Идеальное качество сварного шва особенно важно при проведении трубоукладочных работ. С этой целью были разработаны центраторы для сварки труб. По-настоящему важность такого специального оборудования могут оценить разве что только профессиональные сварщики, занимающиеся проведением магистральных и местных трубопроводов. Ведь «на глазок» абсолютно точно совместить кромки труб крайне сложно.
Нетрудно догадаться, что кроме главной задачи механические приспособления для точного центрирования трубных торцов и образования плотных стыков решают еще одну задачу. Данное оборудование, поддерживающее точное примыкание кромок друг к другу не только перед, но и во время сварки, позволяет существенно ускорить этот процесс.
Назначение и функциональные особенности центраторов
Высококачественная сборка трубопровода начинается вовсе не с качественной сварки. Как бы хорошо ни была выполнена указанная операция, без предварительно проведенной регулировки соосности двух соединяемых фрагментов труб трудно надеяться на положительный результат.
Особо важна точность стыковки цилиндрических магистральных труб, предназначенных для транспортировки природного газа, перекачки нефтепродуктов, химических веществ и других материалов, опасных для здоровья человека. В этом случае наличие приспособлений для безупречной сварки является не приятным дополнением для удобства работников, а насущной необходимостью.
Точное совпадение металлоконструкций по общей оси обеспечивается именно контрольно-фиксирующим приспособлением в виде центратора.

Сварные стыки труб: а – поворотный, б – неповоротный, в – горизонтальный.
Диапазон рабочих размеров труб, обслуживаемых данным оборудованием, весьма обширен. В частности, центраторы для , в зависимости от своей конструкции и габаритов, способны обрабатывать изделия в пределах их диаметров от 25 мм до 6000 мм.
Любой центратор для сварки выполняет еще одну важную функцию. Благодаря жесткому захвату трубного корпуса это устройство предотвращает крайне нежелательное дрожание и колебание обрабатываемого объекта. Если этим условием во время сварки пренебречь, то при малейшей нагрузке в будущем полученный шов может лопнуть. Наверное, не стоит описывать последствия образования малозаметных микротрещин на стыках и их уязвимости при первых же рабочих нагрузках.
В настоящее время все самые востребованные центраторы разделяются на внешние (наружные) и внутренние. Их названия полностью отвечают месту монтажа указанного оборудования: наружные механизмы крепятся на внешней стороне трубы, внутренние выполняют свои функции, находясь в трубных полостях.
Вернуться к оглавлению
Отличительные особенности наружных центраторов
Наружный центратор представляет собой своего рода большой зажим, который способом обхвата цилиндрической конструкции удерживает концы двух труб в фиксировано-соосном положении. По сравнению с внутренним центратором наружный вариант более легок в установке и удобен в эксплуатации.
Еще одной немаловажной характеристикой данного типа центраторов является их способность технически выправлять края трубы, по какой-то причине приобретшие вид неправильного эллипса. Без устранения такого дефекта практически невозможно обеспечить высококачественный и максимально прочный сварочный шов.
В зависимости от толщины стенок труб и их общих диаметров наружные центрирующие устройства подразделяются на несколько групп.

Технически самой простой категорией таких центраторов является категория звенных устройств. Внешне они напоминают многогранник, снабженный внутренней системой колец-звеньев. В зависимости от типа свариваемого объекта эти звенья могут быть либо одинаковой, либо разной длины, а их количество зависит от диаметра трубы.
Данный тип центраторов применяется для работ с трубами диаметром 50-1500 мм. Закрепляется такое приспособление на корпусе трубы с помощью специальных прижимов.
Наружные звенные центраторы гидрофицированные представляют собой продвинутый вариант стандартных звенных устройств. Они отличаются от «основы» тем, что их затягивают на трубе не руками, а с помощью ручного домкрата. Благодаря этому центратор обжимает металлический цилиндр с большим усилием, что положительно сказывается на качестве работы. Отлично стыкует друг с другом трубы в диапазоне диаметров от 72 см до 162 см.
Целям устранения нежелательной эллипсности труб служит модернизованный вариант звенных гидрофицированных центраторов. Он предполагает использование в данном приспособлении электрического или пневматического домкрата. Группа цепных центраторов объединяет приспособления, работа которых основана на применении цепи, затягиваемой вокруг свариваемых труб. Достоинством данного вида является его универсальность. Цепные центраторы способны работать с трубами самых разных диаметров в пределах от 90 мм до 1000 мм.
Эксцентриковые центраторы применяются для сварки труб большого сечения. Основу их составляют две стальные дуги. В отличие от звенных центраторов, в которых фиксация звеньев осуществляется специальными крюками, дуги в эксцентриковых устройствах при настройке под заданную трубу стягиваются дополнительной регулировочной перемычкой. Стоит отметить, что один и тот же центратор с эксцентриком может использоваться в работе с трубами нескольких диаметров. Этот фактор делает указанное приспособление более удобным, но и более дорогостоящим.
Вернуться к оглавлению
Особенности устройства и применения внутренних центраторов

Этот тип центрирующих приспособлений относится к технически более сложному, в сравнении с наружными центраторами, монтажному вспомогательному оборудованию. Воздействие на стенки труб указанные центраторы осуществляют изнутри свариваемого цилиндра.
Принципиально функционирование данного оборудования выглядит следующим образом. К жимкам – рабочим органам внутреннего центратора, расположенным в два ряда по всему внешнему диаметру приспособления – посредством гидравлической системы передается определенное усилие. С заданной силой сжатия жимки распирают изнутри трубные торцы.
Таким образом, трубы надежно фиксируются в определенном, соосном друг к другу положении до момента окончания сварки. Благодаря большому гидравлическому усилию, подаваемому на жимки, указанное оборудование хорошо справляется с уже упомянутой выше технологической задачей: корректирует эллипсоидное сечение трубы в сторону правильной цилиндрической конфигурации.
При установке внутри трубопровода такой центратор закрепляется на краю одной трубной секции, а другая секция надвигается на приспособление. В момент фиксации обеих секций между торцами труб остается заданный технологический зазор, необходимый для проведения сварки.
Внутренний центратор перемещается в полости трубопровода при помощи специальной механической штанги. Для протягивания механизма, который обычно отличается достаточно большим весом, применяют различную спецтехнику (в том числе трактора).
Перемещение происходит по всей протяженности трубопровода, поэтому данное вспомогательное оборудование предназначено, как правило, для продолжительного процесса трубоукладки. При этом сварка производится практически без существенных перерывов.
Внутренние центраторы хорошо ведут себя при значительных перепадах температур. Их успешно эксплуатируют в температурном диапазоне от -40 до +45°С.
Стыковое соединение элементов магистральных трубопроводов, особенно для труб больших диаметров – сложная задача. Малая жёсткость соединяемых участков предопределяет проблемы с провисанием труб, а малейшая их несоосность ухудшает качество соединения, с последующими тяжёлыми последствиями. Поэтому перед соединением смежные участки трубопровода требуется надёжно и правильно зафиксировать. Эту роль и выполняют центраторы для сварки труб.
Эффективность центраторов и их виды
Функция центратора – обеспечить необходимое совпадание (не параллельность!) осей труб перед началом их сварки.
Вследствие этого размеры свариваемой зоны получаются стабильными, поэтому процесс можно механизировать. Кроме того, с использованием центраторов исключаются перепады внутреннего диаметра в месте стыка. Следовательно, исчезают очаги возможной турбулентности потока рабочей среды при её перекачке по трубопроводу, а также снижается значение коэффициента сопротивления. В итоге удельная мощность насосного оборудования магистрального трубопровода также снижается.
К конструкции центраторов предъявляются следующие требования:
- Надёжность фиксации свариваемых участков между собой.
- Точность присоединения стыков.
- Удобство монтажа и демонтажа.
- Долговечность, причём независимо от условий их использования.

Классификация наиболее распространённых типов центраторов может быть произведена по следующим параметрам:
- По технологическому назначению. Выпускаются центраторы для внутреннего и внешнего диаметров труб;
- По конструктивному исполнению. Соединяемые участки трубопроводов могут быть прямыми, а могут располагаться и под некоторым углом друг к другу;
- По количеству точек фиксации. Для труб сравнительно небольших диаметров возможна односторонняя фиксация, в то время как трубы диаметром свыше 400…600 мм должны фиксироваться с обеих сторон;
Применение центраторов несколько увеличивает себестоимость сварочных работ, но это–единственный недостаток рассматриваемых приспособлений. Кроме того, вес большинства промышленных моделей центраторов может достигать сотен килограммов, поэтому их монтаж и эксплуатация требует применения грузоподъёмных устройств или механизмов.
Наружные центраторы для сварки труб
Такие устройства (обозначаются буквами ЦН с последующим указанием предельного значения внешнего диаметра в мм) представляет собой разъёмную многозвенную конструкцию, которая отличается различным способом соединения свариваемых концов труб. Наибольшее применение получили следующие разновидности наружных центраторов:
- Центраторы многозвенного типа
, предназначенные для соединения трубопроводов с наружным диаметром до 2000 мм. Состоят из комплекта звеньев, которые соединяются между собой пальцевыми шарнирами. Стягивание звеньев между собой осуществляется либо вручную, при помощи винтового механизма, либо силового гидропривода по типу обычного домкрата. В последнем случае может быть достигнуто большее усилие стягивания, что обеспечит лучшее центрирование.

- Центраторы арочного типа
, которые представляют собой две клеммы с откидными частями, которые при центрировании накладываются одна на другую, после чего стягиваются вручную или гидравликой. Отсутствие звеньев упрощает конструкцию, и делает её более жёсткой и долговечной. Это связано с тем, что в процессе эксплуатации величина зазоров в звеньях центраторов предыдущего типа как правило, возрастает вследствие износа. Кроме того, исключается выход приспособления из строя вследствие поломки соединяющих пальцев. Количество арочных секций подбирается в зависимости от внешнего диаметра трубопровода. Арочные центраторы применяют для труб диаметром до 900 мм.

- Цепные центраторы
, прижимным органом которых является цепь. Такие приспособления отличаются наибольшей оперативностью при своей установке, вследствие чего используются не только при прокладке новых, но и ремонте действующих трубопроводов. Стягивание цепи, однако, выполняется вручную, что является недостатком данной конструкции. Цепные центраторы выпускаются для наружных диаметров труб до 1400 мм.

- Эксцентриковые центраторы
, которые по конструкции несколько напоминают арочные, однако прижим клемм производится при помощи эксцентрикового зажима. Это ускоряет процесс центрирования, однако требует высокой квалификации оператора, производящего стягивание, поскольку при недостаточно прочной фиксации эксцентрик может самопроизвольно отсоединиться. Кроме того, механизм быстро изнашивается, и при этом усилие прижима уменьшается. Ввиду отмеченных особенностей применение эксцентриковых центраторов ограничено трубопроводами сравнительно небольших диаметров – 400…500 мм.

- Струбцинные центраторы
, применяемые для фиксирования труб небольших диаметров. Они используются главным образом при прокладке бытовых трубопроводов. Такие устройства компактны, и представляют собой ручной рычажный механизм (в некоторых моделях имеется гидрозажим), которым производится прижим участков труб. Форма струбцин определяется внешней конфигурацией труб: струбцины могут быть и прямоугольными, и с дуговыми элементами. При этом нижняя струбцина, как правило – плоская.

Все конструктивные исполнения наружных центраторов для труб используются только совместно с дополнительным оборудованием. К нему относятся подставки, грузозахватные приспособления (крановые крюки), рабочие площадки для центрирования и пр.
Внутренние центраторы для сварки труб
Конструкции таких приспособлений более сложные, поскольку должны обеспечивать соосность внутренних диаметров труб. Внутренние центраторы (обозначаются ЦВ), кроме внешней фиксации, должны обеспечивать ещё и внутреннюю, поэтому применяются при соединении труб, имеющих пенополиуретановое покрытие (ППУ).
Отличительной особенностью таких труб, широко применяемых в магистральных системах водяного отопления и горячего водоснабжения, является наличие защитного слоя пенополиуретановой изоляции, в котором размещается кабель, обеспечивающий дистанционный контроль за состоянием трубопровода. Сверху ППУ-изоляция покрывается термостойкой неметаллической оболочкой, поэтому сварка стыков стальных труб в данном случае возможна только изнутри.

Особенностью использования внутренних центраторов является то, что они могут использоваться в длительном режиме эксплуатации трубопровода. Как правило, они включают в себя гидравлический привод, который обеспечивает не только центровку, но и устраняет прогиб трубы под собственным весом или в результате просадки грунта в месте прокладки трубопровода.
Система управления гидроприводом внутреннего центратора базируется на использовании двигателей постоянного тока, поскольку предполагает регулирование скорости перемещения гидрозажимов.
Для труб с внутренним диаметром до 300 мм возможно использование внутренних центраторов с ручным приводом.
Внутренние центраторы действуют так. Приспособление вводится в один из торцов трубы, в то время как второй надвигается при помощи грузозахватного приспособления. Гидравликой создаётся необходимое усилие прижима, после чего производится сварка. В процессе сварки труба сильно нагревается, поэтому обязательным является наличие охлаждающего вентилятора.
К специализированным конструкциям относят центраторы для узких труб. Они имеют пружинный прижим, и являются разновидностью наружных центраторов, используемых при бурении глубоких скважин под воду или нефть.

Выбор подходящего исполнения центраторов для труб
Исходными критериями для выбора считаются:
- Материал труб. При использовании труб ППУ однозначно следует ориентироваться на внутренние центраторы.
- Диаметр трубы. Для магистральных трубопроводов с внешним диаметром более 800 мм, предпочтение отдают более жёстким конструкциям, например, арочным или многозвенным наружным центраторам. При меньших диаметрам достаточно стабильным прижимом отличаются эксцентриковые исполнения данных приспособлений.
- Предельное давление прокачиваемой рабочей среды. При давлениях свыше 5 ат рекомендуется применение центраторов с гидрозажимом.
- Технические условия на предельные дефекты сварного соединения (в частности, эллипсность). При повышенных требованиях к данному параметру надёжнее всего ведут себя цепные центраторы.
- Универсальность. Здесь цепные центраторы – также вне конкуренции.
Приобретая центраторы для сварки труб, стоит предварительно также ознакомиться с профилем основной продукции производителя. Ориентируясь на экспортные исполнения данных приспособлений, необходимо отметить, что наилучшим качеством обладают изделия фирм Vietz (Германия) и Сlamp (США).
Качество сборки сварного трубопровода зависит от многих факторов, в числе которых точность позиционирования отдельных элементов. Это касается магистралей разных диаметров. Перед сваркой трубы и фасонных элементов должны быть установлены в проектное положение и надежно зафиксированы. Кроме стационарных опор для этого используют съемные приспособления – центраторы. Устройства позволяют производить стыковку труб без смещения сварочных кромок и установление сварочных зазоров.
Основные разновидности
По расположению относительно трубы центраторы делятся на два вида – наружные и внутренние. Устройства также различаются по конструкции фиксирующих элементов и привода.
Наружные
Центраторы такого типа закрепляются на наружных поверхностях стыкуемых труб. Они имеют сравнительно несложные конструкции и малую массу. Такие центраторы применяются для стыковки труб диаметром до 2000 мм. Наибольшей популярностью у монтажников пользуются механизмы следующих конструкций:
- цепные. Основные преимущества сварочных центраторов такого типа – простота в использовании и универсальность в отношении диаметров стыкуемых труб. Основной упорный элемент – цепь – натягивается при помощи механического редукторного привода. Многие производители снабжают центраторы дополнительными выравнивающими винтами для исправления геометрии (эллипса) деформированных труб и фасонных деталей;
- звенные. Опорными элементами конструкции служат ролики, которые устанавливаются на поверхности стыкуемых труб. Для затяжки звенные центраторы снабжаются винтовым приводом. Посредством передаваемого от него усилия приспособление плотно облегает наружный радиус трубы;
- эксцентриковые. Устройство представляет собой два шарнирно соединенных полукольца, на которых закреплены проставки, толщина которых подбирается в зависимости от диаметра стыкуемых труб. Устанавливая и убирая проставки, можно приспосабливать центраторы для работы с разными диаметрами.
Внутренние
Позволяют производить непрерывную сварку труб, поскольку не перекрывают стык. Внутренние центраторы отличаются высокой сложностью конструкции. Используются такие типы центраторов для сварки труб диаметром более 2000 мм.
Преимущества использования
- Снижение трудозатрат. Центраторы позволяют установить в проектное положение трубы без значительных усилий. За счет точности позиционирования можно использовать механизированную сварку.
- Прочность соединения. Центраторы помогают добиться одинаковой ширины шва по всей окружности трубы без подрезов, наплывов и непроваров.
- Сохранение гидравлических параметров. Внутренняя поверхность трубы в месте сварки не имеет ступенек, препятствующих прохождению транспортируемой среды. Применение центратора позволяет избежать возникновения турбулентности и увеличения гидравлического сопротивления.
Наши предложения
ООО «ТД МОССВАРКА» поставляет качественный инструмент и
приспособления ведущих производителей, например отечественной компании «Сфера».
В каталоге представлен широкий ассортимент цепных и многозвенных центраторов для сварки труб
диаметром от 12 до 1220 мм. Оборудование произведено в соответствии с техническими
условиями, а его качество подтверждается паспортами и сертификатами. Для приобретения
сварочного центратора для труб воспользуйтесь «Корзиной».
Получить помощь в выборе оборудования, уточнить условия доставки и оплаты Вы можете
по контактному телефону или электронной почте, представленным вверху страницы.
Сварка стыков металлического или ППУ трубопровода – задача очень ответственная. Именно от качества сварных швов и правильного уклона по уровню водопровода, канализации или теплотрассы, будет зависеть срок их службы.

Самое сложное в процессе сварки труб – отцентровать стыки перед началом сварных работ. Особенно это касается изделий большого диаметра. Справится с этой задачей без лишних затрат времени и сил помогут центраторы автоматические трубные.
Cодержание статьи
Что такое центратор?
Каждый сварщик знает, что надежное закрепление свариваемых элементов – залог хорошего результата. Если трубы, подготовленные для сварки, не отцентрованы и не закреплены надежно, они могут вибрировать и колебаться в процессе работы. Это приведет к тому, что шов выйдет объемным, слабым и ненадежным.
При малейшей нагрузке он может дать течь, а то и лопнуть.
Подобная халатность не допустима даже при монтаже бытовых трубопроводов малого диаметра с незначительным давлением и отсутствием внешней нагрузки. Что же касается промышленных, особенно подземных, магистралей, такая безответственность, в дальнейшем может обойтись очень дорого.
Именно поэтому в процессе сварки отрезков, особенно большого диаметра, всегда используют трубные центраторы или направляющие.
Их задача – надежно зафиксировать стык трубопровода для обеспечения качественного сварного шва.

Центраторы состоят из тела устройства (натяжного механизма), подставки или крюка и отдельных наборных элементов, изменение количества которых позволяет соединять линииразного, в том числе и малого, диаметра.
Данное оборудование закрепляется вокруг стыка двух подготовленных для сварки труб и плотно притягивают с помощью натяжного механизма.
Центратор может быть как наружный, так и внутренний. Внутренние центраторы используют, в основном, для фиксации труб ППУ, или в тех случаях, когда применить наружный механизм не позволяет рабочее пространство.
В остальных случаях используется наружный. Это связано с тем, что внутреннее направляющее устройство более дорогостоящее и значительно сложнее в установке.
Отметим так же, что центратор для сварки ППУ труб большого диаметра – устройство довольно громоздкое и тяжелое.
Поэтому его использование требует использования дополнительной техники.
Процесс сварки пластиковых труб с помощью центратора (видео)
Плюсы и минусы
Как и любое устройство, трубные центраторы имеют свои достоинства и недостатки.
К достоинствам относим:
- широкая функциональность. Не требуется приобретение направляющих отдельно для каждого диаметра;
- возможность работы как с металлическими, так и с трубами ППУ;
- качественная и надежная фиксация соединяемых элементов;
- наличие двух модификаций – внутренний и наружный, что позволяет фиксировать отрезки в любых условиях и рабочих пространствах;
- обеспечение качественных сварных швов, которые являются залогом надежности трубопровода.

Недостатки данного оборудования связаны, в первую очередь, с его громоздкостью.
- довольно высокая цена. Однако, отметим, что если сваркой трубопроводов вы занимаетесь постоянно, центраторы окупят себя за короткий срок;
- сложность конструкции. Работа с данным оборудованием требует определенных знаний и навыков;
- громоздкость и большой вес (когда речь идет о сварке труб стальных и ППУ большого диаметра);
- при соединении отрезков большого диаметра требуется использование спецтехники.
Хотя трубные центраторы и имеют ряд недостатков, однако ничего надежнее для сварки трубопроводов, особенно промышленного назначения, не существует. Данное устройство окупит себя с лихвой благодаря монтажу надежных трубопроводов, которые будут служить годами.
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.

Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.

Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.

Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода
. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
Трубы больших размеров (диаметров, длины) сложно состыковать вручную так, чтобы кромки сошлись точно и без перекосов. Для этой цели применяют механические приспособления – центраторы для сварки труб. Они обеспечивают идеальную состыковку, которая позволяет сделать качественный сварочный шов. В основном их используют при проведении магистральных и местных трубопроводов. Диапазон размеров труб, соединяемых при помощи центраторов, находятся в пределах от 25 мм до 6000 мм.
Преимущества использования центраторов:
- надежная фиксация труб;
- можно с высокой точностью состыковать кромки;
- быстрота и простота использования;
- долговечность приспособления.
Центраторы незаменимы во время сооружения громоздких магистральных трубопроводов для перекачки газа, нефти, химических веществ и других, опасных жидкостей и газов. Это несколько увеличивает расходы, но обеспечивает надлежащее качество сварного соединения. Трубы в секции собирают на стендах, линиях, передвижных трубосварочных базах.
По технологическому назначению и месту применения центраторы делятся на две группы:
- для внутренней установки;
- для наружной установки.
Выполняют они одни и те же функции, но могут использоваться не везде, а только в определенных условиях, заменяя друг друга. Например, при соединении прямых отрезков труб одинакового диаметра можно использовать как наружный, так и внутренний центратор. При соединении трубы с коленом внутрь устройство установить невозможно, а для фиксации элементов используют наружное устройство. Центраторы повышают производительность и качество сборки как больших, так и малых трубопроводов. Их можно использовать для сварки любых типов соединений (прямых, поворотов, тройников, запорной арматуры, фланцев).
Внутренние

Внутренние центраторы дают возможность механизировать процесс сборки трубопровода, при этом стык целиком доступен для сварки, шов накладывают непрерывно, без установки прихваток. Применение центраторов значительно облегчает работу сварщика, так как позволяет наложить весь шов сразу и без остановок.
В зависимости от размера труб центраторы могут иметь различную конструкцию:
- центраторы внутренние гидравлические – используются для центровки, как отдельных труб, так и секций, а перемещение устройства от стыка к стыку производится при помощи специальной штанги;
- ручные с распорными клиньями — автоматически центрирует трубы, в том числе и с разными диаметрами;
- ножничные – в зависимости от модели и конструкции могут центрировать трубы не только одинакового, но разного диаметра.
Внутренние более равномерно распределяют разницу периметров относительно друг друга по всему стыку. Они способны исправить незначительные вмятины, отклонения от цилиндричности и приводить торцы к правильной окружности.
Если строиться крупный магистральный трубопровод, то используют самоходные гидравлические центраторы. Они способные перемещаться на большие расстояния посредством дистанционного управления.
Внутренние (распорные) центраторы обеспечивают наиболее точное совпадение кромок труб, так как за базу считают внутреннюю поверхность трубы. Достаточно мощные механизмы могут осуществлять выравнивание кромок и используются как расширители. Они повышают степень механизации и производительность сборки практически всех участков трубопровода.
Наружные

Сварку захлестов, стыков с перепадом диаметров, изгибов, кривых вставок, угольников, присоединение арматуры производят с помощью наружных центраторов. Они имеют различную конструкцию, которая принципиально не отличается друг от друга. Основной рабочий элемент – это две соединенные шарниром скобы, ширина их такова, что захватываются два конца пристыковываемых труб. По сути центратор – это переносное фиксирующее устройство независимого действия.
По конструкции центраторы различают:
- арочные гидравлические – состоят из дугообразных секций соединенных с помощью шарниров. Для замыкания секций используется гидравлический привод, расположенный на консоли;
- арочные гидравлические с устройством рихтовки – они снабжены мощной гидравликой для выравнивания больших местных несовпадений торцов, выравнивание производится с помощью перемещения упоров;
- цепные – дают возможность выборочно подгонять стыки труб и быстро разбирается на элементы (цепь и башмаки);
- звеньевые – могут настраиваться на стандартные типоразмеры труб при помощи добавления или удаления съемных звеньев, а механизмом стяжки является винт;
- эксцентриковые – состоят из дуг с опорами и зажима в виде эксцентрика. Его можно использовать для труб определенного диапазона диаметров, используя подставки и переставляя оси.
Все вышеперечисленные приспособления имеют достаточно большой вес и крупные габариты. Если свариваемый стык большого диаметра, то они подходят идеально, а для сборки труб маленького диаметра непрактичны. Для них специально были созданы легкие переносные устройства для центровки труб малого диаметра:
- струбцина монтажная для сварки труб и отводов – состоит из обжимов, траверсы, стопоров, винта;
- центратор-струбцина – имеет форму клещей снабженных фиксатором;
- центратор «хомут» – состоит из винта с рукояткой, скобы, траверсы, призмы.
Такие устройства позволяют центрировать трубы только одинакового диаметра. При помощи струбцины выставляются торцы труб и делаются прихватки. Шов проваривается только после снятия струбцины. Для состыковки труб разных диаметров (в том числе при большой разнице) используют специальные центраторы с независимыми блоками фиксации.
Устройства для точного центрирования и зажима трубных колен, фланцев, тройников, переходников и другой трубной арматуры имею более сложную конструкцию. Точная подгонка элементов осуществляется множество барашковых винтов.
При выборе устройства нужно помнить, что наружные центраторы имеют простую конструкцию и не всегда могут обеспечить высокую точность совмещения внутренних кромок. Внутренние устройства всегда дают лучшее качество центрирования, но не везде могут быть установлены. При использовании внутренних устройств шов можно сразу заваривать, а если применяются наружные, то сначала ставят прихватки, затем снимают приспособления и только потом шов заваривают.
Какие бывают центраторы для сварки труб и зачем они нужны?

Трубы большого диаметра свариваются путем соединения встык. Для получения качественного шва необходимо добиться того, чтобы свариваемые элементы правильно располагались относительно друг друга. А чтобы добиться идеальной сооности, используют центраторы для сварки труб. Разберемся, что это за устройства и какие разновидности центраторов используют в строительстве.
Трубы малого диаметра соединяют при помощи фитингов или сваривают методом «в раструб». При работе с магистральными трубопроводами, данные способы монтажа неприемлемы. Трубы свариваются так, чтобы их торцы были соединены встык. А для того чтобы элементы трубопроводов располагались идеально ровно, нужно специальное оборудование – центраторы.
Назначение
Основное назначение центратора – это надежная фиксация свариваемых элементов в правильном положении. Если две трубы будут смещены друг относительно друга или в процессе сварки они будут вибрировать или смещаться, то получить качественный шов будет невозможно. При серьезной нагрузке трубопровод может лопнуть в месте некачественно выполненного сварного соединения.
Совет! Чаще всего, центраторы применяют при выполнении сварных соединений труб большого диаметра.
Центровка при выполнении сварочных работ проводится с использованием специального прибора. Существует несколько разновидностей центраторов, но принцип работы у них один. Оба конца свариваемых деталей обтягивают обсадными кольцами и фиксируют их в нужном положении при помощи специального зажима.
Совет! Диаметр обсадных колец можно менять в зависимости от размера изделий, которые предполагается сваривать.
Преимущества использования
Применение центраторов для сварки труб имеет следующие преимущества:
- возможность выполнить шов максимально точно, высокое качество работы снижает риск аварий на трубопроводе;
- центраторы – это мобильные устройства, поэтому их несложно транспортировать;
- большинство моделей функциональны, с их помощью можно проводить работу с трубами из металла и полимерных материалов разных диаметров.
Какими бывают?
Центраторы для выполнения сварочных работ классифицируют по нескольким признакам:
- по месту установки – бывают внутренние и наружные модели;
- по способу крепления выделяют арочные, цепные, струбционные, многозвеньевые, эксцентриковые;
- по сфере использования выделяют профессиональное и бытовое оборудование.
Совет! Профессиональные центраты – это функциональные модели, которые используются для сварки магистральных сетей. Бытовые модели предназначены для использования в частном строительстве, с их помощью можно самостоятельно провести строительство трубопровода на дачах или на участках загородных коттеджей.
Место размещения
Устанавливаться центратор может снаружи свариваемых труб или внутри их. Первый вариант используют в том случае, если диаметр трубопровода небольшой – до 2000 мм. Если проводится сварка крупных магистралей, применяются модели, устанавливаемые внутри.
Наружные
Наружный центратор для сварки труб внешне напоминает зажим, который обхватывает трубы снаружи и фиксирует их в нужном положении на время проведения сварочных работ. Преимущества этого варианта оборудования:
- оборудование имеет небольшие габариты и незначительный вес, поэтому при транспортировке не возникает проблем;
- устройства позволяют проводить работы в любых климатических условиях;
- легко и быстро устанавливается, а после завершения работ – демонтируются.
Внутренние
Вторая разновидность прибора – внутренний центратор. Это устройство используется для трубопроводов диаметром больше 2000 мм. Эти центраторы устанавливают внутри, то есть они внешне похожи на распорки. Поскольку это оборудование предназначено для сварки трубопроводов большого диаметра, то вполне естественно, что оно и само является габаритным.
Совет! Внутренние центраторы часто имеют гидравлическое устройство, благодаря которому осуществляется точная центровка и исключает прогиб трубопровода под весом самого оборудования.
Способ крепления
Наружные центраторы могут иметь разные варианты крепления. Чаще всего, используют следующие варианты:
- Многозвеньевые. Устройство, обхватывающее трубу, состоит из нескольких элементов, шарнирно соединенных между собой. Стягиваются устройства при помощи гидропривода, действующего по принципу домкрата, либо винтового механизма, затягиваемого вручную.
- Арочные. Обхват в этом устройстве представлен двумя скобами, которые соединяются и стягиваются при помощи гидравлического механизма или вручную. Этот вариант центратора используется для труб диаметром до 900 мм. Арочные модели, благодаря отсутствию звеньев, более жесткие и долговечные.
- Цепные. Прижимное устройство этого механизма представлено цепью, такое устройство отличается быстротой установки. Недостатком варианта является то, что стягивание цепи производится вручную. Цепной центратор может быть использован для проведения работ на новых или уже введенных в эксплуатацию трубопроводах диаметром до 1400 мм.
- Эксцентриковые. Внешне конструкция напоминает арочные центраторы, отличием является принцип прижима. В этом варианте используется эксцентриковый зажим. Установка оборудования занимает немного времени, но требует наличия навыков у оператора. При неправильно закрепленном эксцентрике в процессе работы соединение ослабляется и степень прижима оказывается недостаточной. Применение центраторов этого типа возможно только на трубопроводах диаметром до 500 мм.
- Струбционные. Этот вариант также имеет ограничения, его применяют для трубопроводов диаметром до 400 мм, его нередко используется и в частном строительстве. Устройства компактны, чаще всего, затягиваются вручную. Но есть и модели с гидравлическими механизмами.
Порядок установки
Установка центратора проводится в процессе подготовительного этапа сварочных работ. Порядок монтажа зависит от модели устройства. Но, в любом случае, нужно выполнить подготовительный этап, во время которого производится зачистка краев свариваемых труб.
Совет! Зачистку удобно проводить болгаркой со специальной насадкой в форме металлической щетки.
Внутренние модели
Действуют при установке внутренних центраторов так:
- оборудование вводится в торец одной из труб;
- вторая труба пододвигается к первой (при помощи грузоподъемной техники);
- гидравлический механизм создает необходимый прижим;
- после этого может производиться сварка.
Совет! При создании сварного шва трубы сильно нагреваются, поэтому необходимо использование воздушного охлаждения.
Наружные модели
Монтаж этого устройства проходит по-другому. Но сначала производится подготовительный этап, то есть, зачистка труб. Порядок действий:
- два отрезка трубы подводятся вплотную друг к другу;
- центратор надевают в месте соединения;
- производится затяжка центратором – вручную или при помощи механизма;
- после проверки надежности монтажа можно приступать к выполнению сварочных работ.
Как выбирать?
Чтобы правильно выбрать модель центратора, нужно учесть условия, в которых устройство будет эксплуатироваться:
- Диаметр труб. Каждая модель имеет ограничения по диаметру труб, для которых её можно использовать.
- Материал. Так, трубы, имеющие полиуретановое покрытие, нельзя сваривать с применением наружных центраторов, необходимо использовать внутренние.
- Объем работ. Если планируется произвести сбоку трубопровода на участке частного дома, то достаточно использовать самый простой и дешевый вариант – цепной наружный центратор. Если же оборудование приобретается для проведения масштабных работ, то нужно отдавать предпочтение профессиональным моделям.
- Условия эксплуатации трубопровода. Если магистраль будет использоваться для транспортировки сред под давлением более 5 атм, то нельзя использовать устройства с ручным зажимом, требуется применение оборудования с гидроприводом.
Итак, центратор – это необходимое оборудование для проведения сварочных работ, если трубы соединяются встык. Выбирать модель центратора нужно с учетом того, какие трубы будут свариваться, а также с учетом давления транспортируемой среды.
Источник: https://kanalizaciyam.ru/centrator-dlya-svarki-trub.html
Центраторы для сварки труб: что это такое, где купить

Без надежной фиксации труб при стыковке невозможно получить надежное соединение даже, если сварочные работы проводятся рабочим высокого класса. На ручную установку и фиксацию в нужном положении уходит больше времени, чем на наложение шва. Поэтому при монтаже трубопроводов применяют центратор для сварки, который упрощает и сокращает сроки проведения работ.
Особенности и назначение
При вибрации и смещении незакрепленных труб во время соединения шов получается рыхлым, поэтому может треснуть даже при минимальной нагрузке. Поэтому применение центраторов для сварки труб, по которым перекачиваются агрессивные или опасные для здоровья людей вещества является обязательным. Работа с ними возможна при температуре от -45 до +45˚C. Точность совпадения осей при сборке труб под сварку уменьшает коэффициент сопротивления. Поэтому снижается мощность перекачивающих агрегатов.
Центраторы в зависимости от конструктивных особенностей применяют для стыковки диаметров от 25 до 2000 мм. Основой конструкции является тело, дополненное подставкой или крюком и набором зажимных элементов. Их количество можно менять в зависимости от диаметра соединяемых частей. Оборудование крепится на трубопровод с одной или обеих сторон стыка и стягивается натяжным механизмом, плотно соединяя торцы.
Особенности внешних центраторов
Внешний центратор визуально напоминает крупный зажим, который особым образом захватывает обрабатываемые трубы и держит их в заданном положении. Такое устройство отличается удобством установки и простотой эксплуатации от аналогов, которые запускаются во внутреннюю полость трубы.
Кроме того, центраторы, устанавливаемые снаружи, могут не только фиксировать два конца трубы. В круг задач данных приспособлений входит также выпрямление края трубы, если тот из идеально круглого по какой-то причине приобрел форму эллипса. Это очень важная задача – если ее не решить, о хорошем качестве сварного шва можно будет даже не думать.
Наружные центраторы для сварки труб имеют несколько видов, в зависимости от толщины стенок свариваемых элементов и их диаметров:
- Звенные. Это один из простейших видов центраторов. При внешнем осмотре данные устройства выглядят как многогранник, внутри которого находятся кольца-звенья. Длина звеньев варьируется в зависимости от размера обрабатываемых объектов, а количество определяется диаметром трубы. Такие устройства используются для соединения труб диаметром от 50 до 1500 мм – отличный центратор для труб малого диаметра.
- Гидрофицированные звенные. Такие приспособления являются улучшенной версией предыдущих. Основное отличие заключается в способе фиксации, которая осуществляется не вручную, а при помощи домкрата. В результате сила стяжки получается выше, что напрямую улучшает качество работы. Данные центраторы подходят для обработки труб диаметром от 720 мм до 1620 мм.
- Модифицированные звенные гидрофицированные. Еще более доработанная версия центратора. Основным применением данных устройств является выравнивание краев труб, имеющих форму неправильного эллипса. Наружный центратор для труб может управляться пневматическим или электрическим домкратом. Допустимый диаметр свариваемых при помощи такого приспособления труб может варьироваться в пределах от 90 до 1000 мм.
- Эксцентриковые. Данная категория устройств рассчитана на соединение труб, имеющих большое сечение. Основным рабочим элементом эксцентриковых центраторов являются две металлических дуги. Если в звенных устройствах для фиксации используются крюки, то дуги в эксцентриковых приспособлениях стягиваются при помощи специальной регулировочной перемычки, что делает их более универсальными (правда, и более дорогостоящими).
Наружные центраторы для сварки труб
Их маркировка состоит из букв ЦН и числа, обозначающего максимально допустимый диаметр в мм. К распространенным типам относятся:
- Многозвенные центраторы справляются с диаметром до 2 м. Собраны из элементов, соединенных шарнирами. Звенья стягиваются вручную натяжным винтом или гидроцилиндром.Внутренние центраторы чаще используются для стыковки труб больших диаметров
- Арочные разновидности состоят из двух клемм с откидными элементами, которые во время работы накладываются друг на друга, а затем стягиваются ручным или гидравлическим механизмом. Рассчитаны для работы с трубами диаметром до 0,9 м. Они более долговечны, чем предыдущий вариант, так как нет шарниров, пальцы которых быстро изнашиваются. Число арок выбирается в зависимости от диаметра труб.
- Цепные разновидности быстро приводятся в рабочее положение, поэтому применяются для прокладки новых и ремонта аварийных трубопроводов диаметром до 1,4 м. Однако натягивать цепь можно только вручную.
- Эксцентриковые устройства похожи на арочные, но клеммы стягиваются эксцентриковым зажимом. При работе, от работника требуется высокое мастерство, так как неправильно зафиксированный эксцентрик может отсоединиться во время сварки. К недостаткам относится быстрый износ, из-за чего ослабляется усилие прижима. Сфера применения ограничена диаметрами 0,4 — 0,5 м.
- Центраторами струбцинного типа стыкуются трубопроводы бытового назначения с небольшим диаметром. Из достоинств отмечается компактность, прижим ручной рычажным механизмом. Форма струбцин бывает прямоугольной или дугообразной.
- Пружинные типы незаменимы для стыковки обсадных труб под землей, когда бурят скважины. Бытовой вариант применяется для прокладки металлических, полимерных трубопроводов и с ППУ.
Цели сбора персональной информации пользователя
4.1. Персональные данные Пользователя Администрация может использовать в целях: 4.1.1. Идентификации Пользователя, зарегистрированного на сайте rucentrator.ru для его дальнейшей авторизации, оформления заказа и других действий. 4.1.2. Предоставления Пользователю доступа к персонализированным данным сайта rucentrator.ru. 4.1.3.
Установления с Пользователем обратной связи, включая направление уведомлений, запросов, касающихся использования сайта rucentrator.ru, оказания услуг и обработки запросов и заявок от Пользователя. 4.1.4. Определения места нахождения Пользователя для обеспечения безопасности, предотвращения мошенничества. 4.1.5. Подтверждения достоверности и полноты персональных данных, предоставленных Пользователем. 4.1.6.
Создания учетной записи для использования частей сайта rucentrator.ru, если Пользователь дал согласие на создание учетной записи. 4.1.7. Уведомления Пользователя по электронной почте. 4.1.8. Предоставления Пользователю эффективной технической поддержки при возникновении проблем, связанных с использованием сайта rucentrator.ru. 4.1.9.
Предоставления Пользователю с его согласия специальных предложений, информации о ценах, новостной рассылки и иных сведений от имени сайта rucentrator.ru. 4.1.10. Осуществления рекламной деятельности с согласия Пользователя.
Внутренние центраторы для сварки труб
Гидравлический привод этого оборудования обеспечивает внутреннее центрование труб и устраняет прогибы. Они могут появиться под действием собственного веса или от подвижек почвы. Регулировка скорости движения и усилия прижатия зажимов осуществляется с помощью двигателя постоянного тока, установленного на гидроприводе. На трубопроводах с диаметром до 0,3 м возможно применение ручного привода.
При стыковке внутренним центратором его вставляют внутрь трубы, а вторую с помощью грузоподъемного механизма надвигают. Гидроприводом производится прижатие торцов, стык проваривается. Для предотвращения сильного нагрева труб во время наложения шва используется вентилятор. Оборудование извлекается специальной штангой, затем вставляется в следующий стык. Перемещения производятся до окончания монтажа трубопровода.
Внутренние центраторы чаще используются для стыковки труб больших диаметров
Источник: https://SevenTools.ru/instrumenty/centrator-eto.html
Когда для сварки труб используются центраторы, как они выглядят

При сварке трубопроводов требуется сохранение прямой линии или определенного угла направления труб. Чтобы кромки труб были ровно соединены по всей окружности, применяются устройства, называемые центраторами. Центраторы для сварки труб применяются как при прокладке магистральных трубопроводов, так и при работе в производственных и жилых помещениях.
Назначение центраторов:
- ускорение процесса сварочных работ;
- возможность соединения труб и трубопроводной арматуры (отводов, переходов, тройников, компенсаторов), с сохранением необходимых углов соединения;
- предотвращение отклонений труб по углу наклона или расхождения по плоскости сечения;
- возможность соединения труб на весу, при использовании подъемных устройств и строительной техники;
- фиксация труб для соблюдения требуемого зазора, что обеспечивает должное качество сварного шва;
- возможность соединения не только стальных, но также медных, полипропиленовых и других труб.
Если в домашних условиях отклонения угла соединения труб на 0,5-20 не будут критичными, то при строительстве многокилометровых трубопроводов требуется обеспечить максимально прямое направление прокладки магистрали. Зачастую трубы укладываются на заранее подготовленные опоры.
- Виды
- Внутренние
- Наружные
- Пружинные
- Стоимость центрирующих механизмов
Виды
Независимо от размеров, центраторы бывают двух основных типов — внутренние и внешние. Аббревиатурное обозначение центраторов позволяет определить его тип (буквенный индекс) и максимальный размер труб (цифровой индекс), который они могут соединять.
Пружинные
Отдельным видом центрирующих устройств является пружинный центратор для обсадной трубы (колонны). Эти механизмы используются при бурении нефтяных и водяных скважин, иных конструкций подземного или подводного использования.
С помощью таких центраторов обеспечивается равномерный зазор между трубой и стенками скважины, чтобы бетонный раствор заливался без образования пустот и разрывов.
Пружинные центраторы состоят из двух обечаек и нескольких стальных планок, которые опираются на стенки скважины и не позволяют трубе раскачиваться. Такие механизмы имеют только два сварных шва, а металлические пластинки, выполняющие обжимную функцию, изготовлены из цельных пластин стали.
Стоимость центрирующих механизмов
Стоимость центраторов зависит от их конструктивного типа, целевого назначения, габаритных размеров и производителя, и лежит в диапазоне от нескольких сотен до нескольких сотен тысяч рублей.
Для работы в условиях мастерской, или периодической сварки бытовых трубопроводов «на месте» достаточно купить наружное устройство. Главное, чтобы эти механизмы могли регулироваться в определенном диапазоне размеров.
Цепные механизмы стартуют в цене от 2800 рублей, звенные – от 5000 рублей. Эксцентриковые модели будут стоить подороже – от 7000 рублей.
Преимуществом цепных механизмов является низкая цена, простота конструкции, ремонтопригодность, возможность выравнивания эллипсности соединяемых труб.
Установка гидравлического механизма повышает стоимость оборудования, но увеличивает качество работы и функциональность. Ниже приведена ориентировочная стоимость некоторых видов трубных центраторов.
| Название | Цена, руб. |
| Звенный наружный ЦЗН-41 (для труб до 48 мм) | 1500-2000 |
| Звенный наружный гидравлический ЦЗНГ-421 (для труб до 420 мм) | 5000-7000 |
| Внутренний ЦВ 32 (для труб до 38 мм) | 310 000-320 000 |
| Внутренний гидравлический ЦВ 42 | 350 000 – 370 000 |
| Унифицированный ЦНУ 114 | 2 200 – 2500 |
| Цепной с двумя упорными винтами «Double Jackscrew Chain Clamp» | 150 000 -170 000 |
Для профессиональной работы предпочтительных центраторы немецкой компании «Vietz» и фирмы «Clamp» (США).
Источник: https://svarkoy.ru/oborudovanie/centratory.html
Нюансы использования центраторов для сварки труб

Сварка стыков металлического или ППУ трубопровода – задача очень ответственная. Именно от качества сварных швов и правильного уклона по уровню водопровода, канализации или теплотрассы, будет зависеть срок их службы.
Центратор для сварки металлических труб
Самое сложное в процессе сварки труб – отцентровать стыки перед началом сварных работ. Особенно это касается изделий большого диаметра. Справится с этой задачей без лишних затрат времени и сил помогут центраторы автоматические трубные.
Что такое центратор?
Каждый сварщик знает, что надежное закрепление свариваемых элементов – залог хорошего результата. Если трубы, подготовленные для сварки, не отцентрованы и не закреплены надежно, они могут вибрировать и колебаться в процессе работы. Это приведет к тому, что шов выйдет объемным, слабым и ненадежным. При малейшей нагрузке он может дать течь, а то и лопнуть.
Подобная халатность не допустима даже при монтаже бытовых трубопроводов малого диаметра с незначительным давлением и отсутствием внешней нагрузки. Что же касается промышленных, особенно подземных, магистралей, такая безответственность, в дальнейшем может обойтись очень дорого.
Именно поэтому в процессе сварки отрезков, особенно большого диаметра, всегда используют трубные центраторы или направляющие.
Их задача – надежно зафиксировать стык трубопровода для обеспечения качественного сварного шва.
Соединение и выравнивание металлических деталей с помощью центратора
Центраторы состоят из тела устройства (натяжного механизма), подставки или крюка и отдельных наборных элементов, изменение количества которых позволяет соединять линииразного, в том числе и малого, диаметра.
Данное оборудование закрепляется вокруг стыка двух подготовленных для сварки труб и плотно притягивают с помощью натяжного механизма.
Центратор может быть как наружный, так и внутренний. Внутренние центраторы используют, в основном, для фиксации труб ППУ, или в тех случаях, когда применить наружный механизм не позволяет рабочее пространство.
В остальных случаях используется наружный. Это связано с тем, что внутреннее направляющее устройство более дорогостоящее и значительно сложнее в установке.
Отметим так же, что центратор для сварки ППУ труб большого диаметра – устройство довольно громоздкое и тяжелое. Поэтому его использование требует использования дополнительной техники.
Плюсы и минусы
Как и любое устройство, трубные центраторы имеют свои достоинства и недостатки.
К достоинствам относим:
- широкая функциональность. Не требуется приобретение направляющих отдельно для каждого диаметра;
- возможность работы как с металлическими, так и с трубами ППУ;
- качественная и надежная фиксация соединяемых элементов;
- наличие двух модификаций – внутренний и наружный, что позволяет фиксировать отрезки в любых условиях и рабочих пространствах;
- обеспечение качественных сварных швов, которые являются залогом надежности трубопровода.
Центратор для стыковой сварки ППУ труб
Недостатки данного оборудования связаны, в первую очередь, с его громоздкостью.
- довольно высокая цена. Однако, отметим, что если сваркой трубопроводов вы занимаетесь постоянно, центраторы окупят себя за короткий срок;
- сложность конструкции. Работа с данным оборудованием требует определенных знаний и навыков;
- громоздкость и большой вес (когда речь идет о сварке труб стальных и ППУ большого диаметра);
- при соединении отрезков большого диаметра требуется использование спецтехники.
Хотя трубные центраторы и имеют ряд недостатков, однако ничего надежнее для сварки трубопроводов, особенно промышленного назначения, не существует. Данное устройство окупит себя с лихвой благодаря монтажу надежных трубопроводов, которые будут служить годами.
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.
Центратор внутренний
Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.
Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Проверяем правильность соединения.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.
Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
Источник: https://trubypro.ru/soedinenie/svarka/centrator-dlya-trub.html
Центратор. Идеальная стыковка труб обеспечена

Стыковое соединение элементов магистральных трубопроводов, особенно для труб больших диаметров – сложная задача. Малая жёсткость соединяемых участков предопределяет проблемы с провисанием труб, а малейшая их несоосность ухудшает качество соединения, с последующими тяжёлыми последствиями. Поэтому перед соединением смежные участки трубопровода требуется надёжно и правильно зафиксировать. Эту роль и выполняют центраторы для сварки труб.
[xyz-ihs snippet=»nachalo»]
Эффективность центраторов и их виды
Функция центратора – обеспечить необходимое совпадание (не параллельность!) осей труб перед началом их сварки. Вследствие этого размеры свариваемой зоны получаются стабильными, поэтому процесс можно механизировать. Кроме того, с использованием центраторов исключаются перепады внутреннего диаметра в месте стыка. Следовательно, исчезают очаги возможной турбулентности потока рабочей среды при её перекачке по трубопроводу, а также снижается значение коэффициента сопротивления. В итоге удельная мощность насосного оборудования магистрального трубопровода также снижается.
К конструкции центраторов предъявляются следующие требования:
- Надёжность фиксации свариваемых участков между собой.
- Точность присоединения стыков.
- Удобство монтажа и демонтажа.
- Долговечность, причём независимо от условий их использования.
Классификация наиболее распространённых типов центраторов может быть произведена по следующим параметрам:
- По технологическому назначению. Выпускаются центраторы для внутреннего и внешнего диаметров труб;
- По конструктивному исполнению. Соединяемые участки трубопроводов могут быть прямыми, а могут располагаться и под некоторым углом друг к другу;
- По количеству точек фиксации. Для труб сравнительно небольших диаметров возможна односторонняя фиксация, в то время как трубы диаметром свыше 400…600 мм должны фиксироваться с обеих сторон;
Применение центраторов несколько увеличивает себестоимость сварочных работ, но это–единственный недостаток рассматриваемых приспособлений. Кроме того, вес большинства промышленных моделей центраторов может достигать сотен килограммов, поэтому их монтаж и эксплуатация требует применения грузоподъёмных устройств или механизмов.
Выбор подходящего исполнения центраторов для труб
Исходными критериями для выбора считаются:
- Материал труб. При использовании труб ППУ однозначно следует ориентироваться на внутренние центраторы.
- Диаметр трубы. Для магистральных трубопроводов с внешним диаметром более 800 мм, предпочтение отдают более жёстким конструкциям, например, арочным или многозвенным наружным центраторам. При меньших диаметрам достаточно стабильным прижимом отличаются эксцентриковые исполнения данных приспособлений.
- Предельное давление прокачиваемой рабочей среды. При давлениях свыше 5 ат рекомендуется применение центраторов с гидрозажимом.
- Технические условия на предельные дефекты сварного соединения (в частности, эллипсность). При повышенных требованиях к данному параметру надёжнее всего ведут себя цепные центраторы.
- Универсальность. Здесь цепные центраторы – также вне конкуренции.
Приобретая центраторы для сварки труб, стоит предварительно также ознакомиться с профилем основной продукции производителя. Ориентируясь на экспортные исполнения данных приспособлений, необходимо отметить, что наилучшим качеством обладают изделия фирм Vietz (Германия) и Сlamp (США).
[xyz-ihs snippet=»posledniy»]
[xyz-ihs snippet=»recommend»]
Источник: https://proinstrumentinfo.ru/tsentrator-dlya-svarki-trub-idealnyj-styk-obespechen/
Центратор наружный для труб: виды, характеристика

При строительстве как жилых, так и промышленных сооружений всегда производится сварное соединение прокладываемых трубных коммуникаций, но его невозможно осуществить на должном уровне без такого приспособления как центратор наружный для труб.
Именно он помогает избежать целый ряд неизбежных дефектов сварки:
Эти дефекты очень быстро выводят из строя магистраль трубопровода. Что в свою очередь приводит не только к убыткам, но и травмам у обслуживающего персонала. Ведь через трубопроводы перекачиваются такие вещества как вода, газ, нефть, канализационные стоки. Все они достаточно агрессивны, склонны к скачкам внутреннего давления, температуры.
Даже если неровно сваренные трубы выдерживают начало эксплуатации, то через небольшое время микротрещины в швах быстро корродируют, прочность металла падает и следует прорыв. Избежать всего этого можно лишь применяя центратор наружный для труб в соответствии с правилами его использования и без исключения для всех соединений на магистрали.
Из чего состоит и как работает устройство
По своей сути центратор представляет собой устройство соединяющее в идеально ровном положении свариваемые стыки двух труб. Конструкция позволяет использовать его для работы с трубами различного размера. Он легко и быстро монтируется, весит относительно немного.
Центратор наружный для труб любого типа состоит из соединяющего устройства (пластин, струбцин или цепи) и стягивающей части (винтовой ворот, болтовое соединение, гидравлический привод).
Для соединения двух труб следуют простому алгоритму:
- Зачищают их стыки с помощью угловой шлифмашины, очищают от ржавчины и других загрязнителей соответствующими химическими веществами (нейтрализатор ржавчины, ацетон, уайт-спирит и тому подобное)
- Одевают центратор на одну из труб, но не затягивают его крепления.
- Подводят вторую в стык к первой.
- Передвигают центрирующее устройство на вторую и затягивают с равномерным усилием крепежные элементы
- Проводится визуальная проверка правильности положения трубопровода и надежности центрирующего устройства.
- Накладываются швы с помощью газовой или электрической сварки.
Модели и цены
Все имеющиеся на рынке инструмента и приспособлений центрирующие устройства делятся по признаку цены на две группы:
- Отечественного производства. Их отличает довольно умеренная цена и легкость ремонта.
- Иностранного производства. Отличаются большим удобством использования, эргономикой, но имеют существенный недостаток — высокая цена. Среди производителей стоит выделить ЕС и США — их оборудование стабильно качественное, но и стабильно дорогое. Несколько ниже цена у изделий, выпускаемых в странах Азии (за исключением Японии — стоимость их продукции может превышать цену изделий ЕС), но нет гарантии качества. Оно может сильно разниться у одного и того же производителя даже в рамках одной партии.
Цена на наружное центрирующее устройство колеблется около 3-5 тысяч рублей за штуку (с ручным приводом), если центратор наружный для труб оснащается гидроприводом и часто электронасосом к нему — цена возрастает в 6-10 раз и составляет около 100-150 тысяч.
Стоимость внутренних центрирующих устройств независимо от производителя не опускается ниже 250-300 тысяч. Наличие в их конструкции гидравлики увеличивает стоимость на 35-40%.
Наружные и внутренние центраторы
Наружные центраторы для сварки труб технологически и экономически целесообразно применять при работе с трубными соединениями по диаметру не превышающими двух метров. Если диаметр больше, то рекомендуется использовать внутренние центраторы. Но возможны и исключения — некоторые конструкции внутренних центраторов можно эффективно использовать при работе с трубами диаметром от полуметра. Но подобные работы должны быть массовыми — тогда стоимость устройства будет оправданна полученным результатом.
Наружный центратор
Центратор наружный для труб может применяться как в любительских, так и в профессиональных целях. Диапазон диаметров, с которыми он работает, простирается от 2 см до 2 метров. На приводимом в статье видео можно в подробностях ознакомиться со всеми нюансами работы с этим видом центратора.
Внутренний центратор
Этот тип центратора эффективен при работе с большими диаметрами труб (от 2 метров). Его основное преимущество — возможность непрерывной работы сварщика и гарантия от прогиба стенок трубы.
Конструктивно внутренний центратор представляет собой подвижный гидравлический домкрат с электроприводом. Он с помощью полуцилиндров-распорок изнутри фиксирует обе трубы. Кроме того он может (некоторые дорогие модели) осуществлять и внутреннее воздушное охлаждение накладываемого сварного соединения.
Подробности работы с внутренним центратором труб также можно увидеть на прилагаемом видео.
Чертежи устройства
Приведем базовые чертежи наиболее распространенных в производственной практике наружных центрирующих устройств.
Центраторы по способу крепления на трубе
По способу крепления на трубе все наружные центрирующие устройства делятся на пять типов:
- Струбцинные — очень удобны для соединения относительно небольшого диаметра труб. Часто используются мастерами-любителями и малым бизнесом. Основная их часть — захват может выполняться в форме подходящей для конкретной трубы (трапеция, окружность или параллелепипед). Его нижняя часть является дополнительной опорой при монтаже. Легко ремонтируются, надежны, стоимость низка. Просты в эксплуатации.
- Эксцентриковые — по конструкции фактически совпадают с арочными, но имеют существенное дополнение — эксцентрик. Он представляет собой рычаг, стягивающий две рабочие половины устройства. Применение эксцентрика ускоряет центрирование, но требует значительного опыта. В случае ошибки с силой и местом монтажа устройства, оно может неожиданно раскрыться в момент сварки труб. Стоимость немного выше, чем у арочного варианта.
- Цепные — основная часть этого устройства представляет собой своеобразную цепь, затягиваемую на трубах специальным механизмом. Из-за маломощного редуктора процесс крепления довольно трудоемок, но такой механизм надежен и дешев.
- Арочные — простые устройства из двух крепящих элементов. В действие часто приводятся гидравлическим приводом (с помощью мускульной силы человека). Чаще всего они применяются при соединении труб диаметром до 1 метра.
- Многозвенные — конструктивно являются переходным вариантом между арочными и цепными. Могут иметь как ручной привод (винтовой ворот), так и гидравлический. Высокоэффективны при работе с трубами диаметром от 1 до 2 метров.
Любой из них может оснащаться гидроприводом и электрическим насосом к нему.
Советы и рекомендации
- Если объем предполагаемых работ небольшой, то наружный центратор выгоднее сделать своими силами. Это не потребует редких материалов и особых навыков. Нужна лишь обычная слесарная мастерская.
- Какой бы тип центратора не применялся — наружный или внутренний, но всегда нужно осуществлять воздушное охлаждение свариваемых труб изнутри. Это делается особыми вентиляторными установками. В комплект поставки центраторов они не входят.
Источник: https://prosto-instrumenty.ru/centrator-naruzhnyj-dlya-trub/
Центраторы для сварки труб

Компания Рутектор — официальный дистрибьютор представленного в каталоге оборудования.
Получить исчерпывающую информацию о моделях, наличии на складе, условиях поставки можно по телефонам, указанным выше, или отправив запрос.
1. Диаметры труб?
2. Толщина стенки трубы?
3. Марка стали с коэфф. прочности (Мпа)?
4. Технология сварки (ручная электродуговая, орбитальная сварка, др.)?
5. Необходимо использовать один центратор для всего диапазона диаметров труб или отдельный центратор на каждый диаметр?
6. Необходимый тип центратора: наружный центратор ( цепной, винтовой, струбцинный, эксцентриковый…), внутренний центратор ( ручной, пневматический, гидравлический)
7. Необходимость исправлять эллипсность стыков труб перед сваркой, виды деформации края трубы (эллипсность, вмятины)?
8. Необходимость сваривать трубы с отводами (Т-образными, Г-образными) ?
9. Прочие условия эксплуатации (температура, осадки.)?
Цетровка труб в сварочных работах на магистральных трубопроводах – это сложная задача, особенно для труб больших диаметров, где выполнение операции осложняется значительным весом стыкуемых элементов. Для получения качественного шва свариваемые стыки труб должны быть надежно и правильно зафиксированы, при этом стык должен быть доступен для проведения сварочных работ – эту роль выполняют трубные центраторы.
Производители центраторов предлагают различные способы решения задач центровки стыка в зависимости от принятой технологии сварочных работ, диаметра и материала труб, возможного наличия эллипсности и необходимости приварки отводов и патрубков.
По способу установки и доступу к зоне сварки центратора делятся на две основные группы: внутренние и наружные
Вес свариваемых труб и как следствие усилие которое необходимо для надежной фиксации стыков являются критерием для выбора привода: ручной, гидравлический, пневматический
Наружные звенные центраторы (ЦНЗ)
Максимальный диаметр труб — до 2000 мм
Центраторы изготовлены из соединенных шарнирами звеньев и упора, который стягивает звенья по мере того как прижимается к трубе. Упор может быть выполнен в виде простого ручного винта или гидравлического домкрата для более тяжелых и ответственных соединений.
Наружные арочные центраторы ЦАН, ЦАН-Г
Максимальный диметр труб — 900 мм
Конструкция арочного центратора является более жесткой, надежная и долговечной по сравнению с звенным центратором.
Данный вид центратора состоит из 2-х или 3-х соединённых шарнирами дугообразных секций, которые сжимаются винтом ( тип ЦАН) или домкратом (ЦАН-Г). Количество секции зависит от диаметра труб.
Наружные цепные центраторы
Фиксация труб цепными центратора осуществляется за счет натяжения цепи ручным червяным приводом. Цепные центраторы изготавливаются в однорядном исполнении для труб диметром до 300мм и двухрядном для труб и резервуаров от 300 мм до 6000мм ( 6м!).
Преимуществом данного вида ценраторов является их быстрая установка и универсальность – один центратор подходит для труб разных диаметров.
Комплект центратора может включать устройства для приварки Г образных отводов. Данный вид центратора может применяться для исправления эллипсности.
Наружные эксцентриковые центраторы ЦНЭ
Максимальный диаметр труб — 500 мм
Конструкция эксцентрикового центратора схожа с арочным, но зажим полудуг проводится в нем. ручным эксцентриковым зажимом. Такой способ зажима ускоряет установку центратора но является менее надежным, т.к. при недостаточном опыте оператора имеется риск самопроизвольного рассоединения
Наружные центраторы – струбцины для труб малых диаметров
Этот вид центратора применяется для труб малых диаметров . Струбцины имеют компактную конструкцию, которая определяется формой трубы. Зажим осуществляется ручным рычажным механизмом
Внутренние центраторы механические и гидравлические
Этот вид центратора имеет более сложную конструкцию по сравнению с наружными, т.к центровка проводится не только по внешнему но и по внутреннему контуру. Данный вид центратора часто применяется для труб с полиуретановым наружным покрытием, когда сварка возможна только с внутренней кромке.
Принцип действия: внутренний центратор фиксируется в одном торце, а другой вставляется вручную или надвигается с помощью грузоподъёмного механизма.
Внутренние центраторы имеют ручное механическое исполнение для труб диаметром до 300мм. и более сложное гидравлическое для ответственных соединений в трубах диаметром от 300 мм
Источник: https://rutector.ru/catalog/tsentratori
Какие бывают центраторы для сварки труб и как их лучше использовать
Роль качественных материалов при укладке трубопровода сложно переоценить. От качества сварного шва напрямую зависит работоспособность всей системы. Чтобы обеспечить качественную сварку шва трубы, используются специальные приспособления – центраторы. В данной статье речь пойдет о том, что такое центраторы для сварки труб, и особенностях их применения.
В полной мере оценить достоинства центраторов могут только профессиональные сварщики, которым по долгу службы приходится укладывать различные трубопроводы. Все дело в том, что точная сварка труб требует твердой руки и невероятной концентрации – а добиться этого удается далеко не всегда.
Источник: https://smm-star.com/tsentratory-dlya-svarki-trub/
Центратор для труб: для чего нужен и как использовать

Для получения прочного сварного шва при сборке трубопроводов применяется специальное оборудование – центратор для труб. Устройство способствует правильной установке труб перед выполнением сварных работ и их фиксации во время сварки, что и положительно отражается на сварном шве и прочности трубопровода в целом. Что такое центратор и как используется оборудование, читайте далее.
Устройство для корректной установки труб
Устройство и преимущества центратора
Основными элементами центратора являются:
- дуги с опорами, в которых крепится труба;
- ось и эксцентрик;
- перекладина и рукоятка для фиксации оборудования.
Основные элементы центратора
Центратор применяется для сварки труб и обладает следующим преимуществами:
- мобильностью. Относительно небольшой вес устройства и простота его установки и снятия позволяют без лишних проблем и дополнительного оборудования перемещать его с одного места работы на другое;
- универсальность. При помощи центратора можно соединять трубы, изготовленные из разных материалов: металла, пластика, металлопластика и так далее, разных диаметров, а также присоединять различные виды фитингов;
- возможность получения ровного и прочного сварного шва без перекосов;
- доступность по цене.
Разновидности центратора
Выбор центратора производится в зависимости от вида и удобства использования оборудования.
Классификацию центратов можно провести по нескольким признакам:
- по месту расположения устройства на трубах;
- по способу крепления оборудования к трубам;
- по технологии работы.
Виды центраторов в зависимости от расположения
Центратор может быть установлен:
- снаружи трубы;
- внутри трубы.
Наружные центраторы обеспечивает фиксацию трубы путем ее обхвата в наружной части.
Оборудование для фиксации труб снаружи
Наружный центратор отличается:
- простотой использования;
- небольшим весом и габаритными размерами;
- возможностью установки на любые части трубопровода, в том числе и на фитинги.
Единственным существенным минусом наружного устройства является частичное выполнение сварного шва, то есть на первой стадии трубы свариваются в одних местах, а затем центратор передвигается и провариваются оставшиеся области.
Внутренний центратор соответственно устанавливается внутрь собираемого трубопровода и используется, например, для обсадных труб. Крепление оборудования производится за счет распорных элементов конструкции.
Оборудования для фиксации труб изнутри
Главным преимуществом внутреннего центратора является возможность беспрерывного выполнения сварного шва, но большие габаритные размеры и сложность установки приводят к снижению востребованности на данный вид устройства.
Виды центраторов в зависимости от способа крепления
По способу крепления все центраторы подразделяются на следующие виды:
- арочные конструкции, фиксация которых производится вручную или с использованием гидравлики. Такой способ крепления считается достаточно сложным, поэтому область применения арочного центратора ограничена трубами, диаметр которых не превышает 90 см;
Центратор арочного типа с гидравликой
- многозвеньевые конструкции. Такие устройства состоят из нескольких звеньев, соединенных между собой подвижными шарнирами, что облегчает процесс установки и снятия. Область применения многозвеньевого центраторы – трубы с диаметром до 2000 мм;
Центраторы с несколькими звеньями и ручным управлением
- цепные конструкции. Стяжка труб при использовании данного вида производится при помощи цепей. Положительными качествами являются универсальность и прочность устройства. Однако для установки и фиксации центратора придется приложить некоторые усилия;
Центратор, в основании которого находятся простейшие цепи
- эксцентированые конструкции. Составляющие элементы центратора эксцентрикового типа – две арочные конструкции (по аналогии с арочным центратором) и эксцентрик, позволяющий в короткие сроки произвести максимально точное совмещение;
Устройства с облегчением выравнивания труб
- струбцинные конструкции. Представляют собой простейший зажим и применяются исключительно для труб малого диаметра.
Простейший центратор для труб малого диаметра
Виды центраторов в зависимости от технологии работы
Центраторы могут работать:
- под ручным управлением. Такие устройства относятся к категории бытовых и преимущественно используются для сооружения частных водопроводов, канализационных систем, отопительных сетей и так далее;
- под гидравлическим, электронным и так далее управлением. Профессиональное оборудование используется при прокладке магистральных трубопроводов, в том числе и в зонах с сейсмической активностью.
Технология применения центратора
Установка центратора для полипропиленовых, металлических и иных видов труб производится по стандартной схеме:
- перед монтажом фиксирующего оборудования необходимо подготовить концы труб к выполнению сварки. Для этого их поверхность очищается от грязи, ржавчины, остатка краски и иных отложений. В ходе выполнения работы можно использовать различные приспособления и растворитель;
- концы труб подводятся друг к другу и соединяются центратором;
- производится фиксация устройства на трубах.
О разновидностях бытовых центраторов и способах их использования можно узнать, посмотрев видео.
Перед выполнением сварки необходимо проверить надежность фиксации и при необходимости переустановить и/или затянуть зажимы центратора.
Источник: https://kanalizaciya-prosto.ru/tsentrator-dlya-trub.html
Какие бывают центраторы для сварки труб и как их лучше использовать

Прокладка коммуникаций проводится согласно требованиям санитарных норм и правил (СНиП 3.05.04-85). Особо жесткие они по отношению к:
- материалу и технологии изготовления труб;
- качеству поверхности и геометрическим формам траншей и/или опор;
- расположению, направленности, форме труб.
Особое значение в деле отводится сварным работам, поскольку шовное соединение представляет собой слабое место любой конструкции. Чтобы обеспечить полное соответствие требованиям, используют центраторы для сварки труб.
При малейшем несоблюдении технологии в швах появляются такие дефекты, как внутреннее напряжение, разнородность соединения по толщине и химическому составу. В итоге это снижает способность противостояния нагрузкам, оказываемым на поверхность.
Устройство цепного центратора для сварки труб
Назначение и устройство центраторов
Важно! Центраторы устраняют 95 % негативных факторов, из-за которых появляются дефекты сварных швов и околошовного пространства, искажение линейности и неточности поворотов угла
Центраторы для сварки используют для соосности труб диаметром 25-6000 мм. Механическое приспособление обеспечивает устойчивое положение соединяемых труб относительно:
- центра (оси);
- сегментов;
- опор.
Центровка дает минимальную погрешность при сваривании стыков, как при укладке прямых линий, так и углов.
Основное назначение механизмов — фиксация, но благодаря жесткой конструкции центраторы для сварки стальных труб могут использоваться также для выравнивания корпуса трубы (при необходимости).
Чтобы обеспечить установку систем различного диаметра и конфигурации, сконструировано большое количество механизмов. Конструктивно они делятся на наружные и внутренние.
Применение внешнего центратора при сварки труб
Разновидности и особенности внешних центраторов
Наиболее распространенные благодаря простой эксплуатации наружные центраторы для сварки труб. Модульная конструкция устройства делает его универсальным: для изменения диаметра необходимо извлечь или добавить звенья. Диапазон диаметров, под которые доступно настроить охват, ограничен. Всего существует 16 типоразмеров, подобрать которые можно для технологии укладки труб диаметром от 50 до 1500 мм. На сегодня существуют несколько видов:
- Звенные. Они представляют собой замкнутую двойную цепь из 5-6 звеньев и замка, соединенных в одну конструкцию. Правильная центровка получается за счет выравнивания пластин цепи, располагающихся по двум кромкам труб. Стык затягивается вручную. Ролики, установленные на внутренней части звеньев, обеспечивают плавное соединение и регулировку. Благодаря простой сборке, использованию углеродистых сталей общего назначения легко изготовить центраторы для сварки труб своими руками.
- Звенные с гидравлической системой фиксации. В отличие от первых моделей, установка фиксаторов облегчается использованием домкрата. Увеличены точность стяжки и возможный диаметр трубы до 1620 мм.
- Улучшенная версия гидрофицированных моделей управляется двумя способами: пневматикой и электродомкратом. Точное дозирование приложенных усилий позволяет корректировать форму трубы при ее деформации. Рабочий диаметр трубы — 900-1000 мм.
- Цепные. В качестве обхватов используются цепи. Соосность регулируется при помощи перемычки. После того как сварные работы проведены, цепи легко можно передвинуть на новое место. Это универсальная модель, охватывающая большой диапазон диаметров и недорогая по стоимости. Обслуживания не требует.
- Эксцентриковые. Предназначены для большого сечения труб. Основное отличие от вышеперечисленных моделей — использование дуг и перемычки в качестве стягивающих приспособлений. Механизмы применяются для большого диапазона диаметров.
Источник: https://svarkaipayka.ru/oborudovanie/raznoe/kakie-byivayut-tsentratoryi-dlya-svarki-trub.html
Центраторы для труб: выбор и применение

В этой статье мы расскажем о том, как и зачем применяются центраторы для сварки труб. Кроме того, мы рассмотрим конструктивные особенности наиболее востребованных моделей из того что сегодня представлено на рынке. Итак, что такое центратор и зачем он нужен?
На фото – эксплуатация подвесного центратора
Эффективный способ сделать сварной шов ровным и герметичным
Не секрет, что есть специальные приборы, приспособленные для выполнения идеально ровного реза поперечного сечения труб. Но, даже если рез сделан максимально ровно, совместить обе трубы срезами для качественного сваривания будет практически невозможно.
В результате сварной шов получится неровным и, как следствие, соединение будет недостаточно герметичным. Решением этой проблемы может послужить внутренний или наружный центратор для труб.
Особенности функционирования
Как металлические трубы, так и их ППУ аналоги, перед свариванием необходимо прислонить друг к другу максимально ровно, чтобы на стыке не было зазора.
Сделать такое совмещение срезов своими руками практически невозможно. Более того, совмещение срезов на порядок усложняется с увеличением диаметра труб. Поэтому, в ходе сборки канализационных систем и прочих трубопроводов без применения фитингов для канализации, используются специальные центраторы.
Прибор обхватывает две совмещаемые трубы и позволяет максимально точно присоединить их друг к другу, фиксируя в таком положении. После выполняется сварка с гарантированно высоким качеством шва. Затем устройство демонтируется, и трубопровод может использоваться по назначению.
Основные разновидности
После того как мы определились с тем, для чего используется центрующее оборудование рассмотрим то, какие разновидности устройств, представлены в продаже.
Все центраторы, которые сегодня можно приобрести в соответствующих магазинах подразделяются на две основные категории – внутренние и наружные.
- Устройства наружного типа обозначаются аббревиатурой ЦН и предназначены для установки и использования на внешней стороне труб. Устройства такого типа, независимо от габаритов, просты в использовании, легко устанавливаются и производят быструю и эффективную центровку.Приборы наружного типа представлены широким перечнем оборудования (эксцентриковые, звенные, гидравлические и прочие конфигурации).
- Внутренние центраторы обозначаются аббревиатурой ЦВ и представляют собой гидравлические установки. Приборы данного типа изнутри распирают края труб, сдвигая их срезы друг к другу. Достоинством оборудования является возможность применения на трубах различного диаметра.
Характеристики отдельных модификаций
После того как мы рассмотрели особенности общей классификации, рассмотрим характеристики отдельных модификаций центрующих устройств.
- ЦЗН – центратор звенный наружный предназначен для совмещения торцов труб с диаметром стыка от 50 мм до 2 метров.
Наружный центратор с шарнирно сочлененными звеньями
Важно: Эксплуатация устройств допускается в широком диапазоне температур окружающей среды от – 40 ºС до + 40 ºС.
Прибор конструктивно представляет собой многогранник с пластинчатыми звеньями на шарнирных сочленениях.
Стяжка совмещаемых элементов осуществляется посредством винтового механизма.
- ЦЗН-Г – центратор звенный наружный гидрофицированный представляет собой видоизмененную разновидность предыдущего устройства.Существенным отличием данной модификации от предыдущей является простота эксплуатации и отсутствие необходимости в приложении существенных физических усилий. В итоге, процесс совмещения свариваемых элементов существенно ускоряется без ущерба для качества готового результата.Устройство состоит из пластинчатых звеньев на шарнирном сочленении, но для приведения звеньев в движение применяется не винтовой механизм, а гидравлика. Допустимый диаметр труб колеблется в диапазоне 720-2020 мм
- ЦАН-Г – центратор арочный наружный гидрофицированный предназначен для работы с диаметром поперечного среза 325-820 мм.
Установка арочного типа для совмещения стыков с большими диаметрами
Устройство представляет собой разъемную конструкцию, состоящую из соединенных шарнирами секций. Применение устройства с такой конструкцией гарантирует дополнительное удобство при установке на стык.
В устройстве применены дугообразные секции, которые сжимаются, подгоняя срезы стыка. Количество дугообразных секций определяется диаметром труб.
Каждая из используемых секций оборудована специальными упорами, которые надёжно фиксируют совмещаемые элементы, обеспечивая при этом оптимальное качество и герметичность стыка. Непосредственно на секциях закреплены гидроприводы, рассчитанные на максимально развиваемое усилие до 5 т.с.
- ЦНЦ – центратор наружный цепной нажимного типа представляет собой устройство с ручным приводом, предназначенное для работы с диаметром поперечного среза от 426 до 1420 мм.
Цепные тиски
В отличие от звенных аналогов, цепные установки способны обеспечить большее усилие при проведении центровки. Приборы данного типа могут применяться как при строительстве, так и при ремонте трубопроводов.
Важно: Цепная конструкция построена с применением быстросъёмных механизмов, что положительно сказывается на производительности эксплуатации.
- ЦНЭ – центратор наружный эксцентриковый применяется для работы со стыками диаметром от 89 до 426 мм.
Зажим с эксцентриковым механизмом
Устройство состоит из нескольких захватных дуг, приводимых в движение эксцентриковым зажимом. Устройство может, применяется для работы с трубами различного диаметра посредством перестановки оси эксцентрика или за счет применения специальных проставок.
- ЦВ – центратор внутреннего типа гидравлический предназначен для совмещения торцов поворотных и неповоротных труб.
Установка для внутреннего совмещения стыков
Устройство при необходимости не только совмещает стыки, но и придает их срезу наиболее правильную круглую форму. Использование таких устройств позволяет строить трубопроводы с применением непрерывной автоматической сварки.
- ЦС – центратор-струбцина применяется для работ с трубами малого диаметра.
На фото центратор-струбцина
Это свойство и доступная цена делают устройство наиболее популярным среди непрофессиональных и начинающих сборщиков трубопроводов. (См. также статью Сварка труб встык: особенности.)
Вывод
Итак, мы рассмотрели, что собой представляют центраторы, каковы их наиболее ходовые разновидности, и какова их инструкция применения. На основе этих сведений можно подобрать то устройство, которое будет соответствовать особенностям проводимых работ.
Больше полезной информации вы сможете найти, посмотрев видео в этой статье.
Источник: https://gidroguru.com/instrumenty/240-centratory-dlya-trub
Назначение и устройство центраторов
Монтаж трубопровода – это сложный процесс, включающий в себя несколько этапов. Сварка является всего лишь одним из этих этапов, не более того. До начала сварки требуется качественная регулировка соосности соединяемых частей труб, от которой зависит качество будущей конструкции.
Высокая точность стыковки требуется любым системам, но особенно важным этот параметр становится при обустройстве трубопроводов, по которым будут транспортироваться опасные вещества – природный газ, нефтепродукты, химические вещества и прочее сырье.
При таких исходных данных наличие устройств для качественной сварки является не опцией, а необходимостью. Для совмещения отдельных элементов конструкции относительно оси используется центратор – специальное контрольно-фиксирующее приспособление.
Центраторы могут работать с самыми разными размерами труб. Правильно подбирая модели устройств в зависимости от габаритов трубопровода, можно сваривать элементы диаметром от 25 до 6000 мм. Фактически, при необходимости не составит особых проблем найти приспособление для обработки любой трубы, каких бы размеров она не была.
Помимо совмещения двух частей трубы, центратор выполняет еще одну функцию, роль которой не уступает предыдущей. Для качественной сварки материалов необходима жесткая фиксация соединяемых элементов. Центратор для сварки труб своими руками имеет специальный захват, полностью исключающий различные колебания и дрожания обрабатываемых деталей. Это крайне важный момент – малейшие движения при обработке труб могут стать причиной образования плохого сварного шва, который разрушится еще при тестовом запуске системы, не говоря уже о рабочих нагрузках.
Все центраторы делятся на два вида:
- Внешние. Как следует из названия, такие приспособления устанавливаются с наружной части свариваемых конструкций и надежно их фиксируют.
- Внутренние. Этот тип центраторов, соответственно, удерживает соединяемые части трубопровода в неподвижном состоянии изнутри.
Особенности внутренних центраторов для сварки труб
Данные приспособления отличаются конструктивной сложностью по сравнению с наружными центраторами. Внутренние центраторы для сварки труб устанавливаются во внутренней полости свариваемых деталей трубопровода.
Принцип работы такого оборудования не столь прост, как в случае с внешними устройствами. Основным рабочим элементом являются жимки – детали, которые установлены в два ряда на внешней части устройства. При помощи встроенной гидравлики на жимки подается усилие, за счет которого осуществляется распорка и фиксация краев свариваемых труб.
Такое воздействие позволяет удерживать обрабатываемые части трубопровода на одной оси вплоть до того момента, пока сварка шва не будет завершена. Кроме того, давление на трубы изнутри позволяет решать проблему, которая уже упоминалась выше – распрямление изогнутых краев монтируемых деталей.
Чтобы установить трубный центратор во внутренней поверхности трубопровода, одна его часть фиксируется на краю трубы, а на вторую надвигается следующая секция. Фиксация обеих частей свариваемых труб осуществляется так, чтобы между ними оставался требуемый для соединения зазор.
Внутри поверхности трубопровода центратор передвигается посредством специальной штанги. Учитывая немалый вес всей конструкции, для ее перемещения приходится пользоваться спецтехникой (например, тракторами).
В конечном итоге внутренний центратор проходит по всем участкам соединяемого трубопровода. Специфика данного устройства делает его использование оправданным только при длительной прокладке большого трубопровода – в таком случае проведение сварочных работ может выполняться практически непрерывно.
Другие виды центраторов
Помимо уже упомянутых центраторов, имеющих наибольшее распространение, есть и несколько других приспособлений, которые имеют более узкую специализацию:
- Арочные центраторы;
- Центраторы-струбцины;
- Пружинные центраторы;
- Центраторы для полимерных труб.
Устройства данных типов не столь популярны, но и для них в строительстве находится применение – в конце концов, для качественного соединения частей трубопровода стоит приложить максимум усилий, чтобы в дальнейшем не испытывать проблем, возникших из-за плохого сварного шва.
Заключение
Такие вспомогательные устройства, как центраторы для сварки труб, являются крайне полезными при проведении масштабных сварочных работ. В борьбе за лучший результат все средства хороши, и центраторы – это одно из подходящих средств, обеспечивающих надежное соединение частей трубопровода и компенсирующих некоторые недостатки исходных материалов.
Источник: https://trubaspec.com/soedinenie-trub/kakie-byvayut-tsentratory-dlya-svarki-trub-i-kak-ikh-luchshe-ispolzovat.html
Применение центраторов для сварки труб

Идеальное качество сварного шва особенно важно при проведении трубоукладочных работ. С этой целью были разработаны центраторы для сварки труб. По-настоящему важность такого специального оборудования могут оценить разве что только профессиональные сварщики, занимающиеся проведением магистральных и местных трубопроводов. Ведь «на глазок» абсолютно точно совместить кромки труб крайне сложно.
Схема центратора для труб.
Нетрудно догадаться, что кроме главной задачи механические приспособления для точного центрирования трубных торцов и образования плотных стыков решают еще одну задачу. Данное оборудование, поддерживающее точное примыкание кромок друг к другу не только перед, но и во время сварки, позволяет существенно ускорить этот процесс.
Назначение и функциональные особенности центраторов
Высококачественная сборка трубопровода начинается вовсе не с качественной сварки. Как бы хорошо ни была выполнена указанная операция, без предварительно проведенной регулировки соосности двух соединяемых фрагментов труб трудно надеяться на положительный результат.
Особо важна точность стыковки цилиндрических магистральных труб, предназначенных для транспортировки природного газа, перекачки нефтепродуктов, химических веществ и других материалов, опасных для здоровья человека. В этом случае наличие приспособлений для безупречной сварки является не приятным дополнением для удобства работников, а насущной необходимостью.
Точное совпадение металлоконструкций по общей оси обеспечивается именно контрольно-фиксирующим приспособлением в виде центратора.
Сварные стыки труб: а – поворотный, б – неповоротный, в – горизонтальный.
Диапазон рабочих размеров труб, обслуживаемых данным оборудованием, весьма обширен. В частности, центраторы для сварки труб, в зависимости от своей конструкции и габаритов, способны обрабатывать изделия в пределах их диаметров от 25 мм до 6000 мм.
Любой центратор для сварки выполняет еще одну важную функцию. Благодаря жесткому захвату трубного корпуса это устройство предотвращает крайне нежелательное дрожание и колебание обрабатываемого объекта. Если этим условием во время сварки пренебречь, то при малейшей нагрузке в будущем полученный шов может лопнуть. Наверное, не стоит описывать последствия образования малозаметных микротрещин на стыках и их уязвимости при первых же рабочих нагрузках.
В настоящее время все самые востребованные центраторы разделяются на внешние (наружные) и внутренние. Их названия полностью отвечают месту монтажа указанного оборудования: наружные механизмы крепятся на внешней стороне трубы, внутренние выполняют свои функции, находясь в трубных полостях.
Отличительные особенности наружных центраторов
Наружный центратор представляет собой своего рода большой зажим, который способом обхвата цилиндрической конструкции удерживает концы двух труб в фиксировано-соосном положении. По сравнению с внутренним центратором наружный вариант более легок в установке и удобен в эксплуатации.
Еще одной немаловажной характеристикой данного типа центраторов является их способность технически выправлять края трубы, по какой-то причине приобретшие вид неправильного эллипса. Без устранения такого дефекта практически невозможно обеспечить высококачественный и максимально прочный сварочный шов.
В зависимости от толщины стенок труб и их общих диаметров наружные центрирующие устройства подразделяются на несколько групп.
Схема механизированной линии для сварки поворотных стыков труб.
Технически самой простой категорией таких центраторов является категория звенных устройств. Внешне они напоминают многогранник, снабженный внутренней системой колец-звеньев. В зависимости от типа свариваемого объекта эти звенья могут быть либо одинаковой, либо разной длины, а их количество зависит от диаметра трубы.
Данный тип центраторов применяется для работ с трубами диаметром 50-1500 мм. Закрепляется такое приспособление на корпусе трубы с помощью специальных прижимов.
Наружные звенные центраторы гидрофицированные представляют собой продвинутый вариант стандартных звенных устройств. Они отличаются от «основы» тем, что их затягивают на трубе не руками, а с помощью ручного домкрата. Благодаря этому центратор обжимает металлический цилиндр с большим усилием, что положительно сказывается на качестве работы. Отлично стыкует друг с другом трубы в диапазоне диаметров от 72 см до 162 см.
Целям устранения нежелательной эллипсности труб служит модернизованный вариант звенных гидрофицированных центраторов. Он предполагает использование в данном приспособлении электрического или пневматического домкрата. Группа цепных центраторов объединяет приспособления, работа которых основана на применении цепи, затягиваемой вокруг свариваемых труб. Достоинством данного вида является его универсальность. Цепные центраторы способны работать с трубами самых разных диаметров в пределах от 90 мм до 1000 мм.
Эксцентриковые центраторы применяются для сварки труб большого сечения. Основу их составляют две стальные дуги. В отличие от звенных центраторов, в которых фиксация звеньев осуществляется специальными крюками, дуги в эксцентриковых устройствах при настройке под заданную трубу стягиваются дополнительной регулировочной перемычкой. Стоит отметить, что один и тот же центратор с эксцентриком может использоваться в работе с трубами нескольких диаметров. Этот фактор делает указанное приспособление более удобным, но и более дорогостоящим.
Особенности устройства и применения внутренних центраторов
Схема арочного центратора.
Этот тип центрирующих приспособлений относится к технически более сложному, в сравнении с наружными центраторами, монтажному вспомогательному оборудованию. Воздействие на стенки труб указанные центраторы осуществляют изнутри свариваемого цилиндра.
Принципиально функционирование данного оборудования выглядит следующим образом. К жимкам – рабочим органам внутреннего центратора, расположенным в два ряда по всему внешнему диаметру приспособления – посредством гидравлической системы передается определенное усилие. С заданной силой сжатия жимки распирают изнутри трубные торцы.
Таким образом, трубы надежно фиксируются в определенном, соосном друг к другу положении до момента окончания сварки. Благодаря большому гидравлическому усилию, подаваемому на жимки, указанное оборудование хорошо справляется с уже упомянутой выше технологической задачей: корректирует эллипсоидное сечение трубы в сторону правильной цилиндрической конфигурации.
При установке внутри трубопровода такой центратор закрепляется на краю одной трубной секции, а другая секция надвигается на приспособление. В момент фиксации обеих секций между торцами труб остается заданный технологический зазор, необходимый для проведения сварки.
Внутренний центратор перемещается в полости трубопровода при помощи специальной механической штанги. Для протягивания механизма, который обычно отличается достаточно большим весом, применяют различную спецтехнику (в том числе трактора).
Перемещение происходит по всей протяженности трубопровода, поэтому данное вспомогательное оборудование предназначено, как правило, для продолжительного процесса трубоукладки. При этом сварка производится практически без существенных перерывов.
Внутренние центраторы хорошо ведут себя при значительных перепадах температур. Их успешно эксплуатируют в температурном диапазоне от -40 до +45°С.
Некоторые другие виды центраторов для сварки труб
Кроме описанных выше двух наиболее распространенных категорий центраторов в общий перечень разновидностей данной техники входят и другие категории, менее популярные и более специфические. Здесь можно упомянуть такие центраторы, как:
- арочные;
- центраторы-струбцины;
- пружинные (для обработки обсадных труб в различных скважинах);
- центраторы для пропиленовых труб.
Таким образом, описанное вспомогательное оборудование для организации качественных сварочных работ представляется очень важным для строительной сферы. От правильности выбора и использования указанных приспособлений зависит в конечном счете прочность, надежность сварных соединений и, как следствие, длительность эффективной эксплуатации многочисленных трубопроводов.
Источник: https://expertsvarki.ru/oborudovanie/centratory-dlya-svarki-trub.html
Центратор для труб обзор, характеристики, применение

Каждый сварщик знает, что надежное закрепление свариваемых элементов – залог хорошего результата. Если трубы, подготовленные для сварки, не отцентрованы и не закреплены надежно, они могут вибрировать и колебаться в процессе работы. Это приведет к тому, что шов выйдет объемным, слабым и ненадежным. При малейшей нагрузке он может дать течь, а то и лопнуть.
Подобная халатность не допустима даже при монтаже бытовых трубопроводов малого диаметра с незначительным давлением и отсутствием внешней нагрузки. Что же касается промышленных, особенно подземных, магистралей, такая безответственность, в дальнейшем может обойтись очень дорого.
Их задача – надежно зафиксировать стык трубопровода для обеспечения качественного сварного шва.
Соединение и выравнивание металлических деталей с помощью центратора
Центраторы состоят из тела устройства (натяжного механизма), подставки или крюка и отдельных наборных элементов, изменение количества которых позволяет соединять линииразного, в том числе и малого, диаметра.
Данное оборудование закрепляется вокруг стыка двух подготовленных для сварки труб и плотно притягивают с помощью натяжного механизма.
В остальных случаях используется наружный. Это связано с тем, что внутреннее направляющее устройство более дорогостоящее и значительно сложнее в установке.
Отметим так же, что центратор для сварки ППУ труб большого диаметра – устройство довольно громоздкое и тяжелое. Поэтому его использование требует использования дополнительной техники.
Центратор для сварки труб своими руками

Идеальное качество сварного шва особенно важно при проведении трубоукладочных работ. С этой целью были разработаны центраторы для сварки труб. По-настоящему важность такого специального оборудования могут оценить разве что только профессиональные сварщики, занимающиеся проведением магистральных и местных трубопроводов. Ведь «на глазок» абсолютно точно совместить кромки труб крайне сложно.
Схема центратора для труб.
Нетрудно догадаться, что кроме главной задачи механические приспособления для точного центрирования трубных торцов и образования плотных стыков решают еще одну задачу. Данное оборудование, поддерживающее точное примыкание кромок друг к другу не только перед, но и во время сварки, позволяет существенно ускорить этот процесс.
Содержание:
Роль качественных материалов при укладке трубопровода сложно переоценить. От качества сварного шва напрямую зависит работоспособность всей системы. Чтобы обеспечить качественную сварку шва трубы, используются специальные приспособления – центраторы. В данной статье речь пойдет о том, что такое центраторы для сварки труб, и особенностях их применения.

В полной мере оценить достоинства центраторов могут только профессиональные сварщики, которым по долгу службы приходится укладывать различные трубопроводы. Все дело в том, что точная сварка труб требует твердой руки и невероятной концентрации – а добиться этого удается далеко не всегда.
Чтобы избавиться от этой проблемы, применяются центраторы, которые не только обеспечивают точное соединение труб, но и существенно упрощают это занятие, позволяя избежать огромного количества лишних и не очень эффективных действий.
Назначение и устройство центраторов
Монтаж трубопровода – это сложный процесс, включающий в себя несколько этапов. Сварка является всего лишь одним из этих этапов, не более того. До начала сварки требуется качественная регулировка соосности соединяемых частей труб, от которой зависит качество будущей конструкции.
Высокая точность стыковки требуется любым системам, но особенно важным этот параметр становится при обустройстве трубопроводов, по которым будут транспортироваться опасные вещества – природный газ, нефтепродукты, химические вещества и прочее сырье.
При таких исходных данных наличие устройств для качественной сварки является не опцией, а необходимостью. Для совмещения отдельных элементов конструкции относительно оси используется центратор – специальное контрольно-фиксирующее приспособление.

Центраторы могут работать с самыми разными размерами труб. Правильно подбирая модели устройств в зависимости от габаритов трубопровода, можно сваривать элементы диаметром от 25 до 6000 мм. Фактически, при необходимости не составит особых проблем найти приспособление для обработки любой трубы, каких бы размеров она не была.
Помимо совмещения двух частей трубы, центратор выполняет еще одну функцию, роль которой не уступает предыдущей. Для качественной сварки материалов необходима жесткая фиксация соединяемых элементов. Центратор для сварки труб своими руками имеет специальный захват, полностью исключающий различные колебания и дрожания обрабатываемых деталей. Это крайне важный момент – малейшие движения при обработке труб могут стать причиной образования плохого сварного шва, который разрушится еще при тестовом запуске системы, не говоря уже о рабочих нагрузках.

Все центраторы делятся на два вида:
- Внешние. Как следует из названия, такие приспособления устанавливаются с наружной части свариваемых конструкций и надежно их фиксируют.
- Внутренние. Этот тип центраторов, соответственно, удерживает соединяемые части трубопровода в неподвижном состоянии изнутри.
Особенности внешних центраторов
Внешний центратор визуально напоминает крупный зажим, который особым образом захватывает обрабатываемые трубы и держит их в заданном положении. Такое устройство отличается удобством установки и простотой эксплуатации от аналогов, которые запускаются во внутреннюю полость трубы.
Кроме того, центраторы, устанавливаемые снаружи, могут не только фиксировать два конца трубы. В круг задач данных приспособлений входит также выпрямление края трубы, если тот из идеально круглого по какой-то причине приобрел форму эллипса. Это очень важная задача – если ее не решить, о хорошем качестве сварного шва можно будет даже не думать.

Наружные центраторы для сварки труб имеют несколько видов, в зависимости от толщины стенок свариваемых элементов и их диаметров:
- Звенные. Это один из простейших видов центраторов. При внешнем осмотре данные устройства выглядят как многогранник, внутри которого находятся кольца-звенья. Длина звеньев варьируется в зависимости от размера обрабатываемых объектов, а количество определяется диаметром трубы. Такие устройства используются для соединения труб диаметром от 50 до 1500 мм – отличный центратор для труб малого диаметра.
- Гидрофицированные звенные. Такие приспособления являются улучшенной версией предыдущих. Основное отличие заключается в способе фиксации, которая осуществляется не вручную, а при помощи домкрата. В результате сила стяжки получается выше, что напрямую улучшает качество работы. Данные центраторы подходят для обработки труб диаметром от 720 мм до 1620 мм.
- Модифицированные звенные гидрофицированные. Еще более доработанная версия центратора. Основным применением данных устройств является выравнивание краев труб, имеющих форму неправильного эллипса. Наружный центратор для труб может управляться пневматическим или электрическим домкратом. Допустимый диаметр свариваемых при помощи такого приспособления труб может варьироваться в пределах от 90 до 1000 мм.
- Эксцентриковые. Данная категория устройств рассчитана на соединение труб, имеющих большое сечение. Основным рабочим элементом эксцентриковых центраторов являются две металлических дуги. Если в звенных устройствах для фиксации используются крюки, то дуги в эксцентриковых приспособлениях стягиваются при помощи специальной регулировочной перемычки, что делает их более универсальными (правда, и более дорогостоящими).
Особенности внутренних центраторов для сварки труб
Данные приспособления отличаются конструктивной сложностью по сравнению с наружными центраторами. Внутренние центраторы для сварки труб устанавливаются во внутренней полости свариваемых деталей трубопровода.
Принцип работы такого оборудования не столь прост, как в случае с внешними устройствами. Основным рабочим элементом являются жимки – детали, которые установлены в два ряда на внешней части устройства. При помощи встроенной гидравлики на жимки подается усилие, за счет которого осуществляется распорка и фиксация краев свариваемых труб.
Такое воздействие позволяет удерживать обрабатываемые части трубопровода на одной оси вплоть до того момента, пока сварка шва не будет завершена. Кроме того, давление на трубы изнутри позволяет решать проблему, которая уже упоминалась выше – распрямление изогнутых краев монтируемых деталей.

Чтобы установить трубный центратор во внутренней поверхности трубопровода, одна его часть фиксируется на краю трубы, а на вторую надвигается следующая секция. Фиксация обеих частей свариваемых труб осуществляется так, чтобы между ними оставался требуемый для соединения зазор.
Внутри поверхности трубопровода центратор передвигается посредством специальной штанги. Учитывая немалый вес всей конструкции, для ее перемещения приходится пользоваться спецтехникой (например, тракторами).
В конечном итоге внутренний центратор проходит по всем участкам соединяемого трубопровода. Специфика данного устройства делает его использование оправданным только при длительной прокладке большого трубопровода – в таком случае проведение сварочных работ может выполняться практически непрерывно.
Другие виды центраторов
Помимо уже упомянутых центраторов, имеющих наибольшее распространение, есть и несколько других приспособлений, которые имеют более узкую специализацию:
- Арочные центраторы;
- Центраторы-струбцины;
- Пружинные центраторы;
- Центраторы для полимерных труб.

Устройства данных типов не столь популярны, но и для них в строительстве находится применение – в конце концов, для качественного соединения частей трубопровода стоит приложить максимум усилий, чтобы в дальнейшем не испытывать проблем, возникших из-за плохого сварного шва.
Заключение
Такие вспомогательные устройства, как центраторы для сварки труб, являются крайне полезными при проведении масштабных сварочных работ. В борьбе за лучший результат все средства хороши, и центраторы – это одно из подходящих средств, обеспечивающих надежное соединение частей трубопровода и компенсирующих некоторые недостатки исходных материалов.
Прокладка коммуникаций проводится согласно требованиям санитарных норм и правил (СНиП 3.05.04-85). Особо жесткие они по отношению к:
- материалу и технологии изготовления труб;
- качеству поверхности и геометрическим формам траншей и/или опор;
- расположению, направленности, форме труб.
Особое значение в деле отводится сварным работам, поскольку шовное соединение представляет собой слабое место любой конструкции. Чтобы обеспечить полное соответствие требованиям, используют центраторы для сварки труб.
При малейшем несоблюдении технологии в швах появляются такие дефекты, как внутреннее напряжение, разнородность соединения по толщине и химическому составу. В итоге это снижает способность противостояния нагрузкам, оказываемым на поверхность.

Устройство цепного центратора для сварки труб
Назначение и устройство центраторов 

Важно! Центраторы устраняют 95 % негативных факторов, из-за которых появляются дефекты сварных швов и околошовного пространства, искажение линейности и неточности поворотов угла
Центраторы для сварки используют для соосности труб диаметром 25-6000 мм. Механическое приспособление обеспечивает устойчивое положение соединяемых труб относительно:
- центра (оси);
- сегментов;
- опор.
Центровка дает минимальную погрешность при сваривании стыков, как при укладке прямых линий, так и углов.
Основное назначение механизмов — фиксация, но благодаря жесткой конструкции центраторы для сварки стальных труб могут использоваться также для выравнивания корпуса трубы (при необходимости).
Чтобы обеспечить установку систем различного диаметра и конфигурации, сконструировано большое количество механизмов. Конструктивно они делятся на наружные и внутренние.

Применение внешнего центратора при сварки труб
Разновидности и особенности внешних центраторов
Наиболее распространенные благодаря простой эксплуатации наружные центраторы для сварки труб. Модульная конструкция устройства делает его универсальным: для изменения диаметра необходимо извлечь или добавить звенья. Диапазон диаметров, под которые доступно настроить охват, ограничен. Всего существует 16 типоразмеров, подобрать которые можно для технологии укладки труб диаметром от 50 до 1500 мм. На сегодня существуют несколько видов:
- Звенные. Они представляют собой замкнутую двойную цепь из 5-6 звеньев и замка, соединенных в одну конструкцию. Правильная центровка получается за счет выравнивания пластин цепи, располагающихся по двум кромкам труб. Стык затягивается вручную. Ролики, установленные на внутренней части звеньев, обеспечивают плавное соединение и регулировку. Благодаря простой сборке, использованию углеродистых сталей общего назначения легко изготовить центраторы для сварки труб своими руками.
- Звенные с гидравлической системой фиксации. В отличие от первых моделей, установка фиксаторов облегчается использованием домкрата. Увеличены точность стяжки и возможный диаметр трубы до 1620 мм.
- Улучшенная версия гидрофицированных моделей управляется двумя способами: пневматикой и электродомкратом. Точное дозирование приложенных усилий позволяет корректировать форму трубы при ее деформации. Рабочий диаметр трубы — 900-1000 мм.
- Цепные. В качестве обхватов используются цепи. Соосность регулируется при помощи перемычки. После того как сварные работы проведены, цепи легко можно передвинуть на новое место. Это универсальная модель, охватывающая большой диапазон диаметров и недорогая по стоимости. Обслуживания не требует.
- Эксцентриковые. Предназначены для большого сечения труб. Основное отличие от вышеперечисленных моделей — использование дуг и перемычки в качестве стягивающих приспособлений. Механизмы применяются для большого диапазона диаметров.
Особенности и преимущества внутренних центраторов
На особо важных объектах используется внутренний центратор для сварки труб диаметром 325-1420 мм, длиной звеньев до 36000 мм. Он обеспечивает более качественную сборку, чем внешний, и принцип его работы основывается только на гидравлическом оборудовании. Особенность такой схемы предполагает открытое околошовное пространство и отсутствие необходимости точечно прихватывать стыки. Кроме этого, она используется в качестве расширителя, устраняя неровности кромок, которые нередко являются во время неправильных транспортировки и/или хранения.

Внутренний центратор для сварки труб
Принцип действия гидравлического центратора основан на работе клинового плунжерного зажима. Клинья, вставленные в жесткий корпус, приводятся в работу с помощью гидравлических цилиндров. Зажимы разжимают/сжимают концы, а после окончания сварки перемещаются под воздействием пружины. Движение прибора вдоль оси происходит посредством спецштанги. Центрирующий механизм может быть конусного или рычажного типа. Управление ручное или дистанционное. Питание электрическое.
Рекомендации по выбору и эксплуатации
Важно! Поскольку большинство моделей можно использовать для широкого диапазона работ, первое, на что нужно обратить внимание, — это назначение и стоимость
Выбор центраторов должен обеспечивать оптимальное соотношение скорости проведения работ и их стоимости при покупке и обслуживании.
Цепные модели универсальные и недорогие, используются для труб малого и среднего диаметра, а при применении для большого сечения, из-за большого количества подвижных соединений, они недолговечны. Отлично подходят для полупрофессионального использования. Благодаря нежесткой конструкции компактны при хранении.
В золотой середине и по стоимости, и по назначению находятся звенные устройства. Они могут использоваться как для линейного, так и радиального соединения. Внешние модели отличаются преимуществом простоты работы с ними:
- легко и быстро собираются;
- не требуют специальных средств передвижения;
- простая ремонтопригодная конструкция;
- дешевые в обслуживании, поскольку система гидравлики отсутствует или представлена небольшим объемом.
Центраторы для сварки труб малого диаметра лучше выбирать среди открытых агрегатов наружного применения. Диаметр более 500 мм требует более прочной фиксации, поэтому лучше остановиться на закрытых механизмах.
Приобретение внутренних центраторов экономически оправдано только при больших стройках или длительном использовании на одном объекте. Стоит также учесть, что для передвижения гидравлических моделей требуется специализированная техника. Но в тоже время подъемные механизмы для этого не нужны. У них есть одно неоспоримое преимущество: их используют для углового соединения труб, а также для выравнивания стенок. По стоимости и окупаемости такие агрегаты рационально применять в промышленных масштабах.
Заключение
Центраторы необходимы при наличии одного из перечисленных факторов:
- Высокая скорость работ по укладке труб.
- Сложные условия (проведение монтажа на очень низкой отметке, неустойчивые почвы).
- Длительный проект по укладке труб.
Существует разновидность центраторов, которая используется в узконаправленной деятельности. Это бытовые мобильные аппараты для полипропиленовых материалов, которые отличаются не только внешним видом, но и принципом работы. По сути, это часть сварного агрегата. Второй центратор — пружинный для обсадной сварки, применяется при вертикальном бурении скважин. Его задача заключается в точном соединении элементов на глубине.
Видео: Центраторы и приспособления для сварки труб
В этой статье мы расскажем о том, как и зачем применяются центраторы для сварки труб. Кроме того, мы рассмотрим конструктивные особенности наиболее востребованных моделей из того что сегодня представлено на рынке. Итак, что такое центратор и зачем он нужен?

На фото — эксплуатация подвесного центратора
Эффективный способ сделать сварной шов ровным и герметичным
Не секрет, что есть специальные приборы, приспособленные для выполнения идеально ровного реза поперечного сечения труб. Но, даже если рез сделан максимально ровно, совместить обе трубы срезами для качественного сваривания будет практически невозможно.
В результате сварной шов получится неровным и, как следствие, соединение будет недостаточно герметичным. Решением этой проблемы может послужить внутренний или наружный центратор для труб.
Особенности функционирования
Как металлические трубы, так и их ППУ аналоги, перед свариванием необходимо прислонить друг к другу максимально ровно, чтобы на стыке не было зазора.
Сделать такое совмещение срезов своими руками практически невозможно. Более того, совмещение срезов на порядок усложняется с увеличением диаметра труб. Поэтому, в ходе сборки канализационных систем и прочих трубопроводов без применения фитингов для канализации, используются специальные центраторы.
Прибор обхватывает две совмещаемые трубы и позволяет максимально точно присоединить их друг к другу, фиксируя в таком положении. После выполняется сварка с гарантированно высоким качеством шва. Затем устройство демонтируется, и трубопровод может использоваться по назначению.
Основные разновидности
После того как мы определились с тем, для чего используется центрующее оборудование рассмотрим то, какие разновидности устройств, представлены в продаже.
Все центраторы, которые сегодня можно приобрести в соответствующих магазинах подразделяются на две основные категории — внутренние и наружные.
- Устройства наружного типа обозначаются аббревиатурой ЦН и предназначены для установки и использования на внешней стороне труб. Устройства такого типа, независимо от габаритов, просты в использовании, легко устанавливаются и производят быструю и эффективную центровку.
Приборы наружного типа представлены широким перечнем оборудования (эксцентриковые, звенные, гидравлические и прочие конфигурации). - Внутренние центраторы обозначаются аббревиатурой ЦВ и представляют собой гидравлические установки. Приборы данного типа изнутри распирают края труб, сдвигая их срезы друг к другу. Достоинством оборудования является возможность применения на трубах различного диаметра.
Характеристики отдельных модификаций
После того как мы рассмотрели особенности общей классификации, рассмотрим характеристики отдельных модификаций центрующих устройств.
- ЦЗН — центратор звенный наружный предназначен для совмещения торцов труб с диаметром стыка от 50 мм до 2 метров.

Наружный центратор с шарнирно сочлененными звеньями
Важно: Эксплуатация устройств допускается в широком диапазоне температур окружающей среды от – 40 ºС до + 40 ºС.
Прибор конструктивно представляет собой многогранник с пластинчатыми звеньями на шарнирных сочленениях.
Стяжка совмещаемых элементов осуществляется посредством винтового механизма.
- ЦЗН-Г — центратор звенный наружный гидрофицированный представляет собой видоизмененную разновидность предыдущего устройства.
Существенным отличием данной модификации от предыдущей является простота эксплуатации и отсутствие необходимости в приложении существенных физических усилий. В итоге, процесс совмещения свариваемых элементов существенно ускоряется без ущерба для качества готового результата.
Устройство состоит из пластинчатых звеньев на шарнирном сочленении, но для приведения звеньев в движение применяется не винтовой механизм, а гидравлика. Допустимый диаметр труб колеблется в диапазоне 720-2020 мм - ЦАН-Г — центратор арочный наружный гидрофицированный предназначен для работы с диаметром поперечного среза 325-820 мм.

Установка арочного типа для совмещения стыков с большими диаметрами
Устройство представляет собой разъемную конструкцию, состоящую из соединенных шарнирами секций. Применение устройства с такой конструкцией гарантирует дополнительное удобство при установке на стык.
В устройстве применены дугообразные секции, которые сжимаются, подгоняя срезы стыка. Количество дугообразных секций определяется диаметром труб.
Каждая из используемых секций оборудована специальными упорами, которые надёжно фиксируют совмещаемые элементы, обеспечивая при этом оптимальное качество и герметичность стыка. Непосредственно на секциях закреплены гидроприводы, рассчитанные на максимально развиваемое усилие до 5 т.с.
- ЦНЦ — центратор наружный цепной нажимного типа представляет собой устройство с ручным приводом, предназначенное для работы с диаметром поперечного среза от 426 до 1420 мм.

Цепные тиски
В отличие от звенных аналогов, цепные установки способны обеспечить большее усилие при проведении центровки. Приборы данного типа могут применяться как при строительстве, так и при ремонте трубопроводов.
Важно: Цепная конструкция построена с применением быстросъёмных механизмов, что положительно сказывается на производительности эксплуатации.
- ЦНЭ — центратор наружный эксцентриковый применяется для работы со стыками диаметром от 89 до 426 мм.

Зажим с эксцентриковым механизмом
Устройство состоит из нескольких захватных дуг, приводимых в движение эксцентриковым зажимом. Устройство может, применяется для работы с трубами различного диаметра посредством перестановки оси эксцентрика или за счет применения специальных проставок.
- ЦВ – центратор внутреннего типа гидравлический предназначен для совмещения торцов поворотных и неповоротных труб.

Установка для внутреннего совмещения стыков
Устройство при необходимости не только совмещает стыки, но и придает их срезу наиболее правильную круглую форму. Использование таких устройств позволяет строить трубопроводы с применением непрерывной автоматической сварки.
- ЦС — центратор-струбцина применяется для работ с трубами малого диаметра.

На фото центратор-струбцина
Это свойство и доступная цена делают устройство наиболее популярным среди непрофессиональных и начинающих сборщиков трубопроводов. (См. также статью Сварка труб встык: особенности.)
Вывод
Итак, мы рассмотрели, что собой представляют центраторы, каковы их наиболее ходовые разновидности, и какова их инструкция применения. На основе этих сведений можно подобрать то устройство, которое будет соответствовать особенностям проводимых работ.
Больше полезной информации вы сможете найти, посмотрев видео в этой статье.
Понравилась статья? Подписывайтесь на наш канал Яндекс.Дзен
Важнейшим этапом монтажа трубопровода является сварка отдельных фрагментов труб в единое целое. Осуществляется эта работа с применением специальных устройств, которые позволяют идеально точно расположить их относительно друг друга, – центраторов труб.

Из чего состоит и как работает устройство
Устройство представляют собой механизм, который состоит из упорных элементов и устройств, поддерживающих трубы в неподвижном состоянии во время сварки. Примерная схема устройства представлена на рисунке.
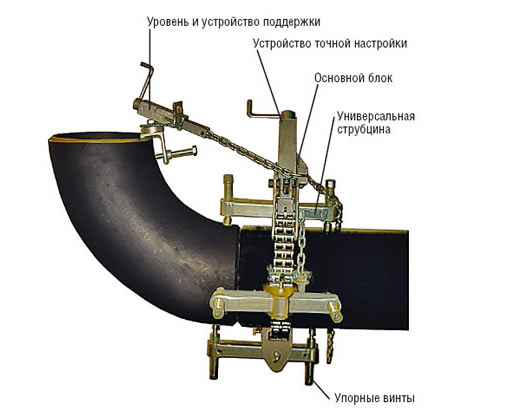
Преимущества использования состоят в следующем:
- позволяют точно сварить трубы, что снижает риск их разрыва и обеспечивает длительный срок службы трубопровода;
- это мобильные механизмы, которые можно легко переносить для сварки труб в разных местах;
- в основном они доступны по цене;
- они многофукнциональны, поскольку позволяют работать с разными типами труб (стальные, ППУ и др.);
- они осуществляют соединение труб практически любых диаметров. В особенности они нужны для работ по монтажу магистральных трубопроводов для транспортировки воды, нефти или газа. Даже небольшие отклонения в этих системах чреваты серьезными последствиями.

Модели и цены
Обзор цен на некоторые модели представлен в таблице ниже.
Разбег цен объясняется несколькими причинами:
- Назначение устройства – профессиональное стоит на порядок дороже бытового.
- Конструктивные особенности (наличие или отсутствие гидропривода).
- Бренд производителя.
ЭТО ИНТЕРЕСНО. Для бытовых целей вполне можно сделать центратор труб и своими руками. Для него понадобятся подручные средства и инструменты, которые нетрудно достать. К тому же этот вариант обойдется гораздо дешевле покупного.
Виды
Разделение по видам основывается на разных признаках:
- по особенностям расположения центраторов относительно свариваемых труб – внутренние и наружные;
- по способу крепления на трубе во время ее сварки – цепные, эксцентриковые, арочного типа, струбционные и звеньевые (многозвенные);
- наконец, по сферам применения центраторы можно условно разделить на бытовые и профессиональные. В первом случае они зачастую работают в ручном режиме, небольшие по размерам и применяются в прокладке домашнего водопровода (например, на даче). Во втором – речь идет о сложных, дорогих механизмах, обеспечивающих прокладку магистральных трубопроводов любых диаметров и практически в любых климатических условиях.
Наружные и внутренние
Устройства могут применяться при сварке труб практически любых диаметров. Если габариты небольшие (обычно от 20 до 2000 мм), то устройство крепится вокруг трубы, и тогда речь идет о наружном центраторе.

Наружный центратор
По сути это зажим для труб, который обхватывает их поверхности и обеспечивает неподвижное положение во время проведения монтажных и сварных работ.
Пример использования этого оборудования в работе можно посмотреть здесь.
Наружные центраторы для сварки труб по сравнению с внутренними имеют свои неоспоримые преимущества:
- они легкие и обладают небольшими габаритами, поэтому их можно легко перемещать в любые места;
- позволяют работать при любых погодных условиях (от -60 до +60 градусов по Цельсию);
- обеспечивают качественную сварку не только 2 труб, но и целых водопроводов;
- монтируется на трубы и демонтируется с них легко и быстро.
Единственным существенным недостатком такого устройства является то, что сварочные работы приходится вести с небольшими перерывами – сначала шов делается на свободной поверхности, затем устройство передвигается и делается новый шок и так далее.
Внутренний центратор
Если же требуется сделать сварку труб больших диаметров (как правило, более 2000 мм), то в работе используются внутренние трубные центраторы, которые крепятся не поверх них, а ставятся прямо внутрь, плотно упираясь в поверхность.

Расположение внутреннего трубного центратора выглядит следующим образом.

Поскольку такое оборудование предназначено для монтажа широких трубопроводов, то и его габариты весьма большие. Соответственно, транспортировать внутренние устройство можно только на транспорте.
Однако у них есть и свое неоспоримое преимущество в сравнении с наружными – поскольку они устанавливаются внутрь трубы, то сварочные работы могут вестись беспрерывно.
Монтажные работы всегда осуществляются с использованием дополнительного подъемного оборудования, как показано на видео.
Стандартная комплектация оборудования представлена следующими элементами:
- штангу;
- жимы для труб;
- кабель;
- манометр для контроля давления;
- электроприводный насос;
- фары.
ОБРАТИТЕ ВНИМАНИЕ. Для сварки обязательно нужен приток свежего воздуха, который охлаждает внутренние поверхности, тем самым предотвращая их сильный перегрев. Обеспечить этот процесс помогают специальные вентиляторы. Обычно они не включается в вариант базовой поставки заказываются дополнительно по желанию покупателя.
ЭТО ИНТЕРЕСНО. Внутренние центраторы для произведения сварочных работ не всегда используются в работе труб больших диаметров. Они эффективны и при монтаже небольших (до 500 мм в диаметре) труб, поскольку обеспечивают их точный монтаж друг с другом. Упор в этом случае достигается не за счет гидравлики, а благодаря обычным пружинам, как показано на рисунке ниже. Привод в этом случае работает вручную за счет поворота рукоятки.
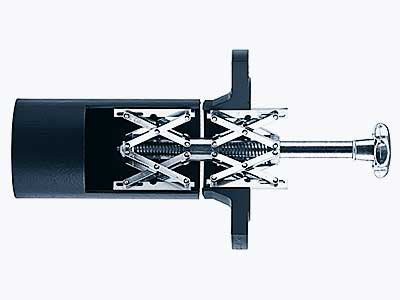
Принцип работы механизма основан на гидравлическом домкрате (показан на рисунке мелким и крупным планом), который приводится в движение за счет электричества, поэтому его часто называют электрогидравлический центратор труб.


Это устройство выполняет две важные функции:
- Обеспечивает максимальный упор для предотвращения колебаний трубы по время сварочных работ.
- Устраняет прогиб монтируемой трубы, который может произойти в результате опускания грунта или из-за тяжести самой трубы.
Важнейшая техническая характеристика устройства – диаметр центрируемых труб, от которого зависит и масса самого центратора. Эти данные приведены в таблице ниже.

Чертежи устройства
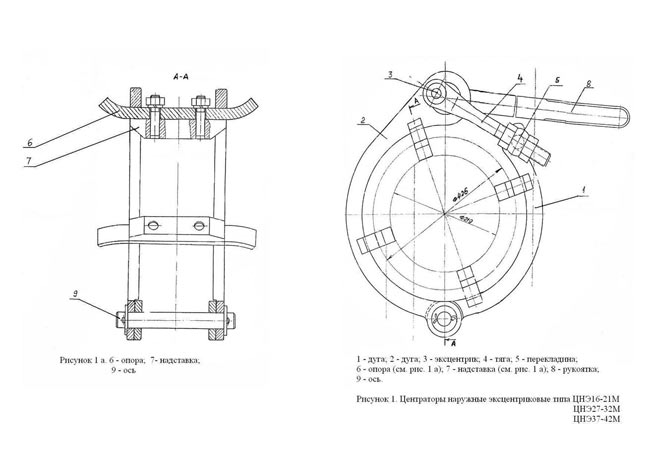
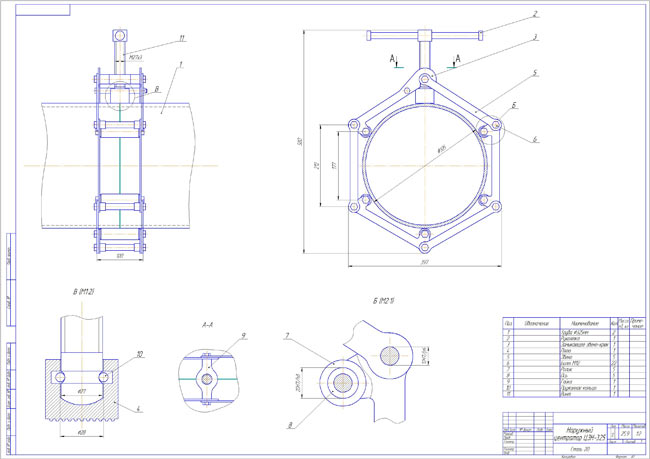
Центраторы по способу крепления на трубе
Наружные центраторы для сварки труб могут по-разному крепиться на трубе. Соответственно выделяют следующие их типы:
- Арочного типа самые простые, поскольку состоят из 2 клемм. Они стягиваются вместе вручную, а в случае больших нагрузок – обычным гидравлическим насосом. Сфера их применения – сварка небольших труб диаметров в пределах 900 мм.
- Многозвенные центраторы труб состоят из нескольких одинаковых звеньев, которые монтируются вручную с помощью пальцевых шарниров. Также они могут соединяться друг с другом винтом или гидроприводом, если требуется достаточно крепкое стягивание. Их сфера применения – монтаж труб диаметром до 2000 мм.
- Цепные получили свое название благодаря тому, что фиксирующий механизм в них представлен обычной цепью, с помощью которой осуществляется стягивание труб. Обычно работа производится вручную и является достаточно трудоемкой – это и есть основной недостаток этих устройств. С другой стороны, они довольно доступны по цене и долговечны.
- Эксцентриковые — крепятся с помощью эксцентрикового зажима. По виду он напоминает арочный, поскольку также состоит из 2 одинаковых частей. Однако устроен проще, потому что благодаря эксцентриковому механизму удается быстрее центрировать трубу. С другой стороны, работа с ним требует достаточно высокого уровня мастера – даже в случае небольшой недоработки механизм может отойти во время сварки, и шов ляжет неточно.
- Струбционные используются для монтажа труб небольших габаритов. Это наиболее популярная разновидность, которая широко используется в бытовых целях. Дело в том, что они доступны по цене, компактны и мобильны, несложны в работе и служат достаточно долго. Струбцины могут быть исполнены в прямоугольном. трапециевидном и круглом вариантах (определяется строением трубы). Обычно нижний элемент плоский, поскольку это создает дополнительный упор во время процесса сваривания.
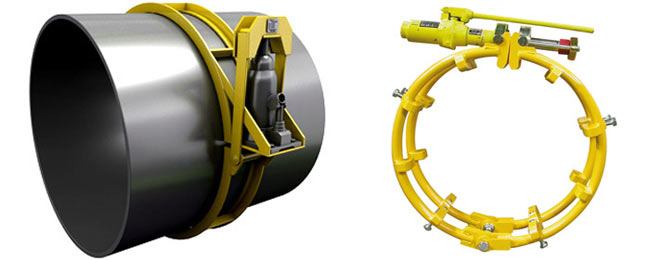
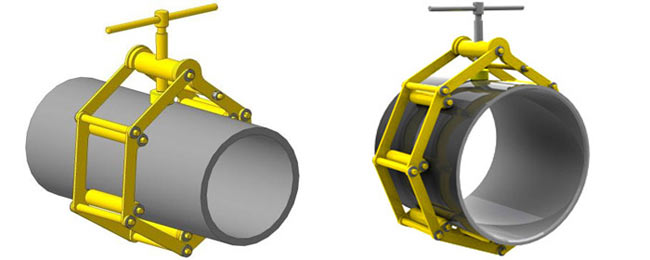
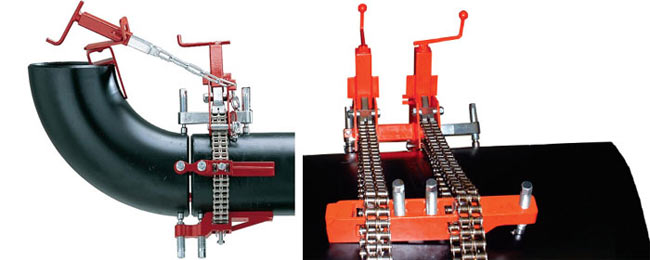
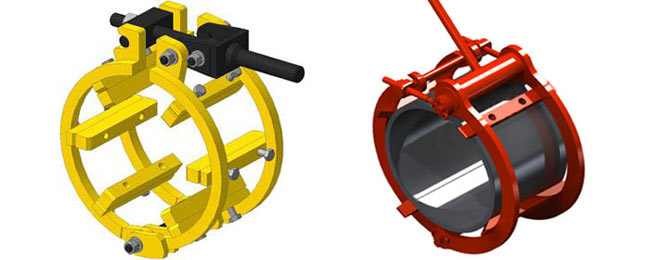
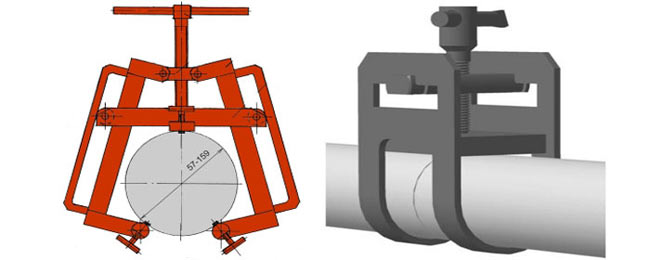
Видео инструкция по использованию центратора-струбцины
Порядок монтажа на трубу
Принцип монтажа центратора принципиально не зависит от конкретного вида и модели устройства. Однако есть некоторые особенности у внутреннего и наружного. Они связаны с подготовкой трубы к сварке.
Установка внутреннего центратора
Чтобы осуществить правильно крепление устройства внутреннего типа к трубам, которые нужно сварить, следует совершить следующие действия:
- Прежде всего, нужно осуществить подготовительную работу – стыки свариваемых труб должны быть хорошо зачищены от краски, засорений, ржавчины и прочих посторонних включений. Делается это с помощью инструментов или специальных химических средств. В 1 случае наиболее популярна болгарка, на которую насаждается металлическая щетка.

Также можно воспользоваться обычной шлифовальной машинкой

Видео пример зачистки трубы перед сваркой.
В случае застарелых, сложно выводимых пятен краски можно также задействовать строительный фен – под действием горячих потоков воздуха краска начинает размягчаться, после чего ее легко можно удалить обычным наждаком.

В домашних условиях для зачистки можно использовать наждачную бумагу либо прибегнуть к помощи бытовой химии – например, краску можно растворить ацетоном, а затем протереть трубу досуха чистой тряпкой.
ВАЖНО. Работу с ацетоном нужно производить только на открытом воздухе в умеренно теплую погоду и вдали от источников открытого огня, поскольку вещество токсично и легко воспламеняется (достаточно +40 С).
- После проведения полной зачистки стыков нужно зафиксировать внутренний центратор на краю одной из них.
- Другая труба плотно пододвигается к первой, после чего создается предельный упор с помощью пружинного механизма (ручная подача) или гидравлических приводов.
- Удостовериться, что соединение сделано правильно и приступить к сварке.
Установка наружного центратора
Монтаж этого устройства принципиально отличается тем, что он фиксируется на внешней поверхности трубы. Соответственно, последовательно действий будет несколько другой:
- В начале также осуществляется зачистка стыков, как описано выше.
- Затем 2 отрезка подводятся друг к другу, и центратор одевается поверх них в месте соединения.
- Соединительные болты вставляются в специальные отверстия и крепко затягиваются.
- Наконец, проверяется надежность монтажа. и начинаются сварочные работы.
Видео инструкция по установке
Технические характеристики
При выборе определенной модели центратора для сварки труб нужно исходить из нескольких параметров:
- Диаметр трубы – внутренние чаще для больших, наружные – для малых (до 900 мм).
- Материал трубы – например, если они покрыта пенополиуретаном (так называемые трубы ППУ), то сваривать их можно только с помощью внутреннего устройства.
- Объемы работ – если речь идет о прокладке небольшого частного водопровода (например, в загородном доме), то достаточно цепной модели, которая является самой доступной по цене. Если же речь идет о профессиональных работах, то лучше выбирать среди звеньевых и эксцентриковых моделей. Последние являются самыми дорогими, но вместе с тем они надежнее и служат лольше.
- Давление содержимого труб на внутренние поверхности – если оно будет свыше 5 атмосфер, то для монтажа таких трубопроводов потребуется устройство с гидрозажимом.
ОБРАТИТЕ ВНИМАНИЕ. Главный фактор, влияющий на выбор – это параметры трубы (материал, диаметр, прочность). Именно из этого следует исходить при покупке центратора
Видео пример сборки центратора своими руками
Другие устройства для крепления труб при их сварке
Наряду с центраторами, которые зачастую используются в профессиональной среде, существует и несколько других устройств, позволяющих надежно фиксировать стыки при сварочных работах. Основное назначение этих устройств – поддержание трубы в нужном положении за счета создания упора в твердую поверхность. Они делятся на несколько разновидностей:
- упоры – работают по принципу обычного верстака: труба крепится к ровной поверхности (столу за счет поворота рукоятки ручного пресса)
- призмы, которые фиксируют трубы за счет механического пресса с помощью его завинчивания. Позволяют работать с бытовыми трубами практически любых диаметров.
- верстаки и подставки для труб, позволяющие регулировать высоту при сварочных работах.



Отдельным классом устройств фиксации трубы являются цепные тиски. Основой механизма является цепь, которая изготавливается из особо прочных разновидностей легированной стали. Характерная особенность устройства – возможность работать трубами любых диаметров за счет простого механизма настройки – удлинение или укорочение цепи.

Их классифицируют на несколько групп в зависимости от выполняемой работы:
- для сварки прямых участков
- для приварки врезок в трубу
- для сварки отводов труб
- для приварки фланцев (деталей для герметичного стыка труб)




Наконец, выделяют целый класс многорядных тисков, которые используются в особых случаях, например, при бурении скважин. Они могут заменить несколько обычных тисков. Конструкция цепи устроена таким образом, что тиски не застревают даже при предельной нагрузке. Чтобы поверхность трубы не получала сильных повреждений от давления цепи, ее снабжают стальными вкладышами, которые можно сменить по мере износа.

Цепные тиски – довольно популярный вариант центратора труб, поскольку обладает очевидными плюсами:
- Они просты и удобны в использовании даже в среде любителей.
- Служат долго и практически не нуждаются в обслуживании, кроме периодической смазки рабочей поверхности цепей.
- Достаточно доступны по цене (ниже приводится сравнительная таблица с обзором некоторых моделей).
| модель | диаметр трубы, мм | вес, кг | цена, руб |
| BC 210 | 10 – 77 | 3,4 | 10 500 |
| BC 410 | 10 – 115 | 6,7 | 17 000 |
| ВС 510 | 10 – 140 | 6,9 | 23 000 |
| ВС 610 | 8 – 155 | 10,9 | 32 000 |
| ВС 810 | 20 – 220 | 17,4 | 42 000 |
Краткий видеообзор различных видов тисков одного из известных производителей RIDGID можно увидеть здесь.
Тиски в домашних условиях: делаем сами
Разумеется, в крайних случаях можно обойтись самодельными приспособлениями для фиксирования труб. Вот некоторые их них:
- Струбцина – ее можно изготовить из болта, прочного толстого гвоздя и отрезка швеллера
- Тиски из шарнирной петли – нужно взять обычную петлю, загнуть ее края и зафиксировать изделие с помощью болта со специальной гайкой.
- Простейшее приспособление можно сделать из эспандера и пассатижей. Однако в этом случае нужно позаботиться о том, чтобы оно было надежно прикреплено к прочной основе, поскольку без этого условия не получится обеспечить неподвижность трубы во время сварки.
- Наконец, можно использовать обычные слесарные тиски, которые можно фиксировать к любой твердой, ровной поверхности.
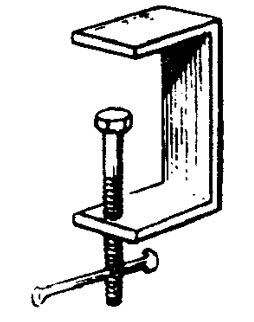
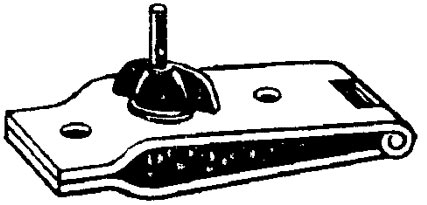
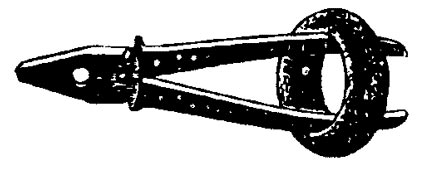
Однако используя кустарные методы производства, нужно учитывать технику безопасности:
- Прежде всего, нужно понимать, что сварка – это источник повышенной температуры, а значит, все элементы конструкций не должны быть сделаны из легко воспламеняющихся материалов – например, дерева.
- Главное требование к центратору трубы – это жесткость крепления и надежность конструкции. Стоит помнить, что во время осуществления сварочных работ труба будет неизбежно раскачиваться, следовательно, самодельная система изначально должна быть очень прочной.
- Все кустарные инструменты подходят только для небольших труб, в основном для проведения прямых стыков между ними. Если предстоит работать с большими, тяжелыми по весу трубами или выполнять сложные стыки, то такие инструменты однозначно не подойдут.
Последствия неправильной сварки
В случае неправильного выбора центратора или несоблюдения правил работы с ним может возникнуть целый комплекс последствий, которые называются дефектами сварки. К ним относятся:
- трещины;
- поры, небольшие полости;
- непровары в результате неполного охвата поверхности металла сварочным аппаратам;
- различные отклонения структуры шва – излишняя выпуклость, смещения, подрезы и другие.
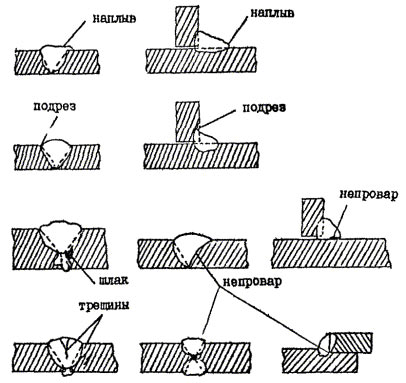
Все эти дефекты неизбежно приведут к тому, что труба не прослужит долго. Последствия усугубляются характером эксплуатации и внешними факторами:
- перепад давлений внутреннего содержимого (воды, нефти, газа и др.);
- перепад температур (внутренних и внешних);
- влияние коррозии.
Проникая в микротрещины, вода и воздух значительно ускоряют процессы разложения металла (коррозии). Это приведет к тому, что труба вскоре даст течь, давление в системе упадет, соответственно, может случиться и прорыв. Поэтому грамотный выбор центратора труб и правильная его эксплуатация на всех этапах сварочных работ – неотъемлемое условие при монтаже трубопроводов всех типов.
При монтаже водопроводных систем или при установке отопления в квартире много времени уходит на работу с трубами. Здесь необходимо и обрезать, и сварить, и выгнуть под нужным углом, а также много других операций.
Если установку системы проводит бригада специалистов, то, понятное дело, никаких трудностей у них не возникнет, а вот если делать все своими руками – здесь пригодятся определенные знания. Самые распространенные операции с трубами – это чистка, резка, сварка, гиб, пайка и сверление.
Рассмотрим приспособления, которые помогут нам при работе с трубами различных назначений и свойств.
Профильная труба квадратного или прямоугольного сечения часто используется в трубопроводах разных назначений, а также при монтаже различных конструкций. Тонкостенная труба относительно легко поддается гибке и принимает необходимую форму. Для этого можно использовать такое приспособление для профильной трубы, как трубогиб.

Трубы профильные квадратного сечения
Для гибки труб с толстыми стенками применяются специализированные станки. Для гиба трубы в домашних условиях можно обойтись без применения станков, а использовать несколько хитростей.
Если при сгибе трубы допускается гофр (ребристость в месте сгиба) можно обойтись простым нагреванием.
Если же гофр недопустим, что требуется при монтаже водопровода или канализации, то необходимо на внутренней грани предполагаемого угла сделать надрезы болгаркой и, разогрев трубу в месте сгиба, аккуратно согнуть.

Болгарка
После этого разрезы необходимо заварить, зашлифовать и покрыть слоем защитного средства. При сварке тонкостенных труб электросваркой следует проявлять аккуратность ввиду высокой опасности прожига трубы.
По возможности, лучше поменять полярность на сварочном аппарате, что уменьшит риск прожига. Целесообразнее всего использовать газосварку. Чтобы просверлить трубу, достаточно использовать простые тиски.
Приспособления для сварки труб
Самое сложное при сварке – это выдержать соосность труб. Это не так просто, даже если у сварщика есть помощник, и тем хуже, если работать приходится одному человеку.
Для сварки труб часто применяются специальные приспособления – центраторы. Этот инструмент позволяет удерживать два конца труб в необходимом положении и сохранять соосность свариваемых элементов.
Применяются центраторы на трубах с диаметром более 60 мм.

Центратор
Также сварщики часто используют центраторы-струбцины, это же приспособление применяется при пайке пластиковых труб. Этот инструмент более удобен в использовании, но применяется при работе с трубами диаметром до 70 мм.
Наиболее удобным, но в то же время самым дорогостоящим инструментом, являются магнитные приспособления для фиксации стальных элементов, и к тому же это не подойдет при пайке пластика. Для хорошего сварочного шва стальной трубы необходим ровный срез края трубы.
При большом диаметре трубы поможет кромкорез с дополнением МКФП-20 УМ-05.
Приспособление для резки труб
При резке труб небольших диаметров в домашних условиях целесообразно применять обычную «болгарку».
Для выдерживания необходимого угла среза следует собрать несложную конструкцию, закрепленную на станине, в виде двух уголков с фиксаторами, которые удерживают трубу в нужном положении.
В станине надо сделать паз, который будет направлять диск под необходимым углом. Здесь же можно и сверлить трубы с тонкими стенками. Чтобы просверлить трубу с толстыми стенками, лучше использовать сверлильный станок.
Трубы фирмы Рехау значительно проще поддаются резке и другим необходимым операциям.

Настольный сверлильный станок
При резке труб больших диаметров и с большой толщиной стенок зачастую применяют газопламенный способ. В связи с трудоемкостью и сложностью такого процесса резки необходимо обладать хорошими навыками.
При недостаточном опыте работы края срезов будут неровными, и углы не будут выдержаны, что в дальнейшем повлечет за собой трудности при монтаже системы.
Для достижения хорошего результата следует применять специальные приспособления – труборезы.

Разъемный электрический труборез для стальных труб
Для сравнивания среза под необходимым углом применяются кромкорезы, а в частности, МКФП-20 УМ-05. Дополнение УМ-05 позволяет использовать кромкорез на трубах диаметром более 400 мм. Такие приспособления позволяют разрезать трубу быстро и при этом оставить ровные края, что положительно скажется в дальнейшей работе.

Приспособление для гибки труб
Для сгибания круглых стальных труб под необходимым углом применяются специальные станки.
Для получения хорошего результата при сгибании труб в домашних условиях рекомендуется применять такие приемы, как нагревание трубы и засыпание полости трубы песком, иначе есть высокий шанс испортить изделие.
Также в промышленных условиях применяются специальные гибочные станки, позволяющие производить очень широкий спектр операций. Хорошо зарекомендовали себя в плане гибки трубы фирмы Рехау, которые позволяют значительно упростить монтаж систем.

Приспособления для чистки труб
Со временем в канализационных трубах на стенках появляются образования, снижающие пропускную способность трубы. Для прочистки труб применяются различные приспособления. Они могут быть как ручными, так и механическими.
Для легких засоров труб небольшого диаметра применяются ручные приспособления. Самым распространенным среди таких инструментов является стальной тросик со специальной насадкой, он может быть разных размеров и с разными дополнениями, но принцип работы один.
Для прочистки труб больших диаметров применяются прочистные машины различных типов.
Центратор для труб: обзор, характеристики, применение :
При работах по укладке труб главная задача – получить сварной шов идеального качества. Чтобы облегчить этот процесс и повысить качество выполнения, разработаны и используются центраторы для труб.
На глаз очень трудно соединить два элемента. Это устройство применяется специалистами, которые работают на прокладке магистральных и местных трубопроводов.
Но центратор также будет полезен и домашним мастерам, которые сталкиваются с необходимостью сварочных работ.
Кроме своей непосредственной задачи, данные приспособления могут решать и еще одну не менее важную проблему. Так, центратор для труб способен обеспечить максимально точное соединение кромок двух элементов, не только перед сварочными работами, но и во время самого процесса. Это значительно ускоряет и упрощает работу.
Центраторы. Особенности и применение
Работу над укладкой надежного трубопровода, начинают не с качественных и профессиональных сварочных работ, как многие думают. Каким бы квалифицированным не был сварщик, без подготовительных мероприятий получить хорошие результаты невозможно. Необходимо перед сваркой отрегулировать соосность двух труб.
 Особенно важно в процессе сварки обеспечить точность проведения стыковки двух цилиндрических магистральных изделий, используемых в газовых транспортных системах, при перекачке нефтепродуктов, а также для транспортировки химических и прочих опасных для человека веществ. В данном случае, приспособления, позволяющие получить безупречное качество соединения, – это не приятное дополнение, а необходимость.
Особенно важно в процессе сварки обеспечить точность проведения стыковки двух цилиндрических магистральных изделий, используемых в газовых транспортных системах, при перекачке нефтепродуктов, а также для транспортировки химических и прочих опасных для человека веществ. В данном случае, приспособления, позволяющие получить безупречное качество соединения, – это не приятное дополнение, а необходимость.
Диапазон размеров данных инструментов весьма обширный. Центраторы для сварки труб, в зависимости от типа и габаритных размеров, предназначены для работы с изделиями диаметром от 25 до 1600 миллиметров. Отдельные инструменты могут соединять и более внушительные конструкции. Диаметр таких изделий может достигать 2 м.
Любое приспособление для сварки труб позволяет избежать еще одной важной проблемы. За счет жесткого обхвата корпуса, устройство способно предотвратить ненужные, в процессе сварочных работ, движения элемента. Если этим пренебречь, то в будущем, даже при приложении минимальных нагрузок, шов рискует лопнуть.
Устройство, конструкция приспособления
Центратор для труб представляет собой механизм, состоящий из упорных элементов, а также компонентов, поддерживающих соединяемые детали в неподвижном состоянии. Последние зажимаются универсальной струбциной. А при помощи точной настройки и контроля уровня, настраивается их соединение.
Основные разновидности центраторов
Все механизмы, которые сегодня представлены в продаже, можно разделить на две категории. Это внутренние центраторы и наружные.
 Оборудование наружного типа имеет обозначение «ЦН». Эти системы предназначены для монтажа на внешней стороне сочленяемых элементов. Вне зависимости от габаритных размеров, они просты в эксплуатации, легко монтируются на трубу и позволяют осуществить центровку максимально быстро и эффективно. Наружные устройства – это широкий печень центраторов. Выделяют эксцентриковые, звенные, гидравлические и другие конфигурации.
Оборудование наружного типа имеет обозначение «ЦН». Эти системы предназначены для монтажа на внешней стороне сочленяемых элементов. Вне зависимости от габаритных размеров, они просты в эксплуатации, легко монтируются на трубу и позволяют осуществить центровку максимально быстро и эффективно. Наружные устройства – это широкий печень центраторов. Выделяют эксцентриковые, звенные, гидравлические и другие конфигурации.
Внутренний центратор для труб, имеет обозначение «ЦВ». Представляет собой гидравлическую установку. Оборудование такого типа распирает края соединяемых труб изнутри, сдвигая среды друг к другу. Преимуществом является возможность использования инструмента для изделий разных диаметров.
Наружные
Центратор наружный для труб представляет собой зажим большого размера. Последний, посредством охвата цилиндра, прочно держит соединяемые детали в зафиксированном, соосном положении. Если сравнить наружные приспособления с внутренними, то первые более простые в установке и эксплуатации.
 Еще одна важная особенность механизмов данного вида – это возможность выправления кромок, которые имеют неправильную округлую форму (подобие эллипса). Если не устранить этот дефект перед сваркой, то качество будущего шва будет под большим вопросом. В данном случае значительно ухудшается прочность изделия. В зависимости от характеристик трубы (толщины ее стенки и наружного диаметра), центраторы делятся еще на несколько видов. Каждый из них мы рассмотрим ниже.
Еще одна важная особенность механизмов данного вида – это возможность выправления кромок, которые имеют неправильную округлую форму (подобие эллипса). Если не устранить этот дефект перед сваркой, то качество будущего шва будет под большим вопросом. В данном случае значительно ухудшается прочность изделия. В зависимости от характеристик трубы (толщины ее стенки и наружного диаметра), центраторы делятся еще на несколько видов. Каждый из них мы рассмотрим ниже.
Звенный
Наиболее простым по устройству считается именно такой центратор. Приспособление представляет собой многогранную конструкцию с несколькими звеньями. В зависимости от размера соединяемых труб, звенья могут иметь одинаковую или разную длину. Число звеньев зависит от наружного диаметра детали.
 Это оборудование широко используются для труб от 50 до 1500 миллиметров в диаметре. Приспособление закрепляют на поверхности при помощи специальных прижимов.
Это оборудование широко используются для труб от 50 до 1500 миллиметров в диаметре. Приспособление закрепляют на поверхности при помощи специальных прижимов.
Гидрофицированный центратор
Это модификация стандартного звенного оборудования. Отличия в том, что они затягиваются после установки на деталь не вручную, а с применением домкрата. За счет этого улучшается стыковка труб. Механизм с большим усилием обжимает цилиндр, что самым лучшим образом сказывается на качестве сварного шва. Устройство предназначено для работы с диаметрами от 720 до 1620 миллиметров.
Цепные центраторы
Эта модификация применяется для устранения эллипсности труб. Здесь предполагается применение домкрата электрического либо пневматического механизма.
Эта группа цепных устройств объединяет в себе несколько видов приспособлений, которые работают за счет затягивания цепи вокруг соединяемых труб. Среди преимуществ можно выделить универсальность.
Рабочие диаметры – от 90 до 1000 миллиметров.
Эксцентриковый центратор
Такие центраторы для сварки труб, используются с изделиями больших диаметров. В основе устройства лежат две дуги из стали. В отличие от звенного механизма, где элементы фиксируются при помощи специальных крюков, здесь в процессе настройки под конкретную трубу они стягиваются. Делается это при помощи регулировочной перемычки.
 Нужно отметить, что центраторы с эксцентриком могут применяться для работы с трубами разного диаметра. Можно соединять изделия разной длины. Это очень удобно. Но эти механизмы более дорогостоящие.
Нужно отметить, что центраторы с эксцентриком могут применяться для работы с трубами разного диаметра. Можно соединять изделия разной длины. Это очень удобно. Но эти механизмы более дорогостоящие.
Особенности внутренних центраторов
Данный тип приспособлений устроен сложнее, чем наружные системы. В этом случае на стенки труб внутренний центратор воздействует изнутри.
Функционируют данные системы следующим образом: к специальным жимкам (а это рабочие органы центратора), которые располагаются в два ряда по внешнему диаметру, при помощи гидравлики передается усилие. С этой силой труба жимками распирается изнутри.
За счет этого достигается более надежная и идеально соосная фиксация изделия. Такое положение удерживается до конца сварки труб. За счет мощного гидравлического усилия, которое подается на жимки, данное оборудование отлично справляется с задачами коррекции эллипсности в сторону правильной формы.
При монтаже в трубопровод данный центратор крепится на краю одной детали. Затем вторая секция надвигается на механизм. В момент фиксаций двух труб между их торцов остается зазор, нужный для проведения процесса сварки.
Приспособление двигается внутри магистрали за счет специальной механической штанги. Чтобы вытащить механизм, который отличается большой массой, применяются специнструменты. Центратор перемещают по всему трубопроводу. Поэтому эта вспомогательная система используется для укладки больших магистралей. Сварочные работы выполняются без перерывов.
Прочие виды
Наряду с самым популярным и широко применяемым оборудованием существуют менее распространенные и специфичные устройства:
- арочные;
- центратор-струбцина для труб;
- пружинные, которые служат для использования с обсадными трубами в скважинах;
- механизмы для полипропиленовых изделий.
Струбционный центратор применяется для работы с небольшими трубами. Это самая популярная разновидность, подходящая для бытовых целей. Данные приспособления доступные по стоимости, имеют компактные размеры. Клещевой центратор для труб проще использовать. Струбцина может быть прямоугольной (в форме трапеции) или круглой. Нижний элемент чаще всего плоский.
 Центратор арочного типа наиболее простой. Он состоит из двух клемм. Их стягивают вручную, либо гидравлическими насосами. Сфера их использования – небольшие трубы размером до 900 миллиметров.
Центратор арочного типа наиболее простой. Он состоит из двух клемм. Их стягивают вручную, либо гидравлическими насосами. Сфера их использования – небольшие трубы размером до 900 миллиметров.
Особенности выбора
Выбирают подходящее устройство по определенным параметрам. Первый их них – это диаметр. Внутренние центраторы, чаще применяются для работы с большими трубами. Наружный – наоборот, для малых деталей. Также выбор зависит от материала. Если это изделие с полиуретановым покрытием, то варить его можно, лишь с применением внутреннего оборудования.
 Если нужно проложить небольшой частный трубопровод, то хватит и простой цепной модели. В случае, когда устройство будет использоваться постоянно, выбирают подходящее звеньевое или эксцентриковое оборудование.
Если нужно проложить небольшой частный трубопровод, то хватит и простой цепной модели. В случае, когда устройство будет использоваться постоянно, выбирают подходящее звеньевое или эксцентриковое оборудование.
Важный параметр – давление содержимого трубы на внутреннюю поверхность. При давлении выше 5 атмосфер, для ее установки нужны центраторы с гидрозажимом.
В заключение
Вот что представляют собой эти приспособления. С их помощью процесс прокладки трубопроводов значительно ускорится и упростится. А точность и надежность сварного шва будет на высоком уровне.
Когда для сварки труб используются центраторы, как они выглядят
При сварке трубопроводов требуется сохранение прямой линии или определенного угла направления труб. Чтобы кромки труб были ровно соединены по всей окружности, применяются устройства, называемые центраторами. Центраторы для сварки труб применяются как при прокладке магистральных трубопроводов, так и при работе в производственных и жилых помещениях.

Назначение центраторов:
- ускорение процесса сварочных работ;
- возможность соединения труб и трубопроводной арматуры (отводов, переходов, тройников, компенсаторов), с сохранением необходимых углов соединения;
- предотвращение отклонений труб по углу наклона или расхождения по плоскости сечения;
- возможность соединения труб на весу, при использовании подъемных устройств и строительной техники;
- фиксация труб для соблюдения требуемого зазора, что обеспечивает должное качество сварного шва;
- возможность соединения не только стальных, но также медных, полипропиленовых и других труб.
Если в домашних условиях отклонения угла соединения труб на 0,5-20 не будут критичными, то при строительстве многокилометровых трубопроводов требуется обеспечить максимально прямое направление прокладки магистрали. Зачастую трубы укладываются на заранее подготовленные опоры.

- Виды
- Внутренние
- Наружные
- Пружинные
- Стоимость центрирующих механизмов
Виды
Независимо от размеров, центраторы бывают двух основных типов — внутренние и внешние. Аббревиатурное обозначение центраторов позволяет определить его тип (буквенный индекс) и максимальный размер труб (цифровой индекс), который они могут соединять.
Внутренние
Внутренние центраторы (ЦВ) обеспечивают доступ ко всей наружной поверхности свариваемых труб и позволяют накладывать непрерывный шов без предварительных точечных стыковок (прихваток). Они позволяют исправлять небольшие вмятины и отклонения от цилиндрической формы, выравнивания кромок по центру трубы.
По конструктивным особенностям можно выделить несколько типов таких приспособлений:
- Ножничные (ЦВН) – предназначены для соединения труб разного диаметра.
- Ручные с распорными крыльями (ЦВР) – для соединения небольшого диаметра, распорка осуществляется за счет ручного нажимного винта.
- Гидравлические (ЦВГ) – позволяют соединять несколько труб, перемещая устройство внутри трубопровода с помощью специальной штанги.
- Самоходные гидравлические – перемещаются внутри свариваемых трубопроводов за счет дистанционного управления.

Распорка таких центраторов осуществляется за счет устройств, называемых жимками. Жимки устанавливаются в трубу и помощью гидравлического (или ручного) привода осуществляют фиксацию стыков труб. Гидравлика аппарата корректирует отклонения трубы от формы правильной окружности.
Центратор устанавливается на кромке одной трубы, а другая труба надвигается на него до получения необходимого зазора. Затем оборудование фиксирует рабочее положение труб и начинается процесс сварки шва.
Так как при проведении сварочных работ необходим приток воздуха, который остужает поверхность металла, некоторые внутренние центраторы оснащаются вентиляторами. Либо, при необходимости, применяется технический вентилятор.
Наружные
Центраторы наружные (ЦН), которые не вводятся в трубу, являются захватами со скобами, которые соединяются шарнирами.
Такие приспособления позволяют стыковать трубы разных диаметров, угольники, отводы и иную арматуру.
В отличие от механизмов, применяемых внутри трубы, такие центраторы позволяют аккуратно соединять внешнюю кромку труб, но плохо подходят в ситуациях, когда требуется точное совмещение внутренних кромок.

Для труб большого диаметра применяются массивные центраторы, для применения которых требуется спецтехника (краны, манипуляторы). Вот основные типы таких приспособлений:
Звеньевые (ЦЗН) – многогранники, которые за счет установки или съема дополнительных колец-звеньев могут настраиваться для фиксации труб разного диаметра, стяжка для закрепления центратора производится за счет нажимного винта.
Таким образом, один центратор может использоваться как для труб диаметром 50 мм, так и для труб диаметром до 2 метров.
Модификации, оснащенные гидравлическим домкратом (ЦЗН-Г), позволяют увеличить силу стяжки, улучшая качество соединения и выравнивая контуры соединяемых труб;
Цепные (ЦНЦ) – самые затягиваются вокруг соединяемых труб, состоят из двух компонентов – цепи и натяжного механизма,
Эксцентриковые (ЦНЭ) – за счет конструкции, представляющей собой дуги разного диаметра и регулировочную перемычку, позволяют соединять между собой трубы разного диаметра, трубы с отводами и переходниками. Рабочий диапазон диаметров таких центраторов – от 89 до 426 мм,
Арочные (ЦАН, ЦАН-Г) – выполняются в виде дугообразных секций, соединенных шарнирами, стягиваются с помощью гидравлического привода. Могут оснащаться устройством рихтовки для выравнивания несовпадающих торцов за счет перемещения упоров. Такие центраторы позволяют соединять трубы диметром от 320 до 820 мм.

- Пример параметров наружных гидравлических центраторов
- Трубы малого диаметра соединяются специальными приспособлениями, которые можно устанавливать на сварочных столах, либо применять при сварочных работах непосредственно на месте:

- Тисками цепными и упорами.
- Простыми струбцинами в форме клещей с фиксатором.
- Струбцинными центраторами (ЦС) для сварки труб и соединительной арматуры.

Обычно, такие центраторы предназначены для труб одного диаметра. Однако при необходимости регулярной сварки труб разного диаметра можно изготовить самодельный фиксатор либо приобрести специальное устройство с независимыми фиксаторами для каждой трубы. Ручные фиксаторы требуют предварительной стыковки труб на прихватки, а проваривание шва осуществляется после съема струбцины.
Разновидностью внешнего центратора является устройство для соединения труб, изготовленных из ППУ. Данное устройство позволяет соединять пластиковые трубы методом диффузной сварки: трубы вставляются в устройство, нагреваются, а затем соединяются легким нажатием рук. При этом сохраняется их ровное направление.
Пружинные
Отдельным видом центрирующих устройств является пружинный центратор для обсадной трубы (колонны). Эти механизмы используются при бурении нефтяных и водяных скважин, иных конструкций подземного или подводного использования.
С помощью таких центраторов обеспечивается равномерный зазор между трубой и стенками скважины, чтобы бетонный раствор заливался без образования пустот и разрывов.

Пружинные центраторы состоят из двух обечаек и нескольких стальных планок, которые опираются на стенки скважины и не позволяют трубе раскачиваться. Такие механизмы имеют только два сварных шва, а металлические пластинки, выполняющие обжимную функцию, изготовлены из цельных пластин стали.
Стоимость центрирующих механизмов
Стоимость центраторов зависит от их конструктивного типа, целевого назначения, габаритных размеров и производителя, и лежит в диапазоне от нескольких сотен до нескольких сотен тысяч рублей.
Для работы в условиях мастерской, или периодической сварки бытовых трубопроводов «на месте» достаточно купить наружное устройство. Главное, чтобы эти механизмы могли регулироваться в определенном диапазоне размеров.
Цепные механизмы стартуют в цене от 2800 рублей, звенные – от 5000 рублей. Эксцентриковые модели будут стоить подороже – от 7000 рублей.
Преимуществом цепных механизмов является низкая цена, простота конструкции, ремонтопригодность, возможность выравнивания эллипсности соединяемых труб.
Установка гидравлического механизма повышает стоимость оборудования, но увеличивает качество работы и функциональность. Ниже приведена ориентировочная стоимость некоторых видов трубных центраторов.
| Название | Цена, руб. |
| Звенный наружный ЦЗН-41 (для труб до 48 мм) | 1500-2000 |
| Звенный наружный гидравлический ЦЗНГ-421 (для труб до 420 мм) | 5000-7000 |
| Внутренний ЦВ 32 (для труб до 38 мм) | 310 000-320 000 |
| Внутренний гидравлический ЦВ 42 | 350 000 – 370 000 |
| Унифицированный ЦНУ 114 | 2 200 – 2500 |
| Цепной с двумя упорными винтами «Double Jackscrew Chain Clamp» | 150 000 -170 000 |
Для профессиональной работы предпочтительных центраторы немецкой компании «Vietz» и фирмы «Clamp» (США).
Наружние и внутренние центраторы для сварки труб
Трубы больших размеров (диаметров, длины) сложно состыковать вручную так, чтобы кромки сошлись точно и без перекосов. Для этой цели применяют механические приспособления – центраторы для сварки труб.
Они обеспечивают идеальную состыковку, которая позволяет сделать качественный сварочный шов. В основном их используют при проведении магистральных и местных трубопроводов.
Диапазон размеров труб, соединяемых при помощи центраторов, находятся в пределах от 25 мм до 6000 мм.

Преимущества использования центраторов:
- надежная фиксация труб;
- можно с высокой точностью состыковать кромки;
- быстрота и простота использования;
- долговечность приспособления.
Центраторы незаменимы во время сооружения громоздких магистральных трубопроводов для перекачки газа, нефти, химических веществ и других, опасных жидкостей и газов. Это несколько увеличивает расходы, но обеспечивает надлежащее качество сварного соединения. Трубы в секции собирают на стендах, линиях, передвижных трубосварочных базах.
По технологическому назначению и месту применения центраторы делятся на две группы:
- для внутренней установки;
- для наружной установки.
Выполняют они одни и те же функции, но могут использоваться не везде, а только в определенных условиях, заменяя друг друга. Например, при соединении прямых отрезков труб одинакового диаметра можно использовать как наружный, так и внутренний центратор.
При соединении трубы с коленом внутрь устройство установить невозможно, а для фиксации элементов используют наружное устройство. Центраторы повышают производительность и качество сборки как больших, так и малых трубопроводов.
Их можно использовать для сварки любых типов соединений (прямых, поворотов, тройников, запорной арматуры, фланцев).

Внутренние центраторы дают возможность механизировать процесс сборки трубопровода, при этом стык целиком доступен для сварки, шов накладывают непрерывно, без установки прихваток. Применение центраторов значительно облегчает работу сварщика, так как позволяет наложить весь шов сразу и без остановок.
В зависимости от размера труб центраторы могут иметь различную конструкцию:
- центраторы внутренние гидравлические – используются для центровки, как отдельных труб, так и секций, а перемещение устройства от стыка к стыку производится при помощи специальной штанги;
- ручные с распорными клиньями — автоматически центрирует трубы, в том числе и с разными диаметрами;
- ножничные – в зависимости от модели и конструкции могут центрировать трубы не только одинакового, но разного диаметра.
Внутренние более равномерно распределяют разницу периметров относительно друг друга по всему стыку. Они способны исправить незначительные вмятины, отклонения от цилиндричности и приводить торцы к правильной окружности.
Если строиться крупный магистральный трубопровод, то используют самоходные гидравлические центраторы. Они способные перемещаться на большие расстояния посредством дистанционного управления.
Внутренние (распорные) центраторы обеспечивают наиболее точное совпадение кромок труб, так как за базу считают внутреннюю поверхность трубы. Достаточно мощные механизмы могут осуществлять выравнивание кромок и используются как расширители. Они повышают степень механизации и производительность сборки практически всех участков трубопровода.
Наружные

Сварку захлестов, стыков с перепадом диаметров, изгибов, кривых вставок, угольников, присоединение арматуры производят с помощью наружных центраторов.
Они имеют различную конструкцию, которая принципиально не отличается друг от друга. Основной рабочий элемент – это две соединенные шарниром скобы, ширина их такова, что захватываются два конца пристыковываемых труб.
По сути центратор – это переносное фиксирующее устройство независимого действия.
По конструкции центраторы различают:
- арочные гидравлические – состоят из дугообразных секций соединенных с помощью шарниров. Для замыкания секций используется гидравлический привод, расположенный на консоли;
- арочные гидравлические с устройством рихтовки – они снабжены мощной гидравликой для выравнивания больших местных несовпадений торцов, выравнивание производится с помощью перемещения упоров;
- цепные – дают возможность выборочно подгонять стыки труб и быстро разбирается на элементы (цепь и башмаки);
- звеньевые – могут настраиваться на стандартные типоразмеры труб при помощи добавления или удаления съемных звеньев, а механизмом стяжки является винт;
- эксцентриковые – состоят из дуг с опорами и зажима в виде эксцентрика. Его можно использовать для труб определенного диапазона диаметров, используя подставки и переставляя оси.
Все вышеперечисленные приспособления имеют достаточно большой вес и крупные габариты. Если свариваемый стык большого диаметра, то они подходят идеально, а для сборки труб маленького диаметра непрактичны. Для них специально были созданы легкие переносные устройства для центровки труб малого диаметра:
- струбцина монтажная для сварки труб и отводов – состоит из обжимов, траверсы, стопоров, винта;
- центратор-струбцина – имеет форму клещей снабженных фиксатором;
- центратор «хомут» – состоит из винта с рукояткой, скобы, траверсы, призмы.
Такие устройства позволяют центрировать трубы только одинакового диаметра. При помощи струбцины выставляются торцы труб и делаются прихватки. Шов проваривается только после снятия струбцины. Для состыковки труб разных диаметров (в том числе при большой разнице) используют специальные центраторы с независимыми блоками фиксации.
Устройства для точного центрирования и зажима трубных колен, фланцев, тройников, переходников и другой трубной арматуры имею более сложную конструкцию. Точная подгонка элементов осуществляется множество барашковых винтов.
При выборе устройства нужно помнить, что наружные центраторы имеют простую конструкцию и не всегда могут обеспечить высокую точность совмещения внутренних кромок.
Внутренние устройства всегда дают лучшее качество центрирования, но не везде могут быть установлены.
При использовании внутренних устройств шов можно сразу заваривать, а если применяются наружные, то сначала ставят прихватки, затем снимают приспособления и только потом шов заваривают.
- Поделись с друзьями
- 1
- 0
- 0
- 0
Применение наружных звенных центраторов
Из чего состоит и как работает устройство
По своей сути центратор представляет собой устройство соединяющее в идеально ровном положении свариваемые стыки двух труб. Конструкция позволяет использовать его для работы с трубами различного размера. Он легко и быстро монтируется, весит относительно немного.
Центратор наружный для труб любого типа состоит из соединяющего устройства (пластин, струбцин или цепи) и стягивающей части (винтовой ворот, болтовое соединение, гидравлический привод).
Для соединения двух труб следуют простому алгоритму:
- Зачищают их стыки с помощью угловой шлифмашины, очищают от ржавчины и других загрязнителей соответствующими химическими веществами (нейтрализатор ржавчины, ацетон, уайт-спирит и тому подобное)
- Одевают центратор на одну из труб, но не затягивают его крепления.
- Подводят вторую в стык к первой.
- Передвигают центрирующее устройство на вторую и затягивают с равномерным усилием крепежные элементы
- Проводится визуальная проверка правильности положения трубопровода и надежности центрирующего устройства.
- Накладываются швы с помощью газовой или электрической сварки.
По мере наложения шва центрирующее устройство нужно осторожно ослаблять и проворачивать — освобождая рабочую площадь для сварки. Во время этой процедуры нужно быть особо осторожными, так как легко деформировать недоделанный сварочный шов
Внутренние центраторы для сварки труб
Гидравлический привод этого оборудования обеспечивает внутреннее центрование труб и устраняет прогибы. Они могут появиться под действием собственного веса или от подвижек почвы.
Регулировка скорости движения и усилия прижатия зажимов осуществляется с помощью двигателя постоянного тока, установленного на гидроприводе.
На трубопроводах с диаметром до 0,3 м возможно применение ручного привода.
При стыковке внутренним центратором его вставляют внутрь трубы, а вторую с помощью грузоподъемного механизма надвигают. Гидроприводом производится прижатие торцов, стык проваривается.
Для предотвращения сильного нагрева труб во время наложения шва используется вентилятор. Оборудование извлекается специальной штангой, затем вставляется в следующий стык.
Перемещения производятся до окончания монтажа трубопровода.
Модели и цены
Все имеющиеся на рынке инструмента и приспособлений центрирующие устройства делятся по признаку цены на две группы:
- Отечественного производства. Их отличает довольно умеренная цена и легкость ремонта.
- Иностранного производства. Отличаются большим удобством использования, эргономикой, но имеют существенный недостаток — высокая цена. Среди производителей стоит выделить ЕС и США — их оборудование стабильно качественное, но и стабильно дорогое. Несколько ниже цена у изделий, выпускаемых в странах Азии (за исключением Японии — стоимость их продукции может превышать цену изделий ЕС), но нет гарантии качества. Оно может сильно разниться у одного и того же производителя даже в рамках одной партии.
Цена на наружное центрирующее устройство колеблется около 3-5 тысяч рублей за штуку (с ручным приводом), если центратор наружный для труб оснащается гидроприводом и часто электронасосом к нему — цена возрастает в 6-10 раз и составляет около 100-150 тысяч.
Стоимость внутренних центрирующих устройств независимо от производителя не опускается ниже 250-300 тысяч. Наличие в их конструкции гидравлики увеличивает стоимость на 35-40%.
При покупке такого оборудования как центрирующее устройство нужно ориентироваться не столько на цену, сколько на экспертное мнение об эффективности конкретного приспособления. Поскольку цена часто высока исключительно за счет рекламируемости бренда, а не его потребительских качеств
Виды центраторов
Центраторы делятся на два типа:
Каждый из них имеет как положительные, так и отрицательные стороны. Внутренние всегда более дорогостоящие — они по цене превосходят наружные почти в десять раз.
Центрирующие устройства делятся на виды по нескольким признакам:
- Объем проводимых работ — если он значителен, то оправдано приобретение и применение профессионального устройства, если нет — то полупрофессионального. Цены на эти два вида центраторов отличаются на порядок.
- По месту положения центратора — на поверхности труб или внутри них.
- По механизму фиксации — цепь, эксцентрик, струбцина, арка.
Виды центраторов и их отличия
В зависимости от места установки они подразделяются на две категории: внутренние и наружные типы. По конструкции центраторы делятся на устройства для стыковки прямолинейных участков или соединяемых под углом.
С учетом числа точек крепления на трубопроводе механизмы бывают одно и двухсторонние. Первые применяются для монтажа трубопроводов небольшого диаметра.
Вторые ставят на обеих сторонах стыка, применяются при работе с диаметрами свыше 600 мм.
Для стыковки больших диаметров из любого материала, на сварку которых тратится много времени, используется внутренний центратор. В комплект входит гидравлический насос, двигатель, фиксаторы. При установке внутрь он распирает края стыкуемых участков, затем плотно сдвигает их.
Наружные центраторы устанавливаются на внешней стороне. По принципу действия это универсальные звеньевые зажимы. Разнообразие типов позволяет приобрести оборудование для работы в любых условиях. Независимо от размера они проще и удобней в эксплуатации.
Наружные и внутренние центраторы
Наружные центраторы для сварки труб технологически и экономически целесообразно применять при работе с трубными соединениями по диаметру не превышающими двух метров. Если диаметр больше, то рекомендуется использовать внутренние центраторы.
Но возможны и исключения — некоторые конструкции внутренних центраторов можно эффективно использовать при работе с трубами диаметром от полуметра.
Но подобные работы должны быть массовыми — тогда стоимость устройства будет оправданна полученным результатом.
Наружный центратор
Центратор наружный для труб может применяться как в любительских, так и в профессиональных целях. Диапазон диаметров, с которыми он работает, простирается от 2 см до 2 метров. На приводимом в статье видео можно в подробностях ознакомиться со всеми нюансами работы с этим видом центратора.
Внутренний центратор
Этот тип центратора эффективен при работе с большими диаметрами труб (от 2 метров). Его основное преимущество — возможность непрерывной работы сварщика и гарантия от прогиба стенок трубы.
Муфты соединительные и комлектующие для труб ПНД
Конструктивно внутренний центратор представляет собой подвижный гидравлический домкрат с электроприводом. Он с помощью полуцилиндров-распорок изнутри фиксирует обе трубы. Кроме того он может (некоторые дорогие модели) осуществлять и внутреннее воздушное охлаждение накладываемого сварного соединения.
Подробности работы с внутренним центратором труб также можно увидеть на прилагаемом видео.
Чертежи устройства
Приведем базовые чертежи наиболее распространенных в производственной практике наружных центрирующих устройств.
При монтаже трубопроводов разного назначения необходимо, чтобы трубы были сварены без перекосов. В противном случае трубопровод не будет полноценно выполнять свою функцию и может быстро выйти из строя. Для центрирования труб применяются несложные и удобные механизмы, о которых мы и поговорим ниже.
Такие устройства, как центраторы наружные звенные предназначены для центровки труб при сварочных работах в полевых условиях. Сама конструкция состоит из шарнирного многогранника и нажимных роликов. Винтовой механизм стяжки, ручной. Проще говоря, центратор звенный наружный создан для центровки стыков труб диаметром от 57 мм до 1420 мм.
Этот многогранник с нажимными кольцами и унифицированными звеньями больше всего подходит для центровки труб в условиях, где нужно бистро и качественно подогнать трубы друг к другу. Центраторы звенные наружные изготовлены из очень крепкого и надежного металла, а винтовой механизм стяжки при соблюдении правил эксплуатации не подведет никогда.
Принцип работы звенного центрирующего устройства очень прост – на стык труб монтируется устройство данного типа, затем с помощью винтового механизма стяжки можно отрегулировать торцы труб до правильного положения и неподвижно закрепить механизм. ЦЗН изготавливаются из стали 20 толщиной 6,0 мм; резьба М27х3. При поставке механизмы идут в комплекте с опорным подшипником.
Также, по желанию клиента, центраторы ЦЗН могут быть изготовлены с трапецеидальной упорной резьбой размером 30х6. Но из всего диапазона моделей данных механизмов есть еще и усиленные, более мощные.
Их модельный ряд начинается от 530 мм до 1720 мм в диаметре. В основном такие устройства используются в очень трудной среде для подгонки труб.
Если говорить о комплектации усиленного звенного центрирующего механизма, то он изготовлен с двойной штангой. Сталь – 20, толщина –5 мм.
Можно сказать, что для каждой трубы есть свой наружный центратор, поскольку устройства ЦЗН созданы буквально для всех диаметров труб. Стоит отметить, что сам по себе центратор звенный не регулируется, и подогнать, например, устройство размера 57 мм под диаметр трубы 60 мм нельзя.
Звенный центрирующий механизм просто создан для подгонки труб перед сваркой. Это простое и надежное устройство из прочного метала. При вращении плеча упорного винта (размер плеча — 350мм) усилие передается на опорные ролики. При этом усилие, которое создается для центрирования — 3000 кг. Если соблюдать правила эксплуатации, то центраторы ЦЗН будут долго и качественно выполнять свои функции.
Центраторы по способу крепления на трубе
По способу крепления на трубе все наружные центрирующие устройства делятся на пять типов:
- Струбцинные — очень удобны для соединения относительно небольшого диаметра труб. Часто используются мастерами-любителями и малым бизнесом. Основная их часть — захват может выполняться в форме подходящей для конкретной трубы (трапеция, окружность или параллелепипед). Его нижняя часть является дополнительной опорой при монтаже. Легко ремонтируются, надежны, стоимость низка. Просты в эксплуатации.
- Эксцентриковые — по конструкции фактически совпадают с арочными, но имеют существенное дополнение — эксцентрик. Он представляет собой рычаг, стягивающий две рабочие половины устройства. Применение эксцентрика ускоряет центрирование, но требует значительного опыта. В случае ошибки с силой и местом монтажа устройства, оно может неожиданно раскрыться в момент сварки труб. Стоимость немного выше, чем у арочного варианта.
- Цепные — основная часть этого устройства представляет собой своеобразную цепь, затягиваемую на трубах специальным механизмом. Из-за маломощного редуктора процесс крепления довольно трудоемок, но такой механизм надежен и дешев.
- Арочные — простые устройства из двух крепящих элементов. В действие часто приводятся гидравлическим приводом (с помощью мускульной силы человека). Чаще всего они применяются при соединении труб диаметром до 1 метра.
- Многозвенные — конструктивно являются переходным вариантом между арочными и цепными. Могут иметь как ручной привод (винтовой ворот), так и гидравлический. Высокоэффективны при работе с трубами диаметром от 1 до 2 метров.
Любой из них может оснащаться гидроприводом и электрическим насосом к нему.
Типы наружных центраторов для сварки
Наружные центраторы располагают по окружности внешней стенки свариваемой трубы. Отличают несколько модификаций таких центраторов:
| Эксцентриковые. Конструкция их состоит из стальных дуг с опорами и зажимом-эксцентриком. Можно использовать для нескольких диаметров труб из общего диапазона от Ø57мм до Ø1020мм. В нашем каталоге представлены моделями центраторов ЦНЭ. | |
| Компрессионные фитинги для полиэтиленовых труб | Звенные. В них механизмом стяжки служит винт, его вращение передает центрирующее усилие на ролики. Конструкция состоит из звеньев, с помощью добавления/удаления которых центратор можно настраивать под необходимые диаметры труб. Общий диапазон рабочих диаметров для таких центраторов от Ø57мм до Ø1420мм. |
| Цепные. Состоит из малых звеньев, соединенных в цепь со струбцинами, натяжным механизмом служит винт с гайкой. Такие модели довольно экономичные и некоторые модели имеют возможность исправлять эллипсность. Также подходит для нескольких диаметров труб — от Ø27мм до Ø1524мм. | |
| С гидродомкратом. Состоят из дугообразных секций, которые соединены шарнирами. Для замыкания торцов труб используется гидравлический привод. В определенных модификациях привод также служит для выравнивания местных несовпадений торцов, т.е применяется так называемое устройство рихтовки. |