Для изгиба стальных профилей сегодня применяются разные типы гибочных станков, однако профилегиб является одним из самых удобных, ведь он обладает множеством преимуществ. Дорогостоящее оборудование заводского производства может приобрести сегодня не каждый потребитель, а вот сконструировать такое оборудование реально самостоятельно. Перед началом работ необходимо определиться, с какой целью вы будете использовать устройство. Это требуется для того, чтобы выбрать определенную разновидность агрегата.
Конструкция профилегиба

Если вы решили изготовить профилегиб своими руками, то должны ближе ознакомиться с его конструктивными особенностями. Это станок с электрическим, гидравлическим или механическим приводом, который довольно просто поддается транспортировке. Его вес небольшой, размеры компактны, а используется данное оборудование для гибки металла. Для того чтобы получить оптимальные показатели кривизны, могут применяться разные насадки, которые позволяют обрабатывать любые изделия.
Простое решение

На сегодняшний день известно четыре разновидности профилегиба. Наиболее простым вариантом устройства является конструкция, в которой подвижный валик находится сверху. Перемещается в этом случае лишь упомянутый узел, а само устройство может иметь верхний ручной или гидравлический ролик. В последнем случае речь идет об оборудовании, управление которым осуществляется гидросистемой верхнего ролика. Если же агрегат использует ручной ролик, то управление осуществляется редуктором.
Удобный вариант станка
Профилегиб своими руками по такой технологии выполнить довольно просто, а положение роликов в оборудовании позволит определить радиус для изгиба деталей с минимальными погрешностями. Более удобными являются станки с левым роликом, они используются для завивки спиралей и позволяют осуществлять такие же функции, как в случае с вышеописанным агрегатом. Отличие состоит лишь в механизме привода валика. Модели обладают градиентом изгибания, что позволяет выгибать заготовки с исходного чертежа.
Рекомендации по изготовлению
Если вы решили изготовить профилегиб своими руками, что должны знать, что он деформирует металл, используя прокат, а не технологию загиба. Принцип работы у таких устройств схож. Станок устанавливается и крепится через отверстия в раме, использовать для этого необходимо анкерные болты. Перед эксплуатацией устройство заземляется, кроме того, необходимо будет удостовериться в целостности электрических и механических элементов.
Когда профилегиб своими руками изготавливается, перед его первым запуском необходимо прочистить ролики от консервирующей смазки. Использовать для этого следует сухую ветошь. Нужно будет проверить ещё и соответствие напряжения тому, что необходимо профилегибу. Аппарат нужно обкатать в холостом режиме, оставив его на полчаса. Если от нормальной работы вы заметили отклонения, то нужно будет исправить неполадки.
Для справки
Заготовки следует прочистить от смазки и удостовериться в упругости металла, она должна быть одинаковой по всей длине изделия. Валики нужно настроить для обработки. Для этого гайки крепления опорных и прижимных валиков нужно открутить, установить ролики и зафиксировать с помощью гаек. Рукоятка позволит поднять наверх прижимной валик, далее между роликами можно будет зажать деталь. Под высоким давлением на следующем этапе будет проходить прокатка между валами.
Технология изготовления профилегиба

Если вам необходим профилегиб ручной, своими руками как сделать такое устройство, вы сможете узнать, ознакомившись с информацией ниже. Диаметр профиля будет влиять на конструктивные особенности. Если этот параметр не превышает 20 мм, то труба может быть выгнута с помощью бетонной плиты, в последней должны быть отверстия, куда помещаются металлические штыри.
Труба располагается между штырями и выгибается на нужный угол. Если сечение трубы больше 25 мм, то чертеж станка окажется несколько сложнее. На основании следует укрепить два ролика, а радиус боковой грани должен обладать равным диаметром с трубой. Между роликами устанавливается трубка, один конец которой необходимо зафиксировать. Свободный конец укрепляется к лебедке, которую нужно привести в действие. Как только деталь достигнет нужного изгиба, следует установить лебедку.
Дополнительные советы по изготовлению ручного профилегиба на основе бетонной плиты
Если вы решили изготовить профилегиб своими руками, чертежи данной конструкции вами могут быть подготовлены. Например, если речь идет о конструкции, в основе которой лежит бетонная плита, то перед началом работ необходимо подобрать участок, где грунт утрамбовывается, а после засыпается щебнем. Поверхность последнего тоже нужно выровнять и уплотнить.
Подготовленный участок заливается бетонным раствором, который затворяется из цемента и песка в соотношении 1 к 4. Перед началом заливки бетонного раствора на подготовленное основание нужно установить трубы или отрезки швеллеров, их фиксация осуществляется таким образом, чтобы с поверхностью они образовали прямой угол.
Между выставленными заготовками должно быть выдержано расстояние в пределах 5 см. Если вы решили изготовить такой профилегиб ручной своими руками, чертежи заблаговременно нужно подготовить, а уже после завершения работ, через 3 дня, устройство можно будет использовать. Очень удобно, что такая конструкция может применяться для сгибания заготовок из нержавеющей стали.
Методика проведения работ
Довольно часто сегодня домашними мастерами используется профилегиб ручной. Своими руками как сделать такую установку, вы сможете понять, если прочтете статью. Для работы понадобится ещё цементный раствор и толстые куски трубы, диаметр которых может быть равен пределу от 60 до 110 мм. Можно применить швеллеры, они превосходно для этого подходят.
Цементная площадка устраивается на земле, куда устанавливаются обрезки труб. Их необходимо установить вертикально в щебень. Максимальная дистанция между элементами должна составить около 0,5 м. Участок следует залить цементом, однако трубы должны оставаться в строго вертикальном положении. Раствор нужно оставить до момента высыхания на несколько дней. Для того чтобы исключить возникновение трещин, смятия и вспучивания, перед нагреванием труба должна быть наполнена кварцевым песком. Перед этим один конец закрывается деревянной пробкой. Длина должна быть равна двум диаметрам трубы. Конусность может составить 1 к 1000 или 1 к 2500.
В отрезок трубы насыпается немного песка, а после проводится нагревание до темно-красного цвета. Как только будет достигнуто охлаждение, песок засыпается полностью, а мастеру следует обратить внимание на стенки трубы. Труба должна быть расположена вертикально, в неё нужно насыпать песок. При этом важно соблюсти правило, которое гласит: после каждой порции необходимо приподнимать трубу и постукивать по ней с помощью молотка. Эти действия выполняются до тех пор, пока пустоты не будут заполнены. Проверить их наличие или отсутствие можно, простучав трубу. Если вы услышите пустой звук, то внутри осталось пространство. Песок не должен доходить до верхней части трубы на длину диаметра. Сверху забивается пробка, но предварительно нужно сделать несколько отверстий для выхода газов. Используя мел, вы сможете нанести отметку на трубу в то место, где следует осуществить самое большое изгибание.
Рекомендации специалиста
Если вы решили изготовить трубогиб-профилегиб своими руками, то необходимо правильно подобрать размеры деталей станины, чтобы они подходили по усилию изгибания, ведь в противном случае профилегиб будет гнуть сам себя. Станину можно выполнить из конструкционной стали. Детали будут изготавливаться из металла, толщина которого должна быть равна 1/6 диаметру изгибаемой трубы. Например, если предстоит работать с 35-мм трубой, то металл станины не должен быть толще 6 мм, в ином случае на слабые места пойдёт концентрация напряжения.
Если вы задумались над вопросом о том, как сделать профилегиб своими руками, то должны помнить, что толщина опорной плиты должна быть в два раза больше. Диаметр роликов нужно подобрать с учетом диаметра трубы для изгибания с помощью проката. Во всех остальных случаях необходимо руководствоваться допустимым радиусом изгиба. Станина будет свариваться из уголка, полки которого должны иметь размеры, равные трем диаметрам трубы. Что касается швеллера, то размер его полки должен составить два диаметра или больше. Для 35-мм трубы станина должна быть выполнена из уголка с размерами 100 x 6 мм, это значение является предельным. Если же ручной профилегиб своими руками будет выполняться из швеллера, то его размеры должны быть равны 70 x 6 мм.
Альтернативное решение
Профилегиб может иметь фронтальную конструкцию, в этом случае необходимо подготовить:
- приводную цепь;
- три ролика;
- оси вращения механизма для приведения в действие элементов;
- металлические профили.
Ролики будут выполнять роль валов, именно поэтому они должны быть изготовлены из металла. Рама устройства формируется из металлического профиля. Перед тем как сделать профилегиб своими руками, чертежи необходимо подготовить. Иногда для проведения таких работ используются ролики из полиуретана или древесины. При выборе таких материалов вы должны учитывать, что они имеют не слишком высокую прочность, поэтому при сгибании трубы будут подвергаться деформации. В данном случае рабочие элементы приспособления могут не выдержать нагрузки и выйти из строя раньше времени.
Профилегиб своими руками, чертежи, размеры которого вы можете выбрать самостоятельно, иногда изготавливается ещё и из обычного домкрата. В этом случае конструкция будет предполагать необходимость наличия пружин, металлического профиля, приводной цепи и других конструктивных элементов. Трубу при гибке на таком устройстве необходимо уложить на боковые ролики, тогда как сверху на неё будет опускаться третий ролик, создавая усилие. Для достижения цели нужно прокрутить ручку, которая будет приводить в движение цепь и валы оборудования.
Заключение
Размеры профилегиба, своими руками который вы можете изготовить, можно рассмотреть на чертеже, представленном в статье. Однако важно соблюсти ещё и технологию. Она предусматривает создание прочного каркаса, его элементы следует соединить болтами и сваркой.
Металлические профили сегодня получили самое широкое применение в строительстве. Очень часто встречается ситуация, когда нужно провести изменение формы применяемого профиля. Гибка профиля осуществляется с применением специального станка, промышленный вариант исполнения которого обходится довольно дорого. Именно поэтому многие рассматривают возможность изготовить профилегиб своими руками. Самодельное устройство будет обладать также привлекательными эксплуатационными качествами, может применяться при налаживании массового или серийного производства. Рассмотрим подробнее то как сделать профилегиб своими руками, что для этого требуется и многие другие моменты.

Профилегиб своими руками
Технология изготовления профилегиба
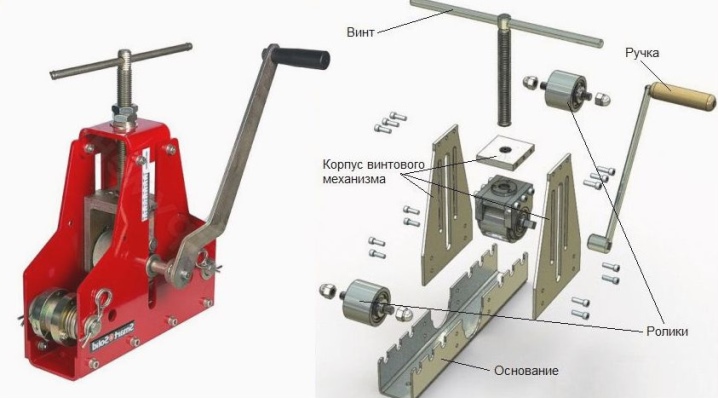
Профилегибочный станок можно изготовить своими руками при применении подручных материалов. К особенностям изготавливаемой конструкции можно отнести следующие моменты:
- Массивная пластина может применяться в качестве основания. При создании простейшей конструкции на пластину наваривается два уголка, которые выступают в качестве направляющих. В интернете также можно встретить чертежи, которые предусматривают применение дерева. Стоит учитывать, что профилегиб с основанием из дерева не сможет выдержать серьезное механическое воздействие. Именно поэтому, если станок будет применяться для гибки стального профиля, то следует применять в качестве основного материала стальные пластины и уголки большего сечения.
- Проводится крепление вспомогательных роликов, которые предназначены для фиксирования заготовки. Рекомендуется проводить крепление роликов через болты, под которые в уголках создаются отверстия. За счет применения болтов можно будет регулировать расстояние между двумя роликами, изменяя радиус гибки. Наладка станка может проводиться в течение короткого промежутка времени.
- К нижней части применяемой пластины привариваются уголки. Они предназначены для существенного увеличения жесткости основания. Следует провести крепление уголков в месте концентрации нагрузки. К данным уголкам также проводится крепление элементов, которые будут применяться для фиксации устройства на основании.
- Для того чтобы изготовить профилегиб своими руками, к верхним направляющим приваривается пластина с отверстиями. Их диаметральный размер должен быть больше, чем сечение применяемого винта для передачи усилия.
- Проводится монтаж рабочего винта, через который передается усилие. Подобный элемент, сделанный своими руками, жестко соединяется с рабочим роликом, через который передается давление.
- В качестве привода применяется механизм, передающий физическое усилие. Примером можно назвать домкрат или редуктор. При создании ручки не стоит забывать о том, что при увеличении длины рукоятки существенно повышается передаваемое усилие. Это связано с тем, что рукоятка применяется в качестве рычага. Электрический профилегиб изготовить своим руками достаточно сложно, так как требуется провести установку электродвигателя и снизить количество оборотов, увеличив передаваемое усилие. Для этого также может устанавливаться понижающий редуктор.
- Как правило, изготавливаются ролики из подручных материала. Для этого используется труба определенного диаметра. Кроме этого, при изготовлении могут применять дерево. Стоит учитывать, что деревянные ролики рассчитаны на относительно невысокую нагрузку. Поэтому подобные профилегибы могут применяться для гибки профиля из цветных металлов.
Профилегиб своими руками, чертежи которого можно встретить в интернете, можно изготовить только при наличии определенных материалов и инструментов. После создания конструкции можно сделать пробную гибку, после чего отрегулировать положение всех элементов. Как только все элементы были отрегулированы можно провести укрепление конструкции.
Необходимые инструменты и материалы
Для изготовления рассматриваемого устройства требуются определенные материалы и инструменты:
- Ролики для профилегиба можно изготовить самостоятельно или приобрести. Как правило, при изготовлении роликов применяется сверхпрочная сталь, которая должна выдерживать давление. В качестве роликов могут использоваться валы. Ролики можно снять с других устройств.
- При изготовлении основания применяются пластины толщиной 5-8 мм. Они предназначены для принятия высокой нагрузки. Для усиления конструкции можно приобрести четыре уголка длиной 30 см.
- Усилие может передаваться при помощи специального механизма, к примеру, редуктора. Изготовить его своими руками достаточно сложно, но можно получить устройство из разбора. Кроме этого, большой популярностью пользуются устройство для гибки из домкрата.

Самодельный профилегиб
Создать станок своими руками можно исключительно при наличии определенных инструментов:
- Сварочного аппарата. Для того чтобы создать прочную конструкцию соединение отдельных элементов проводится при применении сварки. Этот метод соединения характеризуется высокой надежностью и прочностью.
- Болгарка. Для изменения длины и формы применяемых материалов применяется метод механической обработки. Работать с металлом можно при применении специальных кругов, предназначенных для работы со сталью.
- Различные измерительные приборы. Создаваемая конструкция должна иметь точные размеры, так как в противном случае получить изделие с требуемыми показателями будет невозможно.
- Напильники или шлифовальное оборудование. Стоит учитывать, что при резке могут образовываться заусенцы и другие дефекты, которые требуют обработки при применении специального инструмента.
Куда сложнее создать устройство с электрическим или гидравлическим приводом.
Конструкция профилегибочного станка
Самодельные гибочные станки могут изготавливаться только при применении чертежей. Подходящий чертеж профилегиба можно скачать в интернете. Рассмотрим устройство, которое предназначено для гибки заготовки прямоугольного или квадратного сечения.
Схема профилегиба своими руками имеет следующие особенности:
- Основным элементом конструкции можно назвать три ролика, размеры которых могут быть самыми различными. Расстояние между валами может быть самым различным, так как они применяются в качестве опоры. Третий валик применяется для передачи давления и формирования загиба.
- Третий валик имеет определенную свободу хода, который ограничивается специальными направляющими.
- Усилие передается через редуктор. За счет этого механизма небольшое усилие может применяться для гибки заготовок из различных металлов с разным показателем площади сечения.

Конструкция профилегиба
Часть нагрузки через опоры передается на основание конструкции. Этот момент определяет то, что при изготовлении основания применяются самые прочные материалы.
Классификация профилегибов
Основным признаком классификации можно назвать тип установленного привода. Для того чтобы провести изменение формы металлического изделия требуется прикладывать достаточно большое усилие. По рассматриваемому критерию станки для гибки профиля делятся на несколько основных групп:
- гидравлические;
- электрические;
- ручные.
Кроме этого, основными показателями можно назвать:
- показатель усилия, прикладываемого к заготовке;
- размеры оборудования;
- степень мобильности оборудования;
- степень автоматизации работы устройства.
Рассмотрим наиболее распространенные разновидности гибочных станков подробнее.
Гидравлические станки
В промышленности большое распространение получили станки с гидравлическим приводом. Это связано с тем, что профилегиб гидравлический обладает высоким показателем эффективности. К особенностям подобного оборудования можно отнести нижеприведенные моменты:
- В большинстве случаев гибочное оборудование для профиля с гидравлическим приводом выполнено в стационарном виде. С помощью подобного станка можно проводить обработку профилей любого сечения и в любом количестве.
- Гидравлический привод не требует прикладывания физической силы. За счет чего существенно упрощается процесс обработки.
- При желании можно автоматизировать процесс изготовления изделий.
Однако, гидравлический профилегибочный станок изготовить своими руками практически невозможно. Это связано со сложностью конструкции. Рассматривая гидравлический привод, следует учитывать нижеприведенные моменты:
- Устройство должно быть постоянно подключено к источнику энергии.
- Следует проводить периодическое обслуживание профилегиба для увеличения срока службы.
- Стоимость создаваемого привода довольно велика, так как для создания высокого давления требуется специальное оборудование.
Сегодня в промышленности устанавливаются исключительно покупные гидравлические станки, так как они обладают высокой надежностью и эффективностью в применении.
Электрические профилегибы
Довольно большое распространение получили станки с электрическим приводом. За счет подачи энергии на электродвигатель создается крутящий момент, который через привод передается на рабочий орган. Профилегиб электрический характеризуется следующим образом:
- Оборудование более компактное, обладает высокой эффективностью. В сравнении с гидравлическим приводом электрический заменяет меньше места.
- Современный профилегиб с электроприводом позволяет проводить гибочные работы с высокой точностью. При этом заготовка обладает высокой прочностью.
- Электрический привод позволяет автоматизировать процесс производства. В продаже встречаются варианты исполнения полуавтоматического типа.
Электрический профилегибочный агрегат устанавливается в небольших мастерских, а также в быту. В отличии от гидравлического варианта исполнения, рассматриваемый предназначен для создания меньшего давления. Кроме этого, устройство зачастую не обладает защитой от перегрузки.
Ручные станки
Дешевле всего обходятся станки с ручным приводом. Это связано с простотой конструкции. Профилегиб ручной характеризуется следующим образом:
- Устройство обладает небольшими габаритами и простотой в эксплуатации. Ручные профилегибочные станки самые дешевые, а также их просто изготовить.
- Чаще всего рассматриваемое оборудование встречается в частных мастерских или гаражах.
- Стоит учитывать, что ручной профилегибочный станок может применяться для гибки труб небольшого диаметра. Это связано с тем, механический привод не может создавать сильное давление.
- При применении ручного профилегиба нельзя изготовить изделие, которое соответствует чертежу.

Самодельный ручной профилегиб
Механический привод получил довольно широкое распространение, так как он простой в изготовлении. Большая часть чертежей, которые предназначены для изготовления конструкций своими руками, связаны именно с профилегибами рассматриваемого типа.
Назначение профилегиба
Создать самодельный профилегиб относительно несложно, устройство предназначается для концентрации и передачи усилия. При применении гибочного станка можно проводить работы следующего типа:
- Гибка металлического профиля квадратного и прямоугольного сечения. Профиль может изготавливаться при применении различных металлов.
- Придание изогнутой формы трубам, которые изготавливаются из стали или цветных металлов.
- Гибка прудков различного сечения.
- Загибание различных видов проката: уголки, швеллеры и другие.
Большинство изготавливаемых моделей применяются для загиба заготовки с различными показателями. Кроме этого, многое оборудование применяется для изгиба профиля в холодном состоянии.
В заключение отметим, что для бытового применения можно изготовить профилегиб своими руками. Это связано с высокой стоимостью промышленных вариантов исполнения. Созданный станок может иметь относительно небольшие размеры, устанавливаться в небольшой мастерской. Большинство моделей может применяться для изгиба металлической заготовки в горизонтальной и вертикальной плоскостях.
Каркас многих конструкций выполняют из металлических профилей, однако в некоторых ситуациях форма объекта требует трансформации прямой линии. Приобретать профессиональное оборудование для разового использования нецелесообразно. Для простых операций можно изготовить профилегиб своими руками из подручных материалов.
Что такое профилегиб
Сфера применения профилегиба понятна из его названия — придание изогнутой формы изделиям из металла различного сечения.
Его функционал позволяет:
- сгибать квадратные и прямоугольные заготовки;
- гнуть сортовой прокат (уголки, швеллеры и пр.);
- придавать изогнутую форму трубам;
- выполнять гибку прутьев из металла.

В зависимости от вида профилегиба можно одновременно прокатывать одну или несколько труб
Технологически он представляет собой устройство, состоящее из роликов, обеспечивающих столь широкие возможности:
- воздействие на отдельный участок или по всей длине;
- гибка изделий без нагрева;
- получение контуров с различными углами изгиба от 0 до 360°;
- соблюдение принципов симметрии или отступление от этого правила.
Изгиб заготовки происходит за один прокат. Из-под роликов профилегиба выходят замкнутые и открытые заготовки, спиралевидные трубы, окружности разного диаметра и пр.
Виды
На промышленных предприятиях используют три вида профилегибочных станков:
- Электрические. От предыдущей категории отличаются меньшими габаритами, обладают ограничением на сечение обрабатываемого профиля.

Гидравлический профилегиб предназначен для интенсивного промышленного применения
- Гидравлические. Просты в эксплуатации, не требуют механических усилий со стороны мастера, однако нуждаются в подключении к электросетям большой мощности.

Некоторые виды и модели электрических профилегибов по своим габаритам и массе пригодны для эксплуатации частными лицами в небольших мастерских и даже дома, а также доступны по цене
- Ручные. Небольшие габариты, простота эксплуатации и доступная стоимость с лихвой окупают необходимость применения физической силы оператора, ограничения по сечению профиля и невозможность изготовления сложных извитых конструкций.

При использовании ручного профилегиба практически невозможно проконтролировать и уж тем более получить изгиб, соответствующий чертежу
Как электрические, так и ручные профилегибы активно используются для производства деталей и оборудования для энергетической, нефтеперерабатывающей, химической, мебельной, строительной и многих других отраслей промышленности.
Ручной профилегиб своими руками
Ручной вариант профилегиба вполне под силу создать самостоятельно при наличии необходимых комплектующих. Такое приспособление поможет гнуть заготовки небольшого сечения для изготовления или ремонта изогнутых конструкций из труб или металлопрофилей.
Одна из основных характеристик ручного профилегиба — минимально возможный радиус гиба.
Необходимые инструменты и материалы
Для самодельного ручного профилегиба понадобится:
- отрезки труб сечением или швеллера 14П;
- 2 опорных валика и 1 ролик;
- подшипники;
- 4 ограничительных кольца для валиков — расстояние между ними будут регулировать под габариты заготовки с помощью болтов;
- ручка для кручения ролика;
- 2 звёздочки и цепь привода;
- ограничитель натяжения цепи;
- регулировочный винт;
- гайки М8;
- пружины;
- болты для фиксации отдельных элементов.
Все детали можно приобрести в специализированных магазинах или пунктах сбора металлолома, заказать токарю или самостоятельно выточить в домашней мастерской на токарном станке.
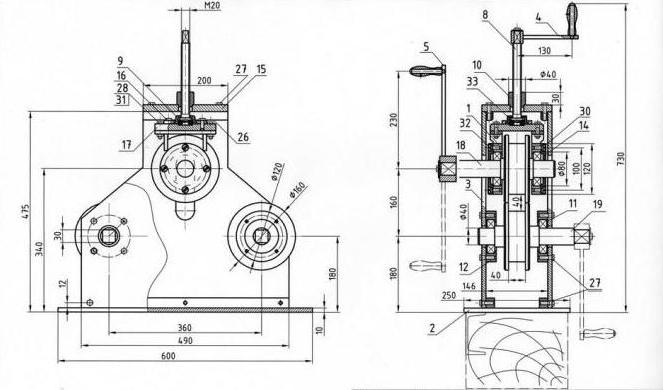
Размеры и чертежи
До начала сборки самодельного устройства необходимо определиться с его габаритами и чертежом. Помочь в этом могут представленные ниже варианты схем.

Ролики для профилегиба можно изготовить самостоятельно или приобрести
Если планируется сделать конструкцию, в основе которой лежит бетонная плита, то перед началом работ необходимо подобрать участок.

Конструкция профилегибов разработана таким образом, что их рабочие органы — ролики — могут как воздействовать на отдельный участок заготовки, так и оказывать давление по всей её длине
Пошаговая инструкция по изготовлению
Процесс изготовления ручного профилегиба своими руками состоит из следующих этапов:
- Подготовка площадки. Выбранный для размещения станка участок трамбуем и при необходимости выравниваем щебнем или заливаем бетонным раствором из песка и цемента в соотношении 4:1.
- Изготавливаем П-образный регулятор.

Свариваем станину профилегиба
- В отрезке швеллера вырезаем отверстие, ввариваем гайку, вкручиваем винт.

После этого этапа привариваем все подложки, обоймы и валы
- На концах валиков намечаем канавки для крепления звёздочек и нарезаем пазы дрелью, а в отверстиях ограничителей нарезаем резьбу. Привариваем звёздочки с велосипеда. На второй стороне делаем то же самое.

Звёздочки и цепь нужны для того, чтобы вращая рукоятку, можно было двинуть трубу
- Привариваем педаль с велосипеда.

Усилия будет достаточно, чтобы провернуть профильную трубу
- Запускаем пробную гибку для регулировки работы отдельных элементов, после коррекции ручной профилегиб готов к эксплуатации. Эта конструкция не предполагает большой скорости работы.

Валы над платформой немного припоняты, чтобы дуга вошла большим диаметром
- Эта модель профилегиба подойдёт для сгиба трубы толщиной 2- 2,2 мм и шириной 30 мм.

При наличии токарного станка можно вытачить валы более точных размеров
Для облагораживания внешнего вида устройство очищают от ржавчины, следов старой краски, обрабатывают антикоррозийным составом и тщательно прокрашивают.
Видео: изготовление ручного профилегиба
Электрический профилегиб
Электрическая модификация самодельного профилегиба позволяет прокатывать и изгибать значительные объёмы металлопрофиля с минимизацией ручного труда оператора. Для этого в общей схеме размещения приводной цепи добавляют ещё один элемент — электропривод.
Необходимые инструменты и материалы
Для самодельного электрического профилегиба понадобится:
- двигатель 1500 Вт 380 В;
- червячный редуктор с понижением 1/43;
- отрезки труб сечением 70 мм или швеллера;
- 2 опорных валика и 1 ролик;
- подшипники;
- 4 ограничительных кольца для валиков — расстояние между ними будут регулировать под габариты заготовки с помощью болтов;
- ручка для кручения ролика;
- металлическая пластина;
- 3 звёздочки и цепь привода;
- ограничитель натяжения цепи;
- винтовое приспособление от старой струбцины;
- гайки М8;
- пружины;
- болты для фиксации отдельных элементов.
Размеры и чертежи
Без чертежа в таком деле не обойтись, с некоторыми из вариантов можно ознакомиться ниже и использовать их или создать свой по аналогии.

Перед первым запуском электрического профилегиба необходимо прочистить ролики от консервирующей смазки
Эксплуатацию готового профилегиба нужно начать с проверки соответствия напряжения тому, что необходимо устройству.

Важно правильно подобрать размеры деталей станины, чтобы они подходили по усилию изгибания, в противном случае профилегиб будет гнуть сам себя
Пошаговая инструкция по изготовлению
Алгоритм изготовления самодельного профилегиба с электрическим приводом аналогичен рассмотренной выше последовательности действий. Технология включения в схему электрического двигателя добавляет лишь несколько нюансов:
- под электропривод готовят нижнюю площадку из металлической пластины, на которой его надёжно фиксируют;
- приводную цепь пропускают через звёздочку электромотора.
Видео: общий вид и работа электрического профилегиба
Другие варианты
Ещё одна модификация самодельного профилегиба, позволяющая гнуть красивые арки для теплиц и беседок, потребует придания подвижности одному из валиков и обыкновенного автомобильного домкрата. В этом случае в конструкцию вносят следующие изменения:
- один из валиков размещают на подвижном плече, которое крепят к станине шарнирами;
- угол подъёма плеча будет регулироваться установленным снизу домкратом.

У представленной конструкции домкрат рабочим штоком упирается в поворотную платформу и поднимает её
Автомобильный домкрат можно устанавливать и на верхней площадке самодельного профилегиба — вместо винтового приспособления. В этом случае необходимое прижимное усилие будет создаваться этим устройством.

Вместо гидравлического домкрата для подъема крайнего вальца можно использовать винтовой автомобильный
Механизация станка может быть выполнена и без электромотора, если в распоряжении домашнего умельца есть дрель с регулятором оборотов или перфоратор большой мощности. Этот инструмент присоединяют к рабочему валу и запускают станок в работу.
При необходимости изогнуть металлический профиль под арочную конструкцию в домашних условиях не потребуется приобретать промышленное оборудование. Из металлолома, запасных частей от автомобиля и других подручных элементов можно своими руками собрать профилегибочный станок. Он может быть как полностью на ручном приводе, так и оснащён «помощниками» — электромотором, домкратом, мощной дрелью и др.
- Автор: Корочка
- Распечатать
Оцените статью:
Методика проведения работ
Довольно часто сегодня домашними мастерами используется профилегиб ручной. Своими руками как сделать такую установку, вы сможете понять, если прочтете статью. Для работы понадобится ещё цементный раствор и толстые куски трубы, диаметр которых может быть равен пределу от 60 до 110 мм. Можно применить швеллеры, они превосходно для этого подходят.
Цементная площадка устраивается на земле, куда устанавливаются обрезки труб. Их необходимо установить вертикально в щебень. Максимальная дистанция между элементами должна составить около 0,5 м. Участок следует залить цементом, однако трубы должны оставаться в строго вертикальном положении. Раствор нужно оставить до момента высыхания на несколько дней. Для того чтобы исключить возникновение трещин, смятия и вспучивания, перед нагреванием труба должна быть наполнена кварцевым песком. Перед этим один конец закрывается деревянной пробкой. Длина должна быть равна двум диаметрам трубы. Конусность может составить 1 к 1000 или 1 к 2500.
В отрезок трубы насыпается немного песка, а после проводится нагревание до темно-красного цвета
Как только будет достигнуто охлаждение, песок засыпается полностью, а мастеру следует обратить внимание на стенки трубы. Труба должна быть расположена вертикально, в неё нужно насыпать песок
При этом важно соблюсти правило, которое гласит: после каждой порции необходимо приподнимать трубу и постукивать по ней с помощью молотка. Эти действия выполняются до тех пор, пока пустоты не будут заполнены
Проверить их наличие или отсутствие можно, простучав трубу. Если вы услышите пустой звук, то внутри осталось пространство. Песок не должен доходить до верхней части трубы на длину диаметра. Сверху забивается пробка, но предварительно нужно сделать несколько отверстий для выхода газов. Используя мел, вы сможете нанести отметку на трубу в то место, где следует осуществить самое большое изгибание.
Правила изготовления
Если иметь под рукой необходимый инструментарий и заготовки, подобный станок просто сделать своими руками в домашних условиях. Самые простые конструкции изготавливаются без токарных работ. Для изготовления достаточно иметь алюминиевый двутавр. Также станок легко сделать из задвижки, рельсы и даже из швеллера. Арочный профилегиб может пригодиться даже в быту. На создание такого станка уйдет не более нескольких часов. После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Самый простой пример – мягкая мебель.

Перед тем как приступать к изготовлению профилегиба, нужно понять, какая конструкция выглядит более привлекательной для пользователя. Обязательно выполняют небольшой чертеж. Готовый можно скачать в интернете. Чем проще выбранная конструкция, тем меньшим функционалом будет обладать станок. Если не планируется налаживать производство по изготовлению гнутого профиля, то такого приспособления будет вполне достаточно. Простота и отсутствие больших финансовых затрат при создании профилегиба позволят быстро приступить к работе.
Чтобы изготовить станок для работы с заготовками диаметром до 2 сантиметров, нет необходимости даже изучать видео с подробной инструкцией. С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.
При отсутствии такого участка его придется сначала создать. Во дворе нужно выбрать место, утрамбовать грунт на нем, а затем насыпать щебня. Перед тем как заливать бетон, щебень выравнивают. Цемент можно заказать, но в небольшом количестве его легче сделать самостоятельно. Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.

На этапе подготовки в земле закрепляют несколько швеллеров. Вместо них подойдут трубы, диаметр которых должен быть 7 см. Они должны стоять по отношению к поверхности земли под углом в 90 градусов. Между швеллерами сохраняют расстояние 5 сантиметров. Бетонный раствор высыхает в течение нескольких дней.

Изделия из нержавеющей стали также можно сгибать при помощи такого нехитрого станка.Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать
Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута. Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением
Пруты играют роль осей, куда помещают ролики. Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить. Второй привязывают к лебедке. Именно она должна дать требуемое усилие для сгиба трубы. Лебедка может быть как электрической, так и ручной.
Основное назначение профилегиба
Сейчас профилегиб широко используется при изготовлении алюминиевых, медных, стальных и ПВХ труб, а также для прокладывания систем водо- и газоснабжения, и при прокладке кабелей. Профилегиб применяется для гибки разных заготовок:
- цельных заготовок квадратного и прямоугольного сечения;
- балок;
- уголков;
- труб;
- двутавров;
- швеллеров;
- металлических прутков и т. д.
Когда металл нужно выгнуть под необходимым углом, то, как правило, применяют ручной самодельный профилегиб. Этот станок дает возможность выгибать своими руками металлический профиль с помощью холодного проката без нагревания изделия. При этом профилегибочные станки дают возможность создавать изделия с симметричными или несимметричными контурами знакопеременной или одинарной кривизны.
Основным преимуществом профилегибов является изгиб за один прокат. При этом можно обрабатывать стальные профили в вертикальной и горизонтальной плоскости, делать из заготовок окружности или спирали. Станки дают возможность выполнять замкнутые и открытые контуры, а также контуры, имеющие плавный переход.
Сейчас профилегибы пользуются огромной популярностью во многих строительных сферах: морской, энергетической, спортивной, электрической, автомобильной, мебельной, нефтехимической промышленности. Процесс изгибания проходит по радиусу и имеет два основных этапа: изделие прокатывается между валиками с одновременным прижимом боковых валиков или верхнего ролика.
Конструкция профилегибочного станка
обрабатывать любые изделия
Выделяют четыре вида систем профилегибов. Конструкция с верхним подвижным валиком является самым простым видом в плане работы механики, в этом случае перемещается только верхний валик. Устройство этого механизма может отличаться:
- гидравлический ролик – управляется гидросистемой непосредственно верхнего ролика;
- верхний ручной ролик – управляется с помощью редуктора.
Это положение роликов позволяет рассчитать возможный радиус для изгибания деталей с минимальными погрешностями на упружнения металла или небольшим градиентом во время деформации профиля. Эти чертежи профилегиба своими руками являются сегодня самыми популярными.
Станки с левым роликом более удобней для завивки спиралей, они дают возможность производить аналогичные функции, как и вышеописанные профилегибы, с отличием только в механизме привода бокового валика. Модели оборудованы ЧПУ, то есть, контролируют градиент изгибания: выгибают изделие с исходного чертежа, либо управляются с предустановленными функциями.
Станки с нижними роликами применяются, в первую очередь, для гибки больших профилей, так как усилие гибки равномерно распределяется на два нижних вала, а механизм привода полностью гидравлический. У каждого ролика находится свой контроллер месторасположения, для сохранения возможности изготовления спиралей. Этот механизм считается самым используемым, так как валики вращаются по сегменту окружности.
Станки, где все ролики подвижные, имеют наиболее сложный механизм, и включают в себя все преимущества вышеописанных станков. Эти профилегибы могут выполнять работу, которую делают по отдельности предыдущие устройства.
Принцип работы профилегибочного станка

механических и электрических элементов
Перед первым запуском ролики чистятся от консервирующей смазки при помощи сухой ткани, а также проверяется соответствие напряжения сети с необходимым для профилегиба. Затем аппарат обкатывается в холостом режиме в течение получаса. Если появляются отклонения от нормального режима, то профилегиб останавливают и убирают неисправности.
Заготовки чистят от смазки и проверяют упругость металла, которая обязана быть одинаковой по всей длине изделия. Затем валики настраивают для обработки детали в следующей последовательности:
- гайки крепления прижимных и опорных валиков откручивают ключом;
- устанавливают ролики на валы со шпонкой и крепят с помощью гаек;
- при помощи рукоятки поднимают вверх прижимной валик;
- деталь зажимают между роликами;
- после под высоким давлением между валами проходит прокатка.
Уровень кривизны задается при помощи опускания и поднятия верхнего вала. В ручном станке механизм работает с помощью рычага, который перемещает оператор. Электрический профилегиб работает за счет электродвигателя.
Принцип работы гибочного станка
Листогиб может подойти и для профильной трубы. Такое оборудование позволяет обеспечить необходимым строительным материалом. Большие компании давно не заказывают гнутый профиль и листы, проще и дешевле изготавливать их на месте строительства в нужном количестве. Изготовить своими руками подобное приспособление несложно. Ручной станок прост в использовании. Из названия становится ясно, что основная задача такого оборудования – создание профиля из металла, при этом сечение может отличаться в зависимости от вида изделия.

Подобное оборудование позволяет выполнить следующие операции:
- создание деталей, которые имеют прямоугольное или квадратное сечение;
- производство таких элементов, как швеллера, уголки и другие изделия сортового проката;
- изменение формы труб;
- сгибание арматуры разного сечения.

Если более подробно рассмотреть чертеж такого станка, становится понятно, что его рабочие элементы располагаются особым образом. Ролики в конструкции могут оказывать механическое воздействие на определенный участок заготовки, меняя форму только в этом месте, а могут изменять ее по всей протяженности. Особая конструкция такого приспособления позволила упростить процесс гибки металлического профиля. Отпала необходимость его предварительно нагревать, чтобы сделать металл более мягким и податливым. Несмотря на это, пользователь может получить изделие с любым углом изгиба. Этот параметр может достигать 360 градусов.
Хорошо сконструированный станок для гибки профиля дает возможность получить в итоге деталь, которая характеризуется похожими углами изгиба или разными. Они могут быть асимметричными или симметричными. Достаточно одного проката через работающие ролики, чтобы получить согнутую в плоскости заготовку. Загиб может производиться как вертикально, так и горизонтально. При помощи этого станка можно на месте проведения строительных работ получить изделия со следующей формой:
- замкнутый профиль или открытый;
- спиралевидная форма;
- окружность разного диаметра.
Проще всего изготовить своими руками ручной профилегиб. Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:
- химической;
- энергетической;
- нефтеперерабатывающей;
- строительной;
- мебельной.
Гидравлические станки
В промышленности большое распространение получили станки с гидравлическим приводом. Это связано с тем, что профилегиб гидравлический обладает высоким показателем эффективности. К особенностям подобного оборудования можно отнести нижеприведенные моменты:
- В большинстве случаев гибочное оборудование для профиля с гидравлическим приводом выполнено в стационарном виде. С помощью подобного станка можно проводить обработку профилей любого сечения и в любом количестве.
- Гидравлический привод не требует прикладывания физической силы. За счет чего существенно упрощается процесс обработки.
- При желании можно автоматизировать процесс изготовления изделий.
Однако, гидравлический профилегибочный станок изготовить своими руками практически невозможно. Это связано со сложностью конструкции. Рассматривая гидравлический привод, следует учитывать нижеприведенные моменты:
- Устройство должно быть постоянно подключено к источнику энергии.
- Следует проводить периодическое обслуживание профилегиба для увеличения срока службы.
- Стоимость создаваемого привода довольно велика, так как для создания высокого давления требуется специальное оборудование.
Сегодня в промышленности устанавливаются исключительно покупные гидравлические станки, так как они обладают высокой надежностью и эффективностью в применении.
Классификация профилегибов
По внешнему виду классический профилегиб имеет форму «Т». Есть несколько видов данных устройств, отличающиеся стоимостью, качеством и техническими характеристиками.
Электрические профилегибы

Угол выгиба отмечается разными способами. При механическом способе устанавливаются специальные метки, они напоминают стрелки часов. Но наиболее современным методом является цифровой, когда прогиб создается с помощью электронной установки и регулируется оператором через монитор. Но этот инструмент отличается большим весом и высокой ценой.
Гидравлические профилегибы
Это оборудование используется в промышленности. Их применяют при обустройстве систем водоснабжения или канализаций, и они отлично подходят для стационарных условий. Гидравлические профилегибы отличаются тем, что могут работать только от сети. Главным достоинством является:
- сохранение мобильности;
- высокая скорость;
- отсутствие нагрузок на оператора;
- простота работы.
Ручные профилегибы
Это оборудование является самым доступным и дешевым, его можно установить в домашней мастерской для работы своими руками, так как оно не подразумевает профессиональной подготовки устройства. Но есть и недостатки:
- неудобство выполнения нескольких изгибов на одном изделии;
- высокая нагрузка на пользователя;
- продолжительное выгибание по времени;
- работа только с небольшим диаметром труб;
- почти не контролированный радиус изгиба.
Но даже при этих недостатках, этот профилегиб является самым приемлемым вариантом для работ своими руками в домашних мастерских. Если при устройстве водопровода или отопления вам нужно выгнуть всего несколько труб или прутков, то покупать дорогостоящий инструмент нет смысла. Ручной профилегиб великолепно справиться с данной задачей.
Разновидности ручных профилегибов

Первый способ самый популярный. По детали, которая подвергается выгибанию, передвигаются специальные валики, воздействующие на нее своей силой, и выгибающие ее. Это оборудование выгибает трубу с помощью неподвижной оправы. Почти все модели дают возможность выгибать до 180 градусов.
Следующий вариант, это профилегибы, выдавливающие трубу специальным устройством. Они перемещают оправу навстречу выгибаемой трубе. Этот вариант исключает появления складок благодаря подвижной оправе и не сминает изделие. При этом он оборудован храповыми механизмами, позволяющими существенно повысить усилие руки.
Если же нужно выгнуть очень толстую трубу, то в этом случае не обойтись без гидравлического ручного профилегиба. Он оборудован специальными поршнями, создающими давление на трубу в несколько десятков тонн. Это устройство может выгибать до 180 градусов.
Ручной самодельный станок
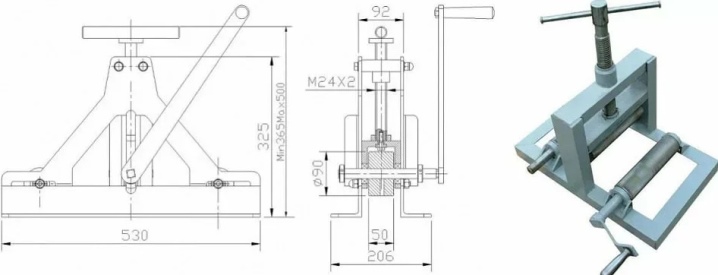
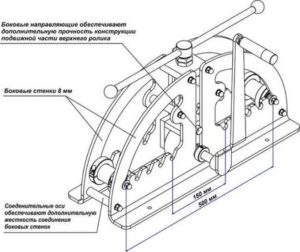 Устройство заводского профилегиба
Устройство заводского профилегиба
Для создания ручного профилегиба своими руками, необходимо определиться с размерами деталей, подлежащих обработке.
Для выполнения простейших работ используют обычную систему упоров, в которые вставляют конец профиля и, понемногу перемещая деталь, сгибают ее в нужных размерах.
Простейший вариант самодельной конструкции — бетонное основание с залитыми в него металлическими опорами.
Такие конструкции используются для работ с профилем до 20 мм. Если предстоит обработка деталей сечением более 25 мм, понадобится создание более сложной конструкции.
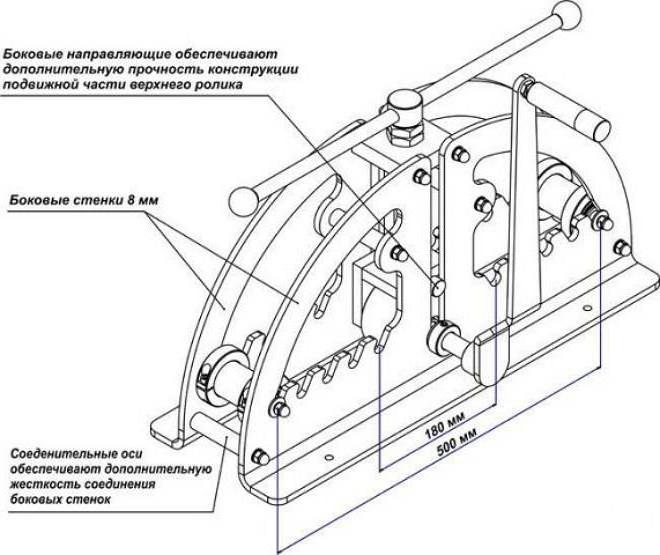
Потребуется прочное основание, на котором закреплены два опорных ролика. Они снабжены бортиками, высота которых соответствует размерам обрабатываемого профиля. Между ними устанавливается натяжное устройство с верхним прижимным роликом. Он изменяет свое положение при помощи натяжного устройства, регулируя при этом радиус изгиба детали. Прокат детали выполняется вручную, для чего на одном из опорных роликов устанавливается рычажный механизм вращения.
Необходимые инструменты и материалы
Для сборки самодельного профилегибочного станка потребуются:
- отрезок швеллера или двутавра большого размера (от 150 мм) длиной около 1 м;
- отрезки уголка или швеллера для сборки станины;
- ролики соответствующего размера, установленные на оси диаметром не менее 20 мм;
- звездочки и цепь для привода вращения;
- натяжной механизм — винтовой или на базе гидравлического домкрата;
- болты, гайки, шайбы;
- сварочный инвертор, электроды;
- сверлильный станок;
- болгарка, ножовка по металлу;
- измерительные инструменты — линейка, рулетка, угольник;
- обычный набор слесарного инструмента — молоток, напильник, зубило и т.д.
В зависимости от возможностей и навыков мастера могут пригодится и дополнительные инструменты или материалы, позволяющие улучшить конструкцию станка и повысить его прочность. Некоторые элементы в домашних условиях изготовить сложно, поэтому их обычно заказывают у токаря. Это относится к роликам, осям и ступицам. Если имеется возможность, следует заказать изготовление натяжного устройства, хотя бы винта и гайки с прямоугольной резьбой.
Чертежи с размерами
Размер будущего станка определяется величиной обрабатываемых деталей. Учитывая, что ручные инструменты не способны работать с профилем большого сечения, принято ограничиваться максимальным расстоянием между осями опорных роликов 500 мм (иногда меньше). Для более детального определения размеров установки используются сборочные чертежи.
Некоторые варианты:
Перед началом сборки следует определиться с конструкцией и создать собственный чертеж. Это позволит окончательно определиться с размерами деталей, уточнить некоторые рабочие моменты и исправить возможные ошибки.
Пошаговая инструкция
Порядок действий:
- изготовление станины. На опорный отрезок швеллера большого размера привариваются две поперечины для устойчивости. Затем по углам крепятся вертикальные стойки, на которых сверху крепится обвязка. Высота станины составляет 40-50 см.
- Установка опорных роликов. На горизонтальные поверхности станины устанавливаются опорные ролики в сборе (вместе со ступицами и подшипниками). Отмечаются точки крепления, сверлятся отверстия и ролики фиксируются с помощью болтовых соединений. На ступицах одна сторона проходная, позволяющая установить звездочки для цепной протяжки.
- Монтаж натяжного устройства. Существует два варианта — установка снизу и сверху. Первый способ дает экономию высоты, способствует устойчивости станка. Второй способ удобнее в эксплуатации, позволяет приложить значительные физические усилия при регулировке натяжного ролика. Оба варианта имеют свои достоинства, но отличием является тип натяжки — нижний вариант рассчитан на использование гидравлического домкрата, верхний — под винт с прямоугольной резьбой. Конструктивно они отличаются тем, что домкрат поднимает один из опорных роликов, поэтому натяжной ролик в данном случае неподвижен и жестко закреплен на станине. При верхнем расположении резьба давит на натяжной ролик, опуская его вниз.
- Установка звездочек и цепи. Необходимо следить, чтобы все три звездочки находились в одной вертикальной плоскости, иначе цепь будет слетать или порвется.
- Присоединение приводного рычага. На опорные ролики устанавливаются рычаги, с помощью которых будет производиться протяжка профиля.
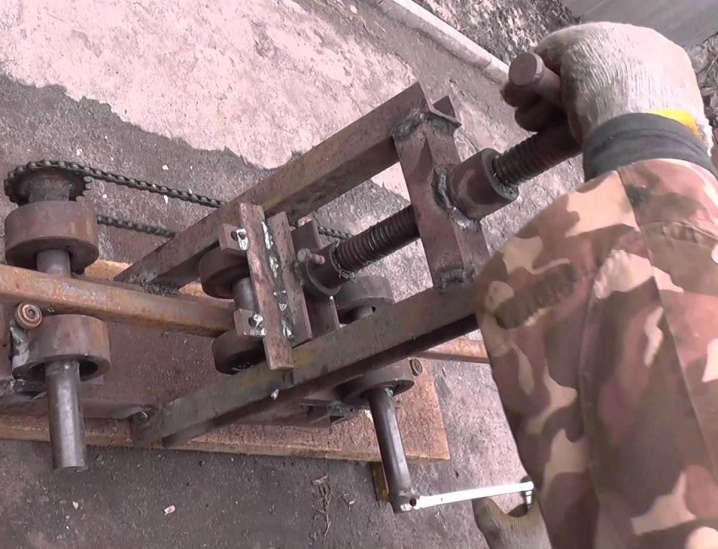
Простой в изготовлении вариант станка из тисков:
Профилегиб из автозапчастей(ступиц автомобиля):
Самодельный электрический профилегиб
Электрический профилегиб, доступный для самостоятельного изготовления, представляет собой ту же ручную конструкцию, отличие которой состоит в наличии электропривода для вращения роликов. Необходимо один из опорных роликов сделать приводным, установив на него шестерню зубчатой передачи. Она входит в зацепление с соответствующей шестерней понижающего редуктора, который соединен ременной передачей с электродвигателем. Подобным образом можно изготовить профилегиб как целиком, так и доработать имеющийся ручной вариант конструкции.
Необходимые инструменты и материалы
Для изготовления электрического трубогиба потребуются те же материалы и инструменты, которые перечислены выше. В дополнение к ним понадобятся:
- понижающий редуктор;
- электродвигатель с частотой вращения около 100 об/мин;
- натяжное устройство для ременной передачи (может быть совмещено с посадочной площадкой для двигателя).
Ни двигатель, ни редуктор самостоятельно изготовить не удастся, поэтому придется их приобретать в готовом виде.
Размеры и чертежи
Размер профилегиба с электроприводом ничем не отличается от величины ручной установки. Единственным изменением конструкции является площадка под редуктор и посадочная натяжная площадка под электродвигатель. Они могут быть установлены на станину с внутренней или наружной стороны, что определяется в процессе проектирования или по ходу сборки, если производится модернизация уже имеющегося станка. Принципиального отличия в конструкционном отношении не имеется, дополнительные элементы устанавливаются на свободный участок внутри станины.

Пошаговая инструкция по изготовлению
 Порядок действий при сборке профилегибов с электроприводом практически не отличается от уже рассмотренной технологии создания ручного станка.
Порядок действий при сборке профилегибов с электроприводом практически не отличается от уже рассмотренной технологии создания ручного станка.
Отличием является установка редуктора и электродвигателя.
Оба узла крепятся на нижней части станины, кинематически соединяются в соответствии с особенностями конструкции.
Если используется сборка двигатель-редуктор, конструктивно выполненная как единый узел, задачей мастера станет лишь фиксация в определенном положении и соединение зубчатой передачей с опорным роликом. При использовании отдельных узлов сначала производится монтаж и соединение с роликом редуктора, после чего устанавливается электродвигатель и с помощью ременной передачи соединяется с редуктором.
Необходимо установить кнопку пуск-остановка, расположенную на видимой части станка, удобной для использования в случае возникновения экстренной ситуации.
Самостоятельно изготовить профилегиб могут только люди, имеющие опыт и навыки пользования слесарным инструментом и сварочным аппаратом. Если возникают сомнения в результате, лучше приобрести готовый станок или выйти из положения иным способом. Приобретение готового станка обойдется недешево, но, если планируется большой объем работы, расходы могут оказаться не слишком большими, а экономия времени — более предпочтительной, чес изготовление самодельного станка с непредсказуемым результатом.
Полезные советы
Современные конструкции ручного профилегиба позволяют создавать не просто гнутые заготовки для металлических конструкций, а красивые арки. Они, в свою очередь, могут стать основой для дачной теплицы, забора, беседки.
Чтобы смастерить такой станок, потребуется использовать простой автомобильный домкрат. В составе такого оборудования один из валиков должен быть подвижным. Чтобы создать такой станок, потребуется в ранее описанную конструкцию внести ряд изменений:
- на станину устанавливают подвижное плечо с валиком, крепление производят шарнирами;
- домкрат отвечает за регулировку угла, под которым поднимается плечо.

Если рассмотреть представленную конструкцию более подробно, то сложно не заметить, что рабочий шток домкрата упирается в поворотную платформу. Именно это усилие позволяет ее поднять. При создании самодельного профилегиба в некоторых случаях домкрат устанавливается на площадке сверху, а не на отдельно созданной нижней. Конкретно в рассматриваемом случае этот элемент играет роль винтового приспособления, именно он создает необходимое прижимное усилие.

Механизировать станок можно, не только используя электромотор, поскольку не у каждого такой найдется под рукой. Вполне подойдет дрель, в функционале которой предусмотрен регулятор оборотов. Также можно приспособить перфоратор, но он должен быть большой мощности. Если инструмент присоединить к рабочему валу, то станок придет в действие.

В следующем видео представлено описание самодельного профилегиба.
Список источников
- www.syl.ru
- stanok.guru
- stankiexpert.ru
- stroy-podskazka.ru
- 2lzz.ru
 Для изгиба стальных профилей могут использоваться разные виды гибочных станков, но профилегиб считается самым удобным из них, за счет своих особых преимуществ. При этом дорогое оборудование может купить не каждый человек, но можно сконструировать профилегибочный станок своими руками.
Для изгиба стальных профилей могут использоваться разные виды гибочных станков, но профилегиб считается самым удобным из них, за счет своих особых преимуществ. При этом дорогое оборудование может купить не каждый человек, но можно сконструировать профилегибочный станок своими руками.
Перед тем, как начать работу, нужно разобраться, зачем он вам нужен. Поэтому рассмотрим существующие сегодня классификации профилегибов, их принцип работы и конструкцию, чертежи, процесс изгиба и основные этапы сооружения.
Основное назначение профилегиба
Сейчас профилегиб широко используется при изготовлении алюминиевых, медных, стальных и ПВХ труб, а также для прокладывания систем водо- и газоснабжения, и при прокладке кабелей. Профилегиб применяется для гибки разных заготовок:
 цельных заготовок квадратного и прямоугольного сечения;
цельных заготовок квадратного и прямоугольного сечения;- балок;
- уголков;
- труб;
- двутавров;
- швеллеров;
- металлических прутков и т. д.
Когда металл нужно выгнуть под необходимым углом, то, как правило, применяют ручной самодельный профилегиб. Этот станок дает возможность выгибать своими руками металлический профиль с помощью холодного проката без нагревания изделия. При этом профилегибочные станки дают возможность создавать изделия с симметричными или несимметричными контурами знакопеременной или одинарной кривизны.
Основным преимуществом профилегибов является изгиб за один прокат. При этом можно обрабатывать стальные профили в вертикальной и горизонтальной плоскости, делать из заготовок окружности или спирали. Станки дают возможность выполнять замкнутые и открытые контуры, а также контуры, имеющие плавный переход.
Сейчас профилегибы пользуются огромной популярностью во многих строительных сферах: морской, энергетической, спортивной, электрической, автомобильной, мебельной, нефтехимической промышленности. Процесс изгибания проходит по радиусу и имеет два основных этапа: изделие прокатывается между валиками с одновременным прижимом боковых валиков или верхнего ролика.
Конструкция профилегибочного станка
 Конструкция гибочного оборудования представляет легко транспортируемый станок с гидравлическим, электрическим или механическим приводом, относительно небольшого веса и компактных размеров, который предназначается для гибки металла с помощью холодного проката. Чтобы добиться оптимальных показателей кривизны зачастую используются специальные насадки, помогающие обрабатывать любые изделия.
Конструкция гибочного оборудования представляет легко транспортируемый станок с гидравлическим, электрическим или механическим приводом, относительно небольшого веса и компактных размеров, который предназначается для гибки металла с помощью холодного проката. Чтобы добиться оптимальных показателей кривизны зачастую используются специальные насадки, помогающие обрабатывать любые изделия.
Выделяют четыре вида систем профилегибов. Конструкция с верхним подвижным валиком является самым простым видом в плане работы механики, в этом случае перемещается только верхний валик. Устройство этого механизма может отличаться:
- гидравлический ролик – управляется гидросистемой непосредственно верхнего ролика;
- верхний ручной ролик – управляется с помощью редуктора.
Это положение роликов позволяет рассчитать возможный радиус для изгибания деталей с минимальными погрешностями на упружнения металла или небольшим градиентом во время деформации профиля. Эти чертежи профилегиба своими руками являются сегодня самыми популярными.
Станки с левым роликом более удобней для завивки спиралей, они дают возможность производить аналогичные функции, как и вышеописанные профилегибы, с отличием только в механизме привода бокового валика. Модели оборудованы ЧПУ, то есть, контролируют градиент изгибания: выгибают изделие с исходного чертежа, либо управляются с предустановленными функциями.
Станки с нижними роликами применяются, в первую очередь, для гибки больших профилей, так как усилие гибки равномерно распределяется на два нижних вала, а механизм привода полностью гидравлический. У каждого ролика находится свой контроллер месторасположения, для сохранения возможности изготовления спиралей. Этот механизм считается самым используемым, так как валики вращаются по сегменту окружности.
Станки, где все ролики подвижные, имеют наиболее сложный механизм, и включают в себя все преимущества вышеописанных станков. Эти профилегибы могут выполнять работу, которую делают по отдельности предыдущие устройства.
Принцип работы профилегибочного станка
 Основное отличие профилегиба от остальных трубогибочных станков состоит в том, что он деформирует металл с помощью проката, а не за счет загиба. У любого профилегиба принцип работы схож. Станок жестко ставится и фиксируется через отверстия в раме анкерными болтами. Устройство перед эксплуатацией нужно заземлить и проверить целостность механических и электрических элементов.
Основное отличие профилегиба от остальных трубогибочных станков состоит в том, что он деформирует металл с помощью проката, а не за счет загиба. У любого профилегиба принцип работы схож. Станок жестко ставится и фиксируется через отверстия в раме анкерными болтами. Устройство перед эксплуатацией нужно заземлить и проверить целостность механических и электрических элементов.
Перед первым запуском ролики чистятся от консервирующей смазки при помощи сухой ткани, а также проверяется соответствие напряжения сети с необходимым для профилегиба. Затем аппарат обкатывается в холостом режиме в течение получаса. Если появляются отклонения от нормального режима, то профилегиб останавливают и убирают неисправности.
Заготовки чистят от смазки и проверяют упругость металла, которая обязана быть одинаковой по всей длине изделия. Затем валики настраивают для обработки детали в следующей последовательности:
- гайки крепления прижимных и опорных валиков откручивают ключом;
- устанавливают ролики на валы со шпонкой и крепят с помощью гаек;
- при помощи рукоятки поднимают вверх прижимной валик;
- деталь зажимают между роликами;
- после под высоким давлением между валами проходит прокатка.
Уровень кривизны задается при помощи опускания и поднятия верхнего вала. В ручном станке механизм работает с помощью рычага, который перемещает оператор. Электрический профилегиб работает за счет электродвигателя.
Классификация профилегибов
По внешнему виду классический профилегиб имеет форму «Т». Есть несколько видов данных устройств, отличающиеся стоимостью, качеством и техническими характеристиками.
Электрические профилегибы
 Чаще всего электрические профилегибы изготавливаются в виде массивных и больших станков, потому подойдут лишь для стационарных работ. Но также эти профилегибы используют для выгибания профиля, имеющего небольшой диаметр, потому, как правило, устанавливаются в домашних мастерских и на небольших производствах. Это оборудование отличается высоким уровнем точности и хорошо сохраняет прочность изделий, на участке гибки.
Чаще всего электрические профилегибы изготавливаются в виде массивных и больших станков, потому подойдут лишь для стационарных работ. Но также эти профилегибы используют для выгибания профиля, имеющего небольшой диаметр, потому, как правило, устанавливаются в домашних мастерских и на небольших производствах. Это оборудование отличается высоким уровнем точности и хорошо сохраняет прочность изделий, на участке гибки.
Угол выгиба отмечается разными способами. При механическом способе устанавливаются специальные метки, они напоминают стрелки часов. Но наиболее современным методом является цифровой, когда прогиб создается с помощью электронной установки и регулируется оператором через монитор. Но этот инструмент отличается большим весом и высокой ценой.
Гидравлические профилегибы
Это оборудование используется в промышленности. Их применяют при обустройстве систем водоснабжения или канализаций, и они отлично подходят для стационарных условий. Гидравлические профилегибы отличаются тем, что могут работать только от сети. Главным достоинством является:
- сохранение мобильности;
- высокая скорость;
- отсутствие нагрузок на оператора;
- простота работы.
Ручные профилегибы
Это оборудование является самым доступным и дешевым, его можно установить в домашней мастерской для работы своими руками, так как оно не подразумевает профессиональной подготовки устройства. Но есть и недостатки:
- неудобство выполнения нескольких изгибов на одном изделии;
- высокая нагрузка на пользователя;
- продолжительное выгибание по времени;
- работа только с небольшим диаметром труб;
- почти не контролированный радиус изгиба.
Но даже при этих недостатках, этот профилегиб является самым приемлемым вариантом для работ своими руками в домашних мастерских. Если при устройстве водопровода или отопления вам нужно выгнуть всего несколько труб или прутков, то покупать дорогостоящий инструмент нет смысла. Ручной профилегиб великолепно справиться с данной задачей.
Разновидности ручных профилегибов
 Для домашнего пользования лучше всего подойдет ручной профилегиб. Если не планируете долговременное использование профилегиба, то лучше купить недорогую модель или сделать профилегиб своими руками. Есть несколько способов изготовленных ручных профилегибов.
Для домашнего пользования лучше всего подойдет ручной профилегиб. Если не планируете долговременное использование профилегиба, то лучше купить недорогую модель или сделать профилегиб своими руками. Есть несколько способов изготовленных ручных профилегибов.
Первый способ самый популярный. По детали, которая подвергается выгибанию, передвигаются специальные валики, воздействующие на нее своей силой, и выгибающие ее. Это оборудование выгибает трубу с помощью неподвижной оправы. Почти все модели дают возможность выгибать до 180 градусов.
Следующий вариант, это профилегибы, выдавливающие трубу специальным устройством. Они перемещают оправу навстречу выгибаемой трубе. Этот вариант исключает появления складок благодаря подвижной оправе и не сминает изделие. При этом он оборудован храповыми механизмами, позволяющими существенно повысить усилие руки.
Если же нужно выгнуть очень толстую трубу, то в этом случае не обойтись без гидравлического ручного профилегиба. Он оборудован специальными поршнями, создающими давление на трубу в несколько десятков тонн. Это устройство может выгибать до 180 градусов.
Как сделать профилегиб своими руками
Конструкция зависит от диаметра профиля. Если диаметр не больше 20 мм, то трубу можно выгнуть, с помощью бетонной плиты с отверстиями, куда нужно поместить металлические штыри. То есть, труба проводится между штырями и выгибается на необходимый угол. Если сечение трубы больше 25 мм, то нужно продумать чертеж профилегиба более сложней.
 Для этого нужно на основание зафиксировать два ролика, при этом радиус боковой грани обязан иметь равный диаметр с трубой. Трубку нужно установить между роликов и закрепить один ее конец. Затем свободный конец закрепляется к лебедке, и она приводится в действие. Когда деталь достигнет необходимого изгиба, можно остановить лебедку.
Для этого нужно на основание зафиксировать два ролика, при этом радиус боковой грани обязан иметь равный диаметр с трубой. Трубку нужно установить между роликов и закрепить один ее конец. Затем свободный конец закрепляется к лебедке, и она приводится в действие. Когда деталь достигнет необходимого изгиба, можно остановить лебедку.
Затем понадобится цементный раствор, а также толстые куски труб диаметром около 60-110 мм. Можно использовать швеллеры, они отлично для этого подходят. На земле устраивается цементная площадка, куда устанавливают обрезки труб. Вначале они четко вертикально устанавливаются в щебень. Дистанция между этими элементами равняется около полуметра. Затем участок заливается цементом, но трубы обязаны сохранить вертикальный уровень. На высыхание раствора уйдет несколько дней.
Чтобы не допустить выпучивания, смятия или трещин, перед нагреванием трубу нужно наполнить кварцевым песком. Перед тем как заполнить трубу песком, заткните конец трубе деревянной пробкой, ее длина обязана равняться двум диаметрам трубы. При этом конусность составляет 1:10 или 1:25. Затем нужно насыпать немного песка в отрезок трубы и нагреть его до темно-красного цвета. После охлаждения можно засыпать полностью песок и внимательно посмотреть на стенки трубы.
Установите трубу в вертикальное положение и насыпьте не спеша песок. Тут нужно соблюдать одно правило: после каждой порции надо приподнимать трубу и обстукивать ее молотком. Выполняйте это до тех пор, пока пустоты не заполнятся. Про это должен оповестить пустой звук отстукивания молотка. Не забывайте, песок не должен доходить до верха трубы приблизительно на длину диаметра.
Сверху нужно забить пробку, где предварительно делаются несколько отверстий для выхода газов. С помощью мела наносят отметку на трубе в месте самого большого изгибания, ее радиус обязан быть меньше 3-4 диметров трубы.
Когда труба изгибается под 90 градусов, то интервал нагрева обязан равняться 6 ее диаметрам. Если труба изгибается под 60 градусов, то интервал можно уменьшить до 4 диаметров. Нагрев нужно завершить, когда с трубы слетит вся окалина. Это признак полного прогревания, если на поверхности образуются искры, то это обозначает, что труба пережжена. Ее нужно выгнуть в один прогрев. Если этих прогревов будет несколько, то они ухудшат структуру материала.
После прочтения статьи может показаться, что намного целесообразней купить профилегиб заводского производства, нежели тратить время на обработку металла, поиск материалов и сборку конструкции. Но на практике, изготовить профилегиб своими руками гораздо выгодней, при этом экономия может быть очень значительной. Согласитесь, это очень веский аргумент в пользу «домашней» сборки.
- Автор: Виталий Данилович Орлов
- Распечатать
Оцените статью: