Выбор материалов для создания устройства
Очень часто среди домашних мастеров есть такие, которые стараются сделать самостоятельно токарный станок из электрической дрели. Процесс изготовления совсем несложный, и для достижения нужного результата потребуется взять все нужные материалы, чтобы подготовить их заранее.
При производстве станка может использовать деревообрабатывающие материалы, но при этом стоит отдавать себе отчет в том, что на подобных устройствах вы сможете выполнять обработку лишь небольших деталей и заготовок, к примеру, делать рукоятки для ножей, ручки для мебели и прочее. Если вам требуется надежный санок, который вы планируете очень часто использовать, то стоит один раз потратиться и сделать из металла.
Возможности токарного станка
Первоначально я пользовался дрелью конструкции советского производства с тиристорным регулированием скорости вращения и мощностью всего 300 ватт. Она у меня проработала до износа коллекторного механизма более 30 лет при разных нагрузках, включая экстремальное сверление бетонных плит. Перфораторов в то время просто не было в продаже.
Для неспешных мелких поделок этой мощности достаточно. Но для нормальной работы лучше использовать конструкцию современной дрели ватт хотя бы на 800. Разница сразу скажется.
 Для многих видов работ большие скорости вращения не нужны: приходится пользоваться регулятором. В таком режиме нагрузка на двигатель возрастает, а резерв его мощности, да и всей конструкции, просто необходим.
Для многих видов работ большие скорости вращения не нужны: приходится пользоваться регулятором. В таком режиме нагрузка на двигатель возрастает, а резерв его мощности, да и всей конструкции, просто необходим.
С целью повышения эффективности токарного станка я вместо дрели установил трехфазный асинхронный электродвигатель, сделав ему конденсаторный запуск от однофазной сети.
 Это позволило вытачивать длинные и прочные заготовки наподобие черенков лопат и другого дачного инструмента.
Это позволило вытачивать длинные и прочные заготовки наподобие черенков лопат и другого дачного инструмента.
Для крепления деревянной заготовки к двигателю пришлось делать втулку с фиксацией стопорным винтом на валу вращения и Ш-образным наконечником, вставляемым в центр распила древесины.
 На всех фотографиях видно, что мой токарный станок изготовлен давно, а хранится в мастерской, куда проникает влажный воздух. За несколько лет появились хорошо заметные следы коррозии. Не допускайте такие случаи со своим инструментом.
На всех фотографиях видно, что мой токарный станок изготовлен давно, а хранится в мастерской, куда проникает влажный воздух. За несколько лет появились хорошо заметные следы коррозии. Не допускайте такие случаи со своим инструментом.
Если задумаетесь над созданием конструкции токарного станка для обработки древесины не из дрели, а за счет асинхронного двигателя, то лучше для его питания использовать трехфазное напряжение стандартной величины 380 вольт. Потери мощности будут минимальными.
Для однофазной сети 220 В можно подключить частотный преобразователь, который позволит использовать всю мощность, заложенную в конструкцию трехфазного асинхронного двигателя. Такие устройства имеются в продаже по вполне допустимой цене. Их удобно использовать на разных двигателях.
Оборудуя рабочее место токаря, уделите повышенное внимание мерам безопасности и подбору электрических защит. Подключение электродвигателя обязательно выполняйте только через автоматический выключатель, который ликвидирует аварии, связанные с короткими замыканиями и перегрузками
Необходимость подключения электроинструмента через УЗО определяйте по местным условиям. Но в критических ситуациях защиты лишними не бывают.
Конструкцию задней бабки можно улучшить за счет включения в центр упорного подшипника, например, типоразмера №607. Сразу снизится трение, расходуемое на вращение заготовки, исключится ее горение.
Для лучшего восприятия материала рекомендуем посмотреть видеоролик владельца Добрый Гена “Универсальный токарный станок из дрели по дереву своими руками”.
Полезные товары
- Магнитный браслет — держатель
- Монета-сувенир для принятия решений
- Термометр для бариста
Делать или покупать?
Электродрель это уже готовые привод, передача, шпиндель и патрон в моноблоке. Поставить его на каретку станка – и можно сверлить. По точности решение, вообще говоря, не оптимальное (см. далее), но во многих случаях приемлемое, зато избавляющее от необходимости заказывать дорогие точеные детали повышенной точности, см. ниже. Ввиду чего станины под установку дрели сейчас продаются разве что не на улице с лотков; цены доступные. Выбирая такую, чтобы сделать сверлильный станок из дрели, руководствуйтесь прежде всего режимом работы оборудования; от него зависит и цена:
- Эпизодическая сверловка/фрезеровка для себя с точностью какая получится – станина пластиковая литая или стальная штампованная. Механизм подачи рычажный с коленчатым рычагом (см. далее). Подшипники скольжения каретки (см. далее) сталь по стали или с капроновыми вкладышами. Цены – $20-$30.
- Регулярная сверловка для себя или на заказ с обычной машиностроительной точностью. Обрабатываемые материалы – до твердости и вязкости обычной конструкционной стали. Все то же, но подшипники скольжения сталь по стали (хуже) или с бронзовыми втулками, а станина – чугунная литая или (дороже) композитная также вибропоглощающая. Цены – $30-$40.
- Регулярная сверловка и фрезеровка любых поддающихся инструменту материалов с периодическими перегрузками инструмента и/или с повышенной точностью – подшипники скольжения только бронза по стали, станина чугунная. Механизм подачи зубчато-реечный (еще см. далее); консоль вибропоглощающая. Цены – $60-$180.
Выбираем станину
Станину для дрели (которые продавцы почему-то упорно именуют стойками) нужно выбирать не по производителю («китай» – не «китай»); сейчас на рынке и «немецкого китая» полно, не говоря уже об изделиях постсоветских государств. Нужно проверить конструкцию.
Первое – образцы с пластиковыми не капроновыми вкладышами подшипников скольжения отбраковываются однозначно: биение и увод сверла более чем на 0,5 мм появятся уже на 10-й – 20-й «дырке» и далее будут увеличиваться. Второе – люфт консоли. Берем ее за дальний конец, покачиваем вверх-вниз и в стороны при зажатом фиксаторе. Заметной «болтушки» быть не должно (тактильное чувство нетренированного человека ощущает биение 0,4-0,5 мм).
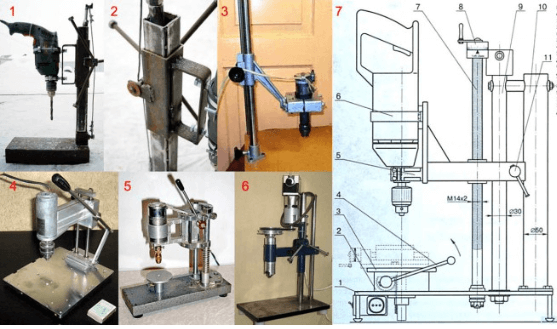
Далее – осмотр конструкции, см. рис. ниже. Для обычной сверловки подойдет показанная на поз. 1. Идеальный вариант – на поз. 2: цанговый зажим дрели, смещение колонны вбок уменьшает вибрацию консоли на порядок, а повернув ее вбок на 45 градусов, можно фрезеровать от руки с точностью «как умеешь» деталь на штатном не сдвижном столе, сняв пару креплений стола, т.к. при этом его смещение вручную относительно горизонтальной рабочей оси консоли будет линейным.
Как выбрать станину (стойку) для дрели
А вот образчик на поз. 3 не берите ни в коем случае. Во-первых, воротник его колонны низкий и ее крепление ненадежно. Во-вторых, продольные пазы под стол облегчают ручную фрезеровку «как получится», но, в отличие от диагональных, не гасят вибрации станины. Более того, они будут концентрироваться, где показано стрелками (прилив под колонну сделан слишком узким) и оттуда прямиком пойдут в колонну и стол.
Что дешевле?
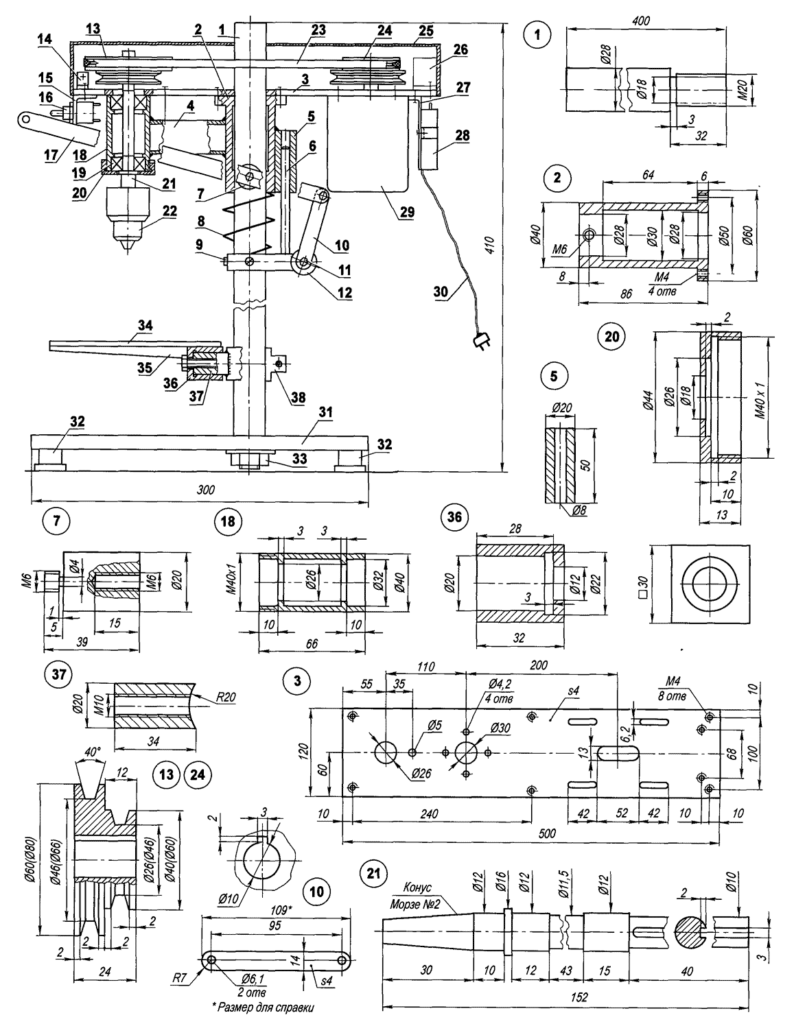
Чертежи шпинделя настольного сверлильного станка
Допустим, цена на понравившуюся станину вас не устраивает. Или дрель если «ломовая», с ударным механизмом, бывшая в работе по строительным конструкциям и биение патрона видно на глаз. Тогда первым делом выясняем, если и в пределах досягаемости мастер, владеющий токарным станком повышенной точности (не грубее 0,02 мм). Что, между прочим, не факт – станок повышенной точности стоит очень дорого и на потоке расхожих заказов никогда не окупается. Но, положим, нашелся. Берем чертежик на рис. справа, идем к нему и спрашиваем, сможет ли он выточить это из стали не хуже 30ХГСА, и сколько возьмет за работу. «Это» – чертежи шпинделя настольной сверлилки. Остальные ее детали можно выточить на обычном станке, или найти в развалах на железном базаре либо у себя в хламе. Скорее всего, окажется, что купить станину + стол дешевле, а если прикинуть расходы на остальное, то, возможно, обрисуется и дрель повышенной точности. В продаже такие бывают; их можно узнать по отсутствию ударного механизма и воротнику специально для установки в станину: на него надета точеная стальная манжета.
Особенности применения станков
Работа дрелью на весу при удержании инструмента только руками существенно ограничивает ее возможности. Вес инструмента и вибрация не позволяют жестко зафиксировать дрель в нужном положении. Но если продумать и сконструировать специальную станину, где она будет устойчиво крепиться, то обыкновенная ручная дрель превратится в профессиональное, почти промышленное оборудование.
Из дрели можно самостоятельно сделать такие виды станков:
- сверлильный;
- токарный;
- фрезерный;
- шлифовальный.
Причем после замены рабочего или режущего элемента станки становятся взаимозаменяемыми. Предусматривают функцию два в одном, например, сверлильный и фрезерный станок, токарный и шлифовальный. Все зависит от условий монтажа и потребностей владельца.
Мощность станков и их возможности будут зависеть от вида дрели (мощности ее электродвигателя), способу крепления, так как именно она в этом случае выступает главной рабочей частью оборудования.
Как сделать токарный станок своими руками
Изготовление своими руками небольшого токарного станка значительно упростится, если в вашей мастерской есть верстак с ровной и прочной рабочей поверхностью. В таком случае вам не придется тратить время и силы на поиск . Электрическая дрель, которая одновременно будет выполнять роль передней бабки и привода вращения, закрепляется на такой поверхности при помощи струбцины и хомута, фиксируемого на шейке инструмента.
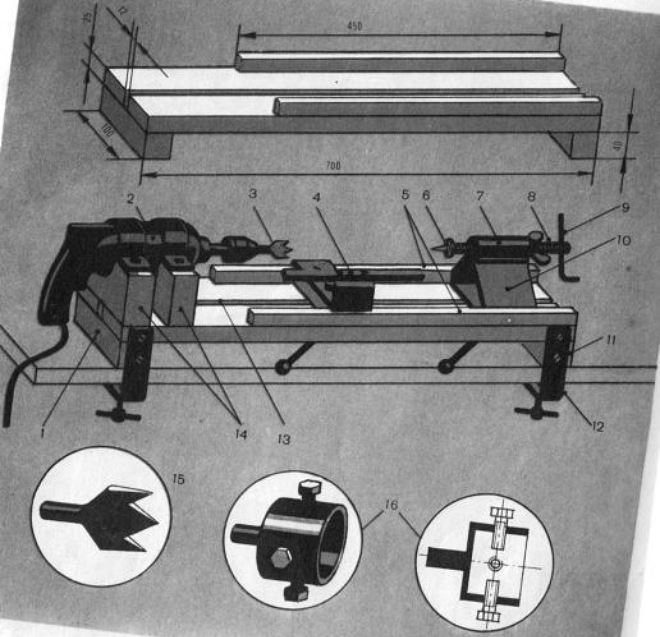
Вариант станка с деревянной станиной
Теперь вам необходимо сделать упор, который будет выполнять роль задней бабки. Такой упор, устанавливаемый напротив закрепленного инструмента, можно изготовить из пары деревянных брусков и регулировочного винта, конец которого заточен под конус. Если вы на своем самодельном станке из дрели планируете обрабатывать не очень массивные заготовки из дерева, то зафиксировать такой упор на поверхности рабочего стола можно при помощи струбцины.
В качестве подручника, к опорной поверхности которого вы будете прижимать режущий инструмент, также можно использовать деревянный брусок. Его закрепляют на поверхности верстака при помощи струбцины.
Очевидно, что, используя доступные и недорогие материалы, можно изготовить своими руками простейший токарный станок, на котором успешно выполняются различные операции по дереву. Применяя такое нехитрое приспособление, сделанное на основе дрели, можно вытачивать из дерева различные детали: ручки для дверей и инструментов, элементы конструкции лестниц, декоративные изделия.
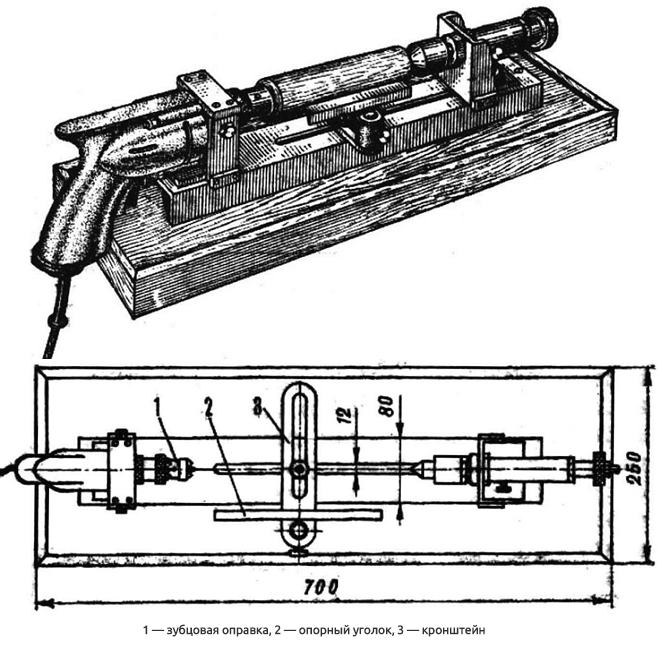
Схема и чертеж станка на основании из швеллера
Конструкция таких станков на основе дрели и варианты их исполнения могут быть различными
Чтобы не разбираться в процессе с нуля, можно найти в интернете фото наиболее подходящего вам устройства и сделать его своими руками. Однако, по какой бы схеме вы ни делали токарное устройство из дрели, очень важно обеспечить максимально точную центровку оси вращения шпиндельного узла и конусного регулировочного винта, расположенного на задней бабке
Если вы собираетесь сделать станок, на котором можно будет выполнять токарные операции по металлу, а не только по дереву, то лучше изготовить его по всем правилам. В первую очередь, ориентируясь на конструкцию имеющейся дрели и размеры заготовок, которые будут обрабатываться на таком приспособлении, необходимо выполнить чертеж, подобрать для комплектации крепления определенной формы и типа. За основу чертежа можно взять фото подобных агрегатов, которые изготавливают для себя многие домашние мастера.
Самодельный станок для токарных работ, выполненный по всем правилам, представляет собой жесткую конструкцию, на которой не меняется взаимная центровка передней и задней бабок. Все подвижные элементы такого устройства, устанавливаемые на надежной станине, перемещаются по ее направляющим. Если приобрести или своими руками изготовить планшайбу, которая будет закрепляться в патроне дрели, на таком агрегате можно будет обрабатывать заготовки даже большого диаметра.
На из дрели, все элементы которого фиксируются на жесткой станине, можно выполнять работы по металлу, но только по мягкому (сюда относятся сплавы на основе алюминия и меди). На таком станке обрабатывают заготовки, используя надфиль, напильник и наждачную бумагу, обернутую вокруг бруска. В этом случае будет вполне достаточно подручника, используемого для прижима инструмента. Если вы планируете работать и с токарными резцами, то без суппорта, перемещение которого в продольном и поперечном направлениях обеспечивает винтовой механизм, вам не обойтись.

Заводское токарное устройство для дрели, вроде изображенного на фото GRIZZLY H2669, обойдется примерно в 5000 рублей без доставки
Устройство
Традиционный вариант токарного станка включает в себя следующие основные узлы: электропривод, станина (основание), передняя бабка, задняя бабка, суппорт. В качестве источника энергии (электропривод) на самодельном токарном станке используется электрическая дрель.
Станина
Предназначена для размещения всех остальных узлов. Она воспринимает всю нагрузку при работе на себя. Поэтому станина должна обладать запасом прочности. Конструкция минимально деформируется при выполнении работ, обеспечивая точность изготовления деталей.
Станина выделена красным
В классическом варианте токарного станка станина представляет собой технологически сложный для изготовления узел. Ее поверхность, сопрягаемая с другими сборочными единицами, входящими в состав токарного станка, выполняется с высокими требованиями точности. В процессе ее технологической обработки используется специальное высокоточное оборудование.
Передняя бабка
В передней бабке токарного станка находится электродвигатель с редуктором и блоком управления. В ее функции входит передача вращения, а также базирование заготовки с целью обработки. Другое название передней бабки – шпиндельная, потому что основная деталь этого узла шпиндель. Это многоступенчатый вал с отверстием внутри, вращающийся в прецизионных регулируемых подшипниках.
Со стороны рабочей зоны находится фланец, к которому крепится трехкулачковый самоцентрирующийся патрон. Через отверстия в вале устанавливаются различные зажимные приспособления, например, цанговый. Крепление заготовки в самодельном станке осуществляется с применением сверлильного патрона электрической дрели, то есть имеет значительные ограничения.
Блок управления обычного токарного станка позволяет подобрать практически любой вариант для обработки детали согласно технологическому процессу. В самодельном варианте функцию передней бабки выполняет электрическая дрель вместе с основанием, на которую она крепится. Поэтому выбор режима обработки заготовки ограничивается функциональными возможностями электроинструмента.
Задняя бабка
Для создания необходимой жесткости при обработке заготовка закрепляется с двух сторон
Это особенно важно для длинных деталей. Поэтому против передней бабки расположена задняя
В корпусе задней бабки находится упорный или вращающийся центр, служащий для поджатия заготовки. В задней бабке может устанавливаться режущий инструмент типа сверл, зенкеров, разверток.
Суппорт
Суппорт токарного станка обеспечивает подачу инструмента в зону обработки. Обычно инструмент крепится в специальной оснастке (резцедержателе), которая размещается на суппорте. Кинематическая схема суппорта позволяет ему перемещаться как в продольном направлении, так и в поперечном относительно оси шпинделя. Для получения конусных поверхностей инструмент может устанавливаться под углом.
Рабочий инструмент токарных станков приводится в движение как вручную, так и с помощью механических устройств. На самодельных токарных станках подача инструмента в зону резания происходит в основном с помощью ручной физической силы.
Конструкция самодельного токарного станка из дрели
Чертежи токарного станка из дрели состоят из четырех важнейших узлов: станины, передней бабки, задней бабки, суппорта (подручника).
Самодельный токарный станок из дрели обязательно должен иметь надежное устойчивое основание, что обеспечивает качество, точность и легкость обработки различных материалов.
Наиболее точные промышленные агрегаты по металлу, дереву, другим материалам оснащаются массивной станиной на ножках.
Свой станок домашнему мастеру лучше сделать более мобильным. Соответственно, станина должна быть легкой или разборной.
С ее помощью станок можно будет установить на стол, верстак, тумбу, перемещая его по мере необходимости.
Главное, чтобы станина выполняла свою главную функцию, являясь жестким надежным основанием, на котором правильно располагаются основные функциональные узлы станка.
Передняя бабка – главная задача этого узла заключается в жесткой фиксации и обеспечении вращения обрабатываемой заготовки.
В процессе работы деталь должна быть жестко зафиксирована на одном месте и не двигаться под влиянием вибраций.
С другой стороны, передняя бабка может передвигаться в продольном направлении.
Благодаря этому обеспечивается возможность наиболее оптимальным образом расположить рабочие узлы приспособления в зависимости от размера обрабатываемой заготовки.
На стационарных промышленных станках такой функциональный узел входит в монолитную конструкцию целостной станины.
Самодельный токарный станок, сделанный из дрели своими руками, использует в качестве этой важной функциональной части прибора перфоратор или дрель, которую при необходимости легко снять. Задняя бабка – подвижный узел станка, который можно без проблем зафиксировать в нужном месте станины
За счет мобильности можно устанавливать заготовки разной длины
Задняя бабка – подвижный узел станка, который можно без проблем зафиксировать в нужном месте станины. За счет мобильности можно устанавливать заготовки разной длины.
Правильно сделанное такое приспособление должно иметь максимально точную регулировку упорного конуса.
Правильная схема взаимного расположения двух «бабок» позволяет надежно закреплять заготовки при их обработке.
Суппорт (подручник) – основная задача этого элемента токарного станка из бытовой дрели заключается в том, чтобы выполнять функцию упора для режущих инструментов, которые в основном удерживаются вручную.
Это приспособление может перемещаться по станине в продольном и поперечном направлении, жестко закрепляться при работе.
Важно установить суппорт в таком положении, чтобы рычаг режущего инструмента до обрабатываемой детали был как можно более коротким. Видео:
Видео:
Это обеспечит безопасность при работе с различными заготовками.
Важно учитывать, что в самодельном токарном станке наибольшую свободу перемещений имеет суппорт, передвигаясь в продольном и поперечном направлении. Благодаря этому обеспечивается оптимальное рабочее положение с нужным плечом рычага резца
Благодаря этому обеспечивается оптимальное рабочее положение с нужным плечом рычага резца.
Оставшиеся два мобильных узла агрегата должны двигаться только по направляющим вдоль оси заготовки.
Распространенные ошибки
Если в процессе изготовления домашнего сверлильного станка будут допущены ошибки, все затраты по деньгам, времени и другим ресурсам будут впустую. Типичные ошибки изображены на рисунке:
На каждом рисунке указаны следующие типовые ошибки:
ошибки в процессе изготовления домашнего сверлильного станка
- Низкая точность и слабость рамки под воздействием штатной нагрузки;
- Колонна не должна быть полой внутри, иначе она не выдержит изгибающей нагрузки;
- Штанга не выдержит упор инструмента.
- Нет смысла сдваивать колонну поперечным способом. От этого устойчивость не увеличится.
- Отбойник (в данном случае пружина) из-за своих непропорциональных размеров не приглушает нагрузки и вибрации, а наоборот их усиливает.
- Несимметричная компоновка привода и шпинделя с одной стороны колонны будет только усиливать вибрации.
- Основная ошибка – отсутствие отбойника, как такового. Его нельзя эксплуатировать, так как это опасно для здоровья.
Электрическая дрель есть у многих хозяев, которые самостоятельно занимаются строительством и стройкой. Однако одного такого инструмента может оказаться недостаточно для операций, требующих высокой точности, сверления под прямым углом или сложных задач. Для выполнения этих целей создаются сверлильные станки – установки, которые можно изготовить в домашних условиях из подручных материалов и бытовой техники. В том, как сделать сверлильный станок из дрели, нет ничего сложного.
Доп.материалы(чертежи):

как сделать сверлильный станок из дрели своими руками чертежи

как сделать сверлильный станок из дрели своими руками чертежи
как сделать сверлильный станок из дрели своими руками чертежи
Summary

Article Name
Сверлильный станок из дрели своими руками — подробная инструкция, чертежи
Description
Лучше изготовить или купить ➜— Сверлильный станок своими руками ➜— Распространенные ошибки ➜— Чертежи ➜— Расположение основных конструктивных элементов.
Author
Publisher Name
Википедия строительного инструмента
Publisher Logo

Деревообрабатывающий станок
На рынке деревообрабатывающей техники представлена обширная линейка токарных станков по дереву. Каждый потребитель делает свой выбор с учетом своих интересов, но главный критерий — это мощность привода. Для домашней мастерской, где токарные работы выполняются эпизодически, подойдёт простой настольный станочек с мощностью электродвигателя 1 киловатт и скоростью вращения шпинделя 3500 об/мин.
https://youtube.com/watch?v=xs8KOp1HoFI
Главные узлы и механизмы станка по дереву отвечают классическому устройству токарной машины, обрабатывающей заготовки вращением. Три главных механизма:
- привод — электрический двигатель, однофазный или трёхфазный;
- передаточный — набор устройств, передающих вращение вала двигателя на шпиндельную бабку;
- исполнительный — это суппорт.
Четыре основных узла:
- станина — корпус, на котором закреплены механизмы;
- передняя шпиндельная бабка — для крепления планшайбы или токарного патрона;
- задняя фиксирующая бабка — для установки вращающего центра или сверлильного патрона.
Конструкционная особенность
Станок токарный по дереву своими руками можно собрать из подручного материала. Конструкция простая, много времени на изготовление не потребуется. Главная часть станка — станина, изготовленная из швеллера, в котором по центральной осевой линии прорезан болгаркой паз для фиксации подручника и задней бабки. Принцип фиксации — эксцентрический механизм.
Конструкция задней бабки стандартна. Пиноль имеет отверстие под конус Морзе № 2 для установки центра вращения. Хвостовик сверлильного патрона соответствует отверстию пиноли. Рекомендуется использовать заднюю бабку заводского изготовления.
Под пиноль выточить полый цилиндр с глухой торцевой стенкой, в которой нарезана резьба под винт маховика. Подвижная часть пиноли — это цилиндр с коническим отверстием и шпоночным пазом на всю длину. Перемещается подвижная часть при помощи винта маховика по шпонке, приваренной в корпусе бабки.
Подручник классический, имеет функцию регулирования с фиксацией под диаметр обрабатываемой заготовки, основание подручника перемещается поперёк и вдоль станины. Фиксируется эксцентриком с ручкой. Верхняя часть — обычный уголок.
В передней бабке установлены два радиально-упорных подшипника. На валу шпинделя нарезана резьба М14, шаг два. Это резьба, которая используется на болгарках, шлифовальных машинках. Благодаря этому на шпиндель можно крепить все насадки, которые используются болгаркой.
Шпиндельная бабка своими руками
От точности изготовления передней бабки зависит качество всей конструкции
Поэтому на этот узел необходимо обратить особое внимание. Умельцы рекомендуют изготовить переднюю бабку токарного станка своими руками
Для этого нужно выточить цилиндрический корпус толщиной стенки 10 мм. Для крепления к станине нужно изготовить специальную стойку. Для этого подойдёт отрезок швеллера. Швеллер торцом приваривается к уголку, изготовленному из листовой стали толщиной 10 мм. На полученную стойку крепится корпус бабки.
Чтобы изготовить токарный станок по дереву своими руками, чертежи и размеры не имеют значения, так как каждый изготавливает конструкцию индивидуально, учитывая свои возможности. Цилиндрический корпус в разрезе:
- наружный диаметр 56 миллиметров;
- толщина стенки 10 миллиметров;
- длина 180 миллиметров;
- посадочные гнёзда под подшипники диаметром 24 миллиметра;
- вал диаметром 30 миллиметров.
Простые приспособления делают станок универсальным и увеличивают перечень операций. Например, установив в патрон шлифовальный барабан с наждачной бумагой, можно затачивать инструмент. Устройство для точения по копиру выглядит следующим образом:
- копир;
- труба, установленная вдоль станины, выполняющая роль салазок;
- дисковая электропила, выполняющая роль резца по дереву.
Приспособление для фрезерования заменит фрезерный станок. Оправка с дисковой фрезой
зажимается в патрон. Вместо подручника устанавливается рабочий стол с упорной линейкой. Фрезеровать можно наличники, плинтусы, заготовки для рамок.
Энтузиасты и любители изготавливать самоделки постоянно придумывают механизмы, облегчающие ручной труд. У таких людей на вопрос, как сделать станок по дереву, всегда есть ответ.
Устройство токарного станка
Вне зависимости от размера или предназначения, по своей сути токарные станки устроены одинаково, просто у них есть особенности, которые уже и зависят от области его применения. Для того чтобы разобраться, как сделать токарный станок своими руками, нам нужно рассмотреть это самое устройство поближе.
Многие со школьного курса труда могут помнить, что основа всего – станина. Именно на этой части и располагаются все детали для крепления и перемещения заготовки. Она является основой всей конструкции, и от нее зависит устойчивость и надежность всего станка.
Для бытовых потребностей будет достаточно настольного станка, который не требует дополнительной устойчивости, благодаря чему получается намного легче.
Дальше идет передняя бабка. Из двух основных деталей, которые отвечают за фиксацию заготовки, эта находится со стороны вращающего элемента.
Все чертежи токарного станка из дрели имеют в своей конструкции такую деталь. Она используется для центровки детали, которая будет обрабатываться, и ведет передачу движущего момента, который, в нашем случае, будет исходить от дрели. Если станок относится к тяжелым моделям, эта деталь будет приварена к станине, и регулироваться будет только высота.
Есть еще и задняя бабка, которая также выступает в качестве крепежного устройства. Она является подвижной деталью, задача которой закрепить деталь, и прижать ее к патрону, который будет крепиться на передней бабке. В случае с тяжелыми станками, эта деталь движется не только вертикально, но и горизонтально, тем самым позволяя обрабатывать более крупные детали.
Последней, но не менее важной деталью идет суппорт. Он необходим для работы с деталью и ее обработки
Ее удержанием он не занимается, но при этом выступает в качестве упора для вашего инструмента. Без него работать возможно, но это будет ужасно неудобно, при том, что от этого пострадает общее качество обработки детали, что не желательно.
Виды сверлильных станков своими руками
Существуют различные виды сверлильных станков, сделанных в домашних условиях. Они различаются по: материалу изготовления, структуре, размерам.
И домашние мастера не перестают придумывать новые конструкции и подбирают размеры для сверлильных станков. Ведь не все изготавливают станки по уже готовым чертежам.
Вот некоторые самые популярные конструкции сверлильных станков:
Беспроводной станок из древесины. Эта конструкция хорошо подходит для портативного сверления больших изделий. Так как работа дрели в таком станке обеспечивается за счет аккумулятора, необходимо делать специальную деревянную коробку. Чертеж станка подгоняется самостоятельно под размеры встраиваемой дрели.
Мини сверлильный станок. Изготовление такого инструмента не отнимет много сил и времени. Данная конструкция считается наиболее экономичной, не требует большого количества материалов. Модель проектируется в зависимости от размера и формы дрели, закрепить саму дрель можно обыкновенными резиновыми жгутиками, либо кабельными стяжками.
Станок из пластиковых труб. Этот вариант хорош для тех, у кого после ремонта сантехники остались обрезки труб. В другом случае этот вариант является очень экономичным, так как трубы ПВХ стоят дешевле металла или дерева. Сделать его не так уж сложно, главное соблюдать пропорции и размеры.
Целесообразность создания самодельного токарного агрегата
Круг возможностей станка — самоделки из дрели не ограничен ремонтными работами мелких изделий из дерева и созданием деревянных поделок.
Дополнительные возможности:
- Заточка металлических ножей, сверл, стамесок и других предметов быта. Для этого необходимо, установив дополнительный упор, оборудовать станок круглым наждачным камнем с приводом от электродвигателя дрели.
- Обработка деталей из органического стекла, плексигласа, древесины. В патрон электродрели устанавливают диск из фанеры со шлифовальной бумагой. Роль упора выполняет деревянная подставка для размещения обрабатываемой детали.
- Шлифовка любых деревянных и металлических изделий резиновым кругом в комплекте с наждачной бумагой.
- Полировка войлочным диском до идеального блеска домашней металлической посуды и деревянных предметов.
Все эти дополнительные функции являются весомыми аргументами в пользу самостоятельного создания домашнего токарного станочного оборудования.
Поперечная подача токарного станка своими руками

В тех ситуациях, когда токарное оборудование вышло из строя, совершенно не обязательно приобретать новый дорогостоящий агрегат. После грамотного ремонта токарные станки вновь будут в состоянии качественно и эффективно выполнять все технологические операции по обработке металла. Прежде чем разбираться в таком процессе, как ремонт токарного станка, необходимо вспомнить, что собой представляет токарная обработка и как устроено оборудование для ее осуществления.
Далеко не всегда есть возможность покупать новое оборудование. Выход один — ремонт
Особенности токарной обработки и устройство станка
При осуществлении токарной обработки решается задача по уменьшению диаметра заготовки, которая совершает вращательное движение, будучи закрепленной в шпинделе станка. Снятие слоя лишнего металла (за счет чего и происходит уменьшение диаметра заготовки) выполняет резец, оснащенный режущей кромкой.
Он может совершать перемещения в продольном (подача) и поперечном направлениях. Устанавливая параметры этих движений (вращение, продольное и поперечное перемещение режущего инструмента), можно регулировать толщину слоя снимаемого металла и форму стружки и воздействовать на качество выполняемой обработки.
К основным конструктивным узлам станка токарной группы относят:
- несущую станину с направляющими, по которым происходит перемещение задней бабки токарного станка и его суппорта;
- переднюю бабку, расположенную с левой части станины (важнейшими конструктивными элементами передней бабки являются шпиндельный узел и патрон, в котором фиксируется обрабатываемая на станке заготовка);
- коробку передач, смонтированную на передней части станины;
- непосредственно сам суппорт, на котором имеются салазки для обеспечения поперечного перемещения режущего инструмента;
- резцедержатель, который перемещается по поперечным салазкам суппорта.
Основные элементы токарного станка по металлу
Перечисленные узлы, нуждающиеся в регулярном техническом обслуживании и иногда – в ремонте, могут иметь различные модификации, что определяет назначение и функциональные возможности станка (многорезцовый, токарно-револьверный и др.).
Установка ходового винта и вала
Порядок совмещения осей ходового винта и вала с коробкой подач и фартуком токарного станка хорошо демонстрирует видео такого процесса.
Выполняется эта процедура в следующей последовательности.
- Корпус коробки подач токарного станка фиксируют на станине.
- Продольные салазки монтируют в середине станины, закрепляя винтами их заднюю прижимную планку.
- Фартук токарного станка соединяют с кареткой при помощи винтов.
- В отверстия фартука и коробки подач, в которые входят ходовой винт и вал, вставляют контрольные оправки.
- Каретку с фартуком подводят к коробке подач и в зоне соприкосновения контрольных оправок определяют величину их несоосности.
- Добиваются соосности оправок путем установки новых накладок, шабрения направляющих станка или переустановки коробки подач.
Ремонтирую направляющие небольших суппортов, фрезприставок — исправление геометрии, чистовое шабрение. Размеры — начиная от маленьких часовых станков типа Boley, Bergeon, Lorch и тп., Т-28, schaublin 70, Т-65 и тп. до размера schaublin 102, C-1, MN-80, ТВ-16, TSA-16
Необходимость ремонта и подготовка к нему
Наиболее распространенными ситуациями, в которых требуется уже не техническое обслуживание, а ремонт токарного агрегата, являются износ направляющих, подшипников, выход из строя вилок, которые переключают элементы зубчатых соединений и др. Естественно, после периода продолжительной эксплуатации токарное оборудование нуждается в капитальном ремонте, к которому следует правильно и основательно подготовиться.
Уровень вибраций и шумов, издаваемых изношенными узлами токарного станка, определяется при работе оборудования на холостом ходу. Кроме того, проверяется осевое и радиальное биение шпиндельного узла. Чтобы продиагностировать состояние опор качения, необходимо выполнить обработку пробной заготовки и сопоставить полученные геометрические параметры с требуемыми значениями. Во многих случаях подобные действия позволяют избежать капитального ремонта оборудования и ограничиться устранением локальных неисправностей.
Если капитальный ремонт токарному станку все же необходим, перед этим необходимо тщательно очистить оборудование от грязи и пыли, которые скопились в процессе его эксплуатации. Все технические жидкости, требующиеся для работы станка (масло, СОЖ), необходимо слить. Затем проверяют, все ли конструктивные элементы оборудования находятся на своих местах.
Методы ремонта направляющих
Выбор способа ремонта направляющих станков токарной группы (выполнить такой ремонт своими руками, не имея специального оборудования, достаточно сложно) зависит от того, насколько сильно изношены данные конструктивные элементы, какой твердостью они обладают, насколько хорошо технически оснащена ремонтная бригада, которая будет заниматься выполнением этой непростой процедуры.
Изношенные направляющие станины токарного станка
Восстанавливать направляющие станины, подвергшиеся значительному износу после длительной эксплуатации, можно разными способами: строганием, фрезерованием, шабрением (с притиркой и без), протягиванием, шлифованием, накатыванием при помощи специальных роликов. К наиболее распространенным методам, используемым при капитальном ремонте станины токарного станка, относятся строгание, шабрение и шлифование.
Уточнить величину износа направляющих можно лишь после того, как с их поверхности удалены все загрязнения и имеющиеся забоины. Чтобы определить зазоры, имеющиеся на данных узлах токарного станка, на них накладывают металлическую линейку и с помощью щупа выявляют наиболее изношенные участки, требующие срочного ремонта, проводя замеры через каждые 30–50 см.
Проверка станины с помощью самодельного приспособления
Опытные специалисты могут выявить наиболее изношенные участки направляющих станины при помощи тонкой бумаги, толщина которой не превышает 0,02 мм. Такая бумага накладывается на рассматриваемые узлы токарного станка и прижимается к ним металлической линейкой. В тех местах, где направляющие не подверглись серьезному износу, бумага не вытаскивается из-под линейки, а обрывается по ее краю.
Источник: https://tpg70.ru/poperechnaya-podacha-tokarnogo-stanka-svoimi-rukami/
Изготовление токарного станка по металлу своими руками

Многие мужчины в процессе ремонта техники занимаются изготовлением необходимых заготовок из металла в собственной мастерской. Токарные работы требуют точности и умения. Придать необходимую форму и параметры изделиям металла можно при помощи специального станка, дополнительного оборудования и инструментов. Поэтому умельцы успешно изготавливают многофункциональный токарный станок по металлу своими руками.
Как использовать токарный станок по металлу
Современный промышленный станок обладает рядом характеристик, которые позволяют совершать множество различных операций. Такое устройство оснащается числовым программным устройством и имеет сложную конструкцию. Для токарного станка своими руками не нужно такое количество функций. Достаточно сделать универсальную механическую установку, которая будет удобно размещаться на столе в гараже.
Основные работы, выполняемые на самодельном фрезерном оборудовании:
Памятка по технике безопасности при работе на токарных станках
- обработка внутренней поверхности, рассверливание заготовки;
- вытачивание конуса, канавки;
- нарезка резьбы;
- фасонная обточка;
- подрезка уступов и острых краев;
- обточка цилиндров.
Токарный станок по металлу применяется для обработки гаек, втулок, муфт, шкивы, валов и зубчатых колес. Из таких деталей получаются заготовки, которые позволяют создавать или усовершенствовать различные механизмы.
В зависимости от применяемого оборудования, на агрегате модно обрабатывать изделия не только из металла, но и деревянные или пластиковые заготовки.
Конструкция токарного станка
Токарный станок по металлу своими руками является полноценным оборудованием с силовым агрегатом, он имеет большой вес и создает вибрацию. Прежде, чем мастерить такое устройство, необходимо тщательно продумать конструкцию всех деталей.
Мини-станок для домашнего использования имеет 4 основных элемента:
- Рама.
- Суппорт и резцедержатель.
- Передняя и задняя бабка.
Рама
Этот узел предназначен для фиксации всего оборудования в жестком положении. Являясь основой, станина должна быть прочной и не давать перекоса. Станок можно размещать на столе или изготовить напольный вариант, увеличив длину опоры. Выполняют такую литую станину из швеллеров и металлических уголков. Соединение элементов каркаса производят сваркой или крепят болтами.
Суппорт
Такой элемент удерживает режущее устройство и способен перемещаться в заданном направлении и плоскости для эффективной обработки заготовок. При необходимости создания сложных и нестандартных поверхностей следует уделить особое внимание креплению этого узла. Для плавного движения в горизонтальном направлении применяют винтовой механизм в фартуке. Суппорт остается подвижным, но при необходимости его можно зафиксировать. Резцы в резцедержателе должны плотно зажиматься, люфты увеличивают травмоопасность во время работы.
Передняя и задняя бабка
В шпиндельной бабке располагают коробку передач, что обеспечивает различную скорость вращения шпинделя, регулировку величины крутящегося момента. Кроме того, бабка состоит из головки для обточки и устройства для подачи суппорта. Бабка обеспечивает крепление заготовки.
Бабка сзади механизма обеспечивает прочное крепление заготовки или инструмента в нужном направлении. Такой узел имеет функцию нарезания резьбы на токарном станке по металлу.
Пошаговая сборка токарного оборудования своими руками
Самодельный токарный станок состоит из деталей, которые можно найти в гараже или мастерской. Прежде чем приступать к обработке и сборке аппарата, необходимо тщательно продумать конструкцию и характеристики агрегата, его расположение в мастерской.
Необходимые материалы
В качестве материалов можно использовать подручные средства:
- сварная рама (заменит литую станину);
- силовой агрегат – любой двигатель с электроприводом мощностью 800-1500 Вт от бытовой техники (хороший вариант – асинхронный двигатель);
- в качестве приводного камня можно использовать ремни разной длины;
- винты и гайки для крепления конструкции;
- направляющие, салазки из стального прута;
- шпиндель и задняя бабка (лучше найти готовые детали, но можно изготовить их из профильной трубы или куска металлического листа);
- винты подачи — для токарного станка своими руками подойдут длинные пруты с резьбой продольного и поперечного направления;
- подшипники качения в качестве элементов вращения;
- шквалы разного диаметра;
- стальная пластина толщиной не менее 8 мм — для суппорта и резцедержателя.
Где взять проект токарного станка
Важным этапом при создании самодельного токарного станка является проектирование и чертеж схемы с указанием габаритов устройства. В качестве основы можно использовать примеры фабричных изделий или рисунки мастеров, которые есть в интернете в свободном доступе.
Стандартные размеры токарного оборудования: 115x62x18 см. Такие параметры считаются оптимальными для работы.
Чертеж самодельного токарного станка
Процесс изготовления
Изготовление токарного станка по металлу своими руками проводят в соответствии с пошаговым руководством для основных узлов:
На рисунке показано где и на каком месте должны быть расположены детали правильно
- Формирование рамы по данным чертежа. Трубы нарезают и сваривают между собой, важно чтобы углы были ровными.
- Создание боковых стоек (для этого лучше воспользоваться другим фрезерным станком).
- Сбор опорной установки, соединение стоек с направляющими, монтаж дистанционных втулок по бокам.
- Фиксация втулок для задней бабки. Если использовать эти детали разного размера, можно добиться большего хода.
- Создание площадки для суппорта.
- Монтаж ходового винта, крепление на него штурвала и нониуса.
- Монтаж площадки передней бабки.
- Крепление к станку бабок.
- Создание суппорта и резцедержателя.
- Формирование подрамника двигателя.
- Установка силового агрегата и его подключение к электросети.
- Пробный запуск на холостом ходу.
Токарный станок по металлу своими руками довольно легко сделать.
Важно сохранить параметры конструкции, обеспечить жесткое соединение и выбрать подходящий электродвигатель.
: Как сделать токарный станок по металлу своими руками
Источник: https://promtu.ru/obrabotka-metallov/izgotovlenie-tokarnogo-stanka
Самодельный токарный станок по металлу

Токарный станок всегда был самым востребованным типом сложного оборудования. Использовать его для точения самоделок мечтают многие умельцы. Останавливает их необходимость денежных вложений. Да и готовые модели, несмотря на очевидные достоинства, зачастую просто не помещаются в условиях домашней мастерской. Решить эти противоречия способен самодельный токарный станок. Он строится под уникальные требования, с использованием простых материалов. Конечно, такая конструкция не превзойдет промышленных продуктов, но первая же успешная самоделка на токарном станке оправдает все затраты времени и усилий.
Самодельный токарный станок
Особенности конструкции
Задача сделать токарный станок не настолько сложная, как кажется на первый взгляд. Важные конструктивные элементы просто копируются с промышленных образцов. При этом схема самодельного токарного станка не требует реализации всех сборочных единиц, присутствующих в заводских моделях. Изготовить потребуется станину, суппорт и шпиндель. Другие узлы понадобятся только для решения специфических задач.
Конструкция станины
Основу рабочей части большинства станков выполняет станина. Массивное основание предназначено для установки всех механизмов, а также выполняет функцию гашения вибраций, неизбежно возникающих при механической обработке. От правильного выбора станины будут зависеть очень многие характеристики готового изделия. Классические, литые из чугуна, конструкции, в самодельном станкостроении не используются по причине высокой сложности технологии.
Практическое применение нашли станины монолитного или сварного типа. Монолитный вариант обеспечивает высокие характеристики по жесткости и гашению вибрации. Основной его недостаток – большой вес. В качестве такого основания отлично подойдет металлическая плита толщиной 10-20 мм. В зависимости от назначения станка возможно применение и других материалов.
Монолитные основания доступно получить и с помощью других технологий, например, литьем из полимербетона.
Станина для самодельного токарного станка
Сварная станина выполняется в виде рамы прямоугольного сечения. Для ее изготовления, наиболее часто применяются разнообразные металлические профили. Сварная рама токарного станка отличается простотой изготовления и малой массой. Но кажущаяся простота такого решения оборачивается необходимостью дополнительной обработки посадочных мест под установку оборудования. Компромисс можно достичь, выбрав обычный швеллер. На горизонтальной грани швеллера устанавливаются необходимые элементы, боковые используются в качестве подставки и места крепления вспомогательных устройств.
Станочный суппорт
Чтобы изготовить самодельный суппорт токарного станка своими руками понадобятся направляющие, по которым будет выполняться продольное и поперечное перемещения. В промышленном оборудовании традиционно используются направляющие скольжения типа «ласточкин хвост». В домашних условиях качественно изготовить такой узел невозможно.
Поэтому, при выборе, предпочтение отдается готовым цилиндрическим или профильным рельсам с линейными подшипниками. Наилучший вариант построения системы перемещений заключается в установке рельс с подшипниками качения. Они позволяют получить высокую точность, отсутствие люфтов, надежность и длительный срок службы. Не зря такие рельсы стали очень популярны у производителей станков во всем мире.
Ведущим их недостатком считается только высокая стоимость.
Существует и дешевое решение. Оно подразумевает использование полированных валов от старых принтеров или иного оборудования.
Суппорт
Движение в продольном и поперечном направлениях, создается с использованием ходовых пар типа винт-гайка. В машиностроении применяются механизмы, построенные на основе резьбовых шпилек, трапецеидальных винтов или шарико-винтовых пар (ШВП). Выбор стандартных шпилек оправдан только для очень простых станков, так как не обеспечивает должной точности и долговечности.
Трапецеидальный винт более надежен, устойчив к большим нагрузкам. Лучший, но дорогой, вариант подразумевает применение ШВП. Именно они устанавливаются в точном промышленном оборудовании. Крепление ходовых винтов требует применения подшипниковых блоков, обеспечивающих свободное вращательное движение и невозможность возвратно-поступательного.
Такой блок можно сделать самостоятельно, но лучше использовать модели серийного изготовления.
Для соединения составных частей суппорта между собой подойдут стальные пластины толщиной 8-10 мм. Их достаточно обработать по размерам направляющих и просверлить требуемые отверстия.
Сборка суппорта будет напоминать работу с детским конструктором, а результат окажется не хуже, чем у заводских моделей.
Шпиндельная бабка используется для крепления оси шпинделя, установки коробки скоростей и коробки переключения подач (КПП). Рабочая часть устройства любой коробки требует большого числа шестерен и трудно реализуется в домашних условиях. Простым решением проблемы шпинделя будет применение регулируемого привода на основе асинхронного двигателя с частотным инвертором. Такой комплект полностью заменяет классический редуктор.
Шпиндель
Самодельная КПП для миниатюрного токарного станка вряд ли понадобится. Небольшие размеры обрабатываемых деталей не потребуют от токаря больших физических усилий, а мелкую резьбу гораздо продуктивнее нарезать леркой. Если все же требуется токарный самодельный аппарат с коробкой подач, то не обязательно искать набор шестерен. Автоматическую подачу можно выполнить на основе маломощных электродвигателей, что позволит в дальнейшем даже применить устройство ЧПУ.
Инструменты, материалы и чертежи
Изготовление настольного токарного станка и его сборку выгоднее всего проводить с использованием серьезного оборудования. Доступ к фрезерному и сверлильному оборудованию позволяет избежать некоторых проблем. Если такого доступа нет, то остается использовать то, что есть под рукой. Не только токарные станки, но и другие сложные самоделки, изготавливаются с помощью ограниченного набора слесарного инструмента и электродрели.
Конечно, ко всему этому должны быть приложены «прямые» руки.
Материалы для будущей конструкции выбирают из того, что есть под рукой, стараясь ограничить финансовые затраты. Востребованными окажутся металлический профиль для станины, детали из листового металла, узлы крепления подшипников шпинделя и ходовых винтов, крепежные изделия. Приобрести потребуется рельсовые направляющие, приводные винты, преобразователь частоты.
Благо, сегодня существует множество фирм, предлагающих их поставку.
Возможных вариантов, как сделать мини токарный станок, существует множество. Для выбора конкретного решения следует четко определить, для чего будет использоваться станок, какие заготовки на нем будут точиться. Обработка стали требует иного подхода к проектированию, чем для мягкого исходного сырья. В техническое задание включаются габариты конечного изделия, максимальные параметры обрабатываемых заготовок, доступные ресурсы, способы транспортировки станка и иные необходимые пожелания. Проанализировав все пожелания, выполняют чертежи самодельного токарного станка.
Чертеж для сборки станка
Необходимая детализация разрабатывается под имеющиеся комплектующие и возможности. Если этот этап кажется затруднительным, готовые чертежи на токарные станки находятся в свободном доступе.
Инструкция по сборке
Строить самодельный токарный станок по металлу, лучше всего начав со станины. На верхней грани основания готовятся посадочные места под продольные направляющие суппорта, шпинделя, двигателя и другие необходимых элементов. Ведущее требование к этим поверхностям — обеспечение базовой плоскости всего оборудования. Самым лучшим подходом будет фрезеровка площадок на промышленном оборудовании. На нем же желательно сразу просверлить и крепежные отверстия. В противном случае потребуется значительно больше времени для установки и выверки направляющих.
Продольные направляющие суппорта крепятся непосредственно к основанию станка с помощью винтов. Там же устанавливаются и подшипниковые блоки ходового винта. При монтаже добиваются соосности всех элементов. После окончательного закрепления направляющих, на них надеваются подшипниковые модули.
Сверху, на монтажную поверхность, крепят основание поперечной оси. В качестве последнего используется металлическая пластина с крепежными отверстиями. Такая же пластина устанавливается на подшипники поперечного перемещения и служит для крепления резцедержки.
Завершит самодельный токарный суппорткрепление миниатюрных индикаторных лимбов и маховиков ручного привода на концы приводных винтов.
Шпиндельный узел выполняется из двух подшипниковых щитов, которые также крепятся на станине. Щиты могут быть готовыми или самодельными.
При монтаже следует добиться совпадения главной оси с осями направляющих.
Вал шпинделя необходимо изготовить на токарном станке, либо попытаться подобрать готовый. При монтаже вал запрессовывается в подшипники. С одной его стороны устанавливается токарный патрон, с другой шкив для ременной передачи. Применение каких-либо других типов передач в небольшом станке нецелесообразно. Для возможности грубого регулирования скорости и увеличения вращающего момента шпинделя рекомендуется изготовить ступенчатые многоручьевые шкивы. Аналогичный шкив монтируется и на вал электромотора. Сам мотор устанавливается на раме снизу или сзади шпиндельной бабки. Крепление двигателя должно предусматривать механизм натяжения ремня.
Составные части самодельного токарного станка
На последнем этапе осуществляется монтаж электрооборудования станка. Он заключается в комплектации силового шкафа, в который устанавливаются преобразователь частоты, вводной автоматический выключатель и кнопки пуска и останова шпинделя. Также подключается двигатель и электрическая сеть. На этом сборка станка может считаться оконченной.
Источник: https://stankiexpert.ru/stanki/tokarnye/samodelnyj-tokarnyj-stanok.html
ЧПУ станок своими руками чертежи
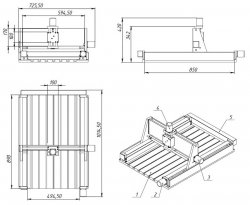
ЧПУ станок своими руками, чертежи простой бюджетной конструкции. Задача данной статьи – на примере, помочь желающим разобраться в построении механической части оборудования.
Перед началом работ, составим
Техническое задание разрабатываемого станка:
1. Точность при обработке деталей не более 100 (мкм).
2. Скорость перемещения шпинделя по осям:
- холостой ход – 90 (см/мин)
- рабочий режим – до 45 (см/мин)
3. Рабочая область механической обработки детали:
- по оси «Х» – 70 (см)
- по оси «Y» – 39 (см)
- по оси «Z» – 7 (см)
Хотя конструкция любительская, а несложные расчеты, все равно необходимо произвести.
Шаговый двигатель ДШИ-3-1.
В оптимальном режиме работы (полушаговом), двигатель совершает: 400 шагов за один оборот вала и 150 оборотов в минуту. Нетрудно рассчитать, на какое расстояние переместится рабочая фреза. Если шаг резьбы винта выбрать 3 (мм), то получим перемещение фрезы: за один шаг двигателя 3/400=7,5 (мкм); за одну минуту работы двигателя 3х150=45 (см).
Ходовой винт трансмиссии:
- диаметр винта 14 (мм)
- резьба прямоугольная
- резьбовой шаг 3 (мм)
- высота профиля резьбы 1,5 (мм)
Винт закреплен жестко с обеих сторон, с одной стороны вставлен в подшипниковый узел, с другой стороны насажен на вал шагового двигателя
Изготовления винта (не закалена резьбовая часть) из стали А40Г. Если резьбовую часть термически обработать и отшлифовать, подойдет сталь 40ХГ или 65Г.
Применим радиально упорный двухрядный подшипник серии 3056200 (открытый), или его аналог 3200-2rs (закрытый), который обеспечивает упор винта в двух направлениях вдоль оси. Натяг подшипника обеспечивается корончатой гайкой, с последующей ее фиксацией на валу, при помощи шплинта.
![]()
Ходовая регулируемая гайка.

Конструкция гайки позволяет регулировать зазор люфта в винтовой передаче. Материал для ее изготовления – бонза марок БрО10Ф1 или БрО6Ц6С3.
Вес каретки с навесным оборудованием по оси «Х», примерно около пяти килограмм. Следовательно, максимальный прогиб направляющей из закаленной стали 40Х (твердость 40…50 HRC), диаметром 16 (мм) на длине 700 (мм), составит 2…3 (мкм), чего вполне достаточно.
Корпус с подшипником скольжения.
Подшипники скольжения, изготовленные из бронзы марок БрО10-1, БрОЦС5-7-12 или БрОЦС6-6-3, имеют ряд положительных моментов:
- обладают малой массой и небольшими габаритными размерами
- хорошо работают на больших скоростях и при больших нагрузках
- бесшумны
- обладают хорошей демпфирующей способностью.
Они запрессовываются в алюминиевый корпус наглухо, с припуском по внутреннему диаметру.
Длина втулки определяется по формуле: L = 0,8d
Зубчатый ремень и шкив.
Выбираем алюминиевый зубчатый шкив ременной передачи типа 5М-15 диаметром 23,87 (мм) и зубчатый замкнутый ремень с таким же профилем зуба типа 5М-15 длиной 1200 (мм).
Находим межосевое расстояние между центрами шкивов по формуле:
l – длина ремня
d – диаметр шкива
подставим значения ½ (1200 – 3,14 х 23,87) = 562,5 (мм)
Конструкция станка ЧПУ.
Ходовая часть.
Каретка «Х»

Состоит из двух частей, каждая из которых, имеет две опоры для направляющих, собранных на алюминиевом уголке 30х50х5 (мм) закрепленного на плите.
Каретка «Y»

Состоит из двух опор, скрепленных направляющими.
Каретка «Z»
Состоит из двух опор, скрепленных двумя направляющими, по которым движется кронштейн для шпинделя станка.
Ходовая часть в сборе.

На каретки установим трансмиссии. На зубчатые шкивы – зубчатый ремень.

Максимально закроем все движущие части станка защитными кожухами и получим вот такой вариант.
Как видим, собрать ЧПУ станок своими руками не так и сложно. Просто необходимо разработать чертежи, либо заказать готовые.
А теперь, посмотрим как это работает.
Дополнительно, можно ознакомиться с построением аналогичного самодельного станка.
Конструкция и назначение шарико-винтовых передач для станков с ЧПУ
Для создания станков с программным числовым управлением необходимо использовать шарико-винтовые пары. Они отличаются не только внешним видом, но и конструкцией. Для выбора определенной модели следует заранее ознакомиться со строением и комплектующими ШВП.
Назначение шарико-винтовых пар
Все виды ШВП для станков с ЧПУ предназначены для преобразования вращательного движения в поступательное. Конструктивно состоят из корпуса и ходового винта. Отличаются друг от друга размерами и техническими характеристиками.
Основным требованием является минимизация трения во время работы. Для этого поверхность комплектующих проходит процесс тщательной шлифовки. В результате этого во время движения ходового винта не происходит резких скачков его положения относительно корпуса с подшипниками.
Дополнительно для достижения плавного хода применяется не трение скольжение относительно штифта и корпуса, а качение. Для получения этого эффекта применяется принцип шариковых подшипников. Подобная схема увеличивает перегрузочные характеристики ШВП для станков с ЧПУ, значительно повышает КПД.
Основные компоненты шарико-винтовой передачи:
- ходовой винт. Предназначен для преобразования вращательного движения в поступательное. На его поверхности формируется резьба, основная характеристика — ее шаг;
- корпус. Во время движения ходового винта происходит смещение. На корпус могут устанавливаться различные компоненты станка: фрезы, сверла и т.д.;
- шарики и вкладыши. Необходимы для плавного хода корпуса относительно оси ходового винта.
Несмотря на все преимущества подобной конструкции шарико-винтовые передачи для ЧПУ применяются только для средних и малых станков. Это связано с возможностью прогиба винта при расположении корпуса в его средней части. В настоящее время максимально допустимая длина составляет 1,5 м.
Аналогичными свойствами обладает передача винт-гайка. Однако это схема характеризуется быстрым износом комплектующих из-за их постоянного трения между собой.
Области применения ШВП
Относительная простота конструкции и возможность изготовления шарико-винтовой передачи с различными характеристиками расширяет область его применения. В стоящее время шарико-винтовые пары являются неотъемлемыми компонентами самодельных фрезерных станков с числовым программным управлением. Ну на этом область применения не ограничивается.
Благодаря своей универсальности ШВП могут устанавливаться не только в станках с ЧПУ. Плавный ход и практические нулевое трение делают их незаменимыми компонентами в точных измерительных приборах, установок медицинского назначения, в машиностроении. Нередко для комплектации самодельного оборудования берут запчасти от этих приборов.
Это стало возможным благодаря следующим свойствам:
- минимизация потерь на трение;
- высокий коэффициент нагрузочной способности при небольших габаритах конструкции;
- низкая инертность. Движение корпуса происходит одновременно с вращением винта;
- отсутствие шума и плавный ход.
Однако следует учитывать и недостатки ШВП для оборудования ЧПУ. Прежде всего к ним относятся сложная конструкция корпуса. Даже при незначительном повреждении одного из компонентов шарико-винтовая передача не сможет выполнять свои функции. Также накладываются ограничения на скорость вращения винта. Превышение этого параметра может привести к появлению вибрации.
Для уменьшения осевого зазора сборка выполняется с натягом. Для этого могут устанавливаться шарики увеличенного диаметра или две гайки с осевым смещением.
Характеристики ШВП для оборудования с ЧПУ
Для выбора оптимальной модели шарико-винтовой передачи для станков с числовым программным управлением следует ознакомиться с техническими характеристиками. В дальнейшем они повлияют на эксплуатационные качества оборудования и время его безремонтной эксплуатации.
Основным параметром ШВП для станков с ЧПУ является класс точности. Он определяет степень погрешности положения подвижной системы согласно расчетным характеристикам. Класс точности может быть от С0 до С10. Погрешность перемещения должна даваться производителем, указывается в техническом паспорте изделия.
| Класс точности | С0 | С1 | С2 | С3 | С5 | С7 | С10 |
| Погрешность на 300 мкм | 3,5 | 5 | 7 | 8 | 18 | 50 | 120 |
| Погрешность на один оборот винта | 2,5 | 4 | 5 | 6 | 8 |
Кроме этого при выборе нужно учитывать следующие параметры:
- отношение максимальной и необходимой скорости мотора;
- общая длина резьбы ходового винта;
- средние показатели нагрузки на всю конструкцию;
- значение осевой нагрузки — преднатяг;
- геометрические размеры — диаметр винта и гайки;
- параметры электродвигателя — крутящий момент, мощность и другие характеристики.
Эти данные должны быть предварительно рассчитаны. Следует помнить, что фактические характеристики ШВП для оборудования с ЧПУ не могут отличаться от расчетных. В противном случае это приведет к неправильной работе станка.
Количество оборотов шариков за один круг определит степень передачи крутящего момента от вала корпусу. Этот параметр зависит от диаметра шариков, их количества и сечения вала.
Установка ШВП на станок с ЧПУ
После выбора оптимальной модели необходимо продумать схему установки ШВП на станок с ЧПУ. Для этого предварительно составляется чертеж конструкции, закупаются или изготавливаются другие компоненты.
Во время выполнения работы следует учитывать не только технические характеристики шарико-винтовой передачи. Основное ее предназначение — движение элементов станка по определенной оси. Поэтому следует заранее продумать крепление блока обработки к корпусу ШВП для станков с ЧПУ. Необходимо сверить размеры посадочных отверстий, их расположение на корпусе. Следует помнить, что любая механическая обработка шарико-винтовой передачи может повлечь за собой негативные изменения ее характеристик.
Порядок установки в корпус станка с ЧПУ.
- Определение оптимальных технических характеристик.
- Измерение длины вала.
- Создание схемы сопряжения монтажной части вала с ротором двигателя.
- Установка передачи на корпус станка.
- Проверка работоспособность узла.
- Подключение всех основных компонентов.
После этого можно выполнить первый пробный запуск оборудования. В процессе работы не должно возникать колебания и вибрации. В случае их появления выполнять дополнительную калибровку компонентов.
При поломке ШВП во время эксплуатации станка с ЧПУ ремонт передача можно сделать самостоятельно. Для этого можно заказать специальный комплект. С особенностями проведения восстановительных работ можно знакомиться в видеоматериале:
Простой и недорогой 3-х осевой станок с ЧПУ своими руками
Целью этого проекта является создание настольного станка с ЧПУ. Можно было купить готовый станок, но его цена и размеры меня не устроили, и я решил построить станок с ЧПУ с такими требованиями:
– использование простых инструментов (нужен только сверлильный станок, ленточная пила и ручной инструмент)
– низкая стоимость (я ориентировался на низкую стоимость, но всё равно купил элементов примерно на $600, можно значительно сэкономить, покупая элементы в соответствующих магазинах)
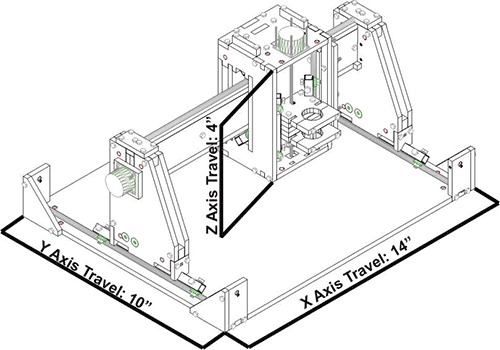
– малая занимаемая площадь(30″х25″)
– нормальное рабочее пространство (10″ по оси X, 14″ по оси Y, 4″ по оси Z)
– высокая скорость резки (60″ за минуту)
– малое количество элементов (менее 30 уникальных)
– доступные элементы (все элементы можно купить в одном хозяйственном и трех online магазинах)
– возможность успешной обработки фанеры
Станки других людей
Вот несколько фото других станков, собравших по данной статье
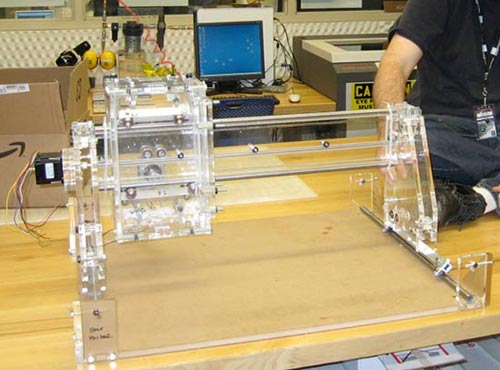
Фото 1 – Chris с другом собрал станок, вырезав детали из 0,5″ акрила при помощи лазерной резки. Но все, кто работал с акрилом знают, что лазерная резка это хорошо, но акрил плохо переносит сверление, а в этом проекте есть много отверстий. Они сделали хорошую работу, больше информации можно найти в блоге Chris’a. Мне особенно понравилось изготовление 3D объекта при помощи 2D резов.
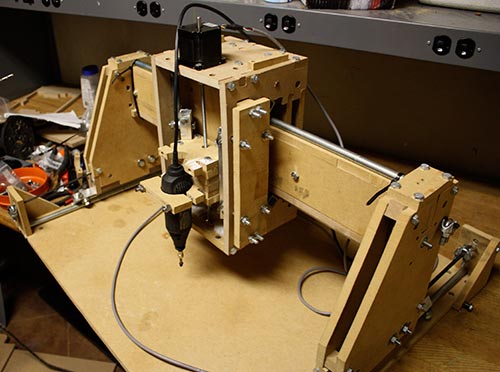
Фото 2 – Sam McCaskill сделал действительно хороший настольный станок с ЧПУ. Меня впечатлило то, что он не стал упрощать свою работу и вырезал все элементы вручную. Я впечатлён этим проектом.
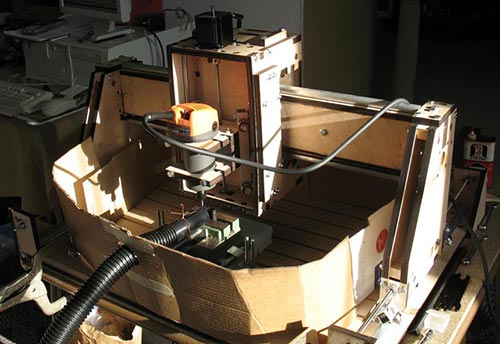
Фото 3 – Angry Monk’s использовал детали из ДМФ, вырезанные при помощи лазерного резака и двигатели с зубчато-ремённой передачей, переделанные в двигатели с винтом.
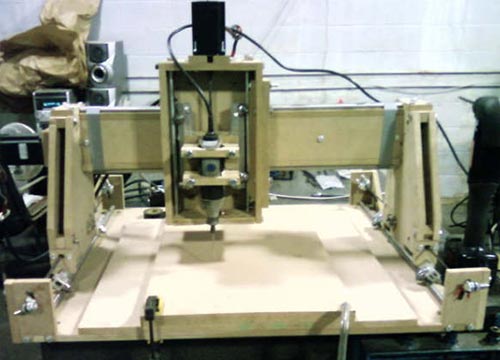
Фото 4 – Bret Golab’s собрал станок и настроил его для работы с Linux CNC (я тоже пытался сделать это, но не смог из-за сложности). Если вы заинтересованы его настройками, вы можете связаться с ним. Он сделал великую работу!
Характеристики станка
Боюсь что у меня недостаточно опыта и знаний, чтобы объяснять основы ЧПУ, но на форуме сайта CNCZone.com есть обширный раздел, посвященный самодельным станкам, который очень помог мне.
Резак: Dremel или Dremel Type Tool
Параметры осей:
Ось X
Расстояние перемещения: 14″
Привод: Зубчато-ременная передача
Скорость: 60″/мин
Ускорение: 1″/с2
Разрешение: 1/2000″
Импульсов на дюйм: 2001
Ось Y
Расстояние перемещения: 10″
Привод: Зубчато-ременная передача
Скорость: 60″/мин
Ускорение: 1″/с2
Разрешение: 1/2000″
Импульсов на дюйм: 2001
Ось Z (вверх-вниз)
Расстояние перемещения: 4 ”
Привод: Винт
Ускорение: .2″/с2
Скорость: 12″/мин
Разрешение: 1/8000 ”
Импульсов на дюйм: 8000
Необходимые инструменты
Я стремился использовать популярные инструменты, которые можно приобрести в обычном магазине для мастеров.

Электроинструмент:
– ленточная пила или лобзик
– сверлильный станок (сверла 1/4″, 5/16″, 7/16″, 5/8″, 7/8″, 8мм (около 5/16″)), также называется Q
– принтер
– Dremel или аналогичный инструмент (для установки в готовый станок).
Ручной инструмент:
– резиновый молоток (для посадки элементов на места)
– шестигранники (5/64″, 1/16″)
– отвертка
– клеевой карандаш или аэрозольный клей
– разводной ключ (или торцевой ключ с трещоткой и головкой 7/16″)
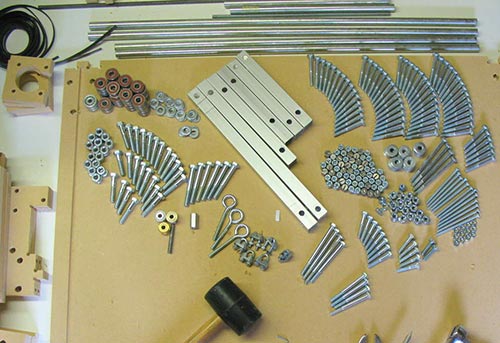
Необходимые материалы
В прилагаемом PDF файле (CNC-Part-Summary.pdf) предоставлены все затраты и информация о каждом элементе. Здесь предоставлена только обобщенная информация.
Листы — $ 20
-Кусок 48″х48″ 1/2″ МДФ (подойдет любой листовой материал толщиной 1/2″ Я планирую использовать UHMW в следующей версии станка, но сейчас это выходит слишком дорого)
-Кусок 5″x5″ 3/4″ МДФ (этот кусок используется в качестве распорки, поэтому можете брать кусок любого материала 3/4″)
Двигатели и контроллеры — $ 255
-О выборе контроллеров и двигателей можно написать целую статью. Коротко говоря, необходим контроллер, способный управлять тремя двигателями и двигатели с крутящим моментом около 100 oz/in. Я купил двигатели и готовый контроллер, и всё работало хорошо.
Аппаратная часть — $ 275
-Я купил эти элементы в трех магазинах. Простые элементы я приобрёл в хозяйственном магазине, специализированные драйвера я купил на McMaster Carr (http://www.mcmaster.com), а подшипники, которых надо много, я купил у интернет-продавца, заплатив $40 за 100 штук (получается довольно выгодно, много подшипников остается для других проектов).
Программное обеспечение — (бесплатно)
-Необходима программа чтобы нарисовать вашу конструкцию (я использую CorelDraw), и сейчас я использую пробную версию Mach3, но у меня есть планы по переходу на LinuxCNC (открытый контролер станка, использующий Linux)
Головное устройство — (дополнительно)
-Я установил Dremel на свой станок, но если вы интересуетесь 3D печатью (например RepRap) вы можете установить свое устройство.
Печать шаблонов
У меня был некоторый опыт работы лобзиком, поэтому я решил приклеить шаблоны. Необходимо распечатать PDF файлы с шаблонами, размещенными на листе, наклеить лист на материал и вырезать детали.
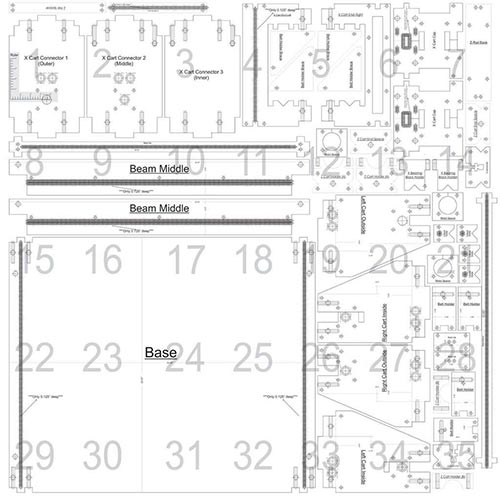
Имя файла и материал:
Всё: CNC-Cut-Summary.pdf
0,5″ МДФ (35 8.5″x11″ листов с шаблонами): CNC-0.5MDF-CutLayout-(Rev3).pdf
0,75″ МДФ: CNC-0.75MDF-CutLayout-(Rev2).pdf
0,75″ алюминиевая трубка: CNC-0.75Alum-CutLayout-(Rev3).pdf
0,5 “MDF (1 48″x48” лист с шаблонами): CNC-(One 48×48 Page) 05-MDF-CutPattern.pdf
Примечание: Я прилагаю рисунки CorelDraw в оригинальном формате (CNC-CorelDrawFormat-CutPatterns (Rev2) ZIP) для тех, кто хотел бы что то изменить.
Примечание: Есть два варианта файлов для МДФ 0,5″. Можно скачать файл с 35 страницами 8.5″х11″ (CNC-0.5MDF-CutLayout-(Rev3), PDF), или файл (CNC-(Один 48×48 Page) 05-MDF-CutPattern.pdf) с одним листом 48″x48″для печати на широкоформатном принтере.
Шаг за шагом:
1. Скачайте три PDF-файла с шаблонами.
2. Откройте каждый файл в Adobe Reader
3. Откройте окно печати
4. (ВАЖНО) отключите Масштабирование страниц.
5. Проверьте, что файл случайно не масштабировался. Первый раз я не сделал это, и распечатал всё в масштабе 90%, о чем сказано ниже.
Наклеивание и выпиливание элементов
Приклейте распечатаные шаблоны на МДФ и на алюминиевую трубу. Далее, просто вырезайте деталь по контуру.


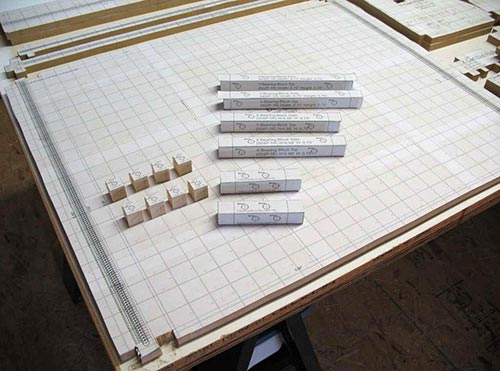
Как было сказано выше, я случайно распечатал шаблоны в масштабе 90%, и не заметил этого до начала выпиливания. К сожалению, я не понимал этого до этой стадии. Я остался с шаблонами в масштабе 90% и, переехав через всю страну, я получил доступ к полноразмерному ЧПУ. Я не выдержал и вырезал элементы при помощи этого станка, но не смог просверлить их с обратной стороны. Именно поэтому все элементы на фотографиях без кусков шаблона.

Сверление
Я не считал сколько именно, но в этом проекте используется много отверстий. Отверстия, которые сверлятся на торцах особенно важны, но не пожалейте времени на них, и использовать резиновый молоток вам придется крайне редко.
Места с отверстиями в накладку друг на друга это попытка сделать канавки. Возможно, у вас есть станок с ЧПУ, на котором это можно сделать лучше.
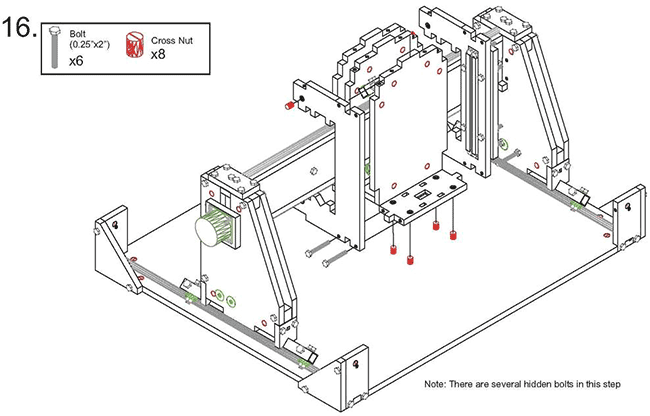
Сборка
Если вы дошли до этого шага, то я поздравляю вас! Глядя на кучу элементов, довольно сложно представить, как собрать станок, поэтому я постарался сделать подробные инструкции, похожие на инструкции к LEGO. (прилагаемый PDF CNC-Assembly-Instructions.pdf). Довольно интересно выглядят пошаговые фотографии сборки.

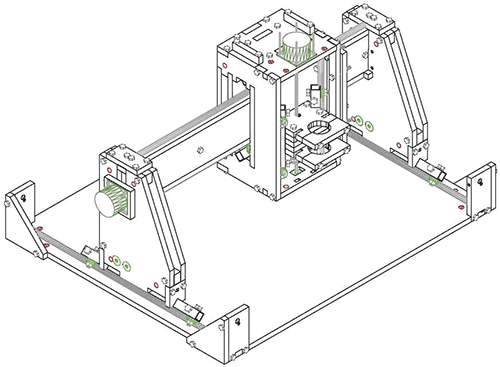
Готово!
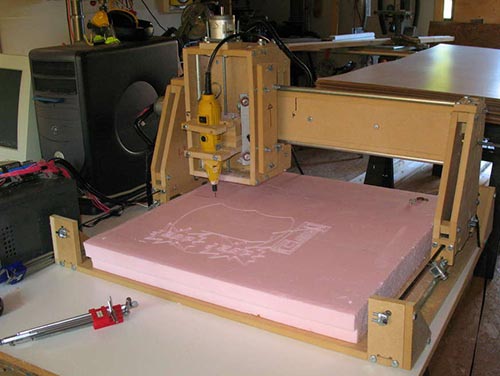
Станок готов! Надеюсь, вы сделали и запустили его. Я надеюсь, что в статье не упущены важные детали и моменты. Вот видео, в котором показано вырезание станком узора на розовом пенопласте.
Шарико-винтовая передача. Расчет винтовой передачи
Винтовая передача относится к разряду механических. Основное предназначение этой операции – преобразование вращательного движения в поступательное или наоборот. Данный вид передачи состоит всего из двух элементов – винта и гайки.
Описание устройства
Как уже было сказано, механизм винтовой передачи применяется для преобразования движения. Наиболее распространенными примерами использования данной системы стали такие приспособления, как домкраты, прессы, металлорежущие станки, прокатные станы, грузоподъемное оборудование и т. д. Также стоит отметить, что все это примеры преобразования вращательного движения в поступательное. Но для обратной процедуры это приспособление используется очень редко. К примеру, механизм перемещения пленки фотоаппарата работает по обратному принципу преобразования движения.
Существует несколько преимуществ этой системы: бесшумная работа, плавное зацепление, простота конструкции, возможность получения большой силы.
Однако имеется и ряд недостатков: довольно часто винтовая передача заедает, а ее коэффициент полезного действия, то есть КПД, низкий.
Устройство и виды
В настоящее время имеется два основных устройства системы. Первый ее тип содержит неподвижную гайку и подвижный винт, а второй тип, наоборот, имеет подвижную гайку и неподвижный винт. К первой категории устройств можно отнести винтовой домкрат, а вторая группа используется, например, в ходовых винтах станков и в других устройствах.
Существует также несколько видов винтовых передач:
- Система скольжения.
- Система качения, характеризующаяся тем, что гайка имеет канавки, в которые помещаются шарики.
- Планетарные роликовые передачи, считающиеся довольно перспективными, так как отличаются высокой точностью и жесткостью.
- Волновой вид передачи, он отличается довольно малыми поступательными движениями.
- Гидростатическая винтовая передача, характеризующаяся малой степенью трения, малым износом и довольно высокой точностью.
Резьба и расчет
Кроме того, что существует несколько видов системы, имеется также несколько типов резьбы для гайки и винта. Если необходимо обеспечить наименьшее трение между деталями, то используется прямоугольный вид. Однако тут очень важно отметить, что технологичность этого типа соединения довольно низкая. Другими словами, нарезать такую резьбу на резьбофрезерном станке невозможно. Если сравнивать прочность прямоугольной и трапецеидальной резьбы, то первая значительно проигрывает. Из-за этого распространение и использование прямоугольной резьбы в винтовой передаче сильно ограничено.
По этим причинам, основным типом, который используется для устройства передаточных винтов, стала трапецеидальная резьба. У того типа имеется три вида шага – мелкий, средний, крупный. Наибольшую популярность заслужила система со средним шагом.
Расчет винтовой передачи сводится к расчету передаточного соотношения. Формула выглядит следующим образом: U=C/L=pd/pK. С – это длина окружности, L – ход винта, p – шаг винта, K – число заходов винта.
Шарико-винтовая передача (ШВП)
ШВП – эта одна из разновидностей линейного привода, которая также служит для того, чтобы преобразовывать вращательное движение в поступательное. Однако здесь есть отличие, которое заключается в том, что этот тип системы характеризуется очень малым трением.
Роль винта в таких системах исполняет вал, который обычно выполнен из очень прочной стали. На своей поверхности это устройство имеет беговые дорожки со специфичной формой. Именно такое приспособление способно взаимодействовать с гайкой. Однако их работа осуществляется не напрямую, как это происходит в обычной винтовой передаче, а через маленькие шарики. Здесь используется принцип трения качения.
Данный принцип взаимодействия обеспечивает очень высокие показатели коэффициента полезного действия (КПД), а также высокие перегрузочные характеристики.
Применение и развитие ШВП
Шарико-винтовая передача чаще всего используется в такой отрасли, как авиастроение, в ракетостроении для перемещения рулевых поверхностей, в транспортных средствах. Наиболее широкий спектр использования такой системы можно наблюдать в прецизионном машиностроении, в частности, в станках с ЧПУ.
История создания такого винта является довольно необычной, так как самый первый наиболее точный шариковый винт был получен при использовании низкоточного обычного винта. Устройство имело следующий вид: на винт была смонтирована небольшая конструкция из нескольких гаек, натянутых пружиной, после чего она была притерта по всей длине.
Появилась возможность усреднить погрешности шага и винта, и гайки, при помощи перемещения элементов по основе, а также при помощи смены направления натяжения.
Использование ШВП
Чтобы добиться длительного срока службы шариковой винтовой передачи, необходимо следовать правилам эксплуатации этой системы. Чтобы она смогла на должном уровне сохранить все свои показатели, в том числе и точность, очень важно следить за чистотой рабочего пространства устройства. На работающую пару не должны попадать такие абразивные частицы, как пыль, стружка и т.д.
Чаще всего такие проблемы решается тем, что на винт с гайкой устанавливают гофрозащиту из резиновых или полимерных материалов. Это полностью исключает возможность загрязнения. Если система работает в открытом режиме, то эту задачу можно решить и другим путем. В таких случаях монтируется компрессор, который под высоким давлением подает очищенный воздух на работающую пару.
Так как система работает по принципу трения качения, то появляется возможность предварительного натяга, которая позволяет убрать ненужный люфт передачи. Люфт – это зазор, который образуется между вращательным и поступательным движением в тот момент, когда оно меняет свое направление.
Качества передачи
Как и у любой другой системы, у этой имеются свои преимущества и недостатки.
К минусам устройства относят то, что имеется шанс на обратную передачу, если угол работы ШВП слишком большой. Это возникает из-за того, что трение слишком мало, а потому гайка не блокируется при подъеме. Она передает линейное усилие в крутящий момент. К тому же использовать такие системы передачи на ручных приспособлениях не рекомендуется.
К преимуществам относится то, что низкий процент трения обуславливает низкую диссипацию, что, в свою очередь, сильно повышает КПД всей системы. По этому показателю ШВП превосходит любой другой аналог передачи, которая занимается преобразованием вращательного движения в поступательное. Максимальный показатель коэффициента полезного действия для наиболее распространенных ШВП превышает 90%. Для сравнения скажем, что самые близкие к ним метрические или винтовые зубчатые передачи имеют КПД максимум 50%.
Из-за того, что скольжение в шарико-винтовой передаче практически отсутствует, это положительно сказывается на увеличении срока службы ШВП и на экономичности, так как время на простой при ремонте, смазке или замене деталей, существенно снижается. Поэтому такие устройства наиболее выгодные.
Изготовление и точность
Наиболее высокоточные винты для ШВП можно получить только в процессе шлифовки материала. Есть и другой способ получения винта – это накатка. Стоимость будет значительно ниже, чем при шлифовке, но при этом погрешность изделия будет составлять около 50 микрон на 300 мм хода. Заметим, что наиболее высокоточные шлифованные детали характеризуются погрешностью в 1-3 микрона на 300 мм, а некоторые еще меньше. Чтобы получить заготовку для будущего винта, материал должен пройти процесс грубой механической обработки, после этого он закаляется и шлифуется до необходимого состояния.
Инструментальный вид ШВП чаще всего имеет точность до 250 нм на сантиметр. Чтобы изготовить такие изделия, необходимо пройти процесс фрезеровки и шлифовки. Осуществлять эти операции необходимо на очень высокоточном оборудовании. Исходным сырьем для таких винтов является инвар или инварные сплавы.
Дровокол на дачном участке – это решение огромной проблемы. Рубить топором большой объем дров – занятие тяжелое, требующее много времени.
Поэтому многие жители загородных поселков сегодня пользуются именно дровоколами.
Правда, готовый заводской станок стоит немалых денег, поэтому умельцы сами изготавливают это оборудование, используя детали и узлы от других станков или бытовой техники.

Сегодня существует две разновидности дровоколов, в основе которых лежат два разных рабочих органа. Это колун (острая, в виде ножа, вертикально установленная пластина), на который деревянную чурку с усилием надвигает толкатель.
Такой дровокол называют реечным. И конус, на котором нарезана винтовая резьба. Сделать тот и другой дровокол своими руками (чертежи используя) не проблема.
Главное найти все необходимые детали, основными из которых являются двигатель и рабочий орган.
Винтовой дровокол
Из двух вышеобозначенных конструкций, самый простой – винтовой дровокольный станок. Если вы посмотрите на рисунок ниже, то вы поймете, из чего его собирают, и как он работает.
Это на самом деле простая конструкция без сложных узлов. В его состав входят электродвигатель, конус винтовой, пара подшипников, вал и редуктор.
Кстати, последний может быть в виде ременной передачи, цепной, может быть использован заводской редуктор с зубчатой передачей.

Что касается мотора, то оптимальный вариант – это электрический, хотя можно установить и бензиновый, если собирается большая дровокольная установка. Кстати, можно для небольшого станка использовать двигатель от старой стиральной машинки, работающего от напряжения 220 вольт.
Он хоть и маломощный, но установив хороший редуктор, можно увеличить его мощность в два-три раза. Здесь главное – правильно подобрать оба элемента. К примеру, можно установить на валу двигателя малый по размерам шкив, а на вал, на который насажен конус, установить большого диаметра шкив.
И чем разница между диаметрами шкивов будет больше, тем мощнее будет дровокол.
Внимание! Очень важный показатель – скорость вращения рабочего органа. Она не должна превышать 500 об/мин. Поэтому необходимо правильно подобрать редуктор к электрическому двигателю.
Теперь о выборе подшипников.
В принципе, подойдут любые, главное, чтобы изготавливаемый под них вал соответствовал действующим на него нагрузкам. Для небольших дровоколов можно установить вал диаметром 25-30 мм.
Соответственно под него подбираются подшипники с внутренним диаметром, соответствующим внешнему диаметру самого вала.

Сами подшипники устанавливаются на дровокол в специальном корпусе из чугуна или стали. Корпус может быть отдельным для каждого подшипника или единым для двух сразу. Можно заказать корпус токарю, но лучше приобрести б/у конструкции, которые всегда найдутся на любой свалке металлолома.
Крепятся подшипники к станине с помощью болтов. Сама станина в месте установки должна быть очень прочной, поэтому именно в местах крепления под корпуса подшипников устанавливается металлический профиль (уголок, швеллер), который к станине дровокола приваривается электросваркой. Сама основа станка собирается из труб или уголков.

И самый главный элемент дровокола винтового с двигателем 220 вольт – это конус. Начнем с того, что изготавливают его из инструментальной стали, очень прочной. Поэтому самостоятельно его сделать, даже токарю в домашних условиях, непросто.
Но этого делать и не надо, потому что винтовые конуса сегодня продаются свободно. Важно – правильно его выбрать по размеру, потому что от этого будет зависеть, какие чурки можно резать.
Вот соотношение размеров конуса с размерами разрезаемых бревен, при одинаковой длине инструмента.
- Диаметр –70 мм, размер скоса – 1,1. При таких параметрах глубина раскола будет составлять 450 мм.
- Диаметр – 80 мм, скос – 1,2, глубина раскола – 550 мм.
- Диаметр – 100 мм, скос – 1,5, глубина раскола – 750 мм.

На фото выше показаны размеры конуса, а также описаны показатели винтовой резьбы. Особое внимание направлению нарезки резьбы. Она должна быть левой. То есть, при вкручивании конуса, он должен врезаться в полено, при этом тянуть его на себя.
По сути, с помощью резьбы выполняется дополнительное движение заготовки – поступательное. При том, как сам рабочий орган вращается. Это очень важно для конусных дровоколов (220 вольт) бытового типа, потому что у них будет отсутствовать подающий узел. Все будет производиться вручную.
Именно этот вариант создаст условия, при которых не нужно будет использовать большое давление на разрезаемую деревянную чурку.
Выбор конуса зависит от его конструкции. Их две: с хвостовиком и с внутренним посадочным отверстием. В первом случае в валу, на который конус будет устанавливаться, сверится с торца отверстие под размер диаметра хвостовика.
Последний вставляется в отверстие вала и крепится в нем при помощи стопорного винта, который вкручивается сбоку вала. Во втором случае сам вал вставляется в посадочное отверстие конуса, где закрепляется двумя стопорными винтами (болтами).
На фото ниже показана вторая конструкция винтового конуса.

Размеры дровокола
Схема расположения узлов и деталей дровокола может быть произвольной. Здесь нет каких-то строгих ограничений. Главное – удобство его эксплуатации, поэтому высота станка должна соответствовать росту человека. Есть, правда, средне рекомендованные габариты, которые можно взять за основу сборки.
- Длина станка – 85 см.
- Высота – 65 см.
- Ширина – 45 см.
Специалисты еще рекомендуют устанавливать двигатель под столом, на котором будет производиться резка древесины.
Во-первых, это уменьшит длину дровокольного станка, во-вторых, стол – это защита мотора от стружек и щепок, которые летят в процессе резки.
Если в конструкции оборудования присутствуют открытые вращающиеся детали (ремни, цепи, полумуфты, соединяющие вращательные элементы двух узлов), то их необходимо обязательно закрыть. Таковы требования техники безопасности.

Что касается используемого для изготовления дровокола материала, то лучше всего для этого использовать металлические уголки размером 40х40 мм и листовую сталь толщиною 1 мм.
Кстати, данная конструкция дровокола позволяет не использовать электрический или бензиновый двигатель. Можно вообще отказаться от мотора, использовав силу человека.
Для этого к редуктору надо прикрепить рукоятку, которой и надо будет крутить вал.
Такой механический дровокол прост, но неудобен в эксплуатации, потому что для рубки дров придется участвовать двум людям: один крутит ручку, второй подает чурки.
Упрощенная конструкция винтового дровокола
Как вы сами смогли убедиться, изготовить винтовой дровокол своими руками несложно. Конечно, если есть возможность найти все вышеперечисленные детали к станку. Но есть вариант более простой.
Для него нет необходимости использовать редуктор и подшипники, промежуточный вал и сложную станину. Все, что вам потребуется, это двигатель и винтовой конус.
Чтобы вы поняли, о чем идет речь, посмотрите на фото ниже, где показан этот простой дровокол.

То есть, на вал электродвигателя насаживается конус, который крепится на нем двумя стопорными винтами. Их концы входят в пазовую канавку вала. И это очень надежное крепление. Единственное, на что необходимо обратить внимание, это на сам электродвигатель.
- Его мощность должна быть в пределах 4 кВт. Мощнее не надо.
- Скорость вращения вала должна быть в пределах 750 об/мин, лучше меньше.
Габариты двигателя значения не имеют, он может быть небольших размеров, но мотор можно приподнять, установив под него маленькую станину или подставки из металлического кругляка. На фото выше видно, что двигатель, наоборот, опустили, потому что высота вала была очень большой.

Выбирая тот или иной тип дровокола, необходимо основываться на деталях, которые в первую очередь доступны. Поэтому для кого-то изготовить реечный дровокол своими руками проще, чем винтовой. А для кого-то, наоборот. Но в любом случае свой станок для рубки дров на дачном участке – это возможность облегчить заготовку дров.
Обязательно ознакомьтесь с видео и фото в виде инструкций к изготовлению своими руками дровокола. На самом деле это не очень сложно, как может показаться на первый взгляд.
Источник: https://bouw.ru/article/vintovoy-drovokol-svoimi-rukami
Дровокол винтовой
Колка дров топором – это непростое занятие, отнимающее много сил и времени, но есть способ облегчить этот процесс. В особо тяжелых случаях применяют бензопилу.
Хоть она и предназначена для распиливания бревен и досок поперек длины, с ее помощью можно распилить и вдоль, но времени и усилий это занимает больше, чем при использовании топора.
Другим вариантом расколоть полено является использование клина и кувалды или молота. Такой способ отнимает много сил и времени.
Самым оптимальным инструментом для колки дров будет дровокол винтовой. Это простое по своей конструкции и при этом надежное приспособление. Принцип работы заключается в использовании клина с резьбой.
Возможно кто-то замечал, что шуруп легко входит в дерево, но редко вызывает трещину. Большой клин дровокола, имеющий резьбу без труда врезается в полено и раскалывает ее на две половины.
Работа человека сводится к подаче чурбаков к инструменту и перемещении готовых дров от него.
Некоторыми дровоколами можно перерабатывать до 150 кубометров чурбаков сырой березы стандартного размера и значительно сократить трудозатраты.Конечно, реализации этого потребуются определенные инструменты и навыки.
- Требуется всего лишь двигатель мощность минимум 2,2 кВт и так называемая «морковка-дровокол» или конус для дровокола.
- Например, вы можете изучить каталог комплектующих для винтовых конусных дровоколов на одном из сайтов из поисковой выдачи и собрать самостоятельно надежный и производительный агрегат.
- Более мощные станки в быту, использовать не имеет смысла, потому что частота использования небольшая, а стоимость приобретения, на порядок выше стоимости приобретения, винтовых конусных дровоколов.

Винтовой дровокол
Основные виды винтовых дровоколов
Используемый в быту дровокол винтовой может быть изготовлен как переносным, так и стационарным. Переносной вариант также изготавливают с колесами, которые позволяют легче перевозить инструмент. Стоимость такого устройства варьируется в среднем в диапазоне 16-38 тысяч рублей. В основном на цену влияет тип двигателя.
Есть два варианта исполнения привода:
- бензиновый;
- электрический.
Второй тип в основном работает от однофазной сети, потому что трехфазная сеть для частного дома обходится дорого, хоть и позволяет использовать более мощный конусный дровокол. Бензиновый вариант будет стоить дороже, потому что устройство винтового колуна с электрическим приводом проще в изготовлении.

Электрический дровокол
По типу резьбы дровоколы бывают:
- с метрической резьбой;
- с упорной резьбой.
В первом случае есть риск того, что полено может слететь с рабочего места. Кроме того такая резьба стирается гораздо быстрее. Упорная резьба входит в древесину гораздо лучше, не позволяет полену слетать и более устойчива к износу.
На сегодняшний день распространены два варианта исполнения конусных дровоколов. В первом варианте на вал, идущего от электродвигателя ставится винтовой конус. При этом электродвигатель должен быть небольшой мощности (до 5кВт и до 500 об/мин).
Второй вариант исполнения подразумевает применение ременной передачи со шкивами разного диаметра. Передаточное число должно быть таким, чтобы снизить число оборотов на валу, который вращает винтовой конус. Для этого на валу двигателя ставят шкив меньшего размера.
Число оборотов при таком исполнении обычно не превышает 300-400 об/мин.

Колун с упорной двухзаходной резьбой
Кроме вышеперечисленных вариантов есть конструкция винтовых дровоколов с мотор-редуктором, в котором двигатель соединен с понижающим редуктором в едином закрытом блоке. Такой способ применяется крайне редко.
Требуемые для изготовления детали
В процессе создания установки по расколу дров не потребуется искать дорогостоящие детали. Большинство компонентов найдутся у многих умельцев в гараже или сарае. Ниже приведен список необходимых инструментов, деталей и узлов:
- винтовой конус (можно купить или изготовить, ниже будет более подробно написано о нем);
- вал;
- шкивы разных диаметров;
- цепь или ремень;
- подшипники в корпусе;
- металлические трубы или уголки для каркаса станины;
- стальной лист для стола;
- двигатель;
- провода;
- винты;
- выключатель;
- болт и гайки;
- сварочный аппарат;
- электродрель;
- сверла по металлу;
- болгарка;
- рулетка;
- маркер;
- чертеж;
- набор гаечных ключей.
С таким набором легко можно будет сконструировать и собрать простой дровокол. Если планируется сделать его мобильным, то стоит приготовить крепкие колесики, способные выдержать вес установки. Также рекомендуется покрыть конструкцию краской или эмалью для защиты от коррозии.
Как изготовить самостоятельно и что для этого понадобится
Простая конструкция и хорошая производительность помогли стать дровоколу популярным и многие хотят изготовить его самостоятельно. Главная деталь – это конус для дровокола. Его можно купить в специализированном магазине, в зависимости от размеров будет меняться и цена. Также конус можно попросить выточить в токарном цеху.
Материалом для изготовления отлично подойдет инструментальная сталь, обладающая повышенной прочностью. Стоит знать, что от диаметра конуса и скоса зависит глубина раскола бревна. В таблице 1.1 приведены размеры конусов и возможная глубина раскола древесины при этом:
Таблица1.1 Зависимость раскола полена от диаметра конуса дровокола
| Диаметр конуса, мм | Скос | Глубина раскола, мм |
| 70 | 1,1 | 450 |
| 80 | 1,2 | 550 |
| 100 | 1,5 | 750 |
При изготовлении следует уделить внимание резьбе. Важно, чтобы она была левой. Это позволит конусу вкручиваться и тянуть чурбак на себя. Для маломощных установок без продольной подачи, такой вариант исполнения конуса позволит сэкономить силы и время. Без особых усилий чурка будет самостоятельно перемещаться и легко раскалываться на части.
Конструкция конуса может иметь хвостовик или посадочное отверстие. Если используется хвостовик, то на валу, на котором установят конус необходимо просверлить соответствующего размера отверстие.
Затем хвостовик устанавливается в это отверстие и закрепляется при помощи стопорного винта.
Если же вместо хвостовика на конусе имеется посадочное отверстие, то в него устанавливается вал и закрепляется при помощи болтов или винтов.
Затем, понадобятся шкивы разных диаметров, ремни и вал с подшипниковой опорой. В тех же магазинах, где продается конус можно приобрести все эти составляющие разных размеров, качества и цен.

Схема самодельного дровокола
После этого остается только сделать чертеж стола, разметить места для установки всех составных частей и креплений установки для механизированной колки дров и собрать все части в единое целое.
Располагать узлы на рабочем столе можно в произвольном порядке, здесь главный фактор – это комфортные условия работы. Высота стола должна быть удобной для человека, который будет подносить чурбаки. Материал из которого можно сделать стол – это металлические уголки 40×40 мм и лист стали.
Не стоит делать такую установку из электродрели или перфоратора, потому что велика вероятность не удержать полено в руках и сильно травмироваться. К тому же такой механизм обладает низкой эффективностью и медлителен.
Желающим самостоятельно изготовить винтовой колун, советуем отказаться от этой идеи, если вы не являетесь опытным токарем.

Винтовой колун
В сети есть руководства как изготовить такую деталь с помощью болгарки, но скажем откровенно, это нарушение техники безопасности и чревато последствиями. Лучше доверить это профессионалу, передать чертеж конуса и расписать все требуемые параметры. Рекомендуется изготавливать с конусностью 1:2, шагом 5 или 6 мм и двухзаходной резьбой.
Упрощенный вариант винтового дровокола
Сделать дровокол самостоятельно не требует больших усилий, тем не менее есть вариант более простого устройства для колки дров. В нем отсутствует редуктор или ременная передача.
Все устройство состоит из двух узлов: электродвигатель и винтовой конус. Соединение осуществляется благодаря стопорным винтам на валу двигателя.
В такой конструкции особое внимание следует уделить электроприводу. Его мощность не должна быть больше 4 кВт, а число оборотов в минуту максимум 500. В зависимости от предпочтений, двигатель можно расположить в любом месте станины, отрегулировать по высоте. Обязательно закрепить его болтами со станиной.
Техника безопасности при работе
Используя винтовой колун следует помнить, что это механизм повышенной опасности. В нем имеются быстровращающиеся детали, поэтому поленья на конусный дровокол винтовой подаются строго голыми руками. Нитка на рукавицах или перчатках может случайно попасть на вращающуюся деталь и намотаться, перетянуть кожу и причинить тем самым травму.
Не стоит забывать, что возможен риск вылета полена с рабочего стола. Чтобы избежать этого, следует проводить расколку чурбаков на малых оборотах. Высокие обороты могут привести к тому, что полено будет невозможно удержать в руках.
Для снижения травмоопасности рядом с винтовым конусом устанавливают неподвижный клин. Он предотвращает соскальзывание полена.

Самодельный винтовой дровокол
Электродвигатель устанавливают под столом или в отдельной огороженной секции, чтобы ограничить доступ к вращающемуся валу и ремням.
Положение чурки при подаче к винтовому колуну должно быть вертикальным, иначе конус может застрять в древесине, а затем резко отбросить его.
По возможности стараться избегать расколки на аппарате поленьев с большими сучками. Есть большая вероятность, что вал может заклинить, случится резкий поворот полена, раскол и отлет крупных кусков дерева в стороны.
Сделать конусный винтовой дровокол самостоятельно не вызовет особых затруднений. Собранный механизм долгие годы прослужит в хозяйстве, значительно сократит время на колку дров и сэкономит силы. Стоит помнить про соблюдение техники безопасности при работе, это предотвратит неприятные ситуации.
Источник: https://stankiexpert.ru/ehlektroinstrument/drovokol-vintovojj.html
Чертеж и инструкция для изготовления своими руками винтового дровокола
Для жителей частных домов или для владельцев загородных участков, часто актуальным становится вопрос: как сделать винтовой дровокол своими руками и где для этого взять инструкции, чертежи, фото? Ведь в частном доме часто приходится заготавливать дрова. При небольшом их количестве можно справиться и топором. Если же их много, топор уже не поможет – потребуется немало сил и времени. В этой ситуации на помощь придет дровокол, сделать который можно и самому.
Для изготовления дровокола используются узлы от другого оборудования. Самодельные агрегаты по типу своего рабочего органа подразделяются на две категории: с колуном и с конусом. Главной деталью колуна является вертикальная острая пластина.
Древесину на нее подает толкатель. Дровокол этой категории называется реечным. У устройств второго типа основной элемент – конус с винтовой резьбой. Такой дровокол называется конусным. Второе его название – винтовой.
По своему конструктивному исполнению он более простой, чем реечный.
Принцип действия, преимущества и устройство винтового дровокола
Конус дровокола вращается с помощью электродвигателя. Он входит в полено и, за счет постепенного увеличения диаметра, разрывает его по волокнам. Дрова на винт подаются вручную. Самодельный винтовой дровокол обладает следующими преимуществами:
- Простота конструкции.
- Низкая стоимость узлов.
- Легкая доступность узлов (почти все, кроме конуса, они имеются в быту).
- Высокая производительность (до 12 м3 дров длиной около 60 см).
- Простота эксплуатации.
Имеются у этого устройства и недостатки. Во-первых, он плохо разрезает древесину с переплетающимися волокнами. Во-вторых, чурки разделяются на поленья не полностью – приходится заканчивать этот процесс вручную. А для этого требуются определенные усилия.
В-третьих, для изготовления конуса потребуется токарный станок. Хотя, винт можно сделать и самому – на просторах интернета имеется масса информации по этому поводу. Кроме того, эту деталь можно приобрести в готовом виде.

Вал с конусом необходимо установить на прочной, устойчивой платформе. Рекомендуемый диапазон частоты вращения конуса – от 300 до 500 об/мин. В данной схеме электродвигатель обеспечивает вращение винта за счет ременной передачи.
Преимущество этой схемы в том, что здесь можно любые двигатели. А требуемая частота вращения винта достигается за счет ременной или цепной передачи. На вал электродвигателя устанавливается шкив меньшего диаметра, на вал винта – большего.
При большой частоте вращения двигателя, для обеспечения требуемого вращения рабочего органа потребуется большая разница диаметров ведущего и ведомого шкивов. В таком случае используется двухступенчатая передача. То есть, между ведущим и ведомым шкивами устанавливается промежуточный вал.
Для упрощения конструкции агрегата рекомендуется использовать электродвигатель с редуктором. На производительности такое решение никак не скажется.
Существует вариант, при котором электродвигатель соединяется с конусом напрямую. Максимальная частота оборотов двигателя должна в этом случае быть 500 об/мин, минимальная мощность – 3кВт.
Вариант, при котором двигатель расположен под столешницей, более предпочтителен. Длина столешницы в таком случае потребуется меньше. Кроме того, это позволит защитить мотор от щепок. В данной схеме подойдет однофазный электродвигатель, что поможет снизить затраты на изготовление устройства.
Дровокол должен также соответствовать следующим требованиям:
- допустимая мощность электродвигателя – 2-4 кВт;
- наличие кнопки включения и выключения, а также устройства, предназначенного для защитного отключения в случае возникновения внештатных ситуаций;
- вал винта должен находиться на подшипниковых опорах;
- на конусе должна быть упорная резьба;
- высота агрегата должна быть около 800 мм;
- ремни желательно использовать клиновидные, а шкивы – двухручейные;
- заготовки должны подаваться вертикально (если заготовки будут подаваться по-другому, винт может заклинить).

Элементы конструкции
Для работы понадобятся:
- Лист металла толщиной 4-5 мм.
- Конус (лучший материал для главной детали всего механизма – инструментальная сталь).
- Вал.
- Шкивы (для передачи с помощью ремня) или звездочки (для передачи с помощью цепи).
- Ремень или цепь.
- Подшипники, имеющие корпус.
- Электродвигатель.
- Провода.
- Кнопка включения и выключения агрегата (в качестве альтернативы можно использовать магнитный пускатель).
- Уголки для изготовления станины (для этой цели вполне подойдут и стальные трубы).
- Болты и гайки.
Почти все перечисленные детали можно извлечь из старого оборудования. Конус вы можете изготовить сами. Однако, для этого потребуется определенное оборудование. Шаг резьбы винта должен быть 2:1. Поэтому желательно приобрести его, чтобы агрегат работал без замечаний.
Двигатель рекомендуется использовать электрический, на 220 вольт. Иногда в хозяйстве встречаются дровоколы с двигателем от стиральной машины. Большая установка может функционировать и с бензиновым двигателем. Рекомендуемый диаметр вала – от 25 до 30 мм.
Также для работы потребуются следующие инструменты:
- электродрель со сверлами разного размера;
- молоток;
- сварочный аппарат;
- болгарка;
- рулетка, ключи;
- маркер.
Изготовление
Сначала разрежьте уголки и трубы в соответствии с вашими замерами. Из листа вырежьте крышку стола и площадку, на которой будет установлен мотор. Соедините верхнюю и нижнюю рамы, приварите ножки. Для мобильной установки к станине нужно будет приварить оси. На эти оси установите колеса.
После этого установите столешницу и полку, на которой будет установлен двигатель. Установите мотор. Соедините вал двигателя с ведущим шкивом. Соберите узел вала конуса.
Для этого нужно будет поместить подшипники в корпуса, установить шкивы и вал. Теперь просверлите в станине отверстия и закрепите на ней собранный узел. Для этого понадобятся болты и гайки.
Проверьте вращение вала – никакого сопротивления быть не должно.

Установка двигателя и главного вала
После этого можно устанавливать ремни. Сделав это, проверьте траекторию их движения – она должна быть прямолинейной. Если это не так, просверлите новые отверстия в столешнице, куда и установите вал. После этого снова проверьте траекторию. Эту процедуру делайте до получения необходимого результата. Ремни должны передвигаться без биений, иначе, они могут слетать.
Установите конус на вал и закрепите его винтами. Конус должен быть установлен прочно, без люфта. На валу сделайте лыски. Они могут пригодиться в случае, если конус застрянет в полене. Извлекать его придется с помощью трубного ключа. Лыски обеспечат сцепление ключа с валом. После этого установите рассекатель (для его изготовления может пригодиться старый молоток).

Монтаж конуса
После этого приступайте к подключению электрического оборудования. Все – дровокол готов! Можно очистить его поверхности прогрунтовать и нанести на них краску. Теперь можно проводить испытание устройства.

Размеры агрегата могут быть произвольными. Главное, чтобы его удобно было эксплуатировать. Для этого габариты станка должны соответствовать человеческому росту. Рекомендованные размеры:
- длина – 850 мм;
- ширина – 450 мм;
- высота – 650 мм.
- Видео: винтовой дровокол своими руками.
Техника безопасности
Насаживать древесину на конус нужно без перчаток. Иначе они могут быть накручены на винт, что может привести к травме. Заготовки подавайте только в вертикальном положении. Это обезопасит рабочий орган агрегата от заклинивания и выхода из строя. Не забудьте про заземление двигателя.
Будьте внимательными при обработке поленьев с большими сучками. Это чревато резким поворотом заготовки, заклиниванием вала, выбросом больших щепок и тому подобными неприятностями. Частота оборотов вала не должна превышать рекомендованный верхний предел – 500 об/мин. Ременную (или цепную) передачу лучше защитить кожухом.
Итак, изготовление винтового дровокола – процесс, не представляющий особых проблем. На это может уйти всего один день. Зато, в будущем вы сэкономите массу времени и сил при заготовке большого количества дров. Только, при работе соблюдайте технику безопасности.
Источник: https://metmastanki.ru/vintovoy-drovokol-svoimi-rukami-instruktsiya-chertezhi
Конусные дровоколы: устройство и изготовление своими руками
Помахав топором над огромной кучей дров, невольно задумаешься над тем, как облегчить этот каторжный труд.

Совместить высокую скорость колки дров с минимальными физическими усилиями поможет винтовой колун для дров – простое и надежное приспособление. Его принцип работы основан на гениально простом совмещении шурупа и клина.
Обычный шуруп легко вкручивается в древесину, но при этом способен лишь незначительно раздвинуть ее волокна. А вот когда на стальной конус нанесена двухзаходная упорная резьба, то достигается нужный результат.
Совет специалиста! Важно обратить внимание именно на тип резьбы : необходима именно упорная двухзаходная, если применить однозаходную,то придется с силой насаживать чурбак на конус-морковку. Спрашивайте у продавцов двухзаходную упорную резьбу. Иначе при использовании однозаходной резьбы придется с большим усилием насаживать чурбаки на винтовой конус!
Только двухзаходный конус легко вкручивается в полено, за счет своей клинообразной формы и упорной резьбы раскалывает его на две части.
Существует две основные конструктивные схемы конусных дровоколов. В первой винтовой конус устанавливается непосредственно на вал тихоходного электродвигателя мощностью 3-5 кВт (число оборотов не более 500).
Другой вариант реализуется за счет использования двухручейных шкивов разного диаметра и гибких приводных ремней. На вал электродвигателя ставится малый шкив, а на вал дровокольного винта — большой.

Соотношение их диаметров подбирают так, чтобы понизить частоту вращения винта по сравнению с частотой вращения двигателя в 2,5 – 4 раза до 300-400 об/мин.

Понизить скорость вращения конусного винта можно с применением мотор-редуктора – единого блока, в котором электродвигатель конструктивно соединен с понижающим редуктором. Однако, такие модели не получили широкого распространения на рынке винтовых колунов.

Тем, кто хочет сделать такой станок своими руками, следует помнить о том, что высокая скорость вращения винтового конуса (более 500 об/мин) повышает риск травмирования, поскольку в этом случае полено трудно удержать в руках.
Для того, чтобы понизить травмоопасность станка, под винтовым конусом ставят неподвижный стальной клин, который предохраняет полено от соскакивания.
Основные виды винтовых дровоколов
Бытовой конусный дровокол производители изготавливают как в стационарном, так и в мобильном исполнении. В последнем случае каркас снабжается осью с двумя колесами, благодаря которым станок можно свободно перемещать к месту колки дров.
По типу привода винтовые колуны делятся на электрические и бензиновые. Кроме этого, выпускаются модели промышленного типа, приводимые во вращение тракторным валом отбора мощности (ВОМ).
Электрические дровоколы могут работать как от однофазной сети, так и от трехфазной. Однако завести три фазы на свой участок – довольно дорогое мероприятие, поэтому владельцы дачных домов выбирают менее мощные, но зато более практичные однофазные модели.
Выбирая дровокол шуруп, обращайте внимание на тип резьбы конуса. Метрическая резьба стирается быстрее и при работе такого конуса высока вероятность соскакивания полена. Лучший вариант – упорная резьба, которая лучше входит в чурку и служит дольше.
Ориентировочные цены на дровокольные станки винтового типа составляют от 16 000 до 38 000 рублей. Существенное влияние на цену оказывает тип двигателя (220 В, 380 В, бензиновый). Полностью автономный станок, оснащенный двигателем внутреннего сгорания, стоит в среднем на 10-15% дороже электрического.
Делаем дровокол-шуруп самостоятельно
Простота конструкции и впечатляющая производительность являются весомыми аргументами для того, чтобы сделать такой станок своими руками.
Самую главную деталь – винтовой конус для дровокола можно приобрести в специализированном магазине инструмента или заказать в токарном цеху. Стоимость винтов зависит от диаметра (80-100 мм) и находится в диапазоне от 1500 до 5000 рублей.
Если же вам не хочется заниматься поиском шкивов и самостоятельным изготовлением вала, то купите готовый дровокольный узел. Он состоит из винтового конуса (морковки), вала с подшипниковыми опорами и двухручейного шкива диаметром 200 мм. Ориентировочная цена такого комплекта составляет от 3200 до 5600 рублей.
Кстати, сделать это можно в специализированном интернет-магазине конусных (винтовых) дровоколов «оДрова» > > жмите здесь
Источник: https://greensector.ru/instrumenty-i-tekhnika/konusnye-drovokoly-ustrojjstvo-i-izgotovlenie-svoimi-rukami.html
О дровоколах винтовых: (конусных), чертежи и размеры самодельного колуна
Дровокол винтовой — это приспособление для раскалывания дров, изготовленное промышленным образом или своими руками.
Оно считается полезным и на подсобном хозяйстве для домовладельца, который осуществляет отопление дровами, и на даче, где отсутствует газ и приготовление пищи производится на печке. В промышленном изготовлении приспособление лучше отвечает своему предназначению.
Но и самодельный не хуже прослужит хозяину и обойдется намного дешевле покупных, минимальная цена на которые составляет от 15 тыс. руб*.
Винтовой колун — что это такое и как им пользоваться
Дровокол придуман, чтобы облегчить труд человека, вынужденного раскалывать древесину для отопления. Особенности строения и используемой энергии в таких устройствах отличаются разнообразием и целенаправленностью.
Нередко выбор подходящего инструмента осуществляется с учетом вида древесины.
Твердые сорта деревьев лучше обрабатывать станком, который работает на электричестве, менее сложные виды дерева легко поддаются механическому устройству.
Дровокол винтовой конусный
Обратите внимание! В домашних условиях, когда количество материала для переработки ограничивается только ежедневными надобностями, не имеет смысла покупать промышленное оборудование. Оно рассчитано на большое потребление мощности и позволяет перерабатывать большой объем. Для подсобного хозяйства вполне достаточно бытового дровокола, который можно изготовить своими руками.
Неважно, к какой разновидности относится инструмент, к бытовой или промышленной, основное деление происходит по принципу работы. Это три распространенных вида:
- Самый дешевый из всех (от 6 тыс. руб*.) — механический. Простое устройство, к которому не требуется особенная инструкция. Полено для обработки размещается на металлическом каркасе, после чего к нему применяется сила с использованием ударного инструмента. Размещенное на станке острое лезвие позволяет раскалывать древесину в несколько раз быстрее, чем это делается топором. При этом энергии тратится в разы меньше. Положительные моменты — стоимость и простота сборки, но к отрицательным относят самую низкую производительность из всех имеющихся разновидностей.
- Самый популярный вид — винтовой конусный дровокол. Принцип работы отличается от гидравлического или механического наличием основной рабочей детали, от которой станок получил название. Конусный дровокол «морковка», как его называют на промышленном сленге, работает от конуса, получившего свое название от формы рабочей части. Шарнирная шпилька, управляющая основной рабочей деталью, получает энергию от источника электричества. Это может быть самый простой электродвигатель, в поисках которого народные умельцы особенно не заморачиваются. Часто используют старый от стиральной машины или другого функционального устройства, пришедшего в негодность, но сохранившего мотор в исправности.
На заметку! Винтовой колун, собранный собственноручно, пользуется огромной популярностью. Этому в немалой степени способствует его дешевизна, простота изготовления и существенное облегчение бремени ежедневных работ по колке дров. А в них неизменно наступает необходимость, если отопление производится древесиной.
- Принцип работы гидравлического устройства прост, при его работе энергия направлена на гидроцилиндр. Цилиндр перенаправляет ее на шток, а шток заставляет работать упор. Мощность такого устройства зависит от объема цилиндра, но даже небольшой по объему может создать достаточно мощное усилие, чтобы расколоть деревянную чурку. Двигаться может или дерево, или нож, но создаваемого усилия давления все равно хватает, чтобы произвести раскол.
Важно! Чурки или поленья все равно приходится подставлять к устройству вручную, поэтому считается, что у дровокола низкий уровень безопасности. Если заготавливается большой объем, физической работы все равно приходится делать много, но это все же не колка топором вручную.
Дровокол конусный своими руками
Требования к конусному дровоколу
Инструмент, который считается оптимальным для заготовки древесного топлива, должен отвечать определенным требованиям. Это касается любого из существующих видов, гидравлического, механического и конусного. Дровокол kone должен обладать следующими параметрами для успешной работы:
- рабочей длиной (так называется расстояние между клином и поршнем, оптимальным считается 50 см);
- хорошей мощностью расщепления (стандартной считается 5-7 тонн), необходимой для беспроблемного раскалывания заготовки;
- достаточной скоростью вращения (не менее 400 оборотов в минуту, но и не более 600), для применения направленной силы к волокнам древесины;
- второй показатель скорости — движение поршня, которое делают обычно 4 см/сек вперед и 7,5 см/сек — в обратном направлении;
- наличие ограничителя хода, одновременно увеличивающего производительность и снижающего расход потребляемой энергии;
- достаточно мощный двигатель (примерно на 3-4 кВт);
- форма и функциональность винта, где минимальная рабочая скорость определяет производительность как промышленного, так и самодельного устройства, в котором винт играет одну из определяющих ролей.
Габариты, мощность и максимально возможная производительность — вот три составляющие цены в приобретении приспособления, изготовленного в промышленных условиях.
Факт! Маленькую механическую модель можно приобрести и за 6 тыс. руб. Чем мощнее двигатель, усилие при раскалывании и производительность — тем дороже устройство. Цена дровокола-шурупа может достигать от 20 тыс. руб*. до 125 тыс. руб*. Последняя установка колет 40-сантиметровую заготовку за 2 сек.
Схема дровокола винтового
Характеристики, достоинства и недостатки винтового колуна
Устройство с винтом легко отличить даже по внешнему виду. Расположенный по центру шуруп- дровокол работает по принципу ввинчивания метизной детали в дерево. С тыльной части размещается электродвигатель, благодаря которому и работает устройство.
Вращение осуществляется до момента достижения предельной точки прочности волокон, после чего и происходит раскол заготовки. Насадка в виде конуса с нарезанной резьбой постепенно утончается к рабочей части, переходя в узкий наконечник, благодаря которому легко осуществляется вход в древесину.
Чем значительнее габариты и мощнее мотор, тем с большей скоростью удается сделать поленья из деревянной чурки.
Основное достоинство — предельная простота конструкции. Необходим двухфазный двигатель, мощностью в 3-4 кВт. Для домашних условий достаточно 80 мм диаметра винта, с длиной устройства в 250 мм.
Недостатком считается низкий уровень безопасности при работе и необходимость самостоятельно подносить заготовки. Это не исключает физической усталости при работе, хоть и значительно ускоряет процесс колки дров.
Самым быстрым считается модель дровокола Кone, который может переработать за 2 часа 5 кубометров дров.
Что понадобится для изготовления винтового дровокола
Интересно! Закалка металла для винта проводится по специфической методике, необходимой температуры для ее выполнения можно достичь только в промышленных условиях.
В первую очередь, необходимо наличие основной детали, которую не изготовить в домашних условиях без специального оборудования —конуса для дровокола.
Чертежи и размеры заранее измеренные и изготовленные, позволяют использовать подручные средства, найденные в хозяйстве, и комплектовать самодельное устройство в бюджетном варианте.
Но вот конус для дровокола производители реализуют отдельно, потому что он изготовлен по особым технологиям. Потребуется станина, электродвигатель, рабочая зона и постамент, на котором крепится конус.
Подготовительные работы: примерные размеры и чертежи
Подробные инструкции по изготовлению и проведению работ народные умельцы размещают в видеороликах. Приобретение или отыскивание запчастей для дровокола следует проводить уже после того, как сделан чертеж, а сборку — после просмотра ролика. Вот последовательно весь процесс, демонстрирующий, как оборудовать станину, поставить электромотор и разместить рабочий вал:
Схема конструкции несложная, и практически везде составляется по одному принципу.
Пошаговая инструкция по сборке
Последовательность сборки зависит от использования конструкции. В целом, без особых подробностей, изготовителю достаточно собрать станину. После этого собирается узел рабочего вала конуса. Затем устанавливаются шкивы и собственно конус, который монтируется на винтовой вал. Далее оборудуется реверс, рассекатель, УЗО, проводка.
Если нужен мощный агрегат с большой производительностью, проще приобрести готовый, или взять в аренду. Чем больше мощность агрегата, тем меньше вероятность собрать его самостоятельно.
* Цены актуальны на октябрь 2018 г.
Источник: https://7ogorod.ru/prochee/drovokol-vintovoj.html
Дровокол винтовой своими руками + чертежи
Дачный участок, печное отопление, дрова… Многим владельцам загородных домов все это так знакомо. Однако порой дров так много, что работа топором непросто займет много времени, но еще и отберет множество сил, которые можно было бы потратить на что-то не менее важное.
Где найти выход из данной ситуации? Решить подобную проблему может дровокол винтовой с двигателем. Причем необязательно покупать дровокол заводской сборки. Можно без особых усилий собрать его своими руками по уже имеющимся чертежам.
Хорошо при этом располагать некоторыми необходимыми узлами и деталями от имеющихся нерабочих станков или каких-либо бытовых приборов.
Как же выполнить винтовой дровокол своими руками? Какие чертежи могут понадобиться? В этой статье представлена информация о том, как выполнить винтовой дровокол своими руками: чертежи, фото, инструкции.
Конструкция винтовых дровоколов
На сегодняшний день по конструктивным особенностям различают два основных типа дровоколов в зависимости от рабочего элемента. Первый тип располагает острой, вертикально установленной пластиной, которую называют колуном. Он также оборудован толкателем, который, соответственно, направляет дрова на этот колун.
Данный тип инструмента называется реечным дровоколом. Второй тип инструмента оснащен винтообразным конусом. Оба инструмента можно смонтировать самому без особых усилий.
Главное – строго следовать чертежам и располагать всеми необходимыми деталями, а особенно двигателем и рабочей частью, которая непосредственно будет колоть дрова.
Из перечисленных инструментов для колки дров легче всего смонтировать дровокол винтового типа. Не стоит бояться сборки, ведь она происходит поэтапно, а сам процесс несложен. По конструкции такой прибор довольно прост, что можно увидеть на схеме ниже.
Основные элементы
Как видим на схеме, сложные узлы отсутствуют. Для сборки инструмента нужно обзавестись:
- электродвигателем,
- винтовым конусом,
- подшипниками,
- редуктором,
- валом.
Редуктором может служить как ременная передача, так и цепная.
Поэтапная сборка
Установка мотора
Оптимальным и конечным вариантом будет дровокол винтовой двигателем 220В, хотя можно оборудовать дровокол и бензиновым мотором для повышения мощности на случай сборки крупногабаритной установки для колки более крупных поленьев.
Если же дровокол планируется собрать небольших размеров, то идеально подойдет мотор от ненужной стиральной машины. Такой мотор станет экономичным, ведь будет работать от обычного напряжения 220В.
Конечно, такой двигатель дровокола 220В является не сильно мощным, однако благодаря установке хорошего редуктора мощность электроприбора увеличивается в разы. Наиболее важным при сборке дровокола является правильное сочетание мотора и редуктора.
На практике это означает, что установка на валу мотора более компактного шкива, а на валу, который оснащен конусом, большего по размеру шкива приведет к максимально эффективному результату. Чем больше будут отличаться между собой размеры данных шкивов, тем более мощным будет дровокол.
Внимание! Правильность подбора редуктора под электрический двигатель очень важна, ведь показатель скорости вращения конуса не должен быть более 500 оборотов в минуту, а ограничить данную характеристику как раз можно, правильно подобрав редуктор и мотор.
Выбор подшипников
В целом можно установить подшипники любого типа, главное, чтобы они выдержали максимально возможную нагрузку со стороны вала. Если планируется собрать небольшой дровокол, вполне подойдет установка вала, имеющего диаметр не более 3 см. Для него нужно будет подобрать подшипники, внутренний диаметр которых равен внешнему диаметру вала.
Внимание! Подшипники должны выдерживать максимально возможные нагрузки со стороны вала.
Установка подшипников осуществляется в корпусе, который выполнен из прочной стали. Можно взять цельный корпус для всех подшипников либо подобрать корпус для каждого подшипника отдельно. Корпус по силам сделать любой профессиональный токарь, однако лучше всего приобрести уже готовый корпус, оставшийся от старых станков.
Крепление подшипников к станине происходит болтами. Главное требование к станине – прочность. По этой причине эти места укрепляются с помощью металлических профилей, уголков или швеллеров. Профиль крепится путем электросварки наглухо. Каркас дровокола легко собрать с помощью стандартных металлических уголков или труб.
Подбор конуса
Теперь коснемся непосредственно рабочей части дровокола, то есть его наиболее важной детали, отвечающей за колку дров. Материалом для изготовления рабочего конуса должна служить высокопрочная инструментальная сталь.
Это означает, что данную деталь остается только покупать, ведь даже самый опытный токарь не сможет сделать конус высочайшего качества в соответствии со всеми требованиями. Это под силу лишь заводу-изготовителю. Самый важный момент при выборе конуса – точно подобрать его размер, ориентируясь на то, какого размера поленья предстоит раскалывать.
Как правильно подобрать конус в зависимости от размера дров? При диаметре 7 см раскол будет достигать глубины 45 см, при 8 см – 55 см, а при 10 см – 75 см соответственно.
На схеме сверху представлены размеры винта конуса. Немаловажным является и то, в каком направлении должна проводиться нарезка резьбы. Она должна быть левой. На практике это означает, что когда конус будет вкручиваться, врезаясь в бревно, он должен его притягивать к себе.
Таким образом, левая резьба выполняет важную функцию, облегчая работу всего дровокола. Благодаря резьбе заготовка совершает поступательные движения при вращении конуса.
Этот фактор является весьма важным для маломощных дровоколов, в основе которых лежит мотор, питающийся от напряжения 220В, ведь у таких приборов нет подающего узла. Такая работа выполняется своими руками.
А благодаря левой резьбе отпадет необходимость нажимать на поленья, таким образом, создавая давление и ускоряя процесс распила. Вот почему важно не ошибиться с нарезкой резьбы.
Типы конусов
Выбирая конус под дровокол, важно определиться с его конструкцией. Конусы бывают двух типов: имеющие хвостовик и имеющие посадочное отверстие.
Как сделать конус с хвостовиком? Сбоку вала, к которому впоследствии прикрепится сам конус, нужно просверлить отверстие под хвостовик, а затем вставить его туда и надежно закрепить стопорным винтом, вкрутив с торца вала.
Если имеется больше надобность во втором варианте с посадочным отверстием, то в него нужно вставить вал, а затем закрепить с помощью двух стопорных болтов. Ниже имеется фото, на котором как раз изображен второй вариант.
Каких размеров должны быть дровоколы
Узлы и детали дровоколов можно располагать в произвольном порядке, не копируя все досконально со схем. Строгих ограничений нет. Соблюдаются лишь основные принципы крепления деталей. При этом немаловажным является и то, насколько удобно эксплуатировать дровокол.
Этому фактору нужно уделить особое внимание во избежание несчастных случаев. Поэтому нужно подобрать подходящую высоту дровокола в соответствии с ростом человека. Конечно, можно выполнить дровокол в рекомендованных параметрах длиной 80-90 см, шириной 40-50 см и высотой 60-70 см.
Однако лучше всего собирать дровокол индивидуально.
Установка мотора
Специалистами давно отмечено, что мотор должен быть установлен под столом для резки поленьев. Почему? Благодаря такому конструктивному решению мотор будет лучше защищен от попадания стружки, чем в случае с его установкой на столе.
Также так можно значительно сэкономить на свободной поверхности стола, куда будут класться бревна, ведь сам дровокол будет значительно короче. При наличии открытых вращающихся ремней, цепей и других уязвимых элементов их лучше всего закрыть кожухом.
Это важно по технике безопасности.
Стол для распила лучше всего изготавливать из металлических уголков 4х4 см, а что касается самой рабочей поверхности, идеально подойдет листовая сталь толщиной минимум 0,1 см. При имеющейся конструкции можно использовать дровокол как на электродвигателе, так и на бензиновом моторе. Конечно, можно и не использовать мотор вообще.
Вместо него, прикрепляется рукоять к редуктору, а затем вал прокручивается вручную. Конструкция такого ручного дровокола выглядит еще проще, но эксплуатировать его не совсем удобно, особенно одному. Нужно минимум двое: один будет находиться за рукоятью, а второй будет подавать поленья.
Это всего лишь один из вариантов, а в целом лучше использовать мотор, тем более что его можно взять от старой стиральной машины.
Винтовые дровоколы, созданные по упрощенной конструкции
Итак, изготовление качественного дровокола собственными силами является вполне реализуемой задачей, темь более найти все составляющие дровокола – не проблема.
Однако еще более простыми по своей конструкции являются дровоколы без редуктора, вала, которые могут обойтись без подшипников и станины. Разве что нужно будет обзавестись мотором и рабочим элементом – конусом.
Данный упрощенный тип дровокола представлен на фотографии ниже.
Конус с левой резьбой прикреплен непосредственно к валу электродвигателя или мотора, работающего на бензине. Крепеж осуществляется с помощью двух стопорных болтов. Данный тип крепления является весьма надежным. Остается только уделить должное внимание подбору электродвигателя. В этом случае он должен быть достаточно мощным, но до 3,5-4 кВт.
Вал должен обладать скоростью не более 750-ти оборотов в минуту. При этом неважно, каких размеров имеется двигатель. Это никак не влияет на его месторасположение. Двигатель легко приподнять и смонтировать на дополнительной станине. Бывает, что мотор лучше всего слегка опустить, как это изображено на фотографии сверху.
Таким образом, можно уменьшить высоту вала для удобства в распиле дров, да и двигатель станет более устойчив.
Вывод
Итак, отдавая предпочтение тому или иному типу дровокола, нужно в первую очередь проанализировать, какие детали уже имеются в наличии, а какие вполне получится достать. Возможно, у кого-то уже имеется весь комплект деталей для того, чтобы собрать реечный дровокол своими руками, чертежи, фото, инструкции.
А кому-то легче будет собрать винтовой дровокол. Как бы то ни было, наличие собственного дровокола намного облегчает труд на загородном участке, так что действительно стоит вложить немного времени, сил и средств в то, чтобы собрать такой полезный и востребованный инструмент.
Вряд ли об этом придется впоследствии жалеть.
Источник: https://2proraba.com/instrumenty/drovokol-vintovoj-svoimi-rukami.html
Шарико-винтовые передачи для станков

С появлением промышленного производства винтовые передачи стали широко применяться в технике, в частности для перемещения суппортов металлорежущих станков. Развитием винтовых механизмов стали шарико-винтовые передачи (ШВП). Их появление обусловлено созданием нового поколения металлорежущего оборудования — станков с числовым программным управлением (ЧПУ).
Функциональное предназначение и устройство
Вид профиля впадины винт-гайка: а) арочный контур б) радиусный контур
Цель рассматриваемого механизма состоит в том, чтобы преобразовать вращательное движение привода в прямолинейное перемещение рабочего объекта. Передача состоит из двух составных частей: ходового винта и гайки.
Винт изготавливается из высокопрочных сталей марок 8ХФ, 8ХФВД, ХВГ, подвергнутых индукционной закалке, или 20Х3МВФ с азотированием. Резьба выполнена в форме спиральной канавки полукруглого или треугольного сечения. В зависимости от условий работы винта профиль впадины может иметь несколько исполнений. Наиболее часто применяется арочный или радиусный контур.
Охватывающая деталь — гайка является составным узлом. Она имеет сложное устройство. Обычно представляет собой корпус, в котором расположены два вкладыша с такими же канавками, как и у ходового винта.
Материал вкладных деталей: объемно закаливаемая сталь марки ХВГ, цементируемые стали 12ХН3А, 12Х2Н4А, 18ХГТ. Вставки устанавливают таким образом, чтобы после сборки обеспечить предварительный натяг в системе винт-гайка.
Внутри винтовых канавок размещаются закаленные стальные шарики, изготовленные из стали ШХ15, которые при работе передачи циркулируют по замкнутой траектории.
Для этого внутри корпуса гайки имеются несколько обводных каналов, выполненных в виде трубок, соединяющих витки гайки. Длина их может быть различной, то есть шарики могут возвращаться через один, два витка, или в конце гайки.
Наиболее распространенным является возврат на смежный виток (система DIN).
Принцип работы
Винт приводится во вращение от приводного электродвигателя, гайка закреплена неподвижно на рабочем органе станка (суппорт, каретка, шпиндельная бабка, люнет и так далее).
При этом возникает осевая сила, действующая на шарики, размещенные внутри гайки, под действием которой они начинают катиться в замкнутых винтовых канавках. Сила реакции воздействует на гайку, а поскольку та жестко соединена с перемещаемой деталью, заставляет последнюю перемещаться по направляющим станка.
В чем состоит отличие работы ШВП от обычной винтовой передачи с трапециевидной резьбой, которая ранее применялась на станках?
- 1. При вращении ходового винта прежней конструкции в зоне контакта двух деталей возникало трение скольжения, характеризующееся коэффициентом трения (бронза по стали, со смазкой) f = 0,07–0,1. В механизме с шариковыми элементами действует трение качения с коэффициентом f = 0,0015–0,006. Как видно из приведенных значений, винтовые шариковые передачи требует значительно меньшей мощности приводного двигателя.
- 2. Для точного позиционирования каретки или суппорта станка перед остановкой рабочего органа необходимо замедлять скорость его перемещения. По достижении определенного порога минимальной скорости возможны микроостановки — залипания — движущегося узла. В момент возобновления движения его характер определяется трением покоя, которое при скольжении значительно превышает трение движения. Из-за этого возникают рывки, ухудшающие точность позиционирования. При трении качения этот недостаток практически сводится к нулю.
Быстроходные или скоростные ШВП
Быстроходный ШВП
Увеличение скорости перемещения гайки относительно винта достигается за счет увеличения шага между канавками, по сравнению со стандартным винтом в 3-5 раз, у обычной ШВП передачи диаметра 16-32мм шаг составляет 5-10мм, у скоростной тех же диаметров — 16-32мм и кратна диаметру винта.
За счет увеличения скорости перемещения — потери в жесткости и максимальной нагрузки на передачу (большей степени) и точности (в меньшей степени).
Классификация
По технологии изготовления ходовые винты бывают:
- Катаные — с винтовой канавкой, получаемой методом холодной прокатки. Эти винты производятся с меньшими затратами, поэтому обладают лучшим соотношением цена-качество при средней точности изготовления (C5, C7, C9).
- Шлифованные — относятся к прецизионным изделиям. После нарезания резьбы и последующей термообработки подвергаются шлифованию. Имеют повышенную точность (C1, C3, C5) и более высокую цену.
По конструкции:
- Шарико-винтовые — изготовленные согласно стандарту DIN. Шарики возвращаются в смежную канавку по желобу отражателя, встроенного в гайку.
- Прецизионные — изготавливаются шлифованием. Могут состоять из одной или двух гаек, иметь предварительный натяг (преднатяг) — устранение осевого зазора с целью повышения точности при реверсах и увеличения жесткости привода.
- Прецизионные с сепаратором — отличаются конструкцией возврата шариков (отсутствует соударение) и шлифованным профилем канавки.
- Прецизионные с вращающейся гайкой имеют встроенный подшипник, благодаря чему имеют повышенную точность перемещения.
- Шлицевый вал с шариковыми втулками фланцевого исполнения. При этом вал выполняет функцию внутреннего кольца подшипника. Эта конструкция отличается компактностью и простотой монтажа.
- Консольное исполнение винта. Применяется для коротких ходовых винтов, не имеющих второй поддержки.
Технические характеристики ШВП
- Основные параметры:
- Диаметр и шаг винта — от 16 × 2,5 до 125 × 20 мм.
- Длина винтового стержня. Ходовые винты для станков с ЧПУ обычно выпускаются с максимальной длиной 2,0–2,5 м, хотя под заказ изготавливают и до 8 метров.
- Линейная скорость перемещения — до 110 м/мин.
- Точность передачи — C1…C10.
Силовые характеристики для некоторых типоразмеров приведены в таблице:
| Силовые параметры шарико-винтовых передач | ||||
| Диаметр × шаг, мм | Грузоподъемность, Н | Осевая жесткость, Н/мкм | ||
| Статическая | Динамическая | Корпусных ШВП | Бескорпусных ШВП | |
| 16 × 2,5 | 9600 | 5000 | — | 230 |
| 32 × 5 | 37500 | 17710 | 700 | 760 |
| 50 × 10 | 112500 | 57750 | 1000 | 1100 |
| 80 × 10 | 197700 | 66880 | 1700 | 1900 |
| 125 × 20 | 729000 | 278000 | — | 2850 |
| Примечание: осевая жесткость указана для класса точности C1. |
Установка передачи
Выбор ШВП для конкретного оборудования производится в процессе конструкторской разработки, а именно на стадии эскизного проектирования — после того как будут определены величина хода стола и необходимое усилие на винте. Затем уточняют техническое решение:
- Выбирают длину винта.
- В зависимости от необходимой степени точности привода выбирают между обычной и прецизионной передачей.
- Определяют конструктивный вариант гайки: одинарная, двойная, способ возврата шариков, наличие подшипника и другое. Одинарная гайка дешевле, но в случае износа требует замены, сдвоенную можно регулировать путем подшлифовки компенсатора. Система рециркуляции шариков с помощью трубок несколько увеличивает стоимость гайки, однако допускает возможность ремонта изношенных каналов путем замены обводных трубок.
- Решают — требуется или нет поддержка свободного конца винта.
- Уточняют характер соединения корпуса гайки с перемещаемым узлом, а также ведущего конца ходового винта с электромеханическим приводом. Производят динамический расчет, в случае необходимости вносят изменения в конструкцию.
- Закончив сборку станка, производят испытания всех узлов, в том числе и шарико-винтовой передачи, согласно методике испытаний.
Область применения
ШВП получили широкое распространение во многих отраслях промышленности: станкостроение, робототехника, сборочные линии и транспортные устройства, комплексные автоматизированные системы, деревообработка, автомобилестроение, медицинское оборудование, атомная энергетика, космическая и авиационная промышленность, военная техника, точные измерительные приборы и многое другое. Несколько примеров использования этих узлов:
- Приводы подач станков с ЧПУ. Первый серийно выпускаемый в СССР обрабатывающий центр ИР-500 имел 3 координаты обработки. Современные системы содержат значительно большее количество линейных приводов. Например, многошпиндельные автоматы продольного точения Tornos серии MULTI SWISS имеют 14 управляемых осей.
- Перемещение поршня-рейки рулевого механизма автомобилей (МАЗ, КАМАЗ, Газель).
- Вертикальное перемещение каретки производственного 3D-принтера VECTORUS серий iPro и sPro.
Производители:
- Steinmeyer (Германия);
- SKF (Швеция);
- MecVel (Италия);
- THK (Япония);
- SBC (Корея);
- HIWIN (Тайвань).
Чпу станок своими руками: пошаговая инструкция, схемы, советы
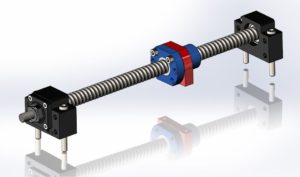
На вопрос, как сделать станок с ЧПУ, можно ответить кратко. Зная о том, что самодельный фрезерный станок с ЧПУ, в общем-то, – непростое устройство, имеющее сложную структуру, конструктору желательно:
- обзавестись чертежами;
- приобрести надёжные комплектующие и крепежные детали;
- подготовить хороший инструмент;
- иметь под рукой токарный и сверлильный станки с ЧПУ, чтобы быстро изготовить.
Не помешает просмотреть видео – своеобразную инструкцию, обучающую – с чего начать. А начну с подготовки, куплю всё нужное, разберусь с чертежом – вот правильное решение начинающего конструктора. Поэтому подготовительный этап, предшествующий сборке, – очень важен.
Работы подготовительного этапа
Чтобы сделать самодельный ЧПУ для фрезерования, есть два варианта:
- Берёте готовый ходовой набор деталей (специально подобранные узлы), из которого собираем оборудование самостоятельно.
- Найти (изготовить) все комплектующие и приступить к сборке ЧПУ станка своими руками, который бы отвечал всем требованиям.
Важно определиться с предназначением, размерами и дизайном (как обойтись без рисунка самодельного станка ЧПУ), подыскать схемы для его изготовления, приобрести или изготовить некоторые детали, которые для этого нужны, обзавестись ходовыми винтами.
Есть различные примеры выбора варианта. Зачастую выполняют станок из МДФ, многие используют фанеру для изготовления самого рабочего стола, других деталей, также для направляющих можно купить трубу нержавеющую.
Возможна схема фрезерного станка с ЧПУ, в котором взяли, как основу, старый сверлильный станок, и рабочую головку со сверлом заменили на фрезерную.
А для этого нужно сконструировать механизм (в его конструкции есть подшипник), отвечающий за то, чтобы инструмент перемещался в трех плоскостях (по осях). Обычно его собирают на базе кареток принтера. Когда выполнена сборка по такой принципиальной схеме, останется подключить к устройству программное управление.
Но на таком самодельном станке, вследствие недостаточной жесткости кареток, будет возможность освоить производство печатных плат, выполнять обработку только пластиковых заготовок, древесины и тонкого листового металла. Для ЧПУ станка и полноценных фрезерных операций на нем, нужен мощный двигатель и хорошая электроника. И, в частности, печатная плата.
Если принято решение создать станок ЧПУ своими руками и обойтись без готовых наборов узлов и механизмов, крепёжных деталей, нужна та схема, собранный по которой станок будет работать.
Обычно, найдя принципиальную схему устройства, сначала моделируют все детали станка, готовят технические чертежи, а потом по ним на токарном и фрезерном станках (иногда надо использовать и сверлильный) изготовляют комплектующие из фанеры или алюминия. Чаще всего, рабочие поверхности (называют еще рабочим столом) – фанерные с толщиной 18 мм.
Сборка некоторых важных узлов станка
В станке, который вы начали собирать собственноручно, надо предусмотреть ряд ответственных узлов, обеспечивающих вертикальное перемещение рабочего инструмента. В этом перечне:
- винтовая передача – вращение передаётся, используя зубчатый ремень. Он хорош тем, что не проскальзывают на шкивах, равномерно передавая усилия на вал фрезерного оборудования;
- если используют шаговый двигатель (ШД) для мини-станка, желательно брать каретку от более габаритной модели принтера – помощнее; старые матричные печатные устройства имели достаточно мощные электродвигатели;
- для трёхкоординатного устройства, понадобится три ШД. Хорошо, если в каждом найдётся 5 проводов управления, функционал мини-станка возрастёт. Стоит оценить величину параметров: напряжения питания, сопротивления обмотки и угла поворота ШД за один шаг. Для подключения каждого ШД нужен отдельный контроллер;
- с помощью винтов, вращательное движение от ШД преобразуется в линейное. Для достижения высокой точности, многие считают нужным иметь шарико-винтовые пары (ШВП), но это комплектующая не из дешевых. Подбирая для монтажа блоков набор гаек и крепежных винтов, выбирают их со вставками из пластика, это уменьшает трение и исключает люфты;
- вместо двигателя шагового типа, можно взять обычный электромотор, после небольшой доработки;
- вертикальная ось, которая обеспечивает перемещение инструмента в 3D, охвачивая весь координатный стол. Её изготовляют из алюминиевой плиты. Важно, чтобы размеры оси были подогнаны к габаритам устройства. При наличии муфельной печи, ось можно отлить по размерам чертежей.
Ниже – чертёж, сделанный в трёх проекциях: вид сбоку, сзади, и сверху.
Максимум внимания – станине
Необходимая жесткость станку обеспечивается за счёт станины. На нее устанавливают подвижной портал, систему рельсовых направляющих, ШД, рабочую поверхность, ось Z и шпиндель.
К примеру, один из создателей самодельного станка ЧПУ, несущую раму сделал из алюминиевого профиля Maytec – две детали (сечение 40х80 мм) и две торцевые пластины толщиной 10 мм из этого же материала, соединив элементы алюминиевыми уголками. Конструкция усилена, внутри рамы сделано рамку из профилей меньших размеров в форме квадрата.
Станина монтируется без использования соединений сварного типа (сварным швам плохо удаётся переносить вибронагрузки). В качестве крепления лучше использовать Т-образные гайки. На торцевых пластинах предусмотрена установка блока подшипников для установки ходового винта. Понадобится подшипник скольжения и шпиндельный подшипник.
Основной задачей сделанному своими руками станку с ЧПУ умелец определил изготовление деталей из алюминия. Поскольку ему подходили заготовки с максимальной толщиной 60 мм, он сделал просвет портала 125 мм (это расстояние от верхней поперечной балки до рабочей поверхности).
Этот непростой процесс монтажа
Собрать самодельные ЧПУ станки, после подготовки комплектующих, лучше строго по чертежу, чтобы они работали. Процесс сборки, применяя ходовые винты, стоит выполнять в такой последовательности:
- знающий умелец начинает с крепления на корпусе первых двух ШД – за вертикальной осью оборудования. Один отвечает за горизонтальное перемещение фрезерной головки (рельсовые направляющие), а второй за перемещение в вертикальной плоскости;
- подвижной портал, перемещающийся по оси X, несет фрезерный шпиндель и суппорт (ось z). Чем выше будет портал, тем большую заготовку удастся обработать. Но у высокого портала, в процессе обработки, – снижается устойчивость к возникающим нагрузкам;
Шарико-винтовая передача. Расчет винтовой передачи
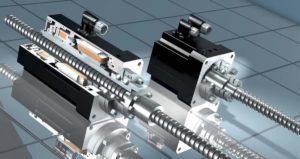
Винтовая передача относится к разряду механических. Основное предназначение этой операции — преобразование вращательного движения в поступательное или наоборот. Данный вид передачи состоит всего из двух элементов — винта и гайки.
Описание устройства
Как уже было сказано, механизм винтовой передачи применяется для преобразования движения.
Наиболее распространенными примерами использования данной системы стали такие приспособления, как домкраты, прессы, металлорежущие станки, прокатные станы, грузоподъемное оборудование и т. д.
Также стоит отметить, что все это примеры преобразования вращательного движения в поступательное. Но для обратной процедуры это приспособление используется очень редко. К примеру, механизм перемещения пленки фотоаппарата работает по обратному принципу преобразования движения.
Существует несколько преимуществ этой системы: бесшумная работа, плавное зацепление, простота конструкции, возможность получения большой силы.
Однако имеется и ряд недостатков: довольно часто винтовая передача заедает, а ее коэффициент полезного действия, то есть КПД, низкий.
Устройство и виды
В настоящее время имеется два основных устройства системы. Первый ее тип содержит неподвижную гайку и подвижный винт, а второй тип, наоборот, имеет подвижную гайку и неподвижный винт. К первой категории устройств можно отнести винтовой домкрат, а вторая группа используется, например, в ходовых винтах станков и в других устройствах.
Существует также несколько видов винтовых передач:
- Система скольжения.
- Система качения, характеризующаяся тем, что гайка имеет канавки, в которые помещаются шарики.
- Планетарные роликовые передачи, считающиеся довольно перспективными, так как отличаются высокой точностью и жесткостью.
- Волновой вид передачи, он отличается довольно малыми поступательными движениями.
- Гидростатическая винтовая передача, характеризующаяся малой степенью трения, малым износом и довольно высокой точностью.
Резьба и расчет
Кроме того, что существует несколько видов системы, имеется также несколько типов резьбы для гайки и винта. Если необходимо обеспечить наименьшее трение между деталями, то используется прямоугольный вид.
Однако тут очень важно отметить, что технологичность этого типа соединения довольно низкая. Другими словами, нарезать такую резьбу на резьбофрезерном станке невозможно. Если сравнивать прочность прямоугольной и трапецеидальной резьбы, то первая значительно проигрывает.
Из-за этого распространение и использование прямоугольной резьбы в винтовой передаче сильно ограничено.
По этим причинам, основным типом, который используется для устройства передаточных винтов, стала трапецеидальная резьба. У того типа имеется три вида шага — мелкий, средний, крупный. Наибольшую популярность заслужила система со средним шагом.
Расчет винтовой передачи сводится к расчету передаточного соотношения. Формула выглядит следующим образом: U=C/L=pd/pK. С — это длина окружности, L — ход винта, p — шаг винта, K — число заходов винта.
Шарико-винтовая передача (ШВП)
ШВП — эта одна из разновидностей линейного привода, которая также служит для того, чтобы преобразовывать вращательное движение в поступательное. Однако здесь есть отличие, которое заключается в том, что этот тип системы характеризуется очень малым трением.
Роль винта в таких системах исполняет вал, который обычно выполнен из очень прочной стали. На своей поверхности это устройство имеет беговые дорожки со специфичной формой.
Именно такое приспособление способно взаимодействовать с гайкой. Однако их работа осуществляется не напрямую, как это происходит в обычной винтовой передаче, а через маленькие шарики.
Здесь используется принцип трения качения.
Данный принцип взаимодействия обеспечивает очень высокие показатели коэффициента полезного действия (КПД), а также высокие перегрузочные характеристики.
Применение и развитие ШВП
Шарико-винтовая передача чаще всего используется в такой отрасли, как авиастроение, в ракетостроении для перемещения рулевых поверхностей, в транспортных средствах. Наиболее широкий спектр использования такой системы можно наблюдать в прецизионном машиностроении, в частности, в станках с ЧПУ.
История создания такого винта является довольно необычной, так как самый первый наиболее точный шариковый винт был получен при использовании низкоточного обычного винта. Устройство имело следующий вид: на винт была смонтирована небольшая конструкция из нескольких гаек, натянутых пружиной, после чего она была притерта по всей длине.
Появилась возможность усреднить погрешности шага и винта, и гайки, при помощи перемещения элементов по основе, а также при помощи смены направления натяжения.
Использование ШВП
Чтобы добиться длительного срока службы шариковой винтовой передачи, необходимо следовать правилам эксплуатации этой системы. Чтобы она смогла на должном уровне сохранить все свои показатели, в том числе и точность, очень важно следить за чистотой рабочего пространства устройства. На работающую пару не должны попадать такие абразивные частицы, как пыль, стружка и т.д.
Чаще всего такие проблемы решается тем, что на винт с гайкой устанавливают гофрозащиту из резиновых или полимерных материалов. Это полностью исключает возможность загрязнения. Если система работает в открытом режиме, то эту задачу можно решить и другим путем. В таких случаях монтируется компрессор, который под высоким давлением подает очищенный воздух на работающую пару.
Так как система работает по принципу трения качения, то появляется возможность предварительного натяга, которая позволяет убрать ненужный люфт передачи. Люфт — это зазор, который образуется между вращательным и поступательным движением в тот момент, когда оно меняет свое направление.
Качества передачи
Как и у любой другой системы, у этой имеются свои преимущества и недостатки.
К минусам устройства относят то, что имеется шанс на обратную передачу, если угол работы ШВП слишком большой. Это возникает из-за того, что трение слишком мало, а потому гайка не блокируется при подъеме. Она передает линейное усилие в крутящий момент. К тому же использовать такие системы передачи на ручных приспособлениях не рекомендуется.
К преимуществам относится то, что низкий процент трения обуславливает низкую диссипацию, что, в свою очередь, сильно повышает КПД всей системы.
По этому показателю ШВП превосходит любой другой аналог передачи, которая занимается преобразованием вращательного движения в поступательное. Максимальный показатель коэффициента полезного действия для наиболее распространенных ШВП превышает 90%.
Для сравнения скажем, что самые близкие к ним метрические или винтовые зубчатые передачи имеют КПД максимум 50%.
Из-за того, что скольжение в шарико-винтовой передаче практически отсутствует, это положительно сказывается на увеличении срока службы ШВП и на экономичности, так как время на простой при ремонте, смазке или замене деталей, существенно снижается. Поэтому такие устройства наиболее выгодные.
Изготовление и точность
Наиболее высокоточные винты для ШВП можно получить только в процессе шлифовки материала. Есть и другой способ получения винта — это накатка. Стоимость будет значительно ниже, чем при шлифовке, но при этом погрешность изделия будет составлять около 50 микрон на 300 мм хода.
Заметим, что наиболее высокоточные шлифованные детали характеризуются погрешностью в 1-3 микрона на 300 мм, а некоторые еще меньше.
Чтобы получить заготовку для будущего винта, материал должен пройти процесс грубой механической обработки, после этого он закаляется и шлифуется до необходимого состояния.
Инструментальный вид ШВП чаще всего имеет точность до 250 нм на сантиметр. Чтобы изготовить такие изделия, необходимо пройти процесс фрезеровки и шлифовки. Осуществлять эти операции необходимо на очень высокоточном оборудовании. Исходным сырьем для таких винтов является инвар или инварные сплавы.
Шарико-винтовая передача движения

Для передачи усилия и движения могут применяться самые различные шарико-винтовые передачи. Наибольшее распространение получила шарико-винтовая передача.
Она обеспечивает линейное передвижение привода, которое преобразует вращение в поступательное движение.
Среди особенностей этого процесса можно отметить крайне малое трение, так как оно приводит к износу материала и существенному снижению КПД, нагреву трущихся элементов. Рассмотрим особенности этого процесса подробнее.
Шарико-винтовая передача движения
Преимущества ШВП перед остальными видами передач
Преимуществ у ШВП довольно много. Подобная конструкция характеризуется следующими достоинствами:
- Низкий коэффициент трения, который достигается за счет применения шариков.
- Более высокое значение КПД. Если сравнивать другие аналоги, которые могут передавать поступательное движение, то они существенно уступают. У многих вариантов исполнения ШВП имеет показатель КПД на уровне 90%.
- Скольжение отсутствует по причине применения канавок с шариками. За счет этого также существенно повышается длительность эксплуатации.
- Простота обслуживания и ремонта. При необходимости можно быстро добавить масло в зону хода винта. Смазывающее вещество равномерно распределяется по поверхности, за счет чего повышается эксплуатационный срок.
- Высокая скорость перемещения, которую можно достигнуть за счет использования специальных вариантов исполнения ШВП.
- Сниженное требование к приводу по показателю мощности. Это связано с низким сопротивлением хода винта.
Однако есть и несколько существенных недостатков, которые должны учитываться при выборе привода. Примером можно назвать высокую вероятность обратного хода при установке винта под большим углом или вертикально. Этот недостаток связан с тем, что трение минимальное.
Рассматриваемую шарико-винтовую передачу не рекомендуется использовать при создании ручных подач. Кроме этого, негативным фактором можно назвать высокую стоимость изделия, так как оно состоит из нескольких точных элементов. Для обеспечения низкой степени износа поверхность подвергается закалке, за счет чего стоимость изделия также повышается.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Конструкция и назначение шарико-винтовых передач для станков с ЧПУ
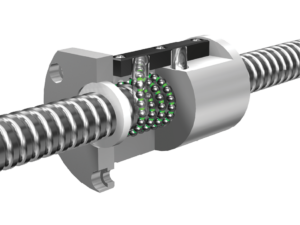
Для создания станков с программным числовым управлением необходимо использовать шарико-винтовые пары. Они отличаются не только внешним видом, но и конструкцией. Для выбора определенной модели следует заранее ознакомиться со строением и комплектующими ШВП.
Назначение шарико-винтовых пар
Конструкция шарико-винтовой передачи
Все виды ШВП для станков с ЧПУ предназначены для преобразования вращательного движения в поступательное. Конструктивно состоят из корпуса и ходового винта. Отличаются друг от друга размерами и техническими характеристиками.
Основным требованием является минимизация трения во время работы. Для этого поверхность комплектующих проходит процесс тщательной шлифовки. В результате этого во время движения ходового винта не происходит резких скачков его положения относительно корпуса с подшипниками.
Дополнительно для достижения плавного хода применяется не трение скольжение относительно штифта и корпуса, а качение. Для получения этого эффекта применяется принцип шариковых подшипников. Подобная схема увеличивает перегрузочные характеристики ШВП для станков с ЧПУ, значительно повышает КПД.
Основные компоненты шарико-винтовой передачи:
- ходовой винт. Предназначен для преобразования вращательного движения в поступательное. На его поверхности формируется резьба, основная характеристика — ее шаг;
- корпус. Во время движения ходового винта происходит смещение. На корпус могут устанавливаться различные компоненты станка: фрезы, сверла и т.д.;
- шарики и вкладыши. Необходимы для плавного хода корпуса относительно оси ходового винта.
Несмотря на все преимущества подобной конструкции шарико-винтовые передачи для ЧПУ применяются только для средних и малых станков. Это связано с возможностью прогиба винта при расположении корпуса в его средней части. В настоящее время максимально допустимая длина составляет 1,5 м.
Аналогичными свойствами обладает передача винт-гайка. Однако это схема характеризуется быстрым износом комплектующих из-за их постоянного трения между собой.
Области применения ШВП
Относительная простота конструкции и возможность изготовления шарико-винтовой передачи с различными характеристиками расширяет область его применения. В стоящее время шарико-винтовые пары являются неотъемлемыми компонентами самодельных фрезерных станков с числовым программным управлением. Ну на этом область применения не ограничивается.
Благодаря своей универсальности ШВП могут устанавливаться не только в станках с ЧПУ. Плавный ход и практические нулевое трение делают их незаменимыми компонентами в точных измерительных приборах, установок медицинского назначения, в машиностроении. Нередко для комплектации самодельного оборудования берут запчасти от этих приборов.
Это стало возможным благодаря следующим свойствам:
- минимизация потерь на трение;
- высокий коэффициент нагрузочной способности при небольших габаритах конструкции;
- низкая инертность. Движение корпуса происходит одновременно с вращением винта;
- отсутствие шума и плавный ход.
Однако следует учитывать и недостатки ШВП для оборудования ЧПУ. Прежде всего к ним относятся сложная конструкция корпуса. Даже при незначительном повреждении одного из компонентов шарико-винтовая передача не сможет выполнять свои функции. Также накладываются ограничения на скорость вращения винта. Превышение этого параметра может привести к появлению вибрации.
Для уменьшения осевого зазора сборка выполняется с натягом. Для этого могут устанавливаться шарики увеличенного диаметра или две гайки с осевым смещением.
Характеристики ШВП для оборудования с ЧПУ
Для выбора оптимальной модели шарико-винтовой передачи для станков с числовым программным управлением следует ознакомиться с техническими характеристиками. В дальнейшем они повлияют на эксплуатационные качества оборудования и время его безремонтной эксплуатации.
Основным параметром ШВП для станков с ЧПУ является класс точности. Он определяет степень погрешности положения подвижной системы согласно расчетным характеристикам. Класс точности может быть от С0 до С10. Погрешность перемещения должна даваться производителем, указывается в техническом паспорте изделия.
| Класс точности | С0 | С1 | С2 | С3 | С5 | С7 | С10 |
| Погрешность на 300 мкм | 3,5 | 5 | 7 | 8 | 18 | 50 | 120 |
| Погрешность на один оборот винта | 2,5 | 4 | 5 | 6 | 8 |
Кроме этого при выборе нужно учитывать следующие параметры:
- отношение максимальной и необходимой скорости мотора;
- общая длина резьбы ходового винта;
- средние показатели нагрузки на всю конструкцию;
- значение осевой нагрузки — преднатяг;
- геометрические размеры — диаметр винта и гайки;
- параметры электродвигателя — крутящий момент, мощность и другие характеристики.
Эти данные должны быть предварительно рассчитаны. Следует помнить, что фактические характеристики ШВП для оборудования с ЧПУ не могут отличаться от расчетных. В противном случае это приведет к неправильной работе станка.
Количество оборотов шариков за один круг определит степень передачи крутящего момента от вала корпусу. Этот параметр зависит от диаметра шариков, их количества и сечения вала.
Установка ШВП на станок с ЧПУ
После выбора оптимальной модели необходимо продумать схему установки ШВП на станок с ЧПУ. Для этого предварительно составляется чертеж конструкции, закупаются или изготавливаются другие компоненты.
Во время выполнения работы следует учитывать не только технические характеристики шарико-винтовой передачи. Основное ее предназначение — движение элементов станка по определенной оси.
Поэтому следует заранее продумать крепление блока обработки к корпусу ШВП для станков с ЧПУ. Необходимо сверить размеры посадочных отверстий, их расположение на корпусе.
Следует помнить, что любая механическая обработка шарико-винтовой передачи может повлечь за собой негативные изменения ее характеристик.
Порядок установки в корпус станка с ЧПУ.
- Определение оптимальных технических характеристик.
- Измерение длины вала.
- Создание схемы сопряжения монтажной части вала с ротором двигателя.
- Установка передачи на корпус станка.
- Проверка работоспособность узла.
- Подключение всех основных компонентов.
После этого можно выполнить первый пробный запуск оборудования. В процессе работы не должно возникать колебания и вибрации. В случае их появления выполнять дополнительную калибровку компонентов.
При поломке ШВП во время эксплуатации станка с ЧПУ ремонт передача можно сделать самостоятельно. Для этого можно заказать специальный комплект. С особенностями проведения восстановительных работ можно знакомиться в видеоматериале:
Сервотехника

Шариковая винтовая передача – наиболее распространенная разновидность передачи винт-гайка качения (винтовая пара с промежуточными телами качения: шариками или роликами). Функционально ШВП(шарико-винтовая передача) служит для преобразования вращательного движения в возвратно-поступательное (и наоборот).
ШВП обладает всеми основными техническими преимуществами передачи винт-гайка скольжения, и при этом не имеет ее главных недостатков, таких как низкий КПД, повышенные потери на трение, быстрый износ.
Основные достоинства шарико-винтовой передачи:
1. Малые потери на трение;
2. Высокая нагрузочная способность при малых габаритах;
3. Размерное поступательное перемещение с высокой точностью;
4. Высокое быстродействие;
5. Плавный и бесшумный ход.
К недостаткам шарико-винтовой передачи можно отнести:
1. Сложность конструкции гайки;
2. Ограничение по длине винта (из-за накапливаемой погрешности);
3. Ограничение по скорости вращения винта (из-за вибрации);
4. Высокая стоимость (исполнения с шлифованным винтом).
В ременном приводе передача механической энергии осуществляется при помощи гибкого элемента — приводного ремня, за счёт сил трения или сил зацепления (зубчатые ремни). Может иметь как постоянное, так и переменное передаточное число (вариатор).
Основные достоинства ременной передачи:
1. Плавность работы;
2. Бесшумность;
3. Компенсация перегрузок (за счет проскальзывания);
4. Компенсация неточности установки шкивов редуктора;
5. Сглаживание пульсаций как от двигателя, так и от нагрузки, поэтому упругая муфта в приводе может быть необязательна;
7. Низкая стоимость;
8. Лёгкий монтаж;
9. Возможность работы на высоких окружных скоростях;
10. При выходе из строя не повреждаются прочие элементы конструкции.
К недостаткам ременной передачи можно отнести:
1. Большие размеры;
2. Малая несущая способность;
3. Скольжение (не относится к зубчатым ремням);
4. Малый срок службы.
Цепная передача — передача механической энергии осуществляется при помощи гибкого элемента — цепи, за счёт сил зацепления. Может иметь как постоянное, так и переменное передаточное число (цепной вариатор). Состоит из ведущей и ведомой звездочки и цепи. Цепь состоит из подвижных звеньев.
Основные достоинства цепной передачи:
1. Большая прочность стальной цепи по сравнению с ремнем позволяет передать цепью большие нагрузки с постоянным передаточным числом и при значительно меньшем межосевом расстоянии (передача более компактна);
2. Возможность передачи движения одной цепью нескольким звездочкам;
3. Сравнительно высокий КПД (> 0,9 ÷ 0,98);
4. Отсутствие скольжения;
5. Малые силы, действующие на валы, так как нет необходимости в большом начальном натяжении;
6. Возможность легкой замены цепи.
К недостаткам цепной передачи можно отнести:
1. Растяжение цепи со временем;
2. Сравнительно высокая стоимость цепей;
3. Сложность подвода смазочного материала к шарнирам цепи;
4. Скорость движения цепи, особенно при малых числах зубьев звездочек, не постоянна, что вызывает колебания передаточного отношения.
Реечная передача — один из видов механических передач, преобразующий поступательное движение во вращательное. Состоит из ведущей шестерёнки и зубчатой рейки, по которым она перемещается.
Основные достоинства передачи рейка-шестерня
1. Высокая скорость перемещения рабочего органа;
2. Высокий КПД (до 0,97…0,98);
3. Постоянство передаточного числа (отсутствие проскальзывания);
4. Простота конструкции;
5. Возможность стыковки для получения больших длин, при этом максимальная длина практически не ограничена;
6. Точность перемещений при использовании шлифованных шестерен и зубчатых реек;
К недостаткам передачи рейка-шестерня можно отнести:
1. Шум при высоких скоростях;
2. Невозможность бесступенчатого изменения передаточного числа;
3. Необходимость высокой точности изготовления и монтажа;
4. Незащищенность от перегрузок;
5. Наличие вибраций, которые возникают в результате неточного изготовления и неточной сборки передач.
Сделать заказ
Вы можете сформировать заказ любым удобным для Вас способом: по телефону или по электронной почте.
Сделать заказ — по телефону: наши специалисты проконсультируют Вас по необходимым вопросам, связанным с техническими характеристиками, особенностями заказа, произведут поиск оптимальных решений, примут Ваш заказ.
+7 (495) 797-88-66
Сделать заказ — по электронной почте: в письме необходимо указать наименования нужных товаров/услуг и их количество, техническое задание (если есть), а также данные о наилучшим способе связи с Вами. Внимательность и аккуратность при создании Вашего сообщения, исключит возможные ошибки при заказе. Мы внимательно изучим сообщение и свяжемся с Вами в ближайшее время, предложив оптимальные решения.
Наш менеджер перезвонит Вам в ближайшее время.
Внимание! Отправляя личные контактные данные, Вы соглашаетесь на их сохраниение и обработку с нашей стороны для целей: связи с Вами или Вашей организацией, заключения договора поставки/оказания услуг, выставления счета, ведения заказа.
Из чего сделать самодельные направляющие для ЧПУ станка?
В устройстве станка с ЧПУ применяется несколько видов направляющих. Самодельные изделия часто комплектуются рельсами из каретки печатной машины, принтера или приобретенными в магазине. Функции и качество этих элементов влияют на возможности устройства с ЧПУ и точность обработки.
Что такое направляющие для ЧПУ-станка?


Направляющие для ЧПУ станка — узлы, которые обеспечивают перемещение материала, инструмента и связанных с ними частей по необходимой траектории с определенной точностью.
Какие бывают рельсы для ЧПУ станка?


Все направляющие делятся на те, которые применяют силы скольжения и силы качения. Данные технологии встречаются в таких направляющих:
Справка : рельсовый тип направляющих более предпочтителен, так как может справиться с высокими нагрузками промышленных автоматических станков.
ВАЖНО! В связи с тем, что покупатели не проверяют твердость изделий при покупке, данный подход процветает, и риск покупки некачественных валов достаточно высокий.
Из чего можно выполнить направляющие для станка самостоятельно?

Роликовые элементы можно собрать самостоятельно из подшипников, уголка из металла, болтов и гаек. Уголки из алюминия применять не следует — элемент придется заменять часто, так как шарикоподшипники будут выедать в них дорожки.
Лучше всего для изготовления направляющих подойдет уголок из стали. В зависимости от интенсивности применения его можно закалить или оставить как есть, но нужно отшлифовать для уменьшения трения.
Самый простой и недорогой вариант — направляющие из старого принтера.
Кроме того, направляющие можно сделать из автомобильных стоек. Их применяют в российских авто, поэтому достать их не составит большого труда. Применяются штоки от стоек, которые выполнены из качественного металла и обладают высокой прочностью.
Как сделать самодельные направляющие для CNC-станка?
Работа любого станка основана на точности обработки изделий, которую обеспечивают направляющие стержни. Их вполне можно сделать самостоятельно и обойтись без лишних денежных затрат.
К примеру, рабочий элемент фрезерного станка сделать самостоятельно вряд ли получится, также как и в случае со сверлильным и токарным видами оборудования. Поэтому придется применять готовые решения, такие как дрели и приводы. Если применять направляющие, то все обстоит попроще, так как их тип и характеристики напрямую зависят от назначения устройства.
Самодельные направляющие на подшипниках


Самодельные элементы для ЧПУ своего изготовления могут быть сделаны в нескольких вариантах. В самом простом варианте в процессе изготовления агрегата по этому алгоритму нужно собрать конструкцию, которая состоит из следующих частей:
Сначала замеряется длина уголка из металла и удаляется лишнее. Далее следует просверлить симметрично с обоих сторон отверстия одинакового размера. С помощью болтов и гаек прикрепляются подшипники.
Роликовые направляющие для станков своими руками

Такие элементы сделать самостоятельно можно следующим образом:
Линейные направляющие для станков своими руками
Если вы решили сделать линейные направляющие самостоятельно, то вам необходима точность. На рабочую поверхность устанавливается рельс. В этом случае точность — средний показатель индикатора в центре замеряемой поверхности.
Кроме того, точность таких элементов определяется замером длины и ширины. В процессе работы рельсовые элементы подвергаются деформации, величина которой зависит от видов частей качения. В любом случае она будет меньше, когда нагрузка станет больше.
Чтобы увеличить жесткость системы, используется преднатяг, уменьшающий длительность срока службы линейных элементов, вызывающий в них внутреннее напряжение и поглощающий нагрузку при сильной вибрации.
Обладая небольшими размерами, рельсовые элементы обладают высокой грузоподъемностью. Устанавливаемые в разных устройствах, они монтируются как по горизонтали, так и сбоку.
Линейные элементы устанавливают с помощью крепления на основную поверхность. Способ крепления состоит в создании бортика на посадочной поверхности и установки на него каретки.
Для обеспечения точной установки нужно сделать базовые поверхности, которые должны находиться на каретке и на рельсе только с одной стороны. При этом метка должна находиться с другой стороны. Если точность не выполняется из-за особенностей схемы установки, то происходит обработка базовой поверхности и с другой стороны. Для защиты направляющих от действия коррозии на них наносят специальную защиту.
Немного подумав, легко сделать направляющие для устройства с ЧПУ своими руками из подручных частей, которые находятся в доступе и не используются по назначению. Это сокращает затраты на домашнее производство и повышает его продуктивность и качество.
Источник
Как сделать направляющие для станков своими руками?
Направляющие и каретки для ЧПУ своими руками: типы, конструкции
Механика каждого станка, независимо от его предназначения и типа, содержит комплектующие, которые относятся к базовым. Поэтому игнорировать их параметры недопустимо. Общепризнанно, что такой важной составляющей для металлорежущих или деревообрабатывающих устройств считаются направляющие. Именно ними определятся безошибочная и цикличная работа.
Поэтому тот, кто решил создать станок, должен позаботиться, чтобы в его конструкции использовались качественные направляющие для ЧПУ, положительно влияющие на функционал устройства. На приобретении комплектующих не экономят.
Основные типы направляющих
В процессе конструирования и монтажа станков (заводского и самодельного изготовления) применяют разные типы направляющих устройства. Это связано с их предназначением – фрезерование, сверление или токарные работы. Они могут быть двух типов.
Направляющие скольжения
Их используют в оборудовании небольшой мощности, не требующем особой точности и высокой производительности. Такими деталями комплектуют сверлильные и токарные агрегаты настольного типа, деревообрабатывающие станки.
Полированный вал, как вид направляющей, относится к бюджетным. Он наиболее распространен.
ВАЖНО! Его изготавливают из высоколегированной стали, выполняют индукционную закалку и, впоследствии, шлифовку. Такая обработка служит для увеличения продолжительности работы, а вал изнашивается меньше.
Полированный вал имеет недостатки:
Направляющие качения
Они сконструированы при участии подшипников качения.
У линейных подшипников – больший люфт, чем у каретки рельсовых направляющих, он меньше нагружен. Но у него есть ряд минусов:
Материал для производства втулок – бронза, латунь, капролон. Если имеет место соблюдение допусков, бронзовые подшипники скольжения не уступают подшипникам качения. Время от времени, если подшипник скольжения износился, его подгоняют, и чтобы устранить зазоры. Поэтому шариковая втулка более предпочтительна, благодаря тому, что она доступна и взаимозаменяема.
Вал и его виды
Стоит дать краткую характеристику и остальным видам.
Каким конструкциям отдать предпочтение
Не все могут позволить себе приобрести, скажем, обрабатывающий центр с ЧПУ для изготовления мелкосерийных деталей в домашних условиях, станок форматного типа или для токарных работ. Но самодельный агрегат с ЧПУ, сделанный собственноручно – реально. Собранное устройство в умелых руках продемонстрирует образцы правильной обработки деталей.
Собирая механику программируемых станков, обычно применяют самодельные линейные направляющие, так как в устройствах с круговым движением нет необходимости. Обратим внимание на некоторые конструкции, применяемые при этом.
Оцинкованные или хромированные трубы
Они идут с различным диаметром можно использовать как стержни при монтаже маломощных устройств – плоскошлифовальных наждаков, сверлильных или токарных станков. По шлифованному цилиндрическому стержню осуществляется движение бронзовой втулки. Иногда суппорт делают и без нее. У труб – невысокая цен, их легко обрабатывать. Хотя есть минус: небольшой ресурс (стирание защитного слоя наступает спустя 15-20 проходок, после чего сталь изнашивается более интенсивно); нет нужного уровня прочности при высоких нагрузках.
Фрезер
Эффективен фрезер, в котором направляющий механизм изготовлен на основе бывшего в употреблении матричного принтера или печатной машинки «Янтарь». При таком варианте прослужит долго. Не нужно искать очень широкие подшипники, их внутренний поперечник должен равняться диаметру болтов.
Мебельные стержни
Проблему механики для станков с ЧПУ можно правильно решить при помощи мебельных стержней. Тем более, что самоделки с их применением гарантируют тщательную обработку на деревообрабатывающем, ленточно-шлифовальном оборудовании, и даже фрезерном с невысокой мощностью. Мебельные комплектующие относятся к дешевым, хотя ресурс у них небольшой.
Полированный вал
Недорогой и часто применяющийся тип направляющей. Сущность обработки – индукционно закалить верхний слой, что способствует повышению длительности эксплуатации и снижению интенсивности процесса изнашивания. Затем вал полируется, и каретка движется при минимальном трении.
Самодельные
Часто практикуется установка самодельных направляющих, используя то, что есть в наличии. Например, можно воспользоваться стальным уголком, подшипниками, гайками и болтами.
ВАЖНО! Не берите алюминиевый, в таком случае надо быть готовым к частой замене детали. Дорожки в ней выедают шарикоподшипники каретки.
Предпочтение лучше отдать стальному уголку. Если использование механизма ожидается интенсивным, лучше его закалить и отшлифовать для снижения трения на подшипниках.
Штоки
Собирая маленький домашний станок, иногда пользуются, как направляющими, – штоками автомобильных стоек из отечественного авто. Они прочны и изготовлены из металла высокого качества. Это ощутимо сократит затрату средств на стоимость комплектующих.

Полированные валы
Характеризуются ценовой доступностью и легкостью монтажа, что снижает затраты на ремонт. Не рекомендуются к применению как направляющие для перемещаемых столов, расход которых превышает 1 м, поскольку крепление к станине в двух точках приводит к провисанию под нагрузками. В то же время, пригодны для перемещения шпинделя по оси Z, при условии, что шпиндель не нагружается (гравировка, раскрой тонкого листового металла, резьба по дереву и т.д.) и уравновешивается противовесом.
Тем не менее, эти минусы нивелируются низкой стоимостью и простотой замены вала, а проблема пыли и стружки в дерево- и камнеобрабатывающих мастерских решается установкой вытяжки с раструбом непосредственно в рабочей зоне.
Производство направляющих для ЧПУ своими руками
Направляющие – важная деталь в устройстве фрезерного станка. Направляющие для ЧПУ своими руками могут выполнить многие мастера, опыт работ в домашних условиях имеется у большинства практикующих специалистов.
Задумав домашнее производство мебели, необходимо соблюдать точность в конструкции. Поэтому многие мастера, осваивающее его нуждаются в качественном оборудовании. Специальный деревообрабатывающий механизм облегчит труд, позволит создавать качественную, продукцию в короткий срок.
Чтобы изделия отличались высокой точностью, но соответствовали современным характеристикам, применяются модели ЧПУ.
Числовое программное управление
Числовое программное управление дает такую возможность, но покупать его под силу не каждому предпринимателю. Именно по этой причине появляется потребность изготовить самодельный агрегат, для устройства которого применяются детали собственного производства.
Основными частями фрезерных станков, предназначенных для обработки того или иного материала, являются направляющие. Они представляют собой шариковые или роликовые подшипники качения, назначением которых является перемещение каретки. Их цель – ускорение, упрощение и придание точности производству.
Точность станка – это задача направляющих стержней. Они делятся на два вида:
Первый вид используется на станках небольшой мощности и не нуждающихся в большой продуктивности. К ним относятся деревообрабатывающие, токарные, сверлильные и настольные аппараты.
Самодельные направляющие для ЧПУ станка изготавливаются линейного тапа, они могут быть роликовыми или шариковыми. Независимо от вида должны обладать следующими характеристиками:
В качестве деталей для скольжения втулок в большинстве случаев используются стержни цилиндрической формы, их необходимо отшлифовать. Некоторые мастера советуют изготовить механизм и без втулок, но из-за этой манипуляции будет снижена аккуратность изделий, а стержни будут иметь меньший срок эксплуатации.
Варианты самодельных направляющих
Направляющий механизм для ЧПУ часто бывает основан на использовании хромированной металлической трубы.
Направляющий механизм возможно сделать из хромированной металлической трубы
Она имеет небольшую стоимость, ее легко обрабатывать, меняя форму. Кроме того, есть и ряд недостатков:
Такое решение является дешевым для специалиста, но хватит работы такого станка лишь на несколько десятков часов. Это связано с минусами оцинкованных или хромированных труб, которые сами сделаны из мягкого металла, подверженного быстрому износу при нагрузке. Фрезер в совместном использовании с такими направляющими значительно сократит их срок службы.
Кроме этих способов, следует применять в качестве движущих частей устройства фрезера с небольшой мощностью. Они придают изготавливаемым деталям точную тщательную обработку, чаще их используют на станках для обработки дерева. Они имеют низкую цену и маленький срок выработки.
Самодельные направляющие: инструкция
Самодельные направляющие для деревообрабатывающего станка в ЧПУ собственного изготовления могут быть нескольких вариантов.
Первый вариант выполнения – простой, вовремя выполнения агрегата по такому алгоритму необходимо собрать конструкцию, состоящую из таких деталей:
Инструкция по изготовлению:
Конструкция направляющих готова, она не требует массы усилий и довольно понятна для неопытного мастера.
Направляющие из мебельных стержней используются при изготовлении мебели на заказ, чтобы добиться точности, подойдет готовая фрезерная база из мебельных деталей. С применением в конструкции отшлифованных цилиндрических стержней.
В этом случае необходимо сделать отверстия, равные по диаметру их ширине, прямо в суппорте, они обязательно обязаны быть параллельны друг другу.
Специалисты рекомендуют дополнительно использовать бронзовые втулки, тогда их размер обязан ровняться диаметру направляющих.
Используя старые печатные машинки «Янтарь», легко изготовить направляющие для ЧПУ своими руками. Их особенность в том, что движущие части там выполнены в форме уголка. Понадобятся такие детали:
Соединяем все части необходимым образом и получаем готовый результат.
Рекомендации умельцев
Для маленького домашнего станка ЧПУ в качестве направляющих следует взять автомобильные стойки.
Автомобильные стойки подойдут для маленького станка ЧПУ
Их используют в отечественных автомобилях, поэтому достать их не составит труда. Используются штоки от стоек, они обладают прочностью и сделаны из качественного металла.
Поэтому проявив смекалку и фантазию, у мастера возможности становятся безграничны. Немного подумав, несложно собрать станок ЧПУ своими руками из подручных деталей, находящихся в доступе и не используемых по назначению. Это сократит затраты на домашнее производство и повысит его продуктивность и качественность.
по теме: Самодельный линейный подшипник
Цилиндрические рельсы на опорах
Главный недостаток полированного вала – отсутствие опоры по длине, в этой конструкции компенсируется тем, что вал укладывается на алюминиевый профиль, крепящийся непосредственно к станине. Сопротивление нагрузке на изгиб одинаково во всех точках длины вала, поэтому цилиндрический рельс не прогибается.
Используются при построении бюджетных станков с рабочей зоной более 1 м. Но есть один нюанс, обуславливаемый конструкцией подшипников. Разомкнутый контур подшипника воспринимает усилия, прилагаемые в разных направлениях, по-разному, что требует контроля совпадения центра масс устанавливаемой на стол заготовки и геометрического центра стола. По этой же причине не применяются в кинематических схемах осей Z в станках с тяжелыми шпинделями.
Цилиндрические направляющие – бюджетный вариант, идеально подходящий для использования в малогабаритных или ненагружаемых станках с легкими шпинделями.
Линейные направляющие своими руками
Профильные линейные направляющие, своими руками сделанные или приобретенные – это роликовые или шариковые высокоточные подшипники качения, служащие в линейных перемещениях. Они обладают возможностью воспринимать силы, действующие в любых направлениях, исключая направление перемещения.
Виды линейных направляющих
Линейные направляющие бывают двух видов:
Шариковые направляющие делают двух-, четырех- и шестирядные. Они миниатюрные, пригодные для использования в ограниченном монтажном пространстве. Линейные направляющие изготавливаются с разными приводами. Среди них чаще встречаются зубчатый ремень или привод ШВП (шариковые винтовые передачи).
Роликовые исполняются в виде цилиндрических направляющих и направляющих с плоским сепаратором.
Все направляющие должны обладать главными свойствами:
В последнее время в связи с развитием автоматизации большое значение приобрело применение модулей линейного перемещения, которые состоят из:
В такой модульной составляющей находят свое применение направляющие как с подшипниками-шариками, так и с подшипниками-роликами. Рабочий привод осуществляется с помощью линейного двигателя, зубчатого ремня или шарикового винтового механизма.
Нашли свое применение и линейные столы, использующиеся при необходимости перемещения больших масс по осям. Благодаря габаритам, они воспринимают большие моментные нагрузки. В линейных столах используются:
Монтаж рельсовых направляющих
Важно знать, что линейные рельсовые направляющие подвержены действию силы и момента. Для них должны определяться значения: допустимый статический момент и грузоподъемность, которые вычисляются при помощи формул. Рассчитывая номинальный ресурс шариковых и роликовых направляющих, надо использовать разные формулы.
При постоянной длине хода и частоте перемещений ресурс работы выражается через время. Обладая компактными монтажными размерами, профильные рельсовые направляющие имеют высокую грузоподъемность. Устанавливаемые в различных видах станков или в другом оборудовании, они монтируются двумя различными способами: в виде горизонтального рельса и способом боковой установки.
Так как комплектация осуществляется из двух параллельных рельсов, то расположение первого рельса исполняется на базовой стороне, а другого – на стороне регулируемой.
При работах с большими ударными нагрузками и вибрациями установка дополнительных боковых деталей – боковой прижимной пластины, установочных затяжных винтов, конического клина – способствует их устранению.
Установка же дополнительных прижимных деталей при работе с малой нагрузкой и небольшими скоростями перемещений не обязательна.
Как выбрать направляющие для станка с ЧПУ
В конструкции станка с ЧПУ используется несколько типов направляющих. Самодельные устройства нередко комплектуются рельсами из каретки печатной машинки, принтера или покупными. Качество и характеристики направляющих влияют на возможности станка с ЧПУ и точность обработки, поэтому экономить на их покупке не стоит.
Валы круглого сечения
круглые полированные валы
Наиболее широко применяемый и недорогой тип направляющих это полированные валы. Они просто монтируются, обрабатываются, купить такие детали не проблема. Валы производят из высокопрочной стали, в основном, шарикоподшипниковой, марок ШХ15 СГ, ШХ15, 95Х18-Ш.
Они дополнительно подвергаются индукционному закаливанию верхних слоев, после чего полируются. Закалка индукционным методом повышает срок эксплуатации и снижает степень износа. Полированная поверхность позволяет двигаться каретке с минимальным трением за счет идеальной гладкости.
Фиксируются валы своими руками, с двух концов, очень просто и быстро.
В продаже множество подделок, выполненных из металла низкого качества. Ведь проверить твердость стали на месте не представляется возможным.
Эта модель направляющих обладает рядом недостатков:
Линейные подшипники на круглый вал
Используется два типа линейных подшипников для направляющих:
Шариковые втулки или подшипники качения по сравнению с каретками рельс обладают двумя большими недостатками: малая грузоподъемность, большой люфт. Чтобы каретка не разворачивалась, нужно на каждую ось ставить по паре валов. Минусы шариковых подшипников качения:
Подшипники скольжения. Подшипники этого типа изготавливают из мягких металлов, капролона, они работают по принципу трения скольжения. Если при эксплуатации выдерживаются все допуски, грузоподъемность и точность такого подшипника не меньше, чем качения. Вместе с тем, ему не страшны опилки и пыль. Но это касается лишь бронзовых деталей, грамотно обработанных.
Направляющие для станков своими руками
Механическая обработка любого материала подразумевает в первую очередь точность и продуктивность. Независимо от того, какого типа и предназначения станок, есть базовые элементы, параметрами которых пренебрегать нельзя. Базовой составляющей для металлорежущего, деревообрабатывающего или обрабатывающего устройства, предназначенного для пластика, есть направляющие, которые обеспечивают безошибочность и цикличность проведения обработки.
Какие бывают направляющие
Любой станок базируются на точности обработки, которую обеспечивают направляющие стержни. Своими руками приходится изготавливать рабочие узлы, но есть такие, которые самому никак не сделать, годятся только детали заводского изготовления.
К примеру, рабочий орган фрезерного станка изготовить едва ли получится, как и со сверлильным или токарным. Поэтому приходится использовать готовые решения — дрели, приводы, граверы или электрические лобзики. С направляющими дело обстоит попроще, поскольку их характеристики и вид прямо зависит от предназначения агрегата.
Практически все они, применяемые в заводских и самодельных конструкциях бывают всего двух типов — скольжения и качения. По принципу подшипников, их метод работы понятен — одни основаны на скольжении, вторые используют в своей конструкции подшипники качения.
Для оборудования малой мощности и не требующих точности и производительности, используют принцип скольжения. В основном, такими деталями пользуются настольные сверлильные и токарные агрегаты, а также деревообрабатывающие. Есть еще подвиды, но рассмотрим те, которые проще всего изготовить своими руками из того, что есть в продаже.
Направляющие для ЧПУ станка
Обрабатывающие центры с ЧПУ для мелкосерийного и домашнего использования — дорогая штука и не каждый может позволить себе купить форматно-расточной или токарный с ЧПУ, но выполнить своими руками сносное по качеству обработки и чистоте реза устройство, можно запросто. Рассмотрим несколько конструкций, но сначала посмотрим на детали заводского изготовления, чтобы понять основные принципы работы.
Все направляющие для программируемых станков бывают кругового движения или линейного типа, это зависит от траектории, по которой движется подвижный узел в координатах. Будем рассматривать только линейные, как самые востребованные у самодельщиков, да и особой нужды для применения круговых устройств нет.
Источник