Ролик для гриндера своими руками – чертежи и размеры, советы по изготовлению
alexxlab | 19.07.2019 | 0 | Разное
чертежи и размеры, советы по изготовлению
Ролики для гриндера играют важную роль в работе станка. Они отличаются назначением, конструкцией и размерами, могут быть промышленного и самодельного изготовления.
Гриндер, или настольный ленточно-шлифовальный станок, предназначен для обработки и доводки небольших плоских деталей, острых кромок, снятия ржавчины и старой краски. В быту он поможет заточить нож или ножницы, поправить лезвия мясорубки, отшлифовать деталь сложной формы, не нарушая профиля. А еще на нем можно править резцы и сверла. Позволяет обрабатывать дерево, пластик, металл, камень и керамику.

Гриндер
Виды роликов для гриндера
Гриндер представляет собой стационарное устройство с электроприводом. Конструкция состоит из рамы, основания с крепежными отверстиями для установки на верстаке, группы консольно установленных роликов с пропущенной через них шлифовальной лентой, механизма натяжения, привода, панели управления и столика для крепежа обрабатываемой детали. Для безопасности используется откидное стекло из прозрачного небьющегося материала.
Выходной вал электродвигателя соединяется с ведущим роликом гриндера. Вращение от него автоматически передается остальным посредством гибкой связи. Положение ведомых цилиндров регулируется, что позволяет шлифовать поверхности на разную глубину. Компенсировать растяжение ленты и возможное проскальзывание призван натяжной механизм. Он расположен на одном из роликов, который так и называется – натяжной.
Ролики гриндера считаются ответственными деталями. Они используются для равномерного натяжения шлифовальной ленты и удерживают ее от сползания.
В зависимости от назначения они бывают:
- приводные или ведущие;
- натяжные;
- ведомые.

Конструктивные особенности
Большое значение для производительности работы имеет конструкция роликов для гриндера. Для самодельного аппарата чаще всего используется электродвигатель с номинальными оборотами 1500 в минуту. При показателе скольжения в пределах 9% реальная частота вращения будет 1380–1400 оборотов в минуту. Исходя из этого рассчитывают размеры деталей.
Особого внимания заслуживает приводной ролик. Он делается массивным, чтобы за счет существенного момента инерции плавно разгонять ленту до заданного значения окружной скорости. Если сделать ведущий шкив из сплошной стали, то при пуске он с трудом будет проворачиваться. Поэтому его изготавливают полым либо из дюралюминия марки Д16 и выше. Ведомые и натяжные ролики рекомендуется вытачивать из легкого и твердого дюралюминия, тогда не понадобится делать полости.
Чем больше диаметр ведущего ролика, тем глубже должна быть полость.

Чертеж шкива
Стандартный диаметр ведущего шкива – 150 мм. Натяжной делается размером 100 мм, и два остальных по 70 мм. Размеры могут незначительно отличаться в зависимости от габаритов станка. Ширина деталей соответствует размеру шлифовальной ленты с небольшим запасом.
Образующая ведущего шкива должна быть прямолинейной, иначе лента при вращении изогнется по всей длине. От сползания ее надежно удерживают остальные ролики.
От диаметра шкива будет зависеть скорость перемещения ленты. Если бег ленты медленный, то она будет рвать обрабатываемый материал. А от быстрого скольжения скоро износится. Следует учитывать простое правило: для твердых деталей и малой зернистости абразива требуется высокая скорость движения ленты.

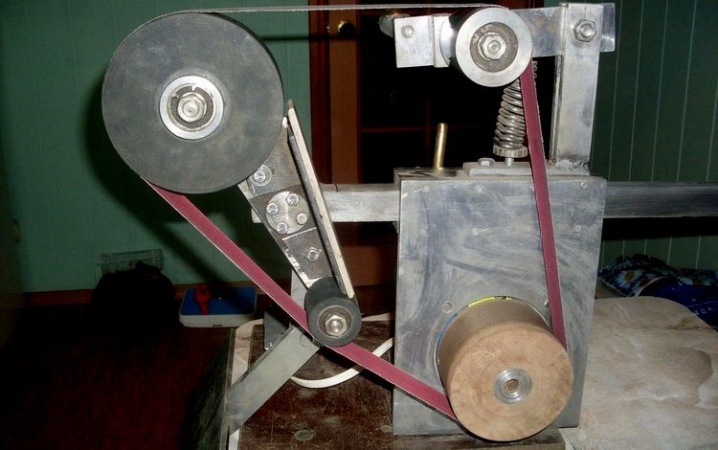
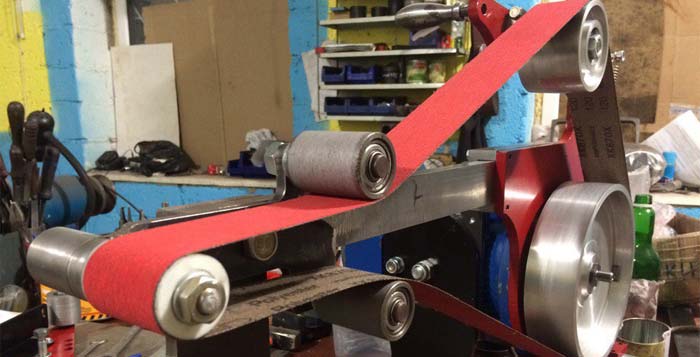
Компактный гриндер с рабочим шкивом и натяжителем
Чтобы избежать соскальзывания шлифовальной ленты при несовпадении плоскостей роликов, на образующей поверхности выполняется канавка, соответствующая по ширине и глубине сечению ленты. Однако такая конструкция имеет недостаток: под большой нагрузкой лента сползает на реборду. Проверенный и надежный вариант – применять ролики-бочонки. В некоторых случаях изделия покрывают резиновым материалом.
В процессе установки на гриндер нужно следить, чтобы все ролики располагались в одной плоскости.
При обработке необходимо обеспечить шероховатость образующей поверхности в пределах 1,25–2,5 Ra. Большие показатели приведут к износу ленты, а на слишком гладкой поверхности она будет проворачиваться. На валы «бочонки» устанавливаются с помощью подшипниковых опор. Узлы подшипников делают закрытыми для защиты от мусора и абразивной пыли. Подшипники потребуются самоцентрирующиеся, не ниже 6-го класса точности. Их несущая способность должна соответствовать оборотам привода и планируемым нагрузкам. Фиксация сборной конструкции на оси происходит через шплинты или через буртик и крепежный комплект. У ведущего шкива нужно сделать шпоночный паз в посадочном отверстии для установки на шпонку вала двигателя или отверстие под гужон.
Ролик-натяжитель делается подвижным. Он имеет подпорную пружину для натяжения ленты, компенсации биения на шкиве и роликах и провисания при нажатии детали. Таким образом лента прослужит дольше и не порвется.
Ролики обязательно должны быть с бочкообразным профилем для надежного удержания вращающейся ленты. Центральная часть делается выше краев на 2 мм.
По присоединительным размерам составляется рабочий чертеж, по которому токарь сможет изготовить детали.
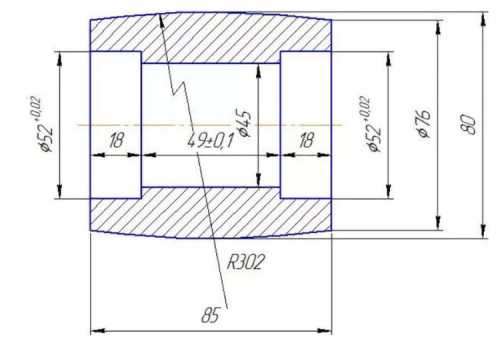
Типовой чертеж ролика
Из чего сделать ролик для гриндера своими руками
При выборе подходящего материала нужно исходить из веса. Тяжелые диски двигатель гриндера просто не сможет провернуть. Произойдет рывок, способный повредить ленту. Стальные детали для гриндера должны быть обязательно полыми, а это ведет к их удорожанию.
Обработка роликов для гриндера – ответственная и трудоемкая работа. В большинстве случаев это четыре тела вращения, наружный диаметр которых 70–150 мм. В качестве заготовки подойдет круг из титана или дюралюминия. Некоторые умельцы предпочитают дерево. Ведущий шкив, как наиболее нагруженный, делается исключительно стальным.

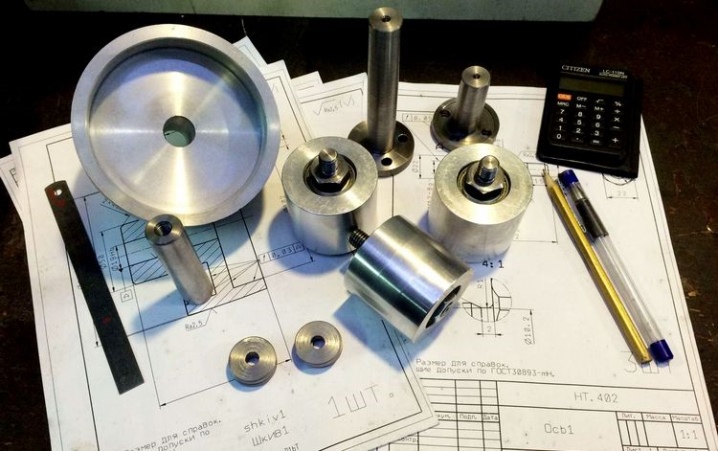
Готовые «бочонки» для гриндера

Ролик с опорным подшипником в сборе
Для изготовления вращающихся деталей умельцы применяют сантехническую соединительную муфту из твердого термопластика. Внутри детали нужно сделать расточки под установку подшипника с двух сторон и проточить сферу на внешней поверхности.
Небольшие ролики вполне можно изготовить из ПВХ-трубы. В средину через распорную втулку вставляются подшипники № 608.
Можно подобрать несколько интересных вариантов бюджетного изготовления роликов для гриндера:
- Использовать ролики подшипников ГРМ от автомобиля и устанавливать их парой на шпильке.
- Для изготовления ведущего шкива вполне подойдет толстостенная стальная труба.
- Из валов от принтера. Они уже имеют прочную ось и пластиковую поверхность, легко поддающуюся обработке.
- Конструкция с повышенным запасом прочности получится из комплекта старых подшипников подходящего диаметра, надетых на общую ось.
- Использовать втулки с задних колес велосипеда. Рабочей является центральная часть с подшипниками и осью. Все остальное нужно снять или сточить. Диаметр такого ролика – 38–39 мм.
- Склеить из колец, вырезанных из толстой фанеры или выточить из куска дерева. По фанерному шкиву и роликам лента не проскальзывает. Но такой вариант подходит только для домашнего использования. От непрерывной работы детали быстро износятся.

Ролики, склеенные из фанеры
- Поставить на гриндер ролики для скейтов, у которых подшипники в обойме из полиуретана.
- Сделать из трубы для отопления и обработать контактные поверхности.
- Детали могут быть и сварными, из трубы Ø160х5 мм с посадочной ступицей и дисками с двух сторон. На внешнюю контактную поверхность рекомендуется нанести полиуретановое или резиновое покрытие.

К вопросу изготовления «бочонков» и шкива для гриндера важно подойти ответственно и со смекалкой, тогда не будет ошибок в конструкции и затраты существенно сократятся.
А как вы решили сделать ролики для гриндера? Поделитесь своим опытом в комментариях.
wikimetall.ru
Ролики для гриндера своими руками
Ролики для гриндера своими руками в сборе.
Конструкция гриндера, как правило, включает в себя два прямых (рабочих) и один бочкообразный (натяжной) ролик. Прямые – формируют рабочую зону поверхности шлифовальной ленты. Натяжной – обеспечивает постоянное натяжение ленты в рабочем состоянии и ее местоположение относительно центра шкива электродвигателя.
Ролик в сборе состоит из следующих деталей:
- Вал (ось).
- Рабочая поверхность ролик.
- Фиксирующая втулка.
- Подшипник № 203 с защитными пыльниками.
- Шайба металлическая.
- Шайба пружинная DIN 128 – А8.
- Винт с внутренним шестигранником DIN 912 М8х1 х 20.
Сборочный чертеж конструкции.
При изготовлении деталей, необходимо соблюдать следующие требования:
- посадку подшипников на вал осуществлять с небольшим натягом
- строго выдержать соосность валов, подшипников и роликов
- обязательное соблюдение размеров по рабочим чертежам
Материал для изготовления можно использовать любой: сталь; дюраль; капропон
Прижимной ролик.
Чертеж.
Посмотрим видеоматериал, где показан порядок сборки рассматриваемого механизма.
Заказать чертеж
Поделитесь с друзьями!
kak-cdelat.ru
своими руками простейший гриндер – Видео
Видео:
В этом видео хочу показать Вам как из кусков металла, которые наверняка есть в каждом доме сделать эту н
Простенький гриндер на основе движка, мощностью 180 вт, старого патрона от дрели и двух подшипников. Подд
Решил сделать мини гриндер из двигателя от советской стиральной машины. Вот что из этого получилось. Я…
В этом ролке я покажу как можно сделать не сложный гриндер в домашних условиях.
Гриндер самодельный, вложено максимум 500 р. Двигатель от стиральной машины, ролики из фанеры и от ГРМ. По
Всем привет! В данном видео я показал, как сделать гриндер буквально из хлама! На данную самоделку я потр
Краткое описание некоторых вариантов изготовления роликов на самодельный гриндер (лентошлифовальный..
Доработка самодельного гриндера.
Мини-Гриндер на основе движка от старой стиральной машины, бесконечная лента от шлифовалки на 610мм Bestwatch
Мой старый самодельный гриндер. Подробный обзор и размеры Мой ВК: https://vk.com/alim_rizaev Ролик бочка: https://www.youtube.

Как сделать гриндер Как сделать гриндер самостоятельно Гриндер своими руками Как своими руками сделат…

Своими руками(Простейший и дешевый биофильтр для водоема в 15 тонн) Часть 2…
Своими руками(Простейший и дешевый биофильтр для водоема в 15 тонн)…

Своими руками(Простейший и дешевый биофильтр для водоема в 15 тонн) Часть 3…

Оцените видео “НАНО АКВАРИУМ своими руками” – https://youtu.be/EgvocALYXc0САРАЙ своими руками ПОШАГОВО. КАК ПОСТРОИТЬ…

Оцените видео “НАНО АКВАРИУМ своими руками” – https://youtu.be/EgvocALYXc0СДЕЛАТЬ АКВАРИУМ своими руками. ЗАПУСК АКВА…
hytube.ru
Ролики для гриндера имеют простую конструкцию, и их несложно изготовить по чертежам своими руками. Мы расскажем из чего лучше собрать самодельный натяжной, или ведущий ролик.

Ролики для гриндера играют важную роль в работе станка. Они отличаются назначением, конструкцией и размерами, могут быть промышленного и самодельного изготовления.
Гриндер, или настольный ленточно-шлифовальный станок, предназначен для обработки и доводки небольших плоских деталей, острых кромок, снятия ржавчины и старой краски. В быту он поможет заточить нож или ножницы, поправить лезвия мясорубки, отшлифовать деталь сложной формы, не нарушая профиля. А еще на нем можно править резцы и сверла. Позволяет обрабатывать дерево, пластик, металл, камень и керамику.

Гриндер
Виды роликов для гриндера
Гриндер представляет собой стационарное устройство с электроприводом. Конструкция состоит из рамы, основания с крепежными отверстиями для установки на верстаке, группы консольно установленных роликов с пропущенной через них шлифовальной лентой, механизма натяжения, привода, панели управления и столика для крепежа обрабатываемой детали. Для безопасности используется откидное стекло из прозрачного небьющегося материала.
Выходной вал электродвигателя соединяется с ведущим роликом гриндера. Вращение от него автоматически передается остальным посредством гибкой связи. Положение ведомых цилиндров регулируется, что позволяет шлифовать поверхности на разную глубину. Компенсировать растяжение ленты и возможное проскальзывание призван натяжной механизм. Он расположен на одном из роликов, который так и называется – натяжной.
Ролики гриндера считаются ответственными деталями. Они используются для равномерного натяжения шлифовальной ленты и удерживают ее от сползания.
В зависимости от назначения они бывают:
- приводные или ведущие;
- натяжные;
- ведомые.

ПОСМОТРЕТЬ Ролики для гриндера с AliExpress от →
Конструктивные особенности
Большое значение для производительности работы имеет конструкция роликов для гриндера. Для самодельного аппарата чаще всего используется электродвигатель с номинальными оборотами 1500 в минуту. При показателе скольжения в пределах 9% реальная частота вращения будет 1380–1400 оборотов в минуту. Исходя из этого рассчитывают размеры деталей.
Особого внимания заслуживает приводной ролик. Он делается массивным, чтобы за счет существенного момента инерции плавно разгонять ленту до заданного значения окружной скорости. Если сделать ведущий шкив из сплошной стали, то при пуске он с трудом будет проворачиваться. Поэтому его изготавливают полым либо из дюралюминия марки Д16 и выше. Ведомые и натяжные ролики рекомендуется вытачивать из легкого и твердого дюралюминия, тогда не понадобится делать полости.
Чем больше диаметр ведущего ролика, тем глубже должна быть полость.

Чертеж шкива
Стандартный диаметр ведущего шкива – 150 мм. Натяжной делается размером 100 мм, и два остальных по 70 мм. Размеры могут незначительно отличаться в зависимости от габаритов станка. Ширина деталей соответствует размеру шлифовальной ленты с небольшим запасом.
Образующая ведущего шкива должна быть прямолинейной, иначе лента при вращении изогнется по всей длине. От сползания ее надежно удерживают остальные ролики.
От диаметра шкива будет зависеть скорость перемещения ленты. Если бег ленты медленный, то она будет рвать обрабатываемый материал. А от быстрого скольжения скоро износится. Следует учитывать простое правило: для твердых деталей и малой зернистости абразива требуется высокая скорость движения ленты.

Компактный гриндер с рабочим шкивом и натяжителем
Чтобы избежать соскальзывания шлифовальной ленты при несовпадении плоскостей роликов, на образующей поверхности выполняется канавка, соответствующая по ширине и глубине сечению ленты. Однако такая конструкция имеет недостаток: под большой нагрузкой лента сползает на реборду. Проверенный и надежный вариант – применять ролики-бочонки. В некоторых случаях изделия покрывают резиновым материалом.
В процессе установки на гриндер нужно следить, чтобы все ролики располагались в одной плоскости.

ПОСМОТРЕТЬ ГРИНДЕР с AliExpress →
При обработке необходимо обеспечить шероховатость образующей поверхности в пределах 1,25–2,5 Ra. Большие показатели приведут к износу ленты, а на слишком гладкой поверхности она будет проворачиваться. На валы «бочонки» устанавливаются с помощью подшипниковых опор. Узлы подшипников делают закрытыми для защиты от мусора и абразивной пыли. Подшипники потребуются самоцентрирующиеся, не ниже 6-го класса точности. Их несущая способность должна соответствовать оборотам привода и планируемым нагрузкам. Фиксация сборной конструкции на оси происходит через шплинты или через буртик и крепежный комплект. У ведущего шкива нужно сделать шпоночный паз в посадочном отверстии для установки на шпонку вала двигателя или отверстие под гужон.
Ролик-натяжитель делается подвижным. Он имеет подпорную пружину для натяжения ленты, компенсации биения на шкиве и роликах и провисания при нажатии детали. Таким образом лента прослужит дольше и не порвется.
Ролики обязательно должны быть с бочкообразным профилем для надежного удержания вращающейся ленты. Центральная часть делается выше краев на 2 мм.
По присоединительным размерам составляется рабочий чертеж, по которому токарь сможет изготовить детали.

Типовой чертеж ролика

ПОСМОТРЕТЬ РЕЗИНОВЫЙ РОЛИК с AliExpress →
Из чего сделать ролик для гриндера своими руками
При выборе подходящего материала нужно исходить из веса. Тяжелые диски двигатель гриндера просто не сможет провернуть. Произойдет рывок, способный повредить ленту. Стальные детали для гриндера должны быть обязательно полыми, а это ведет к их удорожанию.
Обработка роликов для гриндера – ответственная и трудоемкая работа. В большинстве случаев это четыре тела вращения, наружный диаметр которых 70–150 мм. В качестве заготовки подойдет круг из титана или дюралюминия. Некоторые умельцы предпочитают дерево. Ведущий шкив, как наиболее нагруженный, делается исключительно стальным.

Готовые «бочонки» для гриндера

Ролик с опорным подшипником в сборе
Для изготовления вращающихся деталей умельцы применяют сантехническую соединительную муфту из твердого термопластика. Внутри детали нужно сделать расточки под установку подшипника с двух сторон и проточить сферу на внешней поверхности.
Небольшие ролики вполне можно изготовить из ПВХ-трубы. В средину через распорную втулку вставляются подшипники № 608.
Можно подобрать несколько интересных вариантов бюджетного изготовления роликов для гриндера:
- Использовать ролики подшипников ГРМ от автомобиля и устанавливать их парой на шпильке.
- Для изготовления ведущего шкива вполне подойдет толстостенная стальная труба.
- Из валов от принтера. Они уже имеют прочную ось и пластиковую поверхность, легко поддающуюся обработке.
- Конструкция с повышенным запасом прочности получится из комплекта старых подшипников подходящего диаметра, надетых на общую ось.
- Использовать втулки с задних колес велосипеда. Рабочей является центральная часть с подшипниками и осью. Все остальное нужно снять или сточить. Диаметр такого ролика – 38–39 мм.
- Склеить из колец, вырезанных из толстой фанеры или выточить из куска дерева. По фанерному шкиву и роликам лента не проскальзывает. Но такой вариант подходит только для домашнего использования. От непрерывной работы детали быстро износятся.

Ролики, склеенные из фанеры
- Поставить на гриндер ролики для скейтов, у которых подшипники в обойме из полиуретана.
- Сделать из трубы для отопления и обработать контактные поверхности.
- Детали могут быть и сварными, из трубы Ø160х5 мм с посадочной ступицей и дисками с двух сторон. На внешнюю контактную поверхность рекомендуется нанести полиуретановое или резиновое покрытие.

К вопросу изготовления «бочонков» и шкива для гриндера важно подойти ответственно и со смекалкой, тогда не будет ошибок в конструкции и затраты существенно сократятся.
А как вы решили сделать ролики для гриндера? Поделитесь своим опытом в комментариях.
Поиск записей с помощью фильтра:

Ролики для гриндера – важные комплектующие, необходимые для организации надежной работы станка. Изделия различаются конструкцией, размерами и назначением, поэтому стоит подробнее рассмотреть, что представляют собой ролики, и можно ли сделать их своими руками.

Особенности
Конструкция гриндера включает 2 прямых ролика и один бочкообразный. Первые два также называют рабочими, а третий – натяжным. Особенность подобных элементов – простая конструкция, что позволяет при необходимости изготовить подобные элементы своими руками.
Вне зависимости от простоты, конструкция ролика отвечает за работоспособность гриндера. Особого внимания заслуживает приводной или ведущий ролик, так как его делают более массивным. Объясняется такая конструкция необходимостью достижения роликом существенного момента во время работы. В результате элемент плавно разгоняет ленту до необходимого значения окружной скорости.

Третья особенность роликов – удержание ленты от сползания со шкива во время работы. Для этого в их конструкции предусмотрена канавка, если соосность роликов не выдерживается. Размеры канавки соответствуют ширине и глубине сечения ленты. Ролики устанавливают на шкив, куда впоследствии натягивают ленту. Диаметр шкива влияет на скорость ее перемещения. Если скорость высокая, лента будет рвать материал. В случае низкой скорости элемент быстро износится.
Если внимательно посмотреть на чертежи роликов гриндера, то можно заметить, что чем больше диаметр ведущего ролика, тем глубже его полость. Это вторая особенность, которая позволяет предотвратить соскальзывание ленты и ее износ. Стандартный диаметр шкива составляет 150 мм. Таким образом, главный ролик делают диаметром 100 мм или 610 мм в случае габаритной техники, а остальные два имеют диаметр в 70 мм.


Для организации надежной и эффективной работы шкива необходимо располагать ролики соосно. При этом важно обеспечить шероховатость образующей поверхности, чтобы предотвратить износ ленты.
Чтобы натянуть ленту на шкив, используют ролик-натяжитель. Его делают подвижным.
Конструкция элемента содержит подпорную пружину, которая отвечает за натяжение ленты и компенсирует биение детали на шкиве.

Обзор видов
Перед тем как перечислить существующие виды роликов, нужно подробнее рассмотреть, что представляет собой гриндер. Это стационарное устройство с электроприводом. Конструкция каждого гриндера включает:
-
раму и основание;
-
группы роликов;
-
ленту;
-
механизмы.
А также у устройства имеется столик, на котором происходит обработка детали.

Ролики гриндера считаются важными элементами конструкции. Цель использования деталей – удержание ленты от сползания. Выделяют следующие виды роликов:
-
ведущие;
-
натяжные;
-
ведомые.
Производители выпускают разные виды роликов, которыми можно оборудовать ленточные гриндеры любых моделей. В магазинах можно встретить контуровочные, регулировочные ролики. Каждый ролик предназначен для выполнения определенной функции. Поэтому к их выбору стоит подходить ответственно.


Как сделать своими руками?
В процессе эксплуатации ролики изнашиваются и выходят из строя, из-за чего возникает необходимость их замены. При желании можно изготовить элементы самостоятельно. Для сборки самодельных роликов потребуются следующие материалы:
-
фанера, состоящая из нескольких слоев;
-
подшипники закрытого типа;
-
клей по дереву;
-
ПВХ-муфта;
-
крепежные элементы – болты, шайбы или гайки;
-
трубы из пластика.
В процессе будут задействованы такие инструменты, как циркулярная, дисковая или лобзиковая пила, сверлильный и токарный станки, напильники, молотки, ключи и другие приспособления, необходимые для установки крепежей и фиксации элементов конструкции.
Сборка роликов своими руками проводится в несколько шагов.
- Сначала выполняют раскрой фанеры на циркулярной пиле. Из нее необходимо сделать 6 прямоугольных фрагментов, длина которых в 2 раза больше стороны.

- Далее с помощью карандаша отмечают центр середины половинок прямоугольных фрагментов.

- Третий шаг подразумевает выполнение отверстий. Их делают с помощью специального сверла. В отверстия впоследствии будут установлены подшипники.

- Затем из прямоугольных фрагментов делают круглые диски, используя сверло большого диаметра. Так как прямоугольные заготовки были поделены пополам, то из каждого фрагмента получится 2 диска.

- В глухие отверстия впрессовывают подшипники. Выполняют это с помощью молотка и куска многослойной фанеры. На данном этапе стоит замедлиться, чтобы не повредить конструкцию быстрыми действиями.

- В каждом диске ищут центр, и сверлом делают сквозные отверстия. Диаметр отверстий должен соответствовать размеру внутреннего кольца подшипников.

- На болт с шайбой нанизывают три круглых диска, склеивают их. Поверх укладывают широкую шайбу, затем гаечными ключами выполняют стягивание блока. После оставляют конструкцию сохнуть. Дополнительно, если требуется ускорить процесс застывания, конструкцию могут обрезинить и поместить в сушилку.

- Когда конструкция высохнет, выполняют удаление стягивающего болта. В результате получают три моноблока с установленными в каждой подшипниками.

- От пластиковой трубы отрезают три куска, используя маятниковую пилу. Длина кусков должна соответствовать высоте моноблоков из трех дисков.

- Боковые поверхности перед окончательной сборкой обтачивают на барабанно-шлифовальном станке, устраняя неровности. Это необходимо, чтобы диаметр блоков соответствовал внутреннему диаметру пластиковой трубы. Обточку контролируют штангенциркулем.

- Выполняют прессовку обточенных моноблоков в пластиковые трубы. Довольно трудоемкий процесс, требующий использования инструмента сверлильного станка в качестве пресса. Если не получается добиться нужного результата, боковую поверхность подвергают дополнительной обработке.

- Снимают болты с натяжного и ведомых дисков.

Последний этап подразумеваем проверку работоспособности конструкции посредством проведения контроля запрессовки подшипников. При необходимости их осаживают, а торцы обрабатывают на гриндере.
Особое внимание стоит уделить изготовлению главного – ведущего – ролика, который выступает в качестве шкива. Важно, чтобы он был массивным. Только так удастся избежать ненужного рывка во время запуска гриндера, а также предотвратить износ ленты в процессе. Для создания основного элемента не подойдут такие материалы, как чугун или сталь. Они сделают изделие тяжелым, из-за чего нагрузка на двигатель будет увеличена.


Существует два варианта решения проблемы.
-
Сделать полый стальной ролик. Это уменьшит массу элемента, и здесь сыграет уже упомянутый принцип: чем больше диаметр, тем глубже полость. Перед изготовлением стоит выполнить расчет для уточнения размеров.
-
Собрать ролик из дюралюминия. Подойдет марка Д16. Такие элементы будут иметь небольшую массу, и в них не потребуется выполнять отверстие.
Дополнительно на будущем шкиве рекомендуется выточить торцевую канавку, которая обеспечит прочное крепление ленты и предотвратит ее сход.
Направляющие и натяжные ролики можно выполнить из пластиковых труб и деревянных заготовок, следуя стандартной схеме сборки.
Подробнее про ролики для гриндера смотрите в видео ниже.
Ролики для гриндера своими руками в сборе.
Конструкция гриндера, как правило, включает в себя два прямых (рабочих) и один бочкообразный (натяжной) ролик. Прямые – формируют рабочую зону поверхности шлифовальной ленты. Натяжной – обеспечивает постоянное натяжение ленты в рабочем состоянии и ее местоположение относительно центра шкива электродвигателя.
Ролик в сборе состоит из следующих деталей:

- Вал (ось).
- Рабочая поверхность ролик.
- Фиксирующая втулка.
- Подшипник № 203 с защитными пыльниками.
- Шайба металлическая.
- Шайба пружинная DIN 128 – А8.
- Винт с внутренним шестигранником DIN 912 М8х1 х 20.

При изготовлении деталей, необходимо соблюдать следующие требования:
- посадку подшипников на вал осуществлять с небольшим натягом
- строго выдержать соосность валов, подшипников и роликов
- обязательное соблюдение размеров по рабочим чертежам
Материал для изготовления можно использовать любой: сталь; дюраль; капропон


Посмотрим видеоматериал, где показан порядок сборки рассматриваемого механизма.
Источник: kak-cdelat.ru
Самодельный гриндер. Важные моменты.
Конструкций самодельных гриндеров множество. Кто-то делает их с применением двигателя от старой стиральной машины, кто-то делает из старой болгарки или дрели, но объединяет все эти модели одни и те же технические детали. Разберём их подробнее.
Габаритные размеры и конструкция гриндера
Каких-то конкретных размеров одинаковых для всех гриндеров не существует, они могут быть сугубо индивидуальные в каждом конкретном случае. При выборе габаритных размеров и конструкции ленточно-шлифовального станка нужно руководствоваться свободным пространством в вашей мастерской и правилом, чем длиннее лента, тем более стойкой к истиранию она будет и соответственно реже ее придется менять. Если вы собираетесь приобретать готовые уже склеенные ленты для гриндера, то станок нужно конструировать с учетом размера этих лент. Если же вы собираетесь клеить ленты сами, то размеры станка могут быть произвольные, но лучше всего придерживаться стандартных размеров лент.
Абразивные ленты для гриндера по ширине выпускаются двух типоразмеров: 50 и 100м. Длина таких лент может быть 610, 915, 1230, 1600, 1800, 2000 миллиметров.
Лучше всего если у вас в наличии будет абразивная лента нужной длины, тогда под нее легче будет подгонять размеры гриндера.
Основные узлы гриндера – это каркас станка с рабочим столиком и прижимом для ленты, электродвигатель с приводным роликом, натяжной ролик, бочкообразный ролик и при необходимости дополнительные ведомые ролики. Бочкообразный ролик может быть одновременно и натяжным роликом.
Самый компактный гриндер можно сделать всего с двумя роликами, один приводной на валу электродвигателя, а второй натяжной бочкообразной формы.
Если гриндер будет работать с длинными абразивными лентами, то без дополнительных ведомых роликов не обойтись.
Зачем нужен ролик бочкообразной формы? При сборке станка практически невозможно выдержать идеальную параллельность осей всех роликов. По этой причине лента стремиться сойти с роликов. Чтобы устранить этот недостаток, применяется бочкообразный ролик. Регулируя наклон его оси, можно “заставить” абразивную ленту остаться на месте.
Для регулировки оси бочкообразного ролика можно использовать принцип обычной дверной петли. Ось ролика приваривается на подвижную часть петли, а регулировка производится с помощью болта. Который упирается в подвижную часть петли.
Механизм натяжения абразивной ленты можно сделать несколькими способами. Самый распространенный-это с помощью пружины, второй – это с помощью мебельного газового амортизатора и третий с помощью обычной резины, например от велосипедной камеры. Если будет использоваться мебельный газовый амортизатор, то нужно знать, что при низких температурах он плохо работает.
Упор для ленты рекомендуется сделать двухслойным. Основу упора выполнить из металлического листа и наклеить на нее гладкую керамогранитную плитку. Таким образом упор практически не будет греться при интенсивной работе на гриндере. Также керамогранитная плитка изнашивается намного медленнее, чем металл. Ее можно будет удобно заменять по мере износа, нужно будет только прогреть строительным феном соединение, и она отклеиться. Клеить можно на обычный силиконовый герметик для мрамора, например Silirub MA фирмы Soudal.
Упор должен иметь возможность регулировки относительно ленты. Его необходимо подвинуть к ленте по касательной к ней или с небольшим вылетом до 0.5мм. Такой вылет не вызывает чрезмерного износа ленты, зато позволяет продольно шлифовать длинные полоски и не задевать за выпуклые части роликов.
Как рассчитать диаметр приводного ролика.
Чтобы рассчитать диаметр приводного ролика, нужно знать скорость ленты, с которой будет работать гриндер и количество оборотов двигателя.
Скорость ленты должны выбираться по рекомендациям производителя лент. Например, для ленты 3M Cubitron по стали должно быть 22-25 м/с, от того же производителя на ленты с цирконатом алюминия рекомендуется скорость 30-35 м/с. Скорость ленты сильно зависит не только от типа абразива, но и от величины зерна. А так в среднем рекомендуется на углеродистую сталь 32 — 38 м/сек, легированная и нержавеющая сталь 18-30 м/сек, Титан -15 м/сек, цветные металлы 35-45 м/сек, пластики 10-30 м/сек, ковкий чугун 38-34 м/сек, серый чугун 35-45. Что касается дерева, то рекомендуется не превышать 20 м/сек, также нужно знать, что разное дерево будет гореть на разной скорости.
Формула для расчета скорости ленты:
V ленты (м/с)= (3.14* D*N) / 60000,
где D-диаметр приводного колеса в мм, N-обороты двигателя в минуту.
Формула для расчета диаметра приводного ролика:
где V-скорость ленты в м/с , N-обороты двигателя в минуту.
Пример расчета. Нужно рассчитать диаметр приводного ролика для обработки стали (22-25 м/с). Электродвигатель 2800 обмин.
Скорость оборотов ленты под разные материалы можно регулировать изменением диаметра приводного ролика или регулированием оборотов двигателя. Также следует понимать, что с увеличением диаметра приводного ролика растет нагрузка на двигатель и если он небольшой мощности, например, от стиральной машины, то он будет часто останавливаться даже от незначительной нагрузки.
Какой выбрать двигатель для гриндера.
В сети интернет встречается информация о гриндерах сделанных с применением электродвигателей от старых стиральных машин. Такие электродвигатели маломощные и мало оборотистые. Чаще всего это 180 ватт и1400 оборотовмин. Таким гриндерам, как правило не хватает скорости движения ленты и мощности двигателя, поэтому на них можно выполнять нетяжелые работы, например, заточка ножей или обработка небольших деревяшек. На что-то более серьезное они не рассчитаны.
Ниже приведена формула расчета мощности двигателя для гриндера.
Формула расчета мощности двигателя:
где D-диаметр приводного колеса в мм, N-обороты двигателя в минуту.
Если применяется двигатель трёхфазный, но включенный в однофазной сети 220В, то его расчетная мощность при подключении треугольником с рабочим конденсатором примерно в 1.5…1.6 раз ниже от номинала. Это необходимо учитывать. Например, по расчету необходим электродвигатель мощностью 800 ватт, и двигатель будет использоваться трёхфазный, но в сети 220В. Тогда необходимая мощность такого двигателя будет равна: 800*1.6=1280ватт.
Оптимальный выбор — это однофазный двигатель с оборотами не менее 2800-3000 и мощностью не менее 800 ватт. С таким электродвигателем можно будет обрабатывать на гриндере каленые стали, а не только затачивать “карандаши.”
Если в изготовлении гриндера будет применяться двигатель открытого типа, как на стиральных машинах, то следует задуматься о его защите от абразива и металлической пыли. Такую защиту можно сделать из пластиковой бутылки емкость 5 литров или какой-либо другой пластиковой тары.
Как сделать ролики для гриндера.
Если у вас есть знакомый токарь, то у вас не должен возникать подобный вопрос. Ну а если подобных знакомств нет, то данная информация будет вам полезна.
Существует несколько способов сделать ролики для гриндера.
Приводной ролик удобно изготавливать из листа фанеры. Сначала размечаются круги нужного диаметра, затем они вырезаются с помощью электролобзика. После этого фанерные круги склеиваются между собой.
После склейки центральное отверстие ролика рассверливается под диаметр вала электродвигателя. Теперь необходимо сделать шпоночный паз в отверстии. Его легко сделать с помощью напильника.
После одеваем ролик на электродвигатель и обтачиваем его с помощью стамески, крупного напильника или УШМ (болгарки) с зачистным кругом.
Чтобы приводной ролик меньше проскальзывал, его можно обработать жидкой канифолью.
Самый простой способ сделать ведомые ролики — это просто набрать их из подшипников подходящего диаметра на каком-либо валу. В качестве вала можно использовать болты с неполной резьбой. Подшипники нужны закрытые, иначе они будут быстро забиваться пылью и выходить из строя.
В качестве роликов можно использовать ролики от ГРМ автомобиля, но не покупать новые, а спросить их на любом СТО. Только желательно, чтобы ролики были плоские без буртиков. Такие буртики могут резать края ленты.
Еще один способ — это нарезать ролики коронкой из листа фанеры и склеить полученные шайбы между собой. Можно дополнительно их закрепить саморезами. После внутри ролика необходимо просверлить два отверстия с двух сторон ролика под подшипники. Глубина таких отверстий должна равняться ширине подшипников. Такие отверстия удобно сверлить с помощью перьевого сверла по дереву. Когда отверстия будут готовы, то сверлим по центру ролика сквозное отверстие под ось ролика. Диаметр этого отверстия должен быть немного больше диаметра внутренней обоймы подшипника, иначе подшипник будет подклинивать внутри ролика.
После этого ролик практически готов, осталось только отшлифовать его по наружи и придать ему нужную форму, если это будет бочкообразный ролик.
Ролики можно сделать из круглого капролона или другое название этого материала полиамид-6. Процесс изготовления ролика не отличается от предыдущих. Отрезаем заготовку нужной длины, сверлим отверстия перьевым сверлом под подшипники и обтачиваем по наружи с помощью болгарки.
Еще один способ сделать ведомые ролики — это использовать муфты от полипропиленовой трубы. В продаже есть бочкообразные муфты. Например, муфта чешского производства d 32 Wavin Ekoplastik.
Под эту муфту хорошо подходит подшипник № 201. Подшипник можно запрессовать в муфту с помощью тисков.
Если необходимо сделать прямой ведомый ролик или не смогли найти бочкообразную муфту, то можно сделать ролик из двух прямых муфт. При необходимости данный ролик можно обточить до бочкообразного состояния.
Для одного ролика понадобиться две пластиковые муфты с внутренним диаметром 32мм, три подшипника №201 и шайбы под болт м12. Сначала пластиковые муфты обрезаются, с одной стороны, таким образом, чтобы расстояние от края муфты до внутреннего ребра получилось 5мм. Нам необходимо, чтобы подшипник смог войти в муфту только на половину своей ширины, то есть на 5мм. Подшипник должен упереться во внутренне ребро муфты.
После обрезки муфт запрессовываем с помощью тисков подшипник между двумя муфтами. Он окажется внутри ровно посередине будущего ролика.
Теперь подкладываем шайбы и запрессовываем два подшипника по краям ролика.
Осталось только отшлифовать ролик по наружи.
Смотрите видео: как сделать гриндер без токарки, чертежи.
Источник: delairukami.ru
Простой самодельный ролик для гриндера
Ролики для гриндера играют важную роль в работе станка. Они отличаются назначением, конструкцией и размерами, могут быть промышленного и самодельного изготовления.
Гриндер, или настольный ленточно-шлифовальный станок, предназначен для обработки и доводки небольших плоских деталей, острых кромок, снятия ржавчины и старой краски. В быту он поможет заточить нож или ножницы, поправить лезвия мясорубки, отшлифовать деталь сложной формы, не нарушая профиля. А еще на нем можно править резцы и сверла. Позволяет обрабатывать дерево, пластик, металл, камень и керамику.
Виды роликов для гриндера
Гриндер представляет собой стационарное устройство с электроприводом. Конструкция состоит из рамы, основания с крепежными отверстиями для установки на верстаке, группы консольно установленных роликов с пропущенной через них шлифовальной лентой, механизма натяжения, привода, панели управления и столика для крепежа обрабатываемой детали. Для безопасности используется откидное стекло из прозрачного небьющегося материала.
Выходной вал электродвигателя соединяется с ведущим роликом гриндера. Вращение от него автоматически передается остальным посредством гибкой связи. Положение ведомых цилиндров регулируется, что позволяет шлифовать поверхности на разную глубину. Компенсировать растяжение ленты и возможное проскальзывание призван натяжной механизм. Он расположен на одном из роликов, который так и называется – натяжной.
Ролики гриндера считаются ответственными деталями. Они используются для равномерного натяжения шлифовальной ленты и удерживают ее от сползания.
В зависимости от назначения они бывают:
- приводные или ведущие;
- натяжные;
- ведомые.
Конструктивные особенности
Большое значение для производительности работы имеет конструкция роликов для гриндера. Для самодельного аппарата чаще всего используется электродвигатель с номинальными оборотами 1500 в минуту. При показателе скольжения в пределах 9% реальная частота вращения будет 1380–1400 оборотов в минуту. Исходя из этого рассчитывают размеры деталей.
Особого внимания заслуживает приводной ролик. Он делается массивным, чтобы за счет существенного момента инерции плавно разгонять ленту до заданного значения окружной скорости. Если сделать ведущий шкив из сплошной стали, то при пуске он с трудом будет проворачиваться. Поэтому его изготавливают полым либо из дюралюминия марки Д16 и выше. Ведомые и натяжные ролики рекомендуется вытачивать из легкого и твердого дюралюминия, тогда не понадобится делать полости.
Чем больше диаметр ведущего ролика, тем глубже должна быть полость.
Стандартный диаметр ведущего шкива – 150 мм. Натяжной делается размером 100 мм, и два остальных по 70 мм. Размеры могут незначительно отличаться в зависимости от габаритов станка. Ширина деталей соответствует размеру шлифовальной ленты с небольшим запасом.
Образующая ведущего шкива должна быть прямолинейной, иначе лента при вращении изогнется по всей длине. От сползания ее надежно удерживают остальные ролики.
От диаметра шкива будет зависеть скорость перемещения ленты. Если бег ленты медленный, то она будет рвать обрабатываемый материал. А от быстрого скольжения скоро износится. Следует учитывать простое правило: для твердых деталей и малой зернистости абразива требуется высокая скорость движения ленты.
Чтобы избежать соскальзывания шлифовальной ленты при несовпадении плоскостей роликов, на образующей поверхности выполняется канавка, соответствующая по ширине и глубине сечению ленты. Однако такая конструкция имеет недостаток: под большой нагрузкой лента сползает на реборду. Проверенный и надежный вариант – применять ролики-бочонки. В некоторых случаях изделия покрывают резиновым материалом.
В процессе установки на гриндер нужно следить, чтобы все ролики располагались в одной плоскости.
При обработке необходимо обеспечить шероховатость образующей поверхности в пределах 1,25–2,5 Ra. Большие показатели приведут к износу ленты, а на слишком гладкой поверхности она будет проворачиваться. На валы «бочонки» устанавливаются с помощью подшипниковых опор. Узлы подшипников делают закрытыми для защиты от мусора и абразивной пыли. Подшипники потребуются самоцентрирующиеся, не ниже 6-го класса точности. Их несущая способность должна соответствовать оборотам привода и планируемым нагрузкам. Фиксация сборной конструкции на оси происходит через шплинты или через буртик и крепежный комплект. У ведущего шкива нужно сделать шпоночный паз в посадочном отверстии для установки на шпонку вала двигателя или отверстие под гужон.
Ролик-натяжитель делается подвижным. Он имеет подпорную пружину для натяжения ленты, компенсации биения на шкиве и роликах и провисания при нажатии детали. Таким образом лента прослужит дольше и не порвется.
Ролики обязательно должны быть с бочкообразным профилем для надежного удержания вращающейся ленты. Центральная часть делается выше краев на 2 мм.
По присоединительным размерам составляется рабочий чертеж, по которому токарь сможет изготовить детали.
Из чего сделать ролик для гриндера своими руками
При выборе подходящего материала нужно исходить из веса. Тяжелые диски двигатель гриндера просто не сможет провернуть. Произойдет рывок, способный повредить ленту. Стальные детали для гриндера должны быть обязательно полыми, а это ведет к их удорожанию.
Обработка роликов для гриндера – ответственная и трудоемкая работа. В большинстве случаев это четыре тела вращения, наружный диаметр которых 70–150 мм. В качестве заготовки подойдет круг из титана или дюралюминия. Некоторые умельцы предпочитают дерево. Ведущий шкив, как наиболее нагруженный, делается исключительно стальным.
Для изготовления вращающихся деталей умельцы применяют сантехническую соединительную муфту из твердого термопластика. Внутри детали нужно сделать расточки под установку подшипника с двух сторон и проточить сферу на внешней поверхности.
Небольшие ролики вполне можно изготовить из ПВХ-трубы. В средину через распорную втулку вставляются подшипники № 608.
Можно подобрать несколько интересных вариантов бюджетного изготовления роликов для гриндера:
- Использовать ролики подшипников ГРМ от автомобиля и устанавливать их парой на шпильке.
- Для изготовления ведущего шкива вполне подойдет толстостенная стальная труба.
- Из валов от принтера. Они уже имеют прочную ось и пластиковую поверхность, легко поддающуюся обработке.
- Конструкция с повышенным запасом прочности получится из комплекта старых подшипников подходящего диаметра, надетых на общую ось.
- Использовать втулки с задних колес велосипеда. Рабочей является центральная часть с подшипниками и осью. Все остальное нужно снять или сточить. Диаметр такого ролика – 38–39 мм.
- Склеить из колец, вырезанных из толстой фанеры или выточить из куска дерева. По фанерному шкиву и роликам лента не проскальзывает. Но такой вариант подходит только для домашнего использования. От непрерывной работы детали быстро износятся.
К вопросу изготовления «бочонков» и шкива для гриндера важно подойти ответственно и со смекалкой, тогда не будет ошибок в конструкции и затраты существенно сократятся.
А как вы решили сделать ролики для гриндера? Поделитесь своим опытом в комментариях.
Источник: wikimetall.ru
Гриндер своими руками: чертежи с размерами и инструкция для сборки шлифовального станка
На крупных и мелких промышленных предприятиях всегда была необходимость наличия в парке оборудования шлифовальных станков разного типа, в том числе ленточных. В последние годы, в связи с развитием мелкого бизнеса, кустарных мастерских, да и просто для выполнения мелких работ по шлифовке каких-либо деталей, стали выпускаться настольные малогабаритные шлифовальные станки ленточного типа. Вещь нужная, безусловно, но всё портит один нюанс: высокая стоимость. И это относится не только к зарубежным моделям, цены на отечественные аналоги тоже кусаются чувствительно. Тут поневоле многие мастера начинают задумываться о том, как сделать ленточный гриндер своими руками.
Как работает гриндер?
Настольный шлифовальный станок ленточного типа или по-простому, ленточный гриндер, является приводным устройством, где роль силового агрегата выполняет электродвигатель. Предназначен инструмент для обработки, доводки и шлифовки плоских поверхностей, удаления присутствующего на заготовках слоя ржавчины или красочного покрытия. С его помощью обрабатываются заусенцы и острые кромки стальных, чугунных, алюминиевых либо неметаллических деталей.
Конструкция
В конструкции ленточного гриндера ничего особо сложного нет. Аппарат состоит из двигателя, ведущего и направляющих роликов. Через них пропущена шлифовальная либо обдирочная лента требуемой зернистости.
При включении двигателя, насаженный на его вал ведущий ролик начинает вращение, а через натянутую рабочую ленту вращение передаётся и на направляющие ролики. Прижимая в рабочей зоне к ленте подлежащую обработке деталь, оператор выполняет требуемую операцию, меняя при необходимости положение заготовки относительно поверхности ленты.
Регулируя расстояние между направляющими роликами, можно обработать поверхности с дефектами разной глубины. При длительной эксплуатации шлифовальная лента может растянуться ненамного. Для компенсации возможной слабины, в конструкции на одном из роликов предусмотрен натяжной механизм. Обычно подобная функция возлагается на ролик, расположенный на одинаковом расстоянии между ведущим и ведомым.
В комплектацию шлифовального аппарата входит опорный столик, выполняющий также функцию поверхности для фиксации обрабатываемого изделия. Как правило, такой столик должен иметь возможность поворота на 90 градусов относительно одной оси. В таком случае получается обработка двух перпендикулярно расположенных плоскостей без переустановки детали на опорном столе.
Хотя на подобных станках положено работать в защитных очках, нелишним будет установка откидного прозрачного стекла из акрила, во избежание повреждения глаз частицами окалины, чешуйками краски либо металлической пылью. Для примера можно посмотреть установленные защитные стёкла на промышленных станках, где в качестве рабочего элемента установлен круглый наждачный камень.
Безусловно, требуется панель управления гриндером! В целях безопасности её рекомендуется монтировать на каркасе станка в непосредственной близости от рабочей зоны оператора. Переносные станки укомплектованы стойкой из прочной стали с крепёжными отверстиями на основании, позволяющие закрепить агрегат на деревянной поверхности.
Если посмотреть на детали конструкции, можно сразу заметить некую визуальную неустойчивость собранного шлифовального устройства. Вылет боковых габаритов установленных роликов значительно превышает опорную поверхность на основании. Кроме того, отсутствие опорного столика затрудняет эффективную обработку сравнительно больших поверхностей, а держать деталь навесу неудобно и довольно опасно.
Увеличенная длина рабочей ленты приводит к дополнительным потерям за счёт трения. Приходится применять в приводе силовой агрегат большей мощности, а это повышение затрат на электроэнергию. Узел натяжения отличается простотой и функциональностью. Регулировать натяжение — секундное дело. В комплектации станка прилагаются сменные шлифовальные насадки, с помощью которых шлифовку можно делать даже на внутренних поверхностях. Несмотря на это, стоимость в 100 тыс. руб. заставляет задуматься.
Выбор ленты
Для верного выбора ленточного гриндера неплохо было бы сначала определиться с габаритными размерами поверхностей подлежащих обработке изделий, а после ознакомиться с размерами имеющихся в свободной продаже шлифовальных лент.
Бесконечные шлифовальные ленты различаются по трём параметрам: по длине, ширине и степени зернистости. Выпускаемый на данный момент размерный ряд шлифовальных лент для подобных станков, следующий: 610 мм, 915 мм, 1230 мм, 1600 мм, 1830 мм по длине, по ширине размерные показатели ограничиваются 50 и 100 мм, хотя можно найти и другие.
В любом случае, следующие критерии должны соблюдаться:
- Лента должна быть на эластичной тканевой основе.
- Выдерживать предельные угловые скорости не менее 1500 об/мин.
- Обладать большой абразивной стойкостью.
- Предельное относительное натяжение на разрыв – не менее 15%.
- Устойчивость к нагреву при длительной работе.
При выборе ленты необходимо учитывать, что наиболее оптимальным размером шлифовальных лент для самодельного гриндера является 1230 мм. Более короткие абразивные ленты изнашиваются быстрее, ибо не успевают охладиться в достаточной степени за время холостого хода. Что касается более длинных, то их применение приведёт к увеличению габаритов всей конструкции, что неприемлемо; при этом, каких-либо улучшений это не даёт.
Параметры механической прочности ленты на разрыв очень важны. Применение составных лент, пусть даже склеенных самым продвинутым составом либо двойным скотчем, не допускается категорически! При растяжении места стыка во время работы, лента увеличивается в длину и натяжение ослабевает. При этом возможен сход ленты с направляющих роликов или её разрыв, а на такой скорости это чревато тяжкими последствиями для оператора и окружающих. С учётом большой скорости движения ленты по поверхности направляющих и ведущего ролика, применяемое удельное усилие на поверхность абразива не должно превышать 0.8 кг/см 2 . Примерно такому параметру соответствует показатель механической прочности шлифленты из электрокорунда: 800-900 МПа.
Совет: перед установкой ленты на гриндер, ее рекомендуется вывесить на цилиндр, диаметром около 60 мм. Этим обеспечивается естественное растяжение абразивного элемента перед работой.
Гриндер своими руками: чертежи с размерами + инструкция по сборке
При разработке особое внимание уделяется конфигурации роликов, способу фиксации изделия и оптимальной мощности силового агрегата. Об этом подробнее.
Изготовление роликов
Особое внимание требует изготовление главного, ведущего ролика, выполняющего роль шкива! Он должен быть в достаточной мере массивным. Это позволит во время пускового момента избежать ненужного рывка, за счёт присутствующей инерции состояния покоя. Скорость набирается постепенно до нужных значений. Если учесть применение в конструкции привода стандартного силового агрегата, со скольжением, не превышающей 9%, при номинальных 1500 об/мин, скорость составит не более 1400 об/мин максимум.
Ещё один нюанс! Сталь либо чугун для изготовления ведущей детали не годятся, ибо при пуске на двигателе будет больная нагрузка, или он вовсе не сможет прокрутить слишком тяжёлую болванку.
Для решения возникшего затруднения есть два варианта:
- Изготовить полый стальной ролик для уменьшения массы по принципу: больше диаметр — глубже полость. Точные размеры можно рассчитать с помощью справочника, хотя особая точность необязательна.
- Второй вариант: изготовление ролика из дюралюминия марки Д16 и выше.
На шкиве желательно выточить торцевую канаву, чьи размеры будут идентичны размерам предполагаемой к применению ленты. Это поможет предотвратить неконтролируемый сход ленты при неправильном расположении роликов в плоскости вращения.
То же рекомендуется проделать и с остальными направляющими роликами, включая натяжной. Применение дюраля для их изготовления позволит исключить операцию по вытачиванию полостей для регулировки веса.
Немалое значение имеет степень шероховатости поверхности роликов. Рекомендуемые предельные величины: Ra1,25-Ra2,5. Повышенная шероховатость приведёт к преждевременному износу основания ленты, а шероховатость ниже обозначенного предела будет способствовать ненужному проскальзыванию в процессе долговременной эксплуатации.
Установка роликов должна производиться с применением подшипниковых узлов закрытого типа на базе самоцентрирующихся подшипников с неподвижным внешним кольцом. Попадание абразивных или других частиц на вал ролика при такой установке исключено. При подборе подшипников надо учесть соответствие их несущих параметров с максимальным количеством оборотов силового агрегата.
Крепление роликов можно осуществить с помощью обычных шплинтов либо с применением буртика на одном конце оси, как предписано стандартом. Ведущий ролик должен иметь паз для общей с валом двигателя шпонки.
Двигатель и поворотный стол
Если вы собираетесь собрать ленточный гриндер своими руками, то особое внимание стоит уделить выбору привода! Чаще всего используют движок на 0,75 кВт (хотя не возбраняется и до 1,5 кВт) с числом оборотов от 1500 до 3000.
Необходимо учесть, что лента может не выдержать высоких скоростей. Как правило, мощность движка выбирают в зависимости от предполагаемых операций на собранном станке. Если преобладают обдирочные работы, когда нагрузка на привод большая, силовой агрегат устанавливают более мощным, но с меньшим количеством оборотов, а если требуется просто поверхностная шлифовка, параметры остаются в упомянутых выше пределах.
Процесс шлифовки характеризуется немалыми загрязнениями в виде микроскопических частиц пыли, поэтому двигатель должен быть закрытого типа с собственным вентилятором для обдува! Рекомендации «знатоков» об использовании двигателя от стиральной машины б/у лучше игнорировать.
Для проектирования самодельного гриндера необходимы чертежи с размерами, кроме этого, неплохо подумать о технике безопасности и удобстве работы на собранном аппарате. Для этого требуются:
- Поворотный стол.
- Прижимная плоскость с обратной стороны ленты для опоры.
Для первой задачи кронштейн столика должен быть подвижным, с возможностью поворота на 90 градусов и фиксацией в предельных точках. Рекомендуемая толщина стола – не менее 15 мм, желательно использование дюраля.
Для прижимной плоскости годится отшлифованная возле опорного столика рама станка.
Источник: prostrouky.ru
Ленточный гриндер. Шлифовальный станок ножедела

 Настольный ленточно-шлифовальный станок или, короче – ленточный гриндер (хотя, если уж точно произносить это англоязычное слово – то грайндер) представляет собой приводное устройство, предназначенное для шлифования и доводки плоских поверхностей, снятия слоя ржавчины или краски, а также ликвидации острых кромок и заусенцев со стальных и любых неметаллических деталей. Но цена промышленных моделей, даже отечественного производства, стартует от 16…18 тыс. рублей. Стоит подумать о самодельном гриндере…
Настольный ленточно-шлифовальный станок или, короче – ленточный гриндер (хотя, если уж точно произносить это англоязычное слово – то грайндер) представляет собой приводное устройство, предназначенное для шлифования и доводки плоских поверхностей, снятия слоя ржавчины или краски, а также ликвидации острых кромок и заусенцев со стальных и любых неметаллических деталей. Но цена промышленных моделей, даже отечественного производства, стартует от 16…18 тыс. рублей. Стоит подумать о самодельном гриндере…
Работа и конструкция ленточного гриндера
Принцип работы гриндера несложен. Имеется группа роликов, через которые пропущена шлифовальная лента требуемой зернистости. Если привести во вращение ведущий ролик, насаженный на выходной вал электродвигателя, то автоматически начнут вращаться и остальные. Регулируя относительное расположение ведомых роликов, можно шлифовать поверхности, имеющие дефекты различной глубины. Для компенсации вероятного растяжения ленты (при её длительной эксплуатации) предусматривается механизм натяжения одного из роликов (как правило, того, который в кинематической цепи станка находится где-то между ведущим и ведомым).
В конструкцию ленточного гриндера входит столик, на котором должно закрепляется обрабатываемое изделие. Лучше, если такой столик будет иметь возможность поворачиваться вдоль одной из осей на угол до 90º: тогда возможно шлифование двух взаимно перпендикулярных плоскостей с одной установки детали. В качестве средства безопасности на раме станка есть смысл предусмотреть откидное защитное стекло из прозрачного акрила – тогда нет опасений, что чешуйка сошлифованной краски или окалины попадёт в глаз оператору. Естественно, потребуются органы управления, которые размещаются в станине или на раме станка. Переносные исполнения снабжаются прочной стойкой, на основании которой имеются крепёжные отверстия, при помощи которых гриндер можно закрепить на верстаке.

Попробуем абстрагироваться от изящества дизайна и цвета, и взглянем на конструкцию трезво. Сразу бросается в глаза визуальная неустойчивость станка: вылет консольно расположенных роликов намного больше, чем опорная поверхность под станиной. Кроме того, отсутствие столика не позволяет обрабатывать сравнительно массивные поверхности, которые длительно держать навесу просто неудобно. Увеличенная длина ленты (и сопутствующие этому механические потери на трение) становится причиной применения в приводе двигателя повышенной мощности, а, следовательно, и энергоёмкости. Узел натяжения изящен и прост в наладке, а в комплекте к станку имеются сменные шлифовальные насадки, позволяющие шлифовать даже внутренние поверхности – но стоит ли за это выкладывать более 100 тыс. руб.?

Выбор ленты для гриндера
Подбор ленточного гриндера целесообразно начать с конца, а именно — определить, какой ширины и высоты поверхности будут обрабатываться шлифованием. После чего сравнить эти потребности с фактическими размерами шлифовальных лент, которые имеются в продаже.
Как известно, бесконечные шлифовальные ленты различаются своей длиной, шириной и степенью зернистости. Размерный ряд шлифовальных лент отечественного и импортного производства, которые предназначены для применения в гриндерах, следующий: длина 610, 915, 1230, 1600, 1830 мм, при ширине 50 и 100 мм. Можно поискать и другие, но при безусловном выполнении следующих требований:
- Шлифовальная лента должна иметь тканевую эластичную основу;
- Выдерживать угловые скорости не ниже 1500 мин -1 ;
- Обладать высокой абразивной стойкостью;
- Допускать относительное удлинение без разрыва материала не менее 10…15%;
- Минимально нагреваться при длительном непрерывном шлифовании.
Необходимо отметить, что для самодельного гриндера лучше подойдут шлифовальные ленты длиной не более 1230 мм. Короткие ленты сильнее изнашиваются, поскольку не успевают остывать при своём холостом движении, а более длинные автоматически увеличивают габариты станка, не давая взамен каких-то видимых преимуществ.
Важны также и показатели механической прочности материала ленты. Категорически не рекомендуется ориентироваться на составные ленты, пусть даже и склеенные двойным скотчем: при работе место стыка растягивается, а натяжение ленты ослабевает. Более того, возможен внезапный разрыв ленты со всеми вытекающими отсюда последствиями. Учитывая быструю скорость движения ленты по поверхностям роликов, удельные усилия шлифования не должны превышать 0.7…0,8 кг/см 2 . Этому соответствуют параметры механической прочности ленты из электрокорунда в пределах 800…900 МПа.
Важно, что перед применением лента должна быть вывешена на цилиндре диаметром от 50…60 мм в течение как минимум 48 часов. Это обеспечит естественное удлинение изделия перед его эксплуатацией.
Гриндер своими руками. Чертежи с размерами
Основное внимание при разработке стоит уделить конструкции роликов, фиксации изделия при шлифовании и выбору мощности электродвигателя. Рассмотрим эти моменты подробнее.
Конструирование роликов
Особо важно правильно изготовить головной, ведущий ролик. Он должен быть достаточно массивным, чтобы, обладая заметным моментом инерции, не сразу разгонять ленту до фактических значений окружной скорости. Учтём, что для привода самодельного ленточного гриндера будет с очевидностью принят стандартный электродвигатель, со скольжением не выше 9%, тогда эта скорость при номинальных 1500 мин -1 будет составлять не более 1380…1400 мин -1 . С другой стороны из стали этот ролик изготавливать также нельзя: при пуске двигатель может сразу не провернуть массивный ролик.
Выход: либо использовать дюралюминий марки не ниже Д16, либо изготовить стальной ролик полым. При этом с увеличением диаметра ролика полость придётся выполнять глубже.
На ролике желательно предусмотреть торцевую канавку, ширина и глубина которой будет соответствовать сечению намеченной к применению бесконечной шлифовальной ленты. Этим исключается возможный сход ленты с одного из роликов, если их оси не будут расположены строго в одной плоскости.
Аналогичные канавки выполняются на ведомом и натяжном ролике. Их можно изготавливать из дюралюминия, и не вытачивать в них полости.

Особое внимание необходимо уделить шероховатости поверхности роликов. Она должна быть в пределах Ra1,25… Ra2,5. При большей шероховатости будет наблюдаться ускоренный износ ленты, при меньшей — возможно её проскальзывание в случае длительного шлифования.
Ролики ленточного гриндера должны обязательно устанавливаться в закрытые подшипниковые узлы на базе подшипников качения: так исключается случайное попадание частиц сошлифованного материала на оси роликов. Основное требование к подшипникам – соответствие его несущей способности фактическому числу оборотов двигателя.
Для крепления роликов на осях можно использовать обычные шплинты, либо выполнять ось в виде пальца с буртом, как это предписывает ГОСТ 9650. Выходной ролик должен иметь шпоночный паз для установки на вал электродвигателя.
Выбор электродвигателя и поворотного стола
В процессе изготовления гриндера своими руками важно верно подобрать привод. В большинстве случаев подойдёт двигатель с числом оборотов 1500…3000 мин -1 , при мощности от 0,75 кВт (можно и больше – до 1…1,5 кВт, однако в этом случае повышенных скоростей шлифования может не выдержать материал бесконечной шлифовальной ленты). Выбор мощности диктуется основной долей работ, которые предстоит выполнять на станке. Например, при преобладании чернового, силового шлифования (съём ржавчины, окалины, зачистка заусенцев) двигатель обычно выбирают помощнее, а номинальное число оборотов, наоборот, может быть уменьшено до 1200 мин -1 . К концу выходного вала двигателя присоединяют ведущий ролик.
Учитывая, что при шлифовке выделяется значительное количество пылевидных отходов, корпус двигателя должен быть закрытым и обдуваемым, поэтому рекомендации использования в качестве привода двигателя от старой стиральной машины не стоит принимать во внимание.

Проектируя самодельный гриндер, есть смысл заложить в конструкцию максимальную технологичность. Этому способствуют два обстоятельства:
- Изготовление поворотного стола;
- Наличие прижимной плоскости, на которую можно опирать шлифуемое изделие.
Первая задача решается так. Столик изготавливается с подвижным кронштейном, который имеет возможность поворота относительно горизонтальной оси на фиксированные углы.
Стол должен выдерживать заметные технологические нагрузки, а потому должен быть не тоньше 15…20 мм (для снижения массы детали целесообразно и здесь использовать дюралюминий).
В качестве прижимной плоскости целесообразно использовать раму станка. Для этого одну из поверхностей – ту, которая будет находиться у предметного столика – надо прошлифовать, и обеспечить ей максимальную жёсткость.
Источник: proinstrumentinfo.ru
Виды роликов для гриндера
Гриндер представляет собой стационарное устройство с электроприводом. Конструкция состоит из рамы, основания с крепежными отверстиями для установки на верстаке, группы консольно установленных роликов с пропущенной через них шлифовальной лентой, механизма натяжения, привода, панели управления и столика для крепежа обрабатываемой детали. Для безопасности используется откидное стекло из прозрачного небьющегося материала.
Выходной вал электродвигателя соединяется с ведущим роликом гриндера. Вращение от него автоматически передается остальным посредством гибкой связи. Положение ведомых цилиндров регулируется, что позволяет шлифовать поверхности на разную глубину. Компенсировать растяжение ленты и возможное проскальзывание призван натяжной механизм. Он расположен на одном из роликов, который так и называется – натяжной.
Ролики гриндера считаются ответственными деталями. Они используются для равномерного натяжения шлифовальной ленты и удерживают ее от сползания.
В зависимости от назначения они бывают:
- приводные или ведущие;
- натяжные;
- ведомые.

ПОСМОТРЕТЬ Ролики для гриндера с AliExpress от →
Видео
Шкив для гриндера своими руками
Шкив для гриндера после собственно мотора − один из самых затратных элементов шлифовального станка. Готовая деталь стоит не менее 2 000 рублей. Однако, мастера для своих самоделок используют деревянные сборные конструкции из дерева. Рассмотрим коротко последовательность выточки шкива и роликов из толстой фанеры на станке ЧПУ.
| Иллюстрация | Описание действия |
|
| По специальному алгоритму машина начинает последовательно вырезать слои изделия точно по заданным размерам. |
|
| Вот такие заготовки у нас получились. Дорезаем оставшиеся кольца по размерам. |
|
| Из полученных колец собираем шкив и бочонки, скрепляем детали клеем. |
|
| С помощью шлифовальной машины подрабатываем скосы для того, чтобы лента плотно держалась. |
|
| Обрабатываем полученные конструкции пропиткой. |





Поворотный стол для гриндера
Без столика гриндер не сможет обрабатывать сложные детали. Поворотный механизм с возможностью фиксации детали даёт множество преимуществ и позволяет производить точную обработку. Изготавливается это приспособление из дюралюминия. К нему крепится кронштейн таким образом, чтобы столик мог вращаться по горизонтали. Толщина листа дюралюминия – не меньше 1,5 см. Тонкий лист может не выдержать нагрузки.

Для закрепления столика на станке используется прижимная рама
Устройство поворотного стола
Поворотное приспособление для гриндера – всё равно, что руль для машины. Без него добиться универсальности устройства непросто. Задача станины с поворотным механизмом − расширить число возможных плоскостей, в которых может работать станок. Предлагаем одно из решений этой задачи.
ЗD модель гриндера с поворотным механизмом:


Поворотные станины или столы для гриндера во многих самодельных моделях не используются, это прерогатива профессиональных станков, созданных для решения нескольких задач.
Из чего состоит самодельный гриндер
Рассмотрим основные компоненты, из которых собран наш самодельный ленточно-шлифовальный станок.

Сборочный чертеж гриндера
- Ведущий ролик
- Натяжной ролик
- Ведомый ролик
- Второй ведомый ролик
- Рычаг натяжного ролика
- Подручник
- Консоль
- Упор
- Рама
Все компоненты станка просты в изготовлении при желании собрать его под силу каждому. Если у вас нет сварочного аппарата, то всегда, за небольшую плату, можно договориться с соседом. Или разрешить пользоваться самодельным гриндером при необходимости. Гриндер получится компактный и не тяжелый.
Как сделать приспособление для заточки ножей фуговального станка на наждаке
Когда ножи фуговального станка тупятся, то качество обработки и производительность падает. Правильно заточить такие ножи под силу только опытному мастеру, т. к. нужно соблюдать угол заточки по всей длине. Но если…
Спецификация на гриндер
Любой ленточный шлифовальный станок состоит из надежного каркаса и вспомогательных деталей. Основная задача при изготовлении станка расположить ролики в одной плоскости, иначе лента постоянно будет съезжать в сторону.

Гриндер своими руками
Также нужно обратить внимание на число оборотов привода. Для этого, как нельзя лучше, подойдет двигатель от стиральной машины.
Прежде чем приступить к изготовлению нам необходимо подготовить:
- Квадратная труба 30х30х2 – 250 мм.
- Квадратная труба 25х25х1,5 – 1250 мм. С учетом реза.
- Швеллер №21 – 350 мм.
- Полоса стальная 50х8 – 700 мм. (С запасом). Либо проушины от серьги рессоры Газели.
- Старая дверная петля.
- Лист 170х190х4 для изготовления упора.
- Лист фанеры 500х200х8 мм.
- Подшипники 201 – 9 шт.
- Полипропиленовые муфты на 32 – 6 шт.
- Полипропиленовая труба PN20 – 250 мм.
- Шпилька М8 – 1 шт.
- Шпилька М12 – 1 шт.
- Гайки М8.
- Пружина для натяжного рычага.
- Уголок № 5.0 для крепления двигателя к раме.
- Двигатель от стиральной машины.
Лента все же лучше
Ленточный гриндер позволяет делать все то же, что и дисковый, и многое другое. Поэтому далее мы сосредоточимся на том, как своими руками сделать именно ленточный шлифовальный станок. Любители, ориентируясь на промышленные образцы, делают гриндеры порой весьма замысловатые, см. рис.:
Самодельные ленточные шлифовальные станки
И это оправдано: конструкция и кинематика ленточного гриндера весьма пластичны, что позволяет с успехом использовать подручные материалы и старый металлохлам. Нужно только соблюдать 3 принципа:
- Не делайте так, как на втором слева фото рис.: лента абразивной стороной должна касаться только обрабатываемой детали. Иначе абразив съест и обводные ролики, и себя. Точность и чистота обработки на протяжении одной рабочей операции окажутся непредсказуемыми;
- Конструкция станка должна обеспечивать равномерное натяжение ленты независимо от характера производимой операции;
- Скорость движения ленты должна соответствовать характеру производимой операции.
Кинематика и конструкция
Как сказано выше, конструкций гриндеров существует множество. Соображая, из чего бы и как соорудить гриндер себе, лучше ориентироваться на промышленные образцы, предназначенные полностью механизированной для точной и чистой шлифовки крупногабаритных профилированных деталей: раз «шкурит» как надо лопасть пропеллера самолета или ветродвигателя, то и с любой другой работой справится.
Кинематические схемы гриндеров указанного назначения даны на рис.:

Основные кинематические схемы ленточных шлифоавльных станков (гриндеров)
Поз. А – самая сложная и совершенная, с тремя коромыслами. Если длина коромысла натяжного ролика прим. в 2 раза меньше, чем рабочего, то, регулируя натяжение пружин, можно добиться равномерного натяжения ленты при ходе рабочего коромысла на 20-30 градусов вверх и вниз. Наклоном обводного коромысла, во-первых, станок перенастраивается под ленты разной длины. Во-вторых, таким же образом можно оперативно менять натяжение ленты для разных операций. Рабочей ветвью ленты может быть любая, кроме сбегающей с ведущего шкива до натяжного ролика, т.е. гриндер с 3-мя коромыслами одновременно и горизонтальный, и вертикальный.
Схема с одним несоосным коромыслом в промышленности используется довольно редко, т.к. в принципе не позволяет добиться равномерного натяжения ленты. Однако дает точность, вполне достаточную в домашних условиях и позволяет построить очень неплохой простой гриндер.
Что на что годится
Теперь посмотрим, что возможно «выжать» из той или иной схемы с точки зрения мастера-любителя. А потом попробуем разобраться, как бы самому сделать ленту для гриндера и обойтись без заказных точеных деталей.
Натяжной и ведомые ролики
Изготавливаются из пропиленовых муфт, они продаются в любом хозяйственном магазине. Сборочный чертеж и пошаговое руководство ниже.

Сборочный чертеж муфты
Собираем на шпильку М12 пакет из муфт, трубок Д20, они служат распорками между подшипниками и устанавливаем сами подшипники. На фото ниже видна вся сборка.
Шаг 1. Сборка ролика
Шаг 2. Затягиваем гайки ключом
Стягиваем собранный пакет в одно целое. Обрабатываем болгаркой и лепестковым кругом со всех сторон, добиваясь бочкообразной формы.

Таким же способом собираем следующие два ведомых ролика. Но форму бочонка придаем только ролику натяжному.
Принципиальная схема конструкции гриндера и принцип его работы
Прежде, чем приступать к подбору материала и комплектующих, важно понять принцип работы устройства.
Важно! Некоторые детали гриндера придется приобрести в готовом виде. Возможно, обратиться к услугам токаря.
В конструкции гриндера с механической стороны ничего сложного нет. Важно определить мощность агрегата и найти комплектующие. По сути, главным элементом конструкции выступает мотор и привод, подающий вращающий момент на ролики, вращающие ленту. Все элементы можно сделать как из металла, так и из фанеры, или даже пластика. На фото изображён чертёж гриндера с размерами.
 Устройство гриндера в чертеже
Устройство гриндера в чертеже
Разберём принцип работы гриндера. С помощью мотора в действие приводится группа роликов, один из которых главный, или ведущий, другие – второстепенные. После включения прибора, начинается двигаться шлифовальная лента. С помощью регуляторов можно сместить положение роликов, что позволяет регулировать глубину натяжения и шлифовки и также его угол.
Итак, основными элементами гриндера являются:
- Основание.
- Электродвигатель.
- Прямой ролик со шкивом.
- Натяжные ролики.
- Абразивная лента.
- Стойка.
Кроме того, в конструкцию входят поворотный прижимной механизм.
 Основные узлы гриндера
Основные узлы гриндера
Агрегат, как мы уже говорили может быть, как ручным, так и стационарным. В конструкцию стационарного прибора входят такие элементы, как поворотный столик, с зажимами, который обычно устанавливается на верстак или стационарную раму. Столик может менять угол наклона, поворачиваться вдоль своей оси, а в некоторых моделях – перпендикулярно. Мотор приводится в движение либо ножным приводом, либо приводным мотором, который крепится непосредственно к инструменту на каркас. В качестве «сердца» гриндера могут выступит отслужившие своё старая дрель, болгарка, двигатель от стиральной машины. Главное – обеспечить необходимые обороты, которые позволят обрабатывать именно те поверхности, которые вам необходимы.
Интересный факт! Мощность станка зависит от конструкции ленточного механизма и объема заготовок, которые вы планируете обрабатывать. Чем длиннее шлифовальная лента, тем сильнее мотор нужно устанавливать.
Понятно, что с течением времени сила натяжения ленты может ослабевать, для этого предусмотрены варианты регулировки системы натяжения. Это может быть пружинный фиксатор, а в некоторых случаях регулировать высоту и угол расположения роликов относительно друг друга поможет обычный болт.
Важно! Ролики в гриндере необходимо устанавливать строго вертикально относительно друг друга. Любое изменение положения роликов может привести к разрыву ленты.
При продумывании конструкции заранее определите, каким образом будет происходить очищение рабочей зоны от пыли и защита глаз. Обычно используют откидное стекло из акрила, либо стационарный пылесос. Вы можете подглядеть конструкцию этой части оборудования у промышленных гриндеров.
Совет! Прежде чем определиться с размерами ленты и шириной роликов, прикиньте для себя, какие поверхности вы планируете обрабатывать, их габариты и объёмы работ.
 Пример правильного расположения роликов на гриндере
Пример правильного расположения роликов на гриндере
Как мы уже замечали выше, вопрос выбора ленты для гриндера, один из важнейших. От этого будет зависеть скорость и качество обработки поверхностей. Общеизвестно, что шлифовальные ленты для гриндера различаются по своей длине, ширине и степени жёсткости (зернистости). Чаще всего в станках подобного типа используются следующие размеры лент: 610, 915, 1230, 1600, 1830 мм по длине, по ширине всего два варианта −50 и 100 мм, однако, опытные мастера могут вырезать ленту любой ширины.
Важные правила выбора ленты для гриндера:
- нижнее полотно обязательно должно быть эластично по своей структуре. Тканевая основа лучше выдерживает поверхностное натяжение.
- должна выдерживать предельные угловые скорости − не менее 1500 об/мин;
- абразивное покрытие должно быть качественным. Подбирается под материал;
- натяжение на разрыв должно составлять – не менее 15%;
- лента должна быть устойчива к возможному нагреву, что часто возникает при длительной работе.
Подробнее об устройстве гриндера можно посмотреть в этом видео:
Осталась консоль
Консоль собирается просто. Детали свариваются по чертежу. Предварительно одну трубу нужно согнуть с помощью ручного трубогиба или просто зажав надежно в тисках.
После сварки зачистить швы и подвергнуть чернению для предотвращения коррозии. А можно покрасить эмалью.

Вот что в итоге должно у вас получиться.

Самодельный гриндер в собранном виде без ленты
Если вам понадобиться изменять предельные скорости шлифования то, как вариант, можно изменить диаметры роликов.
Расчёт диаметра ведущего шкива проводится по этой формуле: D=V x 1000 x 60 / π x N
Или воспользоваться частотным регулятором для смены оборотов. Вариантов для реализации много, главное желание сделать все своими руками и не боятся трудностей.