В стародавние времена, когда пиво варилось живым и бродило в бочках, люди и не думали, что придут к использованию ЦКТ. Цилиндро-конический танк, или сокращенно ЦКТ, используется для сбраживания в нем сусла и имеет ряд преимуществ перед использованием любой другой емкости. Предлагаю вам разобраться, в чем же эти преимущества заключаться.
Еще совсем недавно, использование цилиндро-конических танков в быту было невозможно, и домашние пивовары сбраживали пиво, в чем получалось. Кто то использовал банки, кто то ведра, а иные использовали дубовые бочки. Сейчас, в магазинах существует достаточно хороший выбор ЦКТ для бытового использования в домашнем пивоварении. Разуметься, принципиальная конструкция не позволяет производителям выпускать различные модификации, да и это не нужно. Я видел как минимум 4 разных ЦКТ от 4 разных производителей, они отличались по форме и цвету, а так же по способу монтажа, и разуметься по объему, но принцип у всех един. Разуметься появление конических ферментеров на рынке не свело на 0 использование другой посуды для сбраживания сусла, однако удобство эксплуатации конического ферментера постепенно вытесняет бутыли и ведра из арсенала домашнего пивовара.
Принцип действия конических ферментеров.
В промышленности используются огромные танки из нержавеющей стали, объемом в несколько тонн. Они представляют собой цилиндрический сосуд с коническим дном. В самом низу дна иметься сливной кран, через который происходит удаление осадка из ферментера. Выше этого крана иметься еще один кран, поменьше. Он служит для отбора образцов, для проведения замеров, дегустаций и разного рода контрольных исследований. В промышленных конических танках есть еще множество различных агрегатов и устройств. Они служат для поддержания температуры брожения, контроля за процессом и прочим целям. В домашнем же пивоварении использование таких сложных устройств просто неоправданно, да и дополнительное оборудование занимало бы очень много места, по этому конический ферментер для домашнего пивоварения состоит из самого сосуда, в котором происходит брожение, сливного крана, и гидрозатвора.
В бытовых ЦКТ, так же как и в промышленных, может быть дополнительный кран, он так же служит для отбора проб или же для снятия с осадка.
Разновидности конических ферментеров.
Для бытового использования существует не так много ферментеров. Малый объем очень ограничивает выбор, да, пожалуй, этот выбор то и не особо нужен. Я выделил для себя два основных вида бытовых ЦКТ для домашнего пивоварения:
- С возможностью снятия осадка
- С возможностью снятия пива с осадка
В первом случае, ферментер снабжен специальной емкостью или сливным краном в самом низу конуса. Такая конструкция позволяет слить осадок, оставив при этом пиво в емкости без перелива. Это очень удобно, т.к. снижает риск во время перелива, а так же позволяет отделить дрожжевой осадок и использовать дрожжи повторно.
Второй вид ферментеров имеет сливной кран выше уровня дрожжей. Кран располагается на боковой поверхности цилиндра и позволяет слить пиво, не потревожив при этом осадок. Такая конструкция тоже имеет свои преимущества: Вы можете слить пиво на , а осадок просто остаётся в ферментере.
Преимущества конических ферментеров.
Преимущества использования ЦКТ в промышленном производстве пива неоспоримы, однако мы с вами пивовары домашние, и что там, в промышленности нас мало волнует. Гораздо интереснее рассмотреть преимущества использования конических ферментеров в быту.
Как уже было сказано, использование ЦКТ для домашнего пивоварения имеет одно самое большое преимущество: позволяет слить осадок, не переливая само пиво. При этом, слить осадок можно на любой стадии брожения. Еще одно замечательное свойство, которым обладают ЦКТ — это возможность снятия осадка и использование дрожжей последующей регенерации. Повторное использование дрожжей позволяет значительно сэкономить деньги.
Третья отличительная черта ЦКТ — это возможность розлива пива без использования сифона. пиво сливается под действием гравитации, что значительно упрощает процесс.
Позже, мы поговорим о том, как можно сделать ЦКТ своими руками, а сейчас предлагаю рассмотреть процесс использования конического ферментера в домашних условиях.
Использование ЦКТ для домашнего пивоварения.
Конические ферментеры достаточно просты в использовании. Вы просто заливаете дезраствор на некоторое время, после чего сливаете его через краны. После завершения дезинфекции, краны перекрываться, а сусло вливается в ферментер, так же как и в любой другой сосуд. Устанавливается герметичная крышка и гидрозатвор.
После завершения основного брожения, вы сливаете дрожжевой осадок, используя соответствующий кран. Некоторые ферментеры устроены так, что осадок задерживается на стенках конуса. В таком случае рекомендуется слегка взболтать пиво и дать ему повторно отстояться, после чего повторить процесс снятия дрожжей.
После того, как основной осадок снят, пиво оставляется в ферментере на вторичное брожение. После чего разливается по бутылкам.
Розлив по бутылкам можно производить как через боковой кран, так и через сливной, однако при использовании сливного крана, рекомендуется повторно снять осадок перед розливом.
Использование конических ферментеров в домашнем пивоварении — это удобно и практично.
Прочтений:
4 855
Мы предлагаем емкости ЦКТ для хранения и брожения пива, в том числе и под давлением. Емкости могут быть в разной комплектации и соответственно отличающейся ценовой политикой. Многие думают что в стоимости емкости это главное ее объем — чем больше тем дороже. На самом деле это не так, 50% стоимости ЦКТ составляет ее комплектация, краны, термоизоляция, рубашки охлаждения, люки, мерные линейки и т.д. В связи с этим при выборе емкости нужно понимать, что именно вам нужно, а без чего можно обойтись. В принципе все опции которые предлагают производители — они нужны и обеспечивают удобство работы с емкостью но тем самым увеличивая цену. На фоне этого мы сочли просто необходимым предлагать клиенту несколько вариантов емкостей в разных ценовых категориях, но это не в коем случае не означает что в более дешёвой емкости у Вас будет плохое пиво, просто все упрется в стоимость и комфорт от использования. Рассмотрим подробнее:
Простые емкости ЦКТ для пива
Самые простые емкости ЦКТ для пива объемом от 60 и выше в самой облегченной комплектации без рубашек охлаждения, но рассчитанные на давление до 2 бар. Подойдут для установки в холодильную камеру в которой можно поддерживать температуру. В наличии на складе в Москве мы обычно держим подобные емкости от 60 до 1100 литров, но под заказ можно изготовить и большие объемы ЦКТ. Подобная емкость укомплектована двумя шаровыми кранами 3/4, один в самой нижней части конуса, второй на цилиндрической части. Люком выдерживающим давление до 2 бар. Клапанами устанавливающимися в верхней части емкости или люке, позволяющими бродить в емкости при атмосферном давлении, и дображивать при давлении до 2 бар. Некоторые емкости большого объема имеют моющую головку. Толщина металла у емкостей отличается по мере увеличения объема танка, и позволяет держать заявленное давление. Все емкости опресованны при давлении большем чем заявленно, но заявленное давление является рабочим.
ЦКТ для пива с рубашками охлаждения
Стандартные ЦКТ для пива с рубашками охлаждения. Тоже идут от 60 литров и выше но в комплектации имеется ряд изменений. Первое отличие это толщина металла — даже самые маленькие емкости начинаются с толщины в 1,5мм. Это необходимо для приварки рубашки в процессе производства емкости т.к. к металлу толщиной менее 1,5мм достаточно сложно приварить рубашку. Второе отличие, это конечно же две рубашки охлаждения на конусе и цилиндре обеспечивающие нужную Вам температуру в емкости. И капсула для установки термозонда уходящая внутрь емкости до 30 см, позволяющая производить контроль и регулировку температуры в танке посредствам автоматики. Этот вид ЦКТ идеальное решение для минипивоварни, в ней есть все необходимое для производства высококачественного пива. В наличии на складе в Москве, имеются емкости от 60 до 1100 литров (более точную информацию по наличию можно посмотреть на этом сайте в разделе интернет магазина)
Профессиональные емкости для пива
Третий вариант это емкости под заказ в любой комплектации. Обычно мы подразумеваем под этим пунктом профессиональные емкости, с термоизоляцией под давление 3 бара. На них устанавливается полноценная арматура: краны типа бабочка или шаровые с кламп/горолла (быстросъемные) соединениями, пробоотборные краны, мерная линейка, полноценный шпунт аппарат итальянского или немецкого производства. И самое главное они уже идут с автоматикой контроля температуры, включая пульт управления и всю разводку по емкости. На емкости идущие под заказ можно установить любую арматуру и поиграть с размерами.
Емкостной парк любой пивоварни сравним по стоимости со всем остальным технологическим оборудованием, включая и саму варку, и в выборе а также кол-ве емкостей главное не ошибиться. Наши специалисты помогут подобрать оптимальный емкостной парк, с учетом Ваших нужд и пожеланий.
С появлением профессионального оборудования, всевозможных добавок и ингредиентов на рынке домашнее пивоварение стало популярным хобби. Тем более, что готовые напитки, приобретаемые в магазине, стоят значительно дороже и не всегда имеют в составе качественные ингредиенты. Однако для качественного проведения процесса домашнего изготовления пива как новичку, так и профессионалу необходимо тщательно подойти к выбору оборудования.
Обязательным элементом набора для пивоварения являются цилиндроконические танки (ЦКТ) — емкости для брожения пивного сусла. Они могут иметь особенную форму или специфическую конфигурацию. Технология использования ЦКТ обеспечивает:
- Возможность ферментации больших объемов сусла;
- Гарантию высокого качества напитков на выходе;
- Минимизацию возникновения химических реакций от контакта жидкости с поверхностью.
С помощью ЦКТ и сопутствующего оборудования можно значительно ускорить процесс ферментации пива, что автоматически приведет к увеличению объема на выходе. А существующая система охлаждения и осаждения дрожжей в оборудовании позволит повысить его качество.
Не можете определиться, где купить ЦКТ для домашнего пивоварения по доступной цене В Москве?
Интернет-магазин «ShopBarn» по продаже оборудования и аксессуаров для пивоварения — один из лидеров на рынке. Выбранный ЦКТ мы доставим Вам прямо на дом, независимо от месторасположения и адреса. Внимание! При заказе от 5000 рублей доставка по Москве бесплатная.
Преимущества покупки у нас:
- Отправка заказа на следующий день. Вам доставят товар уже на следующий день по Москве и МО и от 2 дней по регионам РФ.
- Простой возврат товара в течение 14 дней. Для удобства возврата товара, который Вам не подошел, мы создали форму заявки на возврат . Просто заполните ее — и мы рассмотрим вашу заявку в течение 2 дней.
- Гарантия от 12 месяцев, срок службы изделий более 10 лет. Наши товары имеют официальную гарантию от производителя. На большинство товаров установлен гарантийный срок от 1 года до 7 лет.
- Самые честные цены в Москве! Мы работаем на прямую с производителем и имеет возможность установить минимальную наценку на товары.
- Мы работаем без предоплаты По Москве и МО. Вы платите только после проверки товара на брак и правильную комплектацию! В регионы заказ отправляется только после 100% оплаты по средствам банковского перевода.
Приобретайте в интернет-магазине «ShopBarn» цилиндроконические танки ЦКТ для домашнего пивоварения и наслаждайтесь непередаваемым вкусом любимых домашних напитков.
С появлением профессионального оборудования, всевозможных добавок и ингредиентов на рынке домашнее пивоварение стало популярным хобби. Тем более, что готовые напитки, приобретаемые в магазине, стоят значительно дороже и не всегда имеют в составе качественные ингредиенты. Однако для качественного проведения процесса домашнего изготовления пива как новичку, так и профессионалу необходимо тщательно подойти к выбору оборудования.
Обязательным элементом набора для пивоварения являются цилиндроконические танки (ЦКТ) — емкости для брожения пивного сусла. Они могут иметь особенную форму или специфическую конфигурацию. Технология использования ЦКТ обеспечивает:
- Возможность ферментации больших объемов сусла;
- Гарантию высокого качества напитков на выходе;
- Минимизацию возникновения химических реакций от контакта жидкости с поверхностью.
С помощью ЦКТ и сопутствующего оборудования можно значительно ускорить процесс ферментации пива, что автоматически приведет к увеличению объема на выходе. А существующая система охлаждения и осаждения дрожжей в оборудовании позволит повысить его качество.
Не можете определиться, где купить ЦКТ для домашнего пивоварения по доступной цене В Москве?
Интернет-магазин «ShopBarn» по продаже оборудования и аксессуаров для пивоварения — один из лидеров на рынке. Выбранный ЦКТ мы доставим Вам прямо на дом, независимо от месторасположения и адреса. Внимание! При заказе от 5000 рублей доставка по Москве бесплатная.
Преимущества покупки у нас:
- Отправка заказа на следующий день. Вам доставят товар уже на следующий день по Москве и МО и от 2 дней по регионам РФ.
- Простой возврат товара в течение 14 дней. Для удобства возврата товара, который Вам не подошел, мы создали форму заявки на возврат . Просто заполните ее — и мы рассмотрим вашу заявку в течение 2 дней.
- Гарантия от 12 месяцев, срок службы изделий более 10 лет. Наши товары имеют официальную гарантию от производителя. На большинство товаров установлен гарантийный срок от 1 года до 7 лет.
- Самые честные цены в Москве! Мы работаем на прямую с производителем и имеет возможность установить минимальную наценку на товары.
- Мы работаем без предоплаты По Москве и МО. Вы платите только после проверки товара на брак и правильную комплектацию! В регионы заказ отправляется только после 100% оплаты по средствам банковского перевода.
Приобретайте в интернет-магазине «ShopBarn» цилиндроконические танки ЦКТ для домашнего пивоварения и наслаждайтесь непередаваемым вкусом любимых домашних напитков.
Что было до ЦКТ
Необходимо заметить, что в истории пивоварения для изготовления бродильных чанов использовались самые разные материалы — от дерева и керамики до алюминия и пластмассы. Обычно пивовары использовали подручный материал, руководствуясь, прежде всего, одним принципом — чтобы он вел себя достаточно нейтрально по отношению к агрессивной (в химическом смысле) кислотной среде, содержащей алкоголь, то есть пиву.
Еще в первой половине ХХ века классическая емкость для брожения (или лагерной выдержки) была деревянной. Традиционно использовались дубовые, реже — сосновые или кипарисовые чаны. По своей форме и конструкции они напоминали традиционные русские кадушки (усеченный конус), только очень большого размера. Каких-либо определенных стандартов на емкость деревянных бочек не существовало, она могла составлять от двух до трехсот гектолитров у бродильных емкостей и ста гектолитров — у лагерных. Единственным ограничительным фактором служила максимально достижимая величина деревянной клепки, из которой собиралась емкость. Процесс брожения в деревянных емкостях был сугубо естественным, неторопливым, охлаждение — наружным.
Образующаяся на поверхности плотная дрожжевая дека естественным путем удерживала в пиве углекислый газ, играя роль своеобразной крышки и в какой-то степени защищала пиво от инфицирования. Изнутри деревянные бродильные чаны покрывались специальной «пивной смолкой» (основные составляющие — канифоль и парафин), предохранявшей дерево от разрушительного воздействия пива и дававшей возможность качественно проводить работы по санации емкости.
Немалое значение придавалось процессу осаждения пивного камня на поверхности деревянного (позднее — бетонного) чана. Часто после удаления налета из пивного камня с внутренней поверхности чана, что неизбежно происходило при тщательной чистке емкости, дальнейший процесс осаждения дрожжей и осветления пива несколько замедлялся. Его течение «входило в норму» только после того, как на стенках чана снова появлялся пивной камень.
Пиво, выбродившее в дубовом чане, приобретало специфический привкус, являющийся, по словам старых чешских технологов, неотъемлемым признаком «натурального хорошего пива». Не в последнюю очередь именно поэтому еще во второй половине 80-х годов ХХ века многие чешские пивоварни (в том числе, и знаменитый «Plzeňský Prazdroj a.s. ») использовали деревянные чаны. Чехи, как всем известно, не слишком охотно применяют новшества в пивоваренном процессе, считая, что большинство нововведений оказывает негативное влияние на органолептику пива.
Основным недостатком деревянных емкостей являлось то, что они требовали весьма трудоемкого сервисного обслуживания. Внутренние покрытия требовалось периодически по мере необходимости обновлять. Периодичность обновления покрытий не являлась строго регламентированным правилом. Как правило, это мероприятие производилось 1 раз в год.
 По словам Зденека Шубрта, экс-технолога «Plsensky Prazdroj a. s.», работающего сейчас технологом-пивоваром «UBC», каждый раз после окончания брожения бочки надо было снимать со стоек и поднимать из подвала на специальном лифте, тщательно очищать от старого покрытия из смолки (путем обжига паяльной лампой), наносить новое и вновь устанавливать в подвале на специальных подставках. Поэтому, когда высококачественные дубовые доски, из которых изготавливалась клепка, перешли в разряд дефицитного (а соответственно — очень дорогого) товара, на смену деревянным пришли железобетонные и металлические чаны. Расходы на сервисное обслуживание бетонных и металлических емкостей оказались меньшими, а сроки службы — большими.
По словам Зденека Шубрта, экс-технолога «Plsensky Prazdroj a. s.», работающего сейчас технологом-пивоваром «UBC», каждый раз после окончания брожения бочки надо было снимать со стоек и поднимать из подвала на специальном лифте, тщательно очищать от старого покрытия из смолки (путем обжига паяльной лампой), наносить новое и вновь устанавливать в подвале на специальных подставках. Поэтому, когда высококачественные дубовые доски, из которых изготавливалась клепка, перешли в разряд дефицитного (а соответственно — очень дорогого) товара, на смену деревянным пришли железобетонные и металлические чаны. Расходы на сервисное обслуживание бетонных и металлических емкостей оказались меньшими, а сроки службы — большими.
Сейчас трудно в это поверить, но еще во второй половине ХХ века в Европе широко использовались железобетонные чаны. Изнутри они покрывались слоем специального покрытия или более толстой облицовкой. В качестве основы защитного материала выступали горный воск, пластмасса или эпоксидные смолы.
Металлические чаны большей частью изготавливались из обычной (черной) стали, реже — алюминия, еще реже — из нержавеющей стали (нержавеющая сталь была очень дорогим материалом). Снаружи металлические чаны изолировались смолой и джутом, после чего обкладывались кирпичом. Обмуровывали их только затем, чтобы избежать необходимости чистить не только внутреннюю, но и наружную сторону чана.
Наиболее доступными по цене являлись чаны из обычной стали. Этот материал хорошо обрабатывается и является достаточно прочным. При изготовлении бродильной емкости, составляющие ее стальные листы нередко сваривались прямо на пивоваренном заводе. К недостаткам простой стали относится ее «повышенная реакция» на пивную среду: кислоты, образующиеся при брожении, «травят» поверхность стали. При этом возникают дубильные вещества, придающие пиву характерный железистый привкус и более темный цвет. Пена такого пива приобретает коричневый оттенок. Чтобы избежать подобного результата, на простую сталь наносилось защитное покрытие из эмали, синтетических смол или пластмассы. Размеры эмалированных чанов жестко ограничивались размерами печей для обжига, в которых обжигали эмаль. Тем не менее, в Чехии таким способом умудрялись изготавливать емкости объемом в 500 гектолитров.
В алюминиевых чанах алюминий служил, собственно, защитным покрытием железобетонного чана.
Толщина листов боковой части составляла всего около 3 миллиметров, дна — около 4-5 миллиметров. Для крепости алюминиевые чаны обмуровывались кирпичом. При сборке емкости надо было внимательно следить за тем, чтобы алюминий чана не соприкасался с какими-либо деталями из другого металла. В противном случае заполненная пивом емкость уподоблялась гигантской батарейке: роль кислоты играло пиво, разнополюсных контактов — различные металлы, а сама «батарея» начинала вырабатывать гальванические токи.
Если исключить случаи гальванической коррозии, алюминий является полностью инертным к пиву материалом. Алюминиевая емкость не требует защитного покрытия. Главный недостаток алюминиевого чана — его низкая прочность, он легко деформируется. Алюминиевые лагерные танки очень боятся даже легкого внутреннего вакуума. На изготовление чана из нержавеющей стали шли стальные листы толщиной около 2 миллиметров. Они также играли роль защитного покрытия бетона. Традиционно считается, что нержавеющая сталь, применяющаяся в пивоваренной промышленности, должна содержать, в среднем около 18% хрома и 8-9% никеля. Она абсолютно инертна к пиву и продуктам брожения, но долгое время ее широкому применению в пивоварении препятствовала изначально высокая цена этого материала.
Возникновение ЦКТ
С тех пор, как пивоварение перешло в свою промышленную стадию, основной тенденцией стала разработка новых технологий, позволяющих увеличить рентабельность. Практически все разработки сосредоточились на том, чтобы уменьшить затратную часть пивоварения (удешевление процесса и уменьшение количества работников) и ускорить оборачиваемость оборудования (сократить, по мере возможности, время брожения и дображивания). Старое классическое немецкое правило пивоварения гласило: «на брожение сусла уходит неделя, а на дображивание пива — столько недель, сколько процентов в начальной экстрактивности сусла». Но уже в XIX веке оно

стало неактуальным. Подгоняемые растущей конкуренцией, пивовары стремились максимально ускорить процесс производства пива. Ярким образцом подобных изысканий служат разработки швейцарского ученого Натана, который в XIX веке разработал и впервые применил на практике технологию сверхбыстрого пивоварения: весь процесс брожения и дображивания занимал у него всего 10-14 дней (в зависимости от начальной экстрактивности). Путем подбора специального температурного и технологического режима Натан увеличивал скорость прироста дрожжевой массы в 2,5 раза. Молодое пиво он на ранней стадии принудительно избавлял от углекислого газа, в котором в этот период содержатся летучие вещества, являющиеся причиной незрелого вкуса напитка. После этого пиво карбонизировалось чистой углекислотой и отстаивалось. Этот метод широко не прижился. По комментарию чешских специалистов, пиво, сваренное ускоренным методом по Натану «не достигало традиционного качества чешского пива» (думаю, то же самое можно смело сказать и о немецком пиве). Тем не менее, эта технология в громадной степени обещала ускорить оборачиваемость оборудования, что делало ее в глазах многих пивоваров с коммерческой жилкой очень привлекательной. Это является хорошим показателем того, какое большое значение уже в то время придавалось сокращению общего времени пивоваренного цикла.
По словам Зденека Шубрта, экс-технолога «Plsensky Prazdroj a.s.», первый реально действующий ЦКТ был установлен в 1928 году в Европе на пивоварне «Кулмбах » (Бавария). Размеры этого танка были далеко не такие впечатляющие, как у современных емкостей: его диаметр достигал трех, высота — десяти метров. Емкость танка составляла около 80 кубических метров (800 гектолитров). Также именно специалистам «Кулмбах» приписывается честь выведения нового штамма дрожжей, пригодного для брожения в ЦКТ, где высота столба сусла (а значит — и давления на дрожжевые клетки) значительно возросла. При этом относительная величина дрожжевой клетки была уменьшена практически вдвое.
Еще позднее была разработана технология брожения и дображивания под давлением, сокращавшим цикл производства светлого 11%-ного пива до 14-15 дней, а также метод непрерывного брожения для производства пива в промышленных масштабах (в СССР впервые был внедрен в 1973 на «Москворецком пивоваренном заводе»). Сегодня на процесс брожения и дображивания стандартно отводится около 15-20 дней, но тенденция к сокращению времени производственного цикла сохраняется. Наиболее существенным препятствием в этом остается необходимость сохранить качество производимого пива (как минимум). Лучшие возможности в данном плане, как выяснилось, предоставляли цилиндро-конические танки.
Кроме этого, существенную роль в том, чтобы отдать приоритет ЦКТ, сыграл еще один фактор: с развитием пивоваренной промышленности величина существующих емкостей брожения перестала отвечать возросшим потребностям пивоваров. Возникла насущная необходимость в более крупных, а заодно — более экономичных в использовании емкостях. К сожалению, по ряду технических (и технологических) причин бродильные чаны и лагерные танки ограничены в размерах. Все эти причины создали весомые предпосылки для появления цилиндро-конических танков.
Первый опытный экземпляр емкости для брожения большого объема (однофазный способ производства) был изготовлен еще в 1908 году. «Отцом» этого «прародителя ЦКТ» был все тот же швейцарский ученый Натан. Величина емкости составила 100 гектолитров, полный производственный цикл длился 12 дней. Надо сказать, что идея применения в пивоварении емкостей большого объема тогда не прижилась: возникли практически неразрешимые (на то время) проблемы. Прежде всего — с ухудшенным осаждением дрожжей (не была отработана технология) и обеспечением качественного санирования оборудования.
 Необходимо заметить, что первые ЦКТ изготавливались из обычной черной стали, покрытой изнутри специальной смолой. Это защитное покрытие нуждалось в регулярном обновлении. В наши дни ЦКТ изготавливаются исключительно из нержавеющей стали. По данным чешского пивовара Ф. Главачека, впервые в Европе нержавеющая сталь нашла применение при изготовлении емкости большого объема в 1957 году. Широкое использование нержавеющей стали привело к перелому в дальнейшем развитии технологий производства пива.
Необходимо заметить, что первые ЦКТ изготавливались из обычной черной стали, покрытой изнутри специальной смолой. Это защитное покрытие нуждалось в регулярном обновлении. В наши дни ЦКТ изготавливаются исключительно из нержавеющей стали. По данным чешского пивовара Ф. Главачека, впервые в Европе нержавеющая сталь нашла применение при изготовлении емкости большого объема в 1957 году. Широкое использование нержавеющей стали привело к перелому в дальнейшем развитии технологий производства пива.
В шестидесятые годы ХХ века наступила «эра ЦКТ» — началось быстрое распространение новой технологии по странам и континентам. Уже в это время ЦКТ разделились на цилиндро-конические танки брожения (ЦКТБ), цилиндро-конические танки лагерные (ЦКТЛ) и уни-танки (соединяющие в себе основные черты ЦКТБ и ЦКТЛ).
Благодаря удачному техническому решению, ЦКТ начали строить на «свежем воздухе». До этого идея вынести бродильные и лагерные емкости «на улицу», вне помещений пивоварни, звучала, по меньшей мере, диковато. Возможность осуществить ее была воспринята чуть ли не как революционная. Дольше всего в пивоваренном процессе длятся фазы брожения и дображивания, поэтому бродильные и лагерные цеха были самыми большими помещениями пивоварни. Традиционно они состояли из отдельных помещений, в которых располагались деревянные бочки или танки.
Теперь не ограниченные габаритами внутренних помещений здания, пивовары пустились в негласное «соревнование» — кто построит ЦКТ большего размера, выпустит больше пива и опередит конкурентов. Уже в то время объемы ЦКТ достигли 5 тысяч гектолитров, диаметр — пяти, а высота — восемнадцати метров. В семидесятые годы в большинстве европейских стран прочно господствовала технология производства пива в ЦКТ.
В те же годы была отработана и приобрела завершенность технология охлаждения ЦКТ, в частности — режим и очередность активации отдельных охлаждающих рубашек и конуса (как известно, грамотное охлаждение ЦКТ способствует хорошему выпадению дрожжевого осадка). Также выяснилось, что ЦКТ помогает достигнуть наименьшей потери горьких веществ (около 10%), предоставляет возможность максимального насыщения пива СО2 и утилизации образующегося при брожении углекислого газа.
Основные преимущества и недостатки ЦКТ
Технический уровень цилиндро-конического танка (и взаимосвязанного с ним оборудования) при условии хорошего знания технологии дает возможность достичь одинаково высокого, стандартного качества производимого пива при самых больших производственных объемах. При этом процесс брожения пива в ЦКТ относительно несложно автоматизировать (как вариант — компьютеризировать). То же самое относится к процессу мойки и санированию танка.
 Относительно высокие начальные капиталовложения экономически оправдываются тем, что с помощью ЦКТ можно существенно ускорить процесс ферментации пива, а значит — увеличить объемы его производства. Именно поэтому технология ЦКТ является сегодня наиболее распространенным способом производства пива во всех промышленно развитых странах.
Относительно высокие начальные капиталовложения экономически оправдываются тем, что с помощью ЦКТ можно существенно ускорить процесс ферментации пива, а значит — увеличить объемы его производства. Именно поэтому технология ЦКТ является сегодня наиболее распространенным способом производства пива во всех промышленно развитых странах.
Поставив в свое время танки брожения и холодной выдержки «на попа», конструкторы ЦКТ в громадной степени увеличили эффективность использования производственных площадей. Этот фактор и сегодня является одним из наиболее существенных дополнительных плюсов пивоварения в ЦКТ.
Определенные трудности, которые в свое время возникали у пионеров пивоварения с осаждением дрожжевых клеток в ЦКТ, сегодня успешно преодолеваются с помощью отработанных приемов охлаждения и из разряда проблем перешли в разряд обычных рабочих моментов. Замедленное (относительно классического варианта) размножение дрожжевых клеток компенсируется более высокой аэрацией сусла и большими дозами вносимых дрожжей.
ЦКТ позволяет заметно улучшить экологию рабочих мест, а кроме этого — существенно повысить производительность труда и уменьшить себестоимость продукции. Возможность работы всех рубашек охлаждения в автономных режимах делает режим охлаждения ЦКТ гибким и эффективным. Также к дополнительным достоинствам цилиндро-конических танков относится то, что из этих емкостей можно оперативно отводить осаждающиеся дрожжи.
Среди основных недостатков ЦКТ — невозможность полного устранения дрожжевых дек, образующихся на поверхности бродящего сусла и более длительный (в сравнении с чаном) период осаждения дрожжевых клеток. Кроме этого, в ЦКТБ необходимо резервировать около 20% от общего объема емкости под образующуюся там пену, что заметно снижает производственную эффективность танка. Впрочем, в традиционных бродильных чанах также резервируется около 20% свободного пространства) ЦКТЛ этот недостаток присущ в меньшей степени (свободное пространство 10%).
Если говорить о максимально эффективных условиях применения ЦКТ, следует отдельно подчеркнуть, что весь смысл использования ЦКТ заключается в открытом Натаном эффекте: увеличение гидростатического давления столба пива способствует ускоренному накоплению в нем СО2 при дображивании (в свою очередь, от скорости и степени накапливания СО2 напрямую зависит скорость формирования органолептического букета пива, то есть — его созревания). За счет этого и сокращается длительность пивоваренного цикла. Наиболее простым вариантом для того, чтобы увеличить высоту столба сусла, будет поставить используемую емкость «на попа», получив вместо горизонтального уже цилиндро-конический танк, что, собственно, и проделал Натан.
В этом контексте становится понятным, почему емкость ЦКТ (при стандартных пропорциях танка) должна составлять не менее 20 гектолитров — в противном случае мы не получим необходимой высоты столба пива, который должен запустить механизм ускоренного накопления углекислого газа при повышенном давлении. Также стоит учесть, что при 20-30 гектолитрах всего лишь «будет наблюдаться эффект» ЦКТ. Созревание пива тут ускорится на считанные сутки. По настоящему эффективным ЦКТ становится, начиная со 150-200 гектолитров (объем для среднего, а не мини-пивзавода). Поэтому использование на мини-пивзаводах вертикально расположенных танков брожения и дображивания можно объяснить, прежде всего, желанием расположить оборудование более компактно.
Что такое ЦКТ
Материалы, использующиеся при изготовление ЦКТ
Первые ЦКТ изготавливались из обычной черной стали, покрывавшейся изнутри специальным покрытием на основе эпоксидных смол. Такое покрытие нуждалось в регулярном обновлении. Сегодня ЦКТ изготавливаются исключительно из нержавеющей стали (обычно марки DIN 1.4301, но могут использоваться более устойчивые и дорогие AISI 304 или AISI 316L). Как уже говорилось выше, этот материал является достаточно нейтральным и устойчивым к воздействию на него пива и продуктов его брожения, а также — санационных средств.
На сегодня нержавеющая сталь является оптимальным материалом. Тем не менее, следует помнить, что ее применение не всегда исключает возможность появления коррозии. Она может возникнуть:
§ при наличии хлоридных ионов или молекул свободного хлора в нейтральной или кислой среде (плохо подобранные средства санитации);
§ в том случае, если сварка нержавеющей стали проводилась не в атмосфере инертного газа (например — аргона). Тогда на участке, подвергшемся воздействию высокой температуры, произойдет кардинальное изменение свойств стали;
§ при контакте с обычной сталью. В этом случае для появления коррозии достаточно контакта с истертым или ржавым участком обычной стали.
 Тщательность и чистота отделки внутренней поверхности ЦКТ напрямую влияет на эффективность процесса мойки и последующей санации танка. По поводу необходимой степени чистоты отделки существуют две диаметрально противоположные точки зрения:
Тщательность и чистота отделки внутренней поверхности ЦКТ напрямую влияет на эффективность процесса мойки и последующей санации танка. По поводу необходимой степени чистоты отделки существуют две диаметрально противоположные точки зрения:
1. По словам экспертов «Ziemann», нужно стремиться к идеальной гладкости материала. Во всяком случае, средняя шероховатость должна составлять не более 0,4-0,7 мкм. Это аргументируется тем, что на гладкой поверхности дрожжевые клетки и различного рода микроорганизмы закрепляются с большим трудом (для примера: средний размер дрожжевых клеток составляет приблизительно 6-10 мкм, вредной микрофлоры — от 0,5 до 4 мкм). Именно поэтому «Ziemann» использует для добавочной обработки внутренней поверхности конуса и купола ЦКТ технологию электрохимической полировки (снижает шероховатость до 0,3 мкм).
На сегодня электрохимическая полировка обеспечивает наиболее гладкую поверхность, какую только можно получить при промышленной обработке стали. Но, естественно, только при условии того, что до применения электрохимической полировки поверхность металла уже тщательно отполирована. Электрополировка может только сгладить выступающие микровыступы на поверхности металла, но отнюдь — не ликвидировать более крупные неровности, царапины и каверны.
2. По мнению экспертов «Holvrieka», решающую роль играет не столько средняя величина шероховатости (высота микро-пиков материала), сколько профиль шероховатости (острые или заглаженные микро-пики). Если выступы сглажены, этого вполне достаточно. По их словам, отличные результаты в плане оптимального профиля шероховатости дает специальная механическая обработка листа нержавейки еще в прокатном цехе металлургического предприятия. После этого «полированная» поверхность стали, во избежание механических повреждений во время транспортировки и изготовления танка, заклеивается специальной пленкой, которая снимается уже после сварки листов в емкость. Гладкости, полученной при спецпрокате, уже достаточно, чтобы предотвратить закрепление на поверхности материала дрожжевых клеток, а вредной микрофлоры в молодом пиве просто не должно быть (в противном случае пиво просто инфицируется, вне зависимости от того, закрепились ли бактерии на стенках танка или нет).Конечно, последующая обработка внутренней поверхности танка механическими средствами ни в коей мере не исключается, но применение электрохимического полирования специалисты компании «Holvrieka» относят к разряду необоснованной роскоши.
Вообще же при механической полировке внутренней поверхности ЦКТ приходится учитывать множество тонкостей. Значение имеет даже то, в каком направлении полируется сталь — по образующим или по радиусу. Наиболее шершавая, а значит наиболее привлекательная для микроорганизмов поверхность образуется на месте сварки различных частей ЦКТ. Соответственно, обработке и полировке сварных швов танка уделяется особое внимание. Их шероховатость обычно доводится до уровня 0,6 — 0,7 мкм (средняя шероховатость всей внутренней поверхности ЦКТ у большинства производителей составляет около 0,7 мкм).
Процесс изготовления ЦКТ
Если разделить процесс производства ЦКТ (в заводских условиях) на отдельные составляющие, то схематически он складывается из следующих пунктов:
1. Допроизводственная подготовка куполов, конуса, тела и более мелких частей.
2. Выгибание куполов и конуса.
3. Сварка тела танка, начинающаяся с купола.
4. Сварка нижних частей танка (конус и юбка).
5. Сварка нижних частей тела танка (конуса и цилиндра).
6. Сварка охлаждающих зон (в том случае, если в ЦКТ используются охлаждающие рубашки, а не сталь с внутренними «капиллярными» отверстиями — тогда рубашки наваривать не надо).
7. Сварка внешних деталей танка.
8. Полировка и пассивирование швов.
9. Тест на давление.
10. Изоляция танка пенополиуретаном.
$На различных предприятиях порядок проводимых операций может незначительно варьироваться — все зависит от используемого оборудования и технологий (например, ряд операций может проводиться как в «горизонтальном», так и в «вертикальном» варианте), но общее количество этапов остается неизменным.
 По словам представителя фирмы ЦИМАНН по России и странам СНГ кандидата технических наук В. Тихонова, изготовление ЦКТ — сложный производственный процесс, включающий в себя множество операций, таких как раскатывание рулонного материала, разрезание, состыковка, выравнивание листов, сварка, шлифовка, раскройка заготовок, штамповка отбортовок конусов и крышек, скручивание конусов, шлифовка, сборка обечайки, изготовление опорной юбки, сваривание между собой отдельных частей танка, монтаж сегментных рубашек охлаждения, труб для подвода и отвода хладагента, диоксида углерода, дренажных труб, гнёзд для подключения датчиков температуры, уровня и др., защитных труб для электрокабеля и проч.
По словам представителя фирмы ЦИМАНН по России и странам СНГ кандидата технических наук В. Тихонова, изготовление ЦКТ — сложный производственный процесс, включающий в себя множество операций, таких как раскатывание рулонного материала, разрезание, состыковка, выравнивание листов, сварка, шлифовка, раскройка заготовок, штамповка отбортовок конусов и крышек, скручивание конусов, шлифовка, сборка обечайки, изготовление опорной юбки, сваривание между собой отдельных частей танка, монтаж сегментных рубашек охлаждения, труб для подвода и отвода хладагента, диоксида углерода, дренажных труб, гнёзд для подключения датчиков температуры, уровня и др., защитных труб для электрокабеля и проч.
Изолирование танков производится, как правило, в горизонтальном положении. ЦКТ для дополнительной защиты от коррозии красят, устанавливают на нём дистанционные прокладки из пенополиуретана, монтируют листы облицовки и заполняют образовавшееся пространство пеной полиуретана с низким содержанием хлоридов (хлориды со временем приводят к коррозии хромо-никелевой стали). Горизонтальный метод изолирования танков позволяет рабочему визуально полностью контролировать качество заливки так, чтобы не образовывалось воздушных пробок. В качестве облицовки находит применение трапециевидные листы из алюминия с пластиковым покрытием или без покрытия, реже из нержавеющей стали. Облицовка конуса в стандартном исполнении изготавливается из герметично сваренной листовой нержавеющей стали. Такое исполнение рекомендуется для того, чтобы в долгосрочном плане исключить возможность попадания влаги под изоляцию при наружной мойке конусов в зоне обслуживания.
Готовые танки укладывают на деревянные ложементы и стальные швеллеры и отгружают потребителю водным путём или автотранспортом.
Размеры ЦКТ
Высота и диаметр ЦКТ являются весьма произвольным параметром, который оказывает определённое влияние на содержание объема летучих веществ в пиве, степень содержания СO 2 , процесс оседания дрожжей — то есть, в конечно счете, на качество самого пива.
Пока не была обкатана технология, первые ЦКТ изготавливались «на конструкторском чутье» — разных размеров и пропорций. Сегодня все возможное разнообразие цилиндро-конических танков ограничилось четкими правилами. Часть из них обусловлена различного рода техническими ограничениями (как в случае с рубашками охлаждения), часть — биологическими ограничениями (условиями жизнедеятельности дрожжевой клетки). Тем не менее, по словам немецких экспертов, до сих пор ни один другой вид оборудования не является настолько «неустоявшимся» (в смысле появления единого стандарта), как ЦКТ.
Если попробовать вывести среднее арифметическое, то можно сказать, что диаметр большинства изготавливаемых сегодня ЦКТ обычно составляет пять метров, высота — около пятнадцати метров (без опор), наиболее употребимый полезный объем — более двух тысяч гектолитров.
Говоря о габаритах танка, необходимо заметить, что максимальная высота сусла в бродильном ЦКТ не должна превышать двадцати пяти метров, потому, что тяжесть столба сусла, давящего на дрожжевую клетку, может существенно замедлить процесс брожения и деления клеток, негативно повлиять на их метаболизм. Кроме этого, слишком большая тяжесть столба сусла замедляет скорость насыщения пива углекислым газом.
Для лагерного ЦКТ, в котором пиво уже не бродит, это ограничение недействительно. По данным чешского эксперта-пивовара Ю. Фамеры, ЦКТЛ могут достигать 40 метров в высоту и 10 метров в диаметре.
Также на размеры ЦКТ существенно влияет необходимость оставлять часть танка пустой, дабы пена, поднявшаяся при брожении, не залила предохранительную арматуру (прежде всего — шпунтаппарат!).
Свободное пространство в ЦКТБ должно составлять около 18-25% от объема начального сусла. Как правило, в ЦКТЛ оно может быть меньшим (если только, к примеру, не делать добавления завитков (Краузенинг) в зеленое пиво).
Справедливости ради скажу, что эти цифры не являются догмой. Известны методы, когда для уменьшения количества пены в ЦКТ используют специальные «противопенные» средства на основе силикона. В этом случае необходимое свободное пространство в ЦКТ при брожении сократится до 5%. Чтобы не препятствовать пенообразованию пива при последующем потреблении напитка, силикон удаляется из напитка на процессе фильтрации.
 По словам специалистов, наиболее заметной мировой тенденцией является постепенное, но планомерное увеличение объемов изготавливаемых ЦКТ. В основном, это обуславливается стремлением пивоваров добавочно снизить себестоимость производимого напитка (стандартная зависимость — чем танк больше по объему, тем ниже себестоимость произведенного пива). Главная цель тут — повысить конкурентоспособность своей пивоварни на современном, насыщенном пивом рынке и добавочно увеличить уровень продаж, а значит — прибыли. Но существенным фактором, лимитирующим величину ЦКТ в каждом конкретном случае, является следующее технологическое требование: объем цилиндро-конического танка должен быть кратен объему сусловарочного котла (с учетом сжатия сусла после охлаждения), а время наполнения ЦКТ не должно превышать 24 часов (оптимум 12-20 часов). В этом случае заполнение танка будет не слишком долгим, а значит — различные варки начнут бродить практически одновременно, то есть сусло станет более однородным по составу, удастся избежать его «расслоения». Если заполнение танка будет слишком длительным, различные варки не успеют перемешаться между собой до начала брожения. Это может негативно повлиять на процесс брожения (чего нужно всячески избегать). Чем больше танк, тем дольше будет длиться фаза откачки пива или санации. Все это негативно влияет на степень оборачиваемости оборудования.
По словам специалистов, наиболее заметной мировой тенденцией является постепенное, но планомерное увеличение объемов изготавливаемых ЦКТ. В основном, это обуславливается стремлением пивоваров добавочно снизить себестоимость производимого напитка (стандартная зависимость — чем танк больше по объему, тем ниже себестоимость произведенного пива). Главная цель тут — повысить конкурентоспособность своей пивоварни на современном, насыщенном пивом рынке и добавочно увеличить уровень продаж, а значит — прибыли. Но существенным фактором, лимитирующим величину ЦКТ в каждом конкретном случае, является следующее технологическое требование: объем цилиндро-конического танка должен быть кратен объему сусловарочного котла (с учетом сжатия сусла после охлаждения), а время наполнения ЦКТ не должно превышать 24 часов (оптимум 12-20 часов). В этом случае заполнение танка будет не слишком долгим, а значит — различные варки начнут бродить практически одновременно, то есть сусло станет более однородным по составу, удастся избежать его «расслоения». Если заполнение танка будет слишком длительным, различные варки не успеют перемешаться между собой до начала брожения. Это может негативно повлиять на процесс брожения (чего нужно всячески избегать). Чем больше танк, тем дольше будет длиться фаза откачки пива или санации. Все это негативно влияет на степень оборачиваемости оборудования.
Также нужно учитывать, что согласно законам физики, пик потребления холода у одного большого танка будет большим, чем у нескольких меньших. Кроме этого, очень большой танк можно использовать только для производства основного, доминирующего сорта пива. Реально максимальные размеры ЦКТ ограничиваются еще одним, весьма важным транспортным фактором: условиями будущей транспортировки емкостей заказчику и монтажа на месте заказа. При определении размеров танка большое значение имеет то, каким способом и маршрутом ЦКТ будет поставляться заказчику (сухопутным или водным). Наиболее «гибкой» в отношении габаритных ограничений является транспортировка водным (морским или речным) путем. При сухопутной перевозке танка приходится изначально жестко ограничивать его размеры, а также — учитывать расположение транспортных магистралей, линий высоковольтных передач и т.п.
Тем не менее, соображения экономики производства сегодня диктуют свои условия при проектировании оборудования: современный проект должен предусматривать использование ЦКТ как можно большего объёма при наименьшем диаметре, который допустим исходя из данного уровня развития технологии. При этом преследуются следующие цели:
§ снижение удельных инвестиционных затрат,
§ уменьшение транспортных расходов при доставке оборудования
§ снижение эксплуатационных затрат
 На практике всегда приходится искать разумный компромисс между требованиями экономики и (часто необоснованными) страхами технологов перед ЦКТ большого объёма. По словам специалистов, с помощью железной дороги обычно осуществляется перевозка ЦКТ емкостью до тысячи гектолитров. Большие танки перевозятся только специальным транспортом, насколько это возможно — водой. Именно поэтому компании — производители ЦКТ стараются размещать свои предприятия поближе к судоходным рекам или морским портам.
На практике всегда приходится искать разумный компромисс между требованиями экономики и (часто необоснованными) страхами технологов перед ЦКТ большого объёма. По словам специалистов, с помощью железной дороги обычно осуществляется перевозка ЦКТ емкостью до тысячи гектолитров. Большие танки перевозятся только специальным транспортом, насколько это возможно — водой. Именно поэтому компании — производители ЦКТ стараются размещать свои предприятия поближе к судоходным рекам или морским портам.
В единичных случаях при транспортировке ЦКТ (или его крупных составляющих) может использоваться авиаперевозка, но этот способ является нетипичным. Более реальным является использование вертолетного транспорта для монтажа ЦКТ на месте. Транспортная проблема касается не только внешних габаритов ЦКТ, которые уже сами по себе являются в достаточной степени большими, а и степени прочности танка, необходимой для того, чтобы емкость не деформировалась при перевозке. Метода перевозки ЦКТ по частям с последующей сборкой его на месте, по единодушному мнению специалистов, оправдывает себя только в тех случаях, когда транспортировка целого танка по каким-либо причинам становится абсолютно невозможной.
Пенополиуретановую изоляцию, к примеру, оптимально заливать все же в производственном цеху, а не в «полевых условиях» при сборке ЦКТ на пивзаводе. Еще недавно процесс изоляции ЦКТ проводили при температуре не меньше, чем +20°С, обязательно — в сухую погоду. Какие либо осадки при этом были недопустимы — влага приводила пенополиуретан в негодность. Сегодня температура может быть более низкой, до +5°С, уровень влажности окружающего воздуха не нормируется (естественно, это не значит, что в полиуретановую пену может попадать вода). Тем не менее, оптимально изолировать ЦКТ все же в заводских условиях.
К тому же на заводе ЦКТ изолируют в горизонтальном положении, при монтаже на месте — в вертикальном. При этом приходится возводить специальные леса и подмостки, что также осложняет дело.
В стародавние времена, когда пиво варилось живым и бродило в бочках, люди и не думали, что придут к использованию ЦКТ. Цилиндро-конический танк, или сокращенно ЦКТ, используется для сбраживания в нем сусла и имеет ряд преимуществ перед использованием любой другой емкости. Предлагаю вам разобраться, в чем же эти преимущества заключаться.
Еще совсем недавно, использование цилиндро-конических танков в быту было невозможно, и домашние пивовары сбраживали пиво, в чем получалось. Кто то использовал банки, кто то ведра, а иные использовали дубовые бочки. Сейчас, в магазинах существует достаточно хороший выбор ЦКТ для бытового использования в домашнем пивоварении. Разуметься, принципиальная конструкция не позволяет производителям выпускать различные модификации, да и это не нужно. Я видел как минимум 4 разных ЦКТ от 4 разных производителей, они отличались по форме и цвету, а так же по способу монтажа, и разуметься по объему, но принцип у всех един. Разуметься появление конических ферментеров на рынке не свело на 0 использование другой посуды для сбраживания сусла, однако удобство эксплуатации конического ферментера постепенно вытесняет бутыли и ведра из арсенала домашнего пивовара.
Принцип действия конических ферментеров.
В промышленности используются огромные танки из нержавеющей стали, объемом в несколько тонн. Они представляют собой цилиндрический сосуд с коническим дном. В самом низу дна иметься сливной кран, через который происходит удаление осадка из ферментера. Выше этого крана иметься еще один кран, поменьше. Он служит для отбора образцов, для проведения замеров, дегустаций и разного рода контрольных исследований. В промышленных конических танках есть еще множество различных агрегатов и устройств. Они служат для поддержания температуры брожения, контроля за процессом и прочим целям. В домашнем же пивоварении использование таких сложных устройств просто неоправданно, да и дополнительное оборудование занимало бы очень много места, по этому конический ферментер для домашнего пивоварения состоит из самого сосуда, в котором происходит брожение, сливного крана, и гидрозатвора.
В бытовых ЦКТ, так же как и в промышленных, может быть дополнительный кран, он так же служит для отбора проб или же для снятия с осадка.
Разновидности конических ферментеров.
Для бытового использования существует не так много ферментеров. Малый объем очень ограничивает выбор, да, пожалуй, этот выбор то и не особо нужен. Я выделил для себя два основных вида бытовых ЦКТ для домашнего пивоварения:
- С возможностью снятия осадка
- С возможностью снятия пива с осадка
В первом случае, ферментер снабжен специальной емкостью или сливным краном в самом низу конуса. Такая конструкция позволяет слить осадок, оставив при этом пиво в емкости без перелива. Это очень удобно, т.к. снижает риск во время перелива, а так же позволяет отделить дрожжевой осадок и использовать дрожжи повторно.
Второй вид ферментеров имеет сливной кран выше уровня дрожжей. Кран располагается на боковой поверхности цилиндра и позволяет слить пиво, не потревожив при этом осадок. Такая конструкция тоже имеет свои преимущества: Вы можете слить пиво на , а осадок просто остаётся в ферментере.
Преимущества конических ферментеров.
Преимущества использования ЦКТ в промышленном производстве пива неоспоримы, однако мы с вами пивовары домашние, и что там, в промышленности нас мало волнует. Гораздо интереснее рассмотреть преимущества использования конических ферментеров в быту.
Как уже было сказано, использование ЦКТ для домашнего пивоварения имеет одно самое большое преимущество: позволяет слить осадок, не переливая само пиво. При этом, слить осадок можно на любой стадии брожения. Еще одно замечательное свойство, которым обладают ЦКТ — это возможность снятия осадка и использование дрожжей последующей регенерации. Повторное использование дрожжей позволяет значительно сэкономить деньги.
Третья отличительная черта ЦКТ — это возможность розлива пива без использования сифона. пиво сливается под действием гравитации, что значительно упрощает процесс.
Позже, мы поговорим о том, как можно сделать ЦКТ своими руками, а сейчас предлагаю рассмотреть процесс использования конического ферментера в домашних условиях.
Использование ЦКТ для домашнего пивоварения.
Конические ферментеры достаточно просты в использовании. Вы просто заливаете дезраствор на некоторое время, после чего сливаете его через краны. После завершения дезинфекции, краны перекрываться, а сусло вливается в ферментер, так же как и в любой другой сосуд. Устанавливается герметичная крышка и гидрозатвор.
После завершения основного брожения, вы сливаете дрожжевой осадок, используя соответствующий кран. Некоторые ферментеры устроены так, что осадок задерживается на стенках конуса. В таком случае рекомендуется слегка взболтать пиво и дать ему повторно отстояться, после чего повторить процесс снятия дрожжей.
После того, как основной осадок снят, пиво оставляется в ферментере на вторичное брожение. После чего разливается по бутылкам.
Розлив по бутылкам можно производить как через боковой кран, так и через сливной, однако при использовании сливного крана, рекомендуется повторно снять осадок перед розливом.
Использование конических ферментеров в домашнем пивоварении — это удобно и практично.
Прочтений:
4 855

Какая пивоварня лучше
Время варки продукта составляет от 5 до 6 часов. Выпускается пивоварня в двух вариантах исполнения на 30 и 50 литров. Все температурные паузы проходят в едином безостановочном режиме.
Пульт настройки программы вынесен на лицевую панель установки. Автоматическая пивоварня без вмешательства человека поддерживает температуру, определенную программой технологического процесса, и время проведения пауз. Оповещение о начале или конце каждой стадии процесса приготовления напитка имеет форму звукового сигнала.
Среди достоинств оборудования:
- компактность.
- возможность готовить различные сорта пива;
- полная автоматизация процесса производства;
- доступность:
- два режима работы — автоматический и ручной;
В комплект пивоварни входит инструкция по эксплуатации установки.
Установка работает на электричестве. Мощность ТЭНов, установленных в пивоварне, составляет 2 кВт.
Как приготовить пиво в домашних условиях
В пустую, чистую емкость налейте 15 литров холодной воды.
Далее в емкость добавьте сироп и сделайте общий объем 23 литра, добавив еще холодной воды. Тщательно перемешайте сусло.Если температура сусла составляет около 20 °С – добавьте дрожжи.3. Рассыпаем на поверхности сусла дрожжи и закрываем емкость крышкой.4. Емкость необходимо поставить в теплое место, где температура будет составлять 18-24 °С, брожение пива должно осуществляться на протяжении 4-8 дней.5.
Если брожение завершилось, тогда пиво становится светлым и на его поверхности отсутствуют пузырьки, а на ареометре должно быть значение 2 %.
Только по завершению брожения можно переливать хмельной напиток в бутылки для дображивания. Во время дображивания пиво становится искристым, насыщается углекислотой.6. Предварительно приготовьте сахарный сироп, используя 100 грамм воды и 170 грамм сахара.
Затем добавьте сироп в пиво. Ни в коем случае нельзя превышать количество сахара, ведь тогда хмельной напиток будет очень газированным.7.
Домашняя пивоварня – организуем собственный бизнес
На западе пивоварение считается целым искусством, успехов в котором не каждый может достичь.
Некоторые рецепты пива передаются из поколения в поколение уже несколько столетий подряд.
Второй причиной актуальности пивоваренного бизнеса, является большой спрос на алкогольную продукцию. Если ваш напиток, будет действительно стоящим, то своих постоянных клиентов и поклонников, вы обязательно найдете. Однако, как и любой бизнес, пивоварение содержит несколько недостатков. В условиях большой конкуренции, создать рентабельный бизнес достаточно сложно.
Есть вероятность того, чтобы останетесь на низком уровне и будете продавать пиво узкому кругу своих знакомых. Чтобы этого избежать в дальнейшем, нужно будет подключать большие денежные затраты. И еще, как мелкому дилеру вам будет трудно держать цену, которая будет на уровне среднерыночной и одновременно приносить доход.
Оба недостатка исчезнут, если у вас налажен канал сбыта.
Варим пиво в домашних условиях (23 фото)
Сейчас выбор концентратов весьма большой, можно на любой вкус себе что-нибудь подобрать.
Стоят они в районе 800 руб за банку на 20 литров готового пива.Во втором, мы покупаем солод и глумимся уже над ним сами. Есть, правда, уж совсем перфекционисты, они и солод сами делают из ячменя и воду подготавливают, добиваясь нужной минерализации. Ну, например, если какое-то пиво варят в английской деревне Fuckthishole, то выясняется минеральный состав тамошней воды и делается такой же.
Это over 80 уровень дом. пивоварения.
Для любителей достаточно купить в магазине хорошей воды или набрать из близлежащего колодца/родника/крана.Далее, надо превратить банальную кастрюлю в заторник-сусловарник.
Можно использовать две емкости, одну для затирания, вторую для варки, но в условиях квартиры, чем меньше объемного хлама – тем меньше ругается жена.
Что немаловажно для пивовара.
Идем на ближайший строй-рынок и закупаем необходимые детали: 1.
Как сделать домашнюю пивоварню своими руками
Если ничего такого у вас нет, можно взять ведро с крышкой или бак.
В идеале кастрюля должна быть из нержавейки, но это дорого, так что подойдет и эмалированная емкость.
Вам необходимо добиться равномерного нагревания и медленного постепенного остывания жидкости в емкости, поэтому по возможности выбирайте емкости с толстыми стенками.
Мини-пивоварня предназначена для домашнего использования, поэтому тара литражом свыше 50 неуместна: с таким большим объемом процесс станет слишком трудоемким. Ваша емкость – база для создания сусловарника и заторника. В профессиональных пивоварнях за это отвечают разные части, но в домашней процессы будут производиться в одной емкости, чтобы сэкономить место.
Не переживайте, на качестве готового напитка это не скажется.
Читайте: Теплые полы: как их сделать и есть ли выгода Какие инструменты вам понадобятся: шаровой кран с резьбой (резьба должна подойти на латунный сгон);
Часть 2. Делаем сусловарочный котел
Помимо этого, важно избегать пригорания солода, для этого периодически необходимо помешивать затор. Поэтому чтобы сварить сусло приходится несколько часов помахаться на кухне. Покопавшись немного в интернете, я решил автоматизировать процесс затирки и варки, с пригоранием солода я решил не бороться, поскольку помешивание во время затирки сказывается только положительно на будущем пиве (затор становится более плотным).
К тому же фальшдно оберегает соприкосновение солода с нагревательным элементом. Я не буду подробно описывать процесс, думаю, вам и так все будет понятно, если у вас появятся вопросы — оставляйте их в комментариях. Если вы уже обзавелись набором, о котором я писал ранее, то вам придется его немного модифицировать: 1) Необходимо приобрести нагревательный элемент закрытого типа (такие используются в современных электрочайниках) мощностью не более 1 кВт, лучше всего ктловатный.
Подробная инструкция для желающих открыть пивоварню
И в последние годы это направление предпринимательской деятельности становится все более популярным и
востребованным.Несмотря на то, что на пивоваренном рынке в настоящее время и без того большое количество участников, собственная пивоварня остается неплохим малым бизнесом.
Прежде всего, это связано со следующими причинами:
- открытие пивоваренного бизнеса не требует слишком больших вложений;
- на пивоварении достаточно сложно прогореть.
- ход бизнеса легко может быть спрогнозирован;
Планируете приобрести готовый бизнес? — прекрасный вариант. Узнайте, как ее купить.Хотите заключить с соискателем договор на испытательный срок?
Как рассчитать денежную компенсацию за задержку зарплаты? Что касается технологии создания живого пива, на котором специализируются мини-пивоварни, его особенность заключается в том, что приготовление напитка не требует фильтрации и тепловой обработки.
Домашнее пивоварение
До полной готовности пока далеко, но уже есть, чем гордиться.
Закончены общестроительные работы: стены из стекла и пластика, пол из газобетона и ламината, отопление (теплый пол). Возведен также некоторый шкаф, предмет моей особой гордости, с тремя отделениями, холодильным агрегатом, нагревательными ТЭНами (гибкими для холодильных витрин) и электронным управлением из 3-х двух канальных регуляторов (охлаждение / нагрев). Пока вся технология ещё не переехала в это чудесное место, но все пивное хозяйств потихоньку уже здесь собралось.

Вдали виднеется еще один предмет гордости – бродильная емкость с коническим основанием. В «большом», промышленном пивоварении, такие агрегаты получили название цилиндро-конических танков (ЦКТ). Для домашнего пивоварения вполне уместно название «мини-ЦКТ»,
Собственная домашняя мини пивоварня
Лучше всего искать варианты, сделанные из нержавеющей стали, но они достаточно дорогие, при отсутствии финансов можно рассмотреть и эмалированный вариант.
Цена кастрюли покрытой эмалью может быть около 2 тысяч рублей, хорошие варианты из нержавейки начинаются от 3-4 тысяч рублей. Необходимо выбирать емкость для варки с более толстыми стенками для планомерного нагрева и более длительного остывания.
Емкость объемом более 50 литров брать не стоит, так как такие масштабы не совсем удобны для транспортировки и варки в домашних условиях.
Дома можно варить пиво из цельного зерна и из заранее купленного концентрата.
Купленный концентрат представляет собой выпаренный натуральный продукт и вполне может использоваться. В интернете и специализированных магазинах представлен достаточно приличный ассортимент, из которого можно выбрать продукт на любой вкус.
Его стоимость варьируется в пределах восьмиста рублей за банку объемом в двадцать литров.
- 3 августа 2018
- Просмотров 4722
- Автор © Вмазал.Ру
В старину для брожения пива традиционно использовались деревянные бочки. Благодаря этому появилась даже целая культура потребления пива. Со временем на смену деревянным бочкам пришли емкости из нержавеющей стали. Они бесспорно имели ряд преимуществ, но даже тогда еще никто не думал, что их сменят ЦКТ. Хотя на самом деле предпосылки к этому были, а какие об этом и пойдет речь.
Что такое ЦКТ?
ЦКТ (цилиндро-конический танк) – это емкость для сбраживания сусла цилиндрической формы в основании которой находится конус. Такая форма позволяет в значительной степени концентрировать весь осадок в конусе (часть все же остается на стенках). Как правило, ЦКТ оснащается двумя кранами. Один расположен в вершине конуса, и служит для сливания осадка, а второй находится чуть выше. Он используется для снятия проб, дегустаций и перекачки сусла.
Если в промышленном производстве ЦКТ используется уже давно. То в домашнем пивоварении ЦКТ появилось сравнительно недавно. Но, несмотря на это, пользуется огромной популярностью у пивоваров, поскольку обладает значительными преимуществами перед обычными чанами для сбраживания сусла.
ЦКТ для домашнего пивоварения.
Сегодня в специализированных магазинах представлено огромное количество ЦКТ на любой вкус и цвет. Все они в незначительной степени отличаются по форме, цветом и материалом исполнения. В качестве материала традиционно используется полимеры, как наиболее дешевые и нержавеющая сталь, как более дорогой. Разумеется, предпочтение лучше отдать «нержавейке», но стоимость таких ЦКТ начинается от 15000 рублей. Не стану рассказывать о всех плюсах нержавеющей стали перед пластиком, я думаю и так все понятно.
Наиболее популярными являются ЦКТ из нержавейки от компании «Ss Brewing Technologies», менее популярными и дешевыми пластиковые варианты от компании «FastFerment». Достойными моделями ЦКТ от «Ss Brewing Technologies» являются серии «Brewmaster Bucket» и «Chronical».
Находятся и умельцы, которые изготавливают подобные инструменты самостоятельно своими руками, причем получается у них весьма неплохо. В дальнейшем, я постараюсь собрать, и систематизировать материал на эту тему и представить вам.
Конечно, появление конических ферментеров не привело к массовому избавлению от других емкостей, и многие пивовары так и используют обычные емкости для брожения, а кто-то и вовсе простые бутыли. Но преимущество ЦКТ говорят сами за себя.
Преимущество ЦКТ в домашнем пивоварении.
В чем же заключается преимущество использования ЦКТ в домашнем пивоварении?
Во-первых, конструкция ЦКТ и наличие крана в вершине конуса, позволяет удалить осадок из сусла, не переливая его в другую емкость. Это полностью исключает возможность заражения сусла при переливе.
Во-вторых, удаление осадка это отличный повод начать использовать в пивоварении дрожжи последующих регенераций, хорошие дрожжи стоят недешево.
Наконец, нет необходимости в розливе на вторичное брожение, после удаления осадка пиво можно оставить в ферментере.
Есть и ряд других преимуществ, которые в целом могут упростить нам жизнь:
- Многие ЦКТ оснащаются бесшовной термогильзой, что позволяет снимать показатели температур, не открывая ферментер.
- Кроме того для поддержания температуры брожения в некоторые ферментеры встраивают чиллер, с помощью которого можно как поднять температуру брожения, так и охладить сусло при необходимости. Также имеются варианты исполнения, в комплекте которых имеются термо-рубашки. Они также позволяют поддерживать температуру брожения.
- 80% всех ЦКТ оснащены пружинными зажимами, благодаря им и силиконовой прокладке, создается полная герметичность внутри.
Использование конических ферментеров в домашнем пивоварении очень удобно, хоть и не дешево.
Шпунт аппарат для пива своими руками., Самодельный ШПУНТ- аппарат., Шпунт аппарат своими руками, Шпунт система с манометром !, Шпунт-аппарат из редуктора за 3 минуты, Шпунт аппарат для ПЭТ кеги. Делаем сами. Версия 2.
Что такое ЦКТ?
Цилиндро-коническим танком (ЦКТ) называется емкость в виде вертикально расположенного цилиндра, у которого сверху находится обычная либо герметичная крышка, а снизу – конус с центральным отверстием (рис. 1). У некоторых моделей обечайка сужается кверху, образуя как бы усеченный конус, высотой в половину нижнего (рис. 2). Вся конструкция опирается на стационарные или съемные ножки. В качестве дополнительного оборудования могут присутствовать один или два сливных крана, манометр, шпунт и прочее. Важным, хотя и не обязательным, элементом ЦКТ является система терморегуляции. Она представляет собой рубашку нагрева/охлаждения (рис. 3). В баках поменьше применяют встроенные чиллеры (рис. 4). Материалом для изготовления танков чаще всего служит пластик (рис. 5) или нержавеющая сталь (второй вариант – более предпочтительный).
В промышленных пивоварнях ЦКТ применяется довольно широко. Мастера по достоинству оценили преимущества данного изделия, благодаря которому упрощается и ускоряется технологический процесс, повышается уровень стерильности операций. С недавних пор, после того, как в продаже появились модели относительно небольших объемов, все чаще начали использовать ЦКТ для домашнего пивоварения. Здесь также оказалось, что емкость подобной формы намного удобнее привычных бочек, баков и кастрюль. Данный факт не значит, что традиционная посуда совсем вышла из употребления, но, похоже, все постепенно движется именно к этому.
Рис. 1

Рис. 2

Рис. 3

Рис. 4

Рис. 5

Типы емкостей ЦКТ
Принципиальное устройство всех ЦКТ для пивоварения в домашних условиях (ферментеров) практически одинаковое. Более того, главное отличие между промышленными и бытовыми моделями – в объеме. Если первые рассчитаны на тонны сусла, и имеют много дополнительного оборудования, то вторые вмещают по несколько десятков или сотен литров. А из вспомогательных устройств, в основном, гидрозатвор (шпунт-аппарат) для поддержания давления, манометр, сливные краны и чиллер.
 Рис. 6
Рис. 6
Основная разница между бытовыми моделями заключается в наличии либо отсутствии терморубашки. А также – в расположении сливного крана.
Если кран поставлен в самом низу, т.е., в вершине перевернутого конуса, то появляется возможность удалить дрожжевой осадок, не переливая молодое пиво в другую емкость. Это удобно, так как, во-первых, меньше опасности заразить напиток. А во-вторых, снятые дрожжи пускают в ход «по второму кругу».
Если же кран находится над конусом, в нижней части обечайки, то сусло можно дегустировать в любое время. А также слить на дображивание, не потревожив осадок. При высоком конусе, боковой кран может располагаться на нем, где-то посередине или выше (рис. 6).
Большинство современных бытовых ЦКТ для пива, так же, как и промышленных, оборудованы двумя кранами.
Особенности шпунтов ПВХ
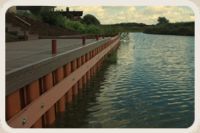
Полимерные шпунтовые сваи допускают неоднократное применение, но в целях укрепления берега шпунт ПВХ устанавливается стационарно.
Этим обусловлен ряд преимуществ берегоукрепления шпунтом ПВХ перед шпунтом Ларсена:
- цена пластикового шпунта для укрепления берега существенно ниже;
- шпунты ПВХ не подвергаются коррозии;
- водостойкие;
- меньше вес;
- легко подогнать по высоте;
- эстетичные;
- долговечные.
Важно
Кроме береговых ограждений ПВХ-шпунт с некоторыми ограничениями по прочности может использоваться так же, как металлический шпунт Ларсена. Он устойчив к температурным перепадам, ультрафиолету, воде, агрессивным средам.
Почему Вам стоит заказать берегоукрепление шпунтом в компании Георекс?
 Профессиональный подход. Устанавливать шпунты ПВХ для берегоукрепления на Вашем объекте будут настоящие профессионалы компании Георекс, с многолетним опытом работы в этой области.
Профессиональный подход. Устанавливать шпунты ПВХ для берегоукрепления на Вашем объекте будут настоящие профессионалы компании Георекс, с многолетним опытом работы в этой области.- Дилерские цены. Вы можете заказать у нас шпунт Ларсена по доступной цене – разница с рыночной стоимостью, благодаря дилерским соглашениям, может достигать 17%!
- Гарантия на работы. При заказе услуги берегоукрепления шпунтом Ларсена Л5 в нашей компании мы предоставляем до 5 лет гарантии на свои услуги – мы уверены в компетентности наших рабочих!
- Объектные скидки. При заявлении Вашего объекта менеджеру компании Георекс мы согласуем для Вас дополнительную объектную скидку до 20% на шпунт Ларсена Л5 УМ.
- Соблюдение сроков. Если Вы решили у нас шпунт Ларсена купить, он будет доставлен в оговоренное время, а все заказанные в нашей компании монтажные работы будут выполнены точно в срок.
- Сертифицированная продукция. Мы – официальные дилеры ведущих изготовителей шпунта Ларсена Л4 и других геосинтетических материалов для берегоукрепления, поэтому предлагаем Вам исключительно оригинальную продукцию, с официальной гарантией от производителя.
 Профессиональный подход. Устанавливать шпунты ПВХ для берегоукрепления на Вашем объекте будут настоящие профессионалы компании Георекс, с многолетним опытом работы в этой области.
Профессиональный подход. Устанавливать шпунты ПВХ для берегоукрепления на Вашем объекте будут настоящие профессионалы компании Георекс, с многолетним опытом работы в этой области.ПЕРЕЗВОНИМ ЗА 7 МИНУТ И ОТВЕТИМ НА ЛЮБЫЕ ВОПРОСЫ!
☑ СОГЛАСЕН НА ОБРАБОТКУ ПЕРСОНАЛЬНЫХ ДАННЫХ И С ПОЛИТИКОЙ КОНФИДЕНЦИАЛЬНОСТИ
Домашняя пивоварня заводского изготовления
Тот, кто желает варить пиво самостоятельно, обязан позаботиться о соответствующем оборудовании. Один из лучших вариантов – купить автоматическую домашнюю пивоварню. Выбор очень большой. Например, Bavaria, которую предлагает кировский завод, является аналогом Spiedel Braumeister (Германия). Бытовые модели рассчитаны на 10, 20 или 30 литров. Компактный аппарат с русскоязычной панелью программируется по 10-ти рецептам, имеет звуковую сигнализацию и защиту от перебоев электропитания.
Судя по отзывам, Bavaria работает без нареканий. Одно только не нравится. Самая дешевая модель стоит 60 тысяч рублей.
Технология производства пластиковых шпунтов
Шпунт ПВХ для укрепления берега создавался как синтетический аналог стального шпунта Ларсена. По форме он похож на самый распространенный шпунт Ларсена – корытообразный желоб с загнутыми краями боковых стенок, образующими замок. При соединении замков соседних свай получается сплошная стенка.

Изделие изготавливается с применением технологии трехслойной экструзии (ко-экструзии). Она заключается в том, что верхний и нижний слой заготовки 20 минут выдерживают в серной кислоте. В результате обработки профиль приобретает следующие свойства:
- стойкость к агрессивным средам;
- стойкость ультрафиолету;
- температурный диапазон – от -50 до +80;
- идеальное соотношение массы и прочности;
- экологическая чистота;
- эстетика: шпунт не теряет первоначального вида на всем протяжении службы;
- долговечность, возможность неоднократного применения;
- пожароустойчивость.
Шпунты выпускаются в большом ассортименте моделей, в любом цвете RAL и с различной текстурой. Мы поможем вам подобрать материал, наиболее подходящий для вашего объекта по техническим и эксплуатационным характеристикам.

Подробнее
Укрепление берега пруда
Шпунтовая стена, не только укрепляет берега пруда, она позволяет их сделать элементом ландшафта. После возведения шпунтовой стенки ПВХ и стабилизации берегов…
Обзор моделей
Среди конструкций из ПВХ особую популярность имеет так называемый шпунт Ларсена. Свое название он получил в честь изобретателя — немецкого инженера начала ХХ века. Сейчас такая конструкция заметно дешевле, чем в прошлом, и потому перспективы ее применения вполне ощутимы. Разница между конкретными типами ларсеновских шпунтов заключается в исполнении их поперечного профиля. Отработана технология как стыковки попарно, так и использования обширных секций из 3-7 элементов (что определяется методом работы, целевой глубиной загрузки и свойствами земли).
Популярностью пользуется и шпунт типа Монблан. Для его изготовления также применяют отборный поливинилхлорид. Такого рода продукция выпускается стабильно в целом ряде промышленных компаний. Главным образом она нужна для упрочнения берегов и предотвращения разрушений других участков земли.
Разница между конкретными версиями касается типов профилей, толщины стенок, монтажной глубины и ширины.
Подробнее

Рекультивация полигонов ТБО
Одной из основных составляющих проекта рекультивации полигона ТБО является создание защитного экрана поверхности полигона из шпунта ПВХ…
Характеристики пластикового шпунта
Основные параметры распространенных марок пластикового шпунта могут варьироваться.
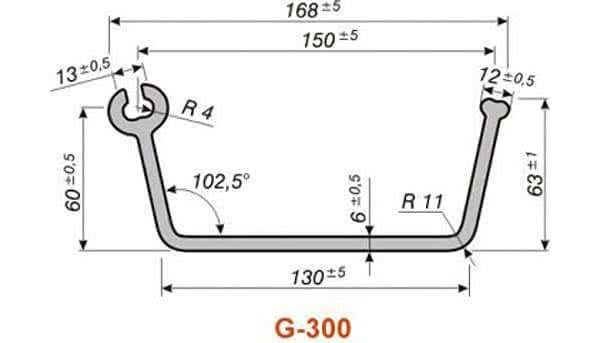
G-300
- рабочая ширина 15 см;
- высота профиля – 6;
- толщина материала – 6 мм;
- поверхность сечения – 1498 кв.мм;
- расход шпунтов на погонный метр – 6,7 штук;
- масса метра погонного одной сваи – 2,1 кг;
- квадратного метра ограждения – 15,3;
- стандартная длина изделия – 4, 5 и 6 метров. Свыше изготавливаются под заказ;
- жесткость стенки – 5,5 килоньютон/метр квадратный;
- жесткость на изгиб – 2,1 кН/м;
- температура размягчения – более 75º;
- ударопрочность стенки – более 20 кДж на метр квадратный.
Модификация G-333/5:
- ширина – 33,3 см;
- высота профиля – 12 см;
- толщина – 5 мм;
- поверхность сечения – 2932 кв. мм;
- расход на погонный метр – 3 штуки;
- масса метра шпунта – 4,4 кг;
- масса квадратного метра ограждения – 13,2.
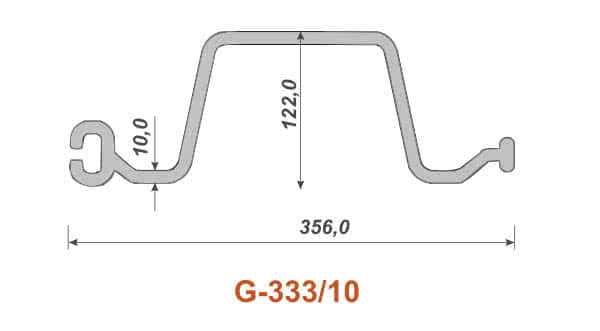
G-333/10:
- ширина – 35,6 см;
- высота профиля – 12,2 см;
- толщина – 1 см;
- масса метра шпунта – 7,5 кг.
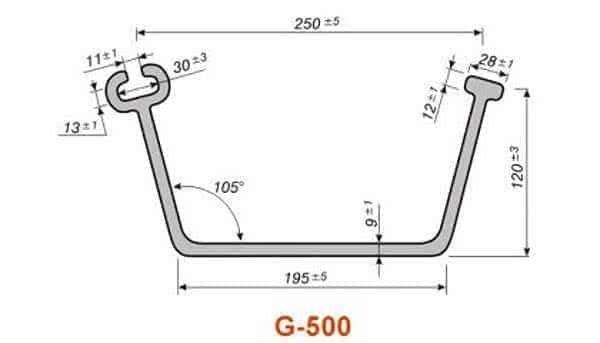
G-500:
- рабочая ширина 55 см;
- высота профиля – 12;
- толщина материала – 9 мм;
- поверхность сечения – 4826 кв.мм;
- расход шпунтов на погонный метр – 4 штуки;
- масса метра погонного одной сваи – 7,3 кг;
- квадратного метра ограждения – 29,2;
- масса углового (поворотного) элемента – 1,3 кг;
- жесткость стенки – 57,9 килоньютон/метр квадратный;
- жесткость на изгиб – 8,5 кН/м;
- температура размягчения – более 75º;
- ударопрочность стенки – более 20 кДж на метр квадратный.
Выбор марки с необходимыми техническими характеристиками осуществляется на основании расчетных проектных данных. Если проект предусматривает обустройство набережной – то с учетом требований ландшафтного дизайна.
Наши специалисты предоставляют бесплатные консультации по выбору наиболее подходящей модели.
Мы знаем всё о берегоукреплении
Опыт работы – 10 лет. Более 270 законченных проектов. Ни одного отрицательного отзыва.
Подробнее

Укрепление склонов
Сегодня, помимо таких сложных и дорогостоящих методов, как бетонные стенки и габионы, существует и более экономичный, но не менее надежный и долговечный способ…
Укрепление берегов пластиковым шпунтом
Учитывая специфику условий берегоукрепления, монтаж шпунтовой стенки чаще всего производится в вязких обводненных грунтах. Что, впрочем, не исключает присутствия в структуре берега твердых скальных пород. Последовательность работ включает в себя:
- составление плана – перенос проектной схемы на объект;
- подготовительный этап;
- погружение шпунтов;
- укрепление шпунтовой стенки.
Для монтажа кроме установок погружения может потребоваться гидравлическое оборудование. В случае необходимости выполняется подмыв водой под давлением.
Подготовительные работы:
- выравнивание участка;
- формирование стартовой площадки;
- подгонка техники;
- установка направляющих профилей.
Погружение выполняется преимущественно виброметодом или вдавливанием. Ударный способ (забивка) опасен для построек, расположенных поблизости, и чреват обрушением нестабильного берега. На вязких почвах необходимость в забивке возникает редко, до проектной отметки шпунт можно догнать, придавливая экскаваторным ковшом. В крайнем случае мы используем комбинированный метод (щадящая технология + забивка).

Мы выполняем следующие работы в районе акватории:
- укрепление берега – защита от обвала, подмыва, размыва ливневым потоком, от паводков;
- защита от эрозии;
- коррекция русла;
- укрепление застроенных участков в береговой зоне.
Преимущества заказа в Арктик Гидро Строй
Мы реализуем шпунты и предоставляем услуги по возведению ограждений в любом объеме, начиная с работ нулевого цикла. Работаем по всей РФ. Сотрудничаем и с крупными фирмами, и с индивидуальными застройщиками.
Для вас:
- штат профессионалов;
- маневренная импортная техника;
- собственный проектный отдел Арктик Гидро Строй;
- бесплатные консультации;
- шпунты всех видов в любом количестве;
- оперативная доставка;
- низкие цены, скидки, широкие возможности для экономии;
- сертификаты на шпунты и на производство работ.
Важно!
Мы предоставляем услуги по возведению шпунтовых стенок любого типа и целевого назначения, а также полный комплекс работ под ключ:
- первичная оценка геологических и гидротехнических характеристик грунта и объекта в целом;
- проектирование;
- испытание шпунтовых свай;
- транспортировка;
- монтаж и демонтаж.
Чтобы подать заявку, позвоните нам по телефону 8(495) 104-72-09 или заполните онлайн карточку заказа. Наш сотрудник перезвонит вам для уточнения условий. При заказе ограждения специалист подъедет для ознакомления с вашим объектом и его документами. После чего рассчитывается окончательная цена заказа, составляется договор и определяется время работ.
Шпунтовое ограждение котлована в Шереметево, выполненное специалистами «АрктикГидроСтрой»
Шпунтовое ограждение в г. Москва, выполненное специалистами «АрктикГидроСтрой»
Шпунтовое ограждение котлована из шпунта Ларсена с распорами, выполненное специалистами «АрктикГидроСтрой»
Вдавливание шпунта, выполненное специалистами «АрктикГидроСтрой»
Вибропогружение трубы и шпунтовых свай при строительстве временнного моста, выполненное специалистами «АрктикГидроСтрой»
Погружение пластиковых шпунтов в Москве
Наша компания «Богатырь» на данный момент не погружает шпунты (осуществляем вибропогружение только труб). Если нужно погрузить трубы, всю информацию о условии сотрудничества можно узнать оставив заявку.
Самодельная ПИВОВАРНЯ! Емкость для брожения. ЦКТ своими руками для брожения пива. Варю пиво дома.
ЦКТ из ПЭТ
ЦКТ из пластиковой бутылки
Наш проект живет и развивается для тех, кто ищет ответы на свои вопросы и стремится не потеряться в бушующем море зачастую бесполезной информации. На этой странице мы рассказали (а точнее — показали 🙂 вам Как из чего сделать цкт для пива своими руками. Кроме этого, мы нашли и добавили для вас тысячи других видеороликов, способных ответить, кажется, на любой ваш вопрос. Однако, если на сайте все же не оказалось интересующей информации — напишите нам, мы подготовим ее для вас и добавим на наш сайт!
Если вам не сложно — оставьте, пожалуйста, свой отзыв, насколько полной и полезной была размещенная на нашем сайте информация о том, Как из чего сделать цкт для пива своими руками.
Прошли тысячелетия с тех пор, когда впервые человек познал вкус горьковатой янтарной влаги. Пиво и сегодня остается самым популярным напитком. Сегодня приобрести его можно в любом продуктовом магазине или в ларьке, но разве можно сравнить заводской вкус с ароматом пива изготовленной своими руками дома. При варке домашнего пива используются исключительно натуральные ингредиенты, а само пивоварение — это мероприятие творческое, увлекательное и интересное.
Приготовление домашнего пива — это технологический процесс, требующий от домашних пивоваров определенных навыков специальной подготовки.
Технический прогресс не обошел стороной ту сторону жизнедеятельности человека. Промышленность выпускает разные модели цкт для домашнего пивоварения и любители — пивовары по достоинству оценили преимущества данного товара.Современное пивоварение позволяет самостоятельно дома изготовить пиво с уникальными вкусовыми качествами. Вдохновляет умельцев на изобретение собственных эксклюзивных рецептов производства пива.
Детали цилиндро-конического танка
- Конусообразная емкость.
- Стационарные или съемные ножки.
- Один или два сливных крана.
- Манометр.
- Шпунт и прочие дополнения.
Ушли в прошлое те времена когда изготовление в домашних условиях пива занимало много времени, требовало физических усилий и подбора специальной посуды. На смену бочкам, чанам, ушатам и кастрюлям пришли оригинальные, малогабаритные аппараты предназначенные для самостоятельного пивоварения, которые упрощают и ускоряют технологический процесс и повышают уровень стерильности операций.
Агрегаты для самостоятельной варки пива отличаются друг от друга:
- материалом изготовления — экологически чистые сталь, пластик;
- наличием вспомогательных устройств — шпунт-аппарат (гидрозатвор), манометр, сливной кран, чиллер;
- объемом вмещающейся жидкости — от 10 литров и выше.
Типы емкостей ЦКТ применяемые в домашнем производстве пива
- Цилиндро-конический танк из нержавеющей стали
Каждый домашний пивовар — может подобрать для себя, тот агрегат который полностью отвечает его требованиям и возможностям. Многие мастера — пивовары отдают предпочтение аппаратам для домашнего пивоварения нержавейка, которые несомненно, имеют более большой вес по сравнению с пластиковыми аналогами, но отличаются высокой прочностью и долговечностью. Кроме того, при варке пива в стальной емкости ингредиенты не теряют своих природных свойств. Фактически нержавейка — это экологически чистый материал. Изделия из нержавеющей стали легко мыть, а при необходимости можно и простерилизовать. Более умелые любители — пивовары, предпочитают аппараты для домашнего пивоварения нержавейка с рубашкой, которые более подходят для изготовления хмельного напитка в больших количествах.
- Цилиндро-конический танк из пластика
Аппараты цкт для домашнего пивоварения пластик, отлично обеспечивают качественное брожение сусла и также упрощают процесс изготовления янтарного напитка. Данные изделия производятся только из пищевого пластика толщиной в 3 — 4 сантиметра. Наибольшую востребованность конический танк белого цвета приобрел именно у домашних пивоваров из — за прозрачных стенок, которые позволяют наблюдать за уровнем содержимого. Эта модель имеет небольшой вес и ее легко переместить в любое место. Пластик гладкий и легко моется и с наружи, и внутри.
Особенности цилиндро-конического танка
Дно цкт имеющее коническую форму способствует удобному сбору и отводу дрожжевого осадка непосредственно перед розливом. Для слива жидкости предусмотрены отводы различного диаметра — нижний и боковой краны. Но также в продаже имеются экземпляры только с одним встроенным краном.
Бытовые версии цкт рассчитаны на объем в 10, 20 литров и т. д. Компактные модели запускаются при помощи встроенных электронных программ и каждый пивовар может выбрать подходящий рецепт из 10 возможных. Исключительно все аппараты снабжены звуковой сигнализацией и надежной защитой от перебоев электроэнергии.
Главным различием между бытовыми аппаратами заключается в наличии терморубашки или в ее отсутствии.
Модели цкт с рубашкой охлаждения для домашнего пивоварения тоже популярны среди пивоваров — самоучек. Данный способ является наиболее распространенным и старым, проверенными временем и опытом пивоваров, методом охлаждения пивной жидкости в танке. Площадь поверхности охлаждения прямо пропорциональна диаметру танка. И чем больше диаметр цилиндрической емкости, тем дольше требуется времени для понижения температуры содержимого цкт.
Главным плюсом аппарата с рубашкой охлаждения — реализация индивидуального температурного режима. Возможность регулировать при необходимости функции нагрева и охлаждения.
Вариант цкт для домашнего пивоварения с шпунтом для поддержания избыточного давления до 0,8 бар., станет настоящим помощником пивовара! Аппарат не только сделает весь процесс пивоварения легким, но и обеспечит отличный конечный результат.
Модель имеет колесики для перемещения, большую горловину для удобного пользования. Агрегат снабжен стаканом для удаления дрожжевого осадка и крышкой с хомутом для фиксации, что обеспечивает быстрый доступа в танк. Кран расположенный в середине конуса полностью исключает попадание дрожжевых отходов при сливе в готовый продукт. Имеются шпунт-аппарат для поддержания избыточного давления до 0,8 бар.
Не зависимо какую вариацию цкт для самостоятельного изготовления пива выберет покупатель, но прежде чем установить аппарат следует тщательно изучить инструкцию по применению.
Предварительно определиться с местом установки агрегата и подготовить все требуемые инструменты, одежду для работы.
Во избежания угрозы для здоровья и получения качественного, с изысканной горчинкой пива обеспечить все необходимые санитарно — гигиенические требования.
Пиво, в которое проникли бактерии, и другие вредные микроорганизмы скисает. И процесс скисания может растянуться на довольно долгий срок — от одного до двух месяцев. Под воздействием вредоносных бактерий и микробов, янтарный напиток мутнеет, приобретает неприятный, едкий привкус плесени.