Главная » Статьи » Выпрямитель сварочный своими руками
Выпрямитель сварочный для улучшения работы
Выпрямитель для сварочного аппарата – это устройство, которое преобразует переменный ток в постоянный. Устройство сварочного выпрямителя: силовой трансформатор, блок выпрямителя, измерительная, защитная и регулирующая пуск аппаратура. Трансформатор меняет энергию, подаваемую из сети в энергию, необходимую для сварочных работ, а также согласует значения сетевого напряжения с напряжением на выходе.
Однопостовые сварочные выпрямители используют трехфазные трансформаторы, поскольку это помогает уменьшать пульсацию напряжения, которое делает сварочные соединения менее качественными. Регулятор тока позволяет формировать жесткую или падающую внешнюю характеристику. Это дает возможность устанавливать режимы сварки и необходимое значение напряжения.
Схема сварочного выпрямителя достаточно простая: собирается он на трехфазной мостовой схеме, иногда на однофазной схеме двухполупериодного выпрямления. Трехфазная конструкция дает более равномерное напряжение и хорошие технико-экономические показатели. Проводниками служат кремневые или селеновые вентили.
Примечание! Для домашнего использования трехфазная схема также будет лучшим вариантом.
Силовая конструкция бывает разная, и она влияет на формирование нескольких видов выпрямителей:
- Регулируемые трансформатором;
- Тиристорные;
- Регулируемые транзисторами;
- Инверторные;
- С дроссельным насыщением.
Также они делятся на виды по вольт-амперным характеристикам. Механизированная сварка под флюсом в аппаратах с саморегулированием дуги действует с однопостовыми выпрямителями с жесткими характеристиками. Реже применяются многопостовые сварочные выпрямители. Зачастую в них задействован трансформатор с нормальным магнитным рассеванием. Есть несколько способов регулирования напряжения:
- Регулирование витковое – используется в выпрямителе с секционированной обмоткой;
- Магнитное – применяется в аппаратах с магнитной коммуникацией и дроссельным насыщением;
- Фазовое – в выпрямителе тиристорном;
- Импульсное – таким методом обладает инверторный сварочный выпрямитель.
Примечание! Аппараты ручной сварки применяют выпрямители с падающими внешними характеристиками.
Многие мастера смогут подтвердить, что самодельный сварочный выпрямитель, который сделанный качественно, ничем не будет уступать заводскому агрегату. Для его создания не нужно обладать глубокими познаниями в мире электроники и механики, достаточно лишь иметь в наличии все необходимые элементы. Конструкция его следующая. Выпрямитель объединяется с трансформатором и вентилятором охлаждения. Сам выпрямитель собирается на диодах, которые монтируются в центре на кронштейны-радиаторы.
Каждый диод со всех сторон продувается потоком воздуха через вентилятор и внутреннюю воронку. Однако, чтобы такое продувание было качественным, необходимо продумать компоновку аппарата. Так, отверстия большого диаметра должны быть на стяжной крышке и в основании, к которому монтируется вентилятор. Один диод требуется подключить к общей клемме, а другой – к одному из выводов трансформатора.
Важно! Если требуется напряжение в 6-18 Вольт, то оба диода делаются переходными.
Такой сварочный выпрямитель своими руками собирать несложно. С его помощью улучшается зажигание дуги за счет увеличения напряжения холостого хода. Также увеличивается количество тепла, что очень полезно для сварки тонких деталей.
ogodom.ru
Самодельный сварочный выпрямитель своими руками
Изготовить сварочный выпрямитель своими руками при наличии комплектующих деталей, материалы для радиатора крепление вентилей и основного составляющего,
 |
силового понижающего трансформатора не составит особого затруднения у технически грамотного человека. При этом самодельный сварочный выпрямитель будет гарантирована поддерживать сварочный процесс ручной дуговой сварки постоянным током электродами с обмазкой. Можно прочитать в интернете, что постоянным током можно производить сварку проволокой без обмазки, не надо экспериментировать, оставьте это профессиональным сварщикам. Расплавленная обмазка на электроде препятствует проникновению газовых составляющих воздуха (в первую очередь азота) в расплавленный металл шва. Азот и кислород снижают прочностные свойства металла, а значит, шов получится более хрупким и пористым.
Первоначально необходимо подобрать готовый понижающий трансформатор с требуемыми параметрами. Обычно это не удается и его нужно намотать самостоятельно. Но предварительно должен быть сделан расчет его элементов, включая размеры магнитопровода (площадь сечения сердечников), количество витков и размер сечения шин и проводов. Расчет трансформатора выполняется по единой методике и не представляет трудностей со школьными знаниями электричества.
Простейший сварочный выпрямитель своими руками может быть выполнен по схеме, приведенной на Рис. 1.
Диодный выпрямитель, собранный по мостиковой схеме монтируется на радиаторе для теплообмена и охлаждения. Мощные диоды типа ВД-200 выделяют при работе много тепла. Для обеспечения падающей характеристики тока (вольтамперной) последовательно в цепь включается дроссель. Активное переменное сопротивление (реостат) в последовательной цепи позволяет производить плавную регулировку сварочного тока. Один полюс подключается к сварочному электроду, а второй к свариваемому объекту. Электролитический конденсатор на схеме работает как сглаживающий фильтр для снижения пульсаций.
Реостат вполне под силу намотать самому, для подобной работы необходим керамический сердечник (годится керамическая трубка изолятора) и проволока из никелина или нихрома. Диаметр проволоки зависит от величины регулируемого тока сварки. Расчет сопротивления реостата производится на основании удельного сопротивления проволоки, ее сечения и общей длины. От диаметра витков будет зависеть шаг (ступень) регулировки тока сварки.
Таким образом, самодельный сварочный выпрямитель можно изготовить в домашних условиях, при наличии необходимых материалов, на 100%.
Читайте также
 Многопостовые сварочные выпрямители
Многопостовые сварочные выпрямители Какие сварочные аппараты используются для одновременных сварочных работ несколькими сварщиками одновременно, и какие параметры необходимо учитывать …
 Многопостовые сварочные выпрямители
Многопостовые сварочные выпрямители industrika.ru
Выпрямитель сварочного аппарата своими руками: элементы для схемы
Выпрямитель сварочного аппарата своими руками можно собрать по схеме.
Для этого понадобится подготовить электродетали с инструментами.
Своим названием прибор говорит о предназначении операции.
Смену переменного тока в постоянный проводят, чтобы получить непрерывную дугу. Её используют для скрепления друг с другом материалов.
Виды аппаратов, их особенности

Сварочный выпрямитель своими руками
Самодельный сварочный выпрямитель нужен для эффективного питания бытовой конструкции или производственной с небольшими объёмами работ и рабочих циклов.
В промышленности применяют более мощную аппаратуру, действия с ней, не образуют пауз во время сварки.
В этот период происходит остывание раскалённых деталей, снижается скорость выполнения процедуры, что не мешает для домашних приспособлений.
Эти изделия состоят из элементов:
- трансформатора
- конденсаторного блока
- выпрямителя
Приступая к созданию сварочного прибора мастеру нужно определиться с направлением работ, их размерами.
От объема производства, количества соединений зависят:
- подбор нужных электродов
- системные параметры
- материальная характеристика
Сборщик, подобрав нужную схему и материалы, выполнив поэтапно сборку аппарата, добьётся необходимых показателей в системе.
Что хорошего в приборе и что мешает
Как переделать сварочный аппарат переменного тока в постоянный — на этот вопрос мастеру ответит нужная полупроводниковая схема с устройством выпрямителя:
- Лучшими показателями обладает трёхфазная система, она позволяет использовать мощность сети до 380 В.
- На подобном оборудовании работают там, где нужен большой непрерывный процесс, чтобы в этот временной промежуток, не прерываясь, сваривать крупные стальные детали. С помощью этих мощных аппаратов можно производить ворота, контейнеры, любые хозяйственные металлические сооружения.
- Такой инструмент пригодится в основном не на частном хоздворе, а для малого бизнеса и реализации изготовленных изделий. Все потому, что это громоздкие и тяжелые конструкции, в отличие от приспособлений с меньшим количеством фаз, нуждаются в дополнительных установках для перемещения аппарата.
В подобной системе трансформатор способен снизить массу, но его сердечник нужно уметь самостоятельно намотать или купить готовый с необходимыми параметрами.
Требования для конструктивной сборки
Схема для простого выпрямителя не представляет особой сложности, понадобятся проводники, пропускающие электрический поток и направленные в нужную сторону.

Схема сварочного выпрямителя
Электродетали следует подготовить из следующей комплектации:
- диодов — они позволяют работать схеме без управляющих блоков
- тиристоров, подающих сигналы на элементы для хорошего прохождения электрических
- потоков, при их уменьшении закрываются вентили
- транзисторов, управляющих всеми процессами с напряжением
- резисторов, позволяющих регулировать ток
Чтобы электрические элементы дольше служили в эксплуатации, их подбирают с высокими параметрами, при этом следят, чтобы фактический ток был в цепи меньше заданного по номиналу.
Сборка сварочного выпрямителя происходит с помощью следующих предметов:
- трансформатора
- диода
- радиатора
- дросселя
- электрода
- конденсатора
- керамического сердечника
- никелиновой проволоки
Собранную полупроводниковую схему в виде диодного выпрямителя устанавливают с радиатором, обеспечивающим теплообмен и охлаждение. Дросселем снабжают падающую характеристику электротока, увеличенным сопротивлением или реостатом регулируют нужные параметры. Полюсы, положительный и отрицательный, подключают на электрод и объект.
Функция электролитического конденсатора в схеме служит осуществлению, сглаживающей фильтрации и снижению пульсации.
Многие специалисты самостоятельно справляются с намоткой реостатов на керамические сердечники. Используют проволоку нихромную или никелиновую. Их диаметральный подбор зависит от величины сварочных токовых потоков.
Реостатное сопротивление рассчитывают, основываясь на параметры проволоки:
- удельное сопротивление
- сечение
- длину
Регулировка сварочного тока зависит от количества витков.
Принцип работы однофазной мостовой схемы
Процесс протекания переменного тока можно представить в виде волны, колеблющейся с определенной частотой. Это процедура очень быстрая, которую представить можно, как в один определенный момент, проходит ток сначала в одну сторону затем в другую.

Однофазная мостовая схема выпрямления
В сварке специалисты добиваются, чтобы эти перемещения осуществлялись в одностороннем порядке:
- Во вторичную обмотку трансформатора впаивают полупроводник, он осуществляет электрический пропуск в нужном направлении, что и является постоянным током. Так как переменный ток с наличием частот, своими волнами создаст паузы, которые недопустимы в рабочем процессе.
- В схеме, припаивают электродетали в обратном направлении по отношению друг к другу, тогда, и электронный поток потечет в обратную сторону.
- Если создать схему с парами элементов, направленных один к другому, получат поток из волн с колебанием от нулевого значения до максимального. Этот предел рассчитывают на возможность вторичной трансформаторной обмотки.
- Таким же способом получают колебания, снижающиеся до минимума, с момента которого начинается новый подъём. При этом вырабатывается плюс полюсного напряжения, а его минус располагается в обмотке трансформатора.
- Эту схему применяют с наличием в устройстве вывода, чтобы не разбирать обмотку, его можно создать самостоятельной намоткой. Эта конструкция славится своей экономичностью по отношению к количеству полупроводниковых элементов.
- Разделение обмотки на несколько участков позволяет пользоваться только её частью.
- Наиболее удобной и применимой у электротехников является мостовое выпрямительное сооружение. Подобный план состоит из квадрата с полупроводниками по сторонам. Одни углы у него выдают постоянный ток, другие показывают выход напряжения от трансформатора.
Этот пример имеет преимущество, он не требует создавать вывод от второй обмотки, но понадобится много полупроводниковых вентилей. Сварка будет с небольшой мощностью, для них подбирают специальных размеров электроды, и сваривают детали ограниченные в параметрах. Следует учесть, уменьшает колебания волн, при работе сварочного аппарата, параллельное включение конденсаторного приспособления.
Отличительные черты трёхфазной аппаратуры
Принцип работы прибора, собранного по электросхеме для выпрямителя, питающегося тремя сетевыми фазами, основан на наличии небольшой пульсации выходного напряжения. Волны в процессе перекрывают одна другую, не давая напряжению снизиться до нулевого значения.
Сварочную установку сооружают, включая в фазы полупроводники за трансформаторными обмотками. Выводы соединяют, получая в итоге единственный выход. Через подобный мост пропускаются разделенные надвое волны, образующие учащенную пульсацию, но с меньшей силой. В подобной конструкции понадобится вывод нуля, а трансформатор соединяют с питанием по специальной схеме.
Мастера на практике знают, что наиболее качественная работа получается с применением аппаратов, работающих на постоянном токе, обеспечивающих дугу стабильным горением с прочным швом. Чтобы получить необходимые параметры, несмотря на рост технологических открытий, появлению новшеств в приборостроении, мастера своими руками производят и по-прежнему используют, простейшие выпрямители.
Переделка сварочного аппарата на постоянный ток — на видео:
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
foxremont.com
Сварочный аппарат своими руками
Если мы хотим собрать сварочный аппарат своими руками, нам потребуется очень мощный источник питания для создания и поддержания дуги, который будет преобразовывать сетевое напряжение обеспечения номинальной величины и качества сварочного тока
 |
Под блоком питания дуги в общем случае подразумевается схема состоящая из силового трансформатора и регулирующих элементов, улучшающих характеристику дуги а также выпрямитель и другие устройства. В самом простом варианте, если рассматривать схемы изготовления сварочного аппарата своими руками, то источником питания для дуги является только один силовой трансформатор, без использования дополнительных блоков и узлов.

| Сварочный аппарат своими руками структурная схема для домашней мастерской |
Блок питания заключается в корпус и оборудуется всеми необходимыми мелочами: соединительными разъемами и клеммами, специальными выключателями и регуляторами. Корпус сварочника можно оборудовать ручками для переноски и колесиками.
Подобную конструкцию достаточно хорошего качества сварки можно изготовить самостоятельно и своими руками. Главный секрет самодельного аппарата это небольшое понимание процесса сварки, правильный выбор материала, ну и вложить в процесс изготовления устройства кусочек своей души, мастерства и терпения.
Однако, если вы решились на самостоятельную сборку аппарата, вам будет гораздо легче, если свы поймете основные базовые теоретические навыки, касающиеся момента горения сварочной дуги и плавления электрода, характеристик трансформаторов, магнитопроводов.
Это главный элемент любой схемы сварочного устройства, он понижает сетевое напряжение до 50…80 В. Работает трансформатор в особых условиях, их называют дуговом режиме при этом происходит максимальная отдача мощности. Поэтому трансформаторы должны спокойно выдерживать протекание больших токов до 200 А. Силовые характеристики трансформаторов должны сочетаться с их динамическими — ВАХ трансформатора должна соответствовать определенным требованиям, иначе ее нельзя будет использовать для ручной сварки.
Конструкции типовых трансформаторов сильно отличаются друг от друга. Разнообразие самодельных сварочных трансформаторов огромное, так как в их конструкциях много уникальных решений, но помимо этого самодельные конструкции трансформаторов очень просты: в них отсутствуют дополнительные элементы для регулировки тока, а регулировка происходит путем переключения витков катушек или с помощью других внешних специализированных устройств.

Трансформатор состоит из магнитопровода, состоящего из наборных пластин специальной трансформаторной стали, первичной и вторичной обмотки, часто собранных с отводами для регулировки или схемы устройства. Если трансформатор рассчитан на заданный ток, то варить можно сразу с выхода вторичной обмотки, без дополнительных схемных решений ограничения тока. Первичную обмотку рекомендуется изготавливать с отводами — это позволяет немного изменять сварочный ток, а при некоторых условиях поднастроить трансформатор под просевшее напряжение сети.
Главной частью трансформатора является магнитопровод. В большинстве случаев при изготовлении своими руками применяют магнитопроводы со списанных силовых и старых телевизионных трансформаторов, а также статоров электродвигателей. Этим объясняется огромное разнообразие изготовленных народными умельцами различных типов магнитопроводов сварочных трансформаторов.
| Сварочный аппарат своими руками. Характеристики источника питания и сварочной дуги |
Кроме основных параметров трансформатора таких как геометрические размеры магнитопровода, число витков его обмоток, величина уровня входного и выходного напряжения, потребляемый и максимальный на выходе ток имеются еще ряд характеристик для электросварочной системы, которые трудно оценить в домашних условиях или измерить с помощью самодельных измерительных приборов, однако именно эти характеристики определяют степень годности сварочного трансформатора в качестве источника питания для ручной сварки, в том числе и для формирования качественного шва. Что напрямую зависит от способности трансформатора стабильно держать ток, что описывается таким тезническим параметром, как внешняя вольт амперная характеристика (ВАХ) источника питания.
Внешней ВАХ называется зависимость напряжения на разъемах источника от величины сварочного тока.Сварочный ток зависит от нагрузочных свойств трансформатора и от электрической дуги.
Для ручной сварки используется только крутопадающая характеристика (3), жесткая и пологопадающая используются только в автоматах.
Характеристики сварочной дуги. Дуга это длительный электрический разряд на конце электрода и области дуговой зоны металла. При зажигании дуги сначала произойдет пробой газового промежутка электронами, а затем процесс стабилизируется и в дуговом промежутке появится также ионная проводимость. Помимо этого, стабилизатором горения дуги считается плавящаяся и испаряющаяся обмазка электродов.
В процессе соединения металом плавящимся электродом, под воздействием высоких температур, осуществляется плавление металла и формирование капли, а затем ее отрыв от электрода и перенос на металл конструкцию. Диаметр формирующихся капель и скорость их появления зависят от силы тока, диаметра электрода, длины дуги.
Если трансформатор работает хорошо, дуга горит стабильно, а наплавленный металл ложитсяровно — значит, все сделано правильно; если нет, то характеристика ВАХ трансформатора близка к жесткой. Тогда можно это исправить включив в цепь балластное сопротивление резистора номиналом в сотые доли ома, например кусочек проволоки из нихрома. Балластный резистор немного ограничит максимальный ток трансформатора, что подправит его внешнюю характеристику.
Так можно получить хорошие результаты горения дуги при сварке в ручном режиме. Улучшения крутизны внешней характеристики трансформатора можно также добится увеличив его выходное напряжения холостого хода, хотя при этом снизится КПД трансформатора.
Еще один полезный технический параметр, характеризующий работу устройства -Динамическая характеристика источника питания. Как известно, источник питания дуги должен обладать быстрой реакцией на изменения тока и напряжения в дуге. Это зависит от времени восстановления напряжения от нулевых показаний в режиме короткого замыкания до напряжения повторного появления дуги. Это время и считается динамической характеристикой источника питания. Оно не должно быть более 0,05 с на 25 Вольт. Эта особенно значимо при замыкании капель расплавленного металла дугового промежутка, то есть в момент перехода трансформатора в режим короткого замыкания.
Сила тока короткого замыкании во вторичной обмотке может быть выше сварочного тока в два раза. Для режима ручной в самодельных сварочных аппаратах своими руками, малое отношение токов могут оказаться отрицательным фактором.
Для устойчивого горения сварочной дуги важное свойство имеет так называемая эластичность дуги , т.е она продолжает гореть при увеличении ее длины. Эластичность дуги величина колличественная, ее критерием является ее максимальная длина, при которой дуга способна существовать.
Дуга способна загореться только при достижении в начале полупериода необходимого напряжения. Дуга переменного тока может зажигатся и гаснуть по 100 раз за секунду и гореть отдельными вспышками. Это зависит от напряжение холостого хода и фазового сдвига между напряжением холостого хода и током дуги. Сократить паузы в горении дуги можно повысив напряжения холостого хода. Однако не следует повышать его выше уровня 80 В с точки зрения электробезопасности. Лучше это решить с помощью схемотехнических возможностей, включив в цепь дросселя, приводящие к фазовому сдвигу между током и напряжением.
Сварочная дуга после этого может не иметь перерывов в горении вообще, так как она поддерживается ЭДС самоиндукцией.
На постоянном токе дуга более стабильна, швы получаются более лучшими. Постоянный ток в сварочных аппаратах собранными своими руками появляется после выпрямления его переменным током с помощью мощных выпрямительных мостов. Например на основе мощных диодов типа В-200 с максимальным ток до 200 Ампер).
Эти диоды обладают большими размерами, а их корпус необходимо установить на радиаторы. Лучше будет если вместо отдельных диодов использовать уже готовый диодный мост.
Диодные мосты в случае необходимости можно соединить параллельно для увеличения предела максимального тока.
Форму постоянного напряжения легко сгладить, использовав на выходе конденсатор емкостью от 10000 мкФ. При этом емкость подключается через сопротивление, который необходим, т.к в момент зажигания дуги происходит касание электрода к металлу и создается короткое замыкание.
| Сварочный аппарат своими руками. Расчет трансформатора |
Специфика расчета заключается в том, что при изготовлении самодельного аппарата параметры необходимо подстраивать под имеющийся магнитопровод. Часто трансформатор собирается не из самого лучшего материала для магнитопровода, и наматывается не лучшим проводом.
| Сварочный аппарат своими руками постоянного тока, очень простая схема |
Достоинства аппаратов постоянного тока перед их «переменнотоковыми аналогами хорошо известны. Это мягкое и плавное зажигание дуги, возможность соединять тонкостенные детали, меньшее разбрызгивание металла, отсутствие непровариваемых участков.
| Вариант самодельного сварочного аппарата своими руками |
Выходное переменное напряжение со вторичной обмотки силового трансформатора — 54 вольта. Использованы мощные тиристоры — Т161 — 160, управляемые оптотиристорами типа ТО125 — 12,5. Диоды мощные типа Д151 — 160. Это схема позволяет варить электродами до 3-4мм. После выпрямителя в схеме имеються три конденсатора по 15000 микрофарад на напряжение 80 вольт, и дроссель. Дроссель изготавливае5тся на ш-образном сердечнике с немагнитным зазором 0,5 — 1,0мм, площадь сечения которого 25 см2 . Намотка осуществляется толстым медным проводом до заполнения каркаса.

Блок управления тиристорами выполнен на двух биполярных транзисторах, это стандартный релаксационный генератор с аналогом динистора. Стабилитрон VD1 типа Д814Д. Выпрямительный мост КЦ405Е или его аналог.




www.texnic.ru
Несмотря на то, что электрическое оборудование является одним из самых сложных по своей конструкции, многими мастерами изготавливается выпрямитель для сварочного аппарата своими руками. Кроме хорошо оборудованной мастерской, необходимы знания в электротехнике. Современные реалии таковы, что можно воспользоваться уже готовыми схемами, а также советами по подбору диодов и других элементов.
Самодельные приборы могут изготавливаться как для однофазной, так и для 3-фазной сети. Во втором случае требуются более мощные диоды для выпрямительного моста и система охлаждения.
Устройство сварочного выпрямителя

Важно! Для самостоятельного изготовления выпрямителя можно не использовать трансформатор, а подключать его напрямую к сети
Если объяснять простыми словами, что представляет собой сварочный выпрямитель — это устройство, которое преобразует переменный ток в постоянный. В сварочных работах последний вид тока обеспечивает большую мощность и стабильность дуги. Но поскольку в сети используется только переменный, то необходимо устройство, которое будет его преобразовывать.

Схематическое устройство сварочного выпрямителя
Само устройство довольно требовательно к расчетным данным, но принцип его работы достаточно понятен. Входящий ток поступает на первичную обмотку понижающего трансформатора. За счет электромагнитной индукции на вторичной обмотке появляется электрический ток, но с другими параметрами. Будет понижено напряжение, и повышена сила тока. Следующий этап — трансформация. Это именно то, для чего конструируются выпрямители.
Происходит это вследствие прохождения синусоиды переменного тока через систему диодов. Суть его работы заключается в следующем: переменный ток проходит через выпрямитель. При движении синусоиды вверх диод пропускает поток электронов, но при изменении направления (прохождении через ноль) блокирует движение. На выходе из выпрямителя направленный поток электронов образуется только в одну сторону.
Наиболее практично сделать сварочный выпрямитель на тиристорах своими руками. Не использовать простые диоды, а сконструировать более сложную цепь, используя конденсаторы, тиристоры. Явным плюсом окажется более точная и гибкая настройка силы тока. Мощный трансформатор, который можно задействовать для конструкции, — можно извлечь из б/у микроволновки.
Самодельный сварочный выпрямитель для однофазной сети
Чтобы понять, что представляют собой функциональные блок-схемы сварочных выпрямителей, стоит начать с того, что внешние характеристики могут быть падающими или жесткими, в зависимости от типа электрода.
Его принципиальная схема состоит из 2 обязательных элементов: трансформатора, тиристорной схемы (сюда же входит компенсатор). Вторая может быть 2 типов: из управляемых тиристоров Vy и диодная неуправляемая Vн. В линейном блоке находится сглаживающий дроссель Lc. Этот компонент призван снизить скорость нарастания тока до максимальных значений при появлении сварочной дуги. Эта защита выполняет роль индуктивного фильтра, не допуская разбрызгивания металла из сварочной ванны.
Трансформатор понижающий формирует внешние характеристики и регулирует режим работы. Из-за низкой стабильности выходного тока у однофазных однополупериодных выпрямителей преимущественно применяются 2-полупериодные схемы, которые пропускают верхние и нижние части волн.
Выбор конденсатора основывается на 2 характеристиках: емкости (чем она выше, тем меньше пульсация) и напряжении (должно превышать амплитудное как минимум в 2 раза).
Сварочный выпрямитель для трехфазной сети
В домашних условиях можно сделать выпрямитель для 3-фазной сети. Для этого используется схема сварочного выпрямителя имени Мицкевича. Она включает в себя 3 соединенных диода с выходом на конденсатор. Но эта схема имеет недостатки 1-фазного однополупериодного выпрямителя — нестабильность тока. Она неуправляемая, с уже заданными точными характеристиками тока.
Этот недостаток компенсирует вторая схема Ларионова. В ней используются 2-полупериодные схемы на каждую фазу. В этом случае потери тока минимизированы почти вдвое, есть возможность управления такими параметрами, как сила тока на выходе.
Инверторный сварочный выпрямитель
Инверторный выпрямитель представляет функциональный прибор в отличие от простого аналога. Он способен трансформировать переменный ток в прямой, а также отключать эту функцию и работать с переменным. В зависимости от используемых тиристоров, есть возможность менять частоту тока, уменьшать или увеличивать силу тока и напряжение. Использование выпрямителя ограничено и затратно: обычно такие устройства применяются в промышленных масштабах. Поэтому для бытового использования лучше предпочесть инвертор.

Особенности применения и меры безопасности при работе
Важно! При первичном включении необходимо использовать меры безопасности на случай короткого замыкания
Основы безопасности работы с электричеством связаны с его эксплуатацией. В то же время, работая над схемами, никто не застрахован от неправильных действий, применения элементов, не соответствующих указанным параметрам, а также использования ошибочных схем или допущения собственных ошибок. В связи с этим при проверке работоспособности устройства нужно придерживаться следующих правил:
- Включение новых схем проводить, максимально обезопасив себя от воздействия поражения электричеством. Перед включением установить сборку в емкость, сделанную из диэлектрического материала, отойти на расстояние не менее 1-1,5 метров и только после этого опробовать работоспособность системы.
- При работе с конденсаторами нового поколения важно помнить, что при несоответствии рабочего напряжения может произойти предусмотренная производителем разгерметизация. В результате КЗ возникает задымление, вредное для глаз.
- Стабилизирующий блок питания. Входное напряжение стабилизаторов должно превышать выходную величину минимум на 1,5 В.
- Транзисторы и стабилизаторы желательно устанавливать на разные радиаторы, поскольку каждый из них выделяет большое количество тепла.
Заключение
Зная, как сделать выпрямитель на 12 Вольт своими руками, можно изготовить для собственного использования устройство, которое будет полезным не только для сварки, но и во многих домашних приборах, освещении, зарядниках для автомобильных аккумуляторов, аудиоаппаратуры. Выпрямитель может работать как от сети, так и от вторичной обмотки трансформатора. Единственный недостаток схем, используемых для бытового применения, — невысокий КПД.
Видео: САМОДЕЛЬНЫЙ СВАРОЧНЫЙ АППАРАТ ПОСТОЯННОГО ТОКА
Сварочный аппарат — узкоспециализированное оборудование, но практически каждому мужчине не раз в жизни приходилось искать подобный агрегат для ремонта домашней техники или автомобиля. Достаточно легко сделать сварочный аппарат своими руками, но при этом следует понимать, что оборудование годится для работы над небольшими конструкциями. Это будет сварка электродугой от источника переменного или постоянного тока.
Аргонная и газосварка требуют специальных знаний и аппаратуры. Изготовить газогенератор дома можно, но если у мастера нет профильного образования, велик риск совершить ошибку. Аппарат для аргонно-дуговой сварки проще брать в аренду, это стоит в десятки раз дешевле, чем мастерить оборудование самостоятельно.

Структурная схема сварочного аппарата
Сварочный аппарат для домашнего использования — это упрощенная конструкция с самыми простыми комплектующими деталями и несложной схемой сборки. Основная деталь — сварочный трансформатор, который можно сделать самостоятельно или использовать узел бытового прибора (например, микроволновой печи).
Сварочный инверторный агрегат устроен по схеме:
Сделать трансформатор можно самому, используя отработанные кабели проводов и необходимой длины медную ленту.
Если в трансформаторе используется круглая медная проволока, работа аппарата ограничивается 2-3 сварочными стержнями. Для охлаждения используют трансформаторное масло.
Шов на соединяемых деталях образуется за счет тепла, источником которой служит электродуга, возникающая между двумя электродами. Один из электродов — это свариваемый материал. Короткое замыкание, которое требуется для разогрева электрода (катода), приведет к возникновению устойчивого разряда температурой до 6000°С. Под его действием металл начнет плавиться. Это грубое описание процесса сварки для неспециалистов, которым в быту требуется просто быстро зафиксировать необходимый профиль, деталь.
Комплектация изделия
Сварочные инверторы самостоятельно делают достаточно редко. Это электронное устройство требует неоднократной проверки, специфических знаний и опыта. Самоделку на основе трансформатора сделать проще и, поскольку работать она должна от бытовой сети (чаще 220 В), то для выполнения мелкого домашнего ремонта этого аппарата будет вполне достаточно.

Сварочный инвертор на сеть в 220 В собирается по схеме, которая используются для приборов, работающих от промышленной трехфазной сети. Нужно знать, что эти аппараты будут иметь КПД на 60% выше, чем оборудование, приспособленное на однофазную сеть.
Cварочник из трансформатора изготавливается без дополнительных узлов, в комплектацию входит:
- трансформатор (можно сделать самому);
- изоляционный материал;
- держак сварочного стержня;
- ПРГ-кабель.
Более сложные изделия инверторы комплектуются:
- трансформатором;
- инвертором;
- системой вентиляции;
- амперным регулятором.
После сборки замеряется напряжение вторичной обмотки: значения не должны выходить за параметры 60-65 В.
Блок питания простого сварочника
Самодельные сварочные трансформаторы — простое оборудование для редкого ремонта. Магнитопроводом может служить статор. Первичная намотка будет подключаться к сети, вторичная рассчитана для получения электродуги и выполнения работ. Обмотка трансформатора состоит из медного провода или ленты (до 30 метров).
При сварке рекомендуется использовать электрод диаметром 3-4 мм. Сердечник трансформатора делают в форме подковы, его площадь сечения — около 50 кв см. Этих параметров достаточно для максимальной мощности.

Первичная намотка делается медной полосой с хлопчатой изоляцией. Можно использовать «голый» магнитопровод и заизолировать его отдельно. Полосками из хлопчатой ткани обматывают провод и пропитывают любым лаком для электротехнических работ. Вторичная обмотка наматывается после изолирования первичной. Сечение первичной обмотки 5-7 кв. мм, сечение вторичной — 25-30 кв. мм. После изоляции проводят тестирование параметров: может потребоваться большее количество витков.
Сварочный аппарат инверторного типа имеет более сложное устройство, может работать на постоянном или переменном токе и обеспечивает лучшее качество шва. Но если в быту требуется провести только точечную сварку (например при ремонте бытовой техники), то изготовление инверторного сварочника нецелесообразно. Если используется трансформатор от пылесоса или микроволновой печи, важно не повредить первичную обмотку. Вторичная обмотка в 80% случаев должна сниматься и переделываться, чтобы агрегат не перегревался.
Блок выпрямителя
Блок выпрямителя преобразует напряжение переменного сигнала в постоянный и состоит из небольшого количества мелких деталей:
- диодные мосты;
- конденсаторы;
- дроссель;
- вольтдобавка.

Выпрямитель собирается по принципу мостовой схемы, где на входе подается переменный ток, а с выходных клемм выходит постоянный. Оба устройства — трансформатор и выпрямитель для сварочника — оснащаются блоком принудительного охлаждения. Можно использовать кулер от блока питания компьютера.
Блок инвертора
Блок инвертора преобразует постоянный ток с выпрямителя в переменный и выдает напряжение до 40 В, силу тока до 150 А.
Инвертор работает по следующей схеме:
- С розетки переменный ток (частота 50-60 Гц) поступает на выпрямитель, где выравнивается частота.Ток поступает на транзисторы, где постоянный сигнал преобразуется в переменный с увеличением частоты колебаний до 50 кГц.
- Понижение напряжения высокочастотного потока на понижающем трансформаторе с 220 до 60 В. При этом увеличивается сила тока. Благодаря увеличению частоты в катушке инвертора используют лишь минимально допустимое количество витков.
- На выходном выпрямителе происходит последнее преобразование электропотока в постоянный с большой силой и низким напряжением, который оптимально подходит для качественной сварки.

В сварочном приборе кроме главных этапов происходит корректировка силы тока, обеспечивается оптимальная вентиляция. Изготовить инвертор самому можно, руководствуясь подробной схемой.
Требуемый инструмент
Для сборки сварочного аппарата и изготовления понадобятся такие инструменты и приборы:
- ножовка;
- крепеж;
- паяльник;
- нож, зубило, пинцет и отвертки;
- металл листовой для каркаса;
- электроды;
- элементы сборки для трансформатора, асинхронный статор.

Сборка деталей аппарата происходит на текстолитовой основе, для корпуса используются листы алюминия или промышленной стали.
Изготовление
Все детали при схеме изготовления в домашних условиях трансформаторного сварочника будут располагаться в следующем порядке:
- выпрямитель;
- сетевой фильтр;
- преобразователь;
- трансформатор;
- силовой выпрямитель.
Из схемы можно исключить сетевой фильтр и выпрямитель, но электродуга будет плохоуправляема, а шов — некачественным (неровным, с большими рваными краями, которые потребуют зачистки).
- Намотка катушек трансформатора. Для инверторного сварочника, который будет работать на переменном и постоянном токе, потребуется высокочастотный трансформатор с модулем преобразования.
- Лакировка изоляции обмотки.
- Сборка мгнитопровода. Оптимальный вариант — асинхронный статор от электромотора мощностью 4-5 кВт.
- Пайка соединений катушек и вывода.
- Проверка трансформатора.
- Сборка диодного моста и соединение в схеме. Потребуется 5 диодов класса КВРС5010 или В200.
- Установка охлаждающего радиатора на каждый диодный мост.
- Монтаж дросселя на одной плате с выпрямителем.
- Установка регулятора тока на панели управления.
- Обеспечение вентиляции всей конструкции. В корпус аппарата для сварки по периметру устанавливаются вентиляторы.
- Выход на рабочие электроды и держак устанавливается на передней стенке, шнур питания на противоположной.
- Между платой с блоком питания и силовым узлом рекомендуется установить порог из листового металла, конденсатор напряжения, который будет стабилизировать ток в электродуге.
Вес собранного аппарата для мелкого ремонта от 10 кг. Диодный мост с дросселем рекомендуется изготавливать в отдельном корпусе, для уменьшения веса. Этот узел будет необходимо подключать к аппарату для сварки нержавеющей стали. При переменном напряжении сети для сварки железного профиля, ремонта кузовных работ или точечных прихватов оборудование типа полуавтомат практически не требуется.
На переменном токе
Самодельный сварочный аппарат, работающий на переменном токе, имеет преимущества:
- Надежный шов. На переменном токе дуга не отклоняется от изначальной оси, это помогает новичкам делать ровный и качественный шов.
- Простой способ сборки аппарата.
- Бюджетная стоимость комплектующих.
- Необходимо подключить только к однофазной сети, достаточно бытовой розетки.

Главный недостаток контактно-сварочного аппарата – разбрызгивание металла во время работы из-за прерывания синусоиды электродуги и быстрый перегрев трансформатора. Для сварки деталей толщиной до 2 мм диаметр электрода должен быть 1,5-3 мм. Сварка листов от 4 мм проводится стержнями 3-4 мм при силе тока аппарата не менее 150 Ампер.
На постоянном токе
Самодельные аппараты постоянного тока широко используются для дома, но при сборке требуют навыков, времени и большего количества мелких деталей. Среди преимуществ оборудования:
- устойчивая дуга позволяет варить сложные и тонкостенные конструкции;
- отсутствие неприхваченных участков;
- нет брызг металла, срезка заусенцев и зачистка швов не требуется.
Укомплектованный сварочный аппарат постоянного тока своими руками рекомендуется несколько раз проверить на перегрев трансформатора, конденсатора и диодного моста в тестовом режиме перед основной эксплуатацией.
В конструкцию самодельных аппаратов для сварки можно вносить изменения и постоянно их дорабатывать. Можно сделать агрегат, который бы работал на постоянном токе, минимальную конструкцию, работающую на переменном сигнале при минимальной силе до 40А, или массивный стационарный агрегат для установки в мастерской.
Сварочный выпрямитель для электросварки используется для насыщения электрическим током поста электросварки при ручной и при дуговой. Он используется чаще всего для того, чтобы можно было преобразовывать электрический ток переменной частоты в один непрерывный разряд электротока, который будет нужен для использования плавления нужной заготовки. Сварочный выпрямитель изготавливается своими руками в основном для использования различных конструкций, как в бытовых, так и в мелко-подрядном бизнесе.
Предназначение выпрямителя
Сварочный выпрямитель предназначен, для того, чтобы питать пост сварки и при этом преобразовывать переменный ток в постоянный и непрерывный разряд.
Бытовыми аппаратами для сварки считаются конструкции с небольшими мощностями, которые имеют относительно низкий исходный ток электросварки. Такие системы имеют специальную паузу для быстрого остывания, во время этапамных работ. И эта пауза достаточно длинная, поэтому такие системы достаточно малоэффективны в процессе нужного выполнения больших и объемных работ, таких как промышленные условия.
- трансформатор для понижения;
- блок конденсатора;
- выпрямитель. Перед тем как приступить к изготовлению аппарата для сварки, вам понадобится определить, для каких именно выполнений и каких именно работ будет использоваться ваша конструкция. От этого решения зависеть показатели нужной системы, размер нужного электрода и все исходные характеристики для материалов, соединяемых из заготовок.
Преимущества
Самыми лучшими показателями из всех показателей тока на выходе являются только 3-х фазные системы, те, что легко подключаются к сети в 380 В.Такие приспособления можно использовать достаточно долго и при этом не надо делать какие либо перерывы для их остывания. При помощи подобных конструкций, возможно, работать и с более крупными системами, например, стальными. Эти системы отлично сочетаются и для присоединений контейнеров, различных ворот и т.д. Приспособление отлично подходит именно для малого бизнеса.
Недостатки
Большим недостатком данной системы является его трудный доступ к электросети электрического питания. Далеко не все села, и кооперативы могут иметь доступ к подобным необходимым коммуникациям. А значит, следует понимать, что данный аппарат для сварки, обладающий 3-х фазным трансформаторным устройством будет достаточно тяжел, он весит почти в 2 раза больше одно фазного аналогичного устройства. Нужно также понимать, что общий вес конструкции будет превышать 100 кг.
Следовательно, одному конкретному человеку такой вес не под силу, поэтому понадобится установить колеса, чтобы возможно было переместить данную конструкцию. Возможно, будет использовать и трансформаторное приспособление, которое понижает вес на 20%-40%. Но нужно обязательно учитывать, что наматывать его надо будет самостоятельно.
Конструкция аппарата для выпрямления
Выпрямитель для сварочного аппарата строится вокруг тех полупроводников, которые обязательно используются для того, чтобы пропускать необходимые потоки электричества в единственно нужном направлении.
В схемах для выпрямления нужно использовать данные приспособления:
- диод. При применении диода в схему конструкции для выпрямления вообще не понадобится включать никакие блоки управления;
- тиристор. Нужен, чтобы хорошо проходил ток, элемент должен обязательно получить нужный сигнал от системы управления. Сам вентиль закроется, когда проходящий по нему ток опустится до нуля или при уменьшении напряжения на элементе;
- транзистор. Это просто вентиль, с помощью которого можно управлять, это приспособление самое из всех дорогостоящее.
А так же, следует заметить, что во всех этапах использования диодов электроцепочка будет требовать обязательного добавления нужного резистора, чтобы была хорошая возможность производить нужную регулировку силы электрического тока.
Любое из вышеописанных приспособлений следует подбирать с небольшим запасом, в противном случае, они быстро выйдут из строя. А также нужно учесть, что протекающий по цепочке электрический ток должен быть обязательно в несколько раз меньше, чем заданный номинальный.
Элементы для изготовления сварочного выпрямителя:
- трансформатор;
- диод;
- радиатор;
- дроссель;
- электрод;
- конденсатор;
- керамический сердечник;
- никелиновая проволока.
Полупроводник понадобится обязательно установить на радиатор для теплообмена и охлаждения. Чтобы можно было обеспечить падающую характеристику электрического тока, в цепочку обязательно нужно последовательно добавить дроссель. Сильное сопротивление переменного электрического в правильно поставленной цепочке поможет выполнить точную регулировку электрического тока электросварки. Первый полюс надо будет подключить к электроду для электросварки, другой полюс подключить к соединяемой подготовленной заготовке. Электроконденсаторное устройство нужно будет использовать как фильтр для уменьшения и снижения пульса.
Нужно взять ступенчатый переключатель напряжения, вольтметр до 30 вольт, амперметр до 10 ампер, выход постоянного тока, выход переменного тока, дополнительное гнездо для регенерации батареек.
Крышка устройства, как и оно само делается из листового алюминия.
Понижающий трансформатор, с вторичной перемоткой (сечение 2,5 сантиметра), диодный мостик, на выходе кондицатор, ступенчатый переключатель, на выходе автомат постоянного тока на 5 ампер, при сработки автомата включается звуковой генератор, 5 транзисторов. Включить в электросеть, должно показывать 20 ампер, включить автомат. Вот так просто работает это устройство.
Как сделать сварочный аппарат своими руками
Изготовление сварочного аппарата требует хотя бы минимальных знаний в области работы трансформатора. Его возможно сделать самому. Но без каких либо знаний электротехники здесь не.
Сварочный инвертор своими руками
Вне зависимости от того, о каком сварочном аппарате идёт речь – заводской или кустарной сборки, самой важной деталью конструкции устройства будет являться схема. Шнур для.
Как подключить сварочный аппарат: просто о сложном!
Готовясь к сварочным работам, в первую очередь, надо определиться с местом для оборудования. Сварочный аппарат должен находиться подальше от других предметов, чтобы вокруг него.
Ремонт сварочных инверторов своими руками
Любая техника может выйти из строя, особенно если она интенсивно эксплуатируется в течение длительного срока. Сварочный инвертор не является исключением, хотя эти устройства.
Что такое трансформаторный сварочный аппарат переменного тока
Сварочные аппараты давно стали привычными не только в промышленных цехах, но и в быту. С их помощью можно решить много различных проблем, связанных с применением разнообразных.
Выпрямитель сварочного аппарата своими руками можно собрать по схеме.
Для этого понадобится подготовить электродетали с инструментами.
Своим названием прибор говорит о предназначении операции.
Смену переменного тока в постоянный проводят, чтобы получить непрерывную дугу. Её используют для скрепления друг с другом материалов.
Виды аппаратов, их особенности

Сварочный выпрямитель своими руками
Самодельный сварочный выпрямитель нужен для эффективного питания бытовой конструкции или производственной с небольшими объёмами работ и рабочих циклов.
В промышленности применяют более мощную аппаратуру, действия с ней, не образуют пауз во время сварки.
В этот период происходит остывание раскалённых деталей, снижается скорость выполнения процедуры, что не мешает для домашних приспособлений.
Эти изделия состоят из элементов:
- трансформатора
- конденсаторного блока
- выпрямителя
Приступая к созданию сварочного прибора мастеру нужно определиться с направлением работ, их размерами.
От объема производства, количества соединений зависят:
- подбор нужных электродов
- системные параметры
- материальная характеристика
Сборщик, подобрав нужную схему и материалы, выполнив поэтапно сборку аппарата, добьётся необходимых показателей в системе.
Что хорошего в приборе и что мешает
Как переделать сварочный аппарат переменного тока в постоянный — на этот вопрос мастеру ответит нужная полупроводниковая схема с устройством выпрямителя:
- Лучшими показателями обладает трёхфазная система, она позволяет использовать мощность сети до 380 В.
- На подобном оборудовании работают там, где нужен большой непрерывный процесс, чтобы в этот временной промежуток, не прерываясь, сваривать крупные стальные детали. С помощью этих мощных аппаратов можно производить ворота, контейнеры, любые хозяйственные металлические сооружения.
- Такой инструмент пригодится в основном не на частном хоздворе, а для малого бизнеса и реализации изготовленных изделий. Все потому, что это громоздкие и тяжелые конструкции, в отличие от приспособлений с меньшим количеством фаз, нуждаются в дополнительных установках для перемещения аппарата.
В подобной системе трансформатор способен снизить массу, но его сердечник нужно уметь самостоятельно намотать или купить готовый с необходимыми параметрами.
Требования для конструктивной сборки
Схема для простого выпрямителя не представляет особой сложности, понадобятся проводники, пропускающие электрический поток и направленные в нужную сторону.

Схема сварочного выпрямителя
Электродетали следует подготовить из следующей комплектации:
- диодов — они позволяют работать схеме без управляющих блоков
- тиристоров, подающих сигналы на элементы для хорошего прохождения электрических
- потоков, при их уменьшении закрываются вентили
- транзисторов, управляющих всеми процессами с напряжением
- резисторов, позволяющих регулировать ток
Чтобы электрические элементы дольше служили в эксплуатации, их подбирают с высокими параметрами, при этом следят, чтобы фактический ток был в цепи меньше заданного по номиналу.
Сборка сварочного выпрямителя происходит с помощью следующих предметов:
- трансформатора
- диода
- радиатора
- дросселя
- электрода
- конденсатора
- керамического сердечника
- никелиновой проволоки
Собранную полупроводниковую схему в виде диодного выпрямителя устанавливают с радиатором, обеспечивающим теплообмен и охлаждение. Дросселем снабжают падающую характеристику электротока, увеличенным сопротивлением или реостатом регулируют нужные параметры. Полюсы, положительный и отрицательный, подключают на электрод и объект.
Функция электролитического конденсатора в схеме служит осуществлению, сглаживающей фильтрации и снижению пульсации.
Многие специалисты самостоятельно справляются с намоткой реостатов на керамические сердечники. Используют проволоку нихромную или никелиновую. Их диаметральный подбор зависит от величины сварочных токовых потоков.
Реостатное сопротивление рассчитывают, основываясь на параметры проволоки:
- удельное сопротивление
- сечение
- длину
Регулировка сварочного тока зависит от количества витков.
Принцип работы однофазной мостовой схемы
Процесс протекания переменного тока можно представить в виде волны, колеблющейся с определенной частотой. Это процедура очень быстрая, которую представить можно, как в один определенный момент, проходит ток сначала в одну сторону затем в другую.

Однофазная мостовая схема выпрямления
В сварке специалисты добиваются, чтобы эти перемещения осуществлялись в одностороннем порядке:
- Во вторичную обмотку трансформатора впаивают полупроводник, он осуществляет электрический пропуск в нужном направлении, что и является постоянным током. Так как переменный ток с наличием частот, своими волнами создаст паузы, которые недопустимы в рабочем процессе.
- В схеме, припаивают электродетали в обратном направлении по отношению друг к другу, тогда, и электронный поток потечет в обратную сторону.
- Если создать схему с парами элементов, направленных один к другому, получат поток из волн с колебанием от нулевого значения до максимального. Этот предел рассчитывают на возможность вторичной трансформаторной обмотки.
- Таким же способом получают колебания, снижающиеся до минимума, с момента которого начинается новый подъём. При этом вырабатывается плюс полюсного напряжения, а его минус располагается в обмотке трансформатора.
- Эту схему применяют с наличием в устройстве вывода, чтобы не разбирать обмотку, его можно создать самостоятельной намоткой. Эта конструкция славится своей экономичностью по отношению к количеству полупроводниковых элементов.
- Разделение обмотки на несколько участков позволяет пользоваться только её частью.
- Наиболее удобной и применимой у электротехников является мостовое выпрямительное сооружение. Подобный план состоит из квадрата с полупроводниками по сторонам. Одни углы у него выдают постоянный ток, другие показывают выход напряжения от трансформатора.
Этот пример имеет преимущество, он не требует создавать вывод от второй обмотки, но понадобится много полупроводниковых вентилей. Сварка будет с небольшой мощностью, для них подбирают специальных размеров электроды, и сваривают детали ограниченные в параметрах. Следует учесть, уменьшает колебания волн, при работе сварочного аппарата, параллельное включение конденсаторного приспособления.
Отличительные черты трёхфазной аппаратуры
Принцип работы прибора, собранного по электросхеме для выпрямителя, питающегося тремя сетевыми фазами, основан на наличии небольшой пульсации выходного напряжения. Волны в процессе перекрывают одна другую, не давая напряжению снизиться до нулевого значения.
Сварочную установку сооружают, включая в фазы полупроводники за трансформаторными обмотками. Выводы соединяют, получая в итоге единственный выход. Через подобный мост пропускаются разделенные надвое волны, образующие учащенную пульсацию, но с меньшей силой. В подобной конструкции понадобится вывод нуля, а трансформатор соединяют с питанием по специальной схеме.
Мастера на практике знают, что наиболее качественная работа получается с применением аппаратов, работающих на постоянном токе, обеспечивающих дугу стабильным горением с прочным швом. Чтобы получить необходимые параметры, несмотря на рост технологических открытий, появлению новшеств в приборостроении, мастера своими руками производят и по-прежнему используют, простейшие выпрямители.
Переделка сварочного аппарата на постоянный ток — на видео:
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Выпрямитель сварочный предназначается для питания электрическим током сварочного поста при ручной, электродуговой сварке. Его задача – преобразование тока переменной частоты в постоянный электрический разряд, необходимый для процесса плавления металла.
Устройство сварочного выпрямителя – начнем с теории
Бытовые сварочные аппараты – это выпрямители и инверторы малой мощности, со сравнительно низким номинальным сварочным током. Имея большую длительность паузы для охлаждения между периодами работы, они малоэффективны при выполнении больших объемов работ в промышленности и производстве. Единственная занимаемая такими агрегатами ниша – бытовое назначение, а также мелко-подрядный бизнес.
Классическая компоновка сварочного аппарата включает в себя:
- понижающий трансформатор;
- выпрямитель (мост из полупроводниковых элементов);
- конденсаторный блок (для сглаживания пульсаций на выходе преобразователя).
Перед изготовлением или приобретением любого инструмента, будь это строительный уровень или перфоратор, а у нас сварочный аппарат, необходимо определить, какие виды работ он будет выполнять. От этого напрямую зависят массогабаритные показатели устройства, типоразмер используемого электрода и, соответственно, толщина листов свариваемого металла.
Наилучшие показатели по качеству выходящего тока имеют трехфазные аппараты, подключаемые к сети 380 Вольт. Ими можно дольше работать без перерывов для охлаждения, а также производить работы с более массивными стальными конструкциями в пределах 200-400 Ампер. Идеально подойдут для сварки контейнеров, ларьков, гаражных ворот. Это то, что нужно, для малого бизнеса.
Существенным недостатком является ограниченный доступ к питающей сети. Не все дачные поселки и гаражные общества могут похвастаться доступом к таким силовым коммуникациям. К тому же, сварочный аппарат, обладающий трехфазным трансформатором, будет в 1,5-2 раза тяжелее однофазного собрата. Суммарный вес устройства с легкостью перевалит за сотню килограмм. Одному человеку такой вес не под силу, возникает необходимость монтировать колеса для передвижения или же использовать тороидальный трансформатор, который снизит общий вес на 20-40 процентов. Но стоит учесть, что его придется наматывать самому.
Однофазный сварочный выпрямитель для сварки, смонтированный на однофазном трансформаторе, рассчитанном на сеть 220 Вольт, значительно легче. Его масса на 90 % зависит от веса понижающего трансформатора и будет в пределах 30-80 килограмм. Данная техника может работать на токах 125-180 Ампер, обеспечивая качественный сварной шов при сварке несложных конструкций – ворот, навесов или ручной бетономешалки. Легкость и доступность электрической сети делают однофазные устройства крайне мобильными. Ими можно работать не только на верхних этажах высоток, но и там, где электричества нет вообще, питаясь от бензинового генератора.
Самодельный сварочный выпрямитель для однофазной сети
Вспомним школьный курс физики и поговорим о теории. Переменный ток представляет собой синусоиду или волну, которая производит колебания с частотой 50 Гц. Это означает, что за 1 секунду электричество 25 раз течет в одном направлении и 25 раз в обратном. Для процесса сварки необходимо протекание электричества только в одном направлении.
Если цепь вторичной обмотки трансформатора дополнить полупроводниковым элементом, к примеру простейшим диод, то он будет пропускать электричество только в одну сторону, а значит мы получим постоянный ток. Однако он будет пульсирующим, с частотой 25 Гц, т.е. после каждой “волны” будет аналогичная по времени, безтоковая пауза, а это нас не устраивает.
Если диод поставить наоборот, то он будет пропускать поток электронов в другую сторону, так называемую обратную полуволну. Поставив два диода по направлению друг к другу, между ними мы получим ток, представляющий собой волны, возрастающие от нуля до максимального значения напряжения, на которое рассчитана вторичная обмотка трансформатора и спадающие до нуля, после достижения которого начнется новая волна.
Таким образом получается положительный полюс источника тока, отрицательный полюс будет располагаться в центре вторичной обмотки трансформатора. Именно поэтому данная схема применима только, если у силового трансформатора есть соответствующий вывод. Если мы наматываем трансформатор самостоятельно, то вывод можно сделать, остальные случаи заставят нас частично разбирать обмотку, что нежелательно. Преимущество данной схемы – это малое количество используемых полупроводников, их всего два, а также то, что вторичная обмотка устройства разделена на две части, и, по сути, половину времени работы задействована одна часть обмотки, а другую половину – другая.
Самым распространенным вариантом рассматриваемых двухполупериодных схем выпрямления является мостовая. Она представляет собой квадрат, в каждую из сторон которого включен диод. С двух противоположных углов квадрата снимается постоянное напряжение, а на два других оно подается со вторичной обмотки трансформатора. Преимущество такого выпрямителя – это отсутствие необходимости выводить отдельный провод со вторичной обмотки, недостатком же является использование аж четырех полупроводниковых вентилей. Обе вышеупомянутые схемы, без дополнительной конденсаторной батареи, на выходе будет иметь среднее напряжение меньшее чем выходящее со вторичной обмотки.
- Ucp=2*Uво/pi;
- где: Ucp – действующее среднее значение напряжения;
- Uво – напряжение на вторичной обмотке трансформатора;
- pi – константа, число Пи (3,14).
Соответственно, ток сварки будет меньше, отсюда и меньший диаметр применяемого электрода и толщины свариваемого металла. Для уменьшения колебания напряжения на выходе сварочный выпрямитель, собранный своими руками, должен иметь параллельно включенный нагрузке конденсатор, расчет его параметров приведен ниже:
Время зарядки конденсатора:
- t(зар)=(arccos(Umin/Umax))/(2*pi*f);
- где t(зар) – время зарядки конденсатора.
- Umin – минимальное значение, до которого разрядится конденсатор (выбираем сами, исходя из колебаний напряжения на выходе, примем равным 30 В);
- Umax – амплитудное сетевое напряжение (Umax = 1,41* Uво=1,41*25=35,25 В);
- f – частота сети, 50 Гц;
- t(зар)=(arccos(30/35,25))/(2*3,14*50)=0,00176 секунд.
Определяем время разрядки конденсаторной батареи:
- t(раз)=T-t(зар);
- где Т=0,01с (для данных схем выпрямления);
- t(раз)=0,01-0,00176 = 0,00824 с.
Находим ток нагрузки, на который рассчитан наш сварочный аппарат, его можно взять из расчета трансформатора или же определить по старой школьной формуле:
- Iнагр= Uво/R;
- где R – сопротивление цепи сварки, для расчета можно принять равным в пределах 0,13-0,18 Ом;
- Iнагр= 25/0,18=139 А.
Определяем емкость конденсатора, на которой за время t(раз) при токе нагрузки Iнагр напряжение уменьшится с Umax до Umin:
- C=Iнагр*t(раз)/(Umax-Umin);
- C=139*0,00824/(35,25-30) = 0,217 Ф = 217 000 мкф.
Для выбора конденсатора важно знать и пиковый зарядный ток, находим его:
- Ipic=C*(Umax-Umin)/t(зар);
- Ipic=0,217*(35,25-30)/0,00176=647 А.
Осталось определить среднеквадратичное значение импульсного тока через конденсатор, оно вычисляется по формуле:
- Isi=√(I(зар)²+I(разр)²);
- где I(зар) – среднеквадратичный ток через конденсатор на цикле заряда;
- I(разр) – среднеквадратичный ток через конденсатор на цикле разряда.
- I(зар)=Ipic*√((t(зар)/T)/3);
- I(зар)=647*√((0,00176/T)/3)=156,7 А;
- I(разр)=Iнагр*t(раз)/T;
- I(разр)=139*0,00824/0,01=114,5 А.
Итак, имеем:
- Isi=√(156,7²+114,5²)=194 А.
Рассчитанная нами емкость достаточна велика, единичного электролита на такую емкость не найти, а если собирать батарею, то она будет внушительных размеров. Есть смысл поставить батарею меньшей емкости, но при этом падение напряжения между волнами будет больше. Выбирая конденсатор, ориентируйтесь сначала на значение Isi, а уже после на его емкость. Isi показывает, успеет ли зарядиться конденсатор за время прохождения тока, если нет, то ставить конденсатор вообще бессмысленно. Если электролита необходимой емкости нет, то ставим несколько, соединяя их параллельно.
Схема сварочного выпрямителя, работающего от трехфазной сети
Выпрямители, построенные для питания от трехфазной электрической сети, имеют меньшую пульсацию выходного напряжения, благодаря тому, что фазы сети перекрывают друг друга, и напряжение не опускается до нуля. Один из вариантов построения трехфазного выпрямителя – это включение в каждую фазу, за обмоткой трансформатора, полупроводникового элемента, по направлению от обмотки. Далее эти выходы от диодов коммутируются в один вывод – положительный полюс источника питания, отрицательным полюсом является нулевой вывод с обмоток трансформатора.
Диодный мост пропускает только одну полуволну от каждой фазы, смещенную на 120 электрических градусов относительно друг друга. Пульсации у данной схемы в три раза чаще, чем у схем с одним включенным диодом, но амплитуда колебаний значительно меньше. Преимущества такой конструкции – это использование всего трех полупроводников, а вот недостаток все тот же – нулевой вывод с обмотки трансформатора, а значит соединение обмоток питающего трансформатора только по схеме “звезда”.
Мостовая трехфазная схема выпрямления или схема Ларионова уменьшает амплитуду пульсаций, но увеличивает их количество в три раза, по сравнению с предыдущей схемой. Диоды располагаются последовательно один за другим, а между ними к цепи подключается фаза трансформатора. Выходы с полупроводников после каждой фазы соединяются, образуя положительный полюс источника питания. Соединив входы диодов, располагающиеся до соединения цепи с фазой, получим отрицательный полюс.
Такая схема идеальна с точки зрения изготовления сварочного выпрямителя своими руками без дополнительных электронных составляющих. Вводить в цепь параллельно нагрузке конденсатор можно, но не целесообразно, качество напряжения на выходе и так высокое. Еще одним преимуществом данной схемы является возможность соединять обмотки, как по схеме “треугольник”, так и по схеме “звезда”, не используя “нулевой” провод.
Многопостовые сварочные выпрямители – считаем рабочие места
Трехфазные сети также позволяют подключать многопостовые сварочные аппараты. Мощности бытовой, однофазной сети на 220 Вольт попросту не хватит для столь мощной нагрузки. Для обеспечения работы всех постов выпрямители имеют жесткую внешнюю Вольт-Амперную характеристику. Каждый вывод для сварки имеет собственный реостат и дроссель, для индивидуальной регулировки.
Их преимущество в меньших затратах на обслуживании оборудования, а сфера применения – сварочные площадки с большим объемом работы. Это могут быть строительные площадки, на которых производится монтаж сложных металлоконструкций или судостроительные верфи. То есть область применения промышленность, но никак не быт. Количество подключаемых сварочных постов для многопостового выпрямителя рассчитаем по формуле:
- n= Iвыпр/k* Iнагр;
- где Iвыпр – номинальный ток, на который рассчитан выпрямитель;
- Iнагр – ток, необходимый для одного поста;
- k – коэффициент, учитывающий одновременную работу постов, для механической сварки берется в пределах 0.5-0.7.
Сварочный выпрямитель своими руками
Выпрямитель для сварочного аппарата строится вокруг полупроводниковых элементов, суть которых – пропускать электрические потоки только в одном направлении. На сегодняшний день использовать в схемах выпрямления можно три устройства:
- диод (самый лучший, потому что самый простой, при его использовании в схему выпрямительного устройства не надо вводить блоки управления);
- тиристор (для протекания тока он должен получить сигнал от системы управлении, когда проходящий ток опускается до нуля или напряжение на нем становится меньше, чем в следующей фазе, вентиль запирается);
- транзистор (полностью управляемый “вентиль”, для открытия и закрытия которого необходимо подавать сигнал на управляющий электрод, к тому же, самый дорогостоящий элемент).
Использовать диод лучше всего, подумаете вы, он проще и удобней в эксплуатации. Однако есть одна особенность, при использовании диодов электрическая цепь потребует введения резистора, для регулирования силы тока. При использовании транзистора или тиристора регулировка напряжения может осуществляться блоком управления, через задержку открытия-закрытия “вентилей”, уменьшая напряжение на выходе выпрямителя и тем самым снижая ток.
Очень важно выбирать любой из вышеперечисленных элементов с запасом. Реально протекающий по цепи ток должен быть в 1.5-2 раза меньше, чем номинальный, на который рассчитан полупроводник. Максимальное обратное напряжение “вентиля” должно быть в 2 раза выше, чем напряжение на вторичной обмотке трансформатора. Иначе возможны пробои элементов или выход из строя из-за перегрева.
Если есть желание, деньги и время повозиться с блоком управления, то ставим тиристоры или силовые транзисторы. Найти схему устройства блоков управления достаточно просто.
Использование диодного моста подразумевает применение мощного сопротивления, для регулировки тока сварки. Идеальный вариант – использование готового реостата в виде нихромовой или никелевой проволоки, намотанной на термостойкий диэлектрик. Можно подобрать фехралевую ступень разгона для электрических двигателей, ну или на крайний случай – стальную проволоку, опять же намотанную на диэлектрик. Выбирая сопротивление, следует исходить из того, что полностью введенное в цепь сопротивление снизит ток до нуля. Длина реостата рассчитывается по следующей формуле:
- L=R/r*S;
- где R – полная величина сопротивления, необходимая для уменьшения тока сварки до нуля;
- r – удельное сопротивление материала, берется из справочника, как вариант, Википедии;
- S – сечение наматываемой проволоки.
Еще один элемент, который иногда используют в схеме выпрямителя – дроссель. Рассчитать его параметры достаточно сложно и трудоемко, определение простого значения индуктивности не поможет. Даже если вы знаете количество витков, значительное влияние на индуктивность может оказать плотность намотки меди на магнитопровод, а также наличие зазора между проволокой и стальным сердечником.
Выход из данной ситуации – это экспериментальное определение: наматываем дроссель в несколько слоев с пятью или шестью отводами, производим тестовую сварку и по характерному треску, а также брызгам расплавленного металла подбираем индуктивность. Чем меньше брызг и слабее треск, тем лучше. Однако не всегда требуется внедрение индуктивности, так как для обеспечения падающей Вольт-Амперной характеристики сварочного аппарата может хватить индуктивности обмоток трансформатора.
Инверторный сварочный выпрямитель: разбираем, что к чему
Схема работы инверторного аппарата немного другая, чем у классического. Вместо понижающего трансформатора у него на входе устанавливается электронный фильтр, который преобразует частоту входящего электрического тока с 50 Гц до нескольких десятков кГц. После устанавливается понижающий трансформатор, а уже потом выпрямительный мост. Достоинства таких сварочных аппаратов в малом весе, по сравнению с обычными. Это достигается за счет того, что магнитопровод высокочастотного трансформатора имеет меньшие массогабаритные показатели.
Выпрямители инверторных сварочных аппаратов строятся на базе тиристоров, с системой импульсно фазового управления. Далее, как и положено, в цепь сварки, параллельно нагрузке, подключают конденсатор, а перед сварочным электродом – реостат и дроссель. Недостаток рассматриваемых выпрямителей – в количестве электроники, собрать его самому почти невозможно, как и починить. Однопостовые сварочные выпрямители с хорошими показателями выпрямленного тока при наличии всех необходимых компонентов можно собирать у себя дома, и это достойная альтернатива покупке нового выпрямителя.
- Автор: Михаил Малофеев
- Распечатать
Оцените статью:
? 11 февраля 2011 ?? kovboy? 85 939 просмотров
Схемы и конструктивные решения 2 выпрямителей для сварочных аппаратов.
Конструкция 1-го выпрямителя:
Выпрямитель объединен с тороидальным трансформатором и вентилятором воздушного охлаждения. Непосредственно сам выпрямительный мост здесь собран на диодах ДЛ-132-80-10, установленных в центре тора на кронштейны-радиаторы из отрезков алюминиевого уголка. Тепловой режим для мощных полупроводниковых вентилей — наиболее благоприятный. Ведь каждый из диодов практически со всех сторон омывается воздушным потоком, засасываемым снизу (из-под подставок) и интенсивно прогоняемым вентилятором через «мини-аэродинамическую трубу» — внутреннюю воронку (окно) тора.
Правда, для столь свободного «продувания» пришлось побеспокоиться об оптимальности компоновки агрегата. В частности, предусмотреть, чтобы отверстия сравнительно большого диаметра были и в основании, и в стяжной крышке, к которой крепится (благодаря имеющемуся фланцу) трёхфазный многолопастный вентилятор УВО-2,6-6,5-У4. А чтобы воздухозабор шёл снизу тоже без помех, высота привинчиваемых к основанию подставок должна быть не менее 20 мм.
Теперь несколько слов об особенностях подсоединения диодного моста к сварочному трансформатору. При интенсивном использовании аппарата для сварки один из выводов диодного моста подключается к общей клемме, а другой, являясь в данном случае «плавающим», состыковывается с тем или иным выводом трансформатора. Если необходимы напряжения 6 В, 12 В, 18 В и т.д., то оба ввода диодного моста делаются переходными («плавающими»).
Выпрямитель позволяет улучшить зажигание дуги, поскольку увеличивается напряжение холостого хода, и повысить качество сварки. Кроме того, нельзя забывать, что на плюсовом выводе выделяется больше тепла. И свойство это, как говорится, грех не использовать при сварке тонкостенных деталей (здесь «+» подводится к электроду).
Рис.1 Сварочный аппарат постоянною тока:
1 — подставка (дерево, фанера, s20, 4 шт.), 2 — основание (фанера, s10), 3 — шуруп с потайной головкой (8 шт.), 4 — вывод контактный (4 шт.), 5 — наконечник клеммный (4 шт.), 6 — шпилька М6 (бронза или латунь, 4 шт.), 7 — гайка М6 (бронза или латунь, 16 шт.), 8 — шайба (бронза или латунь. 20 шт.), 9 — гайка-барашек М6 (бронза или латунь, 4 шт.), 10 — ручка поворотная откидная (от списанной радиоаппаратуры, 2 шт.), 11 — вентилятор трёхфазный УВО-2,6-6,5-У4 (в круглом корпусе с фазосдвигающим конденсатором 2 мкФ), 12 — винт М4 с шайбой Гровера (3 шт.), 13 — крышка стяжная с центральным отверстием под вентилятор (фанера, s10), 14 — сердечник тороидальный (из статора асинхронною двигателя), 15 — обмотка трансформатора первичная (число витков, отводы, диаметр провода — расчётные), 16 — слои изоляционные (толщина и количество — расчётные), 17 — прокладка кольцевая (электротехнический картон, s1…2,5, 2 шт.), 18 — изоляция наружная (намотка лакотканной лентой в 1 — 2 слоя), 19 — кронштейн (алюминиевый уголок 75×50, 2 шт.), 20 — диод полупроводниковый ДЛ-132-80-10 (4 шт.), 21 — кронштейн центральный (алюминиевый уголок 60×60), 22 — шуруп с полукруглой головкой (6 шт.); D1 и D2 — по габаритам вентилятора.
Конструкция 2-го выпрямителя:
Это автономный выпрямитель (его можно использовать практически с любым прибором на ток 200 А). При простой принципиальной электрической схеме диодного мостика примитивно-стандартной данную конструкцию вообще-то не назовешь. Необычность её состоит в использовании двух групп разнополярных диодов — В200 и ВЛ200 (внешнее их отличие — соответственно, зелёные и малиновые корпуса). Значит, есть реальная возможность соединить радиаторы диодов в каждой из групп. То есть в одной группе на радиаторе получается «+», в другой «-». Однородные соединяются шпильками М8, а между разнородными устанавливается резиновая прокладка. Вся конструкция получается предельно компактной и надёжной.
Рис.2. Выпрямитель «Малыш» для «сварочника»:
1 — радиатор диодный (4 шт., стянуты попарно), 2 — панель сетевая (текстолит, фанера, s10), 3 — шпилька М8 (бронза или латунь, 4 шт.), 4 гайка М8 (бронза или латунь, 18 шт.), 5 — шайба (бронза или латунь, 28 шт.), 6 — болт М8 клеммный (бронза или латунь, 2 шт.), 7 — диод мощный выпрямительный В200 (2 шт.), 8 — диод мощный выпрямительный ВЛ200 (2 шт.), 9 — вывод от выпрямителя к нагрузке (2 шт.), 10 — панель выпрямительная (фанера, s10), 11 — прокладка изоляционная (резина велокамеры); а) — принципиальная схема выпрямительного моста.
И ещё одна особенность здесь налицо: выводы диодов можно использовать в качестве ручек — для переноски выпрямителя. Тем более что масса всего устройства не превышает 5 кг.
О.Владимиров
Категория: Сварочные аппараты
+70
Похожие самоделки
^Наверх
Как сделать сварочный выпрямитель своими руками
Автор: Игорь
Дата: 16.03.2019
- Статья
- Фото
- Видео
Несмотря на то, что электрическое оборудование является одним из самых сложных по своей конструкции, многими мастерами изготавливается выпрямитель для сварочного аппарата своими руками. Кроме хорошо оборудованной мастерской, необходимы знания в электротехнике. Современные реалии таковы, что можно воспользоваться уже готовыми схемами, а также советами по подбору диодов и других элементов.
Самодельные приборы могут изготавливаться как для однофазной, так и для 3-фазной сети. Во втором случае требуются более мощные диоды для выпрямительного моста и система охлаждения.
Устройство сварочного выпрямителя
Важно! Для самостоятельного изготовления выпрямителя можно не использовать трансформатор, а подключать его напрямую к сети
Если объяснять простыми словами, что представляет собой сварочный выпрямитель — это устройство, которое преобразует переменный ток в постоянный. В сварочных работах последний вид тока обеспечивает большую мощность и стабильность дуги. Но поскольку в сети используется только переменный, то необходимо устройство, которое будет его преобразовывать.
Схематическое устройство сварочного выпрямителя
Само устройство довольно требовательно к расчетным данным, но принцип его работы достаточно понятен. Входящий ток поступает на первичную обмотку понижающего трансформатора. За счет электромагнитной индукции на вторичной обмотке появляется электрический ток, но с другими параметрами. Будет понижено напряжение, и повышена сила тока. Следующий этап — трансформация. Это именно то, для чего конструируются выпрямители.
Происходит это вследствие прохождения синусоиды переменного тока через систему диодов. Суть его работы заключается в следующем: переменный ток проходит через выпрямитель. При движении синусоиды вверх диод пропускает поток электронов, но при изменении направления (прохождении через ноль) блокирует движение. На выходе из выпрямителя направленный поток электронов образуется только в одну сторону.
Наиболее практично сделать сварочный выпрямитель на тиристорах своими руками. Не использовать простые диоды, а сконструировать более сложную цепь, используя конденсаторы, тиристоры. Явным плюсом окажется более точная и гибкая настройка силы тока. Мощный трансформатор, который можно задействовать для конструкции, — можно извлечь из б/у микроволновки.
Самодельный сварочный выпрямитель для однофазной сети
Чтобы понять, что представляют собой функциональные блок-схемы сварочных выпрямителей, стоит начать с того, что внешние характеристики могут быть падающими или жесткими, в зависимости от типа электрода.
Его принципиальная схема состоит из 2 обязательных элементов: трансформатора, тиристорной схемы (сюда же входит компенсатор). Вторая может быть 2 типов: из управляемых тиристоров Vy и диодная неуправляемая Vн. В линейном блоке находится сглаживающий дроссель Lc. Этот компонент призван снизить скорость нарастания тока до максимальных значений при появлении сварочной дуги. Эта защита выполняет роль индуктивного фильтра, не допуская разбрызгивания металла из сварочной ванны.
Трансформатор понижающий формирует внешние характеристики и регулирует режим работы. Из-за низкой стабильности выходного тока у однофазных однополупериодных выпрямителей преимущественно применяются 2-полупериодные схемы, которые пропускают верхние и нижние части волн.
Выбор конденсатора основывается на 2 характеристиках: емкости (чем она выше, тем меньше пульсация) и напряжении (должно превышать амплитудное как минимум в 2 раза).
Сварочный выпрямитель для трехфазной сети
В домашних условиях можно сделать выпрямитель для 3-фазной сети. Для этого используется схема сварочного выпрямителя имени Мицкевича. Она включает в себя 3 соединенных диода с выходом на конденсатор. Но эта схема имеет недостатки 1-фазного однополупериодного выпрямителя — нестабильность тока. Она неуправляемая, с уже заданными точными характеристиками тока.
Этот недостаток компенсирует вторая схема Ларионова. В ней используются 2-полупериодные схемы на каждую фазу. В этом случае потери тока минимизированы почти вдвое, есть возможность управления такими параметрами, как сила тока на выходе.
Инверторный сварочный выпрямитель
Инверторный выпрямитель представляет функциональный прибор в отличие от простого аналога. Он способен трансформировать переменный ток в прямой, а также отключать эту функцию и работать с переменным. В зависимости от используемых тиристоров, есть возможность менять частоту тока, уменьшать или увеличивать силу тока и напряжение. Использование выпрямителя ограничено и затратно: обычно такие устройства применяются в промышленных масштабах. Поэтому для бытового использования лучше предпочесть инвертор.
Особенности применения и меры безопасности при работе
Важно! При первичном включении необходимо использовать меры безопасности на случай короткого замыкания
Основы безопасности работы с электричеством связаны с его эксплуатацией. В то же время, работая над схемами, никто не застрахован от неправильных действий, применения элементов, не соответствующих указанным параметрам, а также использования ошибочных схем или допущения собственных ошибок. В связи с этим при проверке работоспособности устройства нужно придерживаться следующих правил:
- Включение новых схем проводить, максимально обезопасив себя от воздействия поражения электричеством. Перед включением установить сборку в емкость, сделанную из диэлектрического материала, отойти на расстояние не менее 1-1,5 метров и только после этого опробовать работоспособность системы.
- При работе с конденсаторами нового поколения важно помнить, что при несоответствии рабочего напряжения может произойти предусмотренная производителем разгерметизация. В результате КЗ возникает задымление, вредное для глаз.
- Стабилизирующий блок питания. Входное напряжение стабилизаторов должно превышать выходную величину минимум на 1,5 В.
- Транзисторы и стабилизаторы желательно устанавливать на разные радиаторы, поскольку каждый из них выделяет большое количество тепла.
Заключение
Зная, как сделать выпрямитель на 12 Вольт своими руками, можно изготовить для собственного использования устройство, которое будет полезным не только для сварки, но и во многих домашних приборах, освещении, зарядниках для автомобильных аккумуляторов, аудиоаппаратуры. Выпрямитель может работать как от сети, так и от вторичной обмотки трансформатора. Единственный недостаток схем, используемых для бытового применения, — невысокий КПД.
Назначение и нюансы изготовления диодного моста в сварочном аппарате
Диод представляет собой полупроводниковый агрегат с разной проводимостью, определяемой прикладываемым напряжением. Он имеет два вывода: катод и анод. Если подается прямое напряжение, то есть на аноде в сравнении с катодом потенциал положителен, агрегат открыт.
Если напряжение отрицательно, он закрывается. Такая особенность нашла применение в электротехнике: диодный мост активно используется в сварочном деле для выпрямления переменного тока и улучшения качества сварных операций.
- Выпрямитель для сварки
- Особенность выпрямителей
- Применение в сварке
- Установка
- Как сделать выпрямитель своими руками?
- Итоги
Выпрямитель для сварки
По этой причине, при проведении сварных работ своими руками, требуется выпрямитель для сварочного аппарата, позволяющий в некоторой мере сгладить мощные перепады сетевого напряжения.
Особенность выпрямителей
Многие сварочные аппараты требуют доработки, заключающейся в применении специальных выпрямителей. Для их изготовления часто применяют диоды, способные пропускать напряжение исключительно в одну сторону.
Изначально для усовершенствования сварки мастера использовали диодные схемы из четырех диодов на радиолампах. Но данная технология была слишком сложной и дорогой. В наши дни силовые диоды стали доступными по стоимости, поэтому активно используются в сварных операциях.
На заметку! Подбирайте такие электрические элементы, которые обладают высоким качеством, и следите за тем, чтобы фактический ток в цепи был меньшим, чем заданный по номиналу. Тогда аппарат прослужит без поломок максимально длительное время.
 Электрическая схема выпрямителя для сварки.
Электрическая схема выпрямителя для сварки.
Схема для такого приспособления не отличается особой сложностью: она состоит из проводников, пропускающих электрический поток и направленных в актуальную сторону.
Если быть более точным, то два элемента общей схемы соединены последовательно и направлены друг к другу, а еще два ‒ располагаются один за другим. Первые из них проводят ток в выбранном направлении, вторые ‒ не позволяют току вернуться.
Выпрямители на диодах характеризуются разной мощностью, поэтому вид электрода необходимо подбирать с учетом этого параметра. Чем выше мощность, тем более толстый электрод потребуется.
На промышленном производстве требуется применить мощную аппаратуру, которая позволит выполнять сварные соединения без каких-либо пауз. Для бытового использования подойдут менее мощные выпрямители для сварки.
Применение в сварке
Диодную схему можно собрать из отдельных диодов или приобрести монолитную конструкцию с разными параметрами. Первый вариант менее предпочтителен, чем второй. Но при сгорании одного диода не требуется менять все четыре элемента, как в случае монолитной конструкции.
Если применить такие агрегаты для переориентации сварки на работу с постоянным током, можно добиться расширения ее функциональных возможностей.
Применение выпрямителя из диодов поможет:
- устранить перебои напряжения в сети;
- упростить задачу розжига электрической дуги в условиях номинального и пониженного напряжения;
- увеличить тепловой режим при длительной работе сварочного аппарата.
На заметку! С помощью выпрямителя из диодов для сварочного аппарата можно поддерживать электрическую дугу на стабильном уровне, что позволяет повысить эстетические качества созданных своими руками сварных соединений на металлических конструкциях.
Выпрямитель для сварки собирается по мостовой схеме, но при этом важно учесть, что корпус агрегата находится под напряжением.
Поэтому при установке диодного моста на радиатор, важно изолировать агрегат от иных элементов схемы, от корпуса сварочного аппарата, соседних диодов. А это чревато определенными неудобствами для сварщика: нужно использовать более крупный по размеру корпус сварки.
Выпрямитель тока для сварочных работ.
Как следствие, аппарат получается тяжелым и громоздким.
Чтобы уменьшить габариты сварки, можно подобрать выпрямительный прибор ВЛ200 с другой полярностью, объединив полупроводники на два парных радиатора. Но еще лучше, установить в едином корпусе сварки мощные, но при этом максимально компактные диодные мосты.
Такое решение обойдется сварщику в несколько раз дешевле, нежели покупка диодов В200. Деталь по размеру не больше, чем спичечный коробок. Она имеет площадку для установки радиатора, работает на максимальном, прямом токе ‒ 30-50 А.
Важно! Если в процессе выполнения сварных работ потребовался более мощный мост, стоит воспользоваться параллельным подключением мостовых сборок. Главное понимать, что при таком решении надежность конструкции будет ниже, чем при одиночных мощных диодах.
Если говорить о схемах полупроводникового типа с устройством выпрямителя, важно отметить следующее:
- Лучшие показатели имеет трехфазная система, позволяющая использовать мощность сети до 380 В.
Ее применяют на промышленных предприятиях, где важно создать длительный непрерывный сварной процесс без пауз для соединения больших по размеру металлических деталей: ворот, контейнеров, хозяйственных металлических сооружений и т.п. - Система с одной фазой подходит для бытового использования, когда сварной процесс длится короткий промежуток времени, и нет необходимости в более длительной сварке.
Установка
Если планируется установить параллельную схему соединения диодных мостов, важно учесть некоторый разброс по параметрам каждого диода. Подбирать элементы нужно так, чтобы оставался некоторый запас прочности. Тогда можно получить компактный диодный мост для сварочного аппарата.
Диодные сборки можно разместить на одном радиаторе, но для повышения показателей теплоотдачи их монтируют через теплопроводящую пасту. Актуальное количество таких схем для выпрямителя определяется требуемым сварочным током: стандартное количество 3-5 сборок.
Проводники стоит соединять с контактами при помощи пайки, и иначе в местах контакта потери мощности, или соединение сильно нагревается. При необходимости выполнить сварные операции, выпрямитель подключается к аппарату для сварки.
Как сделать выпрямитель своими руками?
Если в наличии мастера имеются комплектующие детали, вполне реально изготовить самодельный сварочный выпрямитель. При условии соблюдения всех рекомендаций специалистов он гарантировано обеспечит процесс ручной дуговой сварки постоянным током, но потребуется применить электрод с обмазкой.
Использовать проволоку без обмазки также допустимо, но только при условии большого опыта в сварных вопросах. Для неопытного сварщика справиться с ней будет практически нереально.
Диодный мост для сварочного аппарата.
Обмазка при расплавлении электрода препятствует проникновению составляющих воздуха в расплавленный металл сварного соединения. Без нее контакт металла в расплавленном виде с азотом и кислородом снизят прочностные свойства шва, сделав его хрупким и пористым.
Сначала потребуется выбрать или смотать своими руками понижающий трансформатор с требуемыми параметрами. Собирают трансформатор до подключения диодного моста.
Если выбран путь самостоятельного изготовления аппарата, важно правильно рассчитать его элементы, в том числе:
- параметры магнитопровода;
- актуальное количество витков;
- размеры сечения шин, проводов.
На заметку! Расчеты для изготовления трансформаторов осуществляются по единой методике, поэтому данная задача не представляет трудностей даже для малоопытного сварщика со школьными знаниями электричества.
В работе не обойтись без светодиодов: нужны они в качестве проводников тока в одном единственном направлении. Простейший диодный выпрямитель, созданный по мостиковой схеме, монтируют на радиатор с целью теплообмена и охлаждения.
Мощные диоды для сварочного аппарата, по типу ВД-200, выделяют при работе довольно большой объем тепловой энергии. Чтобы обеспечить падающую характеристику тока, в цепь потребуется включить дроссель последовательно.
Активное переменное сопротивление в такой схеме обеспечит сварщику возможность плавно регулировать сварочный ток. Далее, один полюс нужно подключить к сварной проволоке, а второй ‒ к рабочему объекту.
Электролитический конденсатор в составе схемы необходим в качестве сглаживающего фильтра для снижения пульсаций.
Выполнить намотку реостата несложно своими силами, но для такой задачи потребуется керамический сердечник и проволока из никелина или нихрома. Актуальный диаметр проволоки определит величина регулируемого тока сварной операции.
Расчет сопротивления реостата нужно проводиться учетом удельного сопротивления электрода, его сечения и общей длины.
Электрическая схема сварки с диодным мостом.
Шаг регулировки тока для сварки зависит от диаметра витков. Если правильно собрать перечисленные детали в единый агрегат, процесс сварки будет сопровождаться постоянным током. Не лишним будет и монтаж резистора, препятствующего короткому замыканию при работе.
Оно может происходить при касании проволоки о металл без зажигания дуги. Если в это время на конденсаторе нет сопротивления, он мгновенно разрядится, произойдет щелчок, электрод разрушится или прилипнет к металлу.
При наличии резистора можно сгладить разряды на конденсаторе, сделать поджога электрода более простым и мягким. Изготовление аппарата для выпрямления сварного тока своими руками позволит создавать максимально аккуратные и долговечные сварные швы.
Итоги
Диодный мост для сварочного аппарата преобразует переменный ток в постоянный, что позволяет повысить качества сварных соединений. Такое приспособление можно приобрести в готовом виде или создать своими руками, следуя советам, озвученным в статье.
Выпрямитель для сварочного аппарата
Авторизация на сайте
Конструкция 1-го выпрямителя:
Выпрямитель объединен с тороидальным трансформатором и вентилятором воздушного охлаждения. Непосредственно сам выпрямительный мост здесь собран на диодах ДЛ-132-80-10, установленных в центре тора на кронштейны-радиаторы из отрезков алюминиевого уголка. Тепловой режим для мощных полупроводниковых вентилей — наиболее благоприятный. Ведь каждый из диодов практически со всех сторон омывается воздушным потоком, засасываемым снизу (из-под подставок) и интенсивно прогоняемым вентилятором через «мини-аэродинамическую трубу» — внутреннюю воронку (окно) тора.
Правда, для столь свободного «продувания» пришлось побеспокоиться об оптимальности компоновки агрегата. В частности, предусмотреть, чтобы отверстия сравнительно большого диаметра были и в основании, и в стяжной крышке, к которой крепится (благодаря имеющемуся фланцу) трёхфазный многолопастный вентилятор УВО-2,6-6,5-У4. А чтобы воздухозабор шёл снизу тоже без помех, высота привинчиваемых к основанию подставок должна быть не менее 20 мм.
Теперь несколько слов об особенностях подсоединения диодного моста к сварочному трансформатору. При интенсивном использовании аппарата для сварки один из выводов диодного моста подключается к общей клемме, а другой, являясь в данном случае «плавающим», состыковывается с тем или иным выводом трансформатора. Если необходимы напряжения 6 В, 12 В, 18 В и т.д., то оба ввода диодного моста делаются переходными («плавающими»).
Выпрямитель позволяет улучшить зажигание дуги, поскольку увеличивается напряжение холостого хода, и повысить качество сварки. Кроме того, нельзя забывать, что на плюсовом выводе выделяется больше тепла. И свойство это, как говорится, грех не использовать при сварке тонкостенных деталей (здесь «+» подводится к электроду).
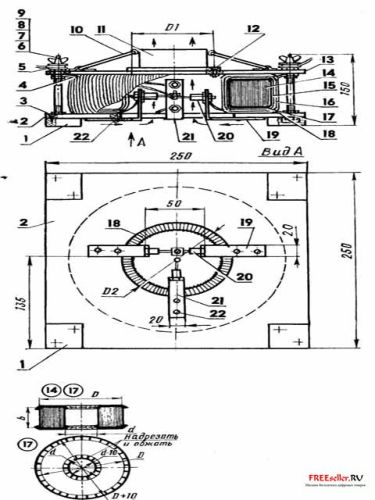
Рис.1 Сварочный аппарат постоянною тока:
1 — подставка (дерево, фанера, s20, 4 шт.), 2 — основание (фанера, s10), 3 — шуруп с потайной головкой (8 шт.), 4 — вывод контактный (4 шт.), 5 — наконечник клеммный (4 шт.), 6 — шпилька М6 (бронза или латунь, 4 шт.), 7 — гайка М6 (бронза или латунь, 16 шт.), 8 — шайба (бронза или латунь. 20 шт.), 9 — гайка-барашек М6 (бронза или латунь, 4 шт.), 10 — ручка поворотная откидная (от списанной радиоаппаратуры, 2 шт.), 11 — вентилятор трёхфазный УВО-2,6-6,5-У4 (в круглом корпусе с фазосдвигающим конденсатором 2 мкФ), 12 — винт М4 с шайбой Гровера (3 шт.), 13 — крышка стяжная с центральным отверстием под вентилятор (фанера, s10), 14 — сердечник тороидальный (из статора асинхронною двигателя), 15 — обмотка трансформатора первичная (число витков, отводы, диаметр провода — расчётные), 16 — слои изоляционные (толщина и количество — расчётные), 17 — прокладка кольцевая (электротехнический картон, s1. 2,5, 2 шт.), 18 — изоляция наружная (намотка лакотканной лентой в 1 — 2 слоя), 19 — кронштейн (алюминиевый уголок 75×50, 2 шт.), 20 — диод полупроводниковый ДЛ-132-80-10 (4 шт.), 21 — кронштейн центральный (алюминиевый уголок 60×60), 22 — шуруп с полукруглой головкой (6 шт.); D1 и D2 — по габаритам вентилятора.
Конструкция 2-го выпрямителя:
Это автономный выпрямитель (его можно использовать практически с любым прибором на ток 200 А). При простой принципиальной электрической схеме диодного мостика примитивно-стандартной данную конструкцию вообще-то не назовешь. Необычность её состоит в использовании двух групп разнополярных диодов — В200 и ВЛ200 (внешнее их отличие — соответственно, зелёные и малиновые корпуса). Значит, есть реальная возможность соединить радиаторы диодов в каждой из групп. То есть в одной группе на радиаторе получается «+», в другой «-». Однородные соединяются шпильками М8, а между разнородными устанавливается резиновая прокладка. Вся конструкция получается предельно компактной и надёжной.
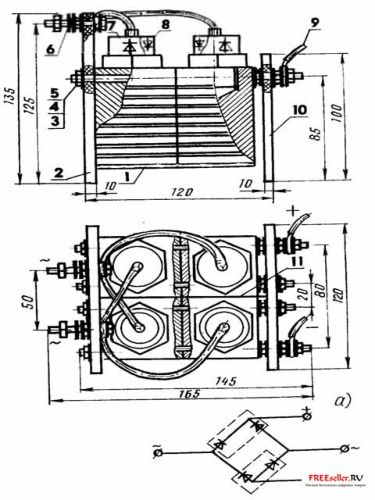
Рис.2. Выпрямитель «Малыш» для «сварочника»:
1 — радиатор диодный (4 шт., стянуты попарно), 2 — панель сетевая (текстолит, фанера, s10), 3 — шпилька М8 (бронза или латунь, 4 шт.), 4 гайка М8 (бронза или латунь, 18 шт.), 5 — шайба (бронза или латунь, 28 шт.), 6 — болт М8 клеммный (бронза или латунь, 2 шт.), 7 — диод мощный выпрямительный В200 (2 шт.), 8 — диод мощный выпрямительный ВЛ200 (2 шт.), 9 — вывод от выпрямителя к нагрузке (2 шт.), 10 — панель выпрямительная (фанера, s10), 11 — прокладка изоляционная (резина велокамеры); а) — принципиальная схема выпрямительного моста.
И ещё одна особенность здесь налицо: выводы диодов можно использовать в качестве ручек — для переноски выпрямителя. Тем более что масса всего устройства не превышает 5 кг.
Выпрямитель сварочного аппарата своими руками: элементы для схемы
Выпрямитель сварочного аппарата своими руками можно собрать по схеме.
Для этого понадобится подготовить электродетали с инструментами.
Своим названием прибор говорит о предназначении операции.
Смену переменного тока в постоянный проводят, чтобы получить непрерывную дугу. Её используют для скрепления друг с другом материалов.
Виды аппаратов, их особенности
Сварочный выпрямитель своими руками
Самодельный сварочный выпрямитель нужен для эффективного питания бытовой конструкции или производственной с небольшими объёмами работ и рабочих циклов.
В промышленности применяют более мощную аппаратуру, действия с ней, не образуют пауз во время сварки.
В этот период происходит остывание раскалённых деталей, снижается скорость выполнения процедуры, что не мешает для домашних приспособлений.
Эти изделия состоят из элементов:
- трансформатора
- конденсаторного блока
- выпрямителя
Приступая к созданию сварочного прибора мастеру нужно определиться с направлением работ, их размерами.
От объема производства, количества соединений зависят:
- подбор нужных электродов
- системные параметры
- материальная характеристика
Сборщик, подобрав нужную схему и материалы, выполнив поэтапно сборку аппарата, добьётся необходимых показателей в системе.
Что хорошего в приборе и что мешает
Как переделать сварочный аппарат переменного тока в постоянный — на этот вопрос мастеру ответит нужная полупроводниковая схема с устройством выпрямителя:
- Лучшими показателями обладает трёхфазная система, она позволяет использовать мощность сети до 380 В.
- На подобном оборудовании работают там, где нужен большой непрерывный процесс, чтобы в этот временной промежуток, не прерываясь, сваривать крупные стальные детали. С помощью этих мощных аппаратов можно производить ворота, контейнеры, любые хозяйственные металлические сооружения.
- Такой инструмент пригодится в основном не на частном хоздворе, а для малого бизнеса и реализации изготовленных изделий. Все потому, что это громоздкие и тяжелые конструкции, в отличие от приспособлений с меньшим количеством фаз, нуждаются в дополнительных установках для перемещения аппарата.
В подобной системе трансформатор способен снизить массу, но его сердечник нужно уметь самостоятельно намотать или купить готовый с необходимыми параметрами.
Требования для конструктивной сборки
Схема для простого выпрямителя не представляет особой сложности, понадобятся проводники, пропускающие электрический поток и направленные в нужную сторону.
Схема сварочного выпрямителя
Электродетали следует подготовить из следующей комплектации:
- диодов — они позволяют работать схеме без управляющих блоков
- тиристоров, подающих сигналы на элементы для хорошего прохождения электрических
- потоков, при их уменьшении закрываются вентили
- транзисторов, управляющих всеми процессами с напряжением
- резисторов, позволяющих регулировать ток
Чтобы электрические элементы дольше служили в эксплуатации, их подбирают с высокими параметрами, при этом следят, чтобы фактический ток был в цепи меньше заданного по номиналу.
Сборка сварочного выпрямителя происходит с помощью следующих предметов:
- трансформатора
- диода
- радиатора
- дросселя
- электрода
- конденсатора
- керамического сердечника
- никелиновой проволоки
Собранную полупроводниковую схему в виде диодного выпрямителя устанавливают с радиатором, обеспечивающим теплообмен и охлаждение. Дросселем снабжают падающую характеристику электротока, увеличенным сопротивлением или реостатом регулируют нужные параметры. Полюсы, положительный и отрицательный, подключают на электрод и объект.
Функция электролитического конденсатора в схеме служит осуществлению, сглаживающей фильтрации и снижению пульсации.
Многие специалисты самостоятельно справляются с намоткой реостатов на керамические сердечники. Используют проволоку нихромную или никелиновую. Их диаметральный подбор зависит от величины сварочных токовых потоков.
Реостатное сопротивление рассчитывают, основываясь на параметры проволоки:
- удельное сопротивление
- сечение
- длину
Регулировка сварочного тока зависит от количества витков.
Принцип работы однофазной мостовой схемы
Процесс протекания переменного тока можно представить в виде волны, колеблющейся с определенной частотой. Это процедура очень быстрая, которую представить можно, как в один определенный момент, проходит ток сначала в одну сторону затем в другую.
Однофазная мостовая схема выпрямления
В сварке специалисты добиваются, чтобы эти перемещения осуществлялись в одностороннем порядке:
- Во вторичную обмотку трансформатора впаивают полупроводник, он осуществляет электрический пропуск в нужном направлении, что и является постоянным током. Так как переменный ток с наличием частот, своими волнами создаст паузы, которые недопустимы в рабочем процессе.
- В схеме, припаивают электродетали в обратном направлении по отношению друг к другу, тогда, и электронный поток потечет в обратную сторону.
- Если создать схему с парами элементов, направленных один к другому, получат поток из волн с колебанием от нулевого значения до максимального. Этот предел рассчитывают на возможность вторичной трансформаторной обмотки.
- Таким же способом получают колебания, снижающиеся до минимума, с момента которого начинается новый подъём. При этом вырабатывается плюс полюсного напряжения, а его минус располагается в обмотке трансформатора.
- Эту схему применяют с наличием в устройстве вывода, чтобы не разбирать обмотку, его можно создать самостоятельной намоткой. Эта конструкция славится своей экономичностью по отношению к количеству полупроводниковых элементов.
- Разделение обмотки на несколько участков позволяет пользоваться только её частью.
- Наиболее удобной и применимой у электротехников является мостовое выпрямительное сооружение. Подобный план состоит из квадрата с полупроводниками по сторонам. Одни углы у него выдают постоянный ток, другие показывают выход напряжения от трансформатора.
Этот пример имеет преимущество, он не требует создавать вывод от второй обмотки, но понадобится много полупроводниковых вентилей. Сварка будет с небольшой мощностью, для них подбирают специальных размеров электроды, и сваривают детали ограниченные в параметрах. Следует учесть, уменьшает колебания волн, при работе сварочного аппарата, параллельное включение конденсаторного приспособления.
Отличительные черты трёхфазной аппаратуры
Принцип работы прибора, собранного по электросхеме для выпрямителя, питающегося тремя сетевыми фазами, основан на наличии небольшой пульсации выходного напряжения. Волны в процессе перекрывают одна другую, не давая напряжению снизиться до нулевого значения.
Сварочную установку сооружают, включая в фазы полупроводники за трансформаторными обмотками. Выводы соединяют, получая в итоге единственный выход. Через подобный мост пропускаются разделенные надвое волны, образующие учащенную пульсацию, но с меньшей силой. В подобной конструкции понадобится вывод нуля, а трансформатор соединяют с питанием по специальной схеме.
Мастера на практике знают, что наиболее качественная работа получается с применением аппаратов, работающих на постоянном токе, обеспечивающих дугу стабильным горением с прочным швом. Чтобы получить необходимые параметры, несмотря на рост технологических открытий, появлению новшеств в приборостроении, мастера своими руками производят и по-прежнему используют, простейшие выпрямители.
Переделка сварочного аппарата на постоянный ток — на видео:
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Изготовление дросселя для сварочного аппарата своими руками
Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями.
Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше.
Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами. Это инвертор.
Сделать своими руками инвертор по силам только тому, кто хорошо разбирается в радиоэлектронике и в используемой там элементной базе. Для этого специалиста не нужно объяснять, для чего нужен дроссель и где его место в схеме. А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
- Расчет сечения проводов первичной обмотки трансформатора
- Расчет сечения проводов вторичной обмотки трансформатора
- Выпрямитель для сварочного аппарата
- Способы регулирования тока сварочной дуги
- Как сделать дроссель и намотать его правильно?
Расчет сечения проводов первичной обмотки трансформатора
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный. Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка. Более толстый провод и с меньшим количеством витков — это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I1 в его первичной обмотке. Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм 2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S1=22,7:5=4,54 мм 2 .
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d 2 =4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Расчет сечения проводов вторичной обмотки трансформатора
Напряжение на выходе трансформатора сварочного аппарата в отсутствие сварочной дуги (режим холостого хода) обычно составляет 60-80 В. Чем выше напряжение холостого хода, тем надежнее зажигается дуга. Напряжение же сварочной дуги обычно в 1,8-2,5 раза меньше, чем напряжение холостого хода.
Внимание. О том, что в отсутствие дуги напряжение на выходе трансформатора опасно для жизни, необходимо помнить постоянно.
Для сварки в быту обычно используют электрод диаметром 3 мм, которому достаточно обеспечить ток дуги примерно в 150 А. При напряжении холостого хода, равном 70 В, напряжение дуги будет равно примерно 25 В, и потребляемая мощность Р сварочного аппарата должна быть не менее
Р=25×150=3750 Вт =3,75 кВт.
Целесообразно рассчитывать трансформатор на большую мощность, то есть больший ток сварочной дуги. Например, при токе дуги в 200 А потребляемая мощность составит примерно 5 кВт. Вот на такую мощность и следует рассчитать трансформатор.
Напряжение однофазной сети в доме должно быть равным 220 В, но оно может изменяться на ±22 В. Это одна из причин, из-за которой может изменяться ток дуги и потребуется его регулировать.
Сечение провода во вторичной обмотке трансформатора определяют исходя из плотности тока, равной 5 А/мм 2 . Для тока в 200 А сечение провода равно 40 мм 2 , то есть это может быть только шина, которую наматывают с послойным изолированием. По существующим типовым размерам можно подобрать требуемую шину и по длине, и по поперечному сечению.
Типовые размеры медных шин, выпускаемых промышленностью:
Схема изготовления сварочного дросселя
- длина от 0,5 до 4 м с интервалом 0,5 м;
- ширина от 2 до 60 см с интервалом 1 см (при ширине от 4 до 10 см) и с интервалом 5 см (при ширине от 10 до 60 см);
- толщина от 3 до 10 мм.
Можно воспользоваться и многожильным проводом, сечение которого соответствует рассчитанному значению. Для увеличения сечения провод можно сложить вдвое или втрое. Для алюминиевого провода сечение необходимо увеличить в 1,6-1,7 раза.
Для дросселя, который включают на выходе трансформатора, сечение провода должно быть таким же, как и во вторичной обмотке трансформатора.
Выпрямитель для сварочного аппарата
Для сварки на постоянном токе к выходной обмотке трансформатора необходимо присоединить преобразователь переменного тока в постоянный. Такое устройство называют выпрямителем, поэтому и сварочный аппарат с этим устройством называют выпрямителем.
Верхний график представляет синусоидальное напряжение на выходе вторичной обмотки трансформатора. Горизонтальная ось t — это ось времени. Временной интервал между нулевыми значениями напряжения определяют периодом колебаний. Он состоит из положительного и отрицательного полупериодов.
Видно, что ток не постоянный, а пульсирующий. Уменьшить пульсацию можно только путем увеличения емкости конденсатора.
Для регулирования тока дуги дроссель необходимо включить между выходом трансформатора и точкой 3 выпрямителя.
Способы регулирования тока сварочной дуги
Рассмотрим один из способов регулирования тока сварочной дуги, основанный на применении дросселя во вторичной обмотке трансформатора. Регулируют ток дуги путем изменения воздушного зазора, предусмотренного в сердечнике, на котором выполнена намотка шины.
Рассмотрим три режима, в котором может находиться трансформатор.
Схема холостого хода и короткого замыкания трансформатора.
- Режим холостого хода. Переменное напряжение подано на вход трансформатора. Во вторичной обмотке индуцируется ЭДС, но ток в выходной цепи отсутствует.
- Режим нагрузки. В результате зажигания дуги она замыкает выходную цепь, состоящую из вторичной обмотки трансформатора и обмотки дросселя. Протекает ток, величина которого определяется индуктивным сопротивлением этих обмоток. Если бы не было дросселя, то ток был бы максимальным. Степень воздействия зависит от размеров воздушного зазора в стержне, на который намотана обмотка.
- Режим короткого замыкания. Это момент касания электродом свариваемых частей заготовки. В сердечнике трансформатора создается переменный магнитный поток, и во вторичной обмотке индуцируется ЭДС. Ток в цепи определяется величиной индуктивного сопротивления дросселя и вторичной обмотки трансформатора.
При увеличении зазора сопротивление возрастает. Это приводит к уменьшению магнитного потока и, соответственно, к уменьшению индуктивного сопротивления катушки дросселя и общего сопротивления цепочки. Ток дуги возрастает. Такой способ позволяет плавно регулировать ток.
Схема трансформатора в сборе.
Однако подвижная система имеет тот недостаток, что в результате вибрации металла при прохождении по катушке переменного тока она становится не очень надежной.
Можно, жертвуя плавностью регулировки, делать ее ступенчатой. Для этого необходимо сделать дроссель так, чтобы в магнитопроводе не было воздушного зазора. В процессе намотки через определенное количество витков необходимо делать отводы. В этом варианте ток можно регулировать ступенчато, через контакты, которые необходимо делать мощными в расчете на прохождение тока в сотни ампер.
Существует еще одна причина, по которой необходимо включение дросселя для создания условий нормальной ручной сварки.
Характеристику зависимости напряжения дуги от ее тока называют падающей. Неопытному сварщику придется поверить, что такая зависимость полезна при сварке, если трудно выдерживать неизменное расстояние между электродом и свариваемыми частями. Чтобы обеспечить такую характеристику, индуктивного сопротивления только вторичной обмотки трансформатора недостаточно. Непосредственная задача дросселя для сварочного аппарата — прибавить недостающее сопротивление.
Как сделать дроссель и намотать его правильно?
Для намотки катушки дросселя можно воспользоваться магнитопроводом серии UI. В таблице 1 приведены размеры, соответствующие максимальным значениям параметров а и b.
| Наименование | a, мм | b, мм | c, мм | d, мм | e, мм | f, мм | h, мм | i, мм | k1, мм | k2, мм | Отверстия, мм |
| UI 90 | 90 | 120 | 90 | 30 | 30 | 30 | 7,8 | 60 | 15 | 105 | 4 |
| UI 120 | 120 | 160 | 120 | 40 | 40 | 40 | 11,0 | 80 | 20 | 140 | 4 |
Прежде чем делать намотку, необходимо изолировать ярмо. В процессе намотки ее направление не меняют. Очередной слой изолируют от предыдущего хлопчатобумажной изоляцией. Можно использовать стеклоткань или картон, предназначенный для изоляции. Изоляционную прокладку пропитывают бакелитовым лаком. Если при намотке делают выводы, то их следует сразу же маркировать.
Ступенчато регулировать ток сварочной дуги можно путем включения на выходе нагрузочного омического сопротивления в виде спирали из нихрома, с периодическими отводами. Однако этот метод неудобен из-за возможно большого нагрева нити (даже докрасна).
Для плавной регулировки создают подвижные обмотки трансформатора. Меняя расстояние между первичной и вторичной обмоткой, изменяют величину магнитного потока и, следовательно, сопротивление во вторичной обмотке трансформатора.
Но для сварочного аппарата, используемого в быту, наиболее подходящим является метод плавной регулировки с применением дросселя.
Диодно-тиристорный выпрямитель со схемой управления для сварочного аппарата

В различных изданиях попадались публикации на данную тему, но положительного результата добиться не удавалось. Дело в том, что если просто подключить к трансформатору диодный или диодно-тиристорный выпрямитель, на выходе получается напряжение с пульсацией 100 Гц. При сварке электродом для постоянного тока это достаточно много. В результате дуга нестабильна и постоянно срывается. Не помогает и установка в разрыв вторичной цепи сглаживающего дросселя. Но когда сварочный аппарат стоит в холодном гараже или под навесом на улице, где температура воздуха зимой опускается до -15. -25°С, и необходимо срочно что-то приварить, достаточно сложное электронное устройство начинает давать сбои.
Поэтому была собрана более простая схема выпрямителя, которая неплохо показала себя даже в зимний период.
Содержание / Contents
- 1 Схема
- 2 Конструкция и детали
↑ Схема
Устройство (рис.1) состоит из сварочного трансформатора (промышленного или самодельного), диодно-тиристорного выпрямителя со схемой управления, сглаживающего конденсатора С1 и дросселя L1.
Фактически — это простой регулятор мощности. Так как питание схемы управления стабилизировано, установленное значение сварочного тока поддерживается довольно стабильно. Из-за наличия в схеме фильтрующих элементов С1 и L1, пульсаций напряжения на выходе практически нет. Дуга держится надежно, и качество шва получается высоким. Схема управления — это фазоимпульсный генератор на аналоге однопереходного транзистора, собранный на двух транзисторах разной проводимости. Питается от вторичной обмотки сварочного трансформатора Т1 через диодный мост VD1 и стабилизатор, образованный стабилитронами VD2, VD3. Их можно заменить одним на соответствующее напряжение стабилизации. Резистор R1 ограничивает ток, протекающий через стабилитроны. В зависимости разных выходных напряжений сварочных трансформаторов приходится подбирать R1 для оптимального тока стабилизации стабилитронов VD2, VD3 и устойчивой работы фазоимпульсного генератора.
Переменным резистором R2 производится регулировка сварочного тока. Он изменяет время заряда конденсатора С1 до напряжения открывания ключа на транзисторах VT1 и VT2.
При желании расширить диапазон регулировки тока (в меньшую сторону), увеличивается сопротивление R2 до 100 kOm. Управление мощными тиристорами VS1, VS2 , производится с помощью
маломощных VS3 и VS4, которые, в свою очередь, запускаются генератором через импульсный трансформатор T2.
↑ Конструкция и детали
В моем варианте выпрямитель с регулятором выполнен отдельным блоком и присоединяется к сварочному аппарату гибкими перемычками примерно 0,5 м длиной. Это более удобно, так как не надо переделывать уже готовый сварочный аппарат, к тому же, можно варить как постоянным, так и переменным током. При таком исполнении выпрямительный блок можно подключать к любому сварочному трансформатору. Диоды и тиристоры установлены на отдельных ребристых радиаторах (рис.2).


Все соединительные перемычки выполнены многожильным медным проводом с контактными клеммами на концах под болтовое соединение. Электронная схема управления выполнена на печатной плате (рис.3), хотя и объемный монтаж, собранный качественно, ничуть не хуже.

Импульсный трансформатор Т2 — марок ТИ-3; ТИ-4; ТИ-5, с коэффициентом трансформации 1:1:1. Его можно намотать самому на ферритовом кольце, например, 32x20x6 МН2000. Все обмотки содержат по 100. 150 витков медного обмоточного провода марки ПЭВ, ПЭЛШО 0,25. 0,3 мм. Перед намоткой сердечник необходимо обмотать слоем лакоткани. Конденсатор С1 набран из 4 конденсаторов по 15000 мкФ с рабочим напряжением не менее 80В. Так как при замыкании и размыкании сварочной цепи и при горящей дуге токи подпитки, протекающие через конденсаторы, очень велики, то соединять конденсаторы необходимо по схеме «звезда» (от одной соединительной клеммы идут 4 провода на вывод «+» каждого конденсатора, и от второй клеммы — также 4 провода на вывод «-» конденсаторов). Сечение каждого провода выбрано таким, чтобы суммарное сечение всех 4 проводов было не меньше сечения питающих силовых кабелей.
При недоборе емкости кондесатора С1, 44000 мкф (два импортных по 22000 мкф на 90 в,) при работе аппарата кондесаторы греются от увеличенных токов (заряд-розряд), при четырех импортных по 22000 мкф на 90 в, при очень длительной работе в режиме сварки немного теплые. Практика показала, что С1 лучше работает из большего количества кондесаторов меньшей емкости.
Дроссель намотан на сердечнике площадью 20. 30см2, с немагнитным зазором 0,5. 1 мм. Количество витков может быть от 25 до 60. 80. Чем больше витков, тем лучше, но ухудшается отвод тепла от внутренних слоев обмотки. Провод для намотки должен иметь сечение, не меньшее площади сечения провода, которым намотана вторичная обмотка трансформатора. Это касается и всех перемычек, которыми сделаны соединения силового блока.
Сварочный ток может достигать 100. 180А, в зависимости от мощности сварочного трансформатора. Это надо учитывать при монтаже.
При болтовом соединении надо соблюдать правило: сварочный ток не должен протекать через болт, если, конечно, он не медный или латунный. Это в основном касается входных и выходных клемм. Один из вариантов, как можно сделать, показан на рис.4.

Корпус выпрямителя желательно изготовить из негорючего материала, но можно даже из фанеры, если позволяет объем и отступить подальше от нагревающихся радиаторов.
В корпусе обязательны вентиляционные отверстия. Ручка регулятора тока устанавливается на корпусе, и вокруг наносится шкала с делениями — для более удобной установки тока. Для удобства регулировки рабочего тока я установил контрольную лампочку накаливания 110 в минимальной мощности по степени которой я ориентировался при установке тока сварки. В качестве предохранителя в первичной цепи трансформатора используется автомат на соответствующий рабочий ток.
Вентилятор для принудительного охлаждения необходимо использовать с достаточно приличной по размерам крыльчаткой. Все это создает условия для безопасной, более надежной работы устройства.
P.S. Приношу свои извинения за низкое качество снимков. Они пересняты телефоном (Nokia N73) со старых распечаток струйника.
Нет возможности сделать новые фото с аппарата так как он продан.
Камрад, рассмотри датагорские рекомендации
Полезные и проверенные железяки, можно брать
Куплено и опробовано читателями или в лаборатории редакции.
Особенность сборки диодного моста для сварочного аппарата
Диод – это полупроводниковый прибор, который обладает различной проводимостью в зависимости от прикладываемого напряжения. Имеет всего два вывода: анод и катод. При подаче прямого напряжения (на анод подается положительный потенциал по сравнению с катодом) он открыт. При подаче отрицательного напряжения он закрывается.
Эта особенность прибора широко используется в электротехнике, в частности диодный мост применяют для сварочного аппарата, чтобы выпрямлять переменный ток, улучшая качество сварки.

Основные характеристики
Главными параметрами, на которые обращают внимание при выборе выпрямителей для сварочных аппаратов, являются:
- максимально допустимое постоянное обратное напряжение;
- максимальный средний прямой ток за период;
- рабочая частота переключения;
- постоянное прямое напряжение при максимальном прямом токе;
- максимально допустимая температура корпуса.
Амплитуда бытовой сети составляет около 310 В, поэтому нужно использовать диоды с обратным напряжением 400 В и выше. Прямой ток жестко связан с мощностью прибора, и на него также обращают внимание. Рабочая частота показывает, в каком выпрямителе можно использовать полупроводник, применять его в сетевом или выходном блоке инвертора.
Прямое напряжение полупроводника характеризует мощность рассеяния на самом приборе. Это позволяет рассчитать размеры радиатора или системы охлаждения. Предельная температура корпуса сварочного аппарата дает возможность предусмотреть схему защиты от перегрева.
Применение в сварке
 В любом трансформаторном сварочном аппарате постоянного тока или инверторе присутствуют силовые диоды. Они предназначены для выпрямления переменного тока. Для повышения коэффициента полезного действия диоды подключают по мостовой схеме, в этом случае оба полупериода приходятся на нагрузку.
В любом трансформаторном сварочном аппарате постоянного тока или инверторе присутствуют силовые диоды. Они предназначены для выпрямления переменного тока. Для повышения коэффициента полезного действия диоды подключают по мостовой схеме, в этом случае оба полупериода приходятся на нагрузку.
В трансформаторном сварочном аппарате выпрямительные диоды устанавливают на выходе вторичной обмотки. Сварочное оборудование имеет понижающий трансформатор, соответственно, напряжение холостого хода значительно ниже входного, поэтому здесь требуются приборы большой мощности и низкой частоты. Для этого подойдут выпрямительные диоды В200 (максимальный ток 200А).
 Для сварочного инвертора требуется два выпрямителя. Один располагается на входе источника питания. Он преобразует переменный ток 220 вольт 50 Гц в постоянный, который преобразуется в дальнейшем в переменный ток высокой частоты (40-80 кГц).
Для сварочного инвертора требуется два выпрямителя. Один располагается на входе источника питания. Он преобразует переменный ток 220 вольт 50 Гц в постоянный, который преобразуется в дальнейшем в переменный ток высокой частоты (40-80 кГц).
При мощности аппарата 5 кВт выпрямительные диоды должны иметь обратное напряжение 600-1000 В и средний прямой ток 25-35 А при частоте 50 Гц.
Второй выпрямитель располагается после высокочастотного трансформатора. Здесь требования другие. Максимальный прямой ток должен быть не менее 200 А на частоте 80 кГц, а обратное напряжение превышать напряжение холостого хода (60-70 В).
В любом случае используются диоды из категории мощных, с площадкой для монтажа радиатора, поскольку без отведения тепла устройство быстро сгорит.
Особенность выпрямителей
 Выпрямитель для сварочного аппарата выполняется по мостовой схеме. При изготовлении сварочного аппарата своими руками и применении диодов В200 нужно учитывать, что их корпус находится под напряжением.
Выпрямитель для сварочного аппарата выполняется по мостовой схеме. При изготовлении сварочного аппарата своими руками и применении диодов В200 нужно учитывать, что их корпус находится под напряжением.
Поэтому когда выпрямитель устанавливают на радиатор, он должен быть изолирован от остальных элементов схемы, от корпуса прибора и от соседних диодов тоже. А это создает определенные неудобства для сварщика.
Приходится использовать более крупный корпус. Для уменьшения габаритов аппарата применяют выпрямительный прибор ВЛ200, который имеет другую полярность. Это позволяет объединить полупроводники на два парных радиатора.
В последние годы стали выпускать довольно мощные диодные мосты в одном корпусе. По размерам такая конструкция из диодов примерно соответствует спичечному коробку, имеет площадку для посадки радиатора, максимальный прямой ток 30-50 А. Диодная сборка имеет значительно меньшую стоимость по сравнению с диодами В200.
Если по работе устройства требуется более мощный мост, то эту проблему можно легко решить, используя параллельное подключение мостовых сборок. Однако их надежность в таком случае будет ниже, чем у одиночных мощных диодов.
Установка
 При использовании параллельной схемы соединения диодных мостов необходимо учитывать, что все они имеют некоторый разброс по параметрам.
При использовании параллельной схемы соединения диодных мостов необходимо учитывать, что все они имеют некоторый разброс по параметрам.
Поэтому при подборе элементов необходимо делать это с некоторым запасом прочности. При соблюдении этого требования для сварочного аппарата можно получить диодный мост более компактный, чем при использовании одиночных диодов.
Диодные сборки позволяют размещать их на одном радиаторе, так как корпусы не находятся под напряжением. Это позволяет монтировать их в любом месте, и даже снаружи.
В зависимости от требуемого сварочного тока для выпрямителя могут потребоваться от 3 до 5 диодных сборок. Для лучшей теплоотдачи диодные мосты устанавливаются на радиатор через теплопроводящую пасту.
К контактам проводники рекомендуется подсоединяться пайкой, в противном случае могут быть потери мощности в месте контакта и его сильный нагрев.
Применение на практике
Для примера, рассмотрим инверторный аппарат TELWIN Force 165. Во входном выпрямителе используются диодные сборки GBPC3508. Выпрямительный мост GBPC3508 может работать с током 35 А, обратное напряжение – 800 В.
С ним вместе идет обязательно сглаживающий фильтр из конденсаторов большой емкости. Кроме этого имеется фильтр электромагнитной совместимости, который не пропускает помехи от инвертора в бытовую сеть.
На выходе инвертора используются мощные сдвоенные диоды с общим катодом. Они имеют высокое быстродействие в отличие от диодов расположенных на входе устройства.
Благодаря малому времени восстановления, менее 50 наносекунд, приборы успевают переключать высокочастотный ток на выходе вторичной обмотки.
В данном приборе используются сдвоенные диоды марок STTH6003CW, FFH30US30DN или VS-60CPH03, рассчитаны на прямой ток 30 ампер на один прибор (60 ампер на оба) и обратное напряжение 300 вольт.
Устанавливаются на радиатор. Для защиты полупроводников от перегрузки используется RC фильтр. Схема управления требует стабильный источник питания без бросков напряжения.
Для этого в приборе предусмотрены стабилитроны или уже готовый интегральный стабилизатор, которые обеспечивают стабильное питание на микросхемах управления. В результате получается компактное устройство, позволяющее качественно варить металл.
Сварочный выпрямитель своими руками: просто и доступно!
Сварочный выпрямитель для электросварки используется для насыщения электрическим током поста электросварки при ручной и при дуговой. Он используется чаще всего для того, чтобы можно было преобразовывать электрический ток переменной частоты в один непрерывный разряд электротока, который будет нужен для использования плавления нужной заготовки. Сварочный выпрямитель изготавливается своими руками в основном для использования различных конструкций, как в бытовых, так и в мелко-подрядном бизнесе.
Предназначение выпрямителя
Сварочный выпрямитель предназначен, для того, чтобы питать пост сварки и при этом преобразовывать переменный ток в постоянный и непрерывный разряд.
Бытовыми аппаратами для сварки считаются конструкции с небольшими мощностями, которые имеют относительно низкий исходный ток электросварки. Такие системы имеют специальную паузу для быстрого остывания, во время этапамных работ. И эта пауза достаточно длинная, поэтому такие системы достаточно малоэффективны в процессе нужного выполнения больших и объемных работ, таких как промышленные условия.
- трансформатор для понижения;
- блок конденсатора;
- выпрямитель. Перед тем как приступить к изготовлению аппарата для сварки, вам понадобится определить, для каких именно выполнений и каких именно работ будет использоваться ваша конструкция. От этого решения зависеть показатели нужной системы, размер нужного электрода и все исходные характеристики для материалов, соединяемых из заготовок.
Преимущества
Самыми лучшими показателями из всех показателей тока на выходе являются только 3-х фазные системы, те, что легко подключаются к сети в 380 В.Такие приспособления можно использовать достаточно долго и при этом не надо делать какие либо перерывы для их остывания. При помощи подобных конструкций, возможно, работать и с более крупными системами, например, стальными. Эти системы отлично сочетаются и для присоединений контейнеров, различных ворот и т.д. Приспособление отлично подходит именно для малого бизнеса.
Недостатки
Большим недостатком данной системы является его трудный доступ к электросети электрического питания. Далеко не все села, и кооперативы могут иметь доступ к подобным необходимым коммуникациям. А значит, следует понимать, что данный аппарат для сварки, обладающий 3-х фазным трансформаторным устройством будет достаточно тяжел, он весит почти в 2 раза больше одно фазного аналогичного устройства. Нужно также понимать, что общий вес конструкции будет превышать 100 кг.
Следовательно, одному конкретному человеку такой вес не под силу, поэтому понадобится установить колеса, чтобы возможно было переместить данную конструкцию. Возможно, будет использовать и трансформаторное приспособление, которое понижает вес на 20%-40%. Но нужно обязательно учитывать, что наматывать его надо будет самостоятельно.
Конструкция аппарата для выпрямления
Выпрямитель для сварочного аппарата строится вокруг тех полупроводников, которые обязательно используются для того, чтобы пропускать необходимые потоки электричества в единственно нужном направлении.
В схемах для выпрямления нужно использовать данные приспособления:
- диод. При применении диода в схему конструкции для выпрямления вообще не понадобится включать никакие блоки управления;
- тиристор. Нужен, чтобы хорошо проходил ток, элемент должен обязательно получить нужный сигнал от системы управления. Сам вентиль закроется, когда проходящий по нему ток опустится до нуля или при уменьшении напряжения на элементе;
- транзистор. Это просто вентиль, с помощью которого можно управлять, это приспособление самое из всех дорогостоящее.
А так же, следует заметить, что во всех этапах использования диодов электроцепочка будет требовать обязательного добавления нужного резистора, чтобы была хорошая возможность производить нужную регулировку силы электрического тока.
Любое из вышеописанных приспособлений следует подбирать с небольшим запасом, в противном случае, они быстро выйдут из строя. А также нужно учесть, что протекающий по цепочке электрический ток должен быть обязательно в несколько раз меньше, чем заданный номинальный.
Элементы для изготовления сварочного выпрямителя:
- трансформатор;
- диод;
- радиатор;
- дроссель;
- электрод;
- конденсатор;
- керамический сердечник;
- никелиновая проволока.
Полупроводник понадобится обязательно установить на радиатор для теплообмена и охлаждения. Чтобы можно было обеспечить падающую характеристику электрического тока, в цепочку обязательно нужно последовательно добавить дроссель. Сильное сопротивление переменного электрического в правильно поставленной цепочке поможет выполнить точную регулировку электрического тока электросварки. Первый полюс надо будет подключить к электроду для электросварки, другой полюс подключить к соединяемой подготовленной заготовке. Электроконденсаторное устройство нужно будет использовать как фильтр для уменьшения и снижения пульса.
Нужно взять ступенчатый переключатель напряжения, вольтметр до 30 вольт, амперметр до 10 ампер, выход постоянного тока, выход переменного тока, дополнительное гнездо для регенерации батареек.
Крышка устройства, как и оно само делается из листового алюминия.
Понижающий трансформатор, с вторичной перемоткой (сечение 2,5 сантиметра), диодный мостик, на выходе кондицатор, ступенчатый переключатель, на выходе автомат постоянного тока на 5 ампер, при сработки автомата включается звуковой генератор, 5 транзисторов. Включить в электросеть, должно показывать 20 ампер, включить автомат. Вот так просто работает это устройство.
Как сделать сварочный аппарат своими руками
Изготовление сварочного аппарата требует хотя бы минимальных знаний в области работы трансформатора. Его возможно сделать самому. Но без каких либо знаний электротехники здесь не.
Сварочный инвертор своими руками
Вне зависимости от того, о каком сварочном аппарате идёт речь – заводской или кустарной сборки, самой важной деталью конструкции устройства будет являться схема. Шнур для.
Как подключить сварочный аппарат: просто о сложном!
Готовясь к сварочным работам, в первую очередь, надо определиться с местом для оборудования. Сварочный аппарат должен находиться подальше от других предметов, чтобы вокруг него.
Ремонт сварочных инверторов своими руками
Любая техника может выйти из строя, особенно если она интенсивно эксплуатируется в течение длительного срока. Сварочный инвертор не является исключением, хотя эти устройства.
Что такое трансформаторный сварочный аппарат переменного тока
Сварочные аппараты давно стали привычными не только в промышленных цехах, но и в быту. С их помощью можно решить много различных проблем, связанных с применением разнообразных.
Самодельный сварочный аппарат с выпрямителем и удвоением напряжения
Как показывает практика, процесс горения дуги протекает стабильнее у сварочных устройств с мягкой (падающей) вольт-амперной характеристикой. К числу таких «сварочников» можно, в частности, отнести и самодельный аппарат с выпрямителем, принципиальная электрическая схема которого выполнена с закавыкой, суть которой – в быстрой смене режимов работы диодов, включаемых то по типовому вентильному мосту (ВСМ), то по так называемой схеме удвоения напряжения (ВСУ).
Принципиальная электрическая схема (а) и вольт-амперные характеристики (б) самодельного аппарата для сварки на постоянном токе.

Особую роль в рассматриваемом техническом решении играет перемычка Х2ХЗ. Вставив её, получают из самого что ни на есть обычного диодного моста VD1- VD4 с низкочастотным фильтром C1C2L1 выпрямительное устройство, на выходе которого в режиме холостого хода – удвоенное (по сравнению с первым вариантом работы) напряжение. При этом положительная, скажем, полуволна напряжения, поступающего от начала вторичной обмотки сварочного трансформатора Т1, беспрепятственно проходит полупроводниковый силовой вентиль VD1 и, зарядив конденсатор С1 практически до максимума, возвращается к концу названной обмотки.
С наступлением другого полупериода цепь прохождения положительных электрических зарядов будет несколько иной: от конца обмотки II сварочного трансформатора Т1 к С2, а от него – через вентиль VD2 – к началу той же вторичной обмотки. Но конденсаторы С1 и С2 соединены друг с другом так, что результирующее напряжение оказывается равным суммарному, которое и подводится через дроссель L1 к промежутку «электрод – деталь», облегчая возникновение сварочной дуги.
Полупроводниковые диоды VD3 и VD4 при замкнутой перемычке и отсутствии сварочной дуги в работе схемы как бы не участвуют по причине своего обратного включения в выпрямительные цепи. К тому же каждый из них оказывается запертым напряжением от соответствующего конденсатора.
Недостатком типовых схем удвоения является, как утверждает теория, круто падающая внешняя характеристика, то есть резкое снижение выпрямленного напряжения при увеличении тока нагрузки. Это заставляет применять зарядные конденсаторы большой емкости (в рассматриваемом устройстве – «электролиты» по 15000 мкФ каждый).
Кроме того, типовые схемы удвоения взрывоопасны: при пробое одного из силовых вентилей переменное напряжение оказывается напрямую приложенным к электролитическому (оксидному) конденсатору, что недопустимо. Вот тут-то и призваны сыграть свою спасительную роль бездействовавшие ранее VD3, VD4 (конкретный вклад этих диодов, как и работа схемы непосредственно во время сварки выходит за рамки данного материала, а потому не рассматривается).
На графике приведены области существования сварочной дуги, питаемой от ВСМ и от ВСУ. Теперь о самодельных узлах и радиодеталях, используемых в предлагаемом техническом решении. Мощность трансформатора Т1, имеющего магнитопровод ПЛ45х80, равна 2,5 кВ*А. Первичная обмотка «сварочника» содержит 156 витков провода ПЭВ2 диаметром 2,5 мм.
Разумеется, она может быть также выполнена и более тонким, но сложенным вдвое ПЭВ2-1.7 мм. Для вторичной (понижающей) обмотки использован БПВЛ сечением 16 мм2. Требуемое количество витков здесь – 22.
Дроссель L1 содержит 33 витка провода БПВЛ сечением 10 мм2. Намотаны они на изолирующем каркасе, который надевается на магнитопровод ШЛ 50×50, собираемый с немагнитным 2-мм зазором, где установлены прокладки толщиной 2 мм из термостойкого диэлектрика. В качестве последнего вполне подойдет гетинакс или текстолит.
Конденсаторы С1 и С2 – оксидные К50-18 или другого типа, рассчитанные на использование в цепях с напряжением 50 В и более. Рекомендуемые к использованию в схеме диоды Д161 могут иметь в конце наименования любую комбинацию цифр и букв. Вполне допустимо здесь и применение мощных «электровозных» В200.
Каждый из диодов установлен на дюралюминиевый теплоотвод-радиатор 80x80x45 мм с вертикальным расположением рёбер (для лучшего охлаждения за счёт конвекции). Клеммы Х2-Х5 представляют собой латунные или медные болты М10 с шайбами и гайками, выведенные на переднюю панель из текстолита или гетинакса. Перемычка сечением 30 мм2 – из меди или алюминия.
А.ТРИФОНОВ, г. Санкт-Петербург. Опубликовано в журнале Моделист-конструктор за 1999 год – №11.
Выпрямитель для сварочного аппарата
Конструкция 1-го выпрямителя:
Выпрямитель объединен с тороидальным трансформатором и вентилятором воздушного охлаждения. Непосредственно сам выпрямительный мост здесь собран на диодах ДЛ-132-80-10, установленных в центре тора на кронштейны-радиаторы из отрезков алюминиевого уголка. Тепловой режим для мощных полупроводниковых вентилей – наиболее благоприятный. Ведь каждый из диодов практически со всех сторон омывается воздушным потоком, засасываемым снизу (из-под подставок) и интенсивно прогоняемым вентилятором через «мини-аэродинамическую трубу» – внутреннюю воронку (окно) тора.
Правда, для столь свободного «продувания» пришлось побеспокоиться об оптимальности компоновки агрегата. В частности, предусмотреть, чтобы отверстия сравнительно большого диаметра были и в основании, и в стяжной крышке, к которой крепится (благодаря имеющемуся фланцу) трёхфазный многолопастный вентилятор УВО-2,6-6,5-У4. А чтобы воздухозабор шёл снизу тоже без помех, высота привинчиваемых к основанию подставок должна быть не менее 20 мм.
Теперь несколько слов об особенностях подсоединения диодного моста к сварочному трансформатору. При интенсивном использовании аппарата для сварки один из выводов диодного моста подключается к общей клемме, а другой, являясь в данном случае «плавающим», состыковывается с тем или иным выводом трансформатора. Если необходимы напряжения 6 В, 12 В, 18 В и т.д., то оба ввода диодного моста делаются переходными («плавающими»).
Выпрямитель позволяет улучшить зажигание дуги, поскольку увеличивается напряжение холостого хода, и повысить качество сварки. Кроме того, нельзя забывать, что на плюсовом выводе выделяется больше тепла. И свойство это, как говорится, грех не использовать при сварке тонкостенных деталей (здесь «+» подводится к электроду).
Рис.1 Сварочный аппарат постоянною тока:
1 – подставка (дерево, фанера, s20, 4 шт.), 2 – основание (фанера, s10), 3 – шуруп с потайной головкой (8 шт.), 4 – вывод контактный (4 шт.), 5 – наконечник клеммный (4 шт.), 6 – шпилька М6 (бронза или латунь, 4 шт.), 7 – гайка М6 (бронза или латунь, 16 шт.), 8 – шайба (бронза или латунь. 20 шт.), 9 – гайка-барашек М6 (бронза или латунь, 4 шт.), 10 – ручка поворотная откидная (от списанной радиоаппаратуры, 2 шт.), 11 – вентилятор трёхфазный УВО-2,6-6,5-У4 (в круглом корпусе с фазосдвигающим конденсатором 2 мкФ), 12 – винт М4 с шайбой Гровера (3 шт.), 13 – крышка стяжная с центральным отверстием под вентилятор (фанера, s10), 14 – сердечник тороидальный (из статора асинхронною двигателя), 15 – обмотка трансформатора первичная (число витков, отводы, диаметр провода – расчётные), 16 – слои изоляционные (толщина и количество – расчётные), 17 – прокладка кольцевая (электротехнический картон, s1. 2,5, 2 шт.), 18 – изоляция наружная (намотка лакотканной лентой в 1 – 2 слоя), 19 – кронштейн (алюминиевый уголок 75×50, 2 шт.), 20 – диод полупроводниковый ДЛ-132-80-10 (4 шт.), 21 – кронштейн центральный (алюминиевый уголок 60×60), 22 – шуруп с полукруглой головкой (6 шт.); D1 и D2 – по габаритам вентилятора.
Конструкция 2-го выпрямителя:
Это автономный выпрямитель (его можно использовать практически с любым прибором на ток 200 А). При простой принципиальной электрической схеме диодного мостика примитивно-стандартной данную конструкцию вообще-то не назовешь. Необычность её состоит в использовании двух групп разнополярных диодов – В200 и ВЛ200 (внешнее их отличие – соответственно, зелёные и малиновые корпуса). Значит, есть реальная возможность соединить радиаторы диодов в каждой из групп. То есть в одной группе на радиаторе получается «+», в другой «-». Однородные соединяются шпильками М8, а между разнородными устанавливается резиновая прокладка. Вся конструкция получается предельно компактной и надёжной.
Рис.2. Выпрямитель «Малыш» для «сварочника»:
1 – радиатор диодный (4 шт., стянуты попарно), 2 – панель сетевая (текстолит, фанера, s10), 3 – шпилька М8 (бронза или латунь, 4 шт.), 4 гайка М8 (бронза или латунь, 18 шт.), 5 – шайба (бронза или латунь, 28 шт.), 6 – болт М8 клеммный (бронза или латунь, 2 шт.), 7 – диод мощный выпрямительный В200 (2 шт.), 8 – диод мощный выпрямительный ВЛ200 (2 шт.), 9 – вывод от выпрямителя к нагрузке (2 шт.), 10 – панель выпрямительная (фанера, s10), 11 – прокладка изоляционная (резина велокамеры); а) – принципиальная схема выпрямительного моста.
И ещё одна особенность здесь налицо: выводы диодов можно использовать в качестве ручек – для переноски выпрямителя. Тем более что масса всего устройства не превышает 5 кг.
Цель и процесс изготовления своими руками выпрямителя для сварочного аппарата, конструктивное описание
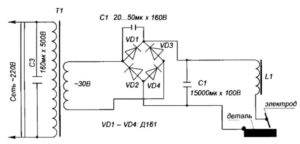
Выпрямитель сварочного аппарата своими руками можно собрать по схеме.
Для этого понадобится подготовить электродетали с инструментами.
Своим названием прибор говорит о предназначении операции.
Смену переменного тока в постоянный проводят, чтобы получить непрерывную дугу. Её используют для скрепления друг с другом материалов.
Виды аппаратов, их особенности
Сварочный выпрямитель своими руками
Самодельный сварочный выпрямитель нужен для эффективного питания бытовой конструкции или производственной с небольшими объёмами работ и рабочих циклов.
В промышленности применяют более мощную аппаратуру, действия с ней, не образуют пауз во время сварки.
В этот период происходит остывание раскалённых деталей, снижается скорость выполнения процедуры, что не мешает для домашних приспособлений.
Эти изделия состоят из элементов:
- трансформатора
- конденсаторного блока
- выпрямителя
Приступая к созданию сварочного прибора мастеру нужно определиться с направлением работ, их размерами.
От объема производства, количества соединений зависят:
- подбор нужных электродов
- системные параметры
- материальная характеристика
Сборщик, подобрав нужную схему и материалы, выполнив поэтапно сборку аппарата, добьётся необходимых показателей в системе.
Что хорошего в приборе и что мешает
Как переделать сварочный аппарат переменного тока в постоянный — на этот вопрос мастеру ответит нужная полупроводниковая схема с устройством выпрямителя:
- Лучшими показателями обладает трёхфазная система, она позволяет использовать мощность сети до 380 В.
- На подобном оборудовании работают там, где нужен большой непрерывный процесс, чтобы в этот временной промежуток, не прерываясь, сваривать крупные стальные детали. С помощью этих мощных аппаратов можно производить ворота, контейнеры, любые хозяйственные металлические сооружения.
- Такой инструмент пригодится в основном не на частном хоздворе, а для малого бизнеса и реализации изготовленных изделий. Все потому, что это громоздкие и тяжелые конструкции, в отличие от приспособлений с меньшим количеством фаз, нуждаются в дополнительных установках для перемещения аппарата.
В подобной системе трансформатор способен снизить массу, но его сердечник нужно уметь самостоятельно намотать или купить готовый с необходимыми параметрами.
Требования для конструктивной сборки
Схема для простого выпрямителя не представляет особой сложности, понадобятся проводники, пропускающие электрический поток и направленные в нужную сторону.
Схема сварочного выпрямителя
Электродетали следует подготовить из следующей комплектации:
- диодов — они позволяют работать схеме без управляющих блоков
- тиристоров, подающих сигналы на элементы для хорошего прохождения электрических
- потоков, при их уменьшении закрываются вентили
- транзисторов, управляющих всеми процессами с напряжением
- резисторов, позволяющих регулировать ток
Чтобы электрические элементы дольше служили в эксплуатации, их подбирают с высокими параметрами, при этом следят, чтобы фактический ток был в цепи меньше заданного по номиналу.
Сборка сварочного выпрямителя происходит с помощью следующих предметов:
- трансформатора
- диода
- радиатора
- дросселя
- электрода
- конденсатора
- керамического сердечника
- никелиновой проволоки
Собранную полупроводниковую схему в виде диодного выпрямителя устанавливают с радиатором, обеспечивающим теплообмен и охлаждение. Дросселем снабжают падающую характеристику электротока, увеличенным сопротивлением или реостатом регулируют нужные параметры. Полюсы, положительный и отрицательный, подключают на электрод и объект.
Функция электролитического конденсатора в схеме служит осуществлению, сглаживающей фильтрации и снижению пульсации.
Многие специалисты самостоятельно справляются с намоткой реостатов на керамические сердечники. Используют проволоку нихромную или никелиновую. Их диаметральный подбор зависит от величины сварочных токовых потоков.
Реостатное сопротивление рассчитывают, основываясь на параметры проволоки:
- удельное сопротивление
- сечение
- длину
Регулировка сварочного тока зависит от количества витков.
Принцип работы однофазной мостовой схемы
Процесс протекания переменного тока можно представить в виде волны, колеблющейся с определенной частотой. Это процедура очень быстрая, которую представить можно, как в один определенный момент, проходит ток сначала в одну сторону затем в другую.
Однофазная мостовая схема выпрямления
В сварке специалисты добиваются, чтобы эти перемещения осуществлялись в одностороннем порядке:
- Во вторичную обмотку трансформатора впаивают полупроводник, он осуществляет электрический пропуск в нужном направлении, что и является постоянным током. Так как переменный ток с наличием частот, своими волнами создаст паузы, которые недопустимы в рабочем процессе.
- В схеме, припаивают электродетали в обратном направлении по отношению друг к другу, тогда, и электронный поток потечет в обратную сторону.
- Если создать схему с парами элементов, направленных один к другому, получат поток из волн с колебанием от нулевого значения до максимального. Этот предел рассчитывают на возможность вторичной трансформаторной обмотки.
- Таким же способом получают колебания, снижающиеся до минимума, с момента которого начинается новый подъём. При этом вырабатывается плюс полюсного напряжения, а его минус располагается в обмотке трансформатора.
- Эту схему применяют с наличием в устройстве вывода, чтобы не разбирать обмотку, его можно создать самостоятельной намоткой. Эта конструкция славится своей экономичностью по отношению к количеству полупроводниковых элементов.
- Разделение обмотки на несколько участков позволяет пользоваться только её частью.
- Наиболее удобной и применимой у электротехников является мостовое выпрямительное сооружение. Подобный план состоит из квадрата с полупроводниками по сторонам. Одни углы у него выдают постоянный ток, другие показывают выход напряжения от трансформатора.
Этот пример имеет преимущество, он не требует создавать вывод от второй обмотки, но понадобится много полупроводниковых вентилей. Сварка будет с небольшой мощностью, для них подбирают специальных размеров электроды, и сваривают детали ограниченные в параметрах. Следует учесть, уменьшает колебания волн, при работе сварочного аппарата, параллельное включение конденсаторного приспособления.
Отличительные черты трёхфазной аппаратуры
Принцип работы прибора, собранного по электросхеме для выпрямителя, питающегося тремя сетевыми фазами, основан на наличии небольшой пульсации выходного напряжения. Волны в процессе перекрывают одна другую, не давая напряжению снизиться до нулевого значения.
Сварочную установку сооружают, включая в фазы полупроводники за трансформаторными обмотками. Выводы соединяют, получая в итоге единственный выход. Через подобный мост пропускаются разделенные надвое волны, образующие учащенную пульсацию, но с меньшей силой. В подобной конструкции понадобится вывод нуля, а трансформатор соединяют с питанием по специальной схеме.
Мастера на практике знают, что наиболее качественная работа получается с применением аппаратов, работающих на постоянном токе, обеспечивающих дугу стабильным горением с прочным швом. Чтобы получить необходимые параметры, несмотря на рост технологических открытий, появлению новшеств в приборостроении, мастера своими руками производят и по-прежнему используют, простейшие выпрямители.
Переделка сварочного аппарата на постоянный ток — на видео:
Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Изготовление дросселя для сварочного аппарата своими руками
Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями.
Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше.
Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами. Это инвертор.
Сделать своими руками инвертор по силам только тому, кто хорошо разбирается в радиоэлектронике и в используемой там элементной базе. Для этого специалиста не нужно объяснять, для чего нужен дроссель и где его место в схеме. А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
Расчет сечения проводов первичной обмотки трансформатора
Схема устройства сварочного трансформатора.
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный.
Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка.
Более толстый провод и с меньшим количеством витков — это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I1 в его первичной обмотке. Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
I1 = Р:U= 5000:220=22,7 А.
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S1=22,7:5=4,54 мм2.
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d2=4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Как самостоятельно и красиво создать дизайн гостиной?
Расчет сечения проводов вторичной обмотки трансформатора
Схема трансформатора с первичной и вторичной обмоткой.
Напряжение на выходе трансформатора сварочного аппарата в отсутствие сварочной дуги (режим холостого хода) обычно составляет 60-80 В. Чем выше напряжение холостого хода, тем надежнее зажигается дуга. Напряжение же сварочной дуги обычно в 1,8-2,5 раза меньше, чем напряжение холостого хода.
Внимание. О том, что в отсутствие дуги напряжение на выходе трансформатора опасно для жизни, необходимо помнить постоянно.
Для сварки в быту обычно используют электрод диаметром 3 мм, которому достаточно обеспечить ток дуги примерно в 150 А. При напряжении холостого хода, равном 70 В, напряжение дуги будет равно примерно 25 В, и потребляемая мощность Р сварочного аппарата должна быть не менее
Р=25×150=3750 Вт =3,75 кВт.
Целесообразно рассчитывать трансформатор на большую мощность, то есть больший ток сварочной дуги. Например, при токе дуги в 200 А потребляемая мощность составит примерно 5 кВт. Вот на такую мощность и следует рассчитать трансформатор.
Напряжение однофазной сети в доме должно быть равным 220 В, но оно может изменяться на ±22 В. Это одна из причин, из-за которой может изменяться ток дуги и потребуется его регулировать.
Сечение провода во вторичной обмотке трансформатора определяют исходя из плотности тока, равной 5 А/мм2. Для тока в 200 А сечение провода равно 40 мм2, то есть это может быть только шина, которую наматывают с послойным изолированием. По существующим типовым размерам можно подобрать требуемую шину и по длине, и по поперечному сечению.
Типовые размеры медных шин, выпускаемых промышленностью:
Схема изготовления сварочного дросселя
- длина от 0,5 до 4 м с интервалом 0,5 м;
- ширина от 2 до 60 см с интервалом 1 см (при ширине от 4 до 10 см) и с интервалом 5 см (при ширине от 10 до 60 см);
- толщина от 3 до 10 мм.
Можно воспользоваться и многожильным проводом, сечение которого соответствует рассчитанному значению. Для увеличения сечения провод можно сложить вдвое или втрое. Для алюминиевого провода сечение необходимо увеличить в 1,6-1,7 раза.
Для дросселя, который включают на выходе трансформатора, сечение провода должно быть таким же, как и во вторичной обмотке трансформатора.
Выпрямитель для сварочного аппарата
Электрическая схема выпрямителя сварочного аппарата.
Для сварки на постоянном токе к выходной обмотке трансформатора необходимо присоединить преобразователь переменного тока в постоянный. Такое устройство называют выпрямителем, поэтому и сварочный аппарат с этим устройством называют выпрямителем.
Верхний график представляет синусоидальное напряжение на выходе вторичной обмотки трансформатора. Горизонтальная ось t — это ось времени. Временной интервал между нулевыми значениями напряжения определяют периодом колебаний. Он состоит из положительного и отрицательного полупериодов.
Видно, что ток не постоянный, а пульсирующий. Уменьшить пульсацию можно только путем увеличения емкости конденсатора.
Для регулирования тока дуги дроссель необходимо включить между выходом трансформатора и точкой 3 выпрямителя.
Способы регулирования тока сварочной дуги
Рассмотрим один из способов регулирования тока сварочной дуги, основанный на применении дросселя во вторичной обмотке трансформатора. Регулируют ток дуги путем изменения воздушного зазора, предусмотренного в сердечнике, на котором выполнена намотка шины.
Рассмотрим три режима, в котором может находиться трансформатор.
Схема холостого хода и короткого замыкания трансформатора.
- Режим холостого хода. Переменное напряжение подано на вход трансформатора. Во вторичной обмотке индуцируется ЭДС, но ток в выходной цепи отсутствует.
- Режим нагрузки. В результате зажигания дуги она замыкает выходную цепь, состоящую из вторичной обмотки трансформатора и обмотки дросселя. Протекает ток, величина которого определяется индуктивным сопротивлением этих обмоток. Если бы не было дросселя, то ток был бы максимальным. Степень воздействия зависит от размеров воздушного зазора в стержне, на который намотана обмотка.
- Режим короткого замыкания. Это момент касания электродом свариваемых частей заготовки. В сердечнике трансформатора создается переменный магнитный поток, и во вторичной обмотке индуцируется ЭДС. Ток в цепи определяется величиной индуктивного сопротивления дросселя и вторичной обмотки трансформатора.
При увеличении зазора сопротивление возрастает. Это приводит к уменьшению магнитного потока и, соответственно, к уменьшению индуктивного сопротивления катушки дросселя и общего сопротивления цепочки. Ток дуги возрастает. Такой способ позволяет плавно регулировать ток.
Схема трансформатора в сборе.
Однако подвижная система имеет тот недостаток, что в результате вибрации металла при прохождении по катушке переменного тока она становится не очень надежной.
Можно, жертвуя плавностью регулировки, делать ее ступенчатой. Для этого необходимо сделать дроссель так, чтобы в магнитопроводе не было воздушного зазора. В процессе намотки через определенное количество витков необходимо делать отводы. В этом варианте ток можно регулировать ступенчато, через контакты, которые необходимо делать мощными в расчете на прохождение тока в сотни ампер.
Существует еще одна причина, по которой необходимо включение дросселя для создания условий нормальной ручной сварки.
Характеристику зависимости напряжения дуги от ее тока называют падающей.
Неопытному сварщику придется поверить, что такая зависимость полезна при сварке, если трудно выдерживать неизменное расстояние между электродом и свариваемыми частями.
Чтобы обеспечить такую характеристику, индуктивного сопротивления только вторичной обмотки трансформатора недостаточно. Непосредственная задача дросселя для сварочного аппарата — прибавить недостающее сопротивление.
Как сделать дроссель и намотать его правильно?
Для намотки катушки дросселя можно воспользоваться магнитопроводом серии UI. В таблице 1 приведены размеры, соответствующие максимальным значениям параметров а и b.
Таблица 1.
| Наименование | a, мм | b, мм | c, мм | d, мм | e, мм | f, мм | h, мм | i, мм | k1, мм | k2, мм | Отверстия, мм |
| UI 90 | 90 | 120 | 90 | 30 | 30 | 30 | 7,8 | 60 | 15 | 105 | 4 |
| UI 120 | 120 | 160 | 120 | 40 | 40 | 40 | 11,0 | 80 | 20 | 140 | 4 |
Прежде чем делать намотку, необходимо изолировать ярмо. В процессе намотки ее направление не меняют. Очередной слой изолируют от предыдущего хлопчатобумажной изоляцией. Можно использовать стеклоткань или картон, предназначенный для изоляции. Изоляционную прокладку пропитывают бакелитовым лаком. Если при намотке делают выводы, то их следует сразу же маркировать.
Ступенчато регулировать ток сварочной дуги можно путем включения на выходе нагрузочного омического сопротивления в виде спирали из нихрома, с периодическими отводами. Однако этот метод неудобен из-за возможно большого нагрева нити (даже докрасна).
Для плавной регулировки создают подвижные обмотки трансформатора. Меняя расстояние между первичной и вторичной обмоткой, изменяют величину магнитного потока и, следовательно, сопротивление во вторичной обмотке трансформатора.
Но для сварочного аппарата, используемого в быту, наиболее подходящим является метод плавной регулировки с применением дросселя.
Как сделать выпрямитель сварочный своими руками
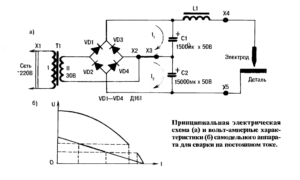
Выпрямитель сварочный предназначен для питания электротоком поста сварки при ручной и электродуговой сварке.
Он используется для того, чтобы преобразовывать ток переменной частоты в непрерывный разряд электричества, который нужен для осуществления плавления заготовки.
Сварочный выпрямитель своими руками изготавливается чаще всего для использования конструкции в бытовых условиях и мелко-подрядном бизнесе.
Сварочный выпрямитель необходим, чтобы питать пост сварки, преобразовывая переменный ток в непрерывный разряд.
Бытовые аппараты для сварки – это конструкции небольшой мощности, которые имеют относительно невысокий номинальный ток сварки. Устройства имеют паузу для остывания между этапами работы большой длительности, потому конструкции неэффективны в процессе выполнения объемных работ в промышленных условиях.
Стандартная компоновка конструкции для сварки состоит из таких элементов:
- трансформатор для понижения;
- выпрямитель (мост из составляющих полупроводника);
- блок конденсатора (отвечает за подавление пульсаций на выходе преобразовательного элемента).
Перед тем как изготовить аппарат для сварки, понадобится определить, для выполнения каких работ будет использоваться конструкция. От этого будут зависеть различные показатели конструкции, размер электрода и характеристики материала соединяемых заготовок.
Электрическая схема самодельного сварочного аппарата на постоянном токе.
Лучшими показателями по качеству тока на выходе обладают трехфазные приспособления, которые подключаются к электрической сети 380 В.
Их можно использовать длительный период, при этом не понадобится делать перерывы для остывания. С помощью подобных конструкций можно обрабатывать более крупные конструкции из стали.
Устройства отлично подходят для соединения контейнеров, ворот от гаражей и т.д. Приспособление подходит для малого бизнеса.
Значительным недостатком конструкции является затрудненный доступ к сети питания. Не все села и гаражные кооперативы имеют доступ к подобным коммуникациям. Следует понимать, что аппарат для сварки, который обладает трехфазным трансформаторным приспособлением, будет весить в 1,5-2 раза больше однофазного устройства. Общий вес конструкции в большинстве случаев превышает 100 кг.
Одному человеку подобный вес не под силу, потому понадобится установить колеса для перемещения. Можно также использовать специальное трансформаторное приспособление, которое снижает общий вес на 20-40%. Однако следует учитывать, что наматывать его нужно будет самостоятельно.
Однофазный сварочный выпрямитель, который установлен на однофазной трансформаторной конструкции для электросети 220 В, имеет меньший вес. Его масса в большей степени зависит от веса трансформатора для понижения и составляет приблизительно 40-70 кг.
Подобный сварочный аппарат способен обеспечить шов отличного качества при соединении простых конструкций. Легкость и доступность электросети делают однофазные приспособления мобильными. Их можно использовать не только на верхних этажах высоких домов, но и в местах, где отсутствует электричество.
В последнем случае можно использовать бензиновый генератор.
Самостоятельное строительство дома из бруса. Подробнее>>
Как сделать сварочный выпрямитель для однофазной электросети
Однофазная мостовая схема выпрямления (а). Графики напряжений и тока в трансформаторе (б), напряжения и тока в нагрузке (в).
Переменный ток представляет собой волну, которая образует колебания с частотой 50 Гц. Следовательно, 1 секунду электричество 25 раз будет течь в одном направлении и 25 раз в другом. Для сварочного процесса будет нужно протекание электричества лишь в одном направлении.
Если цепочка вторичной обмотки трансформаторной конструкции будет дополнена полупроводником, то она сможет пропустить электричество исключительно в одну сторону, следовательно, будет получен постоянный ток. Однако в данном случае ток будет переменным и иметь частоту 25 Гц. После каждой волны будет пауза без тока, что недопустимо.
Понадобится поставить полупроводник наоборот, чтобы он пропустил электроны в обратную сторону.
Установив несколько полупроводников по направлению друг к другу, получают ток, который представляет собой волны, увеличивающиеся от нуля до максимально возможного значения направления, на которое рассчитывается вторичная обмотка трансформаторной конструкции. Также будут получены волны, спадающие до нуля, после достижения которого начинается другая волна.
Трехфазная мостовая схема выпрямления (а). Графики напряжений и токов (б).
Таким образом можно получить положительный полюс тока, отрицательный полюс будет размещаться в центральной части вторичной обмотки трансформаторной конструкции. По этой причине данная схема может использоваться исключительно в случае, если у трансформаторной конструкции есть необходимый вывод. Если трансформаторную конструкцию намотать самому, то можно сделать и вывод.
Если его не сделать, то понадобится разбирать обмотку, что делать не рекомендуется. Преимуществом подобной схемы является небольшое количество применяемых полупроводников. В данном случае вторичная обмотка конструкции разделяется на несколько частей. Это означает, что некоторое время будет использоваться одна часть обмотки.
Чаще всего используется мостовая схема выпрямления. Она являет собой квадрат, во всех сторонах которого находятся полупроводники. С двух других углов фигуры будет сниматься постоянное напряжение, а на остальных углах напряжение будет исходить со вторичной обмотки трансформаторной конструкции.
Преимуществом подобного выпрямителя является то, что в данном случае отсутствует необходимость выводить отдельный провод со вторичной обмотки. Недостаток – применение большого количества вентилей полупроводника.
Среднее напряжение во всех вышеописанных схемах меньше, чем напряжение, которое выходит со вторичной обмотки.
Ток сварки будет небольшой, потому диаметр установленного электрода и толщина соединяемой заготовки тоже будут небольшими. Для того чтобы уменьшить колебания напряжения, на выходе сварочный аппарат, который изготавливается, должен иметь параллельно включенное нагрузке конденсаторное приспособление.
Как изготовить выпрямительную конструкцию для трехфазной электросети
Выпрямители, сконструированные для питания трехфазной электросети, имеют небольшую пульсацию напряжения на выходе.
В данном случае фазы электросети будут перекрывать друг друга, при этом напряжение не сможет снизиться до нуля. Один из способов изготовления сварочного аппарата для трехфазной электросети – включение в каждую из фаз полупроводника за обмоткой трансформаторной конструкции. Подобные выходы от полупроводников нужно будет обязательно коммутировать в единый вывод.
Полупроводниковый мост способен пропускать лишь половину волны от каждой фазы. Пульсации у подобной схемы в несколько раз чаще, чем у схем с одним полупроводником, однако сила колебаний гораздо меньше.
Преимущество подобного приспособления – использование трех полупроводников. Недостатком является нулевой вывод с обмотки трансформаторной конструкции.
Это означает, что соединять обмотки трансформаторной конструкции для питания можно исключительно по схеме “звезда”.
Конструкция сварочного аппарата для выпрямления
Выпрямитель для устройства сварки строится вокруг полупроводников, которые используются для того, чтобы пропускать потоки электричества в едином направлении. В схемах выпрямления можно использовать следующие приспособления:
Чертеж сварочного аппарата, изготовленного своими руками.
- Диод. Рекомендуется использовать данное приспособление, так как в случае его применения в схему конструкции для выпрямления не понадобится включать блоки управления.
- Тиристор. Чтобы протекал ток, элемент должен получить сигнал от системы управления. Вентиль запрется, когда проходящий ток опустится до нуля или напряжение на элементе уменьшится.
- Транзистор. Вентиль, которым можно управлять. Чтобы его открыть или закрыть, понадобится подать сигнал на электрод управления. Данное приспособление является наиболее дорогостоящим.
Следует заметить, что в процессе использования диодов электрическая цепочка потребует добавления резистора, чтобы была возможность производить регулировку силы тока.
Любой из вышеописанных компонентов следует подбирать с запасом, иначе они выйдут из строя. Протекающий по цепочке ток должен быть в несколько раз меньше, чем номинальный.
Процесс изготовления выпрямителя для сварки
Элементы, которые будут необходимы для изготовления сварочного аппарата для выпрямления:
Сварочный выпрямитель должен состоять из таких элементов, как: трансформатор, радиатор, диод, электрод, дроссель, конденсатор, сердечник, проволока никелиновая.
- Трансформатор.
- Диод.
- Радиатор.
- Дроссель.
- Электрод.
- Конденсатор.
- Керамический сердечник.
- Никелиновая проволока.
- Схема подобной конструкции.
Первым делом надо будет попытаться подобрать готовую трансформаторную конструкцию для понижения с необходимыми параметрами.
В большинстве случаев данное приспособление подобрать не получается, потому понадобится намотать его самостоятельно.
Полупроводник, который собран по мостиковой схеме, понадобится установить на радиатор для обмена тепла и охлаждения. Диоды с большой мощностью будут выделять большое количество тепла в процессе работы. Чтобы была возможность обеспечить падающую характеристику тока, в цепочку нужно последовательно включить дроссель.
Активное переменное сопротивление в последовательной цепочке позволит выполнить плавную регулировку тока сварки. Один полюс нужно будет подключить к электроду для сварки, второй полюс подключается к соединяемой заготовке.
Электролитическое конденсаторное устройство будет использоваться в качестве фильтра для сглаживания и снижения пульсаций.
Реостат можно намотать самостоятельно. В данном случае рекомендуется использовать керамический сердечник и никелиновую проволоку. Диаметр проволоки будет зависеть от величины регулируемого сварочного тока. Расчет сопротивления реостата можно произвести на основании удельного сопротивления проволоки, ее сечения и длины. От диаметра витков зависит шаг регулировки сварочного тока.
Сделать сварочный аппарат подобного типа несложно, если иметь в наличии все необходимые инструменты и материалы. Понадобится также обязательно знать технологию изготовления конструкции.
Сварочный аппарат своими руками: трансформатор, выпрямитель и мини-прибор
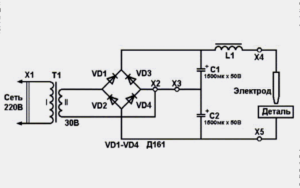
Любая работа с металлом несколько (или сильно) осложняется, если у мастера нет необходимого оборудования. Например, прочное соединение или резка таких деталей возможна в одном случае — если у хозяина есть сварочный аппарат.
Качественный инструмент стоит дорого, дешевый не слишком надежен, поэтому самый разумный выход для многих хозяев, привыкших к самостоятельным подвигам, — сварочный аппарат своими руками.
Сделать простое, но функциональное устройство можно, это задача посильная, однако сначала нужно приобрести кое-какие комплектующие, а также получить некоторые знания о видах этой техники, принципах работы будущего потенциального помощника. И выбрать из ассортимента более подходящий агрегат.
Классификация сварочных аппаратов
Такое оборудование бывает газовым либо электрическим, однако для домашнего использования первые не слишком подходящий вариант. Причина — газовые баллоны, так как близкое и постоянное соседство с ними — всегда немалый риск. В этом случае лучше рассматривать исключительно электрические модели, которые не создают столь серьезной угрозы для жизни. Таких сварочных аппаратов существует трио:
Трансформаторы — традиционный вид
Это оборудование, работающее на переменном токе, питающееся от сети. Наиболее распространенное устройство, изготавливаемое домашними умельцами, так как это самая простая конструкция.
Главный рабочий элемент — трансформатор, который преобразует напряжение сети до значения, требуемого для сварки: с 220 В на входе до 60 — на выходе.
Изменение силы тока достигается несколькими способами, самый известный из них — смещение вторичной обмотки.
Плюсы — надежность, небольшие затраты, простота конструкции, возможность несложного ремонта. Минусы — габариты изделия и его вес, переменный ток, провоцирующий разбрызгивание металла, а значит, ухудшение качества сварных швов.
Выпрямители — усовершенствованные модели
Помимо понижающего трансформатора в этих конструкциях нередко бывает задействован выпрямитель — диодный блок, меняющий напряжение и преобразующий переменный ток в постоянный.
Выпрямления вторичного переменного напряжения можно достичь несколькими способами. Самый простой — диодный мост.
Более совершенные конструкции оснащаются тиристорным регулятором напряжения, элементами запуска, защиты.
Преимущество — ровная дуга, которая обеспечивает более ровные швы и простоту работы с различными материалами — нержавейкой, цветными металлами, чугуном, надежность. Недостатки — вес, несколько большие траты на сборку, сложность ремонта, «просадка» напряжения при сварке.
Инверторы — импульсные фавориты
Такие конструкции отличаются от аналогов, здесь нет входного понижающего трансформатора, зато выпрямители присутствуют в двух экземплярах.
Напряжение сначала подается на входной выпрямитель, потом на инверторный блок. Затем преобразованный, уже переменный, ток подается на компактный высокочастотный трансформатор.
После него напряжение выпрямляется с помощью выходного выпрямителя, подается на дугу.
Причины популярности инверторных аппаратов — небольшой вес, малые габариты, легкость работы даже для дилетантов, так как есть гарантия качества швов из-за уменьшения разбрызгивания металла. Недостатки — сложная схема и ремонт, надежность, находящаяся после самостоятельной сборки под вопросом.
Каждый из трех претендентов возможно изготовить собственноручно, однако потребуется разный уровень знаний, отличается необходимый набор комплектующих. Инверторная электродуговая сварка наиболее требовательна к мастеру, так как существует несколько препятствий для создания этого сварочного аппарата:
- изготовить качественную вещь под силу только тому человеку, который обладает обширными познаниями — как в электронике, так и в электротехнике, имеет большой опыт подобных работ;
- для сборки приличного аппарата необходимы только высококачественные комплектующие, а значит, вряд ли домашний умелец сможет уложиться в сумму, хотя бы аналогичную цене готового изделия.
Сварочные аппараты-трансформаторы
Для домашнего сооружения такого сварочника (магнитопровода), необходимо приобрести провод для обмоток — первичной и вторичной, а также иметь сердечник, изготовленный из трансформаторной стали, потому что сделать его самостоятельно сложно, синоним — почти невозможно. Однако исходник добывают разными путями: обращаются на заводы, спрашивают в строительных бригадах, в пунктах, принимающих металлолом.
Оптимальный вариант — прямоугольный сердечник стержневого типа из пластин трансформаторной стали. Они могут иметь любую конфигурацию, но толщина должна быть от 0,35 до 0,55 мм. Стягивают пластины шпильками, которые изолируют от сердечника.
Чтобы гарантировать качественную сварку сечение детали обязано быть от 45 до 55 см2. Большее значение лучше, так как оно обеспечит надежную работу, однако вес такого устройства после «намотки обмоток» будет немалым.
Собирая конструкцию, нужно заранее предусмотреть винт, регулирующий движение вторичной обмотки относительно первичной.
Выбор материала для обмоток
Типовые параметры трансформатора:
- Сила тока: первичная обмотка — максимум 25 А, вторичная — 100-150.
- Напряжение: на холостом ходу — 60-65 В, рабочее — 18-25 В.
Чтобы не заниматься долгими расчетами, сразу лучше привести все требования, которым должны отвечать провода:
- первичная обмотка: минимальное сечение — 5 мм2, максимум — 7;
- вторичная обмотка: сечение — 30-35 мм2.
Лучший материал — медные провода/шина. Изоляция обязана быть жаростойкой —хлопчатобумажной, стеклотканевой. Несколько худшие варианты — резиновая либо резинотканевая. Если отсутствует провод нужного сечение, возможно делать намотку в 2 провода, сечения которых подходят по параметрам. Когда решено использовать алюминиевый материал, диаметр его увеличивают в 1,6-1,7 раз.
Расчет количества витков
Это значение определяют, используя коэффициент 0,9-1 виток/вольт, по следующей формуле:
W = U / коэффициент, где W — количество витков обмотки, U — напряжение.
При обычном напряжении искомый результат для первички равен 230-250 виткам. Три ответвления для улучшения качества сварных швов делают примерно на 160, 185 и 210 витках. При напряжении вторичной обмотки — 60-65 В — необходимо 65-70 витков. В последнем случае, для возможности ступенчатого изменения напряжения, также делают несколько отводов: например на 65, 55 и 45 витках.
После намотки сетевой кабель подключают к отводу 210 витка и сетевому кабелю. Сварочные — ко вторичной обмотке. Аппарат оставляют открытым либо прячут в корпус, изготовленный из бакелитовой фанеры. Клеммные колодки делают из текстолита (10-15 мм) либо стеклотекстолита.
Аппарат на постоянном токе
Это устройство необходимо, если мастер собирается работать с нержавейкой, цветметом или чугуном. В этом случае к сделанному трансформатору — его вторичной обмотке — добавляют выпрямитель.
Выпрямитель собирают на мощных диодах, способных выдержать 200 А, — Д 162, Д250, Д320. Для гашения импульса в схему моста добавляют два конденсатора на 50 В, 15000 мкФ (С1, С2). В электросхему для регулировки тока «встраивают» дроссель (L1). Элементы под нагрузкой будут выделять много тепла, поэтому следующие необходимые элементы — радиаторы.
Диоды к ним крепят болтами и термопастой. Для обдува радиаторных ребер необходим вентилятор, иначе сварочному аппарату (трансформатору) грозит перегрев. Сварочные кабели присоединяют к контактам Х4, Х5, полярность зависит от толщины металла, с которым предстоит работа.
Миниатюрный простой аппарат
Для получения желаемого прибора потребуется несколько часов свободного времени и набор материалов, в который входит:
- графитовый стержень, добытый из старой батарейки;
- бокорезы либо пассатижи, нож;
- изолента, металлический зажим, наждачная бумага;
- проволока, алюминиевая или медная (20 см, сечение 5 мм), кабель ПЭВ (6 см, диаметр 0,5 мм), многожильный провод;
- трансформатор с выпрямителем (из СВЧ-печи, приемника, телевизора).
Порядок работ:
- Сначала осторожно разбирают батарейку, вынимают графитовый стержень. Его заостряют с одного конца наждачной бумагой, делая конус (30-40°), протирают тряпкой.
- Из куска толстой проволоки, очищенной от изоляции, сооружают петлю таких размеров, чтобы в нее входил стержень. Затем вставляют в нее угольный электрод, плотно обжимают.
- Убирают вторичную обмотку с трансформатора, заменяют ее 14-16 витками толстой проволоки. После нахождения (или изготовления) подходящего корпуса сварочный мини-аппарат вставляют туда. Первые потенциальные кандидаты на роль держателя — щуп от тестера, имеющий наконечник «крокодильего вида», ручка паяльника. Провода прибора соединяют с плюсовым выводом вторичной обмотки, через минусовой подключают изделие, требующее сварки.
Сварочный аппарат своими руками умудряются делать из многих приборов, модифицировать по собственному желанию его также очень просто. Например, в этом видео показано сварочное оборудование, которое может дать большую фору громоздким конструкциям:
Как сделать сварочный выпрямитель своими руками
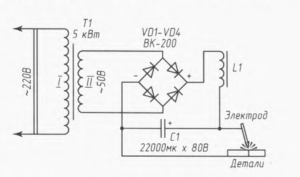
Несмотря на то, что электрическое оборудование является одним из самых сложных по своей конструкции, многими мастерами изготавливается выпрямитель для сварочного аппарата своими руками.
Кроме хорошо оборудованной мастерской, необходимы знания в электротехнике.
Современные реалии таковы, что можно воспользоваться уже готовыми схемами, а также советами по подбору диодов и других элементов.
Самодельные приборы могут изготавливаться как для однофазной, так и для 3-фазной сети. Во втором случае требуются более мощные диоды для выпрямительного моста и система охлаждения.
Устройство сварочного выпрямителя
Важно! Для самостоятельного изготовления выпрямителя можно не использовать трансформатор, а подключать его напрямую к сети
Если объяснять простыми словами, что представляет собой сварочный выпрямитель — это устройство, которое преобразует переменный ток в постоянный. В сварочных работах последний вид тока обеспечивает большую мощность и стабильность дуги. Но поскольку в сети используется только переменный, то необходимо устройство, которое будет его преобразовывать.
Схематическое устройство сварочного выпрямителя
Само устройство довольно требовательно к расчетным данным, но принцип его работы достаточно понятен. Входящий ток поступает на первичную обмотку понижающего трансформатора.
За счет электромагнитной индукции на вторичной обмотке появляется электрический ток, но с другими параметрами. Будет понижено напряжение, и повышена сила тока. Следующий этап — трансформация.
Это именно то, для чего конструируются выпрямители.
Происходит это вследствие прохождения синусоиды переменного тока через систему диодов. Суть его работы заключается в следующем: переменный ток проходит через выпрямитель.
При движении синусоиды вверх диод пропускает поток электронов, но при изменении направления (прохождении через ноль) блокирует движение.
На выходе из выпрямителя направленный поток электронов образуется только в одну сторону.
Наиболее практично сделать сварочный выпрямитель на тиристорах своими руками. Не использовать простые диоды, а сконструировать более сложную цепь, используя конденсаторы, тиристоры. Явным плюсом окажется более точная и гибкая настройка силы тока. Мощный трансформатор, который можно задействовать для конструкции, — можно извлечь из б/у микроволновки.
Самодельный сварочный выпрямитель для однофазной сети
Чтобы понять, что представляют собой функциональные блок-схемы сварочных выпрямителей, стоит начать с того, что внешние характеристики могут быть падающими или жесткими, в зависимости от типа электрода.
Его принципиальная схема состоит из 2 обязательных элементов: трансформатора, тиристорной схемы (сюда же входит компенсатор). Вторая может быть 2 типов: из управляемых тиристоров Vy и диодная неуправляемая Vн.
В линейном блоке находится сглаживающий дроссель Lc. Этот компонент призван снизить скорость нарастания тока до максимальных значений при появлении сварочной дуги.
Эта защита выполняет роль индуктивного фильтра, не допуская разбрызгивания металла из сварочной ванны.
Трансформатор понижающий формирует внешние характеристики и регулирует режим работы. Из-за низкой стабильности выходного тока у однофазных однополупериодных выпрямителей преимущественно применяются 2-полупериодные схемы, которые пропускают верхние и нижние части волн.
Выбор конденсатора основывается на 2 характеристиках: емкости (чем она выше, тем меньше пульсация) и напряжении (должно превышать амплитудное как минимум в 2 раза).
Сварочный выпрямитель для трехфазной сети
В домашних условиях можно сделать выпрямитель для 3-фазной сети. Для этого используется схема сварочного выпрямителя имени Мицкевича. Она включает в себя 3 соединенных диода с выходом на конденсатор. Но эта схема имеет недостатки 1-фазного однополупериодного выпрямителя — нестабильность тока. Она неуправляемая, с уже заданными точными характеристиками тока.
Этот недостаток компенсирует вторая схема Ларионова. В ней используются 2-полупериодные схемы на каждую фазу. В этом случае потери тока минимизированы почти вдвое, есть возможность управления такими параметрами, как сила тока на выходе.
Инверторный сварочный выпрямитель
Инверторный выпрямитель представляет функциональный прибор в отличие от простого аналога. Он способен трансформировать переменный ток в прямой, а также отключать эту функцию и работать с переменным.
В зависимости от используемых тиристоров, есть возможность менять частоту тока, уменьшать или увеличивать силу тока и напряжение. Использование выпрямителя ограничено и затратно: обычно такие устройства применяются в промышленных масштабах.
Поэтому для бытового использования лучше предпочесть инвертор.
Особенности применения и меры безопасности при работе
Важно! При первичном включении необходимо использовать меры безопасности на случай короткого замыкания
Основы безопасности работы с электричеством связаны с его эксплуатацией. В то же время, работая над схемами, никто не застрахован от неправильных действий, применения элементов, не соответствующих указанным параметрам, а также использования ошибочных схем или допущения собственных ошибок. В связи с этим при проверке работоспособности устройства нужно придерживаться следующих правил:
- Включение новых схем проводить, максимально обезопасив себя от воздействия поражения электричеством. Перед включением установить сборку в емкость, сделанную из диэлектрического материала, отойти на расстояние не менее 1-1,5 метров и только после этого опробовать работоспособность системы.
- При работе с конденсаторами нового поколения важно помнить, что при несоответствии рабочего напряжения может произойти предусмотренная производителем разгерметизация. В результате КЗ возникает задымление, вредное для глаз.
- Стабилизирующий блок питания. Входное напряжение стабилизаторов должно превышать выходную величину минимум на 1,5 В.
- Транзисторы и стабилизаторы желательно устанавливать на разные радиаторы, поскольку каждый из них выделяет большое количество тепла.
Заключение
Зная, как сделать выпрямитель на 12 Вольт своими руками, можно изготовить для собственного использования устройство, которое будет полезным не только для сварки, но и во многих домашних приборах, освещении, зарядниках для автомобильных аккумуляторов, аудиоаппаратуры. Выпрямитель может работать как от сети, так и от вторичной обмотки трансформатора. Единственный недостаток схем, используемых для бытового применения, — невысокий КПД.