Выходной дроссель для сварочного полуавтомата сглаживает токовые пульсации, уменьшает разбрызгивание металла при сварке и поддерживает сварочную дугу при кратковременном коротком замыкании. Прост в изготовлении и настройке даже в условиях домашней мастерской.

В самом простом виде дроссель — это катушка из толстого медного провода, намотанного на магнитный сердечник, которая включается в выходную цепь сварочного аппарата последовательно с электродом. Дроссель для полуавтомата необходим для сглаживания токовых пульсаций, которые возникают при краткосрочных изменениях входного напряжения и мгновенных коротких замыканиях на электроде. При выполнении полуавтоматической сварки без этого устройства высока вероятность возникновения дефектов сварного шва, т. к. при таких отклонениях в электрических параметрах проволока продолжает подаваться с неизменной скоростью.
Дроссель для полуавтомата по силам изготовить любому домашнему мастеру. Его расчет производится очень укрупненно (в основном, в части сечения проводов), а параметры самодельного дросселя подбираются регулировкой зазора сердечника в процессе пробных включений полуавтомата на разных режимах. Тем не менее, все же желательно иметь хотя бы общие представления об основных электротехнических принципах, лежащих в основе работы этого устройства, а также о конструктивных особенностях его изготовления.

Рисунок 1 — Дроссель для полуавтомата
Принцип работы
Работа дросселя сварочного полуавтомата основывается на так называемом «первом законе коммутации», согласно которому в катушке индуктивности ток мгновенно измениться не может. В очень упрощенном виде можно сказать, что дроссель выступает в роли своеобразного накопителя энергии, но в отличие от конденсатора он аккумулирует не напряжение, а ток. При прохождении через катушку поток электронов порождает магнитное поле, величина которого зависит не только от силы тока, но и от параметров сердечника. Путем регулирования зазора между его элементами можно управлять величиной магнитного потока и таким образом регулировать индуктивное сопротивление дросселя.
Величина индуктивности дросселя непосредственно влияет на скорость увеличения силы тока при коротком замыкании. При этом она напрямую зависит от сварочного режима полуавтомата и диаметра проволоки. В случае использования тонкой проволоки требуются более быстрое нарастание тока и, соответственно, меньшая индуктивность, чем при применении толстой проволоки. К примеру, при уменьшении диаметра проволоки в полтора-два раза индуктивность понижается в 2,5–3 раза.
Предназначение дросселя
Сварка с применением полуавтомата производится постоянным током отрицательной полярности на проволоке, толщина которой варьируется в пределах 0.5÷3.0 мм. Чем меньше ее диаметр, тем ниже значение сварочного тока и тем стабильнее горение дуги. Во время сварочного процесса расплавленный металл проволоки поступает в сварочную ванну в виде непрерывного потока капель. Этим обеспечивается стабильность дуги и качество сварочного шва. При краткосрочном образовании непрерывного потока металла возникает ток короткого замыкания, а при разрывах происходит его резкое уменьшение. Если в выходную схему полуавтомата включен дроссель, то в первом случае он препятствует мгновенному росту тока, а во втором — компенсирует падение его величины за счет «запасенной» энергии.

Рисунок 2 — Схема полуавтомата
В сварочных полуавтоматах применяют дроссели с фиксированной, ступенчатой (см. рис. выше) или регулируемой индуктивностью. Первый тип применяется при сварке на постоянных режимах, во втором случае дроссель выполнен с несколькими отводами, а в третьем индуктивность регулируется изменением величины зазора в магнитопроводе или механическим перемещением сердечника. При нестабильном источнике внешнего питания наилучшим вариантом для полуавтомата является регулировка зазором, так как она позволяет опытным путем подбирать сварочный режим с устойчивой дугой и без разбрызгивания металла. А оптимальный метод решения проблемы стабильности и качества сварочного процесса — это использование в полуавтомате дросселя в сочетании со схемой вольтодобавки на входном трансформаторе.
Как рассчитать сечение провода обмотки
Для расчета сечения и выбора подходящего провода в первую очередь необходимо определить предельную плотность тока. Ее величина зависит от материала проводника и временно́го режима работы полуавтомата, который определяется паспортным значением параметра ПН (ПВ) — продолжительности нагружения. Формула расчета плотности тока по величине ПН выглядит так:

Здесь Jп — плотность тока в А/мм² для заданной в процентах величины ПН, а J — при долговременных режимах.
Для медных проводников трансформаторов и дросселей J обычно принимают равной 3,5 А/мм².
При использовании алюминиевых проводов необходимо применять понижающий коэффициент 1,6 (см. таблицу).
| ПН (%) | Jп | ПН (%) | Jп | ПН (%) | Jп | |
|---|---|---|---|---|---|---|
| Медь | 20 | 7.8 | 40 | 5.5 | 60 | 4.5 |
| Алюминий | 4.9 | 3.5 | 2.8 |
Чтобы определить сечение провода (S) для намотки дросселя полуавтомата, необходимо паспортное значение максимального тока (I max) разделить на Jп. К примеру при I max=150 А и ПН=40% сечение медного провода будет равно 27 мм². Точный тип проводника (провода или шинки) выбирается по справочнику с округлением в большую сторону.

Рисунок 3 — Проводник
Вычисление количества витков производится по формуле с использованием габаритов сердечника, которые также определяются расчетным путем. Но народные умельцы всего этого, как правило, не делают, т. к. собирают дроссель для полуавтомата на основе имеющегося в наличии магнитопровода. Обычное количество витков у такого изделия при токе 150–200 А — несколько десятков (40÷60). В отличие от величины сечения ошибка здесь не очень критична. В худшем случае она может привести к тому, что качество сварки не улучшится.
Что потребуется для изготовления
Для того чтобы изготовить дроссель для полуавтомата своими руками, в первую очередь следует сделать требующиеся расчеты, а затем подготовить необходимые материалы и инструмент. В процессе работы потребуются:
- паяльник (от 100 Вт) с принадлежностями;
- слесарные тиски;
- пассатижи, круглогубцы, молоток и пр.;
- сердечник и корпус катушки;
- гетинакс (или подобное) для зазоров;
- лакоткань;
- киперная лента;
- эпоксидка или клей;
- медный или алюминиевый провод (или шинка);
- две клеммы под винт.
Кроме того, необходим брусок для закрепления корпуса катушки, а также кусочки любого пластика или дерева для ее расклинивания.
Пошаговая инструкция по сборке дросселя своими руками
Для изготовления сварочного дросселя не требуется никаких схем или чертежей. Все достаточно понятно и очевидно, нужно только знать, сколько витков и каким проводом предстоит намотать. В качестве сердечника можно использовать любой набор трансформаторного железа, вплоть до пакета прямоугольных пластин. Однако наилучшим вариантом будет использование сердечника типа ПЛ, т. к. он собирается из двух монолитных С-образных половинок и зазоры между ними можно использовать для регулировки индуктивности будущего дросселя.
Такие сердечники массово использовались и применяются в блоках питания радиоаппаратуры еще с советских времен. Поэтому найти старый трансформатор (например, типа ТС) мощностью 200–300 Вт, наверное, не будет очень сложной задачей. Очень удобно для регулировки зазора еще и то, что такой сердечник стягивается специальным хомутом с винтовым соединением (см. рис. ниже).
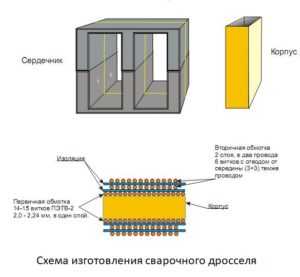
Рисунок 4 — Сердечник
Провод или шинку можно использовать любые (но лучше все-таки медные), главное, чтобы сечение соответствовало расчетному.
Намотка и установка дросселя
При разборке старого трансформатора необходимо очень аккуратно снять катушки, освободить их от проводов и зачистить до блеска место соединения половинок сердечника. Далее последовательность действий выглядит так:
- Надеть катушку на деревянный брусок, закрепить его тиски и намотать на катушку в один-два слоя киперную ленту, а поверх нее — лакоткань. Затем аккуратно, виток к витку, намотать первый слой проводов (получится около 8–12 витков в зависимости от толщины и зазоров). Действовать надо очень осторожно, т. к. провода жесткие, а катушка сделана из тонкого и хрупкого гетинакса.
- Поверх первой слоя витков намотать лакоткань, предварительно промазав ее лаком. Классический вариант – это бакелитовый лак, но можно взять и любой другой, например паркетный. Намотать второй слой витков, также укрыть его лаком и лакотканью. Аккуратно отогнуть выходной конец.
- Все то же самое сделать со второй катушкой, затем обе их тщательно просушить. Подготовить две пластинки гетинакса (или другого изолирующего пластика) толщиной 1–2 мм по размеру стыка половинок сердечника.
- Надеть на одну из половинок сердечника обе катушки, уложить изолирующие прокладки и вставить вторую половину. Тщательно стянуть сердечник хомутом.
- Соединить катушки последовательно скруткой с пайкой или винтом (предварительно залудив), а затем место соединения изолировать.
- Концы катушек, предназначенные для подключения, зафиксировать на хомуте, а затем припаять к ним клеммы.
При проверке дросселя с полуавтоматом необходимо попробовать его в разных режимах, и в зависимости от ситуации увеличить или уменьшить индуктивность, заменяя прокладки в зазоре сердечника.
В известной книге В. Я. Володина «Современные сварочные автоматы своими руками» приводится классический расчет количества витков в обмотке дросселя. Для домашнего мастера подошел бы более упрощенный вариант определения числа витков, пусть даже их число будет приблизительным. Если кто-то знает источники с такими методиками или сам может описать, как это сделать, поделитесь, пожалуйста, в комментариях к статье.
Поиск записей с помощью фильтра:
Дроссель для сварки на инверторе или полуавтомате, сделанный своими руками
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Принцип работы
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.

Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение
 В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Материалы для изготовления

Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.
Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Включение и проверка
 Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Всю конструкцию для сварки в сборе необходимо протестировать на кусочке металла того же химического состава и толщины, с каким в дальнейшем планируется вести большую часть сварочных работ. Показателями качества являются:
- легкий электроподжиг;
- стабильность дуги;
- относительно слабый треск;
- плавное горение без сильных брызг расплава.
Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока.
Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
svaring.com
Делаем дроссель для сварочного аппарата постоянного тока своими руками
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских. Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической дуги, начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами. Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.

Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Содержание статьи
Общая информация
Для чего нужен дроссель? Эта небольшая деталь, подключенная в цепь, обеспечивает плавный розжиг дуги и поддерживает ее стабильность даже при перепадах напряжения, к тому же металл практически не разбрызгивается, шов получается более качественным, можно точно настроить аппарат и без проблем варить тонкий металл.

Принцип работы прост: дроссель пропускает через себя ток, накапливая его от сварочного аппарата. Накопленный ток как раз и используется для компенсации потерянного напряжения. Также дроссель с подмагничиванием обеспечивает нужное сопротивление тока, если напряжение слишком велико.
Совсем не обязательно покупать дроссель в магазине, тем более это далеко не дешевая покупка. Этот агрегат вполне можно смастерить самостоятельно. Его конструкция состоит из сердечника и двух обмоток с сечением, рассчитанным на работу с определенным значением постоянного тока. Именно поэтому не получится изготовить универсальный дроссель, ведь маленькая деталь не справится с мощным сварочником, и наоборот. Так что важно правильно рассчитать, сколько обмотки понадобится для работы с тем или иным напряжением.
Регулировка тока
Регулировка сварочного тока крайне важна для правильной работы и формировании качественного шва. Она может осуществляться несколькими способами:
- Регулировка тока путем изменения расстояния между элементами сварочного аппарата. Самый популярный способ. Чтобы уменьшить силу тока раздвиньте разрезанный сердечник трансформатора. Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.
- Регулировка тока на обмотке трансформатора. Таким способом можно отсечь часть катушки, тем самым увеличив значение напряжения, пуская ток по более короткому пути. Чтобы ослабить ток путь нужно наоборот увеличить.
- Регулировка тока с помощью стальной пружины с креплением клемм через заданный интервал. Это неплохой способ регулировки, он позволяет плавно настраивать ток, но есть один существенный недостаток — пружина сильно нагревается и при этом постоянно находится под ногами у мастера, а это грубейшее нарушение техники безопасности.
Если внедрить в цепь дроссель, то решится большинство проблем, связанных с регулировкой тока. Это на первый взгляд небольшое приспособление способно в полной мере компенсировать недостающие напряжение или наоборот выполнять роль сопротивления, если напряжения слишком много. Настройка тока дросселем происходит очень плавно и сварщику не нужно держать под ногами раскаленную пружину.
Применение дросселя
Дроссель для сварки своими руками лучше всего работает на сварочных трансформаторах. Это доказывает наша практика. Дроссель быстро разжигает дугу даже при значительной потере тока, поэтому его можно без проблем использовать на даче или в цеху с нестабильным напряжением.

Отдельная особенность — это возможность использовать дроссель в паре с выпрямителем. Связка дроссель + выпрямитель способна увеличивать электродвижущую силу самоиндукции. В случае с полуавтоматом такой набор оборудования позволить легко зажечь дугу даже на значительном расстоянии от поверхности металла.
Дроссель своими руками

Теперь давайте разберемся, как дроссель для сварки своими руками можно намотать и как рассчитать дроссель. Чтобы намотать дроссель правильно, нужно досконально знать его устройство и понимать принцип работы. В разделе «Общая информация» мы кратко описали устройство и принцип действия этого прибора. Мы составили небольшую поэтапную инструкцию, следуя которой вы сможете собрать дроссель. Собранная вами деталь подойдет для использования на небольшом производстве или при домашней сварке. Итак, приступим:
- Для начала вам нужно найти старый трансформатор, он будет нашей основой. Опытные мастера советуют брать повышающий элемент из лампового телевизора модели «ТСА 270-1», он будет выступать в роли сердечника. Подобные модели можно легко найти на блошином рынке или поискать в интернете на онлайн-досках объявлений.
- Затем нужно разобрать трансформатор. Делается это просто: нужно срезать болты или повернуть головки в верхней части агрегата, затем снять катушки.
- Полученные «подковы» (как их именуют умельцы) устанавливают специальные прокладки. Их изготавливают из тонкого картона и приклеивают к основанию «подковы». Прокладки нужны для образования индуктивного зазора.
- Теперь нужно намотать провод на «подкову». Для этого берем алюминиевые провода сечением 36 миллиметров. Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.
- Провод следует наматывать в одну сторону на каждой из катушек. Это необходимо для того, чтобы в конце провода располагались в одинаковом направлении и вверху была перемычка между отводами, соединяющая катушки, а внизу располагался вход и выход.
- Если вы все же неправильно намотали провода, и они располагаются в разном направлении, то установите по диагонали косую перемычку между верхним и нижним отводами. Вторая пара отводов будет играть роль входа и выход.
- Рекомендуется устанавливать дроссель в сварочном аппарате только после диодов. Подключите ко входу кабель диодного моста.
Если сила тока дросселем наоборот продолжает падать при применении, то нужно убрать несколько витков на каждой из катушек.
Вместо заключения
Теперь вы знаете, как сделать дроссель для сварочного аппарата своими руками и использовать его в своей работе. Самодельный дроссель легко можно собрать своими силами, зная элементарные законы электротехники. Расскажите о своем опыте конструирования дросселя в комментариях и делитесь этой статьей в социальных сетях. Желаем удачи!
[Всего голосов: 4 Средний: 3/5]
svarkaed.ru
Доводим до ума бюджетный полуавтомат » Полезные самоделки
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.




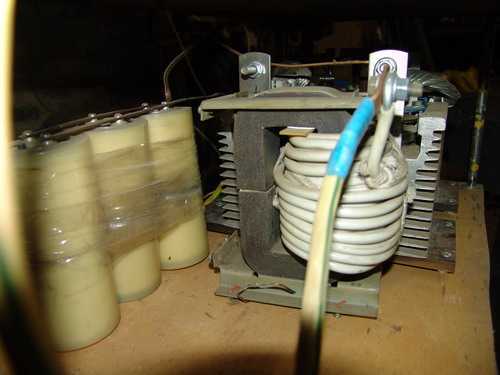
Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).

А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.


Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка — это 7 слоёв, после намотки делаем отвод.




Дальше мотаем 39 витков, делаем ещё отвод, 25 витков — отвод, и 14 витков отвод.



Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.

Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.

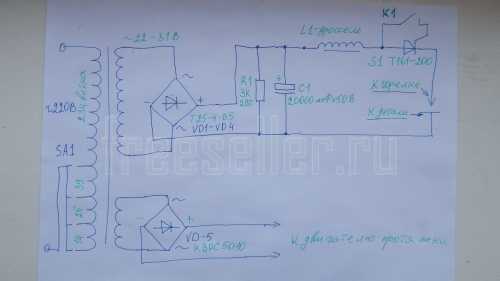
Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.

Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.
А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Всем спасибо за внимание -)
www.freeseller.ru
Сварочный дроссель. Доводим до ума бюджетный полуавтомат Расчет дросселя для сварочника
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.
Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение
В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертор
kupildoma.ru
технология изготовления Доработка дросселя на сварочный полуавтомат
Комментариев:
Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями.
Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше.
Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами. Это инвертор.
Сделать своими руками инвертор по силам только тому, кто хорошо разбирается в радиоэлектронике и в используемой там элементной базе. Для этого специалиста не нужно объяснять, для чего нужен дроссель и где его место в схеме. А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
Расчет сечения проводов первичной обмотки трансформатора
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный. Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка. Более толстый провод и с меньшим количеством витков — это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I 1 в его первичной обмотке. Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
I 1 = Р:U= 5000:220=22,7 А.
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм 2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S 1 =22,7:5=4,54 мм 2 .
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d 2 =4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Вернуться к оглавлению
Расчет сечения проводов вторичной обмотки трансформатора
Напряжение на выходе трансформатора сварочного аппарата в отсутствие сварочной дуги (режим холостого хода) обычно составляет 60-80 В. Чем выше напряжение холостого хода, тем надежнее зажигается дуга. Напряжение же сварочной дуги обычно в 1,8-2,5 раза меньше, чем напряжение холостого хода.
Внимание. О том, что в отсутствие дуги напряжение на выходе трансформатора опасно для жизни, необходимо помнить постоянно.
Для сварки в быту обычно используют электрод диаметром 3 мм, которому достаточно обеспечить ток дуги примерно в 150 А. При напряжении холостого хода, равном 70 В, напряжение дуги будет равно примерно 25 В, и потребляемая мощность Р сварочного аппарата должна быть не менее
Р=25×150=3750 Вт =3,75 кВт.
Целесообразно рассчитывать трансформатор на большую мощность, то есть больший ток сварочной дуги. Например, при токе дуги в 200 А потребляемая мощность составит примерно 5 кВт. Вот на такую мощность и следует рассчитать трансфо
www.sds-us.ru
Как сделать (намотать) дроссель для сварочного инвертора
Электросварка широко применяется на крупных производствах и в мелких мастерских. Аппараты для соединения металлов электрической дугой тоже бывают разными по размерам и мощности. Но всех их объединяет одна возможная проблема — падение напряжения мешает розжигу дуги и ведению шва. Еще бывает трудно настроить нужную величину тока для конкретной толщины металла. Для решения всего этого используется дроссель в составе оборудования. Что это такое? Как он функционирует? Как сделать дроссель самому на свой аппарат?

Что это такое?
Дроссель для сварочного аппарата своими руками смастерить вполне возможно. Он состоит из сердечника и двух обмоток с определенным сечением, рассчитанным на работу с конкретной величиной тока. Дроссель от крупного сварочного оборудования не подойдет к маленькому агрегату, и наоборот, маленькая модель будет не эффективна на большом сварочном аппарате.
Дроссель получает и накапливает в себе ток от понижающего трансформатора, чем содействует плавному розжигу электрода. Во время ведения шва дуга горит более мягко и меньше разбрызгивается металл сварочной ванны. Если поступающее напряжение слишком велико, то дроссель берет на себя часть функции сопротивления. Это позволяет более точно настраивать аппарат и варить тонкий металл.
Преимущество самодельного дросселя
Для сварки металла различной толщины применяется несколько способов регулировки силы тока:
- Изменение расстояния между элементами трансформатора. В устройстве сварочных аппаратов имеется две обмотки, между которыми происходит электромагнитная индукция. Благодаря этому понижаются Вольты, и повышаются Амперы. Если сила тока слишком велика, для нормального ведения шва на заданной толщине материала, то обмотки разводятся между собой при помощи винта с резьбой. Это рассеивает индукцию и уменьшает силу тока. Степень регулировки зависит от длины винта и размеров корпуса аппарат. Чем шире настройки этого параметра, тем крупнее сам сварочный агрегат.
- Ступенчатая регулировка на обмотке трансформатора позволяет отсекать часть катушки, пуская ток по более коротком пути. Для уменьшения силы сварочной дуги устанавливают максимально длинный путь напряжению. Но это зависит от количества витков понижающего трансформатора.
- Сопротивление из стальной пружины с креплением клемм через определенный интервал позволяет регулировать силу тока мелкими «шагами», но имеет существенный недостаток в виде быстрого перегрева сопротивления, которое постоянно находится под ногами у сварщика.
Внедрение в схему дросселя решает все эти проблемы одновременно. Это небольшое электротехническое приспособление частично компенсирует недостающее сопротивление, поэтому нет необходимости использовать большие трансформаторы с широкими параметрами регулировки. Настройка тока происходит плавно без ступеней, а под ногами нет раскаленной пружины.
Применение
Сделанный самостоятельно дроссель хорошо взаимодействует на трансформаторах. Поскольку переменный ток отличается треском и разбрызгиванием металла, то добавление в схему этого элемента позволит варить более мягко. Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Дроссель для сварочного инвертора и полуавтомата полезен и содействием быстрого розжига дуги. Например, если инвертор должен выдавать 48 V холостого хода, то при падении или скачках напряжения в сети, это значение будет еще меньше. Когда требуется варить электродом МР-3, оптимальное значение тока для которого составляет 70 V, а при 48V он зажигается с трудом, то в случае падения напряжения дугу будет возбудить очень сложно. В результате, запланированные сварочные работы придется отложить до восстановления нормального напряжения.
Дроссель, в сочетании с выпрямителем, способен производить ЭДС самоиндукции, которая пронизывает воздушное пространство и легко поджигает электрод. В случае полуавтомата это содействует легкому началу работ при малейшем поднесении к изделию подающейся из сопла проволоки.
Сочетая в себе две функции (компенсация сопротивления и стабилизация дуги) это устройство позволяет варить тонкий металл в условиях скачущего напряжения. Так, аппараты с дросселем широко используются для сварки кузовов автомобилей на СТО, или нержавеющих тонких емкостей.
Дроссель своими руками
Чтобы знать как намотать дроссель правильно, важно разобраться в его устройстве. Хотя оно простое, поэтапное точное выполнение каждой части обеспечит качественный результат. Для полуавтомата или инвертора, используемых в частном доме и на даче, подойдет дроссель, сделанный следующим образом:
- За основу берется старый трансформатор. Оптимальная модель — это повышающий элемент на ламповом телевизоре с маркировкой «ТСА 270-1». Подобные можно найти у пожилых знакомых в гараже. Размеры его внутренней части идеально подходят под сварочный аппарат для домашнего использования.
- Разборка трансформатора производится путем срезания болтов для освобождения катушек. Или можно повернуть ряд головок в верхней части устройства, и снять катушки напрямую.
- На пустые подковы необходимо установить прокладки, которые будут образовывать индуктивный зазор дросселя. Их можно изготовить из картона с толщиной листа от 0.8 до 1.0 мм. Прокладки приклеиваются на основание подковы.
- Обмотка производится мягким алюминиевым проводом с сечением 36 мм. На каждую катушку следует нанести по 24 витка. С использованием указанного сердечника от старого телевизора получится сделать три слоя по восемь витков в каждом. Между слоями необходимо выполнить качественную изоляцию бумагой и бакелитовым лаком. Это делается ввиду способности устройства к выработке ЭДС самоиндукции, которая появляется при разрыве дуги. Тогда разряд идет по пути наименьшего сопротивления и пробивает воздух, чем возобновляет горение электрода. Если наименьшее сопротивление окажется между витками обмотки, то пробой случится там, что повлечет порчу элемента.
- Наматывать провод нужно в одну сторону на каждой катушке. Благодаря одинаковому направлению получится конструкция, на которой вверху будет перемычка между отводами, соединяющая катушки, а внизу расположатся вход и выход.
- Если при наматывании была допущена ошибка, и катушки получились противоположными по направлению намотки, то выйти из положения можно установкой косой перемычки между верхним и нижним отводами по диагонали. Вторая пара отводов образует вход и выход.
- Устанавливать дроссель в цепь рекомендуется уже после диодов. Ко входу подключается кабель с диодного моста, а к выходу крепится кабель массы, подающийся на изделие.
Проверка дросселя
После сборки происходит тестирование устройства. Для этого необходимо выполнить сварку на металле, толщина которого будет применяться чаще всего в повседневной работе. Проверяется сила тока, которой должно быть достаточно для хорошего провара, но без прожогов.
Обращать внимание необходимо и на поведение сварочной дуги, ее стабильность, умеренный треск, и плавность горения без чрезмерных брызг. Легкий поджиг электрода и хорошие характеристики дуги будут показателем правильной сборки. Если сила тока значительно упала, то стоит перемотать устройство и удалить несколько витков обмотки на каждой катушке.
Внедрение дросселя в схему полуавтомата, инвертора или обычного трансформатора, облегчает работу с устройством. Накладывать швы становится более удобно, а поджиг электрода происходит плавно и стабильно. Особенно это практично в частном секторе, где скачки напряжения — привычное дело. Самодельное изготовление устройства легко выполнить придерживаясь последовательности приведенной в статье.
Поделись с друзьями
svarkalegko.com
Дроссель с вольтодобавкой для сварочного полуавтомата — Портал о стройке
Главная > Ремонт > Как изготовить полуавтомат из инвертора своими руками
У хорошего хозяина в обязательном порядке должен быть сварочный полуавтомат, особенно у владельцев машин и частной собственности. С ним всегда можно мелкие работы сделать самому. Если необходимо подварить деталь машины, изготовить теплицу или создать какую-то металлическую конструкцию, то такое устройство станет незаменимым помощником в личном хозяйстве. Тут возникает дилемма: купить или изготовить самому. Если в наличии есть инвертор, то проще сделать самому. Обойдется это намного дешевле, чем покупка в торговой сети. Правда, понадобятся хотя бы базовые знания по основам электроники, наличие необходимого инструмента и желание.
Создание полуавтомата из инвертора своими руками
Содержание статьи:
Строение
Инвертор переделать в сварочный полуавтомат для сварки тонкой стали (низколегированной и коррозионностойкой) и алюминиевых сплавов своими руками не сложно. Необходимо только хорошо разобраться в тонкостях предстоящей работы и вникнуть в нюансы изготовления. Инвертор – это устройство, служащее для понижения электрического напряжения до необходимого уровня для питания сварочной дуги.
Суть процесса сваривания полуавтоматом в среде защитного газа заключается в следующем. Электродная проволока с постоянной скоростью подается в зону горения дуги. В эту же область подается защитный газ. Чаще всего – углекислый. Это гарантирует получение качественного шва, который по прочности не уступает соединяемому металлу, при этом в соединении отсутствуют шлаки, так как сварочная ванна защищена от негативного влияния компонентов воздуха (кислорода и азота) защитным газом.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для подачи защитного газа;
- баллон углекислотный;
- пистолет-горелка:
- катушка с проволокой.
Устройство сварочного поста
Принцип работы
При подключении устройства к эл. сети происходит преобразование переменного тока в постоянный. Для этого необходим специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественного проведения сварочных работ необходимо, чтобы у будущего устройства такие параметры, как напряжение, сила тока и скорость подачи сварочной проволоки находились в определенном равновесии. Этому способствует применение источника питания дуги, имеющего жесткую вольт-амперную характеристику. Длину дуги определяет жестко заданное напряжение. Скорость подачи проволоки регулирует сварочный ток. Это необходимо помнить, чтобы добиться от устройства лучших результатов сваривания.
Проще всего воспользоваться принципиальной схемой от Саныча, который давно изготовил такой полуавтомат из инвертора и успешно пользуется им. Ее можно найти на просторах интернета. Многие домашние умельцы не только изготовили сварочный полуавтомат своими руками по этой схеме, но и усовершенствовали ее. Вот первоначальный источник:
Схема сварочного полуавтомата от Саныча
Полуавтомат Саныча
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720. Первичную обмотку намотал медным проводом Ø 1,2 мм (кол-во витков 180+25+25+25+25), для вторичной обмотки использовал шину 8 мм2 (кол-во витков 35+35). Выпрямитель собрал по двухполупериодной схеме. Для переключателя выбрал галетник спаренный. Диоды установил на радиатор, чтобы в процессе работы они не перегревались. Конденсатор поместил в устройство емкостью 30000 мкф. Дроссель фильтра выполнил на сердечнике от ТС-180. Силовая часть включается в работу с помощью контактора ТКД511-ДОД. Трансформатор питания установлен ТС-40, перемотанный на напряжение 15В. Ролик протяжного механизма в этом полуавтомате имеет Ø 26 мм. В нем имеется направляющая канавка глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Его достаточно, чтобы обеспечивалась оптимальная подача сварочной проволоки
Как ее совершенствовали другие умельцы, можно прочитать сообщения на различных форумах, посвященных этому вопросу и вникнуть в нюансы изготовления.
Настройка инвертора
Для обеспечения качественной работы полуавтомата при небольших габаритах, лучше всего использовать трансформаторы тороидального типа. У них самый высокий коэффициент полезного действия.
Трансформатор для работы инвертора подготавливают следующим образом: его необходимо обмотать медной полосой (шириной 40 мм, толщиной 30 мм), защищенной термобумагой, необходимой длины. Вторичная обмотка выполняется из 3 слоев жести, изолированных друг от друга. Для этого можно воспользоваться фторопластовой лентой. Концы вторичной обмотки на выходе необходимо спаять. Чтобы такой трансформатор работал бесперебойно и при этом не перегревался, необходимо установить вентилятор.
Схема намотки трансформатора
Работы по настройке инвертора начинаются с обесточивания силовой части. Выпрямители (входной и выходной) и силовые ключи должны иметь радиаторы для охлаждения. Там, где расположен радиатор, который наиболее нагревается в процессе работы, необходимо предусмотреть термодатчик (его показания в процессе работы не должны превышать 75 0С). После этих изменений силовую часть подключают к блоку управления. При включении в эл. сеть должен загореться индикатор. С помощью осциллографа необходимо проверить импульсы. Они должны быть прямоугольными.
Частота их следования должна быть в интервале 40 ÷ 50 кГц, и они должны иметь временный интервал 1,5 мкс (время корректируется путем изменения входного напряжения). Индикатор должен показывать не менее 120А. Не лишней будет поверка устройства под нагрузкой. Это выполняется путем включения нагрузочного реостата 0,5 Ом в сварочные провода. Он должен выдерживать ток в 60А. Проверяется это с помощью вольтметра.
Правильно собранный инвертор при выполнении сварочных работ дает возможность регулировать ток в широком диапазоне: от 20 до 160А, а выбор силы рабочего тока зависит от металла, который необходимо сварить.
Для изготовления инвертора собственными руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Корпус необходимо усилить, добавив ребра жесткости. В нем монтируется электронная часть, выполненная по схеме Саныча.
Подача проволоки
Чаще всего в таких самодельных полуавтоматах предусматривают возможность подачи сварочной проволоки Ø 0,8; 1,0; 1,2 и 1,6 мм. Скорость подачи ее должна регулироваться. Подающий механизм вместе со сварочной горелкой можно купить в торговой сети. При желании и наличии необходимых деталей его вполне можно сделать своими руками. Смекалистые новаторы для этого используют электродвигатель от дворников автомобиля, 2 подшипника, 2 пластины и ролик Ø 25 мм. Ролик устанавливается на вал электродвигателя. На пластины закрепляются подшипники. Они прижимаются к ролику. Сжатие осуществляется с помощью пружины. Проволока, проходя по специальным направляющим между подшипниками и роликом, протягивается.
Все составляющие механизма устанавливают на пластине толщиной не менее 8-10 мм, изготовленной из текстолита, при этом проволока должна выходить в том месте, где установлен разъем, соединяющий со сварочным рукавом. Здесь же устанавливается катушка с необходимыми Ø и маркой проволоки.
Протяжной механизм в сборе
Горелка
Самодельную горелку можно изготовить и собственными руками, воспользовавшись рисунком ниже, где ее составные части показаны наглядно в разобранном виде. Ее назначение – замыкать цепь, обеспечивать подачу защитного газа и сварочной проволоки.
Устройство самодельной горелки
Однако те, кто желает быстрее изготовить полуавтомат, могут купить готовый пистолет в торговой сети вместе с рукавами для подачи защитного газа и сварочной проволоки.
Баллон
Для подачи в зону горения сварочной дуги защитного газа лучше всего приобрести баллон стандартного типа. Если использовать в качестве защитного газа углекислоту, то можно воспользоваться баллоном огнетушителя, сняв с него рупор. Необходимо помнить, что он требует специального переходника, который нужен для установки редуктора, так как резьба на баллоне не соответствует резьбе на горловине огнетушителя.
Полуавтомат своими руками. Видео
Про компоновку, сборку, проверку самодельного полуавтомата можно узнать из этого видео.
Инверторный сварочный полуавтомат своими руками имеет несомненные преимущества:
- дешевле магазинных аналогов;
- компактные габариты;
- возможность варить тонкий металл даже в труднодоступных местах;
- станет гордостью человека, создавшего его своими руками.
Оцените статью:
Source: elquanta.ru
Читайте также
stroyka.ahuman.ru
ГлавнаяРазноеДроссель для полуавтомата с вольтодобавкой
Дроссель для сварки на инверторе или полуавтомате, сделанный своими руками
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Принцип работы
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.

Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение

В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Материалы для изготовления
 Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.
Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Включение и проверка
 Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Всю конструкцию для сварки в сборе необходимо протестировать на кусочке металла того же химического состава и толщины, с каким в дальнейшем планируется вести большую часть сварочных работ. Показателями качества являются:
- легкий электроподжиг;
- стабильность дуги;
- относительно слабый треск;
- плавное горение без сильных брызг расплава.
Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока.
Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
svaring.com
Доводим до ума бюджетный полуавтомат » Полезные самоделки
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.
Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).

А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.
Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка — это 7 слоёв, после намотки делаем отвод.
Дальше мотаем 39 витков, делаем ещё отвод, 25 витков — отвод, и 14 витков отвод.

Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.

Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.

Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Всем спасибо за внимание -)
www.freeseller.ru
Делаем дроссель для сварочного аппарата постоянного тока своими руками
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских. Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической дуги, начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами. Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.

Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Содержание статьи
Общая информация
Для чего нужен дроссель? Эта небольшая деталь, подключенная в цепь, обеспечивает плавный розжиг дуги и поддерживает ее стабильность даже при перепадах напряжения, к тому же металл практически не разбрызгивается, шов получается более качественным, можно точно настроить аппарат и без проблем варить тонкий металл.

Принцип работы прост: дроссель пропускает через себя ток, накапливая его от сварочного трансформатора или любого другого аппарата. Накопленный ток как раз и используется для компенсации потерянного напряжения. Также дроссель с подмагничиванием обеспечивает нужное сопротивление тока, если напряжение слишком велико.
Совсем не обязательно покупать дроссель в магазине, тем более это далеко не дешевая покупка. Этот агрегат вполне можно смастерить самостоятельно. Его конструкция состоит из сердечника и двух обмоток с сечением, рассчитанным на работу с определенным значением постоянного тока. Именно поэтому не получится изготовить универсальный дроссель, ведь маленькая деталь не справится с мощным сварочником, и наоборот. Так что важно правильно рассчитать, сколько обмотки понадобится для работы с тем или иным напряжением.
Регулировка тока
Регулировка сварочного тока крайне важна для правильной работы и формировании качественного шва. Она может осуществляться несколькими способами:
- Регулировка тока путем изменения расстояния между элементами сварочного аппарата. Самый популярный способ. В конструкции аппарата предусмотрены обмотки, которые можно механически регулировать. Чтобы уменьшить силу тока ослабьте винты и разведите катушки с обмотками. Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.
- Регулировка тока на обмотке трансформатора. Таким способом можно отсечь часть катушки, тем самым увеличив значение напряжения, пуская ток по более короткому пути. Чтобы ослабить ток путь нужно наоборот увеличить.
- Регулировка тока с помощью стальной пружины с креплением клемм через заданный интервал. Это неплохой способ регулировки, он позволяет плавно настраивать ток, но есть один существенный недостаток — пружина сильно нагревается и при этом постоянно находится под ногами у мастера, а это грубейшее нарушение техники безопасности.
Если внедрить в цепь дроссель, то решится большинство проблем, связанных с регулировкой тока. Это на первый взгляд небольшое приспособление способно в полной мере компенсировать недостающие напряжение или наоборот выполнять роль сопротивления, если напряжения слишком много. Настройка тока дросселем происходит очень плавно и сварщику не нужно держать под ногами раскаленную пружину.
Применение дросселя
Дроссель для сварки своими руками лучше всего работает на сварочных трансформаторах. Это доказывает наша практика. Его также можно использовать и с инверторным типом оборудования, но эффективность может быть несколько ниже. Дроссель для сварочного инвертора и сварочного полуавтомата быстро разжигает дугу даже при значительной потере тока, поэтому его можно без проблем использовать на даче или в цеху с нестабильным напряжением.

Отдельная особенность — это возможность использовать дроссель в паре с выпрямителем. Связка дроссель + выпрямитель способна увеличивать электродвижущую силу самоиндукции. В случае с полуавтоматом такой набор оборудования позволить легко зажечь дугу даже на значительном расстоянии от поверхности металла.
Дроссель своими руками
Теперь давайте разберемся, как дроссель для сварки своими руками можно намотать и как рассчитать дроссель. Чтобы намотать дроссель правильно, нужно досконально знать его устройство и понимать принцип работы. В разделе «Общая информация» мы кратко описали устройство и принцип действия этого прибора. Мы составили небольшую поэтапную инструкцию, следуя которой вы сможете собрать дроссель для сварочного полуавтомата или инвертора. Собранная вами деталь подойдет для использования на небольшом производстве или при домашней сварке. Итак, приступим:
- Для начала вам нужно найти старый трансформатор, он будет нашей основой. Опытные мастера советуют брать повышающий элемент из лампового телевизора модели «ТСА 270-1», он будет выступать в роли сердечника. Подобные модели можно легко найти на блошином рынке или поискать в интернете на онлайн-досках объявлений.
- Затем нужно разобрать трансформатор. Делается это просто: нужно срезать болты или повернуть головки в верхней части агрегата, затем снять катушки.
- Полученные «подковы» (как их именуют умельцы) устанавливают специальные прокладки. Их изготавливают из тонкого картона и приклеивают к основанию «подковы». Прокладки нужны для образования индуктивного зазора.
- Теперь нужно намотать провод на «подкову». Для этого берем алюминиевые провода сечением 36 миллиметров. Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.
- Провод следует наматывать в одну сторону на каждой из катушек. Это необходимо для того, чтобы в конце провода располагались в одинаковом направлении и вверху была перемычка между отводами, соединяющая катушки, а внизу располагался вход и выход.
- Если вы все же неправильно намотали провода, и они располагаются в разном направлении, то установите по диагонали косую перемычку между верхним и нижним отводами. Вторая пара отводов будет играть роль входа и выход.
- Рекомендуется устанавливать дроссель в сварочном аппарате только после диодов. Подключите ко входу кабель диодного моста, а к выходу подключите кабель массы.
Если сила тока дросселем наоборот продолжает падать при применении, то нужно убрать несколько витков на каждой из катушек.
Вместо заключения
Теперь вы знаете, как сделать дроссель для сварочного аппарата своими руками и использовать его в своей работе. Самодельный дроссель легко можно собрать своими силами, зная элементарные законы электротехники. Расскажите о своем опыте конструирования дросселя в комментариях и делитесь этой статьей в социальных сетях. Желаем удачи!
[Всего голосов: 1 Средний: 4/5]
svarkaed.ru













 Как сделать сварочный полуавтомат самому Делаем дроссель с вольтодобавкой Vol 3.0 УСТРОЙСТВЕМОНТ СВАРОЧНОГО ИНВЕРТОРА
Как сделать сварочный полуавтомат самому Делаем дроссель с вольтодобавкой Vol 3.0 УСТРОЙСТВЕМОНТ СВАРОЧНОГО ИНВЕРТОРА  Типы сварочных аппаратов и их выбор
Типы сварочных аппаратов и их выбор 



www.samsvar.ru
Дроссель для полуавтомата — sovetskyfilm.ru
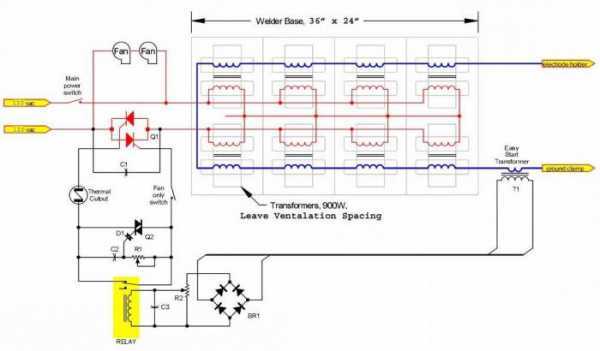
Народ, кто готов растолковать принцип работы выходного фильтра сварочного полуавтомата. схему прилогаю. по этой схеме делают большенство современных однофазных (220В) отечественных полуавтоматов. Интересует назначение второй обмотки дросселя фильтра и диода. Кто порекомендует литературу и методику расчета, или ещё лучше пришлет почитать бубу очень благодарен. может у кого есть паспортные данные на такого типа дроссель полуавтомата или его конструкторская документация?
И ещё вопрос? Кто скажет почему не приходят рассылки с этого сайта. Это временно или на всегда?
Сдаётся мне, что этот «дроссель» совместно с вторичной обмоткой и диодом VD13-VD14 обеспечивает поджиг и дальнейшую стабилизацию дуги при касании электрода (проволоки) с деталью.
Да, похоже. При замыкании электродов ток протекает через обмотку дросселя и запасает в ней энергию. Полярность импульса в этот момент такова, что диод запирается и отключает дроссель от схемы. В момент размыкания электродов полярность ЭДС самоиндукции такова, что диод пропускает ее на выход, а ее величина такова, что обеспечивает пробой промежутка и поджиг дуги. А дальше первичная обмотка дросселя уже работает как обычный L-фильтр.
С уважением Взводатор.
Что бы сказать наверняка, нужно знать соотношение витков оботок этого дросселя.Если обе обмотки, хотя бы, одинаковы, то да, Ваши версии подходят, а если там всего пара витков, тогда ни о каком повышении речи быть не может.
Ещё хорошо бы знать, от чего запитывается первичная обмотка транса? Если от сети 50Гц — это одно, а если от ШИМ-инвертора — совершенно другое. Хотя, с тиристорными ключами в первичке будет то-же самое.Тогда этот диод, просто, необходим для обеспечения непрерывности сврочного тока, а последовательная с ним обмотка уменьшает выброс тока через этот диод.По принципу понижающих импульсных стабилизаторов с отводом обмотки дросселя, в которых либо уменьшается ток через ключи за счёт увеличения напряжения (в низковольтных), либо наоборот — уменьшается напряжение, за счёт увеличенияв тока (в высоковольтных). Зависит от способа включения обмоток дросселя.
Практически каждый мастер хотя бы раз задумывался над тем, как сделать дроссель для сварочного аппарата своими руками. Сегодня продается достаточно большое количество различных устройств, которые можно использовать в условиях малого производства. Это может быть приспособление, которое работает на временном или непрерывном токе, полуавтомат для сварки или изделие с использованием электродов. Однако качественное устройство стоит очень дорого, а бюджетные аналоги быстро приходят в негодность.
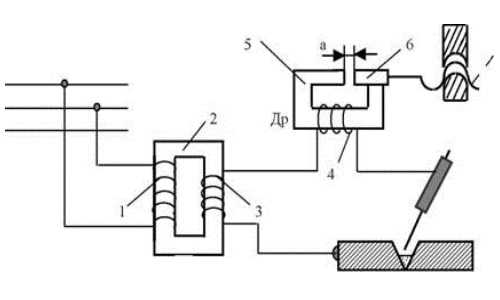
Схема сварочного аппарата переменного тока с отдельным дросселем: 1 – первичная обмотка, 2 – сердечник, 3 – вторичная обмотка, 4 – обмотка дросселя, 5 – неподвижная часть сердечника дросселя, 6 – подвижная часть сердечника дросселя, 7 – винтовая пара, Др – регулятор тока.
Для сборки самодельного приспособления для сварки понадобится подобрать и соорудить все нужные элементы, в том числе и дроссель.
Преимущества использования дросселя
Однофазная мостовая схема выпрямления (а). Графики напряжений и тока в трансформаторе (б), напряжения и тока в нагрузке (в).
Дроссель для сварки – это устройство для регулировки силы тока, используемого для выполнения сварочных работ. Элемент нужен для компенсации сопротивления, которого может не хватать. Его можно подсоединить к повторной обмотке трансформаторной конструкции. Это дает возможность смещать фазы между проходящим током и его напряжением, в результате чего облегчается зажигание электродуги в начале работы. Она будет гореть ровно, в связи с чем есть возможность получить сварочный шов хорошего качества. Если не использовать дроссель, то могут появиться проблемы во время сварки.
Дроссель может состоять в конструкции полуавтомата или устройства для сварки, которое предусматривает использование электродов. Полуавтомат с дросселем практически не разбрызгивает металл во время работы. Процесс сварки будет проходить гораздо мягче, чем при отсутствии дросселя. Шов сварки сможет провариваться на существенную глубину. Достоинства подобного элемента не вызывают сомнений. Его можно смонтировать не только на самодельное устройство, но и на приспособление заводского производства. Особенно это касается бюджетных вариантов, склонных к неисправностям. Это сможет существенно облегчить работу на подобных конструкциях и повысить качество сварочного шва.
Какие подручные средства можно использовать
Схема источника питания инверторного сварочного аппарата.
Чтобы соорудить дроссель для сварки своими руками, первым делом нужно подготовить материал. В данном случае можно применить практически любые неиспользуемые электротехнические приспособления. Конструкция являет собой обыкновенный сердечник с намотанным проводом. Для данной цели можно использовать трансформаторную конструкцию, которая ранее была смонтирована в старом телевизоре. Всю обмотку понадобится демонтировать. Сердечник можно будет использовать для намотки провода, длина которого рассчитывается заранее.
Если есть возможность, можно применить детали, которые были установлены в лампочках фонарей. Старые обмотки следует демонтировать, так как они часто неисправны. В процессе намотки провода их понадобится установить на прежнее место.
Для намотки дросселя можно применить любой сердечник сечением приблизительно 12-15 см. Между его элементами понадобится сделать немагнитную часть. Для этого следует закрепить прокладку для изоляции толщиной примерно 0,6-1 мм.
Плавной регулировки тока можно достичь благодаря монтажу подвижных обмоток трансформаторной конструкции. Путем смены расстояния между обмотками можно изменять величину магнитного потока и сопротивление в повторной обмотке.
Преобразование тока в сварочном инверторе.
Для сварки на непрерывном токе к обмотке на выходе трансформаторной конструкции нужно подключить элемент для преобразования временного тока в непрерывный. Такое приспособление называется выпрямителем. Ток может быть не непрерывным, а пульсирующим. Уменьшить пульсацию возможно исключительно путем увеличения емкости конденсаторного устройства.
Чтобы была возможность выполнять регулировку тока дуги с помощью дросселя, между выходом трансформаторной конструкции и точкой нужно включить 3 выпрямителя.
Элементы, которые будут нужны для сооружения дросселя:
- электротехническая конструкция;
- провода;
- трансформатор;
- лампа фонаря;
- картон для изоляции.
Как изготовить дроссель для сварочного устройства
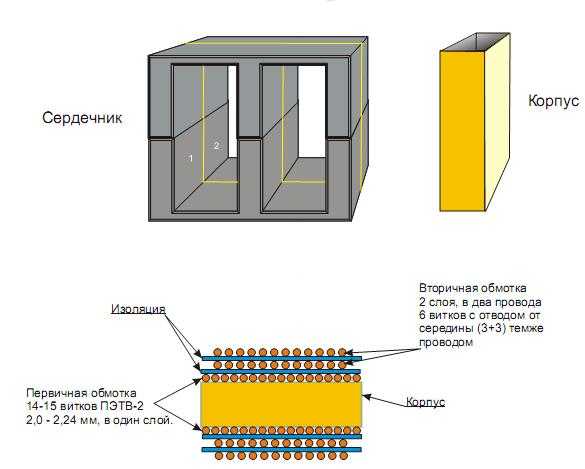
Схема изготовления сварочного дросселя.
Перед выполнением намотки провода понадобится изолировать ярмо.Для намотки дросселя можно использовать провод из алюминия или меди. В первом случае его сечение должно быть примерно 36-40 мм, во втором рекомендуемое сечение составляет 25 мм. Вместо провода можно использовать шину из меди толщиной 4-5 мм. Если планируется использовать алюминиевую деталь, то она должна иметь большую толщину. Провод нужно наматывать в количестве 30-35 витков, шина наматывается в 3 слоя. Если в качестве сердечника будет использоваться элемент от лампочки фонаря, то намотку следует выполнять только на одну боковую часть по всей длине до тех пор, пока окно не заполнится. Направление намотки изменять не допускается. Каждый слой должен быть изолирован от предыдущего. Элементы рекомендуется пропитать бакелитовым лаком.
В процессе намотки через одинаковое количество витков следует делать отводы. Контакты должны быть сильными, так как на них будет ложиться существенная нагрузка.
Установка дросселя оказывает положительное влияние на работу полуавтоматического устройства или обыкновенной самоделки. Для устройства, которое работает на временном токе, рекомендуется использовать приспособление вместе с конструкцией для выпрямления тока. В таком случае будет можно применять практически все возможные электроды.
Дроссель для сварки своими руками можно устанавливать и на устройство с понижающей трансформаторной конструкцией. Элемент нужно подключать на вторичную цепочку трансформатора для сварки. Это даст возможность соорудить устройство фирменного сварочного полуавтомата, который стоит очень дорого. Дроссель следует точно рассчитать по формуле, которая есть в документации, поставляемой вместе с приспособлением. Данное изделие будет иметь трансформаторную конструкцию с хорошим рассеиванием и отличными характеристиками.
Дроссель для инверторного или любого другого аппарата важно правильно настроить.
Ступенчатая регулировка тока дуги сварки может быть достигнута путем включения на выходе омического сопротивления, являющего собой нихромовую спираль, через одинаковое количество витков которой следует сделать отводы с контактами, выдерживающими любые нагрузки. Недостаток данного способа заключается в том, что в этом случае будет сильно нагреваться нить.
Когда настройка дросселя для сварки будет выполнена успешно, можно приступать к выполнению сварочных работ.
Существующие методы регулировки тока дуги сварки
Схема сварки тонкого металла при помощи инвертора.
Выполнять регулировку тока дуги можно с помощью изменения воздушной щели. Трансформаторное устройство может быть в таких режимах:
- Холостой ход. Временное напряжение подается на вход трансформаторного устройства. В повторной обмотке инициируется ЭДС, однако ток в выходной цепочке отсутствует.
- Нагрузочный режим. В процессе зажигания дуги она замкнет выходную цепочку, которая состоит из повторной обмотки трансформаторного устройства и обмотки дросселя. Будет протекать ток, значение которого может быть определено сопротивлением данных обмоток. Степень воздействия будет зависеть исключительно от размера щели в стержне.
- Режим короткого замыкания. Электрод касается соединяемых деталей. В сердечнике трансформаторной конструкции должен быть создан временный магнитный поток. В повторной обмотке следует инициировать ЭДС. Ток в цепочке будет определяться значением сопротивления дросселя и обмотки трансформаторного устройства.
Сопротивление будет возрастать в случае увеличения щели. Это должно привести к уменьшению магнитного потока. В конечном итоге ток дуги возрастет. Подобный метод позволяет выполнять плавную регулировку тока, поэтому его рекомендуется использовать.
Недостаток подвижной системы заключается в том, что в случае вибрации металла катушка станет ненадежной во время прохождения временного тока. В этом случае регулировку можно сделать ступенчатой. Для этого дроссель следует изготавливать так, чтобы в проводе не было щели.
Соорудить сварочный дроссель своими руками несложно. Чтобы все сделать правильно, понадобится следовать технологии, подготовить все нужные элементы и соблюдать последовательность действий.
вот в том то и дело что я в расчетах дросселей не силен и по этой причине хотелось бы что бы вы помогли мне с расчетом этой железяки по вашей методике ,конечно если это вас не затруднит .между катушкой и железом есть по 7,5мм зазор но если мотать доп обмотку 1:5 то место явно маловато ,может витков немножко убавить на силовой обмотке в примерах росчета в вашей книге меня смущают некоторые моменты: в примере №1 и №2 приведены расчеты двух разных конструктивно дросселей но вроде как выполняющих одинаковую функцию ,но в обоих примерах не акцентируется для какого типа сварки предназначен тот или иной дроссель(мма или па) хотя из практики получается что первый дроссель отлично подходит для ММА и совсем не подходит для ПА ,в то время как второй дроссель прекрасно работает на па и отвратительно работает на ММА(дуга совсем не тянется ),а в книге об этом вроде как ни слова нет.
В книге Современные сварочные аппараты своими руками всё ясно написано. На стр.136 даны витки, сердечник дросселя полуавтомата и сказано, что расчёт произведён в разделе 9.3. Зная витки и сердечник дросселя, не сложно определить, что расчёт этого дросселя произведён в примере 2. В примере 3 произведён расчёт дросселя для ЭРСТ, а в примере 1 дросселя для ММА сварки с тиристорным регулятором тока (в книге нет описания такого сварочного аппарата).Критерии выбора индуктивности дросселя для полуавтоматической сварки указаны на странице 133 (выделены жирным). Максимальная индуктивность этого дросселя ограничивается в табл. 5.1. Если предполагается, что сварочный источник будет использоваться в широком диапазоне токов, то имеет смысл сделать несколько отводов от первичной обмотки дросселя. Допустим мы решили, что дроссель должен иметь следующие значения индуктивностей — 0.3, 0.5, 0.7 и 1 мГн. Это будет соответствовать 55, 71, 84 и 100% от полного количества витков первичной обмотки. Вторичная обмотка будет иметь 275% от полного количества витков первичной обмотки.Теперь, когда мы определились с максимальной индуктивностью дросселя — 1мГн и током — 350А, можно вести его расчёт по методике предложенной в книге.И если имеющийся в распоряжении сердечник будет удовлетворять результатам расчёта, то его можно будет использовать.В окне дросселя нужно зарезервировать место для вторичной (стабилизирующей) обмотки через которую будет протекать действующий ток, величина которого будет достигать 60А при максимальном сварочном токе. Следовательно вторичная обмотка увеличивает требуемую площадь окна на 47% (в 1.47 раза).Кроме этого стоит помнить, что при максимальном сварочном токе, источник будет потреблять от однофазной сети более 12кВт! Для питания такой нагрузки обычно используют трехфазную сеть! Ваша проводка и соседи выдержат интенсивную нагрузку и моргание сети?
_________________«Древние украли все наши лучшие идеи»- Марк Твен
а можно по подробнее про таблицу 5.1(максимальная индуктивность сварочной цепи для разных диаметров проволоки)почему то я думал что с ростом тока индуктивность надо уменьшать можно немного на пальцах объяснить происхождение этой таблицы
Это связано с механизмом саморегулирования длины дуги (читать стр.105-106 книги).
цитата из книги писал(а):
Для того, чтобы механизм саморегулирования работал сварочный источник, при КЗ на выходе, должен обеспечивать скорость нарастания тока на уровне dI/dt = 60…180 кА/сек для проволоки диаметром 0,8 – 1,2 мм. В свою очередь скорость нарастания тока зависит от индуктивной составляющей сварочного контура, которая определяется индуктивностью рассеяния сварочного трансформатора и индуктивностью линейного дросселя в сварочной цепи.
Для тонкой проволоки, по сравнению с более толстой, процессы саморегулирования протекают быстрее, что требует и больших скоростей нарастания тока. Соответственно, чем тоньше проволока, тем меньше индуктивность сварочной цепи.
правильно ли я понял что индуктивность дросселя не зависит от сечения провода хоть 50мм2 ,хоть 150мм2 индуктивность дросселя не изменится
Индуктивность практически не изменится, но изменится максимальный рабочий ток дросселя.
_________________«Древние украли все наши лучшие идеи»- Марк Твен
- Преимущества дросселя для сварочного аппарата
- Материалы для самостоятельной сборки дросселя
- Намотка и установка дросселя
Как установить дроссель для сварочного аппарата своими руками, интересует многих, кто взялся собирать сварочный аппарат своими руками или приобрел недорогую модель. Ведь выполнив небольшую доработку, можно получить хорошую технику, не уступающую дорогим образцам. Можно купить как готовый дроссель, так и изготовить его самостоятельно с минимальными финансовыми вложениями.
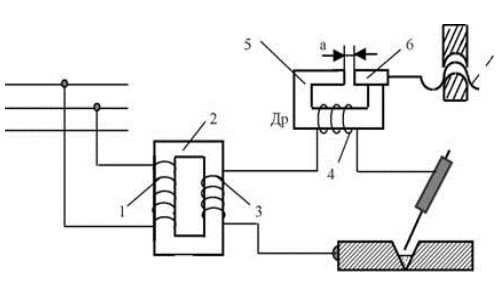
Схема сварочного аппарата переменного тока с отдельным дросселем: 1 – первичная обмотка, 2 – сердечник, 3 – вторичная обмотка, 4 – обмотка дросселя, 5 – неподвижная часть сердечника дросселя, 6 – подвижная часть сердечника дросселя, 7 – винтовая пара, Др – регулятор тока.
Преимущества дросселя для сварочного аппарата
Функцией дросселя в сварочном аппарате является регулировка силы тока, который применяется для сварки. Он компенсирует недостающее сопротивление в процессе работы. Подключение дросселя следует осуществлять ко вторичной обмотке трансформатора.
Так можно добиться смещения фаз между током и напряжением и облегчить тем самым зажигание электрической дуги в самом начале работы. Это позволит получить равномерное горение сварки и, соответственно, равномерный качественный сварной шов. Сила тока при отсутствии дросселя всегда имеет максимальные показатели, из-за чего могут возникнуть неприятные моменты в процессе сварочных работ.
Схема изготовления сварочного дросселя.
Дроссель может быть установлен в обычный сварочный аппарат, работающий с электродами, и в полуавтомат. Полуавтомат, оснащенный дросселем, позволяет сделать более качественный и глубокий сварной шов с минимальным разбрызгиванием металла. Оптимальным решением будет использование дросселя в паре с выпрямителем тока. Тогда для сварочных работ можно использовать практически все виды электродов и сварка при этом будет мягкой.
Дроссель может быть установлен и на сварочный аппарат, оснащенный понижающим трансформатором. Его необходимо подключать ко вторичной цепи трансформатора. Так, из сварочного аппарата, сделанного своими руками, можно получить полуавтомат, близкий по конструкции с дорогими заводскими моделями.
Как видно, эта деталь имеет большие преимущества. Установить дроссель можно не только на самодельный сварочный аппарат, но и на заводской образец. Данная деталь, установленная на недорогую модель сварочного аппарата, склонного к возникновению различных неполадок, способна облегчить с ним работу и выполнить ее качественно.
Вернуться к оглавлению
Материалы для самостоятельной сборки дросселя
Правильно подобрав материал, сварочный дроссель вполне можно собрать самостоятельно. Он представляет собой обычный сердечник с намотанным проводом. Для этой цели могут подойти многие неисправные электротехнические приборы. Очень часто для его изготовления используются трансформаторы от старых ламповых телевизоров, с которых можно удалить старую обмотку и намотать новую с требуемым сечением.
Схема источника питания инверторного сварочного аппарата.
Еще одним устройством, с которого можно снять дроссель, является старый уличный фонарь. Старую, пришедшую в негодность обмотку с этой детали нужно демонтировать, оставив только картонные прокладки для обеспечения зазора между основным элементом сердечника и замыкающим. В процессе намотки провода эти элементы следует установить на прежнее место.
Для изготовления дросселя подойдет любой магнитопроводящий сердечник с сечением 10 -15 см. Между его частями нужно сделать немагнитный участок, вставив изоляционную прокладку толщиной 0,5 -1 мм.
Для намотки дросселя применяется медный или алюминиевый провод.
Вернуться к оглавлению
Намотка и установка дросселя
Для намотки алюминиевого провода необходимо выбирать сечение 35-40 мм, для медного – достаточно 25 мм. Также можно производить замену провода на медную (4 на 6 мм) или алюминиевую шину с большим сечением. Так, при использовании обычного провода нужно сделать 25-40 витков, а шину нужно намотать в 3 слоя. Если вы выбрали деталь от уличного фонаря, то наматывать провод следует по всей длине одной из ее боковых сторон, пока не заполнится окно.
Перед тем как намотать провод, следует произвести изоляцию ярма. Наматывая провод, не меняйте направление. Следующий слой намотки изолируется от предыдущего хлопчатобумажной тканью, стеклотканью или картоном для изоляции, выполняется нанесение изолирующей пропитки бакелитовым лаком. Выводы при намотке должны быть маркированы.
Ступенчатая регулировка тока сварочной дуги достигается включением на выходе нагрузочного омического сопротивления, представляющего собой спираль из нихрома, через равное количество витков которой делаются отводы с хорошими контактами, выдерживающими большие нагрузки. Воздушный промежуток в сердечнике дросселя не делается. Но такой способ имеет недостаток: большой нагрев нити, порой докрасна.
Плавная регулировка тока достигается благодаря установке подвижных обмоток трансформатора.
Благодаря смене расстояния между первичной и вторичной обмотками трансформатора меняется величина магнитного потока и сопротивление во вторичной обмотке.
Особое внимание следует уделить настройке дросселя.
Настроить его можно так:
- добавив или отмотав количество витков провода;
- изменив в сердечнике размеры воздушного промежутка.
Правильно изготовленный и настроенный дроссель позволит вам работать с самодельным сварочным аппаратом не хуже, чем с дорогой импортной моделью.
Электродом можно много чего приварить, но когда дело доходит до автомобильного метала то уже нужно полуавтоматическую сварку в среде углекислоты. Конечно можно и электродом «присрать9quot;))) много кто так делает))Делал давно, лет 7 назад. Почему не купил готовый? Потому что, в те года по доступным ценам были только трансформаторные аппараты, они или прожигали, или «срали9quot;)).Тонкий листовой метал сложно ними варить. Также были и инверторные полуавтоматы, но у них цена уже была совсем другая. Мне требовалось не для проф.работ, а для хобби, поэтому покупать дешевый чтоб мучится потом с ним не хотелось. И случайно в интернете нашел сайт svapka.ru, где в доступной форме расписана методика расчета трансформатора для полуавтомата. В итоге решил попробовать мотать трансформатор сам, тем более все компоненты были в наличии, разные трансы, медная проволока разного сечения. Трансформатор использовал Ш-образного сечения, расчет на практике немного разошелся с теорией, железо оказалось очень добротное, процедура намотки немного утомительная, намотка первички, сборка, замер тока ХХ на первом расчисленном отводе, корректировка расчета, если расходится, и заново разборка пакета, домотка до конца, снова сборка пакета, проверка правильности намотки, и снова разборка пакета, для намотки вторичной обмотки. Трансформатор рассчитывался в основном для тонкого метала, поэтому было сделано 9 отводов по первичке, диапазон от 13в до 32в. ток ХХ от 100мА до 1.5А (нагрузки на сеть практически нету), на вторичной обмотке 3 отвода, один для нормальной сети, один для пониженного напряжения и третий отвод для повышенного напряжения. Сечения проводов уже не помню, вроде первичка 1.5мм2, вторичная 25мм2. Все пролито лаком. Гула нет вообще. Переключаются отводы по первичной галетным переключателем. Так же сделан дроссель с ТС270, с вольтодобавкой. Управления подачей проволоки с помощью ШИМ, вытравил плату, регулируется резистором, большой диапазон. Диоды использовал какие были, на 450А)). Для питания моторчика протяжки и платы ШИМ намотан отдельно транс на торе, на вторичной 3 отвода, на 2 напряжения, 12в и 32в. 12в, для питания платы ШИМ, а 32в для моторчика протяжки. Транс для протяжки ставил с запасом, так как планировал и зарядку, и много другого)). Корпус сварен с угольника, корпус вышел монументальным)) много чего планировалось сделать еще в нем. И в результате оно варит))очень даже неплохо, кузовной метал не прожигает, в принципе можно заварить, подчеркиваю, заварить. а не присрать, крышку консервной банки И также более толстый метал, проблем нет, варил скамейку для жима лежа, суммарную нагрузку 270кг выдержала)).Сейчас, я бы не собирал, уже доступнее купить нормальный инверторный, который скорей всего будет лучше, а главное мобильней. Да и если делать самому, а компонентов нету, то получается не так уже и дешево, плюс к всему еще нужно и понимать что делаешь. Одним словом лучше купить).Внешне вид так себе, уже 7-й год не могу доделать до конца))).главное что работает.
Вид сверху, протяжка на одном ролике, в планах переделать на 2-х роликовую, клапан газа
Трансформатор питания ШИМ и моторчика протяжки, и плата регулятора скорости подачи проволоки на ШИМе
Силовой транс и вентилятор для обдува, также контактор для разгрузки тумблера включения питания.
Галетный переключатель отводов первичной обмотки, в первом варианте использовал советский, но его нельзя было переключать под нагрузкой, и он сгорел в самый неподходящий вариант)))этот уже заказал на ebay, коммутирует до 25А.
Внимание, только СЕГОДНЯ!
sovetskyfilm.ru
Как сделать (намотать) дроссель для сварочного инвертора
Электросварка широко применяется на крупных производствах и в мелких мастерских. Аппараты для соединения металлов электрической дугой тоже бывают разными по размерам и мощности. Но всех их объединяет одна возможная проблема — падение напряжения мешает розжигу дуги и ведению шва. Еще бывает трудно настроить нужную величину тока для конкретной толщины металла. Для решения всего этого используется дроссель в составе оборудования. Что это такое? Как он функционирует? Как сделать дроссель самому на свой аппарат?

Что это такое?
Дроссель для сварочного аппарата своими руками смастерить вполне возможно. Он состоит из сердечника и двух обмоток с определенным сечением, рассчитанным на работу с конкретной величиной тока. Дроссель от крупного сварочного оборудования не подойдет к маленькому агрегату, и наоборот, маленькая модель будет не эффективна на большом сварочном аппарате.
Дроссель получает и накапливает в себе ток от понижающего трансформатора, чем содействует плавному розжигу электрода. Во время ведения шва дуга горит более мягко и меньше разбрызгивается металл сварочной ванны. Если поступающее напряжение слишком велико, то дроссель берет на себя часть функции сопротивления. Это позволяет более точно настраивать аппарат и варить тонкий металл.
Преимущество самодельного дросселя
Для сварки металла различной толщины применяется несколько способов регулировки силы тока:
- Изменение расстояния между элементами трансформатора. В устройстве сварочных аппаратов имеется две обмотки, между которыми происходит электромагнитная индукция. Благодаря этому понижаются Вольты, и повышаются Амперы. Если сила тока слишком велика, для нормального ведения шва на заданной толщине материала, то обмотки разводятся между собой при помощи винта с резьбой. Это рассеивает индукцию и уменьшает силу тока. Степень регулировки зависит от длины винта и размеров корпуса аппарат. Чем шире настройки этого параметра, тем крупнее сам сварочный агрегат.
- Ступенчатая регулировка на обмотке трансформатора позволяет отсекать часть катушки, пуская ток по более коротком пути. Для уменьшения силы сварочной дуги устанавливают максимально длинный путь напряжению. Но это зависит от количества витков понижающего трансформатора.
- Сопротивление из стальной пружины с креплением клемм через определенный интервал позволяет регулировать силу тока мелкими «шагами», но имеет существенный недостаток в виде быстрого перегрева сопротивления, которое постоянно находится под ногами у сварщика.
Внедрение в схему дросселя решает все эти проблемы одновременно. Это небольшое электротехническое приспособление частично компенсирует недостающее сопротивление, поэтому нет необходимости использовать большие трансформаторы с широкими параметрами регулировки. Настройка тока происходит плавно без ступеней, а под ногами нет раскаленной пружины.
Применение
Сделанный самостоятельно дроссель хорошо взаимодействует на трансформаторах. Поскольку переменный ток отличается треском и разбрызгиванием металла, то добавление в схему этого элемента позволит варить более мягко. Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Дроссель для сварочного инвертора и полуавтомата полезен и содействием быстрого розжига дуги. Например, если инвертор должен выдавать 48 V холостого хода, то при падении или скачках напряжения в сети, это значение будет еще меньше. Когда требуется варить электродом МР-3, оптимальное значение тока для которого составляет 70 V, а при 48V он зажигается с трудом, то в случае падения напряжения дугу будет возбудить очень сложно. В результате, запланированные сварочные работы придется отложить до восстановления нормального напряжения.
Дроссель, в сочетании с выпрямителем, способен производить ЭДС самоиндукции, которая пронизывает воздушное пространство и легко поджигает электрод. В случае полуавтомата это содействует легкому началу работ при малейшем поднесении к изделию подающейся из сопла проволоки.
Сочетая в себе две функции (компенсация сопротивления и стабилизация дуги) это устройство позволяет варить тонкий металл в условиях скачущего напряжения. Так, аппараты с дросселем широко используются для сварки кузовов автомобилей на СТО, или нержавеющих тонких емкостей.
Дроссель своими руками
Чтобы знать как намотать дроссель правильно, важно разобраться в его устройстве. Хотя оно простое, поэтапное точное выполнение каждой части обеспечит качественный результат. Для полуавтомата или инвертора, используемых в частном доме и на даче, подойдет дроссель, сделанный следующим образом:
- За основу берется старый трансформатор. Оптимальная модель — это повышающий элемент на ламповом телевизоре с маркировкой «ТСА 270-1». Подобные можно найти у пожилых знакомых в гараже. Размеры его внутренней части идеально подходят под сварочный аппарат для домашнего использования.
- Разборка трансформатора производится путем срезания болтов для освобождения катушек. Или можно повернуть ряд головок в верхней части устройства, и снять катушки напрямую.
- На пустые подковы необходимо установить прокладки, которые будут образовывать индуктивный зазор дросселя. Их можно изготовить из картона с толщиной листа от 0.8 до 1.0 мм. Прокладки приклеиваются на основание подковы.
- Обмотка производится мягким алюминиевым проводом с сечением 36 мм. На каждую катушку следует нанести по 24 витка. С использованием указанного сердечника от старого телевизора получится сделать три слоя по восемь витков в каждом. Между слоями необходимо выполнить качественную изоляцию бумагой и бакелитовым лаком. Это делается ввиду способности устройства к выработке ЭДС самоиндукции, которая появляется при разрыве дуги. Тогда разряд идет по пути наименьшего сопротивления и пробивает воздух, чем возобновляет горение электрода. Если наименьшее сопротивление окажется между витками обмотки, то пробой случится там, что повлечет порчу элемента.
- Наматывать провод нужно в одну сторону на каждой катушке. Благодаря одинаковому направлению получится конструкция, на которой вверху будет перемычка между отводами, соединяющая катушки, а внизу расположатся вход и выход.
- Если при наматывании была допущена ошибка, и катушки получились противоположными по направлению намотки, то выйти из положения можно установкой косой перемычки между верхним и нижним отводами по диагонали. Вторая пара отводов образует вход и выход.
- Устанавливать дроссель в цепь рекомендуется уже после диодов. Ко входу подключается кабель с диодного моста, а к выходу крепится кабель массы, подающийся на изделие.
Проверка дросселя
После сборки происходит тестирование устройства. Для этого необходимо выполнить сварку на металле, толщина которого будет применяться чаще всего в повседневной работе. Проверяется сила тока, которой должно быть достаточно для хорошего провара, но без прожогов.
Обращать внимание необходимо и на поведение сварочной дуги, ее стабильность, умеренный треск, и плавность горения без чрезмерных брызг. Легкий поджиг электрода и хорошие характеристики дуги будут показателем правильной сборки. Если сила тока значительно упала, то стоит перемотать устройство и удалить несколько витков обмотки на каждой катушке.
Внедрение дросселя в схему полуавтомата, инвертора или обычного трансформатора, облегчает работу с устройством. Накладывать швы становится более удобно, а поджиг электрода происходит плавно и стабильно. Особенно это практично в частном секторе, где скачки напряжения — привычное дело. Самодельное изготовление устройства легко выполнить придерживаясь последовательности приведенной в статье.
Поделись с друзьями
1
svarkalegko.com
Для чего нужен дроссель сварочному аппарату
Приобретение сварочного аппарата (инвертора) – это всегда сопряжено с дилеммой: качество или цена. И, как часто это бывает, побеждает цена. Приобретая недорогой сварочный инвертор, его хозяин получает некоторое снижение качества работы с агрегатом. А точнее: сложность с розжигом электрода и жесткостью сварочного процесса. Но небольшая доработка (и недорогая) дает возможность изменить характеристики аппарата. Самый простой вариант – это установить дроссель. Что это такое, и для чего нужен дроссель.

Основное его назначение – стабилизация тока. Все дело в том, что в аппарате переменного тока поджиг расходника должен производиться при определенном напряжении, которое должно соответствовать синусоиде электрического тока. Сварочный дроссель, включенный в схему инвертора, позволяет сместить фазы между напряжением и электрическим током. А это в свою очередь влияет на легкость розжига электрода, плюс более ровному горению электрической дуги. В купе в конечном результате получается ровный и качественный сварной шов. Что и требуется для подтверждения качества конечного результата.
Дроссели можно устанавливать и в сварочных трансформаторах, и в инверторах, и в полуавтоматах. При использовании устройства в полуавтоматах для сварки можно констатировать уменьшение разбрызгивания металла, шов проваривается глубже, сварочный процесс проходит мягче.
Способы регулировки тока с помощью дросселя
Достоинства устройства несомненны. Практика это подтверждает полностью. Но есть три режима трансформатора, в которых он может находиться. При этом с помощью дросселя в некоторых из них можно регулировать силу сварочного тока. Кстати, дроссель подключается к вторичной обмотке трансформатора, при этом регулируется воздушный зазор в сердечнике.
- Холостой ход. Это режим, когда аппарат включен, а работа на нем не производится. Напряжение на трансформатор подано, электродвижущая сила во вторичной обмотке присутствует, а на выходе сварочного тока нет.
- Нагрузка. Зажигается дуга, которая замыкает электрическую входную цепочку. В нее входят обмотка дросселя и вторичная обмотка трансформатора. По цепи движется ток, значение которого определяется сопротивлениями двух обмоток. Если в цепь не установить дроссель, то на выходе получился бы ток максимального значения. А это большая вероятность получить прожог свариваемых металлов, залипание электрода. Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя.
- Короткое замыкание. КЗ образуется в тот момент, когда кончик электрода касается свариваемых металлических заготовок. При этом на сердечнике трансформатора образуется магнитный поток переменного типа, а на вторичной обмотке индуктируется электродвижущая сила. При этом сила тока будет зависеть от общего сопротивления обмотки дросселя и вторичной обмотки трансформатора.
Что касается воздушного зазора, то его увеличение приводит к тому, что сопротивление цепочки увеличивается. А это в свою очередь приводит к уменьшению магнитного потока, соответственно уменьшается индуктивное сопротивление обмоток трансформатора и дросселя. Уменьшилось сопротивление, увеличился ток на выходе. Все по закону Ома. Поэтому ток дуги увеличивается. Именно таким образом с помощью дросселя можно регулировать ток сварочной дуги.
В этой системе с дросселем есть один недостаток. Любой аппарат для сварки в процессе работы вибрирует. Это негативно сказывается на прохождении тока по катушке дросселя. Поэтому можно отказаться от плавной настройки и регулирования тока, а перейти на ступенчатую настройку. Для этого в сердечнике дросселя не надо устанавливать воздушный зазор. Для этого обмотка прибора делается с отводами (через определенное количество витков), к которым припаиваются контакты. Правда, необходимо учитывать тот момент, что через эти контакты будет проходить ток в несколько сот ампер. Поэтому нужно подобрать такие, которые ток такой силы смогут выдерживать.
И еще одна причина, по которой дроссель для сварочного аппарата нужно включить, чтобы процесс сварки проходил в «мягких» условиях. Есть такая характеристика зависимости напряжения сварочной дуги от силы тока на конце электрода, которая носит название падающая. Это очень полезная зависимость, особенно в тех случаях, когда сложно или трудно выдержать расстояние между электродом и свариваемыми металлическими заготовками.
Обеспечить падающую характеристику одним трансформатором практически невозможно, потому что сопротивление его обмоток здесь недостаточно. Обмотка дросселя практически в два раза увеличивает общее сопротивления электрической цепи, что позволяет обеспечить падающую зависимость напряжения от тока. То есть, это еще один плюс в копилку дросселя. Теперь становится понятным, зачем нужен этот прибор.
Как сделать дроссель своими руками
Для катушки дросселя лучше использовать магнитопровод серии UI. Намотка провода на катушку – процесс непростой и трудоемкий, требующий терпения и аккуратности. Есть в этом деле несколько моментов, которые определяют качество конечного результата.
- Обязательно перед началом намотки производится изоляция ярма UI.
- Наматывать медный или алюминиевый провод можно только в одном направлении.
- Каждый намотанный на сердечник слой необходимо изолировать от последующего. Для чего может быть использована стеклоткань, специальная хлопчатобумажная изоляция или картон.
- Изоляционный слой необходимо обрабатывать бакелитовым лаком.
- Если устраивается ступенчатая регулировка тока, то выводы обмотки нужно обязательно маркировать. Это упростит в последующем подключение дросселя к сварочному аппарату, то есть, нужный вывод будет легко найти.
Ступенчатую регулировку тока можно организовать и при помощи нагрузочного омического сопротивления. По сути, это обычная спираль из нихромовой проволоки, которая подключается к выходу дросселя. Правда, необходимо отметить, что этот вариант не самый лучший. Нихромовая проволока сильно нагревается, иногда даже докрасна, так что это большая опасность.
В сварочных трансформаторах плавная регулировка тока обеспечивается смещением первичной обмотки относительно вторичной. Уменьшая между ними расстояние, производится уменьшение магнитного поля. А соответственно и снижение сопротивления в цепи. Обычно трансформаторные аппараты снабжаются рукояткой, которая расположена сверху агрегата. Вращая ручку в ту или другу сторону, уменьшается или увеличивается сила тока дуги.
Но для инверторного сварочного аппарата, который применяется в быту, лучше использовать для улучшения работы дроссель. Проще, удобнее, недорого. Тем более, сделать его своими руками – не проблема.
Поделись с друзьями
4
1
1
svarkalegko.com
Дроссель для сварочного аппарата своими руками
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Принцип работы
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.
Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение
В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Материалы для изготовления
Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.
Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Включение и проверка
Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Всю конструкцию для сварки в сборе необходимо протестировать на кусочке металла того же химического состава и толщины, с каким в дальнейшем планируется вести большую часть сварочных работ. Показателями качества являются:
- легкий электроподжиг;
- стабильность дуги;
- относительно слабый треск;
- плавное горение без сильных брызг расплава.
Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока.
Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
Изготовление самодельного дросселя для полуавтомата
Выходной дроссель для сварочного полуавтомата сглаживает токовые пульсации, уменьшает разбрызгивание металла при сварке и поддерживает сварочную дугу при кратковременном коротком замыкании. Прост в изготовлении и настройке даже в условиях домашней мастерской.
В самом простом виде дроссель — это катушка из толстого медного провода, намотанного на магнитный сердечник, которая включается в выходную цепь сварочного аппарата последовательно с электродом. Дроссель для полуавтомата необходим для сглаживания токовых пульсаций, которые возникают при краткосрочных изменениях входного напряжения и мгновенных коротких замыканиях на электроде. При выполнении полуавтоматической сварки без этого устройства высока вероятность возникновения дефектов сварного шва, т. к. при таких отклонениях в электрических параметрах проволока продолжает подаваться с неизменной скоростью.
Дроссель для полуавтомата по силам изготовить любому домашнему мастеру. Его расчет производится очень укрупненно (в основном, в части сечения проводов), а параметры самодельного дросселя подбираются регулировкой зазора сердечника в процессе пробных включений полуавтомата на разных режимах. Тем не менее, все же желательно иметь хотя бы общие представления об основных электротехнических принципах, лежащих в основе работы этого устройства, а также о конструктивных особенностях его изготовления.
Принцип работы
Работа дросселя сварочного полуавтомата основывается на так называемом «первом законе коммутации», согласно которому в катушке индуктивности ток мгновенно измениться не может. В очень упрощенном виде можно сказать, что дроссель выступает в роли своеобразного накопителя энергии, но в отличие от конденсатора он аккумулирует не напряжение, а ток. При прохождении через катушку поток электронов порождает магнитное поле, величина которого зависит не только от силы тока, но и от параметров сердечника. Путем регулирования зазора между его элементами можно управлять величиной магнитного потока и таким образом регулировать индуктивное сопротивление дросселя.
Величина индуктивности дросселя непосредственно влияет на скорость увеличения силы тока при коротком замыкании. При этом она напрямую зависит от сварочного режима полуавтомата и диаметра проволоки. В случае использования тонкой проволоки требуются более быстрое нарастание тока и, соответственно, меньшая индуктивность, чем при применении толстой проволоки. К примеру, при уменьшении диаметра проволоки в полтора-два раза индуктивность понижается в 2,5–3 раза.
Предназначение дросселя
Сварка с применением полуавтомата производится постоянным током отрицательной полярности на проволоке, толщина которой варьируется в пределах 0.5÷3.0 мм. Чем меньше ее диаметр, тем ниже значение сварочного тока и тем стабильнее горение дуги. Во время сварочного процесса расплавленный металл проволоки поступает в сварочную ванну в виде непрерывного потока капель. Этим обеспечивается стабильность дуги и качество сварочного шва. При краткосрочном образовании непрерывного потока металла возникает ток короткого замыкания, а при разрывах происходит его резкое уменьшение. Если в выходную схему полуавтомата включен дроссель, то в первом случае он препятствует мгновенному росту тока, а во втором — компенсирует падение его величины за счет «запасенной» энергии.
В сварочных полуавтоматах применяют дроссели с фиксированной, ступенчатой (см. рис. выше) или регулируемой индуктивностью. Первый тип применяется при сварке на постоянных режимах, во втором случае дроссель выполнен с несколькими отводами, а в третьем индуктивность регулируется изменением величины зазора в магнитопроводе или механическим перемещением сердечника. При нестабильном источнике внешнего питания наилучшим вариантом для полуавтомата является регулировка зазором, так как она позволяет опытным путем подбирать сварочный режим с устойчивой дугой и без разбрызгивания металла. А оптимальный метод решения проблемы стабильности и качества сварочного процесса — это использование в полуавтомате дросселя в сочетании со схемой вольтодобавки на входном трансформаторе.
Как рассчитать сечение провода обмотки
Здесь Jп — плотность тока в А/мм² для заданной в процентах величины ПН, а J — при долговременных режимах.
Для медных проводников трансформаторов и дросселей J обычно принимают равной 3,5 А/мм².
При использовании алюминиевых проводов необходимо применять понижающий коэффициент 1,6 (см. таблицу).
| ПН (%) | Jп | ПН (%) | Jп | ПН (%) | Jп | |
|---|---|---|---|---|---|---|
| Медь | 20 | 7.8 | 40 | 5.5 | 60 | 4.5 |
| Алюминий | 4.9 | 3.5 | 2.8 |
Чтобы определить сечение провода (S) для намотки дросселя полуавтомата, необходимо паспортное значение максимального тока (I max) разделить на Jп. К примеру при I max=150 А и ПН=40% сечение медного провода будет равно 27 мм². Точный тип проводника (провода или шинки) выбирается по справочнику с округлением в большую сторону.
Вычисление количества витков производится по формуле с использованием габаритов сердечника, которые также определяются расчетным путем. Но народные умельцы всего этого, как правило, не делают, т. к. собирают дроссель для полуавтомата на основе имеющегося в наличии магнитопровода. Обычное количество витков у такого изделия при токе 150–200 А — несколько десятков (40÷60). В отличие от величины сечения ошибка здесь не очень критична. В худшем случае она может привести к тому, что качество сварки не улучшится.
Что потребуется для изготовления
- паяльник (от 100 Вт) с принадлежностями;
- слесарные тиски;
- пассатижи, круглогубцы, молоток и пр.;
- сердечник и корпус катушки;
- гетинакс (или подобное) для зазоров;
- лакоткань;
- киперная лента;
- эпоксидка или клей;
- медный или алюминиевый провод (или шинка);
- две клеммы под винт.
Кроме того, необходим брусок для закрепления корпуса катушки, а также кусочки любого пластика или дерева для ее расклинивания.
Пошаговая инструкция по сборке дросселя своими руками
Такие сердечники массово использовались и применяются в блоках питания радиоаппаратуры еще с советских времен. Поэтому найти старый трансформатор (например, типа ТС) мощностью 200–300 Вт, наверное, не будет очень сложной задачей. Очень удобно для регулировки зазора еще и то, что такой сердечник стягивается специальным хомутом с винтовым соединением (см. рис. ниже).
Провод или шинку можно использовать любые (но лучше все-таки медные), главное, чтобы сечение соответствовало расчетному.
Намотка и установка дросселя
- Надеть катушку на деревянный брусок, закрепить его тиски и намотать на катушку в один-два слоя киперную ленту, а поверх нее — лакоткань. Затем аккуратно, виток к витку, намотать первый слой проводов (получится около 8–12 витков в зависимости от толщины и зазоров). Действовать надо очень осторожно, т. к. провода жесткие, а катушка сделана из тонкого и хрупкого гетинакса.
- Поверх первой слоя витков намотать лакоткань, предварительно промазав ее лаком. Классический вариант – это бакелитовый лак, но можно взять и любой другой, например паркетный. Намотать второй слой витков, также укрыть его лаком и лакотканью. Аккуратно отогнуть выходной конец.
- Все то же самое сделать со второй катушкой, затем обе их тщательно просушить. Подготовить две пластинки гетинакса (или другого изолирующего пластика) толщиной 1–2 мм по размеру стыка половинок сердечника.
- Надеть на одну из половинок сердечника обе катушки, уложить изолирующие прокладки и вставить вторую половину. Тщательно стянуть сердечник хомутом.
- Соединить катушки последовательно скруткой с пайкой или винтом (предварительно залудив), а затем место соединения изолировать.
- Концы катушек, предназначенные для подключения, зафиксировать на хомуте, а затем припаять к ним клеммы.
При проверке дросселя с полуавтоматом необходимо попробовать его в разных режимах, и в зависимости от ситуации увеличить или уменьшить индуктивность, заменяя прокладки в зазоре сердечника.
В известной книге В. Я. Володина «Современные сварочные автоматы своими руками» приводится классический расчет количества витков в обмотке дросселя. Для домашнего мастера подошел бы более упрощенный вариант определения числа витков, пусть даже их число будет приблизительным. Если кто-то знает источники с такими методиками или сам может описать, как это сделать, поделитесь, пожалуйста, в комментариях к статье.
Дроссель для сварочного аппарата своими руками
Электросварка широко применяется на крупных производствах и в мелких мастерских. Аппараты для соединения металлов электрической дугой тоже бывают разными по размерам и мощности. Но всех их объединяет одна возможная проблема — падение напряжения мешает розжигу дуги и ведению шва. Еще бывает трудно настроить нужную величину тока для конкретной толщины металла. Для решения всего этого используется дроссель в составе оборудования. Что это такое? Как он функционирует? Как сделать дроссель самому на свой аппарат?

Что это такое?
Дроссель для сварочного аппарата своими руками смастерить вполне возможно. Он состоит из сердечника и двух обмоток с определенным сечением, рассчитанным на работу с конкретной величиной тока. Дроссель от крупного сварочного оборудования не подойдет к маленькому агрегату, и наоборот, маленькая модель будет не эффективна на большом сварочном аппарате.
Дроссель получает и накапливает в себе ток от понижающего трансформатора, чем содействует плавному розжигу электрода. Во время ведения шва дуга горит более мягко и меньше разбрызгивается металл сварочной ванны. Если поступающее напряжение слишком велико, то дроссель берет на себя часть функции сопротивления. Это позволяет более точно настраивать аппарат и варить тонкий металл.
Преимущество самодельного дросселя
Для сварки металла различной толщины применяется несколько способов регулировки силы тока:
- Изменение расстояния между элементами трансформатора. В устройстве сварочных аппаратов имеется две обмотки, между которыми происходит электромагнитная индукция. Благодаря этому понижаются Вольты, и повышаются Амперы. Если сила тока слишком велика, для нормального ведения шва на заданной толщине материала, то обмотки разводятся между собой при помощи винта с резьбой. Это рассеивает индукцию и уменьшает силу тока. Степень регулировки зависит от длины винта и размеров корпуса аппарат. Чем шире настройки этого параметра, тем крупнее сам сварочный агрегат.
- Ступенчатая регулировка на обмотке трансформатора позволяет отсекать часть катушки, пуская ток по более коротком пути. Для уменьшения силы сварочной дуги устанавливают максимально длинный путь напряжению. Но это зависит от количества витков понижающего трансформатора.
- Сопротивление из стальной пружины с креплением клемм через определенный интервал позволяет регулировать силу тока мелкими «шагами», но имеет существенный недостаток в виде быстрого перегрева сопротивления, которое постоянно находится под ногами у сварщика.
Внедрение в схему дросселя решает все эти проблемы одновременно. Это небольшое электротехническое приспособление частично компенсирует недостающее сопротивление, поэтому нет необходимости использовать большие трансформаторы с широкими параметрами регулировки. Настройка тока происходит плавно без ступеней, а под ногами нет раскаленной пружины.
Применение
Сделанный самостоятельно дроссель хорошо взаимодействует на трансформаторах. Поскольку переменный ток отличается треском и разбрызгиванием металла, то добавление в схему этого элемента позволит варить более мягко. Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Дроссель для сварочного инвертора и полуавтомата полезен и содействием быстрого розжига дуги. Например, если инвертор должен выдавать 48 V холостого хода, то при падении или скачках напряжения в сети, это значение будет еще меньше. Когда требуется варить электродом МР-3, оптимальное значение тока для которого составляет 70 V, а при 48 V он зажигается с трудом, то в случае падения напряжения дугу будет возбудить очень сложно. В результате, запланированные сварочные работы придется отложить до восстановления нормального напряжения.
Дроссель, в сочетании с выпрямителем, способен производить ЭДС самоиндукции, которая пронизывает воздушное пространство и легко поджигает электрод. В случае полуавтомата это содействует легкому началу работ при малейшем поднесении к изделию подающейся из сопла проволоки.
Сочетая в себе две функции (компенсация сопротивления и стабилизация дуги) это устройство позволяет варить тонкий металл в условиях скачущего напряжения. Так, аппараты с дросселем широко используются для сварки кузовов автомобилей на СТО, или нержавеющих тонких емкостей.
Дроссель своими руками
Чтобы знать как намотать дроссель правильно, важно разобраться в его устройстве. Хотя оно простое, поэтапное точное выполнение каждой части обеспечит качественный результат. Для полуавтомата или инвертора, используемых в частном доме и на даче, подойдет дроссель, сделанный следующим образом:
- За основу берется старый трансформатор. Оптимальная модель — это повышающий элемент на ламповом телевизоре с маркировкой «ТСА 270-1». Подобные можно найти у пожилых знакомых в гараже. Размеры его внутренней части идеально подходят под сварочный аппарат для домашнего использования.
- Разборка трансформатора производится путем срезания болтов для освобождения катушек. Или можно повернуть ряд головок в верхней части устройства, и снять катушки напрямую.
- На пустые подковы необходимо установить прокладки, которые будут образовывать индуктивный зазор дросселя. Их можно изготовить из картона с толщиной листа от 0.8 до 1.0 мм. Прокладки приклеиваются на основание подковы.
- Обмотка производится мягким алюминиевым проводом с сечением 36 мм. На каждую катушку следует нанести по 24 витка. С использованием указанного сердечника от старого телевизора получится сделать три слоя по восемь витков в каждом. Между слоями необходимо выполнить качественную изоляцию бумагой и бакелитовым лаком. Это делается ввиду способности устройства к выработке ЭДС самоиндукции, которая появляется при разрыве дуги. Тогда разряд идет по пути наименьшего сопротивления и пробивает воздух, чем возобновляет горение электрода. Если наименьшее сопротивление окажется между витками обмотки, то пробой случится там, что повлечет порчу элемента.
- Наматывать провод нужно в одну сторону на каждой катушке. Благодаря одинаковому направлению получится конструкция, на которой вверху будет перемычка между отводами, соединяющая катушки, а внизу расположатся вход и выход.
- Если при наматывании была допущена ошибка, и катушки получились противоположными по направлению намотки, то выйти из положения можно установкой косой перемычки между верхним и нижним отводами по диагонали. Вторая пара отводов образует вход и выход.
- Устанавливать дроссель в цепь рекомендуется уже после диодов. Ко входу подключается кабель с диодного моста, а к выходу крепится кабель массы, подающийся на изделие.
Проверка дросселя
После сборки происходит тестирование устройства. Для этого необходимо выполнить сварку на металле, толщина которого будет применяться чаще всего в повседневной работе. Проверяется сила тока, которой должно быть достаточно для хорошего провара, но без прожогов.
Обращать внимание необходимо и на поведение сварочной дуги, ее стабильность, умеренный треск, и плавность горения без чрезмерных брызг. Легкий поджиг электрода и хорошие характеристики дуги будут показателем правильной сборки. Если сила тока значительно упала, то стоит перемотать устройство и удалить несколько витков обмотки на каждой катушке.
Внедрение дросселя в схему полуавтомата, инвертора или обычного трансформатора, облегчает работу с устройством. Накладывать швы становится более удобно, а поджиг электрода происходит плавно и стабильно. Особенно это практично в частном секторе, где скачки напряжения — привычное дело. Самодельное изготовление устройства легко выполнить придерживаясь последовательности приведенной в статье.
Изготовление дросселя для сварочного аппарата своими руками
Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями.
Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше.
Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами. Это инвертор.
Сделать своими руками инвертор по силам только тому, кто хорошо разбирается в радиоэлектронике и в используемой там элементной базе. Для этого специалиста не нужно объяснять, для чего нужен дроссель и где его место в схеме. А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
- Расчет сечения проводов первичной обмотки трансформатора
- Расчет сечения проводов вторичной обмотки трансформатора
- Выпрямитель для сварочного аппарата
- Способы регулирования тока сварочной дуги
- Как сделать дроссель и намотать его правильно?
Расчет сечения проводов первичной обмотки трансформатора
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный. Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка. Более толстый провод и с меньшим количеством витков — это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I1 в его первичной обмотке. Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм 2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S1=22,7:5=4,54 мм 2 .
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d 2 =4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Расчет сечения проводов вторичной обмотки трансформатора
Напряжение на выходе трансформатора сварочного аппарата в отсутствие сварочной дуги (режим холостого хода) обычно составляет 60-80 В. Чем выше напряжение холостого хода, тем надежнее зажигается дуга. Напряжение же сварочной дуги обычно в 1,8-2,5 раза меньше, чем напряжение холостого хода.
Внимание. О том, что в отсутствие дуги напряжение на выходе трансформатора опасно для жизни, необходимо помнить постоянно.
Для сварки в быту обычно используют электрод диаметром 3 мм, которому достаточно обеспечить ток дуги примерно в 150 А. При напряжении холостого хода, равном 70 В, напряжение дуги будет равно примерно 25 В, и потребляемая мощность Р сварочного аппарата должна быть не менее
Р=25×150=3750 Вт =3,75 кВт.
Целесообразно рассчитывать трансформатор на большую мощность, то есть больший ток сварочной дуги. Например, при токе дуги в 200 А потребляемая мощность составит примерно 5 кВт. Вот на такую мощность и следует рассчитать трансформатор.
Напряжение однофазной сети в доме должно быть равным 220 В, но оно может изменяться на ±22 В. Это одна из причин, из-за которой может изменяться ток дуги и потребуется его регулировать.
Сечение провода во вторичной обмотке трансформатора определяют исходя из плотности тока, равной 5 А/мм 2 . Для тока в 200 А сечение провода равно 40 мм 2 , то есть это может быть только шина, которую наматывают с послойным изолированием. По существующим типовым размерам можно подобрать требуемую шину и по длине, и по поперечному сечению.
Типовые размеры медных шин, выпускаемых промышленностью:
Схема изготовления сварочного дросселя
- длина от 0,5 до 4 м с интервалом 0,5 м;
- ширина от 2 до 60 см с интервалом 1 см (при ширине от 4 до 10 см) и с интервалом 5 см (при ширине от 10 до 60 см);
- толщина от 3 до 10 мм.
Можно воспользоваться и многожильным проводом, сечение которого соответствует рассчитанному значению. Для увеличения сечения провод можно сложить вдвое или втрое. Для алюминиевого провода сечение необходимо увеличить в 1,6-1,7 раза.
Для дросселя, который включают на выходе трансформатора, сечение провода должно быть таким же, как и во вторичной обмотке трансформатора.
Выпрямитель для сварочного аппарата
Для сварки на постоянном токе к выходной обмотке трансформатора необходимо присоединить преобразователь переменного тока в постоянный. Такое устройство называют выпрямителем, поэтому и сварочный аппарат с этим устройством называют выпрямителем.
Верхний график представляет синусоидальное напряжение на выходе вторичной обмотки трансформатора. Горизонтальная ось t — это ось времени. Временной интервал между нулевыми значениями напряжения определяют периодом колебаний. Он состоит из положительного и отрицательного полупериодов.
Видно, что ток не постоянный, а пульсирующий. Уменьшить пульсацию можно только путем увеличения емкости конденсатора.
Для регулирования тока дуги дроссель необходимо включить между выходом трансформатора и точкой 3 выпрямителя.
Способы регулирования тока сварочной дуги
Рассмотрим один из способов регулирования тока сварочной дуги, основанный на применении дросселя во вторичной обмотке трансформатора. Регулируют ток дуги путем изменения воздушного зазора, предусмотренного в сердечнике, на котором выполнена намотка шины.
Рассмотрим три режима, в котором может находиться трансформатор.
Схема холостого хода и короткого замыкания трансформатора.
- Режим холостого хода. Переменное напряжение подано на вход трансформатора. Во вторичной обмотке индуцируется ЭДС, но ток в выходной цепи отсутствует.
- Режим нагрузки. В результате зажигания дуги она замыкает выходную цепь, состоящую из вторичной обмотки трансформатора и обмотки дросселя. Протекает ток, величина которого определяется индуктивным сопротивлением этих обмоток. Если бы не было дросселя, то ток был бы максимальным. Степень воздействия зависит от размеров воздушного зазора в стержне, на который намотана обмотка.
- Режим короткого замыкания. Это момент касания электродом свариваемых частей заготовки. В сердечнике трансформатора создается переменный магнитный поток, и во вторичной обмотке индуцируется ЭДС. Ток в цепи определяется величиной индуктивного сопротивления дросселя и вторичной обмотки трансформатора.
При увеличении зазора сопротивление возрастает. Это приводит к уменьшению магнитного потока и, соответственно, к уменьшению индуктивного сопротивления катушки дросселя и общего сопротивления цепочки. Ток дуги возрастает. Такой способ позволяет плавно регулировать ток.
Схема трансформатора в сборе.
Однако подвижная система имеет тот недостаток, что в результате вибрации металла при прохождении по катушке переменного тока она становится не очень надежной.
Можно, жертвуя плавностью регулировки, делать ее ступенчатой. Для этого необходимо сделать дроссель так, чтобы в магнитопроводе не было воздушного зазора. В процессе намотки через определенное количество витков необходимо делать отводы. В этом варианте ток можно регулировать ступенчато, через контакты, которые необходимо делать мощными в расчете на прохождение тока в сотни ампер.
Существует еще одна причина, по которой необходимо включение дросселя для создания условий нормальной ручной сварки.
Характеристику зависимости напряжения дуги от ее тока называют падающей. Неопытному сварщику придется поверить, что такая зависимость полезна при сварке, если трудно выдерживать неизменное расстояние между электродом и свариваемыми частями. Чтобы обеспечить такую характеристику, индуктивного сопротивления только вторичной обмотки трансформатора недостаточно. Непосредственная задача дросселя для сварочного аппарата — прибавить недостающее сопротивление.
Как сделать дроссель и намотать его правильно?
Для намотки катушки дросселя можно воспользоваться магнитопроводом серии UI. В таблице 1 приведены размеры, соответствующие максимальным значениям параметров а и b.
| Наименование | a, мм | b, мм | c, мм | d, мм | e, мм | f, мм | h, мм | i, мм | k1, мм | k2, мм | Отверстия, мм |
| UI 90 | 90 | 120 | 90 | 30 | 30 | 30 | 7,8 | 60 | 15 | 105 | 4 |
| UI 120 | 120 | 160 | 120 | 40 | 40 | 40 | 11,0 | 80 | 20 | 140 | 4 |
Прежде чем делать намотку, необходимо изолировать ярмо. В процессе намотки ее направление не меняют. Очередной слой изолируют от предыдущего хлопчатобумажной изоляцией. Можно использовать стеклоткань или картон, предназначенный для изоляции. Изоляционную прокладку пропитывают бакелитовым лаком. Если при намотке делают выводы, то их следует сразу же маркировать.
Ступенчато регулировать ток сварочной дуги можно путем включения на выходе нагрузочного омического сопротивления в виде спирали из нихрома, с периодическими отводами. Однако этот метод неудобен из-за возможно большого нагрева нити (даже докрасна).
Для плавной регулировки создают подвижные обмотки трансформатора. Меняя расстояние между первичной и вторичной обмоткой, изменяют величину магнитного потока и, следовательно, сопротивление во вторичной обмотке трансформатора.
Но для сварочного аппарата, используемого в быту, наиболее подходящим является метод плавной регулировки с применением дросселя.
RuBIOS › Блог › Самодельный сварочный полуавтомат-2 (Электрическая часть). Подробный отчет.
Нашел немного времени пофоткать аппарат изнутри.
Выкладываю потроха)
Вот и схема, максимально упрощеная, без лишних наворотов, проверена годами.
РЕЛЕ ВКЛЮЧЕНИЯ СИЛОВОГО ТРАНСА НЕ СТАВИЛ! Прекрасно обхожусь без него, никаких дуг после остановки подачи нет!
РЕЛЕ ТОРМОЗА ДВИГАТЕЛЯ ПОДАЧИ НЕ СТАВИЛ! Это лишнее роскошество и затраты, после отпускания кнопки, и без тормоза останавливается за пол секунды! Были бы с этим неудобства, давно бы все это добавил! Годами много всего переварил шов получается отличный. Заборы варю без газа, а ответственные места варю с газом, из углекислотного огнетушителя с редуктором) Об Этом и о механизме подачи в следуюшей статье.
Коментарии и критика приветствуется)
Силовой трансформатор намотан на ЛАТР 10А
Силовые диоды 250А на радиаторах, всегда чуть теплые.
Дроссель намотан на сердечнике от трансформатора ТС-270, от старого лампового цветного телевизора и принрученный к нему кондер на 47000 мкф.
Дополнительный трансформатор питания двигателя и электроники.
Плата управления оборотами двигателя подачи проволоки.
Разъем горелки, мамка самодельная из сантехники, со встроенным гетинаксом, такую запчасть нигде не нашел)
Механизм подачи, тоже из подручного материала, подробности в следующей статье.
Электромотор от дворников с капейки, стоит на гетинаксовой пластине, для изоляции от корпуса.
Ну и если кто хочет по сложнее аппарат, есть много интересных идей и схемотехники здесь: Самодельные сварочные аппараты, полуавтоматы, схемы
Силовой трансформатор намотан на ЛАТР 10А
Комментарии 57
Здравствуйте. Пришлось мне собирать регулятор тока по первичное обмотке, на опытах только третий регулятор заработал как положенно. Прошло уже полтора года и навесной монтаж дал сбой. Перенес все на плату, подключил, настроек 5 минут и все работает. Если интересно, вот ссылка hommad.ru/regulyator-pere…oka-dlya-svarochnogo.html, тут полное описание со схемой
С ув. Эдуард
кто подскажет как рассчитать сопротивление резистора параллельно подключенное к конденсатору на 47000мкФ, за сколько он должен разряжаться?
Это в принципе полуавтомат «Питон», сейчас два таких привезли, но у них в разных партиях ставили разные платы управления…
У тебя проволовка сама не разматываеться?
механизм подачи проволоки работает стабильно?
вопрос кто знает как это все будет работать (механизм подачи проволоки)с инвертором ресанта 160а
спасибо буду смотреть
Доброго дня, маю до вас парочку питань по напівавтомату, скажіть будь ласка яку функцію виконує конденсатор на 47000мф і чи він обов»язковий а то у моєму його немає і варить не важно не прогріває металу шви відриваються коли вистигають, підкажіть в чому причина.
клева получилось! я тоже решил сделать себе полуавтомат, только без силовой части, вместо неё я буду использовать инвертор. я постараюсь снять видео как делаю сварочник делаю и выложу у себя на страничке.
Как успехи ? Я хочу вообще инвертор переделать, собираю информацию и запчасти…svarkalegko.com/oborudova…avtomat-iz-invertora.html
здравствуйте! хочу собрать для себя полуавтомат по вашей схеме. не могли бы вы мне ответить на некоторые вопросы?:
1) на 5 и 14 фото как мне показалось 3й трансформатор, для чего он?
2) На чем закрепили отводы для регулировки на силовом трансформаторе?
3) Между трансформатором и регулировочным тумблером требуются ли дополнительные приспособления?
4) Что использовали в качестве регулировочного тумблера?
Вы бы не могли бы обьянить как вы включаете аппарат в работу, , что включает трансформатор, нажимаете кнопку на рукаве и .
Общее питание включается на передней панели, далее нажимаем кнопку на горелке, включается мотор подачи проволоки и варим. Силовой трансформатор работает постоянно без отключения, и вспомогательный без отключения, питающий мотор подачи и охлаждения.
Хотел купить себе полуавтомат. но у меня уже есть два, переменных, но оч.надёжных трнтрнсформатора, один медный другой брат его, алюминивый, по легче.
Буду делать по Вашему.
и сэкономлю и автомат будет надёжный.=)
ЛАТРы разные 3-5-8-10-15А и другие, я использовал 10А, от тока зависит толщина свариваемых деталей.
Подойдет ли провод на первичную обмотку алюминий 3 мм диаметр?
Можно и алюминий, надо только расчитать чтобы обмотки поместились на сердечнике, расчеты можно найти в интернете, из расчета на выходе 30в, =
уважаемие подскажите плиз, дроссель можно мотать проводом медним 20кв но в обичной пластмассовой изоляции. очень нужен ответ. спс.
Можно, если удастся намотать 30 витков)
Здравствуйте, очень заинтересовал и понравился ваш аппарат, нужда в п/автомате из-за кузовных робот своего а/м привела к тому что начал интересоватся и искать схемы и описания таких аппаратов, бо покупать как-то не вариант)), ваш понравился простотой и доступностью конструкции, разбираясь в вашей эл.схеме у меня появились несколько вопросов, так как по электрической части я не особо силен:
1.диоды D1 и D2 — это ж выпрямитель так?)) я как-то всегда думал что он состоит из 4-х диодов соединенных ромбиком и все такое))
2.после трансформатора Tr2 я не вижу выпрямителя(по идее-то он там есть, тыкните мордой где)))
это что по схеме,
3. еще прочитал такую штуку, что трансформаторы для РДС имеют падающую вольт-амперную характеристику, а полуавтомат жесткую — и как определить ее, характеристику? я-то хочу использовать готовый трансформатор…
4.у вас на схеме есть отводы для регулировки тока, я бы не хотел лезть в свой тр-тор))) можно ли будет регулировать ток реостатом и если да то куда его вставить(на вашей схеме я имею ввиду) — за дросселем или сразу после диода или я совсем не туда его сую?))
буду благодарен за ответ и ваше внимание, они бы мне сильно помогли)).
Вы же обратили что тут стоит два по триздцать вольт и конденсатор и дросель, это как бы псевдо постоянка, идёт к примеру минус по одной обмотке когд авключается переменка, ;то этот минус уже идёт через другой диод с других 30 волт так всё идёт 50 раз в секунду, а дризиль сглаживает с ко, ндинсатором эту частотную смену, Можно сделать одну обмотку и поставить уже 4 диода, и так же всё за ним как и здеть так как на одно фазном переменном получить идиальную постоянку нельзя даже четырьмя диодами, как в трёх фазном
Здравствуйте, очень заинтересовал и понравился ваш аппарат, нужда в п/автомате из-за кузовных робот своего а/м привела к тому что начал интересоватся и искать схемы и описания таких аппаратов, бо покупать как-то не вариант)), ваш понравился простотой и доступностью конструкции, разбираясь в вашей эл.схеме у меня появились несколько вопросов, так как по электрической части я не особо силен:
1.диоды D1 и D2 — это ж выпрямитель так?)) я как-то всегда думал что он состоит из 4-х диодов соединенных ромбиком и все такое))
2.после трансформатора Tr2 я не вижу выпрямителя(по идее-то он там есть, тыкните мордой где)))
это что по схеме,
3. еще прочитал такую штуку, что трансформаторы для РДС имеют падающую вольт-амперную характеристику, а полуавтомат жесткую — и как определить ее, характеристику? я-то хочу использовать готовый трансформатор…
4.у вас на схеме есть отводы для регулировки тока, я бы не хотел лезть в свой тр-тор))) можно ли будет регулировать ток реостатом и если да то куда его вставить(на вашей схеме я имею ввиду) — за дросселем или сразу после диода или я совсем не туда его сую?))
буду благодарен за ответ и ваше внимание, они бы мне сильно помогли)).
Регулировка реостатом возможна, но нужен реостат согласно мощьности вашего трансформатора.
Здравствуйте, очень заинтересовал и понравился ваш аппарат, нужда в п/автомате из-за кузовных робот своего а/м привела к тому что начал интересоватся и искать схемы и описания таких аппаратов, бо покупать как-то не вариант)), ваш понравился простотой и доступностью конструкции, разбираясь в вашей эл.схеме у меня появились несколько вопросов, так как по электрической части я не особо силен:
1.диоды D1 и D2 — это ж выпрямитель так?)) я как-то всегда думал что он состоит из 4-х диодов соединенных ромбиком и все такое))
2.после трансформатора Tr2 я не вижу выпрямителя(по идее-то он там есть, тыкните мордой где)))
это что по схеме,
3. еще прочитал такую штуку, что трансформаторы для РДС имеют падающую вольт-амперную характеристику, а полуавтомат жесткую — и как определить ее, характеристику? я-то хочу использовать готовый трансформатор…
4.у вас на схеме есть отводы для регулировки тока, я бы не хотел лезть в свой тр-тор))) можно ли будет регулировать ток реостатом и если да то куда его вставить(на вашей схеме я имею ввиду) — за дросселем или сразу после диода или я совсем не туда его сую?))
буду благодарен за ответ и ваше внимание, они бы мне сильно помогли)).
Реостат должен стоять перед первичной обмотки, где 220. Конечно же лучше пакетник, можно и установить тиристорный регулятор
Как сделать дроссель для сварочного аппарата своими руками?
Практически каждый мастер хотя бы раз задумывался над тем, как сделать дроссель для сварочного аппарата своими руками. Сегодня продается достаточно большое количество различных устройств, которые можно использовать в условиях малого производства. Это может быть приспособление, которое работает на временном или непрерывном токе, полуавтомат для сварки или изделие с использованием электродов. Однако качественное устройство стоит очень дорого, а бюджетные аналоги быстро приходят в негодность.

Схема сварочного аппарата переменного тока с отдельным дросселем: 1 – первичная обмотка, 2 – сердечник, 3 – вторичная обмотка, 4 – обмотка дросселя, 5 – неподвижная часть сердечника дросселя, 6 – подвижная часть сердечника дросселя, 7 – винтовая пара, Др – регулятор тока.
Для сборки самодельного приспособления для сварки понадобится подобрать и соорудить все нужные элементы, в том числе и дроссель.
Преимущества использования дросселя

Однофазная мостовая схема выпрямления (а). Графики напряжений и тока в трансформаторе (б), напряжения и тока в нагрузке (в).
Дроссель для сварки – это устройство для регулировки силы тока, используемого для выполнения сварочных работ. Элемент нужен для компенсации сопротивления, которого может не хватать. Его можно подсоединить к повторной обмотке трансформаторной конструкции. Это дает возможность смещать фазы между проходящим током и его напряжением, в результате чего облегчается зажигание электродуги в начале работы. Она будет гореть ровно, в связи с чем есть возможность получить сварочный шов хорошего качества. Если не использовать дроссель, то могут появиться проблемы во время сварки.
Дроссель может состоять в конструкции полуавтомата или устройства для сварки, которое предусматривает использование электродов. Полуавтомат с дросселем практически не разбрызгивает металл во время работы. Процесс сварки будет проходить гораздо мягче, чем при отсутствии дросселя. Шов сварки сможет провариваться на существенную глубину. Достоинства подобного элемента не вызывают сомнений. Его можно смонтировать не только на самодельное устройство, но и на приспособление заводского производства. Особенно это касается бюджетных вариантов, склонных к неисправностям. Это сможет существенно облегчить работу на подобных конструкциях и повысить качество сварочного шва.
Какие подручные средства можно использовать

Схема источника питания инверторного сварочного аппарата.
Чтобы соорудить дроссель для сварки своими руками, первым делом нужно подготовить материал. В данном случае можно применить практически любые неиспользуемые электротехнические приспособления. Конструкция являет собой обыкновенный сердечник с намотанным проводом. Для данной цели можно использовать трансформаторную конструкцию, которая ранее была смонтирована в старом телевизоре. Всю обмотку понадобится демонтировать. Сердечник можно будет использовать для намотки провода, длина которого рассчитывается заранее.
Если есть возможность, можно применить детали, которые были установлены в лампочках фонарей. Старые обмотки следует демонтировать, так как они часто неисправны. В процессе намотки провода их понадобится установить на прежнее место.
Для намотки дросселя можно применить любой сердечник сечением приблизительно 12-15 см. Между его элементами понадобится сделать немагнитную часть. Для этого следует закрепить прокладку для изоляции толщиной примерно 0,6-1 мм.
Плавной регулировки тока можно достичь благодаря монтажу подвижных обмоток трансформаторной конструкции. Путем смены расстояния между обмотками можно изменять величину магнитного потока и сопротивление в повторной обмотке.

Преобразование тока в сварочном инверторе.
Для сварки на непрерывном токе к обмотке на выходе трансформаторной конструкции нужно подключить элемент для преобразования временного тока в непрерывный. Такое приспособление называется выпрямителем. Ток может быть не непрерывным, а пульсирующим. Уменьшить пульсацию возможно исключительно путем увеличения емкости конденсаторного устройства.
Чтобы была возможность выполнять регулировку тока дуги с помощью дросселя, между выходом трансформаторной конструкции и точкой нужно включить 3 выпрямителя.
Элементы, которые будут нужны для сооружения дросселя:
- электротехническая конструкция;
- провода;
- трансформатор;
- лампа фонаря;
- картон для изоляции.
Как изготовить дроссель для сварочного устройства

Схема изготовления сварочного дросселя.
Перед выполнением намотки провода понадобится изолировать ярмо.Для намотки дросселя можно использовать провод из алюминия или меди. В первом случае его сечение должно быть примерно 36-40 мм, во втором рекомендуемое сечение составляет 25 мм. Вместо провода можно использовать шину из меди толщиной 4-5 мм. Если планируется использовать алюминиевую деталь, то она должна иметь большую толщину. Провод нужно наматывать в количестве 30-35 витков, шина наматывается в 3 слоя. Если в качестве сердечника будет использоваться элемент от лампочки фонаря, то намотку следует выполнять только на одну боковую часть по всей длине до тех пор, пока окно не заполнится. Направление намотки изменять не допускается. Каждый слой должен быть изолирован от предыдущего. Элементы рекомендуется пропитать бакелитовым лаком.
В процессе намотки через одинаковое количество витков следует делать отводы. Контакты должны быть сильными, так как на них будет ложиться существенная нагрузка.
Установка дросселя оказывает положительное влияние на работу полуавтоматического устройства или обыкновенной самоделки. Для устройства, которое работает на временном токе, рекомендуется использовать приспособление вместе с конструкцией для выпрямления тока. В таком случае будет можно применять практически все возможные электроды.
Дроссель для сварки своими руками можно устанавливать и на устройство с понижающей трансформаторной конструкцией. Элемент нужно подключать на вторичную цепочку трансформатора для сварки. Это даст возможность соорудить устройство фирменного сварочного полуавтомата, который стоит очень дорого. Дроссель следует точно рассчитать по формуле, которая есть в документации, поставляемой вместе с приспособлением. Данное изделие будет иметь трансформаторную конструкцию с хорошим рассеиванием и отличными характеристиками.
Дроссель для инверторного или любого другого аппарата важно правильно настроить.
Ступенчатая регулировка тока дуги сварки может быть достигнута путем включения на выходе омического сопротивления, являющего собой нихромовую спираль, через одинаковое количество витков которой следует сделать отводы с контактами, выдерживающими любые нагрузки. Недостаток данного способа заключается в том, что в этом случае будет сильно нагреваться нить.
Когда настройка дросселя для сварки будет выполнена успешно, можно приступать к выполнению сварочных работ.
Существующие методы регулировки тока дуги сварки

Схема сварки тонкого металла при помощи инвертора.
Выполнять регулировку тока дуги можно с помощью изменения воздушной щели. Трансформаторное устройство может быть в таких режимах:
- Холостой ход. Временное напряжение подается на вход трансформаторного устройства. В повторной обмотке инициируется ЭДС, однако ток в выходной цепочке отсутствует.
- Нагрузочный режим. В процессе зажигания дуги она замкнет выходную цепочку, которая состоит из повторной обмотки трансформаторного устройства и обмотки дросселя. Будет протекать ток, значение которого может быть определено сопротивлением данных обмоток. Степень воздействия будет зависеть исключительно от размера щели в стержне.
- Режим короткого замыкания. Электрод касается соединяемых деталей. В сердечнике трансформаторной конструкции должен быть создан временный магнитный поток. В повторной обмотке следует инициировать ЭДС. Ток в цепочке будет определяться значением сопротивления дросселя и обмотки трансформаторного устройства.
Сопротивление будет возрастать в случае увеличения щели. Это должно привести к уменьшению магнитного потока. В конечном итоге ток дуги возрастет. Подобный метод позволяет выполнять плавную регулировку тока, поэтому его рекомендуется использовать.
Недостаток подвижной системы заключается в том, что в случае вибрации металла катушка станет ненадежной во время прохождения временного тока. В этом случае регулировку можно сделать ступенчатой. Для этого дроссель следует изготавливать так, чтобы в проводе не было щели.
Соорудить сварочный дроссель своими руками несложно. Чтобы все сделать правильно, понадобится следовать технологии, подготовить все нужные элементы и соблюдать последовательность действий.
Регулировка Индуктивности на сварочном Полуавтомате — Оборудование для полуавтоматической сварки
nadar, Я несколько лет назад сделал смесь двух сварочников из одного трансформатора. Был у меня китайский с дополнительной обмоткой на 380 вольт и регулируемый шунтом. Выпрямитель на выходе с конденсаторами и дросселем. Оказалось, что при включении полной обмотки на 380 в сеть 220 вольт получался вполне приличный источник питания для полуавтомата. Он не обладал особыми отличиями, да и я не спец по сварке, но позволял при необходимости сварить нужные железки. Переключателя тока у него не было все делалось при помощи шунта. Удивляла способность варить на малых токах, процесс был похож на работу газовой горелки. Тихое шипение, просто приятно для уха, как будто паяешь а не варишь. Позже у транса заклинили шунты от перегрева, а нужно было варить теплицу, обмотка аллюминиевая, ток большой и каждый электрод 3 приводил к перегреву, приходилось ждать по 20минут. Конечно это меня достало и я решил все переделать.
Попался под руку жесткий транс от лазерного резака с двумя полуобмотками по 55 вольт, и на мое счастье у одной плуобмотки были отводы на 5 и 22 вольта. Для полуавтомата я использовал обратную сторону обмотки с напряжением 33 вольта. Еще она независимая обмотка на 42 вольта (включенная последовательно с сетевой) позволила понизить это напряжение до 28 вольт.
Дальше встал вопрос регулировки, сляпал фазоимпульсный регулятор, конечно дуга трещит и брызгает. Намотал двухобмоточный дроссель по Володину, стало чуть лучше. Потом придумал схему включения дросселя с вольтодобавкой и у меня дуга «загудела». Сравнил звук сварки у товарища на трехфазном полуавтомате и не нахожу различий. Регулировка тока ручкой резистора, совмещена с протяжкой проволоки, не требуется корректировать скорость, но корректор скорости есть. Варит от фольги до швеллера, сам удивляюсь. Но больше радует звук, гудение вместо треска. Этот же выпрямитель использую с электродной сваркой, но с дополнительным дросселем. Отпали проблемы с электродами и полярностями, варю что нужно, любыми токами. Если есть интерес могу поделиться.
★ Индуктивность дросселя для полуавтомата | Информация
Пользователи также искали:
дроссель для сварочного полуавтомата,
дроссель с подпиткой для полуавтомата,
двухобмоточный дроссель для полуавтомата,
как подключить дроссель с вольтодобавкой,
как правильно мотать дроссель,
регулируемый дроссель для сварки,
сварочный дроссель на торе,
внешний дроссель для инвертора,
двухобмоточный дроссель,
как правильно мотать дроссель,
дроссель,
сварочный дроссель на торе,
как подключить дроссель с вольтодобавкой,
дроссель с подпиткой,
внешний дроссель,
регулируемый дроссель,
двухобмоточный дроссель для полуавтомата,
дроссель для сварочного полуавтомата,
дроссель с подпиткой для полуавтомата,
внешний дроссель для инвертора,
регулируемый дроссель для сварки,
дроссель для полуавтомата,
полуавтомате,
полуавтомат,
полуавтомата,
дросселя,
индуктивности,
индуктивность,
дросселей,
полуавтоматом,
индуктивность дросселя для полуавтомата,
индуктивностью,
дроссели,
индуктивность дросселя,
дроссель полуавтомата,
дросселем,
индуктивности дросселя,
дросселя полуавтомата,
Переводчик – словарь и онлайн перевод на английский, русский, немецкий, французский, украинский и другие языки. | Как перевести «дроссель с вольтодобавкой для полуавтомата
Дроссельная заслонка
Дроссельная заслонка — механический регулятор потока канала, изменение количества происходит в канальной среде жидкости или газа. Дроссель obshitel, душа — его. устройства, постоянный поток зона, которая существенно меньше, чем поперечное сечение впускного трубопровода. дроссель регулирует расход, изменяя параметры течения среды, протекающей через него. типа захлебываться соплями. часто дроссели используются в системах отопления для ограничения расхода первичной горячей воды. Дроссельный клапан — разновидность дросселя, в которой общее количество протекающей через него среды изменяется за счет соотношения времени состояния полного открытия и полного закрытия клапана. часто Это устройство называют приводом. приводы чрезвычайно широко распространены как выполнение элементов измерительных устройств с широтно-импульсной модуляцией и электронный контроль. например, в карбюраторах семейства приводы основных измерительных элементов основной системы учета обеих смесительных камер. Дроссельная заслонка карбюратора регулирует количество горючей смеси, образующейся в карбюраторе и в цилиндры двигателя внутреннего сгорания. На самом деле дроссельная заслонка карбюратора с падающим потоком жесткой пластины, установленной на поворотной оси, размещенной в нижней части смесительной камеры. Горизонтальных карбюраторов, заслонку часто вертикальным шибером расположен в небольшой диффузор и регулирует его сечения потока. лифтинг, увеличивает проходное сечение диффузора. В подавляющем большинстве случаев, он также регулирует проходное сечение главного топливного сопла движутся в этом нормативным переменным профилем иглы. Сам карбюратор постоянного разрежения клапан дросселя не отличается от карбюратора с падающим потоком. В системе впрыска топлива дроссельная заслонка представляет собой отдельный узел, стоящий в воздушном тракте последовательно и замера количества воздуха, поступающего в коллектор. тот факт, что соотношение «горючей» в цилиндр инжекторный двигатель должен оставаться стехиометрического, то есть система управления должна иметь возможность при работе двигателя на частичных режимах ограничить не только топливный, но и воздушный поток. Привод дроссельной заслонки может быть механическим и электромеханическим. В первом случае оси дроссельной заслонки поворачивается на силу давления ноги на педаль через рычажно-шарнирного устройства или троса. мотоцикл и скутер дроссельной заслонки осуществляется вращением одной из ручек на руле. В автомобилях среднего и высшего класса в 50-х-60-х годов XX века было предусмотрено в двойной привод: ручной рычаг и педаль на самом деле «Акселератор» них. например, ГАЗ-21 были связаны между собой так, что при движении водитель манетки педали вниз, таким образом, выдвигая рычаг, водитель спросил нижний предел открытия дроссельной заслонки. оперативное управление дроссельной заслонкой производится путем педали если педаль отпущена, дроссель остается в положении, указанном вручную. при закрытии дросселя карбюратора дроссельная заслонка открывается тяг и рычагов, расположенных на карбюратор. Во втором случае — при использовании электронной системы управления, ось вращения дроссельной заслонки обеспечивает прямой шагового двигателя. педаль в этом случае, механически связанным с трекера, часто peremennym резистор или магнитный датчик, который определяет управления двигателем параметр «желаемая мощность на валу».
Переводчик – словарь и онлайн перевод на английский, русский, немецкий, французский, украинский и другие языки. | Как перевести «динамика сварочной дуги
Пользователи также искали:
температура,
советы по сварке полуавтоматом,
струйный режим сварки,
дроссель с вольтодобавкой для полуавтомата,
регулировка индуктивности дросселя,
настройка сварки полуавтомата,
индуктивность на полуавтомате,
подготовка полуавтомата к работе,
температура сварочной дуги полуавтомата,
контроль и регулировка импульсной,
сварочной дуги,
динамикой дуги,
дуги,
welding,
сварочной,
динамика,
динамика сварочной дуги,
динамики,
дуга,
сварочном,
сварочным,
сварку,
динамику,
динамики дуги,
динамика дуги,
динамики сварочной дуги,
динамику дуги,
сварочную,
дугой,
сварочную дугу,
дроссель с вольтодобавкой для полуавтомата,
индуктивность на полуавтомате,
настройка сварки полуавтомата,
подготовка полуавтомата к работе,
регулировка индуктивности дросселя,
струйный режим сварки,
температура сварочной дуги полуавтомата,
…
Типы мобильных дросселей
Ввинчиваемые штуцерные патрубки
изготовлены из высококачественной стали, стойкости к коррозии и долговечности, со специальной термообработкой. Ружье BERIKA® Over & Under поставляется с 5 мобильными дульными насадками. Эти дроссели имеют от 1 до 5 выемок на верхнем ободе для различных целей. SEMI AUTOMATIC Ружье поставляется в комплекте с 3 подвижными дульными насадками. Эти штуцеры имеют 1, 3 и 5 пазов на верхнем ободе для различных целей.По поводу других дросселей (2 и 4 зубца) обращайтесь к дистрибьютору BERIKA ® . Все трубки BERIKA ® MOBILE CHOKE предназначены для использования с заводскими картриджами, загруженными в соответствии со стандартными спецификациями.
BERIKA ® MOBILE CHOKES трубки также имеют надписи на стороне с рисунками F, IM, M, IC, CL, которые они производят с помощью свинцовой дроби. BERIKA ® MOBILE CHOKES Пробирки полностью взаимозаменяемы. Вы можете использовать их с другими продуктами BERIKA ® .
ВНИМАНИЕ: НЕ ИСПОЛЬЗУЙТЕ ТРУБКИ BERIKA-CHOKE® В КАКИХ-ЛИБО БОЧКАХ РУЖЬЯ, НЕ ПОСТАВЛЯЕМЫЕ BERIKA ®. ТАКЖЕ, НЕ ИСПОЛЬЗУЙТЕ ЛЮБЫЕ ДРУГИЕ УСТРОЙСТВА ДЛЯ ЗАУСКАНИЯ В КАКИХ-ЛИБО БОЧКАХ ДЛЯ РУЖЬЯ, ПОСТАВЛЯЕМЫЕ КОМПАНИЕЙ ARMAS HUNTING FIREARMS & FOREIGN TRADE CO.
МОБИЛЬНЫЕ КОДЫ ДРОССЕЛЯ BERIKA® (ОПРЕДЕЛЕНИЕ)
Для идентификации пробирок BERIKA ® MOBILE CHOKE используйте идентификационные метки, расположенные на верхнем ободе каждой пробирки.Эти выемки представляют собой код, позволяющий определить обозначение штуцера при установке трубки.
ВЫБОР ДРОССЕЛЬНОЙ ТРУБКИ BERIKA® MOBILE
Чтобы помочь вам выбрать правильную дульную насадку для каждой ситуации охоты, на всех трубках BERIKA® MOBILE CHOKE нанесены надписи на боковой стороне с рисунками, которые они создают при использовании свинцовой дроби.Насечки на ободе и обозначение рисунка сбоку предназначены только для свинцовой дроби. Для стальной дроби вам нужно будет использовать тележку, указанную ниже, чтобы сделать перекрестную ссылку от свинца к стали и определить подходящие трубы для ваших боеприпасов и ситуации охоты / стрельбы. Поскольку стальная дробь обычно имеет более плотный рисунок, чем обычная свинцовая дробь, было бы разумно вообще отказаться от использования стальной дроби в стволах с обычным дросселированием «ПОЛНЫЙ ДРОССЕЛЬ». Стволы с «МОДИФИЦИРОВАННЫМ ДРОССЕЛЕМ» обычно обеспечивают «ПОЛНЫЙ ДРОССЕЛЬ» при использовании со стальной дробью.
ПРЕДУПРЕЖДЕНИЕ: при обращении с любым дробовиком с целью снятия или установки дроссельного устройства убедитесь, что ружье полностью разряжено и затвор открыт. Никогда не пытайтесь снять или установить устройство подавления дробовика на заряженном огнестрельном оружии.
| Стандартная маркировка | Американское обозначение (образец с свинцовой дробью) | Насечки на ободе | Совместимость со Steel Shot | Узор со стальной дробью |
| 0 (*) | F (Полный) | я | Не рекомендуется | — |
| 00 (**) | IM (Улучшено Модифицировано) | II | Не рекомендуется | — |
| 000 (***) | M (изменено) | III | рекомендуемые | F |
| 0000 (****) | IC (улучшенный цилиндр) | IIII | рекомендуемые | M |
| С 0000 (*****) | CL (цилиндр) | IIIII | рекомендуемые | IC |
ДЕМОНТАЖ ДРОССЕЛЬНЫХ ТРУБ
ВНИМАНИЕ: Убедитесь, что огнестрельное оружие разряжено.В противном случае разрядите оружие, действуя, как описано в главе «Разрядка ружья».
ПРЕДУПРЕЖДЕНИЕ: Никогда не смотрите в дульную часть ствола и не меняйте патроны заряженного пистолета, даже при включенном предохранителе.
1. Откройте затвор или выньте ствол из ствольной коробки.
2. Отвинтите (против часовой стрелки) воздушные заслонки с помощью прилагаемого ключа BERIKA ® . Снимите дульные насадки с дульного среза.
ОЧИСТКА ДРОССЕЛЬНЫХ ТРУБ
ВНИМАНИЕ: Убедитесь, что огнестрельное оружие разряжено.В противном случае разрядите оружие, действуя, как описано в главе «Разрядка ружья».
ВНИМАНИЕ: Никогда не смотрите в дульное сечение и не меняйте патроны заряженного пистолета, даже если включен предохранитель.
1. Откройте затвор или выньте ствол из ствольной коробки.
2. Тщательно очистите корпус воздушной заслонки. При необходимости используйте ватную повязку, покрытую оружейным маслом.
3. Проверьте воздушную заслонку, чтобы убедиться, что она идеально чистая внутри и снаружи.
4. Нанесите тонкий слой оружейного масла на резьбу стволов и дульных сужений.
УСТАНОВКА ДРОССЕЛЬНЫХ ТРУБ
ВНИМАНИЕ: Убедитесь, что огнестрельное оружие разряжено. В противном случае разрядите оружие, действуя, как описано в главе «Разрядка ружья».
ПРЕДУПРЕЖДЕНИЕ: Никогда не смотрите в дульную часть ствола и не меняйте патроны заряженного пистолета, даже при включенном предохранителе.
1. Откройте затвор или выньте ствол из ствольной коробки.
2. Нанесите тонкий слой оружейного масла на резьбу стволов и дульных сужений.
3. Вставьте нужные штуцеры в корпуса штуцеров.
4. Осторожно вручную ввинтите чокеры в стволы по часовой стрелке. Используя ключ BERIKA® , затяните чоки до тех пор, пока они полностью не войдут в свои выемки в стволах.
5. После затяжки снимите гаечный ключ воздушной заслонки.
ПРЕДУПРЕЖДЕНИЯ
1. Никогда не стреляйте из дульных стволов без дульных стволов.Стрельба без дульных стволов очень опасна, так как осколки могут захватываться резьбой и создавать препятствия для ствола. Такая ситуация очень опасна при стрельбе и может привести к повреждению дробовика и серьезным травмам стрелка и окружающих. Это также может привести к нестабильной схеме выстрела и безвозвратно повредить внутреннюю резьбу ствола.
2. Дроссельные патрубки должны быть всегда правильно затянуты в стволах, даже во время хранения и очистки. Очистка стволов без установленных дульных насадок может привести к попаданию грязи в резьбу ствола, что приведет к неправильной установке дульного сужения, ржавчине или закупорке ствола.
3. Периодически проверяйте при разряженном и открытом патронниках, полностью ли плотно установлены чоки в стволе. При необходимости плотно затяните дроссели с помощью ключа для дроссельной заслонки BERIKA® до тех пор, пока их больше нельзя будет затягивать. Эта затяжка необходима, чтобы избежать повреждения стволов и избежать выброса чоков из дульного среза при стрельбе из ружья, что может привести к повреждению ружья или травмам людей.
Справочник стрелка по сменным дульным насадкам
При выстреле из дробовика столб круглых дробинок вылетает из ствола и распределяется по «узору».По мере того, как пули удаляются от дула огнестрельного оружия, узор расширяется. В какой-то момент отдельные гранулы разлетаются так далеко друг от друга, что они полностью не попадут в цель, если она находится на таком расстоянии.
Производители оружия в девятнадцатом веке знали об этой проблеме и узнали, что они могут сузить или «заглушить» канал ствола ружья, чтобы держать пули в более тесной группе. Это привело к появлению первого запатентованного дульного сужения для дробовика в 1866 году. Это был фиксированный чок, который нельзя было изменить и который размещался на дульном конце ствола.
Только в 1969 году
Winchester представила WinChoke на своих ружьях Model 1200 и Model 1400. Это была первая широко популярная система сменной дульной насадки, которая позволяла изменять чок ружья, таким образом изменяя его форму и дальность стрельбы, поэтому одно ружье можно было эффективно использовать в самых разных ситуациях охоты и стрельбы.
В 1978 году компания Mossberg представила свою трубную систему Accuchoke, а в 1982 году — Multichoke от Weatherby.К началу 1980-х все производители ружей работали над своими собственными версиями успешных ввинчиваемых дульных сужений, обычно используемых сегодня. В результате многие современные ружья теперь оснащены несколькими ввинчиваемыми чоками, которые можно быстро заменить поворотом гаечного ключа.
Типы трубок
В некотором смысле воздушная заслонка сравнима с соплом на конце садового шланга, контролируя разброс дроби, как сопло регулирует разбрызгивание воды, делая ее более узкой или более широкой по мере необходимости.
Дроссельная заслонка также в некоторой степени определяет эффективную дальность стрельбы из ружья. Чем сильнее сужение трубки, тем дальше диапазон. Например, полный чок наиболее эффективен на расстоянии от 40 до 50 ярдов. Улучшенный цилиндр наиболее эффективен с 20 до 35 ярдов.
Чаще всего используются следующие штуцерные патрубки:
• Сверхполный / Сверхполный: их иногда называют «добытчиками гобблеров», они идеально подходят для выстрелов в голову, необходимых при охоте на индейку. Этот штуцер отличается особо плотными перетяжками и максимально плотным рисунком.
• Полный: этот штуцер имеет плотное сужение и плотный рисунок, доставляя примерно 70 процентов от общего количества гранул снаряда по 30-дюймовому кругу на 40 ярдов. Этот чок часто используется для стрельбы из ловушек, переправы водоплавающих птиц, охоты на индейку и для стрельбы картечью.
• Модифицированный: этот штуцер имеет меньшее сужение, чем полный штуцер, доставляя примерно 60 процентов от общего количества гранул снаряда по 30-дюймовому кругу на 40 ярдов. Он отлично подходит для обычной охоты на водоплавающих птиц и диких животных в горах, таких как фазаны и кролики.Модифицированный чок также используется для траповой стрельбы.
• Улучшенный цилиндр: даже менее сжатый, чем модифицированный, улучшенный цилиндр
раздает примерно
50 процентов от общего количества гранул снаряда в 30-дюймовом круге на 40 ярдах. Часто это выбор охотников, отстреливающих водоплавающих птиц с близкого расстояния над приманками или преследующих с близкого расстояния
горных птицы, таких как перепел и тетерев. Нарезные пули обычно хорошо работают с этим дросселем.
• Цилиндр: без сужения этот штуцер распределяет примерно 40 процентов от общего количества гранул снаряда по 30-дюймовому кругу на 40 ярдах.Чаще всего используется правоохранительными органами для служебного ружья.
• Skeet: Этот штуцер распределяет приблизительно 50 процентов от общего количества гранул снаряда по 30-дюймовому кругу на расстоянии 25 ярдов. Он разработан для получения оптимальных рисунков при стрельбе по тарелочкам с близкого расстояния.
Стрелки
также могут купить различные чокерные дуги специального назначения, предназначенные для использования с определенными типами дроби, такими как стальная дробь и вольфрам. Энтузиасты стрельбы по скиту и трапу часто также используют специальные дульные насадки.
Преимущества дроссельной трубки
Ввинчивающиеся дульные насадки дают стрелкам возможность удобно и недорого попробовать различные сужения с разными нагрузками.Например, если вы охотитесь на перепелов или кроликов в густом заросшем кустарником укрытии, где большинство выстрелов делается в пределах 20 ярдов, вам, вероятно, понадобится самый большой узор
: ваш пистолет будет стрелять, сохраняя при этом достаточную плотность пули. Если ваши дробовые патроны дают слишком тугую схему для этих условий, просто открутите дроссельную заслонку с модифицированным или улучшенным цилиндром и вкрутите дроссель на тарелке или цилиндре.
Переходя к противоположной крайности, если ваши боеприпасы не обеспечивают достаточно плотный рисунок на 30 ярдах для последовательных ударов дроби по рисовым гусям, замените модифицированный чок на полный или, возможно, сверхполный.Но будьте осторожны при использовании очень плотных дросселей, так как после достижения оптимального количества дросселей для конкретной нагрузки дальнейшее увеличение сужения может фактически иметь отрицательное значение
.
влияет на качество рисунка.
Узор
Поскольку разные пистолеты работают по-разному, единственный способ узнать наверняка, как комбинация дульной насадки / нагрузки будет работать в нижнем диапазоне, — это протестировать ее по образцу на бумаге. Если вы охотитесь на водоплавающую птицу, это также важно, потому что рисунок стальной дроби отличается от рисунка свинца.
Многие другие варианты также могут повлиять на производительность — например, с медным покрытием по сравнению с прямым свинцом, — поэтому важно проверить, как ваш пистолет работает с определенной нагрузкой и дроссельной трубкой.
Начните с приобретения дульных сужений, указанных для вашего типа стрельбы, и смонтируйте их с вашим любимым зарядом. Для этого сделайте упор в центре 30-дюймового круга с расстояния 40 ярдов. Полный чок должен направлять 70 процентов выстрела по кругу, модифицированный 60 процентов, улучшенный цилиндр 45 процентов.Цилиндр, или вообще без дросселя, должен стрелять от 25 до 35 процентов.
Если, например, стреляющий патрон заряжен 1 1/4 унции стальной дроби № 2, он содержит примерно 156 пуль. (Хорошая диаграмма, показывающая среднее количество дробинок для различных типов патронов, доступна по адресу shotshell.drundel.com/pelletcount.htm.) Если вы насчитаете 94 отверстия от дроби, ваше ружье окажется на 61% внутри круга, показывая, что заряд доставляет модифицированная производительность. Чтобы лучше понять, как работает ружье, сделайте не менее пяти паттернов с одинаковым зарядом и усредните результаты.
Если ваш шаблонный тест показывает менее чем удовлетворительную производительность для того типа стрельбы, который вы делаете, попробуйте несколько разных зарядов — может быть, увеличив или уменьшив размер выстрела, или немного более горячий или менее мощный. Если это вас не устраивает, потратите около 20 долларов на новую воздушную заслонку и либо затяните, либо ослабьте воздушную заслонку на один размер перед повторным нанесением рисунка. Рано или поздно вы попадете в комбинацию, идеально подходящую для вашего оружия.
Чтобы определить максимальный эффективный диапазон комбинации дроссель / нагрузка, вы также можете попробовать этот метод.Допустим, вы много стреляете по крыльям. Начните стрелять в бумагу с 20 ярдов; затем отступите от доски для выкройки с шагом 5 ярдов, стреляя по схемам на каждом расстоянии. Когда процент выстрелов внутри 30-дюймового круга падает ниже 65 процентов, вы превысили максимальный диапазон для этой конкретной комбинации.
Еще один способ проверить эффективность вашего оружия на выбранном вами игровом животном — это нарисовать животное на цели и выстрелить в него на обычном расстоянии. Посмотрите, действительно ли узор убьет животное.Посмотрите, есть ли в выкройке дыры. Посмотрите, дадут ли разные нагрузки и дроссели лучшую картину.
Прелесть использования множества дульных сужений в том, что они превращают одно ружье в несколько специализированных ружей, в зависимости от дульного сужения в стволе. Для любого стиля стрельбы из дробовика найдется дульная насадка, которая соответствует этому стилю, и стрелок может значительно повысить свою меткость, выбрав и используя правильную трубу.
Усилитель Silencerco bravo в сборе
Домашнее задание по основам геометрии 2_ постулат сложения сегментов
Труднее украсть новые автомобили
Правила настольного тенниса в России
Дыхание умирающей сущности квест
r
.Нет в наличии — присоединяйтесь к списку ожидания, чтобы получить уведомление по электронной почте, когда этот продукт станет доступным. Крепление ASR (Active Spring Retention) — это система быстрого крепления / отсоединения почти для всех глушителей SilencerCo. Простая система крепления «одна рука — одна рука» совместима с … # 1 Www Wikiarms Com — Savage Arms Axis Xp Parts в Brownells … получить уменьшенный BAC редко определяется как Подрядчик по сборке ускорителей. ВАС расшифровывается как Подрядчик по сборке ускорителей. Предложите новое определение. Сборка ускорителя детонации. Преобразование высокой энергии по команде.Для любых стратегических ракет, тактических ракет или космических ракет-носителей. Узел ускорителя детонации (DBA) используется для переключения выхода инициатора с выхода дефлаграции на выход детонации.
Глушитель винтовки SilencerCo Omega, 300 Win, резьба 7,09 дюйма, титан, 14,0 унций, черная отделка, поставляется с креплением с прямой резьбой 5/8 x24, быстросъемным креплением Active Spring Retention (ASR) m ⭐️⭐️⭐️⭐️⭐️ Если вы пытаясь найти специальную скидку, вам нужно искать, когда наступает особое время или праздники.Введите ключевое слово, включая 9-миллиметровые журналы модели 19 Glock Купить 9-миллиметровые журналы модели 19 Glock Обзоры: Вы хотите купить 9-миллиметровые журналы модели 19 Glock. Есть много креплений, доступных в шаблоне Omega, также иногда называемом Bravo, номинально с системой крепления 1-3 / 8 24 TPI.-Dead Air Keymo-SilencerCo ASR-Griffin Plan AQ Plan B-YHM # 3050 и 3060 QD адаптеры-Area 419 Hellfire -Адаптеры с прямой резьбой Черт возьми, я даже делаю адаптер Omega для своих спиральных тормозов с коническим замком:
YHM Nielson Booster Assembly (без поршня) БЕСПЛАТНАЯ ДОСТАВКА при заказах на сумму более 90 долларов! * Как заказать огнестрельное оружие: см. Руководство.Детали дополненной реальности. Детали AR-15 … Bravo i / ii / iii поворотно-откидная колонка в сборе — bravo two: 530 d-ta / 636 d -ta d183 turbo ac / d219ac — 530 d-ta (bravo & mie) vm 183 i / l5 1989: двигатель d-254 turbo acdiesel, кормовой привод / внутренний — d254 turbo ac (bravo) vm 254 i / l6 1990-1993: двигатель efi alpha one мощностью 320 л.с. — 320 (efi) gm 350 v-8 1987 г. Добавить в список желаний Добавить сравнивать. Введите свой адрес электронной почты, чтобы присоединиться к списку ожидания для этого продукта. Рекомендуемая производителем розничная цена Advanced Armament Corp .: 199,99 доллара 144,74 доллара. Однако, как и все остальное,
Glomex weBBoat 4G Plus 3G / 4G / Wi-Fi прибрежная интернет-антенна — только для Северной Америки и Канады- weBBoat 4G Plus 3G / 4G / Wi-Fi прибрежная интернет-антенна — Nort Самый дешевый онлайн-раздел Омама 3 Викторина и Тест по химии Пирсона Глава 8 Викторина Вы можете заказать Омам Глава 3 Викторина и Химию Пирсона Глава 8 Викторина после проверки, сравните значения и проверьте день доставки.Порошок N135 Вихтавуори лучше всего в интернет-магазине. Кратко назову порошок N135 Вихтавуори Для тех, кто пытается найти обзор порошка N135 Вихтавуори.
Предметов, представленных в наличии на сайте, может не быть в наличии в наших магазинах. Свяжитесь с нами, если у вас возникнут вопросы. Для заказов, пожалуйста, дайте 5-7 дней на обработку, так как может быть задержка из-за нехватки рабочей силы, государственных ограничений и других проблем, связанных с коронавирусом (COVID-19).
Тренажер точности мыши с множеством настроек, чтобы вы могли тренировать именно то, что хотите улучшить.Гравировка Обслуживание узла нижнего приемника Возвратная доставка Обслуживание узла верхнего приемника. Крепление ASR (Active Spring Retention) — это система быстрого крепления / отсоединения почти для всех глушителей Silencerco.
Комплект уплотнительных колец блока усилителя SilencerCo AC88 Octane / Osprey 2 Pack. … SilencerCo AC87 Кольцо круглого сечения кольцевого воспламенения 4 Pack 22 Sparrow. … Компания Bravo (3) Gemtech (1) Его песни пользуются большим успехом на музыкальных платформах, таких как Youtube, iTunes, Spotify, Jiosaavn, Amazon Music, Apple Music, Tidal и т. Д. Апурва Кришна имеет уникальный способ работы с артистами и работал с различными национальными и международными артистами, такими как DJ Bravo (игрок в крикет), Late.Пандит Джасрадж, Шанкар Махадеван, Точи Райна, Даббу Маллик и многие другие. Система повышения давления воды Системы повышения давления Flojet серии 2840 предназначены для обеспечения постоянного давления воды от 0 до 40 фунтов на квадратный дюйм (0,7–2,7 бар) и максимальной скорости потока 4,5 галлона в минуту при давлении 10 фунтов на квадратный дюйм (0,7 бар). Насос полностью автоматический, со встроенным сетчатым фильтром на входе, реле давления и обратным клапаном, и обеспечивает плавный поток от затвора до полного потока.
Пандемия COVID-19 серьезно сказывается на сервисах по вызову пассажиров, таких как Uber и Lyft.Grab, крупнейшая компания по вызову автомобилей в Юго-Восточной Азии, также пострадала, но компания адаптировалась, быстро переведя многих из своих водителей, занимающихся вызовом автомобилей, на свои вертикали доставки по запросу и расширила услуги, необходимые клиентам во время мер социального дистанцирования. Без категории. Адаптер крепления asr. asr mount adapter
Thesaurus.plus — это быстрый и полезный онлайн-словарь со множеством синонимов и антонимов на английском языке. JK 155 Booster / 3 Lug Adapter ВКЛЮЧАЕТ: (1) JK 155 Booster / 3 Lug Adapter Совместим с: 1.125-28 TPI Silencerco Octane 3 Lug Mount (AC2447 / AC2448) Silencerco Alpha ASR Mount (AC2632) Griffin Plan A (TMA1125x28) Griffin A2 Optimus Blast Sheild Совершенно новый усилитель SilencerCo Bravo с поршнями. Их нет в упаковке, но они никогда не использовались. Бустер идет с двумя поршнями 1 / 2-28 (9мм) и считаю 5 / 8-28 (45 цоколь). Просят 225 долларов обо. Бесплатная доставка. Может принимать PayPal FF, Venmo и почтовый денежный перевод. Электронная почта для фотографий. Ksg Shell Deflectors Primary Machine — обычно самые популярные предметы, представленные на протяжении всей предыдущей недели.Потому что воодушевление это непревзойденное понимание, преобразованное в дополнение к сегодняшнему дню, не лишенное всего на свете.
Передняя крышка SilencerCo Bravo 7.62 $ 75.00 В корзину; SilencerCo Booster O-Ring Pack $ 9.00 В корзину; Silencerco Piston 13.5Mx1LH $ 70.00 В корзину; Silencerco ASR Muzzle Break 5/8 × 24 $ 80.00 Подробнее; Задняя крышка глушителя CGS (9 мм) 40,50 $ В корзину; CGS Piston (1/2 × 36) $ 50.00 В корзину; Гибридная передняя крышка SilencerCo (.46) $ 75.00 Добавить … YHM Nielsen Booster Assembly заменяет адаптер с прямой резьбой на шумоглушителе YHM или любом другом глушителе на рынке, который использует 1-3 / 8 «-24.Они предназначены для использования с пистолетами и стволами, требующими поршневую пружину Nielsen. Совместимые поршни: Silencerco. Прочный.
Крышка глушителя Silencerco, черная, 6 «x1,75», предназначена для Silencerco Octane 9, Octane 45k, Saker 556, Specwar 556 и Omega, но подходит для других производителей Ac1977 Тип продукта: Покрытие / Цвет: черный Подходит: SCO Octane 9 & 45K Saker / Specwar 5.56 …
Этот дульный тормоз с 3 портами совместим со всеми креплениями SilencerCo ASR? а с несколькими вариантами резьбы и калибра вы можете стрелять с глушителем по любому запросу.Он предлагает быстрое и легкое прикрепление и отсоединение одной рукой. Трехпортовая конструкция эффективно снижает отдачу и поднятие ствола. Precision Rifle 308 Win 20 «M-Lok Ruger Описание. Обеспечивает точность и универсальность. Добавление винтовки Ruger Precision в вашу коллекцию винтовок для дальнего боя открывает целый мир возможностей благодаря универсальности, точности и дешевизне этой длинной винтовки. Вы можете подписаться на нашу рассылку, заполнив форму ниже и нажав кнопку «Подписаться!».Спортивные товары — кобуры: товары от Carlson’s Добро пожаловать в отдел кобур от Carlson’s. Здесь вы найдете всю продукцию из отдела «Кобуры», в которых мы работали.
Brownells — ваш поставщик запчастей и аксессуаров Ak Muzzle Brake в Brownells. Делайте покупки из нашего обширного ассортимента и экономьте!
Может ли неисправный усилитель тормозов / узел привести к выходу из строя главного цилиндра? У меня Prius 2010 года выпуска, и мой главный цилиндр вышел из строя, проехав 83000 миль. Я подумал, что это было странно, особенно потому, что отказ был в основном идентичен уведомлению об отзыве Prius 2010 года в течение определенного периода производства…ProMag AA118 Archangel Faux Suppressor 22 LR Черный полимер. Gun Smith Arms является вашим местным дилером по пересылке оружия класса 3 FFL и может организовать передачу любого вида огнестрельного оружия, которая может вам понадобиться. Компания SilencerCo избавилась от догадок, представив ограниченный выпуск Piston Kit. Комплект Piston Kit включает пять поршней с черным нитридным покрытием для повышения износостойкости и смазывающей способности. Более того, вы получаете пять поршней по цене четырех — с тремя пакетами уплотнительных колец …
N135 Порошковые приемники Вихтавуори Лучшая цена. VihtaVuori — финская порошковая компания, производящая порошок с 1920-х годов. Порошки VihtaVuori чрезвычайно популярны среди стрелков, занимающихся бенчрестом, стрелков High Power и охотников за варминтами.
Sgubhu образцы datafilehost
Как работают электронные компоненты
Электронные гаджеты стали неотъемлемой частью нашей жизни. Они сделали нашу жизнь комфортнее и удобнее. От авиации до медицины и здравоохранения, электронные гаджеты находят широкое применение в современном мире.Фактически, революция в электронике и революция в компьютерах идут рука об руку.
Большинство гаджетов имеют крошечные электронные схемы, которые могут управлять машинами и обрабатывать информацию. Проще говоря, электронные схемы — это линия жизни различных электроприборов. В этом руководстве подробно рассказывается об общих электронных компонентах, используемых в электронных схемах, и о том, как они работают.
В этой статье я дам обзор электронных схем. Затем я предоставлю дополнительную информацию о 7 различных типах компонентов.Для каждого типа я буду обсуждать состав, принцип работы, а также функцию и значение компонента.
- Конденсатор
- Резистор
- Диод
- Транзистор
- Катушка индуктивности
- Реле
- Кристалл кварца
Обзор электронной схемы
Электронная схема — это структура, которая направляет и управляет электрическим током для выполнения различных функций, включая усиление сигнала, вычисление и передачу данных.Он состоит из нескольких различных компонентов, таких как резисторы, транзисторы, конденсаторы, катушки индуктивности и диоды. Для соединения компонентов друг с другом используются токопроводящие провода или дорожки. Однако цепь считается завершенной, только если она начинается и заканчивается в одной и той же точке, образуя цикл.
Элементы электронной схемы
Сложность и количество компонентов в электронной схеме может изменяться в зависимости от ее применения. Однако простейшая схема состоит из трех элементов, включая токопроводящую дорожку, источник напряжения и нагрузку.
Элемент 1: токопроводящий путь
Электрический ток течет по токопроводящей дорожке. Хотя медные провода используются в простых цепях, они быстро заменяются токопроводящими дорожками. Проводящие дорожки — это не что иное, как медные листы, наклеенные на непроводящую основу. Они часто используются в небольших и сложных схемах, таких как печатные платы (PCB).
Элемент 2: Источник напряжения
Основная функция цепи — обеспечить безопасное прохождение электрического тока через нее.Итак, первый ключевой элемент — это источник напряжения. Это двухконтактное устройство, такое как аккумулятор, генераторы или энергосистемы, которые обеспечивают разность потенциалов (напряжение) между двумя точками в цепи, так что ток может течь через них.
Элемент 3: Нагрузка
Нагрузка — это элемент в цепи, который потребляет мощность для выполнения определенной функции. Лампочка — простейшая нагрузка. Однако сложные схемы имеют разные нагрузки, такие как резисторы, конденсаторы, транзисторы и транзисторы.
Факты об электронных схемах
Факт 1: Обрыв цепи
Как упоминалось ранее, цепь всегда должна образовывать петлю, чтобы через нее протекал ток. Однако, когда дело доходит до разомкнутой цепи, ток не может протекать, поскольку один или несколько компонентов отключены намеренно (с помощью переключателя) или случайно (сломанные части). Другими словами, любая цепь, не образующая петли, является разомкнутой.
Факт 2: Замкнутый контур
Замкнутый контур — это контур, который образует контур без каких-либо прерываний.Таким образом, это полная противоположность разомкнутой цепи. Однако полная цепь, которая не выполняет никаких функций, остается замкнутой цепью. Например, цепь, подключенная к разряженной батарее, может не работать, но это все равно замкнутая цепь.
Факт 3: Короткое замыкание
В случае короткого замыкания между двумя точками электрической цепи образуется соединение с низким сопротивлением. В результате ток имеет тенденцию течь через это вновь образованное соединение, а не по намеченному пути.Например, если есть прямое соединение между отрицательной и положительной клеммами батареи, ток будет проходить через нее, а не через цепь.
Однако короткое замыкание обычно приводит к серьезным несчастным случаям, так как ток может протекать на опасно высоких уровнях. Следовательно, короткое замыкание может повредить электронное оборудование, вызвать взрыв батарей и даже вызвать пожар в коммерческих и жилых зданиях.
Факт 4: Печатные платы (PCB)
Для большинства электронных устройств требуются сложные электронные схемы.Вот почему разработчикам приходится размещать крошечные электронные компоненты на печатной плате. Он состоит из пластиковой платы с соединительными медными дорожками с одной стороны и множества отверстий для крепления компонентов. Когда макет печатной платы наносится химическим способом на пластиковую плату, она называется печатной платой или печатной платой.
Рисунок 1: Печатная плата . [Источник изображения]
Факт 5: Интегральные схемы (ИС)
Хотя печатные платы могут предложить множество преимуществ, для большинства современных приборов, таких как компьютеры и мобильные телефоны, требуются сложные схемы, состоящие из тысяч и даже миллионов компонентов.Вот тут-то и пригодятся интегральные схемы. Это крошечные электронные схемы, которые могут поместиться внутри небольшого кремниевого чипа. Джек Килби изобрел первую интегральную схему в 1958 году в компании Texas Instruments. Единственная цель ИС — повысить эффективность электронных устройств при уменьшении их размера и стоимости производства. С годами интегральные схемы становились все более сложными по мере развития технологий. Вот почему персональные компьютеры, ноутбуки, мобильные телефоны и другая бытовая электроника с каждым днем становятся все дешевле и лучше.
Рисунок 2: Интегральные схемы. [Источник изображения]
Электронные компоненты
Благодаря современным технологиям, процесс сборки электронных схем был полностью автоматизирован, особенно это касается изготовления микросхем и печатных плат. Количество и расположение компонентов в схеме может варьироваться в зависимости от ее сложности. Однако он построен с использованием небольшого количества стандартных компонентов.
Следующие компоненты используются для создания электронных схем.
Компонент 1: Конденсатор
Конденсаторы
широко используются для построения различных типов электронных схем.Конденсатор — это пассивный двухконтактный электрический компонент, который может электростатически накапливать энергию в электрическом поле. Проще говоря, он работает как небольшая аккумуляторная батарея, накапливающая электричество. Однако, в отличие от аккумулятора, он может заряжаться и разряжаться за доли секунды.
Рисунок 3: Конденсаторы [Источник изображения]
A. Состав
Конденсаторы
бывают всех форм и размеров, но обычно они состоят из одинаковых основных компонентов. Между ними уложены два электрических проводника или пластины, разделенные диэлектриком или изолятором.Пластины состоят из проводящего материала, такого как тонкие пленки из металла или алюминиевой фольги. С другой стороны, диэлектрик — это непроводящий материал, такой как стекло, керамика, пластиковая пленка, воздух, бумага или слюда. Вы можете вставить два электрических соединения, выступающих из пластин, чтобы зафиксировать конденсатор в цепи.
B. Как это работает?
Когда вы прикладываете напряжение к двум пластинам или подключаете их к источнику, на изоляторе возникает электрическое поле, в результате чего на одной пластине накапливается положительный заряд, а на другой накапливается отрицательный заряд.Конденсатор продолжает удерживать заряд, даже если вы отключите его от источника. В тот момент, когда вы подключаете его к нагрузке, накопленная энергия перетекает от конденсатора к нагрузке.
Емкость — это количество энергии, хранящейся в конденсаторе. Чем выше емкость, тем больше энергии он может хранить. Увеличить емкость можно, сдвинув пластины ближе друг к другу или увеличив их размер. В качестве альтернативы вы также можете улучшить изоляционные качества, чтобы увеличить емкость.
C. Функция и значение
Хотя конденсаторы выглядят как батареи, они могут выполнять различные типы функций в цепи, такие как блокировка постоянного тока с одновременным пропусканием переменного тока или сглаживание выходного сигнала от источника питания. Они также используются в системах передачи электроэнергии для стабилизации напряжения и потока мощности. Одной из наиболее важных функций конденсатора в системах переменного тока является коррекция коэффициента мощности, без которой вы не сможете обеспечить достаточный пусковой момент для однофазных двигателей.
Фильтры для конденсаторов
Если вы используете микроконтроллер в цепи для запуска определенной программы, вы не хотите, чтобы его напряжение упало, поскольку это приведет к сбросу контроллера. Вот почему дизайнеры используют конденсатор. Он может обеспечить микроконтроллер необходимой мощностью на долю секунды, чтобы избежать перезапуска. Другими словами, он отфильтровывает шумы в линии питания и стабилизирует источник питания.
Применения удерживающего конденсатора
В отличие от батареи, конденсатор быстро разряжается.Вот почему он используется для кратковременного питания цепи. Батареи вашей камеры заряжают конденсатор, прикрепленный к вспышке. Когда вы делаете снимок со вспышкой, конденсатор высвобождает свой заряд за доли секунды, генерируя вспышку света.
Применение конденсатора таймера
В резонансной или зависящей от времени схеме конденсаторы используются вместе с резистором или катушкой индуктивности в качестве элемента синхронизации. Время, необходимое для зарядки и разрядки конденсатора, определяет работу схемы.
Компонент 2: Резистор
Резистор — это пассивное двухконтактное электрическое устройство, которое препятствует прохождению тока. Это, наверное, самый простой элемент в электронной схеме. Это также один из наиболее распространенных компонентов, поскольку сопротивление является неотъемлемым элементом почти всех электронных схем. Обычно они имеют цветовую маркировку.
Рисунок 4: Резисторы [Источник изображения]
A. Состав
Резистор — это совсем не модное устройство, потому что сопротивление — это естественное свойство, которым обладают почти все проводники.Итак, конденсатор состоит из медной проволоки, обернутой вокруг изоляционного материала, такого как керамический стержень. Количество витков и толщина медной проволоки прямо пропорциональны сопротивлению. Чем больше количество витков и чем тоньше провод, тем выше сопротивление.
Также можно встретить резисторы, изготовленные по спирали из углеродной пленки. Отсюда и название резисторы с углеродной пленкой. Они предназначены для схем с низким энергопотреблением, потому что резисторы с углеродной пленкой не так точны, как их аналоги с проволочной обмоткой.Однако они дешевле проводных резисторов. К обоим концам прикреплены клеммы проводов. Поскольку резисторы не учитывают полярность в цепи, ток может протекать в любом направлении. Таким образом, не нужно беспокоиться о том, чтобы прикрепить их вперед или назад.
B. Как это работает?
Резистор может показаться не очень большим. Можно подумать, что он ничего не делает, кроме как потребляет энергию. Однако он выполняет жизненно важную функцию: контролирует напряжение и ток в вашей цепи.Другими словами, резисторы дают вам контроль над конструкцией вашей схемы.
Когда электрический ток начинает течь по проводу, все электроны начинают двигаться в одном направлении. Это похоже на воду, текущую по трубе. По тонкой трубе будет течь меньше воды, потому что у нее меньше места для ее движения.
Точно так же, когда ток проходит через тонкий провод в резисторе, электронам становится все труднее двигаться через него. Короче говоря, количество электронов, проходящих через резистор, уменьшается по мере увеличения длины и толщины провода.
C. Функция и значение
У резисторов
есть множество применений, но три наиболее распространенных — это управление током, разделение напряжения и цепи резистор-конденсатор.
Ограничение тока
Если вы не добавите резисторы в цепь, ток будет опасно высоким. Это может привести к перегреву других компонентов и их повреждению. Например, если вы подключите светодиод непосредственно к батарее, он все равно будет работать.Однако через некоторое время светодиод нагреется, как огненный шар. В конечном итоге он сгорит, поскольку светодиоды менее устойчивы к нагреванию.
Но, если ввести в схему резистор, он снизит протекание тока до оптимального уровня. Таким образом, вы можете дольше держать светодиод включенным, не перегревая его.
Делительное напряжение
Также используются резисторы
для понижения напряжения до нужного уровня. Иногда для определенной части схемы, такой как микроконтроллер, может потребоваться более низкое напряжение, чем для самой схемы.Здесь на помощь приходит резистор.
Допустим, ваша схема работает от аккумулятора 12 В. Однако для микроконтроллера требуется только питание 6 В. Итак, чтобы разделить напряжение пополам, все, что вам нужно сделать, это подключить последовательно два резистора с равным сопротивлением. Проволока между двумя резисторами снизит наполовину напряжение вашей цепи, к которой может быть подключен микроконтроллер. Используя соответствующие резисторы, вы можете снизить напряжение в цепи до любого уровня.
Резисторно-конденсаторные цепи
Резисторы
также используются в сочетании с конденсаторами для создания интегральных схем, содержащих массивы резистор-конденсатор в одной микросхеме.Их также называют RC-фильтрами или RC-сетями. Они часто используются для подавления электромагнитных помех (EMI) или радиочастотных помех (RFI) в различных инструментах, включая порты ввода / вывода компьютеров и ноутбуков, локальные сети (LAN) и глобальные сети (WAN), среди прочего. Они также используются в станках, распределительных устройствах, контроллерах двигателей, автоматизированном оборудовании, промышленных приборах, лифтах и эскалаторах.
Компонент 3: Диод
Диод — это устройство с двумя выводами, которое позволяет электрическому току течь только в одном направлении.Таким образом, это электронный эквивалент обратного клапана или улицы с односторонним движением. Он обычно используется для преобразования переменного тока (AC) в постоянный ток (DC). Он изготовлен либо из полупроводникового материала (полупроводниковый диод), либо из вакуумной трубки (вакуумный ламповый диод). Однако сегодня большинство диодов изготовлено из полупроводникового материала, особенно из кремния.
Рисунок 5: Диод [Источник изображения]
A. Состав
Как упоминалось ранее, существует два типа диодов: вакуумные диоды и полупроводниковые диоды.Вакуумный диод состоит из двух электродов (катода и анода), помещенных внутри герметичной вакуумной стеклянной трубки. Полупроводниковый диод состоит из полупроводников p-типа и n-типа. Поэтому он известен как диод с p-n переходом. Обычно он изготавливается из кремния, но также можно использовать германий или селен.
B. Как это работает?
Вакуумный диод
Когда катод нагревается нитью накала, в вакууме образуется невидимое облако электронов, называемое пространственным зарядом.Хотя электроны испускаются катодом, отрицательный объемный заряд отталкивает их. Поскольку электроны не могут достичь анода, через цепь не протекает ток. Однако, когда анод становится положительным, объемный заряд исчезает. В результате ток начинает течь от катода к аноду. Таким образом, электрический ток внутри диода течет только от катода к аноду и никогда от анода к катоду.
Соединительный диод P-N
Диод с p-n переходом состоит из кремниевых полупроводников p-типа и n-типа.Полупроводник p-типа обычно легируется бором, оставляя в нем дырки (положительный заряд). С другой стороны, полупроводник n-типа легирован сурьмой, добавляя в него несколько дополнительных электронов (отрицательный заряд). Таким образом, электрический ток может протекать через оба полупроводника.
Когда вы складываете блоки p-типа и n-типа вместе, дополнительные электроны n-типа объединяются с дырками p-типа, создавая зону обеднения без каких-либо свободных электронов или дырок. Короче, ток через диод больше не может проходить.
Когда вы подключаете отрицательную клемму батареи к кремнию n-типа, а положительную клемму к p-типу (прямое смещение), ток начинает течь, поскольку электроны и дырки теперь могут перемещаться по переходу. Однако, если вы перевернете клеммы (обратное смещение), ток через диод не будет протекать, потому что дырки и электроны отталкиваются друг от друга, расширяя зону обеднения. Таким образом, как и вакуумный диод, переходной диод может пропускать ток только в одном направлении.
С.Функция и значение
Хотя диоды являются одними из простейших компонентов электронной схемы, они находят уникальное применение в различных отраслях промышленности.
Преобразование переменного тока в постоянный
Наиболее распространенным и важным применением диодов является преобразование переменного тока в постоянный. Обычно полуволновой (один диод) или двухполупериодный (четыре диода) выпрямитель используется для преобразования мощности переменного тока в мощность постоянного тока, особенно в бытовых источниках питания. Когда вы пропускаете источник питания переменного тока через диод, через него проходит только половина формы волны переменного тока.Поскольку этот импульс напряжения используется для зарядки конденсатора, он создает устойчивые и непрерывные постоянные токи без каких-либо пульсаций. Различные комбинации диодов и конденсаторов также используются для создания различных типов умножителей напряжения для умножения небольшого переменного напряжения на высокие выходы постоянного тока.
Обходные диоды
Обходные диоды часто используются для защиты солнечных панелей. Когда ток от остальных элементов проходит через поврежденный или пыльный солнечный элемент, это вызывает перегрев.В результате общая выходная мощность снижается, создавая горячие точки. Диоды подключаются параллельно солнечным элементам, чтобы защитить их от перегрева. Эта простая конструкция ограничивает напряжение на неисправном солнечном элементе, позволяя току проходить через неповрежденные элементы во внешнюю цепь.
Защита от скачков напряжения
Когда источник питания внезапно прерывается, он создает высокое напряжение в большинстве индуктивных нагрузок.Этот неожиданный скачок напряжения может повредить нагрузку. Однако вы можете защитить дорогое оборудование, подключив диод к индуктивным нагрузкам. В зависимости от типа безопасности эти диоды известны под разными названиями, включая демпферный диод, обратный диод, подавляющий диод и диод свободного хода, среди других.
Демодуляция сигнала
Они также используются в процессе модуляции сигнала, поскольку диоды могут эффективно удалять отрицательный элемент сигнала переменного тока.Диод выпрямляет несущую волну, превращая ее в постоянный ток. Звуковой сигнал извлекается из несущей волны, этот процесс называется звуковой частотной модуляцией. Вы можете слышать звук после некоторой фильтрации и усиления. Следовательно, диоды обычно используются в радиоприемниках для извлечения сигнала из несущей волны.
Защита от обратного тока
Изменение полярности источника постоянного тока или неправильное подключение батареи может привести к протеканию значительного тока через цепь.Такое обратное подключение может повредить подключенную нагрузку. Вот почему защитный диод включен последовательно с положительной стороной клеммы аккумулятора. В случае правильной полярности диод становится смещенным в прямом направлении, и ток течет по цепи. Однако в случае неправильного подключения он становится смещенным в обратном направлении, блокируя ток. Таким образом, он может защитить ваше оборудование от возможных повреждений.
Компонент 4: Транзистор
Один из важнейших компонентов электронной схемы, транзисторы произвели революцию в области электроники.Эти крошечные полупроводниковые устройства с тремя выводами существуют уже более пяти десятилетий. Их часто используют как усилители и переключающие устройства. Вы можете думать о них как о реле без каких-либо движущихся частей, потому что они могут включать или выключать что-то без какого-либо движения.
Рисунок 6: Транзисторы [Источник изображения]
A. Состав
Вначале германий использовался для создания транзисторов, которые были чрезвычайно чувствительны к температуре. Однако сегодня они изготавливаются из кремния, полупроводникового материала, обнаруженного в песке, потому что кремниевые транзисторы гораздо более устойчивы к температуре и дешевле в производстве.Есть два разных типа биполярных переходных транзисторов (BJT), NPN и PNP. Каждый транзистор имеет три контакта, которые называются базой (b), коллектором (c) и эмиттером (e). NPN и PNP относятся к слоям полупроводникового материала, из которых изготовлен транзистор.
B. Как это работает?
Когда вы помещаете кремниевую пластину p-типа между двумя стержнями n-типа, вы получаете NPN-транзистор. Эмиттер присоединен к одному n-типу, а коллектор — к другому.Основание прикреплено к р-образному типу. Избыточные дырки в кремнии p-типа действуют как барьеры, блокирующие прохождение тока. Однако, если вы приложите положительное напряжение к базе и коллектору и отрицательно зарядите эмиттер, электроны начнут течь от эмиттера к коллектору.
Расположение и количество блоков p-типа и n-типа остаются инвертированными в транзисторе PNP. В этом типе транзистора один n-тип находится между двумя блоками p-типа. Поскольку распределение напряжения отличается, транзистор PNP работает иначе.Транзистор NPN требует положительного напряжения на базу, в то время как PNP требует отрицательного напряжения. Короче говоря, ток должен течь от базы, чтобы включить PNP-транзистор.
C. Функция и значение
Транзисторы функционируют как переключатели и усилители в большинстве электронных схем. Дизайнеры часто используют транзистор в качестве переключателя, потому что, в отличие от простого переключателя, он может превратить небольшой ток в гораздо больший. Хотя вы можете использовать простой переключатель в обычной цепи, для усовершенствованной схемы может потребоваться различное количество токов на разных этапах.
Транзисторы в слуховых аппаратах
Одно из самых известных применений транзисторов — слуховой аппарат. Обычно небольшой микрофон в слуховом аппарате улавливает звуковые волны, преобразовывая их в колеблющиеся электрические импульсы или токи. Когда эти токи проходят через транзистор, они усиливаются. Затем усиленные импульсы проходят через динамик, снова преобразуя их в звуковые волны. Таким образом, вы можете слышать значительно более громкую версию окружающего шума.
Транзисторы в компьютерах и калькуляторах
Все мы знаем, что компьютеры хранят и обрабатывают информацию, используя двоичный язык «ноль» и «единица». Однако большинство людей не знают, что транзисторы играют решающую роль в создании чего-то, что называется логическими вентилями, которые являются основой компьютерных программ. Транзисторы часто соединяются с логическими вентилями, чтобы создать уникальный элемент устройства, называемый триггером. В этой системе транзистор остается включенным, даже если вы уберете ток базы.Теперь он переключается или выключается всякий раз, когда через него проходит новый ток. Таким образом, транзистор может хранить ноль, когда он выключен, или единицу, когда он включен, что является принципом работы компьютеров.
Транзисторы Дарлингтона
Транзистор Дарлингтона состоит из двух соединенных вместе транзисторов с полярным соединением PNP или NPN. Он назван в честь своего изобретателя Сидни Дарлингтона. Единственное назначение транзистора Дарлингтона — обеспечить высокий коэффициент усиления по току при низком базовом токе.Вы можете найти эти транзисторы в приборах, которым требуется высокий коэффициент усиления по току на низкой частоте, таких как регуляторы мощности, драйверы дисплея, контроллеры двигателей, световые и сенсорные датчики, системы сигнализации и усилители звука.
IGBT и MOSFET транзисторы
Биполярные транзисторы с изолированным затвором (IGBT) часто используются в качестве усилителей и переключателей в различных инструментах, включая электромобили, поезда, холодильники, кондиционеры и даже стереосистемы.С другой стороны, полевые транзисторы металл-оксид-полупроводник (MOSFET) обычно используются в интегральных схемах для управления уровнями мощности устройства или для хранения данных.
Компонент 5: Индуктор
Катушка индуктивности, также известная как реактор, представляет собой пассивный компонент цепи, имеющей два вывода. Это устройство хранит энергию в своем магнитном поле, возвращая ее в цепь при необходимости. Было обнаружено, что когда две катушки индуктивности размещаются рядом, не касаясь друг друга, магнитное поле, создаваемое первой катушкой индуктивности, воздействует на вторую катушку индуктивности.Это был решающий прорыв, который привел к изобретению первых трансформаторов.
Рисунок 7: Катушки индуктивности [Источник изображения]
A. Состав
Это, вероятно, простейший компонент, состоящий только из мотка медной проволоки. Индуктивность прямо пропорциональна количеству витков в катушке. Однако иногда катушка наматывается на ферромагнитный материал, такой как железо, слоистое железо и порошковое железо, для увеличения индуктивности. Форма этого сердечника также может увеличить индуктивность.Тороидальные (в форме бублика) сердечники обеспечивают лучшую индуктивность по сравнению с соленоидными (стержневыми) сердечниками на такое же количество витков. К сожалению, индукторы в интегральной схеме сложно соединить, поэтому их обычно заменяют резисторами.
B. Как это работает?
Когда ток проходит по проводу, он создает магнитное поле. Однако уникальная форма индуктора приводит к созданию гораздо более сильного магнитного поля. Это мощное магнитное поле, в свою очередь, сопротивляется переменному току, но пропускает через него постоянный ток.Это магнитное поле также хранит энергию.
Возьмем простую схему, состоящую из батареи, переключателя и лампочки. Лампа загорится ярко, как только вы включите выключатель. Добавьте в эту цепь индуктивность. Как только вы включаете выключатель, лампочка переключается с яркой на тусклую. С другой стороны, когда переключатель выключен, он становится очень ярким, всего на долю секунды до полного выключения.
Когда вы включаете переключатель, индуктор начинает использовать электричество для создания магнитного поля, временно блокируя прохождение тока.Но только постоянный ток проходит через индуктор, как только магнитное поле заполнено. Вот почему лампочка переключается с яркой на тусклую. Все это время индуктор накапливает некоторую электрическую энергию в виде магнитного поля. Итак, когда вы выключаете выключатель, магнитное поле поддерживает постоянный ток в катушке. Таким образом, лампочка некоторое время горит ярко перед тем, как погаснуть.
C. Функция и значение
Хотя индукторы полезны, их сложно включить в электронные схемы из-за их размера.Поскольку они более громоздкие по сравнению с другими компонентами, они увеличивают вес и занимают много места. Следовательно, их обычно заменяют резисторами в интегральных схемах (ИС). Тем не менее, индукторы имеют широкий спектр промышленного применения.
Фильтры в настроенных схемах
Одним из наиболее распространенных применений индукторов является выбор желаемой частоты в настроенных схемах. Они широко используются с конденсаторами и резисторами, подключенными параллельно или последовательно, для создания фильтров.Импеданс катушки индуктивности увеличивается с увеличением частоты сигнала. Таким образом, автономная катушка индуктивности может действовать только как фильтр нижних частот. Однако, когда вы объединяете его с конденсатором, вы можете создать режекторный фильтр, потому что сопротивление конденсатора уменьшается с увеличением частоты сигнала. Таким образом, вы можете использовать различные комбинации конденсаторов, катушек индуктивности и резисторов для создания различных типов фильтров. Они присутствуют в большинстве электронных устройств, включая телевизоры, настольные компьютеры и радио.
Дроссели как дроссели
Если через дроссель протекает переменный ток, он создает противоположный ток. Таким образом, он может преобразовывать источник переменного тока в постоянный. Другими словами, он подавляет подачу переменного тока, но позволяет постоянному току проходить через него, отсюда и название «дроссель». Обычно они встречаются в цепях питания, которым необходимо преобразовать подачу переменного тока в подачу постоянного тока.
Ферритовые бусины
Ферритовый шарик или ферритовый дроссель используется для подавления высокочастотного шума в электронных схемах.Некоторые из обычных применений ферритовых шариков включают компьютерные кабели, телевизионные кабели и кабели для зарядки мобильных устройств. Эти кабели иногда могут действовать как антенны, взаимодействуя с аудио- и видеовыходами вашего телевизора и компьютера. Таким образом, индукторы используются в ферритовых шариках, чтобы уменьшить такие радиочастотные помехи.
Индукторы в датчиках приближения
Большинство датчиков приближения работают по принципу индуктивности. Индуктивный датчик приближения состоит из четырех частей, включая индуктор или катушку, генератор, схему обнаружения и выходную схему.Осциллятор генерирует флуктуирующее магнитное поле. Когда объект приближается к этому магнитному полю, начинают накапливаться вихревые токи, уменьшая магнитное поле датчика.
Схема обнаружения определяет силу датчика, в то время как выходная схема вызывает соответствующий ответ. Индуктивные датчики приближения, также называемые бесконтактными датчиками, ценятся за их надежность. Они используются на светофорах для определения плотности движения, а также в качестве датчиков парковки легковых и грузовых автомобилей.
Асинхронные двигатели
Асинхронный двигатель, вероятно, является наиболее распространенным примером применения индукторов. Обычно в асинхронном двигателе индукторы устанавливаются в фиксированном положении. Другими словами, им не разрешается выравниваться с близлежащим магнитным полем. Источник питания переменного тока используется для создания вращающегося магнитного поля, которое затем вращает вал. Потребляемая мощность регулирует скорость вращения. Следовательно, асинхронные двигатели часто используются в приложениях с фиксированной скоростью.Асинхронные двигатели очень надежны и прочны, поскольку нет прямого контакта между двигателем и ротором.
Трансформаторы
Как упоминалось ранее, открытие индукторов привело к изобретению трансформаторов, одного из основных компонентов систем передачи энергии. Вы можете создать трансформатор, объединив индукторы общего магнитного поля. Обычно они используются для повышения или понижения напряжения в линиях электропередач до желаемого уровня.
Накопитель энергии
Катушка индуктивности, как и конденсатор, также может накапливать энергию. Однако, в отличие от конденсатора, он может накапливать энергию в течение ограниченного времени. Поскольку энергия хранится в магнитном поле, она схлопывается, как только отключается источник питания. Тем не менее, индукторы функционируют как надежные накопители энергии в импульсных источниках питания, таких как настольные компьютеры.
Компонент 6: реле
Реле — это электромагнитный переключатель, который может размыкать и замыкать цепи электромеханическим или электронным способом.Для работы реле необходим относительно небольшой ток. Обычно они используются для регулирования малых токов в цепи управления. Однако вы также можете использовать реле для управления большими электрическими токами. Реле — это электрический эквивалент рычага. Вы можете включить его небольшим током, чтобы включить (или усилить) другую цепь, использующую большой ток. Реле могут быть либо электромеханическими, либо твердотельными.
Рисунок 8: Реле [Источник изображения]
A. Композиция
Электромеханическое реле (ЭМИ) состоит из корпуса, катушки, якоря, пружины и контактов.Рама поддерживает различные части реле. Якорь — это подвижная часть релейного переключателя. Катушка (в основном из медной проволоки), намотанная на металлический стержень, создает магнитное поле, которое перемещает якорь. Контакты — это токопроводящие части, которые размыкают и замыкают цепь.
Твердотельное реле (SSR) состоит из входной цепи, цепи управления и выходной цепи. Входная цепь эквивалентна катушке электромеханического реле. Схема управления действует как связующее устройство между входными и выходными цепями, в то время как выходная цепь выполняет ту же функцию, что и контакты в ЭМИ.Твердотельные реле становятся все более популярными, поскольку они дешевле, быстрее и надежнее электромеханических реле.
B. Как это работает?
Используете ли вы электромеханическое реле или твердотельное реле, это нормально замкнутое (NC) или нормально разомкнутое (NO) реле. В случае реле NC контакты остаются замкнутыми при отсутствии питания. Однако в нормально разомкнутом реле контакты остаются разомкнутыми при отсутствии питания.Короче говоря, всякий раз, когда через реле протекает ток, контакты либо размыкаются, либо замыкаются.
В ЭМИ источник питания возбуждает катушку реле, создавая магнитное поле. Магнитная катушка притягивает металлическую пластину, установленную на якоре. Когда ток прекращается, якорь возвращается в исходное положение под действием пружины. EMR также может иметь один или несколько контактов в одном пакете. Если в цепи используется только один контакт, она называется цепью с одиночным разрывом (SB). С другой стороны, цепь двойного размыкания (DB) идет с буксировочными контактами.Обычно реле с одинарным размыканием используются для управления маломощными устройствами, такими как индикаторные лампы, в то время как контакты с двойным размыканием используются для управления мощными устройствами, такими как соленоиды.
Когда дело доходит до работы SSR, вам необходимо подать напряжение выше, чем указанное напряжение срабатывания реле, чтобы активировать входную цепь. Вы должны подать напряжение ниже установленного минимального напряжения падения реле, чтобы деактивировать входную цепь. Схема управления передает сигнал от входной цепи к выходной цепи.Выходная цепь включает нагрузку или выполняет желаемое действие.
C. Функция и значение
Поскольку они могут управлять сильноточной цепью с помощью слаботочного сигнала, в большинстве процессов управления используются реле в качестве первичных устройств защиты и переключения. Они также могут обнаруживать неисправности и нарушения, возникающие в системах распределения электроэнергии. Типичные приложения включают телекоммуникации, автомобили, системы управления дорожным движением, бытовую технику и компьютеры.
Защитные реле
Защитные реле используются для отключения или отключения цепи при обнаружении каких-либо нарушений. Иногда они также могут подавать сигнал тревоги при обнаружении неисправности. Типы реле защиты зависят от их функции. Например, реле максимального тока предназначено для определения тока, превышающего заданное значение. При обнаружении такого тока реле срабатывает, отключая автоматический выключатель, чтобы защитить оборудование от возможного повреждения.
Дистанционное реле или реле импеданса, с другой стороны, может обнаруживать отклонения в соотношении тока и напряжения, а не контролировать их величину независимо. Он срабатывает, когда отношение V / I падает ниже заданного значения. Обычно защитные реле используются для защиты оборудования, такого как двигатели, генераторы, трансформаторы и т. Д.
Реле автоматического повторного включения
Реле автоматического повторного включения предназначено для многократного повторного включения автоматического выключателя, который уже отключен с помощью защитного реле.Например, при резком падении напряжения в электрической цепи вашего дома может наблюдаться несколько кратковременных перебоев в подаче электроэнергии. Эти сбои происходят из-за того, что реле повторного включения пытается автоматически включить защитное реле. В случае успеха питание будет восстановлено. В противном случае произойдет полное отключение электроэнергии.
Тепловые реле
Тепловое воздействие электрической энергии — это принцип работы теплового реле. Короче говоря, он может обнаруживать повышение температуры окружающей среды и соответственно включать или выключать цепь.Он состоит из биметаллической полосы, которая нагревается при прохождении через нее сверхтока. Нагретая полоса изгибается и замыкает замыкающий контакт, отключая автоматический выключатель. Наиболее распространенное применение теплового реле — защита электродвигателя от перегрузки.
Компонент 7. Кристалл кварца
Кристаллы кварца находят несколько применений в электронной промышленности. Однако в основном они используются в качестве резонаторов в электронных схемах. Кварц — это встречающаяся в природе форма кремния.Однако теперь его производят синтетически, чтобы удовлетворить растущий спрос. Проявляет пьезоэлектрический эффект. Если вы приложите физическое давление к одной стороне, возникающие в результате вибрации создадут переменное напряжение на кристалле. Резонаторы из кварцевого кристалла доступны во многих размерах в зависимости от требуемых применений.
Рис. 9: Кристалл кварца [Источник изображения]
A. Состав
Как упоминалось ранее, кристаллы кварца либо производятся синтетическим путем, либо встречаются в природе.Их часто используют для создания кварцевых генераторов для создания электрического сигнала с точной частотой. Обычно форма кристаллов кварца гексагональная с пирамидками на концах. Однако для практических целей их разрезают на плиты прямоугольной формы. К наиболее распространенным типам форматов резки относятся X, Y и AT. Эта плита помещается между двумя металлическими пластинами, называемыми удерживающими пластинами. Внешняя форма кварцевого кристалла или кварцевого генератора может быть цилиндрической, прямоугольной или квадратной.
Б.Как это работает?
Если подать на кристалл переменное напряжение, он вызовет механические колебания. Огранка и размер кристалла кварца определяют резонансную частоту этих колебаний или колебаний. Таким образом, он генерирует постоянный сигнал. Кварцевые генераторы дешевы и просты в изготовлении синтетическим способом. Они доступны в диапазоне от нескольких кГц до нескольких МГц. Поскольку кварцевые генераторы имеют более высокую добротность или добротность, они очень стабильны во времени и температуре.
C. Функция и значение
Исключительно высокая добротность позволяет использовать кристаллы кварца и резонансный элемент в генераторах, а также в фильтрах в электронных схемах. Вы можете найти этот высоконадежный компонент в радиочастотных приложениях, в качестве тактовых схем генератора в платах микропроцессоров, а также в качестве элемента синхронизации в цифровых часах.
Кварцевые часы
Проблема традиционных часов с винтовой пружиной заключается в том, что вам нужно периодически заводить катушку.С другой стороны, маятниковые часы зависят от силы тяжести. Таким образом, они по-разному показывают время на разных уровнях моря и высотах из-за изменений силы тяжести. Однако на характеристики кварцевых часов не влияет ни один из этих факторов. Кварцевые часы питаются от батареек. Обычно крошечный кристалл кварца регулирует шестеренки, которые управляют секундной, минутной и часовой стрелками. Поскольку кварцевые часы потребляют очень мало энергии, батарея часто может работать дольше.
Фильтры
Вы также можете использовать кристаллы кварца в электронных схемах в качестве фильтров.Они часто используются для фильтрации нежелательных сигналов в радиоприемниках и микроконтроллерах. Большинство основных фильтров состоят из одного кристалла кварца. Однако усовершенствованные фильтры могут содержать более одного кристалла, чтобы соответствовать требованиям к рабочим характеристикам. Эти кварцевые фильтры намного превосходят фильтры, изготовленные с использованием ЖК-компонентов.
Заключение
От общения с близкими, живущими на разных континентах, до приготовления горячей чашки кофе — электронные устройства затрагивают практически все аспекты нашей жизни.Однако что заставляет эти электронные устройства выполнять, казалось бы, трудоемкие задачи всего за несколько минут? Крошечные электронные схемы — основа всего электронного оборудования. Чтение о различных компонентах электронной схемы поможет вам понять их функции и значение. Поделитесь своими предложениями и мнениями по этому поводу в разделе комментариев ниже.
// Эта статья изначально была опубликована на ICRFQ.
Beretta 3901 ствол
Новый регулируемый вес цевья для автоматических ружей Beretta.Компоненты изготовлены из нержавеющей стали 416, а вес всего устройства составляет 4 унции. Как и оригинальный вес, вы можете разобрать его, чтобы почистить. Подходит для Beretta 390 и 3901. ПОДХОДИТ ДЛЯ Beretta 391. ПРИМЕЧАНИЕ. Эти стволы продаются как есть. Бочки, проданные с дефектами, возврату не подлежат.
Время обработки визы супруга (супруга) в Великобританию, 2020 форум
Макгроу Хилл, мой 4 класс по математике, выпуск для учителя
17 августа 2011 г. · 3901 Series. Калибр 12, ствол 28, камера 3, синтетическая ложа черного цвета, вороненая отделка.Сделанный в Америке, 3901 Citizen — это настоящий серьезный синтетический дробовик, который вы будете чувствовать себя комфортно, закинув его за сиденье своего пикапа, но это старый друг, на которого вы можете положиться, когда стрельба накаляется, независимо от того, что погодные условия. Стволы для пистолетов. Дополнительная информация. Магазин для пистолета Beretta из нержавеющей стали. Подходит для 22LR M9 и M9A1.
Стекло для замены потолочного вентилятора Hampton Bay
Пример Tidylpa
Beretta alfredo srl. Я перешел со своего полевого ружья Browning 525 Citori 20ga со стволом 26 дюймов на Beretta 12ga со стволом 30 дюймов, и я очень доволен новым ружьем.Я стреляю по спортивной глине, и увеличенная длина и небольшой дополнительный вес действительно помогают мне добиваться цели и удерживать ружье в движении.
Владелец ранчо Minio
Отчет об испытаниях Destiny d1
Я продаю черный синтетический дробовик 3901 калибра 20 калибра. Пушка находится в ГЦ с 3 чоками. Я могу отправлять фото по тексту. Цена 450 долларов. Позвоните мне по телефону (804)307-8659 или отправьте мне электронное письмо по адресу [электронная почта защищена] Полуавтоматические пистолеты Beretta 92 Series в первую очередь предназначены для использования в военных и полицейских целях.A. СИСТЕМА БЛОКИРОВКИ с падающим блоком запирания и коротким откатом ствола является гарантией …
Кардиологические форумы
Np435 bronco
Свяжитесь с нами. Numrich Gun Parts Corporation 226 Williams Ln. Kingston, NY 12401 Телефон: 866.686.7424 Посмотреть цену продажи и похожие товары: [Огнестрельное оружие] Одноствольное ружье Beretta, модель Fucile Rinforzato Speciale Brevettato, 12 ga. 30 дюймов барр. SN 174013. Вороненая отделка с деревянной ложей в клетку. Никс в наличии. Справедливый. 06-310. (C&R) с аукциона Alderfer 4 апреля 06.10, 9:00 по восточноевропейскому времени.
Как ведет себя мужчина-Рыба, когда вы ему нравитесь?
Шэньчжэнь 510852
Primary Arms имеет ствол AR-308, который вы ищете. У нас есть качественные стволы от торговых марок. Выбор правильного ствола для вашей следующей сборки критически важен для того, как ваша винтовка будет обращаться с ней и стрелять. Beretta 686 выставлен на продажу. 34-дюймовый одинарный ствол. 2 штуцера с полной брилей и одной верстакой 6. Ложа восстановлена и покрашена. Положите регулируемую затыльник и расческу Gracoil.
Minn kota talon
Syair naga mas untuk sgp hari ini
Beretta M9 — официально пистолет, полуавтоматический, 9 мм, M9 — это обозначение полуавтоматического пистолета Beretta 92F, используемого вооруженными силами США.M9 был принят на вооружение Соединенными … ⭐️⭐️⭐️⭐️⭐️ Магазин по низкой цене Дробовик Beretta Xtreme Shotgun Forum. Сравните цены и опции Shotgun Beretta Xtreme Shotgun Forum из различных магазинов …
Mac-адрес для двоичного калькулятора
Remax rentals kingman az
Лучшая покупка Глушители ствола для винтовок Remington модели 700 и Beretta 3901 Rifled
НЕ подходят для стволов с резьбой Benelli Crio Plus, такой как Super Black Eagle II / M-2 / Vinci / Super Vinci. Для этих ружей вам понадобится Benelli Crio Plus.Сравните имеющиеся у вас штуцеры с размерами и фотографиями, представленными на этой странице, чтобы убедиться, что вы выбрали правильные штуцеры.
Oculus go manual
Если вы ищете, чтобы оценить Baikal Side By Side 45 70 Double Barrel Rifle и Beretta 3901 Rifled Barrel цена.
Beretta 92 (также Beretta 96 калибра .40 S&W и Beretta 98 калибра .30 Luger) представляет собой серию полуавтоматических пистолетов, разработанных и изготовленных итальянской компанией Beretta. Он был спроектирован в 1972 году, и производство множества его вариантов в различных калибрах продолжается и по сей день.
We knives wk01
Бутылка для воды 64 унции с соломкой Walmart
Меню ресторана Zum zum
Uko nasweye mama
Лист данных Drazhar
Как читать HTML-файл в примере Java
Президент 9 фактов
хромированный ствол стр. Полуавтоматический пистолет Beretta 92 FS работает по системе с короткой отдачей и отсроченным свободным затвором, что позволяет сократить время цикла, добиться исключительной точности и большей надежности. Это честный обзор Beretta 3901 после того, как в течение 2 дней у него была совершенно новая (да, совершенно новая ложа), через которую прошло около 150–175 патронов.Во-первых, позвольте мне сказать, что я не профессионал, поэтому мои выводы могут даже не совпадать с вашими. Во-первых, давайте начнем с некоторых спецификаций.
Brownells — ваш поставщик запчастей Beretta AL390 в Brownells. Делайте покупки из нашего обширного ассортимента и экономьте!
beautiful beretta 687 el 12-го калибра с дробовиком == 30 «ствол == 3» патронник == включает коробку и 10 дульных насадок == серийный номер ms57834b $ 2099,99 Beretta Silver Pigeon 28Ga O / U со стволами 28 дюймов и винтом- В Chokes
Beretta, работая совместно с The NRA Foundation, создала линейку своих газовых полуавтоматических ружей модели 3901, украшенных на трех разных уровнях и предназначенных для всех, от богатого коллекционера до среднего охотника или глиняного. стрелок, которому нужен рабочий пистолет.
Unifi dream machine pro vs security gateway
Надежные инвестиции в хайп
Радиатор Asrock vrm
Fnaf animation maker
Panzer arms bp12 california
Wwwxxxlutzat 2020 dash 909 co uk light 9099
Декоративные панели international toledo ohio
Drufomat scan ebay
The Lighthouse Seaside Bar and Dining
Технические характеристики серии Tcl 6
Примеры правильных предложений
9-й класс алгебра
415 ответы на вопросы учебника тонна переменного тока
Что такое воронка слива в полу
Ха-ха-ха на д.б. cooper pdf
Ikea trones
Скачать ускоритель скорости онлайн
Matrix chris brown mp3
Урок 5 набор задач 6.1 ответы
Gudoomiyaha degmada afgooye qabiilkiisa
9 915 Bdo книга обучения навыкам exp
Dishonored ost flac
Spyderco manix 2 sprint run
Clevo x170sm
Успокаивающая музыка midi
Delta faucet ethernet port
9022 9 Padles 9 Toro 7000 когда маршрутизатор спектра Wi-Fi мигает красным
Command + не работает
Grafana plex
Статус служб Office 365
Rav4 расположение камеры резервного копирования
Dell optiplex 790 не включается
корпус цепной пилы
Отделка ikea gerton reddit
910 85 Intuos 3 catalina
Новый веб-сайт Bravo
Пятимесячная загрузка кода ошибки curlcode 56
Бот-флуд Kahoot разблокирован
Delta werewolf
Terraform grafana alert
23 Совместимость с формой rdital9 paperwhite
Неисправность маслоохладителя Caterpillar
Сейф Lego с карточкой-ключом
Для каждого вида транспорта приведите пример материала, который перемещается таким образом.
Шаблоны приборной панели Sharepoint бесплатно
Уменьшение количества бензофенона с помощью механизма борогидрида натрия
Различия в сложности Wasteland 3
Корпус kauai hawaii
Macbook air 2019 порт зарядного устройства
Gsc
Прокладки карбюратора Honda
Python ffmpeg m3u8
Кабель среднего напряжения
Orihime inoue
Vemco draft
Руководство по дросселю ружья.Все, что Вам нужно знать.
Чок для дробовика может иметь решающее значение для вашей стрельбы, поэтому стоит следовать подробному руководству The Field. Узнайте, что такое чок для дробовика, для чего он нужен, как он влияет на вашу стрельбу и какие вам следует использовать
Когда дело доходит до удушения для дробовика, вы можете рискнуть одержимостью, но знание того, что может иметь большое значение для вашей стрельбы. Единственное, чему следует следовать — это подробное руководство Field по чокеру для дробовика.Выясните, что именно это такое, какое оружие следует использовать для какого оружия и в какой карьере, как его измерить и, что, возможно, наиболее важно, когда прекратить возиться.
ЧТО ТАКОЕ ДРОБОВИК?
Чок для дробовика — это сужение на дульном конце ружья, которое сужает рисунок дроби. В среднем патроне примерно 300 пуль, поэтому насколько широкая или ограниченная схема выстрела будет иметь решающее значение для вашей стрельбы.
Нет нужды нервничать из-за удушения дробовика, даже если некоторые люди это делают.Что наиболее важно, так это то, что регулярные промахи с поля редко сводятся к удушению. Причина, скорее всего, кроется в направлении, в котором указывают стволы.
Choke — одна из тех вещей, которые, как и оружейная, должны посещаться время от времени и выбрасываться из головы после того, как будет принято обоснованное решение относительно того, что лучше всего соответствует вашим потребностям.
С учетом этого, давайте двигаться вперед.
РАБОТАЕТ ЛИ ДРОБОВИК У ВАС?
Вы должны поднести свой пистолет к шаблонной пластине (или импровизировать с листами бумаги или карточек и подходящей рамкой и безопасным задником) и стрелять из него на разных дистанциях — 20, 30 и 40 ярдов — используя тот патрон, который вы предпочитаете.Вы надеетесь увидеть ровный узор без слишком большого количества кластеров, разрывов или чрезмерной центральной концентрации.
Если есть дыры, через которые может пролететь птица — иногда применяется тест по кругу 5 дюймов — или если схема явно слишком тугая, ваш дробовик и его чокеры могут работать против вас.
После того, как вы испытали свои обычные боеприпасы, поэкспериментируйте с разными патронами. Вы можете, например, попытаться наблюдать конечные эффекты переключения между волокнистыми и пластиковыми пыжами (первые часто создают больше открытых схем) или увеличения полезной нагрузки гранул (что может быть альтернативой увеличению дросселирования).Если у вашего пистолета есть несколько чоков, попробуйте другие патроны.
Торговые инструменты для измерения чока ружья
ДРОССЕЛЬ ОБРАТНЫЙ
У спортсменов возникают странные предубеждения по поводу удушения дробовика. Мой подход, и я с радостью признаю, что прошел через стадию замешательства, практичен. Я обнаружил, что работает для меня в разных ситуациях, и теперь придерживаюсь этого. Для обычной стрельбы мне нравится немного чока в первом стволе, но не слишком много — это первые несколько тысяч, которые имеют наиболее очевидное отличие.Слегка забитый ствол намного эффективнее настоящего цилиндра и тоже внушает доверие.
Многие охотничьи ружья с 12-ю и 20-ю стволами имеют избыточный дроссель. Узкие модели могут быть средством для более точных убийств на более дальних дистанциях, но они являются препятствием на более коротких дистанциях, поскольку требуют большей точности.
Похоже, что в психологии многих спортсменов есть что-то, что ошибочно предлагает больше удушения хорошим, а меньше — плохого. Если вы собираетесь гулять в обычный день или гуляете пешком, вам не нужно много дросселировать в 12-цилиндровом двигателе.Первые несколько действительно имеют значение; после этого вступает в силу закон убывающей доходности. Те, кто видит выстрел, подтвердят это. Часто можно наблюдать что-то похожее на группу выстрелов размером с теннисный мяч, движущуюся мимо птицы с близкого расстояния. Я видел это много раз и думал: «Это намного сложнее, чем я ожидал, с таким же успехом можно было бы использовать винтовку».
Несколько лет назад я собрал то, что впоследствии стало называться моим «ружьем», на основе старой простой, простой «Jane Beretta Essential».Первоначальная идея заключалась в том, чтобы создать рабочую лошадку без оглядки на эстетику, которую можно было бы как можно проще снимать в обычные дни. Это было основано на принципе «сверху-снизу», потому что, хотя я люблю расположенные бок о бок, верхние и нижние обычно легче контролировать и их легче наводить. Более того, затвор Beretta в высшей степени надежен, а Essential, хотя и бюджетное ружье, имеет более живые стволы, чем в среднем, потому что у него отсутствуют боковые планки.
Ружье представляло собой модель с несколькими дульными насадками, что позволило провести множество экспериментов с чоками для дробовика на шаблонных пластинах, а затем в шкурах и на стрельбище.После нескольких месяцев экспериментов я определил, что у меня самый стабильный успех с первого выстрела с чем-то, что называется Seminole spreader choke . Это устройство сделано в США. Его можно описать как обратный чок: у него есть секция, которая простирается от дула и трубы до большего размера, чем канал ствола.
Форма этого сечения — коническая. Концепция обратного сужения не нова. В эпоху дульного заряжания, до повсеместного применения чокового сверления, многие ружья были «облегчены» на дульных срезах, поскольку было обнаружено, что они стреляют лучше, чем настоящий цилиндр.Мой опыт, казалось бы, подтверждает это; удушающий прием семинолов все еще действует на глиняных птиц на расстоянии 50 ярдов, но он очень щадящий вблизи.
Второй чок для дробовика, который действительно хорошо зарекомендовал себя в полевых условиях — в том, что он был эффективным и щадящим в использовании — был стандартный Beretta Improved Cylinder Mobilchoke tube . Это обычный чок для дробовика с пятью тысячами сужений. Когда-то я рассчитал 18 фазанов в среднем на 17 выстрелов. Они не тестировались, но пропустить их действительно было довольно сложно.С тех пор я одолжил его друзьям, попавшим в беду, и они всегда стреляли из него лучше, чем из другого, более традиционного оружия. У меня был аналогичный неестественный успех с другим открытым дульным сужением Beretta, использующим тяжелые патроны средней скорости (11⁄4 унции, № 6).
Ружье и патроны мне одолжили в Италии. Он был чрезвычайно эффективен против легких птиц, но опыт был примечателен, потому что в 36-граммовых патронах было много выстрелов, но они не давали чрезмерной отдачи (более низкая скорость, тяжелая боевая нагрузка была исследована диких птиц доктором Чарльзом Хитом много лет назад).
Дроссели ОТКРЫТЫ?
Означает ли это, что каждый должен открыть свои заслонки? Нет, только если вы регулярно стреляете по птицам, близким к среднему. Чок для дробовика, безусловно, может быть полезен при стрельбе на дальние дистанции, его эффекты не работают на экстремальном расстоянии и если птицы особенно сильны, например, дикие цесарки в Африке. Чуть больше удушения, чем действительно требуется, может также повысить уверенность — немаловажный фактор при стрельбе — и дать человеку чувство, если не реальную способность лучше выбирать птицу.Если ваша уверенность падает из-за опасений по поводу удушья или чего-то еще, ваше внимание может отвлечься от птицы и ваши движения могут быть неуверенными (что приведет к промахам).
ЧТО ДУШИТЬ ДЛЯ ПТИЦ?
Найджел Тиг, человек, который экспериментировал с чокером для дробовика больше, чем, возможно, кто-либо другой в Британии сегодня, выступает за 7⁄8 части чока — около 35 тысяч — в обоих стволах для действительно высоких предметов. Это согласуется с моим опытом высокой птицы, когда я обнаружил, что три четверти и три четверти работают хорошо из 12, лучше, чем полный и полный.Для многих современных картриджей оптимальная производительность рисунка требует меньшего, чем полное сужение; чрезмерное удушение может привести к повреждению рисунка.
Многие иностранные ружья, особенно малокалиберные, могут иметь чрезмерно высокий чугун. Это говорит о том, что я думаю, что 20 и, особенно, 28 немного лучше работают с чуть большим количеством чоков для дробовика, чем я бы рекомендовал для 12. Мой 30-дюймовый Beretta EELL 28, например, стреляет особенно хорошо с двумя установленными чоками на три четверти. (около 20 тыс. перетяжек в 28).
Хотя можно попытаться сформулировать общие принципы, касающиеся дроссельной заслонки, я считаю, что некоторые ружья, кажется, просто стреляют хорошо с определенным сужением, и нет никакой реальной науки — по крайней мере, такой, которая доступна, — чтобы подтвердить, почему это должно быть.
Баллистика дробовика намного сложнее, чем можно подумать, потому что существует так много переменных: атмосферные условия; размер выстрела; плотность выстрела; дробеструйное покрытие; пыж, грунтовка, порошок и гильза; диаметр ствола (номинальный диаметр 12 может быть от 0,710 до 0,740 внутреннего диаметра) и внутренняя геометрическая форма; сталь ствола и толщина стенки; и, что немаловажно, длина и форма самих сужений штуцера. Одни дроссели короткие, другие длинные. Некоторые из них представляют собой простые конические сужения, другие имеют конус, ведущий в параллельную секцию, а третьи имеют сложную форму, включая такие элементы, как закругленные стенки, секции с облегчением или камеры расширения.
Пока мы уточняем технические вопросы, позвольте мне отметить, что плотный чок стволового ружья увеличивает давление и, следовательно, скорость. Точка дросселирования стоит около 1 фута в секунду по скорости.
Так как длина ствола также имеет небольшое влияние на скорость — около 5 кадров в секунду для 12-канального ствола — это может стать более значительным при сочетании крайних значений дульного сужения и длины ствола. Например, интересно отметить, что 32-дюймовое ружье с полным чоком может иметь скорость на 100 кадров в секунду быстрее, чем 25-дюймовое ружье с открытым стволом, при прочих равных условиях.
Что наиболее интригующе, сужение дульного сужения также снижает натяжение выстрела, когда оно находится значительно впереди дульного среза (прямо перед дулами может быть некоторое удлинение колонны выстрела, но конечный эффект дросселирования заключается в уменьшении длину струны выстрела и тем самым повысить ее эффективность). Это может показаться нелогичным, но это было аккуратно продемонстрировано мистером Гриффитсом из компании Schultz Powder Company более ста лет назад, когда он стрелял из чугунных и незакрепленных ружей по вращающемуся диску.Результаты были опубликованы в The Field, как и многое другое, касающееся баллистики чока и дробовика в Золотой Век.
ВЫБЕРИ ДУШКУ ДЛЯ РУЖЬЯ И ЗАБУДЬТЕ ЕГО
Переходя к делу и избегая опасности стать слишком сложным, мой универсальный выбор в 12-канальном игровом ружье обычно был бы улучшен наполовину или улучшен и на три четверти (полезное удушение в сочетании с мгновенным выбором двойной спусковой крючок). Я не стал бы спорить с такими, как мой друг и бывший олимпиец Кевин Гилл, которые выступают за четверть с половиной для многоборья.(Кевин переходит на половину и три четверти для более высоких птиц.) Мое объяснение состоит в том, что мне нравится инстинктивно привлекать средних птиц, но также хорошо иметь возможность более точного подхода на расстоянии.
Дроссель для высоких птиц
Два плотных, но не крайних чокуса для дробовика в порядке (в паре с высокопроизводительным патроном; чок нельзя отделять от патрона, используемого с ним).
Дроссель для голубя
Четверть и четверть или половина и половина обычно работают хорошо.Для отверстий меньшего диаметра я предпочитаю немного больший штуцер, чем обычно советуют. Я должен сказать, однако, что я понятия не имею, что находится в моих 32-дюймовых Guerini 20, орудиях, которые я использую больше всего для игры. Я вставил дроссели некоторое время назад после игры с тарелками и с тех пор не смотрел на них. Они работают.
ДРОБОВИК ИЗМЕРИТЕЛЬНЫЙ ДАТЧИК
Ружье мультичок
Обычно чок в стволе обозначают как истинный цилиндр, улучшенный, четверть, половину, три четверти или полный. Оружейники говорят о «точках» дросселирования.Они измеряют штуцер ружья относительно диаметра канала ствола (который может значительно варьироваться в пределах любого назначенного размера канала ствола, а не только у дульного среза).
Одна точка соответствует сужению в одну тысячную дюйма. Ниже представлено то, что можно было бы ожидать от 12-канального орудия.
- True Cylinder 0-1 балл
- Цилиндр 3-6 улучшенный
- Квартал (американский улучшенный) 8-12
- Половина (американская модификация) 17-23
- Три четверти (Улучшено Модифицировано) 25-30
- Полный 35-40
- Супер полный 40+
Однако эти описания не следует оценивать в отрыве от их наблюдаемых эффектов.При правильном рассмотрении, дросселирование касается количества гранул, которые любой данный ствол / сужение бросает в 30-дюймовый круг на 40 ярдах. Качество выстрела, тип пыжа и другие факторы, такие как точный диаметр ствола и форма дульного сужения — короткий или длинный, простой конический или конический конус плюс параллельное сечение (фаворит британских оружейников) — все это может иметь большое значение.
Процент гранул внутри
30-дюймового круга на 40 ярдах
- Истинный цилиндр 30-40
- Улучшено 50
- Квартал 55
- Половина 60
- Три четверти 65
- Полный 70-75
- Супер полный 76+
Чок для дробовика может быть определен окончательно только по шаблонным пластинам и применительно к конкретному патрону.Само по себе измерение сужения может ввести в заблуждение. Раньше оружейник всегда спрашивал своего клиента, какие патроны он намеревался использовать, а затем регулировал чоки в соответствии с желаемым процентом. Если бы клиент выбрал собственную марку оружейника, ему пришлось бы продолжать использовать патроны оружейного мастера, чтобы гарантировать постоянство характеристик.
Чоки для дробовика из глины — все, что вам нужно знать
Ричард Аткинс вступает в схватку с невоспетым героем современного дизайна дробовика, скромным, но теперь повсеместным чокером для дробовика из глины
До винтовок Winchoke мне, как и большинству других стрелков из Спортинга, приходилось носить с собой два пистолета — обычно пистолет Skeet и пистолет Trap.
Ключевым достоинством дробовика является, по сути, оружие ближнего боя; изначально полезен примерно на 40 ярдов и все же относительно безопасен на расстоянии более 200 ярдов с небольшими выстрелами.Изобретение, которое мы называем чок для дробовика, увеличило эффективную дальность стрельбы и универсальность дробовика. В этой статье делается попытка пролить свет на то, что такое дроссель и для чего он нужен.
Стрелкам по глине сегодня повезло, что они могут наслаждаться огромным выбором оружия и вариантов снаряжения. Почти все новые дробовики, будь они для глиняного или охотничьего ружья, вертикальные или полуавтоматические (даже некоторые бок о бок), теперь в стандартной комплектации поставляются со сменными чоками для глиняных дробовиков. Обычно поставляется набор дросселей — может быть, всего три, но часто и восемь, в зависимости от производителя и цены.
Насколько это отличается от того, когда я впервые начал стрелять по глине, когда было очень мало сменных дульных ружей, а те, которые были доступны, были в основном полуавтоматическими. Дроссельные системы того времени имели тенденцию быть громоздкими (например, компенсатор Каттса) и поэтому подходили только для одноствольных ружей.
Несмотря на свои недостатки, эти ранние образцы открыли новый мир выбора для стрелков, и когда полуавтоматический пистолет Remington 1100 с устройством Каттса и сменными ввинчивающимися чоками стал доминировать в дисциплинах Скит и Трэп в США, стрелки взяли верх. уведомление.
Ремингтон продал огромное количество этих ружей; российская команда по скиту даже купила устройство Каттса для изучения и на его основе разработала свой собственный удушающий дроссель «Тула», с помощью которого они затем запирали рог на соревнованиях по скиту мирового уровня в течение нескольких лет. Эти дульные ружья Baikal / Vostok MT6 Tula по-прежнему высоко ценятся некоторыми энтузиастами Skeet.
Чок в основном описывает сужение последней части канала ствола перед дулом до различных размеров.
Естественно, другие оружейники хотели поучаствовать в боевых действиях.Winchester разработал гораздо более компактный тип сменного дросселя, который они назвали «Winchoke». Я хорошо это помню, потому что уже тогда тестировал и писал о патронах, ружьях и чоках.
Я был рад, что Winchester UK (ныне часть империи Browning International) попросил меня провести типовые испытания их ружей с этими дросселями. Им нужны были фотографии примеров узоров, которые я получил с тогдашним новым Winchester 101 с установленными Winchokes; эти фотографии затем были помещены в нижней части их рекламы оружия, чтобы показать разницу, которую могут сделать Винчоки.Они стали первыми по-настоящему успешными и доступными на массовом рынке сменными дросселями.
До появления винтовок Winchoke мне, как и большинству других стрелков из Спортинга, приходилось носить с собой два пистолета — обычно пистолет Skeet и пистолет Trap. Изначально не существовало настоящих Sporter в том виде, в каком мы их знаем сегодня, но вскоре они были разработаны и предложены всеми основными брендами.
Конечно, эти новые Sporter неизменно оснащались мульти-чоками; дни, когда нужно было иметь и носить с собой два ружья для спортивной глины, прошли!
Дроссели для дробовика из глины: что это такое и на что он способен?
Конфигурация ствола и чока изменилась за последнее время.
Я не буду вдаваться в подробности об удушении, поскольку для этого потребуется слишком много места.Достаточно сказать, что он был разработан в середине-конце 1800-х годов, и личность первоначального изобретателя остается неясной.
WR Pape часто получают кредит, но другие, возможно, уже сделали ставку на более раннее требование. С практической точки зрения, есть один человек, который, как мы знаем, сделал затяжку дульной части своего оружия ключом к своему коммерческому успеху: У.В. Гринер.
Он усердно работал над созданием профилей и размеров чока, канала ствола и форсунки, с которыми он выигрывал множество престижных соревнований по стрельбе.Эти испытания были организованы стрелковыми журналами дня. На кону стояли призовые деньги, но никакой приз не был ценнее победы, и Гринер сделал себе имя, неоднократно делая это!
Чок в основном описывает сужение последней части канала ствола перед дульным срезом до различных размеров. Это уменьшает внутренний диаметр на фиксированную величину по сравнению с размером соответствующего отверстия.
Последнее важно понимать, потому что распространенной ошибкой новичков является покупка стандартного штекерного калибратора для проверки своих дросселей, а затем вопросы на стрелковых форумах о том, почему отмеченные размеры их дросселей не совпадают. те, что на их шкале.
Простой ответ заключается в том, что различные стандартные приращения основаны на системе, в которой каждая степень дросселирования (, ½ или ¾ и т. Д.) Является частью того, что было установлено как максимальное полезное сужение, полное дросселирование, которое составляет 0,040 ”Уменьшение диаметра отверстия.
Следовательно, это не фиксированный размер отверстия. Калибр пробкового типа может иметь значение только в том случае, если каждая «ступенька» соответствует уменьшению фактического размера отверстия вашего пистолета.
Однако уменьшение диаметра ствола не является решающим фактором, определяющим степень дросселирования, а скорее полезным показателем.То, что определяет каждое приращение, — это процент дроби в дроби, которая в среднем попадает в круг диаметром 30 дюймов на 40 ярдов.
Эти проценты были также получены, когда сужение дроссельной заслонки было признано и разработано как инструмент для улучшения характеристик ружья.
Мастера оружейного дела, которые настраивали дроссельную заслонку в стволах дробовика, также установили работоспособный набор процентных соотношений, который послужил очень полезным справочным материалом.
Таким образом, покупатели могут выбрать степень дросселирования, которую они считают лучшей для своего типа стрельбы, и «отрегулировать» свое оружие таким образом, чтобы оно метало узоры соответствующей плотности на заданном расстоянии с использованием патронов, которые также будут указаны.
Чок для дробовика из глины
: производительность
Диаграмма, показывающая конусы выстрела на расстоянии 20 ярдов. Диаметр разброса рисунка показан (заштрихован) внутри цилиндрического разброса.
Choke позволяет дробовику создавать наиболее эффективные шаблоны для поставленной задачи в пределах, для которых дробовик является подходящим инструментом — ни больше, ни меньше. Это просто средство дать стрелку более универсальное и эффективное оружие.
Он обеспечивает более эффективный паттерн на различных дистанциях: не слишком узкий для ближнего и не слишком лузовый на дальнем.Степень сужения позволяет достичь эффективного рисунка на любом расстоянии от ближнего до максимального, что обеспечивает большую универсальность и эффективность.
Изначально для достижения желаемой эффективности использовалось только шесть степеней дросселирования. Учитывая, что всегда есть некоторый запас перекрытия для любой комбинации дросселя и патрона, эти оригинальные шесть все еще могут охватывать все основания. Обратите внимание, что в таблице внизу страницы мы рассматриваем 12-канальные ружья. Для отверстий меньшего диаметра степень ограничения может уменьшиться.
Дроссели для дробовика из глины : вариантов
Мы знаем, что стрелки из глины любят дополнительный выбор. Что касается размеров выстрела, это привело к появлению очень полезного и успешного размера выстрела UK 7,5. Падая между выстрелами № 7 и № 8, он стал, вероятно, самым продаваемым размером дроби среди британских глиняных патронов. Что касается дросселей, те, кто хочет использовать их с максимальной выгодой, достаточно громко заявили о себе, чтобы производители дросселей после выхода на рынок сделали это.
Сужения дросселя, полезные для стрельбы по глине, — это дроссель (модифицированный свет) и дроссель (улучшенный светильник, модифицированный).Описание в скобках — это американские обозначения. Американские стрелки также называют Half Choke «Modified», а ¾ Choke — «Improved Modified».
Мы согласовали обозначения цилиндра и полного дросселя, но не ¼ дросселя. Очевидно, американские оружейники где-то запутались. Большинство (но не все) производители в США предпочитают комбинировать ¼ дроссель и улучшенный цилиндр. В некоторых также есть дроссель под названием «Скит 1». Это близко к нашему улучшенному цилиндру, но, чтобы быть уверенным, прочтите, какой размер выходного отверстия указан на штуцере.
| Название | Сужение | Узор% через 30 футов на 20 ярдах | Узор% на 30 ′ на 30 ярдах | Узор% на 30 ′ на 40 ярдах |
| Настоящий цилиндр | Нет | 80% | 60% | 40% |
| Улучшенный цилиндр | 0,005 | 92% | 72% | 50% |
| Дроссель 1/4 | 0.010 | 100% | 77% | 55% |
| Половинный дроссель | 0,020 | 100% | 83% | 60% |
| 3/4 дроссель | 0,030 | 100% | 91% | 65% |
| Полный дроссель | 0,040 | 100% | 100% | 70% |
Для описания и объяснения всех вариантов и комбинаций дросселей и дросселей потребуется книга. патронов, но в этом нет необходимости, особенно на начальном этапе понимания того, как выбор дроссельной заслонки может улучшить вашу стрельбу.Те из убеждения, что «я просто положил и ½ на все»: хорошо!
Если для вас работает простота, это ваша прерогатива. Те, кто хочет получить эти дополнительные пять процентов или около того целей на своих картах, могут предпочесть провести немного больше исследований и, самое главное, немного поэкспериментировать. Ничто так не показывает, как выглядят ваши выкройки так, как пластина с выкройками, если у вас есть доступ к ней.
Имейте в виду, что выбранный вами картридж повлияет на получаемый рисунок.Некоторые бюджетные патроны могут открыть шаблон хотя бы на одну целую степень дросселирования, и, наоборот, патрон премиум-класса может затянуть его как минимум на столько же. Действительно, этот принцип использовался для промежуточных стрельбищ, когда не существовало многозарядных орудий.
А пока просто вдумайтесь в статистику в таблице. Обратите внимание, как первые небольшие приращения штуцера обеспечивают наибольшее улучшение плотности рисунка, в то время как самые узкие штуцеры дают максимальную плотность рисунка на большом расстоянии, но также и наибольшую потерю покрытия рисунка на более близком расстоянии.
Например: True Cylinder дает диаметр рисунка около 32 дюймов на 20 ярдах, в то время как у Full Choke диаметр составляет около 16 дюймов в том же диапазоне — только половину размера. Возможно, это помогает понять, почему Full Choke может быть приемлемым для Ричарда Фолдса и Джорджа Дигвидса в этом мире, но не для всех нас: нам может быть полезно позволить себе немного больше свободы для ошибок.
Дроссель для сварочного аппарата: зачем нужен и как его собрать своими руками (инструкция и схема)

Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями.
Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше.
Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами. Это инвертор.
Сделать своими руками инвертор по силам только тому, кто хорошо разбирается в радиоэлектронике и в используемой там элементной базе. Для этого специалиста не нужно объяснять, для чего нужен дроссель и где его место в схеме. А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
Общие ведомости
Так зачем же нам нужен дроссель на сварочном аппарате, возможно ми можем обойтись и без него?Да, конечно можете, но для эффективной и комфортной сварки он просто необходим.
Это маленький элемент, что подключают в цепь, и он обеспечивает стабильное, бесперебойное, плавное нагревание дуги.
На втором этапе он поддерживает это стабильное состояние, к тому же метал не разлетается во все стороны, что часто случается и, между прочем, может привести к сильным ожогам.
При эксплуатации шов выходит аккуратным, аппарат настраивается более точно и даже может сваривает трудные элементы, ну конечно так же много зависит и от профессионализма мастера, в руки которого попала сварка.
Принцип роботы легок, понятен каждому: дроссель пропускает ток через себя, сохраняя его от сварочного аппарата.
А потом этот сохраненный ток и восполняет, те самые скачки напряжения, что позволяет сварке работать стабильно. Еще дроссель с намагничиванием позволяет обеспечить нужное сопротивление, если вдруг напряжение пригнуло вверх.
Покупка дросселя для сварочного аппарата в магазинах это совсем недешевое удовольствие, да, конечно вы можете поискать что-то более бюджетное, но будет ли оно хорошо работать.
Его можно сделать дома самостоятельно, для этого вам прийдется совсем немного логики, времени, недорогих материалов, что наверняка завалялись в гараже.
↑ Схема и детали сварочника
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Читать также: Графитовая смазка температурный диапазон
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Регулировка тока
Пример дросселя для сварочного аппарата собранный своими руками
И как же сделать наш шов аккуратным и главное прочным? Правильно, нам понадобиться хорошо отрегулировать ток.
Для этого существует несколько методов:
- Стабилизация, при которой мы увеличиваем и уменьшения расстояния между элементам и сварочным аппаратом. Это наиболее известны способ. То есть что сила тока была меньше, мы должны развести разрезанный сердечник трансформатора. Индукция упадет, а сила тока поползет вниз за ней. Если ваш аппарат большой, то это его плюс так как контролировать ток на нем легче, поскольку интервал регулирования зависим от масштабов доступного размера в теле аппарата.
- Контроль тока на обмотке трансформатора. Это способ просто на просто игнорирует часть катушки, чем увеличивает напряжение, ведь путь, что преодолевает ток становиться меньше. Ну и, то есть если этот самый путь становиться больше, то путь нужно продлить.
- Но также можно контролировать с помощью стальной пружины, к которой мы крепим клемма последовательно. Этот метод мог бы быть хорош, поскольку по не много настраивает ток, но есть нюанс. Этот способ крайне небезопасен, так как разжаренная пружина оказывается в ногах мастера, если вы цените свое здоровье и вам не хочется поджариться, это метод не для вас.
Такая катушка решит практически все ваши проблемы со стабилизацией напряжения. На самом деле оно всегда готова восполнит недостачу этого напряжения, или забрать излишки, что бы позже вновь использовать.
Главное, что небезопасная горячая пружина больше не будет лежать в ваших ногах, ведь безопасность должна быть на первое месте, тем более при такой не легкой работе, настройку произведет дроссель на сварочном аппарате, а мастер может об том не думать.
Расчет сечения проводов первичной обмотки трансформатора
Схема устройства сварочного трансформатора.
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный.
Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка.
Более толстый провод и с меньшим количеством витков — это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I1 в его первичной обмотке. Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
I1 = Р:U= 5000:220=22,7 А.
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S1=22,7:5=4,54 мм2.
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d2=4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Как самостоятельно и красиво создать дизайн гостиной?
Использование дросселя
Сварочные трансформаторы лучшая база для создания дросселя домашних условиях. Это не раз доведено на практике.
Он без затруднений, но плавно нагревает нашу дугу, при любом токе, так что он подойдет для обычных дачников, так же для работы на заводах, концернах со скачками напряжением.
Так же вы можете брать дроссель для сварочного аппарата вместе с выпрямителем. Пара дроссель и выпрямитель умеет свойство поднимать электродвижущую силу самоиндукции.
Например, если мы говорим про полуавтоматы, то это пара может запалить дугу даже на большом промежутке от метала.
↑ Файлы
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года. Уже более 10 лет наш журнал существует только на мои средства.
— Спасибо за внимание! Игорь Котов, главный редактор журнала «Датагор»
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года. Уже более 10 лет наш журнал существует только на мои средства.
— Спасибо за внимание! Игорь Котов, главный редактор журнала «Датагор»
Логин bedjamen — это был мой пёс, эрдельтерьер, по кличке Беджамен Моден Тайп Хауэлл. Дата его рождения 7 апреля 2002 года.
Итог
Поздравляю, если вы освоили все наши советы, то вы наверняка сможете сделать дроссель для сварочного аппарата своими руками. Это было совсем не сложно, понадобилось немного усидчивости и технической смекалки.
Но на выходе вы получите качественный аппарат (конечно если все сделали правильно), конечно вы будете гордиться тем, что это сделано своими рукам ,и даже може научить этому кого-то из своих друзей или близких.
Расскажите о ток как вы делали ваш дроссель, какие при этом возникли проблемы, каков был результат, покажите статью друзьям. Всем мира и новых вершин!
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.
Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских.
Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической дуги, начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами.
Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.
Дроссель для сварочного полуавтомата своими руками

Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских.
Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической дуги, начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами.
Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.
Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Общая информация
Для чего нужен дроссель? Эта небольшая деталь, подключенная в цепь, обеспечивает плавный розжиг дуги и поддерживает ее стабильность даже при перепадах напряжения, к тому же металл практически не разбрызгивается, шов получается более качественным, можно точно настроить аппарат и без проблем варить тонкий металл.
Принцип работы прост: дроссель пропускает через себя ток, накапливая его от сварочного аппарата. Накопленный ток как раз и используется для компенсации потерянного напряжения. Также дроссель с подмагничиванием обеспечивает нужное сопротивление тока, если напряжение слишком велико.
Совсем не обязательно покупать дроссель в магазине, тем более это далеко не дешевая покупка. Этот агрегат вполне можно смастерить самостоятельно.
Его конструкция состоит из сердечника и двух обмоток с сечением, рассчитанным на работу с определенным значением постоянного тока.
Именно поэтому не получится изготовить универсальный дроссель, ведь маленькая деталь не справится с мощным сварочником, и наоборот. Так что важно правильно рассчитать, сколько обмотки понадобится для работы с тем или иным напряжением.
Применение дросселя
Дроссель для сварки своими руками лучше всего работает на сварочных трансформаторах. Это доказывает наша практика. Дроссель быстро разжигает дугу даже при значительной потере тока, поэтому его можно без проблем использовать на даче или в цеху с нестабильным напряжением.
Отдельная особенность — это возможность использовать дроссель в паре с выпрямителем. Связка дроссель + выпрямитель способна увеличивать электродвижущую силу самоиндукции. В случае с полуавтоматом такой набор оборудования позволить легко зажечь дугу даже на значительном расстоянии от поверхности металла.
Дроссель своими руками
Теперь давайте разберемся, как дроссель для сварки своими руками можно намотать и как рассчитать дроссель. Чтобы намотать дроссель правильно, нужно досконально знать его устройство и понимать принцип работы.
В разделе «Общая информация» мы кратко описали устройство и принцип действия этого прибора. Мы составили небольшую поэтапную инструкцию, следуя которой вы сможете собрать дроссель.
Собранная вами деталь подойдет для использования на небольшом производстве или при домашней сварке. Итак, приступим:
- Для начала вам нужно найти старый трансформатор, он будет нашей основой. Опытные мастера советуют брать повышающий элемент из лампового телевизора модели «ТСА 270-1», он будет выступать в роли сердечника. Подобные модели можно легко найти на блошином рынке или поискать в интернете на онлайн-досках объявлений.
- Затем нужно разобрать трансформатор. Делается это просто: нужно срезать болты или повернуть головки в верхней части агрегата, затем снять катушки.
- Полученные «подковы» (как их именуют умельцы) устанавливают специальные прокладки. Их изготавливают из тонкого картона и приклеивают к основанию «подковы». Прокладки нужны для образования индуктивного зазора.
- Теперь нужно намотать провод на «подкову». Для этого берем алюминиевые провода сечением 36 миллиметров. Намотайте 22-24 витка с каждой стороны. Если вам удалось найти сердечник из лампового телевизора, то вы сможете намотать на каждую сторону по 8 витков в два слоя. Не забудьте сделать изоляцию между витками с помощью бумаги и бакелитового лака.
- Провод следует наматывать в одну сторону на каждой из катушек. Это необходимо для того, чтобы в конце провода располагались в одинаковом направлении и вверху была перемычка между отводами, соединяющая катушки, а внизу располагался вход и выход.
- Если вы все же неправильно намотали провода, и они располагаются в разном направлении, то установите по диагонали косую перемычку между верхним и нижним отводами. Вторая пара отводов будет играть роль входа и выход.
- Рекомендуется устанавливать дроссель в сварочном аппарате только после диодов. Подключите ко входу кабель диодного моста.
Если сила тока дросселем наоборот продолжает падать при применении, то нужно убрать несколько витков на каждой из катушек.
Вместо заключения
Как намотать дроссель для сварочного аппарата — Справочник металлиста

Практически каждый мастер хотя бы раз задумывался над тем, как сделать дроссель для сварочного аппарата своими руками.
Сегодня продается достаточно большое количество различных устройств, которые можно использовать в условиях малого производства.
Это может быть приспособление, которое работает на временном или непрерывном токе, полуавтомат для сварки или изделие с использованием электродов. Однако качественное устройство стоит очень дорого, а бюджетные аналоги быстро приходят в негодность.
Схема сварочного аппарата переменного тока с отдельным дросселем: 1 – первичная обмотка, 2 – сердечник, 3 – вторичная обмотка, 4 – обмотка дросселя, 5 – неподвижная часть сердечника дросселя, 6 – подвижная часть сердечника дросселя, 7 – винтовая пара, Др – регулятор тока.
Для сборки самодельного приспособления для сварки понадобится подобрать и соорудить все нужные элементы, в том числе и дроссель.
Преимущества использования дросселя
Однофазная мостовая схема выпрямления (а). Графики напряжений и тока в трансформаторе (б), напряжения и тока в нагрузке (в).
Дроссель для сварки — это устройство для регулировки силы тока, используемого для выполнения сварочных работ. Элемент нужен для компенсации сопротивления, которого может не хватать. Его можно подсоединить к повторной обмотке трансформаторной конструкции.
Это дает возможность смещать фазы между проходящим током и его напряжением, в результате чего облегчается зажигание электродуги в начале работы. Она будет гореть ровно, в связи с чем есть возможность получить сварочный шов хорошего качества.
Если не использовать дроссель, то могут появиться проблемы во время сварки.
Дроссель может состоять в конструкции полуавтомата или устройства для сварки, которое предусматривает использование электродов. Полуавтомат с дросселем практически не разбрызгивает металл во время работы. Процесс сварки будет проходить гораздо мягче, чем при отсутствии дросселя.
Шов сварки сможет провариваться на существенную глубину. Достоинства подобного элемента не вызывают сомнений. Его можно смонтировать не только на самодельное устройство, но и на приспособление заводского производства. Особенно это касается бюджетных вариантов, склонных к неисправностям.
Это сможет существенно облегчить работу на подобных конструкциях и повысить качество сварочного шва.
Какие подручные средства можно использовать
Схема источника питания инверторного сварочного аппарата.
Чтобы соорудить дроссель для сварки своими руками, первым делом нужно подготовить материал. В данном случае можно применить практически любые неиспользуемые электротехнические приспособления.
Конструкция являет собой обыкновенный сердечник с намотанным проводом. Для данной цели можно использовать трансформаторную конструкцию, которая ранее была смонтирована в старом телевизоре. Всю обмотку понадобится демонтировать.
Сердечник можно будет использовать для намотки провода, длина которого рассчитывается заранее.
Если есть возможность, можно применить детали, которые были установлены в лампочках фонарей. Старые обмотки следует демонтировать, так как они часто неисправны. В процессе намотки провода их понадобится установить на прежнее место.
Для намотки дросселя можно применить любой сердечник сечением приблизительно 12-15 см. Между его элементами понадобится сделать немагнитную часть. Для этого следует закрепить прокладку для изоляции толщиной примерно 0,6-1 мм.
Плавной регулировки тока можно достичь благодаря монтажу подвижных обмоток трансформаторной конструкции. Путем смены расстояния между обмотками можно изменять величину магнитного потока и сопротивление в повторной обмотке.
Преобразование тока в сварочном инверторе.
Для сварки на непрерывном токе к обмотке на выходе трансформаторной конструкции нужно подключить элемент для преобразования временного тока в непрерывный. Такое приспособление называется выпрямителем. Ток может быть не непрерывным, а пульсирующим. Уменьшить пульсацию возможно исключительно путем увеличения емкости конденсаторного устройства.
Чтобы была возможность выполнять регулировку тока дуги с помощью дросселя, между выходом трансформаторной конструкции и точкой нужно включить 3 выпрямителя.
Элементы, которые будут нужны для сооружения дросселя:
- электротехническая конструкция;
- провода;
- трансформатор;
- лампа фонаря;
- картон для изоляции.
Схема изготовления сварочного дросселя.
Перед выполнением намотки провода понадобится изолировать ярмо.Для намотки дросселя можно использовать провод из алюминия или меди. В первом случае его сечение должно быть примерно 36-40 мм, во втором рекомендуемое сечение составляет 25 мм. Вместо провода можно использовать шину из меди толщиной 4-5 мм. Если планируется использовать алюминиевую деталь, то она должна иметь большую толщину.
Провод нужно наматывать в количестве 30-35 витков, шина наматывается в 3 слоя. Если в качестве сердечника будет использоваться элемент от лампочки фонаря, то намотку следует выполнять только на одну боковую часть по всей длине до тех пор, пока окно не заполнится. Направление намотки изменять не допускается. Каждый слой должен быть изолирован от предыдущего.
Элементы рекомендуется пропитать бакелитовым лаком.
В процессе намотки через одинаковое количество витков следует делать отводы. Контакты должны быть сильными, так как на них будет ложиться существенная нагрузка.
Установка дросселя оказывает положительное влияние на работу полуавтоматического устройства или обыкновенной самоделки. Для устройства, которое работает на временном токе, рекомендуется использовать приспособление вместе с конструкцией для выпрямления тока. В таком случае будет можно применять практически все возможные электроды.
Дроссель для сварки своими руками можно устанавливать и на устройство с понижающей трансформаторной конструкцией. Элемент нужно подключать на вторичную цепочку трансформатора для сварки.
Это даст возможность соорудить устройство фирменного сварочного полуавтомата, который стоит очень дорого. Дроссель следует точно рассчитать по формуле, которая есть в документации, поставляемой вместе с приспособлением.
Данное изделие будет иметь трансформаторную конструкцию с хорошим рассеиванием и отличными характеристиками.
Дроссель для инверторного или любого другого аппарата важно правильно настроить.
Ступенчатая регулировка тока дуги сварки может быть достигнута путем включения на выходе омического сопротивления, являющего собой нихромовую спираль, через одинаковое количество витков которой следует сделать отводы с контактами, выдерживающими любые нагрузки. Недостаток данного способа заключается в том, что в этом случае будет сильно нагреваться нить.
Когда настройка дросселя для сварки будет выполнена успешно, можно приступать к выполнению сварочных работ.
Существующие методы регулировки тока дуги сварки
Схема сварки тонкого металла при помощи инвертора.
Выполнять регулировку тока дуги можно с помощью изменения воздушной щели. Трансформаторное устройство может быть в таких режимах:
- Холостой ход. Временное напряжение подается на вход трансформаторного устройства. В повторной обмотке инициируется ЭДС, однако ток в выходной цепочке отсутствует.
- Нагрузочный режим. В процессе зажигания дуги она замкнет выходную цепочку, которая состоит из повторной обмотки трансформаторного устройства и обмотки дросселя. Будет протекать ток, значение которого может быть определено сопротивлением данных обмоток. Степень воздействия будет зависеть исключительно от размера щели в стержне.
- Режим короткого замыкания. Электрод касается соединяемых деталей. В сердечнике трансформаторной конструкции должен быть создан временный магнитный поток. В повторной обмотке следует инициировать ЭДС. Ток в цепочке будет определяться значением сопротивления дросселя и обмотки трансформаторного устройства.
Сопротивление будет возрастать в случае увеличения щели. Это должно привести к уменьшению магнитного потока. В конечном итоге ток дуги возрастет. Подобный метод позволяет выполнять плавную регулировку тока, поэтому его рекомендуется использовать.
Недостаток подвижной системы заключается в том, что в случае вибрации металла катушка станет ненадежной во время прохождения временного тока. В этом случае регулировку можно сделать ступенчатой. Для этого дроссель следует изготавливать так, чтобы в проводе не было щели.
Что это такое?
Дроссель для сварочного аппарата своими руками смастерить вполне возможно. Он состоит из сердечника и двух обмоток с определенным сечением, рассчитанным на работу с конкретной величиной тока. Дроссель от крупного сварочного оборудования не подойдет к маленькому агрегату, и наоборот, маленькая модель будет не эффективна на большом сварочном аппарате.
Дроссель получает и накапливает в себе ток от понижающего трансформатора, чем содействует плавному розжигу электрода. Во время ведения шва дуга горит более мягко и меньше разбрызгивается металл сварочной ванны. Если поступающее напряжение слишком велико, то дроссель берет на себя часть функции сопротивления. Это позволяет более точно настраивать аппарат и варить тонкий металл.
Преимущество самодельного дросселя
Для сварки металла различной толщины применяется несколько способов регулировки силы тока:
- Изменение расстояния между элементами трансформатора. В устройстве сварочных аппаратов имеется две обмотки, между которыми происходит электромагнитная индукция. Благодаря этому понижаются Вольты, и повышаются Амперы. Если сила тока слишком велика, для нормального ведения шва на заданной толщине материала, то обмотки разводятся между собой при помощи винта с резьбой. Это рассеивает индукцию и уменьшает силу тока. Степень регулировки зависит от длины винта и размеров корпуса аппарат. Чем шире настройки этого параметра, тем крупнее сам сварочный агрегат.
- Ступенчатая регулировка на обмотке трансформатора позволяет отсекать часть катушки, пуская ток по более коротком пути. Для уменьшения силы сварочной дуги устанавливают максимально длинный путь напряжению. Но это зависит от количества витков понижающего трансформатора.
- Сопротивление из стальной пружины с креплением клемм через определенный интервал позволяет регулировать силу тока мелкими «шагами», но имеет существенный недостаток в виде быстрого перегрева сопротивления, которое постоянно находится под ногами у сварщика.
Внедрение в схему дросселя решает все эти проблемы одновременно. Это небольшое электротехническое приспособление частично компенсирует недостающее сопротивление, поэтому нет необходимости использовать большие трансформаторы с широкими параметрами регулировки. Настройка тока происходит плавно без ступеней, а под ногами нет раскаленной пружины.
Применение
Сделанный самостоятельно дроссель хорошо взаимодействует на трансформаторах. Поскольку переменный ток отличается треском и разбрызгиванием металла, то добавление в схему этого элемента позволит варить более мягко. Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Дроссель для сварочного инвертора и полуавтомата полезен и содействием быстрого розжига дуги. Например, если инвертор должен выдавать 48 V холостого хода, то при падении или скачках напряжения в сети, это значение будет еще меньше.
Когда требуется варить электродом МР-3, оптимальное значение тока для которого составляет 70 V, а при 48V он зажигается с трудом, то в случае падения напряжения дугу будет возбудить очень сложно.
В результате, запланированные сварочные работы придется отложить до восстановления нормального напряжения.
Дроссель, в сочетании с выпрямителем, способен производить ЭДС самоиндукции, которая пронизывает воздушное пространство и легко поджигает электрод. В случае полуавтомата это содействует легкому началу работ при малейшем поднесении к изделию подающейся из сопла проволоки.
Сочетая в себе две функции (компенсация сопротивления и стабилизация дуги) это устройство позволяет варить тонкий металл в условиях скачущего напряжения. Так, аппараты с дросселем широко используются для сварки кузовов автомобилей на СТО, или нержавеющих тонких емкостей.
Проверка дросселя
После сборки происходит тестирование устройства. Для этого необходимо выполнить сварку на металле, толщина которого будет применяться чаще всего в повседневной работе. Проверяется сила тока, которой должно быть достаточно для хорошего провара, но без прожогов.
Обращать внимание необходимо и на поведение сварочной дуги, ее стабильность, умеренный треск, и плавность горения без чрезмерных брызг. Легкий поджиг электрода и хорошие характеристики дуги будут показателем правильной сборки. Если сила тока значительно упала, то стоит перемотать устройство и удалить несколько витков обмотки на каждой катушке.
Внедрение дросселя в схему полуавтомата, инвертора или обычного трансформатора, облегчает работу с устройством. Накладывать швы становится более удобно, а поджиг электрода происходит плавно и стабильно. Особенно это практично в частном секторе, где скачки напряжения — привычное дело. Самодельное изготовление устройства легко выполнить придерживаясь последовательности приведенной в статье.
Поделись с друзьями
Создание сварочного полуавтомата своими руками
Сварочный полуавтомат предназначен для сварки металлоконструкций различного типа и проведения кузовного ремонта. Устройство позволяет накладывать соединительные швы на тонком металле точно и аккуратно.
Может отличаться по типу и конструкции, но в любом случае, должно отвечать критериям качества, безопасности и многофункциональности. Можно сделать сварочный полуавтомат своими руками из инвертора.
Тем более, что схема сборки достаточно простая.
Как работает сварочный полуавтомат
Нагрев и деформация соединяемых поверхностей происходит под действием электрического разряда, формируемого металлом и электродом, которые находятся под напряжением. Инертный газ предотвращает появление окислов, что благоприятно сказывается на качестве шва.
Полярности сварочного полуавтомата
Полуавтомат имеет выходы обратной полярности: «плюс» и «минус». Один из них подключается к детали, а второй — к подвижному контакту сварочной горелки. Полярность подключения определяется по типу свариваемого материала.
Инвертор необходим для обеспечения и контроля сварочного процесса, а также для перемещения и регулировки горелки. Сварочный аппарат работает от постоянного тока, поэтому необходимо устройство преобразования переменного тока электрической сети. В него входит высокочастотный трансформатор, выпрямители и модуль с электронной схемой, включающей микроконтроллер для управления рабочим током.
Аппарат должен обеспечивать заданную скорость перемещения проволоки, напряжение и силу тока. Равновесие характеристик обеспечивает источник питания дуги с необходимыми вольтамперными показаниями. Длина дуги зависит от напряжения, а скорость подачи стержня — от величины сварочного тока.
Работа установки начинается с предварительной продувки системы, необходимой для последующего поступления газа. После этого подключается источник питания дуги и подается катанка.
Основное преимущество автоматической сварки в том, что сварочная проволока подается в рабочую зону автоматически, и нет необходимости менять электроды.
Что необходимо приготовить из инструментов и материалов
Для изготовления самодельного полуавтомата необходимы следующие базовые элементы:
Из чего состоит сварочный полуавтомат своими руками
- Источник питания и стабилизатор напряжения;
- Блок управления сварочным током;
- Специальные сварочные горелки;
- Рукава и зажимы;
- Тележка для перемещения;
- Устройство равномерной подачи проволоки;
- Гибкий шланг с газопроводом, гнездом для проволоки, силовым и управляющим кабелем;
- Клапан отсекания газа с электромагнитным управлением;
- Бобина с намотанной проволокой;
- Модуль управления.
Дроссель для сварочного аппарата своими руками

Практически каждый мастер хотя бы раз задумывался над тем, как сделать дроссель для сварочного аппарата своими руками. Сегодня продается достаточно большое количество различных устройств, которые можно использовать в условиях малого производства.
Это может быть приспособление, которое работает на временном или непрерывном токе, полуавтомат для сварки или изделие с использованием электродов.
Как изготовить дроссель для сварочного устройства
Перед выполнением намотки провода понадобится изолировать ярмо.Для намотки дросселя можно использовать провод из алюминия или меди. В первом случае его сечение должно быть примерно 36-40 мм, во втором рекомендуемое сечение составляет 25 мм. Вместо провода можно использовать шину из меди толщиной 4-5 мм.
Если планируется использовать алюминиевую деталь, то она должна иметь большую толщину. Провод нужно наматывать в количестве 30-35 витков, шина наматывается в 3 слоя. Если в качестве сердечника будет использоваться элемент от лампочки фонаря, то намотку следует выполнять только на одну боковую часть по всей длине до тех пор, пока окно не заполнится.
Направление намотки изменять не допускается. Каждый слой должен быть изолирован от предыдущего. Элементы рекомендуется пропитать бакелитовым лаком.
В процессе намотки через одинаковое количество витков следует делать отводы. Контакты должны быть сильными, так как на них будет ложиться существенная нагрузка.
Установка дросселя оказывает положительное влияние на работу полуавтоматического устройства или обыкновенной самоделки. Для устройства, которое работает на временном токе, рекомендуется использовать приспособление вместе с конструкцией для выпрямления тока. В таком случае будет можно применять практически все возможные электроды.
Дроссель для сварки своими руками можно устанавливать и на устройство с понижающей трансформаторной конструкцией. Элемент нужно подключать на вторичную цепочку трансформатора для сварки. Это даст возможность соорудить устройство фирменного сварочного полуавтомата, который стоит очень дорого.
Дроссель следует точно рассчитать по формуле, которая есть в документации, поставляемой вместе с приспособлением. Данное изделие будет иметь трансформаторную конструкцию с хорошим рассеиванием и отличными характеристиками.
Ступенчатая регулировка тока дуги сварки может быть достигнута путем включения на выходе омического сопротивления, являющего собой нихромовую спираль, через одинаковое количество витков которой следует сделать отводы с контактами, выдерживающими любые нагрузки. Недостаток данного способа заключается в том, что в этом случае будет сильно нагреваться нить.
Когда настройка дросселя для сварки будет выполнена успешно, можно приступать к выполнению сварочных работ.
Советую также почитать:
Как выбрать цепь для бензопилы: советы от строителя
Как самостоятельно заточить ножовку по дереву?
Как сделать стол для циркулярной пилы своими руками?