иногда, в случае плотного прилегания вторичной обмотки для её извлечения, приходится разбирать сердечник и потом его склеивать.
После удаления ненужного хлама, берем медный кабель (с сечением от 16мм2, определяется опытным путем) и наматываем в окнах трансформатора 2 витка.

На концах кабеля закрепляем надежным способом медные наконечники.

Итак, главная деталь для самодельной точечной сварки из микроволновки готова. Думаем на дизайном будущей конструкции.
Внешний вид аппарата
Если голова работает и руки растут правильно, то всю конструкцию можно сделать из металла (надежно и красиво). Сначала рассмотрим сложную схему.
Внутреннее устройство прибора:
- трансформатор из микроволновки с намотанным медным проводом;
- клеммы на медный провод;
- автомат на 20 ампер для обесточивания сети;
- контактная колодка для соединения проводов;
- компьютерный вентилятор с трансформатором на 12 вольт;
- диодный мост с конденсатором;
- реле РЭК 74;
- 2 индикаторные лампочки;
- кнопка от микроволновки.

Внешняя конструкция точечной сварки из микроволновки:
- основание с боковыми стенками;
- закрывающая крышка с ручкой;
- уголки с болтами;
- 2 куска профиля для клещей;
- ручка от паяльника насаженная на шестигранник на горячую;
- пружина с карбюратора;
- электроды крепятся на уголках.

Уголки позволяют менять угол наклона электродов для точности контакта. Электроды можно сделать из жала паяльника с острыми или тупыми наконечниками, в случае сварки разных материалов появится возможность их менять. В месте крепления, стержень электрода тоньше с нарезанной резьбой для гайки.
Посмотрите видео, где рассказывается, как сделать подобную точечную сварку своими руками.
Понимаю, что такую конструкцию не каждый сделает. Поэтому, рассмотрим более простые варианты аппарата точечной сварки своими руками.
Простой корпус сварочного агрегата
Деревянная конструкция — это самый простецкий дизайн, который сможет смастерить любой человек. На фото ниже представлены идеи дизайна.



Возьмем за основу последний вариант: берем рулетку и снимаем размеры приготовленного трансформатора от микроволновки. Исходя от снятых замеров и своей задумки, готовим деревянные заготовки для аппарата.

Верхний рычаг (клещи для точечной сварки своими руками) мастерим с выемкой. Это если будете делать прибор с закрывающейся крышкой. Если аппарат планируется открытый, то выемка не нужна.

На задней стенке вырезаем подходящие отверстия под кнопку включения и проводку.

Для любителей красоты: заготовки под аппарат можно покрасить в любимый цвет.
Также для точечной сварки своими руками понадобятся следующие материалы:
- включатель;
- ручка для закрытой конструкции;
- размыкатель (микрик);
- провод питания.
Эти принадлежности возьмите от разобранной микроволновки.
Ещё необходимы:
- электроды, можно сделать из жала паяльника или толстого медного провода;
- держатели из меди для крепления электродов (придется купить);
- саморезы для сборки конструкции.
Приготовленные электроды вставляем в держатели и зажимаем отверткой.

Заднюю стенку с прикрученными включателем и проводом питания закрепляем саморезами к основной доске.

Трансформатор микроволновки тоже крепим саморезами к основанию аппарата. Один из саморезов прикручиваем с проводком для заземления, который подводим к выключателю.

Также, от выключателя проводим провод на трансформатор, а второй проводок с трансформатора ведем к размыкателю, который одолжили у микроволновки.

Можно обойтись без размыкателя, установленного в электрической цепи последовательно. Он служит для удобства и устанавливается на верхнем рычаге аппарата для точечной сварки.
С помощью деревянных заготовок и саморезов, закрываем электрическую часть. Верхняя доска должна быть с ручкой для переноса аппарата.

Рычаги аппарата

На верхнем рычаге с удобным уклоном закрепляем размыкатель электрической цепи.

Вставляем клещи в аппарат и на глаз определяем место крепления. Сверлим сквозные отверстия в боковых стенках и рычагах, и с помощью металлических стержней закрепляем.

Саморезами крепим держатели с контактными электродами на торцевую часть клещей.

После сборки электроды обычно смотрят в разные стороны, руками подгибаем их для отцентровки.

Для поднятия верхнего рычага, вкручиваем в него и в корпус аппарата по саморезу не до конца и цепляем на них пружину или тугую резинку.

Пробуем сварочный агрегат
Наша сварка точечная готова, испытываем аппарат. Включаем питание и нажимаем большим пальцем прерыватель.

Появляется искрение между электродов, но так делать нельзя.

Тонкие листы металла теперь можно надежно соединять нашим аппаратом. Если у вас есть транспортное средство, то самодельная точечная сварка для сварки авто, облегчит ремонт кузова.
Для этого мы сделали рычаги съемными, достаточно вытащить металлические стержни и сняв клещи, сваривать крупногабаритный металл и можно подлезть в труднодоступные места.

Также, есть плюс в съемных электродах, которые легко заменить в случае надобности.

Видео:
расскажет про правильную намотку трансформатора и покажет весь процесс сборки аппарата для контактной сварки.
P.S. Мы рассмотрели, как сделать точечную сварка своими руками с помощью материалов из СВЧ печи. Замечу, что у многих умельцев возникает проблема, не могут найти провод для намотки вторичной обмотки на трансформатор. Можно взять петлю размагничивания от старого телевизора, купить метр провода большого сечения или собрать его из нескольких тонких.
Аппарат для сварки аккумуляторов
Многих умельцев терзает вопрос, как сделать аппарат для точечной сварки аккумуляторов своими руками? Друзья, всё возможно!
Какие материалы необходимы:
- трансформатор (рассмотренный выше);
- медные пластины для прострельных электродов;
- основание (столик, доска, и т.п.);
- деревянный рычаг, хватит одного;
- опора для рычага — металлический профиль;
- пружина с креплениями;
- саморезы и болт с шайбами.
Итак, трансформатор от микроволновки с намотанной вторичной обмоткой у нас уже есть. Осталось соорудить аппарат и электроды для соединения аккумуляторов.
Дизайн будущей конструкции может быть любым, на ваш простор фантазии. Давайте, рассмотрим самый простецкий вариант.
На основание прикручиваем опору (профиль), в рычаге посередине сверлим отверстие под болт и также на рычаг с краю крепим пружину. Устанавливаем рычаг в опору, закручиваем болт, пружинку крепим к основанию аппарата.

Из подходящей медной пластины вырезаем 2 электрода для самодельной точечной сварки для аккумуляторов.

Крепим их вместе с проводами под небольшим углом на свободный конец рычага.

Сам трансформатор с кнопкой включения устанавливаем как можно ближе к электродам. Чем короче провода, тем лучше.

Принцип работы сконструктированного прибора прост: одной рукой прижимаем рычаг к свариваемому материалу, а другой включаем на несколько секунд ток.

Видео:
поможет собрать подобный автомат.
![]() Загрузка…
Загрузка…
Loading…
Нельзя пожаловаться на небольшой выбор электродов в специализированных магазинах, однако существует такая интересная возможность, как сделать электроды для сварки своими руками. Изготавливая электроды для сварки своими руками, появляется возможность лучше разобраться в их устройстве, что не будет лишним при проведении сварочных работ.

Необходимые материалы
Чтобы начать изготавливать самодельные электроды для сварки, надо позаботиться о том, чтобы в наличии были все необходимые для этого материалы. К ним относятся:
- Проволока, изготовленная из стали с низким содержанием углерода. Ее диаметр не должен быть слишком большим.
- Жидкое стекло, играющее роль связующего звена.
- Порошок из мела или известняк.
- Также понадобятся малярная кисточка или валик.
Поподробнее следует рассказать о жидком стекле. Оно представляет собой силикатный клей, который является универсальным вспомогательным средством во многих областях промышленности и в быту. Основу жидкого стекла составляет раствор в водно-щелочном растворителе силиката натрия или калия.

Используется свойство силикатного клея хорошо прилипать к поверхности и образовывать там пленку, обеспечивающую надежную защиту от влаги. Жидкое стекло является безопасным для человека. Диаметр выбранной проволоки для того, чтобы правильно изготовить сварочные электроды своими руками должен находиться в пределах 2-3 миллиметров. Проволока продается в виде мотков в строительных магазинах.
В дальнейшем, изготавливая самодельные электроды, моток проволоки придется нарезать на куски длиной порядка 25 сантиметров. Перед нарезкой проволоку необходимо выровнять. Обмазка для электродов состоит из двух составляющих — мела и жидкого стекла. Если мел имеется в виде кусков, то предстоит растолочь его до состояния порошка. Его частицы должны быть мелкими и однородными. Это можно делать вручную или с помощью блендера.
Процесс изготовления
Если нарезана проволока и измельчен мел, то можно приступать к изготовлению электродов. Разбираясь, как сделать электрод, следует понимать, что предварительно смешивать порошок мела и силикатный клей не обязательно.
Следует взять кусок проволоки, положить его на ровную горизонтальную поверхность, и обмазать набранным из банки с помощью кисти жидким стеклом. Обмазанные прутья следует поместить в мел, можно неоднократно. Нанесение должно носить равномерный характер. Один из концов проволоки длиной порядка 3-3,5 сантиметра надо оставлять необмазанным.
Вторым способом является предварительное приготовление обмазки, которую можно получить, смешав растолченный мел и жидкое стекло в виде силикатного клея. Проволоку следует окунать в эту смесь и медленно извлекать из нее, держась за сухой конец. Сушить обмазанные электроды удобно на бельевой веревке с помощью прищепок в вертикальном положении.

После того, как обмазка окончательно высохнет, полученный самодельный электрод необходимо подвергнуть прокалке. Осуществлять прокаливание следует в электрической духовке, включив режим проветривания. Время этого процесса составляет не менее получаса, а температура должна быть приблизительно 100 градусов. Это позволит обмазке загустеть и образовать прочную оболочку.
Прекрасно, если полученные электроды можно будет тут же проверить на имеющемся оборудовании, и при необходимости внести в процесс изготовления коррективы.
Электроды для алюминия
Сварка изделий из алюминия является непростым делом и имеет свои особенности. На поверхности этого металла имеется оксидная пленка, что вносит свои трудности при работе с этим металлом. Быстрое окисление алюминия ведет к образованию тугоплавкой пленки, что препятствует образованию цельного шва на соединениях.
Присутствие в сплавах на основе алюминия такого элемента, как кремний, приводит к формированию трещин между кристаллами металла. Возникновение шлака при остановках техпроцесса приводит к затруднению вторичного разжигания дуги. Сварочный валик при затвердевании может потерять свою форму вследствие высокого значения коэффициента линейного расширения.
Однако с этими проблемами могут справиться с большим или меньшим успехом самодельные электроды по алюминию. Для получения качественного шва необходимо, чтобы состав стержня электрода по своему составу соответствовал основному материалу. Поэтому для сварки алюминиевых изделий следует использовать алюминиевую проволоку в качестве стержня для самодельного электрода.
Чтобы получить качественный результат, используя электроды по алюминию своими руками, необходимо тщательно очистить поверхности соединяемых алюминиевых деталей. Это можно сделать с помощью различных растворителей типа технического спирта. Также помогут щелочные ванны.
Если изготавливаются электроды по алюминию для дуговой сварки своими руками, то при их использовании необходимо обращать внимание на значении выставленного на оборудовании тока. Он должен быть минимальным.
Чтобы получить электроды для сварки алюминия своими руками, надо подготовить проволоку, изготовленную из алюминия, диаметр которой не превышает 4 миллиметра, и нарезать ее на отрезки длиной приблизительно 20-25 миллиметров. По своему усмотрению можно немного скорректировать эти значения.
Затем следует приступить к приготовлению обмазки. Для этого тщательно измельченный мел, обычно белого цвета, надо смешать с приобретенным в магазине силикатным клеем, называемым часто жидким стеклом. Эту смесь следует перемешать до получения жидкой консистенции. Затем надо начинать обмакивать в ней поочередно нарезанные прутки, оставляя сухим небольшой конец. Толщина покрытия не должна превышать два миллиметра и за этим необходимо тщательно следить.
Далее электроды следует оставлять на просушку, дождавшись, чтобы покрытие в виде обмазки прочно затвердело. Прокаливание самодельных алюминиевых электродов надо проводить в течение двух часов при температуре не меньше, чем 200 градусов.
Сварку с помощью алюминиевых электродов надо проводить, используя постоянный ток, установив на применяемом оборудовании обратную полярность. Если предполагается сваривать толстостенные изделия, то проволоку для изготовления электродов надо выбирать большого диаметра.
Угольный электрод
Изготавливая угольный электрод своими руками, в качестве основного стержня следует выбирать пруток, изготовленный из угля или кокса. Могут быть включены и другие добавки. Процесс изготовления разделяется на приготовлении смеси, ее формирования и просушки.

Оцинковка
Цинковый электрод служит источником электронов при гальванизации, которые поступают во внешнюю цепь. Цинковый электрод при этом считается отрицательным. В качестве положительного элемента выступает медный электрод.
Чтобы выполнить цинковый электрод своими руками, придется совершить ряд особых действий. Нанесение цинкового покрытия особо сложным не является. Цинк для этого можно взять из солевых батареек, удалив из их корпуса все ненужное. При работе цинковый электрод необходимо оборачивать тряпкой или диском из ваты.
Точечная контактная сварка
Точечная или иначе контактная сварка — это надежный метод соединения металлических деталей, совпадающих по конфигурации и составу. Их соединение осуществляется вследствие мгновенных касаний электродом, при которых происходит сильное разогревание поверхности в этом месте. Благодаря простоте процесса и небольшим затратам на расходные материалы в виде электродов, такой способ соединения приобрел большую популярность.
Точечная сварка может применяться только для соединения деталей небольшой толщины. Электроды, применяемые для контактной сварки, по внешнему виду имеют большое отличие от обычных видов расходников. Электроды для точечной сварки своими руками выполняются с учетом специфики этого способа сварочного процесса. Материал для их изготовления следует подбирать подобный тому, из которого состоят соединяемые изделия. Схожий состав необходим для получения качественного результата.
Наиболее часто бывают нужными электроды прямой формы. Однако, в некоторых случаях, например, для работы в труднодоступных местах, требуются электроды сложной формы.

Изготавливая электроды для контактной сварки своими руками, предварительно надо выполнить их модель в полную величину. Это позволит еще на стадии проектирования учесть все имеющиеся недочеты.
Интересное видео
 Сварка играет важную роль в технических процессах. Один из её видов, точечная сварка — соединение деталей вместе в одной или нескольких точках. Аппарат точечной сварки позволяет значительно снизить конечную стоимость и сократит время на изготовление, особенно если сделан своими руками.
Сварка играет важную роль в технических процессах. Один из её видов, точечная сварка — соединение деталей вместе в одной или нескольких точках. Аппарат точечной сварки позволяет значительно снизить конечную стоимость и сократит время на изготовление, особенно если сделан своими руками.
Прочность сварки
На прочность сварки влияет размер и материал участка. А на него воздействует:
- Размер электродов.
- Площадь контакта.
- Состояние поверхности.
- Время воздействия и величина тока.
- Размер поверхности с которой контактировал электрод.
Точная сварка имеет свою нишу для применения — соединения деталей между собой от 0,002 мкм до 20 мм. При процессе, величина тока измеряется сотнями ампер, а сопротивление поверхности и электродов минимально.
Преимущества точечной сварки:
 Сварочный шов высокой прочности.
Сварочный шов высокой прочности.- Автоматизация работы.
- Экономичность.
Процесс используется как в домашних условиях, так и в промышленности. С его помощью производится сварка таких материалов:
- Листовой металл.
- Изделий из цветных сплавов и стали.
- Гнутых и сортовых профилей.
В быту с помощью точечной сварки ремонтируют инструмент, домашнюю утварь, кухонное оборудование. Процесс заключается в совмещении деталей в определённом положении. Они фиксируются между собой и электродами с помощью электрического тока происходит разогрев поверхностей до сваривания. Главное — точно закрепить деталь в нужном положении и удерживать её в процессе сварки. Тепловой импульс, плавит металл в зоне контакта, соединяя две поверхности в одно целое.
Разновидности аппаратов точечной сварки
Самый простой аппарат точечной сварки управляется вручную, каждый раз выставляться сварочный ток и продолжительность работы. Требует опыта работы с конкретным аппаратом. Довольно простая конструкция, легко изготовить своими руками.
Аппараты бывают трех разновидностей:
 Автоматические системы позволяют выполнять качественную сварку даже неспециалистам. Что снижает количество бракованных изделий и трудозатраты.
Автоматические системы позволяют выполнять качественную сварку даже неспециалистам. Что снижает количество бракованных изделий и трудозатраты.- Механические приводы — самый популярный вариант аппарата точечной сварки, широко применяется во многих отраслях, изготовить своими руками не составит большого труда.
- Гидравлические и пневматические прижимные устройства используются в стационарных машинах на промышленных объектах.
Переносные устройства по своим характеристикам не уступают стационарным. Сварочный аппарат, сделанный в виде ручных клещей, способен соединить металл толщиной 5 мм. А с помощью ручного привода фиксации достигается усилие в 150 кг. Простота использования, высокое качество сварного шва, низкая цена, выделяет этот тип аппаратов среди конкурентов.
Инвентарные устройства имеют небольшие размеры, многофункциональность, легко подключаются к бытовой сети. И даже высокая цена не снижает их популярности.
Аппарат для точечной сварки своими руками
 Простейшим для изготовления в домашних условиях является аппарат точечной сварки, в котором сила тока не регулируется. А управление процессом осуществляется с помощью изменения длительности электрического импульса, для этого используют выключатель или реле времени.
Простейшим для изготовления в домашних условиях является аппарат точечной сварки, в котором сила тока не регулируется. А управление процессом осуществляется с помощью изменения длительности электрического импульса, для этого используют выключатель или реле времени.
Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.
 Для работы магнетрона в микроволновой печи нужно повышенное напряжение в 4000 В. Поэтому используется повышенный трансформатор. На первичной обмотке у него меньше витков чем на вторичной, но толщина провода больше.
Для работы магнетрона в микроволновой печи нужно повышенное напряжение в 4000 В. Поэтому используется повышенный трансформатор. На первичной обмотке у него меньше витков чем на вторичной, но толщина провода больше.
Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
 Делается не больше 3 витков. У вас получиться 2 В, этого достаточно для домашних нужд. Но если вам нужен больший ток, то сделайте больше витков, так вы повысите показатели мощности. Также можно использовать несколько трансформаторов. Это хороший вариант когда у вас на руках 2 одинаковых, но их характеристик по отдельности не хватит для сварки металла нужной толщины.
Делается не больше 3 витков. У вас получиться 2 В, этого достаточно для домашних нужд. Но если вам нужен больший ток, то сделайте больше витков, так вы повысите показатели мощности. Также можно использовать несколько трансформаторов. Это хороший вариант когда у вас на руках 2 одинаковых, но их характеристик по отдельности не хватит для сварки металла нужной толщины.
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
 Одноимённые выводы имеют обозначения на трансформаторах, но если на вашем устройстве оно отсутствует, то можно провести проверку. На первичные обмотки трансформаторов подаётся напряжение, а к вторичным обмоткам подключён вольтметр. Результата может быть два: прибор показывает напряжение или нет.
Одноимённые выводы имеют обозначения на трансформаторах, но если на вашем устройстве оно отсутствует, то можно провести проверку. На первичные обмотки трансформаторов подаётся напряжение, а к вторичным обмоткам подключён вольтметр. Результата может быть два: прибор показывает напряжение или нет.
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
 Электроды требуют периодической подкачки, так как со временем они теряют форму и приходят в негодность. Чем меньше длина провода, идущего от электрода к трансформатору, тем лучше. Количество соединений должно быть минимальным, на них также теряется мощность. В идеале, на концы цепляются медные наконечники, к которым подключаются электроды. В месте контакта меди происходит окисление, чтобы этого избежать их спаивают вместе. Такое соединение проще чистить.
Электроды требуют периодической подкачки, так как со временем они теряют форму и приходят в негодность. Чем меньше длина провода, идущего от электрода к трансформатору, тем лучше. Количество соединений должно быть минимальным, на них также теряется мощность. В идеале, на концы цепляются медные наконечники, к которым подключаются электроды. В месте контакта меди происходит окисление, чтобы этого избежать их спаивают вместе. Такое соединение проще чистить.
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
 Аппарат управляется переключателем или рычагом. Электроды должны быть закреплены с такой силой, чтобы обеспечить нормальную сварку. Чем толще лист металла, тем больше показатель. На промышленных аппаратах она доходит до 100 кг. Делайте рычаг управления длинными и крепким, а сам аппарат помассивнее, с возможностью стационарного крепления. Дополнительное усилие при точечной сварке можно добавить винтовым зажимом.
Аппарат управляется переключателем или рычагом. Электроды должны быть закреплены с такой силой, чтобы обеспечить нормальную сварку. Чем толще лист металла, тем больше показатель. На промышленных аппаратах она доходит до 100 кг. Делайте рычаг управления длинными и крепким, а сам аппарат помассивнее, с возможностью стационарного крепления. Дополнительное усилие при точечной сварке можно добавить винтовым зажимом.
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Эксплуатация

Включать и выключать аппарат нужно когда электроды сжаты, иначе электроды будут искрить и подгорать. Принудительная вентиляция значительно облегчит эксплуатацию, иначе вам придётся следить за температурой трансформатора, электродов, токопроводов и делать частые перерывы. А пока вы опытным путём найдёте температурные режимы элементов, что-то может безвозвратно сгореть.
Чтобы качественно осуществлять точечную сварку нужен опыт сведения двух поверхностей материала, сварки токовым импульсом, определения процесса готовности по цвету и внешнему виду.
При осуществлении точечной сварки своими руками соблюдайте технику безопасности, при возникновении искр и расплавленного металла, немедленно прекращайте работу. Эксплуатация неисправного аппарата представляет большую опасность.
- Автор: Александр Романович Чернышов
- Распечатать
Оцените статью: