Литейный воск своими руками
После изготовления эластичных форм приступают к изготовлению восковых моделей. Из чего их делать? Пчелиный воск не подходит по многим причинам: имеет низкую прочность, липнет к рукам и инструменту, имеет большую усадку, повышенную зольность и т.д.
В общем случае одноразовые модели по способу их удаления из формы подразделяются на выплавляемые, растворимые и выжигаемые (газифицируемые). Здесь мы рассмотрим только выплавляемые модели, которые под воздействием тепла расплавляются и вытапливаются из формы. К ним предъявляется ряд требований: высокие механические характеристики, способность сохранять форму при длительном хранении, малая шероховатость поверхностного слоя, обеспечение четкости воспроизведения гравюры (четкость контура), твердость. При этом модельные составы должны быть:
• иметь минимальные усадку (при охлаждении) и расширение (при нагревании и выплавлении);
• достаточную жидкотекучесть в вязкоподвижном или пастообразном состоянии;
• температуру размягчения выше 40°С, плавления — 50-90°С;
• не прилипать и не взаимодействовать с эластичной и литейными формами;
• иметь плотность ниже 1000 кг/м 3 ;
• быть экологически чистыми и безвредными как в исходном состоянии, так и при выплавлении (вытопке) и прокалке форм.
Эти и многие другие параметры должны иметь количественную оценку — таких показателей более 40, но часто ограничиваются температурами каплепадения и затвердевания. Объясняется это тем, что большая часть модельных воскоподобных материалов имеет кристаллическое строение, т.е. они различаются по температуре ликвидуса Тли солидуса Тс ( Ткр— 0,5 (Тл+ Тс)), пенетрации 12 , плотности (менее 1000 кг/м 3 ), усадке (менее 1%), зольности (менее 0,002%), твердости.
В настоящее время известно более 400 составов модельной массы, из них более 250 для ювелирной промышленности. Свойства этих составов в значительной степени определяются технологическими процессами литья и применяемого оборудования. Компоненты модельных масс имеют различное функциональное назначение: наполнители, пластификаторы, упрочнители и красители. Наполнитель — основной структурообразующий компонент, определяющий усадку и внутренние напряжения в модели. Это — парафины, воск пчелиный, низкоплавкис церезины, продукты термической деструкции полиэтилена и т.п. Пластификатор должен совмещаться с наполнителем, повышая эластичность и прочность модели. Это — пушсало, вазелин, бутилфтолат, касторовое масло и т.д. Упрочнители повышают прочность, твердость и хрупкость модели, снижая ее пластичность. Это — высокоплавкие церезины, полиэтиленовые воски, канифоль, СЭВИЛЕН и т.п. Каждой марке модельного состава, области его применения соответствует свой цвет; как правило, для этого используют пищевые красители.
Л. А. Гутов [2] приводит результаты экспериментов по выбору рецептуры модельного состава. В качестве параметров оценки выбраны: температура каплепадения, °С; твердость, усл. ед.; линейная усадка, %. За основу взят трехкомпоиентный состав: парафин, СЭВИЛЕН и шеллачный воск. Связь между ними описана системой трех уравнений, которая оптимизации не подлежит, но, по данным работы [2], рекомендуется следующий состав: 63% парафина, 12% СЭВИЛЕНа и 25% шеллачного воска, при этом составе обеспечивается температура каплепадения 71°С, твердость 91 усл. ед., усадка 1,8%. Некоторые составы модельных материалов приведены в табл. 2.
Особое внимание необходимо обратить на усадку модельного состава. Различают линейную εл, объемную εv и литейную εлит усадки. Между линейной и объемной усадками существует простая связь: εv= 3 εл. Литейная усадка определяется на образцах простого сечения, обычно 5×5 мм, без выступов, ребер, бобышек, защемлений. Именно величина εлприводится в справочниках. На усадку модельного состава реальных моделей может влиять множество факторов и в зависимости от конфигурации полости формы она будет неодинаковой в различных направлениях (анизотропия усадки), это различие может достигать 10—15%. Существенно уменьшить анизотропию и общую величину усадки можно при использовании воздухонаполненных моделей с замесом воздуха до 10—30% от их объема.
На промышленных предприятиях для замеса воздуха используют специальные установки, которые одновременно обеспечивают заполнение формы модельным составом под давлением.
Отдельно надо сказать об импортных ювелирных и стоматологических модельных составах. Первая партия импортного оборудования для производства ювелирных изделий была закуплена в ФРГ в 1968 г. вместе с модельным составом и инструкцией по его применению. Попытки расшифровать его не увенчались успехом, хотя и были использованы самые совершенные и современные анализаторы химического состава. Импортный модельный состав поставляется фирмами в виде плит, гранул, брикетов, пластин, других форм, причем для каждого вида изделия — свой состав; так, даже для мужских и женских колец применяются различные модельные составы, как и для кулонов, браслетов, серёжек и т. п. К стоматологическим модельным составам предъявляют ещё более высокие требования, особенно по усадке, зольности, сохраняемости формы при длительном хранении, твердости, качеству поверхности и ряду других параметров.
Таблица 2. Рецепт некоторых модельных составов и их свойства*
Восковое моделирование (резьба по воску)
«Приквел» для моего поста о ювелирном литье
В прошлый раз меня неоднократно просили рассказать как же ведется работа над восковой моделью, которая затем обращается в металлическую отливку.
Суть заключается в изготовлении объемной модели (восковки) будущего ювелирного изделия в натуральном размере со всеми толщинами, фактурами, рисунками и надписями. В процессе литья получается металлическая отливка, точно повторяющая восковку до последней царапины. Современный ювелирный воск конечно имеет мало общего в пчелиным, это химический композит, обладающий большой прочностью и больше похожий на пластик, однако плавится уже при температуре 70-100 градусов, что необходимо для технологии. Это также позволяет не только срезать с него лишнее резцом как при резьбе по дереву, но и наплавлять новую массу, исправляя дефекты и буквально выращивать модель, что делает его идеальным материалом для скульптурирования малых детальных форм. Моделирование из воска стало для меня самым удивительным и интересным ремеслом в жизни!

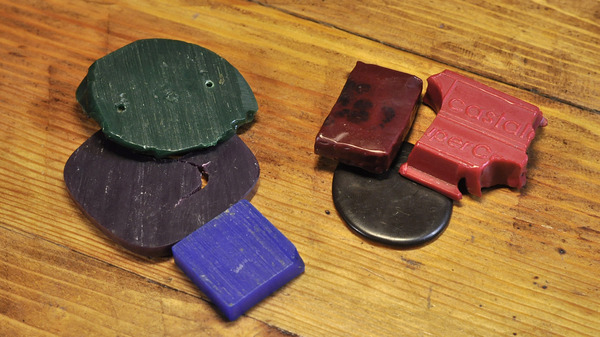
Ювелиры различают модельный воск и литейный (на фото слева и справа соответственно) Первый (известный как Ferris) твердый как дерево или пластик, строгается в сухую мелкую стружку, пилится, сверлится фрезами и полируется, но даже при толщине меньше миллиметра остается прочным. Я редко использую его для самой мелкой тонкой резьбы, для него кужно больше инструмента, больше времени и вообще это не выбор новичка. Литейный же (хоть и предназначен для заливания в резиновую форму для тиражирования восковок) мне нравится для резьбы больше. Он позволяет быстрее и я бы сказал агрессивнее работать со скульптурной формой — отстригать от мягкого куска лишнее, наплавлять новое, оперативно править. Купить тот и другой можно в ювелирных магазинах типа Рута или Сапфир, но скорее всего в большом количестве, сколько новичку не изрезать за годы. А пытаться сварить нечто похожее для резьбы самостоятельно у меня лично не удавалось, хотя то-то близкое при желании можно получить. У любого ювелира в своем городе можно спросить где есть небольшой магазинчик, где можно купить материал в небольшом количестве. обычно всегда есть какие-нибудь мелкие лавочки.
Для работы с литейным воском не требуется использование бормашины и напильников, хватит лишь комплекта из трех-четырех резцов, простой паяльник и пара дополнительных мелочей о чем позже. Никакие покупные инструменты вроде резцов по дереву или стоматологических колупалок здесь не подойдут. Хотя из последних можно самостоятельно выточить более подходящие резцы, но их стальное основание довольно тяжелое для комфортной работы с невесомой моделью. Я предпочитаю легкие резцы на деревянной палочке или в крайнем случае переточенные старые надфили. Основная суть — один резец с широким скругленным лезвием, чтобы снимать много материала и формировать общую форму, один тонкий игольчатый для гравировок и тонких деталей и самый главный — трубчатый. похожий на ложку, чтобы плавить в нем воск прижимая к паяльнику и наплавлять капли воска к модели. Плюс он же и режет, потому таким резцом делается до 80% всей работы.

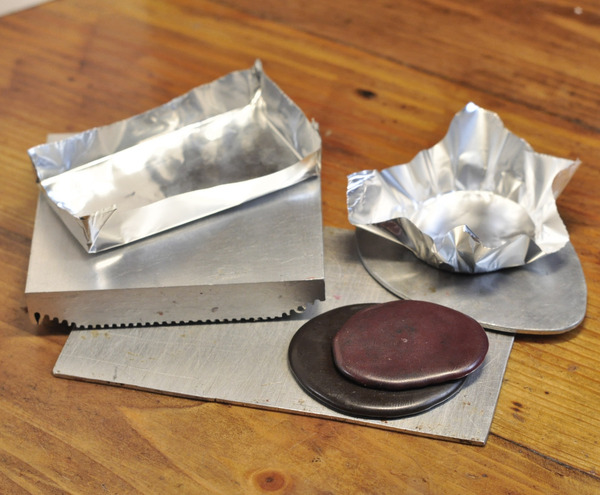
Также понадобится подходящая стальная емкость для плавления воска — восколит.
Это может быть емкость для разогревания воска паяльником — 2см глубиной (на длину жала паяльника), 4-5см в диаметре и закрепленная в каком-то кожухе, чтобы можно было держать в руке и плавить воск паяльником, не опасаясь обжечься. Удобный восколит получается из дна стальной рюмки, вклеенного в отрезанный жестяной баллончик от спрея. Можно использовать маленькое корытце, чтобы брать его пассатижами и ставить на какой-нибудь нагреватель. У меня уже много лет настольным девайсом выступает нагреватель от велосипедного вулканизатора – такой прямоугольный утюг на 250Вт, выдерживающий температуру в диапазоне 120-160гр внутренним термостатом.
А еще лучше сделать восколит из паяльника, припаяв твердым припоем к жалу металлическую (лучше медную) чашу для воска а сам нагреватель паяльника смонтировав на подставку. Такую «электро-ложку» можно брать руками за подставку чтобы отливать воск. В него же ссыпается все стружка от резьбы и переплавляется в новый материал. Воск после этого нисколько не меняет своих свойств, он абсолютно безотходный.

Воск удобен тем, что заготовку для резьбы не нужно отпиливать от бруска, достаточно расплавить часть паяльником в восколите и вылить на фольгу или алюминиевую пластину — получится пластинка толщиной 2-3мм и требуемого размера, из которой можно вырезать практически любое изделие (для редких исключений свои методы)
Медальоны и прочие декоративные изделия можно моделировать из плоской заготовки — объемные элементы всегда можно нарастить, приплавляя кусочки воска прямо паяльником (не забывая дуть на него, чтобы дым не попал в глаза, он довольно едкий) и лишь в единичных случаях приходится брать большой кусок воска и резать из него. Про художественную составляющую здесь мне говорить нет смысла, каждый сможет моделировать ровно настолько, насколько он способен. Смотрите фотографии украшений в сети у других мастеров, ищите что-то тематическое в картинках поисковика, выбирайте понравившийся стиль, рисуйте, почитайте книги (Рисунок для ювелиров, Моделирование из воска для ювелиров и скульпторов) и разумеется практикуйтесь. Первые модели выходят долго, сложно и топорно, но после 5-10-30ой рука набивается.

Изготовление колец требует иного подхода – создание заготовки и вся резьба ведется на «железном пальце» — цилиндре нужного размера. Для моделирования стержень может быть из любого материала – будь это шприц, корпус от помады, маркер или даже свернутая в трубку бумага. Если стержень не слишком подходит его можно обмотать бумагой до нужного диаметра. Я же за много лет обзавелся комплектом «железных пальцев» всех размеров.
Лучший способ получить заготовку – наплавлять на железный палец кусочки воска в один большой монолитный наплыв. Затем с него срезается лишняя толщина, делается разметка центральной линии, намечается навершие печатки и так далее. Кольцо полностью режется не снимаясь с железного пальца, это полезно для воска чтобы не истирать его руками. Уже после завершения лицевой стороны можно снять модель и проработать обратную сторону – здесь можно будет заметить недоливы воска при изготовлении заготовки, а также для массивных печаток требуется выборка навершия.

Технологию дальнейшего литья по модели я описывал в предыдущем посте. Однако если новичок пока не может позволить себе такие пиротехнические эксперименты, в своем городе всегда можно найти ювелирную литейку, которая принимает чужие модели на литье. Это не так уж дорого стоит, примерно 30-40 за грамм готовой отливки плюс непосредственно металл (бронзу или латунь маловероятно что льют, скорее всего только серебро и золото, первое сейчас стоит примерно 37-40р/гр). Итого литье одной средней модели может стоить 500-700р в серебре.
Мастер-класс по изготовлению мастер-модели из литейного воска. Часть вторая. Литьё
Продолжаю свой рассказ о кошке, которая родилась из воска, повзрослела в бронзе, а вершину своей карьеры достигнет, став хрустальной стопкой ?
Загогулина на голове (вы будете смеяться) это хвост ? Просто так будет удобнее делать резиновую
прессформу в будущем.
1. На резиновую *заглушку* от опоки устанавливаем восковый *блин*, на который, с помощью термошпателя, начинаем припаивать мои восковые модельки,
кошку в том числе:


Обычная восковая «ёлка»выглядит иначе, примерно так : 
(под каждый новый год все литейные мастерские завалены заказами на *символ года*. В этом году — змеи.)
бррр..
Но в данном случае, когда модели все разные, удобнее и экономичнее сделать по другому : 
Данный способ «на блине» является ноу-хау моего товарища, опытного литейщика, который разрешил мне рассказать об этом. Кстати, всё, что вы видите здесь — это его труд, я выступаю лишь в качестве фотокорреспондента.
—————————————————————————————————————————————————-
2. Взвешиваем блин с моделями, чтобы знать, сколько понадобится загружать металла для заливки конкретно
этой опоки : 
—————————————————————————————————————————————————-
3. Устанавливаем опоку на резиновую *заглушку*, предварительно обернув в плёнку, чтобы жидкий гипс не
вытекал:


Вид сверху : 
—————————————————————————————————————————————————-
4. Начинаем готовить раствор из формовочной массы (гипса). Необходимо соблюсти правильные пропорции.
а) Насыпаем и взвешиваем гипс : 

б) В мерную колбу набираем необходимое количество дистиллированной воды и выливаем в емкость из
мягкого пластика : 

—————————————————————————————————————————————————-
5. Высыпаем отмеренное количество гипса в воду (гипс в воду, не наоборот. ) и, с помощью строительного
миксера, размешиваем до получения однородной массы, по густоте схожей с ряженкой, например..)) : 

6. Размешанный раствор гипса помещаем на вакуумную установку, где, под мощным воздействием
«выжатого» воздуха, густая и тяжёлая формомасса начнёт *кипеть*, выдавливая из себя все воздушные
пузыри. Важнейший этап в подготовке к литью!! Вакуумирование, произведённое ненадлежащим
образом, обязательно приведёт к браку, во многоих случаях необратимому.
Итак : 

—————————————————————————————————————————————————-
7. Теперь, сняв с вакуума пластиковый таз с гипсом, устанавливаем на его место готовые к заливке гипса
опоки. Разливаем гипс по опокам и, в свою очередь, вакуумируем опоки, заполненные гипсом. Это занимает
около 2х минут : 

8. Далее — ждём около полутора-двух часов, пока гипс не схватится. Ну а пока что можно отвесить
необходимое кол-во бронзового прутка квадратного сечения : 

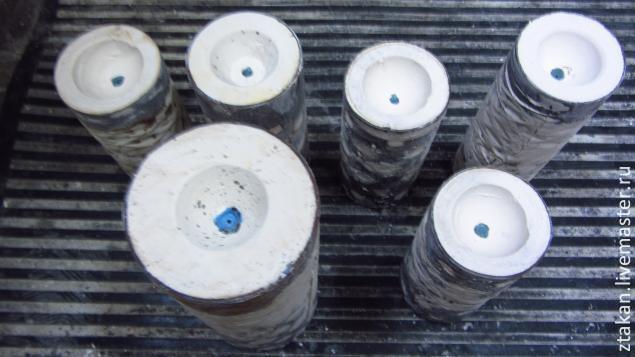
Синие пятна — это, так сказать, начало восковых «ёлок», основной литник, по которому расплавленный
металл заполнит, после прокаливания опок, место «потерявшегося» воска.
То есть, под воздействием цикла
температур, воск вытечет из форм(опок), оставив после себя пустые полости, точно повторяющие восковки.
10. А чтобы воск «покинул» опоки — существует так называемая прокалочная, она же муфельная печь.
Загружаем в неё наши опоки, закрываем, и включаем подходящий температурный режим :

И снова ждём. Теперь уже гораздо дольше, часов 12 — 15. Именно столько времени занимает процесс
первичного *вытапливания* воска из форм и окончательного их (форм) прокаливания. То есть, весь процесс, от
пайки ёлок до получения отливок занимает почти что сутки. Технология, никуда не денешься..
На следующий день всё готово к, собственно, самому литью.Наши опоки прокалились и готовы для заливки.
Процесс насколько интересный, настолько и не
красочный. Мы не увидим струящегося, огненного, жидкого металла. Всё действо произойдёт внутри этой
литейной машины : 
—————————————————————————————————————————————————
11. Горячую опоку щипцами вынимаем из прокалочной печи и устанавливаем в
соответствующий паз литейной машины : 



В верхнюю часть литейной машины загружаем металл :

12. Через пару-тройку минут металл расплавлен. Нажатием кнопки придаём вакуумное усилие литейной
машине, и расплавленный металл из тигеля плотно заполняет нашу форму. Финита ля комедия!.))
Достаём заполненную опоку из лит. машины. Тёмный блин посередине формы — это застывшая часть
*лишнего* металла. А что внутри — увидим совсем скоро..

13. После 10 мин. остывания на воздухе, полностью охлаждаем опоку под водой :

14. Теперь нужно просто выбить охлаждённый гипс с отливкой из опоки. Делается это простым молотком :

15. Затем бесформенный кусок влажного гипсового *теста* промываем под мощной(как на автомойках)

16. И вот, что мы имеем :



17. Отпиливаем отливки от «блина» :


Вы присутствовали при процессе литья по выплавляемым моделям вакуумным способом.
Надеюсь, что мне удалось описать этот сложнейший процесс максимально ясно.




Закончена вторая часть МК. Если не надоел — в третьей серии покажу способ изготовления резиновой
прессформы и окончательное изготовление хрустальной стопки с этим кошаком.
Мастер-класс Материалы и инструменты Очередные опыты или воск своими руками

Здравствуйте, здравствуйте, здравствуйте дорогие мастера и мастерицы! Доброе время суток, Страна!
После длительного перерыва с огромной радостью вновь присоединяюсь к вам, дорогие мои! Как же я по вам соскучилась! Долгое время ничем не могла заниматься, кроме своих яиц! Но на днях так захотелось сделать что-нибудь из «другой оперы», что я отбросила свою лень, навалившуюся на меня с каким-то непонятным остервенением и полезла по своим шкафам в поисках «чего-нибудь».
И я нашла это «чего-нибудь»! Когда-то давным-давно понадобился мне цветной воск. (Вот такой, как на картинке.) Бросилась я по магазинам, ан не тут-то было! Не было такого продукта в наших магазинах! Уж сколько я ходила, искала, а все без толку! И тут меня осенила одна идейка — а не попробовать ли сделать самой этот самый цветной воск! Только я настроилась вплотную этим заняться, как тут завезли в один из магазинов этот злополучный воск. Я, не напрягая мозги, отдала 330 (. ) рубликов вот за такую махонькую баночку объемом 20 мл.
Мозги-то я не напрягла, а вот жабу свою до того напрягла, что она, горемычная, долго не давала мне спокойно уснуть! Ну ладно, время прошло, покупка эта стала забываться и тут мне на глаза попалась баночка с воском для фиксации прически. Старая. Лет пять уже как просроченная. Но аромата своего, кстати, не утратившая. Как и свойств.
Вот тут-то мои шарики-ролики закрутились! Ринулась я по магазинам в поисках уже другого — пудры бронзовой да серебряной. Знаете, есть такая краска серебрянка? Вот эта самая краска идет в комплекте — порошок и разбавитель какой-то. Мне как раз и понадобился отдельно этот порошок. Но опять, как говорится, хотеть и иметь не одно и то же. К поискам подключился и мой муж. Короче, дорогие мои, не буду вас утомлять долгим пересказом всех наших поисков, скажу коротко — муж мне привез и серебряный порошок, и бронзовый! С того момента, как это случилось, и до сегодняшнего дня прошло ой как много времени.
И вот творческий зуд, неожиданно напавший на меня на днях, заставил вспомнить мою давнишнюю задумку.
Попробую показать вам, что у меня получилось.
Очень надеюсь, что мой пыт кому-нибудь пригодится, потому как тот воск, который у меня получился, не идет ни в какое сравнение по цене с тем, что продают в магазинах.

Нам понадобится:
— воск для укладки волос (возможно, у кого-то он просто валяется позабытый-позаброшенный)))
— порошок бронзовый или серебряный
— эмалированная мисочка
— одноразовый стаканчик
— шпажка для шашлыка (можно испрльзовать и карандаш, и кисточку)

Вот он, мой давно просроченный воск. Тафт три погоды, производитель Шварцкопф. Объем 50 мл.
Порошок бронзовый. Вес 10 г, стоимость порядка 20-и рублей.

Обрезаем стаканчик, чтобы удобнее было работать.

Берем часть воска. (Это у меня десертная ложка)

Кладем воск в стаканчик и ставим на водяную баню.

Придерживаем шпажкой, чтобы не перевернулся.
Девочки, не забываем о технике безопасности при работе с открытым пламенем!

Как только воск растаял, высыпаем в стаканчик весь пакетик бронзовой пудры. Тщательно перемешиваем. Получается очень-очень жиденько. Стою я, смотрю на эту бронзовую водичку и думаю, что, вероятно, старания мои были напрасны! Как говорится, факир был в неадевате и фокус не удался. Ладно, мы люди терпеливые, подождем!

А пока выглянем на улицу, что-то больно уж темно стало в квартире.
Батюшки святы, что творится на белом свете! Ой, девочки, эта туча была такая страшная. А каким широким фронтом наступала! Жуть! Ой, быстрее назад, на свою кухню!
Остальное доделывала под грохот ливня и грозы.

Вот уже и загустевает наш воск. Прошло минут 20, как я сняла его с плиты.
Переливаем воск в маленький контейнер.

Все, дорогие мои, наш воск готов! По консистенции он чуть-чуть плотнее, чем тот, магазинский.
А сейчас проверим его свойства.

Девочки, дорогие мои, прошу простить меня за качество фото! У меня на фотике сбились настройки, а исправить сама не умею. Мне легче вырезать яйцо, чем совладать с техникой. (((
Прошлась этим воском по моей старой игольнице. Великолепно получилось! Придала дополнительный блеск потускневшему уже кружеву.

И вот эту мою испытательную заготовочку немного повозюкала воском. Прошлась по краям, получился такой ненавязчивый блеск. Немного выждала и сбрызнула автолаком. Закрепилось великолепно! И не потускнел блеск. А вот акрил золотой-серебряный-бронзовый от автолака полностью исчезает. Испытано на собственном опыте.)))
В недалеком будущем проведу испытания с кракелюром. Ведь воск цветной применяют еще и для затирки трещин.

Ну вот и все, дорогие мои! Если кому-то пригодится мой опыт, буду очень рада! Творите на здоровье и с удовольствием!
Спасибо всем, кто меня еще помнит, кто заходит ко мне в гости, кто поддерживает меня своими добрыми комментариями! Гостям я всегда рада! 
Всем чмоки-обнимашки и хорошего настроения! 
Глава 3 ИЗГОТОВЛЕНИЕ ВОСКОВЫХ МОДЕЛЕЙ, СБОРКА СТОЯКОВ. ВЫБОР ЛИТНИКОВО-ПИТАЮШЕЙ СИСТЕМЫ
После изготовления эластичных форм приступают к изготовлению восковых моделей. Из чего их делать? Пчелиный воск не подходит по многим причинам: имеет низкую прочность, липнет к рукам и инструменту, имеет большую усадку, повышенную зольность и т.д.
В общем случае одноразовые модели по способу их удаления из формы подразделяются на выплавляемые, растворимые и выжигаемые (газифицируемые). Здесь мы рассмотрим только выплавляемые модели, которые под воздействием тепла расплавляются и вытапливаются из формы. К ним предъявляется ряд требований: высокие механические характеристики, способность сохранять форму при длительном хранении, малая шероховатость поверхностного слоя, обеспечение четкости воспроизведения гравюры (четкость контура), твердость. При этом модельные составы должны быть:
• иметь минимальные усадку (при охлаждении) и расширение (при нагревании и выплавлении);
• достаточную жидкотекучесть в вязкоподвижном или пастообразном состоянии;
• температуру размягчения выше 40°С, плавления — 50-90°С;
• не прилипать и не взаимодействовать с эластичной и литейными формами;
• иметь плотность ниже 1000 кг/м 3 ;
• быть экологически чистыми и безвредными как в исходном состоянии, так и при выплавлении (вытопке) и прокалке форм.
Эти и многие другие параметры должны иметь количественную оценку — таких показателей более 40, но часто ограничиваются температурами каплепадения и затвердевания. Объясняется это тем, что большая часть модельных воскоподобных материалов имеет кристаллическое строение, т.е. они различаются по температуре ликвидуса Тли солидуса Тс ( Ткр— 0,5 (Тл+ Тс)), пенетрации 12 , плотности (менее 1000 кг/м 3 ), усадке (менее 1%), зольности (менее 0,002%), твердости.
В настоящее время известно более 400 составов модельной массы, из них более 250 для ювелирной промышленности. Свойства этих составов в значительной степени определяются технологическими процессами литья и применяемого оборудования. Компоненты модельных масс имеют различное функциональное назначение: наполнители, пластификаторы, упрочнители и красители. Наполнитель — основной структурообразующий компонент, определяющий усадку и внутренние напряжения в модели. Это — парафины, воск пчелиный, низкоплавкис церезины, продукты термической деструкции полиэтилена и т.п. Пластификатор должен совмещаться с наполнителем, повышая эластичность и прочность модели. Это — пушсало, вазелин, бутилфтолат, касторовое масло и т.д. Упрочнители повышают прочность, твердость и хрупкость модели, снижая ее пластичность. Это — высокоплавкие церезины, полиэтиленовые воски, канифоль, СЭВИЛЕН и т.п. Каждой марке модельного состава, области его применения соответствует свой цвет; как правило, для этого используют пищевые красители.
Л. А. Гутов [2] приводит результаты экспериментов по выбору рецептуры модельного состава. В качестве параметров оценки выбраны: температура каплепадения, °С; твердость, усл. ед.; линейная усадка, %. За основу взят трехкомпоиентный состав: парафин, СЭВИЛЕН и шеллачный воск. Связь между ними описана системой трех уравнений, которая оптимизации не подлежит, но, по данным работы [2], рекомендуется следующий состав: 63% парафина, 12% СЭВИЛЕНа и 25% шеллачного воска, при этом составе обеспечивается температура каплепадения 71°С, твердость 91 усл. ед., усадка 1,8%. Некоторые составы модельных материалов приведены в табл. 2.
Особое внимание необходимо обратить на усадку модельного состава. Различают линейную εл, объемную εv и литейную εлит усадки. Между линейной и объемной усадками существует простая связь: εv= 3 εл. Литейная усадка определяется на образцах простого сечения, обычно 5×5 мм, без выступов, ребер, бобышек, защемлений. Именно величина εлприводится в справочниках. На усадку модельного состава реальных моделей может влиять множество факторов и в зависимости от конфигурации полости формы она будет неодинаковой в различных направлениях (анизотропия усадки), это различие может достигать 10—15%. Существенно уменьшить анизотропию и общую величину усадки можно при использовании воздухонаполненных моделей с замесом воздуха до 10—30% от их объема.
На промышленных предприятиях для замеса воздуха используют специальные установки, которые одновременно обеспечивают заполнение формы модельным составом под давлением.
Отдельно надо сказать об импортных ювелирных и стоматологических модельных составах. Первая партия импортного оборудования для производства ювелирных изделий была закуплена в ФРГ в 1968 г. вместе с модельным составом и инструкцией по его применению. Попытки расшифровать его не увенчались успехом, хотя и были использованы самые совершенные и современные анализаторы химического состава. Импортный модельный состав поставляется фирмами в виде плит, гранул, брикетов, пластин, других форм, причем для каждого вида изделия — свой состав; так, даже для мужских и женских колец применяются различные модельные составы, как и для кулонов, браслетов, серёжек и т. п. К стоматологическим модельным составам предъявляют ещё более высокие требования, особенно по усадке, зольности, сохраняемости формы при длительном хранении, твердости, качеству поверхности и ряду других параметров.
Таблица 2. Рецепт некоторых модельных составов и их свойства*
* Принято обозначение: Тпл— температура плавления; Ткпд — температура каплепадения.
Как же заполнить форму модельным составом? Учитывая сложность гравюры ювелирных изделий и малую толщину стенки, без давления на модельный состав во время запрессовки не обойтись. Но прежде всего его необходимо расплавить (на промышленных предприятиях этой операции уделяют много внимания, полностью автоматизируя процессы плавления компонентов и приготовления модельного материала). Заполняют форму под давлением 0,03—0,2 МПа, плавно обеспечивая выход воздуха из полости формы (для этого в ней и делали надрезы). Припудривание полости формы и надрезков тальком уменьшает прилипаемость модельного состава к форме. Однако модель становится менее блестящей или даже матовой в результате повышения шероховатости ее поверхности, поэтому надрезы лучше припудривать тальком, а гравюру формы смазывать тонким слоем силиконовой смазки.
Модель извлекают из формы когда температура снижается до 30-40°С. При более высокой температуре, уменьшении продолжительности кристаллизации возможны повышение шероховатости поверхности модели и искажение ее геометрии. Недостаточно же нагретая форма заполняется с трудом. Получение качественных моделей возможно только при сохранении температуры формы путем принудительного охлаждения и оптимальной цикличности запрессовки. Другое дело изготовление восковых моделей для художественных отливок, когда и гравюра крупнее, и масса больше.
Следующий этап — разработка и расчет литниково-питающей системы (ЛПС). В машиностроении при серийном и массовом производстве литых деталей машин качество проектирования и результаты расчета ЛПС [6-9] проверяют на пробных отливках. В случае единичного экземпляра отливки (независимо от того, какого она назначения — машиностроительного или художественного) литейщик, проектируя ЛПС, стремится обеспечить подвод металла в каждый тепловой узел без появления воздушных мешков, повышение газопроницаемости литейной формы. В результате ЛПС (см. рис. 115, 125 и 130) начинает походить на кровеносную систему человека, назначение которой — довести «кислород» до каждой «клетки» и отвести от нее «шлаки». Поэтому она называется не просто литниковой системой, А ЛПС — литниково-питающей системой.
Устранить объемную усадку металла как явление чисто физическое невозможно. Ее можно только компенсировать с помощью элементов литниковой системы — прибылями (см. ч. II, гл. 4). Часто питатель и прибыль совмещены. Это иллюстрируется на примере ЛПС отливки «Корона» (рис. 229), показанной в положении заливки. Обращают на себя внимание мощные кольцевая прибыль сверху и питатели внутри отливки, выполняющие и роль прибылей.
Хотя проектирование литниковой системы является искусством (особенно в случае художественного литья), существуют определенные рекомендации, которые для получения отливок из цветных металлов можно свести к следующим:
• ЛПС должна обеспечивать спокойное заполнение полости литейной формы без разбрызгивания и фонтанирования металлического расплава, уменьшение вторичного окисления металла, исключение эрозии (размыва) формы;
• во избежание перегрева формы в местах подвода металлического расплава его следует заливать через большее число тонких питателей (вариант заливки через небольшое число питателей с большим сечением — хуже). С этой целью расплав подводят не в массивные узлы, а в места отливки с малым сечением. По мере течения по тонким каналам расплав остывает и доходит до тепловых узлов с меньшим перегревом;
• по возможности проектировать закрытую Л ПС, т.е. такую, чтобы в направлении течения расплава площадь сечения ее каналов последовательно уменьшалась;
• учитывать расширение струи расплава при выходе из питателя в полость формы.
Если расстояние между осями питателей велико, то потоки не сомкнутся (расплав затвердеет или покроется слоем оксидов). Чтобы этого не произошло, расстояние между их осями питателей (λп) выбирают из условия: λп = Р/п 13 ). Кроме этого, при перегреве модельной массы перегреваются и выступающие (внутрь формы) части, в результате толщина наращиваемого на них слоя модельной массы заметно уменьшается, что приводит к браку (разнотолщинности) восковых моделей. После покачивания формы в течение 1—2 мин загустевшую массу сливают и вновь заполняют модельной массой с более низкой, чем в первом случае, температурой. Так повторяют несколько раз, наращивая толщину восковой модели до необходимой величины. В данном случае — 3-4 мм. После этого нарощенный слой охлаждают до 28—30°С (не выше) в зависимости от состава модельной массы и извлекают модель из эластичной формы. На рис. 230 изображены элементы восковой модели «Архангел Михаил».
Рис. 232. Модельный блок ювелирных изделий. Автор Апполониус (Англия)
Восковую модель со сложной гравюрой, прорезными (сквозными) отверстиями часто изготавливают следующим образом (рассмотрим на примере получения модели элементов наручи — накладки на предплечья руки для защиты от ударов меча). Эластичную форму (рис. 231) заполняют модельной массой с некоторым избытком методом свободной заливки. После наращивания необходимой толщины модели избыточный воск сливают, форму с моделью охлаждают до комнатной температуры и с помощью шаблона снимают избыточный слой воска так, чтобы были «прорезаны» вес отверстия и пазы (они видны на рис. 231). Следует отметить, что изготовление восковых моделей — процесс трудоемкий и кропотливый, требующий большого навыка. Качество модели во многом определяет качество отливки.
Рис. 233. Модельный блок с моделями «Лапа орла»
Рис. 234. Модельный блок ювелирных изделий «Швенза»
После выбора типа литниковой системы и расчета ее параметров приступают к формированию модельного блока (это особенно важно для малой пластики и ювелирного литья), при этом детали стараются располагать достаточно близко одну к другой. Это способствует формированию более однородного температурного поля, равномерному охлаждению отливок. Примеры подобных модельных блоков приведены на рис. 232—234.
Следующая операция — изготовление литейной формы. Существует множество способов изготовления литейной формы по восковым моделям, но мы рассмотрим лишь два основных: изготовление керамических оболочковых форм на основе этилсиликата и изготовление гипсодинасовых форм (эстрих-процесс).
12 Пенетрация — проникновение под нагрузкой иглы в исследуемое вещество. Пластическая прочность Рт = KaG/hm, где hm— глубина погружения (см) иглы под углом а при вершине под нагрузкой G, кгс; Кα= -0,0307 + 42.774/α.
13 Синерсзис — характерное для гелей (студней) старение во времени, которое проявляется в постепенном упрочнении, сжатии структуры и высвобождении части жидкости из структурной сетки («выпотевапие»). Эластичными свойствами отличаются гели (студни) с коагуляционной структурой, образованные в растворах линейных и разветвленных высокомолекулярных соединений.
Как сделать полировочный воск своими руками
Как известно, пчелиный воск имеет очень широкую сферу применения. Одно из направлений — полировочный воск, который применяется для ухода за мебелью и предметами интерьера.
Естественно, этот воск легко купить в специализированном магазине. Но если есть возможность сделать воск самостоятельно, почему бы ей не воспользоваться? Тем более, что времени уйдет немного, а по цене ингредиенты обойдутся гораздо дешевле готового продукта.
Выгода полировочного воска
Почему именно воск? В состав воска входят три большие группы веществ: сложные эфиры, свободные жирные кислоты и углеводы. Воск окисляется очень медленно, настолько, что окислением можно пренебречь. При определенных благоприятных условиях воск сохраняет свои свойства веками, а то и тысячелетиями. Из-за тягучести материала, точка кипения у пчелиного воска больше, чем у какого-либо другого воска. Пчелиный воск абсолютно невосприимчив к влаге, но хорошо взаимодействует с растворителем, что делает воск лучшей основой для изготовления эмульсии. Полировочный воск придает обработанному дереву шелковистый и мягкий блеск.
Кроме того, пчелиный воск и эмульсия на его основе может стать отличной альтернативой многим лакам, которые содержат вредные химические вещества, имеют стойкий неприятный запах, который остается в помещении надолго, даже после того, как лак засох. А вот полировочная смесь на основе пчелиного воска, напротив, абсолютна экологична, не имеет резкого запаха и довольно устойчива к внешним воздействиям после нанесения на деревянную поверхность.
Делаем полировочную смесь
Есть несколько рецептов полировочных смесей. Везде главным ингредиентом выступает пчелиный воск. В зависимости от взятых пропорций составляющих, смесь может быть жидкой, пастообразной или твердой. Точнее, густота смеси зависит от количества использованного растворителя: чем его больше, тем более жидкой получается смесь.
1). Пчелиный воск. Приобрести его можно в специализированном магазине, а еще лучше — купить сразу у пчеловода, обойдется дешевле, да и точно получите качественный продукт.
2). Скипидар. Обычно, скипидар берут в тех же количествах, что и воск, в пропорции 1:1.
1. Воск надо покрошить на куски и растопить, либо на водяной бане, либо в микроволновке.
2. В горячий воск медленно и осторожно начинаем вливать скипидар, не переставая помешивать.
3. Готовая смесь переливается в подходящую емкость, например, баночку из-под крема, и оставляется до полного застывания.
Но скипидар часто советуют заменить другим растворителем. Несмотря на то, что скипидар — органический продукт, это, в то же время, еще и опасное химическое средство, которое может вызывать раздражение глаз, раздражение кожи, повреждения легких и центральной нервной системы (если пары скипидара вдохнуть). Но это ни коим образом не относится к готовой полировочной смеси на основе скипидара, гораздо больший риск вы испытываете в процессе изготовления смеси.
Вместо скипидара можно использовать другие растворители, например, различные растительные масла. В принципе, подойдет любое. Особенно часто для приготовления полировочной смеси используется оливковое масло. Кроме масла и воска не потребуется больше ничего. Полировочная смесь на основе оливкового масла может использоваться для покрытия любых видов дерева.
1). Пчелиный воск — 2 столовых ложки.
2). Оливковое масло — 6-8 столовых ложек.
Воск покрошить на небольшие кусочки, перемешать с оливковым маслом. Расплавить смешанный с маслом воск на водяной бане или же в микроволновке. При желании, в расплавленный воск можно добавить подходящие экстракты, но это на Ваше усмотрение и вовсе не обязательно. Готовую смесь так же разливаем в подходящие емкости и оставляем остывать.
Полировочная смесь с маслом жожоба
Этот полировочный воск на основе безопасного масла отлично подойдет для полировки детской деревянной мебели и игрушек, которые ребенок может потянуть в рот. Смесь абсолютна безопасна по составу даже для самых маленьких детей, не вызывает аллергии.
1). Воск пчелиный — 50 миллиграмм.
2). Масло жожоба — 150 миллилитров.
3). По желанию, можно добавить экстракты и витамин Е.
Соотношение: на 1 часть воска — 3 части масла жожоба. Воск растопить на водяной бане и добавить масло. Все тщательно перемешать, разлить по емкостям и дать остыть. Соотношение масла к воску можно изменять в зависимости от того, смесь какой консистенции вы планируете получить.
-Полировочная смесь на основе воска готова к применению даже в еще не застывшем состоянии.
-Смесь на оливковом масле хранится 1 год в закрытой упаковке в прохладном месте и без доступа солнечных лучей.
-Смесь на масле жожоба хранится до двух лет при тех же условиях, что и средство на оливковом масле.
-Теплую смесь лучше использовать для изоляционных целей. В то же время, именно для полировки лучше подойдет смесь остывшая.
-Жидкий полировочный воск можно наносить широкой кистью, но чаще это делают при помощи тряпочки.
-Полировочный воск способен восстановить у старого дерева изначальный цвет, устраняет потертости, придает новым вещам более темный, глубокий и насыщенный цвет.
Полировочный воск для мебели, сделанный на основе пчелиного воска — вещь в хозяйстве полезная. Стоит взять на заметку рецепт.



Воск при помощи паяльника наносится на металлический палец нужного для кольца диаметра. Палец обернут фольгой для более простого снятия восковки в будущем.
Для резьбы по воску используются резцы, у Тимофея они самодельные. Широкие и плоские для снятия большого количества материала и создания формы, игла для тонкой работы и гравировок, и трубчатый резец-ложка для универсальной работы и наплавления воска, что будет показано дальше.





Когда проведена разметка рисунка и букв, постепенно углубляются линии и удаляются лишние фрагменты из фона. И спустя не определенное количество времени модель становится похожа на то, что вы могли видеть на пальце автора канала AlexGyver. Затем железный палец убирается, фольга тоже. Далее идет не обязательная процедура снятия с модели слепка. Слепок позволяет быстро изготавливать восковки и тиражировать модель, например, для фанатов. Но в то же время, даже при изготовлении единичного изделия, одна восковка дает одну литейную форму, и чтобы ее не запороть, тоже можно сделать слепок на всякий случай, это как сохранится в игре или программе.
Модель заливается жидкой резиной, например, ПентЭласт-718, которая действует как эпоксидка и вулканизируется при добавлении катализатора. Формочка для создания слепка сделана из пластилина. Для улучшения передачи мелких деталей восковка тоже тщательно обмазывается резиной, а затем погружается в форму. После отверждения слепок очищается и все разбирается, слепок разрезается.






Из чаши с расплавленным воском воск намазывается на литники, чтобы соединить их вместе. Это нужно для обеспечения правильного потока и кристаллизации распаренного металла. Далее следует процесс формообразования (или формовка). Полученную литейную елку нужно промыть от грязи и жира и закрепить в стальной трубе, где она будет заполнена огнеупорным гипсом. Трубка — это каркас, она называется опока.
Модели промываются в настойке боярышника, в мыльной, а затем в чистой воде. При помощи малярного скотча поднимаются стенки трубы. Гипс разводится в соответствии с инструкцией.
Недостаточно просто залить, нужно полностью удалить из него все пузыри, иначе расплавленный металл их заполнит и тогда изделие покроется кучей мелких шариков, которые не везде будет возможно удалить и рисунок на модели будет испорчен.



Насос откачивает воздух из-под колпака, а столешница вибрирует от моторчика с эксцентриком. Таким образом из гипса выбиваются и выдуваются все пузыри. Гипс замешивается по времени, потому что процесс жестко ограничен. Гипс не просто грязь, которая засохнет. При замесе он жидкий и льется как кефир, но уже через 8-10 минут твердеет, так как в нем происходит химическая реакция. Если его перемешивать дальше в этом состоянии, то он вообще навсегда останется кашей.
В вакууме гипс закипает, из него выходит воздух. Сперва его вакуумируется сам замес, затем он разливается по опокам и вакуумируется снова. Это все нужно успеть сделать за 8 минут. В опоках гипс вновь закипает и поднимается, вот для этого и нужен скотч. Опока заливается до верху и гипс может начать вытекать. Через час-два после формовки гипс уже твердый, его можно обрабатывать механически.
Опоки распечатываются, убирается скотч, поставка с пластилином и выдергивается проволока. Таким образом открываются литники, ведущие к модели. Восковки уже исполнили свое предназначение, передав свою форму гипсу. Все, пути назад нет, восковая модель превратилась в восковую лужу, теперь нужно удалить из форм воду, ее там чуть ли не треть по массе.
Формы сейчас супер сырые, их нужно не просто просушить, а прокалить, чтобы из кристаллической решетки гипса вышла вся вода. Для этого печь должна плавно поэтапно поднимать температуру до 730-750 градусов и затем немного опустить ниже перед литьем. Этим занимается термоконтроллер. Прокалка под надзором термоконтроллера занимает 9 часов.


Литье будет производиться под давлением от силы инерции, и форма закрепляется в специальном высокотехнологичном устройстве. В качестве металла используется всякий серебряный лом и плавится обычной горелкой.
На раскаленный металл добавляется обычная борная кислота (продается в аптеке). Она становится масляной пленкой, которая покрывает металл и защищает его от окисления, поглощает шлаки и очищает расплав, в общем выполняет те же функции, что и при обычной пайке. Борная кислота, кстати, дает зеленое пламя.


Далее для надежности идет второй флюс — это тетраборат натрия (он же бура), делает все то же самое, что должен делать обычный флюс. Плавящийся металл перемешивается титановой спицей. К слову, металл не льется в литники сам по себе, потому что сила поверхностного натяжения что скатывает его в ртутный шарик, не дает ему пролиться в тонкий коридор литейной системы. Для этого они сделаны тонкими, чтобы можно было расплавить и подготовить металл и только после этого разом заливать всю массу.
Далее следует процесс литья под давлением, в котором сила инерции забивает металл вовнутрь формы. Как бы безумно это ни выглядело, этот способ действительно практикуется по сей день, хотя чаще мастера предпочитают использовать более стационарные установки-карусели. Например, в таких льют зубные коронки и все довольны. Металл кристаллизуется под давлением — это дает ему лучшие характеристики. Далее отливка извлекается и очищается от гипса.
Переходим к обработке отливки. После откусывания или спиливания литников, отливку нужно обжечь докрасна, чтобы снять напряжение в металле и очистить от нагара литейной формы. После нагрева отливка опускается в раствор обычной пищевой лимонной кислоты из продуктового магазина и все это дело кипятится горелкой. Когда лимонная кислота кипит, она действует как реальная кислота — разъедает и смывает лишнее с металла, серебро становится белым.



Далее следует полировка для придания поверхности блесков, а затем производится чернение или оксидирование, процесс искусственного состаривания в растворе серной печени.
Щепотка порошка плавится пока не вспыхнет, затем заливается водой и доводится до кипения. В полученном растворе серебро чернеет за считанные секунды.

Колечко готово. Вот так оригинальная восковая модель превратилась в блестящее серебряное колечко.
Благодарю за внимание. До новых встреч!
Источник: usamodelkina.ru
Восковое моделирование (резьба по воску)
«Приквел» для моего поста о ювелирном литье
В прошлый раз меня неоднократно просили рассказать как же ведется работа над восковой моделью, которая затем обращается в металлическую отливку.
Суть заключается в изготовлении объемной модели (восковки) будущего ювелирного изделия в натуральном размере со всеми толщинами, фактурами, рисунками и надписями. В процессе литья получается металлическая отливка, точно повторяющая восковку до последней царапины. Современный ювелирный воск конечно имеет мало общего в пчелиным, это химический композит, обладающий большой прочностью и больше похожий на пластик, однако плавится уже при температуре 70-100 градусов, что необходимо для технологии. Это также позволяет не только срезать с него лишнее резцом как при резьбе по дереву, но и наплавлять новую массу, исправляя дефекты и буквально выращивать модель, что делает его идеальным материалом для скульптурирования малых детальных форм. Моделирование из воска стало для меня самым удивительным и интересным ремеслом в жизни!
Ювелиры различают модельный воск и литейный (на фото слева и справа соответственно) Первый (известный как Ferris) твердый как дерево или пластик, строгается в сухую мелкую стружку, пилится, сверлится фрезами и полируется, но даже при толщине меньше миллиметра остается прочным. Я редко использую его для самой мелкой тонкой резьбы, для него кужно больше инструмента, больше времени и вообще это не выбор новичка. Литейный же (хоть и предназначен для заливания в резиновую форму для тиражирования восковок) мне нравится для резьбы больше. Он позволяет быстрее и я бы сказал агрессивнее работать со скульптурной формой — отстригать от мягкого куска лишнее, наплавлять новое, оперативно править. Купить тот и другой можно в ювелирных магазинах типа Рута или Сапфир, но скорее всего в большом количестве, сколько новичку не изрезать за годы. А пытаться сварить нечто похожее для резьбы самостоятельно у меня лично не удавалось, хотя то-то близкое при желании можно получить. У любого ювелира в своем городе можно спросить где есть небольшой магазинчик, где можно купить материал в небольшом количестве. обычно всегда есть какие-нибудь мелкие лавочки.
Для работы с литейным воском не требуется использование бормашины и напильников, хватит лишь комплекта из трех-четырех резцов, простой паяльник и пара дополнительных мелочей о чем позже. Никакие покупные инструменты вроде резцов по дереву или стоматологических колупалок здесь не подойдут. Хотя из последних можно самостоятельно выточить более подходящие резцы, но их стальное основание довольно тяжелое для комфортной работы с невесомой моделью. Я предпочитаю легкие резцы на деревянной палочке или в крайнем случае переточенные старые надфили. Основная суть — один резец с широким скругленным лезвием, чтобы снимать много материала и формировать общую форму, один тонкий игольчатый для гравировок и тонких деталей и самый главный — трубчатый. похожий на ложку, чтобы плавить в нем воск прижимая к паяльнику и наплавлять капли воска к модели. Плюс он же и режет, потому таким резцом делается до 80% всей работы.
Также понадобится подходящая стальная емкость для плавления воска — восколит.
Это может быть емкость для разогревания воска паяльником — 2см глубиной (на длину жала паяльника), 4-5см в диаметре и закрепленная в каком-то кожухе, чтобы можно было держать в руке и плавить воск паяльником, не опасаясь обжечься. Удобный восколит получается из дна стальной рюмки, вклеенного в отрезанный жестяной баллончик от спрея. Можно использовать маленькое корытце, чтобы брать его пассатижами и ставить на какой-нибудь нагреватель. У меня уже много лет настольным девайсом выступает нагреватель от велосипедного вулканизатора – такой прямоугольный утюг на 250Вт, выдерживающий температуру в диапазоне 120-160гр внутренним термостатом.
А еще лучше сделать восколит из паяльника, припаяв твердым припоем к жалу металлическую (лучше медную) чашу для воска а сам нагреватель паяльника смонтировав на подставку. Такую «электро-ложку» можно брать руками за подставку чтобы отливать воск. В него же ссыпается все стружка от резьбы и переплавляется в новый материал. Воск после этого нисколько не меняет своих свойств, он абсолютно безотходный.
Воск удобен тем, что заготовку для резьбы не нужно отпиливать от бруска, достаточно расплавить часть паяльником в восколите и вылить на фольгу или алюминиевую пластину — получится пластинка толщиной 2-3мм и требуемого размера, из которой можно вырезать практически любое изделие (для редких исключений свои методы)
Медальоны и прочие декоративные изделия можно моделировать из плоской заготовки — объемные элементы всегда можно нарастить, приплавляя кусочки воска прямо паяльником (не забывая дуть на него, чтобы дым не попал в глаза, он довольно едкий) и лишь в единичных случаях приходится брать большой кусок воска и резать из него. Про художественную составляющую здесь мне говорить нет смысла, каждый сможет моделировать ровно настолько, насколько он способен. Смотрите фотографии украшений в сети у других мастеров, ищите что-то тематическое в картинках поисковика, выбирайте понравившийся стиль, рисуйте, почитайте книги (Рисунок для ювелиров, Моделирование из воска для ювелиров и скульпторов) и разумеется практикуйтесь. Первые модели выходят долго, сложно и топорно, но после 5-10-30ой рука набивается.
Изготовление колец требует иного подхода – создание заготовки и вся резьба ведется на «железном пальце» — цилиндре нужного размера. Для моделирования стержень может быть из любого материала – будь это шприц, корпус от помады, маркер или даже свернутая в трубку бумага. Если стержень не слишком подходит его можно обмотать бумагой до нужного диаметра. Я же за много лет обзавелся комплектом «железных пальцев» всех размеров.
Лучший способ получить заготовку – наплавлять на железный палец кусочки воска в один большой монолитный наплыв. Затем с него срезается лишняя толщина, делается разметка центральной линии, намечается навершие печатки и так далее. Кольцо полностью режется не снимаясь с железного пальца, это полезно для воска чтобы не истирать его руками. Уже после завершения лицевой стороны можно снять модель и проработать обратную сторону – здесь можно будет заметить недоливы воска при изготовлении заготовки, а также для массивных печаток требуется выборка навершия.
Технологию дальнейшего литья по модели я описывал в предыдущем посте. Однако если новичок пока не может позволить себе такие пиротехнические эксперименты, в своем городе всегда можно найти ювелирную литейку, которая принимает чужие модели на литье. Это не так уж дорого стоит, примерно 30-40 за грамм готовой отливки плюс непосредственно металл (бронзу или латунь маловероятно что льют, скорее всего только серебро и золото, первое сейчас стоит примерно 37-40р/гр). Итого литье одной средней модели может стоить 500-700р в серебре.
Источник: pikabu.ru
Литейный воск своими руками
Пользователь
Регистрация: 12.10.2007
Сообщений: 3491
В друзьях у: 4
Голосов: 412 / 33

Пользователь
Регистрация: 24.02.2009
Сообщений: 1853
В друзьях у: 1
Голосов: 113 / 20
Пользователь
Регистрация: 18.06.2012
Сообщений: 37
В друзьях у: 0
Голосов: 0 / 0

Пользователь
Регистрация: 22.06.2008
Откуда: дороже Питера
Сообщений: 3796
В друзьях у: 35
Голосов: 446 / 6
Пользователь
Регистрация: 19.07.2005
Сообщений: 1049
В друзьях у: 2
Голосов: 14 / 2
Нарыл информации по компонентам модельных восков.
Может быть будут идеи что из этого можно использовать.
Ну а тут просто рецепты готовые.
Пользователь
Регистрация: 27.12.2011
Сообщений: 39
В друзьях у: 1
Голосов: 4 / 0
Пользователь
Регистрация: 19.07.2005
Сообщений: 1049
В друзьях у: 2
Голосов: 14 / 2
Пользователь
Регистрация: 12.10.2007
Сообщений: 3491
В друзьях у: 4
Голосов: 412 / 33
Пользователь
Регистрация: 19.07.2005
Сообщений: 1049
В друзьях у: 2
Голосов: 14 / 2
Пользователь
Регистрация: 12.10.2007
Сообщений: 3491
В друзьях у: 4
Голосов: 412 / 33
Пользователь
Регистрация: 03.10.2013
Сообщений: 189
В друзьях у: 1
Голосов: 35 / 4
Варить на слабом огне (на электро печке 3 позиция), начиная с воска, затем палочки, после целлофан и в конце мука. От начала расплавления воска и до выливания МЕШАТЬ. Для повышения твердости, добавляйте больше целлофана.



Пользователь
Регистрация: 26.01.2008
Откуда: Донецк. Украина
Сообщений: 100
В друзьях у: 0
Голосов: 25 / 1
Источник: www.jportal.ru
Мастер-класс по изготовлению мастер-модели из литейного воска. Часть вторая. Литьё
Продолжаю свой рассказ о кошке, которая родилась из воска, повзрослела в бронзе, а вершину своей карьеры достигнет, став хрустальной стопкой ?
Загогулина на голове (вы будете смеяться) это хвост ? Просто так будет удобнее делать резиновую
прессформу в будущем.
1. На резиновую *заглушку* от опоки устанавливаем восковый *блин*, на который, с помощью термошпателя, начинаем припаивать мои восковые модельки,
кошку в том числе:
Обычная восковая «ёлка»выглядит иначе, примерно так :
(под каждый новый год все литейные мастерские завалены заказами на *символ года*. В этом году — змеи.)
бррр..
Но в данном случае, когда модели все разные, удобнее и экономичнее сделать по другому :
Данный способ «на блине» является ноу-хау моего товарища, опытного литейщика, который разрешил мне рассказать об этом. Кстати, всё, что вы видите здесь — это его труд, я выступаю лишь в качестве фотокорреспондента.
—————————————————————————————————————————————————-
2. Взвешиваем блин с моделями, чтобы знать, сколько понадобится загружать металла для заливки конкретно
этой опоки :
—————————————————————————————————————————————————-
3. Устанавливаем опоку на резиновую *заглушку*, предварительно обернув в плёнку, чтобы жидкий гипс не
вытекал:
Вид сверху :
—————————————————————————————————————————————————-
4. Начинаем готовить раствор из формовочной массы (гипса). Необходимо соблюсти правильные пропорции.
а) Насыпаем и взвешиваем гипс :
б) В мерную колбу набираем необходимое количество дистиллированной воды и выливаем в емкость из
мягкого пластика :
—————————————————————————————————————————————————-
5. Высыпаем отмеренное количество гипса в воду (гипс в воду, не наоборот. ) и, с помощью строительного
миксера, размешиваем до получения однородной массы, по густоте схожей с ряженкой, например..)) :
6. Размешанный раствор гипса помещаем на вакуумную установку, где, под мощным воздействием
«выжатого» воздуха, густая и тяжёлая формомасса начнёт *кипеть*, выдавливая из себя все воздушные
пузыри. Важнейший этап в подготовке к литью!! Вакуумирование, произведённое ненадлежащим
образом, обязательно приведёт к браку, во многоих случаях необратимому.
Итак :
—————————————————————————————————————————————————-
7. Теперь, сняв с вакуума пластиковый таз с гипсом, устанавливаем на его место готовые к заливке гипса
опоки. Разливаем гипс по опокам и, в свою очередь, вакуумируем опоки, заполненные гипсом. Это занимает
около 2х минут :
8. Далее — ждём около полутора-двух часов, пока гипс не схватится. Ну а пока что можно отвесить
необходимое кол-во бронзового прутка квадратного сечения :
Синие пятна — это, так сказать, начало восковых «ёлок», основной литник, по которому расплавленный
металл заполнит, после прокаливания опок, место «потерявшегося» воска.
То есть, под воздействием цикла
температур, воск вытечет из форм(опок), оставив после себя пустые полости, точно повторяющие восковки.
10. А чтобы воск «покинул» опоки — существует так называемая прокалочная, она же муфельная печь.
Загружаем в неё наши опоки, закрываем, и включаем подходящий температурный режим :
И снова ждём. Теперь уже гораздо дольше, часов 12 — 15. Именно столько времени занимает процесс
первичного *вытапливания* воска из форм и окончательного их (форм) прокаливания. То есть, весь процесс, от
пайки ёлок до получения отливок занимает почти что сутки. Технология, никуда не денешься..
На следующий день всё готово к, собственно, самому литью.Наши опоки прокалились и готовы для заливки.
Процесс насколько интересный, настолько и не
красочный. Мы не увидим струящегося, огненного, жидкого металла. Всё действо произойдёт внутри этой
литейной машины :
—————————————————————————————————————————————————
11. Горячую опоку щипцами вынимаем из прокалочной печи и устанавливаем в
соответствующий паз литейной машины :
В верхнюю часть литейной машины загружаем металл :
12. Через пару-тройку минут металл расплавлен. Нажатием кнопки придаём вакуумное усилие литейной
машине, и расплавленный металл из тигеля плотно заполняет нашу форму. Финита ля комедия!.))
Достаём заполненную опоку из лит. машины. Тёмный блин посередине формы — это застывшая часть
*лишнего* металла. А что внутри — увидим совсем скоро..
13. После 10 мин. остывания на воздухе, полностью охлаждаем опоку под водой :
14. Теперь нужно просто выбить охлаждённый гипс с отливкой из опоки. Делается это простым молотком :
15. Затем бесформенный кусок влажного гипсового *теста* промываем под мощной(как на автомойках)
16. И вот, что мы имеем :
17. Отпиливаем отливки от «блина» :
Вы присутствовали при процессе литья по выплавляемым моделям вакуумным способом.
Надеюсь, что мне удалось описать этот сложнейший процесс максимально ясно.
Закончена вторая часть МК. Если не надоел — в третьей серии покажу способ изготовления резиновой
прессформы и окончательное изготовление хрустальной стопки с этим кошаком.
Источник: www.livemaster.ru
Воск модельный
 Ювелирный воск имеет насыщенный цвет. Его натуральный оттенок слишком светлый. Это не позволяет разглядеть на небольших элементах изъяны. Поэтому, материал окрашивают. Мешает выявлению дефектов и полупрозрачность воска. В чистом виде его не используют. При производстве украшений прибегают к полимерным смесям с небольшим содержанием пчелиного продукта. Однако, по привычке ювелиры все равно называют мастики воском.
Ювелирный воск имеет насыщенный цвет. Его натуральный оттенок слишком светлый. Это не позволяет разглядеть на небольших элементах изъяны. Поэтому, материал окрашивают. Мешает выявлению дефектов и полупрозрачность воска. В чистом виде его не используют. При производстве украшений прибегают к полимерным смесям с небольшим содержанием пчелиного продукта. Однако, по привычке ювелиры все равно называют мастики воском.
Используют материал для создания моделей, по которым в последствие отливают металлические элементы. Их можно сформировать сразу. Сделать это поможет ювелирный принтер. Однако, стоимость самого агрегата и процесса отпугивает мастеров. Фрезерные станки делают объемные украшения непосредственно из драгоценного сырья. Минус в том, что при этом во все стороны летят опилки, а значит, теряются деньги. Собрать все частицы и вновь пустить в дело весьма проблематично. Есть и другие принтеры – напыляющие. Они не способны создавать готовые ювелирные шедевры. Такие машины работают только с полимерами. Иными словами, они отольют модель в 3D все из того же воска, а дальше судьба изделия вновь оказывается в руках мастера.
 Прежде чем отдать воск машине, или придать ему форму самостоятельно, нужно изучить материал. Мастики должны легко извлекаться из форм. Последние, делают из резины. Чтобы воск не прилипал к ее стенкам, он должен быть максимально пластичен, но не текуч. Даже хорошая смесь немного пристает к стенам штамповочных емкостей, поэтому их дополнительно обрабатывают тальком или маслом.
Прежде чем отдать воск машине, или придать ему форму самостоятельно, нужно изучить материал. Мастики должны легко извлекаться из форм. Последние, делают из резины. Чтобы воск не прилипал к ее стенкам, он должен быть максимально пластичен, но не текуч. Даже хорошая смесь немного пристает к стенам штамповочных емкостей, поэтому их дополнительно обрабатывают тальком или маслом.
Облегчает работу небольшой интервал размягчения воска. Он должен становится гибким и податливым при температурах от 10-ти до 60-ти градусов Цельсия. При охлаждении воски дают усадку. Специалисты выбирают составы, минимально меняющие объемы. Еще один плюс – быстрое затвердевание мастики в форме, это значительно ускоряет процесс производства.
 Прежде чем модельный воск купить, нужно обратить внимание и на его плотность. Универсальный показатель – 1 000 килограмм на метр кубический. Эта цифра уменьшает вероятность деформации элемента в следствие давления его собственного веса. Кроме того, тысячная плотность позволяет материалу легко отделяться от основы в горячей воде. Таким образом, мастика собирается для повторного применения.
Прежде чем модельный воск купить, нужно обратить внимание и на его плотность. Универсальный показатель – 1 000 килограмм на метр кубический. Эта цифра уменьшает вероятность деформации элемента в следствие давления его собственного веса. Кроме того, тысячная плотность позволяет материалу легко отделяться от основы в горячей воде. Таким образом, мастика собирается для повторного применения.
Однородная структура восков обеспечивает гладкую поверхность заготовок, а значит, и самих драгоценных изделий. Есть список классических для мастик ювелиров компонентов. Наличие в составе церезина, парафина, торфяного или пчелиного восков, стеарина, эфиров кислот, красителей стандартно. Иные примеси – повод насторожиться. Сторонние добавки легко выявить. Массу необходимо поместить в тигель и поджечь. Если, прогорев, состав оставит сажу, значит, он некачественный. При горении воск не должен коптить.
Воск ювелирный подразделяется на виды. Инжекционные смеси наиболее популярны, их применяют для многократного повторения одной модели. Тиражирование осуществляется путем расплавления мастик в резиновых шаблонах. В продаже есть инжекционные плиты, блоки, чешуйки и гранулы. Мелкие формы удобнее в работе, их проще помещать в основу и плавить. Однако, приобретать гранулы следует лишь в том случае, если пустить их в дело планируется в ближайшее время. Воски имеют свойство постепенно испарять, терять летучие эфиры. Без них материал теряет часть свойств. Блоки и плитки мастики соприкасаются с воздухом меньшей поверхность. Испарение крупных форм протекает дольше, а значит, такие заготовки дольше хранятся.
 Инжекционные воски не подходят для отливки больших изделий. Если цель – статуя, ваза, посуда, выбор специалистов падает на скульптурные мастики. Они годятся для ручной лепки и даже резьбы. Сырье поддается скручиванию, прокатыванию, штамповке. Расплавлять составы не надо, они формуются при температуре тела. Скульптурный воск мастера используют при прямой заливке. Ее применяют в полых изделиях. Крупные формы нет нужды полностью отливать из мастики, придется слишком долго ждать, пока она затвердеет. К тому же, при работе над полыми образцами, тратится минимум воска. Пресс-форма заполняется полностью. После затвердения состава по стенкам, еще жидкие остатки сливаются.
Инжекционные воски не подходят для отливки больших изделий. Если цель – статуя, ваза, посуда, выбор специалистов падает на скульптурные мастики. Они годятся для ручной лепки и даже резьбы. Сырье поддается скручиванию, прокатыванию, штамповке. Расплавлять составы не надо, они формуются при температуре тела. Скульптурный воск мастера используют при прямой заливке. Ее применяют в полых изделиях. Крупные формы нет нужды полностью отливать из мастики, придется слишком долго ждать, пока она затвердеет. К тому же, при работе над полыми образцами, тратится минимум воска. Пресс-форма заполняется полностью. После затвердения состава по стенкам, еще жидкие остатки сливаются.
Процесс изготовления ювелирных образцов с помощью мастик называется восковкой. Предварительные модели обычно требуют доработки. Мелкие неровности полируются щеткой, крупные – срезаются металлическим лезвием с последующей шлифовкой. Ровной модель делают и с помощью химических реагентов. Ювелирные воски отлично растворяет тетрахлорид углерода. В него заготовку следует погрузить на секунд 10. За это время вещество растворит поверхностный слой мастики. Можно так же равномерно опрыскать ее реагентом.
Воск дает простор для фантазии. Мастера часто пользуются материалом, дабы понять масштабы, уточнить очертания своих творческих задумок. Мастика многоразова, это позволяет ювелирам филигранно отточить на ней формы будущего украшения. Это особенно важно при изготовлении штучных, уникальных изделий. Первичные модели, обычно, отливаются единым массивом. Образцы, предшествующие металлической отливке состоят уже из множества элементов. Это дает возможность изготавливать части украшений из разных материй, ведь в одном изделии могут сочетаться и золото, и платина, и серебро. На каких-то участках драгоценностей требуются углубления для камней. Другие поверхности задумываются гладкими. Гладким получается и сам процесс. По признанию ювелиров, воск самый выгодный и удобный материал для создания драгоценностей.
Источник: tvoi-uvelirr.ru
Мастер-класс по изготовлению мастер-модели из литейного воска. Часть вторая. Литьё
Продолжаю свой рассказ о кошке, которая родилась из воска, повзрослела в бронзе, а вершину своей карьеры достигнет, став хрустальной стопкой ?
Загогулина на голове (вы будете смеяться) это хвост ? Просто так будет удобнее делать резиновую
прессформу в будущем.
1. На резиновую *заглушку* от опоки устанавливаем восковый *блин*, на который, с помощью термошпателя, начинаем припаивать мои восковые модельки,
кошку в том числе:
Обычная восковая «ёлка»выглядит иначе, примерно так :
(под каждый новый год все литейные мастерские завалены заказами на *символ года*. В этом году — змеи.)
бррр..
Но в данном случае, когда модели все разные, удобнее и экономичнее сделать по другому :
Данный способ «на блине» является ноу-хау моего товарища, опытного литейщика, который разрешил мне рассказать об этом. Кстати, всё, что вы видите здесь — это его труд, я выступаю лишь в качестве фотокорреспондента.
—————————————————————————————————————————————————-
2. Взвешиваем блин с моделями, чтобы знать, сколько понадобится загружать металла для заливки конкретно
этой опоки :
—————————————————————————————————————————————————-
3. Устанавливаем опоку на резиновую *заглушку*, предварительно обернув в плёнку, чтобы жидкий гипс не
вытекал:
Вид сверху :
—————————————————————————————————————————————————-
4. Начинаем готовить раствор из формовочной массы (гипса). Необходимо соблюсти правильные пропорции.
а) Насыпаем и взвешиваем гипс :
б) В мерную колбу набираем необходимое количество дистиллированной воды и выливаем в емкость из
мягкого пластика :
—————————————————————————————————————————————————-
5. Высыпаем отмеренное количество гипса в воду (гипс в воду, не наоборот. ) и, с помощью строительного
миксера, размешиваем до получения однородной массы, по густоте схожей с ряженкой, например..)) :
6. Размешанный раствор гипса помещаем на вакуумную установку, где, под мощным воздействием
«выжатого» воздуха, густая и тяжёлая формомасса начнёт *кипеть*, выдавливая из себя все воздушные
пузыри. Важнейший этап в подготовке к литью!! Вакуумирование, произведённое ненадлежащим
образом, обязательно приведёт к браку, во многоих случаях необратимому.
Итак :
—————————————————————————————————————————————————-
7. Теперь, сняв с вакуума пластиковый таз с гипсом, устанавливаем на его место готовые к заливке гипса
опоки. Разливаем гипс по опокам и, в свою очередь, вакуумируем опоки, заполненные гипсом. Это занимает
около 2х минут :
8. Далее — ждём около полутора-двух часов, пока гипс не схватится. Ну а пока что можно отвесить
необходимое кол-во бронзового прутка квадратного сечения :
Синие пятна — это, так сказать, начало восковых «ёлок», основной литник, по которому расплавленный
металл заполнит, после прокаливания опок, место «потерявшегося» воска.
То есть, под воздействием цикла
температур, воск вытечет из форм(опок), оставив после себя пустые полости, точно повторяющие восковки.
10. А чтобы воск «покинул» опоки — существует так называемая прокалочная, она же муфельная печь.
Загружаем в неё наши опоки, закрываем, и включаем подходящий температурный режим :
И снова ждём. Теперь уже гораздо дольше, часов 12 — 15. Именно столько времени занимает процесс
первичного *вытапливания* воска из форм и окончательного их (форм) прокаливания. То есть, весь процесс, от
пайки ёлок до получения отливок занимает почти что сутки. Технология, никуда не денешься..
На следующий день всё готово к, собственно, самому литью.Наши опоки прокалились и готовы для заливки.
Процесс насколько интересный, настолько и не
красочный. Мы не увидим струящегося, огненного, жидкого металла. Всё действо произойдёт внутри этой
литейной машины :
—————————————————————————————————————————————————
11. Горячую опоку щипцами вынимаем из прокалочной печи и устанавливаем в
соответствующий паз литейной машины :
В верхнюю часть литейной машины загружаем металл :
12. Через пару-тройку минут металл расплавлен. Нажатием кнопки придаём вакуумное усилие литейной
машине, и расплавленный металл из тигеля плотно заполняет нашу форму. Финита ля комедия!.))
Достаём заполненную опоку из лит. машины. Тёмный блин посередине формы — это застывшая часть
*лишнего* металла. А что внутри — увидим совсем скоро..
13. После 10 мин. остывания на воздухе, полностью охлаждаем опоку под водой :
14. Теперь нужно просто выбить охлаждённый гипс с отливкой из опоки. Делается это простым молотком :
15. Затем бесформенный кусок влажного гипсового *теста* промываем под мощной(как на автомойках)
16. И вот, что мы имеем :
17. Отпиливаем отливки от «блина» :
Вы присутствовали при процессе литья по выплавляемым моделям вакуумным способом.
Надеюсь, что мне удалось описать этот сложнейший процесс максимально ясно.
Закончена вторая часть МК. Если не надоел — в третьей серии покажу способ изготовления резиновой
прессформы и окончательное изготовление хрустальной стопки с этим кошаком.
Как сделать полировочный воск своими руками
Как известно, пчелиный воск имеет очень широкую сферу применения. Одно из направлений — полировочный воск, который применяется для ухода за мебелью и предметами интерьера.
Естественно, этот воск легко купить в специализированном магазине. Но если есть возможность сделать воск самостоятельно, почему бы ей не воспользоваться? Тем более, что времени уйдет немного, а по цене ингредиенты обойдутся гораздо дешевле готового продукта.
Выгода полировочного воска
Почему именно воск? В состав воска входят три большие группы веществ: сложные эфиры, свободные жирные кислоты и углеводы. Воск окисляется очень медленно, настолько, что окислением можно пренебречь. При определенных благоприятных условиях воск сохраняет свои свойства веками, а то и тысячелетиями. Из-за тягучести материала, точка кипения у пчелиного воска больше, чем у какого-либо другого воска. Пчелиный воск абсолютно невосприимчив к влаге, но хорошо взаимодействует с растворителем, что делает воск лучшей основой для изготовления эмульсии. Полировочный воск придает обработанному дереву шелковистый и мягкий блеск.
Кроме того, пчелиный воск и эмульсия на его основе может стать отличной альтернативой многим лакам, которые содержат вредные химические вещества, имеют стойкий неприятный запах, который остается в помещении надолго, даже после того, как лак засох. А вот полировочная смесь на основе пчелиного воска, напротив, абсолютна экологична, не имеет резкого запаха и довольно устойчива к внешним воздействиям после нанесения на деревянную поверхность.
Делаем полировочную смесь
Есть несколько рецептов полировочных смесей. Везде главным ингредиентом выступает пчелиный воск. В зависимости от взятых пропорций составляющих, смесь может быть жидкой, пастообразной или твердой. Точнее, густота смеси зависит от количества использованного растворителя: чем его больше, тем более жидкой получается смесь.
1). Пчелиный воск. Приобрести его можно в специализированном магазине, а еще лучше — купить сразу у пчеловода, обойдется дешевле, да и точно получите качественный продукт.
2). Скипидар. Обычно, скипидар берут в тех же количествах, что и воск, в пропорции 1:1.
1. Воск надо покрошить на куски и растопить, либо на водяной бане, либо в микроволновке.
2. В горячий воск медленно и осторожно начинаем вливать скипидар, не переставая помешивать.
3. Готовая смесь переливается в подходящую емкость, например, баночку из-под крема, и оставляется до полного застывания.
Но скипидар часто советуют заменить другим растворителем. Несмотря на то, что скипидар — органический продукт, это, в то же время, еще и опасное химическое средство, которое может вызывать раздражение глаз, раздражение кожи, повреждения легких и центральной нервной системы (если пары скипидара вдохнуть). Но это ни коим образом не относится к готовой полировочной смеси на основе скипидара, гораздо больший риск вы испытываете в процессе изготовления смеси.
Вместо скипидара можно использовать другие растворители, например, различные растительные масла. В принципе, подойдет любое. Особенно часто для приготовления полировочной смеси используется оливковое масло. Кроме масла и воска не потребуется больше ничего. Полировочная смесь на основе оливкового масла может использоваться для покрытия любых видов дерева.
1). Пчелиный воск — 2 столовых ложки.
2). Оливковое масло — 6-8 столовых ложек.
Воск покрошить на небольшие кусочки, перемешать с оливковым маслом. Расплавить смешанный с маслом воск на водяной бане или же в микроволновке. При желании, в расплавленный воск можно добавить подходящие экстракты, но это на Ваше усмотрение и вовсе не обязательно. Готовую смесь так же разливаем в подходящие емкости и оставляем остывать.
Полировочная смесь с маслом жожоба
Этот полировочный воск на основе безопасного масла отлично подойдет для полировки детской деревянной мебели и игрушек, которые ребенок может потянуть в рот. Смесь абсолютна безопасна по составу даже для самых маленьких детей, не вызывает аллергии.
1). Воск пчелиный — 50 миллиграмм.
2). Масло жожоба — 150 миллилитров.
3). По желанию, можно добавить экстракты и витамин Е.
Соотношение: на 1 часть воска — 3 части масла жожоба. Воск растопить на водяной бане и добавить масло. Все тщательно перемешать, разлить по емкостям и дать остыть. Соотношение масла к воску можно изменять в зависимости от того, смесь какой консистенции вы планируете получить.
-Полировочная смесь на основе воска готова к применению даже в еще не застывшем состоянии.
-Смесь на оливковом масле хранится 1 год в закрытой упаковке в прохладном месте и без доступа солнечных лучей.
-Смесь на масле жожоба хранится до двух лет при тех же условиях, что и средство на оливковом масле.
-Теплую смесь лучше использовать для изоляционных целей. В то же время, именно для полировки лучше подойдет смесь остывшая.
-Жидкий полировочный воск можно наносить широкой кистью, но чаще это делают при помощи тряпочки.
-Полировочный воск способен восстановить у старого дерева изначальный цвет, устраняет потертости, придает новым вещам более темный, глубокий и насыщенный цвет.
Полировочный воск для мебели, сделанный на основе пчелиного воска — вещь в хозяйстве полезная. Стоит взять на заметку рецепт.
Мастер-класс Материалы и инструменты Очередные опыты или воск своими руками
Здравствуйте, здравствуйте, здравствуйте дорогие мастера и мастерицы! Доброе время суток, Страна!
После длительного перерыва с огромной радостью вновь присоединяюсь к вам, дорогие мои! Как же я по вам соскучилась! Долгое время ничем не могла заниматься, кроме своих яиц! Но на днях так захотелось сделать что-нибудь из «другой оперы», что я отбросила свою лень, навалившуюся на меня с каким-то непонятным остервенением и полезла по своим шкафам в поисках «чего-нибудь».
И я нашла это «чего-нибудь»! Когда-то давным-давно понадобился мне цветной воск. (Вот такой, как на картинке.) Бросилась я по магазинам, ан не тут-то было! Не было такого продукта в наших магазинах! Уж сколько я ходила, искала, а все без толку! И тут меня осенила одна идейка — а не попробовать ли сделать самой этот самый цветной воск! Только я настроилась вплотную этим заняться, как тут завезли в один из магазинов этот злополучный воск. Я, не напрягая мозги, отдала 330 (. ) рубликов вот за такую махонькую баночку объемом 20 мл.
Мозги-то я не напрягла, а вот жабу свою до того напрягла, что она, горемычная, долго не давала мне спокойно уснуть! Ну ладно, время прошло, покупка эта стала забываться и тут мне на глаза попалась баночка с воском для фиксации прически. Старая. Лет пять уже как просроченная. Но аромата своего, кстати, не утратившая. Как и свойств.
Вот тут-то мои шарики-ролики закрутились! Ринулась я по магазинам в поисках уже другого — пудры бронзовой да серебряной. Знаете, есть такая краска серебрянка? Вот эта самая краска идет в комплекте — порошок и разбавитель какой-то. Мне как раз и понадобился отдельно этот порошок. Но опять, как говорится, хотеть и иметь не одно и то же. К поискам подключился и мой муж. Короче, дорогие мои, не буду вас утомлять долгим пересказом всех наших поисков, скажу коротко — муж мне привез и серебряный порошок, и бронзовый! С того момента, как это случилось, и до сегодняшнего дня прошло ой как много времени.
И вот творческий зуд, неожиданно напавший на меня на днях, заставил вспомнить мою давнишнюю задумку.
Попробую показать вам, что у меня получилось.
Очень надеюсь, что мой пыт кому-нибудь пригодится, потому как тот воск, который у меня получился, не идет ни в какое сравнение по цене с тем, что продают в магазинах.
Нам понадобится:
— воск для укладки волос (возможно, у кого-то он просто валяется позабытый-позаброшенный)))
— порошок бронзовый или серебряный
— эмалированная мисочка
— одноразовый стаканчик
— шпажка для шашлыка (можно испрльзовать и карандаш, и кисточку)
Вот он, мой давно просроченный воск. Тафт три погоды, производитель Шварцкопф. Объем 50 мл.
Порошок бронзовый. Вес 10 г, стоимость порядка 20-и рублей.
Обрезаем стаканчик, чтобы удобнее было работать.
Берем часть воска. (Это у меня десертная ложка)
Кладем воск в стаканчик и ставим на водяную баню.
Придерживаем шпажкой, чтобы не перевернулся.
Девочки, не забываем о технике безопасности при работе с открытым пламенем!
Как только воск растаял, высыпаем в стаканчик весь пакетик бронзовой пудры. Тщательно перемешиваем. Получается очень-очень жиденько. Стою я, смотрю на эту бронзовую водичку и думаю, что, вероятно, старания мои были напрасны! Как говорится, факир был в неадевате и фокус не удался. Ладно, мы люди терпеливые, подождем!
А пока выглянем на улицу, что-то больно уж темно стало в квартире.
Батюшки святы, что творится на белом свете! Ой, девочки, эта туча была такая страшная. А каким широким фронтом наступала! Жуть! Ой, быстрее назад, на свою кухню!
Остальное доделывала под грохот ливня и грозы.
Вот уже и загустевает наш воск. Прошло минут 20, как я сняла его с плиты.
Переливаем воск в маленький контейнер.
Все, дорогие мои, наш воск готов! По консистенции он чуть-чуть плотнее, чем тот, магазинский.
А сейчас проверим его свойства.
Девочки, дорогие мои, прошу простить меня за качество фото! У меня на фотике сбились настройки, а исправить сама не умею. Мне легче вырезать яйцо, чем совладать с техникой. (((
Прошлась этим воском по моей старой игольнице. Великолепно получилось! Придала дополнительный блеск потускневшему уже кружеву.
И вот эту мою испытательную заготовочку немного повозюкала воском. Прошлась по краям, получился такой ненавязчивый блеск. Немного выждала и сбрызнула автолаком. Закрепилось великолепно! И не потускнел блеск. А вот акрил золотой-серебряный-бронзовый от автолака полностью исчезает. Испытано на собственном опыте.)))
В недалеком будущем проведу испытания с кракелюром. Ведь воск цветной применяют еще и для затирки трещин.
Ну вот и все, дорогие мои! Если кому-то пригодится мой опыт, буду очень рада! Творите на здоровье и с удовольствием!
Спасибо всем, кто меня еще помнит, кто заходит ко мне в гости, кто поддерживает меня своими добрыми комментариями! Гостям я всегда рада!
Всем чмоки-обнимашки и хорошего настроения!
Литье серебра
Благородный металл серебро является одним из древнейших металлов, освоенных человечеством. Нахождение в природе в самородном виде, а также невысокая температура плавления- 962 °C дало нашим далеким предкам возможность использовать этот металл в IV -III тысячелетии до н.э.

Серебро — мягкий, пластичный металл, отлично подходящий для производства украшений, ритуальных предметов, зеркал и для чеканки монет.
Серебро обладает наилучшей среди металлов электропроводностью и применяется в наиболее ответственных электроприборах и компонентах. Отличная теплопроводность дает возможность применения и в теплотехнике.

Благородный металл в 19-20 веке широко использовался в фотографии.

Издавна было замечено еще одно важное свойство — бактерицидность. Сосуды и фильтры из серебра применяются для обеззараживания воды. В христианстве и некоторых других религиях в серебряных сосудах приготовляется т.н. «святая вода», помогающая при соответствующей молитве от всех недугов.
Технология литья серебра
Литье серебра в заводских условиях осуществляется с применением индустриальных технологий, требующих дорогостоящего оборудования, значительных энергозатрат и использования редких и опасных компонентов. Традиционные технологии, проверенные тысячелетиями больше подходят для литья серебра на дому или в мастерской.
Наиболее распространенные из них — это литье по выплавляемым моделям. Популярно также применение специального воска для моделирования в качестве материала модели. В качестве материала для создания формы используется гипс или глиняно-песчаные смеси.

Слитки серебра для литья
Серебро для литья можно приобрести в сбербанке или в ювелирном магазине в виде слитков. В этом случае состав его точно известен и выбит в качестве пробы. Если вы решили использовать бабушкины ложки или лом изделий из серебра — будьте готовы к тому, что придется провести операцию по очистке лома от примесей. Например, от примесей неблагородных металлов, таких, как свинец, медь и других, серебро очищается путем переплавки в тигле с добавлением селитры, буры и соды. Селитра связывает неблагородные металлы, окисляя их. Сода и бура переводят эти окислы в раствор, образуя жидкий шлак. Серебро остается на дне тигля в виде слитка.
Литье по выплавляемым моделям. Эта технология литья из серебра наиболее доступна для освоения начинающими мастерами. Модель изготавливается из материала, температура плавления которого ниже, чем у заливаемого расплава. Вокруг модели заливается или формуется форма из гипса или песчано-глиняной смеси.

Литье по выплавляемым моделям
Наиболее распространенными материалами для выплавляемых моделей являются воск и парафин. Когда расплав заливается в форму, материал модели плавится и вытесняется из формы через специально предусмотренное отверстие. Место модели постепенно занимает серебро. Есть вари ант этого метода, при котором восковая модель выжигается путем нагрева формы до высокой температуры, а серебро для литья заливают в уже пустую форму.
Инструменты для формовки и приспособления для литья по моделям
Для литья изделий из благородного металла в домашних условиях потребуются
- Тигель для расплавления или очистки металла.
- Муфельная печь или газовая горелка.
- Стальные щипцы.
- Огнеупорная подставка.
- Весы
- Воск для моделирования. Свечной воск не подойдет.
- Формовочные смеси
- Емкость для разведения смеси
- Скальпель, ножи и надфили для обработки модели и для доводки готового изделия.
- Форма для литья
- Молоток для разбивания опоки.
- Защитные рукавицы, очки и фартук.
- Огнетушитель.
- Дремель (мини — бормашина)
- Тиски, Ригели и оправки
На изготовлении формы для литья серебра стоит остановиться чуть подробнее. Сначала из воска путем лепки и вырезания скальпелем мелких деталей создается модель будущего изделия, полностью повторяющая его форму, но имеющая тонкий выступ в виде круглого прутка.

Модель из воска для литья из серебра
Это литник, по которому расплавленный металл попадет в форму. Далее в опоку помещается модель и заливается формовочная смесь.
Если используется сухая формовочная смесь, то для формовки применяется метод виброуплотнения. Далее воск модели выжигается, и форма готова к заливке расплава.
Литье по моделям в земляные формы
Литье в так называемые земляные формы — старейший метод, проверенный тысячелетиями. Формовочные смеси на самом деле состоят не из чернозема, а представляют собой смесь тонкозернистого кварцевого песка и пластичной глины в определенных пропорциях. Для отливки мелких изделий с тонким рельефом и большим количеством деталей применяют смеси, содержащие 12-15% глины, для крупных отливок — до 25%. Газы, образующиеся при литье, должны свободно выходить через стенки формы.

Литье серебра по моделям в земляные формы
Модель для литья в земляные формы делается абсолютно точно повторяющей оригинал, но чуть больше по размеру. Это припуск на усадку и последующую обработку изделия. Модели традиционно делали из дерева, воска и гипса. Сегодня все большую популярность приобретают модели из пластмасс. Пластик хорошо держит форму и легко обрабатывается.
Технология литья по выплавляемым моделям
Оборудование для литья серебра по выплавляемым моделям относительно несложно и доступно для использования на дому. Суть метода заключается в том, что модель, изготовленная из легкоплавкого материала, при контакте с заливаемым жидким металлом плавится и вытесняется из формы по специально предусмотренным отверстиям. Металл занимает пустоту, образовавшуюся на месте модели и точно повторяет ее пространственную форму.
Заливать металл необходимо тонкой струйкой, чтобы дать возможность материалу выплавляемой модели покинуть форму, во избежание образования брызг расплавленного металла.
Литье из серебра в домашних условиях
Важно! Литье серебра своими руками — сложный и пожароопасный процесс. В вашей мастерской должны иметься огнеупорными подставками и огнетушителями, предназначенными для тушения электрооборудования под напряжением. Обязательно пользуйтесь огнеупорными перчатками, фартуком и очками.
Для литья серебра в домашних условиях начинающие мастера обычно выбирают следующие технологии
- моделирование из воска
- литье в земляные формы
- нагрев тигля газовой горелкой.
Разумеется, если у вас есть муфельная печь с регулировкой и поддержанием заданной температуры, вибростол и центрифуга — ваши отливки станут только лучше.
Литье серебра в домашних условиях — сложный, но вполне осуществимый при должной подготовке и настойчивости процесс. Успехов вам в освоении этого раздела металлургии!