Выпрямитель для сварочного аппарата
Эти диоды имеют внушительные размеры, а их корпус сажается на алюминиевый радиатор. Причем корпус диода, а значит, и крупный радиатор находятся под напряжением, поэтому диоды с их радиаторами должны крепиться так, чтобы не имели контакта друг с другом, не касаясь токопроводящих частей корпуса сварочного аппарата.
Такое неудобство с креплением приводит к тому, что размеры собранного сварочного диодного моста слишком вырастают, увеличивая и усложняя конструкцию сварочного аппарата в целом. Использование такого же диода, но с другой полярностью (ВЛ200) позволяет объединить радиаторы в две пары.
У радиаторов, возможно, потребуется просверлить отверстие и нарезать резьбу, для крепления диодов.
В продаже есть уже готовые — интегрированные в одном корпусе диодные мосты. Размер одного такого диодного мостика сопоставим с размерами спичечного коробка или одного диода В200 без радиатора, при максимальном токе 30-50А, а цена гораздо ниже.
Если интегрированные диодные мосты соединить параллельно, то вместе они смогут выдерживать более значительные токи. Однако надежность такого сварочного выпрямителя будет существенно меньше чем выпрямителя из диодов типа В200.
Строго говоря, суммарный допустимый ток такого объединенного выпрямителя не равняется сумме максимальных токов входящих в него диодных мостов, они не могут обладать абсолютно одинаковыми параметрами, а значит, каждый пропускает через себя несколько различные по величине токи. Однако если собрать эту схему с некоторым запасом по мощности, учитывая ток короткого замыкания, то можно добиться более компактных размеров, чем в случае с В200. Дело в том, что корпуса диодных мостиков не находятся под напряжением и их все можно садить на один общий радиатор, и можно свободно крепить такой выпрямитель где удобно внутри корпуса, или снаружи, сварочного аппарата. Для выпрямителя может использоваться 3-5 интегрированных диодных мостов, обязательно одной и той же марки. Как показывает практика, они не сильно греются и без проблем могут выдерживать кратковременные перегрузки, притом, что сварочный аппарат большей частью вообще работает в кратковременном режиме. Для лучшей теплоотдачи, между диодными мостами и радиатором наносится теплопроводящая паста. Подсоединять контакты нужно обязательно пайкой, иначе будет сильный нагрев контактов.
На выпрямителе сварочного аппарата происходит неизбежное падение напряжения, поэтому на выходе выпрямителя напряжение будет где-то на 4-5В меньше чем напряжение холостого хода трансформатора (без конденсатора). При этом напряжение на выходе не будет строго постоянным — его форма будет пульсирующей.
Если проводить измерения в режиме холостого хода вольтметром постоянного тока, то его показания будут соответствовать чему-то вроде эффективного значения постоянного пульсирующего напряжения (показания примерно в 1,4-1,5 раза меньше напряжения пиков максимумов). В принципе, обычные вольтметры не предназначены для точного измерения подобного рода сигнала. Форму напряжения можно сгладить, установив на выходе конденсатор емкостью 5000-10000 мкФ. В этом случае показания вольтметра возрастут примерно в 1,4 раза, так как конденсатор на холостом ходу зарядится до уровня максимального по амплитуде напряжения. Конденсатор рекомендуется ставить особенно в том случае, если источник питания имеет низкое выходное напряжение (меньше 40В) и возникают трудности в момент зажигания сварочной дуги. При этом конденсатор лучше включить через сопротивление порядка 0,5-1 Ом.
Необходимость резистора обусловлено тем, что в момент зажигания дуги происходит касание конца электрода об металл изделия — то есть короткое замыкание. Если сопротивления в цепи конденсатора нет, то происходит мгновенный разряд конденсатора большой емкости, импульс высокого тока сопровождается громким щелчком, а часто разрушением кончика электрода или его мгновенным привариванием к металлу изделия. Работать с таким источником весьма неудобно, треск разрядов действуют на нервы. Дополнительный же резистор ограничивает ток, сглаживает разряд конденсатора, делая зажигание дуги легким и мягким.
Назначение и нюансы изготовления диодного моста в сварочном аппарате
Диод представляет собой полупроводниковый агрегат с разной проводимостью, определяемой прикладываемым напряжением. Он имеет два вывода: катод и анод. Если подается прямое напряжение, то есть на аноде в сравнении с катодом потенциал положителен, агрегат открыт.
Если напряжение отрицательно, он закрывается. Такая особенность нашла применение в электротехнике: диодный мост активно используется в сварочном деле для выпрямления переменного тока и улучшения качества сварных операций.
- Выпрямитель для сварки
- Особенность выпрямителей
- Применение в сварке
- Установка
- Как сделать выпрямитель своими руками?
- Итоги
Выпрямитель для сварки
По этой причине, при проведении сварных работ своими руками, требуется выпрямитель для сварочного аппарата, позволяющий в некоторой мере сгладить мощные перепады сетевого напряжения.
Особенность выпрямителей
Многие сварочные аппараты требуют доработки, заключающейся в применении специальных выпрямителей. Для их изготовления часто применяют диоды, способные пропускать напряжение исключительно в одну сторону.
Изначально для усовершенствования сварки мастера использовали диодные схемы из четырех диодов на радиолампах. Но данная технология была слишком сложной и дорогой. В наши дни силовые диоды стали доступными по стоимости, поэтому активно используются в сварных операциях.
На заметку! Подбирайте такие электрические элементы, которые обладают высоким качеством, и следите за тем, чтобы фактический ток в цепи был меньшим, чем заданный по номиналу. Тогда аппарат прослужит без поломок максимально длительное время.
 Электрическая схема выпрямителя для сварки.
Электрическая схема выпрямителя для сварки.
Схема для такого приспособления не отличается особой сложностью: она состоит из проводников, пропускающих электрический поток и направленных в актуальную сторону.
Если быть более точным, то два элемента общей схемы соединены последовательно и направлены друг к другу, а еще два ‒ располагаются один за другим. Первые из них проводят ток в выбранном направлении, вторые ‒ не позволяют току вернуться.
Выпрямители на диодах характеризуются разной мощностью, поэтому вид электрода необходимо подбирать с учетом этого параметра. Чем выше мощность, тем более толстый электрод потребуется.
На промышленном производстве требуется применить мощную аппаратуру, которая позволит выполнять сварные соединения без каких-либо пауз. Для бытового использования подойдут менее мощные выпрямители для сварки.
Применение в сварке
Диодную схему можно собрать из отдельных диодов или приобрести монолитную конструкцию с разными параметрами. Первый вариант менее предпочтителен, чем второй. Но при сгорании одного диода не требуется менять все четыре элемента, как в случае монолитной конструкции.
Если применить такие агрегаты для переориентации сварки на работу с постоянным током, можно добиться расширения ее функциональных возможностей.
Применение выпрямителя из диодов поможет:
- устранить перебои напряжения в сети;
- упростить задачу розжига электрической дуги в условиях номинального и пониженного напряжения;
- увеличить тепловой режим при длительной работе сварочного аппарата.
На заметку! С помощью выпрямителя из диодов для сварочного аппарата можно поддерживать электрическую дугу на стабильном уровне, что позволяет повысить эстетические качества созданных своими руками сварных соединений на металлических конструкциях.
Выпрямитель для сварки собирается по мостовой схеме, но при этом важно учесть, что корпус агрегата находится под напряжением.
Поэтому при установке диодного моста на радиатор, важно изолировать агрегат от иных элементов схемы, от корпуса сварочного аппарата, соседних диодов. А это чревато определенными неудобствами для сварщика: нужно использовать более крупный по размеру корпус сварки.
Выпрямитель тока для сварочных работ.
Как следствие, аппарат получается тяжелым и громоздким.
Чтобы уменьшить габариты сварки, можно подобрать выпрямительный прибор ВЛ200 с другой полярностью, объединив полупроводники на два парных радиатора. Но еще лучше, установить в едином корпусе сварки мощные, но при этом максимально компактные диодные мосты.
Такое решение обойдется сварщику в несколько раз дешевле, нежели покупка диодов В200. Деталь по размеру не больше, чем спичечный коробок. Она имеет площадку для установки радиатора, работает на максимальном, прямом токе ‒ 30-50 А.
Важно! Если в процессе выполнения сварных работ потребовался более мощный мост, стоит воспользоваться параллельным подключением мостовых сборок. Главное понимать, что при таком решении надежность конструкции будет ниже, чем при одиночных мощных диодах.
Если говорить о схемах полупроводникового типа с устройством выпрямителя, важно отметить следующее:
- Лучшие показатели имеет трехфазная система, позволяющая использовать мощность сети до 380 В.
Ее применяют на промышленных предприятиях, где важно создать длительный непрерывный сварной процесс без пауз для соединения больших по размеру металлических деталей: ворот, контейнеров, хозяйственных металлических сооружений и т.п. - Система с одной фазой подходит для бытового использования, когда сварной процесс длится короткий промежуток времени, и нет необходимости в более длительной сварке.
Установка
Если планируется установить параллельную схему соединения диодных мостов, важно учесть некоторый разброс по параметрам каждого диода. Подбирать элементы нужно так, чтобы оставался некоторый запас прочности. Тогда можно получить компактный диодный мост для сварочного аппарата.
Диодные сборки можно разместить на одном радиаторе, но для повышения показателей теплоотдачи их монтируют через теплопроводящую пасту. Актуальное количество таких схем для выпрямителя определяется требуемым сварочным током: стандартное количество 3-5 сборок.
Проводники стоит соединять с контактами при помощи пайки, и иначе в местах контакта потери мощности, или соединение сильно нагревается. При необходимости выполнить сварные операции, выпрямитель подключается к аппарату для сварки.
Как сделать выпрямитель своими руками?
Если в наличии мастера имеются комплектующие детали, вполне реально изготовить самодельный сварочный выпрямитель. При условии соблюдения всех рекомендаций специалистов он гарантировано обеспечит процесс ручной дуговой сварки постоянным током, но потребуется применить электрод с обмазкой.
Использовать проволоку без обмазки также допустимо, но только при условии большого опыта в сварных вопросах. Для неопытного сварщика справиться с ней будет практически нереально.
Диодный мост для сварочного аппарата.
Обмазка при расплавлении электрода препятствует проникновению составляющих воздуха в расплавленный металл сварного соединения. Без нее контакт металла в расплавленном виде с азотом и кислородом снизят прочностные свойства шва, сделав его хрупким и пористым.
Сначала потребуется выбрать или смотать своими руками понижающий трансформатор с требуемыми параметрами. Собирают трансформатор до подключения диодного моста.
Если выбран путь самостоятельного изготовления аппарата, важно правильно рассчитать его элементы, в том числе:
- параметры магнитопровода;
- актуальное количество витков;
- размеры сечения шин, проводов.
На заметку! Расчеты для изготовления трансформаторов осуществляются по единой методике, поэтому данная задача не представляет трудностей даже для малоопытного сварщика со школьными знаниями электричества.
В работе не обойтись без светодиодов: нужны они в качестве проводников тока в одном единственном направлении. Простейший диодный выпрямитель, созданный по мостиковой схеме, монтируют на радиатор с целью теплообмена и охлаждения.
Мощные диоды для сварочного аппарата, по типу ВД-200, выделяют при работе довольно большой объем тепловой энергии. Чтобы обеспечить падающую характеристику тока, в цепь потребуется включить дроссель последовательно.
Активное переменное сопротивление в такой схеме обеспечит сварщику возможность плавно регулировать сварочный ток. Далее, один полюс нужно подключить к сварной проволоке, а второй ‒ к рабочему объекту.
Электролитический конденсатор в составе схемы необходим в качестве сглаживающего фильтра для снижения пульсаций.
Выполнить намотку реостата несложно своими силами, но для такой задачи потребуется керамический сердечник и проволока из никелина или нихрома. Актуальный диаметр проволоки определит величина регулируемого тока сварной операции.
Расчет сопротивления реостата нужно проводиться учетом удельного сопротивления электрода, его сечения и общей длины.
Электрическая схема сварки с диодным мостом.
Шаг регулировки тока для сварки зависит от диаметра витков. Если правильно собрать перечисленные детали в единый агрегат, процесс сварки будет сопровождаться постоянным током. Не лишним будет и монтаж резистора, препятствующего короткому замыканию при работе.
Оно может происходить при касании проволоки о металл без зажигания дуги. Если в это время на конденсаторе нет сопротивления, он мгновенно разрядится, произойдет щелчок, электрод разрушится или прилипнет к металлу.
При наличии резистора можно сгладить разряды на конденсаторе, сделать поджога электрода более простым и мягким. Изготовление аппарата для выпрямления сварного тока своими руками позволит создавать максимально аккуратные и долговечные сварные швы.
Итоги
Диодный мост для сварочного аппарата преобразует переменный ток в постоянный, что позволяет повысить качества сварных соединений. Такое приспособление можно приобрести в готовом виде или создать своими руками, следуя советам, озвученным в статье.
Особенность сборки диодного моста для сварочного аппарата
Диод – это полупроводниковый прибор, который обладает различной проводимостью в зависимости от прикладываемого напряжения. Имеет всего два вывода: анод и катод. При подаче прямого напряжения (на анод подается положительный потенциал по сравнению с катодом) он открыт. При подаче отрицательного напряжения он закрывается.
Эта особенность прибора широко используется в электротехнике, в частности диодный мост применяют для сварочного аппарата, чтобы выпрямлять переменный ток, улучшая качество сварки.

Основные характеристики
Главными параметрами, на которые обращают внимание при выборе выпрямителей для сварочных аппаратов, являются:
- максимально допустимое постоянное обратное напряжение;
- максимальный средний прямой ток за период;
- рабочая частота переключения;
- постоянное прямое напряжение при максимальном прямом токе;
- максимально допустимая температура корпуса.
Амплитуда бытовой сети составляет около 310 В, поэтому нужно использовать диоды с обратным напряжением 400 В и выше. Прямой ток жестко связан с мощностью прибора, и на него также обращают внимание. Рабочая частота показывает, в каком выпрямителе можно использовать полупроводник, применять его в сетевом или выходном блоке инвертора.
Прямое напряжение полупроводника характеризует мощность рассеяния на самом приборе. Это позволяет рассчитать размеры радиатора или системы охлаждения. Предельная температура корпуса сварочного аппарата дает возможность предусмотреть схему защиты от перегрева.
Применение в сварке
 В любом трансформаторном сварочном аппарате постоянного тока или инверторе присутствуют силовые диоды. Они предназначены для выпрямления переменного тока. Для повышения коэффициента полезного действия диоды подключают по мостовой схеме, в этом случае оба полупериода приходятся на нагрузку.
В любом трансформаторном сварочном аппарате постоянного тока или инверторе присутствуют силовые диоды. Они предназначены для выпрямления переменного тока. Для повышения коэффициента полезного действия диоды подключают по мостовой схеме, в этом случае оба полупериода приходятся на нагрузку.
В трансформаторном сварочном аппарате выпрямительные диоды устанавливают на выходе вторичной обмотки. Сварочное оборудование имеет понижающий трансформатор, соответственно, напряжение холостого хода значительно ниже входного, поэтому здесь требуются приборы большой мощности и низкой частоты. Для этого подойдут выпрямительные диоды В200 (максимальный ток 200А).
 Для сварочного инвертора требуется два выпрямителя. Один располагается на входе источника питания. Он преобразует переменный ток 220 вольт 50 Гц в постоянный, который преобразуется в дальнейшем в переменный ток высокой частоты (40-80 кГц).
Для сварочного инвертора требуется два выпрямителя. Один располагается на входе источника питания. Он преобразует переменный ток 220 вольт 50 Гц в постоянный, который преобразуется в дальнейшем в переменный ток высокой частоты (40-80 кГц).
При мощности аппарата 5 кВт выпрямительные диоды должны иметь обратное напряжение 600-1000 В и средний прямой ток 25-35 А при частоте 50 Гц.
Второй выпрямитель располагается после высокочастотного трансформатора. Здесь требования другие. Максимальный прямой ток должен быть не менее 200 А на частоте 80 кГц, а обратное напряжение превышать напряжение холостого хода (60-70 В).
В любом случае используются диоды из категории мощных, с площадкой для монтажа радиатора, поскольку без отведения тепла устройство быстро сгорит.
Особенность выпрямителей
 Выпрямитель для сварочного аппарата выполняется по мостовой схеме. При изготовлении сварочного аппарата своими руками и применении диодов В200 нужно учитывать, что их корпус находится под напряжением.
Выпрямитель для сварочного аппарата выполняется по мостовой схеме. При изготовлении сварочного аппарата своими руками и применении диодов В200 нужно учитывать, что их корпус находится под напряжением.
Поэтому когда выпрямитель устанавливают на радиатор, он должен быть изолирован от остальных элементов схемы, от корпуса прибора и от соседних диодов тоже. А это создает определенные неудобства для сварщика.
Приходится использовать более крупный корпус. Для уменьшения габаритов аппарата применяют выпрямительный прибор ВЛ200, который имеет другую полярность. Это позволяет объединить полупроводники на два парных радиатора.
В последние годы стали выпускать довольно мощные диодные мосты в одном корпусе. По размерам такая конструкция из диодов примерно соответствует спичечному коробку, имеет площадку для посадки радиатора, максимальный прямой ток 30-50 А. Диодная сборка имеет значительно меньшую стоимость по сравнению с диодами В200.
Если по работе устройства требуется более мощный мост, то эту проблему можно легко решить, используя параллельное подключение мостовых сборок. Однако их надежность в таком случае будет ниже, чем у одиночных мощных диодов.
Установка
 При использовании параллельной схемы соединения диодных мостов необходимо учитывать, что все они имеют некоторый разброс по параметрам.
При использовании параллельной схемы соединения диодных мостов необходимо учитывать, что все они имеют некоторый разброс по параметрам.
Поэтому при подборе элементов необходимо делать это с некоторым запасом прочности. При соблюдении этого требования для сварочного аппарата можно получить диодный мост более компактный, чем при использовании одиночных диодов.
Диодные сборки позволяют размещать их на одном радиаторе, так как корпусы не находятся под напряжением. Это позволяет монтировать их в любом месте, и даже снаружи.
В зависимости от требуемого сварочного тока для выпрямителя могут потребоваться от 3 до 5 диодных сборок. Для лучшей теплоотдачи диодные мосты устанавливаются на радиатор через теплопроводящую пасту.
К контактам проводники рекомендуется подсоединяться пайкой, в противном случае могут быть потери мощности в месте контакта и его сильный нагрев.
Применение на практике
Для примера, рассмотрим инверторный аппарат TELWIN Force 165. Во входном выпрямителе используются диодные сборки GBPC3508. Выпрямительный мост GBPC3508 может работать с током 35 А, обратное напряжение – 800 В.
С ним вместе идет обязательно сглаживающий фильтр из конденсаторов большой емкости. Кроме этого имеется фильтр электромагнитной совместимости, который не пропускает помехи от инвертора в бытовую сеть.
На выходе инвертора используются мощные сдвоенные диоды с общим катодом. Они имеют высокое быстродействие в отличие от диодов расположенных на входе устройства.
Благодаря малому времени восстановления, менее 50 наносекунд, приборы успевают переключать высокочастотный ток на выходе вторичной обмотки.
В данном приборе используются сдвоенные диоды марок STTH6003CW, FFH30US30DN или VS-60CPH03, рассчитаны на прямой ток 30 ампер на один прибор (60 ампер на оба) и обратное напряжение 300 вольт.
Устанавливаются на радиатор. Для защиты полупроводников от перегрузки используется RC фильтр. Схема управления требует стабильный источник питания без бросков напряжения.
Для этого в приборе предусмотрены стабилитроны или уже готовый интегральный стабилизатор, которые обеспечивают стабильное питание на микросхемах управления. В результате получается компактное устройство, позволяющее качественно варить металл.
Самодельные сварочные аппараты, полуавтоматы, схемы
Svapka.Ru
- Самодельные полуавтоматы
- Отдельные блоки
- Самодельные от посетителей сайта
- Разное
- Сварочный полуавтомат Svapka.Ru Vol 3.0 от А до Я
- Радиолюбительские технологии
Диодный мост для сварочного полуавтомата
Самодельный диодный мост
При конструировании сварочного полуавтомата всегда возникает вопрос, какие силовые диоды использовать в диодном мосте? Диодный мост это схема преобразования переменного напряжения в постоянное.
Выбор диодного моста для сварочного полуавтомата
Можно конечно купить дорогие диоды типа В200 собрать из них полноценный выпрямительный мост, собрать сварочный полуавтомат с большим запасом по току и пользоваться долгое время не задумываясь ни о чем.
Но не всегда цель оправдывает средства. Исходя из практики вы варите аппаратом 50% времени (а иногда на много меньше), то есть подготавливаете деталь к сварке, потом варите. После сварки вы опять подготавливаете деталь к сварке (как раз это время ваш сварочный полуавтомат находится в режиме ожидания) и этого времени вполне достаточно для охлаждения диодного моста, если в нем применяются менее мощные диоды.
Схема диодного моста
Путем проб и ошибок, опробовав разные варианты компоновки диодного моста, пришла идея собрать его на не дорогих диодных сборках типа KBPC5010 стоимостью по 50 рублей за штуку. Многие задаются вопросом, что такое выпрямитель сварочный, ответ на этот вопрос найдете в этой статье.
Суть идеи в том, что бы соединить диодные сборки KBPC5010 параллельно. Но так как у каждой сборки разное внутреннее сопротивление это приводило к мысли, что разность температур диодных мостов будет разная и ощутимая. Но все таки мы решили попробовать.
Каждая сборка KBPC5010 рассчитана на ток 50 ампер. Ниже приведена схема соединения шести сборок в один диодный мост рассчитанный на ток 300А.
Сборка диодного моста для сварки
Для того что бы охлаждать сборки, был взят алюминиевый радиатор площадью примерно 800 см. кв.

Подготавливаем поверхность радиатора (сверлим отверстия, нарезаем резьбу для крепления сборок). Для улучшения теплоотдачи используем теплопроводную пасту КПТ-8.

Закрепляем диодные сборки болтами М6 с помощью трубчатого ключа.

Распаиваем схему медной шиной. В данном случае мы использовали шинку 10 мм.кв. для припайки к выводам сборок и 20 мм.кв. для входа выхода сварочного тока.
Совет — обязательно припаивайте шинку к выводам диодных мостов. Если вы соедините мосты с помощью клемм без пайки, то концы выводов мостов будут очень сильно греться (проверено).

Обрабатываем все места пайки лаком.
Недорогой диодный мост для сварки
В результате получился небольшой диодный мост, что очень удобно при компоновке в корпус сварочного полуавтомата.
Испытания проводились на токе сварки 100 ампер в интенсивном режиме (сварка велась непрерывно) в течении 10 минут. Радиатор нагрелся до температуры 50 градусов.
Ощутимой разности температур в сборках замечено не было (проверялось на ощупь).
Если планируется использовать более мощные токи, то можно увеличить количество сборок.
Вывод: Мы получили недорогой (300 рублей) мощный диодный мост для сварочного полуавтомата.
Если возникнут вопросы, задавайте их в комментариях.
Автор статьи и фото: Admin Svapka.Ru













Похожие записи

![]()
Известная тема, достаточно давно практикуется самодельшиками-сваркостроителями 
Эта тема давно практикуется не только «самодельшиками-сваркостроителями», но заводами-изготовителями. Мне встречались сварочные аппараты для сварки штучными электродами и полуавтоматы, в которых по 6 диодов параллельно в каждом плече. Очевидно таким образом борятся за снижение себестоимости. 
Чесно говоря фигня  , летят эти зворки при такой схеме включения как фанера с эйфелевой башни
, летят эти зворки при такой схеме включения как фанера с эйфелевой башни  . Сам проктиковал такую схему давно и отказался так как сразу вроде работает а потом в самый не подходящий момент стреляют. В ся причина в том эти зборки имеют разное внутреннее сопротивление и поєтому токи в каждом мосту разные. была попытка их уровнять, я ставил последовательно с каждым мостом намотанное из толстого нихрома сопративление (десятки ома) при этом увиличелся размер моста и его теплотворность, пришлось ставить винтелятор. в конечном итоге его размер не уступал мосту на диодах В200. Так что не тратьте деньги и время ставте проверенныю годами схему. Или надо искать альтернативу на мощьных полевиках.
. Сам проктиковал такую схему давно и отказался так как сразу вроде работает а потом в самый не подходящий момент стреляют. В ся причина в том эти зборки имеют разное внутреннее сопротивление и поєтому токи в каждом мосту разные. была попытка их уровнять, я ставил последовательно с каждым мостом намотанное из толстого нихрома сопративление (десятки ома) при этом увиличелся размер моста и его теплотворность, пришлось ставить винтелятор. в конечном итоге его размер не уступал мосту на диодах В200. Так что не тратьте деньги и время ставте проверенныю годами схему. Или надо искать альтернативу на мощьных полевиках.
У меня такая же конструкция (при токе сварки 120А и четырех мостиках)используется для работы электродом 3 мм уже третий год. И все слава богу до сих пор работает хотя после 4- 5 электродов нагревается до 50- 60 градусов. Но для дома редко приходится варить много и потому эта затея вполне себя оправдывает. А один диод В200 с радиатором сейчас стоит примерно 6- 8$, что сопоставимо с четырьмя мостиками кврс 5010. Но если бы деньги были- то выбрал бы В200. 
Сергей я удивлен. Но чего бы мне врать. у меня один такой мост с 6-ю КБРСами отработал пол года, я и резал на нем и варил (электрод 3-4мм) а потом надо было запорожец разрезать так они у меня после электрода двойки один за одним погорели. с тех пор больше месяца не один такой мост не отхаживал. Но коль у вас работает слава богу, пусть и дальше не подводит.
Собираю похожий аппарат на таких мостах. Только радиаторы ставлю для каждого отельные
600 см*2. Просто такие нашел. Плюс кандеры 100В 28000Мк, а на первичку хочу поставить 160Мк 600В. А также пропеллер на обдув этого дела. Но по отзывам о мостах думаю поставить еще пару.
Плюс кандеры 100В 28000Мк, а на первичку хочу поставить 160Мк 600В. А также пропеллер на обдув этого дела. Но по отзывам о мостах думаю поставить еще пару.
Ещё пару мостов — это на пользу и обдув тоже, а вот конденсаторы не стоит — дополнительная импульсная нагрузка.
Андрей пишет верно:
эти зборки имеют разное внутреннее сопротивление и поєтому токи в каждом мосту разные
Для того, чтобы ток через отдельную сборку не превышал предельно допустимый, их надо брать с запасом. Кроме этого для надёжной работы желательно чтобы коэффициент использования диодов по току был 0,7-0,8.
у меня один такой мост с 6-ю КБРСами отработал пол года, я и резал на нем и варил (электрод 3-4мм) а потом надо было запорожец разрезать так они у меня после электрода двойки один за одним погорели. с тех пор больше месяца не один такой мост не отхаживал.
Если в начале мост отработал пол года и при электроде 3-4 мм,а потом «больше месяца не отхаживал», надо поискать причину в другом месте.
У меня такая же конструкция (при токе сварки 120А и четырех мостиках)используется для работы электродом 3 мм уже третий год.
Коэффициент запаса по току: 120/200=0,6.
Что и подтверждает написанное выше.
диодный мост в одно или двух фазную схему свар.транса дело бестолковое и даже вредное кроме увеличения пульсации и следовательно затухания дуги в каждом полупериоде с обилием брызг получаете и доп. нагрузку на пер. обмотку и на пит. сеть.
P.S.за 35 лет в этом деле не первй раз встречаю когда пытаются на выпр.пол.период сварку прикрутить в итоге получаете все тот же переменник только с худшей характеристикой. для свар.аппарата нужно 3 выпр.пол.периода все остальное от блудливого.
для этого и создали схему с инвертированием — инвертор.сварочный 
Разрешите обратить Ваше внимание на следующие факты
1) с точки зрения выравнивания токов через диоды сейчас широко применяют прием нестандартного включения моста, (см. прикрепленный рисунок). В этом случае уже обеспечена практическая идентичность в том числе и температурного режима по крайней мере двух 50 амперных диодов, включенных параллельно, в любой момент времени. А мы знаем, что сварочный ток для электрода диаметром 3 мм не превышает этой величины. Тем не менее ставим в каждое плечо по 3 шт. моста. – резерв надежности.
Диод В-200 стоит 500 — 600 Руб. за 1 шт., соответственно пара стоит 1000 – 1200 руб.
Один 50 амперный мост стоит около 50 рублей.
3) у автора этой ветки применен классический мост (правильное название, если мне не изменяет память, – мост Гретца). Недостаток этой схемы в том, что в любой момент времени на пути тока два P-N перехода, на каждом из которых выделяется тепло.
В мировой практике такого вида мост применятся редко. Гораздо лучше схема двухполупериодного выпрямителя с двумя диодами – в этом случае в любой момент времени на пути тока один P-N переход и тепла выделяется в 2 раза меньше. Вы скажете, что выходная обмотка для такого случая имеет удвоенное число витков. Правильно! Но сечение провода каждой полуобмотки в два раза меньше, так как она отдыхает пол периода, соответственно общий вес и объем обмотки будет практически тот же, но мотать более тонкий провод гораздо легче да и достать его гораздо проще, чем шину . Ну и в любом случае 2 диода дешевле чем 4.
4) У этой темы есть родственный форум – я на него наткнулся в процессе написания данного текста т.е. только что – вот ссылка на этот форум, но написанное мною относится и к тому форуму
Вот он: «Сварочный аппарат своими руками» principact.ru/content/view/200/108/1/5/
Прикрепленный рисунок -Это фрагмент схемы входного выпрямителя инвертора «Сварог».
Ремонт и доработки сварочных инверторов своими руками
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.

Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
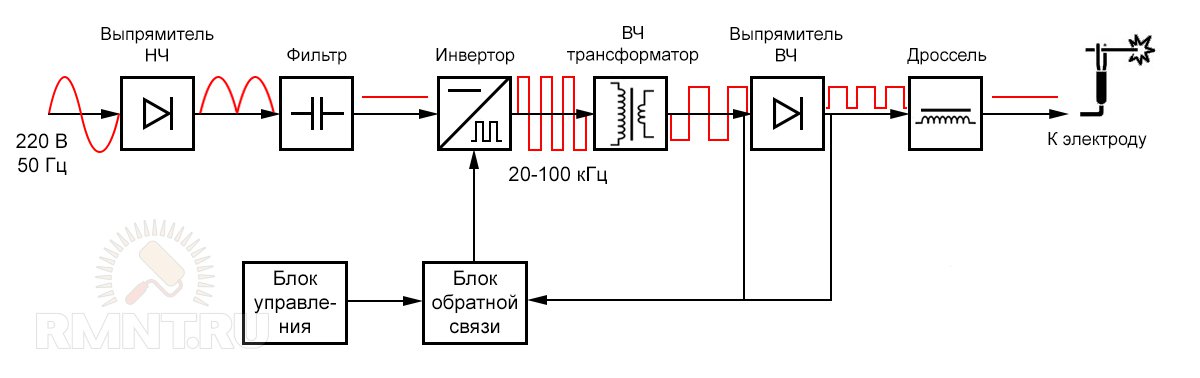 Схема работы сварочного инвертора
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
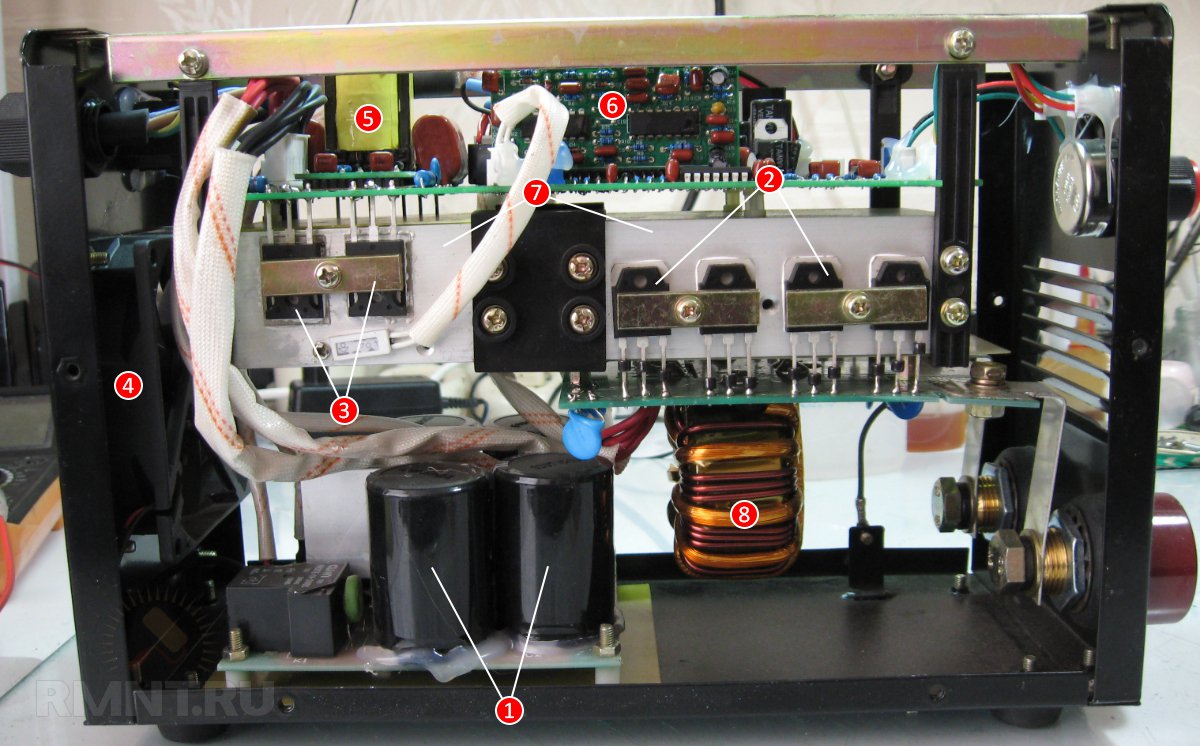 Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.
Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.

Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
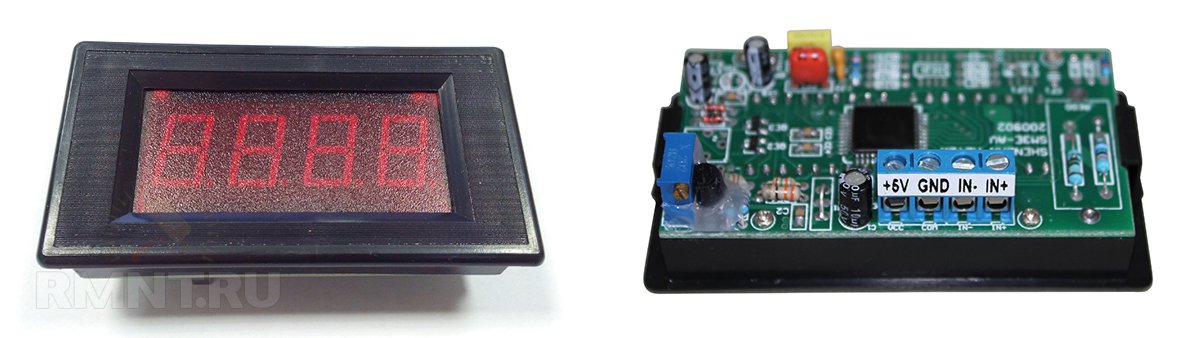
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.
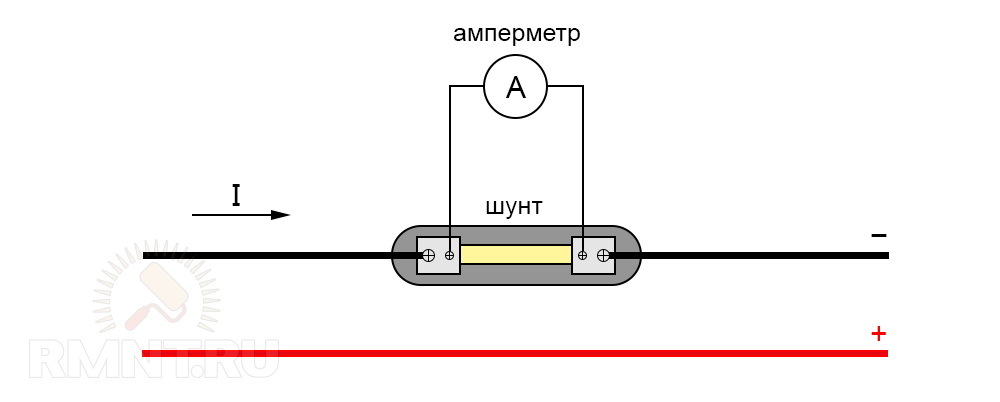
Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Диодный мост для сварочного аппарата: особенности работы, плюсы и минусы
Отправим материал на почту

- Преобразование энергии при работе сварочного аппарата
- Различные виды сварочных выпрямителей
- Плюсы и минусы применения диодного моста
- Как получают нужный для работы ток
- Как выбрать
- Правила техники безопасности при использовании
- Заключение
Сварочные аппараты активно используются как для производственных, так и для бытовых целей. Для выполнения работы необходимо обеспечить это оборудование электроэнергией. Чтобы создать качественный шов, переменный ток, получаемый из сети, требуется преобразовать в нужную форму. Для этой цели нужно использовать диодный мост для сварочного аппарата. Мастер должен знать, почему это необходимо и как работает выпрямительный узел.
Преобразование энергии при работе сварочного аппарата
При подключении к сети ток сначала попадает в понижающий трансформатор. Переменное электромагнитное поле возбудит во вторичной обмотке ток с нужными для сварочного аппарата параметрами. У него будет меньшее напряжение и большая сила тока.
Затем он проходит через выпрямительный блок, который обеспечит то, что ток будет иметь полярность одного знака. При этом останутся значительные пульсации. Чтобы их сгладить, его пропустят через конденсаторный блок. После него электроэнергия, используемая непосредственно для дуговой сварки, будет в значительной степени стабильна для того, чтобы создать качественный и надёжный шов.

Для ведения работы в аппарате существуют устройства, которые обеспечивают запуск и отключение, создают охлаждение рабочей части. В состав конструкции входят датчики, показания которых используются для более точного управления. Предусмотрена регулировка рабочего напряжения. Она происходит ступенчатым образом благодаря подключению дополнительных секций обмотки или их отсеканию.
Работа сварочного выпрямителя даёт возможность поддерживать рабочий постоянный ток с нужными параметрами и обеспечить его стабильность на протяжении всего процесса работы.
Различные виды сварочных выпрямителей
В зависимости от модели для этой цели могут применяться различные схемы. Используются следующие виды выпрямителей:
- Работающие на основе трансформатора.
- Построенные на применении транзисторов, которые обеспечивают выпрямление и сглаживание тока.
- Диодные мосты.
- При помощи дросселя, который предназначен для сдерживания резких скачков тока и напряжения.
- На основе использования тиристоров.
- Преобразователи-инверторы, которые повышают частоту, приводят ток и напряжение к нужным для работы параметрам.
Применение диодного моста считается одним из самых эффективных методов получения тока с нужными для работы параметрами.
Далее в видеоролике рассказывается о том, как собрать диодный мост:
Видео описание
Как собрать диодный мост
Существуют также другие способы классификации сварочного оборудования. Часто применяется та, которая построена на использовании различных видов характеристик:
- Выпрямители, для которых типичны крутопадающие характеристики, обычно применяются для ручной дуговой сварки. Их также используют для работ с не плавящимися электродами в специальной газовой среде. Такой аппарат способен создавать радиопомехи, которые подавляются с помощью использования соответствующих фильтров.
- Устройства с жёсткими характеристиками используют для работы с плавящимися в углекислом газе электродами.
- Универсальные устройства могут использоваться для всех видов сварочных работ.
Эти устройства нужно различать по силе используемого тока. Силовые диоды рассчитаны на работу в тех случаях, когда она является значительной. Сварочные аппараты промышленного уровня, предназначенные для трёхфазного напряжения 380 В, могут работать с током величиной до 400 А. Для однофазных она равна 125-180 А.
Плюсы и минусы применения диодного моста
В некоторых приборах вместо того, чтобы применять диодный мост для сварочного аппарата, в конструкцию включается трансформатор. Последний способ обеспечивает менее качественную работу. Схема с диодным мостом позволяет воспользоваться такими преимуществами:
- С его помощью электрическая дуга становится более стабильной.
- Выпрямление тока способствует более экономному расходу энергии в процессе работы.
- Относительно высокий коэффициент полезного действия.
- Выпрямитель не только производит преобразование тока, но и выполняет стабилизацию напряжения. Он позволяет сварочному аппарату уверенно работать даже в тех случаях, когда электросеть является нестабильной.
- Во время выполнения сварки уменьшается количество брызг.
- По сравнению с применением трансформатора при использовании диодного моста аппарат имеет меньший вес и более компактные размеры.
- Проведение сварочных работ обеспечивает более высокую надёжность соединения.
Однако применение диодных мостов также имеет следующие недостатки:
- Важную роль играет параметры поступающей из электросети энергии. Применение диодных мостов выдвигает определённые требования по стабильности.
- Более высокое качество работ связано с небольшой потерей мощности.
- Более высокий риск возникновения короткого замыкания.
- Применение этого способа обуславливает увеличение стоимости аппаратуры.
Использование диодных мостов для выпрямления обеспечивает более высокое качество сварки.

Как получают нужный для работы ток
Питание для сварочного аппарата должно соответствовать требованиям конкретной модели. Предусмотрено 2 варианта:
- Однофазное напряжение 220 В. Оно часто используется для работы бытовых сварочных приборов. Оно обеспечивает менее равномерный ток по сравнению с трёхфазным.
- Трёхфазное напряжение 380 В. Этот вариант часто применяется при осуществлении промышленной сварки. Он доступен для бытовых целей при условии, что хозяин может обеспечить эту возможность. Такие аппараты работают более стабильно и качественно.
Частота в обоих случаях равна 50 Гц.
О регуляторе тока для проведения сварки рассказано в ролике ниже.
Видео описание
Регулятор ТОКА для сварочного аппарата.
Из сети поступает напряжение, которое изменяется по синусоиде. Оно циклически становится то положительным, то отрицательным. Поступая на первичную оболочку трансформатора, постоянные изменения тока создают переменное электромагнитное поле, которое возбуждает во вторичной обмотке периодические колебания напряжения и тока. Различие состоит в том, что на выходе трансформатора потребление мощности уменьшается.
Дальше ток проходит через диодный мост. Поскольку входное напряжение изменяется по синусоиде, то на вход поступают положительные и отрицательные импульсы, которые чередуются между собой. После прохождения диодного моста в сварочном аппарате первые остаются без изменений, а вместо вторых проходят положительные, имеющие такую же амплитуду. Таким образом на выходе возникает сильно пульсирующее напряжение одного знака.
Для того, чтобы сгладить пульсацию, дальше для обработки применяется конденсаторный блок. На его выходе получается постоянное напряжение, имеющее высокий уровень стабильности.
Как выбрать
Наиболее популярным типом диодного моста заводского изготовления является ВД306. Он удобен тем, что оснащается возможностью выполнять плавную регулировку. Нужно учитывать, что при работе он потребляет 12 кВт электричества. Вес этого устройства достигает 100 кг. Такой прибор наиболее удобно использовать для промышленной сварки.
Диодный мост можно сделать своими руками. Его изготавливают из силовых диодов. В составе схемы их может быть от двух до пяти. Самостоятельно сделанный диодный мост будет стоить дешевле, но для его создания специалист должен профессионально разбираться в аппаратуре.
Сварочный аппарат, рассчитанный на трёхфазное напряжение 380 В имеет наилучшие эксплуатационные характеристики. Однако для него не всегда на месте работы имеется соответствующая сеть электропитания. Например, если потребуется выполнять сварку на дачном участке, то вряд ли получится обеспечить его энергией.
Такие аппараты являются более тяжёлыми по сравнению с теми, которые используют однофазную сеть. Вес последних находится в пределах 30-80 кг.
Для надёжной работы диодного моста нужно, чтобы используемые значения напряжения и силы тока, на которые он рассчитан, превосходили реальные в 1,5-2 раза. Максимальное обратное напряжение применяемых диодов должно быть в два раза выше по сравнению с тем, которое даёт трансформатор. Мощные диоды для сварочного аппарата необходимы для того, чтобы работа была безотказной.

Правила техники безопасности при использовании
Многие виды диодов для сварки не могут полноценно работать при чрезмерной запыленности. Поэтому перед применением их нужно продуть. Одно из наиболее удобных средств для этого — использование бытового фена. С его помощью можно не только устранить пыль, но и убрать влагу, которая влияет на электрические характеристики оборудования. Такую продувку необходимо проводить не реже раза в квартал.
Если сварочный аппарат не использовался в течение года, то перед применением его необходимо прогреть. Для этого аппарату дают возможность немного поработать на всех имеющихся режимах. Время, в течение которого проводится эта подготовка, должно быть не меньше двух часов.
При работе сварочный аппарат потребляет большое количество энергии. Важно следить за тем, чтобы он не перегревался. Если его температура превышает допустимую, в работе нужно сделать перерыв.
Нужно проверять наличие изоляции на всех токопроводящих частях. Если она нарушена, её необходимо восстановить. Крепления клемм должны быть надёжными. В процессе работы сварочный аппарат обязательно заземляется. Если он перегревается, причиной может быть одна из следующих неисправностей:
- Произошло замыкание в обмотке трансформатора.
- Вентилятор охлаждения не работает в полную силу.
- Нарушена изоляция сердечника.
- Из-за неисправности вторичного контура трансформатора понижено рабочее напряжение.
При обнаружении неисправностей их нужно устранить перед тем, как начать использовать сварочный аппарат.

Заключение
Диодный мост в сварочном аппарате обеспечивает подачу тока, который необходим для выполнения качественной сварки. Этот узел может использовать электропитание 380 или 220 В. В результате его применения переменный ток преобразуется на выходе в тот, который по своим характеристикам близок к постоянному.
Эти диоды имеют внушительные размеры, а их корпус сажается на алюминиевый радиатор. Причем корпус диода, а значит, и крупный радиатор находятся под напряжением, поэтому диоды с их радиаторами должны крепиться так, чтобы не имели контакта друг с другом, не касаясь токопроводящих частей корпуса сварочного аппарата.
Такое неудобство с креплением приводит к тому, что размеры собранного сварочного диодного моста слишком вырастают, увеличивая и усложняя конструкцию сварочного аппарата в целом. Использование такого же диода, но с другой полярностью (ВЛ200) позволяет объединить радиаторы в две пары.
У радиаторов, возможно, потребуется просверлить отверстие и нарезать резьбу, для крепления диодов.
В продаже есть уже готовые – интегрированные в одном корпусе диодные мосты. Размер одного такого диодного мостика сопоставим с размерами спичечного коробка или одного диода В200 без радиатора, при максимальном токе 30-50А, а цена гораздо ниже.
Если интегрированные диодные мосты соединить параллельно, то вместе они смогут выдерживать более значительные токи. Однако надежность такого сварочного выпрямителя будет существенно меньше чем выпрямителя из диодов типа В200.
Строго говоря, суммарный допустимый ток такого объединенного выпрямителя не равняется сумме максимальных токов входящих в него диодных мостов, они не могут обладать абсолютно одинаковыми параметрами, а значит, каждый пропускает через себя несколько различные по величине токи. Однако если собрать эту схему с некоторым запасом по мощности, учитывая ток короткого замыкания, то можно добиться более компактных размеров, чем в случае с В200. Дело в том, что корпуса диодных мостиков не находятся под напряжением и их все можно садить на один общий радиатор, и можно свободно крепить такой выпрямитель где удобно внутри корпуса, или снаружи, сварочного аппарата. Для выпрямителя может использоваться 3-5 интегрированных диодных мостов, обязательно одной и той же марки. Как показывает практика, они не сильно греются и без проблем могут выдерживать кратковременные перегрузки, притом, что сварочный аппарат большей частью вообще работает в кратковременном режиме. Для лучшей теплоотдачи, между диодными мостами и радиатором наносится теплопроводящая паста. Подсоединять контакты нужно обязательно пайкой, иначе будет сильный нагрев контактов.
На выпрямителе сварочного аппарата происходит неизбежное падение напряжения, поэтому на выходе выпрямителя напряжение будет где-то на 4-5В меньше чем напряжение холостого хода трансформатора (без конденсатора). При этом напряжение на выходе не будет строго постоянным – его форма будет пульсирующей.
Если проводить измерения в режиме холостого хода вольтметром постоянного тока, то его показания будут соответствовать чему-то вроде эффективного значения постоянного пульсирующего напряжения (показания примерно в 1,4-1,5 раза меньше напряжения пиков максимумов). В принципе, обычные вольтметры не предназначены для точного измерения подобного рода сигнала. Форму напряжения можно сгладить, установив на выходе конденсатор емкостью 5000-10000 мкФ. В этом случае показания вольтметра возрастут примерно в 1,4 раза, так как конденсатор на холостом ходу зарядится до уровня максимального по амплитуде напряжения. Конденсатор рекомендуется ставить особенно в том случае, если источник питания имеет низкое выходное напряжение (меньше 40В) и возникают трудности в момент зажигания сварочной дуги. При этом конденсатор лучше включить через сопротивление порядка 0,5-1 Ом.
Необходимость резистора обусловлено тем, что в момент зажигания дуги происходит касание конца электрода об металл изделия – то есть короткое замыкание. Если сопротивления в цепи конденсатора нет, то происходит мгновенный разряд конденсатора большой емкости, импульс высокого тока сопровождается громким щелчком, а часто разрушением кончика электрода или его мгновенным привариванием к металлу изделия. Работать с таким источником весьма неудобно, треск разрядов действуют на нервы. Дополнительный же резистор ограничивает ток, сглаживает разряд конденсатора, делая зажигание дуги легким и мягким.
Правила выбора диодного моста для сварочного оборудования – виды, характеристики, особенности

Механизм сварочного аппарата включает в себя разные компоненты и узлы. От правильной сборки зависит правильность и полноценность функционирования агрегата.
Одна из ключевых деталей сварочного аппарата – это диодный мост. Работая с другими деталями механизма, он отвечает за преобразование постоянной энергии в пульсирующую.
Что такое диоды, предназначенные для сварочной аппаратуры, определить сложно. Существует много трактовок этого термина, из-за чего новичкам сложно разобраться в определении диодов для сварки.
Многие сварщики имеют свое мнение на этот счет, учебники тоже дают разную информацию. Самостоятельно понять этот термин можно, лишь разбираясь в электротехнике.
Здесь будет коротко рассказано о значении сварочных диодов и диодных мостов, нюансах сборки и работы.
Общая информация
Несмотря на разные варианты значений термина «диодный мост», по сути, он является стандартным выпрямителем. По строению же это набор силовых диодов, которые формируют единую цепочку. Существует стандартная схема диодного моста.
Однако при необходимости проводится модификация строения цепи. В сварочном аппарате этот узел располагается у радиатора, для прикрепления к которому используются болты и гайки.
Диодный мост выполняет одну основную функцию – преобразование полученного типа тока в пульсирующий. Сама цепь находится под постоянным напряжением. Процесс преобразования называется выпрямлением. А диодный узел, соответственно, выпрямителем.
Достаточно распространенной моделью выпрямителей является ВД306. Его можно собрать самостоятельно, а можно подобрать образец заводского производства.
Существуют версии от разных производителей. У собранных на заводе версий есть свои плюсы и минусы. Из плюсов – возможность плавной регулировки тока.
Из минусов – заводской образец потребляет около двенадцати киловатт электричества. А вес его при этом составляет примерно сто килограмм. Это делает модель не совсем подходящей для мелкой сварки в гараже или на даче.
Поэтому заводские выпрямители применяются для сварки в промышленных масштабах. А для любительских работ применяют самоделки либо малогабаритные версии мостов.
Помимо основной функции преобразования тока, диодный выпрямитель отвечает за стабилизацию напряжения. Это помогает при нестабильной электросети запустить маломощные аппараты.
При включении выпрямителя в механизм сварочного аппарата, проще производить поджиг сварочной дуги при низких показателях напряжения.
Также он стабилизирует горение дуги, улучшает ее показатели. В результате качество шва, сформированного аппаратом с выпрямителем, возрастает.
Виды диодов для сварки
Диодный выпрямитель состоит из силовых диодов. Существуют разные виды этих элементов. У каждого вида свои показатели и характеристики.
Сварщики, имеющие достаточный уровень знаний в электротехнике берут комплектующие на рынках.
Это позволяет сэкономить, однако приобретение деталей у непроверенных продавцов чревато получением некачественных материалов. Более того, такие детали могут быть небезопасны.
По целевому предназначению диоды делятся на:
- Светодиоды
- Выпрямительные
- ИК
- Фотодиоды
- Стабилитроны
- Варикалы
- Тиристоры
- Иммисторы
- Диоды категории Шотки
Также классификация проводится по силе тока. Здесь есть три категории мощности: малая, средняя и высокая. Каждой категории соответствует свой показатель, исчисляемый в милиамперах: до 3*102, от 3*102 до 10 и свыше 10, соответственно категориям.
Помимо этого образцы высокой мощности бывают двух типов: плоскостного и точечного. Первые предназначены для низкой частоты работы, вторые – для остальных типов работ.
Для сборки выпрямителя используются все виды диодов. Однако качество работы моста зависит от качества сварочного аппарата, на который он установлен.
Строение диодного моста
В цепи выпрямителя используется от двух до пяти диодных элементов. Стандартная схема предполагает наличие четырех. Количество элементов в цепи связано с мощностью силы тока, которая потребуется для выполнения работы.
Это прямая связь – больше диодных элементов, выше показатель тока. Здесь будет рассмотрена цепь на четыре диода.
Чтобы собрать стандартный мост, два элемента подключаются друг к другу параллельным образом. Направленность у них при этом разная.
Вторая пара подключается по направленности друг к другу. Если подключение будет верным, образуется выпрямитель.
При сборке параллелей подключения стоит учитывать, что рабочие характеристики деталей могут иметь отличия. Это относится и к диодам одного типа.
Поэтому расчет мощности каждого элемента и напряжения, которое он даст, нужно просчитывать очень четко. Правильный расчет – залог получения необходимого функционала и эффективности моста.
Собранный узел устанавливается на радиатор. Однако также его можно крепить к корпусу сварочного аппарата, либо не закреплять вовсе, применяя отдельным элементом. При установке на радиатор стоит предварительно нанести теплопроводящую пасту.
Проводники между сварочным аппаратом и выпрямителем скрепляются контактной спайкой. Это защитит от снижения рабочей мощности.
Для облегчения сварочного процесса с применением четырех-диодного моста дополнительно в схему оборудования включается электролитический конденсатор.
Заключение
Начинающим сварщикам будет достаточно сложно сразу понять строение и суть диодного моста. Эта статья рассказывает лишь основы терминологий и сборки этого сварочного узла.
Но для понимания этой темы в полном объеме нужно изучение основ электротехники. Это поможет разобраться в процессе работы сварочных выпрямителей.
Для изучения можно использовать любые материалы, доступные в сети. Это потребуется в любом случае, если есть желание улучшать свои навыки и развиваться как сварщику.
Особенность сборки диодного моста для сварочного аппарата
Диод – это полупроводниковый прибор, который обладает различной проводимостью в зависимости от прикладываемого напряжения. Имеет всего два вывода: анод и катод. При подаче прямого напряжения (на анод подается положительный потенциал по сравнению с катодом) он открыт. При подаче отрицательного напряжения он закрывается.
Эта особенность прибора широко используется в электротехнике, в частности диодный мост применяют для сварочного аппарата, чтобы выпрямлять переменный ток, улучшая качество сварки.
Основные характеристики
Главными параметрами, на которые обращают внимание при выборе выпрямителей для сварочных аппаратов, являются:
- максимально допустимое постоянное обратное напряжение;
- максимальный средний прямой ток за период;
- рабочая частота переключения;
- постоянное прямое напряжение при максимальном прямом токе;
- максимально допустимая температура корпуса.
Амплитуда бытовой сети составляет около 310 В, поэтому нужно использовать диоды с обратным напряжением 400 В и выше. Прямой ток жестко связан с мощностью прибора, и на него также обращают внимание. Рабочая частота показывает, в каком выпрямителе можно использовать полупроводник, применять его в сетевом или выходном блоке инвертора.
Прямое напряжение полупроводника характеризует мощность рассеяния на самом приборе. Это позволяет рассчитать размеры радиатора или системы охлаждения. Предельная температура корпуса сварочного аппарата дает возможность предусмотреть схему защиты от перегрева.
Применение в сварке
В любом трансформаторном сварочном аппарате постоянного тока или инверторе присутствуют силовые диоды. Они предназначены для выпрямления переменного тока. Для повышения коэффициента полезного действия диоды подключают по мостовой схеме, в этом случае оба полупериода приходятся на нагрузку.
В трансформаторном сварочном аппарате выпрямительные диоды устанавливают на выходе вторичной обмотки. Сварочное оборудование имеет понижающий трансформатор, соответственно, напряжение холостого хода значительно ниже входного, поэтому здесь требуются приборы большой мощности и низкой частоты. Для этого подойдут выпрямительные диоды В200 (максимальный ток 200А).
Для сварочного инвертора требуется два выпрямителя. Один располагается на входе источника питания. Он преобразует переменный ток 220 вольт 50 Гц в постоянный, который преобразуется в дальнейшем в переменный ток высокой частоты (40-80 кГц).
При мощности аппарата 5 кВт выпрямительные диоды должны иметь обратное напряжение 600-1000 В и средний прямой ток 25-35 А при частоте 50 Гц.
Второй выпрямитель располагается после высокочастотного трансформатора. Здесь требования другие. Максимальный прямой ток должен быть не менее 200 А на частоте 80 кГц, а обратное напряжение превышать напряжение холостого хода (60-70 В).
В любом случае используются диоды из категории мощных, с площадкой для монтажа радиатора, поскольку без отведения тепла устройство быстро сгорит.
Особенность выпрямителей
Выпрямитель для сварочного аппарата выполняется по мостовой схеме. При изготовлении сварочного аппарата своими руками и применении диодов В200 нужно учитывать, что их корпус находится под напряжением.
Поэтому когда выпрямитель устанавливают на радиатор, он должен быть изолирован от остальных элементов схемы, от корпуса прибора и от соседних диодов тоже. А это создает определенные неудобства для сварщика.
Приходится использовать более крупный корпус. Для уменьшения габаритов аппарата применяют выпрямительный прибор ВЛ200, который имеет другую полярность. Это позволяет объединить полупроводники на два парных радиатора.
В последние годы стали выпускать довольно мощные диодные мосты в одном корпусе. По размерам такая конструкция из диодов примерно соответствует спичечному коробку, имеет площадку для посадки радиатора, максимальный прямой ток 30-50 А. Диодная сборка имеет значительно меньшую стоимость по сравнению с диодами В200.
Если по работе устройства требуется более мощный мост, то эту проблему можно легко решить, используя параллельное подключение мостовых сборок. Однако их надежность в таком случае будет ниже, чем у одиночных мощных диодов.
Установка
При использовании параллельной схемы соединения диодных мостов необходимо учитывать, что все они имеют некоторый разброс по параметрам.
Поэтому при подборе элементов необходимо делать это с некоторым запасом прочности. При соблюдении этого требования для сварочного аппарата можно получить диодный мост более компактный, чем при использовании одиночных диодов.
Диодные сборки позволяют размещать их на одном радиаторе, так как корпусы не находятся под напряжением. Это позволяет монтировать их в любом месте, и даже снаружи.
В зависимости от требуемого сварочного тока для выпрямителя могут потребоваться от 3 до 5 диодных сборок. Для лучшей теплоотдачи диодные мосты устанавливаются на радиатор через теплопроводящую пасту.
К контактам проводники рекомендуется подсоединяться пайкой, в противном случае могут быть потери мощности в месте контакта и его сильный нагрев.
Применение на практике
Для примера, рассмотрим инверторный аппарат TELWIN Force 165. Во входном выпрямителе используются диодные сборки GBPC3508. Выпрямительный мост GBPC3508 может работать с током 35 А, обратное напряжение – 800 В.
С ним вместе идет обязательно сглаживающий фильтр из конденсаторов большой емкости. Кроме этого имеется фильтр электромагнитной совместимости, который не пропускает помехи от инвертора в бытовую сеть.
На выходе инвертора используются мощные сдвоенные диоды с общим катодом. Они имеют высокое быстродействие в отличие от диодов расположенных на входе устройства.
Благодаря малому времени восстановления, менее 50 наносекунд, приборы успевают переключать высокочастотный ток на выходе вторичной обмотки.
В данном приборе используются сдвоенные диоды марок STTH6003CW, FFH30US30DN или VS-60CPH03, рассчитаны на прямой ток 30 ампер на один прибор (60 ампер на оба) и обратное напряжение 300 вольт.
Устанавливаются на радиатор. Для защиты полупроводников от перегрузки используется RC фильтр. Схема управления требует стабильный источник питания без бросков напряжения.
Для этого в приборе предусмотрены стабилитроны или уже готовый интегральный стабилизатор, которые обеспечивают стабильное питание на микросхемах управления. В результате получается компактное устройство, позволяющее качественно варить металл.
Выбор диодного моста для сварочного аппарата
Современный аппарат для сварки состоит из множества компонентов и узлов, которые отвечают за полноценную работу оборудования. Одним из важнейших компонентов является диодный мост сварочного оборудования. В связке с остальными узлами он играет первостепенную роль, преобразовывая энергию из постоянной в пульсирующую. У диодных мостов есть масса достоинств, которые улучшают и ускоряют работу.

Существует множество определений, что из себя представляют диоды для сварочного аппарата. Каждый мастер трактует по-своему, ровно как и учебники, поэтому многим начинающим сварщикам трудно понять, что из себя представляют сварочные диоды и каков принцип их действия. Особенно, если сварщик не обладает особыми знаниями в области электротехники. В этой статье мы постараемся кратко рассказать все о диодах и диодных мостах, поведаем об особенностях их строения и подключения.
Определение

Говоря простыми словами, диодный мост — это стандартный выпрямитель. Он состоит из нескольких мощных силовых диодов, связанных в единую цепь. Справа схема диодного моста. Это его стандартная схема, которую с опытом можно модифицировать под свои нужды. Диоды крепятся к радиаторам с помощью болтов и гаек. Вся эта конструкция находится под постоянным напряжением и призвана выполнять простую, но важную роль — преобразовать ток переменный в ток пульсирующий. Этот процесс называется выпрямлением, поэтому сварочные мосты называют выпрямителями.
Кстати, один из самых эффективных выпрямителей — ВД 306. Его изготавливают многие заводы и даже сами сварщики делают его своими руками из подручных средств. Экземпляры, изготовленные на заводе, позволяют плавно регулировать ток, но при этом потребляют достаточно много электроэнергии — около 12 киловатт, и весят 100 кг. Согласитесь, не очень удобный прибор для любительской сварки в гараже. Поэтому его используют в цехах и на заводах. А в домашних условиях используют самодельные выпрямители из диодов или более компактные приборы.
Использование диодов позволяет решить сразу несколько проблем:
- Диодный мост стабилизирует перепады напряжения и помогает запуститься аппаратам со слабыми техническими характеристиками.
- Качество сварного шва становится лучше.
- Дуга заживается проще и быстрее, даже если аппарат выдает малый показатель напряжения.
- Диодный мост на сварочном аппарате улучшает характеристики дуги. Она горит стабильнее и дольше.
Типы сварочных диодов и их особенности
Ключевой элемент сварочного диодного моста — это сами диоды. Сейчас в магазине представлено множество силовых диодов, со своими характеристиками и особенностями. Ниже вы можете видеть таблицу с классификацией диодов. Опытные сварщики умудряются покупать их на барахолках или радиорынках, экономя деньги. Вы тоже можете попробовать поискать нужные вам диоды на ближайшем рынке, но учтите, что нечестные продавцы часто продают неработающие или небезопасные комплектующие. Приобретайте их только если разбираетесь в электротехнике.


Вне зависимости от типа диоды также делятся по силе тока. Они могут быть малой мощности (с показателем до 3*102 миллиампер), средней мощности (с показателем от 3*102 миллиампер до 10 ампер) и высокой мощности (от 10 ампер и более). Мощные сварочные диоды бывают точечными и плоскостными. Плоскостные используются в выпрямителях с низкой частотой работы, а точечные используются во всех остальных случаях. Так или иначе, все они применяются при изготовлении диодного моста для сварочного аппарата. Если диоды использовать с хорошим сварочным аппаратом, то можно добиться более качественного преобразования тока.
Сборка диодного моста
Обычно для диодного моста используют 4 диода, но можно использовать от 2 до 5 штук. Количество диодов зависит от значения тока, который нам нужно получить; чем больше диодов, тем больше ток. Мы будем использовать 4 штуки. Два диода подключаются друг к другу параллельно и имеют разную направленность. Еще два диода подключаются так же параллельно, но направлены друг к другу. При правильном подключении все компоненты как раз и образуют диодный мост.
При параллельном подключении диодов друг к другу учтите, что они могут несколько отличаться по своим характеристикам в работе, даже если вы купите идентичные комплектующие. Так что тщательно рассчитывайте необходимое напряжение и мощность диодов, которые вам необходимы для изготовления моста. В таком случае диодный мост на сварочник получится более компактным и эффективным.

Диодный мост можно смело устанавливать на один радиатор. Готовую конструкцию можно прикрепить к корпусу сварочника с любой удобной стороны или просто использовать как отдельный прибор. Мы рекомендуем устанавливать их на радиатор с предварительным нанесением теплопроводящей пасты.
Проводники лучше скреплять с контактами методом пайки, чтобы сократить вероятность потери мощностей через контакты при работе. Также обратите внимание, что при изготовлении моста по стандартной схеме нужно дополнительно использовать электролитический конденсатор с большой емкостью, чтобы облегчить сварочные работы.
Вместо заключения
Для новичков это особенно сложная тема, которую не получится понять сходу. В своей статье мы затронули только основные особенности, связанные с изготовлением и подключением диодного моста. Если эта тема вам интересна, изучите базовые принципы электротехники. Тогда вам будет проще понять суть работы диодных мостов. В интернете есть множество учебников и полезных видео, подробно объясняющих даже самые сложные принципы сварки и работы сварочных узлов. Не поленитесь изучить их, особенно, если вы хотите развиваться в этом деле как любитель или как профессионал. Поделитесь этой статьей в своих социальных сетях и оставьте комментарий о своем опыте использования диодных мостов. Желаем удачи!
Диоды как основа выпрямительного моста сварочного аппарата — Сварка

» Статьи » Диодный мост для сварочного аппарата
[скрыть]
- Что такое диодный мост
- Собираем диодный мост
- Области применения диодных мостов
Всем известно, что мост может быть сооружен через речку, через дорогу, через овраг. Но далеко не все слышали выражение «диодный мост».Что это такое и для чего нужен подобный мост?
Рисунок 1. Стандартная схема диодного моста.
Что такое диодный мост
Свойство диодов пропускать напряжение только в одну сторону известно еще из школьной программы по физике. Диодный мост (рис. 1) состоит из 4 диодов. Эта карта показывает схему пайки деталей изделия. Основное его предназначение — преобразовывать переменное напряжение в постоянное.
Сначала эти схемы собирались на радиолампах. Это было дорого и сложно. Сейчас полупроводниковые изделия стали довольно дешевы, поэтому заданные конструкции паяют с их применением. Схема, собранная с применением диодов (рис.
2), может дополняться фильтрами, собранными с применением полярных конденсаторов, дросселем и стабилитроном напряжения.
Рисунок 2. Схема параллельного включения диодных мостов, для больших токов сварочного аппарата.
Готовое изделие позволяет:
- получать на выходе постоянное напряжение;
- избежать тока подмагничивания, который может появиться в трансформаторе, питающем схему;
- увеличить КПД трансформатора и сделать его с меньшими габаритами.
Схема может собираться из отдельно взятых диодов или представлять собой монолитную конструкцию различной формы и размеров. Ее часто называют сборкой. Диодная сборка предпочтительнее. Она обычно имеет меньшие размеры.
Все диоды внутри имеют совершенно одинаковые параметры. Монтировать такую конструкцию в общую схему прибора значительно проще. Недостаток конструкции — в случае сгорания любого диода нужно менять всю сборку. В схеме, состоящей из отдельных диодов, в таком случае меняется только сгоревший элемент.
Принцип работы диодного моста.
Для изготовления диодов и мостов на их базе применяются различные материалы. В маркировке деталей присутствуют буквы и цифры, которые обозначают:
- «Г» — германий и его соединения;
- «К» — кремний и соединения;
- «А» — галлий;
- «И» — индий;
- «Ц» — готовый мост.
Цифры обычно обозначают номер разработки изделия. Все это относится к изделиям, выпущенным в СССР и России.
Выбор диодного моста для сварочного аппарата
Современный аппарат для сварки состоит из множества компонентов и узлов, которые отвечают за полноценную работу оборудования.
Одним из важнейших компонентов является диодный мост сварочного оборудования. В связке с остальными узлами он играет первостепенную роль, преобразовывая энергию из постоянной в пульсирующую.
У диодных мостов есть масса достоинств, которые улучшают и ускоряют работу.
Существует множество определений, что из себя представляют диоды для сварочного аппарата.
Каждый мастер трактует по-своему, ровно как и учебники, поэтому многим начинающим сварщикам трудно понять, что из себя представляют сварочные диоды и каков принцип их действия.
Особенно, если сварщик не обладает особыми знаниями в области электротехники. В этой статье мы постараемся кратко рассказать все о диодах и диодных мостах, поведаем об особенностях их строения и подключения.
Определение
Говоря простыми словами, диодный мост — это стандартный выпрямитель. Он состоит из нескольких мощных силовых диодов, связанных в единую цепь. Справа схема диодного моста. Это его стандартная схема, которую с опытом можно модифицировать под свои нужды.
Диоды крепятся к радиаторам с помощью болтов и гаек. Вся эта конструкция находится под постоянным напряжением и призвана выполнять простую, но важную роль — преобразовать ток переменный в ток пульсирующий.
Этот процесс называется выпрямлением, поэтому сварочные мосты называют выпрямителями.
Кстати, один из самых эффективных выпрямителей — ВД 306. Его изготавливают многие заводы и даже сами сварщики делают его своими руками из подручных средств.
Экземпляры, изготовленные на заводе, позволяют плавно регулировать ток, но при этом потребляют достаточно много электроэнергии — около 12 киловатт, и весят 100 кг. Согласитесь, не очень удобный прибор для любительской сварки в гараже. Поэтому его используют в цехах и на заводах.
А в домашних условиях используют самодельные выпрямители из диодов или более компактные приборы.
Использование диодов позволяет решить сразу несколько проблем:
- Диодный мост стабилизирует перепады напряжения и помогает запуститься аппаратам со слабыми техническими характеристиками.
- Качество сварного шва становится лучше.
- Дуга заживается проще и быстрее, даже если аппарат выдает малый показатель напряжения.
- Диодный мост на сварочном аппарате улучшает характеристики дуги. Она горит стабильнее и дольше.
Типы сварочных диодов и их особенности
Ключевой элемент сварочного диодного моста — это сами диоды. Сейчас в магазине представлено множество силовых диодов, со своими характеристиками и особенностями. Ниже вы можете видеть таблицу с классификацией диодов.
Опытные сварщики умудряются покупать их на барахолках или радиорынках, экономя деньги. Вы тоже можете попробовать поискать нужные вам диоды на ближайшем рынке, но учтите, что нечестные продавцы часто продают неработающие или небезопасные комплектующие.
Приобретайте их только если разбираетесь в электротехнике.
Вне зависимости от типа диоды также делятся по силе тока. Они могут быть малой мощности (с показателем до 3*102 миллиампер), средней мощности (с показателем от 3*102 миллиампер до 10 ампер) и высокой мощности (от 10 ампер и более). Мощные сварочные диоды бывают точечными и плоскостными.
Плоскостные используются в выпрямителях с низкой частотой работы, а точечные используются во всех остальных случаях. Так или иначе, все они применяются при изготовлении диодного моста для сварочного аппарата.
Если диоды использовать с хорошим сварочным аппаратом, то можно добиться более качественного преобразования тока.
Сборка диодного моста
Обычно для диодного моста используют 4 диода, но можно использовать от 2 до 5 штук. Количество диодов зависит от значения тока, который нам нужно получить; чем больше диодов, тем больше ток. Мы будем использовать 4 штуки.
Два диода подключаются друг к другу параллельно и имеют разную направленность. Еще два диода подключаются так же параллельно, но направлены друг к другу. При правильном подключении все компоненты как раз и образуют диодный мост.
При параллельном подключении диодов друг к другу учтите, что они могут несколько отличаться по своим характеристикам в работе, даже если вы купите идентичные комплектующие. Так что тщательно рассчитывайте необходимое напряжение и мощность диодов, которые вам необходимы для изготовления моста. В таком случае диодный мост на сварочник получится более компактным и эффективным.
Диодный мост можно смело устанавливать на один радиатор. Готовую конструкцию можно прикрепить к корпусу сварочника с любой удобной стороны или просто использовать как отдельный прибор. Мы рекомендуем устанавливать их на радиатор с предварительным нанесением теплопроводящей пасты.
Проводники лучше скреплять с контактами методом пайки, чтобы сократить вероятность потери мощностей через контакты при работе. Также обратите внимание, что при изготовлении моста по стандартной схеме нужно дополнительно использовать электролитический конденсатор с большой емкостью, чтобы облегчить сварочные работы.
Вместо заключения
Для новичков это особенно сложная тема, которую не получится понять сходу. В своей статье мы затронули только основные особенности, связанные с изготовлением и подключением диодного моста. Если эта тема вам интересна, изучите базовые принципы электротехники. Тогда вам будет проще понять суть работы диодных мостов.
В интернете есть множество учебников и полезных видео, подробно объясняющих даже самые сложные принципы сварки и работы сварочных узлов. Не поленитесь изучить их, особенно, если вы хотите развиваться в этом деле как любитель или как профессионал.
Как крепить сварную сетку к профильной трубе

Забор выполняет несколько весьма полезных функций: огораживает собственность, защищая ее от вторжения посторонних, обеспечивая безопасность ваших детей и домашних животных. И если он установлен правильно, то в полной мере будет выполнять свои функции.
Что представляет собой металлическая сварная сетка для забора? Изготавливается она из оцинкованной проволоки или проволоки с полимерным покрытием. Первоначально она использовалась для штукатурных работ, позднее область его применения расширилась. В частности, ее начали активно использовать при строительстве различных ограждений.
Для металлических ограждений, как правило, используется сварная продукция, которая изготавливается из низкоуглеродистой проволоки. Такой материал не будет ржаветь, гнить или гореть.
Сварные заграждения менее восприимчивы к повреждениям при воздействии ветровыми и иными нагрузками. Преимущества этого материала в долговечности, но недостатком является не очень привлекательный внешний вид. Хотя и здесь производители тоже шагнули далеко вперед.
В частности, сейчас на рынке можно найти стальную проволоку с цветным полимерным покрытием.
Преимущества сварной сетки
Ограда из сварной сетки имеет следующие преимущества по сравнению с другими материалами:
- Идеально подходит для установки на территории жилых помещений, коммерческих объектов, школ и автостоянок.
- Сетка по размерам ячеек соответствует требованиям к установке на объектах повышенного приоритета с точки зрения безопасности.
- Устойчивость к внешним воздействиям.
- Исключительная коррозионная стойкость.
- Простота установки в сжатые сроки.
- Отсутствие тени для посаженных вдоль забора растений.
- Максимальная просматриваемость и вентилируемость территории.
- Простота замены поврежденных или изношенных секций.
Металлическая сетка изготавливается путем сварки проволоки различной толщины в контактных точках (точечная сварка). При таком способе производства размер отверстий может быть различной форм и размеров: от стандартных квадратных и прямоугольных, до различных многоугольников (ромб, трапеция и др.).
Для защиты от коррозии, поверхность сетки покрывается тонким слоем полимерного материала или специальным покрытием, обеспечивающим ее долговечность и отличную износоустойчивость. В результате получается цельное металлическое полотно, которое используется для возведения заборов.
Процедура монтажа
Измеряем периметр площади участка, где будет установлена ограда. В зависимости от высоты будущей изгороди, подбираем рулон соответствующей ширины. Устанавливаем опорные столбы на расстоянии не более 2−2,5 м друг от друга. Помните, что чем шире шаг между опорами, тем больше вероятность провисания секций будет после ремонта.
Опорные столбы должны быть защищены от коррозии перед установкой их в землю или в бетон.
Для этого на нижнюю часть столба необходимо нанести толстый слой краски, битума или обернуть ее куском рубероида.
Обратите внимание, что все столбы должны быть установлены строго вертикально по всему периметру огораживаемого участка.
Для простоты выравнивания столбов используйте рулетку, строительный уровень и шпагат.
Можно также по горизонтали сверху и снизу забора установить перекладины из доски или бруса, прикрепляя их к стойкам при помощи винтов или болтов. Это позволит установить столбы максимально ровно.
Сварная сетка для забора представляет собой каркас из металлических уголков, к которым приваривается сетка. Такой каркас можно изготовить самим или приобрести уже готовый в любом строительном магазине. Правда, второй вариант будет стоить немного дороже.
Крепление сетки на опорные столбы
Чтобы смонтировать секционную металлическую ограду на опорные столбы, вам понадобятся следующие материалы и инструменты:
- металлические хомуты, болты и гайки для крепления сетки на месте
- зажимы для крепления дюбелей
- шуруповерт
- уголки
- сварочный аппарат
Если вы решили самостоятельно изготовить каркас, то металлические уголки следует приварить к опорам. Впоследствии они будут использоваться как крепления. По углам каждой секции высверлите отверстия для крепления к уголкам при помощи винтов.
Еще одним способом, позволяющим обойтись без винтов и болтов, является сварка. Привариваем уголки к столбам, а затем на них привариваем забор. Но забор закрепленный таким способом при необходимости будет трудно демонтировать.
Если вместо секций используется цельнометаллическое полотно, два рулона скрепляются вместе при помощи провода. После этого можете раскатывать сетку вдоль опор и крепить ее к столбам при помощи скоб или хомутов.
Для большинства ограждений по периметру с вероятностью ударной нагрузки рекомендуется использовать сварные сетки из проволоки весом от 10 г до 12 г. Легкие сварные сетки идеально подойдут, к примеру, для ограждений в саду.
Как видите, сварная сетка является оптимальным материалом для возведения заградительных конструкций. Пожалуй, ее единственный недостаток в том, что смотрится такое ограждение не очень эстетично. Но при желании вы всегда можете посадить вдоль такого забора вьющиеся растения, например, девичий виноград, который оплетет ваш забор, превратив его в вечнозеленую живую изгородь.
Сетка для забора
Оцинкованная сетка для заборов
Заборы, изготовленные из сетки, очень популярны, они незаменимы в случаях, когда нужна надежная изгородь с хорошей светопроницаемостью и невысокой ценой. К тому же современные ограды из сварной оцинкованной сетки очень даже привлекательны, долговечны и легко устанавливаются своими руками.
Классический дачный забор из оцинкованной сварной сетки
Преимущества оцинкованной сетки
Производят оцинкованную сетку из металлической проволоки. Ее прутья располагаются перпендикулярно и скрепляются в точках соединений сваркой.
Ячейки сварной сетки делают прямоугольными, квадратными, реже ромбовидными, трапециевидными или другой формы. Проволока для сетки применяется оцинкованная или с дополнительным полимерным покрытием.
У ограждения из сварной оцинкованной сетки есть свои преимущества:
- Доступная стоимость;
- Простой и быстрый монтаж сетки можно осуществить своими руками;
- Легкий вес, не требует обустройства фундамента;
- Прозрачность и хороший обзор позволяет использовать ее на охраняемых объектах; Конструкция ограды из оцинкованной сетки и металлических уголков
- Возможность строить изгороди от 50 см;
- Идеальный вариант для межевой границы, где нельзя использовать между участками глухие заборы;
- Ограда из сетки в полной мере пропускает солнечные лучи и не мешает росту растений в саду и огороде;
- Может стать основой для создания живой изгороди из вьющихся растений;
- Оцинкованная сетка — достаточно прочный забор, который непросто перекусить или согнуть;
- Забор не нуждается в уходе и окрашивании;
- Достаточно приятный внешний вид: оцинкованная ограда смотрится уместно на любом участке.
Виды сеточных сварных изгородей
В зависимости от типа покрытия ограда из сварной сетки представлена в следующих видах:
- Неоцинкованная сетка. Самый простой вариант сетки, сваренной из стальной проволоки, диаметром 1,2–10 мм. Имеет невысокую цену, подвержена коррозии. Такую сетку придется периодически красить для улучшения внешнего вида и дополнительной защиты.
Рулоны неоцинкованной сетки размером 50х50
- Оцинкованная сетка. Оцинковка сетки может осуществляться разными способами. Покрытие могут наносить до сборки сетки или после. Также существует отличие в технологии: покрытие могут наносить горячим или электролитическим способом.
- Сетка с полимерным покрытием из поливинилхлорида. Цвет полимерного покрытия может быть любым, хотя чаще всего это будет забор зеленого цвета. Сначала проволока сваривается, и готовая сетка погружается в полимерный состав. Другой способ нанесения покрытия, порошковый, осуществляется в специальных шкафах.
- Оцинкованная сетка с полимерным покрытием. На полотно сетки наносят два защитных покрытия, вначале оцинковку, а затем полимерный слой. Самый долговечный и дорогой по стоимости вариант ограды из сетки, который не всегда целесообразно приобретать.
Также оцинкованная сетка может выпускаться в следующих видах:
Чертеж устройства секции ограды из оцинкованной сетки
- Оцинкованная сетка в рулонах. Вес рулона может составлять от 50 до 500 кг. Высота забора из рулонной сетки выпускается до двух метров. Длина сетки в упаковке может быть от 15 до 33 м.
- Секционная (быстросъемная) заборная сетка. Такой забор можно очень быстро собрать своими руками. Сварная сетка помещена в прямоугольную раму, выполненную из профильной трубы или уголка. Изгородь, выполненная из секций, более прочная и привлекательная. Секционный забор является самым востребованным как в городских условиях, так и в частном секторе.
- Декоративная сварная сетка 3D для заборов. Новый вид оцинкованной изгороди, выполненной из сварных секций. Конструкция изготовлена из изогнутых прутьев, которые создают эффект трехмерности, смотрится это очень необычно и красиво. В таком варианте забора используется слой ПВХ и декоративные волнистые участки по краям или посередине полотна. Еще один вариант исполнен в виде витых и гофрированных проволок. Декоративную ограду из сварной сетки часто можно увидеть вокруг городских парков, она органично смотрится в сочетании с растительностью вокруг детских площадок и частных коттеджей.
- Первое, на что нужно обратить внимание, — толщина проволоки и размеры. Чем больше диаметр прута и меньше ячейки, тем жестче будет конструкция оцинкованной изгороди. У такого забора цена будет выше, ведь материала затрачено на сетку больше;
- Выбор размеров полотна. В зависимости от желаемой высоты забора можно подобрать оцинкованную сетку от 0,5 до 2 м, длина сетки в рулоне от 15 до 33 м. Габариты секции сетчатого забора: высота — 2 м, длина — до 2,5 м;
- На концах проволоки должен быть ровный срез или загиб. Не должно быть трещин и повреждений. Сетка, произведенная с нарушением технологии, вряд ли прослужит долго;
- Ячейки должны иметь правильную симметричную форму, а размеры — соответствовать заявленным производителем параметрам;
- Сетка с полимерным покрытием не должна иметь повреждений защитного слоя, особенно внимательно стоит осмотреть места сгиба, если приобретается сетка в рулоне.
Особенность сборки диодного моста для сварочного аппарата — Сварка Профи

Диод представляет собой полупроводниковый агрегат с разной проводимостью, определяемой прикладываемым напряжением. Он имеет два вывода: катод и анод. Если подается прямое напряжение, то есть на аноде в сравнении с катодом потенциал положителен, агрегат открыт.
Если напряжение отрицательно, он закрывается. Такая особенность нашла применение в электротехнике: диодный мост активно используется в сварочном деле для выпрямления переменного тока и улучшения качества сварных операций.
Выпрямитель для сварки
Оборудование для сварки на переменном токе обладает существенным минусом при использовании в домашних условиях: оно провоцируют перепады напряжения в сети и помехи для работы электроустройств.
По этой причине, при проведении сварных работ своими руками, требуется выпрямитель для сварочного аппарата, позволяющий в некоторой мере сгладить мощные перепады сетевого напряжения.
Особенность выпрямителей
Многие сварочные аппараты требуют доработки, заключающейся в применении специальных выпрямителей. Для их изготовления часто применяют диоды, способные пропускать напряжение исключительно в одну сторону.
Изначально для усовершенствования сварки мастера использовали диодные схемы из четырех диодов на радиолампах. Но данная технология была слишком сложной и дорогой. В наши дни силовые диоды стали доступными по стоимости, поэтому активно используются в сварных операциях.
Электрическая схема выпрямителя для сварки.
Схема для такого приспособления не отличается особой сложностью: она состоит из проводников, пропускающих электрический поток и направленных в актуальную сторону.
Если быть более точным, то два элемента общей схемы соединены последовательно и направлены друг к другу, а еще два ‒ располагаются один за другим. Первые из них проводят ток в выбранном направлении, вторые ‒ не позволяют току вернуться.
Выпрямители на диодах характеризуются разной мощностью, поэтому вид электрода необходимо подбирать с учетом этого параметра. Чем выше мощность, тем более толстый электрод потребуется.
На промышленном производстве требуется применить мощную аппаратуру, которая позволит выполнять сварные соединения без каких-либо пауз. Для бытового использования подойдут менее мощные выпрямители для сварки.
Применение в сварке
Диодную схему можно собрать из отдельных диодов или приобрести монолитную конструкцию с разными параметрами. Первый вариант менее предпочтителен, чем второй. Но при сгорании одного диода не требуется менять все четыре элемента, как в случае монолитной конструкции.
Если применить такие агрегаты для переориентации сварки на работу с постоянным током, можно добиться расширения ее функциональных возможностей.
Применение выпрямителя из диодов поможет:
- устранить перебои напряжения в сети;
- упростить задачу розжига электрической дуги в условиях номинального и пониженного напряжения;
- увеличить тепловой режим при длительной работе сварочного аппарата.
Выпрямитель для сварки собирается по мостовой схеме, но при этом важно учесть, что корпус агрегата находится под напряжением.
Поэтому при установке диодного моста на радиатор, важно изолировать агрегат от иных элементов схемы, от корпуса сварочного аппарата, соседних диодов. А это чревато определенными неудобствами для сварщика: нужно использовать более крупный по размеру корпус сварки.
Выпрямитель тока для сварочных работ.
Как следствие, аппарат получается тяжелым и громоздким.
Чтобы уменьшить габариты сварки, можно подобрать выпрямительный прибор ВЛ200 с другой полярностью, объединив полупроводники на два парных радиатора. Но еще лучше, установить в едином корпусе сварки мощные, но при этом максимально компактные диодные мосты.
Такое решение обойдется сварщику в несколько раз дешевле, нежели покупка диодов В200. Деталь по размеру не больше, чем спичечный коробок. Она имеет площадку для установки радиатора, работает на максимальном, прямом токе ‒ 30-50 А.
Важно! Если в процессе выполнения сварных работ потребовался более мощный мост, стоит воспользоваться параллельным подключением мостовых сборок. Главное понимать, что при таком решении надежность конструкции будет ниже, чем при одиночных мощных диодах.
Если говорить о схемах полупроводникового типа с устройством выпрямителя, важно отметить следующее:
- Лучшие показатели имеет трехфазная система, позволяющая использовать мощность сети до 380 В.
Ее применяют на промышленных предприятиях, где важно создать длительный непрерывный сварной процесс без пауз для соединения больших по размеру металлических деталей: ворот, контейнеров, хозяйственных металлических сооружений и т.п. - Система с одной фазой подходит для бытового использования, когда сварной процесс длится короткий промежуток времени, и нет необходимости в более длительной сварке.
Установка
Если планируется установить параллельную схему соединения диодных мостов, важно учесть некоторый разброс по параметрам каждого диода. Подбирать элементы нужно так, чтобы оставался некоторый запас прочности. Тогда можно получить компактный диодный мост для сварочного аппарата.
Диодные сборки можно разместить на одном радиаторе, но для повышения показателей теплоотдачи их монтируют через теплопроводящую пасту. Актуальное количество таких схем для выпрямителя определяется требуемым сварочным током: стандартное количество 3-5 сборок.
Проводники стоит соединять с контактами при помощи пайки, и иначе в местах контакта потери мощности, или соединение сильно нагревается. При необходимости выполнить сварные операции, выпрямитель подключается к аппарату для сварки.
Как сделать выпрямитель своими руками?
Если в наличии мастера имеются комплектующие детали, вполне реально изготовить самодельный сварочный выпрямитель. При условии соблюдения всех рекомендаций специалистов он гарантировано обеспечит процесс ручной дуговой сварки постоянным током, но потребуется применить электрод с обмазкой.
Использовать проволоку без обмазки также допустимо, но только при условии большого опыта в сварных вопросах. Для неопытного сварщика справиться с ней будет практически нереально.
Диодный мост для сварочного аппарата.
Обмазка при расплавлении электрода препятствует проникновению составляющих воздуха в расплавленный металл сварного соединения. Без нее контакт металла в расплавленном виде с азотом и кислородом снизят прочностные свойства шва, сделав его хрупким и пористым.
Сначала потребуется выбрать или смотать своими руками понижающий трансформатор с требуемыми параметрами. Собирают трансформатор до подключения диодного моста.
Если выбран путь самостоятельного изготовления аппарата, важно правильно рассчитать его элементы, в том числе:
- параметры магнитопровода;
- актуальное количество витков;
- размеры сечения шин, проводов.
В работе не обойтись без светодиодов: нужны они в качестве проводников тока в одном единственном направлении. Простейший диодный выпрямитель, созданный по мостиковой схеме, монтируют на радиатор с целью теплообмена и охлаждения.
Мощные диоды для сварочного аппарата, по типу ВД-200, выделяют при работе довольно большой объем тепловой энергии. Чтобы обеспечить падающую характеристику тока, в цепь потребуется включить дроссель последовательно.
Активное переменное сопротивление в такой схеме обеспечит сварщику возможность плавно регулировать сварочный ток. Далее, один полюс нужно подключить к сварной проволоке, а второй ‒ к рабочему объекту.
Выполнить намотку реостата несложно своими силами, но для такой задачи потребуется керамический сердечник и проволока из никелина или нихрома. Актуальный диаметр проволоки определит величина регулируемого тока сварной операции.
Изготовление сварочного инвертора из доступных деталей своими руками

При наличии свободного времени, нехитрого инструмента и простых материалов, можно изготовить сварочный инвертор своими руками, даже не являясь специалистом в электротехнике и электронике.
Главное – на всех этапах изготовления строго соблюдать технологию монтажа, выяснить принцип работы прибора.
КПД и параметры самоделки будут примерно соответствовать функциональным показателям изготавливаемых на заводах инверторов, что сохранит деньги в семейном бюджете.
Характеристики и материалы
Для эксплуатации в быту требуются самодельные инверторы, подключаемые к электросети 220 В. Легко собирается и сварочник, питаемый от сети 380 В. Инверторы бытового назначения должны соответствовать таким требованиям:
- напряжение – 220 В;
- сила входного тока на 32 А;
- сила выходного тока на 250 А.
Для сооружения инверторного сварочного аппарата своими руками подготавливаются следующие материалы:
- крепеж;
- металл листовой;
- термобумага (подходит кассовая лента);
- радиодетали для формирования электросхем;
- медные полоски либо провода;
- текстолит;
- слюда;
- стекловолоконная ткань.
Особенности функционирования
Перед сборкой, следует ознакомиться с особенностями работы инвертора, аналогичными функционированию компьютерного блока питания. Функционирование устройства происходит в таком порядке:
- входящее переменное напряжение превращается в постоянное;
- входной ток 50 Гц трансформируется в ток высокой частоты;
- выходное напряжение понижается;
- выходной ток выправляется, поддерживается нужная для сварки частота.
Трансформаторное оборудование отличается габаритностью и тяжестью в связи со следующими особенностями. Дуговая сварка выполняется через силу тока. Вторичная обмотка для ослабления напряжения и усиления тока устраивается из минимального числа оборотов, сечение проводника принимается максимально возможным.
Применение инверторного принципа снижает объем и вес агрегатов на порядок благодаря увеличению частоты до 60-80 кГц.
Для реализации такого преобразования необходимо использование полевых транзисторов, сообщающихся друг с другом именно на такой частоте. Для их питания используется постоянный ток, направляющийся от выпрямителя, роль которого выполняет диодный мост. Для выправления напряжения требуются конденсаторы. От транзисторов ток подается к трансформатору, представляющему собой компактную катушку.
Возможна переделка и доработка в инверторный полуавтомат. Ему присущи схожие с трансформатором характеристики, но масса и габариты его меньше.
Что необходимо для сборки
Схема сварочника с указанными выше параметрами состоит из трех функциональных узлов:
- блока питания;
- драйверов для силовых ключей;
- силового блока.
Перед началом сборки самодельного сварочного инвертора из доступных деталей своими руками подготавливается инструмент:
- отвертки различных размеров и форм;
- паяльник;
- острый нож;
- полотно для резки металла.
Схемы
Для сооружения инвертора принимается одна из следующих схем.
Схемы аналогичны, сборка инвертора на их основе не вызовет затруднений.
Список радиоэлементов
Чтобы собрать самодельный инверторный сварочный аппарат из доступных деталей заранее приобретаются следующие радиоэлементы:
- регуляторы линейные LM78L15 – 2 шт.;
- преобразователь AC/DC TOP224Y – 1 шт.;
- ИС источника опорного напряжения TL431 – 1 шт.;
- диоды выпрямительные BYV26C – 1 шт., HER307 – 2 шт., 1N4148 – 2 шт., 1N4007 – 3 шт., VS-HFA30PA60CPBF – 2 шт., VS-150EBU02 – 4шт., VS-HFA25PВ60PBF – 2 шт.;
- диоды защитные P6KE200A – 1 шт.;
- оптопары РС817 – 1 шт., HCPL-3120 – 2 шт.;
- электролитические конденсаторы;
- мосты диодные КВРС3510 – 3 шт., 600 В 2 А – 1 шт.;
- резисторы 47 кОм, 200 Ом, 10 кОм, 6,2 Ом (по 1 шт.), 300 Ом 5 Вт, 33 кОм (по 2 шт.), 510 Ом – 2 шт., 13 кОм – 1 шт., 150 Ом – 1 шт., 1 Ом 1 Вт – 1 шт., 2 МОм – 1 шт., 1,5 кОм – 3 шт., 250 Ом 40 Вт – 1 шт., 1 кОм – 4 шт., 10 Ом – 2 шт., 300 Ом 20 Вт – 2шт., 2,2 кОм – 1 шт., 50 Ом 5Вт – 2 шт., 5 Ом – 8 шт., 1,5 Ом – 2 шт.;
- ШИМ-контроллер UC 3845 – 1 шт.;
- MOSFET-транзистор IRF120 – 1 шт., IRF5305 – 8 шт.;
- диоды Шоттки: MBR20100CT – 1 шт., 1N5819 – 4 шт.;
- резисторы подстроечные 2,2 кОм – 1 шт., 10 кОм – 1 шт.;
- конденсаторы 0,1 мкФ – 6 шт, 1 нФ 1000 В – 1шт., 510 пФ – 2 шт., 22 нФ – 1 шт., 4,7 нФ – 1 шт., 2,2 нФ – 1 шт., 6,8 нФ – 4 шт.;
- конденсаторы электролитические 10 мкФ 450 В – 2 шт., 100 мкФ 100 В – 2 шт., 470 мкФ 400 В – 6 шт., 50 мкФ 25 В – 1 шт., 1000 мкФ 25 В – 1 шт., 10 мкФ – 4 шт., 22 мкФ – 1 шт., 200 мкФ – 2 шт. 3000 мкФ 400 В – 4 шт., 47 мкФ 25 В – 2 шт.;
- катушка индуктивности; 35 мкГн – 1 шт.;
- терморезисторы 10 Ом – 1 шт.;
- IGBT-транзисторы IRG4PC50W – 6 шт.;
- реле 12 В 40 А – 1 шт., РЭС-49 – 1 шт.;
- стабилитроны 1 N4007 – 3 шт., 1N4744А – 12 шт.
Силовая часть
В инверторе немалая роль принадлежит блоку питания, представляющему собой трансформатор с ферритовой обмоткой. Его назначение – сбавление напряжения, трансформирование переменного тока в постоянный. Для сборки требуется 2 сердечника типа Ш20х208 2000 нм.
Обмотки инвертора термоизолируются. Для сведения к минимуму неблагоприятного влияния нестабильности напряжения, обвивка производится на всем протяжении сердечника.
Рекомендуется использовать листы омедненной жести 0,3 мм и шириной 40 мм, завернутые в термоустойчивую бумагу 0,05 мм.
Если медной жести нет, можно взять многожильный провод ПЭВ сечением 0,5-0,7 мм. Имеющиеся между жилами зазоры позволяют снизить нагрев. Важна и вентиляция сварочника, так как перегревается не сам стержень, а обмотка.
После создания первого слоя по направлению намотки следует накрутить стеклоткань с экранирующим проводом того же сечения, что и основной. Стеклоткань при этом полностью закрывается проводом. Подобным образом создаются последующие обмотки и разделяются посредством термобумаги.
Для обеспечения стабильности напряжения порядка 20-25 В, следует правильно отобрать резисторы. Для мостового инвертора рекомендуется применить диодную схему «косой мост».
При работе инвертора не избежать нагрева диодов, потому их нужно расположить на радиаторе, к примеру, от персонального компьютера.
Всего нужно 2 радиатора – для крепления верхней и нижней частей моста. При установке первого необходимо применение слюдяной прокладки, для другого – термопасты.
Выход моста назначается по направлению выходов транзисторов. Для соединения используются провода длиной до 15 см. От блока мост отделяется листом металла, прикрепляющимся к корпусу агрегата для инверторной сварки.
Инверторный блок
Основная функция инвертора состоит в превращении постоянного тока, идущего от выпрямителя, в переменный с возрастанием его частоты. Для таких целей предназначены силовые транзисторы.
Собранные последовательно конденсаторы, являющиеся частью микросхемы, нужны для:
- снижения резонирующего эффекта трансформатора;
- минимизации потерь в транзисторном блоке, образующихся при отключении.
Система охлаждения
Из-за нагрева силовые узлы инвертора могут отказать. Во избежание этого помимо радиаторов с установленными подверженными нагреванию блоками, для недопущения перегрева также требуются вентиляторы.
Если есть высокомощный вентилятор, можно ограничиться только им, направляя воздух непосредственно к трансформатору. Если используются кулеры от старого ПК, то их понадобится порядка 6 штук. Как сделать охлаждение самого трансформатора: устанавливается сразу три вентилятора.
На самый греющийся радиатор устанавливается термодатчик, отключающий питание при приближении к заданной температуре.
Для нормального функционирования охлаждения в корпусе нужно расположить воздухозаборщики с постоянно свободными решетками.
Управление
Электронные платы инвертора следует размещать с использованием фольгированного текстолитового материала 0,5-1 мм.
Инверторная сварка своими руками осуществляется под автоматическим управлением через ШИМ-контроллера, стабилизирующего основные функциональные параметры. Для удобства органы управления рекомендуется располагать на лицевой части совместно с входом для подключения.
Корпус
При изготовлении корпуса, представляющего собой металлический кейс, следует учесть размеры трансформатора, приняв его объем примерно за 30% от всего внутреннего объема.
Кожух можно сделать из листового металла толщиной 0,5-1 мм. Для крепления частей можно использовать болтовое соединение или сварку. Для перемещения инвертора предусматриваются крепления для ремня или рукояток.
Корпус изготавливается разборным для быстрого доступа к закрытыми частям чтобы при необходимости их отремонтировать.
На передней стороне следует расположить:
- тумблер для изменения силы тока;
- кнопку ВКЛ/ВЫКЛ;
- световые индикаторы;
- входы для подсоединения сварочных и сетевых кабелей.
Подключение
Для включения в сеть требуется использование кабеля площадью сечения более 1,5 мм2. Не лишней видится и установка на входе предохранителя либо автомата на 25 А.
Проверка работоспособности
Работоспособность инвертора рекомендуется проверять с помощью осциллографа. Нижняя петля напряжения должна располагаться в диапазоне 500-550 В, при соблюдении технологи сборки, уровень выходного напряжения находится в диапазоне 330-350 В.
По завершении пробной сварки с полным сгоранием электрода проверяется температура трансформатора и радиаторов. Если она в норме, то инвертор собран правильно и переделка или доработка не требуется.
Настройка
При подаче нагрузки на обмотку трансформатора должны выполняться такие условия:
- ступени перемены полярности не превышают 1,2 мкс;
- инвертор настраивается под нагрузкой для определения данных обо всех показателях;
- к выходам подключается сопротивление, равное примерно 0,14 Ом;
- для проверки поступления питания 12-25 В к вторичной обмотке подключается лампочка;
- при регулировке частоты должна изменяться яркость дуги.
Диагностика и подготовка к работе
Описание процедуры диагностики сварочника выглядит так:
- Подача 15 В на ШИМ совместно с включением одного конвектора позволяет не допустить перегрев и практически устранить шум.
- Для стабилизации напряжения включить реле, закорачивающее резистор после включения в электросеть.
- Убедиться в сработке реле, закорачивающего резистор спустя 3-5 секунд после подключения к ШИМ. По отработке реле удостовериться в присутствии на плате импульсного сигнала прямоугольного очертания.
- Подача 15 В на диодный мост для тестирования его нормальной работы. При работе в холостую сила тока не должна превышать 100 мА.
- Убедиться в правильности расположения фаз с применением осциллографа.
- При плавном повышении тока через резистор на нижнем ключе не должно быть более 500 В.
- К сварке следует приступать спустя 10 секунд или после нагрева радиаторов.
Обслуживание
При обслуживании инвертора необходимо периодически чистить внутренние элементы от грязи и пыли с помощью пылесоса или сухой ветоши, особенно если аппарату пришлось продолжительный период простоять без использования.
Необходимо постоянно следить за работоспособностью термодатчика. В случае поломки этот элемент ремонту не подлежит, а требует замены.
Периодически необходимо следить за качеством соединений и при необходимости исправлять. Определить неисправности можно как визуально, так и при помощи тестера.
Сварочный аппарат своими руками: простая инструкция по сборке

В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем.
Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат.
Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка.
Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно.
С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку,Рис. 1: распилите сердечник
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки.Рис. 3: удалите токовые шунты
- Для вторичной катушки возьмите медную шину сечением 10мм2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника.Рис. 4: намотайте вторичную обмотку на каркас
- Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода.Рис. 5: сделайте диэлектрическую прокладку
- Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.Рис. 6: поместите катушку в магнитопровод
- Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям.Рис. 7: подключите шнур питания и кабели
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства.
Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель.
Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения.Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора.Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста.Рис. 13: подключите силовые конденсаторы
- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.
Рис. 14: принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах.
Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже.
Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.