
Как превратить инвертор для ручной сварки в полуавтомат
Из сварочного инвертора сделать полуавтомат // Не трудно.

Из сварочного инвертора сделать полуавтомат // Не трудно.
Превращаем любой MMA инвертор в TIG сварку! Tig сварка тонкой нержавейки, меди, железа!

Превращаем любой MMA инвертор в TIG сварку! Tig сварка тонкой нержавейки, меди, железа!
содержание видео
В этом видио вы увидите с чего начать новичку, что бы на учится варить аргоно дуговой сваркой!
Андрей: Добрый человек, спасибо за ролик, за потраченное время, огромнейшая просьба сделай что-нибудь со звуком, пальцы с кнопок volume не убираю, ночью смотрю все спят, а я наяриваю, то тише, то громче делать приходится, я заметил такое во многоих роликах.
Дата: 2020-09-05
Комментарии и отзывы: 7
Aleksey
Кто подскажет какой аппарат для Tig взять в бюджете до 25к для начинающего, но чтобы регулировки все нужные были? Сколько не посмотрю аппаратов в этом бюджете, только коутиля по току как на обычном инверторе
ArMan
СПАСИБО! Это первое видео по аргону, которое я смотрю. Понравилось, как объясняете! Если бы звук и некоторые части видео были получше, вообще, бы великолепно было! СоГЛАСен с Ильёй Туровцем!
Александр
Здравствуйте. Какой вы можете посоветовать сварочный аппарат для сварки нержавейки, алюминия, ч/металл и других цв/металлов? Для бытового применения в гараже
Артур
почему так режет уши твоё соплОм? наверно потому что похоже на еблом, водил ты когда все говорить учились. как учиться варить у чела, который говорить не умеет?
Георгий
Теории мало.
90% вашего балабольства — вода.
Шов в крайне удобном положении просто ужасен. Уровень новичка.
Не в вашими навыками уроки подавать.
Генадий
Здравствуйте умения полуавтомат Ресанта саипа 200 с еврораземом можно ли подключить горелку и варить аргоном (tig отсутствует)есть миг маг Тад 4
Lifetime
Скажите пожалуйста стоит пойти на курсы аргонно дуговой сварки, или купить аппарат и учится. Електродом металлоконструкции варю.
Сварочный инвертор Inforce TIG IOS-200
Сварочный инвертор Inforce TIG IOS-200 предназначается для работы как неплавящимися электродами в среде аргона (TIG), так и штучными с флюсовым покрытием диаметром от 1.6 до 4 мм (ММА). Сигнальная лампа располагается на лицевой панели и служит для предупреждения оператора о перегрузке по напряжению или току, перегреве. Благодаря эргономичной ручке сверху корпуса транспортировка модели осуществляется легко и быстро. Высокое качество сборки гарантирует надежное функционирование в течение всего срока службы.
- Диаметр электр/провол, мм 1.6-4/-
- Max мощность, кВт 7,1
- Вес, кг 10
- Напряжение, В 220
- Max ток, А 200
- Min ток, А 10
- Степень защиты IP21S
- Наличие сетевой вилки да
- Управляющий разъем 2PIN
- Охлаждение горелки воздушное
- Режим работы DC
- Сварка алюминия нет
- Импульсный режим да
- Тип горелки 26
- Режим работы горелки 2-х тактный
- Класс товара Профессиональный
- Напряжение холостого хода, В 55
- Допустимое отклонение напряжения, % +-15
- Показать ещё
Этот товар из подборок
Комплектация *
- Сварочный аппарат;
- Сварочный кабель с зажимом на массу;
- Горелка TIG;
- Набор сопел TIG;
- Руководство по эксплуатации;
- Упаковка.
Параметры упакованного товара
Единица товара: Штука
Вес, кг: 11,21
Длина, мм: 450
Ширина, мм: 250
Высота, мм: 335
Особенности сварочного инвертора Inforce TIG IOS-200
| ||||||
Преимущества
|
Произведено
- Россия — родина бренда
- Китай — страна производства*
- Информация о производителе
* Производитель оставляет за собой право без уведомления дилера менять характеристики, внешний вид, комплектацию товара и место его производства.
Указанная информация не является публичной офертой
На данный момент для этого товара нет расходных материалов
Сервис от ВсеИнструменты.ру
Мы предлагаем уникальный сервис по обмену, возврату и ремонту товара!
Отремонтируем за 5 дней!
Обратиться по обмену, возврату или сдать инструмент в ремонт вы можете в любом магазине или ПВЗ ВсеИнструменты.ру.
Гарантия производителя
Гарантия производителя 2 года
Гарантийный ремонт
Здесь вы найдете адреса расположенных в вашем городе лицензированных сервисных центров.
| Лицензированные сервисные центры | Адрес | Контакты |
|---|---|---|
| СЦ «ОПТИМИСТ» Средний срок ремонта — 19 дней | ул. 1-я Энтузиастов, д. 12, стр. 1 | +7 (495) 231-21-22 |
Дополнительный сервис
3D-гарантия это:
- обмен товара в срок 90 дней, если он не понравился или не подошел,
- срок гарантии от 1 года до пожизненной (кроме расходных материалов и СИЗ),
- замена товара на время ремонта по гарантии.


Узнать больше
Инверторный сварочный аппарат TIG для аргонодуговой сварки с бесплатной доставкой в Москве по самой низкой цене
Наши клиенты часто запрашивают оборудование для аргонодуговой сварки и при этом практически каждый раз мы слышим разные наименования самого устройства. Да, действительно на постсоветском пространстве не прижилось единого названия для аппарата аргонодуговой сварки. И если, кто-то собирается купить сварочный аппарат TIG – то, он может использовать такие названия как – инвертор TIG, сварочный аппарат TIG, инвертор для аргоновой сварки, аппарат для сварки в аргоне и еще десятки других вариантов! Мы понимаем своих клиентов с полуслова и подобные обозначения оборудования не смогут ввести наших менеджеров в заблуждение. Поэтому если вы стоите перед выбором инвертора для аргонодуговой сварки, то вы попали по адресу!
В нашем ассортименте модели самых популярных брендов сварочного мира – российские Сварог, Brima, Ресанта, бюджетные «аргонники» от немецкой компании Fubag, а также профессиональные сварочники от EWM, финского концерна Kemppi YO и итальянского бренда BlueWeld и это далеко не полной список!
Сварщик, который приобретает в свой «арсенал» сварочный аппарат TIG, требует от него максимально простых настроек, регулировок и корректировки сварочного процесса в аргоне, высокий ПВ аппарата и используемой горелки с водным или воздушным, а главное качественного сварного шва. И это далеко не все свойства, поэтому сварному без опыта понадобится консультативная помощь специалиста, чтобы разобраться во всех аспектах оборудования для аргоно-дуговой сварки и мы в свою очередь можем её предоставить на бесплатной основе!
И это далеко не все свойства, поэтому сварному без опыта понадобится консультативная помощь специалиста, чтобы разобраться во всех аспектах оборудования для аргоно-дуговой сварки и мы в свою очередь можем её предоставить на бесплатной основе!
Да! Наши менеджеры объяснят доступным языком в чем преимущества импульсного режима (TIG PULSE), какой вольфрамовый электрод использовать для алюминия или бронзы, в чем разница аббревиатур AC и AC/DC у современных инверторов – на любой ваш вопрос об оборудовании нашего каталога мы сможем дать четкий ответ.
А, если вкратце, то вот 5 причин почему следует купить аппарат TIG в Тиберис:
- Цена на любой инвертор ТИГ в нашем интернет-магазине ниже, чем в любом другом – мы работаем с производителями напрямую!
- Предоставляем официальную гарантию – мы официальный дистрибьютор всех представленных брендов на нашем сайте!
- Покупаете аппарат в Москве или Санкт-Петербурге? Доставка источника TIG до вас бесплатна!
- Кратчайшие сроки доставки и полное сопровождение заказа нашими логистами!
- Бесплатная консультация и подбор всех расходных материалов для аргонодуговой сварки!
Аргонодуговая сварка, собранная своими руками
Благородный аргон служит людям с золотыми руками! Соединение различных цветных металлов: меди, бронзы, титана, алюминия и других, невозможно произвести обычными сварочными аппаратами.
Для работ такого рода, применяется специальный вид сварки – дуговая сварка, c использованием аргона (TIG: tungsten inert gas). В качестве используемого газа, наиболее распространено применение аргона, что позволяет называть эту разновидность сварки аргоновая. Готовое оборудование стоит значительную сумму, но, если вы не боитесь трудностей и считаете себя умельцем – аргонная сварка своими руками, вполне реальное дело.
Аргонодуговой сваркой можно заварить практически все
Принципы работы аргонодуговой сварки
Электрическая (дуговая) и газовая, сварки, при смешении дали нам аргонодуговую сварку. Электрическая дуга термически воздействует на края металлов, а плазма, получающаяся при отщеплении электронов от аргона, за счет его высокой ионизации, приводит к плавлению материала. Аргон, так же служит защитной средой, для соединяемых металлов, предохраняя шов от попадания различных примесей из воздуха, что делает его не только ровным, но и очень прочным. Кроме высоких качественных характеристик швов, к достоинствам этой сварки относится и возможность использования в любом положении, что бывает необходимым при сваривании труб, деталей автомобилей и других высокотехнологичных изделий.
Возможность выполнения швов различной конфигурации – дополнительный бонус. Недостаток, которым обладает аргонно дуговая сварка – невысокая (в сравнении с другими видами сварки) скорость процесса.
Некоторые тонкости
Перед работой, вольфрамовый электрод необходимо заточить под небольшим углом. Выполняется это своими руками, на заточном станке, постоянно вращая стержень вокруг своей оси. Учитывая, что форма электрода влияет на глубину проварки и качество шва, заостренный электрод максимально увеличит эти показатели.
Аргоновая сварка подразумевает использование присадки – металлической проволоки из соответствующего материала, для заполнения сварочной ванны. Расположение присадочной проволоки впереди горелки, под небольшим углом к поверхности и плавная, аккуратная подача, обеспечит узкий, ровный шов. Если толщина свариваемых деталей невелика, присадка необязательна.
В процессе работы, электрод необходимо держать максимально близко к поверхности, примерно 2 мм, для возникновения маленькой дуги. Минимальная дуга обеспечивает оптимальную глубину соединения и тонкий шов.
Минимальная дуга обеспечивает оптимальную глубину соединения и тонкий шов.
Сварка требует много терпения
Разновидности TIG
Аргонная сварка проводится при помощи плавящегося и неплавящегося электродов, неплавящийся электрод изготавливается из вольфрама, как исключительно тугоплавкого материала. Он используется в качестве высокотемпературного проводника тока. Существует несколько разновидностей аргоновой сварки.
- Ручная аргонодуговая сварка с помощью неплавящегося электрода – РАД
- Автоматическая аргонодуговая сварка с помощью неплавящегося электрода – ААД
- Автоматическая аргонодуговая сварка с помощью плавящегося электрода — ААДП
Умелые руки – альтернатива затратам
Покупка готового оборудования для аргонодуговой сварки, не является единственной возможностью обладания ею. Этот агрегат возможно собрать своими руками, имея необходимые комплектующие:
- Источник тока. Достаточно стандартного трансформатора для ручной сварки, с постоянным или переменным током.
- Баллон с аргоном. По возможности – наличие манометра.
- Редуктор газовый.
- Клапан газа.
- Специальная аргоновая горелка.
- Осциллятор. Преобразует ток в высокочастотные импульсы, для поджигания дуги. Поджигание путем касания рабочей поверхности нежелательно – слишком низкая ионизация дуги (искра слабо вырабатывается), а электрод загрязнится и окислится.
- Защитная маска.

К редуктору и трансформатору подключается горелка; осциллятор подключается параллельно источнику питания, это не такая уж сложная схема. Масса подается, как при обычном способе сварки.
Все не так уж сложно если есть желание
Если вы обладаете соответствующими знаниями и желанием, можете дополнить и улучшить такой вариант сборки. Приобрести все необходимое можно в специализированных магазинах, на соответствующих сайтах в интернете, или на «блошином рынке». В качестве дополнительного варианта, перетряхните собственные загашники – может найтись много полезного.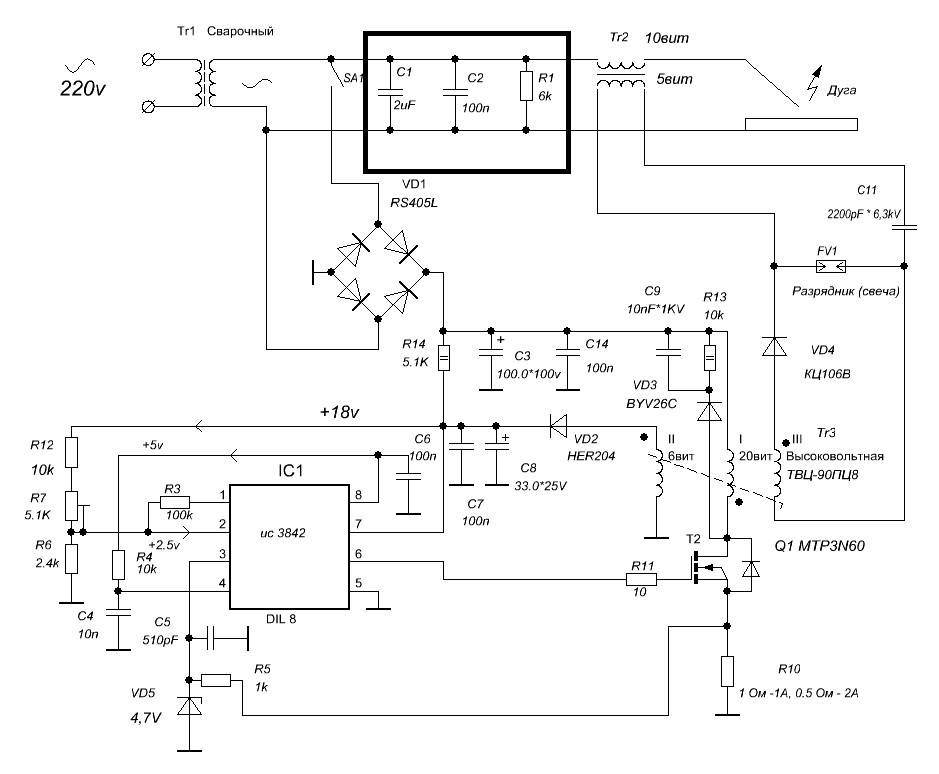
Техника безопасности
Самое пристальное внимание при сборке аргонодуговой сварки своими руками, необходимо уделить технике безопасности. Во время сборки конструкции все элементы питания должны быть выключены из сети. Убедитесь в исправности используемых агрегатов: рабочей резьбы на накидных гайках, надежности присоединения шланга для подачи газа, редуктора для аргона. Все корпуса используемого оборудования должны быть заземлены кабелем, с сечением не менее 25 мм.
Проведите ревизию обмотки силовых кабелей. Пользуйтесь только надежными, заизолированными электродержателями, чтобы не допустить соприкосновения тока с рабочими поверхностями или руками. Перед проведением пробного пуска, обеспечьте надежную вентиляцию помещения – аргон, ядовитый газ, способный вызвать отравление.
Не рискуйте своими руками и другими важными частями тела – обязательно применяйте спецодежду, защитные перчатки и маску. Недопустимо присутствие синтетических легкоплавких материалов, которые могут быть прожженны брызгами жидкого металла.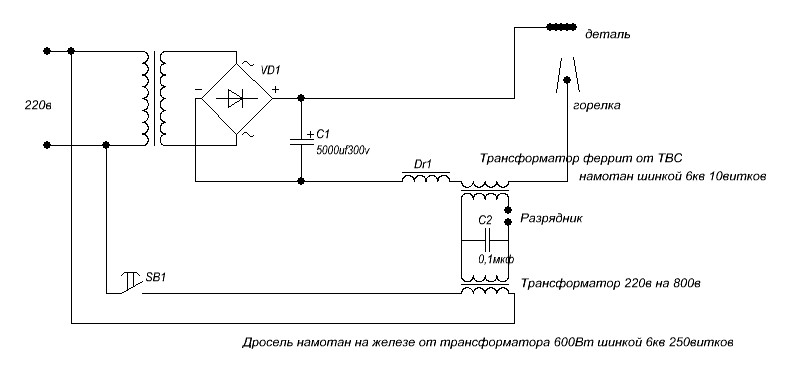 Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Рабочие моменты
Показателем правильности настройки горелки, является малое шипение аргона при включении. Все задействованные в сварке поверхности должны быть зачищены и обезжирены. Переключатели тока могут быть не только педальные, но и ручные. Последние используются, если аргонно дуговая сварка не предполагает задействования обеих рук. Движения горелки не должны быть поперечными: именно продольное ведение по шву, гарантирует его высокие качества.
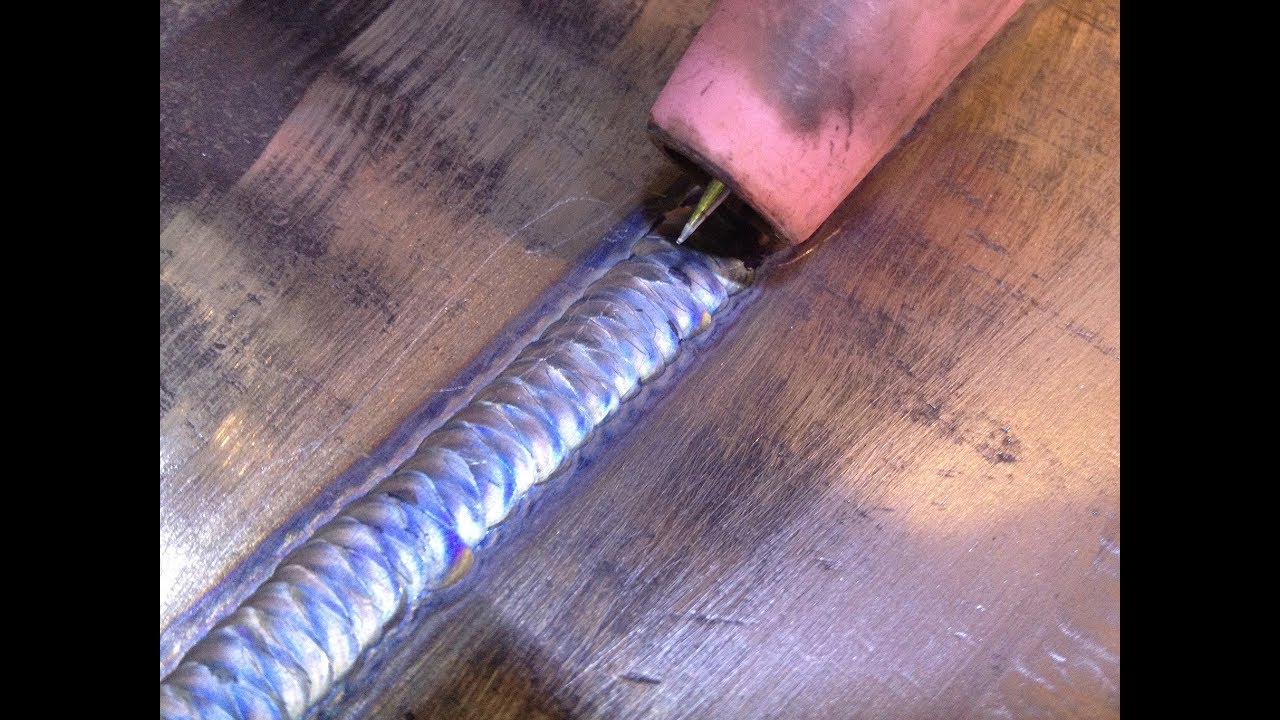
Шов должен быть не только качественным, но и красивым
Реально сделать процесс сварки дешевле, если пользоваться услугами организаций, производящих закачку газом опустевших баллонов. Покупать по мере расходования новый баллон с газом, гораздо дороже.
Подведем итоги
Аргонодуговая сварка – универсальное, незаменимое во многих случаях, оборудование, позволяющее выполнять широкий спектр операций, которое можно собрать своими руками. Этот фактор не только сэкономит ваши деньги. Вы сможете реализовать на практике свои способности. Умелые и трудолюбивые не только свернут горы, но и подчинят себе газ.
Аргонная сварка своими руками – как сделать аргоновую сварку, схема, фото
Оборудование для аргонодуговой сварки, как правило, имеет достаточно высокую стоимость, поскольку в него входят специальные шланги, горелка, вольфрамовые электроды, а также узел подачи инертного газа. Кроме того, цена инвертора с режимом MMA+TIG достаточно велика. Если нет долговременной потребности в такой технике, а необходимо сделать разовую работу, то вполне можно собрать комплект для аргоновой сварки своими руками из подручных материалов. Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Техника сваривания
К конструкции аппарата отношение имеет косвенное, но в виде справочной информации необходимо знать, что при сварке ТИГ используется максимально короткая дуга — около 2 мм. Электрод ведется только прямолинейно, не осуществляя характерных для ММА движений перпендикулярно направления шва в двух плоскостях.
Этим достигается две цели — поток аргона не уходит из зоны сварочной ванны и не позволяет ей окислиться и появляется возможность выполнения очень тонкого шва, практически незаметного на поверхности металла.
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.

Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.
Самодельная горелка
Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Необходимо оборудование
Сварку в аргоновой среде выполнить при помощи обычного дугового сварочного аппарата не получится. Для этого необходимо дополнительное специализированное оборудование. Необходимо запастись следующим:
Для этого необходимо дополнительное специализированное оборудование. Необходимо запастись следующим:
Схема движений электрода при сварке.
- Трансформатор. Можно использовать обычный прибор, предназначенный для дуговой сварки. Однако следует учитывать технологические особенности процесса при выборе подходящей мощности прибора.
- Силовой контрактор. Обеспечивает подачу сварочного напряжения на горелку.
- Осциллятор.
- Устройство для регулировки времени обдувки аргоном. Начинать подавать газ нужно заранее, а прекращать его подачу немного позже, чем отключать горелку. Регулятор нужен для обеспечения этой задержки.
- Сварочная горелка.
- Аргоном в баллоне, который оснащен редуктором.
- Неплавящиеся электроды из вольфрама.
- Дополнительный трансформатор. Он будет обеспечивать питание электричеством для коммутирующих устройств.
- Выпрямитель. С его помощью будет обеспечено питание коммутирующих устройств постоянным током с напряжением 24 В.
- Электрогазовый клапан. При питании переменным током 220 В, постоянным — 24 В.
- Реле включения и выключения для контрактора и осциллятора.
- Индуктивно-емкостный фильтр. Данное оборудование позволяет защитить сварочный трансформатор от высоковольтных импульсов, которые посылает осциллятор.
- Амперметр, чтобы измерять силу сварочного тока.
- Автомобильный аккумулятор. Можно использовать даже неисправный. Он будет последовательно включен в электрическую цепь. Это позволит снизить постоянную составляющую тока, возникновение которой всегда сопровождает сварку переменным током.
- Защитные очки.
Можно на основе этих приборов собрать самостоятельно прибор для сварки аргоном. Выпускается и готовое оборудование, которое можно приобрести в том случае, если нет желания возиться со сборкой аппарата.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Умелые руки – альтернатива затратам
Покупка готового оборудования для аргонодуговой сварки, не является единственной возможностью обладания ею. Этот агрегат возможно собрать своими руками, имея необходимые комплектующие:
- Источник тока. Достаточно стандартного трансформатора для ручной сварки, с постоянным или переменным током.
- Баллон с аргоном. По возможности – наличие манометра.
- Редуктор газовый.
- Клапан газа.
- Специальная аргоновая горелка.
- Осциллятор. Преобразует ток в высокочастотные импульсы, для поджигания дуги. Поджигание путем касания рабочей поверхности нежелательно – слишком низкая ионизация дуги (искра слабо вырабатывается), а электрод загрязнится и окислится.
- Защитная маска.

К редуктору и трансформатору подключается горелка; осциллятор подключается параллельно источнику питания, это не такая уж сложная схема. Масса подается, как при обычном способе сварки.
Все не так уж сложно если есть желание
Если вы обладаете соответствующими знаниями и желанием, можете дополнить и улучшить такой вариант сборки. Приобрести все необходимое можно в специализированных магазинах, на соответствующих сайтах в интернете, или на «блошином рынке». В качестве дополнительного варианта, перетряхните собственные загашники – может найтись много полезного.
Техника безопасности
Самое пристальное внимание при сборке аргонодуговой сварки своими руками, необходимо уделить технике безопасности. Во время сборки конструкции все элементы питания должны быть выключены из сети. Убедитесь в исправности используемых агрегатов: рабочей резьбы на накидных гайках, надежности присоединения шланга для подачи газа, редуктора для аргона. Все корпуса используемого оборудования должны быть заземлены кабелем, с сечением не менее 25 мм.
Проведите ревизию обмотки силовых кабелей. Пользуйтесь только надежными, заизолированными электродержателями, чтобы не допустить соприкосновения тока с рабочими поверхностями или руками. Перед проведением пробного пуска, обеспечьте надежную вентиляцию помещения – аргон, ядовитый газ, способный вызвать отравление.
Не рискуйте своими руками и другими важными частями тела – обязательно применяйте спецодежду, защитные перчатки и маску. Недопустимо присутствие синтетических легкоплавких материалов, которые могут быть прожженны брызгами жидкого металла. Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Предпочтительна грубая обувь, на толстой подошве. Для защиты рук оптимальными будут перчатки из толстой кожи, они не стеснят движения и надежно сохранят руки.
Рабочие моменты
Показателем правильности настройки горелки, является малое шипение аргона при включении. Все задействованные в сварке поверхности должны быть зачищены и обезжирены. Переключатели тока могут быть не только педальные, но и ручные. Последние используются, если аргонно дуговая сварка не предполагает задействования обеих рук. Движения горелки не должны быть поперечными: именно продольное ведение по шву, гарантирует его высокие качества.
Шов должен быть не только качественным, но и красивым
Реально сделать процесс сварки дешевле, если пользоваться услугами организаций, производящих закачку газом опустевших баллонов. Покупать по мере расходования новый баллон с газом, гораздо дороже.
Достоинства и недостатки
Газовая сварка аргоном не является панацеей. Она, как и любой другой процесс, обладает определенными достоинствами и недостатками. Вопрос стоит в том, что в некоторых случаях недостатки можно свести к минимуму или вовсе их игнорировать.
К достоинствам можно отнести отсутствие чрезмерно высокой температуры в сварочной ванне. В результате этого детали не деформируются. Применение аргона дает ряд преимуществ.
- Во-первых, газ инертный, поэтому химические реакции полностью исключены.
- Во-вторых, аргон тяжелее воздуха, он опускается вниз, вытесняя атмосферный кислород.
Примечательно то, что при относительно невысокой температуре дуга обладает достаточной тепловой мощностью, поэтому сварка аргоном не только характерна качеством, но и низкими временными затратами. Было отмечено, что сварщик должен обладать определенными навыками. Тем не менее, эти навыки не так сложно получить. Практически каждый желающий может освоить данный процесс. Наконец, явным преимуществом TIG сварки является то, что есть возможность соединить металлы, которые другими способами просто не сварить.
К недостаткам можно отнести тот факт, что на улице при сильном ветре сварку качественно не провести. Ветер будет выдувать аргоновый колпак, и в зону шва попадет кислород. Также следует отметить наличие отрицательного результата у новичков. Все ошибки приходится преодолевать самостоятельно. Может потребоваться несколько попыток, прежде чем мастер научится оптимально выбирать режим сварки.
Ветер будет выдувать аргоновый колпак, и в зону шва попадет кислород. Также следует отметить наличие отрицательного результата у новичков. Все ошибки приходится преодолевать самостоятельно. Может потребоваться несколько попыток, прежде чем мастер научится оптимально выбирать режим сварки.
Сварочный аппарат DIY — Создайте свой собственный портативный сварочный аппарат MIG / TIG / ARC
Сварочный аппарат DIY — Создайте свой собственный портативный сварочный аппарат MIG / TIG / ARC
| DIY-Welder — Создайте свой собственный аппарат для дуговой, MIG- и TIG-сварки | Просмотров страницы: |
Старых плат:
Примечание: я больше не создаю упрощенные доски.
У меня не осталось досок. Так что не спрашивайте.
200A Аппарат для дуговой сварки, сварки MIG и TIG
Посетить
Сварщики DIY Yahoo Group
Оригинальная цифровая плата для сварки MIG, TIG и Arc (Stick). Хорошо зарекомендовал себя как испытательный стенд. Хорошо зарекомендовал себя как испытательный стенд. |
Обновление
: 2 марта 2015 г. Наконец-то есть прогресс!
Бьюсь с вариантами нового дизайна. В
Оригинальная цифровая плата была сложной и дорогой. Некоторые из
сложности:
- Изолированный датчик напряжения
- Изолированное измерение тока
- Изолированный выход, до 200 В
- Импульсный источник питания с 3 изолированными выходами.
- Много аналогов для управления в реальном времени
- 150 деталей
- Дорогой энкодер для ввода
- Режимы MIG, TIG, Stick и зарядного устройства.
- Механически сложный.
- Текущее восприятие было трудно откалибровать.
Это сработало, но я никогда не хотел строить. Много
дорогих деталей, например, линейных оптоизоляторов. Эта сложность
должен был использоваться в 3-х конфигурациях:
- Сварщик постоянного тока с автомобильным генератором
- Дополнение TIG и MIG на переменном / постоянном токе для стандартных сварочных аппаратов с приводом от двигателя
(То есть Pipeliner, SA-250) - Дополнение для сварщиков трансформаторов, таких как Airco, Miller DDR / 3,
Dialarc и другие, использующие трансформаторы насыщения.

Упрощенная плата предназначалась только для генератора переменного тока. Это сработало
ну но как только я начал строить, переключатели пошли с
От 1,49 до почти 6 долларов каждый. Это было слишком упрощенно: это только
повышал напряжение возбуждения, работал исправно и не
поддерживайте TIG безопасно.
Stick (SMAW), TIG и MIG — цели новой доски. Если
все, что вам нужно, это сварка стержнем,
Версия будет всем, что вам нужно.
Одной из проблем упрощенной платы было отсутствие изоляции;
все относилось к отрицательному выходу генератора.TIG на постоянном токе — электрод отрицательный. Итак, вы подключаете положительный провод
к работе. Это ставит генератор, плату и весь сварщик
металл на OCV сварщика, обычно 60V. Небезопасная ситуация.
Я играл с идеями сделать это относительно недорого.
Первое изменение заключается в использовании современного процессора, такого как Microchip PIC32.
Это переместит все управление напряжением, током и выходом из
множество аналоговых частей к программному обеспечению. Это облегчает изменение
Это облегчает изменение
и добавить такие функции, как горячий запуск, запуск подъемника, управление двигателем.Наличие встроенного дисплея избавляет пользователя от необходимости
добавить счетчики или дисплеи.
У меня почти готово схематическое изображение. Это не так уж и плохо по сложности
по схеме или механически. Еще не дешево, как хотелось бы, но
разумно. На данный момент функций:
У вас есть время разработать это сейчас; нет определенного расписания
хотя. Пока не уверен в стоимости. Первые доски должны были бы
покрывают прототипы плат, а панели изготавливаются и растираются методом шелкографии.
Если кто знает, где можно вырезать панели, просверлить их и отшлифовать
недорого; дай мне знать. Не стесняйтесь обсуждать это на Yahoo
группа вверху страницы.Схема пока может быть
видел здесь.
Вот предварительный макет. 3,5 дюйма x 5 Вт
Примечание: вид с обратной стороны платы, где отображаются
и переключатели (находятся сверху). Итак, верхние боковые части и текст
зеркально отражены.
Общая информация на сайте.
Вы можете построить сварочный аппарат с модифицированным генератором,
несколько резисторов и несколько сварочных кабелей. Может работать от газа
или электродвигатель. Есть несколько таких плавающих вокруг
как «сварщики». Они в основном работают, но имеют
небольшой контроль вывода. Они также, вероятно, взорвут выпрямитель.
Они также, вероятно, взорвут выпрямитель.
мост так как нет защиты от разбегания выхода
и нет стабилизатора для лучшей дуги. Обычно они работают примерно при
20В; это будет работать, но сложно поддерживать дугу.
Идея состоит в том, чтобы иметь общую панель управления, позволяющую
любой источник питания с контролем тока / напряжения, который будет использоваться для дуги,
Сварка MIG и TIG. Он имеет программируемый наклон и OCV просто
как у больших сварщиков. Также он поддерживает как постоянное напряжение
(CV) и режимы постоянного тока (CC), поэтому TIG, ARC и MIG могут быть
сделанный.Его также можно использовать как быстрое зарядное устройство.
Это можно использовать для самодельного сварочного аппарата, который можно
сделано относительно недорого (второй прототип показан выше).
Плата управления с подходящим двигателем (газовым или электрическим),
генератора, ремня и шкивов, и у вас будет очень способный
Сварочный аппарат постоянного тока. 10 л.с. электрического или 12 л.с. газа должно быть достаточно для
Использование DIY. Добавьте газ и механизм подачи проволоки, и у вас будет MIG. Добавить
горелку TIG и газовый соленоид, и вы можете начать TIG с нуля.
На плате есть руководство с объяснением всех подключений.Наиболее
работы механический.
Поддерживается сварка TIG на постоянном токе с нуля. Планируется ВЧ старт
В меню вверху показаны параметры простого аппарата для дуговой сварки.
к установке нескольких процессов. Также есть примеры моих двух прототипов
конструкции ..
Вопросы или комментарии, не стесняйтесь обращаться ко мне по адресу
Все веб-страницы, изображения и текст Copyright (c) 2009-2015
SHDesigns.
Источник питания инвертора
У инверторных сварочных аппаратов много преимуществ перед традиционными трансформаторно-выпрямительными устройствами. Инверторы более портативны и имеют меньший вес, что облегчает их маневрирование на рабочей площадке.Кроме того, инверторы предлагают высококачественные возможности многопроцессорной сварки, так что один аппарат может обрабатывать Stick, MIG, TIG, FCAW, строжку дугой и даже импульсную сварку. И что еще более важно, инверторы используют технологию Lincoln Waveform Control Technology ™, чтобы обеспечить больший контроль переменных дуги и автоматически настраивать дугу для создания наилучшего сварного шва, контролируя такие проблемы, как прожог.
И что еще более важно, инверторы используют технологию Lincoln Waveform Control Technology ™, чтобы обеспечить больший контроль переменных дуги и автоматически настраивать дугу для создания наилучшего сварного шва, контролируя такие проблемы, как прожог.
Но знаете ли вы, что использование инвертора может также сэкономить деньги на расходах на электроэнергию по сравнению с источником питания традиционного типа? Ежегодно в США потребляется электроэнергии на сумму около 15 миллионов долларов.S. и 99 миллионов долларов по всему миру на сварку. Чтобы повысить эффективность и сократить деньги, которые ваша компания тратит на электроэнергию, связанную со сваркой, инвертор является привлекательным вариантом. Фактически, благодаря своей эффективности эти машины могут обеспечить существенную экономию коммунальных расходов.
Но как переход на инвертор может снизить потребление энергии? В конструкции инверторных сварочных аппаратов, таких как Lincoln Invertec® V350 Pro, сердечники трансформатора, обмотки трансформатора и компоненты силовой электронной коммутации тщательно выбираются для минимизации рабочих потерь. Вот еще несколько причин, по которым инверторы экономят электроэнергию:
Вот еще несколько причин, по которым инверторы экономят электроэнергию:
-
Повышенный КПД трансформатора достигается за счет использования ферритовых сердечников в силовом трансформаторе инвертора. Это снижает потери тока, что приводит к более низким токам холостого хода в питающих проводниках
-
Катушки инверторного трансформатора физически меньше обычных трансформаторов. Меньшая катушка означает меньшее наматывание проволоки вокруг сердечника — меньшее количество проволоки
означает меньшие потери и большую эффективность -
Силовые электронные компоненты инвертора были тщательно спроектированы для снижения потерь и увеличения срока службы
-
Во многих инверторах, таких как Lincoln Invertec V350 Pro, используется медный провод.Медь имеет более высокую теплопроводность и электрическую проводимость по сравнению с алюминием
, что минимизирует потери и максимизирует эффективность -
Инверторы, работающие на более высоких частотах, чем обычные сварочные аппараты, требуют меньшей выходной индуктивности для бесперебойной работы. Энергия, необходимая для сварки штангой или для процессов сварки шаровым переносом, хранится в конденсаторах, что позволяет использовать дроссели меньшей мощности
-
Компактная конструкция и относительно небольшой физический размер инверторного сварочного аппарата означает более короткие провода и кабели (или даже прямые соединения) между компонентами питания
.Более короткие пути тока приводят к меньшему сопротивлению и большей эффективности -
Поскольку инвертор изначально спроектирован с низкими потерями, требуются вентиляторы меньшего размера. Это означает, что для перемещения охлаждающего воздуха требуется меньше энергии и, опять же, большая эффективность
-
Меньший размер компонентов внутри инверторной машины приводит к меньшему рассеиванию тепла и, опять же, к большей эффективности
Как вы можете рассчитать, насколько инвертор может сэкономить ваши деньги по сравнению с традиционным трансформатором-выпрямителем и какой инвертор является лучшим в обеспечении энергоэффективности? Используйте таблицу ниже, чтобы сделать эту оценку.
Шаг № 1 — Расчет выходной мощности
Сначала посмотрите на свою машину, чтобы определить выходное напряжение (Vout), которое на вашей машине выражается в вольтах. В нашем примере это 32 В. Затем умножьте это на выходной ток (Iout), измеренный на вашей машине в амперах. В этом случае амперы указаны как 300.
Vout x Iout = Выходная мощность (Wout) в ваттах
32 В x 300 ампер = 9600 Вт ИЛИ 9,6 кВт (1000 Вт = 1 кВт)
Шаг 2 — Расчет входной мощности
Теперь возьмите выходную мощность сверху (KWout) и разделите на эффективность (Eff).Эффективность указывается производителем машины. Вычислив это, вы получите входную мощность в киловаттах.
KWout ÷ Eff = Входная мощность в киловаттах (KWin)
9,6 KW ÷ 88,2% (или 0,882) = 10,88 KW
Шаг № 3 — Расчет эксплуатационных расходов во время сварки
A) Затем вы вычислите количество киловатт-часов, использованных за один день (кВт · ч2 / день), умножив входную мощность, рассчитанную на шаге 2 (кВт · ч), на количество часов в день работы машины (в нашем примере предположим, что сварка выполняется четыре часа в день. )
)
кВт / ч / день = киловатт-часы, использованные за один день (кВт · ч2 / день)
10,88 кВт x 4 часа. = 43,52 кВтч / сутки
B) Теперь умножьте полученную входную мощность (кВт · ч) на количество часов в день, в течение которых машина работает, умножьте на цену за кВт · час электроэнергии. Примечание: цена на мощность рассчитана на уровне 0,12578 доллара США, что является средним по отрасли.
кВт · ч x количество часов / день x цена за кВт · ч ($ / кВт · ч) = ежедневные эксплуатационные расходы на сварку
10,88 x 4 x 0 долл. США.12578 = 5,47 доллара США
Шаг № 4 — Расчет эксплуатационных расходов во время простоя
A) Теперь вы рассчитаете потребление простоя в день (кВт · ч3). Для этого умножьте входную мощность (KWIdle) на количество часов простоя в день. (Мы предполагаем, что в восьмичасовой рабочий день, если сварка выполняется четыре часа, время простоя также будет четыре.)
KWIdle x Idle Hrs. = Потребление в режиме простоя в день (кВтч3)
= Потребление в режиме простоя в день (кВтч3)
0,4 кВт x 4 часа. = 1,6 кВт · ч
B) Теперь возьмите входную мощность на холостом ходу (KWIdle), которая указана на силовом трансформаторе в ваттах — в данном случае 400 Вт (или 0.4 кВт) — умноженное на количество часов простоя x стоимость киловатт-часа электроэнергии.
KWidle x IdleHrs x Цена за кВтч = Суточные эксплуатационные расходы в режиме простоя
0,4 кВт x 4 часа. x 0,12578 доллара США = 0,20 доллара США
Шаг № 5 — Рассчитайте общие эксплуатационные расходы
Теперь возьмите ежедневные эксплуатационные расходы на сварку, рассчитанные на шаге № 3, и добавьте ежедневные эксплуатационные расходы на холостом ходу из шага № 4 выше, чтобы получить ежедневные эксплуатационные расходы в долларах.
Ежедневные эксплуатационные расходы + Ежедневные эксплуатационные расходы в режиме ожидания = Ежедневные эксплуатационные расходы (всего $ / день)
$ 5. 47 + 0,20 доллара = 5,67 доллара
47 + 0,20 доллара = 5,67 доллара
Сравнивая это число с традиционным трансформатором-выпрямителем или другим конкурирующим инвертором, вы можете легко определить, какая машина обеспечит экономию затрат.
Инвертор с прейскурантной ценой 3200 долларов и КПД 87 процентов по сравнению с традиционным трансформаторным выпрямителем, который имеет прейскурантную цену 2800 долларов и КПД 67 процентов, сэкономит примерно 300 долларов на коммунальных расходах в год. Тогда окупаемость разницы в цене составит от одного до полутора лет.
Что такое инверторный сварочный аппарат? Об инверторной технике и сварке
Как работает инверторная технология (в сварочных машинах)?
Говоря простым языком, инвертор — это электронная система регулирования напряжения. В случае инверторного сварочного аппарата он преобразует источник переменного тока в более низкое выходное напряжение, например, с 240 В переменного тока на выход 20 В постоянного тока.
В случае инверторного сварочного аппарата он преобразует источник переменного тока в более низкое выходное напряжение, например, с 240 В переменного тока на выход 20 В постоянного тока.
В устройствах на базе инвертора
используется ряд электронных компонентов для преобразования мощности — в отличие от обычных устройств на основе трансформатора, которые в основном зависят от одного большого трансформатора для регулирования напряжения.
Инвертор работает путем увеличения частоты первичного источника питания с 50 Гц до 20 000 — 100 000 Гц. Это достигается за счет использования электронных переключателей, которые очень быстро включают и выключают питание (до 1 миллионной секунды). Управляя источником питания таким образом, прежде чем он попадет в трансформатор, можно очень значительно уменьшить размер трансформатора.
Каковы преимущества использования инверторных сварочных аппаратов?
Продукты на базе инвертора
имеют много преимуществ по сравнению с обычными устройствами на базе трансформатора:
- Вес и размер : Это наиболее значительное и впечатляющее преимущество инверторного сварочного аппарата перед обычными машинами. Например, инвертор весом менее 5 кг, меньше чемодана и его можно удобно перекинуть через плечо, может иметь выходную мощность, сравнимую с мощностью 50-килограммовой машины на базе трансформатора.
- КПД : Качественные инверторные аппараты, такие как серия инверторных сварочных аппаратов Weldforce, будут иметь коэффициент полезного действия около 80-90%, в то время как обычные сварочные аппараты имеют значительно более низкий КПД, около 50%. Это связано с тем, что более крупные трансформаторы в обычных машинах имеют большее сопротивление и, следовательно, теряют значительное количество мощности (или энергии) из-за рассеивания тепла.
- Использование мощности генератора : Высокая эффективность означает, что использование энергии генератора намного более целесообразно для инверторных сварочных аппаратов, которые могут работать на небольших портативных генераторных установках — что часто невозможно с традиционными трансформаторными машинами. Следует отметить, что существуют риски, связанные с использованием энергии генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора с инверторными сварочными аппаратами.
- Рабочий цикл : Обычно гораздо более высокие рабочие циклы достигаются с инверторными машинами, опять же из-за разницы в размерах трансформатора. Хотя более мелкие компоненты инверторной машины быстро нагреваются, их можно охладить намного проще и быстрее. В обычных сварочных аппаратах с «трансформатором», однако, компоненты намного крупнее и поэтому имеют тенденцию накапливать тепло и требуют больше времени для охлаждения.
- Выход постоянного тока : Многие обычные сварочные аппараты MMA с «трансформатором» имеют выход только переменного тока, что означает, что они ограничены в типах электродов, которыми они могут сваривать. Однако в инверторных машинах ток намного легче преобразовать в постоянный, что означает, что они могут сваривать широкий спектр различных сварочных электродов. Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
- Характеристики : Характеристики качественных сварочных аппаратов на базе инвертора существенно выше, чем у обычных сварочных аппаратов.Это особенно заметно при ручной дуговой сварке, когда операторы обнаруживают, что сварка намного проще, и им не нужно «бороться» с дугой. В основном это связано с тем, что инверторные машины имеют более высокое напряжение холостого хода и включают такие функции, как горячий запуск, защита от прилипания и Arc-Force. Ярким примером этого является сварка тонких материалов: при использовании обычного сварочного аппарата это очень сложно, если не невозможно, но с инверторными аппаратами, такими как серия Weldforce, которые имеют бесконечную регулировку силы тока и очень стабильную дугу, мощность можно очень сильно уменьшить. низкий так, чтобы он сварился, скажем 1. 6-миллиметровый листовой металл или секция трубы с относительной легкостью и контролем.
- Функции : Электроника инверторных машин значительно упрощает возможность включения дополнительных функций (например, режима TIG) и повышения управляемости существующих функций.
 Например, инвертор весом менее 5 кг, меньше чемодана и его можно удобно перекинуть через плечо, может иметь выходную мощность, сравнимую с мощностью 50-килограммовой машины на базе трансформатора.
Например, инвертор весом менее 5 кг, меньше чемодана и его можно удобно перекинуть через плечо, может иметь выходную мощность, сравнимую с мощностью 50-килограммовой машины на базе трансформатора. Следует отметить, что существуют риски, связанные с использованием энергии генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора с инверторными сварочными аппаратами.
Следует отметить, что существуют риски, связанные с использованием энергии генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора с инверторными сварочными аппаратами.  Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.  6-миллиметровый листовой металл или секция трубы с относительной легкостью и контролем.
6-миллиметровый листовой металл или секция трубы с относительной легкостью и контролем. Что такое инверторная технология IGBT?
Аббревиатура IGBT означает «Биполярные транзисторы с изолированным затвором». Это высокоскоростные переключающие устройства, используемые во всех сварочных аппаратах Weldclass Inverter, которые облегчают регулировку напряжения.
В некоторых инверторных машинах используется более старая технология / транзисторы MOSFET. Технология IGBT предлагает значительные преимущества перед MOSFET — возможно, наиболее важным преимуществом является то, что IGBT менее уязвимы к колебаниям мощности сети и генератора, что делает их намного более надежными и менее подверженными повреждению или отказу.
БТИЗ
Еще статьи по инверторным сварочным аппаратам;
Что такое рабочий цикл и как он рассчитывается?
Использование генераторов для питания инверторных сварочных аппаратов
Все артикулы сварочных аппаратов
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за какие-либо неточности, ошибки или упущения в этой информации, ссылках и приложениях. Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям. Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение правильного и безопасного функционирования выбранного продукта в предполагаемом применении. E. & O.E.
Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям. Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение правильного и безопасного функционирования выбранного продукта в предполагаемом применении. E. & O.E.
Блог The Welders Warehouse
Вы решили купить сварочный аппарат Mig Welder, но обнаружили, что есть непонятный выбор.Итак, как вы подойдете к выбору сварочного аппарата Mig?
Поскольку не все люди читают, я также подготовил видео на эту тему:
Первые дела Первое
Это может показаться несколько очевидным, но первое, что вы должны учитывать при выборе сварочного аппарата Mig, — это то, что вы хотите с ним делать!
Нет смысла покупать сварочный аппарат Mig на 150 А, потому что он работает от свечи 13 А, если вы хотите сваривать листовую сталь толщиной 10 мм — он просто недостаточно мощный.
И наоборот, нет смысла тратить большие деньги на машину на 300 А, если вы хотите только отремонтировать вещи дома и / или отремонтировать классический автомобиль.
Итак, важными факторами являются выходная мощность и собственный источник питания.
В общих чертах, вы можете запустить трансформатор до 130 или 150 ампер (в зависимости от машины) от вилки на 13 ампер.
Аппараты с инвертором
могут работать при напряжении около 160 ампер от источника питания 13 ампер. Это связано с тем, что инвертор более электрически эффективен, чем традиционный трансформатор.
Сказав все это, если вы хотите сваривать материал толщиной панели кузова автомобиля, мощность на верхнем конце гораздо менее важна, чем на нижнем.
Для сварки панелей кузова вам понадобится сварочный аппарат Mig с минимальной мощностью не более 30 ампер. Более высокая минимальная производительность приведет к выдуванию большого количества отверстий в тонком листе!
Итак, рассмотрите оба конца диапазона мощности, а не только его максимум!
Основы сварочного аппарата MIG
Сварочный аппарат Mig можно разделить на две основные части: источник питания и систему подачи проволоки (включая горелку).
Источник питания может быть трансформатором или инвертором (подробнее об этом позже).
На мой взгляд, более важным фактором является система привода проволоки, включая горелку.
Я говорю это, потому что после 30 лет работы в сварке проблемы с приводом проволоки составляют около 80% всех проблем, которые я видел с сварочными аппаратами Mig. От единиц DIY до крупных промышленных единиц.
Рабочий цикл
Еще одно соображение относительно выходной мощности Mig Welder — это рабочий цикл.По сути, это то, как долго машина проработает, прежде чем она перегреется. Если вы хотите выполнять длинные сварные швы на большой мощности, малый DIY Mig вряд ли станет для вас правильным выбором. Но если это в основном небольшие работы, у вас не должно возникнуть проблем.
Я написал отдельную статью в блоге о рабочем цикле, если вы хотите узнать больше. Ive также снял видео, если вы предпочитаете смотреть, чем читать:
- Статьи
- Сварочный полуавтомат своими руками
2019-11-11 14:37:45
960

Сварка металла может пригодиться в любой момент. Используемый для неё сварочный аппарат полезен в домашнем хозяйстве. Он позволяет самостоятельно решать вопросы с небольшими ремонтными работами. Но приобретение заводского сварочного полуавтомата обходится не дешево. Благо, доступно альтернативное решение — устройство можно сделать своими руками. Лучше всего создавать полуавтомат самостоятельно из инвертора.
Процесс изготовления сварочного полуавтомата своими руками
Первоначально решаются вопросы с материальным обеспечением:
- Инвертор. Нужна минимальная сила тока в 150А.
- Механизм подачи, используемый для проволоки. Нужен для расходника и отвечает за его равномерную укладку.
- Горелка. Используется для плавления используемой проволоки.
- Газовый шланг. Обеспечивает поступление защитного газа.
- Катушка. Используется как место расположения проволоки.
- Подающий шланг. Обеспечивает подвод расходника к точке работы.
- Электронный блок. Используется для управлений работой всего устройства. Он позволяет регулировать напряжение, скорость и силу тока.
Пошаговое описание процесса
Для успешного создания аппарата необходимо последовательно выполнить следующие этапы:
- Переделывается составной трансформатор инвертора. Для этого на него наносится дополнительный слой, состоящий из термобумаги и полосы из меди (проволоку из этого металла использовать нельзя —он нагревается и выводит из строя). Также нужна вторичная обмотка. Она реализовывается в виде 3-х слоев жести. Чтобы обеспечить изоляцию, используется фторопластовая лента. Концы у имеющейся и дополнительной обмоток спаиваются.
- Устанавливается механизм подачи. Можно купить в магазинах или сделать самостоятельно из имеющихся составляющих. Для этого подойдут двигатели автомобильных дворников, подшипники, ролики и пластины.
- Монтируется источник питания. Чтобы обеспечить функционирование сварочного полуавтомата, в качестве вариантов рассматриваются трансформатор, выпрямитель и инвертор.
Своими руками создать качественный аппарат не сложно. Для этого нужны хорошие комплектующие и размеренный подход к работе.
Комментарии:
Рекомендуемые статьи

Как выбрать сварочный полуавтомат?
Приобрести сварочный полуавтомат за доступные деньги – это вполне реальная задача. Сварочные полуавтоматы отлично подходят для сварки тонких материалов. Обеспечивают качественные швы и высокую производительность благодаря механизму автоматической подачи проволоки. Чтобы вы могли подобрать недорогую модель, подходящую для ваших целей, мы рассмотрим несколько популярных моделей: на что способна кажд..

Как создать механизм подачи проволоки для полуавтомата своими руками?
Сварочный автомат — полезный инструмент, используемый как профессионалами, так и в домашних условиях. Его, равно как и составляющие части, можно приобрести в магазине. Но при наличии желания его под силу сделать и самостоятельно, используя необходимые материалы. В статье будет рассмотрено создание его составляющей — механизма подачи проволоки для полуавтомата своими руками.
Подготовка
Механизм р..

Рейтинг сварочных полуавтоматов
Полуавтоматические сварочные аппараты востребованы в отраслях народного хозяйства и автомастерских, строительстве и частных домах. Спрос на эту технику объясняется возможностью производить швы различного вида: горизонтальные, вертикальные, потолочные, спиральные. Полуавтоматами можно сварить изделия из титана, нержавеющей стали, алюминия, чёрных металлов, причём качество сварки будет на высоком ур..

Настройка сварочного полуавтомата
Настройка сварочного полуавтомата, равно как и обеспечение требуемых условий для работы на полуавтоматическом инверторе, проводится заранее. Но вольтаж, сила тока, скорость подачи проволоки, установка иных параметров для оборудования производится непосредственно перед началом сварочного процесса. При использовании сварщиком корректируется его работа.
Порядок проведения настройки
Перед использова..
Характеристика и особенности tig-сварки с помощью инвертора. Принцип действия и технология метода

Название TIG происходит от английского слова «Tungsten», что переводится как «вольфрамовый». Сварка tig – способ дуговой сварки в инертном газе с помощью вольфрамового электрода.
Международные обозначения способов сварочного процесса:
- TIG (WIG) – дуговая электродом из вольфрама (W-электродом) способом ТИГ (в среде инертного газа);
- TIG-DC – с применением постоянного тока;
- TIG-AC – с переменным током;
- TIG-DC/AC – использование постоянного и переменного тока;
- TIG pulser – с применением пульсирующего тока;
- TIG HF – с системой бесконтактного возбуждения дуги высокочастотным и высоковольтным разрядом;
- TIG contact – с контактным возбуждением дуги касанием об изделие.
Особенности tig-сварки с применением инвертора
Метод относится к аргонодуговой сварке и предполагает использование неплавящегося электрода из активированного или чистого вольфрама. Расплав и сварочная дуга защищаются оболочкой инертного газа. При необходимости добавляют присадочный материал.
Источником питания служит инвертор. Это электрический источник тока, принцип работы которого отличается от традиционных источников. Поступающий из сети ток вначале выпрямляется, что способствует его преобразованию, затем разделяется на короткие участки (тактируется) при помощи электронных выключателей – транзисторов.
Тиг-инверторы отличаются стабильным питанием. При изменении длины дуги меняется не сила тока, а напряжение. Это способствует достаточному провару металла и постоянной мощности плавления.
Примерная стоимость тиг-инверторов на Яндекс.маркет
Отличительные свойства способа:
- универсальность (можно варить любой металл, пригодный к сварке плавлением);
- чистота и безвредность процесса;
- высокое качество сварного шва;
- возможность оптимальной настройки тока и внесения требуемого количества присадок;
- применение в стесненных условиях.
По сравнению с методом плавящимся электродом (ограничение минимальной толщины металла – 0.8-1.0 мм) способ ТИГ позволяет создавать однопроходные соединения материала толщиной до 3 мм и многопроходные с применением металлов различной толщины. Электрод в процессе работы не расплавляется и не попадает в шов.
Принцип действия
Сущность сварочного процесса заключается в расплавлении кромок свариваемого изделия и присадочной проволоки с помощью дуги, горящей между обрабатываемым предметом и неплавящимся электродом.
При правильном применении вольфрамового электрода, который имеет высокую точку плавления – 3380 °C, он не плавится. Назначение электрода – носитель электрической дуги. Сварочную присадку вводят вручную или с помощью механизма подачи.
От воздействия воздуха дуга, кристаллизующийся шов, сварочная ванна, торец присадочного материала защищены газом (преимущественно используют аргон), который посредством горелки подается в рабочую зону, концентрично обтекая электрод. Газ препятствует окислению металла на открытом воздухе.
Схема TIG-сварки
Классификация инверторов
Сварочные инверторные выпрямители представляют собой транзисторные инверторные источники питания. Устройства отличаются массогабаритными показателями, имеющими широкие пределы регулирования энергии.
В зависимости от выполняемых функций, инверторы подразделяются:
- ММА – для дуговой ручной сварки;
- MIG/MAG – для полуавтоматического способа в среде защитных газов;
- MMA, MIG/MAG – полуавтоматы;
- TIG – для аргонно-дуговой сварки неплавящимся электродом;
- MMA, TIG – универсальные аппараты.
Технология сварки tig с использованием инвертора
Работа преимущественно выполняется на постоянном и переменном токах. Технология имеет свои особенности.
Общие положения техники процесса:
- Сварка корневых швов не требует поперечного перемещения конца электрода.
- Заполнение разделки выполняется с минимальными поперечными перемещениями конца электрода.
- Угол между плоскостью детали и осью горелки – 60-90°.
- Угол подачи присадочной проволоки в зону сварки находится в интервале 15-45° к плоскости детали.
Расположение дуги и присадочного материала зависят от пространственного положения шва. Ручной способ требует постоянного нахождения присадочной проволоки в струе защитного газа.
Выбор режима зависит от химического состава и толщины свариваемого металла и его положения в пространстве.
Выполнение работ
Алгоритм метода включает следующие этапы:
- Выбор присадки. Выполняется с учетом параметров: материал, диаметр и длина прутка.
- Настройка расхода защитного газа. Зависит от вида газа, размера сварочной ванны.
- Очистка поверхности деталей. Включает очистку боковых частей кромок и поверхности изделия в зоне, подлежащей сварке.
- Зажигание электрической дуги.
- Ведение горелки.
- Устранение отклонения дуги.
- Выполнение сварного шва.
Источник: https://elsvarkin.ru/texnologiya/tig-svarki/
Tig сварка из инвертора своими руками — Вместе мастерим

Сварка цветных металлов и сплавов — сложная операция даже для опытного мастера. Кто хоть раз стыкался с необходимостью сваривания алюминия или титана, тот знает цены на эти услуги. Часто они столь высоки, что от сварки приходится отказываться и покупать новую деталь или менять целый узел. Но чаще всего, 80-90% цены — это не стоимость оборудования, а оплата услуг сварщика.
Не хочу утверждать, что сварка аргоном, а именно она применяется в этом случае, очень сложна и сильно отличается от сварки ММА. Да, она несколько сложнее в техническом плане и требует определенных навыков, но если вы освоили сварку покрытым электродом, то, после небольшой практики, сможете варить и аргоновой сваркой ТИГ.
Закономерный вопрос — где взять аппарат? Решить его можно двумя путями — купить инвертор с режимом TIG или переделать свой аппарат. Аргонная сварка из инвертора своими руками — вполне решаемая задача даже в условиях личного гаража, не говоря уже о мастерской или металлообрабатывающем цехе.
Особенности аргоновой сварки
Сварка в аргоновой атмосфере отличается от обычной ММА такими особенностями:
- производится при постоянном обдуве аргоном;
- ток может использоваться как переменный, так и постоянный (обратной полярности);
- необходимо использовать вольфрамовый электрод;
- без присадочной проволоки варить можно только особо тонкие листы;
- для розжига дуги необходим осциллятор;
- техника проводки электрода имеет определенную специфику.
Рассмотрим все пункты по отдельности. Может показаться, что они напрямую не относятся к теме, как из обычного инвертора сделать профессиональную аргоновую сварку, но, зная эти тонкости, станет легче учесть все особенности аппарата и технологии.
Схема аргонной сварки:
Зачем нужен аргон
Этот элемент (Ar) входит в группу (18) инертных (можно посмотреть в периодической таблице) газов, которые в обычном состоянии практически не взаимодействуют с большинством веществ, включая металлы, кислоты, соли и щелочи. По распространенности в природе он находится на третьем месте после кислорода и азота, что определяет его достаточно невысокую цену по сравнению, например, с гелием.
Практические свойства при сварке определяет его вес — он тяжелее азота и кислорода более чем в два раза, появляясь в зоне сварного шва, он попросту вытесняет эти газы и окутывает ванну, не допуская возникновения химических реакций окисления. Этот факт необходимо учитывать при сварке на открытом воздухе — сильный или умеренный ветер может ухудшить качество сварки.
Сварочный ток
Электрический ток напряжением 30-80 В и силой 20-200 А — диапазоны, применяющиеся при сварке цветных металлов в инертной атмосфере. Выбор параметров тока производится согласно специальных таблиц и зависит от диаметра электрода и толщины свариваемого металла. Правильно выбрав характеристики тока, вы сможете выполнить самый сложный шов даже на самодельном аппарате.
Электрод
Вольфрамовый остро заточенный стержень, использующийся в роли электрода удобен тем, что:
- он не плавиться (Т плавления выше 3000 0 С, даже при красном калении он не размягчается) при температурах сварки цветных металлов;
- позволяет получить очень тонкую дугу, дает возможность формирования компактного шва;
- испарение электрода составляет не более 0,01 грамма на 1 м шва.
При этом промышленность выпускает такие электроды в более чем 25 видах, выбрать нужный не составит особого труда.
Присадочная проволока
Дополнительный материал, который при сварке плавиться электрической дугой и заливает шов. При застывании он образует монолитное соединение. На особо тонких листах проволока практически не нужна, но для сварки объемных деталей она необходима.
Материал проволоки выбирается в соответствии со свариваемым металлом: для алюминия — алюминиевая, для нержавейки — из легированной стали определенной марки.
Осциллятор
При сварке постоянным током вольфрамовым электродом довольно сложно разжечь электрическую дугу. Если выполнять эту операцию касанием, как при сварке ММА, то возможно пригорание электрода, проплавление металла, приварка части материала к острию электрода и прочие неприятности.
Осциллятор — специальный аппарат, который вырабатывает высокочастотный ток для подачи импульса розжига. В дальнейшем он периодически генерирует поддерживающие импульсы, стабилизирующие дугу и позволяет сварщику уверенно работать как при постоянном, так и при переменном токе.
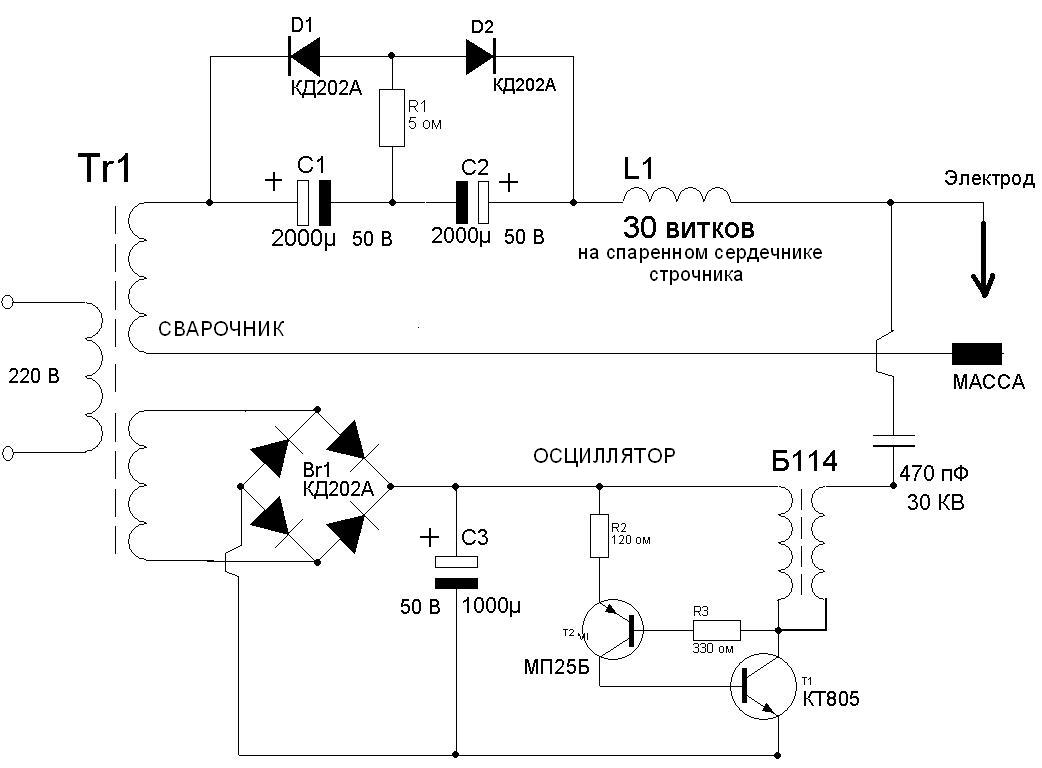
Перед тем, как сделать полноценную аргоновую ТИГ сварку самому, необходимо купить осциллятор, например УВК 7, или собрать его самостоятельно по одной из схем:
Но практика показывает, что осциллятор заводского изготовления работает намного надежнее. А цена его не столь высока, чтобы тратить неделю времени на поиск деталей, сборку и настройку самодельного устройства.
Тем более, что заводской осциллятор подключается очень просто практически к любому аппарату инверторного или трансформаторного типа — достаточно при помощи специальных разъемов навесить его на сварочные электрокабели. Он работает параллельно с аппаратом и на сварочный ток влияния не оказывает, поддерживая только стабильность дуги.
Но при покупке осциллятора следует учесть, что некоторые модели работают при напряжении холостого хода от 40 В. Если вы собрались вести сварку при U= 28-30В, то генератор импульса может не сработать.
Техника сваривания
К конструкции аппарата отношение имеет косвенное, но в виде справочной информации необходимо знать, что при сварке ТИГ используется максимально короткая дуга — около 2 мм. Электрод ведется только прямолинейно, не осуществляя характерных для ММА движений перпендикулярно направления шва в двух плоскостях.
Источник: https://vmeste-masterim.ru/tig-svarka-iz-invertora-svoimi-rukami.html
Что такое ТИГ сварка и где она применяется?

Сварка металлических деталей известна человечеству давно. Однако с развитием металлургии, появлением новых сплавов, соединений технология начала улучшаться, чтобы отвечать всем требованиям складывающихся реалий. Любому начинающему сварщику нужно узнать побольше информации о ТИГ сварке: что это такое, как пользоваться оборудованием, какими сильными и слабыми сторонами она обладает.
ТИГ сварка
Что такое ТИГ сварка?
Прежде чем переходить к описанию оборудования, разбору преимуществ и недостатков, необходимо разобраться с принципами технологии, особенностями ТИГ сварки. TIG сварка — это способ соединения металлов, при котором используется вольфрамовый электрод с защитным газом. Стержень считается «неплавящимся». Сварщик должен затачивать его перед применением, чтобы дуга была стабильной, а шов получался ровным.
Вольфрамовый электрод закрепляется в горелке по центру сопла. По краям горелки находятся отверстия, через которые подаётся защитный газ. Для этого применяется аргон. Он защищает место сваривания от образования оксидной плёнки. Дополнительно нужно использовать присадочную проволоку. Желательно, чтобы она была изготовлена из того материала, который нужно сварить.
История появления
Сварка известна человечеству не одно десятилетие. Впервые идея того, что можно соединять металлические детали во время сильного нагревания появилась в начале 20 века. Над созданием подобного оборудования задумался Чарльз Л. Коффин — американский инженер. Однако первые образцы оборудования не позволяли использовать аппарат в промышленных условиях, сваривать сплавы металлов.
Впервые неплавящийся электрод из вольфрама и защитный газ (инертный гелий) были протестированы в 40-х годах 20 века. С помощью этой технологии удалось соединить алюминий, магний, никель. Метод стал популярен в самолёто- и ракетостроении, а потом получил популярность и среди других направлений промышленности.
Преимущества и недостатки
Любой технологический процесс обладает сильными и слабыми сторонами. Преимущества аргоновой TIG сварки:
- Благодаря использованию защитного газа шов получается равномерным, без поров, трещин, пустот. Аргон защищает нагреваемую поверхность от оксидной плёнки, образующейся при взаимодействии горячего металла с кислородом.
- Уменьшаются внутренние напряжения, образующиеся во время сваривания без защитного газа.
- Металл не разбрызгивается.
- После сваривания изделия не нуждаются в дополнительной обработке.
- ТИГ сваркой можно соединять большинство известных металлов, сплавов.
- Достаточно попробовать поработать оборудованием 2–3 раза, чтобы освоить навык создания качественных, красивых швов.
Недостатки TIG сварки:
- Используя оборудование на открытом воздухе, нужно закрывать место соединения от ветра. Потоки воздуха сбивают направления движения защитного газа, ухудшают качество шва.
- Нужно тщательно подготавливать рабочую поверхность.
- Нельзя выбирать острый угол наклона горелки относительно заготовки. Это осложняет рабочий процесс.
- На месте, где зажигается электрическая дуга, остаётся отметка, которую нужно будет счистить.
Учитывая недостатки ТИГ оборудования, можно подготовиться к возможным сложностям во время эксплуатации сварки.
Красивые швы сварки
Применение
Поскольку ТИГ технология позволяет соединять множество металлов и сплавов на их основе, её используют в различных направлениях промышленности:
- Автомобилестроение, изготовление деталей для промышленного оборудования.
- Космическая промышленность.
- Строение кораблей, самолётов.
- Изготовление медицинских инструментов.
- Строительство, создание электроинструментов.
Часто ТИГ технология применяется в домашних условиях. С помощью аппаратов с вольфрамовыми электродами заваривают детали от кузова автомобилей, чинят радиаторы.
Режимы
ТИГ оборудование работает с помощью однополярного или переменного тока. Каждый из отдельных режимов ТИГ сварки применяется для разных материалов.
Режим ТИГ сварки
Постоянный ток
Оборудование, работающее на постоянном токе, обладает определёнными преимуществами. К ним относятся:
- Увеличивается экономичность рабочего процесса.
- Можно проваривать детали на большую глубину. Шов получается узки, но глубоким.
- Возрастает скорость сварочного процесса.
Минус подаётся на вольфрамовый электрод, плюс идёт на обрабатываемую деталь. Оборудование, работающее на постоянном токе, подходит для соединения легирующих сталей, нержавейки.
Переменный ток
Оборудование, во время работы которого происходит автоматическая смена минуса и плюса. При увеличении обратной полярности поверхность эффективнее очищается от оксидной пленки.
Оборудование
Проводить сварочный процесс с защитным газом, неплавящимся вольфрамовым электродом можно с помощью обычного инвертора с горелкой, которая может подавать газ. Однако существует два вида специализированного инструмента:
- Инвертор TIG. Дополняется блоком, который может вырабатывать прямой или переменный ток. Благодаря этому увеличивается функционал аппарата. Даёт возможность работать со сталями, алюминием, сплавами.
- Сварочные выпрямители. Аппарат преобразует переменный ток в постоянный. Является профессиональным аппаратом.
Оборудование и расходные материалы нужно выбирать зависимо от того, какой металл или сплав будет обрабатываться.
Инвертор ТИГ сварки
Алгоритм сборки сварочного аппарата
После покупки установки, расходных материалов, соединительных элементов нужно собрать отдельные детали и механизмы вместе. Этапы сборки:
- Соединить осциллятор с инвертором.
- Провод, отвечающий за массу, закрепить на клемме, отмеченной значком плюса.
- Провод, который соединён с горелкой, нужно подключить к клемме со значком минуса.
- На рукав, через который будет проводиться поток газа, закрепить горелку.
- Подготовить баллон с аргоном. Накрутить редуктор.
- Рукав, подающий газ, закрепить на редукторе.
- Инвертор подключить к общей сети — 220 В. Осциллятор должен питаться от блока питания, вырабатывающего 6 В.
Чтобы не ошибиться при подключении элементов, можно посмотреть схемы и обучающее видео. После сборки необходимо провести настройку аппарата. От этого будет зависеть качество проводимых работ.
Что такое тиг сварка на инверторе

Время чтения: 7 минут
TIG сварка (аргонодуговая) — одна из самых часто применяемых технологий при выполнении профессиональных сварочных работ. Данная технология позволяет получить швы высокого качества, хотя и не так производительна, как другие технологии. Технология TIG сварки применяется не только в условиях масштабного производства, но и для ремонта или сварки металлоконструкций. Словом, сфера применения аргонодуговой сварки TIG действительно широка.
Выполнение аргонодуговой сварки немыслимо без специального оборудование. Сейчас аппарат для TIG сварки можно найти в ассортименте у любого крупного производителя сварочного оборудования. Технология очень популярна, поэтому изучение ее основ не будет лишним. В этой статье мы расскажем что такое TIG сварка, как применять оборудование сварочное для аргонодуговой сварки и какие правила нужно соблюдать, чтобы не нарушить технику безопасности при выполнении работ.
Общая информация
TIG сварка — (также аргонодуговая сварка) – это разновидность ручной дуговой сварки, выполняемой с помощью неплавящегося электрода (чаще всего вольфрамового) и инертного газа (защищающего сварную зону от окисления). Для выполнения TIG сварки необходим специальный аппарат аргонно дуговой сварки. Производители в характеристиках указывают, для каких сварочных технологий подходит конкретный сварочный аппарат. И если есть пометка «TIG», значит эта модель предназначена для аргонодуговой сварки.
Аппарат для аргонодуговой сварки позволяет использовать неплавящиеся электроды и защитный газ при выполнении работ. Принцип его работы мало чем отличается от стандартного инвертора для ММА сварки (ручной дуговой сварки покрытым электродом). При TIG сварке дуга так же образуется между свариваемым металлом и электродом. Отличие заключается в возможности подачи газа в сварочную зону.
Чаще всего используют газ аргон (отсюда и название «аргонодуговая сварка»), но вместо него можно использовать гелий или смесь гелия с аргоном. Газ выполняет защитную функцию, предотвращая окисление металла в зоне сварки.
Также помимо газа и неплавящегося электрода могут использоваться металлические прутки. Дело в том, что при TIG сварке электрод не участвует в формировании шва, он лишь расплавляет кромки не смешиваясь с основным металлом. Иногда этого достаточно, но в некоторых случаях приходится добавить в сварочную зону металлический пруток, чтобы сформировать шов.
Аппарат аргонной сварки применяется в бытовой, профессиональной и промышленной сварке. TIG технология широко используется при сборке самолетов, кораблей и ракет. Но это не значит, что вы не сможете применить такой аппарат в быту. Производители предлагают бюджетные модели аппаратов для TIG сварки, с помощью которых можно выполнить кузовной ремонт, например.
Как мы уже упомянули выше, оборудование для TIG сварки может быть бытовым, профессиональным и промышленным. Отличаются они характеристиками. В основном мощностью и функционалом. Часто производитель сам указывает, к какому классу относится та или иная модель сварочного аппарата. Например, есть пометка «Класс: бытовой» или «Для профессиональной сварки». Обращайте внимание на наличие этой пометки, чтобы вам было проще выбрать сварочник.
Технология сварки
Аппарат аргонодуговой сварки применяется в паре с аргоновой горелкой, в которую помещается неплавящийся электрод. Данная горелка многофункциональна: она не только подает газ в сварочную зону, но и является держателем для электрода. Вылет электрода относительно горелки можно регулировать вручную.
Все начинается с подключения клеммы «массы» на металлическую заготовку. Этот процесс ничем не отличается от подключения клеммы при ручной дуговой сварке инвертором. Далее горелка с установленным внутрь электродом включается с помощью специальной кнопки. Одновременно с этим начинается подача газа. Формируется сварочная дуга.
Сварочная дуга плавит металл, благодаря чему можно сформировать шов. Если металла от детали недостаточно для формирования шва, можно использовать металлический присадочный пруток. Он должен быть изготовлен из того же металла, что и деталь.
Применяемые аппараты для аргонодуговой сварки — это, по сути, инверторы AC/DC. Такие аппараты способны работать как на переменном, так и на постоянном токе. Чаще всего применяют переменный ток, поскольку он более эффективен.
Что касается газа, то его можно подавать как по центру, так и под углом. Подача под углом чаще всего используется при необходимости быстрого выполнения работ. При выполнении сварки в спешке газ может выдуваться воздухом, а его подача под углом устраняет данную проблему. Иногда инвертор для ТИГ сварки используют в паре с двумя потоками газа.
TIG сварка не так сложна, как может показаться на первый взгляд. Конечно, для ее выполнения желательно обладать хотя бы базовыми навыками сварки. Но это не значит, что вы должны иметь высокую квалификацию, чтобы выполнять подобные работы. Сначала качество швов может показаться неудовлетворительным. Но всегда помните, что сварочный аппарат — это всего лишь инструмент. Он расширяет ваши возможности. А результата во многом зависит именно от вас, а не от цены и технологичности аппарата.
Техника безопасности
Аргонодуговая сварка сопряжена с множеством рисков. Поэтому соблюдение техники безопасности — это не блажь, а необходимость. Так вы сохраните свое здоровье, а в некоторых случаях и свою жизнь.
Для начала, организуйте себе рабочее место. Если вы не собираетесь варить аппаратом для TIG сварки в больших объемах, то сделайте импровизированную кабину из фанеры, окрашенной огнеупорной краской. Ну а если вы работаете в цеху, то вам должны заранее обеспечить все необходимые условия работы, это не ваша задача.
Работаете на открытом воздухе? Держите оборудование для сварки аргоном под навесом или брезентом. Так вы защитите прибор от внезапных атмосферных осадков или прямых солнечных лучей. Если на улице идет дождь, то лучше отложить сварочные работы.
Учтите, что при работе с цветным металлом может выделяться много пыли и газов. Они негативно влияют на ваш организм, так что используйте средства индивидуальной защиты. Это должна быть роба, сварочная маска, перчатки. В некоторых случаях понадобится респиратор.
Держите неподалеку рабочий огнетушитель, чтобы предотвратить пожар. Не подпускайте к сварочным работам посторонних людей, не позволяйте домашним животным находиться близко к вам во время выполнения сварки.
Всегда проверяйте целостность кабелей, газовых шлангов, газовых баллонов и работоспособность самого аппарата перед проведением работ. Зачастую несчастные случаи происходят не по вине самих сварщиков, а лишь из-за неисправного сварочного кабеля или бракованного газового баллона.
Также мы не рекомендуем покупать сварочный аппарат для сварки аргоном от неизвестного производителя или в сомнительном полуподвальном магазине. Какой бы заманчивой ни была цифра на ценнике, помните, что ваше здоровье стоит слишком дорого, чтобы лишиться его из-за плохо сделанного сварочного аппарата.
Вместо заключения
Популярность аргоновой сварки легко объяснить. Эта технология хоть и требует от сварщика определенных навыков и не отличается высокой произвоительностью, но зато позволяет получить швы достойного качества. TIG сварка применяется в тех случаях, когда качество сварных соединений превыше всего.
Профессиональный аргоновый сварочный аппарат позволяет выполнять большие объемы работ без потери качества, что важно на крупном производстве. А недорогой бытовой инвертор с функцией аргонодуговой сварки расширит ваши возможности на даче или в гараже.
Источник: https://moy-instrument.ru/instrumenty/chto-takoe-tig-svarka-na-invertore.html
Tig сварка из инвертора своими руками

Сварка цветных металлов и сплавов — сложная операция даже для опытного мастера. Кто хоть раз стыкался с необходимостью сваривания алюминия или титана, тот знает цены на эти услуги. Часто они столь высоки, что от сварки приходится отказываться и покупать новую деталь или менять целый узел. Но чаще всего, 80-90% цены — это не стоимость оборудования, а оплата услуг сварщика.
Не хочу утверждать, что сварка аргоном, а именно она применяется в этом случае, очень сложна и сильно отличается от сварки ММА. Да, она несколько сложнее в техническом плане и требует определенных навыков, но если вы освоили сварку покрытым электродом, то, после небольшой практики, сможете варить и аргоновой сваркой ТИГ.
Закономерный вопрос — где взять аппарат? Решить его можно двумя путями — купить инвертор с режимом TIG или переделать свой аппарат. Аргонная сварка из инвертора своими руками — вполне решаемая задача даже в условиях личного гаража, не говоря уже о мастерской или металлообрабатывающем цехе.
Самодельный аппарат ТИГ на инверторе
Основными частями такой установки являются:
- инвертор с возможностью сварки ММА;
- горелка TIG;
- баллон с аргоном;
- манометр;
- осциллятор;
- соединительные шланги и кабели.
Собрать их нужно в соответствии со следующей схемой:
После настройки параметров тока, включить инвертор, подготовить металл и начинать сварку.
Источник: https://4x4expert.ru/info/tig-svarka-iz-invertora-svoimi-rukami/
Самые популярные аппараты для сварки алюминия

Аппараты для сварки алюминия и их особенности
Сварка алюминия отличается от сварки обычной стали. Под воздействием кислорода на поверхности алюминия образуется стойкая плёнка из оксидов, которая защищает металл от коррозионных процессов.
Поэтому для сварки алюминия используют особые сварочные аппараты, с возможностью варить в среде защитных газов и способностью разрушать оксидную плёнку. Ниже будут представлены самые популярные аппараты для сварки алюминия, которые отличаются своими характеристиками и функциональными возможностями.
Аппараты для сварки алюминия
Наибольшей популярностью среди сварщиков пользуются следующие модели сварочных аппаратов:
- Triton ALUTIG 200P AC/DC и Тriton АLUMIG 200 SPULSE SYNERGIC — мощностью в 8,75 кВа;
- RЕАL ТIG 200 P АС/ДС — мощность сварочного аппарата составляет 6 кВт;
- Аurora РRО INТER TIG 200 АС/DC РULSЕ — мощностью в 4,50 кВт;
- Тесн tig 200 р асdс (е101) — мощность 6,23 кВт;
- Triton ALUMIG 250Р Dруlsе Synergic 380v — мощность этого сварочного аппарата составляет 12,40 кВа.
Все вышеперечисленные аппараты для сварки алюминия позволяют создавать прочное и надёжное соединение. Они могут применяться для сварки не только алюминия, но и стали, а также некоторых сплавов.
Тriton АLUMIG 200 SPULSE SYNERGIC
Сварочный аппарат, который поддерживает MIG и MAG сварку. Благодаря этому обеспечивается качественная сварка алюминия и его сплавов. Возможности аппарата: продувка газом зоны сварки, есть несколько циклов (в начале и в конце).
Удобная функция «Burn Back», позволит настроить аппарат на определённое время отжига проволоки. Сварочные аппараты «Тriton АLUMIG 200 SPULSE SYNERGIC» применяются для сварки алюминия и сплавов из него, а также для сваривания нержавеющей стали.
Triton ALUTIG 200P AC/DC
Данный аппарат для сварки алюминия имеет удобную функцию MIX/TIG. Благодаря этому можно задействовать особый режим при сварке алюминиевый сплавов, который обеспечит качественный провар металлов при их различной толщине.
Аппарат для сварки удобен как на стройке, так и в гараже. Сварка алюминия происходит без наплывов. Что очень важно, аппарат Triton ALUTIG 200P AC/DC имеет небольшой расход газа.
Аurora РRО INТER TIG 200 АС/DC РULSЕ
Хороший сварочный аппарат для сварки алюминия и сплавов. Его особенностью является удалённое управление посредством небольшого пульта. Аппарат можно использовать как для TIG, так и для MMA сварки, причём любыми видами электродов.
В целом, сварочные аппараты Аurora РRО INТER TIG 200 АС/DC РULSЕ отличаются своей производительностью и качеством сварки. Из преимуществ, следует выделить не только высокую производительность, но и многофункциональность. Благодаря наличию импульсного режима, инвертор можно применять для сварки тонколистовой стали и алюминия.
RЕАL ТIG 200 P АС/ДС
Особенностью этого сварочного аппарата является возможность варить при низком напряжении в 160 Вольт. Аппарат имеет несколько режимов работы 2Т/4Т для обеспечения качественной импульсной сварки.
Поэтому сварочные аппараты RЕАL ТIG 200 P АС/ДС пользуются огромной популярностью. Единственный их недостаток связан с тем, что в режиме работы 2Т нет возможности заварить кратер.
Тесн tig 200 р асdс (е101)
Аппарат имеет возможность продувки газом, до и после сварки, а также кратковременную подачу импульсного тока, что в значительно мере облегчает возможность возбуждения сварочной дуги. Из плюсов следует выделить наличие режима импульсной сварки с возможностью регулировать частоту импульса.
Также, есть уже популярный режим сварки АС/DC с возможностью регулировки нарастания тока по времени. Сварочные аппараты для алюминия нашли широчайшее применение в автомастерских. Из недостатков следует отметить большое количество настроек, так что неподготовленному сварщику можно легко запутаться.
Triton ALUMIG 250Р Dруlsе Synergic 380v
Закрывает наш обзор аппаратов для сварки алюминия, который представлен на сайте mmasvarka.ru, сварочный аппарат Triton ALUMIG 250Р Dруlsе Synergic 380v. Из его имеющихся особенностей следует выделить наличие особой технологии, под названием «Soft Switch», которая защищает данную модель аппарата от перегрева и сильных скачков тока.
Также, в сварочном аппарате имеется так называемый режим «Горячий Старт». Благодаря этому не требуется предварительный прогрев оборудования для сварки алюминия. Ну а наличие режимов 2Т/4Т с возможностью заварки кратера, существенно облегчают рабочие будни сварщика.
Еще статьи про сварку:
- Термитный карандаш для сварки своими руками
- Лучшие сварочные электроды с рутиловым покрытием
- Вольфрамовые электроды: виды, состав, применение
Источник: https://zen.yandex.ru/media/mmasvarka/samye-populiarnye-apparaty-dlia-svarki-aliuminiia-5e7247a4de04135fd165ab35
Тиг сварка из инвертора своими руками

Время чтения: 7 минут
Аргонодуговая сварка — это одна из самых востребованных сварочных технологий. Аппарат для аргонной сварки дает практически безграничные возможности. Вам под силу сварка любых металлов практически без ограничений по толщине. Но всегда у домашнего мастера есть возможность приобрести заводской аппарат. И причины могут быть разными: от недостатка средств до банального недоверия к современным производителям.
К счастью, эта проблема решается довольно просто и, что самое главное, быстро. Если вы хотите сэкономить или по каким-либо другим причинам не можете купить заводской аппарат, то аргонная сварка из инвертора своими руками — это ваш выбор. В этой статье мы расскажем, как собрать аргонный аппарат своими руками.
статьи
Из чего собираем?
Аргонная сварка своими руками собирается из очень простых компонентов. Мы перечислим основные компоненты, которые понадобятся вам для сборки аргонной сварки своими силами.
Для начала, вам понадобится источник сварочного тока. В нашем случае это сварочный аппарат типа инвертор. Также вам нужен осциллятор. Дополнительно мы соберем блок защиты для нашего инвертора. Из второстепенных компонентов понадобится сварочная горелка, газовый баллон с аргоном, редуктор, газовые шланг и кабели. Давайте подробнее остановимся на каждом компоненте.
Про источник тока
Аргонныйаппарат собирается на основе какого-либо источника тока. Мы выбрали для этих целей обычный сварочный инвертор. Конечно, можно использовать трансформатор или выпрямитель, но инвертор предпочтительнее.
Однако, учтите, что из инвертора сделать аргонный аппарат сложнее. Если вы возьмете обычный инвертор и подключите к нему осциллятор, то аппарат все равно не сможет работать как аргонный. Он просто выйдет из строя. Так что вам придется немного переделать инвертор, добавив к основной схеме так называемый блок защиты. Блок собирается на той же плате, что и осциллятор, и плата монтируется в отдельный корпус.
Есть еще один вариант. Внимательно осмотрите ваш инвертор. Возможно в нем есть встроенная функция TIG. Если это действительно так, то считайте вам повезло. Инвертор не нужно переделывать. Достаточно подсоединить к нему газовый баллон, горелку и можно варить. Такие инвертор зачастую предназначены для ММА сварки, но оснащены осциллятором и блоком защиты. Поэтому производитель дает возможность использовать аппарат для TIG.
Про осциллятор и блок защиты
Предположим, что у вас обычный инвертор без функции TIG, и из него вам нужно собрать аргонную сварку своими руками. В таком случае вам придется отдельно сделать осциллятор и блок защиты. Ниже приведена удобная схема.
На ней показан как блок, так и осциллятор. Если вы не знаете, как применить эту схему, посмотрите видео ниже.
Про горелку и газ
Теперь о второстепенных компонентах. Вам понадобится газовая горелка, но не любая. А специально предназначенная для сварки аргоном. У нее керамическое сопло и специальный держатель для неплавящегося электрода.
Вы можете самостоятельно собрать аргонную горелку дома, купив все детали в интернете. Но по нашему опыту это пустая трата времени и сил. Лучше купите заводскую, она стоит не так уж дорого.
В качестве газа нужно использовать аргон. Он поставляется в баллонах черного или серого цвета, так что не перепутаете. Но лучше всего использовать именно газ из серых баллонов, поскольку там содержится чистый аргон. Он предпочтительнее для сварки.
Что касается емкости, то для сварки в домашних условиях вам будет достаточно баллона 10 л. Он достаточно легкий и компактный, его можно без проблем привезти на дачу или в гаражный кооператив. Для дома лучше не покупать большие баллоны по 50 литров. Вам будет трудно его перемещать.
Про редуктор и шланг
Также вам понадобится специальный газовый редуктор. Он надевается на баллон и используется для стабилизация давления в нем. Редуктор тоже должен быть аргонный, а не первый попавшийся. Для удобства редукторы окрашивают тем же цветом, что и баллоны. Так что ищите серый или черный редуктор.
Отдельно обращайте внимание на шланг. Мы рекомендуем сразу купить готовый и не мучиться с самостоятельной сборкой. Самодельный шланг, скорее всего, будет неудобным и вы потеряете много времени на поиск и установку специальных разъемов для подключения шланга к баллону и горелке.
Сборка аппарата
Итак, все компоненты собраны, можно приступать. Аргоновая сварка своими руками начинается с подключения осциллятора + блока защиты к инвертору. Посмотрите на схему выше, там все понятно. Возьмите массу и подсоедините ее к плюсовой клемме осциллятора. К минусовой клемме подключите кабель, идущий от горелки. Если будете варить алюминий, то поменяйте эти кабели местами.
Далее соедините газовый рукав и горелку, установите редуктор на баллон. Подсоедините горелку к рукаву с кабелем и газовым шлангом. Затем подсоедините шланг к редуктору. Теперь можно включать инвертор розетку. А вот для осциллятора обеспечьте питание 6В. Прикрутите к баллону с аргоном редуктор.
Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном. Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В. Все готово. Осталось настроить аппарат для корректной работы.
Настройка самодельного аппарата
Любая самодельная вещь или прибор нуждается в грамотной настройке, чтобы сварка проходила более-менее качественно. Наш самодельный аппарат не исключение. Мы расскажем о некоторых особенностях, которые нужно учитывать.
Для начала нужно заточить электрод. Для этого можно использовать специальную точилку. Конец электрода должен быть остро заточен. Если использовать для сварки не заточенный электрод, дуга будет нестабильной и не сможет сконцентрироваться в одной точке. Так что не игнорируйте этот этап.
Затем вам нужно установить электрод в горелку и включить ее, открыв вентиль на баллоне. С помощью редуктора отрегулируйте расход газа. Он не должен превышать 15 литров в минуту. После регулировки выключите горелку и приостановите подачу газа.
Источник: https://agentremonta.ru/svoimi-rukami/argonovaya-svarka-iz-invertora-svoimi-rukami-delaem-iz-obychnogo-invertora-argono-dugovoj-apparat-oborudovanie-dlya-argonodugovoj-svarki.html
Аргоновая сварка из инвертора своими руками — Станки, сварка, металлообработка
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью.
Источник: https://smm-star.com/tig-svarka-iz-invertora-svoimi-rukami/
Сварочный полуавтомат из инвертора своими руками: схема (фото и видео)

Сварочный полуавтомат можно купить готовым, но всегда находятся люди, которые пытаются сделать его своими руками. Сделать это не просто, но тем, кто действительно хочет собрать полуавтомат своими руками, придется заранее подготовить все необходимые комплектующие.
Устройство полуавтомата для сварки.
Для изготовления сварочного полуавтомата из инвертора потребуются инструменты и материалы:
- инвертор, который способен давать ток примерно в 150 А;
- подающий механизм;
- горелка;
- гибкий шланг;
- катушка с проволокой, с некоторыми изменениями в конструкции;
- сварочный инвертор;
- блок управления.
Схема питания сварочного полуавтомата.
Подающий механизм в данном случае заслуживает отдельного внимания: с его помощью происходит подача электродной проволоки по гибкому шлангу к точке сварки. В идеале скорость подачи проволоки должна соответствовать скорости расплавления расходного материала. Скорость подачи электродной проволоки очень важна для процесса сварки: от этого зависит качество сварного шва.
Необходимо предусмотреть возможность регулирования скоростей для возможности работы с электродной проволокой разного размера из различных материалов. Чаще всего применяется проволока следующих диаметров: 0,8 мм, 1 мм, 1,2 мм, 1,6 мм. Ее наматывают на катушки и заряжают сварочный инвертор.
Полностью автоматическая подача проволоки к сварочной горелке значительно сокращает время, затрачиваемое на работы.
Блок управления сварочного полуавтомата имеет канал регулирования, стабилизирующий ток. Действие тока контролирует микроконтроллер в широтно-импульсном режиме. От заполнения широтно-импульсного режима напрямую зависит напряжение на конденсаторе. Именно это напряжение влияет на силу сварочного тока.
Как сделать сварочный полуавтомат своими руками из инвертора?
Время чтения: 7 минут
Полуавтомат для многих мастеров не просто инструмент. Это полноценный помощник в хозяйстве и на работе. Он может понадобиться каждому умельцу: от дачника до автолюбителя. Ведь полуавтомат отлично подходит для сварки всех типов металлов практически без ограничений по толщине и составу. При этом сварка может быть и профессиональной, и любительской.
Полуавтоматы появились не так давно в массовой продаже. Сварщики старой закалки помнят, как раньше варили металл с помощью больших громоздких трансформаторов. Однако, с развитием технического прогресса инженерам удалось сконструировать компактный и удобный полуавтомат. В начале 20 века он вытеснил аппараты прошлого поколения и завоевал уважения большинства сварщиков по всему миру.
Современный полуавтомат способен выполнять различные типы сварочных работ. Это может быть MMA сварка, MIG/MAG сварка, а также TIG сварка. Все это возможно благодаря «начинке» полуавтомата. В основе аппарата лежит стандартный инвертор. Это значит, что в теории полуавтомат можно собрать самому. Конечно, используя инвертор в качестве «донора». В этой статье будет все: и основы работы полуавтомата, и переделка сварочного инвертора в полуавтомат.
Устройство полуавтомата
Устройство полуавтомата — это первое, что вам нужно изучить, если вы хотите собрать свой аппарат.
Стандартный полуавтомат состоит из двух частей (или двух блоков): силовой и подающей. Подающая часть — это просто подающее устройство для полуавтоматической сварки. Но, давайте подробнее рассмотрим устройство полуавтомата.
Силовая часть, он же силовой блок — это, по сути, инвертор. Инвертор выполняет роль источника тока. Здесь все просто. А вот подающая часть представляет собой отдельно стоящий, подключаемый подающий механизм. Подающий механизм используется для подачи проволоки. Проволока продается в бобинах и бобина вставляется прямо в подающий механизм. Ее конец выходит через сопло горелки.
Конечно, вам необязательно использовать подающий механизм, чтобы выполнить полуавтоматическую сварку. Проволоку можно подавать и вручную. Но это крайне неудобно, и в таком случае теряется вся суть полуавтоматической технологии.
Вот и все компоненты. Этого, конечно, недостаточно, чтобы сделать сварочный полуавтомат своими силами. Еще вам придется докупить детали, но они зависят от типа вашего инвертора и способа, с помощью которого вы будете переделывать его в полуавтомат. Не забудьте про комплектующие (горелка, рукав, правильно подобранное сопло и т.д.).
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Читать также: Автоматика для генератора своими руками
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Источник: https://PromkomRostov.ru/svarka/shema-poluavtomata-svoimi-rukami.html