Сварочный стол пригодится для любителей и для профессионалов своего дела. Покупать такой стол в специализированном магазине не выгодно. Поэтому можно смастерить сварочный стол своими руками в домашних условиях.

При самостоятельной сборке стола, вы сможете сделать его такого размера, какого пожелаете. Также для экономии пространства сварочный стол можно будет использоваться не только для сварки, но и для других работ.

Краткое содержимое статьи:
Какой должен быть стол для сварки?
Работа со сварочным механизмом опасная, поэтому стол должен быть удобным и безопасным для работы. Существует много видов сварочных столов, но для комфортного использования, любой вид должен отвечать некоторым требованиям:






У рабочего места обязательно должна быть вытяжка. При работе со сваркой выделяется много вредной пыли и газов, поэтому через вытяжку воздух должен очищаться, чтобы не навредить здоровью.
На рабочем месте, с торца стола обязательно должен быть вентилятор. Расположить его лучше на высоте 150 см.
Края сварочного стола должны быть покрыты медным материалом.
Для освещения изготавливается самодельная система, с мощностью не более 36В.
В столе для сварки обязательно нужно встроить место для хранения электродов и еще одно место для других необходимых инструментов.
Один закрывающийся отдел, где будут храниться инструменты, которые редко используются.
Неотъемлемая часть стола для сварки — заземление.
Важно запомнить, что стол для сварки в домашних условиях нужно делать из материала, который не плавиться, не горит и не выделяет ядовитые вещества при высокой температуре. Рекомендуемая высота стола для сварки 0.7-0.9 метров, площадь – 1.0 на 0.8 метров.
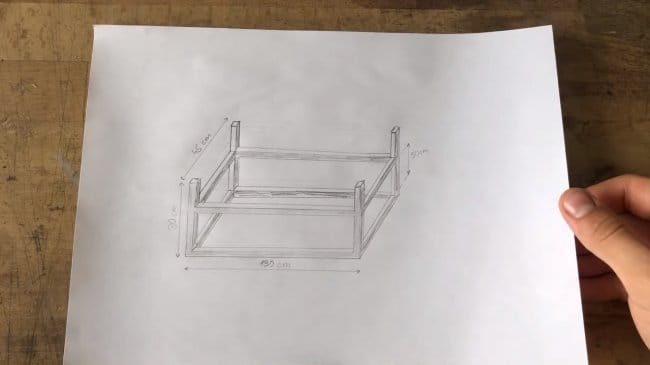
Далее требуется сделать чертеж сварочного стола с размерами и приготовить все необходимые инструменты.
Необходимые инструменты для сборки
- Аппарат для сварки и необходимые для его работы элементы.
- Угольники, линейки и маркер для пометок.
- Рулетка или измерительная лента около 3 метров.
- 4 струбцины, в виде буквы «С”.
- Кусачки.
- Ножовка по металлу или машина для шлифовки.
- Метчик.
- Дрель и необходимые для ее работы элементы.
- Металлические листы, трубы, проволока.
- Болты, гайки и т.д.
- Лобзик, тиски.
- Болгарка.
Инструкция изготовления сварочного стола своими руками
Верхняя крышка будет изготавливаться для сварочного стола из профильной трубы, с сечением 0.5 на 0.5 см. у края и 0.3 на 0.3 см на внешней стороне. Разрезать трубу лучше болгаркой. Приготовленные части скрепляют с помощью сварочного аппарата. Окантовка крышки будет из профиля 0.5 на 0.5 см. прямоугольной формы
Внутренняя часть закладывается профилем 0.3 на 0.3 см. Трубы прикрепляются сваркой таким образом, что получается решетка, швы зачищаются.
Далее делаем ножки, их можно смастерить из трубы 0,25 на 0,25 см. Всего нужно нарезать 4 штуки, далее привариваем их к основанию стола. Чтобы было легче понять, что и как делать, для наглядности посмотрите фото сварочного стола.
Для дополнительной жесткости делаем пояс по периметру стола, на высоте 30-40 см от пола. Это необходимо, чтобы при работе стол прочно стоял и не шатался.
Для удобства можно сделать ручки для переноса стола в любое место. Смастерить их лучше из металлической арматуры с диаметром 0.8-1.0 см.
Колеса для более удобной транспортировки сварочного стола. Достаточно будет всего 2 колесика, которые можно взять от старой тележки.
Место для хранения инструментов. Нишу рекомендуется изготавливать из ДСП или фанеры. По желанию можно применить металлический лист. Прикрепляется ниша внизу стола.
Кожух для мусора делается из металлических листов, любой толщины.
Готовый стол для сварки по желанию можно покрасить специальной краской для металла.
Рядом с рабочим столом обязательно должна находиться емкость с водой, ведь работа со сваркой огнеопасная. Также поверхность пола рядом со сварочным столом, на расстоянии 1.5 метров, должна покрыта негорючим материалом.
Если соблюдать инструкцию, как сделать сварочный стол и применять данные советы на деле, то у вас все получится.
Фото сварочного стола
Также рекомендуем посетить:
- Костюм сварщика
- Типы сварочных аппаратов
- Как залудить паяльник
- Сварочный аппарат своими руками
- Сварочный полуавтомат
- Сварочные провода
- Сварочные электроды
- Плазмотрон
- Как паять
- Сварочный аппарат для дома
- Споттер
- Как запаять радиатор
- Сварочная проволока
- Сварочный трансформатор
- Сварочная горелка
- Сварка полипропиленовых труб
- Газовая сварка
- Сварочный аппарат
- Плазменный сварочный аппарат
- Сварочные работы
- Точечная сварка
- Дуговая сварка
- Как варить алюминий
- Сварочная маска
- Электрододержатель
- Какой сварочный аппарат выбрать
- Холодная сварка
- Сварочный инвертор
- Как сварить металл
- Сварочное оборудование
Улитка.
Итак, улитка… Куплена на и только чисто улитка, «без никто». Ни двигателя, ни крепёжных элементов в комплекте не было, только корпус и колесо.





Поэтому мне предстояло выбрать для этой улитки электродвигатель, желательно асинхронный. Выбор предстоял по потребляемой электрической мощности, по оборотам и по диаметру вала. Но так как колесо улитки просилось на вал Ф14 мм со шпонпазом 4 мм, то это сразу же накладывало ограничения на диапазон мощностей. Ориентировочно от 0,2 до 0,5 кВт. Потом обороты… Полторы тыщи хватит или мало, и надо, например, 3. Мощность потребляемая лишняя не нужна и с оборотами промахнуться тоже не хотелось. Оно, конечно, понятно, много — не мало, то есть чем больше, тем лучше, но если оно лишнее и явно никогда не будет использовано, то это тоже не хорошо. Вот эти размышления и явились стимулом для погружения в такую обширную тему, как расчёт вентиляционных систем.
Много чего пришлось перерыть, расчёты переделывал несколько раз, т.к. находил ошибки. Всё-таки интернетовская инфа, не смотря на огромный плюс в виде доступности, имеет и не менее огромный минус — может содержать опечатки и даже грубые ошибки, которые для формул не могут быть допустимыми. Поэтому приходилось руководствоваться несколькими источниками и выполнять сверки. А что такое найти в инете несколько независимых источников в эпоху повсеместного копи-паста? Тем не менее работа выполнена, и в качестве одного из надёжных источников могу порекомендовать справочник 1983 года выпуска «», авторы Торговников Б.М., Табачник В.Е., Ефанов Е.М., стр. 141-166.
Все книги и статьи по вентиляции, какие мне удалось почитать/посмотреть, кроме общей тематики их ещё объединяет методика расчёта вентиляционных систем, которая сводится к следующему:
1. Исходя из норм на человека, на площадь или объём помещения с поправками на концентрации вредных веществ расчитывается/задаётся расход воздуха в куб.м/час.
2. Исходя из проложенных или планируемых вентканалов расчитываются/задаются потери давления в них и какое давление должен развивать вентилятор.
3. Два предыдущих значения используются для выбора типа вентилятора из заданного перечня с нормированными ГОСТом параметрами.
Увы, мне такая методика не подходит, потому что улитка у меня уже есть и мне надо знать, на что она способна и каким двигателем её крутить. То есть мне расчёт нужно выполнить «от обратного». Ну что ж, немножко школьной геометрии плюс немножко навыков по преобразованию формул и кое-что у меня получилось. Но предварительно предупреждаю. Расчёты весьма грубые и только оценочные. Многое не учтено и многое взято с потолка. Но для гаражных целей, чисто для «прикинуть», я считаю сойдёт.
Итак, поехали! Система единиц СИ.
1. Расчёт расхода воздуха.
Исходные данные для расчёта: площадь выхода улитки и скорость воздушного потока. С площадью всё понятно, ширину 0,11 м умножаем на высоту 0,12 м и получаем 0,0126 м2. Со скоростью же потока немного сложнее. Линейную скорость точки, расположенной на краю колеса, называемую в различных источниках окружной скоростью колеса посчитать не проблема. Она зависит от частоты вращения колеса и его диаметра. Основной вопрос стоял, как от окружной скорости перейти к скорости потока? И вот в паре разных источников я нашёл, что для вентиляторов центробежного типа скорость потока можно принять как половину окружной скорости колеса. Хотя лично моё мнение, это очень сильно приуменьшено и чуть позже я поясню почему. Я бы брал не половину, а между 0,7 и 0,85. Но пока пусть будет половина. Обороты асинхронного двигателя могут быть только выбраны из имеющегося ряда. Я посчитал для оборотов 1450 и 2850. В принципе, все данные забиты в эксель и легко можно пересчитать для других исходных данных. Расход воздуха получился 275 и 541 м3/час.
2. Мощность двигателя.
В этом расчёте участвуют: расход воздуха из предыдущего пункта, давление вентилятора и различные КПД, как коэффициенты от 0,6 до 1. Я взял грубо только один КПД вентилятора 0,6. Для расчёта давления вентилятора используются: окружная скорость колеса (уже есть), плотность воздуха (справочно 1,2 кг/м3 для 20 градусов) и коэффициент давления, который для центробежных вентиляторов обычно равен от 0,8 до 2,5. Я взял среднее арифметическое — 1,65. Вообще, эта величина, конечно, расчётная, но понятной мне формулы расчёта найти не удалось. Мощности двигателей для оборотов 1450 и 2850 получились 19 и 142 Вт.
И вот из этих цифирей теперь всё становится понятным. 275 кубиков в час мне маловато. Объём моего гаража 62 кубика и 14 минут для полного обновления воздуха — это многовато. Хотелось бы быстрее. Поэтому выбираю обороты 2850, расход 540 м3/час с полной заменой воздуха за 7 минут. Значит предстоит искать асинхронный электродвигатель мощностью от 150 Вт, 2700-3000 об/мин с диаметром вала 14 мм.
Поиски электродвигателя продолжались около месяца. В городе имелся только один, подходящий под мои критерии, двигатель, но за очень дорого. Барахолку всю прошерстил по запросам «двигатель» и «мотор». Выбор очень скУден и в основном из-за диаметра вала. Если 11, 12 и 16 мм есть, то 14 мм совсем нет. На авито тоже смотрел, но там или киловаттники, или ваще никаких параметров, то есть надо звонить, узнавать. Я за этот месяц успел и буржуйку отремонтировать, и обдув ей сделать, и выхлопную трубу для вытяжки поставить, и заднюю стенку с потолком в божеский вид привести, и циркулярку сделать, и шкапчик, а нужный мне двигатель всё никак не выплывал на меня.
И вот в тот момент, когда я уже начал созревать, а не поехать ли мне в губернию (Пермь) на металлорынок и там пошукать, как ко мне обратился Роман (ROW) с просьбой выточить втулочку из капролона (полиамид 6) для его очень хорошего знакомого, проживающего в Кунгуре  Во как! Видал сосун вошь энд гоу?! Эвона чё в мире делается. Люди встречаются, люди знакомятся… в Кунгуре… через Барнаул Посмотрев в местной барахолке цены на капролон, типа шоб в курсе быть и в пустую погоняв по местным магазам, понял, что два вагона к паровозику — это уже веский повод ехать в губернию. Съездил в субботу, взял всё, что было нужно и даже больше. Вот об этом «больше» и пойдёт дальше речь. Но сначала фотки.
Во как! Видал сосун вошь энд гоу?! Эвона чё в мире делается. Люди встречаются, люди знакомятся… в Кунгуре… через Барнаул Посмотрев в местной барахолке цены на капролон, типа шоб в курсе быть и в пустую погоняв по местным магазам, понял, что два вагона к паровозику — это уже веский повод ехать в губернию. Съездил в субботу, взял всё, что было нужно и даже больше. Вот об этом «больше» и пойдёт дальше речь. Но сначала фотки.
Обратите внимание на производительность, вторая фотка, правый нижний угол. 22 кубических метра в минуту, это 1320 м3/час или полная замена воздуха в гараже менее, чем за 3 минуты. Да она, походу весь гараж вместе со стенами в себя всосёт! Дует и сосёт просто зверски. Я реально в шоке! Продавец, кстати, крокодилами подключил кондёр на 30 мкФ и провод с вилкой 220 В. Знал, стервец, чем меня купить! Это такая мощь, что любой канальник, из каких я ранее держал в руках, не то, что конкурировать, да его самого сдует таким напором! А о силе всасывания косвенно можно судить по результатам такого эксперимента. Металлическая линейка к входной сетке пришлёпывается как к магниту и держится, не сползает.
Ну ладно, это эмоции, их в сторону, а теперь ещё немного цифирек в сравнительной табличке. По первой улитке я проставил измеренные и расчётные параметры, а по немецкой — тоже измеренные и данные с этикетки.
Вытяжка над сварочным столом — 0147_15.png (8.7 КБ) 2826 просмотров
Физические размеры улиток примерно одинаковые, обороты двигателей сопоставимы, но расход воздуха различается более, чем в 2 раза! В чём дело? Где я так сильно просчитался? И вот тут самое время вспомнить о коэффициенте перевода окружной скорости колеса в скорость воздушного потока. Я выше высказывал своё мнение, что 0,5 — это маловато и обещал пояснить, почему. Но сначала я предположил, что фишка в лопастях колеса, вернее в их направленности. Центробежные вентиляторы улиточного типа бывают с лопастями трёх основных видов:
— лопасти загнуты против направления вращения колеса,
— прямые лопасти, то есть по радиусам колеса,
— и лопасти по направлению вращения.
У каждого вида лопастей есть свои плюсы и минусы, но самыми производительными по расходу воздуха будут лопасти 3-его вида, загнутые по направлению вращения колеса. Вот я и предположил, что коэффициент 0,5 дан для лопастей, загнутых против вращения колеса. А у меня обе улитки с лопастями «ПО». Но корпус немецкой, как обнаружилось после разборки для «почистить», оказался совершенно симметричным относительно отверстий «для входа» и «для двигателя». Ничто не мешало двигатель переставить на вход, и тем самым, поменяв направление лопастей колеса. Я так и сделал. Дует, конечно, тоже не плохо и работает тише, но не то. И эксперимент с линейкой это наглядно продемонстрировал, она не хотела держаться на всосе, сползала вниз. И мне стало совершенно ясно, что 0,5 — это всё-таки для лопастей «ПРОТИВ», а для лопастей «ПО» надо брать 0,8-0,9 и вот тогда результаты расчётов производительности вентилятора будут сопоставимы с заводским «образцом».
Новую улитку я почистил от пыли, обтёр тряпкой, смоченной в керосине. Буду ставить её. Сейчас делаю крепёжные кронштейны. Кстати, в процессе экспериментов убедился в отличной балансировке. На столе лежит включенная, не шолохнётся. Только в момент включения пытается завалиться.

Наконец то я полностью завершил очередной этап оснащения гаража всякими полезняшками, а именно сделал сварочный стол. Да еще и не совсем простой, но обо всем по порядку!
Итак, что же такое сварочный стол в моем понимании и зачем он мне понадобился: сварочный стол это некая металлическая поверхность, обладающая высокой жесткостью, прочностью и электропроводностью. Нужен он для сборки любых сварных конструкций, при этом его прочность и жесткость позволяют фиксировать детали напрямую на него, а электропроводность дает дополнительную гибкость касаемо технологии сварки — иногда удобно массу прицепить к столу, а не к детали. Поскольку я не планирую заниматься сварочными работами на постоянной основе, а собираюсь варить эпизодически, то делать полноценный стационарный стол я посчитал излишним. Себе я сконструировал откидную конструкцию, которая крепится одной стороной к стене и в сложенном состоянии занимает минимум места.
Основой конструкции служит столешница, сваренная из профильной трубы 30х30х2мм и зашитая холоднокатаным стальным листом толщиной 2.5мм. Размеры столешницы в чистоте 1450х750мм.
Каркас выглядит вот так:

Готовая столешница так:

У меня рама получилась чуточку не ровная, и я ее поправил, поскакав на ней десять минут примерно таким способом:
Готовая столешница подвешивается к стене с помощью балки, изготовленной из той же трубы 30х30х2мм. В трубе были просверлены отверстия под анкера и для доступа инструмента к гайкам, а так же я заварил торцы для более привлекательного эстетического вида и большей жесткости конструкции. После применения напильника железка выглядела так:
Непосредственно шарнир подвеса образован парой гаражных петель каплеобразного сечения. Для корректной работы шарнира на столешницу и силовую балку были наварены усилители из стали 2.5мм, выглядело это все так:
Столешница совместно с балкой была окрашена моей любимой краской Хаммерайт с «молотковой» структурой и совершенно случайно попала в тон к полам ? Навеску на анкера я выполнял, как водится, в одиночестве и чуть не родил стаю ёжиков — в сборе конструкция весит поболее 50кг, и вешать в одно лицо такую тяжесть на 4 анкера весьма неудобно. Однако, я справился и получил такую картину:
Для крепления ног с нижней стороны столешницы по углам приварены 2 шпильки М16. Сами ноги выполнены из отрезков трубы 30х30х2мм, в торцы которых вварены гайки М16 и полностью готовые опоры окрашены той же краской. После обработки торец выглядит так:
Для точной регулировки высоты ног по месту сделал регулируемые пятки к ногам. Пятки выполнены из болтов М16х60мм, шайб и пятаков из пенорезины. Для облегчения позиционирования перед сваркой головки болтов были проточены по размеру внутреннего отверстия в шайбе, получилось так:
А после обварки и приклеивания резиновых пятаков получилось так:
В эксплуатации регулировать опоры оказалось очень удобно и просто, после регулировки по месту пятки выглядят таким образом:
Полностью готовый стол в разложенном состоянии выглядит так:
Единственное, что я еще не успел закончить, так это закрепить на стену в местах напротив шпилек столешницы небольших шайб для исключения повреждения стены, если вдруг столешницу кто то качнет неудачно. Дело пары минут, но доделать нужно ?
Сварочный пост представляет собой специфический «кабинет» сварщика, оснащенный всем необходимым оборудованием, аксессуарами и приспособлениями, необходимыми для бесперебойного выполнения работ по сварке. Организация сварочного поста и все работы, связанные с его обустройством, должны производиться согласно требований охраны труда и безопасности жизнедеятельности. При планировании подобных участков, осуществляющих выполнение технологических процессов, следует руководствоваться ГОСТ 12.3.003-86 (pdf) , который устанавливает требования к производственным помещениям и размещению оборудования, транспортировке материалов, а также требования к персоналу и применению СИЗ.
В данном случае речь пойдет об обустройстве рабочего места для выполнения операции сварки электродуговым методом (ручная, аргонодуговая, полуавтоматическая).
Стационарный пост
Представляет собой кабину с открытым верхом, приподнятую над уровнем пола. В таких постах сваривают детали малых и средних размеров, для крупных узлов и металлоконструкций он не пригоден. Кабина обычно выполняется из металлических листов на которые впоследствии наносятся цинкосодержащие краски или другие покрытия, стойкие к высокой температуре и инфракрасному излучению (например, белила на основе титана или желтая краска из хромо-свинцовой соли, другие современные вещества).
Пол должен быть бетонным (или стяжка). Покрытия ПВХ, деревянный пол по лагам и другие горючие материалы не допускаются. Вход/выход закрывают брезентовым полотном, либо предусматривают металлические двухстворчатые двери с рифленым стеклом.
Некоторые требования к сварочной кабине:
- Достаточное освещение для комфортной работы, наличие источников света, освещающих пост в целом и стол, на котором проводятся все манипуляции, в частности.
- Площадь поста не менее 3 м2, высота металлических стен 1,8 – 2м, они должны быть приподняты над уровнем пола на высоту 20-25 см; высота потолка помещения, в котором установлена кабина, соответственно, более 2 м для свободной циркуляции воздуха.
- Стол для работы в сидячем положении должен быть высотой 50-60 см. Стол собирают из металла. Желательно, чтобы на крышку стола (в том числе в месте контакта клеммы массы) был уложен медный лист. Саму крышку делают из стали или чугуна толщиной до 2,5 см. Стол должен предусматривать наличие металлических выдвижных ящиков для хранения инструментов, приспособлений, электродов, чертежей и т.д.
- Над столом обязательно наличие специальной вытяжки. Если вы создаете пост в гаражных условиях, можно встроить в одну из стен гаража вытяжной вентилятор, в таком случае нужно будет позаботиться о наличие приточки в зимнее время года. В промышленных условиях в последнее время часто устанавливают точечную вытяжку, гибкий «хобот» которой можно установить непосредственно в месте проведения сварки.
Обмен воздуха в помещении не менее 40 м 3 /час согласно нормативной документации. Напомним, что при недостаточном воздухообмене токсичные элементы, содержащиеся в сварочном дыме (аэрозоль), будут накапливаться в легких сварщиках, что со временем приведет к возникновению профессиональных заболеваний.
- Под ногами должен находиться резиновый коврик.
- Все оборудование обязательно заземляют (некоторые сварщики используют УЗО).
- Рабочий стул сварщика должен для удобства работы вращаться вокруг своей оси. Материалы, из которых изготавливают стул, должны быть термостойкими и не проводить электрический ток. Сиденье и спинка могут быть изготовлены, например, из дерева.
- Для удобной работы под рукой должен быть манипулятор (или вращатель) и ножная педаль, которая упрощает его управление. Манипулятор используют для сварки тел вращения.
Мобильный пост
Мобильные работы, как правило, связаны со сваркой на открытом воздухе крупногабаритных конструкций. Поэтому проведение специальных мероприятий и создание особых условий, необходимых для функционирования такого поста, не требуется. Защиту от осадков организуют навесами, от ветра рабочую зону защищают ширмами. Инструмент и оборудование перемещают в спец. тумбах. Для освещения используют локальные источники света. Все оборудование обязательно заземляется.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Работы на сварочном аппарате относятся к вредным видам работ. Именно поэтому для их выполнения в цеху должны быть предусмотрены специальные условия, которые бы способствовали нормальному микроклимату на рабочем месте. Во время выполнения сварочных работ воздушные массы в помещении насыщаются вредными для здоровья работника окислами углерода и иных химических соединений. Именно поэтому сварочный цех должен быть оснащен правильной вентиляционной системой, которая будет обеспечивать приток свежего воздуха и вывод отработанных масс.
Функции вентиляционной системы сварочного цеха
Главными задачами системы вентиляции сварочного цеха являются:
- устранения ядовитых примесей, которые попадают в воздух при выполнении сварочных работ;
- общее очищение воздуха во всем помещение;
- поддержание оптимального уровня температуры и влажности в помещении.
Важно! В соответствии с ГОСТ 12.3.003-86 рабочее место сварщика должно быть оборудовано местной вентиляционной системой. Также в цеху должна использоваться общеобменная вентиляция.
Местная вентиляция сварочного поста
Суть местной вентиляционной системы заключается в очищении воздуха непосредственно на рабочем месте сварщика, так как на расстоянии уже 4 м воздушные массы в цеху могут соответствовать требуемым санитарным нормам. А вот непосредственно у сварочного аппарата в воздушных массах скапливаются вредные для здоровья человека химические комбинации, превышающие норму более чем в 10 раз.
Виды местной вентиляции
- Вытяжные устройства подъемно-поворотного типа. Такая вентиляционная система состоит из воздухоприемника, который фиксируется в любом положении с помощью шарниров, шланг, диаметр которого составляет 200 мм, соединяющий воздухоприемник и централизованную вытяжную систему. Даная конструкция позволяет устранить до 85% вредных для здоровья веществ, так как ее можно разместить в непосредственной близости со сварочным аппаратом. Подъемно-поворотные вытяжки способствуют полноценному очищению воздуха на расстоянии до 8м от места установки. Самыми популярными вытяжными системами подъемно-поворотного типа являются модели «Лань», «Спрут».
- Местные отсосы, которые устанавливаются на высоте 1,5 м от рабочего места. Еще одним вариантом монтажа отсосов является их установка непосредственно в сварочные столы. Соединяются они с общеобменной вентиляцией цеха специальными шлангами.
Для обеспечения правильного воздухообмена сварочный цех оборудуется приточно-вытяжной вентиляцией принудительного типа. Система должна обеспечивать приток свежих воздушных масс более 40м3/час.
Регулирующий механизм обустройства местной вентиляции
Согласно санитарным нормам N 1009-73 к устройству местной вентиляции выдвигается ряд требований:
- на стационарных и нестационарных сварочных постах обязательно должны быть установлены местные отсосы;
- при ручной сварке рабочее место должно быть дополнено поворотно-подъемными панелями, низ которых должен находиться не выше 350 мм от сварочного аппарата;
- при сварке средних изделий необходимо установить вытяжной шкаф, являющийся разновидностью местных отсосов;
- скорость воздуха при использовании ручной сварки и аппарата, работающем от углекислого газа, должна составлять более 0,5 м/с и 0,3 м/с при сварке в инертных газах;
- вытяжные шкафы должны локализировать до 90% вредных веществ с воздушных масс, иные виды местной вентиляции – до 75%;
- 10-25% вредных компонентов, находящихся в воздухе должны устраняться с помощью общеобменной вентиляционной системой.
Когда нужна общеобменная вентиляция для сварочного поста
В соответствии с СНиП2-33-75 вентиляционная система сварочного цеха должна быть механического типа, те есть обустроена специальными вентиляторами. Подача свежего воздуха должна осуществляться воздухораспределителями, установленными на расстоянии 6 м от пола при подаче потока вниз по вертикали или на расстоянии 4 м при подаче потока в горизонтальном положении. Также следует учесть и скорость потока воздушных масс, которая не может быть менее 0,1м/с.
При оборудовании вентиляции с параллельными потоками условия для выполнения работ и очищения воздуха создаются самые оптимальные, так как отработанные воздушные массы, содержащие вредные газы и аэрозоли движутся в одном направлении с подаваемым воздухом. Масса подаваемых потоков должна быть меньше количеству удаляемого загрязненного воздуха. Этот принцип позволяет существенно повысить эффективность системы.
Схема общеобменной вентиляции сварочного цеха
Вентиляционная решетка, размер которой составляет 23,5х43,5 мм с диаметром отверстий 50 мм, обеспечивает подачу свежего воздуха со скоростью 4,5м/с. Воздушные массы, рассекаясь при прохождении решетки, подымаются вверх по вертикали и захватывают все помещение. Скорость движения воздуха в цеху соответствует 0,1 м/с, что позволяет устранить все вредные компоненты, находящиеся в воздухе. Воздухообмен в помещении обеспечивается по средствам установленных под полом вентиляторов, общей производительностью 3400м3/час. Устраняется отработанный воздух по средствам установленных на крыше вентиляторов, общей производительностью 6600м3/час. При 20 минутной работе системы устраняется все загрязненные воздушные массы, а концентрация вредных веществ в воздухе снижается до 2мг/м3.
Регулирующий механизм общеобменной вентиляции
- Если на 1м3 помещения расходуется менее 0,2г/ч сварочных материалов обустройство общеобменной вентиляции может не выполняться.
- Скорость подачи свежего потока не может превышать 0,9 м/с.
- При отсутствии местной вентиляционной системы механическая вентиляция должна обеспечивать устранение 2/3 воздушных масс снизу и 1/3 сверху.
- Если сварочные работы выполняются внутри изделия (емкости, бочки) скорость воздуха должна составлять более 0,7м/с при температурных показателях не ниже 20 градусов.
Расчет вентиляционной системы для сварочного цеха
Расчет производительность вентиляционной системы для сварочного цеха должен выполняться в зависимости от количества применяемых за 1 рабочий час электродов:
- ручной метод сварки – на 1 кг электродов необходимо обеспечить производительность до 4500 м3/час;
- полуавтоматический метод сварки – на 1 кг электродов необходимо обеспечить производительность до 2 м3/час.
Важно! При работе полуавтоматическим методом один рабочий может использовать более 5 кг электродов, соответственно производительность увеличивается кратно используемого материала.
Для эффективности вентиляционной системы требуется установка мощных вентиляторов, которые фиксируются за границами цеха. Вентиляционные каналы устанавливаются с помощью металлических труб. Вентиляционные решетки должны находиться поблизости рабочего места сварщика.
При обустройстве вытяжной системы разрешается устанавливать специальные фильтры, которые позволяют использовать рециркуляцию воздуха в цехе. Там самым устраняется выброс вредных сварочных газов в атмосферу.
Вентиляционная система сварочного цеха должна обеспечивать свежим воздухом цех и устранять отработанный воздух. Она проектируется на начальном этапе строительства.
Вебсварка
Как сделать вытяжку в гараже 6 на 4?
 Nail02 10 Дек 2013
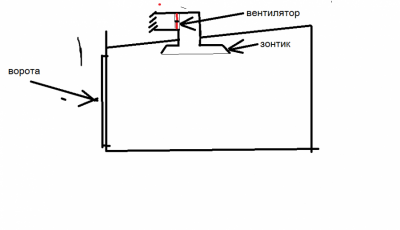
Nail02 10 Дек 2013
Прикрепленные изображения
 svarnoi69 10 Дек 2013
svarnoi69 10 Дек 2013
все)) зачем лишний расход по эл. энергии,зонтик,о который будета биться головой,шум от мотора.

без вентилятора прекрасно работает.
нижний короб 20х20-25х25.
верхний вдоль всей длины гаража150х150-200х200
Сообщение отредактировал svarnoi69: 10 Декабрь 2013 19:30
Nail02 10 Дек 2013
 user_k 10 Дек 2013
user_k 10 Дек 2013
Моторчик ставь на козырьке, точнее внутри него, желательно с регулятором оборотов. или вполне подойдет вытяжка кухонная.
Nail02 10 Дек 2013
все)) зачем лишний расход по эл. энергии,зонтик,о который будета биться головой,шум от мотора.
2013-12-10_180708.jpg
2-3 шибера
2013-12-10_180950.jpg
без вентилятора прекрасно работает.
нижний короб 20х20-25х25.
Ну в вашей схеме и моторчик можно ведь использовать ?
верхний вдоль всей длины гаража150х150-200х200
В вашей схеме и моторчик можно использовать чтобы лучше работало ?
svarnoi69 10 Дек 2013
зимой..хм.. может и можно..
 BAN 10 Дек 2013
BAN 10 Дек 2013
 BAN 10 Дек 2013
BAN 10 Дек 2013 Reankor 2002 10 Дек 2013
Reankor 2002 10 Дек 2013

 schkaliki 11 Дек 2013
schkaliki 11 Дек 2013
LamoBOT 11 Дек 2013
Аргон-то тяжелее, но он безвреден. Вредны пары металлов.
Nail02 11 Дек 2013
Аргон-то тяжелее, но он безвреден. Вредны пары металлов.
Аргон безвреден ? Многие утверждают что он дескать жутко вреден, зубы разрушает и тд. и тп. Сам я не знаю, просто слышал от людей. Стол конечно хорошо, я так понимаю такой стол нужен именно под аргон ?, Например если сверху зонт добавить, и сделать вытяжку и с низу и с верху , значит на нем можно будет и плазморезкой мелкие детальки резать и варить ? И аргоном варить ?
Reankor 2002,Прав на все 100. Сварочный стол с нижней, щадящей вытяжкой, соединенной с общей. Только зачем выводить на крышу и искать себе лишний геморрой- можно и под потолок на задней стенке, а на воротах в углах врезать жалюзи- вот и тяга.
Понятно, значит можно и в стену, у меня как раз гараж, крайний, и есть возможность использовать выход со стены.
LamoBOT 11 Дек 2013
Аргон, как и гелий — инертные газы и не вступают ни в какие хим. реакции, и зубы конечно же не разрушают. Аргона в воздухе почти 1%, оттуда его и извлекают. Но если помещение герметично закупоренное то аргон скопится возле пола, т.к. тяжелее воздуха раза в 2. Если есть например погреб и там скопился аргон — очень вероятно оттуда не вернуться. Поэтому в приступе паранойи я бы, наверное, предусмотрел небольшого сечения и небольшой производительности трубу-вытяжку с уровня пола. В 40л баллоне 6 кубометров газа. В принципе при такой площади — не опасно.
Nail02 11 Дек 2013
Аргон, как и гелий — инертные газы и не вступают ни в какие хим. реакции, и зубы конечно же не разрушают. Аргона в воздухе почти 1%, оттуда его и извлекают. Но если помещение герметично закупоренное то аргон скопится возле пола, т.к. тяжелее воздуха раза в 2. Если есть например погреб и там скопился аргон — очень вероятно оттуда не вернуться. Поэтому в приступе паранойи я бы, наверное, предусмотрел небольшого сечения и небольшой производительности трубу-вытяжку с уровня пола. В 40л баллоне 6 кубометров газа. В принципе при такой площади — не опасно.
Спасибо все понял, как начну ваять вытяжку, с меня фотки ! И конечно же советам буду благодарен !
 saper24 11 Дек 2013
saper24 11 Дек 2013
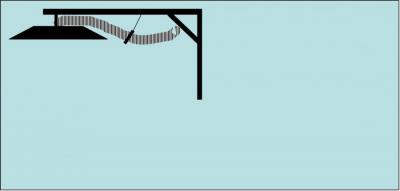
В вытяжках не спец конечно, но вот на ум такая схемка пришла. Набросал примерную идею, а массогабаритные решения могут быть различными. Принцип консольного крана как у Шнапса. Зонтик перемещается по консоли вдоль. Вверх — вниз перемещение сделать тоже не сложно думаю если нужно. Отвод газов по эластичной гофре. Из плюсов охват почти всего гаража.
 Сусанин 11 Дек 2013
Сусанин 11 Дек 2013
с принудительной вытяжкой в гараже будет колотун дикий, тем более при минус 25-30, делайте как в печке, естественную тягу как рекомендовал
 Isperyanc 11 Дек 2013
Isperyanc 11 Дек 2013
И что надо сделать чтобы тепло все не вылетало?
Вытяжной воздух продувается через теплообменник со входящим свежим воздухом.
 VERS 11 Дек 2013
VERS 11 Дек 2013
Вообще по серьезному аргон в гараже идея плохая, особенно если есть соседи за стеной.
Nail02 17 Янв 2014
Вообще по серьезному аргон в гараже идея плохая, особенно если есть соседи за стеной.
Подскажите почему плохая идея, если соседи есть ?
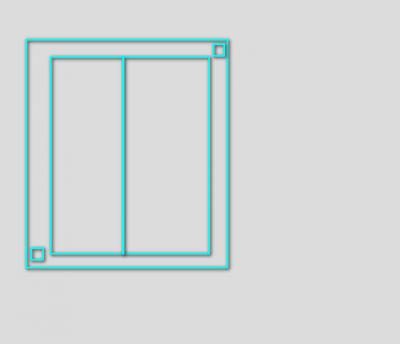
Вот на эту стенку буду делать стол для сварки аргоном и вытяжной зонтик, советы по компоновки приветствуются. Где лучше будет его расположить ? посередине или ближе к одному из краев ? стол из чего делать как думаете, чтобы не так дорого вышло ?. Вентилятор на вытяжку у меня есть правда мощность великовата, попробую туда регулятор поставить. стол хочу как советовали с вытяжкой внизу т.к. аргон тяж. воздуха.Один из стеллажей буду убирать к друго стенке.
Прикрепленные изображения
Reankor 2002 17 Янв 2014
Стол лучше ставить там, где будет удобней занести тяжелую деталь для ремонта(блок, головку).
Nail02 17 Янв 2014
Стол лучше ставить там, где будет удобней занести тяжелую деталь для ремонта(блок, головку).
Да гараж маленький 6 х 4 поэтому тут плюс минус два метра не критично. по поводу коробов для вытяжки , что лучше использовать ? оцинкованный лист пойдет ?
Стол для сварочных работ из профильных труб


А еще достоинства стола в том, что не нужно постоянно лепить на деталь массу, провод которой обычно мешает. Для сварки нужно просто положить изделие на металлический стол и на нем уже будет масса. Столик для себя автор сварил из профильных труб. Столешница выполнена в виде решетки, через которую просыпается мусор на съемный поддон. Также в столе есть полочки для сварочного аппарата, электродов и прочих инструментов. Если вы хотите себе такой стол, предлагаю ознакомиться с проектом более детально!
Материалы и инструменты, которые использовал автор:
Список материалов:
— прямоугольные профильные трубы;
— OSB или подобный прочный листовой материал;
— листовая сталь для поддона;
— колесики для тележек;
— стальные пластинки;
— краска по металлу.
Процесс изготовления столика:
Шаг первый. Столешница
Первым делом нарезаем нужное количество материалов для изготовления столешницы. Она сделана из двух составляющих, это много отрезков труб непосредственно для решетчатой столешницы, а также еще два куска трубы в качестве основы, к которой все приваривается. Автор нарезает трубы болгаркой, это долго и неудобно, так как резать приходится с двух сторон. Хорошо бы для резки труб иметь торцовочную пилу или подобный станок.
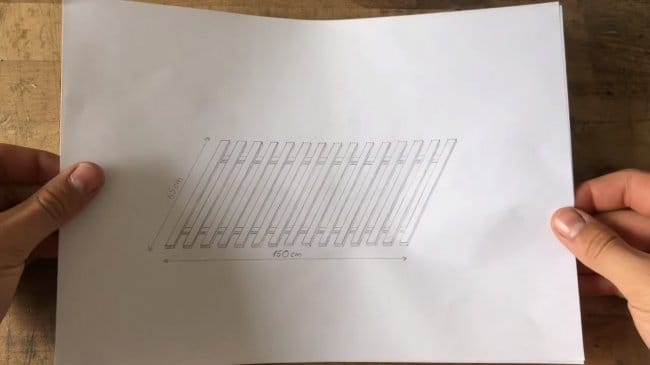

















Нарезав нужное количество труб, автор заварил им торцы стальными пластинами и хорошенько зачистил сварные швы при помощи точильного диска. В итоге на вид получились своего рода слитки, которые на самом деле легкие, поскольку полые внутри. При желании можно просто поставить на трубы пластиковые заглушки, но все уже будет смотреться не так интересно. Вот и все, теперь из этих заготовок можно сваривать столешницу. В завершении на концах поперечин также привариваются куски труб, в итоге столешница получает прямоугольную раму.
Шаг второй. Изготовление рамы и сборка
Собираем раму для стола, тут все уже немного сложнее, так как нужна повышенная точность и соблюдение прямых углов. Конечно, если у вас имеются магнитные сварочные угольники, а материал ровный, сварить раму не составит большого труда. Сварные швы можно зачистить, чтобы изделие казалось монолитным, так все будет смотреться интересно. Когда рама будет готова, можно прикрепить к ней столешницу, можно ее просто приварить, а лучше крепим при помощи болтов с гайками, чтобы столик можно было разобрать в случае транспортировки.















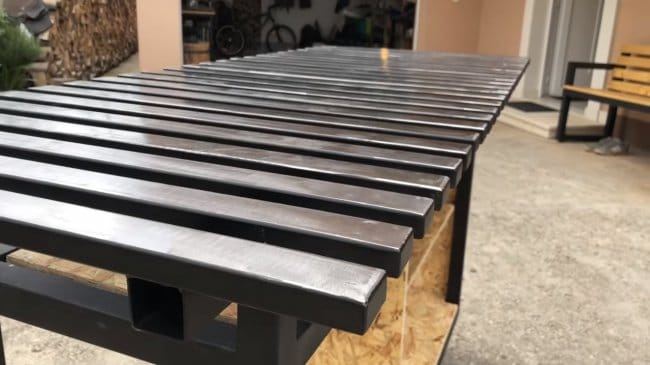

Полка непосредственно под столешницей является поддоном, сюда будет падать шлак, раскаленная сталь и так далее. Чтобы мусор не поджег дерево, вырезаем из листового металла вставки и кладем их сверху. Когда мусора скопится много, можно просто вытащить лист и выбросить мусор.
Шаг шестой. Установка оборудования
Устанавливаем в отсек сварочный аппарат, массу крепим к столу, автор приварил для этого кусок арматуры. Под «плюсовой» провод автор сделал сбоку крюк, сюда удобно вешать провод с держателем электрода.
Помимо этого, на столе были расположены тиски, которые часто нужны для сварочных работ. Ну а в оставшиеся отсеки можно положить электроды, маску, а также другое оборудование и даже материалы, места хватит.
Вот и все, теперь столик полностью готов, самоделка получилась красивой и полезной. Надеюсь, вам проект понравился, и вы нашли для себя полезные мысли. Удачи и творческих вдохновений, если решите повторить подобное, не забывайте делиться с нами своими идеями и самоделками!





Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Вентиляция для сварочного поста: нормы и схема устройства
Работы на сварочном аппарате относятся к вредным видам работ. Именно поэтому для их выполнения в цеху должны быть предусмотрены специальные условия, которые бы способствовали нормальному микроклимату на рабочем месте. Во время выполнения сварочных работ воздушные массы в помещении насыщаются вредными для здоровья работника окислами углерода и иных химических соединений. Именно поэтому сварочный цех должен быть оснащен правильной вентиляционной системой, которая будет обеспечивать приток свежего воздуха и вывод отработанных масс.
Функции вентиляционной системы сварочного цеха

Главными задачами системы вентиляции сварочного цеха являются:
- устранения ядовитых примесей, которые попадают в воздух при выполнении сварочных работ;
- общее очищение воздуха во всем помещение;
- поддержание оптимального уровня температуры и влажности в помещении.
Важно! В соответствии с ГОСТ 12.3.003-86 рабочее место сварщика должно быть оборудовано местной вентиляционной системой. Также в цеху должна использоваться общеобменная вентиляция.
Местная вентиляция сварочного поста
Суть местной вентиляционной системы заключается в очищении воздуха непосредственно на рабочем месте сварщика, так как на расстоянии уже 4 м воздушные массы в цеху могут соответствовать требуемым санитарным нормам. А вот непосредственно у сварочного аппарата в воздушных массах скапливаются вредные для здоровья человека химические комбинации, превышающие норму более чем в 10 раз.
Виды местной вентиляции

- Вытяжные устройства подъемно-поворотного типа. Такая вентиляционная система состоит из воздухоприемника, который фиксируется в любом положении с помощью шарниров, шланг, диаметр которого составляет 200 мм, соединяющий воздухоприемник и централизованную вытяжную систему. Даная конструкция позволяет устранить до 85% вредных для здоровья веществ, так как ее можно разместить в непосредственной близости со сварочным аппаратом. Подъемно-поворотные вытяжки способствуют полноценному очищению воздуха на расстоянии до 8м от места установки. Самыми популярными вытяжными системами подъемно-поворотного типа являются модели «Лань», «Спрут».
- Местные отсосы, которые устанавливаются на высоте 1,5 м от рабочего места. Еще одним вариантом монтажа отсосов является их установка непосредственно в сварочные столы. Соединяются они с общеобменной вентиляцией цеха специальными шлангами.
Для обеспечения правильного воздухообмена сварочный цех оборудуется приточно-вытяжной вентиляцией принудительного типа. Система должна обеспечивать приток свежих воздушных масс более 40м3/час.
Регулирующий механизм обустройства местной вентиляции

Согласно санитарным нормам N 1009-73 к устройству местной вентиляции выдвигается ряд требований:
- на стационарных и нестационарных сварочных постах обязательно должны быть установлены местные отсосы;
- при ручной сварке рабочее место должно быть дополнено поворотно-подъемными панелями, низ которых должен находиться не выше 350 мм от сварочного аппарата;
- при сварке средних изделий необходимо установить вытяжной шкаф, являющийся разновидностью местных отсосов;
- скорость воздуха при использовании ручной сварки и аппарата, работающем от углекислого газа, должна составлять более 0,5 м/с и 0,3 м/с при сварке в инертных газах;
- вытяжные шкафы должны локализировать до 90% вредных веществ с воздушных масс, иные виды местной вентиляции – до 75%;
- 10-25% вредных компонентов, находящихся в воздухе должны устраняться с помощью общеобменной вентиляционной системой.
Когда нужна общеобменная вентиляция для сварочного поста
В соответствии с СНиП2-33-75 вентиляционная система сварочного цеха должна быть механического типа, те есть обустроена специальными вентиляторами. Подача свежего воздуха должна осуществляться воздухораспределителями, установленными на расстоянии 6 м от пола при подаче потока вниз по вертикали или на расстоянии 4 м при подаче потока в горизонтальном положении. Также следует учесть и скорость потока воздушных масс, которая не может быть менее 0,1м/с.
При оборудовании вентиляции с параллельными потоками условия для выполнения работ и очищения воздуха создаются самые оптимальные, так как отработанные воздушные массы, содержащие вредные газы и аэрозоли движутся в одном направлении с подаваемым воздухом. Масса подаваемых потоков должна быть меньше количеству удаляемого загрязненного воздуха. Этот принцип позволяет существенно повысить эффективность системы.
Схема общеобменной вентиляции сварочного цеха

Вентиляционная решетка, размер которой составляет 23,5х43,5 мм с диаметром отверстий 50 мм, обеспечивает подачу свежего воздуха со скоростью 4,5м/с. Воздушные массы, рассекаясь при прохождении решетки, подымаются вверх по вертикали и захватывают все помещение. Скорость движения воздуха в цеху соответствует 0,1 м/с, что позволяет устранить все вредные компоненты, находящиеся в воздухе. Воздухообмен в помещении обеспечивается по средствам установленных под полом вентиляторов, общей производительностью 3400м3/час. Устраняется отработанный воздух по средствам установленных на крыше вентиляторов, общей производительностью 6600м3/час. При 20 минутной работе системы устраняется все загрязненные воздушные массы, а концентрация вредных веществ в воздухе снижается до 2мг/м3.
Регулирующий механизм общеобменной вентиляции
- Если на 1м3 помещения расходуется менее 0,2г/ч сварочных материалов обустройство общеобменной вентиляции может не выполняться.
- Скорость подачи свежего потока не может превышать 0,9 м/с.
- При отсутствии местной вентиляционной системы механическая вентиляция должна обеспечивать устранение 2/3 воздушных масс снизу и 1/3 сверху.
- Если сварочные работы выполняются внутри изделия (емкости, бочки) скорость воздуха должна составлять более 0,7м/с при температурных показателях не ниже 20 градусов.
Расчет вентиляционной системы для сварочного цеха

Расчет производительность вентиляционной системы для сварочного цеха должен выполняться в зависимости от количества применяемых за 1 рабочий час электродов:
- ручной метод сварки – на 1 кг электродов необходимо обеспечить производительность до 4500 м3/час;
- полуавтоматический метод сварки – на 1 кг электродов необходимо обеспечить производительность до 2 м3/час.
Важно! При работе полуавтоматическим методом один рабочий может использовать более 5 кг электродов, соответственно производительность увеличивается кратно используемого материала.
Для эффективности вентиляционной системы требуется установка мощных вентиляторов, которые фиксируются за границами цеха. Вентиляционные каналы устанавливаются с помощью металлических труб. Вентиляционные решетки должны находиться поблизости рабочего места сварщика.
При обустройстве вытяжной системы разрешается устанавливать специальные фильтры, которые позволяют использовать рециркуляцию воздуха в цехе. Там самым устраняется выброс вредных сварочных газов в атмосферу.
Вентиляционная система сварочного цеха должна обеспечивать свежим воздухом цех и устранять отработанный воздух. Она проектируется на начальном этапе строительства.
Индивидуальный сварочный стол своими руками для удобной и безопасной работы мастера
Если в домашней мастерской сварочные работы производятся часто, просто необходимо иметь небольшой сварочный столик, благодаря которому можно будет при помощи сварочного аппарата выполнять сбору сложных изделий. Если изделие изготовить из металла, то оно будет служить заземляющим контуром. На полках стола можно разместить сварочный аппарат, инструменты, электроды и другие вспомогательные детали.
Сварочный стол призван повысить комфорт мастера, увеличить скорость и эффективность работы. Часто удается решить проблему путем использования стандартного покупного стола, но собственная конструкция является более предпочтительной.

Требования к столу для сварки
При работе используется ток с высоким напряжением, поэтому стол, предназначенный для сварочных работ, должен быть удобным и безопасным.
Конструкция стола должна отвечать таким требованиям:
- Над столом должна находиться принудительная вытяжка для того, чтобы выводить на улицу сварные газы и пыль из зоны проведения сварочных работ.
- Рекомендуется применять улиточный вентилятор, размещенный на небольшой высоте.
- По возможности столешницу нужно окантовать медной полосой. На ней очень удобно при зажигании дуги с электрода сбивать обмазку.
- Обязательно иметь местную подсветку зоны работы. Оптимальное напряжение для нее — 36 вольт, так что понадобится использовать понижающий трансформатор.
- В нижней части столешницы можно расположить полки для хранения электродов и вспомогательных инструментов: зубила, молотков, металлических щеток.
- Должно иметься закрытое отделение для хранения предметов, которые используются редко.
Самое главное требование — конструкция не должна состоять из огнеопасных материалов.

Виды конструкций
Чтобы производить сварочные работы в домашних условиях, можно использовать два вида столов: обычный, предназначенный для сварки средней сложности, и сборочно-сварочный, на котором выполняются более сложные задачи.
По удобству использования столы должны отвечать следующим требованиям:
- высота должна находится в пределах в 70–85 см;
- минимальные габариты поверхности — 80 × 100 см;
- высота стола вместе с защитным экраном — не ниже 140 см.
Простой сварочный стол своими руками
Изделие должно быть прочным, легко собираться, конструкция должна быть удобной для работы сварщика. Жесткая рама варится из металла, состоит из четырех стоек и уголка, также это может быть профильная труба. На высоте примерно 20 см от пола стойки соединяются при помощи уголков, сверху привариваются к раме, на которой располагается металлическая столешница. На ней могут иметься пазы для того, чтобы крепить свариваемые заготовки.

На стальной раме желательно для сварочного провода приварить кронштейны, рекомендуется под столешницей разместить поддон для сборки окалины и пыли.

Сбоку можно расположить тумбу с несколькими отделениями для того, чтобы хранить различные инструменты. Рядом желательно расположить подставку для емкости с водой.

Полупрофессиональный
Стол для сварки своими руками полупрофессионального назначения имеет довольно сложную конструкцию с дополнительной комплектацией. Его схема практически не отличается от простого изделия, но на ней предусмотрена установка дополнительного оборудования для металлообрабатывающих операций: фрезеровки, сверления и т. д. Также она может иметь встроенную вентиляционную систему.
Для жесткости конструкции ножки стола часто прикрепляются к полу при помощи бетонной стяжки или анкерных болтов. Особенностью такой конструкции будет то, что в этом случае рабочую платформу можно поворачивать, благодаря этому сварщик может варить с одного места.
Сборочно-сварные конструкции комплектуются:
- слесарными тисками;
- струбцинами;
- поворотными приставками.
Защитные ширмы, вентиляционные воздуховоды и другие материалы облицовки рабочей зоны выполняются из негорючих материалов. Раньше для этого использовалась асбестовая ткань. В настоящее время применяются современные материалы: базальтокартон или суперсил.
- Масса всей конструкции для жесткости должна иметь вес больше 180 килограмм.
- Рабочая зона должна освещаться без бликов, мешающие работе во время сварки.
- Конструкция должна снабжаться поворотным механизмом рабочей платформы и иметь встроенную вентиляцию.

Из каких материалов лучше изготавливать
Главное условие для материалов: устойчивость и способность выдержать большой вес обрабатываемых заготовок.
Для изготовления можно использовать:
- стальные уголки;
- профильные трубы;
- мелкие швеллеры;
- двутавровое железо с листовым прокатом.
Стойки стола для высокой прочности лучше всего изготавливать из профильной трубы сечением 60 × 60 × 2 мм или уголка 63 × 63 × 4 мм.
Рабочую поверхность желательно изготавливать из уголка или швеллера, установленного на ребро вверх плоскостью. Между деталями должно оставаться расстояние для струбцин и крепежных инструментов, с помощью которых свариваемые заготовки будут при надобности крепиться.
Вспомогательные конструкции для увеличения площади рабочей поверхности целесообразнее изготавливать из профильных труб, так как они легче уголка. Каркас экрана рекомендуется изготавливать из профильной трубы, а сверху накладывать тонкий лист металла. Экран желательно монтировать с боковыми бортами.
Самостоятельное изготовление стола для сварки
Проблема самостоятельного изготовления стола для сварки состоит в том, что на данный момент мало информации о таких конструкциях. Если брать за основу модели, которые изготавливаются для промышленных целей, то их чертежи довольно сложны, а многие функции невозможно использовать. Простой чертеж является альтернативой промышленным, его можно самостоятельно улучшить и доработать.
Необходимые инструменты и материалы
Чтобы создать комфортные условия для проведения сварочных работ, рекомендуется приобрести набор инструментов с функциями надежного крепления свариваемых деталей и возможностью быстро изменять их пространственное положение. Они должны быть прочными и стойкими к резким переменам температуры.
К таким инструментам можно отнести струбцины и зажимы, при помощи которых заготовки можно крепить к рабочему столу или между собой. Магнитное основание служит для фиксации мелких деталей, которые другими приспособлениями закрепить невозможно.

Определение размеров и заготовка деталей
В качестве примера можно использовать конструкцию, изготовленную из стального уголка и профилированных труб. Естественно, что изготавливать можно с другими размерами, материалами и изменять геометрические формы.

Столешница
Из сплошного полотна столешницу делать не рекомендуется. Поверхность лучше сварить из профильной трубы с размерами по периметру 60 × 40 × 2 мм. Внутренняя решетка варится из профиля, имеющего сечение 30 × 30 × 1,2 мм.
С помощью болгарки нарезаются заготовки труб.


В первую очередь монтируется наружная рама. Внутренний профиль вырезается по проему рамы и вставляется в ее середину на расстоянии около 40 мм, после сварные швы зачищаются при помощи болгарки.

Ножки
Четыре ножки вырезаются из трубы диаметром 50 мм. Их длина составляет около 760 мм.

Вырезанные стойки свариваются по углам крышки.

При приваривании ножек к крышке важно не допускать их перекоса. Они должны монтироваться с рамой четко под углом 90 градусов. Для обеспечения такого ровного угла, необходимо использовать угольник и рулетку.

Дополнительный пояс жесткости каркаса
После приваривания ножек к столешнице для увеличения жесткости конструкции дополнительно делается обвязка. Для этого на высоте 200−300 миллиметров ножки свариваются при помощи уголка сечением 40 × 40 миллиметров.

Уголок приваривается плоской стороной вниз. В середину уголка можно уложить полку из толстой фанеры или ДСП для хранения сварочного аппарата и инструмента.

Изготовление и монтаж ручки для переноса
Для удобства перестановки на другое место столик можно снабдить ручками. Они изготавливаются из круглого прута диаметром 14 миллиметров, имеют форму «П» и привариваются с двух сторон столешницы.

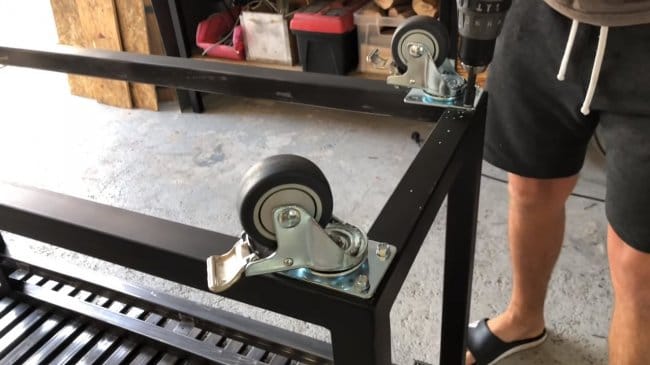
Колеса для передвижения
Стол желательно снабдить колесиками для удобства перемещения. Если изделие будет стационарным, то средства передвижения лучше не использовать, потому что при работе конструкция будет неустойчива. Придется снабжать колеса тормозами.

Ниша под инструменты
Инструменты хранятся в специальном ящике, который может быть выполнен из листового металла или ДСП. Лучше всего изготовить отдельную тумбочку с несколькими полками, на которых и размещается инструмент.

Защитный кожух
Защитный кожух предназначен для того, чтобы не допустить брызг металла, разлетающихся при сварке. Каркас делается из уголка, а короб — из тонкого металла. Он крепится к верхней плоскости штифтами. При работе с деталями, которые выступают за габариты стола, защитный кожух снимают.

Снизу можно приварить ванночку с невысокими бортиками для окалины. Ее устанавливают с наклоном, чтобы окалина постепенно собиралась к нижнему краю.

Посмотрите видео, где показан процесс изготовления полупрофессионального сварочного стола.
Дополнительные инструменты
Для максимально комфортных условий работы рекомендуется дополнительно приобрести набор инструментов для надежной фиксации деталей — струбцины и зажимы.
Магнитное основание служит для фиксации мелких деталей, которые невозможно закрепить другими приспособлениями.
Меры безопасности во время сварки
Для того, чтобы проводить сварочные работы было удобно и безопасно, необходимо соблюдать простые правила. Выполнение этих требований поможет также повысить качество выполняемых работ.
- Работать можно только в проветриваемых помещениях или в местах, где имеется вытяжная вентиляция.
- Пользоваться всеми необходимыми для сварщика средствами личной защиты: специальной невозгораемой одеждой, обувью, кожаными или брезентовыми рукавицами, сварочной маской или щитком, а в отдельных случаях респиратором.
- Изолировать все соединения сварочных кабелей, их изоляция должна не иметь повреждений.
- С рабочего места убираются все возгораемые материалы и вещества.
- Обязательное освещение рабочего места устанавливается без наличия бликов и миганий.
На что обратить внимание, когда приходится выбирать готовые столы
Выбирая стол для домашней мастерской, лучше всего отдать предпочтение более универсальной конструкции. Такие сварочно-сборочные виды верстаков подойдут как для работы с оборудованием, так и для других функций: шлифовки, сверления, заточки, расклепки и прочих.
По внешнему виду — это стальная поверхность, которая собрана из полос металла, имеет отверстия и прорези для крепления струбцин и тисков.
Выбирая такой стол нужно руководствоваться следующими требованиями:
- Рабочая зона выполнена из негорючего и тугоплавкого материала.
- Надежность и устойчивость конструкции, которая обеспечивается за счет веса в 180-200 кг.
- Возможность вращать рабочую поверхность в требуемом направлении.
- Для установки сверлильного или фрезерного оборудования такие верстаки должны иметь пазы в поверхности, а конструкция обеспечивать надежность при различных нагрузках.
Видео
На видео представлен готовый сварочный стол и показаны практически все его технологические свойства.
Правила монтажа вентиляции для сварочного поста: расчет и схемы
Даже непродолжительная работа в сварочном цеху опасна для здоровья. Если же работа ведется ежедневно и подолгу (как это бывает на промышленных предприятиях), обустраивать вентиляционную систему обязательно необходимо.
Система вентиляции на рабочем месте сварщика – это обязательная мера: она должна быть обустроена согласно правилам. Главная задача вентиляции в данном случае – отвод из рабочего пространства вредных газов и паров, которые опасны для бронхолегочной и сердечно-сосудистой системы рабочих.
Обязательно ли нужно вентилирование для сварочного поста, и почему?
При проведении сварочных работ выделяется большое количество вредных для здоровья веществ и избыточного тепла. Например, выделяются оксиды хрома и марганца, различные фтористые соединения, опасная для легких двуокись кремния.
Пострадать от таких веществ может и сам сварщик, и окружающие (газы распространяются от места проведения работ по помещению, не ограничиваясь одним участком). Длительное воздействие таких веществ опасно для сердца и легких, а кратковременное воздействие может уменьшать производительность работников, вызывая головные боли и тошноту.
Если подытожить, вентиляция выполняет следующие задачи:
- Отвод вредных веществ (газов, паров).
- Отвод избыточного тепла (воздух вокруг места работы нагревается).
- Постоянный приток свежего воздуха и отвод застоявшегося (затхлого, спертого).
Причем система обязательно должна регулироваться, поскольку в разное время года, при разной погоде и при разных видах и объемах работ воздухообмен нужно изменять.
 Вентиляционная система в сварочном цеху
Вентиляционная система в сварочном цеху
Система должна работать автономно, но с возможностью изменения ее параметров вручную. Это нужно для того, чтобы корректировать характеристики микроклимата в разные поры года. Нельзя осуществлять вентилирование с повторным или циклическим применением воздушных масс – это опасно для здоровья работников.
Расчеты
Расчет производительности должен проводиться относительно количества используемых за один рабочий час электродов. Схема расчета такова:
- ручной метод сварочных работ – на 1 килограмм электродов нужно обеспечить итоговую производительность до параметра 4500 м³/час;
- полуавтоматический метод сварочных работ – на 1 килограмм электродов нужно обеспечить итоговую производительность до параметра 2 м³/час.
Еще один нюанс: при полуавтоматической работе сварщик может применять больше 5 килограмм электродов. Схема расчета в этом случае такая: производительность системы необходимо увеличивать кратно применяемому количеству электродов.
Виды и правила обустройства
Существует два способа обустройства системы вентилирования в сварочном цеху: общеобменный и локальный. Они используются вместе, в дополнение друг к другу.
Местная схема способна устранять до 75% всех выделяемых во время работ вредных веществ. Для устранения оставшихся 25% вредных веществ используется общеобменная система.
Несколько общих правил и требований к обустройству системы:
- Нельзя допускать образования в цеху мертвых участков (из которых воздух никак не удаляется), особенно в углах. В них застаиваться воздух, имеющий в своем составе большое количество вредных веществ.
- Приточные каналы с вентиляторами следует монтировать на высоте до уровня 4 метров. Вытяжные каналы следует монтировать на противоположной стене, при этом высота обоих каналов должна быть одинаковой.
- Расстояние от стены с притоком до стены с вытяжкой не может быть более 100 метров – это запрещено. При большем расстоянии будет происходить аккумуляция отработанного воздуха в центральной зоне помещения.
- При необходимости к местной системе вытяжки можно поставить мобильный отсос, который позволит в случае необходимости двигать вытяжной зонт вместе со сварочным оборудованием.
- Вентиляционная цеховая система должна обустраиваться начиная с установки общеобменной приточно-вытяжной системы. Когда ее монтаж завершен, переходят к обустройству местной системы вентилирования.
Теперь рассмотрим подробнее особенности обустройства этих схем.
Местная схема
Основное предназначение местной схемы – очистка воздуха локально, то есть прямо на рабочем участке. Именно на месте проведения сварочных работ и скапливается больше всего вредных веществ. А вот уже в 3-4 метрах от рабочего места воздух может быть абсолютно чистым, и соответствовать санитарным нормам.
 Вентиляция для сварочного поста
Вентиляция для сварочного поста
Существует два способа установки местной вентиляции: через местные отсосы либо через вытяжные приборы подъемно-поворотного вида.
В первом случае отсосы монтируются на высоте полутора метров от сварочного поста. Иногда их монтируют непосредственно в сварочные столы, что тоже неплохой вариант. В конечном счете местные отсосы соединяют с общеобменной вентиляцией цеха, используя специальные герметичные шланги.
Второй вариант представляет собой воздухоприемник, который крепится за счет шарниров и шланга (его диаметр может достигать 200 мм) в любом положении. Шланг соединяет воздухоприемник и централизованную систему вытяжки воздуха.
Обычно за счет такой конструкции удается выносить из помещения до 85% различных вредных компонентов. Ее преимущество – возможность монтажа рядом со сварочным оборудованием. В целом же подъемно-поворотная вытяжка позволяет эффективно очищать воздух на расстоянии до 8 метров от сварочного поста.
Обустройство вентиляции сварочного цеха (видео)
Общеобменная схема
Общеобменная схема состоит из системы воздуховодов, к которым подключены вытяжные вентиляторы.
Механизм работы метода таков: воздушный поток, проходя через решетку, рассекается, после чего поднимается вертикально вверх и распределяется по всему цеху. Скорость прохождения воздушных масс в цеху составляет 0,1 м/с, чего в большинстве случаев достаточно.
Воздухообмен обеспечивается за счет монтажа под полом вентиляторов. Устранение отработанного воздуха обеспечивается за счет монтажа на крыше вентиляторов с производительностью больше, чем у приточных.
Достаточно 20 минут непрерывной работы такой системы для выведения большинства вредных веществ.
Несколько правил обустройства общеобменной схемы:
- в случае, когда на 1 м³ цеха расходуется меньше 0,2 г/час электродов, монтаж общеобменной системы вентилирования можно не производить;
- скорость подачи свежих воздушных масс не должна превышать 0,9 м/с;
- если дополнительно не смонтирована местная схема, то механическое вентилирование должно обеспечивать выведение 2/3 воздуха снизу и 1/3 сверху.
Если сварочные работы производятся внутри какой-то емкости, то скорость потока воздушных масс должна превышать 0,7 метров/секунду, при температуре не менее 20 градусов внутри.
Жми «Нравится» и получай только лучшие посты в Facebook ↓
Вентиляция для сварочного поста: нормы и схема устройства
Работы на сварочном аппарате относятся к вредным видам работ. Именно поэтому для их выполнения в цеху должны быть предусмотрены специальные условия, которые бы способствовали нормальному микроклимату на рабочем месте. Во время выполнения сварочных работ воздушные массы в помещении насыщаются вредными для здоровья работника окислами углерода и иных химических соединений. Именно поэтому сварочный цех должен быть оснащен правильной вентиляционной системой, которая будет обеспечивать приток свежего воздуха и вывод отработанных масс.
Функции вентиляционной системы сварочного цеха
Главными задачами системы вентиляции сварочного цеха являются:
- устранения ядовитых примесей, которые попадают в воздух при выполнении сварочных работ;
- общее очищение воздуха во всем помещение;
- поддержание оптимального уровня температуры и влажности в помещении.
Важно! В соответствии с ГОСТ 12.3.003-86 рабочее место сварщика должно быть оборудовано местной вентиляционной системой. Также в цеху должна использоваться общеобменная вентиляция.
Местная вентиляция сварочного поста
Суть местной вентиляционной системы заключается в очищении воздуха непосредственно на рабочем месте сварщика, так как на расстоянии уже 4 м воздушные массы в цеху могут соответствовать требуемым санитарным нормам. А вот непосредственно у сварочного аппарата в воздушных массах скапливаются вредные для здоровья человека химические комбинации, превышающие норму более чем в 10 раз.
Виды местной вентиляции
- Вытяжные устройства подъемно-поворотного типа. Такая вентиляционная система состоит из воздухоприемника, который фиксируется в любом положении с помощью шарниров, шланг, диаметр которого составляет 200 мм, соединяющий воздухоприемник и централизованную вытяжную систему. Даная конструкция позволяет устранить до 85% вредных для здоровья веществ, так как ее можно разместить в непосредственной близости со сварочным аппаратом. Подъемно-поворотные вытяжки способствуют полноценному очищению воздуха на расстоянии до 8м от места установки. Самыми популярными вытяжными системами подъемно-поворотного типа являются модели «Лань», «Спрут».
- Местные отсосы, которые устанавливаются на высоте 1,5 м от рабочего места. Еще одним вариантом монтажа отсосов является их установка непосредственно в сварочные столы. Соединяются они с общеобменной вентиляцией цеха специальными шлангами.
Для обеспечения правильного воздухообмена сварочный цех оборудуется приточно-вытяжной вентиляцией принудительного типа. Система должна обеспечивать приток свежих воздушных масс более 40м3/час.
Регулирующий механизм обустройства местной вентиляции
Согласно санитарным нормам N 1009-73 к устройству местной вентиляции выдвигается ряд требований:
- на стационарных и нестационарных сварочных постах обязательно должны быть установлены местные отсосы;
- при ручной сварке рабочее место должно быть дополнено поворотно-подъемными панелями, низ которых должен находиться не выше 350 мм от сварочного аппарата;
- при сварке средних изделий необходимо установить вытяжной шкаф, являющийся разновидностью местных отсосов;
- скорость воздуха при использовании ручной сварки и аппарата, работающем от углекислого газа, должна составлять более 0,5 м/с и 0,3 м/с при сварке в инертных газах;
- вытяжные шкафы должны локализировать до 90% вредных веществ с воздушных масс, иные виды местной вентиляции – до 75%;
- 10-25% вредных компонентов, находящихся в воздухе должны устраняться с помощью общеобменной вентиляционной системой.
Когда нужна общеобменная вентиляция для сварочного поста
В соответствии с СНиП2-33-75 вентиляционная система сварочного цеха должна быть механического типа, те есть обустроена специальными вентиляторами. Подача свежего воздуха должна осуществляться воздухораспределителями, установленными на расстоянии 6 м от пола при подаче потока вниз по вертикали или на расстоянии 4 м при подаче потока в горизонтальном положении. Также следует учесть и скорость потока воздушных масс, которая не может быть менее 0,1м/с.
При оборудовании вентиляции с параллельными потоками условия для выполнения работ и очищения воздуха создаются самые оптимальные, так как отработанные воздушные массы, содержащие вредные газы и аэрозоли движутся в одном направлении с подаваемым воздухом. Масса подаваемых потоков должна быть меньше количеству удаляемого загрязненного воздуха. Этот принцип позволяет существенно повысить эффективность системы.
Схема общеобменной вентиляции сварочного цеха
Вентиляционная решетка, размер которой составляет 23,5х43,5 мм с диаметром отверстий 50 мм, обеспечивает подачу свежего воздуха со скоростью 4,5м/с. Воздушные массы, рассекаясь при прохождении решетки, подымаются вверх по вертикали и захватывают все помещение. Скорость движения воздуха в цеху соответствует 0,1 м/с, что позволяет устранить все вредные компоненты, находящиеся в воздухе. Воздухообмен в помещении обеспечивается по средствам установленных под полом вентиляторов, общей производительностью 3400м3/час. Устраняется отработанный воздух по средствам установленных на крыше вентиляторов, общей производительностью 6600м3/час. При 20 минутной работе системы устраняется все загрязненные воздушные массы, а концентрация вредных веществ в воздухе снижается до 2мг/м3.
Регулирующий механизм общеобменной вентиляции
- Если на 1м3 помещения расходуется менее 0,2г/ч сварочных материалов обустройство общеобменной вентиляции может не выполняться.
- Скорость подачи свежего потока не может превышать 0,9 м/с.
- При отсутствии местной вентиляционной системы механическая вентиляция должна обеспечивать устранение 2/3 воздушных масс снизу и 1/3 сверху.
- Если сварочные работы выполняются внутри изделия (емкости, бочки) скорость воздуха должна составлять более 0,7м/с при температурных показателях не ниже 20 градусов.
Расчет вентиляционной системы для сварочного цеха
Расчет производительность вентиляционной системы для сварочного цеха должен выполняться в зависимости от количества применяемых за 1 рабочий час электродов:
- ручной метод сварки – на 1 кг электродов необходимо обеспечить производительность до 4500 м3/час;
- полуавтоматический метод сварки – на 1 кг электродов необходимо обеспечить производительность до 2 м3/час.
Важно! При работе полуавтоматическим методом один рабочий может использовать более 5 кг электродов, соответственно производительность увеличивается кратно используемого материала.
Для эффективности вентиляционной системы требуется установка мощных вентиляторов, которые фиксируются за границами цеха. Вентиляционные каналы устанавливаются с помощью металлических труб. Вентиляционные решетки должны находиться поблизости рабочего места сварщика.
При обустройстве вытяжной системы разрешается устанавливать специальные фильтры, которые позволяют использовать рециркуляцию воздуха в цехе. Там самым устраняется выброс вредных сварочных газов в атмосферу.
Вентиляционная система сварочного цеха должна обеспечивать свежим воздухом цех и устранять отработанный воздух. Она проектируется на начальном этапе строительства.
Работы на сварочном аппарате относятся к вредным видам работ. Именно поэтому для их выполнения в цеху должны быть предусмотрены специальные условия, которые бы способствовали нормальному микроклимату на рабочем месте. Во время выполнения сварочных работ воздушные массы в помещении насыщаются вредными для здоровья работника окислами углерода и иных химических соединений. Именно поэтому сварочный цех должен быть оснащен правильной вентиляционной системой, которая будет обеспечивать приток свежего воздуха и вывод отработанных масс.
Функции вентиляционной системы сварочного цеха
Главными задачами системы вентиляции сварочного цеха являются:
- устранения ядовитых примесей, которые попадают в воздух при выполнении сварочных работ;
- общее очищение воздуха во всем помещение;
- поддержание оптимального уровня температуры и влажности в помещении.
Важно! В соответствии с ГОСТ 12.3.003-86 рабочее место сварщика должно быть оборудовано местной вентиляционной системой. Также в цеху должна использоваться общеобменная вентиляция.
Местная вентиляция сварочного поста
Суть местной вентиляционной системы заключается в очищении воздуха непосредственно на рабочем месте сварщика, так как на расстоянии уже 4 м воздушные массы в цеху могут соответствовать требуемым санитарным нормам. А вот непосредственно у сварочного аппарата в воздушных массах скапливаются вредные для здоровья человека химические комбинации, превышающие норму более чем в 10 раз.
Виды местной вентиляции
- Вытяжные устройства подъемно-поворотного типа. Такая вентиляционная система состоит из воздухоприемника, который фиксируется в любом положении с помощью шарниров, шланг, диаметр которого составляет 200 мм, соединяющий воздухоприемник и централизованную вытяжную систему. Даная конструкция позволяет устранить до 85% вредных для здоровья веществ, так как ее можно разместить в непосредственной близости со сварочным аппаратом. Подъемно-поворотные вытяжки способствуют полноценному очищению воздуха на расстоянии до 8м от места установки. Самыми популярными вытяжными системами подъемно-поворотного типа являются модели «Лань», «Спрут».
- Местные отсосы, которые устанавливаются на высоте 1,5 м от рабочего места. Еще одним вариантом монтажа отсосов является их установка непосредственно в сварочные столы. Соединяются они с общеобменной вентиляцией цеха специальными шлангами.
Для обеспечения правильного воздухообмена сварочный цех оборудуется приточно-вытяжной вентиляцией принудительного типа. Система должна обеспечивать приток свежих воздушных масс более 40м3/час.
Регулирующий механизм обустройства местной вентиляции
Согласно санитарным нормам N 1009-73 к устройству местной вентиляции выдвигается ряд требований:
- на стационарных и нестационарных сварочных постах обязательно должны быть установлены местные отсосы;
- при ручной сварке рабочее место должно быть дополнено поворотно-подъемными панелями, низ которых должен находиться не выше 350 мм от сварочного аппарата;
- при сварке средних изделий необходимо установить вытяжной шкаф, являющийся разновидностью местных отсосов;
- скорость воздуха при использовании ручной сварки и аппарата, работающем от углекислого газа, должна составлять более 0,5 м/с и 0,3 м/с при сварке в инертных газах;
- вытяжные шкафы должны локализировать до 90% вредных веществ с воздушных масс, иные виды местной вентиляции – до 75%;
- 10-25% вредных компонентов, находящихся в воздухе должны устраняться с помощью общеобменной вентиляционной системой.
Когда нужна общеобменная вентиляция для сварочного поста
В соответствии с СНиП2-33-75 вентиляционная система сварочного цеха должна быть механического типа, те есть обустроена специальными вентиляторами. Подача свежего воздуха должна осуществляться воздухораспределителями, установленными на расстоянии 6 м от пола при подаче потока вниз по вертикали или на расстоянии 4 м при подаче потока в горизонтальном положении. Также следует учесть и скорость потока воздушных масс, которая не может быть менее 0,1м/с.
При оборудовании вентиляции с параллельными потоками условия для выполнения работ и очищения воздуха создаются самые оптимальные, так как отработанные воздушные массы, содержащие вредные газы и аэрозоли движутся в одном направлении с подаваемым воздухом. Масса подаваемых потоков должна быть меньше количеству удаляемого загрязненного воздуха. Этот принцип позволяет существенно повысить эффективность системы.
Схема общеобменной вентиляции сварочного цеха
Вентиляционная решетка, размер которой составляет 23,5х43,5 мм с диаметром отверстий 50 мм, обеспечивает подачу свежего воздуха со скоростью 4,5м/с. Воздушные массы, рассекаясь при прохождении решетки, подымаются вверх по вертикали и захватывают все помещение. Скорость движения воздуха в цеху соответствует 0,1 м/с, что позволяет устранить все вредные компоненты, находящиеся в воздухе. Воздухообмен в помещении обеспечивается по средствам установленных под полом вентиляторов, общей производительностью 3400м3/час. Устраняется отработанный воздух по средствам установленных на крыше вентиляторов, общей производительностью 6600м3/час. При 20 минутной работе системы устраняется все загрязненные воздушные массы, а концентрация вредных веществ в воздухе снижается до 2мг/м3.
Регулирующий механизм общеобменной вентиляции
- Если на 1м3 помещения расходуется менее 0,2г/ч сварочных материалов обустройство общеобменной вентиляции может не выполняться.
- Скорость подачи свежего потока не может превышать 0,9 м/с.
- При отсутствии местной вентиляционной системы механическая вентиляция должна обеспечивать устранение 2/3 воздушных масс снизу и 1/3 сверху.
- Если сварочные работы выполняются внутри изделия (емкости, бочки) скорость воздуха должна составлять более 0,7м/с при температурных показателях не ниже 20 градусов.
Расчет вентиляционной системы для сварочного цеха
Расчет производительность вентиляционной системы для сварочного цеха должен выполняться в зависимости от количества применяемых за 1 рабочий час электродов:
- ручной метод сварки – на 1 кг электродов необходимо обеспечить производительность до 4500 м3/час;
- полуавтоматический метод сварки – на 1 кг электродов необходимо обеспечить производительность до 2 м3/час.
Важно! При работе полуавтоматическим методом один рабочий может использовать более 5 кг электродов, соответственно производительность увеличивается кратно используемого материала.
Для эффективности вентиляционной системы требуется установка мощных вентиляторов, которые фиксируются за границами цеха. Вентиляционные каналы устанавливаются с помощью металлических труб. Вентиляционные решетки должны находиться поблизости рабочего места сварщика.
При обустройстве вытяжной системы разрешается устанавливать специальные фильтры, которые позволяют использовать рециркуляцию воздуха в цехе. Там самым устраняется выброс вредных сварочных газов в атмосферу.
Вентиляционная система сварочного цеха должна обеспечивать свежим воздухом цех и устранять отработанный воздух. Она проектируется на начальном этапе строительства.
Источник: ventkam.ru
Правила монтажа вентиляции для сварочного поста: расчет и схемы
Даже непродолжительная работа в сварочном цеху опасна для здоровья. Если же работа ведется ежедневно и подолгу (как это бывает на промышленных предприятиях), обустраивать вентиляционную систему обязательно необходимо.
Система вентиляции на рабочем месте сварщика – это обязательная мера: она должна быть обустроена согласно правилам. Главная задача вентиляции в данном случае – отвод из рабочего пространства вредных газов и паров, которые опасны для бронхолегочной и сердечно-сосудистой системы рабочих.
Обязательно ли нужно вентилирование для сварочного поста, и почему?
При проведении сварочных работ выделяется большое количество вредных для здоровья веществ и избыточного тепла. Например, выделяются оксиды хрома и марганца, различные фтористые соединения, опасная для легких двуокись кремния.
Пострадать от таких веществ может и сам сварщик, и окружающие (газы распространяются от места проведения работ по помещению, не ограничиваясь одним участком). Длительное воздействие таких веществ опасно для сердца и легких, а кратковременное воздействие может уменьшать производительность работников, вызывая головные боли и тошноту.
Если подытожить, вентиляция выполняет следующие задачи:
- Отвод вредных веществ (газов, паров).
- Отвод избыточного тепла (воздух вокруг места работы нагревается).
- Постоянный приток свежего воздуха и отвод застоявшегося (затхлого, спертого).
Причем система обязательно должна регулироваться, поскольку в разное время года, при разной погоде и при разных видах и объемах работ воздухообмен нужно изменять.
Вентиляционная система в сварочном цеху
Система должна работать автономно, но с возможностью изменения ее параметров вручную. Это нужно для того, чтобы корректировать характеристики микроклимата в разные поры года. Нельзя осуществлять вентилирование с повторным или циклическим применением воздушных масс – это опасно для здоровья работников.
Расчет производительности должен проводиться относительно количества используемых за один рабочий час электродов. Схема расчета такова:
- ручной метод сварочных работ – на 1 килограмм электродов нужно обеспечить итоговую производительность до параметра 4500 м³/час;
- полуавтоматический метод сварочных работ – на 1 килограмм электродов нужно обеспечить итоговую производительность до параметра 2 м³/час.
Еще один нюанс: при полуавтоматической работе сварщик может применять больше 5 килограмм электродов. Схема расчета в этом случае такая: производительность системы необходимо увеличивать кратно применяемому количеству электродов.
Виды и правила обустройства
Существует два способа обустройства системы вентилирования в сварочном цеху: общеобменный и локальный. Они используются вместе, в дополнение друг к другу.
Местная схема способна устранять до 75% всех выделяемых во время работ вредных веществ. Для устранения оставшихся 25% вредных веществ используется общеобменная система.
Несколько общих правил и требований к обустройству системы:
- Нельзя допускать образования в цеху мертвых участков (из которых воздух никак не удаляется), особенно в углах. В них застаиваться воздух, имеющий в своем составе большое количество вредных веществ.
- Приточные каналы с вентиляторами следует монтировать на высоте до уровня 4 метров. Вытяжные каналы следует монтировать на противоположной стене, при этом высота обоих каналов должна быть одинаковой.
- Расстояние от стены с притоком до стены с вытяжкой не может быть более 100 метров – это запрещено. При большем расстоянии будет происходить аккумуляция отработанного воздуха в центральной зоне помещения.
- При необходимости к местной системе вытяжки можно поставить мобильный отсос, который позволит в случае необходимости двигать вытяжной зонт вместе со сварочным оборудованием.
- Вентиляционная цеховая система должна обустраиваться начиная с установки общеобменной приточно-вытяжной системы. Когда ее монтаж завершен, переходят к обустройству местной системы вентилирования.
Теперь рассмотрим подробнее особенности обустройства этих схем.
Местная схема
Основное предназначение местной схемы – очистка воздуха локально, то есть прямо на рабочем участке. Именно на месте проведения сварочных работ и скапливается больше всего вредных веществ. А вот уже в 3-4 метрах от рабочего места воздух может быть абсолютно чистым, и соответствовать санитарным нормам.
Вентиляция для сварочного поста
Существует два способа установки местной вентиляции: через местные отсосы либо через вытяжные приборы подъемно-поворотного вида.
В первом случае отсосы монтируются на высоте полутора метров от сварочного поста. Иногда их монтируют непосредственно в сварочные столы, что тоже неплохой вариант. В конечном счете местные отсосы соединяют с общеобменной вентиляцией цеха, используя специальные герметичные шланги.
Второй вариант представляет собой воздухоприемник, который крепится за счет шарниров и шланга (его диаметр может достигать 200 мм) в любом положении. Шланг соединяет воздухоприемник и централизованную систему вытяжки воздуха.
Обычно за счет такой конструкции удается выносить из помещения до 85% различных вредных компонентов. Ее преимущество – возможность монтажа рядом со сварочным оборудованием. В целом же подъемно-поворотная вытяжка позволяет эффективно очищать воздух на расстоянии до 8 метров от сварочного поста.
Обустройство вентиляции сварочного цеха (видео)
Общеобменная схема
Общеобменная схема состоит из системы воздуховодов, к которым подключены вытяжные вентиляторы.
Механизм работы метода таков: воздушный поток, проходя через решетку, рассекается, после чего поднимается вертикально вверх и распределяется по всему цеху. Скорость прохождения воздушных масс в цеху составляет 0,1 м/с, чего в большинстве случаев достаточно.
Воздухообмен обеспечивается за счет монтажа под полом вентиляторов. Устранение отработанного воздуха обеспечивается за счет монтажа на крыше вентиляторов с производительностью больше, чем у приточных.
Достаточно 20 минут непрерывной работы такой системы для выведения большинства вредных веществ.
Несколько правил обустройства общеобменной схемы:
- в случае, когда на 1 м³ цеха расходуется меньше 0,2 г/час электродов, монтаж общеобменной системы вентилирования можно не производить;
- скорость подачи свежих воздушных масс не должна превышать 0,9 м/с;
- если дополнительно не смонтирована местная схема, то механическое вентилирование должно обеспечивать выведение 2/3 воздуха снизу и 1/3 сверху.
Если сварочные работы производятся внутри какой-то емкости, то скорость потока воздушных масс должна превышать 0,7 метров/секунду, при температуре не менее 20 градусов внутри.
Жми «Нравится» и получай только лучшие посты в Facebook ↓
Источник: climatdoma.net
Как сделать вытяжку в гараже 6 на 4?
#1 Nail02
Прикрепленные изображения
#2 svarnoi69
все)) зачем лишний расход по эл. энергии,зонтик,о который будета биться головой,шум от мотора.
без вентилятора прекрасно работает.
нижний короб 20х20-25х25.
верхний вдоль всей длины гаража150х150-200х200
Сообщение отредактировал svarnoi69: 10 Декабрь 2013 19:30
#3 Nail02
#4 user_k
Моторчик ставь на козырьке, точнее внутри него, желательно с регулятором оборотов. или вполне подойдет вытяжка кухонная.
Чем толще слой краски — тем красивее шов.
#5 Nail02
все)) зачем лишний расход по эл. энергии,зонтик,о который будета биться головой,шум от мотора.
2013-12-10_180708.jpg
2-3 шибера
2013-12-10_180950.jpg
без вентилятора прекрасно работает.
нижний короб 20х20-25х25.
Ну в вашей схеме и моторчик можно ведь использовать ?
верхний вдоль всей длины гаража150х150-200х200
#6 svarnoi69
зимой..хм.. может и можно..
#7 BAN
#8 Reankor 2002
#9 schkaliki
#10 LamoBOT
Аргон-то тяжелее, но он безвреден. Вредны пары металлов.
#11 Nail02
Аргон-то тяжелее, но он безвреден. Вредны пары металлов.
Reankor 2002 ,Прав на все 100. Сварочный стол с нижней, щадящей вытяжкой, соединенной с общей. Только зачем выводить на крышу и искать себе лишний геморрой- можно и под потолок на задней стенке, а на воротах в углах врезать жалюзи- вот и тяга.
#12 LamoBOT
Аргон, как и гелий — инертные газы и не вступают ни в какие хим. реакции, и зубы конечно же не разрушают. Аргона в воздухе почти 1%, оттуда его и извлекают. Но если помещение герметично закупоренное то аргон скопится возле пола, т.к. тяжелее воздуха раза в 2. Если есть например погреб и там скопился аргон — очень вероятно оттуда не вернуться. Поэтому в приступе паранойи я бы, наверное, предусмотрел небольшого сечения и небольшой производительности трубу-вытяжку с уровня пола. В 40л баллоне 6 кубометров газа. В принципе при такой площади — не опасно.
#13 Nail02
Аргон, как и гелий — инертные газы и не вступают ни в какие хим. реакции, и зубы конечно же не разрушают. Аргона в воздухе почти 1%, оттуда его и извлекают. Но если помещение герметично закупоренное то аргон скопится возле пола, т.к. тяжелее воздуха раза в 2. Если есть например погреб и там скопился аргон — очень вероятно оттуда не вернуться. Поэтому в приступе паранойи я бы, наверное, предусмотрел небольшого сечения и небольшой производительности трубу-вытяжку с уровня пола. В 40л баллоне 6 кубометров газа. В принципе при такой площади — не опасно.
Источник: websvarka.ru
Вытяжка для сварочного стола своими руками
Наш специалист свяжется с Вами в течение 15 минут для уточнения деталей
Ищете комплексное решение?
Сварочный цех считается, пожалуй, одним из самых неблагоприятным мест для рабочей деятельности человека ввиду того, что во время технологического процесса выбрасывается огромное количество вредностей. Сварочные работы провоцируют насыщение окружающего воздуха фтористыми соединениями, окисями озона, азота и оксидами углерода, провоцирующими развитие опасных (т. н. «профессиональных») заболеваний и несущих вред окружающей среде. Именно поэтому грамотно спроектированная и сбалансированная система вентиляции сварочного цеха является приоритетной задачей.
Особенности и задачи системы вентиляции сварочного цеха
Особенностью при проектировании системы вентиляции сварочного цеха является необходимость достижения высоких результатов очищения воздушных масс, при относительно низких затратах энергии. Кроме того, процесс вентиляции производственного помещения должен быть бесперебойным — поэтому, помимо основной вентсистемы, предусматривается монтаж дополнительной (аварийной вентиляции), которая должна функционировать настолько же эффективно и продуктивно, как и основная.
Ключевыми задачами вентиляционной системы становятся следующие пункты:
- Минимизация концентрации вредных веществ, которые выделяются во время сварочных работ, посредством применения эффективных местных отсосов;
- Обеспечение рекомендуемых микроклиматических показателей, в соответствии с «Санитарными правилами при сварке, наплавке и резке металлов» №1009-73.
- Устранение химических выделений и выбросов, которые уже успели распространиться дальше помещения, посредством общеобменной вентиляции;
- Обеспечение достаточного притока свежих воздушных масс в сварочный цех, с целью снижения предельно допустимой концентрации вредных примесей и опасных веществ.
Вентиляция сварочного поста
Требования, предъявляемые к вентиляции сварочного цеха (СНИП II-33-75)
Согласно стандартам, разработанным и изложенным в СНИП II-33-75, к вентиляции сварочного поста/цеха, предъявляются следующие требования, которые должны неукоснительно соблюдаться, во избежание травм и отравлений.
Скорость потока, с которой движется воздух, при установке локальной вентиляции должна находиться в пределах 0,8-2,1 метр/сек;
Если расход сварочных материалов составляет более 0,21 г/ч, требуется обязательный монтаж общеобменной вентиляции. Если этот показатель ниже — можно обойтись системой локального воздухообмена;
Допустимый показатель скорости движения воздуха в области проведения сварочных работ варьируется от 0,4 до 1 метр/сек;
Направление потока свежего воздуха — строго на сварку;
Если сварочный аппарат используют в закрытых резервуарах, либо повышена интенсивность соединительных работ — приток подается на маску работника, при этом температура подаваемых воздушных масс должна быть не выше +19С;
Обязательна установка общеобменной вентиляции в шкафу для хранения газового баллона.
Виды систем вентиляции сварочного цеха. Вытяжная вентиляция
Один из наиболее важных моментов, которому уделяется повышенное внимание при организации вентиляции в цеху — сооружение качественных приборов для местного отведения всех вредных веществ, выделяемых в процессе сварки. Качественная вытяжка для сварочного поста — это не просто забота о здоровье сотрудника, но и уменьшение вреда для окружающей среды.
Чем лучше организована вентиляция сварочного стола и хорошо отгорожено место сварки — тем меньше вредных веществ попадут в атмосферу цеха. Кроме того, снижается требуемая мощность сварочной вытяжки.
На практике, местные отсосы способны уловить и поглотить до 2/3 объема всех выбрасываемых ядовитых веществ, для удаления оставшейся трети используют общеобменную систему вентиляции цеха.
*ВАЖНО! Вентиляция сварочного поста (СНИП II-33-75) в обязательном порядке должна быть оборудована мощными вытяжными системами, из расчета распределения мощности по следующей схеме: 25% направлены на верхний ярус производственного цеха, 75% — на нижний.
Местный отсос
Общеобменная вентиляция
Оборудование рабочих сварочных постов локальной системой отведения эффективно лишь в том случае, когда речь идет о стационарных столах. Если постоянные посты отсутствуют и рабочим цеха приходится постоянно перемещаться/выполнять работу на передвижных сварочных столах, система местной вытяжки становится попросту неэффективной. В таких ситуациях актуальной становится монтаж общеобменной системы вентиляции с кратностью воздухообмена до 10 единиц.
При выборе оптимальной общеобменной схемы, учитывают все важные моменты, в том числе выход конвективных потоков вверх производственного помещения. Конвективные потоки могут при необходимости усиливаться посредством направленных приточных струй или направляться этими струями к воздухозаборным панелям.
Беря во внимание тот факт, что эти потоки не особо стабильны и могут быть нарушены движением масс аэрационного воздуха или охлажденным притоком, могут возникнуть сложности в борьбе за чистый воздух. А если к этому прибавить то, что процесс сварки металлов сопровождается большим выделением пыли, единственный выход кроется в установке механической общеобменной системы вентиляции приточно-вытяжного типа с опцией обязательного подогрева приточного воздуха в холодные сезоны.
Приточная вентиляция: особенности подачи воздушных потоков
При обустройстве вентсистемы в сварочном цеху, подача воздуха может осуществляться как вертикально, так и горизонтально. Рассмотрим каждую из них подробнее.
При горизонтальном воздухообмене, систему вентиляции монтируют так, чтобы она охватывала всю площадь производственного помещения. Абсолютно не допускается образование застоя воздушных масс, при этом скорость воздушного обмена должна превышать хотя бы 0,1 м/сек. Это оптимальное решение для небольших сварочных помещений, или для цехов, где расстояние между вытяжкой и притоком не превышает 100 метров.
При вертикальном воздухообмене, система вентиляции организовывается посредством установки мощных вентиляторов в подвальных помещениях с тем, чтобы они обеспечивали мощный приток воздуха по вентиляционным шахтам. Выходные отверстия монтируются в полу и прикрываются спецрешетками, диаметр ячеек которых не превышает 5 сантиметров. Скорость движения воздуха при выходе от вентиляторов должна находится в пределах 4,5 м/сек и около 0,1 м/сек на входе в помещение. Вытяжные вентиляторы в этой схеме, устанавливаются, как правило, на крыше. Подобная система очень эффективно работает в производственных помещениях сварочных цехов с большой площадью, благодаря возможности очень быстро и эффективно снижать концентрацию вредных веществ до требуемых ГОСТами и СНиПами параметров.
Перейти в каталог вентиляционного оборудования
Расчеты для организации вентиляции рабочей зоны
Если следовать нормативам ГОСТ 12.3.003-86, сварочный цех нуждается в обустройстве локальной вентиляции со скоростью удаления грязного воздуха не меньше 1,5 м/с.
Чтобы рассчитать количество удаляемого местными отсосами отработанного воздуха, используют следующую формулу:
L=K(корень кубический)*а, где
K равен 12 (стандарт для однощелевых отсосов), либо
К равен 16 (стандарт для нескольких щелевых отсосов)
а — сила тока, которую поставляет аппарат для сварки.
Помимо этого, при расчете системы сварочной вентиляции, учитывают следующие общепринятые показатели требуемого объема воздуха:
- при ручной сварке — 4500 м 3 в час;
- при автоматической сварке — 2000 м 3 в час;
- при сварке, с использованием порошковой проволоки — 5400 м 3 в час;
Следует отдельно отметить, что всеми расчетами и установкой оборудования для сварочного цеха должны заниматься исключительно профессионалы. Несоблюдение требуемых норм и пренебрежение техникой безопасности может привести к опасным ситуациям, вплоть до летального исхода. Не экономьте на специалистах, ведь качественная вентиляция — залог успешной работы вашего предприятия.
Получить бесплатную консультацию инженера по вентиляции сварочного цеха
Источник: www.ads-vent.ru
Сварочный стол, изготовленный своими руками для работы сварщика
 Для домашней мастерской, если в ней часто производятся сварочные работы, просто необходима небольшая сварочная подмость, благодаря которой можно будет организовать комфортное рабочее место и при этом сэкономить некоторое пространство.
Для домашней мастерской, если в ней часто производятся сварочные работы, просто необходима небольшая сварочная подмость, благодаря которой можно будет организовать комфортное рабочее место и при этом сэкономить некоторое пространство.
Стол, выполненный из металла, кроме удобства при сварных работах еще будет исполнять и роль заземляющего контура, кроме этого, на его нижних полках можно будет расположить сварочный аппарат, электроды и другие вспомогательные инструменты.
Требование к сварочному столу
Любой столик, предназначенный для сварочных работ, кроме удобства должен обладать еще и полной безопасностью для сварщика, так как при работе используется ток высокой силы с довольно большим напряжением. Для этого его конструкция должна отвечать следующим требованиям:
- Над столом обязательно должна быть оборудована принудительная вытяжка для отвода сварных газов и пыли из зоны проведения сварных работ на улицу.
- Вытяжной вентилятор рекомендуется устанавливать улиточный, на небольшой высоте от пола.
- По возможности окантовку столешницы желательно сделать из медной полосы. На ней очень удобно сбивать обмазку для электрода при зажигании дуги.
- Обязательно установить местную подсветку зоны работы. Напряжение для подсветки рекомендуется использовать напряжением 36 V, для этого специально используется понижающий трансформатор.
- Под столешницей должны быть полки или специальные кассеты для хранения электродов и различных вспомогательных инструментов (металлическая щетка, зубило, молотки и т. п.).
- Должно быть закрытое отделение для хранения оборудования, которое используется в редких случаях.
 Над столом обязательно должна быть оборудована принудительная вытяжка для отвода сварных газов и пыли из зоны проведения сварных работ на улицу.
Над столом обязательно должна быть оборудована принудительная вытяжка для отвода сварных газов и пыли из зоны проведения сварных работ на улицу.И самое основное требование — в его конструкции не должны использоваться, а также храниться огнеопасные и выделяющие при нагреве ядовитые вещества материалы.
Конструкция стола для сварки
Существует два вида столов для производства сварных работ для домашних мастерских — это обычные, самые простые столы для периодической сварки средней сложности и полупрофессиональные сборочно-сварочные столы, на которых выполняются более сложные задачи.
По удобству использования к столу предъявляются следующие требования:
- Высота стола должна быть не ниже или выше пределов в 700 — 850 мм.
- Минимально рекомендованные габариты рабочей поверхности должны составлять 800×1000 мм.
- Высота стола с защитным экраном от сварочных лучей должна быть не ниже 1400 мм.
Простой стол для сварочных работ
 Отличается прочностью, простотой сборки и довольно удобной конструкцией для работы сварщика. Его конструкция состоит из жесткой рамы, которая сваривается из металла и состоит из четырех стальных стоек из уголка или профильных труб, сваренных между собой. По нижней части, на высоте примерно 200 мм от пола, стойки сварены уголками, сверху они приварены к прочной раме, на которой находится металлическая столешница.
Отличается прочностью, простотой сборки и довольно удобной конструкцией для работы сварщика. Его конструкция состоит из жесткой рамы, которая сваривается из металла и состоит из четырех стальных стоек из уголка или профильных труб, сваренных между собой. По нижней части, на высоте примерно 200 мм от пола, стойки сварены уголками, сверху они приварены к прочной раме, на которой находится металлическая столешница.
На металлической столешнице могут иметься специальные пазы для крепления свариваемых заготовок.
На стальной раме, на которой расположена столешница, желательно приварить кронштейны для сварочного провода, а под столешницей рекомендуется разместить неглубокий поддон для сборки пыли и окалины.
С левой или правой стороны может находиться тумба с несколькими отделениями для хранения различных инструментов. Оставшееся место приспособлено для временного складирования более крупной оснастки.
Рядом желательно приварить подставку под емкость для воды.
Полупрофессиональный стол сварщика
 Это уже довольно сложная конструкция сборочно-сварочного стола с дополнительной комплектацией. Эргономические свойства таких столов практически не отличаются от обычных, но на них предусматривается установка дополнительного оборудования для фрезеровки, сверления и других металлообрабатывающих операций. Также столы могут оборудоваться встроенными вентиляционными системами.
Это уже довольно сложная конструкция сборочно-сварочного стола с дополнительной комплектацией. Эргономические свойства таких столов практически не отличаются от обычных, но на них предусматривается установка дополнительного оборудования для фрезеровки, сверления и других металлообрабатывающих операций. Также столы могут оборудоваться встроенными вентиляционными системами.
Ножки стола для жесткости всей конструкции, часто прочно прикрепляются к полу анкерными болтами или бетонной стяжкой.
Важной особенностью этих столов является возможность поворачивать рабочую платформу, благодаря чему сварщик может накладывать сварные швы на свариваемые детали с одной рабочей точки.
Сборочно-сварные столы часто комплектуются быстросъемными слесарными тисками, комплектом различного размера струбцин и поворотными приставками для установки сварочного аппарата.
Критерии выбора стола
 Защитные ширмы от лучей сварки, вентиляционных воздуховодов и другие облицовочные материалы рабочей зоны должны быть из негорючих материалов. Если раньше для этого применялась асбестовая ткань, то в настоящее время используются современные материалы Суперсил или базальтокартон.
Защитные ширмы от лучей сварки, вентиляционных воздуховодов и другие облицовочные материалы рабочей зоны должны быть из негорючих материалов. Если раньше для этого применялась асбестовая ткань, то в настоящее время используются современные материалы Суперсил или базальтокартон.
Для жесткости всей конструкции ее масса должна быть не меньше 180 — 200 кг.
Освещение рабочей зоны должно быть настроено так, чтобы не создавались блики, мешающие работе сварщика (стекла сварочных масок практически их не поглощают).
Конструкция должна иметь поворотный механизм рабочей платформы и встроенную вентиляцию.
Материалы и комплектующие
Для изготовления стола используются разнообразные материалы в виде стальных уголков, профильных труб, мелких швеллеров и двутавров с листовым прокатом. Главным условием к нему является устойчивость и способность выдерживать большой вес обрабатываемых на нем заготовок.
Совет по выбору материала
 Для высокой прочности, стойки стола лучше всего делать из профильной трубы с минимальным сечением 60×60×2 мм или уголка 63×63×4 мм.
Для высокой прочности, стойки стола лучше всего делать из профильной трубы с минимальным сечением 60×60×2 мм или уголка 63×63×4 мм.
Рабочую поверхность (столешницу) желательно изготавливать из швеллера или уголка, установленного на одно из ребер плоскостью вверх. Между деталями столешницы должен оставаться зазор для струбцин и других крепежных инструментов, которыми будут при надобности крепиться свариваемые заготовки.
Вспомогательные конструкции, с помощью которых можно увеличить площадь рабочей поверхности, лучше изготовить из профильных труб, так, как они по весу легче стального уголка.
Каркас защитного экрана также рекомендуется изготовить из профильной трубы и обшить тонким листовым металлом. Экран желательно сделать с боковыми бортами.
Набор дополнительных инструментов
Чтобы создать максимально комфортные условия работы, рекомендуется приобрести дополнительный набор инструментов с функциями надежной фиксации свариваемых деталей на рабочем столе с возможностью быстрого изменения их пространственного положения. Они должны иметь прочность и стойкость при резких температурных переменах.
К таким инструментам относятся струбцины, с помощью которых заготовки могут крепиться между собой или к рабочему столу.
Зажимы. Их функция практически та же, что и у струбцин, но более широкого использования. Благодаря им можно устанавливать определенный угол и фиксировать более сложные соединения заготовок между собой.
Магнитное основание. Рекомендуется для фиксации мелких заготовок, которые закрепить другими механическими приспособлениями невозможно.
Сварочный стол своими руками чертежи
 Проблема с самостоятельным изготовлением стола для сварки заключается в том, что на данный момент очень мало информации о подобных конструкциях. Если взять за основу модели, изготовленные для промышленных целей, то их чертежи являются довольно сложными для использования в домашних мастерских, а многие функции вообще невозможно использовать. Альтернативой может быть самый простой чертеж, который можно просто доработать и улучшить самостоятельно.
Проблема с самостоятельным изготовлением стола для сварки заключается в том, что на данный момент очень мало информации о подобных конструкциях. Если взять за основу модели, изготовленные для промышленных целей, то их чертежи являются довольно сложными для использования в домашних мастерских, а многие функции вообще невозможно использовать. Альтернативой может быть самый простой чертеж, который можно просто доработать и улучшить самостоятельно.
Самый простой и доступный вариант стола, который можно быстро и без труда изготовить своими руками, доработав его самостоятельно.
Изготовление сварочного стола
За пример изготовления можно взять конструкцию для производства сварочных работ, изготовленную из металлических профилированных труб и стального уголка. Естественно, что при изготовлении можно использовать другие размеры, материалы и менять геометрические формы самого стола.
Изготовление столешницы
 Столешницу не рекомендуется делать из сплошного полотна. Ее поверхность сварена из профильной трубы 60×40×2 мм (по периметру). Внутренняя решетка изготавливается из профиля сечением 30×30×1,2 мм (вместо них может использоваться 8 или 10 швеллер).
Столешницу не рекомендуется делать из сплошного полотна. Ее поверхность сварена из профильной трубы 60×40×2 мм (по периметру). Внутренняя решетка изготавливается из профиля сечением 30×30×1,2 мм (вместо них может использоваться 8 или 10 швеллер).
Заготовки труб нарезаются с помощью болгарки, а торцы зачищаются от заусениц. В первую очередь варится наружная рама, которая должна иметь четко одинаковые диагонали.
Внутренние профили вырезаются по проему изготовленной рамы и вставляются в ее середину (швеллера укладываются на раму) на расстоянии 30-50 мм друг от друга, после чего все сварные швы зачищаются болгаркой.
Ручки для конструкции сварочного стола могут понадобиться для удобства его перестановки на новое место. Они изготавливаются из круглой арматуры диаметром 12−14 мм, имеют П-образную форму и привариваются с обеих сторон книзу столешницы.
Ножки для стола
 Четыре ножки для стола вырезаются из круглой трубы диаметром 50 мм (можно из квадратной трубы 50×50 мм). Их длина должна примерно составлять около 760 мм. Вырезанные стойки привариваются по углам ранее изготовленной крышки стола.
Четыре ножки для стола вырезаются из круглой трубы диаметром 50 мм (можно из квадратной трубы 50×50 мм). Их длина должна примерно составлять около 760 мм. Вырезанные стойки привариваются по углам ранее изготовленной крышки стола.
После того как ножки приварятся к столешнице, для усиления жесткости всей конструкции делается дополнительная обвязка по нижней части стоек. Для этого, отступив от нижнего конца стоек примерно 200−300 мм, ножки свариваются между собой уголком сечением 30×30 или 40×40 мм. Уголок варится плоской стороной в сторону нижней части стоек. В середину уголка будет уложена полка из ДСП или толстой фанеры для хранения различного сварочного инструмента и самого аппарата.
Во время приваривание ножек к крышке стола важно не допустить их перекоса. Они должны стыковаться с рамой четко под 90 градусов. Чтобы обеспечить такой ровный угол, необходимо использовать металлический угольник и рулетку.
К стойкам желательно приварить колесики для удобства перемещения стола, но это только в том случае, когда его приходится часто перекатывать. Если он будет стоять стационарно, их лучше не использовать, так как при работе стол будет неустойчив, и нужно будет делать дополнительное тормозное крепление для колес.
К стойкам стола приваривается несколько крючков для хранения сварочного кабеля, держателя других приспособлений. Они делаются из гладкой проволоки диаметром 6−8 мм или обычных гвоздей длиной 100−150 мм. Гвозди просто загибаются и привариваются с наружной стороны стоек.
Защитный короб
 Короб приваривается под столешницей к стойкам под небольшим уклоном. Изготавливается из металлического листа и имеет небольшие бортики. Его функция заключается в сборе мелкого мусора, окалины и шлака, сбитого со сварных швов. При этом он защищает от попадания этих же отходов на инструменты и приспособления, которые расположены на нижней полке, уложенной на обвязке стоек.
Короб приваривается под столешницей к стойкам под небольшим уклоном. Изготавливается из металлического листа и имеет небольшие бортики. Его функция заключается в сборе мелкого мусора, окалины и шлака, сбитого со сварных швов. При этом он защищает от попадания этих же отходов на инструменты и приспособления, которые расположены на нижней полке, уложенной на обвязке стоек.
Инструменты лучше всего хранить в специальном ящике, сделанном из ДСП или листового металла. Лучше всего, если вместо него будет изготовлена тумбочка с несколькими полками, по которым можно рассортировать инструмент.
Безопасность при исполнении сварочных работ
- Любые работы по сварке металла должны проводиться только в помещениях, в которых устроено хорошее проветривание или есть оборудование с вытяжной системой вентиляции.
- Во время проведения работ нужно использовать все необходимые для сварщика средства личной защиты. К ним относятся специальная невозгораемая одежда, обувь, кожаные или брезентовые рукавицы, сварочная маска или щиток, а в отдельных случаях респиратор (при сварке оцинкованного металла).
- Все стыки сварочных кабелей должны быть изолированы, и их изоляция не должна иметь повреждений. Если повреждения будут обнаружены при визуальном осмотре, их требуется немедленно заизолировать.
- На рабочем месте не должны находиться какие-либо легко возгораемые материалы и вещества.
 Любые работы по сварке металла должны проводиться только в помещениях, в которых устроено хорошее проветривание или есть оборудование с вытяжной системой вентиляции.
Любые работы по сварке металла должны проводиться только в помещениях, в которых устроено хорошее проветривание или есть оборудование с вытяжной системой вентиляции.Источник: tokar.guru
Вентиляция для сварочного поста: нормы и схема устройства
Работы на сварочном аппарате относятся к вредным видам работ. Именно поэтому для их выполнения в цеху должны быть предусмотрены специальные условия, которые бы способствовали нормальному микроклимату на рабочем месте. Во время выполнения сварочных работ воздушные массы в помещении насыщаются вредными для здоровья работника окислами углерода и иных химических соединений. Именно поэтому сварочный цех должен быть оснащен правильной вентиляционной системой, которая будет обеспечивать приток свежего воздуха и вывод отработанных масс.
Функции вентиляционной системы сварочного цеха
Главными задачами системы вентиляции сварочного цеха являются:
- устранения ядовитых примесей, которые попадают в воздух при выполнении сварочных работ;
- общее очищение воздуха во всем помещение;
- поддержание оптимального уровня температуры и влажности в помещении.
Важно! В соответствии с ГОСТ 12.3.003-86 рабочее место сварщика должно быть оборудовано местной вентиляционной системой. Также в цеху должна использоваться общеобменная вентиляция.
Местная вентиляция сварочного поста
Суть местной вентиляционной системы заключается в очищении воздуха непосредственно на рабочем месте сварщика, так как на расстоянии уже 4 м воздушные массы в цеху могут соответствовать требуемым санитарным нормам. А вот непосредственно у сварочного аппарата в воздушных массах скапливаются вредные для здоровья человека химические комбинации, превышающие норму более чем в 10 раз.
Виды местной вентиляции
- Вытяжные устройства подъемно-поворотного типа. Такая вентиляционная система состоит из воздухоприемника, который фиксируется в любом положении с помощью шарниров, шланг, диаметр которого составляет 200 мм, соединяющий воздухоприемник и централизованную вытяжную систему. Даная конструкция позволяет устранить до 85% вредных для здоровья веществ, так как ее можно разместить в непосредственной близости со сварочным аппаратом. Подъемно-поворотные вытяжки способствуют полноценному очищению воздуха на расстоянии до 8м от места установки. Самыми популярными вытяжными системами подъемно-поворотного типа являются модели «Лань», «Спрут».
- Местные отсосы, которые устанавливаются на высоте 1,5 м от рабочего места. Еще одним вариантом монтажа отсосов является их установка непосредственно в сварочные столы. Соединяются они с общеобменной вентиляцией цеха специальными шлангами.
Для обеспечения правильного воздухообмена сварочный цех оборудуется приточно-вытяжной вентиляцией принудительного типа. Система должна обеспечивать приток свежих воздушных масс более 40м3/час.
Регулирующий механизм обустройства местной вентиляции
Согласно санитарным нормам N 1009-73 к устройству местной вентиляции выдвигается ряд требований:
- на стационарных и нестационарных сварочных постах обязательно должны быть установлены местные отсосы;
- при ручной сварке рабочее место должно быть дополнено поворотно-подъемными панелями, низ которых должен находиться не выше 350 мм от сварочного аппарата;
- при сварке средних изделий необходимо установить вытяжной шкаф, являющийся разновидностью местных отсосов;
- скорость воздуха при использовании ручной сварки и аппарата, работающем от углекислого газа, должна составлять более 0,5 м/с и 0,3 м/с при сварке в инертных газах;
- вытяжные шкафы должны локализировать до 90% вредных веществ с воздушных масс, иные виды местной вентиляции – до 75%;
- 10-25% вредных компонентов, находящихся в воздухе должны устраняться с помощью общеобменной вентиляционной системой.
Когда нужна общеобменная вентиляция для сварочного поста
В соответствии с СНиП2-33-75 вентиляционная система сварочного цеха должна быть механического типа, те есть обустроена специальными вентиляторами. Подача свежего воздуха должна осуществляться воздухораспределителями, установленными на расстоянии 6 м от пола при подаче потока вниз по вертикали или на расстоянии 4 м при подаче потока в горизонтальном положении. Также следует учесть и скорость потока воздушных масс, которая не может быть менее 0,1м/с.
При оборудовании вентиляции с параллельными потоками условия для выполнения работ и очищения воздуха создаются самые оптимальные, так как отработанные воздушные массы, содержащие вредные газы и аэрозоли движутся в одном направлении с подаваемым воздухом. Масса подаваемых потоков должна быть меньше количеству удаляемого загрязненного воздуха. Этот принцип позволяет существенно повысить эффективность системы.
Схема общеобменной вентиляции сварочного цеха
Вентиляционная решетка, размер которой составляет 23,5х43,5 мм с диаметром отверстий 50 мм, обеспечивает подачу свежего воздуха со скоростью 4,5м/с. Воздушные массы, рассекаясь при прохождении решетки, подымаются вверх по вертикали и захватывают все помещение. Скорость движения воздуха в цеху соответствует 0,1 м/с, что позволяет устранить все вредные компоненты, находящиеся в воздухе. Воздухообмен в помещении обеспечивается по средствам установленных под полом вентиляторов, общей производительностью 3400м3/час. Устраняется отработанный воздух по средствам установленных на крыше вентиляторов, общей производительностью 6600м3/час. При 20 минутной работе системы устраняется все загрязненные воздушные массы, а концентрация вредных веществ в воздухе снижается до 2мг/м3.
Регулирующий механизм общеобменной вентиляции
- Если на 1м3 помещения расходуется менее 0,2г/ч сварочных материалов обустройство общеобменной вентиляции может не выполняться.
- Скорость подачи свежего потока не может превышать 0,9 м/с.
- При отсутствии местной вентиляционной системы механическая вентиляция должна обеспечивать устранение 2/3 воздушных масс снизу и 1/3 сверху.
- Если сварочные работы выполняются внутри изделия (емкости, бочки) скорость воздуха должна составлять более 0,7м/с при температурных показателях не ниже 20 градусов.
Расчет вентиляционной системы для сварочного цеха
Расчет производительность вентиляционной системы для сварочного цеха должен выполняться в зависимости от количества применяемых за 1 рабочий час электродов:
- ручной метод сварки – на 1 кг электродов необходимо обеспечить производительность до 4500 м3/час;
- полуавтоматический метод сварки – на 1 кг электродов необходимо обеспечить производительность до 2 м3/час.
Важно! При работе полуавтоматическим методом один рабочий может использовать более 5 кг электродов, соответственно производительность увеличивается кратно используемого материала.
Для эффективности вентиляционной системы требуется установка мощных вентиляторов, которые фиксируются за границами цеха. Вентиляционные каналы устанавливаются с помощью металлических труб. Вентиляционные решетки должны находиться поблизости рабочего места сварщика.
При обустройстве вытяжной системы разрешается устанавливать специальные фильтры, которые позволяют использовать рециркуляцию воздуха в цехе. Там самым устраняется выброс вредных сварочных газов в атмосферу.
Вентиляционная система сварочного цеха должна обеспечивать свежим воздухом цех и устранять отработанный воздух. Она проектируется на начальном этапе строительства.
Вентиляция в сварочных помещениях
Сварочные работы сопровождаются выбросом большого количества вредных веществ. Для их удаления требуется обустройство системы воздухообмена. Вентиляция сварочного цеха – сложная система, регламентированная многочисленными правилами, которые изложены в специальных стандартах и нормативах.

Сварочный цех — помещение, в котором наличие вентиляционной системы критически важно
Несмотря на сложность, наличие общей информации по работе и обустройству воздухообмена позволяет обустроить такую систему своими руками.
Требования к вентиляции в помещениях для сварки
Сварочные работы относятся к вредным процессам, т. к. происходит выделение большого количества веществ: аэрозоли окислов железа, оксиды хрома, марганца, фтористые соединения, двуокись кремния.
Они несут существенную опасность для здоровья человека, наносят вред окружающей среде, поэтому все помещения, предназначенные для проведения постоянных работ по сварке (цехи, посты, участки), оборудуются вентиляцией.
Задачи, которые решает вентиляция сварочного поста:
- Выведение вредных веществ.
- Поддержание микроклимата в помещении по температуре, влажности, концентрации веществ в полном соответствии с установленными требованиями ГОСТ и СНиП.
- Постоянная подача свежего кислорода.
Воздухообмен сварочного помещения должен быть автономным. Если цех находится в здании с другими помещениями, вентиляция не должна быть совместной. Запрещено проектирование систем с повторным и циклическим использованием воздушных масс. Перед подачей в рабочее пространство воздух доводится до нужной температуры в зависимости от показателей на улице и в помещении.
Во время проведения работ не происходит существенного выделения тепла, поэтому естественная система не применяется. Низкие тепловые выделения не позволяют обеспечить необходимую разницу температур для естественной циркуляции воздушных потоков с нужной интенсивностью и скоростью.
Устройство и виды вентиляции в цехах для сварки
В сварочном цеху обустраивается два вида воздухообмена:

В сварочном цеху устанавливаются два вида воздухообмена: общеобменный или локальный
В цехе не должно образовываться «мёртвых» участков, особенно это касается углов, где застаивается отработанный воздух с большой концентрацией вредных элементов. Схема с горизонтальной подачей воздуха отлично подходит для сварочных помещений небольшой площади.
Приточные каналы с вентиляторами устанавливаются на высоте до 4 метров. Вытяжные каналы оснащаются вентиляторами аналогичной мощности и обустраиваются на противоположной стене. Высота расположения каналов должна быть одинаковой.
Расстояние между стеной с притоком и стеной с вытяжкой не должно превышать 100 метров. Если расстояние больше, отработанный воздух будет скапливаться в центральной зоне помещения. Мощность вытяжного вентилятора не должна быть меньше мощности прибора на входе, в противном случае загрязнённый воздух будет застаиваться.
Вертикальная система предусматривает использование подвального помещения. Там монтируются приточные каналы. Под полом цеха монтируются вентиляторы. Отверстия в полу закрываются специальными металлическими решётками.
Диаметр ячеек не должен превышать 50 мм. Скорость потоков при выходе из вентиляторов – 4,5 м/с, скорость при проходе через решётку – 0,1–0,2 м/с. Вытяжные вентиляторы монтируются на крыше с выведением каналов в потолке.

Вытяжной вентилятор необходимо монтировать на крыше с выведением каналов в потолке
Преимущества применения местной вентиляции, состоящей из отсосов:
- удаление опасных веществ непосредственно в зоне их выделения;
- предотвращение распространения опасных элементов по всему помещению;
- близкое расположение позволяет производить удаление с использованием меньших объёмов воздуха и расходования меньших мощностей.
В помещениях, где невозможно оборудовать стационарные сварочные посты, и сварщики постоянно перемещаются во время проведения работ, местная вентиляция в виде отсосов будет неэффективна. В таких случаях используется общеобменная система высокой мощности с кратностью воздухообмена более 10.
В ряде ситуаций использование местной вентиляции с отсосами невозможно по следующим причинам:
- Изменение наименований свариваемых изделий (различные размерные характеристики и т. д.).
- Работа с объектами больших размеров.
- Невозможность использования фиксированных постов.
- Необходимость выполнения процедур по погрузке и выгрузке.
Если локальную систему использовать нельзя, то существенно увеличивается мощность общеобменного воздухообмена.
Оптимальная схема горизонтальной вентиляции в помещении длиной 30 м и шириной 20 м должна включать по 7 вентиляторов для притока и вытяжки с мощностью 7000 куб. м/ч. Необходима мощность оборудования для вертикальной системы в помещении с аналогичными размерами: на входе не менее 3400 куб. м/ч и на выходе 6800 куб. м/ч.
При выборе вентиляционной схемы нужно учитывать особенности производственных процессов. При сварке образуются конвективные потоки, когда подогретый воздух, насыщенный опасными веществами, от мест сварки поднимается наверх. В таких условиях поток к потолку можно усилить системой приточной вентиляции, а вверху установить вытяжное оборудование, но потоки отличаются крайней неустойчивостью.
При реальной эксплуатации такого воздухообмена возникает опасность нарушения движения потоков вверх горизонтальными струями холодного воздуха. Вместе с ними опасные вещества возвращаются вниз и распространяются по помещению.
Для повышения эффективности вентиляции рабочие места в помещении отгораживаются друг от друга. Эта мера при наличии локальной вытяжки позволяет локализовать опасные выделения и выводить их с помощью отсосов. При наличии перегородок подойдёт только вертикальная система общей вентиляции.
Вентиляция в сварочном цеху своими руками
Для крупных сварочных производственных помещений с несколькими сварочными постами вентиляция должна оборудоваться с участием квалифицированных специалистов, которые произведут точные расчёты и подберут оптимальное оборудование. В небольших сварочных цехах воздухообмен можно сделать своими руками, но и здесь важно произвести расчет по всем правилам.

В небольшом сварочном цехе обустроить вентиляцию можно самостоятельно
Работы можно условно разделить на два этапа. Сначала производится установка общеобменной приточно-вытяжной вентиляции принудительного типа. Будет использоваться смешанный тип подачи и вывода воздуха. Приточное оборудование будет подавать воздух горизонтально и вертикально.
Вытяжка производится вертикально:
- Рядом со стеной на улицу оборудуется вентиляционная камера. В ней устанавливается вентилятор с возможностью фильтрации, подогрева и охлаждения воздуха.
- Через отверстие в стене вентилятор забирает свежий воздух.
- От вентиляционной камеры в цехе к потолку прокладывается вентиляционный канал, который подаёт свежий воздух.
- На чердаке устанавливается ещё один вентилятор с фильтрами для очистки воздуха. От вентилятора на крышу выводится труба, с помощью которой выводится из здания отработанный воздух.
- В потолке проделываются 2–3 отверстия, которые с помощью вентиляционных каналов подводятся к чердачному вентилятору.
После оборудования общей системы воздухообмена производится установка местной линии. Вентиляция для сварочного поста местного типа представляет собой специальную отсосную систему.
Такое оборудование выпускается специально для производственных предприятий, и его можно подобрать в соответствующей комплектации для конкретного цеха. От отсоса прокладывается вентиляционный канал на кровлю.
Местная вытяжка позволит выводить большую часть вредных загрязнений автономно, не допуская их распространения по всему помещению. В случае необходимости монтируется мобильный отсос, позволяющий перемещать местную вытяжку вместе со сварочным аппаратом.
Правила монтажа вентиляции для сварочного поста: расчет и схемы
Даже непродолжительная работа в сварочном цеху опасна для здоровья. Если же работа ведется ежедневно и подолгу (как это бывает на промышленных предприятиях), обустраивать вентиляционную систему обязательно необходимо.
Система вентиляции на рабочем месте сварщика – это обязательная мера: она должна быть обустроена согласно правилам. Главная задача вентиляции в данном случае – отвод из рабочего пространства вредных газов и паров, которые опасны для бронхолегочной и сердечно-сосудистой системы рабочих.
Обязательно ли нужно вентилирование для сварочного поста, и почему?
При проведении сварочных работ выделяется большое количество вредных для здоровья веществ и избыточного тепла. Например, выделяются оксиды хрома и марганца, различные фтористые соединения, опасная для легких двуокись кремния.
Пострадать от таких веществ может и сам сварщик, и окружающие (газы распространяются от места проведения работ по помещению, не ограничиваясь одним участком). Длительное воздействие таких веществ опасно для сердца и легких, а кратковременное воздействие может уменьшать производительность работников, вызывая головные боли и тошноту.
Если подытожить, вентиляция выполняет следующие задачи:
- Отвод вредных веществ (газов, паров).
- Отвод избыточного тепла (воздух вокруг места работы нагревается).
- Постоянный приток свежего воздуха и отвод застоявшегося (затхлого, спертого).
Причем система обязательно должна регулироваться, поскольку в разное время года, при разной погоде и при разных видах и объемах работ воздухообмен нужно изменять.
 Вентиляционная система в сварочном цеху
Вентиляционная система в сварочном цеху
Система должна работать автономно, но с возможностью изменения ее параметров вручную. Это нужно для того, чтобы корректировать характеристики микроклимата в разные поры года. Нельзя осуществлять вентилирование с повторным или циклическим применением воздушных масс – это опасно для здоровья работников.
Расчеты
Расчет производительности должен проводиться относительно количества используемых за один рабочий час электродов. Схема расчета такова:
- ручной метод сварочных работ – на 1 килограмм электродов нужно обеспечить итоговую производительность до параметра 4500 м³/час;
- полуавтоматический метод сварочных работ – на 1 килограмм электродов нужно обеспечить итоговую производительность до параметра 2 м³/час.
Еще один нюанс: при полуавтоматической работе сварщик может применять больше 5 килограмм электродов. Схема расчета в этом случае такая: производительность системы необходимо увеличивать кратно применяемому количеству электродов.
Виды и правила обустройства
Существует два способа обустройства системы вентилирования в сварочном цеху: общеобменный и локальный. Они используются вместе, в дополнение друг к другу.
Местная схема способна устранять до 75% всех выделяемых во время работ вредных веществ. Для устранения оставшихся 25% вредных веществ используется общеобменная система.
Несколько общих правил и требований к обустройству системы:
- Нельзя допускать образования в цеху мертвых участков (из которых воздух никак не удаляется), особенно в углах. В них застаиваться воздух, имеющий в своем составе большое количество вредных веществ.
- Приточные каналы с вентиляторами следует монтировать на высоте до уровня 4 метров. Вытяжные каналы следует монтировать на противоположной стене, при этом высота обоих каналов должна быть одинаковой.
- Расстояние от стены с притоком до стены с вытяжкой не может быть более 100 метров – это запрещено. При большем расстоянии будет происходить аккумуляция отработанного воздуха в центральной зоне помещения.
- При необходимости к местной системе вытяжки можно поставить мобильный отсос, который позволит в случае необходимости двигать вытяжной зонт вместе со сварочным оборудованием.
- Вентиляционная цеховая система должна обустраиваться начиная с установки общеобменной приточно-вытяжной системы. Когда ее монтаж завершен, переходят к обустройству местной системы вентилирования.
Теперь рассмотрим подробнее особенности обустройства этих схем.
Местная схема
Основное предназначение местной схемы – очистка воздуха локально, то есть прямо на рабочем участке. Именно на месте проведения сварочных работ и скапливается больше всего вредных веществ. А вот уже в 3-4 метрах от рабочего места воздух может быть абсолютно чистым, и соответствовать санитарным нормам.
 Вентиляция для сварочного поста
Вентиляция для сварочного поста
Существует два способа установки местной вентиляции: через местные отсосы либо через вытяжные приборы подъемно-поворотного вида.
В первом случае отсосы монтируются на высоте полутора метров от сварочного поста. Иногда их монтируют непосредственно в сварочные столы, что тоже неплохой вариант. В конечном счете местные отсосы соединяют с общеобменной вентиляцией цеха, используя специальные герметичные шланги.
Второй вариант представляет собой воздухоприемник, который крепится за счет шарниров и шланга (его диаметр может достигать 200 мм) в любом положении. Шланг соединяет воздухоприемник и централизованную систему вытяжки воздуха.
Обычно за счет такой конструкции удается выносить из помещения до 85% различных вредных компонентов. Ее преимущество – возможность монтажа рядом со сварочным оборудованием. В целом же подъемно-поворотная вытяжка позволяет эффективно очищать воздух на расстоянии до 8 метров от сварочного поста.
Обустройство вентиляции сварочного цеха (видео)
Общеобменная схема
Общеобменная схема состоит из системы воздуховодов, к которым подключены вытяжные вентиляторы.
Механизм работы метода таков: воздушный поток, проходя через решетку, рассекается, после чего поднимается вертикально вверх и распределяется по всему цеху. Скорость прохождения воздушных масс в цеху составляет 0,1 м/с, чего в большинстве случаев достаточно.
Воздухообмен обеспечивается за счет монтажа под полом вентиляторов. Устранение отработанного воздуха обеспечивается за счет монтажа на крыше вентиляторов с производительностью больше, чем у приточных.
Достаточно 20 минут непрерывной работы такой системы для выведения большинства вредных веществ.
Несколько правил обустройства общеобменной схемы:
- в случае, когда на 1 м³ цеха расходуется меньше 0,2 г/час электродов, монтаж общеобменной системы вентилирования можно не производить;
- скорость подачи свежих воздушных масс не должна превышать 0,9 м/с;
- если дополнительно не смонтирована местная схема, то механическое вентилирование должно обеспечивать выведение 2/3 воздуха снизу и 1/3 сверху.
Если сварочные работы производятся внутри какой-то емкости, то скорость потока воздушных масс должна превышать 0,7 метров/секунду, при температуре не менее 20 градусов внутри.
Жми «Нравится» и получай только лучшие посты в Facebook ↓
Строительный портал №1
У каждого профессионального сварщика есть рабочее место – сварочный пост, который должен быть организован в зависимости от вида соединительных работ, а также размеров изготавливаемых деталей, конструкций.Оборудование сварочного поста также может отличаться в зависимости от вида соединительных работ и других важных элементов. Сварочный пост может быть стационарным, а также передвижным, поэтому постараемся рассмотреть оба варианта обустройства рабочего места сварщика.
Стационарный пост, его оборудование и требования к нему
Комплектация сварочного поста должна осуществляться ответственно. При оснащении сварочного поста берутся во внимание все нормы и требования, выдвигаемые к данному рабочему месту профессионального сварщика.
Основные элементы:
- Комплект оборудования для производства сварки;
- Стол для электродов, а также приспособлений;
- Источник тока для сварки;
- Стул для сварщиков;
- Рубильник;
- Вытяжная камера;
- Ящик для специального инструмента;
- Электродержатель.
Перечисленные компоненты сварочного поста располагаются в специальной кабине, размеры которой составляют 2000 х 2500 х 2000 миллиметров. Также нужно обратить внимание на то, что кабина выполняется с открытым верхом. Относительно стен кабины поста нужно сказать, что они могут быть изготовлены из тонкой стали, фанеры, которая пропитывается огнестойкой смесью, брезента, обработанного огнестойким раствором.
Требования к цвету стен кабины обязывают окрашивать их в светло-серые тона, способные качественно и эффективно поглощать ультрафиолетовые излучения во время соединительных работ. Пол кабины выполняется в обязательном порядке из огнестойкого материала, как гласят требования. Освещение также не должно оставаться без внимания, а поэтому нормативные требования уровня освещенности обязывают создавать свет не менее 80 лк. Особые требования выдвигаются к вентиляционной системе сварочного поста.
Таким образом, для комфортной работы сварщика понадобится мощная вентиляция. Отметим, что вентиляциянеобходима для того, чтобы вредные для организма человека газы, выделяемые во время соединительных работ, отводились за пределы помещения. Вентиляция должна в обязательном порядке удовлетворять нормативным документам, обеспечивать воздухообмен не менее 40 кубических метров в час. Если вентиляция поста или всего цеха выполнена не соответствующим нормам ГОСТа образом, вредные летучие отходы на протяжении длительного времени накапливаются, поражая при этом внутренние органы, органы дыхательной системы рабочего, чего допускать невозможно.
Современное оборудование достаточно часто оснащается специальными заслонками, регулирующими интенсивность процесса удаления вредоносных выбросов. Вентиляция имеет и другие инновации – установка гибкой конструкции рукава, за счет которого обеспечивается расположение вентиляционной системы в зоне производства соединений. Подобная вентиляция имеет некоторые преимущества в том, что работа в помещениях с такой системой удаления воздуха может производиться на протяжении длительного времени.
Для качественного удаления пыли и газов от рабочего места понадобится:
- Обустраивать на стационарном рабочем месте местную систему вентиляции;
- Во время работы в тесных местах, внутри резервуаров обустраивать переносную вытяжку;
- Обустраивать подвод воздуха через специальное отверстие во внутренней стенке двустенного щитка в особо тяжелых условиях;
- Если имеются ядовитые примеси в выделяемых газах необходимо использовать респиратор с химическим фильтром.
Стол профессионального сварщика предназначается для проведения на нем соединительных работ. Таким образом, крышка стола изготавливается из чугунной стали, толщина которой составляет 20-25 миллиметров. Каждый сварочный пост располагает установленным на нем магнитным пускателем, а также рубильником, предназначенными для включения и последующего выключения рабочего тока.
Оборудование передвижного поста и требования к нему
Передвижной сварочный профессиональный пост необходим для качественного выполнения сварки, изготовления крупногабаритных металлических изделий. Зачастую подобный сварочный пост располагается на открытой площадке, вследствие чего рабочее место передвижного типа оборудуется специализированным навесом. Навес, в свою очередь, служит для защиты от осадков, а также светового излучения. Складные щиты – основные материалы для производства навеса.
Для удобного размещения электродов, необходимых инструментов, специального оборудования и других полезных для соединительных работ приспособлений пост оборудуется специальными тумбами. На протяжении соединительных работ наблюдается выделение сварочного аэрозоля, несущего вред для здоровья рабочего. Поскольку пост располагается на открытом воздухе, сварочный аэрозоль во время контакта электрода с соединяемым металлом достаточно быстро и эффективно рассеивается. В связи с быстрым рассеиванием вредоносных веществ, выделяемых в процессе производства швов и соединений, вентиляция не устанавливается.
Требования выдвигаются и к освещению рабочего места. Система освещения расположена зачастую над столешницей стола, либо около нее. Освещение должно минимизировать нагрузку светового потока на органы зрения сварщика. Требования обязывают оснащать все типы постов в обязательном порядке заземляются. Зазор стенок составляет около полуметра для качественного вентилирования.
Рабочее место для газосварочных процессов
Сварочный пост для выполнения газовой сварки должен включать в себя все необходимые рабочие предметы, сопутствующие элементы для безопасного производства швов. Также стоит знать, что стол должен изготавливаться из металла.
Любые сварочные работы, которые выполняются на не оборудованном для этого месте, комфортно производить только при соединении маленьких металлоконструкций или узлов размером до 1 метра. В других случаях необходимо иметь специальный стол для сварки. Для домашних мастеров наиболее подходят бытовые модели, а на больших предприятиях необходимо использовать комбинированные столы для сварки и сборки деталей. На таких изделиях можно делать и другие работы с железными заготовками.
Технические требования к столам для сварки

Так как в домашней мастерской наибольшее внимание необходимо уделять технике безопасности и комфорту в работе, в бытовых сварочных столах предусматривают такие элементы:
 Зонты для вытяжки, которые помогут обеспечить качественный отвод пыли и различных газов. Стоит заметить, что раструбы отсосов стоит снабдить мелкой металлической сеткой.
Зонты для вытяжки, которые помогут обеспечить качественный отвод пыли и различных газов. Стоит заметить, что раструбы отсосов стоит снабдить мелкой металлической сеткой.- Вентилятор, который нужно смонтировать сбоку или с левой стороны приспособления на высоте около 1,5 м.
- Небольшие окантовочные полосы из меди, которые необходимы для зачистки электродов от различного шлака.
- Откидывающуюся или раскладную панель для хорошего освещения места сварки. Напряжение питающей сети обязано быть не более 36 Вольт. По этой причине будет необходим небольшой понижающий трансформатор.
- Несколько поворотных кассет. Одна кассета нужна для хранения электродов, а вторая пригодится для складирования различного инструмента, к примеру, щетки или молотка.
- Тумбочку с замком, которая необходима для хранения инструмента при длительных перерывах в рабочем процессе.
- Специализированные крепления для заземления оборудования.

А также к технологическим требованиям стоит отнести отсутствие в сварочном верстаке различных огнеопасных и вредных для здоровья человека материалов. Специалисты выделяют такие эргономические требования к конструкции изделия:
- высота обязана быть не более 900 мм;
- рабочую зону стоит делать размером 1000 на 850 мм;
- общая высота изделия должна быть около 1500 мм.
Когда производственное помещение имеет малую площадь, то стоит применять откидные или поворотные сварочные поверхности. Однако необходимо убедиться в их жесткости и надежности. Специалисты разделяют сварочные столы на такие типы:
- бытовые;
- полупрофессиональные.
На бытовых приспособлениях можно выполнять сварочные работы средней сложности, а полупрофессиональные изделия предназначены для сборки изделий и сварки сложных деталей.
Особенности конструкции
Бытовые столы для сварки характеризуются простотой своей конструкции и низкой стоимостью. Однако они обладают большой надежностью и способны обеспечить комфортную работу домашнему мастеру.
Эти столы состоят из таких деталей:
 крепкой станины, которую можно изготовить из металлических уголков;
крепкой станины, которую можно изготовить из металлических уголков;- 6 опор, которые регулируются;
- небольшой тумбочки, которая оборудуется несколькими отделениями для хранения различных инструментов;
- инструментальной поверхности, которая снабжена пазами для крепления различных заготовок;
- нескольких открытых полок, на которых можно складывать большие заготовки;
- специального поддона для сбора мусора;
- кронштейнов для массивных проводов;
- тары с водой для непредвиденных случаев.

 Подготовить подобный стол к началу работ очень просто. Нужно выполнить выверку сварочного стола в горизонтальной и вертикальной плоскости. Для этой цели необходимо воспользоваться строительным уровнем и регулировочными ножками. Далее конструкция обязательно заземляется, регулируется угол наклона и положение вентиляционного желоба, присоединяется сварочный аппарат, тестируется безопасность работы его узлов.
Подготовить подобный стол к началу работ очень просто. Нужно выполнить выверку сварочного стола в горизонтальной и вертикальной плоскости. Для этой цели необходимо воспользоваться строительным уровнем и регулировочными ножками. Далее конструкция обязательно заземляется, регулируется угол наклона и положение вентиляционного желоба, присоединяется сварочный аппарат, тестируется безопасность работы его узлов.
Для некоторых видов сварочных аппаратов будет необходим переносной вентилятор, который оборудован вытяжкой длиной около 2 м, и специальный магнитный держатель для закрепления его на станине. Питающий кабель переносного вентилятора должен быть длиной около 5 м, а его максимальная мощность выбирается в зависимости от необходимой производительности отводящей головки.
Устройство полупрофессионального сварочного стола
 Полупрофессиональные сварочные столы обладают более сложной компоновкой и конструкцией. Их эргономика мало отличается от бытовых изделий, но изготовители сделали механизацию многих видов работ и возможность крепления и использования станков для обработки металла. Дополнительно их снабдили встроенными системами отвода воздуха и вентиляции.
Полупрофессиональные сварочные столы обладают более сложной компоновкой и конструкцией. Их эргономика мало отличается от бытовых изделий, но изготовители сделали механизацию многих видов работ и возможность крепления и использования станков для обработки металла. Дополнительно их снабдили встроенными системами отвода воздуха и вентиляции.
Главной технической особенностью подобных изделий является вращение стола, что помогает мастеру делать швы высокой точности, не обходя при производстве работ свариваемую деталь. Чтобы увеличить жесткость сварочного стола, стоит заделать его опоры в бетонный пол помещения.
Такие виды столов зачастую комплектуются съемными тисками, набором прихватов для зажима деталей и поворотной подставкой под сварочный аппарат.
Чтобы выбрать качественное изделие, стоит придерживаться таких правил:
 Присутствие облицовки рабочей поверхности листами пожаробезопасного материала. Раньше для этого использовали асбест, но сейчас рекомендуют применять более экологически безопасный базальтокартон или суперсил.
Присутствие облицовки рабочей поверхности листами пожаробезопасного материала. Раньше для этого использовали асбест, но сейчас рекомендуют применять более экологически безопасный базальтокартон или суперсил.- Вес изделия. Необходимая жесткость стола будет обеспечена, только когда его вес будет не меньше 200 кг.
- Освещение. Его источники не должны создавать блики при включении. По этой причине применение современных энергосберегающих светильников полностью исключено.
- Присутствие механизма вращения.
- Хорошая вентиляция рабочей зоны.
- Изделия, на которых будут монтироваться различные виды металлообрабатывающих станков, должны быть оборудованы необходимыми пазами на рабочей поверхности, а их конструкция проектируется с учетом больших нагрузок.

Сварочный стол своими руками
 Перед тем как самостоятельно начинать собирать стол сварщика, стоит подготовить для этого рабочее место. Устанавливается вытяжной вентилятор, подводится воздухопровод и оборудуется защитный контур заземления. Специалисты утверждают, что изготовить стол для сварочных работ своими руками довольно просто. Это не потребует большой траты денежных средств и сил.
Перед тем как самостоятельно начинать собирать стол сварщика, стоит подготовить для этого рабочее место. Устанавливается вытяжной вентилятор, подводится воздухопровод и оборудуется защитный контур заземления. Специалисты утверждают, что изготовить стол для сварочных работ своими руками довольно просто. Это не потребует большой траты денежных средств и сил.
Некоторые умельцы советуют при изготовлении стола из металла для подставки под рабочую поверхность использовать многослойную фанеру или ее аналоги. Однако это сильно усложнит подвод массы к изделию. Инструментальной плитой могут служить старые столешницы от УСП, имеющие систему специальных пазов. С обратной стороны стоит предусмотреть монтаж обрешетки, которая будет необходима при работе с длинными и пространственными деталями.
Все применяемые материалы нужно тщательно очистить от ржавчины и точно подогнать их под необходимые размеры, а фаски сделать при помощи фрезерного станка. Далее будет рассмотрен сборочный процесс стола из металла.
- Сначала нужно сварить станину для инструментальной головки. При этом необходимо внимательно следить за плоскостью всех поверхностей по вертикали и горизонтали. Максимальное отклонение не должно быть больше 1 мм. При проведении работ стоит предусмотреть дополнительные ребра жесткости из профиля, а сварные швы нужно очистить от образовавшихся шлаков.
- Далее на опоры самодельного электросварочного столика ставится рама. Чтобы усилить ее углы, применяют специальные накладки из металлической полосы. Стыковка подложки с инструментальной плитой выполняется с помощью крепежных материалов, а швы от сварки обрабатываются специализированным антикоррозийным средством.

В конце работы необходимо установить разные дополнительные приспособления. К примеру, это могут быть небольшие колеса с тормозами, держатель для сварочной горелки или стеллажи для различного инструмента.
Индивидуальный сварочный стол своими руками для удобной и безопасной работы мастера
Если в домашней мастерской сварочные работы производятся часто, просто необходимо иметь небольшой сварочный столик, благодаря которому можно будет при помощи сварочного аппарата выполнять сбору сложных изделий. Если изделие изготовить из металла, то оно будет служить заземляющим контуром. На полках стола можно разместить сварочный аппарат, инструменты, электроды и другие вспомогательные детали.
Сварочный стол призван повысить комфорт мастера, увеличить скорость и эффективность работы. Часто удается решить проблему путем использования стандартного покупного стола, но собственная конструкция является более предпочтительной.
Требования к столу для сварки
При работе используется ток с высоким напряжением, поэтому стол, предназначенный для сварочных работ, должен быть удобным и безопасным.
Конструкция стола должна отвечать таким требованиям:
- Над столом должна находиться принудительная вытяжка для того, чтобы выводить на улицу сварные газы и пыль из зоны проведения сварочных работ.
- Рекомендуется применять улиточный вентилятор, размещенный на небольшой высоте.
- По возможности столешницу нужно окантовать медной полосой. На ней очень удобно при зажигании дуги с электрода сбивать обмазку.
- Обязательно иметь местную подсветку зоны работы. Оптимальное напряжение для нее — 36 вольт, так что понадобится использовать понижающий трансформатор.
- В нижней части столешницы можно расположить полки для хранения электродов и вспомогательных инструментов: зубила, молотков, металлических щеток.
- Должно иметься закрытое отделение для хранения предметов, которые используются редко.
Самое главное требование — конструкция не должна состоять из огнеопасных материалов.
Виды конструкций
Чтобы производить сварочные работы в домашних условиях, можно использовать два вида столов: обычный, предназначенный для сварки средней сложности, и сборочно-сварочный, на котором выполняются более сложные задачи.
По удобству использования столы должны отвечать следующим требованиям:
- высота должна находится в пределах в 70–85 см;
- минимальные габариты поверхности — 80 × 100 см;
- высота стола вместе с защитным экраном — не ниже 140 см.
Простой сварочный стол своими руками
Изделие должно быть прочным, легко собираться, конструкция должна быть удобной для работы сварщика. Жесткая рама варится из металла, состоит из четырех стоек и уголка, также это может быть профильная труба. На высоте примерно 20 см от пола стойки соединяются при помощи уголков, сверху привариваются к раме, на которой располагается металлическая столешница. На ней могут иметься пазы для того, чтобы крепить свариваемые заготовки.
На стальной раме желательно для сварочного провода приварить кронштейны, рекомендуется под столешницей разместить поддон для сборки окалины и пыли.
Сбоку можно расположить тумбу с несколькими отделениями для того, чтобы хранить различные инструменты. Рядом желательно расположить подставку для емкости с водой.
Полупрофессиональный
Стол для сварки своими руками полупрофессионального назначения имеет довольно сложную конструкцию с дополнительной комплектацией. Его схема практически не отличается от простого изделия, но на ней предусмотрена установка дополнительного оборудования для металлообрабатывающих операций: фрезеровки, сверления и т. д. Также она может иметь встроенную вентиляционную систему.
Для жесткости конструкции ножки стола часто прикрепляются к полу при помощи бетонной стяжки или анкерных болтов. Особенностью такой конструкции будет то, что в этом случае рабочую платформу можно поворачивать, благодаря этому сварщик может варить с одного места.
Сборочно-сварные конструкции комплектуются:
- слесарными тисками;
- струбцинами;
- поворотными приставками.
Защитные ширмы, вентиляционные воздуховоды и другие материалы облицовки рабочей зоны выполняются из негорючих материалов. Раньше для этого использовалась асбестовая ткань. В настоящее время применяются современные материалы: базальтокартон или суперсил.
- Масса всей конструкции для жесткости должна иметь вес больше 180 килограмм.
- Рабочая зона должна освещаться без бликов, мешающие работе во время сварки.
- Конструкция должна снабжаться поворотным механизмом рабочей платформы и иметь встроенную вентиляцию.
Из каких материалов лучше изготавливать
Главное условие для материалов: устойчивость и способность выдержать большой вес обрабатываемых заготовок.
Для изготовления можно использовать:
- стальные уголки;
- профильные трубы;
- мелкие швеллеры;
- двутавровое железо с листовым прокатом.
Стойки стола для высокой прочности лучше всего изготавливать из профильной трубы сечением 60 × 60 × 2 мм или уголка 63 × 63 × 4 мм.
Рабочую поверхность желательно изготавливать из уголка или швеллера, установленного на ребро вверх плоскостью. Между деталями должно оставаться расстояние для струбцин и крепежных инструментов, с помощью которых свариваемые заготовки будут при надобности крепиться.
Вспомогательные конструкции для увеличения площади рабочей поверхности целесообразнее изготавливать из профильных труб, так как они легче уголка. Каркас экрана рекомендуется изготавливать из профильной трубы, а сверху накладывать тонкий лист металла. Экран желательно монтировать с боковыми бортами.
Самостоятельное изготовление стола для сварки
Проблема самостоятельного изготовления стола для сварки состоит в том, что на данный момент мало информации о таких конструкциях. Если брать за основу модели, которые изготавливаются для промышленных целей, то их чертежи довольно сложны, а многие функции невозможно использовать. Простой чертеж является альтернативой промышленным, его можно самостоятельно улучшить и доработать.
Необходимые инструменты и материалы
Чтобы создать комфортные условия для проведения сварочных работ, рекомендуется приобрести набор инструментов с функциями надежного крепления свариваемых деталей и возможностью быстро изменять их пространственное положение. Они должны быть прочными и стойкими к резким переменам температуры.
К таким инструментам можно отнести струбцины и зажимы, при помощи которых заготовки можно крепить к рабочему столу или между собой. Магнитное основание служит для фиксации мелких деталей, которые другими приспособлениями закрепить невозможно.
Определение размеров и заготовка деталей
В качестве примера можно использовать конструкцию, изготовленную из стального уголка и профилированных труб. Естественно, что изготавливать можно с другими размерами, материалами и изменять геометрические формы.
Столешница
Из сплошного полотна столешницу делать не рекомендуется. Поверхность лучше сварить из профильной трубы с размерами по периметру 60 × 40 × 2 мм. Внутренняя решетка варится из профиля, имеющего сечение 30 × 30 × 1,2 мм.
С помощью болгарки нарезаются заготовки труб.
В первую очередь монтируется наружная рама. Внутренний профиль вырезается по проему рамы и вставляется в ее середину на расстоянии около 40 мм, после сварные швы зачищаются при помощи болгарки.
Ножки
Четыре ножки вырезаются из трубы диаметром 50 мм. Их длина составляет около 760 мм.
Вырезанные стойки свариваются по углам крышки.
При приваривании ножек к крышке важно не допускать их перекоса. Они должны монтироваться с рамой четко под углом 90 градусов. Для обеспечения такого ровного угла, необходимо использовать угольник и рулетку.
Дополнительный пояс жесткости каркаса
После приваривания ножек к столешнице для увеличения жесткости конструкции дополнительно делается обвязка. Для этого на высоте 200−300 миллиметров ножки свариваются при помощи уголка сечением 40 × 40 миллиметров.
Уголок приваривается плоской стороной вниз. В середину уголка можно уложить полку из толстой фанеры или ДСП для хранения сварочного аппарата и инструмента.
Изготовление и монтаж ручки для переноса
Для удобства перестановки на другое место столик можно снабдить ручками. Они изготавливаются из круглого прута диаметром 14 миллиметров, имеют форму «П» и привариваются с двух сторон столешницы.
Колеса для передвижения
Стол желательно снабдить колесиками для удобства перемещения. Если изделие будет стационарным, то средства передвижения лучше не использовать, потому что при работе конструкция будет неустойчива. Придется снабжать колеса тормозами.
Ниша под инструменты
Инструменты хранятся в специальном ящике, который может быть выполнен из листового металла или ДСП. Лучше всего изготовить отдельную тумбочку с несколькими полками, на которых и размещается инструмент.
Защитный кожух
Защитный кожух предназначен для того, чтобы не допустить брызг металла, разлетающихся при сварке. Каркас делается из уголка, а короб — из тонкого металла. Он крепится к верхней плоскости штифтами. При работе с деталями, которые выступают за габариты стола, защитный кожух снимают.
Снизу можно приварить ванночку с невысокими бортиками для окалины. Ее устанавливают с наклоном, чтобы окалина постепенно собиралась к нижнему краю.
Посмотрите видео, где показан процесс изготовления полупрофессионального сварочного стола.
Дополнительные инструменты
Для максимально комфортных условий работы рекомендуется дополнительно приобрести набор инструментов для надежной фиксации деталей — струбцины и зажимы.
Магнитное основание служит для фиксации мелких деталей, которые невозможно закрепить другими приспособлениями.
Меры безопасности во время сварки
Для того, чтобы проводить сварочные работы было удобно и безопасно, необходимо соблюдать простые правила. Выполнение этих требований поможет также повысить качество выполняемых работ.
- Работать можно только в проветриваемых помещениях или в местах, где имеется вытяжная вентиляция.
- Пользоваться всеми необходимыми для сварщика средствами личной защиты: специальной невозгораемой одеждой, обувью, кожаными или брезентовыми рукавицами, сварочной маской или щитком, а в отдельных случаях респиратором.
- Изолировать все соединения сварочных кабелей, их изоляция должна не иметь повреждений.
- С рабочего места убираются все возгораемые материалы и вещества.
- Обязательное освещение рабочего места устанавливается без наличия бликов и миганий.
На что обратить внимание, когда приходится выбирать готовые столы
Выбирая стол для домашней мастерской, лучше всего отдать предпочтение более универсальной конструкции. Такие сварочно-сборочные виды верстаков подойдут как для работы с оборудованием, так и для других функций: шлифовки, сверления, заточки, расклепки и прочих.
По внешнему виду — это стальная поверхность, которая собрана из полос металла, имеет отверстия и прорези для крепления струбцин и тисков.
Выбирая такой стол нужно руководствоваться следующими требованиями:
- Рабочая зона выполнена из негорючего и тугоплавкого материала.
- Надежность и устойчивость конструкции, которая обеспечивается за счет веса в 180-200 кг.
- Возможность вращать рабочую поверхность в требуемом направлении.
- Для установки сверлильного или фрезерного оборудования такие верстаки должны иметь пазы в поверхности, а конструкция обеспечивать надежность при различных нагрузках.
Видео
На видео представлен готовый сварочный стол и показаны практически все его технологические свойства.
Советы по изготовлению сварочного стола своими руками, порядок работы
Автор: Евгений · Опубликовано 22.12.2019 · Обновлено 22.12.2019
Работа сварщика требует определенного оборудования. В первую очередь это удобный верстак, который несложно сделать в условиях частной мастерской. Чтобы смонтировать сварочный стол своими руками, понадобятся определенные материалы и инструменты. Процесс состоит из нескольких этапов, на каждом из которых соблюдают правила техники безопасности.
Особенности конструкции
Сварочный стол — основное рабочее место сварщика. На ровной металлической столешнице удобно производить ручную сварку, резку металла, зачистку деталей, конечную шлифовку изделий. Классический стол сварщика, изготовленный своими руками, подходит для установки в гараже или мастерской. В таких условиях габаритная конструкция служит заземляющим элементом, так как она полностью выполнена из металла.
Еще одно отличие рабочего верстака от обычного стола — его строение. Оно отвечает критерию практичности и требованиям техники безопасности. Обязательными элементами являются огнеупорная столешница, поддон и ножки. Конструкция также может быть оснащена нижней полкой, на которой удобно хранить инструменты и оборудование — сварочный аппарат, щиток, амперметр, вольтметр, пенал с электродами. Любое сварочное оснащение изготавливают и устанавливают по правилам безопасности:
- над столом — исправная вытяжка для отведения газообразных веществ;
- вентилирующее устройство смонтировано на высоте 1,3–1,5 м над сварочным верстаком;
- по краю столешницы приварена медная окантовка для сбивания смазки электродов;
- рабочее место оснащено светильниками, функционирующими под напряжением 36 В.
На столе или рядом с ним исключается хранение огнеопасных веществ и материалов.





Виды и чертежи
В зависимости от конструкции все сварочные столы, предназначенные для частных мастерских, делят на две разновидности: простые и полупрофессиональные. Для временной или несложной работы подходит первый вариант. Для изготовления усложненных изделий требуется полупрофессиональная (поворотная или сборочно-монтажная) конструкция.
Проще всего сделать своими руками первую разновидность сварочного стола. Простая модель состоит из жесткой прямоугольной рамы, к которой приварены четыре опоры. В качестве последних используют уголок или стальную трубу. Для большей устойчивости ножки скреплены по периметру металлическими перекладинами. Столешница простого стола оснащена пазами перфорации для закрепления свариваемых деталей.
Конструкция полупрофессионального верстака оборудована круглой платформой, которая может плавно вращаться. Движение возможно благодаря установленному электродвигателю. Такая модель позволяет сварщику создавать сложные изделия, не передвигаясь вокруг мебели. Сборочно-монтажный стол предусматривает дополнительные вмонтированные элементы: головчатые устройства для сверления, шлифования, фрезеровки, а также встроенный вентилятор.
Для самостоятельного монтажа необходимо подготовить чертежи приспособления. На них должны быть прорисованы все детали с точными размерами. Если готового варианта нет, составлением чертежа сварочного стола занимаются вручную. Для этого формируют ведомость материалов. Сводную таблицу с размерами стола, наименованиями материалов отражают на одном листе с самим эскизом. При расчетах учитывают, что высота верстака должна укладываться в пределы от 700 до 850 мм, а его площадь составлять не менее 800 × 1000 мм.
Как сделать сварочный стол своими руками
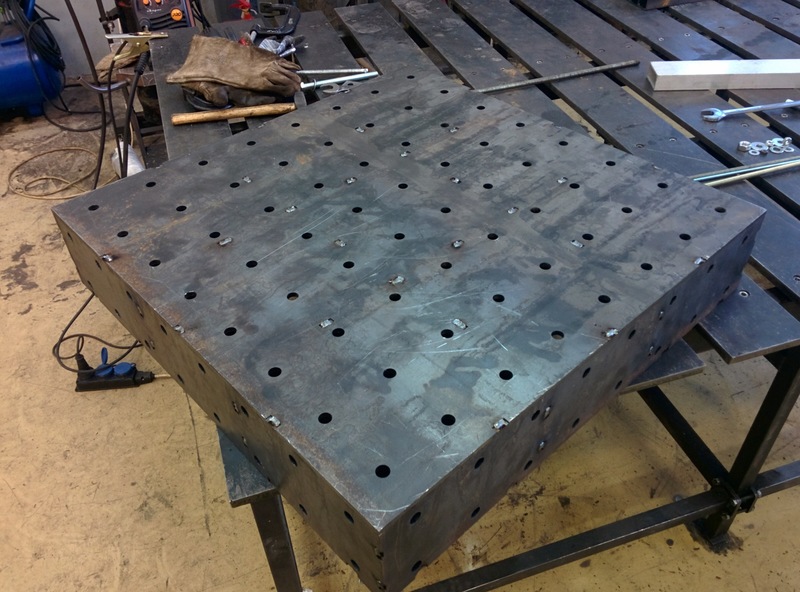 Практически в каждой домашней мастерской должен быть сварочный стол, потому что это очень нужное приспособление. Эта металлическая конструкция способна упростить сварочные работы. А также она сможет выполнять роль контура заземления. Стоит заняться сборкой стол сварщика своими руками, потому что это поможет получить хорошую практику начинающим умельцам.
Практически в каждой домашней мастерской должен быть сварочный стол, потому что это очень нужное приспособление. Эта металлическая конструкция способна упростить сварочные работы. А также она сможет выполнять роль контура заземления. Стоит заняться сборкой стол сварщика своими руками, потому что это поможет получить хорошую практику начинающим умельцам.
Требования к сварочным столам
В домашних мастерских столы сварочно-сборочные обязаны быть комфортными для производства работ и максимально безопасными. Это связано с тем, что сварка отличается применением большой силы тока и высокого напряжения.
Специалисты советуют при сборке стола для сварочных работ своими руками придерживаться таких рекомендаций:
 Изделие должно быть оборудовано вытяжкой, которая сможет обеспечить качественный отвод пыли и различных вредных газов. Отвод стоит оснастить раструбом с мелкой сеткой из металлической проволоки.
Изделие должно быть оборудовано вытяжкой, которая сможет обеспечить качественный отвод пыли и различных вредных газов. Отвод стоит оснастить раструбом с мелкой сеткой из металлической проволоки.- С торца стола монтируется вентилятор. Его стоит установить на высоте около 1,5 метра.
- Из медных полос выполняется окантовка приспособления, так как о них хорошо отбивается различный шлак, оставшийся после проведения работ.
 Наверху устанавливается самодельная специализированная панель, которая будет служить для освещения рабочей поверхности. Необходимо заметить, что допустимое напряжение светильников обязано быть не более 36 вольт. По этой причине для его сборки стоит применять понижающий трансформатор.
Наверху устанавливается самодельная специализированная панель, которая будет служить для освещения рабочей поверхности. Необходимо заметить, что допустимое напряжение светильников обязано быть не более 36 вольт. По этой причине для его сборки стоит применять понижающий трансформатор.- Готовое изделие должно быть оснащено поворотными кассетами для хранения электродов и разного дополнительного инструмента, например, молотка или щетки.
- Нужно изготовить специальное закрытое отделение. В него будет убираться все оборудование, когда им не пользуются долгое время.
- Для заземляющего контура выполняется специальное крепление.
Если нужно изготовить сварочный стол своими руками, чертежи которого взяты из сети, то стоит учесть, что приспособление нельзя делать из легковоспламеняющихся материалов. А также стоит воздержаться от применения материалов, которые при горении или пайке способны выделять вредные и опасные для человека вещества.
Оптимальная высота самодельного изделия должна быть около 80 сантиметров, а рабочая поверхность будет составлять не более 110 х85 сантиметров. В случаях, когда необходимо использовать большую рабочую площадь, то стоит изготовить поворотный стол своими руками, но ему будет нужно придать дополнительную жесткость.
Основные детали приспособления
Заводские сварочные столы обладают довольно простой конструкцией и низкой ценой. Простое строение обеспечивает высокую надежность изделия. А также оно очень удобно в применении.
Основными деталями стола сварщика являются такие составные части:
 Станина, которая выполняется из железного уголка или профильной трубы. Она обеспечивает высокую надежность приспособления.
Станина, которая выполняется из железного уголка или профильной трубы. Она обеспечивает высокую надежность приспособления.- 6 опор, которые можно регулировать по высоте.
- Слева стола находится небольшая тумбочка, в которой находится три отделения. В этом месте можно хранить необходимые инструменты и другое оборудование.
- Наверху установлена специализированная плита, на которой будут производиться сварные соединения. В плите расположены пазы для закрепления соединяемых заготовок.
- Справа стола находится система открытых полок. Они предназначены для кратковременного хранения часто применяемого оборудования.
- Большой поддон для сбора различного мусора.
- Крепежи для проводов, которые расположены со всех сторон изделия.
- Небольшой бак для воды и специальная подставка для нее.
Выполнить предварительную подготовку стола сварщика к непосредственному использованию довольно просто. Сначала стоит проверить устойчивость всей конструкции. При помощи регулировочных опор необходимо выставить приспособление так, чтобы рабочая поверхность была исключительно в горизонтальном положении. Всю монтажную конструкцию нужно подключить к контуру заземления. Самодельный сварочный стол должен предусматривать месторасположение вентиляционного кожуха. После завершения этих процедур необходимо смонтировать сварочное оборудование и проверить работу всех систем.
Когда конструкция изделия подразумевает применение не инверторного, а другого типа оборудования, то стоит использовать переносную вентиляцию. Она оснащается длинным отсосом и держателем на магнитах. Таким образом, есть возможность закреплять вытяжку в любом месте рабочей поверхности.
Изготовление конструкции своими руками
Специалисты советуют изготавливать самодельный стол сварщика размерами 1200х660х950 миллиметров. Эти размеры считаются оптимальными и позволяют производить сварочные работы любой сложности.
Необходимые материалы
Для снижения стоимости и облегчения приспособления столешница делается из фанерного листа. В дальнейшем изделие накрывается толстой пластиной из металла.
Для сборки сварочного стола своими руками будут необходимы такие материалы:
- 10 метров профильной трубы;
- 2 метра металлической полосы;
- крепежные материалы;
- толстый стальной лист;
- лист фанеры.

Используемые материалы обязаны быть без ржавчины, а если она обнаружена, то их нужно хорошо зачистить и обработать специальными средствами. Из профильной трубы нарезаются заготовки для перемычек, ножек и станины. С заготовок необходимо снять фаски при помощи фрезерного или токарного станка. Далее, нужно начинать варить раму для столешницы.
Сборка каркаса
Отрезки профильной трубы, которые подготовлены для рамы столешницы, фиксируются и ложатся на ровную поверхность. Эта деталь представляет собой большой прямоугольник с несколькими перемычками. По этой причине стоит внимательно проверить совпадение размеров диагоналей заготовки. Их максимально допустимое отклонение не должно превышать одного миллиметра. Такие действия помогут корректно собрать, а потом комфортно эксплуатировать столик сварщика.

Далее, заготовки под раму свариваются небольшими прихватами. Внимательно проверяется геометричность приспособления, а потом все стыки провариваются основным швом. Полученные сварные швы тщательно шлифуются болгаркой.
Накладками из металлической полосы усиливаются все углы каркаса столешницы. Это необходимо для крепления ножек и остальных навесных деталей. Чтобы это сделать, нужно снять фаски на приготовленных заготовках, а потом приварить их снизу рамы во всех углах стола. Для монтажа ножек привариваются накладки из железной полосы к верхнему краю каркаса. Далее, необходимо при помощи специальных инструментов сделать сквозные отверстия под крепления опор.
Потом ножки закрепляются к каркасу стола, и между ними устанавливаются боковые перемычки. Из фанерного листа вырезается столешница, которая вставляется в раму и накрывается железным листом. Все швы изделия необходимо обработать специальными антикоррозийными средствами.

В будущем можно усовершенствовать это приспособление. Для этого к ножкам прикрепляются небольшие колесики для легкого перемещения стола. А также стоит смонтировать дополнительные детали для фиксации различных заготовок, например, решетки или лесенки. Специалисты рекомендуют прикрепить к верхнему углу изделия специальный держатель для газовой горелки, который можно сварить из отрезка металлической трубы.
Сварочный стол своими руками — чертежи и пошаговый алгоритм изготовления
 Сварочный стол — необходимое оборудование для любого мастера, регулярно использующего сварку. Причем неважно какого типа аппарат — газовый или инверторный. Стол в любом случае облегчит множество операций и позволит получать качественные соединения с гораздо меньшими усилиями.
Сварочный стол — необходимое оборудование для любого мастера, регулярно использующего сварку. Причем неважно какого типа аппарат — газовый или инверторный. Стол в любом случае облегчит множество операций и позволит получать качественные соединения с гораздо меньшими усилиями.
К сожалению для большинства не только любителей, но и профессионалов (малый бизнес) покупка сварочного стола невыгодна не только из-за высокой цены, но и по причине его усредненности — он просто не впишется в небольшую мастерскую. Выход из этого затруднения прост — нужно сделать сварочный стол своими руками, чертежи же можно взять из этой статьи.
Требования к столу для сварки
Любой сварочный стол должен соответствовать ряду простых требований:
- Возможность его заземления (работа ведется чаще всего с электросваркой).
- Использование в конструкции негорючих и стойких к воздействию высоких температур материалов.
- Прочность, способность выдерживать значительный вес (желательно не менее 100-150 кг ).
- Наличие над столом стационарной вытяжки или же мобильность конструкции (для работы на свежем воздухе).
- Предусмотренная установка на одной из боковых сторон вентилятора (для выдува из рабочей зоны вредных здоровью сварщика испарений).
- Наличие под столешницей поддона для сбора шлака, опилок и прочего мусора, неизбежно возникающего в работе.
- Место для хранения расходных материалов (электродов, бобин с проволокой) и самого сварочного аппарата.
- Возможность точечного освещения рабочей зоны низковольтным светильником (рекомендуется использование мощных светодиодных ламп).
 Кроме перечисленных можно отдельно упомянуть возможность подъема и опускания столешницы, наличие приспособлений для фиксации ножек стола к полу (например болтовым соединением).
Кроме перечисленных можно отдельно упомянуть возможность подъема и опускания столешницы, наличие приспособлений для фиксации ножек стола к полу (например болтовым соединением).
Но эти два требования не обязательны в случае если изготавливается мобильный сварочный стол своими руками, чертежи которого приводятся ниже в статье.

Инструменты и материалы
Для изготовления любой из представленных конструкций сварочных столов понадобятся следующие инструменты:
- Инверторный сварочный аппарат и набор электродов к нему (использование полуавтомата не выгодно из-за высокой стоимости проволоки).
- 10-15 металлических струбцин и фиксаторов среднего и большого размера.
- Угловая шлифмашина (УШМ) и набор отрезных и шлифовальных дисков к ней.
- Слесарный молоток и кувалда.
- Пассатижи.
- Электрическая дрель и сверла по металлу к ней.
- Средние и большие слесарные тиски.
- Ручная ножовка по металлу.
- Метчик и зубило.
- Измерительные приспособления — угольник, уровень рулетка
- Мел или белый маркер по металлу
 Кроме инструментов нужно подготовить и материалы. Их количество легко посчитать опираясь на чертеж сварочного стола, но к полученной цифре стоит прибавить 15-20% материала на случай непредвиденных ситуаций (неожиданная порча или поломка деталей):
Кроме инструментов нужно подготовить и материалы. Их количество легко посчитать опираясь на чертеж сварочного стола, но к полученной цифре стоит прибавить 15-20% материала на случай непредвиденных ситуаций (неожиданная порча или поломка деталей):
- Металлопрофиль (стоит рассчитывать стол на вес не менее 150 кг, поэтому профиль нужно брать не менее двух дюймов с толщиной стенки около 2,5 мм ).
- Вместо прямоугольного профиля можно использовать круглого сечения водопроводную или газовую трубу, но работа с ней несколько труднее (сложнее надежно фиксировать при сверлении, к примеру). В конечном счете все зависит от наличия конкретных материалов и бюджета.
- Металлический лист — желательно найти лист толщиной не менее 3-4 мм. Оптимально, если в нем будет иметься редкая перфорация (отверстия диаметром15-20 мм с шагом 50 мм ). Можно использовать не цельный лист, а полосы из него.
- Металлическая сетка — толщина около 1.5-2 мм, достаточно частая для удержания на ней мелкого инструмента и падающих на нее во время работы кусков шлака, окалины.
- Различные метизы (болты, гайки, саморезы)
Пошаговая инструкция по изготовлению
 Все создание сварочного стола своими руками по чертежам сводится к шести этапам (смотри фото и видео, подробно иллюстрирующие весь процесс):
Все создание сварочного стола своими руками по чертежам сводится к шести этапам (смотри фото и видео, подробно иллюстрирующие весь процесс):
- Сборка столешницы
- Сборка каркаса
- Сборка нижнего пояса жесткости, установка фиксирующих элементов или колесиков
- Изготовление поддона для отходов и ящичков для расходников
- Крепление столешницы на каркасе, установка поддона и ящичков
- Шлифовка сварочных швов и мест резов. Покраска конструкции.
Чертежи и фото сварочных столов
Ниже представлены наиболее частые в использовании конструкции сварочных столов. Конструкция всех из них легко воспроизводима. Необходимо лишь соблюдать общие требования и сохранять пропорции. Конкретные же размеры стола можно подгонять под имеющиеся условия.
Стол для сварщика своими руками: изготовление и полезные советы
Если сварка осуществляется «на коленке», о качестве швов лучше не вспоминать. Чтобы они были прочными и аккуратными нужен сварочный стол. На нём работать комфортнее, так как детали при необходимости закрепляются струбцинами или держателями. Для гаража, где мало места подойдёт складной вариант.

Требования к сварочному столу
Перед проектированием и изготовлением, полезно узнать какие требования к столу предъявляются. К ним относятся:
- обязательная установка над рабочим местом принудительной вытяжки для отвода газов;
- вентилятор устанавливается слева на высоте 1,3 — 1,5м;
- для очистки электродов на стол сварщика устанавливается кант из медной полосы;
- установка полок и ящиков для электродов и инструмента;
- крепление для подключения заземления;
- запрещается применение в конструкции горючих материалов и выделяющих при нагреве вредные вещества;
- обязательное освещение рабочей зоны светильником на 36 В.
Разновидности столов для сварки
В зависимости от сложности и частоты выполняемых работ выбирается конструкция стола для сварки. При периодическом выполнении несложных операций выбирается простой вариант. Для ремонта и изготовления сложных конструкций потребуется сборочно-монтажный полупрофессиональный вариант.
Простой стол для сварочных работ
Такие конструкции прочны, легко изготавливаются, удобны для работы. Основой конструкции служит жёсткая рама, к которой приварены 4 стойки из профильной трубы или уголка. Внизу, на расстоянии 20 см от пола, они скреплены поперечинами. Сверху установлена столешница с пазами для струбцин. К раме со столешницей приваривается кронштейн для сварочного кабеля, а под ней не лишним будет поддон для сбора мусора. Сбоку можно поместить тумбу с полками для складывания крупногабаритной оснастки. Рядом с ней устанавливается подставка для ёмкости с водой.

Полупрофессиональный стол сварщика
Это более сложная конструкция, укомплектованная дополнительным оборудованием. По удобству работы она не отличается от простого типа, но с установленными металлообрабатывающими головками для сверления, фрезерования, шлифования и других операций. Возможна установка встроенных вентиляционных систем и воздуховодов. Опорные стойки полупрофессиональных столов крепятся к полу с помощью анкерных болтов или заделываются в бетон. Наличие вращающейся столешницы позволяет сваривать сложные конструкции с одного места. Для установки инвертора предусмотрена поворотная площадка. В комплект также входят съёмные тисы и струбцины разного размера.
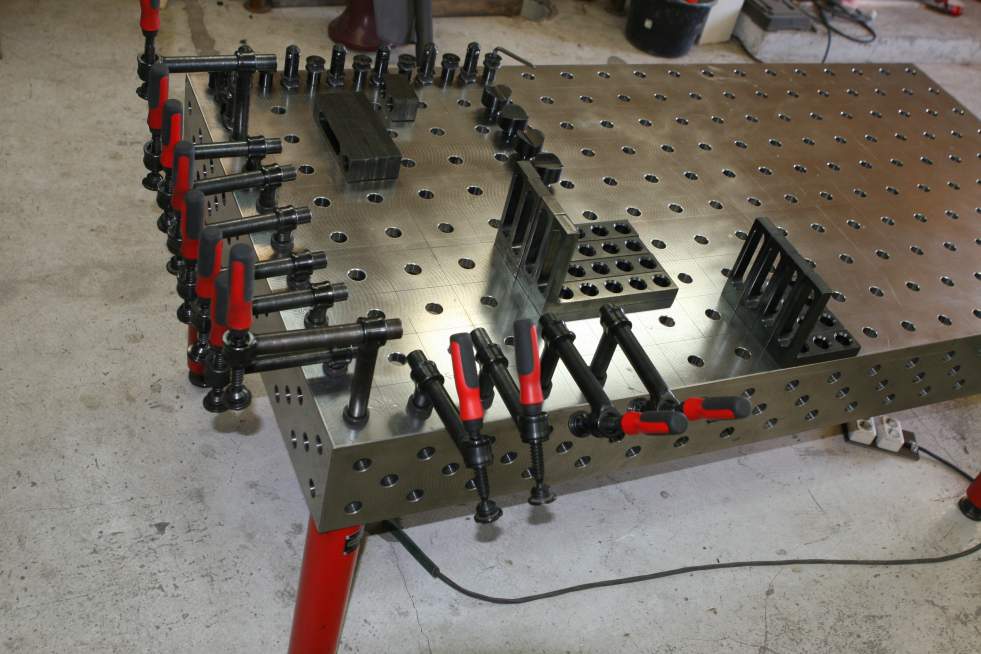
Какой сварочный стол выбрать
Выбор зависит от имеющегося места и решаемых задач. В тесном гараже эпизодические сварочные работы можно выполнять за откидным верстаком для сварочных работ. Если место позволяет удобней будет стационарный или мобильный стол простого типа. Любителям комфорта рекомендуется приобрести или изготовить самостоятельно поворотный стол в форме круга, установленный на жёстко закреплённой опоре. Для производства сложного ремонта, чтобы всё было под рукой, лучше выбрать рабочий стол с установленными на нём станками. Заводские модели комплектуются различными дополнительными устройствами, поэтому чтобы не переплачивать подумайте, насколько они для вас важны.
Как выбрать удобную и надёжную конструкцию подскажут рекомендации специалистов:
- рабочая зона должна быть огорожена защитным экраном из огнестойкого материала;
- для обеспечения надёжной жёсткости конструкции её вес должен быть не менее 180 — 200 кг;
- освещение не должно создавать бликов, поэтому применение энергосберегающих ламп исключено, так как их свет не поглощается стеклом маски;
- поворотная платформа приветствуется;
- если нет встроенной вентиляции, должен использоваться передвижной вентилятор с магнитными присосками на всасывающем рукаве.
Изготовление сварочного стола своими руками
Сборка сварочного столика своими руками не только экономит семейный бюджет, но и позволяет сделать его под конкретные условия эксплуатации.

Необходимые инструменты и приспособления
Чтобы самостоятельно сделать сварочный столик необходимо запастись:
- пассатижами;
- рулеткой;
- мелом;
- линейкой;
- молотком;
- угольником;
- кусачками;
- тремя С-образными струбцинами;
- болгаркой или, в крайнем случае, ножовкой по металлу;
- сварочным аппаратом с электродами;
- метчиками с воротком для нарезания резьбы;
- фрезерным или токарным станком, на котором будут сниматься фаски.
Определяемся с размерами стола
Пользоваться промышленными чертежами сварочного стола не стоит. Их воплощение в жизнь в домашних условиях затруднительно из-за невозможности применения заводских технологий. Но взять за основу можно, чтобы составить свой проект. В нём указываются общие габариты и размеры всех деталей.
Чтобы стол был удобен для работы, должны выполняться эргономические требования:
- максимальные размеры рабочей зоны не свыше 1×0,8 м;
- высота столешницы должна быть не ниже 0,7 м, но не выше 0,85 м;
- общая высота с учётом защитного ограждения не больше 1,4 — 1,5 м.

Заготовка и раскрой
Изготовить самодельный сварочный стол можно из подручных материалов: уголков, профильных труб, листового железа. Сначала болгаркой отрезаются:
- 4 уголка 25 ×25 мм, длиной 0,46 м с концами, обрезанными под углом 45⁰, боковые стороны каркасов полок;
- 2 железных листа толщиной 3 мм размером 44,5×75 см для полок;
- 4 отрезка профильной трубы 30×230×21,5 мм длиною 76 см на ножки;
- 4 уголка 25×225 длиной 0,76 м со срезанными под углом 45⁰ концами, продольные стороны каркасов полок;
- 2 отрезка профиля 60×240 ×25 длиной 1 м и 2 размером 0,72 м для каркаса столешницы;
- 8 профилей 40×230×21,5 длиной 0,72 м на столешницу;
- 2 колёсные опоры со стопорами и 2 без них;
- 4 уголка 30×30 для пояса жёсткости.
Изготовление столешницы
Её каркас сваривается из профильной трубы 60×240. Сама столешница для сварочного стола собирается из профиля 40×230. Отрезки привариваются таким образом, чтобы расстояния между ними были равны. В итоге получается поверхность стола с зазорами, которые используются для установки струбцин и держателей. При необходимости периодического удлинения столешницы к её бокам крепятся откидные панели.

Изготовление ножек для стола
Ножки привариваются в углах каркаса столешницы. Предварительно их прихватывают в нескольких точках и проверяют с помощью угольника и линейки углы. По отношению к раме они должны быть 90⁰. При несоблюдении перпендикулярности конструкция будет неустойчива. Поэтому перекосы устраняются и накладываются сплошные швы. Если стол не предполагается часто перемещать, снизу ножек привариваются кусочки листовой стали квадратной формы, чтобы повысить устойчивость.

Пояс жесткости сварочного стола
Чтобы придать конструкции максимальную прочность нужно сделать дополнительный пояс жёсткости. Его изготавливают из уголка 30×30, отрезки которого привариваются к ножкам на расстоянии 20 — 30 см от пола. Связка опор производится по кругу, усилительные элементы устанавливаются так, чтобы острый угол был снаружи.
Защитный экран
Он не даёт разлетаться брызгам от сварки и частицам, образующихся при зачистке швов. Раму для защитного экрана делают из лёгких уголков, а его из тонкого стального листа. Желательно такое ограждение рабочей зоны делать с боковыми стенками. К каркасу привариваются штифты, которые при установке входят в отверстия, просверленные в столешнице. При необходимости размещения крупногабаритных деталей экран снимается.

Колеса и ручка для перемещения
Колёсики потребуются для мобильного стола, если планируется часто его перемещать. Если их ставить на все 4 ножки, пара должна быть со стопорами, чтобы надёжно фиксировать положение стола на месте. При использовании колёсиков от магазинных тележек их устанавливают на две боковые опоры. Фиксация осуществляется другой парой ножек, с приваренными к ним прямоугольными металлическими пластинками. Чтобы переместить такой стол, придётся край, где нет колёсиков, приподымать.

Для удобства передвижения к каркасу столешницы приваривают одну или 2 ручки. Их изготавливают из прутка диаметром 10 — 12 мм в виде буквы П. Чтобы ручки не мешали их приваривают снизу.
Полка для инструментов
Её можно изготовить из металлических листов, закреплённых на уголках пояса жёсткости. Не возбраняется использование ДСП, OSB, многослойной фанеры. Однако тогда под столешницей необходимо приварить наклонный металлический лоток с бортиками. На нём будет собираться окалина и мусор, падающий через зазоры стола. Дополнительные полки свариваются из уголков 25 ×25 и 25×225. Некоторые умельцы делают встроенные тумбы с полками и выдвижными ящиками.

Покраска стола
Изготовление своими руками сварочного стола завершается его покраской. Перед нанесением покрытия необходимо зачистить сварочные швы и обработать их антикоррозийным составом. Если покраска планируется с помощью краскопульта или баллончиков колёсики нужно обернуть полиэтиленом, иначе они заклинятся. Краска, естественно, должна быть по металлу. Для отделки сварочного стола подойдут жаростойкие эмали, которыми красят радиаторы отопления. Неплохо зарекомендовал себя железный сурик. Если его после нанесения отжечь горелкой до обугливания образуется термостойкое прочное покрытие.

Полезные советы при работе за сварочным столом
Специальность сварщика относится к категории вредных профессий, так как он повергается:
- воздействию высокой температуры;
- опасности от разлёта брызг расплавленного металла;
- высокоинтенсивному ультрафиолетовому облучению;
- возможности поражения электротоком;
- риску пострадать от падения деталей.
Чтобы исключить последствия от воздействия перечисленных негативных факторов нужно выполнять правила, разработанные специалистами:
- помещение для работы должно быть оборудовано эффективной приточно-вытяжной вентиляцией;
- приступая к работе необходимо убедиться в отсутствии повреждений оборудования и изоляции, проверить насколько надёжны контактные соединения;
- в процессе выполнения работы пользоваться сварочной маской, респиратором, защитными перчатками с крагами, одеждой и обувью из огнеупорного материала;
- недопустимо загромождать стол для сварочных работ и подходы к нему посторонними предметами;
- запрещена работа с неприспособленных опор;
- детали, предназначенные для сварки, должны крепиться специальными приспособлениями;
- при работе в помещениях, где хранятся горюче-смазочные и легковоспламеняющиеся материалы расстояние до них от рабочей зоны должно быть не менее 5 м.
Чтобы условия работы были комфортными и безопасными, стол сварочный монтажный нужно оснастить вспомогательными устройствами. Для обеспечения точности сварки применяются струбцины, которыми детали фиксируются. Зажимами заготовки крепятся под углом между собой. Если мелкие детали невозможно закрепить механически, то для их фиксации пользуются магнитным основанием. Но при применении необходимо учитывать его вес и массу свариваемых деталей.
Видео изготовления сварочного стола
Стол для сварочных работ из профильных труб
А еще достоинства стола в том, что не нужно постоянно лепить на деталь массу, провод которой обычно мешает. Для сварки нужно просто положить изделие на металлический стол и на нем уже будет масса. Столик для себя автор сварил из профильных труб. Столешница выполнена в виде решетки, через которую просыпается мусор на съемный поддон. Также в столе есть полочки для сварочного аппарата, электродов и прочих инструментов. Если вы хотите себе такой стол, предлагаю ознакомиться с проектом более детально!
Материалы и инструменты, которые использовал автор:
Список материалов:
— прямоугольные профильные трубы;
— OSB или подобный прочный листовой материал;
— листовая сталь для поддона;
— колесики для тележек;
— стальные пластинки;
— краска по металлу.
Процесс изготовления столика:
Шаг первый. Столешница
Первым делом нарезаем нужное количество материалов для изготовления столешницы. Она сделана из двух составляющих, это много отрезков труб непосредственно для решетчатой столешницы, а также еще два куска трубы в качестве основы, к которой все приваривается. Автор нарезает трубы болгаркой, это долго и неудобно, так как резать приходится с двух сторон. Хорошо бы для резки труб иметь торцовочную пилу или подобный станок.
Нарезав нужное количество труб, автор заварил им торцы стальными пластинами и хорошенько зачистил сварные швы при помощи точильного диска. В итоге на вид получились своего рода слитки, которые на самом деле легкие, поскольку полые внутри. При желании можно просто поставить на трубы пластиковые заглушки, но все уже будет смотреться не так интересно. Вот и все, теперь из этих заготовок можно сваривать столешницу. В завершении на концах поперечин также привариваются куски труб, в итоге столешница получает прямоугольную раму.
Шаг второй. Изготовление рамы и сборка
Собираем раму для стола, тут все уже немного сложнее, так как нужна повышенная точность и соблюдение прямых углов. Конечно, если у вас имеются магнитные сварочные угольники, а материал ровный, сварить раму не составит большого труда. Сварные швы можно зачистить, чтобы изделие казалось монолитным, так все будет смотреться интересно. Когда рама будет готова, можно прикрепить к ней столешницу, можно ее просто приварить, а лучше крепим при помощи болтов с гайками, чтобы столик можно было разобрать в случае транспортировки.
Полка непосредственно под столешницей является поддоном, сюда будет падать шлак, раскаленная сталь и так далее. Чтобы мусор не поджег дерево, вырезаем из листового металла вставки и кладем их сверху. Когда мусора скопится много, можно просто вытащить лист и выбросить мусор.
Шаг шестой. Установка оборудования
Устанавливаем в отсек сварочный аппарат, массу крепим к столу, автор приварил для этого кусок арматуры. Под «плюсовой» провод автор сделал сбоку крюк, сюда удобно вешать провод с держателем электрода.
Помимо этого, на столе были расположены тиски, которые часто нужны для сварочных работ. Ну а в оставшиеся отсеки можно положить электроды, маску, а также другое оборудование и даже материалы, места хватит.
Вот и все, теперь столик полностью готов, самоделка получилась красивой и полезной. Надеюсь, вам проект понравился, и вы нашли для себя полезные мысли. Удачи и творческих вдохновений, если решите повторить подобное, не забывайте делиться с нами своими идеями и самоделками!