Loading…
Самодельный станок термовакуумной формовки
Термовакуумная формовка – это серийная формовка из листовых пластиков с помощь отрицательного давления и высоких температур. В качестве исходного материала используются пластики ПВХ, полистирол, ПТГ, а так же ABS пластика.
Специальное вакуумно-формовочное оборудование стоит весьма дорого, но вы можете легко изготовить самодельный станок для вакуумной формовки своими руками.
Как сделать самодельный станок для вакуумной формовки
Для изготовления станка вакуумной формовки своими руками понадобится следующее:
Листовая фанера 15-20 мм или ДСП
Профилированная труба 20*20
Компрессор от пылесоса
Нагревательный тен (например от духовки)
Железные ножки от стула
Конструкция весьма простая, над теном мы нагреваем пластик, а потом переносим его на вакуумный стол, где компрессор притягивает разогретый пластик к рабочей поверхности. Пластик встречает на своем пути модель, по которой и принимает форму.

Итак, приступаем к изготовлению.

Для начала изготавливается держатель для компрессора, используются обычные бруски из хозмага.

Стенки самодельного вакуумного станка собираются с помощью имеющейся под рукой фурнитуры.
В боках стенок прорезаются отверстия для выхода воздуха от компрессора.

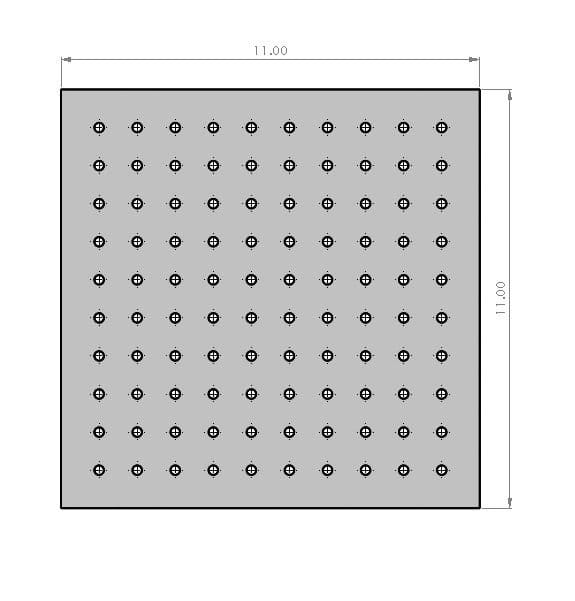
Рабочая поверхность просверливается отверстиями с шагом 20 мм.

Перед креплением рабочей поверхности на стенки укладывается уплотнитель. Можно использовать и силиконовый герметик.

Рамки для зажима пластика так же оснащаются уплотнителем. Его назначение – уменьшить количество утекаемого воздуха через щели конструкции.

Для зажима листа пластика используются обычные болты и гайки. Для облегчения съема и установки листов можно использовать барашковые гайки.

В качестве корпуса нагревателя использован старый корпус от видеомагнитофона, внутренняя поверхность выложена листом ГВЛ, можно использовать и асбестовый лист. Мощность нагревателя 1КВт, мощность избыточна, поэтому у нагревателя не сделаны высокие боковые стенки.

Вот и все. Как видите – изготовить самодельный станок термовакуумной формовки совсем не сложно!
Если из фотографий не все понятно, посмотрите видео по изготовлению вакуумного станка и его использования. В этом станке в качестве нагревателя используется духовой шкаф обычной электроплиты. А в качестве вакуумного двигателя – обычный пылесос.
Как видите – не смотря на простоту конструкции, она вполне работает.
Так же смотрите:
Лео32 комментирует:
Зачетно, только, как понимаю — такой станок актуален тем, кто делает партии деталей по одной модели?
Для разового изготовления пригоден только в том случае, если нужно высокое качество и легкость изделия.
Иначе можно и из бутылки осаждением сделать.
Артем комментирует:
Отличная вещь для любителя RC моделей!
Можно самодельные кузова для RC машинок формовать!
Дмитрий комментирует:
Пробуем такой аппарат собрать.
Что получится, выложим в группе 3D печати https://
3d29 комментирует:
Пробуем такой аппарат собрать.
Что получится, выложим в группе 3D печати в Котласе vk .com/3d29_ru и на сайте 3d29 ru
Вакуумный формовщик своими руками

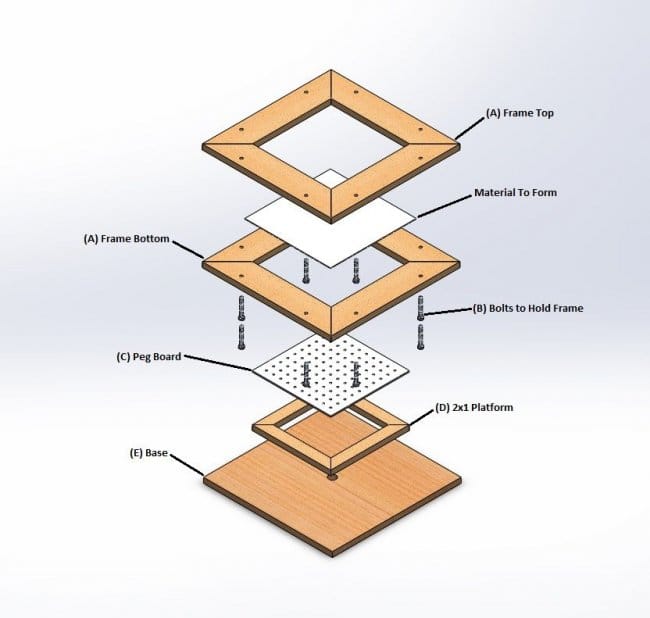
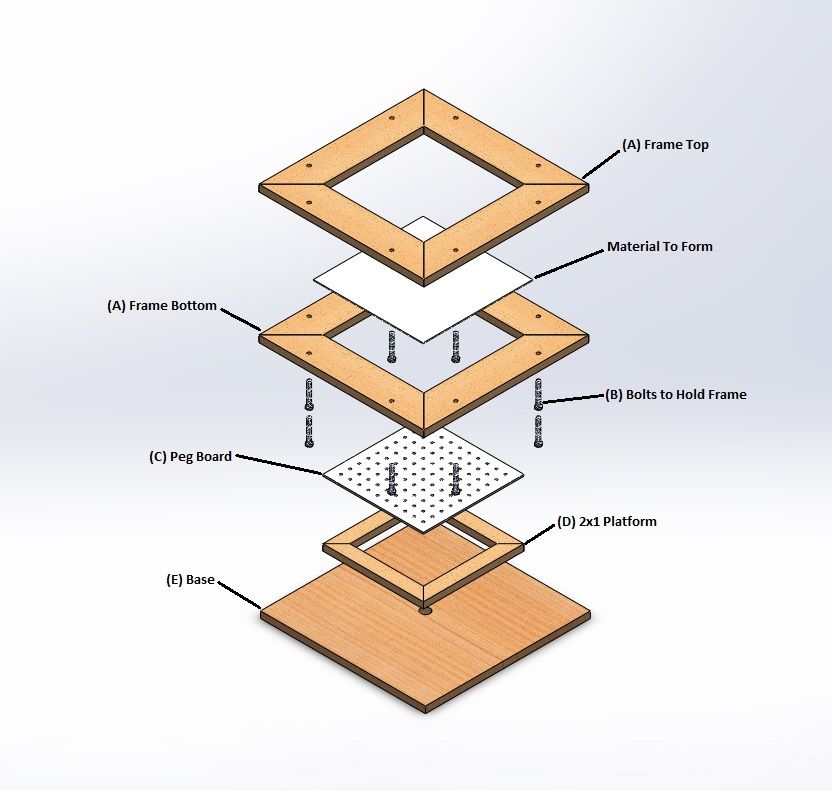
Дизайн этого формовщика довольно стандартный. В наличии имеется деревянная рама, чтобы удерживать материал, который должен быть сформирован в вакууме и деревянная коробка с отверстиями в верхней части, которая является вакуумной формующей кроватью. Это дешевое решение, которое работает очень хорошо.
Шаг первый: Дизайн, материалы и инструменты


Целью автора было создать простой и дешевый вакуумный формовщик. Листы материала, которые будут формироваться, имеют размеры 30х30 см. Поэтому вакуумный формирователь разработан вокруг этих размеров.
В базовой платформе будет отверстие для бытового вакуумного шланга. Небольшая рамка будет построена в центре этого размера 28 х 28 см. Он будет приклеен к основанию, а затем заклеен герметиком. Квадратный участок будет приклеен к вершине этой структуры и действовать, как кровать для вакуумного формирователя. Отдельно две рамы, изготовленные из МДФ, помещают материал для вакуумной формовки, и они будут скреплены болтами. Резиновая лента будет проклеена по периметру рамы, образуя вакуумное уплотнение. Этот каркас, с материалом в нем, будет помещаться в духовку для нагрева пластика, а затем будет перемещаться в кровать для формирования детали.
— Деревянная полоса 60х240 см — 1 шт. ;
— Панель с ячейками;
— гайка — барашек 9 мм – 16 шт.;
— Болт с шестигранной головкой, 9×60 мм — 8 шт.;
— Пенная лента/уплотнитель;
— Панель МДФ 12 мм размером 5х10 см;
— Доска 120х240 см – 1 шт.;
— ПВХ трубы 3/4;
— уголок ПВХ 90 градусов – 1 шт.;
Понадобятся основные инструменты для деревообработки:
— торцовочная пила;
— циркулярная пила;
— дрель;
— Клей для дерева является обязательным;
— уплотнитель не является обязательным, но рекомендуется.
— Бормашинка прекрасно справляется с работой по вырезанию центра в раме, но любой метод, который вы предпочитаете, тоже подойдет.
— угольник;
Шаг второй: Подготовка заготовок



Материал для заготовок необходимо разрезать по следующим размерам:
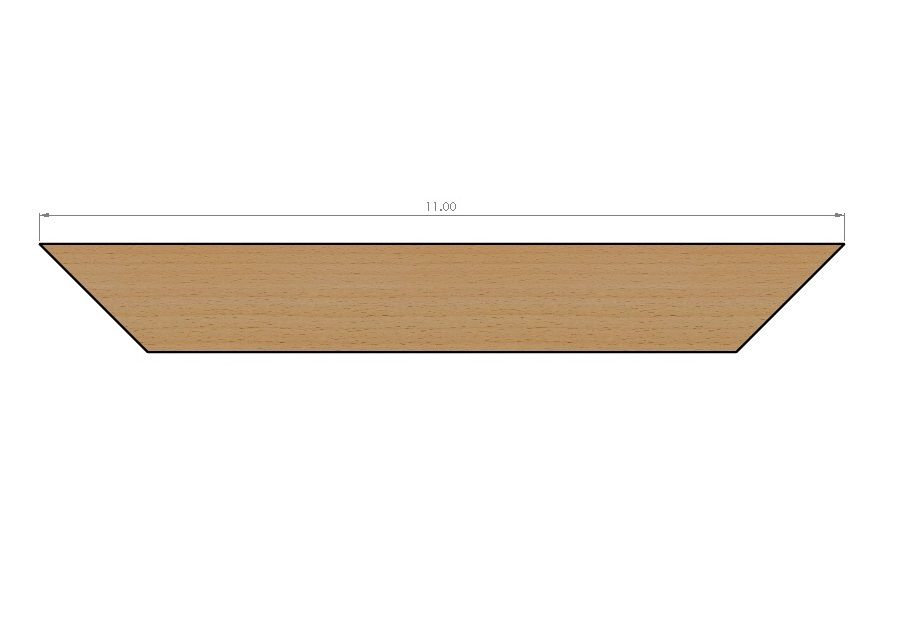
Полоска дерева шириной 60 см нарезается на 4 части с запилом 45 градусов с обеих сторон, по 27 см по самой длинной стороне.
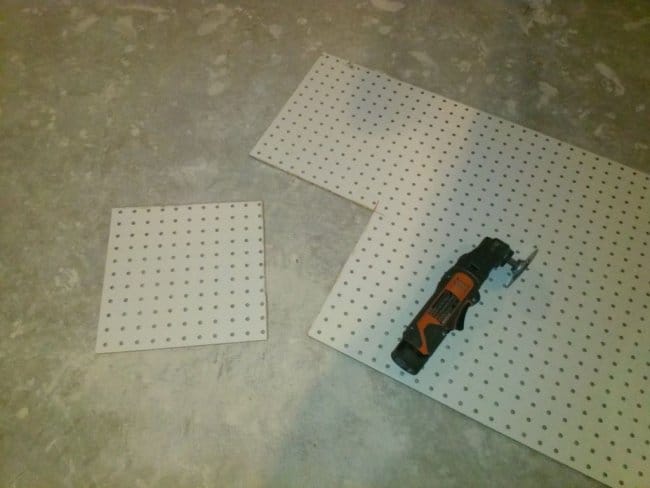
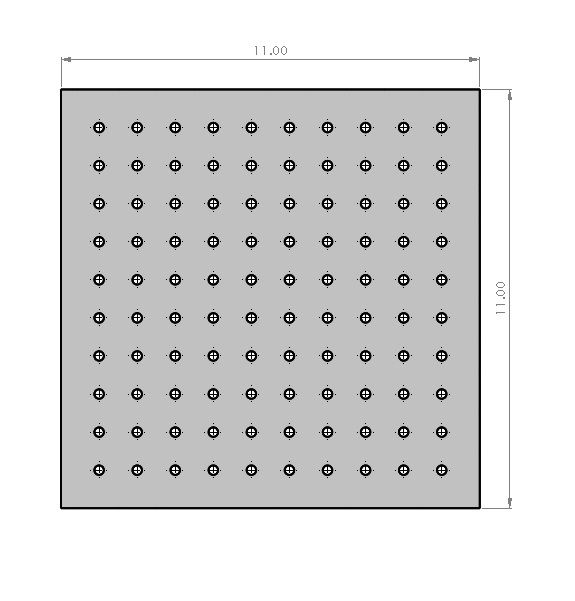
Ячеистая панель нарезается размером 27х27 см.
МДФ нарезается на 3 листа размером 45×45 см, Один будет использоваться для основания, два других — для рам.
Шаг третий: Сборка основания базы





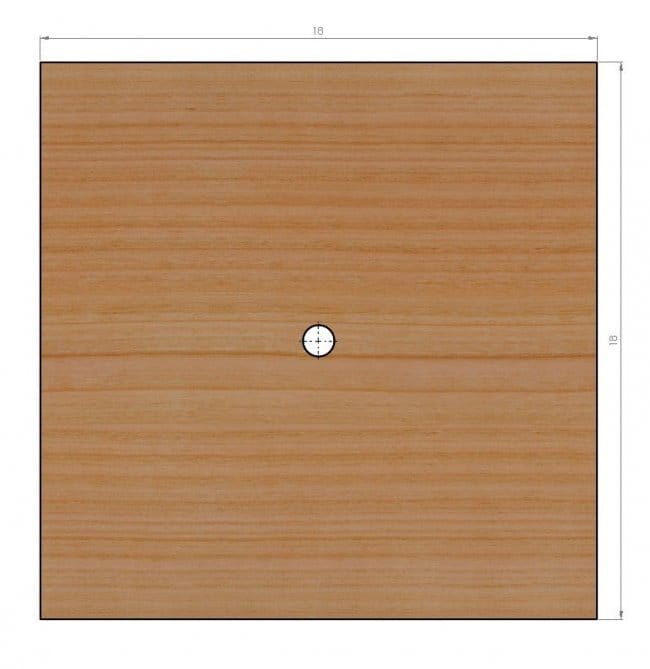
Построить основание просто. Самая сложная часть — центрировать раму на платформе основания. Рекомендуется пометить центр основной платформы мелом или маркером, чтобы было легче центрировать раму и отверстие для шланга.
Автор использовал большой угольник, чтобы отцентровать рамку и убедиться, что она квадратная. Удовлетворившись положением, приклейте части рамы на место и дайте клею высохнуть. Во время сушки можно просверлить центральное отверстие. Так как используется труба ПВХ, то логично использовать кольцевую пилу нужного размера, чтобы вырезать отверстие. В этот момент следует использовать герметик для уплотнения и заполнения пропусков, которые могут вызвать утечку воздуха.
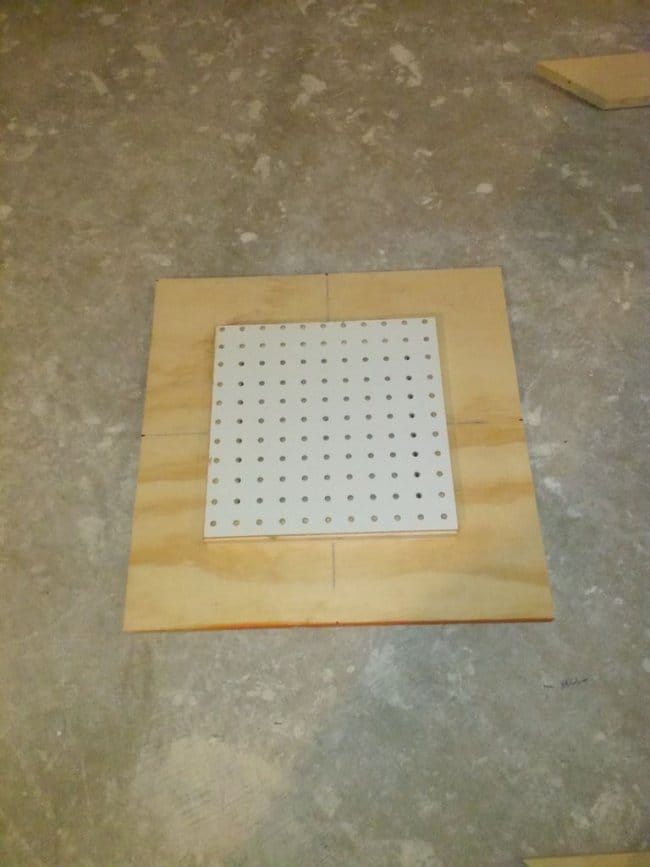
После того, как герметик высохнет, проклейте раму снаружи по периметру. Непрерывная линия клея поможет предотвратить любые нежелательные воздушные зазоры, так как уплотнение вокруг ячеистого материала будет затруднено. Наконец, приклейте ячеистый материал на раму и дайте клею высохнуть.
Шаг четвертый: Изготовление рамок из МДФ
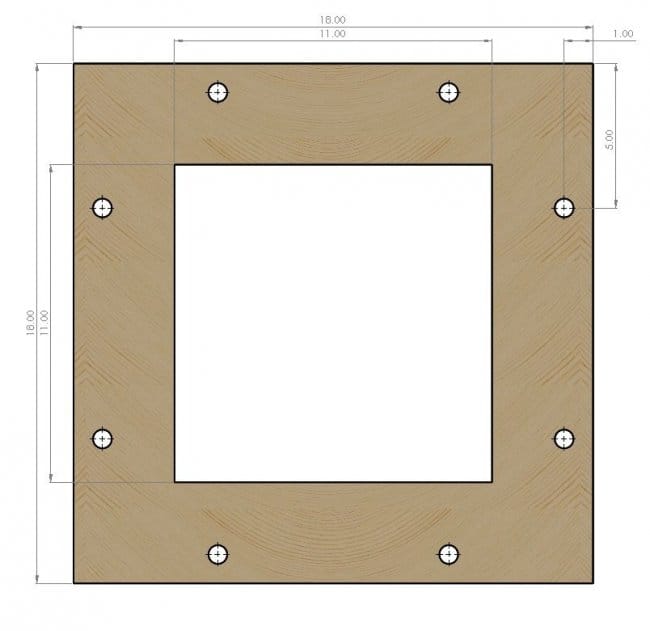
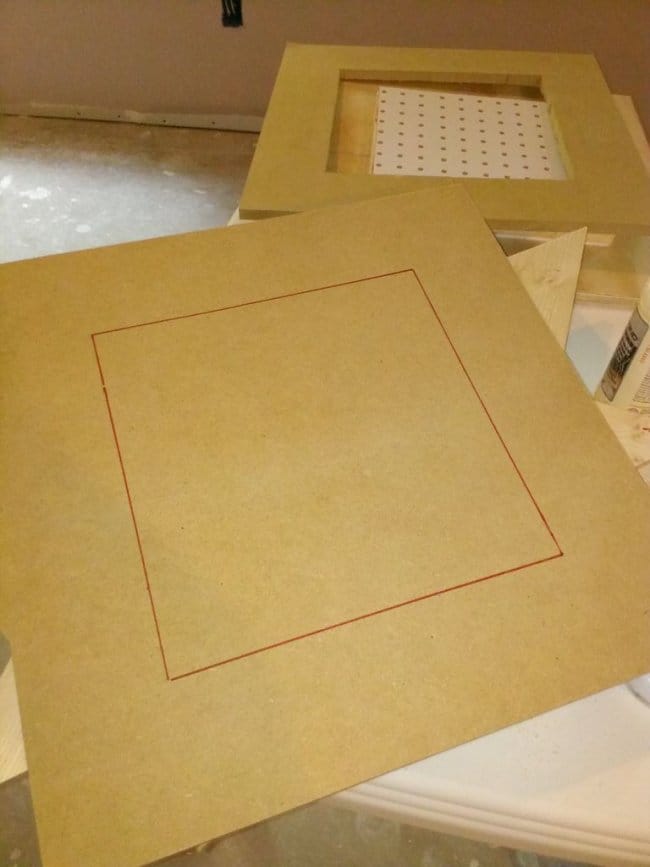



Из ранее нарезанных панелей МДФ размером 45×45 см вырезается квадрат из центра. Квадрат должен быть около 27х27 см, но имейте в виду, что он может быть немного больше, чтобы поместиться вокруг рамки на основании. Автор для этих целей использовал бормашинку, но подойдет любой метод. После того, как центральные квадраты будут вырезаны, обе панели укладываются друг на друга и сверлится 8 отверстий по периметру. Отверстия находятся на расстоянии около 25 мм. от внешнего края и по 12 см с каждой стороны.
Шаг пятый: Окончательные работы





Вот несколько дополнительных шагов, которые автор предпринял, чтобы сделать устройство немного более удобным для эксплуатации. Они не являются обязательными, и вы можете просто подключить шланг пылесоса прямо к основанию, если хотите.
Первой модификацией было добавить сантехнические элементы. Уголок ПВХ 90 градусов спаивается с короткой трубой, которая покрывается клеем / герметиком и помещается в отверстие в нижней части основания. Затем к уголку припаивается кусок трубы ПВХ, чтобы было легче подключать вакуум.
Затем были добавлены деревянные ножки, чтобы немного поднять платформу. Это просто отходы дерева, которые приклеены к базовой платформе.
Наконец, была приклеена резиновая прокладка по периметру нижней рамы для дополнительной герметизации.
Шаг шестой: Использование вакуумной машины






Автор построил этот вакуумный формовщик, чтобы сделать корпус для другого проекта. Именно это видно на изображениях.
Корпус предполагается изготавливать из АБС пластика.
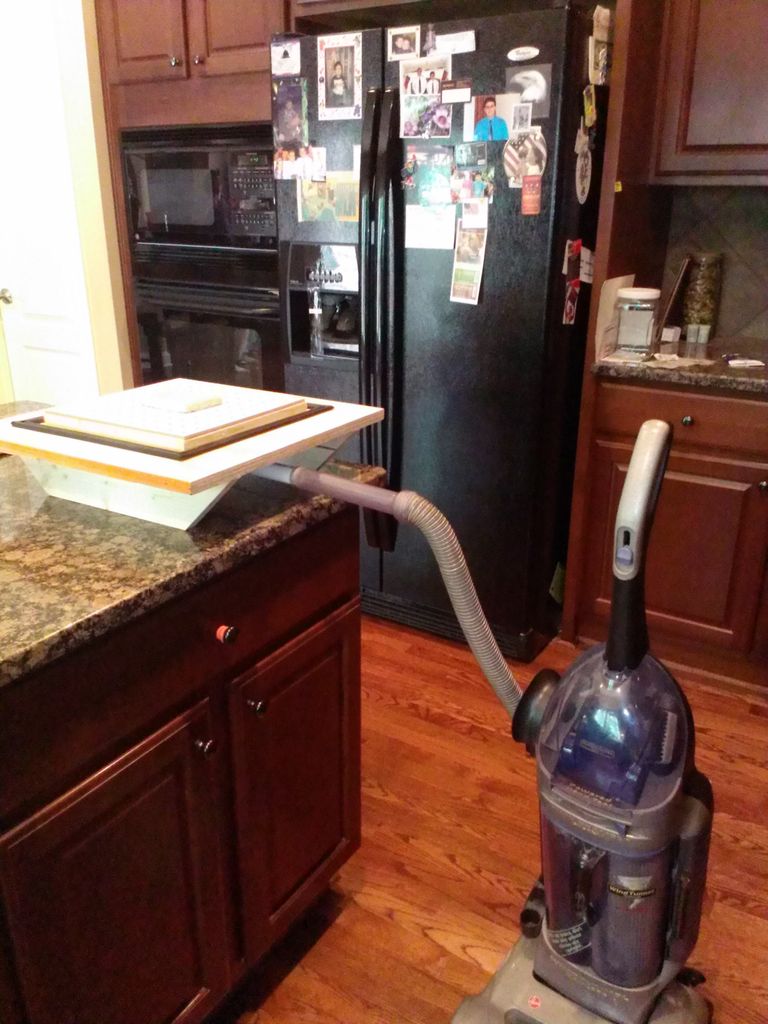
Сначала поместите материал между двумя рамками из МДФ. Легче всего ослабить все гайки, но выкрутить только два болта с одной стороны и вставить материал. Затянуть все гайки. Поместите основание где-нибудь рядом с духовкой и подключите пылесос. Подойдет любой вакуум. Поместите форму в верхнюю часть ячеистого материала. Нагрейте духовку, а затем загрузите всю рамную сборку в духовку.
Для АБС пластика температура формования была 160-175°C. Через несколько минут (в зависимости от толщины) вы увидите, что материал начинает провисать в раме. Именно так вы узнаете, что оно готово к формированию. Включите пылесос и быстро переместите рамку в сборе из духовки в вакуумный стол и наденьте ее на деталь. Обязательно используйте перчатки, будет горячо! Вакуум должен всасывать материал рядом с формой и ячейками. Подождите около 30 секунд, пока ваш материал не затвердеет, а затем удалите вакуум.
Формовка пластика своими руками – делаем вакуумно-формовочный станок
Я понимаю, что не я первый и не я последний создаю свой вакуумно-формовочный станок, но все же хочу поделиться с вами статьей о нем.


Конструкция для вакуумной формовки своими руками стандартная: деревянная рамка для фиксации материала, которому придается форма, и деревянный ящик с отверстиями в крышке сверху в качестве вакуумной камеры. Самый недорогой в исполнении вариант.
Шаг 1: Чертеж и материалы


Я хотел собрать простой и недорогой формовщик. Заранее зная, что листы материала для форм имеют размеры 30,5х30,5 см, при создании своей конструкции термовакуумной формовки пластика я отталкивался от этих размеров.
Дизайн вакуумного формовщика
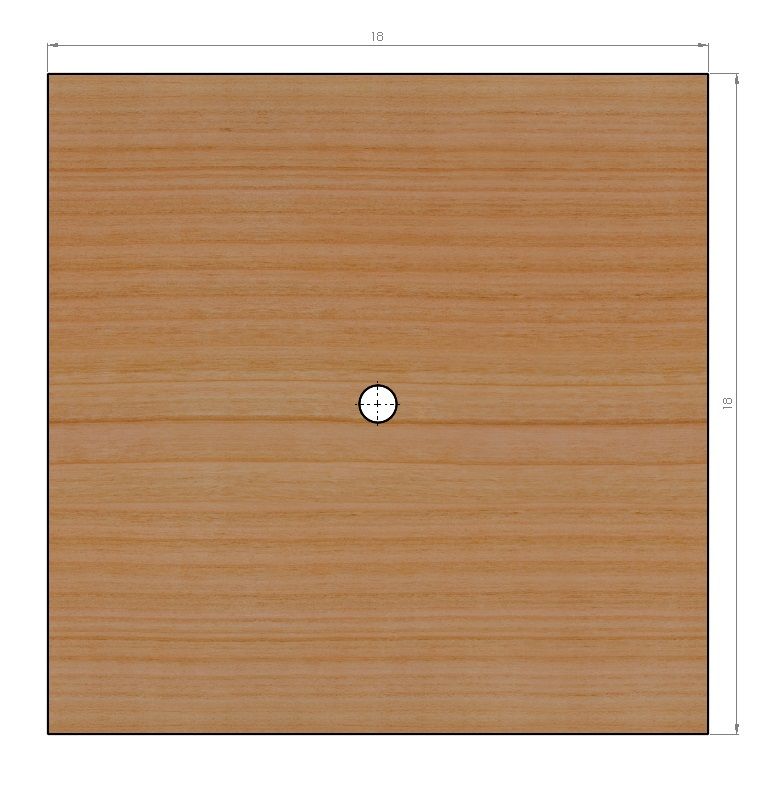
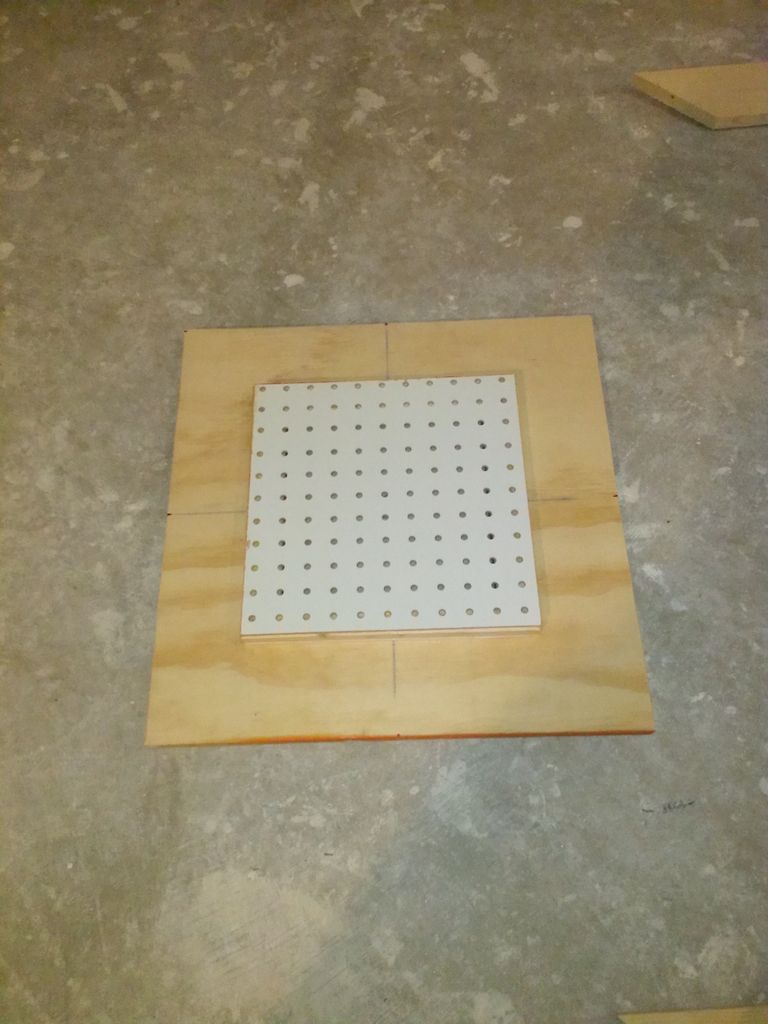
Деревянное основание с отверстием для шланга обычного домашнего пылесоса. Деревянная рамка 28х28 см будет приклеена на это основание, затем швы нужно будет заполнить герметиком. На эту рамка сверху приклеиваем квадратную панель из перфорированного ДВП. Материал для формования зажимается между двумя одинаковыми рамками из ДВП с помощью болтов. По периметру рамка герметизируется резиновой клейкой лентой. Формовщик с зажатым в рамке материалом помещается в духовку, где пластик нагревается и размягчается.
- рейка 2,5х5 см 2,4 м
- белая перфориванная ДВП
- крылатые гайки 9,5 мм – 16 шт
- шестигранные болты 9,5ммХ2 – 12,7 мм (Х8)
- поролоновая уплотнительная лента
- лист ДВП 60х120 см толщиной 1,27 см
Торцовочная пила, болгарка и дрель. Обязательно — столярный клей, по желанию – герметик (лучше с ним). Отверстие в рамке мне показалось удобно вырезать гравером, но тут как вам удобнее. Для проверки прямых углов используйте угольник.
Шаг 2: Выпиливаем деревянные детали




Вам нужно сделать детали следующих размеров:
- деревянную рейку 2,5х5 см разрежьте торцовочной пилой на 4 части, срезы под углом 45°, длинная сторона 28 см.
- из перфорированной ДВП вырежьте квадратную панель 28х28 см.
- из листа ДВП вырежьте 3 квадрата 45,7х45,7 см. Один будет основанием, из двух других сделаем рамки.
Ориентируйтесь на пояснения на фотографиях при работе.
Шаг 3: Собираем камеру





Собирать вакуумную камеру достаточно просто. Самым сложным здесь будет совмещение центров основания и рамки из реек. Можно отметить центр основания мелом или маркером, чтобы было легче устанавливать рамку и делать отверстие для шланга пылесоса.
Отметив границы, приклеиваем четыре рейки на место, пока клей сохнет сверлим отверстие для шланга (я решил вставить в отверстие кусок ПВХ-трубы). Отверстие можно прорезать кольцевой насадкой для дрели такого же диаметра, что и шланг. Заполните щели между куском трубы и основанием герметиком.
Пока герметик сохнет, нанесите столярный клей сверху по всему периметру рамки. Это поможет убрать ненужные воздушные зазоры, так как наносить герметик под перфорированной панелью будет очень трудно. Приклейте сверху перфорированную панель.
Шаг 4: Вырезаем две рамки
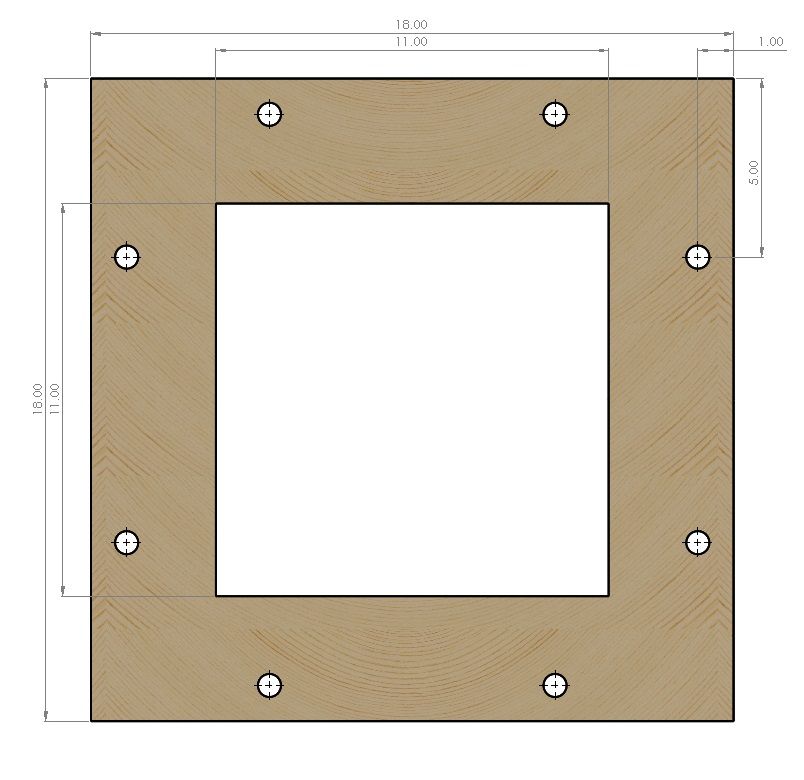
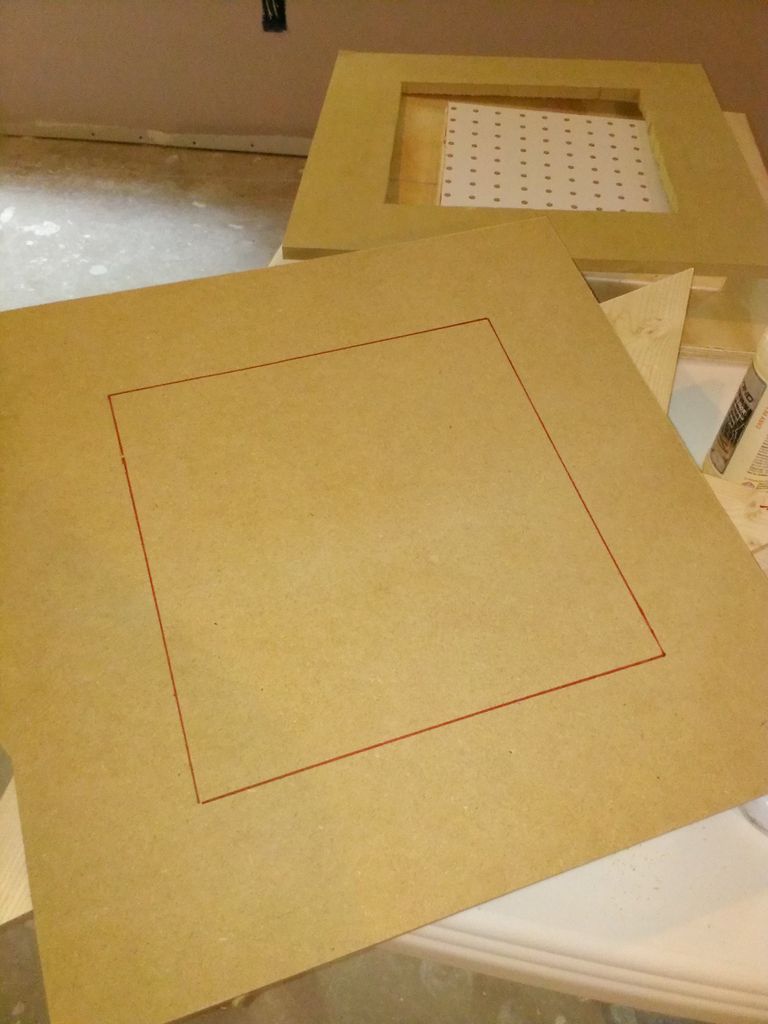



Возьмите два оставшихся квадрата из ДВП 45,7х45,7 см и вырежьте квадрат из середины, чтобы получились две рамки. Размер вырезаемой части примерно 28х28 см, но возможно чуть больше, так, чтобы рамка подходила к реечной на основании. Когда обе будут готовы, сложите их вместе и просверлите отверстия по периметру. Отверстия сверлите на расстоянии 2,5 см от внешнего края рамок и на расстоянии 12,5 см от внешнего края угла, ориентируйтесь на приложенный чертеж.
Шаг 5: Окончание сборки





Для простоты использования я сделал несколько усовершенствований простейшей конструкции вакуумного формовщика.
Во-первых, я вставил в отверстие ПВХ-колено, хотя можно просто вставлять в отверстие шланг пылесоса. Затем в это колено припаян кусок ПВХ-трубы, выходящий за пределы камеры, чтобы можно было легко подсоединить шланг пылесоса.
Во-вторых, я сделал стойки, чтобы приподнять камеру и трубу под ней. Стойки я просто приклеил к основанию.
И в-третьих, я наклеил уплотнитель по периметру реечной для дополнительной герметизации.
Шаг 6: Использование вакуумного формовщика





На фото показано изготовление в вакуум-формовочном станке пластикового корпуса для другого моего проекта. АБС-пластик я заказывал в интернет-магазине.
Зажмите лист пластика между двух ДВП-рамок. Проще всего расслабить все гайки и убрать два болта с одной стороны, и вставить в зазор лист пластика. Затяните все гайки. Поставьте вакуумную камеру поблизости от духовки и подсоедините пылесос. Поставьте форму для молдинга на перфорированную панель. Установите рамки с зажатым пластиковым листом в заранее разогретую духовку.
При разогреве духовки до температуры размягчения пластика и использовании материалов, не выделяющих ядовитые вещества в процессе нагревания, процесс формовки безопасен.
Я использовал АБС-пластик с температурой размягчения 162-176°С, температура духовки была 170°С. Через несколько минут (в зависимости от толщины пластика) вы увидите, как он провисает в рамке, это значит, что пластик готов к формовке. Включите пылесос и быстро достаньте форму с пластиком из духовки, сразу положив их на основание вакуумной камеры. Обязательно используйте прихватки, чтобы не обжечься. Пластик обтянет молдинг, дайте ему несколько минут30 секунд, чтобы застыть, и выключите пылесос.
Если пластиковая форма получилась не очень хорошо, возможно пластик был недостаточно нагрет, ил форма для молдинга была слишком высокой. Я получил нормальный результат после пары попыток. Советую почитать статьи в интернете об особенностях вакуумного формования, чтобы иметь представление об особенностях процесса.

Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Вакуумный формовщик своими руками

Дизайн этого формовщика довольно стандартный. В наличии имеется деревянная рама, чтобы удерживать материал, который должен быть сформирован в вакууме и деревянная коробка с отверстиями в верхней части, которая является вакуумной формующей кроватью. Это дешевое решение, которое работает очень хорошо.
Шаг первый: Дизайн, материалы и инструменты
Целью автора было создать простой и дешевый вакуумный формовщик. Листы материала, которые будут формироваться, имеют размеры 30х30 см. Поэтому вакуумный формирователь разработан вокруг этих размеров.
В базовой платформе будет отверстие для бытового вакуумного шланга. Небольшая рамка будет построена в центре этого размера 28 х 28 см. Он будет приклеен к основанию, а затем заклеен герметиком. Квадратный участок будет приклеен к вершине этой структуры и действовать, как кровать для вакуумного формирователя. Отдельно две рамы, изготовленные из МДФ, помещают материал для вакуумной формовки, и они будут скреплены болтами. Резиновая лента будет проклеена по периметру рамы, образуя вакуумное уплотнение. Этот каркас, с материалом в нем, будет помещаться в духовку для нагрева пластика, а затем будет перемещаться в кровать для формирования детали.
— Деревянная полоса 60х240 см — 1 шт. ;
— Панель с ячейками;
— гайка — барашек 9 мм – 16 шт.;
— Болт с шестигранной головкой, 9×60 мм — 8 шт.;
— Пенная лента/уплотнитель;
— Панель МДФ 12 мм размером 5х10 см;
— Доска 120х240 см – 1 шт.;
— ПВХ трубы 3/4;
— уголок ПВХ 90 градусов – 1 шт.;
Понадобятся основные инструменты для деревообработки:
— торцовочная пила;
— циркулярная пила;
— дрель;
— Клей для дерева является обязательным;
— уплотнитель не является обязательным, но рекомендуется.
— Бормашинка прекрасно справляется с работой по вырезанию центра в раме, но любой метод, который вы предпочитаете, тоже подойдет.
— угольник;
Шаг второй: Подготовка заготовок
Материал для заготовок необходимо разрезать по следующим размерам:
Полоска дерева шириной 60 см нарезается на 4 части с запилом 45 градусов с обеих сторон, по 27 см по самой длинной стороне.
Ячеистая панель нарезается размером 27х27 см.
МДФ нарезается на 3 листа размером 45×45 см, Один будет использоваться для основания, два других — для рам.
Шаг третий: Сборка основания базы
Построить основание просто. Самая сложная часть — центрировать раму на платформе основания. Рекомендуется пометить центр основной платформы мелом или маркером, чтобы было легче центрировать раму и отверстие для шланга.
Автор использовал большой угольник, чтобы отцентровать рамку и убедиться, что она квадратная. Удовлетворившись положением, приклейте части рамы на место и дайте клею высохнуть. Во время сушки можно просверлить центральное отверстие. Так как используется труба ПВХ, то логично использовать кольцевую пилу нужного размера, чтобы вырезать отверстие. В этот момент следует использовать герметик для уплотнения и заполнения пропусков, которые могут вызвать утечку воздуха.
После того, как герметик высохнет, проклейте раму снаружи по периметру. Непрерывная линия клея поможет предотвратить любые нежелательные воздушные зазоры, так как уплотнение вокруг ячеистого материала будет затруднено. Наконец, приклейте ячеистый материал на раму и дайте клею высохнуть.
Шаг четвертый: Изготовление рамок из МДФ
Из ранее нарезанных панелей МДФ размером 45×45 см вырезается квадрат из центра. Квадрат должен быть около 27х27 см, но имейте в виду, что он может быть немного больше, чтобы поместиться вокруг рамки на основании. Автор для этих целей использовал бормашинку, но подойдет любой метод. После того, как центральные квадраты будут вырезаны, обе панели укладываются друг на друга и сверлится 8 отверстий по периметру. Отверстия находятся на расстоянии около 25 мм. от внешнего края и по 12 см с каждой стороны.
Шаг пятый: Окончательные работы
Вот несколько дополнительных шагов, которые автор предпринял, чтобы сделать устройство немного более удобным для эксплуатации. Они не являются обязательными, и вы можете просто подключить шланг пылесоса прямо к основанию, если хотите.
Первой модификацией было добавить сантехнические элементы. Уголок ПВХ 90 градусов спаивается с короткой трубой, которая покрывается клеем / герметиком и помещается в отверстие в нижней части основания. Затем к уголку припаивается кусок трубы ПВХ, чтобы было легче подключать вакуум.
Затем были добавлены деревянные ножки, чтобы немного поднять платформу. Это просто отходы дерева, которые приклеены к базовой платформе.
Наконец, была приклеена резиновая прокладка по периметру нижней рамы для дополнительной герметизации.
Шаг шестой: Использование вакуумной машины
Автор построил этот вакуумный формовщик, чтобы сделать корпус для другого проекта. Именно это видно на изображениях.
Корпус предполагается изготавливать из АБС пластика.
Сначала поместите материал между двумя рамками из МДФ. Легче всего ослабить все гайки, но выкрутить только два болта с одной стороны и вставить материал. Затянуть все гайки. Поместите основание где-нибудь рядом с духовкой и подключите пылесос. Подойдет любой вакуум. Поместите форму в верхнюю часть ячеистого материала. Нагрейте духовку, а затем загрузите всю рамную сборку в духовку.
Для АБС пластика температура формования была 160-175°C. Через несколько минут (в зависимости от толщины) вы увидите, что материал начинает провисать в раме. Именно так вы узнаете, что оно готово к формированию. Включите пылесос и быстро переместите рамку в сборе из духовки в вакуумный стол и наденьте ее на деталь. Обязательно используйте перчатки, будет горячо! Вакуум должен всасывать материал рядом с формой и ячейками. Подождите около 30 секунд, пока ваш материал не затвердеет, а затем удалите вакуум.
Если ваша деталь не совсем правильно сформировалась, возможно, вы не нагревали материал достаточно долго, или ваша деталь может быть слишком высокой и материал растянулся. Автору понадобилась пара попыток, чтобы понять это.
Источник
Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Вакуумный формовщик своими руками чертежи
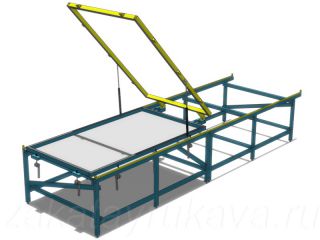 Изготовление вакуумного стола является самым ответственным этапом конструирования термовакуумного пресса своими руками. На этапе проектирования необходимо определиться с размерами стола, выбрать материал для его изготовления, продумать способы фиксации и уплотнения разъемных элементов для сохранения внутреннего отрицательного давления (вакуума). Вакуумный стол изготавливается тем же основным набором инструментов, что и станина пресса.
Изготовление вакуумного стола является самым ответственным этапом конструирования термовакуумного пресса своими руками. На этапе проектирования необходимо определиться с размерами стола, выбрать материал для его изготовления, продумать способы фиксации и уплотнения разъемных элементов для сохранения внутреннего отрицательного давления (вакуума). Вакуумный стол изготавливается тем же основным набором инструментов, что и станина пресса.
Далее по тексту, вакуумной ванной будем назвать часть вакуумного стола — стальную ёмкость, внутри которой располагаются облицовываемые заготовки, и из которой откачивается воздух. Под рабочими габаритами (размерами) вакуумной ванны будем понимать её полезный объём, измеренный по внутренним габаритам. Вакуумным столом условимся называть всю конструкцию в целом, состоящую из вакуумной ванны, верхней (подвижной) прижимной рамы, зажимов и прочих, более мелких элементов.
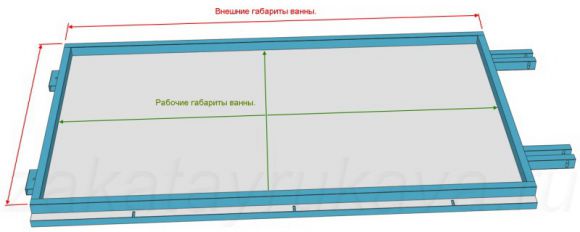
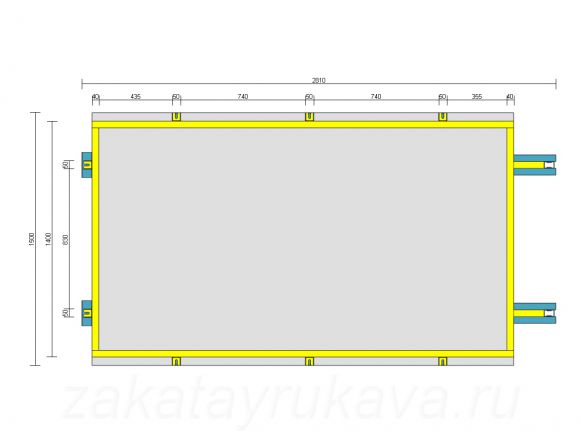
Иллюстрация внешних и внутренних (рабочих) размеров вакуумной ванны.
Внешние и рабочие размеры вакуумной ванны.
Рассмотрим общие принципы выбора размеров вакуумной ванны, обозначим конкретные цифры для нашего пресса.
Чем длиннее вакуумная ванна, тем больше заготовок можно в ней уместить, или облицевать заготовку большего размера. С другой стороны, чем длиннее ванна, тем больше пленки приходится расходовать за один рабочий цикл, тем больше получаются размеры станка, что влечет больший расход площади помещения. Нужно найти оптимальный размер. Как показал опыт, оптимальной рабочей длиной вакуумной ванны, предназначенной для изготовления типовых мебельных фасадов и декоративных дверных накладок, можно считать величину от 2,4 до 2,6 м. Будем делать вакуумную ванну длиной 2500 мм, рабочая длина которой составит 2500 – 40 x 2 = 2420 мм (40 мм – ширина короткой стенки профильной трубы).
Ширина ванны напрямую связана с шириной используемой пленки ПВХ. В зависимости от производителя пленки, могут встречаться различные значения ширины, самая распространенная – 1,4 м, на нее мы и будем ориентироваться. Выберем ширину ванны равной 1400 мм, рабочая ширина составит 1400 – 40 x 2 = 1320 мм. При облицовке высоких заготовок, например, для гнутых (радиусных) фасадов, ширину ванны необходимо уменьшать (делать её меньше ширины пленки), но для работы с такими заготовками нужен пресс иной конструкции, поэтому данные вопросы рассматриваться не будут.
Рабочая высота ванны должна быть рассчитана из условия обязательности наличия небольшого свободного пространства между верхней поверхностью фасадов и накрывающей пленкой. Другими словами, натянутая поверх заготовок пленка не должна касаться их до начала выкачивания воздуха. Расчет следующий. Во-первых, вакуумная (воздухопроницаемая) столешница, которая будет первой класться на вакуумный стол, будет изготовлена из плиты МДФ толщиной 10 мм. Во-вторых, подкладки под заготовки фасадов будут представлять собой небольшие кусочки плиты МДФ толщиной 16 мм (это самый простой, распространенный и оптимальный вариант подкладок). В-третьих, толщина облицовываемых заготовок будет составлять от 8-10 мм (дверные накладки) и до 16-32 мм (фасады и иные мебельные элементы). В-четвертых, уплотнительная резина добавит глубине ванны около 2 мм. В итоге, максимальная высота всего «пирога» внутри ванны будет равняться: 10 + 16 + 32 = 58 мм. Для изготовления вакуумной ванны применим профильную трубу сечением 60×40 мм, поставив ее на короткую сторону. При этом, высота свободного пространства составит не менее: 60 + 2 – 58 = 4 мм, что вполне достаточно.
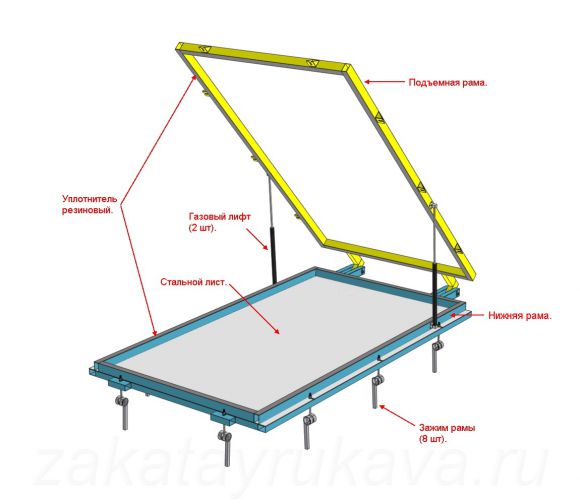
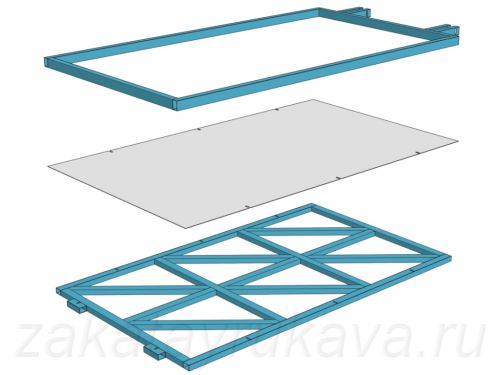
Элементы вакуумного стола.
Изготовление вакуумного стола.
Вакуумная ванна.
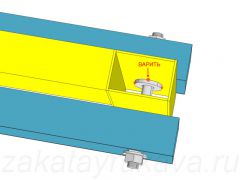
Дном вакуумной ванны будет служить лист стали толщиной 2 мм. Для сведения к минимуму прогибов листа под воздействием отрицательного внутреннего давления, и придания поверхности стола ровной формы (близкой к идеальной плоскости), необходимо изготовить каркас жесткости. Для изготовления каркаса будем использовать ту же профильную трубу 60x40x2. Предварительно нарезанную трубу, в соответствие с проектом, укладывают на стапель, жестко фиксируют струбцинами, выполняют проварку всех примыканий. После изготовления каркаса жесткости, поверх него приваривают стальной лист. Это самый ответственный этап сварочных работ, он требует от непрерывного сварного шва герметичности (рекомендуется выполнить двойной провар).
Во избежание короблений листа под воздействием продолжительных высоких температур, можно воспользоваться нижеследующим альтернативным методом приварки листа к каркасу жесткости. Перед укладкой стального листа на каркас жесткости, по его периметру необходимо нанести герметизирующий состав, выдерживающий высокие температуры (например, силиконовый высокотемпературный герметик), а сварку вести не сплошным швом, а небольшими регулярными фиксирующими прихватками с шагом около 50 мм. Данный метод рассчитан на то, что кратковременные, локальные воздействия сварки не смогут повредить (выжечь) весь герметик, а только лишь его небольшую часть в непосредственной близости от прихваток, большая же часть герметика после отверждения будет выполнять свою прямую функцию.
Размеры вакуумного стола.
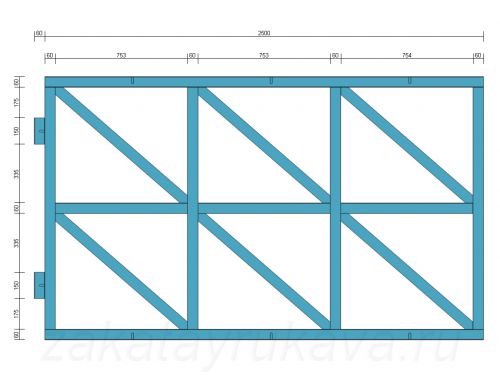
Деталировка каркаса жесткости и порядок сборки вакуумной ванны: варится каркас жесткости, к нему приваривается стальной лист, по периметру стального листа герметично приваривается стационарная (нижняя) рама с частью шарнирного соединения для крепления подъемной (верхней) рамы.

Фото вакуумного стола снизу.
Каркас жесткости изготовлен частично из уголкового профиля.
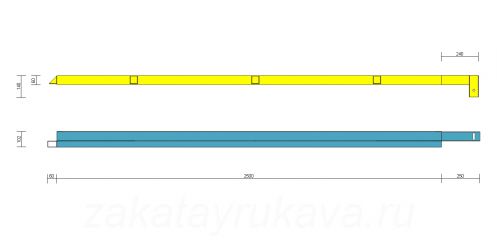
Подъемная (прижимная, верхняя) рама.
Материал рамы — профильная труба 60x40x2 мм. Размеры прижимной рамы должны быть в точности такими же, как у вакуумной ванны. Если не удалось отыскать достаточно ровный (не гнутый, не кручёный) профиль, то необходимо заранее отобрать попарно несколько самых ровных хлыстов, из которых будут изготовлены плотно примыкающие друг к другу детали вакуумного стола.
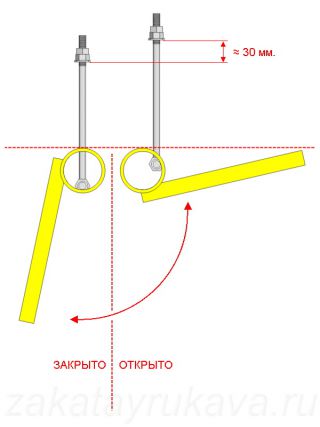
Прижимная рама будет подниматься благодаря регулируемым шарнирным соединениям. Регулировка шарниров выполняется после наклеивания уплотнителя — полосок листовой резины средней жесткости, толщиной около 2 мм.
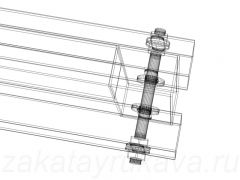
Шарнир прижимной рамы.
Приваренные шайбы нужны для увеличения площади трения. Шкворень шарнирного соединения представляет собой стальной прут D12 с резьбой на концах.


Фото шарниров прижимной рамы.
Для удержания прижимной рамы в поднятом состоянии, можно применить газовые лифты. Из соображений безопасности, рекомендуется установить четыре газлифта (по два на сторону) и убедиться, что любые три из них способны удержать раму. Если угол раскрытия рамы (45°) окажется недостаточным, рама будет причинять существенные неудобства в работе, её можно поднять максимально вверх на угол чуть больше 90°, задействовав припаркованный позади термомодуль в качестве опоры (газлифты не применяются).
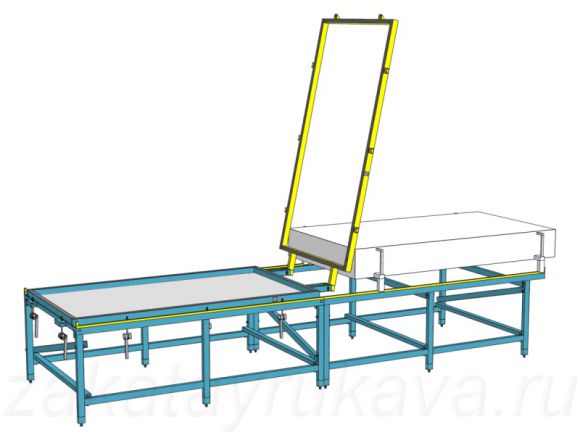
Подъемная рама опирается на термомодуль.
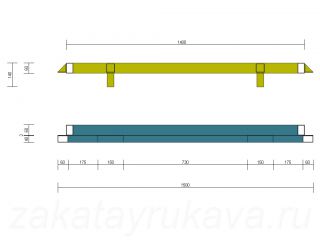
Зажимы.
Для надежного и герметичного удержания пленки в процессе вакуумного прессования, необходимо плотно и равномерно прижать верхнюю раму к периметру вакуумной ванны, добившись повсеместного прилегания резинового уплотнителя. Для этих целей можно применить различные готовые струбцины-зажимы, или же изготовить их самостоятельно.
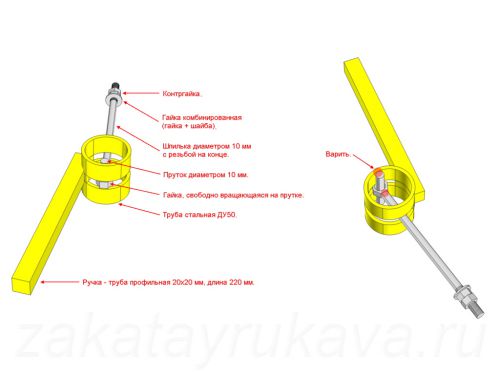
Для изготовления самодельных зажимов, работающих по принципу эксцентрика, понадобится следующий стальной металлопрокат: полметра трубы ДУ50 (внешний диаметр около 60 мм), два метра прута диаметром 10 мм, и, примерно, столько же профильной трубы сечением 20x20x2 мм.
Во-первых, трубу ДУ50 нарезают на 8 равных 60-миллиметровых отрезков. Каждый отрезок трубы дорабатывают полукруглым центральным вырезом, имеющим ширину 10-11 мм и длину по дуге равную 3/4 от длины внешней окружности трубы. Получим 8 штук эксцентриковых поворотных цилиндров, к которым необходимо приварить ручку длиной 220 мм из квадратного профиля 20×20 мм.
Во-вторых, стальной прут нарезают на 16 отрезков: 8 штук длиной 190 мм (для шпилек) и 8 штук длиной 55 мм (для шкворней). К одному концу шпильки необходимо приварить гайку М12 (или М10 с высверленной резьбой), чтобы она могла свободно вращаться на шкворне, а на другом конце — нарезать резьбу М10×50.
В-третьих, для завершения изготовления зажима, привариваем концы шкворня (с предварительно надетой на него гайкой с приваренной шпилькой), к внутренней поверхности эксцентриковых поворотных цилиндров.
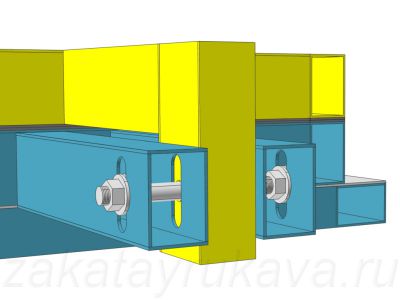
Для установки зажимов на вакуумный стол пресса, в восьми точках стола, согласно проекту, сверлят сквозные отверстия диаметром 10 мм. После чего, верхние отверстия увеличивают, придавая им продолговатую форму. Настройка зажимов осуществляется установкой комбинированных гаек в нужное место резьбы шпильки, с последующей фиксацией контргайками. Эта операция выполняется на последнем этапе изготовления вакуумного стола, после наклейки резинового уплотнителя.
Работа эксцентрикового зажима.
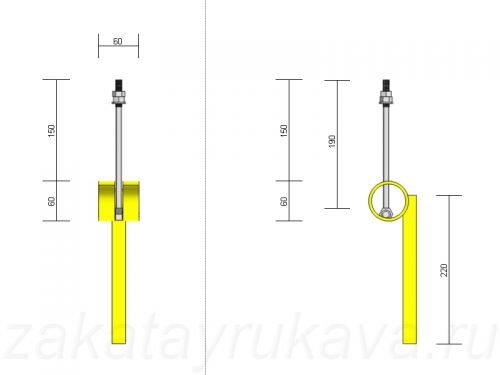
Элементы и размеры шарнирного зажима.
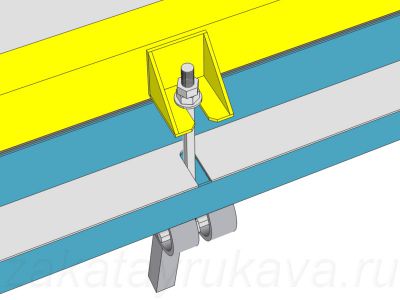




Эксцентриковый зажим в столе.
Зацепы для зажимов изготавливаются из стального уголка 50x50x3.
Если не удалось добиться ровной поверхности стола.
Если в процессе сварочных работ лист претерпел существенные деформации, выходящие за рамки допустимых значений, то брать в руки болгарку и срезать сварные швы, переделывать всё заново нет необходимости. Обеспечить идеально ровную плоскость вакуумного стола можно дополнительными мерами, а именно путем применения эпоксидных выравнивающих составов, которые применяются при изготовлении заливных полов. Для этого, вакуумный стол выставляют строго по уровню, определяют необходимый объем наливной массы (например, с помощью пробной заливки водой), очищают от ржавчины дно вакуумной ванны, грунтуют. Выполняют заливку приготовленной эпоксидной смесью согласно инструкции производителя. Из соображений экономии, смесь можно разбавить каким-либо дешевым наполнителем, например, кварцевым песком. Для ускорения отверждения смеси после заливки, стол можно контролируемо погреть сверху теплом от термомодуля. Данную операцию по заливному выравниванию имеет смысл выполнять после полной готовности вакуумного пресса, изготовления пробных образцов продукции, и принятия решения о необходимости улучшения геометрии рабочей поверхности.
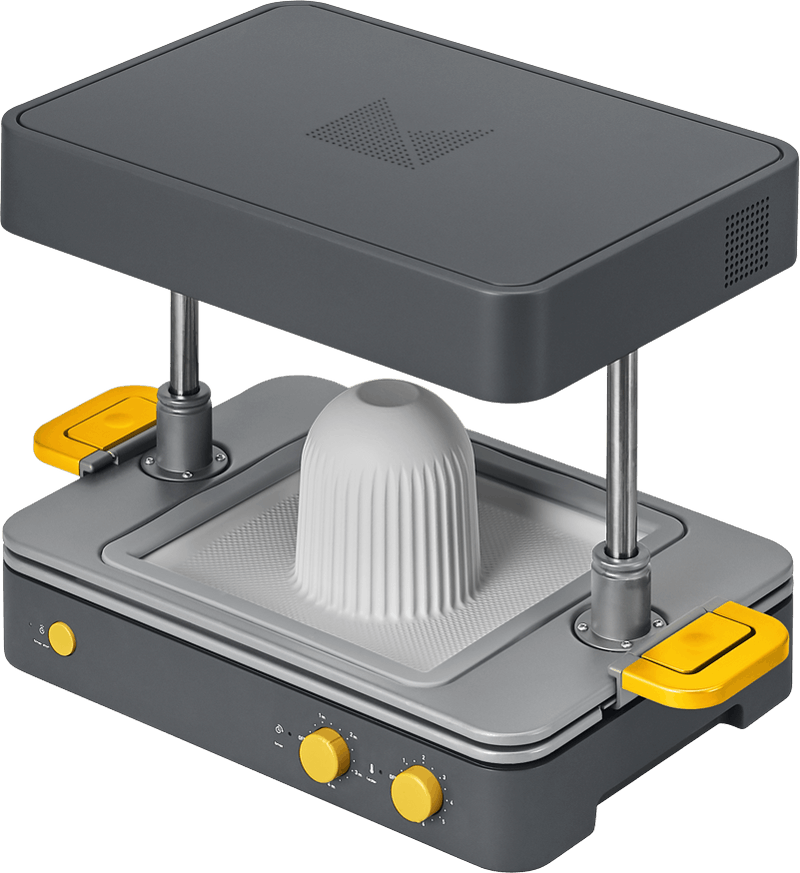
Обзор вакуумного формовщика Mayku FormBox: пусть детали размножаются
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
3D-печать всем хороша, но есть одно “но” — это занятие для терпеливых. А что, если вы сможете быстро тиражировать однажды напечатанную модель многократно?
Сегодня мы рассказываем про Mayku FormBox — настольный вакуумный формовщик, который поможет выпускать небольшие тиражи ваших 3D-принтов значительно быстрее.
Это отличный помощник 3D-принтера, в считанные секунды создающий формы напечатанных 3D-моделей и других предметов. Эти формы можно использовать и как самостоятельные изделия, и для последующего литья из широкого ассортимента материалов.
Характеристики:
- Высота, мм: 315
- Длина с ручками, мм: 466
- Ширина, мм: 274
- Рабочая область, мм: 200 x 200
- Глубина, мм: 130
- Вес, кг: 13
- Питание, В: 110 — 240
- Нагреватель керамический, t нагрева,°C: 160 — 340
- Толщина листов для формовки, мм: 0,25 — 1,5
- Материалы для формовки: PETg, HIPS, ABS, полистирол, поликарбонат, полиэтилен, акрил (PMMA)
- Материалы для литья в формы: читайте в статье
- Для работы необходим любой бытовой пылесос мощностью до 2 кВт.
- Цена, руб.: 78 175
Что в комплекте
В комплект поставки входят: сама формовочная машина;

Как это работает
На лицевой панели всего три органа управления: кнопка включения, установка времени таймера, регулировка мощности нагревателя.

Алгоритм работы прост: для листов материала разного типа и толщины выставляется разная мощность нагревателя и время таймера. Материал фиксируется между рамками и поднимается в верхнее положение, включается таймер нагрева, а на сетку устанавливается мастер-модель. Нагрев, в зависимости от толщины и типа материала, занимает от 40 секунд до 4 минут.
После того, как материал станет достаточно эластичным, таймер срабатывает и нагрев выключается. Оператор опускает рамку, чем включает тягу подключенного к машине пылесоса, который удаляет воздух вокруг детали и заставляет материал принять его форму. Формовка занимает 10 секунд.
После того, как материал примет желаемую форму, ему дают остыть до комнатной температуры, приблизительно 15-20 секунд. Затем мастер модель можно извлечь из формы и приступить к следующей формовке.
Мастер-модели можно не только печатать на 3D-принтере, но и изготавливать почти из любого материала: дерево, МДФ, глина, металл, пластик и даже картофель и бананы. Можно использовать как мастер-модели любые вещи, которые не сломаются от перепада давления и под воздействием нагретой пленки. В демо-роликах производителя люди вырезают модели из картошки, формуют их и заливают бетоном, получая мини-горшки для растений и подсвечники.
Формовать можно материалы толщиной от 0,25мм до 1,5мм. Это может быть PETg, HIPS, ABS, полистирол, поликарбонат, полиэтилен, акрил и оргстекло. То есть, любой листовой материал подходящей толщины, который достаточно размягчается при температурах 160 — 340 °C.
В качестве материала для литья можно использовать бетон, силикон, шоколад, желе, мыло, полимерные смолы, лёд, монтажную пену, Jesmonite (декоративный композит на основе акрила), гипс, штукатурку и многое другое.
Тут пользователь ограничен только физико-химическими свойствами формовки — выдержит ли форма отливку из материала, который требует нагрева для литья, ведь температура применения у разных пластиков разная. В большинстве случаев, проблем не будет.
Температура и время нагрева при формовке
В комплекте с формовщиком поставляется материал для тестов, с указанными рекомендуемыми температурой и временем нагрева. Но можно купить и сторонний материал, и подобрать параметры формовки для него самостоятельно. Мы протестировали пластики PETG и Hipex, толщиной от 0,5 до 1 мм. Для подбора параметров понадобилось всего 2-3 тестовых формовки.
Печать модели для формовки
Несколько простых правил:
1. Модель должна расширяться к основанию, чтобы ее можно было достать после формовки.
3. Поверхность напечатанной на 3D-принтере мастер-модели следует подвергнуть постобработке, если не хотите видеть следы слоев на получившейся форме.
4. В настройках печати нужно выбрать внутреннее заполнение не меньше 30%, иначе стенки могут легко провалиться внутрь, под действием температуры и давления.
Чтобы проверить Mayku FormBox в деле, мы решили сделать несколько предметов с его помощью.
В первую очередь, мы сделали небольшую коробочку конфет с логотипами супергероев DC. Для этого мы напечатали мастер-модели самих конфет.


Отлили в формы шоколад и упаковали в коробку. Получился отличный подарок для любого любителя комиксов. Если, конечно, он не фанат Marvel.
Кроме отливки материала, прозрачный пластик хорошо подходит для создания упаковочных блистеров для готовых устройств. В качестве примера мы сделали блистер для пожарного датчика.
В первую очередь была смоделирована и напечатана модель для формовки.



Вы просто кладете пирамидку на экран смартфона, на котором запускаете специальные видеос YouTube, и наслаждаетесь иллюзией объемного изображения, которую дает отражающаяся от ее граней картинка.
Как мы увидели из тестов, со своими задачами Mayku FormBox справляется быстро и качественно. Он занимает мало места, легок в транспортировке и установке, а пользоваться им может даже ребенок.
Такой аппарат пригодится в первую очередь 3D-печатникам, для тиражирования принтов, но не только: при наличии фантазии, применений получаемым с его помощью формам можно найти бесконечное множество.
FormBox будет полезен и в небольшой мастерской, и в школьном классе, и на малом производстве или в упаковочном цехе, и в прибежище художника или скульптора.
Купить Mayku FormBox и расходники к нему можно в Top 3D Shop — наши менеджеры с удовольствием дадут консультацию и оперативно оформят заказ.
Хотите больше интересных новостей из мира 3D-технологий?
Подписывайтесь на нас в соц. сетях:
Top 3D Shop — Ваш эксперт на рынке 3D-техники
Перевел SaorY для mozgochiny.ru
Доброго дня мозгоремесленники! Понадобился как-то нашей команде стол вакуумной формовки для создания разнообразных самоделок, но в продаже крупногабаритного стола не оказалось. Недолго думая мы сделали его сами своими руками!

Шаг 1: Коробка стола
Вакуумный стол это, по сути, полая коробка с множеством небольших отверстий, через которые откачивается воздух из рабочего пространства. Для создания этой коробки мы выбрали МДФ, но подойдет любой прочный листовой материал. Итак, из МДФ создаем короб стола и в лицевой панели сверлим маленькие отверстия, можно на станке, а можно как мы обычной мозгодрелью.
К коробу крепим ножки, и устанавливаем перегородки с большими отверстиями, около 7.5см. Эти перегородки будут держать плоскость стола, и не будут позволять ей прогибаться.
Шаг 2: Источник тепла




Изначально мы планировали использовать нихромовую проволоку в качестве нагревателя, но это достаточно дорого, да и труднодоступно. Поэтому мы остановились на галогеновых лампах GU10, которые дают мало света, но вот тепла дают достаточно.
В металлическом листе высверливаем отверстия под керамические патроны ламп и устанавливаем эти патроны.
Далее для простоты монтажа цепи, чтобы уменьшить количество пайки, создаем из печатных плат токопроводящие дорожки, монтируем их, а уже дорожки спаиваем в цепь.
Для этой панели с лампами из МДФ делаем короб со съемной мозгокрышкой для обслуживания, и соответственно помещаем световую панель в этот короб.
Шаг 3: Управление
Выбранный нами вариант источника тепла позволяет нагревать не только весь стол, но и если нужно, только некоторые его участки при формовании небольших поделок. Конечно подключение ламп при этом становиться более сложным.
Блок управления столом состоит из нескольких элементов:
- Передняя панель на которой установлены буквенно-цифровой ЖК-дисплей, светодиодная индикация каждого нагревательного ряда, ключ включения стола, кнопка аварийной остановки работы стола, и включатели режимов работы стола.
- Плата микроконтроллера ATmega644, который работает с прошивкой, написанной на С. К этой плате подключаются датчик температуры в столе, датчик давления, ЖК-дисплей, включатели режимов с передней панели, а также реле управления мощностью нагревателей (линиями лампочек).
- Плата контроллера переменного тока, которая синхронизирует сигнал от микроконтроллера, симистор и линию переменного тока.
- Плата с реле, которая состоит из 6-ти электромеханических реле, управляемых микроконтроллером. Одна из реле включает вентилятор, а остальные линии нагревателей.
- Плата реле нейтрали, которая состоит из 7 реле, управляемых микроконтроллером и подключающие линии нагревателей к нейтральному проводу, а также датчик температуры в пространстве стола.
- Симистор, состящий из двух оптоизолированных тиристорных твердотельных реле, рассчитанный на 20А, 240В, который регулирует вентилятор и нагрев пространства стола.
Шаг 4: Установка опор
На наш короб стола поделки, а он, кстати, размером 600х900мм, монтируем опоры для панели нагревателей и устанавливаем саму панель с лампами. Так же делаем рамку для пластика и вставляем ее в опоры на подшипники, места соединения короба стола и рамки уплотняем изоляционной пористой лентой.
Шаг 5: Вакуумный вентилятор
К нижней стороне короба мозгостола крепим источник вакуума, попросту вентилятор. Для своего вакуумного вентилятора мы сделали дополнительную пластину из МДФ и с ее помощью, а так же с помощью неопреновых прокладок, установили его.
Шаг 6: Окончательная сборка и тестирование
На заключительном этапе подсоединяем все элементы, проверяем все ли правильно установлено и переходим к тестированию. В рамку вставляем лист пластика для формования, включаем стол и формуем!
- А вот как функционирует наш стол:
- Удачных самоделок и надеюсь, наше руководство поможет вам в этом!
- (A-z Source)
Источник: http://mozgochiny.ru/electronics-2/delaem-bolshoy-stol-dlya-vakuumnoy-formovki/
Вакуумный пресс своими руками – советы по изготовлению

- Открытие небольшого предприятия по изготовлению мебели начинается с приобретения необходимого оборудования.
- Хорошо если есть возможность закупить фирменные станки заводского изготовления.
- А что делать, если стартовый капитал весьма ограничен?
Выход один – кое-какие из агрегатов собрать самостоятельно. Можно, например, сделать вакуумный пресс своими руками.
Применение
При изготовлении мебели детали из древесно-стружечных плит, например, МДФ, оклеивают ПВХ-пленкой. Ее же используют для покрытия дверных накладок.
Такая облицовка при небольшой стоимости имеет привлекательный внешний вид. Но оклеивание древесины пленкой – совсем не такая простая задача, как, например, наклеивание обоев.
Требуется специальное приспособление, именуемое вакуумным прессом.
Этот станок состоит из следующих составляющих:

- Станина – основание, на котором компонуются все элементы.
- Вакуумная камера. Прочная открытая сверху коробка, в которую укладываются обрабатываемые детали. Затем ее накрывают ПВХ-пленкой.
- Нагревательный элемент (термомодуль), посредством которого пленка разогревается до необходимой температуры.
- Вакуумная система – насос с дополнительным оборудованием. Эти компоненты предназначены для откачивания воздуха из вакуумной камеры.
- Шкаф, в котором собрана электросхема станка.
При откачивании воздуха разогретая пленка облегает промазанные клеем детали в вакуумной камере, после чего покрытие остается только просушить и кое-где подрезать.
Инструменты
Основной набор инструментов – такой же, как при изготовлении любых других изделий из стального профиля:

- сварочный аппарат инверторного типа с током сварки до 130 А;
- электроды диаметром 2 – 2,5 мм;
- болгарка с диаметром рабочей части 150 мм и отрезной круг для нее;
- электрическая дрель со сверлами по металлу диаметром 10 мм и металлической щеткой;
- чертилка по металлу;
- ножницы по металлу;
- вытяжной заклепочник;
- рулетка.
Понадобится и набор гаечных ключей.
Материалы для изготовления пресса
Для изготовления станка потребуются следующие материалы:
Станина
- стальная прямоугольная труба 60х40х2 мм;
- то же сечением 20х20х2 мм;
- болты М10х60, М10х80, М10х140 с гайками и шайбами.
Вакуумная камера

- стальная труба 60х40х2 мм;
- стальной лист S – 2 мм;
- резиновая лента для уплотнителя;
- шпилька диаметром 12 мм и 2 гайки для нее;
- труба Ду50;
- прут диаметром 10 мм;
- стальная труба 20х20х2 мм.
Вакуумная система
- вакуумный водокольцевой насос ВВН 1-1,5-5,5;
- вакуумметр;
- стальной лист S = 2 мм;
- шаровой кран для горячей воды;
- вакуумный шланг диаметром 50 мм.
Термомодуль

- труба сечением 20х20 и 60х40 мм;
- шариковые подшипники типа 6200;
- стальной лист S = 0,5 мм;
- алюминиевые заклепки;
- стекло с тонировочной пленкой;
- алюминиевая фольга S = 0,1 мм;
- лампа КГТ 220-1000-6 (22 шт.).
Чертеж конструкции
Данный вариант самодельного вакуумного пресса предполагается оснастить термомодулем откатного типа (черт. См. ниже).
Другие виды нагревателей – подъемный и распашной – сложнее в изготовлении и менее удобны в эксплуатации. Термомодуль оборудован роликами (шарикоподшипники) и передвигается по рельсам (труба 20х20). На станине для него предусмотрено парковочное место.
Для вакуумной камеры выбраны размеры 2,5х1,4 м. Такая длина является оптимальной для изготовления наиболее типовых мебельных фасадов, а ширина соответствует наиболее распространенному типу ПВХ-пленки.

Чертеж вакуумного пресса
В камеру предполагается загружать детали толщиной не более 32 мм, поэтому ее высота с учетом толщины подкладок, воздухопроницаемой платформы и уплотнителей принята равной 60 мм (изготовлена из трубы 60х40х2 мм).
Станок скомпонован таким образом, чтобы прижимная рама будучи откинутой опиралась на припаркованный нагреватель, таким образом для ее удержания в поднятом состоянии не требуется дополнительных устройств. Рама откидывается благодаря шарниру (работает аналогично дверной петле).
Порядок работ
Изготовление вакуумного пресса осуществляется следующим образом:
Станина
Детали станины нужно сварить согласно чертежу. Далее швы зачищаются, высверливаются необходимые отверстия, ржавчину счищают металлической щеткой и грунтуют всю конструкцию для последующей покраски.

Самодельная станина
Вакуумная камера
Из трубы 60х40 следует сварить каркас жесткости, который будет удерживать днище камеры (стальной лист толщиной 2 мм) от прогиба под воздействием атмосферного давления.
Далее к каркасу приваривают днище, а поверх него – стенки камеры (труба 60х40, поставленная на узкую сторону). Сварные швы внутри камеры должны быть герметичными (рекомендуется двойной провар).
К одной из стенок необходимо приварить часть шарнира с двумя проушинами.
Прижимная рама выполняется из того же профиля и имеет те же размеры, что и вакуумная камера. К ней приваривается вторая часть шарнира.

Мембранно-вакуумная камера
Для плотного обжатия пленки прижимной рамой используются эксцентриковые зажимы, которые делаются из трубы ду50, прута диаметром 10 мм и квадратной трубы 20х20 мм.
Если при изготовлении камеры ее днище повело, его можно залить самовыравнивающейся смесью (к примеру, на базе эпоксидной смолы), используемой для изготовления наливных полов.
Готовую камеру нужно закрепить 4-мя болтами на специальных опорах станины. Далее следует установить эксцентриковые зажимы, собрать шарнир прижимной рамы и наклеить уплотнитель.

Самодельный пресс
Внутри камеры по всей ее площади устанавливается платформа из МДФ, состоящая из 9-ти перфорированных прямоугольников с прорезанными на их поверхности канавками (толщина листа МДФ – 10 мм). Обрабатываемые детали будут укладываться на нее. Благодаря этой платформе, воздух будет откачиваться по всему объему камеры равномерно, независимо от положения обрабатываемых деталей и пленки.
Вакуумная система
Для откачивания воздуха из вакуумной камеры пресс рекомендуется оснастить насосом водокольцевого типа (модель ВВН1-1,5-5,5). В трубопровод, которым насос соединяется с вакуумной камерой, должны быть врезаны обратный клапан и вакуумметр. Для надежности можно установить еще и запорный кран.
Для работы насоса нужна чистая, свободная от механических примесей вода, для хранения которой должен быть предусмотрен стальной резервуар объемом около 30 л (можно сварить самостоятельно из стального листа).

Насос вакуумный
Насос необходимо установить в строго горизонтальном положении (контролируется уровнем) на бетонном основании, и прикрутить анкерными болтами. При этом вокруг агрегата необходимо соорудить стенки либо разместить его в углублении, так как в процессе работы из него будет вытекать вода.
Подача воды из бака в насос и ее возврат осуществляется по двум шлангам, которые должны выдерживать температуру до 100 градусов.
Водокольцевой вакуумный насос ВВН1-6
Все резьбовые соединения в вакуумном трубопроводе должны быть уплотнены лентой ФУМ или аналогичным материалом. Для подсоединения трубопровода к вакуумной камере в последнюю врезается патрубок. Он должен быть ниже воздухопроницаемой платформы и располагаться посредине одной из стенок. К насосу трубопровод присоединяется посредством фланца.
После сборки станка вакуумную систему нужно проверить. Входное отверстие вакуумного трубопровода внутри камеры перекрывают куском фанеры, после чего запускают насос. Через 5 сек вакуумметр должен показать хотя бы -0,85 атм.
Термомодуль
- Каркас термомодуля сваривается из трубы 20х20 и оснащается ручками, а также опорами для крепления колесных осей (труба 60х40).
- Функцию колес будут выполнять подшипники типа 6200.
- Обшивка каркаса изготавливается из стального листа толщиной 0,5 мм на алюминиевых заклепках.
В боковых стенках следует прорезать смотровые окна размером 40х20 см и установить в них тонированные стекла.
Также в стенках должны быть просверлены отверстия диаметром 50 мм с заслонками, через которые можно будет производить измерение температуры пленки посредством пирометра.
Регулируемые по высоте подвесы для ламп КГТ (кварцевые галогенные тепловые) следует изготовить из резьбовых шпилек, закрепив на их концах изолирующие пластины из стеклотекстолита с размерами 40х20х2 мм. Шпильки вкручиваются в отверстия, просверленные в крышке термомодуля. Сами лампы прикручиваются к стеклотекстолитовым пластинам болтами м5х20 с использованием шайб Гровера.
Питание ламп (они разделены на несколько групп) обеспечивается проводом РКГМ в жаростойкой оболочке с наконечниками типа ТМЛ. Несколько проводов от разных групп запитываются от общей шины в распределительной коробке, к которой подводится питающий кабель.
После изготовления термомодуль следует установить на рельсы, приваренные к станине.
Шкаф с электрическим оборудованием
3-фазный двигатель вакуумного насоса мощностью 5,5 кВт подключается через 3-полюсный автоматический выключатель и тепловое реле.
- Для кварцевых ламп нагревателя точность силы тока особого значения не имеет, поэтому в установке теплового реле нет необходимости.
- Для включения и отключения насоса на операторском пульте устанавливается контактор с двумя нефиксируемыми кнопками.
- В случае отключения электричества контактор блокируется и при последующем возобновлении электроснабжения произвольного запуска оборудования не произойдет.
В случае с лампами блокировка при отключении электричества не столь критична, поэтому их можно подключить через обычный 2-позиционный выключатель.
Преимущество такого варианта заключается в следующем: органы управления насосом и термомодулем будут сильно отличаться, и их невозможно будет перепутать.
Видео на тему
Источник: https://masterlandshafta.ru/proekty-landshafta/vakuumnyj-press-svoimi-rukami.html
Вакуумная формовка пластика: оборудование и технология
Принцип производства изделий из пластика вакуумной формовкой заключается в придании листу пластмассы формы матрицы. Между разогретым листом и матрицей создается разреженная среда, которая способствует деформации пластика. В результате полимер плотно прилегает к поверхности формы и полностью повторяет ее рельеф.
Технология применяется в основном для серийного производства, случаи изготовления единичной продукции встречаются редко. Это обусловлено необходимостью создания формы для определенного изделия, которая фактически входит его себестоимость. В случае массового тиража стоимость матрицы распределяется между всеми изделиями.

На конечную стоимость продукции, кроме особенностей производства, значительное влияние имеет исходный материал. Например, если купить АБС пластик для вакуумной формовки, изготовление одного кг изделий, по расходу и энергозатратам эквивалентно двум кг нефти. Стоимость данного материала зависит от марки и толщины листа. Например, лист толщиной 2 мм и размером 1*3 м будет стоить 1500 руб.
Кроме АБС для штамповки пригодны практически все термопластичные полимеры.
Продукция, изготовленная термическим формированием, используется в производстве:
 Узлов и деталей для автомобилей, самолетов, кораблей и космических аппаратов;
Узлов и деталей для автомобилей, самолетов, кораблей и космических аппаратов;- Рекламной продукции;
- Форм для искусственного камня, тротуарной плитки, еврозаборов;
- Пищевой и упаковочной тары;
- Элементов декора;
- Блистерной упаковки;
 Узлов и деталей для автомобилей, самолетов, кораблей и космических аппаратов;
Узлов и деталей для автомобилей, самолетов, кораблей и космических аппаратов;Также при помощи этой технологии изготавливают одноразовую посуду, поддоны, объемные макеты местности, защитные кожухи, пластиковую фурнитуру, ванны, мойки, тазики, крышки ля унитазов и многое другое.
Обзор технологии производства
Из всех вариантов обработки полимерных материалов вакуумная формовка листового пластика – наиболее дешевый и быстрый.
В процессе изготовления на заготовку достаточно воздействовать сравнительно не большим отрицательным давлением (-0,8 атм.), что не требует значительных энергозатрат.
К тому же, сырье для производства поставляется в готовом виде (листы), что избавляет от организации процесса его подготовки.
Еще одно положительное качество этой технологии – сравнительно быстрый запуск в производство. Обычно на подготовку нужно 7-10 дней. Основное время затрачивается на изготовление формы и во многом зависит от ее сложности и материала, из которого она будет сделана.
Когда матрица готова ее размещают в машине вакуумной формовки, после чего возможен запуск производства.

Собственно, технологический процесс формирования изделий состоит из таких этапов:
- Фиксация пластикового листа между матрицей и нагревающими элементами;
- Прогрев заготовки и матрицы;
- Раздув листового полимера (в случае формования изделий с глубоким рельефом);
- К предварительно разогретой и раздутой заготовке поднимают рабочий стол с матрицей;
- Откачка воздуха из оставшихся пустот между пластиком и формой;
- Обдув изделия до полного его охлаждения;
- Съем пластикового изделия с поверхности матрицы;
- Финишная доработка готового продукта.
Это довольно поверхностное описание процесса. Для более глубокого понимания следует рассмотреть каждый из этапов более подробно.
Фиксация заготовки в зажимной раме
Предварительно очищенный полимерный лист зажимается в специальной раме станка. Усилие зажима зависит от конкретного материала и должно обеспечивать его надежную фиксацию. Одновременно с этим оно не должно быть избыточным, это может стать причиной повреждения готового изделия во время его извлечения.
Для вакуум-формовочного оборудования, работающего в автоматическом режиме необходимо правильно устанавливать соответствующие настройки. В случае с полуавтоматическими станками качество готовой продукции во многом зависит от квалификации оператора.
Рамка с пластиковым листом плотно прилегает к периметру рабочей поверхности, исключая попадание воздуха со стороны. Это делает возможным создание разреженной среды или избыточного давления, необходимого для корректировки провисания полимерного листа.
Предварительный нагрев заготовки
После фиксации листа к его верхней плоскости, которая расположена с противоположной от матрицы стороны, подводится нагревательный элемент. Данный процесс зависит от конструкции станка, но суть одна для всех вариантов – заготовка должна прогреться до необходимой температуры.
В качестве нагревательного элемента на современных вакуумно-формовочных станках принято использовать кварцевые лампы или инфракрасные излучатели. На более дешевых моделях применяют керамические нагреватели. Недостаток керамики в ее длительном нагреве и остывании, что не позволяет оперативно регулировать температуру.
По достижении необходимого состояния пластик становится более мягким и может начать провисать. Это фиксируется фотоэлементами станка и в случае обнаружения деформаций система будет их компенсировать, создавая избыточное давление между рабочим столом и листом.
Для достижения необходимой температуры в заданных областях заготовки, используется позонный прогрев. Параллельно с этим тепловое состояние заготовки контролируется в реальном времени пирометрами. В случае достижения критических значений температура оперативно корректируется системой станка.
В некоторых случаях необходим нагрев матрицы. Это исключает преждевременное остывание термопласта, предотвращая его истончение и возможное повреждение. Возникновение подобных дефектов особенно вероятно на участках матрицы с острыми углами.
Предварительное растяжение листа
После нагрева заготовки до необходимой температуры нагревательный элемент откатывается или поднимается (зависит от конструкции станка).
В случае изготовления деталей, имеющих сравнительно большую высоту и сложный рельеф, заготовку подвергают предварительному раздуву. Процесс обеспечивается избыточным давлением в герметичной камере и необходим для обеспечения равномерной толщины пластика на готовом продукте.
Вакуумное формование изделия
К нижней стороне заготовки поднимается рабочий стол с матрицей. На этом этапе лист пластика принимает приблизительную форму конечного изделия.
Для правильного формообразования необходимо удалить весь воздух из пустот, образовавшихся на сложных участках рельефа. Это делается через технологические отверстия в матрице при помощи вакуумного насоса.
В результате разогретый пластик равномерно прилегает к поверхности формы.
При штамповке деталей со сложной геометрией, а также если требуется высокая точность повторения формы, используют дополнительный прижимной элемент – пуансон. Данный элемент является обратной копией поверхности матрицы и обеспечивает необходимую точность и плотность прилегания.
Успешный результат данного процесса зависит от многих факторов. Например, недостаточно прогретый или не раздутый материал может повреждаться. Кроме повреждений могут наблюдаться местные утоньшения слоя пластика одновременно со сморщиванием на других участках.
Охлаждение изделия и извлечение из матрицы
По окончании формования пластик нужно остудить до температуры, не допускающей его усадку. В противном случае возможна фиксация заготовки на матрице. Съем в таком случае не возможен без повреждения детали.
Для более быстрого и контролируемого охлаждения используется обдув материала. Совместно с применением датчиков температуры поверхности заготовки можно обеспечить своевременное извлечение детали с поверхности матрицы.
Для облегчения процесса съема, через технологические отверстия в матрице подается воздух. Используются те же отверстия, которые служили для создания разреженной среды в процессе формования. После того как деталь немного отошла от матрицы, рабочий стол с формой опускается в начальное положение.
Окончательная обработка изделия
Лист с заготовкой извлекается из удерживающей рамы и направляется на финишную доработку. Данный этап подразумевает, как минимум, обрезку излишков пластика. В последствие заготовка может подвергаться разрезке, сверлению, фрезеровке или шлифовке.
Особенности используемого оборудования и материалов
Наиболее популярный для штамповки материал – АБС. Вакуумная формовка АБС пластика и его модификаций позволяет производить большинство изделий из всего ассортимента пластиковой продукции.
Кроме этого, используют следующие материалы:
- Акрил;
- Полистирол;
- Полипропилен;
- Поливинилхлорид (ПВХ);
- Поликарбонат;
- Полипропилен, а также многие другие.
Оборудование для формовки пластика
Все формовочные станки имеют схожую конструкцию и работают по одному принципу. Различия присутствуют в размерах рабочего пространства, нагревательных элементах, способе подачи листа и съема готовой продукции. Также есть варианты формовки с использованием пуансона (обратной матрицы). Этот способ используется для изготовления деталей с большей точностью.
Многие производители оборудования предлагают опциональную оснастку своих изделий. То есть функциональность формовочного станка может быть такой, какая необходима конкретному заказчику. Наиболее низкая цена оборудования с малым рабочим столом и без автоматической подачи заготовки. Например, стоимость станка с рабочим столом 400*500 мм – 100 000 – 150 000 рублей.
Также немалое значение имеет мощность вакуумного насоса, которым комплектуется станок. От этого зависит с каким материалом может работать то или иное оборудование. Имеется в виду толщина пластика, а также некоторые его виды, для качественной формовки которых необходимо значительное разрежение среды.

Основные узлы формовочного станка
Пресс для вакуумной формовки пластика включает в себя следующие элементы:
- Станина. В ней располагается в вакуумный насос блок управления. Также реализована система электроснабжения узлов станка.
- Система, создающая разреженную среду в камере для формования. Главный узел данной системы – вакуумный насос.
- Нагревательные элементы.
- Система датчиков для контроля за нагревом, охлаждением и положением заготовки.
- Узел, удерживающий пластиковую заготовку и обеспечивающий герметичное прилегание к периметру формовочной камеры.
- Рабочий стол, оснащенный подъемным механизмом.
- Система обдува, обеспечивающая равномерный прогрев и охлаждение детали.
Для запуска полноценного производства недостаточно купить станок для вакуумной формовки пластика, кроме него понадобится изготовить матрицу и возможно обратный прижимной профиль – пуансон. Выбор материала для этих деталей определяет сложность и глубину рельефа будущего изделия, а также количество циклов формовки. Наиболее подходящий материал для изготовления матрицы – алюминий и его сплавы.
Самостоятельное формование пластика
Вакуумная формовка пластика своими руками не возможна без соответствующего оборудования, которое можно купить или изготовить самостоятельно. Вариант покупки более прост, но станки для подобных работ стоят достаточно дорого.
Для сооружения небольшого станка понадобятся следующие материалы:
- Фанера, ОСБ, или в крайнем случае ДСП толщиной 16 мм;
- Строганный брус из дерева;
- Тонкая фанера (4 мм) или ДВП;
- Силиконовый герметик.
Для обеспечения нагрева понадобится духовка или небольшой обогреватель прямоугольной формы. По габаритам одного из этих нагревательных элементов нужно будет изготовить рабочую камеру для будущего станка.
Камера изготавливается из листового материала (фанера, ДСП, ОСБ), стыки при сборке необходимо промазывать герметиком, собираем на саморезы. Далее из бруса нужно сделать две рамки. Между ними будет зажиматься пластиковая заготовка. Рамки по длине и ширине должны соответствовать камере, при этом внутренний периметр рамок должен быть таким же, как и рабочий стол камеры.
На рабочем столе камеры необходимо насверлить множество отверстий для обеспечения равномерной выкачки воздуха (шаг в 3 см). В боковой стенке камеры делается отверстие для вакуумной системы. В самом крайнем случае для этих целей можно использовать бытовой пылесос.
Подобные самодельные станки можно использовать для ручного формования штучных изделий. Для более масштабного производства придется купить оборудование для вакуумной формовки пластика, обладающее необходимым функционалом.
Источник: http://effect-money.com/vakuumnaya-formovka-plastika/
Вакуумная формовка пластика: технология и оборудование
Производство изделий из пластика вакуумной формовкой – это высокотехнологичный процесс, требующий строгого соблюдения технологии и применения специального оборудования.
Данный метод позволяет изготавливать изделия со сложным рельефом, которые используются практически во всех сферах деятельности человека.
Об особенностях технологического процесса термовакуумной формовки, оборудовании, материалах, применяемых в производстве, и пойдет речь в данной публикации.
Материалы и область применения изделий

- полиэтилен (в том числе и вспененный);
- ПВХ;
- полипропилен;
- полиметилметакрилат (ПЭТ);
- АБС пластик (акрилонитрилбутадиенстирол);
- полистирол;
- поликарбонат;
- оргстекло.
Вакуумная формовка листового пластика позволяет производить продукцию, которая востребована в:
- автомобильной, авиационной промышленности;
- судостроении и медицине;
- приборостроении и энергетике;
- пищевом производстве;
- области строительства и дизайна.
- Применение определенного материала зависит от особенностей и технических характеристик оборудования, возможностей по созданию давления и температуры разогрева.
- Каждый из нас в повседневной жизни регулярно встречается с изделиями, выполненными методом вакуумной термоформовки. Примером тому могут служить:
- В процессе единичного производства изделий по данной технологии применяются сравнительно не сложные, малогабаритные и недорогие машины вакуумной формовки.
Как правило, такие устройства состоят из корпуса, прижимной рамки, вентилятора и нагревательного элемента, в роли которого выступает ТЭН. Главная деталь станка – это вакуумный насос, который откачивает воздух из камеры с разогретой заготовкой.
В серийном производстве применяется высокотехнологичное вакуум-формовочное оборудование, которое позволяет создавать продукцию в режиме непрерывного конвейера.
Все модели для создания пластиковых изделий методом вакуумного термоформирования можно условно разделить на две категории: автоматические и полуавтоматические. В первых, все процессы производятся без участия человека.
Во-вторых, процесс закладки, фиксации и выемки полимерной заготовки осуществляется вручную.
Особенности технологического процесса
Главной особенностью данной технологии является возможность термоформирования изделия при сравнительно невысоком разряжении, для создания которого не требуется мощного оборудования. Это значительно сокращает потребление энергии и как следствие, снижает себестоимость конечного продукта.
Вакуумная формовка АБС пластика состоит из нескольких этапов:
- Полимерная заготовка устанавливается в вакуумно-формовочный станок и надежно фиксируется при помощи зажимной рамы.
- Лист пластика разогревается до определенной температуры в камере устройства. Для равномерного нагрева листового материала, как правило, используются кварцевые или инфракрасные излучатели. Провисание материала в процессе нагрева не допускается. Если фотоэлемент фиксирует изменение геометрии разогретой заготовки, то в камеру подается воздух для корректировки формы листа.
- Под воздействием вакуума размягченный лист полимера втягивается и принимает форму матрицы. В зависимости от требований к качеству продукции, материала, использующегося в производстве, процесс вакуумного формирования может совмещаться с технологией штамповки, посредством прижима пуансоном заготовки к матрице.
- Посредством принудительной подачи воздуха заготовка охлаждается. Применение вентиляторов сокращает время полного остывания полимера на 30%.
- После остывания материал твердеет и извлекается из камеры ваккумно-формовочной машины. Для этого используются нагнетающие устройства, которые создают давление между матрицей и заготовкой.
- Последний этап – это обрезка и окончательная доработка изделия. При производстве продукции со сложной геометрией между нагревом и непосредственным термоформированием изделия применяется еще один этап – промежуточное растяжение или раздув заготовки. Данный процесс используется для выравнивания толщины листового материала в процессе нагрева.
Пресс для вакуумной формовки пластика: конструктивные особенности и основные узлы

Конструкция станка для ваккумной формовки может отличаться в зависимости от материала и требований к качественным характеристиками изделия. От конструктивных особенностей станка зависит и цена оборудования. Тем не менее, основные узлы и элементы, которые участвуют в производственном процессе остаются неизменны, а именно:
- Нагревательные элементы, которые создают необходимую температуру для размягчения полимерной заготовки.
- Нагнетательный узел (вентиляторы) Одни обеспечивают подачу воздуха на заготовку для ее равномерного нагрева, другие – для охлаждения.
- Ваккумный насос — это устройство обеспечивающее процесс создания отрицательного давления в рабочей камере станка.
- Вакуумная камера для проведения процесса термоформирования изделия.
- Корпус станка, в котором располагается вакуумная камера.
- Прижимная рама, обеспечивающая фиксацию заготовки для придания ей правильной геометрии и необходимой формы.
- Датчики, системы управления и исполнительные устройства для контроля за состоянием заготовки, временем проведения процесса, системы изменения параметров температуры, давления и пр.
В зависимости от типа устройства и степени его автоматизации, данное оборудование может комплектоваться системой, которая управляет предварительным растягиванием заготовки; механизмом для изменения высоты стола и уровня его наклона; узлом безопасности и устройством, переключающим режим работы, с автоматического на ручной.
Для создания собственного бизнеса, купить станок для вакуумной формовки пластика – это еще пол дела. Для производственного процесса необходима матрица, которая создается индивидуально по размерам будущего продукта. Материалом для матрицы могут служить: МДФ, алюминий и термоустойчивые прочные составы.
- Это интересно:
- Какой купить термопластавтомат для литья?
- Технология изготовления пластмассовых изделий литьем.
- Как выполняется сварка по пластику в домашних условиях?
Вакуумно-формовочный станок своими руками
Вакуумная формовка пластика своими руками – это процесс, в общем-то, несложный, но требующий специализированного оборудования и материалов. Именно поэтому многие наши соотечественники выбрали производство изделий из пластика вакуумной формовкой основным видом бизнеса.
Специальных знаний и особых навыков для производства изделий по данной технологии – не требуется. Материалы доступны; купить АБС пластик для вакуумной формовки непосредственно у производителя можно по достаточно демократической цене. Стоимость сырья из Поднебесной варьируется от 87 до 150 руб.
/кг, в зависимости от толщины листа. А вот цена промышленных образцов оборудования для многих начинающих бизнесменов может оказаться неподъемной. Для производства единичных изделий, толщиной до 4 мм в домашних условиях, можно изготовить простейший пресс для вакуумной формовки пластика своими руками.

Для изготовления станка потребуются следующие материалы и механизмы:
- Фанера 16 мм.
- Деревянный брус.
- ДВП.
- Герметик.
В качестве нагревательного элемента станка будет использоваться духовка. Для создания отрицательного давления – пылесос. Процесс изготовления пресса состоит из следующих этапов:
- Из деревянных брусков нужно изготовить рамку, габариты которой чуть меньше размеров духового шкафа.
- Из фанеры делается вакуумная камера. Собирается короб, размерами соответствующий рамке. В боковой стенке нужно просверлить отверстие, диаметром соответствующим сечению всасывающей трубы пылесоса.
Важно! Для придания герметичности, перед сборкой все стыки необходимо промазать герметиком.
- Из ДВП делается рабочая поверхность. Габариты в точности повторяют размер вакуумной камеры. Особенность рабочей поверхности в том, что для равномерного удаления воздуха в ней необходимо просверлить множество отверстий. Диаметр отверстия 3 мм, шаг 3 см.
Важно! Чтобы при создании отрицательного давления в камере рабочая поверхность не прогибалась внутрь, по центру камеры нужно установить распорку, равную глубине камеры.
- Прикручиваем рабочую поверхность к вакуумной камере. Для герметичности следует стыки промазать герметиком.
- Подключаем трубу пылесоса к камере и герметизируем стыки.
Все, простейший пресс для вакуумной формовки пластика готов. Далее, следует изготовить матрицу. Наиболее простой вариант – отливка из гипса. Процесс вакуумной формовки следующий:
- Установите по центру рабочей поверхности матрицу.
- Подключите пылесос к патрубку, выходящему из вакуумной камеры.
- Закрепите на рамку из бруса лист пластика. Для фиксации скобами лучше всего использовать мебельный пистолет.
- Разогрейте духовку до 190-200 С° и поместите в нее рамку с пластиком для разогрева.
- После размягчения пластика, накладываем рамку на форму (пластиком на матрицу), прижимаем и включаем пылесос.
- После удаления воздуха из-под пластика, продолжаем процесс 15-20 секунд до полного остывания заготовки.
Достаем заготовку, удаляем форму, обрезаем лишнее. Все просто и дешево. Теперь, зная конструкцию станка и особенности технологического процесса, только вам решать, что необходимо для создания бизнеса: купить оборудование для вакуумной формовки пластика или сделать пресс своими руками.
Источник: https://namillion.com/vakuumnaya-formovka-plastika.html
Вакуумно формовочный станок – изготовление и принцип работы
Для изготовления объемных пластиковых изделий имеющих специфичную форум используется так называемый вакуумно формовочный станок.
Они предназначены для изготовления самых разнообразных пластиковых изделий, которые применяются в строительстве, быту, а так же используются в легкой, пищевой и автомобильной промышленности.
► Чтобы приобрести вакуумно-формовочный станок, лучше обратиться к ребятам из Machinetiс. Они смогут сделать модель индивидуально под ваши требования.
Основные виды вакуумно-формовочного станка
В основе работы вакуумно формовочного станка, лежит процесс вакуумного формирования. Он позволяет придать пластиковой заготовке необходимую форму.

- Суть его сводиться к тому что специальную заготовку из пластика, которая подвергается высокотемпературному нагреву, помещают в изолированную специальную вакуумную камеру над матрицей необходимой формы.
- Затем под действием перепада давления образующегося при откачивании воздуха из камеры, заготовка принимает форму матрицы и таким образом образуется изделие необходимой формы.
- Видео: принцип работы вакуумно-формовочного станка
- В зависимости от размеров изготовляемых с его помощью деталей такие станки можно разделить на станки для производства:
- крупногабаритных изделий, обычно применяемые в крупносерийном производстве и используемые в промышленных масштабах;
- среднегабаритных – используются для среднесерийного и единичного производства изделий в промышленных масштабах;
- мелкогабаритных – используемые для мелкосерийного и одиночного изготовления деталей.
Так же станки вакуумного формирования можно условно разделить на автоматические и полуавтоматические. В последних процесс подачи и выемки заготовки осуществляется вручную.
В зависимости от технических характеристик и возможностей создания определенного давления и температуры, станки вакуумного формирования могут работать с заготовками из ПВХ, ABS, PMMA, акрил и тому подобные материалы, что позволяет изготавливать с его помощью самые разнообразные изделия, любых форм и обеспечивая высокое качество продукции.

Основные узлы станка вакуумного формирования
Среди основных узлов, которые могут входить в комплект станка можно выделить:
- насосный узел или как его еще называют вакуумная система, обеспечивающая откачку воздуха из камеры и создание в ней перепада давления;
- нагнетающие воздух вентиляторы, которые обеспечивают равномерный нагрев и охлаждение пластиковой заготовки;
- электрические тэны (нагреватели), которые обеспечивают необходимую для работы температуру заготовки;
- прижимной узел состоящий из системы рам, для придания заготовки необходимой формы;
- подставка станка;
- станина, на которой располагается вакуумная камера;
- герметичная камера для процесса вакуумирования;
- компрессор, откачивания воздуха из камеры;
- система датчиков и регуляторов, для изменения параметров нагрева матрицы, проведения контроля за режимами вакуумирования и обработки заготовки.
Для проведения процесса вакуумного формирования, необходимым элементом является наличие специальной матрицы, на основе которой производится изделие. Такая матрица делается по размерам и форме необходимого для изготовления изделия. Ее материалом служат специальные термоустойчивые и прочные составы, которые позволяют проводить работу по вакуумированию, не один раз.
В зависимости от степени автоматизации процесса вакуумного формирования, такие станки могут оснащаться различным дополнительным оборудованием таким как:
- система управления панелью нагрева заготовки;
- датчиками защищающими заготовку от провисания;
- система управления растяжением заготовки (куполом установки);
- система управления механизмом изменение уровня стола и аварийными линиями концевых герконовых датчиков с возможностью отключения систем;
- датчик и регулятор времени проведения операций по формированию;
- датчик и регулятор времени проведения операций по охлаждению заготовки;
- системой управления процесса «отстрела» заготовки от матрицы;
- система приключения с автоматического на полуавтоматический режим работы.
Вакуумно-формовочный станок своими руками
Если возникла необходимость в изготовлении пластиковых изделий из заготовок толщиной пластика не более 4 мм, то можно сделать вакуумно формовочный станок своими руками. Он позволит изготавливать пластиковые изделия в единичных или мелкосерийных вариантах и послужит хорошей заменой в целях экономии заводским станкам.
Для изготовления самодельного станка понадобятся следующие детали и материалы:
- Листы фанеры.
- Металлопрофильная труба.
- Компрессор (можно использовать центробежный вентилятор например от пылесоса).
- Электрические тэны.
- Автоматическое реле, кнопки включателя, светодиод.
- Саморезы.
- Асбестокартон.
- Лист нержавеющей стали.
- Вакуумный стол.
- Сборка станка осуществляется в такой последовательности:
- – изготовления прижимной рамы из металопрофильной трубы; – изготовление фанерного короба, герметичного короба в котором располагается компрессор, а сверху устанавливается перфорированный формовочный стол; – изготовления короба из нержавеющей стали, для расположения нагревательных элементов, сверху которого будет располагаться заготовка; – установка реле и выключателей;
- – соединение между собой одной части прижимной рамы и формовочного стола.
Самостоятельное изготовление подобного агрегата не всегда выгодно и не является гарантией качества, поэтому лучше обращаться к профессионалам.
Источник: https://metmastanki.ru/vakuumno-formovochnyj-stanok
Технология вакуумной формовки — бизнес с тысячью применений
Торговые манекены, акриловые ванны, упаковки для инструментов, техники и игрушек, тазики, объёмные буквы применяемые для оформления салонов, кафе, магазинов, ресторанов, баров – что может быть общего у этих столь разноплановых в использовании и форме предметов?

Дело в том, что, как правило, все они изготавливаются одним общим интересным способом под названием вакуумная формовка. При наличии необходимого станка сам процесс формовки довольно несложный, а потому предоставляет возможность современного, пользующегося спросом бизнеса.
Ведь картонные коробки, в которые раньше повсеместно упаковывался самый разный товар – от техники до духов и сладостей – уверенно уступает место блистерным (пластиковым) упаковкам, повторяющим форму помещённого в них предмета.
Огромным коммерческим преимуществом такого вида упаковок является то, что покупатель имеет здесь возможность предварительного осмотра товара и его преимуществ, в связи, с чем повышается вероятность его продажи (согласно психологическим исследованиям, товар в пластиковой упаковке раскупается на 15% больше, нежели в любой другой).
Содержание
- Технология вакуумной формовки
- Процесс вакуумной формовки
Технология вакуумной формовки
Тля этого потребуется приобрести вакуум-формовочный станок – это около 120 тыс. руб. Что касается материалов для формовки, то они могут быть разными (а соответственно – по-разному стоить) и избираются в зависимости от целевой потребности. Основное общее требование ко всем материалам – одинаковая толщина листа.
В целом же можно сказать, что для рекламных вывесок в основном задействуется полистирол (общего назначения) до 2 мм толщиной. Ведь он одновременно и вес имеет небольшой, и прочность высокую, обладает малым влагопоглощением и диэлектрическими свойствами. Да и температурный диапазон его использования весьма широк – от -50C до + 70С.
Кроме того, в вакуумной формовке зачастую используются ПЭТ, ABS-пластик, ПВХ, поликарбонат, полипропилен и т.д.. Если требуется, на материал возможно первичное нанесение краски, и лишь затем – сама формовка.
Процесс вакуумной формовки
1) изготовление матрицы;
2) формовка по нему выбранного материала.
Что касается первого пункта, то к фантастическому блокбастеру отношения он никакого не имеет; здесь матрица – это выступающая твёрдая форма, на которую и будет «натягиваться» разогретый и ставший чрезвычайно гибким пластик. Изготавливается он фрезеровкой (в зависимости от требований к соблюдению точности исполнения и тиража) из стеклопластика (обычно для формовки толстых, больших изделий), дюралюминия, МДФ, различных смол и др.
Затем следует непосредственно формовка. В специальную рамку станка зажимается тот или иной лист материала (предварительно тщательно вами очищенный от пыли, иначе она при разогреве просто станет частью пластика), на него опускается разогревающая панель и происходит разогрев материала.
Под действием температуры лист станет мягким и эластичным (сколько потребуется времени на достаточный разогрев листа того или иного материала, устанавливается индивидуально), после чего рамка с листом опускается на форму (матрицу) или форма поднимается снизу (в зависимости от модели вакуумного станка).
Материал по мере «натяжки» на матрицу будет приобретать её форму; при этом параллельно запускается вакуум-насос, выкачивающий воздух между листом и формой. Самостоятельно можно «помогать» машине, подходящими предметами делая оттиски во внутренних углах будущего изделия (при этом работая в перчатках во избежание термоожогов).
Среднее время цикла непосредственно формовки (не считая разогрев) – 40-120 секунд. Затем необходимо некоторое время выждать до того, как изделие охладится, выключить станок и снять отформованный лист.
Работать можно у себя в гараже (средний вакуум-формовочный станок много места не занимает – габариты в среднем метр на метр двадцать (или чуть больше)) либо снять маленькое помещение.
Если для вас вакуумная формовка будет являться не основным видом бизнеса, а всего лишь одним из инструментов для вашего бизнеса, то можно изготовить простейший вакуумный станок своими руками.
Преимущество технологии вакуумной формовки в том, что вы можете изготавливать широкий ассортимент товаров, при этом делать как единичные заказы, так и большие тиражи.
Ниже я приведу перечень наиболее востребованных изделий, которые возможно изготовить методом вакуумной формовки:
— торговые манекены;
— бампера, обвесы, элементы тюнинга на автомобили;
— формы для изготовления тротуарной плитки, еврозаборов и т.д.
;
— объемные буквы для рекламных вывесок;
— пластиковые тазики, корыта, для хозяйственных целей;
— акриловые ванные и душевые поддоны;
— корпуса на различную технику;
— блистерная упаковка и многое другое.
Источник: https://sense-life.com/biznes-idei/0180-2/
Термовакуумная формовка – это серийная формовка из листовых пластиков с помощь отрицательного давления и высоких температур. В качестве исходного материала используются пластики ПВХ, полистирол, ПТГ, а так же ABS пластика.
Специальное вакуумно-формовочное оборудование стоит весьма дорого, но вы можете легко изготовить самодельный станок для вакуумной формовки своими руками.
Как сделать самодельный станок для вакуумной формовки
Для изготовления станка вакуумной формовки своими руками понадобится следующее:
Листовая фанера 15-20 мм или ДСП
Профилированная труба 20*20
Компрессор от пылесоса
Нагревательный тен (например от духовки)
Железные ножки от стула
Конструкция весьма простая, над теном мы нагреваем пластик, а потом переносим его на вакуумный стол, где компрессор притягивает разогретый пластик к рабочей поверхности. Пластик встречает на своем пути модель, по которой и принимает форму.
Итак, приступаем к изготовлению.
Для начала изготавливается держатель для компрессора, используются обычные бруски из хозмага.
Стенки самодельного вакуумного станка собираются с помощью имеющейся под рукой фурнитуры.
В боках стенок прорезаются отверстия для выхода воздуха от компрессора.
Рабочая поверхность просверливается отверстиями с шагом 20 мм.
Перед креплением рабочей поверхности на стенки укладывается уплотнитель. Можно использовать и силиконовый герметик.
Рамки для зажима пластика так же оснащаются уплотнителем. Его назначение – уменьшить количество утекаемого воздуха через щели конструкции.
Для зажима листа пластика используются обычные болты и гайки. Для облегчения съема и установки листов можно использовать барашковые гайки.
В качестве корпуса нагревателя использован старый корпус от видеомагнитофона, внутренняя поверхность выложена листом ГВЛ, можно использовать и асбестовый лист. Мощность нагревателя 1КВт, мощность избыточна, поэтому у нагревателя не сделаны высокие боковые стенки.
Вот и все. Как видите – изготовить самодельный станок термовакуумной формовки совсем не сложно!
Если из фотографий не все понятно, посмотрите видео по изготовлению вакуумного станка и его использования. В этом станке в качестве нагревателя используется духовой шкаф обычной электроплиты. А в качестве вакуумного двигателя – обычный пылесос.
Как видите – не смотря на простоту конструкции, она вполне работает.
Так же смотрите:
Лео32 комментирует:
Зачетно, только, как понимаю — такой станок актуален тем, кто делает партии деталей по одной модели?
Для разового изготовления пригоден только в том случае, если нужно высокое качество и легкость изделия.
Иначе можно и из бутылки осаждением сделать.
Артем комментирует:
Отличная вещь для любителя RC моделей!
Можно самодельные кузова для RC машинок формовать!
Дмитрий комментирует:
Пробуем такой аппарат собрать.
Что получится, выложим в группе 3D печати https://
3d29 комментирует:
Пробуем такой аппарат собрать.
Что получится, выложим в группе 3D печати в Котласе vk .com/3d29_ru и на сайте 3d29 ru
Источник: wsesam.ru
Вакуумный формовщик своими руками
Дизайн этого формовщика довольно стандартный. В наличии имеется деревянная рама, чтобы удерживать материал, который должен быть сформирован в вакууме и деревянная коробка с отверстиями в верхней части, которая является вакуумной формующей кроватью. Это дешевое решение, которое работает очень хорошо.
Шаг первый: Дизайн, материалы и инструменты
Целью автора было создать простой и дешевый вакуумный формовщик. Листы материала, которые будут формироваться, имеют размеры 30х30 см. Поэтому вакуумный формирователь разработан вокруг этих размеров.
В базовой платформе будет отверстие для бытового вакуумного шланга. Небольшая рамка будет построена в центре этого размера 28 х 28 см. Он будет приклеен к основанию, а затем заклеен герметиком. Квадратный участок будет приклеен к вершине этой структуры и действовать, как кровать для вакуумного формирователя. Отдельно две рамы, изготовленные из МДФ, помещают материал для вакуумной формовки, и они будут скреплены болтами. Резиновая лента будет проклеена по периметру рамы, образуя вакуумное уплотнение. Этот каркас, с материалом в нем, будет помещаться в духовку для нагрева пластика, а затем будет перемещаться в кровать для формирования детали.
— Деревянная полоса 60х240 см — 1 шт. ;
— Панель с ячейками;
— гайка — барашек 9 мм – 16 шт.;
— Болт с шестигранной головкой, 9×60 мм — 8 шт.;
— Пенная лента/уплотнитель;
— Панель МДФ 12 мм размером 5х10 см;
— Доска 120х240 см – 1 шт.;
— ПВХ трубы 3/4;
— уголок ПВХ 90 градусов – 1 шт.;
Понадобятся основные инструменты для деревообработки:
— торцовочная пила;
— циркулярная пила;
— дрель;
— Клей для дерева является обязательным;
— уплотнитель не является обязательным, но рекомендуется.
— Бормашинка прекрасно справляется с работой по вырезанию центра в раме, но любой метод, который вы предпочитаете, тоже подойдет.
— угольник;
Шаг второй: Подготовка заготовок
Материал для заготовок необходимо разрезать по следующим размерам:
Полоска дерева шириной 60 см нарезается на 4 части с запилом 45 градусов с обеих сторон, по 27 см по самой длинной стороне.
Ячеистая панель нарезается размером 27х27 см.
МДФ нарезается на 3 листа размером 45×45 см, Один будет использоваться для основания, два других — для рам.
Шаг третий: Сборка основания базы
Построить основание просто. Самая сложная часть — центрировать раму на платформе основания. Рекомендуется пометить центр основной платформы мелом или маркером, чтобы было легче центрировать раму и отверстие для шланга.
Автор использовал большой угольник, чтобы отцентровать рамку и убедиться, что она квадратная. Удовлетворившись положением, приклейте части рамы на место и дайте клею высохнуть. Во время сушки можно просверлить центральное отверстие. Так как используется труба ПВХ, то логично использовать кольцевую пилу нужного размера, чтобы вырезать отверстие. В этот момент следует использовать герметик для уплотнения и заполнения пропусков, которые могут вызвать утечку воздуха.
После того, как герметик высохнет, проклейте раму снаружи по периметру. Непрерывная линия клея поможет предотвратить любые нежелательные воздушные зазоры, так как уплотнение вокруг ячеистого материала будет затруднено. Наконец, приклейте ячеистый материал на раму и дайте клею высохнуть.
Шаг четвертый: Изготовление рамок из МДФ
Из ранее нарезанных панелей МДФ размером 45×45 см вырезается квадрат из центра. Квадрат должен быть около 27х27 см, но имейте в виду, что он может быть немного больше, чтобы поместиться вокруг рамки на основании. Автор для этих целей использовал бормашинку, но подойдет любой метод. После того, как центральные квадраты будут вырезаны, обе панели укладываются друг на друга и сверлится 8 отверстий по периметру. Отверстия находятся на расстоянии около 25 мм. от внешнего края и по 12 см с каждой стороны.
Шаг пятый: Окончательные работы
Вот несколько дополнительных шагов, которые автор предпринял, чтобы сделать устройство немного более удобным для эксплуатации. Они не являются обязательными, и вы можете просто подключить шланг пылесоса прямо к основанию, если хотите.
Первой модификацией было добавить сантехнические элементы. Уголок ПВХ 90 градусов спаивается с короткой трубой, которая покрывается клеем / герметиком и помещается в отверстие в нижней части основания. Затем к уголку припаивается кусок трубы ПВХ, чтобы было легче подключать вакуум.
Затем были добавлены деревянные ножки, чтобы немного поднять платформу. Это просто отходы дерева, которые приклеены к базовой платформе.
Наконец, была приклеена резиновая прокладка по периметру нижней рамы для дополнительной герметизации.
Шаг шестой: Использование вакуумной машины
Автор построил этот вакуумный формовщик, чтобы сделать корпус для другого проекта. Именно это видно на изображениях.
Корпус предполагается изготавливать из АБС пластика.
Сначала поместите материал между двумя рамками из МДФ. Легче всего ослабить все гайки, но выкрутить только два болта с одной стороны и вставить материал. Затянуть все гайки. Поместите основание где-нибудь рядом с духовкой и подключите пылесос. Подойдет любой вакуум. Поместите форму в верхнюю часть ячеистого материала. Нагрейте духовку, а затем загрузите всю рамную сборку в духовку.
Для АБС пластика температура формования была 160-175°C. Через несколько минут (в зависимости от толщины) вы увидите, что материал начинает провисать в раме. Именно так вы узнаете, что оно готово к формированию. Включите пылесос и быстро переместите рамку в сборе из духовки в вакуумный стол и наденьте ее на деталь. Обязательно используйте перчатки, будет горячо! Вакуум должен всасывать материал рядом с формой и ячейками. Подождите около 30 секунд, пока ваш материал не затвердеет, а затем удалите вакуум.
Источник: delomastera.info
Простой вакуумный станок своими руками

В наши дни повсеместно можно видеть изделия, которые изготавливаются по технологии вакуумной формовки. Такой подход позволяет быстро изготавливать пластиковую посуду, упаковку, манекены, тротуарную плитку и многое другое. Чтобы заняться вакуумной формовкой дома, понадобится специальный станок. Стоят такие приспособления дорого, да и слишком они громоздкие. В этой статье будет рассмотрен пример создания простого станка вакуумной формовки, в котором используется лишь пылесос и духовка.
Само собой мощность такого станка будет невелика, поэтому изготавливать громоздкие предметы или просто делать большое количество изделий за короткое время не выйдет. Но ради интереса и небольших бытовых потребностей такого станка вполне хватит. К тому же с помощью подобного станочка можно отлично делать корпуса для различных моделей, будь то корабли, самолеты или машины. Также можно изготавливать элементы для различных самоделок. Это устройство является неким своеобразным аналогом «3D-принтера».
Материалы и инструменты для самоделки:
— пылесос (чем мощнее, тем лучше);
— духовка (нужна для разогревания пластика);
— деревянные бруски;
— дрель;
— саморезы;
— шуруповерт или отвертка;
— фанера или ДСП (толщина 16 мм);
— силикон (в качестве герметика);
— ДВП для рабочей поверхности (подойдет и фанера);
— алюминиевый скотч;
— дерево, гипс (или другие материалы для создания формы).

Процесс изготовления станка:
Шаг первый. Размеры вакуумного станка
Основным элементом вакуумного станка можно считать рамку, на которой разогревается пластик, а также вакуумная камера. Размеры рамки должны быть такими, чтобы она помещалась в духовке. Также нужно учитывать размеры листов пластика, из которых будут создаваться будущие изделия. Рамка изготавливается из деревянных брусков.


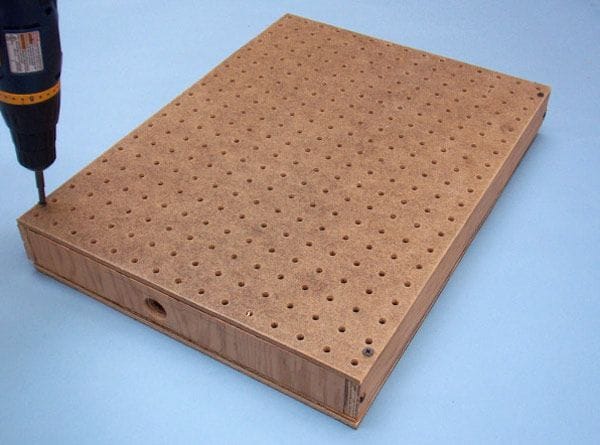


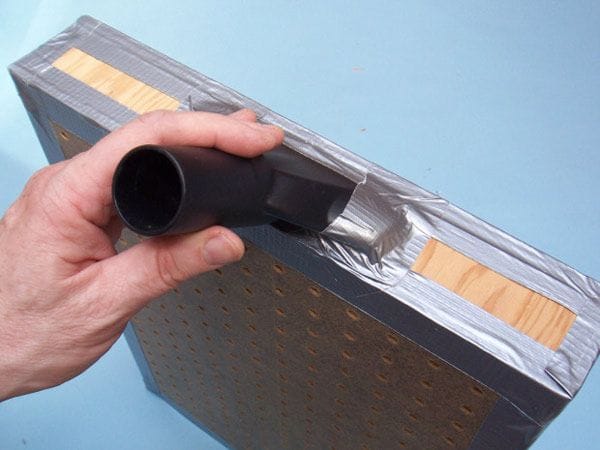
Шаг четвертый. Формы для самоделок. Процесс создания изделий
Для создания формы можно использовать различные материалы, к примеру, гипс, дерево и прочие. Если формы не обязаны быть идеально гладкими, то для этих целей идеально подойдет полиуретан, поскольку он легко обрабатывается канцелярским ножом.
Если на форме есть вогнутые места, то здесь нужно просверлить отверстия, чтобы пластик могло «засосать» в эти углубления. Подойдет сверло диаметром 0,1 — 0,5 мм.
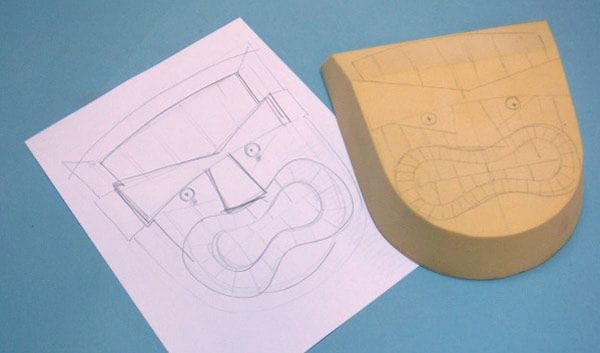
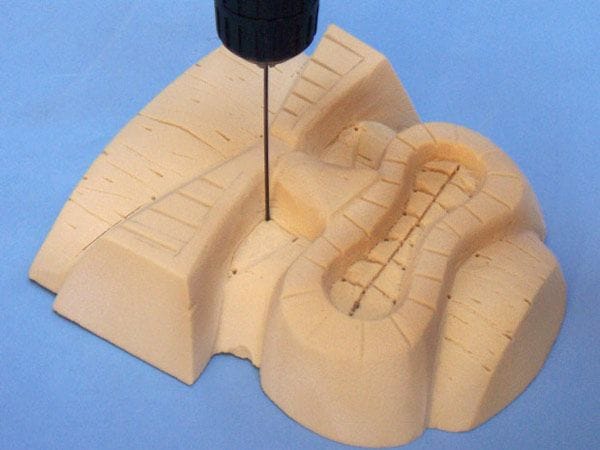
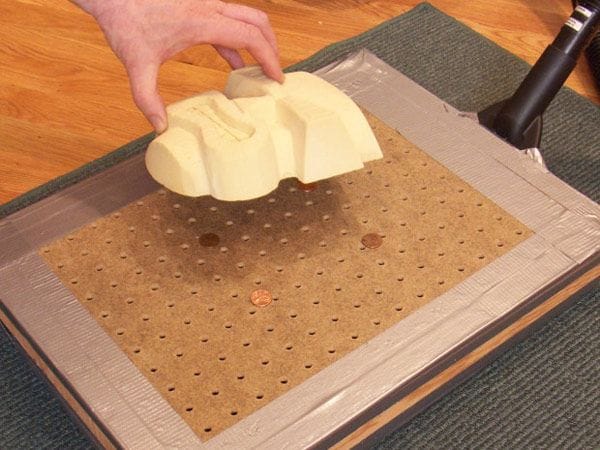
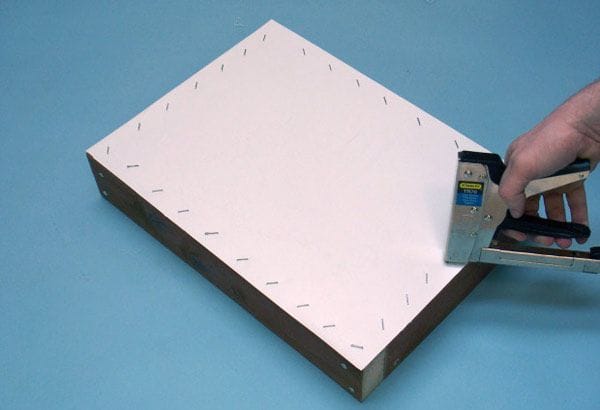


Теперь можно помещать пластик в духовку, прогретую до 190 градусов (для каждого типа пластика есть оптимальная температура размягчения). Через некоторое время пластик нагреется и станет провисать в рамке. Теперь его нужно вынимать и устанавливать на вакуумный станок. Впоследствии включается пылесос и пластик начинает обволакивать форму. При работе нужно использовать перчатки, так как рамка будет достаточно горячей.
Пылесосу нужно дать поработать порядка 20-ти секунд, потом рамку можно снимать извлекать изделие. Если в некоторых местах пластик плохо прилег к форме, можно воспользоваться строительным феном.


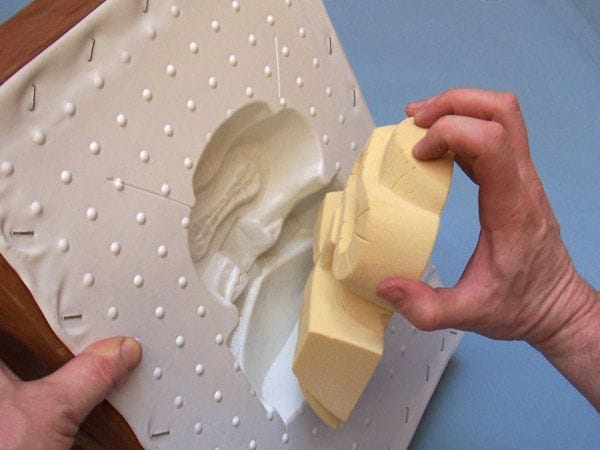




Источник: usamodelkina.ru
Вакуумно формовочный станок – изготовление и принцип работы
Для изготовления объемных пластиковых изделий имеющих специфичную форум используется так называемый вакуумно формовочный станок.
Они предназначены для изготовления самых разнообразных пластиковых изделий, которые применяются в строительстве, быту, а так же используются в легкой, пищевой и автомобильной промышленности.
► Чтобы приобрести вакуумно-формовочный станок, лучше обратиться к ребятам из Machinetiс. Они смогут сделать модель индивидуально под ваши требования.
Основные виды вакуумно-формовочного станка
В основе работы вакуумно формовочного станка, лежит процесс вакуумного формирования. Он позволяет придать пластиковой заготовке необходимую форму.

Суть его сводиться к тому что специальную заготовку из пластика, которая подвергается высокотемпературному нагреву, помещают в изолированную специальную вакуумную камеру над матрицей необходимой формы.
Затем под действием перепада давления образующегося при откачивании воздуха из камеры, заготовка принимает форму матрицы и таким образом образуется изделие необходимой формы.
Видео: принцип работы вакуумно-формовочного станка
В зависимости от размеров изготовляемых с его помощью деталей такие станки можно разделить на станки для производства:
- крупногабаритных изделий, обычно применяемые в крупносерийном производстве и используемые в промышленных масштабах;
- среднегабаритных – используются для среднесерийного и единичного производства изделий в промышленных масштабах;
- мелкогабаритных – используемые для мелкосерийного и одиночного изготовления деталей.
Так же станки вакуумного формирования можно условно разделить на автоматические и полуавтоматические. В последних процесс подачи и выемки заготовки осуществляется вручную.
В зависимости от технических характеристик и возможностей создания определенного давления и температуры, станки вакуумного формирования могут работать с заготовками из ПВХ, ABS, PMMA, акрил и тому подобные материалы, что позволяет изготавливать с его помощью самые разнообразные изделия, любых форм и обеспечивая высокое качество продукции.
Основные узлы станка вакуумного формирования
Среди основных узлов, которые могут входить в комплект станка можно выделить:
- насосный узел или как его еще называют вакуумная система, обеспечивающая откачку воздуха из камеры и создание в ней перепада давления;
- нагнетающие воздух вентиляторы, которые обеспечивают равномерный нагрев и охлаждение пластиковой заготовки;
- электрические тэны (нагреватели), которые обеспечивают необходимую для работы температуру заготовки;
- прижимной узел состоящий из системы рам, для придания заготовки необходимой формы;
- подставка станка;
- станина, на которой располагается вакуумная камера;
- герметичная камера для процесса вакуумирования;
- компрессор, откачивания воздуха из камеры;
- система датчиков и регуляторов, для изменения параметров нагрева матрицы, проведения контроля за режимами вакуумирования и обработки заготовки.
Для проведения процесса вакуумного формирования, необходимым элементом является наличие специальной матрицы, на основе которой производится изделие. Такая матрица делается по размерам и форме необходимого для изготовления изделия. Ее материалом служат специальные термоустойчивые и прочные составы, которые позволяют проводить работу по вакуумированию, не один раз.
В зависимости от степени автоматизации процесса вакуумного формирования, такие станки могут оснащаться различным дополнительным оборудованием таким как:
- система управления панелью нагрева заготовки;
- датчиками защищающими заготовку от провисания;
- система управления растяжением заготовки (куполом установки);
- система управления механизмом изменение уровня стола и аварийными линиями концевых герконовых датчиков с возможностью отключения систем;
- датчик и регулятор времени проведения операций по формированию;
- датчик и регулятор времени проведения операций по охлаждению заготовки;
- системой управления процесса «отстрела» заготовки от матрицы;
- система приключения с автоматического на полуавтоматический режим работы.
Вакуумно-формовочный станок своими руками
Если возникла необходимость в изготовлении пластиковых изделий из заготовок толщиной пластика не более 4 мм, то можно сделать вакуумно формовочный станок своими руками. Он позволит изготавливать пластиковые изделия в единичных или мелкосерийных вариантах и послужит хорошей заменой в целях экономии заводским станкам.
- Листы фанеры.
- Металлопрофильная труба.
- Компрессор (можно использовать центробежный вентилятор например от пылесоса).
- Электрические тэны.
- Автоматическое реле, кнопки включателя, светодиод.
- Саморезы.
- Асбестокартон.
- Лист нержавеющей стали.
- Вакуумный стол.
Сборка станка осуществляется в такой последовательности:
– изготовления прижимной рамы из металопрофильной трубы;
– изготовление фанерного короба, герметичного короба в котором располагается компрессор, а сверху устанавливается перфорированный формовочный стол;
– изготовления короба из нержавеющей стали, для расположения нагревательных элементов, сверху которого будет располагаться заготовка;
– установка реле и выключателей;
– соединение между собой одной части прижимной рамы и формовочного стола.
Источник: metmastanki.ru
Изготовление вакуум-формовочного стола
Изготовление вакуум-формовочного стола
Сообщение alex494 » 18 май 2009 09:23
Проектирую вакуумный стол размерами 700х300х300(h) для его последующего изготовления. Столкнулся со следующими проблемами:
1. Какую конструкцию уплотнений принять и какой материал применить? Можно тупо наклеить резиновые полоски на раму (в моем случае из квадратной трубы), но какой толщины их сделать. Но мне кажется это будет плохо держать вакуум. Как делают на машинах заводского производства?
2. Какую конструкцию использовать для стягивания двух рам? есть вариант стягивать шпильками — это не технологично, можно использовать гидроцилиндры — это круто, но я никак не могу понять как на больших машинах заводского производства с использованием всего двух гидроцилиндров по бокам достигается герметичность и равномерное прожатие листа по всему периметру? Можно попробовать какие то застежки — стяжки, но устройство стягивающего механизма еще усугубляется тем фактом, что машина должна быть не критична к толщине листа (может варьироваться от 0 до 10 мм)
3. Очень хотелось бы сделать еще такую фишку: при установку в обе половины рамы каких то разделительных планок можно было менять размеры формуемого листа с определенной дискретностью разумеется, закрывая ненужную поверхность листовым железом.
Очень большая просьба обладателей вакуумных столов сфоткать эти элементы. Для большей наглядности выложу свои чертежи.
Источник: sign-forum.ru
Формовка пластика своими руками – делаем вакуумно-формовочный станок
Я понимаю, что не я первый и не я последний создаю свой вакуумно-формовочный станок, но все же хочу поделиться с вами статьей о нем.
Конструкция для вакуумной формовки своими руками стандартная: деревянная рамка для фиксации материала, которому придается форма, и деревянный ящик с отверстиями в крышке сверху в качестве вакуумной камеры. Самый недорогой в исполнении вариант.
Шаг 1: Чертеж и материалы
Я хотел собрать простой и недорогой формовщик. Заранее зная, что листы материала для форм имеют размеры 30,5х30,5 см, при создании своей конструкции термовакуумной формовки пластика я отталкивался от этих размеров.
Дизайн вакуумного формовщика
Деревянное основание с отверстием для шланга обычного домашнего пылесоса. Деревянная рамка 28х28 см будет приклеена на это основание, затем швы нужно будет заполнить герметиком. На эту рамка сверху приклеиваем квадратную панель из перфорированного ДВП. Материал для формования зажимается между двумя одинаковыми рамками из ДВП с помощью болтов. По периметру рамка герметизируется резиновой клейкой лентой. Формовщик с зажатым в рамке материалом помещается в духовку, где пластик нагревается и размягчается.
- рейка 2,5х5 см 2,4 м
- белая перфориванная ДВП
- крылатые гайки 9,5 мм – 16 шт
- шестигранные болты 9,5ммХ2 – 12,7 мм (Х8)
- поролоновая уплотнительная лента
- лист ДВП 60х120 см толщиной 1,27 см
Торцовочная пила, болгарка и дрель. Обязательно — столярный клей, по желанию – герметик (лучше с ним). Отверстие в рамке мне показалось удобно вырезать гравером, но тут как вам удобнее. Для проверки прямых углов используйте угольник.
Шаг 2: Выпиливаем деревянные детали
Вам нужно сделать детали следующих размеров:
- деревянную рейку 2,5х5 см разрежьте торцовочной пилой на 4 части, срезы под углом 45°, длинная сторона 28 см.
- из перфорированной ДВП вырежьте квадратную панель 28х28 см.
- из листа ДВП вырежьте 3 квадрата 45,7х45,7 см. Один будет основанием, из двух других сделаем рамки.
Ориентируйтесь на пояснения на фотографиях при работе.
Шаг 3: Собираем камеру
Собирать вакуумную камеру достаточно просто. Самым сложным здесь будет совмещение центров основания и рамки из реек. Можно отметить центр основания мелом или маркером, чтобы было легче устанавливать рамку и делать отверстие для шланга пылесоса.
Отметив границы, приклеиваем четыре рейки на место, пока клей сохнет сверлим отверстие для шланга (я решил вставить в отверстие кусок ПВХ-трубы). Отверстие можно прорезать кольцевой насадкой для дрели такого же диаметра, что и шланг. Заполните щели между куском трубы и основанием герметиком.
Пока герметик сохнет, нанесите столярный клей сверху по всему периметру рамки. Это поможет убрать ненужные воздушные зазоры, так как наносить герметик под перфорированной панелью будет очень трудно. Приклейте сверху перфорированную панель.
Шаг 4: Вырезаем две рамки
Возьмите два оставшихся квадрата из ДВП 45,7х45,7 см и вырежьте квадрат из середины, чтобы получились две рамки. Размер вырезаемой части примерно 28х28 см, но возможно чуть больше, так, чтобы рамка подходила к реечной на основании. Когда обе будут готовы, сложите их вместе и просверлите отверстия по периметру. Отверстия сверлите на расстоянии 2,5 см от внешнего края рамок и на расстоянии 12,5 см от внешнего края угла, ориентируйтесь на приложенный чертеж.
Шаг 5: Окончание сборки
Для простоты использования я сделал несколько усовершенствований простейшей конструкции вакуумного формовщика.
Во-первых, я вставил в отверстие ПВХ-колено, хотя можно просто вставлять в отверстие шланг пылесоса. Затем в это колено припаян кусок ПВХ-трубы, выходящий за пределы камеры, чтобы можно было легко подсоединить шланг пылесоса.
Во-вторых, я сделал стойки, чтобы приподнять камеру и трубу под ней. Стойки я просто приклеил к основанию.
И в-третьих, я наклеил уплотнитель по периметру реечной для дополнительной герметизации.
Шаг 6: Использование вакуумного формовщика
На фото показано изготовление в вакуум-формовочном станке пластикового корпуса для другого моего проекта. АБС-пластик я заказывал в интернет-магазине.
Зажмите лист пластика между двух ДВП-рамок. Проще всего расслабить все гайки и убрать два болта с одной стороны, и вставить в зазор лист пластика. Затяните все гайки. Поставьте вакуумную камеру поблизости от духовки и подсоедините пылесос. Поставьте форму для молдинга на перфорированную панель. Установите рамки с зажатым пластиковым листом в заранее разогретую духовку.
При разогреве духовки до температуры размягчения пластика и использовании материалов, не выделяющих ядовитые вещества в процессе нагревания, процесс формовки безопасен.
Я использовал АБС-пластик с температурой размягчения 162-176°С, температура духовки была 170°С. Через несколько минут (в зависимости от толщины пластика) вы увидите, как он провисает в рамке, это значит, что пластик готов к формовке. Включите пылесос и быстро достаньте форму с пластиком из духовки, сразу положив их на основание вакуумной камеры. Обязательно используйте прихватки, чтобы не обжечься. Пластик обтянет молдинг, дайте ему несколько минут30 секунд, чтобы застыть, и выключите пылесос.
Если пластиковая форма получилась не очень хорошо, возможно пластик был недостаточно нагрет, ил форма для молдинга была слишком высокой. Я получил нормальный результат после пары попыток. Советую почитать статьи в интернете об особенностях вакуумного формования, чтобы иметь представление об особенностях процесса.
Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Вакуумный формовщик своими руками
Дизайн этого формовщика довольно стандартный. В наличии имеется деревянная рама, чтобы удерживать материал, который должен быть сформирован в вакууме и деревянная коробка с отверстиями в верхней части, которая является вакуумной формующей кроватью. Это дешевое решение, которое работает очень хорошо.
Шаг первый: Дизайн, материалы и инструменты
Целью автора было создать простой и дешевый вакуумный формовщик. Листы материала, которые будут формироваться, имеют размеры 30х30 см. Поэтому вакуумный формирователь разработан вокруг этих размеров.
В базовой платформе будет отверстие для бытового вакуумного шланга. Небольшая рамка будет построена в центре этого размера 28 х 28 см. Он будет приклеен к основанию, а затем заклеен герметиком. Квадратный участок будет приклеен к вершине этой структуры и действовать, как кровать для вакуумного формирователя. Отдельно две рамы, изготовленные из МДФ, помещают материал для вакуумной формовки, и они будут скреплены болтами. Резиновая лента будет проклеена по периметру рамы, образуя вакуумное уплотнение. Этот каркас, с материалом в нем, будет помещаться в духовку для нагрева пластика, а затем будет перемещаться в кровать для формирования детали.
— Деревянная полоса 60х240 см — 1 шт. ;
— Панель с ячейками;
— гайка — барашек 9 мм – 16 шт.;
— Болт с шестигранной головкой, 9×60 мм — 8 шт.;
— Пенная лента/уплотнитель;
— Панель МДФ 12 мм размером 5х10 см;
— Доска 120х240 см – 1 шт.;
— ПВХ трубы 3/4;
— уголок ПВХ 90 градусов – 1 шт.;
Понадобятся основные инструменты для деревообработки:
— торцовочная пила;
— циркулярная пила;
— дрель;
— Клей для дерева является обязательным;
— уплотнитель не является обязательным, но рекомендуется.
— Бормашинка прекрасно справляется с работой по вырезанию центра в раме, но любой метод, который вы предпочитаете, тоже подойдет.
— угольник;
Шаг второй: Подготовка заготовок
Материал для заготовок необходимо разрезать по следующим размерам:
Полоска дерева шириной 60 см нарезается на 4 части с запилом 45 градусов с обеих сторон, по 27 см по самой длинной стороне.
Ячеистая панель нарезается размером 27х27 см.
МДФ нарезается на 3 листа размером 45×45 см, Один будет использоваться для основания, два других — для рам.
Шаг третий: Сборка основания базы
Построить основание просто. Самая сложная часть — центрировать раму на платформе основания. Рекомендуется пометить центр основной платформы мелом или маркером, чтобы было легче центрировать раму и отверстие для шланга.
Автор использовал большой угольник, чтобы отцентровать рамку и убедиться, что она квадратная. Удовлетворившись положением, приклейте части рамы на место и дайте клею высохнуть. Во время сушки можно просверлить центральное отверстие. Так как используется труба ПВХ, то логично использовать кольцевую пилу нужного размера, чтобы вырезать отверстие. В этот момент следует использовать герметик для уплотнения и заполнения пропусков, которые могут вызвать утечку воздуха.
После того, как герметик высохнет, проклейте раму снаружи по периметру. Непрерывная линия клея поможет предотвратить любые нежелательные воздушные зазоры, так как уплотнение вокруг ячеистого материала будет затруднено. Наконец, приклейте ячеистый материал на раму и дайте клею высохнуть.
Шаг четвертый: Изготовление рамок из МДФ
Из ранее нарезанных панелей МДФ размером 45×45 см вырезается квадрат из центра. Квадрат должен быть около 27х27 см, но имейте в виду, что он может быть немного больше, чтобы поместиться вокруг рамки на основании. Автор для этих целей использовал бормашинку, но подойдет любой метод. После того, как центральные квадраты будут вырезаны, обе панели укладываются друг на друга и сверлится 8 отверстий по периметру. Отверстия находятся на расстоянии около 25 мм. от внешнего края и по 12 см с каждой стороны.
Шаг пятый: Окончательные работы
Вот несколько дополнительных шагов, которые автор предпринял, чтобы сделать устройство немного более удобным для эксплуатации. Они не являются обязательными, и вы можете просто подключить шланг пылесоса прямо к основанию, если хотите.
Первой модификацией было добавить сантехнические элементы. Уголок ПВХ 90 градусов спаивается с короткой трубой, которая покрывается клеем / герметиком и помещается в отверстие в нижней части основания. Затем к уголку припаивается кусок трубы ПВХ, чтобы было легче подключать вакуум.
Затем были добавлены деревянные ножки, чтобы немного поднять платформу. Это просто отходы дерева, которые приклеены к базовой платформе.
Наконец, была приклеена резиновая прокладка по периметру нижней рамы для дополнительной герметизации.
Шаг шестой: Использование вакуумной машины
Автор построил этот вакуумный формовщик, чтобы сделать корпус для другого проекта. Именно это видно на изображениях.
Корпус предполагается изготавливать из АБС пластика.
Сначала поместите материал между двумя рамками из МДФ. Легче всего ослабить все гайки, но выкрутить только два болта с одной стороны и вставить материал. Затянуть все гайки. Поместите основание где-нибудь рядом с духовкой и подключите пылесос. Подойдет любой вакуум. Поместите форму в верхнюю часть ячеистого материала. Нагрейте духовку, а затем загрузите всю рамную сборку в духовку.
Для АБС пластика температура формования была 160-175°C. Через несколько минут (в зависимости от толщины) вы увидите, что материал начинает провисать в раме. Именно так вы узнаете, что оно готово к формированию. Включите пылесос и быстро переместите рамку в сборе из духовки в вакуумный стол и наденьте ее на деталь. Обязательно используйте перчатки, будет горячо! Вакуум должен всасывать материал рядом с формой и ячейками. Подождите около 30 секунд, пока ваш материал не затвердеет, а затем удалите вакуум.
Если ваша деталь не совсем правильно сформировалась, возможно, вы не нагревали материал достаточно долго, или ваша деталь может быть слишком высокой и материал растянулся. Автору понадобилась пара попыток, чтобы понять это.
Сообщества › Кулибин Club › Блог › Вакуумная формовка своими руками.
Задние фонари на кадет . материал использовал ОРГСТЕКЛО 2мм, с поликарбоната пока не удалось, его надо долго сушить при 120* град. что бы потом при 170* расплавить без пузырьков.
Смотрите также
Метки: кадетовские фонари .
Комментарии 104
Оргстекло литое или экструдированное?
не понял вопрос.
Какой тип оргстекла использовал при формовке?
Что-то не могу найти такую марку.
так было написано на стекле, покупал в магазине сделай сам
Оно просто двух типов идёт, литое лучше переносит перепады температур, а экструдированное лучше формуется, но требует равномерного изменения температуры по всей площади, иначе трещинами идёт, потому и интересно, какого типа это стекло)
кроме того что было написано на этикетке сказать больше не могу, грел равномерно снизу тены сверху инфокрасный излучатель
читайте в моём Б.Ж. там всё написано для чего я сделал прозрачное стекло! всем спасибо!
это орг стекло ! поликарбонат пузырится, я не могу его просушить хорош
толщина орг стекла 2мм, при формовке толщина уменьшается до 1мм, я прикладывал к авто, вроде всё гуд ! ещё закатаю их в бронь тёмную.
так вот как можно пластиковые, , очки, , на фары делать…
да и где пластик для форм берёшь и что за пластик
покажи из чего и как сделал формовочник, как он устроен что сделать можно было, заранее спосибо
Класс . Форму в духовке грел?
духовка и деревянный ящик плохо совместимы)))
Так как еще нагреть равномерно всю плоскость?
В блоге написано, он греет инфракрасными нагревателями
давай кались как это работает а то мозголомов пустим на тебя все тайное станет явным
ВИДЕО ПОНРАВИЛОСЬ, НО НЕ ПРОЧИТАЛ НИ ОДНОГО ОТВЕТА НА ВОПРОСЫ, ПОЧЕМУ МОЛЧИМ ? ДЕЛИТЕСЬ СЕКРЕТАМИ,
Круто! На заметку! Подпись. )))
круто, я тоже недавно придумывал как сделать кастомные плафоны на м412 , совсем другой формы. А эти для чего?
так это просто защита фонаря будет?
Кстати, такая технология применяется на производстве для обтяжки пластиковых деталей ПВЦ.
Деталь покрывают клеем, слегка просушивают .
Затем нагревают плёнку ПВЦ и при помощи ва́куума деталь обтягивается .
ВОТ ЭТО КРУТО! как реализован ОТСОС?)))))
судя по звукам, советский пылесос там)
тоже самое подозревал) системы «тайфун»
а оргстекло не стает потом матовым?
станет со временем.
а если, бронированой пленкой покрыть?
а не проще фару купить и не мучаться?))
120 евро и новая фара
машині 30 років, буде важко знайти…
або ціни ломлять
та думаю, що попробувати можна пошукати-тим більше, що машина стара-можливо, з радістю віддадуть, щоб не валялось.
в мене є фані фари, але неохота ії шліфувати(
попробуй підібрати пластик тоді-на твому транзіті прості по формі фари.
а не проще фару купить и не мучаться?))
мне нужно прозрачное »стекло» под линзу
а омыватель фар у тебя есть?без него ксенон низзя))
так всё можно сделать-надо иметь целую фару для подобной операции.Правда, можно подобрать, думаю, из наявных фар пластиковых-подпилить, подрезать там.))
важко буде підбирати…
В нас таких законів немає, про омивач фар
цитата, останнє речення:
«Вопрос: После отмены техосмотра будут ли штрафовать за использование нештатного ксенона. У меня стоит вопрос об установке ксенона, но боюсь, чтоб меня за это потом постоянно не привлекали к ответственности.
Комментарий Владимира Караваева:
Вас могут не только оштрафовать, но и наложить временный запрет на эксплуатацию ТС. Всё дело в том, что пункт 31.4.3. ПДД запрещает эксплуатацию ТС, если используемы лампы не отвечают типу конкретного светового прибора. Сейчас готовятся изменения в нормативных документах. В частности, речь идёт о Приказе №534 МВД, дающим инспекторам ГАИ основания для проверки техсостояния автомобилей на дороге. Использование газоразрядных ламп на внешних осветительных приборах будет допускаться при наличии автоматической регулировки угла наклона фар и омывателя фар.»
Вакуумно формовочный станок – изготовление и принцип работы
Для изготовления объемных пластиковых изделий имеющих специфичную форум используется так называемый вакуумно формовочный станок.
Они предназначены для изготовления самых разнообразных пластиковых изделий, которые применяются в строительстве, быту, а так же используются в легкой, пищевой и автомобильной промышленности.
Основные виды вакуумно-формовочного станка
В основе работы вакуумно формовочного станка, лежит процесс вакуумного формирования. Он позволяет придать пластиковой заготовке необходимую форму.
Суть его сводиться к тому что специальную заготовку из пластика, которая подвергается высокотемпературному нагреву, помещают в изолированную специальную вакуумную камеру над матрицей необходимой формы.
Затем под действием перепада давления образующегося при откачивании воздуха из камеры, заготовка принимает форму матрицы и таким образом образуется изделие необходимой формы.
Видео: принцип работы вакуумно-формовочного станка
В зависимости от размеров изготовляемых с его помощью деталей такие станки можно разделить на станки для производства:
- крупногабаритных изделий, обычно применяемые в крупносерийном производстве и используемые в промышленных масштабах;
- среднегабаритных – используются для среднесерийного и единичного производства изделий в промышленных масштабах;
- мелкогабаритных – используемые для мелкосерийного и одиночного изготовления деталей.
Так же станки вакуумного формирования можно условно разделить на автоматические и полуавтоматические. В последних процесс подачи и выемки заготовки осуществляется вручную.
В зависимости от технических характеристик и возможностей создания определенного давления и температуры, станки вакуумного формирования могут работать с заготовками из ПВХ, ABS, PMMA, акрил и тому подобные материалы, что позволяет изготавливать с его помощью самые разнообразные изделия, любых форм и обеспечивая высокое качество продукции.
Основные узлы станка вакуумного формирования
Среди основных узлов, которые могут входить в комплект станка можно выделить:
- насосный узел или как его еще называют вакуумная система, обеспечивающая откачку воздуха из камеры и создание в ней перепада давления;
- нагнетающие воздух вентиляторы, которые обеспечивают равномерный нагрев и охлаждение пластиковой заготовки;
- электрические тэны (нагреватели), которые обеспечивают необходимую для работы температуру заготовки;
- прижимной узел состоящий из системы рам, для придания заготовки необходимой формы;
- подставка станка;
- станина, на которой располагается вакуумная камера;
- герметичная камера для процесса вакуумирования;
- компрессор, откачивания воздуха из камеры;
- система датчиков и регуляторов, для изменения параметров нагрева матрицы, проведения контроля за режимами вакуумирования и обработки заготовки.
Для проведения процесса вакуумного формирования, необходимым элементом является наличие специальной матрицы, на основе которой производится изделие. Такая матрица делается по размерам и форме необходимого для изготовления изделия. Ее материалом служат специальные термоустойчивые и прочные составы, которые позволяют проводить работу по вакуумированию, не один раз.
В зависимости от степени автоматизации процесса вакуумного формирования, такие станки могут оснащаться различным дополнительным оборудованием таким как:
- система управления панелью нагрева заготовки;
- датчиками защищающими заготовку от провисания;
- система управления растяжением заготовки (куполом установки);
- система управления механизмом изменение уровня стола и аварийными линиями концевых герконовых датчиков с возможностью отключения систем;
- датчик и регулятор времени проведения операций по формированию;
- датчик и регулятор времени проведения операций по охлаждению заготовки;
- системой управления процесса «отстрела» заготовки от матрицы;
- система приключения с автоматического на полуавтоматический режим работы.
Вакуумно-формовочный станок своими руками
Если возникла необходимость в изготовлении пластиковых изделий из заготовок толщиной пластика не более 4 мм, то можно сделать вакуумно формовочный станок своими руками. Он позволит изготавливать пластиковые изделия в единичных или мелкосерийных вариантах и послужит хорошей заменой в целях экономии заводским станкам.
- Листы фанеры.
- Металлопрофильная труба.
- Компрессор (можно использовать центробежный вентилятор например от пылесоса).
- Электрические тэны.
- Автоматическое реле, кнопки включателя, светодиод.
- Саморезы.
- Асбестокартон.
- Лист нержавеющей стали.
- Вакуумный стол.
Сборка станка осуществляется в такой последовательности:
– изготовления прижимной рамы из металопрофильной трубы;
– изготовление фанерного короба, герметичного короба в котором располагается компрессор, а сверху устанавливается перфорированный формовочный стол;
– изготовления короба из нержавеющей стали, для расположения нагревательных элементов, сверху которого будет располагаться заготовка;
– установка реле и выключателей;
– соединение между собой одной части прижимной рамы и формовочного стола.
Самодельный станок термовакуумной формовки
Термовакуумная формовка – это серийная формовка из листовых пластиков с помощь отрицательного давления и высоких температур. В качестве исходного материала используются пластики ПВХ, полистирол, ПТГ, а так же ABS пластика.
Специальное вакуумно-формовочное оборудование стоит весьма дорого, но вы можете легко изготовить самодельный станок для вакуумной формовки своими руками.
Как сделать самодельный станок для вакуумной формовки
Для изготовления станка вакуумной формовки своими руками понадобится следующее:
Листовая фанера 15-20 мм или ДСП
Профилированная труба 20*20
Компрессор от пылесоса
Нагревательный тен (например от духовки)
Железные ножки от стула
Конструкция весьма простая, над теном мы нагреваем пластик, а потом переносим его на вакуумный стол, где компрессор притягивает разогретый пластик к рабочей поверхности. Пластик встречает на своем пути модель, по которой и принимает форму.
Итак, приступаем к изготовлению.
Для начала изготавливается держатель для компрессора, используются обычные бруски из хозмага.
Стенки самодельного вакуумного станка собираются с помощью имеющейся под рукой фурнитуры.
В боках стенок прорезаются отверстия для выхода воздуха от компрессора.
Рабочая поверхность просверливается отверстиями с шагом 20 мм.
Перед креплением рабочей поверхности на стенки укладывается уплотнитель. Можно использовать и силиконовый герметик.
Рамки для зажима пластика так же оснащаются уплотнителем. Его назначение – уменьшить количество утекаемого воздуха через щели конструкции.
Для зажима листа пластика используются обычные болты и гайки. Для облегчения съема и установки листов можно использовать барашковые гайки.
В качестве корпуса нагревателя использован старый корпус от видеомагнитофона, внутренняя поверхность выложена листом ГВЛ, можно использовать и асбестовый лист. Мощность нагревателя 1КВт, мощность избыточна, поэтому у нагревателя не сделаны высокие боковые стенки.
Вот и все. Как видите – изготовить самодельный станок термовакуумной формовки совсем не сложно!
Если из фотографий не все понятно, посмотрите видео по изготовлению вакуумного станка и его использования. В этом станке в качестве нагревателя используется духовой шкаф обычной электроплиты. А в качестве вакуумного двигателя – обычный пылесос.
Как видите – не смотря на простоту конструкции, она вполне работает.
Так же смотрите:
Лео32 комментирует:
Зачетно, только, как понимаю — такой станок актуален тем, кто делает партии деталей по одной модели?
Для разового изготовления пригоден только в том случае, если нужно высокое качество и легкость изделия.
Иначе можно и из бутылки осаждением сделать.
Артем комментирует:
Отличная вещь для любителя RC моделей!
Можно самодельные кузова для RC машинок формовать!
Дмитрий комментирует:
Пробуем такой аппарат собрать.
Что получится, выложим в группе 3D печати https://
3d29 комментирует:
Пробуем такой аппарат собрать.
Что получится, выложим в группе 3D печати в Котласе vk .com/3d29_ru и на сайте 3d29 ru
Вакуумный пресс своими руками – советы по изготовлению

Открытие небольшого предприятия по изготовлению мебели начинается с приобретения необходимого оборудования.
Хорошо если есть возможность закупить фирменные станки заводского изготовления.
А что делать, если стартовый капитал весьма ограничен?
Выход один – кое-какие из агрегатов собрать самостоятельно. Можно, например, сделать вакуумный пресс своими руками.
Применение
При изготовлении мебели детали из древесно-стружечных плит, например, МДФ, оклеивают ПВХ-пленкой. Ее же используют для покрытия дверных накладок. Такая облицовка при небольшой стоимости имеет привлекательный внешний вид. Но оклеивание древесины пленкой – совсем не такая простая задача, как, например, наклеивание обоев. Требуется специальное приспособление, именуемое вакуумным прессом.
Этот станок состоит из следующих составляющих:

- Станина – основание, на котором компонуются все элементы.
- Вакуумная камера. Прочная открытая сверху коробка, в которую укладываются обрабатываемые детали. Затем ее накрывают ПВХ-пленкой.
- Нагревательный элемент (термомодуль), посредством которого пленка разогревается до необходимой температуры.
- Вакуумная система – насос с дополнительным оборудованием. Эти компоненты предназначены для откачивания воздуха из вакуумной камеры.
- Шкаф, в котором собрана электросхема станка.
Инструменты
Основной набор инструментов – такой же, как при изготовлении любых других изделий из стального профиля:

- сварочный аппарат инверторного типа с током сварки до 130 А;
- электроды диаметром 2 – 2,5 мм;
- болгарка с диаметром рабочей части 150 мм и отрезной круг для нее;
- электрическая дрель со сверлами по металлу диаметром 10 мм и металлической щеткой;
- чертилка по металлу;
- ножницы по металлу;
- вытяжной заклепочник;
- рулетка.
Понадобится и набор гаечных ключей.
Материалы для изготовления пресса
Для изготовления станка потребуются следующие материалы:
Станина
- стальная прямоугольная труба 60х40х2 мм;
- то же сечением 20х20х2 мм;
- болты М10х60, М10х80, М10х140 с гайками и шайбами.
 Для устройства твердой дорожке на участке наилучшим вариантом будет мощение тротуарной плиткой. Укладка плитки тротуарной своими руками – пошаговая инструкция поможет вам разобраться с технологическим процессом.
Для устройства твердой дорожке на участке наилучшим вариантом будет мощение тротуарной плиткой. Укладка плитки тротуарной своими руками – пошаговая инструкция поможет вам разобраться с технологическим процессом.
Порядок изготовления забора из евроштакетника описан тут.
Инструкция по сборке вибростола для тротуарной плитки представлена в этой теме.
Вакуумная камера

- стальная труба 60х40х2 мм;
- стальной лист S – 2 мм;
- резиновая лента для уплотнителя;
- шпилька диаметром 12 мм и 2 гайки для нее;
- труба Ду50;
- прут диаметром 10 мм;
- стальная труба 20х20х2 мм.
Вакуумная система
- вакуумный водокольцевой насос ВВН 1-1,5-5,5;
- вакуумметр;
- стальной лист S = 2 мм;
- шаровой кран для горячей воды;
- вакуумный шланг диаметром 50 мм.
Термомодуль

- труба сечением 20х20 и 60х40 мм;
- шариковые подшипники типа 6200;
- стальной лист S = 0,5 мм;
- алюминиевые заклепки;
- стекло с тонировочной пленкой;
- алюминиевая фольга S = 0,1 мм;
- лампа КГТ 220-1000-6 (22 шт.).
Чертеж конструкции
Данный вариант самодельного вакуумного пресса предполагается оснастить термомодулем откатного типа (черт. См. ниже).
Другие виды нагревателей – подъемный и распашной – сложнее в изготовлении и менее удобны в эксплуатации. Термомодуль оборудован роликами (шарикоподшипники) и передвигается по рельсам (труба 20х20). На станине для него предусмотрено парковочное место.
Для вакуумной камеры выбраны размеры 2,5х1,4 м. Такая длина является оптимальной для изготовления наиболее типовых мебельных фасадов, а ширина соответствует наиболее распространенному типу ПВХ-пленки.

Чертеж вакуумного пресса
В камеру предполагается загружать детали толщиной не более 32 мм, поэтому ее высота с учетом толщины подкладок, воздухопроницаемой платформы и уплотнителей принята равной 60 мм (изготовлена из трубы 60х40х2 мм).
Порядок работ
Изготовление вакуумного пресса осуществляется следующим образом:
Станина
Детали станины нужно сварить согласно чертежу. Далее швы зачищаются, высверливаются необходимые отверстия, ржавчину счищают металлической щеткой и грунтуют всю конструкцию для последующей покраски.

Вакуумная камера
Из трубы 60х40 следует сварить каркас жесткости, который будет удерживать днище камеры (стальной лист толщиной 2 мм) от прогиба под воздействием атмосферного давления.
Далее к каркасу приваривают днище, а поверх него – стенки камеры (труба 60х40, поставленная на узкую сторону). Сварные швы внутри камеры должны быть герметичными (рекомендуется двойной провар).
К одной из стенок необходимо приварить часть шарнира с двумя проушинами.
Прижимная рама выполняется из того же профиля и имеет те же размеры, что и вакуумная камера. К ней приваривается вторая часть шарнира.

Для плотного обжатия пленки прижимной рамой используются эксцентриковые зажимы, которые делаются из трубы ду50, прута диаметром 10 мм и квадратной трубы 20х20 мм.
Если при изготовлении камеры ее днище повело, его можно залить самовыравнивающейся смесью (к примеру, на базе эпоксидной смолы), используемой для изготовления наливных полов.
Готовую камеру нужно закрепить 4-мя болтами на специальных опорах станины. Далее следует установить эксцентриковые зажимы, собрать шарнир прижимной рамы и наклеить уплотнитель.

Внутри камеры по всей ее площади устанавливается платформа из МДФ, состоящая из 9-ти перфорированных прямоугольников с прорезанными на их поверхности канавками (толщина листа МДФ – 10 мм). Обрабатываемые детали будут укладываться на нее. Благодаря этой платформе, воздух будет откачиваться по всему объему камеры равномерно, независимо от положения обрабатываемых деталей и пленки.
Вакуумная система
Для откачивания воздуха из вакуумной камеры пресс рекомендуется оснастить насосом водокольцевого типа (модель ВВН1-1,5-5,5). В трубопровод, которым насос соединяется с вакуумной камерой, должны быть врезаны обратный клапан и вакуумметр. Для надежности можно установить еще и запорный кран.
Для работы насоса нужна чистая, свободная от механических примесей вода, для хранения которой должен быть предусмотрен стальной резервуар объемом около 30 л (можно сварить самостоятельно из стального листа).

Насос необходимо установить в строго горизонтальном положении (контролируется уровнем) на бетонном основании, и прикрутить анкерными болтами. При этом вокруг агрегата необходимо соорудить стенки либо разместить его в углублении, так как в процессе работы из него будет вытекать вода.
Подача воды из бака в насос и ее возврат осуществляется по двум шлангам, которые должны выдерживать температуру до 100 градусов.

Водокольцевой вакуумный насос ВВН1-6
Все резьбовые соединения в вакуумном трубопроводе должны быть уплотнены лентой ФУМ или аналогичным материалом. Для подсоединения трубопровода к вакуумной камере в последнюю врезается патрубок. Он должен быть ниже воздухопроницаемой платформы и располагаться посредине одной из стенок. К насосу трубопровод присоединяется посредством фланца.
После сборки станка вакуумную систему нужно проверить. Входное отверстие вакуумного трубопровода внутри камеры перекрывают куском фанеры, после чего запускают насос. Через 5 сек вакуумметр должен показать хотя бы -0,85 атм.
 Самый простой и современный вариант оформления придомовой территории – мощение тротуарной плиткой. Тротуарная плитка на даче – рассмотрим разновидности укладки.
Самый простой и современный вариант оформления придомовой территории – мощение тротуарной плиткой. Тротуарная плитка на даче – рассмотрим разновидности укладки.
Как сделать забор из штакетника, читайте в этой публикации. Особенности монтажа ворот.
Термомодуль
 Каркас термомодуля сваривается из трубы 20х20 и оснащается ручками, а также опорами для крепления колесных осей (труба 60х40).
Каркас термомодуля сваривается из трубы 20х20 и оснащается ручками, а также опорами для крепления колесных осей (труба 60х40).
Функцию колес будут выполнять подшипники типа 6200.
Обшивка каркаса изготавливается из стального листа толщиной 0,5 мм на алюминиевых заклепках.
В боковых стенках следует прорезать смотровые окна размером 40х20 см и установить в них тонированные стекла. Также в стенках должны быть просверлены отверстия диаметром 50 мм с заслонками, через которые можно будет производить измерение температуры пленки посредством пирометра.
Регулируемые по высоте подвесы для ламп КГТ (кварцевые галогенные тепловые) следует изготовить из резьбовых шпилек, закрепив на их концах изолирующие пластины из стеклотекстолита с размерами 40х20х2 мм. Шпильки вкручиваются в отверстия, просверленные в крышке термомодуля. Сами лампы прикручиваются к стеклотекстолитовым пластинам болтами м5х20 с использованием шайб Гровера.
Питание ламп (они разделены на несколько групп) обеспечивается проводом РКГМ в жаростойкой оболочке с наконечниками типа ТМЛ. Несколько проводов от разных групп запитываются от общей шины в распределительной коробке, к которой подводится питающий кабель.
Шкаф с электрическим оборудованием
Для кварцевых ламп нагревателя точность силы тока особого значения не имеет, поэтому в установке теплового реле нет необходимости.
Для включения и отключения насоса на операторском пульте устанавливается контактор с двумя нефиксируемыми кнопками.
В случае отключения электричества контактор блокируется и при последующем возобновлении электроснабжения произвольного запуска оборудования не произойдет.
В случае с лампами блокировка при отключении электричества не столь критична, поэтому их можно подключить через обычный 2-позиционный выключатель. Преимущество такого варианта заключается в следующем: органы управления насосом и термомодулем будут сильно отличаться, и их невозможно будет перепутать.