Трубогиб своими руками, без токарных работ. (Tube Bender, Pipe Bender)
ЛУЧШИЙ вариант для трубогиба без токарных работ

ЛУЧШИЙ вариант для трубогиба без токарных работ
МОЩНЫЙ трубогиб профилегиб без токарных работ Чертежи Размеры Pipe bender profile bender

МОЩНЫЙ трубогиб профилегиб без токарных работ Чертежи Размеры Pipe bender profile bender
Принцип работы трубогиба определяет его конструкцию. Это ручные, переносные и стационарные инструменты, с электроприводом, гидравлические. Если нужно согнуть трубу, самое простое решение – купить трубогиб в магазине. Но можно сделать инструмент своими руками из подручных материалов.
Существует несколько видов трубогибов, которые различаются по механизму и принципу работы: гидравлический и пневматический. Хорошо справляются с созданием изгибов заводские агрегаты, которые приводятся в действие обоими видами приводов. К сожалению, не каждый может воспользоваться такими устройствами или же приобрести фабричный вариант, да и осваивать технологию гибки на заводских станках без опыта проблематично. Какие трубогибы возможно сделать своими руками. Какие распространенные техники сгибания.
Ручной самодельный трубогиб для профильных труб
Самодельный профильный трубогиб представлен в нескольких вариациях. Всё зависит от материалов, которые доступны при создании оборудования.
Наиболее распространённым является фронтальный, для изготовления которого потребуется:
- три вала/ролика – цилиндрической формы из металла;
- цепь;
- ось вращения;
- приводной механизм;
- металлические профили для рамы.
При создании станка своими руками выполняют конструкцию или некоторые элементы (ролики) из древесины или полиуретана. При эксплуатации необходимо рассчитывать прочность труб (материал изготовления), которые подвергнутся деформации. Иначе конструкция не выдержит.
Технология гибки ручным станком
В процессе сгибания профильной трубы в самодельном станке осуществляется принцип вальцовки/раскатки. Гибка трубы данным методом позволяет избежать изломов и повреждений. В результате – точное соответствие нужного угла градусу и размеру. В агрегате труба вставляется между роликами и при вращении ручки сгибается.
Этапы сборки ручного трубогиба
Как собрать ручной трубогиб:
- Подготовьте металлический каркас для установки компонентов. Конструкция крепится сваркой и скручивается болтами для прочности всего оборудования.
- Монтаж оси вращения и валов, два из которых монтируются выше третьего. Здесь радиус изгиба трубы зависит от расстояния, на котором находятся два нижних цилиндра друг от друга. Поэтому для настройки угла деформации установите ролики и стопор.
- Вращающий механизм приводится в движение цепью. Здесь учитывается наличие или отсутствие шестерней. Их всего три. Подойдёт цепь со старого автомобиля, которую монтируют на валы.
- К одному из валов прикрепите ручку. Элемент будет создавать крутящее усилие.
Видео-инструкция. Как сделать ручной трубогиб
Для изготовления прокатного станка для гибки профильных труб потребуется:
- домкрат;
- для каркаса: металлические профили и полка;
- 4 высокопрочных пружины;
- 3 вала;
- цепь и прочие элементы.
Технология сгибания прокатным трубогибом
В процессе сгибания в станке осуществляется деформация трубы в заданном месте. Труба ложится на боковые ролики, сверху опускается третий и таким образом изделие фиксируется. При вращении ручки цепь приводит в движение валы, и труба сгибается под нужным углом.

Как сделать самому прокатный трубогиб
Как изготовить прокатный трубогиб:
- Прижимной вал состоит из шестерней, колец и подшипников, закреплённых через шпонку. Поэтому главным в процессе сборки является вытачивание роликов и обоймы для подшипников. Величина валов должна соответствовать подшипникам и звёздочкам. Процесс вытачивания доверяется токарю на основе чертежей. Валов три, два из которых располагаются по бокам, а третий подвешивается на пружинах.
- Следующим этапом является просверливание отверстий и нарезание резьбы в кольцах (для изготовления пазов, резьбы под болты-зажимы) своими руками.
- Подготовка полки из швеллера – сверлят отверстия и нарезают резьбу для установки прижимного вала.
- Последний этап – сварочные и монтажные работы всей конструкции. Сначала устанавливают каркас (ножки).
- Далее подвешивают полку с прижимным валом на пружинах и монтируют боковые опорные валы, которые соединяют цепью. В конце – крепят ручку на один из боковых опорных валов и монтируют домкрат.
Аспекты работы:
- прижимной вал прикручивается через шпонки к полке;
- «подвесной» прижимной вал устанавливается на полку. К этой основе приваривают гайки для пружин. Впоследствии площадка переворачивается и крепится на пружины;
- при натяжении цепей как держатель применяется магнитный уголок;
- в процессе прикручивания звёздочек – устанавливают шпонки, заготовленные из гравера;
- ручку для вращения изготавливают с проворачивающейся трубкой;
- домкрат монтируют на «подвесную» платформу посредством болтов и сварки.
Как сделать гидравлический трубогиб в домашних условиях
Гидравлический трубогиб для профильных труб оснащён гидроцилиндром, планками, нагнетательным устройством и трубными упорами. Изготовление такого агрегата в домашних условиях – процесс трудоемкий.
Детали оборудования:
- гидравлический домкрат (не меньше 5 тонн);
- башмак;
- несколько роликов (2-3);
- швеллер;
- металлические пластины и прочие детали.

Технология гибки станком с гидравлическим приводом
Процесс гибки заключается в деформации заданного участка трубы посредством домкрата с гидравлическим приводом. Трубу вставляют в башмак, закрепляют оба конца. Задействуют домкрат, поворачивая медленно ручку. Усилие, создаваемое гидравлическим приводом, передается на ролик – труба сгибается под нужным углом. В любой момент работу можно остановить, вытащить трубу можно, сделав пару оборотов ручки в противоположную сторону, то есть ослабить нажим ролика.
Как изготовить гидравлический гибочный станок
Изготавливаем гибочный станок на гидравлике своими руками:
- Предварительно заготавливают конструкцию из швеллера, где будут расположены башмак и ролики. Затем каркас станка из аналогичного металла.
- Последняя платформа конструкции укрепляется металлическими пластинами. Впоследствии на эту полку будет монтироваться домкрат. Закрепляют устройство болтами, присоединяют ручку.
- Сложностью является поиск или изготовление роликов, которые должны обхватывать трубу. Детали монтируют в прямоугольный швеллер на равной высоте. Башмак устанавливают ниже. Расположение деталей определяет заданный радиус изгиба.
- Ролики и башмак крепят с помощью болтов. Отверстия заготавливают предварительно.
Видео-инструкция. Как сделать гидравлический трубогиб
При сгибании труб необходимо знать диаметр материала и принципы процесса. Это обусловит корректную деформацию материала без перегрузки и изломов. На станках с применением гидравлики возможна гибка участка трубы с нагревом, что позволяет гнуть изделия с большой толщиной стенки, из прочных сплавов и полимерных материалов.
Горячий и холодный методы гибки труб
Деформация труб проводится двумя способами:
Изгиб холодным способом применяют для труб, изготовленных из пластичного материала. Как правило, это изделия небольших размеров, изготовленные из меди, алюминия и прочих материалов (кроме чугунных), металлопластиковые. Процесс осуществляется с помощью станков или механического трубогиба. Для лучшего изгиба перед деформацией в трубу засыпают песок, соль или заливают масло, воду (ледяную).
Татьяна Пронина, эксперт
Второй метод применяется для деформации труб с повышенной кольцевой жесткостью (нержавеющая сталь и т. п.). Способ может использоваться для всех видов труб, кроме металлопластиковых.
Таблица минимальных радиусов гибки труб
Где наименьший радиус изгиба – R, диаметр трубы в мм – d, минимальная длина прямого участка – Lmin.
Как сделать шаблон для гибки труб по радиусу
Наиболее простым методом является гибка трубы по шаблону. Принцип заключается в деформации материала путём приложения к деревянной конструкции с радиусом закругления. Способ подходит для алюминиевых и стальных труб с небольшой толщиной стенки.
Шаблон выпиливается из деревянных досок, которые между собой крепятся болтами или другим наиболее удобным способом. Вся конструкция прикручивается болтами к столу или другой устойчивой основе.
Толщина шаблона, где непосредственно прикладывается труба – на несколько сантиметров больше, чем диаметр сгибаемой трубы. Торец этой части (край шаблона) выпиливается с наклоном, чтобы труба не соскальзывала с выступа.
На шаблон монтируется упор. Между ним и основой шаблона вставляется труба и аккуратно надавливается — материал гнётся.
- Если вы собираете ручной прокатный трубогиб для профильных материалов, то звёздочки можно не использовать, а соорудить конструкцию с приводом на одном ролике. Но механизм будет периодически пробуксовывать. Прижимной винт можно сменить на домкрат.
- При изготовлении шаблона воспользуйтесь крючками, прикрепленными к древесине, чтобы труба не соскальзывала.
- Если предстоит согнуть трубу под большим радиусом, то лучше изготовить агрегат с тремя роликами.
- Чем больше расстояние между роликами, тем меньше сил прилагают для сгиба. Чтобы менять радиус изгиба, предварительно предусматривайте возможность движения роликов по горизонтали относительно друг друга.
Видео-урок гибки профильных труб
Изгиб профильных труб в домашних условиях осуществляется посредством разных трубогибов, собранных своими руками. Профессиональные инженеры и любители всё больше совершенствуют самодельное оборудование и делятся своими открытиями в Интернете.
А у вас есть собственный метод гибки профильных труб? Какие инструменты вы собрали самостоятельно? Поделитесь с нами в комментариях.
protryby.ru
Изготовление профилегиба своими руками: пошаговая инструкция с фотографиями
Профильные трубы имеют широкие применение, являются незаменимыми в строительстве, а поэтому необходимы для самых различных целей: сооружение заборов, детских площадок, различного рода опор. К примеру, если Вы решите сделать теплицу своими руками на приусадебном участке, профиль придется гнуть.

Собственноручный трубогиб
Сделать необходимый радиус загиба можно лишь с использованием специального приспособления – трубогиба, который внешне напоминает станок. В продаже представлен широкий ассортимент профилегибов как отечественного, так и зарубежного производства. Однако есть еще один вариант – самодельный трубогиб для профильной трубы. Сделать станок своими руками целесообразно в том случае, если необходимо выполнение загиба всего нескольких изделий и нет желания покупать дорогостоящий инструмент.
Вернуться к содержанию
Виды и применение профилегибов
Гибка профильных изделий является одной из самых сложных операций, ведь без использования специальных приспособлений придание профилю необходимой формы становится практически невозможным. На выбор потребителя производители предлагают следующие виды профилегибов:
- Ручной ПГ-1;
- Ручной ПГ-2;
- Ручной ПГ-4.
Использование любого из промышленных трубогибов упрощает процесс гибки, позволяет сэкономить время и усилия.
Ручной ПГ-1
Однако с целью экономии средств можно сделать ручной профилегиб своими руками. Его изготовление не требует больших финансовых затрат, основную часть материалов можно приобрести в точках приема черного металла по минимальной стоимости. При этом подобный станок не будет уступать заводскому по своей эффективности, только внешне выглядит не так красиво.
Вернуться к содержанию
Материалы для изготовления профилегиба
Изготовление трубогиба для профиля своими руками потребует предварительной подготовки материалов. Перечень достаточно большой, однако стоимость каждой отдельной позиции является незначительной:
- Уголок, с помощью которого изготавливается станина.
- Трубы или профили, на которых станок будет стоять.
- Валы для сгибания. Их может сделать токарь.
- Цепной механизм.
- Натяжитель.
- Направляющая вала.
- Движущий элемент.
- Ручку, которую можно сделать из любого имеющегося в хозяйстве металла.
- Крепление из швеллера.
- Болты.
Помимо подготовки материалов следует заранее выбрать желаемый чертеж профилегиба.
Вернуться к содержанию
Чертежи для изготовления устройства
Чертежи для изготовления профилегиба бывают различные. Ими делятся с огромным удовольствием мастера и можно выбрать абсолютно любой. Единственное, на что следуют обратить особое внимание – схема должна включать точные замеры каждого элемента, иначе станок может попросту не получиться. Для изготовления трубогиба своими руками можно выбрать чертеж из следующих вариантов:

Чертеж для изготовления трубогиба

Чертеж для изготовления трубогиба своими руками
После того, как чертеж подобран и детально изучен, можно переходить к самому ответственному этапу – собственно изготовление.
Вернуться к содержанию
Процесс изготовления трубогиба
Поскольку гнуть профильные трубы достаточно тяжело, понадобится лебедка или гидравлический механизм. Также для изготовления своими руками необходима сварка, с помощью которой отдельные металлические элементы соединяются между собой.
Сам процесс изготовления станка можно поделить на несколько этапов:

Когда работа завершена, можно приступать к испытанию устройства. Достаточно взять любой профиль и положить его на станок. Затем с помощью вращения ручки придать ход валам и тем самым выполнить изгиб трубы. Легко и быстро профиль приобретает необходимый радиус изгиба. Подобный станок станет незаменимым приспособлением в любом частном доме или на даче. Самодельный профилегиб можно использовать для строительства любых конструкций с металлическим каркасом, а на его изготовление потребуются сущие копейки.
Вернуться к содержанию
Трубогиб своими руками
Интересное по теме:
vseotrubax.com
Станок для гибки профильных труб своими руками: чертежи, видео
Профильные трубы используются для производства различных конструкций и предметов: теплиц, навесов, беседок, комплектов мебели, и все это можно сделать с помощью станка для гибки профильных труб своими руками.
При острой необходимости любую трубу можно изогнуть с помощью подручных средств. Однако качество такого изделия будет априори низким.
Изготовить деталь с точными геометрическими параметрами можно только на станке.
Технология гибки профильных труб
Любые изделия из металла обладают твердостью и прочностью.
Для гибки металлического прута или профильной трубы нужно приложить усилия, которые способны изменять геометрическую форму исходной заготовки.
Выполнить такую операцию можно только с использованием специального механизма, который называется станок для гибки труб.
Основная функция станка сводится к тому, чтобы обеспечить щадящую деформацию заготовки. Эта деформация выполняется за счет усилий, которые прилагает работник или электрический двигатель.
Наряду с электрическим приводом, в конструкции станка применяется пневматический или гидравлический пресс.
На сегодняшний день на предприятиях используются трубогибочные станки двух типов:
- с ручным приводом;
- с электрическим приводом.
Чертеж простейшего устройства для гибки профильных труб представлен ниже. Такой станок можно сделать при определенных навыках своими руками. Производительность такого устройства будет невысокой.

Простейшие трубогибы используют в структурах жилищно-коммунального хозяйства.
Предприятия, которые занимаются серийным производством продукции, оснащаются трубогибными агрегатами на электрическом приводе.
Здесь конечная продукция соответствует строгим требованиям стандартов и технических условий.
Приступая к выпуску очередного изделия, нужно заново настроить оборудование. В данном случае — агрегат для гибки профильной трубы. Сделать это нужно следующим способом.
Вначале в станок устанавливается шаблон, который соответствует геометрическим формам будущего изделия. Затем выполняется подгонка всех элементов станка.
После настройки необходимо «согнуть» несколько экземпляров изделия и сравнить с шаблоном.
В процессе изготовления большой партии изделий, следует периодически проводить выборочный контроль на соответствие заданным параметрам.
При значительных отклонениях от шаблона настройка станка производится заново.
Конструкция станка
На видео показано, как работает трубогибный агрегат с электрическим приводом. Кинематическая схема механизма, который применяется в станках разной конструкции, одинакова.
Принимаясь за изготовление такого станка своими руками, об этом надо помнить. Чертеж станка предпочтительнее изготовить самостоятельно.
При эксплуатации самодельного станка трубы часто подвергаются сплющиванию. На месте изгиба образуются заломы. Для дальнейшего использования такие изделия непригодны.
Чтобы предотвратить подобные результаты в дальнейшем, необходимо на начальном этапе отработать технологию загиба на профильных трубах разного сечения.
Повседневная практика показывает, что услуга по выгибанию профильной трубы пользуется спросом у определенной категории населения. В частности, у дачников, которые сооружают теплицы своими руками.
Для оказания такой услуги предприниматели предпочитают приобрести станок для гибки труб.
При выборе надо обращать внимание на следующие особенности станка:
- переносной или стационарный;
- с автоматическим управлением или с ручным;
- с ручным приводом или с электрическим.
Стоимость конкретной модели определяется опциями, которыми оснащен агрегат. Если высокая точность изделий не требуется, то можно приобрести более простую конструкцию или сделать трубогиб самому.
Станок своими руками
Принимая решение, сделать трубогиб своими руками, нужно детально изучить чертеж устройства.
Агрегат состоит из следующих узлов:
- станина;
- транспортер;
- кронштейн с направляющими уголками;
- верхний ролик;
- струбцина.
Каждый узел собирается по отдельности, после чего выполняется сборка станка в целом.
Перед тем как приступить к изготовлению, необходимо приготовить все материалы, детали и устройства, из которых комплектуется станок.
Для работы потребуется сварочный аппарат и комплект инструментов. Первым шагом готовятся все основные элементы, а затем производится их сборка в определенной последовательности.
Сборка станины
Станина по форме представляет собой обычный стол или верстак. Исходные материалы и комплектующие изделия указаны в спецификации.
В качестве ножек можно взять швеллер или использовать отрезки трубы диаметром 100 мм.
При сборке, которая выполняется с помощью сварки, нужно строго выдержать габаритные размеры, указанные в чертеже.
После того как станина собрана и зафиксирована, на нее нужно установить транспортер.
Сборка и крепление транспортера
Транспортер состоит из двух роликов, которые крепятся на противоположных сторонах станины. Чертеж транспортера содержит все необходимые данные для того, чтобы выполнить монтаж.

Очень важно точно и надежно закрепить звездочки цепной передачи на валах. Следующим шагом крепится натяжной механизм, который тоже имеет такую же звездочку.
Она предназначена для того, чтобы регулировать степень натяжения приводной цепи.
Сборка прижимного механизма
В качестве прижимного механизма используется обыкновенная струбцина. И на этом этапе необходимо руководствоваться данными, указанными в чертеже. Важно выдерживать все установочные размеры.
Если будут какие-то отклонения, то степень прижима не обеспечит должной точности при изготовлении продукции. Точно так же с требуемой точностью нужно установить и прокатные ролики.
По завершении сборки необходимо провести испытания устройства в допустимых режимах.
Для этого берутся трубы различного диаметра, которые должны подвергнуться изгибу по заранее заданным параметрам.
Важно, чтобы заданные геометрические размеры строго соответствовали полученным результатам.
В этом контексте следует отметить, что собранный трубогиб может работать как с обычными трубами круглого сечения, так и с профильной продукцией.
На видео показан станок для гибки профилей, который собран своими руками.
Если на станке планируется организовать регулярное выполнение заказов, то следует разработать инструкцию по правилам его обслуживания.
Эксплуатация и обслуживание станка
Ручной станок для гибки профильных труб прост и безотказен в эксплуатации. В то же время его необходимо содержать в порядке и защищать от агрессивных воздействий окружающей среды.
В первую очередь, от дождя и снега. Не допускается образование ржавчины на прокатных роликах. Сделать это можно с помощью брезентового укрытия. Переносной трубогиб необходимо хранить в сухом помещении.
После использования станок очищается от пыли, грязи и песка. Стационарные станки для гибки профильных труб с электрическим приводом требуют регулярного обслуживания и профилактики.
Электрический двигатель необходимо не реже одного раза в год осматривать.
В техническом обслуживании нуждается и ручной, и электрический станок. При перемещении станка с одного объекта на другой следует оберегать его от возможных повреждений при погрузке и разгрузке.
После установки на новом месте нужно проверить качество крепления всех узлов и сделать смазку осей у всех роликов. Изношенные детали следует своевременно менять на новые.
При длительном хранении трубогиба все неокрашенные поверхности необходимо покрыть консервационной смазкой.
При строгом соблюдении правил эксплуатации, обслуживания и хранения, агрегат для гибки профильных труб будет служить долго и надежно.
stroyremned.ru
Трубогиб для профильной трубы своими руками — архитектурные формы без лишних затрат
В обработке профтруба не сложнее, чем круглая, однако при ее сгибании надо учитывать некоторые особенности.
Как согнуть профильную трубу — простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой.ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик.
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.
Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5% меньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.
В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях. Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.

Профильный трубогиб своими руками вальцовочного типа
Установка может быть как переносной, так и стационарной. Привод обеспечивается мускульной силой или при помощи электродвигателя с редуктором.

Принцип действия ручного трубогиба один – профтруба опирается на разнесенные упоры-катки, между ними находится упорный ролик, который давит на заготовку. Профиль протягивается по горизонтали, попутно изгибаясь по заданному радиусу. Схема раскрывает конструкцию и основные узлы приспособления.

Ролики для трубогиба могут быть цилиндрическими или с проточкой, это зависит от размера и характеристик заготовки. Плоский и широкий профиль удобно прокатывать по ровным каткам, узкий и высокий требует направляющих проточек.
Наиболее популярны универсальные ролики. На цилиндрическое основание при необходимости можно надеть направляющие бортики-шайбы.
Самодельные трубогибы чаще всего изготавливают именно на базе этой конструкции. Они подходят для профтрубы практически любого размера и не требуют дорогостоящих элементов при сборке. Все детали, за исключением вальцов, можно найти в своих запасниках. Чертеж ручного трубогиба наглядно демонстрирует простоту конструкции.

Большинство домашних мастеров пользуются ручным приводом, поскольку скорость при таких работах не нужна. Однако если нужно изготовить большой погонаж гнутой профтрубы – используется механизация. Применив простой цепной редуктор и мощную дрель, можно выйти на промышленный уровень производства гнутого профиля.
Пусть вас не пугает сложность изготовления и поиски необходимых комплектующих. Стоимость услуг по изготовлению заготовок из профтрубы настолько высока, что изготовление самодельного устройства ощутимо сэкономит ваши средства. Обилие самодельных вариантов станков профилегибов лишь подтверждает эти слова.
Трубогиб сделанный своими руками легко сгибает квадратную трубу
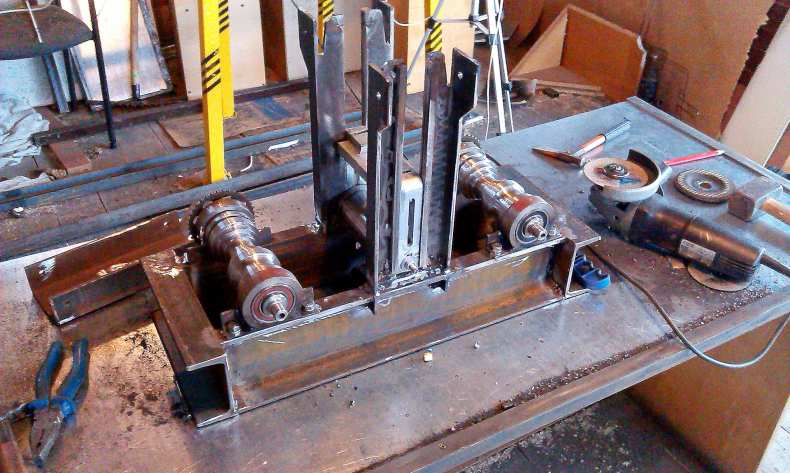
Например, вот конструкция, изготовленная из списанного и выброшенного промышленного электрооборудования. Двухвальный редуктор распилен пополам, и послужил в роли опорных роликов. Понижающая часть соединена с трехфазным электродвигателем, на котором переделан пусковой механизм под однофазное питание.
Оба вала синхронизированы мотоциклетной цепью и шестернями от того же байка. Упорный ролик приводится в действие с помощью обычного «жигулевского» ромбовидного домкрата. Станок получился настолько удачным, что обгоняет по производительности заводские аналоги. А затраты – пару поллитровок за работу сварщика.
На видео мастер рассказывает о размерах самодельного трубогиба для профильной трубы. Ручной трубогиб сделан своими руками из подручного материала, что найден был в сарае и получился достаточно качественно. в процессе работы труба получается ровно по дуге и ее не ведет «винтом».

Рычажный трубогиб для профиля
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии. Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается.
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.
Холодная ковка
Еще одна область применения малых радиусов – изготовление фигурных украшений.

Технология носит название «холодная ковка». Приспособления для этого вида работ можно приобрести в магазине или также изготовить самому. Широкого применения таким устройствам нет, однако если вы освоите технологию – можно украсить свой загородный дом оригинальными элементами из банального квадратного профиля.

Воспользовавшись советами из настоящей статьи – вы расширите свой мастеровой диапазон и сэкономите денежные средства.
Примеры из жизни на тему как я сделал трубогиб собственными руками
Трубогиб для профильной трубы своими руками — архитектурные формы без лишних затрат Ссылка на основную публикацию
В статье мы постараемся разобраться, зачем нужны профильные трубы; зачем их гнуть; какое для этого нужно оборудование и можно ли сделать гибочный станок для профильной трубы своими руками.
Зачем нужны профильные трубы
Великие достоинства квадратных и прямоугольных труб в качестве элементов несущих конструкций уже многократно освещались в статьях, поэтому заострим внимание лишь на основных моментах:
- При поперечных нагрузках значительно прочнее круглых;
- одинаково прочны по отношению к нагрузкам, направленным перпендикулярно любой из граней трубы;
- применяются там, где вектор приложения наибольшего усилия точно известен. Труба монтируется так, чтобы нагрузка приходилась параллельно ее широкой поверхности.
Профильная труба практически не применяется для транспортировки жидкости и газа, ее удел — всевозможные несущие конструкции и каркасы мебели, теплиц и прочих сооружений, которые должны сочетать по возможности легкость и прочность.
Совет: для теплицы, честно говоря, профильные трубы лучше только чуть более простым монтажом.
Плоская поверхность прямоугольной трубы легко прикручивается к такой же плоскости. С точки зрения прочности хватит и обычной водопроводной трубы диаметром три четверти дюйма.

Дуги, арки и круги
В некоторых случаях предпочтительны не простые прямоугольные конструкции из профильной трубы, а разнообразные скругления и арки. Их применение практикуется в нескольких областях:
Строительство зданий сложной формы на основе металлоконструкций
Это прежде всего разнообразные выставочные павильоны, спортивные сооружения и гипермаркеты.
Сложные формы конструкций с обилием скруглений преследует две функции:
- Эстетика
. Простая прямоугольная коробка легко собирается, но не привлекает внимания и уж точно не радует глаз. - Максимальная обтекаемость кровли здания для осадков и ветров
. Большая площадь кровли означает, среди прочего, то, что на ней могут скопиться десятки тонн снега.
Последствия этого обычно самые неприятные. Чтобы снег благополучно скатывался с кровли, ее можно просто сделать куполообразной.

Навесы и карнизы
Причины делать их закругленными в точности те же: нужно произвести впечатление на потребителя и не получить от него нареканий, когда конструкцию унесет порывом ветра или раздавит скопившимся снегом.
Теплицы и парники
Сами понимаете, эстетическая составляющая полностью уходит на второй план. А вот практические мотивы становятся тем более важны, что основной кровельный материал здесь — тонкая и непрочная пленка.
Если теплица не будет обтекаемой — первый же сильный порыв ветра отправит ее в сезонную миграцию к Африке. Про снег и дождь, думается, объяснять не нужно…

Днем согнем, вечером разогнем
Профильная труба за то и ценится, что прочная. Раз так — об коленку ее в аккуратную дугу не согнешь.
Нужно высокотехнологичное решение.
- Первым высокотехнологичным решением в лучших национальных традициях может стать любой источник высокотемпературного пламени
: пропановый резак, ацетиленовая горелка или просто паяльная лампа. Прогреваем один участок и, используя любой рычаг, гнем под небольшим углом. Затем продвигаемся дальше. Трудно, требует больших усилий и очень неаккуратно. Но работает. - Вторым высокотехнологичным решением внезапно может стать специальный станок для загиба профильной трубы
.
В сущности, он представляет собой довольно несложную конструкцию, которую мы разберем далее по винтикам.
Станки простые и сложные
Простейший трубогиб для профильной трубы состоит из трех вальцов на прочных подшипниках, прочной же рамы и двух рукояток. Одна приводит в движение трубу, протягивая ее по двум валикам трубогиба, вторая же рукоять придавливает трубу оставшимся валиком с помощью простейшего струбцинного механизма, деформируя ее. Труба протягивается через трубогиб, превращаясь в аккуратную арку с нужным радиусом.

При больших объемах продукции более осмыслены трубогибы с электрическим приводом. Благодаря редуктору с большим коэффициентом передачи слишком мощный электромотор не нужен: типовая мощность таких устройств лежит в диапазоне от полукиловатта до полутора.
В наиболее продвинутых устройствах установлено два независимых электромотора для протяжки и деформации трубы и несколько наборов вальцов, что позволяет гнуть трубы самых разных профилей без риска оставить на их поверхности какие-либо следы.

От станков с ручным приводом, разумеется, не стоит ждать слишком многого. Профильные трубы для металлоконструкции, подходящей в качестве основы крытого стадиона, они не загнут. Однако, к примеру, разборной теплицей, способной выдержать сильный ветер и обильные осадки, обеспечить себя можно. Подойдет простейший станок и для поточного изготовления разнообразных арочных навесов и козырьков на заказ.
Очумелые ручки
При наличии материалов, инструментов, свободного времени и пары правильно заточенных верхних конечностей станок гибочный для профильной трубы можно и не искать в магазинах, а сделать самостоятельно.

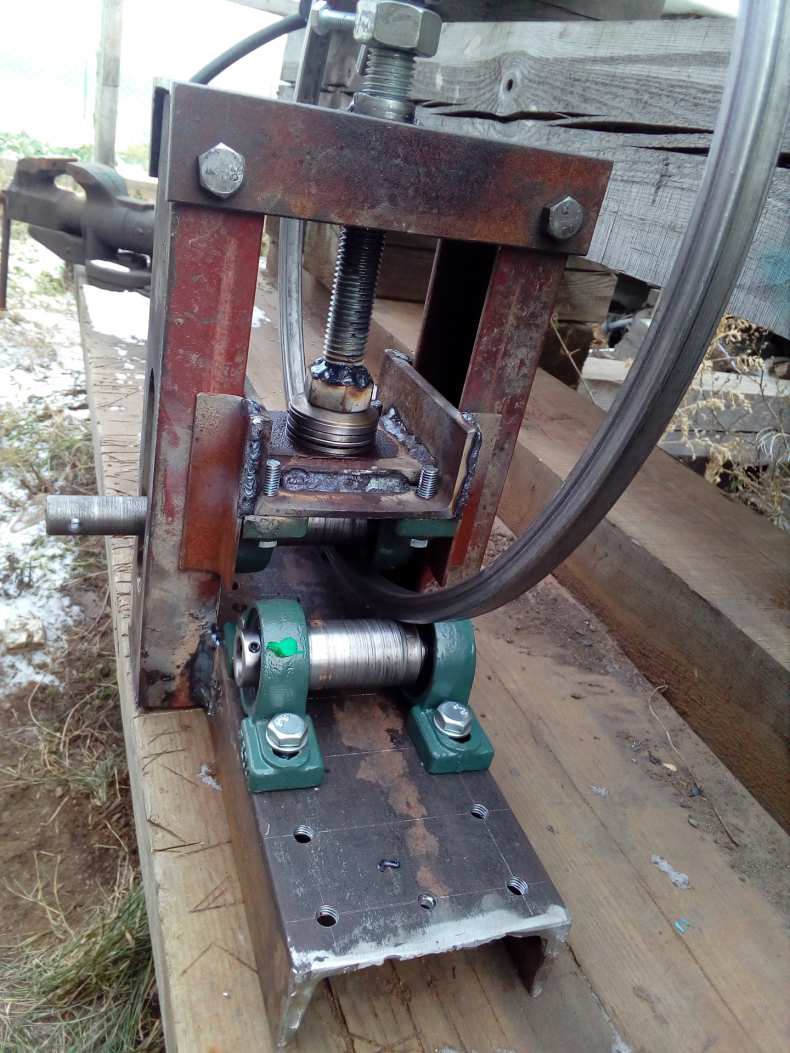
К примеру, в этом, без иронии, шедевре кустарной работы мы видим очень оригинальное использование обычного автомобильного домкрата. Он упирается в верхнюю часть сварной рамы и при вращении рукояти вдавливает валик из инструментальной стали в трубу, деформируя ее. Функция протяжки трубы возложена на довольно мощный электромотор с червячной передачей.

Если электромотора под рукой нет или просто не хочется связываться с электроприводом, буквально на коленке можно сваять еще более устрашающие, но не менее эффективные конструкции.

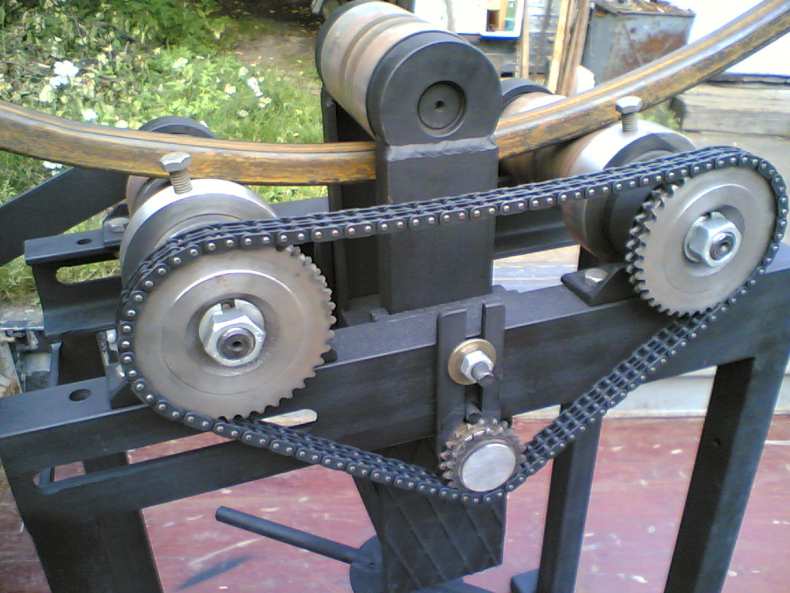
Здесь вся конструкция сварена (судя по состоянию стали, сварена давно) на куске толстой двутавровой балки. Протяжка — рукояткой с простейшим цепным механизмом, деформация — самодельной примитивнейшей струбциной. И все прекрасно работает.
Совет: если у вас в сарае или гараже нет останков нескольких станков — часто окажется не только быстрее, но и выгоднее купить готовый трубогиб.
Цены на простейшие механизмы начинаются с нескольких тысяч рублей.
Заключение
Честно говоря, случаи, когда действительно необходимо самому заниматься выгибанием профильных труб, для городского жителя скорее исключение. Если же у вас свое большое хозяйство в сельской местности или вы собираетесь начать свой бизнес в строительстве — что ж, удачи в выборе инструмента!
Если мастер серьезно работает с металлом, рано или поздно приходит необходимость в продуктивном устройстве для , которое бы отличалось простым управлением.
Гибочный станок просто незаменим при изготовлении своими руками садовых скамеек, каркасов беседок, верстаков, навесов для авто из профильной трубы. Благодаря наличию такого инструмента металлоконструкции получаются привлекательными и прочными.
Но чтобы создать его своими руками, важно разобраться в устройстве и особенностях сборки профилегиба.
В процессе производства разного рода металлоконструкций применяют специальный станок для гибки профильной трубы, представляющий собой компактное и легко транспортируемое оборудование с разными видами приводов.
Агрегат имеет незначительный вес и без трудностей справляется с задачей сгибания металла холодным прокатом. А для достижения оптимальной кривизны вместе с трубогибом применяют специальные насадки для обработки разного рода металлоизделий.
Чтобы научится управлять таким агрегатом, важно изучить особенности его конструкции и основные принципы функционирования.
Для труб состоит из следующих элементов:
- несущая рама из металлического профиля высокой прочности;
- три вала вращения, располагающиеся на отдельных осях и отвечающие за процесс сгибания профильной трубы на актуальный угол изгиба;
- механизм вращения рабочих валов;
- цепь для соединения элементов приводного механизма.

Станок ручной для гибки арматуры.
Все заводские и для гибки делятся на четыре вида, в зависимости от системы расположения и функционирования валиков:
- Агрегаты с верхним подвижным валиком ‒ самый простой вариант в плане механической составляющей.
В конструкции такого профилегиба только верхний валик может перемещаться, а ролик может быть гидравлическим или верхним ручным. Такое строение обеспечивает мастеру возможность выполнить точный расчет возможного радиуса для изгибания металлических деталей с минимальной погрешностью на присадку металла или незначительным градиентом при деформации профиля. - Оборудование с левым роликом способно выполнить те же функции, что и станки с верхним подвижным валиком.
Но, вдобавок к этому, оно отлично подходит для завивки спиралей, что первый тип профилегибов выполнить не может. Можно подобрать модель, для контроля градиента изгибания. - Агрегаты с нижними роликами подходят для сгибания крупных профилей, благодаря равномерному распределению усилий гибки на два нижних вала и полностью гидравлическому механизму привода.
Каждый ролик при этом имеет собственный контроллер месторасположения. - Профилегибы со всеми подвижными роликами отличаются наиболее сложным механизмом, что позволяет им аккумулировать достоинства всех типов такого оборудования.
На заметку! Такое оборудование отличается по размерам, маркировке, стоимости и весу. Но для бытового использования подойдет и самодельный профилегиб, изготовление которого обойдется мастеру в небольшие деньги.
Чертеж
Первоначальным заданием при изготовлении гибочного станка для профильной трубы своими силами является создание чертежа гибочного станка. Его составляют самостоятельно или находят в готовом виде в интернете.
На многочисленных форумах мастеров и умельцев, работающих с металлоконструкциями, можно найти видеоролики с подробным описанием устройства трубогибочного станка и инструкциями по его сборке.
Сборка
После подготовки чертежа для самодельного трубогиба, можно приступить к сборке несущей рамы. Если оборудование планируется использовать для профильной трубы своими руками, то от использования сварки при сборке рамы стоит отказаться.

Конструкция трубогиба.
Такой метод соединения деталей не максимальный уровень надежности. Лучше отдать предпочтение болтам, что позволит придать агрегату прочности и мобильности: при необходимости конструкцию можно будет разобрать.
После установки рабочих валов на раму, собирают механизм их вращения из трех звездочек и цепи: две из них монтируют на оба нижних вала, а третью ‒ ниже.
Важно! Обязательно стоит предусмотреть возможность смены положения нижней звездочки, что позволит без трудностей выполнять натяжку цепи на профилегибочном агрегате. Для легкого управления оборудованием, на одной из звездочек зафиксируйте прочную ручку.
Обязательно протестируйте станок для сгиба профиля после сборки, дабы исключить риск брака.
Как изготовить профилегиб своими руками?
Не каждый начинающий мастер способен приобрести для загиба металлический труб заводского типа, поскольку это довольно дорогое оборудование.

Чертеж гибочного станка.
В качестве альтернативы можно попытаться сделать ручной станок своими силами, следуя дальнейшей инструкции:
- Разместите на прижимном валу шестерни, подшипники, кольца, соединенные с помощью шпонки.
Выточите обоймы для подшипников и роликов по заранее подготовленному чертежу такого вала. Также для агрегата необходимо изготовить три вала, один из которых подвешивают на пружинах, а два иных устанавливают по бокам. - Просверлите в кольцах отверстия для создания пазов и нарезания резьбы, а после сделайте полку с помощью швеллера с заранее организованными отверстиями и нарезанной резьбой, требуемых при установке прижимного вала.
- После выполнения подготовки конструкцию станка собирают с помощью сварочного аппарата и болтовых соединений.
Сначала выполните монтаж каркаса, одновременно выполняющего функции ножек трубогиба. - Далее выполняется подвешивание полки на пружины с зафиксированным на ней прижимным валом, после чего следует установить боковые опорные валы на самодельный трубогиб.
На один вал не забудьте прикрепить ручку. - В завершение на станок нужно установить домкрат, и он готов к работе.
Изготовление рычажного трубогиба
В бытовых условиях можно изготовить трубогиб рычажного типа для проката профтрубы, который без проблем справится с разнообразным радиусом изгиба изделия.
- конструкцию, в основном, сооружают из металла, но для этой цели также можно применить дерево;
- прижимной и центральный ролики должны изготавливаться из металла, так как они составляют основу будущего станка;
- держателю придайте П-образную форму;
- при выборе величины станка учтите сечение труб, с которыми планируется работать: чем оно больше, тем более значительной должна быть нагрузка на изделия, а это значит, что и сам станок должен быть крупным;
- ось под центральный ролик нужно зафиксировать на основании максимально надежно, но без пережима, препятствующего вращению этого держателя;
- с иной стороны от ролика на держатель установите рычаг определенной длины: чем короче рычаг, тем сложнее будет выполнить операцию;
Заключение
При помощи качественного профилесгиба можно работать с металлическими трубами разного сечения. Такое оборудование можно приобрести в готовом виде или собрать его в бытовых условиях, следуя описанным выше инструкциям.
При изготовлении металлоконструкций из профильных труб необходимость в их сгибании возникает часто. Арочные перекрытия, каркасы теплиц, элементы детских площадок — вот лишь небольшой перечень объектов, требующих монтажа скруглённых профилей. На производстве для получения труб с заданным радиусом кривизны используют специальное оборудование. Учитывая громоздкость и высокую стоимость таких станков, для нерегулярного использования в бытовых целях их приобретение нецелесообразно. Для домашней мастерской или гаража профилегиб можно изготовить своими руками. Всё, что для этого понадобится, найдётся в той же мастерской или отыщется по гаражам друзей и знакомых. Заинтересовались такой конструкцией? Тогда облачайтесь в рабочую одежду и беритесь за дело!
Профилегибочный станок. Для чего он нужен?
Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.
Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки
Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы
Электрический профилегиб с винтовой передачей. Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки
Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.
Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов
Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката.
Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:

Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Чертёж трубогиба с радиальным воздействием на заготовку
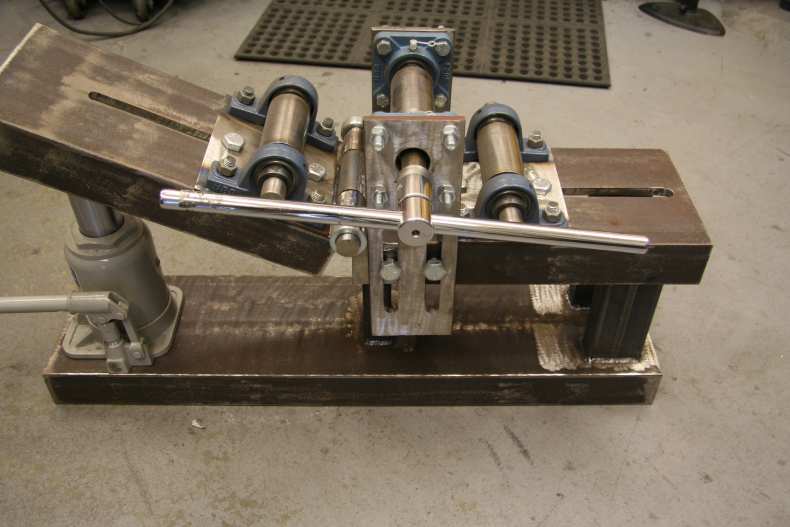
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой — опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Инструкция по сборке
- Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.
Изготовление валов и опорных колец придётся доверить токарю
Можно изготовить цилиндрические валики без проточек под профильные трубы. В таком случае на каждый вал изготавливают по два ограничительных кольца. Такие цилиндрические насадки устанавливают с учётом ширины заготовки и фиксируют при помощи болтов.
- Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.
Опоры валов с установленными подшипниками
- На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.
Шпоночный паз можно сделать дрелью
- В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.
Резьба для фиксации ограничительных колец
- Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.
Опорная площадка верхнего ролика
- Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
- При помощи сварочного оборудования изготавливают опорные ноги и станину. Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика. Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.
Станина с установленной площадкой верхнего ролика
- Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.


Предлагаем купить трубогиб для профильной трубы по оптимальной цене. Оборудование предназначено для холодной гибки заготовок из профильной (квадратной или прямоугольной) металлической трубы. Используется в мелком и серийном производстве при изготовлении элементов тентов, крыш, беседок, скамеек, перил, заборов и мн. др..
Заказ и покупку профильного трубогиба необходимо начинать с определения производственной задачи и технических характеристик станка. Основным фактором является сечение и количество заготовок, которые необходимо будет гнуть.
Особенности конструкции
Если трубогиб для круглой трубы имеет множество вариантов конструкции, то основой профилегиба для квадратной или прямоугольной трубы почти всегда являются три ролика, между которыми и осуществляется гибка путем прокатки заготовки. Регулируя нажатие второго ролика можно задавать необходимый радиус сгиба детали.
По типу привода станки данной группы разделяются на два вида:
- ручные роликовые профильные трубогибы, обладающие невысокой ценой и небольшим размером. Последнее удобно, если требуется мобильность и компактность;
- электрические профильные трубогибы, обладают более высокой ценой и мощностью, но зато и более высокой производительностью.
Выбирая оборудование необходимо обращать внимание на следующие технические параметры:
- Максимальный профиль трубы, мм
- Тип профиля трубы: квадратный, прямоугольный, круглый
- Радиус гиба, мм
- Диаметр гиба, мм
- Развиваемое усилие, тонн
- Скорость гибки
- Выбор дополнительной оснастки
- Размеры станка, мм
- Цена станка
Стоимость и доставка станка
Компания «РуСтан» предлагает к продаже станочное оборудование по металлу по выгодной цене. При покупке действует гибкая система скидок!
Обустраивая хозяйство, рано или поздно сталкиваешься с необходимостью изогнуть трубу. В городской квартире – реже, но тоже. Цены на трубогибочные инструменты и приспособления, что продажные, что арендные, не то чтобы непомерны, но, мягко говоря, не радуют. Поэтому желающих сделать трубогиб своими руками более чем достаточно, а назначение настоящей публикации – помочь им подыскать подходящую для своей конкретной цели конструкцию и дать действенные практические рекомендации по ее изготовлению.
Мастера-любители делают самые разнообразные установки для сгибания труб, от простейших приспособлений до настоящих гибочных станов, см. рис.:

Но немалая часть самодельных трубогибов гнет по принципу «как вышло, так и будет». Вместе с тем те, кому довелось видеть внутренности самолета или ракеты, наверняка обратили внимание на пучки и хитросплетения труб, гнутых, порой самым причудливым образом, чисто и ровно «как так и было». Но никаких «высокосмических» секретов в соотв. производственном оборудовании нет. На аэрокосмических заводах гнутьем труб занимаются рабочие низших разрядов или вовсе ученики. Секреты – в правильных пропорциях некоторых особенностях изготовления трубогибочных станков и устройств и в выборе подходящего для определенной работы их типа. В данной статье эти «секреты» раскрываются, с упором на трубогиб для профильной трубы, поскольку, с одной стороны, именно профтрубы нужнее всего в частном хозяйстве, а с другой – их гибка существенно сложнее, чем круглых.
Примечание
: далее в статье рассматривается холодная плоская производственно-технологическая и, частично, декоративно-художественная гибка. Так что, если вы горите желанием наладить в собственном сарае массовое механизированное производство, ну, скажем, гиперболических змеевиков для самогонных аппаратов, то – см. где-то еще.
Дефекты гибки
На военных советах принято прежде всего докладывать о противнике. Так что и мы «разбор полетов» начнем с того, чего нужно избежать.
Типичные дефекты гнутья труб показаны слева на рис.:

Для бытовых и др. трубопроводов общего назначения допустимы тянучка и волна, вместе уменьшающие площадь просвета трубы не более чем на 10% в самом узком месте. На трубах для газов и хладоагентов любая тянучка и, особенно, волна, нежелательны, т.к. там могут оказаться микротрещины. Волна, пусть и небольшая, недопустима в трубчатых силовых элементах строительных конструкций и механизмов, поскольку резко и непредсказуемо уменьшает их несущую способность.
Характерный дефект гнутья прямоугольных профтруб – «пропеллер» (в центре на рис.), когда труба в процессе гибки закручивается по оси. Арку или полуарку, согнутую с «пропеллером», исправить до пригодности в дело чаще всего невозможно. Причина «пропеллера» – несимметричное распределение технологических нагрузок во время гибки, и гибочное оборудование для профильных труб должно обеспечивать их правильно растекание по заготовке.
Еще один характерный дефект, но уже круглых тонкостенных труб из мягких металлов (меди, алюминия) – «плюшка» (справа на рис.), наружный и/или внутренний продольный рубец; чаще всего при этом на глаз заметно и сплющивание трубы, откуда и название. Микротрещина в «плюшке» где-то обязательно да будет. Хроническая протечка в домовом водоразборе или теряющий фреон кондиционер это не дешевая «запара», а утечка из топливного трубопровода просто опасна. Строительные конструкции, включающие трубчатые элементы с «плюшкой», склонны к внезапному разрушению. Причина «плюшки» гнутых труб – неправильный выбор и/или настройка трубогиба.
Главные правила
Правила выбора радиуса изгиба трубы R ИЗГ и длины технологического хвостовика L сведены в табл.:

«Хвост» нужен в начале изгиба, т.е. труба заправляется в трубогиб с некоторым избытком на выходе. Значения R ИЗГ рассчитаны на бездефектное сгибание. Если же допустимые дефекты (см. выше) приемлемы, то R ИЗГ можно уменьшить на ступень след. образом:
- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный R ИЗГ к относительной величине r ИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из r ИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из r ИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из r ИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из r ИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из r ИЗГ вычитают 0,5.
- Переводят относительный r ИЗГ обратно в численный (миллиметровый) R ИЗГ.
- От полученного значения R ИЗГ берут ближайшее практически удобное большее.
Пример:
нужно выгнуть из стальной трубы 24х24х1,5, т.е. уже относящейся к тонкостенным, сложные полуарки для цветочного домика или шалаша. Строение нежилое, легкое, сложная полуарка несущей конструкцией не является (см. далее), т.е. «водопроводно-бытовые» волна и тянучка приемлемы. Берем данные для трубы H=25. По табл. находим r ИЗГ = R ИЗГ /H = 80 мм/25 мм = 3,2. Вычитаем поправку (для трубы H=25!): 3,2 – 0,65 = 2,55. Переводим обратно в миллиметры (снова по табличному H=25!): 2,55х25 = 63,75 мм. Т.е., если взять новый радиус изгиба 65 мм вместо «бездефектного» 80, то подбор гибочного приспособления и работа упростятся, возможности художественного выражения формой строения увеличатся, а видимых в готовом строении и/или опасных дефектов не будет.
Примечание
: для некоторых типов трубогибочных устройств, напр. дорновых и 3-роликовых, см. далее, начальный (стартовый) «хвост» вроде бы не нужен. Но его роль в данном случае играет еще не изогнутый остаток заготовки, поэтому обрезать исходную трубу заранее точно в размер нельзя, выйдет брак. Отрезок на единичное «бесхвостое» изделие, напр. завиток для холодной ковки, вырезается в запасом на «задний хвост» такой же, как «передний». Запас идет в отход, поэтому изделия без прямых отрезков в начале и/или в конце лучше гнуть партиями последовательно из одной трубы, тогда в отход пойдет только самый последний «хвостик».
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
- на малые радиусы R ИЗГ
- на средние радиусы 5
- на большие радиусы 20D(H)
Как гнуть?
Имеются в виду факторы качества изгиба:
- Чистый (бездефектный) или нет – приемлемы ли допустимые дефекты.
- На домонтаж – искажения профиля изгиба не существенны, лишь бы лег в траншею/штробу/на опоры. «Хвосты» (прямые концы) изогнутого участка подрезаются в размер, т.е. отрезок трубы на гибку вырезается с запасом, который идет в отход.
- В размер – искажения профиля также не существенны, но «хвосты» при монтаже должны встать на место с заданной точностью. Так гнут заранее отмеренные части трубопроводов из дорогостоящих материалов: медные трубки для опусков газопроводов, части сплит-систем кондиционеров, трубчатые детали производственного оборудования. Напр., некоторые эксклюзивные ликеры получают в дистилляторах, парожидкостный тракт которых серебряный.
- По профилю на домонтаж – профиль изгиба выдерживается с заданной точностью; может подгоняться по месту вручную. Гибка производится с технологическими «хвостами» на подрезку по месту. Строительные конструкции, декоративные детали архитектурных форм.
- По профилю в размер – детали из ценных металлов производственного оборудования, приборов, машин и механизмов, которые при монтаже должны встать сразу на место или с минимальной подгонкой в точно установленных пределах.
Что гнуть?
В смысле – какого вида изгибы вам нужны? Это второй фактор, определяющий тип необходимого для данной работы трубогиба.
В хозяйственно-бытовой сфере чаще всего возникает необходимость в след. видах изгибов труб (см. также рис.):

- Общего назначения – разного рода распределительные трубопроводы, вентиляционные устройства, вводы проводных коммуникаций, детали производственного оборудования, машин, механизмов, и т.п. Гибка более всего в размер или на домонтаж по малым; реже – по средним радиусам. В деталях водопроводов и вводных устройств приемлемы допустимые дефекты. Изгибы частей газо- и паропроводов, деталей технических устройств по умолчанию бездефектные, если в ТУ на изделие не указано иного.
- Строительные дуги – трубчатые изогнутые детали строительных конструкций, способные длительное время нести эксплуатационную нагрузку без опасности внезапного разрушения. Гибка почти исключительно по профилю в размер по большим радиусам, изредка – по средним. В ЛПХ самый востребованный вид такого рода деталей – арки из профтрубы для теплиц и др. хозпостроек. Из допустимых дефектов приемлема тянучка не более чем на 5% площади сечения просвета трубы.
- Архитектурные формы – радиус изгиба знакопеременный (то в одну, то в другую сторону) от малого до большого. Из-за «провалов» профиля изгиба несущая способность много ниже, чем у строительных дуг сопоставимых размеров. По той же причине возможно внезапное разрушение не изношенной детали. Гибка – по профилю на домонтаж; редко – в размер. Область применения преим. легкие нежилые сооружения для ландшафтного дизайна: беседки, альковы, цветочные коридоры и тоннели, декоративные шпалеры, заборы, и т.п. В конструкциях жилых и временно обитаемых сооружений применяются только совместно с дополнительными несущими элементами. Допустимые дефекты приемлемы, чаще всего даже на 20-25% площади просвета.
Выбор прототипа
По всему комплексу указанных выше показателей производится выбор трубогиба определенной конструкции. Из доступных или частично доступных для самостоятельного изготовления таковыми являются приспособления, инструменты и станки для изгибания труб:
- ручной гибочный рычаг
– гибка на средние и большие радиусы круглых труб со стенками нормальной толщины. Тонкостенные трубы плющит и мнет, на профильных дает «пропеллер» при незначительном качании рычага вбок. Непременно дает допустимые дефекты. Изгиб на домонтаж или, с дополнительным контрольным шаблоном, по профилю на домонтаж. Прост, дешев, энергонезависим. Постоянной производственной площади для размещения не требуется. Мобилен: можно переносить вручную на дальние расстояния. Низкая производительность, высокая трудоемкость изгиба и утомляемость работника. Достаточно высокие требования к физической силе, квалификации, выносливости и добросовестности оператора. Сфера применения – единичные нестандартные части строительных конструкций; - гибочная плита (доска)
– подобна рычагу, но для малых и средних радиусов. Мобильность вручную ограничена стройплощадкой. Производительность выше, а трудоемкость, утомляемость и требуемая квалификация работника ниже, чем для рычага. Применяется преим. в ходе строительных работ для изготовления на площадке частей трубопроводов и трубчатых вводных и/или вентиляционных устройств; - гибочный шаблон (кондуктор)
– обладает свойствами, похожими на таковые гибочного рычага, но предназначен для изгибания труб тонкостенных, из мягких металлов и профильных. Возможен бездефектный изгиб по профилю в размер. Очень низкая производительность (особенно – по стальным трубам) вследствие «отстоя» на релаксацию металла, см. далее. Если некуда торопиться (скажем, зимой к летнему строительному сезону), может заменить вальцовый трубогиб. Возможно также изготовление многорадиусных архитектурных форм (с контршаблоном). Требуемая квалификация работника в обработке металла – начальная; - роликовые (обкатные) трубогибы
– ручная гибка труб до 30-40 мм по радиусному профилю на домонтаж и в размер. Радиусы изгиба – малые. Сложность и трудоемкость изготовления невысокие. Отдельной производственной площади не требуется, требования к квалификации оператора минимальные. Производительность невысокая. Возможен бездефектный изгиб тонкостенных труб из мягких металлов. Мобильны вручную. Преим. область применения – изгибы общего назначения (см. выше) в ходе слесарных и ремонтно-строительных работ. Сложность и трудоемкость самостоятельного изготовления невысокие; - арбалетные (обжимные) трубогибы
– по свойствам похожи на роликовые, но повышенной производительности для круглых труб из мягких металлов со стенками средней толщины. Возможна оперативная перенастройка по ходу работы. Мобильны ограниченно (перевозятся авторанспортом) или устанавливаются стационарно. Самостоятельное изготовление неоправдано, см. далее. Чаще всего применяются при монтаже домашних и квартирных медных и алюминиевых трубопроводов. В производственных условиях – для выполнения изгибов общего назначения на стальных трубах диаметром до 60 мм; - дорновые (обводные) трубогибы
– также похожи на роликовые, но возможен изгиб с переменным радиусом без стартового хвостовика. Требования к физической силе работника достаточно высокие. Основное назначение – изготовление мелких фрагментов архитектурно-декоративного назначения и для художественной ковки. Сложность и трудоемкость изготовления своими силами весьма высокие. - вальцовые (прокатные или протяжные) трубогибочные станки
– высокопроизводительная гибка любых труб по большим и средним радиусам. Устанавливаются стационарно в специально подготовленном помещении или на оборудованной площадке; реже – перевозятся к месту работы. Гибка – бездефектная по профилю; возможно – по профилю в размер. Основное назначение – производство радиусных строительных дуг из профтрубы до 80 мм шириной.
Описание конструкций
Изложенного выше материала достаточно для предварительного выбора конструкции необходимого для данной конкретной работы трубогибочного оборудования. Для уточнения к окончательному решению даем более развернутые описания.
Рычаг
Устройство ручного гибочного рычага – проще некуда, см. рис. Однако таким вот примитивным приспособлением века и тысячелетия выгибались детали, порой ставящие в тупик и современных технологов. Трубу можно уложить и просто на землю, подложив под нее деревянные чурбачки и закрепив вбитыми в грунт скобами. Работать рычагом лучше с придерживающим заготовку подсобником, сверяясь в ходе гибки по заранее подготовленному шаблону.

Плита
Гибочная плита (опорно-упорный ручной трубогиб) известна так же давно, как и рычаг. Конструкция в некотором роде гениальная: в качестве гибочного рычага используется сама изгибаемая труба, а вместо «дырки» (хомута на рычаге) его противоположность – прочный опорно-упорный штырь или несколько их. В общем, все по законам Мерфи: если никак не получается, как надо, попробуй сделать все наоборот.
Устройство гибочной плиты понятно по рис. (слева):

Гибочная плита (опорно-упорный ручной трубогиб) и ее “грунтовая” модификация для изготовления дуг каркаса теплицы
Наиболее употребительная разновидность – 4х4. На плите можно делать на доомонтаж (с допустимыми дефектами) все общеупотребительные изгибы. Мешающие упоры просто снимаются; недостающие подставляются. Шаг установки опорно-упорных штифтов берется таким, чтобы между ними входила самая толстая из используемых труб. Бетонную плиту можно залить прямо на грунт в каком-то непотребном месте стройплощадки, напр. где будет фундамент сарая (внутри, не под лентой!) или, допустим, выгребная яма. Марка готового раствора – от М250; армирование не менее чем 2-ярусное. Лунки до штифты формируются деревянным палками, обернутыми пленкой или обильно смазанными солидолом (хуже). Штифты для бетонной плиты нужно делать с хвостовиками длиной в толщину плиты; можно применять и простые круглые штифты из отрезков толстостенной трубы или стального прутка.
«Земляная» модификация гибочной плиты показана в центре и справа на рис. Опоры/упоры – вбитые в грунт трубы или деревянные колья. На таком «станке» можно за раз выгнуть до 5-6 тепличных дуг из трубы до 16х15х2. Важная особенность: трубу нужно обводить по упорам медленно, в несколько приемов, иначе вследствие отдачи напряжения возможен брак – обратная волна. Пленка на ней будет все время протираться, а качественно смонтировать поликарбонатное покрытие вряд ли получится. Уложенные дуги оставляют в «станке» на сутки (лучше – до недели), чтобы остаточные напряжения в металле трубы «рассосались» (релаксировали) и профиль дуг не «сплеснул» за допустимые пределы.
Примечание
: на основе гибочной плиты можно сделать универсальный опорно-упорный ручной станок для гибки труб и прутков, см. видео:
Видео: самодельный универсальный гибочный станок
Кондуктор
«Земляная гибочная плита» это уже в сущности гибочный шаблон – кондуктор. По цельным кондукторам гнут трубы на средние и большие радиусы (поз. А и Б на рис.); возможно, с переменным радиусом изгиба. В таком случае концы заготовки на шаблоне стягивают на время релаксации металла сдвоенной тетивой, которую туго закручивают вставленным посередине куском прутка.

Гибка по кондуктору возможна без использования производственной площади, если повесить шаблон на стену. Тогда фиксацию заготовки делают струбциной и ручной лебедкой (поз. В). Возможна гибка по знакопеременному радиусу, для этого трубу в вогнутостях профиля зажимают контршаблонами. О гибке труб обводкой по кондуктору см. также сюжет:
Видео: кондуктор для холодной ковки от А до Я своими руками
Слово и вальцах и роликах
Сердце всех описанных далее трубогибочных инструментов и приспособлений – профилированные ролики и вальцы. Именно эти детали в первую очередь определяют качество изгиба. Если хороший на вид станок гнет трубу 20х40х2 по радиусу 2 м с волной и/или «пропеллером» – на 99% виноваты неправильные вальцы.
Профили, размерные параметры и установочные соотношения для вальцов и роликов трубогибочных устройств показаны на рис.:

Канавки и гребни в ручьях (рабочих желобах) роликов/вальцов для профильных труб нужны для рассредоточения технологических напряжений таким образом, чтобы исключить «плюшку» на изгибаемых сторонах и общий «пропеллер». Ширина пазов и гребней в ручьях вальцов для широких труб (справа на рис.) – в пределах 5-10 мм. Для гарантии от «пропеллера» этого еще недостаточно, см. далее. Внизу на рис. показано и устройство рычага-рукояти для ручных роликовых трубогибов. Ролики от выпадания фиксируются гайками за резьбовые хвостовики осей, но вжимание оси в косой паз при повороте рычага намного уменьшает способность ролика «пустить волну». Если сделать пазы с шагом 20 мм (по соображениям прочности), то, имея 2-4 сменных малых ролика разных диаметров, можно достаточно оперативно перенастраивать инструмент на R ИЗГ где-то в пределах 20-120 мм с шагом 10 мм, чего для практических целей вполне достаточно. Численно выраженные размеры к рис. даны в табл:

А вот что для вальцов трубогиба для дуг из профтрубы не обязательно, так это «космическая» точность – в работе прикатаются до зеркала, как рельсы под колесами поезда. Поэтому, во-первых, вальцы трубогибочного станка для мелкого профиля на большие радиусы (самое то для тепличных дуг) можно набрать из фанерных дисков (см. рис.). Тогда радиус вальцов по ручью R должен быть не менее (0,2-0,25) R ИЗГ, иначе труба может «слизать» ручей, и станок заклинит, а заготовка будет «запорота».

Во-вторых, долговечные стальные вальцы/ролики на малые и большие радиусы можно сделать без токарки:
Видео: ролики для трубогиба без токарки
и даже без сварки и токарки:
а вальцы простого трубогиба для тепличных дуг в ручной протяжкой – из подшипников:
Роликовые
Ручные обкатные трубогибы бывают 3-роликовые (с прижимным роликом) и 2-роликовые (со скользящим упором трубы). Ролики там и там нужны точеные по профилю (точность – обычная машиностроительная), поэтому, понятно, 3-роликовый трубогиб (см. рис. ниже) обойдется дороже, но, если не рвать рычаг резко, на минимальном для данной трубы R ИЗГ даст чистый бездефектный изгиб. Рабочее усилие на рычаге 3-роликового трубогиба меньше, чем на рычаг инструмента с упором, но 3-роликовая гибка в размер невозможна – труба заметно тянется за обводным роликом, поэтому заранее отмеренные ценные заготовки гнут на отводы и калачи 2-роликовым.

Устройство 2-роликового трубогиба показано слева на след. рис., а в центре и справа даны чертежи 2-х его вариантов для слесарных, хозяйственных и монтажно-ремонтных работ: настольного и съемного для установки в тиски. Обратите внимание: пользоваться съемным трубогибом с горизонтальной плитой много удобнее. Поэтому к исподу плиты многие любители крепят Т-образно уголки от 60х60х3 и так зажимают приспособление в тиски. Но – только если их губки стальные или из серого либо белого инструментального чугуна. А сейчас в продаже полным-полно красивых, как шоколадки, тисков из сырого чугуна. От сравнительно небольшого усилия наперекос из губки отламываются очень даже хорошо.

Примечание:
дополнительно, как собственноручно сделать без токарных работ роликовый трубогиб для профильных труб, см. видео:
Видео: простой трубогиб за 2 часа без токарки
Арбалетный
Трубогиб арбалетного типа это по сути гибочный пресс, действующий по принципу продавливания заготовки между парой точеных профилированных роликов, являющихся в данном случае матрицей пресса. Поэтому ручные арбалетные трубогибы с реечным храповым приводом редкость: на 3-4 сгибе медной трубы-десятки рука уже устает. Большая часть арбалетных трубогибов снабжается гидроприводом с подкачкой от руки или электронасоса. Скажем сразу: делать самому арбалетный трубогиб особого смысла нет. Причина не точеные ролики и/или гидравлика, но его главная часть: пуансон (башмак). Нужное для его изготовления оборудование разместить дома или в гараже и запитать от бытовой электросети совершенно нереально. Если же найти старый изношенный башмак (а их нужно несколько), то вместо более-менее приличного изгиба пойдет рвань да дрань. Поэтому назначение данного раздела – более помочь читателю выбрать подходящий арбалетный трубогиб из имеющихся в продаже или под аренду.

Оправдано может быть только самостоятельное изготовление стационарного арбалетного трубогиба (поз. 1 на рис.) на старте микропредприятия соотв. профиля. Набор башмаков и автодомкрат от 10 тс для него обойдутся в разы дешевле готовой единицы оборудования, тем более, что домкрат можно снимать для использования по назначению. На такой случай примерные размеры рамы установки приведены на поз. 2; ее металл должен держать усилие разрыва от 10 тс, а сдвиговое прим. до 7 тс. Но учтите: делать можно будет только сравнительно небольшие детали. Чтобы перегнуть посредине под 90 градусов 6-м трубу, весь станок нужно будет приподнять над полом более чем на 1,7 м. Что означает: высокий потолок, прочная опорная конструкция и подмости для оператора. А с точки зрения надзорных органов – работа на высоте, которая требует особого лицензирования.
Если же вы намерены купить гибочный арбалет (вариант торгового наименования), то лучше брать с двойной угловой рамой и в полном комплекте (поз. 3): докупать потом башмаки/ролики/правила поштучно обойдется в 2-4 раза дороже. Нежелательно брать инструмент с прямой рамой (поз. 4), такой дает тянучку, что заметно и на рекламном фото. Ряды установочных отверстий роликов должны быть расположены с изломом прим. на 150 о, вершина которого должна приходиться на центр кривизны башмака на его рабочем выходе. Тогда гибка под 90 о будет чистой, а, если приемлемы допустимые дефекты, то можно согнуть и калач.

Что же касается «дешевых» инструментов с одинарной рамой и скользящими упорами (поз. 5), то это откровенно-коммерческая халтура. Усилие изгиба – сотни кгс или тонны, и уход изгиба от плоскости («задир усов») из-за перекоса рамы может достигать 3-5 мм/м, причем по краям изгиба идет волна. Это еще не так страшно, поначалу инструмент гнет удовлетворительно. Но вскоре покрытие скользящих губок изнашивается, их металл омедняется, и на изгибе идут задиры, а то и «плюшка» с видимыми трещинами. В общем, такой инструмент – для продажи, но не для долгой регулярной работы.
Дорновые
Дорном называется гибочный шаблон (кондуктор), к которому заготовка не прижимается, но обводится по его ручью. Применяются дорновые (обводные) трубогибы, во-первых, если изгиб малого радиуса должен быть максимально чистым и точным. С этой целью ручной привод делается храповым с понижающей передачей или электрогидравлическим. Ручные рычажные дорновые трубогибы используются, во-вторых, если нужен недорогой инструмент для быстрой гибки более чем на 90 о с удовлетворительным качеством (заготовки скоб, калачи, змеевики).
Устройство и принцип действия ручного дорнового трубогиба с поворотным кондуктором и шестеренчато-храповым механизмом показаны слева на рис.:

Вальцовые
Прокатные (протяжные, вальцовые) трубогибочные станки известны также в 2-х вариантах определенного назначения: с неподвижным и ломающимся столом. Те и другие, ручные и с машинным приводом, устанавливаются стационарно либо выполняются возимыми автотранспортом для использования по месту производства работ. Применяются, как правило, для гибки по большим радиусам профильных труб прямоугольного сечения, однако можно гнуть и круглые трубы. Дуги из кругляка выходят гнутыми немного винтом (по пологой спирали), но этот дефект в данном случае (круглая труба) вполне исправим в ходе монтажа. Но «винт» профтрубы обязательно пойдет и с «пропеллером», который на круглой трубе просто незаметен.
С неподвижным столом
Вальцовые трубогибы с неподвижным столом гнут профтрубы по большим радиусам без дефектов точно по профилю. Технологические «хвосты» заготовки на старте и в конце процесса не нужны, т.е. возможна гибка по профилю в размер. Однако профиль единственный: циркульная (однорадиусная) дуга. В целом такие гибочные станки – оптимум для массового производства несущих арок теплиц, навесов, гаражей и пр. хозпостроек, в т.ч. на выезде у заказчика.
Устройство вальцового трубогиба показано на рис.:

Слева вверху – его принцип действия: заготовка укладывается на нижние вальцы и поджимается до нужного радиуса изгиба верхним, затем вальцы приводятся во вращение, пока не выйдет «задний хвост». Нижние вальцы – одинаковые, это обеспечит симметричное растекание технологических напряжений и, соотв., чистый бездефектный изгиб. Верхний валец обычно делают диаметром в 1,5-2,5 раза больше, чем у нижних, это ускоряет прокатку, не увеличивая существенно рабочего усилия. Приобретая или проектируя самодельный трубогиб такого типа, проследите, чтобы на нем были шкала радиусов изгиба, а установочные пазы нижних вальцов – косые «обратной елочкой» (показано зелеными стрелками). Без шкалы радиусов придется испортить несколько заготовок, а вальцы в прямых пазах, поперечных или продольных (см. ниже), могут вследствие биений или смещения «пустить волну». В работе – берегитесь несимметричной установки или смещения вальцов, тогда никакая их правильная профилировка не спасет от «пропеллера». Чертежи вальцового трубогиба для профтруб до 45 мм по широкой стороне даны на рис.:

Недостаток данной конструкции – установка нижних вальцов в прямых продольных пазах, лучше бы предусмотреть косые, как показано на врезке там же. Оперативность перенастройки станка заметно не снизится, зато несимметрия и сбои настройки в работе исключаются.
Еще о приводе
Симметрия приводного усилия также важна в первую очередь «от пропеллера». Симметричное расположение вальцов в данном случае еще не вполне достаточная мера.
Для симметричного растекания технологических напряжений ведущий валец также должен быть расположен симметрично относительно ведомых, т.е. привод станка нужен на центральный (верхний) валец. Если же, напр., по эргономическим соображениям, привод просто перенести на нижний валец (слева на рис.), то станок рано или поздно (или сразу же) даст «пропеллер» и, возможно, волну на больших радиусах.

В таком случае ведущими нужно сделать оба нижних вальца, синхронизировав их жестким вторичным приводом, напр. цепным, в центре. А лучше всего сделать все вальцы одинаковыми и синхронизировать все 3. Прокатка несколько замедлится, но ее неустранимые дефекты будут исключены. Если же заменить рычажный ворот штурвалом, как на рис. в начале раздела, да потяжелее, чтобы работал и как маховик, то гибка пойдет – «хоть для ракеты».
С ломающимся столом
Рабочий стол вальцового трубогиба данного типа состоит из 2- частей: неподвижной и подвешенной на шарнире. «Висячая» часть подпирается домкратом, и на ней устанавливается исходящий нижний валец. Таким образом точно и плавно выставляется радиус изгиба трубы. Конструкция получается довольно громоздкой и тяжелой, поэтому устанавливается только стационарно.
Распределение технологических напряжений заготовки в трубогибе с ломающимся столом изначально немного асимметрично. Простая мера борьбы с этим – одна-единственная, организационная: не крутить привод слишком быстро, выжимая производительность. Зато, во-первых, можно гнуть не только на большие, но и на средние радиусы: пределы регулировки R ИЗГ в трубогибе с ломающимся столом много шире. Это обстоятельство существенно и при неподвижном столе, поэтому некоторые мастера-механики делают вальцовые трубогибы с неперемещаемым верхним вальцом, а установку R ИЗГ производят подъемом исходящего реечным механизмом, см. рис.:

Во-вторых, располагая квалифицированным помощником, можно гнуть с плавно переменным радиусом, напр., стрельчатые полуарки: один крутит привод (или регулирует электрический), а второй подкачивает домкрат. А зачем лишняя красота? Настоящая красота лишней не бывает. К примеру, теплицы на стрельчатых арках более чем актуальны в северных регионах, где Солнце и летом-то не поднимается высоко. Прим. +15-20% прибавки урожая и 10-12% экономии на освещении это уже красота экономическая, материально очень ощутимо выражающаяся.
Устройство, приблизительные размеры и некоторые конструктивные особенности вальцового трубогибочного станка с ломающимся столом показаны на рис.:
![]()
Установка ведомых вальцов скользящими в продольных пазах – довольно-таки ценная находка. Расширение диапазона регулировки R ИЗГ это, как говорится, еще семечки: раздвигая нижние вальцы несимметрично от верхнего, можно компенсировать асимметрию растекания напряжений. В принципе, потратив массу времени и материала на опыты, можно построить установочную кривую или таблицу для разных R ИЗГ, по которой станок настраивается на бездефектную гибку. Правда, возможность изготовления полуарок переменного радиуса при этом, скорее всего, пропадет или существенно сузится. Что, конечно, не есть хорошо.
На чтение
14 мин.
Опубликовано
19.11.2018
Сгибание трубы – полого цилиндра с определённой толщиной стенок – сопряжено с рядом неудобств. Из курса физики известно, что трубка из какого-либо материала почти не уступает в прочности сплошному пруту. Зато намного выигрывает у него в материалоёмкости и массе.
Поэтому труба в строительстве и изготовлении различных конструкций используется очень часто. И не менее часто требуется эту трубу согнуть, чтобы она смогла выполнить возложенную на неё функция. Для этого был придуман такой аппарат как трубогиб. Что он собой представляет, какова его конструкция и можно ли смастерить трубогиб своими руками?
Что это такое и для чего он нужен?
С переломной рамой
Не менее популярным при изготовлении своими руками является схема трубогиба с переломной рамой. Конструктивно он отличается тем, что все ролики в нём неподвижны, то есть только вращаются, но двигаются вверх-вниз.
Давление на трубу происходит путём приподнимания части рамы, где смонтирован один из крайних роликов. Процесс сборки похож на предыдущий, но имеет свои нюансы:
- Раму для переломного трубогиба сделайте не цельной, а состоящей из двух частей. Две части можно соединить шпилькой с двумя гайками.
- Подъём концевого ролика очень удобно осуществлять с помощью винтового подъёмного устройства или домкрата.
- Для вращения звёздочек некоторые умельцы приспосабливают электродвигатель переменного тока или даже бензиновый, снятый с мотоблока или топливного генератора.
Но чаще всего такие агрегаты всё же используют мускульную силу пользователя. В этом случае они не требуют практически никаких ресурсов. В этом их ценность: такое устройство очень просто сложить в багажник автомобиля и привезти на стройку, где ещё нет электричества.
Ниже приведены чертеж и размеры самодельного трубогиба:
Еще пример:
Простой трубогиб
В условиях домашней мастерской можно изготовить несколько типов трубогибов. Многое здесь зависит от потребностей пользователя устройства. В ситуации, когда человеку нужно постоянно гнуть медную трубку небольшого диаметра под прямым углом, изготовление стационарного трубогиба с переломной рамой на основе домкрата представляется излишней тратой времени и сил.
Ниже приведены самые простые и лёгкие в изготовлении виды трубогибов для различных нужд.
Для круглой трубы
Ключевой особенностью этого трубогиба являются ролики, которые либо обжимают трубу, прокатываясь по ней, либо сдавливают её с разных сторон. В зависимости от поперечного сечения роликов устройство будет заточено под круглую либо профильную трубу.
В первом случае внутренняя поверхность ролика между двумя гребнями будет вогнутой, во втором – ровной.
Из домкрата
Гидравлический домкрат удобно использовать для поджима трубы. Его использование оправдано с круглой и профильной трубой из стали, больших диаметров или с толстыми стенками. Учитывая, что гидравлическим домкратом можно вывесить более трёх тонн, получается, что диаметр и толщина трубы, которую вы сможете согнуть, ограничивается скорее конструкцией самой системы и тем, сможете ли вы прокрутить рычаг, протаскивая заготовку.
При достаточной длине рычага ручки вращения роликов этот вид трубогиба требует меньше всего физической силы при работе с серьёзными материалами.
Арбалетного типа
 В трубогибе арбалетного типа отсутствует механизм протяжки профиля.
В трубогибе арбалетного типа отсутствует механизм протяжки профиля.
Он используется, когда изделие гнётся на небольшую длину.
Своё название трубогиб получил за металлическую треугольную раму, расположенную параллельно земле.
В вершинах этой рамы две опоры, ориентированные на круглую либо профильную трубу (это зависит от формы выемки на упорах). В третьей вершине находится шток с пуансоном, то есть дугой, выгнутой наружу. Для прижима пуансона к трубе, которая деформируется между двумя упорами, обычно применяют гидроцилиндр. В быту его легче всего заменить гидравлическим домкратом.
Таким образом, для изготовления арбалетного трубогиба, оснащённого гидродомкратом, нужно сварить треугольную раму, в вершинах которой будут располагаться упоры и прижимной шток.
Изготовление компактного трубогиба-улитки
 Трубогиб-улитка получил своё название из-за детали, которая служит силовым трафаретом при изгибе трубы.
Трубогиб-улитка получил своё название из-за детали, которая служит силовым трафаретом при изгибе трубы.
В процессе гибки труба прижимается к улитке специальным роликом, который описывает окружность.
В целом, конструкция такого трубогиба напоминает закаточную машинку для стеклянных банок.
Улитка самодельного агрегата может представлять круг из стали толщиной 3-4 мм, на который ребром приварена спирально закрученная толстая стальная лента. В изготовлении такой улитки не обойтись без пропанового резака, которым греют заготовки, чтоб согнуть, а потом закаляют.
В заводских агрегатах улитка поделена на сегменты, соединённые штифтами или болтами. Каждая из частей улитки может отгибаться, что даёт более крутой и красивый изгиб.
С помощью трубогиба-улитки можно гнуть не только трубу, но и прутья, арматуру, прежде всего, для художественного оформления и для завитков.
Пример можно увидеть на чертеже:
Заключение
Трубогиб – полезный инструмент, который может пригодиться при прокладке металлических трубопроводов в системах отопления и кондиционирования, изготовлении металлических каркасов всевозможных видов и многого другого.
Высокая стоимость на заводские устройства побуждает людей, владеющих навыками ручного труда, к самостоятельному изготовлению трубогибов. Устройства, изготовленные своими руками, ничем не уступают фабричным и могут иметь самую разнообразную конфигурацию.
Необходимость в сгибании профильных труб в домашнем хозяйстве возникает довольно часто, будь то подготовка заготовок для постройки металлического каркаса теплицы или навеса или изготовление деталей трубопроводов сложной конфигурации. Для этого часто используют приспособления промышленного изготовления, однако покупные изделия — удовольствие не из дешёвых. Намного выгоднее изготовить трубогиб своими руками, тем более, что для изготовления агрегата не потребуется никаких дефицитных деталей, а его конструкция доступна для повторения в любом гараже. Самодельное приспособление позволит получить трубу с нужным радиусом кривизны и при этом избежать деформаций и заломов на её поверхности.
Назначение и виды
Трубогиб является незаменимым приспособлением, когда требуется деликатно и точно согнуть круглую или профильную металлическую трубу
Изгиб металлических профильных труб напрямую связан с их диаметром, толщиной стенок и материалом изготовления, поэтому производители металлопроката всегда указывают минимальный радиус деформации в специальных таблицах.
Таблица расчёта радиусов изгиба стальных труб в зависимости от диаметра и толщины стенки
Согнуть пустотелую трубу без заломов и деформаций непросто. В домашних условиях для этого её наполняют песком, нагревают до покраснения газовой горелкой или паяльной лампой, после чего сгибают «на глаз». Конечно, такой способ при высокой трудоёмкости не является идеальным ввиду низкого качества и невысокой точности.
Получить изгиб требуемой кривизны и не повредить деталь позволяют специальные приспособления — трубогибы. В зависимости от длины фрагмента, который надо согнуть, применяют приспособления двух типов:
- рычажные трубогибы;
- прокатные агрегаты.
Самыми распространёнными изделиями являются трубогибы рычажного типа. В таких приспособлениях усилие прикладывается в нужном месте, а сам изгиб повторяет форму сегмента (шаблона), который в части устройств может быть съёмным.
Как правило, в комплектацию таких агрегатов входят несколько сегментов под трубы различного диаметра. Кроме сегментных устройств, промышленностью производятся дорновые и арбалетные трубогибы, форма изгиба в которых задаётся двумя направляющими роликами и нажимным шаблоном (дорном). Такая конструкция позволяет выполнять холодную обработку круглых стальных труб на коротких участках. К слову, компактные арбалетные трубогибы являются наиболее популярным инструментом у монтажников инженерных коммуникаций.
Просто, быстро и качественно — вот достоинства арбалетных трубогибов, которые привлекают профессиональных монтажников
В зависимости от конструкции рычажного гибочного устройства, оно может иметь привод любого типа:
- гидравлический;
- пневматический;
- электрический.
Часто принцип работы агрегата предусматривает подогрев трубы (внешний, или при помощи разогретого воздуха, пропускаемого внутри проката), чем добиваются повышения её пластичности, а, соответственно, и качества изогнутого участка.
При необходимости получить изгиб большого радиуса используют прокатные приспособления. В их конструкцию входят два направляющих и один нажимающий валы (ролики). Трубу протягивают между подвижными элементами, задавая степень изгиба усилием прижимного ролика. При необходимости получения большого радиуса кривизны заготовки процедуру повторяют.
Прокатные приспособления могут иметь электрическую передачу для направляющих валов, а также гидравлический, механический или пневматический привод нажимного ролика.
Конструкции самодельных приспособлений
Простейшим вариантом, доступным для большинства начинающих мастеров, является изгиб труб по предварительно изготовленному шаблону. Подобный метод используют при необходимости получить большое количество однотипных заготовок.
Изгиб трубы по деревянному шаблону — наиболее простой способ решения проблемы
В качестве шаблона можно использовать конструкцию, изготовленную из деревянных досок.
Толщину древесины выбирают исходя из диаметра сгибаемых труб — доска должна иметь запас в 2–3 см. Чтобы в процессе работы металлопрофиль не соскальзывал с шаблона, торцы обрабатывают с небольшим уклоном.
Конструкцию крепят к полу или другой поверхности любым способом, монтируя рядом упор для трубы. Вставив профиль в зазор между шаблоном и упорным элементом, плавно и аккуратно надавливают на его другой конец, прижимая трубу к шаблону. В целях облегчения усилия нажима можно использовать подходящий по размеру рычаг или приспособить лебёдку.
Лебёдка может облегчить процесс сгибания труб с применением шаблона
Подобным способом можно сгибать металлопрофиль небольшого диаметра. Если же требуется изменить конфигурацию трубы более 1 дюйма, то шаблон обустраивают из отрезков мощной арматуры. Для этого в бетонной плите по необходимой траектории проделывают отверстия, в которые вставляют направляющие в виде штырей из отрезков труб, арматуры и т. д. Изгиб выполняют, закрепив край металлопрофиля при помощи сварки.
Плюсом такого метода является его дешевизна и простота, однако точность полученных заготовок и качество их обработки оставляют желать лучшего. К тому же, шаблон придётся изготавливать каждый раз, когда потребуется получить изгиб другого радиуса.
Трубогиб-улитка заводского изготовления
Для изготовления большого количества однотипных заготовок небольшого радиуса кривизны можно использовать трубогиб-улитку.
Этот агрегат представляет собой два шкива (колеса) разного диаметра, закреплённые на валах. Зафиксировав конец трубы на рабочем колесе, роликом меньшего диаметра (ведущим колесом) нажимают на заготовку, одновременно прокатывая его вдоль обрабатываемой детали. Вследствие этого труба огибает поверхность большого шкива, повторяя его форму. Единственным недостатком этого способа является невозможность получения закруглений большого радиуса.
Наиболее универсальными и практичными являются самодельные прокатные трубогибы (гибочные станки), в которых можно установить любой угол деформации металлопроката.
Простейшая конструкция прокатного агрегата представляет собой основание с закреплёнными на определённом расстоянии друг от друга приводными валами. Нажим на трубу осуществляется подвижным роликом, а её протяжка осуществляется за счёт вращения ведущих валов. В качестве силового привода таких устройств используют винтовые приспособления, домкраты, лебёдки и электродвигатели. Прокатный станок является наиболее сложным для повторения в домашних условиях, поскольку требует токарных и сварочных работ. Тем не менее, существует множество вариаций его конструкции, изготовленных любителями, что свидетельствует о высокой популярности данного решения. С помощью подобного приспособения получают изгиб любой конфигурации, а сам процесс нередко автоматизируют. Единственное, с чем такое приспособление не сможет справиться, так это получение минимального радиуса закругления металлопрофиля на небольшом отрезке.
Видео: Самодельный гибочный станок прокатного типа
Делаем трубогиб своими руками
Для изготовления трубогиба можно воспользоваться чертежами готовых конструкций. Посмотрев несколько вариантов и соразмерив сложность агрегатов со своими возможностями и наличием необходимых деталей и материалов, можно выбрать наиболее оптимальную схему. На ваш суд мы представляем две модели трубогибов для самостоятельной сборки — ручной агрегат для небольших труб и гибочный станок полуавтоматического типа.
Ручной трубогиб-улитка для малых радиусов
Чтобы правильно согнуть профильную трубу, надо хорошо понимать физику процесса. В ручных трубогибах чаще всего используется способ кругового загиба, что позволяет избежать рисков, связанных с заломами, трещинами и другими повреждениями труб. Чтобы согнуть металлопрокат в таком агрегате, достаточно закрепить заготовку в приспособлении и нажать на рычаг. Сгибание происходит при прокатывании по трубе ролика, прижимающего деталь к главному колесу.
Материалы и инструмент
Для изготовления ручного трубогиба понадобятся:
- металлический лист толщиной не менее 6 мм;
- рабочее колесо;
- нажимной ролик
- стальные уголки 50х50х2.5 мм;
- отрезок толстостенной трубы Ø25 мм;
- оси вращения (втулочный или подшипниковый узел);
- отрезок квадратного прутка 20х20х40 мм;
- гайки и шайбы;
- угловая шлифовальная машина;
- сварочный аппарат;
- молоток;
- измерительный инструмент.
В процессе работы не забывайте о технике безопасности. Особенно это касается работы с режущим и сварочным оборудованием.
Расчёт трубогиба и составление чертежа
Прежде чем приступить к работе, надо определиться с тем, какой радиус изгиба профильных труб будет наиболее востребован. В зависимости от этого выбирают размер рабочего колеса. Именно эта величина и будет соответствовать внутреннему радиусу полученного колена.
Трубогиб-улитка в сборе
Чертёж разработан под профильные трубы с диаметром до 1 дюйма. Радиус изгиба, который можно получить при помощи этого трубогиба, равняется 125 мм (половина диаметра рабочего колеса). Если же вам необходим агрегат для изгиба с другими параметрами, воспользуйтесь методикой расчёта размеров трубогиба.
Главным размером вилки трубогиба является расстояние между осями рабочего колеса и ролика (обозначено литерой a=200мм). В нашем случае межосевой промежуток выбран с учётом максимального размера обрабатываемой профильной трубы d=25 мм, однако к этому значению желательно добавить пару миллиметров «про запас».
Межосевое расстояние можно определить по формуле a = d + r1 + r2 + 2, где d — диаметр профильной трубы, а r1, r2 — радиусы рабочего колеса и ролика соответственно.
Если в конструкции гибочного устройства будут устанавливаться ролик и колесо с жёлобом (некое подобие ручейкового шкива), то измерение проводят, отталкиваясь от нижней точки этой детали.
Вилка трубогиба-улитки
Для определения размера вилки зазор между роликом и её основанием принимают равным 10 мм, а также добавляют 30 мм запаса для крепления оси рабочего колеса.
Длина вилки с = a + r1 + 10 + 30 (мм).
Чтобы определить внутренний зазор между боковыми полками вилки (b), к толщине колеса добавляют 1 – 2 мм.
Сделать трубогиб более универсальным можно, просверлив несколько отверстий в боковых поверхностях вилки. Переставляя ось ролика, меняют расстояние между рабочими поверхностями вращающихся деталей.
Пошаговая инструкция по изготовлению ручного трубогиба
По чертежу ручного гибочного агрегата видно, что он состоит из нескольких основных частей:
- основание в виде толстой металлической пластины;
- рабочее колесо;
- ролик;
- вилка.
Наша инструкция поможет выполнять работу последовательно, избегая ошибок и неточностей.
- Изготовьте рабочее колесо и ролик. Конечно, огромным плюсом будет наличие токарного станка в вашей мастерской, но если даже вы не обладаете подобным оборудованием, эти детали не являются проблемой. Любой токарь сможет выточить шкивы по вполне умеренной стоимости.
При изготовлении подвижных элементов не стоит экономить. Обязательно сделайте в них жёлоб под трубу максимального диаметра, а также выточите в ролике гнездо под любой подходящий подшипник качения
. Если есть необходимость изменить конфигурацию поверхности колена, жёлоб рабочего колеса или ролика делают фигурным. При прокатывании ролик оставит требуемый отпечаток на внешней поверхности колена, а колесо — на внутренней. Чтобы облегчить задачу токарю и ещё сильнее удешевить стоимость устройства, вместо ролика можно установить пару шарикоподшипников подходящего размера.Рабочие колёса трубогиба можно изготовить с жёлобом произвольной конфигурации
На изображении хорошо видно установленные вместо ролика шарикоподшипники
- На том же станке надо изготовить оси для рабочего колеса и ролика. Толщину деталей принимают равной внутреннему диаметру выбранного подшипника. Длина оси для ролика равняется ширине вилки по наружному габариту. Ось вращения рабочего колеса будет немного длиннее, поскольку придётся учитывать ещё и толщину плиты основания трубогиба. Отказавшись от монтажа подшипников, можно значительно упростить конструкцию. В этом случае в качестве осей можно использовать длинные болты с гайками.
Тем не менее, следует понимать, что сгибать трубы этим приспособлением будет труднее.Для изготовления вилки понадобится металл толщиной не менее 6 мм
- Из листового металла вырезают боковые поверхности и заднюю стенку (основание) вилки, а также отрезок толстостенной трубы в качестве рычага.
- Согласно чертежам, в вилке сверлят отверстия под оси колеса и ролика.
- Сваривают детали вилки. Особое внимание следует уделить всем прямым углам этого элемента конструкции.
Крепление рычага к вилке встык будет ненадёжным ввиду большого прикладываемого усилия. Лучше всего в её задней стенке сделать отверстие, в которое войдёт край трубы. Обварив это соединение сваркой, получают максимально прочный стык.
- При помощи шлифмашины вырезают основание (станину) устройства и сверлят в нём отверстие под стационарную ось рабочего колеса.
- При необходимости в ролик запрессовывают подшипник.
- Ролик вставляют в вилку, после чего фиксируют сваркой или гайками.
Вилка трубогиба-улитки в сборе
- Вилку в сборе устанавливают на основание, закрепив ось рабочего колеса тем же способом, что и при монтаже ролика.
- Приваривают отрезок квадратного сечения в качестве фиксатора обрабатываемой трубы.
В углах основания трубогиба сверлят отверстия для крепления приспособления к верстаку. Чтобы приспособление было не только функциональным, но и эстетичным, в процессе работы обязательно зачищают места сварочных соединений и обдирочным кругом обрабатывают острые грани заготовок. В целях защиты от ржавчины готовое изделие окрашивают эмалью.
Гибочный станок для профильных труб
Изгиб длинных профильных труб требует не только усилия для их деформации, но и механизма для протяжки деталей на нужное расстояние. Часто в конструкции самодельных гибочных станков используется не винт, а домкрат или лебёдка, а привод включает электродвигатель.
Чертежи самодельных устройств
Гибочный станок. Вид сбоку Трубогиб с приводом верхнего ролика Трубогиб с изменяемым расстоянием между роликами
Простейший трубогиб протяжного типа
В представленных на чертежах гибочных станках для прижатия ролика используется резьбовая передача. Мы же в нашей конструкции будем применять гидравлический домкрат, а также ручной привод с применением деталей от газораспределительного механизма автомобильных двигателей внутреннего сгорания.
Инструменты и материалы
Для того чтобы приступить к работе, подготовьте такие детали и материалы:
- уголки для станины станка;
- круглые или профильные трубы для каркаса;
- рабочий и протяжные валы (ролики);
- домкрат;
- пружины;
- цепная передача;
- натяжитель;
- подшипниковые опоры в сборе с подшипниками;
- ручка;
- швеллер для крепления;
- болты и гайки.
В работе вам понадобится ручной и электрический слесарный инструмент:
- угловая шлифмашина (болгарка);
- сварочный аппарат;
- электрическая дрель и набор свёрл по металлу;
- молоток;
- комплект гаечных ключей;
- измерительный инструмент.
Не стоит пренебрегать средствами личной безопасности. При работе с болгаркой обязательно надо использовать защитный щиток или очки, а сварочные процессы проводить в плотной спецодежде и специальных перчатках. Следует помнить, что запрещается работать без сварочной маски и проводить электромонтажные мероприятия на мокрой поверхности и в дождь.
Инструкция по изготовлению гибочного станка
Разделение процесса изготовления трубогиба на несколько этапов поможет более чётко организовать работу.
- Изготовьте протяжные (опорные, приводные) и нажимной (рабочий) валы. При отсутствии навыков работы с токарным станком придётся обратиться к специалисту. Обязательно напомните токарю, чтобы он выточил ролики с хвостовиками для установки звёздочек. Лучше всего, если вы возьмёте эти детали с собой.
Конструкция рабочих валов должна предусматривать возможность установки приводных звёздочек
Звёздочки и цепь можно использовать любые. Например, от газораспределительного механизма двигателей легковых автомобилей.
- Закрепите на валах подшипниковые опоры и установите на шпонки ведущие шестерни.
В конструкции станка можно использовать приводные вёздочки и подшипниковые опоры от автомобильной техники
- Изготовьте с помощью сварочного аппарата каркас гибочного станка. Для этого сначала сделайте квадратную раму с опорными ножками, а затем смонтируйте на ней конструкцию, по которой будет перемещаться плита с нажимным роликом.
Изготовление станины гибочного станка
- В качестве плиты используется стальной П или Н-образный швеллер. Для монтажа нажимного вала по краям плиты сверлят отверстия по присоединительным размерам подшипниковых опор.
Изготовление каркаса под установку опорной плиты
- Отрезок швеллера с роликом подвешивают к верхней части каркаса на четырёх пружинах, для чего по углам плиты и рамы приваривают гайки в качестве монтажных петель. После этого монтируют гидравлический домкрат.


Трубогиб — очень полезный инструмент в хозяйстве, если вы привыкли всё делать своими руками. Из гнутой профильной трубы изготавливают навесы, теплицы и козырьки, придают водопроводным трубам нужный изгиб. С помощью этого инструмента не составит труда сделать всевозможные изделия, которые имеют переменный радиус. Можно сэкономить на покупке инструмента и сделать его по чертежам и фотографиям самостоятельно. Мастер-класс из видео покажет все тонкости процесса.
На строительном рынке можно приобрести разные модификации профессиональных трубогибов. Для изгиба труб небольшого диаметра подойдёт инструмент с ручным приводом; трубы большого диаметра изгибают инструментом, укомплектованным гидроприводом. Промышленные агрегаты бывают стационарными и переносными. Удобен в эксплуатации инструмент, который подключается к электросети. Трубогибы классифицируются по способу изгиба:
- трубогибы арбалетного типа в качестве изгибающего узла используют шаблон нужного диаметра;
 Арбалетный трубогиб
Арбалетный трубогиб
- ручной привод изгибает трубы с помощью пружин;
- сегментные трубогибы изгибают трубы по сегменту. Их чаще всего используют сантехники;
 Ручной трубогиб
Ручной трубогиб
- дорновые механизмы предназначены для изгиба тонкостенных труб на малый радиус.
Совет. В специальных справочниках можно найти таблицы с допустимыми значениями радиуса изгиба в зависимости от толщины и диаметра трубы. Нарушение радиуса создаст зоны с повышенным напряжением металла, что существенно снизит качество и прочность трубы.
Простейший трубогиб из шаблона
Такой механизм подойдёт для труб малого диаметра. Шаблон изготавливают из досок, превышающих по толщине диаметр трубы. Край шаблона обрезается под углом, чтобы труба не выскальзывала. Доски скрепляют между собой и фиксируют на поверхности стола. На определённом расстоянии от шаблона прикрепляют упор. Трубу вставляют между упором и шаблоном и выгибают. Трубу нельзя гнуть от центра шаблона – она сломается. А если не сломается, то внешний вид не выдержит никакой критики.
 Трубогиб из шаблона
Трубогиб из шаблона
Подобным образом изготавливается трубогиб из бетонной плиты и прочных металлических штырей. В бетоне бурятся отверстия и вбиваются штыри на расстоянии не более 5 см, по краям вбивают штыри-упоры. Для фиксации изогнутой трубы, к её концам можно приварить перемычку, которую потом демонтируют.
Подобный шаблон можно выполнить из листа фанеры и крючков. Изменяя расположение крючков, можно менять радиус изгиба заготовки.
Роликовый ручной трубогиб
При изготовлении такого механизма основная сложность состоит в подборе роликов и нужного шаблона. Изгиб не получится качественным, если ролики не будут обхватывать трубу. Для изгиба гибких труб ролики можно выпилить из деревянных заготовок твёрдых пород. Ролики можно изготовить на токарном станке или при помощи лобзика.
 Ролики для самодельного трубогиба можно выточить на токарном станке
Ролики для самодельного трубогиба можно выточить на токарном станке
Деревянные круги вырезают под необходимым уклоном, затем собирают в одну деталь, ошкуриваются наждачной бумагой. Для придания прочности деревянным деталям, их укрепляют пластинами из металла. Для изгиба труб по большому радиусу понадобится трубогиб, имеющий три ролика.
Станок для гибки труб
Ручной станок прокатного типа станет хорошим подспорьем в мастерской домашнего мастера. Для его изготовления понадобятся такие материалы, которые можно купить по приятной цене в пунктах приёма металла.

Расстояние между валами имеет значение. Чем дальше расположены валы, тем меньше потребуется приложить силы оператору для прогона трубы, минимальное радиусное значение увеличивается и увеличивается расстояние участка трубы, которое не подвергнется обработке, соответственно ход прижимного вала будет длиннее. Поэтому на стадии проектирования чертежа нужно рассчитать несколько вариантов положения боковых валов.
 Прокатный станок в готовом виде
Прокатный станок в готовом виде
Если вместо валов будут использоваться ролики, по бокам нужно поставить ограничители (уголок стальной), которые удержат трубу в строго вертикальном положении и перпендикулярно к оси роликов. В противном случае профильная труба изогнётся спиралью. После финальной сборки приспособление можно покрасить, для эстетического удовольствия.
Приведённое устройство при желании можно усовершенствовать. Добавить к инструменту двигатель с моторедуктором, который приведёт вал в движение вращением цепной передачи. Установление домкрата вместо верхнего вала позволит изгибать трубы разных диаметров. Домкратом регулируется давление и выставляется высота. Такой апгрейд позволит гнуть трубы в промышленном масштабе малого предприятия, под всевозможными радиусами.
 Схема: трубогиб с использованием домкрата
Схема: трубогиб с использованием домкрата
На таком станке удобно работать с напарником: один человек крутит лебёдку, а второй тянет трубу. Заготовка трубы помещается на ролики и прижимается домкратом. Лебёдка протягивает трубу по валам, затем добавляют усилие домкрата и прогоняют заготовку ещё раз. Цикл повторяют до тех пор, пока труба не приобретёт нужный изгиб.
Совет. При сгибании профильной трубы, песок, засыпанный внутрь профиля, защитит его от деструктивных деформаций.
Прибор, самостоятельно изготовленный однажды, прослужит очень долго, и ничем не будет уступать по качеству купленному оборудованию. Если же трубогиб нужен для одноразового использования, то целесообразнее взять прибор на прокат.
Трубогиб своими руками: видео
Довольно часто при изготовлении теплиц, парников, арок, ограждений, душевых кабин, металлической каркасной мебели и других конструкций применяются холоднокатаные профильные трубы, которые необходимо изогнуть. Решить такую проблему можно с помощью специального трубогиба, который хорошо справится с созданием изгиба труб. Однако приобрести фабричный вариант такого инструмента сможет не каждый. Поэтому домашние умельцы, да и многие профессионалы изготавливают трубогибы своими руками. Для этого нужно воспользоваться советами, изучить чертеж конструкции и посмотреть видеоинструкцию.
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб
из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов
, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
 При этом самыми удобными считаются электромеханические инструменты
При этом самыми удобными считаются электромеханические инструменты
, с помощью которых может быть обеспечен наиболее точный радиус и угол изгиба. Использование такого трубогиба не влечет за собой каких-либо деформаций профиля.
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие
, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами
под воздействием расположенного на штоке шаблона. - Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
 При изгибе труб первыми тремя способами радиус изгиба задается шаблоном. Кроме этого, при арбалетном способе все давление от штока передается на заготовку в верхней точке шаблона
При изгибе труб первыми тремя способами радиус изгиба задается шаблоном. Кроме этого, при арбалетном способе все давление от штока передается на заготовку в верхней точке шаблона
, где металл больше всего подвержен растяжению. Поэтому тонкостенные изделия в этом месте могут терять форму или даже разрываться.
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
Трубогиб своими руками: чертеж, видео инструкция
Самодельные трубогибы могут быть сделаны в различных вариациях. Даже самые простые из них способны обеспечить радиус изгиба. Трубы на них сгибаются при помощи шаблона.
Простейший шаблонный трубогиб
 Шаблон для такой конструкции выполняется своими руками из деревянных досок
Шаблон для такой конструкции выполняется своими руками из деревянных досок
, толщина которых должна быть немного больше диаметра сгибаемых труб.
Доски выпиливаются с небольшим наклоном, что позволяет заготовке не соскальзывать. Между собой и к основанию доски крепятся любым удобным способом.
К тому же основанию рядом с шаблоном необходимо прикрепить упор
, в который при сгибе будет упираться заготовка. Расстояние между ним и шаблоном должно быть таким, чтобы трубу в этот зазор можно было легко вставить.
Трубогиб готов и теперь его можно использовать по назначению. Для этого необходимо:
- Один конец заготовки вставить между упором и шаблоном.
- Взяться за противоположный конец трубы и аккуратными плавными движениями согнуть ее по шаблону.
- Чтобы заготовку можно было более легко и удобно согнуть, на ее противоположный конец можно надеть рычаг в виде трубы большего диаметра или прочного стержня.
Вместо деревянного шаблона по соответствующей линии изгиба на фанере можно закрепить металлические крючки. Такой трубогиб будет хорошо тем, что крючки можно переставлять
, тем самым регулируя радиус изгиба заготовки.
Для того чтобы с помощью таких простейших инструментов можно было согнуть толстостенное изделие, рекомендуется применять ручную лебедку.
Как сделать трубогиб с прижимным роликом?
 Изготовленный из деревянных роликов инструмент имеет преимущество в том, что при его применении трубы не деформируются.
Изготовленный из деревянных роликов инструмент имеет преимущество в том, что при его применении трубы не деформируются.
Материал для основания такого трубогиба выбирается в зависимости от предполагаемых нагрузок. Поэтому для его изготовления берется плотная фанера или лист металла.
Держатель для прижимного и центрального ролика (шаблона) можно сделать из металлической заготовки П-образной формы. Он должен свободно вращаться вокруг прикрепленного к основанию центрального ролика. К держателю крепится рычаг в виде длинной ручки
, а на основание – упор.
Для небольших заготовок можно своими руками выполнить прижимной трубогиб на два разных радиуса изгиба. Для этого шаблон нужно сделать с закругленными углами
, каждый из которых должен иметь свой радиус. Ручка такого инструмента должна иметь два отверстия, с помощью которых ее можно снимать и устанавливать на другое место.
Гидравлический станок для гибки профильных труб
 Изготовление такого трубогиба своими руками является достаточно трудоемким процессом. Состоит он из гидроцилиндра, трубных упоров, нагнетательного устройства и планок.
Изготовление такого трубогиба своими руками является достаточно трудоемким процессом. Состоит он из гидроцилиндра, трубных упоров, нагнетательного устройства и планок.
Для того чтобы сделать гидравлический станок понадобится:
- гидравлический домкрат примерно на 5 тонн;
- металлические пластины;
- швеллер;
- 2-3 ролика;
- башмак.
В первую очередь следует выполнить конструкцию из швеллера, которая должна быть оснащена роликами и башмаком. После этого из аналогичного материала делается каркас станка.

Последнюю платформу станка нужно будет укрепить металлическими пластинами. После этого на эту полку устанавливается домкрат. Конструкция закрепляется болтами и к ней крепится ручка.
Выполненные для гидравлического трубогиба ролики устанавливаются на равной высоте в прямоугольном швеллере и крепятся при помощи болтов. Ниже нужно будет установить башмак. Расположение этих элементов определяет необходимый радиус изгиба трубы.
Станок с гидравлическим приводом готов. Более подробную инструкцию его изготовления своими руками можно посмотреть по видеоролику.
Технология гибки:
- Труба вставляется в башмак и обеих сторон закрепляется.
- Далее задействуется домкрат, ручку которого нужно начать медленно вращать.
- Создаваемое гидравлическим приводом усилие будет передаваться на ролик и изделие начнет сгибаться под заданным углом.
Работу станка остановить можно в любой момент. А чтобы вытащить трубу, достаточно будет прокрутить ручку в противоположную сторону на пару оборотов.
Гнуть профильные трубы в домашних условиях можно самыми различными изготовленными своими руками конструкциями. И домашние мастера, и профессиональные инженеры все больше совершенствуют самодельные трубогибы, чертежи которых можно найти в интернете.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.

Важные технические моменты при изготовлении профилегиба.
- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
 Гибка профильной трубы с заломами.
Гибка профильной трубы с заломами.

- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.

- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.

- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.

Как сделать ролики для профилегиба
.
Ролики можно изготовить разными способами, даже на первый
взгляд самыми необычными. Например, в качестве роликов можно использовать
велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть
трубу сечением 20х40 мм им будет вполне по силам.

В качестве роликов можно использовать обычный лом. Его
просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего
диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники
№306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно
капнуть сваркой около обоймы подшипника.

Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.

Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”
. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
 Ролик профилегиба из трубы, шайб и металлического круга.
Ролик профилегиба из трубы, шайб и металлического круга.
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.







Конструктивные особенности профилегибов.
Трубогиб можно сделать практически из любого металлолома.
Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В
основном его делают из швеллера, так как он достаточно жесткий и имеет широкую
поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел.
Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт,
то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно
взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным,
не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет
гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет
смысл соединить два вала цепью и таким образом сделать их оба приводными валами.
Это сильно поможет при гибке профильных труб большого сечения, например, 40х60
и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике.
Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить
давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной
педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.

Ниже представлено несколько фотографий с различными конструктивными особенностями.


 Профилегиб со съемным верхним роликом и подвижным крайним роликом.
Профилегиб со съемным верхним роликом и подвижным крайним роликом.



Как сделать ручной профилегиб с обкатным роликом.
Данный вид трубогиба позволяет гнуть профильные и круглые
трубы на угол 90 градусов и более.



Принцип такого трубогиба основан на обкатке трубы роликом.
Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные
деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы
исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой
металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.

4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.

5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.

6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
 Ролик для трубогиба из пяти кругов.
Ролик для трубогиба из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом
.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.

Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем
этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в
начальном положении снижает деформации стенки трубы с наружной стороны сгиба.
Другими словами, трубу во время гибки меньше будет вытягивать из зажима и
повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.


Бывает, что нужно согнуть металлическую трубу, но сделать это нечем. Человеческой силы не хватит, чтобы ровно сделать изгиб, при этом не повредив саму структуру. Для этого нужен инструмент – трубогиб, который продается в магазинах и строительном рынке. Но самостоятельно изготовить в гараже с минимумом оборудования возможно.
Даже бюджетные версии стоят больше, чем самодельные. А если самодельный трубогиб для профильной трубы вам нужен для конкретных работ и больше не потребуются – нет смысла покупать.

Что такое трубосгибатель и где он нужен
Перед монтажом трубогиба для профильной трубы, нужно узнать о инструменте подробнее. Это старое оборудование, используемое для изгибания трубопроката. Почему нельзя это сделать обычной человеческой силой? Металл легко деформируется, если давление на него подается по бокам. Размаха человеческих рук просто недостаточно, чтобы было возможно деформировать трубу в конкретном участке трубопровода.

Станок для гибки профильной трубы своими руками не только правильно производит изгиб. Он точно определяет угол наклона. Параметры вы можете выставлять, в зависимости от конкретных нужд. Для этой процедуры не нужно прилагать много усилий.

Оборудование может изготавливаться из металла. Желательно брать сталь, так как она соответствует стандарту твердости и прочности, которые нам нужны. Алюминий имеет меньший срок эксплуатации. Но если других материалов под рукой нет – он подойдет. Точно нельзя использовать пластик, так как его прочности будет недостаточно, чтобы сопротивляться давлению металла.

Вы можете сделать оборудование под себя. Для самодельщика доступны сразу несколько видов, отличающихся по типу конструкции. Угол же можно фиксировать при сборке. Обычно, в заводских моделях он соответствует диапазону до ста восьмидесяти градусов.
Виды
Гибочный станок для профильной трубы даже в условиях гаража может быть нескольких видов. Можно использовать материалы, не нужные в быту.

Конструкционно, они имеют следующие отличия:
Гидравлические
Разновидность станка, работающая на силе жидкости. Позволяет сгибать трубопрокат с диаметром до 8 сантиметров, поэтому часто встречается на производстве. Для дома используется редко, так как такие показатели нам не нужны. Но при монтаже металлического трубопровода отопления будет полезным. Трубогиб гидравлический для круглой трубы тонкостенной не подходит, так как для него характерны слишком грубый способ деформации.

Ручные
Популярны для дома, но не могут использоваться для гибки широких труб. Простая конструкция построенная на элементарной физике. Компоненты для сборки есть у каждого в гараже. Подходят для не каленной стали, низкоуглеродистых ферросплавов, цветных металлов (алюминий, медь, различные виды их сплавов).

Электромеханические
В самостоятельной сборке сложны, но имеют высокую производительность. Создают ювелирную точность, могут сгибать тонкостенные трубки, при этом без повреждения стенок.

Гибридные
Представляют собой совмещение электрических и гидравлических осей.

Методы сгибания
Дополнительно отличаются метод самого сгибания:
- Арбалет. Для изгибания используется заранее заготовленная форма, которая подходит под конкретный тип трубы. Профилегиб своими руками арбалетный – частый станок в гаражах.
- Пружина. Пружинный механизм, обеспечивающий не только качественный сгиб, дополнительно он еще и не создает деструктивных деформации.
- Сегментарный. Отличается тем, что сгибание происходит с помощью сегмента, перетягивающего трубу на себя.
- Бездорновый. Деформация происходит путем наматывания профиля на валик.
- Дорновый. Механизм схож с предыдущим. Основное отличие – установка дополнительного наполнителя, который не дает образовываться гофре.

Необходимые материалы
Трубогиб гидравлический для круглой трубы устроен элементарно. Можете использовать готовые чертежи, которыми наполнен интернет. Под Они есть под любые размеры гаража. Есть много конструкций, выбор которых определяется доступными материалами. Если вы не хотите ехать в строительный магазин и тратить деньги – поищите по закромам. Некоторые детали можно заказать у токарей и фрезеровщиков.

Часто, самодельщики выбирают фронтальную конструкцию, которая недорого стоит и доступна для сборки.

Она состоит из:
- Три валика – металлических;
- Цепь привода;
- Оси для вращения;
- Механизм движения, который и будет производить сгибание;
- Металлический профиль, чтобы изготовить раму.

Самодельщики, в целях экономии, устанавливают валики из доступных материалов, как дерево, пластик или полиуретан. Проблемой здесь выступает теория резанья. Металл значительно прочнее и плотнее. Поэтому ролик может не выдержать давления и треснуть. Не нужно экономить и монтировать металлические.

Чтобы понять, как трубогиб для профильной трубы своими руками производит сгибание – нужно разобраться в технологии. Часто, используются обычные разновидности вальцовок и прокаток. Они позволяют работать даже с тонкостенными трубками, не разрушая их и оставляя пригодными для использования.

Чтобы произвести изгиб, трубу нужно устанавливить между валиками. Далее, нужно повернуть ручку, после этого будет произведена деформация по заданным параметрам.

Можно сделать трубогибы для профильных труб из домкрата. Если он стоит в гараже – уже половина станка у вас уже готова. После сборки, домкрат можно достать.

Для этого вам потребуется:
- Автомобильный домкрат;
- Каркас;
- Пружины (обязательно высокоточные);
- Три ролика;
- Цепь для привода;
- Расходники.

О том, как работает ручной профилегиб – можете посмотреть видео ниже. Для получения результата, установленную трубу сгибают с помощью валиков. Прокручивая ручку, в движение приводится приводная цепь, которая и производит сам изгиб.
Инструкция по изготовлению трубогиба

Производство сгибателя простое, если вы будете придерживаться следующих инструкций:
- К прижимному валу присоединяются шестеренки, подшипники и колечки, которые соединяются друг с другом с помощью шпонки. Перед сборкой, нужно составить тщательный чертеж, с прописанными показателями всех элементов. Часто их приходится вытачивать отдельно. Если вы не умеете пользоваться токарным станком – доверьтесь токарю. Всего вам потребуется три отдельных вала. 2. В кольцах делаются отверстия. Они понадобятся для пазов и резьбового соединения.
- Нужно установить полку. Лучше всего подойдет стальной швеллер, который обеспечит достаточный прижим вала.
- После этого потребуется собрать всю конструкцию. По возможности, используйте сварочный аппарат. Сварочное соединение – самое надежное решение. Оно не поддается вибрации. Если у вас нет сварочника, можно воспользоваться болтами. В некоторых местах потребуется перфорированные пластины из толстой стали.
- Предпоследний этап – монтаж полки. На него устанавливается, через пружину, прижимной ролик. По бокам монтируются остаточные ролики. На один из них крепиться ручка.
- В последнюю очередь устанавливается домкрат.

Отдельные нюансы:
- Ролик устанавливается на полку, предварительно к которой приваривается гайка для пружины;
- Натяжение требуется производить с помощью магнитного уголка, который в значительной мере выступает держателем;
- Домкрат монтируется на навесную платформу (если хотите его использовать отдельно – используйте болтовые крепления).
Гидравлический трудогиб – инструкция
Трубогиб для металлопластиковых труб с гидравлической тягой можно также сделать самостоятельно. Недостаток – трудоемкость сборки.

Вам понадобится:
- Домкрат с грузоподъемностью не меньше пяти тонн;
- Башмачная платформа;
- Валы;
- Массивный швеллер;
- Толстые стальные листы и расходники.

Для производства устройства, нужно в башмак установить гидравлический домкрат. Нужно правильно зафиксировать его с двух сторон. Для этого можно использовать сварочный аппарат или болты.

После этого давление на домкрат обеспечивает качественное изгибание трубы. Добившись требуемого угла, достаточно вынуть изделие и использовать по назначению. Чтобы изготовить устройство, нужно придерживаться следующего плана:
- Изготовите подробный чертеж. В нем нужно описать габариты каждого отдельного элемента. Их производство можно заказать у токаря.
- Нижняя платформа выступает площадкой для домкрата. Чтобы использовать его в дальнейшем – прикрутите болтами, а не сваркой.
- Ролики – важная часть конструкции. Проблемой его выступает то, что к ним выделяют строгие требования к точности. Их можно сделать самостоятельно. Башмак монтируется ниже, и их соотношение определяет допустимый угол изгиба.
Изготовление компактного трубогиба улитки
Изделия из профильной трубы «Улитка» получила такое название потому, что выступает силовым шаблоном. Это трафарет, который нужен специально для получения правильной формы плоской спирали.

В процессе, трубка плотно прижимается к трафарету, образуя ровные спиральные формы. По своему дизайну, они напоминают машинки для закатки стеклянных банок.

Улиткой называют плоскую стальную пластику (толщина не менее четырех миллиметров). На нее устанавливается трафаретная часть в виде спирали. Проблема в том, что ее изготовления требуется, как минимум, фрезерный станок или хороший ручной фрезер. Нельзя обойтись без пропанового резака. Это разновидность горелки, которая позволяет нагреть металл и в дальнейшем его согнуть.

Заводские модели оборудованы системой штифтов и болтов. Каждая часть заменяема, что позволяет сделать разные изгибы.

Виды методов
Трубогиб для металлопластиковых труб – элементарный станок, работающий на одной механике. Станок незаменим для трубопровода, в том числе и толстостенного и металлопластикового. В нем можно работать с разными видами металла (сталь, алюминий, медь, цинк и их сплавы). Для большей производительности, участки сгиба можно предварительно довести до красна, чтобы отпустить металл, снять внутренние напряжения и сделать его более мягким.

Холодный метод
Распространен в гаражном мастерстве. Если нет паяльной лампы и горелки – им можно пользоваться. Из недостатков – требуется больше усилий. Холодный металл тверже, может треснуть. Поэтому подходит только для сырой стали и мягких цветных металлов. Безопаснее, в сравнении с горячим прокатом, так как не приходится работать с высокими температурами.

Горячий метод
Требует горелку и паяльную лампу. Нагрев снимает напряжение с металла и поэтому он становится более податливым, но это актуально только для тонкостенного трубопроката. Толстостенные трубки невозможно прогреть более чем на 300 градусов в условиях гаража.

Вы узнали, как сделать трубогиб своими руками. Но лучше придерживаться несколько дополнительных советов:
- Чтобы работать с разными профилями труб – изготовьте съемные валы. Чтобы гнуть толстостенный прокат потребуются каленые валы. Можно подвергнуть обработке только вхний слой.
- Если труба соскальзывает при работе с шаблоном – установите закрепительные крючки по бокам.
- Чтобы сгибать трубопрокат большого диаметра с толстыми стенками – установите минимум три ролика, который будет достаточно для комфортной работы. Желательно, чтобы они были тверже сгибаемого материала. Для этого можно закалить поверхность стального валика.
Необходимо обратить внимание на механизмы, рассмотренные в данной статье. Чтобы изготовить трубогиб для профильной трубы своими руками – изучите подробные инструкции, видео, фото, чертежи. С помощью этих материалов реализовать соответствующий проект не сложно.
Читайте в статье
Трубогиб для профильной трубы своими руками: основные данные
Прежде чем изучать рабочую документацию и алгоритмы монтажных операций, следует точно определить целевое назначение изделия. Трубогиб для профильной трубы своими руками должен быть рассчитан на определенные усилия, размеры заготовок, материалы. Проще установить значимые критерии после ознакомления с параметрами приспособлений, испытанных на практике.
Для чего нужны эти приспособления

Чтобы создать необходимое усилие, здесь установлен рычажный механизм. Для фиксации свободного участка трубы применяют металлический штифт. Его устанавливают в подходящие пазы «гребенки» перед выполнением рабочих операций.

На примере этого фабричного образца проще изучить особенности конструкции:
- Рукояткой (1) регулируют автоматический ход поршня в обратном направлении. Это решение снижает нагрузки на пользователя.
- Внутри корпуса установлена гидравлическая система. При перемещении ручки вверх-вниз на рабочий поршень (8) передается сила до 150 кН. Этого вполне достаточно для быстрого сгибания заготовок из прочных металлов.
- Опорные ролики (3, 4) устанавливают в нужные отверстия рамы открытого типа (5, 9). Они не повреждают поверхность , но обеспечивают надежную фиксацию.
- Такой съемный сегмент (6) предназначен для сгибания под углом 90°. Но при соответствующей комплектации, можно установить на аналогичное изделие другой формы.
- Прочный корпус (10) установлен на трех опорах (7). Резиновые накладки предотвращают смещение при выполнении рабочих действий.
- Помимо очистки от загрязнений, изредка надо проверять состояние масляного фильтра (11). Иные регламентные процедуры не нужны.


В этой методике используют заготовку нужной формы. К ней прижимают трубу с применением вращающегося валика и рычага.


Важно!
Перед тем, как изгибать заготовку с применением определенного радиуса следует изучить специализированные справочники. В них приведены данные о допустимых деформациях труб из разных материалов, с различной толщиной стенок. Если нарушить эти инструкции в готовых изделиях образуются видимые, или скрытые дефекты.
Сравнительно небольшие механические нагрузки на рабочие инструменты создают рычагами и ручной силой. Для работы с прочными металлами оборудование оснащают гидравликой, .


Создание трубогиба своими руками для профильной трубы: чертежи и другие подготовительные операции
Простое приспособление для сгибания алюминиевых и пластиковых заготовок изображена на этом рисунке.

Для изготовления такого сооружения нужна прочная . После разметки из нее вырезают круглый профиль. Оставшуюся часть используют для изготовления опорного элемента. Созданные детали жестко присоединяют к опорной поверхности. Для прочности соединений помимо шурупов используют струбцины. Далее трубу сгибают вручную до образования нужной формы.
Перед созданием этого несложного трубогиба для профильной трубы своими руками рекомендуется сделать элементарный чертеж с размерами. Пригодится шаблон из плотной бумаги, картона, по которому будет нанесена разметка. Понятно, что для изготовления более сложных конструкций необходима подготовка полноценной конструкторской документации.





Не обязательно строгое соблюдение инженерных стандартов, чтобы сделать трубогиб для профильной трубы своими руками, схематического изображения вполне достаточно. Надо только указать все размеры, определиться с материалами, технологическим процессом и составными частями. Проект поможет решить несколько практических задач:
- В процессе подготовки станет ясно, надо ли применять и другое специальное оборудование.
- Полный список необходимых комплектующих деталей понадобится для целевого посещения определенных магазинов.
- Надо не забывать, что станок надо защитить от неблагоприятных внешних воздействий с применением пропитки дерева, .
- Некоторые детали слишком сложно будет изготовить самостоятельно. Следует разместить соответствующие заказы в профильных мастерских.
Важно!
При сгибании прочных металлических труб нужны большие усилия. Чтобы не рисковать излишне, можно использовать чертежи проверенной конструкции, либо копии промышленного образца.
Изготовление ручного самодельного трубогиба для профильной трубы своими руками: видео и подробные инструкции
Здесь рассказано о том, как быстро создать трубогиб своими руками для профильной трубы (видео).
Мастер использовал подручные материалы, швеллер, часть привода от старого велосипеда. Но ему пришлось самому создать соединения, чтобы обеспечить целостность тяжелой конструкции.
Чтобы выяснить, как сделать трубогиб для профильной трубы своими руками, чертежи и видео дополняют описаниями рабочих операций. Ниже приведены алгоритмы нескольких технологий сборки.
Прокатный трубогиб
Гидравлический трубогиб
Винтовой механизм выполняет свои функции слишком медленно.

В этой конструкции использован стандартный домкрат. Он закреплен жестко на планке, которая подвешена на двух пружинах. Такое решение упрощает манипуляции с тяжелым домкратом при установке заготовок, прижимных сегментов.
Труба опирается на два круглых штифта. Их можно переставлять в другие отверстия для создания изделий с нужным радиусом кривизны. Детали прочной рамы из стали (4-5 мм) скреплены болтовыми и сварными соединениями. Конструкция получилась разборной. При необходимости ее не сложно демонтировать. Домкрат можно использовать для выполнения других операций.
В основании рамы созданы отверстия. Через них станок можно прочно прикрепить к деревянному полу гвоздями, саморезами. Это придает дополнительную устойчивость стационарной конструкции. Ее металлические части обезжирены, покрыты и краской. Помимо хорошего внешнего вида обеспечена хорошая защита от разрушительных процессов .
К сведению!
При создании самодельного трубогиба для круглой трубы применяют ролики, трафареты и сегменты с другой формой контактных поверхностей. Технологии используют те же, что и для сгибания профильных изделий. Пригодятся приведенные выше чертежи с внесением соответствующих изменений.
Статья
Необходимость в сгибании профильных труб в домашнем хозяйстве возникает довольно часто, будь то подготовка заготовок для постройки металлического каркаса теплицы или навеса или изготовление деталей трубопроводов сложной конфигурации. Для этого часто используют приспособления промышленного изготовления, однако покупные изделия — удовольствие не из дешёвых. Намного выгоднее изготовить трубогиб своими руками, тем более, что для изготовления агрегата не потребуется никаких дефицитных деталей, а его конструкция доступна для повторения в любом гараже. Самодельное приспособление позволит получить трубу с нужным радиусом кривизны и при этом избежать деформаций и заломов на её поверхности.
Назначение и виды
Трубогиб является незаменимым приспособлением, когда требуется деликатно и точно согнуть круглую или профильную металлическую трубу
Изгиб металлических профильных труб напрямую связан с их диаметром, толщиной стенок и материалом изготовления, поэтому производители металлопроката всегда указывают минимальный радиус деформации в специальных таблицах.
Таблица расчёта радиусов изгиба стальных труб в зависимости от диаметра и толщины стенки
Согнуть пустотелую трубу без заломов и деформаций непросто. В домашних условиях для этого её наполняют песком, нагревают до покраснения газовой горелкой или паяльной лампой, после чего сгибают «на глаз». Конечно, такой способ при высокой трудоёмкости не является идеальным ввиду низкого качества и невысокой точности.
Получить изгиб требуемой кривизны и не повредить деталь позволяют специальные приспособления — трубогибы. В зависимости от длины фрагмента, который надо согнуть, применяют приспособления двух типов:
- рычажные трубогибы;
- прокатные агрегаты.
Самыми распространёнными изделиями являются трубогибы рычажного типа. В таких приспособлениях усилие прикладывается в нужном месте, а сам изгиб повторяет форму сегмента (шаблона), который в части устройств может быть съёмным.
Как правило, в комплектацию таких агрегатов входят несколько сегментов под трубы различного диаметра. Кроме сегментных устройств, промышленностью производятся дорновые и арбалетные трубогибы, форма изгиба в которых задаётся двумя направляющими роликами и нажимным шаблоном (дорном). Такая конструкция позволяет выполнять холодную обработку круглых стальных труб на коротких участках. К слову, компактные арбалетные трубогибы являются наиболее популярным инструментом у монтажников инженерных коммуникаций.
Просто, быстро и качественно — вот достоинства арбалетных трубогибов, которые привлекают профессиональных монтажников
В зависимости от конструкции рычажного гибочного устройства, оно может иметь привод любого типа:
- гидравлический;
- пневматический;
- электрический.
Часто принцип работы агрегата предусматривает подогрев трубы (внешний, или при помощи разогретого воздуха, пропускаемого внутри проката), чем добиваются повышения её пластичности, а, соответственно, и качества изогнутого участка.
При необходимости получить изгиб большого радиуса используют прокатные приспособления. В их конструкцию входят два направляющих и один нажимающий валы (ролики). Трубу протягивают между подвижными элементами, задавая степень изгиба усилием прижимного ролика. При необходимости получения большого радиуса кривизны заготовки процедуру повторяют.
Прокатные приспособления могут иметь электрическую передачу для направляющих валов, а также гидравлический, механический или пневматический привод нажимного ролика.
Конструкции самодельных приспособлений
Простейшим вариантом, доступным для большинства начинающих мастеров, является изгиб труб по предварительно изготовленному шаблону. Подобный метод используют при необходимости получить большое количество однотипных заготовок.
Изгиб трубы по деревянному шаблону — наиболее простой способ решения проблемы
В качестве шаблона можно использовать конструкцию, изготовленную из деревянных досок.
Толщину древесины выбирают исходя из диаметра сгибаемых труб — доска должна иметь запас в 2–3 см. Чтобы в процессе работы металлопрофиль не соскальзывал с шаблона, торцы обрабатывают с небольшим уклоном.
Конструкцию крепят к полу или другой поверхности любым способом, монтируя рядом упор для трубы. Вставив профиль в зазор между шаблоном и упорным элементом, плавно и аккуратно надавливают на его другой конец, прижимая трубу к шаблону. В целях облегчения усилия нажима можно использовать подходящий по размеру рычаг или приспособить лебёдку.
Лебёдка может облегчить процесс сгибания труб с применением шаблона
Подобным способом можно сгибать металлопрофиль небольшого диаметра. Если же требуется изменить конфигурацию трубы более 1 дюйма, то шаблон обустраивают из отрезков мощной арматуры. Для этого в бетонной плите по необходимой траектории проделывают отверстия, в которые вставляют направляющие в виде штырей из отрезков труб, арматуры и т. д. Изгиб выполняют, закрепив край металлопрофиля при помощи сварки.
Плюсом такого метода является его дешевизна и простота, однако точность полученных заготовок и качество их обработки оставляют желать лучшего. К тому же, шаблон придётся изготавливать каждый раз, когда потребуется получить изгиб другого радиуса.
Трубогиб-улитка заводского изготовления
Для изготовления большого количества однотипных заготовок небольшого радиуса кривизны можно использовать трубогиб-улитку.
Этот агрегат представляет собой два шкива (колеса) разного диаметра, закреплённые на валах. Зафиксировав конец трубы на рабочем колесе, роликом меньшего диаметра (ведущим колесом) нажимают на заготовку, одновременно прокатывая его вдоль обрабатываемой детали. Вследствие этого труба огибает поверхность большого шкива, повторяя его форму. Единственным недостатком этого способа является невозможность получения закруглений большого радиуса.
Наиболее универсальными и практичными являются самодельные прокатные трубогибы (гибочные станки), в которых можно установить любой угол деформации металлопроката.
Простейшая конструкция прокатного агрегата представляет собой основание с закреплёнными на определённом расстоянии друг от друга приводными валами. Нажим на трубу осуществляется подвижным роликом, а её протяжка осуществляется за счёт вращения ведущих валов. В качестве силового привода таких устройств используют винтовые приспособления, домкраты, лебёдки и электродвигатели. Прокатный станок является наиболее сложным для повторения в домашних условиях, поскольку требует токарных и сварочных работ. Тем не менее, существует множество вариаций его конструкции, изготовленных любителями, что свидетельствует о высокой популярности данного решения. С помощью подобного приспособения получают изгиб любой конфигурации, а сам процесс нередко автоматизируют. Единственное, с чем такое приспособление не сможет справиться, так это получение минимального радиуса закругления металлопрофиля на небольшом отрезке.
Видео: Самодельный гибочный станок прокатного типа
Делаем трубогиб своими руками
Для изготовления трубогиба можно воспользоваться чертежами готовых конструкций. Посмотрев несколько вариантов и соразмерив сложность агрегатов со своими возможностями и наличием необходимых деталей и материалов, можно выбрать наиболее оптимальную схему. На ваш суд мы представляем две модели трубогибов для самостоятельной сборки — ручной агрегат для небольших труб и гибочный станок полуавтоматического типа.
Ручной трубогиб-улитка для малых радиусов
Чтобы правильно согнуть профильную трубу, надо хорошо понимать физику процесса. В ручных трубогибах чаще всего используется способ кругового загиба, что позволяет избежать рисков, связанных с заломами, трещинами и другими повреждениями труб. Чтобы согнуть металлопрокат в таком агрегате, достаточно закрепить заготовку в приспособлении и нажать на рычаг. Сгибание происходит при прокатывании по трубе ролика, прижимающего деталь к главному колесу.
Материалы и инструмент
Для изготовления ручного трубогиба понадобятся:
- металлический лист толщиной не менее 6 мм;
- рабочее колесо;
- нажимной ролик
- стальные уголки 50х50х2.5 мм;
- отрезок толстостенной трубы Ø25 мм;
- оси вращения (втулочный или подшипниковый узел);
- отрезок квадратного прутка 20х20х40 мм;
- гайки и шайбы;
- угловая шлифовальная машина;
- сварочный аппарат;
- молоток;
- измерительный инструмент.
В процессе работы не забывайте о технике безопасности. Особенно это касается работы с режущим и сварочным оборудованием.
Расчёт трубогиба и составление чертежа
Прежде чем приступить к работе, надо определиться с тем, какой радиус изгиба профильных труб будет наиболее востребован. В зависимости от этого выбирают размер рабочего колеса. Именно эта величина и будет соответствовать внутреннему радиусу полученного колена.
Трубогиб-улитка в сборе
Чертёж разработан под профильные трубы с диаметром до 1 дюйма. Радиус изгиба, который можно получить при помощи этого трубогиба, равняется 125 мм (половина диаметра рабочего колеса). Если же вам необходим агрегат для изгиба с другими параметрами, воспользуйтесь методикой расчёта размеров трубогиба.
Главным размером вилки трубогиба является расстояние между осями рабочего колеса и ролика (обозначено литерой a=200мм). В нашем случае межосевой промежуток выбран с учётом максимального размера обрабатываемой профильной трубы d=25 мм, однако к этому значению желательно добавить пару миллиметров «про запас».
Межосевое расстояние можно определить по формуле a = d + r1 + r2 + 2, где d — диаметр профильной трубы, а r1, r2 — радиусы рабочего колеса и ролика соответственно.
Если в конструкции гибочного устройства будут устанавливаться ролик и колесо с жёлобом (некое подобие ручейкового шкива), то измерение проводят, отталкиваясь от нижней точки этой детали.
Вилка трубогиба-улитки
Для определения размера вилки зазор между роликом и её основанием принимают равным 10 мм, а также добавляют 30 мм запаса для крепления оси рабочего колеса.
Длина вилки с = a + r1 + 10 + 30 (мм).
Чтобы определить внутренний зазор между боковыми полками вилки (b), к толщине колеса добавляют 1 – 2 мм.
Сделать трубогиб более универсальным можно, просверлив несколько отверстий в боковых поверхностях вилки. Переставляя ось ролика, меняют расстояние между рабочими поверхностями вращающихся деталей.
Пошаговая инструкция по изготовлению ручного трубогиба
По чертежу ручного гибочного агрегата видно, что он состоит из нескольких основных частей:
- основание в виде толстой металлической пластины;
- рабочее колесо;
- ролик;
- вилка.
Наша инструкция поможет выполнять работу последовательно, избегая ошибок и неточностей.
- Изготовьте рабочее колесо и ролик. Конечно, огромным плюсом будет наличие токарного станка в вашей мастерской, но если даже вы не обладаете подобным оборудованием, эти детали не являются проблемой. Любой токарь сможет выточить шкивы по вполне умеренной стоимости.
При изготовлении подвижных элементов не стоит экономить. Обязательно сделайте в них жёлоб под трубу максимального диаметра, а также выточите в ролике гнездо под любой подходящий подшипник качения
. Если есть необходимость изменить конфигурацию поверхности колена, жёлоб рабочего колеса или ролика делают фигурным. При прокатывании ролик оставит требуемый отпечаток на внешней поверхности колена, а колесо — на внутренней. Чтобы облегчить задачу токарю и ещё сильнее удешевить стоимость устройства, вместо ролика можно установить пару шарикоподшипников подходящего размера.Рабочие колёса трубогиба можно изготовить с жёлобом произвольной конфигурации
На изображении хорошо видно установленные вместо ролика шарикоподшипники
- На том же станке надо изготовить оси для рабочего колеса и ролика. Толщину деталей принимают равной внутреннему диаметру выбранного подшипника. Длина оси для ролика равняется ширине вилки по наружному габариту. Ось вращения рабочего колеса будет немного длиннее, поскольку придётся учитывать ещё и толщину плиты основания трубогиба. Отказавшись от монтажа подшипников, можно значительно упростить конструкцию. В этом случае в качестве осей можно использовать длинные болты с гайками.
Тем не менее, следует понимать, что сгибать трубы этим приспособлением будет труднее.Для изготовления вилки понадобится металл толщиной не менее 6 мм
- Из листового металла вырезают боковые поверхности и заднюю стенку (основание) вилки, а также отрезок толстостенной трубы в качестве рычага.
- Согласно чертежам, в вилке сверлят отверстия под оси колеса и ролика.
- Сваривают детали вилки. Особое внимание следует уделить всем прямым углам этого элемента конструкции.
Крепление рычага к вилке встык будет ненадёжным ввиду большого прикладываемого усилия. Лучше всего в её задней стенке сделать отверстие, в которое войдёт край трубы. Обварив это соединение сваркой, получают максимально прочный стык.
- При помощи шлифмашины вырезают основание (станину) устройства и сверлят в нём отверстие под стационарную ось рабочего колеса.
- При необходимости в ролик запрессовывают подшипник.
- Ролик вставляют в вилку, после чего фиксируют сваркой или гайками.
Вилка трубогиба-улитки в сборе
- Вилку в сборе устанавливают на основание, закрепив ось рабочего колеса тем же способом, что и при монтаже ролика.
- Приваривают отрезок квадратного сечения в качестве фиксатора обрабатываемой трубы.
В углах основания трубогиба сверлят отверстия для крепления приспособления к верстаку. Чтобы приспособление было не только функциональным, но и эстетичным, в процессе работы обязательно зачищают места сварочных соединений и обдирочным кругом обрабатывают острые грани заготовок. В целях защиты от ржавчины готовое изделие окрашивают эмалью.
Гибочный станок для профильных труб
Изгиб длинных профильных труб требует не только усилия для их деформации, но и механизма для протяжки деталей на нужное расстояние. Часто в конструкции самодельных гибочных станков используется не винт, а домкрат или лебёдка, а привод включает электродвигатель.
Чертежи самодельных устройств
Гибочный станок. Вид сбоку Трубогиб с приводом верхнего ролика Трубогиб с изменяемым расстоянием между роликами
Простейший трубогиб протяжного типа
В представленных на чертежах гибочных станках для прижатия ролика используется резьбовая передача. Мы же в нашей конструкции будем применять гидравлический домкрат, а также ручной привод с применением деталей от газораспределительного механизма автомобильных двигателей внутреннего сгорания.
Инструменты и материалы
Для того чтобы приступить к работе, подготовьте такие детали и материалы:
- уголки для станины станка;
- круглые или профильные трубы для каркаса;
- рабочий и протяжные валы (ролики);
- домкрат;
- пружины;
- цепная передача;
- натяжитель;
- подшипниковые опоры в сборе с подшипниками;
- ручка;
- швеллер для крепления;
- болты и гайки.
В работе вам понадобится ручной и электрический слесарный инструмент:
- угловая шлифмашина (болгарка);
- сварочный аппарат;
- электрическая дрель и набор свёрл по металлу;
- молоток;
- комплект гаечных ключей;
- измерительный инструмент.
Не стоит пренебрегать средствами личной безопасности. При работе с болгаркой обязательно надо использовать защитный щиток или очки, а сварочные процессы проводить в плотной спецодежде и специальных перчатках. Следует помнить, что запрещается работать без сварочной маски и проводить электромонтажные мероприятия на мокрой поверхности и в дождь.
Инструкция по изготовлению гибочного станка
Разделение процесса изготовления трубогиба на несколько этапов поможет более чётко организовать работу.
- Изготовьте протяжные (опорные, приводные) и нажимной (рабочий) валы. При отсутствии навыков работы с токарным станком придётся обратиться к специалисту. Обязательно напомните токарю, чтобы он выточил ролики с хвостовиками для установки звёздочек. Лучше всего, если вы возьмёте эти детали с собой.
Конструкция рабочих валов должна предусматривать возможность установки приводных звёздочек
Звёздочки и цепь можно использовать любые. Например, от газораспределительного механизма двигателей легковых автомобилей.
- Закрепите на валах подшипниковые опоры и установите на шпонки ведущие шестерни.
В конструкции станка можно использовать приводные вёздочки и подшипниковые опоры от автомобильной техники
- Изготовьте с помощью сварочного аппарата каркас гибочного станка. Для этого сначала сделайте квадратную раму с опорными ножками, а затем смонтируйте на ней конструкцию, по которой будет перемещаться плита с нажимным роликом.
Изготовление станины гибочного станка
- В качестве плиты используется стальной П или Н-образный швеллер. Для монтажа нажимного вала по краям плиты сверлят отверстия по присоединительным размерам подшипниковых опор.
Изготовление каркаса под установку опорной плиты
- Отрезок швеллера с роликом подвешивают к верхней части каркаса на четырёх пружинах, для чего по углам плиты и рамы приваривают гайки в качестве монтажных петель. После этого монтируют гидравлический домкрат.

Конструкция профилегиба
Простейшим вариантом, доступным для большинства начинающих мастеров, является изгиб труб по предварительно изготовленному шаблону. Подобный метод используют при необходимости получить большое количество однотипных заготовок.
Изгиб трубы по деревянному шаблону — наиболее простой способ решения проблемы
В качестве шаблона можно использовать конструкцию, изготовленную из деревянных досок. Толщину древесины выбирают исходя из диаметра сгибаемых труб — доска должна иметь запас в 2–3 см. Чтобы в процессе работы металлопрофиль не соскальзывал с шаблона, торцы обрабатывают с небольшим уклоном.
Конструкцию крепят к полу или другой поверхности любым способом, монтируя рядом упор для трубы. Вставив профиль в зазор между шаблоном и упорным элементом, плавно и аккуратно надавливают на его другой конец, прижимая трубу к шаблону. В целях облегчения усилия нажима можно использовать подходящий по размеру рычаг или приспособить лебёдку.
Лебёдка может облегчить процесс сгибания труб с применением шаблона
Подобным способом можно сгибать металлопрофиль небольшого диаметра. Если же требуется изменить конфигурацию трубы более 1 дюйма, то шаблон обустраивают из отрезков мощной арматуры. Для этого в бетонной плите по необходимой траектории проделывают отверстия, в которые вставляют направляющие в виде штырей из отрезков труб, арматуры и т. д. Изгиб выполняют, закрепив край металлопрофиля при помощи сварки.
Плюсом такого метода является его дешевизна и простота, однако точность полученных заготовок и качество их обработки оставляют желать лучшего. К тому же, шаблон придётся изготавливать каждый раз, когда потребуется получить изгиб другого радиуса.
Трубогиб-улитка заводского изготовления
Для изготовления большого количества однотипных заготовок небольшого радиуса кривизны можно использовать трубогиб-улитку. Этот агрегат представляет собой два шкива (колеса) разного диаметра, закреплённые на валах. Зафиксировав конец трубы на рабочем колесе, роликом меньшего диаметра (ведущим колесом) нажимают на заготовку, одновременно прокатывая его вдоль обрабатываемой детали.
Наиболее универсальными и практичными являются самодельные прокатные трубогибы (гибочные станки), в которых можно установить любой угол деформации металлопроката. Простейшая конструкция прокатного агрегата представляет собой основание с закреплёнными на определённом расстоянии друг от друга приводными валами.
Нажим на трубу осуществляется подвижным роликом, а её протяжка осуществляется за счёт вращения ведущих валов. В качестве силового привода таких устройств используют винтовые приспособления, домкраты, лебёдки и электродвигатели. Прокатный станок является наиболее сложным для повторения в домашних условиях, поскольку требует токарных и сварочных работ.
Тем не менее, существует множество вариаций его конструкции, изготовленных любителями, что свидетельствует о высокой популярности данного решения. С помощью подобного приспособения получают изгиб любой конфигурации, а сам процесс нередко автоматизируют. Единственное, с чем такое приспособление не сможет справиться, так это получение минимального радиуса закругления металлопрофиля на небольшом отрезке.
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным.
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.

К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.

Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.

В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.

Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.

На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Объяснения и фото это хорошо, но увидеть процесс сборки или работу готового агрегата намного полезнее. В первом видео запечатлен процесс сборки (сварки) ручного трубогиба для профильной трубы. Выбран вариант с подвижным средним роликом.Второе видео о работе простого трубогиба с подвижной платформой.
Профилегибы бывают различных конструкций, в промышленных условиях применяют достаточно большие станки с электро- или гидроприводом; для гибки небольшого количества изделий небольших диаметров – более компактные ручные или электрические приспособления.

Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа.

Профилегиб прокатного типа
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.

Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Для чего используют трубогиб
Профильная труба – пустотелый профиль квадратного, прямоугольного, овального сечения с тонкой стенкой. Профильные трубы очень широко применяют в строительстве, промышленности, добывающем комплексе, сельском хозяйстве. Применяют квадратные и прямоугольные изделия и в быту: при монтаже металлоконструкций, для изготовления мебели, садовых построек, навесов, теплиц, оград, беседок, навесов, павильонов, пергол.
Одновременно сталь обладает определенной пластичностью – тонкостенные трубы можно изгибать. Но при изгибе труба может перегнуться, образовать заломы и складки – эти дефекты уменьшают прочность труб и не слишком эстетично выглядят. Поэтому для гибки применяют специальные приспособления – трубогибы.
При прокладке трубопроводов и изготовлении гнутых конструкций гибка позволяет свести к минимуму количество сварных швов и соединительных фитингов, что позволяет сэкономить немало средств.
Изготовление прокатной конструкции своими руками
Применение специального инструмента, позволяющего легко и просто гнуть трубы, в том числе профильные, можно считать уже традицией слесарного дела. Между тем, за всё время слесарной практики был придуман целый ряд простейших способов получения сгибов без использования специального инструмента.
Чертежи устройства
Классификация профилегибов
Трубогибы классифицируют по способу гибки и виду привода. Кроме того, трубогибы бывают универсальные и специализированные: для круглой или профильной трубы.
Сам процесс гибки бывает горячим и холодным, с заполнением внутренней части трубы наполнителем (песком или солью) или без.
Гибочные устройства бывают ручные, гидравлические, электрические, гибридные – совмещающие формовочные элементы с гидравлическим и электрическим приводом. Существуют промышленные агрегаты для гибки толстостенных труб, в которых место изгиба нагревается индукционным способом.
Гидравлические устройства бывают ручные и стационарные, на которых можно изгибать заготовки диаметром до 75 мм. Агрегаты с электрическим приводом (электромеханические) могут гнуть трубы самых разных диаметров. Электромеханические агрегаты могут гнуть и тонкостенные трубки с хорошим качеством изгиба, без складочек и заломов (см. фото – так не должно быть).
Гибридные агрегаты стационарные, в них на части валов имеется гидравлический привод, на другой части валов – электрический.
Ручные устройства применяются либо в качестве переносных (ими пользуются поблизости от места сборки металлоконструкций), либо для гибки небольших диаметров или мягких заготовок (медь, нержавеющая сталь, пластик). В приусадебном хозяйстве или при работах в квартире применяются трубы небольших диаметров и в ограниченном количестве, поэтому в домашних условиях достаточно обзавестись ручным трубогибом.
По способу изгибания труб прорфилегиб бывает:
- Роликовый – заготовка формуется при прохождении между тремя роликами.
- Арбалетный – заготовка изгибается при укладке в специальную форму, по внешнему виду конструкция напоминает арбалет – отсюда и название. К одному устройству обычно прилагается комплект форм для заготовок различных размеров и для различных углов и диаметров изгиба.
- Сегментный – заготовка изгибается специальным сегментом, при этом вытягиваясь вокруг сегмента.
- Рычажный – предназначен для ручной гибки тонкостенных труб.
- Пружинный – применяется для медных или пластиковых труб, в заготовку вводится пружина-кондуктор из толстой проволоки (иногда надевается сверху) и производится ручная гибка
.
- Дорновый – с наполнителем (песок, соль) или дорном, устанавливаемом внутрь заготовки. Трубу наматывают на намоточный ролик, дорн или наполнитель предохраняют место изгиба от образования складок.
- Бездорновый – заготовка наматывается на гибочный ролик.
Как изготовить трубогиб для профтрубы самостоятельно
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:

Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Изготовить самый простой профилегиб можно самостоятельно. Эта работа вполне по плечу домашнему мастеру. Качество самоделок практически не уступает промышленным образцам. Производительность, конечно, отличается от моделей с электрическим приводом, но ведь дом и усадьба не требуют огромного количества гнутых изделий.
Чертежи и схемы
Вне зависимости от того, как вы решили сделать трубогиб, сначала следует продумать область его применения – решить, изделия каких размеров и формы вы будете гнуть, с каким радиусом изгиба. Для садовых конструкций и мебели радиус изгиба может составлять 2,5 сторон сечения (для круглых заготовок – 5 радиусов), а может составлять и 10-15-20 сторон (для беседок, теплиц и других крупных сооружений). Затем начертить чертеж или схему с точными размерами. Без чертежа невозможно собрать качественный трубогиб.
Простейший трубогиб – вырезанный из досок шаблон, набитый на основание – толстую фанеру или ОСП. Гнут прокат вручную. Толщина досок должна быть больше, чем диаметр или величина стороны заготовки – тогда гибка получается более качественной. Можно сделать шаблон из вбитых в прочное основание (желательно бетонное) стальных колышков или крючков.
Достаточно просто собрать ручной станок Вольнова для профильной заготовки. На прочной металлической пластине закрепляют ролик с радиусом, равным радиусу изгиба, и две металлических пластинки с закрепленным вторым роликом. Конец трубы зажимается хомутом, ролик на пластинках поворачивается и изгибает заготовку.
Существует еще один вариант профилегиба, который можно изготовить своими руками – с тремя роликами.
Для изготовления трубогибочных вальцев, или прокатного трубогиба Вам понадобятся:
- Металлический каркас (станина) из швеллера прямоугольной формы.
- Прочная подставка, сваренная из квадратных профилей, швеллеров, уголков, или устойчивый стальной верстак.
- Три ролика с валами; ролики должны быть обточены таким образом, чтобы в них образовался паз с габаритами, равными габаритам изгибаемого профиля; валы и ролики заказывают у токаря.
- Подшипники для валов.
- Цепь.
- Лебедка.
- Струбцина.
- Уголки для направляющих.
Инструменты:
- Болгарка с отрезными дисками.
- Сварочный аппарат, электроды.
- Краска.
- Электродрель.
- Крепления для валов.
На подставке или верстаке закрепляют станину – к подставке приваривают, к верстаку крепят струбцинами. Приваривают направляющие. На станине закрепляют подшипники, в подшипниках – два нижних вала, на валах ролики. Валы и ролики заказывают у токаря.
На валы надевают двухрядную цепь, закрепляют посредине лебедку, закрепляют цепь. Закрепляют прижимной подвижный вал. Верхний прижимной ролик и вал передвигаются по направляющей с помощью винта.
Назначение и виды
Трубогиб является незаменимым приспособлением, когда требуется деликатно и точно согнуть круглую или профильную металлическую трубу
Изгиб металлических профильных труб напрямую связан с их диаметром, толщиной стенок и материалом изготовления, поэтому производители металлопроката всегда указывают минимальный радиус деформации в специальных таблицах.
Таблица расчёта радиусов изгиба стальных труб в зависимости от диаметра и толщины стенки
Получить изгиб требуемой кривизны и не повредить деталь позволяют специальные приспособления — трубогибы. В зависимости от длины фрагмента, который надо согнуть, применяют приспособления двух типов:
- рычажные трубогибы;
- прокатные агрегаты.
Самыми распространёнными изделиями являются трубогибы рычажного типа. В таких приспособлениях усилие прикладывается в нужном месте, а сам изгиб повторяет форму сегмента (шаблона), который в части устройств может быть съёмным. Как правило, в комплектацию таких агрегатов входят несколько сегментов под трубы различного диаметра.
Кроме сегментных устройств, промышленностью производятся дорновые и арбалетные трубогибы, форма изгиба в которых задаётся двумя направляющими роликами и нажимным шаблоном (дорном). Такая конструкция позволяет выполнять холодную обработку круглых стальных труб на коротких участках. К слову, компактные арбалетные трубогибы являются наиболее популярным инструментом у монтажников инженерных коммуникаций.
Просто, быстро и качественно — вот достоинства арбалетных трубогибов, которые привлекают профессиональных монтажников
В зависимости от конструкции рычажного гибочного устройства, оно может иметь привод любого типа:
- гидравлический;
- пневматический;
- электрический.
Loading…
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.

Важные технические моменты при изготовлении профилегиба.
- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
 Гибка профильной трубы с заломами.
Гибка профильной трубы с заломами.

- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.

- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.

- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
Как сделать ролики для профилегиба
.
Ролики можно изготовить разными способами, даже на первый
взгляд самыми необычными. Например, в качестве роликов можно использовать
велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть
трубу сечением 20х40 мм им будет вполне по силам.

В качестве роликов можно использовать обычный лом. Его
просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего
диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники
№306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно
капнуть сваркой около обоймы подшипника.

Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.

Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”
. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
 Ролик профилегиба из трубы, шайб и металлического круга.
Ролик профилегиба из трубы, шайб и металлического круга.
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.






Конструктивные особенности профилегибов.
Трубогиб можно сделать практически из любого металлолома.
Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В
основном его делают из швеллера, так как он достаточно жесткий и имеет широкую
поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел.
Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт,
то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно
взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным,
не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет
гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет
смысл соединить два вала цепью и таким образом сделать их оба приводными валами.
Это сильно поможет при гибке профильных труб большого сечения, например, 40х60
и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике.
Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить
давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной
педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.

Ниже представлено несколько фотографий с различными конструктивными особенностями.


 Профилегиб со съемным верхним роликом и подвижным крайним роликом.
Профилегиб со съемным верхним роликом и подвижным крайним роликом.



Как сделать ручной профилегиб с обкатным роликом.
Данный вид трубогиба позволяет гнуть профильные и круглые
трубы на угол 90 градусов и более.


Принцип такого трубогиба основан на обкатке трубы роликом.
Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные
деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы
исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой
металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.

4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
 Ролик для трубогиба из пяти кругов.
Ролик для трубогиба из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом
.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем
этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в
начальном положении снижает деформации стенки трубы с наружной стороны сгиба.
Другими словами, трубу во время гибки меньше будет вытягивать из зажима и
повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.


Трубогиб – это приспособление механического или гидравлического принципа действия для изгибания труб, уголков, прутьев и прочих металлических изделий. Есть возможность сделать своими руками трубогиб для профильной трубы, позволяющий изгибать большинство разновидностей профиля.
Выделяют несколько основных разновидностей трубогибов – улитковый, ручной роликовый и домкратный. Гидравлические и модели на электроприводе самостоятельно сделать сложнее, поэтому рассмотрим механические модели.

Необходимые инструменты
Для сборки трубогиба необходимы как минимум следующие инструменты:
- сварочный инвертор;
- токарный станок (или покупка готовых деталей);
- тиски;
- молоток;
- пилка по металлу;
- наждачная бумага;
- линейка;
- дрель.

Но, самое важное — чертежи трубогиба. Механизм необходимо изготавливать строго по чертежу. Можно взять готовый чертеж из данного материала или найти другой и адаптировать его под нужные размеры.

Но, без чертежа сделать трубогиб невозможно, поскольку нужны точные расчеты для обеспечения работы механических частей.












Улитковый трубогиб
Особенность данного вида трубогиба заключается в возможности изгибания детали по всей длине одновременно, а не в каком-то определенном месте. Это делает инструмент более универсальным.
Материалы для улиткового трубогиба
При изготовления такого трубогиба своими руками размеры деталей необходимо подбирать под индивидуальные потребности, поскольку данная модель не обладает конкретным рабочим диаметром. Это является и преимуществом, поскольку позволяет применять подручные материалы.
Для сборки конструкции необходимы:
- метровый швеллер;
- листовая сталь;
- 3 вала;
- 2 звезды;
- стальная цепь;
- 6 подшипников;
- двухметровая труба диаметром 12,7 мм для производства воротков;
- винт для прижима;
- втулка, имеющая внутреннюю резьбу.

Изготовление улиткового трубогиба
Собирать трубогиб следует четко по схеме. Ознакомьтесь с фото трубогиба, выполненного своими руками, и разными вариантами чертежей. Подберите подходящую схему и при необходимости скорректируйте размеры.

- Сварите станину из швеллеров (можно заменить толстой стальной пластиной или 1 швеллером достаточной ширины).
- Смонтируйте подшипники на валы, которые затем приварите к станине.
- Наденьте звезды на валы и смонтируйте на них цепь.
- Вырежьте направляющие для механизма прижима и приварите на станину.
- Смонтируйте подшипники на вал прижима и соберите пресс-механизм. В качестве боковых ограничителей применяйте швеллеры или толстые стальные полоски.
- Изготовьте основу под втулку и приварите ее к конструкции. Завинтите винт прижима.
- К верхнему концу винта и валу приварите трубчатый вороток.
- Смажьте подшипники и проверьте работу механизма.











Ручной трубогиб на роликовом механизме
Сделать своими руками ручной трубогиб на роликах несколько проще, поскольку здесь меньше механических элементов. Приспособление позволяет изгибать трубы в определенных местах.

Устройство должно иметь длинный рычаг, поскольку для изгибания изделий требуется непосредственное ручное усилие.

Материалы для изготовления роликового трубогиба
Для сборки механизма необходимы:
- 2 стальных ролика 10 см и 6 см диаметром. Внутренний радиус – 12,7 мм, толщина – 35 мм;
- 1,5-дюймовая толстостенная (от 3 мм) стальная труба для сооружения рычага (длина от 1,5 м);
- 4 стальные полосы 15х6 см толщиной около 5 мм. Механизм крепления приспособления в тисках. Также используются для сооружения ручек и рычажных опор;
- стальная полоса шириной 6 см и толщиной 3 мм;
- 2 болта – 60 мм 17,78 мм и 40 мм 12,7 мм. Для фиксации роликов;
- стальная пластина 30х30 см (толщина от 3 мм);

Изготовление ручного трубогиба на роликовом механизме
Как сделать трубогиб своими руками в домашних условиях – пошаговая инструкция:
Сделайте 2 отверстия диаметром 12,7 мм и 17,78 мм с интервалом в 80 см (или другим, исходя из вашего чертежа). В станине выполнение отверстие на 19,05 мм. В него вмонтируйте соответствующий болт и зафиксируйте сваркой.

Из пластинок 15х6 см, болта 12,7 мм, малого ролика и полоски стали 35х60 см сварите П-образную деталь. Предварительно смонтируйте ролик посредством болта в ранее подготовленные отверстия. Болт приварите к пластинкам. В итоге вы получите изделие, напоминающее рогатину.


К основе собранной детали приварите трубку, выполняющую функцию ручки. Планку трубной опоры приварите к основе всего изделия. Между планкой и главным болтом должно быть расстояние равное радиусу основного ролика (который имеет больший размер по вашему чертежу) с добавлением 12,7 мм.

В нижней части основания приварите полоску 15х6 см, посредством которой конструкция закрепляется в тисках. В деталь-рогатину смонтируйте основной ролик. Последний наденьте на основной болт и зафиксируйте гайкой. Зафиксируйте устройство в тисках и протестируйте в действии.

Домкратный трубогиб
Простое и удобное приспособление для изгибания профильных труб. Для изготовления нужны такие материалы:
- домкрат;
- 4 уголка длиной 40 см с равными полками по 50 мм;
- 2 ролика с пазами как под ремни. В центре должны быть сквозные отверстия. При их отсутствии просверлите, размерив середину;
- оснастка для домкрата в форме полукруга с углублением внутри;
- 2 швеллера длиной 60 см и шириной 10 см;
- станина;
- 2 крепежных болта.









Сооружение домкратного трубогиба
Сварите уголки вертикально на стание. В швеллерах выполните отверстия под установку роликов.

На уголки приварите швеллеры (2 уголка – 1 швеллер). Расположите швеллеры платформами друг к другу. Интервал между деталями должен соответствовать длине роликов. Смонтируйте ролики в подготовленные отверстия и зафиксируйте болтами.


Смонтируйте на домкрат оснастку в форме полукруга и разместите его в центральной части основания между швеллерными конструкциями.


Фото трубогиба своими руками
























Трубогиб для профильной трубы – это нужный для определенных ситуаций инструмент, и на него есть устойчивый спрос на рынке. Трубогиб может использоваться в самых разных сферах, где есть необходимость придания трубе специфической формы. Конечно, такой инструмент можно приобрести, но при желании сэкономить можно сделать его самостоятельно.
Для сборки трубогиба нужны знания о его устройстве, принципе работы и характерных особенностях. Также эта работа потребует наличия соответствующих инструментов и инструкции. О том, как сделать трубогиб для профтрубы своими руками, и пойдет речь в этой статье.
Основные характеристики трубогиба
Конструктивно профильный трубогиб представляет собой специфический станок для проката профильной трубы , позволяющий изгибать труб с различными вариантами сечения профиля.
Хорошие трубогибы для профильных труб позволяют решать несколько задач, в число которых входят:
- Возможность изгиба трубы под необходимым углом, величина которого может достигать 180 градусов;
- Возможность работы с трубами в достаточно широком диапазоне диаметров – от 5 до 1220 мм;
- Возможность обработки труб, выполненных из разных материалов (при необходимости можно изгибать как металлические, так и пластиковые изделия).

В принципе, необходимость в трубогибе для обработки полимерных труб отсутствует – такой материал вполне можно изгибать другими способами. Зато при обработке металлических изделий не обойтись без профессионального оборудования.
Конечно, всегда можно приобрести готовый инструмент или арендовать его, но эти решения нельзя назвать лучшими. Аренда специализированного оборудования обычно обходится недешево, а приобретение – еще дороже. Кроме того, нужно понимать, что покупка трубогиба ради разовой работы будет не самым выгодным вариантом. Чтобы избежать лишних затрат, многие изготавливают трубогибочные станки своими руками.
Применение трубогибов

Впрочем, основная сфера применения такого оборудования – это прокладка различных трубопроводов и монтаж зданий, в котором профильные трубы часто используются в качестве арматуры. Независимо от формы и вида сырья, используемого для производства труб, их все равно можно гнуть только при помощи специальных станков – в противном случае положительного результата добиться не удастся.
Сфера применения очень сильно влияет на параметры изгибания труб. Дело в том, что материал может иметь разные размеры и исходное сырье, да и требования к изгибу предъявляются разные. Чтобы обработать трубы должным образом, нужно использовать оборудование соответствующей мощности и способностей. Кроме того, немаловажным аспектом является привод устройства, который может быть ручным, электрическим или гидравлическим.
Виды трубогибов для профильных труб
Основным фактором, по которому классифицируются трубогибы, является привод устройства, в зависимости от чего выделяют три категории устройств:
- Гидравлические.
- Электрические.
- Ручные.
Между этими устройствами есть немало различий – разная комплектация, принцип работы и стоимость оборудования. Стоит рассмотреть их детальнее, чтобы разобраться в этих отличиях.
Приспособления с электрическим приводом относятся к категории самых дорогих, но высокая стоимость вполне оправдана (подробнее: » «). Технические характеристики таких устройств, среди которых большая мощность, точная настройка угла изгиба трубы и удобное управление, находятся на самом высоком уровне. Как правило, таким инструментом пользуются профессиональные монтажники.

Гидравлические трубогибы, хоть и несколько уступают в стоимости электрическим приборам, тоже нельзя отнести к категории бюджетных. Такие устройства обычно используются в тех ситуациях, где мощности ручного трубогиба недостаточно.
У гидравлических приспособлений есть немало достоинств:
- Высокий темп работы
. Благодаря высокой и стабильной мощности гидравлический трубогиб способен обрабатывать трубы гораздо быстрее устройств с ручным приводом. - Высокая точность обработки
. В отличие от ручных приспособлений, гидравлические устройства позволяют изгибать трубу с точностью до 1 градуса. - Простота эксплуатации и обслуживания
. Рассматриваемый вид устройств очень удобен в использовании и не требует особого обслуживания. Даже в случае выхода приспособления из строя можно самостоятельно провести его ремонт. Кроме того, для работы не придется прикладывать массу усилий, которые просто необходимы при обработке ручными трубогибами. - Небольшой вес и компактность
. При необходимости любой гидравлический трубогиб можно перенести с места на место без особых затруднений. - Универсальность
. В отличие от ручных устройств, имеющих ряд неприятных ограничений, гидравлические трубогибы позволяют работать даже со стальными изделиями среднего диаметра.
Помимо уже описанных выше видов трубогибов, существуют еще и ручные приспособления, которые отличаются самой низкой стоимостью и простотой конструкции. Трубогиб для профильной трубы с ручным приводом достаточно мобилен и прост в эксплуатации. Также стоит отметить, что при желании сделать трубогиб своими руками большинство пользователей останавливаются именно на этом варианте.

Впрочем, за небольшую стоимость приходится платить другими качествами. Во-первых, ручные приспособления плохо подходят для больших объемов работ из-за сложностей с длительным использованием устройства. Во-вторых, принцип действия таких устройств прост, но работать с ними тяжело – приходится прикладывать слишком много усилий для качественного изгиба трубы. В-третьих, ручные трубогибы подходят только для обработки пластиковых и алюминиевых труб. При большом желании можно обработать также стальные изделия, но только если их диаметр невелик.
Кроме классификации по типу привода, трубогибы делятся по способу изгибания трубы, в зависимости от чего выделяют три вида устройств:
- Арбалетные, в которых изгиб трубы осуществляется за счет специальной формы;
- Пружинные ручные, осуществляющие изгибание трубы за счет усилия, выданного пружинами;
- Сегментные, имеющие конструкцию из плотного материала с установленными дорнами, вокруг которой и происходит загиб трубы.
Ручной трубогиб своими руками
Очень многих хозяев волнует вопрос о том, как сделать ручной трубогиб для профильной трубы своими руками. Вопрос этот достаточно актуален – приобретение готовых инструментов обходится дорого, да и качество некоторых из них оставляет желать лучшего. Неудивительно, что различные схемы трубогибов оказываются популярными и востребованными.
Для создания простого трубогиба с ручным управлением потребуется всего три компонента:
- Бетонная плита;
- Несколько металлических штырей;
- Перфоратор.

Сборка всех деталей в одно целое не представляет особой сложности. Сначала нужно разделить плиту на квадраты со стороной 4 см или 5 см. Когда эти квадраты размечены, в их углах при помощи перфоратора высверливаются глубокие отверстия, в которые далее устанавливаются штыри. Лучше всего иметь при себе чертежи самодельных трубогибов для профильной трубы, чтобы постоянно сверяться с ними.
Принцип работы этой примитивной конструкции достаточно прост: труба укладывается в пространство между штырями и выгибается за счет физических усилий. Такой ручной гибочный станок для профильной трубы не очень удобен в эксплуатации и не позволяет добиться высокой точности угла изгиба, но для небольшого объема работ в бытовых условиях его способностей хватит.
Альтернативные схемы ручных трубогибов
Простой трубогиб, описанный выше, подходит далеко не для всех ситуаций. При необходимости в более высоких характеристиках придется поискать более сложную конструкцию. Достаточно эффективным вариантом самодельного трубогиба является конструкция, основным рабочим элементом которой является домкрат. Чтобы собирать ручные трубогибы для профильной трубы своими руками, потребуется гидравлический домкрат, способный выдерживать нагрузку до 5 т, прочная основа и штыри.
Есть еще один интересный вариант – трубогиб с цепным приводом, который запускается при помощи рукоятки. В чертеж трубогиба такого типа входит металлическая основа в виде буквы П, струбцина, три ролика, лебедка и цепь. Соединение деталей осуществляется при помощи сварки.

Алгоритм сборки такого инструмента выглядит следующим образом:
- Первым делом к основе крепится П-образная деталь;
- С двух сторон от детали крепятся два ролика, а третий устанавливается так, чтобы все они образовали равнобедренный треугольник;
- На ролики заводится цепь с подключенной лебедкой.
Самодельный гидравлический трубогиб
Гидравлические трубогибы имеют немало преимуществ по сравнению с ручными приспособлениями, но все они обуславливаются сложностью конструкции. Поскольку гидравлическое оборудование отличается сложностью, то и хлопот с его самостоятельной сборкой будет гораздо больше. Для сборки такого трубогиба потребуется прочная основа, п-образная металлическая деталь, вал, шкив, цепь и гидравлический шток.

Изготовление гидравлического самодельного трубогиба выглядит так:
- Первым делом нужно установить вал на основе;
- К одному торцу вала крепится шкив, а ко второму – цепь, после чего можно устанавливать следующий вал и соединять его цепью с первым;
- В нижней части конструкции нужно вырезать проем для движения штока;
- Далее устанавливается третий ролик, который и является основным элементом, изгибающим трубы;
- Вал третьего ролика устанавливается в пазах основы.
Самодельный прокатный станок для гибки труб
Набор материалов, необходимых для работы, выглядит таким образом:
- Бетонное основание;
- Колесики;
- Лебедка;
- Двигатель;
- Перемычка из металла;
- Домкрат;
- Редуктор.

Собирать трубогиб для профиля своими руками лучше всего в несколько этапов, чтобы упростить работу:
- Первым делом подготавливается основание. Для него потребуются металлические элементы и сварочный аппарат. К основе крепятся четыре опоры, после в конструкции можно сверлить отверстия, позволяющие регулировать радиус изгиба профильной трубы.
- Следом при помощи болтов и пластик устанавливается домкрат, после чего можно крепить лебедку с роликами, оба двигателя и перемычку.
- Последний шаг – монтаж «грибка», который по сути является обычной трубой, выгнутой под прямым углом. «Грибок» крепится на верхней части корпуса станка.
Собранный по такой схеме трубогибочный станок для профильной трубы имеет сложную конструкцию, но трудности сборки в дальнейшем с лихвой окупятся за счет эффективной и простой эксплуатации.
Заключение
Существуют самые разные варианты трубогибов для профильных труб. Если речь идет о приобретении такого устройства, то все упирается в выбор необходимых технических характеристик, а при самостоятельной сборке потребуется еще и масса усилий, направленных на создание максимально эффективной и надежной конструкции.
Для гибки профильных труб служит трубогиб. Это инструмент, предназначающийся для деформации профильных труб. Аппараты такого рода продаются в готовом виде или же изготавливаются самостоятельно. Второй вариант популярен, так как самодельный трубогиб можно сделать из подручных средств и он обойдётся в десятки раз дешевле.
Для чего нужен агрегат
Чтобы согнуть профильную трубу, не нужно обращаться за помощью в металлопрокат или покупать специальный инструмент. Сделать это можно при помощи двух металлических столбиков, закопанных в землю. Однако этот способ имеет существенный недостаток — необходимость прикладывания физических усилий. В итоге получается неаккуратно изогнутая труба, которая не подойдёт для сооружения теплицы, арки или прочих изделий.
Трубогиб предназначается, чтобы иметь возможность получать аккуратно изогнутые формы труб. Эти агрегаты в последующем применяются для сооружения арок, теплиц, перекрытий, беседок, заборов и т.п. Если задаётесь целью соорудить теплицу в домашних условиях, то нужно сконструировать самодельный трубогиб. Если для этого имеются подручные изделия и инструменты, то реализовать конструкцию устройства своими руками не составит большого труда.
Чтобы сделать роликовый трубогиб своими руками для профильной трубы нужно позаботиться о чертежах. Ими пользуются, чтобы рассчитать необходимое количество материала, а также затраты на производство самодельного агрегата.

На чертёж наносится планируемая конструкция изделия, которая зависит от имеющихся в распоряжении материалов.

Большинство мастеров останавливаются на изготовлении трубогибных станков фронтального типа. Такие изделия состоят из следующих компонентов:
- Ролики, представленные в виде круглой стальной трубы (количество необходимых роликов составляет 3 штуки).
- Цепь, приводящее в действие валы.
- Оси вращения.
- Механизм, движущий устройство.
- Профили, которые применяются для того, чтобы сделать основание или раму.
Использование в качестве роликов мягких видов материалов недопустимо, так как это может привести к тому, что они не выдержат высокой нагрузки, и разрушатся. В качестве роликов рекомендуется использовать металлические круглые трубы.
Стоит отметить, что вариантов изготовления рассматриваемых изделий огромное количество, но все они функционируют по принципу вальцовки или прокатки. Именно такой принцип изгиба труб предоставляет возможность снижения риска возникновения излома и растрескивания трубы.
Простой трубогиб имеет вид агрегата, в который вводится профильная труба, после чего проворачивается рукоятка, при вращении которой начинает передвигаться труба, и образовывается изгиб. При конструировании самодельного агрегата в домашних условиях важно учитывать, что параметры изгиба будут зависеть от самой конструкции. Чем ближе будет расположение прижимных роликов друг к другу, тем меньше угол.
Простейший станок трубогиба: какие материалы понадобятся
Простейший самодельный трубогиб, в котором регулируется угол сгиба, делается с применением следующих материалов:
- Гидравлический домкрат.
- Металлические профиля, являющиеся основаниями для сооружения конструкции.
- Высокопрочные пружины — 4 шт.
- Металлические валы — 3 шт.
- Цепь.
Два ролика при конструировании трубогиба с регулировкой углов изгиба располагаются на нижнем основании, а третий устанавливается в верхней части. При получении нужного изгиба требуется только вращать ручку, которая цепным механизмом будет двигать вал.

Для создания устройства, которое представлено на фото выше, нет необходимости делать пазы под регулировку расположения роликов, что позволит существенно упростить работу. Чтобы получить такое изделие, понадобится только необходимый материал и сварочный аппарат. Остальное — это дело рук мастера. Все зависит не только от мастерства владения сваркой и болгаркой, но ещё и от воображения.
С чего начинается изготовление трубогиба
Самодельный трубогиб изготавливается путём выполнения следующих манипуляций:
- Изготовления каркаса. От качества используемых материалов и сварных швов зависит ресурс изготавливаемого устройства. Сварка не единственный вариант для создания основания, так как можно применять дрель и болтовые элементы.
- Установить в зависимости с размерами чертежей ось вращения, а также сами валы. Два вала устанавливаются ниже третьего. Расстояния между осями этих валов — это радиус изгиба профильной трубы. Об этом нужно побеспокоиться ещё до того, как валы будут зафиксированы на основании.
- Работать устройство не будет, если не приводить в действие вал. Для этого применяется цепная передача, которая может иметь 3 шестерни. Цепная передача не является обязательным элементом устройства, так как в движение можно приводить только один вал, чтобы перемещать профильное изделие через такой инструмент. Если принято решение оборудовать устройство цепным механизмом, то цепь и шестерни берутся от коробки передач автомобиля или мотоцикла.
- Упростить процесс вращения валов поможет специальная рукоятка. При помощи такой рукоятки будет создаваться крутящий момент для получения, в конечном счёте, изогнутой трубы.

Устройство трубогиба не представляет большой сложности, но к его созданию нужно отнестись ответственно. Изготовить устройство на скорую руку не составит труда, но вот будет ли такой инструмент эффективным и надёжным, все зависит от продумывания каждой мелочи. Чтобы регулировать угол или радиус получаемого изгиба профильной трубы, требуется сделать один из валов регулируемым. Это позволит получать изделия разного радиуса, которые применяются не только для сооружения теплиц, но ещё и арок, беседок или въездных ворот.

Как сделать трубогиб своими руками: инструкция
Если имеется пример или схема трубогиба, то изготовить станок своими руками не составит большого труда. Нужно придерживаться соответствующей последовательности выполнения действий. Чтобы сделать трубогиб для профильной трубы выполняются следующие манипуляции:
- На валу нужно расположить шестерни, а также подшипники и кольца. Изготовление валов доверяется опытному токарю. Если же планируете создать все детали самостоятельно, то понадобится три вала, два из которых распределяются на нижнем основании (служит швеллер), а третий подвешивается на пружинках.
- В кольцах просверливаются соответствующие отверстия, которые нужны для того, чтобы нарезать резьбу. Эта резьба нужна для того, чтобы к валам присоединить шестерни.
- Полка для закрепления третьего ролика делается также из швеллера.
- Все элементы распределяются на станине, и объединяются при помощи сварки или болтовых соединений.
- Первым делом монтируется каркас, на котором распределяются соответствующие конструктивные элементы.
- Полка перпендикулярно приваривается к основанию.
- К одному из валов крепится рукоятка.
- В завершении для регулировки радиуса изгиба профильных труб нужно установить на верхней полке гидравлический домкрат.
Если делать инструмент по шаблону, то трудностей никаких не возникнет. Чтобы разъяснить некоторые моменты, следует обратить внимание на следующие факторы:
- Прижимной вал, располагающийся на полке, должен быть дополнительно к ней закреплён. Он также фиксируется шпонками.
- Прижимной ролик изготавливается путём выполнения следующих манипуляций: на полку фиксируется вал, а также пружины, которые крепятся к предварительно установленным гайкам. После изготовления полки, её можно приваривать к станине основного устройства.
- Чтобы натянуть цепь, нужно использовать магнитный уголок. Он будет служить держателем.
- Звёздочки фиксируются шпонками, изготовленные из гровера.
- Ручка для привода конструируется из стальной трубки.
- Домкрат размещается на подвесной полке.
Конструкция простейшего самодельного агрегата для гибки профилированных труб, представлена на видео ниже.
Как соорудить гидравлический трубогиб
Конструкция гидравлического трубогиба своими руками представлена в видеоролике ниже.
Соорудить инструмент такого типа не составит большого труда, если в распоряжении имеется два швеллера по 0,5 метра. В основание такого устройства вошли следующие элементы:
- гидроцилиндр;
- упоры;
- нагнетатель.
Кроме того, нужно также выделить:
- Домкрат, который способен выдерживать нагрузки до 5 тонн.
- Ролики в числе 2-3 штук.
- Швеллер — 3-4 мм.
- Толстые пластины.
Принцип применения такого инструмента возлагается на то, что нужно установить профилированную трубу в башмак. Домкратом устанавливается требующийся радиус изгиба. При накачивании домкрата происходит поднятие штока, давящий на ролик. После установления угла изгиба, можно извлекать трубу. Такой вариант гибочного приспособления актуален, когда требуется изгиб трубы в одном месте, к примеру, при обустройстве системы отопления.

Трубогиб арбалетный: пошаговая инструкция по конструированию
Арбалетный трубогиб получил такое название потому, что напоминает форму ручного арбалета. Стоимость арбалетных устройствх составляет около 10 тысяч рублей. Чтобы сэкономить на покупке такого агрегата, рекомендуется изготовить его самостоятельно.

На фото представлено два варианта арбалетных устройств для гибки труб. Первый вариант — это заводская конструкция, а второй представляет собой самодельный станок. Разница между этими двумя станками существенная, так как заводской вариант изготовлен из стали размером не более 2 мм, в то время как для самодельного использовался металл толщиной 3-4 мм. Это значит, что самодельный агрегат сделан не просто, чтобы он был, а для повседневного использования.
Чувствуя разницу, каждый мастер пожелает обзавестись арбалетным трубогибом, сделав его самостоятельно. Недостатком такого варианта трубогиба является тот факт, что он позволяет получить изгиб профтрубы только в одной точке. Это связано с тем, что устройство оснащено неподвижным башмаком. Применяется такой вариант для круглых труб, когда нужно получить определённый радиус изгиба в одном месте.
Для конструирования такового устройства нужен швеллер и домкрат гидравлический. Для домкрата изготавливается специальная полочка, в которой он устанавливается. В верхней рабочей части между двумя швеллерами монтируются два ролика из стальной трубы. Расстояние между роликами и пятаком домкрата должно быть одинаковым, чтобы иметь возможность получать ровные и аккуратные изгибы.
Другие варианты прокатных трубогибов
Сделать ручной трубогиб можно двух стальных пластин, а также четырёх металлических брусьев размерами не менее 4х4 см. Именно от толщины брусьев будет зависеть надёжность конструкции. Пример ещё одного вида трубогиба прокатного типа приведён на фото ниже.

Первоначально изготавливается рама, с фиксирующимися на ней 3 роликами. Два ролика являются неподвижными, и размещаются на боковых стойках. В верхнем основании (стальной пластинке) высверливается отверстие и нарезается резьба. Эта резьба нужна, чтобы регулировать третий подвижный ролик. С обратной стороны установки размещается рукоятка, которая может быть представлена в виде колеса. При вращении колеса будет происходить автоматическая прокатка трубы и её изгибание. Радиус изгиба регулируется при помощи резьбового соединения.

Это не самая простая конструкция, однако, при правильном подходе она будет служить долго. Если нужно изготовить изделие проще, то ниже приведена схема со всеми необходимыми размерами.

Трубогиб стационарный: пошаговая инструкция
Если планируется самостоятельно изготовить теплицу из стальных труб, то понадобится обзавестись не просто обычным трубогибом, а надёжным изделием. Ведь при таком подходе понадобится изогнуть не один десяток профильных труб. Чтобы конструкция теплицы получилась аккуратной и красивой, нужно использовать стационарный трубогиб.
Перед тем, как приступать к изготовлению теплицы, нужно позаботиться о присутствии соответствующего инструмента для гибки профильных изделий. Понадобятся для конструирования стационарного трубогиба элементы:
- прут на 25;
- 6 подшипников;
- швеллер.
Понадобится ещё и сварочный аппарат, при помощи которого будет выполняться соединение всех составных частей. Пошаговая инструкция изготовления стационарного трубогиба выглядит следующим образом:

Устанавливая профильную трубку любых размеров, следует отрегулировать радиус конечного изгиба. Делать это можно при помощи домкрата, расположенного под основанием, на котором закреплён один из валов. Отрегулировав требующийся радиус изгиба, вращается рукоятка. В итоге получаются качественные изогнутые трубки. Преимуществом трубогиба называется возможность гнуть материалы любого размера и диаметра.
Из недостатков можно отметить только возможность эксплуатации на одном месте. При этом важно понимать, что применять такое устройство можно для любых нужд. Для изготовления такого устройства понадобятся капиталовложения не более 500 рублей. Купить нужно только 6 подшипников, а все остальные элементы найдутся в хозяйстве у каждого мастера.
Как согнуть трубу самодельным трубогибом
Смастерить рассматриваемые устройства своими руками — это только половина дела. После этого понадобится ещё правильно воспользоваться инструментом. Как пользоваться инструментом можно посмотреть на видео.
Выше рассмотрены методы изготовления трубогибов ручного типа, которые подходят для изгиба труб холодным способом. Это такой вариант, посредством которого материал не подлежит нагреву. Использовать такой вариант можно для пластичных материалов. Чтобы повысить эффективность изгиба, нужно заполнить внутреннюю часть изделия песком или солью. Заполнение внутренней полости материала песком или солью позволит исключить деформации трубы, а также получить качественный изгиб.
Если стенки трубы толстые, то холодным способом её согнуть не получится. Для этого применяется горячий способ, который подразумевает под собой предварительный нагрев точки получения изгиба.
На заметку мастерам
Полезные советы от мастеров всегда являются популярными и востребованными. Опираясь на опыт мастером, можно избежать различных ошибок при проведении соответствующих работ:
- В ручных устройствах совсем не обязательно прибегать к установке цепной передачи, так как конструкция будет функционировать при движении только одного вала.
- Чтобы труба не соскальзывала с шаблона, по которому выполняется её изгибание, нужно использовать соответствующие металлические крючки.
- Если нужно получить изгиб трубы большого радиуса, то используются три ролика.
- При конструировании ручного станка следует заблаговременно позаботиться о том, чтобы иметь возможность регулировки радиуса изгиба.
На видео показан ещё один вариант изготовления ручного трубогиба с двумя звёздочками. Полезная вещь, которая не требует больших экономических и физических растрат.
Если иметь в распоряжении трубогиб, то на нём можно даже зарабатывать. Ведь с его помощью можно не только гнуть профильную трубу, но ещё и арматуру, получая необходимые узоры. Изогнутая арматура используется для изготовления декоративных элементов на въездные ворота, козырьки, навесы и т.п.
Необходимо обратить внимание на механизмы, рассмотренные в данной статье. Чтобы изготовить трубогиб для профильной трубы своими руками – изучите подробные инструкции, видео, фото, чертежи. С помощью этих материалов реализовать соответствующий проект не сложно.
Читайте в статье
Трубогиб для профильной трубы своими руками: основные данные
Прежде чем изучать рабочую документацию и алгоритмы монтажных операций, следует точно определить целевое назначение изделия. Трубогиб для профильной трубы своими руками должен быть рассчитан на определенные усилия, размеры заготовок, материалы. Проще установить значимые критерии после ознакомления с параметрами приспособлений, испытанных на практике.
Для чего нужны эти приспособления
Чтобы создать необходимое усилие, здесь установлен рычажный механизм. Для фиксации свободного участка трубы применяют металлический штифт. Его устанавливают в подходящие пазы «гребенки» перед выполнением рабочих операций.

На примере этого фабричного образца проще изучить особенности конструкции:
- Рукояткой (1) регулируют автоматический ход поршня в обратном направлении. Это решение снижает нагрузки на пользователя.
- Внутри корпуса установлена гидравлическая система. При перемещении ручки вверх-вниз на рабочий поршень (8) передается сила до 150 кН. Этого вполне достаточно для быстрого сгибания заготовок из прочных металлов.
- Опорные ролики (3, 4) устанавливают в нужные отверстия рамы открытого типа (5, 9). Они не повреждают поверхность , но обеспечивают надежную фиксацию.
- Такой съемный сегмент (6) предназначен для сгибания под углом 90°. Но при соответствующей комплектации, можно установить на аналогичное изделие другой формы.
- Прочный корпус (10) установлен на трех опорах (7). Резиновые накладки предотвращают смещение при выполнении рабочих действий.
- Помимо очистки от загрязнений, изредка надо проверять состояние масляного фильтра (11). Иные регламентные процедуры не нужны.


В этой методике используют заготовку нужной формы. К ней прижимают трубу с применением вращающегося валика и рычага.

Важно!
Перед тем, как изгибать заготовку с применением определенного радиуса следует изучить специализированные справочники. В них приведены данные о допустимых деформациях труб из разных материалов, с различной толщиной стенок. Если нарушить эти инструкции в готовых изделиях образуются видимые, или скрытые дефекты.
Сравнительно небольшие механические нагрузки на рабочие инструменты создают рычагами и ручной силой. Для работы с прочными металлами оборудование оснащают гидравликой, .

Создание трубогиба своими руками для профильной трубы: чертежи и другие подготовительные операции
Простое приспособление для сгибания алюминиевых и пластиковых заготовок изображена на этом рисунке.
Для изготовления такого сооружения нужна прочная . После разметки из нее вырезают круглый профиль. Оставшуюся часть используют для изготовления опорного элемента. Созданные детали жестко присоединяют к опорной поверхности. Для прочности соединений помимо шурупов используют струбцины. Далее трубу сгибают вручную до образования нужной формы.
Перед созданием этого несложного трубогиба для профильной трубы своими руками рекомендуется сделать элементарный чертеж с размерами. Пригодится шаблон из плотной бумаги, картона, по которому будет нанесена разметка. Понятно, что для изготовления более сложных конструкций необходима подготовка полноценной конструкторской документации.



Не обязательно строгое соблюдение инженерных стандартов, чтобы сделать трубогиб для профильной трубы своими руками, схематического изображения вполне достаточно. Надо только указать все размеры, определиться с материалами, технологическим процессом и составными частями. Проект поможет решить несколько практических задач:
- В процессе подготовки станет ясно, надо ли применять и другое специальное оборудование.
- Полный список необходимых комплектующих деталей понадобится для целевого посещения определенных магазинов.
- Надо не забывать, что станок надо защитить от неблагоприятных внешних воздействий с применением пропитки дерева, .
- Некоторые детали слишком сложно будет изготовить самостоятельно. Следует разместить соответствующие заказы в профильных мастерских.
Важно!
При сгибании прочных металлических труб нужны большие усилия. Чтобы не рисковать излишне, можно использовать чертежи проверенной конструкции, либо копии промышленного образца.
Изготовление ручного самодельного трубогиба для профильной трубы своими руками: видео и подробные инструкции
Здесь рассказано о том, как быстро создать трубогиб своими руками для профильной трубы (видео).
Мастер использовал подручные материалы, швеллер, часть привода от старого велосипеда. Но ему пришлось самому создать соединения, чтобы обеспечить целостность тяжелой конструкции.
Чтобы выяснить, как сделать трубогиб для профильной трубы своими руками, чертежи и видео дополняют описаниями рабочих операций. Ниже приведены алгоритмы нескольких технологий сборки.
Прокатный трубогиб
Гидравлический трубогиб
Винтовой механизм выполняет свои функции слишком медленно.
В этой конструкции использован стандартный домкрат. Он закреплен жестко на планке, которая подвешена на двух пружинах. Такое решение упрощает манипуляции с тяжелым домкратом при установке заготовок, прижимных сегментов.
Труба опирается на два круглых штифта. Их можно переставлять в другие отверстия для создания изделий с нужным радиусом кривизны. Детали прочной рамы из стали (4-5 мм) скреплены болтовыми и сварными соединениями. Конструкция получилась разборной. При необходимости ее не сложно демонтировать. Домкрат можно использовать для выполнения других операций.
В основании рамы созданы отверстия. Через них станок можно прочно прикрепить к деревянному полу гвоздями, саморезами. Это придает дополнительную устойчивость стационарной конструкции. Ее металлические части обезжирены, покрыты и краской. Помимо хорошего внешнего вида обеспечена хорошая защита от разрушительных процессов .
К сведению!
При создании самодельного трубогиба для круглой трубы применяют ролики, трафареты и сегменты с другой формой контактных поверхностей. Технологии используют те же, что и для сгибания профильных изделий. Пригодятся приведенные выше чертежи с внесением соответствующих изменений.
Статья
В магазинах строительного инструмента в продаже можно встретить много заводских трубогибов, но приобретать такой инструмент, для того чтобы согнуть три-четыре трубы совсем неразумно.

А вот создать собственноручно этот интересный инструмент и применять его в быту может любой человек, который имеет некоторые знания в области физики и опыт в работе с самыми распространенными инструментами.

Создаем трубогиб своими руками
Вариант №1 – ручной трубогиб
В общем-то устройство данного инструмента считается довольно-таки легким, а это говорит о том, что пользоваться подобным инструментом может даже человек, который не сталкивался с этими трубогибами.

Для изготовления вам понадобятся:
- Опорные катки;
- Стационарный ролик;
- Элементы шасси;
- Винт регулировки;
- Ручка (она будет приводить в движение весь механизм).

Этот трубогиб работает по принципу прокатного станка, как и большая часть всех инструментов, которые собираются своими руками. Все элементы конструкции в обязательном порядке создаются из стали или сплава алюминия, в том числе ролики опорные и упорный.
Это условие одно из самых важных, иначе при прокате трубы инструмент может искривиться или сильно деформироваться, поэтому полноценно он работать не сможет.

Вариант №2 – механизированный трубогиб повышенной эффективности
Этот вариант трубогиба был разработан простыми умельцами и любителями что-нибудь мастерить своими руками.

Для создания вам потребуется:
- Рама, сваренная из швеллеров;
- 2 прокатных ролика;
- 3 передаточных шестерни;
- Цепь;
- Редуктор и движок с механизмом ременной передачи.

Прокатные ролики смонтированы на прокатных роликах в подшипниковых элементах конструкции. Они приобретают крутящий момент благодаря шестеренкам, которые приведены в движение с помощью стальной цепи.

Вращение цепь берет от редуктора, который вращается при помощи электрического двигателя. Валы движка соединяются черед шкивы ремнем. В целом устроен данный трубогиб несложно, изменение угла сгибания осуществляется при помощи поджимного винта.

В целом такой инструмент не займет много места в гараже или дворе, поэтому есть смысл изготовить этот трубогиб.
Вариант №3 – гидравлический вариант трубогиба
Конструкция с электроприводом – это по-настоящему крутой инструмент с высоким КПД. Однако, еще более крутым считается трубогиб, который оборудован приводом в виде машинного гидравлического домкрата.

Для создания мощного трубогибами вам понадобится::
- 3 обрезка широкого швеллера;
- 3 обрезка узкого швеллера;
- Петлевой замок;
- 3 ролика, смонтированных на подшипниковые узлы;
- Ручка направления трубы с фиксированной втулкой смещения;
- Гидравлический домкрат.

На швеллерах все элементы конструкции скрепляются болтами. Верхние 2 швеллера скрепляются один с другим через петлевой замок. При этом один из швеллеров хорошо скреплен с основой, а второй должен оставаться в «свободном» состоянии, это нужно для того, чтобы шток домкрата мог приводить его в движение.
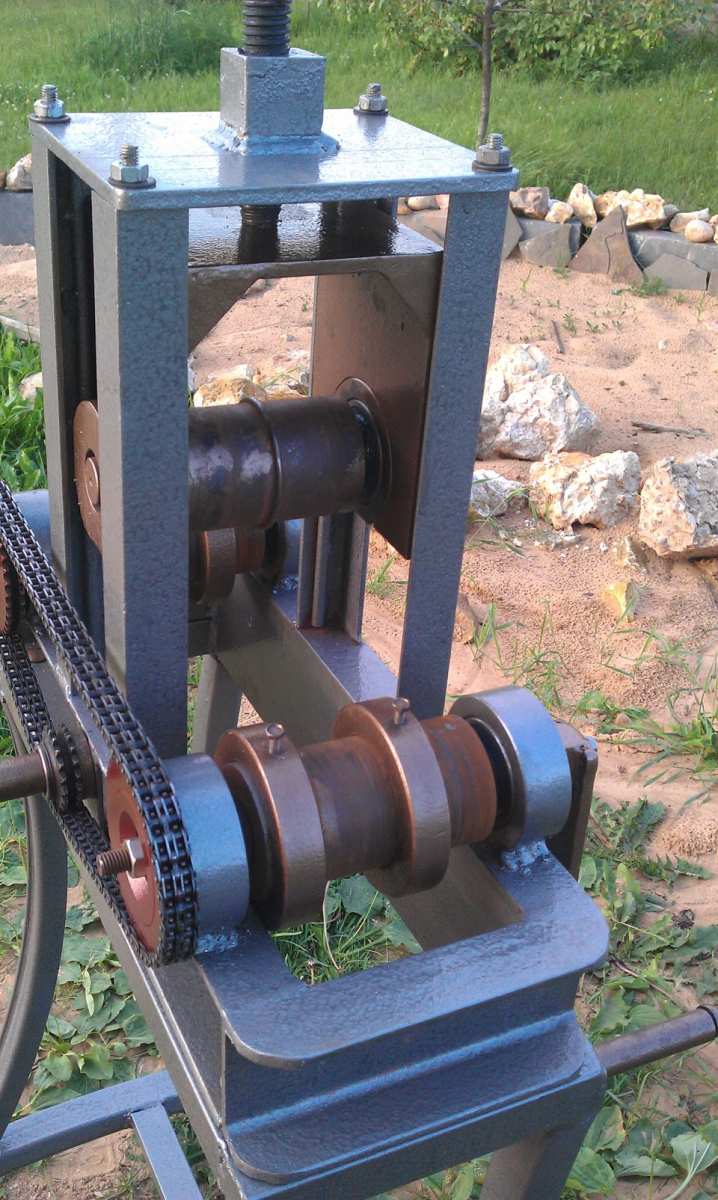
Ось опорного ролика следует соединить с рукояткой вращения, скрепляется этот узел штифтом.
Обратите внимание! Если в вышеописанных версиях трубогиба корректировки градуса сгиба применялся ходовой винт, перемещающийся опорный ролик вдоль вертикал, тот тут ту же работу выполняет «плавающий» швеллер, который передвигается гидравлическим штоком.

Такая схема требует меньшего количества энергии для совершения полезной работы, по этой причине у данного трубогиба и КПД выше.
Сборка трубогиба (пошагово)
- Первым делом, конечно, подготавливается надежное устойчивое основание, это может быть стальной лист толщиной 1 см или бетонное основание с вмонтированными гайками для крепления прочих элементов конструкции.
- Далее выполняется монтаж боковых ведущих валиков установки.
- После этого можно приступить к установке подвижных частей станины.
- Потом следует выполнить проверку подвижных частей, к этой работе следует отнестись с особой ответственностью. Вы должны убедиться, что элементы конструкции не застревают при выполнении работы. Если не продиагностировать конструкцию, то она может сломаться при проверке с ведущим гидравлическим приводом.
- Затем приваривается стойка главного ведущего вала.
- Теперь выполняется этап работы по закреплению центральной стойки ведущего вала, вал следует закрепить болтами с контргайкой.
- В последнюю очередь прикрепляется приводная ручка.

Полезные рекомендации от мастера
- Если вы впервые решили гнуть трубы для какого-либо вида работы, следует взять во внимание некоторые нюансы этого процесса. Например, квалифицированные мастера точно ни в коем случае не станут жертвовать качеством сгиба чтобы немного сэкономить время.
- В процессе работы с трубогибом будет правильно сделать несколько слабых поджимов винта, но за 2 подхода к станку. Если же вы попытаетесь сделать всё за один подход, то вероятнее всего вы перегнете трубу, либо окажете на нее чрезмерное давление, то приведет к её разрыву.
- Чтобы вам было удобнее работать с трубогибом, необходимо создавать шаблоны из фанеры. В таком случае можно будет создавать определенные трубы для конкретного вида работ.
- Важно устанавливать прокатные ролики, которые идеально подходят для конкретного диаметра трубы, в таком случае при прокатке труба не сместится, а значит не изменится ее угол. Плюс ко всему вам не нужно будет часто поправлять трубу, смещающуюся от центра опорного ролика к боковой границе.
Если вы не можете изготовить своими руками шаблон по той или иной причине, то заведите небольшой блокнот. В него вы сможете записывать контрольные расстояния между прокатными и опорными роликами, в таком случае вы тоже будете получить трубу с нужным изгибом.

Единственный недостаток способа заключается в том, что в расстояние между валами бывает сложно измерить при помощи обычной рулетки.

Мы надеемся, что данная статья была для вас полезной и информативной, теперь вы сможете изготовить трубогиб своими руками. Желаем вам всех благ!

Фото самодельных трубогибов