Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор. Типовая схема и принцип
Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
 Схема работы сварочного инвертора
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор. Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
 Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Источник: http://rmnt.ru/story/machinery/remont-i-dorabotki-svarochnyx-invertorov-svoimi-rukami.1390439/
:: ПОВЫШЕНИЕ МОЩНОСТИ ИНВЕРТОРА ::
Автомобильные преобразователи напряжения широко применяются в нашей повседневной жизни. Развитие импульсных технологий позволила резким образом снизить габаритные размеры, вес и стоимость таких инверторов, поэтому сейчас они доступны почти всем. За киловатт мощности придется заплатить порядка 40$, но на самом деле.
Практика переделки китайских инверторов помогло понять каким должен быть хороший инвертор и изучить все нюансы схематики. Почти все инверторы 12-220 Вольт выполнены по одинаковой схеме, имеют множество защит и в практике работают довольно стабильно.
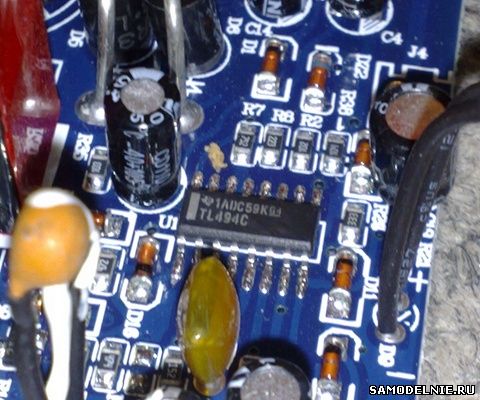
Во всех инверторах мы можем увидеть традиционные схемы с применением задающего двухтактного генератора и силовых ключей. Но если использовать импульсную схему инверторов, то частота на выходе устройство будет значительным образом отклонятся от сетевой, именно поэтому высокое напряжение уже после трансформатора выпрямляется и подается на высоковольтные силовые ключи, которые открываются с частотой 50 Гц — этот процесс обеспечивается отдельным генератором (часто используют микросхему TL494 и ее аналоги).
Недавно была сделана попытка умощнения промышленного инвертора и на практике удалось поднять мощность от 300 до 800 ватт.
Силовые транзисторы в первичной цепи стоят IRF3205 — одна пара, которые вполне способны обеспечить выходную мощность в пределах 300 ватт. Были добавлены еще две пары силовых ключей, но этого для умощнения недостаточно.

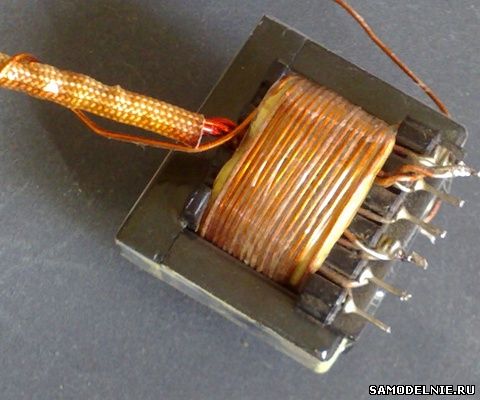
Габаритные размеры сердечника трансформатора не позволяют снять большую выходную мощность, поэтому пришлось заменить и трансформатор. Мотать новый трансформатор не нужно — подойдет буквально любой трансформатор от компового блока питания.
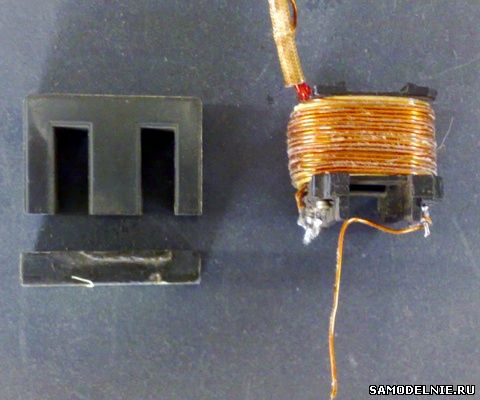
Трансформатор в компьютерном блоке питания предназначен для понижения сетевого напряжения, в нашем случае мы им будем повышать входной номинал до 250 Вольт. Для этого нужно домотать сетевую обмотку. Новая обмотка состоит из 16 витков и намотана проводом 0,8 мм, поске намотки эту обмотку подключаем последовательно с промышленной обмоткой.
Затем тестируем схему. Отвод от середины «косу» трансформатора подключаем к плюсу питания 12 Вольт. Для начала вторичную обмотку не нужно подключать на соответствующие выводы на плате инвертора. После запуска проверяем тепловыделение на ключах, если они холодные, то скорее всего схема работает нормально. Дяльше ко вторичной обмотке подключаем лампу накаливания 220 Вольт 40-100 ватт и снова запускаем схему. Лампа должна гореть ПОЛНЫМ НАКАЛОМ. Если все хорошо, то подключаем вторичную обмотку к плате.

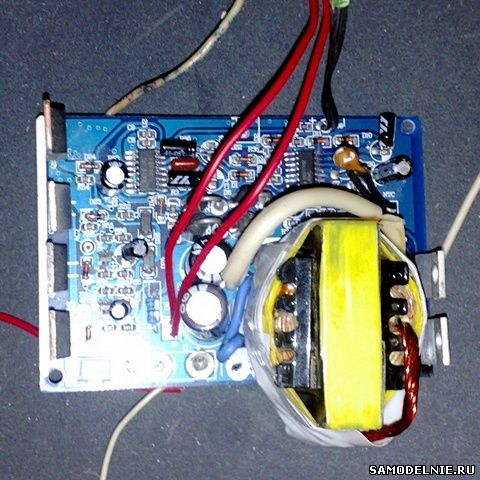
Схема имеет защиту от перегрева, повышения входного напряжения, защиту от КЗ на выходе, перегруза и переплюсовки входного напряжения, должен заметить, что все защиты лично проверял — работает.
Источник: http://vdn-plus.ru/kak-uvelichit-silu-toka-invertora/
Регулировка тока
Регулировка сварочного тока крайне важна для правильной работы и формировании качественного шва. Она может осуществляться несколькими способами:
- Регулировка тока путем изменения расстояния между элементами сварочного аппарата. Самый популярный способ. Чтобы уменьшить силу тока раздвиньте разрезанный сердечник трансформатора. Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.
- Регулировка тока на обмотке трансформатора. Таким способом можно отсечь часть катушки, тем самым увеличив значение напряжения, пуская ток по более короткому пути. Чтобы ослабить ток путь нужно наоборот увеличить.
- Регулировка тока с помощью стальной пружины с креплением клемм через заданный интервал. Это неплохой способ регулировки, он позволяет плавно настраивать ток, но есть один существенный недостаток — пружина сильно нагревается и при этом постоянно находится под ногами у мастера, а это грубейшее нарушение техники безопасности.
Если внедрить в цепь дроссель, то решится большинство проблем, связанных с регулировкой тока. Это на первый взгляд небольшое приспособление способно в полной мере компенсировать недостающие напряжение или наоборот выполнять роль сопротивления, если напряжения слишком много. Настройка тока дросселем происходит очень плавно и сварщику не нужно держать под ногами раскаленную пружину.
Источник: http://molotok34.ru/spravochnik/kak-uvelichit-moshchnost-svarochnogo-invertora.html
ВИДЕО РАБОТЫ УСИЛЕННОГО ИНВЕРТОРА 12-220
Выходные ключи использованы на 10 Ампер, в ходе работы с большими нагрузками будут перегреваться, поэтому помимо теплоотвода возможно будет нужда активного охлаждения.
Источник
Источник: http://vdn-plus.ru/kak-uvelichit-silu-toka-invertora/
Как собрать сварочный аппарат своими руками?
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Источник: http://gazsnabstroy.ru/prochee/dorabotka-svarochnogo-invertora-svoimi-rukami
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.

Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Источник: http://rmnt.ru/story/machinery/remont-i-dorabotki-svarochnyx-invertorov-svoimi-rukami.1390439/
Доработка сварочного инвертора своими руками — Металлы, оборудование, инструкции
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.
Источник: http://ometalledo.ru/dorabotka-svarochnogo-invertora-svoimi-rukami.html
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.

Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Источник: http://rmnt.ru/story/machinery/remont-i-dorabotki-svarochnyx-invertorov-svoimi-rukami.1390439/
Доработка сварочного инвертора своими руками — Станки, сварка, металлообработка
- Дата: 02-06-2015
- 288
- : 48
Инвертор в последние годы стал одним из самых популярных аппаратов для сварки. Именно он сейчас применяется многими профессионалами и простыми людьми. В некоторых случаях подобное оборудование приходится дорабатывать.
Доработку сварочного трансформатора можно доверить и профессионалам, а можно и сделать все своими руками. Ведь именно к этому в основном и сводится вся работа. В сварочном инверторе очень важную роль играет трансформатор, который преобразует входящее напряжение, повышая его значение до необходимого уровня.
Доработка сварочного инвертора с данной информацией превратится в самое настоящее удовольствие.
Схема устройства сварочного инвертора.
Если хорошо посмотреть на сварочный аппарат данного типа, то сразу бросается его простота. Система представляет собой простейший преобразователь напряжения. Первичная обмотка силового трансформатора достаточно проста. Она рассчитана на входное напряжение 220/400 Вольт.
Разумеется, имеется здесь тепловая защита от перегрева и вентилятор охлаждения. Все эти детали являются неотъемлемой частью инвертора. Именно здесь и кроется возможность доработки. В основном подобную схему имеют практически все инверторы.
Стоит отметить, что они рассчитаны на работу не с самыми большими токами. Чаще всего значение этого параметра не превышает 200 Ампер. Модернизация схемы не всегда является необходимостью.
В некоторых ситуациях этого делать не нужно, но в месте использования в обязательном порядке должно быть стабильное напряжение питания.
Предпосылки к модернизации
Таблица требуемых технических характеристик для сварочного инвертора.
Существует несколько основных предпосылок, которые заставляют людей переходить к доработке сварочного трансформатора. Во-первых, если данный агрегат используется в том месте, где нестабильно напряжение. Он рассчитан на стабильное потребление от 220 до 400 Вольт, но этого добиться можно не всегда. В некоторых случаях напряжение питания может падать куда ниже критической отметки.
К примеру, если оно опустится до 170 Вольт, то велика вероятность того, что трансформатор не будет работать, а соответственно, и инвертор. Аппараты подобного типа не предназначены для художественной сварки. Они скорее могут использоваться для работы с крупногабаритными деталями. Если нужна художественная сварка, то придется также переходить к доработке сварочного трансформатора.
Подобный аппарат даже при номинальных значениях напряжения не всегда позволяет зажечь дугу. Выходной каскад трансформатора не всегда выдает нужное высокое его значение. Если говорить о пониженных значениях, то тут может случиться беда. Именно поэтому при возникновении подобных проблем можно смело переходить к доработке.
Вся работа в данном случае сводится к установке диодного моста для выпрямления тока, что позволит получить на выходе более стабильную дугу и приведет к увеличению значения выходного напряжения трансформатора, чтобы розжиг можно было производить даже при недостаточном питании. Это очень полезные решения, которые каждый человек может реализовать самостоятельно.
Процесс выполнения работы
Функциональные возможности сварочного инвертора.
Вся работа сводится к тому, что в схему добавляется перемычка, состоящая из выпрямительного моста с фильтром низкой частоты.
В результате получается выпрямительное устройство, на выходе которого при холостом ходе получается значение удвоенного напряжения. Можно более подробно рассмотреть сам процесс работы схемы с перемычкой.
Сначала полуволна напряжения поступает на первый вентиль, пройдя через который, она поступает на фильтр.
В результате выпрямленное напряжение поступает на обмотку трансформатора. Происходит полная зарядка конденсатора в схеме. Далее вторая полуволна поступает на второй диод, проходя через который, она поступает на второй конденсатор. Соответственно, он тоже заряжается до максимума.
В результате получается, что по схеме напряжения от обоих элементов складываются между собой, что приводит к удвоению значения этого параметра на выходе. Именно этого и нужно было добиться, чтобы трансформатор позволял без каких-либо затруднений производить розжиг дуги. Итак, можно считать, что первая проблема полностью решена.
Схема источника питания инверторного сварочного аппарата.
Стоит еще отметить тот факт, что третий и четвертый выпрямители при отсутствии нагрузки в схеме никак не работают, то есть они не участвуют в рабочем процессе. Измененная схема выпрямительного моста позволяет сохранить стабильные показатели напряжения на выходе, в то время как стандартная принципиалка не позволяет работать с максимальным качеством дуги.
Это связано с тем, что при касании электрода рабочей поверхности происходит резкий разряд конденсатора, а это приводит к микровзрыву.
В подобной ситуации не стоит рассчитывать на качественное сваривание поверхностей. Итак, модифицированный мост позволит получить на выходе действительно потрясающий результат.
Он позволяет работать уже не только с толстыми металлами, но и выполнять ювелирную работу.
Несколько слов о самих деталях
Схема дросселя сварочного инвертора.
Теперь стоит поговорить о том, какие детали необходимо включить в схему, чтобы на выходе получить весьма неплохой результат. Ничего сверхъестественного использоваться не будет. Все детали можно без каких-либо проблем приобрести в специализированных магазинах.
Что касается выпрямительных диодов, то лучше всего использовать модель Д161 со стандартными радиаторами охлаждения, которые на них устанавливаются.
Можно составить смешанную схему, в которой будут использоваться выпрямители предыдущей марки, а также модели В200.
В этой ситуации устройство получается более компактным, так как радиаторы у каждой модели имеют различные габариты. Их проще соединить с помощью специальной шпильки.
В качестве конденсаторов можно использовать практически любые модели этих элементов, но лучше перестраховать себя и установить МБГО, которые не имеют полярности.
Для стабильной работы аппарата придется подбирать емкость каждого элемента.
Для этого используется либо метод тыка, либо математика. В большинстве случаев можно обойтись 400 мкФ.
Токовый дроссель наматывается на сердечник трансформатора. Для этого должен использоваться достаточно крупный провод. В большинстве случаев можно обойтись шнурком диаметром 10 квадратных миллиметров.
Мотать нужно до тех пор, пока окно не заполнится. В результате должно получиться пространство без каких-либо щелей. Между половинами сердечника стоит уложить текстолит. Он используется в качестве изолятора.
В результате получается инвертор со стабильными показателями работы дуги и со стабильным розжигом. Этого и стоило добиваться.
Повышение экономичности: рекомендации
Схема работы сварочного инвертора.
Сварочный инвертор — это весьма мощный агрегат, который потребляет огромное количество электроэнергии. Разумеется, с этим явлением можно бороться различными методами. Один из них будет предложен прямо сейчас.
Трансформатор в значительной степени влияет на подсадку напряжения в сети. Если работы будут вестись постоянно, то можно быть уверенными, что свет дома будет гореть слабо. Это приводит к дискомфорту всех окружающих.
Нужно искать правильный выход из ситуации.
Сам процесс понижения напряжения предельно прост. Придется внедрить еще одну доработку в сварочный инвертор.
Делается дополнительный вывод со вторичной обмотки, то есть уменьшается количество ее витков.
Разумеется, каждый может начать спорить, ведь значительно ухудшится качество горения при этом, но на самом деле здесь также имеется одна хитрость, которая позволит сохранить стабильное горение дуги.
Его емкость должна при этом составлять приблизительно 15 тысяч мкФ. Этого будет вполне достаточно. Разумеется, для каждого конкретного аппарата это значение может изменяться, но в большинстве случаев оно варьируется от 10 до 18 тысяч мкФ.
На это и стоит ориентироваться.
Итак, теперь каждый читатель знает о том, как можно доработать сварочный инвертор, чтобы на выходе иметь оптимальную дугу, которая позволит работать даже с самыми прихотливыми и тонкими материалами.
Ремонт и доработки сварочных инверторов своими руками
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.
Источник: http://ometalledo.ru/dorabotka-svarochnogo-invertora-svoimi-rukami.html
Подающий механизм

Электродная проволока должна подаваться непрерывно и равномерно – тогда сварка получится качественной. Скорость подачи должна регулироваться. Есть три варианта как сделать устройство:
- Купить полностью готовый механизм в сборе. Дорого, зато быстро.
- Купить только подающие катушки.
- Сделать все своими руками.
Если выбран третий вариант, понадобится:
- два подшипника, направляющий ролик, пружина натяжения;
- двигатель для подачи проволоки – подойдет мотор от дворников;
- металлическая пластина для крепления механизма.
Один подшипник прижимной – он должен быть регулируемый, второй служит опорой для ролика. Принцип изготовления:
- на пластине делаются отверстия для вала двигателя и для крепления подшипников;
- мотор закрепляется сзади пластины;
- на вал надевается направляющий ролик;
- сверху и снизу закрепляются подшипники;
Подшипники лучше всего ставить на металлические полоски – один край прикрепляется болтом к основной пластине, а к другому подсоединяется пружина с регулировочным болтом.
Сделанный механизм, размещается в корпусе так, чтобы ролики располагались на одной линии с разъемом для горелки, т.е., чтобы проволока не переламывалась. Перед роликами нужно установить жесткую трубку для выравнивания проволоки.
Источник: http://LedModa.ru/svarka/dorabotka-svarochnogo-invertora.html
Переделка сварочного инвертора в полуавтомат своими руками
Большинство мастеров, работающих с железом, считают самым незаменимым устройством в своём арсенале сварочный полуавтомат. Он востребован как среди профессионалов, так и новичков. В основном полуавтоматическая сварка применяется в кузовном ремонте автомобилей, но это далеко не единственная область её применения.
Готовый аппарат можно приобрести практически повсеместно, однако владельцы обыкновенных сварочных инверторов зачастую не хотят докупать ещё одно устройство. В таком случае полезно знать, как переделать сварочный инвертор в полуавтомат своими руками. Стоит понимать, что это далеко не самая простая задача, но при желании и некоторых знаниях в области электротехники это вполне возможно.
Источник: http://gazsnabstroy.ru/prochee/dorabotka-svarochnogo-invertora-svoimi-rukami
Необходимые материалы и инструменты
Для сборки полуавтомата потребуется:
- инверторный сварочный аппарат с током не менее 150 А;
- горелка со специальным шлангом. Внутри шланга должны проходить газопровод, силовой и управляющий кабеля, а также направляющий канал для электродной проволоки;
- механизм подающий проволоку;
- контроллер к электромотору;
- баллон с углекислотой;
- электромагнитный клапан;
- катушка с проволокой;
- источник питания 12 В, и удобный корпус для сборки механизма.
Источник: http://gazsnabstroy.ru/prochee/dorabotka-svarochnogo-invertora-svoimi-rukami
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Источник: http://rmnt.ru/story/machinery/remont-i-dorabotki-svarochnyx-invertorov-svoimi-rukami.1390439/
Виды аппаратов, их особенности
Сварочный выпрямитель своими руками
Самодельный сварочный выпрямитель нужен для эффективного питания бытовой конструкции или производственной с небольшими объёмами работ и рабочих циклов.
В промышленности применяют более мощную аппаратуру, действия с ней, не образуют пауз во время сварки.
В этот период происходит остывание раскалённых деталей, снижается скорость выполнения процедуры, что не мешает для домашних приспособлений.
Эти изделия состоят из элементов:
- трансформатора
- конденсаторного блока
- выпрямителя
Приступая к созданию сварочного прибора мастеру нужно определиться с направлением работ, их размерами.
От объема производства, количества соединений зависят:
- подбор нужных электродов
- системные параметры
- материальная характеристика
Сборщик, подобрав нужную схему и материалы, выполнив поэтапно сборку аппарата, добьётся необходимых показателей в системе.
Источник: http://molotok34.ru/spravochnik/kak-uvelichit-moshchnost-svarochnogo-invertora.html
Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Источник: http://rmnt.ru/story/machinery/remont-i-dorabotki-svarochnyx-invertorov-svoimi-rukami.1390439/
Подключение и эксплуатация инвертора
Автомобильный инвертор с 12 в 220 вольт мощностью больше 120 ватт потребляет ток свыше 10 ампер, поэтому его нежелательно подключать к штатному прикуривателю или замку зажигания. Это особенно актуально для современных автомобилей. Ведь более сильный ток приведет к перегоранию предохранителя, а установка вместо него «жучка» может закончиться возгоранием проводки. Поэтому инвертор мощностью свыше 120 ватт необходимо подключать к аккумулятору через предохранитель и выключатель с реле. Для этого придется своими руками проложить отдельный провод и установить где-то розетку на 220 вольт. Ее можно поставить как под передней панелью со стороны пассажира, так и в багажнике. Ведь очень неудобно каждый раз открывать капот, подключать инвертор к аккумулятору и тащить провод в салон машины. Проще нажать на кнопку, которая включает реле и преобразователь с 12 на 220 вольт начнет работать.
Статья в тему: Незамерзайка — как изготовить своими руками
Источник: http://nwjs.ru/obrabotka/kak-uvelichit-moshchnost-preobrazovatelya.html
Как настроить сварочный ток начинающему сварщику

Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 мм
Сварочный ток является одним из основных параметров дуговой электросварки. Если данный параметр будет подобран неправильно, то сваривать металл качественно не получится.
Многие ошибки во время сварки происходят именно по вине неправильно подобранных значений тока. Например, прилипает электрод или разбрызгивается металл, сварка прожигает заготовку и т. д. Всё это из-за неправильных параметров сварочного тока.
Начинающему электросварщику трудно определиться и подобрать сварочный ток. Связано это с тем, что ток сварки зависит от многих особенностей, в том числе и от напряжения в сети. Как настроить сварочный ток начинающему сварщику, читайте в этой статье.
Источник: http://vdn-plus.ru/kak-uvelichit-silu-toka-invertora/
Принцип действия
Сварочные инверторы устроены так, что напряжение на выходе не зависит от напряжения на входе. А значит, выставленный ток сварки не зависит от напряжения сети. Использование инверторов удобно при создании дуги, так как прилипание электрода практически отсутствует.
Принцип работы заключается в следующем. Переменное напряжение из промышленной сети частотой 50 Гц поступает на выпрямительный блок. Преобразуюсь в постоянное значение, сигнал попадает на силовой блок, состоящий из IGBT транзисторов. В результате из-за их ключевого режима работы, на выходе с блока образуется импульсный сигнал с большей частотой, около 20−60 кГц. Далее, поступая на блок преобразователей, величина напряжения понижается, а сила тока соответственно увеличивается.

Таким образом, требуемая величина тока достигается путём изменения сигнала высокой частоты. Это и обеспечивается преимущество над другими видами источников питания сварочной дуги. Советы по работе на инверторе читайте здесь.
Источник: http://LedModa.ru/svarka/dorabotka-svarochnogo-invertora.html
Ремонт и доработки сварочных инверторов своими руками
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.

Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
 Схема работы сварочного инвертора
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор. Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
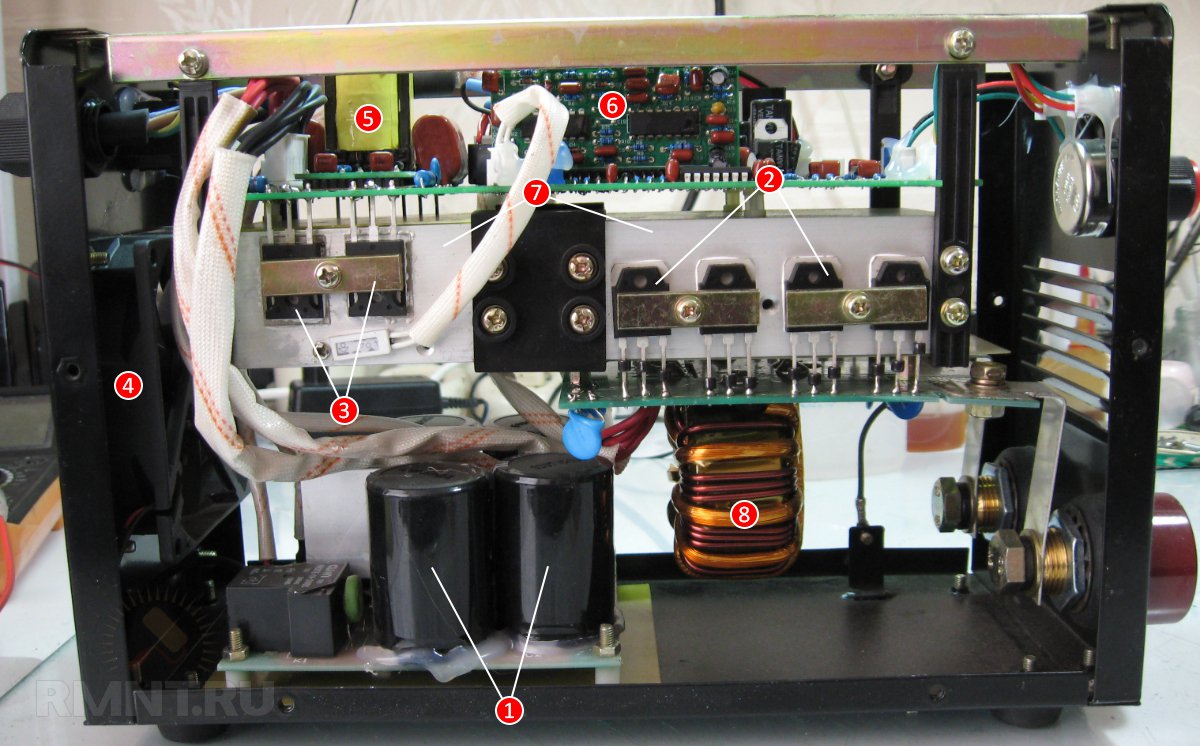
 Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.

Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.

Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.

В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

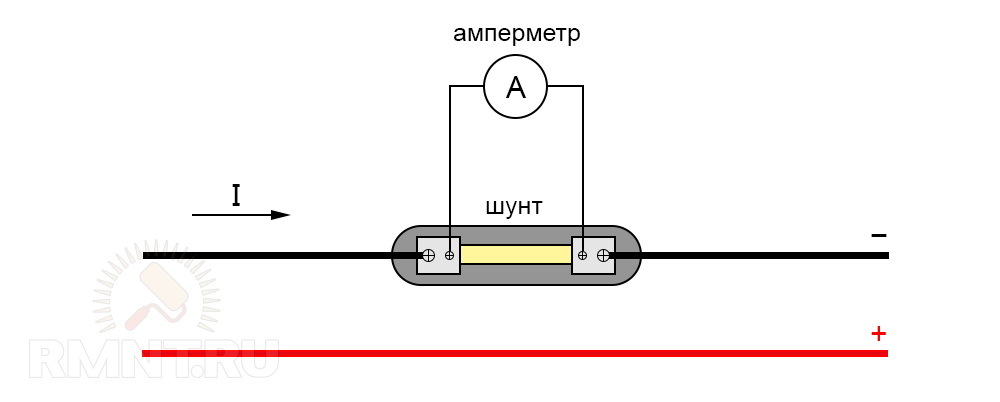
Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.

Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
:: ПОВЫШЕНИЕ МОЩНОСТИ ИНВЕРТОРА ::
Автомобильные преобразователи напряжения широко применяются в нашей повседневной жизни. Развитие импульсных технологий позволила резким образом снизить габаритные размеры, вес и стоимость таких инверторов, поэтому сейчас они доступны почти всем. За киловатт мощности придется заплатить порядка 40$, но на самом деле.
Практика переделки китайских инверторов помогло понять каким должен быть хороший инвертор и изучить все нюансы схематики. Почти все инверторы 12-220 Вольт выполнены по одинаковой схеме, имеют множество защит и в практике работают довольно стабильно.
Во всех инверторах мы можем увидеть традиционные схемы с применением задающего двухтактного генератора и силовых ключей. Но если использовать импульсную схему инверторов, то частота на выходе устройство будет значительным образом отклонятся от сетевой, именно поэтому высокое напряжение уже после трансформатора выпрямляется и подается на высоковольтные силовые ключи, которые открываются с частотой 50 Гц – этот процесс обеспечивается отдельным генератором (часто используют микросхему TL494 и ее аналоги).
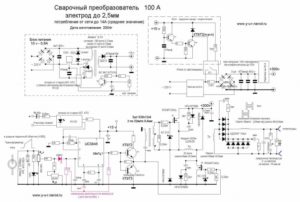
Недавно была сделана попытка умощнения промышленного инвертора и на практике удалось поднять мощность от 300 до 800 ватт.
Силовые транзисторы в первичной цепи стоят IRF3205 – одна пара, которые вполне способны обеспечить выходную мощность в пределах 300 ватт. Были добавлены еще две пары силовых ключей, но этого для умощнения недостаточно.
Габаритные размеры сердечника трансформатора не позволяют снять большую выходную мощность, поэтому пришлось заменить и трансформатор. Мотать новый трансформатор не нужно – подойдет буквально любой трансформатор от компового блока питания.
Трансформатор в компьютерном блоке питания предназначен для понижения сетевого напряжения, в нашем случае мы им будем повышать входной номинал до 250 Вольт. Для этого нужно домотать сетевую обмотку. Новая обмотка состоит из 16 витков и намотана проводом 0,8 мм, поске намотки эту обмотку подключаем последовательно с промышленной обмоткой.
Затем тестируем схему. Отвод от середины “косу” трансформатора подключаем к плюсу питания 12 Вольт. Для начала вторичную обмотку не нужно подключать на соответствующие выводы на плате инвертора. После запуска проверяем тепловыделение на ключах, если они холодные, то скорее всего схема работает нормально. Дяльше ко вторичной обмотке подключаем лампу накаливания 220 Вольт 40-100 ватт и снова запускаем схему. Лампа должна гореть ПОЛНЫМ НАКАЛОМ. Если все хорошо, то подключаем вторичную обмотку к плате.
Схема имеет защиту от перегрева, повышения входного напряжения, защиту от КЗ на выходе, перегруза и переплюсовки входного напряжения, должен заметить, что все защиты лично проверял – работает.
ВИДЕО РАБОТЫ УСИЛЕННОГО ИНВЕРТОРА 12-220
Выходные ключи использованы на 10 Ампер, в ходе работы с большими нагрузками будут перегреваться, поэтому помимо теплоотвода возможно будет нужда активного охлаждения.
Поделитесь полезными схемами
Делаем простой самодельный регулируемый блок питания на стабилизаторе TL431, с выходным напряжением 2,5 – 27 вольт.
Для получения большой выходной мощности 12-ти вольт от автомобильного аккумулятора явно мало, поэтому нужен преобразователь напряжения. Он позволит получить двуполярное питание +-60В с мощностью порядка 400Вт.
Основа преобразователя – задающий генератор на частоту 100Гц, который построен на микросхеме TL494. Драйвер построен на транзисторах.
Известно, что источники электропитания являются неотъемлемой частью радиотехнических устройств, к которым предъявляется целый ряд требований; они представляют собой комплекс элементов, приборов и аппаратов, вырабатывающих электрическую энергию и преобразующих ее к виду, необходимому для обеспечения требуемых условий работы радиоустройств.
Измеритель уровня радиации на микроконтроллере PIC18F2550 – схема и конструкция.
Ремонт и доработки сварочных инверторов своими руками
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности.

Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
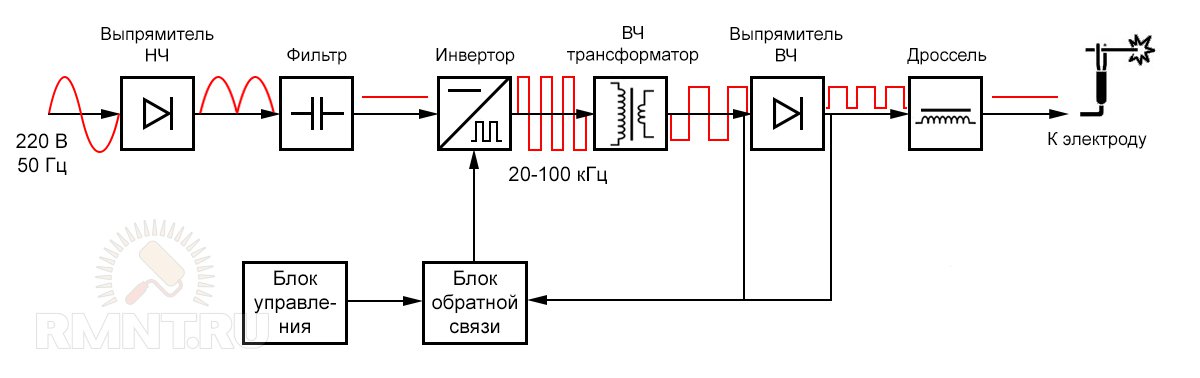 Схема работы сварочного инвертора
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор. Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
 Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.
Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.

Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
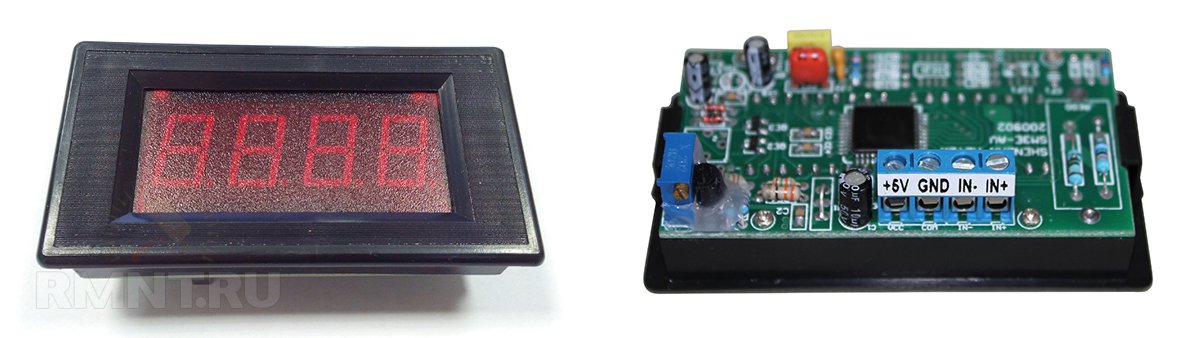
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.
Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
Радиопилюля
Схемы, программы для радиолюбителей
Войти через uID
- Online-программы
–>
 Рис. 1: распилите сердечник
Рис. 1: распилите сердечник Рис. 2: уберите высоковольтную обмотку
Рис. 2: уберите высоковольтную обмотку Рис. 9: схема подключения сглаживающего устройства
Рис. 9: схема подключения сглаживающего устройства Рис. 10: установите диоды на радиаторы
Рис. 10: установите диоды на радиаторы Рис. 11: соедините диоды в мост
Рис. 11: соедините диоды в мост Рис. 12: используйте луженные зажимы
Рис. 12: используйте луженные зажимы Рис. 13: подключите силовые конденсаторы
Рис. 13: подключите силовые конденсаторы Рис. 14: принципиальная схема импульсного блока
Рис. 14: принципиальная схема импульсного блока