» из представленного материала вы узнаете, как можно самостоятельно и из подручных средств сделать центроискатель. Каждому мастеровому человеку просто необходим надежный и удобный инструмент для разметки и нахождения центра на заготовках. Такой инструментарий можно прикупить в магазине, а так же изготовить самостоятельно. Для чего понадобится кусок фанеры и алюминиевая пластина длинной 305 мм и шириной 25 мм. Так же сверлятся отверстия для крепежа 3 шт и 20 отверстий для нанесения разметки.
Конструкция центроискателя довольно простая, чтоб понять суть давайте рассмотрим чертежи. Основываясь данными чертежа, необходимо выпилить деревянную колодку согласно представленным размерам, затем алюминиевую пластину длинной 305 мм и шириной 25 мм. В пластине необходимо просверлить 3 отверстия для крепежа, 1 направляющее и 20 отверстий на самой линейке для нанесения разметки.
Собирается все в единую конструкцию. Помимо нахождения центра круглых заготовок, так же можно чертить окружность (пример на фото ниже)
Для разметки центра следует плотно приложить к заготовке и провести линию при помощи карандаша, далее повернуть центроискатель на 90 градусов и провести еще одну линию, место перекрестия и будет центром детали.
Вот такой простой и нужный инструмент для своей мастерской, вы можете сделать
Сегодня будем делать весьма полезный инструмент – угольник центроискатель.
Канал “TOKARKA”.
Основа инструмента – уголок
Для его изготовления понадобится обыкновенный строительный уголок. В любом строительном магазине он стоит копейки. У мастера он оказался лишним и пойдет в ход.
Изолента нужна, чтобы рез получился максимально ровный.

Во избежание травматизма заглаживаем все острые углы и закраины. Берём сверло на два с половиной миллиметра и делаем три отверстия. Желательно всё это сделать аккуратно. Если есть станок, то пользуйтесь лучше им.
Наносим на ватку любой растворитель, который есть в наличии, и производим обезжиривание. Нужно клей, чтобы надежно удерживал всё на месте. Добавляем немножко воды, поскольку нержавейка, из которой будет сделан самодельный центроискатель, сверлится достаточно тяжело. Сверло будем использовать тоже самое на два с половиной мм.
Для чего нужен центроискатель и как им работать
Работа по созданию инструмента завершена. Он полностью готов. Называется центроискатель. С его помощью можно легко находить центр на круглых деталях. Например, если надо просверлить чётко по центру в крышке отверстия под трубочку или что-то подобное. Те, кто использует токарный станок по металлу или по дереву, тоже нуждаются в данном угольнике, поскольку на болванках нужно ставить отверстиями для упора центром и это не всегда легко сделать. Но благодаря этому приспособлению операция упрощается.
Центр можно находить не только на круглых деталях, но и на квадратных заготовках. Штангенциркулем это делается достаточно долго и не удобно. Правда заготовка имеет прямоугольную форму, потому центров получилось бы два. Идеальный центр находился бы между ними.
Одной из самых важнейших операций при работе на фрезерном оборудовании является определение центра подготовки. В особенности это касается изготовления штучных изделий. Их обработка методом проб и ошибок не даст должного результата. Для выполнения этой работы необходим специальный модуль — центроискатель.
Назначение центроискателей для фрезерных станков
Главной задачей этого инструмента является совмещение базовой точки обработки заготовки с осью шпинделя. Это может быть не только центр детали, но и любая область, которая должна подвергаться фрезерованию.
Для обработки больших деталей используется специальное оборудование. Помимо фрезерного станка для определения центра применяют переносные радиально-сверлильные установки. Однако для штучных изделий небольших размеров такой подход невозможен. Оптимальным вариантом является установка на шпиндельную головку центроискателя.
Это дополнительное оборудование позволит с высокой точностью выполнять следующие операции:
- фрезеровка центра детали для формирования выемок различных конфигураций;
- изготовление каналов на торцевой части. Центроискатель с максимальной точностью определит расстояние от области обработки до центра;
- выполнение радиально-сверлильных операций для сложных заготовок, у которых кривизна поверхности состоит из нескольких радиусов.
Центроискатели не входят в стандартную комплектацию станка. Выполнение стандартных операций делается с применением заводских моделей. Если же предстоит массовая обработка сложных заготовок — устройство для определения центра изготавливается под заказ.
Виды центроискателей

Перед выбором оптимальной модели центроискателя для станка необходимо определиться с требуемыми параметрами точности. Однако при этом следует учитывать, что чем меньше погрешность — тем больше трудоемкость изготовления одной детали.
Специалисты не рекомендуют использование самодельных моделей центроискателя. Они не смогут обеспечить должный показатель точности измерения. Оптимальным вариантом является приобретение заводской конструкции, которая соответствует нормативным документам – ГОСТ 25827-93.
С индикатором

Конструкция индикаторного центроискателя состоит из монтажного узла конусной формы, крепящегося к шпиндельной головке. На ней расположена горизонтальная рейка, по которой перемещается измеритель положения относительно центра детали. Он представляет собой индикатор, контактирующий с подпружиненным рычагом.
Преимущество индикаторного центроискателя для станка заключается в высокой точности измерений. Для выполнения работ он монтируется на шпиндельную головку. Она должна иметь функцию изменения своего положения по осям x; y. После установки устройства выполняется первичное определение центра детали. Затем изменяется положение подпружиненного рычага, он упирается в измеряемую кромку заготовки. Необходимая степень изменения местоположения шпиндельной головки определяется по индикатору.
Особенности эксплуатации конструкции:
- максимальная точность измерения;
- необходимо много времени для настройки прибора под параметры конкретной детали;
- возможность точного определения места обработки относительно центра.
Индикаторный центроискатель можно сделать своими руками. Но для достижения требуемой точности следует приобретать заводской подпружиненный рычаг и индикатор.
Наиболее популярной является модель ЦИ-03-0,01. Ее средняя стоимость составляет 5000 руб.
Оправка-центроискатель

Для точного определения центра заготовки можно воспользоваться упрощенной моделью центроискателя. Она представляет собой корпус, на торцевой части которого расположено смещающееся кольцо. Благодаря пружине оно может изменить свое местоположение относительно центральной оси вертикального корпуса.
Во время эксплуатации кольцо смещают относительно центра оправки. При вращении шпинделя визуально наблюдается биение. Изменяя положение детали добиваются уменьшения биения. Таким образом определяется центр заготовки, максимальная точность измерения составляет 0,01 мм.
Недостатком этой методики является ограничение по форме деталей. Также невозможно определить центр при внутреннем или наружном измерении бортиков.
Оптический

Оптическая разновидность центроискателя позволяет увеличить разметочные линии, нанесенные на поверхности детали. Для этого в конструкции предусмотрена система линз, на одной из которой есть перекрестие.
Подобные модели предназначены для фрезерования микроскопических элементов. Для определения места обработки перекрестие на одной из линз должна совпасть с разметочными линиями на детали. Затем центроискатель извлекается из шпинделя и вместо него устанавливается фреза.
В видеоматериале показана инструкция по эксплуатации индикаторной модели центроискателя:
Обзор и сравнение моделей
| Модель | Тип конуса | Конус центроискателя | Цена, руб |
| MAS 403 | 40 | 12560 | |
| DIN 69871-A | 50 | 13180 | |
| Конус Морзе | 2 | 13550 | |
| Конус Морзе | 3 | 13740 | |
| DIN 69871-A | 40 | 14010 | |
| DIN 2080 | 50 | 14100 | |
| ГОСТ 25827-93 исп.3 | 40 | 14470 | |
| DIN 2080 | 40 | 14560 | |
| ГОСТ 25827-93 исп.3 | 50 | 15480 | |
| MAS 403 | 50 | 15850 | |
| Конус Морзе | 5 | 15850 | |
| DIN 69871-A | 30 | 15850 |
У такого приспособления двойное предназначения. Его можно использовать для поиска центра круглой заготовки, так же при помощи ряда отверстий, есть возможность размечать окружности и дуги различных радиусов.
Из 19-миллиметрового материала выпилите колодку указанного размера и придайте ей форму в соответствии с рисунком. Слесарной ножовкой отпилите от алюминиевой полосы сечением 3×25 мм кусок длиной 305 мм. Разметьте центры отверстий, как указано на рисунке. С помощью сверлильного станка сделайте три сквозных отверстия для шурупов и раззенкуйте их. Затем просверлите ряд отверстий для разметки с равными интервалами и осевое отверстие. Отверстия, просверленные в алюминии, часто имеют заусенцы на краях, поэтому рекомендуем гладко отшлифовать деталь наждачной бумагой № 220.

Пользуясь угольником, расположите алюминиевую линейку перпендикулярно нижнему краю колодки, выровняв с вершиной треугольного выреза. Через раззенкованные отверстия линейки просверлите направляющие отверстия в деревянной колодке и скрепите обе детали шурупами.

Как пользоваться этим инструментом
Чтобы найти центр круглого предмета, например, токарной заготовки, показанной на верхнем фото, поворачивайте вокруг нее колодку центроискателя и проведите вдоль линейки две линии, пересекающиеся приблизительно под прямым углом. Точка пересечения этих линий и является центром окружности.
Чтобы инструмент выступал в роли циркуля, вставьте шило, гвоздь или другой остроконечный предмет в осевое отверстие. Используя одно из отверстий в ряду, поворачивайте инструмент вокруг точки вращения, чтобы начертить окружность или дугу.

Расточная головка – это основной инструмент для выполнения работ по обработке существующих отверстий до заданных параметров. Подобные работы: будь то расширение сквозного отверстия до нужного диаметра или смещение его относительно изначально заданной оси – производятся только по окончании сверлильных работ.
Расточные головки могут устанавливаться на различные типы станков. Существуют специализированные координатно-расточные агрегаты, конструкция которых оптимально подходит для расточных работ. Кроме того, аналогичную обработку можно выполнять на токарных или фрезерных станках.
Конструктивные особенности расточных головок
Конструкция инструмента позволяет разместить одновременно несколько резцов. Практика показала, что оптимальное число режущих элементов – 2 при условии их радиально расположения. Такая конфигурация обладает следующими преимуществами:
- Благодаря сбалансированному расположению точность обработки повышается.
- Снижается уровень вибрации.
- Динамические показатели станка улучшаются.
Увеличение количества резцов негативно влияет на баланс головки. Вследствие этого расточные работы не будут обладать высокой точностью, особенно на высоких оборотах, что снижает производительность станка.
Монтаж расточной головки на металлообрабатывающий агрегат осуществляется на шпиндельный вал, который передает момент вращения от привода станка. Во избежание вылета головки в процессе эксплуатации инструмент фиксируется винтами или гайками.
Основными узлами расточной головки являются:

- Ступица. Следуя из названия, ступица устанавливается на шпиндель станка с помощью хвостовика. Для надежного крепления имеются четыре винта, из которых два параллельно фиксируют пиноль.
- Пиноль. Место монтажа рабочего резца расточной головки.
- Ползун. Подвижный элемент пиноли. Движение осуществляется путем вращения приводного винта. Служит регулировочным механизмом для выставления резцов по центрам.
- Хвостовик. Узел для передачи вращательного момента от шпиндельной части к режущим элементам.
Оснастка для координатно-расточных станков

Координатно-расточные станки оснащают многочисленными приспособлениями, измерительным и специальным режущим инструментом для выполнения работ высокой точности. К их числу относят центроискатель с индикатором, оптический центроискатель, оправку-центроискатель, установочный центр, патроны, поворотно-делительные столы и др.
Универсальный резцедержатель
Универсальный резцедержатель (головка расточная) предназначен для расточки отверстий и подрезки торцов во время вращения шпинделя и при автоматической радиальной подаче резца.
Корпус резцедержателя закрепляют в шпинделе станка. Ползун, в котором закрепляют резец, может перемещаться в корпусе по направляющим типа ласточкина хвоста в радиальном направлении.

При подрезке торца корпуса резцедержателя вращается вместе со шпинделем станка. Кольцо, соединенное с кольцом рукояткой, удерживается от вращения. В кольце установлены штыри, которые благодаря выточкам и шарикам могут занимать два фиксированных положения: положение Е — включено и положение М — выключено. Звездочка, находясь в корпусе резцедержателя, вращается вместе с ним. При вращении шпинделя станка звездочка своим зубом сцепляется со штырем, находящимся в положении Е, и поворачивается вокруг своей оси. Угол поворота оси звездочки за один оборот шпинделя определяется числом включенных штырей. Поворот звездочки передается на червячную передачу, червяк которой выполнен за одно целое g ней. Ступица червячного колеса представляет собой гайку, в которую ввинчивают винт, который при подрезке торца детали закреплен в ползуне неподвижно. Следовательно, при вращении червячного колеса ползун будет перемещаться в радиальном направлении по неподвижному винту.
Штыри включают (положение Е) и выключают (положение М) при наладке резцедержателя вручную каждый штырь в отдельности, а чтобы штырь при включении не выпал, на кольце имеется буртик. В торце хвостовика резцедержателя имеется масленка.
Микроскоп-центроискатель
Микроскоп-центроискатель предназначен для совмещения кромки обрабатываемой детали или какой-либо ее точки с осью шпинделя и для установки вертикальной плоскости детали параллельно ходу стола или салазок. Корпус микроскопа имеет хвостовик, которым он крепится в конусном отверстии шпинделя станка. В корпусе смонтирована оптическая часть микроскопа, состоящая из объектива, призмы (зеркала), сетки с перекрестием и окуляра.

Схема выверки положения кромки обрабатываемой детали относительно оси шпинделя. Для этой цели пользуются проверочным (визирным) угольником, который устанавливают на обрабатываемую деталь и прижимают рукой. Риска, нанесенная на полированной горизонтальной плоскости, обращенной к микроскопу, должна совпадать с направлением вертикальной плоскости угольника. Микроскоп установлен в шпинделе станка. Наблюдая риску на угольнике через окуляр, добиваются такого изображения, при котором риска располагается в середине перекрытия. Вертикальная плоскость риски должна совпадать с опорной поверхностью угольника. К координатно-расточным станкам прикладывают большой набор различных приспособлений, таких, как резцедержатель с точной подачей, универсальный резцедержатель, борштанги и др..
Центроискатель с индикатором
Центроискатель с индикатором предназначен для совмещения отверстий обрабатываемой детали, закрепленной на столе станка с осью шпинделя для выверки перпендикулярности торца детали к оси шпинделя для установки вертикальной плоскости или образующей цилиндрической поверхности обрабатываемой детали параллельно ходу стола или салазкам.

Корпус центроискателя закрепляют на линейке, которую конусным хвостовиком устанавливают в шпинделе. При контроле внутренних цилиндрических поверхностей щуп прижимается к проверяемой поверхности усилием пружины индикатора через, рычаг. При контроле наружных цилиндрических поверхностей рукоятку со штоком необходимо вытянуть из корпуса центроискателя и развернуть на 90°. При этом пружина подаст шток вперед. Щуп будет прижиматься к контролируемой поверхности усилием пружины. При проверке торцов щуп вывинчивается, а индикатор закрепляется измерительным штифтом вниз. Схемы выверки: формы и расположения различных поверхностей внутренних цилиндрических, наружных цилиндрических, горизонтальных и вертикальных.
К координатно-расточному станку, как правило, прилагают два делительных стола. Делительный механизм и конструкция планшайбы обоих столов одинаковы, но отличаются наличием устройства для наклона планшайбы.
Горизонтальный поворотно-делительный стол
Шпиндель стола может вращаться с планшайбой относительно вертикальной оси. Установку деталей на поворотно-делительном столе применяют для работы в прямоугольной и полярной системах координат. Основное назначение горизонтальных поворотно-делительных столов состоит в точном отсчете угловых величин поворота, что при одновременном применении прямоугольной системы координат дает возможность производить обработку и в полярной системе координат, при которой координатами являются расстояние между осями отверстий и угол, отсчитываемый от измерительной базы. Поворотно-делительный стол закрепляют на столе станка после тщательной выверки относительного положения плоскостей планшайбы поворотно-делительного стола и плоскости стола.

Положение оси вращения шпинделя относительно плоскости планшайбы проверяют индикатором, укрепленным в специальной оправке в шпинделе станка. При обработке деталей с поворотом стола следует совместить ось вращения шпинделя с осью поворота делительного стола. Такое совмещение осуществляют с помощью индикаторного центроискателя.
Обработка отверстий, расположенных по радиусу окружности в плоских деталях, может быть выполнена как в полярной, так и в прямоугольной системе координат.
Горизонтальный поворотно-делительный Стол может вращаться только в горизонтальной плоскости.
Универсальный поворотно-делительный стол
Стол имеет два делительных устройства: первое отсчитывает угол поворота плоскости планшайбы вокруг вертикальной оси (0—360°), а второе—угол наклона от 0 до 90°. На универсальных поворотно-делительных столах размечают и обрабатывают детали, оси отверстий и плоскости которых расположены под заданными углами относительно их установочной и измерительной баз. При одном установе детали можно расточить и разметить отверстия, заданные как в прямоугольной, так и в полярной системе координат.

Отсчет угловых величин наклона оси шпинделя универсально- поворотного стола с механической измерительной системой можно производить с точностью 1—2, а с применением оптической измерительной системы с точностью 1—6.
Универсально-поворотные столы устанавливают на столе станка так, чтобы их установочные сухари попадали в точные Т-образные пазы стола. При установке универсально-поворотного стола проверяют параллельность рабочей плоскости поворотного стола и перемещения шпинделя или стола станка, вертикальность при горизонтальном расположении оси планшайбы, поворотного стола, перпендикулярность рабочей плоскости планшайбы оси шпинделя станка. Эти проверки осуществляют индикатором, установленным в специальной оправке в шпинделе станка.
Выверка оси поворотного стола относительно оси шпинделя станка с помощью индикаторного центроискателя и центрирующего стержня с шаровым наконечником.
Вспомогательный инструмент
В комплект вспомогательного инструмента для координатно-расточных станков может входить девять сменных цанг диаметрами 4, 5, 6, 8, 10, 12, 14, 16 и 18 мм для крепления инструмента с цилиндрическим хвостовиком и сверлильный патрон для сверл диаметром до 10 мм. Со станком также может поставляться два комплекта переходных втулок для крепления инструмента с конусным хвостовиком в приемном конусе Шпинделя, пружинный керн для разметки на станке и пробчатый стол для крепления обрабатываемых деталей небольшой высоты или требующих крепления на вертикальную плоскость. Коробчатый стол снабжен Т-образными пазами на двух строго перпендикулярных плоскостях.

Принцип работы инструмента
Хвостовик вставляется в конусное отверстие шпиндельного механизма координатно-расточного станка. Для точной работы без вибрации хвостовая часть головки должна в точности повторять контуры шпинделя. После монтажа хвостовая часть фиксируется штатным винтом станка.
Согласно требованиям технологии обработки заготовку необходимо тщательно зафиксировать в неподвижном положении во избежание смещения во время расточных работ. Такое положение позволяет головке точно выполнять свои функции с минимальным риском получения брака.
При обработке небольших отверстий, диаметр которых не превышает 40 мм, положение резцов регулируется только перемещением ползуна.
При работе с отверстиями большего диаметра после регулировки ползуна его возвращают в начальное положение и после ослабления крепежных элементов пиноль передвигают в ступицу до упора. Таким образом, расточка выполняется за два этапа.
Конструкция детали и принцип работы
Вообще, расточная головка позволяет разместить как один, так и сразу несколько режущих элементов, однако советуют прибегать к оптимальной конструкции с двумя радиально расположенными зубьями, так как это:
- Способствует уравновешиванию радиальной составляющей силы нарезки, что положительно сказывается на точности;
- Значительно сокращает поток идущей от инструмента вибрации;
- В принципе положительно сказывается на динамике процесса расточки.
При этом увеличение зубьев положительно на работе не скажется, так как это влечёт за собой усложнение всей конструкции, плюс, лишает возможности оператора за станком работать на больших скоростях (чревато появлением брака).
Крепление расточной головки осуществляется в шпинделе станка(на основном исполнительном органе фрезерного станка, то есть, по сути, вращающем валу, который передаёт усилие от двигателя станка), при этом корпус детали накрепко фиксируется при помощи гайки (или группы гаек, или с помощью микрометрических винтов).
Основными же компонентами конструкции такого оборудования являются следующие детали:
- Ступица – центральная часть оборудования с небольшим отверстием, которое необходимо для насадки на крутящий элемент. Место крепления данной детали – это хвостовик, описанный ниже, крепёж осуществляется через четыре винта, два из которых дополнительно соединяют пиноль;
- Пиноль, который закрепляет уже режущий элемент;
- Ползун, который представляет собой перемещающуюся деталь внутри пиноли по двум направляющим с помощью ходового винта. С его помощью можно осуществлять регулировку положения режущего компонента относительно центра имеющегося отверстия;
- Конусовидный хвостовик, точно соответствующий по размерам переднему отверстию шпинделя. Через данную деталь передаётся вращение инструменту.

Процесс работы с расточной головкой заключается в следующем:
- Хвостовик вставляется в шпиндель (в конусовидное отверстие), после чего затягивается винтом для обеспечения герметичности;
- После этого деталь накрепко должна быть установлена в тисках или каком-либо другом подобном оборудовании;
- Если необходимо расточить отверстие менее 40 мм, то регулировка положения режущего компонента осуществляется только с помощью ползуна;
- В случае расточки отверстия большего диаметра (до 85 мм) следует сначала повторить описанное в пункте выше, после чего ползун переместить в его начальное положение, ослабить крепящие винты и перевести пиноль в ступицу до упора.
Ниже представленно видео подготовки расточной головки к работе и непосредственное ее использование.
Виды расточных головок

Рассматриваемый металлообрабатывающий инструмент делится на два типа, которые отличаются видом подачи:
- Ручные.
- Автоматические.
Рассмотрим их подробнее.
Головки с ручной подачей
Данный тип использовался на самых первых расточных станках с простейшими системами числового программного управления. Они используются для получистовой обработки отверстий в металлических изделиях с диаметром от 10 до 630 мм. В современных условиях их активно используют в качестве инструмента для выполнения работ, к которым не предъявляют высоких требований по классу точности (до 0,04 мм).
В качестве материала изготовления используется высококачественная инструментальная сталь, которая подвергается высокотемпературной закалке и финишной обработке на шлифовальных станках.
Головки с автоматической подачей

Устройства с автоматической подачей отличаются универсальностью использования. Их применяют для последовательного выполнения следующих видов обработки:
- расточки;
- торцевания;
- точения.
И прочих работ, необходимость в которых может возникнуть в процессе обработки металлических изделий. Универсальная конструкция позволяет устанавливать их не только на фрезерные станки, но на горизонтально-расточное и координатно-расточное оборудование с числовым программным управлением.
В современной металлообрабатывающей промышленности автоматический инструмент играет важную роль, поскольку именно на использование подобного оборудования ориентированы новейшие станки.
Конструкция современных станков, например производства компании SORALUCE, предусматривает установку на одну единицу оборудования сразу нескольких головок. Многошпиндельная модульная система позволяет производить работы различного диаметра и глубины, что увеличивает производительность, исключая затраты времени на замену съемных режущих элементов.
По глубине воздействия выделяют две основные группы:
- Малоглубинные. Используются на начальных этапах работы. Конструкция такого типа отличается простотой исполнения. Режимы использования отличаются скоростью подачи и максимальной глубиной воздействия. Независимо от режима и типа конструкции все головки имеют набор съемных режущих элементов, которые закрепляют специальными фиксаторами.
- Большеглубинные. Данный тип предназначен для расточки отверстий в металле на большой глубине. По сравнению с малоглубинным инструментом конструкция более сложная за счет наличия механизма по удалению металлической стружки, образовывающейся в процессе эксплуатации. Побочные продукты обработки могут выводиться как внешним, так и внутренним способом. Имеется возможность установки съемных резцов.
Делительная и расточная головка для фрезерного станка
Делительная фрезерная головка является дополнительным оборудованием, которое расширяет возможности фрезерного станка в работах по металлу.
В первую очередь, фрезерная головка используется для производства различных инструментов — метчиков, зенкеров, разверток, фрез и т.д. Применяют ее, также при работе с профильными деталями машин — звездочки, зубчатые колеса.
Универсальная делительная головка
Использование такого устройства позволяет вырезать пазы и шлицы на отдельных поверхностях, обрабатывать торцы деталей, формировать грани у гаек и головок болтов, и многие другие технологические операции.
При выполнении работ на фрезерном станке вертикальной ориентации используется вертикальная фрезерная головка с вертикальным расположением шпинделя.
Виды делительных головок
Как дополнительное оборудование, для работ по металлу с профильными деталями, фрезерная головка может быть установлена на фрезерном станке любого типа (горизонтальном, вертикальном, универсальном).
Разделяются такие устройства по нескольким видам:
- простая;
- универсальная;
- оптическая.
Простая делительная головка
Применяется в случае, когда возникает необходимость деления окружности, по которой вращается обрабатываемая деталь. Такого типа приспособления имеют делительный диск (лимб), который закреплен на шпинделе самой головки и имеет отверстия или шлицевые деления, количеством 12, 24, 30, для фиксации защелки.
Простая делительная головка для фрезерного станка
Диски, которые имеют 12 отверстий (делений) позволяют разделить один оборот детали вокруг своей оси на 2, 3, 4, 6, 12 одинаковых частей. Наличие 24-х меток позволяет сделать такое же деление в следующем порядке — 2, 3, 4, 6, 12, 24 части. Диск, имеющий 30 отверстий, делит круг вращения детали на 2, 3, 5, 6, 15, 30 частей.
Изготовленные своими руками, под конкретные нужды в работе по металлу, диски могут иметь другие показатели по параметрам деления, в том числе и на неравные части.
В простой делительной головке шпиндель поворачивается с помощью червячной передачи. Червячное колесо, которое насажено на шпиндель, выполняет функции делительного диска с тремя рядами отверстий. При вращении рукоятки, которая находится на одном валу с червяком, происходит изменение положения шпинделя.
Использование червячной передачи позволяет получать плавное вращение, при котором задача попасть штифтом в нежное отверстие на диске значительно облегчается.
Такое устройство позволяет проводить деление, без каких либо дополнительных механизмов, простым поворотом диска. Этот метод деления называют непосредственным. Для выполнения более широких функций, простая головка может и не подойти, поэтому существует другой вариант — универсальный.
Резцы для расточных головок
Все резцы независимо от типа состоят из держателя, на который крепится режущий элемент. Держатель монтируют на штатное место рабочего оборудования.
Строение режущего элемента, который называют головкой, имеет свои особенности:
- Цельные головки изготавливают из высококачественной инструментальной или быстрорежущей стали. Такой тип конструкции не предусматривает деления на держатель и режущий элемент. Встречается очень редко ввиду высокой стоимости.
- Рабочая часть представляет собой припаянную пластину из высокопрочного сплава, в состав которого входят различные добавки, улучшающие качество материала. Наиболее распространенный тип.
- Встречаются конструкции, в которых режущая пластина крепится к держателю механическим способом. Данный метод применяется для режущих частей из металлокерамических материалов.
Расточные головки различаются по способу применения:
- Для глухих отверстий.
- Для сквозных отверстий.
На приспособлениях для несквозных отверстий пластина имеет треугольную форму. Это очень удобно при выполнении расточных работ, которые начинают с центра отверстия. Чем длиннее держатель, тем больше диапазон действия инструмента.
Существуют и универсальные расточные резцы, на которых предусмотрена установка сменных пластин различных форм, что позволяет выполнять разнообразные работы одним и тем же держателем.
Хроники фрилансера
Хотелось доделать одну деталь, приобрел расточную головку, под конус км2 и 6ть мм резец. К большому сожалению как всегда продали немного поломанное -(зажимной винт для резца надо менять). Ну и не было квадратных ключей в комплекте, это я знал заранее. Цена была в 5-ть раз дешевле нового китайского изделия.

Разобрал, смазал это дело внутри. почистил, собрал. Головка сделана хорошо, точность сборки замечательная. Но резец не зажимается нормально, поэтому работать пока не возможно. Виноват раздолбанный установочный болт. Проблема в том что резьба установочного винта там нестандартная M8*1.00*10мм. Просто так найти не получилось. Вероятно буду подрезать туда стандартный или вытачивать другой. Благо дело, после «Таврии» у меня остался набор «нестандартных» плашек.

«Проточил» пару резцов. Были они на 12мм изначально. На первый, при расточке, дал слишком большую нагрузку (1мм съем с радиуса — 1000 об/мин) и поломал. Второй сделал с выемкой. Державка из обычной стали. Непонятно зачем ее зачернили.
Вкратце — понравился инструмент, хорошо и плавно регулируется по диаметру. модно делать отверстия от 7 мм вроде как. Точно не замерял, но по дюралюминию — работать достаточно удобно и приятно.
Upd. Начал делать установочный винт М8*1.00. Цена на 5-ток таких винтов на ибее, если с доставкой — зашкаливает под 16-ть долларов. Если вам надо — следует искать по словосочетанию — M8 x 10mm Metric Fine Pitch 1.0 Socket Grub Screws. Конечно я не сделаю такой супер болт, но стоимость сделанного будет около 7-ми гриваков. И то потому, что взял в качестве заготовки болт от УСП12. Собственно другого ничего под руками не было. А хотелось попрочней. Болт, оказалось, не закален ни разу, проточился спокойно. Теперь осталось нарезать резьбу м8*1. Буду делать это плашкой, она хоть и нестандартная но явно — не 16 долларов стоит.
Вот проточено уже, под диаметр 8,0 мм. Кстати, наконец, после лекций Леонтьева, дошло что станок снимает с диаметра. Все никак не мог понять.
Кстати, — очень тяжко дается отрезание таких заготовок. Станок «не тянет». Наверное надо будет просто отрезным диском резать, он в проксоне очень неплохо работает.

Upd. Вероятно было правильное настроение, нашел и плашку м8*1 и нарезал нормально. Резьбу делал зажимая плашку между головкой токарника и разведенным патроном в задней бабке. Получилось достаточно неплохо. Честно говоря не знаю как иначе так же точно ее нарезать, не меняя шестерни в гитаре (пока ниразу не менял). В итоге имею рабочую расточную головку.
Слева — сделанный винт, справа тот что был в комплекте с головкой. Сделал под простой прямой шлиц, совершенно не представляю как можно сделать квадратное отверстие 5*5 мм. Наверное как-то выдолбить.

Новый винт в расточной головке.

Вид сверху, немного больше выступает хотя это дело поправимое, вприципе. Будет мешать — сделаю второй вариант, покороче. Кусок УСП12-го винта еще остался.

Вот такие дела, остается сделать или купить парочку ключей-квадратов 4*4, для перемещения и фиксации головки.
Upd. Кроме того пришлось немного укоротить держатель, сначала на заточном, потом зажал в токарном и
снял пару миллиметров, потом промыл дыру спиртом, смазал.
Оказалось, что максимальное отверстие обработки у головки — 30,5мм. Прямо скажем немного. Хотелось бы раза в два больше.

Качество обработки поверхности — отличное. Особенно большого отверстий. На меньших, очевидно надо повышать скорость вращения на чистовых проходах, или скорость подачи. Головка регулируется в сотых миллиметра по диаметру съема.
Вероятно можно также проточить и держатель со смещением до 6-ти мм, что даст дополнительные 6мм к диаметру съема, но под рукой не было 4-х кулачковой токарной головки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Правила выбора расточной головки
Прежде всего необходимо определиться с назначением инструмента. Для расточных работ чернового типа используют устройства с двумя лезвиями при условии наличия механизма регулировки припуска. Финишную обработку выполняют одним режущим элементом, что позволяет добиться высокой точности работ.
Важнейшими характеристиками рассматриваемого инструмента являются:
- Рабочий ход ползуна.
- Максимальное количество оборотов.
- Скорость подачи.
Для начинающих токарей рекомендуем использовать продукцию фирмы Sandvik Coromant. Их головки просты в эксплуатации, что позволяет быстро освоить необходимые навыки.
Расточные головки – не самый популярный инструмент, хотя роль данных приспособлений в области металлообработки сложно переоценить. А вы сталкивались с расточными работами? Операции выполнялись на станках с ЧПУ или нет? Опишите ваши впечатления в комментариях.
Принцип работы
Диаметр отверстия, получаемый сверлением, ограничен. Для его увеличения делается расточка.
В шпинделе крепится расточная головка. Резец вставляется в паз ползуна, режущая кромка выставляется по оси вращения. Ходовым винтом инструмент подводится на нужный размер – отверстие плюс глубина резания.

При вращении шпинделя закрепленная на столе деталь движется в сторону станины. Вращающийся по кругу резец обрабатывает отверстие на заданный размер. Затем ползун смещается наружу, и так за каждый проход снимается стружка, увеличивается размер внутренней полости.
Расточка отверстий малого диаметра выполняется торцевыми резцами с длинным стеблем-оправкой. Он вставляется в торец ползуна. Расточка до нужного размера обеспечивается сменой резцов с разной величиной головки. Такие инструменты продаются комплектами с указанием минимального и максимального диаметра.

Растачиваемые отверстия делятся:
Их растачивают одним типом головки, меняют только резцы. Для сквозного устанавливают обычные проходные. Дно глухих полостей зачищают торцевыми с 2 режущими кромками.
По механизму работы и настройки расточные головки делят:
- с ручной подачей;
- автоматические.
Каждый вид имеет свои преимущества.
С ручной подачей
Станочник перемещает салазки с закрепленным в нем резцом вручную, проворачивая ходовой винт ключом. В простых приспособлениях после каждого прохода отпускаются винты, подвигается резец на глубину реза, и снова затягивается крепеж.
Такие приспособления можно сделать самостоятельно. Они жесткие, простые, способны снять за один проход толстый слой металла. Поймать размер с припуском 0,005 мм головкой с ручной подачей сложно. Расточными головками с ручной подачей изготавливают только отверстия с ровными поверхностями одного размера.
С автоматической радиальной подачей
Автоматическая подача осуществляется за счет специальной муфты, передающей при включении вращение со шпинделя на ходовой винт. Это позволяет менять положение резца на любом участке по длине отверстия и выполнять канавки, конусы, фигурные вырезы.
Приспособления с автоматической радиальной подачей ползуна – резца, менее жесткие. Они снимают за один проход не более 0,02 мм металла. Точность настройки высокая, до 0,002 мм.
» из представленного материала вы узнаете, как можно самостоятельно и из подручных средств сделать центроискатель. Каждому мастеровому человеку просто необходим надежный и удобный инструмент для разметки и нахождения центра на заготовках. Такой инструментарий можно прикупить в магазине, а так же изготовить самостоятельно. Для чего понадобится кусок фанеры и алюминиевая пластина длинной 305 мм и шириной 25 мм. Так же сверлятся отверстия для крепежа 3 шт и 20 отверстий для нанесения разметки.
Конструкция центроискателя довольно простая, чтоб понять суть давайте рассмотрим чертежи. Основываясь данными чертежа, необходимо выпилить деревянную колодку согласно представленным размерам, затем алюминиевую пластину длинной 305 мм и шириной 25 мм. В пластине необходимо просверлить 3 отверстия для крепежа, 1 направляющее и 20 отверстий на самой линейке для нанесения разметки.
Собирается все в единую конструкцию. Помимо нахождения центра круглых заготовок, так же можно чертить окружность (пример на фото ниже)
Для разметки центра следует плотно приложить к заготовке и провести линию при помощи карандаша, далее повернуть центроискатель на 90 градусов и провести еще одну линию, место перекрестия и будет центром детали.
Вот такой простой и нужный инструмент для своей мастерской, вы можете сделать
Одной из самых важнейших операций при работе на фрезерном оборудовании является определение центра подготовки. В особенности это касается изготовления штучных изделий. Их обработка методом проб и ошибок не даст должного результата. Для выполнения этой работы необходим специальный модуль — центроискатель.
Назначение центроискателей для фрезерных станков
Главной задачей этого инструмента является совмещение базовой точки обработки заготовки с осью шпинделя. Это может быть не только центр детали, но и любая область, которая должна подвергаться фрезерованию.
Для обработки больших деталей используется специальное оборудование. Помимо фрезерного станка для определения центра применяют переносные радиально-сверлильные установки. Однако для штучных изделий небольших размеров такой подход невозможен. Оптимальным вариантом является установка на шпиндельную головку центроискателя.
Это дополнительное оборудование позволит с высокой точностью выполнять следующие операции:
- фрезеровка центра детали для формирования выемок различных конфигураций;
- изготовление каналов на торцевой части. Центроискатель с максимальной точностью определит расстояние от области обработки до центра;
- выполнение радиально-сверлильных операций для сложных заготовок, у которых кривизна поверхности состоит из нескольких радиусов.
Центроискатели не входят в стандартную комплектацию станка. Выполнение стандартных операций делается с применением заводских моделей. Если же предстоит массовая обработка сложных заготовок — устройство для определения центра изготавливается под заказ.
Виды центроискателей
Перед выбором оптимальной модели центроискателя для станка необходимо определиться с требуемыми параметрами точности. Однако при этом следует учитывать, что чем меньше погрешность — тем больше трудоемкость изготовления одной детали.
Специалисты не рекомендуют использование самодельных моделей центроискателя. Они не смогут обеспечить должный показатель точности измерения. Оптимальным вариантом является приобретение заводской конструкции, которая соответствует нормативным документам – ГОСТ 25827-93.
С индикатором

Конструкция индикаторного центроискателя состоит из монтажного узла конусной формы, крепящегося к шпиндельной головке. На ней расположена горизонтальная рейка, по которой перемещается измеритель положения относительно центра детали. Он представляет собой индикатор, контактирующий с подпружиненным рычагом.
Преимущество индикаторного центроискателя для станка заключается в высокой точности измерений. Для выполнения работ он монтируется на шпиндельную головку. Она должна иметь функцию изменения своего положения по осям x; y. После установки устройства выполняется первичное определение центра детали. Затем изменяется положение подпружиненного рычага, он упирается в измеряемую кромку заготовки. Необходимая степень изменения местоположения шпиндельной головки определяется по индикатору.
Особенности эксплуатации конструкции:
- максимальная точность измерения;
- необходимо много времени для настройки прибора под параметры конкретной детали;
- возможность точного определения места обработки относительно центра.
Индикаторный центроискатель можно сделать своими руками. Но для достижения требуемой точности следует приобретать заводской подпружиненный рычаг и индикатор.
Наиболее популярной является модель ЦИ-03-0,01. Ее средняя стоимость составляет 5000 руб.
Оправка-центроискатель

Для точного определения центра заготовки можно воспользоваться упрощенной моделью центроискателя. Она представляет собой корпус, на торцевой части которого расположено смещающееся кольцо. Благодаря пружине оно может изменить свое местоположение относительно центральной оси вертикального корпуса.
Во время эксплуатации кольцо смещают относительно центра оправки. При вращении шпинделя визуально наблюдается биение. Изменяя положение детали добиваются уменьшения биения. Таким образом определяется центр заготовки, максимальная точность измерения составляет 0,01 мм.
Недостатком этой методики является ограничение по форме деталей. Также невозможно определить центр при внутреннем или наружном измерении бортиков.
Оптический
Оптическая разновидность центроискателя позволяет увеличить разметочные линии, нанесенные на поверхности детали. Для этого в конструкции предусмотрена система линз, на одной из которой есть перекрестие.
Подобные модели предназначены для фрезерования микроскопических элементов. Для определения места обработки перекрестие на одной из линз должна совпасть с разметочными линиями на детали. Затем центроискатель извлекается из шпинделя и вместо него устанавливается фреза.
В видеоматериале показана инструкция по эксплуатации индикаторной модели центроискателя:
Обзор и сравнение моделей
| Модель | Тип конуса | Конус центроискателя | Цена, руб |
| MAS 403 | 40 | 12560 | |
| DIN 69871-A | 50 | 13180 | |
| Конус Морзе | 2 | 13550 | |
| Конус Морзе | 3 | 13740 | |
| DIN 69871-A | 40 | 14010 | |
| DIN 2080 | 50 | 14100 | |
| ГОСТ 25827-93 исп.3 | 40 | 14470 | |
| DIN 2080 | 40 | 14560 | |
| ГОСТ 25827-93 исп.3 | 50 | 15480 | |
| MAS 403 | 50 | 15850 | |
| Конус Морзе | 5 | 15850 | |
| DIN 69871-A | 30 | 15850 |
Можно использовать для поиска центра круглой заготовки, так же для разметки окружностей и радиусов. Оно имеет простую конструкцию и его довольно не сложно изготовить.
Оно состоит из алюминиевой полосы и деревянной колодки.
Сборка приспособления.
Вначале из деревянной заготовки выпиливается прямоугольник нужного размера и формы:
Затем из полосы алюминия 3х25 вырезается кусок, длинной 305 мм. В ней сверлится 3 крепежных отверстия под шурпы, одно осевое отверстие и 20 разметочных отверстий. Их размер и положение указаны на рисунке:

При сверлении отверстий в алюминии на их краях могут возникнуть заусеницы, для их устранения рекомендуется отшлифовать заготовку мелкой наждачной бумагой.
При креплении алюминиевой полосы к деревянному бруску очень важно точно выдержать угол в 90 градусов по отношению к его нижнему краю, от этого будет зависеть точность разметки. Это можно сделать при помощи угольника. Край полоски должен точно совпадать с вершиной треугольно выреза в бруске.
После разметки полоса крепится к бруску 3 винтами.
Осевое отверстие делается сквозное.
Приспособление готово!
Как работать с приспособлением.
Центроискатель.
Чтобы найти центр круглого предмета, необходимо приложить центроискатель на верхней части заготовки, плотно прижав его к поверхности измеряемого объекта. Далее на заготовке необходимо начертить линию вдоль линейки, повернуть центроискатель на 90 градусов и начертить вторую линию. Точки соприкосновения этих линий и будут точным центром заготовки.

Циркуль.
Конечно, устройство уступает в своей функциональности настоящему циркулю (поскольку имеет довольно большой шаг разметки), но все же круги определенного радиуса им разметить можно.
Для этого, в осевое отверстие устройства вставляется любой подходящий по диаметру острый предмет (шило, гвоздь и т.д.). Маркер или карандаш вставляется в одно из разметочных отверстий.

Сегодня будем делать весьма полезный инструмент – угольник центроискатель.
Канал “TOKARKA”.
Основа инструмента – уголок
Для его изготовления понадобится обыкновенный строительный уголок. В любом строительном магазине он стоит копейки. У мастера он оказался лишним и пойдет в ход.
Изолента нужна, чтобы рез получился максимально ровный.

Во избежание травматизма заглаживаем все острые углы и закраины. Берём сверло на два с половиной миллиметра и делаем три отверстия. Желательно всё это сделать аккуратно. Если есть станок, то пользуйтесь лучше им.
Наносим на ватку любой растворитель, который есть в наличии, и производим обезжиривание. Нужно клей, чтобы надежно удерживал всё на месте. Добавляем немножко воды, поскольку нержавейка, из которой будет сделан самодельный центроискатель, сверлится достаточно тяжело. Сверло будем использовать тоже самое на два с половиной мм.
Для чего нужен центроискатель и как им работать
Работа по созданию инструмента завершена. Он полностью готов. Называется центроискатель. С его помощью можно легко находить центр на круглых деталях. Например, если надо просверлить чётко по центру в крышке отверстия под трубочку или что-то подобное. Те, кто использует токарный станок по металлу или по дереву, тоже нуждаются в данном угольнике, поскольку на болванках нужно ставить отверстиями для упора центром и это не всегда легко сделать. Но благодаря этому приспособлению операция упрощается.
Центр можно находить не только на круглых деталях, но и на квадратных заготовках. Штангенциркулем это делается достаточно долго и не удобно. Правда заготовка имеет прямоугольную форму, потому центров получилось бы два. Идеальный центр находился бы между ними.
Одной из самых важнейших операций при работе на фрезерном оборудовании является определение центра подготовки. В особенности это касается изготовления штучных изделий. Их обработка методом проб и ошибок не даст должного результата. Для выполнения этой работы необходим специальный модуль — центроискатель.
Назначение центроискателей для фрезерных станков
 Центроискатель на фрезерном станке
Центроискатель на фрезерном станке
Главной задачей этого инструмента является совмещение базовой точки обработки заготовки с осью шпинделя. Это может быть не только центр детали, но и любая область, которая должна подвергаться фрезерованию.
Для обработки больших деталей используется специальное оборудование. Помимо фрезерного станка для определения центра применяют переносные радиально-сверлильные установки. Однако для штучных изделий небольших размеров такой подход невозможен. Оптимальным вариантом является установка на шпиндельную головку центроискателя.
Это дополнительное оборудование позволит с высокой точностью выполнять следующие операции:
- фрезеровка центра детали для формирования выемок различных конфигураций;
- изготовление каналов на торцевой части. Центроискатель с максимальной точностью определит расстояние от области обработки до центра;
- выполнение радиально-сверлильных операций для сложных заготовок, у которых кривизна поверхности состоит из нескольких радиусов.
Центроискатели не входят в стандартную комплектацию станка. Выполнение стандартных операций делается с применением заводских моделей. Если же предстоит массовая обработка сложных заготовок — устройство для определения центра изготавливается под заказ.
Для достижения максимальной точности рекомендуется приобрести центроискатель индикаторный, погрешность которого не превышает 0,01 мм.
Виды центроискателей
 Индикаторный центроискатель
Индикаторный центроискатель
Перед выбором оптимальной модели центроискателя для станка необходимо определиться с требуемыми параметрами точности. Однако при этом следует учитывать, что чем меньше погрешность — тем больше трудоемкость изготовления одной детали.
Специалисты не рекомендуют использование самодельных моделей центроискателя. Они не смогут обеспечить должный показатель точности измерения. Оптимальным вариантом является приобретение заводской конструкции, которая соответствует нормативным документам – ГОСТ 25827-93.
С индикатором
 Схема индикаторного центроискателя
Схема индикаторного центроискателя
Конструкция индикаторного центроискателя состоит из монтажного узла конусной формы, крепящегося к шпиндельной головке. На ней расположена горизонтальная рейка, по которой перемещается измеритель положения относительно центра детали. Он представляет собой индикатор, контактирующий с подпружиненным рычагом.
Преимущество индикаторного центроискателя для станка заключается в высокой точности измерений. Для выполнения работ он монтируется на шпиндельную головку. Она должна иметь функцию изменения своего положения по осям x; y.
После установки устройства выполняется первичное определение центра детали. Затем изменяется положение подпружиненного рычага, он упирается в измеряемую кромку заготовки.
Необходимая степень изменения местоположения шпиндельной головки определяется по индикатору.
Особенности эксплуатации конструкции:
- максимальная точность измерения;
- необходимо много времени для настройки прибора под параметры конкретной детали;
- возможность точного определения места обработки относительно центра.
Индикаторный центроискатель можно сделать своими руками. Но для достижения требуемой точности следует приобретать заводской подпружиненный рычаг и индикатор.
Наиболее популярной является модель ЦИ-03-0,01. Ее средняя стоимость составляет 5000 руб.
Оправка-центроискатель
 Схема оправки-центроискателя
Схема оправки-центроискателя
Для точного определения центра заготовки можно воспользоваться упрощенной моделью центроискателя. Она представляет собой корпус, на торцевой части которого расположено смещающееся кольцо. Благодаря пружине оно может изменить свое местоположение относительно центральной оси вертикального корпуса.
Во время эксплуатации кольцо смещают относительно центра оправки. При вращении шпинделя визуально наблюдается биение. Изменяя положение детали добиваются уменьшения биения. Таким образом определяется центр заготовки, максимальная точность измерения составляет 0,01 мм.
Недостатком этой методики является ограничение по форме деталей. Также невозможно определить центр при внутреннем или наружном измерении бортиков.
Оптический
 Оптический центроискатель
Оптический центроискатель
Оптическая разновидность центроискателя позволяет увеличить разметочные линии, нанесенные на поверхности детали. Для этого в конструкции предусмотрена система линз, на одной из которой есть перекрестие.
Подобные модели предназначены для фрезерования микроскопических элементов. Для определения места обработки перекрестие на одной из линз должна совпасть с разметочными линиями на детали. Затем центроискатель извлекается из шпинделя и вместо него устанавливается фреза.
В видеоматериале показана инструкция по эксплуатации индикаторной модели центроискателя:
Обзор и сравнение моделей
| Модель | Тип конуса | Конус центроискателя | Цена, руб |
| 6201-4003-13 | MAS 403 | 40 | 12560 |
| 6201-4003-12 | DIN 69871-A | 50 | 13180 |
| 6201-4003-04 | Конус Морзе | 2 | 13550 |
| 6201-4003-05 | Конус Морзе | 3 | 13740 |
| 6201-4003-10 | DIN 69871-A | 40 | 14010 |
| 6201-4003-18 | DIN 2080 | 50 | 14100 |
| 6201-4003 | ГОСТ 25827-93 исп.3 | 40 | 14470 |
| 6201-4003-16 | DIN 2080 | 40 | 14560 |
| 6201-4003-01 | ГОСТ 25827-93 исп.3 | 50 | 15480 |
| 6201-4003-15 | MAS 403 | 50 | 15850 |
| 6201-4003-07 | Конус Морзе | 5 | 15850 |
| 6201-4003-09 | DIN 69871-A | 30 | 15850 |
 6201-4003-13
6201-4003-13  6201-4003-12
6201-4003-12  6201-4003-04
6201-4003-04  6201-4003-05
6201-4003-05  6201-4003-10 6201-4003-18 6201-4003 6201-4003-16 6201-4003-01 6201-4003-15 6201-4003-07 6201-4003-09
6201-4003-10 6201-4003-18 6201-4003 6201-4003-16 6201-4003-01 6201-4003-15 6201-4003-07 6201-4003-09
Источник: http://StanokGid.ru/osnastka/centroiskatel-dlya-frezernogo-stanka.html
Фрезерный станок по металлу своими руками: чертежи, видео, фото
Если задаться целью и собрать фрезерный станок своими руками, то можно получить в свое распоряжение эффективное устройство, позволяющее выполнять множество технологических операций по металлу и другим материалам.
Серийные модели такого оборудования давно и хорошо известны, они активно используются на большинстве производственных предприятий, работающих в различных отраслях промышленности.
Отличает такие станки широкий функционал, позволяющий обрабатывать с их помощью заготовки из металла, древесины и ряда других материалов.

Пример фрезерного станка, сделанного своими руками
Зная обо всех преимуществах подобного устройства, многие домашние мастера задаются вопросом, как сделать фрезерный станок, используя доступные и недорогие комплектующие. Следует сразу сказать, что изготовить такой станок возможно, более того, можно дополнительно наделить его функциями, которые присущи не только фрезерному, но и токарному оборудованию.
Наиболее простым в исполнении является фрезерный станок вертикального типа. Собрать его можно на основе ручной дрели, затратив на это совсем немного времени и сил. Для того чтобы своими руками сделать более функциональный фрезерный мини-станок для своей домашней мастерской, вы должны найти другие комплектующие и располагать большим количеством времени, но и такая задача вполне решаема.
Собираясь своими руками изготовить фрезерный станок по металлу и дереву, очень важно обратить внимание на то, что работать устройство должно по такому же принципу, что и серийное оборудование. Чтобы соблюсти это важное требование, можно ознакомиться с чертежами серийного оборудования и посмотреть видео процесса работы заводского станка.

Фрезерные столы нередко называют фрезерными станками, однако их конструкции принципиально разнятся
Часто фрезерным станком называют фрезерный стол. Его устройство мы рассмотрим в конце данной статьи. Но изготовлению самодельного фрезерного стола посвящена отдельная подробная статья, найти которую можно, перейдя по ссылке ниже.
Задачи фрезерного оборудования
У тех, кто часто работает в своей домашней мастерской, нередко возникает необходимость обработки различных изделий, изготовленных из древесины и металла. Не все операции с такими изделиями можно выполнить, располагая лишь ручными инструментами, часто для этого требуется специальное оборудование. Конечно, можно обратиться в мастерскую, но за оказанные ею услуги потребуется заплатить.
Именно в таких ситуациях и может выручить домашний фрезерный станок, собрать который вполне по силам каждому человеку, умеющему работать руками.
Став обладателем подобного оборудования, можно будет выполнять на нем обработку заготовок как из металла, так и из древесины.
В зависимости от наличия в вашем распоряжении тех или иных комплектующих, можно изготовить как простейший самодельный фрезерный станок по металлу, так и более сложное устройство, относящееся уже к токарно-фрезерной категории.

Компактный фрезерный мини-станок, сделанный в домашних условиях
Как было сказано выше, простейший мини-станок собирается на основе обычной дрели. Принцип работы такого оборудования аналогичен функционированию серийных станков подобного типа.
Несмотря на то, что функциональные возможности мини-станка, изготовленного на основе дрели, несколько скромнее, чем у более сложного самодельного оборудования, и такому устройству в любой домашней мастерской всегда найдется применение.
Для того чтобы своими руками сделать более функциональный и сложный настольный станок, потребуется мощный электродвигатель, а также еще целый перечень специфических комплектующих.
Такой станок, собранный по всем правилам, позволит вам в условиях дома выполнять достаточно сложные технологические операции: вырезать из металла и древесины изделия сложной конфигурации, обрабатывать криволинейные поверхности, выбирать пазы, фальцы, шлицы, а также многое другое.
Прежде чем своими руками делать фрезерный станок, следует изучить принцип работы серийного оборудования, посмотреть видео его функционирования, составить чертеж, подготовить обязательные комплектующие и инструменты, которые понадобятся для сборки вашего домашнего станка.
Самодельный фрезерный станок: вариант №1

Самодельный станок и этапы его изготовления на фото ниже
 Основание
Основание  Детали стойки и держатель шпинделя
Детали стойки и держатель шпинделя  Вертикальная направляющая (салазки резцедержателя токарного станка)
Вертикальная направляющая (салазки резцедержателя токарного станка)  Вертикальная направляющая (вид сзади)
Вертикальная направляющая (вид сзади)  Соединение основания со стойкой
Соединение основания со стойкой  Соединение основания со стойкой (вид сзади) Крепим вертикальную направляющую к стойке Координатный стол G5757 «Прома» установлен на основании Ходовой винт координатного стола Площадка для крепления шпинделя (выбрана фрезером) Основание со стойкой, направляющей и столиком Пара гирь от рычажных весов обеспечила вылет шпинделя Тиски Крепление двигателя Крепление двигателя (вид сбоку) Приводной ремень
Соединение основания со стойкой (вид сзади) Крепим вертикальную направляющую к стойке Координатный стол G5757 «Прома» установлен на основании Ходовой винт координатного стола Площадка для крепления шпинделя (выбрана фрезером) Основание со стойкой, направляющей и столиком Пара гирь от рычажных весов обеспечила вылет шпинделя Тиски Крепление двигателя Крепление двигателя (вид сбоку) Приводной ремень
Самодельный фрезерный станок: вариант №2
Самодельный станок под дрель или ручной фрезер с самостоятельно изготовленными механизмами подачи фрезы и перемещения рабочего стола. Ниже на видео этапы изготовления с разбором ключевых элементов. А именно: сборка стойки, конструкция каретки вертикальной стойки, привод рабочего стола станка.
Неплохой функционал и довольно простая конструкция
Автор объясняет процесс изготовления стойки для дрели, которая впоследствии станет фрезерным станком. Разбор создания системы подачи фрезы, а также крепления фрезера (или дрели) к стойке станка с возможностью смены инструмента. Разбор привода координатного стола для обеспечения возможности перемещения заготовки относительно фрезы.
Конструкция и принцип действия оборудования
Если посмотреть на чертеж профессионального станка фрезерной группы, то можно заметить, что его конструкция включает в себя множество разнообразных механизмов и узлов.
Настольный домашний станок, в отличие от серийного, имеет более простую конструкцию, состоящую из ограниченного набора обязательных элементов.
Несмотря на простоту системы, самодельный станок фрезерной группы является достаточно функциональным устройством и позволяет успешно решать множество задач, связанных с обработкой заготовок из металла и древесины.
Один из вариантов самодельного фрезерного станка. Недостаток в недостаточно проработанном креплении дрели, однако отсюда можно позаимствовать конструкцию станины
Основой любого такого станка является станина, которая должна быть жесткой и надежной, чтобы обладать способностью выдерживать необходимые нагрузки.
Следующим важным элементом самодельного станка фрезерной группы является привод, вращение от которого будет передаваться на рабочий инструмент.
В качестве такого привода можно использовать ручную дрель или отдельный электродвигатель, обладающий достаточно высокой мощностью.
Для размещения и фиксации заготовок, которые будут обрабатываться на таком оборудовании, в его конструкции обязательно должен быть предусмотрен рабочий стол с элементами крепления для обрабатываемых деталей. Обработка и на профессиональном, и на домашнем фрезерном оборудовании осуществляется при помощи специального инструмента — фрезы, имеющей остро заточенную рабочую часть.
Крупный станок с мощным электродвигателем
При изготовлении мини-станка для дома не стоит экономить на комплектующих. Они должны быть только высокого качества, так как это напрямую влияет на надежность и производительность вашего оборудования.
Технические характеристики, которые приобретет ваш домашний настольный станок, будут зависеть от ряда параметров.
К ним относятся размеры рабочего стола, а также допустимый вес и габариты заготовок, которые на нем будут размещаться.
Важным фактором, влияющим на производительность и мощность оборудования, является мощность установленного на нем привода и максимальное число оборотов, которое он сможет обеспечить.
Еще один вариант самодельного фрезерного станка
Процесс сборки фрезерного стола
Приступать к сборке самодельного станка для дома следует с изготовления рабочего стола – важнейшей конструктивной части фрезерного оборудования. Рабочий стол домашнего станка можно своими руками изготовить из листа фанеры, оргстекла или листового металла.
Из расходных материалов вам понадобятся качественный контактный клей, двухсторонний скотч и много наждачной бумаги.
Кроме того, необходимо будет приобрести несколько струбцин, метизы и качественный копировальный фрезер, который должен отличаться максимальной точностью, иметь острую режущую поверхность.
Именно от того, насколько качественный фрезер вы приобретете, во многом будут зависеть технические возможности вашего настольного станка.
Чертеж фрезерного станка, сделанного по типу фрезерного стола (нажмите, чтобы увеличить)
Для изготовления фрезерного оборудования своими руками воспользуйтесь следующей инструкцией.
- Первым этапом сборки самодельного станка является изготовление крышки. В качестве материала для нее можно использовать фанеру. Несложный процесс изготовления данного элемента выглядит следующим образом: из фанеры вырезаются заготовки определенных размеров, затем они соединяются между собой.
- Следующий этап сборки домашнего мини-станка — это монтаж крепежных элементов, установка фрезера и остальных конструктивных частей. Поскольку вы занимаетесь изготовлением фрезерного оборудования, то все работы следует выполнять с повышенной аккуратностью и точностью.
- После сборки рабочего стола на него необходимо установить монтажную пластину. С этой целью в поверхности рабочего стола делается углубление, контуры которого полностью повторяют форму монтажной пластины. В таком углублении монтажная пластина фиксируется при помощи двухстороннего скотча. Далее по всему контуру пластины с определенным шагом укладываются прокладки, которые прижимаются к ней при помощи струбцин.
- Сам рабочий орган станка — копировальный фрезер — устанавливается в подшипниковые узлы, сборке которых следует уделить особое внимание.
- Все технологические отверстия, необходимые на поверхности рабочего стола, можно получить при помощи обычной ручной дрели.
- В вашем настольном мини-станке будет ряд деревянных поверхностей, которые необходимо тщательно отшлифовать при помощи наждачной бумаги.
- Следующий этап изготовления самодельного станка — это сборка основания, которую необходимо осуществлять в строгом соответствии с предварительно подготовленным чертежом.
- Особое внимание при сборке станка следует уделить процессу монтажа упора и прижимной гребенки.
Общий вид и кинематическая схема фрезерного стола
Все конструктивные элементы самодельного фрезерного оборудования, о которых говорилось выше, оказывают большое влияние на работоспособность, точность и надежность станка, поэтому к вопросам их изготовления и установки следует подойти очень ответственно и аккуратно.
Чтобы ваш фрезерный станок, сделанный своими руками, был надежным, долговечным, точным и выглядел презентабельно, необходимо выполнить ряд завершающих процедур по его сборке.
- Все деревянные поверхности станка следует не только тщательно отшлифовать, но и обработать специальной масляной пропиткой, которая защитит их от негативного воздействия внешней среды.
- Органы управления фрезерным станком, а также все выключатели, необходимые для его полноценной работы, нужно разместить в доступном и удобном месте.
- Немаловажной деталью станка является специальный патрубок, к которому присоединяется шланг пылесоса, отвечающий за удаление мелких стружек из зоны обработки.
При изготовлении домашнего фрезерного станка надо действовать в строгом соответствии с чертежом и с алгоритмом сборки. При выполнении этих условий, а также при соблюдении аккуратности и точности сборочных работ можно рассчитывать на то, что ваше мини-оборудование будет долго радовать вас своей функциональностью, производительностью, точностью и надежностью.
Источник: http://met-all.org/oborudovanie/stanki-frezernye/frezernyj-stanok-po-metallu-svoimi-rukami.html
Сверлильный станок своими руками – создаем индивидуальный рабочий инструмент
Иметь дома собственный сверлильный станок – мечта любого мастера. Наиболее популярными являются конструкции из ручной дрели. Но такой вариант имеет недостаток – при необходимости использовать дрель, как самостоятельный инструмент – приходится станок разбирать.
Тем не менее, существует ряд решений изготовления сверлильного станка без применения готового электроинструмента.
Мощный сверлильный станок из рулевой рейки

Для изготовления понадобятся:
- рулевая рейка от легкового автомобиля, с демонтированными элементами усилителя. Разумеется, бывшая в употреблении, но желательно не сильно разболтанная;
- Несколько стальных уголков и профилей разного размера;
- Стальной лист 2-3 мм для изготовления станины. Можно подобрать подходящую готовую запчасть от старой крупной бытовой техники;
- Патрон для дрели;
- Электромотор и шкивы с ремнем. Идеальный вариант – от советской стиральной машины;
- Подшипники в хорошем состоянии;
- Доступ к сварочному аппарату и токарному станку.
Самая ответственная часть – ось со шкивом. Вытачивается на токарном станке. В данном варианте крепление патрона резьбовое, поэтому на нижней части вала нарезается соответствующая резьба.

Для крепления использованы 4 подшипника, 2 обычных и 2 упорных. Шкив использован от той же стиральной машинки.

Из подходящих уголков собираем каретку, на которой будет закреплен рабочий вал и двигатель. Особое внимание уделяем размещению опорных поверхностей для упорных подшипников. Нагрузка должна быть распределена равномерно, иначе один из подшипников износится быстрее.

Станина сварена из стальной пластины 4 мм и аналогичных уголков. Строго вертикально приваривается несущая штанга из металлического профиля. На горизонтальной поверхности проделываем 6 отверстий для крепления тисков или опорной подставки. С обратной стороны навариваются гайки.

При помощи мощных хомутов на профиль устанавливается рулевая рейка. Монтаж производится один раз, со строгим контролем вертикальности перемещения. На этом этапе принимается решение, с какой стороны будет управляющий штурвал – под левую или правую руку.
Дело в том, что направление вращения механизма рейки несколько непривычно для тех, кто работал на классическом сверлильном станке.

Каретка с патроном и кронштейном для двигателя, дополнительно опирается двумя подшипниками на штангу из профиля. Это делается для компенсации люфта рулевой рейки.

Собираем механизм, проверяем вертикальность хода. При необходимости регулируем его, подкладывая шайбы под крепления рейки.

Штурвал делается из стального прута 10 мм. Для эстетики можно выточить набалдашники. Ход каретки составляет 160 мм, чего вполне достаточно для большинства сверлильных работ.

Для безопасности, вокруг шкива приводного ремня необходимо установить защитный кожух из тонкого металла. Можно воспользоваться старой кастрюлей подходящего размера.

В отдельной коробке собираем блок управления двигателя. Ничего изобретать не нужно, регулятор оборотов остался от стиральной машинки. В данном варианте предусмотрен реверс вращения, что добавляет функциональности, особенно при нарезке резьбы или фрезерных работах.
Устанавливаем мотор на каретку. С одной стороны шарнирный подвес, с другой – шпилька, регулятор натяжения ремня. Учитывая возраст стиральной машинки, клиновидный приводной ремень лучше заменить на новый, заодно и расстояние между шкивами можно установить на более удобное.
- После настройки и окончательной сборки, покрываем металлические части краской, и самодельный сверлильный станок готов к работе.
- Для закрепления обрабатываемой детали можно использовать тиски или подставку, которая изготавливается под конкретные размеры станка.
На видео самодельный сверлильный станок, демонстрация работы по металлу и дереву.
Компактный сверлильный станок
Самодельный станок по металлу не обязательно должен быть габаритным и мощным. Большинство работ могут быть выполнены на небольшом настольном приспособлении.
Инструмент полностью изготовлен из металлических заготовок, из готовых деталей разве что электродвигатель и крепежные элементы. Все элементы конструкции выполнены с помощью фрезерного станка с ЧПУ и токарного станка. Если у вас нет доступа с станкам – можно подобрать компоненты в магазине мебельной фурнитуры.
Пошаговая инструкция сборки сверлильного станка своими руками
- Станина делается из оргстекла толщиной 20-30 мм, основание двухслойное. Нижний слой крепится к столу (верстаку), на верхнем предусматриваем место для установки пятки под колонну.
- Пятка и собственно колонна приобретена в магазине мебельной фурнитуры.
- Подпорная втулка изготовлена на токарном станке, и доработана на фрезерном. В задней части устанавливается маточная латунная гайка для регулировки вертикального положения каретки. Втулка фиксируется на колонне с помощью стопорного винта.
- Шпиндельная пластина изготовлена на фрезерном станке с ЧПУ.
Пусть вас не пугает технология изготовления, эту же деталь легко можно смастерить при помощи дрели и напильника. Пластина крепится на подпорной втулке.
- Сверху устанавливается кронштейн для двигателя с пазами для продольного перемещения. Это необходимо для натяжения приводного ремня, и перестановки его по шкивам при смене скорости вращения.
Кронштейн изготовлен аналогично шпиндельной пластине.
- Двигатель использован асинхронный, мощностью 60 Вт. Конденсаторный пусковой блок выполнен в отдельной коробке.
- Шпиндельная пластина вместе с двигателем перемещается по вертикали при помощи ходового винта, механизм виден на фото, элемент необязательный, но удобства добавляет.
- Шпиндель состоит из корпуса с подшипниками и вала, на который с помощью конуса Морзе устанавливается патрон.
- Корпус шпинделя устанавливается во втулку, по которой он будет вертикально перемещаться при выполнении сверления.
- Перемещение осуществляется с помощью рычага, в котором вырезан продольный паз.
- Сверху надевается шкив с переменными диаметрами, для регулировки скорости вращения и крутящего момента.
- Аналогичная конструкция, только перевернутая, ставится на вал приводного мотора. Переставляя ремень с одного шкива на другой – легко можно добиться требуемой скорости вращения.
- Собираем конструкцию, проверяем работоспособность. Приводной ремень может быть круглого или плоского сечения, смотря какие шкивы вы будете использовать.
- Изначально настольный станок создавался для сверления печатных плат, однако впоследствии был модернизирован как более универсальный.
Для сверления отверстий под любыми углами изготовлены самодельные трехмерные координатные тиски для сверлильного станка.
- Конструкция состоит из координатной пластины, выточенной на том же фрезере с ЧПУ и тисков, сделанных так же своими руками.
Популярное: Как выбрать электрический наждак, зная его характеристики
Мы рассмотрели способы, как сделать сверлильный станок из подручных материалов. Вариантов исполнения множество. Можно сделать станину из фотоувеличителя или использовать механизм старого микроскопа. Принцип действия от этого не изменится.
Главное условие – надежная рабочая поверхность с плитой или тисками, и механизм перемещения шпинделя по вертикали. От точности изготовления зависит наличие люфтов механизма и общий комфорт в работе.
На видео самодельный сверлильный станок из старого фотоувеличителя. В работу взяли штатив и крепление.
Можно разработать чертеж и заказать на заводе изготовление комплектующих, или подобрать элементы из хлама в сарае и гараже. Станок, сделанный своими руками, не станет от этого хуже. Вы все равно делаете его «под себя», а значит, универсальных конструкций не бывает.
Простой вариант сверлильного станка сделанного своими руками
Самодельный сверлильный станок сделан из алюминиевого профиля OB-40160L, 160х40. Приводом будет служить обычная дрель. Желательно дрель ставить с реверсом, если заклинит сверло, можно будет вытащить без проблем.
Общий вид станка
Пошагово делаем сверлилку своими руками
Пилим алюминиевый профиль в размер 4 куска по 400 мм. С боку у двух деталей делаем отверстия для соединения болтами так, чтобы просверленные отверстия попадали в отверстия ответных деталей расположенных в торце профиля.
Но предварительно в них нужно нарезать резьбу М6 или М8.
Из этого же профиля отрезаем стойку длиной 700-800 мм. Крепим болтами по центру короба. Так же присоединяем направляющие по коротым будет ходит дрель. Можно найти в строительном магазине. Выберите попрочнее и без лишних зазоров чтобы после крепежа, дрель не болталась.
по бокам профилей делаем отверстия
Резьба в торце ответной детали
Собираем в короб
Направляющие салазки
крепление салазок
Отверстия для крепления салазок
Крепление салазок
Крепим возвратную пружину
Выравниваем стойку и салазки по уровню
Возвратная пружина
Рычаг перемещения площадки с дрелью
ось вращения рычага обычный болт, возьмите М10
Должно получиться так
Крепление для дрели
Крепим трос к рычагу и низу площадки
крепление троса
Устанавливаем ограничитель хода
Источник: https://obinstrumente.ru/elektroinstrument/sverlilnyj-stanok-svoimi-rukami.html
Создание сверлильного станка своими руками
- В хозяйстве у домашнего мастера должен быть набор всех инструментов, а поэтому [сверлильный станок своими руками] это тот агрегат, который поможет ему еще больше расширить свои функциональные возможности.
- Многие для сверления различных отверстий в быту могут удовлетвориться обычной дрелью, однако, возможности и задачи даже самого простого сверлильного оборудования более глобальные.
- Настольный станок для сверления помимо рассверливания, зенкеровки и развертывания, может еще и фрезеровать (есть фрезерный узел), а также шлифовать различные поверхности, а также выполнять ряд других задач.
- Особенно актуально такое оборудование для радиолюбителей, которые при помощи него могут решать ряд своих узконаправленных задач.
- Такой агрегат для домашней мастерской можно купить в любом специализированном магазине, однако стоит он немало, и не каждый мастер найдет лишние деньги на приобретение профессионального сверлильного станка, который представлен на фото ниже.

- Между тем, при желании собрать самодельный сверлильный станок для сверления дерева и по металлу можно своими руками из обычной дрели.
- На изготовление станка, конечно, придется потратить личное время, однако результат того стоит.
- Настольный самодельный сверлильный станок в мини варианте для дерева и и по металлу, при наличии всех необходимых материалов, сможет сделать каждый домашний мастер.
Основное предназначение
- Сверление самых разных отверстий в быту осуществляется, как правило, при помощи ручной дрели, которая есть в домашней мастерской у каждого мастеровитого хозяина.
- Между тем, даже дома не всегда можно добиться необходимого результата за счет использования обыкновенной дрели.
- В этом случае встает вопрос сделать мини вертикально-горизонтальный сверлильный станок для дерева и металла своими руками.
- Такой универсальный агрегат просто необходим тем, кто занимается радиоэлектроникой для сверления небольших отверстий печатных плат, чего нельзя сделать при помощи ручной дрели.
Кроме этого, самодельный сверлильный станок не помешает и при необходимости выполнить сверление сквозных и глухих отверстий в различного типа материалах.
- При помощи него очень просто выполнить рассверливание и зенкеровку, а также при необходимости нарезать резьбу.
- Если дополнительно установить на него фрезерный узел, то возможности агрегата еще больше расширятся.
- Фрезерный узел даст возможность выполнять самые разные несложные операции по вертикально-горизонтальной фрезеровке самых разных материалов.
- Присадочный мини сверлильный агрегат для сверления печатных плат можно сделать из самой обыкновенной дрели, однако для решения более сложных задач потребуется более сложное в конструктивном плане устройство, тот же фрезерный узел.
ВАЖНО ЗНАТЬ: Виды настольных фрезерных станков по металлу
- Любой профессиональный агрегат для сверления состоит из нескольких обязательных элементов, к которым можно отнести такие, как сверло, зенкер, метчик, а также развертку.
- Видео:
- Присадочный мини станок, собранный своими руками, также должен содержать все эти составляющие.
- Если сверлильный станок своими руками будет собран по всем правилам, то домашний мастер сможет с легкостью, используя фрезерный узел, помимо сверления печатных плат, вырезать и расточить отверстие с необходимым диаметром, точно его притереть, а также выполнить ряд других специфических задач.
- Перед тем, как приступить к сборке агрегата, рекомендуется тщательно изучить существующие типы сверлильных станков и понять основной принцип его работы.
- На видео, которое размещено выше представлен самодельный агрегат для сверления в работе, который можно использовать и для сверления печатных плат.
Виды и типы
- В настоящее время на промышленных предприятиях и в быту используется огромное количество самых разных модификаций сверлильного оборудования.
- Многие из них предназначены для решения исключительно профессиональных задач, и для домашнего использования просто не подходят по разным причинам.
- На фото, которое размещено ниже, можно увидеть промышленный сверлильный станок.

- Сегодня можно встретить шпиндельные станки, полуавтоматы, вертикально-сверлильные, а также многие другие типы агрегатов.
- Для использования в бытовых целях подойдет присадочный мини агрегат, способный решать несложные задачи.
- К примеру, если станок необходим преимущественно для сверления печатных плат, то собрать его можно из самой обычной дрели.
- Как и любое другое оборудование, сверлильные промышленные агрегаты имеют свои специальные обозначения и маркировку, по которой можно определить их тип и основное предназначение.
- Наиболее популярными устройствами, которые встречаются чаще всего, являются шпиндельные устройства, а также агрегаты для радиального и горизонтального сверления.
Очень популярен координатный агрегат, предназначенный для растачивания заготовок.
Все сверлильное оборудование можно смело отнести к универсальному типу. Для домашней мастерской сделать собственноручно присадочный мини агрегат универсального типа не составит большого труда.
При желании самодельный координатный агрегат можно максимально автоматизировать и дополнить различными приспособлениями, что только добавит ему общей функциональности.
В зависимости от функционального назначения каждый сверлильный станок, в том числе и координатный, состоит из определенного количества элементов.
Любой агрегат данного типа, в том числе и самодельный, в обязательном порядке состоит из станины, рулевой рейки, а также двигателя. На фото, размещенном ниже, представлен самодельный присадочный мини сверлильный агрегат.
ВАЖНО ЗНАТЬ: Выбор ступенчатого сверла по металлу

Конструкционные особенности
- Сверлильный станок относится к типу промышленного оборудования, предназначенного для решения узконаправленных задач.
- В его состав обязательно должны входить передаточный механизм, управляющие и рабочие органы, а также достаточно мощный электродвигатель.
- Каждый, входящий в состав данного оборудования механизм, имеет свое предназначение, что и определяет его функциональные задачи.
- Так, передаточный механизм предназначен, главным образом, для передачи необходимого движения рабочим органам, непосредственно от установленного двигателя.

В данном случае рабочим органом является сверло, которое крепится к патрону, а тот в свою очередь связан со шпинделем и вращающимся валом.
В станке данного типа вращение от двигателя к рабочим органам передается посредствам ременной передачи. Для того чтобы сверло находилось в заданном положении, используется реечная передача, связанная со специальной рукояткой.
Обязательно такой станок, даже если он собран из дрели, должен иметь в доступном месте кнопки, отвечающие за его включение, а также выключение.
Станки данного типа имеют достаточно простое устройство, притом, что могут выполнять огромное количество самых разных функций и решать множество узконаправленных задач.
Собирая такой станок своими руками, для более высокой точности выполнения работ непосредственно на его движущейся части рекомендуется расположить специальную шкалу.
Она поможет контролировать глубину глухих отверстий. Также лучше всего сделать такой станок, на котором можно будет менять скорость вращения патрона в зависимости от выполняемых задач.
- Рабочий стол следует делать исключительно из сплошной металлической плиты, жестко закрепленной на основании.
- На видео, которое размещено ниже показан самодельный сверлильный агрегат, при помощи которого можно осуществлять сверление печатных плат и не только.
- Видео:
Принцип работы
- Собранный по всем правилам сверлильный станок сможет успешно сверлить отверстия самого разного диаметра, в том числе и микро с большой точностью, что особенно актуально для печатных плат.
- Несмотря на кажущуюся простоту, работать на нем нужно с соблюдением общепринятых правил.
- Так, непосредственно перед тем, как приступить к работе, необходимо проверить наличие питания в сети, целостность всего оборудования, а также очистить рабочий стол от всего лишнего.
На самом столе обязательно должны находиться тиски, при помощи которых можно будет удобно фиксировать заготовку.
Перед началом работ на детали необходимо разметить будущее отверстие в соответствии с чертежом, после чего установить ее в тиски на стол и прочно зажать.
Далее в патрон фиксируется сверло и делается пробный запуск. Самодельные тиски для сверлильного станка, которые используются при работе, должны иметь определенные размеры, в том числе и для того, чтобы работать с микро отверстиями.
ВАЖНО ЗНАТЬ: Как пользоваться ручным заклепочником?
- Видео:
- При контрольном запуске станка необходимо проверить вращение сверла и убедиться в том, что оно вращается без описывания окружности.
- Далее необходимо при помощи рукоятки подачи опустить сверло и проверить, чтобы тиски с заготовкой совпали со сверлом в необходимом месте.
Особенно это актуально при сверлении микро отверстий. В момент сверления на рукоятку следует воздействовать плавными движениями, при этом сверло необходимо периодически охлаждать.
Сверление микро отверстий следует производить с особой точностью, для чего использовать координатные указатели.
По завершению работ сверлильный станок следует выключить, разжать тиски и достать готовую заготовку. На видео выше показан принцип работы на станке.
Как собрать?
Наиболее простой вариант собрать присадочный сверлильный станок без рулевой рейки — это использовать обыкновенную дрель.
В этом случае необходимо стол сделать массивным для того, чтобы минимизировать вибрацию станка при работе. Стойку под дрель можно сделать как из ДСП, так и из металлических уголков.
Для начала необходимо стойку и стол соединить между собой под прямым углом, при этом дрель следует закрепить при помощи хомутов. Следует также предусмотреть движущий механизм.
Непосредственно на стол необходимо прикрепить тиски, кроме этого, кнопка включения и выключения должна находиться на видном месте. На видео ниже можно увидеть изготовление станка из дрели без рулевой рейки.
Видео:
Собрать более сложный и функциональный станок с рулевой рейкой для сверления можно из двигателя от стиральной машины. Данное устройство позволит, в том числе, сверить и микро отверстия с большой точностью.
В этом случае рабочий стол должен быть еще более массивным, так как вибрация при работе будет достаточно сильная.
Особое внимание следует уделить подвижной части агрегата, и для этих целей лучше использовать уже готовые чертежи. Двигатель с патроном рекомендуется соединить при помощи ременной передачи.
- Если все действия выполнить правильно, то такой станок сможет просверливать с большой точностью даже микро отверстия.
- На видео ниже показан самодельный станок, работающий от двигателя стиральной машинки, который очень пригодится в вашей мастерской.
- Видео:
Источник: https://rezhemmetall.ru/sverlilnyj-stanok-svoimi-rukami.html
Самодельный угольник центроискатель
Сегодня будем делать весьма полезный инструмент – угольник центроискатель.
Канал “TOKARKA”.
Для его изготовления понадобится обыкновенный строительный уголок. В любом строительном магазине он стоит копейки. У мастера он оказался лишним и пойдет в ход.

Мастера покупают изобретения в лучшем китайском интернет-магазине.
Изолента нужна, чтобы рез получился максимально ровный.

Электроника для самодельщиков в китайском магазине.
Во избежание травматизма заглаживаем все острые углы и закраины. Берём сверло на два с половиной миллиметра и делаем три отверстия. Желательно всё это сделать аккуратно. Если есть станок, то пользуйтесь лучше им.
Наносим на ватку любой растворитель, который есть в наличии, и производим обезжиривание. Нужно клей, чтобы надежно удерживал всё на месте. Добавляем немножко воды, поскольку нержавейка, из которой будет сделан самодельный центроискатель, сверлится достаточно тяжело. Сверло будем использовать тоже самое на два с половиной мм.
Дырочки проделываем поочередно и не насквозь. Сверлом диаметром чуть меньше 3 миллиметров делаем отверстие только в линейке. В воротке закреплен метчик 3 мм. Если нет воротка, метчик можно закрепить в патроне и делать все операции с помощью него. Тут – о сложном сверлении.
Для чего нужен центроискатель и как им работать
Работа по созданию инструмента завершена. Он полностью готов. Называется центроискатель. С его помощью можно легко находить центр на круглых деталях.
Например, если надо просверлить чётко по центру в крышке отверстия под трубочку или что-то подобное.
Те, кто использует токарный станок по металлу или по дереву, тоже нуждаются в данном угольнике, поскольку на болванках нужно ставить отверстиями для упора центром и это не всегда легко сделать. Но благодаря этому приспособлению операция упрощается.
Центр можно находить не только на круглых деталях, но и на квадратных заготовках. Штангенциркулем это делается достаточно долго и не удобно. Правда заготовка имеет прямоугольную форму, потому центров получилось бы два. Идеальный центр находился бы между ними.

Источник: https://izobreteniya.net/samodelnyiy-ugolnik-tsentroiskatel/
Одной из самых важнейших операций при работе на фрезерном оборудовании является определение центра подготовки. В особенности это касается изготовления штучных изделий. Их обработка методом проб и ошибок не даст должного результата. Для выполнения этой работы необходим специальный модуль — центроискатель.
Назначение центроискателей для фрезерных станков

Центроискатель на фрезерном станке
Главной задачей этого инструмента является совмещение базовой точки обработки заготовки с осью шпинделя. Это может быть не только центр детали, но и любая область, которая должна подвергаться фрезерованию.
Для обработки больших деталей используется специальное оборудование. Помимо фрезерного станка для определения центра применяют переносные радиально-сверлильные установки. Однако для штучных изделий небольших размеров такой подход невозможен. Оптимальным вариантом является установка на шпиндельную головку центроискателя.
Это дополнительное оборудование позволит с высокой точностью выполнять следующие операции:
- фрезеровка центра детали для формирования выемок различных конфигураций;
- изготовление каналов на торцевой части. Центроискатель с максимальной точностью определит расстояние от области обработки до центра;
- выполнение радиально-сверлильных операций для сложных заготовок, у которых кривизна поверхности состоит из нескольких радиусов.
Центроискатели не входят в стандартную комплектацию станка. Выполнение стандартных операций делается с применением заводских моделей. Если же предстоит массовая обработка сложных заготовок — устройство для определения центра изготавливается под заказ.
Для достижения максимальной точности рекомендуется приобрести центроискатель индикаторный, погрешность которого не превышает 0,01 мм.
Виды центроискателей

Индикаторный центроискатель
Перед выбором оптимальной модели центроискателя для станка необходимо определиться с требуемыми параметрами точности. Однако при этом следует учитывать, что чем меньше погрешность — тем больше трудоемкость изготовления одной детали.
Специалисты не рекомендуют использование самодельных моделей центроискателя. Они не смогут обеспечить должный показатель точности измерения. Оптимальным вариантом является приобретение заводской конструкции, которая соответствует нормативным документам – ГОСТ 25827-93.
С индикатором
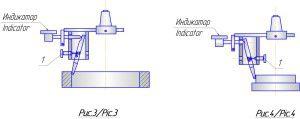
Схема индикаторного центроискателя
Конструкция индикаторного центроискателя состоит из монтажного узла конусной формы, крепящегося к шпиндельной головке. На ней расположена горизонтальная рейка, по которой перемещается измеритель положения относительно центра детали. Он представляет собой индикатор, контактирующий с подпружиненным рычагом.
Преимущество индикаторного центроискателя для станка заключается в высокой точности измерений. Для выполнения работ он монтируется на шпиндельную головку. Она должна иметь функцию изменения своего положения по осям x; y. После установки устройства выполняется первичное определение центра детали. Затем изменяется положение подпружиненного рычага, он упирается в измеряемую кромку заготовки. Необходимая степень изменения местоположения шпиндельной головки определяется по индикатору.
Особенности эксплуатации конструкции:
- максимальная точность измерения;
- необходимо много времени для настройки прибора под параметры конкретной детали;
- возможность точного определения места обработки относительно центра.
Индикаторный центроискатель можно сделать своими руками. Но для достижения требуемой точности следует приобретать заводской подпружиненный рычаг и индикатор.
Наиболее популярной является модель ЦИ-03-0,01. Ее средняя стоимость составляет 5000 руб.
Оправка-центроискатель

Схема оправки-центроискателя
Для точного определения центра заготовки можно воспользоваться упрощенной моделью центроискателя. Она представляет собой корпус, на торцевой части которого расположено смещающееся кольцо. Благодаря пружине оно может изменить свое местоположение относительно центральной оси вертикального корпуса.
Во время эксплуатации кольцо смещают относительно центра оправки. При вращении шпинделя визуально наблюдается биение. Изменяя положение детали добиваются уменьшения биения. Таким образом определяется центр заготовки, максимальная точность измерения составляет 0,01 мм.
Недостатком этой методики является ограничение по форме деталей. Также невозможно определить центр при внутреннем или наружном измерении бортиков.
Оптический

Оптический центроискатель
Оптическая разновидность центроискателя позволяет увеличить разметочные линии, нанесенные на поверхности детали. Для этого в конструкции предусмотрена система линз, на одной из которой есть перекрестие.
Подобные модели предназначены для фрезерования микроскопических элементов. Для определения места обработки перекрестие на одной из линз должна совпасть с разметочными линиями на детали. Затем центроискатель извлекается из шпинделя и вместо него устанавливается фреза.
В видеоматериале показана инструкция по эксплуатации индикаторной модели центроискателя:
Обзор и сравнение моделей
| Модель | Тип конуса | Конус центроискателя | Цена, руб |
| 6201-4003-13 | MAS 403 | 40 | 12560 |
| 6201-4003-12 | DIN 69871-A | 50 | 13180 |
| 6201-4003-04 | Конус Морзе | 2 | 13550 |
| 6201-4003-05 | Конус Морзе | 3 | 13740 |
| 6201-4003-10 | DIN 69871-A | 40 | 14010 |
| 6201-4003-18 | DIN 2080 | 50 | 14100 |
| 6201-4003 | ГОСТ 25827-93 исп.3 | 40 | 14470 |
| 6201-4003-16 | DIN 2080 | 40 | 14560 |
| 6201-4003-01 | ГОСТ 25827-93 исп.3 | 50 | 15480 |
| 6201-4003-15 | MAS 403 | 50 | 15850 |
| 6201-4003-07 | Конус Морзе | 5 | 15850 |
| 6201-4003-09 | DIN 69871-A | 30 | 15850 |

Часто при работе со столяркой сталкиваешься с проблемой нахождения центра круглой детали, будь то торец бревна или выпиленная заготовка, крышка…
Чтобы не мучиться каждый раз с разметкой предлагаю смастерить простой центроискатель своими руками из доски и полоски металла.
Чертеж и порядок изготовления понятен из фото что ниже.
Но я добавлю про изготовление. Начну с того, что во-первых этот центроискатель двойного назначения помимо поиска точки в центре окружности он может еще и чертить их (у него есть ряд насверленных отверстий под разные радиусы)
Для изготовления потребуется:
— Доска или фанера 20 мм. толщины.
— Полоска металла 3*25*305 мм.
— Три самореза
— И инструмент – линейка, карандаш, ножовка, дрель, шуруповерт.
1. Берем доску или фанеру 20-ку. На чертеже 19-шка т.к. деталь отшлифована.
Далее расчерчиваем и выпиливаем необходимую форму – см. рисунок.

2. Теперь переходим к полоске металла, лучше конечно если это будет алюминий, с ним просто работать — он легче поддается обработке. В общем, отпиливаем полосу длинной 30,5 см и шириной 25 мм. Если нет подходящей, то вырезаем ее из листа с помощью болгарки.

3 Следующий этап — разметка металлической полосы и сверление отверстий.
Все нужно сделать четко по размерам с рисунка – и отверстия под шурупы и под ось и под радиусы. После разметки нужные точки лучше пройтись керном. После чего сверлим сквозные отверстия (обратите внимание, что они разного диаметра) Работать лучше на сверлильном станке. И еще не забываем раззенковать места под шляпки шурупов, чтобы они закрутились заподлицо. Когда закончите со сверлением, не важно железо у вас или алюминий заготовку лучше пройтись мелкой шкуркой чтобы не оставалось острых краев и заусенцев.
Переходим к сборке нашего центрискателя.
4. Выставляем полоску с помощью угольника перпендикулярно основанию деревянной детали. При этом одна из сторон металлической полосы должна проходить четко по центру вырезанного треугольника с другой стороны. Зажимаем все струбцинами, чтобы не сдвинулось.
5. Осталось закрутить в раззенкованные гнезда саморезы и наш ценроискатель готов.
Пару слов как пользоваться только что собранным.
— Чтобы найти цент круга, предположим это торец бревна, как на первом фото, прикладываем вырез деревянной части к краю бревна и проводим по линейке штрих ближе к центру, далее сдвигаем центроискатель по кругу и проводим еще несколько линий. Достаточно четырех штрихов примерно под углом 90 градусов чтобы найти точку их пересечения которая и окажется центром бревна т.е. окружности.

— Как центроискатель чертит круги. Для этого в отверстие для оси вставляем что-нибудь острое вроде шила. После чего выбираем какое из отверстий на линейке подходит для нужного радиуса, вставляем туда грифиль карандаша или шариковою ручку и поворачиваем пластину вокруг шила – получаем окружность ну или полукруг.
Вот собственно и все, попробуйте собрать такой центроискатель своими руками – получите достаточно простой, эффективный и полезный инструмент для вашей мастерской.
(Просмотров 326 , в т.ч. 1 сегодня)

- ×òî äåëàòü?
- Âèäåî
- Êàðòèíêè
- Êàðòû è ìàðøðóòû
-
Ïî÷èòàòü æóðíàë ïîòðåáèòåëÿ
- NoFolloW çà íàìè â Twitter!
- Êàòàëîã /
- Âèäåî /
- Öåíòðîèñêàòåëü ñâîèìè…

Andrii Pankratov
Ñàìîäåëüíûé öåíòðîèñêàòåëü.
Ïîõîæèå âèäåî

Öåíòðîèñêàòåëü

Íóòðîìåð ñàìîäåëüíûé

Ìîé âàðèàíò öåíòðîèñêàòåëÿ.

Êàê âîéòè â îñü çàãîòîâêè ñ ïîìîùüþ öåíòðîèñêàòåëÿ

Ñóïåð ïå÷ü, êàçàí è ìàíãàë. 3 â 1. Ïîñìîòðè ÷òî ìîæíî ñäåëàòü èç ãàçîâîãî áàëëîíà.

Öåíòðîèñêàòåëü ñâîèìè ðóêàìè.DIY. #öåíòðîèñêàòåëü #machineshop

Ïðîñòåéøàÿ ðàñòî÷íàÿ ãîëîâêà ñâîèìè ðóêàìè

Öåíòðîèñêàòåëü. ×àñòü I.

Ñàìîäåëüíàÿ ôðåçà, öåíòðîèñêàòåëü îò ïî÷àíîâ è íîâûé ðàáî÷èé ñòîë äëÿ òÿæåëîãî ñòàíêà.

Êàê Ñäåëàòü Âîðîòà íå Êàê ó Âñåõ ñâîèìè ðóêàìè. Âåñü ïðîöåñ çà 30 ìèíóò.

Ñòîéêà èíäèêàòîðíàÿ, ìàãíèòíàÿ ñâîèìè ðóêàìè Ïîäàðîê îò Ãàðàæíûõ Ìàõèíàòîðîâ.

×òî òàêîå öåíòðîèñêàòåëü. Èñòîðèÿ íàøåãî òðóäà.