Шлифование является одним из способов обработки древесины, который позволяет придать заготовкам идеально ровную поверхность. Универсальный в использовании шлифовальный станок по дереву будет отличаться функциональностью и простотой в эксплуатации. Для обработки пиломатериалов можно использовать изготовленные специализированными производителями агрегаты, так и выполнить такое оборудование самостоятельно, что позволит существенно сэкономить.
Виды деревообрабатывающих станков
В настоящее время существуют многочисленные типы шлифовальных станков, которые предназначены для выполнения различного рода работ с древесиной. Они отличаются своей конструкцией, предназначаются для бытового и промышленного использования. Можно с легкостью подобрать как узкоспециализированные модели, так и универсальные станки, которые предназначены для комплексной обработки древесины.
При необходимости можно изготовить самодельный шлифовальный станок по металлу или дереву, выполненный на основе дрели, мотора от стиральной машины или с использованием другого оборудования.
Дисковые агрегаты
 Рабочая поверхность у выполненных своими руками шлифовальных станков по металлу и дереву выполнена в виде островного металлического диска, на который крепится абразив. Благодаря своей простоте конструкции и универсальности использования оборудование этого типа получило сегодня широкую популярность на рынке.
Рабочая поверхность у выполненных своими руками шлифовальных станков по металлу и дереву выполнена в виде островного металлического диска, на который крепится абразив. Благодаря своей простоте конструкции и универсальности использования оборудование этого типа получило сегодня широкую популярность на рынке.
Состоит такой станок из электромотора
, на ось которого надевается круг с закрепленной рабочей поверхностью. На рабочую ось крепятся абразивные насадки и шлифовальная бумага, которая позволяет осуществлять обработку деревянных заготовок. Несмотря на простоту конструкции, такие станки отличаются универсальностью использования, могут выполнять качественную обработку древесины, придавая заготовкам идеально ровную и гладкую поверхность.
К преимуществам плоскошлифовальной техники относится:
- Универсальность использования.
- Эффективность.
- Надежность.
- Простота конструкции.
Особенностью оборудования этого типа является возможность регулировки скорости обработки деревянных заготовок без изменения показателя числа оборотов рабочего элемента. При работе с таким станком можно перемещать заготовку по радиусу круга, что и позволяет изменять интенсивность обработки изделий. На периферии диска линейная скорость будет выше, что позволяет существенно ускорить и упростить обработка древесины. А вот внутри круга, где линейная скорость ниже, выполняется финишная шлифовка со снятием тончайшего слоя древесины
.
Ленточные установки
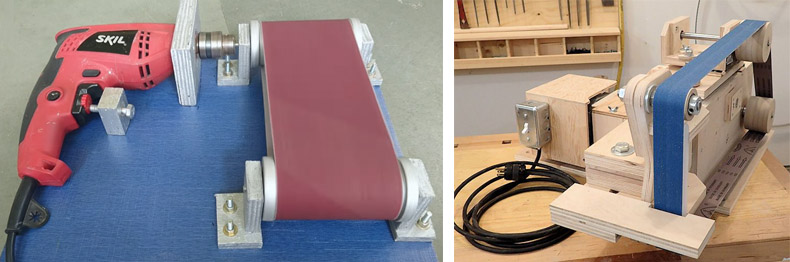
Ленточные плоскошлифовальные станки имеют два вала, между которыми натянута непрерывная лента наждачной бумаги. Обработка заготовок производится путем воздействия на них наждачной бумаги, которая снимает тонкую стружку с деревянных заготовок, придавая им идеально ровную гладкую поверхность. Рабочая поверхность у тарельчатых машинок может быть вертикальной и горизонтальной, при этом отдельные модели позволяют изменять направление движения ленты. С помощью такого оборудования можно осуществлять обработку изделий большой длины, выравнивая их торцы. Простота конструкции позволяет изготовить своими руками ленточную шлифовальную машину для бытового использования.
Барабанные модели
Основное назначение агрегатов этого типа — это горизонтальное выравнивание с использованием фуганка. Этот тип оборудования применяется преимущественно в промышленных цехах, что объясняется сложностью его конструкции и узкой специализацией барабанных агрегатов. С помощью шлифовальных барабанных станков изготавливаются и обрабатываются деревянные однотипные изделия с одинаковой толщиной.
Изготовление шлифовальных станков
 Предлагаемые сегодня в специализированных магазинах станки, изготовленные промышленным способом, отличаются универсальностью в использовании, функциональностью и эффективностью. Их единственный недостаток — это высокая стоимость
Предлагаемые сегодня в специализированных магазинах станки, изготовленные промышленным способом, отличаются универсальностью в использовании, функциональностью и эффективностью. Их единственный недостаток — это высокая стоимость
, поэтому при необходимости выполнения различного рода шлифовальных работ большинство домовладельцев решается на изготовление самодельного оборудования, которое по своим параметрам и качеству обработки практически не уступает заводским агрегатам.
Конструктивно изготовленный своими руками шлифовальный станок по металлу будет состоять из следующих компонентов:
- Металлическая или деревянная станина.
- Электрический двигатель.
- Ведущий вал.
- Рабочая поверхность.
- Шлифовальная лента.
 При изготовлении барабанного шлифовального станка по дереву своими руками необходимо определиться с мощностью используемого электромотора. Рекомендуется выбирать электродвигатели, развивающие около 3 кВт и способные поддерживать чистоту оборотов в 1 500 в минуту. На основе такого привода может быть изготовлен функциональный, долговечный и надежный шлифовальный станок, который справится с обработкой деревянных изделий. Проще всего выполнить такое оборудование на основе электродвигателя от старой стиральной машины.
При изготовлении барабанного шлифовального станка по дереву своими руками необходимо определиться с мощностью используемого электромотора. Рекомендуется выбирать электродвигатели, развивающие около 3 кВт и способные поддерживать чистоту оборотов в 1 500 в минуту. На основе такого привода может быть изготовлен функциональный, долговечный и надежный шлифовальный станок, который справится с обработкой деревянных изделий. Проще всего выполнить такое оборудование на основе электродвигателя от старой стиральной машины.
Станина шлифмашины может изготавливаться из пиломатериалов или металлического уголка, сваренного и дополнительно обшитого фанерой. Выбирать размеры станины необходимо исходя из габаритов используемого привода, а также размеров обрабатываемых на агрегате деревянных заготовок. Выполняя станину, необходимо ориентироваться на имеющуюся проектную документацию, что и позволит правильно изготовить несущее основание станка, которое в последующем сможет выдержать существенные нагрузки.
Вал лентошлифовального ручного и автоматического станка, который напрямую соединяется с электродвигателем, можно выточить на токарном станке или использовать уже готовые заготовки от промышленного оборудования. Валы калибровального барабанного шлифовального станка должны располагаться строго посередине основного привода, что в последующем гарантирует качественную обработку деревянных заготовок.
 Оптимальная ширина используемой шлифовальной ленты будет составлять 200 миллиметров. Выполнить ее можно из наждака, который разрезается на полосы и в последующем из них уже клеится используемая абразивная лента. Материал должен клеится встык, а с обратной стороны подкладывается плотная материя, которая позволит обеспечить прочность выполненного шва.
Оптимальная ширина используемой шлифовальной ленты будет составлять 200 миллиметров. Выполнить ее можно из наждака, который разрезается на полосы и в последующем из них уже клеится используемая абразивная лента. Материал должен клеится встык, а с обратной стороны подкладывается плотная материя, которая позволит обеспечить прочность выполненного шва.
Изготовив шлифовальный станок своими руками, можно существенно упростить обработку деревянных заготовок, выравнивание досок и снятие стружки с пиломатериалов. Сделать такой агрегат своими руками не составит сложности. В интернете необходимо будет подобрать схему-чертеж изготовления станка, и с использованием электромотора от старой стиральной машины выполнить простейшее оборудование, которое по своей функциональности и качеству обработки не будет уступать изготовленной заводским способом технике.
Обработка металлических деталей и заготовок выполняется несколькими способами. Для снятия небольшого слоя материала, заточки или шлифования используется специальное оборудование. Стоимость заводских моделей высока, и они не всегда обладают требуемым функционалом. Поэтому многие домашние мастера предпочитают своими руками делать шлифовальный станок по металлу с определенными эксплуатационными и техническими качествами.
Характеристики шлифовальных станков
Для бытового применения рекомендуется выбрать простую схему изготовления – ленточный или дисковый шлифовальный станок. Подача заготовки будет выполняться вручную, дополнительно можно предусмотреть опорный стол для ее фиксации. Пытаться сделать сложную внутришлифовальную конструкцию или с функцией хонингования не стоит. Затраты на изготовление будут большие, а практическое применение для домашней мастерской минимальное.
Характеристики электродвигателя. Мощность — до 500 Вт, число оборотов – 1400.
Максимальная скорость движения ленты – 330 м/с.
Возможность изменения угла наклона движущейся ленты до 45°.
Диаметр шлифовального диска – до 230 мм.
Тип исполнения – настольный.
Наличие торцевого и бокового столов. С их помощью будет выполняться фиксация заготовки.
Самый простой вариант изготовления шлифовального станка – использование заточного. Однако обработка может осуществляться только торцом диска, ширина которого ограничена. Подобная схема актуальна только для выполнения заточки инструмента или обработки небольших деталей и заготовок.
Ленточный шлифовальный станок
Оптимальным вариантом для бытового применения будет ленточная модель. Конструктивно она состоит из системы валов, на которые устанавливается абразивная лента. Изменение угла наклона и степени натяжения происходит с помощью пружинного механизма. Каркас рекомендуется изготовить деревянный, так как это проще, чем производство стального корпуса.

Используемые расходные материалы и комплектующие:
Направляющие барабаны. Они изготавливаются из твердой породы дерева. Рекомендуемый диаметр — 15 см.
Станина. Ее также делают из деревянных заготовок. Конфигурация зависит от габаритов станка и определяется самостоятельно.
Крепления барабанов. Это могут быть штифты с подшипниками.
Электрический двигатель и механизм передачи крутящего момента. Используется ременная передача. Для регулировки оборотов применяются диски под ремень различного диаметра, установленные на вал электродвигателя.
Натяжной механизм. Необходим для регулировки степени натяжения наждачной ленты. Представляет собой рычаг, монтируемый на станину с функцией изменения положения по высоте. В конструкции предусмотрены пружины для плавного изменения натяжения и фиксатор.
Сборка конструкции осуществляется поэтапно. Согласно разработанной схеме делаются комплектующие. Затем они монтируются на станине. Кнопку запуска электродвигателя рекомендуется разместить в удобном месте для оперативного включения или выключения оборудования. Также можно поставить защитный щиток из поликарбоната.
Дисковая модель
В некоторых случаях появляется потребность обработать большую площадь металлической заготовки. Использование ленточного шлифовального станка будет неприемлемо, так как сложно добиться равномерного снятия материала по всей поверхности. Для этих целей необходима дисковая модель.

Сделать ее можно двумя способами:
Модернизация ленточного станка. Увеличивается площадь станины, на нее устанавливается вал с креплениями деревянного диска (на 4 винта) диаметром до 230 мм. Привод применяется ременной, с таким же переключением скоростей. Дополнительно изготавливается опорный столик.
. Он состоит из электродвигателя, на вал которого монтируется крепеж для деревянного диска. Недостаток этой конструкции – невозможно изменять скорость вращения шлифовального круга.
Еще один вариант конструкции шлифовального станка – установка вала вертикально. На внешнюю часть цилиндра крепится абразивная лента. Такие модели применяются для обработки деревянных конструкций.
А еще шлифовальный станок называют гриндером, которая переводится с английского grinder как дробилка.
Дробилки бывают для камней, дробилки для мяса – у нас мясорубки, бывают садовые дробилки, выпускающие щепу. Но если слово употребляется самостоятельно – просто гриндер, имеется в виду только одно: шлифовальный станок в сфере обработки металлов.
Гриндер хорош и полезен везде, в том числе в домашнем хозяйстве – от грамотной заточки ножа высокого качества или портновских ножниц до шлифовки сложной детали из металла или другого «трудного» материала. Иными словами, инструмент нужный, в хозяйстве пригодится.
Тем более, что смастерить его своими руками вполне реально. Для этого вовсе необязательно иметь специальное оборудование и солидный профессиональный опыт.
Повозиться, конечно, придется, но зато вы сделает именно то, что вам нужно и, что весьма немаловажно, сэкономите серьёзную сумму денег вплоть до нескольких тысяч американских долларов.
Делаем с диском или с лентой?

Чертеж гриндера.
По широте продуктовой линейки с шлифовальными станками могут поспорить разве что токарные . Гриндеров на рынке предлагается огромное количество – всех мастей и размеров.
Самый известный и примитивный в виде знаменитого наждака – пары кругов из шлифовального камня с прикрученным мотором. Продаются эти станки с самыми разнообразными схемами и принципами действия.
Но если вы планируете сделать самодельный шлифовальный , лучше остановиться и выбрать между двумя вариантами: дисковым или ленточным.
- Дисковый гриндер шлифовальный слой из абразива наносится на диск, который во время включения вращается.
- Ленточный станок, в котором абразив нанесен на ленту, намотанную на ролики.
Какой из них лучше – рассуждать неправильно. Правильным будет критерий «какой нужнее». Выбор должен зависеть от того, что именно вы собираетесь шлифовать. Если это относительно простые детали из, скажем, дерева, вам больше подойдут дисковые самодельные шлифовальные станки по дереву.
Если же у вас впереди серьёзные шлифовальные работы по точной финишной доводке со сложными деталями, выбирайте ленту.
Нужно брать во внимание разницу между иском и лентой не только по их функциональных особенностях. Еще один важный фактор – мощность привода. Шлифуете деревянные зеготовки небольшого размера – вам хватит мощности в пределах 160 – 170 Вт.
Такую спокойно выдаст элементарный мотор от стиральной машины или даже от старой дрели.
Для ленточного гриндера старые бытовые моторы не подойдут никоим образом. Там понадобится движок с мощностью не менее 400 – 500 Вт, и не простой, а трехфазный с пусковыми и рабочими конденсаторами.
Для шлифовки массивных и габаритных деталей мощность будет нужна повыше: до 1200 Вт. Сразу заметим, что покупка конденсаторов к станку обойдется вам ненамного дешевле самого мотора.
Выбираем ленту
Станок с лентой универсальнее с точки зрения функциональности: он делает все, что дисковые модели, плюс еще много чего. Сразу заметим, что вариантов самодеятельных моделей ленточных шлифовальных станков великое множество.
Дело в том, что природа данного станка очень пластичная, позволяющая использовать самые разные подручные материалы, вплоть до находок на свалках металлолома.
Главное – знать и придерживаться трех правил:
- Абразивная сторона ленты должны быть настроена очень четко, чтобы ее касалась только заготовка, которая шлифуется.
- Лента должны быть равномерное натянута в любой момент времени и вне зависимости от вида работ.
- Скорость движения должна быть разной и должна зависеть только от одного: вида детали и характера шлифовки.
Конструирование самодельного ленточного шлифовального станка

Устройство шлифовального станка.
Главные следующие:
- Мотор или двигатель с приводом, работающий на электричестве.
Привод лучше устанавливать рядом с ведущим роликом главного диаметра. - Основание или станина.
Часто фиксируется прямо на полу, иногда эта штука ездит на колесиках – это как вам удобнее и нужнее. - Два натяжных катка – ведущий и ведомый.
Делать из металла или очень прочной древесины с тонким слоем прокладочной резины для предупреждения проскакивания ленты на роли или барабан. - Пружина и рычаг для системы натяжки ленты.
Пружина прижимная, а рычаг крепится к основанию и ведомому катку. - Основание для размещения мотора с приводом.
- Для ленты с абразивом нужно использовать бумагу или ткань.
Ее ширина может быть самой разной – в диапазоне от 5-ти до 30-ти см. Уровень зернистости – от 80-ти. - Металлические трубы толщиной от 2-х мм и больше.
- Металлические уголки в соответствии с размерами станка.
- Специальная магнитная подставка для металлических деталей.
- Направляющие типа рельсовых.

Схема устройства шлифовального станка.
Этапы работы:
- Делаем каркас основания или станины.
– режем уголки по размерам станины;
– свариваем каркас и уголки;
– фиксируем внизу рамы плиту из ДСП для снижения вибрации при работе. - Мастерим рабочую поверхность.
– вырезаем по размеру стальной лист и привариваем его прямо к основанию;
– привариваем рельсовые направляющие к верхней части каркаса;
– делаем каретку из уголков с колесиками для передвижения по направляющим станины;
– с обеих сторон рабочей поверхности монтируем и фиксируем опоры из подшипников;
– фиксируем винт с ручкой на каретке; - Фиксируем электрический двигатель систему подъема рабочей зоны.
- Закрепляем опоры передач.
- Устанавливаем ленту с абразивным покрытием.
– отрезаем ленту с запасом в несколько сантиметров под углом в 45°;
– склеиваем ее внахлест с промазкой клеем стороны со смытым водой абразивом;
– сушим место склеивания феном; - Готовимся к тестовому пуску станка.
– обрабатываем все детали станка машинным маслом;
– подводим электрическое питание;
– делаем пробным запуск.
Техника безопасности при работе на шлифовальном гриндере
Как и любая другая работа на любых других станках, шлифовка на самодельном ленточно шлифовальном станке подпадает под довольно жесткие правила безопасности, которых нужно строго придерживаться.

Принцип работы гриндера.
Эти правила следующие:
- Категорически запрещено трогать руками все, что движется и рабочей поверхности.
- Пользоваться защитными очками во время работы для защиты от раскалённых абразивных частиц.
- Тщательно проверять, крепки ли соединения и крепления всех движущихся частей гриндера.
- Следить за состоянием оплетки электрических проводов.
- Защитных кожух обязателен, даже несмотря на то, что он немного сужает угол обзора.
Для обработки различных заготовок или изделий можно использовать шлифовальный станок. Он необходим для выполнения финишной операции по обработке поверхности. Большое распространение станки подобного типа получили в деревообрабатывающей промышленности, но могут применяться и дома. При необходимости можно создать наждачный шлифовальный станок своими руками для дерева. Рассмотрим то, как можно самостоятельно сделать ленточную шлифовальную машину, и какой она бывает.
При желании можно изготовить и шлифовальный станок по металлу своими руками, который отличается от модели, предназначенной для обработки дерева лишь типом установленной абразивной ленты. Конструктивными особенностями лентошлифовального станка назовем приведенные ниже моменты:
- Чертеж предусматривает наличие двух барабанов, которые натягивают абразивную ленту и приводят ее в движение. Один из барабанов ведущий, второй — ведомый.
- Барабанный шлифовальный станок по дереву своими руками создается при установке электрического мотора в качестве привода. Современные моторы могут иметь различную скорость вращения. Самодельные модели могут иметь сменные шкивы и клиноременную передачу. За счет изменения диаметра устанавливаемых шкивов можно изменить частоты вращения абразивной ленты.
- Некоторые модели плоскошлифовальных станков имеют систему натяжения ленты. За счет этого существенно упрощается шлифовка заготовок и изделий.
В целом, можно сказать, что наждачное оборудование рассматриваемого типа имеет простую конструкцию, которая будет обладать высокой надежностью.
Принцип работы
Самодельный шлифовальный станок по металлу может не уступать промышленному варианту исполнения. Рассматривая принцип работы подобного устройства, отметим следующие моменты:
Обработка заготовок и деталей проводится путем их прижатия к абразивной ленте при ее движении. Основное вращение передается через привод на ведущий барабан, ведомый предназначен для фиксации ленты.
Самодельная модель
При большом желании можно сделать своими руками калибровальный станок или тарельчатый тип шлифовального оборудования. Самодельные варианты исполнения обходятся намного дешевле, при этом производительность также может быть высокой.
Для создания шлифовального станка понадобится:
- Электрический мотор, который создает вращательное движение.
- Катки, за счет которых обеспечивается фиксация ленты.
- Надежная станина, которая становится основанием.
- Абразивная лента, за счет движения которой обеспечивается обработка поверхности.
Рассматривая особенности создания шлифовального станка своими руками, отметим следующие моменты:
- Электродвигатель найти будет несложно. Его можно снять, к примеру, со старой стиральной машины. Для домашнего использования подойдет двигатель, работающий от сети 220 В. К обычной сети можно и , но с этим может возникнуть много проблем.
- Станину изготавливают самостоятельно из тонкого листового металла или швеллеров. Соединение отдельных элементов проводится сваркой. Винтовое соединение для создания станины не подходит по причине того, что вибрация может привести к ослаблению соединения.
- Зачастую электродвигатель соединяют напрямую с ведущим барабаном. Стоит учитывать, что в этом случае электродвигатель не защищен от резко возрастающей нагрузки. Ведомый вал устанавливается на оси и двух подшипниках. От того, насколько он будет свободно вращаться, зависит эффективность оборудования.
- Недорогие валы можно получить из ДСП. Стоит учитывать, что подобные варианты исполнения валов не рассчитаны на большую нагрузку.
- Исключить вероятность проскальзывания ленты на барабанах можно путем нанесения на поверхность резины. Для этого можно использовать старую шину от велосипеда.
- Шлифовальную ленту можно приобрести в специализированном магазине.
Сегодня можно встретить довольно большое количество чертежей, которые можно использовать для создания такого оборудования. Все они примерно одинаковые. Перед выполнением работы следует определиться с тем, каких размеров будут обрабатываемые заготовки и изделия.
При проведении строительных и ремонтных работ у мужчин зачастую возникает надобность обработать дерево, камень или металл. Для качественной работы желательно приобрести ленточный шлифовальный станок. Но как быть, когда финансы не позволяют сделать такую покупку? Для этого достаточно соорудить ленточный шлифовальный станок своими руками.
Предназначение ленточного шлифовального станка
Древесину широко используют в самых разных производственных организациях. Из дерева изготавливают множество всевозможных деталей и изделий. Чтобы деревянную заготовку обработать должным образом и придать ей внешность законченного изделия, принято использовать различное оборудование, в том числе и ленточные шлифовальные станки.
Ленточное шлифовальное оборудование, как правило, применяют на заключительных этапах производства, когда детали подвергают чистовой механической обработке. Такие устройства удобно использовать в производстве мебели и разных изделий из дерева потребительского назначения. Зависимо от используемого материала, ленточно-шлифовальные станки работают с деревом или металлом.
Главными целями использования шлифовальных станков по дереву выступают окончательное выравнивание поверхности, доведение их уровня шероховатости до необходимой величины, получение ровных и гладких поверхностей у изделий из древесины и древесного материала до облицовывания или после проведения покрытия лаком и прочими отделочными материалами, удаление местных неровностей в форме углублений и возвышений, обдирка заусениц и снятие местных наплывов лака и грунтовки, удаление грата, внутренняя шлифовка и шлифование закруглений.

Ленточные шлифовальные станки по металлу работают с различными материалами и форматами, что являются ходовыми в металлообработке: простой и легированной сталью, цветными металлами в виде четырехугольных, круглых и плоских заготовок. Шлифовальные станки позволяют рационально и с минимальными затратами времени шлифовать кругляки и трубы большого диаметра.
Зависимо от разновидности обработки и вида подачи, ленточные шлифовальные станки предназначаются:
- для шлифования криволинейной поверхности со свободной шлифовальной лентой;
- для обработки плоской поверхности с неподвижным столом, ручным передвижением утюжка и стола, а также механизированным передвижением рабочего стола и ручным передвижением утюжка;
- для обработки щитовых и брусковых деталей, их торцов и боковых кромок;
- для промежуточной процедуры шлифования лакокрасочных покрытий.
Конструкция ленточного шлифовального станка
Ленточные шлифовальные станки выпускаются современными зарубежными и отечественными производителями в широком ассортименте. Цены шлифовальных станков значительно варьируются. Также они различаются возможной производительностью и своей конструкцией. Однако есть у них и нечто общее. Их объединяет то, что абсолютно все станки имеют в качестве рабочего органа абразивную ленту, что соединена чаще всего в кольцо и размещается между вращающимися барабанами.
Один барабан является ведущим, а другой — ведомым. Это значит, что первый из них оснащен механической трансмиссией, что основывается чаще всего на ременной передаче, при помощи которой передается на него вращательный момент от электрического двигателя. Любой ленточный шлифовальный станок устроен так, что скорость движения ведущего барабана, а поэтому и скорость перемещения абразивной ленты можно изменить, обеспечивая разные режимы обработки поверхностей.

Абразивная лента может располагаться вертикально или горизонтально. Кроме того, в продаже имеются модификации оборудования, в которых рабочий орган устанавливается под определенным углом. Абразивная лента монтируется на станине, на которой обычно и располагаются обрабатываемые изделия. Заготовки могут удерживаться оператором вручную, или с помощью специальных приспособлений, которые облегчающих труд потребителей и делают процедуру обработки более эффективной и безопасной.
Стол станка изготавливают из металлических листов или толстых досок. Если в конструкции предусмотрено изготовление стола именно из металла, то получится затачивать более сложные изделия. Длина рабочей части ленточно-шлифовального станка и самой ленты для шлифовки в первую очередь зависит от длины изделий, которые будут шлифоваться на станке.
Если деталь имеет меньшую длину, чем рабочая поверхность станка, то ее будет намного удобнее обрабатывать, и обработка получится более качественной. К примеру, при длине шлифовальной ленты 4,5 метра можно обрабатывать с легкостью деревянные заготовки, что имеют длину в 200 сантиметров.

Ленточно-шлифовальные станки делятся на оборудование с неподвижным и подвижным рабочим столом и аппараты со свободной лентой. Особая группа — широколенточные станки для шлифования, у которых стол, что выполнен в форме гусеницы, одновременно является и органом подачи. У станков со столами лента размещается горизонтально, у конструкций со свободной лентой она устанавливается разными способами.
Так как в процессе шлифования неизбежно образуется много пыли, то все ленточно-шлифовальные станки обычно оборудуются специальными мощными вытяжками, удаляющими большую ее часть во время самого технологического процесса. Шлифовальные станки работают от электрического двигателя, что имеет мощность порядка 2,8 киловатта. При моторе большой мощности нормальная скорость движения ленты достигает 20 метров в секунду.
Абразивные ленты для шлифовальных станков
Режущим инструментом ленточно-шлифовальных станков является шлифовальная лента, которая состоит из тканевой или бумажной основы и абразивных зерен, что прикрепляются к ней при помощи клеевых веществ. Изготавливаются абразивные ленты двумя методами: механическим и электрическим. Первый способ состоит в равномерной насыпке зерен абразива на основание, что покрыто клеем, а второй способ происходит в электрическом поле, которое ориентирует зерна вверх самыми острыми гранями для улучшения режущих свойств шлифовальной машинки.
Абразивные зерна на основу насыпают по связке плотно или редко. Наиболее эффективной считается абразивная лента с редкой засыпкой, когда зерна занимают меньше 70% площади, потому что между их зерен не способна забиваться древесная пыль, образующаяся в процессе шлифования. Могут использоваться в качестве абразивного материала природные минералы или искусственные материалы, которые обладают высокой твердостью, например, зеленый и черный карбид кремния, белый и нормальный монокорунд, а также нормальный электрокорунд.
С целью приклеивания зерен применяют синтетические смолы и мездровый клей. В качестве основы используют такую ткань, как бязь и саржа, или бумагу специального сорта. Величина абразивных зерен обозначается номером, который соответствует размеру ячеек сита, в котором задерживаются эти зерна, и отображается в сотых долях миллиметра.

Если вас интересует, как сделать ленточный шлифовальный станок, то вам стоит обратить внимание на следующие размеры шлифовальных порошков и абразивных зерен и их классификацию: шлифовальное зерно — от 2000 до 160 мкм, шлифовальные порошки — от 125 до 40 мкм; микропорошки — от 60 до 14 мкм, очень тонкие микропорошки — от 10 до 3 мкм.
На деревообрабатывающие предприятия шлифовальная шкурка поступает в листах или рулонах. На нерабочей поверхности шкурки присутствует маркировка с указанными характеристиками шкурки и компании-изготовителя. Для ленточного шлифовального станка используют шкурки в рулонах и разрезают на ленты определенной длины и ширины. Длину режущего инструмента определяют, зависимо от методики его соединения — внахлестку или встык под углом.
Концы срезают при склеивании встык под углом 45 градусов и приклеивают после этого на полотняную подкладку шириной от 80 до 200 миллиметров. На одном конце ленты при склеивании внахлестку абразивные зерна удаляют горячей водой на протяжении от 80 до 100 миллиметров, потом накладывают на смазанную клеем обнаженную основу другой конец ленты. Сжимают соединенные концы и высушивают их при использовании специального приспособления или клеильного пресса.

Листовую шкурку используют для комбинированных ленточно-шлифовальных станков. Для шлифовальных дисков принято вырезать шкурку в виде круга по шаблону, диаметр которого больше на 60 — 80 миллиметров диаметра диска. Используя прямоугольный шаблон, заготовки вырезают для бобины. После раскроя они имеют ровные края без вырывов. Наличие непроклеенных концов или уплотнений при склеивании лент может спровоцировать преждевременный разрыв ленты.
Шкурку раскраивают для широколенточных шлифовальных станков на листы по шаблону, который изготовлен из фанеры или алюминиевого листа. Шкурку раскраивают таким способом, чтобы края получились ровными, а разность длины боковых кромок составляла не больше 1 миллиметра. Один из скошенных краев зачищают, удаляя абразив на ширине 20 миллиметров. Зачищенный край и продольные кромки оклеивают полоской кальки, что имеет ширину 40 миллиметров, которая выступает за край шкурки примерно на 10 миллиметров.
Смазывают скошенный край с калькой клеем и выдерживают на воздухе, зависимо от вязкости и вида клея. Затем скошенные края соединяют и накладывают на место стыка полоску шкурки, место соединения сжимают и держат в прессе. Готовые бесконечные ленты принято вывешивать на специальных кронштейнах и выдерживать не меньше суток в сухом помещении до установки на шлифовальный станок.
Принцип работы ленточно-шлифовального станка
Ленточный шлифовальный станок состоит из столешницы с рабочим столиком для крепления режущего инструмента. Этот столик фиксируется в разных положениях относительно столешницы. Материалом для столешницы обычно служат ламинированные ДСП толщиной 25 миллиметров. Рабочий стол на роликах перемещается вручную или в поперечном направлении посредством механического привода по круглым направляющим, которые прикрепляются к суппортам.
Над столом располагается рабочая лента, надетая на неприводной и приводной шкивы. Шлифовальная лента натягивается и регулируется с помощью винтового устройства с пневмоцилиндром. Двухленточные шлифовальные станки имеют два одинаковых шлифовальных инструмента, которые размещаются последовательно на станине и имеют шлифовальные ленты, которые движутся навстречу друг другу.
Шлифование производится при поперечном движении рабочего стола и продольного перемещения короткого утюжка, который прижимает ленту к обрабатываемому материалу. Шлифовальные ленты в движение приводятся от электрического мотора через ременную передачу. Отходы, которые образуются при шлифовании, улавливаются пылеприемником, который присоединяется к эксгаустерной сети.

Назначая режим шлифования, рекомендуется по определенной шероховатости и свойствам материала, что обрабатывается, выбирать зернистость шкурки, скорость подачи и усилие прижима ленты к изделию. Зернистость шкурки принято выбирать, зависимо от твердости обрабатываемых материалов и требуемой шероховатости поверхности. Усилие прижима и скорость подачи являются взаимозависимыми величинами. При небольшом усилии и большой скорости подачи шкурки некоторые места поверхности способны не прошлифовываться, при большом давлении и малой подаче возможны прожоги и почернение материала.
Перед установкой ленты проверяют качество ее склеивания. Не стоит применять неправильно склеенные и надорванные шлифовальные ленты с неровным краем. При помощи маховичка можно уменьшить расстояние между шкивами и надеть ленту. Место склеивания размещается так, чтобы наружный со стороны абразива конец шва направлялся против рабочего движения шлифовальной ленты.
Натяжение ленты получается регулировать, перемещая натяжной ролик для ленточно-шлифовального станка или неприводной шкив. Не желательно слишком натягивать ленту, потому что это приводит к ее разрыву. Но шлифовальная лента при слабом натяжении проскальзывает по шкивам и нагреваться очень быстро. Силу натяжения устанавливают, зависимо от прочности основы режущего инструмента и определяют по стреле её прогиба при небольшом нажиме на нее.

Насколько правильно лента набегает, можно проверить при повороте шкива вручную или кратковременного включения электродвигателя. Ось шкива при соскальзывании ленты поворачивают рукояткой на небольшой угол и фиксируют стопорным устройством. После настройки ленточно-шлифовального станка включается система отсоса пыли, производится пробная обработка деталей и проверяется их качество.
Ленточно-шлифовальный станок с ручной подачей может обслуживать один рабочий. Перемещая изделие относительно режущего инструмента в продольном направлении, и поворачивая деталь вокруг оси, оператор в контакт с лентой последовательно вводит все участки, которые образуют обрабатываемую поверхность. При замедлении скорости или неосторожном движении возможно образование прошлифовки.
Отдельные участки детали принято шлифовать за несколько проходов. Достичь качественного выравнивания можно при правильном регулировании давления, которое оказывается на рукоятку утюжка, и скорости передвижения стола и утюжка. Давление при приближении к кромкам необходимо снижать, чтобы предотвратить их сошлифовывание. Для увеличения качества и производительности шлифования небольшие бруски укладывают на стол в ряд по нескольку штук одновременно.
Ленточно-шлифовальные станки с механической подачей изделий обслуживают два оператора. Один из них на конвейер укладывает деталь, ориентирует ее по ширине рабочего стола и направляет изделие под прижимные элементы станка. Детали при захвате конвейером нельзя передвигать в боковом направлении.
Не допускается подача в станок заготовок, которые имеют неодинаковую толщину, и деталей с грубыми дефектами поверхности. Скорость подачи и давление прижимной балки, как правило, в процессе обработки не регулируют. Второй оператор занимается приемом готовых деталей и следит, чтобы не возникало недопустимого закругления кромок и прошлифовки.
Изготовление ленточного шлифовального станка
Цена ленточно-шлифовальных станков от промышленного производителя достаточно высока, поэтому при их нечастом использовании мастера невольно задумываются — покупать оборудование или нет. Альтернатива покупке дорогого станка — сборка его своими руками. Основными деталями станка является станина, катки и двигатель.
Двигатель можно снять от старой стиральной машины. Станину вырежьте из толстого железа размером 500 на 180 на 20 миллиметров. Одну сторону ровно обрежьте на фрезерном станке по металлу, она требуется для крепления площадки с мотором. Габариты рабочей площадки -приблизительно 180 на 160 на 10 миллиметров. Сделайте разметку и просверлите три отверстия в торце ровно обрезанной станины. Необходимо притянуть площадку к станине тремя болтами.
Помните, что чем большую длину имеет рабочий стол, тем вы получите больше возможностей при выборе технологического приёма для шлифования и обработки изделия. Если длина обрабатываемой детали меньше или равна длине рабочего стола, то вы сможете достичь идеальной шлифовки намного проще, чем при передвижении крупной заготовки.
Двигатель должен плотно размещаться на станине. Он должен иметь мощность примерно 2,5-3,0 кВт и число оборотов в минуту порядка 1500. Если выбрать скорость движения шлифовальной ленты приблизительно 20 м/с, то диаметр барабанов должен составлять около 200 миллиметров. Таким образом, при достаточных оборотах двигателя редуктор для шлифовального станка не требуется.
Один из двух барабанов будет играть роль ведущего, который следует жёстко закрепить на валу движка, а другой натяжной должен свободно вращаться вокруг неподвижной оси на подшипниках. Стол со стороны ведомого барабана должен иметь некий скос, который будет обеспечивать плавное касание шлифовальной ленты поверхности рабочего стола, особенно это актуально для проклеенного стыка.
Изготовить натяжной барабан и барабан, что ведет шлифовальную ленту, вы можете из ДСП. Для этого нужно напилить заготовки из плиты габаритными размерами 200 на 200 миллиметров и из них собрать пакет в 240 миллиметров. Квадратные плитки или их пакет следует сложить на оси и проточить до диаметра около 200 миллиметров.
Помните, что в центре диаметр барабана должен быть на 2-3 миллиметра больше, чем по краям. При подобной геометрии поверхности гибкая шлифовальная лента будет располагаться посередине барабана. Оптимальной шириной ленты является показатель в 200 миллиметра. Из рулона наждачного полотна, что имеет ширину в 1 метр, легко получится склеить 5 подобных лент.
Клеить режущий инструмент необходимо встык, снизу подложив тонкий плотный материал, к примеру, брезент. Клей рекомендуется использовать самый качественный, который сможете раздобыть. На катки в обязательном порядке натяните резину, ширина которой достигает 30 миллиметров. Резину можно взять от камер мопеда или велосипеда.
На самодельном ленточном шлифовальном станке, кроме шлифовки деревянных изделий, для которых он собственно и предназначается, очень удобно затачивать инструменты с режущими поверхностями — стамески, ножи, топоры, секаторы. Еще одним плюсом данной шлифовальной машины является возможность работы с деталями, которые имеют криволинейную поверхность — для этого нужно шлифовать обрабатываемое изделие обратной стороной рабочей ленты.
У домашних мастеров потребность в шлифовке габаритных изделий возникает достаточно редко. По этой причине в гаражных и дачных мастерских ленточно-шлифовальное оборудование, как правило, представлено болгарками и ручными ленточными шлифмашинами. С другой стороны, при отделке деревом загородного дома или строительстве бани всегда требуется шлифовка большого количества плоских и объемных деталей. Необходимость в таких работах появляется эпизодически, а стационарный ленточно-шлифовальный станок фабричного производства (гриндер) стоит довольно дорого — от 12 000-15 000 рублей. В этой ситуации наилучшее решение — самому сделать разборную шлифовальную установку с требуемыми размером рабочей зоны и скоростями обработки.
Оглавление:
- Из чего состоит
- Инструкция по сборке
- Советы как избежать ошибок
- Подборка лучших видео уроков
Устройство и материалы
Стационарные самодельные ленточные шлифовальные станки, как правило, имеют вертикальную компоновку, которая наиболее удобна для шлифовки габаритных изделий из металла, дерева и пластика. В качестве приводов в них используют действующий электроинструмент или двигатели от отживших свой век стиральных и швейных машинок. Далее рассмотрим процесс изготовления и сборки такого ленточного станка, который должен отвечать следующим требованиям:
- высота рабочей зоны — 50-60 см;
- габаритные размеры в горизонтальной плоскости — не более 30х40 см;
- ширина шлифовальной ленты — 5 см;
- использование одного из распространенных размеров непрерывной ленты;
- привод от имеющейся в наличии болгарки;
- возможность быстрой сборки, разборки и установки на новом месте.
В таких устройствах движение шлифовальной ленты обеспечивается системой вращающихся валиков, один из которых является ведущим, а остальные — направляющими и натяжными. В домашних мастерских можно встретить различные варианты станков, размер и компоновка которых зависит от потребностей, возможностей и фантазии конкретного мастера. Вполне надежной и полностью функциональной является кинематическая схема с тремя вращающимися валиками, поэтому далее будет описан процесс самостоятельного изготовления именно такого ленточно-шлифовального станка.
Выбор шлифовальной ленты
Для станка с рабочей зоной 50 см вполне подойдут непрерывные ленты длиной 1200 и 1220 мм и шириной 1000 и 1500 мм. В первом случае их нужно будет разрезать вдоль на две части, а во втором — на три. Выбор зернистости ленты зависит от вида обрабатываемого материала, т.к. срезанные при шлифовке частицы, которые забивают пространство между зернами абразива, у различных материалов отличаются структурой и размером. При обработке на ленточных шлифовальных машинах пластика и древесины используют зернистость 80-100 Р, а при шлифовании металлов — 30-40 Р и ниже.
Устройство станка
Несущая конструкция ленточного станка состоит из вертикальной стойки и опоры. Первая — это металлическая полоса, нижняя часть которой согнута под углом 90º, а вторая — прямоугольный лист толстого металла. Согнутая часть стойки выступает в роли ее опорной площадки, с помощью которой она крепится на переднем краю опоры. На плоскости опоры смонтирован привод, в роли которого выступает угловая шлифмашина (болгарка), подключенная с электросети через регулятор оборотов.
На шпинделе болгарки на резьбе крепится ведущий шкив в виде металлического валика, который задает движение шлифовальной ленты. Ведомый валик устанавливается на верхней части стойки. Позади нее расположено Т-образное коромысло, которое нижним концом зафиксировано на опоре и соединено поперечиной со стойкой. На ближнем конце коромысла находится натяжной ролик, а к дальнему прикреплена пружина, обеспечивающая натяг ленты.
Вращающиеся элементы
Самый важный и сложный компонент любого ленточного шлифовального станка — это система валиков, по которым с большой скоростью движется лента. Размер ведущего шкива задает линейную скорость движения, поэтому его диаметр необходимо определять расчетным путем.
Линейная скорость ленты вычисляется по формуле: V = (π × D × N) / 1000 × 60, где V — скорость (м/сек), D — диаметр ведущего шкива (мм), N — количество оборотов привода (об/мин). Соответственно диаметр определяется по формуле: D = V × 1000 × 60 / π × N (мм).
Рекомендуемые скорости обработки материалов разнятся:
- древесина — примерно 25 м/сек;
- сталь — 25-30 м/сек;
- пластики (в зависимости от типа) — 10÷30 м/сек;
- титан — 15 м/сек.
Поскольку основные материалы, обрабатываемые в домашней мастерской — это сталь, древесина и пластик, расчет будет опираться на предельную величину 26 м/сек. Максимальная скорость вращения шпинделя нашей болгарки составляет 11 000 об/мин, поэтому расчетное значение диаметра будет равно 45 мм.
Многие стараются сделать вращающиеся элементы самостоятельно из ДСП, фанеры или пластика, либо подбирают их из наличия б/у натяжных роликов в автомастерских. Но поскольку был выбран конкретный диаметр, и хочется своими руками сделать ленточно-шлифовальный станок с заданными параметрами, то лучше всего заказать эти изделия квалифицированному токарю.
Все три вращающихся элемента имеют одинаковый диаметр 45 мм, но разную конструкцию:
- Ведущий шкив. Цилиндрической формы с бортиками по краям для предотвращения схода ленты. Внутри выточен стакан на глубину, достаточную для его крепления к резьбовому концу шпинделя длинной гайкой М14. Общая ширина рабочей поверхности — 60 мм, бортика — 1 мм.
- Ведомый валик. Наружная поверхность такая же, как у ведущего шкива. Вращается на двух подшипниках, заглубленных заподлицо с обеих сторон. В качестве вала используется болт диаметром 8 мм с короткой концевой резьбой, выступающей за его габарит.
- Натяжной ролик. Вал и подшипники такие же, как у ведомого валика. Наружная поверхность бочкообразная, без бортиков, шириной 60 мм.
Все три изделия лучше всего проверить и собрать там, где их изготовили. Опытные мастера наверняка помогут правильно посадить подшипники и исправят возможные недочеты. Кроме того, в мастерской необходимо сделать отверстие в нижней части стойки диаметром 42 мм для установки привода.
Конструктивные элементы и комплектующие
Все остальные элементы конструкции могут быть изготовлены самостоятельно или приобретены в хозяйственных магазинах и на металлобазах. Для сборки ленточного шлифовального станка своими руками необходимы:
- Вращающиеся элементы. Описаны выше.
- Болгарка. Например, ручная угловая шлифмашина Hitachi g12 sr2 с 11 000 об/мин и мощностью 650 Вт. Подсоединяется к электросети через регулятор мощности.
- Основание. Лист металла толщиной 10 мм, размером 30 х 40 см. По краям сверлятся отверстия на 10 мм для прикрепления ее к верстаку. Два отверстия для винтов впотай расположены на месте установки стойки и еще одно — по месту фиксации привода.
- Стойка. Пластина толщиной 8 мм и шириной 8 см. Внизу согнута под прямым углом (полка 4 см) для установки на опору. Высота от сгиба до верхнего конца — 65 см. В нижней части расположено отверстие под привод, а в верхней — для крепления ведомого валика. На высоте 20 см от сгиба — отверстие для крепления соединительной планки стойки коромысла.
- Коромысло натяжного ролика. Состоит из стойки (толщина — 8 мм, ширина — 3 см, высота — 25 см) и закрепленной на ее верхнем конце (через втулку болтом) ассимметричной перекладины. На обоих концах последней просверлено по отверстию: на длинном — для установки натяжного ролика, а на коротком — для крепления натяжной пружины.
- Метизы и прочие материалы. Необходимые для сборки винты, болты, гайки, гроверы и втулки, а также подкладки из дерева и хомут для крепления болгарки к опоре.
В перечне не указаны материалы для рабочего стола, который монтируется перед полностью собранной шлифмашиной. Он должен изготавливаться индивидуально с привязкой к месту установки.
Технология сборки
Наш ленточно-шлифовальный станок разрабатывался для изготовления своими руками, поэтому готовых чертежей и инструкций по его монтажу попросту не существует. Имеется только нарисованный от руки эскиз с пометками, на котором проставлены основные размеры. Поэтому точное положение некоторых компонентов и отверстий для их крепления придется уточнять в процессе сборки (конструкция нашей самодельной шлифмашины это позволяет).
Порядок сборки ленточного станка с трехваликовой кинематической схемой:
1. Разместить опору на ровную поверхность и присоединить к ней винтами с потайной головкой стойку (здесь и далее при резьбовых соединениях использовать шайбы-гроверы).
2. Установить в отверстие в нижней части стойки болгарку. Сделать подкладку из дерева или фанеры для жесткого крепления ее корпуса к поверхности опоры станка, а затем по месту просверлить два отверстия: под винт М8 (вкручивается в резьбовое отверстие под ручку болгарки) и под сквозной винт М8 для крепления подкладки к опоре. Притянуть пластиковый корпус болгарки хомутом к подкладке.
3. Проверить и отрегулировать горизонтальность шпинделя болгарки, а затем закрепить на нем длинной гайкой ведущий шкив.
4. Закрепить натяжной ролик на коромысле. Выверить коромысло на параллельность осей и совпадение плоскостей вращения всех трех элементов, а затем закрепить его на основании и соединить планкой со стойкой. Приварить ручку и установить натяжную пружину.
5. Определить точное место установки ведомого ролика исходя из длины шлифовальной ленты 1210 мм (натяжной ролик должен находиться ближе к переднему положению). Просверлить отверстие под вал ведомого валика, установить его и проверить совпадение плоскости вращения с ведущим шкивом.
6. Закрепить на месте установки опору ленточного станка и проверить его на включение, выключение и регулировку скорости.
7. Поместить вывешенную шлифовальную ленту на верхний валик и ведущий шкив, а затем натянуть ее с помощью натяжного ролика.
8. Проверить станок сначала на холостом ходу, а затем на разных скоростях при обработке древесины и металла.
Крепление стойки и натяжного коромысла к опоре станка можно (и, наверное, лучше) сделать с помощью сварки. Винтовые соединения предложены для возможности его полной разборки.

Рекомендации, ошибки
При изготовлении ленточной шлифмашинки своими силами можно выбирать различные компоновки рабочего пространства и конфигурации кинематических схем. Чтобы сделать такой станок не нужно разрабатывать рабочие чертежи (достаточно эскиза с размерами), а для работы на нем не требуются никакие инструкции. Однако некоторые конструктивные и эксплуатационные особенности станков являются общими для всех моделей, поэтому на них необходимо остановиться подробнее.
Конструкция ленточного шлифовального станка должна предусматривать выставление в процессе сборки параллельности осей вращающихся элементов и максимальное совпадения по вертикали их рабочих плоскостей. Значительные отклонения в этих параметрах могут вызвать сход шлифовальной ленты под нагрузкой. Также важно соблюдать рекомендуемые скорости шлифования отдельных материалов (древесины, металлов, пластика), которые определяются диаметром ведущего ролика и зависят от частоты вращения привода. Другие моменты, на которые следует обратить внимание — это качество посадки подшипников ведомого валика и необходимость соблюдения формы натяжного ролика.
Наверное, самая распространенная ошибка при конструировании самодельного ленточного станка (помимо непараллельности осей и несовпадения плоскостей вращения) — это недостаточность хода прижимного ролика. Дело в том, что шлифовальные ленты в процессе работы могут растягиваться на 10-15%, что обязательно должно учитываться при проектировании натяжного механизма.
Для чистовой обработки дерева, металла или камня можно соорудить ленточную шлифовальную машину своими руками. Необходимость в такой обработке возникает достаточно часто. Она нужна не только для получения ровных и гладких поверхностей. С ее помощью можно удалить различного рода неровности, выпуклости и впадины, ободрать заусенцы, снять местные дефекты, удалить грат, образовавшийся при сварке, осуществить внутреннюю шлифовку и т.д.

Схема шелушильно-шлифовальной машины.
Ручное выполнение такой обработки является весьма трудоемким и малопроизводительным, а стоимость шлифовальных станков промышленного изготовления довольно высока. Поэтому и приходится придумывать и сооружать самодельные конструкции, тем более что особой сложностью они не отличаются.
Общие сведения о конструкции ленточных шлифмашин

Схема угловой шлифовальной машины.
Ленточные шлифовальные машины при всем кажущемся разнообразии их конструкций имеют общие отличительные признаки. В качестве рабочего инструмента в этих конструкциях используется абразивная лента. Чаще всего ее соединяют в кольцо и размещают между двумя вращающимися барабанами.
Обычно таких барабанов два: первый является ведущим, а второй – ведомым. Ведущий барабан приводится во вращение электрическим двигателем посредством механической трансмиссии. Обычно это ременная передача. Желательно, чтобы имелось устройство, позволяющее изменять скорость вращения ведущего барабана, обеспечивая тем самым разнообразные режимы обработки.
Расположение шлифовальной ленты зависит от предназначения машинки для шлифовки и может быть любым: вертикальным, горизонтальным или наклонным. Монтируется лента обычно на станине, там же могут располагаться и обрабатываемые изделия. В самодельных конструкциях заготовки обычно удерживают вручную, хотя могут быть и другие варианты.
Длина рабочей части шлифовальной ленты зависит от размеров обрабатываемых заготовок. Процесс шлифовки сопровождается выделением большого количества пыли, поэтому желательно наличие вытяжного устройства. Для регулировки степени натяжения ленты часто применяется натяжной ролик.
В зависимости от того, для чего преимущественно будет использоваться шлифовальная машинка, она может иметь некоторые конструктивные особенности. Это касается диаметра барабанов, длины и скорости движения ленты, ее зернистости, конструкции рабочего стола и т.д. Основными разновидностями типов шлифовки являются:
- шлифовка криволинейных поверхностей;
- выравнивание плоских поверхностей;
- выравнивание боковых кромок или торцов, а также поверхностей брусков, щитов и им подобных деталей;
- шлифовка промежуточных слоев лакокрасочных покрытий.
Самодельная ленточная шлифовальная машина

Схема эксцентриковой шлифовальной машины.
Конструктивным прототипом самодельной шлифовальной машины послужила обычная промышленная конструкция, в которой лента движется абразивной частью наружу над плоской поверхностью рабочего стола. Получившуюся в результате шлифмашинку отличают от промышленного образца увеличенные размеры и стационарная установка.
Поскольку редуктор или ременная передача усложняют конструкцию, используется электродвигатель, ротор которого делает 1500 об./мин. Мощность электродвигателя должна быть порядка 2-3 кВт. При радиусе ведущего вала 10 см линейная скорость движения ленты составит около 15 м/с. Как уже говорилось, редуктор в этом случае не нужен. Регулировка скорости вращения в такой простой конструкции не предусмотрена.
Ведущий вал жестко посажен на вал электродвигателя, а второй вал осуществляет натяжение ленты. Натяжной вал для уменьшения трения вращается на подшипниках, сидящих на неподвижной оси. Эту ось можно смещать относительно рабочего стола в ту или другую сторону, уменьшая или увеличивая степень натяжения шлифовальной ленты.
Рабочий стол может быть изготовлен из подручных материалов: листового металла или деревянного бруса. Размеры его определяются расстоянием между осями валов и длиной абразивной ленты. Вблизи валов поверхность стола должна иметь скосы для обеспечения плавного соприкосновения ленты (особенно ее стыка) с его плоскостью.
Оба барабана нетрудно сделать самому. Материалом для их изготовления может служить ДСП. Из исходной плиты нарезаются квадраты со стороной 20 см. Их количество должно быть таким, чтобы суммарная толщина набора была порядка 24-25 см. Из них изготавливаются на токарном станке диски диаметром 20 см. Есть два варианта их обработки:
- Можно протачивать каждую заготовку на станке по отдельности.
- Более предпочтительный вариант – насадить заготовки на ось, зажать и обточить их все вместе.
Проточку следует осуществлять таким образом, чтобы края барабанов были на несколько миллиметров меньше, чем их середина. Это нужно для того, чтобы абразивная лента автоматически устанавливалась по центрам барабанов.
Абразивные ленты для шлифовальных машин

Схема круговой шлифовальной машины.
Шлифовальные ленты на бумажной, а лучше на тканевой основе являются режущими инструментами. Практика показывает, что редкое (менее 70%) заполнение ленты абразивными зернами предпочтительнее, поскольку в этих случаях она меньше забивается пылью, возникающей при шлифовании.
Размер абразивных зерен, определяемый номером сита, через которое зерна просеиваются, основная характеристика ленты. Чем меньше этот номер, тем более грубой является лента. Ее можно условно разделить на три группы:
- Крупнозернистая, с номерами от 12 до 80.
- Среднезернистая – 80-160.
- Мелкозернистая – 160-4000.
В продажу шлифовальная шкурка поступает в виде листов или рулонов. Для использования в шлифовальных машинках подходит шкурка в рулонах, которую разделяют потом на ленты необходимой длины и ширины. Длина зависит еще и от того, каким образом соединяются концы ленты, в стык, под углом или внахлестку.
При первом способе соединения концы обрезают под углом 45° и приклеивают под стыком полотняную накладку. При втором способе соединения на одном конце на протяжении 8-10 см горячей водой удаляют абразивное нанесение, смазывают обнажившуюся основу клеем и накладывают на нее обратную сторону второго конца ленты. Место соединения крепко сжимают и просушивают.
Кроме своего непосредственного назначения, шлифовальная машинка может быть использована и для других операций. С ее помощью, например, можно быстро и качественно осуществлять заточку режущего инструмента. Можно найти ей и другие способы применения.
Вне всякого сомнения, предлагаемая конструкция может стать надежным помощником домашнему мастеру в его повседневной работе.
Полезная вещь в мастерской. Тем, кто работает с деревом, такой аппарат просто необходим, так как является универсальным, что значительно упрощает работу. Но, к сожалению, такие станки имеют довольно большую цену и поэтому приходится изобретать. В данной статье пойдет речь о функциональном, а главное удобном, шлифовальном станке, с подробными чертежами и фото. Каждый пункт подробно рассмотрен, а если что-то непонятно, всегда можно просмотреть видео.
Введение
Есть много вариантов различных шлифовальных станков, но самое главное – чтобы он был удобен в использовании. Данный вариант конструкции отвечает многим требованиям, и подкупает своей простотой, но в тоже время функциональностью. Отличительна особенность этой конструкции в том, что в качестве движущего элемента используется обычная дрель, а её установка занимает меньше одной минуты, а главное, что ее легко снять со станка и использовать в своих целях.
В этой статье опишутся все пошаговые этапы создания универсального шлифовального станка, но прежде чем приступать к работе, нужно хорошо подготовиться и просчитать полный объем работы.
Подготовка к работам
Без инструмента никак не обойтись, поэтому нужно подготовить качественный и исправный ручной и электроинструмент, а именно:
- Станок для распиливания ( или из электролобзика;
- Фрезеровальный станок;
- Шлифовальный станок или ;
- Дрель или (и, конечно, );
- Электролобзик с ;
- Сверлильный станок;
- . например типа «Циклон».
- Различные ручные инструменты (рулетка карандаш, отвертка и т.п.).
До начала работ, важно чтобы весь материал был под рукой, тогда работа будет проходить быстро и слажено. Таким образом, для сборки стационарного шлифовального станка нам понадобится следующий материал:
- лист (размером 25*36,5 см);
- крепеж (болты, гайки; шурупы и пр.);закрытые подшипники;
- мебельные футорки;
- металлическая подставка;
- шлифовальная лента.
Для того чтобы изготовить какую-либо заготовку из , нужно знать основные характеристики материала. В статье «» были приведены некоторые характеристики (зависимость толщины , кол-во слоев, отклонения, разнотолщинность и пр.). Возможно, будет полезной дополнительная таблица:
| Марка фанеры | Фанера бакелизированная | Фанера авиационная | Фанера строительная |
| Толщина листов* | 5-18 | 1-12 | |
| Водостойкость | Высокая | Выше среднего | ФСФ – повышенная ФК – средняя |
| Плотность, кг/м.куб | Около 1 000 | 500-650 | В зависимости от породы древесины: плотность фанеры хвойной – 660плотность фанеры лиственной — 800 |
| Предел прочности при растяжении, МПа | Вдоль волокон – 80 | Рубашки – 65-80 | — |
Основные конструктивные элементы
Изготавливаемый станок имеет довольно простую конструкцию, и состоит из следующих элементов:
- Основание;
- Столешница для размещения заготовок;
- Две боковых крышки корпуса;
- Один ведущий ролик и два ведомых;
- Механизм регулировки положения ленты.
Изготовление шлифовального станка
Боковые крышки
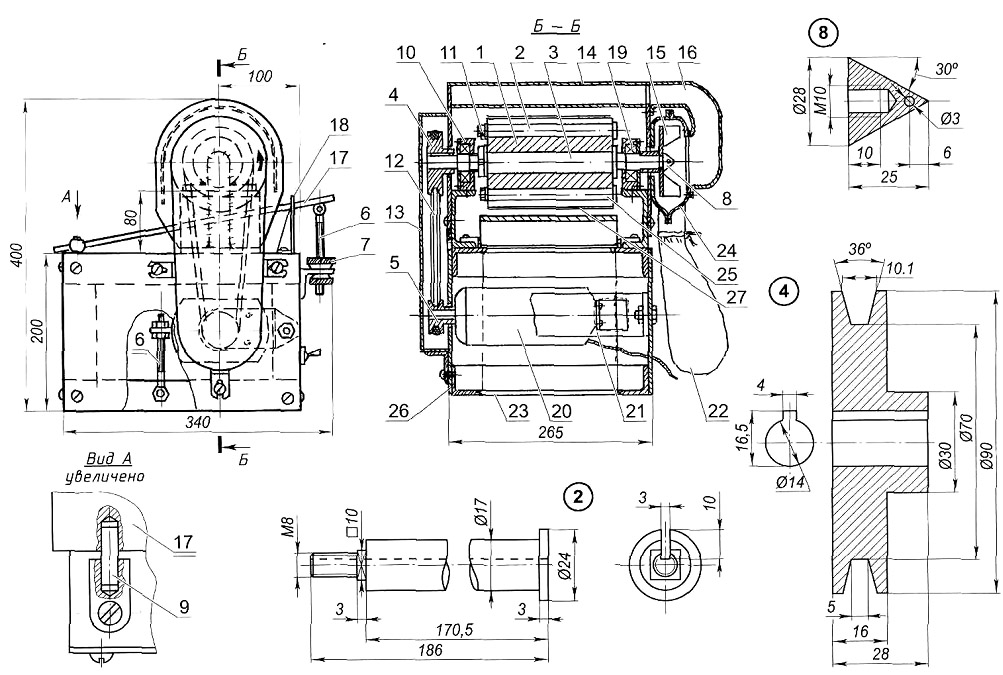
Перед выполнением распила, нужно нанести разметку. Для этого нужно определиться с размерами и формой самой заготовки. Ниже показан подробный чертеж детали.

Пример разметки боковой крышки шлифовального станка, показан на фото ниже.

Для более удобной распилки внутренних деталей и ответственных элементов, электролобзиком и станком для распилки, можно просверлить отверстия. Для точной и качественной работы, лучше использовать подложку. Обратите внимание, вырез под подвижный ролик нужен только на одной заготовке.

Основные части детали требующие отверстий показаны на фото.


После, только на одной из заготовок, вырезаем меньшее отверстие для кронштейна. Работу лучше произвести электролобзиком, при этом конструкцию лучше закрепить струбцинами.

Вторая часть крышки пока не понадобиться, так как основная работа будет проводиться с одной частью стенки. После чего можно приступать к склейке основания для подшипников. Для склейки квадратов используется обычный клей ПВА, столярный клей или любой другой, предназначенный для дерева. Размер деревянных квадратов 5*5 сантиметров.

После чего, склеенные элементы нужно скрепить струбцинами или оставить на время под прессом. Важно обеспечить надежный контакт при склейке заготовок.

Пришло время вырезать отверстие для подшипника. Лучше всего, с этой задачей справится фрезер. После вырезки, лишние элементы можно удалить при помощи ножа или другого режущего инструмента.


В итоге, если вся работа была выполнена правильно, получится следующая конструкция.

Запрессовываем подшипники с двух сторон, как показано на фотографиях. Данные подшипники будут предназначены для ведущего вала.


После чего, при помощи шестигранника устанавливаются футорки, в заранее подготовленное отверстие.

Так же как и в случае подшипников, мебельные футорки устанавливаются с двух сторон.

Следующее действие, которое необходимо сделать – установить полки. Самая большая полка, состоит из доски и имеет размер 32,5*6,5 см и имеет толщину 1 см. Устанавливается при помощи четырех саморезов, как показано на фото.

Вторая полка имеет размеры 22,8*6,5 см, с такой же толщиной. Крепится на три самореза.

И последняя полка имеет размеры 10,2*65 см, 1 см толщины и крепится на два самореза.

После чего, обе заготовки закончены, и теперь можно переходить к следующему этапу – сборке механизма регулировки положения шлифовальной ленты.
Сборка механизма регулировки положения ленты
Начинаем сборку основного подвижного элемента стационарного шлифовального станка. Для начала, потребуется склеить между собой два бруска. Больший брус размером 6,8*4 см, меньший размером 3,2*3,8 см. Меньший брус, должен находиться точно по центру большего.

Пока сохнет подвижный элемент, можно приступить к склейке фиксатора. Для этого, нужно приклеить два кубика размером 2*2 см и толщиной 1,8 см по двум сторонам бруса 7,8*2 см. Должно получиться как на фото.


Далее просверливаем отверстие сбоку, но не сквозное, также устанавливаем футорки. В него будет вставляться ручка, для регулировки ленты. После всех выполненных действий деталь готова.

Затем, нужно сделать отверстие под забивную гайку в фиксаторе, делается это в два этапа. Первый, включает в себя высверливания посадочного места перьевым сверлом или сверлом Форстнера.


Если все действия выполнены правильно получится такая же заготовка, как показанная на картинке ниже.

Все готово, и можно приступать к запрессовке гайки. Важно установить гайку ровно, чтобы она «села» в специальное отверстие и была «заподлицо». Должно получится так:

Заготовки выполнены, нужно только разместить их на стенке будущего шлифовального станка. Но перед этим, нужно высверлить отверстие в боковой части. Оно поможет установить ручку регулировки положения шлифовальной ленты.

Устанавливаем фиксатор, с подвижным элементом, с помощью двух саморезов. Важно чтобы подвижная деталь размещалась правильной стороной. Футорка должна быть направлена в сторону отверстия. Вот что в итоге должно получиться.


Двух заготовок будет вполне достаточно. Просверливаем посередине сквозное отверстие и вставляем в него болт. После чего, устанавливаем ручки в боковую футорку подвижного элемента и в забивную гайку фиксатора. В итоге, получится следующая конструкция.

Изготовление роликов
Ролики это подвижный, и самый главный элемент всей системы. Поэтому важно сделать их максимально качественно. Как и в случае с ручками, изготавливаем их с помощью сверла-коронки. Нужно вырезать шесть частей ведомых роликов.


Так же как и другие части стационарного шлифовального станка, их можно склеить клеем ПВА или столярным клеем. Для сжатия заготовок при склейке лучше использовать винты и гайки с шайбами. На фото снизу показано как это сделать.

После склейки, можно снять винты и подготовить ролики для дальнейшей работы. В ведомых роликах нужно установить по два подшипника, в ведущий ролик потребуется установить две забивных гайки. Процедура проводилась раньше, поэтому описывать её еще раз, смысла нет. В итоге должен получиться следующий результат:

Все установлено, а значит можно затянуть на всех роликах шлифовального станка по одному болту с гайкой. Важно затягивать гайки так, чтобы подшипник имел свободный ход. Теперь можно приступать к предпоследнему этапу.

Установка роликов
Для начала, нужно установить ведущий ролик в крышку, где находится подшипник. Так, как показано на фото.




Сверху прикрепляется последняя полка и наш станок принимает похожие очертания. Подошло время к заключительному этапу.

Заключительный этап
Первое что нужно сделать, прикрепить на петлях вторую крышку станка.

Затем посадить на саморезы основание станка, для большей устойчивости.

После чего устанавливается и фиксируется шлифовальная лента.

Затем изготавливается столешница. Важно, чтобы лента имела свободный ход, и не должна цепляться.




И в конце устанавливается подставка для дрели.

Заключение
Итог
Наш шлифовальный станок, который сделан своими, руками готов! Если придерживаться всех инструкций, описанных выше, то получиться настоящий друг и помощник, который по праву займет свое достойное место в мастерской..
Размеры
Приведем таблицу с габаритными размерами нашего самодельного инструмента:
Размеры стенок и прилегающих к ним элементов:





Размеры элементов кронштейна:





Размеры столешницы:Вконтакте
Для небольших объемов шлифовки, потребность в которой возникает время от времени, многие народные умельцы используют , сделанные своими руками. В качестве абразивного инструмента в таких устройствах, как правило, используются ленты и диски из шлифовальной бумаги и ткани. Это объясняется тем, что стоят они очень недорого и их легко заменить при необходимости выполнить шлифование с другой зернистостью. Кроме шлифовки дерева, металлов и пластмасс, на таких самоделках можно затачивать слесарный и столярный инструмент, а также править токарные резцы и сверла. Некоторые самодельные шлифовальные станки имеют очень простую конструкцию, и их можно собирать и разбирать по мере необходимости. Другие во многом повторяют промышленные образцы и являются прекрасными примерами самодеятельного инженерного творчества. В качестве приводов в таких устройствах обычно используют старые электродвигатели от бытовой техники и приводной электроинструмент. У самых простых шлифовальных станков приводная часть нередко сделана из дрели или болгарки.
Существует две основные компоновки ленточного шлифовального станка: с вертикальным расположением рабочей части шлифленты и с горизонтальным. У создателей самодельных шлифовальных станков первая пользуется большей популярностью, т. к. она подходит для разных видов обработки и гораздо удобнее для заточки инструмента, а пыль в процессе шлифовки отводится вниз. В качестве материала для изготовления станины, основных частей и роликов многие мастера очень часто используют не металл, а фанеру и древесину. Последний вариант имеет ряд преимуществ:
- все компоненты можно изготовить в столярной мастерской;
- подгонку древесных деталей выполнять гораздо проще;
- деревянная конструкция имеет меньший вес;
- установка виброустойчива и легко разбирается.
Для того чтобы самому сделать работоспособный, надежный и безопасный шлифовальный станок, необходимо обладать хоть каким-то минимумом инженерных знаний и навыков по обработке конструкционных материалов. Поэтому далее будут рассматриваться только самые важные моменты изготовления и сборки станка, схематическая компоновка которого представлена на рисунке ниже.
Выбор двигателя
В качестве приводов для самодельных шлифовальных станков, как правило, используют электродвигатели от вышедших из употребления барабанных стиральных машинок, а также ручной электроинструмент. Мощность первых обычно составляет около 300 Вт при скорости вращения около 3 тыс. об./мин. Они удобны для монтажа, поскольку имеют на корпусе специальные крепежные лапки с отверстиями, а также резьбу на валу для насадки шкива. Электроинструмент (обычно это дрели и болгарки) крепят на съемные хомуты или скобы. Их двигатели работают на более высоких оборотах, поэтому в шлифовальных станках желательно использовать модели с регулировкой этого параметра.
Скорость вращения привода является самой важной характеристикой самодельного станка, т. к. по ней рассчитывается диаметр приводного шкива, передающего вращение шлифовальной ленты. Каждый тип абразивной ленты рассчитан на эксплуатацию с определенной линейной скоростью, которая измеряется в м/с, а ее рабочая скорость равна окружной скорости приводного шкива. Поэтому при наличии электродвигателя с известными характеристиками проектирование шлифовального станка должно начинаться с определения его диаметра.
Кроме того, по длине шлифленты и диаметрам шкивов и роликов рассчитываются их межцентровые расстояния и определяется общий габарит будущего шлифовального станка.
Устройство рамы
Рама (станина) шлифовального станка является опорной конструкцией, на которой смонтированы электропривод, шкивы и ролики. От ее жесткости и точности изготовления зависит нормальное движение шлифовальной ленты, а также устойчивость станка. Контуры станины обычно повторяют кинематическую схему роликов, которые располагаются в ее крайних точках. Далее ее конструкция будет рассматриваться на примере самодельного устройства из дерева и фанеры, в котором в качестве привода используется электродрель. Процесс изготовления этого шлифовального станка можно посмотреть в видеоролике (см. ниже). В конце показа приводятся эскизы всех деталей с размерами.
Рама станка представляет собой коробчатую конструкцию, внутри которой расположены приводной шкив и два ролика. Она состоит из фигурной боковины ломаной С-образной формы, установленной на широкое основание. В качестве материала для всех деталей этого шлифовального станка используется толстая фанера. На нижнем выступе рамы закреплен рабочий столик с прорезью для шлифовальной ленты. Приводной шкив смонтирован на вертикальной части рамы, направляющий ролик — на конце нижней, а натяжной и регулирующий — на верхней. Такая же фигурная боковина закреплена на петлях в виде дверцы и полностью закрывает все пространство со шкивом и роликами.
Несомненным достоинством этого самодельного ленточного шлифовального станка является то, что все его детали изготовлены простым инструментом в столярной мастерской, а при сборке применен минимум разновидностей крепежа и металлических комплектующих. По всей видимости, на его изготовление мастер потратил не более двух дней.
С точки зрения техники безопасности решение полностью закрыть ролики и ленту выглядит просто идеальным. А к значимым минусам этого станка можно отнести только небольшой диапазон натяга ленты.
Монтаж ролика
В фабричных и самодельных ленточных шлифовальных станках обычно используют от двух до четырех роликов различных размеров. Один из них всегда является шкивом на оси привода и передает движение шлифовальной ленте. Еще один выступает в роли натяжного (иногда совмещает эту функцию с осевым регулированием). Остальные являются направляющими и тоже могут иметь регулировки. Одной из самых распространенных является конструкция шлифовальных станков с тремя роликами. В этом случае каждый из них выполняет одну из трех функций. В такой конфигурации при вертикальном расположении рабочей части шлифовальной ленты вверху располагается натяжной ролик, а внизу — направляющий.
После монтажа шкива и роликов на раме станка обязательно должна проводиться их наладка. Во время работы шлифовальная лента движется со скоростью от 10 до 30 м/с, и любое отклонение в геометрии взаимного расположения шкива и роликов может вызвать ее сход и обрыв. Поэтому их оси должны быть выставлены строго параллельно горизонтали, а плоскости вращения, по которым движется лента, четко совпадать по вертикали. Возможность таких регулировок должна быть предусмотрена при разработке конструкции ленточного шлифовального станка.
Самым простым устройством среди самоделок, которыми пользуются народные умельцы, является дисковый шлифовальный станок с приводом из дрели. Чаще всего это просто закрепленная хомутом на доске дрель с фабричным или самодельным . А в качестве рабочего столика в таких самоделках используется обрезок доски или стопка фанеры. Основное достоинство таких конструкций — это возможность их быстро собрать и разобрать или даже изготовить заново.
Однако, встречаются и более сложные конструкции: с подвижным рабочим столиком или перемещаемым суппортом, в котором закреплена дрель. В качестве материала для изготовления самодельных дисковых шлифовальных станков всегда используется толстая фанера или древесина, а сборка производится с помощью шурупов и клея.
Поскольку разные материалы шлифуются на различных скоростях, в таких устройствах рекомендуется использовать дрели с регулировкой скорости оборотов или обычные дрели с диммерами.
Обычно рама, на которой устанавливается дрель, представляет собой прямоугольный кусок доски с устройством для ее крепления. В качестве фиксирующего устройства обычно применяют либо металлическую скобку, которой прижимают ее корпус, либо деревянный хомут с двумя полукруглыми выемками, охватывающими дрель за горловину, предназначенную для крепления боковой рукоятки. Еще один вариант — это помещение дрели в деревянный ящичек, в передней стенке которого вырезано отверстие по размеру ее горловины. В этом случае она фиксируется планкой, которая прикручивается шурупами к торцам боковых стенок. Для дополнительного крепления и размещения дрели по высоте применяют короткие бруски и пластины из фанеры. Чаще всего рабочий столик для такого самодельного шлифовального станка представляет собой простую конструкцию из трех прямоугольных кусков фанеры или ДСП с прорезью под диск, хотя некоторые народные умельцы делают подвижные и наклонные столики.
Конструкция диска
В качестве шлифовального инструмента в самодельных станках с приводом из дрели обычно применяют тарельчатые насадки с цилиндрическим хвостовиком. Многие самостоятельно изготавливают такой инструмент с дисками нужного им размера из фанеры или пластика. Другие используют фабричные тарельчатые дисковые насадки с мягкой прокладкой, если нужна тонкая шлифовка или полировка, или же без нее, когда станок используется для обдирки или грубого шлифования, а также для заточки и правки инструмента.
На фабричные насадки абразивная бумага фиксируется с помощью штатной липучки. На самодельные ее крепят с помощью клея.
Видеоролики со шлифовальными станками из фанеры и дерева чаще всего выкладывают зарубежные народные умельцы. Наши предпочитают металлические конструкции, причем изготовленные с использованием сварки. Как вы думаете, с чем это связано? Поделитесь, пожалуйста, своим мнением в комментариях к данной статье.
Одним из основных способов обработки дерева (после распила, разумеется), является шлифование. Ручной способ известен давно – деревянный брусок оборачивается наждачной бумагой, и с помощью такого нехитрого приспособления заготовке придается требуемая форма.
Метод непродуктивный, и требует изрядных физических усилий. Мастера, работающие с деревом регулярно, используют малую механизацию.
Виды шлифовальных станков
В продаже представлены разнообразные готовые приспособления, с помощью которых можно обрабатывать деревянные заготовки любого размера. Для понимания механизма работы, рассмотрим некоторые из них:
Исходя из названия, рабочая поверхность выполнена в виде диска.
Конструкция достаточно простая – на ось электромотора надевается круг с хорошей жесткостью. Внешняя поверхность имеет покрытие в виде липучки, на которую крепится наждачная бумага. Никаких редукторов и приводных механизмов не требуется. Усилие при шлифовке небольшое, ось ротора вполне справляется с нагрузками.
В поперечной плоскости, на уровне центра диска, устанавливается подручник. Он может иметь шарнирное крепление, что позволяет обрабатывать заготовки под фиксированным углом.
Особенностью дисковых станков является регулировка скорости обработки без изменения числа оборотов оси. Вы просто перемещаете заготовку вдоль радиуса круга. При единой угловой скорости, линейная скорость на периферии выше.
Полоса наждачной бумаги, соединенная в непрерывную ленту, натянута между двумя валами.

Причем в рабочей зоне не провисает под давлением заготовки. Под лентой установлена упорная рабочая плоскость, из материала с низким коэффициентом трения. Прижимая обрабатываемый материал к плоскости, оператор, получает бесконечную абразивную поверхность.
Качество, и легкость обработки, не идет ни в какое сравнение с ручными приспособлениями. При массовом изготовлении деревянных изделий, такой санок – незаменимый атрибут любой мастерской.
Главная особенность – предсказуемый результат на протяжении всей плоскости. Можно ровнять торцы достаточно большой длины.
Рабочая поверхность может быть горизонтальной или вертикальной, равно как и направление движения ленты.
К шлифовальным агрегатам такое устройство можно отнести с некоторой натяжкой. Основное применение – горизонтальное выравнивание плоскостей по методике фуганка.

Принцип действия следующий – на одном или двух барабанах закрепляется наждачная бумага. Наиболее распространенный способ – наматывание по спирали. Снизу, под барабаном, расположен плоский стол. Расстояние между обрабатывающей поверхностью и столом регулируемое. Установив фиксируемую высоту, можно выполнять калибровку однотипных изделий, выравнивая толщину заготовок.

Шлифовальный станок два в одном
Для экономии места (и денежных ресурсов), производители часто совмещают два типа приспособлений в одной конструкции.

Это позволяет не только снизить затраты на приобретение, но и повысить удобство работы. Вы можете при обработке одной детали, пользоваться преимуществами сразу двух шлифовальных установок: дисковой и ленточной. При этом двигатель используется один, и нагрузка на него возрастает не сильно.
Для того, чтобы сделать деревянную поверхность гладкой и идеально ровной, ее подвергают шлифовке. Если площадь шлифования небольшая, то для выполнения работ, достаточно использовать наждачную бумагу. Однако, для больших по объему изделий, целесообразно воспользоваться шлифовальным станком. Так как стоимость данного инструмента довольно высокая, гораздо дешевле изготовить его самостоятельно. О том, как соорудить шлифовальный станок по дереву, рассмотрим далее.
Шлифовальный станок по дереву: сфера использования и устройство
Шлифовальный станок по дереву имеет форму станка, на котором располагается шлифовальный круг, лента и рабочая поверхность, на которой выполняются работы. Кроме того, на нем имеется упорный механизм, на котором фиксируется деталь в горизонтальном положении.

Для того, чтобы оборудование выполняло работу в автоматизированном режиме, на нем устанавливается электрический тип двигателя, довольно высокой мощности. Кроме того, на шлифовальном станке имеется специальный механизм, благодаря которому устройство способно работать длительное время.
На внутренней части инструмента находится специальная деталь в виде штуцера, размером в 10 см. С его помощью обеспечивается извлечение продуктов шлифовки. Корпусная часть, чаще всего выполняется из чугуна. Она наклоняется в соотношении с типом детали, установленной на ней. Поэтому, сфера использования данный станков довольно широкая. Стандартная рабочая поверхность шлифовального станка имеет размеры 19 на 30 см. При этом, угол ее наклона составляет от сорока пяти до девяносто градусов.
На шлифовальном станке также имеется легкозаменяемая лента, на которой расположен регулятор, обеспечивающий регулировку работоспособности оборудования. На данной ленте имеется покрытие из гранита, делающее ее более износостойкой. Кроме того, на шлифовальном станке имеется вал, покрытый резиной. С его помощью предотвращается проскальзывание ленты в процессе работы. С помощью данного механизма удается выполнить шлифовку практически любых по размерам изделий, установленных как вертикально, так и горизонтально.
Применение шлифовального оборудования позволяет избавиться от шероховатостей и неровностей на деревянных поверхностях. В процессе работы на шлифовальном оборудовании следует использовать специальные материалы и инструмент. К шлифовальным материалам относят порошкообразные, пастообразные смеси, которые улучшают процесс шлифовки и качество полученной древесины. Среди шлифовальных инструментов отметим наличие шлифовальных кружков, брусков и сегментов.

Шлифовальный станок по дереву схема и разновидности
В соотношении с функциональной нагрузкой, выделяют следующие разновидности шлифовальных станков:
- для выполнения круговой шлифовки;
- для выполнения плоской шлифовки;
- внутришлифовальное оборудование;
- специализированное оборудование, для выполнения шлифовки.
Кроме того, выбор того или иного станка зависит от типа поверхности, на которой проводятся работы. От вида и формы деревянной заготовки: цилиндрическая, круглая, валовая, рейковая. От конструктивных особенностей шлифовального оборудования и индивидуальных элементов на деталях, поддающихся обработке.
Шлифовальные станки имеют очень широкую сферу применения. С их помощью выполняется не только шлифовка деталей, но и их фрезеровка и заточка. Также, станки позволяют обработать детали, отрезать необходимые заготовки согласно заданному ранее размеру.

Среди основных вариантов шлифовальных станков отметим:
- ленточные;
- дисковые;
- барабанные.
Барабанный вариант шлифовального оборудования содержит в своем составе шлифовальный круг, форма которого напоминает цилиндр или барабан. С помощью данного инструмента выполняется шлифовка и калибровка готовых досок, реек и других плоских заготовок.

Среди основных деталей данного станка отметим наличие:
- рабочей поверхности, на которой зафиксированы все узловые детали;
- электродвигателя, с помощью которого выполняется шлифовка и работа оборудования;
- шлифовального барабана, который вращается, тем самым шлифуя деталь;
- рабочего стола;
- защитного кожуха;
- механизма, с помощью которого удаляется пыль;
- элементов, позволяющих изменить положение рабочей поверхности.

Ленточно-щлифовальный станок по дереву отличается от барабанных тем, что основная деталь, выполняющая шлифовку у него выполнена в форме ленты, соединенной в кольцевом положении, установленной между двух барабанов. При этом, на одном барабане располагается механическая трансмиссия, которая обеспечивает работоспособность устройства. Второй барабан отвечает за скорость работы устройства и за ее изменение. С его помощью удается изменять режим, в котором работает станок.
Расположение рабочего органа на таком станке бывает как горизонтальным, так и вертикальным. В некоторых случаях, он имеет угловое расположение. Установка рабочего органа выполняется на рабочую поверхность, на которой и выполняется шлифовка. Специальные приспособления фиксируют заготовку в необходимом положении, тем самым облегчая работу оператора.
Ленты, которые устанавливаются на станок, изготавливают из ткани. Существует два способа их изготовления:
- электрический;
- механический.
Лента, изготовлена первым способом имеет более острые грани, так как абразив, устанавливается на нее с помощью электромагнитного поля, которое корректирует место установки каждого абразивного элемента. Механический способ нанесения абразива, предполагает его простую насыпку. Учтите, что чем реже насыпка на ленте, тем лучше, так как зерна не забиваются древесной пылью. Абразивными веществами бывают материалы, изготовленные как из натуральных, так и из искусственных материалов, имеющих высокий уровень твердости. Наличие специальных вытяжных механизмов, позволяет избавиться от пыли, которая образуется в процессе шлифовки.

Плоскошлифовальные станки по дереву предназначены для выполнения шлифовки плоских поверхностей. Они состоят из абразивного круга, который приводит в действие электрический двигатель. При этом, движения механизм осуществляет как вращательные, так и поступательно вращательные. Заготовка может перемещаться как в вертикальном, так и в горизонтальном положении. Таким образом, обработка детали выполняется быстро и удобно.
Как сделать шлифовальный станок по дереву своими руками
Предлагаем ознакомиться с вариантом изготовления самодельного дискового шлифовального станка, с помощью которого возможно выполнять шлифовку деревянных деталей. В процессе работы следует обратить внимание на такие правила:
- установка станка должна осуществляться непосредственно на рабочую поверхность, таким образом, удастся выполнить обработку разных по объему и размерам деталей;
- с помощью диска будет осуществляться обработка различных деталей;
- габаритность оборудования должна быть средней;
- кроме того, следует позаботиться о шумопроизводительности, которая должна быть снижена до минимума;
- в обязательном порядке на самодельном шлифовальном станке по дереву должна присутствовать функция наклона детали под различными углами, таким образом, работа будет производиться быстро и качественно.

Рассматривая конструкцию будущего станка, необходимо предусмотреть тот факт, что рабочая поверхность должна наклоняться таким образом, чтобы выполнять обработку как больших, так и мелких по объему деталей. Для этого, на ней должен быть расположен зажим. Если установить шлифовальный станок на поверхность вала электрического двигателя, то появятся такие недостатки в конструкции станка:
- возможно появление конструктивного дисбаланса;
- шлифовальная станок передает всю нагрузку на двигатель, поэтому подшипники и опорные механизмы очень быстро изнашиваются.
Лучше всего, если вал разгружается посредством гибкой муфты. Оптимальный диаметр для диска, установленного на станке составляет восемьдесят сантиметров. Среди основных узловых элементов конструкции отметим:
1. Электродвигатель и его опорные части. Для этого потребуется наличие двигателя, подающего постоянный ток на номинальном напряжении в восемнадцать ватт и с работоспособностью в двадцать тысяч оборотов в минуту. Данный двигатель довольно часто можно встретить в стандартном шуруповерте. На конечной части вала в двигателе имеется шерстная, которая хорошо удерживает гибкую муфту.
Режим работы двигателя должен быть дефорсированным, напряжение при этом составляет пять вольт. Таким образом, удается добиться максимальной производительности устройства.
2. Опорные элементы. Данные детали имеют шлифовальный диск, который фиксируется на два подшипника. Таким образом, дисковая ось удерживается в устойчивом положении. Данные подшипники отличаются доступной стоимостью и довольно популярны. Однако, среди их недостатков отметим отсутствие защиты от пыли и высокую шумопроизводительность. Для того, чтобы изготовить пылезащиту используйте крышку от стеклянной бутылки, установленной на валу.

3. Также следует выделить опорные части, на которых удерживается стол, направляющие и непосредственно рабочую поверхность.
После того, как основные узлы собраны, следует процесс их соединения в целое устройство. Они монтируются на основание, для изготовления которого используется кленовая доска. Вначале, необходимо установить двигатель и его опорные части, далее монтируется диск. Следите за правильностью соединения осей между данными элементами. С помощью резиновой муфты можно контролировать данный процесс. Далее следует снять диск и установить резиновую муфту на поверхность вала. Для этих целей рекомендуем использовать шланг, подобранный по диаметру и размеру устройства.
Для уменьшения его жесткости необходимо установив его на валу двигателя, разрезать определенные участки шланга. Далее, установите диск, а также хвостовик, муфту и подшипники. Для стягивания муфты используйте хомут, выполненный из проволоки.
Следующий этап изготовления шлифовального станка по дереву своими руками — установка опорных механизмов на столе. Их монтаж осуществляется на две точки, с помощью заднего и зажимного винтов. При ослаблении зажимного винта удается изменить положение всей конструкции. Стол должен находиться горизонтально, в процессе его монтажа старайтесь контролировать его положение задним винтом. Установите винты, предварительно просверлив под них отверстия.

При опускании зажимного винта удается изменять место расположения стола как вертикально, так и горизонтально. Таким образом, зазор между диском и обрабатываемой деталью, будет минимальным. Зажимной болт изготавливается из мебельной фурнитуры, а именно винтов размером в м6х100.
Так как головка такого болта характеризуется наличием отверстия под четырехгранный ключ, все работы по его настройке проводятся довольно быстро. Для наклеивания на поверхность диска наждачной бумаги, воспользуйтесь двухсторонним скотчем. В процессе работы, винт вынимается, а стол устанавливается в удобное положение. На столе имеется пазовое отверстие, установленное рядом с диском. Внутри него зажимаются детали в нужном для работы положении.
Направляющая изменяет направление в процессе работы в соотношении с пазом. Для изготовления зажима в пазовом соединении используются мебельные болты. С помощью их конусообразной головки удается обеспечить надежную фиксацию упора.
Нелишней станет установка на станке устройства, регулирующего обороты. Кроме того, переключатели позволяют включать и выключать механизм, а также изменяют направление движения диска.

Рекомендуем установить под рабочей поверхностью ножки, выполненные из резины. Они сделают конструкцию более устойчивой перед вибрацией, возникающей в процессе шлифовки. Для того, чтобы прикрыть двигатель используйте пластиковые или деревянные детали. Не следует забывать о механизме, который собирает пыль, для его изготовления достаточно простой пластиковой коробки. С помощью такого механизма можно с легкостью обрабатывать деревянные изделия, точить ножи и доводить токарные резцы.
На шлифовальный станок по дереву цена довольно высокая, поэтому в несколько раз дешевле, соорудить данный прибор самостоятельно. Все элементы для его создания вполне доступные и простые, главное — иметь терпение и немного времени, для их правильно комбинации. В завершение станок проверяется на работоспособность и настраивается в соотношении с индивидуальными параметрами обрабатываемой детали.
При проведении строительных и ремонтных работ у мужчин зачастую возникает надобность обработать дерево, камень или металл. Для качественной работы желательно приобрести ленточный шлифовальный станок. Но как быть, когда финансы не позволяют сделать такую покупку? Для этого достаточно соорудить ленточный шлифовальный станок своими руками.
Предназначение ленточного шлифовального станка
Древесину широко используют в самых разных производственных организациях. Из дерева изготавливают множество всевозможных деталей и изделий. Чтобы деревянную заготовку обработать должным образом и придать ей внешность законченного изделия, принято использовать различное оборудование, в том числе и ленточные шлифовальные станки.
Ленточное шлифовальное оборудование, как правило, применяют на заключительных этапах производства, когда детали подвергают чистовой механической обработке. Такие устройства удобно использовать в производстве мебели и разных изделий из дерева потребительского назначения. Зависимо от используемого материала, ленточно-шлифовальные станки работают с деревом или металлом.
Главными целями использования шлифовальных станков по дереву выступают окончательное выравнивание поверхности, доведение их уровня шероховатости до необходимой величины, получение ровных и гладких поверхностей у изделий из древесины и древесного материала до облицовывания или после проведения покрытия лаком и прочими отделочными материалами, удаление местных неровностей в форме углублений и возвышений, обдирка заусениц и снятие местных наплывов лака и грунтовки, удаление грата, внутренняя шлифовка и шлифование закруглений.

Ленточные шлифовальные станки по металлу работают с различными материалами и форматами, что являются ходовыми в металлообработке: простой и легированной сталью, цветными металлами в виде четырехугольных, круглых и плоских заготовок. Шлифовальные станки позволяют рационально и с минимальными затратами времени шлифовать кругляки и трубы большого диаметра.
Зависимо от разновидности обработки и вида подачи, ленточные шлифовальные станки предназначаются:
- для шлифования криволинейной поверхности со свободной шлифовальной лентой;
- для обработки плоской поверхности с неподвижным столом, ручным передвижением утюжка и стола, а также механизированным передвижением рабочего стола и ручным передвижением утюжка;
- для обработки щитовых и брусковых деталей, их торцов и боковых кромок;
- для промежуточной процедуры шлифования лакокрасочных покрытий.
Конструкция ленточного шлифовального станка
Ленточные шлифовальные станки выпускаются современными зарубежными и отечественными производителями в широком ассортименте. Цены шлифовальных станков значительно варьируются. Также они различаются возможной производительностью и своей конструкцией. Однако есть у них и нечто общее. Их объединяет то, что абсолютно все станки имеют в качестве рабочего органа абразивную ленту, что соединена чаще всего в кольцо и размещается между вращающимися барабанами.
Один барабан является ведущим, а другой — ведомым. Это значит, что первый из них оснащен механической трансмиссией, что основывается чаще всего на ременной передаче, при помощи которой передается на него вращательный момент от электрического двигателя. Любой ленточный шлифовальный станок устроен так, что скорость движения ведущего барабана, а поэтому и скорость перемещения абразивной ленты можно изменить, обеспечивая разные режимы обработки поверхностей.

Абразивная лента может располагаться вертикально или горизонтально. Кроме того, в продаже имеются модификации оборудования, в которых рабочий орган устанавливается под определенным углом. Абразивная лента монтируется на станине, на которой обычно и располагаются обрабатываемые изделия. Заготовки могут удерживаться оператором вручную, или с помощью специальных приспособлений, которые облегчающих труд потребителей и делают процедуру обработки более эффективной и безопасной.
Стол станка изготавливают из металлических листов или толстых досок. Если в конструкции предусмотрено изготовление стола именно из металла, то получится затачивать более сложные изделия. Длина рабочей части ленточно-шлифовального станка и самой ленты для шлифовки в первую очередь зависит от длины изделий, которые будут шлифоваться на станке.
Если деталь имеет меньшую длину, чем рабочая поверхность станка, то ее будет намного удобнее обрабатывать, и обработка получится более качественной. К примеру, при длине шлифовальной ленты 4,5 метра можно обрабатывать с легкостью деревянные заготовки, что имеют длину в 200 сантиметров.

Ленточно-шлифовальные станки делятся на оборудование с неподвижным и подвижным рабочим столом и аппараты со свободной лентой. Особая группа — широколенточные станки для шлифования, у которых стол, что выполнен в форме гусеницы, одновременно является и органом подачи. У станков со столами лента размещается горизонтально, у конструкций со свободной лентой она устанавливается разными способами.
Так как в процессе шлифования неизбежно образуется много пыли, то все ленточно-шлифовальные станки обычно оборудуются специальными мощными вытяжками, удаляющими большую ее часть во время самого технологического процесса. Шлифовальные станки работают от электрического двигателя, что имеет мощность порядка 2,8 киловатта. При моторе большой мощности нормальная скорость движения ленты достигает 20 метров в секунду.
Абразивные ленты для шлифовальных станков
Режущим инструментом ленточно-шлифовальных станков является шлифовальная лента, которая состоит из тканевой или бумажной основы и абразивных зерен, что прикрепляются к ней при помощи клеевых веществ. Изготавливаются абразивные ленты двумя методами: механическим и электрическим. Первый способ состоит в равномерной насыпке зерен абразива на основание, что покрыто клеем, а второй способ происходит в электрическом поле, которое ориентирует зерна вверх самыми острыми гранями для улучшения режущих свойств шлифовальной машинки.
Абразивные зерна на основу насыпают по связке плотно или редко. Наиболее эффективной считается абразивная лента с редкой засыпкой, когда зерна занимают меньше 70% площади, потому что между их зерен не способна забиваться древесная пыль, образующаяся в процессе шлифования. Могут использоваться в качестве абразивного материала природные минералы или искусственные материалы, которые обладают высокой твердостью, например, зеленый и черный карбид кремния, белый и нормальный монокорунд, а также нормальный электрокорунд.
С целью приклеивания зерен применяют синтетические смолы и мездровый клей. В качестве основы используют такую ткань, как бязь и саржа, или бумагу специального сорта. Величина абразивных зерен обозначается номером, который соответствует размеру ячеек сита, в котором задерживаются эти зерна, и отображается в сотых долях миллиметра.
Если вас интересует, как сделать ленточный шлифовальный станок, то вам стоит обратить внимание на следующие размеры шлифовальных порошков и абразивных зерен и их классификацию: шлифовальное зерно — от 2000 до 160 мкм, шлифовальные порошки — от 125 до 40 мкм; микропорошки — от 60 до 14 мкм, очень тонкие микропорошки — от 10 до 3 мкм.
На деревообрабатывающие предприятия шлифовальная шкурка поступает в листах или рулонах. На нерабочей поверхности шкурки присутствует маркировка с указанными характеристиками шкурки и компании-изготовителя. Для ленточного шлифовального станка используют шкурки в рулонах и разрезают на ленты определенной длины и ширины. Длину режущего инструмента определяют, зависимо от методики его соединения — внахлестку или встык под углом.
Концы срезают при склеивании встык под углом 45 градусов и приклеивают после этого на полотняную подкладку шириной от 80 до 200 миллиметров. На одном конце ленты при склеивании внахлестку абразивные зерна удаляют горячей водой на протяжении от 80 до 100 миллиметров, потом накладывают на смазанную клеем обнаженную основу другой конец ленты. Сжимают соединенные концы и высушивают их при использовании специального приспособления или клеильного пресса.

Листовую шкурку используют для комбинированных ленточно-шлифовальных станков. Для шлифовальных дисков принято вырезать шкурку в виде круга по шаблону, диаметр которого больше на 60 — 80 миллиметров диаметра диска. Используя прямоугольный шаблон, заготовки вырезают для бобины. После раскроя они имеют ровные края без вырывов. Наличие непроклеенных концов или уплотнений при склеивании лент может спровоцировать преждевременный разрыв ленты.
Шкурку раскраивают для широколенточных шлифовальных станков на листы по шаблону, который изготовлен из фанеры или алюминиевого листа. Шкурку раскраивают таким способом, чтобы края получились ровными, а разность длины боковых кромок составляла не больше 1 миллиметра. Один из скошенных краев зачищают, удаляя абразив на ширине 20 миллиметров. Зачищенный край и продольные кромки оклеивают полоской кальки, что имеет ширину 40 миллиметров, которая выступает за край шкурки примерно на 10 миллиметров.
Смазывают скошенный край с калькой клеем и выдерживают на воздухе, зависимо от вязкости и вида клея. Затем скошенные края соединяют и накладывают на место стыка полоску шкурки, место соединения сжимают и держат в прессе. Готовые бесконечные ленты принято вывешивать на специальных кронштейнах и выдерживать не меньше суток в сухом помещении до установки на шлифовальный станок.
Принцип работы ленточно-шлифовального станка
Ленточный шлифовальный станок состоит из столешницы с рабочим столиком для крепления режущего инструмента. Этот столик фиксируется в разных положениях относительно столешницы. Материалом для столешницы обычно служат ламинированные ДСП толщиной 25 миллиметров. Рабочий стол на роликах перемещается вручную или в поперечном направлении посредством механического привода по круглым направляющим, которые прикрепляются к суппортам.
Над столом располагается рабочая лента, надетая на неприводной и приводной шкивы. Шлифовальная лента натягивается и регулируется с помощью винтового устройства с пневмоцилиндром. Двухленточные шлифовальные станки имеют два одинаковых шлифовальных инструмента, которые размещаются последовательно на станине и имеют шлифовальные ленты, которые движутся навстречу друг другу.
Шлифование производится при поперечном движении рабочего стола и продольного перемещения короткого утюжка, который прижимает ленту к обрабатываемому материалу. Шлифовальные ленты в движение приводятся от электрического мотора через ременную передачу. Отходы, которые образуются при шлифовании, улавливаются пылеприемником, который присоединяется к эксгаустерной сети.
Назначая режим шлифования, рекомендуется по определенной шероховатости и свойствам материала, что обрабатывается, выбирать зернистость шкурки, скорость подачи и усилие прижима ленты к изделию. Зернистость шкурки принято выбирать, зависимо от твердости обрабатываемых материалов и требуемой шероховатости поверхности. Усилие прижима и скорость подачи являются взаимозависимыми величинами. При небольшом усилии и большой скорости подачи шкурки некоторые места поверхности способны не прошлифовываться, при большом давлении и малой подаче возможны прожоги и почернение материала.
Перед установкой ленты проверяют качество ее склеивания. Не стоит применять неправильно склеенные и надорванные шлифовальные ленты с неровным краем. При помощи маховичка можно уменьшить расстояние между шкивами и надеть ленту. Место склеивания размещается так, чтобы наружный со стороны абразива конец шва направлялся против рабочего движения шлифовальной ленты.
Натяжение ленты получается регулировать, перемещая натяжной ролик для ленточно-шлифовального станка или неприводной шкив. Не желательно слишком натягивать ленту, потому что это приводит к ее разрыву. Но шлифовальная лента при слабом натяжении проскальзывает по шкивам и нагреваться очень быстро. Силу натяжения устанавливают, зависимо от прочности основы режущего инструмента и определяют по стреле её прогиба при небольшом нажиме на нее.

Насколько правильно лента набегает, можно проверить при повороте шкива вручную или кратковременного включения электродвигателя. Ось шкива при соскальзывании ленты поворачивают рукояткой на небольшой угол и фиксируют стопорным устройством. После настройки ленточно-шлифовального станка включается система отсоса пыли, производится пробная обработка деталей и проверяется их качество.
Ленточно-шлифовальный станок с ручной подачей может обслуживать один рабочий. Перемещая изделие относительно режущего инструмента в продольном направлении, и поворачивая деталь вокруг оси, оператор в контакт с лентой последовательно вводит все участки, которые образуют обрабатываемую поверхность. При замедлении скорости или неосторожном движении возможно образование прошлифовки.
Отдельные участки детали принято шлифовать за несколько проходов. Достичь качественного выравнивания можно при правильном регулировании давления, которое оказывается на рукоятку утюжка, и скорости передвижения стола и утюжка. Давление при приближении к кромкам необходимо снижать, чтобы предотвратить их сошлифовывание. Для увеличения качества и производительности шлифования небольшие бруски укладывают на стол в ряд по нескольку штук одновременно.
Ленточно-шлифовальные станки с механической подачей изделий обслуживают два оператора. Один из них на конвейер укладывает деталь, ориентирует ее по ширине рабочего стола и направляет изделие под прижимные элементы станка. Детали при захвате конвейером нельзя передвигать в боковом направлении.
Не допускается подача в станок заготовок, которые имеют неодинаковую толщину, и деталей с грубыми дефектами поверхности. Скорость подачи и давление прижимной балки, как правило, в процессе обработки не регулируют. Второй оператор занимается приемом готовых деталей и следит, чтобы не возникало недопустимого закругления кромок и прошлифовки.
Изготовление ленточного шлифовального станка
Цена ленточно-шлифовальных станков от промышленного производителя достаточно высока, поэтому при их нечастом использовании мастера невольно задумываются — покупать оборудование или нет. Альтернатива покупке дорогого станка — сборка его своими руками. Основными деталями станка является станина, катки и двигатель.
Двигатель можно снять от старой стиральной машины. Станину вырежьте из толстого железа размером 500 на 180 на 20 миллиметров. Одну сторону ровно обрежьте на фрезерном станке по металлу, она требуется для крепления площадки с мотором. Габариты рабочей площадки -приблизительно 180 на 160 на 10 миллиметров. Сделайте разметку и просверлите три отверстия в торце ровно обрезанной станины. Необходимо притянуть площадку к станине тремя болтами.
Помните, что чем большую длину имеет рабочий стол, тем вы получите больше возможностей при выборе технологического приёма для шлифования и обработки изделия. Если длина обрабатываемой детали меньше или равна длине рабочего стола, то вы сможете достичь идеальной шлифовки намного проще, чем при передвижении крупной заготовки.
Двигатель должен плотно размещаться на станине. Он должен иметь мощность примерно 2,5-3,0 кВт и число оборотов в минуту порядка 1500. Если выбрать скорость движения шлифовальной ленты приблизительно 20 м/с, то диаметр барабанов должен составлять около 200 миллиметров. Таким образом, при достаточных оборотах двигателя редуктор для шлифовального станка не требуется.
Один из двух барабанов будет играть роль ведущего, который следует жёстко закрепить на валу движка, а другой натяжной должен свободно вращаться вокруг неподвижной оси на подшипниках. Стол со стороны ведомого барабана должен иметь некий скос, который будет обеспечивать плавное касание шлифовальной ленты поверхности рабочего стола, особенно это актуально для проклеенного стыка.
Изготовить натяжной барабан и барабан, что ведет шлифовальную ленту, вы можете из ДСП. Для этого нужно напилить заготовки из плиты габаритными размерами 200 на 200 миллиметров и из них собрать пакет в 240 миллиметров. Квадратные плитки или их пакет следует сложить на оси и проточить до диаметра около 200 миллиметров.
Помните, что в центре диаметр барабана должен быть на 2-3 миллиметра больше, чем по краям. При подобной геометрии поверхности гибкая шлифовальная лента будет располагаться посередине барабана. Оптимальной шириной ленты является показатель в 200 миллиметра. Из рулона наждачного полотна, что имеет ширину в 1 метр, легко получится склеить 5 подобных лент.
Клеить режущий инструмент необходимо встык, снизу подложив тонкий плотный материал, к примеру, брезент. Клей рекомендуется использовать самый качественный, который сможете раздобыть. На катки в обязательном порядке натяните резину, ширина которой достигает 30 миллиметров. Резину можно взять от камер мопеда или велосипеда.
На самодельном ленточном шлифовальном станке, кроме шлифовки деревянных изделий, для которых он собственно и предназначается, очень удобно затачивать инструменты с режущими поверхностями — стамески, ножи, топоры, секаторы. Еще одним плюсом данной шлифовальной машины является возможность работы с деталями, которые имеют криволинейную поверхность — для этого нужно шлифовать обрабатываемое изделие обратной стороной рабочей ленты.
У домашних мастеров потребность в шлифовке габаритных изделий возникает достаточно редко. По этой причине в гаражных и дачных мастерских
Шлифовальный гриндер своими руками: чертежи с размерами составляющих и алгоритм сборки
Гриндер это шлифовальный станок, которое имеет электрический привод и ленту с абразивным напылением. Такой станок используется для финишной обработки металлических, деревянных, а также полимерных поверхностей. Основное, на что нужно обратить внимание, собирая шлифовальный гриндер своими руками это выбор подходящих материалов.
 Гриндер позволяет шлифовать изделия из дерева, пластика, металла, а также обрабатывать любые поверхности.
Гриндер позволяет шлифовать изделия из дерева, пластика, металла, а также обрабатывать любые поверхности.
Процесс изготовления шлифовального станка
На фото можно увидеть как идет процесс изготовления шлифовального станка.


Сначала нужно нарезать заготовки из ДСП – из них у нас получится корпус нашего будущего устройства.


Следующий шаг – двигатель стиральной машинки. Для установки ведущего ролика на вал двигателя подбирается соединительная муфта из пластиковых труб таких размеров, чтобы она потом плотно сидела на шкиве вала. Чтобы получить нужный размер шкива вала, нужно включить двигатель и поработать напильником по типу токарного станка. Затем муфта аккуратно запрессовывается на шкив, она должна фиксироваться чётко. А чтобы закрепить ее дополнительно, можно воспользоваться клеем.
В муфту вставляем отрезок трубы, которая выступает в качестве ведущего ролика. Чтобы обеспечить лучшее сцепление со шлифовальной лентой, обклеиваем ролик резиной от камеры с велосипедного колеса.
Следующий этап – сборка корпуса, установка двигателя, надежная фиксация его болтами и гайками. Столешница будет с двумя отверстиями – для ведомого ролика и для ведущего.

Для изготовления ведомого ролика также берем отрезок трубы, в нее запрессовываем пару подшипников. Ось делаем из длинного болта либо резьбового стержня. Ось ведомого ролика крепим на специальную платформу из фанеры, которая может передвигаться под столешницей в горизонтальной плоскости. В итоге шлифовальный ремень и будет натягиваться.


Чтобы ремень можно было натягивать максимально удобно, приспособляем длинный стержень с резьбой с гайкой. Он будет тянуть платформу – так будет происходить натяжка шлифовального ремня. Следует отметить, что здесь не предусмотрено функции центровки ремня. Следует зафиксировать ролики таким образом, чтоб оси не сдвигались, а несколько расходились – если смотреть с верхней точки. Так ремень у нас не слетит.


Затем крепится опорная площадка для наждачной ленты.
Шлифовальная лента одевается на ролики.

Теперь обработкой древесины можно заниматься при помощи самодельной ленточной шлифмашины. Домашняя мастерская пополнилась отличным помощником!
В видео можно в подробностях рассмотреть как изготовляется ленточная шлифовальная машина своими руками.
Дело мечты. Пост №9. Исторический очерк
Рад вновь приветствовать вас всех, друзья! Сегодня предлагаю вам окунуться немножко в историю, порассуждать о великих мастерах гитаростроения и разобраться в их свершениях.
Начнем.
Гитара дошла до нас из глубины времён. Все их мы вспоминать не будем, очень уж это долго и муторно, сразу двинемся вперед, ограничившись лишь небольшим очерком о том, что
предки современных гитар могли иметь совершенно разные корпуса, приближаясь визуалом к лютне например, иметь разную длину, ширину, а так же разное количество струн. Мастера бросались то в одну сторону, то в другую. Особенно усугубилась ситуация в 18 веке, когда скрипка была на подъёме и гитарным мастерам приходилось как-то выкручиваться, чтоб привлечь внимание к себе и своим работам.
Барочная гитара Маттео Зилоса (до 1653 г.)

Но вот 13 июня 1817 года в Испании, в семье сборщика налогов, рождается некий Антонио де Торрес Хуардо.
Он с детства учится плотницкому и столярному делу, а, конкретно, гитаростроению – ориентировочно в 1840х.
Чем же так привлекателен этот человек? А тем, что именно он создал и, можно сказать по-современному, “раскрутил” классическую гитару в том виде, в котором мы ее знаем.
А вышло это вот как.
Однажды звучание его гитары услышал Хулиан Аркас – знаменитый на тот момент гитарист-виртуоз и композитор. Он разыскал мастерскую Торреса, который на тот момент работал плотником в местной гильдии, и предложил ему посвятить себя гитаростроению полностью.
Так оно и случилось.
В дальнейшем к Торресу приезжали и другие известные гитаристы того времени, что ещё больше распространяло вести о нем, так как именно его гитары звучали великолепно.
Что же он такого изменил в конструкции, что привело, можно сказать, к революции в гитаростроении?
Он изменил форму, а так же её “внутренний мир”. Теперь гитара стала более массивной, и к ней добавились некоторые детали:

На данной фотографии мы с вами видим верхнюю деку моей гитары, произведённую по технике Антонио Торреса. Он добавил на деку с обратной стороны так называемые пружинки – вот эти палочки, расходящиеся лучами от центра в стороны. А всё вместе это именуется веерной системой пружин. Эта система распределяет нагрузку, а так же колебание со струнодержателя по деке. Именно эти изменения привели к невероятному подъёму гитар на фоне других конкурирующих с ними инструментов.
Вообще, экспериментатор он был весьма интересный. Он проводил разные опыты, что и позволило ему достичь успеха.
Например один из опытов заключался в том, что Торрес собрал гитару из папье-маше исключая верхнюю деку, чтоб доказать, что именно она оказывает наибольшее влияние на звук. Так оно и вышло. Именно поэтому верхняя дека делается из так называемой резонансной древесины. Это ель либо кедр, который впервые применил на своих гитарах Хосе Рамирес ||| – один из членов целой династии лютье, родившийся в 1922 году и доживший до 1995 года.
Именно кедр применяю и я в качестве материала на верхние деки.

Дорогие друзья!
Не смотря на то, что аккаунт у меня относительно новый, он на самом деле второй (первый уничтожен). Я с вами уже более пяти лет и всё это время рад быть в стане Пикабу 🙂
Отсюда идёт хороший отклик для меня и я решил сделать акцию именно для пикабушников: -20% от цены как на единственный оставшийся готовый образец, ожидающий своего обладателя, так и на предзаказы. Никаких конкретных цифр я не указываю, если кому-то действительно это будет интересно, милости прошу в почту.
Напомню, о чём идёт речь:
•топ – массив кедра
•низ и обечайки – массив красного дерева
•накладка и бридж – венге
•порожки – кость
•нейзильберовые лады 2мм
•голова фанерована тремя цветами шпона
•отделка – высокоглянцевый лак
•гриф – красное дерево с переклейкой из венге по всей толщине включая голову.
•мензура 650
•купольная задняя дека, трехцветная окантовка
•наборные канты и розетка
•инкрустация в накладке (маркеры ладов) – натуральная красная яшма
На этом смею откланяться, связь как всегда через почту и, конечно же, я всегда рад поболтать с вами в комментариях 🙂
До новых встреч!
Показать полностью 4

koljanych
3 дня назад
Штроборез
Тем, кому «по долгу службы» приходится постоянно нарезать штробы, есть смысл один раз потратиться и приобрести инструмент специализированный. Но если установить на УШМ пару дисков по камню, то можно обойтись куда более скромными вложениями.
Основная сложность в том, что вал болгарки обычно слишком короткий и на него не получается поставить сразу два алмазных круга. Как выход из положения — нужно изготовить или купить такую гайку-переходник, которая бы прижимала первый диск и одновременно бы являлась посадочным местом для второго.
Естественно, подобная переделка не имеет никакого смысла, если не организовать качественного удаления пыли. Многие пользователи делают кожух самостоятельно, но можно приобрести и заводскую насадку с патрубком для подсоединения пылесоса и с опорной площадкой.

Достоинства самодельных шлифовальных станков
- Возможность в короткий срок добиться идеальной ровности заготовок.
- Экономия средств.
- Многофункциональность.
- Простота использования.
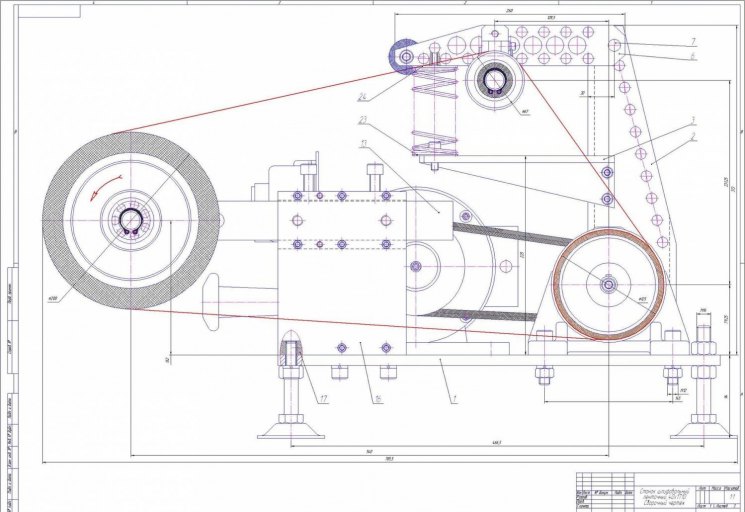
Инструменты и материалы
Инструменты:
- Угловая шлифовальная машина с отрезными дисками.
- Дрель и сверла.
- Гаечные ключи на 11, 12 и 19.
- Токарный станок.
- Тиски.
Материалы:
- Электродвигатель (минимум 6 А, или рекомендуемый на 12 А).
- Различные подшипники.
- Гайки, болты, шайбы, стопорные шайбы различных размеров.
- Металлический уголок.
- Шлифовальная лента 20 см.
- 10 см шкивы.
- Мощная пружина.
- Стальная планка 4 х 20 см.
- Брус 2,5 х 10 х 10 см из дерева или МДФ.
Как сделать шлифовальную машинку

Сделать простую машинку можно из жесткого диска вашего ПК. Для этого вам понадобится сам жесткий диск, абразив, блок питания ПК. Предназначаться она будет для работы с мелкими деталями. При разборке диска следует наклеить абразив на вращающуюся плоскость. После этого конструкцию нужно подключить к БП (блоку питания), а затем закрепить всю конструкцию на рабочей плоскости стола, снабдив регулятором оборотов, выключателем.
Шлифовальная машинка по дереву своими руками
Шлифовальные машинки представлены следующими видами:
- эксцентриковые или орбитальные;
- вибрационные;
- угловые;
- ленточные.
При изготовлении машинки вам будут необходимы:
- электрический мотор;
- источник питания.
Силовой агрегат нужно взять из бытовых приборов, например, от вентилятора, блок питания – компьютерный, аккумулятор – бытовой. В качестве основания для вышеназванных элементов подойдет доска из дерева, на которую шурупами следует закрепить аккумулятор с электромотором. Кнопку «пуск» нужно прикрепить к основанию саморезами. Жилы проводов фиксируются с помощью скоб промышленного степлера.
Рабочей деталью инструмента служит шлифовальный круг, который можно приобрести самостоятельно. Приводиться в движение абразивный диск будет с помощью электромотора с применением двух втулок.
Можно усилить конструкцию устройства, если в качестве двигателя взять мотор от стиральной машинки. Помимо полировальных дисков, в этом случае на инструмент можно устанавливать точильные и абразивные.
Самодельная ленточная шлифмашина

В качестве рабочего элемента в этом виде устройств выступает шлифовальная лента из абразива. Сделанная своими руками машинка будет стационарной, а иметь большие габариты, по сравнению с промышленным образцом. Для изготовления образца лучше всего использовать силовой агрегат мощностью 2–3 кВт и частотой вращения ротора 1500 об/мин.
Радиус ведущего барабана напрямую влияет на скорость перемещения ленты. Чем он больше, тем скорость движения ленты выше. Самодельная конструкция не позволит регулировать скорость ленты, однако можно влиять на силу натяжения путем смещения неподвижной оси натяжного вала, закрепленного на валу двигателя, относительно рабочего стола.
Верстак для шлифовальной машинки должен быть изготовлен из дерева или металла. Лента для шлифовальной машинки может быть сделана из абразивной бумаги, продающейся в строительном магазине.
Рабочий элемент, каким является наждачная лента, приводится в движение с помощью трансмиссии и барабанов силовым агрегатом. Валы делятся на ведущий и ведомый. Барабаны можно изготовить, используя листы ДСП, обработав их на токарном станке так, чтобы в результате обработки получились диски около 20 см в диаметре. При обработке следует учесть одну вещь: края валов обязаны иметь больший диаметр, по сравнению с центральной частью, для автоматического удерживания ленты. Габариты стеллажа будут зависеть от ширины ленты и расстояния между валами. В месте расположения валов в полотне необходимо проделать прорези для плавного прохождения ленты.
Как сделать мини шлифовальную машинку своими руками
 Для начала вам необходимо найти пенопласт, чтобы подготовить основу для устройства. После этого вам нужно вырезать отверстие для установки в него выключателя. Затем понадобится изолента и источник питания, например, известная батарейка Крона. Приматываем к пенопластовому основанию изолентой батарею питания (Крону). Берем пробку из-под шампанского и стержень ручки. Обрезаем стержень до нужной длины, после этого надеваем стержень ручки на пробку тупым концом и вставляем острие стержня в отверстие для вала моторчика. После этого вам необходимо ножницами вырезать под размеры пробки полоску абразивной ленты. После того как вы вырезали ленту, ее следует наклеить на пробку по окружности. Эта конструкция из пробки и будет являться рабочей деталью машинки. Внимательно осматриваем все провода и соединяем их скрутками, изолируем соединения изолентой. Пробуем запустить получившееся устройство. Теперь у вас появилась своя мини машинка. Такой аппарат пригодится для выполнения несложных мелких работ, для которых обычная шлифовальная машинка будет слишком велика и неудобна. Если вы наблюдательный и терпеливый, а также усидчивый человек, сделать своими руками шлифовальную машинку совсем нетрудно. Для этого вам нужны только ловкие руки и немного терпения.
Для начала вам необходимо найти пенопласт, чтобы подготовить основу для устройства. После этого вам нужно вырезать отверстие для установки в него выключателя. Затем понадобится изолента и источник питания, например, известная батарейка Крона. Приматываем к пенопластовому основанию изолентой батарею питания (Крону). Берем пробку из-под шампанского и стержень ручки. Обрезаем стержень до нужной длины, после этого надеваем стержень ручки на пробку тупым концом и вставляем острие стержня в отверстие для вала моторчика. После этого вам необходимо ножницами вырезать под размеры пробки полоску абразивной ленты. После того как вы вырезали ленту, ее следует наклеить на пробку по окружности. Эта конструкция из пробки и будет являться рабочей деталью машинки. Внимательно осматриваем все провода и соединяем их скрутками, изолируем соединения изолентой. Пробуем запустить получившееся устройство. Теперь у вас появилась своя мини машинка. Такой аппарат пригодится для выполнения несложных мелких работ, для которых обычная шлифовальная машинка будет слишком велика и неудобна. Если вы наблюдательный и терпеливый, а также усидчивый человек, сделать своими руками шлифовальную машинку совсем нетрудно. Для этого вам нужны только ловкие руки и немного терпения.
О ценах
Если подсчитать примерную стоимость всего объема работы, то автомобильные центры за полировку огласят цену в 150 у.е. В стоимость войдет полировка со всеми средствами предлагаемыми центром. Быть уверенным в отличном результате, отдавая авто в чужие руки, не всегда возможно. Тем более что ответственность многие из таких сервисов не несут.
Работа, выполненная собственноручно, обойдется гораздо дешевле. В среднем банка полировочной пасты в авторизированном магазине превысит стоимость в 15 у.е. Одной банки хватит на пять автомобилей. обойдутся в 5 у.е. Если болгарки или полировочной машинки нет, можно взять у знакомых или в аренду, в крайнем случае, подойдет дрель с возможностью регулировки оборотов. В итоге общая сумма получится не более 30 у.е. Кроме значительной экономии будет уверенность в качественной работе, выполненной собственными руками.

Электромотор для станка






У меня был выбор из нескольких моторов, но у электродвигателя, который стоял на станке для резки плитки был более подходящий кожух. В некоторой степени работа над станком походила на эксперимент, потому что я не был уверен в достаточной мощности мотора. Поэтому я остановился на модульном решении с рамой для ленточного механизма в качестве единого элемента, которую можно снять и переставить на более мощную основу. Скорость вращения мотора меня вполне устраивала, но беспокоило, что 6 А даст слабую мощность. После небольшого испытания, я увидел, что для простой работы данный электродвигатель подходил, но для более интенсивной работы, нужно выбрать что-то помощнее. При проектировании вашего станка, на этот момент обратить внимание.
Как я упоминал, кожух у электродвигателя был очень подходящим, так как позволял создать вертикальный станок, который будет легко перемещать.
Сначала нужно его высвободить, сняв рабочий стол, пилу, защиту, поддон для воды, оставив лишь электродвигатель. Еще одним преимуществом использования данного мотора был сердечник с резьбой и гайкой для фиксирования пилы, что позволяло установить шкив без использования шпонки (что такое шпонка, я объясню позже).
Так как у меня был в наличии слишком широкий шкив, я решил использовать крупные прижимные шайбы, которыми обычно закрепляют пилу, перевернув одну обратной стороной, чтобы между ними оказался клиновидный желоб. Я обнаружил, что пространство между ними слишком узкое, и, чтобы его расширить, поставил между ними стопорную шайбу. Преимущество в данном способе заключается в том, что у прижимных шайб есть плоский край, который фиксируется с плоским краем для одновременного вращения с сердечником.
Ремень
Приводной ремень я использовал 7 х 500 мм. Можно использовать стандартный 12 мм, но тонкий более гибкий, и он будет меньше нагружать мотор. Ему ведь не нужно вращать шлифовальный круг.
3 Переделка бытового электроинструмента
Почти у каждого хозяина найдется болгарка. Ею можно выполнять грубую отделку – чистить металл от ржавчины, стены перед оштукатуриванием. Для тонких работ, например, кузовных, не годится – слишком большие обороты. Одно неосторожное движение – и в автомобиле дырка. Если оснастить регулятором напряжения, который стоит на профессиональных моделях, то бытовой УШМ станет возможна деликатная шлифовка.
Тот, кто хоть немного разбирается в радиотехнике, соберет устройство своими руками. Понадобятся ходовые детали, которые легко купить или выпаять из старых изделий. Умеющему читать электросхемы объяснения не нужны.
 Схема самодельного регулятора оборотов для болгарки
Схема самодельного регулятора оборотов для болгарки
Порядок работы следующий:
- паяют, используя печатную плату или навесной монтаж;
- тиристоры устанавливают на радиаторы;
- проводят тестирование лампочкой на 40–60 Вт (она должна плавно менять яркость при повороте подстроечного резистора);
- после успешного испытания устройство монтируют под кожух инструмента.
Предложенная схема простая, ее подключают к сетевому питанию УШМ.
Крупорушка (зернодробилка)
В целом инструмент по конструкции очень напоминает бытовую кофемолку. Идея заключается
в том, чтобы вместо диска закрепить на валу пластинчатый нож. Вместо емкости народ использует металлические или пластиковые ведра, а также «списанные» с кухни кастрюли.
Очередного рукожопства пост
Разбирал я как-то паллеты старые на дрова и наткнулся на несколько досок в приличном состоянии. Так что нечего добру пропадать, решил запилить себе алкополку. Так чтоб выглядела брутально.
Ну как мне кажется – получилось. Перфекционистам и прочим любителям строгих форм сразу говорю – задумывалось как старая бочка.

Ну и собственно сам процесс создания:

suigeneris17
17 дней назад
Делаем шлифмашинку из дрели
Чтобы превратить обычную, бытовую электрическую дрель в шлифовальную машинку нужно оснастить ее специальной насадкой – рабочим барабаном или специальной опорной тарелкой, в зависимости от поставленной задачи.
Опорная или шлифовальная тарелка представляет собой пластиковую или резиновую основу с наклеенной наждачной бумагой и хвостовиком для зажима в патрон дрели. Тарелки с гибким валом подходят для работы с незакрепленной дрелью, а с жестким лучше применять только для хорошо закрепленной дрели.
Шлифовальные барабаны для бытовой дрели конструктивно представляют собой обычный цилиндр, хвостовик и наклеенную на цилиндр наждачную бумагу. При использовании барабанов рабочая поверхность шлифмашинки располагается параллельно оси вращения.
Типы конструкций под болгарку
Варианты конструкций
 Существует несколько типов стоек под болгарку. Они отличаются расположением и временем, потраченным на сборку. К первому типу относится станина, под которой закреплена углошлифовальная машина.
Существует несколько типов стоек под болгарку. Они отличаются расположением и временем, потраченным на сборку. К первому типу относится станина, под которой закреплена углошлифовальная машина.
Рабочая поверхность представлена отрезным диском. При этом резка профиля из металла будет подобна распилу деревянных элементов циркулярной пилой. Такая конструкция токарного станка не очень популярна из-за необходимости двигать заготовку. Процесс нарезания в этом случае становится небезопасным. Но есть и явное преимущество – это быстрое нарезание тонких металлических листов.
Ко второму типу относится шлифмашина из болгарки с применением каркаса. У данного типа инструмента могут быть разные исполнения крепления. Но все они должны быть надежны. Можно закрепить болгарку к станине посредством крепления болтами в месте рукоятки. Можно закрепить болгарку к стойке болтами на защитном кожухе, в котором предварительно сделать отверстия. Этот вариант исполнения считается наиболее простым, удобным и не требующим много деталей.
Еще углошлифовальную машину можно крепить методом маятниковой пилы. Этот метод подразумевает неподвижность обрабатываемого элемента, а вращается только круг. Маятниковая пила располагается над столешницей. Это позволяет обрезать предмет под необходимым углом. При этом способе работа с болгаркой становится безопасной и быстрой, так как шлифовальная машина располагается сверху. Есть возможность в любое время использовать болгарку для обычных целей.
Суть метода маятниковой пилы
Токарный станок маятникового вида с применением болгарки легко собирается в домашней обстановке. Такая самоделка имеет простой механизм работы. Основные компоненты для изготовления:
- Стойка
- Маятник
- Крепление
В качестве стойки можно употребить раму из стали с платформой из листового металла. К такой поверхности прикрепить кронштейн. К нему монтировать шарнир для пилы и упор для держания заготовки. Хорошим упором считается поворотный механизм, чтобы менять угол между обрабатываемой частью и диском. Не нужно забывать, что стоит сделать отверстие для режущего круга в столешнице. Ширина отверстия отвечает двойной толщине круга, а длина – диаметру.
В качестве маятника применяется деталь Т-образной формы. Такая деталь скрепляется с кронштейном станины и частью, которая предназначена для фиксации болгарки. Механизм маятника обеспечивается подшипниками качения или же применением втулки.
Для закрепления углошлифовальной машины можно использовать консоль с одним или двумя кронштейнами. Инструмент закрепляется за корпус и в месте редуктора, где есть специальные отверстия.
Для удобной эксплуатации возможно подключение к выключателю, например, педали.
Вижу цель, не вижу препятствий

сфоткал на тапок мой друг. машина стояла в районе Заневки, СПб, рядом с автосервисом.
pitiunt
2 месяца назад
Понадобится
Для изготовления самоделки нам нужны будут вполне доступные и недорогие материалы:
- металл разный (уголок, профильная труба, полоса);
- резьбовые детали (гайки, шайбы, винты, болты, шпилька);
- пружины на растяжение и сжатие;
- болт с пластиковой головкой-ручкой;
- гильзы кабельные алюминиевые;
- подшипники;
- эмаль по ржавчине.
Некоторые операции можно выполнить вручную, но работа пойдет быстрее и легче, если в наличии будет:
- болгарка с отрезным диском;
- сверлильный станок;
- сварочное оборудование;
- дрель со сверлом и зенкером;
- угольник и карандаш;
- штангенциркуль и рулетка;
- керн и молоток;
- напильник по металлу;
- метчик, отвертка и ключи.
Условия для изготовления станины
Для изготовки наждачного устройства из углошлифовальной машины потребуется:
- Материал для станины – металлическая труба или металлическая пластина
- Пружина для создания противовеса
- Подшипники для формирования вращения
- Прочный материал для крепкого основания
- Углошлифовальная машина
Чтобы получить более надежное и универсальное оборудование, самодельный станок из болгарки лучше изготовить, используя небольшой инструмент. Выбирать нужно тот, что заслуживает доверие на рынке. Выбор ненадежного устройства приведет к дополнительным расходам, если модель выйдет из строя. Самодельная стойка конструируется под определенную модель, а новая может не подойти.
Перед изготовлением токарного станка нужно начертить схему устройства, чтобы вычислить параметры и структуру установки. Рекомендации при изготовлении:
- При проектировке поворотного узла длину от шарнирного соединения до диска следует делать маленькой, чтобы станок был жестче и точнее.
- В роли опоры, куда запрессовываются подшипники, обеспечивающие поворот маятника, можно употреблять заводские подшипниковые модули или отрезки из стальной трубы с окружностью, равной наружной обойме подшипника.
- При напрессовке подшипниковых модулей на вал следует делать плотное соединение без возможности ослабления для предотвращения смещений.
- После установки болгарки выполняется пробный запуск, чтобы оценить вибрационные действия и люфты.
- Для точности при работе с токарным станком можно установить линейку на упорную планку, что обеспечит производство отрезков необходимой длины.
Отрезной станок будет полезным приспособлением для любого мастера. Сделанное своими руками устройство для шлифовки будет отвечать вашим запросам и параметрам работы. В дальнейшем такое приспособление сэкономит время и позволит осуществлять точные слесарные работы.
Как шлифовать болгаркой
Не надо забывать, что шлифовка всегда связана с большим количеством пыли. Подготавливаясь к шлифовке, не забудьте и о себе! Защитная маска и респиратор – это лучшие помощники при шлифовке. Можно найти и такой вариант, где маска совмещена с хорошим респиратором.
Фильтр респиратора будет забиваться очень быстро, поэтому надо заготовить сразу несколько штук для оперативной замены. Только после проведения тщательной подготовительно работы можно приступать к шлифовке.
Шлифуем дерево + (Видео)
Дерево это уникальный материал. Он и вручную шлифуется неплохо, но с болгаркой можно добиться очень хороших результатов. Некоторые снобы утверждают, что болгаркой вообще шлифовать нельзя, но это от незнания и неумения.
Главный секрет – шлифмашина используется на минимальных оборотах. Если болгарка имеет переключатель скоростей, то проблем не будет. На больших оборотах наждачная бумага будет очень быстро и очень плотно забиваться древесиной. В таком режиме ее не хватит и на пять минут работы. Оптимальная скорость не более 6000 оборотов.

Другой секрет – не шлифовать всей площадью круга. Если шлифовать всей поверхностью, то на древесине будут оставаться круговые следы. Чтобы вообще не оставались следы от наждачки или они были бы минимальными, надо шлифовать только верхним сектором круга. Движения машинки должны быть вдоль волокон древесины.
Таким методом можно получать великолепные результаты при шлифовке вагонки. Доска становится гладкой и не сохраняет следов инструмента. Не надо только увлекаться и вовремя менять наждачные накладки на круг.

Подобным образом шлифуется сруб. Здесь желательно, чтобы опорная тарелка была тонкой по краю. С такой тарелкой будет проще шлифовать узкие места примыкания бревен. В противном случае эту работу придется доводить стамеской.
Работаем по бетону + (Видео)
Если не удалось приобрести фирменный защитный кожух-пыльник с патрубком для пылесоса, то его можно сделать своими руками. Для этого берем использованное ведерко из-под шпаклевки или клея с диаметром чуть больше круга болгарки. Отрезаем донную часть на высоте чуть большей собранной шлифовальной части.

Вырезаем отверстие в донышке для установки на редуктор и отверстие для пластикового сантехнического углового отвода. Теперь подключаем к патрубку шланг пылесоса и спокойно работаем.
Шлифовальный круг должен быть рассчитан на обработку камня. Бетон и бетонные поверхности предпочтительнее шлифовать всей поверхностью круга. Это будет экономить время обработки, и хорошо выравнивать плоскость поверхности.
Шлифуя бетонный пол надо постоянно контролировать плоскость с помощью строительной линейки, потому что из-за разной плотности бетона можно сделать углубления. Для обработки стыковочных швов между бетонными заливками достаточным будет добиться одного сочетанию по уровню.
Хорошо шлифовать бетонные полы и поверхности алмазной шлифовальной чашкой фирмы Matrix. Если болгарка на 150 мм, то чашка на 125 мм.
Шлифовка металлических поверхностей + (Видео)
Металл шлифуется по разным требованиям. Чаще всего металл шлифуется под покраску или для дальнейшей полировки. Основным инструментом признана опорная чашка со сменными наждачными накладками. Подбор наждачной бумаги зависит от степени обработки и от состояния металла.

Во время шлифования необходимо работать только частью диска. На поверхности не должно оставаться необработанных участков.
Обработанные поверхности обычной стали желательно покрывать грунтовкой. Содержащаяся в воздухе влага может очень быстро покрыть металл, и вызвать появление ржавчины.