 Сделать сварочный инвертор своими руками – задача вполне посильная даже для человека, поверхностно знакомого с электроникой.
Сделать сварочный инвертор своими руками – задача вполне посильная даже для человека, поверхностно знакомого с электроникой.
Главное, понимать, как работает устройство, и чётко следовать инструкциям. Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
Что понадобится для сборки инвертора
Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся:
 паяльник;
паяльник;- слюда;
- термобумага;
- тонкий лист бумаги;
- запчасти для создания электросхемы;
- отвёртки;
- нож;
- крепёжные элементы с резьбой;
- ножовка по металлу;
- текстолит.
 паяльник;
паяльник;Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
- драйверы силовых ключей;
- блок питания;
- силовой блок.
При такой сборке инвертор будет иметь следующие характеристики:
- потребляемое напряжение — 220 В;
- сила тока на входе — 32 А;
- сила тока на выходе 250 А.
Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
 Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
Главная задача инвертора — преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме «косого моста» . Также необходимо подобрать подходящие резисторы для электроцепи .
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Инверторный блок
 Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сборка конструкции
 Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Проверка инвертора на работоспособность
 Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую — может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй — ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты.
Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
Многих привлекает электрическое отопление тем, что оно работает автономно и не надо за ним постоянно присматривать. Негативной стороной таких отопительных котлов является стоимость и технические требования.

В некоторых местах их просто нельзя применить. Но многих владельцев это не пугает, и они считают, что именно простота эксплуатации перекрывает все недостатки.
Особенно тогда, когда на рынках сбыта появились новые типы электрических котлов, имеющих индуктивные катушки, а не ТЕНы. Они с мгновенной скоростью разогревают теплоноситель и экономно отапливают здание, по мнению владельцев агрегатов. Новый тип котлов называют индукционным.
Новый вид нагревателей удобен в эксплуатации. Считаются безопасными, в сравнении с газовыми нагревателями, нет сажи и копоти, что не скажешь о приборах с твёрдым топливом. И самое главное преимущество – нет нужды заготавливать твёрдое топливо (уголь, дрова, пеллеты).
И как только появились индукционные нагреватели, сразу нашлись умельцы, которые в целях экономии, пытаются создать такую установку своими руками.
В этой статье мы поможем вам сконструировать нагревательный прибор самостоятельно.
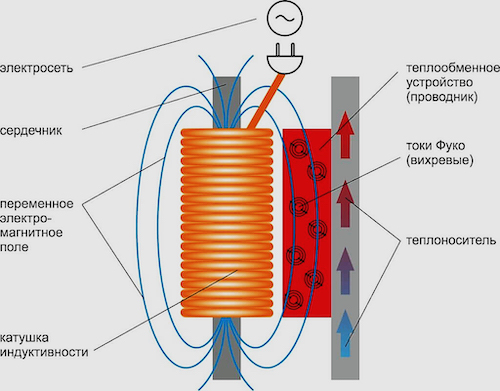
Устройство, где происходит нагревание металла и продуктов ему подобных без контакта, называют индукционным нагревателем. Работой управляет переменное индукционное поле, воздействующее на металл, и токи внутри образуют тепло.
Токи высокой частоты воздействуют на продукцию помимо изоляции, из-за чего конструкция является необыкновенной перед другими видами нагрева.
В сегодняшних индукционных нагревателях присутствуют полупроводниковые редукторы частоты. Такой тип нагревания широко используется в термообработке поверхностей из стали и различных соединений, сплавов.
Компактность оборудования используются в новаторских технологиях, при этом, присутствует огромный экономический эффект. Разнообразные модели помогают внедряться гибким и автоматизированным сочетаниям, включающие в себя транзисторные редукторы частот всестороннего типа и соединительные блоки, когда предпочитается индукционная система.
Описание
В состав типового нагревательного элемента входят следующие узлы:
- Нагревательный элемент в виде прутка или металлической трубки.
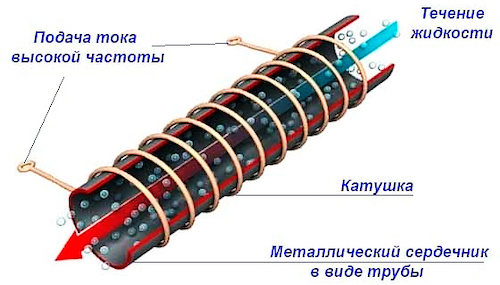
- Индуктор – это медная проволока, обрамляющая витками катушку. В процессе работы он исполняет роль генератора.
- Генератор переменного тока. Отдельная конструкция, где происходит преобразование стандартного тока в величину с высокой частотой.
На практике, индукционные установки используются недавно. Теоретические изучения намного опережают. Такое можно объяснить одной преградой – получение высокой частоты магнитных полей. Дело в том, что использовать установки с низкой частотой считается неэффективным. Как только появились генераторы токов с высокой частотой, проблема разрешилась.
Генераторы ТВЧ прошли свой эволюционный период; от ламповых, до современных моделей, выполняющихся на базе IGBT. Теперь они более эффективные, имеют малый вес и размеры. Частотное ограничение их 100 кГц за счёт динамических потерь транзисторов.
Принцип работы и область применения

Генератором повышается частота тока и передаёт свою энергию катушке. Индуктором ведётся преобразование высокочастотного тока в переменное электромагнитное поле. С высокой частотой меняются электромагнитные волны.
Нагревание происходит за счёт разогрева вихревых токов, которые провоцируются переменными вихревыми векторами электромагнитного поля. Почти без потерь передаётся энергия с высоким КПД и энергии достаточно на разогрев теплоносителя и даже больше.
Аккумуляторная энергия передаётся на теплоноситель, который находится внутри трубы. Теплоноситель, в свою очередь, является охладителем нагревательного элемента. За счёт чего, увеличивается срок эксплуатации.
Промышленность является наиболее активным потребителем индукционных нагревателей, так как многие проектирования предусматривают вести с высокой термообработкой. С их использованием повышается прочность продукции.
В высокочастотных кузницах устанавливаются приборы с высокой мощностью.
Кузнечно-прессовые компании, используя такие агрегаты, повышают производительность труда и уменьшают износ штампов, сокращают расход металла. Установки со сквозным нагревом могут охватывать сразу некоторое количество заготовок.
При поверхностном упрочнении деталей, применение такого нагрева позволяет увеличить в несколько раз износостойкость и получить значительный экономический эффект.
Преимущества и недостатки
Плюсы:
- Высокое качество нагрева.
- Высокая точность управления и гибкость.
- Надёжность. Может работать автономно, имея автоматику.
- Греет любую жидкость.
- КПД прибора 90%.
- Длительный срок службы (до 30 лет).
- Простота монтирования.
- Нагревательный прибор не собирает накипь.
- За счёт автоматики, экономия электроэнергии.
Минусы:
- Высокая стоимость моделей с автоматикой.
- Зависимость от электроснабжения.
- Некоторые модели шумят.
Как сделать своими руками?
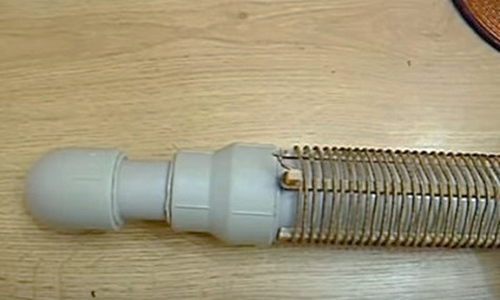
Допустим, вы решили сделать лично индукционный нагреватель, для этого подготавливаем трубу, в неё насыпаем небольшие куски стальной проволоки (9 см в длину).
Труба может быть пластиковой или металлической, главное, с толстенными стенками. Затем, она закрывается специальными переходниками со всех сторон.
Далее, на неё накручиваем медную проволоку до 100 витков и располагаем по центральной части трубки. В результате получится индуктор. К этой обмотке подсоединяем выходную часть инвертора. В качестве помощника прибегаем к терморегулятору.
В качестве нагревателя выступает труба.
Подготавливаем генератор и всю конструкцию собираем.
Необходимые материалы и инструменты:
- проволока из нержавеющей стали или катанка (диаметр 7 мм);
- вода;
- сварочный инвертор;
- провод из эмалированной меди;
- сетка из металла, имеющая маленькие отверстия;
- переходники;
- толстостенная труба из пластика;

Пошаговое руководство:
- Режим проволоку на кусочки, длиною 50 мм.
- Подготавливаем оболочку для нагревателя. Используем толстостенную трубу (диаметр 50 мм).
- Дно и верх корпуса закрываем сеткой.
- Готовим индукционную катушку. Медным проводом делаем намотку на корпус 90 витков и располагаем их в центре оболочки.
- Из трубопровода вырезаем часть трубы и устанавливаем индукционный котёл.
- Катушку соединяем с инвертором и заполняем котёл водой.
- Заземляем полученную конструкцию.
- Проверяем систему в работе. Без воды использовать нельзя, так как может расплавиться пластиковая труба.
Из сварочного инвертора
 Самым простым бюджетным вариантом является изготовление индукционного нагревателя, используя сварочный инвертор:
Самым простым бюджетным вариантом является изготовление индукционного нагревателя, используя сварочный инвертор:
- Для этого берём полимерную трубу, стенки её должны быть толстыми. С торцов монтируем 2 вентиля и подсоединяем разводку.
- Засыпаем в трубу кусочки (диаметр 5 мм) металлической проволоки и монтируем верхний вентиль.
- Далее, делаем 90 витков вокруг трубы медной проволокой, получаем индуктор. Нагревательным элементом является труба, генератором используем сварочный аппарат.
- Прибор должен стоять в режиме переменного тока с высокой частотой.
- Подсоединяем медную проволоку к полюсам сварочного аппарата и проверяем работу.
Советы

- Открытые участки конструкции, в целях безопасности, следует изолировать.
- Применение индукционного нагревателя рекомендовано только в закрытых системах отопления, где обустроен насос для циркуляции теплоносителя.
- Конструкцию с индукционным нагревателем размещают на 800 мм от потолка, 300 – от мебели и стен.
- Установка манометра обезопасит вашу конструкцию.
- Нагревательное устройство желательно оснастить автоматической системой управления.
- Нагревательный прибор к электросети следует подсоединять специальными переходниками.
Нагревательные системы стали более совершенными, благодаря индукционным катушкам, сменившим традиционные ТЭНы. У них существенно возрос КПД, а энергопотребление, наоборот, снизилось. Эти устройства еще не нашли широкого применения, в основном из-за высокой стоимости. Используя подручные материалы, домашние мастера конструируют индукционный нагреватель из сварочного инвертора не только для систем отопления, но и для разогрева металлических заготовок перед их обработкой.
Принцип действия
Теоретические разработки в области индукционных средств нагрева долгое время не могли найти практического применения, так как низкая частота не давала нужного эффекта. Существенные сдвиги появились после того как разрешилась проблема относительно выработки высокочастотных магнитных полей. После этого появилась реальная возможность применения индукционных элементах в нагревательных системах.
Конструкция типового устройства состоит из следующих деталей:
- Генератор тока. Выполняет преобразование напряжения домашней сети в высокочастотный электрический ток.
- Индуктор. Представляет собой катушку, изготовленную из медной проволоки, в которой, под действием тока образуется магнитное поле.
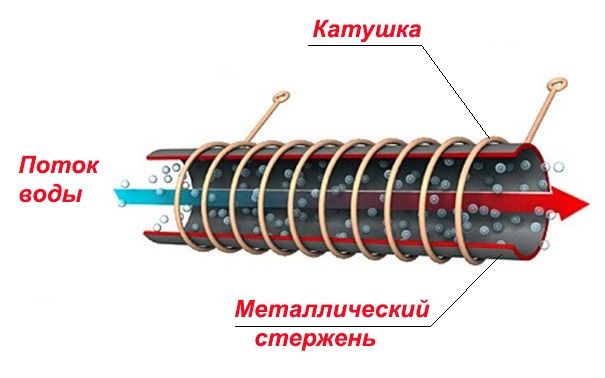
- Нагревательный элемент. Как правило, это отрезок металлической трубы, помещенный внутрь индуктора. Он нагревается сам и передает тепловую энергию в систему отопления.
Все эти компоненты находятся в тесном взаимодействии между собой. Ток высокой частоты, вырабатываемый генератором, попадает на индукционную катушку и превращается в электромагнитное поле. Вихревые потоки, возникающие в катушке, воздействуют на металлическую трубу, помещенную внутри, и разогревают ее. Вода, используемая в качестве теплоносителя, проходит через нагревательный элемент, нагревается и переносит тепловую энергию во всю систему отопления. Одновременно вода охлаждает нагревательный элемент, продлевая срок его эксплуатации.
Устройство самодельного нагревателя
Классическое индукционное устройство рекомендуется рассматривать на примере конструкции водонагревателя отопительной системы. Подобные схемы чаще всего используются на дачах и в загородных домах. Изготовление прибора начинается с индуктора. Для этого медную проволоку нужно намотать в один ряд, придав ей изначально цилиндрическую форму. Каждый виток изолируется от соседнего, исключая контакты между ними.
Количество витков, обеспечивающее нормальную работоспособность, составляет в среднем 80-100. Медные проводники могут иметь разное сечение – от 2,5 до 4 мм 2 . Сердечником служит сама отопительная труба, но на практике данный вариант не дает нужного эффекта.
Поэтому, чтобы сделать нагрев теплоносителя более интенсивным, рекомендуется воспользоваться пластиковой трубой определенной длины. Ее внутреннее пространство заполняется стальной проволокой Д 5-6 мм, разрезанной на короткие части. В этом случае, за счет индукции начинает нагреваться проволока, обтекаемая водой. Площадь теплообмена существенно увеличивается, и теплоноситель нагревается намного быстрее. Для того чтобы обрезки проволоки не смыло водным потоком, концы участка трубы ограничиваются защитой из стальных сеток.
Соединение индуктора и инвертора может быть выполнена разными способами. Некоторые специалисты изготавливают дополнительный промежуточный трансформатор. Затем к его вторичной обмотке подключается индуктор вместе с конденсатором. В другом варианте на тороидальный трансформатор высокой частоты, имеющийся в инверторе, наматывается медный провод в количестве одного витка. Далее, к нему напрямую подключается индуктор.
Во всех случаях нельзя пользоваться плюсовой и минусовой клеммами инвертора, предназначенными для сварки. На выходе у них выпрямленное напряжение, которое сопровождают пульсации высокой частоты. Под его воздействием рабочее магнитное поле не появится, а индуктор перегреется и сгорит. Инвертор придется переделывать, что само по себе достаточно сложно, поскольку будут нужны знания и навыки работы с радиоэлектронными схемами.
Свойства электромагнитной индукции применяются не только в системах отопления. Данное явление успешно используется в конструировании нагревательных печей, предназначенных для работы со всеми видами металлов.

Чтобы изготовить индукционный нагреватель из сварочного инвертора, необходимо в первую очередь запастись следующими компонентами:
- Сварочный инвертор. Желательно, чтобы он был оборудован функцией, позволяющей плавно регулировать ток.
- Медная трубка. Ее диаметр составляет примерно 8 мм, а длина должна быть достаточной для семи витков, наматываемых на шаблон диаметром 40-50 мм. Длина свободных концов трубки после намотки остается примерно по 25 см.
Сборка конструкции осуществляется в следующем порядке:
- Подбирается шаблон для намотки подходящего размера, диаметром 4-5 см. Лучше всего воспользоваться металлическими или пластиковыми трубами, или круглыми деревянными заготовками.
- Один из концов медной трубки заклепывается молотком.
- Далее трубка как можно плотнее заполняется сухим песком, после чего ее нужно заклепать со второго конца. Песок предотвратит возможные изломы трубки во время скручивания.
- Трубка наматывается на шаблон в количестве 7 витков, затем ее концы отпиливаются, а песок высыпается.
- Полученную конструкцию необходимо соединить с инвертором, подвергшемся предварительной переделке.
- Если работа индукционной печи рассчитана на продолжительное время, к трубке индуктора рекомендуется сделать подводку водяного охлаждения.
Особенности эксплуатации
Самодельная сборка нагревателя – это лишь половина дела. Не менее важное значение имеет правильная эксплуатация получившейся конструкции. Изначально, каждый такой прибор представляет определенную опасность, поскольку он не способен самостоятельно контролировать уровень нагрева теплоносителя. В связи с этим, каждому нагревателю требуется определенная доработка, то есть установка и подключение дополнительных контрольных и автоматических устройств.
В первую очередь выход трубы оборудуется стандартным набором устройств, обеспечивающих безопасность – предохранительным клапаном, манометром и приспособлением для отвода воздуха. Следует помнить, что индукционные водонагреватели будут нормально работать лишь при наличии принудительной циркуляции воды. Самотечная схема очень быстро приведет к перегреву элемента и разрушению пластиковой трубы.
Во избежание подобных ситуаций, в нагревателе устанавливается термостат, подсоединенный к устройству аварийного отключения. Опытные электротехники используют для этих целей терморегуляторы с температурными датчиками и реле, отключающие цепь при достижении теплоносителем заданной температуры.
Самодельные конструкции отличаются довольно низкой эффективностью, поскольку вместо свободного прохода, на пути воды имеется препятствие в виде частиц проволоки. Они почти полностью перекрывают трубу, вызывая повышенное гидравлическое сопротивление. При нештатных ситуациях возможны повреждения и разрыв пластика, после чего горячая вода непременно приведет к короткому замыканию. Обычно такие нагреватели используются в небольших помещениях, в качестве дополнительной системы отопления в холодное время года.
Использование индукционных катушек вместо традиционных ТЭН в отопительном оборудовании позволило значительно увеличить КПД агрегатов при меньшем потреблении электроэнергии. Индукционные нагреватели появились в продаже относительно недавно, к тому же по достаточно высоким ценам. Поэтому народные умельцы не оставили эту тему без внимания и придумали, как сделать индукционный нагреватель из сварочного инвертора.
Преимущества индукционного нагревателя
Индукционные нагреватели с каждым днем набирают популярность у потребителя благодаря следующим достоинствам:
- высокий показатель КПД;
- агрегат работает практически бесшумно;
- индукционные котлы и нагреватели считаются достаточно безопасными в сравнении с газовым оборудованием;
- нагреватель работает полностью в автоматическом режиме;
- оборудование не требует постоянного обслуживания;
- благодаря герметичности аппарат, исключаются протечки;
- из-за вибраций электромагнитного поля образование накипи становится невозможным.
Также к преимуществам данного типа нагревателя можно отнести простоту его конструкции и доступность материалов для сборки аппарата своими руками.
Схема работы индукционного нагревателя
Нагреватель индукторного типа содержит следующие элементы.
- Генератор тока. Благодаря данному модулю переменный ток бытовой электросети преобразуется в высокочастотный.
- Индуктор. Изготавливается из медной проволоки, скрученной в виде катушки, для образования магнитного поля.
- Нагревательный элемент. Представляет собой металлическую трубу, размещенную внутри индуктора.
Все перечисленные элементы, взаимодействуя между собой, работают по следующему принципу. Выработанный генератором высокочастотный ток поступает на катушку индуктора, изготовленную из медного проводника. Ток высокой частоты преобразуется индуктором в электромагнитное поле. Далее, металлическая труба, находящаяся внутри индуктора, разогревается благодаря воздействию на нее вихревых потоков, возникающих в катушке. Теплоноситель (вода), проходящий через нагреватель, забирает тепловую энергию и переносит ее в отопительную систему. Также теплоноситель выступает в роли охладителя нагревательного элемента, что продляет “жизнь” отопительному котлу.
Ниже предоставлена электрическая схема индукционного нагревателя.
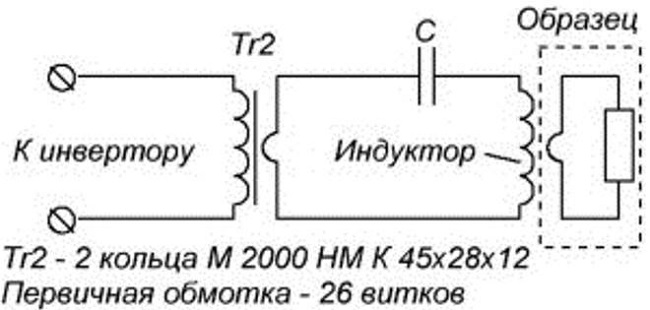
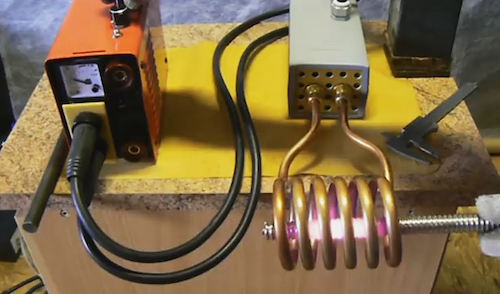
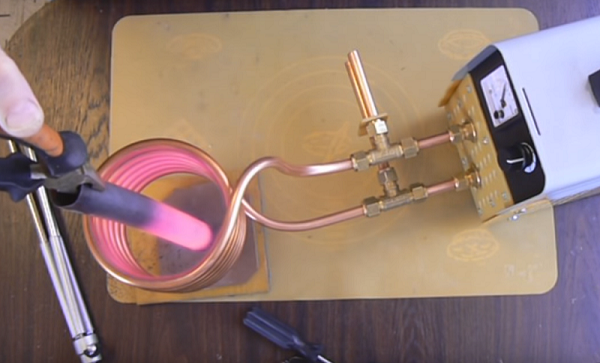
На следующем фото показано, как работает индукционный нагреватель металла.

Важно! Если прикоснуться разогреваемой деталью к двум виткам индуктора, то произойдет межвитковое замыкание, от которого мгновенно выгорят транзисторы.
Сборка и монтаж системы
Подключать индуктор к клеммам сварочного аппарата, предназначенным для подсоединения сварочных кабелей, нельзя. Если это сделать, то агрегат просто выйдет из строя. Чтобы приспособить инвертор под работу с индукционным нагревателем, потребуется достаточно сложная переделка аппарата, требующая, в первую очередь, знаний в радиоэлектронике.
В двух словах, эта переделка выглядит так: катушку, а именно ее первичную обмотку, требуется подсоединить после преобразователя высокой частоты инвертора вместо встроенной индукционной катушки последнего. Кроме этого, потребуется удалить диодный мост и спаять конденсаторный блок.
Как происходит переделка сварочного инвертора в индукционный нагреватель, можно узнать из этого видео.
Индукционная печь для металла
Чтобы сделать индукционный нагреватель из сварочного инвертора, потребуются следующие материалы.
- Инверторный сварочный аппарат. Хорошо, если в агрегате будет реализована функция плавной регулировки тока.
- Медная трубка диаметром около 8 мм и длиной, достаточной, чтобы сделать 7 витков вокруг заготовки 4-5 см в диаметре. Кроме этого, после витков должны остаться свободные концы трубки длиной около 25 см.
Для сборки печи выполните следующие действия.
- Подберите какую-либо деталь диаметром 4-5 см, которая будет служить шаблоном для наматывания катушки из медной трубки. Это может быть деревянная круглая деталь, металлическая или пластиковая труба.
- Возьмите медную трубку и заклепайте один ее конец молотком.
- Плотно заполните трубку сухим песком и заклепайте второй ее конец. Песок не даст трубке сломаться при скручивании.
- Сделайте 7 витков трубки вокруг шаблона, после чего спилите ее концы и высыпьте песок.
- Подсоедините получившуюся катушку к переделанному инвертору.
Индукционный нагреватель для воды
Для сборки отопительного котла потребуются следующие конструктивные элементы.
- Инвертор. Аппарат выбирается такой мощности, какая нужна для отопительного котла.
- Толстостенная труба (пластиковая), можно марки PN Ее длина должна быть 40-50 см. Сквозь нее будет проходить теплоноситель (вода). Внутренний диаметр трубы должен быть не меньше 5 см. В таком случае наружный диаметр будет равняться 7,5 см. Если внутренний диаметр будет меньше, то и производительность котла буде невысокой.
- Стальная проволока. Также можно взять пруток из металла диаметром 6-7 мм. Из проволоки или прутка нарезаются небольшие куски (4-5 мм). Эти отрезки будут выполнять роль теплообменника (сердечника) индуктора. Вместо стальных отрезков можно использовать цельнометаллическую трубку меньшего диаметра или стальной шнек.
- Палочки или стержни из текстолита, на которые будет наматываться индукционная катушка. Применение текстолита убережет трубу от нагретой катушки, поскольку данный материал устойчив к высоким температурам.
- Изолированный кабель сечением 1,5 мм 2 и длиной 10-10,5 метров. Изоляция кабеля должна быть волокнистой, эмалевой, стекловолоконной или асбестовой.

Индукционный котел отопления собирается по следующему алгоритму. Заполните корпус теплообменника изделиями из металла, о которых говорилось выше. На конце трубы, служащей корпусом, припаяйте переходники, подходящие по диаметру к трубам отопительного контура.

При необходимости, к переходникам можно припаять уголки. Также следует припаять муфты-американки. Благодаря им нагреватель будет легко демонтировать, для проведения ремонта или профилактического осмотра.

На следующем этапе на корпус теплообменника необходимо наклеить текстолитовые полоски, на которые будет наматываться катушка. Также следует сделать из того же текстолита пару стоек высотой 12-15 мм. На них будут расположены контакты для подключения нагревателя к переделанному инвертору.

Поверх полосок из текстолита намотайте катушку. Между витками должно быть расстояние не менее 3 мм. Намотка должна состоять из 90 витков проводника. Концы кабеля необходимо закрепить на ранее подготовленных стойках.
Вся конструкция помещается в кожух, который в целях безопасности будет выполнять роль изоляции. Для кожуха подойдет пластиковая труба диаметром большим, чем катушка. В защитном кожухе необходимо сделать 2 отверстия для вывода электрического кабеля. В торцы трубы можно установить заглушки, после чего в них следует проделать отверстия под патрубки. Через последние котел будет подсоединяться к отопительной магистрали.
Важно! Испытывать нагреватель можно лишь после заполнение его водой. Если включить его “на сухую”, то пластиковая труба расплавится, и придется собирать нагреватель заново.
Далее, котел врезается в систему отопления по схеме, приведенной ниже.
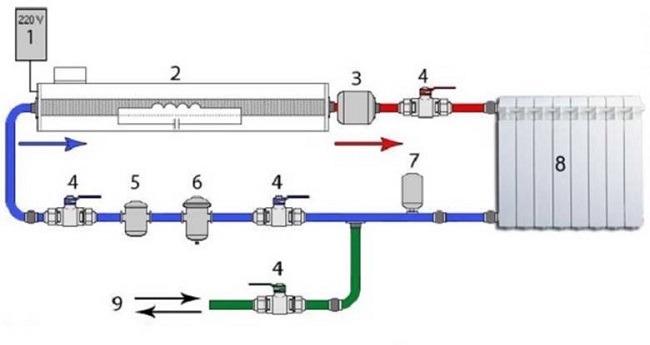
Схема подключения состоит из следующих элементов.
- Источник высокочастотного тока. В данном случае – это видоизмененный инвертор.
- Индукционный нагреватель.
- Элементы безопасности. В эту группу могут входить: термометр, предохранительный клапан, манометр и т.д.
- Шаровые краны. Используются для слива или заправки системы водой, а также для перекрытия подачи воды на определенном участке контура.
- Циркуляционный насос. Благодаря ему вода сможет двигаться по отопительной системе.
- Фильтр. Применяется для очистки теплоносителя от механических загрязнений. Благодаря очистке воды продлевается срок службы всего оборудования.
- Расширительный бачок мембранного типа. Применяется для компенсации теплового расширения воды.
- Радиатор отопления. Для индукционного отопления лучше использовать либо алюминиевые радиаторы, либо биметаллические, поскольку они при небольших габаритах имеют высокую теплоотдачу.
- Шланг, через который можно заполнять систему либо сливать из нее теплоноситель.
Как видно из вышеописанного метода, самостоятельно изготовить индукционный нагреватель вполне возможно. Но лучше покупного он не будет. Даже если вы обладаете необходимыми знаниями в электротехнике, следует задуматься, насколько будет безопасной эксплуатация такого аппарата, поскольку он не оборудован ни специальными датчиками, ни блоком контроля. Поэтому рекомендуется отдать предпочтение готовому оборудованию, изготовленному в заводских условиях.
Практически все сварочные аппараты сделаны по одному и тому же принципу. Применяется инверторная схема, в которой силовыми переключателями являются полевые транзисторы большой мощности. Благодаря такой схеме произошло уменьшение веса сварочного аппарата, снизились размеры самого устройства. Ее применение предоставляет возможность уменьшить массу и габариты конструкции.

Схема сварочного инверторного полуавтомата.
В магазинах и на рынке предлагается большой ассортимент таких сварочных аппаратов. Все они имеют одинаковый принцип действия, но стоимость такого сварочного инвертора довольно высока. Поэтому появляется вопрос: как сделать сварочный инвертор своими руками? Прежде чем ответить на него, необходимо разобраться в его устройстве и в работе внутренней схемы.
Виды сварки и сварочные аппараты
Технологический процесс сварки имеет несколько разновидностей:
- дуговую;
- электрошлаковую:
- плазменную;
- электронно-лучевую;
- лазерную;
- газовую;
- контактную;
- ультразвуковую;
- точечную.
Для работы в домашних условиях, на своем приусадебном участке хватает самой обыкновенной электродуговой сварки. Для такого вида сварочных работ изготавливаются два типа сварочных аппаратов:
- трансформаторные;
- инверторные.

Классификация видов сварки.
Трансформаторный сварочный аппарат может работать практически на любом виде тока. У такого устройства нескольких положительных характеристик:
- надежность;
- простота обслуживания;
- долговечность;
- большой вес.
Однако такой сварочный аппарат реагирует на скачки напряжения. При падении напряжения, когда оно менее 200 вольт, все работы практически прекращаются, так как очень сложно получить дугу и удерживать ее постоянно.
Инверторный сварочный аппарат является изобретением последних десятилетий. Он значительно облегчает работу сварщика. За счет применения современной электронной начинки намного уменьшилась масса аппарата.
Теперь она не превышает 5 кг. Сварочный аппарат инвертор способен стабилизировать ток. Он может функционировать, когда в сети происходит падение напряжения. Такой аппарат тонко чувствует повышение температуры и сильный нагрев. Работа на инверторе требует особых навыков, аккуратности и осторожности.
Подготовка основы для изготовления самодельного инвертора

Конструкция сварочного инвертора.
Базой сварочного инвертора может стать обыкновенный трансформатор от домашней микроволновой печи. В состав трансформатора входят:
- катушки;
- медный провод;
- железо;
- эмаль.
Одна катушка играет роль первичной обмотки, другая, естественно, вторичной. Цветной медный провод намотан на сердцевину, сделанную из железа, и покрыт эмалью.
Каждая катушка имеет определенное число витков. Электрическая сеть работает в паре с первичной обмоткой. Благодаря индукции происходит образование тока во вторичной обмотке. Он имеет напряжение намного ниже того, которое возникло в первичной обмотке. Зато амперный показатель намного выше.
Для работы инвертору нужен постоянный ток, который можно регулировать.
Максимальное значение тока может достигать 130 ампер. На первичной обмотке максимальным будет 20 А. Чтобы получить качественное сварное соединение, применяются электроды, диаметр которых не превышает 3 мм. Включение сварочного напряжения выполняется тумблером, расположенным на электрододержателе. Сварочный аппарат такого типа способен выполнять сварку при обратной полярности. В результате можно сваривать тонкие стальные листы.
Убавление числа витков

Схема генератора сварочного инвертора.
Уменьшение количества витков просто необходимо, так как трансформатор СВЧ печи дает напряжение более 2000 вольт. Поэтому он требует усовершенствования. Для нормальной работы необходимо сделать следующее:
- увеличить значение тока;
- уменьшить напряжение.
Каждый профессиональный сварщик хорошо знает, что очень маленький ток отрицательно сказывается на качестве сварки. Если будет иметь место большая сила тока, не только произойдет горение электрода, но и будет испорчен сам металл.
Для хорошей работы нужно перемотать вторичную обмотку. Каждый виток должен иметь плотное соприкосновение с последующим, однако провод намотки уже другой. Для этого применяется провод, покрытый эмалью. Перед началом работ разрезается старая обмотка и удаляется из катушки. Работу нужно делать аккуратно и осторожно, чтобы не испортить первичную обмотку.
Новый провод должен иметь конкретное сечение, а намотка выполняется с определенным числом витков. Все эти параметры зависят от вида трансформатора. Поэтому невозможно точно сказать, каким конкретно должны быть эти данные. Все расчеты сделать очень просто, достаточно заглянуть в школьный учебник физики или воспользоваться услугами специального онлайн-калькулятора.
После изготовления новой обмотки ее нужно обязательно закрыть токоизоляционным лаком.
Монтажные работы: рекомендации
Для самодельного сварочного инвертора необходимо подобрать корпус, в который будут вставляться все детали. Желательно, чтобы такая емкость была компактной и удобной в транспортировке.

Схема сварочного инвертора.
Трансформаторы должны крепиться последовательно, один за другим. Тогда произойдет уменьшение тока до 50 ампер. Первичные обмотки устанавливаются параллельно, вторичные можно размещать последовательно. Такой монтаж позволит получить:
- 60 ампер при работе с нагрузкой;
- 38 вольт на выходе.
Детали электрической схемы монтируются на заводской плате. Монтаж схемы блока питания, его платы и драйверов осуществляется отдельно. Металлическим листом от платы отделяется силовая часть. Лист подсоединен к корпусу инвертора. Управляющие проводники соединяются попарно. Их нужно припаять рядом с ножками транзисторов. Размер таких проводников обычно не больше 15 см, диаметр провода значения не имеет.
Когда выполняются сборочные работы, необходимо обязательно сделать армирование силовых дорожек. Простого лужения здесь не хватит, необходимо пропаять все дорожки медной проволокой. Простой припой может расплавиться, в результате сгорят все транзисторы.
Чтобы более качественно происходил отвод тепла от мощных тринисторов, их устанавливают на специальный радиатор, крепящийся к плате. Габариты радиаторов, интенсивность обдува сильно влияют на эксплуатационные характеристики сварочного инвертора. Чем они лучше, тем дольше будет работать аппарат. Материалом для платы является тонкий текстолит, толщина которого не превышает 1,5 мм.
Система охлаждения: особенности

Схема дросселя сварочного инвертора.
В корпус самодельного сварочного инвертора устанавливают два вентилятора, с каждой стороны по одному. Они вытягивают воздух и работают от блока питания обыкновенного компьютера. Для поступления воздуха в корпус инвертора снизу делаются сквозные отверстия, которых может быть несколько десятков.
Чтобы система охлаждения была более надежной и сильной, устанавливают еще один дополнительный вентилятор. Он монтируется прямо в корпус инвертора.
Выполнять сварочные операции с таким инвертором гораздо легче, чем использовать трансформаторный агрегат. Качество шва получается намного выше. Таким аппаратом можно варить:
- черный металл;
- цветной металл;
- нержавейку;
- тонкие стальные листы.
Чтобы собрать сварочный инвертор, необходимо заранее подготовить:
- блок питания;
- драйверы;
- скотч;
- силовые агрегаты.
Для регулировки блока питания подбирается сопротивление, которое могло бы создать питание в 20 вольт. Очень важно, чтобы входные выпрямители имели мощные радиаторы.

Электрическая схема сварочного инвертора.
Внутрь корпуса устанавливается термический датчик, так как он будет улавливать максимальную температуру нагрева.
В качестве блока управления сварочного инвертора устанавливается ШИМ-контроллер. Он пользуется только одним каналом настройки. От него зависит, какой будет дуга, насколько стабильно она будет гореть. Установленный конденсатор определит напряжение контроллера. Именно он влияет на величину сварочного тока.
Держак, массу кабеля и другие аксессуары можно приобрести в любом специализированном магазине, их стоимость доступна каждому потребителю.
Основные неполадки и их ремонт
Изготовленный самостоятельно сварочный инвертор нужно не только правильно эксплуатировать, его нужно уметь ремонтировать. В случае неисправности необходимо быстро обнаружить причину и провести ремонтные работы.
Сначала сварочный инвертор необходимо осмотреть визуально. Если причиной неисправности был обнаружен плохой контакт, требуется разъединить детали, хорошо зачистить поверхность и восстановить соединение.
При высоком токе, слабом контакте возможно повышение температуры до критического значения. В результате детали могут разрушиться и полностью выйти из строя.
К другим неисправностям инвертора относится:
- плохая настройка сварочного тока;
- внезапное отключение;
- обрыв сварочной дуги;
- низкий ток;
- большой шум;
- лишнее потребление тока, когда отсутствует нагрузка.
Когда в сети отсутствует нагрузка, а сварочный инвертор все равно потребляет большой ток, это говорит о том, что произошло замыкание витков. Для ремонта потребуется перемотка катушки или замена изоляционного слоя.
При постоянном исчезновении сварочной дуги, когда невозможно зажечь ее повторно, имеют место пробои обмотки. В это время сварочная цепь постоянно будет иметь избыточное напряжение. При вторичном зажигании дуги наблюдается большое искрение.
Выше была описана система изготовления собственного сварочного инвертора самостоятельно. В основном достаточно иметь несколько самых обыкновенных вещей. Домашний мастер сможет из них создать неплохой сварочный аппарат – инвертор. Нужно только желание и стремление добиться успеха.
Неисправности сварочного аппарата, делаем ремонт сами

Сварочные инверторы все чаще используются мастерами в домашних условиях в гараже, на даче, в загородном доме. Научиться пользоваться сварочным аппаратом несложно – гораздо сложнее сделать ремонт инверторных сварочных аппаратов своими руками.
Поломки и неисправности в инверторе чаще всего возникают именно в процессе самостоятельного обучения сварочному делу как следствие неправильных настроек и установки режимов работы аппарата.
Схема инверторного аппарата для сварки металлов намного сложнее устройства обычной, трансформаторной сварки, поэтому и число поломок может возрасти при неправильной его эксплуатации.
Не все ремонтные работы требуют вмешательства профессионала – многие настройки и мелкий ремонт инвертора можно сделать и своими руками.
Несоответствие ваших ожиданий и реальной работы инвертора кроется в неправильной настройке сварочного режима, в несоответствии тока, полярности напряжения диаметру или типу электрода, присадки или сварочного материала деталей.
Но многие доморощенные мастера действуют по принципу: инструкция изучается только после поломки оборудования или тогда, когда больше нечего читать.
Чтобы с вашим дорогостоящим инвертором не случались неприятности, следует знать хотя бы основные причины поломок и плохой работы аппарата:
- Неверно установленная сила тока – это слабый импульс на дуге, залипание сварочного электрода, перегрев инвертора, разбрызгивание металла присадки или электрода.
- Электрод часто залипает – скорее всего, виновато уменьшенное напряжение в сети. Бытовой инвертор начинает работать нестабильно, если напряжение в сети падает на 10-15%. Но залипать электрод может и при плохом контакте в держателе или соединительном штекере. Это может быть вызвано окислением контактов, большим сопротивлением удлинительного силового кабеля или небольшим его сечением.
- Нет сварочной дуги – это плохой контакт на зажиме со свариваемой деталью или банальный обрыв кабеля.
- Инвертор отключился во время работы при сохранении напряжения в сети – скорее всего, сгорел предохранитель, так как был выбран с несоответствующим значением силы тока.
- Защитная автоматика может сработать при перегреве инвертора – значит, превышено время непрерывной сварки. Нужно дать аппарату остыть в течение 20-30 минут.
- Сгорел диодный мост – длительная сварка при максимальном токе.
- Сам источник питания инвертора может выйти из строя при попадании воды и пыли на детали, повышенная влажность воздуха или механическое повреждение.
- Сгорел транзисторный модуль – причины две: механическое повреждение или длительная работа при максимальном сварочном токе.
- Неисправность обнаружена в системе управления: причина – повышенная влажность или прямое попадание воды.
Самостоятельная диагностика и ремонт
Эти неисправности вполне можно устранить своими руками и без знания основ электроники. Если поломка сложная, то лучше вызвать мастера, а не пытаться разобраться в электронной начинке своими, не всегда большими, возможностями.
Но каждый, даже самый просто ремонт инвертора своими руками следует начинать так: вскройте корпус, если срок гарантии уже закончился, и попытайтесь визуально определить поломку.
Сам выпрямитель сварочного инвертора с мощным диодным мостом в составе почти никогда не ломается, но прозвонить его авометром (омметром, тестером) все же следует.
Чаще всего выходит из строя инверторный модуль на полевых транзисторах и биполярных тиристорах. Происходит это при частом перегреве сварочного аппарата или при неправильно выставленных настройках рабочего режима.
Внешне сгоревший транзистор выглядит лопнувшим или вздутым. Также могут быть обгоревшими выводы транзистора или тиристора. Вздутыми или лопнувшими будут и сгоревшие конденсаторы.
В этом случае ремонт заключается в замене своими силами вышедших из строя деталей на исправные запчасти. Для этого вам понадобится только паяльник.
Но это в идеальном случае. Правильный ремонт своими руками состоит в предварительной проверке всех подозрительных элементов схемы, а для этого нужны специальные знания в электронике и радиотехнике. Если внешний осмотр не дал никаких результатов, то остается отнести сварочный инвертор в сервисный центр. Так вы сэкономите и деньги, и время.
Профилактика поломок инвертора
Интенсивная эксплуатация сварочного агрегата, частая замена оператора и несоблюдение приведенных ниже рекомендаций обязательно приведут к ускоренному износу аппаратуры и частым поломкам электроники. Уменьшить количество поломок или практически избежать их на долгое время помогут своевременные профилактические меры.
Что нужно, чтобы продлить работу сварочного аппарата:
- Сварочные работы рекомендуется проводить в закрытых помещениях со стабильной температурой и постоянной влажностью.
- Работая на открытой площадке, не допускайте попадания на инвертор влаги и пыли, особенно одновременно, чтобы не пришлось делать ремонт.
- Если напряжение в сети нестабильно, а также при большом расстоянии от места сварки до инвертора не слишком увеличивайте мощность сварочной дуги – устанавливайте не более 10-15% от номинального значения для работающего электрода.
- Берегите инвертор от ударов, вибрации, влияния агрессивной среды.
- Минимальное время работы при максимальном сварочном токе – это первое правило сварщика. Несоблюдение этого простого правила быстро приведет к поломке аппарат, его перегреву и выходу из строя деталей электросхемы.
- При резкой смене наружной температуры (помещение-улица) дать агрегату прогреться или остыть до той температуры, при которой он будет эксплуатироваться.
- Инверторный плазморез должен эксплуатироваться только в стационарных условиях, при постоянной температуре и влажности в помещении.
- Раз в неделю вскрывать корпус и продувать инвертор от пыли.
Вышеперечисленные неисправности сварочных инверторов – далеко не все, но они приходятся на 60% всех мелких ремонтов. При серьезной неисправности можно дать только одну рекомендацию — не ремонтировать аппарат своими руками, а отправить его на ремонт в сервисный центр. Так вы сэкономите на ремонте и не навредите своему помощнику.
Источник: http://GoodSvarka.ru/electro/neispravnosti/
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками

Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам.
Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок.
В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных.
Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным.
Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата.
Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла.
Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах.
Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист.
К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата.
Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером.
Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата.
Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром.
Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты.
Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ).
Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Источник: http://Tehnika.expert/dlya-remonta/svarochnyj-apparat/remont-invertora.html
Основные поломки сварочных аппаратов и способы их устранения

Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Источник: https://svaring.com/welding/apparaty/remont-svarochnyh-apparatov
Ремонт сварочных аппаратов

Разница между старым сварочным трансформатором и новым инверторным сварочником примерно такая же, как между первыми автомобилями «Даймлер Бенц» и современным «Мерседесом».
Инвертор значительно легче своего неподъемного предшественника, имеет встроенные функции, о которых ранее можно было только мечтать, например, возможность контроля величины сварочного тока или функция предотвращения залипания электрода.
Но у великолепно задуманной идеи есть существенный недостаток – электронная начинка выходит из строя значительно чаще, чем у «старичков», а ремонт инверторных сварочных аппаратов требует немалых знаний и навыков. Любая попытка отремонтировать оборудование вслепую, без подготовки, чревата пожаром или даже травмой.
Как правильно организовать ремонт сварочного инвертора
Разумеется, ситуации, когда электронный сварочный аппарат сгорает, как свечка, и не подлежит дальнейшему ремонту, случаются крайне редко.
На практике ремонт сварочного аппарата может оказаться намного проще, чем казалось в первый момент. В 90% случаев из строя выходят силовые цепи, в 50% — чувствительные управляющие элементы схемы.
Но чтобы выполнять ремонт инверторных сварочных аппаратов своими руками, мало одного желания, как минимум, потребуется следующее оборудование:
- Цифровой тестер или мультиметр, все равно какой, можно с функцией проверки транзисторов;
- Паяльная станция, можно самодельная, но обязательно с регулируемым по температуре феном и исправным низковольтным паяльником;
- Нагрузочный реостат.
Кроме перечисленного, для работы может потребоваться шприц для откачки припоя, кисточка, спирт, лупа, сильный фонарик, лампа накаливания с проводами, ну и, конечно, справочники для заказа запасных частей.
Совет! У большинства профессиональных ремонтников имеется в распоряжении осциллограф. Для ремонта электроники, по сути, незаменимая вещь, если дело касается проверки работы системы управления аппарата.
Не факт, что осциллограф потребуется для ремонта сварочного аппарата своими руками, но в особо сложных случаях без него просто не обойтись.
Восстанавливаем сварочный инвертор, полный курс выживания
Перед тем как раскрывать аппарат и вникать в детали поломки, необходимо выяснить у сварщика две основные подробности. Во-первых, необходимо выяснить, как и в каких условиях произошла поломка сварочного инвертора, и во-вторых, были ли попытки выполнить ремонт другими специалистами.
Проблема заключается в том, что «любители» нередко заменяют заводские детали первыми попавшимися под руку компонентами. Без схемы восстановить номинал и марку детали, что крайне важно для качественного ремонта сварочного аппарата, очень сложно.
Процесс восстановления сварочного аппарата выполняется в три этапа:
- Разборка устройства и осмотр внутренних повреждений;
- Последовательная диагностика и устранение выявленных проблем;
- Испытание и проверка работоспособности сварочного аппарата не на искру, как делает большинство любителей, а на балластный реостат большой мощности.
Нередко любительский ремонт сварочных аппаратов заканчивается проверкой, зажигается дуга или нет. Использование реостата позволяет проверить один из основных параметров работоспособности сварочного инвертора – способность к регулировке и подстройке сварочного тока под нагрузкой.
Перед тем как приступать к ремонту, нужно разобраться и выяснить для себя, как устроен аппарат, и в чем особенности его работы. Например, посмотреть типовую схему или блок схему, тогда станет понятно, что и где находится на плате.
Этап первый, определяем проблемы внешним осмотром платы
Чтобы получить доступ к внутренней начинке сварочного агрегата, необходимо освободить электронную плату от корпуса и сетевого шнура.
Совет! Если перед ремонтом аппарат включался в сеть для проверки, перед разборкой сварочного инвертора осторожно замкните выходные муфты под сварочные шланги с помощью пары проводов и обычной лампы накаливания 100-150 Вт. Это поможет избежать ударов током.
Для разборки нужно снять два-четыре винтовых или саморезных крепления корпуса и вытащить из и соединительных фишек провода. Для ремонта остается голая плата, утыканная электронными деталями.
Первым делом осматриваем ее, стараемся выявлять критические для ремонта сгоревшие или поврежденные элементы, подгоревшие дорожки платы, черные резисторы и раздувшиеся конденсаторы.
В подавляющем большинстве случаев выходят из строя и подлежат ремонту следующие элементы платы сварочного аппарата:
- Балластное мощное сопротивление, разряжающее конденсаторы в силовом блоке схемы. Если питающий блок исправен, то при попытке включить сварочный аппарат конденсаторы моментально наберут немаленькую емкость и напряжение под 300В. Если в ходе ремонта, при отсутствии резистора, включить аппарат сварочный и случайно коснуться руками клемм, получите крайне болезненный удар током, почти как электрошоком;
- Полевые транзисторы-ключи. Их легко найти, они всегда установлены на массивных алюминиевых радиаторах. Если сгорело сопротивление, почти всегда требуется ремонт и замена как минимум одного из транзисторов;
- Если не регулируется сварочный ток, то, скорее всего, потребуется ремонт драйвера, одного из его каналов или операционного усилителя, входящего в схему управления.
Разумеется, приведенный перечень для ремонта является наиболее распространенным, но не исчерпывающим. Например, может сгореть термодатчик, следящий за перегревом сварочного аппарата, токовый трансформатор, работающий в паре с операционником, элементы входного диодного моста и многое другое. Поэтому ремонт сварочного аппарата необходимо начинать с прозвонки элементов по цепи.
Второй этап ремонта, проверяем цепи прозвонкой
В ходе ремонта нужно проверить самые нагруженные элементы платы. Переворачиваем ее тыльной стороной кверху и острыми щупами тестера, продираясь сквозь слой защитного лака, проверяем наличие короткого замыкания.
Первоначально проверим, не пробит ли выпрямительный диодный мост на выходе. Ремонт диодов — довольно редкая вещь, если внутрь сварочного аппарата не попала вода или не произошло КЗ на шнуре.
Аналогично меряем мост на входе.
После блока питания переходим к самым ответственным местам силовой части схемы. Это пара мощных конденсаторов и ключи на полевых транзисторах.
Для ремонта необходимо установить наличие сопротивления между коллектором и эмиттером, или правильнее – переходы сток-сток, сток-затвор.
В 99% случаев полевые транзисторы выходят из строя первыми, как результат — короткое замыкание между коллектором и стоком.
Кроме них, вторым кандидатом на ремонт и замену является драйвер платы сварочного аппарата. Но для его ремонта потребуются очень серьезные навыки и знания. Поэтому, если после замены транзисторов будут определены неисправности в каналах драйвера, лучше поручить его ремонт более квалифицированному специалисту.
Как проверить целостность драйвера
Забегая вперед, можно сказать, что после демонтажа ключей или полевых транзисторов потребность в ремонте драйвера первоначально определяют по состоянию опорных резисторов, соединяющих канал драйвера с затвором полевого транзистора — ключа.
Для этого просто пальцем по плате проследим дорожку от места затвора до первого резистора.
Проверяем его на обрыв, если сопротивления резисторов в каждом канале примерно совпадают, то на 99% можно считать, что устройство управления в рабочем состоянии.
В противном случае для ремонта сварочного аппарата придется обращаться к специалисту.
Простейший ремонт сварочного аппарата
Для ремонта агрегата потребуется снять старые транзисторы и заменить их новыми деталями. Каждый ключ крепится к массивному алюминиевому радиатору болтиком. После снятия болтов выворачивают саморезы крепления радиаторов.
Для ремонта потребуется аккуратно выпаять полевой транзистор с помощью фена паяльной станции, делается это с максимальной осторожностью, чтобы не повредить дорожки и навесной монтаж.
При выпаивании транзистор должен выйти без усилия, в противном случае поднимутся дорожки, и стоимость ремонта сварочного аппарата может подскочить в несколько раз. Место выпайки нужно освободить от припоя с помощью груши или шприца и очистить от пригорелого лака.
Перед установкой новых полевых транзисторов – ключей нужно выполнить ремонт балластного сопротивления. Вместо старого резистора, впаиваем новую деталь на 47 Ом, 10 Вт. Кроме того, прозваниваем конденсаторы и супрессоры, установленные по схеме на дорожках полевиков.
Чтобы продолжить ремонт, необходимо проверить форму и размер сигнала, приходящего по каждому каналу драйвера на затворы своего ключа — полевого транзистора.
Перед тем как подключить осциллограф, между стоком и затвором рекомендуется выполнить навеску в виде конденсатора в несколько сот пикофарад, тем самым имитируется емкость затвора транзистора.
Такой способ позволяет в ходе восстановления платы сварочного аппарата оптимальным образом нагрузить каждый канал драйвера, поэтому сигнал приходит в том виде, в котором он существует в реальных условиях при проведении сварочных работ.
После напайки конденсаторов подключаются щупы осциллографа, и включается питание платы сварочного аппарата.
Форма сигнала подтверждает, что ремонт выполнен правильно, на затворы транзисторов приходит сигнал от драйвера нужной формы и величины.
Осталось только закрепить новые полевые транзисторы с нанесенной теплоотводящей пастой на алюминиевых радиаторах. Радиаторы устанавливаются на плату, а ножки транзисторов поочередно запаиваются. Восстановление сварочного аппарата практически закончено, осталось только испытать устройство.
Заключение
Для этого подключаем к выводным контактам платы сварочного аппарата лампу на 40 Вт и включаем ее, если лампа загорелась вполнакала, значит, восстановление выходных цепей выполнено успешно.
Чтобы удостовериться в полной работоспособности аппарата, к муфтам сварочных шлангов подключают реостат и тестером измеряют напряжение на выходных клеммах.
Если поворотом ручки напряжение на клеммах муфты плавно меняется от 60 В до 10 В, значит, аппарат полностью исправен, в противном случае нужно менять операционный усилитель в цепи регулировки.
Источник: http://bouw.ru/article/remont-invertornih-svarochnih-apparatov-svoimi-rukami
Ремонт сварочных инверторов и поиск неполадок своими руками: виды неисправностей, их возникновения, ремонт

Довольно часто домашние мастера сталкиваются с необходимостью выполнения сварочных работ. Для этого им необходимо специальное сварочное оборудование.
Сегодня сварочные инверторы являются довольно распространенным видом подобных аппаратов, которые все чаще можно встретить у многих владельцев. Однако в определённый момент это оборудование может выходить из строя, что заставляет задумываться о ремонте.
Причем в этом случае необязательно обращаться к специалистам, в некоторых случаях можно вернуть сварочный аппарат в рабочее состояние своими силами. Главное — знать, что именно привело к неисправности и каким образом можно ликвидировать ее самостоятельно, не неся необязательных расходов на сервисное обслуживание.
Ремонт сварочных инверторов своими руками
Одним из главных качеств, которые обеспечили популярность сварочных инверторных аппаратов, является высокое качество сварки, которое может обеспечить любой человек, не обладающий достаточными навыками в обращении с ним. При этом сами условия по эксплуатации этого агрегата отличаются высоким уровнем удобства.
Нужно упомянуть о наличии у этого оборудования более сложной конструкции, если сравнивать его со сварочными выпрямителями и трансформаторами. Это, в свою очередь, негативно отражается на их надежности.
Также нужно сказать о том, что перечисленные выше предшественники представляют с собой электротехнические устройства.
В отличие от них инверторные аппараты — это одна из разновидностей сложных электронных приборов.
По этой причине, если владелец столкнулся с неполадками в работе сварочного инвертора, для обнаружения причины неисправности и выполнения непосредственно ремонта необходимо убедиться в работоспособности составных его элементов: диодов, транзисторов, стабилитронов, резисторов, а также иных элементов электронной схемы инвертора. Следует также быть готовым к тому, что пользователь столкнется с необходимостью использования таких устройств, как вольтметр, цифровой мультиметр, а также иной рядовой измерительной техники, включая и осциллограф.
Схема ремонта сварочного инвертора своими руками
Приступая к ремонту инверторных сварочных аппаратов, необходимо помнить о следующем моменте: довольно часто сложно понять, ориентируясь лишь на характер возникшей неполадки, что же именно привело к прекращению работы аппарата.
В подобной ситуации владельцу не остается ничего другого, как по очереди проверять каждый элемент схемы. Поэтому, чтобы ремонт оправдал затрачиваемые на него усилия и время и обеспечить необходимый результат, владелец подобного аппарата должен обладать определенными познаниями в электронике, а также хотя бы минимальными навыками работы с электросхемами.
Если он в этом плане не разбирается, то, решившись на самостоятельный ремонт инверторного сварочного аппарата, он рискует лишь понапрасну потерять силы, время, не добившись своей цели. Не исключено, что его инициатива может ухудшить работу устройства, а выполненные им действия станут причиной возникновения новых неполадок.
Основные неисправности сварочных инверторов
Если рассмотреть все неполадки, которые диагностируют при эксплуатации сварочных инверторов любого типа, то они могут быть классифицированы на несколько групп:
- неполадки, возникшие в результате неграмотного выбора рабочего режима сварки;
- неполадки, причиной появления которых является неисправность или же неправильная работа электронных составляющих оборудования.
Вне зависимости от характера неисправности подобная ситуация не позволит владельцу продолжить в привычном режиме сварку. К появлению неисправности в работе сварочного инвертора могут приводить различные факторы.
Для определения точной причины необходимо проверять по очереди каждый из них, причем вначале начинают с простых операций и постепенно продвигаются к более сложным. После проведения всех рекомендуемых диагностических процедур может случиться так, что сварочный аппарат по-прежнему находится в нерабочем режиме.
В этом случае можно предположить, что неполадки связаны с нерабочей электросхемой инверторного модуля. Чаще всего выход из строя электронной схемы происходит по следующим причинам:
- Проникновение влаги внутрь устройства. В большинстве случаев этому способствуют осадки.
- В случае скопления под корпусом пыли возникают благоприятные условия для нарушения правильного охлаждения составляющих узлов электронной схемы. Чаще всего наибольшему риску загрязнения подвержено оборудование, которое используется на строительных площадках. Для предотвращения выхода из строя инвертора под влиянием подобных условий работы следует регулярно выполнять его чистку.
- Пренебрежение рекомендациями изготовителя относительно подходящего режима использования инвертора, работающего без перерывов. Это также может стать одной из причин возникновения неполадок в работе электроники оборудования, возникающих на фоне его перегрева.
Распространенные неисправности инверторов
Обычно инверторные аппараты выходят из строя по причине воздействия внешних факторов, а также неправильной настройки и пренебрежения рекомендациями по использованию аппарата. Среди подобных ситуаций чаще всего можно наблюдать следующие:
- Процесс горения сварочной дуги имеет неустойчивый характер или же отмечается слишком сильное разбрызгивание материала электрода. Столкнуться с подобным можно в том случае, если был неправильно подобран ток. Во избежание проблем нужно ориентироваться на диаметр и тип электрода, а также скорость сварки. Эту задачу производитель решает за потребителя, приводя соответствующие рекомендации по определению силы тока на упаковке. Если же подобные сведения отсутствуют, то можно воспользоваться следующей формулой: ток определяется из расчета 20-40 А на каждый миллиметр диаметр электрода. При достаточно медленной скорости сварки необходимо выбрать меньшую величину тока.
- Сварочный электрод с усилием отводится от металла. Подобная ситуация может возникать из-за нескольких различных факторов. В большинстве случаев этому способствует чересчур низкое питающее напряжение сети, к которой подключено оборудование. Если же сварочные работы выполняются с применением инвертора, рассчитанного на эксплуатацию при пониженном напряжении, то причиной его выхода из строя может стать снижение величины напряжения в случае подключения нагрузки, не превышающий уровня, который соответствует минимальному. Наряду с этим неисправности могут быть связаны с плохим контактом модулей прибора в панельных гнездах. Для решения этой проблемы необходимо подтянуть крепления или же гораздо плотнее зафиксировать вставки. Если на входе аппарата наблюдается падение напряжения, в качестве причины этого может служить использование сетевого удлинителя, где применяется кабель с сечением менее 2,5 мм2. В таких условиях также можно наблюдать уменьшение питающего напряжения сварочного аппарата во время выполнения работ. Неполадки в работе оборудования могут возникнуть и из-за слишком длинного удлинителя. Не следует использовать провод, который в длину достигает более 40 метров, поскольку в этом случае нельзя обеспечить эффективную работу устройства. В противном случае в питающей цепи будут наблюдаться слишком большие потери. Причиной возникновения прилипания может выступать подгорание или окисление контактов в цепи питания. На фоне такого явления напряжение также может в значительной степени просто «просаживаться». Столкнуться с такой проблемой можно и тогда, когда была проведена посредственная подготовка свариваемых элементов.
- При включенном инверторе индикаторы показывают рабочее состояние, при этом невозможно осуществлять сварку. Обычно причиной подобной неполадки является перегрев оборудования, при этом довольно сложно увидеть свечение контрольного индикатора или лампы, а звуковой сигнал в используемой модели не предусмотрен. Другой причиной подобной неисправности может быть самостоятельное отсоединение сварочных проводов или их повреждение.
- Во время сварки можно столкнуться с постоянным отключением сетевого напряжения. Чаще всего это связано с ошибками относительно выбора для электрощитка автоматического выключателя. Для правильной работы нужно, чтобы этот прибор был предназначен для использования с током до 25 А.
- Невозможно включить инвертор. Столкнулся с подобной неполадкой можно, если в сети наблюдается низкое напряжение, которого не хватает для создания нормальных условий для выполнения сварочных работ.
- Отключение инвертора при длительном выполнении сварочных работ. Наиболее вероятной причиной прекращения работы аппарата следует назвать срабатывание защиты по температуре, однако это не следует считать неполадкой. Достаточно сделать перерыв в 20-30 минут, после чего можно продолжать работу.
Ремонт инверторных сварочных аппаратов
Признаком возникновения серьезных неполадок в работе инверторного модуля может выступать возникновение запаха гари из корпуса аппарата. В подобной ситуации наилучшим решением будет вызов специалистов сервисной службы. Чтобы устранить подобную неисправность своими руками, владелец должен обладать определенными навыками и знаниями.
Технология работ
Процедура ремонта своими руками заключается в получении доступа к корпусу аппарата, дальнейшем обследовании его начинки. В некоторых случаях причиной неисправности может быть некачественная пайка элементов, кабелей, иных контактов на платах схемы.
Поэтому в подобной ситуации вернуть прибор в рабочее состояние можно путем перепайки. На начальном этапе нужно попытаться выяснить, какие элементы вышли из строя. На это могут указывать трещины, темные пятна на корпусе или признаки прогорания на плате выводов, а также вздутие верхней части электролитических конденсаторов.
После того, как удалось установить неисправные узлы, их необходимо выпаять, далее установить вместо них идентичные или схожие с ними по характеристикам детали.
При выборе заменяемых деталей необходимо обращать внимание на маркировку, присутствующую на корпусе, либо использовать таблицы. Во время извлечения поврежденных элементов рекомендуется применять паяльник с отсосом.
Это позволит с минимальными затратами времени выполнить работу и избежать серьезных проблем.
В некоторых случаях обследование может не дать результатов. В подобной ситуации имеет смысл начать прозванивать элементы, используя для этого омметр или мультиметр. Наименьший уровень защиты имеют транзисторы. По этой причине во время ремонта прибора необходимо в первую очередь обследовать их и проверить работоспособность.
В большинстве своем силовые транзисторы отличаются высокой надежностью. И если все же они оказались неисправны, то чаще всего благоприятствующим этому фактором становится отказ элементов «раскачивающего» их контура. Элементы последнего и нужно проверить в самом начале.
После выполнения проверки необходимо подвергнуть прозванию и прочие элементы платы.
При обследовании платы следует уделить внимание состоянию каждого печатного проводника, где нужно убедиться, что они не имеют обрывов и подгаров. Если были обнаружены подгоревшие участки, их нужно убрать и напаять перемычки.
Эту операцию выполняют своими руками по той же схеме, как и при повреждении кабеля ПЭЛ. Если потребуется, то проверке следует подвергнуть и контакты каждого из присутствующих в устройстве разъемов. В некоторых случаях их придется зачистить.
Заключение
Инверторные сварочные аппараты способны намного упростить процедуру сварки различных изделий. Выход из строя этого оборудования может огорчить любого владельца. Однако не стоит раньше времени обращаться к специалистам сервисного центра.
В ряде случаев вернуть в работоспособное состояние аппарат можно и своими руками. Часто это оборудование имеет довольно простые неисправности, которые можно легко устранить.
Главное — четко понимать, что именно привело к выходу из строя аппарата и как правильно выполнить ремонт.
Источник: https://stanok.guru/oborudovanie/svarochnyy-apparat/remont-svarochnyh-invertorov-i-poisk-nepoladok-svoimi-rukami.html
Все сварочные приборы сделаны одинаково. Везде применяется схема, где в качестве переключателей выступают мощные полевые транзисторы. В магазинах можно найти большой ассортимент этих аппаратов. Однако стоимость их нередко очень велика. Поэтому многие решают сделать сварочный инвертор своими руками. Для работы дома, в гараже и на даче вполне можно обойтись электродуговой сваркой. Ее делают при помощи трансформаторного или инверторного прибора.
Трансформаторный тип надежен и долговечен. Он может работать при любом токе. Но есть у него два больших минуса: при падении напряжения ниже двухсот вольт он автоматически выключается. И еще он имеет большой вес.
Инверторный аппарат изобрели недавно. Об этом типе сварочных приборов и расскажет данная статья.
Преимущества и недостатки инверторного прибора
Плюсами являются следующие параметры:
- Вес — не более пяти килограмм. Это является неоспоримым преимуществом, потому что дает возможность легко перевозить его или просто передвигать в рамках мастерской.
- Он способен продолжать работать даже при падении напряжения, не выключаясь, как трансформаторный прибор.
- Аппарат функционирует при постоянном и переменном токе.
Условными минусами можно назвать:
- Высокую стоимость прибора.
- Его необходимо периодически очищать его от пыли.
Но ввиду того, что аппарат будет изготавливаться своими руками, первый минус не столь актуален. Периодический уход необходим за любым устройством, поэтому очистка будет гарантией его бесперебойной работы.
Также для функционирования прибора необходимо приобрести специальные навыки и быть осторожным при его эксплуатации.
Что необходимо для изготовления?
Трансформатор от обычной микроволновой печи прекрасно подойдет для того, чтобы изготовить простой сварочный инвертор своими руками. Он состоит из катушек, железа, эмали и медного провода.
Катушки используются первичной и вторичной обмотки, а покрытый эмалью медный провод намотан на железную сердцевину.
В каждой катушке есть свое количество витков. Первичная обмотка необходима для работы электрической сети, а во вторичной, благодаря индукции, происходит образование тока.
Ток может достигать ста тридцати ампер, но на первичной обмотке будет всего двадцать ампер. Для хорошего сварочного соединения требуются электроды не более трех миллиметров в диаметре. Такой аппарат может выполнять сварку при обратной полярности.
Уменьшение количества витков
Чтобы сварочный инвертор, своими руками созданный, нормально работал, нужно уменьшить напряжение (так как трансформатор микроволновки дает свыше двух тысяч вольт) и нарастить значение тока.
С этой целью вторичная обмотка перематывается другим проводом, который покрыт эмалью. Для этого аккуратно разрезается и удаляется старая обмотка. Число витков и сечение нового провода зависят от применяемого трансформатора. Но подсчитать его не составит никакого труда. Любой учебник физики сможет в этом помочь. Как вариант — воспользоваться онлайн-калькулятором. По окончании работы новую обмотку покрывают специальным токоизоляционным лаком.
Схемы сварочных инверторов, своими руками сделанных
Нижеследующие схемы помогут лучше понять принцип работы прибора. Изучите их внимательно.
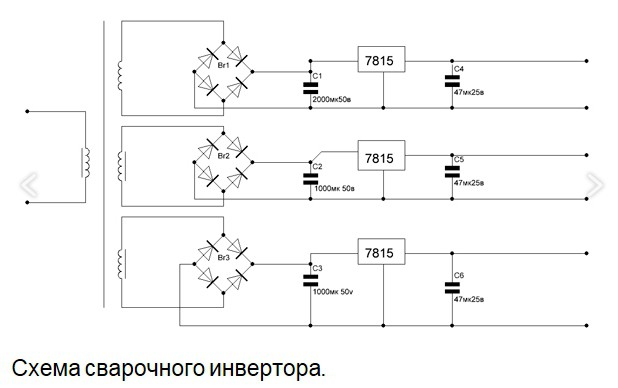
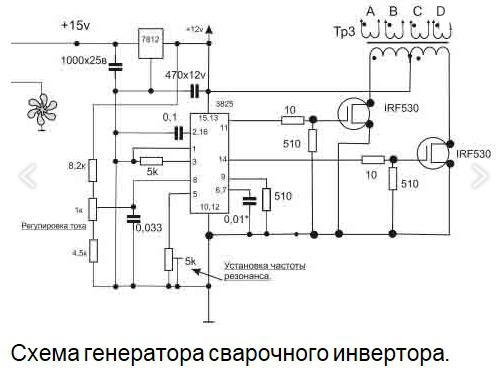
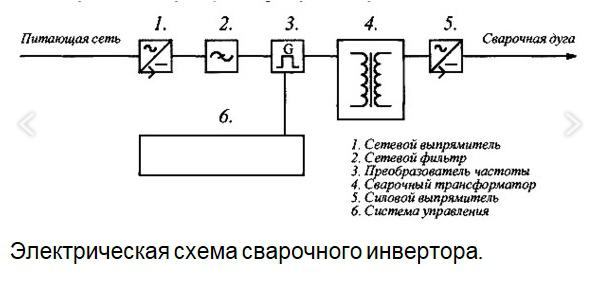
Сборка
Чтобы самодельный сварочный инвертор, своими руками сделанный, был удобен в эксплуатации и его можно было транспортировать, ему потребуется корпус. Туда и будут монтировать все детали.
Трансформаторы крепятся один за другим, при этом происходит уменьшение тока до пятидесяти ампер. Обмотки первичные монтируются параллельно, а вторичные — последовательно. Таким образом, получится устройство с нагрузкой в шестьдесят ампер и тридцать восемь вольт на выходе.
Детали устанавливаются на заводскую плату. При этом фиксация блока питания, драйверов и платы производится отдельно. Силовая часть отделяется металлическим листом, присоединенным к корпусу, от платы. Соединяются управляющие проводники.
Все силовые дорожки должны быть армированы при помощи медной проволоки.
Для отвода тепла крепится специальный радиатор. От его качества зависит долговечность всего устройства.
Сопротивление для блока питания выбирается такое, чтобы было питание в двадцать вольт. Входные выпрямители должны иметь достаточно мощные радиаторы.
В корпус вставляется термический датчик для фиксации максимальной температуры.
Блоком управления служит ШИМ-контроллер с одним каналом настройки. Его назначением является обеспечение горения дуги и стабильность работы. Вмонтированный конденсатор будет влиять на силу сварочного тока.
Особенности системы охлаждения
В будущий сварочный инвертор своими руками монтируются с обеих сторон два вентилятора. Благодаря им вытягивается воздух. Для его поступления снизу корпуса просверливают до нескольких десятков сквозных отверстий.
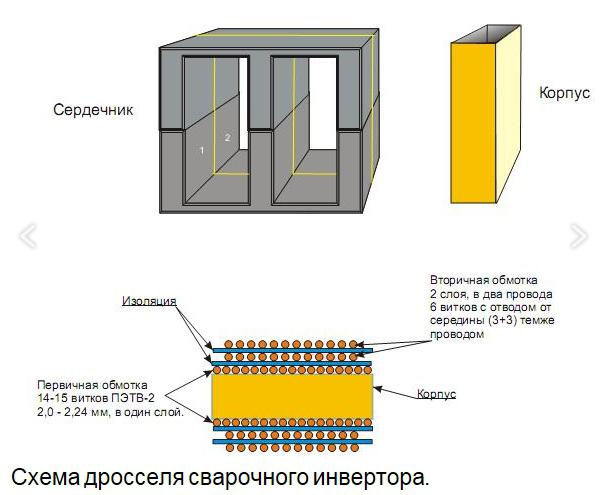
Назначение аппарата
Такой сварочный инвертор, своими руками сделанный, использовать гораздо удобнее и проще, чем трансформаторный прибор. К тому же качество шва у него получается лучше. Его используют при сварке:
- Цветного металла.
- Черного металла.
- Тонких стальных листов.
- Нержавейки.
Детали для устройства
После того как схемы сварочных инверторов, своими руками создаваемых, конструкция и сборка изучены и понятны, переходите к покупке деталей для устройства. Их можно приобрести в магазинах, но лучше воспользоваться интернетом, так как на виртуальных площадках гораздо больший выбор, да и стоимость деталей ниже.
Однако в погоне за дешевизной нельзя забывать об их надлежащем качестве, потому что от этого зависит не только хорошая работа, но и безопасность в целом.
Итак, необходимо приобрести:
- блок питания;
- силовые агрегаты;
- скотч.
- драйверы.
Также потребуется купить и другие аксессуары, такие, как держак, кабель и прочее.
Ремонт сварочных инверторов своими руками

Сварочный прибор необходимо правильно эксплуатировать и периодически осматривать. Если будут обнаружены неполадки, нужно производить ремонт сварочных инверторов (своими руками это сделать вполне реально).
С этой целью при плохом контакте все детали разъединяются, прочищаются сами и их поверхность, а затем соединяются снова.
Если имеется малая нагрузка сети, но устройство потребляет большой ток, то причиной является замыкание витков. Для устранения неполадки необходимо перемотать катушки и заменить изоляцию.
Если сварочная дуга постоянно исчезает, то причиной этого являются пробои обмотки.
Сварочный инвертор полуавтомат (своими руками сделанный) Помелова В.Н. Преимущества
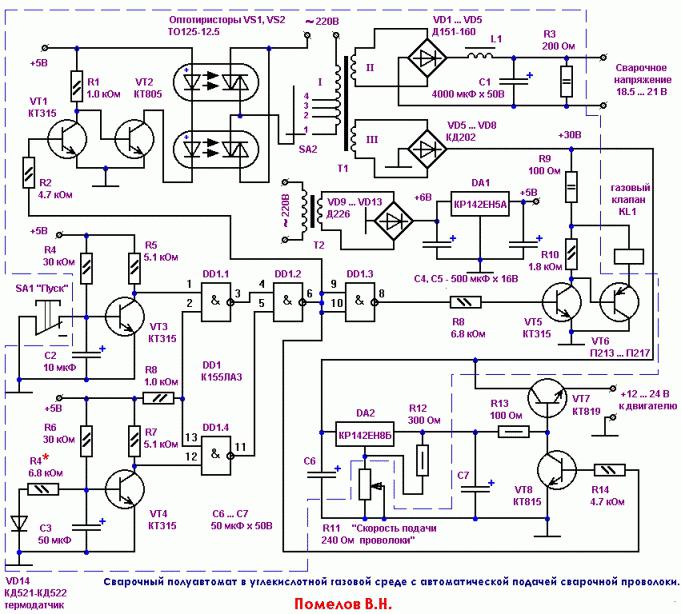
Это устройство подходит для аккуратной и быстрой точечной сварки. При сварке в среде углекислого газа очень малая зона подпадает под термическое влияние, при окрашенной детали краска выгорит лишь узкой полоской, расплавление электродной проволоки происходит очень быстро, и даже если детали имеют различную толщину, шов будет таким же качественным. Кроме того, углекислый газ легче достать, чем ацетилен и кислород, а сварка осваивается достаточно легко.
Конструкция
Базой прибора является трансформатор Т1 для сварки, который подключается к сети в двести двадцать вольт (включается нажатием на кнопку «Пуск», которая подключена к каскаду VT3).
К такому же ключу VT4 подключен диод из кремния VD14, который можно закрепить как термодатчик при продолжительной работе. Но если прибор не будет перегреваться, то без него можно спокойно обойтись.
ИМС DD1 155ЛАЗ обеспечивает все фазы сигналов для выходных узлов. Она питается так же, как и VS1, VT1, VS2, VT2, VT3 и 4 напряжением пять вольт от выпрямителя.
Мощные выпрямительные диоды могут быть Д151-160, Д160-200, В200-6, В2-200-9.
В подборе других элементов вопросов возникнуть не должно.
Сварочный трансформатор имеет мощность от двух с половиной до трех киловатт при медной проволоке шесть на восемь миллиметров во вторичной обмотке, стержневом магнитопроводе для напряжения в двадцать один вольт и токе в сто двадцать ампер.
Одна и другая обмотки мотаются симметрично, конец одной обмотки обязательно соединяется с началом другой. Провод для этого используется двух с половиной миллиметров в диаметре.
На двигатель с прорезью наматывается дроссель L1 сварочным кабелем. У конденсатора С1 емкость четыре тысячи мкФ.
Держак состоит из резинового шланга с примерным диаметром в три сантиметра. По нему подается углекислый газ. С одной стороны шланга находится разъем со штуцером, контактами, отверстием и гайкой, которая крепит весь разъем. С другой стороны — ручка с переключателем и трубка с наружной резьбой, где монтируется наконечник.
Почти все узлы схемы расположены в корпусе. Остальные размещены следующим образом:
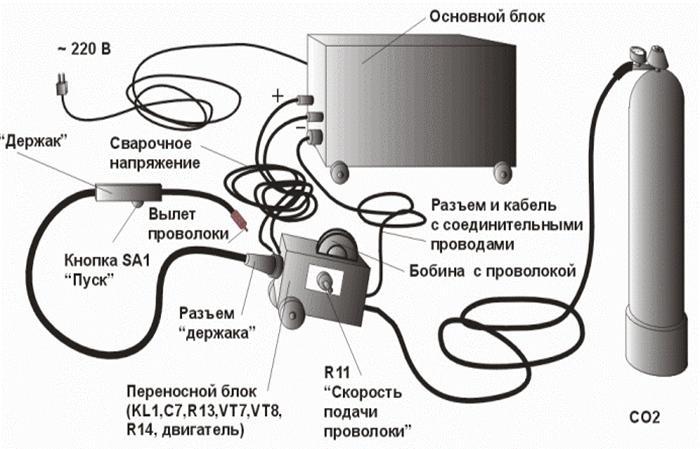
Сделать сварочный инвертор своими руками совсем несложно. Нужны лишь желание и небольшое усердие для реализации задуманного.
Инвертор сварочный своими руками собрали сотни мастеров. Как показывает практика, ничего сверхсложного в этом процессе нет. При наличии опыта и желания можно обзавестись необходимыми деталями и потратить некоторое время на работу.

Для изготовления прибора необходимо запастись всеми необходимыми деталями и комплектующими.
Сварочный аппарат трансформаторного типа был настолько громоздким и проблемным при эксплуатации, что пришедшие ему на смену инверторы на тиристорах быстро завоевали всеобщую популярность.
Дальнейшее развитие технологий изготовления полупроводниковых компонентов позволило создать мощные полевые транзисторы. С их появлением инверторы стали еще легче и компактнее. Улучшенные условия регулировки и стабилизации сварочного тока позволяют с легкостью работать даже новичкам.
Выбор конструкции инвертора

В качестве корпуса можно использовать старый компьютерный блок.
Компоновка самодельного сварочного инвертора неоригинальна и похожа на большинство остальных конструкций. Большинство деталей может быть заменено на аналоги. Определять размеры устройства и начинать изготовление корпуса нужно при наличии всех основных элементов.
Можно использовать готовые радиаторы (от старых компьютерных блоков питания или других устройств). При наличии алюминиевой шины толщиной 2-4 мм и шириной более 30 мм их можно изготовить самостоятельно. Можно использовать любой вентилятор от старых устройств.
Все габаритные детали необходимо расположить на плоской поверхности, просмотреть возможности соединения по принципиальной схеме.
Затем определить место установки вентилятора, чтобы горячий воздух от одних деталей не нагревал другие. При затруднительной ситуации можно использовать два вентилятора, работающих на вытяжку. Стоимость кулеров небольшая, вес также незначительный, надежность всего устройства значительно повысится.
Самые габаритные и тяжелые детали – трансформатор и дроссель для сглаживания пульсаций. Их желательно расположить в центре или симметрично по краям, чтобы их вес не перетягивал устройство в одну сторону. Работать с устройством, надетым на плечо и постоянно сползающим в одну сторону во время сварки, крайне неудобно.
При удовлетворительном расположении всех деталей нужно определить размеры днища устройства и вырезать его из имеющегося в наличии материала. Материал должен быть неэлектропроводящим, обычно используются гетинакс, стеклотекстолит. При отсутствии данных материалов можно использовать дерево, обработанное средствами от возгорания и для защиты от влаги. Последний вариант в каком-то плане имеет свои преимущества. Для крепления деталей можно использовать шурупы, а не резьбовые соединения. Это несколько упростит и удешевит процесс изготовления.
Электрическая схема инвертора
Все инверторы имеют сходную блок-схему:

Блок схема инвертора.
- входной диодный мост, преобразующий переменное напряжение сети в постоянное;
- преобразователь постоянного напряжения в переменное высокой частоты;
- устройство понижения напряжения высокой частоты до рабочего;
- преобразователь в постоянное напряжение с фильтром для сглаживания пульсаций.
Выбранная для самодельного изготовления схема устроена по классическому способу. Основой схемы является косой мост, который обеспечивает наилучшие характеристики работы при максимальной простоте и такой стоимости. Управление силовой схемой выполняется контроллером TL494. Контрольные функции и регулировку тока сварки осуществляет микроконтроллер PIC16F628. Защита устройства от перегрева также реализована через него. В зависимости от максимального тока и используемых деталей возможно несколько версий прошивки устройства с различным максимально допустимым сварочным током.
Блок питания логических элементов схемы и низковольтного оборудования выполнен на ШИМ-контроллере TNY264.
Принципиальная схема, несмотря на большое количество элементов, изготавливается довольно просто. Вся система управления выполнена на нескольких платах:
- плата силовых элементов, два варианта;
- выпрямитель;
- две платы управления.
На плате силовых элементов установлены выпрямительные диоды с защитными цепями, силовые транзисторы, трансформатор, измерительное сопротивление. Необходимую версию платы нужно выбрать по имеющимся в наличии компонентам для сварочного инвертора.

Для инверторного аппарата необходима плата силового управления.
На плате выпрямителей установлены элементы мостов, сглаживающие конденсаторы, реле плавного пуска, сопротивления, компенсирующие изменения параметров от температуры (термисторы).
На платах силового управления расположены схемы:
- ШИМ-контроллер с элементами развязки на оптронах;
- цифровой индикатор с кнопками управления;
- элементы блока питания;
- микроконтроллер.
Перед сборкой плат дорожки для установки силовых элементов необходимо усилить медной проволокой сечением 2,5-4 мм. Для лужения дорожек желательно использовать тугоплавкий припой.
Трансформатор и дроссель для инвертора
При изготовлении сердечника для трансформатора сварочного инвертора можно использовать строчные трансформаторы от старых телевизоров. Понадобятся шесть трансформаторов типа ТВС110ПЦ15.У. С трансформаторов нужно снять стягивающую скобу (открутить две гайки М3 и извлечь скобу). Обмотку можно распилить с двух сторон ножовкой по металлу или болгаркой, соблюдая необходимые меры предосторожности. Если после удаления обмотки сердечник не разделяется на две части, нужно зажать его в тиски и легким ударом разделить. Поверхности деталей нужно очистить от эпоксидной смолы. После заготовки магнитопроводов нужно изготовить каркас. Оптимальным материалом для каркаса будет стеклотекстолит толщиной 1-2 мм, но можно использовать гетинакс или картон. Технические характеристики собранного магнитопровода:

Трансформаторы можно позаимствовать у старого телевизора.
- средняя длина магнитной линии kp=182 мм;
- размеры окна S0=6,2 см2;
- сечение магнитопровода Sм=11,7 см2;
- коэрцитивная сила Hc=12 А/м;
- остаточная магнитная индукция Bг=0,1 Тл;
- магнитная индукция Bs=0,45 Тл (если H=800 А/м), Bm=0,33 Тл (если H=100 А/м и t=60° С).
Сечение и количество витков обмоток необходимо рассчитать, исходя из максимально допустимого рабочего тока для устройства.
Обмотки необходимо располагать по всей ширине окна для снижения непроизводительных потерь.
В качестве материала для обмоток можно использовать медную фольгу или литцендрат нужного сечения для устранения скин-эффекта. Изолирующим материалом между слоями и обмотками могут быть вощеная бумага, лакоткань, ФУМ лента.
При необходимости контроля сварочного тока можно изготовить токовый трансформатор. Для его изготовления понадобятся два кольца типа К30х18х7. На них нужно намотать 85 витков медного провода в лаковой изоляции сечением 0,2-0,5 мм. Кольцо надевается на любой из выходных проводов устройства.
Использование инвертора в трехфазной сети
Иногда при перегрузке сети не хватает мощности для нормальной работы инвертора. При возможности подключения однофазный инвертор можно переделать на трехфазный.
При подключении к однофазной сети (вилка включается в розетку) включается пускатель К1. Одна пара его контактов соединяет провода, идущие от вилки к штатному выключателю (вкл./выкл.) инвертора. Другая пара соединит разрезанные на плате дорожки от выключателя к стационарному выпрямителю.
http:
Пускатель К1 должен иметь контакты с максимально допустимым током не менее 25 А.
Для подключения напряжения от трехфазного выпрямителя используется пускатель К2. Максимально допустимый ток его контактов должен быть не менее 10А. Для подключения к трехфазной сети желательно использовать розетку 3p + N + E (три фазных провода, нулевой и заземляющий). Устройство можно встроить в инвертор или изготовить в виде отдельного блока. Изготовление в виде отдельного блока оптимально при работе на одном месте. При частых перемещениях носить два устройства не удобно.
Заключение по теме
Сделать сварочный инвертор своими руками не так сложно. При недостатке опыта всегда можно проконсультироваться у специалистов.
В результате можно получить отличное устройство с дополнительными функциями, отсутствующими у инверторов промышленного изготовления.
http:
Ремонт устройства, изготовленного своими руками, не создаст особых проблем, а использование в работе инструмента будет приносить удовольствие.
Оцените статью:



3 голосов, в среднем: 1,67 из 5
![]() Загрузка…
Загрузка…