Выходной дроссель для сварочного полуавтомата сглаживает токовые пульсации, уменьшает разбрызгивание металла при сварке и поддерживает сварочную дугу при кратковременном коротком замыкании. Прост в изготовлении и настройке даже в условиях домашней мастерской.

В самом простом виде дроссель — это катушка из толстого медного провода, намотанного на магнитный сердечник, которая включается в выходную цепь сварочного аппарата последовательно с электродом. Дроссель для полуавтомата необходим для сглаживания токовых пульсаций, которые возникают при краткосрочных изменениях входного напряжения и мгновенных коротких замыканиях на электроде. При выполнении полуавтоматической сварки без этого устройства высока вероятность возникновения дефектов сварного шва, т. к. при таких отклонениях в электрических параметрах проволока продолжает подаваться с неизменной скоростью.
Дроссель для полуавтомата по силам изготовить любому домашнему мастеру. Его расчет производится очень укрупненно (в основном, в части сечения проводов), а параметры самодельного дросселя подбираются регулировкой зазора сердечника в процессе пробных включений полуавтомата на разных режимах. Тем не менее, все же желательно иметь хотя бы общие представления об основных электротехнических принципах, лежащих в основе работы этого устройства, а также о конструктивных особенностях его изготовления.

Рисунок 1 — Дроссель для полуавтомата
Принцип работы
Работа дросселя сварочного полуавтомата основывается на так называемом «первом законе коммутации», согласно которому в катушке индуктивности ток мгновенно измениться не может. В очень упрощенном виде можно сказать, что дроссель выступает в роли своеобразного накопителя энергии, но в отличие от конденсатора он аккумулирует не напряжение, а ток. При прохождении через катушку поток электронов порождает магнитное поле, величина которого зависит не только от силы тока, но и от параметров сердечника. Путем регулирования зазора между его элементами можно управлять величиной магнитного потока и таким образом регулировать индуктивное сопротивление дросселя.
Величина индуктивности дросселя непосредственно влияет на скорость увеличения силы тока при коротком замыкании. При этом она напрямую зависит от сварочного режима полуавтомата и диаметра проволоки. В случае использования тонкой проволоки требуются более быстрое нарастание тока и, соответственно, меньшая индуктивность, чем при применении толстой проволоки. К примеру, при уменьшении диаметра проволоки в полтора-два раза индуктивность понижается в 2,5–3 раза.
Предназначение дросселя
Сварка с применением полуавтомата производится постоянным током отрицательной полярности на проволоке, толщина которой варьируется в пределах 0.5÷3.0 мм. Чем меньше ее диаметр, тем ниже значение сварочного тока и тем стабильнее горение дуги. Во время сварочного процесса расплавленный металл проволоки поступает в сварочную ванну в виде непрерывного потока капель. Этим обеспечивается стабильность дуги и качество сварочного шва. При краткосрочном образовании непрерывного потока металла возникает ток короткого замыкания, а при разрывах происходит его резкое уменьшение. Если в выходную схему полуавтомата включен дроссель, то в первом случае он препятствует мгновенному росту тока, а во втором — компенсирует падение его величины за счет «запасенной» энергии.

Рисунок 2 — Схема полуавтомата
В сварочных полуавтоматах применяют дроссели с фиксированной, ступенчатой (см. рис. выше) или регулируемой индуктивностью. Первый тип применяется при сварке на постоянных режимах, во втором случае дроссель выполнен с несколькими отводами, а в третьем индуктивность регулируется изменением величины зазора в магнитопроводе или механическим перемещением сердечника. При нестабильном источнике внешнего питания наилучшим вариантом для полуавтомата является регулировка зазором, так как она позволяет опытным путем подбирать сварочный режим с устойчивой дугой и без разбрызгивания металла. А оптимальный метод решения проблемы стабильности и качества сварочного процесса — это использование в полуавтомате дросселя в сочетании со схемой вольтодобавки на входном трансформаторе.
Как рассчитать сечение провода обмотки
Для расчета сечения и выбора подходящего провода в первую очередь необходимо определить предельную плотность тока. Ее величина зависит от материала проводника и временно́го режима работы полуавтомата, который определяется паспортным значением параметра ПН (ПВ) — продолжительности нагружения. Формула расчета плотности тока по величине ПН выглядит так:

Здесь Jп — плотность тока в А/мм² для заданной в процентах величины ПН, а J — при долговременных режимах.
Для медных проводников трансформаторов и дросселей J обычно принимают равной 3,5 А/мм².
При использовании алюминиевых проводов необходимо применять понижающий коэффициент 1,6 (см. таблицу).
| ПН (%) | Jп | ПН (%) | Jп | ПН (%) | Jп | |
|---|---|---|---|---|---|---|
| Медь | 20 | 7.8 | 40 | 5.5 | 60 | 4.5 |
| Алюминий | 4.9 | 3.5 | 2.8 |
Чтобы определить сечение провода (S) для намотки дросселя полуавтомата, необходимо паспортное значение максимального тока (I max) разделить на Jп. К примеру при I max=150 А и ПН=40% сечение медного провода будет равно 27 мм². Точный тип проводника (провода или шинки) выбирается по справочнику с округлением в большую сторону.

Рисунок 3 — Проводник
Вычисление количества витков производится по формуле с использованием габаритов сердечника, которые также определяются расчетным путем. Но народные умельцы всего этого, как правило, не делают, т. к. собирают дроссель для полуавтомата на основе имеющегося в наличии магнитопровода. Обычное количество витков у такого изделия при токе 150–200 А — несколько десятков (40÷60). В отличие от величины сечения ошибка здесь не очень критична. В худшем случае она может привести к тому, что качество сварки не улучшится.
Что потребуется для изготовления
Для того чтобы изготовить дроссель для полуавтомата своими руками, в первую очередь следует сделать требующиеся расчеты, а затем подготовить необходимые материалы и инструмент. В процессе работы потребуются:
- паяльник (от 100 Вт) с принадлежностями;
- слесарные тиски;
- пассатижи, круглогубцы, молоток и пр.;
- сердечник и корпус катушки;
- гетинакс (или подобное) для зазоров;
- лакоткань;
- киперная лента;
- эпоксидка или клей;
- медный или алюминиевый провод (или шинка);
- две клеммы под винт.
Кроме того, необходим брусок для закрепления корпуса катушки, а также кусочки любого пластика или дерева для ее расклинивания.
Пошаговая инструкция по сборке дросселя своими руками
Для изготовления сварочного дросселя не требуется никаких схем или чертежей. Все достаточно понятно и очевидно, нужно только знать, сколько витков и каким проводом предстоит намотать. В качестве сердечника можно использовать любой набор трансформаторного железа, вплоть до пакета прямоугольных пластин. Однако наилучшим вариантом будет использование сердечника типа ПЛ, т. к. он собирается из двух монолитных С-образных половинок и зазоры между ними можно использовать для регулировки индуктивности будущего дросселя.
Такие сердечники массово использовались и применяются в блоках питания радиоаппаратуры еще с советских времен. Поэтому найти старый трансформатор (например, типа ТС) мощностью 200–300 Вт, наверное, не будет очень сложной задачей. Очень удобно для регулировки зазора еще и то, что такой сердечник стягивается специальным хомутом с винтовым соединением (см. рис. ниже).
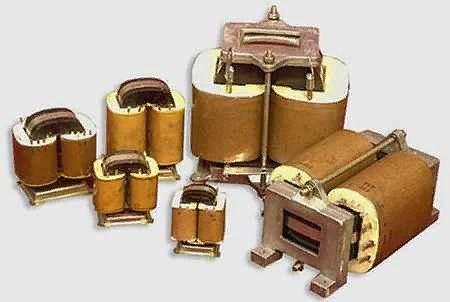
Рисунок 4 — Сердечник
Провод или шинку можно использовать любые (но лучше все-таки медные), главное, чтобы сечение соответствовало расчетному.
Намотка и установка дросселя
При разборке старого трансформатора необходимо очень аккуратно снять катушки, освободить их от проводов и зачистить до блеска место соединения половинок сердечника. Далее последовательность действий выглядит так:
- Надеть катушку на деревянный брусок, закрепить его тиски и намотать на катушку в один-два слоя киперную ленту, а поверх нее — лакоткань. Затем аккуратно, виток к витку, намотать первый слой проводов (получится около 8–12 витков в зависимости от толщины и зазоров). Действовать надо очень осторожно, т. к. провода жесткие, а катушка сделана из тонкого и хрупкого гетинакса.
- Поверх первой слоя витков намотать лакоткань, предварительно промазав ее лаком. Классический вариант – это бакелитовый лак, но можно взять и любой другой, например паркетный. Намотать второй слой витков, также укрыть его лаком и лакотканью. Аккуратно отогнуть выходной конец.
- Все то же самое сделать со второй катушкой, затем обе их тщательно просушить. Подготовить две пластинки гетинакса (или другого изолирующего пластика) толщиной 1–2 мм по размеру стыка половинок сердечника.
- Надеть на одну из половинок сердечника обе катушки, уложить изолирующие прокладки и вставить вторую половину. Тщательно стянуть сердечник хомутом.
- Соединить катушки последовательно скруткой с пайкой или винтом (предварительно залудив), а затем место соединения изолировать.
- Концы катушек, предназначенные для подключения, зафиксировать на хомуте, а затем припаять к ним клеммы.
При проверке дросселя с полуавтоматом необходимо попробовать его в разных режимах, и в зависимости от ситуации увеличить или уменьшить индуктивность, заменяя прокладки в зазоре сердечника.
В известной книге В. Я. Володина «Современные сварочные автоматы своими руками» приводится классический расчет количества витков в обмотке дросселя. Для домашнего мастера подошел бы более упрощенный вариант определения числа витков, пусть даже их число будет приблизительным. Если кто-то знает источники с такими методиками или сам может описать, как это сделать, поделитесь, пожалуйста, в комментариях к статье.
Поиск записей с помощью фильтра:
На рынке очень много недорогих сварочных полуавтоматов, которые никогда не будут работать нормально, потому что сделаны изначально неправильно. Попробуем это исправить на уже пришедшим в негодность сварочном аппарате.
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.

Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).

А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.
Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка — это 7 слоёв, после намотки делаем отвод.



Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.

Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
Практически каждый мастер хотя бы раз задумывался над тем, как сделать дроссель для сварочного аппарата своими руками. Сегодня продается достаточно большое количество различных устройств, которые можно использовать в условиях малого производства. Это может быть приспособление, которое работает на временном или непрерывном токе, полуавтомат для сварки или изделие с использованием электродов. Однако качественное устройство стоит очень дорого, а бюджетные аналоги быстро приходят в негодность.
Схема сварочного аппарата переменного тока с отдельным дросселем: 1 – первичная обмотка, 2 – сердечник, 3 – вторичная обмотка, 4 – обмотка дросселя, 5 – неподвижная часть сердечника дросселя, 6 – подвижная часть сердечника дросселя, 7 – винтовая пара, Др – регулятор тока.
Для сборки самодельного приспособления для сварки понадобится подобрать и соорудить все нужные элементы, в том числе и дроссель.
Преимущества использования дросселя
Однофазная мостовая схема выпрямления (а). Графики напряжений и тока в трансформаторе (б), напряжения и тока в нагрузке (в).
Дроссель для сварки — это устройство для регулировки силы тока, используемого для выполнения сварочных работ. Элемент нужен для компенсации сопротивления, которого может не хватать. Его можно подсоединить к повторной обмотке трансформаторной конструкции. Это дает возможность смещать фазы между проходящим током и его напряжением, в результате чего облегчается зажигание электродуги в начале работы. Она будет гореть ровно, в связи с чем есть возможность получить сварочный шов хорошего качества. Если не использовать дроссель, то могут появиться проблемы во время сварки.
Дроссель может состоять в конструкции полуавтомата или устройства для сварки, которое предусматривает использование электродов. Полуавтомат с дросселем практически не разбрызгивает металл во время работы. Процесс сварки будет проходить гораздо мягче, чем при отсутствии дросселя. Шов сварки сможет провариваться на существенную глубину. Достоинства подобного элемента не вызывают сомнений. Его можно смонтировать не только на самодельное устройство, но и на приспособление заводского производства. Особенно это касается бюджетных вариантов, склонных к неисправностям. Это сможет существенно облегчить работу на подобных конструкциях и повысить качество сварочного шва.
Какие подручные средства можно использовать
Чтобы соорудить дроссель для сварки своими руками, первым делом нужно подготовить материал. В данном случае можно применить практически любые неиспользуемые электротехнические приспособления. Конструкция являет собой обыкновенный сердечник с намотанным проводом. Для данной цели можно использовать трансформаторную конструкцию, которая ранее была смонтирована в старом телевизоре. Всю обмотку понадобится демонтировать. Сердечник можно будет использовать для намотки провода, длина которого рассчитывается заранее.
Если есть возможность, можно применить детали, которые были установлены в лампочках фонарей. Старые обмотки следует демонтировать, так как они часто неисправны. В процессе намотки провода их понадобится установить на прежнее место.
Для намотки дросселя можно применить любой сердечник сечением приблизительно 12-15 см. Между его элементами понадобится сделать немагнитную часть. Для этого следует закрепить прокладку для изоляции толщиной примерно 0,6-1 мм.
Плавной регулировки тока можно достичь благодаря монтажу подвижных обмоток трансформаторной конструкции. Путем смены расстояния между обмотками можно изменять величину магнитного потока и сопротивление в повторной обмотке.
Для сварки на непрерывном токе к обмотке на выходе трансформаторной конструкции нужно подключить элемент для преобразования временного тока в непрерывный. Такое приспособление называется выпрямителем. Ток может быть не непрерывным, а пульсирующим. Уменьшить пульсацию возможно исключительно путем увеличения емкости конденсаторного устройства.
Чтобы была возможность выполнять регулировку тока дуги с помощью дросселя, между выходом трансформаторной конструкции и точкой нужно включить 3 выпрямителя.
Элементы, которые будут нужны для сооружения дросселя:
- электротехническая конструкция;
- провода;
- трансформатор;
- лампа фонаря;
- картон для изоляции.
Как изготовить дроссель для сварочного устройства
Перед выполнением намотки провода понадобится изолировать ярмо.Для намотки дросселя можно использовать провод из алюминия или меди. В первом случае его сечение должно быть примерно 36-40 мм, во втором рекомендуемое сечение составляет 25 мм. Вместо провода можно использовать шину из меди толщиной 4-5 мм. Если планируется использовать алюминиевую деталь, то она должна иметь большую толщину. Провод нужно наматывать в количестве 30-35 витков, шина наматывается в 3 слоя. Если в качестве сердечника будет использоваться элемент от лампочки фонаря, то намотку следует выполнять только на одну боковую часть по всей длине до тех пор, пока окно не заполнится. Направление намотки изменять не допускается.
Каждый слой должен быть изолирован от предыдущего. Элементы рекомендуется пропитать бакелитовым лаком.
В процессе намотки через одинаковое количество витков следует делать отводы. Контакты должны быть сильными, так как на них будет ложиться существенная нагрузка.
Установка дросселя оказывает положительное влияние на работу полуавтоматического устройства или обыкновенной самоделки. Для устройства, которое работает на временном токе, рекомендуется использовать приспособление вместе с конструкцией для выпрямления тока. В таком случае будет можно применять практически все возможные электроды.
Дроссель для сварки своими руками можно устанавливать и на устройство с понижающей трансформаторной конструкцией. Элемент нужно подключать на вторичную цепочку трансформатора для сварки. Это даст возможность соорудить устройство фирменного сварочного полуавтомата, который стоит очень дорого. Дроссель следует точно рассчитать по формуле, которая есть в документации, поставляемой вместе с приспособлением. Данное изделие будет иметь трансформаторную конструкцию с хорошим рассеиванием и отличными характеристиками.
Дроссель для инверторного или любого другого аппарата важно правильно настроить.
Ступенчатая регулировка тока дуги сварки может быть достигнута путем включения на выходе омического сопротивления, являющего собой нихромовую спираль, через одинаковое количество витков которой следует сделать отводы с контактами, выдерживающими любые нагрузки. Недостаток данного способа заключается в том, что в этом случае будет сильно нагреваться нить.
Когда настройка дросселя для сварки будет выполнена успешно, можно приступать к выполнению сварочных работ.
Существующие методы регулировки тока дуги сварки
Выполнять регулировку тока дуги можно с помощью изменения воздушной щели. Трансформаторное устройство может быть в таких режимах:
- Холостой ход. Временное напряжение подается на вход трансформаторного устройства. В повторной обмотке инициируется ЭДС, однако ток в выходной цепочке отсутствует.
- Нагрузочный режим. В процессе зажигания дуги она замкнет выходную цепочку, которая состоит из повторной обмотки трансформаторного устройства и обмотки дросселя. Будет протекать ток, значение которого может быть определено сопротивлением данных обмоток. Степень воздействия будет зависеть исключительно от размера щели в стержне.
- Режим короткого замыкания. Электрод касается соединяемых деталей. В сердечнике трансформаторной конструкции должен быть создан временный магнитный поток. В повторной обмотке следует инициировать ЭДС. Ток в цепочке будет определяться значением сопротивления дросселя и обмотки трансформаторного устройства.
Сопротивление будет возрастать в случае увеличения щели. Это должно привести к уменьшению магнитного потока. В конечном итоге ток дуги возрастет. Подобный метод позволяет выполнять плавную регулировку тока, поэтому его рекомендуется использовать.
Недостаток подвижной системы заключается в том, что в случае вибрации металла катушка станет ненадежной во время прохождения временного тока. В этом случае регулировку можно сделать ступенчатой. Для этого дроссель следует изготавливать так, чтобы в проводе не было щели.
Соорудить сварочный дроссель своими руками несложно. Чтобы все сделать правильно, понадобится следовать технологии, подготовить все нужные элементы и соблюдать последовательность действий.
Те мастера, которые увлекаются сварочными работами, не раз задумывались над тем, как соорудить установку для проведения сопряжения элементов и деталей. Описанный ниже самодельный сварочный полуавтомат будет иметь следующие технические характеристики: напряжение электросети, равное 220 В; уровень потребляемой мощности, не превышающий 3 кВа; работает в повторно-кратковременном режиме; корректируемое
рабочего напряжения является ступенчатым и варьируется в пределах 19-26 В. Сварочная проволока подается со скоростью в пределах от 0 до 7 м/мин, тогда как ее диаметр равен 0,8 мм. Уровень сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А.
Практика показывает, что подобный полуавтомат сварочный способен демонстрировать отличную работоспособность и длительный срок жизнедеятельности.
Подготовка элементов перед началом работ
В роли сварочной проволоки следует применять обычную, ту, что имеет диаметр в пределах 0,8 мм, она реализуется в катушке по 5 кг. Такой сварочный полуавтомат невозможно будет изготовить без наличия сварочной горелки на 180 А, которая имеет евроразъем. Приобрести ее можно в отделе, специализирующемся на продаже сварочного оборудования. На рис. 1 можно увидеть схему сварочного полуавтомата. Для установки понадобится выключатель питания и защиты, для него можно использовать однофазный автомат АЕ (16А). При работе аппарата возникнет необходимость перехода между режимами, для этого можно применить ПКУ-3-12-2037.
От наличия резисторов можно отказаться. Их цель состоит в скорой разрядке конденсаторов дросселя.
Что касается конденсатора С7, то в тандеме с дросселем он способен стабилизировать горение и поддерживать дугу. В качестве наименьшей его емкости может выступить 20000 мкф, тогда как наиболее подходящий уровень равен 30000 мкф. Если попытаться внедрить другие разновидности конденсаторов, которые обладают не столь внушительными размерами и более значительной емкостью, то они станут проявлять себя не в достаточной степени надежно, так как будут довольно скоро выгорать. Для изготовления сварочного полуавтомата предпочтительнее использовать конденсаторы старого типа, расположить их нужно в количестве 3-х штук в параллель.
Силовые тиристоры на 200 А имеют достаточный запас, допустимо установить и на 160 А, однако функционировать они станут на пределе, в последнем случае возникнет необходимость использовать довольно мощные вентиляторы при работе. Используемые В200 следует устанавливать на поверхности негабаритной алюминиевой основы.
Намотка трансформатора
Изготавливая сварочный полуавтомат своими руками, процесс нужно начинать с намотки трансформатора ОСМ-1 (1кВт).
Его первоначально предстоит полностью разобрать, железо следует на время отложить. Предстоит изготовить каркас катушки, применив для этого текстолит толщиной равной 2 мм, такая необходимость возникает по той причине, что свой каркас не имеет достаточного запаса прочности. Габариты щеки должны быть равны 147х106 мм. В щеках нужно подготовить окно, габариты которого равны 87х51,5 мм. На этом можно считать, что каркас полностью готов.
Теперь нужно отыскать обмоточный провод Ø1,8 мм, предпочтительнее использовать тот, что имеет усиленную стекловолоконную защиту.
Изготавливая сварочный полуавтомат своими руками, нужно создать на первичной обмотке следующее количество витков: 164 + 15 + 15 + 15 + 15. В промежутке между слоями нужно проложить изоляцию, применив тонкую стеклоткань. Провод предстоит наматывать с максимальной плотностью, в противном случае он может не влезть.
Для подготовки вторичной обмотки нужно использовать алюминиевую шину, которая имеет стеклянную изоляцию с габаритами, равными 2,8х4,75 мм, приобрести ее можно у обмотчиков. Понадобится около 8 м, однако приобрести материал нужно с некоторым запасом. Намотку следует начинать с образования 19 витков, после предстоит обеспечить петлю, направленную под болт М6, затем необходимо сделать еще 19 оборотов. Концы должны иметь длину по 30 см, что понадобится для проведения дальнейших работ.
При изготовлении полуавтомата сварочного следует учесть, что если для работы с габаритными элементами вам может быть недостаточно тока при подобном напряжении, то на этапе монтажа или уже в процессе дальнейшего использования аппарата можно переделать вторичную обмотку, дополнив ее еще тремя витками на плечо, в конечном результате это позволит получить 22+22.
Сварочный полуавтомат должен обладать обмоткой, которая укладывается впритык, по этой причине следует мотать очень аккуратно, это позволит расположить все верно.
При использовании для образования первичной обмотки эмальпровода затем в обязательном порядке нужно произвести обработку посредством лака, минимальное время удержания катушки в нем ограничено 6 часами.
Теперь можно смонтировать трансформатор и подсоединить его к электросети, что позволит определить ток холостого хода, который должен быть равен примерно 0,5 А, уровень напряжения на вторичной обмотке должен быть эквивалентен 19-26 В. При совпадении условий можно на время отложить трансформатор и приступить к выполнению следующего этапа.
Делая сварочный полуавтомат своими руками, взамен ОСМ-1 для силового трансформатора допустимо использовать 4 единицы ТС-270, однако они обладают несколько иными габаритами, при необходимости для этого случая можно самостоятельно рассчитать данные для осуществления намотки.
Намотка дросселя
Для проведения намотки дросселя следует использовать трансформатор на 400 Вт эмальпровод Ø1,5 мм или больше. Намотку нужно произвести в 2 слоя, укладывая изоляцию между слоями, при этом нужно соблюдать требование, которое заключается в необходимости как можно более плотной укладки провода. Теперь предстоит использовать алюминиевую шину с размерами в 2,8х4,75 мм, при намотке нужно осуществить 24 витка, остаток шины должен быть равен 30 см. Сердечник следует монтировать с обеспечением зазора в 1 мм, параллельно с этим предстоит уложить заготовки текстолита.
При самостоятельном изготовлении сварочного полуавтомата дроссель допустимо намотать на железе, позаимствованном от лампового старого телевизора.
Для питания схемы можно использовать готовый трансформатор. Его выдача должна составить 24 В при 6 А.
Сборка корпуса
На следующем этапе можно приступать к сборке корпуса установки. Для этого можно использовать железо, толщина которого равна 1,5 мм, углы предстоит соединить методом сварки. В качестве основания механизма рекомендуется использовать нержавеющую сталь.
В роли мотора может выступить та модель, которая применяется в стеклоочистителе машины марки ВАЗ-2101. Необходимо избавиться от концевика, который работает на возврат в крайнее положение.
В подкатушечнике для получения тормозного усилия используется пружина, можно для этого применить совершенно любую, которая есть в наличии. Тормозной эффект будет более внушительным, если на это станет влиять воздействие сжатой пружины, для этого предстоит закрутить гайку.
Для того чтобы сделать полуавтомат своими руками, нужно подготовить следующие материалы и инструменты:
- эмальпровод;
- проволоку;
- однофазный автомат;
- трансформатор;
- сварочную горелку;
- железо;
- текстолит.
Изготовление такой установки окажется посильной задачей для мастера, который заблаговременно ознакомился с представленными выше рекомендациями. Этот автомат окажется намного более выгодным в плане стоимости по сравнению с той моделью, что была произведена в условиях завода, а ее качество не окажется ниже.
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Внешний вид сварочного полуавтомата
Вообще

Вид спереди
Вид сзади
Вид слева

В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм
Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.
Схема и детали сварочника
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).

Вид на монтаж
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.

В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.

Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Мотаем сварочный трансформатор
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка.
Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка.
Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
Корпус и механика
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.

Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских. Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической , начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами. Вне зависимости от типа оборудования, применяемого для , всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.
Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Для чего нужен дроссель? Эта небольшая деталь, подключенная в цепь, обеспечивает плавный розжиг дуги и поддерживает ее стабильность даже при перепадах напряжения, к тому же металл практически не разбрызгивается, получается более качественным, можно точно настроить аппарат и без проблем варить .

Принцип работы прост: дроссель пропускает через себя ток, накапливая его от сварочного аппарата. Накопленный ток как раз и используется для компенсации потерянного напряжения. Также дроссель с подмагничиванием обеспечивает нужное сопротивление тока, если напряжение слишком велико.
Совсем не обязательно покупать дроссель в магазине, тем более это далеко не дешевая покупка. Этот агрегат вполне можно смастерить самостоятельно. Его конструкция состоит из сердечника и двух обмоток с сечением, рассчитанным на работу с определенным значением постоянного тока. Именно поэтому не получится изготовить универсальный дроссель, ведь маленькая деталь не справится с мощным сварочником, и наоборот. Так что важно правильно рассчитать, сколько обмотки понадобится для работы с тем или иным напряжением.
Регулировка тока
Регулировка сварочного тока крайне важна для правильной работы и формировании качественного . Она может осуществляться несколькими способами:
- Регулировка тока путем изменения расстояния между элементами Самый популярный способ. Чтобы уменьшить силу тока раздвиньте разрезанный сердечник трансформатора. Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.
- Регулировка тока на обмотке трансформатора. Таким способом можно отсечь часть катушки, тем самым увеличив значение напряжения, пуская ток по более короткому пути. Чтобы ослабить ток путь нужно наоборот увеличить.
- Регулировка тока с помощью стальной пружины с креплением клемм через заданный интервал. Это неплохой способ регулировки, он позволяет плавно настраивать ток, но есть один существенный недостаток — пружина сильно нагревается и при этом постоянно находится под ногами у мастера, а это грубейшее нарушение .
Если внедрить в цепь дроссель, то решится большинство проблем, связанных с регулировкой тока. Это на первый взгляд небольшое приспособление способно в полной мере компенсировать недостающие напряжение или наоборот выполнять роль сопротивления, если напряжения слишком много. Настройка тока дросселем происходит очень плавно и сварщику не нужно держать под ногами раскаленную пружину.
Применение дросселя
Дроссель для сварки своими руками лучше всего работает на сварочных трансформаторах. Это доказывает наша практика. Дроссель быстро разжигает дугу даже при значительной потере тока, поэтому его можно без проблем использовать на даче или в цеху с нестабильным напряжением.

Отдельная особенность — это возможность использовать дроссель в паре с выпрямителем. Связка дроссель + выпрямитель способна увеличивать электродвижущую силу самоиндукции. В случае с полуавтоматом такой набор оборудования позволить легко зажечь дугу даже на значительном расстоянии от поверхности металла.
Дроссель своими руками
Теперь давайте разберемся, как дроссель для сварки своими руками можно намотать и как рассчитать дроссель. Чтобы намотать дроссель правильно, нужно досконально знать его устройство и понимать принцип работы. В разделе «Общая информация» мы кратко описали устройство и принцип действия этого прибора. Мы составили небольшую поэтапную инструкцию, следуя которой вы сможете собрать дроссель. Собранная вами деталь подойдет для использования на небольшом производстве или при домашней сварке. Итак, приступим:
- Для начала вам нужно найти старый трансформатор, он будет нашей основой. Опытные мастера советуют брать повышающий элемент из лампового телевизора модели «ТСА 270-1», он будет выступать в роли сердечника. Подобные модели можно легко найти на блошином рынке или поискать в интернете на онлайн-досках объявлений.
- Затем нужно разобрать трансформатор. Делается это просто: нужно срезать болты или повернуть головки в верхней части агрегата, затем снять катушки.
- Полученные «подковы» (как их именуют умельцы) устанавливают специальные прокладки. Их изготавливают из тонкого картона и приклеивают к основанию «подковы». Прокладки нужны для образования индуктивного зазора.
- Теперь нужно намотать провод на «подкову». Для этого берем алюминиевые провода сечением 36 миллиметров. Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.
- Провод следует наматывать в одну сторону на каждой из катушек. Это необходимо для того, чтобы в конце провода располагались в одинаковом направлении и вверху была перемычка между отводами, соединяющая катушки, а внизу располагался вход и выход.
- Если вы все же неправильно намотали провода, и они располагаются в разном направлении, то установите по диагонали косую перемычку между верхним и нижним отводами. Вторая пара отводов будет играть роль входа и выход.
- Рекомендуется устанавливать дроссель в сварочном аппарате только после диодов. Подключите ко входу кабель диодного моста.
Если сила тока дросселем наоборот продолжает падать при применении, то нужно убрать несколько витков на каждой из катушек.
Дроссель для сварочного аппарата своими руками
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Принцип работы
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.
Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение
В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Материалы для изготовления
Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.
Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Включение и проверка
Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Всю конструкцию для сварки в сборе необходимо протестировать на кусочке металла того же химического состава и толщины, с каким в дальнейшем планируется вести большую часть сварочных работ. Показателями качества являются:
- легкий электроподжиг;
- стабильность дуги;
- относительно слабый треск;
- плавное горение без сильных брызг расплава.
Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока.
Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
Изготовление самодельного дросселя для полуавтомата
Выходной дроссель для сварочного полуавтомата сглаживает токовые пульсации, уменьшает разбрызгивание металла при сварке и поддерживает сварочную дугу при кратковременном коротком замыкании. Прост в изготовлении и настройке даже в условиях домашней мастерской.
В самом простом виде дроссель — это катушка из толстого медного провода, намотанного на магнитный сердечник, которая включается в выходную цепь сварочного аппарата последовательно с электродом. Дроссель для полуавтомата необходим для сглаживания токовых пульсаций, которые возникают при краткосрочных изменениях входного напряжения и мгновенных коротких замыканиях на электроде. При выполнении полуавтоматической сварки без этого устройства высока вероятность возникновения дефектов сварного шва, т. к. при таких отклонениях в электрических параметрах проволока продолжает подаваться с неизменной скоростью.
Дроссель для полуавтомата по силам изготовить любому домашнему мастеру. Его расчет производится очень укрупненно (в основном, в части сечения проводов), а параметры самодельного дросселя подбираются регулировкой зазора сердечника в процессе пробных включений полуавтомата на разных режимах. Тем не менее, все же желательно иметь хотя бы общие представления об основных электротехнических принципах, лежащих в основе работы этого устройства, а также о конструктивных особенностях его изготовления.
Принцип работы
Работа дросселя сварочного полуавтомата основывается на так называемом «первом законе коммутации», согласно которому в катушке индуктивности ток мгновенно измениться не может. В очень упрощенном виде можно сказать, что дроссель выступает в роли своеобразного накопителя энергии, но в отличие от конденсатора он аккумулирует не напряжение, а ток. При прохождении через катушку поток электронов порождает магнитное поле, величина которого зависит не только от силы тока, но и от параметров сердечника. Путем регулирования зазора между его элементами можно управлять величиной магнитного потока и таким образом регулировать индуктивное сопротивление дросселя.
Величина индуктивности дросселя непосредственно влияет на скорость увеличения силы тока при коротком замыкании. При этом она напрямую зависит от сварочного режима полуавтомата и диаметра проволоки. В случае использования тонкой проволоки требуются более быстрое нарастание тока и, соответственно, меньшая индуктивность, чем при применении толстой проволоки. К примеру, при уменьшении диаметра проволоки в полтора-два раза индуктивность понижается в 2,5–3 раза.
Предназначение дросселя
Сварка с применением полуавтомата производится постоянным током отрицательной полярности на проволоке, толщина которой варьируется в пределах 0.5÷3.0 мм. Чем меньше ее диаметр, тем ниже значение сварочного тока и тем стабильнее горение дуги. Во время сварочного процесса расплавленный металл проволоки поступает в сварочную ванну в виде непрерывного потока капель. Этим обеспечивается стабильность дуги и качество сварочного шва. При краткосрочном образовании непрерывного потока металла возникает ток короткого замыкания, а при разрывах происходит его резкое уменьшение. Если в выходную схему полуавтомата включен дроссель, то в первом случае он препятствует мгновенному росту тока, а во втором — компенсирует падение его величины за счет «запасенной» энергии.
В сварочных полуавтоматах применяют дроссели с фиксированной, ступенчатой (см. рис. выше) или регулируемой индуктивностью. Первый тип применяется при сварке на постоянных режимах, во втором случае дроссель выполнен с несколькими отводами, а в третьем индуктивность регулируется изменением величины зазора в магнитопроводе или механическим перемещением сердечника. При нестабильном источнике внешнего питания наилучшим вариантом для полуавтомата является регулировка зазором, так как она позволяет опытным путем подбирать сварочный режим с устойчивой дугой и без разбрызгивания металла. А оптимальный метод решения проблемы стабильности и качества сварочного процесса — это использование в полуавтомате дросселя в сочетании со схемой вольтодобавки на входном трансформаторе.
Как рассчитать сечение провода обмотки
Здесь Jп — плотность тока в А/мм² для заданной в процентах величины ПН, а J — при долговременных режимах.
Для медных проводников трансформаторов и дросселей J обычно принимают равной 3,5 А/мм².
При использовании алюминиевых проводов необходимо применять понижающий коэффициент 1,6 (см. таблицу).
| ПН (%) | Jп | ПН (%) | Jп | ПН (%) | Jп | |
|---|---|---|---|---|---|---|
| Медь | 20 | 7.8 | 40 | 5.5 | 60 | 4.5 |
| Алюминий | 4.9 | 3.5 | 2.8 |
Чтобы определить сечение провода (S) для намотки дросселя полуавтомата, необходимо паспортное значение максимального тока (I max) разделить на Jп. К примеру при I max=150 А и ПН=40% сечение медного провода будет равно 27 мм². Точный тип проводника (провода или шинки) выбирается по справочнику с округлением в большую сторону.
Вычисление количества витков производится по формуле с использованием габаритов сердечника, которые также определяются расчетным путем. Но народные умельцы всего этого, как правило, не делают, т. к. собирают дроссель для полуавтомата на основе имеющегося в наличии магнитопровода. Обычное количество витков у такого изделия при токе 150–200 А — несколько десятков (40÷60). В отличие от величины сечения ошибка здесь не очень критична. В худшем случае она может привести к тому, что качество сварки не улучшится.
Что потребуется для изготовления
- паяльник (от 100 Вт) с принадлежностями;
- слесарные тиски;
- пассатижи, круглогубцы, молоток и пр.;
- сердечник и корпус катушки;
- гетинакс (или подобное) для зазоров;
- лакоткань;
- киперная лента;
- эпоксидка или клей;
- медный или алюминиевый провод (или шинка);
- две клеммы под винт.
Кроме того, необходим брусок для закрепления корпуса катушки, а также кусочки любого пластика или дерева для ее расклинивания.
Пошаговая инструкция по сборке дросселя своими руками
Такие сердечники массово использовались и применяются в блоках питания радиоаппаратуры еще с советских времен. Поэтому найти старый трансформатор (например, типа ТС) мощностью 200–300 Вт, наверное, не будет очень сложной задачей. Очень удобно для регулировки зазора еще и то, что такой сердечник стягивается специальным хомутом с винтовым соединением (см. рис. ниже).
Провод или шинку можно использовать любые (но лучше все-таки медные), главное, чтобы сечение соответствовало расчетному.
Намотка и установка дросселя
- Надеть катушку на деревянный брусок, закрепить его тиски и намотать на катушку в один-два слоя киперную ленту, а поверх нее — лакоткань. Затем аккуратно, виток к витку, намотать первый слой проводов (получится около 8–12 витков в зависимости от толщины и зазоров). Действовать надо очень осторожно, т. к. провода жесткие, а катушка сделана из тонкого и хрупкого гетинакса.
- Поверх первой слоя витков намотать лакоткань, предварительно промазав ее лаком. Классический вариант – это бакелитовый лак, но можно взять и любой другой, например паркетный. Намотать второй слой витков, также укрыть его лаком и лакотканью. Аккуратно отогнуть выходной конец.
- Все то же самое сделать со второй катушкой, затем обе их тщательно просушить. Подготовить две пластинки гетинакса (или другого изолирующего пластика) толщиной 1–2 мм по размеру стыка половинок сердечника.
- Надеть на одну из половинок сердечника обе катушки, уложить изолирующие прокладки и вставить вторую половину. Тщательно стянуть сердечник хомутом.
- Соединить катушки последовательно скруткой с пайкой или винтом (предварительно залудив), а затем место соединения изолировать.
- Концы катушек, предназначенные для подключения, зафиксировать на хомуте, а затем припаять к ним клеммы.
При проверке дросселя с полуавтоматом необходимо попробовать его в разных режимах, и в зависимости от ситуации увеличить или уменьшить индуктивность, заменяя прокладки в зазоре сердечника.
В известной книге В. Я. Володина «Современные сварочные автоматы своими руками» приводится классический расчет количества витков в обмотке дросселя. Для домашнего мастера подошел бы более упрощенный вариант определения числа витков, пусть даже их число будет приблизительным. Если кто-то знает источники с такими методиками или сам может описать, как это сделать, поделитесь, пожалуйста, в комментариях к статье.
Дроссель для сварочного аппарата своими руками
Электросварка широко применяется на крупных производствах и в мелких мастерских. Аппараты для соединения металлов электрической дугой тоже бывают разными по размерам и мощности. Но всех их объединяет одна возможная проблема — падение напряжения мешает розжигу дуги и ведению шва. Еще бывает трудно настроить нужную величину тока для конкретной толщины металла. Для решения всего этого используется дроссель в составе оборудования. Что это такое? Как он функционирует? Как сделать дроссель самому на свой аппарат?
Что это такое?
Дроссель для сварочного аппарата своими руками смастерить вполне возможно. Он состоит из сердечника и двух обмоток с определенным сечением, рассчитанным на работу с конкретной величиной тока. Дроссель от крупного сварочного оборудования не подойдет к маленькому агрегату, и наоборот, маленькая модель будет не эффективна на большом сварочном аппарате.
Дроссель получает и накапливает в себе ток от понижающего трансформатора, чем содействует плавному розжигу электрода. Во время ведения шва дуга горит более мягко и меньше разбрызгивается металл сварочной ванны. Если поступающее напряжение слишком велико, то дроссель берет на себя часть функции сопротивления. Это позволяет более точно настраивать аппарат и варить тонкий металл.
Преимущество самодельного дросселя
Для сварки металла различной толщины применяется несколько способов регулировки силы тока:
- Изменение расстояния между элементами трансформатора. В устройстве сварочных аппаратов имеется две обмотки, между которыми происходит электромагнитная индукция. Благодаря этому понижаются Вольты, и повышаются Амперы. Если сила тока слишком велика, для нормального ведения шва на заданной толщине материала, то обмотки разводятся между собой при помощи винта с резьбой. Это рассеивает индукцию и уменьшает силу тока. Степень регулировки зависит от длины винта и размеров корпуса аппарат. Чем шире настройки этого параметра, тем крупнее сам сварочный агрегат.
- Ступенчатая регулировка на обмотке трансформатора позволяет отсекать часть катушки, пуская ток по более коротком пути. Для уменьшения силы сварочной дуги устанавливают максимально длинный путь напряжению. Но это зависит от количества витков понижающего трансформатора.
- Сопротивление из стальной пружины с креплением клемм через определенный интервал позволяет регулировать силу тока мелкими «шагами», но имеет существенный недостаток в виде быстрого перегрева сопротивления, которое постоянно находится под ногами у сварщика.
Внедрение в схему дросселя решает все эти проблемы одновременно. Это небольшое электротехническое приспособление частично компенсирует недостающее сопротивление, поэтому нет необходимости использовать большие трансформаторы с широкими параметрами регулировки. Настройка тока происходит плавно без ступеней, а под ногами нет раскаленной пружины.
Применение
Сделанный самостоятельно дроссель хорошо взаимодействует на трансформаторах. Поскольку переменный ток отличается треском и разбрызгиванием металла, то добавление в схему этого элемента позволит варить более мягко. Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Дроссель для сварочного инвертора и полуавтомата полезен и содействием быстрого розжига дуги. Например, если инвертор должен выдавать 48 V холостого хода, то при падении или скачках напряжения в сети, это значение будет еще меньше. Когда требуется варить электродом МР-3, оптимальное значение тока для которого составляет 70 V, а при 48 V он зажигается с трудом, то в случае падения напряжения дугу будет возбудить очень сложно. В результате, запланированные сварочные работы придется отложить до восстановления нормального напряжения.
Дроссель, в сочетании с выпрямителем, способен производить ЭДС самоиндукции, которая пронизывает воздушное пространство и легко поджигает электрод. В случае полуавтомата это содействует легкому началу работ при малейшем поднесении к изделию подающейся из сопла проволоки.
Сочетая в себе две функции (компенсация сопротивления и стабилизация дуги) это устройство позволяет варить тонкий металл в условиях скачущего напряжения. Так, аппараты с дросселем широко используются для сварки кузовов автомобилей на СТО, или нержавеющих тонких емкостей.
Дроссель своими руками
Чтобы знать как намотать дроссель правильно, важно разобраться в его устройстве. Хотя оно простое, поэтапное точное выполнение каждой части обеспечит качественный результат. Для полуавтомата или инвертора, используемых в частном доме и на даче, подойдет дроссель, сделанный следующим образом:
- За основу берется старый трансформатор. Оптимальная модель — это повышающий элемент на ламповом телевизоре с маркировкой «ТСА 270-1». Подобные можно найти у пожилых знакомых в гараже. Размеры его внутренней части идеально подходят под сварочный аппарат для домашнего использования.
- Разборка трансформатора производится путем срезания болтов для освобождения катушек. Или можно повернуть ряд головок в верхней части устройства, и снять катушки напрямую.
- На пустые подковы необходимо установить прокладки, которые будут образовывать индуктивный зазор дросселя. Их можно изготовить из картона с толщиной листа от 0.8 до 1.0 мм. Прокладки приклеиваются на основание подковы.
- Обмотка производится мягким алюминиевым проводом с сечением 36 мм. На каждую катушку следует нанести по 24 витка. С использованием указанного сердечника от старого телевизора получится сделать три слоя по восемь витков в каждом. Между слоями необходимо выполнить качественную изоляцию бумагой и бакелитовым лаком. Это делается ввиду способности устройства к выработке ЭДС самоиндукции, которая появляется при разрыве дуги. Тогда разряд идет по пути наименьшего сопротивления и пробивает воздух, чем возобновляет горение электрода. Если наименьшее сопротивление окажется между витками обмотки, то пробой случится там, что повлечет порчу элемента.
- Наматывать провод нужно в одну сторону на каждой катушке. Благодаря одинаковому направлению получится конструкция, на которой вверху будет перемычка между отводами, соединяющая катушки, а внизу расположатся вход и выход.
- Если при наматывании была допущена ошибка, и катушки получились противоположными по направлению намотки, то выйти из положения можно установкой косой перемычки между верхним и нижним отводами по диагонали. Вторая пара отводов образует вход и выход.
- Устанавливать дроссель в цепь рекомендуется уже после диодов. Ко входу подключается кабель с диодного моста, а к выходу крепится кабель массы, подающийся на изделие.
Проверка дросселя
После сборки происходит тестирование устройства. Для этого необходимо выполнить сварку на металле, толщина которого будет применяться чаще всего в повседневной работе. Проверяется сила тока, которой должно быть достаточно для хорошего провара, но без прожогов.
Обращать внимание необходимо и на поведение сварочной дуги, ее стабильность, умеренный треск, и плавность горения без чрезмерных брызг. Легкий поджиг электрода и хорошие характеристики дуги будут показателем правильной сборки. Если сила тока значительно упала, то стоит перемотать устройство и удалить несколько витков обмотки на каждой катушке.
Внедрение дросселя в схему полуавтомата, инвертора или обычного трансформатора, облегчает работу с устройством. Накладывать швы становится более удобно, а поджиг электрода происходит плавно и стабильно. Особенно это практично в частном секторе, где скачки напряжения — привычное дело. Самодельное изготовление устройства легко выполнить придерживаясь последовательности приведенной в статье.
Изготовление дросселя для сварочного аппарата своими руками
Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями.
Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше.
Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами. Это инвертор.
Сделать своими руками инвертор по силам только тому, кто хорошо разбирается в радиоэлектронике и в используемой там элементной базе. Для этого специалиста не нужно объяснять, для чего нужен дроссель и где его место в схеме. А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
- Расчет сечения проводов первичной обмотки трансформатора
- Расчет сечения проводов вторичной обмотки трансформатора
- Выпрямитель для сварочного аппарата
- Способы регулирования тока сварочной дуги
- Как сделать дроссель и намотать его правильно?
Расчет сечения проводов первичной обмотки трансформатора
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный. Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка. Более толстый провод и с меньшим количеством витков — это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I1 в его первичной обмотке. Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм 2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S1=22,7:5=4,54 мм 2 .
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d 2 =4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Расчет сечения проводов вторичной обмотки трансформатора
Напряжение на выходе трансформатора сварочного аппарата в отсутствие сварочной дуги (режим холостого хода) обычно составляет 60-80 В. Чем выше напряжение холостого хода, тем надежнее зажигается дуга. Напряжение же сварочной дуги обычно в 1,8-2,5 раза меньше, чем напряжение холостого хода.
Внимание. О том, что в отсутствие дуги напряжение на выходе трансформатора опасно для жизни, необходимо помнить постоянно.
Для сварки в быту обычно используют электрод диаметром 3 мм, которому достаточно обеспечить ток дуги примерно в 150 А. При напряжении холостого хода, равном 70 В, напряжение дуги будет равно примерно 25 В, и потребляемая мощность Р сварочного аппарата должна быть не менее
Р=25×150=3750 Вт =3,75 кВт.
Целесообразно рассчитывать трансформатор на большую мощность, то есть больший ток сварочной дуги. Например, при токе дуги в 200 А потребляемая мощность составит примерно 5 кВт. Вот на такую мощность и следует рассчитать трансформатор.
Напряжение однофазной сети в доме должно быть равным 220 В, но оно может изменяться на ±22 В. Это одна из причин, из-за которой может изменяться ток дуги и потребуется его регулировать.
Сечение провода во вторичной обмотке трансформатора определяют исходя из плотности тока, равной 5 А/мм 2 . Для тока в 200 А сечение провода равно 40 мм 2 , то есть это может быть только шина, которую наматывают с послойным изолированием. По существующим типовым размерам можно подобрать требуемую шину и по длине, и по поперечному сечению.
Типовые размеры медных шин, выпускаемых промышленностью:
Схема изготовления сварочного дросселя
- длина от 0,5 до 4 м с интервалом 0,5 м;
- ширина от 2 до 60 см с интервалом 1 см (при ширине от 4 до 10 см) и с интервалом 5 см (при ширине от 10 до 60 см);
- толщина от 3 до 10 мм.
Можно воспользоваться и многожильным проводом, сечение которого соответствует рассчитанному значению. Для увеличения сечения провод можно сложить вдвое или втрое. Для алюминиевого провода сечение необходимо увеличить в 1,6-1,7 раза.
Для дросселя, который включают на выходе трансформатора, сечение провода должно быть таким же, как и во вторичной обмотке трансформатора.
Выпрямитель для сварочного аппарата
Для сварки на постоянном токе к выходной обмотке трансформатора необходимо присоединить преобразователь переменного тока в постоянный. Такое устройство называют выпрямителем, поэтому и сварочный аппарат с этим устройством называют выпрямителем.
Верхний график представляет синусоидальное напряжение на выходе вторичной обмотки трансформатора. Горизонтальная ось t — это ось времени. Временной интервал между нулевыми значениями напряжения определяют периодом колебаний. Он состоит из положительного и отрицательного полупериодов.
Видно, что ток не постоянный, а пульсирующий. Уменьшить пульсацию можно только путем увеличения емкости конденсатора.
Для регулирования тока дуги дроссель необходимо включить между выходом трансформатора и точкой 3 выпрямителя.
Способы регулирования тока сварочной дуги
Рассмотрим один из способов регулирования тока сварочной дуги, основанный на применении дросселя во вторичной обмотке трансформатора. Регулируют ток дуги путем изменения воздушного зазора, предусмотренного в сердечнике, на котором выполнена намотка шины.
Рассмотрим три режима, в котором может находиться трансформатор.
Схема холостого хода и короткого замыкания трансформатора.
- Режим холостого хода. Переменное напряжение подано на вход трансформатора. Во вторичной обмотке индуцируется ЭДС, но ток в выходной цепи отсутствует.
- Режим нагрузки. В результате зажигания дуги она замыкает выходную цепь, состоящую из вторичной обмотки трансформатора и обмотки дросселя. Протекает ток, величина которого определяется индуктивным сопротивлением этих обмоток. Если бы не было дросселя, то ток был бы максимальным. Степень воздействия зависит от размеров воздушного зазора в стержне, на который намотана обмотка.
- Режим короткого замыкания. Это момент касания электродом свариваемых частей заготовки. В сердечнике трансформатора создается переменный магнитный поток, и во вторичной обмотке индуцируется ЭДС. Ток в цепи определяется величиной индуктивного сопротивления дросселя и вторичной обмотки трансформатора.
При увеличении зазора сопротивление возрастает. Это приводит к уменьшению магнитного потока и, соответственно, к уменьшению индуктивного сопротивления катушки дросселя и общего сопротивления цепочки. Ток дуги возрастает. Такой способ позволяет плавно регулировать ток.
Схема трансформатора в сборе.
Однако подвижная система имеет тот недостаток, что в результате вибрации металла при прохождении по катушке переменного тока она становится не очень надежной.
Можно, жертвуя плавностью регулировки, делать ее ступенчатой. Для этого необходимо сделать дроссель так, чтобы в магнитопроводе не было воздушного зазора. В процессе намотки через определенное количество витков необходимо делать отводы. В этом варианте ток можно регулировать ступенчато, через контакты, которые необходимо делать мощными в расчете на прохождение тока в сотни ампер.
Существует еще одна причина, по которой необходимо включение дросселя для создания условий нормальной ручной сварки.
Характеристику зависимости напряжения дуги от ее тока называют падающей. Неопытному сварщику придется поверить, что такая зависимость полезна при сварке, если трудно выдерживать неизменное расстояние между электродом и свариваемыми частями. Чтобы обеспечить такую характеристику, индуктивного сопротивления только вторичной обмотки трансформатора недостаточно. Непосредственная задача дросселя для сварочного аппарата — прибавить недостающее сопротивление.
Как сделать дроссель и намотать его правильно?
Для намотки катушки дросселя можно воспользоваться магнитопроводом серии UI. В таблице 1 приведены размеры, соответствующие максимальным значениям параметров а и b.
| Наименование | a, мм | b, мм | c, мм | d, мм | e, мм | f, мм | h, мм | i, мм | k1, мм | k2, мм | Отверстия, мм |
| UI 90 | 90 | 120 | 90 | 30 | 30 | 30 | 7,8 | 60 | 15 | 105 | 4 |
| UI 120 | 120 | 160 | 120 | 40 | 40 | 40 | 11,0 | 80 | 20 | 140 | 4 |
Прежде чем делать намотку, необходимо изолировать ярмо. В процессе намотки ее направление не меняют. Очередной слой изолируют от предыдущего хлопчатобумажной изоляцией. Можно использовать стеклоткань или картон, предназначенный для изоляции. Изоляционную прокладку пропитывают бакелитовым лаком. Если при намотке делают выводы, то их следует сразу же маркировать.
Ступенчато регулировать ток сварочной дуги можно путем включения на выходе нагрузочного омического сопротивления в виде спирали из нихрома, с периодическими отводами. Однако этот метод неудобен из-за возможно большого нагрева нити (даже докрасна).
Для плавной регулировки создают подвижные обмотки трансформатора. Меняя расстояние между первичной и вторичной обмоткой, изменяют величину магнитного потока и, следовательно, сопротивление во вторичной обмотке трансформатора.
Но для сварочного аппарата, используемого в быту, наиболее подходящим является метод плавной регулировки с применением дросселя.
RuBIOS › Блог › Самодельный сварочный полуавтомат-2 (Электрическая часть). Подробный отчет.
Нашел немного времени пофоткать аппарат изнутри.
Выкладываю потроха)
Вот и схема, максимально упрощеная, без лишних наворотов, проверена годами.
РЕЛЕ ВКЛЮЧЕНИЯ СИЛОВОГО ТРАНСА НЕ СТАВИЛ! Прекрасно обхожусь без него, никаких дуг после остановки подачи нет!
РЕЛЕ ТОРМОЗА ДВИГАТЕЛЯ ПОДАЧИ НЕ СТАВИЛ! Это лишнее роскошество и затраты, после отпускания кнопки, и без тормоза останавливается за пол секунды! Были бы с этим неудобства, давно бы все это добавил! Годами много всего переварил шов получается отличный. Заборы варю без газа, а ответственные места варю с газом, из углекислотного огнетушителя с редуктором) Об Этом и о механизме подачи в следуюшей статье.
Коментарии и критика приветствуется)
Силовой трансформатор намотан на ЛАТР 10А
Силовые диоды 250А на радиаторах, всегда чуть теплые.
Дроссель намотан на сердечнике от трансформатора ТС-270, от старого лампового цветного телевизора и принрученный к нему кондер на 47000 мкф.
Дополнительный трансформатор питания двигателя и электроники.
Плата управления оборотами двигателя подачи проволоки.
Разъем горелки, мамка самодельная из сантехники, со встроенным гетинаксом, такую запчасть нигде не нашел)
Механизм подачи, тоже из подручного материала, подробности в следующей статье.
Электромотор от дворников с капейки, стоит на гетинаксовой пластине, для изоляции от корпуса.
Ну и если кто хочет по сложнее аппарат, есть много интересных идей и схемотехники здесь: Самодельные сварочные аппараты, полуавтоматы, схемы
Силовой трансформатор намотан на ЛАТР 10А
Комментарии 57
Здравствуйте. Пришлось мне собирать регулятор тока по первичное обмотке, на опытах только третий регулятор заработал как положенно. Прошло уже полтора года и навесной монтаж дал сбой. Перенес все на плату, подключил, настроек 5 минут и все работает. Если интересно, вот ссылка hommad.ru/regulyator-pere…oka-dlya-svarochnogo.html, тут полное описание со схемой
С ув. Эдуард
кто подскажет как рассчитать сопротивление резистора параллельно подключенное к конденсатору на 47000мкФ, за сколько он должен разряжаться?
Это в принципе полуавтомат «Питон», сейчас два таких привезли, но у них в разных партиях ставили разные платы управления…
У тебя проволовка сама не разматываеться?
механизм подачи проволоки работает стабильно?
вопрос кто знает как это все будет работать (механизм подачи проволоки)с инвертором ресанта 160а
спасибо буду смотреть
Доброго дня, маю до вас парочку питань по напівавтомату, скажіть будь ласка яку функцію виконує конденсатор на 47000мф і чи він обов»язковий а то у моєму його немає і варить не важно не прогріває металу шви відриваються коли вистигають, підкажіть в чому причина.
клева получилось! я тоже решил сделать себе полуавтомат, только без силовой части, вместо неё я буду использовать инвертор. я постараюсь снять видео как делаю сварочник делаю и выложу у себя на страничке.
Как успехи ? Я хочу вообще инвертор переделать, собираю информацию и запчасти…svarkalegko.com/oborudova…avtomat-iz-invertora.html
здравствуйте! хочу собрать для себя полуавтомат по вашей схеме. не могли бы вы мне ответить на некоторые вопросы?:
1) на 5 и 14 фото как мне показалось 3й трансформатор, для чего он?
2) На чем закрепили отводы для регулировки на силовом трансформаторе?
3) Между трансформатором и регулировочным тумблером требуются ли дополнительные приспособления?
4) Что использовали в качестве регулировочного тумблера?
Вы бы не могли бы обьянить как вы включаете аппарат в работу, , что включает трансформатор, нажимаете кнопку на рукаве и .
Общее питание включается на передней панели, далее нажимаем кнопку на горелке, включается мотор подачи проволоки и варим. Силовой трансформатор работает постоянно без отключения, и вспомогательный без отключения, питающий мотор подачи и охлаждения.
Хотел купить себе полуавтомат. но у меня уже есть два, переменных, но оч.надёжных трнтрнсформатора, один медный другой брат его, алюминивый, по легче.
Буду делать по Вашему.
и сэкономлю и автомат будет надёжный.=)
ЛАТРы разные 3-5-8-10-15А и другие, я использовал 10А, от тока зависит толщина свариваемых деталей.
Подойдет ли провод на первичную обмотку алюминий 3 мм диаметр?
Можно и алюминий, надо только расчитать чтобы обмотки поместились на сердечнике, расчеты можно найти в интернете, из расчета на выходе 30в, =
уважаемие подскажите плиз, дроссель можно мотать проводом медним 20кв но в обичной пластмассовой изоляции. очень нужен ответ. спс.
Можно, если удастся намотать 30 витков)
Здравствуйте, очень заинтересовал и понравился ваш аппарат, нужда в п/автомате из-за кузовных робот своего а/м привела к тому что начал интересоватся и искать схемы и описания таких аппаратов, бо покупать как-то не вариант)), ваш понравился простотой и доступностью конструкции, разбираясь в вашей эл.схеме у меня появились несколько вопросов, так как по электрической части я не особо силен:
1.диоды D1 и D2 — это ж выпрямитель так?)) я как-то всегда думал что он состоит из 4-х диодов соединенных ромбиком и все такое))
2.после трансформатора Tr2 я не вижу выпрямителя(по идее-то он там есть, тыкните мордой где)))
это что по схеме,
3. еще прочитал такую штуку, что трансформаторы для РДС имеют падающую вольт-амперную характеристику, а полуавтомат жесткую — и как определить ее, характеристику? я-то хочу использовать готовый трансформатор…
4.у вас на схеме есть отводы для регулировки тока, я бы не хотел лезть в свой тр-тор))) можно ли будет регулировать ток реостатом и если да то куда его вставить(на вашей схеме я имею ввиду) — за дросселем или сразу после диода или я совсем не туда его сую?))
буду благодарен за ответ и ваше внимание, они бы мне сильно помогли)).
Вы же обратили что тут стоит два по триздцать вольт и конденсатор и дросель, это как бы псевдо постоянка, идёт к примеру минус по одной обмотке когд авключается переменка, ;то этот минус уже идёт через другой диод с других 30 волт так всё идёт 50 раз в секунду, а дризиль сглаживает с ко, ндинсатором эту частотную смену, Можно сделать одну обмотку и поставить уже 4 диода, и так же всё за ним как и здеть так как на одно фазном переменном получить идиальную постоянку нельзя даже четырьмя диодами, как в трёх фазном
Здравствуйте, очень заинтересовал и понравился ваш аппарат, нужда в п/автомате из-за кузовных робот своего а/м привела к тому что начал интересоватся и искать схемы и описания таких аппаратов, бо покупать как-то не вариант)), ваш понравился простотой и доступностью конструкции, разбираясь в вашей эл.схеме у меня появились несколько вопросов, так как по электрической части я не особо силен:
1.диоды D1 и D2 — это ж выпрямитель так?)) я как-то всегда думал что он состоит из 4-х диодов соединенных ромбиком и все такое))
2.после трансформатора Tr2 я не вижу выпрямителя(по идее-то он там есть, тыкните мордой где)))
это что по схеме,
3. еще прочитал такую штуку, что трансформаторы для РДС имеют падающую вольт-амперную характеристику, а полуавтомат жесткую — и как определить ее, характеристику? я-то хочу использовать готовый трансформатор…
4.у вас на схеме есть отводы для регулировки тока, я бы не хотел лезть в свой тр-тор))) можно ли будет регулировать ток реостатом и если да то куда его вставить(на вашей схеме я имею ввиду) — за дросселем или сразу после диода или я совсем не туда его сую?))
буду благодарен за ответ и ваше внимание, они бы мне сильно помогли)).
Регулировка реостатом возможна, но нужен реостат согласно мощьности вашего трансформатора.
Здравствуйте, очень заинтересовал и понравился ваш аппарат, нужда в п/автомате из-за кузовных робот своего а/м привела к тому что начал интересоватся и искать схемы и описания таких аппаратов, бо покупать как-то не вариант)), ваш понравился простотой и доступностью конструкции, разбираясь в вашей эл.схеме у меня появились несколько вопросов, так как по электрической части я не особо силен:
1.диоды D1 и D2 — это ж выпрямитель так?)) я как-то всегда думал что он состоит из 4-х диодов соединенных ромбиком и все такое))
2.после трансформатора Tr2 я не вижу выпрямителя(по идее-то он там есть, тыкните мордой где)))
это что по схеме,
3. еще прочитал такую штуку, что трансформаторы для РДС имеют падающую вольт-амперную характеристику, а полуавтомат жесткую — и как определить ее, характеристику? я-то хочу использовать готовый трансформатор…
4.у вас на схеме есть отводы для регулировки тока, я бы не хотел лезть в свой тр-тор))) можно ли будет регулировать ток реостатом и если да то куда его вставить(на вашей схеме я имею ввиду) — за дросселем или сразу после диода или я совсем не туда его сую?))
буду благодарен за ответ и ваше внимание, они бы мне сильно помогли)).
Реостат должен стоять перед первичной обмотки, где 220. Конечно же лучше пакетник, можно и установить тиристорный регулятор
Как сделать дроссель для сварочного аппарата своими руками?
Практически каждый мастер хотя бы раз задумывался над тем, как сделать дроссель для сварочного аппарата своими руками. Сегодня продается достаточно большое количество различных устройств, которые можно использовать в условиях малого производства. Это может быть приспособление, которое работает на временном или непрерывном токе, полуавтомат для сварки или изделие с использованием электродов. Однако качественное устройство стоит очень дорого, а бюджетные аналоги быстро приходят в негодность.

Схема сварочного аппарата переменного тока с отдельным дросселем: 1 – первичная обмотка, 2 – сердечник, 3 – вторичная обмотка, 4 – обмотка дросселя, 5 – неподвижная часть сердечника дросселя, 6 – подвижная часть сердечника дросселя, 7 – винтовая пара, Др – регулятор тока.
Для сборки самодельного приспособления для сварки понадобится подобрать и соорудить все нужные элементы, в том числе и дроссель.
Преимущества использования дросселя

Однофазная мостовая схема выпрямления (а). Графики напряжений и тока в трансформаторе (б), напряжения и тока в нагрузке (в).
Дроссель для сварки – это устройство для регулировки силы тока, используемого для выполнения сварочных работ. Элемент нужен для компенсации сопротивления, которого может не хватать. Его можно подсоединить к повторной обмотке трансформаторной конструкции. Это дает возможность смещать фазы между проходящим током и его напряжением, в результате чего облегчается зажигание электродуги в начале работы. Она будет гореть ровно, в связи с чем есть возможность получить сварочный шов хорошего качества. Если не использовать дроссель, то могут появиться проблемы во время сварки.
Дроссель может состоять в конструкции полуавтомата или устройства для сварки, которое предусматривает использование электродов. Полуавтомат с дросселем практически не разбрызгивает металл во время работы. Процесс сварки будет проходить гораздо мягче, чем при отсутствии дросселя. Шов сварки сможет провариваться на существенную глубину. Достоинства подобного элемента не вызывают сомнений. Его можно смонтировать не только на самодельное устройство, но и на приспособление заводского производства. Особенно это касается бюджетных вариантов, склонных к неисправностям. Это сможет существенно облегчить работу на подобных конструкциях и повысить качество сварочного шва.
Какие подручные средства можно использовать

Схема источника питания инверторного сварочного аппарата.
Чтобы соорудить дроссель для сварки своими руками, первым делом нужно подготовить материал. В данном случае можно применить практически любые неиспользуемые электротехнические приспособления. Конструкция являет собой обыкновенный сердечник с намотанным проводом. Для данной цели можно использовать трансформаторную конструкцию, которая ранее была смонтирована в старом телевизоре. Всю обмотку понадобится демонтировать. Сердечник можно будет использовать для намотки провода, длина которого рассчитывается заранее.
Если есть возможность, можно применить детали, которые были установлены в лампочках фонарей. Старые обмотки следует демонтировать, так как они часто неисправны. В процессе намотки провода их понадобится установить на прежнее место.
Для намотки дросселя можно применить любой сердечник сечением приблизительно 12-15 см. Между его элементами понадобится сделать немагнитную часть. Для этого следует закрепить прокладку для изоляции толщиной примерно 0,6-1 мм.
Плавной регулировки тока можно достичь благодаря монтажу подвижных обмоток трансформаторной конструкции. Путем смены расстояния между обмотками можно изменять величину магнитного потока и сопротивление в повторной обмотке.

Преобразование тока в сварочном инверторе.
Для сварки на непрерывном токе к обмотке на выходе трансформаторной конструкции нужно подключить элемент для преобразования временного тока в непрерывный. Такое приспособление называется выпрямителем. Ток может быть не непрерывным, а пульсирующим. Уменьшить пульсацию возможно исключительно путем увеличения емкости конденсаторного устройства.
Чтобы была возможность выполнять регулировку тока дуги с помощью дросселя, между выходом трансформаторной конструкции и точкой нужно включить 3 выпрямителя.
Элементы, которые будут нужны для сооружения дросселя:
- электротехническая конструкция;
- провода;
- трансформатор;
- лампа фонаря;
- картон для изоляции.
Как изготовить дроссель для сварочного устройства

Схема изготовления сварочного дросселя.
Перед выполнением намотки провода понадобится изолировать ярмо.Для намотки дросселя можно использовать провод из алюминия или меди. В первом случае его сечение должно быть примерно 36-40 мм, во втором рекомендуемое сечение составляет 25 мм. Вместо провода можно использовать шину из меди толщиной 4-5 мм. Если планируется использовать алюминиевую деталь, то она должна иметь большую толщину. Провод нужно наматывать в количестве 30-35 витков, шина наматывается в 3 слоя. Если в качестве сердечника будет использоваться элемент от лампочки фонаря, то намотку следует выполнять только на одну боковую часть по всей длине до тех пор, пока окно не заполнится. Направление намотки изменять не допускается. Каждый слой должен быть изолирован от предыдущего. Элементы рекомендуется пропитать бакелитовым лаком.
В процессе намотки через одинаковое количество витков следует делать отводы. Контакты должны быть сильными, так как на них будет ложиться существенная нагрузка.
Установка дросселя оказывает положительное влияние на работу полуавтоматического устройства или обыкновенной самоделки. Для устройства, которое работает на временном токе, рекомендуется использовать приспособление вместе с конструкцией для выпрямления тока. В таком случае будет можно применять практически все возможные электроды.
Дроссель для сварки своими руками можно устанавливать и на устройство с понижающей трансформаторной конструкцией. Элемент нужно подключать на вторичную цепочку трансформатора для сварки. Это даст возможность соорудить устройство фирменного сварочного полуавтомата, который стоит очень дорого. Дроссель следует точно рассчитать по формуле, которая есть в документации, поставляемой вместе с приспособлением. Данное изделие будет иметь трансформаторную конструкцию с хорошим рассеиванием и отличными характеристиками.
Дроссель для инверторного или любого другого аппарата важно правильно настроить.
Ступенчатая регулировка тока дуги сварки может быть достигнута путем включения на выходе омического сопротивления, являющего собой нихромовую спираль, через одинаковое количество витков которой следует сделать отводы с контактами, выдерживающими любые нагрузки. Недостаток данного способа заключается в том, что в этом случае будет сильно нагреваться нить.
Когда настройка дросселя для сварки будет выполнена успешно, можно приступать к выполнению сварочных работ.
Существующие методы регулировки тока дуги сварки

Схема сварки тонкого металла при помощи инвертора.
Выполнять регулировку тока дуги можно с помощью изменения воздушной щели. Трансформаторное устройство может быть в таких режимах:
- Холостой ход. Временное напряжение подается на вход трансформаторного устройства. В повторной обмотке инициируется ЭДС, однако ток в выходной цепочке отсутствует.
- Нагрузочный режим. В процессе зажигания дуги она замкнет выходную цепочку, которая состоит из повторной обмотки трансформаторного устройства и обмотки дросселя. Будет протекать ток, значение которого может быть определено сопротивлением данных обмоток. Степень воздействия будет зависеть исключительно от размера щели в стержне.
- Режим короткого замыкания. Электрод касается соединяемых деталей. В сердечнике трансформаторной конструкции должен быть создан временный магнитный поток. В повторной обмотке следует инициировать ЭДС. Ток в цепочке будет определяться значением сопротивления дросселя и обмотки трансформаторного устройства.
Сопротивление будет возрастать в случае увеличения щели. Это должно привести к уменьшению магнитного потока. В конечном итоге ток дуги возрастет. Подобный метод позволяет выполнять плавную регулировку тока, поэтому его рекомендуется использовать.
Недостаток подвижной системы заключается в том, что в случае вибрации металла катушка станет ненадежной во время прохождения временного тока. В этом случае регулировку можно сделать ступенчатой. Для этого дроссель следует изготавливать так, чтобы в проводе не было щели.
Соорудить сварочный дроссель своими руками несложно. Чтобы все сделать правильно, понадобится следовать технологии, подготовить все нужные элементы и соблюдать последовательность действий.
Последнее время сварка электрическим током стала крайне популярна в профессиональной сфере та и в домашних условиях, но все мы знаем с каким количеством проблем сталкиваются мастера.
Нынешний рыночный сегмент электротехники предлагает массу аппаратов для сварки с помощью электрической дуги, начиная с маленьких и не очень мощных сварочников для дома и выполнения не больших объёмов и задач, и аж до огромных промышленных машин с высокой производительностью, которые с магазинов на прямую направляться на огромные заводы.
Но такая проблема, как резкие, а главное неконтролируемые перепады напряжения, известна профессионалам и домашним мастерам.
На эти проблемы не может повлиять не сверх дорогая комплектация, не тип применения, это типичный бич сварщика, такие мелочи выводят из себя даже опытных мастеров, а новичок просто навсегда отвернет от работы со сваркой, которая не справляется со своими функций. Такое явление влияет дугу и формирования шва становиться затруднительнее.
Но такая проблема в прошлом, потому что существует такая новация, как дроссель, он на много облегчает процесс варки, и главное, много в чем делает его безопаснее.
Его внедряют в цепь сварочного процесса, и сварка готова для комфортной эксплуатации. Новички конечно не осведомлены о ток, что такое дроссель и чем он полезен, как работает, как сделать его дома. Эта статья пролет свет на все ваши вопросы и даже больше.
Общие ведомости
Так зачем же нам нужен дроссель на сварочном аппарате, возможно ми можем обойтись и без него?Да, конечно можете, но для эффективной и комфортной сварки он просто необходим.
Это маленький элемент, что подключают в цепь, и он обеспечивает стабильное, бесперебойное, плавное нагревание дуги.
На втором этапе он поддерживает это стабильное состояние, к тому же метал не разлетается во все стороны, что часто случается и, между прочем, может привести к сильным ожогам.
При эксплуатации шов выходит аккуратным, аппарат настраивается более точно и даже может сваривает трудные элементы, ну конечно так же много зависит и от профессионализма мастера, в руки которого попала сварка.
Принцип роботы легок, понятен каждому: дроссель пропускает ток через себя, сохраняя его от сварочного аппарата.
А потом этот сохраненный ток и восполняет, те самые скачки напряжения, что позволяет сварке работать стабильно. Еще дроссель с намагничиванием позволяет обеспечить нужное сопротивление, если вдруг напряжение пригнуло вверх.
Покупка дросселя для сварочного аппарата в магазинах это совсем недешевое удовольствие, да, конечно вы можете поискать что-то более бюджетное, но будет ли оно хорошо работать.
Его можно сделать дома самостоятельно, для этого вам прийдется совсем немного логики, времени, недорогих материалов, что наверняка завалялись в гараже.
Конструкции дросселя-это сердцевина с двумя мотками с сечением, он рассчитанным на использование со значением постоянного тока.
Так что, к сожалению, дроссель, что подошёл бы для разных сварочных аппаратов нам не смастерить, жаль, но это факт. Небольшая деталь, очевидно, не потянет сильный сварочник.
Так что желательно знать наперед количество мотков, что нам пригодиться для работы с разными напряжениями.
Регулировка тока
Пример дросселя для сварочного аппарата собранный своими руками
И как же сделать наш шов аккуратным и главное прочным? Правильно, нам понадобиться хорошо отрегулировать ток.
Для этого существует несколько методов:
- Стабилизация, при которой мы увеличиваем и уменьшения расстояния между элементам и сварочным аппаратом. Это наиболее известны способ. То есть что сила тока была меньше, мы должны развести разрезанный сердечник трансформатора. Индукция упадет, а сила тока поползет вниз за ней. Если ваш аппарат большой, то это его плюс так как контролировать ток на нем легче, поскольку интервал регулирования зависим от масштабов доступного размера в теле аппарата.
- Контроль тока на обмотке трансформатора. Это способ просто на просто игнорирует часть катушки, чем увеличивает напряжение, ведь путь, что преодолевает ток становиться меньше. Ну и, то есть если этот самый путь становиться больше, то путь нужно продлить.
- Но также можно контролировать с помощью стальной пружины, к которой мы крепим клемма последовательно. Этот метод мог бы быть хорош, поскольку по не много настраивает ток, но есть нюанс. Этот способ крайне небезопасен, так как разжаренная пружина оказывается в ногах мастера, если вы цените свое здоровье и вам не хочется поджариться, это метод не для вас.
Такая катушка решит практически все ваши проблемы со стабилизацией напряжения. На самом деле оно всегда готова восполнит недостачу этого напряжения, или забрать излишки, что бы позже вновь использовать.
Главное, что небезопасная горячая пружина больше не будет лежать в ваших ногах, ведь безопасность должна быть на первое месте, тем более при такой не легкой работе, настройку произведет дроссель на сварочном аппарате, а мастер может об том не думать.
Использование дросселя
Сварочные трансформаторы лучшая база для создания дросселя домашних условиях. Это не раз доведено на практике.
Он без затруднений, но плавно нагревает нашу дугу, при любом токе, так что он подойдет для обычных дачников, так же для работы на заводах, концернах со скачками напряжением.
Так же вы можете брать дроссель для сварочного аппарата вместе с выпрямителем. Пара дроссель и выпрямитель умеет свойство поднимать электродвижущую силу самоиндукции.
Например, если мы говорим про полуавтоматы, то это пара может запалить дугу даже на большом промежутке от метала.
Самодельный дроссель
Так приступим же к сооружению дросселя на сварочный аппарат дома для этого нам понадобиться знать как намотать катушку. Что бы все сделать в лучшем виде, быстро и качественно мы должны хорошо ориентироваться в том, как дроссель работает.
Все необходимое про функции, устройство дросселя вы узнали их предыдущих разделов, конечно если вы были внимательны.
Также мы написали для вас небольшую инструкцию, используя которую вам точно удастся соорудить прекрасный аппарат. Начнем же нашу не сложную роботу, над очень полезным устройством:
- В первую очередь подыщем старенький трансформатор, он послужит нам прекрасной базой. Специалисты в этом деле советуют использовать части от телевизоров «ТСА 270-1», он должен стать нашим сердечником. Такие мелочи всегда не сложно найти на стихийных рынках, или вам повезло и у вашей бабушки завалялся телевизор нужной модели, ну а если нет, то интернет уж точно вам не откажет в изобилии барахла.
- Далее мы должны добыть из трансформатора необходимые детали, для этого мы должны избавиться от креплений, зачастую они сверху и конечно достать нашу катушку.
- Далее вы должны сформировать прокладки для индукционного прохода, что приклеить к ранее добытому элементу.
- Теперь нас ждет сложный и кропотливый этап, но большой мерой от него зависит результат всей нашей роботы, мы должны намотать провод. Нам понадобиться провод предпочтительно из алюминия с сечением не меньше 36 миллиметров. Далее накладываем 25-26 витков с каждого бока. Если вы нашли все рекомендуемые нами детали, то все должно выходить очень четко, аккуратно. Также очень важна изоляция между витками, вы можете сделать ее бумагой, и конечно залакировать изолирующими смазками.
- Накручивайте шнур в один бок на обеих катушках, иначе это грозит тем, что в конце шнуры будут смотреть в разные стороны, не появиться перемычек между отводами, что соединяют катушки, а вход и выход будут расположены не правильно.
- Но если уже так случилось, что вы намотали так что провода смотрят в разные стороны не проблема-нам нужно приладить диагональную перемычку между верхними и нижними отводами. В вот вторая пара послужит входом и выходом.
- Советует встроить дроссель в сварку после диодов.
Но если даже после всех наших манипуляции напряжение скачет, то нужно просто убрать пару витков с катушки.
Итог
Поздравляю, если вы освоили все наши советы, то вы наверняка сможете сделать дроссель для сварочного аппарата своими руками. Это было совсем не сложно, понадобилось немного усидчивости и технической смекалки.
Но на выходе вы получите качественный аппарат (конечно если все сделали правильно), конечно вы будете гордиться тем, что это сделано своими рукам ,и даже може научить этому кого-то из своих друзей или близких.
Расскажите о ток как вы делали ваш дроссель, какие при этом возникли проблемы, каков был результат, покажите статью друзьям. Всем мира и новых вершин!
Доводим до ума бюджетный полуавтомат
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.




Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).

А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.


Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка – это 7 слоёв, после намотки делаем отвод.



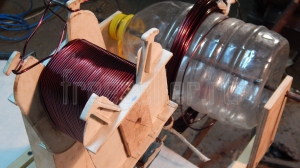
Дальше мотаем 39 витков, делаем ещё отвод, 25 витков – отвод, и 14 витков отвод.



Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.

Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
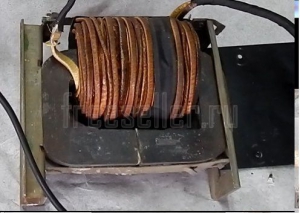
Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.
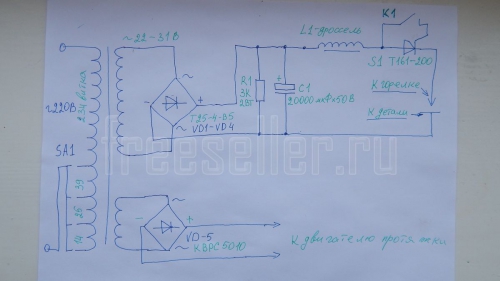
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.
А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Дроссель для сварочного аппарата своими руками
Электросварка широко применяется на крупных производствах и в мелких мастерских. Аппараты для соединения металлов электрической дугой тоже бывают разными по размерам и мощности. Но всех их объединяет одна возможная проблема — падение напряжения мешает розжигу дуги и ведению шва. Еще бывает трудно настроить нужную величину тока для конкретной толщины металла. Для решения всего этого используется дроссель в составе оборудования. Что это такое? Как он функционирует? Как сделать дроссель самому на свой аппарат?
Что это такое?
Дроссель для сварочного аппарата своими руками смастерить вполне возможно. Он состоит из сердечника и двух обмоток с определенным сечением, рассчитанным на работу с конкретной величиной тока. Дроссель от крупного сварочного оборудования не подойдет к маленькому агрегату, и наоборот, маленькая модель будет не эффективна на большом сварочном аппарате.
Дроссель получает и накапливает в себе ток от понижающего трансформатора, чем содействует плавному розжигу электрода. Во время ведения шва дуга горит более мягко и меньше разбрызгивается металл сварочной ванны. Если поступающее напряжение слишком велико, то дроссель берет на себя часть функции сопротивления. Это позволяет более точно настраивать аппарат и варить тонкий металл.
Преимущество самодельного дросселя
Для сварки металла различной толщины применяется несколько способов регулировки силы тока:
- Изменение расстояния между элементами трансформатора. В устройстве сварочных аппаратов имеется две обмотки, между которыми происходит электромагнитная индукция. Благодаря этому понижаются Вольты, и повышаются Амперы. Если сила тока слишком велика, для нормального ведения шва на заданной толщине материала, то обмотки разводятся между собой при помощи винта с резьбой. Это рассеивает индукцию и уменьшает силу тока. Степень регулировки зависит от длины винта и размеров корпуса аппарат. Чем шире настройки этого параметра, тем крупнее сам сварочный агрегат.
- Ступенчатая регулировка на обмотке трансформатора позволяет отсекать часть катушки, пуская ток по более коротком пути. Для уменьшения силы сварочной дуги устанавливают максимально длинный путь напряжению. Но это зависит от количества витков понижающего трансформатора.
- Сопротивление из стальной пружины с креплением клемм через определенный интервал позволяет регулировать силу тока мелкими «шагами», но имеет существенный недостаток в виде быстрого перегрева сопротивления, которое постоянно находится под ногами у сварщика.
Внедрение в схему дросселя решает все эти проблемы одновременно. Это небольшое электротехническое приспособление частично компенсирует недостающее сопротивление, поэтому нет необходимости использовать большие трансформаторы с широкими параметрами регулировки. Настройка тока происходит плавно без ступеней, а под ногами нет раскаленной пружины.
Применение
Сделанный самостоятельно дроссель хорошо взаимодействует на трансформаторах. Поскольку переменный ток отличается треском и разбрызгиванием металла, то добавление в схему этого элемента позволит варить более мягко. Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Дроссель для сварочного инвертора и полуавтомата полезен и содействием быстрого розжига дуги. Например, если инвертор должен выдавать 48 V холостого хода, то при падении или скачках напряжения в сети, это значение будет еще меньше. Когда требуется варить электродом МР-3, оптимальное значение тока для которого составляет 70 V, а при 48 V он зажигается с трудом, то в случае падения напряжения дугу будет возбудить очень сложно. В результате, запланированные сварочные работы придется отложить до восстановления нормального напряжения.
Дроссель, в сочетании с выпрямителем, способен производить ЭДС самоиндукции, которая пронизывает воздушное пространство и легко поджигает электрод. В случае полуавтомата это содействует легкому началу работ при малейшем поднесении к изделию подающейся из сопла проволоки.
Сочетая в себе две функции (компенсация сопротивления и стабилизация дуги) это устройство позволяет варить тонкий металл в условиях скачущего напряжения. Так, аппараты с дросселем широко используются для сварки кузовов автомобилей на СТО, или нержавеющих тонких емкостей.
Дроссель своими руками
Чтобы знать как намотать дроссель правильно, важно разобраться в его устройстве. Хотя оно простое, поэтапное точное выполнение каждой части обеспечит качественный результат. Для полуавтомата или инвертора, используемых в частном доме и на даче, подойдет дроссель, сделанный следующим образом:
- За основу берется старый трансформатор. Оптимальная модель — это повышающий элемент на ламповом телевизоре с маркировкой «ТСА 270-1». Подобные можно найти у пожилых знакомых в гараже. Размеры его внутренней части идеально подходят под сварочный аппарат для домашнего использования.
- Разборка трансформатора производится путем срезания болтов для освобождения катушек. Или можно повернуть ряд головок в верхней части устройства, и снять катушки напрямую.
- На пустые подковы необходимо установить прокладки, которые будут образовывать индуктивный зазор дросселя. Их можно изготовить из картона с толщиной листа от 0.8 до 1.0 мм. Прокладки приклеиваются на основание подковы.
- Обмотка производится мягким алюминиевым проводом с сечением 36 мм. На каждую катушку следует нанести по 24 витка. С использованием указанного сердечника от старого телевизора получится сделать три слоя по восемь витков в каждом. Между слоями необходимо выполнить качественную изоляцию бумагой и бакелитовым лаком. Это делается ввиду способности устройства к выработке ЭДС самоиндукции, которая появляется при разрыве дуги. Тогда разряд идет по пути наименьшего сопротивления и пробивает воздух, чем возобновляет горение электрода. Если наименьшее сопротивление окажется между витками обмотки, то пробой случится там, что повлечет порчу элемента.
- Наматывать провод нужно в одну сторону на каждой катушке. Благодаря одинаковому направлению получится конструкция, на которой вверху будет перемычка между отводами, соединяющая катушки, а внизу расположатся вход и выход.
- Если при наматывании была допущена ошибка, и катушки получились противоположными по направлению намотки, то выйти из положения можно установкой косой перемычки между верхним и нижним отводами по диагонали. Вторая пара отводов образует вход и выход.
- Устанавливать дроссель в цепь рекомендуется уже после диодов. Ко входу подключается кабель с диодного моста, а к выходу крепится кабель массы, подающийся на изделие.
Проверка дросселя
После сборки происходит тестирование устройства. Для этого необходимо выполнить сварку на металле, толщина которого будет применяться чаще всего в повседневной работе. Проверяется сила тока, которой должно быть достаточно для хорошего провара, но без прожогов.
Обращать внимание необходимо и на поведение сварочной дуги, ее стабильность, умеренный треск, и плавность горения без чрезмерных брызг. Легкий поджиг электрода и хорошие характеристики дуги будут показателем правильной сборки. Если сила тока значительно упала, то стоит перемотать устройство и удалить несколько витков обмотки на каждой катушке.
Внедрение дросселя в схему полуавтомата, инвертора или обычного трансформатора, облегчает работу с устройством. Накладывать швы становится более удобно, а поджиг электрода происходит плавно и стабильно. Особенно это практично в частном секторе, где скачки напряжения — привычное дело. Самодельное изготовление устройства легко выполнить придерживаясь последовательности приведенной в статье.
Дроссель для сварочного аппарата своими руками
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Принцип работы
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.
Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение
В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Материалы для изготовления
Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.
Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Включение и проверка
Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Всю конструкцию для сварки в сборе необходимо протестировать на кусочке металла того же химического состава и толщины, с каким в дальнейшем планируется вести большую часть сварочных работ. Показателями качества являются:
- легкий электроподжиг;
- стабильность дуги;
- относительно слабый треск;
- плавное горение без сильных брызг расплава.
Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока.
Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
Как сделать дроссель для сварочного аппарата постоянного тока
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских. Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической дуги, начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами. Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.

Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Общая информация
Для чего нужен дроссель? Эта небольшая деталь, подключенная в цепь, обеспечивает плавный розжиг дуги и поддерживает ее стабильность даже при перепадах напряжения, к тому же металл практически не разбрызгивается, шов получается более качественным, можно точно настроить аппарат и без проблем варить тонкий металл.

Принцип работы прост: дроссель пропускает через себя ток, накапливая его от сварочного аппарата. Накопленный ток как раз и используется для компенсации потерянного напряжения. Также дроссель с подмагничиванием обеспечивает нужное сопротивление тока, если напряжение слишком велико.
Совсем не обязательно покупать дроссель в магазине, тем более это далеко не дешевая покупка. Этот агрегат вполне можно смастерить самостоятельно. Его конструкция состоит из сердечника и двух обмоток с сечением, рассчитанным на работу с определенным значением постоянного тока. Именно поэтому не получится изготовить универсальный дроссель, ведь маленькая деталь не справится с мощным сварочником, и наоборот. Так что важно правильно рассчитать, сколько обмотки понадобится для работы с тем или иным напряжением.
Регулировка тока
Регулировка сварочного тока крайне важна для правильной работы и формировании качественного шва. Она может осуществляться несколькими способами:
- Регулировка тока путем изменения расстояния между элементами сварочного аппарата. Самый популярный способ. Чтобы уменьшить силу тока раздвиньте разрезанный сердечник трансформатора. Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.
- Регулировка тока на обмотке трансформатора. Таким способом можно отсечь часть катушки, тем самым увеличив значение напряжения, пуская ток по более короткому пути. Чтобы ослабить ток путь нужно наоборот увеличить.
- Регулировка тока с помощью стальной пружины с креплением клемм через заданный интервал. Это неплохой способ регулировки, он позволяет плавно настраивать ток, но есть один существенный недостаток — пружина сильно нагревается и при этом постоянно находится под ногами у мастера, а это грубейшее нарушение техники безопасности.
Если внедрить в цепь дроссель, то решится большинство проблем, связанных с регулировкой тока. Это на первый взгляд небольшое приспособление способно в полной мере компенсировать недостающие напряжение или наоборот выполнять роль сопротивления, если напряжения слишком много. Настройка тока дросселем происходит очень плавно и сварщику не нужно держать под ногами раскаленную пружину.
Применение дросселя
Дроссель для сварки своими руками лучше всего работает на сварочных трансформаторах. Это доказывает наша практика. Дроссель быстро разжигает дугу даже при значительной потере тока, поэтому его можно без проблем использовать на даче или в цеху с нестабильным напряжением.

Отдельная особенность — это возможность использовать дроссель в паре с выпрямителем. Связка дроссель + выпрямитель способна увеличивать электродвижущую силу самоиндукции. В случае с полуавтоматом такой набор оборудования позволить легко зажечь дугу даже на значительном расстоянии от поверхности металла.
Дроссель своими руками

Теперь давайте разберемся, как дроссель для сварки своими руками можно намотать и как рассчитать дроссель. Чтобы намотать дроссель правильно, нужно досконально знать его устройство и понимать принцип работы. В разделе «Общая информация» мы кратко описали устройство и принцип действия этого прибора. Мы составили небольшую поэтапную инструкцию, следуя которой вы сможете собрать дроссель. Собранная вами деталь подойдет для использования на небольшом производстве или при домашней сварке. Итак, приступим:
- Для начала вам нужно найти старый трансформатор, он будет нашей основой. Опытные мастера советуют брать повышающий элемент из лампового телевизора модели «ТСА 270-1», он будет выступать в роли сердечника. Подобные модели можно легко найти на блошином рынке или поискать в интернете на онлайн-досках объявлений.
- Затем нужно разобрать трансформатор. Делается это просто: нужно срезать болты или повернуть головки в верхней части агрегата, затем снять катушки.
- Полученные «подковы» (как их именуют умельцы) устанавливают специальные прокладки. Их изготавливают из тонкого картона и приклеивают к основанию «подковы». Прокладки нужны для образования индуктивного зазора.
- Теперь нужно намотать провод на «подкову». Для этого берем алюминиевые провода сечением 36 миллиметров. Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.
- Провод следует наматывать в одну сторону на каждой из катушек. Это необходимо для того, чтобы в конце провода располагались в одинаковом направлении и вверху была перемычка между отводами, соединяющая катушки, а внизу располагался вход и выход.
- Если вы все же неправильно намотали провода, и они располагаются в разном направлении, то установите по диагонали косую перемычку между верхним и нижним отводами. Вторая пара отводов будет играть роль входа и выход.
- Рекомендуется устанавливать дроссель в сварочном аппарате только после диодов. Подключите ко входу кабель диодного моста.
Если сила тока дросселем наоборот продолжает падать при применении, то нужно убрать несколько витков на каждой из катушек.
Вместо заключения
Теперь вы знаете, как сделать дроссель для сварочного аппарата своими руками и использовать его в своей работе. Самодельный дроссель легко можно собрать своими силами, зная элементарные законы электротехники. Расскажите о своем опыте конструирования дросселя в комментариях и делитесь этой статьей в социальных сетях. Желаем удачи!
Дроссель для сварки на инверторе или полуавтомате, сделанный своими руками
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Принцип работы
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.

Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение
 В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Материалы для изготовления

Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.
Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Включение и проверка
 Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Всю конструкцию для сварки в сборе необходимо протестировать на кусочке металла того же химического состава и толщины, с каким в дальнейшем планируется вести большую часть сварочных работ. Показателями качества являются:
- легкий электроподжиг;
- стабильность дуги;
- относительно слабый треск;
- плавное горение без сильных брызг расплава.
Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока.
Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
svaring.com
Делаем дроссель для сварочного аппарата постоянного тока своими руками
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских. Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической дуги, начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами. Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.

Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Содержание статьи
Общая информация
Для чего нужен дроссель? Эта небольшая деталь, подключенная в цепь, обеспечивает плавный розжиг дуги и поддерживает ее стабильность даже при перепадах напряжения, к тому же металл практически не разбрызгивается, шов получается более качественным, можно точно настроить аппарат и без проблем варить тонкий металл.

Принцип работы прост: дроссель пропускает через себя ток, накапливая его от сварочного аппарата. Накопленный ток как раз и используется для компенсации потерянного напряжения. Также дроссель с подмагничиванием обеспечивает нужное сопротивление тока, если напряжение слишком велико.
Совсем не обязательно покупать дроссель в магазине, тем более это далеко не дешевая покупка. Этот агрегат вполне можно смастерить самостоятельно. Его конструкция состоит из сердечника и двух обмоток с сечением, рассчитанным на работу с определенным значением постоянного тока. Именно поэтому не получится изготовить универсальный дроссель, ведь маленькая деталь не справится с мощным сварочником, и наоборот. Так что важно правильно рассчитать, сколько обмотки понадобится для работы с тем или иным напряжением.
Регулировка тока
Регулировка сварочного тока крайне важна для правильной работы и формировании качественного шва. Она может осуществляться несколькими способами:
- Регулировка тока путем изменения расстояния между элементами сварочного аппарата. Самый популярный способ. Чтобы уменьшить силу тока раздвиньте разрезанный сердечник трансформатора. Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.
- Регулировка тока на обмотке трансформатора. Таким способом можно отсечь часть катушки, тем самым увеличив значение напряжения, пуская ток по более короткому пути. Чтобы ослабить ток путь нужно наоборот увеличить.
- Регулировка тока с помощью стальной пружины с креплением клемм через заданный интервал. Это неплохой способ регулировки, он позволяет плавно настраивать ток, но есть один существенный недостаток — пружина сильно нагревается и при этом постоянно находится под ногами у мастера, а это грубейшее нарушение техники безопасности.
Если внедрить в цепь дроссель, то решится большинство проблем, связанных с регулировкой тока. Это на первый взгляд небольшое приспособление способно в полной мере компенсировать недостающие напряжение или наоборот выполнять роль сопротивления, если напряжения слишком много. Настройка тока дросселем происходит очень плавно и сварщику не нужно держать под ногами раскаленную пружину.
Применение дросселя
Дроссель для сварки своими руками лучше всего работает на сварочных трансформаторах. Это доказывает наша практика. Дроссель быстро разжигает дугу даже при значительной потере тока, поэтому его можно без проблем использовать на даче или в цеху с нестабильным напряжением.

Отдельная особенность — это возможность использовать дроссель в паре с выпрямителем. Связка дроссель + выпрямитель способна увеличивать электродвижущую силу самоиндукции. В случае с полуавтоматом такой набор оборудования позволить легко зажечь дугу даже на значительном расстоянии от поверхности металла.
Дроссель своими руками

Теперь давайте разберемся, как дроссель для сварки своими руками можно намотать и как рассчитать дроссель. Чтобы намотать дроссель правильно, нужно досконально знать его устройство и понимать принцип работы. В разделе «Общая информация» мы кратко описали устройство и принцип действия этого прибора. Мы составили небольшую поэтапную инструкцию, следуя которой вы сможете собрать дроссель. Собранная вами деталь подойдет для использования на небольшом производстве или при домашней сварке. Итак, приступим:
- Для начала вам нужно найти старый трансформатор, он будет нашей основой. Опытные мастера советуют брать повышающий элемент из лампового телевизора модели «ТСА 270-1», он будет выступать в роли сердечника. Подобные модели можно легко найти на блошином рынке или поискать в интернете на онлайн-досках объявлений.
- Затем нужно разобрать трансформатор. Делается это просто: нужно срезать болты или повернуть головки в верхней части агрегата, затем снять катушки.
- Полученные «подковы» (как их именуют умельцы) устанавливают специальные прокладки. Их изготавливают из тонкого картона и приклеивают к основанию «подковы». Прокладки нужны для образования индуктивного зазора.
- Теперь нужно намотать провод на «подкову». Для этого берем алюминиевые провода сечением 36 миллиметров. Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.
- Провод следует наматывать в одну сторону на каждой из катушек. Это необходимо для того, чтобы в конце провода располагались в одинаковом направлении и вверху была перемычка между отводами, соединяющая катушки, а внизу располагался вход и выход.
- Если вы все же неправильно намотали провода, и они располагаются в разном направлении, то установите по диагонали косую перемычку между верхним и нижним отводами. Вторая пара отводов будет играть роль входа и выход.
- Рекомендуется устанавливать дроссель в сварочном аппарате только после диодов. Подключите ко входу кабель диодного моста.
Если сила тока дросселем наоборот продолжает падать при применении, то нужно убрать несколько витков на каждой из катушек.
Вместо заключения
Теперь вы знаете, как сделать дроссель для сварочного аппарата своими руками и использовать его в своей работе. Самодельный дроссель легко можно собрать своими силами, зная элементарные законы электротехники. Расскажите о своем опыте конструирования дросселя в комментариях и делитесь этой статьей в социальных сетях. Желаем удачи!
[Всего голосов: 4 Средний: 3/5]
svarkaed.ru
Доводим до ума бюджетный полуавтомат » Полезные самоделки
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.




Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).

А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.


Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка — это 7 слоёв, после намотки делаем отвод.




Дальше мотаем 39 витков, делаем ещё отвод, 25 витков — отвод, и 14 витков отвод.



Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.

Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.

Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.

Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.
А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Всем спасибо за внимание -)
www.freeseller.ru
Сварочный дроссель. Доводим до ума бюджетный полуавтомат Расчет дросселя для сварочника
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.
Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение
В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертор
kupildoma.ru
технология изготовления Доработка дросселя на сварочный полуавтомат
Комментариев:
Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями.
Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше.
Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами. Это инвертор.
Сделать своими руками инвертор по силам только тому, кто хорошо разбирается в радиоэлектронике и в используемой там элементной базе. Для этого специалиста не нужно объяснять, для чего нужен дроссель и где его место в схеме. А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
Расчет сечения проводов первичной обмотки трансформатора
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный. Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка. Более толстый провод и с меньшим количеством витков — это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I 1 в его первичной обмотке. Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
I 1 = Р:U= 5000:220=22,7 А.
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм 2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S 1 =22,7:5=4,54 мм 2 .
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d 2 =4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Вернуться к оглавлению
Расчет сечения проводов вторичной обмотки трансформатора
Напряжение на выходе трансформатора сварочного аппарата в отсутствие сварочной дуги (режим холостого хода) обычно составляет 60-80 В. Чем выше напряжение холостого хода, тем надежнее зажигается дуга. Напряжение же сварочной дуги обычно в 1,8-2,5 раза меньше, чем напряжение холостого хода.
Внимание. О том, что в отсутствие дуги напряжение на выходе трансформатора опасно для жизни, необходимо помнить постоянно.
Для сварки в быту обычно используют электрод диаметром 3 мм, которому достаточно обеспечить ток дуги примерно в 150 А. При напряжении холостого хода, равном 70 В, напряжение дуги будет равно примерно 25 В, и потребляемая мощность Р сварочного аппарата должна быть не менее
Р=25×150=3750 Вт =3,75 кВт.
Целесообразно рассчитывать трансформатор на большую мощность, то есть больший ток сварочной дуги. Например, при токе дуги в 200 А потребляемая мощность составит примерно 5 кВт. Вот на такую мощность и следует рассчитать трансфо
www.sds-us.ru
Как сделать (намотать) дроссель для сварочного инвертора
Электросварка широко применяется на крупных производствах и в мелких мастерских. Аппараты для соединения металлов электрической дугой тоже бывают разными по размерам и мощности. Но всех их объединяет одна возможная проблема — падение напряжения мешает розжигу дуги и ведению шва. Еще бывает трудно настроить нужную величину тока для конкретной толщины металла. Для решения всего этого используется дроссель в составе оборудования. Что это такое? Как он функционирует? Как сделать дроссель самому на свой аппарат?

Что это такое?
Дроссель для сварочного аппарата своими руками смастерить вполне возможно. Он состоит из сердечника и двух обмоток с определенным сечением, рассчитанным на работу с конкретной величиной тока. Дроссель от крупного сварочного оборудования не подойдет к маленькому агрегату, и наоборот, маленькая модель будет не эффективна на большом сварочном аппарате.
Дроссель получает и накапливает в себе ток от понижающего трансформатора, чем содействует плавному розжигу электрода. Во время ведения шва дуга горит более мягко и меньше разбрызгивается металл сварочной ванны. Если поступающее напряжение слишком велико, то дроссель берет на себя часть функции сопротивления. Это позволяет более точно настраивать аппарат и варить тонкий металл.
Преимущество самодельного дросселя
Для сварки металла различной толщины применяется несколько способов регулировки силы тока:
- Изменение расстояния между элементами трансформатора. В устройстве сварочных аппаратов имеется две обмотки, между которыми происходит электромагнитная индукция. Благодаря этому понижаются Вольты, и повышаются Амперы. Если сила тока слишком велика, для нормального ведения шва на заданной толщине материала, то обмотки разводятся между собой при помощи винта с резьбой. Это рассеивает индукцию и уменьшает силу тока. Степень регулировки зависит от длины винта и размеров корпуса аппарат. Чем шире настройки этого параметра, тем крупнее сам сварочный агрегат.
- Ступенчатая регулировка на обмотке трансформатора позволяет отсекать часть катушки, пуская ток по более коротком пути. Для уменьшения силы сварочной дуги устанавливают максимально длинный путь напряжению. Но это зависит от количества витков понижающего трансформатора.
- Сопротивление из стальной пружины с креплением клемм через определенный интервал позволяет регулировать силу тока мелкими «шагами», но имеет существенный недостаток в виде быстрого перегрева сопротивления, которое постоянно находится под ногами у сварщика.
Внедрение в схему дросселя решает все эти проблемы одновременно. Это небольшое электротехническое приспособление частично компенсирует недостающее сопротивление, поэтому нет необходимости использовать большие трансформаторы с широкими параметрами регулировки. Настройка тока происходит плавно без ступеней, а под ногами нет раскаленной пружины.
Применение
Сделанный самостоятельно дроссель хорошо взаимодействует на трансформаторах. Поскольку переменный ток отличается треском и разбрызгиванием металла, то добавление в схему этого элемента позволит варить более мягко. Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Дроссель для сварочного инвертора и полуавтомата полезен и содействием быстрого розжига дуги. Например, если инвертор должен выдавать 48 V холостого хода, то при падении или скачках напряжения в сети, это значение будет еще меньше. Когда требуется варить электродом МР-3, оптимальное значение тока для которого составляет 70 V, а при 48V он зажигается с трудом, то в случае падения напряжения дугу будет возбудить очень сложно. В результате, запланированные сварочные работы придется отложить до восстановления нормального напряжения.
Дроссель, в сочетании с выпрямителем, способен производить ЭДС самоиндукции, которая пронизывает воздушное пространство и легко поджигает электрод. В случае полуавтомата это содействует легкому началу работ при малейшем поднесении к изделию подающейся из сопла проволоки.
Сочетая в себе две функции (компенсация сопротивления и стабилизация дуги) это устройство позволяет варить тонкий металл в условиях скачущего напряжения. Так, аппараты с дросселем широко используются для сварки кузовов автомобилей на СТО, или нержавеющих тонких емкостей.
Дроссель своими руками
Чтобы знать как намотать дроссель правильно, важно разобраться в его устройстве. Хотя оно простое, поэтапное точное выполнение каждой части обеспечит качественный результат. Для полуавтомата или инвертора, используемых в частном доме и на даче, подойдет дроссель, сделанный следующим образом:
- За основу берется старый трансформатор. Оптимальная модель — это повышающий элемент на ламповом телевизоре с маркировкой «ТСА 270-1». Подобные можно найти у пожилых знакомых в гараже. Размеры его внутренней части идеально подходят под сварочный аппарат для домашнего использования.
- Разборка трансформатора производится путем срезания болтов для освобождения катушек. Или можно повернуть ряд головок в верхней части устройства, и снять катушки напрямую.
- На пустые подковы необходимо установить прокладки, которые будут образовывать индуктивный зазор дросселя. Их можно изготовить из картона с толщиной листа от 0.8 до 1.0 мм. Прокладки приклеиваются на основание подковы.
- Обмотка производится мягким алюминиевым проводом с сечением 36 мм. На каждую катушку следует нанести по 24 витка. С использованием указанного сердечника от старого телевизора получится сделать три слоя по восемь витков в каждом. Между слоями необходимо выполнить качественную изоляцию бумагой и бакелитовым лаком. Это делается ввиду способности устройства к выработке ЭДС самоиндукции, которая появляется при разрыве дуги. Тогда разряд идет по пути наименьшего сопротивления и пробивает воздух, чем возобновляет горение электрода. Если наименьшее сопротивление окажется между витками обмотки, то пробой случится там, что повлечет порчу элемента.
- Наматывать провод нужно в одну сторону на каждой катушке. Благодаря одинаковому направлению получится конструкция, на которой вверху будет перемычка между отводами, соединяющая катушки, а внизу расположатся вход и выход.
- Если при наматывании была допущена ошибка, и катушки получились противоположными по направлению намотки, то выйти из положения можно установкой косой перемычки между верхним и нижним отводами по диагонали. Вторая пара отводов образует вход и выход.
- Устанавливать дроссель в цепь рекомендуется уже после диодов. Ко входу подключается кабель с диодного моста, а к выходу крепится кабель массы, подающийся на изделие.
Проверка дросселя
После сборки происходит тестирование устройства. Для этого необходимо выполнить сварку на металле, толщина которого будет применяться чаще всего в повседневной работе. Проверяется сила тока, которой должно быть достаточно для хорошего провара, но без прожогов.
Обращать внимание необходимо и на поведение сварочной дуги, ее стабильность, умеренный треск, и плавность горения без чрезмерных брызг. Легкий поджиг электрода и хорошие характеристики дуги будут показателем правильной сборки. Если сила тока значительно упала, то стоит перемотать устройство и удалить несколько витков обмотки на каждой катушке.
Внедрение дросселя в схему полуавтомата, инвертора или обычного трансформатора, облегчает работу с устройством. Накладывать швы становится более удобно, а поджиг электрода происходит плавно и стабильно. Особенно это практично в частном секторе, где скачки напряжения — привычное дело. Самодельное изготовление устройства легко выполнить придерживаясь последовательности приведенной в статье.
Поделись с друзьями
svarkalegko.com
Дроссель с вольтодобавкой для сварочного полуавтомата — Портал о стройке
Главная > Ремонт > Как изготовить полуавтомат из инвертора своими руками
У хорошего хозяина в обязательном порядке должен быть сварочный полуавтомат, особенно у владельцев машин и частной собственности. С ним всегда можно мелкие работы сделать самому. Если необходимо подварить деталь машины, изготовить теплицу или создать какую-то металлическую конструкцию, то такое устройство станет незаменимым помощником в личном хозяйстве. Тут возникает дилемма: купить или изготовить самому. Если в наличии есть инвертор, то проще сделать самому. Обойдется это намного дешевле, чем покупка в торговой сети. Правда, понадобятся хотя бы базовые знания по основам электроники, наличие необходимого инструмента и желание.
Создание полуавтомата из инвертора своими руками
Содержание статьи:
Строение
Инвертор переделать в сварочный полуавтомат для сварки тонкой стали (низколегированной и коррозионностойкой) и алюминиевых сплавов своими руками не сложно. Необходимо только хорошо разобраться в тонкостях предстоящей работы и вникнуть в нюансы изготовления. Инвертор – это устройство, служащее для понижения электрического напряжения до необходимого уровня для питания сварочной дуги.
Суть процесса сваривания полуавтоматом в среде защитного газа заключается в следующем. Электродная проволока с постоянной скоростью подается в зону горения дуги. В эту же область подается защитный газ. Чаще всего – углекислый. Это гарантирует получение качественного шва, который по прочности не уступает соединяемому металлу, при этом в соединении отсутствуют шлаки, так как сварочная ванна защищена от негативного влияния компонентов воздуха (кислорода и азота) защитным газом.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для подачи защитного газа;
- баллон углекислотный;
- пистолет-горелка:
- катушка с проволокой.
Устройство сварочного поста
Принцип работы
При подключении устройства к эл. сети происходит преобразование переменного тока в постоянный. Для этого необходим специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественного проведения сварочных работ необходимо, чтобы у будущего устройства такие параметры, как напряжение, сила тока и скорость подачи сварочной проволоки находились в определенном равновесии. Этому способствует применение источника питания дуги, имеющего жесткую вольт-амперную характеристику. Длину дуги определяет жестко заданное напряжение. Скорость подачи проволоки регулирует сварочный ток. Это необходимо помнить, чтобы добиться от устройства лучших результатов сваривания.
Проще всего воспользоваться принципиальной схемой от Саныча, который давно изготовил такой полуавтомат из инвертора и успешно пользуется им. Ее можно найти на просторах интернета. Многие домашние умельцы не только изготовили сварочный полуавтомат своими руками по этой схеме, но и усовершенствовали ее. Вот первоначальный источник:
Схема сварочного полуавтомата от Саныча
Полуавтомат Саныча
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720. Первичную обмотку намотал медным проводом Ø 1,2 мм (кол-во витков 180+25+25+25+25), для вторичной обмотки использовал шину 8 мм2 (кол-во витков 35+35). Выпрямитель собрал по двухполупериодной схеме. Для переключателя выбрал галетник спаренный. Диоды установил на радиатор, чтобы в процессе работы они не перегревались. Конденсатор поместил в устройство емкостью 30000 мкф. Дроссель фильтра выполнил на сердечнике от ТС-180. Силовая часть включается в работу с помощью контактора ТКД511-ДОД. Трансформатор питания установлен ТС-40, перемотанный на напряжение 15В. Ролик протяжного механизма в этом полуавтомате имеет Ø 26 мм. В нем имеется направляющая канавка глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Его достаточно, чтобы обеспечивалась оптимальная подача сварочной проволоки
Как ее совершенствовали другие умельцы, можно прочитать сообщения на различных форумах, посвященных этому вопросу и вникнуть в нюансы изготовления.
Настройка инвертора
Для обеспечения качественной работы полуавтомата при небольших габаритах, лучше всего использовать трансформаторы тороидального типа. У них самый высокий коэффициент полезного действия.
Трансформатор для работы инвертора подготавливают следующим образом: его необходимо обмотать медной полосой (шириной 40 мм, толщиной 30 мм), защищенной термобумагой, необходимой длины. Вторичная обмотка выполняется из 3 слоев жести, изолированных друг от друга. Для этого можно воспользоваться фторопластовой лентой. Концы вторичной обмотки на выходе необходимо спаять. Чтобы такой трансформатор работал бесперебойно и при этом не перегревался, необходимо установить вентилятор.
Схема намотки трансформатора
Работы по настройке инвертора начинаются с обесточивания силовой части. Выпрямители (входной и выходной) и силовые ключи должны иметь радиаторы для охлаждения. Там, где расположен радиатор, который наиболее нагревается в процессе работы, необходимо предусмотреть термодатчик (его показания в процессе работы не должны превышать 75 0С). После этих изменений силовую часть подключают к блоку управления. При включении в эл. сеть должен загореться индикатор. С помощью осциллографа необходимо проверить импульсы. Они должны быть прямоугольными.
Частота их следования должна быть в интервале 40 ÷ 50 кГц, и они должны иметь временный интервал 1,5 мкс (время корректируется путем изменения входного напряжения). Индикатор должен показывать не менее 120А. Не лишней будет поверка устройства под нагрузкой. Это выполняется путем включения нагрузочного реостата 0,5 Ом в сварочные провода. Он должен выдерживать ток в 60А. Проверяется это с помощью вольтметра.
Правильно собранный инвертор при выполнении сварочных работ дает возможность регулировать ток в широком диапазоне: от 20 до 160А, а выбор силы рабочего тока зависит от металла, который необходимо сварить.
Для изготовления инвертора собственными руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Корпус необходимо усилить, добавив ребра жесткости. В нем монтируется электронная часть, выполненная по схеме Саныча.
Подача проволоки
Чаще всего в таких самодельных полуавтоматах предусматривают возможность подачи сварочной проволоки Ø 0,8; 1,0; 1,2 и 1,6 мм. Скорость подачи ее должна регулироваться. Подающий механизм вместе со сварочной горелкой можно купить в торговой сети. При желании и наличии необходимых деталей его вполне можно сделать своими руками. Смекалистые новаторы для этого используют электродвигатель от дворников автомобиля, 2 подшипника, 2 пластины и ролик Ø 25 мм. Ролик устанавливается на вал электродвигателя. На пластины закрепляются подшипники. Они прижимаются к ролику. Сжатие осуществляется с помощью пружины. Проволока, проходя по специальным направляющим между подшипниками и роликом, протягивается.
Все составляющие механизма устанавливают на пластине толщиной не менее 8-10 мм, изготовленной из текстолита, при этом проволока должна выходить в том месте, где установлен разъем, соединяющий со сварочным рукавом. Здесь же устанавливается катушка с необходимыми Ø и маркой проволоки.
Протяжной механизм в сборе
Горелка
Самодельную горелку можно изготовить и собственными руками, воспользовавшись рисунком ниже, где ее составные части показаны наглядно в разобранном виде. Ее назначение – замыкать цепь, обеспечивать подачу защитного газа и сварочной проволоки.
Устройство самодельной горелки
Однако те, кто желает быстрее изготовить полуавтомат, могут купить готовый пистолет в торговой сети вместе с рукавами для подачи защитного газа и сварочной проволоки.
Баллон
Для подачи в зону горения сварочной дуги защитного газа лучше всего приобрести баллон стандартного типа. Если использовать в качестве защитного газа углекислоту, то можно воспользоваться баллоном огнетушителя, сняв с него рупор. Необходимо помнить, что он требует специального переходника, который нужен для установки редуктора, так как резьба на баллоне не соответствует резьбе на горловине огнетушителя.
Полуавтомат своими руками. Видео
Про компоновку, сборку, проверку самодельного полуавтомата можно узнать из этого видео.
Инверторный сварочный полуавтомат своими руками имеет несомненные преимущества:
- дешевле магазинных аналогов;
- компактные габариты;
- возможность варить тонкий металл даже в труднодоступных местах;
- станет гордостью человека, создавшего его своими руками.
Оцените статью:
Source: elquanta.ru
Читайте также
stroyka.ahuman.ru
Практически каждый мастер хотя бы раз задумывался над тем, как сделать дроссель для сварочного аппарата своими руками. Сегодня продается достаточно большое количество различных устройств, которые можно использовать в условиях малого производства. Это может быть приспособление, которое работает на временном или непрерывном токе, полуавтомат для сварки или изделие с использованием электродов. Однако качественное устройство стоит очень дорого, а бюджетные аналоги быстро приходят в негодность.
Схема сварочного аппарата переменного тока с отдельным дросселем: 1 – первичная обмотка, 2 – сердечник, 3 – вторичная обмотка, 4 – обмотка дросселя, 5 – неподвижная часть сердечника дросселя, 6 – подвижная часть сердечника дросселя, 7 – винтовая пара, Др – регулятор тока.
Для сборки самодельного приспособления для сварки понадобится подобрать и соорудить все нужные элементы, в том числе и дроссель.
Преимущества использования дросселя
Однофазная мостовая схема выпрямления (а). Графики напряжений и тока в трансформаторе (б), напряжения и тока в нагрузке (в).
Дроссель для сварки – это устройство для регулировки силы тока, используемого для выполнения сварочных работ. Элемент нужен для компенсации сопротивления, которого может не хватать. Его можно подсоединить к повторной обмотке трансформаторной конструкции. Это дает возможность смещать фазы между проходящим током и его напряжением, в результате чего облегчается зажигание электродуги в начале работы. Она будет гореть ровно, в связи с чем есть возможность получить сварочный шов хорошего качества. Если не использовать дроссель, то могут появиться проблемы во время сварки.
Дроссель может состоять в конструкции полуавтомата или устройства для сварки, которое предусматривает использование электродов. Полуавтомат с дросселем практически не разбрызгивает металл во время работы. Процесс сварки будет проходить гораздо мягче, чем при отсутствии дросселя. Шов сварки сможет провариваться на существенную глубину. Достоинства подобного элемента не вызывают сомнений. Его можно смонтировать не только на самодельное устройство, но и на приспособление заводского производства. Особенно это касается бюджетных вариантов, склонных к неисправностям. Это сможет существенно облегчить работу на подобных конструкциях и повысить качество сварочного шва.
Какие подручные средства можно использовать
Схема источника питания инверторного сварочного аппарата.
Чтобы соорудить дроссель для сварки своими руками, первым делом нужно подготовить материал. В данном случае можно применить практически любые неиспользуемые электротехнические приспособления. Конструкция являет собой обыкновенный сердечник с намотанным проводом. Для данной цели можно использовать трансформаторную конструкцию, которая ранее была смонтирована в старом телевизоре. Всю обмотку понадобится демонтировать. Сердечник можно будет использовать для намотки провода, длина которого рассчитывается заранее.
Если есть возможность, можно применить детали, которые были установлены в лампочках фонарей. Старые обмотки следует демонтировать, так как они часто неисправны. В процессе намотки провода их понадобится установить на прежнее место.
Для намотки дросселя можно применить любой сердечник сечением приблизительно 12-15 см. Между его элементами понадобится сделать немагнитную часть. Для этого следует закрепить прокладку для изоляции толщиной примерно 0,6-1 мм.
Плавной регулировки тока можно достичь благодаря монтажу подвижных обмоток трансформаторной конструкции. Путем смены расстояния между обмотками можно изменять величину магнитного потока и сопротивление в повторной обмотке.
Преобразование тока в сварочном инверторе.
Для сварки на непрерывном токе к обмотке на выходе трансформаторной конструкции нужно подключить элемент для преобразования временного тока в непрерывный. Такое приспособление называется выпрямителем. Ток может быть не непрерывным, а пульсирующим. Уменьшить пульсацию возможно исключительно путем увеличения емкости конденсаторного устройства.
Чтобы была возможность выполнять регулировку тока дуги с помощью дросселя, между выходом трансформаторной конструкции и точкой нужно включить 3 выпрямителя.
Элементы, которые будут нужны для сооружения дросселя:
- электротехническая конструкция;
- провода;
- трансформатор;
- лампа фонаря;
- картон для изоляции.
Как изготовить дроссель для сварочного устройства
Схема изготовления сварочного дросселя.
Перед выполнением намотки провода понадобится изолировать ярмо.Для намотки дросселя можно использовать провод из алюминия или меди. В первом случае его сечение должно быть примерно 36-40 мм, во втором рекомендуемое сечение составляет 25 мм. Вместо провода можно использовать шину из меди толщиной 4-5 мм. Если планируется использовать алюминиевую деталь, то она должна иметь большую толщину. Провод нужно наматывать в количестве 30-35 витков, шина наматывается в 3 слоя. Если в качестве сердечника будет использоваться элемент от лампочки фонаря, то намотку следует выполнять только на одну боковую часть по всей длине до тех пор, пока окно не заполнится. Направление намотки изменять не допускается. Каждый слой должен быть изолирован от предыдущего. Элементы рекомендуется пропитать бакелитовым лаком.
В процессе намотки через одинаковое количество витков следует делать отводы. Контакты должны быть сильными, так как на них будет ложиться существенная нагрузка.
Установка дросселя оказывает положительное влияние на работу полуавтоматического устройства или обыкновенной самоделки. Для устройства, которое работает на временном токе, рекомендуется использовать приспособление вместе с конструкцией для выпрямления тока. В таком случае будет можно применять практически все возможные электроды.
Дроссель для сварки своими руками можно устанавливать и на устройство с понижающей трансформаторной конструкцией. Элемент нужно подключать на вторичную цепочку трансформатора для сварки. Это даст возможность соорудить устройство фирменного сварочного полуавтомата, который стоит очень дорого. Дроссель следует точно рассчитать по формуле, которая есть в документации, поставляемой вместе с приспособлением. Данное изделие будет иметь трансформаторную конструкцию с хорошим рассеиванием и отличными характеристиками.
Дроссель для инверторного или любого другого аппарата важно правильно настроить.
Ступенчатая регулировка тока дуги сварки может быть достигнута путем включения на выходе омического сопротивления, являющего собой нихромовую спираль, через одинаковое количество витков которой следует сделать отводы с контактами, выдерживающими любые нагрузки. Недостаток данного способа заключается в том, что в этом случае будет сильно нагреваться нить.
Когда настройка дросселя для сварки будет выполнена успешно, можно приступать к выполнению сварочных работ.
Существующие методы регулировки тока дуги сварки
Схема сварки тонкого металла при помощи инвертора.
Выполнять регулировку тока дуги можно с помощью изменения воздушной щели. Трансформаторное устройство может быть в таких режимах:
- Холостой ход. Временное напряжение подается на вход трансформаторного устройства. В повторной обмотке инициируется ЭДС, однако ток в выходной цепочке отсутствует.
- Нагрузочный режим. В процессе зажигания дуги она замкнет выходную цепочку, которая состоит из повторной обмотки трансформаторного устройства и обмотки дросселя. Будет протекать ток, значение которого может быть определено сопротивлением данных обмоток. Степень воздействия будет зависеть исключительно от размера щели в стержне.
- Режим короткого замыкания. Электрод касается соединяемых деталей. В сердечнике трансформаторной конструкции должен быть создан временный магнитный поток. В повторной обмотке следует инициировать ЭДС. Ток в цепочке будет определяться значением сопротивления дросселя и обмотки трансформаторного устройства.
Сопротивление будет возрастать в случае увеличения щели. Это должно привести к уменьшению магнитного потока. В конечном итоге ток дуги возрастет. Подобный метод позволяет выполнять плавную регулировку тока, поэтому его рекомендуется использовать.
Недостаток подвижной системы заключается в том, что в случае вибрации металла катушка станет ненадежной во время прохождения временного тока. В этом случае регулировку можно сделать ступенчатой. Для этого дроссель следует изготавливать так, чтобы в проводе не было щели.
Соорудить сварочный дроссель своими руками несложно. Чтобы все сделать правильно, понадобится следовать технологии, подготовить все нужные элементы и соблюдать последовательность действий.
Оцените статью:



5 голосов, в среднем: 3,80 из 5
![]() Загрузка…
Загрузка…