Спросите любого механика: какие детали традиционно ремонтируют при капитальном ремонте двигателя? Ответ будет незамедлительным: блок цилиндров и коленчатый вал. Далее многие укажут головку блока цилиндров. И лишь некоторые добавят к этому «комплекту» шатуны.
А между тем шатун — деталь не менее ответственная, чем поршень, вкладыш коленчатого вала или направляющая втулка клапана. И никак не второстепенная — дефекты шатунов встречаются в ремонтной практике буквально на каждом шагу.
Почему же о них забывают? Предпочитают сразу менять на новые? Или просто не замечают дефектов? А может быть, не все знают, как проверить и отремонтировать шатуны?
Иными словами, есть над чем поразмыслить…
Некоторые заблуждения и «мифы», связанные с шатунами, довольно живучи. Начнем с основного заблуждения: большинство механиков считают, что шатуны не изнашиваются! Да и чему изнашиваться — поверхности шатуна, к примеру, ВАЗовского двигателя сами не образуют пар трения — в нижней головке шатуна устанавливаются вкладыши, а в верхней неподвижно запрессован поршневой палец. Правда, боковые поверхности нижней головки шатуна трутся о щеки коленвала, но степень износа здесь настолько мала, что ее можно даже не принимать во внимание.
Что же получается — установил новые поршни и пальцы, заменил вкладыши в нижней головке — и собирай двигатель? Многие так и делают, собирают, как говорится, не думая. Да и о чем думать, если клиент над душой стоит, торопит?
Торопливость — она известно где хороша, но только не в моторном деле. Когда автомобиль с недавно отремонтированным, но уже стучащим, мотором вернется обратно, начинается поиск виновных. А здесь так: или сам водитель виноват — не умеет ездить, или шлифовщик — плохо сделал коленвал. И невдомек иному механику, что это его «работа». Потому что…
Шатун тоже изнашивается
Возьмите в руки старый шатун с изрядно походившего мотора — на первый взгляд ничего примечательного. Но только на первый взгляд.
Вспомним: шатун — один из элементов кривошипно-шатунного механизма, в котором он связывает поступательно движущийся поршень и вращающийся коленчатый вал. Нагрузки на шатун могут достигать десятков тонн, причем являются знакопеременными, т.е. сжатие и растяжение шатуна чередуются в течение одного оборота коленвала.
Теперь представим: в таком режиме шатун работает многие годы, сотни тысяч километров. Поэтому не будет ничего удивительного в том, что в металле шатуна будут накапливаться остаточные деформации. Невооруженным глазом их не видно, но стоит воспользоваться соответствующими приборами, как картина прояснится — «потянут» шатун, деформировался.
Еще хуже, когда на какой-нибудь…надцатой тысяче автомобиль заедет в глубокую лужу. Гидроудар в цилиндре, сами знаете, дело серьезное (см. № 4/2000), но, допустим, обошлось. Только шатун все равно хоть немного, но деформировался. А потом, много позже, случилось, к примеру, еще одно происшествие: зубчатый ремень оборвался, клапаны погнулись. Головку сняли, все, что надо, заменили, но глубоко в двигатель залезать не стали — не тот, вроде бы, случай. А зря — при ударе поршня по клапанам действие получается равным противодействию. И шатун может еще немного деформироваться.
В общем, когда такой двигатель попадает в ремонт, внешний вид шатунов оказывается весьма обманчивым — за мнимым благополучием могут скрываться серьезные дефекты — следы прошлых поломок и нештатных ситуаций в эксплуатации. Выявить их не так просто. Но что вы скажете, если в двигатель при сборке попадает явно дефектный шатун?
Красивые подстаканники нравятся всем. Особенно любители и ценители чая могут удивить вас собственной коллекцией подстаканников. Изготовлением подстаканников занимаются не только отдельные компании, но также некоторые ювелиры, которые предлагают настоящие произведения искусства. Тема подстаканника актуальна и тем, что на дворе осень и вечерами бывает приятно пить свежезаваренный горячий чай. В этом материале мы рассмотрим способ изготовления красивого и оригинального подстаканника из поршня.
Первым делом ознакомимся с видеороликом, в котором описывается процесс изготовления, а после просмотра попробуем все повторить собственноручно.
Что нам понадобится:
— поршень;
— шатун;
— токарный станок;
— ножовка по металлу;
— сверло по металлу;

Первым делом нужно обдумать, что именно мы будем делать с нашим поршнем. Так как в него должен входить стакан, нам предстоит проточить внутреннюю часть нашего поршня. Далее нужно позаботиться о В целом, чтобы подстаканник получился оригинальным и неповторимым, нам нужно сделать все, чтобы внешний вид поршня сохранился неизменным. Приступим к работе.
Вначале точим поршень на токарном станке. Протачиваем поршень изнутри, освобождая таким образом проход для стакана. Для того, чтобы подстаканник был стабильным и его можно было класть на ровную поверхность, нам также предстоит слегка отшлифовать нижнюю часть поршня.

После того, как наш поршень заточен, можно приступить к изготовлению ручки. Для этого можно использовать обычный шатун, который идет в комплекте с поршнем, а можно изготовить из куска алюминия, как это делает автор. Если вы имеете соответствующее оборудование и можете изготовить ручку наподобие шатуна самостоятельно, то представляем вашему вниманию рисунок с наброском.

На рисунке видны места, где нужно просверлить отверстия, а также места, которые нужно выпилить.

Наконец мы переходим к последней части изготовления подстаканника. На этой стадии нам нужно приварить ручку к поршню.

Для того, чтобы придать подстаканнику более красивый и оригинальный вид, можно также отшлифовать его.


Когда вся работа проделана, можно заваривать чай и наслаждаться вкусом любимого напитка, который подарит тепло в прохладные осенние вечера.
Шатун представляет собой связующий элемент между коленчатым валом и поршнем. Его основная функция заключается в преобразовании поступательного движения поршня двигателя во вращательное движение вала.
В системе двигателя шатун является объектом периодического воздействия нагрузок с переменным действием, которые меняются от напряжения к сжиманию. Именно поэтому шатун должен обладать следующими характеристиками:
- прочность;
- легкость;
- жесткость конструкции.
Поэтому данный элемент двигателя изготавливают из высококачественной стали. Метод производства: литье или горячее штампование. На автомобилях спортивного класса, а также гоночных моделях, в состав двигателя входит шатун, изготовленный из сплава титана.
Шатуны могут отличаться друг от друга в зависимости от вида двигателя, в состав которого они входят, его схемы компоновки. Размеры также могут отличаться. Как правило, они определяются высотой двигателя: чем она больше, тем больше длина шатуна.
Цена на шатуны двигателя самые разнообразные, начиная от 30-40 долларов для отечественных автомобилей и доходя отметки 100 и даже 150?200 долларов для иномарок.

Шатун имеет простое устройство, которое состоит из следующих элементов:
- стержня;
- поршневой головки;
- кривошипной головки.
Стержень представляет собой составной элемент шатуна, имеющий преимущественно двутавровое сечение. Некоторые модели имеют круглое, крестообразное, Н-образное или прямоугольное сечение шатунного стержня. В стержне присутствует канал, предназначенный для транспортировки масла к подшипнику головки поршня.
Поршневая головка
— это проушина с цельной структурой, внутри которой расположена втулка. Втулка представляет собой скользящий подшипник, предназначенный для вращения пальца поршня. Материал изготовления втулки: бронза или сталь с оловом или свинцом. Структура поршневой головки зависит от размера поршневого пальца, а также от метода его крепления. Для того, чтобы уменьшить вес шатуна и, как следствие, нагрузку на поршневой палец, на некоторых автомобильных двигателях устанавливают шатуны с поршневой головкой в виде трапеции.
Кривошипная головка
— механизм, предназначенный для соединения шатуна и коленчатого вала друг с другом. Большая часть шатунов оснащена разъемной кривошипной головкой, это объясняется способом сборки двигателя внутреннего сгорания. Крышка головки, расположенная в нижней части, прикрепляется болтами к шатуну. Иногда применяют бандажное или штифтовое крепление составных элементов головки. Разъем кривошипной головки бывает двух видов: прямой (расположен под углом 90 градусов относительно оси стержня), косой (под определенным углом к оси). Косой разъем используется для уменьшения размеров двигателя V-образной формы.

На фотографии шатун с поршнем в сборе для автомобиля Ford Mondeo 4 2.3 л
Профилированные стыковые поверхности головки обеспечивают препятствие при воздействии поперечных сил. При этом соединение может быть замковым или зубчатым. Самым современным и популярным является соединение, изготовленное методом раскалывания. Оно называется сплит-разъемом.
Внутри кривошипной головки шатуна расположен подшипник, который состоит из двух многослойных вкладышей. Количество слоев может варьироваться от двух до пяти в каждом. Наиболее широко используются вкладыши из двух и трех слоев. Двухслойный вкладыш изготовлен из стали с антифрикционной поверхностью. Трехслойный также состоит из стали, а антифрикционное покрытие разделяется специальной прокладкой.
Шатун представляет собой связующий элемент между коленчатым валом и поршнем. Его основная функция заключается в преобразовании поступательного движения поршня двигателя во вращательное движение вала.
В системе двигателя шатун является объектом периодического воздействия нагрузок с переменным действием, которые меняются от напряжения к сжиманию. Именно поэтому шатун должен обладать следующими характеристиками:
- прочность;
- легкость;
- жесткость конструкции.
Поэтому данный элемент двигателя изготавливают из высококачественной стали. Метод производства: литье или горячее штампование. На автомобилях спортивного класса, а также гоночных моделях, в состав двигателя входит шатун, изготовленный из сплава титана.
Шатуны могут отличаться друг от друга в зависимости от вида двигателя, в состав которого они входят, его схемы компоновки. Размеры также могут отличаться. Как правило, они определяются высотой двигателя: чем она больше, тем больше длина шатуна.
Цена на шатуны двигателя самые разнообразные, начиная от 30-40 долларов для отечественных автомобилей и доходя отметки 100 и даже 150?200 долларов для иномарок.

Шатун имеет простое устройство, которое состоит из следующих элементов:
- стержня;
- поршневой головки;
- кривошипной головки.
Стержень представляет собой составной элемент шатуна, имеющий преимущественно двутавровое сечение. Некоторые модели имеют круглое, крестообразное, Н-образное или прямоугольное сечение шатунного стержня. В стержне присутствует канал, предназначенный для транспортировки масла к подшипнику головки поршня.
Поршневая головка
— это проушина с цельной структурой, внутри которой расположена втулка. Втулка представляет собой скользящий подшипник, предназначенный для вращения пальца поршня. Материал изготовления втулки: бронза или сталь с оловом или свинцом. Структура поршневой головки зависит от размера поршневого пальца, а также от метода его крепления. Для того, чтобы уменьшить вес шатуна и, как следствие, нагрузку на поршневой палец, на некоторых автомобильных двигателях устанавливают шатуны с поршневой головкой в виде трапеции.
Кривошипная головка
— механизм, предназначенный для соединения шатуна и коленчатого вала друг с другом. Большая часть шатунов оснащена разъемной кривошипной головкой, это объясняется способом сборки двигателя внутреннего сгорания. Крышка головки, расположенная в нижней части, прикрепляется болтами к шатуну. Иногда применяют бандажное или штифтовое крепление составных элементов головки. Разъем кривошипной головки бывает двух видов: прямой (расположен под углом 90 градусов относительно оси стержня), косой (под определенным углом к оси). Косой разъем используется для уменьшения размеров двигателя V-образной формы.

На фотографии шатун с поршнем в сборе для автомобиля Ford Mondeo 4 2.3 л
Профилированные стыковые поверхности головки обеспечивают препятствие при воздействии поперечных сил. При этом соединение может быть замковым или зубчатым. Самым современным и популярным является соединение, изготовленное методом раскалывания. Оно называется сплит-разъемом.
Внутри кривошипной головки шатуна расположен подшипник, который состоит из двух многослойных вкладышей. Количество слоев может варьироваться от двух до пяти в каждом. Наиболее широко используются вкладыши из двух и трех слоев. Двухслойный вкладыш изготовлен из стали с антифрикционной поверхностью. Трехслойный также состоит из стали, а антифрикционное покрытие разделяется специальной прокладкой.
Спросите любого механика: какие детали традиционно ремонтируют при капитальном ремонте двигателя? Ответ будет незамедлительным: блок цилиндров и коленчатый вал. Далее многие укажут головку блока цилиндров. И лишь некоторые добавят к этому «комплекту» шатуны.
А между тем шатун — деталь не менее ответственная, чем поршень, вкладыш коленчатого вала или направляющая втулка клапана. И никак не второстепенная — дефекты шатунов встречаются в ремонтной практике буквально на каждом шагу.
Почему же о них забывают? Предпочитают сразу менять на новые? Или просто не замечают дефектов? А может быть, не все знают, как проверить и отремонтировать шатуны?
Иными словами, есть над чем поразмыслить…
Некоторые заблуждения и «мифы», связанные с шатунами, довольно живучи. Начнем с основного заблуждения: большинство механиков считают, что шатуны не изнашиваются! Да и чему изнашиваться — поверхности шатуна, к примеру, ВАЗовского двигателя сами не образуют пар трения — в нижней головке шатуна устанавливаются вкладыши, а в верхней неподвижно запрессован поршневой палец. Правда, боковые поверхности нижней головки шатуна трутся о щеки коленвала, но степень износа здесь настолько мала, что ее можно даже не принимать во внимание.
Что же получается — установил новые поршни и пальцы, заменил вкладыши в нижней головке — и собирай двигатель? Многие так и делают, собирают, как говорится, не думая. Да и о чем думать, если клиент над душой стоит, торопит?
Торопливость — она известно где хороша, но только не в моторном деле. Когда автомобиль с недавно отремонтированным, но уже стучащим, мотором вернется обратно, начинается поиск виновных. А здесь так: или сам водитель виноват — не умеет ездить, или шлифовщик — плохо сделал коленвал. И невдомек иному механику, что это его «работа». Потому что…
Шатун тоже изнашивается
Возьмите в руки старый шатун с изрядно походившего мотора — на первый взгляд ничего примечательного. Но только на первый взгляд.
Вспомним: шатун — один из элементов кривошипно-шатунного механизма, в котором он связывает поступательно движущийся поршень и вращающийся коленчатый вал. Нагрузки на шатун могут достигать десятков тонн, причем являются знакопеременными, т.е. сжатие и растяжение шатуна чередуются в течение одного оборота коленвала.
Теперь представим: в таком режиме шатун работает многие годы, сотни тысяч километров. Поэтому не будет ничего удивительного в том, что в металле шатуна будут накапливаться остаточные деформации. Невооруженным глазом их не видно, но стоит воспользоваться соответствующими приборами, как картина прояснится — «потянут» шатун, деформировался.
Еще хуже, когда на какой-нибудь…надцатой тысяче автомобиль заедет в глубокую лужу. Гидроудар в цилиндре, сами знаете, дело серьезное (см. № 4/2000), но, допустим, обошлось. Только шатун все равно хоть немного, но деформировался. А потом, много позже, случилось, к примеру, еще одно происшествие: зубчатый ремень оборвался, клапаны погнулись. Головку сняли, все, что надо, заменили, но глубоко в двигатель залезать не стали — не тот, вроде бы, случай. А зря — при ударе поршня по клапанам действие получается равным противодействию. И шатун может еще немного деформироваться.
В общем, когда такой двигатель попадает в ремонт, внешний вид шатунов оказывается весьма обманчивым — за мнимым благополучием могут скрываться серьезные дефекты — следы прошлых поломок и нештатных ситуаций в эксплуатации. Выявить их не так просто. Но что вы скажете, если в двигатель при сборке попадает явно дефектный шатун?
Красивые подстаканники нравятся всем. Особенно любители и ценители чая могут удивить вас собственной коллекцией подстаканников. Изготовлением подстаканников занимаются не только отдельные компании, но также некоторые ювелиры, которые предлагают настоящие произведения искусства. Тема подстаканника актуальна и тем, что на дворе осень и вечерами бывает приятно пить свежезаваренный горячий чай. В этом материале мы рассмотрим способ изготовления красивого и оригинального подстаканника из поршня.
Первым делом ознакомимся с видеороликом, в котором описывается процесс изготовления, а после просмотра попробуем все повторить собственноручно.
Что нам понадобится:
— поршень;
— шатун;
— токарный станок;
— ножовка по металлу;
— сверло по металлу;

Первым делом нужно обдумать, что именно мы будем делать с нашим поршнем. Так как в него должен входить стакан, нам предстоит проточить внутреннюю часть нашего поршня. Далее нужно позаботиться о В целом, чтобы подстаканник получился оригинальным и неповторимым, нам нужно сделать все, чтобы внешний вид поршня сохранился неизменным. Приступим к работе.
Вначале точим поршень на токарном станке. Протачиваем поршень изнутри, освобождая таким образом проход для стакана. Для того, чтобы подстаканник был стабильным и его можно было класть на ровную поверхность, нам также предстоит слегка отшлифовать нижнюю часть поршня.

После того, как наш поршень заточен, можно приступить к изготовлению ручки. Для этого можно использовать обычный шатун, который идет в комплекте с поршнем, а можно изготовить из куска алюминия, как это делает автор. Если вы имеете соответствующее оборудование и можете изготовить ручку наподобие шатуна самостоятельно, то представляем вашему вниманию рисунок с наброском.

На рисунке видны места, где нужно просверлить отверстия, а также места, которые нужно выпилить.

Наконец мы переходим к последней части изготовления подстаканника. На этой стадии нам нужно приварить ручку к поршню.

Для того, чтобы придать подстаканнику более красивый и оригинальный вид, можно также отшлифовать его.


Когда вся работа проделана, можно заваривать чай и наслаждаться вкусом любимого напитка, который подарит тепло в прохладные осенние вечера.

Сборка поршней и шатунов
Перед монтажом шатуны необходимо проверить на отсутствие деформаций и перекосов с помощью подходящего испытательного прибора.
Приготовить поршень и шатун в соответствии с направлением установки. Смазанный маслом палец осторожно вводят в отверстия для пальца поршня и в головку шатуна. При использовании поршней с узкими отверстиями для пальца ввод пальца облегчается путем нагревания поршня до температуры ок. 40 °C.
Плавающие пальцы
Для крепления пальца служат входящие в комплект поставки упорные кольца. Бывшие в употреблении упорные кольца больше нельзя использовать. Во избежание невосстановимых деформаций упорные кольца нельзя зажимать слишком сильно.

Слегка повернув кольца, можно проверить, надежно ли они зафиксированы в канавках. Зазор в упорном кольце всегда должен находиться в направлении хода поршня.
Монтаж шатуна прессовой посадки
Отверстие в головке шатуна должно перекрывать палец. Для выполнения монтажа шатун необходимо нагреть до температуры 280 — 320 °C (не открытым огнем!). Затем хорошо смазанный палец в холодном состоянии быстро вводят в головку шатуна. Для обеспечения правильного положения пальца в шатуне следует воспользоваться приспособлением с упором для пальца.
Проверка поршневых колец
Проверьте, свободно ли поворачиваются (вращаются) кольца в кольцевых канавках.

В поршневых кольцах с отметкой «TOP» маркировка должна находиться в направлении днища поршня. Благодаря этому обеспечивается выполнение предусмотренной функции.

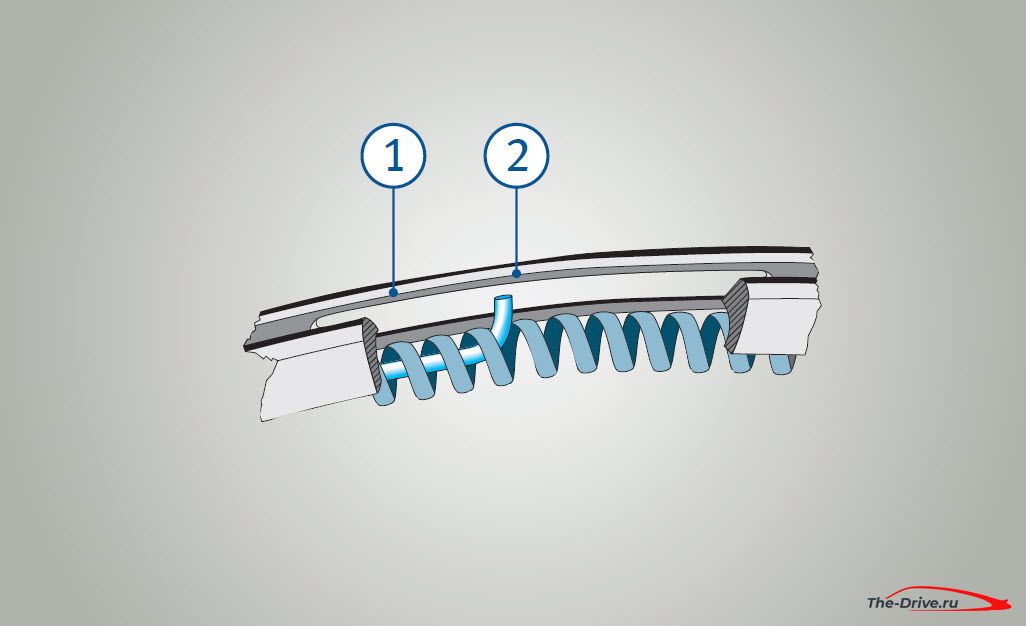
У колец со спиральным витым пружинным расширителем стыковые концы спирального витого пружинного расширителя всегда должны находиться точно напротив зазора в поршневом кольце. У спирального витого пружинного расширителя со спиралью из тефлона спираль находится в области зазора в поршневом кольце. Кроме того, у колец со спиральным витым пружинным расширителем и фиксирующим крючком должна быть обеспечена фиксация фиксирующего крючка в прорези маслосъемного кольца.

Кольцо со спиральным витым пружинным расширителем и фиксирующим крючком
- Прорезь маслосъемного кольца
- Фиксирующий крючок
Состоящие из трех частей маслосъемные поршневые кольца со стальными пластинками
Во время транспортировки концы пружины находятся в свободном состоянии и могут сместиться. Поэтому перед монтажом возможно, что потребуется откорректировать их положение. Обе цветные маркировки на концах пружины должны быть видны. Если их не видно, то пружина смещена и кольцо не действует. Перед монтажом зазоры в состоящем из трех частей маслосъемном поршневом кольце (обе стальные пластинки и пружина-расширитель) должны быть повернуты относительно друг друга соответственно на 120°.
Установка поршня в цилиндр
Блок цилиндров тщательно очистить. Проследить за тем, чтобы все поверхности скольжения были чистыми и хорошо смазанными. Поршневые кольца необходимо сжать манжетой для поршневых колец, чтобы обеспечить беспрепятственное скольжение поршня в цилиндре. В дизельных двигателях измерить размер зазора или, соответственно, размер выступа поршня и обязательно соблюдать данные изготовителя.
« Приспособление для стирки кроссовок
Использование ПВХ труб для хранения инструмента »
Для изготовления понадобится вышедший из строя поршень и шатун.
Найти их можно у мотористов в автосервисах, они с удовольствием продадут парочку и недорого.
Самое сложное это привести в порядок шатун и поршень, чтобы они смотрелись как новые, ну и подобрать часы подходящего размера.


 (5 голосов, средний: 4,20 из 5)
(5 голосов, средний: 4,20 из 5)
![]() Загрузка…
Загрузка…
Категории: Мотоциклетные и автомобильные самоделки, Часы своими руками.
Шатун представляет собой связующий элемент между коленчатым валом и поршнем. Его основная функция заключается в преобразовании поступательного движения поршня двигателя во вращательное движение вала.
В системе двигателя шатун является объектом периодического воздействия нагрузок с переменным действием, которые меняются от напряжения к сжиманию. Именно поэтому шатун должен обладать следующими характеристиками:
- прочность;
- легкость;
- жесткость конструкции.
Поэтому данный элемент двигателя изготавливают из высококачественной стали. Метод производства: литье или горячее штампование. На автомобилях спортивного класса, а также гоночных моделях, в состав двигателя входит шатун, изготовленный из сплава титана.
Шатуны могут отличаться друг от друга в зависимости от вида двигателя, в состав которого они входят, его схемы компоновки. Размеры также могут отличаться. Как правило, они определяются высотой двигателя: чем она больше, тем больше длина шатуна.
Цена на шатуны двигателя самые разнообразные, начиная от 30-40 долларов для отечественных автомобилей и доходя отметки 100 и даже 150?200 долларов для иномарок.

Шатун имеет простое устройство, которое состоит из следующих элементов:
- стержня;
- поршневой головки;
- кривошипной головки.
Стержень представляет собой составной элемент шатуна, имеющий преимущественно двутавровое сечение. Некоторые модели имеют круглое, крестообразное, Н-образное или прямоугольное сечение шатунного стержня. В стержне присутствует канал, предназначенный для транспортировки масла к подшипнику головки поршня.
Поршневая головка — это проушина с цельной структурой, внутри которой расположена втулка. Втулка представляет собой скользящий подшипник, предназначенный для вращения пальца поршня. Материал изготовления втулки: бронза или сталь с оловом или свинцом. Структура поршневой головки зависит от размера поршневого пальца, а также от метода его крепления. Для того, чтобы уменьшить вес шатуна и, как следствие, нагрузку на поршневой палец, на некоторых автомобильных двигателях устанавливают шатуны с поршневой головкой в виде трапеции.
Кривошипная головка — механизм, предназначенный для соединения шатуна и коленчатого вала друг с другом. Большая часть шатунов оснащена разъемной кривошипной головкой, это объясняется способом сборки двигателя внутреннего сгорания. Крышка головки, расположенная в нижней части, прикрепляется болтами к шатуну. Иногда применяют бандажное или штифтовое крепление составных элементов головки. Разъем кривошипной головки бывает двух видов: прямой (расположен под углом 90 градусов относительно оси стержня), косой (под определенным углом к оси). Косой разъем используется для уменьшения размеров двигателя V-образной формы.

На фотографии шатун с поршнем в сборе для автомобиля Ford Mondeo 4 2.3 л
Профилированные стыковые поверхности головки обеспечивают препятствие при воздействии поперечных сил. При этом соединение может быть замковым или зубчатым. Самым современным и популярным является соединение, изготовленное методом раскалывания. Оно называется сплит-разъемом.
Внутри кривошипной головки шатуна расположен подшипник, который состоит из двух многослойных вкладышей. Количество слоев может варьироваться от двух до пяти в каждом. Наиболее широко используются вкладыши из двух и трех слоев. Двухслойный вкладыш изготовлен из стали с антифрикционной поверхностью. Трехслойный также состоит из стали, а антифрикционное покрытие разделяется специальной прокладкой.
Спросите любого механика: какие детали традиционно ремонтируют при капитальном ремонте двигателя? Ответ будет незамедлительным: блок цилиндров и коленчатый вал. Далее многие укажут головку блока цилиндров. И лишь некоторые добавят к этому «комплекту» шатуны.
А между тем шатун — деталь не менее ответственная, чем поршень, вкладыш коленчатого вала или направляющая втулка клапана. И никак не второстепенная — дефекты шатунов встречаются в ремонтной практике буквально на каждом шагу.
Почему же о них забывают? Предпочитают сразу менять на новые? Или просто не замечают дефектов? А может быть, не все знают, как проверить и отремонтировать шатуны?
Иными словами, есть над чем поразмыслить…
Некоторые заблуждения и «мифы», связанные с шатунами, довольно живучи. Начнем с основного заблуждения: большинство механиков считают, что шатуны не изнашиваются! Да и чему изнашиваться — поверхности шатуна, к примеру, ВАЗовского двигателя сами не образуют пар трения — в нижней головке шатуна устанавливаются вкладыши, а в верхней неподвижно запрессован поршневой палец. Правда, боковые поверхности нижней головки шатуна трутся о щеки коленвала, но степень износа здесь настолько мала, что ее можно даже не принимать во внимание.
Что же получается — установил новые поршни и пальцы, заменил вкладыши в нижней головке — и собирай двигатель? Многие так и делают, собирают, как говорится, не думая. Да и о чем думать, если клиент над душой стоит, торопит?
Торопливость — она известно где хороша, но только не в моторном деле. Когда автомобиль с недавно отремонтированным, но уже стучащим, мотором вернется обратно, начинается поиск виновных. А здесь так: или сам водитель виноват — не умеет ездить, или шлифовщик — плохо сделал коленвал. И невдомек иному механику, что это его «работа». Потому что…
Шатун тоже изнашивается
Возьмите в руки старый шатун с изрядно походившего мотора — на первый взгляд ничего примечательного. Но только на первый взгляд.
Вспомним: шатун — один из элементов кривошипно-шатунного механизма, в котором он связывает поступательно движущийся поршень и вращающийся коленчатый вал. Нагрузки на шатун могут достигать десятков тонн, причем являются знакопеременными, т.е. сжатие и растяжение шатуна чередуются в течение одного оборота коленвала.
Теперь представим: в таком режиме шатун работает многие годы, сотни тысяч километров. Поэтому не будет ничего удивительного в том, что в металле шатуна будут накапливаться остаточные деформации. Невооруженным глазом их не видно, но стоит воспользоваться соответствующими приборами, как картина прояснится — «потянут» шатун, деформировался.
Еще хуже, когда на какой-нибудь…надцатой тысяче автомобиль заедет в глубокую лужу. Гидроудар в цилиндре, сами знаете, дело серьезное (см. № 4/2000), но, допустим, обошлось. Только шатун все равно хоть немного, но деформировался. А потом, много позже, случилось, к примеру, еще одно происшествие: зубчатый ремень оборвался, клапаны погнулись. Головку сняли, все, что надо, заменили, но глубоко в двигатель залезать не стали — не тот, вроде бы, случай. А зря — при ударе поршня по клапанам действие получается равным противодействию. И шатун может еще немного деформироваться.
В общем, когда такой двигатель попадает в ремонт, внешний вид шатунов оказывается весьма обманчивым — за мнимым благополучием могут скрываться серьезные дефекты — следы прошлых поломок и нештатных ситуаций в эксплуатации. Выявить их не так просто. Но что вы скажете, если в двигатель при сборке попадает явно дефектный шатун?
Красивые подстаканники нравятся всем. Особенно любители и ценители чая могут удивить вас собственной коллекцией подстаканников. Изготовлением подстаканников занимаются не только отдельные компании, но также некоторые ювелиры, которые предлагают настоящие произведения искусства. Тема подстаканника актуальна и тем, что на дворе осень и вечерами бывает приятно пить свежезаваренный горячий чай. В этом материале мы рассмотрим способ изготовления красивого и оригинального подстаканника из поршня.
Первым делом ознакомимся с видеороликом, в котором описывается процесс изготовления, а после просмотра попробуем все повторить собственноручно.
Что нам понадобится:
— поршень;
— шатун;
— токарный станок;
— ножовка по металлу;
— сверло по металлу;

Первым делом нужно обдумать, что именно мы будем делать с нашим поршнем. Так как в него должен входить стакан, нам предстоит проточить внутреннюю часть нашего поршня. Далее нужно позаботиться о В целом, чтобы подстаканник получился оригинальным и неповторимым, нам нужно сделать все, чтобы внешний вид поршня сохранился неизменным. Приступим к работе.
Вначале точим поршень на токарном станке. Протачиваем поршень изнутри, освобождая таким образом проход для стакана. Для того, чтобы подстаканник был стабильным и его можно было класть на ровную поверхность, нам также предстоит слегка отшлифовать нижнюю часть поршня.

После того, как наш поршень заточен, можно приступить к изготовлению ручки. Для этого можно использовать обычный шатун, который идет в комплекте с поршнем, а можно изготовить из куска алюминия, как это делает автор. Если вы имеете соответствующее оборудование и можете изготовить ручку наподобие шатуна самостоятельно, то представляем вашему вниманию рисунок с наброском.

На рисунке видны места, где нужно просверлить отверстия, а также места, которые нужно выпилить.

Наконец мы переходим к последней части изготовления подстаканника. На этой стадии нам нужно приварить ручку к поршню.

Для того, чтобы придать подстаканнику более красивый и оригинальный вид, можно также отшлифовать его.

Когда вся работа проделана, можно заваривать чай и наслаждаться вкусом любимого напитка, который подарит тепло в прохладные осенние вечера.
Спросите любого механика: какие детали традиционно ремонтируют при капитальном ремонте двигателя? Ответ будет незамедлительным: блок цилиндров и коленчатый вал. Далее многие укажут головку блока цилиндров. И лишь некоторые добавят к этому «комплекту» шатуны.
А между тем шатун — деталь не менее ответственная, чем поршень, вкладыш коленчатого вала или направляющая втулка клапана. И никак не второстепенная — дефекты шатунов встречаются в ремонтной практике буквально на каждом шагу.
Почему же о них забывают? Предпочитают сразу менять на новые? Или просто не замечают дефектов? А может быть, не все знают, как проверить и отремонтировать шатуны?
Иными словами, есть над чем поразмыслить…
Некоторые заблуждения и «мифы», связанные с шатунами, довольно живучи. Начнем с основного заблуждения: большинство механиков считают, что шатуны не изнашиваются! Да и чему изнашиваться — поверхности шатуна, к примеру, ВАЗовского двигателя сами не образуют пар трения — в нижней головке шатуна устанавливаются вкладыши, а в верхней неподвижно запрессован поршневой палец. Правда, боковые поверхности нижней головки шатуна трутся о щеки коленвала, но степень износа здесь настолько мала, что ее можно даже не принимать во внимание.
Что же получается — установил новые поршни и пальцы, заменил вкладыши в нижней головке — и собирай двигатель? Многие так и делают, собирают, как говорится, не думая. Да и о чем думать, если клиент над душой стоит, торопит?
Торопливость — она известно где хороша, но только не в моторном деле. Когда автомобиль с недавно отремонтированным, но уже стучащим, мотором вернется обратно, начинается поиск виновных. А здесь так: или сам водитель виноват — не умеет ездить, или шлифовщик — плохо сделал коленвал. И невдомек иному механику, что это его «работа». Потому что…
Шатун тоже изнашивается
Возьмите в руки старый шатун с изрядно походившего мотора — на первый взгляд ничего примечательного. Но только на первый взгляд.
Вспомним: шатун — один из элементов кривошипно-шатунного механизма, в котором он связывает поступательно движущийся поршень и вращающийся коленчатый вал. Нагрузки на шатун могут достигать десятков тонн, причем являются знакопеременными, т.е. сжатие и растяжение шатуна чередуются в течение одного оборота коленвала.
Теперь представим: в таком режиме шатун работает многие годы, сотни тысяч километров. Поэтому не будет ничего удивительного в том, что в металле шатуна будут накапливаться остаточные деформации. Невооруженным глазом их не видно, но стоит воспользоваться соответствующими приборами, как картина прояснится — «потянут» шатун, деформировался.
Еще хуже, когда на какой-нибудь…надцатой тысяче автомобиль заедет в глубокую лужу. Гидроудар в цилиндре, сами знаете, дело серьезное (см. № 4/2000), но, допустим, обошлось. Только шатун все равно хоть немного, но деформировался. А потом, много позже, случилось, к примеру, еще одно происшествие: зубчатый ремень оборвался, клапаны погнулись. Головку сняли, все, что надо, заменили, но глубоко в двигатель залезать не стали — не тот, вроде бы, случай. А зря — при ударе поршня по клапанам действие получается равным противодействию. И шатун может еще немного деформироваться.
В общем, когда такой двигатель попадает в ремонт, внешний вид шатунов оказывается весьма обманчивым — за мнимым благополучием могут скрываться серьезные дефекты — следы прошлых поломок и нештатных ситуаций в эксплуатации. Выявить их не так просто. Но что вы скажете, если в двигатель при сборке попадает явно дефектный шатун?
Красивые подстаканники нравятся всем. Особенно любители и ценители чая могут удивить вас собственной коллекцией подстаканников. Изготовлением подстаканников занимаются не только отдельные компании, но также некоторые ювелиры, которые предлагают настоящие произведения искусства. Тема подстаканника актуальна и тем, что на дворе осень и вечерами бывает приятно пить свежезаваренный горячий чай. В этом материале мы рассмотрим способ изготовления красивого и оригинального подстаканника из поршня.
Первым делом ознакомимся с видеороликом, в котором описывается процесс изготовления, а после просмотра попробуем все повторить собственноручно.
Что нам понадобится:
— поршень;
— шатун;
— токарный станок;
— ножовка по металлу;
— сверло по металлу;
Первым делом нужно обдумать, что именно мы будем делать с нашим поршнем. Так как в него должен входить стакан, нам предстоит проточить внутреннюю часть нашего поршня. Далее нужно позаботиться о В целом, чтобы подстаканник получился оригинальным и неповторимым, нам нужно сделать все, чтобы внешний вид поршня сохранился неизменным. Приступим к работе.
Вначале точим поршень на токарном станке. Протачиваем поршень изнутри, освобождая таким образом проход для стакана. Для того, чтобы подстаканник был стабильным и его можно было класть на ровную поверхность, нам также предстоит слегка отшлифовать нижнюю часть поршня.
После того, как наш поршень заточен, можно приступить к изготовлению ручки. Для этого можно использовать обычный шатун, который идет в комплекте с поршнем, а можно изготовить из куска алюминия, как это делает автор. Если вы имеете соответствующее оборудование и можете изготовить ручку наподобие шатуна самостоятельно, то представляем вашему вниманию рисунок с наброском.
На рисунке видны места, где нужно просверлить отверстия, а также места, которые нужно выпилить.
Наконец мы переходим к последней части изготовления подстаканника. На этой стадии нам нужно приварить ручку к поршню.

Для того, чтобы придать подстаканнику более красивый и оригинальный вид, можно также отшлифовать его.
Когда вся работа проделана, можно заваривать чай и наслаждаться вкусом любимого напитка, который подарит тепло в прохладные осенние вечера.
Шатун представляет собой связующий элемент между коленчатым валом и поршнем. Его основная функция заключается в преобразовании поступательного движения поршня двигателя во вращательное движение вала.
В системе двигателя шатун является объектом периодического воздействия нагрузок с переменным действием, которые меняются от напряжения к сжиманию. Именно поэтому шатун должен обладать следующими характеристиками:
- прочность;
- легкость;
- жесткость конструкции.
Поэтому данный элемент двигателя изготавливают из высококачественной стали. Метод производства: литье или горячее штампование. На автомобилях спортивного класса, а также гоночных моделях, в состав двигателя входит шатун, изготовленный из сплава титана.
Шатуны могут отличаться друг от друга в зависимости от вида двигателя, в состав которого они входят, его схемы компоновки. Размеры также могут отличаться. Как правило, они определяются высотой двигателя: чем она больше, тем больше длина шатуна.
Цена на шатуны двигателя самые разнообразные, начиная от 30-40 долларов для отечественных автомобилей и доходя отметки 100 и даже 150?200 долларов для иномарок.
Шатун имеет простое устройство, которое состоит из следующих элементов:
- стержня;
- поршневой головки;
- кривошипной головки.
Стержень представляет собой составной элемент шатуна, имеющий преимущественно двутавровое сечение. Некоторые модели имеют круглое, крестообразное, Н-образное или прямоугольное сечение шатунного стержня. В стержне присутствует канал, предназначенный для транспортировки масла к подшипнику головки поршня.
Поршневая головка
— это проушина с цельной структурой, внутри которой расположена втулка. Втулка представляет собой скользящий подшипник, предназначенный для вращения пальца поршня. Материал изготовления втулки: бронза или сталь с оловом или свинцом. Структура поршневой головки зависит от размера поршневого пальца, а также от метода его крепления. Для того, чтобы уменьшить вес шатуна и, как следствие, нагрузку на поршневой палец, на некоторых автомобильных двигателях устанавливают шатуны с поршневой головкой в виде трапеции.
Кривошипная головка
— механизм, предназначенный для соединения шатуна и коленчатого вала друг с другом. Большая часть шатунов оснащена разъемной кривошипной головкой, это объясняется способом сборки двигателя внутреннего сгорания. Крышка головки, расположенная в нижней части, прикрепляется болтами к шатуну. Иногда применяют бандажное или штифтовое крепление составных элементов головки. Разъем кривошипной головки бывает двух видов: прямой (расположен под углом 90 градусов относительно оси стержня), косой (под определенным углом к оси). Косой разъем используется для уменьшения размеров двигателя V-образной формы.
На фотографии шатун с поршнем в сборе для автомобиля Ford Mondeo 4 2.3 л
Профилированные стыковые поверхности головки обеспечивают препятствие при воздействии поперечных сил. При этом соединение может быть замковым или зубчатым. Самым современным и популярным является соединение, изготовленное методом раскалывания. Оно называется сплит-разъемом.
Внутри кривошипной головки шатуна расположен подшипник, который состоит из двух многослойных вкладышей. Количество слоев может варьироваться от двух до пяти в каждом. Наиболее широко используются вкладыши из двух и трех слоев. Двухслойный вкладыш изготовлен из стали с антифрикционной поверхностью. Трехслойный также состоит из стали, а антифрикционное покрытие разделяется специальной прокладкой.
Тюнинг ВАЗ своими руками
Интересно узнать больше про тюнинг ВАЗ своими руками? Отлично! Вы попали в точку!
Глубочайший тюнинг ВАЗ вызывает восхищение. Облегчение коленвалов, советы по ремонту, тюнинг подвески, шумоизоляция и многое другое вы найдёте на нашем сайте.
Конечно, каждый владелец Лады хочет сделать что то интересное со своей машиной. Но порой может быть тяжело по финансам. Но не стоит отчаиваться.
Доработка Ваз своими руками хоть и считается бюджетной, но может позволить хорошо увеличить мощность и крутящий момент двигателя. Доработка многих узлов не сложна и с ней справится любой кто может держать гаечный ключ и кому это интересно.
Тюнинг LADA всегда будет актуальной темой пока работает АвтоВАЗ. Сделай свою тачку красивой и покажи другим. А мы поможем! Вы можете стать соавтором нашего сайта и прислать нам историю вашего тюнинга LADA на E-mail.
Или просто поделиться интересными моментами по ремонту и эксплуатации ВАЗ.
Ремонт ВАЗ своими руками это целый раздел нашего сайта, где много ценной и полезной информации по самостоятельному ремонту ВАЗ.
И не забываем про коллекцию тюнинг фото ВАЗ, они тоже есть и вы можете её пополнить!
Добро пожаловать!
Материалы
Облегчение Коленвала и КШМ
Облегчение коленвала,шатунов и поршней.
Эта операция нужна в первую очередь для уменьшения износа деталей двигателя и снижения общего уровня шума.
Почему автомобили иностранного производства работают тише наших,российских? А всё потому,что на их заводах очень строгий подход к качеству продукции,и чудики из ПТУ не бегают технологами. Наш автопром пока сильно отстаёт от своих зарубежных коллег,но будем надеятся на лучшее,и дорабатывать стандартные заводские детали.
Коленвал:
Стандартный коленвал,также можно облегчить,запас прочности у него большой. Но делать это надо взвесив все плюсы и минусы.
Итак плюсы облегчения коленвала:
— Уменьшаются инерционные массы,которые отрицательно действуют на коренные шейки коленвала,увеличивая их износ
— Мотор легче и быстрее набирает обороты
— При неправильном или чрезмерном облегчении колена может ухудшиться работа на холостых,а при высоких нагрузках коленвал может просто лопнуть.
Облегчение коленчатого вала заключается в основном в обработке щёк и противовесов. Единой схемы облегчения коленвала нет.Кто то фрезерует боковые стороны щёк,кто-то затачивает противовесы,иногда даже очень остро,кто то просто доводит литую поверхность до хорошей чистоты,убирая дефекты литья, шлифуя и полируя поверхность колена.
Но не всё так просто. После любого вмешательства
в конструкцию коленчатого вала, желательно
даже после шлифовки шеек, нужно обязательно
проводить его балансировку.
Статическая балансировка здесь не подойдёт
на специальном оборудовании.
Правда бывают мастера которые могут вам отбалансировать на своих самодельных стендах,но в основном это всё не качественно.
Даже новые валы иногда приходится балансировать,
так как на заводе, то ли про них забыли,то ли
балансировщик забил на них.
Сначала балансируют коленвал отдельно,
а потом в сборе с маховиком,с корзиной
сцепления и шкивом. Такая балансировка
даст ощутимый результат.Стоимость в каждом регионе разная,колеблется от 1.500 до 3500 рублей, может и дешевле.Кто знает, что почём и где
прошу оставить комментарий.
Может кому-то пригодится.
Сильно облегчать противовесы коленвала не стоит,
так как они сильно взаимосвязаны с весом шейки и
шатуна,чтобы не получилось так что противовес
будет намного легче.
Вообще при облегчении учитывают очень много характеристик,применяют сложные математические расчёты и формулы. Но это всё теория,самое главное в нашем случае это практика. Некоторые забивают на все формулы,и ездят,крутят свои движки не слабо.
Шатуны:
Облегчение шатунов тоже не маловажная задача для тюнинга двигателя. При его облегчении металл снимается с верхних и нижних головок. С ножки снимать не стоит,так как на неё действуют огромные силы сжатия/разрыва при каждом обороте коленвала,достигающие 10 тонн.
С ножки можно убрать дефекты литья(неровности,бугорки). Но перед тем как снимать лишний металл,нужно найти центр масс, и отметить его.
— Вырезается два стекла,чтобы на них можно было положить шатун.
— Первое стекло ложиться на горизонтальную поверхность(стол).
— Берётся тонкая спица(1 мм),укладывается поперёк 1-го стекла.
— На спицу кладётся второе стекло.
— На второе стекло аккуратно кладётся шатун с крышкой и затянутыми болтами (получается что-то типа весов).
— Вращая спицу,добиваемся равновесия этих «весов».Отмечаем эту точку,это и будет центр масс.
центра масс такого,
быть расположен строго в одном месте у всех шатунов.
Совет: болты и гайки затяжки крышек шатуна лучше заменять новыми.
Поршневые пальцы:
Поршневые пальцы облегчают редко,потому что ответственная деталь. Хотя разброс по массе такой небольшой детали встречался до 3 грамм. Представляете при сборке шатунно-поршневой группы максимальный разброс по весу поршней 2.5 грамма,но естественно реальный разброс масс поршней бывает больше,грамм пять, а тут ещё и палец 3 грамма.Уже 8 грамм,и поэтому наши тарахтелки плохо ездят,и капремонт делается чаще.
Поршневые пальцы растачивают(изнутри)на расточном станке,можно аккуратно на токарном. Но обязательно после обработки внутреннюю поверхность полируют,чтобы снять остаточные напряжения металла.
Поршни:
Ни в коем случае не снимайте металл с юбки,нарушите температурный режим,чревато прогоранием,поломкой колец.
После таких операций двигателю будет намного легче и веселей работать.
Спасибо.Буду рад комментариям.
Немного о б/у авто. Теперь купить подержанную машину вы можете без посредников. Доска обьявлений Autoin.ru предлагает автомобили с пробегом. Здесь можно найти любую модель и цвет на ваш вкус.
При использовании материалов активная ссылка на сайт обязательна.
Источник
Москвич 2140 будет жить! › Бортжурнал › Облегченные шатуны и маховик (самостоятельная балансировка).

Когда я взвесил родной шатун, не сказать что я был в шоке, ничего не сказать:

Меня еще поражает такой нюанс. В книгах везде есть допуски, допустим по шатунам 2гр. В стоке этот разбег больше 15 грамм! Как моторы на заводах собирали?
В общем тот вариант что поршень почти пол кило и шатун почти в кило меня не устраивал, даже у ТАЗов эти цифры на много меньше, а уж в иномарках тем более. Куда такой запас если авто не часто на повседневе и врятли больше 6000 крутится будет?
Найти нормального, грамотного, не ленивого токаря — это как клад зарытый пиратами.
Долго искал такого человека, а пока искал пробовал сам, но такой тюненг был сомнительным.
Обточил немного края, скинул порядка 5грамм, это мало.



Надо точить по кругу.

Хорошо что есть на свете хорошие люди помогли найти токаря который может сделать любую нестандартную работу! (Такой токарь на вес золота!) Понимает с пол слова, да еще и цены доступные!
Тогда еще и маховик облегчим!
В стоке не весил маховик, но он явно больше 7кг.
Облегчать его по Сингуринди побоялся, по этому лайт-тюнинг (чертеж на рисунке слева, только то что зеленое).

Отдал все токарю, объяснил. Через пару дней забрал такую красоту:




Маховик без венца 4380гр.
С венцом порядка 5200гр.
Шатуны без подгонки примерно 705-715гр.
подгоняем шатуны по самому лёгкому — 705гр.
Подгонять старался по центровке. Брал сток шатун искал центр тяжести, потом брал облегченный, в этом же месте искал центр тяжести и облегчал шейки для уравновешивания.



Радуемся. Скинули около 182гр!
Если с шатунами обошлось подгонкой, то с маховиком предстояла история по балансировке.
В городе не на одном СТО этого не делают, я в шоке, как они моторы собирают? Коленвалы если хоть как-то проверяют на биение, то в сборе всю солянку: шкив-колено-маховик — НЕ ОДНО СТО?!
В интернете советов куча кто как балансирует. Я же решил сделать на подшипнике.



(винтик примерно 7гр)
В общем отцентровал, насверлил «облегчений», да и главное лучше чем было.
Я даже отнес этот маховик на шиномонтажку на балансир, выставили самые маленькие параметры, балансир показал дисбаланс 20гр, но это все говно, потому что другие пару замеров показывали то 5гр то 25гр в разных областях… в общем шиномантажный балансировочный станок не подходит.
Ради интереса я прикинул на подшипник родной не балансированный маховик… там ппц… если по видео есть реакция на винтик, то на стоке он у него дисбаланс больше 20 гр. (здоровый винт вставлял и его веса не хватало прокрутить маховик).
Мотор уже катается, по этому можно смело сказать, что все проделано успешно, единственное маховик всё-таки можно было облегчать по Сингуринди не боясь, даже облегченный на 2кг шибко резвого прихода не дает).
Источник
Лада 2106 рэт корчь LPG › Бортжурнал › Облегчение поршней и шатунов
Продолжение работы над новым низом 2103 1,5
Самым первой деталью шпг несущей большие нагрузки, подвергается наибольшему ускорению и дофига ещё каких сил и моментов это поршень. Поэтому я решил больше времени уделить именно его тюнингу. Так же было принято решение строить турбо первоначально на этом блоке. Т.е. поршень надо было доработать и для улучшения его охлаждения и смазки. Что бы всё получилось достаточно грамотно, учитывая все возложенные на поршня надежды опирался на стандартные поршня более совершенных моторов.
В целом и конструктивно поршневые группы делятся по поколениям производства. Хотя конструкция поршневого мотора не менялась, но производители изменили конструкцию современных поршней и шатунов. Мотор жигуля относится к очень древнему типу и поршня его тоже. Видел много разных мотор изнутри и получалось так что чем древнее мотор тем все детали в нём больше и тяжелее)) Это связанно с разными факторами но не суть. Главное что с прогрессом поршня стали легче и меньше, с меньшим ресурсом соответственно. В качестве примера современной поршневой использовал поршневую от калины спорт 16кл 1,4 с поршнем 76,5 мм. Самый легкий поршень у отечественных тазов именно этот. Вес его всего около 200 грамм. Относительно стандартного жигулёвского весом 390 грамм.


Связанно это в первую очередь с системой смазки цилиндра и маслом. На жигулях используется метод разбрызгивания с коленвала масла просочившегося мимо вкладышей. Это тема не хорошая, потому поршень больше ориентирован на охлаждение через стенки цилиндров. От сюда и большая юбка поршня, ну и лишний вес соответственно.
На нормальном моторе обычно ставятся маслофорсунки для охлаждения и смазки поршня. Поскольку масло омывает не посредственно дно поршня то и задача у поршня легче. Ему лишь надо передавать чисто механические силы ну и выравниваться по ходу дела. От сюда и разница в весе почти в два раза.
У меня в блоке так же будут установлены маслофорсунки, потому и конструкция поршня изменена в сторону лучшего охлаждения масло снизу, чем через стенки цилиндра.

Исходя из этого юбка на моих поршнях была укорочена, с целью уменьшить потери на трение и вес. Так же была изменена конструкция поршня для того что бы масло легче проникало на дно поршня.

Так же обрезаны края для улучшения смазывания поршневого пальца. Теперь палец будет смазываться от маслофорсунки, а не собирать масло со стенок цилиндра, как это делается в стоке.


Подобное облегчение не являются критическими для поршня, не снижая его прочности. Поскольку поршень работает больше всего на сжатие, можно смело облегчать всё что находится ниже поршневого пальца.

Как видно на фотке юбка поршня калины меньше и её всё равно достаточно для стабилизации прошня при работе. Конечно при наличии маслофорсунки и нормального масла. Тот калинопоршень что на фото умер в результате перегрева, это частая тема для такой поршневой. Но это лишь результат плохого обслуживания. Сравнительно хорошо видно, что мой поршень имеет более жирный жаровой пояс. И вполне подойдёт для турбо.
Рабочие поверхности поршней были отполированы для уменьшения задиров и трения. Тоже полезная тема проверенная на себе. Подобной полировкой нельзя уменьшить размер поршня, но это увеличит его ресурс. Масляная плёнка будет ровнее и лучше держаться, при сухом касании стенок цилиндра задиры будет меньше.


300 грамм это очень круто учитывая что вес стандартной поршневой с цековками 390 грамм. Разница просто за счёт облегчения поршня думаю будет хорошей. Тем более что текущий низ облегчён всего лишь на 80 грамм. Т.е. одними поршнями я добиваюсь большего облегчения. Но облегчение поршня и облегчения шатуна разные вещи. Облегчение поршня значительно важнее и больше влияет на показатели мощности.
Облегчение поршневого пальца.
Облегчения пальца решил сделать за счёт его укорачивания на 4 мм. Пальцы использую с внутренним кольцом для увеличения преднатяга в шатуне. Вес такого пальца в стоке 103 грамма, вес после облегчения 98 грамм. Можно ещё снизить вес проточив на станке внутри, по Сингуриди на конус. Но в пальце много не снимешь, да и надёжность не на последнем месте.
Облегчения шатуна.
Классический шатун вещь очень тяжёлая 720 грамм с болтами и гайками. Что равно весу целой шпг калины или приоры. Деталь очень большая по количеству металла, естественно что шатун имеет космический запас прочности. Хотя и некоторые части шатуна совершенно бесполезны и весят аж 40 грамм без пользы для прочности. Однако шатун не так важен как поршень, поскольку с одной стороны шатун движется как часть коленвала с другой стороны как часть поршня. Но учитывая большой вес шатун можно облегчить очень существенно.

По идее если бы строил чисто очень злую атмосферу то шатун облегчал бы на 200 и более грамм. Но учитывая вариант турбо пока остановился на меньшем весе.

В данном варианте шатун не имеет большое потери к прочности, по скольку его толщина не изменилась. Теперь шатун будет более равномерно распределять нагрузки. Поверхность так же будет отполирована для увеличения прочности и улучшения аэродинамики в среде масляного тумана.

Цифра не окончательная и вес будет ещё не много снижен. Относительно веса стандартной шпг в 1245 грамм мой вариант будет легче на 200 грамм. Что в итоге даст разницу по всей шпг почти в килограмм. А выкинуть 1 кг из шпг это существенно. Конечно это не приоровская или калиновская поршневая которая изначально ещё на 1 кг. Но такой результат для обычных деталей весьма большой. Тем более что существенного снижения ресурса не будет. А запас прочности деталей позволит нагрузить их дополнительным баром или полтора избытка. Такой вариант тюнинг добавит лошадей на обороте улучшит подхват и сделает тягу равномернее. Что очень важно для амтосферы и для турбо.
Источник
ГАЗ 31 RS › Бортжурнал › «Больная голова рукам покоя не дает» или «как я облегчал шатуны»

Доброго!
Вот и дошла очередь до шатунов…

После прочтения статьи: www.drive2.ru/l/2748078/ «заболел» я этим нехорошим делом. Думал, думал и решился таки на тотальное облегчение и балансировку шатунов. Т.к. опыта в этом деле у меня пока что «кот наплакал», отправился я «скрести по сусекам» и «ковыряться в дальних шкафчиках» и… да, был найден вполне сносный набор шатунов.

Окинув взором «малыша» были найдены основные точки с лишним весом.


После взвешивания на столь не любимом инструменте всех женщин, а именно весах (шутка конечно), волосы на мой голове встали «дыбом». О ужас! Перед моим взором предстала весьма нелицеприятная картина: разница между тяжелым и легким шатунами доходила до 35 (!) грамм. Вот тебе и развесовка по массе «грамм в грамм» (P.S.:комплект был снят с рабочего двигателя).


Решился таки я посадить крепышей на жесткую диету. Первым под снос пошли приливы под заводскую балансировку. Далее шатуны лишились парочки грамм с боков, также были убраны уклоны от лини разъема штампа (они некоим образом не влияют на прочностные показатели шатуна, и, как следствие, висят «камнем на утопающем»). Последним под облегчения я оставил голову шатуна: уж больно не по нраву мне эти отливы и уклоны. Все это нелегкое дело я выполнял на данном «фитнес тренажере».

Очень полезная штука, особенно отделение со шлиф.лентой
Облегчив все шатуны и предварительно выровнив все шатуны по массе, мною был собран «стенд» для балансировки.




Стендом конечно это назвать сложно, но «чем богаты, тому и рады». И вот тут то и пошла «камасутра» 80-го уровня. С этим «гребаным» стендом я провозился невероятное количество времени. Входе «танцев с бубнами» был выявлен оптимальный вариант для всего действия.
Первое и самое важное (!): не трогайте стенд ни на миллиметр. Я серьезно: малейшее передвижение опорных стоек сводит на нет все предыдущие измерения.
Второе: каждый шатун необходимо взвешивать в одинаковых условиях. Я решил это следующим способом: между телом шатуна и нижней обоймой (не помню как она точно называется) я оставил небольшой зазор под «измерительный гвоздь». В таком состоянии очень просто устанавливать «тяжелую» часть каждого шатуна в строго определенное положение (на сколько это вообще возможно в данных условиях). Ну а с передней придется повозиться очень долго, пока «набьешь руку».
Третье: с целью минимизации статистических ошибок и случайных погрешностей измерения необходимо проводить многократные измерения каждого шатуна (до тех пор, пока вы не добьетесь стабильности результатов. В противном случае, балансировка бессмысленна). Я делал по 25-30 повторных измерений на каждом шатуне. Общее же количество измерений не поддается подсчету.
Четвертое: подгонку по массе производить за счет снятия металла с головки шатуна. Для этого и не заменима шлифовальная лента на моем точиле.
Как только мы добились требуемого результата, а именно привели массу шатунов к одному показатели (и тем самым привели центр масс верхней половинки примерно в одну точку), тоже самое необходимо провести и с нижней половинкой (т.е. перевернуть шатун на 180 градусов и провести всю описанную выше процедуру повторно). Но, на этом стенде — это нереально: вообще не возможно добиться стабильности результатов измерений, т.к. с каждым новом установом шатун ставился в положение отличное от предыдущего. Провозившись с предыдущей работой весь день, положил я на это дело то, что обычно кладется и решил пойти более простым способом: привести шатуны к одной массе за счет снятия металла только с внешнего края нижней обоймы (это, кстати, допускается), тем самым приведя центр массы всех шатунов примерно в одну точку.
Вуаля:

Ну и усе! В итоге массу каждого шатуна удалось снизить до 901 грамма (без учета гаек) (против 966 у самого тяжелого). В итоге скинул порядка 65 грамм! Вот это другое дело! провозился я с этим делом с 12 часов утра и до 23 часов вечера. Так что решайте сами: нужно вам такое или нет…
Всем мир!
Источник
ГАЗ 31 ЗМЗ непростые 3 литра › Бортжурнал › Балансировка шатунов

Данную тему хочу осветить, так как она может быть полезна многим.
При ремонте, доработке шатунно-поршневой группы нужно уделять внимание не только ее развесовке (выравнивание по весу), но и балансировке шатунов.
Почему шатуны нельзя просто выровнять по весу? А все потому, что они совершают сложные движения, вращательно-поступательные. А именно, нижняя головка шатуна (та что крепится к коленчатому валу) вращается и не может быть рассмотрено как простое тело, которое можно развесить на простых весах.
Так для чего нужна балансировка шатунов?
Для того что бы центр масс был у всех шатунов в одной точке, для этого подгоняются по весу верхние головки на всех шатунах и нижние соответственно. Если центр масс будет разный, то силы, действующие на коленовал, на поршень и на цилиндр будут разные. Как следствие вибрации, снижение мощности мотора, так как идет потери из за вибрации и т.д. И самое главное, если использовать такой мотор часто на повышенных оборотах, как вы наверное догадываетесь он попросту долго не прослужит.
Для балансировки шатунов нужно смастерить стенд. Вариантов может быть много.



Вариант с подвешиванием на цепочке. Одна головка подвешивается, другая становится на весы через маленький штатив, закрепленный на весах, сами весы тоже должны быть закреплены.
Либо вариант со втулками



Принцип виден на фото.
Прежде чем проводить какие то работы с шатунами нужно проверить их геометрию, возможно за них и браться уже не стоит. Нижние головки может вытянуть, они становятся яйцом. Проверять лучше всего в конторах по ремонту коленвалов.
Так же часто бывает, что нижняя крышка не совсем сходится с шатуном, и имеется выступ, хоть и очень маленький. Он может помешать нормально произвести балансировку. Для таких случаев стенд нужен с использованием двух маленьких подшипников или втулок. Пример такого стенда показан на 5 фото. Разъем шатуна не попадает на втулки.
У меня с таким проблем нету, поэтому я сколхозил на скорую руку следующую конструкцию =)))

Штатив для нижней головки жестко закреплен к столу и не подвижен. На ось закреплен подшипник качения. Подшипник нужен очень хороший, свободно вращающийся. иначе показания будут постоянно разные.
Штатив для второй головки приклеил к весам. Весы пришлось купить, свои давно сломались, а взять уже не у кого.
Как видно на первом фото, оси головок должны быть на горизонтальном уровне.
Главный принцип — это постоянство показаний при многократном снятии и установки шатуна на стенд — иначе толку вообще не будет.
Если показания разнятся на одном шатуне, то нужно дорабатывать, исправлять стенд. Добившись стабильности показаний, можно приступать.
Первоначально нужно отыскать самую легкую головку, и под это вес обтачивать остальные.
Процедуру можно облегчить, развесить только верхние головки. Далее можно просто подогнать все шатуны по одному весу, стачивая метал только с нижних головок. Для уверенности, потом можно проверить отдельно и нижние головки. Если все сделано правильно то их вес будет одинаковый.
Ну вот фото самого процесса, а точнее только взвешивание =)
Источник