
Сверлильный станок для плат своими руками
Сверлильный станок для печатных плат 2.0 С автоматической регулировкой. Своими руками. (PCBWay)

Сверлильный станок для печатных плат 2.0 С автоматической регулировкой. Своими руками. (PCBWay)
Станок для сверления печатных плат (своими руками)

Станок для сверления печатных плат (своими руками)
Войти через. На AliExpress мы предлагаем тысячи разновидностей продукции всех брендов и спецификаций, на любой вкус и размер. Если вы хотите купить чпу для печатной платы и подобные товары, мы предлагаем вам 12, позиций на выбор, среди которых вы обязательно найдете варианты на свой вкус. Кроме того, если вы ищите чпу для печатной платы, мы также порекомендуем вам похожие товары, например фрезерный станок с чпу , engrav , фрезерный станок с чпу , фрезерный станок с чпу , cnc , деревянные engrav , фрезерный станок с чпу для обработки дерева , cnc лазера , чпу diy фрезерный станок.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Самодельный ЧПУ станок для фрезеровки печатных плат. Часть 1
Самодельный ЧПУ станок. Механика чпу станка своими руками
При нужных настройках и правильно подобранном режиме резания, фрезеровка печатной платы проходит на высшем уровне, а плата не требует дальнейшей доработки. В данной статье мы рассмотрим, стоит ли заниматься данным видом работы, что для этого требуется, и какие усилия нужно приложить, чтобы получился качественный продукт на выходе. Данные программы подойдут для проработки схем и разводки дорожек. Видео о ней вы сможете найти на нашем сайте.
Объемность второго этапа зависит от сложности платы, которую вы хотите получить. Для самых простых конструкций требуется небольшое количество файлов. Основными из них являются топология, файл для просверливания отверстий и файлы будущей обрезки заготовки и, конечно, готовой платы. Третий этап включает в себя сверление отверстий под штифты для позиционирования платы на рабочем столе станка, а также вставка самих штифтов. Далее на них необходимо будет насадить плату и обрезать ее по контуру. Основная трудность фрезеровки печатных плат — это наличие нужных программ, которые позволят перевести рисунок платы в G-Code.
Важным аспектом данного момента является то ПО, в котором вы в самом начале занимаетесь разработкой топологии. Давайте разберемся с принципами работы станка при фрезеровке текстолита. Для лучшего понимания рассмотрим один из примеров работы программы, при помощи которой происходит фрезеровка платы:. При нужных настройках и правильно подобранном режиме резания, печатная плата получается довольно высокого качества и не требует дальнейшей доработки.
Такой способ является выгодным в экономическом плане, если дома имеется станок с ЧПУ, или при заказе у предприятий довольно больших объемов однотипных изделий.
Набор для сборки фрезерного станка с ЧПУ — это отличное решение для тех, кто хочет сэкономить деньги и собрать качественную машину собственноручно. Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками. Фрезерный ЧПУ станок — популярная машина на сегодня. Перед тем, как начать его поиск, необходимо определить, для чего именно вы будете его использовать.
Фрезеровка ЧПУ является неоспоримым плюсом в сравнении с другими видами обработки и резки материалов. Отличается высокой скоростью и точностью. Введите адрес вашей почты и получайте новости нашего портала, чтобы всегда быть в курсе последних новинок.
Как выбрать шпиндель для фрезерного станка с ЧПУ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация. Узнаем, что же можно сделать на ЧПУ фрезерном станке, рассмотрим плюсы и минусы бизнеса в этом направлении и преимущества автоматики над ручным инструментом. На сегодняшний день фрезеровка фанеры ЧПУ является наиболее популярным способом в промышленности.
Элементы из фанеры легко дополняют детали интерьера, упаковку, и прочие изделия. Фрезы по дереву для ручных фрезеров — для чего применяются, технические особенности. Виды по назначению, сфере, геометрическим параметрам. Критерии выбора. Вакуумные столы очень дорогие, поэтому разумно сконструировать стол самостоятельно, под индивидуальный размер и потребности поэтапно у себя дома. Широкоуниверсальный консольно-фрезерный станок 6К82Ш — технические характеристики, базовая комплектация, габариты, схемы, установка фрез, применение.
Большинство радиолюбителей имеют в арсенале фрезерный станок. Они не пользуются заводскими платами, считая делом чести, чтобы была изготовлена печатная плата на ЧПУ собственноручно — в домашних условиях. Производитель, применение фрезерного станка 6р Технические характеристики, основные узлы.
Достоинства и недостатки. Электрическая и кинематическая схема. Технические показатели и преимущества станка 6т Расположение составных частей. Кинематическая и электрическая схема. Техника безопасности. Машинная обработка таких природных материалов, как мрамор и гранит, требует применять особые фрезы по камню для станков с ЧПУ.
Чем они отличаются, как правильно выбрать инструмент — об этом поговорим в рамках статьи. Шпиндель для станка с ЧПУ по дереву — это один из важных конструктивных элементов технологического оборудования. В механизме производится закрепление инструмента и создается крутящий момент.
Описаны состав узлов, технологическое применение, эксплуатационные характеристики, особенности конструкции, порядок управления универсальным станком 6Р82Ш.
Изготовление фрезерного ЧПУ станка по дереву своими руками требует немало усилий для идеального создания в домашних условиях. Именно поэтому необходимо продумать сборку, чертежи, схемы, характеристики и размеры данного агрегата. Главная Фрезерный. Фрезерный Фрезеровка печатной платы на ЧПУ При нужных настройках и правильно подобранном режиме резания, фрезеровка печатной платы проходит на высшем уровне, а плата не требует дальнейшей доработки.
Оптимальным и популярным на сегодняшний день способом является фрезеровка печатной платы на ЧПУ. Традиционно, есть три способа создания любительских печатных плат: Фрезеровка печатных плат на ЧПУ. Использование переноса тонера и химическое травление в хлорном железе, но в данном методе может быть сложным достать нужные материалы, плюс ко всему, химикаты — опасные вещества.
С помощью платных услуг предприятий, которые этим занимаются — услуги довольно недорогие, цена зависит от трудоемкости заказа, сложности и объема. Но это не очень быстрый процесс, поэтому придется ждать некоторое количество времени.
Преимущества и недостатки фрезерования плат на ЧПУ Данный способ довольно быстрый, но имеет как плюсы, так и минусы. Нажмите, чтобы отменить ответ. Задайте вопрос специалисту. Каталог станков Все самые известные станки в алфавитном порядке.
Прямо сейчас смотрят.
Сверлильный станок ЧПУ для печатных плат
Захотелось собрать станочек для сверления печатных плат и прочей мелочёвки, варианты по типу цанговый патрон прямо на валу моторчика меня не устраивали. Нужно было что-то посерьёзнее, но не как не решался начать строить станок с нуля. Но тут удачно подвернулся сломанный после пожара самодельный микросверлильный, который я взял за базу к своей поделке, точнее его восстановил. Первоначальный вид станка я не заснял, состояние было очень плачевное. Имелась шпиндельная бабка, заклинивший в ней шпиндель, механизм перемещения шпинделя, колонна и основание. Старый стопорный винт м4 при попытке откручивания был сломан.
Мини сверлильные станки для печатных плат своими руками. Главная / Токарный станок и дрель (из книги Е. Васильев «Маленькие станки»).
Фрезеровка печатной платы на ЧПУ
В обзоре будет краткая информация о том, что такое ШВП и как ее применять. Собственно говоря, при попытке рассчитать и построить любительский ЧПУ станок фрезер своими силами столкнулся с тем, что у нас либо дорогие комплектующие для станков, либо не совсем то, что нужно. А конкретно, была проблема с приобретением ходового винта или ШВП в качестве элементов передачи по осям станка. Оборудование крайне специфическое и узкоспециальное. Несколько фотографий и дополнительная информация под катом. Приветствую всех! Постараюсь кратко рассказать про достаточно мощный и при этом весьма бюджетный шпиндель для ЧПУ, с жидкостным охлаждением, который подойдет для ЧПУ деревообрабатывающего станка-фрезера.
Мини сверлильные станки для печатных плат своими руками
Покрываешь медь на текстолите автомобильным аэрозольным грунтом, и выцарапываешь на нем дорожки, затем травишь хлорным железом. Казалось бы ничего сложного, и зачем усложнять когда можно просто фрезой пройтись и все. Только глубину у фрезы очень тяжело поймать, где то сильно прорежет где то не дорежет, да и дорожки не крепкие становятся с рваными краями и с прорезанным по краям текстолитом. Когда кусок шила вставленный вместо фрезы касается меди на контроллер поступает сигнал и он начинает управлять станком с ЧПУ по X и по Y, до тех пор пока не будет контакта с платой игла по X и Y не пойдет и будет прорезать нанесенный грунт, пока не доберется до вкусной меди. Toggle navigation.
Большинство радиолюбителей имеют в арсенале фрезерный станок. Они не пользуются заводскими платами, считая делом чести, чтобы была изготовлена печатная плата на ЧПУ собственноручно — в домашних условиях.
Сверлильный станок для печатных плат своими руками: чертежи, фото, видео
Содержание: Общая информация о сверлильных станках Особенности оборудования для сверления отверстий в печатных платах Как устроен станок для сверления отверстий в печатных платах Конструктивные элементы сверлильного мини-станка Порядок сборки самодельного устройства. Сверлильный станок для печатных плат относится к категории мини-оборудования специального назначения. При желании такой станок можно сделать своими руками, используя для этого доступные комплектующие. Любой специалист подтвердит, что без использования подобного аппарата трудно обойтись при производстве электротехнических изделий, элементы схем которых монтируются на специальных печатных платах. Любой сверлильный станок необходим для того, чтобы обеспечить возможность эффективной и точной обработки деталей, изготовленных из различных материалов.
Станок ЧПУ своими руками
Поставка трехвалковой листогибочной машины ИБ с приспособлением для гибки конических обечаек. Поставка сверлильных станков 2Т — 2 шт. В мае г. Поставка внутришлифовального станка 3КА с оснасткой. Для сверления отверстий в печатных платах радиолюбители используют различные двигатели постоянного тока, обычно с цанговым патроном. Закрепив такой двигатель на специальном штативе, получим микросверлильный станочек.
Захотелось собрать станочек для сверления печатных плат и прочей Настольная стационарная лампа своими руками —
Сверлильный станок для печатных плат своими руками: чертежи, фото, видео
Целью этого проекта является создание настольного станка с ЧПУ. Фото 1 — Chris с другом собрал станок, вырезав детали из 0,5″ акрила при помощи лазерной резки. Но все, кто работал с акрилом знают, что лазерная резка это хорошо, но акрил плохо переносит сверление, а в этом проекте есть много отверстий. Мне особенно понравилось изготовление 3D объекта при помощи 2D резов.
Отличный выбор для первого шага , чтобы окунуться в мир ЧПУ и понять, насколько это интересно для себя. Сборка CNC Часть 1. Сборка рамы. Для закручивания таких винтов удобнее пользоваться шестигранником с закругленный концом, как на фото- он позволяет использовать инструмент под углом.
Собрать фрезерный станок своими руками решают многие домашние мастера.
Это мой первый станок с ЧПУ собранный своими руками из доступных материалов. Собрать станок с ЧПУ мечтал уже давно. В основном он мне нужен для резки фанеры и пластика, раскрой каких-то деталей для моделизма, самоделок и других станков. Собрать станок руки чесались почти два года, за это время собирал детали, электронику и знания. Станок бюджетный, стоимость его минимальна. Далее я буду употреблять слова, которые обычному человеку могут показаться очень страшными и это может отпугнуть от самостоятельной постройки станка, но на самом деле это всё очень просто и легко осваивается за несколько дней. Надо отметить, что мотор шпинделя питается от основного блока питания 24 вольта.
Станки, оснащенные числовым программным обеспечением ЧПУ представлены в виде современного оборудования для резки, точения, сверления или шлифования металла, фанеры, дерева пенопласта и других материалов. Фрезерный станок с ЧПУ. Вспомогательные элементы станка ЧПУ автоматически принимает нужное положение, и могут использоваться для резки фанеры или алюминиевого профиля.
С изобретением станков человечество серьезно продвинулось в сфере производства различного рода деталей и механизмов. Станки стали настоящим подспорьем для любого, кто намеревается обрабатывать металлы, дерево и любые другие материалы.
Ведь эти устройства изначально предназначаются для выполнения довольно специфических работ, которые по-другому вам качественно выполнить не удастся.
К такому оборудованию относится и сверлильный станок для печатных плат, что используется в электромеханике и смежных производственных сферах.
1
Общая информация
Любой станок – это специальный прибор, который собирают из нескольких составляющих. Задача этого прибора заключается в придании человеку возможности обработать тот или иной инструмент с большой точностью. То есть практически исключить из процесса конкретно ручной труд.
Это совершенно необходимо в работе, где нужна точность. Если при этом используется деталь из металла или любого точного материала, то без использования станка вам будет просто не обойтись.
Станок состоит из станины, переходников, установки под движок и еще нескольких механизмов. Все они собираются в единую конструкцию, что жестко зафиксирована в одном или нескольких положениях.
Стандартные и самые дешевые станки или мини-станки, если мы говорим об оборудовании, что предназначается для обработки миниатюрных деталей,
могут перемещаться только по одной оси. То есть перемещение рабочего сверла выполняется сверху вниз. Это базовая функция станка, без которой его и станком назвать-то нельзя.

Более продвинутые модели можно точно настраивать на определенную координату, которая выставлена на столе. Это уже могут быть даже полуавтоматические или автоматические модели.
Как вы сами понимаете, именно четкая фиксация на прочной раме и возможность практически исключить человеческий фактор непосредственно в выполнении работ по сверлению – это основной плюс станков.
1.1
Особенности станков для печатных плат
Станки для печатных плат – это одна из разновидностей подобного оборудования. Вот только такие агрегаты, как правило, являются мини-образцами. И это вполне очевидно, ведь работать на них необходимо с печатными платами.
Для тех, кто не знаком с электротехникой проясним, что печатные платы – это по сути основания для любой микросхемы или электронной мини-цепочки. Практически каждый прибор в своей конструкции имеет хотя бы одну печатную плату. В особенности это касается приборов, что работают на электричестве.
Для образования единых стандартов в электротехнике и создания устойчивого основания были введены печатные платы. Производят их из диэлектрика, на который прикручивают или припаивают различного рода детали и соединения.
Плата может содержать на себе как мелкий транзистор и вывод к нему от элемента питания, так и огромное количество деталей, столь миниатюрных, что неподготовленный человек их даже не рассмотрит
(речь идет о компьютерном оборудовании).
Конечно, в данной ситуации стоит отметить огромное количество печатных плат, что различаются по своей конструкции, используемому материалу и т.д. Но отметим, что все они являются разновидностью одного элемента, что выполняет функции основания для микросхем.
Простейшие платы оборудуют дополнительными элементами за счет их прикручивания и последующей пайки. Как вы сами понимаете, для прикручивания деталей необходимо проделать в плате отверстия.
Причем проделывать надо их с филигранной точностью. Расхождение даже в полмиллиметра может быть если не фатальным, то очень ощутимым. Особенно если вы собираетесь заполнить плату полностью.

Чего только стоит тот факт, что сверла для мини-станка по печатным платам в своем диаметре могут начинаться от образцов в 0,2-0,4 мм. И это если говорить о дешевых станках. Более продвинутое оборудование для создания сложных микросхем будет использовать еще более миниатюрные инструменты.
Как вы сами понимаете, обрабатывать подобные детали вручную – дело не из легких. Даже если вам и получится сделать парочку отверстий в нужном месте и нужной толщины, то займет этот процесс слишком много времени, а результат может быть испорчен единственной ошибкой.
Использовав же станок для печатных плат, работа существенно упрощается
и становится практически механической. Равно как и повышается ее производительность. Да и конструкция такого оборудования сложностью не отличается, поэтому создать его можно своими руками.
2
Конструкция станка
Конструкция мини-станка для обработки печатных плат имеет довольно простую схему. По сути, этот станок мало чем отличается от стандартных сверлильных моделей, только он намного меньше и имеет несколько нюансов. Практически всегда мы рассматриваем настольный сверлильный мини-агрегат, так как он будет иметь размеры, что редко превышают отметку в 30 см.
Если рассматривать самодельный образец, то он может быть чуть больше, но только за счет того, что человек, который собирал его своими руками, просто не смог оптимизировать конструкцию должным образом. Такое бывает, если под руками попросту не находится подходящих деталей.
В любом случае станок, даже если он собран своими руками, будет иметь небольшие габариты и весить до 5 килограмм.
Опишем сейчас непосредственно конструкцию станка, а также детали, из которых его надо изготовить. В качестве основных составляющих при сборке мини-устройства для сверления плат используют:
- станину;
- переходную стабилизирующую рамку;
- планку для перемещения;
- амортизатор;
- ручку для манипуляций с высотой;
- крепление для движка;
- движок;
- блок питания;
- цангу и переходники.

2.1
Разбор конкретных деталей
Обратимся теперь к конкретным деталям, что уже были названы выше, а также дадим рекомендации по их подбору.
Для начала отметим, что мы сейчас описываем самодельный станок, который по сути можно собрать из подручных средств. Конструкция заводских образцов отличается от описанной нами только применением специализированных материалов и деталей, которые в домашних условиях создать практически невозможно. Придется покупать.
Начинается самодельный мини-станок, равно как и любой другой станок, со станины. Станина выполняет функции основания, на ней держится вся конструкция, на нее же монтируют поддерживающую деталь, на которой крепится обрабатываемая плата.
Станину желательно делать из тяжелой металлической рамки. Вес ее должен быть больше, чем вес всей остальной конструкции. Причем расхождение может быть довольно внушительным. Только так вы добьетесь стабильности агрегата во время работы.
Особенно это касается моделей, что собираются своими руками.
И не стоит обманываться, когда видите приставку мини. Мини-станок – это такой же станок, и он все так же требует качественной стабилизации. Под станину часто прикручивают ножки или что-то подобное, чтобы дополнительно зафиксировать ее положение.

Стабилизирующая рамка является креплением для всего механизма. Ее делают из рейки, уголка или чего-то подобного. Предпочтительно использовать деталь. Планка для перемещения может быть самой разнообразной конструкции и часто совмещается с амортизатором. Иногда, амортизатор и сам является планкой для перемещения.
Эти две детали выполняют функции вертикального смещения станка во время работы. Благодаря им, станок можно быстро и без лишних усилий эксплуатировать.
Вариантов решений для выполнения таких деталей есть очень много. Начиная от самодельных или снятых с офисной мебели раздвижных реек на пружине, до профессиональных амортизаторов масляного типа.
Ручка для манипуляций крепится непосредственно к корпусу станка, амортизатору или стабилизирующей рейке. С ее помощью можно осуществлять давление на конструкцию, опуская и поднимая ее по своему желанию.
К стабилизирующей рамке уже прикрепляют планку для двигателя. Это может быть даже обычный деревянный брусок. Его задача – вывод движка
на нужное расстояние и его надежная фиксация.
Движок монтируют на крепление. В качестве движка тоже можно пользоваться огромным количеством деталей. Начиная от дрели, и заканчивая движками, что сняты с принтеров, дисководов и другой офисной техники.

К движку цепляют цанги и переходники, которые будут основание для крепления сверла. Тут уже можно дать только общие рекомендации, так как переходники всегда подбираются индивидуально. Влияние на их выбор окажет вал двигателя, его мощность, тип используемого сверла и т.д.
Блок питания для мини-станка подбирается такой, чтобы он мог обеспечивать движок нужным напряжением в достаточных количествах.
2.2
Технология сборки станка
Теперь обратимся к общему алгоритму, по которому ведется сборка агрегата для сверления печатных плат своими руками.
Этапы работы:
- Монтируем станину, крепим к ней ножки.
- Устанавливаем рамку держателя основной конструкции на станину.
- Крепим к рамке механизм перемещения и амортизатор.
- Монтируем крепление для движка, как правило, оно фиксируется на рамку перемещения.
- Устанавливаем ручку на крепление для двигателя.
- Устанавливаем движок и регулируем его положение.
- Прикручиваем к нему цангу и переходники.
- Монтируем блок питания, подключаем его к движку и сети.
- Подбираем и фиксируем сверло.
- Тестируем работу механизма.
Все соединения и их тип можете подбирать по своему усмотрению.
Однако рекомендуется использовать болты и гайки, чтобы иметь возможность в нужный момент разобрать конструкцию, заменить ее составляющие или улучшить всю схему действия станка.
2.3
Самодельный станок для сверления печатных плат (видео)
Захотелось собрать станочек для сверления печатных плат и прочей мелочёвки, варианты по типу цанговый патрон прямо на валу моторчика меня не устраивали. Нужно было что-то посерьёзнее, но не как не решался начать строить станок с нуля. Но тут удачно подвернулся сломанный (после пожара) самодельный микросверлильный, который я взял за базу к своей поделке, точнее его восстановил.
Первоначальный вид станка я не заснял, состояние было очень плачевное. Имелась шпиндельная бабка, заклинивший в ней шпиндель, механизм перемещения шпинделя, колонна и основание.
Первым делом была выточена новая колонна, старая была сильно деформирована:

На основание прикрутил резиновые ножки:

ШБ. Старый стопорный винт м4 при попытке откручивания был сломан. Сделал новую ручку из болта м6:


Сначала хотел поставить асинхронник 220 вольт 6 ватт, но потом был куплен коллекторник на 12 вольт 12 ватт. Крепиться к ШБ будет через переходную пластину:

На неё же установлен тумблер:


Шкив для двигателя подобрал готовый:

Выточил новый шпиндель. Времени убил больше всего, шестигранник делал напильником:

Новый шкив выточил из эбонита:

Механизм перемещения шпинделя:

Всё в сборе:

Светодиодная подсветка, включающаяся вместе с двигателем:

Восстановленный станок:

Станочком доволен. Поставил коллекторный электродвигатель для регулирования оборотов напряжением (в планах ШИМ) но мощности оказалось впритык, и от этой идеи я отказался. С асинхронником станочек работал бы в разы тише…
Первый вариант настольного станочка для сверления плат сделал ещё три года назад. Делал целенаправленно, именно для сверления плат (для другого не предназначен) и исключительно из подручных материалов, делал на «скорую руку» как временное приспособление, потратил на изготовление выходной день. А он взял и «прижился» — оказался необыкновенно удобным в работе.
Диаметр возможных для использования свёрл от 0,5 до 1 мм включительно. Старт спринтерский, финиш без инерции. Подвёл плату, нажал — отверстие готово, отпустил — в исходное положение сверло вернулось само. На всё 2-3 секунды. Через полгода, раз вещь пришлась «ко двору», потратил ещё вечер и придал ей более подобающий и приемлемый вид.

Устройство и принцип работы, как видите, остались прежними. Прошло ещё два года, но так и не собрался сделать что-нибудь более солидное, хотя комплектующие для этого подобрались. От добра, добра не ищут. А вот модернизацию себе позволил.

Появились существенные изменения:
- опускание происходит при помощи нажатия рукоятки
- включение электродвигателя происходит при опускании в момент нажатия кнопки о упор
- стол для сверления на резьбе и может подниматься — опускаться для регулировки расстояния от поверхности просверливаемой платы до «точки» включения электродвигателя
- электродвигатель запитан постоянным током
С
таночек для сверления плат — схема подключения

Основа всего станина и направляющие.

Втулки, их внутренний диаметр лишь на одну — две десятых миллиметра больше диаметра направляющих, материал — эбонит (диэлектрик), выбран не случайно, это своеобразная «развязка» от электрического тока. Из чего сделан поясок, в дальнейшем фиксирующий тягу, догадаться не сложно.

Кнопка — включатель закреплена на пластиковом уголке 2 винтами с гайками, сам уголок соединён с втулками клеем.

В валу электродвигателя имеется отверстие с резьбой М2, приладить цангу труда не составило. И фетровые сальники (с обеих сторон вала) дождались масла.

В качестве «несущего» элемента, к которому крепиться двигатель и который в свою очередь крепиться к втулкам был выбран мебельный уголок (лёгкий, прочный и легко обрабатывается). Диодный мост и конденсатор в защитном кожухе.

Упор состоит из пружинки, с одной стороны которой приклеен именно сам резиновый упор, с другой припаяна гайка, накручивающаяся на винт, который установлен на резьбе в отверстии станины.

Сверлильный стол установлен на винт (его дополнительная функция описана выше).

Ну и, в конце концов, как это всё работает:
Видео процесса сверления
Для тех, кому понравилось: всё то, из чего был собран этот станочек для , ранее лежало по банкам, коробкам и просто углам. Думаю, что намёк более чем очевиден. Желаю Вашим, свёрлам никогда не тупиться, Babay
.
Обсудить статью СТАНОК ДЛЯ СВЕРЛЕНИЯ ПЕЧАТНЫХ ПЛАТ
С момента изобретения станка производство различных механизмов и деталей значительно продвинулось. Теперь они являются настоящими помощниками человека, занимающегося обработкой металлов, пластмасс, дерева и других материалов.
Данные устройства позволяют выполнять довольно специфические работы на более качественном уровне.
К данному типу оборудования можно отнести и самодельный сверлильный станок для печатных плат, используемый в радиоэлектронике и смежных областях.
Станки для печатных плат
Печатные платы являются основой всех микросхем. Она предназначена для механического и электрического соединения разных электронных компонентов.
Производят такие платы из диэлектрического материала, на который в последствии и устанавливаются все элементы микроэлектроники.
На платы устанавливаются транзисторы, тиристоры и др. микроэлектроника, т.е. большое количество миниатюрных деталей, которые трудно рассмотреть не вооруженным глазом.
На самые простые платы добавляют дополнительные элементы, путем их прикручивания с последующей пайкой. Естественно для того, чтобы прикрутить элементы, необходимо в плате просверлить отверстия. Проделывать такие отверстия необходимо с ювелирной точностью. При расхождении даже в пару сотен микрон может быть очень ощутимым или же привести к браку изделия, если вы собираетесь расположить на плате большое количество электронных компонентов.
Любители радиоэлектроники часто занимаются изготовлением печатных плат, в которых требуется сверлить большое количество отверстий малого диаметра. Сверление мелких отверстий, диаметром 0,5-1,0 мм, с использованием классического настольного сверлильного, дрели или шуруповерта, является не очень удобным занятием, в ходе которого легко поломать сверло. Как следствие, производить сверление микроотверстий в печатных платах целесообразно при помощи специализированного мини сверлильного станка, с использованием твердосплавных сверл, диаметром 0,7-0,8 мм.
Использование мини сверлильного станка значительно упрощает работу, делая её практически механической, повышая тем самым производительность труда. При этом конструкция не отличается особой сложностью, по этим причинам многие предпочитают собирать их своими руками.
Таким самодельным сверлильным мини станком можно сверлить как печатные платы, так и любые другие заготовки, однако из-за конструкции станка есть ограничения по глубине отверстия.
Конструкция
На первый взгляд схема кажется сложной, однако, это не так. По сути, мини станок не сильно отличается от классического, он меньшего размера с некоторыми нюансами в схеме компоновки конструкции.
Так как данное оборудование обладает не большими размерами, его стоит рассматривать как настольное.
Самодельный вариант оборудования обычно слегка больше, чем покупной, из-за того что при сборке своими руками не всегда есть возможность оптимизировать конструкцию подобрав малогабаритные комплектующие. Но и в таком случае самодельный станок будет иметь малые габариты и вес не более 5 кг.
Видео по сборке
Элементы сверлильного станка
Чтобы собрать мини устройство своими руками, вам потребуется следующее:
- Станина;
- Переходная стабилизирующая рамка;
- Планка для перемещения;
- Амортизатор;
- Ручка-регулятор высоты;
- Крепление для двигателя;
- Двигатель;
- Цанга (или патрон);
- Переходники.
Стоит отметить, что мы описываем самодельный мини сверлильный станок, собираемый из подручных средств своими руками. Заводская конструкция отличается использованием специализированных узлов, которые изготовить собственноручно практически невозможно.
Основой сверлильного мини агрегата, как и любого другого, является станина. Она выполняет функцию основания, на которой будут держаться все узлы. Станиной может являться подручное устройство, например: скелет микроскопа; стойка для проведения линейных измерений цифровым индикатором.
А можно изготовить самому, например легкую деревянную станину – соединив дощечки саморезами, либо же тяжелую и устойчивую – приварив стальной профиль к металлическому листу. Лучше когда вес станины выше основного веса остальных узлов, это позволяет повысить устойчивость агрегата и снижает его вибрацию во время работы.
В качестве двигателя для могут послужить электродвигатели от: кассетных магнитофонов, принтеров, дисководов и другой офисной техники. В качестве крепления для сверл выбирается патрон или цанги. Однако патрон более универсальный, цанга же предусматривает установку сверл только определенных размеров.
Еще одна интересная схема на основе запчастей от CD-ROM и фена с автоматической регулировкой частоты вращения двигателя в зависимости от нагрузки.
Самодельная станина
При изготовлении стальной станины своими руками, под нее можно прикрутить ножки, для фиксации её положения.
Стабилизирующую рамку можно изготовить, например, из рейки или уголка, при этом лучше применять сталь.
Вид планки для перемещения можно подобрать любой, наиболее удобный, при этом лучше совместить её с амортизатором. В некоторых случаях, амортизатор может сам быть такой планкой. Функции этих деталей заключаются в вертикальном смещении оборудования во время работы.
Амортизатор можно изготовить самому или снять с офисной мебели раздвижные рейки, либо прибрести в магазине.
Ручка-регулятор высоты устанавливается на корпус, стабилизирующую рейку или амортизатор.
Крепление для двигателя устанавливают к стабилизирующей рамке, ею может быть, например, простой деревянный брусок. Она нужна для вывода двигателя на нужное расстояние и его надежной фиксации.
Затем двигатель устанавливают непосредственно на крепление.
К двигателю непосредственно присоединяют патрон или цанги, к которым крепятся переходники, используемые для установки сверл. Переходники подбираются индивидуально, в зависимости от вала двигателя, его мощности, типа сверл и т.п.
В заключении можно сказать, что собранный сверлильный мини станок, можно постоянно дорабатывать в ходе эксплуатации. Например, можно наклеить на патрон светодиодную ленту, для подсветки просверливаемых образцов.
О сверлильных станках на заметку
Станок представляет собой единую, жестко зафиксированную конструкцию, и состоит из основных элементов: основания, стойки различных переходников, крепления, электродвигателя и других элементов.
Его задача заключается в повышении точности обработки инструментом и снижение трудоемкости работ: он максимально облегчает труд человека (например, при обработке твердых материалов, таких как металлы), и снижает влияние человеческого фактора в производстве.
Обычные не дорогие мини станки перемещаются в основном по одной оси, например, сверлильные только сверху вниз.
Более дорогие же могут двигаться в нескольких плоскостях, как минимум в двух, вертикальной и горизонтальной. Такие модели уже могут являться автоматическими и полуавтоматическими.
В этой статье мы поделимся с вами разработанным нами станком для сверления печатных плат и выложим все материалы, необходимые для самостоятельного изготовления этого станка. Все что понадобится, это распечатать детали на 3D-принтере, порезать фанеру лазером и закупить некоторые стандартные комплектующие.
Описание конструкции
В основе конструкции довольно мощный 12ти вольтовый двигатель из Китая. В комплекте с двигателем они продают еще патрон, ключ и десяток сверел разного диаметра. Большинство радиолюбителей просто покупают эти двигатели и сверлят платы удерживая инструмент в руках.
Мы решили пойти дальше и на его основе сделать полноценный станок с открытыми чертежами для самостоятельного изготовления.
Для линейного перемещения двигателя мы решили использовать полноценное решение — полированные валы диаметром 8мм и линейные подшипники. Это дает возможность минимизировать люфты в самом ответственном месте.

Основная станина сделана из фанеры толщиной 5мм. Фанеру мы выбрали потому, что стоит очень дешево. Как материал, так и сама резка. С другой стороны ничего не мешает (если есть возможность) просто вырезать все те же самые детали из стали. Некоторые мелкие детали сложной формы напечатаны на 3D-принтере.
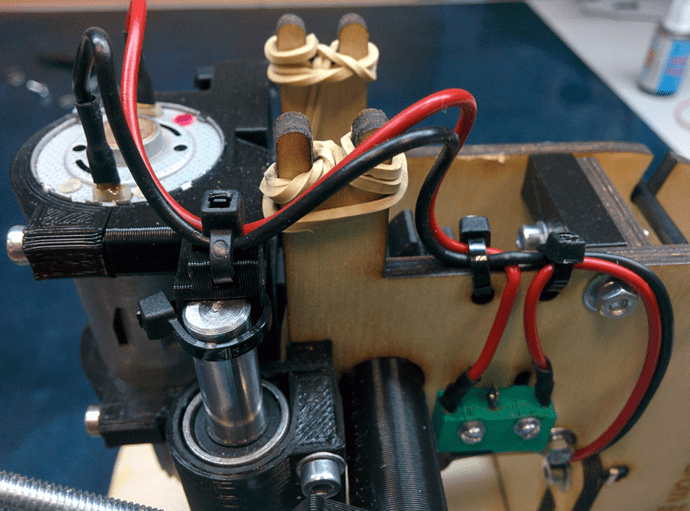
Для поднятия двигателя в исходное положение использованы две обычные канцелярские резинки. В верхнем положении двигатель сам отключается при помощи микропереключателя.
С обратной стороны мы сделали место для хренения ключа небольшой пенал для сверел. Пазы в нем имеют разную глубину, что делает удобным хранение сверел с разным диаметром.

Впрочем, все это проще увидеть на видео:
Детали для сборки

Сборка
Весь процесс сборки записан на видео:
Если следовать именно такой последовательности действий, то собирать станок будет очень просто.
Вот так вот выглядит полный набор всех комплектующих для сборки:

Помимо них для сборки потребуется простейший ручной инструмент. Отвертки, шестигранные ключи, плоскогубцы, кусачки и т.д.
Перед тем начинать собирать станок желательно обработать напечатанные детали. Удалить возможные наплывы, поддержки, а также пройти все отверстия сверлом соответствующего диаметра. Фанерные детали по линии реза могут пачкать гарью. Их можно также обработать наждачной бумагой.
После того, как все детали подготовлены начать проще с установки линейных подшипников. Они закрадываются внутрь напечатанных деталей и прикручиваются к боковым стенкам:


Теперь можно собрать фанерное основание. Сначала боковые стенки устанавливаются на основание, а затем вставляется вертикальная стенка. В верхней части также есть дополнительная напечатанная деталь, которая задает ширину в верхней части. При закручивании винтов в фанеру не прикладывайте слишком большое усилие.



В столике на переднем отверстии необходимо сделать зенковку, чтобы винт с головой впотай не мешал сверлить плату. С торца также установлена напечатанная крепежная деталь.

Теперь можно приступить к сборке блока двигателя. Он прижимается двумя деталями и четырьмя винтами к подвижному основанию. При его установке необходимо следить, чтобы отверстия для вентиляции оставались открытыми. На основание он закрепляется при помощи хомутов. Сначала вал продевается в подшипник, а затем на нем защелкиваются хомуты. Также установите винт М3х35, который в будущем будет нажимать на микропереключатель.

Микропереключатель устанавливается на прорези кнопкой в сторону двигателя. Позже его положение можно будет отклибровать.
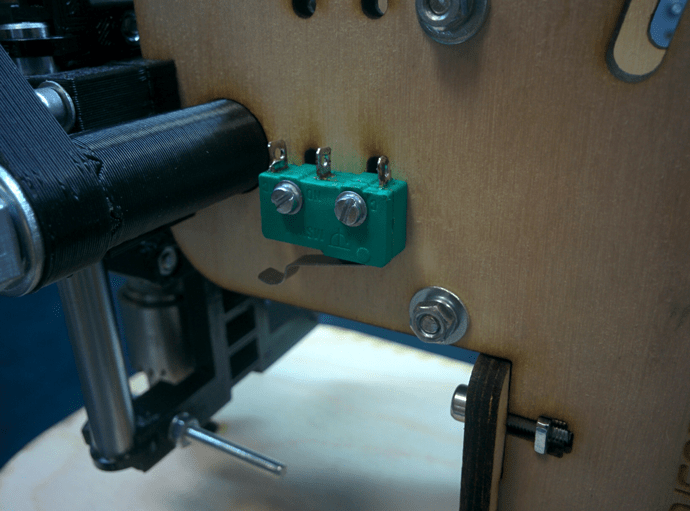
Резинки накидываются на нижнюю часть двигателя и продеваются до «рогов». Их натяжение надо отрегулировать так, чтобы двигатель поднимался до самого конца.

Теперь можно припаять все провода. На блоке двигателя и рядом с микропереключателем есть отверстия для хомутов, чтобы закрепить провод. Также этот провод можно провести внутри станка и вывести с обратной стороны. Убедитесь, что припаиваете провода на микропереключателе к нормально замкнутым контактам.
Осталось только поставить пенал для сверел. Верхнюю крышку нужно зажать сильно, а нижнюю закрутить очень слабо, используя для этого гайку с нейлоновой вставкой.


На этом сборка окончена!
Из доработок вы можете проклеить фанерные детали, для увеличения жесткости. Можно также сделать регулятор оборотов двигателя.
ЧПУ станок очень удобно использовать в домашней радиолюбительской мастерской для изготовления печатных плат как макетов изделий, так и малых партий изделий. Наличие гравировально — фрезерного ЧПУ в домашней мастерской или малом предприятии позволяет как сократить время необходимое на изготовление печатной платы при изготовлении макетов, прототипов малых партий продукции, так и повысить качество изготавливаемых печатных плат по сравнению с другими способами изготовления. Использование станка с числовым программным управлением позволяет выполнять полный спектр операций по изготовлению печатной платы — фрезеровку проводящего рисунка (дорожек), сверление отверстий как для установки компонентов так и для межслойных переходов, обрезки и платы по контуру.
Для начала необходимо создать проект печатной платы. Для этого очень удобно использовать очень популярную в среде радиолюбителей программу Sprint Layout 6. При разработке нужно учитывать технологические особенности обработки фольгированного текстолита на станке с чпу, то есть производить трассировку достаточно широкими дорожками, оставляя необходимые зазоры для прохождения гравера/фрезы и т.д. Точкой начала отсчета координат необходимо выбрать ЛЕВЫЙ НИЖНИЙ УГОЛ, рисунок 1.
На слое О рисуем контур (границы) печатной платы по которым будет производиться обрезка готовой платы. Толщину линий указываем в зависимости от диаметра используемой для обрезки платы фрезы. Контролируем, зазор между краем платы и дорожками, чтобы контур не пересекалися с дорожками. Для того, чтобы плата после вырезки по не была выброшена из заготовки и не повредилась фрезой, оставляем перемычки, на которых плата будет держаться в заготовке. Их легко можно будет потом перекусить бокорезами при извлечении готовой платы. Выключаем лишние слои и предварительно осматриваем плату, рисунок 2.
 рисунок 2
рисунок 2
Открываем окно настройки «стратегий» фрезеровки, рисуноки 3 и 4.
 рисунок 3
рисунок 3
 рисунок 4
рисунок 4
В оконе «ширина дорожки» (рисунок 4) указываем толщину нашего режущего инструмента. Например гравер с режущим кончиком 0,6мм. Для удобства дальнейшей обработки ставим галочку «наметить отверстия». Нажимаем «Ок». Сохраняем в удобном для нас месте рисунок 5.
 рисунок 5
рисунок 5
После вычисления траектории обработки плата будет выглядеть следующим образом, рисунок 6:
 рисунок 6
рисунок 6
Наглядно можно отследить путь прохождения фрезы и количество меди, которое она снимет. Для удобства отображения траектории движения фрезы тонкой линией можно нажать выделенную кнопку, рисунок 7:
 рисунок 7
рисунок 7
На данном этапе необходимо внимательно отследить траекторию движения фрезы — проконтролировать отсутствие замыкания между проводящими дорожеками не принадлежащими к одоимённой цепи. При выявлении ошибки — исправить и пересохранить файл.
Далее необходимо подготовить управляющую программу, для станка. С помощью утилиты Step Cam 1.79 (скачать можно в интернете) открываем наш файл фрезеровки, производим настройку рабочей подачи и глубины резания (зависит от использумого станка, инструмента и материала) и конвертируем в G-code, нажав клавишу Make G-code. Программа на основе файла фрезеровки сгенерирует G-код обработки. Увидеть результат генерации G-кода можно с помощью вкладки Action -> Draw G-code. Если ничего не отобразится — нужно кликнуть мышью в окошке, рисунок 8.
Опытным путем подбиаем глубину фрезеровки, стараясь настроить станок так, чтобы фреза/гравер снимал только слой меди, с небольшим перерезанием. Данный параметр зависит от толщины медной фольги фольги используемого текстолита.

 рисунок 8
рисунок 8
Нажимаем Save G-code. Файл готов.
Загружаем файл в Mach3,проводим визуальный контроль загруженного файла. Выставляем нули на станке, запускаем обработку.
Для сверлнения отверстий в плате и вырезания по контуру настройка и подготовка файлов аналогична. Примерные настройки указаны на рисунках 9 и 10.
Сверление рисунок 9:
 рисунок 9
рисунок 9
Фрезеровка платы по контуру, рисунок 10:
 рисунок 10
рисунок 10
Сохраняем настройки для сверления и фрезеровки контура отдельно. Загружаем в Step Cam. Указываем глубину обработки, в зависимости от толщины используемого текстолита, с небольшим перерезанием. К примеру при толщине текстолита 1,5 мм выставляем для сверления 1,6-1,7 мм. Фрезеровку по контуру желательно выполнять в 2 — 4 прохода, в зависимоти от характеристик режущего инструмента. Для этого задаем в Step Cam глубину погружения при фрезеровке 0,5 мм, а затем после каждого прохода на станке вручную опускаем по оси «Z» инструмент и обнуляем.
Некоторые нюансы работы на станке при изготовлении печатной платы:
1. Поверхность рабочего стола должна быть максимально плоской и ровной. Один из вариантов добиться этого — сделать «жертвенный стол» из фанеры и отторцевать его. Для этого к основному рабочему столу станка крепится лист фанеры, а затем с помощью крупной фрезы фрезеруется «ложе» под плату на небольшую глубину (1-2мм).
2. Стеклотекстолит не всегда идеально ровный материал, и толщина его тоже может варьироваться. Поэтому резать необходимо с небольшим перерезанием. Некоторые опытные люди специально составляют карты высот, для более точной обработки. Степень перерезания определяется опытным путем.
3. Для фрезеровки можно использовать гравер типа «пирамидка» с кончиком от 0,4 до 1мм. Для сверления существуют сверла на 0,8-1,5мм с хвостовиком под стандартную цангу 3,175мм. Вырезать по контуру лучше всего фрезой «кукуруза» 2-3мм.
4. Инструмент каждый раз меняется вручную. Для этого после выполнения, например фрезеровки дорожек, останавливаем шпиндель, станок оставляем в режиме удержания. Поднимаем режущий инструмент на удобную для замены высоту, меняем. После этого производим выставление нуля по оси «Z». И так при каждой смене инструмента. Координаты X и Y не обнуляем.
5. Не забываем, что стеклотекстолит не самый полезный материал для организма. Особенно вредна пыль текстолита для дыхательных путей. Поэтому желательно организовать вытяжку или иным другим способом удалять лишнюю пыль из области резки. Можно например периодически смачивать печатную плату водой или друой подходящей жидкостью, с помощью медицинского шприца. Неплохо с задачей защиты дыхательных путей справится влажная повязка на нос/рот или респиратор.
Статья носит ознакомительный характер, основана на личном опыте автора и не является единственно верным и возможным решением.
В наше время у рукодельных людей всё чаще можно встретить новые станки, которые управляются не руками, как мы все привыкли, а компьютерной программной и компьютеризированной оснасткой. Такое новшество получило название ЧПУ (числовое программное управление).
Такая технология применяется во многих учреждениях, на больших производствах, а также в хозяйских мастерских. Автоматизированная система управления позволяет сэкономить очень много времени, а также повысить качество производимой продукции.
Автоматизированной системой управляет программа с компьютера. В эту систему входят асинхронные двигатели с векторным управлением, имеющие три оси движения электрического гравера: X, Z, Y. Ниже мы рассмотрим, какими бывают станки с автоматическим управлением и расчётами.
Как правило, на всех станках с ЧПУ используется электрический гравер, либо фрезер, на котором можно менять насадки. Станок с числовым управлением применяется для придания тем или иным материалам элементов декора и не только. ЧПУ станки, в связи с продвижениями в компьютерном мире, должны иметь множество функций. К таким функциям относятся:
Фрезерование
Механический процесс обработки материала, в процессе которого, режущий элемент (насадка, в виде фрезы), производит вращательные движения на поверхности заготовки.
Гравировка
Заключается в нанесении того или оного изображения на поверхности заготовки. Для этого используют либо фрезы, либо штихель (стальной стержень с заострённым под углом одним концом).
Сверление
Механическая обработка материала резаньем, с помощью сверла, за счёт которого получаются отверстия разных диаметров и отверстия, имеющие много граней различных сечений и глубин.
Лазерная резка
Способ раскроя и резанья материала, при котором отсутствует механическое воздействие, сохраняется высокая точность заготовки, а также деформации, совершаемые данным способом, имеют минимальные деформации.
Графопостроитель
Производится высокоточное рисование сложнейших схем, чертежей, географических карт. Рисование производится за счёт пишущего блока, посредством специализированного пера.
Рисование и сверление печатных плат
Производство плат, а также рисование электропроводящих цепей на поверхности диэлектрической пластины. Также сверление маленьких отверстий под радиодетали.
Какие функции будет выполнять ваш будущий станок с программным управлением решать только вам. А дальше рассмотрим конструкцию станка ЧПУ.
Разновидность станков ЧПУ
Технологические признаки и возможности данных станков приравниваются к универсальным станкам. Однако, в современном мире, выделяют три разновидности станков ЧПУ:
Токарные
Предназначение таких станков заключается в создании деталей по типу тел вращения, которое заключается в обработке поверхности заготовки. Также производство внутренних и наружных резьб.
Фрезерные
Автоматизированная работа этих станков заключается в обработке плоскостей и пространств различных корпусных заготовок. Осуществляют фрезеровку плоскую, контурную и ступенчатую, под различными углами, а также с нескольких сторон. Производят сверление отверстий, нарезание резьб, развёртывание и растачивание заготовок.
Сверлильно — расточные
Выполняют рассверливание, сверление отверстий, растачивание и развёртывание, зенкерование, фрезеровка, нарезание резьб и многое другое.
Как мы видим, станки ЧПУ имеют большой ряд функционала, которые они совершают. Поэтому и приравниваются к универсальным станкам. Все они стоят очень дорого и купить какую-нибудь установку из вышеперечисленных просто невозможно, в силу финансовой недостаточности. И можно подумать, что придётся совершать все эти действия вручную, на протяжении всей жизни.
Можно не расстраиваться. Умелые руки страны, ещё с первого появления заводских станков ЧПУ, начали создавать самодельные прототипы, которые работают не хуже профессиональных.
Все комплектующие материалы для станочков ЧПУ можно заказать в интернете, где они находятся в свободном доступе и стоят довольно-таки недорого. Кстати, корпус автоматизированного станка можно изготовить своими руками, а за правильными размерами можно обратиться в интернет.
Совет: Перед выбором станка ЧПУ определитесь с тем, какой материал вы будете обрабатывать. Этот выбор будет иметь главное значение при сооружении станка, так как это напрямую зависит от размеров оборудования, а также затрат на него.
Конструкция станка ЧПУ полностью зависит от вашего выбора. Можно приобрести уже готовый стандартный набор всех необходимых деталей и просто собрать его в своём гараже или мастерской. Или заказывать всё оснащение отдельно.
Рассмотрим стандартный набор деталей на фото
:
- Непосредственно рабочая область, которая производится из фанеры — это столешница и боковой каркас.
- Направляющие элементы.
- Держатели направляющих.
- Линейные подшипники и втулки скольжения.
- Опорные подшипники.
- Ходовые винты.
- Контролёр шаговых двигателей.
- Блок питания контролёра.
- Электрический гравер или фрезер.
- Муфта, соединяющая вал ходового винта с валом шаговых двигателей.
- Шаговые двигатели.
- Ходовая гайка.
Используя данный перечень деталей, вы смело сможете создать свой собственный фрезерный по дереву с ЧПУ станок с автоматизированной работой. Когда вы соберёте всю конструкцию, можете смело приступать к работе.

Принцип работы
Пожалуй, самым главным элементом на этом станке является фрезер, гравер или шпиндель. Это зависит от вашего выбора. Если у вас будет стоять шпиндель, то хвостик фрезы, который имеет цангу для крепления, будет плотно крепиться в цанговый патрон.
Сам патрон непосредственно закреплён на шпиндельном вале. Режущая часть фрезы подбирается исходя из выбранного материала. Электрический мотор, который располагается на движущейся каретке, вращает шпиндель с фрезой, что позволяет обрабатывать поверхность материала. Управление шаговыми двигателями происходит от контролера, на который подаются команды с компьютерной программы.
Электроника
станка работает непосредственно на обеспечении компьютерного обеспечения, которое должно поставляться с заказываемой электроникой. Программа передаёт команды, в виде G — кодов на контролер. Тем самым эти коды сохраняются в оперативной памяти контролера.
После выбора на станке программы обработки (чистовой, черновой, трёхмерной), команды распределяются на шаговые двигатели, после чего происходит обработка поверхности материала.
Совет: Перед началом работы, необходимо протестировать станок, специализированной программой и пропустить пробную деталь, чтобы убедиться в правильности работы ЧПУ.
Сборка
Сборка станка своими руками
не займёт у вас слишком много времени. Тем более что в интернете сейчас можно скачать
очень много различных схем
и чертежей. Если вы купили набор деталей для самодельного станка, то его сборка будет очень быстрой.
Итак, разберём один из чертежей
собственно ручного станка.

Чертёж самодельного станка ЧПУ.
Как правило, первым делом из фанеры, толщиной 10-11 миллиметров, изготавливается каркас. Столешница, боковые стенки и подвижный портал для установки фрезера или шпинделя, изготавливаются только из фанерного материала. Столешница делается подвижной, используются мебельные направляющие соответствующих размеров.
В итоге должен получиться вот такой вот каркас. После того, как каркасная конструкция готова, в дело вступает дрель и специальные коронки, с помощью которых можно сделать отверстия в фанере.

Каркас будущего станка ЧПУ.
В готовом каркасе необходимо подготовить все отверстия, чтобы установить в них подшипники, направляющие болты. После этой установки, можно производить установку всех крепёжных элементов, электрических установок и т.д.
После того, как сборка завершена, важным этапом становится настройка программного обеспечения станка и компьютерной программы. При настройке программы проверяется работа станка на правильность заданных размеров. Если всё готово, можно приступать к долгожданным работам.
Совет: Перед началом работы необходимо проверить правильность крепления заготовочного материала и надёжность крепления рабочей насадки. Также убедиться в том, что выбранный материал соответствует изготовленному станку.
Наладка оборудования
Наладка станка ЧПУ производится непосредственно с рабочего компьютера, на котором установлена программа для работы со станком. Именно в программу загружаются необходимые чертежи, графики, рисунки. Которые в последовательности преобразуются программой в G — коды, необходимые для управления станком.
Когда всё загружено, совершаются пробные действия, относительно выбранного материала. Именно при этих действиях совершается проверка всех необходимых предустановленных размеров.
Совет: Только после тщательной проверки работоспособности станка можно приступать к полноценной работе.
Техника безопасности
Правила и техника безопасности при работе с данным станком ничем не отличается от работы на всех остальных станках. Ниже будут представлены самые основные:
- Перед работой проверить исправность станка.
- Одежда должна быть заправлена должным образом, чтобы нигде ничего не торчало и не могло попасть в рабочую зону станка.
- Должен быть одет головной убор, который будет прижимать ваши волосы.
- Около станка должен быть резиновый коврик или невысокая деревянная обрешётка, которые защитят от утечки электричества.
- Доступ к станку детям должен быть категорически запрещён.
- Перед работой со станком проверить все крепёжные элементы на их прочность.
Совет: К работе на станке необходимо подходить с трезвой головой и пониманием, что при неправильной работе вы можете нанести себе непоправимый вред.
С полными требованиями к безопасности при работе со станком вы сможете найти во всемирной паутине, т.е. в интернете и ознакомиться с ними.
Видео обзоры
Обзор сборки станка самодельного с ЧПУ
Видео
обзор простого станка с ЧПУ
Обзор возможностей самодельного ЧПУ станка
Обзор шаговых двигателей
Обзор видео
многоканального драйвера для шаговых двигателей
ВАЖНО! Изготовление печатных плат
на станках серии HIGH-Z — весьма точный и быстрый процесс. CNC станки HIGH-Z — это лучшее на сегодня оборудование для производства печатных плат
. Наши станки могут одновременно фрезеровать проводящую полосу и сверлить отверстия! Технология изготовления печатных плат
на cnc станках HIGH-Z позволяет добиваться весьма высокой точности фрезерования — 0,02 миллиметра. Оснащение для производства печатных плат имеет небольшие размеры.
Производство печатных плат на станках HIGH-Z
ООО «Си-Эн-Си Машин» поставляет лучшее немецкое оборудование для производства печатных плат — станки с ЧПУ серии HIGH-Z и Raptor. Мы — официальный дистрибьтор этих станков в России.
Технология изготовления печатных плат на cnc станке HIGH-Z
Вы проектируете свою печатную плату, например, в PCAD, сохраняете файл как.plt-файл (HPGL) . Далее нужно запустить программу PCNC (поставляется в комплекте).
Для опытных образцов или маленьких серий очень существенно иметь возможность фрезеровки печатных плат. Гравировально-фрезерные cnc станки HIGH-Z имеют возможность фрезеровать проводящую полосу с точностью приблизительно 0,1 — 0,15 мм.
Возможно, Вы знаете на личном опыте, как неудобно отсутствие возможности фрезерования и какое дополнительное оборудование необходимо, чтобы фрезеровать печатные платы самостоятельно.
Оборудование для прототипирования печатных плат
На фрезерных станках с ЧПУ серии HIGH-Z можно изготавливать прототипы печатных плат для мелкосерийных производств из таких материалов как алюминий, текстолит, стеклотекстолит, лавсан и др. волокнистых материалов.
Возможность изготавливать двусторонние печатные платы. Это видео пермской компании ООО «Уралинтелком» демонстрирует процесс производства двусторонней печатной платы со всеми необходимыми операциями: фрезеровка дорожек, сверловка отверстий, обрезка печатной платы на станке HIGH-ZS-400. Также возможно, при необходимости, наносить на плату клеевые составы.
Для производства печатных плат обязательной опцией является механический регулятор глубины , подпружиненный механизм которого считывает неровность поверхности, тем самым, обработка материала производится на четко заданную глубину.
Преимущество cnc станка HIGH-Z:
Как сейчас помню, 23го февраля наткнулся на пост на тудее, где человек хотел гравировать печатные платы на 3д принтере. В комментариях посоветовали не мучать животинку принтер и обратить внимание на проект Cyclone PCB Factory.
Загорелся идеей. В последствии, в какой то момент я даже пожалею что взялся, но это будет сильно позже.
О собственном ЧПУ фрезере для печатных плат я мечтал очень давно, это была вторая хотелка после 3д принтера. Решил повторить проект, тем более что кое-что у меня в закромах уже было.
Скачал файлы проекта и не долго думая принялся печатать детальки. Управился примерно за неделю. Распечатал все, кроме оси Z.
Подробных фотографий всех деталей не осталось. Кому-то делал скриншот настроек печати и результата. Сопло 0,4, высота слоя 0,24. Печатал и слоем 0,28 — вполне нормально печатает.


Станок захотелось сделать цветным, поэтому разные детали печатал пластиком разного цвета. Пластик использовал ABS Prostoplast. Цвета космос, травяной зеленый, алеющий закат.
Лучше бы напечатал все серым космосом. Красный и зеленый оказались достаточно хрупкими и часть деталей дали трещины при сборке. Что-то вылечилось ацетоном, что-то заново перепечатал.
Комплектующие:
Три свободных шаговых двигателя у меня было, покупал их под проект 3д принтера, решил временно задействовать.


Направляющие 8мм добыл из струйных принтеров, раздербанив несколько принтеров на органы. Шерстил местные комиссионки, авито. Донорами стали струйные принтеры HP по 100-200 рублей за штуку. Длинная направляющая пилилась на две части, на оси X и Z.
Прижим бумаги с которого я снял резиновые ролики пошел на ось Y. Длины как раз хватило чтоб обрезать по накатку.



Линейные подшипники оставались с 3д принтера, принтер я перевел на бронзовые втулки в горошек.
В качестве электроники решил использовать одну из своих Arduino Uno на atmega328p. Докупил на Али плату cnc shield 3.0 для Arduino за 200 с копейками рублей.
Блок питания 12В из Леруа Мерлен. Покупал чтоб запитать три 12В галогенки, но он их не потянул. Пришлось отремонтировать трансформатор для галогенок Tachibra, а этот блок питания прижился на станочке.
На 3д принтер я поставил драйвера 8825, с принтера у меня остались a4988. Их и поставил на станок.
Подшипники 608ZZ заказал на Али, десяток за 200 с копейками рублей..
В качестве шпинделя планировал использовать свой китайский гравер GoldTool.
Резьбовые шпильки м8 достались с работы на халяву, остались с какого-то монтажа. Подобрал практически «с помойки».
Пока печатался проект и ехали детали с Али, попросил знакомого мебельщика вырезать из МДФ основание и столик. Он не поленился и не пожалел обрезков, выпилил 2 основания и 2 столика. На фото один из комплектов.

Фанеры у меня в закромах не было, купить лист фанеры не позволило жадное животное. МДФ кстати подошел очень хорошо.
Начал собирать станок. Все бы ничего, но стандартные гайки на 13 проваливались и болтались внутри шестерни, гайки на 14 не лезли в шестерни. Пришлось 14е гайки вплавить в шестерни паяльником.
Шестерни или болтались на осях шагового двигателя, или не лезли.
Гайки винтов м3 прокручивались в посадочных гнездах.
Нашел у себя несколько квадратных гаек под резьбу м3 (разбирал когда-то какой-то штеккер, из него), которые идеально подошли и не прокручивались. На работе еще нашел таких штеккеров и пустил на гайки. В основном это крепления направляющих. Обычные гайки для резьбы м3 приходилось придерживать тонким жалом отвертки, чтоб не прокручивались.
Как-то собрал. Позже читая темы про Cyclone, наткнулся на переработанные детальки станка под метрический крепеж. Из этого набора заново распечатал шестерни и крепление концевика по оси Z. Жаль мне не попался этот набор запчастей раньше. Печатал бы эти запчасти.
В надежде применить свой китайский гравер распечатал сначала одно крепление под дремель из комплекта, потом второе. Не подошло, мой гравер ни в одно не лез. Оригинальный же дремель, самый простой, стоил три с небольшим тысячи рублей. За что???
Лишние запчасти.

И еще, линейные подшипники в своих гнездах болтались как что-то в проруби.
Пришлось за тысячу с небольшим заказать на али 200Вт шпиндель с цанговым зажимом ER11. Удачно попал на скидки и использовал купон.

Пока ехал шпиндель, распечатал под него крепление из комплекта станка. И снова прокол, оно такое же ущербное. И ни слова про хомут для шпинделя.

В итоге нашел и распечатал вот это крепление под 52мм шпиндель После небольшой доработки крепление встало на станок, в него хорошо вошел шпиндель.

А вот подшипники на втулках Cargo пришлось из них убрать. Поставил китайские LM8UU
Отдельно хочется сказать про китайские подшипники 608zz. Подшипники с новья с люфтом. Ужасные. Одно что стоят сравнительно не дорого. У нас подшипники не искал.

Кстати подшипники в посадочные места вошли так же, как нечто в прорубь. В посадочных местах подшипники болтались. Не знаю, баг это или фича. В итоге на обоймы подшипников мотнул изоленты.
Китайские lm8uu и lm8luu от 3д принтера так же оказались хламом. В итоге на ось Y сделал подшипники скольжения на втулках Cargo 141091. Распечатал пластиковую обойму и в нее вставил по паре втулок. Получившиеся подшипники вставил в крепления.
На ось Z выбрал более менее живые lm8uu. На ось X верхний подшипник поставил lm8uu, а вместо двух нижних распечатал пластиковую обойму по размеру lm8luu и в нее вставил пару втулок Cargo.
Удачно я ими в свое время закупился. Пригодились.
Во время сборки станка я и пожалел, что взялся. Но, деваться было некуда, надо было проект завершать. Собрал. Запустил!
Еще немного фотографий процесса сборки.
Самое начало сборки…
Сверлильный
Изготовление печатных плат на машине с системой ЧПУ. Можно ли изготовить сверлильный станок ЧПУ для печатных плат своими руками?
Многие мастера, которые интересуются электронными программами, выбирают сверлильный станок с ЧПУ для печатных плат. Но почти каждый из них способен сказать, что сверлить печатные платы это настоящая головная боль. Высверливать малюсенькие отверстия очень часто приходится в большом количестве, поэтому требует самостоятельного решения данной проблемы.

Сверлильный станок с ЧПУ своими руками для печатных плат представлен пристальному вниманию многих мастеров, которые смогут попробовать в самостоятельном порядке собрать данное оборудование. Но для начала нужно ознакомиться с некоторыми нюансами.
Описание станочной конструкции
Самым основным в конструкции машины становится мощный двигатель. В его комплект входят
- патрон;
- ключ;
- сверла с десяток самого разного диаметра.
Многие любителей покупают такие двигатели и работают с платами, удерживая в руках такой чудо инструмент. Но можно всегда идти дальше и опираясь на такой движок, сделать своими руками полноценный агрегат с открытыми чертежами. Полированные валы и линейные подшипники можно смело использовать для линейного перемещения двигателя. В таком случае появиться прекрасная возможность минимизировать люфты.
В широком доступе хорошо распространены линейные подшипники. Как дешевый вариант можно использовать фанеру, которую можно применить важным элементом для основной станины. Так же можно воспользоваться оргстеклом или сталью для вырезания тех же самых деталей. Некоторые из мелких сложных деталей печатаются на 3D-принтере.

Отличным приспособлением для поднятия двигателя в положение исходного режима пользуются спросом парочка канцелярских резинок, но в верхнем положении мотор благодаря микропереключателю отключается в самостоятельном режиме.
Стоит отметить, что нужно предусмотреть местечко для хранения ключа в маленькой сверловой пенале, в которой имеются пазы разной глубины для удобного хранения сверла с разнообразным диаметром.
Изготовление печатных плат на машине с системой ЧПУ
Очень удобным способом станет использование сверлильного станка с ЧПУ для сверления плат в небольшом помещении для того, чтобы изготовить печатные платы от макетных изделий и до изделий небольших партий. Присутствие гравировально-фрезерного оборудования с системой ЧПУ сокращает значительно время на производство печатной платы и значительно повышает качество ее изготовления.
Благодаря оборудованию с ЧПУ можно выполнять множество операций для производства печатной платы и необходимым началом станет создание проекта печатной платы. Удобной и самой популярной программой для этого станет Sprint Layout 6. При этом стоит учесть все технологические особенности обработки на оборудовании с ЧПУ фольгированного текстолита. При этом стоит учитывать и рабочие нюансы сверлильного станка ЧПУ для печатных плат своими руками, которые используются при изготовлении печатных плат:
- Рабочая поверхность стола изготовлена очень ровной, благодаря отторцованной фанере.
- С небольшим перерезанием режется стеклотекстолит для идеально ровной толщины данного материала. Для этого действия могут быть составлены карты высот для обработки с высокой точностью.
- Пирамидальный гравер используется для фрезеровки, сверла с хвостовиком используются под стандартную цангу, а по контурному вырезанию лучше применить фрезу «кукуруза».
- Присутствует ручная смена инструмента и при каждой ее смене не обнуляются координаты X и Y.
- Важным моментом является организация вытяжки, чтобы обезвредить организм от текстолитовой пыли. Неплохим решением может стать защита дыхательных путей влажной повязкой.

Данная статья основывается на опыте многих мастеров. Именно они внесли многое в изготовление сверлильного оборудования, которое сделано собственными руками.
Двухшпиндельный станок
Для растачивания с обеих сторон отверстия и обтачивания торцов в деталях применяется двухшпиндельный станок. Но существует несколько нюансов в данном оборудовании, с которыми стоит познакомиться:
- Вертикальный двухшпиндельный станок для глубокого сверления модели ОС-402А имеет ступенчатый и автоматический цикл сверления.
- Для повышения собственной производительности разработан карусельно-фрезерный двухшпиндельный агрегат.
- Конструкция двухшпиндельного станка для притирки арматуры проектировалась и изготавливалась на предприятии Ленэнерго.
- Для навертывания двух резьбовых деталей одновременно с обоих концов валика на другом производстве изготавливался двухшпиндельный агрегат с механическим приводом со шпинделем в горизонтальном исполнении.
- Трехшпиндельный аппарат типа С — 13 и агрегат типа С — 12 имеют схожесть в технической характеристике и конструкции. Но существует и разница между машинами, где стол у двухшпиндельного станка имеет меньшую длину.
- С одним или двумя шпинделями существуют плоскошлифовальные машины с круглым столом. Разница в том, что двухшпиндельный аппарат один шпиндель используется для предварительного шлифования, а другой используется для окончательного.
- Приспособления для накатывания стержня и галтелей у валов имеют большой спрос у населения. Лишь в некоторых случаях можно рассчитывать на одновременную накатку двух валов с их стороны для двухшпиндельного станка, так же установка специального клапана присутствует на станке.
- Специализированный станок имеет ручное управление и благодаря модели 4723Д — механический привод. Так же машина используется для многопозиционной обработки многих деталей. В его комплект входят следующие: станок, машинный генератор униполярных импульсов, высокочастотный электронно-полупроводниковый генератор. В отличие от данной модели двухшпиндельный станок усилен Г – образной траверсой.

С двухшпиндельным оборудованием, которые удобны в программировании, уменьшается ручная разновидность управления и многие настройки.
Стоит заметить, что каждый двухшпиндельный агрегат представляет собой самое мощное оборудование для любого цеха, которым стоит воспользоваться любому мастеру.
В статье описан самодельный станок с ЧПУ. Главное достоинство данного варианта станка – простой метод подключения шаговых двигателей к компьютеру через порт LPT.
Механическая часть
Станина
Станина нашего станка сделана из пластмассы толщиной 11-12мм. Материал не критичен, можно использовать алюминий, органическое стекло фанеру и любой другой доступный материал. Основные детали каркаса прикрепляются с помощью саморезов, при желании можно дополнительно оформить места креплений клеем, если используете древесину, то можно использовать клей ПВА.
Суппорта и направляющие
В качестве направляющих использованы стальные прутки с диаметром 12мм, длина 200мм (на ось Z 90мм), две штуки на ось. Суппорта изготавливаются из текстолита размерами 25Х100Х45. Текстолит имеет три сквозных отверстия, два из них для направляющих и одно для гайки. Направляющие части крепятся винтами М6. Суппорты Х и У в верхней части имеют 4 резьбовых отверстия для крепления стола и узла оси Z.
Суппорт Z
Направляющие оси Z крепятся к суппорту Х через стальную пластину, которая является переходной, размеры пластины 45х100х4.
Шаговые двигатели устанавливаются на крепежи, которые можно изготовить из листовой стали с толщиной 2-3мм. Винт нужно соединить с осью шагового двигателя при помощи гибкого вала, в качестве которого может быть использован резиновый шланг. При использовании жесткого вала, система будет работать не точно. Гайку делают из латуни, которую вклеивают в суппорт.
Сборка
Сборка самодельного ЧПУ станка, осуществляется в следующей последовательности:
- Для начала нужно установить в суппорта все направляющие компоненты и прикрутить их к боковинам, которые вначале не установлены на основание.
- Суппорт передвигаем по направляющим до тех пор, пока не добьемся плавного хода.
- Затягиваем болты, фиксируя направляющие части.
- К основанию крепим суппорт, узел направляющие и боковину, для крепления используем саморезы.
- Собираем узел Z и вместе с переходной пластиной прикрепляем его к суппорту X.
- Далее устанавливаем ходовые винты вместе с муфтами.
- Устанавливаем шаговые двигатели, соединяя ротор двигателя и винт муфтой. Обращаем строгое внимание на то, чтобы ходовые винты вращались плавно.
Рекомендации по сборке станка:
Гайки можно изготовить также из чугуна, использовать другие материалы не стоит, винты можно купить в любом строительном магазине и обрезать под свои нужды. При использовании винтов с резьбой М6х1, длина гайки будет 10 мм.
Чертежи станка.rar
Переходим ко второй части сборки ЧПУ станка своими руками, а именно к электронике.
Электроника
Блок питания
В качестве источника питания был использован блок на 12Вольт 3А. Блок предназначен для питания шаговых двигателей. Еще один источник напряжения на 5Вольт и с током 0.3А был использован для запитки микросхем контролера. Источник питания зависит от мощности шаговых двигателей.
Приведем расчет блока питания. Расчет прост — 3х2х1=6А, где 3 — количество используемых шаговых двигателей, 2 — число запитанных обмоток, 1 — ток в Амперах.
Контролер управления
Управляющий контроллер был собран всего на 3-х микросхемах серии 555TM7. Контроллер не требует прошивки и имеет достаточно простую принципиальную схему, благодаря этому, данный ЧПУ станок своими руками может сделать человек не особо разбирающийся в электронике.
Описание и назначение выводов разъема порта LPT.
| Выв. | Название | Направление | Описание |
| 1 | STROBE | ввод и вывод | Устанавливается PC после завершения каждой передачи данных |
| 2..9 | DO-D7 | вывод | Вывод |
| 10 | АСК | ввод | Устанавливается в «0» внешним устройством после приема байта |
| 11 | BUSY | ввод | Устройство показывает, что оно занято, путем установки этой линии в «1» |
| 12 | Paper out | ввод | Для принтеров |
| 13 | Select | ввод | Устройство показывает, что оно готово, путем установки на этой линии «1 » |
| 14 | Autofeed | ||
| 15 | Error | ввод | Индицирует об ошибке |
| 16 | Initialize | ввод и вывод | |
| 17 | Select In | ввод и вывод | |
| 18..25 | Ground GND | GND | Общий провод |
Для эксперимента был использован шаговый двигатель от старого 5,25-дюймов. В схеме 7 бит не используется т.к. применено 3 двигателя. На него можно повесить ключ включение главного двигателя (фреза или сверло).
Драйвер для шаговых двигателей
Для управления шаговым двигателем используется драйвер, который из себя представляет усилитель с 4-я каналами. Конструкция реализована всего на 4-х транзисторах типа КТ917.
Применять можно и серийные микросхемы, к примеру — ULN 2004 (9 ключей) с током 0,5-0.6А.
Для управления используется программа vri-cnc. Подробное описание и инструкция по использованию программы находится на официальном сайте.
Собрав данный ЧПУ станок своими руками, вы станете обладателем машины способной выполнять механическую обработку (сверление, фрезерование) пластмасс. Гравировку по стали. Также самодельный станок с ЧПУ может использоваться как графопостроитель, на нем можно рисовать и сверлить печатные платы.
По материалам сайта: vri-cnc.ru
ВАЖНО! Изготовление печатных плат
на станках серии HIGH-Z — весьма точный и быстрый процесс. CNC станки HIGH-Z — это лучшее на сегодня оборудование для производства печатных плат
. Наши станки могут одновременно фрезеровать проводящую полосу и сверлить отверстия! Технология изготовления печатных плат
на cnc станках HIGH-Z позволяет добиваться весьма высокой точности фрезерования — 0,02 миллиметра. Оснащение для производства печатных плат имеет небольшие размеры.
Производство печатных плат на станках HIGH-Z
ООО «Си-Эн-Си Машин» поставляет лучшее немецкое оборудование для производства печатных плат — станки с ЧПУ серии HIGH-Z и Raptor. Мы — официальный дистрибьтор этих станков в России.
Технология изготовления печатных плат на cnc станке HIGH-Z
Вы проектируете свою печатную плату, например, в PCAD, сохраняете файл как.plt-файл (HPGL) . Далее нужно запустить программу PCNC (поставляется в комплекте).
Для опытных образцов или маленьких серий очень существенно иметь возможность фрезеровки печатных плат. Гравировально-фрезерные cnc станки HIGH-Z имеют возможность фрезеровать проводящую полосу с точностью приблизительно 0,1 — 0,15 мм.
Возможно, Вы знаете на личном опыте, как неудобно отсутствие возможности фрезерования и какое дополнительное оборудование необходимо, чтобы фрезеровать печатные платы самостоятельно.
Оборудование для прототипирования печатных плат
На фрезерных станках с ЧПУ серии HIGH-Z можно изготавливать прототипы печатных плат для мелкосерийных производств из таких материалов как алюминий, текстолит, стеклотекстолит, лавсан и др. волокнистых материалов.
Возможность изготавливать двусторонние печатные платы. Это видео пермской компании ООО «Уралинтелком» демонстрирует процесс производства двусторонней печатной платы со всеми необходимыми операциями: фрезеровка дорожек, сверловка отверстий, обрезка печатной платы на станке HIGH-ZS-400. Также возможно, при необходимости, наносить на плату клеевые составы.
Для производства печатных плат обязательной опцией является механический регулятор глубины , подпружиненный механизм которого считывает неровность поверхности, тем самым, обработка материала производится на четко заданную глубину.
Преимущество cnc станка HIGH-Z:
В наше время у рукодельных людей всё чаще можно встретить новые станки, которые управляются не руками, как мы все привыкли, а компьютерной программной и компьютеризированной оснасткой. Такое новшество получило название ЧПУ (числовое программное управление).
Такая технология применяется во многих учреждениях, на больших производствах, а также в хозяйских мастерских. Автоматизированная система управления позволяет сэкономить очень много времени, а также повысить качество производимой продукции.
Автоматизированной системой управляет программа с компьютера. В эту систему входят асинхронные двигатели с векторным управлением, имеющие три оси движения электрического гравера: X, Z, Y. Ниже мы рассмотрим, какими бывают станки с автоматическим управлением и расчётами.
Как правило, на всех станках с ЧПУ используется электрический гравер, либо фрезер, на котором можно менять насадки. Станок с числовым управлением применяется для придания тем или иным материалам элементов декора и не только. ЧПУ станки, в связи с продвижениями в компьютерном мире, должны иметь множество функций. К таким функциям относятся:
Фрезерование
Механический процесс обработки материала, в процессе которого, режущий элемент (насадка, в виде фрезы), производит вращательные движения на поверхности заготовки.
Гравировка
Заключается в нанесении того или оного изображения на поверхности заготовки. Для этого используют либо фрезы, либо штихель (стальной стержень с заострённым под углом одним концом).
Сверление
Механическая обработка материала резаньем, с помощью сверла, за счёт которого получаются отверстия разных диаметров и отверстия, имеющие много граней различных сечений и глубин.
Лазерная резка
Способ раскроя и резанья материала, при котором отсутствует механическое воздействие, сохраняется высокая точность заготовки, а также деформации, совершаемые данным способом, имеют минимальные деформации.
Графопостроитель
Производится высокоточное рисование сложнейших схем, чертежей, географических карт. Рисование производится за счёт пишущего блока, посредством специализированного пера.
Рисование и сверление печатных плат
Производство плат, а также рисование электропроводящих цепей на поверхности диэлектрической пластины. Также сверление маленьких отверстий под радиодетали.
Какие функции будет выполнять ваш будущий станок с программным управлением решать только вам. А дальше рассмотрим конструкцию станка ЧПУ.
Разновидность станков ЧПУ
Технологические признаки и возможности данных станков приравниваются к универсальным станкам. Однако, в современном мире, выделяют три разновидности станков ЧПУ:
Токарные
Предназначение таких станков заключается в создании деталей по типу тел вращения, которое заключается в обработке поверхности заготовки. Также производство внутренних и наружных резьб.
Фрезерные
Автоматизированная работа этих станков заключается в обработке плоскостей и пространств различных корпусных заготовок. Осуществляют фрезеровку плоскую, контурную и ступенчатую, под различными углами, а также с нескольких сторон. Производят сверление отверстий, нарезание резьб, развёртывание и растачивание заготовок.
Сверлильно — расточные
Выполняют рассверливание, сверление отверстий, растачивание и развёртывание, зенкерование, фрезеровка, нарезание резьб и многое другое.
Как мы видим, станки ЧПУ имеют большой ряд функционала, которые они совершают. Поэтому и приравниваются к универсальным станкам. Все они стоят очень дорого и купить какую-нибудь установку из вышеперечисленных просто невозможно, в силу финансовой недостаточности. И можно подумать, что придётся совершать все эти действия вручную, на протяжении всей жизни.
Можно не расстраиваться. Умелые руки страны, ещё с первого появления заводских станков ЧПУ, начали создавать самодельные прототипы, которые работают не хуже профессиональных.
Все комплектующие материалы для станочков ЧПУ можно заказать в интернете, где они находятся в свободном доступе и стоят довольно-таки недорого. Кстати, корпус автоматизированного станка можно изготовить своими руками, а за правильными размерами можно обратиться в интернет.
Совет: Перед выбором станка ЧПУ определитесь с тем, какой материал вы будете обрабатывать. Этот выбор будет иметь главное значение при сооружении станка, так как это напрямую зависит от размеров оборудования, а также затрат на него.
Конструкция станка ЧПУ полностью зависит от вашего выбора. Можно приобрести уже готовый стандартный набор всех необходимых деталей и просто собрать его в своём гараже или мастерской. Или заказывать всё оснащение отдельно.
Рассмотрим стандартный набор деталей на фото
:
- Непосредственно рабочая область, которая производится из фанеры — это столешница и боковой каркас.
- Направляющие элементы.
- Держатели направляющих.
- Линейные подшипники и втулки скольжения.
- Опорные подшипники.
- Ходовые винты.
- Контролёр шаговых двигателей.
- Блок питания контролёра.
- Электрический гравер или фрезер.
- Муфта, соединяющая вал ходового винта с валом шаговых двигателей.
- Шаговые двигатели.
- Ходовая гайка.
Используя данный перечень деталей, вы смело сможете создать свой собственный фрезерный по дереву с ЧПУ станок с автоматизированной работой. Когда вы соберёте всю конструкцию, можете смело приступать к работе.
Принцип работы
Пожалуй, самым главным элементом на этом станке является фрезер, гравер или шпиндель. Это зависит от вашего выбора. Если у вас будет стоять шпиндель, то хвостик фрезы, который имеет цангу для крепления, будет плотно крепиться в цанговый патрон.
Сам патрон непосредственно закреплён на шпиндельном вале. Режущая часть фрезы подбирается исходя из выбранного материала. Электрический мотор, который располагается на движущейся каретке, вращает шпиндель с фрезой, что позволяет обрабатывать поверхность материала. Управление шаговыми двигателями происходит от контролера, на который подаются команды с компьютерной программы.
Электроника
станка работает непосредственно на обеспечении компьютерного обеспечения, которое должно поставляться с заказываемой электроникой. Программа передаёт команды, в виде G — кодов на контролер. Тем самым эти коды сохраняются в оперативной памяти контролера.
После выбора на станке программы обработки (чистовой, черновой, трёхмерной), команды распределяются на шаговые двигатели, после чего происходит обработка поверхности материала.
Совет: Перед началом работы, необходимо протестировать станок, специализированной программой и пропустить пробную деталь, чтобы убедиться в правильности работы ЧПУ.
Сборка
Сборка станка своими руками
не займёт у вас слишком много времени. Тем более что в интернете сейчас можно скачать
очень много различных схем
и чертежей. Если вы купили набор деталей для самодельного станка, то его сборка будет очень быстрой.
Итак, разберём один из чертежей
собственно ручного станка.

Чертёж самодельного станка ЧПУ.
Как правило, первым делом из фанеры, толщиной 10-11 миллиметров, изготавливается каркас. Столешница, боковые стенки и подвижный портал для установки фрезера или шпинделя, изготавливаются только из фанерного материала. Столешница делается подвижной, используются мебельные направляющие соответствующих размеров.
В итоге должен получиться вот такой вот каркас. После того, как каркасная конструкция готова, в дело вступает дрель и специальные коронки, с помощью которых можно сделать отверстия в фанере.
Каркас будущего станка ЧПУ.
В готовом каркасе необходимо подготовить все отверстия, чтобы установить в них подшипники, направляющие болты. После этой установки, можно производить установку всех крепёжных элементов, электрических установок и т.д.
После того, как сборка завершена, важным этапом становится настройка программного обеспечения станка и компьютерной программы. При настройке программы проверяется работа станка на правильность заданных размеров. Если всё готово, можно приступать к долгожданным работам.
Совет: Перед началом работы необходимо проверить правильность крепления заготовочного материала и надёжность крепления рабочей насадки. Также убедиться в том, что выбранный материал соответствует изготовленному станку.
Наладка оборудования
Наладка станка ЧПУ производится непосредственно с рабочего компьютера, на котором установлена программа для работы со станком. Именно в программу загружаются необходимые чертежи, графики, рисунки. Которые в последовательности преобразуются программой в G — коды, необходимые для управления станком.
Когда всё загружено, совершаются пробные действия, относительно выбранного материала. Именно при этих действиях совершается проверка всех необходимых предустановленных размеров.
Совет: Только после тщательной проверки работоспособности станка можно приступать к полноценной работе.
Техника безопасности
Правила и техника безопасности при работе с данным станком ничем не отличается от работы на всех остальных станках. Ниже будут представлены самые основные:
- Перед работой проверить исправность станка.
- Одежда должна быть заправлена должным образом, чтобы нигде ничего не торчало и не могло попасть в рабочую зону станка.
- Должен быть одет головной убор, который будет прижимать ваши волосы.
- Около станка должен быть резиновый коврик или невысокая деревянная обрешётка, которые защитят от утечки электричества.
- Доступ к станку детям должен быть категорически запрещён.
- Перед работой со станком проверить все крепёжные элементы на их прочность.
Совет: К работе на станке необходимо подходить с трезвой головой и пониманием, что при неправильной работе вы можете нанести себе непоправимый вред.
С полными требованиями к безопасности при работе со станком вы сможете найти во всемирной паутине, т.е. в интернете и ознакомиться с ними.
Видео обзоры
Обзор сборки станка самодельного с ЧПУ
Видео
обзор простого станка с ЧПУ
Обзор возможностей самодельного ЧПУ станка
Обзор шаговых двигателей
Обзор видео
многоканального драйвера для шаговых двигателей
Я не люблю травить печатные платы. Ну не нравится мне сам процесс возни с хлорным железом. Там напечатай, тут проутюжь, здесь фоторезист проэкспонируй — целая история каждый раз. А потом еще думай, куда бы слить хлорное железо. Я не спорю, это доступный и простой метод, но лично я его стараюсь избегать. А тут случилось у меня счастье: достроил я фрезер с ЧПУ. Тут же появилась мысль: а не попробовать ли фрезеровать печатные платы. Сказано — сделано. Рисую простенький переходник c завалявшегося esp-wroom-02 и начинаю свой экскурс во фрезеровку печатных плат. Дорожки специально сделал мелкими — 0,5 мм. Ибо если такие не выйдут — то и ну нафиг эту технологию.
Так как лично я делаю печатные платы раз в пять лет по большим праздникам — мне для проектирования вполне хватает KiCAD. Для него специализированных удобных решений я не нашел, но есть более универсальный путь — с использованием gerber-файлов. В этом случае все относительно просто: берем pcb, экспортируем нужный слой в gerber (никаких зеркалирований и прочей магии!), запускаем pcb2gcode — и получаем готовый nc-файл, который можно отдать фрезеру. Как всегда, реальность — злая зараза и все оказывается несколько сложнее.
Получение gcode из gerber-файлов
Итак, как получить gerber-файл, я особенно описывать не планирую, я думаю, это все умеют. Дальше нужно запустить pcb2gcode. Оказывается, он требует примерно миллион параметров командной строки, чтобы выдать что-то приемлемое. В принципе, документация у него неплохая, я ее осилил и понял, как получить какой-то gcode даже так, но все же хотелось казуальности. Потому был найден pcb2gcode GUI . Это, как подсказывает название, GUI для настройки основных параметров pcb2gcode галочками, да еще и с предпросмотром.

Собственно, на этом этапе получен какой-то гкод и можно пробовать фрезеровать. Но пока я тыкал в галочки, выяснилось, что дефолтное значение заглубления, которое предлагает этот софт, — 0,05 мм. Соответственно, плата должна быть установлена во фрезере как минимум с точностью выше этой. Я не знаю, у кого как, но у меня рабочий стол у фрезера заметно более кривой. Самое простое решение, что пришло в голову, — поставить на стол жертвенную фанерку, отфрезеровать в ней карман под размеры плат — и она окажется идеально в плоскости фрезера.
Для тех, кто уже хорошо владеет фрезером, эта часть неинтересна. После пары экспериментов я выяснил, что фрезеровать карман обязательно нужно в одном направлении (например, подачей на зуб) и с захлестом хотя бы процентов на тридцать. Fusion 360 мне предложил сначала слишком маленький захлест и ездил туда-сюда. В моем случае результат получился неудовлетворительный.
Учет кривости текстолита
Выровняв площадку, я поклеил на нее двустороннего скотча, положил текстолит и запустил фрезеровку. Вот результат:

Как видно, с одного края платы фреза практически не задевает медь, с другого — слишком углубилась в плату, при фрезеровке пошли крошки текстолита. Посмотрев внимательно на саму плату, я заметил, что она изначально неровная: слегка выгнутая, и, как ты с ней ни мучайся, какие-то отклонения по высоте будут. Потом, кстати, я посмотрел и выяснил, что для печатных плат толщиной более 0,8 мм допуск ±8 % считается нормальным.
Первый вариант борьбы, приходящий в голову, — автокалибровка. По логике вещей — чего уж проще, плата омедненная, фреза стальная, приделал один проводок к меди, другой к фрезе — вот тебе готовый щуп. Бери да строй поверхность.
Мой станок управляется grbl’ом на дешевом китайском шилде. У grbl есть поддержка щупа на пине A5, но вот специального разъема на моей плате почему-то не выведено. Внимательно рассмотрев ее, я все же обнаружил, что пин A5 выведен на разъем SPI порта (подписанный как SCL), земля там тоже рядом есть. С этим «датчиком» одна хитрость — провода нужно переплести между собой. Во фрезере крайне до фига наводок, и без этого датчик будет постоянно давать ложные срабатывания. Даже после переплетения продолжит, но сильно-сильно реже.

Команда говорит: начинай спускаться вниз вплоть до –10 по Z (абсолютная это или относительная высота — зависит от режима, в котором сейчас прошивка). Спускаться будет очень медленно — со скоростью 5 мм/мин. Это вызвано тем, что сами разработчики не гарантируют, что спуск остановится ровно в момент срабатывания датчика, а не чуть позже. Поэтому лучше спускаться медленно, чтобы все остановилось вовремя и не успело уйти в плату по самое не балуйся. Лучше всего первый тест проводить, подняв голову на высоту сильно больше 10 мм и сбросив систему координат. В таком случае, даже если все не сработает и вы не успеете дотянуться до кнопки E-Stop’а, фреза не будет запорота. Можно провести два теста: первый — ничего не делать (и по достижении –10 grbl выдаст «Alarm: Probe Fail»), второй — пока оно едет вниз, чем-нибудь замкнуть цепь и убедиться, что все остановилось.
Дальше надо найти метод, как, собственно, промерить матрицу и исказить gcode как нужно. На первый взгляд, у pcb2gcode’а есть какая-то поддержка autoleveling’а, но поддержки именно grbl’а нет. Там есть возможность задать команды запуска пробы руками, но с этим надо разбираться, а мне, честно говоря, было лень. Пытливый ум мог бы заметить, что у LinuxCNC команда запуска пробы совпадает с командой grbl. Но дальше идет непоправимое различие: все «взрослые» интерпретаторы gcode’а сохраняют результат выполненной пробы в машинную переменную, а grbl просто выводит в порт значение.
Легкое гугление подсказало, что есть еще довольно много разных вариантов, но мне на глаза попался проект chillpeppr :
Это система из двух компонентов, предназначенная для игры с железом из вебни. Первый компонент — Serial JSON Server, написанный на go, запускается на машине, подключенной непосредственно к железке, и умеет отдавать управление последовательным портом по вебсокетам. Второй — работает у вас в браузере. У них есть целый фреймворк для построения виджетов с каким-то функционалом, которые потом можно засовывать на страничку. В частности, у них уже есть готовый workspace (набор виджетов) для grbl и tinyg.
И у chillpeppr’а есть поддержка autoleveling’а. Да еще и с виду он сильно удобнее UniversalGcodeSender’а, которым я пользовался до этого. Ставлю сервер, запускаю браузерную часть, трачу полчаса на то, чтобы разобраться с интерфейсом, загружаю туда gcode своей платы и вижу какую-то фигню:

Посмотрев в сам gcode, который генерирует pcb2gcode, вижу, что он использует нотацию, когда на последующих строках не повторяется команда (G1), а даются только новые координаты:
G00 X1.84843 Y34.97110 (rapid move to begin.)
F100.00000
G01 Z-0.12000
G04 P0 (dwell for no time — G64 should not smooth over this point)
F200.00000
X1.84843 Y34.97110
X2.64622 Y34.17332
X2.69481 Y34.11185
X2.73962 Y34.00364
X2.74876 Y31.85178
X3.01828 Y31.84988
X3.06946 Y31.82249
X3.09684 Y31.77131
Судя по тому, что chilipeppr показывает только вертикальные движения, он видит строку G01 Z-0.12 здесь, но не понимает все, что идет после F200. Нужно переделывать на explict нотацию. Конечно, можно руками поработать или напилить какой-нибудь post-processing скрипт. Но никто еще не отменил G-Code Ripper , который среди прочего умеет бить сложные команды gcode’а (типа тех же дуг) на более простые. Он же, кстати, тоже умеет по матрице autoprobe’а искривлять gcode, но встроенной поддержки grbl’а опять нет. Зато можно сделать тот самый split. Мне вполне подошли стандартные настройки (разве что в конфиге пришлось заранее поменять единицы измерения на mm). Результирующий файл начал нормально отображаться в chilipeppr:

Дальше запускаем autoprobe, не забыв указать расстояние, с которого опускать пробу, и ее глубину. В моем случае я указывал, что надо опускать с 1 до –2 мм. Нижняя граница не так важна, ее можно поставить хоть –10, но я бы не советовал: пару раз неудачно выставил начальную точку, с который надо запускать пробу, и крайние точки оказывались за пределами платы. Если заглубление больше — можно и гравер сломать. А так просто ошибка. От уровня верхней границы напрямую зависит то, как долго он будет промерять поверхность. В моем случае реально плата почти никогда не уходила за пределы 0,25 мм вверх или вниз, но 1 мм как-то надежнее. Жмем заветную run и бежим к фрезеру медитировать:

А в интерфейсе chilipeppr появляется потихоньку промеренная поверхность:

Здесь надо обратить внимание, что все значения по Z умножены на 50, дабы лучше визуализировать получившуюся поверхность. Это настраиваемый параметр, но 10 и 50 хорошо работают, на мой взгляд. Я достаточно часто сталкиваюсь с тем, что какая-то одна точка оказывается сильно выше, чем можно от нее ожидать. Лично я связываю это с тем, что датчик ловит-таки наводки и дает ложное срабатывание. Благо chilipeppr позволяет выгрузить карту высот в виде json’ки, ее можно руками после этого поправить, а потом руками же загрузить. Дальше жмем кнопку «Send Auto-Leveled GCode to Workspace» — и в перце уже загружен поправленный гкод:
N40 G1 X 2.6948 Y 34.1118 Z0.1047 (al new z)
N41 G1 X 2.7396 Y 34.0036 Z0.1057 (al new z)
N42 G1 X 2.7488 Y 31.8518 Z0.1077 (al new z)
N43 G1 X 3.0183 Y 31.8499 Z0.1127 (al new z)
N44 G1 X 3.0695 Y 31.8225 Z0.1137 (al new z)
N45 G1 X 3.0968 Y 31.7713 Z0.1142 (al new z)
В код добавлены перемещения по Z, которые должны компенсировать неровность поверхности.
Выбор параметров фрезеровки
Запускаю фрезеровку, получаю вот такой результат:
Тут видно сразу три момента:
- Проблема с неровностью поверхности ушла: прорезано (точнее, процарапано) все практически на одну глубину, нигде нет пропусков, нигде не заглубился слишком сильно.
- Заглубление недостаточное: 0,05 мм явно не хватает для этой фольги. Платы, кстати, какой-то неизвестный зверь с AliExpress, толщину меди там не указали. Слой меди бывает разный, наиболее распространенные — от 18 до 140 мкм (0,018-0,14 мм).
- Явно видны биения гравера.
Про заглубление. Подобрать то, насколько глубоко надо опускать гравер, несложно. Но есть специфика. Конический гравер имеет в проекции форму треугольника. С одной стороны, угол сведения к рабочей точке определяет, насколько инструмент тяжело сломать и как долго он проживет, а с другой — чем больше угол, тем шире будет рез при заданном заглублении.

Формула расчета ширины реза при заданном заглублении выглядит так (нескромно взята с reprap.org и исправлена):
2 * penetration depth * tangens (tool tip angle) + tip width
Считаем по ней: для гравера с углом 10 градусов и точкой контакта 0,1 мм при заглублении 0,1 мм мы получаем ширину реза почти 0,15 мм. Исходя из этого, кстати, можно прикинуть, какое минимальное расстояние между дорожками сделает выбранный гравер на фольге выбранной толщины. Ну и еще, даже если вам не надо очень маленьких расстояний между дорожками, слишком глубоко фрезу опускать все равно не стоит, так как стеклотекстолит очень сильно тупит фрезы даже из твердых сплавов.
Ну и тут есть еще смешной момент. Допустим, у нас есть две дорожки, отстоящие друг от друга на 0,5 мм. Когда мы прогоним pcb2gcode, он посмотрит на значение параметра Toolpath offset (насколько отступать от дорожки при фрезеровке) и фактически сделает между дорожками два прохода, отстоящие друг от друга на (0,5 – 2 * toolpath_offset) мм, между ними останется (а скорее всего, сорвется) какой-то кусочек меди, и будет это некрасиво. Если же сделать toolpath_offset большим, чем расстояние между дорожками, то pcb2gcode выдаст warning, но сгенерирует только одну линию между дорожками. В общем случае для моих применений это поведение более предпочтительно, так как дорожки получаются шире, фреза режет меньше — красота. Правда, может возникнуть проблема с smd-компонентами, но маловероятно.
Есть выраженный случай такого поведения: если задать очень большой toolpath_offset, то мы получим печатную плату в виду диаграммы Вороного. Как минимум — это красиво;) На эффект можно посмотреть на первом скриншоте из pcb2gcode, что я давал. Там показано, как она будет выглядеть.
Теперь про биения гравера. Это я их зря так называю. Шпиндель у меня неплохой вроде и так сильно, конечно, не бьет. Тут скорее кончик гравера при перемещении изгибается и прыгает между точками, давая вот ту странную картину с точечками. Первая и основная мысль — фреза не успевает прорезать и потому перепрыгивает. Легкое гугление показало, что народ фрезерует печатные платы шпинделем на 50к оборотов со скоростью примерно в 1000 мм/мин. У меня шпиндель дает 10к без нагрузки, и можно предположить, что резать надо со скоростью 200 мм/мин.
Результаты и вывод
Учтя все это, промеряю новый кусок текстолита, запускаю фрезеровку и получаю вот такой результат:

Верхняя ровно так, как вышла из фрезера, нижняя — после того как провел по ней обычным точильным камнем пару раз. Как видно, в трех местах дорожки не прорезались. В целом по всей плате ширина дорожек плавает. С этим еще надо разбираться, но у меня есть предположение, в чем причина. Сначала я крепил плату на двусторонний скотч, и она достаточно часто отходила. Потом в паре мест прихватил еще краями головок саморезов. Вроде держаться стала лучше, но все равно немного играет. Подозреваю, что в момент фрезеровки она прижимается к площадке и из-за этого, собственно, не прорезается.

В общем, перспективы у этого всего есть. Когда процесс отработан, построение матрицы высот занимает минут пять-семь, потом непосредственно фрезеровка — пару минут. Вроде можно экспериментировать дальше. Зато можно потом сверловку делать на том же станке. Еще прикупить заклепок, и будет счастье! Если тема интересна, то могу написать еще одну статью про сверловку, двусторонние платы и пр.
Как сейчас помню, 23го февраля наткнулся на пост на тудее, где человек хотел гравировать печатные платы на 3д принтере. В комментариях посоветовали не мучать животинку принтер и обратить внимание на проект Cyclone PCB Factory.
Загорелся идеей. В последствии, в какой то момент я даже пожалею что взялся, но это будет сильно позже.
О собственном ЧПУ фрезере для печатных плат я мечтал очень давно, это была вторая хотелка после 3д принтера. Решил повторить проект, тем более что кое-что у меня в закромах уже было.
Скачал файлы проекта и не долго думая принялся печатать детальки. Управился примерно за неделю. Распечатал все, кроме оси Z.
Подробных фотографий всех деталей не осталось. Кому-то делал скриншот настроек печати и результата. Сопло 0,4, высота слоя 0,24. Печатал и слоем 0,28 — вполне нормально печатает.

Станок захотелось сделать цветным, поэтому разные детали печатал пластиком разного цвета. Пластик использовал ABS Prostoplast. Цвета космос, травяной зеленый, алеющий закат.
Лучше бы напечатал все серым космосом. Красный и зеленый оказались достаточно хрупкими и часть деталей дали трещины при сборке. Что-то вылечилось ацетоном, что-то заново перепечатал.
Комплектующие:
Три свободных шаговых двигателя у меня было, покупал их под проект 3д принтера, решил временно задействовать.

Направляющие 8мм добыл из струйных принтеров, раздербанив несколько принтеров на органы. Шерстил местные комиссионки, авито. Донорами стали струйные принтеры HP по 100-200 рублей за штуку. Длинная направляющая пилилась на две части, на оси X и Z.
Прижим бумаги с которого я снял резиновые ролики пошел на ось Y. Длины как раз хватило чтоб обрезать по накатку.


Линейные подшипники оставались с 3д принтера, принтер я перевел на бронзовые втулки в горошек.
В качестве электроники решил использовать одну из своих Arduino Uno на atmega328p. Докупил на Али плату cnc shield 3.0 для Arduino за 200 с копейками рублей.
Блок питания 12В из Леруа Мерлен. Покупал чтоб запитать три 12В галогенки, но он их не потянул. Пришлось отремонтировать трансформатор для галогенок Tachibra, а этот блок питания прижился на станочке.
На 3д принтер я поставил драйвера 8825, с принтера у меня остались a4988. Их и поставил на станок.
Подшипники 608ZZ заказал на Али, десяток за 200 с копейками рублей..
В качестве шпинделя планировал использовать свой китайский гравер GoldTool.
Резьбовые шпильки м8 достались с работы на халяву, остались с какого-то монтажа. Подобрал практически «с помойки».
Пока печатался проект и ехали детали с Али, попросил знакомого мебельщика вырезать из МДФ основание и столик. Он не поленился и не пожалел обрезков, выпилил 2 основания и 2 столика. На фото один из комплектов.

Фанеры у меня в закромах не было, купить лист фанеры не позволило жадное животное. МДФ кстати подошел очень хорошо.
Начал собирать станок. Все бы ничего, но стандартные гайки на 13 проваливались и болтались внутри шестерни, гайки на 14 не лезли в шестерни. Пришлось 14е гайки вплавить в шестерни паяльником.
Шестерни или болтались на осях шагового двигателя, или не лезли.
Гайки винтов м3 прокручивались в посадочных гнездах.
Нашел у себя несколько квадратных гаек под резьбу м3 (разбирал когда-то какой-то штеккер, из него), которые идеально подошли и не прокручивались. На работе еще нашел таких штеккеров и пустил на гайки. В основном это крепления направляющих. Обычные гайки для резьбы м3 приходилось придерживать тонким жалом отвертки, чтоб не прокручивались.
Как-то собрал. Позже читая темы про Cyclone, наткнулся на переработанные детальки станка под метрический крепеж. Из этого набора заново распечатал шестерни и крепление концевика по оси Z. Жаль мне не попался этот набор запчастей раньше. Печатал бы эти запчасти.
В надежде применить свой китайский гравер распечатал сначала одно крепление под дремель из комплекта, потом второе. Не подошло, мой гравер ни в одно не лез. Оригинальный же дремель, самый простой, стоил три с небольшим тысячи рублей. За что???
Лишние запчасти.

И еще, линейные подшипники в своих гнездах болтались как что-то в проруби.
Пришлось за тысячу с небольшим заказать на али 200Вт шпиндель с цанговым зажимом ER11. Удачно попал на скидки и использовал купон.
Пока ехал шпиндель, распечатал под него крепление из комплекта станка. И снова прокол, оно такое же ущербное. И ни слова про хомут для шпинделя.
В итоге нашел и распечатал вот это крепление под 52мм шпиндель После небольшой доработки крепление встало на станок, в него хорошо вошел шпиндель.
А вот подшипники на втулках Cargo пришлось из них убрать. Поставил китайские LM8UU
Отдельно хочется сказать про китайские подшипники 608zz. Подшипники с новья с люфтом. Ужасные. Одно что стоят сравнительно не дорого. У нас подшипники не искал.

Кстати подшипники в посадочные места вошли так же, как нечто в прорубь. В посадочных местах подшипники болтались. Не знаю, баг это или фича. В итоге на обоймы подшипников мотнул изоленты.
Китайские lm8uu и lm8luu от 3д принтера так же оказались хламом. В итоге на ось Y сделал подшипники скольжения на втулках Cargo 141091. Распечатал пластиковую обойму и в нее вставил по паре втулок. Получившиеся подшипники вставил в крепления.
На ось Z выбрал более менее живые lm8uu. На ось X верхний подшипник поставил lm8uu, а вместо двух нижних распечатал пластиковую обойму по размеру lm8luu и в нее вставил пару втулок Cargo.
Удачно я ими в свое время закупился. Пригодились.
Во время сборки станка я и пожалел, что взялся. Но, деваться было некуда, надо было проект завершать. Собрал. Запустил!
Еще немного фотографий процесса сборки.
Самое начало сборки…
Драйвера для шаговика, чувак изящно смастерил все без применения микроконтроллера. Почитал я это, глянул на свое сверлило для плат с тугой ручной подачей, и решил нацепить на него управление подачей вверх-вниз. Был куплен драйвер для шаговика, из закромов был вытащен подходящий шаговик от принтера, был куплен дорогущий , который я насадил на вал движка от какого то принтера, потом пришел драйвер и движуха началась.
Вот первая версия моего платосверлила:
Люди с инженерным мышлением сразу заметят наркоманское положение рычага относительно направляющих (шиссот рублев за латунную трубку, и еще столько же за латунный стержень! да луше б я в китае купил линейние подшипники и две направляющих), из-за такого решения шпиндель ходит неравномерно, рывками, и можно переломать некоторое количество сверел, если они из твердосплава. А ради них все собственно и затевалось.
Пока ждал железо, замутил могучую подсветку для этого станка

прибор говорит что ОЧЕНЬ ЯРКО. Но работать комфортно, регулировку подсветки решил не делать
вот фото в работе

Начал пилить привод оси У. Решил просто добавить немного деревяшек к существующей конструкции

Обратите внимание на нанотехнологичное соединение вала с ходовым винтом
Для этого был куплен датчик стопсигнала от ваза какого то, и безжалостно раздолбан, чтобы осталась только латунная трубка

Настала очередь электроники.
Поигрался в протеусе и на макетке со схемой и кодом, и вытравил плату для будущего контроллера

В качестве мозгов станка выступит ардуино нано, ибо кодить для чего-то более серьезного я не могу. Управление при помощи потенциометра и энкодера с кнопкой.
Сам драйвер называется в интернете EASY DRIVER, что как бы говорит о простоте работы с ним. Это верно. Ему нужно два сигнала — STEP и DIR. Первым мы шагаем движком, вторым говорим, в какую сторону шагать. После пробы топорной библиотеки для него я решил написать всё сам, получилось в итоге неплохо.
Питается это всё от ноутбучного блока питания на 19 вольт. Драйвер может пропустить через себя до 30 вольт, а мотор с патроном рассчитан на 24, если не ошибаюсь, оборотов у него все таки маловато.
Видео первого теста:
Энкодером можно двигать шпиндель вверх-вниз по оси У, переменный резистор задает расстояние, на которое шпиндель сдвинется за один щелчок энкодера, а так же задает скорость подачи при нажатии кнопки «СВЕРЛИТЬ!» Очень удобно оказалось использовать заранее подготовленный алгоритм проделывания отверстия. Так же для понта приделал валявшийся дисплей. Подключил его с помощью вот такого ? чтобы сэкономить ноги ардуины
Прикрутил все платы и ручки на места, и вот что получилось:
посмотреть
Помучившись с кодом заставил все это работать как мне нужно, и вот готовое устройство.
Теперь осталось надумать новый безумный проект, чтобы опробовать свое поделие в боевых условиях, а так же приделать педаль, чтобы освободить руки.
Если кого что заинтересовало в обзоре, спрашивайте, личка, комменты, как угодно
Планирую купить
+25
Добавить в избранное
Обзор понравился
+63
+109