Зачастую в домашнем хозяйстве во время проведения всевозможных ремонтных работ необходимо особым образом выгнуть кусок трубы, и в этом случае нужно подумать о том, как изготовить своими руками вальцы для профильной трубы. Естественно, проще всего купить профессиональные вальцы в строительном магазине, но не у каждого найдутся лишние деньги на это устройство.
Сделать так, чтобы материал трубы принял нужную форму можно и при помощи обычной горелки. Этот способ не редко практикуется, но мастер сталкивается с некоторыми сложностями:
- получить изделие ровным почти невозможно, это объясняется неправильным распределением усилий и неточностью движений;
- необходим упор и, как результат, много физической силы;
- возникает необходимость в наличии большого рычага, чтобы изменить форму.
Чтобы получить качественный результат, нужно использовать вальцы. При помощи них профильную трубу можно легко преобразить своими руками.
Обычные вальцы представляют собой конструкцию, которая имеет специальный рычаг, приводящая в работу несколько стальных валов, проходя сквозь которые металлическая труба получает необходимую изогнутую форму. Чтобы сделать вальцы своими руками в домашних условиях, нужно иметь под рукой необходимые чертежи и досконально знать принцип устройства. Самодельные вальцы для изгиба профильных труб будут иметь хорошую производительность и достойное качество, если будет точно соблюдена техника их сборки.
Виды вальцов и особенности работы
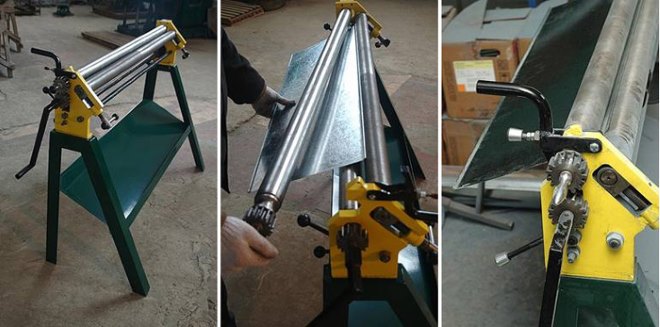
Самыми популярными являются вальцы с приводом ручного типа. Это универсальное устройство чаще всего имеет относительно небольшой вес и компактные размеры. У мастера не должно появиться вопросов с их размещением их в домашней мастерской.
Ручные вальцы используют для гибки разных профильных заготовок, они не имеют электропривода
, а соответственно, могут работать почти в любых условиях. Как правило, это ручное устройство изготавливается из прочной металлической станины и подающих валец, сделанных в форме небольших цилиндров.
Вальцы соединены друг с другом цепной передачей, она и приводит их в движение. Помимо этого, на вальцах находятся небольшие струбцины. Чтобы вальцы могли производить нужную деформацию профиля, их дополнительно оснащают специальной передающей трубкой.
Чтобы сделать необходимую работу на этом станке, мастеру нужно приложить некоторое физическое усилие, потому на больших предприятиях они не применяются. Удобней всего работать на вальцах, оборудованных электроприводом. Металлическая труба, которую нужно согнуть, протягивается через рабочую зону с помощью мощного электрического двигателя. По внешнему виду станки отдаленно похожи на ручные модели, отличие только в том, что в специальном отсеке установлен электрический двигатель
. Как правило, электрические вальцы применяются в промышленном производстве.
Гидроприводные вальцы
Следующий тип вальцов для гибки труб, который устанавливается на производственных предприятиях, оборудован специальным гидроприводом. Эти станки имеют довольно большие размеры и обладают достаточной мощностью, что дает возможность производить работу почти с любым видом металлов. Гидроприводные вальцы выполняют большой объем работы за довольно короткое время.
Отличие самодельных вальцов
По большому счету, домашнему мастеру не нужно иметь под рукой профессиональное оборудование, оснащенное электромотором или гидроприводом. Эти устройства имеют очень сложную конструкцию, а также требуют для самостоятельной установки наличие дорогих составляющих.
Как правило, в повседневной жизни сталкиваются с необходимость выполнить деформацию разных профильных изделий очень редко. Потому в домашних условиях достаточно иметь ручной станок, который при этом можно очень просто изготовить своими руками. Все, что необходимо — это соответствующий инструмент, рабочее место и определенный комплект составляющих.
Чтобы конструкция, изготовленная в домашних условиях, могла легко справиться с поставленной задачей, и прослужило владельцу в течение долгих лет, нужно во время сборки соблюдать некоторые правила
.
- Все комплектующие для устройства нужно выбирать максимально прочные и качественные, без каких-то изъянов. Зачастую все необходимые составляющие можно найти у себя в хозяйстве.
- Прежде чем начинать работы по изготовлению, нужно тщательно изучить чертежи, которые создадут полное представление о принципе работы вальцов ручного типа.
Если точно соблюдать все этапы работ, и выбрать только качественные элементы, то гибочное устройство получится долговечным и надежным.
 Начинать изготовление вальца своими руками нужно с каркаса. Он обязан получиться максимально жестким и прочным
Начинать изготовление вальца своими руками нужно с каркаса. Он обязан получиться максимально жестким и прочным
. Для его сборки желательно использовать трубчатый металл, но подходит и швеллер необходимого сечения.
Деформирующий элемент каркаса необходимо собрать П-образной формы, и на его верхнюю часть нужно закрепить с помощью сварки гайку. Производя данную работу, нужно использовать струбцину, она в обязательном порядке должна быть с резьбой. Затем нужно ввернуть гайку в соответствующую шпильку, сечение которой обязано подходить по своему диаметру.
На конец гайки нужно с помощью сварки закрепить круглую стальную пятку
. Для удобства можно установить гидравлический домкрат. Его нужно закрепить в нижней части основания станины, то есть, так, деформация будет происходить под действием поступающей силы на находящиеся в верхней части подающие вальцы.
Затем нужно сделать функциональный и надежный механизм подачи. Для этого необходимо использовать металлическую цепь. Можно взять велосипедную цепь. Одну из звездочек надо закрепить на деформирующем валу, а другую — на ведомом. Затем в обязательном порядке необходимо аккуратно натянуть велосипедную цепь и лишь после этого можно пробовать вращать соответствующую ручку.
Чтобы самому выточить вальцы нужных размеров, можно использовать обычную легированную сталь. Подготовленные вальцы нужно обязательно подвергнуть закалке. Не забывайте, что полученные таким способом вальцы, по прочности обязаны в значительной мере превосходить тот материал, с которым вы в дальнейшем будете работать на станке.
Фиксируются вальцы на станок с помощью подшипников качения
. Закреплять их нужно максимально прочно так, чтобы они не прогнулись и не соскочили во время работы гибочного станка.
 Чтобы изготовить самостоятельно устройство, при помощи которого можно будет довольно легко делать деформацию металлической трубы, не нужно иметь какими-то особые знания. Любой домашний мастер, имеющий даже небольшой опыт в строительстве, может это выполнить за небольшой промежуток времени.
Чтобы изготовить самостоятельно устройство, при помощи которого можно будет довольно легко делать деформацию металлической трубы, не нужно иметь какими-то особые знания. Любой домашний мастер, имеющий даже небольшой опыт в строительстве, может это выполнить за небольшой промежуток времени.
Самое важное в данном случае — иметь под рукой весь нужный инструмент и материал. Если устройство будет изготовлено из качественных комплектующих, с соблюдением всех правил, то можно будет решить совершенно любые задачи, даже очень сложные.
Во время сборки этого оборудования нужно в обязательном порядке установить радиальную регулировку
. Это даст возможность, если необходимо, быстро изменять размер зазора между рабочими частями устройства. Также нужно подумать и о возможности регулировки углового зазора, что значительно облегчит работу на вальце.
Во время работы на вальце нужно соблюдать технику безопасности
. Помимо этого, сам станок не должен представлять какой-то опасности. При сборке устройства своими руками, нужно максимально защитить все рабочие части, таким образом, предотвратив все вероятные риски нанесения травмы. В некоторых случаях самодельный валец по своим характеристикам даже может превосходить заводские станки.
Гнуть металлические трубы под нужным углом или по заданному контуру, желательно без потери прочностных качеств и внутренних рабочих сечений приходится довольно часто. В трубопроводных системах – прекрасная возможность обойтись без лишних соединительных деталей, в конструкционных сооружениях из профильных труб – определенная свобода конструкторской и дизайнерской мысли.
Мы специально ввели этот раздел, чтобы немного остудить природный пыл наших сограждан все делать своими руками: кустарный механический или гидравлический трубогиб, вальцы для него из случайных металлических трубок, и испорченный металлический прокат – развлечение, конечно, достойное для настоящего мужчины, но проще поискать готовые профильные изделия, которые надо просто довести до кондиции.
Для людей, далеких от таких сугубо приземленных тем, поясним:
Трубогиб – механическое приспособление, которое способно гнуть трубы любого размера и конфигурации. Вариантов промышленного исполнения по типу привода всего три:
- ручной: самые простые по принципу действия и сложные в процессе эксплуатации; шаблон конечного прогиба трубы можно менять, а вот физические усилия для выполнения фасонных работ остаются одинаково большими;
- гидравлический: вариант полупрофессионального трубогиба с вальцами из легированной стали, позволяющий вальцевать трубный профильный прокат до 80 мм без потери прочностных свойств трубы, подминаний и растяжек рабочего сечения;
- электромеханический: промышленное станочное производство, на котором выпускается большинство готовых конструкций из трубного проката.
Вальцы трубогиба – просто два круглых в сечении вала из высокопрочного материала, между которыми «прокатывается» обрабатываемый материал (в нашем случае, обыкновенная стльная стальная труба), принимающий заданную форму.
Делать трубогиб своими руками или купить готовый
Вопрос смешной, поскольку затрагивает две абсолютно разные сферы: финансовую и психологическую. Многим нашим соотечественникам проще купить готовый трубогиб, не мучиться с расчетом вальцов и нагрузок, а просто взять инструкцию и быстро согнуть все трубы, которые имеются на загородном участке.
Самый важный вопрос, всегда встающий при покупке дорогостоящего оборудования – цена. Для справки сообщим: качественный тр гидравлический трубогиб стоит в диапазоне 22-35 тысяч рублей. Возможно вся ваша, возводимая из гнутых профильных труб, конструкция (навес, гараж, летняя кухня) оцениваются дешевле. Ручное трубогнущее устройство с шестью профилями загиба и домкратной тягой обойдется в 9500-12000 рублей.
Согласитесь, если вы не планируете застроить все свои угодья ажурными оранжереями и беседками сложных архитектурных форм, то такие расходы на оборудование явно излишни. Начинает работать наша природная сметка и в итоге традиционный русский ответ: сами сделаем.
Как сделать трубогиб для профильной трубы своими руками
Весь сортамент профильных стальных труб, их конструкционные достоинства и сферу применения мы рассматривали отдельно. Сейчас мы их попробуем согнуть своими руками по заданному радиусу конечного изделия.
При этом очень важно не допустить следующих технических дефектов:
- растрескивание; такой металлический профиль придется выбросить;
- сжатие или растяжение поверхностей в точках потенциальной нагрузки на конструктивный элемент;
- деформация исходного профиля, приводящая к нарушению стойкости металла (коррозионной и механической) в узлах гибки и излома несущей конструкции.
Если вы готовы исполнить своими руками агрегат и вальцы для подобных работ – честь вам и хвала. Самый простой кустарный трубогиб с прокатными вальцами от электропривода (годится любой электромотор с редуктором) и прижимным устройством из обыкновенной стальной трубы. Монтируется на обычный автомобильный домкрат и, судя по отзывам, дает качественную арочную продукцию.
Ценим технические находки наших «кулибиных», но рекомендуем покупать уже готовый металлический прокат любой конфигурации или делать его на заказ по своим чертежам и задумкам, особо не утруждая руки и голову.
Стандартные профильные трубы квадратного или прямоугольного сечения, благодаря высокой прочности на изгиб при малом весе широко применяются в строительстве. В случаях превышения допустимых значений нагрузки, которые возникают при сильных изгибах, изделия деформируются и разрываются. Исключить негативные последствия позволяет применение труб с усиленным профилем.
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 90 0).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
Станок для усиления профиля
Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
 Профильная труба
Профильная труба
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
- ручной;
- электрический;
- гидравлический.
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.
Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
Изготовление станка своими руками
Не всегда есть смысл приобретать профессиональный станок. Для разовых работ больше подойдут простейшие установки, сделанные своими руками. Главное, иметь чертежи, тщательно изучить принцип устройства и работу станка, подобрать качественные материалы для заготовок и необходимые инструменты для сборки.
Схема
Принципиальная схема станка для проката 2-х видов сечений профиля в разрезе. На её основании можно получить представление о конструкции и сопряжении основных узлов и принципе обработка труб. В данном случае, верхний вал является ведущим.
 Схема станка
Схема станка
Комплектующие детали
Комплектующие вальцевателя прокатки не должны иметь сколов, выбоин, иметь приличный запас прочности, изготавливаться из определённых марок стали.
Валы, оси вытачивают на токарном станке. Некоторые комплектующие можно купить в магазине или снять с других механизмов, например:
- самоцентрирующиеся подшипники качения (4 шт.);
- звёздочки (4 шт.);
- цепь от велосипеда, мопеда.
Для сборки каркаса (основания) потребуется металлопрокат (швеллер, трубы), листы толщиной 5-10 мм. Основание обеспечивает стабильность установки в процессе работы.
 Сборка каркаса
Сборка каркаса
Вальцы (по 2 шт. каждого вида) для усиления профиля лучше выточить из легированной стали, для небольшого объёма работ подойдёт и Ст3, Ст10. Заготовки вальцов подвергают закаливанию.
Вальцы и оси должны многократно превосходить по твёрдости обрабатываемые трубы. В противном случае, вальцы придётся часто заменять новыми. Твёрдость вальцов на профессиональных установках не менее 52 НRС.
Инструменты
При сборке станка потребуются навыки (а так же соответствующее оборудование):
- токаря;
- сварщика;
- слесаря.
Крепление сваркой в некоторых местах можно заменить резьбовыми соединениями.
Необходимые инструменты:
- дрель, с набором свёрл;
- гаечные ключи разного размера;
- уровень для выставления лини горизонта;
- штангенциркуль, рулетка.
Конструкция входящих деталей
По краям вальцов вытачивают специальные валики, которые надёжно фиксируют положение трубы во время проката.
 Вальцы
Вальцы
Получить размеры вальцов для протяжки профиля можно с комплекта от профессиональных установок. Чертежи вальцов и осей по полученным размерам не сложно разработать самому. Ниже представлен пример чертежа.
 Чертеж вальцов
Чертеж вальцов
Прокатка каждого размера профиля выполняется вальцами соответствующих размеров. Сделать модель со съёмными элементами не просто, по этой причине вальцы для усиления профильной трубы при сборе станка своими руками рекомендуется делать многоступенчатыми. Это позволит проводить обработку труб разных размеров без переустановки вальцов.
Обе оси имеют одинаковые размеры, но различную длину. На более длинной оси (ведущей) закрепляют рукоятку движения. Ниже представлен чертёж оси с посадочным местом под рукоятку.
 Чертёж оси с посадочным местом под рукоятку
Чертёж оси с посадочным местом под рукоятку
Сборочные работы
Каркас создаётся постепенно, по мере сборки остальных деталей. Отдельные элементы основания соединяют между собой сваркой или крупногабаритными болтами.
Расстояние между верхней и нижней осью зависит от диаметров вальцов. При неимении точных сборочных чертежей размеры между осями определяют опытным путём:
- устанавливают вальцы на оси;
- вымеряют расстояние между осями;
- высверливают отверстия на боковых стенках каркаса под установку подшипников;
- затем оси убирают в сторону, занимаются установкой подшипников.
Соединение оси и вальцов осуществляется несколькими способами:
- при помощи шпонки, размером около 8х8 мм;
- сваркой через заранее просверленные потайные несквозные отверстия, выполненные сверлом большого диаметра.
Второй способ доступен, если имеется аппарат для ручной электродуговой или полуавтоматической сварки.
Далее ось вставляется в подшипник, который предварительно закрепляется в буксе, заранее приваренной к стенке каркаса с внутренней стороны. Надёжность крепления – максимальная. В первую очередь оси с вальцами устанавливают в ту боковую стенку каркаса, где предполагается расположить цепную передачу. Затем оси вставляются в подшипники, закреплённые на 2-ой боковой стенке каркаса.
После установки основных элементов укрепляют каркас:
- сварочными швами;
- резьбовыми соединениями.
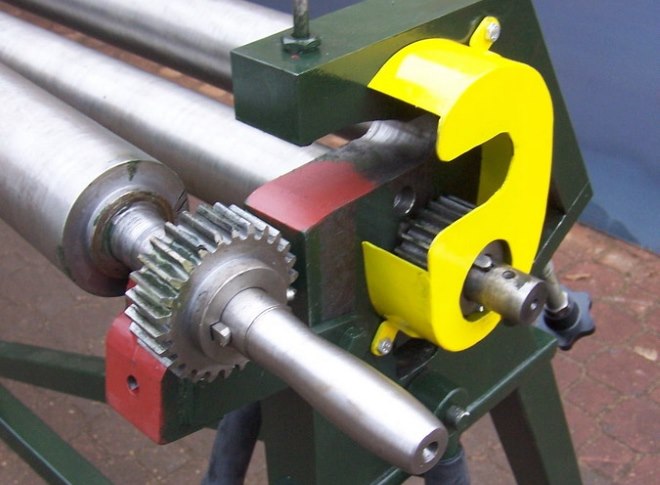
Сборка цепного механизма на практике так же происходит с определением размеров по месту:
- на нижнюю ось устанавливают 1-ю звёздочку;
- на верхнюю ось – 2-ю звёздочку;
- примеривают цепь, намечают расположение ещё 2-х звёздочек.
 Сборка цепного механизма
Сборка цепного механизма
Вальцы должны вращаться без затруднения при натянутой цепи. Рукоятка приваривается к ведущей оси в последнюю очередь.
 Цепной механизм
Цепной механизм
Для механизма подачи движения в виде червячной передачи необходимо запастись шестерёнками нужного размера.
 Механизм подачи движения
Механизм подачи движения
Особые требования предъявляются к соосности вальцов: они должны располагаться в одной вертикальной плоскости и быть строго параллельными. Любое нарушение соосности приведёт к неравномерному сдавливанию профиля, что значительно снизит качество проката.
Станок, сделанный в домашних условиях специально для усиления профильных труб, не должен в процессе работы представлять опасность для человека. При сборке следует:
- Максимально надёжно фиксировать все движущиеся детали. Исключить их отскакивание в процессе работы.
- Предусмотреть защитные заслонки.
Правильно собранные самодельные установки не уступают профессиональным моделям по качеству выпускаемых изделий.
Одним из наиболее применяемых станков металлургического производства является вальцовочный станок (вальцы). Используя вальцовочный станок, можно аккуратно согнуть металлический лист или трубу, придать овальную форму прочим металлическим изделиям. Кроме того, такие станки получили широкое распространение в ювелирной индустрии, а также пищевой и химической промышленности. Дробильные вальцовочные механизмы используют для получения муки, а в химической индустрии применяют рафинирующие и листогибочные механизмы. Вальцы для профильной трубы своими руками можно изготовить в домашних условиях по заранее составленным чертежам. Притом, что такой станок практически не будет уступать по своим техническим характеристикам изделиям, изготовленным на заводе.
Рабочими деталями вальцовочного станка являются цилиндры. Придание необходимой формы металлу осуществляется за счет вращающихся цилиндров и пропуска металла между ними. Как правило, вальцовочные станки имеют от 2 до 5 валов, но наибольшей популярностью и практичностью обладают модели, имеющие 3 или 4 вала.
За придание необходимой формы металлу несет ответственность 3 вал, а расстояние между задним и верхними валами обеспечивают радиус закругления заготовки. Изделие вытягивается и уменьшается в поперечном сечении за счет прохождения между валами. Это обеспечивается достаточно высокой температурой нагрева, а также давлением, которое создается при помощи валов. Для получения из заготовки в форме цилиндра задний и передний валы настраивают параллельно, в том случае если требуется изделие в виде конуса, то задний вал располагают под определенным углом к переднему.
По способам сгибания различают следующие виды:
- Арбалетные. Специализируются на обработке труб определенного диаметра;
- Пружинные. Характеризуются наличием пружины, которая позволяет сгибать пластик без его деформации и дополнительных повреждений;
- Сегментные. Деформация труб происходит под действием определенного сегмента;
- Дорновые. Применяются в основном для обработки тонкостенных труб.
Также существуют стационарные вальцовочные механизмы. Обработка может осуществляться в домашних условиях. Главным недостатком таких механизмов является крайний дискомфорт при работе, так как такие станки не имеют креплений и при работе их необходимо придерживать свободной рукой.
Перед созданием самодельного вальцовочного станка необходимо понимание того, что габариты механизма существенным образом определяют его конечную стоимость. Поэтому приходится заранее учитывать размеры деталей, которые наиболее часто придется обрабатывать. Станки, которые используют в промышленных масштабах, имеют валы, способные изгибать трубы различного диаметра под углом 180 градусов.
Области применения

Большинство деталей, обрабатываемых на вальцовочных станках, имеет цилиндрическую форму. Поэтому их применение весьма разнообразно: водосточные трубы, дымоходы и вентиляционные системы. Поэтому самодельные стационарные вальцы небольших размеров весьма удобно применять непосредственно на строительном объекте. К тому же, вальцы, выполненные своими руками, не наносят повреждений полимерному покрытию листового металла.
Вальцовочные механизмы
Наиболее распространенными заказами оператору вальцовочного механизма являются изготовление водостоков и систем вентиляции. Для таких заказов, как правило, не требуется толстый слой. Поэтому в данном случае рекомендуется использование ротационных механизмов, которые имеют широкий диапазон обрабатываемой толщины металлических изделий: от 0,1 до 120 миллиметров. На подобных устройствах обрабатывают также пластик, пластичные виды металлов и резиновые смеси.
Отличия распространенных моделей

Станки, которые имеют по 3 и 4 вала, между собой отличаются по следующим параметрам:
- У трехвалковых моделей
скорость подачи листа не должна быть выше 5 метров в минуту. Также они неспособны обрабатывать металлические листы тоньше 6 миллиметров. У трехвалковых моделей нет точных координат точки зажима обрабатываемой поверхности, из-за чего гораздо сложней управлять заготовкой. Но к преимуществам таких моделей можно отнести низкую стоимость. - Четырехвалковые станки
отличаются высокой надежностью, за счет хорошего сцепления между валами такие станки обеспечивают повышенную безопасность при производстве работ (из-за невозможности выскальзывания металлической поверхности). Скорость подачи металла составляет более 6 метров в минуту. Четырехвалковые станки отличает автоматизация рабочего места. За счет сложности станков и обеспечения безопасности на рабочем месте такие устройства имеют достаточно высокую цену.
Разнообразие вальцовочных станков

Ручные станки. Стационарность и практичность применения такого вида станков не может не подкупать. Простота в процессе эксплуатации и независимость от источников питания делают такие устройства по-настоящему незаменимыми. На станине станка закреплена струбцина и несколько валов, получающих привод от цепной передачи. Конечно, необходимо понимать, что такие вальцы не предназначены для масштабного или промышленного использования, иначе срок службы подобных устройств будет достаточно коротким. При правильном использовании ручных вальцовочных станков можно выделить целый ряд преимуществ:
- Низкая стоимость;
- Возможность демонтажа верхнего вала;
- Доступная регулировка нижнего и заднего валов;
- Небольшие габариты;
- Надежность устройства за счет простоты конструкции.
Такие механизмы повсеместно используют ювелирные мастерские. Вращающиеся цилиндры изготовлены из углеродистой легированной стали для обеспечения им дополнительной прочности.
Гидравлические модели
. Имеют гидропривод, который характеризуется высокой мощностью. Обладает высокой производительностью и большим весом.
Электрические агрегаты
. Отличаются высокой производительностью из-за использования электроприводов высокой мощности. Принцип действия идентичен ручным вальцовочным станкам, разница заключается лишь в наличии электромотора.
Требования, предъявляемые к самодельным вальцам
Вальцовочные станки в домашних условиях должны отвечать следующим требованиям:
- Мобильность. Станок не должен быть громоздким и иметь большой вес, для обеспечения его мобильности;
- Экономичность. Не стоит использовать станок высокой мощности без крайней необходимости, ведь мощности в 20-25 кВт способны вывести из строя проводку. 1,5 кВт является оптимальным вариантом, с хорошей пропускной способностью и небольшим потреблением энергии.
Сборка станка собственными силами

При сборке станка своими руками необходимо подготовить все необходимые инструменты, заранее подготовленные чертежи станка и материалы. Желательно иметь опыт по механизации устройств и аппаратов, а также учитывать определенную последовательность действий:
- Изготовление начинается с основания. То есть со станины. В качестве станины можно использовать небольшой каркас, собранный из труб;
- В верхней части профиля, как правило, устанавливают элементы деформации. Для его надежной фиксации используют струбцину с резьбой. Опору выполняют в виде буквы П, с последующим закреплением нижней части в станине;
- Для осуществления вращения устройства необходимо использование передаточной цепи;
- После монтажа цепи на звездочки, её необходимо натянуть и осуществлять работы по сборке ручки подачи;
- Для производства вальцов наилучшим материалом является сталь;
- Обязательным условием такого механизма является возможность регулирования зазора между валами;
- Для фиксации вальцов к станине специалисты рекомендуют использование подшипников качения.
Стоит, или нет, своими руками делать вальцовочный станок – решать вам! Следует отметить, что стоимость готовых агрегатовнков составляет от 500 до 1000 у.е. Тогда в расчет рентабельности применения взять стоимость планируемой конструкции, которая может оказаться в несколько раз дешевле нового агрегата.
Профильная труба – элемент многих строительных конструкций и каркасов. Используется при возведении промышленных и жилых построек. Основная характеристика, отличающая от труб другого типа — не круглая форма среза. Производится профильная труба из листа, сваренного и прогнутого вдоль в нужной форме. При необходимости можно изготовить вальцы для профильной трубы своими руками – чертежи и пояснения вы найдете в этой статье.
Изготовление профильной трубы вальцовочным методом
Ассортимент профильных труб
В заводских условиях применяются два метода производства профильных труб из металлического листа:
- горячий метод, при котором прямошовная круглая труба нагревается;
- холодный метод, при котором вальцы для профильной трубы прокатываются по не разогретому металлу.
Основой для производства служит углеродистая, низколегированная, реже нержавеющая сталь. Современное заводское оборудование позволят получить профиль с высокой точностью швов и изгибов, так как управление процессом происходит через передачу данных с компьютера и получение их с датчиков, снимающих показания с точностью до тысячных долей миллиметра. Самодельные вальцы для профильной трубы такой детальности обеспечить не могут, но с задачей производства элементов для домашнего строительства и хозяйственных работ справляются. В такой технике изготавливаются расходные элементы для заборов и навесов, теплиц и технических построек, водостоков и кабель-каналов. Делать в домашних условиях профильную трубу для масштабных построек не рекомендуется. Заводское оборудование позволяет подвергнуть каждый выпускаемый элемент тестовым испытаниям и проверить как качество шва, так и точность калибровки профиля. Отсутствие такого оборудования не дает мастеру возможности гарантировать качество самодельного продукта.
Сборка станка для производства профиля
Применение изогнутых профильных труб
Вальцовочный станок для профильной трубы своими руками внешне похож на конструкцию для гибки труб. Он состоит из таких элементов:
- несущая рама;
- система вальцов;
- прессующая форма:
- упор и рычаги для приведения в действие механизма проката.
На деле это два разных механизма и схожей у них может быть только рама. Все элементы конструкции собираются из прочных элементов и свариваются: любые недоработки и халатность могут обернуться производственной травмой. Сам станок прочно фиксируется на поверхности.
Практически невозможно обеспечить нужное давление ручным способом: пресс для создания профильной трубы желательно снабдить электроприводом.
В станке для придания профилю округлой формы главное — пресс, скручивающий лист металла. Такое давление дает только прочная конструкция: весь период сварки трубу необходимо держать неподвижно. Для упрощения работы металл нагревают, а затем сворачивают. После сварки уже круглая труба проверяется на качество соединения: недостаточно ровный и чистый шов разойдется, когда начнется вальцовка профильной трубы из круглой формы в прямоугольную или квадратную.
Процесс обработки заготовок
Готовая прямошовная труба вальцуется в горячем или холодном виде. В домашних условиях сложно организовать горячую вальцовку, поэтому процесс чаще проводится по уже остывшему металлу.
Труба помещается под пресс из вальцов, образующих необходимую форму.
Прокат производится постепенно с уменьшением расстояния между верхними и нижними вальцами. Резкое давление приводит к внутренним складкам металла, что повлияет на прочность колен. Последним прокатом достигается запланированный диаметр и контур среза.
Труба проверяется на наличие трещин и деформации металла в районе сгибов после каждого проката. Зона особого внимания – область шва, она наиболее уязвимая.
После обработки вальцами труба прокаливается: эта мера устраняет напряжение слоев металла и повышает прочность конструкции в целом.
Гибка профильных труб
Мастера редко решаются на самостоятельное изготовление профильной трубы, предпочитая приобретать готовый материал фабричного производства. Профильная труба относится к недорогим расходным элементам, поэтому необходимости в сгибании собственными руками нет. Станок для гибки профильных труб своими руками – более востребованное оборудование, так как элемент продается в прямом виде, а заказ гибки по собственным чертежам – дорогостоящая услуга. Криволинейный или округлый профиль применяется для строительства и возведения декоративных элементов как более эстетичный. Рамы и карнизы, дуги теплиц и арки калиток можно изготовить собственными руками. Простейшие вальцы для гибки профильной трубы собираются за несколько часов. Промышленных объемов и точности они не обеспечат, но расходы на производство отдельных элементов сократят.
Требования к качеству гибки
Простейший способ гибки профильных труб — накаливание и давление. Таким способом можно создать даже острый угол, но на точность и прочность узла не стоит рассчитывать. Складки на внутренней поверхности колена и трещины на внешней гарантированы. Сгиб без дефектов достигается только постепенным прокатыванием трубы на вальцах и расчетом минимального диаметра. Максимальный угол сгиба не нормирован, минимальный ограничен требованиями техники безопасности. Стандартный фабричный станок для гибки профильной трубы задает минимальные диаметры округлого изгиба, на эти же показатели можно ориентироваться и при создании самодельного станка:
- трубы 20х20х2, 25х25х2, 15х15х1,5 – 56 см;
- трубы 30х30х2 – 65 см
- трубы 40х20х2 – 65 см;
- трубы 40х40х2 – 180 см;
- трубы 50х25х2 – 80 см.
Чертежи станков для домашнего использования
Простейшую деформирующую конструкцию можно собрать прямо во дворе или техническом помещении, закрепив все элементы на плотном щите или прямо на заборе. Элементарные модели выручат, если надо выгнуть несколько труб по единой форме, например для монтажа верхних арок теплицы. Вне зависимости от выбранного диаметра изгиба и размеров самой трубы потребуются:
- Рама, повторяющая контур требующейся арки. Она вырезается из цельного отреза древесины или собирается из ряда дощечек. По этому трафарету труба будет выгибаться.
- Упор с одной из сторон рамы. Зазор между упором и трафаретом делается соответствующим диаметру обрабатываемой трубы. Меньший затруднит установку элемента в устройство, больший не зафиксирует колено прочно.
- Колодка, которой труба вручную прижимается к шаблону.
Работа с таким трубогибом сложна: все усилия придется производить вручную. Зато конструкция обеспечит точность при гибке: сделать несколько элементов с идентичным углом деформации на ней можно.
Трубогиб для постоянного использования собирается на прочной П-образной раме. В его системе обязательны такие элементы:
- два закрепленных на рельсе вращающихся вала, по которым профиль будет проходить при вальцевании;
- расположенный над ними выдавливающий вал, во время проката прожимающий профиль;
- струбцина или домкрат, обеспечивающие давление;
- цепь, с помощью которой набор вальцов придет в движение.
Чтобы собрать вальцы для профильной трубы своими руками, потребуется сварочный аппарат и навыки инженерных работ. Неточности расчета диаметра функциональных валов сделают аппарат неработоспособным.
Видео: работа с ручным профилегибом
Сборка устройства для гибки своими руками – процесс сложный, трудоемкий и дорогостоящий. На фоне умеренных цен на оборудование, стоит задуматься о рациональности приобретения. Возможно, для сгибания нескольких элементов выгоднее обратиться в мастерскую, а для постоянной работы приобрести фабричную модель с гарантией качества.
В списке наиболее востребованных приборов в любом металлургическом производстве лидирующим является вальцовочный станок (вальцы). С помощью вальцов удается согнуть металлический лист, изогнуть трубу, любые овальные или других форм детали. Применяются вальцы и в ювелирном производстве для правильного и аккуратного изгибания украшений.
Основные рабочие механизмы вальцов – это вращающиеся цилиндры. Раскаленные пласты металла пропускают через цилиндры и, таким образом, происходит гибка металла. Вальцовочные станки, в зависимости от назначения, имеют от 2 до 5 цилиндров, а наибольшее распространение получили 3-х и 4-х валковые модели.
За изгиб деталей отвечает третий задний вал, а радиус закругления, в свою очередь, определяется расстоянием между задним и верхним валом.
Из-за порой очень больших нагрузок вальцы для металла могут ломаться, что приводит к частой замене станков. Во время работы с железом его необходимо неоднократно нагревать, после вальцовочного станка железные пласты отправляют в печь, раскаляют и снова выполняют прокатку. Затем снова нагретые бруски железа отправляются на сортовой станок.
Проходя через вальцы, уменьшается поперечное сечение металла и он удлиняется. Такое действие оказывает высокая температура нагрева металлических изделий и степень давления на них.
Для того чтобы сделать изделие цилиндрической формы, необходимо настроить задний вал параллельно переднему. При изготовлении металлического конуса задний вал надо устанавливать под углом, относительно переднего.
Есть модели вальцовочных станков гораздо проще, обработку металла на них можно выполнять, установив на столе. Такие модели менее функциональны, так как прибор во время работы постоянно надо удерживать на месте. Однако можно использовать крепежные детали – это гораздо упростит процесс вальцевания.
Чем меньше габариты прибора, тем ниже его стоимость. При выборе вальцовочного станка следует учитывать размер наибольшей детали, которая подлежит обработке, и ее толщину.
Современные вальцовочные станки способны выполнять такие функции:
- изгиб труб до 180 °;
- работа с трубами из металла;
- деформация труб разного диаметра.

Сфера применения
Свое применение валковые машины нашли при производстве воздуховодов, водостоков, вентиляционных систем, труб, дымоходов.
Небольшие размеры машин позволяют использовать их в любом месте и непосредственно на строительно-монтажном объекте. Ручные вальцы не портят полимерное покрытие листового металла.
Пищевая промышленность использует дробильные вальцы, к примеру, при производстве муки. В химической промышленности можно встретить листовальные, рафинирующие, листогибочные вальцы.
Последние имеют ряд явных преимуществ, таких как: надежность, простота в обслуживании, высокая производительность, система регулировки хода металлического листа.
Вальцы для металла
Чтобы придать цилиндрическую форму листовому металлу, без вальцовочного станка обойтись просто невозможно. Вальцы для трубы наиболее часто применяются при изготовлении систем водостока. Вальцовочные машины с ковочными цилиндрами осуществляют холодную гибку металлических заготовок и относятся к категории ротационных моделей. Это оборудование можно применять для работы с тонколистовой сталью, толщиной от 0,1 до 120 мм. Можно также выполнять обработку пластичных металлов, резиновых смесей и пластмассы.
Выбирается вальцовочная машина в зависимости от толщины материалов. Вальцы двухвалковые состоят из двух параллельно расположенных валов. Верхний с небольшим диаметром сечения зачастую изготавливают из высокопрочной стали, а нижний, с большим диаметром сечения, состоит из стали с каучуковым покрытием. От того, с какой силой будет давление на трубу, зависит ее диаметр на выходе. Вальцы трехвалковые бывают пирамидальными, то есть симметричными, и асимметричными. Сегодня они очень востребованы на производстве вентиляционных воздуховодов, водостоков круглых форм, радиусных деталей. Трехвалковые фальцы используют для обработки медных, железных, стальных, цинковых и других материалов.
Четырехвалковые имеют дополнительный валок внизу, упрощающий процесс вальцовки.
Между верхним и нижним цилиндрами укладывается лист раскаленного металла, подгиб передней части которого выполняется при помощи гибочного вала. В процессе фальцовки лист металла постепенно закругляется.
Самые используемые вальцы – 3-х и 4-х валковые, имеют между собой такие отличия:
- Трехвалковые.
- лист тоньше 6 мм проскальзывает между валами;
- скорость прокатки металлического листа не должна превышать 5 м/мин;
- точка зажима листа не имеет точных координат за счет чего управлять станком сложнее;
- низкая стоимость.

- Четырехвалковые:
- все вальцы обеспечивают между собой надежное сцепление и вероятность выскальзывания листа минимальна;
- скорость прокатки может быть больше 6 м/мин;
- процесс работы автоматизирован, оператору необходимо только ввести параметры работы станка;
- завышенная цена.

По способу сгибания вальцы делят на:
- дорновые. Они способны выполнять деформацию тонкостенных труб;
- сегментные. Трубы сгибаются под действием отдельного сегмента, который и вытягивает трубу;
- пружинные. Наличие пружины, которая сгибает пластик без его деформации. Это ручной метод обработки материалов;
- арбалетные. Они предназначены для труб определенного диаметра.
Типы вальцов
Станки бывают нескольких видов:
- Вальцы ручные – это наиболее удобное и практичное приспособление для деформации материалов. Сложностей в работе с устройством не возникает, кроме того, такие станки не нуждаются в подключении в сеть. На основной станине закреплены струбцины и подающие вальцы, работающие с цепной передачей.

Вальцы профильные, имеющие ручной привод наиболее часто используются для единичного производства, а не для поточного. Такие приборы выделяет целый ряд преимуществ:
- долговечность, надежность конструкции и простота работы с ней;
- небольшие размеры вальцовочного станка, за счет этого он занимает мало места;
- простая регулировка нижнего и заднего вращающихся валов;
- верхний вал снимается;
- низкая цена станка.

Вальцы ювелирные ручные широко используются ювелирами для выполнения прокатки и вальцовки плоских заготовок и проволоки из металла, для придания им нужной формы. В составе рабочих цилиндров ювелирных вальцов износостойкая углеродистая легированная сталь. Такие вальцы имеют порошковое покрытие, защищающее их от коррозии.

К работе с вальцами ручного приспособления нужно применять дополнительные усилия, так как ручные станки не работают от электричества и основным направляющим механизмом в них является специальная труба. Для обработки на таких станках сгодятся небольшие металлические изделия.
- Гидравлические вальцы — гидроприводные станки отличаются высокой мощностью. Вальцовочный станок оценен профессионалами, как наиболее качественный и высокопроизводительный агрегат. Однако он довольно увесистый, и установив его один раз, вряд ли получится самостоятельно перемещать станок с места на место без посторонней помощи.
- Электрические вальцовочные станки имеют наибольшую производительность за счет работы электрического мотора, который позволяет быстро деформировать трубу между вальцами. Принцип работы данной модели напоминает ручной, однако здесь присутствует мотор. Такое оборудование часто используется в промышленном производстве и имеет множество положительных отзывов от потребителей. Единственный минус – это завышенная цена электромеханического оборудования.

Вальцовочные станки в домашней мастерской или гараже должны быть:
- мобильными. Такой станок должен быть легким по весу для простоты перемещения;
- занимающими немного места;
- маломощными и экономящими электроэнергию. Станок на 20 кВт делает свою работу очень быстро, однако потребляет при этом огромное количество энергии. Его работу попросту может не выдержать проводка в доме. Как вариант в домашних условиях можно использовать вальцы мощностью до 1500 Ватт, а также ручные.
Если вам, по тем или иным причинам, не подходит ни один из перечисленных выше вариантов вальцовочных станков, то вы также можете изготовить вальцы своими руками, ведь мало какой серьезный ремонт может обойтись без этого станка.
Покупной или самодельный станок
Безусловно, чтобы не тратить свое время и силы на изготовление домашнего станка, на расчеты вальцов и нагрузок, гораздо проще его купить. Однако камнем преткновения в данном случае является цена готового покупного оборудования, которая варьируется в диапазоне от 20 до 35 тысяч рублей.
Вполне возможно, что конструкция, которую вы собрались возводить с использованием вальцовочного станка, стоит гораздо меньше самого прибора.
И если не в ваших планах возводить ажурный забор или беседку, то такие расходы на приобретение профессионального вальцовочного станка вовсе ни к чему. Попробуйте сделать станок своими руками.
Если у вас получилось создать прибор для деформации металлических изделий, то применяя его на практике, позаботьтесь о том, чтобы в работе не были допущены следующие дефекты:
- появление трещин на металлическом профиле. В противном случае деталь нужно выбросить;
- избегать сжатия и растяжения поверхности в точке нагрузки на конструктивный элемент;
- сжатие или деформацию детали перед вальцеванием.
Если вы решились сделать станок самостоятельно, то для дальнейшего удобства работы с ним желательно совмещать его работу с электроприводом. Для этого подойдет любой мотор с редуктором, который упростит процесс выполнения деформации металла. При помощи стальной трубы, которая монтируется на обычный домкрат, сделайте прижимное устройство для профиля. Благодаря таким нехитрым дополнениям вы сможете получить качественную готовую продукцию.
Вальцы своими руками
При самостоятельной сборке вальцов важно соблюдать некоторую последовательность. Необходимы также и определенные навыки проведения механических работ.
Перед тем, как сделать вальцы своими руками, вам необходимо подготовить набор нужных материалов, деталей, а также спланировать чертеж будущих вальцов.

Этапы сборки вальцов:
- Изготовление вальцов начинается с монтажа основной станины. Для этого можно использовать изогнутый профиль или каркас из труб.
- Для вертикальной опоры используйте П-образный профиль. В его верхней открытой части установите деформирующий элемент вальцового механизма. Для его крепления понадобится струбцина с резьбой. Нижнюю часть опоры крепите под станиной.
- Для сборки вальцового механизма вам потребуется передаточная цепь.
- После установки цепи на звездочки, ее необходимо натянуть, затем проверить простоту хода и начать монтаж ручки подачи.
- Для изготовления вальцов лучше всего подойдет закаленная сталь.
- В готовом валковом станке предусмотрите радиальную регулировку, которая позволит изменять размер зазора между рабочими валками.
- При помощи подшипников качения закрепите вальцы к станинам.

Ювелирные вальцы своими руками
Вальцы для ювелирных работ выполняются таким образом:
- При помощи токарного станка выточите два вала. Для этого лучше подойдет легированная сталь Шх15.
- Обработайте на фрезерном станке держатели для вальцов, они могут быть из не каленной стали. Внутрь вставьте прокладки из латуни или бронзы для хорошего скольжения валков.
- Токарный и зубофрезерный станки помогут вам выточить и закалить шестеренки, которые необходимы для передачи вращения от рукоятки к вальцам. Для шестеренок подойдет углеродистая сталь Х12.
- Комплект ювелирных вальцов готов. В конце необходимо зачистить все детали, отполировать их и собрать.

Вальцы своими руками. Видео
При проведении ремонтных и строительных работ в частном секторе часто возникает необходимость в изготовлении криволинейных конструкций из металла. Их используют для создания каркаса для козырьков, навесов, крыш домов и беседок. Решить данную задачу помогут вальцы для профильной трубы. Это приспособления, которые можно приобрести в специализированных магазинах или сделать своими руками. Рассмотрим предназначение этих устройств, их разновидности и спецификацию.
Только вальцевание прокатки на специальном станке является способом достижения подобного результата. Вальцы представляют собой механизм, состоящий из нескольких металлических валов и источника энергии, приводящего их в движение.
Виды вальцов
Для придания прокату требуемой формы применяются приборы с одинаковой механической частью и разными приводами.
Выбор источника энергии зависит от нескольких факторов:
- насколько большая нагрузка потребуется для сгибания металла;
- как часто будет использоваться оборудование;
- в каких условиях планируется эксплуатация трубогиба;
- собственные познания, опыт в области конструирования и работы с железом.
Кратко рассмотрим особенности каждого вида привода.
Гидравлические
Конструкции такого типа являются самыми мощными и производительными. Как правило, их используют фабрики и заводы, занимающиеся массовым производством криволинейных профилей. Гидравлика сложна для самостоятельного монтажа, но она создает усилие, достаточное для изгиба сразу нескольких труб крупного сечения.
В домашних условиях конструирование гидравлического профилегиба экономически оправдано в том случае, если планируется изготовление десятков или сотен толстых арочных профилей.
Механические/рычажные
Изделия отличаются портативностью и небольшим весом. Их легко переносить с места на место и перевозить в кузове. Усиление давления на приводное устройство достигается за счет увеличения длины рычага. Но, изгибать вручную можно только профили сечением не более 40×20 мм. Эти детали подходят для строительства крыши дома и дворовых построек. Из арочных профилей изготавливают теплицы, покрываемые сотовым поликарбонатом.
Электрические
Использование электрического двигателя для пропускания заготовок через валы не только ускоряет процесс изгибания труб, но и избавляет домашнего мастера от тяжелого физического труда. Производительность электрических устройств высока при незначительных финансовых расходах.
Сборка станка собственными силами требует знаний в области механики, электротехники и кинематики. Следует обратить внимание вопросам безопасности.
Принцип работы вальцов
Вальцовка профильной трубы — это процесс придания ей изгиба определенного радиуса. Чтобы этого добиться, необходимо поместить заготовку между роликов, которых расположены снизу и сверху. Заготовка подается в устройство и придавливается сверху. После этого валы начинают вращаться, продвигая трубу вперед и деформируя ее по направлению верхнего вала.
Если степень изгиба недостаточна для проекта, то степень надавливания увеличивается. Изделие прокатывается через вальцы до тех пор, пока не будет достигнута необходимая форма.
Как пользоваться вальцами
Это приспособление состоит из нескольких статических и подвижных деталей:
- Основанием является прочная, тяжелая и устойчивая станина, к которой крепятся все остальные узлы и механизмы.
- На раме расположены ролики, выполняющие роль приемного и подающего устройства. К роликам подведена передача на силовую установку.
- К основе крепится прижимное приспособление, регулирующее параметры изгиба. Как правило, производители используют струбцину с резьбой.
- На раме закрепляется направляющая из металлического листа, арматуры или стального профиля. Эта деталь необходима для того, чтобы заготовка не изгибалась в горизонтальном направлении.
Независимо от источника энергии, подведенного к направляющим роликам, все устройства работают одинаково. После включения оборудования конец профиля вставляется в отверстие между роликами и подается вперед. Захваченная заготовка проходит по валам, где деформируется. Для уменьшения радиуса проводится подкручивание струбцины и повторный прогон арки.
Лучше купить или сделать самому?
Общее у произведенной на заводе продукции одно — высокая цена. Она намного превышает расходы на закупку готовых арок или заказ этой услуги у профессионалов. При грамотном подходе к делу самодельные трубогибы превосходят по качеству заводские аналоги.
Решение о том, делать дорогостоящую покупку или изготавливать станок своими руками следует после изучения конъюнктуры рынка и оценки своих возможностей.
Какие есть на рынке
Хозяйственный рынок предоставляет широкий выбор , различающегося по разным параметрам. Станки могут иметь несколько роликов и даже направлений для одновременного загиба нескольких заготовок. Рабочая зона оборудована откидным или регулируемым валом.
Привод выводится на верхние и нижние валы или только на один уровень. Электрические и гидравлические устройства предусматривают возможность ручного вращения с указанием, какое усилие для этого потребуется.
Современные модели трубогибов классифицируются по таким критериям:
- силовой привод;
- габариты;
- вид обрабатываемого металла;
- толщина стенок профиля;
- диаметр (мм) роликов;
- максимальная длина заготовок.
Практически все станки имеют опцию реверса вращения прокатного механизма.
Сборка своими руками
Вальцы для гибки труб представляют собой простое устройство. Сделать его можно даже из подручных материалов, оставшихся после ремонта и строительства. В большинстве случаев, принимая решение, как сделать вальцы, начинающие мастера склоняются к выбору конструкции механического типа. Ее несложно спроектировать и собрать с помощью сварки, которая есть в каждом доме.
Небольшой по размерам станок легко перемещать по участку, для него нет необходимости строить отдельное помещение.
Чертеж
Перед тем, как изготовить добротный и функциональный станок для сгибания профиля, необходимо изготовить подробные чертежи, размеры всех деталей следует наносить с высокой точностью.
Схемы валков можно сделать на миллиметровой бумаге или на компьютере. Выбор зависит от навыков проектирования. На основе составленных чертежей рассчитывается потребность в строительных материалах и инструментах. Делается смета, осуществляется подбор оборудования и закупка недостающего имущества.
Материалы и инструменты
Для сборки самодельных вальцов потребуются такие инструменты и расходные материалы:
- сварочный аппарат;
- болгарка или фреза с дисками по металлу;
- рулетка;
- электрическая дрель;
- набор отверток и гаечных ключей;
- угольник;
- керн;
- масляный уровень;
- метизы (уголки, болты, гайки, заклепки);
- швеллер или двутавровая балка;
- заготовки для валов;
- профильные трубы.
Подбирая материал для строительства, следует помнить, что металлы и сплавы для вальцов должны быть намного прочнее, чем сталь профильных труб.
Что входит в конструкцию
Станина изготавливается из толстого и тяжелого проката.
Прочность и масса основания должна соответствовать прикладываемому усилию при прокатке профилей. Каркас собранный должен быть устойчивым и крепким, чтобы не качаться во время работы.
Прижимная система собирается в форме буквы «П». На верхней перекладине изготавливается отверстие с резьбой для создания прижимного усилия. Другим вариантом является приваривание гайки поверх круглого отверстия. Впоследствии в него вставляется болт для регулировки просвета между роликами.
Сами ролики оборудуются подшипниками качения, которые крепятся на прочных осях. Вальцы вытачиваются на токарном станке, проходят цикл закалки в масле.
Привод делается из велосипедных звездочек и цепи. Звездочки привариваются к ведомому и ведущему валу, после чего соединяются цепью. На ведущую звездочку приваривается ворот с достаточным рычагом усилия.
Заполнение песком или водой?
При придании заготовкам сильного изгиба происходит их сплющивание и нарушение геометрии сечения. Для того, чтобы этого не допустить, полые профили заполняются плотным материалом, не меняющим объем под давлением.
Самым простым решением является заполнение заготовок песком. Его проливают водой, трамбуют, после чего приваривают заглушки на торцы.
С водой сложнее, так как заглушки должны быть герметичными. Если сборка происходит зимой, то лучшим решением будет заливка труб водой, закрытие их пластиковыми заглушками и замораживание. Такой способ применяется при изготовлении духовых музыкальных инструментов.
Выбор пружины
Пружины используются для снижения воздействия вибрации от электродвигателя на прокатную систему. При сильной вибрации может наблюдаться смещение заготовок по горизонтальной оси. Пружины должны быть жесткими, чтобы не допустить раскачивания мотора и одновременно снизить тряску. Рекомендуется использовать не менее 4 пружин для фиксации станины электродвигателя.
Нарезаем и варим
Процесс изготовления вальцов проводится в такой последовательности:
- Проведение замеров и нанесение разметки в соответствии со схемами.
- Разрезание проката на заготовки, зачистка поля для сварки.
- Вытачивание и закалка валов, установка в них подшипников, прикрепление звездочек, закрепление на оси.
- Сваривание каркаса с прокаточным и прижимным механизмом.
- Монтаж привода. Он может быть постоянным или съемным.
- Проверка работоспособности станка.
В заключение проводится очистка металла от ржавчины, его грунтовка и покраска. Подвижные части смазываются.
Видео процесса
Просмотр видео работы по самостоятельному изготовлению вальцов поможет начинающим мастерам без труда справиться с этой работой.
Изогнутая профильная труба находит широкое применение в строительстве различных конструкций. Гнутый профиль придает крыше обтекаемую форму, эстетически привлекателен при строительстве арочных конструкций, проемов, выдерживает серьезные динамические нагрузки. Купить профиль необходимого диаметра не представляет проблемы. Придать прямолинейной металлической профильной трубе нужный изгиб без использования специальной техники невозможно.
Согнуть профиль можно вручную, используя газовую горелку и прикладывая физическое усилие. Но даже для такой простой операции необходимо трубу прочно закрепить, выбрать безопасное место для проведения нагрева, приспособить рычаги для приложения усилия. Еще труднее сделать несколько симметрично изогнутых профилей.
Решается эта задача использованием специальной методики – вальцевания профильной трубы.
Для строительства металлических конструкций используют специальные трубы с квадратным или прямоугольным сечением, которые обладают повышенной прочностью к статической нагрузке. Придание этим трубам изгибов необходимой формы при помощи специального станка называется вальцеванием. Сам станок носит название вальцы (вальцеватель, трубогиб).

Когда говорят о вальцевание трубы в промышленных масштабах, под этим термином подразумевают операцию по изготовлению профильной трубы. Заготовкой для получения профиля служит круглая сварная труба, которую путем прокатывания на вальцах, преобразуют в трубу с квадратным или прямоугольным сечением.
Вальцевание на производстве состоит из следующих операций:
- Получение трубы с круглым сечением из плоского металлического проката — лист сворачивают и заваривают соединительный шов.
- Круглую трубу протягивают через вальцеватель, деформируя и придавая ей сечение заданных размеров
- Проводят контроль качества соединительного шва полученного профиля.
- Дополнительным прокатыванием снимают остаточное напряжение металла после деформации.
Обратите внимание! Термин «вальцевание» в промышленных масштабах имеет более широкое значение, чем просто радиусное изменение формы трубы.
Вальцы или трубогиб производственный – это станок, состоящий из 3 или пяти металлических валиков, которые соединяются в единый механизм приводной цепью. Используется такой станок в трубопрокатной промышленности, прежде всего, для изготовления самого профиля.
Вальцовочный станок изготовить самостоятельно достаточно сложно
Вальцовочный станок (вальцовка) — это уникальное оборудование, которое применяется в сфере строительных и ремонтных работ для гибки разного рода металлов.
Такие станки используются на любом современном предприятии для изготовления из металлических листов изделий формы конуса, овала, цилиндра. Процесс создания таких конструкций именуется вальцеванием. Вальцы позволяют выполнить любые трубы, заготовки для дальнейшей штамповки, различные готовые изделия из металлических листов.
 Перед изготовлением вальцовочного станка следует выполнить его чертеж
Перед изготовлением вальцовочного станка следует выполнить его чертеж
Простые вальцы также применяются в быту, когда надо своими руками сделать:
- Желоба;
- Дымоходы;
- Трубы;
- Воздуховоды;
- Другие изделия для кровли и стройки.
Современное оборудование дает возможность работать почти с любыми металлическими листами. Они без проблем загибают листовой материал из нержавейки, легированных и углеродистых сплавов, алюминиевые, чугунные листы. Есть и модели вальцов, которые функционируют с заготовками из поликарбоната.
Всё оборудование для работы с металлическими листами можно подразделить на такие группы:
- Ручные (ювелирные);
- Электромеханические;
- Гидравлические.
Ручной станок может устанавливаться на стойке (на пол) или на верстаке (на стол). Он не имеет электропривода, поэтому для осуществления гибки на нём требуется достаточная человеческая сила. Ручные ювелирные станки очень просты в применении. Их конструкция создает высочайшую надёжность эксплуатирования спецоборудования в течение продолжительного времени.
Ручное оборудование предназначается для получения труб и прочих изделий из металлических листов толщиной до 1,5-2 мм.
Ручные станки небольшого размера, что дает возможность транспортировать их и использовать прямо на объекте, где ведется ремонт. А также надо отметить, что таким агрегатам не нужно электричество. По стоимости ручной станок на пол или на стол всегда дешевле электромеханического. Станочное оборудование для гибки листового металла с электромотором, оснащенным редуктором, наиболее эффективно в эксплуатировании. На таких станках работа проходит быстрее. Электромеханический станок монтируется стационарно в необходимом цехе предприятия и используется для обрабатывания металлических листов толщиной до 4 мм.
Гидравлика относится к тяжёлому классу. Такие станки требуются для создания труб и других конструкций в солидных промышленных масштабах на комбинатах:
- Энергомашиностроительных;
- Судостроительных;
- Машиностроительных.
По своему потенциалу гидравлика лучше механической и ручной конструкции в значительной степени. На ней реально самому изготовить трубы из металлических листов толщиной до 8 мм. Часто такое спецоборудование оснащается программным управлением.
Принцип работы станка для вальцовки металла
Главный узел станочного оборудования – литая станина. Она может быть стальной или чугунной. На станину устанавливается специальный деформационный механизм, который состоит из 3-4 вальцов. Обычно применяются трехвалковые. Два вальца не двигаются, вращение в процессе работы совершает третий.
Подвижные валы, помимо этого, могут двигаться по вертикали.
Валок сверху фиксируется на станине по схеме, которая позволяет быстро убрать его при надобности либо быстро настроить для изготовления труб с различным сечением. Регулирование этого элемента конструкции производится единым винтом «барашек».
 Станок для вальцовки металла обладает длительным сроком службы
Станок для вальцовки металла обладает длительным сроком службы
Если на рабочих вальцах
есть канавки
, на них можно гнуть:
- Трубы;
- Прутки;
- Толстую проволоку.
Ручное станочное оборудование для гиба металла традиционно имеет 3 вальца, но есть вид трубогиба с 4 валками. А вот гидравлические станки всегда создаются с 4 валками.
Изготовление труб на любом агрегате достаточно простое:
- Зажим листа специальной рукояткой на станочном оборудовании между валом в середине и с краю.
- Прижим третьим валиком заготовки.
- Вращение валки вручную либо запуск двигателя.
Проходя через вальцы с определенной скоростью, металлическая заготовка гнется под требуемыми углами. Чтобы соорудить в домашних условиях трубы или желоба, надо использовать ручной агрегат. По большому счёту его даже нет надобности приобретать (хотя их цена низкая), так как можно собрать самодельный станок и пользоваться им для усиления профильной трубы.
Правила усиления профильной трубы
Без такого устройства, как оборудование для вальцовки труб, почти не обойтись в тех случаях, когда необходимо самостоятельно провести ремонт, при выполнении которого нужно будет использовать изогнутые трубы.
Для этого необходимо приобрести агрегат подобного типа или использовать самодельные профилегибы, конструкция которых довольно несложная.
Вопросом о том, как сделать станок для гибки металла, есть смысл задаться ещё и потому, что магазинные изделия дорогостоящие, поэтому их покупка (в особенности если они нужны только для использования дома) не всегда рациональна. Для того чтобы высококачественно сделать самодельные вальцовки, можно изучить теорию, просмотреть видеоролик на данную тему, но основное – прислушаться к советам тех, кто уже добился отличных результатов.
 При использовании станка следует соблюдать правила техники безопасности
При использовании станка следует соблюдать правила техники безопасности
Естественно, чтобы соорудить свои вальцы, нужно:
- Обладать соответствующими знаниями;
- Иметь определенные навыки изготовления и применения различных техустройств;
- Подготовить чертежи и материалы.
Вальцы своими руками могут создаваться даже из подручных стройматериалов, которые почти всегда есть в любом гараже или мастерской дома. При этом такое оборудование, если все выполнить с учётом всех рекомендаций, будет работать не хуже, чем изделия из магазина.
Изготовление оборудования своими руками
Сделать самостоятельно такое станочное оборудование сможет каждый.
 Перед использованием станка для вальцовки металла следует посмотреть обучающее видео
Перед использованием станка для вальцовки металла следует посмотреть обучающее видео
Из каких стройматериалов и как можно это сделать:
- Первым делом надо взять каркас из труб либо гнутый металлопрофиль, который будет играть роль станины.
- Далее надо подготовить металлопрофиль П-формы (лучше всего для этого применить закаленную сталь) для создания вертикальной опоры станка.
- Деформирующий узел агрегата для вальцовки необходимо установить в открытой (сверху) части металлопрофиля. Закрепить его можно при помощи струбцины, на которой имеется резьба.
- Под станиной нужно закрепить низ металлопрофиля П.
- Далее надо взять передаточную цепь, без которой станок не будет функционировать, и монтировать её на звёзды. Надо очень хорошо натянуть цепь и провести проверку легкости её хода.
- Теперь надо монтировать ручку подачи и прикрепить к станине весь механизм, применив подшипники качения.
Станок готов. Важно правильно продумать в его конструкции особый механизм, который даст возможность проводить регулирование зазора между вальцами. Тогда получится обрабатывать металлы различной толщины. Можно сделать самостоятельно и наиболее сложные вальцы. Главное, подготовить чертежи станочного оборудования и соблюдать инструкцию.
Изучив чертежи самодельных станков, несложно сделать оборудование, которое идеальным образом подойдёт и поможет решить поставленные задачи.
При необходимости частого изготовления полых или конусовидных изделий из тонколистового металла основным технологическим процессом является гибка, а наиболее подходящим оборудованием — трёхвалковые листогибочные вальцы. Почему именно трёхвалковые? Потому, что кинематическая схема четырёхвалковых листогибочных машин с ручным приводом значительно усложняется, а видимых преимуществ от этого получить не удаётся.
Как разработать техническое задание на разработку вальцовочного станка своими руками
Простейшая схема трёхвалкового ручного станка включает в себя:
- Рамное основание.
- Две боковых стойки с отверстиями под подшипниковые узлы.
- Три продольных вала, один из которых – верхний — размещается под углом 60° относительно двух остальных.
- Комплект рабочих валков, количество которых зависит от предельного значения наружного диаметра вальцуемой заготовки.
- Рукоятку для вращения нижних, приводных валков.
- Зубчатую или цепную передачу, которая обеспечит синхронное вращение приводных валков в одну сторону.
- Нажимной узел с пружинами сжатия, который обеспечит возможность прижима неприводного валка к заготовке. Его проще выполнять слева или справа, поскольку тонкий лист довольно легко выходит из зазора при изменении его первоначального значения только с одной стороны.
- Приспособление для поворота одной из стоек вальцовочного станка с целью замены рабочих валков.
Прежде всего, следует чётко ограничить технические возможности проектируемого валкового оборудования. Вальцовочный станок с ручным приводом способен производить гибку листового металла толщиной не более 1 — 1,5 мм, при ширине заготовки до 600 мм. При малой энергоёмкости самого процесса гибки, потери на трение в передачах и подшипниках оказываются весьма значительными, что заставит оператора увеличивать мускульное усилие, прилагаемое для проворота рабочих валков. Между тем видимая неравномерность их вращения вызовет нежелательные искажения формы профилируемого изделия.
Из двух вариантов – асимметричное либо симметричное размещение приводных валков – предпочтение стоит отдать второму варианту, поскольку в этом случае сделать вальцы своими руками значительно проще.
Последовательность изготовления вальцовочного станка с ручным приводом
Лучше всего воспользоваться готовыми чертежами на самодельные вальцы, которые имеются на специализированных форумах. Если требуется сделать ручной вальцовочный станок под иные параметры производимых деталей, то проектирование начинают с определения усилия и крутящего момента, необходимых для гибки. Минимальными эти значения будут в случае деформирования алюминия марок АД0 или АД1, но при толщине заготовки до 0,8 мм возможна гибка и малоуглеродистой стали марок сталь 08 или сталь 08кп. Если полученные значения удовлетворяют физическим возможностям исполнителя, то от проектирования можно переходить к изготовлению деталей будущих листогибочных вальцев.
Для изготовления валковой машины своими руками вначале необходим чертёж общего вида станка, где следует изобразить кинематическую схему перемещения всех его подвижных частей. Потребуются также чертежи сборочных единиц и рабочие чертежи ненормализованных деталей трёхвалкового листогиба. Желательно, чтобы таких деталей было поменьше, поскольку сделать многие из них в домашних условиях, и своими руками затруднительно, а то и вовсе невозможно. В частности, есть смысл подыскать направляющие круглого поперечного сечения, например, от списанного токарного станка 1К62 или более мелкого: их техническое состояние вполне позволит использовать данные детали под опорные валы листогибочных вальцев. То же касается шестерённой пары. Далее, под имеющиеся детали можно уточнить характеристику будущих трёхвалковых вальцев и сделать подбор подшипников качения для всех валов.
Желательно использовать готовые чертежи для следующих узлов:
- Узла прижима неприводного валка, который напоминает обычный зажим в виде струбцины, смонтированный в одной из стоек;
- Корпуса подшипников, в которых будут вращаться валки;
- Опорной рамы вальцовочного станка.
Перечисленные чертежи обычно универсальны, и не нуждаются в доработке под конкретные изделия, гибку которых предполагается проводить на вальцах, собранных своими руками.
Сборка вальцовочного станка своими руками
Самодельные валковые листогибы с ручным приводом собираются в следующей последовательности:
- Сваривается (по размерам, приведенным на чертеже общего вида) станина вальцовочного станка.
- Монтируются боковые стойки, для которых подойдёт стальной швеллерный профиль из низкоуглеродистой стали марки 09Г2С или подобной.
- Крепится корпус под детали передачи (если шестерни придётся сделать самостоятельно или заказывать, то для монтажа цепной передачи можно подобрать силовые звёздочки и натяжную цепь, например, от горного велосипеда).
- Валы вводятся в отверстия корпусов подшипников, после чего выставляется их параллельность, и производится окончательная фиксация узлов станка.
- Перед окончательной сборкой валкового агрегата своими руками стоит произвести пробную гибку детали, уточнить количество и характер смазки опор подшипников, а также отрегулировать натяжение приводной цепи.
Если установка вальцев предполагается в неотапливаемом помещении (например, в гараже), то все детали стоит покрасить атмосферостойкой краской или позаботиться об их антикоррозионном покрытии.
Ручные трехвалковые вальцы своими руками: чертежи, фото, видео
Вальцы представляют собой универсальное оборудование, позволяющее эффективно справляться с листогибочными операциями. Изготовить вальцы своими руками не так уж трудно, но для этого необходимо предварительно познакомиться с серийными моделями, их конструкцией и принципом действия.
Трехвалковые ручные вальцы – наиболее подходящая конструкция для самостоятельного изготовления
Особенности конструкции
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.

Устройство трехвалковых вальцов ручного типа
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре. В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте. Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.
Механизм подъема верхнего прижимного вала
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой вальцовочный станок оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких вальцов такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.
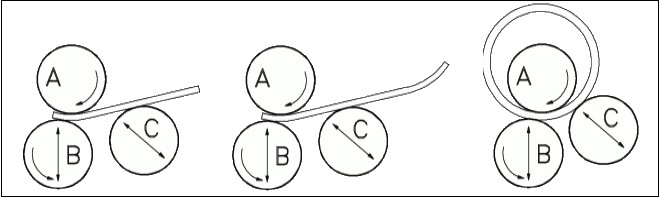
Схема работы валков
Вальцы могут оснащаться приводами различного типа. Так, в зависимости от данного параметра различают вальцовочные устройства следующих категорий.
Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками. Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала. Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.

Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
Это наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.

Среди промышленных гидравлических вальцов есть даже такие гиганты
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь. Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие. Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
Улучшить качество обработки, выполняемой на вальцах, позволяет их оснащение системами ЧПУ, в задачи которых входит координирование всех режимов работы станка (взаимное положение валков, величина оказываемого на заготовку давления и др.).
Основные технические параметры
Как сделать листогибочный станок своими руками? Для этого необходимо не только разработать чертежи такого устройства, но и определиться с его техническими характеристиками. Лучше всего взять за основу конструкцию серийной модели и уже самостоятельно адаптировать ее под собственные потребности.
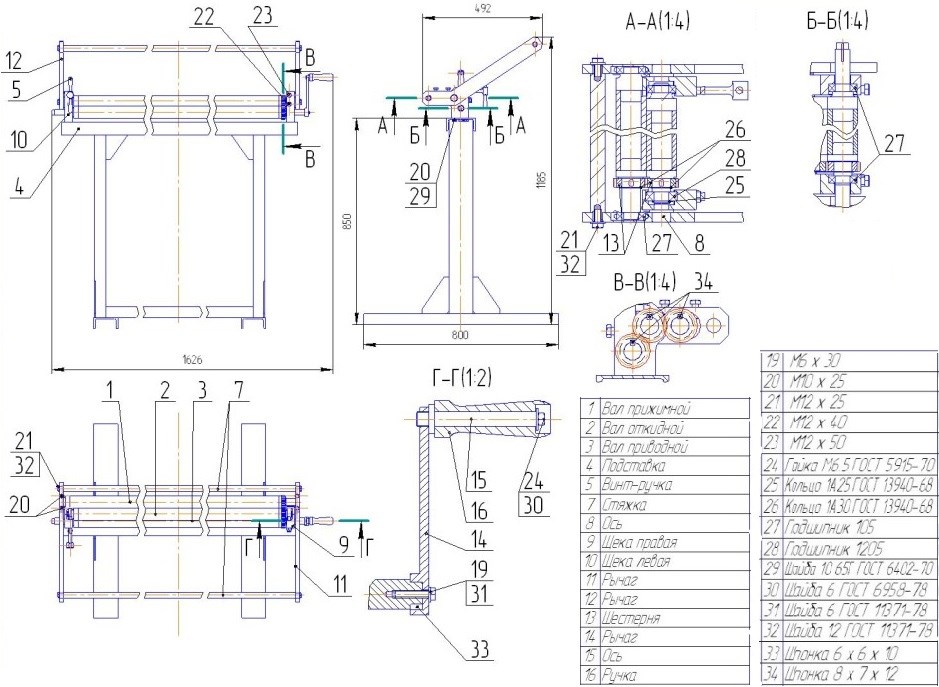
Сборочный чертеж трехвальцового станка заводского изготовления (нажмите для увеличения)
Учитывая тот факт, что свои вальцы вы собираетесь установить в определенном помещении, следует сразу определиться с их габаритами. От данного параметра, который напрямую зависит от длины устанавливаемых валов, будет зависеть, какой ширины листовые заготовки вы сможете обработать на устройстве, изготовленном своими руками. Определяясь с размерами ручных вальцов, следует также учитывать и то, что выполнять на них обработку листовых заготовок с шириной более 1,2 метра будет достаточно тяжело физически. Масса самодельного станка будет оказывать влияние на возможность его перемещения по помещению и транспортировки.
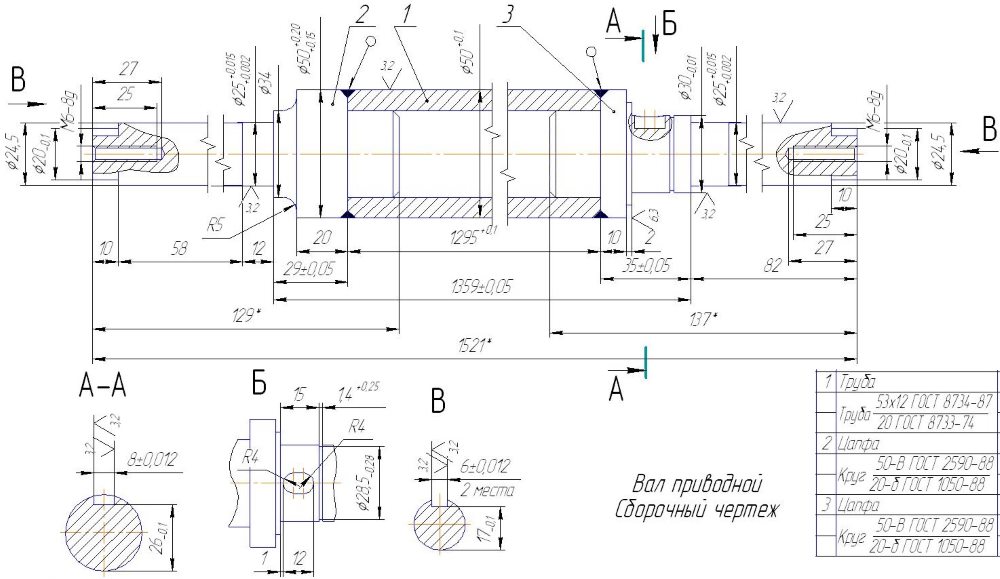
Вал приводной. Чертеж (нажмите для увеличения)
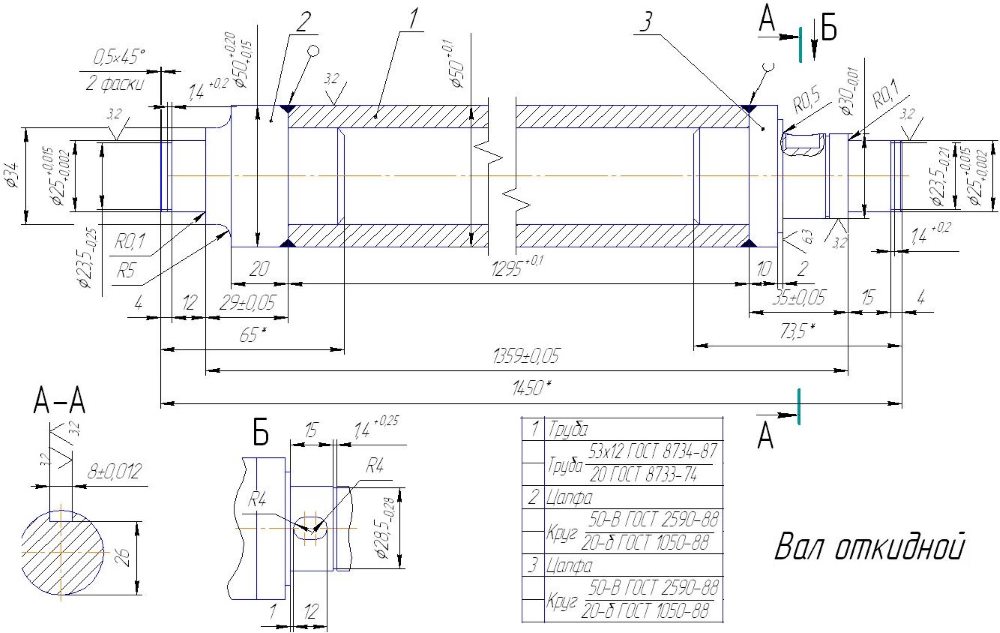
Вал откидной. Чертеж (нажмите для увеличения)
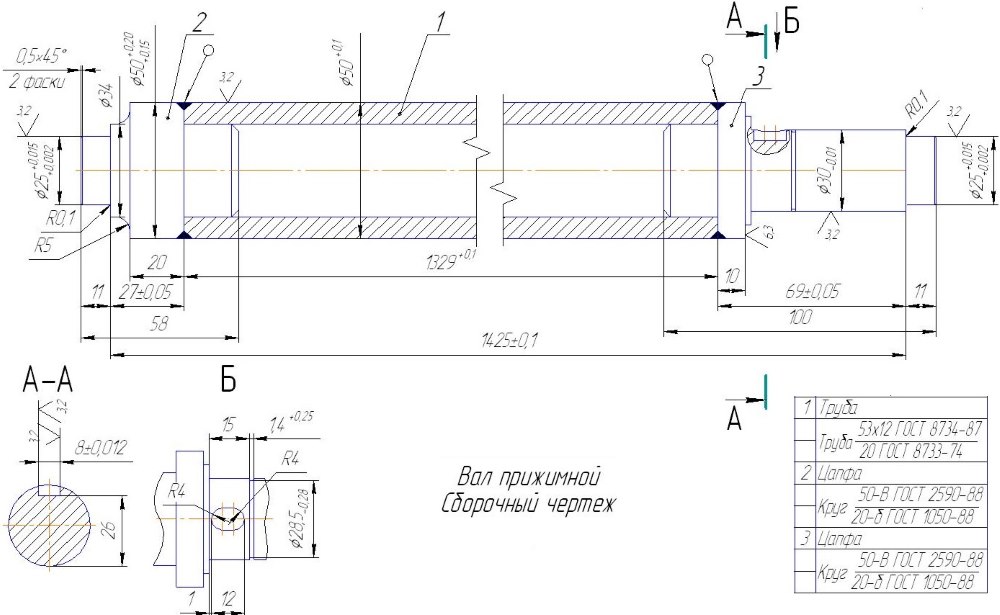
Вал прижимной. Чертеж (нажмите для увеличения)
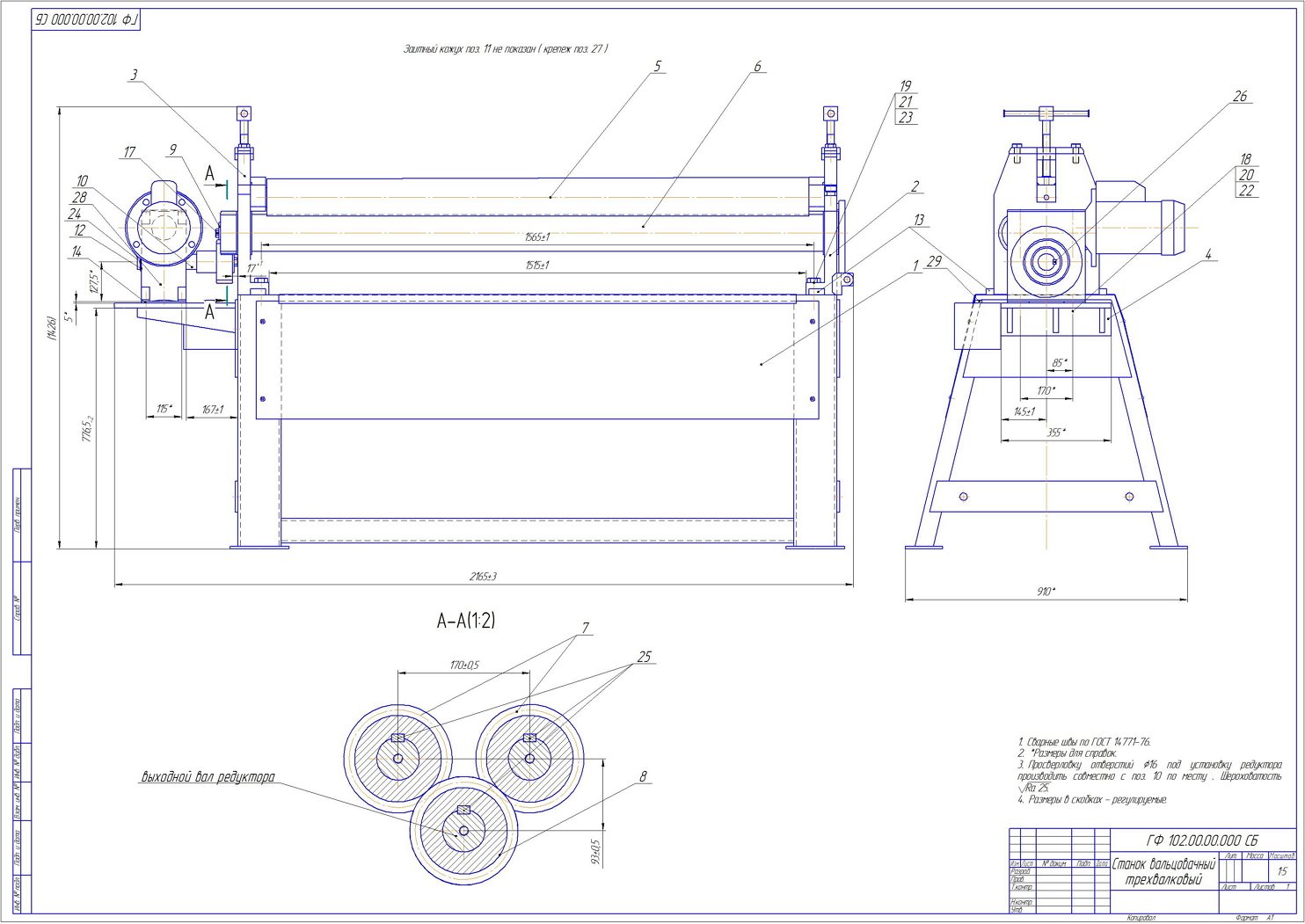
Чертеж трехвалковых листогибочных вальцов с электроприводом (нажмите для увеличения)
Кроме габаритов и массы будущих вальцов, надо определить следующие характеристики такого оборудования:
- диаметр валков – основных рабочих органов устройства (от данного параметра, который является достаточно важным, будет зависеть то, с каким максимальным радиусом вы сможете сгибать обрабатываемые металлические листы);
- максимальное расстояние, на котором верхний упорный валок сможет располагаться от нижних;
- максимальное расстояние, на которое смогут раздвигаться нижние валки;
- скорость, с которой обрабатываемый листовой материал сможет перемещаться между валками.
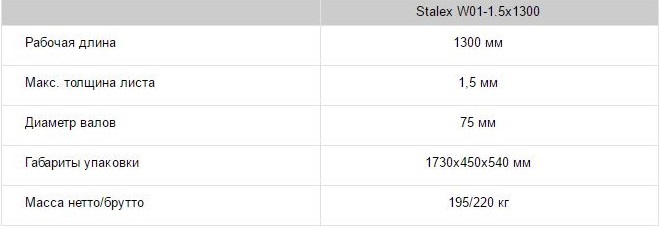
Определится с размерами и конструкцией станка поможет изучение технических параметров заводских моделей
Важным параметром, на который следует обращать особое внимание при разработке чертежа будущих вальцов, является жесткость их конструкции. При обработке металлических листов значительные механические нагрузки испытывают не только валки, но и все остальные узлы – станина, приводной механизм и др. Именно поэтому выбирать схему работы вальцов, а также подбирать материалы для ее реализации следует с особой тщательностью.
Чаще всего принимаются за изготовление вальцов 3-х валковых, так как увеличение количества рабочих органов таких маломощных ручных устройств приводит к увеличению и уровня нагрузки, оказываемой на его приводной механизм.
Рекомендации по изготовлению вальцовочного станка
После того как чертежи ваших будущих вальцов разработаны, а материалы подготовлены, можно приступать к изготовлению станка. Перед его сборкой вам надо изготовить следующие элементы.
На ней будут установлены нижние валки оборудования. Изготовить такую раму можно из двух листов толстого металла, которые соединяются между собой ребрами жесткости (можно использовать для этого несколько труб). К боковой поверхности листов, из которых будет изготовлена рама, для придания им дополнительной жесткости необходимо приварить стальные уголки. Опорные валы на элементы такой рамы устанавливаются в специальные пазы, которые следует предварительно разметить и вырезать.

Самодельная рама в сборе с валками
На них будет располагаться верхний валок. Для изготовления таких стоек лучше использовать не трубы, а массивный П-образный профиль из стали. Для обеспечения вертикального перемещения верхнего валка подойдет червячная передача.
Он будет состоять из трех звездочек, цепи и механизма ее натяжения.

Вид станка с торца до закрепления деталей приводного механизма

Самодельный привод станка можно собрать и на основе шестереночной передачи
Сами валки, которые и будут выполнять основную работу по деформированию листового металла, лучше приобрести в заводском исполнении, а не использовать для этого трубы или не пытаться выточить их на токарном станке самостоятельно.
Вам также потребуются болгарка, сварочный аппарат, дрель и набор слесарных инструментов. Порядок действий по изготовлению вальцов своими руками выглядит следующим образом.
- Предварительно подготовленные узлы станка, размеры которых должны точно соответствовать чертежу, соединяются между собой при помощи сварки.
- Верхний и нижние валки устанавливаются в предварительно подготовленные для них места на станине и опорных стойках.
- Собирается приводной механизм вальцов.
- После сборки оборудования проводится тестирование работоспособности его составных элементов и корректность их взаимодействия друг с другом.
По описанной выше схеме (с небольшими конструктивными отличиями) можно также изготовить своими руками станок для гибки металлических труб.
Самодельные вальцы для листового металла
Ввиду малости усилий и моментов, вальцы своими руками в большинстве случаев обходятся без электродвигателя. Для их изготовления вам потребуется следующее:

Ротационная гибка листового и широкополосного металла востребована в производственной деятельности и мелких компаний, и ремонтных мастерских. Вальцы своими руками смогут изготовить даже домашние умельцы, сэкономив при этом на приобретении аналогичного промышленного оборудования.
Преимущества ротационной гибки на вальцах
В процессе деформировании металла на машинах ротационного действия (какими и являются вальцы) основное деформирующее усилие прикладывается не одновременно ко всей поверхности заготовки, а постепенно, по мере того, как в очаг деформации вовлекаются все новые объемы металла. В результате усилие значительно уменьшается, а некоторое снижение производительности гибки в большинстве случаев некритично. Кроме того, сам принцип работы листогибочных вальцев настолько прост, что для самостоятельного изготовления вальцовочного станка не потребуется существенных затрат труда и исходных материалов.
Последовательность операций листовой вальцовки заключается в следующем:
- Исходную заготовку (лист или широкая полоса) заправляют в начальный зазор между рабочими валками.
- Опускают подвижный валок до надежного прижима заготовки к нижним валкам.
- Проворачивая подвижный валок, изгибают заготовку. Количество оборотов инструмента может быть разным — все зависит от ровности поверхности заготовки.
- Когда нужное качество гибки достигнуто, деталь извлекают из валков.
Таким способом можно получать продукцию типа цилиндров и конических деталей, производить правку полос и т.д. Усилие ротационной вальцовки невелико, поскольку трение в ходе штамповки минимально, и необходимо лишь для фиксирования заготовки в валках. Более существенен крутящий момент, но и его значения относительно малы. Они определяются только величиной плеча приложения усилия. Более заметно на усилие процесса влияют физико–механические характеристики материала, и его толщина (для толстолистовых заготовок резко возрастает момент сопротивления сечения). Поэтому ротационная вальцовка выгодна для малоуглеродистой стали толщиной не более 4 мм, жести, алюминия и других высокопластичных металлов и сплавов.
Ввиду малости усилий и моментов, вальцы своими руками в большинстве случаев обходятся без электродвигателя. Более того, электромеханический привод приводит к увеличению металлоемкости станка и усложнению его конструкции. Так, потребуется понижающий редуктор, промежуточный вал, и, возможно, тормоз.
Выбор и обоснование конструктивной схемы станка

Листогибочные вальцы различаются по следующим параметрам:
- По количеству рабочих валков: могут быть трех– или четырехвалковыми (установки с большим числом валков встречаются редко).
- По схеме расположения валков. Имеются механизмы, оси валков которых расположены симметрично и асимметрично поперечной оси.
- По способу фиксации валков в станине — на подшипниках качения или скольжения.
- По типу привода — от вальцев ручных, до приводимых в действие двигателями переменного и (реже) постоянного тока.
Вопрос — как сделать вальцы, которые будут предназначены для листового металла — следует начать с разработки технического задания. При этом следует учесть, что ручной привод эффективен при гибке изделий с толщиной не выше 0,8…1.2 мм, и при ширине не более 500…800 мм, иначе приводную рукоятку придется делать очень длинной. Это не только неудобно, но и приведет к увеличению размеров производственной площади, где предполагается установить агрегат.
По той же причине трехвалковую схему стоит предпочесть четырехвалковой — сложность изготовления возрастет, а видимых выгод пользователь не получит. Тем более нет смысла делать вальцы с еще большим количеством валков (например, семивалковые исполнения нужны при необходимости выполнения радиусной гибки листовых изделий на диаметры от 1500…1600 мм).
Более сложным является вопрос симметричности расположения валков в трехвалковых вальцах. Симметричная схема (при которой валки располагаются равносторонним треугольником: нажимной — сверху, а рабочие — снизу) конструктивно проще и технологичнее в изготовлении. Однако, после обработки на таком оборудовании передний и задний края заготовки на некотором расстоянии (примерно половины от межосевого) останутся прямыми и потребуют повторного цикла деформирования. Если на вальцах предполагается производство толстолистовых изделий преимущественно типа цилиндров с изогнутыми краями, то придется изготавливать асимметричную машину.
Таким образом, оптимальной для изготовления в домашних условиях можно считать установку с тремя симметрично расположенными рабочими валками.
Состав узлов и особенности их изготовления
- Сварной станины рамного типа, которая, в свою очередь, состоит из двух опорных стоек, связанных для повышения жесткости крест–накрест профильными трубами или квадратными стальными стержнями. Для повышения устойчивости конструкции к нижним торцам опорных стоек можно приварить подпятники.
- Узла регулировки расстояния между подвижным и неподвижным валками.
- Рукоятки вращения верхнего валка (для увеличения скорости вращения валков можно предусмотреть повышающую передачу, для чего следует снабдить вал рукоятки зубчатым колесом, а на одном из валков установить соответствующую шестерню).
- Рычажных устройств для осевого перемещения верхнего валка (при установке исходной заготовки в зазор между валками).
- Собственно валков, два из которых — нижние, устанавливаются в подшипники опорных стоек, а верхний, нажимной — в оси поворотного рычага.
- Фиксатора положения нажимного валка, который учитывает толщину обрабатываемого металла.
- Опорной трубы, на которую укладывается исходная заготовка (вместо трубы можно смонтировать небольшой приемный столик из холоднокатаной стали толщиной 6 мм).
Многие детали для конструкции можно позаимствовать от списанных рольгангов, предназначенных для подачи листа, например, к листовым ножницам.
Порядок изготовления и сборки в условиях домашней мастерской вальцев ручных с тремя валками заключается в следующем.

Материалом стоек можно принять профильную квадратную трубу из стали типа Ст.3, которая хорошо поддается сварке. Вначале привариваются распорки жесткости, а затем к ним — трубчатые или сплошные профили. Сварку необходимо проводить в кондукторах, чтобы исключить коробление конструкции и обеспечить строгую параллельность полученной рамы. Небольшие погрешности для уже сделанных стоек легко исправить подваркой опорных подпятников, имеющих разную высоту.
Далее изготавливают рабочие валки. Для этого используют толстостенные трубы, причем они должны быть либо холоднокатаными, либо изготовленными из нержавеющей стали: таким образом можно обеспечить нужную шероховатость рабочей поверхности. Горячекатаный прокат использовать не рекомендуется из–за высокой трудоемкости очистки с последующей шлифовкой поверхности будущих валков.
Подбирают под свои потребности нужный типоразмер подшипникового узла. Для подшипников скольжения лучше принимать стандартные узлы, изготовленные по ГОСТ 27672. Ввиду малых окружных скоростей и усилий деформирования, надобности в применении подшипников качения нет.
Следующий этап изготовления вальцев — монтаж валков. Его надо выполнять, используя лазерный уровень, чтобы исключить перекос инструмента, и с учетом зазора между нижними валками. Отверстия под крепеж корпусов подшипников к стойкам стоит выполнять овальными, для последующей регулировки.
Последний этап перед опробованием станка — монтаж опорного стола или трубы. Для удобства на ней стоит предусмотреть подвижные ограничители ширины заготовки.
Самодельные вальцы можно устанавливать и вне помещений, тогда придется дополнительно изготовить защитный кожух. Часто его делают откидным, используя при работе вальцев в качестве задней опоры деформируемому металлическому листу.
Листогибочные вальцы трехвалковые своими руками
При необходимости частого изготовления полых или конусовидных изделий из тонколистового металла основным технологическим процессом является гибка, а наиболее подходящим оборудованием — трёхвалковые листогибочные вальцы. Почему именно трёхвалковые? Потому, что кинематическая схема четырёхвалковых листогибочных машин с ручным приводом значительно усложняется, а видимых преимуществ от этого получить не удаётся.

Как разработать техническое задание на разработку вальцовочного станка своими руками
Простейшая схема трёхвалкового ручного станка включает в себя:
- Рамное основание.
- Две боковых стойки с отверстиями под подшипниковые узлы.
- Три продольных вала, один из которых – верхний — размещается под углом 60° относительно двух остальных.
- Комплект рабочих валков, количество которых зависит от предельного значения наружного диаметра вальцуемой заготовки.
- Рукоятку для вращения нижних, приводных валков.
- Зубчатую или цепную передачу, которая обеспечит синхронное вращение приводных валков в одну сторону.
- Нажимной узел с пружинами сжатия, который обеспечит возможность прижима неприводного валка к заготовке. Его проще выполнять слева или справа, поскольку тонкий лист довольно легко выходит из зазора при изменении его первоначального значения только с одной стороны.
- Приспособление для поворота одной из стоек вальцовочного станка с целью замены рабочих валков.
Прежде всего, следует чётко ограничить технические возможности проектируемого валкового оборудования. Вальцовочный станок с ручным приводом способен производить гибку листового металла толщиной не более 1 — 1,5 мм, при ширине заготовки до 600 мм. При малой энергоёмкости самого процесса гибки, потери на трение в передачах и подшипниках оказываются весьма значительными, что заставит оператора увеличивать мускульное усилие, прилагаемое для проворота рабочих валков. Между тем видимая неравномерность их вращения вызовет нежелательные искажения формы профилируемого изделия.
Из двух вариантов – асимметричное либо симметричное размещение приводных валков – предпочтение стоит отдать второму варианту, поскольку в этом случае сделать вальцы своими руками значительно проще.
Последовательность изготовления вальцовочного станка с ручным приводом
Лучше всего воспользоваться готовыми чертежами на самодельные вальцы, которые имеются на специализированных форумах. Если требуется сделать ручной вальцовочный станок под иные параметры производимых деталей, то проектирование начинают с определения усилия и крутящего момента, необходимых для гибки. Минимальными эти значения будут в случае деформирования алюминия марок АД0 или АД1, но при толщине заготовки до 0,8 мм возможна гибка и малоуглеродистой стали марок сталь 08 или сталь 08кп. Если полученные значения удовлетворяют физическим возможностям исполнителя, то от проектирования можно переходить к изготовлению деталей будущих листогибочных вальцев.

Установка верхнего валка вальцовочного станка
Для изготовления валковой машины своими руками вначале необходим чертёж общего вида станка, где следует изобразить кинематическую схему перемещения всех его подвижных частей. Потребуются также чертежи сборочных единиц и рабочие чертежи ненормализованных деталей трёхвалкового листогиба. Желательно, чтобы таких деталей было поменьше, поскольку сделать многие из них в домашних условиях, и своими руками затруднительно, а то и вовсе невозможно. В частности, есть смысл подыскать направляющие круглого поперечного сечения, например, от списанного токарного станка 1К62 или более мелкого: их техническое состояние вполне позволит использовать данные детали под опорные валы листогибочных вальцев. То же касается шестерённой пары. Далее, под имеющиеся детали можно уточнить характеристику будущих трёхвалковых вальцев и сделать подбор подшипников качения для всех валов.
Желательно использовать готовые чертежи для следующих узлов:
- Узла прижима неприводного валка, который напоминает обычный зажим в виде струбцины, смонтированный в одной из стоек;
- Корпуса подшипников, в которых будут вращаться валки;
- Опорной рамы вальцовочного станка.

Чертеж общего вида трехвалкового вальцовочного станка
Перечисленные чертежи обычно универсальны, и не нуждаются в доработке под конкретные изделия, гибку которых предполагается проводить на вальцах, собранных своими руками.
Сборка вальцовочного станка своими руками
Самодельные валковые листогибы с ручным приводом собираются в следующей последовательности:
- Сваривается (по размерам, приведенным на чертеже общего вида) станина вальцовочного станка.
- Монтируются боковые стойки, для которых подойдёт стальной швеллерный профиль из низкоуглеродистой стали марки 09Г2С или подобной.
- Крепится корпус под детали передачи (если шестерни придётся сделать самостоятельно или заказывать, то для монтажа цепной передачи можно подобрать силовые звёздочки и натяжную цепь, например, от горного велосипеда).
- Валы вводятся в отверстия корпусов подшипников, после чего выставляется их параллельность, и производится окончательная фиксация узлов станка.
- Перед окончательной сборкой валкового агрегата своими руками стоит произвести пробную гибку детали, уточнить количество и характер смазки опор подшипников, а также отрегулировать натяжение приводной цепи.

Самодельный 3-х валковый листогибочный станок
Если установка вальцев предполагается в неотапливаемом помещении (например, в гараже), то все детали стоит покрасить атмосферостойкой краской или позаботиться об их антикоррозионном покрытии.
Как сделать листогибочные вальцы своими руками
Заводские модели листогибочных вальцов трехвалковых предназначены для изменения конфигурации листового материала. Несмотря на кажущуюся сложность конструкции, можно сделать аналогичные ручные установки своими руками. Но перед этим следует ознакомиться со строением оборудования, расположением и свойствами его компонентов.
Общие сведения о конструкции

Этот тип станков предназначен для контролируемой деформации материалов методом проката. Для этого используется система валов, проходя через которую стальная заготовка меняет свою конфигурацию. Такую же функцию должны выполнять ручные модели станков, которые можно сделать своими руками.
Конструкция состоит из двух опорных стоек, на которую устанавливают систему из нескольких валов. При этом нижние зачастую изменяют свое положение только в горизонтальной плоскости. Для проката стального листа они соединены с механизмом передачи вращающего момента. Верхний вал являются упорным и может регулироваться по высоте. Дополнительно он снабжен устройством для быстрого опрокидывания, который необходим для снятия обработанной детали.
В зависимости от типа привода вальцы трехвалковые листогибочные могут быть следующих видов:
- ручная конструкция. Она состоит из системы шестерен или цепных передач. Подобная схема применяется для станков, сделанных своими руками или в заводских моделях с небольшими размерами, которые предназначены для штучного производства;
- гидравлический привод. Он необходим для обработки больших толстостенных заготовок. Благодаря максимальному значению приложенного усилия деформация происходит относительно быстро. Но при этом повышаются требования к качеству валов;
- установка электродвигателя. Это оптимальный вариант для оборудования со средним показателем производительности. Электрическая силовая установка не сильно влияет на увеличение габаритов конструкции.
Качество обработки во многом зависит от эксплуатационных качеств валов. Для их изготовления применяются специальные сорта инструментальной стали. При деформации больших изделий их зачастую нагревают для улучшения показателя пластичности. Постоянное термическое воздействие на валы снижает их эксплуатационные свойства.
Улучшению точности обработки способствует установленный блок ЧПУ. Он предназначен для координации параметров станка — расположения валов, степени давления на заготовку.
Технические характеристики вальцов

Во время проектирования самодельных ручных вальцов трехвалковых необходимо учитывать требуемые эксплуатационно-технические качества. В качестве основы для анализа можно взять характеристики подходящей заводской модели. Но при этом ее параметры необходимо адаптировать под фактические характеристики самодельной конструкции.
Прежде всего учитываются габариты станка. Они зависят от длины валов и влияют на максимальную ширину обрабатываемых листов. Нужно помнить, что в качестве привода будет использоваться ручной механизм, который необходимо сделать своими руками. Поэтому обычно рабочая ширина вала не превышает 1,2 м. Масса самодельной конструкции скажется только на возможности ее транспортировки.
Кроме этих показателей необходимо учитывать следующие параметры, которыми должны обладать вальцы трехвалковые ручного типа:
- диаметр рабочих валов. Этот показатель влияет на максимально возможный радиус кривизны обрабатываемого материала;
- степень удаленности верхнего вала от нижних направляющих;
- расстояние между нижними валами;
- скорость подачи материалов.
При выборе определенной модели вальцов листогибочных трехвалковых следует точно рассчитать жесткость конструкции. Несмотря на то, что давление в основном оказывается на валы — станина тоже испытывает определенные механические нагрузки. Поэтому к выбору материалов изготовления и схемы этой модели станка необходимо подойти с особой тщательностью.
Наличие трех валов в конструкции является оптимальным. При установке дополнительных компонентов увеличивается степень нагрузки на ручной механизм привода, что является крайне нежелательным для самодельных моделей.
Изготовление станка своими руками
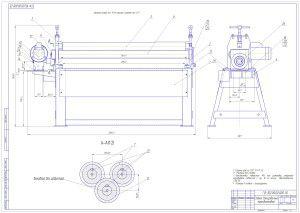
На первом этапе проектирования конструкции необходимо выбрать оптимальные чертежи. Для этого можно использовать стандартные схемы или разработать индивидуальную на основе имеющихся материалов.
Будущая листогибочная конструкция будет состоять из следующих компонентов:
- опорная рама. Она изготавливается из 2 листов металла, которые соединяются между собой ребрами жесткости. Для увеличения устойчивости и механической прочности по краям каждого компонента рекомендуется приварить стальные уголки. В верхней части располагаются монтажные пазы для установки опорных валов;
- опора верхнего вала. Для ее производства рекомендуется применять стальной п-образный профиль. Смещение конструкции по высоте будет происходить с помощью червячной передачи;
- механизм ручного привода. Обычно его делают из трех звездочек, соединенных между собой цепью. Рекомендуется предусмотреть механизм натяжения цепи, чтобы избежать ее срыв во время выполнения работы.
Для изготовления ручных вальцов своими руками из специального оборудования потребуется только сварочный аппарат. Для улучшения качества обработки рекомендуется приобрести заводские валы. Самостоятельное изготовление подобных компонентов затруднительно и не всегда фактический результат соответствует желаемому.

Изготовление листогибочной конструкции начинается с выбора инструментов. Для выполнения этого процесса необходима болгарка, сварочный аппарат, дрель со сверлами по металлу. После приобретения материалов можно приступать к изготовлению ручных листогибочных вальцов.
- Раскрой материала.
- Сверка фактических размеров с данными из технической документации.
- Соединение компонентов между собой с помощью сварочного аппарата. Использование механических соединений не рекомендуется, так как они не обладают достаточной надежностью.
- Установка вальцов на станину.
- Соединение полос с передаточными звездочками. В этом случае необходимо использовать механическое соединение, так в случае поломки одного из компонентов ремонт установки будет затруднен.
После изготовления конструкций все элементы опорной рамы необходимо загрунтовать и покрасить. Испытание листогибочного станка, сделанного своими руками, проводится по определенной схеме. Сначала проверяется скорость подачи (вращение валов), контролируется работа механизм опускания верхнего вала. В качестве пробного материала лучше всего использовать стальные листы небольшой толщины. Расстояние между валами следует уменьшать постепенно. При этом проверяется устойчивость станка и отсутствие деформации.
В дальнейшем после длительной эксплуатации понадобится правка поверхности валов, так как со временем изменится их конфигурация.
В качестве примера можно посмотреть работу заводской модели станка:
Вальцовка листового металла и изготовление вальцов своими руками
Такая технологическая операция, как вальцовка листового металла, остается распространенной уже на протяжении достаточно продолжительного времени. Конечно, вальцы, используемые для обработки листового металла, с момента своего изобретения претерпели серьезные изменения, но принцип их действия практически не изменился. Развитие современных технологий привело к тому, что сегодня на рынке можно без особых проблем найти оборудование, позволяющее выполнять такую сложную технологическую операцию, как вальцевание, даже в домашних условиях.

Вальцовка листового металла на электромеханическом станке
Особенности технологии
Вальцевание, которому могут подвергаться изделия не только из металла, но и из других пластичных материалов (резина, пластик и др.), представляет собой процесс, необходимый для придания листовым заготовкам требуемой конфигурации. Несмотря на то, что наиболее распространенной является вальцовка листового металла, подвергаться такой технологической операции может и трубопрокатная продукция.
При этом используется специальное оборудование, основными рабочими элементами которого являются валы, воздействующие на заготовку из листового проката. Если необходимо придать ей цилиндрическую форму, технологическая операция носит название вальцовки (или вальцевания). Когда же требуется увеличить диаметр трубы, процедуру называют развальцовкой.
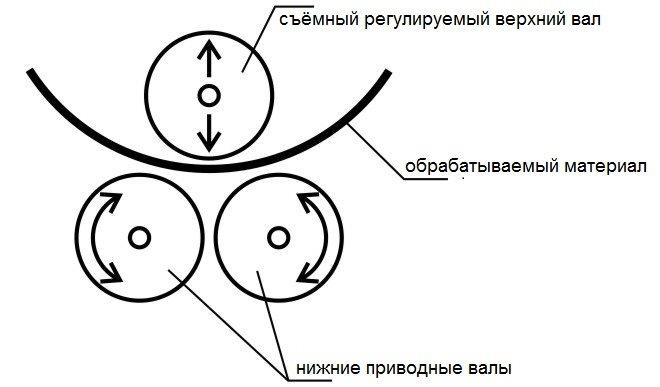
Принцип работы 3-х валкового листогибочного станка
На промышленных предприятиях для выполнения операций вальцовки или развальцовки используют оборудование с электрическим или гидравлическим приводами, а в домашних условиях для этого применяют станки с ручным приводом, которые могут быть как серийными, так и самодельными. Высокой популярности таких технологических операций, как вальцевание и развальцовка, предполагающих деформирование металла в холодном состоянии, способствует несколько факторов.
- Сталь или другой металл, из которого изготовлены обрабатываемые изделия, не подвергаются температурному воздействию и, соответственно, не изменяют своих первоначальных характеристик.
- В структуре материала, который подвергнут такой обработке, не образуются внутренние трещины.
- Обрабатываемое изделие деформируется равномерно по всей своей поверхности.
- При помощи холодного деформирования, процесс которого можно контролировать, изготавливают изделия с максимально точными геометрическими параметрами.
Благодаря перечисленным преимуществам с помощью этих технологических операций выполняют обработку не только крупногабаритных, но и миниатюрных изделий из стали и других металлов (таких, например, как детали ювелирных украшений).
Используемое оборудование
Оборудование, которое используется для вальцевания, отличается не только своей универсальностью, но и простотой конструкции, поэтому его несложно изготовить своими руками. Конечно, самодельные станки для вальцевания оптимально подходят для домашнего использования, а для оснащения производственного цеха, где нагрузка на такое оборудование достаточно велика, лучше всего приобретать серийные модели вальцов, представленные на современном рынке в большом разнообразии.
Как серийные, так и самодельные модели станков, при помощи которых осуществляется вальцевание, работают по принципу обкатки листового материала вокруг основного валка, расположенного сверху. В таком процессе принимают участие и боковые валки, которые можно перемещать, регулируя тем самым диаметр формируемой обечайки.

Валки этого станка вращаются вручную, а приближение верхнего ролика производится с помощью двух рукояток
Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки. Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа. Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.
С учетом высоких нагрузок, которые испытывают в процессе работы валки, для их изготовления используют только высокопрочную сталь, что позволяет значительно улучшить их эксплуатационные характеристики. По количеству рабочих элементов различают двух-, трех- и четырехвалковые станки, причем наиболее популярными являются два последних вида.
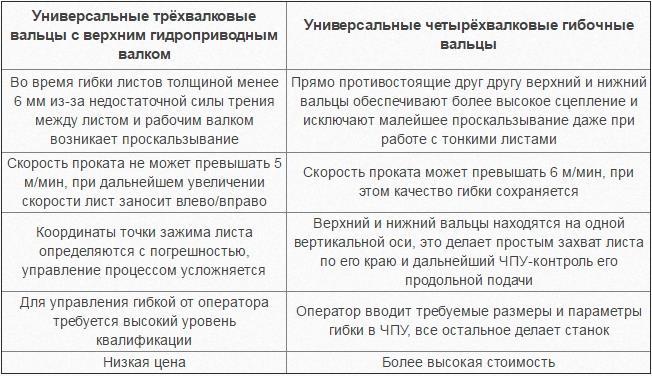
Основные различия между 3-х и 4-х валковыми станками
Вальцы листогибочные 3-х валковые, рабочие элементы которых могут располагаться симметрично и ассиметрично, хотя и отличаются приемлемой ценой, обладают такими недостатками, как:
- невысокая скорость вальцевания (не более 5 м/мин);
- сложность выполнения обработки заготовок толщиной менее 6 мм, которые могут просто проскальзывать между валками;
- отсутствие точных координат у точки зажима обрабатываемого изделия.
Всех подобных недостатков лишены вальцы, на которых установлен дополнительный – четвертый – вал. За счет надежного зажима листовая заготовка из металла в процессе обработки не проскальзывает между валками. При этом обеспечивается высокая скорость вальцевания – 6 м/мин и более.
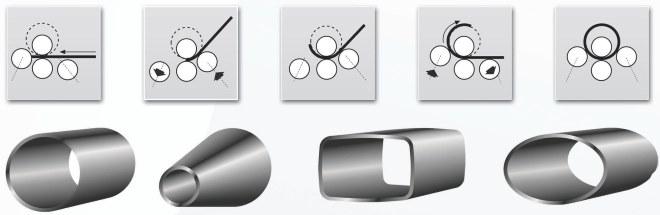
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
Вальцы данного типа, как правило, оснащаются автоматизированными системами управления, что положительно сказывается не только на их производительности, но и на точности выполняемой обработки. Большим и, пожалуй, единственным минусом такого устройства является его высокая стоимость.
Классификация вальцов по типу привода
По типу используемого привода оборудование для вальцовки заготовок из листового металла делят на следующие категории:
- ручное;
- электрическое;
- гидравлическое.
Наиболее простыми по конструкции являются вальцы с ручным приводом, именно их домашние мастера чаще всего собирают своими руками для собственных нужд.

На простых трехвалковых вальцах зажим заготовки, вращение валов и формирование радиуса загиба выполняется вручную
Значимыми преимуществами такого устройства, которое не требует никакого дополнительного питания для своей работы, являются:
- компактность и, соответственно, высокая мобильность;
- надежность;
- простота эксплуатации и обслуживания;
- невысокая стоимость (особенно в том случае, если вальцы собраны своими руками).
Из минусов станков данного типа следует отметить:
- невысокую производительность;
- невозможность, особенно в случае с самодельными станками, выполнять вальцевание изделий из листового металла большой толщины (более 2 мм);
- необходимость приложения значительных физических усилий для гибки листовых заготовок из стали.

Электромеханические двухсторонние вальцы с программным управлением
Более производительными и эффективными в работе являются станки, оснащенные электрическим приводом. Конечно, их стоимость, даже если они изготовлены своими руками, выше, чем цена ручных вальцов, зато они позволяют обрабатывать листовые изделия значительной толщины.
Самыми мощными являются вальцы, работающие от гидравлического привода. Возможности таких станков, которые отличаются большими габаритами, позволяют успешно выполнять вальцевание листовых заготовок из металла даже очень значительной толщины. Устройства данного типа, как правило, устанавливаются на промышленных предприятиях, где к мощности, надежности и функциональности оборудования предъявляются высокие требования.

Промышленные вальцы с гидравлическим приводом
Изготовление листогибочных вальцов своими руками
Благодаря простоте конструкции ручных вальцов изготовить их своими руками несложно. Естественно, чтобы собрать работоспособный самодельный станок, на котором будет выполняться обработка листового металла, надо обладать определенными навыками и иметь в своем распоряжении все необходимые инструменты и расходные материалы. Кроме знакомства с рекомендациями по выполнению такой процедуры, желательно посмотреть и видео на данную тему.
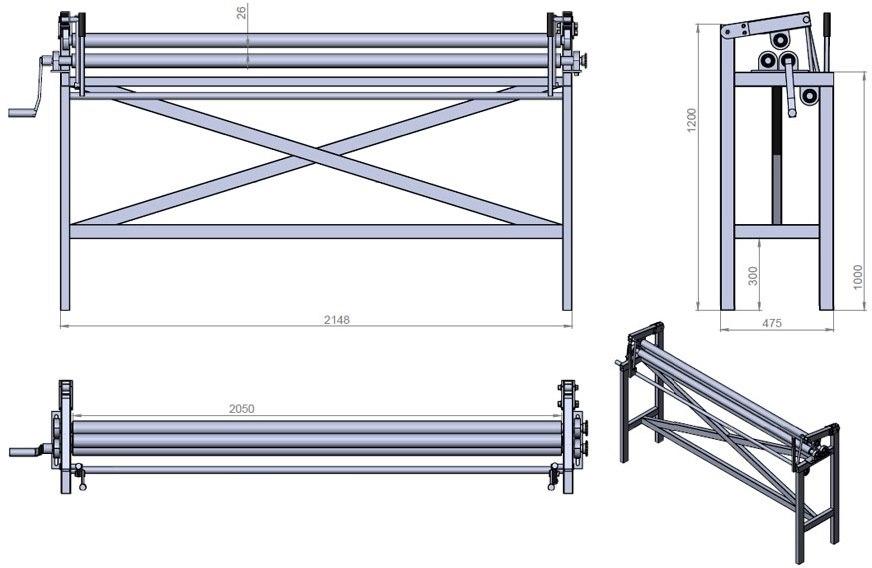
Чертеж самодельных ручных вальцов для прокатки широких заготовок (нажмите для увеличения)
Первое, что вам потребуется для изготовления своими руками вальцов, – это чертежи, которые можно найти в интернете или составить самостоятельно. Сделав чертежи, можно приступать к подготовке материалов и сборке конструктивных узлов, из которых будет состоять ваш самодельный станок. К таким узлам, в частности, относятся:
- рама вальцов, на которой фиксируются все остальные их элементы;
- боковые стойки, в подшипниковые узлы которых будут устанавливаться валки;
- непосредственно сами валки, изготовленные из высокопрочной стали (количество и диаметры данных элементов зависят от того, какими техническими возможностями вы хотите наделить свое устройство);
- рукоятка, которая будет приводить во вращение нижние валки;
- приводной узел (цепной или зубчатый), обеспечивающий синхронное вращение нижних валков (следует иметь в виду, что вращаться такие валки должны в одну сторону);
- нажимной узел пружинного типа, за счет которого обеспечивается прижатие верхнего валка к поверхности листовой заготовки из металла.
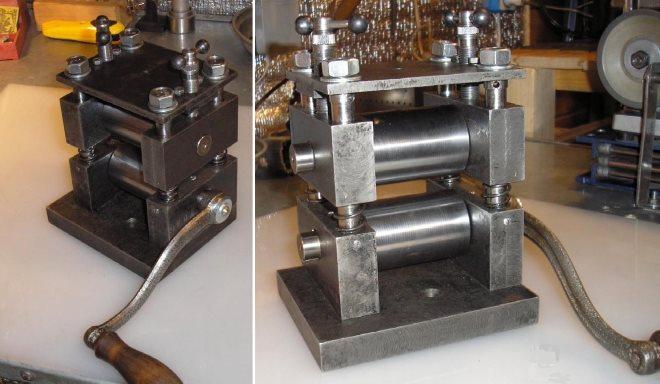
Компактные самодельные вальцы для обработки узких заготовок
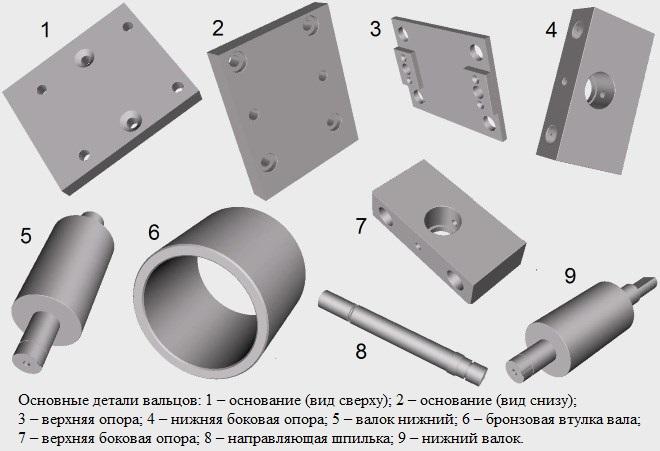
Основные детали компактных вальцов
Сборка вальцов начинается с изготовления рамы, которую можно сварить своими руками из стальных заготовок большой толщины. Размеры данного элемента, естественно, необходимо сверять с имеющимся у вас чертежом. В качестве боковых стоек, которые также при помощи сварки фиксируются на раме, можно использовать мощные швеллеры из низкоуглеродистой стали.
Элементы приводного узла фиксируются на одной из стоек, для чего на ней предусматриваются специальные отверстия. После того как боковые стойки с приводным узлом полностью смонтированы, в их подшипниковые узлы устанавливаются сами валки, которые необходимо выставить на параллельность и только после этого выполнять окончательную фиксацию всех остальных узлов.

Вариант листогибочных вальцов, изготовленных своими руками





Перед началом работы на станке, который вы собрали своими руками, следует выполнить на нем пробную гибку, чтобы сразу обнаружить все имеющиеся недостатки и устранить их.
Выяснить, как правильно работать с вальцами, вам может помочь видео, но, в сущности, этот процесс не представляет больших сложностей. Вальцевание, на каком бы оборудовании оно ни выполнялось, осуществляется в следующей последовательности.
- Лист металла, который должен быть подвергнуть обработке, укладывается на два нижних валка.
- При помощи верхнего валка, оснащенного нажимным узлом, лист прижимается к нижним рабочим органам.
- За счет вращения рукоятки станка начинает выполняться вальцевание.
Самодельные листогибочные станки (листогибы)
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
 Для гибки листового металла
Для гибки листового металла
 Для получения радиального изгиба металлического листа
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
 Вырезаем выемки под петли
Вырезаем выемки под петли
Приваривают петли с двух сторон (проварить с лица и с изнанки).
 Хорошо провариваем петли
Хорошо провариваем петли
К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
 Такие укосины
Такие укосины
К укосинам приварить гайку болта.
 Привариваем гайку
Привариваем гайку
Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
 Центруем, привариваем
Центруем, привариваем
Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
 Остались мелочи
Остались мелочи
К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
 К шляпке болта приварить отрезки арматуры
К шляпке болта приварить отрезки арматуры
К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
 Самодельный листогиб в процессе работы
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
 Небольшой ручной листогиб для самостоятельного изготовления
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
 Особенности
Особенности
 Прижимная планка
Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
 Планка устанавливается так
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
 Под отверстие ставят пружину, затем — болт
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
 Вальцевый листогиб
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Терминами «вальцовочный станок», «валковая машина» или же «вальцы» обозначается механизм, с помощью которого специалисты совершают нужную им деформацию необходимых заготовок из листового металла для выполнения разнообразных ремонтных работ или для строительства.
Главной особенностью данного устройства является ее высокая универсальность и эффективность в работе. Эти качества дают возможность использовать этот станок в различных видах производства.
Основные виды вальцов и их назначение
Вальцовочные станки в современном мире очень часто встречаются на многих предприятиях по производству металлоизделий. Такое устройство без проблем можно смастерить в домашних условиях своими руками. Используя данный механизм, специалисту под силу изготовить из металлического листа детали различных форм – цилиндрической, овальной или конической.
Данную задачу исполняют с помощью валов, через которые проходит лист металла. Вальцевание – термин, обозначающий наименование операции, которая решает эти задания. С помощью валковых машин происходит процесс изготовления труб, дугообразных устройств, дымоходных труб, водостоков и многое другое.
Вальцовочные устройства, которые сейчас выпускают в промышленных масштабах, способны обрабатывать листы из различных видов стали, а также меди, алюминия, латуни, чугуна.
Существует три категории вальцовочных устройств:
- Ручной станок для вальцовки листового металла. Устройство данного типа изготовляется в двух вариантах: напольный (когда развальцовочный станок устанавливается на стойке), и настольный (когда агрегат монтируется на верстаке). Для работы на данном типе вальцовочного ручного станка придется приложить немало физических усилий, хотя несомненным плюсом является легкость в эксплуатации и очень простая конструкция, позволяющая сберечь надежность устройства на длительный период времени.
- Станок вальцовочный электромеханический. Устройство данного типа имеет в своих составляющих редуктор. Он позволяет заметно повысить эффективность такого агрегата. Электромеханический станок используется в промышленном производстве для обрабатывания металлических листов и для того, чтобы немного изменить конфигурацию трубного проката.
- Вальцевой станок с гидравлическим приводом. Данный тип машины относится к наиболее мощным и очень часто эксплуатируется на предприятиях различных направлений. По сравнению с ручным и электромеханическим станками он имеет в своей конструкции в разы больше рабочих механизмов. Эти приспособления и делают устройство более мощным. На данном типе оборудования без проблем гнутся даже самые толстые металлические листы (до 8мм).
Преимущества ручных вальцов:
- компактность устройства;
- невысокая масса;
- хорошая мобильность;
- электроэкономичность;
- сравнительно небольшая стоимость.
Конструкция механизма и принцип действия
Основной деталью как заводских, так и собственноручно изготовленных вальцовых станков считается тяжелая станина, выполняющая роль основания. Обычно ее изготавливают из чугуна или листа стали большой толщины. На эту мощную станину и прикрепляется орган станка, включающий в себя от двух до девяти валков.
Эти вальцы также в некоторых устройствах оснащены специальной канавкой, позволяющей гнуть не только металлические листы, но и использовать для вальцовки труб и прутов.
Вальцы бывают:
- Металлические полированные.
- Обрезиненные.
Технологические возможности работы вальцового станка определяются его конструктивными особенностями, в частности:
- ширина металлолиста;
- поперечники вальцов, от которых напрямую зависит радиус изготовляемой детали;
- толщина самого металла;
- расстояние между валами (вымеряется максимальное);
- изготовление элементов конусовидной формы.
Кроме вышеперечисленных, есть еще множество факторов, от которых зависит производительность машин для вальцевания и удобство в их использовании.
Трубы на валковой машине изготовляются достаточно просто:
- Первым делом подготовленный металлический лист зажимается специальной рукояткой между валами (средним и крайним);
- После этого с помощью третьего валка к нему прижимается заготовка;
- Затем специалист запускает электрический двигатель, или же собственноручно вращает валки.
Весь процесс работы состоит в том, что металлический лист, проходя с обозначенной скоростью через валы, сгибается под необходимыми валами.
Для изготовления труб из желоба собственноручно достаточно будет приобрести вальцовой станок для ручной работы. Но необходимость данного рода покупки отпадет, если смастерить такое устройство своими руками.
Разновидности машин для вальцевания
Крупногабаритные вальцовые станки часто используют в промышленном производстве. Небольшие мастерские вполне довольствуются устройствами для ручной работы.
Станки вальцовые разделяют:
- Механические. Являются очень простыми в использовании, а также отличаются невысокой стоимостью. Данный механизм имеет в составе три вальца, которые необходимо вращать вручную. Шестеренки передают движение от рукоятки на исполнительный механизм. Механический вальцовый станок не может изгибать детали формы конуса. Наиболее часто их используют в небольших цехах и приватных мастерских, чтобы изготовлять детали из очень тонких металлических листов.
- Электромеханические. Данный тип вальцовочной машины является производительней из-за дополнительного наличия электропривода, который приводит во вращение исполнительный механизм. Наличие данного элемента позволяет обрабатывать металлический лист с большей толщиной и существенно сократить время выполнения работы. Для валкового устройства с электромотором обязательно наличие тормоза.
Основные принципы работы вальцов
Данный элемент конструкции вальцовочного станка – очень важное и значимое приспособление в производстве металлургической продукции. Они служат для сгибания металлических листов, труб и других деталей любой формы.
Цилиндр, который находится в постоянном вращении, является главным рабочим механизмом приспособления. Именно через данный механизм проходят и сгибаются нагретые металлические листы. Работая с железом, станок нуждается в постоянном нагревании.
Главные функции вальцовочных устройств:
- Сгибание труб на 160 градусов.
- Обработка металлических труб.
- Возможность деформирования труб вне зависимости от их размера и диаметра.
Применение валькового оборудования в производстве
Станок вальцовочный незаменим при производстве таких вещей:
- дымоходные трубы;
- воздуховодные трубы;
- трубы различных видов и размеров;
- системы вентиляции;
- водосточные трубы.
Ввиду своего небольшого размера вальцы используются в различных сферах производства, начиная с пищевой и заканчивая химической промышленностью. Без станка для листового металла нельзя сделать элемент нужной формы (в данном случае цилиндрической). А вальцы позволяют работать с пластмассой, резиновыми смесями и различными пластичными металлами. Делая свой выбор в пользу станка, следует обратить внимание на толщину обрабатываемого металла.
Несложный вариант самостоятельного изготовления вальцов
Анализируя простоту конструкции и работы валковой машины, многие ошибочно полагают, что собрать данное устройство собственноручно не представляется чем-то сложным. Это не совсем так. Все это потому что большую часть необходимых составляющих частей необходимо будет вытачивать самостоятельно. Если мастер имеет начальные навыки в токарном деле, можно смело пробовать собрать станок вальцовочный на ручной тяге в домашних условиях.
Для этой цели понадобиться:
- Штыри из металла разного диаметра.
- Швеллер.
- Подшипники.
- Болгарка.
- Сварочный агрегат.
- Валы.
- Токарное устройство.
Далее последует непосредственно сам процесс сборки валковой машины:
- Швеллер нужен для того, чтобы сварить из него станину – платформу для будущего вальцовочного станка.
- Рама для валкового устройства изготавливается в форме буквы «П» и тоже из швеллера. Далее к ней привариваются арматурные ограничители, отвечающие за стойку прижимного вала.
- После этого необходимо изготовить три вала, смонтировать их на подшипники и закрепить на уголки, вставлены в основание.
- Расположение вала будет изменяться с помощью штыря с резьбой, закрепленным снизу шайбой.
- Вал, что сверху должен свободно оборачиваться на подшипниках.
От длины станковых валов будут зависеть параметры детали, которую необходимо обработать. Размеры расстояния между валами, что снизу регулируется вручную.
Рекомендации при сборке вальцов для станка собственноручно:
- Нельзя допускать, чтобы появлялись трещины и царапины на металлическом профиле;
- Не следует растягивать и сжимать платформу в точке, где идет наибольшее напряжение на конструктивную составляющую;
- Не деформировать элементы перед началом работы.
На данном ручном вальцовочном устройстве, кроме металлических листов, дополнительно можно гнуть еще и трубы.
Видео: станок вальцовочный ручной настольный.
Известные марки вальцовочных устройств
На современном рынке каждый мастер может найти подходящий для себя станок за нормальную стоимость. Не представляется сложным отыскать как бюджетную ручную валковую машину для изгибания металлических листов и труб, так и полноценное устройство цеха или большой мастерской.
Популярные торговые марки, выпускающие вальцовые станки для ручной работы:
- Stalex – данная торговая марка специализируется на производстве очень надежных и эффективных в работе устройств. Их основное назначение – развальцевание металлических листов, разных за шириной и высотой.
- Metalmaster – эта производственная компания занимается изготовлением и продажей надежного и очень функционального вальцовочного оборудования. Также его просто и удобно использовать при работе с металлопродукцией. Большинство моделей данной торговой марки оснащены специальными канавками на валках. Поэтому на данной валковой машине можно без проблем гнуть пруты и трубы.
- Энкор-Корвет – данная отечественная марка, страной-производителем которой является Китай, выпускает сравнительно дешевый, но надежный станок для развальцовки трубок и сгибания металлических листов, толщиной до 1,5мм.
- Вальцовочные машины с электромеханическим приводом:
- ВЭМ – данная валковая машина редко требует дорогостоящего ремонта ввиду своей надежности. Устройство дополнительно оснащено конструктивными деталями, что дает возможность существенно расширять специфику работы этой марки.
Как показывает количество марок, выпускающих разного рода вальцовочные станки, выбор товаров в наше время огромный. Не прилагая много усилий можно приобрести как дорогостоящее оборудование для производственных предприятий, так и небольшие станки для ручной работы.
Republished by Blog Post Promoter
Трехвалковые и другие вальцы по чертежам своими руками
 Вальцы являются одними из наиболее важных приспособлений на металлургическом производстве. Они помогают сгибать листы из металла, трубы, а также прочие детали овальной и другой формы. Кроме того, вальцы применяются в ювелирном деле для аккуратного сгибания изделий.
Вальцы являются одними из наиболее важных приспособлений на металлургическом производстве. Они помогают сгибать листы из металла, трубы, а также прочие детали овальной и другой формы. Кроме того, вальцы применяются в ювелирном деле для аккуратного сгибания изделий.
Что представляют собой вальцы, чем отличаются трехвалковые модели от четырехвалковых, и как их сделать своими руками, мы и расскажем ниже.
Вальцы: принцип работы
 Ключевой рабочий механизм приспособления – это вращающийся цилиндр, через который пропускаются раскаленные пласты металла и сгибаются. Вальцовочные станки могут быть оснащены цилиндрами от 2 до 5 штук, но чаще всего используются трехвалковые и четырехвалковые изделия.
Ключевой рабочий механизм приспособления – это вращающийся цилиндр, через который пропускаются раскаленные пласты металла и сгибаются. Вальцовочные станки могут быть оснащены цилиндрами от 2 до 5 штук, но чаще всего используются трехвалковые и четырехвалковые изделия.
Детали изгибаются посредством действия третьего заднего вала, а радиус закрепления зависит от расстояния между верхним и задним валом.
Иногда вальцы для металла ломаются и требуют замены. Станок при работе с железом нужно постоянно греть, а пласты железа после вальцов идут в печь, их там раскаляют, а потом вновь прокачивают. После этого они опять идут на станок.
После обработки вальцами поперечное сечение металла уменьшается, и он становится длиннее под воздействием высокой температуры металла и степени давления.
 Чтобы получить цилиндрическое изделие, задний вал должен быть настроен параллельно переднему, а чтобы сделать конус, задний вал устанавливается под углом относительно переднего.
Чтобы получить цилиндрическое изделие, задний вал должен быть настроен параллельно переднему, а чтобы сделать конус, задний вал устанавливается под углом относительно переднего.
Существуют модели вальцов, с помощью которых можно обрабатывать металл прямо на столе, но они не слишком функциональны. Работу с ними можно упростить с помощью крепежей. Стоимость вальцов зависит от их габаритов. А если вы решили сделать станок своими руками, то вы значительно сэкономите.
Функции современных вальцовочных станков, самодельных и заводских, трехвалковых и четырехвалковых, такие:
- возможность сгибать трубы до 160 градусов;
- работа с металлическими трубами;
- деформация труб независимо от их диаметра.
Сферы применения станков
Вальцовые станки широко используются при производстве таких вещей, как:
- дымоходы;
- воздуховоды;
- трубы;
- вентиляционные системы;
- водостоки.
Благодаря компактным размерам, вальцы можно использовать где угодно, прямо на строительном объекте, а ручные приборы не испортят полимерное покрытие металла.
Для пищевой промышленности применяют вальцы дробильного типа, а для химической – листогибочные, листовальные и другие.
Особенности станков для металла
 Без вальцовочного станка невозможно придать листовому металлу цилиндрическую форму, а вальцы для труб помогают обустроить водосточную систему. Станки с ковочными цилиндрами нужны для холодной гибки заготовок их металла, также благодаря вальцам можно обрабатывать:
Без вальцовочного станка невозможно придать листовому металлу цилиндрическую форму, а вальцы для труб помогают обустроить водосточную систему. Станки с ковочными цилиндрами нужны для холодной гибки заготовок их металла, также благодаря вальцам можно обрабатывать:
- пластмассу;
- пластичный металл;
- резиновые смеси.
Выбирать тот или иной станок нужно в зависимости от толщины металла:
- двухвалковые вальцы включают в себя два параллельно размещенных вала, верхний имеет малое сечение и сделан из высокопрочной стали, а нижний имеет большой диаметр сечения и выполнен из стали, покрытой каучуком. В зависимости от силы давления трубы подбирается ее диаметр на выходе;
- трехвалковые могут быть симметричными и асимметричными, часто их используют при производстве вентиляций, круглых водостоков и радиусных деталей. Кроме того, трехвалковые вальцы применяют при обработке изделий из меди, железа, стали, цинка и т.д.;
- четырехвалковые конструкции оснащены внизу дополнительным валком для упрощения вальцовочного процесса.
Наиболее распространенные вальцы – это трехвалковые и четырехвалковые. Так, трехвалковые обладают такими отличительными свойствами:
- лист, ширина которого менее 6 мм, будет проскальзывать между валами;
- скорость прокатки листа должна быть максимум 5 м в минуту;
- управлять станком сложно за счет отсутствия точных координат точки зажима металла;
- доступная стоимость.
А вот четырехвалковые вальцы имеют такие характеристики:
 вальцы надежно сцеплены, и риск выскальзывания листа сведен к минимуму;
вальцы надежно сцеплены, и риск выскальзывания листа сведен к минимуму;- скорость прокатки может превышать показатель в 6 м в минуту;
- процесс работы полностью автоматизирован;
- цена высокая.
Классификация станков
По методу сгибания вальцы бывают:
- сегментными, где трубы сгибаются под действием одного вытягивающего сегмента;
- дорновыми, которые деформируют тонкостенные трубы;
- пружинными. Благодаря наличию пружины, пластик сгибается без деформации;
- арбалетными, которые предназначены для труб того или иного диаметра.
Станки по методике использования подразделяются на следующие категории:
- Ручные. Такие станки самые удобные и практичные, их не нужно подключать в сеть. На их основной станине крепят струбцины и подающие вальцы, имеющие цепную передачу. Ручные профильные станки долговечны, надежны, компакты, удобны в плане регулировки и имеют доступную цену. Ручные вальцы имеют подкатегорию ювелирных, их применяют для вальцовки и прокаток заготовок ювелирных изделий;
- Гидравлические. Гидроприводные приборы с большой мощностью, которые отличаются высокой производительностью. Их недостаток – габариты, переместить своими руками без труда такой агрегат не получится;
- Электрические. Высокая производительность достигается за счет работы элекромотора, хотя принцип работы станка не отличается от ручного. Чаще всего их используют в промышленных масштабах, поскольку такие вальцы имеют немалую цену.
Если вы приобретаете или изготавливаете станок своими руками для домашних мелких нужд, то желательно, чтобы он имел такие характеристики:
- мобильность и маловесность;
- компактность;
- экономичность в плане расхода энергии, поскольку мощный аппарат может повредить домашнюю проводку.
Изготовление станка своими руками
 Естественно, собрать станок своими руками будет весьма затратно в плане времени и нагрузки, но если вы планируете его применять для мелких ремонтов, то самодельная сборка будет более экономичным вариантом, чем заводская модель, стоимостью от 20 тысяч рублей и выше.
Естественно, собрать станок своими руками будет весьма затратно в плане времени и нагрузки, но если вы планируете его применять для мелких ремонтов, то самодельная сборка будет более экономичным вариантом, чем заводская модель, стоимостью от 20 тысяч рублей и выше.
При самостоятельной сборке вальцов не допускайте таких ошибок:
- не допускайте появления трещин на металлическом профиле;
- не допускайте сжатия и растяжки поверхности в точке нагрузки на конструктивную часть;
- не сжимайте и не деформируйте детали перед работой.
Перед тем как приступить к работе, приготовьте чертеж проекта, материалы и детали. Этапы работы будут следующими:
- смонтируйте основную станину на основе изогнутого профиля или трубного каркаса;
- возьмите П-образный профиль в качестве вертикальной опоры и вверху его открытой части поставьте деформирующий элемент механизма, закрепив струбциной с резьбой. Внизу опору нужно крепить под станиной;
- для сборки механизма применяйте передаточную цепь;
- после установки ее на звездочки, натяните цепь, проверьте ход и устанавливайте ручку подачи;
- для изготовления вальцов лучше брать закаленную сталь;
- в валковом станке продумайте радиальную регулировку для смены размера зазора между валками;
- прикрепите вальцы к станинам подшипниками качения.
Вот изделие и готово. Как видите, вальцы можно приобрести в готовом виде, или сделать своими руками, имея на руках требуемый инструментарий, чертежи, и, обладая нужными навыками.
Листогибочные вальцы трехвалковые своими руками
При необходимости частого изготовления полых или конусовидных изделий из тонколистового металла основным технологическим процессом является гибка, а наиболее подходящим оборудованием — трёхвалковые листогибочные вальцы. Почему именно трёхвалковые? Потому, что кинематическая схема четырёхвалковых листогибочных машин с ручным приводом значительно усложняется, а видимых преимуществ от этого получить не удаётся.
Как разработать техническое задание на разработку вальцовочного станка своими руками
Простейшая схема трёхвалкового ручного станка включает в себя:
- Рамное основание.
- Две боковых стойки с отверстиями под подшипниковые узлы.
- Три продольных вала, один из которых – верхний — размещается под углом 60° относительно двух остальных.
- Комплект рабочих валков, количество которых зависит от предельного значения наружного диаметра вальцуемой заготовки.
- Рукоятку для вращения нижних, приводных валков.
- Зубчатую или цепную передачу, которая обеспечит синхронное вращение приводных валков в одну сторону.
- Нажимной узел с пружинами сжатия, который обеспечит возможность прижима неприводного валка к заготовке. Его проще выполнять слева или справа, поскольку тонкий лист довольно легко выходит из зазора при изменении его первоначального значения только с одной стороны.
- Приспособление для поворота одной из стоек вальцовочного станка с целью замены рабочих валков.
Прежде всего, следует чётко ограничить технические возможности проектируемого валкового оборудования. Вальцовочный станок с ручным приводом способен производить гибку листового металла толщиной не более 1 — 1,5 мм, при ширине заготовки до 600 мм. При малой энергоёмкости самого процесса гибки, потери на трение в передачах и подшипниках оказываются весьма значительными, что заставит оператора увеличивать мускульное усилие, прилагаемое для проворота рабочих валков. Между тем видимая неравномерность их вращения вызовет нежелательные искажения формы профилируемого изделия.
Из двух вариантов – асимметричное либо симметричное размещение приводных валков – предпочтение стоит отдать второму варианту, поскольку в этом случае сделать вальцы своими руками значительно проще.
Последовательность изготовления вальцовочного станка с ручным приводом
Лучше всего воспользоваться готовыми чертежами на самодельные вальцы, которые имеются на специализированных форумах. Если требуется сделать ручной вальцовочный станок под иные параметры производимых деталей, то проектирование начинают с определения усилия и крутящего момента, необходимых для гибки. Минимальными эти значения будут в случае деформирования алюминия марок АД0 или АД1, но при толщине заготовки до 0,8 мм возможна гибка и малоуглеродистой стали марок сталь 08 или сталь 08кп. Если полученные значения удовлетворяют физическим возможностям исполнителя, то от проектирования можно переходить к изготовлению деталей будущих листогибочных вальцев.
Установка верхнего валка вальцовочного станка
Для изготовления валковой машины своими руками вначале необходим чертёж общего вида станка, где следует изобразить кинематическую схему перемещения всех его подвижных частей. Потребуются также чертежи сборочных единиц и рабочие чертежи ненормализованных деталей трёхвалкового листогиба. Желательно, чтобы таких деталей было поменьше, поскольку сделать многие из них в домашних условиях, и своими руками затруднительно, а то и вовсе невозможно. В частности, есть смысл подыскать направляющие круглого поперечного сечения, например, от списанного токарного станка 1К62 или более мелкого: их техническое состояние вполне позволит использовать данные детали под опорные валы листогибочных вальцев. То же касается шестерённой пары. Далее, под имеющиеся детали можно уточнить характеристику будущих трёхвалковых вальцев и сделать подбор подшипников качения для всех валов.
Желательно использовать готовые чертежи для следующих узлов:
- Узла прижима неприводного валка, который напоминает обычный зажим в виде струбцины, смонтированный в одной из стоек;
- Корпуса подшипников, в которых будут вращаться валки;
- Опорной рамы вальцовочного станка.
Чертеж общего вида трехвалкового вальцовочного станка
Перечисленные чертежи обычно универсальны, и не нуждаются в доработке под конкретные изделия, гибку которых предполагается проводить на вальцах, собранных своими руками.
Сборка вальцовочного станка своими руками
Самодельные валковые листогибы с ручным приводом собираются в следующей последовательности:
- Сваривается (по размерам, приведенным на чертеже общего вида) станина вальцовочного станка.
- Монтируются боковые стойки, для которых подойдёт стальной швеллерный профиль из низкоуглеродистой стали марки 09Г2С или подобной.
- Крепится корпус под детали передачи (если шестерни придётся сделать самостоятельно или заказывать, то для монтажа цепной передачи можно подобрать силовые звёздочки и натяжную цепь, например, от горного велосипеда).
- Валы вводятся в отверстия корпусов подшипников, после чего выставляется их параллельность, и производится окончательная фиксация узлов станка.
- Перед окончательной сборкой валкового агрегата своими руками стоит произвести пробную гибку детали, уточнить количество и характер смазки опор подшипников, а также отрегулировать натяжение приводной цепи.
Самодельный 3-х валковый листогибочный станок
Если установка вальцев предполагается в неотапливаемом помещении (например, в гараже), то все детали стоит покрасить атмосферостойкой краской или позаботиться об их антикоррозионном покрытии.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как сделать листогибочные вальцы своими руками
Заводские модели листогибочных вальцов трехвалковых предназначены для изменения конфигурации листового материала. Несмотря на кажущуюся сложность конструкции, можно сделать аналогичные ручные установки своими руками. Но перед этим следует ознакомиться со строением оборудования, расположением и свойствами его компонентов.
Общие сведения о конструкции
Этот тип станков предназначен для контролируемой деформации материалов методом проката. Для этого используется система валов, проходя через которую стальная заготовка меняет свою конфигурацию. Такую же функцию должны выполнять ручные модели станков, которые можно сделать своими руками.
Конструкция состоит из двух опорных стоек, на которую устанавливают систему из нескольких валов. При этом нижние зачастую изменяют свое положение только в горизонтальной плоскости. Для проката стального листа они соединены с механизмом передачи вращающего момента. Верхний вал являются упорным и может регулироваться по высоте. Дополнительно он снабжен устройством для быстрого опрокидывания, который необходим для снятия обработанной детали.
В зависимости от типа привода вальцы трехвалковые листогибочные могут быть следующих видов:
- ручная конструкция. Она состоит из системы шестерен или цепных передач. Подобная схема применяется для станков, сделанных своими руками или в заводских моделях с небольшими размерами, которые предназначены для штучного производства;
- гидравлический привод. Он необходим для обработки больших толстостенных заготовок. Благодаря максимальному значению приложенного усилия деформация происходит относительно быстро. Но при этом повышаются требования к качеству валов;
- установка электродвигателя. Это оптимальный вариант для оборудования со средним показателем производительности. Электрическая силовая установка не сильно влияет на увеличение габаритов конструкции.
Качество обработки во многом зависит от эксплуатационных качеств валов. Для их изготовления применяются специальные сорта инструментальной стали. При деформации больших изделий их зачастую нагревают для улучшения показателя пластичности. Постоянное термическое воздействие на валы снижает их эксплуатационные свойства.
Улучшению точности обработки способствует установленный блок ЧПУ. Он предназначен для координации параметров станка — расположения валов, степени давления на заготовку.
Технические характеристики вальцов
Во время проектирования самодельных ручных вальцов трехвалковых необходимо учитывать требуемые эксплуатационно-технические качества. В качестве основы для анализа можно взять характеристики подходящей заводской модели. Но при этом ее параметры необходимо адаптировать под фактические характеристики самодельной конструкции.
Прежде всего учитываются габариты станка. Они зависят от длины валов и влияют на максимальную ширину обрабатываемых листов. Нужно помнить, что в качестве привода будет использоваться ручной механизм, который необходимо сделать своими руками. Поэтому обычно рабочая ширина вала не превышает 1,2 м. Масса самодельной конструкции скажется только на возможности ее транспортировки.
Кроме этих показателей необходимо учитывать следующие параметры, которыми должны обладать вальцы трехвалковые ручного типа:
- диаметр рабочих валов. Этот показатель влияет на максимально возможный радиус кривизны обрабатываемого материала;
- степень удаленности верхнего вала от нижних направляющих;
- расстояние между нижними валами;
- скорость подачи материалов.
При выборе определенной модели вальцов листогибочных трехвалковых следует точно рассчитать жесткость конструкции. Несмотря на то, что давление в основном оказывается на валы — станина тоже испытывает определенные механические нагрузки. Поэтому к выбору материалов изготовления и схемы этой модели станка необходимо подойти с особой тщательностью.
Наличие трех валов в конструкции является оптимальным. При установке дополнительных компонентов увеличивается степень нагрузки на ручной механизм привода, что является крайне нежелательным для самодельных моделей.
Изготовление станка своими руками
На первом этапе проектирования конструкции необходимо выбрать оптимальные чертежи. Для этого можно использовать стандартные схемы или разработать индивидуальную на основе имеющихся материалов.
Будущая листогибочная конструкция будет состоять из следующих компонентов:
- опорная рама. Она изготавливается из 2 листов металла, которые соединяются между собой ребрами жесткости. Для увеличения устойчивости и механической прочности по краям каждого компонента рекомендуется приварить стальные уголки. В верхней части располагаются монтажные пазы для установки опорных валов;
- опора верхнего вала. Для ее производства рекомендуется применять стальной п-образный профиль. Смещение конструкции по высоте будет происходить с помощью червячной передачи;
- механизм ручного привода. Обычно его делают из трех звездочек, соединенных между собой цепью. Рекомендуется предусмотреть механизм натяжения цепи, чтобы избежать ее срыв во время выполнения работы.
Для изготовления ручных вальцов своими руками из специального оборудования потребуется только сварочный аппарат. Для улучшения качества обработки рекомендуется приобрести заводские валы. Самостоятельное изготовление подобных компонентов затруднительно и не всегда фактический результат соответствует желаемому.
Изготовление листогибочной конструкции начинается с выбора инструментов. Для выполнения этого процесса необходима болгарка, сварочный аппарат, дрель со сверлами по металлу. После приобретения материалов можно приступать к изготовлению ручных листогибочных вальцов.
- Раскрой материала.
- Сверка фактических размеров с данными из технической документации.
- Соединение компонентов между собой с помощью сварочного аппарата. Использование механических соединений не рекомендуется, так как они не обладают достаточной надежностью.
- Установка вальцов на станину.
- Соединение полос с передаточными звездочками. В этом случае необходимо использовать механическое соединение, так в случае поломки одного из компонентов ремонт установки будет затруднен.
После изготовления конструкций все элементы опорной рамы необходимо загрунтовать и покрасить. Испытание листогибочного станка, сделанного своими руками, проводится по определенной схеме. Сначала проверяется скорость подачи (вращение валов), контролируется работа механизм опускания верхнего вала. В качестве пробного материала лучше всего использовать стальные листы небольшой толщины. Расстояние между валами следует уменьшать постепенно. При этом проверяется устойчивость станка и отсутствие деформации.
В дальнейшем после длительной эксплуатации понадобится правка поверхности валов, так как со временем изменится их конфигурация.
В качестве примера можно посмотреть работу заводской модели станка:
Изготовление ювелирного вальцовочного станка своими руками
Вальцовочный станок (вальцовка) — это уникальное оборудование, которое применяется в сфере строительных и ремонтных работ для гибки разного рода металлов.
Разновидности и назначение ювелирных вальцов
Такие станки используются на любом современном предприятии для изготовления из металлических листов изделий формы конуса, овала, цилиндра. Процесс создания таких конструкций именуется вальцеванием. Вальцы позволяют выполнить любые трубы, заготовки для дальнейшей штамповки, различные готовые изделия из металлических листов.
 Перед изготовлением вальцовочного станка следует выполнить его чертеж
Перед изготовлением вальцовочного станка следует выполнить его чертеж
Простые вальцы также применяются в быту, когда надо своими руками сделать:
- Желоба;
- Дымоходы;
- Трубы;
- Воздуховоды;
- Другие изделия для кровли и стройки.
Современное оборудование дает возможность работать почти с любыми металлическими листами. Они без проблем загибают листовой материал из нержавейки, легированных и углеродистых сплавов, алюминиевые, чугунные листы. Есть и модели вальцов, которые функционируют с заготовками из поликарбоната.
Всё оборудование для работы с металлическими листами можно подразделить на такие группы:
- Ручные (ювелирные);
- Электромеханические;
- Гидравлические.
Ручной станок может устанавливаться на стойке (на пол) или на верстаке (на стол). Он не имеет электропривода, поэтому для осуществления гибки на нём требуется достаточная человеческая сила. Ручные ювелирные станки очень просты в применении. Их конструкция создает высочайшую надёжность эксплуатирования спецоборудования в течение продолжительного времени.
Ручное оборудование предназначается для получения труб и прочих изделий из металлических листов толщиной до 1,5-2 мм.
Ручные станки небольшого размера, что дает возможность транспортировать их и использовать прямо на объекте, где ведется ремонт. А также надо отметить, что таким агрегатам не нужно электричество. По стоимости ручной станок на пол или на стол всегда дешевле электромеханического. Станочное оборудование для гибки листового металла с электромотором, оснащенным редуктором, наиболее эффективно в эксплуатировании. На таких станках работа проходит быстрее. Электромеханический станок монтируется стационарно в необходимом цехе предприятия и используется для обрабатывания металлических листов толщиной до 4 мм.
Гидравлика относится к тяжёлому классу. Такие станки требуются для создания труб и других конструкций в солидных промышленных масштабах на комбинатах:
- Энергомашиностроительных;
- Судостроительных;
- Машиностроительных.
По своему потенциалу гидравлика лучше механической и ручной конструкции в значительной степени. На ней реально самому изготовить трубы из металлических листов толщиной до 8 мм. Часто такое спецоборудование оснащается программным управлением.
Принцип работы станка для вальцовки металла
Главный узел станочного оборудования – литая станина. Она может быть стальной или чугунной. На станину устанавливается специальный деформационный механизм, который состоит из 3-4 вальцов. Обычно применяются трехвалковые. Два вальца не двигаются, вращение в процессе работы совершает третий.
Подвижные валы, помимо этого, могут двигаться по вертикали.
Валок сверху фиксируется на станине по схеме, которая позволяет быстро убрать его при надобности либо быстро настроить для изготовления труб с различным сечением. Регулирование этого элемента конструкции производится единым винтом «барашек».
 Станок для вальцовки металла обладает длительным сроком службы
Станок для вальцовки металла обладает длительным сроком службы
Если на рабочих вальцах есть канавки, на них можно гнуть:
Ручное станочное оборудование для гиба металла традиционно имеет 3 вальца, но есть вид трубогиба с 4 валками. А вот гидравлические станки всегда создаются с 4 валками.
Изготовление труб на любом агрегате достаточно простое:
- Зажим листа специальной рукояткой на станочном оборудовании между валом в середине и с краю.
- Прижим третьим валиком заготовки.
- Вращение валки вручную либо запуск двигателя.
Проходя через вальцы с определенной скоростью, металлическая заготовка гнется под требуемыми углами. Чтобы соорудить в домашних условиях трубы или желоба, надо использовать ручной агрегат. По большому счёту его даже нет надобности приобретать (хотя их цена низкая), так как можно собрать самодельный станок и пользоваться им для усиления профильной трубы.
Правила усиления профильной трубы
Без такого устройства, как оборудование для вальцовки труб, почти не обойтись в тех случаях, когда необходимо самостоятельно провести ремонт, при выполнении которого нужно будет использовать изогнутые трубы.
Для этого необходимо приобрести агрегат подобного типа или использовать самодельные профилегибы, конструкция которых довольно несложная.
Вопросом о том, как сделать станок для гибки металла, есть смысл задаться ещё и потому, что магазинные изделия дорогостоящие, поэтому их покупка (в особенности если они нужны только для использования дома) не всегда рациональна. Для того чтобы высококачественно сделать самодельные вальцовки, можно изучить теорию, просмотреть видеоролик на данную тему, но основное – прислушаться к советам тех, кто уже добился отличных результатов.
 При использовании станка следует соблюдать правила техники безопасности
При использовании станка следует соблюдать правила техники безопасности
Естественно, чтобы соорудить свои вальцы, нужно:
- Обладать соответствующими знаниями;
- Иметь определенные навыки изготовления и применения различных техустройств;
- Подготовить чертежи и материалы.
Вальцы своими руками могут создаваться даже из подручных стройматериалов, которые почти всегда есть в любом гараже или мастерской дома. При этом такое оборудование, если все выполнить с учётом всех рекомендаций, будет работать не хуже, чем изделия из магазина.
Изготовление оборудования своими руками
Сделать самостоятельно такое станочное оборудование сможет каждый.
 Перед использованием станка для вальцовки металла следует посмотреть обучающее видео
Перед использованием станка для вальцовки металла следует посмотреть обучающее видео
Из каких стройматериалов и как можно это сделать:
- Первым делом надо взять каркас из труб либо гнутый металлопрофиль, который будет играть роль станины.
- Далее надо подготовить металлопрофиль П-формы (лучше всего для этого применить закаленную сталь) для создания вертикальной опоры станка.
- Деформирующий узел агрегата для вальцовки необходимо установить в открытой (сверху) части металлопрофиля. Закрепить его можно при помощи струбцины, на которой имеется резьба.
- Под станиной нужно закрепить низ металлопрофиля П.
- Далее надо взять передаточную цепь, без которой станок не будет функционировать, и монтировать её на звёзды. Надо очень хорошо натянуть цепь и провести проверку легкости её хода.
- Теперь надо монтировать ручку подачи и прикрепить к станине весь механизм, применив подшипники качения.
Станок готов. Важно правильно продумать в его конструкции особый механизм, который даст возможность проводить регулирование зазора между вальцами. Тогда получится обрабатывать металлы различной толщины. Можно сделать самостоятельно и наиболее сложные вальцы. Главное, подготовить чертежи станочного оборудования и соблюдать инструкцию.
Изучив чертежи самодельных станков, несложно сделать оборудование, которое идеальным образом подойдёт и поможет решить поставленные задачи.
Вальцы являются одними из наиболее важных приспособлений на металлургическом производстве. Они помогают сгибать листы из металла, трубы, а также прочие детали овальной и другой формы. Кроме того, вальцы применяются в ювелирном деле для аккуратного сгибания изделий.
Что представляют собой вальцы, чем отличаются трехвалковые модели от четырехвалковых, и как их сделать своими руками, мы и расскажем ниже.
Вальцы: принцип работы
Ключевой рабочий механизм приспособления – это вращающийся цилиндр, через который пропускаются раскаленные пласты металла и сгибаются. Вальцовочные станки могут быть оснащены цилиндрами от 2 до 5 штук, но чаще всего используются трехвалковые и четырехвалковые изделия.
Детали изгибаются посредством действия третьего заднего вала, а радиус закрепления зависит от расстояния между верхним и задним валом.
Иногда вальцы для металла ломаются и требуют замены. Станок при работе с железом нужно постоянно греть, а пласты железа после вальцов идут в печь, их там раскаляют, а потом вновь прокачивают. После этого они опять идут на станок.
После обработки вальцами поперечное сечение металла уменьшается, и он становится длиннее под воздействием высокой температуры металла и степени давления.
Чтобы получить цилиндрическое изделие, задний вал должен быть настроен параллельно переднему, а чтобы сделать конус, задний вал устанавливается под углом относительно переднего.
Существуют модели вальцов, с помощью которых можно обрабатывать металл прямо на столе, но они не слишком функциональны. Работу с ними можно упростить с помощью крепежей. Стоимость вальцов зависит от их габаритов. А если вы решили сделать станок своими руками, то вы значительно сэкономите.
Функции современных вальцовочных станков, самодельных и заводских, трехвалковых и четырехвалковых, такие:
- возможность сгибать трубы до 160 градусов;
- работа с металлическими трубами;
- деформация труб независимо от их диаметра.
Сферы применения станков
Вальцовые станки широко используются при производстве таких вещей, как:
- дымоходы;
- воздуховоды;
- трубы;
- вентиляционные системы;
- водостоки.
Благодаря компактным размерам, вальцы можно использовать где угодно, прямо на строительном объекте, а ручные приборы не испортят полимерное покрытие металла.
Для пищевой промышленности применяют вальцы дробильного типа, а для химической – листогибочные, листовальные и другие.
Особенности станков для металла
Без вальцовочного станка невозможно придать листовому металлу цилиндрическую форму, а вальцы для труб помогают обустроить водосточную систему. Станки с ковочными цилиндрами нужны для холодной гибки заготовок их металла, также благодаря вальцам можно обрабатывать:
- пластмассу;
- пластичный металл;
- резиновые смеси.
Выбирать тот или иной станок нужно в зависимости от толщины металла:
- двухвалковые вальцы включают в себя два параллельно размещенных вала, верхний имеет малое сечение и сделан из высокопрочной стали, а нижний имеет большой диаметр сечения и выполнен из стали, покрытой каучуком. В зависимости от силы давления трубы подбирается ее диаметр на выходе;
- трехвалковые могут быть симметричными и асимметричными, часто их используют при производстве вентиляций, круглых водостоков и радиусных деталей. Кроме того, трехвалковые вальцы применяют при обработке изделий из меди, железа, стали, цинка и т.д.;
- четырехвалковые конструкции оснащены внизу дополнительным валком для упрощения вальцовочного процесса.
Наиболее распространенные вальцы – это трехвалковые и четырехвалковые. Так, трехвалковые обладают такими отличительными свойствами:
- лист, ширина которого менее 6 мм, будет проскальзывать между валами;
- скорость прокатки листа должна быть максимум 5 м в минуту;
- управлять станком сложно за счет отсутствия точных координат точки зажима металла;
- доступная стоимость.
А вот четырехвалковые вальцы имеют такие характеристики:
 вальцы надежно сцеплены, и риск выскальзывания листа сведен к минимуму;
вальцы надежно сцеплены, и риск выскальзывания листа сведен к минимуму;- скорость прокатки может превышать показатель в 6 м в минуту;
- процесс работы полностью автоматизирован;
- цена высокая.
Классификация станков
По методу сгибания вальцы бывают:
- сегментными, где трубы сгибаются под действием одного вытягивающего сегмента;
- дорновыми, которые деформируют тонкостенные трубы;
- пружинными. Благодаря наличию пружины, пластик сгибается без деформации;
- арбалетными, которые предназначены для труб того или иного диаметра.
Станки по методике использования подразделяются на следующие категории:
 Ручные. Такие станки самые удобные и практичные, их не нужно подключать в сеть. На их основной станине крепят струбцины и подающие вальцы, имеющие цепную передачу. Ручные профильные станки долговечны, надежны, компакты, удобны в плане регулировки и имеют доступную цену. Ручные вальцы имеют подкатегорию ювелирных, их применяют для вальцовки и прокаток заготовок ювелирных изделий;
Ручные. Такие станки самые удобные и практичные, их не нужно подключать в сеть. На их основной станине крепят струбцины и подающие вальцы, имеющие цепную передачу. Ручные профильные станки долговечны, надежны, компакты, удобны в плане регулировки и имеют доступную цену. Ручные вальцы имеют подкатегорию ювелирных, их применяют для вальцовки и прокаток заготовок ювелирных изделий;- Гидравлические. Гидроприводные приборы с большой мощностью, которые отличаются высокой производительностью. Их недостаток – габариты, переместить своими руками без труда такой агрегат не получится;
- Электрические. Высокая производительность достигается за счет работы элекромотора, хотя принцип работы станка не отличается от ручного. Чаще всего их используют в промышленных масштабах, поскольку такие вальцы имеют немалую цену.
Если вы приобретаете или изготавливаете станок своими руками для домашних мелких нужд, то желательно, чтобы он имел такие характеристики:
- мобильность и маловесность;
- компактность;
- экономичность в плане расхода энергии, поскольку мощный аппарат может повредить домашнюю проводку.
Изготовление станка своими руками
Естественно, собрать станок своими руками будет весьма затратно в плане времени и нагрузки, но если вы планируете его применять для мелких ремонтов, то самодельная сборка будет более экономичным вариантом, чем заводская модель, стоимостью от 20 тысяч рублей и выше.
При самостоятельной сборке вальцов не допускайте таких ошибок:
- не допускайте появления трещин на металлическом профиле;
- не допускайте сжатия и растяжки поверхности в точке нагрузки на конструктивную часть;
- не сжимайте и не деформируйте детали перед работой.
Перед тем как приступить к работе, приготовьте чертеж проекта, материалы и детали. Этапы работы будут следующими:
 смонтируйте основную станину на основе изогнутого профиля или трубного каркаса;
смонтируйте основную станину на основе изогнутого профиля или трубного каркаса;- возьмите П-образный профиль в качестве вертикальной опоры и вверху его открытой части поставьте деформирующий элемент механизма, закрепив струбциной с резьбой. Внизу опору нужно крепить под станиной;
- для сборки механизма применяйте передаточную цепь;
- после установки ее на звездочки, натяните цепь, проверьте ход и устанавливайте ручку подачи;
- для изготовления вальцов лучше брать закаленную сталь;
- в валковом станке продумайте радиальную регулировку для смены размера зазора между валками;
- прикрепите вальцы к станинам подшипниками качения.
Вот изделие и готово. Как видите, вальцы можно приобрести в готовом виде, или сделать своими руками, имея на руках требуемый инструментарий, чертежи, и, обладая нужными навыками.
- Автор: Николай Иванович Матвеев
- Распечатать
Оцените статью: