Технологические операции, проводимые на токарном станке с заготовками при помощи специальных приспособлений, связаны с получением в итоге изделия нужной конфигурации, представленной на чертеже. А чтобы точение было рациональным, точным необходима заточка токарных резцов по металлу, которая выполнит необходимый профиль, углы требуемой величины и соответствующие параметры рабочей части. Подготовке такого средства придается серьезное значение.

Назначение резца, конструкция, виды
Для получения деталей из слитка металла при точении на токарном оборудовании используют специальный инструмент. Изготавливают из стали, причем твердость материала выше, чем этот показатель у обрабатываемой заготовки. Стержень-державка и рабочая головка, главные элементы конструкции резца из металла, за счет первого инструмент закрепляется на токарном станке.
Функция второй составляющей, заключается в срезании слоя поверхности металла при обработке. Стержень-державка или тело резца в сечении квадратной формы или прямоугольной. Основная режущая кромка рабочей головки в сечении фасонная (клин) иди прямая. Режущей части из металла при эксплуатации требуется регулярная заточка. В современных условиях существует достаточный выбор резцов.

Токарные резцы для обработки металла со сменными пластинами
Подбирая снасть, следует учесть такой показатель, как углы. Классификация видов выглядит следующим образом:
- проходные;
- отрезные;
- подрезные;
- расточной;
- фасонные;
- канавочные:
- фасочные;
- упорный;
Проходные, этим типом устройства обрабатывают цилиндрические болванки. Инструмент отрезного вида используют для обрезки прутков. Обрезка выполняется под заданным углом. Приспособление отрезного типа служит и для прорезания в них канавок различного назначения. Подрезные, данный тип приспособлений используют для торцевания болванок и уменьшения уступов. Расточной, это средство используют для обработки отверстий нужного диаметра в заготовках или деталях токарном станке.
Канавочный — назначение такого устройства состоит в формировании внутренних и наружных канавок на цилиндрической поверхности, выдерживая нужные углы. Иногда требуется функция отрезного типа, когда необходимо убрать часть металла заготовки. Резьбонарезные, этим устройством на токарных станках нарезают резьбу. Фасонный — предназначение этого резца состоит формировании выступов и канавок на обрабатываемой болванке, при это получаются углы с требуемыми параметрами.
Фасочные — этим устройством после заточки выполняют внутренние и наружные фаски на изделии. Упорный используют для точения деталей из металла с уступами небольших размеров. Для снижения вибрации при работе на токарном станке требуется выверять его положение. Упорный применяют для нежестких деталей.
Виды резцов подразделяют еще по направлению обработки токарном оборудовании на левые и правые, по материалу, из которого они изготовлены, по способу присоединения режущей части к державке и другим параметрам.
Порядок и правила заточки инструмента
Для предупреждения появления сколов и задиров на обрабатываемых деталях, поломки и других нежелательных факторов при работе на токарном агрегате, требуется правильная заточка резца. Эта процедура выполняется при изготовлении нового или износе старого устройства. Сам процесс заточки резцов заключается в придании требуемой формы и необходимого угла затупившемуся или новому приспособлению.
Восстановить режущую часть, можно применяя специальное оборудование по металлу при достаточном уровне мастерства и знаний работника. Ведь от правильной заточки токарных резцов зависит трудоемкость и производительность. На крупных предприятиях созданы подразделения занятые подготовкой оснастки. На малых заточка выполняется токарем.
На данный момент существуют следующие способы заточки токарных резцов:
- абразивный;
- химико-механический;
- с использованием специальных приспособлений;

Углы заточки в зависимости от вида точения стали и чугуна
Абразивная заточка резца выполняется на специальном заточном агрегате или стандартном наждаке. При использовании последнего варианта трудно выдержать нужные углы при обработке приспособления. Агрегаты для заточки имеют два круга. Абразив из белого электрокорунда используют для точения резца из быстрорежущей стали. Заточка устройств из твердых сплавов выполняется кругом из карбида кремния зеленого цвета.
Алмазным диском делают финишную шлифовку на токарном или другом агрегате. Химико-механический способ подразумевает точение в специальном составе. Точность заточки проверяют шаблонами.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.

Добавил(а): Виктор Каплоухий 10 июня
Для «рукастого» домашнего мастера настольный токарный станок для обработки металлических заготовок является пределом мечтаний. С его помощью изготавливают недостающие детали ремонтируемых механизмов, нарезают резьбы, делают рифление или растачивают отверстия. Для одних универсальный механизм открывает новые горизонты творчества или хобби. Для других появляется дополнительный способ пополнить семейный бюджет. К сожалению, стоимость заводского оборудования в большинстве случаев оставляет мечту об укомплектованной домашней мастерской нереализованной. Тем не менее, желание иметь дома токарный станок можно легко осуществить, если сделать его самостоятельно. Об одной из таких конструкций расскажем подробнее, предоставив вам возможность построить токарный станок своими руками.
Назначение и возможности
Современный токарный станок представляет собой симбиоз механических частей и электронных компонентов
Основные функции любого современного механизма, будь то простая ручная мясорубка или угледобывающий комбайн, обеспечивают вращающиеся детали, которые невозможно было бы изготовить без токарных станков. Особенностью этих агрегатов является обработка тел вращения резанием. Станки токарной группы обеспечивают точность изготовления, недостижимую для других способов металлообработки. Оборудование этого типа легко поддаётся автоматизации и позволяет выполнять такие операции:
- продольное точение гладкой или ступенчатой цилиндрической поверхности;
- обработку уступов и канавок;
- точение наружных и внутренних конических поверхностей;
- расточку конических и цилиндрических отверстий;
- нарезание резьбы (внутренней или наружной) резцом или сверлом;
- развёртывание и зенкерование отверстий;
- прорезание канавки или отрезание;
- фасонная обточка;
- накатка рифлёной поверхности.
Основное предназначение токарных станков — обработка трёх типов деталей — валов, втулок и дисков, в результате чего получают разнообразные оси, маховики, вкладыши, заготовки звёздочек и т. д. Кроме того, на универсальных агрегатах обрабатывают и другие заготовки с формой тел вращения, например, корпусные детали.
Токарно-винторезные станки — самая популярная конструкция у домашних умельцев
Все существующие токарные станки различают:
- по токарному признаку (токарно-револьверные, токарно-карусельные, многорезцовые станки и т. д. – всего девять подгрупп);
- размерному ряду, который зависит от диаметра обрабатываемой детали;
- степени специализации (специальные, универсальные и т. д.);
- классу точности.
Наиболее популярными для повторения в домашних условиях являются токарно-винторезные станки, которые имеют наиболее простую конструкцию среди представленных выше агрегатов.
Конструкция
Хоть первые станки токарной группы и появились ещё в конце XVIII века, их архитектура была настолько совершенной, что не претерпела существенных изменений до сих пор. Можно сказать, что сегодня мы используем оборудование, аналогичное тому, которое применялось для металлообработки ещё два столетия назад.
Конструкция токарно-винторезного станка
Токарный станок по металлу состоит из таких узлов и деталей:
- Станина, являющаяся основой для всех остальных элементов. От прочности и скрупулёзности её изготовления зависит точность обработки и универсальность устройства. Корпусная часть станка должна представлять собой массивную, фундаментальную конструкцию. Только в таком случае можно избежать вибраций и смещения инструмента во время выполнения токарных операций.
- Передняя шпиндельная бабка. Этот узел позволяет зафиксировать заготовку и вращать её в процессе обработки. Часто шпиндельная бабка включает в себя коробку передач и механизм подачи суппорта или обрабатывающей головки. Это позволяет изменять скорость вращения детали и повышает производительность.
- Задняя бабка. Этот элемент предназначен для удержания детали в заданной системе координат, соосно шпинделю. Кроме того, закреплённый в задней бабке инструмент позволяет выполнять дополнительные операции, например, нарезать резьбу.
- Суппорт. Без сомнения, этот узел является одним из самых важных в конструкции станка. Суппорт предназначен для удерживания режущего инструмента и его перемещения относительно обрабатываемой заготовки. В зависимости от конструкции суппорт может подавать резец в различных плоскостях, благодаря чему можно получать детали со сложной конфигурацией внутренних и наружных поверхностей. Основными требованиями, которые предъявляются к суппорту, являются надёжность удержания инструмента и точность подачи, поскольку это напрямую связано с качеством обработки.
При изготовлении самодельного токарного станка конструкцию максимально упрощают. Для этого элементы, которые в домашних условиях изготовить проблематично, видоизменяют, а от некоторых узлов и вовсе отказываются. Например, коробку передач можно заменить несколькими разноразмерными шкивами, а автоматику подачи исключить из схемы.
Что понадобится для изготовления
Идеальным вариантом при изготовлении самодельного токарного станка было бы использование отдельных комплектующих от списанного оборудования. Если такой возможности нет, то придётся изготовить узлы и детали самостоятельно.
Вместо литой станины применяют раму, сваренную из стальных профильных труб и уголков. Само собой подразумевается, что деревянный каркас в этом случае является неприемлемым вариантом. Металлический профиль сможет обеспечить требуемую жёсткость и устойчивость конструкции. Кроме того, с помощью ровных квадратных и прямоугольных труб совсем несложно придерживаться строгой геометрии каркаса. Неровная рама не даст возможности правильно зафиксировать центры, что в дальнейшем скажется на качестве проводимых работ.
Маломощный асинхронный двигатель — отличный силовой агрегат для самодельной конструкции
Для привода понадобится силовой агрегат. Лучше всего использовать низкооборотный электрический двигатель асинхронного типа. В отличие от коллекторных агрегатов «асинхронники» практически не подвержены риску поломки при резком снижении оборотов.
Для обработки заготовок диаметром не более 100 мм достаточно будет электродвигателя мощностью 500 – 1000 Вт. Если же планируется обтачивать более габаритные детали, понадобится как минимум 1.5-киловаттный силовой агрегат.
Кроме того, придётся подобрать приводной ремень (или несколько ремней различной длины). Не забудьте и о крепёжных элементах, которыми отдельные узлы будут крепиться к корпусу. Для самодельного токарного станка подойдут гайки и болты с диаметром 8 и 10 мм с обычной метрической резьбой.
В качестве салазок используют детали, выточенные из стального прутка с последующей закалкой, но лучшим вариантом будут направляющие, изготовленные из амортизационных стоек или длинных валов промышленных механизмов. Они имеют отличную геометрию, а их поверхность подвергается упрочнению в заводских условиях.
Заднюю бабку, как и шпиндель, лучше всего использовать от списанного заводского оборудования
Заднюю бабку также можно сделать из профильных труб и толстого металлического листа, а вот пиноль изготавливают из калёного заострённого болта, нескольких гаек с такой же резьбой и штурвала, изготовленного из шкива от сельхозтехники. Использование самодельной пиноли потребует каждый раз при креплении детали смазывать соприкасающиеся поверхности литолом или солидолом. Подобная процедура не понадобится с вращающимся центром заводского изготовления, поэтому если есть возможность, то эту деталь лучше купить.
Продольный и поперечный винты подачи также можно выточить на токарном станке или использовать длинный пруток с нарезанной резьбой, который можно купить в строительных гипермаркетах.
Для винтов подачи используют вал с мелкой резьбой — это позволит значительно повысить точность позиционирования рабочего инструмента.
Для узлов вращения понадобятся установленные в корпус подшипники качения, а регулировать обороты позволят шкивы различного диаметра, насаженные на приводной вал. Эти детали можно купить или заказать у знакомого токаря.
Изготовление суппорта потребует запастись стальной пластиной, толщиной не менее 8мм. Её же можно использовать и для резцедержателя.
Ещё одним узлом, который невозможно изготовить в кустарных условиях, является шпиндель. Его придётся купить. Крепление шпинделя требует изготовления вала, на котором будут смонтированы ведомые шкивы. Прочность этой детали должна быть безупречной, поэтому лучше всего использовать детали от списанных заводских механизмов.
Существуют конструкции, в которых нет ремённой передачи. Вращение от вала двигателя передаётся непосредственно шпинделю. Конечно, они имеют право на существование, однако, выбирая подобную схему, будьте готовы к частому выходу подшипников электродвигателя из строя.
Кроме токарного станка, в процессе работы понадобятся такие инструменты и оборудование:
- сварочный аппарат;
- болгарка;
- шлифовально-наждачный станок;
- электрическая дрель и набор свёрл по металлу;
- метчики и плашки для нарезки резьбы;
- набор гаечных ключей;
- штангенциркуль, металлическая линейка;
- маркер.
Весь этот инструмент и материалы позволят изготовить полноценный токарный станок настольного типа. Если же достать какие-то детали не удалось, не отчаивайтесь — на время их можно заменить чем-то другим. Так, патрон от электродрели вполне используется вместо шпинделя, если требуется обрабатывать заготовки небольшого размера.
Размеры и чертежи
Определяя габариты станка, в первую очередь, ориентируются на максимальную длину и диаметр обрабатываемых деталей. Напомним, что в промышленности маломощное токарное оборудование имеет такие граничные параметры:
- длина — до 1150 мм;
- ширина — до 620 мм;
- расстояние от верхней поверхности станины до оси шпинделя (высота оси) – около 180 мм.
Вряд ли стоит превышать эти значения на кустарно изготавливаемом оборудовании. Не надо забывать о том, что с увеличением размера многократно возрастает опасность искривления геометрии станка. При выборе размера суппорта и определении крайних точек его перемещения, расчёте расстояния между центрами и пределами перемещения резцедержателя, лучше всего ориентироваться на чертежи самодельных станков. Изготовленные народными умельцами, они на практике доказали свою работоспособность, поэтому не воспользоваться проверенными решениями было бы глупо.
Инструкция по изготовлению простого токарного станка своими руками
Поскольку каждый решает, как будет выглядеть его токарный станок, и какие он будет иметь размеры, дать точное описание изготовления всех деталей с указанием габаритов, допусков и посадок невозможно. Тем не менее, процесс постройки любого токарного станка состоит из одинаковых этапов.
- Изготовление рамы. Как уже говорилось выше, массивную чугунную станину в домашних условиях изготовить невозможно. Поэтому её роль будет выполнять рама из швеллера или стальных профильных труб, которые нарезают по размерам, а потом сваривают согласно чертежу. Важно соблюдать правильность всех прямых углов, поэтому контроль при помощи угольника должен проводиться каждый раз при выполнении очередного стыка. Лучше всего работать на ровной, горизонтальной плите. Это даст возможность получить раму со строгой геометрией в горизонтальной плоскости. Можно обойтись без массивной станины, изготовив её из длинных валов в качестве направляющих.
Детали для изготовления станины
Монтаж направляющих на стойки
Установка опорных и направляющих втулок главной подачи
Монтаж опорных площадок суппорта и задней бабки
Установка винта главной подачи
Сборка передней бабки
Сборка суппорта и резцедержателя
Крепление электродвигателя должно обеспечивать возможность переброса ремня с одного шкива на другой
После того как токарный станок будет испробован в работе, его узлы и детали следует покрасить. Это прибавит вашему детищу привлекательности и не позволит коррозии испортить созданное своими руками оборудование.
Токарный станок в домашних условиях является универсальным оборудованием, которое допускается использовать и не по прямому назначению. В шпинделе можно закрепить полировальный или шлифовальный круг для заточки инструмента или чистовой обработки металлических деталей.
Видео: Токарный станок своими руками
Как выставить заднюю бабку
Конечно, предлагаемая схема самодельного токарного станка по мощности и точности обработки уступает дорогостоящим заводским аналогам. Несмотря на это она поможет справиться с большинством задач, предоставляя обширное поле для модернизации.
Из всех технологических операций, производимых над заготовками из металла, обработка на токарном оборудовании является наиболее распространенной. Именно поэтому заточка резцов для токарного станка, предназначенных для работы по металлу, является очень важным процессом, выполнять который следует правильно. Особенности осуществления такой процедуры зависят как от материала, который предстоит обрабатывать, так и от типа самого режущего инструмента (фасонный, проходной, резьбонарезной, расточной и другие).
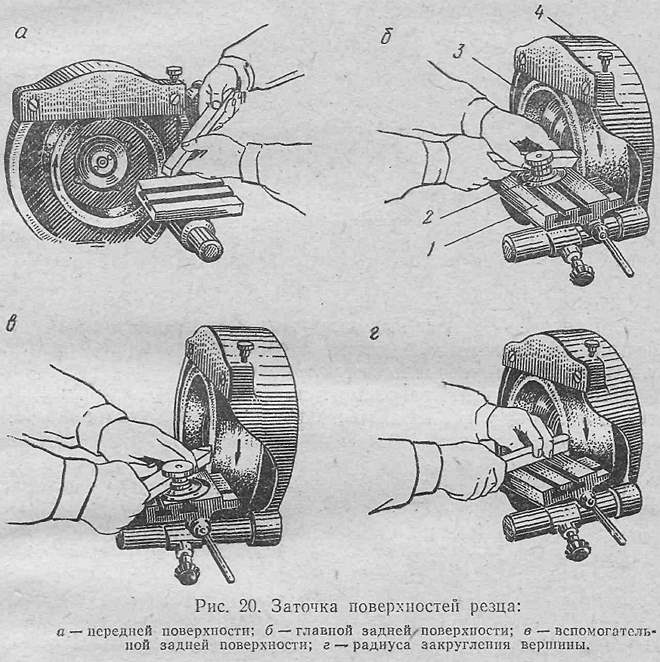
Порядок заточки поверхностей резца
Конструкция токарных резцов
Заточка токарных резцов не может быть выполнена правильно, если не разобраться в конструктивных особенностях такого инструмента. Основными элементами его конструкции являются стержень-державка, при помощи которого резец фиксируется на станке, а также рабочая головка: именно ее режущую часть и необходимо регулярно затачивать.
Рассмотрим более подробно рабочую головку токарного резца. Ее формируют два типа поверхностей: передняя и задние. Переднюю отличить очень просто: именно по ней осуществляется отвод стружки. Задними же называются те стороны резцов, к которым обращена заготовка в процессе выполнения ее обработки. Они могут быть основными или вспомогательными, что зависит от их расположения.
Самый важный элемент любого резца (в том числе и для токарного станка по металлу) — его режущая кромка — формируется в месте пересечения задней основной и передней поверхностей. В конструкции любого резца присутствует и вспомогательная кромка, образованная пересечением его задних поверхностей: основной и вспомогательной. Вершина инструмента, которая упоминается в специальной литературе, — это место пересечения его режущей и вспомогательной кромок.
Основными характеристиками токарных резцов по металлу, определяющими их функциональные возможности, являются углы заточки, подразделяемые на главные и вспомогательные. Для того чтобы определить значения главных, их измерение производят в плоскости, которая формируется при проецировании режущей кромки на главную плоскость.
Вообще, для определения углов режущего инструмента используют две плоскости:
- основную, накладываемую на опорную сторону токарного резца, расположенную в его нижней части (по отношению к направлению подач станка такая плоскость является параллельной);
- плоскость резания, располагаемую по касательной относительно поверхности обрабатываемой заготовки (данная плоскость пересекается с основной режущей кромкой инструмента).
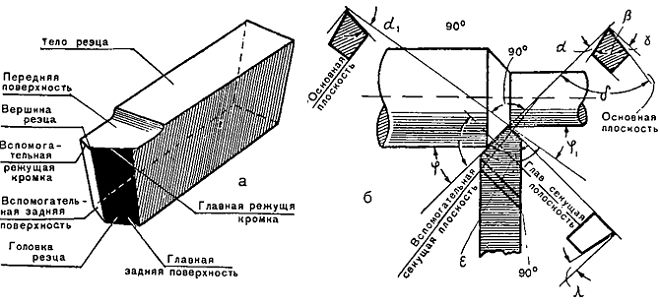
Элементы и плоскости токарного резца
В конструкции рабочей части токарного резца различают углы нескольких типов:
- заострения — расположенные между передней поверхностью резца и задней основной;
- задние главные — находящиеся между задней основной поверхностью и плоскостью резания;
- передние главные — расположенные между передней стороной инструмента и плоскостью, перпендикулярной к плоскости резания.
Проверить правильность их определения достаточно просто: их сумма всегда составляет 90 градусов.
Кроме вышеперечисленных, конструкцию рабочей головки токарного резца характеризует еще несколько углов между:
- направлением подачи и проекцией, которую откладывает основная режущая кромка;
- плоскостью обработки и передней поверхностью резца;
- проекциями, которые откладывают основная и вспомогательная режущие кромки.
Инструменты для токарного оборудования
Для того чтобы разбираться в правилах заточки резцов для токарных станков по металлу, недостаточно просто посмотреть обучающее видео. Необходимо иметь представление о том, как классифицируются такие инструменты. Самым главным параметром, по которому токарные резцы относят к различным видам, является тип обработки, выполняемой с их помощью. По этому признаку выделяют следующие виды токарных резцов.

Основные типы токарных резцов
Такими резцами заготовки обрабатываются вдоль оси вращения.
Используя эти резцы на токарном станке, уменьшают уступы и выполняют торцевание заготовок.
Как следует из названия, ими формируют наружные и внутренние канавки на поверхностях цилиндрической формы. Создавать канавки на наружных сторонах заготовок можно и при помощи отрезных резцов по металлу. Кроме того, такие резцы позволяют отрезать части заготовки под прямым углом.
С помощью таких инструментов на станках выполняют обработку отверстий.
Такие резцы специально предназначены для нарезания резьбы.
С помощью резцов этого вида на внешней стороне цилиндрических заготовок формируют фасонные выступы или канавки.
С помощью этих резцов на заготовках снимаются фаски.
Операции, проводимые резцами различного типа
Токарные резцы также подразделяются на виды в зависимости от того, в каком направлении с их помощью выполняется обработка заготовки. Так, среди них бывают правые (обработка выполняется по направлению к передней бабке) и левые (обработка по направлению к задней бабке).
Классифицируется токарный инструмент и по материалу изготовления, по способу соединения режущей части с державкой, а также по ряду других параметров.
Правила заточки токарного инструмента
Чтобы обработка заготовок на токарных станках по металлу была эффективной, качественной и точной, следует регулярно выполнять заточку резцов, тем самым придавая их рабочей части необходимую форму и получая углы с требуемыми параметрами. В заточке не нуждается только инструмент, режущая часть которого выполнена в виде одноразовой твердосплавной пластины. Для выполнения такой важной процедуры в условиях крупных производственных предприятий используются станки со специальными приспособлениями, а занимается этим отдельное структурное подразделение.
Для того чтобы заточить токарный инструмент своими руками на домашнем станке или сделать это в условиях небольшого предприятия, можно использовать различные методики. Выполнение этой процедуры возможно с помощью химических реактивов или с применением обычных точильных кругов. Следует отметить, что заточка токарного инструмента на специализированных или универсальных станках, в которых используется абразивный круг, является самым недорогим, но эффективным методом придания резцам требуемых геометрических параметров.
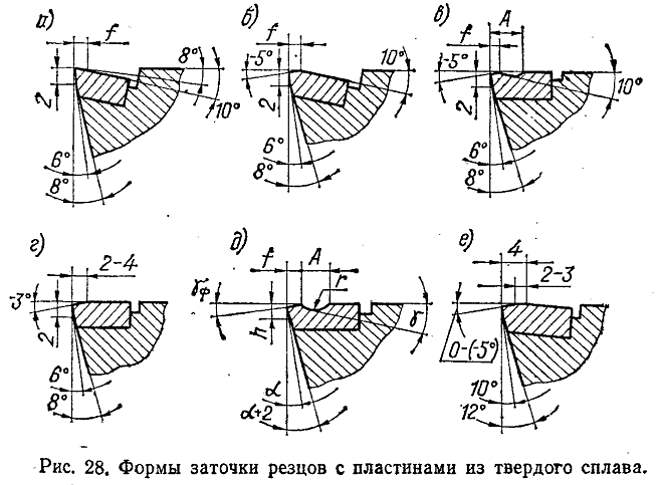
Варианты заточки резцов с режущими пластинами
Конечно, наиболее качественно токарные резцы по металлу затачиваются на специально предназначенном для выполнения такой процедуры станке. Если же подобного оборудования в вашем распоряжении нет, можно воспользоваться универсальным станком с точильным кругом. Подбирая такой круг, важно обращать внимание на материал, из которого изготовлена рабочая часть обрабатываемого инструмента. Так, чтобы эффективно заточить твердосплавный резец, вам понадобится круг из карборунда, имеющий характерный зеленый цвет. Инструменты, рабочая часть которых изготовлена из углеродистой или быстрорежущей стали, прекрасно обрабатываются на станках с кругами средней твердости, изготовленными из корунда.
Заточку токарных резцов по металлу можно выполнять без охлаждения или с охлаждением, что является более предпочтительным. Если заточка выполняется с охлаждением, то холодную воду следует равномерно подавать в то место, где токарный резец соприкасается с точильным кругом. В том случае, когда охлаждение в процессе заточки не используется, после ее выполнения нельзя сразу резко охлаждать инструмент: это может привести к растрескиванию его режущей части.
Научиться затачивать токарные резцы на точильном станке своими руками можно по обучающему видео. В процессе выполнения такой процедуры важно придерживаться определенной последовательности. В первую очередь на точильном круге обрабатывают заднюю основную поверхность, затем заднюю вспомогательную, а в самую последнюю очередь точат переднюю. Последним этапом заточки является обработка вершины резца – придание ей требуемого радиуса закругления.
В процессе выполнения заточки резец постоянно передвигают по кругу, стараясь не прижимать его очень сильно (это можно заметить на видео). Придерживаться такой рекомендации необходимо для того, чтобы поверхность круга изнашивалась равномерно, а также чтобы режущая кромка токарного резца получилась максимально ровной.
Особенности заточки резцов для токарного станка
Существуют определенные нюансы, которые следует учитывать при заточке токарных резцов своими руками с использованием точильного станка. Так, выполнение обработки задней поверхности резца осуществляется в три этапа.
- Первоначально заднюю поверхность обрабатывают под углом, равным заднему углу самой державки. Как правило, он получается несколько больше, чем задний угол резания (приблизительно на 5 градусов).
- На втором этапе обрабатывают заднюю поверхность самой режущей пластины. При этом ее затачивают под углом, превышающим задний угол резания на 2 градуса.
- Третий этап — это формирование требуемого заднего угла при помощи доводки. Важно, что такой угол формируют не на всей задней поверхности резца, а только на неширокой фаске, непосредственно прилегающей к режущей кромке.
В несколько этапов выполняется заточка и передней поверхности токарного резца. Так, предварительно ее затачивают на угол, равный углу расположения самой режущей пластины. Этот угол, как и в случае с задней поверхностью, несколько превышает передний угол резания. Непосредственно угол резания, который необходимо сформировать на передней поверхности резца, получают при помощи чистовой заточки или доводки. Этим процессам подвергают узкую полоску, прилегающую к режущей кромке твердосплавной пластины.

Использование подкладок при заточке
Для большего удобства выполнения заточки токарных резцов на точильных станках, а также для получения углов с заданными параметрами используются специальные подкладки, которые устанавливают между опорной поверхностью инструмента и столиком станка, где он располагается. Чтобы добиться еще более точной и качественной заточки, можно своими руками доработать конструкцию столика станка, сделав его регулируемым по высоте и углу поворота. После такой доработки станка необходимость в использовании подкладок определенной толщины отпадает.
При выполнении заточки токарного резца важно обращать внимание на то, чтобы его режущая кромка располагалась на одном уровне с центром точильного круга, но не ниже, чем 3–5 мм по отношению к нему. Следует учитывать и направление вращения точильного круга. Это необходимо для того, чтобы сделать процесс заточки более безопасным, а также чтобы минимизировать риск отрыва режущей пластины от державки резца. Точильный круг в процессе выполнения заточки должен вращаться так, чтобы прижимать режущую пластину, а не отрывать ее от державки.
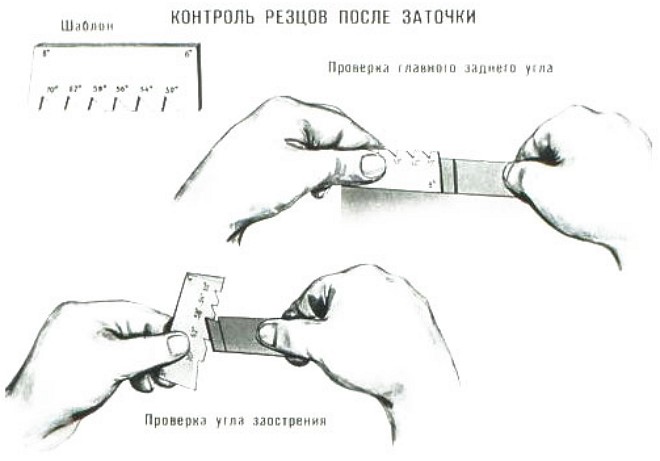
Шаблон для проверки правильности заточки резцов
Естественно, что после осуществления заточки режущего инструмента для токарного станка по металлу необходимо проверить правильность ее выполнения. Проще всего выполнить такую процедуру при помощи специального шаблона, который можно приобрести или изготовить своими руками. Если купить готовый образец не представляется возможным, то самостоятельно его сделать лучше из листовой стали, которая может подвергаться закалке.
Высокая твердость такого шаблона, которую он получит после закалки, даст возможность использовать его на протяжении длительного периода. Изготавливая трафарет, следует сделать на нем вырезы, соответствующие наиболее ходовым углам заточки. Только после выполнения таких вырезов готовый шаблон подвергают закалке. Следует иметь в виду, что от точности изготовления такого трафарета в полной мере будет зависеть то, насколько правильно будет заточен ваш резец для токарного станка по металлу.
После выполнения заточки режущие грани инструмента необходимо довести до требуемого состояния. Такой доводке подвергаются небольшие участки поверхностей резца (шириной до 4 мм), непосредственно прилегающие к его режущим граням. Для выполнения доводки используют медные оселки и присадки, выбор которых зависит от материала изготовления рабочей части инструмента. Так, для доводки твердосплавных резцов на оселок наносят специальную пасту или карбид бора, смоченный керосином. Для доводки резцов из других материалов используют оселки с небольшим уровнем абразивности, поверхность которых смачивают машинным маслом или керосином.
Виды и маркировки фасонных резцов, советы по выбору
Фасонный резец: классификация, особенности конструкции круглых, призматических и стержневых типов изделий. Инструмент радиальный и тангенциальный. Нюансы геометрии. Маркировка. Принцип подбора.

Для получения деталей с фасонной конфигурацией поверхности (торцевой, наружной или внутренней) на металлорежущие станки токарного типа в резцедержатель устанавливают специальный режущий инструмент – фасонный резец. Он обеспечивает точность получения геометрических размеров, соответствие полученной формы техническим требованиям конструкторского документа и высокую производительность труда, что важно при производстве деталей в массовом и крупносерийном производстве. Фасонными считаются поверхности, если они созданы образующей криволинейного типа, комбинацией прямолинейных и криволинейных образующих, включая те, которые расположены под разными углами. Особенность инструмента: профиль соответствует профилю будущей детали. Изготавливают такие изделия под конкретную деталь, поэтому стоимость режущего инструмента высокая.

Классификация
Режущие инструменты фасонного типа предназначены для обработки поверхностей заготовок, выполненных из сталей мягких, средней твердости и твердых, чугуна мягкого и твердого, латуни, бронзы, меди, алюминия и других цветных металлов и сплавов. Работы выполняются на станках револьверных, токарных, включая полуавтоматического и автоматического типа.
Классифицируют изделия по таким признакам:
- материалу изготовления (твердосплавные и быстрорежущие);
- способу изготовления (цельные и составные);
- конструкции (круглые, призматические и стержневые);
- виду обрабатываемой поверхности (наружные и внутренние);
- установке относительно заготовки (тангенциальные и радиальные);
- форме образующих фасонных поверхностей (кольцевые, винтовые и плоские);
- расположению оси отверстия для крепления относительно заготовки (с параллельным и наклонным);
- расположению передней поверхности (с нулевым углом наклона режущей кромки и с определенным углом наклона);
- способу крепления (насадные, хвостовые).
Режущий инструмент изготавливают из легированной и быстрорежущей стали. Именно от марки стали зависит, будет ли он изготовлен из цельного куска металла или составным. В первом случае целесообразно изготавливать его цельной конструкции, во втором – из нескольких марок стали. Изделие составного типа представляет собой державку, выполненную из обычной стали, к которой приклеивается, приваривается или присоединяется режущая часть, изготовленная из специальной инструментальной стали. Такой способ снижает стоимость изготовления по сравнению с инструментом, выполненным полностью из дорогостоящей высоколегированной стали.

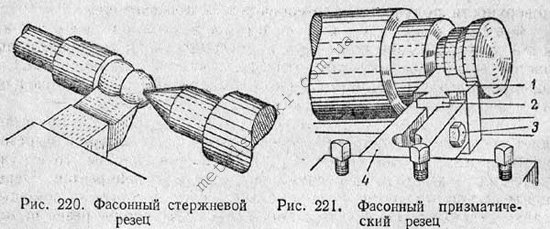
Резцы фасонные круглые
Резцы фасонные призматические

Резцы фасонные стержневые
Стержневой фасонный резец отличается от обычного токарного тем, что имеет режущую кромку, соответствующую форме будущей детали. Изготавливаются нескольких типов: галтельные, канавочные, радиусные и с более сложным профилем – дисковой или призматической конструкции.

Радиальный
Радиальный режущий инструмент имеет круглую или призматическую форму, при этом первый вид применяют для обработки как наружных, так и внутренних поверхностей заготовки; призматическими изделиями обрабатываются исключительно наружные поверхности. Устанавливается по отношению к заготовке в резцедержатель так, чтобы обеспечить поперечную подачу – ось заготовки в этом случае пересекается в нескольких или в одной точке с режущей кромкой изделия.
Тангенциальный
Подаваться на заготовку инструмент может в нескольких направлениях:
- продольном;
- поперечном;
- под углом к оси.
Резцы с положительным передним углом режущей плоскости улучшают процесс резания. Их вкупе с изделиями, имеющими еще и угол наклона режущей кромки, применяют для изготовления особо точных деталей.
Особенности геометрии изделий
Геометрия фасонного резца зависит от его конструкции, а она в свою очередь отталкивается от размеров и профиля детали. Основными из них являются углы резания, заострения, главные передний и задний, а также у некоторых изделий в конструкцию вводят дополнительные углы. Параметры могут быть самыми разными. Получить качественную деталь из заготовки помогут грамотное конструирование формы инструмента и правильный подбор марки стали/сталей для его изготовления. Расчет профиля будущего изделия выполняют специалисты 2 способами: аналитическим и графическим, – каждый из которых требует определенных навыков и умения пользоваться конкретными справочниками и литературой. Немаловажное значение имеет и опыт работы.
Маркировка фасонных резцов
- шифр;
- расстояние передней поверхности от оси резца;
- высота подъема над осью заготовки;
- величина заднего и переднего угла;
- марка стали, из которой изготовлен инструмент.
Советы по выбору фасонного резца
Как указывалось ранее, инструмент изготавливается под конкретную деталь. Работы по изготовлению начинаются с проектирования. Этапы проектирования следующие:
- определяются с типом инструмента, профиль которого напрямую зависит от чертежных данных детали;
- определяются с основными и присоединительными размерами, а также с углами режущей части и установки резца;
- выполняют расчет размеров профиля, так называемый коррекционный расчет;
- определяются с допусками.
Исходя из этого подбирают материал и способ изготовления, а также делают чертеж будущего изделия. Кроме того, определяются с державкой для крепления на станке конкретной модели. При необходимости ее тоже изготавливают. В большинстве случаев первоначально выполняют шаблон, а для контроля размеров в процессе эксплуатации изделия – контршаблон.
Вывод: изготавливается изделие по известному профилю детали, которая будет точиться с помощью инструмента. Профиль определяют в плоскости передней грани и в той, которая перпендикулярна задней поверхности.
Выбор режима резания
- марки обрабатываемого материала;
- марки материала, из которого изготовлен режущий инструмент;
- длины заготовки и ее диаметра;
- способа установки инструмента на станке;
- конфигурации и глубины профиля.
Ориентировочные режимы резания фасонными резцами на металлорежущих станках в зависимости от диаметра заготовки и ширины резца указаны в таблице.
| Диаметр заготовки, мм | Ширина резца, мм | Скорость подачи, мм/об. |
|---|---|---|
| 20 | 8 | 0,03 ÷ 0,09 |
| 10 | 0,03 ÷ 0,07 | |
| 15 | 0,02 ÷ 0,05 | |
| 25 | 8 | 0,04 ÷ 0,09 |
| 10 | 0,03 ÷ 0,085 | |
| 15 | 0,035 ÷ 0,75 | |
| 20 | 0,03 ÷ 0,06 | |
| 40 | 8 | 0,04 ÷ 0,09 |
| 10 | 0,04 ÷ 0,085 | |
| 15 | 0,04 ÷ 0,08 | |
| 20 | 0,04 ÷ 0,08 | |
| 30 | 0,035 ÷ 0,07 | |
| 40 | 0,03 ÷ 0,06 | |
| 60 | 8 | 0,04 ÷ 0,09 |
| 10 | 0,04 ÷ 0,085 | |
| 15 | 0,04 ÷ 0,08 | |
| 20 | 0,04 ÷ 0,08 | |
| 30 | 0,035 ÷ 0,07 | |
| 40 | 0,03 ÷ 0,06 | |
| 50 | 0,025 ÷ 0,055 |
Просим поделиться опытом точения заготовок фасонным резцом в комментариях к тексту, а тех, кто проектировал, – нюансами изготовления чертежа самого резца, державки, шаблона и контршаблона.
Фасонный токарный резец
Для работ с предметами сложной конфигурации на токарных и револьверных станках используется фасонный резец. Это инструмент с кромкой, совпадающей с профилем заготовок, представленных прутками проката.
Поверхности сложной конфигурации, сформированные криволинейными, прямолинейными составляющими под углом и их сочетаниями, называют фасонными. Формировать их возможно и без специализированного оборудования с применением обычного резца путем ручной его подачи, однако это требует большого опыта и навыков. Несколько упрощает такие работы копировальное приспособление.

По сравнению с обычными резцами по металлу фасонные обладают следующими достоинствами:
- большой точностью и обширным перечнем форм (данные параметры определяются точностью изготовления);
- высокой производительностью, обусловленной большой длиной кромки;
- большим запасом на переточку и простотой данных работ;
- быстрой установкой и настройкой станка.
К недостаткам относят:
- сложное производство;
- высокую стоимость;
- пониженную производительность для вариантов с радиальной подачей;
- отход передних и задних углов в процессе работы от оптимальных значений ввиду изменения кромок по длине в значительном диапазоне.
Рассматриваемые инструменты создают в основном по индивидуальному проекту, ориентированному на конкретную деталь. Этим определяется сложность производства и высокая стоимость. Следовательно, они целесообразны для применения только в серийном производстве. Существуют и более универсальные модели. В любом случае ввиду сложности замены им обеспечивают наибольший срок службы, используя качественные материалы при производстве. Некоторые варианты рассчитаны на одновременную обработку нескольких участков детали для повышения производительности. Особенности рассматриваемых инструментов регламентированы ГОСТ 18875-73.
Основная классификация фасонных резцов, приведенная далее, основана на конфигурации задней поверхности и особенностях конструкции.

Помимо этого, в систематике используются такие параметры, как:
- направление подачи;
- положение отверстия и установочной базы;
- положение передней поверхности;
- форма образующих поверхностей;
- конструкция.
Стержневые
По конструкции фасонные стержневые резцы во многом сходны с токарными, однако отличаются кромкой, соответствующей конфигурации целевой поверхности заготовки. Они рассчитаны на короткие фасонные поверхности и отличаются малой высотой рабочей части. Это обуславливает малое количество переточек, в чем состоит основной недостаток стержневых резцов. Поэтому они редко применяются в производстве. Имеют стандартный способ закрепления в суппорте станка.

Круглые
Модели круглой конфигурации выполняют вращение. Для формирования передней поверхности и обеспечения схода стружки они имеют угловой паз. Ввиду установки оси резца выше оси заготовки на кромке получаются положительные задние углы. У вариантов с осью, параллельной оси заготовки, кромки перпендикулярны ей, а их углы равны нулю. Формирующаяся при вращении кромки относительно оси инструмента задняя поверхность является торцевой плоскостью. При работах она контактирует с предметом. Вследствие этого отсутствует зазор между ними, что сокращает режущую способность. Это свойственно и для призматических фасонных резцов при стандартном монтаже. Для формирования положительных задних углов кромок, перпендикулярных оси заготовки, используют резцы круглые с наклонной осью относительно предмета, а также призматические с наклонной крепежной базой. Такие варианты способны обрабатывать поднутрения при наклонной подаче.
Другой вариант формирования положительных задних углов – использование винтовой задней поверхности.
Эти инструменты наиболее подходят для создания ступенчатых каналов при осевой подаче. Возможно наличие хвостовика для установки.

Служат для работ с внешними и внутренними поверхностями. Отличаются наибольшим количеством переточек среди всех типов фасонных резцов, следовательно, это самый технологичный вариант.
Дисковые модели проще в производстве и могут иметь много переточек, однако характеризуются меньшей жесткостью крепления в сравнении с призматическими. Они актуальны для предметов с меньшей глубиной профиля.
Призматические
Выполнены в соответствующей названию конфигурации. Боковая грань с цилиндрической поверхностью выполняет роль задней поверхности, а плоская торцевая – передней. Задние углы кромки создают путем наклонного монтажа. Резцы данного типа имеют много переточек. Они рассчитаны на обработку сложных, длинных фасонных поверхностей. Относительно круглых отличаются большей прочностью кромки, обширным диапазоном заднего угла, более надежным креплением, лучшим теплоотводом, большей точностью работ. Однако не подходят для внутренней обработки.
Геометрические параметры
Среди всех видов резцов фасонные характеризуются наиболее разнообразной геометрией. Это обусловлено сложной и индивидуальной во многих случаях конструкцией данных инструментов. Тем не менее присутствуют основные узлы, представленные углом заострения, главными передним и задним углами, углом резания. По конструкции фасонные резцы значительно отличаются между собой. Например, могут присутствовать углы, не используемые в стандартных схемах. Ввиду этого отсутствует их геометрическая классификация.

Передняя поверхность у рассматриваемых инструментов обычно представлена плоскостью. Во многих случаях характеризуется двойным наклоном, включающим угол кромки и передний угол, однако может иметь угол, параллельный оси заготовки. Такие резцы обеспечивают большую точность обработки конических поверхностей.
Для фиксации в держателе станка обычно используется крепление типа «ласточкин хвост». В случае нестандартной установки геометрия резца изменяется.
Особенности выбора
Выбор фасонных резцов определяется тремя основными критериями:
- Передний угол определяют на основе целевых материалов. В большинстве случаев он составляет 0-25°. Причем величина угла должна быть напрямую связана с твердостью.
- Задний угол зависит от типа и конфигурации резца. Его величина имеет обратную зависимость от прочности режущей кромки. Следовательно, фасонные инструменты с большим задним углом не подходят для обработки толстых заготовок. Для круглых моделей в целях безопасности его величину не делают более 10-15°. Для прочих видов фасонных резцов он составляет до 30°.
- Материалы обычно выбирают твердосплавные наибольшей плотности. Это обусловлено высокой температурой кромок при одновременном взаимодействии с несколькими точками ввиду значительного сопротивления.
Режимы резания
Для тангенциальных фасонных моделей (обычно призматические) возможна обработка предмета несколькими кромками, причем с разных сторон или нескольких профильных участков. В некоторых случаях они расположены на различных уровнях глубины для обеспечения раздельной последовательной обработки. С целью обработки нескольких предметов по шаблону инструмент монтируют в одном положении и осуществляют продольные и поперечные подачи заготовок. При этом каждая точка режущей кромки начинает и заканчивает работу в различных точках, не продолжая резание за пределами данного интервала. Тангенциальные резцы также могут применяться с вращательным движением подачи. Такие модели подходят для тонких заготовок и неглубоких профилей.



Радиальные (радиусные) варианты (обычно призматические либо круглые) рассчитаны на вращательную подачу. Кромка при обработке фасонным резцом данного типа описывает рабочую поверхность радиально. При этом движение подачи для кромки пересекает ось предмета. Это позволяет осуществлять обработку с разной глубиной и создавать сложные формы. Ввиду большой площади контакта оборудование подвергается значительным нагрузкам. К тому же при работах с длинными предметами малого сечения возможна их деформация. Ввиду этого используют пониженные режимы.
Фасонный инструмент осевой подачи служит для обработки торцевых фасонных поверхностей и односторонних профилей без выступов и канавок.
В сравнении с радиальными моделями они подходят для работ со ступенчатыми заготовками меньшей жесткости ввиду срезания меньших сечений и меньших режущих сил.
Для поверхностей вращения резец осуществляет подачу (чаще поступательную, иногда радиальную), а заготовка – вращательное движение.

Помимо токарных станков возможно применение фасонных резцов на строгальных, долбежных и специальных для цилиндрических предметов. В таких случаях используются модели радиальной конструкции с поступательной подачей, перпендикулярной оси детали. Например, элементы зубодолбежных головок, служащие для работы с зубчатыми колесами цилиндрической конфигурации.
В случае вращательной подачи используют тангенциальную конструкцию. Кромка таких моделей описывает поверхность вращения, касаясь предмета. При этом каждая точка кромки в конкретный момент удаляет фрагмент заготовки и отходит от нее.
Винтовое движение подачи применяется для заготовок соответствующей конфигурации. При этом резец совершает резание не на одном уровне, а углубляясь после каждого прохода. Таким способом нарезают резьбу.
Маркировка
Буквенно-цифровые обозначения фасонных резцов, помимо марки стали, отражают геометрические параметры. Ввиду наличия нескольких режущих частей для большинства моделей промаркирована каждая из них. На основе этого осуществляют обработку, подбирая соответствующую по материалу заготовку по маркировке.
Фасонный резец для токарного станка
Конструкция токарного резца
Конструктивные элементы токарного резца – режущая часть или головка и державка, с помощью которой оснастка фиксируется в резцедержателе станка. Резец и державка могут иметь квадратную или прямоугольную форму. Размер резца должен соответствовать стандартному ряду в пределах от 160х100 до 630х500 мм для прямоугольной конфигурации и от 40х40 до 400х400 мм для квадратной.
Главной рабочей частью резца является головка, режущие свойства которой определяют углы кромок. Именно углы токарного резца определяют характер съёма металла с заготовки. Основные углы:
- Главный задний — находится между плоскостями резания и задней поверхностью резца. От него зависит параметр силы трения, качество обработки и скорость изнашивания инструмента. Подбирается в соответствии с плотностью обрабатываемого материала.
- Главный передний – определяет уровень деформации материала при срезе, усилие реза и эффективность отвода тепла. Должен быть обратно пропорционален твердости обрабатываемого материала — чем она выше, тем меньше угол.
- Резания. Расположен между передней и задней поверхностями головки.
- Заострения. Расположен между передней и задней поверхностями. От него зависит прочность и острота оснастки.
- Основной в плане. От него зависит количество снимаемого материала.
- Вторичный в плане. От него зависит шероховатость. Чем он ниже, тем выше качество поверхности.
- Вершина между задней вспомогательной поверхностью и кромкой реза. Имеет прямое соотношение с показателем прочности.
- Наклона режущей кромки – определяет геометрию пятна контакта резца и поверхности детали.
- Задний вспомогательный – определяет трение между задней плоскостью и заготовкой.

Все элементы конструкции токарного резца выполняются из одной марки стали. Рекомендуются металлокерамические твердые сплавы Т5К10 или сходные с ним.
Требования к инструментам
На токарном станке могут использовать самые разные режущие инструменты, каждый из которых будет работать в более тяжелых условиях по сравнению с любыми деталями машин. По этой причине к материалу, из которого они изготовляются, предъявляются повышенные требования.
Твердость инструмента всегда должна оказываться выше, чем она же у обрабатываемой заготовки. Если это не соблюдать, то вместо резания будет наблюдаться смятие режущей кромки.
Высокая износостойкость наиважнейшая требование, предъявляемое к металлорежущему инструменту от которого зависит время на обработку до последующей переточки.
Высокая теплостойкость подразумевает такое качество инструмента, при котором он способен выполнять обработку без потери режущих свойств не смотря на высокую температуру.
Высокая механическая прочность влияет на устойчивость инструмента к воздействию силы резания, которая в процессе обработки достигает высоких значений. Материал, из которого изготавливается режущий инструмент, должен хорошо работать, как на изгиб, так и на сжатие.
Читать также: Строгальный станок для дома
Фасонные резцы применяются для обработки деталей с фасонным профилем. По сравнению с обычными резцами они обеспечивают:
- идентичность формы, точность размеров деталей, так как они зависят не от квалификации рабочего, а в основном от точности изготовления резца;
- высокую производительность благодаря большой экономии машинного времени, связанной с сокращением пути резания, и вспомогательного времени, требуемого на установку и наладку резца при смене его;
- высокую долговечность благодаря большому количеству допускаемых переточек;
- меньшее количество брака;
- простоту заточки.
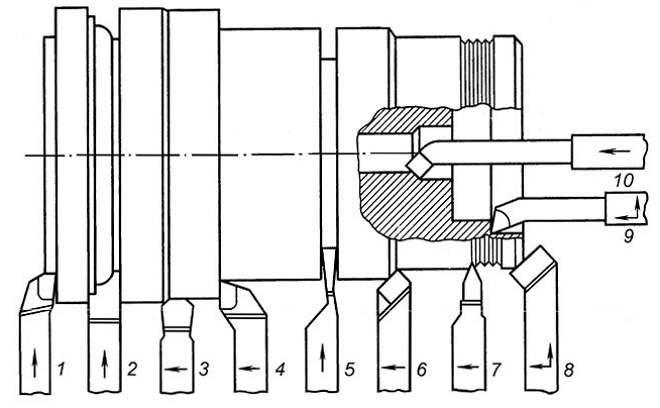
На рис. 76 приведена схема обработки при помощи десяти простых и двух фасонных резцов. В первом случае время обработки

Рисунок 76 — Схема работы фасонных резцов
равно 41/2 мин. (в расчет были приняты резцы В, С, F, G, К, J), тогда как во втором около 11/2 мин., т. е. экономия получается в 3 раза. Установка двух фасонных резцов значительно проще и быстрее по сравнению с установкой десяти резцов. На заточку двух резцов требуется во много раз меньше времени, чем на заточку .десяти резцов.
Из-за большой стоимости фасонные резцы применяются при крупносерийном и массовом производствах.
Типы фасонных резцов
В практике встречаются разнообразные фасонные резцы, которые делятся па следующие типы (рис. 77):
- по форме резца: круглые (рис. 77, а) и призматические (рис. 77, б);
- по установке относительно детали: радиальные (рис. 77, а, б) и тангенциальные (рис. 77, в);
- по расположению оси отверстия или базы крепления резца по отношению к оси детали: с параллельным расположением оси отверстия (рис. 77, г) или базы крепления и с наклонным расположением оси отверстия (рис. 77, д) или базы крепления;
- по расположению передней поверхности: с положительным (или равным нулю) передним углом (рис. 77, а, б) или с положительным передним углом и углом наклона режущей кромки (рис. 77, е)
- по форме образующих фасонных поверхностей: с кольцевыми образующими (рис. 77, а, е) или с винтовыми образующими (рис. 77, ж).

Рисунок 77 — Типы фасонных резцов
Круглый резец насаживается на оправку и предохраняется от проворачивания при помощи зубьев или рифлений, сделанных на одном из его торцов (рис. 78). Призматический резец закрепляется в державке при помощи ласточкина хвоста и винтов.

Рисунок 78 — Крепление фасонных резцов
Радиальный фасонный резец
Радиальные резцы обладают круглой или призматической формой, тангенциальные чаще всего — призматической. Круглые резцы применяются для наружной и внутренней обработки, тогда как призматические — только для наружной.
Радиальный резец устанавливается по отношению к заготовке таким образом, чтобы обеспечить поперечную подачу по радиусу. В процессе резания ось детали пересекается одной или несколькими точками режущей кромки резца. Из-за широкого фронта работы радиальный резец работает в тяжелых условиях, вследствие чего приходится применять пониженные режимы резания. При обработке длинной заготовки малою сечения возникает опасность прогиба его от усилия резания.
Тангенциальный фасонный резец
Тангенциальный резец устанавливается по касательной к внутренней окружности профиля изделия. Режущая кромка снабжена скосом под углом φ (см. рис. 77, в). Это позволяет ему работать не сразу всем профилем, а с последовательным вводом в работу всех точек режущей кромки. Обработка профиля заканчивается тогда, когда последняя точка кромки пройдет через ось заготовки.
Тангенциальные резцы рекомендуется применять для обработки малоустойчивых к прогибу заготовок и неглубоких профилей.
В практике получили распространение резцы с параллельным расположением оси отверстия (для круглых) или базы крепления (для призматических) относительно оси заготовки. Наклонное расположение оси отверстия или базы крепления применяется в исключительных случаях, когда конфигурация детали на отдельных участках профиля не обеспечивает получения оптимальных задних углов при параллельном расположении.
Читать также: Проволока для изготовления пружин
Для улучшения процесса резания фасонные резцы необходимо снабжать положительным передним углом (см. рис. 77, а, б). Резцы с положительным углом у и углом наклона режущей кромки λ, (см. рис. 77, ё) применяются при повышенных требованиях в отношении соблюдения формы детали и точности заданных ее размеров (например, на ответственном участке 1-2 длиной l).
Круглые фасонные резцы
Круглые резцы обычно выполняются с кольцевыми образующими фасонных поверхностей.
Призматические резцы обладают по сравнению с круглыми надежностью крепления, широким выбором заднего угла, большой прочностью режущей кромки, лучшим отводом тепла, а также обеспечивают большую точность обработки детали.
Однако в практике круглые резцы получили более широкое распространение, что объясняется в основном простотой их изготовления как тел вращения.
Режущий инструмент — инструмент, предназначенный для изменения формы и размеров обрабатываемой заготовки путём удаления части материала в виде стружки или шлама с целью получения готовой детали или полуфабриката. Подразделяется:
- · по типу применения — на ручной и машинный (станочный), строительный, монтажный, и т. д.
- · по типу обрабатываемого материала — металлорежущий, дереворежущий, и т. д.,
- · по типу применяемого материала — быстрорежущий, для высокоскоростной обработки, и т. д.,
- · по типу обрабатываемой детали — зуборезный, резьбообразующий, и т. д.,
- · по характеру обработки — абразивный, шлифовальный, и т. д.,
по чистоте обработанной повехности — черновая обработка, получерновая обработка, чистовая обработка, получистовая обработка, суперчистовая обработка.
Классификация резцов
Существует несколько характеристик для классификации резцов. В первую очередь это конструктивные особенности:
- Монолитное исполнение – единая головка и державка.
- Сборная конструкция – головка с напайкой из твердой марки стали.
- Сборная с механическим креплением. Данные типы токарных резцов оснащены пластинами из металлокерамики, которые крепятся болтовым соединением.
- Регулируемые резцы.
В зависимости от назначения резцов они подразделяются на черновые и чистовые, соответственно, для снятия большей или меньшей толщины металла при увеличенных или уменьшенных оборотах. Также инструмент подразделяется и по направлению подачи на правый и левый.
В основном виды резцов для токарного станка определяются по их функциональному назначению и подразделяются на:
- отрезные;
- проходные;
- канавочные;
- расточные;
- фасонные и резьбовые.

В зависимости от расположения режущей кромки относительно державки инструмент подразделяется на прямой, отогнутый и оттянутый. В прямых форма режущей кромки прямая, в отогнутых имеет изогнутую форму и в оттянутых её ширина меньше чем у стержня.
Получение фасонных поверхностей. Виды резцов
Фасонную поверхность можно получить путем следующих манипуляций:
- ручная поперечная и продольная подача резца относительно заготовки, подгонка профиля по шаблону;
- обработка резцами, которые соответствуют профилю готовой детали;
- подача в продольном и поперечном направлении к заготовке;
- использование копирных устройств, приспособлений;
- комбинация описанных методов.
Простейший инструмент стержневого типа показан на рисунке 1.
- Резец для вогнутой поверхности (1а). Простой, изготовление стоит недорого, но после нескольких переточек пластина стачивается, при установке уменьшается высота по центру. Применяется при простом профиле или когда работа — не массового характера.
- Призматический (1б). Сложен в изготовлении. Передняя поверхность — это торец бруска, из которого сделан резец (1). Задний угол образуется потому, что резец в державке (3) закреплен с наклоном — с помощью выступа по всей длине в форме хвоста ласточки. Если затянуть винт (2), державка сожмется.
- Дисковый (1в). Передняя поверхность расположена ниже оси на величину h — это формирует задний угол. Например, он может быть 12 градусов, если понижение равняется десятой части диаметра резца. Передний угол, как правило, равен 0 градусов — так инструмент не затянется в деталь, и она получится высокого качества.
Читать также: Как правильно нарезать стекло
Рекомендации по подбору резца
При выборе инструмента необходимо руководствоваться функциональным назначением резцов. Что же касается материала, углов заточки и прочих параметров необходимо учесть твердость материала обрабатываемой заготовки. Также необходимо определиться с тем, что является наиболее приоритетным фактором при проведении работ – качество, производительность, стойкость инструмента.
Рекомендуемый минимальный набор резцов состоит из:
- Проходного необходимого для торцевой обработки;
- Наружного нейтрального;
- Расточного.
Данный базовый комплект достаточен для выполнения большей части типовых операций, но конечно для более сложных работ понадобится расширенный набор инструмента, в том числе фасонные и резьбовые резцы. Для профессиональных работ в большом объёме разумным вариантом будет приобретение набора резцов со сменными пластинами. Это позволит впоследствии тратить меньше средств на приобретение расходных материалов, по мере износа производя только замену пластин, а не резцов целиком.
Фасонные резцы по металлу
Для изготовления различных деталей из сортового металлопроката в качестве основной технологической операции в большинстве случаев применяется такая, как обработка резанием.
В высокоточных приборах, разнообразных специализированных аппаратах, машинах множество деталей изготовлено способом удаления «ненужного» слоя металла на механических станках. При этом если внимательно на их посмотреть, то выяснится, что многие из них имеют поверхности самой различной геометрической конфигурации, в том числе и фасонные.

Для того чтобы произвести их обработку должным образом, в условиях современного производства используются станки с числовым программным управлением. Они по определенной рабочей программе обеспечивают движение режущего инструмента по заданной траектории. Еще одним широко распространенным способом является использование фасонных резцов. Они имеют профиль режущей поверхности, в точности соответствующий тому, который должен получиться у готовая детали.
Для обработки фасонных поверхностей в последние годы все чаще используются станки с числовым программным управлением, однако использование для этой цели фасонных резцов по-прежнему остаётся востребовано, на что есть целый ряд немаловажных причин.
В машиностроении фасонными резцами называют такой режущий инструмент, у которого форма рабочей кромки напрямую зависит от той, что имеет профиль обрабатываемой детали.
Фасонные резцы используются в качестве режущего инструмента на самых различных станках: токарно-винторезных, токарных, токарно-револьверных, полуавтоматических, а в некоторых случаях даже и строгальных. Использование этих резцов технологически и экономически целесообразно только в условиях массового или серийного производства.
Как правило, фасонные резцы – это узкоспециализированный режущий инструмент, поскольку он предназначается только для обработки тех деталей, которые имеют специфическую конфигурацию поверхности.
Применение фасонных резцов позволяет добиться необходимой точности изготовления деталей, идентичности их формы, а обработка ими поверхностей характеризуется высокой производительностью.
Практически всегда фасонные резцы испытывают гораздо большие нагрузки, чем резцы обычные. Дело в том, что длинна соприкосновения их режущих кромок достаточно велика, соответственно и сопротивление резанию – тоже.
Для того чтобы фасонные резцы полностью проявили все свои преимущества, они должны быть точно изготовлены в соответствии с необходимыми техническими требованиями.
Виды фасонных резцов
Специалисты классифицируют подобный режущий инструмент в зависимости от конструкции и специфических особенностей. На этой основе различают следующие виды фасонных резцов:
- Стержневые
- Призматические
- Круглые
Стержневые фасонные резцы очень похожи на обычные токарные, однако отличаются от них тем, что имеют соответствующую фасонную конфигурацию режущей поверхности. Их крепление в резцедержателях осуществляется так же, как и обычных токарных резцов.
Как нетрудно догадаться из самого названия, призматические фасонные резцы по своей геометрической форме представляют собой ни что иное, как призму. При этом одна из их граней, служащая задней поверхностью, имеет фасонную цилиндрическую конфигурацию, а передняя поверхность – это плоская торцевая грань. Формирование задних углов на фасонных режущих кромках происходит за счет того, что в державках этот инструмент устанавливается под наклоном.
Круглые фасонные резцы представляют собой тела вращения, у которых для схода стружки и образования передней плоскости вырезаются угловые пазы. Поскольку такие резцы устанавливаются выше осей обрабатываемых деталей, то за счет этого создаются положительные задние углы на фасонных режущих кромках. Резцы этого типа можно много раз перетачивать, они просты в изготовлении, но их можно использовать только для обработки неглубокого профиля, поскольку крепятся они не очень жестко.
Фасонный резец
Вы здесь
Оглавление
- Виды фасонных резцов
- Основные размеры
- Геометрические параметры
- Выбор фасонного резца
- Режимы резания при использовании фасонного резца
- Маркировка
- Производители
- Видео
Фасонный резец является весьма нестандартным инструментом для токарных станков. Они используются для обработки тех деталей, которые имеют довольно сложную структуру и форму образующей. Если сравнивать со стандартными инструментами, то фасонные резцы могут обеспечить большую идентичность формы и точные размеры изготавливаемой детали. Эти параметры зависят от того, насколько точно изготовлен инструмент.
Современные изделия обеспечивают высокую производительность, что обусловлено необходимостью в увеличении объемов производства в токарном деле. Одновременная обработка нескольких участков фасонного профиля помогает сэкономить массу машинного времени. В основном, фасонные резцы по металлу изготавливаются по специальному индивидуальному проекту, который предназначается для конкретной детали. Данные изделия являются дорогостоящими и их применение оправданно только в серийном производстве.

фото:фасонный токарный резец
Резцы токарные фасонные выпускаются согласно ГОСТу 18875-73. Встречаются не только индивидуальные изделия, но и те, которые рассчитаны на изготовление самых распространенных деталей. Как правило, для них подбираются самые качественные материалы, так как замена будет достаточно сложной и нужно максимально продлить срок службы.
Виды фасонных резцов
Фасонный токарный резец может иметь различные отличия в своих параметрах, в зависимости от обрабатываемых заготовок, с которыми он работает. Исходя из этого, выделяют несколько основных разновидностей:
- Стержневые резцы – их используют для работы с короткими фасонными поверхностями. У данного типа весьма малая высота рабочей части, так что это становится причиной для наличия главного недостатка — малого количества переточек.
- Призматические – в данном виде имеется большое количество переточек, так что с их помощью обрабатываются более сложные поверхности фасонного типа. Фасонный резец базируется и крепится при помощи специального держателя и крепления «Ласточкин хвост». Но с помощью данного инструмента невозможно обрабатывать внутренние фасонные поверхности.
- Круглые – могут служить для работы как с наружными, так и внутренними поверхностями заготовки. Они являются весьма технологичными, так что по количество переточек превосходят все остальные виды. Для их закрепления также требуется специальный резцедержатель, а базировка происходит по торцу и отверстию.
Помимо этого фасонный резец классифицируется по следующим параметрам:
- Форма;
- Направление подачи (радиальная или тангенциальная);
- По расположению установочной базы и отверстия;
- По конструкции.
Основные размеры
| Глубина заготовки профиля, мм | Диаметр, мм |
|---|---|
| 6 | 50 |
| 8 | 60 |
| 11 | 75 |
| 14 | 90 |
| 18 | 100 |
| 25 | 125 |
Геометрические параметры
Фасонный резец во многом отличается от других инструментов данного типа, не говоря уже о том, что многие из них остаются единственными в своем роде. По этой причине геометрия здесь получается самой разнообразной. Остаются прежними основные углы, такие как:
- Угол заострения;
- Главный передний угол;
- Главный задний угол;
- Угол резания.
В зависимости от требуемой детали, параметры этого угла могут иметь огромное отличие. Для выточки некоторых особенностей конструкции могут применяться углы, которых нет в стандартных схемах, поэтому, единой классификации по данному вопросу создать нельзя, но можно придерживаться правил, которые помогут получить качественный и надежный инструмент.
Выбор фасонного резца
При выборе переднего угла стоит обращать внимание на то, с каким материалом здесь будет вестись работа. В основном, это пределы от 0 до 25 градусов. Соотношение твердости и величины угла подбирается в прямой пропорции. Задний угол определяется формой инструмента и его типом. Дело в том, то чем выше задний угол, тем слабее режущая кромка, так что ее нельзя будет использовать для работы с толстыми заготовками. Для круглого резца не рекомендуется задавать большой задний угол. В таких изделиях он не должен превышать 10-15 градусов, так как в ином случае его применение будет не безопасным. Фасонный резец другого вида может иметь и больший угол, но в целом он берется не больше 30 градусов. Иногда используется нестандартная установка изделия на станок, что изменяет соотношение и фасонный резец приобретает дополнительные свойства.
Выбор углов очень важен при подборе и проектировании изделия и это является одним из самых сложных моментов. Материалы, как правило, подбираются как можно более плотные. Когда обработка совершается в нескольких точках подряд, то это создает большое сопротивление заготовки, так что на режущих кромках повышается температура. Чтобы ликвидировать негативные явления, следует выбирать фасонный резец из твердосплавных материалов.
Режимы резания при использовании фасонного резца
Тангенциальные инструменты могут обрабатывать заготовку различными режущими кромками, входящими в их состав. Порой режущая часть выбирается произвольно, так, чтобы вторая кромка, которая находится глубже первой, не доставала до заготовки. Иногда, для обработки всех деталей по одному шаблону, инструмент фиксируют в одном положении и делают продольные или поперечные.
Радиальные резцы имеют вращательное движение подачи. В данном случае, режущая кромка описывает поверхность заготовки при вращении. Это помогает создавать более сложные формы и делать обработку по всей поверхности с различной глубиной.
Маркировка
Маркировка деталей практически полностью совпадает с тем, какой металл используется для создания режущей части, ведь именно она больше всего задействована в работе. К примеру, если изделие относится к твердосплавной титановольфрамовой группе и имеют маркировку Т15К6, то это можно расшифровать, как 15%-ное содержание карбида титана и 6%-ное содержание кобальта.
Производители
- Черниговский инструментальный завод (Чернигов, Украина);
- Топромеханика (Томск, Россия);
- Укрметиз;
- Киржачский инструментальный завод (Екатеринбург, Россия).
Выбирайте и заказывайте металлопрокат на металлопрокат.org.
Фасонные резцы
Металлообработка – сложный и ответственный процесс, который требует знаний, умений и специфических инструментов, используя которые обработка и будет проводиться. Существуют разнообразные инструменты, предназначенные для работ по металлу. Популярность в народе заслужили резцы. Обычные резцы или фасонный резец – не важно, главное, что их практическая польза доказана, и они несут в себе огромную прибыль для предприятий. На сайте нашей компании ООО ТД ЧТС представлен широкий ассортимент фасонных резцов.
Информация о фасонных резцах
Резцы имеют внушительное разнообразие видов – проходные резцы, расточные резцы, канавочные резцы. Каждый тип резца имеет своё предназначение. Некоторые универсальны и выполняют большое количество работ. Другие выполняют один вид работы, но делают это идеально. Самым сложным и нестандартным инструментом признали фасонный резец.
 Его используют нечасто, однако в области его использования применить любой другой вид резцов просто нереально, так как они банально не справятся с поставленной задачей. Поэтому, подбор правильного резца может отнять приличное количество времени и усилий. Другое дело, что этим действительно стоит заниматься, так как качественный и уместный резец выполняет работу быстро, просто, беспроблемно.
Его используют нечасто, однако в области его использования применить любой другой вид резцов просто нереально, так как они банально не справятся с поставленной задачей. Поэтому, подбор правильного резца может отнять приличное количество времени и усилий. Другое дело, что этим действительно стоит заниматься, так как качественный и уместный резец выполняет работу быстро, просто, беспроблемно.
Чем заслужил такие лавры данный вид резца? Тем, что его используют для обработки деталей, которые имеют сложную, нестандартную форму. Резцы фасонного типа обеспечивают более высокую точность относительно размеров и форм изготовляемого предмета – воспроизводят деталь с высокой точностью. Фасонный резец не используют в каждом первом предприятии – данный резец более сложный и оригинальный, чаще всего данный резец делают на заказ, для какого-то конкретного предприятия и под конкретную вещь, которую резец будет изготавливать до тех пор, пока не сломается. Из-за специфики производства они являются достаточно дорогими и рационально их использовать только в крупных серийных производствах.
Фасонный резец имеет несколько видов, которые выделяют на основе ряда различий в параметрах и способах обработки:
- Круглые фасонные резцы. Выполняют работы снаружи и внутри заготовки. Высокотехнологичны, обладают наибольшим количеством переточек среди резцов.
- Стержневые резцы. Применяются для работ с короткими фасонными поверхностями. Обладают малым количеством переточек.
- Призматические резцы. Обрабатывают более сложные поверхности фасонного типа. Внутренние фасонные поверхности обработке не подлежат. Обладают средним количеством переточек.
Выбирать фасонный резец рекомендуется тщательно, используя такие технические параметры, как:
- В каких станках применяются резцы, какой формы должна быть кромка.
- Из каких материалов были изготовлены резцы. Титан, вольфрам, тантал и аналоги.
- Класс точности. Существует пять классов.
- Размеры резца и его рабочей области.
- Величина заднего угла.
Ориентируясь на указанные параметры, а также сравнивая их с техническими требованиями, которые принципиальны для вашего типа производства, возможно подобрать наиболее удобный вариант. Даже такая эксклюзивная вещь, как круглый фасонный резец, требует внимательного рассмотрения. Наиболее подходящими считаются фасонные резцы из твёрдосплавных материалов. Также мы предлагаем широкий ассортимент упорных резцов с доставкой по России.
Существует несколько стран, которые занимаются производством круглых фасонных резцов. Это Россия и Украина, каждая из стран имеет по два завода. Качество у данных производителей находится примерно на одном уровне. Приобретая фасонный резец будьте готовы к тому, что его стоимость превышает стоимость других видов резцов.
Расточной резец. Доводим до ума «Пожирателя Пламени»

- Цена: 28.85 USD
- Перейти в магазин
Не люблю незаконченных сюжетов, отложенных дел и «узелков на память». И у меня появился шанс избавиться сразу от двух таких раздражителей.
Раздражитель номер 1. Вакуумный двигатель «Пожиратель пламени» из одного из моих обзоров работал всего ничего и перегревался.

Непорядок хотелось исправить.
Раздражитель номер 2. У меня дома есть небольшой токарный станок. Как известно, для работы на станке требуются резцы. У меня есть устраивающий меня набор разнообразных резцов, но некоторые из него были сделаны на скорую руку, из того что подвернулось. Например, расточной резец был сделан из отличной твердосплавной заготовки и совершенно безобразной державки.
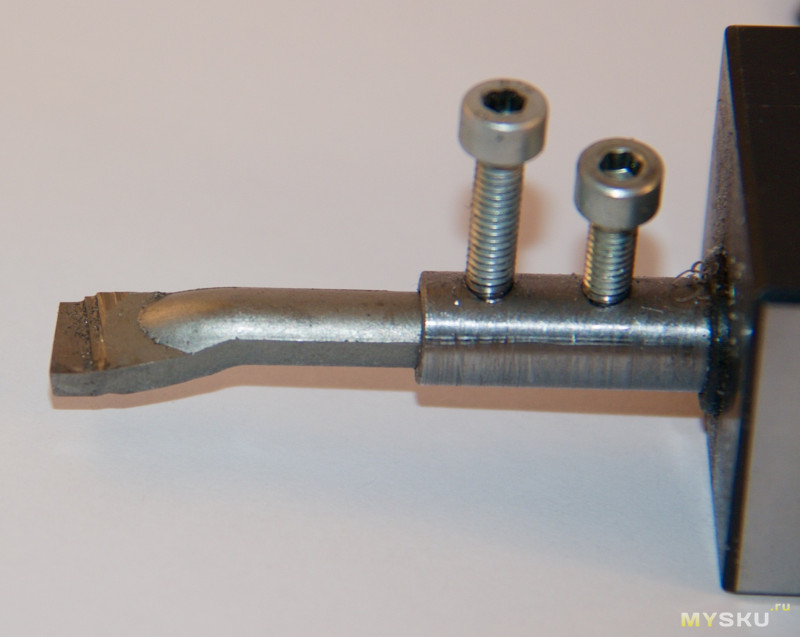
Куда-то спешил, что-то нужно было срочно расточить. Так родился этот монстр. Конечно он справляется со своей задачей, но кое-как. Т.к. жесткость конструкции маленькая, то приходится снимать за один проход мало металла, и работа превращается в каторгу.
Таким образом я решил обзавестись расточными резцами и сделать радиатор охлаждения для «Пожирателя пламени».
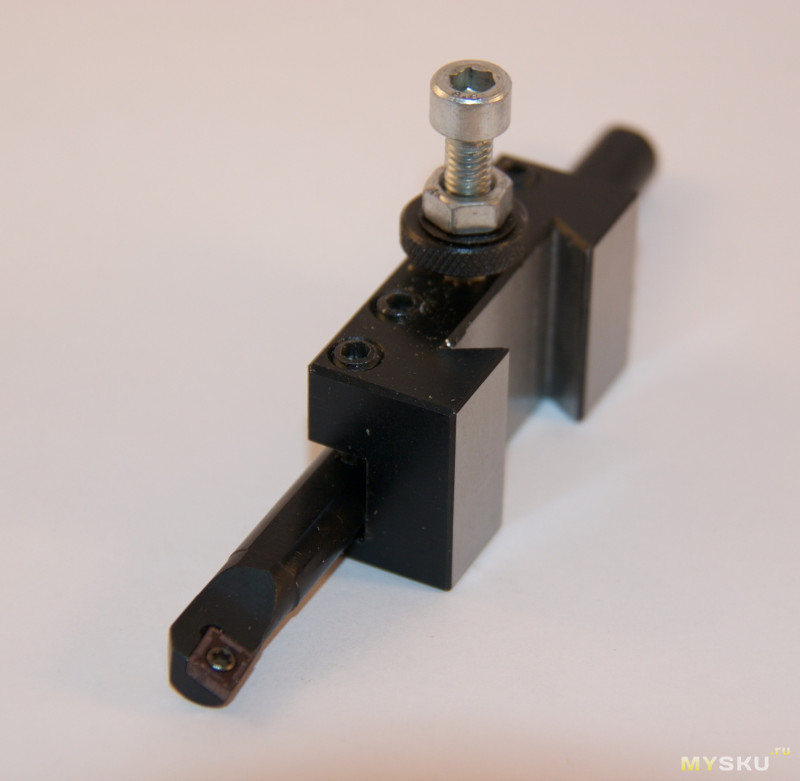
Резцы приехали ко мне в 5 коробочках и маленьком пакетике со сменными пластинами

Внутри коробочек были пять державок различных типоразмеров и пять ключей Torx для винтиков.

Давайте сперва разберемся для чего эти резцы и как их можно использовать. У них два назначения. Первое это расточка внутренних отверстий.
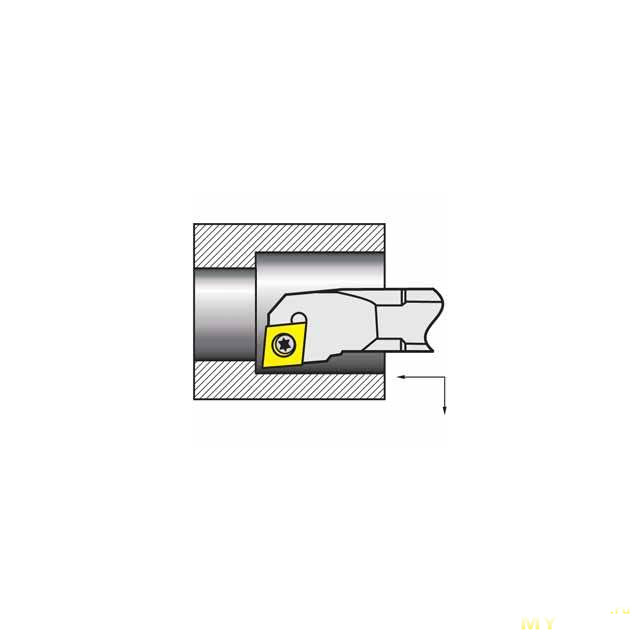
Также как дополнительная опция – торцевой, подрезной резец для наружных поверхностей.
Да, я знаю, что передний угол будет немного другой, но для домашнего нечастого использования, на мой взгляд это допустимо.
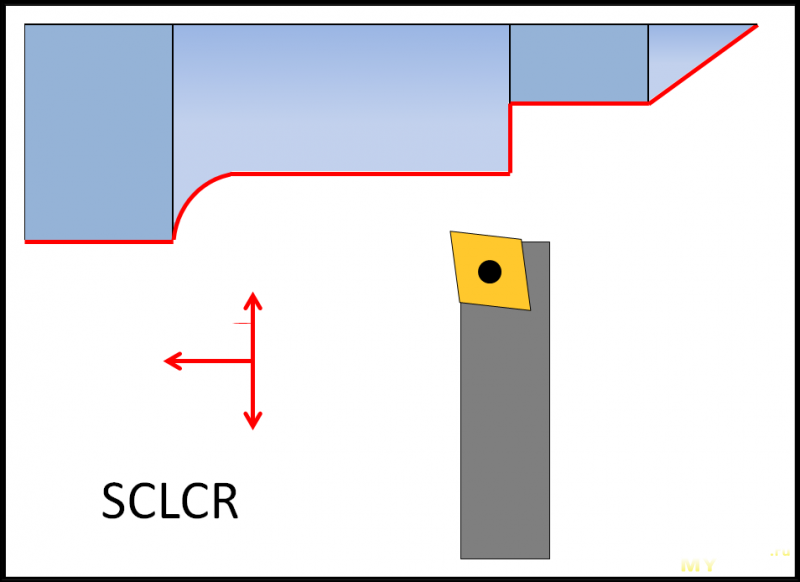
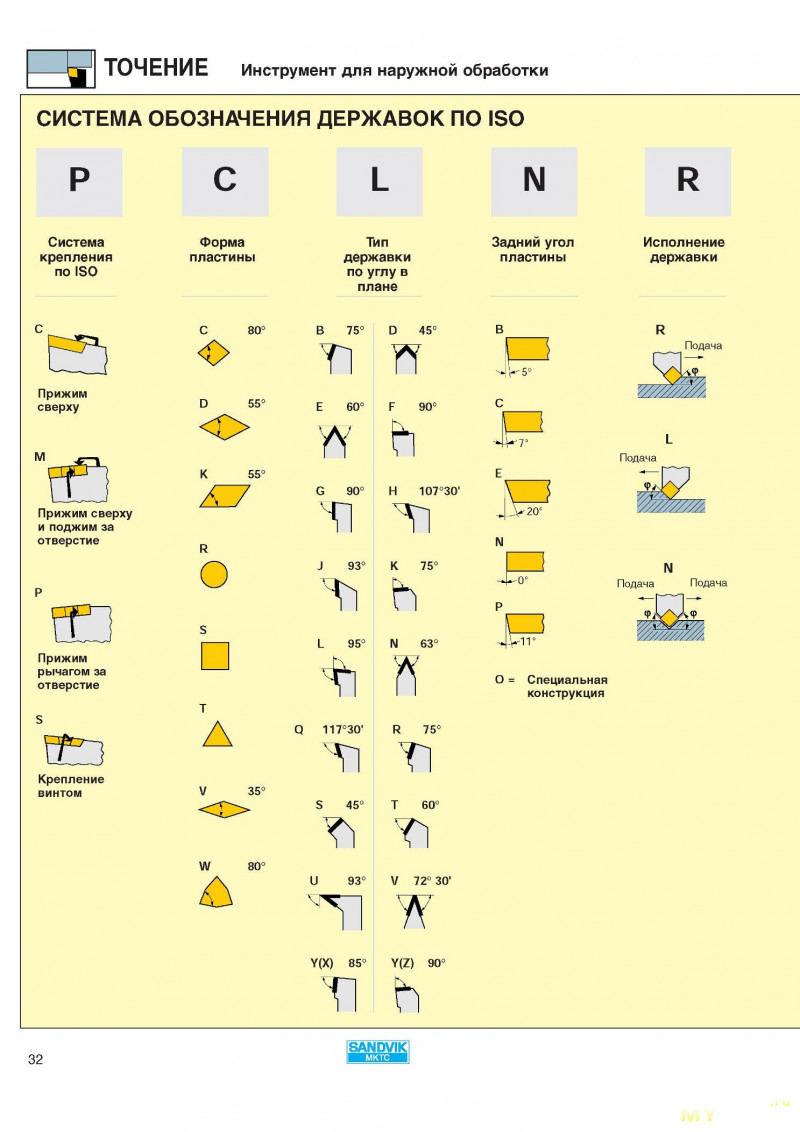
Возвращаемся к резцам. Маркировка SCLCR – это стандарт обозначения резцов, последняя буква обозначает Right, что резец «правый». Остальные буквы можно расшифровать по картинке.
В наборе были державки диаметром 6, 7, 8, 10 мм и длиной 125мм, и одна державка диаметром 12 мм и длиной 150 мм. Угол режущей пластины 95%.
Зачем нужны различные диаметры державок. Чем толще державка, тем она жестче. В металлообработке гонка за жесткостью это основное. Чем жестче связка СПИД (станок – приспособление – инструмент – деталь), тем больше возможно снять металла за проход и тем выше качество поверхности. Поэтому, если есть возможность, то следует использовать державку с наибольшим диаметром, а если размер отверстия не позволяет, то берется державка чуть меньшего диаметра, чем отверстие.
Типоразмер пластины CCMT060204, то есть, первые две цифры это размер грани в мм, вторые 2 цифры — толщина пластины в мм, и последние две цифры – радиус скругления углов пластины в десятых долях мм. Судя по типоразмеру пластина предназначается для чистовых и финишных операций.

Устанавливаем пластину, фиксируя ее винтом.

Резцы сделаны на отлично. Подгонка пластины идеальная. Сама державка из твердой стали, по ощущениям аналог нашей СТ-45. Тело державки заполировано и заворонено.
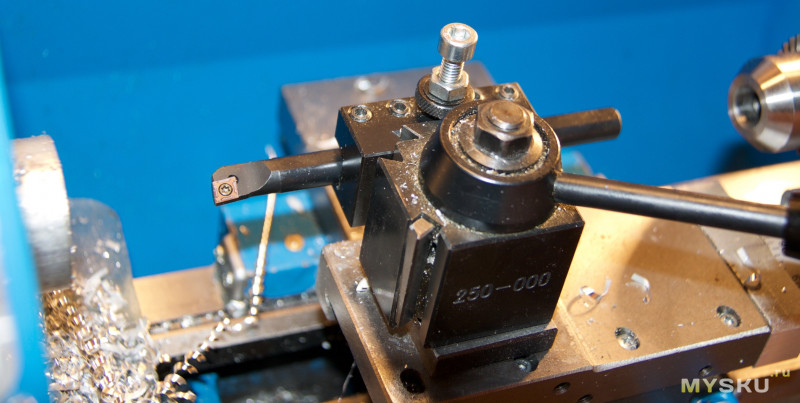
Установим резец в быстросменный картридж.
Ну чтож, перемещаемся на токарный станок. Расточим отверстие в заготовке под радиатор для нашего вакуумного двигателя.

Я опущу все шаги изготовления радиатора. В конце будет видео, где все можно будет посмотреть.
И вот радиатор готов.
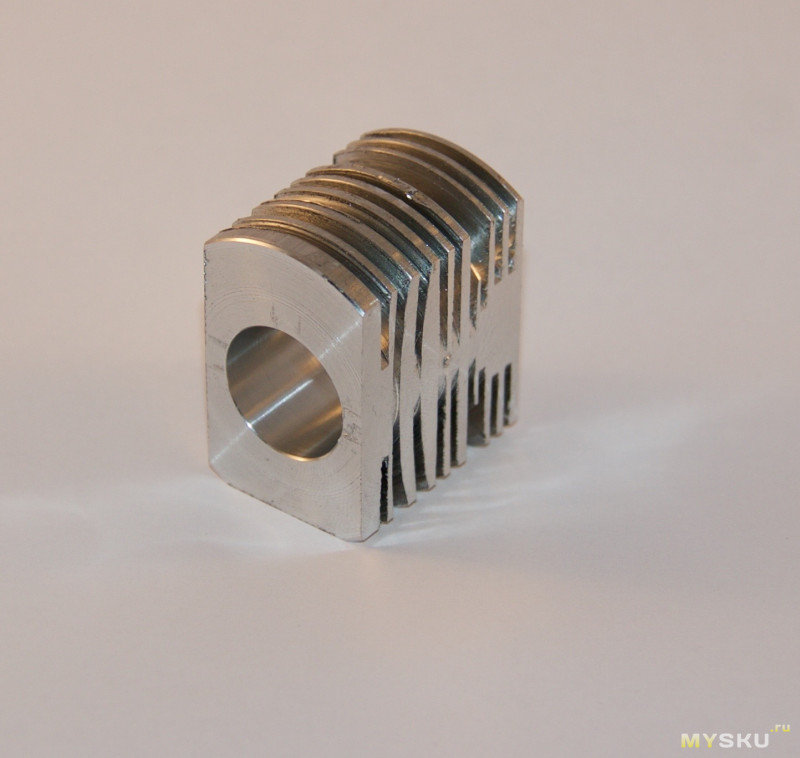
Я совершил несколько ошибок при прорезании ребер: отрезной резец затупился, заготовка была зажата не до конца. Поэтому идеально красиво не получилось, увы. Отношусь я к этому совершенно спокойно. Это нормальная кривая обучения новичка — любителя. Я никогда не делал последовательные прорези. Теперь я знаю кучу особенностей, и в следующий раз все будет как надо.
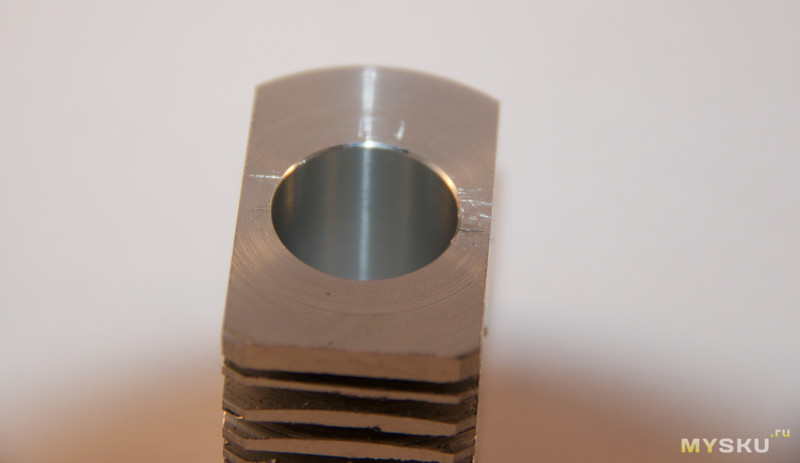
Интересно посмотреть на качество поверхности после расточки нашим резцом: по-моему весьма неплохо.
Устанавливаем радиатор на двигатель. Так совпало, что почти все огрехи оказались закрыты корпусом. Во время установки я использовал термопасту.
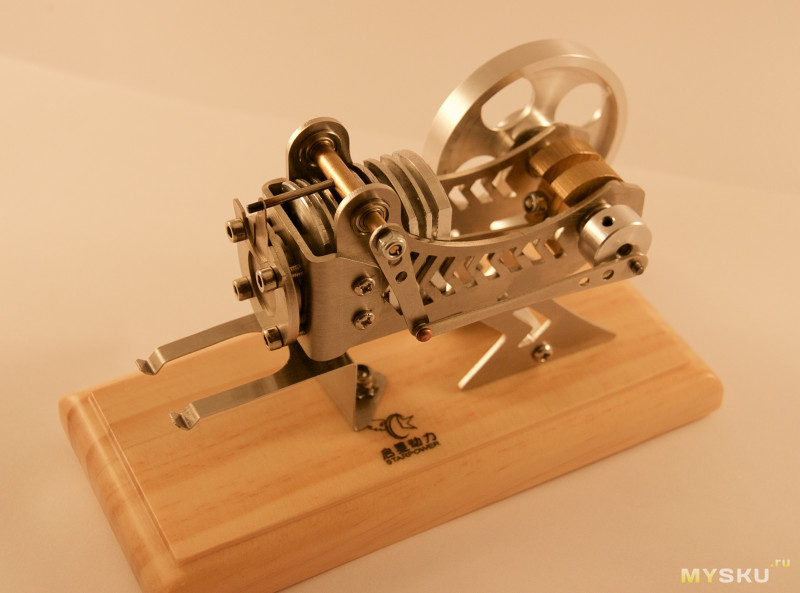
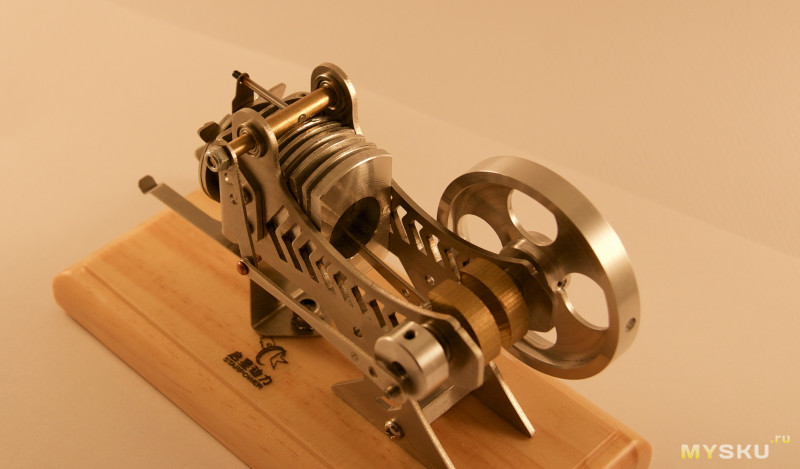

Как результат, двигатель завелся и проработал достаточно долго, минут 5-6, радиатор достаточно быстро начал нагреваться, что говорит о хорошем теплообмене. Двигатель работал и работал, радиатор раскалился, что было больно прикоснуться, потом кончился доступный фитилю спирт. Фитиль не достает до дна, коротковат немного. Забирает часть спирта сверху, и все. Можно его удлинить, но это уже будет другая история))) Итого: цель достигнута на все 100% — «пожиратель пламени» работает, не перегревается, не останавливается.
Видео о вытачивании радиатора, и показ работы «пожирателя пламени» с радиатором.
Как резюме. Отличные резцы, надежные, качественно сделанные и приятные в работе. Смело рекомендую обладателям токарных станков, или как подарок друзьям или коллегам с токарными станками.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Резцы токарные по дереву
Назначение токарных резцов и их виды
Токарные резцы по дереву – предназначенные для ручной обработки вращающейся в станке детали.
Они состоят из двух основных частей: рабочей (металлической) и ручки (обычно деревянной).
В свою очередь, рабочую часть можно условно разделить на:
- режущую (лезвие) – это та часть, которая затачивается и вступает во взаимодействие с заготовкой;
- тело – основная часть, за которую токарь удерживает резец «нерабочей» рукой на подлокотнике станка;
- хвостовик – зауженная часть, в которую плавно переходит тело. Хвостовик предназначен для крепления на нём ручки.
Ручку можно условно разделить на две части:
- основа – это большая часть, которую токарь держит в «рабочей» руке;
- шейка – маленькая цилиндрическая часть с металлическим крепёжным кольцом, которое предотвращает растрескивание ручки при набивании её на хвостовик рабочей части.
Виды токарных резцов
В зависимости от вида выполняемой работы, токарные резцы по дереву имеют различную конфигурацию, чем сложнее изделие, тем изощрённей будет и их конструкция, которая будет определять специфическую заточку лезвия. У каждого мастера могут быть свои особенные, эксклюзивные, узкоспециальные токарные инструменты, предназначенные для выполнения какой-то особенной работы. Поэтому изучать конструкцию каждого отдельного резца нет никакой необходимости.
Для успешной работы начинающего токаря достаточно будет двух видов: рейера и мейселя.
Рейер – предназначен для грубой, черновой, первоначальной обработки заготовки. Конструктивной особенностью такого вида является лезвие по форме напоминающее полукруг. Изготавливается он из толстой пластины или из желобка полукруглого сечения. С помощью рейера деревянной заготовке придают приблизительные очертания будущего изделия.

Мейсель – для чистовой обработки заготовки, придания ей окончательной формы. Также, с его помощью можно производить отрезание изделия от остатков заготовки. По форме мейсель напоминает нож-косяк (пластина с косым лезвием, заточенная с двух сторон под одинаковым углом).

С помощью рейера и мейселя можно легко выполнять токарные работы средней сложности. Обрабатывая заготовку по внешней поверхности. В некоторых случаях возможна работа с внутренними поверхностями детали.
Все остальные токарные резцы по дереву можно отнести к группе фасонных. Среди них наиболее популярными являются такие виды:
- стамеска-скребок – для выравнивания цилиндрической поверхности заготовки. Напоминает по форме прямую стамеску с односторонней заточкой;
- гребёнка – предназначена для выполнения резьбы и нанесения декоративных канавок и рисок;
- крючок – для вытачивания в заготовке полостей;
- кольцо – имеет то же предназначение, что и крючок;
- для грубой обработки – имеет форму лезвия в виде треугольника. Предназначен для придания заготовке цилиндрической формы. Такой вид наиболее безопасный из всех остальных благодаря малой площади соприкасания инструмента с заготовкой.
Как самостоятельно изготовить токарные резцы по дереву
Самодельные токарные резцы по дереву являются для мастеров чем-то вроде талисмана. Поэтому они предпочитают изготавливать рабочие инструменты своими руками, а не приобретать в обычном магазине. Хотя купленые, вполне отвечают своим требованиям, техническим характеристикам и технике безопасного труда.

Сделать рейер и мейсель самому не сложно. Для их изготовления своими руками, самим подходящим материалом будут напильники и рашпили уже «отжившими» своё. Этот списанный инструмент обладает необходимыми размерами, прочностью, качеством материала, маркой стали. С помощью заточного станка напильнику придаётся необходимая форма в части лезвия и хвостовика. Потом набивается выточенная ручка с крепёжным кольцом. И всё, инструмент для изготовления токарных изделий из дерева готов.
Чтобы изготовить токарные резцы по дереву, можно использовать, кроме напильников и рашпилей, в качестве материала, автомобильные рессоры или прутки арматуры. Они обладают необходимой твёрдостью. Но после изготовления инструмента своими руками, нужно быть предельно осторожным. Его испытания необходимо проводить на мягких породах дерева (липа, тополь), после чего надо провести осмотр лезвия на отсутствие сколов и трещин. И только после такой проверки токарные инструмент, сделанный своими руками, можно эксплуатировать при работе с более твёрдой древесиной (берёза, дуб, бук).
Видео про самодельные резцы
При самостоятельном изготовлении режущего инструмента нужно помнить:
- чем короче рабочая часть, тем труднее, неудобнее удерживать его при точении. Длина тела должна обеспечивать полноценный захват кистью руки, плюс упор на подлокотник, плюс расстояние от подлокотника к заготовке, плюс запас на износ и затачивание. Поэтому первоначальная длина рабочей части должна быть не меньше 20 см, но и размер, превышающий 40 см, вызовет неудобство в работе. Оптимальная длина должна составлять 20 – 30 см;
- чем короче хвостовик, тем большая возможность, что его может вырвать из рукоятки. Поэтому, когда режущий инструмент изготавливают из напильников или рашпилей, то хвостовики удлиняют в 1,5 – 2 раза;
- чем тоньше и уже будет рабочая часть инструмента, тем большая вероятность его повреждения заготовкой в процессе обтачивания. Поэтому, при начальных стадиях обработки, когда заготовка ещё не имеет абсолютной цилиндрической формы и возникает биение по лезвию, а также при больших диаметрах, когда сила резания имеет большое значение, необходимо пользоваться резцами с достаточной толщиной.
- токарные резцы по дереву должны иметь рукоятку не короче 25 см. Если она будет намного меньше, то в процессе точения инструмент тяжело будет удерживать в руках, не говоря уже о качестве выполняемой работы.
Заточка резцов своими руками
От правильности заточки рабочего инструмента во многом зависит качество обработанной поверхности.
Для этого понадобится электрозаточной станок с набором кругов разной зернистости и бархатный брусок для ручной правки лезвия.
Видео заточки резцов
Угол заточки каждый мастер выбирает самостоятельно, ориентируясь на своё мастерство токаря, твёрдость древесины, качество рабочего инструмента и окончательный желательный вид обрабатываемой поверхности.
Для начинающего токаря оптимальными вариантами углов заточки будут:
- для мейселя – сам скос должен составлять 40° по отношению к оси рабочей поверхности и по 40° для каждой стороны лезвия;
- для рейера – 50° — 60°.
Со временем, когда уровень мастерства токаря будет расти, углы затачивания можно будет уменьшать до 20° — 35°.
В идеале, кроме набора разнофасонных, желательно иметь резцы одного вида, одинакового размера, но с разными углами заточки. Это намного ускорит и облегчит работу токаря, а также продлит срок их службы, потому что не нужно будет постоянно перезатачивать лезвия исходя из вида обрабатываемой древесины.
Более тупые углы затачивания предназначены для: твёрдых пород дерева, первоначальной (грубой) обработки.
Более острые углы режущего инструмента позволяют качественнее обработать поверхность, ускорить процесс точения, но в тоже время существует большая вероятность скола заготовки, повреждения лезвия. Да и затачивать и править такой инструмент приходится намного чаще, чем с более тупыми углами.
Приблизительный угол заточки лезвия формируется ещё на стадии изготовления резцов своими руками, до начала термической обработки — закаливания.
Потом, когда они полностью готовы, процесс затачивания осуществляют с помощью абразивного круга и завершают ручной доводкой на бархатном бруске.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Резцы по дереву для токарного станка: виды, размеры, заточка
Для точной обработки деревянных заготовок используются специальные токарные станки. Основным режущим компонентом у них являются резцы. В зависимости от формы и граней заточки они могут выполнять несколько типов операций.
Назначение токарных резцов
Этот тип инструментов предназначен для контролируемого удаления определенного объема детали. Конструктивно они схожи между собой и состоят из режущей части по дереву и места крепления. Последнее чаще всего имеет прямоугольную или квадратную форму.
Режущая кромка может быть образована одной или несколькими поверхностями. Ее основными характеристиками являются ширина лезвия, его форма и возможность регулировки направления. В подавляющем большинстве случаев кромка является неотъемлемой частью конструкции резца. Выбор той или иной модели зависит от типа работ.
Главным отличием резцов по дереву является их расположение относительно заготовки:
- радиальные. Резец устанавливается перпендикулярно и предназначен для работ по снятию большого объема древесины;
- тангенциальные. Обработка происходит по касательной, что дает возможность сформировать рисунок сложной формы.
Последнее чаще всего используется для тонкой обработки на автоматических токарных линиях. Радиальные модели по дереву наиболее распространены в механических полуавтоматических станках. Для изготовления используется сталь марок У8, У9, У10. Она должна быть закаленная, так как для выполнения специализированных работ в некоторых случаях может потребоваться твердосплавная напайка.
При выборе определенной модели необходимо учитывать материал обработки. Твердые породы древесины приведут к быстрому затуплению, что скажется на качестве дальнейшей обработки заготовки.
Виды токарных резцов по дереву
Существует множество видов обрабатывающих инструментов, которые имеют различия по форме, материалу изготовления и эксплуатации. Выделяют несколько видов, имеющих общее назначение. Именно они чаще всего используются в комплектации токарных станков. Для изготовления резцов особой формы необходимо правильно составить техническую документацию.
Для изготовления своими руками рекомендуется придерживаться стандартных размеров и конфигураций. В зависимости от вида обработки, резец по дереву может быть отрезной, подрезной, расточной и фасонный. Первые предназначены для отрезания от конструкции небольших прутков. С помощью подрезных осуществляется формирование уступов под углом. Расточные необходимы для работ по сверлению отверстий. Для того чтобы сделать конструкцию нестандартной формы потребуются фасонные резцы. Зачастую они имеют сложную конфигурацию.
На рисунке выше указаны основные самодельные резцы для токарного станка по дереву в зависимости от предназначения.
- Грубая обработка. Имеет две режущие кромки, находящиеся под острым углом относительно друг друга. В отличие от конструкций полукруглой формы они более безопасны в работе.
- Чистовая обработка. Резец предназначен для более точного удаления небольшого объема дерева и формирования гладкой поверхности. Могут быть с правосторонней или левосторонней заточкой.
- Фасонные. Обладают полукруглой формой режущие части. Назначение — изготовление нестандартных изделий.
- Отрезной по дереву.
- Расточной. В конструкции имеется небольшой уступ, с помощью которого происходит удаление стружки из зоны обработки.
- Точение круглых изделий. Резец изготавливается из трубы. Может быть зубчатой или гладкой формы в зависимости от степени обработки.
- Торцевое фасонное точение.
- С ограничителем. Блок устанавливается на резец и регулирует глубину обработки.
Кроме этих конструкций для токарных работ по дереву может понадобиться дополнительный инструмент, который также можно делать самостоятельно. Все зависит от исходной детали, типа древесины и его качества.
При постоянной эксплуатации рекомендуется приобретать инструменты из специальных сортов стали. Самодельные модели не смогут обеспечить должное качество изготовления, будут быстро затупляться. Это может сделать работу неудобной и неэффективной.
Самостоятельное изготовление резцов по дереву
Основная сложность при изготовлении самодельных резцов для работ по дереву своими руками заключается в правильном подборе заготовки. Помимо требований к твердости режущей кромки, следует продумать, как она будет устанавливаться в державку. Этот компонент станка необходим для фиксации инструмента. Поэтому предварительно следует учесть габаритные размеры.
Следующим моментом является выбор материала заготовки для токарных работ. В идеале для этого рекомендуется использовать инструментальную сталь. Однако ее обработка в домашних условиях затруднена из-за высокого показателя твердости. Поэтому зачастую используют подручные материалы, которые после стадии предварительной обработки закаляют.
Исходя из опыта профессиональных домашних мастеров, для изготовления качественного резца своими руками можно применять следующие заготовки:
- рашпили или напильники. Чаще всего обработке подвергаются уже изношенные инструменты, которые потеряли свои первоначальные свойства. Нужно проконтролировать, чтобы материал не имел трещин и существенных сколов;
- прутки арматурной стали. Рекомендуется выбирать модели с квадратным сечением и исходными размерами, максимально близкими к заводским;
- автомобильные рессоры. Главная сложность заключается в первичной обработке — необходимо будет сделать прямоугольную форму с помощью автогена или сварочного аппарата .
Альтернативным вариантом является изготовление основного токарного корпуса с возможностью замены резцов. Но для этого нужно предусмотреть монтажные элементы в конструкции. Во время работы они должны выдерживать максимальную нагрузку, не изменять исходного положения режущей кромки.
После придания изделию нужной формы выполняется его первичная заточка. Затем режущую кромку необходимо закалить. Для этого она разогревается до температуры накала и опускается в машинное масло. Для формирования твердой поверхности можно применить метод медленной закалки. По окончанию разогрева остывание поверхности заготовки происходит естественным образом.
Во избежание опасных ситуаций проверку качества работы самодельного инструмента следует проводить на мягких породах дерева. После небольшой обработки проверяется сохранение изначальной геометрии резца.
Заточка резцов своими руками
Окончательным этапом изготовления является формирование режущей части инструмента по дереву. Для выполнения этого типа работ потребуется электрический наждак и несколько видов кругов.
Первичная заточка выполняется еще до стадии закаливания. Это можно сделать с помощью обычных абразивных кругов. По окончании закаливания выполняется обработка резца шлифовальной шкуркой. В процессе эксплуатации лезвие резцов неизбежно затупится. При этом они могут формировать небольшие сколы и неровности. Их необходимо убрать.
Для этого следует выполнить обработку с помощью корундового круга. Усилие на самодельные инструменты прилагают небольшое, так как закаленная часть подвержена скалыванию. Для увеличения срока эксплуатации специалисты рекомендуют сделать несколько однотипных резцов по дереву.
В видеоматериале можно ознакомиться с примером резцов для станка, сделанных своими руками:
Как сделать инструмент для резьбы по дереву
Процесс резьбы по дереву, это захватывающее увлечение. Возможности для творчества практически безграничны, существует множество техник и стилей резьбы. Для того что бы сделать первые шаги в направлении этого искусства потребуется профессиональный инструмент, а он стоит немалых денег. Можно изготовить инструмент для резьбы по дереву своими руками.
Для начального уровня хватит нескольких приспособлений, которыми можно наносить рисунок на деревянную поверхность. В этой статье пойдет речь о том, как изготовить первые наборы для резьбы по дереву. Для начала следует определиться, какие инструменты по дереву для начинающих вам понадобятся.

Стамески
Стамески для резьбы по дереву своими руками изготовить можно, имея в наличии заготовку из металла и болгарку с заточным камнем. Окончательная заточка стамесок производится вручную, без применения электроинструмента, после придания нужной формы острию необходимо закалить его.
Закаливать режущую часть стамески надо после придания формы и заточки острия. Для этого нагрейте острую часть инструмента до малинового цвета при помощи газовой или керосиновой горелки и опустите в емкость с машинным маслом или отработкой.
Совет! Сразу после помещения рабочей части стамески в жидкость, переместите ее в песок, это избавит вас от процедуры очищения стамески от мазута.
Острие у стамески бывает прямым и фигурным, проще всего в изготовлении прямое острие, что бы сделать правильную фигурную стамеску необходимо знать пропорции.

Ручку можно выточить на домашнем токарном станке, собранном из двигателя от старого холодильника и уголка разного размера.
Виды стамесок для резьбы по дереву имеют разную размерность и форму рабочей части, она выражается в числовых значениях от 1 до 12.
Кривизну стамески определяет цифра ей присвоенная, чем она ровнее, тем меньше числовое значение используется для ее обозначения. Ровные стамески для резьбы по древу используются в основном на начальной стадии обработки заготовки. Более кривые V и U образные, которым присвоены номера 12 и 11 соответственно применяются для придания окончательного внешнего вида изделию.
Совет! При изготовлении рукояти под стамеску старайтесь сделать ее более плоской формы, это предотвратит непроизвольное скатывание инструмента со стола. При падении на рабочую часть она тупится и требует частой заточки.
Резьба по дереву производится небольшими стамесками, размером с ладонь взрослого человека. Существуют инструменты меньшего размера, их применяют в работе с мелкими деталями.
Резцы
Один из наиболее часто используемых инструментов для резьбы по дереву это резак. Резцы для резьбы по дереву должны быть разнообразной формы, всего в комплект входит от шести разновидностей. Виды резцов по дереву зависят от нижеописанных факторов.
Отличием служит форма лезвия и угол его наклона, в зависимости от них резец выбирается для каждого конкретного случая. Из шести приборов один обычно считается основным, большая часть операций выполняется с его использованием. Вот некоторые требования применимые ко всем разновидностям резцов:
- Удобство – рукоятка должна хорошо лежать в ладони, и не иметь острых краев, что бы в процессе работы не повредить руку;
- Острота – лезвие должно всегда быть хорошо наточено. Что бы заточка держалась дольше, лезвие выполняется из легированной инструментальной стали.
Заточка резцов процесс ответственный и сложный, так как порой они имеют причудливую форму лезвия.
Покупая резец на рынке или в специализированном магазине, не постесняйтесь взять его в руки и проверить, удобно ли вам будет с ним работать в дальнейшем.

В работе с деревом не обойтись без хорошего ножа, выбирая этот инструмент, следует отдавать предпочтение тому, который будет наиболее удобным в обработке древесины. Так же немаловажно узнать какая марка стали использовалась при его изготовлении.
Выбирая нож от зарубежного производителя необходимо сопоставить указанную марку стали с отечественным аналогом, и проверить какими свойствами она обладает согласно марочнику сталей.
Для хорошего ножа характерно высокое содержание углерода с добавлением легирующих элементов.
Ножи для работы с деревом делятся на три вида складные, со сменным и фиксированным лезвием. Оптимальным считается лезвие длиной от 40 до 50 мм и толщиной в 4 мм.
Электроинструмент
Резьба по дереву предполагает ручную обработку, но на начальном этапе допускается использовать электроинструменты для резьбы по дереву. В их число входят:
- Электрический лобзик;
- Дрель;
- Токарный станок;
- Электрорубанок.
Подготовительные этапы, предусматривающие дополнительное оборудование нужны для придания заготовке необходимых пропорций для дальнейшей обработки при помощи ручных инструментов.
Мастерская любителей резьбы по дереву должна быть оснащена стандартным набором электроинструментов.
Изготовление ножа
Вариантов самостоятельного изготовления ножей существует огромное множество, рассмотрим самый популярный из них.
Нож из полотна от ножовки по металлу
Для такого ножика подойдет поломанное или сточенное полотно. Процесс его обработки довольно сложен, это объясняется высоким качеством стали, но с другой стороны тем лучше получится инструмент.
При помощи болгарки разрежьте полотно на три части, под углом в 45 градусов, этот угол будет рабочей поверхностью будущего ножа.
Болгарка при работе разгоняется до высоких оборотов, что повлияет на качество металла, все легирующие элементы вблизи пропила просто выгорят. Поэтому после распиливания потребуется зажать нужную часть полотна в тиски и при помощи напильника снять два, три испорченных миллиметра.
Если полотно слишком толстое, то мелким напильником или надфилем рекомендуется снять излишки металла. Заточка инструмента для резьбы по дереву требует основательного подхода, для этого потребуется надфиль и наждачная бумага.
Когда заточенный резец готов можно подумать о рукояти. Самым простым будет просто обмотать ее изолентой или сырой резиной, но профессионалы предпочитают ручки из древесины.
Видео: самодельные инструменты для резьбы по дереву
Изготовление резцов по металлу своими руками — Станки, сварка, металлообработка

Из всех технологических операций, производимых над заготовками из металла, обработка на токарном оборудовании является наиболее распространенной.
Именно поэтому заточка резцов для токарного станка, предназначенных для работы по металлу, является очень важным процессом, выполнять который следует правильно.
Особенности осуществления такой процедуры зависят как от материала, который предстоит обрабатывать, так и от типа самого режущего инструмента (фасонный, проходной, резьбонарезной, расточной и другие).
Порядок заточки поверхностей резца
Конструкция токарных резцов
Заточка токарных резцов не может быть выполнена правильно, если не разобраться в конструктивных особенностях такого инструмента. Основными элементами его конструкции являются стержень-державка, при помощи которого резец фиксируется на станке, а также рабочая головка: именно ее режущую часть и необходимо регулярно затачивать.
Рассмотрим более подробно рабочую головку токарного резца. Ее формируют два типа поверхностей: передняя и задние. Переднюю отличить очень просто: именно по ней осуществляется отвод стружки. Задними же называются те стороны резцов, к которым обращена заготовка в процессе выполнения ее обработки. Они могут быть основными или вспомогательными, что зависит от их расположения.
Самый важный элемент любого резца (в том числе и для токарного станка по металлу) — его режущая кромка — формируется в месте пересечения задней основной и передней поверхностей.
В конструкции любого резца присутствует и вспомогательная кромка, образованная пересечением его задних поверхностей: основной и вспомогательной.
Вершина инструмента, которая упоминается в специальной литературе, — это место пересечения его режущей и вспомогательной кромок.
Основными характеристиками токарных резцов по металлу, определяющими их функциональные возможности, являются углы заточки, подразделяемые на главные и вспомогательные. Для того чтобы определить значения главных, их измерение производят в плоскости, которая формируется при проецировании режущей кромки на главную плоскость.
Вообще, для определения углов режущего инструмента используют две плоскости:
- основную, накладываемую на опорную сторону токарного резца, расположенную в его нижней части (по отношению к направлению подач станка такая плоскость является параллельной);
- плоскость резания, располагаемую по касательной относительно поверхности обрабатываемой заготовки (данная плоскость пересекается с основной режущей кромкой инструмента).
Элементы и плоскости токарного резца
В конструкции рабочей части токарного резца различают углы нескольких типов:
- заострения — расположенные между передней поверхностью резца и задней основной;
- задние главные — находящиеся между задней основной поверхностью и плоскостью резания;
- передние главные — расположенные между передней стороной инструмента и плоскостью, перпендикулярной к плоскости резания.
Проверить правильность их определения достаточно просто: их сумма всегда составляет 90 градусов.
Кроме вышеперечисленных, конструкцию рабочей головки токарного резца характеризует еще несколько углов между:
- направлением подачи и проекцией, которую откладывает основная режущая кромка;
- плоскостью обработки и передней поверхностью резца;
- проекциями, которые откладывают основная и вспомогательная режущие кромки.
Инструменты для токарного оборудования
Для того чтобы разбираться в правилах заточки резцов для токарных станков по металлу, недостаточно просто посмотреть обучающее видео.
Необходимо иметь представление о том, как классифицируются такие инструменты.
Самым главным параметром, по которому токарные резцы относят к различным видам, является тип обработки, выполняемой с их помощью. По этому признаку выделяют следующие виды токарных резцов.
Основные типы токарных резцов
Проходные
Такими резцами заготовки обрабатываются вдоль оси вращения.
Подрезные
Используя эти резцы на токарном станке, уменьшают уступы и выполняют торцевание заготовок.
Канавочные
Как следует из названия, ими формируют наружные и внутренние канавки на поверхностях цилиндрической формы. Создавать канавки на наружных сторонах заготовок можно и при помощи отрезных резцов по металлу. Кроме того, такие резцы позволяют отрезать части заготовки под прямым углом.
Расточные
С помощью таких инструментов на станках выполняют обработку отверстий.
Резьбонарезные
Такие резцы специально предназначены для нарезания резьбы.
Фасонные
С помощью резцов этого вида на внешней стороне цилиндрических заготовок формируют фасонные выступы или канавки.
Фасочные
С помощью этих резцов на заготовках снимаются фаски.
Операции, проводимые резцами различного типа
Токарные резцы также подразделяются на виды в зависимости от того, в каком направлении с их помощью выполняется обработка заготовки. Так, среди них бывают правые (обработка выполняется по направлению к передней бабке) и левые (обработка по направлению к задней бабке).
Классифицируется токарный инструмент и по материалу изготовления, по способу соединения режущей части с державкой, а также по ряду других параметров.
Правила заточки токарного инструмента
Чтобы обработка заготовок на токарных станках по металлу была эффективной, качественной и точной, следует регулярно выполнять заточку резцов, тем самым придавая их рабочей части необходимую форму и получая углы с требуемыми параметрами.
В заточке не нуждается только инструмент, режущая часть которого выполнена в виде одноразовой твердосплавной пластины.
Для выполнения такой важной процедуры в условиях крупных производственных предприятий используются станки со специальными приспособлениями, а занимается этим отдельное структурное подразделение.
Для того чтобы заточить токарный инструмент своими руками на домашнем станке или сделать это в условиях небольшого предприятия, можно использовать различные методики.
Выполнение этой процедуры возможно с помощью химических реактивов или с применением обычных точильных кругов.
Следует отметить, что заточка токарного инструмента на специализированных или универсальных станках, в которых используется абразивный круг, является самым недорогим, но эффективным методом придания резцам требуемых геометрических параметров.
Варианты заточки резцов с режущими пластинами
Конечно, наиболее качественно токарные резцы по металлу затачиваются на специально предназначенном для выполнения такой процедуры станке. Если же подобного оборудования в вашем распоряжении нет, можно воспользоваться универсальным станком с точильным кругом.
Инструменты, рабочая часть которых изготовлена из углеродистой или быстрорежущей стали, прекрасно обрабатываются на станках с кругами средней твердости, изготовленными из корунда.
Заточку токарных резцов по металлу можно выполнять без охлаждения или с охлаждением, что является более предпочтительным.
Если заточка выполняется с охлаждением, то холодную воду следует равномерно подавать в то место, где токарный резец соприкасается с точильным кругом.
В том случае, когда охлаждение в процессе заточки не используется, после ее выполнения нельзя сразу резко охлаждать инструмент: это может привести к растрескиванию его режущей части.
Научиться затачивать токарные резцы на точильном станке своими руками можно по обучающему видео. В процессе выполнения такой процедуры важно придерживаться определенной последовательности.
В первую очередь на точильном круге обрабатывают заднюю основную поверхность, затем заднюю вспомогательную, а в самую последнюю очередь точат переднюю.
Последним этапом заточки является обработка вершины резца – придание ей требуемого радиуса закругления.
В процессе выполнения заточки резец постоянно передвигают по кругу, стараясь не прижимать его очень сильно (это можно заметить на видео). Придерживаться такой рекомендации необходимо для того, чтобы поверхность круга изнашивалась равномерно, а также чтобы режущая кромка токарного резца получилась максимально ровной.
Особенности заточки резцов для токарного станка
Существуют определенные нюансы, которые следует учитывать при заточке токарных резцов своими руками с использованием точильного станка. Так, выполнение обработки задней поверхности резца осуществляется в три этапа.
- Первоначально заднюю поверхность обрабатывают под углом, равным заднему углу самой державки. Как правило, он получается несколько больше, чем задний угол резания (приблизительно на 5 градусов).
- На втором этапе обрабатывают заднюю поверхность самой режущей пластины. При этом ее затачивают под углом, превышающим задний угол резания на 2 градуса.
- Третий этап — это формирование требуемого заднего угла при помощи доводки. Важно, что такой угол формируют не на всей задней поверхности резца, а только на неширокой фаске, непосредственно прилегающей к режущей кромке.
В несколько этапов выполняется заточка и передней поверхности токарного резца. Так, предварительно ее затачивают на угол, равный углу расположения самой режущей пластины.
Изготовление резцов по металлу своими руками
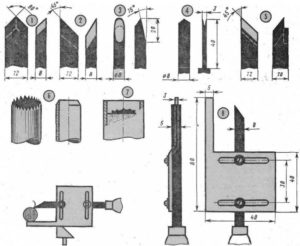
Токарные резцы по дереву – предназначенные для ручной обработки вращающейся в станке детали.
Они состоят из двух основных частей: рабочей (металлической) и ручки (обычно деревянной).
В свою очередь, рабочую часть можно условно разделить на:
- режущую (лезвие) – это та часть, которая затачивается и вступает во взаимодействие с заготовкой;
- тело – основная часть, за которую токарь удерживает резец «нерабочей» рукой на подлокотнике станка;
- хвостовик – зауженная часть, в которую плавно переходит тело. Хвостовик предназначен для крепления на нём ручки.
Ручку можно условно разделить на две части:
- основа – это большая часть, которую токарь держит в «рабочей» руке;
- шейка – маленькая цилиндрическая часть с металлическим крепёжным кольцом, которое предотвращает растрескивание ручки при набивании её на хвостовик рабочей части.
Виды токарных резцов
В зависимости от вида выполняемой работы, токарные резцы по дереву имеют различную конфигурацию, чем сложнее изделие, тем изощрённей будет и их конструкция, которая будет определять специфическую заточку лезвия.
У каждого мастера могут быть свои особенные, эксклюзивные, узкоспециальные токарные инструменты, предназначенные для выполнения какой-то особенной работы.
Поэтому изучать конструкцию каждого отдельного резца нет никакой необходимости.
Для успешной работы начинающего токаря достаточно будет двух видов: рейера и мейселя.
Рейер – предназначен для грубой, черновой, первоначальной обработки заготовки. Конструктивной особенностью такого вида является лезвие по форме напоминающее полукруг. Изготавливается он из толстой пластины или из желобка полукруглого сечения. С помощью рейера деревянной заготовке придают приблизительные очертания будущего изделия.
Рейер
Мейсель – для чистовой обработки заготовки, придания ей окончательной формы. Также, с его помощью можно производить отрезание изделия от остатков заготовки. По форме мейсель напоминает нож-косяк (пластина с косым лезвием, заточенная с двух сторон под одинаковым углом).
Мейсель
С помощью рейера и мейселя можно легко выполнять токарные работы средней сложности. Обрабатывая заготовку по внешней поверхности. В некоторых случаях возможна работа с внутренними поверхностями детали.
Все остальные токарные резцы по дереву можно отнести к группе фасонных. Среди них наиболее популярными являются такие виды:
- стамеска-скребок – для выравнивания цилиндрической поверхности заготовки. Напоминает по форме прямую стамеску с односторонней заточкой;
- гребёнка – предназначена для выполнения резьбы и нанесения декоративных канавок и рисок;
- крючок – для вытачивания в заготовке полостей;
- кольцо – имеет то же предназначение, что и крючок;
- для грубой обработки – имеет форму лезвия в виде треугольника. Предназначен для придания заготовке цилиндрической формы. Такой вид наиболее безопасный из всех остальных благодаря малой площади соприкасания инструмента с заготовкой.
Стамеска-крючокСтамеска-скребокФасонные резцы
Как самостоятельно изготовить токарные резцы по дереву
Самодельные токарные резцы по дереву являются для мастеров чем-то вроде талисмана. Поэтому они предпочитают изготавливать рабочие инструменты своими руками, а не приобретать в обычном магазине. Хотя купленые, вполне отвечают своим требованиям, техническим характеристикам и технике безопасного труда.
Самодельные резцы
Сделать рейер и мейсель самому не сложно. Для их изготовления своими руками, самим подходящим материалом будут напильники и рашпили уже «отжившими» своё.
Этот списанный инструмент обладает необходимыми размерами, прочностью, качеством материала, маркой стали. С помощью заточного станка напильнику придаётся необходимая форма в части лезвия и хвостовика.
Потом набивается выточенная ручка с крепёжным кольцом. И всё, инструмент для изготовления токарных изделий из дерева готов.
Чтобы изготовить токарные резцы по дереву, можно использовать, кроме напильников и рашпилей, в качестве материала, автомобильные рессоры или прутки арматуры. Они обладают необходимой твёрдостью. Но после изготовления инструмента своими руками, нужно быть предельно осторожным.
Его испытания необходимо проводить на мягких породах дерева (липа, тополь), после чего надо провести осмотр лезвия на отсутствие сколов и трещин.
И только после такой проверки токарные инструмент, сделанный своими руками, можно эксплуатировать при работе с более твёрдой древесиной (берёза, дуб, бук).
про самодельные резцы
Самодельный токарный станок по металлу своими руками и как сделать резец по дереву

Все дело в деньгах. Токарные станки по металлу – вещи очень и очень недешевые, это касается даже самых простейших моделей.
Сделать своими руками такого рода станок – дело вполне по силам любому желающему, поэтому многие домашние и кустарные мастера сооружают эти аппараты самостоятельно и очень успешно.
Сферы применения токарного станка
Токарный станок – аппарат древний, это раннее приспособление для обработки самых разных деталей из разнообразнейших материалов – от металла до дерева и др.
Если говорить о токарной обработке металлических деталей, то промышленные токарные устройства, произведенные разными заводами, являются дорогими и массивными агрегатами, управлять которыми весьма непросто.
Они никоим образом не относятся к настольным аппаратам, это серьёзные промышленные агрегаты, которые в принципе не подходят для кустарных работ. Поэтому самодельный токарный станок, сделанный своими руками, – отличная идея по всем соображениям.
Вы можете, к примеру, сделать его в виде мини-версии, которого будет вполне достаточно для обработки как металлических деталей, так и заготовок из любых других материалов.
При использовании домашних самодельных мини-станков есть определенные ограничения: они предназначены главным образом для работы с круглыми деталями, с сечениями типа осей, рукоятками для инструментов, колес и т.д.
В мини-станках детали нужно фиксировать только в горизонтальном положении для их вращательных движений. Лишний материал по ходу обточки снимается резцами, которые закреплены в суппорте токарного аппарата.
Составные части мини-токарного станка по металлу
Состав любого токарного устройства традиционный, все нижеперечисленные элементы присутствуют вне зависимости от того, каким образом он сделан – вручную дома или промышленным образом.
Устройства состоят из следующих составных частей:
Станина
Главный несущий элемент всей конструкции, придающий ей жесткость и прочность. Станина самодельного токарного станка по металлу изготавливается из деревянного бруса или металлических заготовок в виде готовых уголков.
Главное требование к станине – необходимая прочность, так как конструкция станка во время процесса обработки подвергается воздействию сильной вибрации.
Привод
Главный элемент той части, отвечающей за мощность работы. Привод нужно выбрать очень правильно исходя из нужно мощности. Это задача непростая, над которой следует хорошенько подумать.
Будет достаточно бывшего в употреблении привода от стиральной машинки, строительного миксера или чего-нибудь еще, если вы делаете легкий станок для работ по металлу.
Количество оборотов при таких приводах – около 1500 оборотов в минуту, а мощность – 200Вт или немного выше.
- Задняя бабка.
Это специальная пластина из стали, к которой приваривается тоже стальной уголок. Она нужна для плотной фиксации обрабатываемой детали к станине для качественной обработки. - Передняя бабка.
Это такая же часть, как и задняя бабка, но в отличие от передней она фиксируется на подвижной раме аппарата. - Передний и задний центры.
- Суппорт.
Это один из ключевых факторов для рабочих элементов аппарата, информацию о котором читайте ниже.
Как производится вращение?
Устройство токарного станка.
Вращательный момент формируется в станке разными способами. Можно установить рабочую часть на вращательный вал электрического двигателя напрямую. Такой подход много чего сэкономит: и место, и деньги на запасные части.
К сожалению, такое расположение возможно далеко не всегда, поэтому главным исполнителем вращательного движения назначаются так называемые передачи. Они бывают цепными, ременными и фрикционными.
У каждого вида передачи есть свои плюсы и минусы:
Ременная передача
Самый бюджетный вариант передачи для мотора со многими преимуществами. Главное из них – надежность. Сделать ременную передачу просто: чаще всего мастера берут таковую от других устройств.
Есть и недостаток – это его недолговечность, так как ремни быстро изнашиваются. Вам придется менять их довольно часто.
Цепная и фрикционная передачи
Цепная передача стоит недешево, к тому же она намного более громоздкая, чем ременная. Зато и прослужит такая передача намного дольше, так что вы получите «стратегическую» экономию средств. Фрикционная передача находится ровно посередине между ременной и цепной передачами.
Основные узлы устройства
От суппорта зависит итоговое качество обработанной детали. Силы, время и все остальные ресурсы, вложенные в процесс, могут пойти насмарку без хорошо налаженного суппорта. Это часть расположена на специальных «салазках», двигающихся вдоль станины по направляющим векторам.
Движение суппорта может происходит в следующих направлениях:
- Продольное движение, при котором рабочий элемент устройства движется вдоль соединяемой детали. Такое направление производится при вытачивании круговой резьбы или для удаления поверхностного слоя краски или еще чего-нибудь с обрабатываемой заготовки.
- Поперечное движение суппорта производится перпендикулярно по отношению к оси детали. С помощью такого движения производятся отверстия и углубления.
- Наклонное движение может проводится под различными углами наклона, его используют для производства поверхностных углублений различной конфигурации.
Элементы токарного станка.
Быстрый износ объясняется действием постоянной и серьезной вибрации, которое выливается в расшатывание креплений и последующим люфтам, что всегда сказывается на качестве токарной работы в том или ином виде. Такой беды можно избежать, для этого нужна постоянная подстройка и регулировка суппорта.
Регулировать суппорт можно разными способами. Если регулируется люфт, то его устраняют с помощью винта. Зазоры можно ликвидировать с помощью специальных вставок между кареткой и направляющими.
Зазоры появляются при износе винта, который контролирует продольное и поперечное движения в плоскостях. Сальники также могут изнашиваться. В этом случае их промывают и смазывают до полной пропитки машинным маслом. Иногда их нужно просто заменить на новые.
Этапы сборки токарного станка
Самодельные токарные станки по металлу своими руками собираются быстро и несложным образом. Единственное, что нужно точно соблюдать, – порядок сборки.
Самодельный токарный станок нужно собирать с максимальной точностью:
- Первым делом – сборка рамы из металлических элементов. Лучше, если это будут швеллеры и балки. Нужно обязательно рассчитать нагрузку для планируемых работ: с деталями каких размеров вы собираетесь иметь дело? Если, к примеру, вы планируете обрабатывать металлические предметы длиной больше 5-ти сантиметров, металлическая рама станка должна быть должны быть толщины свыше 3-х сантиметров.
- Установка продольных валов с направляющими на швеллеры. Лучше зафиксировать валы узлами сварки, но можно закрепить и болтами.
- Подготовка передней бабки из гидравлического цилиндра с толстыми стенками и двумя подшипниками, спрессованными в тело цилиндра.
- Прокладка вала с использованием подшипников с большим диаметром.
- Заливка жидкости для смазки в гидравлический цилиндр.
- Установка и фиксация шкива с суппортом и направляющими.
- Монтаж электропривода.
Внизу конструкции станка прикрепить металлическую полоску с защитной функцией – она не даст рабочей части станка деформироваться по ходу активности.
Какой мотор лучше
Чертеж сборки станка для токарных работ.
Электрический мотор – ключевая часть любого токарного устройства для работ по металлу. Движение рабочей части аппарата происходит благодаря ему и ничему больше. Насколько мощный мотор, настолько мощный и сам станок.
Уровень мощности мотора нужно рассчитывать в зависимости от планируемых работ – размеров металлических деталей, с которыми вы собираетесь работать на вашем новом агрегате.
Если в ваших планах работа с небольшими деталями, будет вполне достаточно мотора с мощностью около 1 кВт. Такие моторы имеются на швейных машинках или других домашних бытовых электроприборах. Если ваши будущие детали покрупнее, выбирайте мотор с мощностью от 1,5 до 2,0 кВт.
Важнейший вопрос – надежная изоляция всех электрических узлов. Самым оптимальным вариантом будет взять консультацию у специалиста. Уверенность в безопасности аппарата и профессиональной надежности конструкции вам не помешает: все-таки вы собираетесь работать с электричеством и металлами. А с ними не шутят.
Делаем станок из дрели
Дрель будет отлично смотреться в виде привода к токарному устройству.
Этим элегантным решением вы сэкономите приличные деньги и значительно упростите себе жизнь, потому что у него целый ряд отличных преимуществ:
- Модульность аппарата: он просто собирается и разбирается. Дрель без каких-либо затруднений отсоединяется от станины и присоединяется обратно.
- Такая модель весьма транспортабельна, с ней можно работать везде – хоть на даче, хоть в гараже.
- Значительная экономия средств: не нужно закупать дополнительные сменные насадки или ременную передачу.
Чтобы собрать аппарат из дрели, вам понадобится практически те же самые детали, что и для обычного аппарата. Не понадобятся только два вещи: электродвигатель и передняя бабка, а это важнейшие и самые дорогостоящие элементы конструкции.
Поскольку станок легкий и компактный, нет нужды сооружать устойчивую станину, вполне достаточно будет верстака или стола. Фиксация дрели производится с помощью хомута и струбцины.
Конструкция и размеры токарного станка.
Расширение функций токарного устройства из дрели можно произвести с помощью дополнительных насадок и других приспособлений. У вас могут получиться великолепные самодельные станки по дереву.
Есть, конечно, и минусы. На аппарате из дрели вы не сможете обрабатывать детали большого размера. Можно попытаться усовершенствовать модель в этом направлении. К примеру, добавить ременную передачу и усложнить станок для увеличения числа оборотов.
Но овчинка не стоит выделки: он потеряет свои главные преимущества в виде простоты и легкости. Таким образом, самодельный аппарат из дрели имеет смысл лишь в случаях, когда идет работа с некрупными деталями.
Токарный станок из дрели способен на многое: на нем можно не только обрабатывать детали. Но и работать с красками – наносить их на заготовку во время ее вращения. Это и самодельный станок по дереву.
Намотка проволоки на трансформатор, нанесение разного рода насечек на поверхности деталей – только некоторые примеры использования многофункционального станка из дрели и токарного резца по металлу.
А теперь простейший станок
Сегодня в сети огромное количество чертежей, инструкций и видеороликов на тему «как сделать самодельный токарный станок», с помощью которых самостоятельная работа по изготовлению токарного станка вполне реальна и по плечу практически каждому.
Деревянные стойки крепятся к станине с помощью болтов. Станина должна быть надежной, поэтому выполняется из стальных уголков. В крайнем случае ее можно сделать из брусков.
Устройство токарного станка по дереву.
Режущий элемент фиксируется на узле из подручника, по нему он будет перемещаться. На поверхности перемещения следует плотно зафиксировать лист металла для защиты конструкции от деформации. Кроме того, это поможет расположить токарный резец по металлу точно к детали, которую нужно обработать.
Для изготовления передней бабки и задней бабки подбираются подходящие цилиндры из металла с соответствующим диаметром. Они размещаются в узлах подшипников, которые заранее размещены в деревянных стойках.
Вращательное движение передается через передний центр, объединенный с мотором с помощью ременной передачи. Деталь фиксируется между передним и задним участками и обрабатывается резцом из подручника.
С поиском и выбором электрического двигателя для токарного мини-станка проблем не бывает.
Мы уже писали, что мотор небольшой мощности можно найти на любом бытовом электрическом устройстве, любой домашний бытовой агрегат, бывший в употреблении, вполне подойдет для этой задачи. В качестве привода можно использовать шлифовальные машинки или дрели.
Техника безопасности
Поскольку речь идет об электрическом станке и работе с металлами, требования к выполнению правил техники безопасности будут ясными и жесткими, от которых никуда не денешься. Первым делом нужно проверить работоспособность нового станка сразу же после его изготовления.
Как проверяется работоспособность станка: шпиндель должен вращаться без малейших затруднений. Нужно замерить совпадение оси вращения деталей в станке с центром симметрии этой же детали. Общая ось должна просматриваться у переднего и заднего центров.
Элементы конструкции станка для токарных работ.
Электродвигатель всегда накрывается специальным кожухом, который защищает мотор от грязи и частиц из металла, равно как и самого оператора станка. Если ваше устройство сделано из дрели, никакой кожух не нужен.
Если вы решили снабдить свой самодельный токарный станок мощным мотором, обязательно протестируйте в вашей домашней сети – хватит ли ее для вашего мощного мотора. А вообще лучше придерживаться устоявшихся традиций и использовать старых знакомых – электродвигатели от бытовых приборов.
Сделать самодельный токарный станок по металлу своими руками – отличное и элегантное решение со всех точек зрения. Простота исполнения, экономия средств, эффективная обработка деталей – все это про самодельные токарные станки.
Токарные резцы: характеристика, типы, как сделать своими руками

Если резцы для металла используются часто – владельцы инструмента прекрасно понимают, на какие разновидности он делится. А вот новичкам в этом направлении разобраться порой бывает очень сложно. Предлагаем подробное рассмотрение различных классификаций и особенностей токарных резцов.
Особенности конструкции резцовых устройств для токарного станка
Металл обрабатывают с помощью токарных резцовых приспособлений с двумя основными компонентами:
- Рабочие головки берут на себя основную часть работы по металлу.
- Державка надёжно фиксирует детали на станке.
Когда плоскости соединяются друг с другом, появляются рабочие головки. В комплекте с конструкцией – несколько головок, у которых режущие поверхности. Их выбирают с опорой на тип обработки, характеристики материалов у заготовок. Резец державки обладает поперечным сечением двух типов:
«Світ Покрівлі» (https://svitpokrivli.ua/) – одна из лучших компаний кровельных и фасадных материалов на рынке стройматериалов. Их коллектив состоит из молодых, активных, целеустремлённых специалистов, которые особое внимание уделяют профессиональному росту, развитию, усовершенствованию.
Следующие виды токарных резцов, каждый из которых выполняет своё назначение, выделяют по конструкции:
- Оттянутые. Державка с увеличенной шириной по сравнению с рабочими головками.
- Отогнутые. Название связано с положением, характерным для рабочей головки по отношению к оси державок. При виде сверху характеристика более заметна.
- Изогнутые. При боковом взгляде форма державки становится изогнутой.
- Прямые. Когда одна ось вмещает одновременно рабочие головки с державками. Допустимо расположение на двух осях, но параллельность друг к другу детали сохраняют.
Виды и классификация токарных резцов
Поверхность, требующая обработки, определит, какую модель токарных резцов выбрать. Каждая разновидность обладает своими характеристиками.
В зависимости от предназначения
здесь речь чаще всего об обрабатываемых материалах.
для дерева
Инструменты, обрабатывающие дерево, реализуются магазинами в таких комплектах:
- Гребёнки.
- Кольца.
- Крючки.
- Косые резцы.
- Обрезные резцы.
- Стамески.
- Рейеры.
- Мейселя.
Резцы и вращательные механизмы крепят друг к другу. Следы заготовок определяются сразу по инструментам, их формам, прочности, остроте. Это облегчает и выбор форм заготовок в итоге. От
Выбирая конкретные углы по заострению, опираются на материалы заготовок.
Для работ с металлом
Приваривание и припайка пластин – оптимальный выбор для резцов, обрабатывающих металл. В производстве отдают предпочтение быстрорежущим, твёрдым сплавам. В составах обычно присутствуют тантал или вольфрам, титан. Высокая прочность, доступная цена стали главным преимуществом для инструментов.
Часто применяют разновидности, у которых пластины сменные. Тогда их крепят к головке, с помощью специальных винтов или прижимных элементов. Пластины из минералокерамики – самые удобные для дальнейшей эксплуатации. Но тогда резец будет дорогим.
Твёрдые сплавы применяют в случае с рабочими поверхностями инструмента:
- Вольфрамовые.
- Титановольфрамовые.
- Танталово-вольфрамо-титановые.
Допустимы варианты с быстрорежущей сталью, либо её углеродистой разновидностью.
Установка резцов допустима на станки нескольких видов:
- Специального назначения.
- Револьверно-автоматные.
- Долбёжные.
- Токарные.
- Строгальные.
Цельные
Головка, стержень соединяются в единую систему. Резцы изготавливаются с использованием быстрорежущих металлов. Ещё один вариант – на основе инструментальных углеродистых сплавов. На практике встречаются редко.
С приварными пластинами
Основа – твёрдые, быстрорежущие сплавы. У пластины и головки – прочное соединение. Главное – чтобы при спайке пластин выполнялись условия технического характера. Иначе на рабочей поверхности появляются трещины, в дальнейшем инструмент начинает разрушаться. Сфера использования широкая, инструменты совместимы со станками почти любой разновидности.
С механическим крепежом пластин
Способ крепления головки и пластины – механический. Для металлических пластин такой вариант один из самых выгодных. Это касается сборных и регулировочных разновидностей, державочных инструментов.
Чистовые
Подача с небольшой скоростью. С болванки снимается материал, для которого характерна небольшая толщина. Проходной резец – наиболее популярная разновидность такого инструмента.
Получистовые
Много сходств с предыдущей разновидностью. Только характеристики у них используются в два раза меньшие по сравнению с аналогом. Назначение, особенности работы остаются почти одинаковыми.
Тангенциальные
Отличается такими особенностями:
- Начало обработки предполагает установку резца по определённому углу.
- Угол используют любой, кроме прямого. Измерение – по отношении к оси поверхности, проходящей операцию.
- Схема крепежа для внутреннего точения – достаточно сложная.
Такой вариант применяют для станков, при использовании которых можно обеспечить чистоту для итоговой поверхности. Обычно это токарные автоматические, полуавтоматические изделия.
Изготовление токарных резцов по металлу своими руками

Токарные резцы по дереву – предназначенные для ручной обработки вращающейся в станке детали.
Они состоят из двух основных частей: рабочей (металлической) и ручки (обычно деревянной).
В свою очередь, рабочую часть можно условно разделить на:
- режущую (лезвие) – это та часть, которая затачивается и вступает во взаимодействие с заготовкой;
- тело – основная часть, за которую токарь удерживает резец «нерабочей» рукой на подлокотнике станка;
- хвостовик – зауженная часть, в которую плавно переходит тело. Хвостовик предназначен для крепления на нём ручки.
Ручку можно условно разделить на две части:
- основа – это большая часть, которую токарь держит в «рабочей» руке;
- шейка – маленькая цилиндрическая часть с металлическим крепёжным кольцом, которое предотвращает растрескивание ручки при набивании её на хвостовик рабочей части.
Заточка резцов своими руками
От правильности заточки рабочего инструмента во многом зависит качество обработанной поверхности.
Для этого понадобится электрозаточной станок с набором кругов разной зернистости и бархатный брусок для ручной правки лезвия.
заточки резцов
Угол заточки каждый мастер выбирает самостоятельно, ориентируясь на своё мастерство токаря, твёрдость древесины, качество рабочего инструмента и окончательный желательный вид обрабатываемой поверхности.
Для начинающего токаря оптимальными вариантами углов заточки будут:
- для мейселя – сам скос должен составлять 40° по отношению к оси рабочей поверхности и по 40° для каждой стороны лезвия;
- для рейера – 50° — 60°.
Со временем, когда уровень мастерства токаря будет расти, углы затачивания можно будет уменьшать до 20° — 35°.
В идеале, кроме набора разнофасонных, желательно иметь резцы одного вида, одинакового размера, но с разными углами заточки. Это намного ускорит и облегчит работу токаря, а также продлит срок их службы, потому что не нужно будет постоянно перезатачивать лезвия исходя из вида обрабатываемой древесины.
Более тупые углы затачивания предназначены для: твёрдых пород дерева, первоначальной (грубой) обработки.
Более острые углы режущего инструмента позволяют качественнее обработать поверхность, ускорить процесс точения, но в тоже время существует большая вероятность скола заготовки, повреждения лезвия. Да и затачивать и править такой инструмент приходится намного чаще, чем с более тупыми углами.
Приблизительный угол заточки лезвия формируется ещё на стадии изготовления резцов своими руками, до начала термической обработки — закаливания.
Потом, когда они полностью готовы, процесс затачивания осуществляют с помощью абразивного круга и завершают ручной доводкой на бархатном бруске.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Заточка токарных резцов по металлу – подробная инструкция с видео и фото
Из всех технологических операций, производимых над заготовками из металла, обработка на токарном оборудовании является наиболее распространенной.
Именно поэтому заточка резцов для токарного станка, предназначенных для работы по металлу, является очень важным процессом, выполнять который следует правильно.
Особенности осуществления такой процедуры зависят как от материала, который предстоит обрабатывать, так и от типа самого режущего инструмента (фасонный, проходной, резьбонарезной, расточной и другие).
Порядок заточки поверхностей резца
Все дело в деньгах. Токарные станки по металлу – вещи очень и очень недешевые, это касается даже самых простейших моделей.
Сделать своими руками такого рода станок – дело вполне по силам любому желающему, поэтому многие домашние и кустарные мастера сооружают эти аппараты самостоятельно и очень успешно.
Сферы применения токарного станка
Токарный станок – аппарат древний, это раннее приспособление для обработки самых разных деталей из разнообразнейших материалов – от металла до дерева и др.
Если говорить о токарной обработке металлических деталей, то промышленные токарные устройства, произведенные разными заводами, являются дорогими и массивными агрегатами, управлять которыми весьма непросто.
Они никоим образом не относятся к настольным аппаратам, это серьёзные промышленные агрегаты, которые в принципе не подходят для кустарных работ. Поэтому самодельный токарный станок, сделанный своими руками, – отличная идея по всем соображениям.

Вы можете, к примеру, сделать его в виде мини-версии, которого будет вполне достаточно для обработки как металлических деталей, так и заготовок из любых других материалов.
При использовании домашних самодельных мини-станков есть определенные ограничения: они предназначены главным образом для работы с круглыми деталями, с сечениями типа осей, рукоятками для инструментов, колес и т.д.
В мини-станках детали нужно фиксировать только в горизонтальном положении для их вращательных движений. Лишний материал по ходу обточки снимается резцами, которые закреплены в суппорте токарного аппарата.
Состав любого токарного устройства традиционный, все нижеперечисленные элементы присутствуют вне зависимости от того, каким образом он сделан – вручную дома или промышленным образом.
Устройства состоят из следующих составных частей:
Станина
Главный несущий элемент всей конструкции, придающий ей жесткость и прочность. Станина самодельного токарного станка по металлу изготавливается из деревянного бруса или металлических заготовок в виде готовых уголков.
Главное требование к станине – необходимая прочность, так как конструкция станка во время процесса обработки подвергается воздействию сильной вибрации.
Привод
Главный элемент той части, отвечающей за мощность работы. Привод нужно выбрать очень правильно исходя из нужно мощности. Это задача непростая, над которой следует хорошенько подумать.
Будет достаточно бывшего в употреблении привода от стиральной машинки, строительного миксера или чего-нибудь еще, если вы делаете легкий станок для работ по металлу.
Количество оборотов при таких приводах – около 1500 оборотов в минуту, а мощность – 200Вт или немного выше.
- Задняя бабка.
Это специальная пластина из стали, к которой приваривается тоже стальной уголок. Она нужна для плотной фиксации обрабатываемой детали к станине для качественной обработки. - Передняя бабка.
Это такая же часть, как и задняя бабка, но в отличие от передней она фиксируется на подвижной раме аппарата. - Передний и задний центры.
- Суппорт.
Это один из ключевых факторов для рабочих элементов аппарата, информацию о котором читайте ниже.
Как производится вращение?

Вращательный момент формируется в станке разными способами. Можно установить рабочую часть на вращательный вал электрического двигателя напрямую. Такой подход много чего сэкономит: и место, и деньги на запасные части.
К сожалению, такое расположение возможно далеко не всегда, поэтому главным исполнителем вращательного движения назначаются так называемые передачи. Они бывают цепными, ременными и фрикционными.
У каждого вида передачи есть свои плюсы и минусы:
Ременная передача
Самый бюджетный вариант передачи для мотора со многими преимуществами. Главное из них – надежность. Сделать ременную передачу просто: чаще всего мастера берут таковую от других устройств.
Есть и недостаток – это его недолговечность, так как ремни быстро изнашиваются. Вам придется менять их довольно часто.
Цепная и фрикционная передачи
Цепная передача стоит недешево, к тому же она намного более громоздкая, чем ременная. Зато и прослужит такая передача намного дольше, так что вы получите «стратегическую» экономию средств. Фрикционная передача находится ровно посередине между ременной и цепной передачами.
Основные узлы устройства
От суппорта зависит итоговое качество обработанной детали. Силы, время и все остальные ресурсы, вложенные в процесс, могут пойти насмарку без хорошо налаженного суппорта. Это часть расположена на специальных «салазках», двигающихся вдоль станины по направляющим векторам.
Движение суппорта может происходит в следующих направлениях:
- Продольное движение, при котором рабочий элемент устройства движется вдоль соединяемой детали. Такое направление производится при вытачивании круговой резьбы или для удаления поверхностного слоя краски или еще чего-нибудь с обрабатываемой заготовки.
- Поперечное движение суппорта производится перпендикулярно по отношению к оси детали. С помощью такого движения производятся отверстия и углубления.
- Наклонное движение может проводится под различными углами наклона, его используют для производства поверхностных углублений различной конфигурации.

Быстрый износ объясняется действием постоянной и серьезной вибрации, которое выливается в расшатывание креплений и последующим люфтам, что всегда сказывается на качестве токарной работы в том или ином виде. Такой беды можно избежать, для этого нужна постоянная подстройка и регулировка суппорта.
Регулировать суппорт можно разными способами. Если регулируется люфт, то его устраняют с помощью винта. Зазоры можно ликвидировать с помощью специальных вставок между кареткой и направляющими.
Зазоры появляются при износе винта, который контролирует продольное и поперечное движения в плоскостях. Сальники также могут изнашиваться. В этом случае их промывают и смазывают до полной пропитки машинным маслом. Иногда их нужно просто заменить на новые.
Этапы сборки токарного станка
Самодельные токарные станки по металлу своими руками собираются быстро и несложным образом. Единственное, что нужно точно соблюдать, – порядок сборки.
Самодельный токарный станок нужно собирать с максимальной точностью:
- Первым делом – сборка рамы из металлических элементов. Лучше, если это будут швеллеры и балки. Нужно обязательно рассчитать нагрузку для планируемых работ: с деталями каких размеров вы собираетесь иметь дело? Если, к примеру, вы планируете обрабатывать металлические предметы длиной больше 5-ти сантиметров, металлическая рама станка должна быть должны быть толщины свыше 3-х сантиметров.
- Установка продольных валов с направляющими на швеллеры. Лучше зафиксировать валы узлами сварки, но можно закрепить и болтами.
- Подготовка передней бабки из гидравлического цилиндра с толстыми стенками и двумя подшипниками, спрессованными в тело цилиндра.
- Прокладка вала с использованием подшипников с большим диаметром.
- Заливка жидкости для смазки в гидравлический цилиндр.
- Установка и фиксация шкива с суппортом и направляющими.
- Монтаж электропривода.
Внизу конструкции станка прикрепить металлическую полоску с защитной функцией – она не даст рабочей части станка деформироваться по ходу активности.
Какой мотор лучше

Электрический мотор – ключевая часть любого токарного устройства для работ по металлу. Движение рабочей части аппарата происходит благодаря ему и ничему больше. Насколько мощный мотор, настолько мощный и сам станок.
Уровень мощности мотора нужно рассчитывать в зависимости от планируемых работ – размеров металлических деталей, с которыми вы собираетесь работать на вашем новом агрегате.
Если в ваших планах работа с небольшими деталями, будет вполне достаточно мотора с мощностью около 1 кВт. Такие моторы имеются на швейных машинках или других домашних бытовых электроприборах. Если ваши будущие детали покрупнее, выбирайте мотор с мощностью от 1,5 до 2,0 кВт.
Важнейший вопрос – надежная изоляция всех электрических узлов. Самым оптимальным вариантом будет взять консультацию у специалиста. Уверенность в безопасности аппарата и профессиональной надежности конструкции вам не помешает: все-таки вы собираетесь работать с электричеством и металлами. А с ними не шутят.
Делаем станок из дрели
Дрель будет отлично смотреться в виде привода к токарному устройству.
Этим элегантным решением вы сэкономите приличные деньги и значительно упростите себе жизнь, потому что у него целый ряд отличных преимуществ:
- Модульность аппарата: он просто собирается и разбирается. Дрель без каких-либо затруднений отсоединяется от станины и присоединяется обратно.
- Такая модель весьма транспортабельна, с ней можно работать везде – хоть на даче, хоть в гараже.
- Значительная экономия средств: не нужно закупать дополнительные сменные насадки или ременную передачу.
Чтобы собрать аппарат из дрели, вам понадобится практически те же самые детали, что и для обычного аппарата. Не понадобятся только два вещи: электродвигатель и передняя бабка, а это важнейшие и самые дорогостоящие элементы конструкции.
Поскольку станок легкий и компактный, нет нужды сооружать устойчивую станину, вполне достаточно будет верстака или стола. Фиксация дрели производится с помощью хомута и струбцины.

Расширение функций токарного устройства из дрели можно произвести с помощью дополнительных насадок и других приспособлений. У вас могут получиться великолепные самодельные станки по дереву.
Есть, конечно, и минусы. На аппарате из дрели вы не сможете обрабатывать детали большого размера. Можно попытаться усовершенствовать модель в этом направлении. К примеру, добавить ременную передачу и усложнить станок для увеличения числа оборотов.
Но овчинка не стоит выделки: он потеряет свои главные преимущества в виде простоты и легкости. Таким образом, самодельный аппарат из дрели имеет смысл лишь в случаях, когда идет работа с некрупными деталями.
Токарный станок из дрели способен на многое: на нем можно не только обрабатывать детали. Но и работать с красками – наносить их на заготовку во время ее вращения. Это и самодельный станок по дереву.
Намотка проволоки на трансформатор, нанесение разного рода насечек на поверхности деталей – только некоторые примеры использования многофункционального станка из дрели и токарного резца по металлу.
А теперь простейший станок
Сегодня в сети огромное количество чертежей, инструкций и видеороликов на тему «как сделать самодельный токарный станок», с помощью которых самостоятельная работа по изготовлению токарного станка вполне реальна и по плечу практически каждому.
Деревянные стойки крепятся к станине с помощью болтов. Станина должна быть надежной, поэтому выполняется из стальных уголков. В крайнем случае ее можно сделать из брусков.

Режущий элемент фиксируется на узле из подручника, по нему он будет перемещаться. На поверхности перемещения следует плотно зафиксировать лист металла для защиты конструкции от деформации. Кроме того, это поможет расположить токарный резец по металлу точно к детали, которую нужно обработать.
Для изготовления передней бабки и задней бабки подбираются подходящие цилиндры из металла с соответствующим диаметром. Они размещаются в узлах подшипников, которые заранее размещены в деревянных стойках.
Вращательное движение передается через передний центр, объединенный с мотором с помощью ременной передачи. Деталь фиксируется между передним и задним участками и обрабатывается резцом из подручника.
С поиском и выбором электрического двигателя для токарного мини-станка проблем не бывает.
Мы уже писали, что мотор небольшой мощности можно найти на любом бытовом электрическом устройстве, любой домашний бытовой агрегат, бывший в употреблении, вполне подойдет для этой задачи. В качестве привода можно использовать шлифовальные машинки или дрели.
Техника безопасности
Поскольку речь идет об электрическом станке и работе с металлами, требования к выполнению правил техники безопасности будут ясными и жесткими, от которых никуда не денешься. Первым делом нужно проверить работоспособность нового станка сразу же после его изготовления.
Как проверяется работоспособность станка: шпиндель должен вращаться без малейших затруднений. Нужно замерить совпадение оси вращения деталей в станке с центром симметрии этой же детали. Общая ось должна просматриваться у переднего и заднего центров.

Электродвигатель всегда накрывается специальным кожухом, который защищает мотор от грязи и частиц из металла, равно как и самого оператора станка. Если ваше устройство сделано из дрели, никакой кожух не нужен.
Если вы решили снабдить свой самодельный токарный станок мощным мотором, обязательно протестируйте в вашей домашней сети – хватит ли ее для вашего мощного мотора. А вообще лучше придерживаться устоявшихся традиций и использовать старых знакомых – электродвигатели от бытовых приборов.
Сделать самодельный токарный станок по металлу своими руками – отличное и элегантное решение со всех точек зрения. Простота исполнения, экономия средств, эффективная обработка деталей – все это про самодельные токарные станки.
- Цена: 28.85 USD
- Перейти в магазин
Не люблю незаконченных сюжетов, отложенных дел и «узелков на память». И у меня появился шанс избавиться сразу от двух таких раздражителей.
Раздражитель номер 1. Вакуумный двигатель «Пожиратель пламени» из одного из моих обзоров работал всего ничего и перегревался.
Непорядок хотелось исправить.
Раздражитель номер 2. У меня дома есть небольшой токарный станок. Как известно, для работы на станке требуются резцы. У меня есть устраивающий меня набор разнообразных резцов, но некоторые из него были сделаны на скорую руку, из того что подвернулось. Например, расточной резец был сделан из отличной твердосплавной заготовки и совершенно безобразной державки.
Куда-то спешил, что-то нужно было срочно расточить. Так родился этот монстр. Конечно он справляется со своей задачей, но кое-как. Т.к. жесткость конструкции маленькая, то приходится снимать за один проход мало металла, и работа превращается в каторгу.
Таким образом я решил обзавестись расточными резцами и сделать радиатор охлаждения для «Пожирателя пламени».
Резцы приехали ко мне в 5 коробочках и маленьком пакетике со сменными пластинами
Внутри коробочек были пять державок различных типоразмеров и пять ключей Torx для винтиков.
Давайте сперва разберемся для чего эти резцы и как их можно использовать. У них два назначения. Первое это расточка внутренних отверстий.
Также как дополнительная опция – торцевой, подрезной резец для наружных поверхностей.
Да, я знаю, что передний угол будет немного другой, но для домашнего нечастого использования, на мой взгляд это допустимо.
Возвращаемся к резцам. Маркировка SCLCR – это стандарт обозначения резцов, последняя буква обозначает Right, что резец «правый». Остальные буквы можно расшифровать по картинке.
В наборе были державки диаметром 6, 7, 8, 10 мм и длиной 125мм, и одна державка диаметром 12 мм и длиной 150 мм. Угол режущей пластины 95%.
Зачем нужны различные диаметры державок. Чем толще державка, тем она жестче. В металлообработке гонка за жесткостью это основное. Чем жестче связка СПИД (станок – приспособление – инструмент – деталь), тем больше возможно снять металла за проход и тем выше качество поверхности. Поэтому, если есть возможность, то следует использовать державку с наибольшим диаметром, а если размер отверстия не позволяет, то берется державка чуть меньшего диаметра, чем отверстие.
Типоразмер пластины CCMT060204, то есть, первые две цифры это размер грани в мм, вторые 2 цифры — толщина пластины в мм, и последние две цифры – радиус скругления углов пластины в десятых долях мм. Судя по типоразмеру пластина предназначается для чистовых и финишных операций.
Устанавливаем пластину, фиксируя ее винтом.
Резцы сделаны на отлично. Подгонка пластины идеальная. Сама державка из твердой стали, по ощущениям аналог нашей СТ-45. Тело державки заполировано и заворонено.
Установим резец в быстросменный картридж.
Ну чтож, перемещаемся на токарный станок. Расточим отверстие в заготовке под радиатор для нашего вакуумного двигателя.
Я опущу все шаги изготовления радиатора. В конце будет видео, где все можно будет посмотреть.
И вот радиатор готов.
Я совершил несколько ошибок при прорезании ребер: отрезной резец затупился, заготовка была зажата не до конца. Поэтому идеально красиво не получилось, увы. Отношусь я к этому совершенно спокойно. Это нормальная кривая обучения новичка — любителя. Я никогда не делал последовательные прорези. Теперь я знаю кучу особенностей, и в следующий раз все будет как надо.
Интересно посмотреть на качество поверхности после расточки нашим резцом: по-моему весьма неплохо.
Устанавливаем радиатор на двигатель. Так совпало, что почти все огрехи оказались закрыты корпусом. Во время установки я использовал термопасту.
Как результат, двигатель завелся и проработал достаточно долго, минут 5-6, радиатор достаточно быстро начал нагреваться, что говорит о хорошем теплообмене. Двигатель работал и работал, радиатор раскалился, что было больно прикоснуться, потом кончился доступный фитилю спирт. Фитиль не достает до дна, коротковат немного. Забирает часть спирта сверху, и все. Можно его удлинить, но это уже будет другая история))) Итого: цель достигнута на все 100% — «пожиратель пламени» работает, не перегревается, не останавливается.
Видео о вытачивании радиатора, и показ работы «пожирателя пламени» с радиатором.
Как резюме. Отличные резцы, надежные, качественно сделанные и приятные в работе. Смело рекомендую обладателям токарных станков, или как подарок друзьям или коллегам с токарными станками.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Для изготовления различных декоративных элементов из древесины на токарном станке, необходимо наличие специального приспособления – токарного резца по дереву. Такой режущий инструмент можно купить от фирменного производителя, но стоить он будет довольно не дешево, либо же можно сделать резцы для токарного станка по дереву своими руками. Процесс самостоятельного изготовления достаточно прост, важно для этого предусмотреть наличие необходимых инструментов и оборудования.
Назначение и виды токарных резцов по дереву
Резец по дереву – предназначен для ручных видов обработки вращающихся деталей на токарном станке.
Конструкционные особенности
Чтобы иметь представление из чего можно сделать резцы по дереву для токарного станка необходимо ознакомиться с его конструкцией, которую формируют две основные части: рабочая (металлическая) и ручка (как правило деревянная).
При этом, рабочая часть разделяется на несколько элементов и состоит из:
- режущей части (лезвия) – посредством нее выполняется затачивание, она является основным элементом, участвующим при обработке заготовки;
- тела – представляет собой основную конструкцию, которая необходима регулирования токарем инструмента;
- хвостовика – зауженной части, которая плавным образом соединяется с телом. На хвостовике осуществляется крепление ручки.
Ручка, в свою очередь, также делиться на две части и состоит из:
- основы – большой части, которая необходима для удержания токарь инструмента;
- шейки – маленькой цилиндрической части с металлическими крепежными кольцами, которые предотвращают поломку рукояти в процессе ее набивания на рабочую часть.
Виды резцов
Исходя из того, какой вид обработки планируется выполнять, подбираются соответствующие токарные резцы по дереву с различной конфигурацией, чем более сложным будет обрабатываемая деталь, тем более изощренной конструкцией они должны обладать. Благодаря конструкции определяется специфичность заточки лезвия.

При изготовлении резцов своими руками должны быть правильно выдержаны стандартные размеры и конфигурация. Под определенную обработку, используется специальные резцы по дереву, которые могут быть отрезными, подрезными, расточными и фасонными. Каждый мастер может располагать своими особенными, эксклюзивными, узкоспециальными токарными инструментами, которые предназначены для определенных задач.
Однако зачастую мастерами и любителями токарного дела применяются только два основных вида резцов – рейер и мейсель.
Рейер – применяется для грубых, черновых, первоначальных видов обработки заготовок. Конструктивная особенность таких видов инструментов – это наличие лезвия полукруглой формы. Для его изготовления применяется толстая пластина или желобок с полукруглым сечением. При помощи рейера деревянным заготовкам легко придавать приблизительное очертание подобно готовому изделию.
Мейсель – используется для чистовых видов обработки заготовок, придания ним окончательных форм. При помощи него также можно отрезать изделие от оставшейся части изделия. Мейсель схож по форме с таким инструментом как нож-косяк (чем-то напоминая пластину, у которой косое лезвие с двумя гранями, заточенными под одинаковым углом).

При использовании рейера и мейселя практически отсутствуют трудности в процессе выполнения токарных работ средней степени сложности. Эти инструменты применяются в основном для обработки внешних поверхностей, гораздо реже они используются для внутренней выборки деталей.
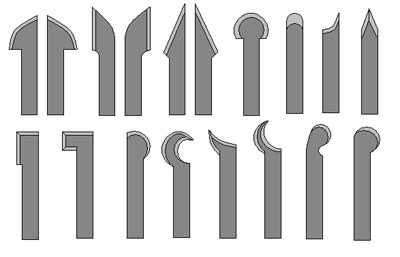
Прочие виды токарных резцов по дереву относятся к фасонным. К самым популярным среди них можно отнести:
- стамеску-скребок – позволяет выравнивать цилиндрические поверхности на заготовках. Имеет схожую форму с прямой стамеской, у которой односторонняя заточка;
- гребенку – используется при выполнении резьб и нанесении декоративного оформления (узоров);
- крючковые – позволяют вытачивать в заготовке плоскости;
- кольцевые – используются для тех же операций, что и крючковые;
- для грубых видов обработки – выглядят как треугольное лезвие. Позволяют придавать заготовкам цилиндрическую форму. Такие виды наиболее безопасны среди прочих, поскольку имеют имеют наименьшую площадь соприкасания с поверхностью заготовки.
 Скребок
Скребок
 Крючок
Крючок
Видео «Самодельные резцы для токарного станка по дереву»
Что необходимо для изготовления резцов
Прежде, чем сделать резцы для токарного станка по дереву необходимо предварительно позаботиться о подготовке соответствующих материалов и приспособлений. Для изготовления самодельных инструментов важно:
- Наличие заточного станка. Подойдут и компактные варианты для домашних мастерских с качественным абразивным кругом. При этом, чтобы выполнять заточку различных видов резцов могут понадобиться абразивы с различной конфигурацией.
- Наличие заготовок под резцы. Для таких задач следует применять стальные заготовки твердых марок. Наиболее распространенной считается Р6М5. Среди домашних мастеров нередко практикуется приспосабливание старых напильников, метчиков и других подручных элементов (обойм подшипников и т.д.).
- Наличие деревянных ручек. Для более удобной работы с инструментами, следует оснастить их рукоятью. Ее можно сделать самостоятельно также при помощи токарного станка либо же приобрести в магазине.
При этом, также важно использовать защитные средства: перчатки и очки.



Как изготовить резец своими руками для токарного станка по дереву
Многие мастера столярного дела отдают предпочтение самодельным токарным резцам по дереву. Поэтому зачастую делают инструменты самостоятельно, а не приобретают фабричные изделия. Конечно, инструмент изготовленный в заводских условиях отвечает всем нормам, поскольку при его изготовлении соблюдаются технические характеристики и требования по безопасности труда, однако при правильно подходе можно сделать резцы, которые ничем не будут уступать фирменным.
 Основной сложностью начального этапа изготовления является правильный подбор заготовок.
Основной сложностью начального этапа изготовления является правильный подбор заготовок.
Кроме того, какой твердостью должна обладать режущая кромка важно учитывать и способ крепления инструмента в державку. Благодаря этому компоненту осуществляется фиксация инструмента. В связи с этим важно учитывать значение габаритных размеров.
Следующий момент — это подбор заготовительных материалов. В идеальном варианте лучше всего применять заготовки из инструментальной стали, но недостатком для их обработки в домашних мастерских является твердость материала. Из-за этого в основном применяется ряд подручных материалов, которые закаляются после предварительных видов обработки.
Как утверждают многие профессиональные домашние мастера, чтобы изготовить качественный резец своими руками подойдет использование следующих заготовок:
- рашпилей или напильников. Зачастую обработка проводится с уже изношенными инструментами, утративших свое первоначальное состояние. Важно перед этим проверить, чтобы на материале отсутствовали трещины и существенные сколы;
- стальных арматурных прутков. Мастера рекомендуют использовать модели у которых квадратное сечение и исходные размеры, не сильно отличаются от заводских;
- автомобильных рессор. Главной сложностью является первичная обработка, поскольку заготовке необходимо будет придать прямоугольную форму, используя автоген или сварочный аппарат.

После того, как была обеспечена нужная форма будущему инструменту выполняют его первичную заточку. После заточки проводится закаливание режущей кромки. Чтобы провести данную операцию кромку резца необходимо разогреть до температуры накала (покраснения метала), после чего остудить в машинном масле, опусти туда резец.
Сформировать твердую поверхность можно посредством медленного типа закалки, т. е. вместо остуживания в машинном масле, поверхность инструмента должна остыть на открытом воздухе естественным путем.
В процессе самостоятельного изготовления режущих инструментов важно знать:
- что при меньшем размере рабочей части, гораздо сложнее и проблематичнее удерживать его в процессе точения. Длиной размер должен обеспечиваться полноценным захватом кистью, плюс упоры на подлокотниках, плюс расстояния от подлокотников к заготовкам, плюс запасы на износы и затачивания. Поэтому первоначальной длиной рабочих частей должны быть размеры не менее 200 мм, но и размеры, превышающие 400 мм, вызывают неудобства от рабочего процесса. Оптимальной длиной считает показатель 200-300 мм;
- чем более короткий размер хвостовика, тем вероятнее, что он может быть вырван из рукояти. На основе этого, при изготовлении режущего инструмента изготавливаемого из напильника или рашпиля, размер хвостовика удлиняется в минимум в 1,5 раза;
- чем более тонкая и узкая рабочая часть инструмента, тем вероятнее его повреждение при обработке заготовки при обтачивании. Из-за этого на начальной стадии обтачивания, когда у заготовки отсутствует абсолютная цилиндрическая форма и возникает биение по поверхности лезвия, а также при большом диаметре, когда у силы резания большие значения, следует использовать резцы с достаточным значением толщины.
- токарный резец по дереву должен быть оснащен рукояткой, которая не меньше 250 мм. Если ее размеры будут существенно меньшими, то при точении резец будет трудно удержать в руке, что повлечет за собой плохое качеств обработки.

Чтобы предотвратить возможные опасные ситуации проверять качество работы с использованием самодельных инструментов нужно на мягкой породе дерева. После обтачивания незначительной части заготовки нужно проверить насколько сохранена изначальная геометрия резца.
Выполнение заточки резцов своими руками
От того, насколько правильно заточен рабочий инструмент зависят качественные показатели обработки. Чтобы правильно выполнить заточку необходимо воспользоваться электрозаточным станком у которого предусмотрен набор кругов различной степени зернистости и наличие бархатного бруска, необходимого для правки лезвий.
Углы заточек мастера выбирают лично, исходя из своих предпочтений, токарного мастерства, твердость древа, качества рабочих инструментов и окончательного желаемого вида обрабатываемых поверхностей.

Для начинающих токарей оптимальным вариантом являются углы заточек для:
- мейселя – скосы должны равняться 40° по отношениям к оси рабочих поверхностей и по 40° для сторон лезвия;
- рейера – от 50° до 60°.
При накоплении опыта и повышении уровня мастерства, угол затачивания вы всегда сможете уменьшить до 20°-35°.
Также для мастеров рекомендуется, помимо разнофасонного типа резцов, иметь один вид резцов с одинаковым размером, но с разным углом заточки. Такой подход сможет значительно ускорить и облегчить рабочий процесс, а также увеличит срок эксплуатации инструментов, поскольку не будет надобности в постоянном перезатачивании лезвий исходя из видов обрабатываемого материала.
Видео «Изготовление резцов для дерева из стамесок»
No related posts.