В процессе изготовления конструкций активно применяется такой метод соединения, как сварка. Его используют не только в промышленности, но и в бытовых условиях. При выполнении сварочных работ используется держак для сварочного оборудования. Чтобы не возникало трудностей при проведении сварочных работ, необходимо большое внимание обращать на все составляющие сварочного оборудования, в том числе и на держатель.
Какой держатель выбрать
За время своего существования сварочные приспособления постоянно совершенствовались. Результатом этого стало то, что на рынке в настоящий момент предлагается большой выбор модификаций и приспособлений, предназначенных для сварочных аппаратов. В специализированных магазинах предлагается большое количество различных держателей для сварки. Этим во многом и обуславливается трудность выбора подходящего держателя для сварочного аппарата.
Для выполнения профессиональной сварки необходимо использовать специальный держатель
. Также без него не обходятся и сварочные работы, проводимые любителями в быту. При выполнении сварочных работ большое значение имеет правильный выбор режима. Это влияет на качество сварного соединения, получаемого по завершении сварки.
При осуществлении работ большое значение имеет соблюдение техники безопасности. От этого зависит жизнь и здоровье специалиста. Для этого необходимо со всей серьезностью подходить к выбору сварочных принадлежностей.
Выбирая держатель для сварки, следует обращать внимание на наличие возможности фиксации
на держателе электродов различного диаметра. Они должны быть надежно закреплены, а само приспособление должно быть долговечным.
Разновидности и характеристики держателей
Как уже было сказано выше, на рынке предлагается большое число модификаций
сварочных держателей. Наиболее распространенными являются следующие:
- вилка-трезубец;
- цанга;
- прищепка.
При выполнении сварочных работ держать в руках сварочный зажим приходится в разных условиях:
- удары;
- охлаждение;
- сильная вибрация;
- высокая влажность.
По этой причине к держателям электродов предъявляется определенный набор требований
.
- Рукоятка должна быть удобна для сварщика.
- Пластик необходимой толщины должен выступать в качестве основного материала изготовления. Благодаря этому обеспечиваются оптимальные свойства в плане изоляции держателя, а также достигается необходимая прочность конструкции.
Зажим-прищепка
Если говорить о наиболее распространенном виде держаков для сварки, то таковым является зажим-прищепка. Востребованность этой разновидности сварочного приспособления обусловлена его простотой, а также низкой ценой
. Кроме того, у этого приспособления имеется немало преимуществ. К числу главных можно отнести следующие:
- совместимость с большим количеством видов сварочных аппаратов;
- простота конструкции;
- удобство при эксплуатации;
- надежность удержания электродов;
- отсутствие на держателе неизолированных зон токосъемника.
Вилка-трезубец
Востребованность этой разновидности держака во многом обусловило то, что при проведении сварочных работ специалистами используется именно такая модификация этого приспособления
. Во многих странах мира профессиональные сварщики применяют при работах именно такой держатель. Но и использование вилки-трезубца тоже несет немало преимуществ. Далее перечислены наиболее важные:
- автоматизированным является поджиг сварочной дуги;
- при использовании такого держателя снижается потребление электроэнергии на 60%;
- обеспечивается получение швов высокого качества.
Недостатки вилки-трезубца
Держатель типа вилка-трезубец выбирают многие сварщики. Однако использование этого вида держателя запрещено во многих странах. Связано это с тем, что при его применении наносится серьезный вред здоровью специалистов, а также людям, которые находятся в непосредственной близости от сварочного аппарата. Статистические данные говорят о том, что сварщики, которые использовали держатель этого типа, во время работ получали ожоги
или травмировались от удара током. Основная опасность при использовании этого держателя связана с тем, что он имеет большое количество открытых частей, которые находятся под высоким напряжением.
Еще один недостаток вилки-трезубца — высокий риск получения лучевых ожогов глаз. Случаи, когда при использовании такого держателя специалисты получали ожоги глаз, происходили довольно часто. Плюс у этого зажима имеется, но только один. Он заключается в его невысокой стоимости.
А вот с держателем-прищепкой в ручном и в обычном варианте дело обстоит совсем по-другому. При его использовании вред для специалиста исключён. Поэтому для безопасного проведения работ лучше всего использовать именно прищепку.
 Держатель, снабженный резьбовой фиксацией
Держатель, снабженный резьбовой фиксацией
, является наиболее надежным элементом для сварки, который к тому же может служить длительное время. Одним из его достоинств является то, что он дает возможность выбора уровня наклона электрического катода, который может быть расположен под любым углом.
Сварщики с большим опытом не считают незначительными факторами при выборе держателя его качество и цену. Их необходимо учитывать наряду с другими при выборе этого приспособления. Не стоит выбирать недорогой держатель
для сварки. Но и тратить большие средства на приспособление с высокой стоимостью тоже не нужно. Особенно если держатель необходим для выполнения работ в бытовых условиях.
Если человек решил приобрести держатель по цене 500 р., то на продолжительную работу можно не надеяться. Для профессиональной сварки он не подходит, а вот для разовых работ по соединению конструкций методом сварки он является отличным решением. Если ваш выбор пал на дорогой сварочный зажим, то необходимо убедиться в хороших качественных характеристиках приспособления. Профессиональным сварщикам следует приобретать устройство по высокой цене — около 3000 р.
Выбирая держатель, необходимо отдавать предпочтение тем приспособлениям, которые обеспечивают возможность фиксации электродов с учетом величины тока, необходимого для работы оборудования. Если работа специалиста-сварщика сопряжена с выездами, то необходимо продумать запасной вариант сварочного зажима
. Экономить на этом приспособлении является не лучшей идеей. Часто приходится выполнять профессиональные сварочные работы в условиях высоких нагрузок. Выбрав качественное изделие, специалист может, не испытывая каких-либо проблем, использовать его в течение длительного времени.
 Если специалист остановил выбор на держателе для аппарата, который рассчитан на 200 А, то при выполнении работ в режиме 300 А сварочного приспособления хватит только на 2 дня работы. При сварке довольно быстро можно заметить появление запаха пластика, который начинает гореть при нагреве электрододержателя. Его горение происходит еще и по причине слабого контакта приспособления с электродом. Все это приводит к тому, что зажим держака при выполнении сварки обгорает
Если специалист остановил выбор на держателе для аппарата, который рассчитан на 200 А, то при выполнении работ в режиме 300 А сварочного приспособления хватит только на 2 дня работы. При сварке довольно быстро можно заметить появление запаха пластика, который начинает гореть при нагреве электрододержателя. Его горение происходит еще и по причине слабого контакта приспособления с электродом. Все это приводит к тому, что зажим держака при выполнении сварки обгорает
. Довольно скоро он выходит из строя и становится абсолютно не пригодным для дальнейшего использования.
Выбирая держатель для сварки, во внимание следует принимать и его нагрузку в амперах, на которую он рассчитан. Она может возрастать в зависимости от массы и размеров сварочного оборудования. Для удобства работ нужно правильно подобрать держатель. Когда для сварки требуется сила тока, близкая к силе тока сварочного генератора, то необходимо подбирать приспособления, рассчитанные на нагрузку в диапазоне от 200 до 500 А.
Заключение
Сварочный держатель — необходимое приспособление для удобного проведения сварочных работ. В магазинах эти изделия предлагаются в большом разнообразии
. Правильно подобрав сварочный зажим, можно обеспечить эффективность выполнения сварки и при этом безопасность специалиста во время ее проведения.
К работе не бывает. Даже такая на первый взгляд незначительная деталь, как держак для сварочного аппарата должна обеспечивать качественное удержание электрода и удобство.
Для сварочных аппаратов могут применяться следующие конструкции.
Прищепка
Держак электродов этой конструкции (пружинный или рычажный) является самым распространённым и простым изделием.
Цена держателя-прищепки является самой низкой в сравнении с деталями других конструкций. Применение данного вида удерживающего устройства позволяет быстро и безопасно выполнить сварочные работы, при этом качество сварочного шва будет всегда на высоком уровне.
Вилка-трезубец
Простое устройство, с помощью которого легко зафиксировать любого диаметра.

При использовании трезубца следует проявлять большую осторожность, по причине значительной неизолированной площади изделия.
Основным преимуществом держателя такой конструкции является возможность самостоятельного изготовления.
Цанга
Применяется исключительно при сваривании металла в среде защитного газа.

Устройство имеет большой эксплуатационный ресурс и при правильном использовании позволяет выполнить работы наивысшего качества.
Безогарковый держатель
Разновидность устройства позволяет выполнять работы практически с 100% использованием длины сварочного электрода. Безогарковый держатель состоит из цилиндрической рукоятки (2), в которую с одной стороны вмонтирован металлический штырь (1).

Фиксация электрода осуществляется методом приваривания его торцевой части к контактному штырю.
Винтовой
Винтовые электродержатели хорошо закрепляют расходники, имеют хороший контакт и бесперебойную подачу тока.

Контактные поверхности имеют антикорозийное покрытие. При правильной эксплуатации девайс прослужит многие годы.
Как правильно подобрать электродержак
При подборе держателя следует обратить внимание на следующие характеристики:
- Размер и масса устройства. Вес и габариты держака очень важны. При многочасовой работе, лишние 50 грамм устройства будут ощущаться. В таком случае лучше приобрести компактную и легкую конструкцию. При наличии выбора, предпочтение отдайте лёгким и небольшим деталям, при условии одинаковых характеристик.
- Технические характеристики. Держатель должен соответствовать силе тока. Несоблюдение требования приведёт к прогоранию контактной части. При обгорании контактов дальнейшее использование устройства будет невозможно. Определить принадлежность устройства к категории по силе тока можно по маркировке, которая наносится на несменяемую часть изделия.
- Качество изолирующего материала. Для обеспечения безопасного выполнения работ следует подобрать держак с качественно изолированной рукоятью. В качестве диэлектрика, практически во всех деталях, используется пластик достаточной толщины, чтобы надёжно защитить оператора сварочного аппарата от воздействия электрического тока.
- Стоимость. Приобрести держатель для сварочного аппарата можно от 100 рублей, но качеством дешёвая модель, отличаться не будет. Брендовые экземпляры продаются за несколько сотен долларов, но для повседневной работы нет необходимости приобретать держаки по такой цене. Достаточно приобрести изделие в средней ценовой категории, чтобы обеспечить себя на длительное время качественным инструментом для сваривания металлов.
Недорогой девайс можно купить в качестве запасной детали. В случае выхода из строя основного устройства, при наличии дополнительного держака можно продолжить работу без серьёзной задержки по времени.
Лучшие модели держаков
Чтобы приобрести держатель электродов для сварочного аппарата и не разочароваться в его качестве, следует выбирать модели, которые применяются сварщиками на протяжении длительного времени и не вызывают у них негативных эмоций.
Негативные отзывы чаще всего бывают о продукции китайского производства, но некачественная продукция может поступать на отечественный рынок и из других стран.
1. ESAB Handy 200 (200 А) — пользуется большим спросом у профессиональных сварщиков.

Деталь имеет высокие эксплуатационные характеристики, которые не снижаются в течение всего рекомендованного производителем срока. Произведено изделие в Швеции, поэтому можно рассчитывать на европейское качество.
Вес Handy 200 составляет 550 грамм, но учитывая хорошее изоляционное покрытие и качественный зажим, небольшое увеличение массы держака по сравнению с другими моделями вполне оправдано. Handy 200 представляет собой винтовой держатель, что позволяет выполнять сварочные работы качественно и безопасно.
При использовании устройства можно сваривать металл электродами диаметром от 2,0 до 4,0 мм. Стоимость изделия на российском рынке около 500 рублей.
2. Сибртех 500А — недорогой, но качественный инструмент отечественного производства, который можно использовать до 500 А.

Держатель 500А Сибртех 91455 представляет собой устройство клещевого типа, в котором замена рабочего электрода может быть выполнена быстро.
Изделие имеет надёжную изоляцию из пластика, которая способна защитить оператора от воздействия электрического тока. Приобрести можно за 300 рублей.
3. ESAB 500 — держак известной шведской фирмы, которая занимается выпуском высококачественной продукции уже более 100 лет. Держатель электродов esab можно применять для сварочных работ с током до 500 А.

Основным преимуществом изделий ESAB 500 является сверхмалый вес, который составляет всего 200 грамм. Стоимость изделия на российском рынке — около 3000 рублей.
4. Germany type 300 A — идеально подходит для выполнения сварки с током до 300 А и диаметром электрода 2 — 4 мм. Благодаря особой рифлёной конструкции ручки устройства, удаётся добиться надёжного удержания в руке. Модель отличается качественным пластиком изоляции и относительно небольшим весом.

Сварка является неотъемлемой частью производственного процесса, а также достаточно востребована в быту. Для любого сварочного агрегата требуется наличие держака электродов, которому так же, как и остальным комплектующим элементам, необходимо уделять достаточное внимание.
Принадлежности для сварочного оборудования постоянно совершенствуются. В результате сегодня в продаже достаточно большой ассортимент разнообразных комплектующих элементов для сварки. Одним из таких является сварочный держатель, модификаций которого также довольно большое количество. Поэтому многим людям, не имеющим достаточной практики в сварочных работах, трудно сделать правильный выбор при покупке данного инструмента. Одних отпугивает высокая стоимость, других безопасность.
Техника безопасности сварочных работ требует обращать особенное внимание:
- на качество комплектующих элементов сварочного оборудования;
- на их компактность, удобство эксплуатации.
Сварочный держатель используется при осуществлении сварочных работ профессиональными сварщиками, любителями. Правильный подбор сварочного режима, учитывая совокупность всех требований к качественному выполнению сварных работ, является важным критерием.
Выбирая держатель для сварки, нужно учитывать в первую очередь:
- надежность фиксации им электродов любого диаметра;
- продолжительность эксплуатационного периода.
Наиболее подходящий вариант держака для выполнения сварочных работ необязательно искать в магазине, его вполне можно сделать самостоятельно в домашних условиях. Рассмотрим конструктивные особенности разных самодельных держателей.
Трезубец
Данный инструмент является классикой сварочной деятельности. Нет такого электросварщика, который бы хоть раз не воспользовался в процессе работ самодельной «вилкой» из трех арматурных кусков. Роль диэлектрической ручки чаще всего выполнял небольшой кусок шланга из резины или рукоятка руля от велосипеда. Редко использовалась обычная тряпичная изолента.
Особенности эксплуатации трезубца:
- конструкция инструмента довольно простая, но он не очень удобный и безопасный в процессе выполнения работ. Основной недостаток – проблемы с извлечением огарка;
- при использовании такого держателя электрод практически полностью расходуется – это, конечно же, всегда приветствовалось. Огарок в данном случае убирался плоскогубцами или молотком. Часто можно было наблюдать, как сварщик держатель оббивает об асфальт, таким образам выбивая огарок;
- один из недостатков данного инструмента – плохой контакт. Некачественный шов сварщики часто списывали на некачественные электроды, но на самом деле причиной этому служили окислы на арматуре, в результате которых были потери тока. При эксплуатации такого держателя электродов под рукой всегда нужно иметь напильник.
Более надежной конструкцией является пруток, приваренный к уголку из металла. Такое приспособление отличается хорошим контактом и надежно удерживает электрод. Недостаток аналогичный трезубцу – проблематично избавляться от остатка отработанного электрода.
Трезубец с пружиной
Это модернизированный вариант трезубца. Инструмент изготавливается из стали хорошего качества. Для достижения наиболее надежного контакта рекомендуется использовать нержавеющую сталь. Особенностью данной конструкции является то, что палец, расположенный по центру подпружинивает электрод – это намного облегчает замену отработанного электрода.
Недостаток такого держателя – используемые материалы являются более дорогими, но себестоимость получается значительно ниже изделия, сделанного на заводе.
Цанговый фиксатор электродов резьбовой
Подобный самодельный держак для сварки изготавливается из любого подручного материала, на сам процесс довольно хлопотный. Сам инструмент достаточно надежный, удобный в эксплуатации. Главное в данном случае — обеспечить надежный контакт кабеля.
Цанговый фиксатор электродов зажимной
Это аналог предыдущего инструмента, только в данном случае вместо резьбового соединения применяется зажим на пружине. Основное преимущество изделия – легкость замены отработанных электродов. Стоит учитывать один нюанс: чем мощнее будет пружина, тем нужно будет больше прилагать усилий при замене. Но тогда возрастает надежность контакта, соответственно сила тока.
Рекомендации опытных сварщиков по подбору держателя электродов
- Опытные сварщики советуют обращать внимание при выборе держателя на качество инструмента и его стоимость. Не рекомендуется приобретать самые дешевые изделия, но и не стоит выбирать самые дорогостоящие (особенно когда держатель планируется использовать для разовых работ в домашних условиях).
- Наиболее надежным инструментом является держатель с резьбовой фиксацией, при этом обладающий наиболее продолжительным сроком эксплуатации. Данный инструмент позволяет подбирать необходимый угол расположения электрического катода.
- Лучше отдавать предпочтение изделиям, обеспечивающим фиксацию электрода в зависимости от величины тока.
- Если сварочные работы связаны с выездами на разные объекты, тогда стоит позаботиться о запасном держателе. В данном случае экономия неуместна.
- Если Вы решили купить сварочный держак за 500 рублей, то на его продолжительную эксплуатацию можете не рассчитывать. Такой держатель можно использовать в бытовых условиях для выполнения разовой работы, но не для профессиональной сварки.
- Если же, Вы приобретаете дорогостоящий инструмент, то нужно тщательно проанализировать его качественный характеристики. Сварочные зажимы для профессиональной сварки приблизительно стоят 3 тысячи рублей.
- Также при выборе держателя нужно обращать внимание, на какую он рассчитан нагрузку в амперах. Зависимо от параметров, веса сварочного инвертора токовая нагрузка увеличивается. Если необходима сила тока для сварки приблизительно равная силе тока генератора, тогда рекомендуется приобретать держатели, которые способны выдерживать токовые нагрузки 200-500 ампер.
- Если вы приобретете для сварочного оборудования сварочный держак, рассчитанный на 200 ампер, а будете производить сварочные работы на 300 амперах, то инструмент продержится максимум два рабочих дня. В процессе сварки очень быстро начинает ощущаться запах горелого пластика при нагревании держателя электродов. Это может происходить также из-за слабого контакта электрода с фиксатором. В результате зажим инструмента при выполнении сварочных работ обгорает и очень быстро выходит из строя, то есть становится совершенно не пригодным для дальнейшей эксплуатации.
В производстве, строительстве и быту является очень важным процессом. Наряду с выбором и сварочного аппарата необходимо уделять внимание и держателю электродов для . На данный момент существует огромное количество фиксаторов, которые отличаются друг от друга конструкцией, массой и прочим. Кроме того, можно сделать держатель для сварки самому. В этой статье мы поговорим о том, как сделать держак для своими руками.
Удерживающее приспособление для электродов является очень важным узлом, хоть его конструкция и довольно проста. Далее приведены некоторые требования:
- должна обеспечиваться надлежащая диэлектрическая и теплоизоляционная ;
- провод должен крепиться надежно;
- должно обеспечиваться надежное удерживание стержней;
- огарок должен легко заменяться на новый стержень.
Заводские модели фиксаторов
Прежде, чем рассматривать самодельный держатель электродов, следует узнать о заводских моделях. Их существует несколько видов.
Цанга

Очень удобный тип фиксатора, он легкий и компактный. Электрод здесь легко заменяется на новый. Рукоятка цанги хорошо от электрического и температурного влияния. К недостаткам же можно отнести высокую стоимость, ограничение по рабочей силе тока. Нельзя также оставлять короткий огарок, ведь это может повредить рукоятку.
Важно помнить, что при уменьшении длины электрода увеличивается и ток, проходящий по нему.
Прищепка

Наиболее распространенный тип удерживающих устройств. В зависимости от силы рабочего тока и диаметра держатель может быть разных размеров. Прищепку можно использовать при работе с практически любыми значениями тока. Контакт со стержнем хороший, а при помощи рукоятки можно легко избавиться от огарка. К недостаткам прищепки можно отнести более габаритную конструкцию и более сложный процесс замены электрода.
Вилка (трезубец)

В настоящее время держаки данного типа отсутствуют в продаже, найти их можно разве что на вторичных рынках. Отличается вилка от предыдущих типов своей простой конструкцией. Электрод уходит почти весь, огарки получаются очень короткие. Но, пожалуй, это все плюсы трезубца. Трезубец не соответствует , что обуславливает высокий уровень его травмоопасности. Для того, чтобы достать стержень из вилки, необходимо использовать дополнительные инструменты, например, молоток или плоскогубцы.
Держатели для сварки своими руками. Как сделать держак для сварки?
При должном желании можно изготовить самодельный держак для сварки. Возможно, самодельные модели и уступают заводским по качеству и надежности, но их тоже можно использовать. Такие держатели — достаточно дешевый аналог дорогим фабричным моделям. Здесь мы рассмотрим конструкции самодельных держаков различного типа.
Трезубец
 О фиксаторе данного типа мы говорили выше, когда описывали заводские модели удерживающих приспособлений. Такую модель несложно изготовить и самому. Трезубец представляет собой три куска арматуры, сваренные друг с другом определенным образом. Для того чтобы обезопасить себя от поражения током, можно надеть на ручку кусок резинового шланга.
О фиксаторе данного типа мы говорили выше, когда описывали заводские модели удерживающих приспособлений. Такую модель несложно изготовить и самому. Трезубец представляет собой три куска арматуры, сваренные друг с другом определенным образом. Для того чтобы обезопасить себя от поражения током, можно надеть на ручку кусок резинового шланга.
Несмотря на простоту конструкции, использовать самодельный держатель необходимо крайне осторожно, поскольку есть риск нанесения травмы при работе. Из-за того, что арматура постоянно покрывается окалиной, ее необходимо зачищать для того, чтобы получать хороший . Окалина влияет на потерю тока, тем самым ухудшая контакт и делая сварочный процесс менее эффективным.
Металлический уголок и стержень арматуры
 Такой вариант более эффективен, чем трезубец. Здесь увеличивается контакт стержня с держателем, что положительно влияет на . Но самодельный держак для электродов такого типа обладает тем же минусом, что и вилка — электрод извлекается трудно.
Такой вариант более эффективен, чем трезубец. Здесь увеличивается контакт стержня с держателем, что положительно влияет на . Но самодельный держак для электродов такого типа обладает тем же минусом, что и вилка — электрод извлекается трудно.
Вилка с пружиной
 Модернизированный вариант вилки. Трезубец (вилку) с пружиной необходимо выполнять из качественной , что позволит повысить качество сварочного процесса. Самодельный держатель такой конструкции вместо одного стержня арматуры имеет подпружиненный палец, что облегчает замену огарка на целый электрод.
Модернизированный вариант вилки. Трезубец (вилку) с пружиной необходимо выполнять из качественной , что позволит повысить качество сварочного процесса. Самодельный держатель такой конструкции вместо одного стержня арматуры имеет подпружиненный палец, что облегчает замену огарка на целый электрод.
Сварочное дело развивается семимильными шагами: оборудование нового типа делает сварку доступным, полезным и интереснейшим делом для новичков и профессионалов. Добавим еще одно слово – «комфортным» делом.
Что значит – работать «комфортно? Это значит удобно, приятно и эффективно. Такую комфортность добавляют различные современные комплектующие устройства. К ним, безусловно, относится держатель электродов, чьи новые разнообразнейшие формы появились на рынке в большом количестве.
Что он делает? Если коротко, то он управляет электродом во время сварки: закрепляет его и подводит сварочный ток. Отсюда и желательные свойства.

Самодельный держатель.
Функции и технологические свойства, которыми должен обладать держак для сварки:
- обеспечивает крепкую фиксацию электрода с меняющимся углом выхода электрода;
- дает надежный и полный электрический контакт;
- долговечность работы;
- способен к быстрой замене ;
- должен быть небольшого веса, чтобы рука не уставала. Обычный вес держака около 350 г. Для тока в 500А, устройство мощнее и может весить до 750 г;
- обязательная эргономичность: удобство положения в руке, не требующее усилий.
Один из классических стереотипов – покупка устройства побольше и помощнее с несбыточной мечтой в голове, чтобы оно работало подольше и получше. На самом деле так не бывает. На держатель для сварки это тоже распространяется.
Классификация электродержателей
Если рассуждать в общем, то эти устройства делятся на две большие группы: специализированные и универсальные, регламентированные в ГОСТах.

Электрододержатель самодельный.
Самые популярные разновидности универсальных держателей следующие:
- Держатель – прищепка зажимного типа может быть представлен в двух вариантах: пружинном и рычажном. У этого устройства, которое можно назвать зажимом для электрода, предельно простая конструкция и низкая стоимость. Он совместимый практически со всеми сварочными агрегатами. Дает отличные характеристики: хороший поджог дуги, высокое качество шва и, что немаловажно, экономию электроэнергии.
- Вилка – трезубец является самой, пожалуй, распространенной версией среди профессиональных сварщиков. С этими электрододержателями для ручной дуговой сварки связаны некоторые нюансы. Дело в том, что в традиционном виде он плохо защищен: много частей находятся под напряжением, что несет высокий риск вреда здоровью. Помимо травмы электричеством есть риск получить вдобавок лучевое поражение. Есть, конечно, модифицированные автоматизированные модели, которые считаются безопасными и показывают хорошие технологические показатели.
- Держатель – цанга зажимного типа используется в узком направлении: только в горелках для аргонодуговой сварки.
- Винтовой держатель в нескольких вариантах: зажим может быть прямой или загнутой формы с разными направлениями резьбы – как левой, так и правой.
- Безогарковый держатель работает по другому принципу. В соответствии со своим названием предотвращает возникновение огарков и сокращает время закрепления расходника, который не закреплен зажимом, а приварен к концу электрода, чтобы в итоге расплавится во время сварки. После этого берется следующий расходник.
Габариты

Держатель электродов конструкции Аникина.
Что стоит за понятием эргономичности? Это компактность и подходящие размеры для конкретной руки мастера, небольшой вес. Если перед вами линейка сварочных держаков с одинаковыми техническими характеристиками, выбирайте тот, что легче и меньше в размерах.
Если вы выезжаете на разные точки работы, приобретайте второй запасной экземпляр сварочного держателя.
Степень надежности
Надежность приборов проверяется в нестандартных рабочих условиях. Держатели для сварки должны работать стойко и без потери своих качеств при критических температурах, высокой влажности, пылевых загрязнениях и т.п. Пластик рукоятки должен быть прочным с хорошей изоляцией.
Лучше, если зажим литой и массивный. К очень надежным относятся винтовые держатели электродов с жесткой резьбовой фиксацией. Они самые долговечные в эксплуатации и, кроме того, дают возможность менять угол расположения катодного конца.
Стоимость
Размах цен впечатляет: от ста рублей до пятнадцати тысяч. Безусловно, самые дешевые модели по определению не могут считаться безопасными или надежными. Если вы не собираетесь покупать одноразовое оборудование, нужно обратить внимание на средние ценовые категории моделей.
Дорогие варианты рассчитаны на профессиональные работы большого объема, такие тоже вряд ли вам подойдут. Если вы решили приобрести дорогую модель, анализируйте ее характеристики самым внимательным образом. Зажимы для профессиональных работ не могут стоить дешевле трех тысяч рублей.
Электродержатель своими руками
Разновидности самодельных держаков.
Трезубец
Чаще всего мастера делают самодельный держак для электродов в виде небезызвестного трезубца. Если подробнее, то мастерят ту самую простую версию трезубца, которую трудно найти в продаже из-за опасности для здоровья.

Виды держаков для сварки.
При всем этом трезубец можно сделать вполне безопасным вот по какому алгоритму действий:
- В качестве основы держака своими руками выступает арматура или металлический пруток из стали после гибки. Диаметр прутка должен быть не меньше 8-ми мм.
- К трезубцу привариваются две части трубки: одна часть фиксирует изоляцию кабеля, вторая – обжимает кабель без изоляции.
- Изолятором может быть отрезок армированного шланга. Тщательность его монтажа – самое ответственное дело, это этого будет зависеть безопасность устройства. Нельзя допускать ослабления крепежа изолятора, для этого можно применить специальный анаэробный фиксатор резьбы Done Deal.
Винтовая модель
Как создать винтовую модель держака:
- Из медной трубки можно сделать отличный держак винтового типа. Обрезки медных трубок можно найти в избытке у монтажников кондиционеров. Обычно это труба с внешним диаметром 19 мм.
- Ручка может быть сделана из металлопластиковой трубы с внешним диаметром 26 мм. Самым оптимальным вариантом будет резиновый шланг. Ручку нужно натянуть на медную трубку так, чтобы она полностью закрывала ее.
- Ручку нужно обернуть куском куртки или перчатки, чтобы она не скользила в руках.
- Финальным действием будет вклеивание болта размером М12 со сквозным отверстием в крышку от пластиковой бутылки. Ваш самодельный держатель для электродов готов.
Электрододержатели как для ручной дуговой сварки, так и для аргоновой, являются отличным подспорьем мастерам для удобства работы и повышения качества изделий. Эти приспособления можно купить, а можно сделать самостоятельно. Главные критерии во всех случаях – это безопасность, устойчивость и надежность.
При проведении ремонта или строительства сварочные работы всегда востребованы. Основным компонентом считается держатель электродов для сварочного аппарата. Вне зависимости от того, кем будут выполняться эти работы, мастерами или любителями, должны соблюдаться все требования и правила техники безопасности при оптимальном удобстве и простоте. Залогом комфортабельной работы может стать качественный трезубцевый держатель электродов для сварочного аппарата.
Классификация держателей электродов
Главной задачей этого инструмента стоит закрепление электрода, подведение рабочего тока и осуществление полного управления в процессе сварки. Из этого следуют обязательные требования
, которые предъявляются к такому оборудованию:

Развитие сварочного оборудования и требуемой оснастки повлияло и на держатели, которые также модернизировались и развивались, расширяя представленный ассортимент на рынке электрододержателей.
В основном держатели для сварочного аппарата можно разделить на специализированные и универсальные
, изготовление которых регламентируется требованиями ГОСТа:

 Наряду с вышеприведёнными вариантами, существует ещё и специализированные держатели, которые предназначаются для создания определённого вида швов и изделий
Наряду с вышеприведёнными вариантами, существует ещё и специализированные держатели, которые предназначаются для создания определённого вида швов и изделий
. К таким моделям можно отнести держатели для нескольких электродов одновременно или для работы под напряжением трехфазной дуги. Основным отличием считается большой вес и сложная конструкция, что относит такие модели к специализированным и не имеющим широкого применения. Каждый мастер индивидуально под себя делает выбор нужного оборудования, основываясь на личных потребностях и условиях работы.
Основные нюансы для правильного выбора
Выбор правильного держателя — очень ответственное занятие, от которого зависит то, насколько будет безопасна и комфортна работа сварщика. При выборе нужно обращать внимание на следующие параметры:
Технические характеристики
Очень важным моментом функциональности должно быть соответствие инструмента
сварочной мощности аппарата. При выборе держателя с меньшим рабочим током возможен выход его из строя с дальнейшим разрушением. В обратной ситуации при выборе держателя с запасом могут возникнуть трудности в работе, излишняя физическая нагрузка и неудобство при работе. Поэтому обязательно нужно выбирать держак, который соответствует силовым показателям сварочного аппарата и диапазону электродов, которыми будет производиться сварка деталей.
Габаритные показатели
 Для комфортной работы инструмент должен быть максимально компактным и лёгким
Для комфортной работы инструмент должен быть максимально компактным и лёгким
. Лишний вес и запас прочности никак не скажется на проведение краткосрочных работ по сварке, а при длительной работе он может вызвать сильны дискомфорт и перенапряжение мышц с последующим снижением качества сварочного шва. Агрессивная среда эксплуатации инструмента должна компенсироваться просчитанным запасом прочности для исключения преждевременного выхода из строя. Корпус, рукоять и изолирующие элементы, как правило, производятся из пластика с высокой степенью изоляции.
Профессиональные мастера рекомендуют к выбору инструмент с массивным литым зажимом, который в отличие от наборных пластинчатых прищепок не подвержен сильному износу. Максимальной надёжностью отличается винтовой вид, у которого фиксация электрода происходит при помощи зажимного винта. Закрепляя его в одном положении, тем самым обеспечивается надёжный контакт.
Ценовая политика
Выбор различных держателей на рынке очень велик. Цены могут варьироваться от 100 до 10 тысяч рублей. Следует брать во внимание, что дешёвые модели конструктивно могут не отличаться от дорогих брендовых. Цену может оправдать только применение наиболее качественных материалов с правильной подгонкой и установкой деталей. Но даже при этом дорогая модель не рассчитана на длительное и активное применение в несколько рабочих смен мастерами.
Дешёвые и простые модели оправдают себя в быту для разовых работ начинающими мастерами, которые не имеют серьёзных требований к инструменту и не готовы вкладывать большие суммы в него.
 К дополнительным советам можно отнести рекомендацию по покупке запасного держателя, который сможет выручить при неожиданном выходе из строя основного инструмента. Не стоит забывать, что держатель не только подразумевает под собой его правильное применение при работах, но и также соответствующий уход. У инструмента требуется смазывать подвижные элементы, не подвергать излишнему воздействию в агрессивных средах, правильно хранить и транспортировать, а также очищать контактирующие поверхности, чтобы исключить их обгорание при плохом контакте. Благодаря этому держатель обязательно прослужит долгий срок.
К дополнительным советам можно отнести рекомендацию по покупке запасного держателя, который сможет выручить при неожиданном выходе из строя основного инструмента. Не стоит забывать, что держатель не только подразумевает под собой его правильное применение при работах, но и также соответствующий уход. У инструмента требуется смазывать подвижные элементы, не подвергать излишнему воздействию в агрессивных средах, правильно хранить и транспортировать, а также очищать контактирующие поверхности, чтобы исключить их обгорание при плохом контакте. Благодаря этому держатель обязательно прослужит долгий срок.
Изготовление своими руками
Наиболее подходящий под нужные требования инструмент необязательно искать в магазине. Чтобы узнать, как сделать держак для сварки своими руками, нужно изучить требующуюся информацию, обладать материалом и инструментом.
Трезубец считается классикой сварочного производства. Нет такого мастера, который бы ни разу им не воспользовался. Он состоит из трёх арматурных кусков, расставленных по треугольной схеме. Роль изолирующего элемента выполняет отрезок резинового шланга. Иногда применялась тряпичная изолента.
 Главными особенностями можно выделить простую конструкцию, но с низкой безопасностью и комфортом при работе. Для удаления огарка электрода потребуется дополнительный инструмент. При работе таким держателям электрод почти полностью используется. Но из-за некачественной поверхности арматуры, на которой образуются окислы, контакт для поступления рабочего тока получается очень плохой. Для создания нормального контакта требуется периодически обрабатывать арматуру напильником.
Главными особенностями можно выделить простую конструкцию, но с низкой безопасностью и комфортом при работе. Для удаления огарка электрода потребуется дополнительный инструмент. При работе таким держателям электрод почти полностью используется. Но из-за некачественной поверхности арматуры, на которой образуются окислы, контакт для поступления рабочего тока получается очень плохой. Для создания нормального контакта требуется периодически обрабатывать арматуру напильником.
Цанговый зажим электрода изготавливается из любого подручного материала, но процесс потребует времени и сил. Готовое изделие получается довольно надёжным и удобным в эксплуатации. Чтобы изготовить такой держак для сварочного аппарата своими руками, потребуется металлическая пластинка и винтовой зажим, куда будет вставляться электрод и зажимается.
К работе не бывает. Даже такая на первый взгляд незначительная деталь, как держак для сварочного аппарата должна обеспечивать качественное удержание электрода и удобство.
Для сварочных аппаратов могут применяться следующие конструкции.
Прищепка
Держак электродов этой конструкции (пружинный или рычажный) является самым распространённым и простым изделием.
Цена держателя-прищепки является самой низкой в сравнении с деталями других конструкций. Применение данного вида удерживающего устройства позволяет быстро и безопасно выполнить сварочные работы, при этом качество сварочного шва будет всегда на высоком уровне.
Вилка-трезубец
Простое устройство, с помощью которого легко зафиксировать любого диаметра.

При использовании трезубца следует проявлять большую осторожность, по причине значительной неизолированной площади изделия.
Основным преимуществом держателя такой конструкции является возможность самостоятельного изготовления.
Цанга
Применяется исключительно при сваривании металла в среде защитного газа.

Устройство имеет большой эксплуатационный ресурс и при правильном использовании позволяет выполнить работы наивысшего качества.
Безогарковый держатель
Разновидность устройства позволяет выполнять работы практически с 100% использованием длины сварочного электрода. Безогарковый держатель состоит из цилиндрической рукоятки (2), в которую с одной стороны вмонтирован металлический штырь (1).
Фиксация электрода осуществляется методом приваривания его торцевой части к контактному штырю.
Винтовой
Винтовые электродержатели хорошо закрепляют расходники, имеют хороший контакт и бесперебойную подачу тока.

Контактные поверхности имеют антикорозийное покрытие. При правильной эксплуатации девайс прослужит многие годы.
Как правильно подобрать электродержак
При подборе держателя следует обратить внимание на следующие характеристики:
- Размер и масса устройства. Вес и габариты держака очень важны. При многочасовой работе, лишние 50 грамм устройства будут ощущаться. В таком случае лучше приобрести компактную и легкую конструкцию. При наличии выбора, предпочтение отдайте лёгким и небольшим деталям, при условии одинаковых характеристик.
- Технические характеристики. Держатель должен соответствовать силе тока. Несоблюдение требования приведёт к прогоранию контактной части. При обгорании контактов дальнейшее использование устройства будет невозможно. Определить принадлежность устройства к категории по силе тока можно по маркировке, которая наносится на несменяемую часть изделия.
- Качество изолирующего материала. Для обеспечения безопасного выполнения работ следует подобрать держак с качественно изолированной рукоятью. В качестве диэлектрика, практически во всех деталях, используется пластик достаточной толщины, чтобы надёжно защитить оператора сварочного аппарата от воздействия электрического тока.
- Стоимость. Приобрести держатель для сварочного аппарата можно от 100 рублей, но качеством дешёвая модель, отличаться не будет. Брендовые экземпляры продаются за несколько сотен долларов, но для повседневной работы нет необходимости приобретать держаки по такой цене. Достаточно приобрести изделие в средней ценовой категории, чтобы обеспечить себя на длительное время качественным инструментом для сваривания металлов.
Недорогой девайс можно купить в качестве запасной детали. В случае выхода из строя основного устройства, при наличии дополнительного держака можно продолжить работу без серьёзной задержки по времени.
Лучшие модели держаков
Чтобы приобрести держатель электродов для сварочного аппарата и не разочароваться в его качестве, следует выбирать модели, которые применяются сварщиками на протяжении длительного времени и не вызывают у них негативных эмоций.
Негативные отзывы чаще всего бывают о продукции китайского производства, но некачественная продукция может поступать на отечественный рынок и из других стран.
1. ESAB Handy 200 (200 А) — пользуется большим спросом у профессиональных сварщиков.

Деталь имеет высокие эксплуатационные характеристики, которые не снижаются в течение всего рекомендованного производителем срока. Произведено изделие в Швеции, поэтому можно рассчитывать на европейское качество.
Вес Handy 200 составляет 550 грамм, но учитывая хорошее изоляционное покрытие и качественный зажим, небольшое увеличение массы держака по сравнению с другими моделями вполне оправдано. Handy 200 представляет собой винтовой держатель, что позволяет выполнять сварочные работы качественно и безопасно.
При использовании устройства можно сваривать металл электродами диаметром от 2,0 до 4,0 мм. Стоимость изделия на российском рынке около 500 рублей.
2. Сибртех 500А — недорогой, но качественный инструмент отечественного производства, который можно использовать до 500 А.

Держатель 500А Сибртех 91455 представляет собой устройство клещевого типа, в котором замена рабочего электрода может быть выполнена быстро.
Изделие имеет надёжную изоляцию из пластика, которая способна защитить оператора от воздействия электрического тока. Приобрести можно за 300 рублей.
3. ESAB 500 — держак известной шведской фирмы, которая занимается выпуском высококачественной продукции уже более 100 лет. Держатель электродов esab можно применять для сварочных работ с током до 500 А.

Основным преимуществом изделий ESAB 500 является сверхмалый вес, который составляет всего 200 грамм. Стоимость изделия на российском рынке — около 3000 рублей.
4. Germany type 300 A — идеально подходит для выполнения сварки с током до 300 А и диаметром электрода 2 — 4 мм. Благодаря особой рифлёной конструкции ручки устройства, удаётся добиться надёжного удержания в руке. Модель отличается качественным пластиком изоляции и относительно небольшим весом.

Сварочное дело развивается семимильными шагами: оборудование нового типа делает сварку доступным, полезным и интереснейшим делом для новичков и профессионалов. Добавим еще одно слово – «комфортным» делом.
Что значит – работать «комфортно? Это значит удобно, приятно и эффективно. Такую комфортность добавляют различные современные комплектующие устройства. К ним, безусловно, относится держатель электродов, чьи новые разнообразнейшие формы появились на рынке в большом количестве.
Что он делает? Если коротко, то он управляет электродом во время сварки: закрепляет его и подводит сварочный ток. Отсюда и желательные свойства.

Самодельный держатель.
Функции и технологические свойства, которыми должен обладать держак для сварки:
- обеспечивает крепкую фиксацию электрода с меняющимся углом выхода электрода;
- дает надежный и полный электрический контакт;
- долговечность работы;
- способен к быстрой замене ;
- должен быть небольшого веса, чтобы рука не уставала. Обычный вес держака около 350 г. Для тока в 500А, устройство мощнее и может весить до 750 г;
- обязательная эргономичность: удобство положения в руке, не требующее усилий.
Один из классических стереотипов – покупка устройства побольше и помощнее с несбыточной мечтой в голове, чтобы оно работало подольше и получше. На самом деле так не бывает. На держатель для сварки это тоже распространяется.
Классификация электродержателей
Если рассуждать в общем, то эти устройства делятся на две большие группы: специализированные и универсальные, регламентированные в ГОСТах.

Электрододержатель самодельный.
Самые популярные разновидности универсальных держателей следующие:
- Держатель – прищепка зажимного типа может быть представлен в двух вариантах: пружинном и рычажном. У этого устройства, которое можно назвать зажимом для электрода, предельно простая конструкция и низкая стоимость. Он совместимый практически со всеми сварочными агрегатами. Дает отличные характеристики: хороший поджог дуги, высокое качество шва и, что немаловажно, экономию электроэнергии.
- Вилка – трезубец является самой, пожалуй, распространенной версией среди профессиональных сварщиков. С этими электрододержателями для ручной дуговой сварки связаны некоторые нюансы. Дело в том, что в традиционном виде он плохо защищен: много частей находятся под напряжением, что несет высокий риск вреда здоровью. Помимо травмы электричеством есть риск получить вдобавок лучевое поражение. Есть, конечно, модифицированные автоматизированные модели, которые считаются безопасными и показывают хорошие технологические показатели.
- Держатель – цанга зажимного типа используется в узком направлении: только в горелках для аргонодуговой сварки.
- Винтовой держатель в нескольких вариантах: зажим может быть прямой или загнутой формы с разными направлениями резьбы – как левой, так и правой.
- Безогарковый держатель работает по другому принципу. В соответствии со своим названием предотвращает возникновение огарков и сокращает время закрепления расходника, который не закреплен зажимом, а приварен к концу электрода, чтобы в итоге расплавится во время сварки. После этого берется следующий расходник.
Габариты

Держатель электродов конструкции Аникина.
Что стоит за понятием эргономичности? Это компактность и подходящие размеры для конкретной руки мастера, небольшой вес. Если перед вами линейка сварочных держаков с одинаковыми техническими характеристиками, выбирайте тот, что легче и меньше в размерах.
Если вы выезжаете на разные точки работы, приобретайте второй запасной экземпляр сварочного держателя.
Степень надежности
Надежность приборов проверяется в нестандартных рабочих условиях. Держатели для сварки должны работать стойко и без потери своих качеств при критических температурах, высокой влажности, пылевых загрязнениях и т.п. Пластик рукоятки должен быть прочным с хорошей изоляцией.
Лучше, если зажим литой и массивный. К очень надежным относятся винтовые держатели электродов с жесткой резьбовой фиксацией. Они самые долговечные в эксплуатации и, кроме того, дают возможность менять угол расположения катодного конца.
Стоимость
Размах цен впечатляет: от ста рублей до пятнадцати тысяч. Безусловно, самые дешевые модели по определению не могут считаться безопасными или надежными. Если вы не собираетесь покупать одноразовое оборудование, нужно обратить внимание на средние ценовые категории моделей.
Дорогие варианты рассчитаны на профессиональные работы большого объема, такие тоже вряд ли вам подойдут. Если вы решили приобрести дорогую модель, анализируйте ее характеристики самым внимательным образом. Зажимы для профессиональных работ не могут стоить дешевле трех тысяч рублей.
Электродержатель своими руками
Разновидности самодельных держаков.
Трезубец
Чаще всего мастера делают самодельный держак для электродов в виде небезызвестного трезубца. Если подробнее, то мастерят ту самую простую версию трезубца, которую трудно найти в продаже из-за опасности для здоровья.

Виды держаков для сварки.
При всем этом трезубец можно сделать вполне безопасным вот по какому алгоритму действий:
- В качестве основы держака своими руками выступает арматура или металлический пруток из стали после гибки. Диаметр прутка должен быть не меньше 8-ми мм.
- К трезубцу привариваются две части трубки: одна часть фиксирует изоляцию кабеля, вторая – обжимает кабель без изоляции.
- Изолятором может быть отрезок армированного шланга. Тщательность его монтажа – самое ответственное дело, это этого будет зависеть безопасность устройства. Нельзя допускать ослабления крепежа изолятора, для этого можно применить специальный анаэробный фиксатор резьбы Done Deal.
Винтовая модель
Как создать винтовую модель держака:
- Из медной трубки можно сделать отличный держак винтового типа. Обрезки медных трубок можно найти в избытке у монтажников кондиционеров. Обычно это труба с внешним диаметром 19 мм.
- Ручка может быть сделана из металлопластиковой трубы с внешним диаметром 26 мм. Самым оптимальным вариантом будет резиновый шланг. Ручку нужно натянуть на медную трубку так, чтобы она полностью закрывала ее.
- Ручку нужно обернуть куском куртки или перчатки, чтобы она не скользила в руках.
- Финальным действием будет вклеивание болта размером М12 со сквозным отверстием в крышку от пластиковой бутылки. Ваш самодельный держатель для электродов готов.
Электрододержатели как для ручной дуговой сварки, так и для аргоновой, являются отличным подспорьем мастерам для удобства работы и повышения качества изделий. Эти приспособления можно купить, а можно сделать самостоятельно. Главные критерии во всех случаях – это безопасность, устойчивость и надежность.
В процессе изготовления конструкций активно применяется такой метод соединения, как сварка. Его используют не только в промышленности, но и в бытовых условиях. При выполнении сварочных работ используется держак для сварочного оборудования. Чтобы не возникало трудностей при проведении сварочных работ, необходимо большое внимание обращать на все составляющие сварочного оборудования, в том числе и на держатель.
Какой держатель выбрать
За время своего существования сварочные приспособления постоянно совершенствовались. Результатом этого стало то, что на рынке в настоящий момент предлагается большой выбор модификаций и приспособлений, предназначенных для сварочных аппаратов. В специализированных магазинах предлагается большое количество различных держателей для сварки. Этим во многом и обуславливается трудность выбора подходящего держателя для сварочного аппарата.
Для выполнения профессиональной сварки необходимо использовать специальный держатель
. Также без него не обходятся и сварочные работы, проводимые любителями в быту. При выполнении сварочных работ большое значение имеет правильный выбор режима. Это влияет на качество сварного соединения, получаемого по завершении сварки.
При осуществлении работ большое значение имеет соблюдение техники безопасности. От этого зависит жизнь и здоровье специалиста. Для этого необходимо со всей серьезностью подходить к выбору сварочных принадлежностей.
Выбирая держатель для сварки, следует обращать внимание на наличие возможности фиксации
на держателе электродов различного диаметра. Они должны быть надежно закреплены, а само приспособление должно быть долговечным.
Разновидности и характеристики держателей
Как уже было сказано выше, на рынке предлагается большое число модификаций
сварочных держателей. Наиболее распространенными являются следующие:
- вилка-трезубец;
- цанга;
- прищепка.
При выполнении сварочных работ держать в руках сварочный зажим приходится в разных условиях:
- удары;
- охлаждение;
- сильная вибрация;
- высокая влажность.
По этой причине к держателям электродов предъявляется определенный набор требований
.
- Рукоятка должна быть удобна для сварщика.
- Пластик необходимой толщины должен выступать в качестве основного материала изготовления. Благодаря этому обеспечиваются оптимальные свойства в плане изоляции держателя, а также достигается необходимая прочность конструкции.
Зажим-прищепка
Если говорить о наиболее распространенном виде держаков для сварки, то таковым является зажим-прищепка. Востребованность этой разновидности сварочного приспособления обусловлена его простотой, а также низкой ценой
. Кроме того, у этого приспособления имеется немало преимуществ. К числу главных можно отнести следующие:
- совместимость с большим количеством видов сварочных аппаратов;
- простота конструкции;
- удобство при эксплуатации;
- надежность удержания электродов;
- отсутствие на держателе неизолированных зон токосъемника.
Вилка-трезубец
Востребованность этой разновидности держака во многом обусловило то, что при проведении сварочных работ специалистами используется именно такая модификация этого приспособления
. Во многих странах мира профессиональные сварщики применяют при работах именно такой держатель. Но и использование вилки-трезубца тоже несет немало преимуществ. Далее перечислены наиболее важные:
- автоматизированным является поджиг сварочной дуги;
- при использовании такого держателя снижается потребление электроэнергии на 60%;
- обеспечивается получение швов высокого качества.
Недостатки вилки-трезубца
Держатель типа вилка-трезубец выбирают многие сварщики. Однако использование этого вида держателя запрещено во многих странах. Связано это с тем, что при его применении наносится серьезный вред здоровью специалистов, а также людям, которые находятся в непосредственной близости от сварочного аппарата. Статистические данные говорят о том, что сварщики, которые использовали держатель этого типа, во время работ получали ожоги
или травмировались от удара током. Основная опасность при использовании этого держателя связана с тем, что он имеет большое количество открытых частей, которые находятся под высоким напряжением.
Еще один недостаток вилки-трезубца — высокий риск получения лучевых ожогов глаз. Случаи, когда при использовании такого держателя специалисты получали ожоги глаз, происходили довольно часто. Плюс у этого зажима имеется, но только один. Он заключается в его невысокой стоимости.
А вот с держателем-прищепкой в ручном и в обычном варианте дело обстоит совсем по-другому. При его использовании вред для специалиста исключён. Поэтому для безопасного проведения работ лучше всего использовать именно прищепку.
 Держатель, снабженный резьбовой фиксацией
Держатель, снабженный резьбовой фиксацией
, является наиболее надежным элементом для сварки, который к тому же может служить длительное время. Одним из его достоинств является то, что он дает возможность выбора уровня наклона электрического катода, который может быть расположен под любым углом.
Сварщики с большим опытом не считают незначительными факторами при выборе держателя его качество и цену. Их необходимо учитывать наряду с другими при выборе этого приспособления. Не стоит выбирать недорогой держатель
для сварки. Но и тратить большие средства на приспособление с высокой стоимостью тоже не нужно. Особенно если держатель необходим для выполнения работ в бытовых условиях.
Если человек решил приобрести держатель по цене 500 р., то на продолжительную работу можно не надеяться. Для профессиональной сварки он не подходит, а вот для разовых работ по соединению конструкций методом сварки он является отличным решением. Если ваш выбор пал на дорогой сварочный зажим, то необходимо убедиться в хороших качественных характеристиках приспособления. Профессиональным сварщикам следует приобретать устройство по высокой цене — около 3000 р.
Выбирая держатель, необходимо отдавать предпочтение тем приспособлениям, которые обеспечивают возможность фиксации электродов с учетом величины тока, необходимого для работы оборудования. Если работа специалиста-сварщика сопряжена с выездами, то необходимо продумать запасной вариант сварочного зажима
. Экономить на этом приспособлении является не лучшей идеей. Часто приходится выполнять профессиональные сварочные работы в условиях высоких нагрузок. Выбрав качественное изделие, специалист может, не испытывая каких-либо проблем, использовать его в течение длительного времени.
 Если специалист остановил выбор на держателе для аппарата, который рассчитан на 200 А, то при выполнении работ в режиме 300 А сварочного приспособления хватит только на 2 дня работы. При сварке довольно быстро можно заметить появление запаха пластика, который начинает гореть при нагреве электрододержателя. Его горение происходит еще и по причине слабого контакта приспособления с электродом. Все это приводит к тому, что зажим держака при выполнении сварки обгорает
Если специалист остановил выбор на держателе для аппарата, который рассчитан на 200 А, то при выполнении работ в режиме 300 А сварочного приспособления хватит только на 2 дня работы. При сварке довольно быстро можно заметить появление запаха пластика, который начинает гореть при нагреве электрододержателя. Его горение происходит еще и по причине слабого контакта приспособления с электродом. Все это приводит к тому, что зажим держака при выполнении сварки обгорает
. Довольно скоро он выходит из строя и становится абсолютно не пригодным для дальнейшего использования.
Выбирая держатель для сварки, во внимание следует принимать и его нагрузку в амперах, на которую он рассчитан. Она может возрастать в зависимости от массы и размеров сварочного оборудования. Для удобства работ нужно правильно подобрать держатель. Когда для сварки требуется сила тока, близкая к силе тока сварочного генератора, то необходимо подбирать приспособления, рассчитанные на нагрузку в диапазоне от 200 до 500 А.
Заключение
Сварочный держатель — необходимое приспособление для удобного проведения сварочных работ. В магазинах эти изделия предлагаются в большом разнообразии
. Правильно подобрав сварочный зажим, можно обеспечить эффективность выполнения сварки и при этом безопасность специалиста во время ее проведения.
Электрододержатель для сварки ММА – приспособление, предназначенное для удержания штучного электрода и подачи на него электрического тока.
Хороший держатель электродов:
- дает надежное крепление электрода и возможность быстрого изменения угла выхода электрода;
- гарантирует полноценный электрический контакт;
- обеспечивает быструю замену электрода.
- легкость – не последний параметр, на который необходимо обратить внимание. В конце рабочего дня с тяжелым электрододержателем у вас будут отваливаться руки.
Нормальная масса – от 350 грамм для тока 125А до 750 грамм для тока 500А.
Полезный совет: не стоит покупать электрододержатель с запасом мощности, исходя из распространенного заблуждения, что он прослужит дольше. На самом деле профессиональные электрододержатели точно выдерживают нагрузку, о которой заявляют, но только при условии, что вы приобрели брендовое изделие.
Наиболее распространные типы электрододержателей:
- пружинные;
- винтовые (или зажимные)
Наиболее популярными в настоящее время являются универсальные электрододержатели, которые благодаря подпружиненному механизму зажима и специально сконструированным латунным или медным губкам, позволяют размещать электрод в различных пространственных положениях. Корпус сварочного держателя, рукоятка и подвижные части должны быть изготовлены из качественных изоляционных и теплоизоляционных материалов. Это может быть пластик или керамо-пластик.
В связи с большим наплывом некачественной продукции из Китая на рынки сварочной техники, при покупке элетрододержателя рекомендуется проверять магнитом его токоведущие части.
Часто бывает, что они изготовлены из стали, на поверхности которой выполнено покрытие под медь. Такой же процедуре проверкой магнитом рекомендуется подвергать и клеммы заземления, чтобы не получить в итоге приспособление, которое быстро перегреется и сгорит во время сварки.
Новички в сварочном деле часто задают вопрос:
зачем покупать новый электродержатель, если при покупке сварочного инвертора в комплекте к нему уже прилагается все необходимое для сварки?

Ответ очень прост:
зачастую, электродержатель, идущий в комплекте со сварочным аппаратом, быстро выходит из строя, независимо от того, пользуетесь вы им на производстве или время от время варите в домашних условиях. Обычно это модель КВ-200. Из-за того, что для ее изготовления используют дешевые материалы, первое, что выходит из строя – прижимные губки, которые подгорают и не дают надежной фиксации. Электрод начинает болтаться, что действует на нервы сварщику и сказывается на качестве сварочных швов.
Кстати, качество остальных комплектующих, особенно, если речь идет о дешевцых сварочных аппаратах для домашней сварки типа , и прочее, как правило, оставляет желать лучшего. Это относится и и к сварочным кабелям. У Ресанты кабель и вовсе алюминиевый, что может выглядеть фантастическим, но это действительно так. Хитрые китайцы нанесли на него медное покрытие в несколько микрон, чтобы, когда вы снимете изоляцию, не было видно подлога, но это не должно вас вводить в заблуждение. Сделайте засечку ножом, и вы убедитесь, что в сердцевине светлый металл. Так же возникают вопросы к длине кабелей и к их жесткости. Но это тема отдельной статьи. Все комплектующие лучше покупать отдельно.
Переходим к конкретике…
- Всем известная немецкая фирма .
В первую очередь известна по своим горелкам для аргонодуговой сварки, которые повсеместно используются. Для ручной дуговой сварки у BINZEL простой ассортимент из четырех моделей электрододержателей пружинного типа DE 2200, DE 2300, DE 2400, DE 2500 «KURT HAUFE», похожих друг на друга как две капли воды и отличающихся только лишь силой тока (от 200 до 600А), соответственно, массой и габаритами. Они надежные, выполнены из качественных материалов, обеспечивающих необходимые механические и термические свойства и обеспечивают фиксацию электрода в четырех положениях. На сварочном рынке серию «KURT HAUFE» очень любят подделывать, так что будьте осторожны!
- Шведская промышленная компания Esab
. Серии Eco Handy, PRIMA. Электрододержатель винтового типа обеспечивает более надежное крепление электрода. Он фиксируется в посадочных отверстиях без люфта: в положении 90 градусов в торцевом отверстии и в положении 90 и 45 градусов в отверстии, расположенном на диаметре.

Минус: электрододержатель тяжеловат, но это единственный его недостаток. В комплекте: мощный шестигранник и медная пластина, которой обматывается и обжимается кабель.
- Telwin
. Стоят дешевле, чем предыдущие бренды, хотя продавцами позиционируется как Италия. Но мы то знаем, где делают продукцию, которая стоит дешевле. Хотя качество приемлемое. Стоят добротные изоляторы, которые не горят даже на токах более 300А при продолжительной работе, крепления не ослабляются. Из минусов: тяжелей, чем тот же ABICOR BINZEL - Электрододержатели Eagle/Falcon
. От компании Trafimet, Италия. По нашему скромному мнению – один из лучших представителей в своем виде. К фурнитуре и креплениям претензий нет. Несомненный плюс: малый вес, удобно лежит в руке.
Электрододержатель своими руками
Держак «Трезубец»
Поднимая подобную тему очень сложно обойти вниманием вариант «трезубца», который каждый уважающий себя сварщик собирает для себя сам. Конструкция его проста и незамысловата, поэтому трудно удержаться от соблазна сделать его своими руками, какое-никакое, а творчество, к которому, несомненно, лежит душа каждого настоящего сварного. При этом вы самостоятельно сможете оценить все плюсы и минусы самодельного держака, да и ругать за некачественную сборку можно будет только себя. Данное народное творчество подходит и тем, кому заводские держатели не по душе.
Способов сборки существует множество. Приведем самый простой из них.
Тело держака (трезубец) делают путем гибки арматуры (или прутка), изготовленной из углеродистой стали, диаметром 8 мм (можно 6 мм, но быстро прогорает, можно взять диаметр >8мм). Как показывает опыт, восьмерки и надольше хватает и ей удобней работать.
Далее, изготавливается трубка наподобие клеммы, разделенной на две части, одна часть обжимает кабель, зачищенный от изоляции, вторая держит изоляцию кабеля. Все это приваривается к трезубцу. Эта операция самая ответственная, так как ненадежный контакт приводит к нагреву. Изолятор (например, отрезок армированного шланга) одевается нагоряче. Для предотвращения ослабления крепления изолятора можно применить, например, высокопрочный анаэробный фиксатор резьбы Done Deal.


Держак «Уголок»
Имеет схожую конструкцию с трезубцем, почему он так называется, хорошо видно на фото. Минус: в трезубце все зажимы пружинят, в уголковом же варианте вся нагрузка приходится на один центральный стержень.
Плюс: не нужно бить или чиркать, удаляется электрод следующим электродом и всегда знаешь, куда он полетит.

«Трезубец» VS заводского электродержателя
По мнению некоторых сварщиков более надежного держателя просто не существует. Другие же предпочитают идти в ногу со временем и приобрести себе заводской держатель. Давайте попробуем сравнить их и прийти к общему мнению, что же лучше для сварки?
Достоинства самодельного держателя:
- Минимальные затраты на изготовление;
- Не требует бережного отношения и не боится падений с высоты;
- Если вам приходится сваривать окрашенный металл и нет возможности его зачистить, например, болгаркой, то это можно с легкостью сделать самим держателем.
Недостатки:
- Запрещен по на производстве;
Понятно, что никто не будет нас инспектировать, каким держателем мы пользуемся, однако, это дает нам возможность задуматься, поскольку из-за его оголенности есть большая вероятность пробивания электрическим током, особенно в сырую погоду или при работе с влажным металлом.
- Конструкция ограничивает варианты крепления электрода поскольку иногда приходится зажимать строго вертикально электрод, чтобы добраться до труднодоступных мест;
- Замена огарка в трезубце так же оставляет желать лучшего, поскольку в каких-то случаях она даже травмоопасна (когда выбиваешь электрод не знаешь, куда он может полететь – запросто может угодить в глаз);
- Большая вероятность замкнуть о конструкцию. Особенно это трагично при ремонте конструкций, обшитых профлистом. Малейшее касание электрододержателя о профлист – и моментальный прожог, который испортит внешний вид.
В домашних условиях можно сделать хороший винтовой держак из медной трубки, которая всегда имеются у монтажников кондиционеров в избытке в виде обрезков.

В нашем случае это труба ¾ (ø нар. =19 мм) Можно использовать стальную, но мы не рекомендуем – она очень тяжелая и плохо проводит электрический ток. Из-за высокого сопротивления сталь будет сильно греться. Ручку можно делать из металлопластиковой трубы ø вн. =20 мм; ø нар. =26 мм (но лучше использовать резиновый шланг). Она будет надеваться на медную трубку и полностью ее закрывать.
Чтобы металлопластик не скользил в руках, его можно обвернуть, например, куском кожи, вырезанным из старой куртки или отжившей свое сварочной перчатки. Далее понадобится анкерный болт М12 с просверленным насквозь отверстием, который будет вклеиваться в крышку от пластиковой бутылки.


В качестве клея можно взять эпоксидную смолу. Делается это для безопасности, чтобы полностью изолировать держак от электричества.
Самодельный держатель из арматуры не идет ни в какое сравнение с данным по качеству изоляции или величине теплопроводности!
Кабель КОГ вставляется в трубку со стороны разреза вместе с резиновой изоляцией и обжимается.
Чем отличается КОГ от КГ? КОГ – это кабель особогибкий; КГ – просто гибкий. В КОГ жилы немножко тоньше и их больше, за счет этого он более пластичный и подвижный.
Ручка должна быть сделана немного длиннее, для того, чтобы кабель не переламывался.

Болт с анкерной гайкой забивается в трубку и пропаивается медно-серебрянным припоем для улучшения контакта.

Если у вас есть латунный или медный болт с гайкой, будет вообще шикарно! Правда такой еще нужно поискать… Но при наличие подходящего прутка и знакомого токаря можно все это очень быстро выточить. Операция не займет много времени.
Для фиксации ручки на ней сверлится отверстие. На трубке тоже сверлится отверстие и нарезается резьба под винт. Также ручку можно просто приклеить.
Винтовой держак сделан для электродов малого диаметра, максимум 3,2. Очень хорошо держит электрод, ничего не болтается. Кому не нравится расположение электрода под 90 о, его можно отогнуть на более удобный угол.

Электрододержатель получается очень маленький, компактный, легкий и, что самое главное, абсолютно электробезопасный! Его можно бросать в любом месте, что вы никогда не сделаете с вилкой из арматуры!
Держатель – главный инструмент в руках сварщика, поэтому отнеситесь к его выбору наиболее ответственно!
Как сделать аппарат для точечной сварки своими руками
Домашние слесарные работы – часть жизни хозяйственного человека. Одним из наиболее популярных домашних устройств считается точечная сварка. Она предполагает наличие заводского или самодельного сварочного устройства. Создать подобный аппарат, которым будет осуществляться точечная сварка своими руками несложно, необходимо лишь желание и некоторые подручные средства.
Особенности и принцип точечной сварки
Изучение вопроса, как своими руками сделать точечную сварку, начнем с принципа действия.
На сегодняшний день точечная сварка востребована не только в быту, но и в производстве, так как она способна разрешить даже самые трудновыполнимые задачи. В промышленности, как правило, применяют устройства, работающие в автоматическом режиме, в бытовых условиях применяют сварочный аппарат-полуавтомат для точечной сварки.
Точечная контактная сварка на производстве необходима, чтобы сварить листовые болванки из черных и цветных металлов. С помощью ее сваривают изделия из профиля разной толщины и конфигурации, пересекающиеся металлические заготовки. При некоторых условиях можно добиться скоростного рабочего режима до 600 точек в минуту.

Многие люди интересуются вопросом, как сделать точечную сварку дома? В домашней среде точечную сварку применяют для ремонта бытовой утвари и при необходимости сварить электропровода.
Процедура точечного сваривания включает в себя несколько этапов:
- заготовки совмещают в требуемом положении;
- делают крепеж деталей непосредственно между прижимными электродами установки;
- осуществляют нагрев поверхностей, в процессе которого происходит деформирование деталей и они связываются между собой.
Существует еще одна технология точечного соединения – лазерная сварка. Она способна выполнять задачи, связанные с работой высокой точности и предельной прочности спайки.
Получается, что принцип точечной сварки заключается в чрезмерном нагревании рабочих металлических поверхностей, результатом которых осуществляется их сплавление и единое структурное новообразование.
Основную роль в процессе сварки исполняет импульсная характеристика тока, который создает необходимый нагрев металлической области. Не менее важной характеристикой служит время воздействия и сила удержания деталей. Благодаря этим параметрам кристаллизуется металлическая структура.

Основными преимуществами сварки электроконтактной из сварочного аппарата считаются:
- выгодность использования;
- прочный шов;
- простота оборудования;
- самодельная точечная сварка может быть создана в домашних условиях;
- возможность автоматизации в условиях предприятия.
Единственным изъяном точечного соединения деталей считается негерметичность соединения.

Основными требованиями к сварочному оборудованию считаются:
- возможность изменить время процесса;
- создание давления в рабочей области, с достижением предела в окончании процесса нагрева;
- наличие электродов с высокими показателями проводимости энергии и тепла.
Для бытового применения подходить электролитическая медь и ее смесь марки ЭВ. Стоит отметить, что площадь контактируемого участка электрода должна превышать свариваемое соединение (шов) в 2,5 раза.
Сборка сварочного аппарата своими силами
Для точечного сваривания деталей необходимо создать соответствующее оборудование. Установка для точечной сварки своими руками, изготовленная в домашних условиях, может иметь любую форму – от переносных разновидностей до крупногабаритных моделей. На практике обычно используются настольные варианты, применяемые для соединения различных металлов. Перед тем как создать точечную сварку из инвертора, следует ознакомиться с материалами, какие понадобятся при изготовлении.
- преобразователь энергии, то есть трансформатор;
- электрический кабель с изоляцией сечением от 10 мм;
- медные электроды;
- прерыватель;
- наконечники;
- болты;
- подручные средства и материалы для создания корпусной основы либо сварочных клещей (бруски из дерева, вторсырье, фанера).
 1 — трансформатор ОСМ-1,0 доработанный; 2 — токопровод (дюралюминиевый пруток диаметром 30, L300, 2 шт.); 3 — вкладыш (стальной пруток диаметром 10, L30, 2 шт.); 4 — электрод (медный пруток диаметром 12, L50, 2 шт.); 5 — шайба латунная (2 шт.); 6,12 — винты М6; 7 рукоятка; 8 — эксцентрик; 9 — щека (2 шт.); 10 — пружина; 11 — вывод половины вторичной обмотки (4 шт.); 13 — втулка текстолитовая (с канавкой под концевую петлю пружины); 14 — болт М8 (6 шт.); 15 — шайба текстолитовая (4 шт.); 16 — покрытие изоляционное (лакоткань или защитная клейкая лента на тканевой основе, 2 шт.); 17 — кожух трансформатора.
1 — трансформатор ОСМ-1,0 доработанный; 2 — токопровод (дюралюминиевый пруток диаметром 30, L300, 2 шт.); 3 — вкладыш (стальной пруток диаметром 10, L30, 2 шт.); 4 — электрод (медный пруток диаметром 12, L50, 2 шт.); 5 — шайба латунная (2 шт.); 6,12 — винты М6; 7 рукоятка; 8 — эксцентрик; 9 — щека (2 шт.); 10 — пружина; 11 — вывод половины вторичной обмотки (4 шт.); 13 — втулка текстолитовая (с канавкой под концевую петлю пружины); 14 — болт М8 (6 шт.); 15 — шайба текстолитовая (4 шт.); 16 — покрытие изоляционное (лакоткань или защитная клейкая лента на тканевой основе, 2 шт.); 17 — кожух трансформатора.
Схемы монтажа
Основными разновидностями схем сборки сварочного устройства являются простые проекты с минимальным количеством требуемых материалов. Стоит отметить, что изготовленное оборудование не будет мощным, то есть данная схема точечной сварки предназначена только для бытового применения. Его назначение – сварка небольших листов железа и электрических проводов.

Чтобы понять, как сделать контактную сварку вспомнить курс школьной программы, а именно физическое правило «Закон Джоуля-Ленца»: когда электричество проходит по проводнику, объем тепловой энергии, создаваемый в нем, прямо пропорционален сопротивлению проводника, времени воздействия и квадрату электрического тока. Вывод, если ток изначально составлял большое значение (например, 1000 А), то при слабом соединении и маленьких проводах будет расходоваться большее количество энергии (в несколько тысяч раз), чем при меньшем электротоке (10 А). То есть качество собранной электрической цепи играет важную роль.

Формирование электрического импульса между двумя участками металлических изделий считается базовой частью работы сварочной установки. Для этого потребуется небольшой преобразователь энергии. Свариваемое изделие необходимо подключить к нижней обмотке устройства, а металлический электрод к вторичной.
Стоит отметить, что недопустимо непосредственно совмещать преобразователь с источником питания. Для этого в электрической цепи предусмотрен мост с электронным выключателем (тиристор). Чтобы создать требуемый импульс, в устройство необходимо подать вспомогательное питание, включающее в себя мост выпрямления энергии и трансформатор. Электрический ток будет концентрироваться в конденсаторе, чья роль – это формирование импульса.

Для того чтобы аппарат контактной сварки, изготовленный своими руками, заработал, нужно на рукояти пистолета нажать «кнопку импульса» для открытия цепной схемы конденсатора-резистора. В результате этих манипуляций произойдет разряд через металлический стержень. Чтобы закрепить теоретический материал, рекомендуется ознакомиться с обучающим видео, где подробно рассказывается о точечной сварке. Это позволяет понять визуально, как же это все правильно осуществляется.
Самодельный аппарат из микроволновой печи
Так как на аппараты точечной сварки не всегда можно выделить лишнюю сумму денежных средств, то можно изготовить ее собственными силами. Для этого потребуется довольно мощная микроволновая печь.
Сборка трансформатора
От микроволновки потребуется лишь одна деталь – это высоковольтный трансформатор для точечной сварки. От этой детали требуется лишь сердечник (магнистор) и первичная (нижняя) обмотка. Для удаления ненужных участков можно воспользоваться молотком, болгаркой либо ножовкой. После удаления трансформаторной вторичной обмотки, необходимо создать самодельный трансформатор для контактной сварки. Чтобы это выполнить, следует воспользоваться медным кабелем, диаметром, равным проему трансформатора. Необходимо сделать два витка. Для того чтобы соединить две части сердечника потребуется эпоксидная смола.
Далее следует протестировать выходное напряжение из устройства. Оптимальным значением считается показатель в 2 вольта, а сила тока – около 850 ампер.

Основу сделали, теперь необходимо заняться корпусом самодельной установки. Для этого используются различные полимеры, например, пластмасса или дерево. Обратная область корпуса точечной установки должна содержать несколько проемов. Один проем будет служить ключом устройства, а другое подавать электричество.
Если вместо пластика применяется дерево, то для начала следует выполнить несколько подготовительных операций, а именно отшлифовать, пропитать и лакировать. Чтобы создать самодельный рабочий аппарат для точечной сварки своими руками, потребуется:
- кабель электропитания сварочной установки;
- ручка от двери;
- выключатель;
- медные держатели;
- электропровод большого диаметра;
- расходные материалы (саморезы, гвозди).
После подсыхания корпусного участка, необходимо собрать установку и совместить все сопутствующие детали. После этого отрезается медный провод на 2 части, каждый из которых примерно 25 мм. Эти элементы будут осуществлять функцию электродов. Чтобы их зафиксировать, достаточно применить стандартную отвертку. Затем необходимо установить ключ системы, толстый электрокабель предотвратит его выскальзывание. Чтобы зафиксировать трансформатор на корпусе конструкции можно использовать саморезы, но не стоит забывать о заземлении одной из клемм.

Чтобы повысить безопасность использования устройства для сварки рекомендуется установка вспомогательного включателя. Для крепежа рабочих рычагов также применяют небольшие гвозди и другие крепежные элементы. К торцевым частям рукоятей прикрепляются контактные металлические стержни. Для вознесения верхней рукояти применяется стандартный полимер – резина.
Создание электродов
Элементы, применяемые для точечной сварки своими руками, должны отвечать определенным требованиям, а именно устойчивостью к воздействию рабочих температур, хорошей электропроводностью и легкостью механической обработки.
Для этого прекрасно подходят медные провода сечением от 15 мм. Основной принцип – сечение электрода не должно быть меньше поперечника провода. Если не жалко, то можно применить жала 2 паяльников, которые точно прослужат долго.

Органы управления
Создаваемая контактная сварка своими руками имеет простое устройство. Приходится всего две управляющих системы – выключатель и рукоять. Выключатель точечной сварки фиксируется в цепи первичной обмотки. Это необходимо из-за того, что во вторичной обмотке ток больше, а выключающая система создаст дополнительное сопротивление. Выключатель устанавливается на рычаге, так удобнее будет работать. То есть одной рукой можно будет включать электричество, а второй удерживать свариваемые материалы.
Стоит отметить, что включение и выключение сварочного тока необходимо осуществлять лишь при сжатых электродах, потому что в противном случае появится искра, приводящая к их подгоранию. Рекомендуется также применять вентилятор для охлаждения аппарата.
Если подобная охлаждающая система отсутствует, то следует постоянно контролировать температуру преобразователя энергии, металлических электродов, электропроводов и создавать дополнительные перерывы, чтобы предотвратить перегрев.

На сегодня приобретение сварочного аппарата для точечной сварки не является проблемой, если есть денежные средства. В любом специализированном магазине предложат целый ряд установок для точечного соединения деталей, причем разной мощности и производителей. Но для домашних мастеров не всегда возможно подобрать требуемые параметры, поэтому сделать аппарат точечной сварки своими руками будет оптимальным решением. Все необходимые расходные материалы можно позаимствовать и найти дома. Собранная собственными руками установка для точечной сварки не подводит и отлично работает, тем самым обеспечивая требуемый мелкий ремонт металлических изделий.
Точечная сварка своими руками
Мне очень понадобился аппарат для точечной сварки и я решил его сделать своими руками из старой микроволновой печи, в этой статье я опишу подробный процесс его создания. В основном он нужен для спайки между собой тонких листовых металлов, например для скрепления между собой аккумуляторных батарей используя шину из тонкого металла, так как они боятся перегрева то паять их просто паяльником нельзя. Данная точечная сварка из трансформатора от микроволновки способна выдавать ток до 800 Ампер.

Точечная сварка своими руками
Детали и инструменты:
- Старая ненужная микроволновка, а точнее трансформатор от неё;
- Клеммная колодка;
- Кусок медного провода диаметром 1,7 мм;
- Силовой многожильный кабель диаметром 8 мм;
- Модуль таймера;
- Адаптер питания на 12 В и 0,5 А;
- Компьютерный БП, а точнее его металлический корпус;
- Выключатель на 220В;
- Кнопка без фиксации;
- Деревянная рейка;
-
Пружина.

Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
Как сделать точечную сварку своими руками, пошаговая инструкция:
Шаг 1
Нам нужна будет старая ненужная или нерабочая (ну естественно с рабочим трансформатором) микроволновая печь, чем крупнее она будет тем мощнее трансформатор может там стоять. Итак, достаём с неё эту необходимую нам деталь, у меня попался трансформатор на 800 Ампер.
Затем разбираем компьютерный БП, оставляем только железный корпус, и разъём питания 220В, в него мы разместим всю начинку точечной сварки.

Точечная сварка своими руками

Точечная сварка своими руками
Размещаем в корпусе трансформатор, плату таймера и адаптер питания, примеряем и размечаем все необходимые отверстия которые нужно будет в дальнейшем просверлить.
Шаг 2
Нам нужно будет избавится от вторичной обмотки (та, обмотка у которой более тонкий провод) трансформатора микроволновки и намотать силовым кабелем свою новую обмотку. Для того, чтобы не разбирать пластины трансформатора то обмотку можно сначала с одной стороны срезать стамеской ударяя по ней молотком, затем проделать тоже самое с другой стороны. Потом просто выбить оставшиеся волоски проволоки, я это делал с помощью сверла.

Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
Шаг 3
Теперь вместо старых обмоток наматываем новые силовым кабелем, у меня получилось 2 витка. Ставим этот трансформатор в корпус, там, где решётка проделываем два отверстия под выводы катушки, продеваем их, делаем также отверстия в дне корпуса под крепления транса.

Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
Далее нам нужно закрепить на передней панели модуль таймера и чуть ниже продеваем светодиод в просверленное отверстие выпаянный за ранее из этой платы и удлинили его проводками.

Точечная сварка своими руками

Точечная сварка своими руками
На заднюю панель добавляем выключатель питания.

Точечная сварка своими руками
Покажу полную схему подключения всех частей:

Точечная сварка своими руками
У адаптера питания отпиливаем вилку, так как она занимает лишнее место и мы припаяемся к разъёму питания напрямую проводками. Припаиваем все части будущей точечной сварки проводками, от таймера к трансформатору я присоединился клеммами. К таймеру я подключил кнопку без фиксации. С помощью переменного резистора таймера выставляется время импульса для сваривания, подходящее время подбирается уже при сваривании деталей.

Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
Шаг 4
С помощью металлических уголков крепим деревянную рейку к корпусу сварочника.

Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
Достаём с клеммной колодки клеммники с винтиками и надеваем на зачищенные контакты кабеля, зажимаем винтами. Прикручиваем теперь их шурупами к рейке.

Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
Спусковую кнопку размещаем тоже в этой же рейке для удобства, просверлив под него отверстие.

Точечная сварка своими руками
Из медной проволоки диаметром 1,7 мм делаем электроды, скручивая таким образом (но если есть толстая проволока то можно выточить из них более красивые контакты), обтачиваем из конец чтобы они были острыми:

Точечная сварка своими руками
Закрепляем их в клеммниках:

Точечная сварка своими руками

Точечная сварка своими руками
Шаг 5
Теперь нам нужно добавить пружину, которая будет возвращать контакты аппарата контактной сварки на место. Для этого прикрутим к верхней крышке ещё одну деревянную рейку.

Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
Всё, наша точечная сварка готова, этот аппарат довольно мощный и чтобы в тонких металлах не прожигалось отверстие то нужно выставлять меньшее время срабатывания на таймере. Аппарат для точечной сварки сделанный своими руками получился достаточно компактный и много места не будет занимать в Вашей мастерской.

Точечная сварка своими руками

Точечная сварка своими руками

Точечная сварка своими руками
Забрать к себе:
Точечная сварка своими руками: схемы, принцип
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
 Бытовой аппарат для точечной сварки CBA-1,5AK
Бытовой аппарат для точечной сварки CBA-1,5AK
Выход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
 Оборудование для машинной точечной сварки
Оборудование для машинной точечной сварки
Технология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
 Иллюстрация процесса точечной сварки
Иллюстрация процесса точечной сварки
Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
 Пример принципиальной схемы аппарата
Пример принципиальной схемы аппарата
Для реализации нам понадобятся следующие радиодетали:
- R – переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм2. Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
 Схема аппарата с силой импульса до 2 кА
Схема аппарата с силой импульса до 2 кА
Перечислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см2;
- VD6 – Д237Б;
- F – плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
 Используемый за основу автотрансформатор
Используемый за основу автотрансформатор
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм2. Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой – прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Своими руками делаем аппарат точечный сварки: их виды и основные элементы
Сварка играет важную роль в технических процессах. Один из её видов, точечная сварка — соединение деталей вместе в одной или нескольких точках. Аппарат точечной сварки позволяет значительно снизить конечную стоимость и сократит время на изготовление, особенно если сделан своими руками.
Прочность сварки
На прочность сварки влияет размер и материал участка. А на него воздействует:
- Размер электродов.
- Площадь контакта.
- Состояние поверхности.
- Время воздействия и величина тока.
- Размер поверхности с которой контактировал электрод.
Точная сварка имеет свою нишу для применения — соединения деталей между собой от 0,002 мкм до 20 мм. При процессе, величина тока измеряется сотнями ампер, а сопротивление поверхности и электродов минимально.
Преимущества точечной сварки:
- Сварочный шов высокой прочности.
- Автоматизация работы.
- Экономичность.
Процесс используется как в домашних условиях, так и в промышленности. С его помощью производится сварка таких материалов:
- Листовой металл.
- Изделий из цветных сплавов и стали.
- Гнутых и сортовых профилей.
В быту с помощью точечной сварки ремонтируют инструмент, домашнюю утварь, кухонное оборудование. Процесс заключается в совмещении деталей в определённом положении. Они фиксируются между собой и электродами с помощью электрического тока происходит разогрев поверхностей до сваривания. Главное — точно закрепить деталь в нужном положении и удерживать её в процессе сварки. Тепловой импульс, плавит металл в зоне контакта, соединяя две поверхности в одно целое.
Разновидности аппаратов точечной сварки
Самый простой аппарат точечной сварки управляется вручную, каждый раз выставляться сварочный ток и продолжительность работы. Требует опыта работы с конкретным аппаратом. Довольно простая конструкция, легко изготовить своими руками.
Аппараты бывают трех разновидностей:
- Автоматические системы позволяют выполнять качественную сварку даже неспециалистам. Что снижает количество бракованных изделий и трудозатраты.
- Механические приводы — самый популярный вариант аппарата точечной сварки, широко применяется во многих отраслях, изготовить своими руками не составит большого труда.
- Гидравлические и пневматические прижимные устройства используются в стационарных машинах на промышленных объектах.
Переносные устройства по своим характеристикам не уступают стационарным. Сварочный аппарат, сделанный в виде ручных клещей, способен соединить металл толщиной 5 мм. А с помощью ручного привода фиксации достигается усилие в 150 кг. Простота использования, высокое качество сварного шва, низкая цена, выделяет этот тип аппаратов среди конкурентов.
Инвентарные устройства имеют небольшие размеры, многофункциональность, легко подключаются к бытовой сети. И даже высокая цена не снижает их популярности.
Аппарат для точечной сварки своими руками
Простейшим для изготовления в домашних условиях является аппарат точечной сварки, в котором сила тока не регулируется. А управление процессом осуществляется с помощью изменения длительности электрического импульса, для этого используют выключатель или реле времени.
Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.
Для работы магнетрона в микроволновой печи нужно повышенное напряжение в 4000 В. Поэтому используется повышенный трансформатор. На первичной обмотке у него меньше витков чем на вторичной, но толщина провода больше.
Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
Делается не больше 3 витков. У вас получиться 2 В, этого достаточно для домашних нужд. Но если вам нужен больший ток, то сделайте больше витков, так вы повысите показатели мощности. Также можно использовать несколько трансформаторов. Это хороший вариант когда у вас на руках 2 одинаковых, но их характеристик по отдельности не хватит для сварки металла нужной толщины.
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
Одноимённые выводы имеют обозначения на трансформаторах, но если на вашем устройстве оно отсутствует, то можно провести проверку. На первичные обмотки трансформаторов подаётся напряжение, а к вторичным обмоткам подключён вольтметр. Результата может быть два: прибор показывает напряжение или нет.
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
Электроды требуют периодической подкачки, так как со временем они теряют форму и приходят в негодность. Чем меньше длина провода, идущего от электрода к трансформатору, тем лучше. Количество соединений должно быть минимальным, на них также теряется мощность. В идеале, на концы цепляются медные наконечники, к которым подключаются электроды. В месте контакта меди происходит окисление, чтобы этого избежать их спаивают вместе. Такое соединение проще чистить.
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
Аппарат управляется переключателем или рычагом. Электроды должны быть закреплены с такой силой, чтобы обеспечить нормальную сварку. Чем толще лист металла, тем больше показатель. На промышленных аппаратах она доходит до 100 кг. Делайте рычаг управления длинными и крепким, а сам аппарат помассивнее, с возможностью стационарного крепления. Дополнительное усилие при точечной сварке можно добавить винтовым зажимом.
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Эксплуатация
Включать и выключать аппарат нужно когда электроды сжаты, иначе электроды будут искрить и подгорать. Принудительная вентиляция значительно облегчит эксплуатацию, иначе вам придётся следить за температурой трансформатора, электродов, токопроводов и делать частые перерывы. А пока вы опытным путём найдёте температурные режимы элементов, что-то может безвозвратно сгореть.
Чтобы качественно осуществлять точечную сварку нужен опыт сведения двух поверхностей материала, сварки токовым импульсом, определения процесса готовности по цвету и внешнему виду.
При осуществлении точечной сварки своими руками соблюдайте технику безопасности, при возникновении искр и расплавленного металла, немедленно прекращайте работу. Эксплуатация неисправного аппарата представляет большую опасность.
- Автор: Александр Романович Чернышов
- Распечатать
Loading…
Держатели электродов для точечной сварки своими руками

В этой статье мастер-самодельщик покажет нам, как можно самостоятельно сделать держатели электродов для точечной сварки.
Инструменты и материалы:
-Клемма;
— Цанговый патрон;
-Латунная трубка;
-Термоусадка;
-Медный провод;
-Гравер;
-Нож;
-Кусачки;
-Винты;
-Отвертка;
-Тиски;
-Горелка;
-Напильник;
-Ножницы;
-Медная проволока;
Шаг первый: отверстия
В качестве основания будет выступать латунная трубка. На трубку с одной стороны устанавливается цанговый патрон, с другой стороны клемма. Для и крепления в трубке сверлятся отверстия.
Шаг второй: медный провод
Дальше нужно сделать монтаж провод — клемма — электрод. Мастер снимает изоляцию с одной стороны медного провода. Оголенную жилу устанавливает в клемму и припаивает.
Дальше нужно измерять и отрезать лишнюю часть провода. Удалить с провода изоляцию.
Провод протянуть внутри трубки. Зафиксировать провод, в средней части, винтами. Дальше мастер, через отверстия припаивает медную жилу к трубке. Затем выкручивает винты и припаивает провод в средней части.
Шаг третий: цанга
Теперь нужно отшлифовать места пайки и установить цанговый патрон. Патрон крепится с помощью винтов.
Шаг четвертый: изоляция
Для изолирования мастер использует термоусадочную трубку. Отрезает нужную длину. Надевает на держатель. Прогревает феном. Места пайки закрывает двумя слоями трубки. Также нужно двумя слоями закрыть зону хвата, т.е. то место, за что мастер будет держать инструмент. Это связанно с тем, что держатель при работе может нагреваться, а двойная изоляция защитит от ожога.
Все готово, сталось установить электроды. В качестве электродов мастер использует жесткую медную проволоку или вольфрамовые стержни.


Весь процесс по изготовлению держателей можно посмотреть на видео.
Источник
Доставка новых самоделок на почту
Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Электроды для контактной сварки своими руками
Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает, что на 1 мм 2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм 2 . При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:

Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.

Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Сечение провода вторичной обмотки должно быть не менее 1,8 см 2 . Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.

Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечная сварка из аккумулятора
В интернете встречается информация о том, как сделать точечную сварку своими руками, используя обычный автомобильный аккумулятор на 12 В. Выполнять с ее помощью можно соединение небольших деталей, которые обычно соединяются пайкой. Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Простенькое приспособление для выполнения сварочных работ состоит из двух медных проводков сечения не менее 1,5 мм 2 , закрепленных в контактной колодке. Расстояние между зачищенными концами электродов 2-3 мм. Конечно, как и в любой самодельной конструкции, вариантов может быть множество, но как базовый лучше всего использовать именно этот тип конструкции. Как работает такая мини установка показано на видео :
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.

Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.

Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
![]()
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.

Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
![]()
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.

Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
![]()
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
![]()
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.

Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.

Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.

Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.

Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.

Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
как собрать прибор в домашних условиях (инструкция и схема)
Изготовить самодельную точечную сварку несложно самостоятельно.
Производятся похожие механизмы в нескольких вариациях:
- Портативные
- Компактные
- Габаритные
Содержание статьиПоказать
Сварочный процесс: схема изготовления
При самостоятельной сборке аппарата необходимо учитывать закон Джоуля-Ленца (Q=I² Х R Х t), в котором говорится: тепловая энергия выделяется в проводниках в определённом количестве пропорционально их сопротивлению, коэффициенту силы тока во времени и в квадрате.
Специалисты советуют уделять должное внимание самодельному механизму, учитывать большую потерю энергии в тонких проводах, использовать электроцепь высокого качества.
Виды контактной сварки:
- Шовная
- Точечная
- Стыковая
В точечной сварке технология аппарата основана на тепловом воздействии тока. Это обеспечивает сварку детали как в одной, так и в нескольких точках.
Размер и особенности структуры контактной поверхности электрода имеют отличия. Это влияет на уровень прочности соединений.
Перечислим несколько существующих ступеней в технологии точечной сварки:
- Совмещаемые компоненты соединяются и размещаются между электродами устройства. Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.
- Следующий шаг — нагревание деталей. Они становятся термопластичны, что даёт возможность их видоизменения. Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.
При прохождении тока образуется импульс, который обеспечивает нагревание сварочного аппарата и позволяет расплавить металл в точках соприкасания с электродами.
Затем образуется общее ядро жидкой консистенции 4-12 мм в диаметре. После воздействия тока на детали, они будут надёжно держаться до охлаждения ядра и его дальнейшей кристаллизации.
Бытовая эксплуатация самодельной точечной сварки позволяет обеспечить машинальную прочность металлических швов без больших расходов, но создать герметичные швы не позволяет.
Государственный стандарт регламентирует технику безопасности, рабочий процесс и сварочное оборудование.
Сварочный аппарат в домашних условиях

Самодельное устройство можно собрать из подручных материалов
На большую мощность самодельного аппарата точечной сварки располагать не стоит: устройство может работать с металлической проволокой 0,3 мм в диаметре; со стальным листом 0,2 мм в толщину.
Конфигурация позволяет приварить наиболее тонкие составляющие из фольги и совершать сварку термопар.
Производят электрод из пистолета с лёгким усилием, что необходимо для прижима объектов небольших габаритов.
Технология производства самодельной точечной сварки не сложная: электрод подключается податливым кабелем ко вторичной трасформаторной обмотке, при этом к нижнему концу следует подключить наиболее массивную часть.
Здесь потребуются выпрямительные мосты, тиристор подключается ко второй детали моста. Открытие первой детали благоприятствует достаточному напряжению у трансформатора к первичной обмотке.
Сварочные клещи заменяются пистолетом, и первый элемент соединяется с концом вторичной обмотки на трансформаторе. При этом второй конец надёжно крепится к аппарату.
Однофазный или трёхфазный ток питает клещи, что позволяет им функционировать. Трансформатор, питающий клещи, снабжает током в несколько кА.
Управляется тиристор нажатием кнопки на рукоятке пистолета. Конденсатор заряжается при подключении к сети добавочного источника (выпрямительных мостов или трансформаторов).
Тиристор закрывается, механизм включается и остаётся открытым до тех пор, пока конденсатор не разрядится.
Отрезок времени, за который конденсатор может разрядиться, регулируется переменным резистором. Кнопка нажимается — формируется следующий импульс и конденсатор заряжается. При повторном нажатии кнопки процесс запускается сначала.
Продолжительность процесса в самодельном устройстве не превышает 0,1 секунду из-за номинала резистора и конденсатора, сила сварочного тока —300-500 Ампер, при этом мощность невелика — 5-10 Ватт. Этих параметров хватит для работы с объектами небольших габаритов.
Самодельная точечная сварка может быть создана из стального трансформатора с толщиной набора 70 мм. При первичной обмотке используется провод ПЭВ-2 0,8 с 300 витками, при вторичной — многожильный провод 4мм в диаметре.
Производство сварочного оснащения: инструкция.

Простейшая самодельная точечная сварка
По мнению экспертов, в качестве основы оборудования следует выбрать трёхфазный понижающий трансформатор.
С катушки снимаются вторичные обмотки, первичные провода и сердечник оставить в первостепенном виде, среднюю проводку обвернуть тем же материалом с 8-10 витками на выходе.
Для самостоятельного производства сварочного оборудования нужен кабель 25 м, медная труба 10-12 мм в диаметре, диск по металлу и болгарка.
Необходимо обеспечить заполнение обоих катушек, находящихся по краям, осторожно намотав вторичную обмотку, используя силовой многожильный трёхфазный кабель. Гибкий провод проводит намотку без надобности разборки оборудования.
Параметры проводов в кабеле — 6-8 мм в диаметре. Один из них должен быть более тонким, но с хорошей изоляцией и устойчивым к мощности тока. Для производства устройства 25 м кабеля. По надобности его можно поменять на провода с меньшим сечением.
Эту работу эффективнее проделывать вдвоём: один человек займётся протягиванием провода, второй – укладкой витков. Для изготовления клеммы нужна труба из меди длиной 30-40 мм и 10-12 мм в диаметре.
Одна её часть разнимается, что образует пластину, в которой проделывается отверстие до 10 мм в диаметре; в другую часть вставляются заранее зачищенные провода. Эксперты советуют обжать провода молотом.
Контакт улучшится, если на наружной стороне трубы проделать несколько насечек.
Новые крепёжные элементы с резьбой М10 заменяют имеющиеся в верхней части трансформатора винты и гайки, к которым далее прикрепляются клеммы от вторичной обмотки.
В текстолитовой плате необходимо проделать 11 отверстий (не более 6 мм в диаметре) для винтов с гайками и шайбами; и основательно прикрепить её к поверхности трансформатора. Данные составляющие обеспечат вывод первичной обмотки.
Электродержатель производится из ¾ трубы 25 см в длину. По углам необходимо сделать выемки, а к держателю приварить кусочек проволоки из металла небольшого размера.
На обратной стороне проделывается отверстие и присоединяется отрезок кабеля, как при вторичной обмотке. Затем нужно изолировать трубу резиновым шлангом.
Электроды для точечной сварки
Сделанная в домашних условиях самодельная точечная сварка годится для небольшого объёма работы. Аппарату рекомендуется дать остыть поработав с 10-14 электродами.
Отличие многоточечного оборудования от его аналогов –работа с металлическими заготовками определённой формы и размера.
Многоточечные аппараты встречаются редко, но универсальны для контактного спаривания элементов. Переналадить его под силу только экспертам.
Контактное сваривание деталей невозможно при отсутствии электродов из сплавов, имеющих высокий уровень теплопроводности.
Электроды благоприятствуют сжатию металлов и проводят ток на поверхность элементов. Уровень концентрации тепла зависит от наконечников – тонкие механизмы спешно изнашивают себя и нуждаются в постоянной подточке.
Имеется несколько форм выпускаемых наконечников.
Продолжить срок наконечников возможно, следуя нижеперечисленным советам:
- Электроды подбирают, соответствуя критериям используемого в
работе металла; - Максимально обеспечить их сохранность;
- Для тяжёлой сварки использовать более массивные
наконечники; - Использовать водяную рубашку.
Эксперты советуют не подпиливать наконечники по причине возникновения неровностей, что в целом отрицательно повлияет на качество работы.
Контактная точечная сварка своими руками: виды, особенности сборки
Прибор точечной контактной сварки может пригодиться при сборке изделий из тонкого стального листа от 0,1 до 4 мм, для работ с металлом на СТО при рихтовке вмятин, сварке небольших деталей в гараже. Промышленные образцы устройств стоят не дешево, а вот собрать прибор контактной точечной сварки своими руками можно практически из подручных средств. Единственное, с чем придется повозиться, так это с поиском электрического трансформатора. В этом обзоре расскажем об устройстве и принципе действия прибора, схемах сборки аппарата, а также предложим несколько идей по созданию самодельного инструмента.
 Клещи для точечной сварки АТС 3 ELITECH.
Клещи для точечной сварки АТС 3 ELITECH.
Читайте в статье:
Контактная точечная сварка – что это такое и где используется
Точечная контактная сварка относится к типу термомеханической сварки. Процесс работы на нем включает следующие этапы:
- Совмещают детали в необходимом положении.
- Прижимают их между электродами аппарата, последние выступают в качестве прижимного механизма.
- В точке стыковки клещей подается разряд, происходит нагрев, деформируясь под воздействием тока, делали прочно соединяются между собой.
Мастеров привлекает еще и то, что приборы такого плана можно собрать буквально из хлама, а процесс сварки максимально опрятен и автоматизирован. Очень часто такие аппараты можно встретить на СТО. Точечная сварка своими руками для сварки автомобиля позволяет выровнять вмятины без необходимости демонтажа элементов кузова, а также провести ремонт труднодоступных конструкций.
Точечная сварка своими руками для сварки автомобиля:


Некоторые промышленные образцы способны выполнять до 600 операций в минуту. Инструмент применяется при клепании металлических конструкций до 4 мм. Такой тип пайки используется при сварке арматур, плоских и угловых сеток, а также каркасов. Таким способом удобно соединять пересекающиеся стержни или стержни с плоскими элементами: листом, полосой, швеллером и другие конструкции.
Точечная сварка способна решить целый ряд сложных задач:
- Обеспечивает точечное и бережное соединения изделий без перегрева лишней поверхности.
- Способна соединить металлы разной конфигурации: черные и цветные.
- Прекрасно скрепляет профили на сгибах, а также пересекающиеся металлические заготовки, особенно в труднодоступных местах.
- Места сварки отличаются высокой прочностью и устойчивостью к дальнейшей деформации.
 Для тех, кто сомневается, можно ли сделать прибор в домашних условиях – это фото прибора точечной сварки из трансформатора микроволновки.
Для тех, кто сомневается, можно ли сделать прибор в домашних условиях – это фото прибора точечной сварки из трансформатора микроволновки.
Принцип действия и устройство аппаратов точечной контактной сварки
После того, как металлические пластины, которые необходимо сварить, зажимаются электродами, на них подается кратковременный импульс электротока большой силы. Время импульса подбирается в зависимости от характеристик двух свариваемых металлов. Обычно разряд длится от 0,01 до 0,1 доли секунды.
 Устройство аппарата контактной точечной сварки.
Устройство аппарата контактной точечной сварки.
Когда импульс проходит сквозь металл, детали расплавляются и между ними образуется общее жидкое ядро и пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением.
 Через несколько мгновений жидкое ядро кристаллизуется и получится прочный слиток их двух элементов.
Через несколько мгновений жидкое ядро кристаллизуется и получится прочный слиток их двух элементов.
Давление на детали снимается постепенно, если необходимо сковать листы на более глубокую толщину относительно друг друга на финальной стадии давление усиливается, это позволит достичь максимальной однородности металлов в месте сварки.
Важно! Чтобы повысить качество сварки важно предварительно обработать поверхности деталей для удаления оксидной пленки или коррозии.
Виды контактной сварки
Точечная сварка – один из самых популярных видов контактной сварки в домашних условиях. Однако, есть еще два типа сварки этой категории, которые используются чаще всего на заводах и в специализированных металлообрабатывающих цехах.
- Шовная контактная сварка.Принцип действия шовной контактной сварки не отличается от точечной. Привычные нам щипцы заменяют специальные медные ролики. Сварка в этом случае происходит точечно, но на определенном расстоянии, а сварочный шов напоминает дорожку из отдельных сваренных участков.
 Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах.
Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах. - Стыковая контактная сварка. Этот тип сварки отличается большей площадью одномоментной сварки. Электрический ток переменного импульса подается на свариваемые изделия, контактирующие в стыках. Таким образом, во время подачи импульса нагрев происходит по всей площади касания, еще её называют площадью сечения. Процесс этот полностью механизирован, поэтому для самостоятельной сборки в домашних условиях не подходит. Схема машины стыковой контактной сварки
- Конденсаторная сварка. По такому же принципу работает и конденсаторная сварка. Ее применяют в тех сферах промышленности, где сплавляются миниатюрные детали толщиной от 0,5 – до 1,5 мм. Такой тип сварки используется в сфере электроники и приборостроения. Преимущество в том, что она практически не оставляет следов и не прожигает металл. Самодельный аппарат конденсаторной сварки
 Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах.
Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах. Схема машины стыковой контактной сварки
Схема машины стыковой контактной сварки Самодельный аппарат конденсаторной сварки
Самодельный аппарат конденсаторной сваркиИзготовление своими руками контактной сварки из микроволновки
Многие мастера задаются вопросом как из микроволновки сделать сварочный аппарат. На самом деле, самое сложное в этом процессе – разобрать и подготовить трансформатор.
Варианты самодельного сварочного аппарата точечной сварки из микроволновки:


Какие инструмент нужны для работы
Для работы нам потребуются следующие инструменты и комплектующие:
- Трансформатор, который мы демонтируем из микроволновки. В зависимости от мощности инструмента можно использовать два или три.
- Толстый медный провод.
- Электроды (медные или покрытые сплавом меди), которые мы будем использовать в будущем вместо зажимов.
- Рычаг для ручного зажима.
- Основание для сварочного аппарата.
- Кабели и обмоточные материалы.
- Набор отверток и болгарка для вскрытия трансформатора.
Важно! Для бытового использования подходит электролитическая медь и ее смеси с маркировкой ЭВ.
Как подготовить к работе силовую часть установки – трансформатор
Трансформатор – сердце прибора. Самый простой способ добыть его – вынуть из старой, но еще работающей, микроволновки. Минимальная мощность устройства должна на выходе составлять 1 кВт. Такая мощность будет достаточной, чтобы сваривать контактным способом листы до 1 мм.
 Если вам необходимо создать прибор большей мощности, то несколько трансформаторов придется соединять в одну цепь. Как это сделать, мы покажем позже.
Если вам необходимо создать прибор большей мощности, то несколько трансформаторов придется соединять в одну цепь. Как это сделать, мы покажем позже.
Для нас ценность имеет не сам трансформатор, а его магнитопровод и первичная обмотка. Вторичную обмотку необходимо аккуратно демонтировать.
Извлечение из микроволновки и создание трансформатора контактной сварки
Для того, чтобы переделать его под наши нужды, необходимо болгаркой аккуратно вскрыть по сварочному шву корпус и добраться до магнитопровода.
 Вот так выглядит трансформатор, только что вынутый из микроволновки.
Вот так выглядит трансформатор, только что вынутый из микроволновки.
Далее начинаем процедуру обмотки вторичной обмотки. Чаще всего для этих целей используется многожильный провод с сечением не менее 100 мм 2. Достаточно сделать 2-3 витка,так как напряжение в этом виде сварки не велико. Важно, чтобы изоляция этого провода была термостойкой.
 Манипуляции необходимо проводить осторожно, чтобы не выгнуть и не поцарапать первичную обмотку.
Манипуляции необходимо проводить осторожно, чтобы не выгнуть и не поцарапать первичную обмотку.
Объединение трансформаторов для получения аппарата большей мощности
Однако, бывают случаи, что мощности одного трансформатора недостаточно и приходится соединять несколько приборов последовательно. В этом случае провод наматывается по очереди через каждую катушку, причем число витков на каждой из них должно быть одинаковым, иначе вы рискуете получить нулевое напряжение из-за возникшей противофазы.
Важно! Чем мощнее трансформатор, тем сильнее может быть скачок напряжения в электросети при тестовом включении прибора
 Перемотанный и готовый к работе трансформатор для точечной сварки.
Перемотанный и готовый к работе трансформатор для точечной сварки.
Определение правильности последовательно присоединенных выводов
Для удобства работы одинаковые выводы провода обычно помечают. Но если этого нет, то их можно определить, последовательно соединив первичные обмотки двух трансформаторов. Далее вольтметром проверяем напряжение.
 Если пары обмоток ошибочно соединены между собой вольтметр покажет нулевое значение.
Если пары обмоток ошибочно соединены между собой вольтметр покажет нулевое значение.
Если вольтметр показывает показания, равные по значению, но противоположные по знаку, то необходимо изменить последовательность присоединения вторичных обмоток трансформатора. При правильной сборке трансформаторов в цепь прибор дает удвоенное показание напряжение, полученное от двух вторичных обмоток.
Как и из чего сделать электроды для контактной сварки
Электроды для точечной сварки имеют разную форму и конфигурацию. Чем мельче размером обрабатываемая деталь, тем острее наконечник электрода.
 Электроды чаще всего изготавливаются из меди и ее сплавов. В некоторых случаях допускается использовать металл с медным напылением.
Электроды чаще всего изготавливаются из меди и ее сплавов. В некоторых случаях допускается использовать металл с медным напылением.
По форме электроды могут быть прямые, изогнутые, с плоским наконечником или острым. Но чаще всего в практике используются электроды с конусовидными наконечниками. Для того, чтобы устройство не окислялось, электроды соединяют с рабочими проводами при помощи пайки. Однако, все равно в процессе работы они могут изнашиваться, поэтому их необходимо подтачивать (по аналогии с карандашом).
Электрод выполняет сразу несколько функций:
- Прижимает обрабатываемые детали.
- Проводит токовый разряд.
- Отводит излишнее тепло.
Для правильного изготовления электродов обратимся к ГОСТу (14111-90), в котором уже оговорены все возможные диаметры данных элементов (10, 13, 16, 20, 25, 32, 40 мм). Это допустимые и рабочие показатели, отступать от которых не рекомендуется.
Важно! Диаметр электрода должен быть больше или равен диаметру рабочего провода.
Из чего состоит и как работает цепь управления точечной контактной сварки
В сварочном аппарате очень важный параметр – время воздействия на металл. Для регулировки этого показателя используются следующие элементы:
- Электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт. Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ.
- Переключатели П2К с независимой фиксацией.
- Кнопки (на схеме КН1) и резисторы (R1 и R2). Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый.
Для установки выключателя следует выбрать первичную обмотку, точнее, ее цепь. Дело в том, что цепь вторичной обмотки отличается слишком большим током, что может стать причиной дополнительного сопротивления и сварки контактов.
 На принципиальной электрической схеме точечной контактной сварки представлены основные части устройства: силовая часть, цепь управления и автоматический выключатель, с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
На принципиальной электрической схеме точечной контактной сварки представлены основные части устройства: силовая часть, цепь управления и автоматический выключатель, с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
Также необходимо создать достаточную силу сжатия, которая обеспечивается рычагом. Чем длиннее будет ручка, тем сильнее давление между электродами. Не забывайте, что включать оборудование необходимо при сведенных контактах, иначе произойдет искрение и их подгорание.
Совет! Прижимной рычаг можно оснастить прочным резиновым кольцом. Он облегчит нагрузочное усилие, а резинка зафиксирует его.
Следите за тем, чтобы оборудование для контактной сварки из микроволновки было надежно зафиксировано на столе, так как усилие может привести к его падению и выходу из строя. Для самодельного сварочного аппарата, сделанного своими руками из микроволновки, необходимо предусмотреть систему охлаждения. Для этих целей может быть использован вентилятор для ПК.
Статья по теме:

Споттер своими руками из микроволновки, из инверторного сварочного аппарата и аккумулятора: подробные пошаговые инструкции с фото – в нашей публикации.
Как испытать сварочник из микроволновки, сделанный своими руками
Проверка прибора осуществляется также вольтметром, а также путем визуального осмотра качества соединения проводов и целостности конструкции. После этого можно сделать пробный запуск. Он делается дважды: первый раз на минимальной мощности, а второй на максимальной.
Кроме этого необходимо изучить качество сварного шва. Существует несколько показателей, которые указывают на проблемы с прибором для контактной сварки, или нарушением правил работы с ним:
- Непровар. Возникает из-за недостаточного нагрева места сварки. При этом снижается прочность изделия. Возникает непровар из-за падения напряжения в сети, слишком малого усилия в процессе варки, а также плохой очистки поверхностей свариваемых деталей.
- Подплавление. Пережог деталей возникает из-за неправильно выбранной формы электрода, их смещением, а также перекосом деталей при их установке, наличие мелкого мусора в зоне сварки.
- Трещины. Возникают из-за слишком быстрого охлаждения ядра сварки, а также неправильно подобранного диаметра электродов.
Для закрепления полученной информации предлагаем посмотреть видео как собрать аппарат для точечной сварки своими руками из микроволновки:
Особенности изготовления своими руками контактной сварки из сварочного аппарата
Для сборки агрегата точечной сварки своими руками из сварочного аппарата нам потребуются следующие, ужа знакомые нам элементы: собственно, трансформатор, блок питания, система управления и выключатель.
 Самодельный сварочный аппарат точечной сварки из инвертора.
Самодельный сварочный аппарат точечной сварки из инвертора.
Для удобства расчета количества витков для перемотки трансформаторной катушки можно воспользоваться формулой N = 50 / S, в которой N является количеством витков, а S – площадью сердечника (см²).
Особенность сборки точечной сварки из инвертора своими руками заключается в том, что прежде всего определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку. Важно качественно заземлить обе обмотки – так как сила тока в таких аппаратах существенно выше.
Особенности изготовления своими руками точечной сварки для литьевых аккумуляторов
Всем известно, что литиевые аккумуляторы очень боятся перегрева температур и прибор точечной контактной сварки поможет без проблем приварить к ним необходимые тончайшие элементы. Особенность конструкции в том, что сварочный аппарат управляется автоматически. Рассмотрим, как работает устройство для контактной сварки аккумуляторов своими руками.
Как сделать своими руками клещи для контактной сварки
Изготовление и выбор клещей для точечной сварки – последний этап работы над сварочным аппаратом. Их выбор зависит от характера работ, системы привода, планируемого размера деталей, которые нужно сварить.
 Иногда клещи изготавливаются из кусочков медных труб, скрепленных вот так просто с помощью шурупов.
Иногда клещи изготавливаются из кусочков медных труб, скрепленных вот так просто с помощью шурупов.
Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза. Некоторые мастера в качестве электродов используют жало от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток. А сами клещи необходимо тщательно сварить и заизолировать.
Процесс эксплуатации точечной микросварки, сделанной своими руками
 Во время эксплуатации сварочного аппарата не забывайте простое вправило: «Семь раз отмерь – один включи!»
Во время эксплуатации сварочного аппарата не забывайте простое вправило: «Семь раз отмерь – один включи!»
Еще несколько правил, которые пригодятся для правильной работы и долгой эксплуатации прибора:
- Во время включения и выключения прибора электроды должны быть сжаты. Иначе вы рискуете сжечь их.
- Очень важно заранее продумать систему охлаждения прибора. Особенно это касается аппаратов высокой мощности.
- Перед работой важно проверить качество соединения всех элементов сети. А также изоляцию проводов.
- Исключите работу с несколькими деталями подряд. Иначе вы рискуете перегреть прибор.
- Перед работой проведите тестовый запуск на малой мощности.
Надеемся, что наши рекомендации будут полезны при сборке прибора для точечной сварки своими руками. Если у вас есть вопросы к автору статьи, задавайте их в комментариях и предлагайте свои варианты для решения задач по тестированию и сборке сварочных аппаратов.
Сварочные электроды своими руками — как сделать правильно?
 Сварочные электроды своими руками — как сделать правильно?
Сварочные электроды своими руками — как сделать правильно?
Сегодня электроды на прилавках магазинов присутствуют в огромном ассортименте. Поэтому очень трудно назвать их дефицитным и редким товаром.
Тем не менее, для общего ознакомления и ради интереса, можно попробовать сделать самодельные электроды, так сказать, в домашних условиях. В процессе изготовления электродов своими руками можно понять, как и из чего состоит сварочная обмазка, каким основным материалом изготовления, является стержень электрода.
Из чего сделать сварочные электроды своими руками
Основными материалами при изготовлении сварочных электродов, является следующие компоненты:
- Низкоуглеродистая проволока небольшого диаметра;
- Жидкое стекло;
- Мел в виде порошка, но можно использовать и известняк.
Итак, как уже становится понятным, стержень самодельных электродов будет изготовлен из стальной проволоки. Ее диаметр должен быть небольшим, в пределах 2-3 мм. В процессе изготовления электродов своими руками, проволоку придется нарезать на куски, длина которых должна составлять приблизительно 25 см.

Обмазка для самодельных электродов будет изготовлена из жидкого стекла и мела. Последний компонент, мел, если он в кусках, придется хорошенько растолочь до порошкообразного состояния. Более подробно, о том, как сделать электроды своими руками, можно будет прочесть ниже, в этой статье сайта про ручную дуговую сварку mmasvarka.ru.
Процесс изготовления самодельных электродов
В первую очередь нужно подготовить проволоку для электродов. Она должна быть сделана из низкоуглеродистой стали и нарезана на прутики по 25 см. Затем потребуется измельчить в порошок мел. При этом частицы порошка должны быть максимально мелкими и однородными.

Смешивать мел с жидким стеклом в процессе изготовления электродной обмазки не требуется. Достаточно будет взять кисточку и обмазать жидким стеклом стальные прутья. Затем необходимо будет несколько раз опустить электроды в мел, равномерно распределив его по поверхности проволоки.

Однако на этом изготовление электродов своими руками еще не окончено. После того, как самодельная обмазка подсохнет на проволоке, а обычно это происходит достаточно быстро, электроды нужно будет прокалить. Прокалку электродов осуществляют в электрической духовке, примерно около получаса при температуре в 100 градусов.

Конечно же, сделанные таким образом электроды своими руками не будут обладать высокими характеристиками. Скорее всего, при использовании, самодельные электроды будут прилипать к металлу или того хуже, плохо гореть.

Однако поэкспериментировав с настройками сварочного аппарата, все-таки, можно будет добиться хороших результатов. А как вы, пользовались когда-нибудь самодельными электродами из проволоки?
Поделиться в соцсетях
Трансформатор для контактной сварки своими руками
Среди множества видов сварочных процессов можно выделить точечную. Ее применяют при создании систем вентиляции и кондиционирования, для соединения тонкостенных корпусных деталей и множества других конструкций.
 Точечная контактная сварка
Точечная контактная сварка
Виды точечной сварки
К точечной относят один из видов контактной сварки, в ходе выполнения которой детали соединяют по отдельным точкам. Электроды, выполненные из разных материалов, сжимают заготовки и передают через себя электрический ток соответствующих характеристик. Расположение точек контакта, напрямую зависит от того как установлены электроды в машине, используемой для сварки. Опять же в зависимости от конструкции машины и электродов допустимо получение одной или нескольких точек сварки.
Контактную сварку используют для работы с черными и цветными металлами. Это могут быть детали, обработанные на механическом оборудовании, они могут иметь одинаковую или разную толщину. В качестве заготовок могут быть использованы листы, полученные на прокатных станах или кузнечно — прессовом оборудовании.
Такой вид сварки наиболее эффективен для изготовления деталей в транспортном машиностроении, при производстве различного по классам станочного оборудования и пр.
Особенности и принцип точечной сварки для выбора трансформатора
Метод точечной сварки применяют и на производственных площадках, и в кустарных мастерских. На производстве эту технологию применяют для работы с листовыми заготовками из разных марок металла – черного, цветного, нержавеющего и пр. С помощью точечной сварки обрабатывают детали разной формы и размеров, кроме того, на оборудовании такой сварки изготавливают пересекающиеся стрежни.
В домашней мастерской такую технологию применяют для выполнения ремонта бытовой техники, в т.ч. автомобильной, электрической, например, для наращивания силового кабеля.
Надо отметить то, что способ точечной сварки включает в себя несколько последовательных операций, причем, эти операции одинаковы и для промышленного, и для бытового оборудования.
На первом этапе заготовки, выполненные из металла, соединяют между собой в заданном пространственном положении. Для их фиксации могут быть использованы обыкновенные строительные струбцины или друга технологическая оснастка.
Затем, соединенные детали помещают в рабочую зону оборудования, в пространстве между электродами. После этого их приводят в движение, начинается сжимание заготовок и подача электрического тока с определенными характеристиками. Подаваемый ток, выполняет нагревание металла до определенной температуры, в результате, этого будет произведена необходимая деформация заготовок.
В промышленных условиях применяют автоматические установки точечной сварки, в условиях мастерской чаще применяют полуавтоматические сварочные аппараты. Некоторые виды оборудования позволяют получать до 600 сварных контактов в минуту.
Еще один способ точечной сварки — это лазерная. Ее применение обеспечивает высокое качество, получаемых швов.
Смысл сварки этого типа заключается в следующем:
После сильного нагрева заготовок происходит их оплавление и происходит образование однородной структуры (шва).
Главный параметр такого сварочного процесса – это импульсная характеристика тока.
Именно она обеспечивает требуемый нагрев. Кроме того, важную роль играет и сила, с которой заготовки прижимают друг с другом. Именно в результате этого происходит кристаллизация металлической структуры.
Импульсная сварка гарантирует максимальную прочность стыков, при практически полной автоматизации сварочного процесса. Но главный недостаток такой технологии это невозможность обеспечения 100% герметичности заготовок между собой.
Виды трансформаторов для сварки
Технические характеристики трансформаторов должны обеспечивать такие технические свойства, которые позволяют с минимальными потерями произвести нагрев, расплав и соединение обрабатываемых деталей.
Трансформатор, предназначенный для производства сварных работ, имеет простую конструкцию и именно поэтому, многие домашние мастера предпочитают его изготавливать самостоятельно.
В конструкцию входит несколько составных частей:

Сердечник для трансформатора
- Сердечник, состоящий из нескольких пластин, выполненных из стали. Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку.
- Металлический корпус предназначен для защиты устройства от каких-либо повреждений. Кроме того, в состав трансформатора входят устройства вентиляции, рукояти и колеса для транспортировки.
Номинальное рабочее напряжение составляет 220 или 380 вольт и это позволяет их использовать и на промышленных объектах, и домашнем хозяйстве. Технические характеристики трансформатора допускают производить работы с металлическими заготовками разной формы и размеров.
Трансформатор для контактной сварки, состоит из тех же узлов, что и для традиционной. Это оборудование работает в режиме коротких, но часто повторяющихся нагрузок. Это приводит к тому, что обмотки испытывают серьезные динамические нагрузки. Для их компенсации в трансформаторах для точечной сварки применяют сердечник броневого типа и дисковые обмотки.
Трансформатор для контактной сварки ТВК-75
Трансформатор для контактной сварки ТВК-75 предназначается для работы в составе электросварного оборудования для точечной сварки, которые эксплуатируются в закрытых помещениях при соблюдении ряда условий. Магнитопровод в этом трансформаторе имеет ленточную конструкцию, и стянут в раму с помощью шпилек. Обмотки этого трансформатора дисковые. Для изготовления первой обмотки применяют теплостойкий кабель ПСД.

Трансформатор для контактной сварки ТВК-75
Вторая обмотка собрана из отдельных дисков и с помощью металлических деталей, выполненных из меди, они собраны в параллельную схему.
Для охлаждения вторичной обмотки используют проточную воду, которая перемещается по специально проложенным трубам. Обмотки залиты эпоксидной смолой.
Напряжение регулируется с помощью переключателей, которые установлены на сварочной машине. К основным параметрам трансформатора этой марки можно отнести следующее:
Охлаждение водой, аппарат изготовлен по классу изоляции F. За счет использования технологии Unicore трансформатор несет минимальные потери в магнитопроводе. Производитель выпускает трансформатор в климатическом исполнении УХЛ4.

Трансформатор для контактной сварки ТКС — 4500 Каскад
Трансформатор для контактной сварки ТКС — 4500 Каскад используют для сварки деталей из малоуглеродистых сталей совокупной толщиной до 4 мм.
Расчет трансформатора для сварки
Магнитопровод и обмотки отвечают за создание рабочих параметров устройства. То есть, зная, какие характеристики должны быть у трансформатора можно просчитать параметры обмоток, сердечника и сечения всех проводов.
Для выполнения расчетов необходимо взять следующие данные:

Сварочный трансформатор своими руками
-
- Напряжение на первой обмотке.
- Напряжение на второй обмотке.
- Сила тока на второй обмотке. Размер этого параметра определяется типом электродов и размерами заготовки.
- Площадь сердечника. Этот параметр определяет надежность трансформатора в целом. Оптимальным размером можно считать от 45 до 55 кв. см.
- Размер площади окна сердечника. Оптимальным считают размер от 80 до 110 кв. см.
- Плотность тока внутри обмотки. Этот параметр отвечает за потери в обмотке. Для аппаратов, выполненных своими руками, эта характеристика составляет 2,5 – 3 А.
Самодельный аппарат из микроволновой печи
Для установки в домашней мастерской высокопроизводительного сварочного оборудования нет необходимости в приобретении дорогостоящего оборудования. Для этого достаточно использовать старую микроволновую печь. Точнее, ее трансформатор. Он в состоянии обеспечить напряжение необходимо для выполнения точечной сварки.
При извлечении трансформатора из корпуса микроволновой печи необходимо соблюдать аккуратность. Сначала надо снять все крепежные детали, и удалить вторичную обмотку. Кроме этого необходимо удалить шунты, встроенные в ограничители тока. Точечная сварка, изготовленная из микроволновой печи, обеспечивает мощность в 700 – 800 Вт и это позволяет выполнять сварку стальных листов толщиной до 1 мм.

Строение трансформатора
Как и для любого другого сварочного устройства для его работы потребуется электрод.
Создание электродов
Сварочное оборудование позволяет выполнять большое количество работ по неразъемному соединению деталей, выполненных из металла. Для выполнения этой операции применяют электроды. Те, которые применяют для точечной сварки, называют сварочные клещи. Их можно купить и в специализированном магазине, а можно изготовить своими силами.

Электрод для контактной сварки
Сварочные клещи состоят из:
- захвата, который несет токонесущие части;
- собственно электроды;
- сварочные кабели;
- механизм управления.
Для качественного сварного соединения необходимо, чтобы на выходе из аппарата было устойчивое пониженное напряжение и повышенная сила тока. Часто, для достижения необходимых параметров применяют аппараты с усиленной второй обмоткой.
Напряжение с обмотки поступает на сварочные клещи, в которые вставляют заготовки, подлежащие сварке.
Когда заготовки собраны между собой и помещены в рабочее пространство электроды сжимают. Это можно выполнить в ручном, а можно и в автоматическом режимах. Одновременно с этим на электроды подается ток надлежащей мощности. Он вызывает нагрев металла, его расплав и перемешивание. Так, выполняется контактная сварка. Диаметр пятна контакта определяет размер силы тока и время выдержки деталей между электродами.
Сварка цветных металлов точечной сваркой
В промышленности широко применяют точечную сварку цветных металлов. В качестве примера можно рассмотреть сварку алюминия. Важным моментом в точечной сварке является удаление с поверхности заготовок оксидной пленки. Как правило, ее удаляют с применением стальной щетки или абразивной шкурки нулевого размера. Другой, не менее распространенный способ удаления оксидной пленки – это химический.
Для того применяют серную или хромовую кислоту. Но, такой способ применяют в условиях серийного производства.
Для сварки цветных металлов, в частности, алюминия необходимо использовать машины большой мощности. Так, для сварки двух листов дюраля толщиной в 0,5 мм потребует ток в 12 000 А.
Технология конденсаторной сварки
Одна из разновидностей контактной сварки – конденсаторная. Такой метод сварки известен с первой половины прошлого века. Сварка происходит за счет расплавления заготовок в тех местах, где происходит короткое замыкание тока, которое получают из энергии разряда конденсаторов. Время процесса сварки составляет от 1 до 3 миллисекунд.

Технология конденсаторной сварки
В основе такого сварочного аппарата находится конденсаторная емкость, заряжаемая от источника постоянного напряжения.
По достижении потребного количества энергии в емкости, электроды смыкают в месте сварки. Ток, протекающий между заготовками, вызывает необходимый нагрев поверхности и в результате металл плавится и образуется шов высокого качества.
К достоинствам конденсаторной сварки можно отнести:
Скорость, применение автоматизированного оборудования позволяет получать до 600 точек сварки в минуту. Точность позиционирования и соединения заготовок. Малое выделение тепла, отсутствие расходных материалов – проволоки или электродов.
На практике применяют два вида аппаратов такого типа сварки. Первые обеспечивают разряд из накопителей энергии на поверхности деталей, вторые получают разряд от второй обмотки трансформатора. Первый метод применяют при проведении ударно-конденсаторной сварки, второй применяют тогда, когда речь идет о необходимости получения качественного шва.
Такая сварка отличается экономичностью и поэтому ее часто применяют в условиях домашней мастерской. На рынке можно встретить устройства с мощностью в 100 – 400 Вт, которые часто применяют для работы в небольших мастерских по ремонту автомобильных кузовов.
Продолжительность нагрева и сила давления
Режимы сварки определяют следующими характеристиками – силой тока, длительностью нагрева, силой сжатия, размерами рабочего конца электрода.
Особенности выбора и использования электродов
Электроды для такой сварки должны иметь форму и размер, которые обеспечат его доступ к рабочему месту. Кроме того, электроды должны быть приспособлены для простой и надежной установки в сварочной машине и иметь высокую стойкость к износу. Самая простая конструкция электрода для точечной сварки – прямая. Их производят в соответствии с требованиями ГОСТ 14111-69. Для их производства применяют различные сплавы на основе меди.

Электрод для конденсаторной сварки
Например, при сварке разных металлов электроды должны обладать низкой электропроводностью. Но если, из металла такого типа изготовить весь электрод, то он будет достаточно быстро нагреваться. В таком случае его необходимо выполнять из двух частей. Одну из меди, а другую из материала, который приспособлен для выполнения необходимой операции.
Держак для электродов точечной сварки, ручка для сварки аккумуляторов + обзор альтернативных вариантов
Продолжаем тему контактной сварки. Решил попробовать ручку для электродов. Две медные полосы, две отдельные пружины на полосы, фиксированное расстояние между электродами, микрик для автоматической сработки в конце нажатия. В целом ручка годная, можно брать. Хотя, как всегда, есть варианты дешевле — хуже и дороже — лучше.


Я заказывал у другого продавца, на 5$ дороже, по этому информация о доставке наверное не актуальна.
В комплекте всех этих ручек идет два шестигранных ключа, 4 болта под внутренний шестигранник, шайбы и провод для разъема микрика. Не понятно, зачем идет 4 болта — вполне достаточно двух, может быть запасные, если один сорвется. Но вряд ли кто-то, кроме меня, будет снимать и ставить ручку по 10 раз за день.
Корпус ручки видимо фрезерован из какого то пластика, на странице этого продавца (видимо производитель) есть интересное видео создания более дорогой ручки.
Корпус состоит из двух половин, в нем фрезерованы пазы под пружины, провода, микрик и т. д.

Внутри есть один микрик — он срабатывает при нажатии ручки до конца. В комплекте идет провод, с 2-контактным разъемом 3.5мм, длина провода 1 метр. Время срабатывания микрика не регулируется, но можно регулировать жесткость пружин, тогда микрик будет срабатывать на разном давлении на ленту.
Две пружины лежат в пазах, их поджимают две квадратные гайки. Для регулировки в комплекте идет шестигранный ключ, регулировка возможна даже когда ручка установлена для сварки. Винты немного мешают, но регулировать можно. 
Интересно, что некоторые мелкие гайки и винты сделаны с нержавейки. Гайки крепления электродов, винты и гайки, скрепляющие половинки, винты с гайкой, для поджатия пружин магнитятся очень слабо.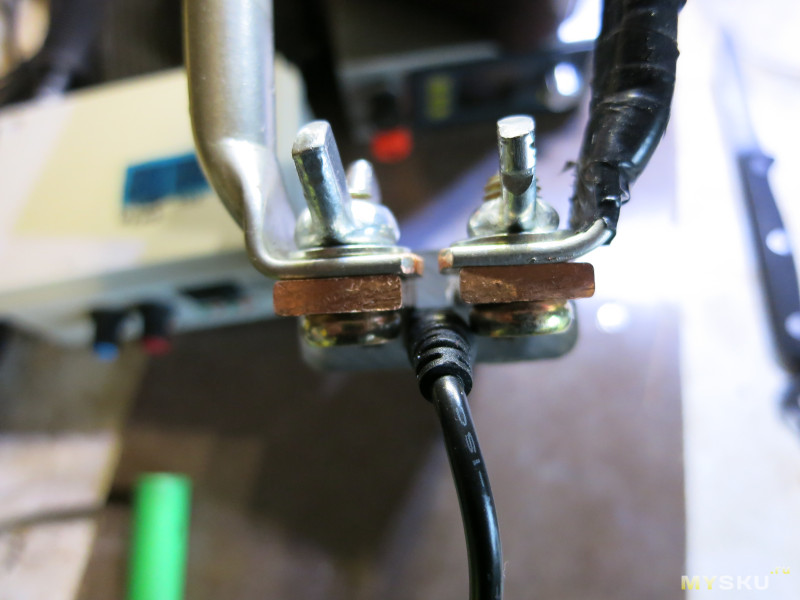
Этим же шестигранником разбирается крепление электродов. Мне понравилась эта версия ручки потому, что я могу ставить электроды от 1мм до 4мм, Держатель электродов — просто две медные пластины, скрученные вместе и прикрученные к основным токонесущим полосам.Просто отверстия насквозь, болты и гайки. В меди нет резьбы — можно просто поменять гайки с винтами, если что. Между этими пластинами фрезерованы отверстия 1мм и 3мм, в комплекте стоят электроды 1.5мм и я ставил 3.5мм без проблем. 

Сами основные пластины 4мм Х 15мм, то есть сечение 60мм, я думаю этого вполне достаточно для сварки аккумов. Вверху пластин отверстия D8, то есть соединение с сваркой надежное. Никаких винтов сбоку, как в ручке ZBU (ее обзор). Но Геннадий тоже перешел на нормальное болтовое крепление на новых версиях. 

В общем пластины ходят внутри пластиковой ручки, жесткость пружин можно менять, микрик срабатывает по одной пластине. При большом желании можно поставить и второй микрик, подсоединить их последовательно. Но я думаю, что если ставить ручку не косо, то будет работать и с одним. Но в более дорогой ручке стоит два микрика. 
И в дорогой версии ручки для сварки есть светодиод, который светит в место сварки. В плате таймера на педаль/микрик идет 5 в, в эту ручку тоже можно встроить светодиод, запитать его от микрика и рассчитать на 5В, я думаю что будет работать.
В общем я попробовал варить.
Была проблема, что у меня провода выходили параллельно и мне не было удобно подключать эту ручку. У меня наконечники проводов выглядели I I а на ручке — — и мне пришлось загнуть наконечники буквой Г. Тогда все подсоединилось. Но, опять же, я не смог использовать гайки, которые шли в комплекте, по этому я ставил мои гайки барашками. Болты под шестигранник как раз в тему, обычны болты с большой шляпкой мешали бы разъему. И так разъем встает вплотную. Ну и маленькие головки болтов позволяют регулировать жесткость пружин.
Пробовал варить стандартными электродами, сразу прожег дырку в ленте — слабый прижим. Это есть в видео на 10.40 Потом отрегулировал-прижал пружины и стало варить нормально. Электроды немного липнут. Поменял один электрод на кусок провода ВВГ2.5 — ничего не поменялось, так что похоже стандартные электроды это просто куски меди. 
Дальше я взял медную моножилу, зажал ее в дремель и довел до заточки карандаша на шкурке.
Получилось два электрода диаметром 3.5мм. Они варили и сильно прилипали, пока я не затупил наконечник электрода, тогда они перестали прилипать.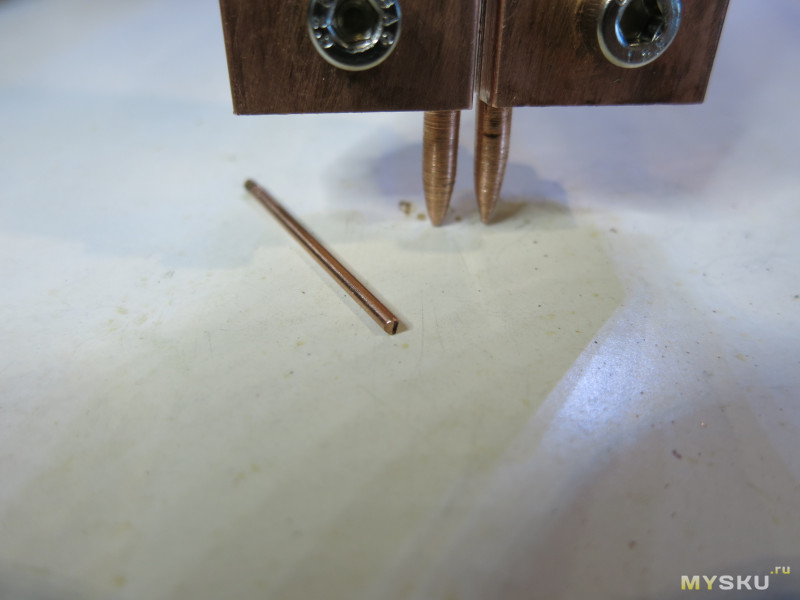

Минутное видео сварки разными электродами.
Выводы:
В общем ручка годная, можно использовать как со стандартным микриком так и с внешней педалью. Я считаю, что это оптимальный вариант.
Эту ручку я выбирал из за нормального сечения пластин (60 квадратов) и возможности установки электродов от 1 мм до 4мм. Ну и в ней есть регулировка силы прижима.
Есть другие варианты:
1. 65$ Дорогая ручка. два микрика, светодиод подсветки и толщенные токопроводящие пластины, есть регулировка прижима. Электроды вроде 2.8-5мм
2. 25$ Средняя ручка, есть регулировка силы прижима, один микрик, но пластины сечением всего 45 квадратов. Пружины торчат снаружи.
Электроды только около 3мм.
3. 22$ Самая дешевая, тонкие пластины, электроды 3мм, нет регулировки, пружины снаружи.
Для тех, кому лень читать, все это и еще кое что есть в видео:
Делаем держак для сварки своими руками

В производстве, строительстве и быту электросварка является очень важным процессом. Наряду с выбором электродов и сварочного аппарата необходимо уделять внимание и держателю электродов для сварки.
На данный момент существует огромное количество фиксаторов, которые отличаются друг от друга конструкцией, массой и прочим. Кроме того, можно сделать держатель для сварки самому.
В этой статье мы поговорим о том, как сделать держак для сварочного аппарата своими руками.
статьи
Требования к держателям
Удерживающее приспособление для электродов является очень важным узлом, хоть его конструкция и довольно проста. Далее приведены некоторые требования:
- должна обеспечиваться надлежащая диэлектрическая и теплоизоляционная защита;
- провод должен крепиться надежно;
- должно обеспечиваться надежное удерживание стержней;
- огарок должен легко заменяться на новый стержень.
Заводские модели фиксаторов
Прежде, чем рассматривать самодельный держатель электродов, следует узнать о заводских моделях. Их существует несколько видов.
ЦАНГА
сварочные держатели типа цанга
Очень удобный тип фиксатора, он легкий и компактный. Электрод здесь легко заменяется на новый. Рукоятка цанги хорошо защищает от электрического и температурного влияния. К недостаткам же можно отнести высокую стоимость, ограничение по рабочей силе тока. Нельзя также оставлять короткий огарок, ведь это может повредить рукоятку.
Важно помнить, что при уменьшении длины электрода увеличивается и ток, проходящий по нему.
ПРИЩЕПКА
электрододержатель прищепка
Наиболее распространенный тип удерживающих устройств. В зависимости от силы рабочего тока и диаметра электродов держатель может быть разных размеров.
Прищепку можно использовать при работе с практически любыми значениями тока. Контакт со стержнем хороший, а при помощи рукоятки можно легко избавиться от огарка.
К недостаткам прищепки можно отнести более габаритную конструкцию и более сложный процесс замены электрода.
ВИЛКА (ТРЕЗУБЕЦ)
держатель типа вилка
В настоящее время держаки данного типа отсутствуют в продаже, найти их можно разве что на вторичных рынках. Отличается вилка от предыдущих типов своей простой конструкцией. Электрод уходит почти весь, огарки получаются очень короткие.
Но, пожалуй, это все плюсы трезубца. Трезубец не соответствует технике безопасности, что обуславливает высокий уровень его травмоопасности.
Для того, чтобы достать стержень из вилки, необходимо использовать дополнительные инструменты, например, молоток или плоскогубцы.
ДЕРЖАТЕЛИ ДЛЯ СВАРКИ СВОИМИ РУКАМИ. КАК СДЕЛАТЬ ДЕРЖАК ДЛЯ СВАРКИ?
При должном желании можно изготовить самодельный держак для сварки. Возможно, самодельные модели и уступают заводским по качеству и надежности, но их тоже можно использовать. Такие держатели — достаточно дешевый аналог дорогим фабричным моделям. Здесь мы рассмотрим конструкции самодельных держаков различного типа.
ТРЕЗУБЕЦ
О фиксаторе данного типа мы говорили выше, когда описывали заводские модели удерживающих приспособлений. Такую модель несложно изготовить и самому. Трезубец представляет собой три куска арматуры, сваренные друг с другом определенным образом. Для того чтобы обезопасить себя от поражения током, можно надеть на ручку кусок резинового шланга.
Несмотря на простоту конструкции, использовать самодельный держатель электродов необходимо крайне осторожно, поскольку есть риск нанесения травмы при работе. Из-за того, что арматура постоянно покрывается окалиной, ее необходимо зачищать для того, чтобы получать хороший сварочный шов. Окалина влияет на потерю тока, тем самым ухудшая контакт и делая сварочный процесс менее эффективным.
МЕТАЛЛИЧЕСКИЙ УГОЛОК И СТЕРЖЕНЬ АРМАТУРЫ
Такой вариант более эффективен, чем трезубец. Здесь увеличивается контакт стержня с держателем, что положительно влияет на сварочный процесс. Но самодельный держак для электродов такого типа обладает тем же минусом, что и вилка — электрод извлекается трудно.
ВИЛКА С ПРУЖИНОЙ
Модернизированный вариант вилки. Трезубец (вилку) с пружиной необходимо выполнять из качественной нержавеющей стали, что позволит повысить качество сварочного процесса. Самодельный держатель электродов такой конструкции вместо одного стержня арматуры имеет подпружиненный палец, что облегчает замену огарка на целый электрод.
Основной недостаток данного вида фиксатора заключается в том, что конструкция подразумевает использование более дорогих материалов.
РЕЗЬБОВОЙ И ЗАЖИМНОЙ ЦАНГОВЫЕ ФИКСАТОРЫ
Резьбовой фиксатор можно изготовить из подручного материала. Процесс изготовления довольно тяжелый. Электрод здесь вставляется в предусмотренное отверстие и прижимается болтом. В зажимном варианте стержень прижимается к держаку подпружиненным фиксатором. Эти держатели обеспечивают хороший контакт, что благоприятно влияет на сварочный процесс, формирование шва, протекание тока.
В ЗАКЛЮЧЕНИЕ
Исходя из информации, предоставленной выше, можно сказать, что сварочный держак своими руками довольно просто сделать. Самодельные фиксаторы менее надежны заводских, требуют аккуратного обращения.
Но в то же время это дешевый и простой аналог фабричных моделей.
Самодельные держатели, приведенные выше, легко сделать в домашних условиях, ведь для их изготовления не требуется дорогих и сложных деталей, каждый человек может найти все необходимое у себя дома.
Держатель электродов для сварочного аппарата

Сварка стала самым надежным и быстрым способом создания неразъемных соединений металлических деталей. Неотъемлемой частью любого аппарата ручной сварки является держатель для электрода. Различные конструкции объединяет одно — приспособление служит для замыкания электрической цепи и направления электрода в зону сварочных работ.
Держатель для сварочного аппарата
Трезубец
Мягко говоря, традиционная, а откровенно — морально устаревшая конструкция. Отличается чрезвычайной простотой и представляет собой три упругих параллельных стержня, размещенных на расстоянии 1-1,5 см друг от друга. Между свободных концов зажимается конец электрода.
Несмотря на высокий коэффициент использования сварочных материалов, и дешевизну — такой держак для сварочного аппарата можно сделать из прутка 6-8 мм за 10 минут — снят с производства во всех развитых и большинстве развивающихся стран.
Некоторое количество может продаваться на вторичном рынке.
Держатель-трезубец
Причина запрета — опасность поражения высоким напряжением, высокий риск ожога роговицы ультрафиолетовым излучением. Для извлечения огарка потребуется прилагать большие усилия.
Трезубец с пружиной
Принципиально повторяет конструкцию трезубца, с тем отличием, что средний пруток подпружинен. Это намного облегчает снятие и установку электрода.
Однако все недостатки и риски для здоровья сварщика при этом сохраняются. Такие держатели электродов для сварочного аппарата также официально не производятся, но многие домашние мастера делают их самостоятельно.
Их привлекает надежность и легкость смены огарка в такой конструкции.
Трезубец с пружиной
Цанговый фиксатор электродов резьбовой
Это современная конструкция держака отличается удобством смены электрода, приятным внешним видом и эргономичной рукоятью.
Замена огарка проводится быстро и без приложения больших усилий. К недостаткам можно отнести ограничение по максимальному току и необходимость оставлять большой огарок — иначе можно повредить пластмассовый корпус. Конструкция отличается минимальным весом и габаритами. Используется преимущественно для точной сварки малогабаритных деталей небольшими токами.
Цанговый фиксатор электродов резьбовой
Цанговый фиксатор электродов зажимной
Одна из самых распространенных конструкций. Электрод зажимается подпружиненным рычагом. Производится много типоразмеров фиксатора для различных диаметров электродов и различных сварочных токов.
Эргономика немного страдает из-за выступающего рычага, но этот минус искупается надежным захватом, большой площадью контакта с электродом, а, следовательно, высокими допустимыми рабочими токами.
Требует значительного усилия для отжима рычага при снятии-постановке электрода.
Держак-зажим
Если домашний мастер захочет сэкономить немного денег или просто проверить свои возможности- то ему будет по силам изготовить держак для сварочного аппарата своими руками. Самоделка будет несколько уступать заводской продукции по внешнему виду и эксплуатационным качествам, но будет вполне надежной. Ниже мы расскажем о нескольких популярных конструкциях.
Трезубец своими руками
Повторить такую конструкцию можно за несколько минут.- Для изготовления достаточно нескольких кусков круглого прутка или арматуры диаметром 6-8 мм и куска резинового шланга для изоляции рукоятки. Разумеется, потребуется и сварочный аппарат.
Важно! Необходимо тщательно зачистить и пропаять место присоединения сварочного кабеля к держателю.
Держатель получится страшноватый, но вполне надежный. Во время заботы придется периодически зачищать от окалины прутки в месте контакта с электродом.
Самодельный трезубец с пружиной
Металлический уголок и стержень арматуры
Единственный пруток приваривается одним концом к внутреннему углу уголка, а другим прижимает электрод к его боковым граням.
Этот вариант получится более тяжелым и еще более неприглядным, но за свет улучшения контакта стержня и держателя — более надежным и стабильным в работе. Конструкция сохраняет все те же риски, что и трезубец.
Вилка с пружиной
Это продвинутый вариант трезубца. Прутки нудно выполнить из качественной упругой нержавейки, средний пруток у основания завивается одним или двумя пружинными витками. Подпружиненный таким образом стержень обеспечить быструю и удобную замену огарка.
Ввиду сохранения оголенных токоведущих частей, находящихся под высоким напряжением (около 100 вольт), и в этом варианте присутствует риск поражения электроударом. Кроме того, этот самодельный держак для сварки обойдется заметно дороже из-за стоимости материалов и дополнительной операции навивки пружины, требующей специального оборудования или оснастки.
Резьбовой и зажимной цанговые фиксаторы
Для резьбового фиксатора понадобится готовый цанговый зажим. Самостоятельное изготовление также возможно, но потребуется сверлильный или фрезерный станок и комплект ручного слесарного инструмента.
Придется изготовить фасонную гайку с внутренним конусом и конусовидный же прорезной зажим с наружной резьбой и внутренним отверстием, совпадающим с диаметром электрода. На это уйдет несколько часов.
Самодельный цанговый держатель
Зажимной держатель проще по конструкции, рычаг и основание можно выполнить из толстой металлической полосы. Он обеспечит достаточный контакт с электродом.
Какой держатель выбрать
Выбор держателя зависит от вида наиболее часто проводимых сварочных работ. При сравнении различных моделей следует уделить внимание следующим свойствам:
- Технические параметры. Максимально допустимый ток должен быть на 10% ВЫШЕ, чем указано в паспорте сварочного аппарата. Слишком большой запас смысла не имеет, а только приведет к повышенной утомляемости сварщика за счет большего веса
- Габариты и вес. Особенно важно, если планируется большой объем работ. За несколько часов сварки лишние 100 граммов веса и 5 сантиметров длины превратятся в пудовые гири.
- Условия использования. Если планируются работы на открытом воздухе, при низких или наоборот, высоких температурах, повышенной влажности и т.д., материал держателя должен выдержать эти испытания и не рассыпаться через неделю.
- Стоимость. Тут разброс просто поражает — от 200 до 15 тыс. руб. Выбор зависит от перечня и объема планируемых работ. Если требуется раз в неделю приварить уголок к забору или починить раму культиватора — вполне справиться и 200- рублевый. Преимущества ESAB-овского цангового держателя за 15000 руб. проявятся лишь при профессиональном применении и больших объемах сварочных работ.
Разнообразие держателей для сварочного аппарата
Разумным будет приобретение недорогого держателя про запас, чтобы не прерывать важную работу при внезапном выходе из строя основного. Держатель прослужит намного дольше, если за ним регулярно ухаживать. Зажим надо держать чистым и регулярно очищать его от окалины и других загрязнений. Хороший контакт с электродом обеспечит запланированное качество сварки и продлит срок службы устройства.
Какие особенности приспособления следует учитывать
Ниже кратко сформулированы наиболее значимые особенности устройства, которым нужно обязательно уделить внимание:
- Эргономичность, вес, линейные размеры.
- Состояние зажимного устройства: надежность контакта между губками и катодом, качество обработки поверхности.
- Качество изоляции рукоятки. Сотня вольт может не только напугать, но и запросто убить.
- Максимальный рабочий ток и диаметр совместимых с держателем электродов.
- Надежность присоединения сварочного кабеля. Лучшее соединение — пропаянное, следом за ним по качеству идет резьбовое. Китайские обжимные соединения лучше оставить на полке.
Правильно подобранный в магазине или добротно изготовленный своими руками держатель для сварочного аппарата обеспечит возможность заниматься любимым делом, не отвлекаясь на мелочи вроде выпавшего стержня или отвалившегося кабеля.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Держак для сварочного аппарата: как сделать своими руками для электродов и дуговой сварки

Сварочное дело развивается семимильными шагами: оборудование нового типа делает сварку доступным, полезным и интереснейшим делом для новичков и профессионалов. Добавим еще одно слово – «комфортным» делом.
Что значит – работать «комфортно? Это значит удобно, приятно и эффективно. Такую комфортность добавляют различные современные комплектующие устройства. К ним, безусловно, относится держатель электродов, чьи новые разнообразнейшие формы появились на рынке в большом количестве.
Что такое правильный держатель
Что он делает? Если коротко, то он управляет электродом во время сварки: закрепляет его и подводит сварочный ток. Отсюда и желательные свойства.
Функции и технологические свойства, которыми должен обладать держак для сварки:
- обеспечивает крепкую фиксацию электрода с меняющимся углом выхода электрода;
- дает надежный и полный электрический контакт;
- долговечность работы;
- способен к быстрой замене электродов;
- должен быть небольшого веса, чтобы рука не уставала. Обычный вес держака около 350 г. Для тока в 500А, устройство мощнее и может весить до 750 г;
- обязательная эргономичность: удобство положения в руке, не требующее усилий.
Один из классических стереотипов – покупка устройства побольше и помощнее с несбыточной мечтой в голове, чтобы оно работало подольше и получше. На самом деле так не бывает. На держатель для сварки это тоже распространяется.
Классификация электродержателей
Если рассуждать в общем, то эти устройства делятся на две большие группы: специализированные и универсальные, регламентированные в ГОСТах.
Электрододержатель самодельный.
Самые популярные разновидности универсальных держателей следующие:
- Держатель – прищепка зажимного типа может быть представлен в двух вариантах: пружинном и рычажном. У этого устройства, которое можно назвать зажимом для электрода, предельно простая конструкция и низкая стоимость. Он совместимый практически со всеми сварочными агрегатами. Дает отличные характеристики: хороший поджог дуги, высокое качество шва и, что немаловажно, экономию электроэнергии.
- Вилка – трезубец является самой, пожалуй, распространенной версией среди профессиональных сварщиков. С этими электрододержателями для ручной дуговой сварки связаны некоторые нюансы. Дело в том, что в традиционном виде он плохо защищен: много частей находятся под напряжением, что несет высокий риск вреда здоровью. Помимо травмы электричеством есть риск получить вдобавок лучевое поражение. Есть, конечно, модифицированные автоматизированные модели, которые считаются безопасными и показывают хорошие технологические показатели.
- Держатель – цанга зажимного типа используется в узком направлении: только в горелках для аргонодуговой сварки.
- Винтовой держатель в нескольких вариантах: зажим может быть прямой или загнутой формы с разными направлениями резьбы – как левой, так и правой.
- Безогарковый держатель работает по другому принципу. В соответствии со своим названием предотвращает возникновение огарков и сокращает время закрепления расходника, который не закреплен зажимом, а приварен к концу электрода, чтобы в итоге расплавится во время сварки. После этого берется следующий расходник.
Вторая группа держателей для сварочного аппарата относится к специализированным моделям для работы с конкретными изделиями и типами швов. Примеры – специализированное устройство для сварки одновременно несколькими электродами или для сварки трехфазной дугой. В большинстве своем такие модели сложно устроены и обладают немалым весом.
Выбираем правильную модель
При выборе кого-либо рабочего устройства соображения у мастеров разные. Для кого-то важнее ценовой критерий, для кого-то – гарантии безопасности. Но чаще всего во главу угла ставится вид работы. С электрододержателями для сварки дело обстоит также. На первом месте – эффективность и безопасность работы.
Вот какие параметры нужно принять во внимание при выборе оптимального варианта:
Технические характеристики
Предпочтительнее модели, которые фиксируют электроды в прямой зависимости от силы тока в аппарате.
Габариты
Держатель электродов конструкции Аникина.
Что стоит за понятием эргономичности? Это компактность и подходящие размеры для конкретной руки мастера, небольшой вес. Если перед вами линейка сварочных держаков с одинаковыми техническими характеристиками, выбирайте тот, что легче и меньше в размерах.
Если вы выезжаете на разные точки работы, приобретайте второй запасной экземпляр сварочного держателя.
Степень надежности
Надежность приборов проверяется в нестандартных рабочих условиях. Держатели для сварки должны работать стойко и без потери своих качеств при критических температурах, высокой влажности, пылевых загрязнениях и т.п. Пластик рукоятки должен быть прочным с хорошей изоляцией.
Лучше, если зажим литой и массивный. К очень надежным относятся винтовые держатели электродов с жесткой резьбовой фиксацией. Они самые долговечные в эксплуатации и, кроме того, дают возможность менять угол расположения катодного конца.
Стоимость
Размах цен впечатляет: от ста рублей до пятнадцати тысяч. Безусловно, самые дешевые модели по определению не могут считаться безопасными или надежными. Если вы не собираетесь покупать одноразовое оборудование, нужно обратить внимание на средние ценовые категории моделей.
Электродержатель своими руками
Разновидности самодельных держаков.
Винтовая модель
Как создать винтовую модель держака:
- Из медной трубки можно сделать отличный держак для сварочного аппарата винтового типа. Обрезки медных трубок можно найти в избытке у монтажников кондиционеров. Обычно это труба с внешним диаметром 19 мм.
- Ручка может быть сделана из металлопластиковой трубы с внешним диаметром 26 мм. Самым оптимальным вариантом будет резиновый шланг. Ручку нужно натянуть на медную трубку так, чтобы она полностью закрывала ее.
- Ручку нужно обернуть куском куртки или перчатки, чтобы она не скользила в руках.
- Финальным действием будет вклеивание болта размером М12 со сквозным отверстием в крышку от пластиковой бутылки. Ваш самодельный держатель для электродов готов.
Электрододержатели как для ручной дуговой сварки, так и для аргоновой, являются отличным подспорьем мастерам для удобства работы и повышения качества изделий. Эти приспособления можно купить, а можно сделать самостоятельно. Главные критерии во всех случаях – это безопасность, устойчивость и надежность.
Как сделать держатель для сварки своими руками — Справочник металлиста

Мелочей при подготовке сварочного аппарата к работе не бывает. Даже такая на первый взгляд незначительная деталь, как держак для сварочного аппарата должна обеспечивать качественное удержание электрода и удобство.
Виды сварочных держателей
Для сварочных аппаратов могут применяться следующие конструкции.
Прищепка
Держак электродов этой конструкции (пружинный или рычажный) является самым распространённым и простым изделием.
Цена держателя-прищепки является самой низкой в сравнении с деталями других конструкций. Применение данного вида удерживающего устройства позволяет быстро и безопасно выполнить сварочные работы, при этом качество сварочного шва будет всегда на высоком уровне.
Вилка-трезубец
Простое устройство, с помощью которого легко зафиксировать электрод любого диаметра.
При использовании трезубца следует проявлять большую осторожность, по причине значительной неизолированной площади изделия.
Основным преимуществом держателя такой конструкции является возможность самостоятельного изготовления.
:
Цанга
Применяется исключительно при сваривании металла в среде защитного газа.
Устройство имеет большой эксплуатационный ресурс и при правильном использовании позволяет выполнить работы наивысшего качества.
Безогарковый держатель
Разновидность устройства позволяет выполнять работы практически с 100% использованием длины сварочного электрода. Безогарковый держатель состоит из цилиндрической рукоятки (2), в которую с одной стороны вмонтирован металлический штырь (1).
Фиксация электрода осуществляется методом приваривания его торцевой части к контактному штырю.
Винтовой
Винтовые электродержатели хорошо закрепляют расходники, имеют хороший контакт и бесперебойную подачу тока.
Контактные поверхности имеют антикорозийное покрытие. При правильной эксплуатации девайс прослужит многие годы.
Как правильно подобрать электродержак
При подборе держателя следует обратить внимание на следующие характеристики:
- Размер и масса устройства. Вес и габариты держака очень важны. При многочасовой работе, лишние 50 грамм устройства будут ощущаться. В таком случае лучше приобрести компактную и легкую конструкцию. При наличии выбора, предпочтение отдайте лёгким и небольшим деталям, при условии одинаковых характеристик.
- Технические характеристики. Держатель должен соответствовать силе тока. Несоблюдение требования приведёт к прогоранию контактной части. При обгорании контактов дальнейшее использование устройства будет невозможно. Определить принадлежность устройства к категории по силе тока можно по маркировке, которая наносится на несменяемую часть изделия.
- Качество изолирующего материала. Для обеспечения безопасного выполнения работ следует подобрать держак с качественно изолированной рукоятью. В качестве диэлектрика, практически во всех деталях, используется пластик достаточной толщины, чтобы надёжно защитить оператора сварочного аппарата от воздействия электрического тока.
- Стоимость. Приобрести держатель для сварочного аппарата можно от 100 рублей, но качеством дешёвая модель, отличаться не будет. Брендовые экземпляры продаются за несколько сотен долларов, но для повседневной работы нет необходимости приобретать держаки по такой цене. Достаточно приобрести изделие в средней ценовой категории, чтобы обеспечить себя на длительное время качественным инструментом для сваривания металлов.
Недорогой девайс можно купить в качестве запасной детали. В случае выхода из строя основного устройства, при наличии дополнительного держака можно продолжить работу без серьёзной задержки по времени.
:
Лучшие модели держаков
Чтобы приобрести держатель электродов для сварочного аппарата и не разочароваться в его качестве, следует выбирать модели, которые применяются сварщиками на протяжении длительного времени и не вызывают у них негативных эмоций.
Негативные отзывы чаще всего бывают о продукции китайского производства, но некачественная продукция может поступать на отечественный рынок и из других стран.
Чтобы не ошибиться при выборе держака рекомендуется приобретать следующие модели:
1. ESAB Handy 200 (200 А) — пользуется большим спросом у профессиональных сварщиков.
Деталь имеет высокие эксплуатационные характеристики, которые не снижаются в течение всего рекомендованного производителем срока. Произведено изделие в Швеции, поэтому можно рассчитывать на европейское качество.
Вес Handy 200 составляет 550 грамм, но учитывая хорошее изоляционное покрытие и качественный зажим, небольшое увеличение массы держака по сравнению с другими моделями вполне оправдано. Handy 200 представляет собой винтовой держатель, что позволяет выполнять сварочные работы качественно и безопасно.
При использовании устройства можно сваривать металл электродами диаметром от 2,0 до 4,0 мм. Стоимость изделия на российском рынке около 500 рублей.
:
2. Сибртех 500А — недорогой, но качественный инструмент отечественного производства, который можно использовать до 500 А.
Держатель 500А Сибртех 91455 представляет собой устройство клещевого типа, в котором замена рабочего электрода может быть выполнена быстро.
Изделие имеет надёжную изоляцию из пластика, которая способна защитить оператора от воздействия электрического тока. Приобрести можно за 300 рублей.
:
3. ESAB 500 — держак известной шведской фирмы, которая занимается выпуском высококачественной продукции уже более 100 лет. Держатель электродов esab можно применять для сварочных работ с током до 500 А.
Основным преимуществом изделий ESAB 500 является сверхмалый вес, который составляет всего 200 грамм. Стоимость изделия на российском рынке — около 3000 рублей.
4. Germany type 300 A — идеально подходит для выполнения сварки с током до 300 А и диаметром электрода 2 — 4 мм. Благодаря особой рифлёной конструкции ручки устройства, удаётся добиться надёжного удержания в руке. Модель отличается качественным пластиком изоляции и относительно небольшим весом.
Токоведущая часть обладает низким коэффициентом сопротивления и высокой устойчивостью к коррозии, благодаря использованию латуни в качестве основного материала. Зафиксировать электрод в устройстве можно в четырёх положениях, что делает выполнение сложной работы более комфортным и точным. Приобрести Germany 300 A можно всего за 300 рублей.
Какие держатели электродов получили наибольшее распространение среди профессиональных сварщиков, сказать сложно! Можно с уверенностью утверждать, что любой из описанных выше образцов можно использовать при выполнении сложных сварочных работ.
P.S. Если сварочные держаки для ручной дуговой сварки будут подобраны правильно, то соединение металлических конструкций будет комфортным.
Вилка (трезубец)
держатель типа вилка
В настоящее время держаки данного типа отсутствуют в продаже, найти их можно разве что на вторичных рынках. Отличается вилка от предыдущих типов своей простой конструкцией. Электрод уходит почти весь, огарки получаются очень короткие.
Но, пожалуй, это все плюсы трезубца. Трезубец не соответствует технике безопасности, что обуславливает высокий уровень его травмоопасности.
Для того, чтобы достать стержень из вилки, необходимо использовать дополнительные инструменты, например, молоток или плоскогубцы.
Держатели для сварки своими руками. Как сделать держак для сварки?
При должном желании можно изготовить самодельный держак для сварки. Возможно, самодельные модели и уступают заводским по качеству и надежности, но их тоже можно использовать. Такие держатели — достаточно дешевый аналог дорогим фабричным моделям. Здесь мы рассмотрим конструкции самодельных держаков различного типа.
В заключение
Исходя из информации, предоставленной выше, можно сказать, что сварочный держак своими руками довольно просто сделать. Самодельные фиксаторы менее надежны заводских, требуют аккуратного обращения.
Но в то же время это дешевый и простой аналог фабричных моделей.
Самодельные держатели, приведенные выше, легко сделать в домашних условиях, ведь для их изготовления не требуется дорогих и сложных деталей, каждый человек может найти все необходимое у себя дома.
[Всего : 2 Средний: 3/5]
Держак для сварки своими руками: инструкция, схема сбора, особенности, необходимые инструменты

В производственном процессе, строительных работах и повседневной жизни электрическая сварка – важный момент. Вместе с выбором электрических проводников и варочного агрегата следует внимательно отнестись и к держаку электропроводников для сваривания.
Существует большое число фиксаторов, которые различаются один от другого фигурацией, объемом. Можно изготовить держак для сваривания самостоятельно.
В нашем обзоре поговорим, как изготовить держак для сварочного оборудования собственными силами.
Основные требования
Фиксирующий предмет для электропроводников — очень важное звено. Его устройство довольно-таки несложное.
Перечислим определенные требования:
- Следует создать соответствующую диэлектрическую и изоляционную защиту.
- Проводник следует закреплять крепко.
- Следует обеспечить прочную фиксацию стержней.
- Огарок должен без труда заменяться следующим стержнем.
Фабричные фиксаторы
Перед тем, как рассматривать изготовление держака для сварки своими силами, узнайте о фабричных разновидностях. Их несколько.
Вилка
Фиксаторы для сварки этого вида не появляются в продаже. Поискать их следует на «руках». Различается вилка от предшественников несложным устройством. Электрический проводник уходит целиком, огарки остаются слишком короткими.
Это все положительные стороны вилки. Она не отвечает правилам безопасности. Это провоцирует большой риск травмирования.
Чтобы вытянуть стержень, следует воспользоваться дополнительными предметами. Взять молоток или пассатижи.
Как изготовить фиксатор самостоятельно
Можно сделать самостоятельно фиксатор для сваривания. Самодельные фиксаторы чем-то уступают фабричным по качеству и прочности. Но они годятся для использования.
Данные фиксаторы — не дорогой заменитель профессионального оборудования. Мы проведем обзор держаков для сваривания, сделанных собственноручно. Рассмотрим разные варианты.
Уголок из металла и арматурный стержень
При использовании такого варианта возрастает контакт стержня с держателем. Это позитивно влияет на сварочный процесс.
Но самостоятельно изготовленный фиксатор для электропроводников такой разновидности имеет недостаток. Электрический проводник достать нелегко.
Пружинная вилка
Усовершенствованный вид. Вилку с пружиной следует изготавливать нержавки хорошего качества. Это даст возможность улучшить качество варочного процесса.
Самоизготовленный держак для сварки этой конфигурации вместо арматурного стержня имеет пружинный палец. Это делает замену огарка более легкой.
Основной минус этой разновидности фиксации состоит в том, что при ее изготовлении следует покупать дорогие компоненты.
Цанговый фиксатор с резьбой и зажимом
Резьбовой держак для сварки следует делать из подручного материала. Процесс изготовления непростой. Электрический проводник устанавливается в специальный разъем и фиксируется болтом.
В случае с зажимом, стержень прижимается к держаку пружинным фиксатором. Эти держаки для сварки создают устойчивый контакт.
Это создает беспрерывный варочный шов, стабильное напряжение, хороший результат работы в целом.
Резюме
Учитывая информацию, данную выше, следует уточнить, что варочный фиксатор, сделанный самостоятельно изготовить несложно. Самостоятельно сделанные держаки для сварки, не настолько прочные, как фабричные.
С ними следует бережно обращаться. Это недорогой и простой заменитель профессионального оборудования.
Мастер, который занимается свариванием, найдет у себя материалы для изготовления таких фиксаторов.