 При проведении ремонта или строительства сварочные работы всегда востребованы. Основным компонентом считается держатель электродов для сварочного аппарата. Вне зависимости от того, кем будут выполняться эти работы, мастерами или любителями, должны соблюдаться все требования и правила техники безопасности при оптимальном удобстве и простоте. Залогом комфортабельной работы может стать качественный трезубцевый держатель электродов для сварочного аппарата.
При проведении ремонта или строительства сварочные работы всегда востребованы. Основным компонентом считается держатель электродов для сварочного аппарата. Вне зависимости от того, кем будут выполняться эти работы, мастерами или любителями, должны соблюдаться все требования и правила техники безопасности при оптимальном удобстве и простоте. Залогом комфортабельной работы может стать качественный трезубцевый держатель электродов для сварочного аппарата.
Классификация держателей электродов
Главной задачей этого инструмента стоит закрепление электрода, подведение рабочего тока и осуществление полного управления в процессе сварки. Из этого следуют обязательные требования, которые предъявляются к такому оборудованию:
 Надёжная и крепкая фиксация электродов различных диаметров в разных положениях.
Надёжная и крепкая фиксация электродов различных диаметров в разных положениях.- Качественный контакт для стабильной токопередачи.
- Высокий срок службы и стойкость к сложным условиям эксплуатации.
- Удобство работы и хвата в руке, отсутствие лишней нагрузки и дискомфорта.
 Надёжная и крепкая фиксация электродов различных диаметров в разных положениях.
Надёжная и крепкая фиксация электродов различных диаметров в разных положениях.Развитие сварочного оборудования и требуемой оснастки повлияло и на держатели, которые также модернизировались и развивались, расширяя представленный ассортимент на рынке электрододержателей.
В основном держатели для сварочного аппарата можно разделить на специализированные и универсальные, изготовление которых регламентируется требованиями ГОСТа:
 Держатель зажим-прищепка, пружинный или рычажный, который обладает очень простой конструкцией, и низкой ценой — самый популярный среди мастеров вариант. Может быть, выполнен в различных модификациях, различия которых в совместимости с большинством сварочных аппаратов и полной изоляцией поверхностей сварочного держателя электродов. Обеспечивает высокое качество рабочего шва, эффективный уровень энергосбережения и автоматический поджог электродуги.
Держатель зажим-прищепка, пружинный или рычажный, который обладает очень простой конструкцией, и низкой ценой — самый популярный среди мастеров вариант. Может быть, выполнен в различных модификациях, различия которых в совместимости с большинством сварочных аппаратов и полной изоляцией поверхностей сварочного держателя электродов. Обеспечивает высокое качество рабочего шва, эффективный уровень энергосбережения и автоматический поджог электродуги.- Вилка-трезубец или цанга. В обычном представлении очень спорный вариант, запрещённый к эксплуатации в большинстве стран мира из-за незащищенной поверхности, находящейся под напряжением и создающей постоянную опасность причинения серьёзной травмы для человека. Автоматизированный вариант считается более безопасным при работах, а также может обеспечить высокий уровень выполняемых работ и их эффективность. Основываясь на практике, большинство мастеров, кто использовал такой вид, получили ожоги и удары током даже со смертельным исходом.
- Винтовой держатель позволяет крепко закрепить катод. Основным недостатком отмечается постоянное закручивание и откручивание винта в зажимном устройстве при смене рабочего электрода.
- Безогарковый электрододержатель позволяет оперативно вставлять новый материал и полностью исключает получение неиспользованных частей электрода. Конструкция устроенна так, что электрод фиксируется привариванием катода к концу изолированного стержня и поэтому полностью расходуется при работе.
 Держатель зажим-прищепка, пружинный или рычажный, который обладает очень простой конструкцией, и низкой ценой — самый популярный среди мастеров вариант. Может быть, выполнен в различных модификациях, различия которых в совместимости с большинством сварочных аппаратов и полной изоляцией поверхностей сварочного держателя электродов. Обеспечивает высокое качество рабочего шва, эффективный уровень энергосбережения и автоматический поджог электродуги.
Держатель зажим-прищепка, пружинный или рычажный, который обладает очень простой конструкцией, и низкой ценой — самый популярный среди мастеров вариант. Может быть, выполнен в различных модификациях, различия которых в совместимости с большинством сварочных аппаратов и полной изоляцией поверхностей сварочного держателя электродов. Обеспечивает высокое качество рабочего шва, эффективный уровень энергосбережения и автоматический поджог электродуги. Наряду с вышеприведёнными вариантами, существует ещё и специализированные держатели, которые предназначаются для создания определённого вида швов и изделий. К таким моделям можно отнести держатели для нескольких электродов одновременно или для работы под напряжением трехфазной дуги. Основным отличием считается большой вес и сложная конструкция, что относит такие модели к специализированным и не имеющим широкого применения. Каждый мастер индивидуально под себя делает выбор нужного оборудования, основываясь на личных потребностях и условиях работы.
Наряду с вышеприведёнными вариантами, существует ещё и специализированные держатели, которые предназначаются для создания определённого вида швов и изделий. К таким моделям можно отнести держатели для нескольких электродов одновременно или для работы под напряжением трехфазной дуги. Основным отличием считается большой вес и сложная конструкция, что относит такие модели к специализированным и не имеющим широкого применения. Каждый мастер индивидуально под себя делает выбор нужного оборудования, основываясь на личных потребностях и условиях работы.
Основные нюансы для правильного выбора
Выбор правильного держателя — очень ответственное занятие, от которого зависит то, насколько будет безопасна и комфортна работа сварщика. При выборе нужно обращать внимание на следующие параметры:
Технические характеристики
Очень важным моментом функциональности должно быть соответствие инструмента сварочной мощности аппарата. При выборе держателя с меньшим рабочим током возможен выход его из строя с дальнейшим разрушением. В обратной ситуации при выборе держателя с запасом могут возникнуть трудности в работе, излишняя физическая нагрузка и неудобство при работе. Поэтому обязательно нужно выбирать держак, который соответствует силовым показателям сварочного аппарата и диапазону электродов, которыми будет производиться сварка деталей.
Габаритные показатели
 Для комфортной работы инструмент должен быть максимально компактным и лёгким. Лишний вес и запас прочности никак не скажется на проведение краткосрочных работ по сварке, а при длительной работе он может вызвать сильны дискомфорт и перенапряжение мышц с последующим снижением качества сварочного шва. Агрессивная среда эксплуатации инструмента должна компенсироваться просчитанным запасом прочности для исключения преждевременного выхода из строя. Корпус, рукоять и изолирующие элементы, как правило, производятся из пластика с высокой степенью изоляции.
Для комфортной работы инструмент должен быть максимально компактным и лёгким. Лишний вес и запас прочности никак не скажется на проведение краткосрочных работ по сварке, а при длительной работе он может вызвать сильны дискомфорт и перенапряжение мышц с последующим снижением качества сварочного шва. Агрессивная среда эксплуатации инструмента должна компенсироваться просчитанным запасом прочности для исключения преждевременного выхода из строя. Корпус, рукоять и изолирующие элементы, как правило, производятся из пластика с высокой степенью изоляции.
Профессиональные мастера рекомендуют к выбору инструмент с массивным литым зажимом, который в отличие от наборных пластинчатых прищепок не подвержен сильному износу. Максимальной надёжностью отличается винтовой вид, у которого фиксация электрода происходит при помощи зажимного винта. Закрепляя его в одном положении, тем самым обеспечивается надёжный контакт.
Ценовая политика
Выбор различных держателей на рынке очень велик. Цены могут варьироваться от 100 до 10 тысяч рублей. Следует брать во внимание, что дешёвые модели конструктивно могут не отличаться от дорогих брендовых. Цену может оправдать только применение наиболее качественных материалов с правильной подгонкой и установкой деталей. Но даже при этом дорогая модель не рассчитана на длительное и активное применение в несколько рабочих смен мастерами.
Дешёвые и простые модели оправдают себя в быту для разовых работ начинающими мастерами, которые не имеют серьёзных требований к инструменту и не готовы вкладывать большие суммы в него.
 К дополнительным советам можно отнести рекомендацию по покупке запасного держателя, который сможет выручить при неожиданном выходе из строя основного инструмента. Не стоит забывать, что держатель не только подразумевает под собой его правильное применение при работах, но и также соответствующий уход. У инструмента требуется смазывать подвижные элементы, не подвергать излишнему воздействию в агрессивных средах, правильно хранить и транспортировать, а также очищать контактирующие поверхности, чтобы исключить их обгорание при плохом контакте. Благодаря этому держатель обязательно прослужит долгий срок.
К дополнительным советам можно отнести рекомендацию по покупке запасного держателя, который сможет выручить при неожиданном выходе из строя основного инструмента. Не стоит забывать, что держатель не только подразумевает под собой его правильное применение при работах, но и также соответствующий уход. У инструмента требуется смазывать подвижные элементы, не подвергать излишнему воздействию в агрессивных средах, правильно хранить и транспортировать, а также очищать контактирующие поверхности, чтобы исключить их обгорание при плохом контакте. Благодаря этому держатель обязательно прослужит долгий срок.
Изготовление своими руками
Наиболее подходящий под нужные требования инструмент необязательно искать в магазине. Чтобы узнать, как сделать держак для сварки своими руками, нужно изучить требующуюся информацию, обладать материалом и инструментом.
Трезубец считается классикой сварочного производства. Нет такого мастера, который бы ни разу им не воспользовался. Он состоит из трёх арматурных кусков, расставленных по треугольной схеме. Роль изолирующего элемента выполняет отрезок резинового шланга. Иногда применялась тряпичная изолента.
 Главными особенностями можно выделить простую конструкцию, но с низкой безопасностью и комфортом при работе. Для удаления огарка электрода потребуется дополнительный инструмент. При работе таким держателям электрод почти полностью используется. Но из-за некачественной поверхности арматуры, на которой образуются окислы, контакт для поступления рабочего тока получается очень плохой. Для создания нормального контакта требуется периодически обрабатывать арматуру напильником.
Главными особенностями можно выделить простую конструкцию, но с низкой безопасностью и комфортом при работе. Для удаления огарка электрода потребуется дополнительный инструмент. При работе таким держателям электрод почти полностью используется. Но из-за некачественной поверхности арматуры, на которой образуются окислы, контакт для поступления рабочего тока получается очень плохой. Для создания нормального контакта требуется периодически обрабатывать арматуру напильником.
Аналогичным вариантом можно считать инструмент где вместо двух отрезков арматуры применяется железный уголок. При этом контакт получается более качественным, но извлечение огарка также требует применение молотка или пассатижи.
Цанговый зажим электрода изготавливается из любого подручного материала, но процесс потребует времени и сил. Готовое изделие получается довольно надёжным и удобным в эксплуатации. Чтобы изготовить такой держак для сварочного аппарата своими руками, потребуется металлическая пластинка и винтовой зажим, куда будет вставляться электрод и зажимается.
Originally posted 2018-03-28 15:24:04.
Сварка стала самым надежным и быстрым способом создания неразъемных соединений металлических деталей. Неотъемлемой частью любого аппарата ручной сварки является держатель для электрода. Различные конструкции объединяет одно — приспособление служит для замыкания электрической цепи и направления электрода в зону сварочных работ.

Держатель для сварочного аппарата
Требования к держателям
Вне зависимости от деталей конструкции, держак для сварки должен удовлетворять следующие требования:
- обеспечение изоляции сварщика от высокого напряжения;
- теплоизоляция рукояти держателя;
- надежное закрепление провода;
- низкое сопротивление для пропускания токов до сотен ампер;
- надежная фиксация электрода;
- быстрая и удобная замена использованного электрода на новый.
Надежная фиксация и быстрая замена входят в кажущееся противоречие. Они разрешается конструктивными решениями.
Заводские модели фиксаторов
Индустрия сварочного оборудования выпускает насколько основных типов держателей. Они различаются по конструкции, но любой держатель для сварки соответствует государственному или международному стандарту.
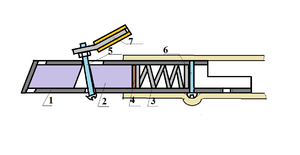
Трезубец
Мягко говоря, традиционная, а откровенно — морально устаревшая конструкция. Отличается чрезвычайной простотой и представляет собой три упругих параллельных стержня, размещенных на расстоянии 1-1,5 см друг от друга. Между свободных концов зажимается конец электрода. Несмотря на высокий коэффициент использования сварочных материалов, и дешевизну — такой держак для сварочного аппарата можно сделать из прутка 6-8 мм за 10 минут — снят с производства во всех развитых и большинстве развивающихся стран. Некоторое количество может продаваться на вторичном рынке.

Держатель-трезубец
Причина запрета — опасность поражения высоким напряжением, высокий риск ожога роговицы ультрафиолетовым излучением. Для извлечения огарка потребуется прилагать большие усилия.
Трезубец с пружиной
Принципиально повторяет конструкцию трезубца, с тем отличием, что средний пруток подпружинен. Это намного облегчает снятие и установку электрода. Однако все недостатки и риски для здоровья сварщика при этом сохраняются. Такие держатели электродов для сварочного аппарата также официально не производятся, но многие домашние мастера делают их самостоятельно. Их привлекает надежность и легкость смены огарка в такой конструкции.

Трезубец с пружиной
Цанговый фиксатор электродов резьбовой
Это современная конструкция держака отличается удобством смены электрода, приятным внешним видом и эргономичной рукоятью.
Замена огарка проводится быстро и без приложения больших усилий. К недостаткам можно отнести ограничение по максимальному току и необходимость оставлять большой огарок — иначе можно повредить пластмассовый корпус. Конструкция отличается минимальным весом и габаритами. Используется преимущественно для точной сварки малогабаритных деталей небольшими токами.

Цанговый фиксатор электродов резьбовой
Цанговый фиксатор электродов зажимной
Одна из самых распространенных конструкций. Электрод зажимается подпружиненным рычагом. Производится много типоразмеров фиксатора для различных диаметров электродов и различных сварочных токов. Эргономика немного страдает из-за выступающего рычага, но этот минус искупается надежным захватом, большой площадью контакта с электродом, а, следовательно, высокими допустимыми рабочими токами. Требует значительного усилия для отжима рычага при снятии-постановке электрода.

Держак-зажим
Держатели для сварки своими руками: как сделать держак для сварки
Если домашний мастер захочет сэкономить немного денег или просто проверить свои возможности- то ему будет по силам изготовить держак для сварочного аппарата своими руками. Самоделка будет несколько уступать заводской продукции по внешнему виду и эксплуатационным качествам, но будет вполне надежной. Ниже мы расскажем о нескольких популярных конструкциях.
Трезубец своими руками
Повторить такую конструкцию можно за несколько минут.- Для изготовления достаточно нескольких кусков круглого прутка или арматуры диаметром 6-8 мм и куска резинового шланга для изоляции рукоятки. Разумеется, потребуется и сварочный аппарат.
Важно! Необходимо тщательно зачистить и пропаять место присоединения сварочного кабеля к держателю.
Держатель получится страшноватый, но вполне надежный. Во время заботы придется периодически зачищать от окалины прутки в месте контакта с электродом.

Самодельный трезубец с пружиной
Металлический уголок и стержень арматуры
Единственный пруток приваривается одним концом к внутреннему углу уголка, а другим прижимает электрод к его боковым граням.
Этот вариант получится более тяжелым и еще более неприглядным, но за свет улучшения контакта стержня и держателя — более надежным и стабильным в работе. Конструкция сохраняет все те же риски, что и трезубец.
Вилка с пружиной
Это продвинутый вариант трезубца. Прутки нудно выполнить из качественной упругой нержавейки, средний пруток у основания завивается одним или двумя пружинными витками. Подпружиненный таким образом стержень обеспечить быструю и удобную замену огарка.
Ввиду сохранения оголенных токоведущих частей, находящихся под высоким напряжением (около 100 вольт), и в этом варианте присутствует риск поражения электроударом. Кроме того, этот самодельный держак для сварки обойдется заметно дороже из-за стоимости материалов и дополнительной операции навивки пружины, требующей специального оборудования или оснастки.
Резьбовой и зажимной цанговые фиксаторы
Для резьбового фиксатора понадобится готовый цанговый зажим. Самостоятельное изготовление также возможно, но потребуется сверлильный или фрезерный станок и комплект ручного слесарного инструмента. Придется изготовить фасонную гайку с внутренним конусом и конусовидный же прорезной зажим с наружной резьбой и внутренним отверстием, совпадающим с диаметром электрода. На это уйдет несколько часов.

Самодельный цанговый держатель
Зажимной держатель проще по конструкции, рычаг и основание можно выполнить из толстой металлической полосы. Он обеспечит достаточный контакт с электродом.
Какой держатель выбрать
Выбор держателя зависит от вида наиболее часто проводимых сварочных работ. При сравнении различных моделей следует уделить внимание следующим свойствам:
- Технические параметры. Максимально допустимый ток должен быть на 10% ВЫШЕ, чем указано в паспорте сварочного аппарата. Слишком большой запас смысла не имеет, а только приведет к повышенной утомляемости сварщика за счет большего веса
- Габариты и вес. Особенно важно, если планируется большой объем работ. За несколько часов сварки лишние 100 граммов веса и 5 сантиметров длины превратятся в пудовые гири.
- Условия использования. Если планируются работы на открытом воздухе, при низких или наоборот, высоких температурах, повышенной влажности и т.д., материал держателя должен выдержать эти испытания и не рассыпаться через неделю.
- Стоимость. Тут разброс просто поражает — от 200 до 15 тыс. руб. Выбор зависит от перечня и объема планируемых работ. Если требуется раз в неделю приварить уголок к забору или починить раму культиватора — вполне справиться и 200- рублевый. Преимущества ESAB-овского цангового держателя за 15000 руб. проявятся лишь при профессиональном применении и больших объемах сварочных работ.

Разнообразие держателей для сварочного аппарата
Разумным будет приобретение недорогого держателя про запас, чтобы не прерывать важную работу при внезапном выходе из строя основного. Держатель прослужит намного дольше, если за ним регулярно ухаживать. Зажим надо держать чистым и регулярно очищать его от окалины и других загрязнений. Хороший контакт с электродом обеспечит запланированное качество сварки и продлит срок службы устройства.
Какие особенности приспособления следует учитывать
Ниже кратко сформулированы наиболее значимые особенности устройства, которым нужно обязательно уделить внимание:
- Эргономичность, вес, линейные размеры.
- Состояние зажимного устройства: надежность контакта между губками и катодом, качество обработки поверхности.
- Качество изоляции рукоятки. Сотня вольт может не только напугать, но и запросто убить.
- Максимальный рабочий ток и диаметр совместимых с держателем электродов.
- Надежность присоединения сварочного кабеля. Лучшее соединение — пропаянное, следом за ним по качеству идет резьбовое. Китайские обжимные соединения лучше оставить на полке.
Правильно подобранный в магазине или добротно изготовленный своими руками держатель для сварочного аппарата обеспечит возможность заниматься любимым делом, не отвлекаясь на мелочи вроде выпавшего стержня или отвалившегося кабеля.
Главная » Статьи » Держак для сварочного аппарата своими руками
Самодельный держак для электродов
Несмотря на надежность заводских конструкций сварочных аппаратов в процессе эксплуатации отдельные его части могут выйти из строя, в том числе и приспособление для удержания электродов. Безусловно, можно приобрести данные запчасти в магазине. Они представлены в продаже широко, но преимущественное большинство профессионалов предпочитают устанавливать самодельный держак для электродов. Его конструкция проста, но она должна точно соответствовать определенным стандартам:
- самоделка должна обеспечивать диэлектрическую защиту сварщика;
- сварочный держак должен хорошо теплоизолирован;
- провода должны быть закреплены надежно и качественно;
- держатель должен выдерживать электрические токи в несколько сотен ампер;
- электрод должен удерживаться максимально крепко;
- замена электродов должна быть проста и оперативна.

Два последних требования по факту противоречат друг другу, поэтому самодельный держак для сварки – это всегда компромисс для мастера.
Держак для сварочного аппарата заводского исполнения
Производители предлагают три модификации держаков сварочных:
- Цанговый держак для электродов. Это удобный в эксплуатации вариант. Замена огарка на новый электрод выполняется легко, прекрасно осуществляет защитные функции и выглядит эстетично. Но цанга стоит дорого и имеет лимитирование по силе тока. Кроме этого, экономить на электродах не позволяет, поскольку запрещено оставлять короткий огарок.
- Держак для сварки – прищепка. Самое популярное предложение производителей. Изготавливается в широко диапазоне размеров, диаметров электродов и силы сварочного тока. Прищепка не достаточно удобна в использовании, но весьма надежна. Она характеризуется хорошим контактом с электродами, отсутствие ограничений по электротоку, не требует приспособлений. Ее недостатки – это проблематичная смена огарка и большие габариты.
- Трезубец или вилка. Эта модификация держателя для сварочного оборудования, практически, вышла из употребления, поскольку не соответствует современным нормативам. Трезубец – это советский стандарт.
Как сделать держак для сварки своими руками
Аналогично заводским конструкциям изготавливается держак для сварочного аппарата своими руками. Существует множество технологий, как сделать приспособление, но наиболее часто встречаются следующие конструкции:
- Трезубец. Это классическое исполнение приспособления своими руками. Еще в советские времена сварщики мастерили свой инструмент именно по этому принципу. Держак представляет собой вилку, сваренную из трех рифленых кусков арматуры. В качестве изолятора применяется рукоятка от руля велосипеда или фрагмент резинового шланга. В отдельных случаях диэлектриком держака для сварки своими руками использовалась тряпичная изолента. Такая конструкция проста в изготовлении, но опасна и неудобна в использовании. Она обеспечивает плохой контакт с электродом, огарок извлекать сложно, арматура постоянно окисляется. Советские сварщики предлагали весьма своеобразные способы, как сделать сварочный держак. Одна из наиболее удачных конструкций – это приваренный к металлическому уголку арматурный прут. Ее единственным недостатком является сложность замены огарка.
- Трезубец с пружиной. Это улучшенный вариант от вышеописанного держака сварочного аппарата своими руками. Это та же вилка, но зубцы расположены, практически, в одной плоскости. Электрод вставляется между пальцами, центральный из них подпружинивает его. Этот сварочный держак своими руками изготавливается из дорогостоящих материалов, таких как высоколегированная нержавеющая сталь. Контакт с электродом – крепкий, менять огарок – достаточно легко. В качестве диэлектрика держака для сварочного аппарата своими руками для защиты сварщика применяется резина.
- Резьбовая цанга. Держак можно изготавливать из любого металла. Он обеспечивает надежный контакт электрода, легкую смену огарка, надежен и удобен в эксплуатации. Его недостатком является сложность изготовления. Особенности конструкции означены на чертеже.
- Зажимная цанга. Это модернизация резьбовой цанговой модели. Вместо резьбового крепежа используется пружинный механизм. Достоинства конструкции очевидны – легкость замены огарка и надежность крепления электродов. Прежде чем задаваться вопросом, как сделать держак для сварки этой конструкции, необходимо тщательно проанализировать электрическую схему. Чем мощнее пружина, тем надежней контакт, а предельная сила тока возрастает. Если использовать более слабый зажим, токовая нагрузка снижается. Здесь важно предусмотреть и второй разъем, который подводит ток к земле. Хотя ему не нужно обеспечивать электро- и тепловую защиту, контакт должен быть максимально надежным. Лучше, если механизм зажима будет изготовлен из латуни или меди.
Резюмируем
Каждый сварщик решает сам приобрести держатель в магазине или изготовить его самостоятельно. Но, как показывает практика, целесообразно делать самодельные приспособления, как по соображениям финансовых затрат, так и по удобству эксплуатации.
Поделись с друзьями
svarkalegko.com
Делаем держак для сварки

Пришло время для самодельного держака для электродов. По крайней мере мастер придумал для сварки. Понадобится отрезок 12 шпильки. Три гайки. Латунный барашек. Кусок пластиковой трубы. Хомут. Для начала просверлить отверстие. Наверху 4 миллиметра, внизу 6 мм.
Неодимовый магнит в китайском интернет-магазине.
Дырки просверлил. Получается простая конструкция, между двумя гайками зажата пластиковая труба. В отверстие рядом с барашком вставляется электрод. Элементарно подтянул. На другой стороне дырка побольше. Лучше 6 мм, потому что провод должен поместиться. Вставляем сварочный провод, гайкой оттягиваем и прижимаем. Кабель фиксируем хомутом. Далее используем термоусадку или гайки закрываем изолентой для безопасной работы. 
На сварочном аппарате мастер показал, как выглядит приспособление на проводе. Он прошёл через шпильку, гайкой поджали, хомутом провод. Барашком зажимаем электрод. Простой и очень удобный держак. Электрод хорошо фиксируется. При работе нет такого, чтобы он болтался. Легко снимается. Чуть ослабил и вытащил. Затянул. Высокая надежность.
Масса на магнитах тут.
izobreteniya.net
Выбор электрододержателя для ручной дуговой сварки. Держатель своими руками

Электрододержатель для сварки ММА – приспособление, предназначенное для удержания штучного электрода и подачи на него электрического тока.
Хороший держатель электродов:
- дает надежное крепление электрода и возможность быстрого изменения угла выхода электрода;
- гарантирует полноценный электрический контакт;
- обеспечивает быструю замену электрода.
- легкость – не последний параметр, на который необходимо обратить внимание. В конце рабочего дня с тяжелым электрододержателем у вас будут отваливаться руки.
Нормальная масса – от 350 грамм для тока 125А до 750 грамм для тока 500А.
Полезный совет: не стоит покупать электрододержатель с запасом мощности, исходя из распространенного заблуждения, что он прослужит дольше. На самом деле профессиональные электрододержатели точно выдерживают нагрузку, о которой заявляют, но только при условии, что вы приобрели брендовое изделие.
Наиболее распространные типы электрододержателей:
- пружинные;
- винтовые (или зажимные)
Наиболее популярными в настоящее время являются универсальные электрододержатели, которые благодаря подпружиненному механизму зажима и специально сконструированным латунным или медным губкам, позволяют размещать электрод в различных пространственных положениях. Корпус сварочного держателя, рукоятка и подвижные части должны быть изготовлены из качественных изоляционных и теплоизоляционных материалов. Это может быть пластик или керамо-пластик.
В связи с большим наплывом некачественной продукции из Китая на рынки сварочной техники, при покупке элетрододержателя рекомендуется проверять магнитом его токоведущие части. Часто бывает, что они изготовлены из стали, на поверхности которой выполнено покрытие под медь. Такой же процедуре проверкой магнитом рекомендуется подвергать и клеммы заземления, чтобы не получить в итоге приспособление, которое быстро перегреется и сгорит во время сварки.
Новички в сварочном деле часто задают вопрос: зачем покупать новый электродержатель, если при покупке сварочного инвертора в комплекте к нему уже прилагается все необходимое для сварки?

КВ-200
Ответ очень прост: зачастую, электродержатель, идущий в комплекте со сварочным аппаратом, быстро выходит из строя, независимо от того, пользуетесь вы им на производстве или время от время варите в домашних условиях. Обычно это модель КВ-200. Из-за того, что для ее изготовления используют дешевые материалы, первое, что выходит из строя – прижимные губки, которые подгорают и не дают надежной фиксации. Электрод начинает болтаться, что действует на нервы сварщику и сказывается на качестве сварочных швов.
Кстати, качество остальных комплектующих, особенно, если речь идет о дешевцых сварочных аппаратах для домашней сварки типа Ресанта, Сварог, Фубаг и прочее, как правило, оставляет желать лучшего. Это относится и клемме массы и к сварочным кабелям. У Ресанты кабель и вовсе алюминиевый, что может выглядеть фантастическим, но это действительно так. Хитрые китайцы нанесли на него медное покрытие в несколько микрон, чтобы, когда вы снимете изоляцию, не было видно подлога, но это не должно вас вводить в заблуждение. Сделайте засечку ножом, и вы убедитесь, что в сердцевине светлый металл. Так же возникают вопросы к длине кабелей и к их жесткости. Но это тема отдельной статьи. Все комплектующие лучше покупать отдельно.
Переходим к конкретике…
Бренды, которые пользуются авторитетом у сварщиков:
- Всем известная немецкая фирма ABICOR BINZEL. В первую очередь известна по своим горелкам для аргонодуговой сварки, которые повсеместно используются. Для ручной дуговой сварки у BINZEL простой ассортимент из четырех моделей электрододержателей пружинного типа DE 2200, DE 2300, DE 2400, DE 2500 «KURT HAUFE», похожих друг на друга как две капли воды и отличающихся только лишь силой тока (от 200 до 600А), соответственно, массой и габаритами. Они надежные, выполнены из качественных материалов, обеспечивающих необходимые механические и термические свойства и обеспечивают фиксацию электрода в четырех положениях. На сварочном рынке серию «KURT HAUFE» очень любят подделывать, так что будьте осторожны!
- Шведская промышленная компания Esab. Серии Eco Handy, PRIMA. Электрододержатель винтового типа обеспечивает более надежное крепление электрода. Он фиксируется в посадочных отверстиях без люфта: в положении 90 градусов в торцевом отверстии и в положении 90 и 45 градусов в отверстии, расположенном на диаметре.

Минус: электрододержатель тяжеловат, но это единственный его недостаток. В комплекте: мощный шестигранник и медная пластина, которой обматывается и обжимается кабель.
- Telwin. Стоят дешевле, чем предыдущие бренды, хотя продавцами позиционируется как Италия. Но мы то знаем, где делают продукцию, которая стоит дешевле. Хотя качество приемлемое. Стоят добротные изоляторы, которые не горят даже на токах более 300А при продолжительной работе, крепления не ослабляются. Из минусов: тяжелей, чем тот же ABICOR BINZEL
- Электрододержатели Eagle/Falcon. От компании Trafimet, Италия. По нашему скромному мнению – один из лучших представителей в своем виде. К фурнитуре и креплениям претензий нет. Несомненный плюс: малый вес, удобно лежит в руке.
Электрододержатель своими руками
Держак «Трезубец»
Поднимая подобную тему очень сложно обойти вниманием вариант «трезубца», который каждый уважающий себя сварщик собирает для себя сам. Конструкция его проста и незамысловата, поэтому трудно удержаться от соблазна сделать его своими руками, какое-никакое, а творчество, к которому, несомненно, лежит душа каждого настоящего сварного. При этом вы самостоятельно сможете оценить все плюсы и минусы самодельного держака, да и ругать за некачественную сборку можно будет только себя. Данное народное творчество подходит и тем, кому заводские держатели не по душе.
Способов сборки существует множество. Приведем самый простой из них.
Тело держака (трезубец) делают путем гибки арматуры (или прутка), изготовленной из углеродистой стали, диаметром 8 мм ( можно 6 мм, но быстро прогорает, можно взять диаметр >8мм). Как показывает опыт, восьмерки и надольше хватает и ей удобней работать.
Далее, изготавливается трубка наподобие клеммы, разделенной на две части, одна часть обжимает кабель, зачищенный от изоляции, вторая держит изоляцию кабеля. Все это приваривается к трезубцу. Эта операция самая ответственная, так как ненадежный контакт приводит к нагреву. Изолятор (например, отрезок армированного шланга) одевается нагоряче. Для предотвращения ослабления крепления изолятора можно применить, например, высокопрочный анаэробный фиксатор резьбы Done Deal.


Держак «Уголок»
Имеет схожую конструкцию с трезубцем, почему он так называется, хорошо видно на фото. Минус: в трезубце все зажимы пружинят, в уголковом же варианте вся нагрузка приходится на один центральный стержень.
Плюс: не нужно бить или чиркать, удаляется электрод следующим электродом и всегда знаешь, куда он полетит.

«Трезубец» VS заводского электродержателя
По мнению некоторых сварщиков более надежного держателя просто не существует. Другие же предпочитают идти в ногу со временем и приобрести себе заводской держатель. Давайте попробуем сравнить их и прийти к общему мнению, что же лучше для сварки?
Достоинства самодельного держателя:
- Минимальные затраты на изготовление;
- Не требует бережного отношения и не боится падений с высоты;
- Если вам приходится сваривать окрашенный металл и нет возможности его зачистить, например, болгаркой, то это можно с легкостью сделать самим держателем.
Недостатки:
- Запрещен по технике безопасности на производстве;
Понятно, что никто не будет нас инспектировать, каким держателем мы пользуемся, однако, это дает нам возможность задуматься, поскольку из-за его оголенности есть большая вероятность пробивания электрическим током, особенно в сырую погоду или при работе с влажным металлом.
- Конструкция ограничивает варианты крепления электрода поскольку иногда приходится зажимать строго вертикально электрод, чтобы добраться до труднодоступных мест;
- Замена огарка в трезубце так же оставляет желать лучшего, поскольку в каких-то случаях она даже травмоопасна ( когда выбиваешь электрод не знаешь, куда он может полететь – запросто может угодить в глаз);
- Большая вероятность замкнуть о конструкцию. Особенно это трагично при ремонте конструкций, обшитых профлистом. Малейшее касание электрододержателя о профлист – и моментальный прожог, который испортит внешний вид.
Держатель – главный инструмент в руках сварщика, поэтому отнеситесь к его выбору наиболее ответственно!
Похожее
svarka-master.ru
Несмотря на кажущуюся простоту конструкции – удерживающее приспособление для электродов (держак) является ответственным узлом. Он должен соответствовать определенным требованиям:
- Надежная диэлектрическая защита оператора;
- Теплоизоляция рукоятки;
- Качественное крепление провода для сварочного аппарата;
- Способность выдерживать токи, измеряемые сотнями ампер;
- Крепкий захват электрода;
- Легкая замена огарка на новый электрод.
Два последних пункта фактически противоречат друг другу, поэтому конструкция держателя электродов – это всегда компромисс. Профессиональные сварщики, не умолкая, спорят о преимуществах и недостатках тех или иных конструкций держаков.

Мы с вами рассмотрим как фабричные, так и самодельные держатели электродов.
Держатели заводского исполнения
- Цанга;
 Достаточно удобный вариант. Замена огарка на новый электрод выполняется без усилий. Выглядит эстетично. Достоинства – эргономичная рукоятка, отличная защита сварщика от температурных и электрических воздействий. Недостаток – высокая стоимость и ограничения по максимальному току сварки. Нельзя оставлять короткий огарок – велика вероятность повредить рукоятку.
Достаточно удобный вариант. Замена огарка на новый электрод выполняется без усилий. Выглядит эстетично. Достоинства – эргономичная рукоятка, отличная защита сварщика от температурных и электрических воздействий. Недостаток – высокая стоимость и ограничения по максимальному току сварки. Нельзя оставлять короткий огарок – велика вероятность повредить рукоятку. - Прищепка;Самая распространенная фабричная конструкция. Выпускается в разнообразных размерах, для любых токов сварки и диаметров электродов. Не слишком удобна из-за торчащего рычага, но надежность перекрывает эргономические просчеты. Достоинства – практически нет ограничений по току, очень надежный контакт с электродом, для смены огарка не требуется дополнительных приспособлений. Недостаток – громоздкая конструкция, для установки нового электрода требуется большое усилие.
- Вилка (трезубец).Наиболее известный и популярный вариант, особенно для сварщиков старой советской школы. Одновременно – самая противоречивая конструкция. На сегодняшний день отсутствует в продаже, можно найти лишь старые экземпляры на вторичном рынке. Причина – запрещена нормативами техники безопасности из-за высокой вероятности получить лучевой ожог глаз. Достоинства – феноменальная простота конструкции. Недостатки – высокий травматизм, плохой контакт с электродом, для извлечения огарка требуется дополнительное приспособление.
 Достаточно удобный вариант. Замена огарка на новый электрод выполняется без усилий. Выглядит эстетично. Достоинства – эргономичная рукоятка, отличная защита сварщика от температурных и электрических воздействий. Недостаток – высокая стоимость и ограничения по максимальному току сварки. Нельзя оставлять короткий огарок – велика вероятность повредить рукоятку.
Достаточно удобный вариант. Замена огарка на новый электрод выполняется без усилий. Выглядит эстетично. Достоинства – эргономичная рукоятка, отличная защита сварщика от температурных и электрических воздействий. Недостаток – высокая стоимость и ограничения по максимальному току сварки. Нельзя оставлять короткий огарок – велика вероятность повредить рукоятку. Самая распространенная фабричная конструкция. Выпускается в разнообразных размерах, для любых токов сварки и диаметров электродов. Не слишком удобна из-за торчащего рычага, но надежность перекрывает эргономические просчеты. Достоинства – практически нет ограничений по току, очень надежный контакт с электродом, для смены огарка не требуется дополнительных приспособлений. Недостаток – громоздкая конструкция, для установки нового электрода требуется большое усилие.
Самая распространенная фабричная конструкция. Выпускается в разнообразных размерах, для любых токов сварки и диаметров электродов. Не слишком удобна из-за торчащего рычага, но надежность перекрывает эргономические просчеты. Достоинства – практически нет ограничений по току, очень надежный контакт с электродом, для смены огарка не требуется дополнительных приспособлений. Недостаток – громоздкая конструкция, для установки нового электрода требуется большое усилие. Наиболее известный и популярный вариант, особенно для сварщиков старой советской школы. Одновременно – самая противоречивая конструкция. На сегодняшний день отсутствует в продаже, можно найти лишь старые экземпляры на вторичном рынке. Причина – запрещена нормативами техники безопасности из-за высокой вероятности получить лучевой ожог глаз. Достоинства – феноменальная простота конструкции. Недостатки – высокий травматизм, плохой контакт с электродом, для извлечения огарка требуется дополнительное приспособление.
Наиболее известный и популярный вариант, особенно для сварщиков старой советской школы. Одновременно – самая противоречивая конструкция. На сегодняшний день отсутствует в продаже, можно найти лишь старые экземпляры на вторичном рынке. Причина – запрещена нормативами техники безопасности из-за высокой вероятности получить лучевой ожог глаз. Достоинства – феноменальная простота конструкции. Недостатки – высокий травматизм, плохой контакт с электродом, для извлечения огарка требуется дополнительное приспособление.Самодельные конструкции
Трезубец
Это просто классика сварочного дела. Едва ли найдется электросварщик, который не держал в руках «вилку», сваренную из трех кусков рифленой арматуры. В качестве диэлектрической рукоятки обычно использовался кусок резинового шланга, или рукоятка от велосипедного руля. Иногда обходились просто тряпичной изолентой.

Вариант простейший в изготовлении, однако, довольно неудобный и опасный во время эксплуатации. Самая большая проблема – извлечение огарка. Благодаря особенностям конструкции, электрод использовался практически полностью – это всегда презентовалось как одно из достоинств.
При этом огарок извлекался при помощи молотка или плоскогубцев. Наверное, вы не раз видели картину, когда сварщик колотит держаком об асфальт, выбивая из него остаток электрода. Еще одним недостатком является плохой контакт.
Обычно сварщики списывали неудачный шов на «плохие электроды», на самом деле – виной потерь силы тока являются ржавые окислы на поверхности арматуры. Поэтому напильник для зачистки – неизменный спутник такого приспособления.
Более продвинутый вариант – пруток, приваренный к металлическому уголку.

Такая конструкция более надежна, электрод удерживается прочно и электрический контакт хороший. Недостаток один – по-прежнему трудно производить замену огарка на новый электрод.
Трезубец с пружиной
Модернизированный вариант предыдущей модели

Такая конструкция варится из качественной стали, лучше всего – нержавейки, для обеспечения надежного контакта. Центральный палец подпружинивает электрод, что несколько облегчает смену огарка.
Конструкцию, а также используемые материалы хорошо видно на рисунке.

Недостаток один – дорогостоящие материалы (нержавеющая сталь). При этом себестоимость существенно ниже фабричного изделия.
Как сделать самодельный держак с пружиной подробно в этом видео.
Цанговый (резьбовой) вариант
Конструкция надежная и удобная в работе. Недостаток один – хлопотное изготовление. Технологию изделия видно на чертеже.

Сделать такой держатель своими руками можно из любого металла. Главное – надежный контакт сварочного кабеля.
Цанговый (зажимной) вариант

Техническое развитие предыдущего варианта держака. Вместо резьбового соединения используется пружинный зажим. Очевидные преимущества конструкции – легкость смены огарка на новый электрод. Опять же компромиссный вариант. Чем мощнее пружина – тем больше усилия прилагается для замены электрода.
Но при этом надежность контакта, а стало быть, предельная величина тока – возрастает. И наоборот, комфорт в работе снижает токовую нагрузку.
Не менее ответственным является второй разъем, подводящий ток к объекту сварки – земля.

Ему не требуется обеспечивать тепловую и электрическую защиту. Но контакт должен быть исключительно надежным. В противном случае за счет сопротивления уменьшается сила тока, и эффективность сварки падает. Зажим лучше всего выбрать медный или латунный. Крепление кабеля должно быть как можно ближе к точке контакта с металлом.
Если в месте крепления земляного зажима будет искрение – помимо потерь тока можно получить прихватывание к заготовке. Это испортит и зажим, и обрабатываемый металл.
При работе часто приходится отводить держак на большое расстояние от трансформатора. Чтобы не сильно ограничивать себя в расстоянии – существуют удлинители как питающего, так и рабочего кабеля. Сетевой удлинитель сварочника мало чем отличается от обычного. Учитываются несколько требований. Рабочий ток не ниже 25 Ампер.
Термостойкая гибкая изоляция. Надежные вилки и розетки, желательно с фиксатором ответной части.
Если речь идет об удлинителе рабочего кабеля – то его сечение не должно быть меньше основных проводов. Способ соединения также особый – используются специальные байонетные соединители.
Тогда потери тока в разъемах исключены.
А в этом видео подробно объяснено, на что обратить внимание при выборе держака для сварочного аппарата.
ВАЖНО! Общий принцип работы со сварочным аппаратом – чем короче провод, тем сильнее ток.
Прочитав материал, вы сами сможете решить, каким держаком пользоваться. И помните: сварка, как и связь – это наука о контактах!
В производственном процессе, строительных работах и повседневной жизни электрическая сварка – важный момент. Вместе с выбором электрических проводников и варочного агрегата следует внимательно отнестись и к держаку электропроводников для сваривания.
Существует большое число фиксаторов, которые различаются один от другого фигурацией, объемом. Можно изготовить держак для сваривания самостоятельно.
В нашем обзоре поговорим, как изготовить держак для сварочного оборудования собственными силами.
Основные требования
Фиксирующий предмет для электропроводников — очень важное звено. Его устройство довольно-таки несложное.
Перечислим определенные требования:
- Следует создать соответствующую диэлектрическую и изоляционную защиту.
- Проводник следует закреплять крепко.
- Следует обеспечить прочную фиксацию стержней.
- Огарок должен без труда заменяться следующим стержнем.
Фабричные фиксаторы
Перед тем, как рассматривать изготовление держака для сварки своими силами, узнайте о фабричных разновидностях. Их несколько.
Цанга
Очень простая форма держака для сварки, он легкий и небольшой по размеру. Электрический проводник несложно заменить другим.
Ручка цанги надежно защищает от электрического и температурного воздействия. К минусам относится цена, определенные рамки рабочего напряжения. Недопустимо оставлять небольшой огарок. Это может деформировать рукоять.
Следует запомнить, при укорачивании длины электропроводника увеличивается напряжение, направленное к нему.
Прищепка
Самый распространенный вид фиксирующих устройств. В зависимости от рабочего напряжения и сечения электрического проводника держак для сварки меняется в размерах. Прищепку используют в работе с любыми величинами напряжения.
Контакт со стержнем хороший, а посредством рукояти без труда избавляемся от огарка. К минусам данного фиксатора относятся габариты. Замена электропроводника является непростой задачей.
Вилка
Фиксаторы для сварки этого вида не появляются в продаже. Поискать их следует на «руках». Различается вилка от предшественников несложным устройством. Электрический проводник уходит целиком, огарки остаются слишком короткими.
Это все положительные стороны вилки. Она не отвечает правилам безопасности. Это провоцирует большой риск травмирования.
Чтобы вытянуть стержень, следует воспользоваться дополнительными предметами. Взять молоток или пассатижи.
Как изготовить фиксатор самостоятельно
Можно сделать самостоятельно фиксатор для сваривания. Самодельные фиксаторы чем-то уступают фабричным по качеству и прочности. Но они годятся для использования.
Данные фиксаторы — не дорогой заменитель профессионального оборудования. Мы проведем обзор держаков для сваривания, сделанных собственноручно. Рассмотрим разные варианты.
Трезубец
О данной разновидности говорили ранее, при описании фабричных видов. Эту разновидность нетяжело сделать своими руками. Он изготавливается из трех частей арматуры, приваренных между собой.
Чтобы защитить себя от поражения электротоком, следует натянуть на рукоять кусочек резинового шланга.
Несмотря на несложное устройство, пользоваться таким фиксатором следует очень вдумчиво. Существует риск получения травмы во время сваривания. Вследствие того, что арматура беспрерывно укрывается окалиной, ее следует очищать.
Чтобы получился правильный варочный шов. Окалина провоцирует утраты напряжения. Ослабевает контакт, сварка становится не такой эффективной.
Уголок из металла и арматурный стержень
При использовании такого варианта возрастает контакт стержня с держателем. Это позитивно влияет на сварочный процесс.
Но самостоятельно изготовленный фиксатор для электропроводников такой разновидности имеет недостаток. Электрический проводник достать нелегко.
Пружинная вилка
Усовершенствованный вид. Вилку с пружиной следует изготавливать нержавки хорошего качества. Это даст возможность улучшить качество варочного процесса.
Самоизготовленный держак для сварки этой конфигурации вместо арматурного стержня имеет пружинный палец. Это делает замену огарка более легкой.
Основной минус этой разновидности фиксации состоит в том, что при ее изготовлении следует покупать дорогие компоненты.
Цанговый фиксатор с резьбой и зажимом
Резьбовой держак для сварки следует делать из подручного материала. Процесс изготовления непростой. Электрический проводник устанавливается в специальный разъем и фиксируется болтом.
В случае с зажимом, стержень прижимается к держаку пружинным фиксатором. Эти держаки для сварки создают устойчивый контакт.
Это создает беспрерывный варочный шов, стабильное напряжение, хороший результат работы в целом.
Резюме
Учитывая информацию, данную выше, следует уточнить, что варочный фиксатор, сделанный самостоятельно изготовить несложно. Самостоятельно сделанные держаки для сварки, не настолько прочные, как фабричные.
С ними следует бережно обращаться. Это недорогой и простой заменитель профессионального оборудования.
Мастер, который занимается свариванием, найдет у себя материалы для изготовления таких фиксаторов.
Опубликовано: 22.05.2017
Сварка является неотъемлемой частью производственного процесса, а также достаточно востребована в быту. Для любого сварочного агрегата требуется наличие держака электродов, которому так же, как и остальным комплектующим элементам, необходимо уделять достаточное внимание.
Принадлежности для сварочного оборудования постоянно совершенствуются. В результате сегодня в продаже достаточно большой ассортимент разнообразных комплектующих элементов для сварки. Одним из таких является сварочный держатель, модификаций которого также довольно большое количество. Поэтому многим людям, не имеющим достаточной практики в сварочных работах, трудно сделать правильный выбор при покупке данного инструмента. Одних отпугивает высокая стоимость, других безопасность.
Техника безопасности сварочных работ требует обращать особенное внимание:
- на качество комплектующих элементов сварочного оборудования;
- на их компактность, удобство эксплуатации.
Сварочные держатели своими руками
Сварочный держатель используется при осуществлении сварочных работ профессиональными сварщиками, любителями. Правильный подбор сварочного режима, учитывая совокупность всех требований к качественному выполнению сварных работ, является важным критерием.
Выбирая держатель для сварки, нужно учитывать в первую очередь:
- надежность фиксации им электродов любого диаметра;
- продолжительность эксплуатационного периода.
Наиболее подходящий вариант держака для выполнения сварочных работ необязательно искать в магазине, его вполне можно сделать самостоятельно в домашних условиях. Рассмотрим конструктивные особенности разных самодельных держателей.
Трезубец
Данный инструмент является классикой сварочной деятельности. Нет такого электросварщика, который бы хоть раз не воспользовался в процессе работ самодельной «вилкой» из трех арматурных кусков. Роль диэлектрической ручки чаще всего выполнял небольшой кусок шланга из резины или рукоятка руля от велосипеда. Редко использовалась обычная тряпичная изолента.
Особенности эксплуатации трезубца:
- конструкция инструмента довольно простая, но он не очень удобный и безопасный в процессе выполнения работ. Основной недостаток – проблемы с извлечением огарка;
- при использовании такого держателя электрод практически полностью расходуется – это, конечно же, всегда приветствовалось. Огарок в данном случае убирался плоскогубцами или молотком. Часто можно было наблюдать, как сварщик держатель оббивает об асфальт, таким образам выбивая огарок;
- один из недостатков данного инструмента – плохой контакт. Некачественный шов сварщики часто списывали на некачественные электроды, но на самом деле причиной этому служили окислы на арматуре, в результате которых были потери тока. При эксплуатации такого держателя электродов под рукой всегда нужно иметь напильник.
Более надежной конструкцией является пруток, приваренный к уголку из металла. Такое приспособление отличается хорошим контактом и надежно удерживает электрод. Недостаток аналогичный трезубцу – проблематично избавляться от остатка отработанного электрода.
Трезубец с пружиной
Это модернизированный вариант трезубца. Инструмент изготавливается из стали хорошего качества. Для достижения наиболее надежного контакта рекомендуется использовать нержавеющую сталь. Особенностью данной конструкции является то, что палец, расположенный по центру подпружинивает электрод – это намного облегчает замену отработанного электрода.
Недостаток такого держателя – используемые материалы являются более дорогими, но себестоимость получается значительно ниже изделия, сделанного на заводе.
Цанговый фиксатор электродов резьбовой
Подобный самодельный держак для сварки изготавливается из любого подручного материала, на сам процесс довольно хлопотный. Сам инструмент достаточно надежный, удобный в эксплуатации. Главное в данном случае — обеспечить надежный контакт кабеля.
Цанговый фиксатор электродов зажимной
Это аналог предыдущего инструмента, только в данном случае вместо резьбового соединения применяется зажим на пружине. Основное преимущество изделия – легкость замены отработанных электродов. Стоит учитывать один нюанс: чем мощнее будет пружина, тем нужно будет больше прилагать усилий при замене. Но тогда возрастает надежность контакта, соответственно сила тока.
Рекомендации опытных сварщиков по подбору держателя электродов
- Опытные сварщики советуют обращать внимание при выборе держателя на качество инструмента и его стоимость. Не рекомендуется приобретать самые дешевые изделия, но и не стоит выбирать самые дорогостоящие (особенно когда держатель планируется использовать для разовых работ в домашних условиях).
- Наиболее надежным инструментом является держатель с резьбовой фиксацией, при этом обладающий наиболее продолжительным сроком эксплуатации. Данный инструмент позволяет подбирать необходимый угол расположения электрического катода.
- Лучше отдавать предпочтение изделиям, обеспечивающим фиксацию электрода в зависимости от величины тока.
- Если сварочные работы связаны с выездами на разные объекты, тогда стоит позаботиться о запасном держателе. В данном случае экономия неуместна.
- Если Вы решили купить сварочный держак за 500 рублей, то на его продолжительную эксплуатацию можете не рассчитывать. Такой держатель можно использовать в бытовых условиях для выполнения разовой работы, но не для профессиональной сварки.
- Если же, Вы приобретаете дорогостоящий инструмент, то нужно тщательно проанализировать его качественный характеристики. Сварочные зажимы для профессиональной сварки приблизительно стоят 3 тысячи рублей.
- Также при выборе держателя нужно обращать внимание, на какую он рассчитан нагрузку в амперах. Зависимо от параметров, веса сварочного инвертора токовая нагрузка увеличивается. Если необходима сила тока для сварки приблизительно равная силе тока генератора, тогда рекомендуется приобретать держатели, которые способны выдерживать токовые нагрузки 200-500 ампер.
- Если вы приобретете для сварочного оборудования сварочный держак, рассчитанный на 200 ампер, а будете производить сварочные работы на 300 амперах, то инструмент продержится максимум два рабочих дня. В процессе сварки очень быстро начинает ощущаться запах горелого пластика при нагревании держателя электродов. Это может происходить также из-за слабого контакта электрода с фиксатором. В результате зажим инструмента при выполнении сварочных работ обгорает и очень быстро выходит из строя, то есть становится совершенно не пригодным для дальнейшей эксплуатации.