Патрон токарного станка своими руками
Токарные станки даже в наше время играют огромную роль в производстве тех или иных деталей. Все комплектующие и вся оснастка на любых станках меняется со временем, так как поддаётся изнашиванию.
Все эти элементы оборудования должны быть качественными и прочными, так как качество готовой продукции целиком и полностью зависит от качества установленных деталей. Так и патрон токарного станка. Именно без этого элемента станок становится бесполезным. Ниже мы разберём всё, что касается этого элемента токарного станка. Начнём с того, что узнаем, что это за деталь.
Общие понятия
Патрон является одной из главных элементов токарного оборудования. Именно за счёт него производится крепление (установка) будущей заготовки. Крепится он на переднюю бабку с коробкой скоростей. Механизм патрона заключается в кулачковом устройстве.
Именно кулачки, под воздействием механической силы осуществляют плотную фиксацию различных заготовок, имеющих различные диаметры и размеры. За счёт своей массивности и плотного крепления на станке, патрон осуществляет аккуратное движение заготовки и не допускает смещения заготовки во время работы, а также не допускает деформации. Также патрон вращает заготовку, что делает её обработку лёгкой.
Предназначение
Именно такая часть станка имеет самую важную миссию в любой обработке заготовки. За счёт кулачкового механизма, который расположен внутри самого патрона, заготовка зажимается и центрируется. Происходит это за счёт одновременного сужения кулачков вокруг плоскости заготовочной детали. После зажатия заготовки производится зажатие заготовки пинолем, расположенным на задней бабке. Когда эти действия сделаны, запускается станок и осуществляется вращение детали, которую можно обрабатывать.
Совет: Необходимо знать, что перед запуском оборудования, после замены токарного патрона, следует устанавливать малые обороты вращения. Делается это для того, чтобы проверить значения торцевых и радиальных биений кулачкового патрона, работающего на холостом ходу.
Разновидность
В наше время различают токарные патроны по наличию крепёжных элементов (кулачков). Этих видов всего три:
Двух кулачковые
Такие патроны способны закреплять в себе сложные, несимметричные и фасонные детали. В таких патронах есть возможность закреплять не подверженные обработке поверхности. Применяются они при маленьком производстве, а также в серийном.
Трёх кулачковые
Такой вид оснащения является самым распространённым и применяется во всех работах. Позволяет обработать круглые и шестигранные детали. В таком виде патрона используют три разных кулачка. В не зависимости от этого производится центрирование заготовки вместе с зажиманием всех трёх кулачков.
Четырёх кулачковые
Такой вид применяется для обработки заготовок прямоугольной формы. Здесь, на каждый кулачок, размещён отдельный механический узел, который делает независимыми все кулачки.
Виды кулачковых патронов
Но разновидности патронов не заканчиваются тремя видами. Их также разделяют по механизму фиксации заготовки:
Цанговые
Состоят из втулки с прорезями, в которой расположены лепестки (различные модификации включают от 3 до 6 лепестков). Эти лепестки выполняют роль кулачков.
Клиновые
Такая разновидность оснастки используется в основном на станках с числовым программным управлением. Крепление заготовки производится с помощью 3-х кулачков, которые располагаются на пологом шпинделе.
Рычажные
В данных патронах расположены ползуны, с помощью которых передвигаются кулачки путём усилия рычагом. Такой вид используется при мало серийном производстве, а также для обработки единичной заготовки.
Мембранный вид
В данном случае используется пневмопривод, с помощью которого производится сжатие мембраны. Такой вид используется только при тонкой обработке, для снятия тоненького слоя стружки.
Сверлильные
Такие патроны схожи по принципу с патронами для ручных дрелей. При закручивании гайки, специальным ключом, кулачки плавно выдавливаются. За счёт такого действия происходит зажатие детали, либо инструмента.
Термопатрон
Этот вид приспособления очень неудобен в своей эксплуатации. Связано это с тем, что при креплении заготовки, производится термическое нагревание самого патрона, такие же действия производятся при снятии инструмента.
Гидропатрон
Аналогичный принцип действия, как в термопатроне. Зажатие детали производится за счёт жидкости, которая под давлением сдавливает кулачки. За счёт жидкостного содержимого в патроне, производится дополнительное гашение вибраций, которые возникают при работе.
Совет: Перед выбором токарного патрона по дереву или по металлу, необходимо определиться с разновидностью обработки, материалом и формовкой деталей. Также следует помнить, что обзавестись дополнительными приспособлениями к патрону не будет лишним.
Конструкция
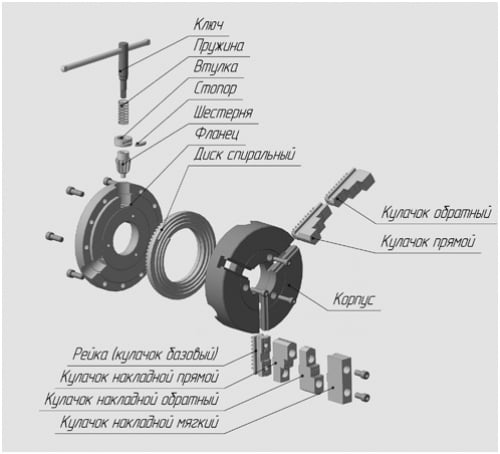
Конструкция кулачкового токарного патрона
Рассмотрим элементы конструкции, из которых состоит сам токарный патрон:
Ключ
Применяется для осуществления действий по зажиманию детали.
Пружина
Позволяет за счёт ключа совершить те или иные действия по зажиманию детали и наоборот.
Втулка
Производит свободный проход ключа.
Стопор
Предотвращает откручивание детали во время работы станка.
Шестерня
Передаёт вращательное движение на спиральный диск.
Фланец
Деталь, на которой закрепляется вся конструкция.
Диск спиральный
За счёт вращательного движения шестерни, этот диск приводит в действие кулачки.
Кулачок обратный
Применяется для зажима заготовки с внутренней стороны.
Кулачок прямой
Применяется для зажима заготовки с наружной стороны.
Корпус
Элемент детали, на которой располагается кулачковый механизм.
Кулачки накладные
Для зажима длинных и коротких деталей имеющих большие диаметры.
Каждая из деталей всего механизма выполняет определённую функцию и не является лишней.
Сборка по чертежам
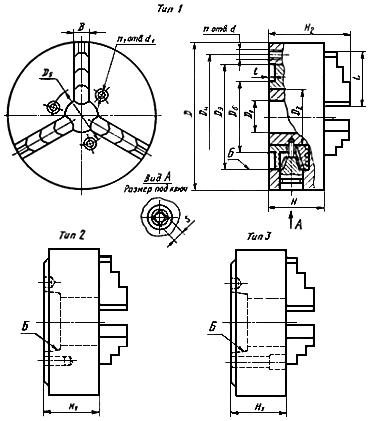
Чертёж трёхкулачкового патрона
Сборка кулачкового патрона для токарного оборудования производится по схемам, которые можно скачать с просторов интернета и распечатать на принтере. Как правило, заводские патроны стоят больших денег и поэтому многие научились делать такие детали самодельными. Конструкцию они имеют простую, но довольно понятную. Перед началом сборки этого приспособления необходимо полностью понять весь механизм патрона и работы кулачкового механизма. Если нет возможности сделать такие элементы своими руками, то их можно заказать у любого токаря. Это будет стоить недорого.
Сборка начинается с фланца, на котором располагаются все необходимые отверстия для креплений. Следом за ним постепенно устанавливаются все детали механизма, которые завершаются накрыванием корпусом и креплением болтами всего патрона
Установка
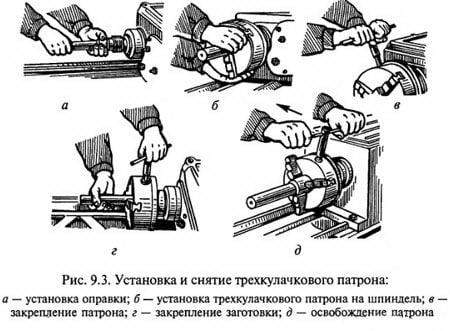
Установка кулачкового патрона
Установка производится следующим образом и в строгой последовательности:
Установка оправки
Первым делом устанавливается эта деталь, чтобы обеспечить полноценное одевание патрона.
Установка самого патрона на шпиндель
При помощи оправы, надевается на шпиндель и крепится болтами.
Закрепление
Крепится патрон на шпиндель болтами. В данном случае хорошим помощником будет простой рожковый ключ.
Закрепление заготовки
После установки патрона, в него закрепляется деталь, заготовка или инструмент.
Освобождение патрона
После всех работ производится снятие оправки.
Совет: После замены кулачкового патрона, необходимо проверить работу станка. Торцевое биение и конуса посадочного места не должно быть выше значения в три микрона.
Важно знать! Данное приспособление должно быть подвержено частой разборке с целью смазки и чистки кулачкового механизма! Если патрон находится в съёмном состоянии, то его необходимо подготовить к хранению. Для этого кулачки сводят к центру, это обеспечивает сохранность центрирования, а отверстие в центре должно быть заткнуто чистой тряпкой или другим материалом. Это предотвратит попадание пыли на стенки отверстия.
Видео обзоры
Видео обзор установки на станок:
Видео обзор, разборка, чистка, полировка:
Видео обзор токарного патрона из дерева:
Видео обзор самодельного, токарного патрона из дерева (дешёвый вариант):
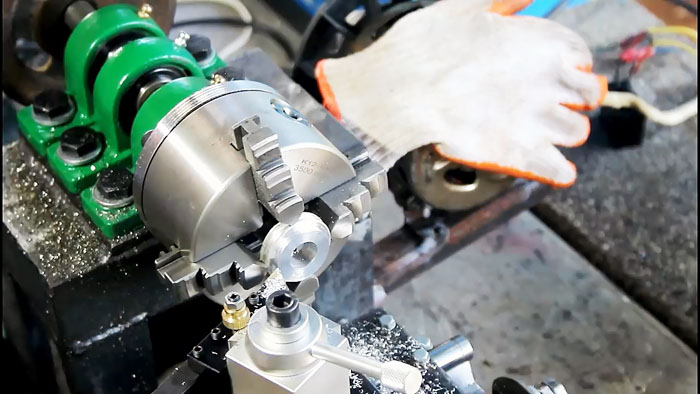
Самостоятельно делаем токарный патрон
Сегодняшняя тема – самоделки. Будем говорить про токарный патрон. У начинающих токарей, скорее всего, патроны нет. У мастера была такая же ситуация. Был в станок стд-120. Поступил заказ. Нужно было вытащить 150 сувенирных ручек. Это тяжелая работа. Вопрос в том, что выточить центр было невозможно. Поэтому пришлось изготовить самодельный патрон. Сегодня также с вами изготовим его.
В первую очередь необходимо обратить внимание на диаметр заготовки, которую будете зажимать. В регионе идет доска в основном под заготовку 50 мм. Если нужно что-то большего диаметра, начинаем клеить. Но будем говорить про небольшие детали. Патрон, соответственно, на 25 мм, чтобы легко ходили заготовки из доски тридцатки.
Рекомендуем всегда перед началом работы нарисовать эскиз. Без него ничего хорошего не получится. Patron будет крепиться на планшайбу. Цилиндр из доски. Он уже нарисован. У него есть важная деталь – наплыв, который вставляется в планшайбу. Если снимите, потом можно снова поставить на место. К цилиндру приклеиваем ещё один. Его диаметр поменьше. В него будем вставлять сам патрон. Есть небольшая канавка для зажатия. Стягиваем хомутиком 25 октября 40 мм. Небольшой наплыв для красоты. Вырезаем, склеиваем.

Когда вы работаете с ленточной пилой, нужно соблюдать элементарные правила осторожности. То есть, не совать пальцы близко вместо сверления. Чем дальше будут пальца, тем лучше. Когда врезается окружности, нужно одним пальцем прижать теоретический центр окружности к столу. второй рукой вращает заготовку, подавая на пилу вокруг этого центра. Это несложно. Тогда у вас окружность будет такая, как будто идеальная. Почему отверстия? Чтобы составить две заготовки соосно. Потому что потом проточим на токарном станке. В эту ось необходимо зажать.
Сжимаем струбцинами 2 деталей и оставляем.
Продолжение с шестой минуты на видеоролике.
Канал “Юрий Бажан”. Для начинающего токаря одной из первых задач является самостоятельное изготовление токарного патрона. Мастер продемонстрирует, как он это сделал.
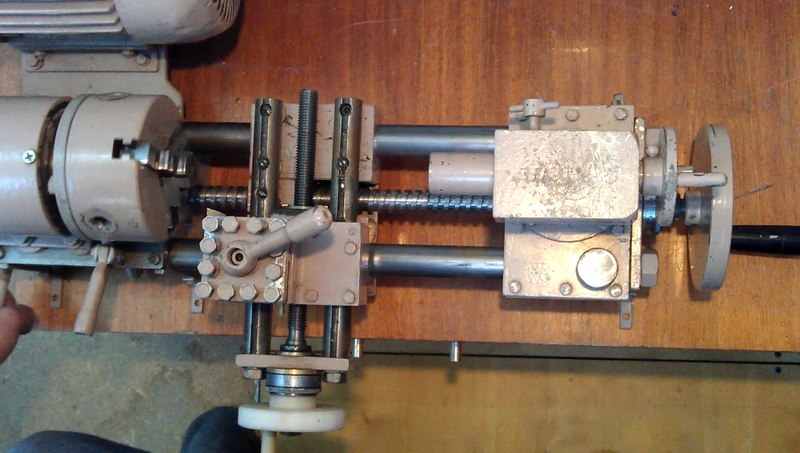
Рабочая конструкция самодельного токарного станка
Даже сильно подержанный токарный станок не по карману большинству любителей, которым он нужен только для обработки небольших заготовок. При необходимости выполнения незначительных объемов работ станок можно изготовить своими руками из металлопроката и нескольких заводских деталей.
Основные материалы:
- стальной уголок 20х20 мм;
- вал на алюминиевой опоре SBR20;
- каретки на линейных подшипниках под вал SBR20 – 12 шт.;
- стальной лист 10 мм;
- уголок 30х30 мм;
- длинная шпилька М10;
- стальной лист 3 мм;
- уголок 40х40 мм;
- токарный четырехкулачковый патрон;
- подшипники в корпусе с лапками –3 шт.;
- вал под подшипники с лапками;
- шкив на вал;
- электродвигатель со шкивом;
- приводной ремень;
- резцедержатель и резцы
- болты М8.
Изготовление токарного станка
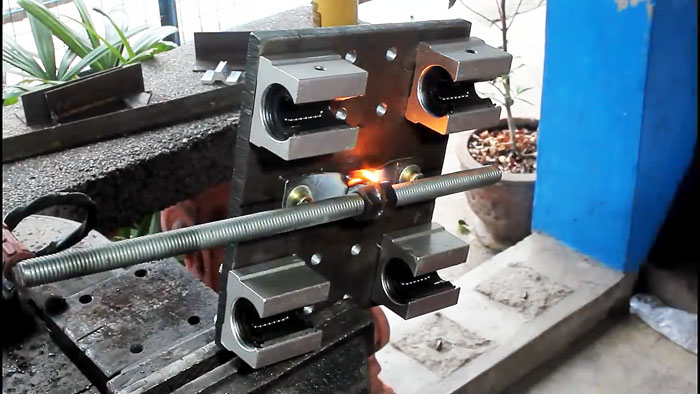
Из уголка 20х20 мм сваривается рама станка, как на фото. Верхнюю плоскость готовой детали нужно отшлифовать, чтобы иметь возможность ровного прикрепления остальной оснастки.
Вдоль рамы прикручивается 2 продольные салазки, изготовленные из вала на алюминиевой опоре SBR20. На них устанавливается по 3 каретки на линейных подшипниках.
Из листовой стали 10мм вырезается опорная плита, которая будет закрепляться на каретах. Она прикручивается с помощью 24 болтов по 4 на каждую каретку.

Далее необходимо закрепить вал подачи, который будет перемещать платформу вдоль станка. Для этого используется длинная шпилька диаметром 10 мм. Она закрепляется на торцах станка на прикрученные опоры из обточенного уголка 30х 30 мм.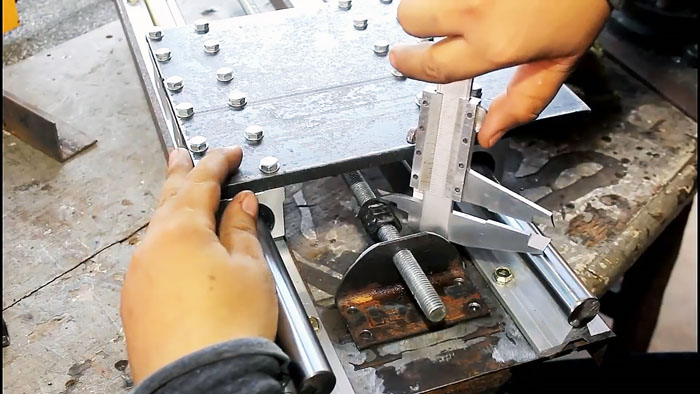
Чтобы присоединить платформу на каретах к валу, необходимо сделать на обратной стороне ее плиты выступ. Для этого выгибается скоба из полосы стали 3 мм. Ее нужно прикрутить к плите как на фото.

Далее сделанная скоба приваривается к 3-м гайка М10 накрученным на валу подачи из шпильки. Теперь при вращении вала платформа двигается вдоль станка.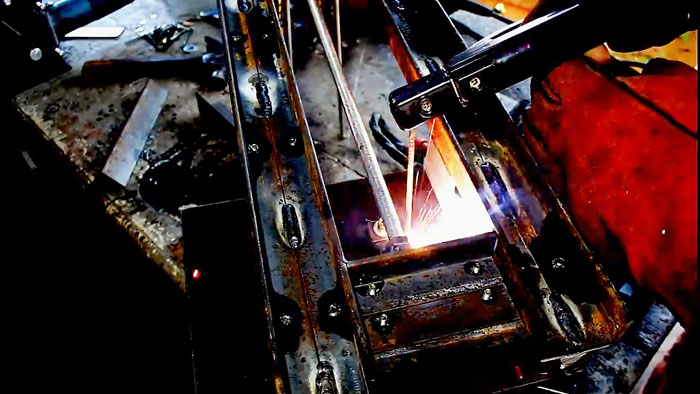
На готовую платформу закрепляются 2 поперечные салазки из того же вала на алюминиевой опоре SBR20. На каждую салазку устанавливается по 3 каретки.
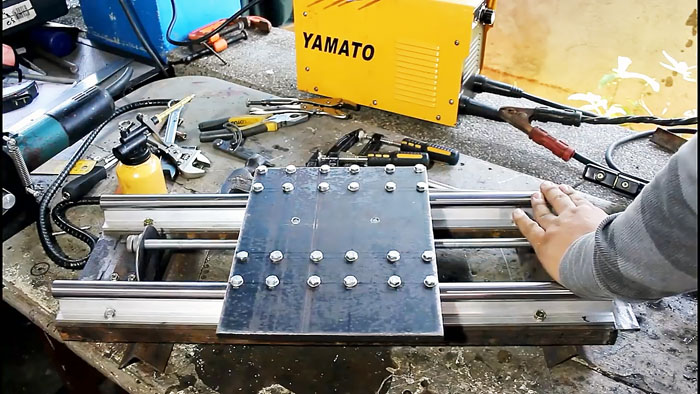
Поверх кареток прикручивается на 24 болта плита из стали толщиной 10 мм.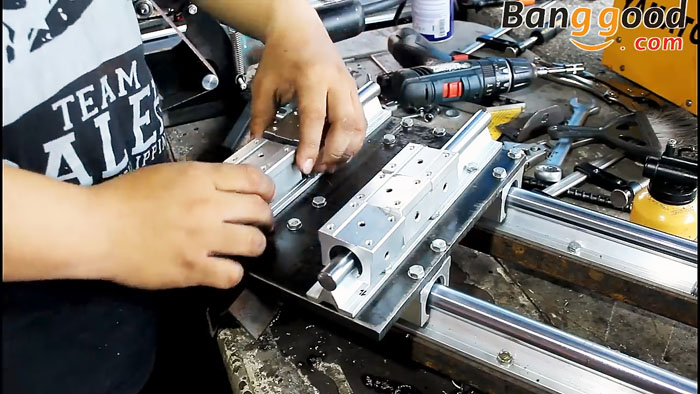

Для поперечного движения платформы тоже требуется установка вала подачи. Он изготавливается из той же шпильки М10 по аналогичному принципу, что и механизм нижней платформы. Для этого делается 2 опоры из обточенного уголка 30х30 мм и скоба из полосы 3 мм, которая приваривается к 3-м гайкам М10 на валу.

Далее необходимо сделать платформу куб под резцедержатель. Ее верхнюю и нижнюю часть можно изготовить из листовой стали 10 мм, а боковые стороны из листа 3 мм. Поскольку на этот узел оказывается нагрузка, то следует его укрепить еще одной боковой вставкой из листовой стали 3 мм. В верхней части полученного кубика делается центральное отверстие, в котором нарезается резьба. Оно используется для прикрепления заводского резцедержателя.
Основание резцедержателя с помощью 4-х болтов прикручивается к малой платформе станка.
На продольный и поперечный вал подачи станка устанавливаются ручки.
По периметру основания станка из уголка 20х20 мм приваривается уголок 40х40 мм. Продольные детали нового уголка делаются длиннее, чтобы слева получить основание для закрепления шпинделя.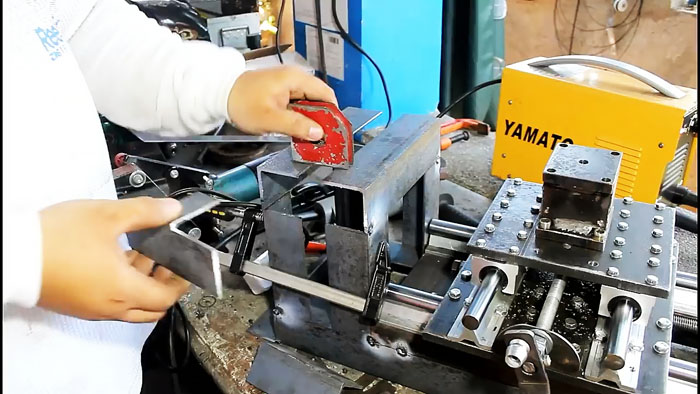
На полученное основание наваривается уголок 40х40 мм, как на фото. Полученная конструкция укрепляется вставками, поскольку на нее будет оказываться сильная деформационная нагрузка.
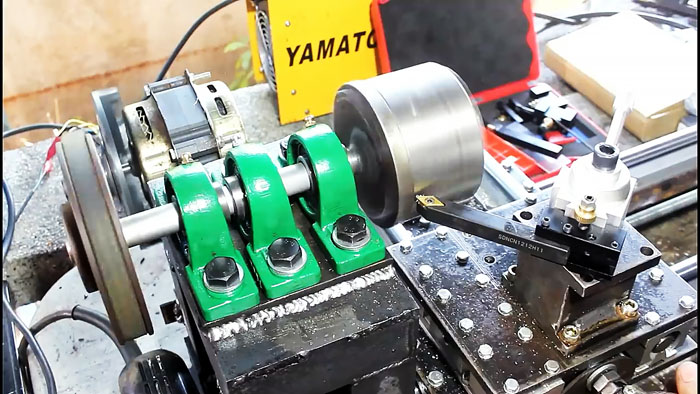
Сверху на полученный каркас наваривается платформа из листовой стали 10 мм. К ней прикрепляется 3 подшипника в корпусе с лапками. В подшипники вставляется стальной вал.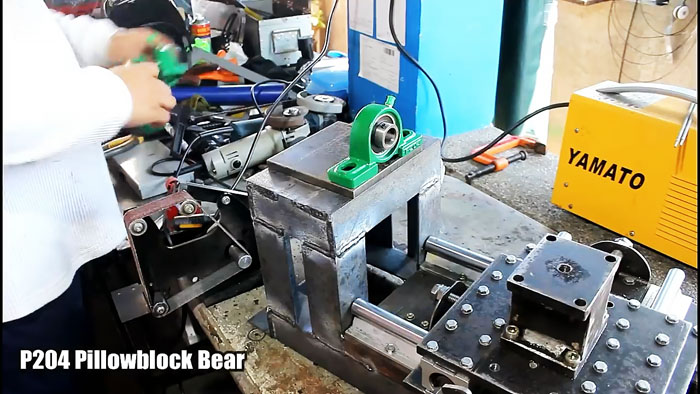
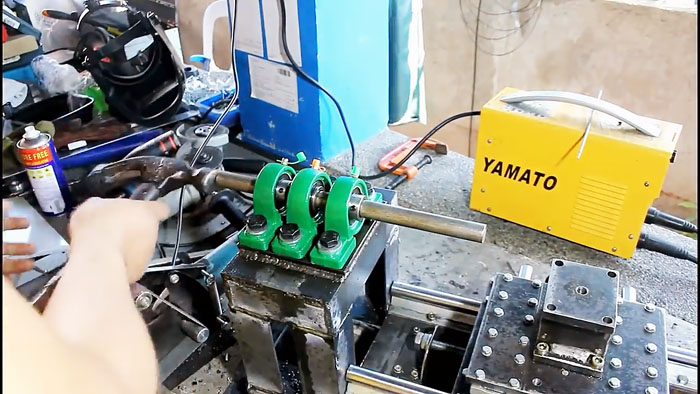
Из листовой стали 10 мм вырезается круг соответствующий диаметру заводского четырехкулачкового патрона. В его центре делается большое отверстие соответствующее диаметру вала. Изготовленная деталь насаживается на вал, закрепленный на подшипниках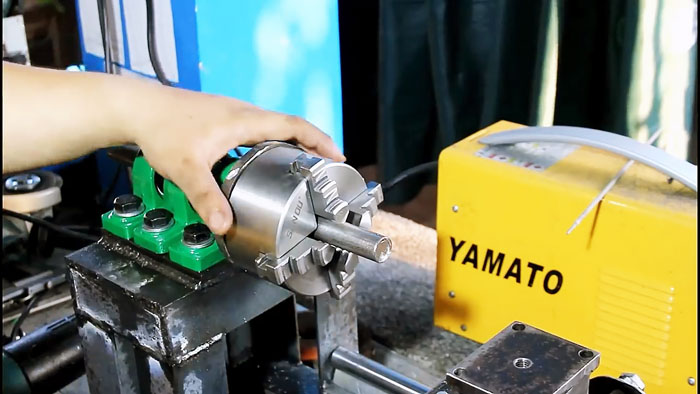
Установив и зажав на валу четырехкулачковый шпиндель необходимо прижать к нему вырезанный круг и стянуть его с патроном с помощью 3-х болтов. Это позволяет сбалансировать круг, перед тем как приварить его к валу.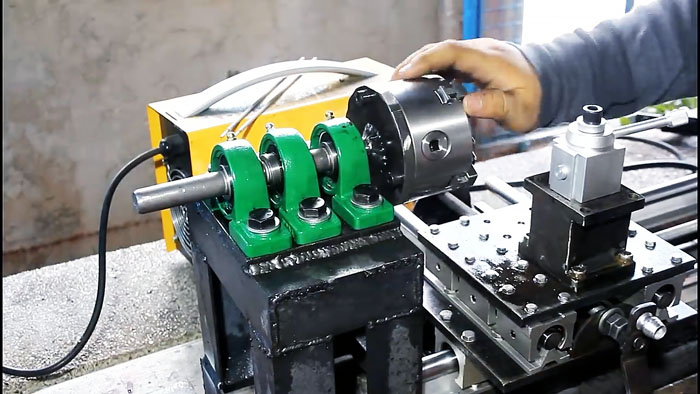
Далее нужно снять четырехкулачковый шпиндель и срезать лишнюю часть вала по линии приваренного круга. Токарный патрон устанавливается обратно на свое посадочное место и зажимается с помощью 3-х болтов.
На обратной стороне вала закрепляется шкив. 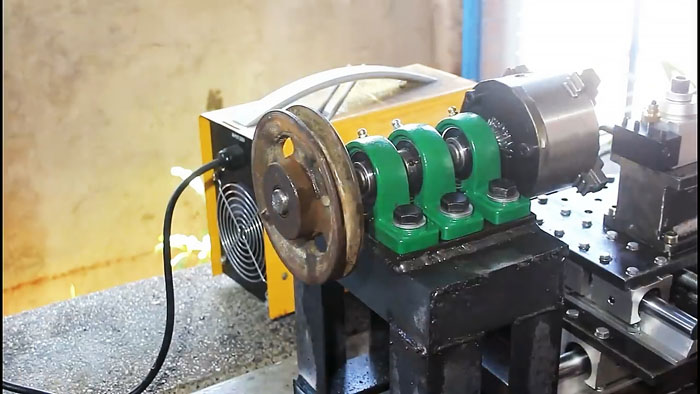
Для имеющегося электродвигателя варится рамка из уголка 20х20 мм. На мотор устанавливается малый шкив. 
После этого натянув ремень между шкивами необходимо приставить двигатель к основанию платформы подшипников вала шпинделя. Каркас электродвигателя нужно изготовить таким образом, чтобы иметь возможность после его приваривания регулировать натяжение ремня.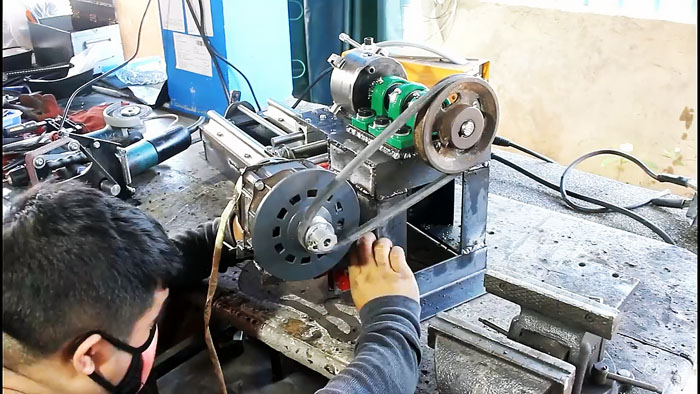
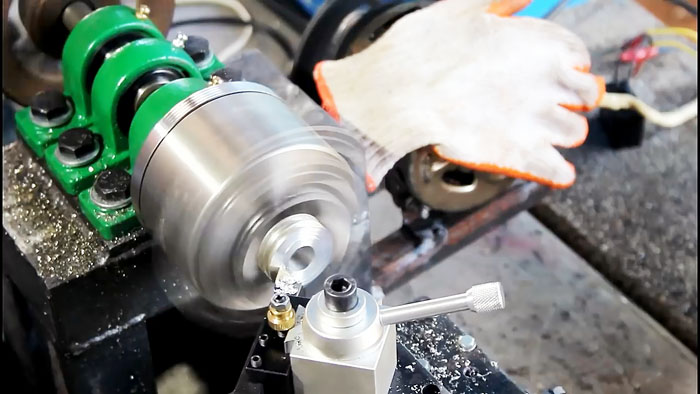
Закрепив резец в резцедержателе станка уже можно использовать его по предназначению. Данная конструкция позволяет подобраться резцом к кругу, на котором крепится шпиндель, чтобы его обточить, сделав более аккуратным.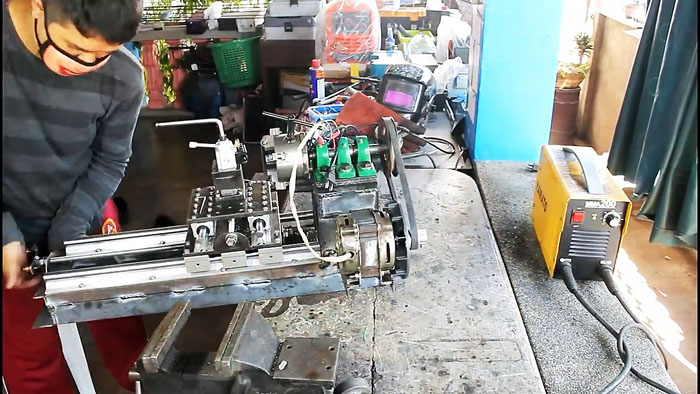
Полученный станок имеет возможность модернизации, к примеру, установки задней бабки, что позволит выполнять более серьезные задачи. Это довольно дорогой проект, но он обойдется дешевле заводского токарного станка.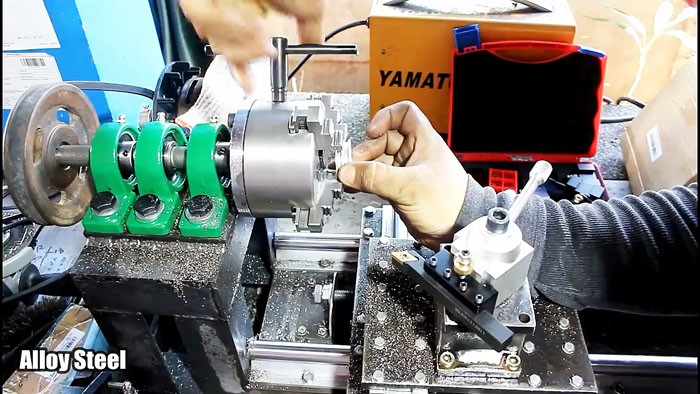



Смотрите видео
Универсальный токарный самодельный станок для обработки металла: особенности изготовления, шаблон патрона
 Одним из наиболее распространенных приспособлений обработки заготовок из металла является токарный станок. С его помощью можно выполнить такие элементы, как втулка, муфта, болт, гайка, фланец и другие. Оборудование можно приобрести уже готовым в специализированных магазинах, но есть возможность изготовить самодельный токарный станок по металлу в домашних условиях.
Одним из наиболее распространенных приспособлений обработки заготовок из металла является токарный станок. С его помощью можно выполнить такие элементы, как втулка, муфта, болт, гайка, фланец и другие. Оборудование можно приобрести уже готовым в специализированных магазинах, но есть возможность изготовить самодельный токарный станок по металлу в домашних условиях.
Особенность станков
Существует немало видов токарных станков для обработки металла. Каждый из них имеет свои особенности конструкции, от которых зависят их функциональные возможности. Кроме этого, каждый вид обладает возможностью выполнения дополнительных операций, например, фрезерования или сверления.
Независимо от вида агрегата, их конструкция может состоять из таких узлов:
 Станина. На ней располагаются все части станка.
Станина. На ней располагаются все части станка.- Бабка передняя. Приспособление, на котором монтируется коробка выбора скорости, а также шпиндель.
- Коробка передач. От нее движение передается к суппорту от шпинделя, проходя через валик или винт хода.
- Фартук. Узел, который участвует в преобразовании движения в поступательное.
- Суппорт. Представляет собой каретку, которая перемещается в перпендикулярной или параллельной плоскости относительно станины станка. Его функция заключается в обеспечении поступательного передвижения режущего механизма.
- Бабка задняя. Она отвечает за надежное крепление всех движущихся частей станка.
 Станина. На ней располагаются все части станка.
Станина. На ней располагаются все части станка.В зависимости от вида и модели устройства, его можно укомплектовать дополнительными насадками, которые увеличат показатель функциональности оборудования.
Виды универсальных аппаратов
Современные производители предлагают пользователям обширный перечень токарных станков. Среди наиболее популярных можно выделить следующие их виды: токарно-винторезный, токарно-фрезерный, токарно-карусельный, токарно-револьверный.
Винторезный станок
 Особенностью этого вида оборудования является наличие хода пиноли задней бабки. Благодаря этому, есть возможность оборудовать его патроном для сверления. Это позволяет использовать станок не только для выполнения токарных операций, но и для вытачивания заготовок с разным профилем, выравнивания, проделывания в заготовках канавок и углублений, подрезания размеров до необходимых показателей, высверливания отверстий. Для этого могут быть использованы плашки, резцы или метчики.
Особенностью этого вида оборудования является наличие хода пиноли задней бабки. Благодаря этому, есть возможность оборудовать его патроном для сверления. Это позволяет использовать станок не только для выполнения токарных операций, но и для вытачивания заготовок с разным профилем, выравнивания, проделывания в заготовках канавок и углублений, подрезания размеров до необходимых показателей, высверливания отверстий. Для этого могут быть использованы плашки, резцы или метчики.
Посредством использования токарно-винторезных агрегатов можно работать с заготовками, выполненными из черных или цветных металлов. Этот вид устройств чаще всего применяется на инструментальных производствах, в области приборостроения или часовом производстве.
Если выбор пал на токарно-винтовой станок, рекомендуется учитывать такие его свойства:
- Размер (диаметр) заготовки, который можно рассчитать посредством измерения расстояния от станины до оси устройства.
- Максимальная длина детали. Этот показатель в большинстве моделях не превышает 2033 мм.
- Масса станка. С увеличением веса увеличивается уровень жесткости устройства, что имеет непосредственное влияние на точность выполняемой операции. Можно приобрести агрегаты, масса которых колеблется в пределах 600 — 4250 кг. Такие станки пользуются большой популярностью как на предприятиях, так и в домашних мастерских.
 Размер (диаметр) заготовки, который можно рассчитать посредством измерения расстояния от станины до оси устройства.
Размер (диаметр) заготовки, который можно рассчитать посредством измерения расстояния от станины до оси устройства.Фрезерное устройство
 При помощи этого вида оборудования можно выточить заготовки не только из черных и цветных металлов, но и из пластика, и дерева. Конструкция устройства сочетает в себе два вида станков (фрезерный и токарный).
При помощи этого вида оборудования можно выточить заготовки не только из черных и цветных металлов, но и из пластика, и дерева. Конструкция устройства сочетает в себе два вида станков (фрезерный и токарный).
Универсальный токарно-фрезерный станок можно использовать для выполнения таких видов операций, как точение проходное, нарезание резьбы, накладывание фаски, выборка галтелей, вырезание прямых и криволинейных пазов, сверление отверстий. Это стало возможным благодаря наличию фрезерной части, расположенной в вертикальной плоскости станины. Такие станки нередко устанавливаются в школьных мастерских.
Популярность токарно-фрезерного оборудования обусловлена наличием присущих ему достоинств:
- Доступность. Комбинация двух видов станков приводит к экономии средств.
- Компактный размер. Его можно устанавливать в мастерской с небольшой площадью.
- Возможность монтажа разнообразных дополнительных элементов (резец, сверло, метчик, развертка, фреза, стамеска).
При выборе этого вида оборудования необходимо учитывать такие его характеристики:
- расстояние между центрами;
- размер заготовки;
- диаметр торцовочной и концевой фрез.
Наличие этих качеств обуславливает популярность токарно-фрезерного оборудования у пользователей.
Карусельный аппарат
Станки этого вида в основном применяются для обработки большого диаметра (больше 2000 мм) и размеров на больших предприятиях.
Револьверный агрегат
Основное предназначение этого вида устройств заключается в обработке заготовок, выполненных из калиброванного прутка. Особенность станков заключается в креплении режущего механизма, которое осуществляется на барабане вращающегося типа.
Станки с числовым программным обеспечением
В процессе работы с этим видом станков требуется минимальное участие оператора. Стоит также отметить возможность выполнения всех типов операций с высокой точностью.
Каждый из вышеперечисленных видов токарных станков по металлу имеет особенности конструкции и предназначение.
Самостоятельное изготовление
 Если говорить о том, что можно сделать из дрели своими руками, следует обратить внимание на токарный станок, который можно изготовить в домашних условиях. Это поможет не только сэкономить средства, но и даст возможность выполнения довольно большого перечня операций с разными материалами.
Если говорить о том, что можно сделать из дрели своими руками, следует обратить внимание на токарный станок, который можно изготовить в домашних условиях. Это поможет не только сэкономить средства, но и даст возможность выполнения довольно большого перечня операций с разными материалами.
Для того чтобы выполнить токарный станок по металлу своими руками, чертежи которого можно найти в специализированной литературе, необходимо в первую очередь определиться со станиной. Она считается одним из наиболее значимых узлов оборудования. Именно на станине монтируется токарная приставка для дрели.
 Для изготовления станины можно использовать плиту, выполненную из такого материала, как дерево, толщиной до 21 мм. Дрель фиксируется за шейку ее корпуса, на которой впоследствии будет смонтирована вспомогательная рукоятка.
Для изготовления станины можно использовать плиту, выполненную из такого материала, как дерево, толщиной до 21 мм. Дрель фиксируется за шейку ее корпуса, на которой впоследствии будет смонтирована вспомогательная рукоятка.
Для того чтобы иметь возможность распиловки таких материалов, как фанера или оргалит, на станине необходимо в патрон дрели нужно установить дисковую пилу, диаметр которой не превышает 2 мм. Для обеспечения удобства работы со станком можно также смонтировать дополнительную рукоятку.
Есть возможность заменить диск плоской фрезой. Благодаря этому, у оператора появится возможность выполнения пазов небольшой глубины.
 Теперь можно приступать к выполнению упора, который призван выполнять функцию задней бабки. Таким образом, самодельный суппорт для токарного станка своими руками можно выполнить из двух деревянных брусков и одного винта для регулировки с заточенным наконечником. Это даст возможность использовать станок для обработки небольших деревянных заготовок.
Теперь можно приступать к выполнению упора, который призван выполнять функцию задней бабки. Таким образом, самодельный суппорт для токарного станка своими руками можно выполнить из двух деревянных брусков и одного винта для регулировки с заточенным наконечником. Это даст возможность использовать станок для обработки небольших деревянных заготовок.
Если говорить о том, как из дрели сделать токарный станок, следует учитывать то, что есть несколько вариантов устройств, изготовить которые можно самостоятельно, главное, иметь готовый шаблон.
Суппорт в процессе эксплуатации станка имеет свойство изнашиваться. При этом не исключена возможность возникновения люфта, что отрицательное скажется на качестве выполняемой операции. Во избежание такой ситуации рекомендуется периодически выполнять регулировку и подстройку суппорта.
Деревообрабатывающий столярный станок имеет раму. Для ее изготовления можно использовать балки или швеллера из металла. Их толщина и размеры имеют непосредственную зависимость от нагрузки, с которой будет эксплуатироваться оборудование.
 На балки монтируются валы с направляющими, расположенными продольно. Для их крепления можно использовать сварочный аппарат, болты или шуруповерт.
На балки монтируются валы с направляющими, расположенными продольно. Для их крепления можно использовать сварочный аппарат, болты или шуруповерт.
Передняя бабка может быть выполнена из гидроцилиндра, в полость которого монтируются два подшипника. Толщина стенок цилиндра может изменяться от 5 мм и более. Полость гидроцилиндра заполняется специальной смазывающей жидкостью. Затем монтируется электрический привод.
Электромотор отвечает за движение режущей части станка. Мощность двигателя имеет непосредственную зависимость на мощность устройства. При его выборе необходимо учитывать размер заготовок, которые будут обрабатываться на стенке:
- для работы с небольшими заготовками можно использовать привод мощностью не больше 1 кВт;
- при необходимости обработки крупногабаритных заготовок необходимо выбрать двигатель, мощность которого колеблется в пределах 1, 5 — 2, 5 кВт.
Ручной станок для обработки металла или дерева следует собирать с учетом того, что все его узлы необходимо обязательно изолировать. Это обеспечит безопасность оператора при работе со станком, а также прочность конструкции.
Возможные варианты режущего механизма
Станковый механизм в обязательном порядке оборудуется режущей частью. Существует несколько вариантов этого узла. Среди наиболее надежных можно выделить следующие:
- Резец. Он состоит из таких частей, как рабочая часть и держатель. Резцы классифицируются по направлению подачи (правые и левые), а также по предназначению (подрезные, проходные, отрезные, расточные, резьбовые, фасочные). При выборе резцов важно учитывать материал их изготовления.
- Метчик. Представлен в виде винта с канавками, которые используются для нарезания резьбы. По назначению метчики можно условно подразделить на гаечные и плашечные.
- Зенкер. Применяется для предварительной или завершающей обработки отверстий разного диаметра. Его применение обеспечивает сглаживание поверхности внутренней части отверстия. Для изготовления зенкеров используется углеродистая сталь, способная выдерживать температуру до 250 градусов.
- Сверло. Специальное приспособление, посредством которого можно высверливать отверстия разного диаметра в заготовках из разных материалов. В токарных станках в основном применяются спиральные или твердосплавные сверла. Для повышения прочности сверл используются напайки из твердосплавного металла.
 Резец. Он состоит из таких частей, как рабочая часть и держатель. Резцы классифицируются по направлению подачи (правые и левые), а также по предназначению (подрезные, проходные, отрезные, расточные, резьбовые, фасочные). При выборе резцов важно учитывать материал их изготовления.
Резец. Он состоит из таких частей, как рабочая часть и держатель. Резцы классифицируются по направлению подачи (правые и левые), а также по предназначению (подрезные, проходные, отрезные, расточные, резьбовые, фасочные). При выборе резцов важно учитывать материал их изготовления.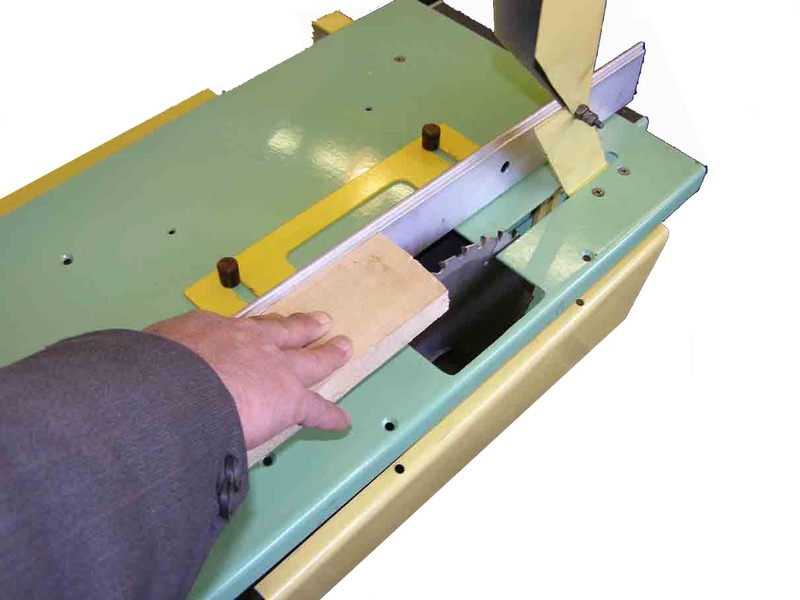
Правильный выбор оснастки обеспечит возможность выполнения обширного перечня операций при обработке заготовок, повысит точность выполнения работы, а также сократит время на ее выполнение. А самостоятельное изготовление токарного станка для обработки металла поможет сократить средства, необходимые на приобретение уже готового оборудования.
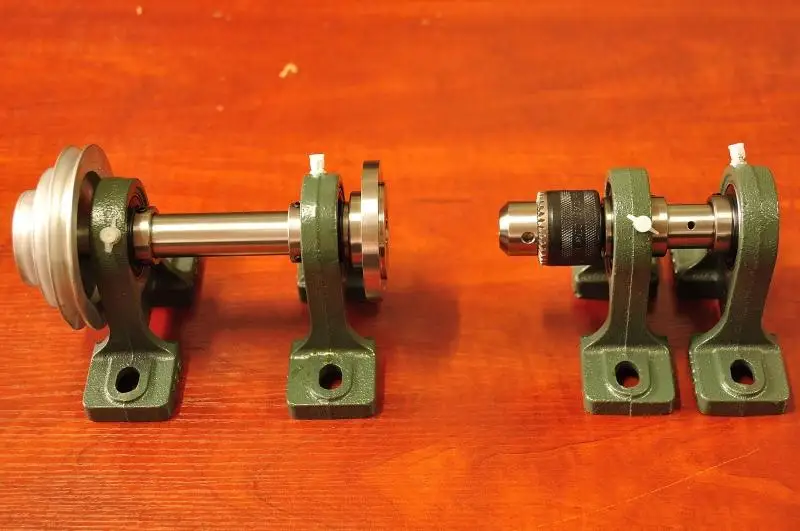
Токарный станок с буртиком Фланцевый шпиндель k11, k12, k72 Токарный станок домашнего изготовления 80 патронов 100 патронов 16 мм 19 мм сквозное отверстие с закаленным стержнем вала | |
[Примечание перед съемкой]
Два наиболее часто задаваемых вопроса:
Почему вал и фланец не приварены, а точечная сварка?
Из-за посадки с натягом корневого шпинделя, помеха составляет около 0,05 мм. Процесс сборки собран с помощью 50-тонного прецизионного пресса. Вал и фланец очень туго и плотно, и концентричность вала и фланца также очень хорошая.Сила может быть надежно передана на вал, а затем добавлена. Точечная сварка эквивалентна добавлению слоя страхования. Поскольку вал изготовлен из прецизионной бесшовной стальной трубы (допуск g6), его точность очень чувствительна к температуре, особенно температура точечной сварки высокая. Если он слегка непреднамеренный, он деформируется и теряет точность. Точечная сварка является наиболее подходящим способом. , То есть, даже если вы купите его обратно, установите паяное соединение Снимите Фланец шпинделя все еще может быть надежно совмещен с центром вала, фланец не упадет легко, и сила будет разумной, безопасной и надежный. Таким образом, наши фланцевые шпиндели намного лучше, чем безопасность, стабильность и точность шпинделей.
Цена этого набора шпинделей является разумной и доступной, и она определенно ниже нашей цены, но та же цена определенно лучше, чем качество и качество изготовления. Если вам нужна определенная сумма или определенное количество долгосрочных нарушений, вы можете договориться со службой поддержки. Чем больше установлено количество, тем выше ставка дисконта и постоянная точность качества.Добро пожаловать сотрудничество.
По умолчанию: патрон и фланец для зазора, с точным регулировочным пространством, пригодны для обработки без финишной обработки, такой как деревообрабатывающий токарный станок, бисероплетение, деревообрабатывающая ось A, деревообрабатывающая четырехосевая.
Этот шпиндель предназначен для деревообрабатывающего токарного станка по обработке древесины. Кроме того, мы не гарантируем никаких. Для других целей или модификаций, пожалуйста, рассмотрите это по своему усмотрению.
[Опции]
Опция 1: одиночный 80-фланцевый шпиндель (без шкива подшипника, подшипника, патрона) (для k11, k12)
Опция 2: одиночный 100-фланцевый шпиндель (без шкива подшипника, подшипника, патрона ) (для k11, k12)
Вариант 3: одинарный составной фланцевый шпиндель 80 (без шкива, подшипника, патрона) модели k11, k12, k72 универсальный
Вариант 4: одиночный составной фланцевый шпиндель 100 (без шкива, подшипника, патрон) модели k11, k12, k72 универсальный
Если вам нужен шкив, подшипник или патрон, обратитесь в службу поддержки!
【Параметры Baby】
Ось шпинделя: диаметр вала составляет 25, общая длина фланца составляет около 205 мм, а сквозное отверстие составляет около 19 мм.Поскольку отверстие 80-го патрона составляет всего 16 мм, общее сквозное отверстие после загрузки патрона составляет около 16 мм. Твердость: HRc 55-62 °. Шпиндель принимает параметры точности обработки с числовым программным управлением: вертикальный угол осевого центра и торца фланца ≤0,03 мм, осевой центр и концентричность фланца ≤0,03 мм и допуск на осевой внешний диаметр это g6.
K11, k12 крепежные отверстия фланцевого патрона по умолчанию 3, подходит для самоцентрирующегося патронного рычага.
K72 отверстие для крепления фланцевого патрона по умолчанию 4, подходит для патрона одностороннего действия.
Главный вал с фланцем из 80 карт, после установки 80 патронов, общее сквозное отверстие составляет около 16 мм.
Шпиндель фланца 100 патронов. После установки 100 патронов общее сквозное отверстие составляет около 18-19 мм.
Главный вал и фланец оснащены посадкой с натягом (плотная посадка) + торцевая поверхность фиксируется точечной сваркой. Посадка с натягом и центр вала более точные. Из-за небольшого количества точечной сварки, шпиндель меньше деформируется под воздействием тепла и не деформируется.Уменьшите точность вала.
Принцип точной отладки с согласованием зазоров:
После установки зажимной патрон удерживает стандартный стержень, вращает шпиндель, внимательно наблюдает за эксцентрическим направлением патрона, отмечает эксцентриситет, а затем перемещает патрон пополам в противоположном направлении. ,
Затем поверните шпиндель и наблюдайте эксцентриситет. Если есть смещение, отрегулируйте его снова, как описано выше, пока оно не станет удовлетворительным.
[фото продукта]




[Пример использования] Подтверждение: Специального объяснения тому, что дополнительный ребенок или аксессуары отсутствуют, нет. в «[Пример использования]» предназначены только для отображения, не включены в продажу ребенка.:



С фотографией задней бабки:
.
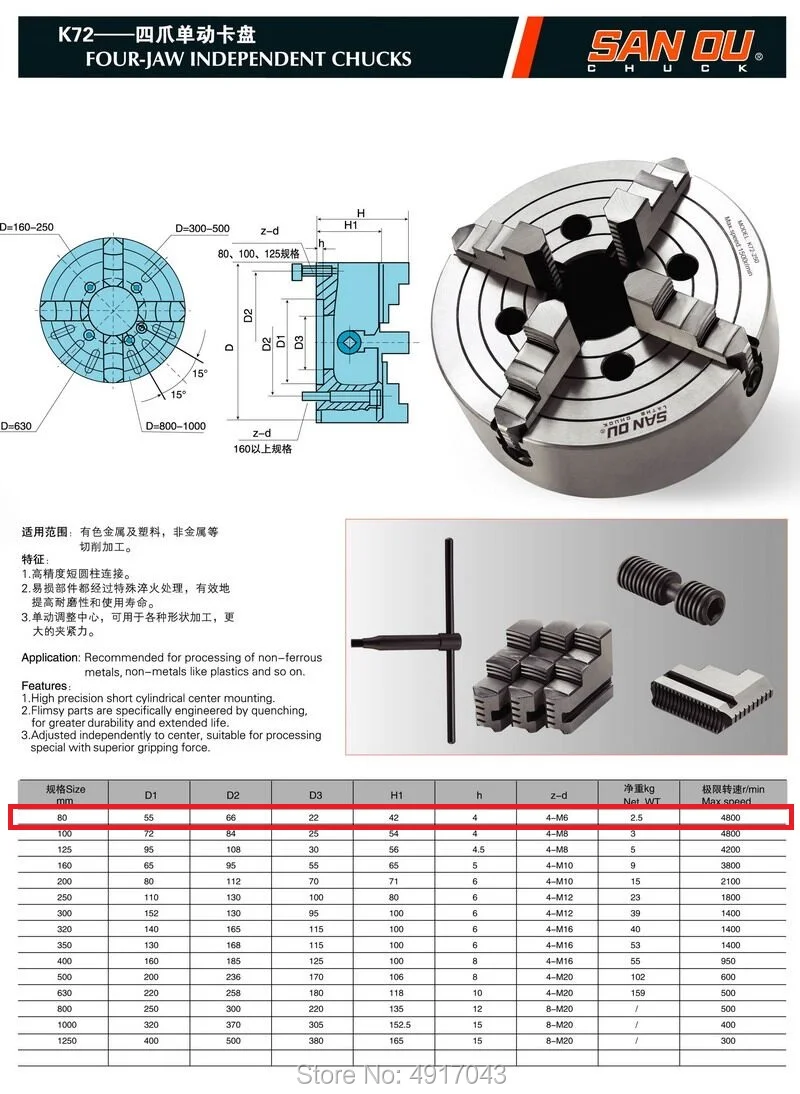
Реверсивный сверлильный патрон Токарный патрон с ЧПУ Металлический и токарный патрон Токарный патрон K72 80 4 Фрезерный станок с ЧПУ для независимой токарной обработки Фрезерный станок с ЧПУ | |
В комплект поставки входят:
1 х 4-х кулачковый токарный патрон
1 х шестигранный ключ
3 х винтов
Технические характеристики:
Модель: K72 80
Тип патрона: 4-кулачковый патрон
Скорость: 4800 об / мин.
Тип питания: ручной
Диаметр патрона: 80 мм / 3,15 дюйма
Применимый станок: токарный станок
Вес: 1771 г
Подсоединение: три отверстия под болты сзади соединены с фланцем.
Используя поле:
Общие токарные станки, экономичные токарные станки с ЧПУ, шлифовальные станки, фрезерные станки, сверлильные и станочные принадлежности и т. Д.
Функция:
Синхронное движение с четырьмя кулачками для зажима четырех квадратных, квадратных частей, также относится к типу вала, дисковым деталям.












Если вы хотите приобрести товары из Китая, пожалуйста, дайте мне свой список продуктов, позвольте мне дать вам цитату.
Мы являемся профессиональным производителем линейных рельсов, линейных валов, линейных опор, линейных узлов, шариковых винтов и концевых опор.
Для массового заказа, пожалуйста, свяжитесь с нами для более подробной информации.
Рекомендуется комбинированный / комплексный заказ. Чем больше вы покупаете, тем ниже будет стоимость.
ВЫ МОЖЕТЕ ОТПРАВИТЬ СПИСОК ПРОДУКЦИИ, ЧТОБЫ ВАМ НУЖНО, И МЫ ПРОВЕРИЕМ ОБЩИЙ ГРУЗ ДЛЯ ВАС
Если вам нужны другие продукты линейного перемещения, которых нет в магазине или у вас есть какие-либо вопросы, пожалуйста, отправьте мне сообщение, и мы ответим в течение 24 часов.
ОПЛАТА
— Мы принимаем сделки, кредитные карты, T / T, Western Union, кошелек WebMoney Qiwi и бразильский Boleto.
-Мы отправляем товар в течение 3-7 рабочих дней после получения оплаты.
ВОЗВРАТ
— Если вы получили неправильный или дефектный товар, пожалуйста, напишите нам в течение 7 дней с даты получения товара.
— После 7 дней товар не может быть принят к возврату.
— Если заказ неисправен, мы отправим вам запасные части после получения подтверждения дефектных фотографий полученных вами товаров без дополнительной оплаты. Доставка и обработка не возвращаются. Все возвраты должны включать в себя все оригинальные товары в неповрежденном, пригодном для повторного использования состоянии, всю упаковку, включая руководства, гарантийные формы и т. Д.
ПЕРЕВОЗКА
— Пожалуйста, убедитесь, что адрес, который вы даете, является правильным.Если адрес указан неверно, посылка не доставляется и отправляется обратно продавцу, покупатель должен оплатить первый и возвратный сборы за доставку.
— Время доставки зависит от пункта назначения и других факторов, это может занять до 20 рабочих дней (из-за местных обычаев, в Бразилии и России потребуется 20-60 дней).
— Если случается, что какие-либо пошлины, налоги и любые другие сборы взимаются курьерской компанией и вашей соответствующей страной, покупатели обязаны заплатить.(Покупатель из Бразилии должен указать номер НДС при заказе.)
ОБРАТНАЯ СВЯЗЬ
-Если вы удовлетворены нашим продуктом, пожалуйста, дайте нам положительный отзыв и рейтинг продавца. Ваше одобрение является самым обнадеживающим для нас!
-Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нами, мы будем обслуживать к вашему удовлетворению!
Спасибо!
,
Кулачковые токарные патроны
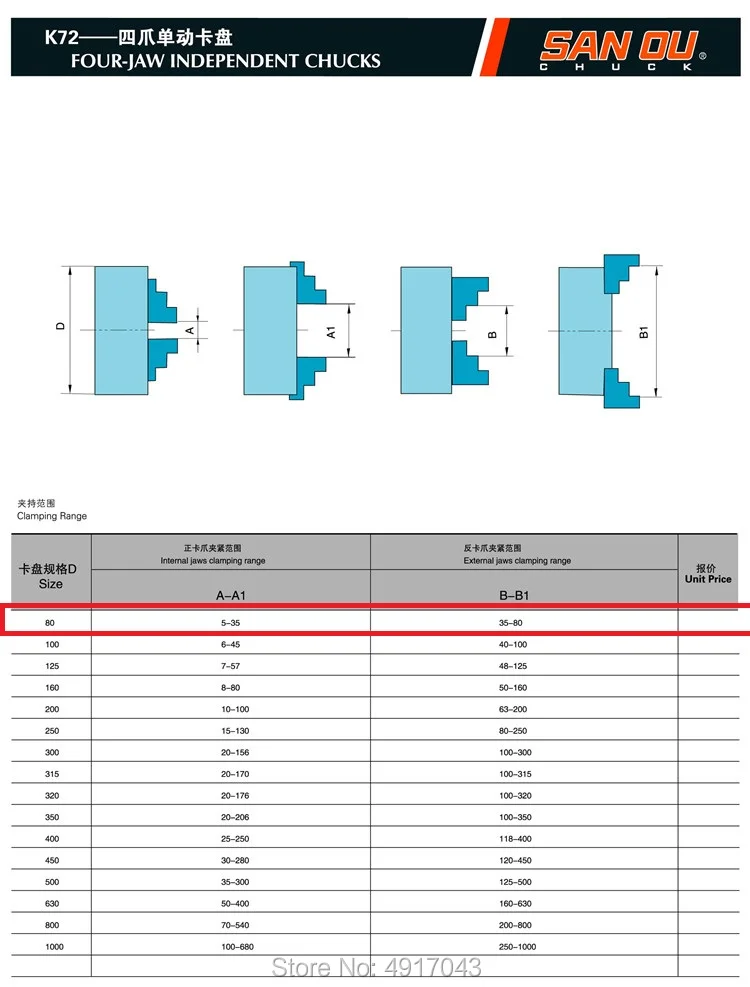
Наиболее удобные и функциональные. Работают как на сжатие, так и на разжимание, поэтому могут захватывать заготовку как снаружи, так и изнутри. Различаются количеством кулачков и механизмом их привода.В отличие от металлообработки, для точения дерева двух и трёхкулачковый патрон практически не применяется. Также не пользуются популярностью варианты со спиральным приводом и несъемными кулачками.Наиболее распространённый тип токарных патронов для работы по дереву – самоцентрирующиеся четырёхкулачковые, с реечно-винтовым механизмом передачи и сменными кулачками.На российский рынок они поставляются брендами Axminster, Jet, Barracuda и другими, менее известными компаниями.
Разновидности кулачков
По форме и назначению сменные кулачки для токарных патронов по дереву делятся на несколько типов, имеющих специальную маркировку:
- A, G, M – на сжатие, отличаются размером и глубиной захвата;
- D и F – действуют на разжимание;
- C и H – универсальные. Разная форма губок;
- для работы с мягким, чувствительным к сжатию деревом, используются кулачки с резиновыми креплениями.
Делаем своими руками
Чтобы понять, как делается ручной инструмент для обработки дерева, рассмотрим процесс изготовления нескольких основных их разновидностей.
Мейсель
Это основной инструмент, применяемый для чистовой отделки деревянной заготовки. В умелых руках этой стамески достаточно, чтобы сотворить любой узор.
Заточенный прямо мейсель идеально подходит для создания прямоугольных выемок в заготовке. Его ширина варьируется от 4 до 40 мм, угол стандартной заточки – от 22 до 45. Нужный уклон лезвия определяется личными предпочтениями мастера со временем.

Как его изготовить:
- Берем старый напильник или любую другую плоскую прямоугольного сечения заготовку. При необходимости выравниваем рабочий конец;
- Стачиваем режущую часть, проводя первичную обточку. Используем абразивный круг, следим, чтобы лезвие обрабатывалось равномерно по толщине без перепадов;
- Закаляем, если металл не достаточно твердый;
- Ставим ручку.
Эта разновидность стамески готовится легко, с нее можно начать создание собственной коллекции ручных инструментов для набора опыта и понимания процесса.
Мейсель со скошенным лезвием более универсален, чем его собрат:
- Становится возможной обработка круглых изделий;
- Тупой угол годится для создания закруглений;
- Инструмент удобен при обработке торца изделия.

Изготовление аналогично предыдущему приспособлению:
- Заготовочная деталь обрабатывается под форму будущего инструмента;
- Создается заострение стамески под угол 70-75, после чего сделанный инструмент необходимо заточить.
- Насаживаем ручку. Мейсель готов.
По аналогичному алгоритму создаются остальные угловатые резцы для токарного станка по дереву. Заточка производится только после тщательного контроля размеров инструмента.
Соблюдение точных углов при самостоятельном изготовлении инструментов необязательно. Достаточно придерживаться нужных и удобных пропорций, ровности обработки.
Полукруг
Полукруглый оконечник стамесок позволяет создать аккуратные выемки при обработке деревянного изделия. Чтобы сделать такой резак, намечаем на заготовке контур инструмента, по которому производим обрезку. После этого уже привычным способом делаем заточку под углом 25…40.
Радиус стамески влияет на размер углубления в изделии, потому для профессионального производства желательно сделать несколько резаков с полукруглым оконечником на разные случаи.
Желобок
Деревянный ствол после обдирания коры обрабатывают желобчатыми стамесками, они предназначены для первичной черновой отделки материала и создания заготовки под изделие.
Кроме того, желобки используют для вырезания вогнутых форм и выемок при лобовом точении.

Как изготовить желобчатый резак:
- Возьмем метчик для нарезания резьбы нужного диаметра.
- Обрабатываем им заготовку металла на расстоянии до 8-10 см от края, фактически срезая половину чернового изделия.
- Затачиваем нижнюю выпуклую часть лезвия под углом 30-40.
Желобчатые самодельные токарные резцы по дереву непросты в изготовлении, но разобраться с процессом вполне возможно.
Сделать или купить
Процесс создания инструментов для работы с деревом – занятие увлекательное и не всегда простое. При наличии нужного набора инструментов у неопытного матера проблем не возникнет – процесс интуитивно понятен, но кропотлив.
Конечно, можно купить готовый набор приспособлений, но сколько он будет стоить… При этом, изнашиваемость у металла со временем усиливается и даже новенькие ныне стамески вскоре потребуют точения. Собственное изготовление – это способ получения инструмента под свою руку. Авторские резаки с индивидуальными размерами будут адаптированы под хозяина и его потребности.
Более подробное описание процесса изготовления стамесок представлено в видео. Мастер подробно рассказывает о создании заготовки, нанесении заточки и затрагивает другие важные моменты, которые необходимы для удачного завершения работы.
Изготовление токарного патрона по дереву своими руками
Для изготовления кулачковых патронов требуется высокоточное промышленно оборудование и в условиях домашней мастерской сделать их вряд ли возможно. Однако существуют более простые конструкции, соорудить которые своими руками не составит труда.
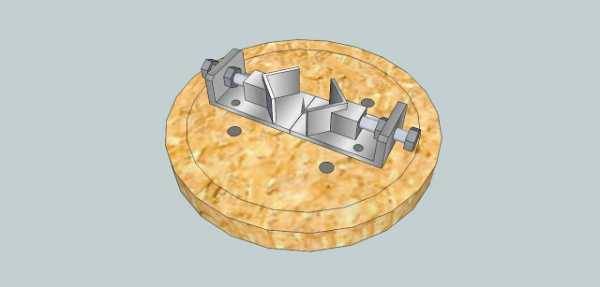
Самодельная планшайба для точения по дереву с регулируемыми зажимами
Понадобится ровный лист стали толщиной не менее 10 мм, стальной уголок 50×50 мм, восемь болтов М8×30 с гайками и шайбами. Следует заранее продумать, каким образом устройство будет крепиться на станок и, при необходимости, изготовить или приобрести соответствующую резьбовую втулку. После этого можно приступать:
- Разметить на имеющейся пластине окружность требуемого диаметра и две оси, проходящие через центр и пересекающиеся под прямым углом.
- Выпилить заготовку планшайбы лобзиком по разметке и тщательно отшлифовать.
- По полученным осям пропилить сквозные пазы, отступив от центра несколько сантиметров и не доходя 2 – 3 см до краёв. Сделать это проще, предварительно просверлив отверстия немного большего диаметра, чем запасённые болты.
- От уголка отпилить четыре одинаковых отрезка и просверлить одну из полок каждого тем же сверлом.
- Во второй полке уголков нарезать резьбу М8 и вкрутить болты.
- Приварить или припаять резьбовую втулку для крепления на вал.
- Прикрутить уголки к планшайбе болтами через шайбы.
- Закрепить полученный патрон по дереву на токарном станке.
Для фиксации таким самодельным патроном уголки перемещаются в нужное положение и закрепляются закручиванием гаек, окончательно деталь поджимается болтами, вкрученными в полки с резьбой.
Рычажный вид
Едва ли не самая популярная конструкция. Действие механизма основывается на перемещении кулачков и зажимов за счет подвижности двухплечего рычага. Наличие гидропривода позволяет оптимизировать конструкцию.
К основной характеристике устройства относится количество зажимов для закрепления кулачка и способность к смещению по рабочему диску. Настроить такой патрон достаточно сложно, особенно при нестандартной обработке.
Переналадка происходит по двум схемам:
- Независимая регулировка кулачков – операция трудоемкая и выполняется не для каждой конструктивного типа патрона.
- Синхронное перемещение кулачков ключом.
Для проведения наладки специальный ключ устанавливается в паз для настройки гидропривода.
При работе с устройством подобного типа отмечается небольшой люфт детали при вращении. По этой причине рычажные конструкции чаще используются при черновой обработке.
Кулачковые токарные патроны
Наиболее удобные и функциональные. Работают как на сжатие, так и на разжимание, поэтому могут захватывать заготовку как снаружи, так и изнутри. Различаются количеством кулачков и механизмом их привода. В отличие от металлообработки, для точения дерева двух и трёхкулачковый патрон практически не применяется. Также не пользуются популярностью варианты со спиральным приводом и несъемными кулачками. Наиболее распространённый тип токарных патронов для работы по дереву – самоцентрирующиеся четырёхкулачковые, с реечно-винтовым механизмом передачи и сменными кулачками. На российский рынок они поставляются брендами Axminster, Jet, Barracuda и другими, менее известными компаниями.
Разновидности кулачков
По форме и назначению сменные кулачки для токарных патронов по дереву делятся на несколько типов, имеющих специальную маркировку:
- A, G, M – на сжатие, отличаются размером и глубиной захвата;
- D и F – действуют на разжимание;
- C и H – универсальные. Разная форма губок;
- для работы с мягким, чувствительным к сжатию деревом, используются кулачки с резиновыми креплениями.
Фланцы промежуточные к самоцентрирующим патронам
Перед применением токарный патрон необходимо установить и закрепить на переднем конце шпинделя, но учитывая разницу конструкции и размеров посадочных мест токарных патронов и шпинделей не всегда можно закрепить патрон непосредственно на переднем конце шпинделя, например:
- Если патрон имеет центрирующий поясок (уступ), то для его установки на шпиндель обязательно требуется промежуточный (переходной) фланец, независимо от типа конца шпинделя
- Если патрон имеет центрирующий конус, но размер конуса не совпадает с размером центрирующего конуса конца шпинделя, также требуется промежуточный (переходной) фланец
- Если конец шпинделя заканчивается резьбой, то для установки на него любого патрона обязательно требуется промежуточный (переходной) фланец
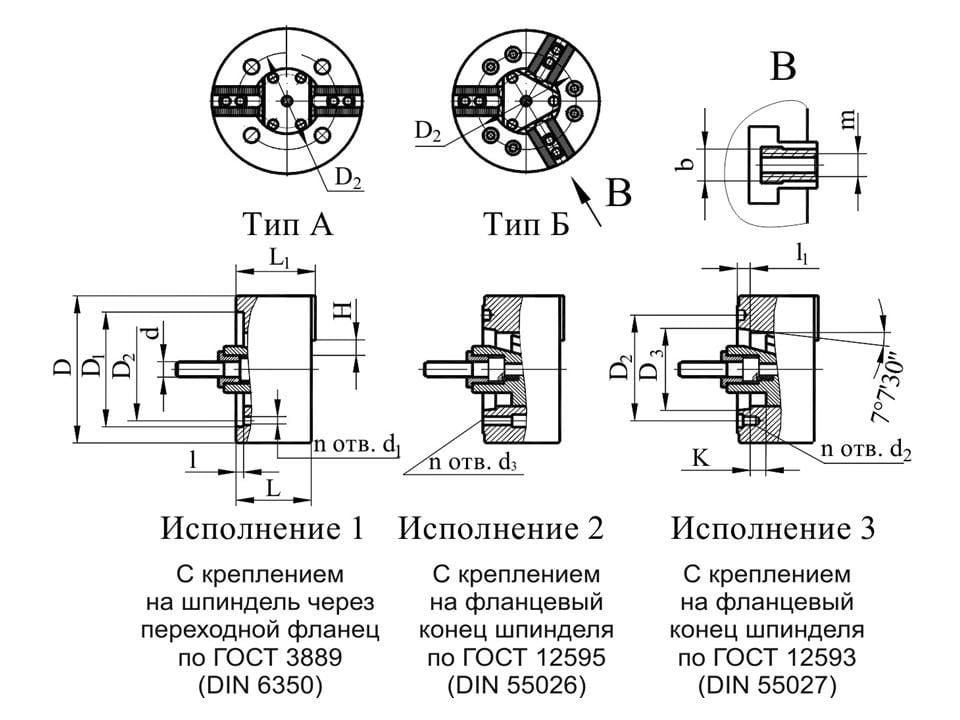
ГОСТ 3889-80 (DIN 6350) Фланцы промежуточные к самоцентрирующим патронам
Настоящий стандарт распространяется на промежуточные фланцы, предназначенные для установки на концы шпинделей металлорежущих станков самоцентрирующих патронов общего назначения.
Промежуточные фланцы (их называют еще План-шайбы) необходим для центрирования и крепления патронов с центрирующим пояском (ГОСТ 2675 тип 1) на любой из 4-х типов концов шпинделей токарных станков.
ГОСТ 3889-80 Фланцы должны изготавливаться исполнений:
- Исполнение 1 – устанавливаемое на резьбовые концы шпинделей по ГОСТ 16868;
- Исполнение 2 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12593 под поворотную шайбу;
- Исполнение 3 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 1;
- Исполнение 4 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 3.
ГОСТ 3889 Исполнение 1. Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на центрирующий поясок – цилиндр диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок – ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Процесс установки токарного патрона состоит из следующих этапов:
- Промежуточный фланец навинчивается на резьбу шпинделя до упора. Отверстие во фланце должно плотно садиться на поясок шпинделя
- Закручиваются винты запорного устройства против самоотвинчивания
- Проверяется биение центрирующего пояска на фланце (D1) и опорной торцевой поверхности со стороны патрона
- На центрирующий поясок (D1) устанавливается патрон и крепится болтами
- Проверяется радиальное и торцевое биение патрона
Пример: фланец промежуточный к токарному станку ТВ-4
Фланец промежуточный к токарному станку ТВ-4
Пример условного обозначения фланца исполнения 1, диаметром 100 мм:
Фланец 7081-0592 ГОСТ 3889-80
Пример условного обозначения фланца исполнения 1, диаметром 125 мм:
Фланец 7081-0593 ГОСТ 3889-80
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
Правила установки и использования
На токарно-винторезных станках планшайбы устанавливают на шпинделе передней бабки. А в токарно-карусельных станках планшайбы находятся в составе поворотных столов значительного размера.
На универсальных токарных станках
Кулачковые патроны считаются универсальными, так как имеют большое количество разновидностей и кулачков, но несмотря на это, далеко не все детали можно просто зафиксировать в патроне. Такими деталями могут быть рычаги, шатуны и т.д., не имеющие симметричности. Именно для таких деталей и используют планшайбы.
Детали фиксируются, как правило, при помощи болтов или кулачков. Неровные детали крепятся зажимом в центре. Если деталь нужно прикрепить относительно оси, для этого могут понадобиться низкие подкладки, для поднятия планки. Подкладки должны быть равны стенкам детали. Чтобы деталь не выпала, планки должны находиться на уровне планшайбы.
Обычно в комплекте с планшайбой находится противовес. Если его не устанавливать, станок будет вибрировать, из-за чего деталь прослужит меньше. Если балансировка не меняет положения после остановки, то все расчёты были произведены правильно.
На токарно-карусельные станки
В отличие от планшайб универсального станка, на них они являются дополнительным крепежом, в то время, как у токарно-карусельных, они являются основным фиксатором. На токарно-карусельных станках, планшайбы представляют собой вращающийся стол.
Она выглядит, как большой диск и имеет центральное крепление и втулка для присоединения деталей. Втулки таких планшайб быстро выходят из строя, но их можно запросто заменить без вреда для самой планшайбы. От центра отходят несколько пазов т-образной формы, в которых находятся детали для закрепления.
Помимо диска, планшайба имеет очень сложную конструкцию снизу. В центре конструкции находится отверстие для шпинделя. Для закрепления деталей используются болты. Также конструкция имеет: рёбра жёсткости, направляющие, и иногда её модифицируют добавлением ещё нескольких направляющих.
Самоцентрируемые
Одним из видов крепления для токарно-карусельного станка является самоцентрируемая планшайба. Обычно, она используется для более качественного крепления.
Этот вид планшайбы имеет круглую форму с отверстием в середине. Отверстие имеет тот же диаметр, что и основная втулка. Она имеет несколько отверстий т-образной формы, которые помогают закреплять деталь на определённом расстоянии от отверстия.
воскресенье, 12 марта 2017 г.
Как сделать патрон для станка по дереву
Сегодня я продолжу тему самодельного токарного станка и оснастки к нему.
Давно я не снимал видео на эту тему. И сейчас, пока видео еще готовится, я решил написать данную статью.
Я уже поднимал тему патрона в этой статье: Самодельный токарный патрон.
В моей мастерской работает 2 токарных станка по дереву и еще один в процессе изготовления.
О большом станке я говорил в одном из старых видео:
–
– А о втором (настольном) уже подробно рассказывал в этом видео: –
–
Для обоих станков я сделал достаточно много оснастки. Это и планшайбы, и разного рода трезубцы и приводные муфты,
и даже фланец с трех-кулачковым патроном Ф 80 мм. Но на маленьком станке я редко использую патрон из-за его большой инерции и массы.
Станок имеет довольно высокие обороты – 2700 об/мин (для простоты конструкции использован прямой привод – двигатель служит передней бабкой).
Ведь у этого патрона масса преимуществ:
Прежде всего он позволяет обрабатывать торец детали – сверлить, подрезать растачивать отверстия.
Во-вторых деталь в таком патроне фиксируется довольно прочно.
В-третьих он более безопасен чем разного рода самоделки с фиксацией заготовки болтами:


Преимущество резьбового патрона – более надежная фиксация заготовки, так как она завинчивается в патрон и надежно фиксируется при помощи резьбы.
Но у такого патрона есть и обратная сторона – сложность извлечения остатка заготовки, который нужно вывинчивать, а не выбивать.
Этот процесс можно упростить, просверлив в остатке 2 отверстия и применив ключ, которым зажимают гайку фиксации отрезного диска на УШМ.
Видео о самодельном патроне: =
=
Я сделал этот патрон раньше и по опыту эксплуатации решил сделать еще один, больший, без резьбы.
=
=
Для большего патрона я использовал водопроводную трубу внешним диаметром Ф 48 (1 1/2″)
Внутренняя поверхность патрона цилиндрическая, с небольшим “заходным” конусом, позволяющим более плотно забить заготовку.
В боковой стенке патрона есть два отверстия Ф 4 мм, в которые при необходимости можно завинтить шурупы для лучшей фиксации заготовки.
Также предусмотрены отверстия Ф 10 мм для контроля глубины (положения) заготовки

Чтобы изготовить эти патроны, я использовал токарный станок по металлу (ТВ-4) и сварочный аппарат.
Но есть и другой способ, который не требует сложного оборудования.
Как собрать по чертежам самостоятельно
Для работы по металлу новичку собрать самопальный патрон можно, но весь процесс станет головной болью из-за поисков, нестыковок, ошибок и т. д. Сделать токарный патрон для обработки дерева гораздо доступнее, хотя и не проще, как может показаться.
Прежде всего – чтобы работа шла, необходимо создать подробный сборочный чертёж с чертежами деталировки. За чертежами, потянутся мероприятия. Без чертежей и плана действий чего-либо путного достичь вряд ли удастся, ибо всякий, кто действует без плана, действует долго и плохо.
Затем начинается процесс сбора комплектующих и материалов. Процесс воплощения идей самый трепетный и несёт в себе мощную струю самообновления. А удачное завершение становится очередным благоприятным этапом в творческой жизни.
Как собрать по чертежам самостоятельно
Для работы по металлу новичку собрать самопальный патрон можно, но весь процесс станет головной болью из-за поисков, нестыковок, ошибок и т. д. Сделать токарный патрон для обработки дерева гораздо доступнее, хотя и не проще, как может показаться.
Прежде всего – чтобы работа шла, необходимо создать подробный сборочный чертёж с чертежами деталировки. За чертежами, потянутся мероприятия. Без чертежей и плана действий чего-либо путного достичь вряд ли удастся, ибо всякий, кто действует без плана, действует долго и плохо.
Затем начинается процесс сбора комплектующих и материалов. Процесс воплощения идей самый трепетный и несёт в себе мощную струю самообновления. А удачное завершение становится очередным благоприятным этапом в творческой жизни.
Как выбрать
Чтобы правильно выбрать токарный патрон необходимо учесть несколько важных моментов:
- рабочие параметры и точные размеры шпинделя станка;
- способ или вариант крепления патрона к шпинделю;
- для хоббийных станков немаловажную роль играет мощность привода, слабый двигатель может не справиться с задачей по крутящему моменту;
- какие и в каком количестве детали входят в комплект токарного патрона.
Не обладая четкого представления об изложенной выше информации, нельзя считать себя готовым к приобретению токарного патрона, как важного узла станка. Нужно понимать, что качество и производительность токарного станка влияют на качество и производительность труда и материальное состояние
Нужно понимать, что качество и производительность токарного станка влияют на качество и производительность труда и материальное состояние.
Принцип работы
Патрон станка по дереву используется в условиях закрытого помещения, когда отсутствуют агрессивные вещества, вызывающие коррозию. Перед тем как начать работу необходимо стяжные болты затянуть до максимума гаечным ключом. После этого токарный патрон крепят на станке, все болты затягивают гайками и производят пуск токарного агрегата. Следует для начала установить малые обороты, чтобы проверить значения торцевого и радиального биений прибора на холостом ходу. Для того чтобы закрепить заготовку на станках, применяются двухкулачковые и трехкулачковые патроны, редко четырехкулачковые. Деталь токарного станка для фиксации и удержания деталей оснащен кулачками, их количество исчисляется 2-6 штуками.
При этом изделия могут быть с независимым передвижением кулачков и с закреплением их на фланцевом конце шпинделя. В зависимости от метода фиксации токарного патрона к станку, классифицируют следующие типы крепления:
- с помощью переходного фланца,
- на фланцевый конец шпинделя,
- на сам шпиндель токарного аппарата.
За счет одновременного перемещения зажимающих кулачков в радиальную сторону, достигается центрирование заготовки в патронах. Кулачки перемещаются благодаря диску, который на одной стороне снабжен пазами в виде архимедовой спирали, а на другой имеется коническое зубчатое колесо, которое взаимодействует с тремя другими. Посредством ключа начинает движение одно колесо, одновременно с этим поворачивается диск, равномерно перемещая все кулачки. Направление вращения диска обуславливает приближение кулачков к центру патрона, при этом заготовка зажимается, или удаление от него (освобождение детали).
В патронах, работающих на механической основе, сила зажима зависит от гидравлического или пневматического цилиндра, размещающегося на конце шпинделя сзади. Цилиндр соединяется при помощи тяги с механизмом патрона, осуществляющий передвижение кулачков, которые зажимают заготовку, через отверстие шпинделя в центральной его части.
В процессе обработки во вращающийся цилиндр сжатый воздух или жидкость попадает с помощью специального устройства, имя которому муфта. Обычно передвижение кулачков от привода, который механизирован, подходит к значению в 5-10 мм. От этого конструкция элемента токарного станка позволяет быстро переустановить изделие во время перехода в процессе обработки между партиями заготовок.
Во время чистовой обработки на станке, чтобы закрепить предельно точно заготовку, используются накладные незакаленные кулачки, которые затачиваются на аппарате под нужные размеры установочных баз заготовки. Для этого основные кулачки используются в качестве зажима короткой оправки для выбора зазоров во всех взаимодействиях, затем эксплуатирующиеся поверхности накладного кулачка растачивают на больший диаметр базовой поверхности детали.
Благодаря сопряжению вида ласточкин хвост конструкция незакаленных кулачков и их фиксация позволяет устанавливать накладные кулачки с точностью до 002 мм и обойти следующее их растачивание.
Чтобы осуществить быструю переналадку типоразмеров заготовки необходимы незакаленные кулачки. Этого можно достигнуть путем поворота в нужное положение круглой или шестигранной формы головок накладных кулачков, закрепленные на основных кулачках и расточены на определенный диаметр.
Если возникла необходимость в обработке на станке двух идентичных поверхностей, тогда используются незакаленные кулачки, при погрешности крепления заготовок в них может уменьшиться до 0,03 -0,05 мм. Заготовки с большей длиной типа валов устанавливаются в токарный патрон, имеющий поджим заднего центра.
Устройство деревообрабатывающего токарного станка
Конструктивно различные типы таких агрегатов для обработки изделий из дерева построены из элементов, имеющих одинаковое функциональное назначение. Независимо от принадлежности к категории схема токарного станка включает следующие элементы:
- массивную станину (на ней располагаются основные узлы);
- переднюю бабку с закреплённым шпинделем;
- заднюю бабку с элементами фиксации заготовки;
- суппорт, служащий для подачи обрабатывающего инструмента;
- привод передачи вращения;
- двигатель;
- система управления скоростью вращения (выполняется дискретным с несколькими скоростями вращения);
- элементы схемы электрооборудования;
- органы ручного управления (обычно они реализованы с помощью различной формы рукояток, маховиков, электрических кнопок или переключателей);
- средства защиты от пыли и опилок;
- отдельные станки снабжаются специальной системой защиты при возникновении аварийной ситуации;
- фартук;
- наиболее совершенные аппараты оснащаются мощным пылесосом для удаления отходов древесины.
Несмотря на единообразие элементов, каждый производитель предлагает своё устройство токарного станка по дереву, с применением своих технических решений. Станина изготавливается из чугуна или стали и имеет большой вес, что позволяет стабилизировать вращение двигателя и всех вращающихся деталей. На ней крепятся все основные узлы.
Любая бабка токарного станка в том числе и для работы по дереву выполнена по стандартной схеме. Она имеет:
- шпиндель, оснащённый системой крепления обрабатываемой заготовки;
- несколько подшипников (в состав включены три подшипника: упорный, передний и задний);
- специальные регулировочные гайки;
- муфта для переключения.
Вторым элементом является задняя бабка токарного станка. Она обладает двумя степенями свободы. Такая особенность позволяет изменять положение заготовки в горизонтальном и вертикальном направлении. Данная система крепления обеспечивает качественную обработку деталей самой сложной формы. Для увеличения жёсткости крепления заготовки в токарных станках применяется пиноль. Она изготовлена в форме гильзы, перемещается вдоль главной оси.
На суппорт токарного станка возложены две функции:
- фиксация инструмента из имеющегося в комплекте;
- перемещение в заданных плоскостях для обработки.
Суппорт расположен на станине. Он снабжён двумя видами салазок (поперечными верхними и продольными, которые называются кареткой). Для осуществления разворота он имеет поворотную систему. Вся система изменение положения суппорта называется приводом подач. Связь суппорта со шпинделем осуществляется через реверсивное устройство, называемое трензель.
Вращение деталей токарного станка осуществляется с помощью ременной передачи, которая служит передаточным элементом от электрического двигателя к передней бабке. Эти элементы составляют привод главного движения. Для каждой конструкции производитель предлагает своё количества переключение скоростей вращения шпинделя. В основной массе станков диапазон скоростей вращения деталей варьируется от 200 об/мин до 1000 об/мин.
Элементы электрической схемы расположены в отдельном блоке. Благодаря происходит распределение управляющих сигналов на все устройства станка. Блок состоящий из электрических элементов, находящихся под напряжением относится к первому классу защиты.
Фартук станка преобразовывает вращательное движение в поступательное. Кроме этого он обеспечивает синхронное вращение ходового валика суппорта и ходового винта. Предусмотренная система механической защиты предотвращает одновременное включение этих валов. Плавное переключение подач обеспечивается с помощью маточной гайки.
Для защиты от возможных перегрузок в фартуке станка предусмотрен подвижный механизм падающего червяка. Такие перегрузки возникают в результате увеличения внешнего давления на поверхность заготовки, особенно при использовании ручного инструмента. Такой эффект наблюдается при резком снижении скорости вращения заготовки, замедлении движения режущего инструмента. Особенно это свойственно станкам на которых производится ручная обработка заготовки.
Большое значение на качество обработки дерева влияет заданная скорость вращения заготовки. Для этого в станке предусмотрена коробка скоростей. Она позволяет выбирать величину крутящего момента в зависимости от типа дерева и выполняемой операции.
Особенности изготовления
Самодельные токарные станки по дереву своими руками делаются достаточно легко и просто, если знать в принципе, что такое токарный станок и из чего он состоит. Небольшой агрегат с размерами около 80х40 сантиметров в длину и ширину с высотой 35 сантиметров не занимает много места, но позволяет обрабатывать заготовки диаметром до 25 сантиметров и длиной 20-40 сантиметров.

Токарный станок дает неограниченные возможности в изготовлении посуды, мебели, элементов декора.
Благодаря ему можно изготавливать любые изделие в виде тел вращения для собственного употребления или в ходе постройки и других работ.
Изготовление токарного патрона по дереву своими руками
Для деревообрабатывающего станка, применяемого в домашней мастерской, можно приобрести готовый токарный патрон. Однако многие мастера предпочитают изготовить самодельный патрон для токарного станка по дереву. Такой подход позволяет получить токарный патрон для выполнения именно тех видов обработки, которые планируется производить самостоятельно.
Для изготовления такого устройства понадобятся:
- втулка (изготовленная из полиуретана или резины);
- металлическая заготовка (наиболее приемлемыми считаются латунные или медные);
- стальная заготовка (из неё изготавливаю корпус).
Также потребуется токарный станок. С его помощью изготавливают корпус и накидную гайку. В хвостовике нарезают резьбу. Её диаметр и шаг должен соответствовать параметрам резьбы вала шпинделя. После изготовления корпуса в него вставляется втулка. В ней будет зажиматься обрабатывающий инструмент. От точности изготовления каждой детали и качества их сборки зависит качество обработки деревянной заготовки.
Ещё одним способом изготовления такого устройства для обработки деревянных деталей является изготовление самодельной планшайбы с регулируемыми зажимами. Она способна прочно удерживать заготовку и в полном объёме исполнять роль токарного патрона. Для её изготовления понадобятся следующие материалы:
- стальной лист (толщина должна быт не менее 10 мм);
- уголок с полкой 50 мм;
- фанера;
- стальные болты (можно из нержавеющей стали) размером М8х30 в количестве восьми штук;
- подшипник закрытого типа;
- втулка с резьбой;
- гайки и шайбы.
Изготовление конструкции возможно только при наличии необходимого оборудования и инструмента. Для предотвращения ошибок при изготовлении следует составить подробную технологическую карту с описанием всех необходимых операций. В такой карте необходимо описать следующую последовательность работ по изготовлению планшайбы:
- Изготовить втулку с резьбой, которая обеспечит крепление будущего устройства к шпинделю. Такую втулку можно приобрести готовую, что значительно облегчит процесс изготовления планшайбы и сократит время её сборки.
- Разметить лист фанеры. Целесообразней делать это с помощью заранее изготовленного шаблона. Окружность и две оси изображаются на листе плотной бумаги, затем рисунок переносят на поверхность фанеры.
- По полученному изображению с помощью лобзика (ручного или механического) выпиливают корпус планшайбы. После завершения все края необходимо обработать абразивным материалом.
- По отмеченным осям пропилит сквозные пазы. Для точного изготовления целесообразно по краям произвести изготовление сквозных отверстий заданного диаметра. Внутренне отверстие должно располагаться на расстоянии более 20 мм от центра корпуса.
- От металлического уголка следует отпилить четыре одинаковые по размеру заготовки. В каждой из них просверлить одно отверстие. Его диаметр должен быть равен размеру паза.
- Во второй полке следует просверлить отверстие и нарезать резьбу по выбранные болты.
- Закрепить резьбовую втулку, которая будет обеспечивать крепление изделия на валу. Для надёжности крепления следует использовать сварку или паяние.
- Соединить уголки и корпус планшайбы имеющимися болтами. Уголки исполняют роль кулачков, которые установлены на заводском патроне.
После завершения сборки закрепить полученный патрон на валу токарного станка.
После завершения сборки закрепить полученный патрон на валу токарного станка. Перед использованием патрона следует произвести его проверку. Для этого в патроне закрепляют деревянную заготовку и включают станок на пониженных оборотах. Следует помнить, что такой патрон в состоянии обеспечить давление на поверхность заготовки, в размере не более 50 кг.
После проведенной проверки необходимо произвести пробную обработку с соблюдением всех требований техники безопасности.
Дополнительные приспособления
При точении тонкостенных изделий или работе с хрупкой древесиной используют металлические крепёжные кольца. Имея навык обращения с металлом их можно изготовить и своими руками. Также в паре с кулачками типа C могут использоваться винтовые вставки, вкручивающиеся в предварительно просверленное в детали отверстие. Патроны, предназначенные для решения специфических задач по дереву:
- кулачковый с независимой регулировкой – для эксцентрикового точения;
- цанговый — зажимает заготовки круглого сечения при стягивании лепестков конической цанги стяжной гайкой. Имеет малый диапазон захвата;
- цилиндрический – трубка с тремя и более резьбовыми фиксаторами по окружности; тисочный – для захвата прямоугольных заготовок. Параллельные губки сжимаются винтом;
- вакуумный – для чистовой доводки. Работает за счет разницы давления воздуха, создаваемого насосом;
- сверлильный – для фиксации сверл. Крепится в пиноль задней бабки.

Комплект поводковых патронов МК2
Возможности и технические характеристики деревообрабатывающего токарного оборудования
При конструировании токарного станка по дереву своими руками конструкция агрегата может быть достаточно простой. Однако чтобы агрегат качественно мог выполнять возложенные на него функции, перед тем как конструировать токарный станок по дереву своими руками, следует изучить специфику оборудования и особенности его использования.

При конструировании токарного станка по дереву своими руками конструкция агрегата может быть достаточно простой
Для выполнения при помощи агрегата минимального перечня технологических операций по обработке древесины станок в своей конструкции должен включать следующие конструктивные элементы:
- раму;
- переднюю бабку;
- заднюю бабку;
- электропривод;
- блок для осуществления регулирования скорости вращения;
- специальные фиксаторы.
Помимо этого для осуществления точной обработки древесины конструкция станка должна иметь специальный упор для режущих инструментов, имеющих разную форму.
При необходимости выполнения сложных операций в конструкции станка должна быть предусмотрена возможность смещения обрабатываемой заготовки по отношению к центру оси вращения.
Основным конструктивным элементом токарного станка для деревообработки является электропривод. Чаще всего в качестве последнего применяется трехфазный электродвигатель. По этой причине следует позаботиться о том, чтобы к мастерской была подведена трехфазная линия электроснабжения. Частота вращения электромотора, применяемого в конструкции агрегата, должна быть не больше 1500 оборотов в минуту. В зависимости от типа электромотора подключение его к сети осуществляется по типу «звезды» или «треугольника».

Основным конструктивным элементом токарного станка для деревообработки является электропривод
Наиболее распространенными размерами токарного станка по дереву, сконструированного своими руками, являются следующие параметры:
- длина – 800 мм;
- ширина – 400 мм;
- высота – 350 мм.
Такие размеры агрегата позволяют осуществлять обработку заготовок, которые имеют диаметр до 250 мм и длину до 200 мм без применения центровки при помощи задней бабки. Закрепление заготовки осуществляется на спецпланшайбе. При использовании задней бабки для центровки длина заготовки может быть увеличена до 400 мм.
Принцип работы
Патрон станка по дереву используется в условиях закрытого помещения, когда отсутствуют агрессивные вещества, вызывающие коррозию. Перед тем как начать работу необходимо стяжные болты затянуть до максимума гаечным ключом. После этого токарный патрон крепят на станке, все болты затягивают гайками и производят пуск токарного агрегата. Следует для начала установить малые обороты, чтобы проверить значения торцевого и радиального биений прибора на холостом ходу. Для того чтобы закрепить заготовку на станках, применяются двухкулачковые и трехкулачковые патроны, редко четырехкулачковые. Деталь токарного станка для фиксации и удержания деталей оснащен кулачками, их количество исчисляется 2-6 штуками.
При этом изделия могут быть с независимым передвижением кулачков и с закреплением их на фланцевом конце шпинделя. В зависимости от метода фиксации токарного патрона к станку, классифицируют следующие типы крепления:
- с помощью переходного фланца,
- на фланцевый конец шпинделя,
- на сам шпиндель токарного аппарата.
За счет одновременного перемещения зажимающих кулачков в радиальную сторону, достигается центрирование заготовки в патронах. Кулачки перемещаются благодаря диску, который на одной стороне снабжен пазами в виде архимедовой спирали, а на другой имеется коническое зубчатое колесо, которое взаимодействует с тремя другими. Посредством ключа начинает движение одно колесо, одновременно с этим поворачивается диск, равномерно перемещая все кулачки. Направление вращения диска обуславливает приближение кулачков к центру патрона, при этом заготовка зажимается, или удаление от него (освобождение детали).
В патронах, работающих на механической основе, сила зажима зависит от гидравлического или пневматического цилиндра, размещающегося на конце шпинделя сзади. Цилиндр соединяется при помощи тяги с механизмом патрона, осуществляющий передвижение кулачков, которые зажимают заготовку, через отверстие шпинделя в центральной его части.
В процессе обработки во вращающийся цилиндр сжатый воздух или жидкость попадает с помощью специального устройства, имя которому муфта. Обычно передвижение кулачков от привода, который механизирован, подходит к значению в 5-10 мм. От этого конструкция элемента токарного станка позволяет быстро переустановить изделие во время перехода в процессе обработки между партиями заготовок.
Во время чистовой обработки на станке, чтобы закрепить предельно точно заготовку, используются накладные незакаленные кулачки, которые затачиваются на аппарате под нужные размеры установочных баз заготовки. Для этого основные кулачки используются в качестве зажима короткой оправки для выбора зазоров во всех взаимодействиях, затем эксплуатирующиеся поверхности накладного кулачка растачивают на больший диаметр базовой поверхности детали.
Благодаря сопряжению вида ласточкин хвост конструкция незакаленных кулачков и их фиксация позволяет устанавливать накладные кулачки с точностью до 002 мм и обойти следующее их растачивание.
Чтобы осуществить быструю переналадку типоразмеров заготовки необходимы незакаленные кулачки. Этого можно достигнуть путем поворота в нужное положение круглой или шестигранной формы головок накладных кулачков, закрепленные на основных кулачках и расточены на определенный диаметр.
Если возникла необходимость в обработке на станке двух идентичных поверхностей, тогда используются незакаленные кулачки, при погрешности крепления заготовок в них может уменьшиться до 0,03 -0,05 мм. Заготовки с большей длиной типа валов устанавливаются в токарный патрон, имеющий поджим заднего центра.
AlfFisher. Моя работа: Самодельный токарный патрон.
Посмотрел сегодня видео своего коллеги — Кирилла https://www.youtube.com/watch?v=f6-aA3AwTm8 и решил написать этот пост. Вопрос самодельного патрона для токарного станка по дереву мне приходилось решать когда-то давно, когда на моем станке еще не было 3-х кулачкового патрона.
Поскольку конструировал патрон исходя из скромных возможностей, старался сделать максимально простую конструкцию.
=
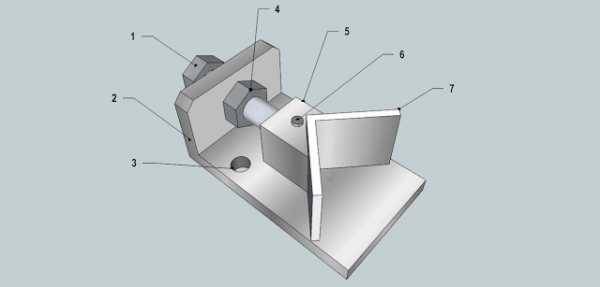
На диск установлены 2 самодельных металлических зажима (3).
Чтобы сделать работу более безопасной, на планшайбу (2) установлено дополнительное ограждение 1, склеенное из нескольких слоев фанеры.
|
|
| Рис. 1 Устройство патрона. |
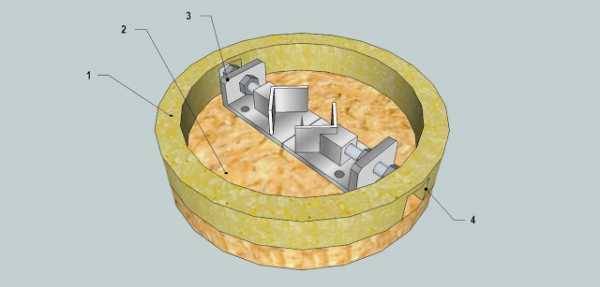
Для доступа к зажимным болтам в защитном ограждении вырезаны 2 окна (4), позволяющие использовать торцевой ключ. Зажимы я делал в виде отдельных элементов, но при монтаже, для уменьшения габаритов патрона, сварил вместе (на несколько точек). Это позволило использовать для крепления к диску только 4 болта.
|
|
| Рис. 2 Зажимы и центр. |
Зажимы прикреплены к планшайбе на болты М6, которые ввинчены с обратной стороны, и срезаны за-под-лицо с плоскостью зажимов. Чтобы болты не вывинтились от вибрации, торцы резьбы закернены. После крепления зажимов, диск привинчен к фланцу.
|
|
| Рис. 3 Устройство зажима. |
Основа зажима (2) сделана из уголка 60 х 60. Одна полка укорочена и в ней нарезана резьба М10, Во второй полке просверлены 2 крепежных отверстия (3) и нарезана резьба М6. Чтобы уменьшить люфт зажимного болта в отверстии, к основе приварена дополнительная гайка (4).
Зажимная губка сварена из уголка (7) сечением 35 х 35 и металлического бруска с двумя отверстиями (5). В одно отверстие входит проточенный до Ф 6 мм, зажимной болт (1). На проточенной части сделана канавка шириной 4 мм.
Во второе отверстие запрессован контрящий штифт (6), не позволяющий губке соскочить в зажимного болта.
Продольный ход каждой губки — приблизительно 35 мм, что позволяет зажимать квадрат сечением от 30 до 65 мм, а при использовании дополнительных прокладок — можно зажимать бруски и меньшего сечения.
Чтобы детали не выскальзывали из губок, на внутреннюю поверхность наклеена наждачная бумага № 40.
Немного позднее я постараюсь снять видео о своей конструкции патрона.
А на этом на сегодня — все.
Ставьте лайки, пишите комментарии, задавайте вопросы и делитесь в соцсетях :).
alffisher.blogspot.com
Как выбрать деталь
Оптимальную модель патрона для станка выбирают, руководствуясь комплексной методикой. В первую очередь учитывают технические данные станка и выполняемые операции. Исходя из этого, анализируют следующие параметры.
Конструктивное исполнение – имеет значение способ закрепления заготовки, расположение и число кулачков.
Параметры обрабатываемых деталей – необходимо знать максимальный и минимальный диаметр по валу и отверстию будущей заготовки, вес, длину, конфигурацию. Эти факторы влияют на метод крепления – прямыми или обратными кулачками.
Размер отверстия полого шпинделя под установку заготовки из прутка. А также диапазон частот вращения.
Условия эксплуатации токарного патрона требуют размещения в закрытом помещении, где исключено негативное воздействие природных факторов и агрессивных сред, способных вызвать коррозию.
Токарный патрон является неотъемлемой частью токарного станка и без него механическая обработка невозможна.
Виды универсальных аппаратов
Современные производители предлагают пользователям обширный перечень токарных станков. Среди наиболее популярных можно выделить следующие их виды: токарно-винторезный, токарно-фрезерный, токарно-карусельный, токарно-револьверный.
Винторезный станок
Особенностью этого вида оборудования является наличие хода пиноли задней бабки. Благодаря этому, есть возможность оборудовать его патроном для сверления. Это позволяет использовать станок не только для выполнения токарных операций, но и для вытачивания заготовок с разным профилем, выравнивания, проделывания в заготовках канавок и углублений, подрезания размеров до необходимых показателей, высверливания отверстий. Для этого могут быть использованы плашки, резцы или метчики.
Если выбор пал на токарно-винтовой станок, рекомендуется учитывать такие его свойства:
- Размер (диаметр) заготовки, который можно рассчитать посредством измерения расстояния от станины до оси устройства.
- Максимальная длина детали. Этот показатель в большинстве моделях не превышает 2033 мм.
- Масса станка. С увеличением веса увеличивается уровень жесткости устройства, что имеет непосредственное влияние на точность выполняемой операции. Можно приобрести агрегаты, масса которых колеблется в пределах 600 — 4250 кг. Такие станки пользуются большой популярностью как на предприятиях, так и в домашних мастерских.
Фрезерное устройство
При помощи этого вида оборудования можно выточить заготовки не только из черных и цветных металлов, но и из пластика, и дерева. Конструкция устройства сочетает в себе два вида станков (фрезерный и токарный).
Универсальный токарно-фрезерный станок можно использовать для выполнения таких видов операций, как точение проходное, нарезание резьбы, накладывание фаски, выборка галтелей, вырезание прямых и криволинейных пазов, сверление отверстий. Это стало возможным благодаря наличию фрезерной части, расположенной в вертикальной плоскости станины. Такие станки нередко устанавливаются в школьных мастерских.
Популярность токарно-фрезерного оборудования обусловлена наличием присущих ему достоинств:
- Доступность. Комбинация двух видов станков приводит к экономии средств.
- Компактный размер. Его можно устанавливать в мастерской с небольшой площадью.
- Возможность монтажа разнообразных дополнительных элементов (резец, сверло, метчик, развертка, фреза, стамеска).
При выборе этого вида оборудования необходимо учитывать такие его характеристики:
- расстояние между центрами;
- размер заготовки;
- диаметр торцовочной и концевой фрез.
Наличие этих качеств обуславливает популярность токарно-фрезерного оборудования у пользователей.
Карусельный аппарат
Станки этого вида в основном применяются для обработки большого диаметра (больше 2000 мм) и размеров на больших предприятиях.
Револьверный агрегат
Основное предназначение этого вида устройств заключается в обработке заготовок, выполненных из калиброванного прутка. Особенность станков заключается в креплении режущего механизма, которое осуществляется на барабане вращающегося типа.
https://youtube.com/watch?v=QkSWxDsgXVw
Станки с числовым программным обеспечением
В процессе работы с этим видом станков требуется минимальное участие оператора. Стоит также отметить возможность выполнения всех типов операций с высокой точностью.
Каждый из вышеперечисленных видов токарных станков по металлу имеет особенности конструкции и предназначение.
Кулачковые токарные патроны
Наиболее удобные и функциональные. Работают как на сжатие, так и на разжимание, поэтому могут захватывать заготовку как снаружи, так и изнутри. Различаются количеством кулачков и механизмом их привода.В отличие от металлообработки, для точения дерева двух и трёхкулачковый патрон практически не применяется. Также не пользуются популярностью варианты со спиральным приводом и несъемными кулачками.Наиболее распространённый тип токарных патронов для работы по дереву – самоцентрирующиеся четырёхкулачковые, с реечно-винтовым механизмом передачи и сменными кулачками.На российский рынок они поставляются брендами Axminster, Jet, Barracuda и другими, менее известными компаниями.
Разновидности кулачков
По форме и назначению сменные кулачки для токарных патронов по дереву делятся на несколько типов, имеющих специальную маркировку:
- A, G, M – на сжатие, отличаются размером и глубиной захвата;
- D и F – действуют на разжимание;
- C и H – универсальные. Разная форма губок;
- для работы с мягким, чувствительным к сжатию деревом, используются кулачки с резиновыми креплениями.
Как сделать своими руками?
Заранее продумайте, как изделие будет закрепляться на станке, и, если нужно, изготовьте или купите резьбовую втулку. После этого можете продолжить.
-
На имеющейся пластине наметьте окружность и две оси, проходящие через ее центр и пересекающиеся под углом 90 градусов.
-
Вырежьте лобзиком лицевую панель по метке, и хорошо отшлифуйте ее.
-
Вдоль полученной оси вырезаются пазы в нескольких сантиметрах от центра и в двух-трех сантиметрах от края.
-
Распилите угол на четыре равные части, и просверлите отверстие в каждой стороне сверлом одного размера.
-
Нарежьте резьбу M8 во второй угловой планке, и вкрутите болт.
-
Установите резьбовую втулку для монтажа на вал.
-
Закрепите кронштейн на лицевой панели с помощью болтов и шайб.
-
Последним шагом патрон устанавливается на токарный станок.


Для закрепления заготовки в этом самодельном патроне угол перемещается и фиксируется затягиванием гайки, и, наконец, заготовка зажимается винтом, вкрученным в резьбу.
Основной материал
Следующий вопрос – из чего делать самодельный токарный станок? Ответ вроде бы очевиден: из металла, ведь не может же быть станок слабее заготовки? А как первобытные деревом сверлили камень? Как древние египтяне деревом и медью (бронзы тогда еще не было) строили пирамиды? И см. выше о главном вопросе станкостроения.
Токарный станок для обработки древесины можно сделать из металла (поз. 1 на рис.), металлодревянным, поз. 2, из подручных материалов с минимальным использование металла, поз. 3 и даже… без станины, поз. 4. Так вот, на любом из них достаточно опытный и аккуратный мастер может долгое время регулярно работать с максимальной для дерева точностью. Древесина – не только благородный, но и благодарный материал.

Самодельные токарные станки по дереву из различных материалов
Какое дерево?
Да, но какое брать дерево? Лучше всего – дуб без дефектов, выдержанный, прошедший полную естественную усушку и усадку. Токарные станки из качественного дуба 100 и более летней давности работают и посейчас. А что до самодельщины – станина и бабки дубового (в прямом смысле) станка делаются очень просто, см. далее.
Если же дубовых пиломатериалов подходящего качества нет, то можно обойтись и обычной строевой сосной, но станину придется делать по рамно-балочной силовой схеме. В англосаксонских странах, где дубы давно на учете поштучно, такие домашние токарные станки весьма распространены. Чертежи «английского» токарного станка по дереву со станиной из обычного строевого дерева даны на рис; размеры в дюймах. Это фактически стародавний ножной станок с кривошипом, приспособленный под электропривод. Чтобы вернуть его к энергонезависимому виду, достаточно среднюю стойку станины продлить до низу, поставить на лапу и замонтировать педаль с шатуном, кривошипом и маховиком, см. выше.
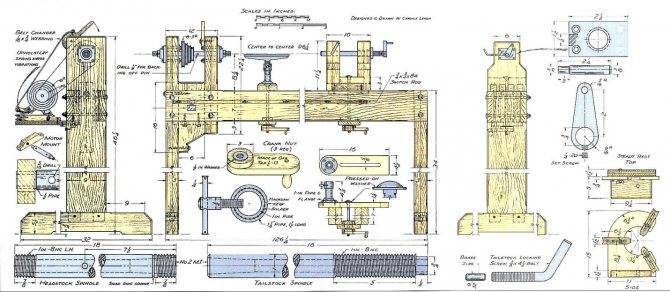
Чертежи токарного станка по дереву со станиной из обычных строевых пиломатериалов
Патроны для токарного станка по дереву, изготовление своими руками
Точение – специфическая отрасль деревообработки, её отличие заключается в работе с вращающейся заготовкой, приводимой в движение двигателем токарного станка. Подачу режущего инструмента (резец, фреза) мастер производит своими руками или посредством механического привода. Для надёжной фиксации обрабатываемой детали и передачи на нее крутящего момента используются различные устройства и токарные патроны, многообразие которых обусловлено большим количеством приёмов и техник токарных работ. Некоторые из них можно изготовить своими руками без специального оборудования.
Четырехкулачковый токарный патрон для станков по дереву
Упорные центры
Токарные центры подразделяются на поводковые (зубчатые), и упорные. Первые устанавливаются в передней бабке станка и непосредственно передают усилие, для лучшего сцепления с деревом имеют несколько зубцов. Вторые ставятся в заднюю бабку и поддерживают деталь, по конструкции могут быть вращающимися и неподвижными. Как правило, центры имеют конический хвостовик Морзе.
Планшайбы
Планшайба – круглая металлическая пластина с отверстиями для крепления саморезами, монтируется на вал станка посредством резьбы или болтов. Различаются диаметром, наличием либо отсутствием зубцов и дополнительных крепёжных элементов. Используется для точения тарелок, чаш и других подобных изделий. Часто изготавливается своими руками. Работа с планшайбой продумывается так, чтобы часть древесины, в которую вкручиваются шурупы, впоследствии была удалена.
Планшайба для 4-кулачкового патрона
Кулачковые токарные патроны
Наиболее удобные и функциональные. Работают как на сжатие, так и на разжимание, поэтому могут захватывать заготовку как снаружи, так и изнутри. Различаются количеством кулачков и механизмом их привода. В отличие от металлообработки, для точения дерева двух и трёхкулачковый патрон практически не применяется. Также не пользуются популярностью варианты со спиральным приводом и несъемными кулачками. Наиболее распространённый тип токарных патронов для работы по дереву – самоцентрирующиеся четырёхкулачковые, с реечно-винтовым механизмом передачи и сменными кулачками. На российский рынок они поставляются брендами Axminster, Jet, Barracuda и другими, менее известными компаниями.
Кулачковый токарный патрон 4-кулачковый токарный патрон Ø150 мм 4-кулачковый токарный патрон Ø100 мм
Разновидности кулачков
По форме и назначению сменные кулачки для токарных патронов по дереву делятся на несколько типов, имеющих специальную маркировку:
- A, G, M – на сжатие, отличаются размером и глубиной захвата;
- D и F – действуют на разжимание;
- C и H – универсальные. Разная форма губок;
- для работы с мягким, чувствительным к сжатию деревом, используются кулачки с резиновыми креплениями.
Дополнительные приспособления
При точении тонкостенных изделий или работе с хрупкой древесиной используют металлические крепёжные кольца. Имея навык обращения с металлом их можно изготовить и своими руками. Также в паре с кулачками типа C могут использоваться винтовые вставки, вкручивающиеся в предварительно просверленное в детали отверстие. Патроны, предназначенные для решения специфических задач по дереву:
- кулачковый с независимой регулировкой – для эксцентрикового точения;
- цанговый — зажимает заготовки круглого сечения при стягивании лепестков конической цанги стяжной гайкой. Имеет малый диапазон захвата;
- цилиндрический – трубка с тремя и более резьбовыми фиксаторами по окружности; тисочный – для захвата прямоугольных заготовок. Параллельные губки сжимаются винтом;
- вакуумный – для чистовой доводки. Работает за счет разницы давления воздуха, создаваемого насосом;
- сверлильный – для фиксации сверл. Крепится в пиноль задней бабки.
Комплект поводковых патронов МК2
Для изготовления кулачковых патронов требуется высокоточное промышленно оборудование и в условиях домашней мастерской сделать их вряд ли возможно. Однако существуют более простые конструкции, соорудить которые своими руками не составит труда.
Виды планшайб
Простота конструкции планшайбы и обширная область использования породили большое число способов закрепления обрабатываемых деталей. При этом приспособление не является полностью универсальными. Для разных ситуаций может потребоваться применение нескольких различных модификаций.
Планшайба с Т-образными пазами
На поверхности такой оснастки выполнены Т-образные пазы, аналогичные используемым на столах фрезерных станков. В эти пазы вставляются специальные упоры или крепежные гайки. Обрабатываемое изделие прижимается к плоскости с помощью винтов. Конструкция устройства позволяет закреплять практически любые изделия. Расположение пазов на поверхности диска обычно имеет ортогональный вид. В зависимости от назначения число и частота пазов могут меняться.

Планшайба со сквозными пазами
Данный вид отличается наличием пазов, профрезерованных сквозь деталь. Крепление заготовки производится установкой винтовых прихватов. В некоторых случаях деталь просто приворачивается винтами с обратной стороны. Пазы наиболее часто располагаются по радиусу. Встречаются модификации и со сквозными пазами кольцевого типа.
В большинстве случаев пазовые планшайбы применяются для токарных станков по металлу. На их поверхность легко устанавливаются другие токарные приспособления.

Планшайба с отверстиями
Рабочая поверхность диска этого приспособления имеет ряд отверстий, расположенных соответственно габаритам закрепляемой заготовки. В центральном отверстии нарезается резьба, необходимая для непосредственного крепления на вал шпинделя. Наличие резьбы в крепежных отверстиях позволяет обеспечить крепление стандартными винтами. В остальных ситуациях прижим выполняется аналогично предыдущему варианту. При использовании подобной планшайбы для токарного станка по дереву, будущая деталь закрепляется через отверстия обычными саморезами.

Поводковые планшайбы
При установке обрабатываемой заготовки между двумя центрами необходимо обеспечить передачу вращающего момента от вала шпинделя на деталь. Для этой цели применяют поводковые инструменты. Конструктивно они представляют собой диск, на краю которого выполнена прорезь или ступица. На деталь надевается хомутик, взаимодействующий со ступицей, и тем самым обеспечивающий вращение изделия.

Планшайбы с угольниками
При обработке изделий с малой жесткостью нашли применение модификации с угольниками. Заготовка в таких приспособлениях устанавливается на отдельное плоское или призматическое основание. Само основание выполняется в виде уголка, вторая грань которого крепится к поверхности шайбы. С целью сохранения целостности заготовки, ее крепление обеспечивается в нескольких точках по большой площади.

Универсальные и специальные планшайбы
Универсальные варианты подходят для выполнения большого числа операций и представляют собой комбинацию из нескольких предыдущих модификаций. В их основе лежит базовая шайба, к которой крепятся сменные приспособления – угольники, кулачки, центра и другие элементы.
Несмотря на универсальность, типовое оборудование, не всегда в состоянии обеспечить надежное крепление уникальных деталей сложной формы. В этом случае выполняется проектирование и изготовление специальных станочных приспособлений. Чертеж планшайбы может отличаться очень высокой сложностью. Другой вариант специальных устройств, наоборот, участвует в массовом производстве. Для крепления однотипной детали нет смысла использовать универсальную станочную оснастку. Вполне достаточно приспособления, спроектированного под конкретную задачу. Для повышения общей производительности, такая планшайба может быть оснащена дополнительными крепежными и центрирующими устройствами.
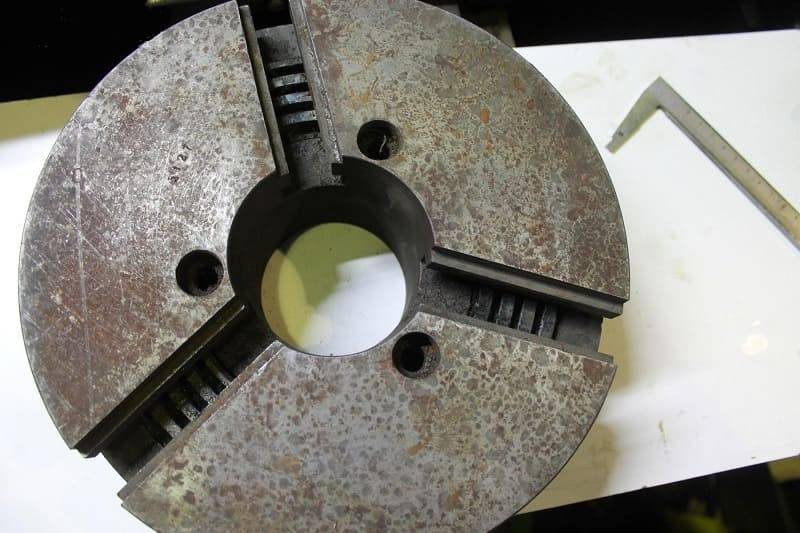
Изготовление приспособлений
Обычно планшайба входит в состав стандартного набора принадлежностей станка. В случае ее отсутствия, а также для выполнения специфических работ, изготавливается нестандартная оснастка. Конструктивно она отличается низкой сложностью и доступна для выполнения разработчикам с невысоким уровнем подготовки. В простейшем случае, самодельная планшайба для токарного патрона изготавливается с использованием только сверлильного станка. В качестве заготовки подойдет плоская пластина, необходимой толщины. Применение фрезерного и токарного оборудования позволит существенно усложнить итоговую конструкцию и вплотную приблизиться к заводским моделям.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Изготовление токарного патрона по дереву своими руками
Для изготовления кулачковых патронов требуется высокоточное промышленно оборудование и в условиях домашней мастерской сделать их вряд ли возможно. Однако существуют более простые конструкции, соорудить которые своими руками не составит труда.
Самодельная планшайба для точения по дереву с регулируемыми зажимами
Понадобится ровный лист стали толщиной не менее 10 мм, стальной уголок 50×50 мм, восемь болтов М8×30 с гайками и шайбами. Следует заранее продумать, каким образом устройство будет крепиться на станок и, при необходимости, изготовить или приобрести соответствующую резьбовую втулку. После этого можно приступать:
- Разметить на имеющейся пластине окружность требуемого диаметра и две оси, проходящие через центр и пересекающиеся под прямым углом.
- Выпилить заготовку планшайбы лобзиком по разметке и тщательно отшлифовать.
- По полученным осям пропилить сквозные пазы, отступив от центра несколько сантиметров и не доходя 2 – 3 см до краёв. Сделать это проще, предварительно просверлив отверстия немного большего диаметра, чем запасённые болты.
- От уголка отпилить четыре одинаковых отрезка и просверлить одну из полок каждого тем же сверлом.
- Во второй полке уголков нарезать резьбу М8 и вкрутить болты.
- Приварить или припаять резьбовую втулку для крепления на вал.
- Прикрутить уголки к планшайбе болтами через шайбы.
- Закрепить полученный патрон по дереву на токарном станке.
Для фиксации таким самодельным патроном уголки перемещаются в нужное положение и закрепляются закручиванием гаек, окончательно деталь поджимается болтами, вкрученными в полки с резьбой.
Как самостоятельно сделать устройство?
В домашних условиях возможно сделать простейшие патроны, поскольку высокое точные детали, получаемые на промышленном производстве, могут не получиться. Настоящему мастеру произвести патрон как для станка по дереву, так и для станка по металлу не составит труда.
По дереву
Алгоритм изготовления патрона для станка по дереву:
- выточить корпус будущего патрона на станке;
- затем оставить корпус в шпинделе токарного станка;
- вставить заготовку от эластичной втулки и через пятачок закрепить ее накидной гайкой;
- в упорную бабку оборудования вставить сверло с диаметром 1 мм и рассверлить зажатую втулку.
Так можно сделать про запас несколько втулок.
Самодельный патрон по металлу
На патрон станка по металлу воздействуют не только поперечные, но и продольные нагрузки. Патрон изготавливается из металлической трубы и крепится 4-мя болтами. Эти болты, входят в приваренные гайки.
Наиболее распространенными являются трехкулачковые патроны. Это массивная планшайба с радиальными пазами.
Как выбрать резцы самому?
Резцы по дереву – обязательный инструмент для обработки древесины. Их можно изготовить самостоятельно или купить в магазине. Резцы по дереву имеют одну конструкцию, хотя различную форму.
Среди резцов по дереву наиболее популярны следующие инструменты:
- Универсальный нож-косяк, который по форме похож на сапожный нож треугольной формы.
- Клюкарза – похожий на стамеску инструмент с изогнутым лезвием.
- Ложкорез – кольцеобразный резец, который используют для вырезания посуды с глубокими углублениями.
- Стамеска, наиболее распространенный тип резца по дереву.
В свою очередь, стамески бываю всевозможных форм для выполнения множества задач.
Резцы для ручного точения древесины различают на следующие типы:
- Полукруглые.
- Плоские косые.
- Отрезные.
- Отрезные с фигурной заточкой.
- Угловые.
- Фасонные.
- Резец-крючок.
- Резец-кольцо.
- Скошенный угловой.
Специальные, могут состоять из двух металлических пластин, которые можно двигать относительно друг друга, благодаря чему можно получать уникальные рез или рисунок.
Самыми востребованными резцами для токарных работ являются:
- Рейтер — инструмент с полукруглой формой режущего наконечника.
- Мейсель — инструмент со скошенным плоским лезвием.
Применяется для обработки дерева и доведения его до состояния готового изделия.
Вакуумный патрон по дереву своими руками
Если в шпинделе передней бабки вашего токарного станка есть сквозное отверстие для выбивания зубчатого центра, можно дополнить свой арсенал самодельным вакуумным патроном. Для этого понадобятся:
- Мощный пылесос
- Подшипник закрытого типа, примерно равный по внешнему диаметру шлангу пылесоса
- Кусок плотного резинового шланга для соединения пылесоса и подшипника
- Хомут
- Стандартная планшайба с отверстием в центре
- Небольшой кусок МДФ или толстой фанеры
- Текстолит для переходника
Из текстолита вытачивается втулка, одна сторона которой должна быть равна по диаметру внутреннему размеру подшипника, другая – шпинделя. Этот самодельный переходник запрессовывается в подшипник на клею, в станке он будет держаться за счёт плотности посадки. Полученная конструкция соединяется отрезком шланга с пылесосом и фиксируется хомутом.
Из МДФ или фанеры вырезается диск, крепится на планшайбу и обтачивается. Лучше сделать поверхность немного вогнутой. Сверху, для обеспечения плотности прилегания, приклеивается линолеум или тонкая резина. По центру диск сверлится насквозь для отвода воздуха. Подобный патрон, сделанный своими руками, обеспечивает усилие прижатия 40 — 50 кг, достаточное для удержания деталей средних размеров при чистовой обработке.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Точение – специфическая отрасль деревообработки, её отличие заключается в работе с вращающейся заготовкой, приводимой в движение двигателем токарного станка. Подачу режущего инструмента (резец, фреза) мастер производит своими руками или посредством механического привода. Для надёжной фиксации обрабатываемой детали и передачи на нее крутящего момента используются различные устройства и токарные патроны, многообразие которых обусловлено большим количеством приёмов и техник токарных работ. Некоторые из них можно изготовить своими руками без специального оборудования.

Четырехкулачковый токарный патрон для станков по дереву
Упорные центры
Токарные центры подразделяются на поводковые (зубчатые), и упорные. Первые устанавливаются в передней бабке станка и непосредственно передают усилие, для лучшего сцепления с деревом имеют несколько зубцов. Вторые ставятся в заднюю бабку и поддерживают деталь, по конструкции могут быть вращающимися и неподвижными. Как правило, центры имеют конический хвостовик Морзе.
Планшайбы
Планшайба – круглая металлическая пластина с отверстиями для крепления саморезами, монтируется на вал станка посредством резьбы или болтов. Различаются диаметром, наличием либо отсутствием зубцов и дополнительных крепёжных элементов. Используется для точения тарелок, чаш и других подобных изделий. Часто изготавливается своими руками. Работа с планшайбой продумывается так, чтобы часть древесины, в которую вкручиваются шурупы, впоследствии была удалена.

Планшайба для 4-кулачкового патрона
Кулачковые токарные патроны
Наиболее удобные и функциональные. Работают как на сжатие, так и на разжимание, поэтому могут захватывать заготовку как снаружи, так и изнутри. Различаются количеством кулачков и механизмом их привода.
В отличие от металлообработки, для точения дерева двух и трёхкулачковый патрон практически не применяется. Также не пользуются популярностью варианты со спиральным приводом и несъемными кулачками.
Наиболее распространённый тип токарных патронов для работы по дереву – самоцентрирующиеся четырёхкулачковые, с реечно-винтовым механизмом передачи и сменными кулачками.
На российский рынок они поставляются брендами Axminster, Jet, Barracuda и другими, менее известными компаниями.
Разновидности кулачков
По форме и назначению сменные кулачки для токарных патронов по дереву делятся на несколько типов, имеющих специальную маркировку:
- A, G, M – на сжатие, отличаются размером и глубиной захвата;
- D и F – действуют на разжимание;
- C и H – универсальные. Разная форма губок;
- для работы с мягким, чувствительным к сжатию деревом, используются кулачки с резиновыми креплениями.
Дополнительные приспособления
При точении тонкостенных изделий или работе с хрупкой древесиной используют металлические крепёжные кольца. Имея навык обращения с металлом их можно изготовить и своими руками.
Также в паре с кулачками типа C могут использоваться винтовые вставки, вкручивающиеся в предварительно просверленное в детали отверстие.
Патроны, предназначенные для решения специфических задач по дереву:
- кулачковый с независимой регулировкой – для эксцентрикового точения;
- цанговый — зажимает заготовки круглого сечения при стягивании лепестков конической цанги стяжной гайкой. Имеет малый диапазон захвата;
- цилиндрический – трубка с тремя и более резьбовыми фиксаторами по окружности;
тисочный – для захвата прямоугольных заготовок. Параллельные губки сжимаются винтом; - вакуумный – для чистовой доводки. Работает за счет разницы давления воздуха, создаваемого насосом;
- сверлильный – для фиксации сверл. Крепится в пиноль задней бабки.

Комплект поводковых патронов МК2
Изготовление токарного патрона по дереву своими руками
Для изготовления кулачковых патронов требуется высокоточное промышленно оборудование и в условиях домашней мастерской сделать их вряд ли возможно. Однако существуют более простые конструкции, соорудить которые своими руками не составит труда.
Самодельная планшайба для точения по дереву с регулируемыми зажимами
Понадобится ровный лист стали толщиной не менее 10 мм, стальной уголок 50×50 мм, восемь болтов М8×30 с гайками и шайбами. Следует заранее продумать, каким образом устройство будет крепиться на станок и, при необходимости, изготовить или приобрести соответствующую резьбовую втулку. После этого можно приступать:
- Разметить на имеющейся пластине окружность требуемого диаметра и две оси, проходящие через центр и пересекающиеся под прямым углом.
- Выпилить заготовку планшайбы лобзиком по разметке и тщательно отшлифовать.
- По полученным осям пропилить сквозные пазы, отступив от центра несколько сантиметров и не доходя 2 – 3 см до краёв. Сделать это проще, предварительно просверлив отверстия немного большего диаметра, чем запасённые болты.
- От уголка отпилить четыре одинаковых отрезка и просверлить одну из полок каждого тем же сверлом.
- Во второй полке уголков нарезать резьбу М8 и вкрутить болты.
- Приварить или припаять резьбовую втулку для крепления на вал.
- Прикрутить уголки к планшайбе болтами через шайбы.
- Закрепить полученный патрон по дереву на токарном станке.
Для фиксации таким самодельным патроном уголки перемещаются в нужное положение и закрепляются закручиванием гаек, окончательно деталь поджимается болтами, вкрученными в полки с резьбой.
Вакуумный патрон по дереву своими руками
Если в шпинделе передней бабки вашего токарного станка есть сквозное отверстие для выбивания зубчатого центра, можно дополнить свой арсенал самодельным вакуумным патроном. Для этого понадобятся:
- Мощный пылесос
- Подшипник закрытого типа, примерно равный по внешнему диаметру шлангу пылесоса
- Кусок плотного резинового шланга для соединения пылесоса и подшипника
- Хомут
- Стандартная планшайба с отверстием в центре
- Небольшой кусок МДФ или толстой фанеры
- Текстолит для переходника
Из текстолита вытачивается втулка, одна сторона которой должна быть равна по диаметру внутреннему размеру подшипника, другая – шпинделя. Этот самодельный переходник запрессовывается в подшипник на клею, в станке он будет держаться за счёт плотности посадки. Полученная конструкция соединяется отрезком шланга с пылесосом и фиксируется хомутом.
Из МДФ или фанеры вырезается диск, крепится на планшайбу и обтачивается. Лучше сделать поверхность немного вогнутой. Сверху, для обеспечения плотности прилегания, приклеивается линолеум или тонкая резина.
По центру диск сверлится насквозь для отвода воздуха.
Подобный патрон, сделанный своими руками, обеспечивает усилие прижатия 40 — 50 кг, достаточное для удержания деталей средних размеров при чистовой обработке.
Основная функция патрона на любом токарном станке – закрепление заготовки, а также передача основного движения резания. При обработке заготовки с высокой скоростью от патрон должен обеспечивать надежное закрепление и высокие параметры по точности центрирования.
Сделать эту деталь для токарного станка по дереву можно и в домашних условиях, главное соблюдать все параметры, чтобы не нарушить точность обработки.

Особенности устройства
Это важная часть токарного агрегата при проведении рабочих операций. Основная функция: закрепление единичных болванок и прутковых заготовок на станке.
При этом закрепить можно заготовку практически любого размера. Если токарный станок снабжен механизированным приводом, то значительно повышается его производительность и точность обработки.
Принцип работы
В самом начале работы необходимо затянуть стяжные болты гаечным ключом. Затем закрепить патрон на станке.
За счет одновременного передвижения зажимающих кулачков по радиальной стороне, мастер получает необходимое центрирование заготовки в патронах. Сами кулачки передвигаются благодаря диску. В диске есть пазы, в виде архимедовой спирали.

На другой стороне диска конические зубчатые колеса. В зависимости от направления перемещения диска, кулачки либо приближаются, либо отдаляются от центра, в итоге заготовка либо освобождается, либо зажимается.
Разновидности
Токарные патроны различаются по функциям и технологическому назначению:
- По вариантам крепления к станку: на сам шпиндель, на его фланец, с использованием переходного фланца.
- По вариантам установки кулачков: непосредственно на фланец шпинделя или с независимым перемещением.
- Закрепляется заготовка вручную или механически.
- Также патроны могут быть 2. 3 и 4-х кулачковыми.
Также в зависимости от конструкции патроны делятся на:
- рычажные;
- клиновые;
- цанговые;
- самоцентрирующиеся;
- мембранные.

Необходимые инструменты и материалы
Для создания токарного патрона понадобится:
- эластичная втулка с диаметром 6 мм (полиуретановые или резиновые);
- накидная гайка из латуни или бронзы;
- корпус, лучше из стали;
- пятачок из дюрали.
Самые важные конструктивные элементы – втулка и корпус. От их правильного изготовления зависит, будет ли «бить» сверло, закрепленное в патроне.
Как самостоятельно сделать устройство?
В домашних условиях возможно сделать простейшие патроны, поскольку высокое точные детали, получаемые на промышленном производстве, могут не получиться. Настоящему мастеру произвести патрон как для станка по дереву, так и для станка по металлу не составит труда.
По дереву
Алгоритм изготовления патрона для станка по дереву:
- выточить корпус будущего патрона на станке;
- затем оставить корпус в шпинделе токарного станка;
- вставить заготовку от эластичной втулки и через пятачок закрепить ее накидной гайкой;
- в упорную бабку оборудования вставить сверло с диаметром 1 мм и рассверлить зажатую втулку.
Так можно сделать про запас несколько втулок.
Самодельный патрон по металлу
На патрон станка по металлу воздействуют не только поперечные, но и продольные нагрузки. Патрон изготавливается из металлической трубы и крепится 4-мя болтами. Эти болты, входят в приваренные гайки.
Наиболее распространенными являются трехкулачковые патроны. Это массивная планшайба с радиальными пазами.
С какими проблемами можно столкнуться?
При изготовлении патрона важно соблюдать точность центрирования. Если патрон сделан неправильно, это значительно повышает риск поломки резца.
Очень часто у самодельных патронов есть другой недостаток – трудно вынимать и фиксировать заготовку. Это указывает на проблемы с конструкцией. Чтобы сверло, зажатое в патроне, не «било» необходимо изготовить правильно втулку и корпус в определенной последовательности.
Самодельный патрон для токарного станка поможет зафиксировать заготовку и передать ей движение резания. Конструкция не представляет сложностей, а все детали можно найти в мастерской.
Патроны для токарного станка по дереву, изготовление своими руками
Точение – специфическая отрасль деревообработки, её отличие заключается в работе с вращающейся заготовкой, приводимой в движение двигателем токарного станка. Подачу режущего инструмента (резец, фреза) мастер производит своими руками или посредством механического привода. Для надёжной фиксации обрабатываемой детали и передачи на нее крутящего момента используются различные устройства и токарные патроны, многообразие которых обусловлено большим количеством приёмов и техник токарных работ. Некоторые из них можно изготовить своими руками без специального оборудования.
 Четырехкулачковый токарный патрон для станков по дереву
Четырехкулачковый токарный патрон для станков по дереву
Упорные центры
Токарные центры подразделяются на поводковые (зубчатые), и упорные. Первые устанавливаются в передней бабке станка и непосредственно передают усилие, для лучшего сцепления с деревом имеют несколько зубцов. Вторые ставятся в заднюю бабку и поддерживают деталь, по конструкции могут быть вращающимися и неподвижными. Как правило, центры имеют конический хвостовик Морзе.
Планшайбы
Планшайба – круглая металлическая пластина с отверстиями для крепления саморезами, монтируется на вал станка посредством резьбы или болтов. Различаются диаметром, наличием либо отсутствием зубцов и дополнительных крепёжных элементов. Используется для точения тарелок, чаш и других подобных изделий. Часто изготавливается своими руками. Работа с планшайбой продумывается так, чтобы часть древесины, в которую вкручиваются шурупы, впоследствии была удалена.

Планшайба для 4-кулачкового патрона
Кулачковые токарные патроны
Наиболее удобные и функциональные. Работают как на сжатие, так и на разжимание, поэтому могут захватывать заготовку как снаружи, так и изнутри. Различаются количеством кулачков и механизмом их привода.
В отличие от металлообработки, для точения дерева двух и трёхкулачковый патрон практически не применяется. Также не пользуются популярностью варианты со спиральным приводом и несъемными кулачками.
Наиболее распространённый тип токарных патронов для работы по дереву – самоцентрирующиеся четырёхкулачковые, с реечно-винтовым механизмом передачи и сменными кулачками.
На российский рынок они поставляются брендами Axminster, Jet, Barracuda и другими, менее известными компаниями.
Разновидности кулачков
По форме и назначению сменные кулачки для токарных патронов по дереву делятся на несколько типов, имеющих специальную маркировку:
- A, G, M – на сжатие, отличаются размером и глубиной захвата;
- D и F – действуют на разжимание;
- C и H – универсальные. Разная форма губок;
- для работы с мягким, чувствительным к сжатию деревом, используются кулачки с резиновыми креплениями.
Дополнительные приспособления
При точении тонкостенных изделий или работе с хрупкой древесиной используют металлические крепёжные кольца. Имея навык обращения с металлом их можно изготовить и своими руками.
Также в паре с кулачками типа C могут использоваться винтовые вставки, вкручивающиеся в предварительно просверленное в детали отверстие.
Патроны, предназначенные для решения специфических задач по дереву:
- кулачковый с независимой регулировкой – для эксцентрикового точения;
- цанговый — зажимает заготовки круглого сечения при стягивании лепестков конической цанги стяжной гайкой. Имеет малый диапазон захвата;
- цилиндрический – трубка с тремя и более резьбовыми фиксаторами по окружности;
тисочный – для захвата прямоугольных заготовок. Параллельные губки сжимаются винтом; - вакуумный – для чистовой доводки. Работает за счет разницы давления воздуха, создаваемого насосом;
- сверлильный – для фиксации сверл. Крепится в пиноль задней бабки.

Комплект поводковых патронов МК2
Изготовление токарного патрона по дереву своими руками
Для изготовления кулачковых патронов требуется высокоточное промышленно оборудование и в условиях домашней мастерской сделать их вряд ли возможно. Однако существуют более простые конструкции, соорудить которые своими руками не составит труда.
Самодельная планшайба для точения по дереву с регулируемыми зажимами
Понадобится ровный лист стали толщиной не менее 10 мм, стальной уголок 50×50 мм, восемь болтов М8×30 с гайками и шайбами. Следует заранее продумать, каким образом устройство будет крепиться на станок и, при необходимости, изготовить или приобрести соответствующую резьбовую втулку. После этого можно приступать:
- Разметить на имеющейся пластине окружность требуемого диаметра и две оси, проходящие через центр и пересекающиеся под прямым углом.
- Выпилить заготовку планшайбы лобзиком по разметке и тщательно отшлифовать.
- По полученным осям пропилить сквозные пазы, отступив от центра несколько сантиметров и не доходя 2 – 3 см до краёв. Сделать это проще, предварительно просверлив отверстия немного большего диаметра, чем запасённые болты.
- От уголка отпилить четыре одинаковых отрезка и просверлить одну из полок каждого тем же сверлом.
- Во второй полке уголков нарезать резьбу М8 и вкрутить болты.
- Приварить или припаять резьбовую втулку для крепления на вал.
- Прикрутить уголки к планшайбе болтами через шайбы.
- Закрепить полученный патрон по дереву на токарном станке.
Для фиксации таким самодельным патроном уголки перемещаются в нужное положение и закрепляются закручиванием гаек, окончательно деталь поджимается болтами, вкрученными в полки с резьбой.
Вакуумный патрон по дереву своими руками
Если в шпинделе передней бабки вашего токарного станка есть сквозное отверстие для выбивания зубчатого центра, можно дополнить свой арсенал самодельным вакуумным патроном. Для этого понадобятся:
- Мощный пылесос
- Подшипник закрытого типа, примерно равный по внешнему диаметру шлангу пылесоса
- Кусок плотного резинового шланга для соединения пылесоса и подшипника
- Хомут
- Стандартная планшайба с отверстием в центре
- Небольшой кусок МДФ или толстой фанеры
- Текстолит для переходника
Из текстолита вытачивается втулка, одна сторона которой должна быть равна по диаметру внутреннему размеру подшипника, другая – шпинделя. Этот самодельный переходник запрессовывается в подшипник на клею, в станке он будет держаться за счёт плотности посадки. Полученная конструкция соединяется отрезком шланга с пылесосом и фиксируется хомутом.
Из МДФ или фанеры вырезается диск, крепится на планшайбу и обтачивается. Лучше сделать поверхность немного вогнутой. Сверху, для обеспечения плотности прилегания, приклеивается линолеум или тонкая резина.
По центру диск сверлится насквозь для отвода воздуха.
Подобный патрон, сделанный своими руками, обеспечивает усилие прижатия 40 — 50 кг, достаточное для удержания деталей средних размеров при чистовой обработке.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Патрон токарного станка своими руками
Токарные станки даже в наше время играют огромную роль в производстве тех или иных деталей. Все комплектующие и вся оснастка на любых станках меняется со временем, так как поддаётся изнашиванию.
Все эти элементы оборудования должны быть качественными и прочными, так как качество готовой продукции целиком и полностью зависит от качества установленных деталей. Так и патрон токарного станка. Именно без этого элемента станок становится бесполезным. Ниже мы разберём всё, что касается этого элемента токарного станка. Начнём с того, что узнаем, что это за деталь.
Общие понятия
Патрон является одной из главных элементов токарного оборудования. Именно за счёт него производится крепление (установка) будущей заготовки. Крепится он на переднюю бабку с коробкой скоростей. Механизм патрона заключается в кулачковом устройстве.
Именно кулачки, под воздействием механической силы осуществляют плотную фиксацию различных заготовок, имеющих различные диаметры и размеры. За счёт своей массивности и плотного крепления на станке, патрон осуществляет аккуратное движение заготовки и не допускает смещения заготовки во время работы, а также не допускает деформации. Также патрон вращает заготовку, что делает её обработку лёгкой.
Предназначение
Именно такая часть станка имеет самую важную миссию в любой обработке заготовки. За счёт кулачкового механизма, который расположен внутри самого патрона, заготовка зажимается и центрируется. Происходит это за счёт одновременного сужения кулачков вокруг плоскости заготовочной детали. После зажатия заготовки производится зажатие заготовки пинолем, расположенным на задней бабке. Когда эти действия сделаны, запускается станок и осуществляется вращение детали, которую можно обрабатывать.
Совет: Необходимо знать, что перед запуском оборудования, после замены токарного патрона, следует устанавливать малые обороты вращения. Делается это для того, чтобы проверить значения торцевых и радиальных биений кулачкового патрона, работающего на холостом ходу.
Разновидность
В наше время различают токарные патроны по наличию крепёжных элементов (кулачков). Этих видов всего три:
Двух кулачковые
Такие патроны способны закреплять в себе сложные, несимметричные и фасонные детали. В таких патронах есть возможность закреплять не подверженные обработке поверхности. Применяются они при маленьком производстве, а также в серийном.
Трёх кулачковые
Такой вид оснащения является самым распространённым и применяется во всех работах. Позволяет обработать круглые и шестигранные детали. В таком виде патрона используют три разных кулачка. В не зависимости от этого производится центрирование заготовки вместе с зажиманием всех трёх кулачков.
Четырёх кулачковые
Такой вид применяется для обработки заготовок прямоугольной формы. Здесь, на каждый кулачок, размещён отдельный механический узел, который делает независимыми все кулачки.
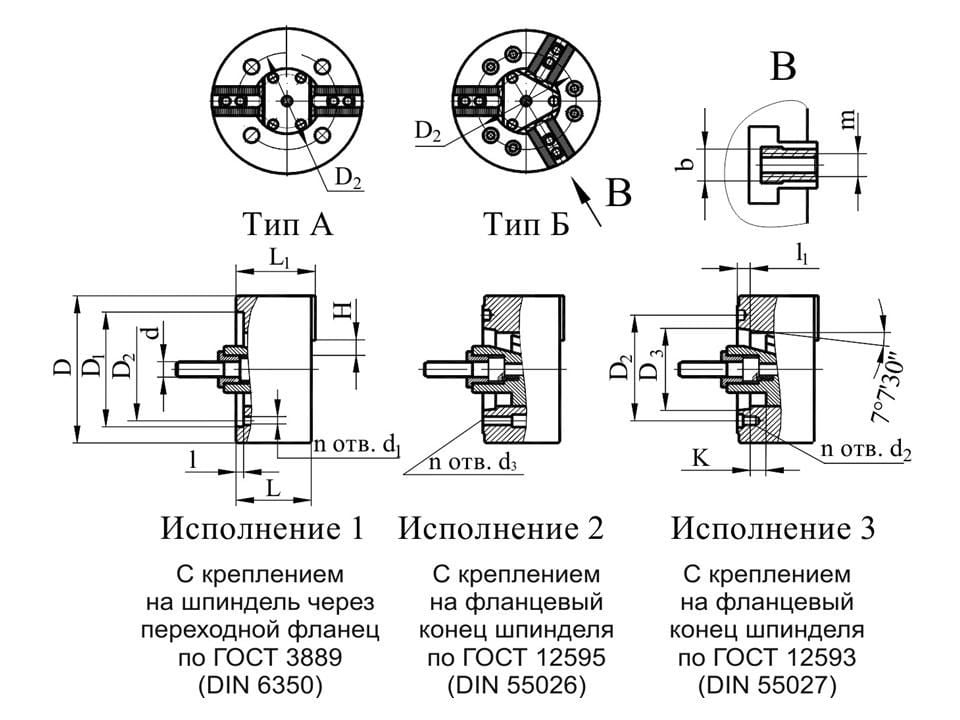
Виды кулачковых патронов
Но разновидности патронов не заканчиваются тремя видами. Их также разделяют по механизму фиксации заготовки:
Цанговые
Состоят из втулки с прорезями, в которой расположены лепестки (различные модификации включают от 3 до 6 лепестков). Эти лепестки выполняют роль кулачков.
Клиновые
Такая разновидность оснастки используется в основном на станках с числовым программным управлением. Крепление заготовки производится с помощью 3-х кулачков, которые располагаются на пологом шпинделе.
Рычажные
В данных патронах расположены ползуны, с помощью которых передвигаются кулачки путём усилия рычагом. Такой вид используется при мало серийном производстве, а также для обработки единичной заготовки.
Мембранный вид
В данном случае используется пневмопривод, с помощью которого производится сжатие мембраны. Такой вид используется только при тонкой обработке, для снятия тоненького слоя стружки.
Сверлильные
Такие патроны схожи по принципу с патронами для ручных дрелей. При закручивании гайки, специальным ключом, кулачки плавно выдавливаются. За счёт такого действия происходит зажатие детали, либо инструмента.
Термопатрон
Этот вид приспособления очень неудобен в своей эксплуатации. Связано это с тем, что при креплении заготовки, производится термическое нагревание самого патрона, такие же действия производятся при снятии инструмента.
Гидропатрон
Аналогичный принцип действия, как в термопатроне. Зажатие детали производится за счёт жидкости, которая под давлением сдавливает кулачки. За счёт жидкостного содержимого в патроне, производится дополнительное гашение вибраций, которые возникают при работе.
Совет: Перед выбором токарного патрона по дереву или по металлу, необходимо определиться с разновидностью обработки, материалом и формовкой деталей. Также следует помнить, что обзавестись дополнительными приспособлениями к патрону не будет лишним.
Конструкция
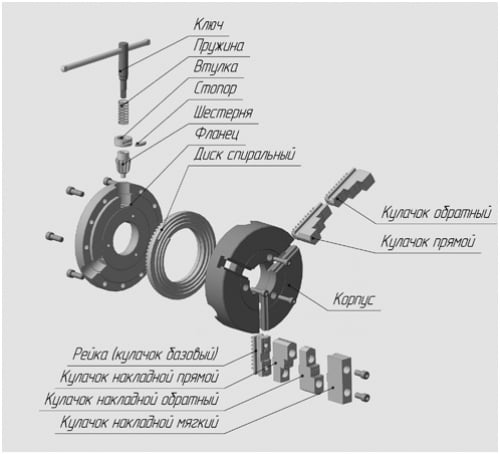
Конструкция кулачкового токарного патрона
Рассмотрим элементы конструкции, из которых состоит сам токарный патрон:
Ключ
Применяется для осуществления действий по зажиманию детали.
Пружина
Позволяет за счёт ключа совершить те или иные действия по зажиманию детали и наоборот.
Втулка
Производит свободный проход ключа.
Стопор
Предотвращает откручивание детали во время работы станка.
Шестерня
Передаёт вращательное движение на спиральный диск.
Фланец
Деталь, на которой закрепляется вся конструкция.
Диск спиральный
За счёт вращательного движения шестерни, этот диск приводит в действие кулачки.
Кулачок обратный
Применяется для зажима заготовки с внутренней стороны.
Кулачок прямой
Применяется для зажима заготовки с наружной стороны.
Корпус
Элемент детали, на которой располагается кулачковый механизм.
Кулачки накладные
Для зажима длинных и коротких деталей имеющих большие диаметры.
Каждая из деталей всего механизма выполняет определённую функцию и не является лишней.
Сборка по чертежам
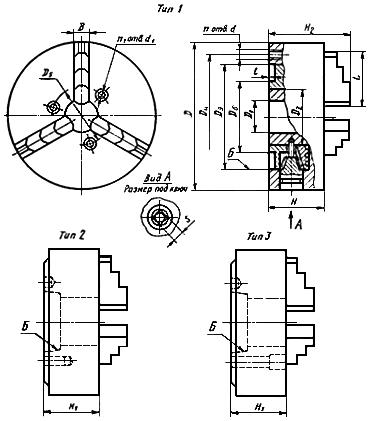
Чертёж трёхкулачкового патрона
Сборка кулачкового патрона для токарного оборудования производится по схемам, которые можно скачать с просторов интернета и распечатать на принтере. Как правило, заводские патроны стоят больших денег и поэтому многие научились делать такие детали самодельными. Конструкцию они имеют простую, но довольно понятную. Перед началом сборки этого приспособления необходимо полностью понять весь механизм патрона и работы кулачкового механизма. Если нет возможности сделать такие элементы своими руками, то их можно заказать у любого токаря. Это будет стоить недорого.
Сборка начинается с фланца, на котором располагаются все необходимые отверстия для креплений. Следом за ним постепенно устанавливаются все детали механизма, которые завершаются накрыванием корпусом и креплением болтами всего патрона
Установка
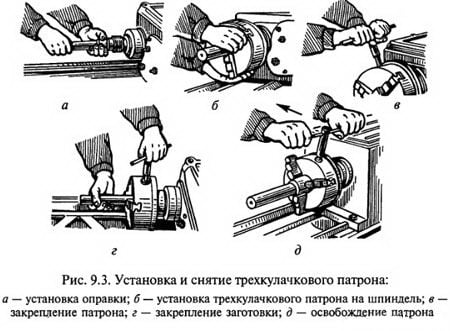
Установка кулачкового патрона
Установка производится следующим образом и в строгой последовательности:
Установка оправки
Первым делом устанавливается эта деталь, чтобы обеспечить полноценное одевание патрона.
Установка самого патрона на шпиндель
При помощи оправы, надевается на шпиндель и крепится болтами.
Закрепление
Крепится патрон на шпиндель болтами. В данном случае хорошим помощником будет простой рожковый ключ.
Закрепление заготовки
После установки патрона, в него закрепляется деталь, заготовка или инструмент.
Освобождение патрона
После всех работ производится снятие оправки.
Совет: После замены кулачкового патрона, необходимо проверить работу станка. Торцевое биение и конуса посадочного места не должно быть выше значения в три микрона.
Важно знать! Данное приспособление должно быть подвержено частой разборке с целью смазки и чистки кулачкового механизма! Если патрон находится в съёмном состоянии, то его необходимо подготовить к хранению. Для этого кулачки сводят к центру, это обеспечивает сохранность центрирования, а отверстие в центре должно быть заткнуто чистой тряпкой или другим материалом. Это предотвратит попадание пыли на стенки отверстия.
Видео обзоры
Видео обзор установки на станок:
Видео обзор, разборка, чистка, полировка:
Видео обзор токарного патрона из дерева:
Видео обзор самодельного, токарного патрона из дерева (дешёвый вариант):
stanki-info.ru
Патрон зажимной для токарного станка по дереву
Точность и качество обработки на токарном станке во многом зависит от установленного патрона. Патрон для токарного станка по дереву обеспечивает закрепление заготовки штучного или пруткового типа и передает основное движение резания.
Обработка с высокими скоростями резания требует от патрона высокой точности центрирования и надежности крепления заготовки.
Разновидность
Патроны отличаются по конструкции в зависимости от функционального и технологического назначения.
Классифицируют токарные патроны по нескольким признакам:
- Способ крепления к станку: на фланец шпинделя, с использованием переходного фланца, прямо на шпиндель станка.
- Установка кулачков: с независимым перемещением, с установкой непосредственно на фланце шпинделя.
- Принцип закрепления заготовки: ручной, механизированный (с гидравлическим или пневмоприводом).
Принцып ручного закрепления заготовки
Использование механизированного привода снижает затраты вспомогательного времени на установку и закрепление заготовки. Привод обеспечивает точное положение заготовки и центрирование при установке, такой механизм способствует повышению точности обработки.
Токарные патроны имеют разное количество кулачков. Они могут быть 2, 3 и 4 кулачковыми. Кулачки находятся в непосредственном контакте с заготовкой при работе, удерживают ее в одном положении. Бывают прямые и обратные.
Дерево (заготовка) фиксируется за наружную поверхность или отверстие для деталей в виде тел вращения, за наружные грани крепятся призматические детали.
Патрон является сложным технологическим изделием, сборной конструкции. При изготовлении сборочных единиц используются различные материалы. Корпус выполняется из серого чугуна марки СЧ 30. Материалом для деталей служит инструментальная сталь с высоким пределом прочности и термической обработкой. Шероховатость на рабочих поверхностях не выше 1,6.
Классификация
В зависимости от конструктивного исполнения токарные патроны бывают:
- рычажные;
- самоцентрирующиеся;
- клиновые;
- цанговые;
- мембранные.
Рычажный вид
Едва ли не самая популярная конструкция. Действие механизма основывается на перемещении кулачков и зажимов за счет подвижности двухплечего рычага. Наличие гидропривода позволяет оптимизировать конструкцию.
К основной характеристике устройства относится количество зажимов для закрепления кулачка и способность к смещению по рабочему диску. Настроить такой патрон достаточно сложно, особенно при нестандартной обработке.
Переналадка происходит по двум схемам:
- Независимая регулировка кулачков – операция трудоемкая и выполняется не для каждой конструктивного типа патрона.
- Синхронное перемещение кулачков ключом.
Для проведения наладки специальный ключ устанавливается в паз для настройки гидропривода.
При работе с устройством подобного типа отмечается небольшой люфт детали при вращении. По этой причине рычажные конструкции чаще используются при черновой обработке.
Самоцентрирующийся вид
Заготовка центруется в патроне за счет одновременного перемещения кулачков, что характерно трехкулачковому самоцентрирующемуся патрону. Синхронное перемещение всех кулачков обеспечивается за счет вращения диска, на торце которого сделаны пазы по спирали Архимеда.
С противоположной стороны диска нарезано коническое зубчатое колесо. Оно входит в зацепление с тремя малыми кончиками. При повороте ключа приводится во вращение малое зубчатое коническое колесо, находящееся в зацеплении с диском.
Диск начинает вращение и перемещает кулачки, вставленные в пазы спирали. Изменением направления вращения производится сведение или разведение кулачков от центра. Сведение или разведение кулачков сопровождается зажимом или отжимом заготовки.
В патронах с механизированным приводом усилие зажима обеспечивает гидроцилиндр или пневмоцилиндр, установленный с задней стороны шпинделя. Шток цилиндра соединяется посредством тяги с механизмом перемещения кулачков в патроне. Тяга проходит через центральное отверстие в шпинделе. Перемещение поршня в одну или другую сторону означает, что заготовка зажимается либо освобождается.
Клиновой вид
Строение клинового патрона
Клиновая конструкция появилась после усовершенствования рычажного патрона.
Точность перемещения каждого кулачка удалось обеспечить после установки отдельных механических или пневматических приводов, что позволило использовать устройство на точных операциях.
Клиновой патрон наделен неоспоримым преимуществом перед прочими исполнениями. У него есть функция смещения оси заготовки от центральной оси станка. Присутствие эксцентриситета расширяет возможности станка по обработке деталей сложной конфигурации.
Характерные особенности при работе с клиновыми патронами:
- Трудности при настройке на операцию.
- Высокая точность установки при низком проценте погрешности.
- Равномерно распределенная нагрузка от усилия зажима каждым кулачком повышает надежность закрепления заготовки.
Токарный станок с устройством ЧПУ нуждается в быстрой переналадке. В таких станках устанавливают зажимные модули с возможностью подключения к системе управления.
Материал, из которого изготавливают клиновые патроны, должен соответствовать высоким стандартам качества. Нельзя допускать изменения рабочих характеристик патрона в процессе обработки с высокой скоростью.
Цанговый вид
Цанговый пневматический патрон для токарного станка
Закрепить быстро и надежно цилиндрическую деталь на токарном станке поможет цанговый патрон. Во время первой установки могут возникнуть трудности, специалисту следует изучить инструкцию, а также технический паспорт изделия.
Цанга, являющаяся основным элементом конструкции, представляет собой втулку с продольными осевыми прорезями. За счет прорезей формируются упругие зажимные лепестки. Они служат кулачками при зажиме заготовки. Их количество варьируется от 3 до 6 в соответствии с диаметром втулки. Цанга помещается в корпус с зажимной гайкой.
Установленную во втулку заготовку равномерно обжимают лепестки за счет давления гайки на конус, который создает сжимающее усилие. Заготовка получает жесткую фиксацию, а радиальное биение почти отсутствует.
Патрон цангового типа рассчитан на длительный период эксплуатации, а количество закреплений-снятий не регламентируется. Мастеру необходимо выработать принцип работы на станке, с помощью которого коэффициент полезного действия будет оптимальным. Современные агрегаты легко поддаются настройке, многие мастерские предлагают услуги по установке такого оборудования.
Мембранный вид
Токарные патроны мембранного типа характеризуются высокой точностью центрирования и закрепления заготовки.
Мембрана из упругого материала располагается на фланце механизма. На нее устанавливаются зажимные кулачки со сменными губками. Количество кулачков варьируется быть от 3 до 8.
При закреплении заготовки включается пневмопривод.
Пневмопривод токарного станка
Под давлением мембрана прогибается, губки расходятся на 0,1–0,2 мм. Заготовка заводится в патрон до упора и привод отключается. Под действием упругих сил мембрана стремится вернуться в первоначальное положение. Губки обжимают заготовку.
Подобный процесс занимает небольшое количество времени, но от мастера требуется щепетильность, внимательность и осторожность. Не стоит легкомысленно относиться к производственному процессу. Детали агрегата легко выходят из строя под давлением.
Мембрана, выполненная из пружинной стали, прочно удерживает заготовку при обработке. С увеличением количества кулачков повышается точность центрирования.
Применяют мембранные патроны на чистовых операциях с малыми силами резания. Специфика работы известна далеко не каждому мастеру, необходимо изучить нормативную базу, а также рекомендации профессионалов.
Как выбрать деталь
Оптимальную модель патрона для станка выбирают, руководствуясь комплексной методикой. В первую очередь учитывают технические данные станка и выполняемые операции. Исходя из этого, анализируют следующие параметры.
Рабочий диаметр – специалисты обращают внимание на наружный диаметр устройства и размер доступный для установки на подобном оборудовании. Важен посадочный размер проточки и расположение крепежа.
Конструктивное исполнение – имеет значение способ закрепления заготовки, расположение и число кулачков.
Параметры обрабатываемых деталей – необходимо знать максимальный и минимальный диаметр по валу и отверстию будущей заготовки, вес, длину, конфигурацию. Эти факторы влияют на метод крепления – прямыми или обратными кулачками.
Размер отверстия полого шпинделя под установку заготовки из прутка. А также диапазон частот вращения.
Условия эксплуатации токарного патрона требуют размещения в закрытом помещении, где исключено негативное воздействие природных факторов и агрессивных сред, способных вызвать коррозию.
Токарный патрон является неотъемлемой частью токарного станка и без него механическая обработка невозможна.
Видео по теме: Самодельный токарный патрон
promzn.ru
Самостоятельно делаем токарный патрон
Сегодняшняя тема – самоделки. Будем говорить про токарный патрон. У начинающих токарей, скорее всего, патроны нет. У мастера была такая же ситуация. Был в станок стд-120. Поступил заказ. Нужно было вытащить 150 сувенирных ручек. Это тяжелая работа. Вопрос в том, что выточить центр было невозможно. Поэтому пришлось изготовить самодельный патрон. Сегодня также с вами изготовим его.
В первую очередь необходимо обратить внимание на диаметр заготовки, которую будете зажимать. В регионе идет доска в основном под заготовку 50 мм. Если нужно что-то большего диаметра, начинаем клеить. Но будем говорить про небольшие детали. Патрон, соответственно, на 25 мм, чтобы легко ходили заготовки из доски тридцатки.
Рекомендуем всегда перед началом работы нарисовать эскиз. Без него ничего хорошего не получится. Patron будет крепиться на планшайбу. Цилиндр из доски. Он уже нарисован. У него есть важная деталь – наплыв, который вставляется в планшайбу. Если снимите, потом можно снова поставить на место. К цилиндру приклеиваем ещё один. Его диаметр поменьше. В него будем вставлять сам патрон. Есть небольшая канавка для зажатия. Стягиваем хомутиком 25 октября 40 мм. Небольшой наплыв для красоты. Вырезаем, склеиваем.

Когда вы работаете с ленточной пилой, нужно соблюдать элементарные правила осторожности. То есть, не совать пальцы близко вместо сверления. Чем дальше будут пальца, тем лучше. Когда врезается окружности, нужно одним пальцем прижать теоретический центр окружности к столу. второй рукой вращает заготовку, подавая на пилу вокруг этого центра. Это несложно. Тогда у вас окружность будет такая, как будто идеальная. Почему отверстия? Чтобы составить две заготовки соосно. Потому что потом проточим на токарном станке. В эту ось необходимо зажать.
Сжимаем струбцинами 2 деталей и оставляем.
Продолжение с шестой минуты на видеоролике.
Канал “Юрий Бажан”. Для начинающего токаря одной из первых задач является самостоятельное изготовление токарного патрона. Мастер продемонстрирует, как он это сделал.
izobreteniya.net
Самодельный токарный патрон по дереву.
Всем привет!
Сегодня я продолжаю публикации на тему самодельного токарного патрона.
| Первый ОПЫТНЫЙ образец. Пробное точение — подрезка торца. Длина заготовки — 340 мм, диаметр — 38, материал — бук. |
Ссылки на предыдущие статьи:
Самодельный токарный патрон.
Самодельный патрон из фанеры.
Видео, в котором я показал работу патрона
=
=
В сегодняшней статье я хочу рассказать о некоторых особенностях.
Идею такого патрона я вынашивал довольно давно.
Но сначала небольшое отступление.
На просторах интернета полно схем патрона с 4 болтами, которая уже стала классической.
Многие мастера повторяют эту конструкцию.
Например патрон моего коллеги Кирилла с канала
«Добрый столяр»:
Несмотря на всю простоту, подобный «патрон» имеет несколько существенных недостатков,
не позволяющих использовать данную схему в качестве полноценной замены 4-х кулачковому патрону промышленного изготовления.
Во-первых
качество фиксации деревянной заготовки подобным «патроном» является не удовлетворительным, так как площадь зажимных поверхностей мала, и болты продавливают поверхность заготовки
Решить эту проблему можно либо увеличив количество болтов (например установить болты попарно, в 2 ряда),
либо развернуть болты головками к заготовке.
Но и в этом случае есть вероятность расшатывания заготовки, так как головка болта не имеет выступов, внедряющихся в заготовку и увеличивающих сцепление кулачков с деталью.
Во-вторых
крепление зажимных болтов в тонком
уголке-кронштейне (малое количество ниток резьбы) недостаточно надежно, при зажимании заготовки болты стремятся отклониться от плоскости планшайбы.
И эту проблему можно решить, увеличив толщину кронштейна, либо заменив Г-образный кронштейн на П-образный.
Кроме того
болты, выступающие за габариты патрона, представляют опасность
при работе с таким устройством.
Чтобы избежать этих недостатков я решил делать свой патрон по другому.
В качестве основы взята чугунная планшайба «школьного» станка СТД-120
Кронштейны кулачков — «гайки» отфрезерованы из квадрата Ст.3 на 18 мм.
Длина 26 мм — выбрана произвольно, исходя из имеющегося материала.
Чтобы отодвинуть кулачки дальше от поверхности планшайбы, под кронштейны сделаны подкладки из пластины толщиной 4 мм.
В качестве зажимных кулачков использованы мебельные болты М 10, с полукруглой головкой и квадратным подголовником на 10 мм.
Сфера на головках сточена,
и проточены канавки, в следствии чего образовалось
2 кольцевых выступа и центральный шип, который выше выступов на 1,5 мм.
Кронштейны крепятся к планшайбе на 2 болта М6.
Патрон одинаково хорошо держит как квадратную, так и круглую деталь.
Зажимаемый размер заготовки (квадрат) от 22 до 54 мм.
Сила фиксации настолько велика, что позволяет точить заготовку длиной до 6 — 8 диаметров. Все зависит от жесткости самой заготовки.
После первых тестов появилась идея модернизировать патрон (для увеличения размеров зажимаемой заготовки).
Для этого нужно сделать новые кулачки без квадратного подголовника, который забирает полезную длину болта.
Новые кулачки планирую точить из шестигранника на 22 или 24.
В этом случае удастся получить более тонкую головку, что даст возможность зажимать квадрат размером 60 мм.
Да и вращать шестигранный болт большого диаметра удобней, чем квадрат на 10.
Чтобы быстро менять размер заготовки я использую шуруповерт.
Для этого в торцах болтов сделал крестообразный пропил под биту РН 2.
Можно также просверлить в торцах отверстия, нарезать резьбу М5 и вкрутить болты с внутренним шестигранником, зафиксировав его при помощи «холодной сварки», эпоксидной смолы или фиксатора резьбы.
Вот собственно и вся конструкция.
Сейчас ей предстоят полноценные «ходовые испытания», по итогам которых я буду снимать видео.
Следите за анонсами на моем канале.
А на этом на сегодня все.
Всем спасибо за внимание 🙂
alffisher.blogspot.com
AlfFisher. Моя работа: Самодельный токарный патрон.
Посмотрел сегодня видео своего коллеги — Кирилла https://www.youtube.com/watch?v=f6-aA3AwTm8 и решил написать этот пост.
Вопрос самодельного патрона для токарного станка по дереву мне приходилось решать когда-то давно, когда на моем станке еще не было 3-х кулачкового патрона.
Поскольку конструировал патрон исходя из скромных возможностей, старался сделать максимально простую конструкцию.
Планшайба моего патрона — составная. Она состоит из металлического сварного фланца, о котором я рассказывал в своем видео: https://www.youtube.com/watch?v=PPhh-ywK96I
и фанерного диска (2), толщиной 18 мм. Рис. 1.
=
На диск установлены 2 самодельных металлических зажима (3).
Чтобы сделать работу более безопасной, на планшайбу (2) установлено дополнительное ограждение 1, склеенное из нескольких слоев фанеры.
| Рис. 1 Устройство патрона. |
Для доступа к зажимным болтам в защитном ограждении вырезаны 2 окна (4), позволяющие использовать торцевой ключ.
Зажимы я делал в виде отдельных элементов, но при монтаже, для уменьшения габаритов патрона, сварил вместе (на несколько точек).
Это позволило использовать для крепления к диску только 4 болта.
Зажимы прикреплены к планшайбе на болты М6, которые ввинчены с обратной стороны, и срезаны за-под-лицо с плоскостью зажимов. Чтобы болты не вывинтились от вибрации, торцы резьбы закернены.
После крепления зажимов, диск привинчен к фланцу.
| Рис. 3 Устройство зажима. |
Основа зажима (2) сделана из уголка 60 х 60. Одна полка укорочена и в ней нарезана резьба М10, Во второй полке просверлены 2 крепежных отверстия (3) и нарезана резьба М6.
Чтобы уменьшить люфт зажимного болта в отверстии, к основе приварена дополнительная гайка (4).
Зажимная губка сварена из уголка (7) сечением 35 х 35 и металлического бруска с двумя отверстиями (5). В одно отверстие входит проточенный до Ф 6 мм, зажимной болт (1).
На проточенной части сделана канавка шириной 4 мм.
Во второе отверстие запрессован контрящий штифт (6), не позволяющий губке соскочить в зажимного болта.
Продольный ход каждой губки — приблизительно 35 мм, что позволяет зажимать квадрат сечением от 30 до 65 мм, а при использовании дополнительных прокладок — можно зажимать бруски и меньшего сечения.
Чтобы детали не выскальзывали из губок, на внутреннюю поверхность наклеена наждачная бумага № 40.
Немного позднее я постараюсь снять видео о своей конструкции патрона.
А на этом на сегодня — все.
Ставьте лайки, пишите комментарии, задавайте вопросы и делитесь в соцсетях :).
alffisher.blogspot.com
Важным элементом крепления детали в токарных станках является токарный патрон. С его помощью обеспечивается надёжная фиксация и безопасное проведение обработки. Для правильного применения токарного режущего инструмента необходимо хорошо представлять, каким образом устроен токарный патрон.

Конструктивно они объединены в две большие группы. К первой относятся кулачковые, ко второй цанговые. Определённые отличия в конструкции имеет токарный патрон, применяемый в токарных станках для работы по дереву.
Виды токарных патронов
В зависимости от методов токарной обработки применяют различные виды токарных патронов. Они классифицируются по следующим признакам:
- количеству фиксирующих элементов (кулачков);
- способу крепления;
- классу точности;
- применяемому приводу.
Способ крепления заготовок определяется количеством применяемых кулачков. Самые простое устройство патрона токарного станка имеет только два кулачка. Такое количество позволяет обрабатывать детали небольших размеров. Трёхкулачковый токарный патрон чаще применяется при обработке круглых или шестигранных деталей. Его крепёжное приспособление позволяет достаточно легко производить центровку закреплённой заготовки. Он позволяет производить не только надёжную фиксацию, но и центровку. Четырёхкулачковый патрон обеспечивает хорошую фиксацию несимметричных или квадратных изделий.

Кулачковый патрон, обладающий шестью зажимами, является самоцентрирующим. Он удобен для работы с изделиями, имеющими тонкие стенки. Большое количество кулачков позволяет равномерно распределять давление на поверхность заготовки. По способу зажима кулачков применяется прямой или обратный метод.
Первый метод (прямой) обеспечивают зажим по наружной поверхности. Второй производит зажим по внутреннему отверстию. Зажимной патрон с обратным расположением кулачков позволяет обработать всю поверхность закреплённой детали без её перестановки.
Современный стандарт устанавливает следующие классы точности. Они обозначаются заглавными буквами в следующем порядке:
- особо высокая «А»;
- высокая «В»;
- повышенная «П»;
- нормальная «Н».

Цанговые конструкции изготавливаются трёх разновидностей: выдвижной, втягиваемый или неподвижный. Каждый из видов обладает своими преимуществами, которые позволяют решать круг поставленных задач.
Основные размеры и обозначения
В принятой системе стандартов указаны подробные данные для каждого типа токарного патрона. В ней приведены размеры каждого элемента. В таблицах приводятся основные параметры: диаметр фланца, размер и форма кулачков, диаметр внутреннего отверстия в корпусе, размер отверстий и способ крепления, допустимая частота вращения. Расчёт токарного патрона производится на основании требований, указанных в техническом задании на станок.
Основные параметры можно определить по принятой маркировке. Она установлена единой системой обозначений. Она включает восемь цифр. Завершается обозначение строчной буквой. Цифры указывают на следующие размеры:
- количество кулачков;
- внешний диаметр изделия;
- основные размеры, установленные стандартами;
- способ (тип) крепления к шпинделю;
- форму кулачков.

Например, маркировка 3-200.33.14 П позволяет установить следующее. Изделие имеется три кулачка. Наружный диаметр равен 200 мм, тип исполнения по стандарту равен 33. Он имеет модификацию номер 14 и повышенный класс точности «П».
Принцип работы
Основной задачей такого устройства является точное и надёжное удержание обрабатываемой заготовки. Принцип действия зависит от двух факторов: как крепится патрон на токарном станке и применённом приводе.
Точность крепления заготовки зависит от количества применённых кулачков. Они должны обеспечивать равномерное давление на поверхность заготовки. При правильной регулировки обеспечивается центр её положения относительно горизонтальной оси обработки.
Для решения этой задачи применяют следующие способы привода кулачков:
- ручной;
- пневматический;
- гидравлический;
- электромеханический.
Первый способ производится вручную с помощью специального ключа. Надёжность и точность во многом определяется опытностью работающего на станке токаря. Остальные три привода полностью механизируют процесс фиксации заготовок. Они применяются на токарных автоматах, станках с числовым программным управлением и станках для обработки крупногабаритных деталей. Кулачки крепятся на фланец. Перемещаясь к центру, они обхватывают установленную заготовку.

Для обеспечения параметров фиксации применяется система противодавления токарного патрона. Она позволяет создать требуемое давление на поверхность заготовки.
Сила зажима детали в пневматических или гидравлических конструкциях обеспечивается с помощью специального штока расположенного в муфте. В неё под давлением подаётся сжатый воздух или жидкость (обычно масло).
Такая конструкция обеспечивает свободное движение кулачков на расстояние до 10 мм. Этого расстояние вполне достаточно для быстрой смены заготовок.
Изготовление токарного патрона по дереву своими руками
Для деревообрабатывающего станка, применяемого в домашней мастерской, можно приобрести готовый токарный патрон. Однако многие мастера предпочитают изготовить самодельный патрон для токарного станка по дереву. Такой подход позволяет получить токарный патрон для выполнения именно тех видов обработки, которые планируется производить самостоятельно.
Для изготовления такого устройства понадобятся:
- втулка (изготовленная из полиуретана или резины);
- металлическая заготовка (наиболее приемлемыми считаются латунные или медные);
- стальная заготовка (из неё изготавливаю корпус).

Также потребуется токарный станок. С его помощью изготавливают корпус и накидную гайку. В хвостовике нарезают резьбу. Её диаметр и шаг должен соответствовать параметрам резьбы вала шпинделя. После изготовления корпуса в него вставляется втулка. В ней будет зажиматься обрабатывающий инструмент. От точности изготовления каждой детали и качества их сборки зависит качество обработки деревянной заготовки.
Ещё одним способом изготовления такого устройства для обработки деревянных деталей является изготовление самодельной планшайбы с регулируемыми зажимами. Она способна прочно удерживать заготовку и в полном объёме исполнять роль токарного патрона. Для её изготовления понадобятся следующие материалы:
- стальной лист (толщина должна быт не менее 10 мм);
- уголок с полкой 50 мм;
- фанера;
- стальные болты (можно из нержавеющей стали) размером М8х30 в количестве восьми штук;
- подшипник закрытого типа;
- втулка с резьбой;
- гайки и шайбы.
Изготовление конструкции возможно только при наличии необходимого оборудования и инструмента. Для предотвращения ошибок при изготовлении следует составить подробную технологическую карту с описанием всех необходимых операций.
В такой карте необходимо описать следующую последовательность работ по изготовлению планшайбы:
- Изготовить втулку с резьбой, которая обеспечит крепление будущего устройства к шпинделю. Такую втулку можно приобрести готовую, что значительно облегчит процесс изготовления планшайбы и сократит время её сборки.
- Разметить лист фанеры. Целесообразней делать это с помощью заранее изготовленного шаблона. Окружность и две оси изображаются на листе плотной бумаги, затем рисунок переносят на поверхность фанеры.
- По полученному изображению с помощью лобзика (ручного или механического) выпиливают корпус планшайбы. После завершения все края необходимо обработать абразивным материалом.
- По отмеченным осям пропилит сквозные пазы. Для точного изготовления целесообразно по краям произвести изготовление сквозных отверстий заданного диаметра. Внутренне отверстие должно располагаться на расстоянии более 20 мм от центра корпуса.
- От металлического уголка следует отпилить четыре одинаковые по размеру заготовки. В каждой из них просверлить одно отверстие. Его диаметр должен быть равен размеру паза.
- Во второй полке следует просверлить отверстие и нарезать резьбу по выбранные болты.
- Закрепить резьбовую втулку, которая будет обеспечивать крепление изделия на валу. Для надёжности крепления следует использовать сварку или паяние.
- Соединить уголки и корпус планшайбы имеющимися болтами. Уголки исполняют роль кулачков, которые установлены на заводском патроне.

После завершения сборки закрепить полученный патрон на валу токарного станка.
После завершения сборки закрепить полученный патрон на валу токарного станка. Перед использованием патрона следует произвести его проверку. Для этого в патроне закрепляют деревянную заготовку и включают станок на пониженных оборотах. Следует помнить, что такой патрон в состоянии обеспечить давление на поверхность заготовки, в размере не более 50 кг.
На небольших оборотах следует проверить центрирование. Если этот параметр не удовлетворяет предъявленным требованиям, следует произвести необходимую регулировку с помощью болтов закрепляющих уголки на корпусе планшайбы.
После проведенной проверки необходимо произвести пробную обработку с соблюдением всех требований техники безопасности.