При работе с жестью используются два основных инструмента. Ножницы по металлу и листогибочный станок.

Конечно, при изготовлении желоба для крыши сарая, можно воспользоваться старым дедовским способом – обстучать киянкой лист оцинковки о край верстака, или при помощи металлического уголка.
Примеры таких работ можно увидеть на кровле в частном секторе. Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов.
К тому же, кустарное сгибание металла подойдет лишь для простых конструкций. Если профиль изгиба имеет несколько разнонаправленных граней – без профессионального инструмента не обойтись.
Например, правильный конек для крыши «на коленке» не согнешь, да и внешний вид будет всегда напоминать о нерадивости хозяина.

Покупать промышленный станок – непростительная роскошь. В этом материале расскажем, как сделать листогиб своими руками из простых и доступных материалов.
Немного о конструкции самодельного листогиба
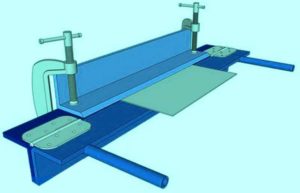
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах.
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Конструкция и принцип работы видны на чертежах.
Пошаговая инструкция по изготовлению
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
- Металлопрокат нарезаем болгаркой на куски по 1 метру. Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.

- Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
- Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма.
- Тщательно измеряем и размечаем на уголке выборку для крепления оси.
- Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
- Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
- Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
- В результате должна получиться конструкция, с идеальной соосностью в торцах.
- Приставляем уголки друг к другу.
- Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
- Углы относительно друг друга должны быть расположены следующим образом:
- Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
- Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
- Металлический прижим будет располагаться следующим образом:
- Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке. Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке.
- Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
- В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
- Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
- Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
- Рукояти привариваем с нижней части поворотного уголка (траверсы).




















Делаем станину для листогиба
Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.

Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.

Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато.
При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает. Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.

Дополнительные приспособления
Для удобства работы, прижимной уголок можно подпружинить, а вместо обычных гаек применить барашковые. На таком приспособлении удобно работать роликовым ножом, используя верхний прижим в качестве направляющей линейки.
Временная конструкция по упрощенной схеме
Рассмотренный вариант листогиба делается для регулярных работ, и фактически является стационарным устройством. Если вам необходимо срочно выполнить разовую работу по изготовлению жестяных изделий – можно создать более простое устройство.
Для изготовления понадобятся:
- Три уголка 40-50 мм, ширина по вашим потребностям;
- Пара дверных петель;
- Две мощные струбцины;
- Два прута (круга) в качестве ручек.
Два уголка скрепляются между собой петлями, как можно более плотно.

Третий, более короткий уголок, при помощи струбцин прижимает заготовку и нижнюю траверсу к верстаку. Такой станок не слишком удобен, но это компенсируется простотой изготовления. Вариант изготовления выбирать вам.
Простое решение для гибки листов
Этот самодельный листогиб можно изготовить за 30-60 минут.
Потребуется минимальное количество материалов:
- Уголок №5 длиной 1,5 метра.
- Швеллер №18 — 20, в качестве станины. Длиной 1,5 — 2м.
- Водопроводная труба 2-3 м., для изготовления рукоятки
- две дверные петли, лучше гаражные.
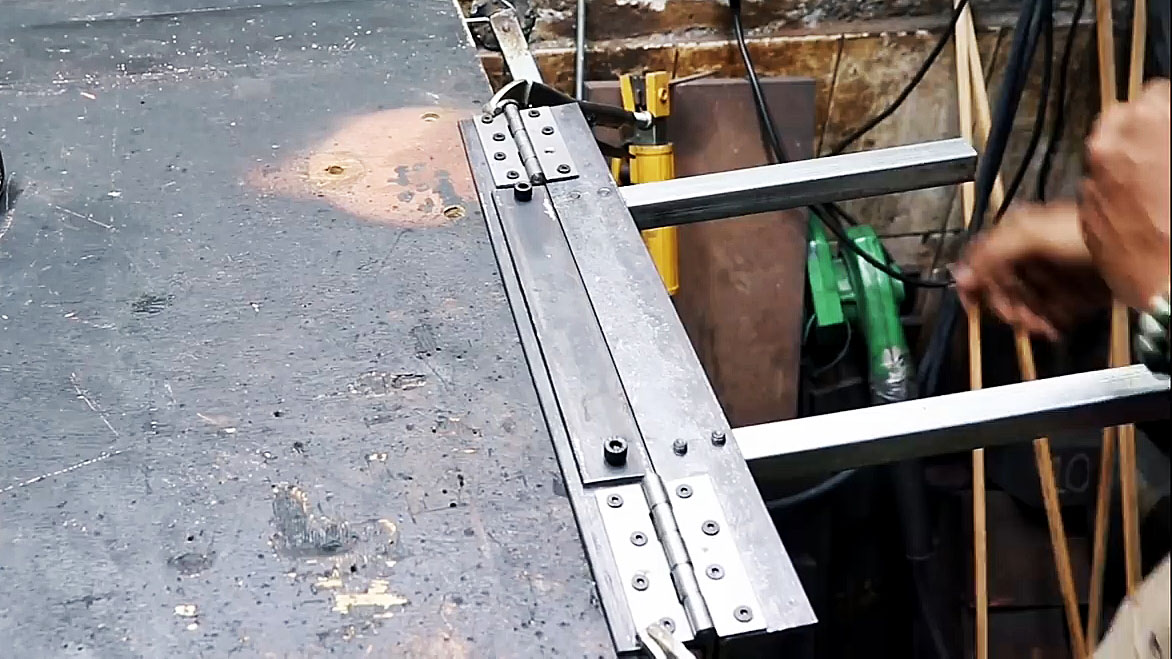
Как собрать конструкцию видно из приложенных фотографий. Станок простой, но эффективный, если вам, конечно, не требуется особая точность для гибки листов.
Обратите внимание на размеры листов, которые собираетесь гнуть. Приваривать петли необходимо с запасом. Прибавьте к ширине листа 20-30 см, чтобы лист свободно проходил между петлями, сделайте разметку и смело приваривайте.


Видео инструкция по изготовлению самодельного листогиба
Интересная статья на тему как собрать трубогиб своими руками. Доступные схемы и чертежи, а так же видео и подробное описание сборки.
 Листогиб своими руками: чертежи, видео, описание. Из листового металл можно сделать огромное количество изделий – водосточную систему, фасонные детали, которыми можно обшивать кровлю, отлив для цоколя, уголки для строений из профилированного листа и прочее.
Листогиб своими руками: чертежи, видео, описание. Из листового металл можно сделать огромное количество изделий – водосточную систему, фасонные детали, которыми можно обшивать кровлю, отлив для цоколя, уголки для строений из профилированного листа и прочее.
Все это может сделать особый гибочный станок, иными словами листогиб, своими руками сделать который не состав труда. Об этом и поговорим.
Разновидности
Есть три разновидности станков для гибки листов:
- Простой ручной, в данном случае гибка металла выполняется при приложении силы. Такие устройство дают возможность избегать листовые материалы под любыми углами — от нескольких градусов до 360.
- Гидравлический станок, в котором при помощи ударов листовой металл сгибают по форме матрица. Последняя бывает прямой, иногда криволинейной. Такое оборудование признано профессиональным, и его активно используют для предприятиях большой и средней мощности.
- Роликовые/валковые листогибы, в которых лист металла не гнется строго по прямой, а закругляют. При помощи такого оборудования можно делать трубы или любые подобные изделия.
Все описанные устройства относятся к станкам для гибки листов. Своими руками будет проще всего сделать оборудование первого типа, и немного сложнее – третий. О них и пойдет речь – как сделать листогиб своими руками + видео.
Простые (ручные)
Металлические фасонные детали стоят дорого, даже дороже профнастила или металлической черепицы, поэтому есть смысл изготовить самый простой станок для гибки листового металла, а уже с его помощью сделать любое количество углов, отливов и остальных деталей, которые вам требуются, при этом лишь под свои размеры.
И да, не переживайте на счет внешнего вида. В продаже если листовой металл не только оцинкованного типа, но и уже окрашенный. В каждой конструкции лист будет плотно зафиксирован, поэтому при работе он не будет скользить по столу, а краска не сотрется и не поцарапается.
В местах изгиба она тоже не будет повреждена, поэтому вид изделий будет приличный. При должных усилиях ваши изделия будете выглядеть даже лучше тех, что есть в продаже.
Листогиб из тавров
Для изготовления такого станка потребуется любая ровная поверхность, к примеру, стол, желательно чтобы он был металлическим, а также 3 уголка с шириной полочки не меньше 4,5 см, а толщина металла не меньше 0,3 см. Если у вас в планах есть изгибание длинных заготовок (длина больше 1 метра), то желательно взять полочки с большей шириной и толщиной металла. Можно использовать товары, но это требуется для гибки листов с большей длиной и толщиной. Также потребуются 2 дверные металлические петли, а еще 2 винта с диаметром от 1 до 2 см, на них «барашки» и пружинка. Еще потребуется сварка для того, чтобы приварить петли и проделать отверстия (или дрель со сверлом, которое подходи для работ по металлу).
Для листогиба, который будет сделан своими руками, используем тавр на 7 см – 3 кусочка по 2,5 метра, еще 2 болтика по 2 см диаметр, маленький кусочек металла с толщиной 0,5 см.
Порядок действий следующий:
 Два тавра следует сложить, с двух концов сделайте в них выемки под петельки. Края выемок следует скосить под 45 градусов, а третий тавр обрезать так же, но глубина выемки должна быть чуть больше – это будет прижимная планка, поэтому она должна свободно ходить.
Два тавра следует сложить, с двух концов сделайте в них выемки под петельки. Края выемок следует скосить под 45 градусов, а третий тавр обрезать так же, но глубина выемки должна быть чуть больше – это будет прижимная планка, поэтому она должна свободно ходить.- Приварите петли с двух сторон (проварите с лицевой стороны и с изнанки).
- К дальнему от вас тавру приварите по 2 укосины с каждой стороны. Они требуются для того, чтобы можно было выполнить установки болта-фиксатора прижимной планки.
- Приварите к каждой укосине по гайке для болта.
- Установите прижимную планку, а сверху приварите пластины из металла, в которых будет отверстие посредине. Диаметр отверстия должен быть чуть больше, чем диаметр болта. Отверстия следует отцентровать таким образом, чтобы они находились на одной вертикали с приваренной гайкой. Приварите.
- Пружину отрежьте так, чтобы она смогла поднимать планку на 0,5-0,7 см. После этого нужно пропустить болт в «ушко», надеть пружинку и закрутить гаечку. После установки такой же пружинки с другой стороны прижимная планка будет подыматься сама при откручивании.
- Приварите к шляпке винта два отрезка арматуры – это будут ручки для закручивания.
- К подвижному тавру приварите ручку и можно начинать.

Данный вариант будет самым мощным – вы сможете сгибать длинные заготовки и листы большой толщины. Хотя такие масштабы не всегда востребованы, но всегда можно уменьшить. В видео есть конструкция аналогичного типа, но чуть меньше и с другим креплением планки прижима. К слову, можно установить на винт пружину и тогда будет проще поднимать планку. Конструкция интересна тем, на ней можно проводить отбортовку, а стандартные устройства такого не могут.
Листогиб из уголка с прижимной планкой
Данная модель выполнена из уголка с толстыми стенками, станина сделана в виде обычного строительного козла, который сварен из аналогичного уголка. Ручка взята с багажной тележки, а конструкция винтов по-своему интересна – они длинные, ручка вынута в виде буквы «Г». Ее удобно открутить и прикрутить на месте.
Такой станок листогиб своими руками сделать несложно, но учтите некоторые особенности:
- Уголки находятся не полочками друг к другу, а имеют направление в одну сторону. Из-за этого крепление петли бывает не самым удобным.
- На изгибе дальнего уголка приварите с двух сторон маленькие пластинки-упоры для планки.
- На той же планке приварите гайку от винта (на обеих сторонах).
Теперь можно перейти непосредственно к прижимной планке. Ее тоже можно сделать из уголка, но укладывать следует на станок изгибом кверху. Для того чтобы планка не перегибалась при работе, наваривают усиление – металлические перемычки. С двух концов планки приварите маленькие металлические площадки, в которых сделаны отверстия для болтов. И еще один момент – та грань, которая повернута к месту сгиба, требуется для получения острых углов на сгибе.
Прижимную планку нужно установить на станок, а в место установки подложить пружины. Ручку установите на место. Если она не прижмет планку, благодаря силе упругости пружинки будет приподнятой над поверхностью. В этом положении под нее заправьте заготовку, выставьте и прижмите. Такой листогиб будет неплохим вариантом для использования в домашних условиях. У вас не получится гнуть толстый металл, то оцинковку и жесть без труда.
Вальцы для листового металла
Данный тип листогиба может быть с тремя приводами:
- Гидравлический.
- Ручной.
- Электрический.
Вальцы своими руками для листового металла делают с ручным или электрическим приводов. В ручном должно быть 3 вала, а в электрическом может быть и 3-4, но по стандарту тоже всего лишь три. Для такого станка требуется хорошая основа, в качестве который может быть использована станина или верстак. В качестве основы конструкции выступают валки, которые должны быть одинакового размера. Два нижних должны стоять стационарно, а верхний подвижно. Благодаря изменению расстояния между верхними и нижними вальцами можно изменять радиус кривизны.
Итоги
Станок приводится в движение при помощи ручки, которая должна быть приделана к одному из валов, а после крутящий момент будет передан на остальные катки через звездочки. Их следует подобрать таким образом, чтобы скорость вращения получилась одинаковой. Если на оборудовании планируется изготовление труб, верхний каток должен быть с одной стороны съемным и иметь систему быстрого фиксирования. После сворачивания листа в трубу вы не сможете вытащить его по-другому.
( 2 оценки, среднее 5 из 5 )
Обзор популярных моделей
Тестируем работоспособность нашей самоделки «вхолостую». Для этого приподнимаем и опускаем несколько раз за ручки второй (внутренний) подвижный уголок. При этом он должен свободно без заеданий поворачиваться из горизонтального положения в вертикальное относительно первого (наружного) неподвижного уголка благодаря соединяющим их дверным петлям.
Теперь проверяем наше листогибочное приспособление «на деле». Для этого берем металлический лист не шире приемной щели и, разделенный тремя горизонтальными линиями на четыре равные части.
Просовываем его в щель между полосой и полкой внешнего уголка, пока первая разметка на листе не совместится с ее внутренней (выходной) гранью.
Беремся двумя руками за ручки и поворачиваем их против часовой стрелки. При этом подвижный уголок, поворачиваясь на петлях относительно неподвижного, сгибает лист по намеченной линии на 90 градусов или чуть больше, учитывая упругие свойства материала заготовки.
Повторяем этот листогибочный процесс три раза.
В результате мы получим профильную квадратную трубу. Чтобы грани получилась более строгими, приемную полосу листогиба можно болтами и гайковертом плотнее прижать к заготовке.
В этом случае, чтобы вытащить заготовку профильной трубы из нашего приспособления, прижимные болты придется немного ослабить.
Попробуем выполнить отбортовку листа. Также просовываем его в щель между полосой и полкой приемного уголка. С помощью угольника проверяем правильность установки листа в устройстве и приводим в действие наше устройство. Отбортовка поучилась ровной, на ней отсутствуют следы деформации и смятия.
Перед тем, как начать своими руками собирать ручной агрегат, стоит точно определиться с объемами и перечнем работ, которые в дальнейшем будет исполнять новое устройство. Ведь в зависимости от назначения данного агрегата может меняться и конструктивная схема приспособления.
Из всех имеющихся на сегодняшний день решений наиболее простым листогибом в конструктивном плане является изделие, которое гнет листовой металл за счет специального траверса. Подобное приспособление пригодится, если вы работаете с материалом шириной не больше полуметра, позволяя без дополнительных устройств согнуть металл под углом 90 градусов только при помощи сил собственных рук.
Иногда из-за большой упругости материала довольно сложно добиться угла в точные 90 градусов. Исправить ситуацию помогает специальная проставка (на рис. справа), имеющая вид обычной полосы металла.
Куда сложнее в изготовлении оказывается листогибочный пресс, состоящий из пуансона и матрицы. В этом случае листовой металл размещается прямо на матрице, где нужный профиль заготовке придается благодаря опускающемуся сверху пуансону.
Рассмотрим вариант сборки листогиба своими руками, который будет функционировать в паре с гидропрессом. Если дома вы уже имеете пресс, то дополнить его устройством для сгибания металла будет несложно.
Практика показывает, что более совершенным в работе был и остается листогибочный станок, работа которого осуществляется за счет 3 валов. Такой агрегат еще иногда называется проходным. Главным достоинством его выступает то, что приспособление дает возможность реализовать металлические заготовки с разным углом изгиба. Станок для гибки металла может комплектоваться как электрическим, так и ручным приводом, позволяя мастерам реализовать самую разную конструкцию.
- Протяжной листогиб может дополнительно оснащаться траверсой, прижимом и опорой, позволяя использовать его для ручной гибки материала. Подобного рода станки оснащаются различными валами, которые всегда можно приобрести отдельно, сделав устройство более универсальным.
- Профилированные вальцы применяются, как правило, с целью придать нужный угол элементам кровельных конструкций, будь то отбортовки, коньки, водостоки, ендовы и т.п.
- Вальцы, имеющие гладкую рабочую поверхность, применяются в большинстве случаев, когда необходимо провести жестяные работы, например, сделать секции труб большего диаметра или выгнуть заготовки.
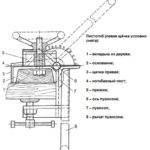
В готовом виде усовершенствованный листогибочный станок состоит из:
- Опорной укрепленной балки.
- Маховика – резьбового элемента.
- Балки, выполняющей роль прижима.
- Струбцины для фиксации механизма к рабочей поверхности.
- Траверса, который и позволяет выполнять сгиб металлического листа.
На чертежах можно заметить прижимные маховики, которые, как правило, мало у кого имеются в наличии. В большинстве случаев для листогиба за место него применяются обыкновенные винты, оснащенные приваренными воротками.
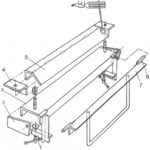
Ниже представлены чертежи листогибов, которые по своей конструкции сильно похожи на рассмотренные выше варианты. Единственное различие по большей части кроется в креплении траверсы. На схемах предложены размеры, которые, при желании, можно корректировать под собственные нужды и особенности эксплуатации станка.
Покупкой проходного листогибочного станка и сборкой ручного листогиба своими руками чаще всего интересуются люди, желающие сэкономить на приобретении профилированного листа серийного изготовления. Простая арифметика показывает, что самостоятельные работы по гнутью металлических листов удешевляют стоимость последних приблизительно на 40 процентов, если сравнивать с заводскими изделиями. Однако на деле все сложнее!
Стоимость проходного заводского ручного станка для гнутья профлиста составляет приблизительно 60 тысяч рублей. Несмотря на это, купленный листогиб не гарантирует стабильно высокого качества продукции. Загвоздка заключается в том, что прокатка с одним проходом скорее всего будет приводить к образованию перетянутых углов, которые в свою очередь со временем могут стать причиной образования трещин.
Главный фактор, на который следует обращать внимание при покупке листогиба, — это его скорая окупаемость! Достичь этого самостоятельному мастеру, использующему станок в частном порядке, довольно проблематично. В данном случае куда целесообразнее взять на вооружение самодельный листогибочный станок, который отлично справится с гнутьем металлических листов.
При выборе нужно обращать внимание на технические возможности и отдавать предпочтение оборудованию, имеющему небольшой запас по основным важным характеристикам. Самыми покупаемыми станками в России являются агрегаты, выпускаемые производителями из США, Польши, Китая и Германии.
К бюджетным производственным станкам относятся китайские и российские листогибы, а к прессам из средней ценовой категории относятся модели из США, Турции и Польши. Самыми дорогими и недоступными для рядового потребителя принято считать станки от производителей Германии и Франции, а также выпускаемые другими западно-европейскими странами.
| Марка | Мобильность / вандалостойкость | Стоимость ремонта устройства | Толщина металла / ресурс рабочей части (п. м.) | Стоимость тыс. долларов |
| Tapco | Высокая / низкая | Высокая | 0,7 / 10000 | От 2,0 |
| Van Mark | Высокая / низкая | Высокая | 1,0 / 10000 | От 2,0 |
| Jouanel | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Mazanek | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Schechtl | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| ЛГС-26 | Высокая / высокая | Низкая | 0,7 / 10000 | Порядка 32,0 |
Несмотря на массу преимуществ, включая высокую производительность, заводские модели обладают некоторыми недостатками, представленными достаточно высокой стоимостью и дорогостоящим обучением персонала, а также относительно дорогим обслуживанием. Любые самодельные листогибы, как правило, просты в эксплуатации и доступны в изготовлении, но их производительность оставляет желать лучшего.
Хорошие польские листогибочные станки стоят недешево. В последнее время стали востребованы модели российского производителя «Русич». Более дешевый вариант изготавливает Китай, но и качество сборки у таких моделей иногда сомнительное. В рейтинге лучших:
- Stalex;
- Tapco;
- Sahinler;
- Electrabrake.
Однако такие ручные агрегаты не каждый пользователь может себе позволить. Из более доступных вариантов стоит подробнее обратить внимание на другие станки.
ЛГС 26
Неплохой ручной агрегат, изготавливаемый отечественным производителем. Широко используется для работы с листовым металлом в месте монтажа строительной конструкции. Среди изделий, которые можно получить при помощи оборудования:
- отлив;
- откос;
- уголок;
- конек;
- фасадная панель;
- планка.
Такой агрегат можно установить в небольшом помещении. Его конструкция предельно проста, поэтому у пользователя не возникает проблем с эксплуатацией и обслуживанием оборудования.
Одно из достоинств, которое оценил современный пользователь – невысокая цена. При этом производитель позаботился о богатом функционале станка. Доступность обусловлена невысоким качеством механизмов, что также является минусом рассматриваемой модели. Из технических характеристик, которые обязательно нужно выделить:
- каркас изготавливается из стальной трубы с толстыми стенками, поэтому он считается усиленным;
- масса конструкции в разобранном виде 270 кг;
- габариты станка позволяют обрабатывать материал длиной 250 см;
- максимальная толщина заготовки 0.8 мм;
- угол сгиба 160 градусов, но можно догнуть деталь до 180 градусов.
Станок можно более подробно рассмотреть с конструктивной точки зрения. Производитель использовал улучшенный прижимной механизм. Именно благодаря ему заготовка остается на своем месте при ее обработке по всей длине. Механизм балки не сдвигается с места благодаря установленным пружинам. Для завершения цикла прогонки одной заготовки достаточно одного сотрудника. Во время работы с оборудованием угол гиба устанавливается точно. Чтобы это стало возможным, производитель предусмотрел удобную планку угломера.
Устройство и принцип работы
На современном рынке каждый мастер может найти подходящий для себя станок за нормальную стоимость. Не представляется сложным отыскать как бюджетную ручную валковую машину для изгибания металлических листов и труб, так и полноценное устройство цеха или большой мастерской.
Популярные торговые марки, выпускающие вальцовые станки для ручной работы:
- Stalex – данная торговая марка специализируется на производстве очень надежных и эффективных в работе устройств. Их основное назначение – развальцевание металлических листов, разных за шириной и высотой.
- Metalmaster – эта производственная компания занимается изготовлением и продажей надежного и очень функционального вальцовочного оборудования. Также его просто и удобно использовать при работе с металлопродукцией. Большинство моделей данной торговой марки оснащены специальными канавками на валках. Поэтому на данной валковой машине можно без проблем гнуть пруты и трубы.
- Энкор-Корвет – данная отечественная марка, страной-производителем которой является Китай, выпускает сравнительно дешевый, но надежный станок для развальцовки трубок и сгибания металлических листов, толщиной до 1,5мм.
- Вальцовочные машины с электромеханическим приводом:
- ВЭМ – данная валковая машина редко требует дорогостоящего ремонта ввиду своей надежности. Устройство дополнительно оснащено конструктивными деталями, что дает возможность существенно расширять специфику работы этой марки.
Как показывает количество марок, выпускающих разного рода вальцовочные станки, выбор товаров в наше время огромный. Не прилагая много усилий можно приобрести как дорогостоящее оборудование для производственных предприятий, так и небольшие станки для ручной работы.
Ручной листогиб обладает такими достоинствами, как практичность и простота в эксплуатации. Подобное оборудование можно использовать непосредственно на месте проведения строительных работ. По описанию от производителя для такого оборудования не нужно питание от электросети.
Станки для гибки металла ручного типа различаются по типоразмерам и техническим характеристикам. В каждой модели предусмотрен свой набор приспособлений, с помощью которых можно сгибать и резать листовой металл. Востребованность станков обусловлена дороговизной фасонных изделий. Проще использовать собственный станок, чтобы изготовить необходимое количество уголков, отливов и иных деталей.
По чертежам можно сделать станок и самостоятельно своими руками. Если хочется выполнить привлекательные детали, а не просто оцинкованные, тогда нужно только взять окрашенный листовой металл. Какая бы конструкция станка ни использовалась, лист плотно зажимается, поэтому в момент сгибания не сходит с позиции, а, соответственно, не царапается. Даже самостоятельно изготовленные детали выглядят привлекательно.
Вальцовый листогиб – самый распространены и недорогой вариант. В таком станке чаще всего используется три вальца. Для установки оборудования необходимо организовать подходящую площадку. Допускается использовать:
Все валки монтируются в конструкцию станка одного диаметра. Два стоят неподвижно, и только верхний двигается. Радиус кривизны меняется в зависимости от установленного расстояния между валами.
В ручной модели все приходит в действие благодаря усилию пользователя. Ему необходимо повернуть ручку, что стоит на одном из имеющихся вальцов. Крутящий момент передается другим элементам через установленные звездочки. Но если оборудование делают своими руками, то желательно подобрать их таким образом, чтобы скорость вращения оставалась одной.
Изготавливаем гидравлический трубогиб
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.
Такой станок называют арбалетным из-за схожести очертаний пуансона с формой арбалета. Основные его детали — каркас (1), состоящий из двух стенок и рабочей поверхности, основание (2), гидравлический домкрат (3), пуансон (4) и крепеж в виде болтов (5). Компоновку узлов станка выполняют согласно эскизу
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий. Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.

Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
Классификация
Листогиб может быть комбинированным, когда он способен работать не только в ручном режиме. Есть модели с ножом, благодаря которому удается сразу обрезать изделие, а значит, приводить его в товарный вид. Гильотина пользуется меньшей популярностью, чаще можно встретить в небольшом производстве маленький, трехвалковый экземпляр.
По функциям
Ручные листогибы можно классифицировать по функциональности:
- роликовые;
- гибочные;
- сегментарные;
- отбортовочные.
По способу сгибания
Можно провести классификацию и по другим параметрам, к примеру, методу сгибания и наличию дополнительного инструментария:
- станок с матрицей, прессом и пуансоном;
- с гибочной балкой поворотного типа;
- двух-, трех-, четырехвалковый ротационный.
Все ручные агрегаты используют метод холодной гибки. Толщина листа заготовки тоже может меняться. Этот параметр составляет от 4 до 15 мм. На подобном оборудовании можно обрабатывать медь, оцинкованное железо, поликарбонат и даже картон с пластиком.
С чего начинается сборка?
Для сборки листогибочного станка потребуются чертежи, фото, а также видео, демонстрирующие последовательность сборки своими руками. Помимо этого, перед работой важно продумать некоторые моменты, а именно доступность комплектующих, усилие, которое нужно будет прикладывать для работы, себестоимость устройства, масса и размеры, которые, в свою очередь, скажутся на мобильности. В результате получаем приблизительно следующих набор исходных данных:
- Число рабочих циклов, в пределах которого листогиб будет работать без ремонта и переналадки – 1200;
- Максимально допустимая ширина металлического профиля – 1 метр;
- Максимальный угол сгиба листовой стали без осуществления ручной доводки – 120 градусов;
- Конструкция станка не должна предусматривать сварных соединений, которые слабо переносят знакопеременные нагрузки;
- Толщина профиля не более 1 мм для меди, 0,7 мм для алюминия и 0,6 мм для оцинковки;
- Стоит минимизировать число комплектующих, которые нужно будет заказать на стороне, больше ориентируясь на помощь фрезеровщиков и токарей;
- Не рекомендуется применять для сборки детали из специальных сталей (нержавейки).
Для изготовления листогибочного станка своими силами потребуются самые обычные инструменты и приспособления, которое всегда есть в арсенале любой гаражной или дачной мастерской. Если листогиб служит только для того, чтобы согнуть несколько деталей в течение месяца, и при этом нет особых требований к точности гибки, то в качестве исходных материалов подойдут любые обрезки металлического проката подходящего размера.
Место установки, инструмент и материалы
Перед началом работ в первую очередь необходимо подобрать место для установки своего самодельного ручного станка (верстак, стол), на котором он будет монтироваться в процессе производства. Если такого места нет, придется сварить опорную конструкцию из металлопроката или сделать отдельный верстак. При его изготовлении потребуется выполнение сверлильных, отрезных, шлифовальных и сварочных операций. Поэтому прежде чем приступать к работам, необходимо убедиться, что в наличии имеются:
- углошлифовальная машинка (болгарка) с шлифовальным и отрезным кругами;
- сварочный аппарат;
- электрическая дрель;
- тиски и слесарный инструмент.
В качестве исходного материала для балок обычно используются равнополочные швеллеры и уголки, а ручки изготавливают из круглого прутка или трубы. Точность сгиба и долговечность работы станка во многом зависит от качества шарниров, обеспечивающих дуговое движение траверсы при гибке листового металла.
Порядок изготовления и сборки
Прежде, чем приступать к изготовлению листогибочного станка, необходимо решить, какая максимальная ширина может быть у деталей, которые нам придется гнуть. Первым ограничением при принятии этого решения являются габариты стола или верстака, на котором он будет установлен. Также необходимо принять во внимание ширину стандартных листов оцинковки и толщину предполагаемых заготовок, которые этот станок сможет согнуть.
Далее рассмотрим порядок изготовления своими руками ручного станка со следующими техническими характеристиками:
- ширина сгиба — до 1000 мм;
- толщина заготовки до 2 мм;
- угол сгиба — до 135°.
Процесс подготовки материалов можно опустить, так как он включает в себя только нарезку металлопроката нужной длины и подбор метизов. Поэтому сразу приведем перечень компонентов, необходимых для того, чтобы сделать станок с указанными выше параметрами:
- швеллер N 8 для опоры — 115 см;
- уголок 45 для прижима и траверсы — 2х115 см;
- полоса 40 — 2х115 см;
- пруток или труба для ручки траверсы — прим. 160 см;
- петли приварные цилиндрические 60х10 — 2 шт;
- болт М8х60 — 2 шт;
- пружины под болт — 2 шт;
- гайки-барашки — 2 шт;
- отрезки уголка 45 — 4х6 см.
1. Установка петель. На опоре с обеих сторон необходимо сделать выборки на длину петли глубиной в половину ее диаметра. Траверсу с обоих концов укорачиваем на половину длины петли и также делаем на ее концах выборку длиной в половину петли и глубиной в половину ее диаметра. Проверяем на размер обе балки вместе с петлями, а затем привариваем петли к траверсе.
2. Повышение прочности рабочих балок. Ввариваем полосу по всей длине внутри траверсы таким образом, чтобы в сечении получился треугольный профиль (это позволит при необходимости согнуть металл большей толщины без ущерба для станка). То же самое нужно сделать и с прижимом, предварительно обрезав его по длине траверсы.
3. Монтаж ушек и болтов. Сверлим по одному отверстию на 10 мм в каждом отрезке уголка, а затем привариваем одну пару отверстиями вверх на торцы прижима, а вторую — отверстиями вниз на торцы опоры. Отмечаем положение отверстий на ушках прижима на поверхности опоры и тоже сверлим отверстия на 10 мм. Снизу в них вставляем болты (резьбовой частью вверх) и привариваем их с внутренней стороны швеллера.
4. Установка ручки. Гнем или свариваем п-образную ручку для траверсы размером 30х80х30 см и привариваем ее по центру.
5. Сборка. Ставим поворотную конструкцию из опоры и траверсы на край стола или верстака и фиксируем ее с помощью ушек (сквозными болтами или струбцинами). Надеваем на болты опоры пружины, затем устанавливаем на нее прижим, пропускаем болты через отверстия в его ушках и крепим гайками-барашками.
6. Проверка собранного листогибочного станка. Помещаем заготовку из листовой стали на поверхность стола и выпускаем ее край в зазор между прижимом и опорой. С помощью штангенциркуля проверяем и выставляем размер выступающей части листа. После чего зажимаем его, вращая барашки на левой и правой сторонах прижима.

Для того, чтобы понять, как изготовить простейший листогиб, достаточно изучить вышеизложенную инструкцию. Поэтому любой, кто имеет навыки работы с металлом, может легко сделать такой станок своими руками. Если его применять только для разовых работ, то неудачные конструктивные решения, влияющие на долговечность, точность и производительность, скорее всего, проявятся очень нескоро (если вообще проявятся).
Основными рабочими инструментами листогиба являются прижим и траверса, к проектированию и изготовлению которых необходимо относится к особым вниманием. Далее перечислены основные параметры этих элементов и мероприятия по их улучшению:
- Устойчивость к деформации. Достигается применением ребер жесткости из листовой стали (для швеллеров) или созданием цельных жестких конструкций (для уголков), см. выше.
- Точность прилегания траверсы и прижима. Для качественного и стабильного сгиба величина зазора по всей длине должна составлять не менее половины толщины заготовки 0.2-0.3 мм для самых распространенных видов металла. Единственная возможность добиться таких показателей — фрезеровка прилегающих поверхностей.
- Равномерность нагрузки. Ручка для подъема траверсы должна быть расположена параллельно ее поверхности и крепиться как можно ближе к ее концам.
Самой распространенной ошибкой при изготовлении листогибов является применение сварки на балках в пределах их рабочей зоны. Такие действия ведут к деформации и ослаблению металла, что может проявиться в самые короткие сроки. Другие недостатки многих самодельных станков — это ошибки в конструкции и расположении ручек траверсы, а также качество поворотных петель, что влияет на эргономику труда и повышает затраты мускульной энергии.
Проверка самодельного листогиба «вхолостую» и «на деле»
Sorex 3160
Это польский сегментный станок, который широко используется для изготовления крупногабаритных элементов:
- вентиляция;
- панель для фасада;
- кровельные изделия.
Масса описываемого станка составляет 320 кг. Он может работать с нелегированной сталью, максимальная толщина которой составляет 0.9 мм. Если заготовки изготавливались из мягкого материала, такого как алюминий, тогда толщина листа металлопроката увеличивается до 1.4 мм. Максимальный угол сгиба составляет 180 градусов. Длина готовой детали достигает 316 см.
Среди основных достоинств, которыми может похвастаться описываемый станок – конкурентная цена, наличие богатого дополнительного функционала. Приспособления позволяют уменьшить производственные издержки, что немаловажно на начальных этапах построения бизнеса. Пользоваться оборудованием просто, для этого на корпусе есть специальные регулировочные элементы.
Из особенностей, отличающих представленную модель от других, можно выделить особую конструкцию ножа. Когда он заканчивает отрезать материал, занимает положение на балке, что в конструкции выступает в качестве направляющей. Таким образом нет необходимости полностью его отводить в начальное положение.
Во время эксплуатации оборудования прижимную балку можно зафиксировать на необходимой высоте. Это стало возможным благодаря установленному вертикальному подъемному механизму.
SNO-1,5/1300
Изготавливает станок чешская компания Proma. Представленное оборудование можно смело назвать универсальным. В его функционал входит возможность использовать агрегат в качестве гибочного станка с последующим вальцеванием или скручиванием в цилиндр. Ролики имеют особые проточки, которые легко наматывают проволоку. Масса оборудования больше, чем в остальных представленных моделях. Этот параметр составляет 530 кг.
Максимальная толщина обрабатываемой заготовки составляет 1.5 мм, минимальная – 0.4 мм. Длина стола для работы 132 см. Устройство используется для гиба продукции металлопроката под прямым углом. Диаметр роликов для обкатки составляет 7.6 см. Станок может свернуть нелегированную сталь толщиной 0.4 мм в цилиндр.
В производстве такой агрегат станет незаменимым помощником, поскольку он может изготавливать широкий ассортимент продукции. Станок обладает простым управлением, прекрасной износостойкостью. Из недостатков, которые отмечают пользователи:
- внушительная масса;
- немобильный;
- дорого стоит.
Изготовление зиг-машины
Зиг-машина (или зиговочный механизм) позволяет согнуть на конструкциях из листового железа бортики жесткости, которые именуются зигами. Такие машины причисляются к группе специального оборудования и могут быть сделаны с гальваническим или ручным приводом. Ручные зиг-машины, также фиксируемые при помощи струбцины, могут иметь довольно малогабаритные размеры и переносятся в обыкновенной сумке для рабочих приборов.
Рабочими элементами зиг-машины считаются вальцы-ролики, а ее применение позволяет существенно сэкономить на приобретении частей кровельной конструкции, сделанных в заводских условиях. Если посмотреть видео, в котором представлена работа этого устройства, становится ясно, что пользоваться им можно даже по месту прямого монтажа кровельной системы.
Есть три разновидности станков для гибки листов:
- Простой ручной, в данном случае гибка металла выполняется при приложении силы. Такие устройство дают возможность избегать листовые материалы под любыми углами — от нескольких градусов до 360.
- Гидравлический станок, в котором при помощи ударов листовой металл сгибают по форме матрица. Последняя бывает прямой, иногда криволинейной. Такое оборудование признано профессиональным, и его активно используют для предприятиях большой и средней мощности.
- Роликовые/валковые листогибы, в которых лист металла не гнется строго по прямой, а закругляют. При помощи такого оборудования можно делать трубы или любые подобные изделия.
Простые (ручные)
Металлические фасонные детали стоят дорого, даже дороже профнастила или металлической черепицы, поэтому есть смысл изготовить самый простой станок для гибки листового металла, а уже с его помощью сделать любое количество углов, отливов и остальных деталей, которые вам требуются, при этом лишь под свои размеры.
И да, не переживайте на счет внешнего вида. В продаже если листовой металл не только оцинкованного типа, но и уже окрашенный. В каждой конструкции лист будет плотно зафиксирован, поэтому при работе он не будет скользить по столу, а краска не сотрется и не поцарапается.
Листогиб из тавров
Для изготовления такого станка потребуется любая ровная поверхность, к примеру, стол, желательно чтобы он был металлическим, а также 3 уголка с шириной полочки не меньше 4,5 см, а толщина металла не меньше 0,3 см. Если у вас в планах есть изгибание длинных заготовок (длина больше 1 метра), то желательно взять полочки с большей шириной и толщиной металла.
Можно использовать товары, но это требуется для гибки листов с большей длиной и толщиной. Также потребуются 2 дверные металлические петли, а еще 2 винта с диаметром от 1 до 2 см, на них «барашки» и пружинка. Еще потребуется сварка для того, чтобы приварить петли и проделать отверстия (или дрель со сверлом, которое подходи для работ по металлу).
Порядок действий следующий:
- Два тавра следует сложить, с двух концов сделайте в них выемки под петельки. Края выемок следует скосить под 45 градусов, а третий тавр обрезать так же, но глубина выемки должна быть чуть больше – это будет прижимная планка, поэтому она должна свободно ходить.
- Приварите петли с двух сторон (проварите с лицевой стороны и с изнанки).
- К дальнему от вас тавру приварите по 2 укосины с каждой стороны. Они требуются для того, чтобы можно было выполнить установки болта-фиксатора прижимной планки.
- Приварите к каждой укосине по гайке для болта.
- Установите прижимную планку, а сверху приварите пластины из металла, в которых будет отверстие посредине. Диаметр отверстия должен быть чуть больше, чем диаметр болта. Отверстия следует отцентровать таким образом, чтобы они находились на одной вертикали с приваренной гайкой. Приварите.
- Пружину отрежьте так, чтобы она смогла поднимать планку на 0,5-0,7 см. После этого нужно пропустить болт в «ушко», надеть пружинку и закрутить гаечку. После установки такой же пружинки с другой стороны прижимная планка будет подыматься сама при откручивании.
- Приварите к шляпке винта два отрезка арматуры – это будут ручки для закручивания.
- К подвижному тавру приварите ручку и можно начинать.
Данный вариант будет самым мощным – вы сможете сгибать длинные заготовки и листы большой толщины. Хотя такие масштабы не всегда востребованы, но всегда можно уменьшить. В видео есть конструкция аналогичного типа, но чуть меньше и с другим креплением планки прижима. К слову, можно установить на винт пружину и тогда будет проще поднимать планку. Конструкция интересна тем, на ней можно проводить отбортовку, а стандартные устройства такого не могут.
Данная модель выполнена из уголка с толстыми стенками, станина сделана в виде обычного строительного козла, который сварен из аналогичного уголка. Ручка взята с багажной тележки, а конструкция винтов по-своему интересна – они длинные, ручка вынута в виде буквы «Г». Ее удобно открутить и прикрутить на месте.
Такой станок листогиб своими руками сделать несложно, но учтите некоторые особенности:
- Уголки находятся не полочками друг к другу, а имеют направление в одну сторону. Из-за этого крепление петли бывает не самым удобным.
- На изгибе дальнего уголка приварите с двух сторон маленькие пластинки-упоры для планки.
- На той же планке приварите гайку от винта (на обеих сторонах).

Прижимную планку нужно установить на станок, а в место установки подложить пружины. Ручку установите на место. Если она не прижмет планку, благодаря силе упругости пружинки будет приподнятой над поверхностью. В этом положении под нее заправьте заготовку, выставьте и прижмите. Такой листогиб будет неплохим вариантом для использования в домашних условиях. У вас не получится гнуть толстый металл, то оцинковку и жесть без труда.
Данный тип листогиба может быть с тремя приводами:
- Гидравлический.
- Ручной.
- Электрический.
Вальцы своими руками для листового металла делают с ручным или электрическим приводов. В ручном должно быть 3 вала, а в электрическом может быть и 3-4, но по стандарту тоже всего лишь три. Для такого станка требуется хорошая основа, в качестве который может быть использована станина или верстак. В качестве основы конструкции выступают валки, которые должны быть одинакового размера.
Крупногабаритные вальцовые станки часто используют в промышленном производстве. Небольшие мастерские вполне довольствуются устройствами для ручной работы.
Станки вальцовые разделяют:
- Механические. Являются очень простыми в использовании, а также отличаются невысокой стоимостью. Данный механизм имеет в составе три вальца, которые необходимо вращать вручную. Шестеренки передают движение от рукоятки на исполнительный механизм. Механический вальцовый станок не может изгибать детали формы конуса. Наиболее часто их используют в небольших цехах и приватных мастерских, чтобы изготовлять детали из очень тонких металлических листов.
- Электромеханические. Данный тип вальцовочной машины является производительней из-за дополнительного наличия электропривода, который приводит во вращение исполнительный механизм. Наличие данного элемента позволяет обрабатывать металлический лист с большей толщиной и существенно сократить время выполнения работы. Для валкового устройства с электромотором обязательно наличие тормоза.
Как выбрать листогиб?
Для правильного выбора устройства для создания гнутых элементов из металлопрофиля стоит придерживаться следующих правил:
- Мастерам, которые занимаются жестяными работами и сборкой составляющих кровельных конструкций на постоянной основе, пригодится заводское устройство для гнутья металлических листов;
- Для периодического домашнего использования человеку, нуждающемуся в листогибочном станке, вполне подойдет простая конструкция, собранная из подручных материалов своими руками;
- Ручной станок для изготовления профилированного листа необходим работникам, профессионально занимающимся производством деталей для кровельных систем. Для данного класса мастеров наиболее оптимальным выбором станет профессиональное устройство, выделяющееся большей долговечностью и надежностью;
- Людям, что периодически берутся за заказы по сборке кровель, пригодится заг-машина и ручной листогиб.
Если вы планируете пользоваться самодельным листогибочным станком для работы на постоянном потоке, то приготовьтесь к тому, что в какой-то период времени ваш «цех» может приостановить свою деятельность на время по причине поломки. Связано это с тем, что домашние мастера, как правило, используют сталь для сборки листогиба, которая просто не выдерживает большой нагрузки!
Для менее интенсивного бытового использования же станок, собранный своими руками, годится как нельзя лучше, позволяя сэкономить часть средств и становясь отличным помощником в работе. Важно учитывать данный нюанс и не надеяться, что самодельный агрегат проявит чудеса производительности и выносливости!

Перед тем, как начать собирать листогибочный станок своими руками, рекомендуется не только тщательно ознакомиться с различными вариантами чертежей, но и просмотреть специальные видео. Вполне вероятно, что габариты описанного решения для кого-то окажутся чересчур мелкими, тогда можно присмотреться к моделям более крупного размера, которые уже не будут выступать в качестве мобильного устройства, становясь выбором в пользу частного цеха.
Перед тем как купить ручной листогиб, стоит убедиться, что он обладает простой конструкцией. Для оцинковки и для профнастила можно использовать универсальный агрегат. От формы станины во многом зависит функционал оборудования. Дорогие модели могут из листового металла создавать широкий ассортимент готовой продукции.
Поскольку ручной агрегат для профлиста, полосы и других заготовок предполагает использование ручного труда, то перед покупкой обязательно нужно обращать внимание на то, что используется в качестве утяжелителя рычага балки для гибки металла. Если предусмотрена система противовесов, это хорошо – она позволяет пользователю затратить гораздо меньше сил на изготовление готовой продукции.
Виды листогибочных станков и особенности их конструкции
С конструктивной точки зрения ручной листогибочный станок, представленный на первом чертеже ниже, можно запросто улучшить. По схеме наглядно видно, что устройство для гибки металла собрано из следующих компонентов:
- Деревянной подушки.
- Опорной балки из 100-120 миллиметрового швеллера.
- Щечки из 6-8 миллиметрового листа.
- Сгибаемого профиля.
- Прижимной балки, выполненной из 60-80 мм уголков, соединенных вместе сваркой.
- Оси для поворота траверсы (выполняется из 10-мм металлического прутка).
- Траверса, роль которого выполняет 80-100 миллиметровый уголок.
- Рукоятки приспособления, сделанной из 10-мм прутка.
(Чертеж №1)
Изначально на чертеже траверс листогиба выполнен из уголка, однако куда лучше сделать его из швеллера. Такое решение во много раз увеличит выносливость траверсы. В противном случае в определенный момент времени уголок непременно погнется в середине, что заметно снизит качество сгиба в этом месте. При этом замена на швеллер даст возможность дольше работать на станке без необходимости заменять комплектующую, обеспечивая более 1300 сгибаний за место привычных 200, что не сильно много при условии активной работы!
Второй чертеж дает возможность более детально разобраться с конструктивными особенностями самодельного листогиба:
- Струбцина, выполненная из винта с воротком и пяткой, а также 40-60 мм уголка.
- Щечка.
- Швеллер, служащий в качестве опорной балки.
- Кронштейн прижимной балки, изготовленный своими руками из 110-мм уголка.
- Прижимная балка станка.
- Ось вращения траверсы.
- Непосредственно, сама траверса.
(Чертеж №2)
Листогибочный станок, помимо всего прочего, имеет еще одни существенный минус, который заключается в схеме его размещения к рабочей поверхности. Сами по себе струбцины, а именно они предусмотрены конструкцией в качестве фиксаторов, считаются ненадежным методом крепления. Ситуация усугубляется еще и тем, что сварные швы характеризуются быстрой утомляемостью!
Произвести улучшение листогиба своими руками можно следующим путем:
- Выполняется опорная балка таких размеров, чтобы она в будущем могла выступать за границы рабочей поверхности;
- На концах опорной балки делаются U-образные проушины;
- К рабочей поверхности опорная балка фиксируется фасонными гайками с лапами и болтами (М10).
Но, если в новой версии листогибочного станка уже не предусмотрено щек, то каким же образом будет крепиться траверс? Этот вопрос легко решается так: достаточно воспользоваться дверными петлями-бабочками, которые, как правило, используются для фиксации тяжелых металлических дверей. Сами петли обеспечат агрегату большую точность, а крепление можно выполнить за счет винтов с потайной головкой. На втором чертеже данный момент наглядно демонстрируется в правом нижнем углу.
Далее мы разберем вопрос, связанный с усилением прижимной балки. Хотя если для прижима вы будете использовать достаточно большой уголок, и в процессе работы не планируете гнуть сильно толстые листы, то можно и пропустить этот пункт, оставив прижимную балку из уголка. В остальных же случаях мы рекомендуем выполнить усиление!
Для продления эксплуатационного периода прижимной балки, сделав его сопоставимым с траверсом, нужно дополнить уголок металлической основой габаритами 80 на 16 миллиметров. При этом на рабочей кромке дополняющего элемента стоит выполнить 2-миллиметровую фаску. Параллельно с этим переднему краю металлической полосы необходимо придать 45-градусный угол, чтобы выровнять его с плоскостью прижимного уголка.
На втором чертеже в разрезе этот элемент показан справа сверху. Благодаря такому решению металл станет работать на сжатие, а не изгиб как раньше, что было крайне нежелательно, значительно увеличивая время работы станка без поломок.
Еще один 60-й уголок стоит приварить к обратной полке главного прижимного уголка. Это позволит сдерживать последний от выгибания вверх. На втором чертеже данный момент более наглядно представлен слева сверху.
Не забудьте про низ прижимной балки, а именно о фрезеровке этой части, ведь именно она формирует сгиб металлопрофиля. Согласно общепринятым правилам неровность этой плоскости не должна быть более половины толщины будущей заготовки, иначе выполнить ровный сгиб своими руками не выйдет – обязательно появятся вздутия по линии сгиба!
Как пользоваться?
Независимо от модели, к станку прилагается инструкция по эксплуатации, ее стоит строго соблюдать.
Пользоваться ручным агрегатом просто. Нужно только поместить листовой металл между имеющимися роликами и начать крутить ручку. Заготовка проходит цикл гибки и выходит установленной формы. Менять угол гиба и регулировать другие параметры можно, увеличив расстояние между валиками.
Техника безопасности
Стандартной техникой безопасности предусматривается обязательное соблюдение инструкции по обслуживанию ручных листогибочных станков:
- установка требуемых углов сгиба на ограничителе;
- контроль установленных данных по угломеру;
- проверка правильности установки рабочего инструмента;
- аккуратная укладка на рамную часть устройства элемента для загибания;
- выполнение пробного загибания и, при необходимости, внесение корректив;
- повторная проверка правильности загибания.
Важно контролировать правильность хода всех операций по загибанию, а также своевременно проверять техническое состояние устройства, поддерживать листогиб в чистоте и порядке.
Как сделать своими руками?
Существует много чертежей, как можно сделать вручную самодельный станок из уголка, рельсы или тавра. Для изготовления станка из тавра потребуется:
- тавр 7 см в количестве трех кусков по 25 мм;
- болты 2 см диаметром;
- кусок металла для укосин, толщина которого должна составлять 5 мм;
- одна пружина.
Порядок сборки выглядит следующим образом:
- складывают вместе два тавра, в них делают выемки, куда потом будут цепляться петли;
- третий кусок тавра оформляют так же, только глубина выемки должна быть больше;
- петли приваривают;
- приваривают укосины по две штуки с каждой стороны к одному тавру;
- гайка болта сваркой крепится к укосинам;
- устанавливается обрезанный тавр, что будет играть роль прижимной планки;
- вверху планки устанавливаются пластины с отверстием, их тоже приваривают;
- пружина должна быть такой высоты, чтобы планка могла подниматься на 7 мм.
- болт пропускают в отверстие планки, устанавливают пружину, закручивают гайку;
- то же самое проделывают с другой стороны;
- два отрезка арматуры приваривают к шляпке вкрученного винта, затем устанавливают ручку.
В следующем видео представлен обзор роликового листогиба WUKO Combo Bender 5000.
Самый простой переносной листогибный станок фабричного производства стоит порядка 25 000-30 000 рублей. Поэтому приобрести такое оборудование могут позволить себе только те, кто уверен, что оно быстро окупится и начнет приносить прибыль. Если же потребность в гибке металла возникает от случая к случаю, или изготовление листовых изделий никогда не окупит используемый для этого станок, то единственно верное решение — обзавестись самодельным листогибом.
К примеру, у домашних умельцев и в небольших мастерских периодически возникают разовые потребности в коробах, крышках, тонкостенных корпусах, желобах и прочих гнутых конструкциях из стального листа. Такой категории производственников проще сделать разборный листогиб и самим согнуть нужную деталь, чем покупать или заказывать ее на стороне.
Еще одной мотивацией для изготовления собственного гибочного оборудования является соотношение цен на листовой материал и изделия из него. Для частника-умельца, строящего дом своими руками, стоимость деталей из оцинковки, которые он может гнуть на самодельном станке, будет в разы ниже, чем в магазинах строительных материалов.
Виды и принцип работы
По общепринятой классификации листогибочного оборудования все ручные листогибы (кроме узкоспециализированных) относятся к категории станков с поворотной балкой. Внутри себя они делятся на отдельные виды по различным технологическим признакам, среди которых можно выделить:
- длина сгиба;
- тип прижимной балки;
- способ фиксации;
- максимальный угол гибки.
Все это справедливо как для станков фабричного изготовления, так и для самодельных листогибов.
Основными конструктивными элементами такого оборудования являются (в скобках приведены общепринятые названия для самодельных станков):
- нижняя балка (опора);
- прижимная балка (прижим);
- поворотная балка (траверса);
- рабочий стол.
Листовой материал (сталь, алюминий, медь) помещается на нижнюю опору станка и выдвигается за ее край на длину сгиба. После этого он сверху плотно фиксируется прижимом, передний край которого выступает в роли матрицы, формирующей профиль сгибаемой поверхности. Траверса, установленная на двух осях, закрепленных на опоре, перемещается по дуге снизу вверх, начиная в движении гнуть выступающую часть листа и завершая этот процесс у торца прижима.
Как видно из описания принципа работы устройства для гибки листового металла, его конструкция достаточно проста. Поэтому изготовить его самостоятельно сможет практически любой умелец, обладающий определенными навыками в обработке металла. Общую схему работы такого станка понять несложно, а для того, чтобы его сделать, можно обойтись без чертежей и технической спецификации.
Листогиб, наряду с трубо- и прутогибом, является полезным устройством в быту и стройсервисе. Нередко на металлобазах предлагают услугу по сгибанию листового металла – за отдельную плату. Вы можете заплатить за то, чтобы вам согнули один или несколько листов – а вот при самостоятельной постройке дома свой листогиб необходим.
Перед изготовлением листогиба определитесь, какой толщины и структуры, а также сколько листов вам нужно согнуть, как именно они будут сгибаться. Это позволит выбрать схему, по которой прибор будет выпущен.
Самый простой механизм позволяет гнуть листовую сталь посредством траверсы. Данное устройство легко согнёт лист с шириной не более полуметра, на 90 градусов, используя лишь силу рук мастера.
Листовой металл закрепляется в станке с помощью струбцины или небольших тисков. Сгибание в выбранном месте осуществляется нажатием траверсы на него.
Чтобы получить прямой угол загиба, понадобится особый вкладыш в виде полоски металла или сплава, добавляющий сгибаемому листу упругости.

Усложнённое устройство – листогибочный пресс с сеткой и пуансоном в качестве исполнительного механизма.
Лист металла или сплава кладётся на криволинейную или спрямлённую матрицу, а пуансон (сгибающий клин) прижимается к сгибаемому листу, придавая ему нужный узор сгиба.
Такой станок чаще используется в металлообрабатывающем производстве, где сгибание листового железа поставлено на поток.
Самодельные листогибы в домашних условиях могут работать и с гидравлическим механизмом, роль которого выполняет, например, домкрат.
Для такого станка потребуется не менее двух одинаковых домкратов.
К тому же их работу нужно синхронизировать, что представляет собой дополнительную сложность по сравнению, например, с арматуротрубогибами.

Профессиональные листогибы изготавливаются на основе трёхвального механизма. В них лист металла проходит через управляемые валы. В результате радиус изгиба листа обретает отличающиеся при разных подходах значения.
Особое место занимают электромагнитные листогибы. Но самостоятельно сделать такой листогиб затруднительно. Его положительные качества – небольшие габариты, бесшумный процесс сгибания листов, высокая скорость.
Работает такой листогиб за счёт электромагнитного поля, создаваемого между гнущей поверхностью и матрицей. Сгибатель свободно зафиксирован с помощью пружины, а сама матрица ставится под ним. Механизм подстраивается под форму сгибаемого листа.
Под сгибателем (или в нём) размещён электромагнит, на который подаётся выпрямленное сетевое напряжение.
Матрица притягивается к сгибателю, и тот моментально гнёт вставленную заготовку. В таком устройстве может присутствовать и секторный сгибатель, позволяющий делать разноуровневые (составные) отбортовки.
Вальный листогиб используется, к примеру, при изготовлении одностенных дымоходов, где труба с круглым или овальным сечением имеет идеальные размеры. Если вальный механизм имеет определённый профиль, то он хорош для изготовления крышных водостоков, располагаемых по периметру.
При необходимости вальный листогиб укомплектовывается дополнительными листогибочными валами, позволяющими, к примеру, получить из ровного листа ступенчатое или волнистое железо.

Вальные станки часто оснащаются ножом, который дает возможность отрезать лист неподалёку от места сгибания.
У ручного листогиба рабочий ресурс чаще всего выбирают в следующих пределах:
- количество листов – не менее 1400;
- ширина листа – не более 2 м;
- угол сгиба – до 130 градусов.
Больший ресурс используется не при домашней, а при заказной работе. Для изготовления станка-листогиба вам не обойтись без следующих инструментов и расходников к ним:
- электродрель и набор свёрл различного диаметра;
- болгарка, а также отрезные и шлифовальные диски к ней;
- сварочный аппарат и набор электродов;
- тиски для верстака, набор струбцин;
- набор ручного инструмента (молоток, кувалда, пассатижи, кёрнер, напильник-зубило).
Для подключения инструмента, если во дворе нет расположенной рядом с местом проведения работ розетки, потребуется катушечный удлинитель требуемой длины.
В качестве расходных материалов нужны:
- уголковый профиль из толстостенной стали;
- болты, гайки и шайбы (можно использовать гроверные);
- швеллер (П-образный профиль с частично заострёнными краями);
- правило (если в качестве ударно-спускового элемента используется именно оно);
- арматурный прут (допустима арматура с гладкой поверхностью);
- набор шарикоподшипников (если механизм предусматривает их использование).
Подготовив необходимые электроприборы, расходники и материалы, можно приступить к изготовлению станка-листогиба. Три типа листогибов – ручной, вальный и гидравлический – подразумевают несколько конкретных чертежей. Начнём с уголкового (таврового).
Один или два уголка в качестве основы – наиболее часто встречающаяся конструкция. Здесь потребуется большая ровная площадка (верстак). Идеально, если столешница его будет обита металлическим листом большей толщины, чем та, лист которой требуется согнуть.
Ширина уголка должна быть не менее 4,5 см, толщина – не менее 3 мм. При сгибании более длинных (метр и больше) листов потребуются более толстые и широкие уголки, подойдёт и тавровый чермет (Т-образный, сдвоенный уголок).
Подготовьте две стальные дверные петли, болты и гайки на 10-20 мм, а также пружины. Желательно использовать петли-бабочки, в которых предусмотрена потайная головка винта – их конструкция усилена и выдержит значительную перегрузку.
Сделайте следующее:
- Сложите вместе два тавровых профиля. С обоих концов на них вырежьте выемки под петли. Срежьте край каждой выемки под углом в 45 градусов.
- Подпилите третий Т-образный профиль аналогично, оставив выемку на нём более заглубленной. Такая выемка нужна для прижимания сгибаемых листов, и перемещается без усилий.
- Приварите петли по обе стороны – с лицевой и обратной частей. Убедитесь, что сварные швы ровные и основательные – петля не должна оторваться.
- На одном из тавров, удалённом от вас в данный момент, приварите по два скоса с каждой из сторон. Они помогут зафиксировать удерживающий болт прижимной детали.
- Приварите к скосам гайки болтов.
- Зафиксируйте прижимающую планку (тавр с обрезанной стороной).
- Сверху приварите стальные пластины с отверстием в середине каждого из них. В отверстие легко должен заходить болт.
- Выровняйте отверстия, чтобы они совместились по одной оси с гайкой. Приварите эти пластины.
- Отрежьте часть пружины так, чтобы её усилия хватало для поднятия зажимающей планки в среднем на 6 мм.
- Проденьте болт в прижимающую планку, наденьте на него пружину и завинтите гайку. Установите такой же кусок пружины с обратной стороны. Прижимающая пластина при ослаблении болта должна приподняться самостоятельно.
- Приварите к головке болта по два куска арматурного прута – они послужат рукояткой для закручивания.
- Наденьте на получившиеся рукоятки пластиковые или деревянные накладки, выполненные в виде трубок. Допустимо использовать и старые грипсы от велосипеда.
Зиговочный станок своими руками
Зиговочное приспособление или, как его еще называют, зиг-машина дает возможность выполнить на металлическом профиле, так называемые зиги или попросту бортики жесткости. Такой агрегат относится к числу специальных приспособлений и может быть реализован с участием ручного либо электрического привода. Ручные зиговочные станки тоже оснащаются струбцинами, имея при этом более компактные габариты, что позволяет переносить их даже внутри обыкновенной сумки для инструментов.
При помощи зиг-машины можно выполнить качественную отбортовку как на прямолинейных, так и круглых металлических листах, например, обечайках различных емкостей из металла. Порою такое устройство бывает просто незаменимым при производстве различных элементов кровельных систем.

Рабочими компонентами зиговочного станка являются вальцы-ролики, а ее применение дает возможность существенно сэкономить на покупке тех же кровельных элементов, изготовленных на заводе.
В следующем видео наглядно видно, что размеры и конструкция зиг-машины позволяют пользоваться установкой прямо на месте установки кровельной конструкции, что очень удобно!
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д.
Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла - Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной. Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный.
Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается.
Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
- К укосинам приварить гайку болта.
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки.
Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Особенности - На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Источник: https://stroychik.ru/tools/samodelnye-listogiby
Как сделать листогиб своими руками?
Листогиб, наряду с трубо- и прутогибом, является полезным устройством в быту и стройсервисе. Нередко на металлобазах предлагают услугу по сгибанию листового металла – за отдельную плату. Вы можете заплатить за то, чтобы вам согнули один или несколько листов – а вот при самостоятельной постройке дома свой листогиб необходим.
Перед изготовлением листогиба определитесь, какой толщины и структуры, а также сколько листов вам нужно согнуть, как именно они будут сгибаться. Это позволит выбрать схему, по которой прибор будет выпущен.
Самый простой механизм позволяет гнуть листовую сталь посредством траверсы. Данное устройство легко согнёт лист с шириной не более полуметра, на 90 градусов, используя лишь силу рук мастера.
Листовой металл закрепляется в станке с помощью струбцины или небольших тисков. Сгибание в выбранном месте осуществляется нажатием траверсы на него.
Чтобы получить прямой угол загиба, понадобится особый вкладыш в виде полоски металла или сплава, добавляющий сгибаемому листу упругости.

Усложнённое устройство – листогибочный пресс с сеткой и пуансоном в качестве исполнительного механизма.
Лист металла или сплава кладётся на криволинейную или спрямлённую матрицу, а пуансон (сгибающий клин) прижимается к сгибаемому листу, придавая ему нужный узор сгиба.
Такой станок чаще используется в металлообрабатывающем производстве, где сгибание листового железа поставлено на поток.

Самодельные листогибы в домашних условиях могут работать и с гидравлическим механизмом, роль которого выполняет, например, домкрат.
Для такого станка потребуется не менее двух одинаковых домкратов.
К тому же их работу нужно синхронизировать, что представляет собой дополнительную сложность по сравнению, например, с арматуротрубогибами.
Профессиональные листогибы изготавливаются на основе трёхвального механизма. В них лист металла проходит через управляемые валы. В результате радиус изгиба листа обретает отличающиеся при разных подходах значения.


Особое место занимают электромагнитные листогибы. Но самостоятельно сделать такой листогиб затруднительно. Его положительные качества – небольшие габариты, бесшумный процесс сгибания листов, высокая скорость.
Работает такой листогиб за счёт электромагнитного поля, создаваемого между гнущей поверхностью и матрицей. Сгибатель свободно зафиксирован с помощью пружины, а сама матрица ставится под ним. Механизм подстраивается под форму сгибаемого листа.
Под сгибателем (или в нём) размещён электромагнит, на который подаётся выпрямленное сетевое напряжение.
Матрица притягивается к сгибателю, и тот моментально гнёт вставленную заготовку. В таком устройстве может присутствовать и секторный сгибатель, позволяющий делать разноуровневые (составные) отбортовки.


Вальный листогиб используется, к примеру, при изготовлении одностенных дымоходов, где труба с круглым или овальным сечением имеет идеальные размеры. Если вальный механизм имеет определённый профиль, то он хорош для изготовления крышных водостоков, располагаемых по периметру.
При необходимости вальный листогиб укомплектовывается дополнительными листогибочными валами, позволяющими, к примеру, получить из ровного листа ступенчатое или волнистое железо.
Вальные станки часто оснащаются ножом, который дает возможность отрезать лист неподалёку от места сгибания.


У ручного листогиба рабочий ресурс чаще всего выбирают в следующих пределах:
- количество листов – не менее 1400;
- ширина листа – не более 2 м;
- угол сгиба – до 130 градусов.
Больший ресурс используется не при домашней, а при заказной работе. Для изготовления станка-листогиба вам не обойтись без следующих инструментов и расходников к ним:
- электродрель и набор свёрл различного диаметра;
- болгарка, а также отрезные и шлифовальные диски к ней;
- сварочный аппарат и набор электродов;
- тиски для верстака, набор струбцин;
- набор ручного инструмента (молоток, кувалда, пассатижи, кёрнер, напильник-зубило).
Для подключения инструмента, если во дворе нет расположенной рядом с местом проведения работ розетки, потребуется катушечный удлинитель требуемой длины.
В качестве расходных материалов нужны:
- уголковый профиль из толстостенной стали;
- болты, гайки и шайбы (можно использовать гроверные);
- швеллер (П-образный профиль с частично заострёнными краями);
- правило (если в качестве ударно-спускового элемента используется именно оно);
- арматурный прут (допустима арматура с гладкой поверхностью);
- набор шарикоподшипников (если механизм предусматривает их использование).
Подготовив необходимые электроприборы, расходники и материалы, можно приступить к изготовлению станка-листогиба. Три типа листогибов – ручной, вальный и гидравлический – подразумевают несколько конкретных чертежей. Начнём с уголкового (таврового).
Один или два уголка в качестве основы – наиболее часто встречающаяся конструкция. Здесь потребуется большая ровная площадка (верстак). Идеально, если столешница его будет обита металлическим листом большей толщины, чем та, лист которой требуется согнуть.
Ширина уголка должна быть не менее 4,5 см, толщина – не менее 3 мм. При сгибании более длинных (метр и больше) листов потребуются более толстые и широкие уголки, подойдёт и тавровый чермет (Т-образный, сдвоенный уголок).
Подготовьте две стальные дверные петли, болты и гайки на 10-20 мм, а также пружины. Желательно использовать петли-бабочки, в которых предусмотрена потайная головка винта – их конструкция усилена и выдержит значительную перегрузку.
Сделайте следующее:
- Сложите вместе два тавровых профиля. С обоих концов на них вырежьте выемки под петли. Срежьте край каждой выемки под углом в 45 градусов.
- Подпилите третий Т-образный профиль аналогично, оставив выемку на нём более заглубленной. Такая выемка нужна для прижимания сгибаемых листов, и перемещается без усилий.
- Приварите петли по обе стороны – с лицевой и обратной частей. Убедитесь, что сварные швы ровные и основательные – петля не должна оторваться.
- На одном из тавров, удалённом от вас в данный момент, приварите по два скоса с каждой из сторон. Они помогут зафиксировать удерживающий болт прижимной детали.
- Приварите к скосам гайки болтов.
- Зафиксируйте прижимающую планку (тавр с обрезанной стороной).
- Сверху приварите стальные пластины с отверстием в середине каждого из них. В отверстие легко должен заходить болт.
- Выровняйте отверстия, чтобы они совместились по одной оси с гайкой. Приварите эти пластины.
- Отрежьте часть пружины так, чтобы её усилия хватало для поднятия зажимающей планки в среднем на 6 мм.
- Проденьте болт в прижимающую планку, наденьте на него пружину и завинтите гайку. Установите такой же кусок пружины с обратной стороны. Прижимающая пластина при ослаблении болта должна приподняться самостоятельно.
- Приварите к головке болта по два куска арматурного прута – они послужат рукояткой для закручивания.
- Наденьте на получившиеся рукоятки пластиковые или деревянные накладки, выполненные в виде трубок. Допустимо использовать и старые грипсы от велосипеда.
Листогиб готов к работе. Устройство может быть изготовлено и из двутавров. Верхний – прижимающий – двутавр зафиксирован с торца на нижнем с помощью шарнира.
Второй торец двутавра удерживается посредством клина или эксцентрика.
Если заменить уголковый или тавровый профиль П-образным швеллером, ресурс листогибочного станка увеличится в разы. Основные детали, устанавливаемые на швеллер, остаются без изменений.
Траверса при использовании швеллера не погнётся преждевременно. Уголок, в свою очередь, обладает меньшей устойчивостью к перегрузкам – малейший перегиб резко снизит качество работы, отчего листовую сталь предстоит догибать после правки, юстировки станка.
Приспособление для сгибания листовой стали на основе правила отличается от уголкового тем, что вместо уголка или «тавра» в качестве прижимника применяется обычное алюминиевое правило, применяемое при штукатурных работах и для выравнивания бетонных полов при стяжке.
Оно практически не деформируется при сгибании листов толщиной до 0,7 мм, однако если вы превысите этот предел, а также согнёте слишком короткий отрезок листа, то правило гарантированно затупится. Оно сменное – легко заменить износившееся правило на новое.
В качестве гнущего траверса используется балка, сгибающая листовую сталь вокруг прижимной оси, деформируя лист стали до тех пор, пока он не согнётся в заданном ракурсе.
Деревянные детали листогиба избавят вас от чрезмерной массы устройства. Дело в том, что классический уголковый или швеллерный листогиб весит 100 кг и более, что делает невозможным его перемещение.
Если в качестве основной конструкции использован рельс – масса возрастёт более чем на 200 кг, и для него потребуется участок пола под навесом с усиленным бетонным покрытием.
Деревянный листогибочный станок гнёт сталь и алюминий толщиной до 1 мм.
Потребуется древесина твёрдых пород, при использовании сосны и ели деревянные детали тут же затупятся и деформируются. Плюсы деревянной конструкции – отсутствие необходимости в сварке – все соединения болтовые. Деревянный станок изготовить легче. Он сгодится для сгибания кровельных листов и для чисто жестяных работ.
Зачастую улучшают по весу стальной станок, используя в качестве подушки деревянную доску.
Ручной листогиб с рельсом предназначен для сгибания стали толщиной более 2 мм. Грубо говоря, им можно согнуть толстые листы, из которых строились раньше стальные гаражи. Прижим листового металла осуществляется при помощи рельса.
Глубина подачи листов может быть неограниченной – такой станок согнёт лист в любом месте, каким длинным бы тот ни был. Производительность ручных листогибов на основе рельса составляет десятки погонных метров листа ежечасно, что позволяет поставить сгибание металла на поток.
Длина рельса может достигать 2,5 м.
Роликовый листогиб, в отличие от петлевого, имеет повышенную точность хода. Если подшипники подобраны по величине нагрузки, которая приходится на сгибаемые листы, и хорошо смазаны – трёхвалковый агрегат проработает в течение минимум нескольких лет, даже при каждодневном использовании.
Описание процесса изготовления такого станка состоит в следующем:
- В куске квадратного трубчатого профиля просверлите пару отверстий. Они нужны для стальных стержней с диаметром до 8 мм.
- Приварите эти стержни к трубе и установите заглушки из пластика. Рабочая часть станка готова.
- Пропилите прямоугольные надпилы в двух кусках стального уголка.
- Поместите уголки в тиски на верстаке, подложив между ними проставочные шайбы. С помощью шайб выставляется щель, в которую помещается сгибаемый стальной или алюминиевый лист.
- Приварите к уголкам 2 гладких и идеально круглых штыря.
- Наденьте на штыри шарикоподшипниковые комплекты.
- Просверлите в центральной части уголков по отверстию.
- Вставьте в эти отверстия комплектующую, состоящую из профильной трубы и 2-х стержней, сваренную ранее.
- Присоедините к стержням втулки и приварите их к уголкам.
- Наденьте на концы стержней шарикоподшипники.
Соберите конструкцию и смажьте подшипники, налив в них литола, солидола или графитовой смазки. Данный агрегат отлично подходит для жести. Рекомендуется всю конструкцию окрасить, поскольку она будет использоваться во дворе, а не дома. Своевременная покраска не позволит ей заржаветь.
Не используйте деревянный листогиб для сгибания листов толще чем 1 мм – это приведёт к его быстрой поломке. Он не рассчитан на такое усилие.
Не используйте, наоборот, слишком мощный листогиб для тонкой стали. Слишком быстрое сгибание приведёт к надлому листа, в результате образуется трещина. Особенно трещины разрушают со временем обычные оцинкованные листы. Каждое устройство рассчитано для определённой нагрузки.
Гнуть сталь толщиной более 2 мм на мощном листогибе одному рабочему подчас не по силам. Даже когда у листогиба длинные рычаги, может потребоваться помощь других рабочих. На профессиональных ручных листогибах рабочие гнут стальные листы вдвоём, втроём либо используют механическое устройство с 12-киловаттным двигателем.
Последний вариант применим на фабрике, где из полос готовой листовой стали изготавливают, например, кровельные гофрированные листы, «коньковые» уголки, короба, Г-образные полосы для порогов и несколько иных видов продукции.
Качественно изготовленный листогиб не поцарапает даже краску или оцинковку на стальном листе, сгибая его. Чтобы избежать царапин и потёртостей на таком покрытии, вставляйте листы в листогиб крайне аккуратно.
Любой листогиб подвергается постепенному износу, даже если он сверхпрочный и сверхкачественный. Движущиеся, трущиеся поворотные детали (петли, подшипники) необходимо смазывать хотя бы раз в год – при редкой, эпизодической работе.
Частая и долгая работа может потребовать смазки раз в месяц, квартал – эти части испытывают усиленную перегрузку и не лишены трения окончательно.
Проверяйте направляющие кромки – со временем они также могут подтупиться и зазубриться, и листовое железо гнётся хуже и грубее, с неровностями и помятыми участками.
Не используйте в качестве материала листы из нержавейки. Значительная вязкость такого сплава делает эти листы трудными в обработке.
Изготавливая листогиб, избегайте сварных соединений, которым вредят нагрузки, постоянно меняющие направление на противоположное.
Старайтесь сделать станок предельно простым, не прибавляя ненужных деталей. Простота – друг надёжности. Лишние детали могут прибавить дополнительный вес.
Листогиб не подходит для сгибания заготовок, используемых затем в художественной ковке – его нож не рассчитан на фигурное разрезание заготовок из стали от 2 мм. Нож листогиба в основном режет только прямо. Используйте специализированные станки для металлообработки иного уровня, решающие эту задачу.
Работая с электроинструментом, включая механизированные листогибы, используйте перчатки, защитные очки и спецодежду. Это уменьшит вероятность получения травмы при неосторожном движении. Амуниция рабочего не должна цепляться при работе за само устройство.
Если изготовление ручного листогиба вам оказалось не по силам и знаниям, стоит воспользоваться готовым устройством. Оно стоит порядка 60 тысяч рублей. Но этот способ хорош лишь для тех, кто не хочет упускать прибыль, поставив гибочные работы на поток.
Источник: https://stroy-podskazka.ru/remont/instrumenty/listogib-svoimi-rukami/
Инструкция по изготовлению листогиба своими руками
При строительстве дома, самостоятельном изготовлении коньков на крышу, отливов необходимо проводить гибочные операции с металлическими листами. Для этого применяются ручные приспособления или специализированные станки. Чтобы не покупать дорогое оборудование, можно сделать листогиб своими руками.
Виды листогибов
Чтобы понимать, как работают станки для гибки листового металла, нужно изучить разновидности оборудования. Виды машин по методу управления:
- Ручные листогибочные станки. Подвижные механизмы начинают работать после приложения усилий со стороны человека.
- Гидравлическое оборудование. Работает с помощью жидкости, которая толкает плунжер под давлением. Он передвигает рабочую часть конструкции, которая сгибает металлический лист. Благодаря системе подвижных цилиндров уменьшается усилие со стороны мастера, увеличивается производительность станка.
- Электромеханическое оборудование. Промышленные машины, которые устанавливаются на больших предприятиях. Работают за счёт электродвигателя, который приводит в движение гибочную балку через приводную систему. Станки с электромоторами могут сгибать листы большой толщины, что невозможно сделать ручным приспособлением.
По конструкции можно выделить 4 группы оборудования:
- Вальцовый механизм. Состоит из 3 подвижных валов, через которые проходит лист металла. При обработке можно изготавливать плавные полукруглые, круглые изделия, водостоки без острых углов. Радиус изгиба задаётся с помощью центрального подвижного вала.
- Траверсная конструкция. Наиболее популярный вид ручных листогибов. Заготовка зажимается с помощью специального фиксатора по будущему месту изгиба. Мастер с помощью подвижной траверсы сгибает лист под нужным углом. Существуют промышленные модели, которые гнут заготовки без усилий со стороны мастера.
- Роликовый листогиб. Вспомогательное устройство, с помощью которого можно сгибать детали на торцах и далеко от края. Неудобен при использовании.
- Пресс для сгибания листов. Состоит из двух пуансонов. Заготовка располагается между подвижными частями, которые под воздействием давления её сгибают.
Покупая траверсный механизм нужно поинтересоваться входит ли в комплект нож для разрезания металлических листов. С его помощью можно делать ровные резы. Нужно выставить металл по размеру, повесить нож, с усилием провести его до конца траверса.
Конструкция листогибов
Сделать инструмент для гибки заготовок из металла можно только после ознакомления с его внутренним устройством, принципом работы. Конструкция ручного листогиба:
- Балка, зажимающая металлическую поверхность.
- Балка, которая сгибает лист.
- Устойчивое основание, на котором закрепляются основные элементы.
- Угломер — устройство, позволяющее выполнять сгибы под нужными углами.
- Рабочий стол. Должен оборудоваться ограничителями глубины.
- Рукояти для передачи усилия на гибочную балку.
Станок может дополняться гидравлическими или электрическими приводами.
Подбор материалов
Прежде чем начинать сборку самодельного оборудования для гибки металла нужно подготовить необходимые материалы:
- Металлические уголки — 4–6 метров.
- Шаровую от машины. Должна комплектоваться кронштейном.
- Стабилизатор от автомобиля.
- Швеллер для изготовления основания.
- Лист металла.
- Петли — 2 штуки.
- Деревянный брусок.
- Металлическую трубу.
Для изготовления самодельного листогибочного станка понадобятся разные инструменты: сварочный аппарат для соединения элементов, дрель со сверлами по металлу, шлифовальная машинка для зачистки швов, большая болгарка.
Усовершенствование конструкции листогиба
Для самодельного листогибочного станка не нужно придумывать сложную конструкцию. Достаточно собрать вместе ряд самодельных элементов:
- Деревянную подушку.
- Основание из швеллера.
- Рабочий стол из листа металла.
- Уголки, соединённые петлями.
- Ручки для сгибания заготовок.
Чтобы усовершенствовать станок, необходимо сделать дополнительную прижимную балку. Для этого на уголок наваривается металлическая пластина, которая шире его.
Листогибочный станок своими руками
Если вы не знаете, как сделать листогиб, воспользуйтесь пошаговой инструкцией:
- Изначально нужно сделать чертеж листогиба. На нём нужно отметить подвижные элементы, крепёж, размеры. Не нужно делать сложную конструкцию самостоятельно. Достаточно собрать простейшее приспособление без дополнительных функций.
- Изготовить основание из швеллера. Оно должно быть устойчивым, чтобы не возникало перекосов во время работы.
- Сделать смягчающую подушку из дерева.
- Уголки разрезать с помощью болгарки на отрезки по 1 метру.
- Стойку стабилизатора использовать для опоры под петли.
- На уголках под установку оси сточить лыски.
- К готовым выборкам приварить полуоси. Цилиндрические элементы должны выступать за пределы уголков не более чем на 1 см.
- Разместить уголки с наваренными полуосями параллельно друг другу.
- С помощью сварки наварить петли на уголки так, чтобы они могли свободно перемещаться относительно друг друга. В разложенном положении уголки должны представлять собой ровную поверхность.
- Просверлить отверстия для закрепления листогиба на подготовленном заранее основании с рабочим столом.
- Разрезать металлическую трубу на две равных части болгаркой. Наварить их на уголки так, чтобы они играли роль ручек.
Размеры рабочего стола выбираются зависимо от габаритов обрабатываемых заготовок. Это же касается длины уголков.
Как повысить прочность креплений станка
Многие начинающие мастера изготавливают самодельные приспособления без основания. Это листогибы, которые закрепляются на верстаке с помощью струбцин.
При активной работе с таким механизмом крепления будут расшатываться. Мастеру нужно постоянно зажимать крепёжные элементы.
Чтобы избавиться от этого недостатка, нужно сделать опорную балку, собрать основание из швеллеров, поставить раскосы из металлических уголков.
На основании нужно сделать рабочий стол. Для этого на конструкцию нужно закрепить лист металла со стопорами, которые будут ограничивать глубину закрепления заготовок.
Техника безопасности при работе с листогибочным станком
На заводах, которые оборудуются станками для гибки металла, существует ряд правил относительно работы с оборудованием:
- Использовать ограничитель для установки нужных углов.
- Контролировать заданный параметры с помощь угломера.
- Листы аккуратно располагать на рабочей поверхности.
- Проверять установленную глубину до опускания прижимной балки.
- Сделать пробное загибание, чтобы определить насколько точно установлен угол.
Используя самодельный листогиб нужно быть особо внимательным:
- Работать в защитных перчатках, чтобы не порезать руки об острые края листа.
- Не спешить с загибанием углов, прижимную балку опускать двумя руками.
- Проверять целостность подвижных элементов до начала работы.
- Ручное приспособление надёжно фиксировать на рабочем столе.
- Не пытаться сгибать листы большой толщины.
Сгибать заготовки нужно медленно, проверяя угол. Дополнительно можно закрепить на самодельном станке нож для разрезания металла. При его использовании нужно периодически затачивать режущие диски.
Оборудование для сгибания металлических листов можно купить в строительном магазине или собрать самостоятельно. Для этого нужно знать элементы конструкции, принцип работы подвижных механизмов, способы их соединения. Самодельный станок не даст возможность работать с заготовками большой толщины, однако его будет достаточно для сгибания коньков, отливов.
Источник: https://metalloy.ru/obrabotka/sgibanie/listogib-svoimi-rukami
Как сделать листогиб своими руками

Разнообразные листогибочные операции – важная часть общих работ по строительству или ремонту собственного дома. Без применения специального оборудования качественно их выполнить невозможно.
Для одноразовой гибки листовых заготовок допустимо арендовать подходящее приспособление у соседа или знакомого. Но при частом выполнении подобных процедур целесообразнее иметь под руками ручной листогибочный станок собственного изготовления.
При наличии определённых навыков, инструмента и помещения сделать самодельный листогиб не так уж ложно.
Составление технического задания
Благодаря возможностям Интернета можно достаточно быстро подыскать необходимый комплект чертежей, а на канале YouTube даже посмотреть рекламно-информационные ролики об устройстве и принципе действия требующегося агрегата.
Однако все эти материалы являются строго индивидуальными, а потому предназначались их авторами под конкретные листогибочные операции. Поэтому перед сооружением листогиба своими руками необходимо сделать правильный выбор его будущих технических характеристик.
Главными из них должны быть следующие:
- максимальная ширина изгибаемого металла, мм;
- наибольшая толщина заготовки, мм;
- желаемый диапазон углов гибки;
- габаритные размеры механизма (длина, ширина, высота);
- требуемая точность гибки.
Непосредственный выбор предельных значений перечисленных параметров зависит от условий применения станка, который будет гнуть изделия из листовых металлов. В частности, при сооружении кровли придётся, скорее всего, иметь дело с оцинкованной жестью или сталью толщиной не более 1 мм.
При обработке меди чаще употребляется ещё более тонкий лист или полоса, а при изготовлении своими руками ограждений и перил, наоборот, толщина металла может составлять 2 — 3 мм.
При выборе оптимальной ширины заготовки – листа или полосы – следует исходить из того, что ширина детали редко когда превысит 1000 мм (в крайнем случае смежные заготовки затем можно будет соединить в фальц с помощью того же станка).

Самым сложным пунктом технического задания считается выбор оптимального диапазона значений углов гибки металлов. Если с верхним пределом – 180° – всё понятно, то нижнее значение должно быть выбрано весьма грамотно.
Естественным следствием гибки большинства листовых металлов в холодном состоянии является пружинение – самопроизвольное уменьшение фактического угла гиба в связи с упругими свойствами деформируемого металла.
Пружинение зависит от:
- Пластичности материала: например, для низкоуглеродистой стали максимальный угол пружинения составляет 5 — 7°, а для высокоуглеродистых – до 10 — 12°. Ещё больше пружинят легированные стали и сплавы. В частности, для алюминиевого сплава АМг6 наибольшее пружинение может составлять 12 — 15°;
- Толщины изгибаемой детали: с уменьшением толщины металла пружинение снижается;
- Угла гибки: при уменьшении данного угла пружинение практически всех металлов возрастает. В частности, при сравнительно малых углах гибки (до 15 — 20°) согнуть заготовку из большинства видов листовых металлов и сплавов обычным способом на заданную величину вообще невозможно: приходится использовать агрегаты с одновременным продольным растяжением листа. Такие станки своими руками сделать неосуществимо: потребуется установка и отладка специального гидравлического привода. Поэтому в подобных случаях проще изгибать деталь обычными ударами киянки по, например, деревянной матрице.
Как выбрать кинематическую схему гибочного станка
Наиболее доступны для изготовления своими руками станки, в которых листовой металл будет изгибаться в результате поворота подвижной траверсы. Принцип действия такого станка заключается в следующем.
Подлежащая гибке заготовка устанавливается на направляющую плоскость нижнего стола станка и фиксируется по упору, который закреплён на опорной раме устройства (желательно предусмотреть регулировку упора).
В направляющих рамы листогиба двигается возвратно-поступательно верхняя траверса, которая при своём движении вниз зажимает своей линейкой изгибаемое изделие.
Впереди нижнего стола находится поворотная балка, которая может поворачиваться вокруг своей оси.
Поворот может производиться рукояткой от рычажного привода, но может быть изготовлен вариант с ножным приводом.
В последнем случае руки оператора остаются свободными, что облегчает манипулирование заготовкой при её прижиме к линейке верхней траверсы. Кроме того, при ножном управлении листогибом меньше устают руки.
Набор гибочного инструмента на верхней и поворотной балках может изменяться. Проще всего с этой целью заказать комплект пуансонов и матриц с требуемыми радиусами гиба, и стандартными посадочными местами. В заказ придётся отправить все детали – линейку, прижим и т.п. – которые потребуют для своего изготовления квалифицированных фрезерных работ.
Скос верхней балки будет определять наибольшее значение угла гиба, на который может изменить свою ось листовой металл.
Что того, чтобы сделать такой агрегат своими руками, потребуются следующие материалы:
- стальной швеллер номером от 6 и выше;
- комплект стальных уголков, предназначенных для изготовления своими руками опорной рамы станка;
- толстолистовая широкополосная сталь, из которой будут изготавливаться поворотная, верхняя и нижняя балки;
- крепёжные изделия в ассортименте;
- пруток для изготовления ручного рычажного привода поворота балки.
Для облегчения работ можно воспользоваться также слесарными тисками, направляющими от списанного токарного станка, а также массивными петлями от стальных входных дверей. По подобному принципу можно сделать и самодельный листогиб, используя деревянные детали.
Он, правда, сможет изгибать только алюминий и тонколистовую сталь (до 1 мм толщины), но во многих случаях этих возможностей бывает вполне достаточно, а трудоёмкость работ по сооружению листогиба своими руками заметно снизится.
В частности, отпадает потребность в сварочных операциях. Следует отметить, что рабочие детали такого станка должны изготавливаться только из древесины твёрдых пород (сосна, ель не подходят).
Определившись с принципом действия листогиба, можно поискать и подходящие чертежи. Впрочем, человек с инженерным образованием, сможет изготовить комплект чертежей и самостоятельно. Преимущество такого варианта состоит в том, что ряд рабочих чертежей оперативно видоизменяется и перерабатывается под конкретные возможности и исходные материалы.
Чертежи листогиба должны учитывать способ его установки. Для небольших агрегатов, например, станок для гибки может быть передвижным или даже переносным. В противном случае придётся, используя сварку, сделать устойчивое основание, иначе излишняя подвижность станка будет снижать точность работ на нём.
По готовности станка необходимо выполнить его проверку на работоспособность и точность. Для этого изгибают тестовую полоску из толстого картона необходимой толщины. Если гиб выполнен правильно, то высота полок полоски будет одинаковой, а на её поверхности не останется следов от деформирующего инструмента.
Источник: https://stankiexpert.ru/stanki/gibochnye-stanki/listogib-svoimi-rukami.html
 Где берут детали из металла различных форм? Ответ — покупают готовыми либо изготавливают самостоятельно. Готовые металлические детали намного дороже себестоимости металлического листа, а чтобы изготовить их самостоятельно, нужен специальный станок. Листогибочный станок можно изготовить своими руками, имея в наличии некоторые инструменты, материалы и, конечно, те самые «золотые руки». Видео и чертежи, представленные в нашей статье, тоже вам пригодятся.
Где берут детали из металла различных форм? Ответ — покупают готовыми либо изготавливают самостоятельно. Готовые металлические детали намного дороже себестоимости металлического листа, а чтобы изготовить их самостоятельно, нужен специальный станок. Листогибочный станок можно изготовить своими руками, имея в наличии некоторые инструменты, материалы и, конечно, те самые «золотые руки». Видео и чертежи, представленные в нашей статье, тоже вам пригодятся.
Не проще ли купить листогиб?
Наиболее насущный вопрос – цена листогибочного станка. Стоимость заводского листогибочного оборудование высока. Целесообразна такая затрата только в случае, если вы приобретаете такой станок для заработка, в противном случае он себя не окупит.
Кроме того, большая часть станков такого плана рассчитана на то, чтобы гнуть листы шириной до 3 м. Универсальным такой агрегат не назовешь, во-первых, он войдет не в любой гараж, во-вторых, механический привод неудобен для тонких работ, а гидравлика сложна и дорогостояща. В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
Остается лишь вариант с ручным приводом, который можно изготовить своими руками!
Простейший станок-листогиб своими руками
 Сооружение самодельного ручного листогиба сэкономит ваши деньги и будет настоящей находкой всякий раз, когда нужно иметь дело с листовым железом. Благо в интернете можно найти самые разные чертежи с описаниями. Все предлагаемые модели разные, но можно найти общее в конструкции всех вариантов любого листогибочного станка:
Сооружение самодельного ручного листогиба сэкономит ваши деньги и будет настоящей находкой всякий раз, когда нужно иметь дело с листовым железом. Благо в интернете можно найти самые разные чертежи с описаниями. Все предлагаемые модели разные, но можно найти общее в конструкции всех вариантов любого листогибочного станка:
- Прижим;
- Обжимной пуансон;
- Ручка-рычаг;
- Основания.
Кстати, все детали вовсе не обязательно изготавливать из металла, можно использовать и дерево. Прочности древесины достаточно, чтобы обработать тонкие алюминиевые или железные листы. Обычная древесина для этого, конечно, мягковата, лучше брать твердые породы вроде дуба, ясеня, ореха и т.д. Но на крайний случай простейшего гаражного листогиба подойдет и сосновый материал.
За основу возьмите представленные чертежи:
- Укрепляем дерево металлическими уголками или листами металла;
- Где потребуется настоящая прочность, так это петли для станка, при помощи которых двигается его сгибающее звено;
- Если сгибающее звено будет приличного размера, то вам не понадобится даже утяжеляющая рама, чтобы оказывать нужное давление на тонкий металлический лист;
- Обжимной пуансон следует фиксировать барашковыми гайками, главное, положить под них шайбы;
- Для работы с листами разной толщины можно сделать заготовки нескольких пуансонов, у которых пазы разной толщины;
- Чтобы гнуть металлические листы под 90 градусов, нужно оборудовать ограничительную поверхность с наклоном около 5 градусов. Иначе идеально прямой угол сделать будет невозможно.
Секрет! Чтобы делать точные изгибы, нужно в предполагаемом месте изгиба сделать надпил, который будет направлять процесс в нужное русло.
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
 Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
Пуансон нужно сделать примерно на 5 мм короче, нежели основа;- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
- На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
Окончательная обработка деталей
 Некоторые рекомендуют просто пройтись по прижиму напильником или, что еще более диковинно, болгаркой. Однако вы должны осознавать, что такая обработка плоскости прижима не даст идеальной точности – допустимая неровность этого элемента всего 0,2 мм. Напильником такой точности не достичь, а при некачественной обработке ваши листы после гибки будут волнистыми.
Некоторые рекомендуют просто пройтись по прижиму напильником или, что еще более диковинно, болгаркой. Однако вы должны осознавать, что такая обработка плоскости прижима не даст идеальной точности – допустимая неровность этого элемента всего 0,2 мм. Напильником такой точности не достичь, а при некачественной обработке ваши листы после гибки будут волнистыми.
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
- Автор: Фёдор Ильич Артёмов
- Распечатать
Оцените статью:
Листогиб своими руками: чертежи, видео, описание +
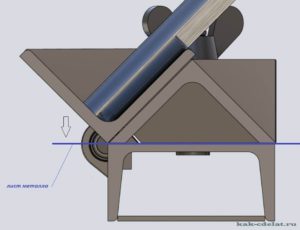
Листогиб своими руками: чертежи, видео, описание. Из листового металл можно сделать огромное количество изделий – водосточную систему, фасонные детали, которыми можно обшивать кровлю, отлив для цоколя, уголки для строений из профилированного листа и прочее.
Все это может сделать особый гибочный станок, иными словами листогиб, своими руками сделать который не состав труда. Об этом и поговорим.
Разновидности
Есть три разновидности станков для гибки листов:
- Простой ручной, в данном случае гибка металла выполняется при приложении силы. Такие устройство дают возможность избегать листовые материалы под любыми углами — от нескольких градусов до 360.
- Гидравлический станок, в котором при помощи ударов листовой металл сгибают по форме матрица. Последняя бывает прямой, иногда криволинейной. Такое оборудование признано профессиональным, и его активно используют для предприятиях большой и средней мощности.
- Роликовые/валковые листогибы, в которых лист металла не гнется строго по прямой, а закругляют. При помощи такого оборудования можно делать трубы или любые подобные изделия.
Все описанные устройства относятся к станкам для гибки листов. Своими руками будет проще всего сделать оборудование первого типа, и немного сложнее – третий. О них и пойдет речь – как сделать листогиб своими руками + видео.
Простые (ручные)
Металлические фасонные детали стоят дорого, даже дороже профнастила или металлической черепицы, поэтому есть смысл изготовить самый простой станок для гибки листового металла, а уже с его помощью сделать любое количество углов, отливов и остальных деталей, которые вам требуются, при этом лишь под свои размеры.
И да, не переживайте на счет внешнего вида. В продаже если листовой металл не только оцинкованного типа, но и уже окрашенный. В каждой конструкции лист будет плотно зафиксирован, поэтому при работе он не будет скользить по столу, а краска не сотрется и не поцарапается.
В местах изгиба она тоже не будет повреждена, поэтому вид изделий будет приличный. При должных усилиях ваши изделия будете выглядеть даже лучше тех, что есть в продаже.
Листогиб из тавров
Для изготовления такого станка потребуется любая ровная поверхность, к примеру, стол, желательно чтобы он был металлическим, а также 3 уголка с шириной полочки не меньше 4,5 см, а толщина металла не меньше 0,3 см.
Если у вас в планах есть изгибание длинных заготовок (длина больше 1 метра), то желательно взять полочки с большей шириной и толщиной металла. Можно использовать товары, но это требуется для гибки листов с большей длиной и толщиной. Также потребуются 2 дверные металлические петли, а еще 2 винта с диаметром от 1 до 2 см, на них «барашки» и пружинка.
Еще потребуется сварка для того, чтобы приварить петли и проделать отверстия (или дрель со сверлом, которое подходи для работ по металлу).
Для листогиба, который будет сделан своими руками, используем тавр на 7 см – 3 кусочка по 2,5 метра, еще 2 болтика по 2 см диаметр, маленький кусочек металла с толщиной 0,5 см.
Порядок действий следующий:
- Два тавра следует сложить, с двух концов сделайте в них выемки под петельки. Края выемок следует скосить под 45 градусов, а третий тавр обрезать так же, но глубина выемки должна быть чуть больше – это будет прижимная планка, поэтому она должна свободно ходить.
- Приварите петли с двух сторон (проварите с лицевой стороны и с изнанки).
- К дальнему от вас тавру приварите по 2 укосины с каждой стороны. Они требуются для того, чтобы можно было выполнить установки болта-фиксатора прижимной планки.
- Приварите к каждой укосине по гайке для болта.
- Установите прижимную планку, а сверху приварите пластины из металла, в которых будет отверстие посредине. Диаметр отверстия должен быть чуть больше, чем диаметр болта. Отверстия следует отцентровать таким образом, чтобы они находились на одной вертикали с приваренной гайкой. Приварите.
- Пружину отрежьте так, чтобы она смогла поднимать планку на 0,5-0,7 см. После этого нужно пропустить болт в «ушко», надеть пружинку и закрутить гаечку. После установки такой же пружинки с другой стороны прижимная планка будет подыматься сама при откручивании.
- Приварите к шляпке винта два отрезка арматуры – это будут ручки для закручивания.
- К подвижному тавру приварите ручку и можно начинать.
Данный вариант будет самым мощным – вы сможете сгибать длинные заготовки и листы большой толщины. Хотя такие масштабы не всегда востребованы, но всегда можно уменьшить.
В видео есть конструкция аналогичного типа, но чуть меньше и с другим креплением планки прижима. К слову, можно установить на винт пружину и тогда будет проще поднимать планку.
Конструкция интересна тем, на ней можно проводить отбортовку, а стандартные устройства такого не могут.
Листогиб из уголка с прижимной планкой
Данная модель выполнена из уголка с толстыми стенками, станина сделана в виде обычного строительного козла, который сварен из аналогичного уголка. Ручка взята с багажной тележки, а конструкция винтов по-своему интересна – они длинные, ручка вынута в виде буквы «Г». Ее удобно открутить и прикрутить на месте.
Такой станок листогиб своими руками сделать несложно, но учтите некоторые особенности:
- Уголки находятся не полочками друг к другу, а имеют направление в одну сторону. Из-за этого крепление петли бывает не самым удобным.
- На изгибе дальнего уголка приварите с двух сторон маленькие пластинки-упоры для планки.
- На той же планке приварите гайку от винта (на обеих сторонах).
Теперь можно перейти непосредственно к прижимной планке. Ее тоже можно сделать из уголка, но укладывать следует на станок изгибом кверху.
Для того чтобы планка не перегибалась при работе, наваривают усиление – металлические перемычки. С двух концов планки приварите маленькие металлические площадки, в которых сделаны отверстия для болтов.
И еще один момент – та грань, которая повернута к месту сгиба, требуется для получения острых углов на сгибе.
Прижимную планку нужно установить на станок, а в место установки подложить пружины. Ручку установите на место. Если она не прижмет планку, благодаря силе упругости пружинки будет приподнятой над поверхностью.
В этом положении под нее заправьте заготовку, выставьте и прижмите. Такой листогиб будет неплохим вариантом для использования в домашних условиях.
У вас не получится гнуть толстый металл, то оцинковку и жесть без труда.
Вальцы для листового металла
Данный тип листогиба может быть с тремя приводами:
- Гидравлический.
- Ручной.
- Электрический.
Вальцы своими руками для листового металла делают с ручным или электрическим приводов. В ручном должно быть 3 вала, а в электрическом может быть и 3-4, но по стандарту тоже всего лишь три.
Для такого станка требуется хорошая основа, в качестве который может быть использована станина или верстак. В качестве основы конструкции выступают валки, которые должны быть одинакового размера. Два нижних должны стоять стационарно, а верхний подвижно.
Благодаря изменению расстояния между верхними и нижними вальцами можно изменять радиус кривизны.
Итоги
Станок приводится в движение при помощи ручки, которая должна быть приделана к одному из валов, а после крутящий момент будет передан на остальные катки через звездочки.
Их следует подобрать таким образом, чтобы скорость вращения получилась одинаковой. Если на оборудовании планируется изготовление труб, верхний каток должен быть с одной стороны съемным и иметь систему быстрого фиксирования.
После сворачивания листа в трубу вы не сможете вытащить его по-другому.
Листогибочный станок своими руками: 7 шагов к осуществлению задуманного — Ремонт квартиры своими руками: школа ремонта для новичков и не только
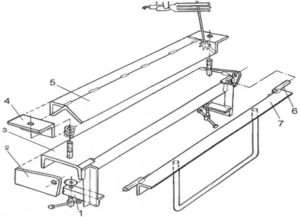
Гибочный станок для листового металла вполне можно изготовить в домашних условиях. Такое оборудование нужно далеко не каждому домашнему мастеру, но зато тем, например, кто занимается кровельными работами, он поможет в значительной мере увеличить собственный заработок. А для кого-то, возможно, и вовсе станет первым станком будущего завода.
Фото самодельного листогибочного оборудования
Причины, по которым стоит собственноручно собрать листогиб
Почему вообще следует браться за изготовление столь непростого оборудования своими руками? Чтобы ответить на этот вопрос, давайте пойдём от обратного и рассмотрим альтернативные методы получения ендов, коньков, желобов водосточных труб, карнизных планок и иных фрагментов кровельных конструкций.
Пример металлического желоба, изготовленного при помощи листогиба
Хотя, сразу хочу отметить, что это далеко не единственная отрасль, где требуются изделия, создаваемые путём гибки железа. Просто сейчас для наглядности коснёмся именно её.
Обойтись вообще без станка
Тут есть два варианта действий:
- Покупка готовых образцов, которые значительно превосходят в цене листовой металл и даже трудовые затраты, необходимые для его обработки. То есть, это попросту отказ от ощутимой части заработка в пользу промышленных заводов;
В магазине есть готовые решения, но за них заплатить придётся намного дороже
- По старинке использовать для получения нужных форм выколотку. Но это приведёт к немедленной потере многих клиентов, которые предпочитают продукцию без кондового вида. Современный рынок очень жесток в этом плане: все хотят и качественно, и красиво.
К тому же и сама работа с выколоткой является достаточно трудоёмким процессом
Купить готовый станок
Давайте рассмотрим гипотетическую ситуацию в цифрах. В среднем ручной листогиб может обойтись вам в 1500-2000 долларов США. В теории на нём получится превратить за пару дней тонну оцинкованного железа толщиной 0,55 мм и стоимостью 1000 долларов США в 250 квадратных метров профнастила, которые оцениваются уже в 1400 тех же самых денежных единиц.
Примеры готовых листов профнастила
Вроде бы всё выходит красиво, а в уме уже подсчитывается не то что окупаемость покупки, а колоссальные прибыли, получаемые в дальнейшем.
Но, к сожалению, всё не так радужно на практике, где на вашем пути встанут следующие сложности:
- Углы при прокатке профнастила очень часто выходят перетянутыми, в результате чего требуется повторение операции. Это уже приводит к увеличению теоретических сроков работы;
- Возможны нарушения межкристаллитных связей металла. Через время в таких местах начинает ползти трещина. Переделывать такой брак придётся вам уже за свой счёт.
Линия же, которая лишена таких проблем, стоит уже в районе 20000 долларов США, которые окупить будет ещё сложнее. Плюс это всё касается того случая, когда у вас есть сбыт изготавливаемой продукции. А если вам лишь время от времени необходимы определённые изделия для выполнения заказа по кровельным работам, то о рентабельности даже самого дешёвого покупного оборудования не может быть и речи.
Для наглядности и возможности поразмыслить над данным вопросом самостоятельно приведу вам примеры некоторых конкретных моделей станков, которые можно купить уже в готовом виде:
- Модель «Tapco Max 20-08»:
| Параметр | Описание |
| Длина гибки | 260 см |
| Максимальная толщина используемых металлических листов | 0,7 мм |
| Максимальная толщина используемых алюминиевых листов | 1 мм |
| Максимальная толщина используемых медных или цинковых листов | 0,8 мм |
| Максимальный угол осуществляемого изгиба | 180 градусов |
| Глубина подачи | 48 см |
| Длина станка | 264 см |
| Высота станка | 62 см |
| Ширина станка | 24 см |
| Масса | 70 кг |
| Масса с опорой | 85 кг |
| Стоимость | 155000 рублей |
Образец модели «Tapco Max 20-08»
- Модель «Van Mark Metal Master Commercial MM 1051»:
| Параметр | Описание |
| Количество прижимов | 5 шт. |
| Количество пружин | 4 шт. |
| Длина гибки | 320 см |
| Максимальная толщина используемых металлических листов | 0,7 мм |
| Максимальная толщина используемых алюминиевых листов | 0,8 мм |
| Максимальный угол осуществляемого изгиба | 180 градусов |
| Глубина подачи | 52 см |
| Длина станка | 320 см |
| Высота станка | 60 см |
| Ширина станка | 49 см |
| Масса | 70 кг |
| Стоимость | 32700 рублей |
Образец модели «Van Mark Metal Master Commercial MM 1051»
Пошаговое выполнение сборочного процесса
Инструкция изготовления листогиба начинается с решения некоторых теоритических вопросов:
Шаг №1: определяемся с типом привода
Для того чтобы согнуть листовое железо можно сконструировать и использовать один из следующих приводов:
- Механический. Может быть представлен в виде маховика с фрикционом и кривошипом или же в виде падающего груза с системой тросов, блоков и рычагов. Обладает высоким коэффициентом полезного действия, но для нашего случая совсем не подходит. Дело в том, что в начале его рабочего хода наблюдается резкий удар, который затем слабеет, а для сгибания металлических листов требуется как раз обратный эффект;
- Электрический. Здесь наблюдается проблема иного характера: значительное падение коэффициента полезного действия и увеличение энергопотребления при работе с малогабаритными фрагментами. Это происходит из-за того, при сопротивлении сгибаемой стали скольжение двигателя растёт, а момент падает;
Пример электрического двигателя
- Гидравлический. В этих устройствах гидроцилиндр самостоятельно подстраивает своё усилие под сопротивление металлической детали. Они были бы идеальны, если не стоили слишком дорого для самодельного станка;
Пример гидравлического двигателя
- Ручной. Несмотря на то, что в этом случае движущей силой будут ваши руки, такой привод идеален для самодельного станка. Он наиболее прост в изготовлении, не требует потребления электрической энергии и обойдётся недорого.
При этом вы получаете нужное и равномерное усилие. Ручник-то мы и выберем для сооружения самодельного листогиба.
Главное, правильно сконструировать агрегат, чтобы при его эксплуатации работали наиболее сильные группы мышц, а отдача прижимала стопы оператора к полу. В таком случае процесс не будет слишком изнурительным.
Шаг №2: выбираем рабочую схему для станка
Теперь нужно решить, как будет работать ваш самодельный станок для гибки листового металла.
Выбрать можно из следующих схем:
- С помощью траверсы. Такой метод позволяет производить гибку стальных листов руками толщиной до 0,5 мм. На схеме вы можете с ним ознакомиться:
Схема осуществления гибки листа металла с помощью траверсы
Рекомендую в процессе эксплуатации описанного способа налегать на траверсу в нижней её части и подавать немного вперёд, как бы выглаживая сталь. В таком случае изгиб получится максимально правильным и аккуратным.
- С помощью пресса. Этот вариант активно используется в промышленности. Для частной же мастерской он слишком травмоопасный, так как при наличии малейшей неисправности в устройстве или ошибке в заправке материала лист может выскользнуть и нанести серьёзные повреждения оператору;
Схема осуществления гибки листового металла при помощи пресса
- С помощью системы валов. Это как раз те протяжные листогибы, которые можно купить в районе 1500-2500 долларов США. Могут быть ручными или электрическими. Очень удобны в эксплуатации, но тяжело реализуемы собственными руками.
Протяжный ручной листогиб
Проще всего создать листогиб своими руками, сгибающий металл при помощи траверсы, значит, такой вариант и будем рассматривать далее.
Шаг №3: определяем основные параметры будущего станка
Самодельный листогиб должен обладать следующими качествами, чтобы быть эффективным в домашней эксплуатации:
- Не перенапрягать оператора. Раз мы остановились на ручном приводе, то пусть работа за станком не станет для вас каторгой;
Процесс гибки не должен быть изнурительным
- Быть простым с технической точки зрения и недорогим;
- Легко транспортироваться. Очень часто вам может понадобиться гнуть детали непосредственно на месте выполнения кровельных работ.
Эксплуатация листогиба на участке заказчика
Исходя из вышеперечисленного, предлагаю ориентироваться на следующие технические характеристики изготавливаемого устройства:
| Параметр | Описание |
| Максимальная ширина сгибаемого полотна | 100 см |
| Максимальная толщина сгибаемого полотна |
|
| Количество полных циклов до необходимости осуществления отладки или ремонтных работ | 1200 |
| Угол осуществления сгиба | 120 градусов |
| Металлообработка | Сведена к минимуму |
Рекомендую сварных соединений делать как можно меньше, так как от них ведёт сборные узлы, да и долговечностью они в условиях знакопеременных нагрузок похвастаться не могут.
Сварка в рассматриваемой ситуации – не лучшее решение
Шаг №4: составляем чертёж, соответствующий всем перечисленным условиям
Ручник, траверса, удобство в эксплуатации, компактность и ещё несколько важных параметров. Теперь всё это перенесём на чертёж:
Чертёжная схема будущего самодельного листогиба
| Обозначение на схеме | Пояснение |
| 1 | Подушка из дерева |
| 2 | Опорная балка в виде швеллера с сечением 10-12 см |
| 3 | Щёчка из шестимиллиметрового листа |
| 4 | Изделие, проходящее обработку |
| 5 | Прижимная балка, изготовленная из сваренных между собой уголков размерами 6 и 8 см |
| 6 | Ось траверсы в виде штыря с сечением 10 мм |
| 7 | Поворотная траверса |
| 8 | Ручка |
Пример подходящего для создания опорной балки швеллера
Материал всех комплектующих – конструкционная сталь. Отдельно хочу остановиться на траверсе.
Во многих описаниях вы можете встретить, что в качестве неё предлагается использовать уголок. Я же категорически советую устанавливать швеллер, который выдержит в 6 раз больше рабочих циклов. Что же касается размеров, то для нашего случая оптимально будет 8-10 см.
Шаг №5: переходим к ознакомлению с деталировкой и изготовлению основных элементов
Много чертежей не бывает. Чем детальнее всё будет расписано на бумаге, тем меньше шансов допустить ошибку в процессе выполнения сборочных работ. Поэтому предлагаю вашему вниманию деталировку изготавливаемого оборудования:
Деталировка самодельного листогиба
| Обозначение на схеме | Пояснение |
| 1 | Струбцина из уголка 4-6 см, фиксируемого винтами М8 или М10 |
| 2 | Щёчка |
| 3 | Опорная балка |
| 4 | Кронштейн из уголка 11 см |
| 5 | Прижимная балка |
| 6 | Ось траверсы |
| 7 | Траверса |
Сборку прижимной балки выполняем в соответствии с приведённой схемой, после чего обязательно отдаём получившийся узел на фрезеровку. В качестве основы прижима берём стальную полосу размерами 1,6 на 8 см. Её переднюю кромку также фрезеруем под углом 45 градусов.
Фрезерные работы
Чтобы предотвратить прогиб прижима, в верхней части подкрепляем его уголком шестидесяткой с помощью сварки.
Шаг №6: реализуем крепёжную систему
Можно фиксировать устройство струбцинами. Но тогда, если хотя бы одна из них сломается, то работа сразу же станет, так как станок начнёт гнуть не деталь, а приподнимать самого себя.
Поэтому предлагаю альтернативное и более практичное решение:
- Удлиняем опорную балку за края стола;
- Создаём на её краях U-образные проушины;
- Прикручиваем её к столу болтами М10.
Шаг №7: собираем всё вместе
И вот представляю вашему вниманию чертёж уже окончательной сборки:
Схема окончательной сборки
| Обозначение на схеме | Пояснение |
| 1 | Опорная балка |
| 2 | Маховик резьбового типа |
| 3 | Прижимная балка |
| 4 | Изделие, подвергающееся обработке |
| 5 | Струбцина |
| 6 | Траверса |
Заключение
Ручной листогиб своими руками: способы изготовления и видео
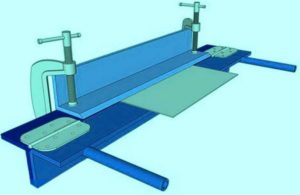
Листогиб должен присутствовать в арсенале каждого мастера, особенно он необходим для тех, кто занимается холодной ковкой.
Ведь при выполнении этой работы требуется часто сгибать детали металлической заготовки. Такое устройство обладает высокой надёжностью, к тому же его легко эксплуатировать.
Однако профессиональное оборудование стоит дорого, поэтому многие предпочитают делать листогибочный станок своими руками.
- Предназначение и особенности листогиба
- Разновидности листогибов
- Чертежи создания листогибочных станков
- Инструмент с поворотной рамой для гибки заготовок
- Чертёж устройства из тавров
- Валковый листогибочный станок своими руками
- Правила работы на самодельном листогибе
Предназначение и особенности листогиба
К сожалению, невозможно создавать качественные элементы из металла без использования специальных приспособлений. Чтобы повысить производительность и облегчить ручной труд, постоянно производят новые устройства.
К ним относится и листогиб, который представляет собой металлопрокатный станок. Его применяют для сгибания такого металла, как: сталь, латунь и алюминий.
На этом станке листы изгибают под определённым углом, не нарушая при этом их плоскостность.
Не стоит покупать дорогостоящее устройство, если собираетесь открыть небольшое производство либо выполнять работы на дачном участке. Для подобных целей лучше создать самодельный листогиб.
На станке, сделанным своими руками, получится обрабатывать листовой металл толщиною до 2 мм. Чаще всего такое ручное оборудование состоит из следующих частей:
- прижима;
- основания;
- обжимного пуансона с рычагом.
Фабричные листогибочные станки имеют дополнительные возможности. Самой популярной функцией является резка металлических листов. Роликовый нож у такого оборудования выполнен из высоколегированного сплава стали, обработанного специальным лаком. Резец имеет большой срок службы, а вот нож придётся периодически подтачивать.
Разновидности листогибов
Перед тем как приступить к изготовлению ручного станка для сгибания металлических изделий, надо сначала определиться, для чего именно он нужен. Именно от назначения этого устройства будет зависеть, какой тип оборудования делать.
Самым простым считается устройство, сделанное своими руками, в котором металлический лист гнёт специальная траверса.
С помощью этого оборудования получится легко согнуть стальные изделия, применяя только силу рук, конечно, если их ширина не больше 50 см.
Фиксируется основание листа в тисках или струбцинами, при этом гнутьё осуществляется давлением, которое оказывает траверса. Иногда, чтобы добиться угла сгиба в 90 градусов используют вложенную проставку. В качестве неё выступает обычная полоска из металла, компенсирующая упругость листа.
Листогибочный пресс — более сложное по конструкции оборудование. Заготовка в нём размещается на матрице, а сверху на неё опускается пуансон, придавая необходимый профиль. Однако для домашнего использования такое устройство не подойдёт, поскольку оно небезопасно и сложно в применении.
Наиболее походящим считается листогиб, гнутьё листового металла в котором выполняется несколькими валами. Этот станок принято называть проходным. Основное его достоинство — регулируемые вальцы, позволяющие получать разный радиус изгиба. Такое устройство для гибки делится на два типа: с электрическим либо ручным приводом.
Вальцы тоже могут быть различными. Например, инструменты, обладающие гладкой рабочей поверхностью, используют для изготовления секций труб с огромным диаметром или осуществления жестяных работ, подразумевающих выгибание металла.
Профилированные вальцы предназначены для гнутья кровельных изделий: отбортовки, водостока, конька, ендовы и других.
А вот протяжной листогиб нередко оснащают прижимом, дополнительной опорой, а также траверсой, чтобы применять его для ручного сгибания металла.
Эти станки ещё оборудуют валами разного профиля. Причём их можно самостоятельно докупить и усовершенствовать устройство.
Инструмент с поворотной рамой для гибки заготовок
Подобное устройство, сделанное своими руками, домашние мастера используют чаще всего для загиба листовых изделий. Тем более что оно отличается от остальных листогибов большой универсальностью. Рабочий стол в нём создают из металла либо дерева.
Размеры такого листогибочного станка — не меньше 2х1 м. Если понадобится согнуть большие заготовки, то можно с задней стороны устройства установить плоскость, размещённую на уровне со столом, или откидную раму.
Делается это для крепления металла, чтобы он не выскальзывал при изменении положения.
Спереди рабочего стола следует прикрутить основание. Для этого понадобится швеллер с шириной верхней грани не больше 7 см. К его концам монтируют направляющие шпильки с пружинами. На них потом фиксируется прижим, передняя грань у которого должна быть скошена под углом в 45 градусов.
Для создания поворотной части используется уголок, размером 5х5 см, с установленной рукояткой. Монтируют его на петлях таким способом, чтобы верхняя грань материала в откинутом состоянии располагалась на одном уровне с основанием.
Простота конструкции такого листогиба и доступность материалов для его сборки позволяет хорошо сэкономить. Во многих случаях металл для рабочего стола и каркаса даже не нужно приобретать, ведь в каждой мастерской есть обрезки труб, уголков и швеллера. Из этих остатков получится отличный самодельный станок для гибки металлических листов.
Чертёж устройства из тавров
Чтобы сделать такой листогиб, понадобятся следующие материалы:
- Ровная поверхность, лучше металлическая;
- Уголки не менее 3 штук с шириной полки около 45 мм и толщиной примерно 3 мм.
Если собираетесь гнуть слишком длинные листы, тогда металл выбирайте толще, а полки — шире. Подойдут и тавры, правда, их используют в основном для гибки очень толстых и длинных заготовок.
Кроме этого, придётся потратиться на пружину, два винта диаметром не менее 10-20 мм и несколько металлических дверных петель.
К тому же для работы понадобится дрель со сверлом по металлу или сварочный аппарат.
Самодельный листогибочный станок делается из тавра. Понадобится три куска такого изделия по 2,5 метра, небольшая металлическая пластина толщиной в 5 мм для укосин, два болта размером 20 мм, а ещё пружина.
Сначала нужно сложить два тавра, а потом с двух концов у них сделать отверстия под петли. При этом края ямок скашивают под углом 45 градусов.
Оставшееся изделие обрезают аналогичным способом, только выемку делают глубже, чтобы использовать в качестве прижимной планки.
Затем можно переходить к привариванию петель. Делать это надо обязательно с внешней и внутренней стороны. Потом к одному тавру фиксируют укосины.
После этого монтируется прижимная планка, а сверху к ней приваривают пластины из металла с выемкой по центру. Диаметр такой ямки должен быть немного шире, нежели болта.
Отверстие следует выровнять так, чтобы оно располагалось с установленной гайкой на одной плоскости, и приварить.
Следующий шаг — отрезание пружины, она должна поднимать прижимную планку на целых 7 мм. Болт необходимо пропустить в отверстие этого изделия, установить пружину и завинтить гайку. Когда будет вмонтирована такая же упругая деталь с другой стороны при откручивании планка будет сама подыматься.
Чтобы сделать приспособление для закручивания, необходимо к шляпке винта прикрепить отрезки арматуры. После этого останется только приварить ручку к подвижному тавру и можно приступать к работе. Такой станок будет довольно мощным, на нём получится гнуть даже толстые и длинные листы.
Валковый листогибочный станок своими руками
При создании и установке дымоходов, вентиляционных каналов и водосточных систем не обойтись без криволинейной гибки металлического листа. Прекрасно справляются с подобной задачей валковые листогибы.
Соорудить оборудование своими руками с тремя вальцами довольно легко. Ко всему прочему, его можно оснастить электромотором или ручным приводом. Основные детали валкового листогибочного станка следующие:
- Опоры вертикальные из швеллера на подшипниках и с выемками под оси.
- Продольные валы. Их необходимо 3 штуки, подойдут трубы разного диаметра, имеющие заваренные торцы. Подобные изделия лучше использовать толстые, чтобы не допустить деформации.
- Рама.
- Узел прижима верхнего валка.
- Цепной либо зубчатый привод. Он необходим для обеспечения вращения валков с одинаковой скоростью и в одном направлении.
- Струбцины. Они перемещают опорные валки по горизонтали.
Одна вертикальная стойка в станке должна вращаться вокруг оси на 90–120 градусов. Так необходимо делать, чтобы заменить в последующем вальцы на цилиндры другой величины.
Во время изготовления устройства вальцового типа стоит понимать, что его возможности будут ограничены силой человека. На таком самодельном оборудовании гнуть разрешается листовой металл шириной до 60 см и толщиной не больше 1,5 мм.
Диаметр жёлоба можно регулировать путём перемещения валков.
Правила работы на самодельном листогибе
Этот станок является довольно травмоопасным, поэтому при гибки железного листа, необходимо соблюдать технику безопасности. Прежде чем приступить к работе на покупном оборудовании, нужно первым делом ознакомиться с инструкцией, и выяснить на обработку какого материала рассчитано устройство.
Перед использованием листогибочного станка, изготовленного своими руками, следует проверить состояние рабочей экипировки. Никаких свисающих деталей на спецодежде быть не должно, а молнии, манжеты на рубашке и пуговицы, необходимо застегнуть.
Затем надо перейти к проверке состояния рабочих узлов, а также их креплению. Если были выявлены неисправности, нужно их все устранить. Вокруг листогиба требуется оставлять свободное пространство не менее 1 метра. Проход к станку нельзя ничем загромождать. Ещё важно проверить достаточность освещения рабочего места.
Заготовки заранее размещают возле листогиба. На этом оборудовании запрещается гнуть железные листы, толщина которых в несколько раз больше допустимых значений. Нельзя оставлять включённое устройство без присмотра.
Для создания практичного и удобного ручного листогибочного станка понадобится не так уж много времени и сил. Зато он станет незаменимым инструментом для домашнего мастера.
Гибочный станок для листового металла своими руками

Самодельный листогиб собирается из простых деталей, которые может выточить любой слесарь. На изготовление собственного ручного листогибочного станка при наличии необходимых деталей уйдет всего полдня.
Большинство элементов загибочного приспособления сделаны из отходов металлопроизводства. Металлогибочные устройства ни в чем не уступают заводским, а обходятся практически даром.
На основании представленных чертежей можно сделать более мощный аналог, качественно выполняющий изгиб стали толщиной до 3 мм.
Описание конструкции
схема листогиба: 1 — струбцина; 2 — щечка; 3 — станина; 4 — кронштейн; 5 — прижим сварной; 6 — ось; 7 — уголок пуансона
Данная модель металлогибочного приспособления легко справляется с жестью, изгибы получаются довольно точно. Можно гнуть и окрашенный металл.
Основание станка сварено из швеллера №6 или №8. В зависимости от длины будущего аппарата подбирается длина швеллера. Для мелких работ достаточно 50 см. Для сгибания железа на угол, превышающий 90 градусов, из уголка выполняется прижим. Такие углы загиба используются при изготовлении фальцев.
Прижим сваривается: основа конструкции — уголок 50 х 50 укрепляется 35 х 35. Толщина полок уголка должна быть не менее 5 мм, иначе прижим будет слишком слабым. Прижим такой мощности справится даже при длине ручного листогибочного устройства до 150 см.
Загибается лист до 135 градусов, этого достаточно для формирования фальцев. Длина прижима должна быть на 7 см меньше основания. На торцы наваривают крепежи-кронштейны из уголка 3 х 3. Если кронштейн сделан из уголка большего размера, длину прижима уменьшают еще на 2 — 3 см.
При таких размерах пружина свободно размещается снизу.
Края прижима устанавливают четко параллельно станине, без заусенцев. Поэтому их зачищают фрезой или надфилем, удобно зачищать края углошлифовальной машиной. Зачистной круг снимает выпирающие заусенцы и дефекты.
По центру обоих кронштейнов пропиливают проем поперечником 0,8 см. Пуансон для обжима делают из уголка №5, длина которого на 5 — 8 миллиметров меньше, чем длина прижима. Рукоятка для пуансона сделана из металлического прута 14 мм, гнутого в форме скобки, и закрепленного на пуансон. Из металла 0,5 см вырезают щечки, пропиливают в каждой по одному отверстию поперечником 1 см.
Можно дополнительно усилить узел, вырезав полку 6 х 7 мм по краям и отверстие 14 мм. Прут для ручки взять немного потоньше — 12 мм.
С ребер пуансона на торцах срезают фаски 30 х 5, к которым будут фиксироваться оси из металлического прута 10 мм. Ось прута должна совпадать по направлению с ребром угла. Возле торцов фаску 32 х 6 делают на нижнем ребре.
Предварительный монтаж
Перед тем, как проварить конструкцию окончательно, необходимо выставить все детали в правильном направлении и проверить работоспособность конструкции. Поэтому сначала выполняются легкие временные крепежи. Станину вместе с пуансоном фиксируют в тисках.
Подвижная часть и станина должны составлять общую горизонталь. Щечки устанавливают на оси и точечно крепят на станину. Удобно вместо сварки использовать струбцины. Как только временные крепежи готовы, струбцины снимают и проверяют подвижность.
Если амплитуда пуансона достаточна, струбцины затягивают и окончательно проваривают.
Из тисков конструкцию желательно снимать после полного остывания сварки, иначе ее может повести.
Тестирование устройства и окончательная доводка
Проверяют работу загибочного станка на тонком податливом металле. Материал для сгибания устанавливают в устройство, прижим подтягивается струбцинами. Нужно проверить правильность размещения щечек по отношению к станине. Для этого выполняют несколько загибов и подправляют при надобности. Если щечки установлены верно, их окончательно приваривают к станине.
С помощью отверстий в прижимных кронштейнах в основании проделывают отверстия поперечником 8 мм с резьбой М10. Уже готовые в прижиме отверстия увеличивают до поперечника 1 см. В отверстия в основании (с резьбой) вкручивают болты по направлению снизу вверх, шляпки приваривают.
К станине прижим крепят гайками с обязательными шайбами. Удобнее эксплуатировать гайки в виде маховичков (водопроводных). Чтобы во время откручивания прижим отжимался, на болты устанавливают пружины или амортизаторы из каучука. Хорошо подходят клапанные пружины.
В результате несложных операций получается недорогой, удобный в управлении и надежный станок. Есть у него и несколько небольших минусов:
- недостаточно продумано крепление щечек и пуансона. В этом узле во время работы металл взаимодействует с металлом и постепенно перетирается. Через некоторое время механизм начинает люфтить. Лист металла загибается недостаточно четко.
Метод исправления недостатка ручного листогибочного механизма: использование подшипников в этом узле.
Если планируется гнуть большой объем листового металла, чертежи верхнего прижима придется немного доработать, на представленном работа выполняется достаточно медленно.
В изначальном варианте листогиб легко изготавливает короба из металла толщиной 2 мм, формирует фальцы, справляется с окрашенными листами.
Можно сделать гибочный станок своими руками, не используя никакие чертежи, из металлолома. Существуют экземпляры длиной до 2,5 м, которые за день выполняют до 350 м гиба черного металла. Профессиональные жестянщики часто предпочитают самодельный листогиб заводской конструкции.
Более сложные, ручные роликовые листогибы, тоже можно сделать самостоятельно по чертежу. Тут важно, чтобы вес устройства не был слишком велик, ведь он управляется одной рукой.
У роликовых конструкций есть один минус — во время прокатки небольшие участки листового металла могут деформироваться. Формируется изгиб за счет вытяжения поверхности.
Поэтому большинство жестянщиков предпочитают ими не работать.
Еще несколько моделей ручных листогибов с подробным описанием узлов в видеороликах:
Как сделать ручной листогибочный станок своими руками — инструкция

У этого устройства есть и много других названий – «станок гибочный», «листогиб» и ряд других, народных. Для умелого человека он просто незаменим. Ведь довольно часто собственникам частных домов при решении хозяйственных задач приходится иметь дело с листовым (полосовым) железом, которому нужно придать ту или иную форму.
Часто можно встретить скептические высказывания о том, стоит ли возиться и делать листогибочный станок своими руками, если есть более простой способ – пойти и купить? Это напрашивается вроде бы само собой, учитывая, что сейчас не годы «застоя» и дефицита на любую продукцию не наблюдается. Но разумно ли это? Есть много аргументов, свидетельствующих о нецелесообразности такого приобретения для «дома и семьи».
Во-первых, не каждого из нас устроит цена. Даже самая простейшая модель, рассчитанная на работу с листами до 0,7 мм толщиной, дешевле 93 000 рублей не продается.
Во-вторых, типовые габариты изделий вынудят освободить некоторую площадь, причем весьма значительную. Всегда ли это возможно или удобно?
В-третьих, самостоятельно редко приходится работать с толстыми заготовками. В основном все «поделки» изготавливаются из тонкого листового железа, а для этого достаточно и «ручного варианта», без элементов механики, электрики, пневматики или гидравлики.
Для тех, кто с такими доводами полностью согласен, и предназначена эта статья. Учитывая, что на практике чаще всего необходимые нам операции можно выполнить с помощью ручного «листогиба», о его самостоятельном изготовлении мы и поговорим.
Тем более что в итоге он «встанет» не так уж и дорого. А учитывая, что применение традиционных инструментов (киянки, оправки) несколько ограничивают наши возможности, выгода сборки «листогиба» вполне очевидна.
Впрочем, можно сделать даже гидравлический пресс — читайте, это несложно.
Существует много моделей станков, которые отличаются габаритами, весом, нюансами технических решений и, соответственно, чертежами.
Если свести все особенности конструкций воедино, то можно сделать такие выводы:
- Для домашних нужд в качестве материала для листогибочного станка можно использовать не только металл. Простейший «листогиб» собирается и из древесины. Естественно, дерево должно быть твердой породы. А вот для жесткого сочленения элементов используется «железо» – скобы, уголки, пластины и так далее.
- Основными частями являются:
- основание;
- прижим;
- пуансон (с рычагом).
Станок для работы с небольшими заготовками
Вполне подходит для изгиба кусков металла небольшой толщины. По чертежу несложно понять порядок сборки.
Для работы с железом различной толщины понадобится изготовить «индивидуальные» пуансоны под каждый типоразмер. Отличие – в параметрах пазов.
Если добиться прямого угла не удастся, то нужно «подпилить» место, где производится изгиб заготовки.
Станок для работы с габаритными листами
В этом случае использовать при «конструировании» древесину не стоит. Придется подбирать железный уголок и швеллер. Для рычага достаточно толстого прутка арматуры.
Особенности сборки:
- для пуансона желательно взять уголок №5 с толстыми стенками. Если необходимо увеличить его прочность, то можно сделать «усиление» уголком №3.
- щечки делаются из 5 мм стали;
- в качестве фиксирующих элементов используются болты-«барашки». С ним работать гораздо удобнее.
Перед окончательной сборкой необходимо произвести корректировку положения элементов.
Берется «пробная» заготовка (кусок листа) и на нее накладывается прижим. Все это крепится к основанию двумя струбцинами.
После того, как удается добиться ровного изгиба, «щечки» к основанию «прихватываются» сваркой.
Нет смысла подробно объяснять, на каком расстоянии и какого диаметра сверлить отверстия и так далее. Тот, кто заинтересуется такой конструкцией, без труда все просчитает сам.
Что можно сделать дополнительно:
- установить «задний» стол. Он облегчит работу с габаритными листами;
- смонтировать «резак». С его помощью можно будет «кроить» металл.
Практические рекомендации
- Если требуется добиться абсолютно ровного изгиба заготовки вдоль всей линии, то прижимную часть следует дополнительно подвергнуть фрезеровке.
- Чтобы облегчить процесс и избежать образования разрывов или трещин в материале, предварительно участок, подвергающийся изгибу, целесообразно прогреть. Например, паяльной лампой или газовой горелкой.
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.

Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.Для гибки листового металла
- Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной. Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный.
Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный.
Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
- К укосинам приварить гайку болта.
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда.
В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку.
А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).
Теперь перейдем к конструкции прижимной планки. Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Источник: http://stroychik.ru/tools/samodelnye-listogiby
Делаем листогиб своими руками из подручных материалов

При работе с жестью используются два основных инструмента. Ножницы по металлу и листогиб.
Конечно, при изготовлении желоба для крыши сарая, можно воспользоваться старым дедовским способом – обстучать киянкой лист оцинковки о край верстака, или при помощи металлического уголка.
Примеры таких работ можно увидеть на кровле в частном секторе. Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов.
К тому же, кустарное сгибание металла подойдет лишь для простых конструкций. Если профиль изгиба имеет несколько разнонаправленных граней – без профессионального инструмента не обойтись.
Например, правильный конек для крыши «на коленке» не согнешь, да и внешний вид будет всегда напоминать о нерадивости хозяина.
Покупать промышленный листогиб – непростительная роскошь. Дело мастера боится – мы расскажем, как сделать своими руками столь полезное в частном домовладении приспособление.
Для понимания процесса рассмотрим виды листогибов:
Вальцовый
Второе название – трехвалковый. Станок применяется для создания плавных согнутых поверхностей – труб большого диаметра, полукруглых водостоков и прочих конструкций без острых углов. Работает по принципу прокатного станка. Лист профилируется между двумя опорными вальцами и одним упорным, при перемещении которого задается радиус изгиба заготовки.
Гибочный пресс
Заготовка кладется между двумя пуансонами (шаблонами), под большим давлением они смыкаются, придавая необходимую форму листу металла. Как правило, используется для работы с толстыми заготовками. В бытовом применении бесполезны.
Траверсный механизм
Принцип действия конструкции – заготовка зажимается линейкой-фиксатором, а подвижная траверса загибает край на нужный угол. Пожалуй, самый популярный вид листогибов.
Существуют как промышленные стационарные станки, так и ручные настольные приспособления. Фактически не имеет ограничений по углу загиба – от 0 до 180 градусов. Ширина обрабатываемого листа определяется длиной траверзы.
Это единственный недостаток конструкции. Согнуть цельную полосу проката длиной несколько метров в домашних условиях будет проблематично. Зато можно быстро изготовить составную конструкцию любой длины с загибами для сращивания торцов.
С траверсными конструкциями часто применяется нож для листогиба, который входит в комплект поставки.
Торцевые ножи роликового типа предназначены для качественного выравнивания края заготовки.
Роликовый листогиб
Правильнее будет назвать — листогиб торцовый ручной. Хотя с помощью роликового механизма можно гнуть заготовки и далеко от края. Просто процесс слишком неудобный. Применяются в основном в качестве вспомогательного устройства.
Как изготовить самодельный листогиб
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах.
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Рассмотрим сборку пошагово.
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
Уголок нарезаем болгаркой на куски по 1 метру.
Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма.
Тщательно измеряем и размечаем на уголке выборку для крепления оси.
Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
В результате должна получиться конструкция, с идеальной соосностью в торцах.
Приставляем уголки друг к другу.
Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке.
Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке.
Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
Рукояти привариваем с нижней части поворотного уголка (траверсы).
Далее изготавливаем станину для листогиба. Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато. При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает.
Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Дополнительные приспособления
Для удобства работы, прижимной уголок можно подпружинить, а вместо обычных гаек применить барашковые. На таком приспособлении удобно работать роликовым ножом, используя верхний прижим в качестве направляющей линейки.
Временная конструкция по упрощенной схеме
Рассмотренный вариант листогиба делается для регулярных работ, и фактически является стационарным устройством. Если вам необходимо срочно выполнить разовую работу по изготовлению жестяных изделий – можно создать более простое устройство.
Для изготовления понадобятся:
- Три уголка 40-50 мм, ширина по вашим потребностям;
- Пара дверных петель;
- Две мощные струбцины;
- Два прута (круга) в качестве ручек.
Два уголка скрепляются между собой петлями, как можно более плотно.
Третий, более короткий уголок, при помощи струбцин прижимает заготовку и нижнюю траверсу к верстаку. Такой станок не слишком удобен, но это компенсируется простотой изготовления. Вариант изготовления выбирать вам.
Источник: http://obinstrumente.ru/ruchnoj-instrument/delaem-listogib-svoimi-rukami.html
Как сделать самодельный ручной листогиб своими руками

Инструмент, с помощью которого листы металла превратятся в детали нужных форм, с легкостью можно соорудить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени.
Зато будьте уверены – он станет «рабочей лошадкой», без которой не обойдется ни одна ваша затея, связанная с листовым материалом.
Избалованные обилием инструментов, многие зададутся вполне закономерным вопросом – а зачем делать, если можно купить?
Каково будет ваше удивление, если окажется, что самодельный инструмент может быть куда удобнее и эффективнее заводского. На практике такое случается очень часто.
Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской.
Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
Механический привод, которым оснащены многие заводские листогибы, для тонких работ неудобен – в начале рабочего хода механика выдает резкий удар, который к концу слабеет, а ведь для гибки процесс должен быть обратным.
К тому же, затраты на электроэнергию не оправдывают себя, если размеры детали небольшие. Гидравлический привод более удобен – он умеет подстраивать свое усилие под оказываемое сопротивление.
Однако такие инструменты очень дорогие и сложные, покупать их даже для постоянной работы в небольших объемах нерационально.
Остается ручной привод. Вы сами можете регулировать усилие и распределять его в работе. Ручной инструмент совершенно прост в эксплуатации и обслуживании, и не хуже механики и гидравлики сможет согнуть заготовки из листовой стали.
Традиционная киянка и оправка уходит в прошлое – каким бы мастер не был умелым, он не сможет отогнуть с помощью этих инструментов нужную часть листа, не деформировав ее, да и времени уйдет несоизмеримо больше. Делайте выводы сами.
В интернете можно найти самодельные ручные листогибы в самых разных вариантах, к ним прилагаются подробные чертежи и пояснения, так что вопрос, как сделать листогиб своими руками, решается очень быстро.
Если разобраться и обобщить все чертежи, самодельный листогибочный пресс состоит из трех главных деталей: прижима, обжимного пуансона с ручкой-рычагом и основания.
Кто сказал, что они должны быть строго из металла? Простейший компактный листогиб можно сделать из дерева – идеальный вариант для гаражных работ, когда нужно согнуть небольшой кусок алюминиевого или железного листа небольшой толщины.
Укрепить его можно теми же листами металла или уголками. Вам понадобятся несколько прочных петель – с их помощью и будет двигаться сгибающее звено инструмента. Если вы решили сделать сгибающее звено достаточно большим, то вам вряд ли понадобится крепить дополнительную раму для создания нужного давления на лист металла.
Обжимной пуансон рекомендуется крепить к основе барашковыми гайками, и не забудьте подставить под них шайбы. Если приходится работать с листами металла разной толщины, можно изготовить несколько пуансонов с пазами разной толщины.
Чтобы получился изгиб на 90°, поверхность, которая ограничивает размах сгибающего элемента, лучше сделать с небольшим наклоном (хотя бы на 5°), иначе получить прямой угол не удастся.
Если изгиб получается неточным, в месте изгиба рекомендуется проделать направляющий надпил.
Инструмент с приличными габаритами для обработки крупных листов металла лучше изготавливать из уголков и швеллеров. Помимо материала вам понадобится сварочный аппарат. Конструкция в целом та же, что и у деревянного инструмента: основание, прижим, обжимный пуансон – только масштабы другие.
Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче основы – достаточно 5 мм разницы.
В прижиме строго по оси, отступив 30 сантиметров от концов, высверливаются отверстия для болтов.
Из арматуры диаметром не менее 15 мм выгните скобообразную ручку-рычаг, которая двумя концами приваривается к уголкам. Остается дополнить конструкцию щечками из листовой стали толщиной 5 мм, и конструкция готова.
Обязательно нужно снять 30-миллиметровые фаски 7*45° на концах заготовок пуансона и основания. Фаски снимаются по ребру, чтобы были удобно приварить оси из стального 10-миллиметрового прута к пуансону.
Приварить прут нужно так, чтобы его ось совпала с ребром уголка.
Перед тем как приварить щечки, необходимо тщательно выверить их расположение. Для этого выполняется предварительная сборка – пуансон и основание зажимаются в тисках таким образом, чтобы рабочая зона уголка-пуансона и стенка швеллера-основания оказались в одной плоскости, но между ними сохранялся зазор около 1 мм.
Для этого достаточно установить прокладку из картона. После этого щечки надеваются на оси пуансона и аккуратно прихватываются сваркой в нескольких местах. Затем проводится пробная гибка тонкого листового металла, во время которой и корректируется положение щечек относительно основания.
После эти элементы окончательно привариваются к торцам основания.
Используя готовые отверстия как направляющие, просверлите в основании отверстия диаметром не более 8,5 мм и нарежьте резьбу М10. В нее завинчивают зажимные болты, на которые наворачивают и тут же приваривают к основанию гайки.
После этого крепежи вывинчиваются и вставляются в расширенные до 10,5 мм отверстия прижима, и снизу на них наворачиваются и закрепляются сваркой гайки-ограничители.
Для удобства использования снабдите головки болтов «барашками» или установите воротки.
Многие советуют выравнивать прижим напильником или даже болгаркой. Для домашнего использования инструмента – может быть, но не для ежедневных трудов, когда от качества работы зависит ваш заработок. Допустимая неровность на плоскости прижима – не более 0,2 мм.
Разве можно достичь такого показателя на всей поверхности детали с помощью напильника? А ведь при больших шероховатостях лист под нажимом «потечет» – образует волны. Поэтому нужно отдавать деталь только на фрезеровку.
Причем только после того, как все детали были приварены и собраны, когда все, что могло пойти неровно и повестить, уже повелось. В таком случае фрезер действительно сможет помочь вам в выравнивании.
Используя инструмент, помните, что для гибки листового металла толщиной от 10 мм нужны специальные условия и инструменты. Если позволяют возможности, прогревайте металл в местах сгиба – это облегчит работу и уменьшит вероятность появления трещин и следов деформации.
Источник: http://tutmet.ru/stanok-listogib-svoimi-rukami-chertezhi.html
Листогибочный станок своими руками

Листогибочный станок изготавливается в том случае, если есть необходимость в постоянной работе с металлическими листами различной толщины.
Для единоразовых задач существуют специальные техники, как согнуть жесть или листовой металл с помощью подручных инструментов.
Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Виды ручных листогибов
Для домашнего пользования наиболее часто используются поворотные листогибы. Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Как правило, этот поворотный механизм расположен на нижней плоскости и при её поднятии, находящийся под прижимом верхней плоскости металлический лист начинает изгибаться.
Преимущество такой конструкции в относительной простоте изготовления и достаточно высокой производительности при использовании жести небольшой толщины. Главный недостаток такой конструкции в том, что она может выполнять изгибы металла ограниченной толщины и наиболее подходит для работы с угловыми изгибами. Согнуть материал по дуге с помощью такого станка будет очень проблематично.
Если есть необходимость получить плавные изгибы толстого листового металла, то для такой работы портебуется ротационный листогиб. В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
Валки могут быть установлены в различных положениях, чтобы достичь максимально эффективной работы при выполнении округлых изгибов определенного радиуса для металла той или иной толщины
Так как при выполнении большинства работ с металлом достаточно простого поворотного листогиба, далее будет подробно рассмотрена технология изготовления такого ручного станка. В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
Пошаговая инструкция по изготовлению листогиба своими руками
Для создания такого станка потребуются:
- Швеллер шириной 25 см
- 2 прочных металлических уголка из стали потолще, две трубы диаметром ½ дюйма и 3/4 дюйма
- 2 3/4-дюймовые гайки
- 2 3/4-дюймовые резьбовые пробки
- 2 3/4-дюймовые муфты
- 2 3/4-дюймовые металлические шайбы
- 2 болта для фиксации стальных уголков.
Для начала с швеллера была снята вся ржавчина и сделаны замеры и вырезы в тех местах, где будут размещены петли.
Далее небольшие отрезки 3/4-дюймовой трубы были отрезаны для того, чтобы затем сделать из них петли.
Затем сверлятся отверстия под фиксирующие болты в швеллере и одном из уголков.
После чего уголок скрепляется со швеллером. Это соединение не должно быть очень тугим, так как между данными двумя деталями затем будет укладываться металлический лист, который нужно будет согнуть.
Если нет возможности или времени выполнять прижим с помощью болтов, для этих целей можно использовать струбцины.
Далле следует изготовление петель. Для этого нужно правильно приварить метллические отрезки трубы 3/4 дюйма. От того, насколько ровно они будут установлены зависит точность работы станка в дальнейшем.
Боковые меньшие трубки крепятся к швеллеру, а центровой длинный отрезок — ко второму уголку.
Теперь нужно изготовить оси для работы петель. Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
В качестве ручек были взяты две трубы по 75 см, на концы которых были приварены 3/4-дюймовые резьбовые пробки, а 3/4-дюймовые муфты нужно приварить ко второму уголку снизу.
Для установки листа нужно фиксирующие болты ослабить на необходимое расстояние. После закладки листа болты снова зажимаются и выполняются поворот второго швеллера вверх с помощью ручек.
Источник: http://SilaStroy.com/materials/listogibochnyj-stanok-svoimi-rukami-chertezhi.html
Как сделать ручной листогиб своими руками

Где берут детали из металла различных форм? Ответ — покупают готовыми либо изготавливают самостоятельно.
Готовые металлические детали намного дороже себестоимости металлического листа, а чтобы изготовить их самостоятельно, нужен специальный станок.
Листогибочный станок можно изготовить своими руками, имея в наличии некоторые инструменты, материалы и, конечно, те самые «золотые руки».
Не проще ли купить листогиб?
Наиболее насущный вопрос – цена листогибочного станка. Стоимость заводского листогибочного оборудование высока. Целесообразна такая затрата только в случае, если вы приобретаете такой станок для заработка, в противном случае он себя не окупит.
Кроме того, большая часть станков такого плана рассчитана на то, чтобы гнуть листы шириной до 3 м. Универсальным такой агрегат не назовешь, во-первых, он войдет не в любой гараж, во-вторых, механический привод неудобен для тонких работ, а гидравлика сложна и дорогостояща. В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
Остается лишь вариант с ручным приводом, который можно изготовить своими руками!
Простейший станок-листогиб своими руками
Сооружение самодельного ручного листогиба сэкономит ваши деньги и будет настоящей находкой всякий раз, когда нужно иметь дело с листовым железом. Благо в интернете можно найти самые разные чертежи с описаниями. Все предлагаемые модели разные, но можно найти общее в конструкции всех вариантов любого листогибочного станка:
- Прижим;
- Обжимной пуансон;
- Ручка-рычаг;
- Основания.
Кстати, все детали вовсе не обязательно изготавливать из металла, можно использовать и дерево. Прочности древесины достаточно, чтобы обработать тонкие алюминиевые или железные листы. Обычная древесина для этого, конечно, мягковата, лучше брать твердые породы вроде дуба, ясеня, ореха и т.д. Но на крайний случай простейшего гаражного листогиба подойдет и сосновый материал.
- Укрепляем дерево металлическими уголками или листами металла;
- Где потребуется настоящая прочность, так это петли для станка, при помощи которых двигается его сгибающее звено;
- Если сгибающее звено будет приличного размера, то вам не понадобится даже утяжеляющая рама, чтобы оказывать нужное давление на тонкий металлический лист;
- Обжимной пуансон следует фиксировать барашковыми гайками, главное, положить под них шайбы;
- Для работы с листами разной толщины можно сделать заготовки нескольких пуансонов, у которых пазы разной толщины;
- Чтобы гнуть металлические листы под 90 градусов, нужно оборудовать ограничительную поверхность с наклоном около 5 градусов. Иначе идеально прямой угол сделать будет невозможно.
Секрет! Чтобы делать точные изгибы, нужно в предполагаемом месте изгиба сделать надпил, который будет направлять процесс в нужное русло.
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
- На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
Окончательная обработка деталей
Некоторые рекомендуют просто пройтись по прижиму напильником или, что еще более диковинно, болгаркой. Однако вы должны осознавать, что такая обработка плоскости прижима не даст идеальной точности – допустимая неровность этого элемента всего 0,2 мм. Напильником такой точности не достичь, а при некачественной обработке ваши листы после гибки будут волнистыми.
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки.
Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами.
Источник: http://stanok.guru/metalloobrabotka/gibka-metalla/ruchnoy-listogib-svoimi-rukami-video-i-chertezh.html
Листогибочный станок своими руками | Строительный портал

Листогибочный станок – достаточно простой инструмент, позволяющий из листового металла изготавливать заготовки для строительных работ. На практике, такое оборудование чаще используют производители металлических изделий, а бытовые потребители, для решения хозяйственных задач, предпочитают покупать готовую продукцию.
Отчасти с этим можно согласиться, ведь новый станок – это дорогое и нецелесообразное приобретение. Однако, задействовав немного инженерного мышления, можно сделать простейший ручной листогиб самостоятельно.
Что собой представляет листогибочный станок
Изготовление качественных изделий из столь прочного материала, как металл – невозможно без применения специальных устройств. С целью облегчения ручного труда и повышения производительности создается новое оборудование. Одним из подобных открытие стал листогибочный станок.
Листогиб – металлопрокатный станок, который используется для сгибания алюминия, латуни, стали и других листов металла. Листогибочный станок изгибает листы под заданным углом, при этом плоскостность материала не нарушается.
Для организации небольшого производства или выполнения работ на приусадебном участке не обязательно приобретать дорогостоящее оборудование, можно изготовить ручной листогибочный станок своими руками.
Самодельный вариант способен обрабатывать листовой металл толщиною до 1,5-2 мм и длиною заготовки до 4 м, угол изгиба – 180°. Листогибочный станок ручного типа состоит из основания, обжимного пуансона с рычагом и прижима.
Фабричные листогибы часто оснащены дополнительными функциями. Одна из наиболее востребованных – это резка металла. Роликовый нож изготовляется из высоколегированного сплава стали, покрытого специальным лаком. Срок службы резца практически не ограничен, однако периодически нож надо будет затачивать (одного затачивания хватит для обработки 25 кг металла толщиною не более 0,8 мм).
Область применения листогибочного станка
Листогибочный станок имеет широкую область применения в следующих отраслях народного хозяйства:
- строительство – изготовление металлической кровли и ее элементов, производство незамкнутых и замкнутых профилей, вентиляционных шахт, воздуховодов, оконных и дверных переплетов, карнизов, профнастила, металлочерепицы и элементов металлического сайдинга;
- мебельное производство – создание коробов, конусов и цилиндров;
- машиностроение – изготовление запчастей, сборка различных типов кузовов автомобилей;
- электроника – создание корпусов бытовой электронной аппаратуры (стираные машины, микроволновые печи, холодильники и т.д.);
- авиа- и кораблестроение.
Виды листогибочных станков
Главный критерий, по которому делятся все листогибочные станки – тип привода рабочего органа.
Листогиб с ручным приводом – изделие изгибается за счет физического воздействия на поворотную балку. Некоторые модели оснащены педалью. Станок предназначен для обработки металла небольшой толщины на небольшие углы.
Ручной листогиб часто встречается в сараях и гаражах бытовых пользователей, которые используют устройства для сгибания жестяных листов. Установив скобы или опорные балки на нужный радиус сгиба, можно в домашних условиях создавать сложные детали.
В моделях ручного листогиба не предусмотрены узлы скольжения и трения – это делает оборудование менее прихотливым и более прочным.
Листогиб с механическим приводом – стационарная машина, работающая от энергии маховика. Принцип работы механического листогибочного станка следующий: гибка осуществляется при нажатии на рычаг.
Изменение длины рычага (узел соединения толкателя и ручки перемещается) приводит к увеличению усилия, воздействующего на заготовку.
Использование таких станков несколько ограничено, так как работа с ними требует применения физической силы.
Усовершенствованный вариант механического листогиба – электромеханический станок. Источником энергии в данном случае служит мощность электродвигателя. Электромеханические станки завоевали популярность среди пользователей, благодаря своей универсальности и удобству применения.
Заготовка укладывается на матрицу, оператор нажимает на пусковую кнопку, и двигатель приводит в движение редуктор, толкатель и пуансон – производится выгиб или прогиб листа в нужной плоскости и заданными параметрами.
Современная индустрия машиностроения на 70% укомплектована листогибами с электромагнитным приводом. Данные установки имеют ряд преимуществ:
- малые габаритные размеры;
- бесшумность работы;
- высокая скорость изгибания.
Принцип работы электромагнитного листогиба базируется на создании магнитного поля между пуансоном и матрицей. Пуансон свободно закреплен на пружине, матрица устанавливается под ним, исходя из формы будущего изделия.
В пуансоне, или под ним, находится катушка индуктивности, которая создает мощное магнитное поле во время подачи на ее обмотку напряжения.
Магнитное поле притягивает пуансон и матрицу друг к другу – заготовка плотно зажимается между ними и принимает заданную геометрию.
Применение такого метода позволяет «штамповать» в минуту несколько сот деталей.
Конструкция ручного листогиба
Конструкция листогибочного ручного станка состоит из таких основных элементов:
- прижимная балка зажимает сгибаемую или отрезаемую жесть;
- гибочная балка загибает металлический лист; возможности сгибания в разных моделях отличаются – обычно угол сгибания составляет от 0° до 180°;
- дисковый нож, выполненный из высокопрочной стали и покрытый порошковой краской; в среднем, ресурс работы ножа – 2500 п.м. жести толщиною не более 0,5 мм;
- угломер – размерный диск, позволяющий быстро выполнить гиб жести под любым углом без установки ограничителя;
- задний стол (ограничитель подачи), на котором размещается и перемещается рабочий лист металла;
- рукоятка зажима позволяет привести в рабочее положение прижимную балку;
- натяжное устройство гибочной и основной балки – настройка формы балок для создания качественного гиба изделия.
Некоторые модели станков оснащены поворотными колесными блоками с тормозами – это позволяет свободно перемещать листогиб и фиксировать его в выбранном положении.
Изготовление листогибочного станка своими руками
Рассмотрим пример изготовления ручного листогиба, так как его конструкция наиболее проста, а производительности такого станка вполне хватит для обработки металла в бытовых целях.
Разработка ТУ и чертежа станка
Самодельный листогибочный станок надо сконструировать таким образом, чтоб при работе основная нагрузка приходилась на самые выносливые и сильные мышцы (бицепсы, широкие спины, икроножные и бедренные), а отдача станка (реакция) станка прижимала стопы к полу. При таком устройстве работа не будет изнурительной.
Схема самодельного листогиба будет зависеть от его назначения:
- Первый способ позволяет сгибать листы под углом 90°. Сгиб получиться качественным, если на траверсу больше налегать с нижней части, подавая ее немного вперед. На этом принципе основаны почти все листогибочные станки, сделанные своими руками.
- Второй способ – обустройство листогибочного пресса. Такое оборудование применяется только в промышленности. Пресс дорого стоит, требует квалифицированного обслуживания и очень травмоопасен.
- Третий способ – проходной (протяжной) листогиб. Радиус изгиба листа варьируется в зависимости от расположения валков. Протяжные листогибочные станки многофункциональны. Гладкие валки используются при выгибании заготовок обечаек кожухов, изготовлении секций широких труб. Профилированные листогибочные вальцы – для протяжки элементов кровли: ендов, коньков, отбортовок и водостоков.
Первый вариант устройства – более приемлем для бытового потребителя. Для разработки чертежа станка необходимо определиться с техническими характеристиками, которые возлагаются на оборудование:
- максимальная толщина обрабатываемого металла: 0,6 мм – оцинковка, 1 мм – медь, 0,7 мм – алюминий;
- ширина металлического листа – не более 1 м;
- наклон сгибания – не менее 120°;
- количество бесперебойных рабочих циклов – около 1200;
- обработка нестандартных заготовок или спецсталей – не желательна.
Чертежи листогибочных станков можно подсмотреть в интернете. Станок будет выдавать стабильный результат, а максимальный угол наклона равен 135°.
Подбор материалов
Для изготовления рабочих узлов станка можно задействовать следующие материалы:
- деревянный брус – для создания «подушки» (на чертеже – вкладыш из дерева);
- швеллер 100-120 мм – основание листогиба;
- металлический лист 6-8 мм – правая щечка;
- прижимную балку лучше сварить из уголков 60 и 80 мм;
- штырь диаметром 10 мм для изготовления оси пуансона;
- пунсон может быть выполнен в виде уголка 80-100 мм или швеллера того же типоразмера;
- рычаг пуансона выполняется из прутка диаметром 10 мм.
Деталировка конструкции и сборка
Схема сборки ручного листогиба указана на рисунке, где:
- струбница (винт М8-М10 с пяткой и воротком, уголок 40-60 мм);
- щечка;
- основание;
- уголок 110 мм – кронштейн;
- прижимная балка;
- ось пуансона;
- пуансон.
Нижнюю поверхность прижимной балки надо фрезеровать. Это необходимо делать после полной сварки всего узла. При чем, «выглаживание» прижима болгаркой или напильником – недопустимы.
Весь процесс сборки станка можно разбить на следующие этапы:
- Из швеллера изготовить основание.
- Прижим листогиба желательно усилить дополнительным профилем. Длина прижима должна быть на 50-70 мм короче основания.
- К торцам прижимной балки приварить кронштейны из отрезов уголков.
- Края полок уголков прижима, которые будут соприкасаться с изгибаемым листом, надо фрезеровать и сделать их параллельными основанию.
- В центре полки углов-кронштейнов просверлить отверстие (диаметр – 8 мм).
- Обжимной пуансон должен быть короче прижимной балки на 10 мм.
- Из стального прутка изготовить ручку-рычаг и приварить ее к пуансону.
- Из листа стали изготовить щечки и просверлить в них отверстие (диаметр – 10 мм).
- С торцов уголка пуансона (с ребра) снять фаску: длина – 30 мм, глубина – 5 мм. Отверстие необходимо для вставки стальных осей диаметром 10 мм.
- С торцов основания (на ребре) снять фаску: длина – 32 мм, глубина – 6 мм.
- Приварить оси таким образом, чтоб направление осевых линий прутка и ребер уголка совпадало.
- Предварительная сборка:
- пуансон и основание закрепляются слесарными тисками;
- полка уголка и полка швеллера должны находиться в одной плоскости;
- на оси пантуса надеть щечки, прихватив их в нескольких точках к основанию электросваркой.
- Пробная гибка:
- лист мягкого метала уложить на поверхность пуансона;
- зафиксировать лист сверху прижимной балкой, притягивая его к основанию шпильками с накладками или струбцинами;
- проверить положение щечек;
- приварить окончательно щечки к основанию.
- По отверстиям в кронштейнах прижима просверлить отверстия в основании (диаметр – 8 мм), нарезать резьбу М10.
- Снизу основания в резьбовые отверстия завинтить болты. Головки болтов прихватить сваркой.
- Прижим притянуть к основанию, используя гайки М10. Под головки подложить шайбы.
Техника безопасности при работе с листогибочным станком
Листогибочный станок – травмоопасное устройство, и при работе с ним, соблюдение правил по технике безопасности должно быть на первом месте.
Перед началом работы на покупном станке, необходимо ознакомиться с инструкцией, определить на обработку какого материала рассчитано оборудование, и выполнить все предписанные меры по технике безопасности.
Перед запуском самодельного или покупного станка необходимо:
- Проверить состояние рабочей обуви и одежды. В одежде не должно быть свободно свисающих элементов; все пуговицы, молнии, манжеты на рабочей рубашке (куртки) надо застегнуть.
- Проверить состояние рабочих узлов и их крепление. При возникших неполадках – устранить неисправности.
- Рабочее место вокруг станка должно быть не меньше 0,75-1 метра. Проход должен быть свободным и не загроможденным.
- Проверить исправность и достаточность освещения.
- Заготовки разместить возле рабочего места.
- На станке недопустимо гнуть листы металла, толщина которых превышает допустимые нормы.
- Включенный станок категорически запрещено оставлять без присмотра.
Потратив не слишком много времени и используя недорогой материал, можно собственноручно изготовить удобный и практичный ручной листогиб, который станет незаменимым помощником в приусадебном хозяйстве.
Источник: http://strport.ru/instrumenty/listogibochnyi-stanok-svoimi-rukami