Листогибочным прессом называется устройство, где различными способами производится холодное изгибание листового металла. По большому счёту, создание листогиба своими руками (чертежи и описание, как сделать такой агрегат будут описаны в статье) возможно, но это, как правило, будет ручное приспособление, изредка механическое. Тем не менее, такой станок станет неоценимым подспорьем в домашнем хозяйстве, ведь при его помощи различные конструкции будут получаться красивее.
")
Самодельный листогибочный пресс
Виды листогибочных станков
")
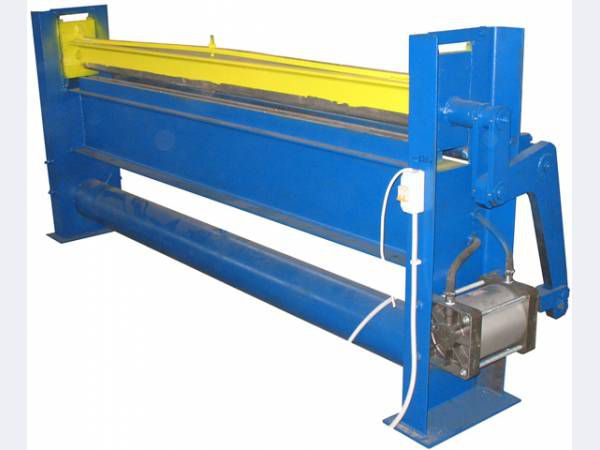
Стационарный гидравлический листогиб
Листогибочные станки могут быть, как стационарными, так и передвижными (переносными) и их можно разделить по трём категориям:
- Прессовые.
- Поворотные.
- Ротационные.
Но все эти агрегаты можно классифицировать по приводу, который может быть:
- гидравлическим (стационарные и передвижные);
- пневматическим (стационарные и передвижные);
- электромеханическим (стационарные);
- механическим (стационарные);
- ручным (передвижные).
Несколько слов о применении
")
Сфера применения станка достаточно обширна
Почему-то существует мнение, что листогиб является строительным станком, но это не совсем так или даже совсем не так. На самом деле такие агрегаты применяются в машиностроении и автомобильной промышленности, в приборостроении и для создания самолётов. Это далеко не полный перечень его применения, но основной задачей таких станков является производство каких-либо изделий из различных (цветных и чёрных) листовых металлов.
Изготовление листогибочно пресса
Можно сказать, что ручной листогибочный станок, приводимый в движение при использовании мускульной силы рабочего, это наиболее удобный агрегат для ремонта и строительства объектов. Его можно применять непосредственно на том месте, где он нужен в данное время, а потом быстро перенести в другую точку.
Как составить план технического задания
Прежде всего, не разбрасывайтесь. А это означает, что в Сети Интернет есть много статей, фото и видео по этому поводу, но в каждом отдельном случае нужны индивидуальные детали. Следовательно, перед тем как вы решитесь составить план работ, определитесь с техническими характеристиками, а это:
- максимально допустимая ширина листа в мм;
- максимальная толщина листа в мм;
- нужный вам диапазон углов изгибания;
- точность изгибания;
- габариты станка (длина, ширина, высота).
‘);”> Листогиб своими руками. 1 часть
")
Видео: самодельный листогиб
Если с шириной всё понятно (лист редко бывает шире 1000 мм), то вот с толщиной не совсем, например, для фальцевой кровли используются листы толщиной не более миллиметра. Такая же толщина у водостоков, но если дело касается перил для лестницы или другого ограждения, то здесь толщина может достигать 3 мм.
")
Листогибочный станок, чертёж
Листогиб своими руками — чертежи и описание как сделать:
- Роликовый нож. Его лучше всего делать из легированной стали, а при необходимости заменять новым.
- Задний стол. Служит для размещения заготовки. На его опорах держится резак и сгибатель.
- Деревянная подставка. Служит для предотвращения скольжения заготовки. Высота подставки регулируется.
- Передние упоры. Позволяют устанавливать ширину разреза.
- Упор углового сгиба и измерительная пластина. Позволяет варьировать угол и изгиб получится произвольным, то есть таким, какой потребуется в конкретном случае.
Пожалуй, самым сложным моментом при составлении плана можно назвать выбор требуемого диапазона углов при изгибании металлов. Но, как бы там мни было, при подобных конструкциях максимальный изгиб (зависит от поворотной балки) может достигать только 135⁰, но при необходимости можно произвести догибание до 180⁰. Та или иная толщина листа определяется мощностью прижимной рамы – чем мощнее рама, тем толще металл можно гнуть.
Выбор кинематической схемы станка
")
Один из вариантов листогиба своими руками
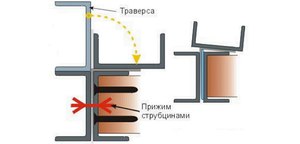
Можно останавливаться на разных вариантах при изготовлении такого механизма, но лучше всего предпочесть наиболее популярную схему. В таких случаях изгиб листа осуществляется за счёт поворота подвижной траверсы – всё очень просто и очень надёжно.
Наиболее популярная конструкция
")
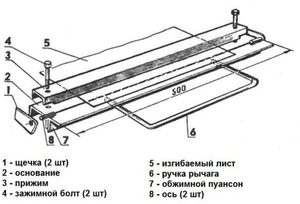
Чертёж №1
- Деревянная подушка.
- Опорная балка (швеллер сечением 100-120 мм).
- Щёчка из листа толщиной 6-8 мм.
- Заготовка для обработки.
- Прижимная балка из уголков 60-80 мм (соединяются сваркой).
- Гладкая арматура сечением 10 мм, как ось для вращения траверсы.
- Траверса (уголок 80-100 мм).
- Рукоять приспособления (гладкая арматура сечением 10 мм).
Чтобы сделать работу станка более эффективной, его конструкцию можно усовершенствовать, как это показано ниже.
")
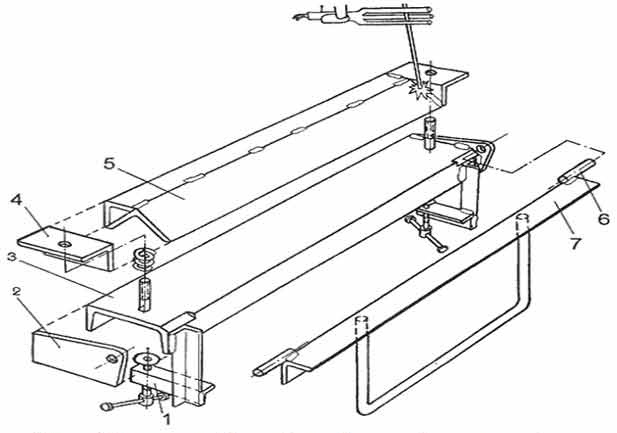
Чертёж №2
На этом чертеже более детально рассматриваются все узлы, следовательно, можно яснее представить себе конструкцию самодельного листогиба.
- Самодельная струбцина. Использован уголок 40-60 мм и винт с пяткой.
- Щёчка.
- Станочная балка из швеллера.
- Кронштейн прижимной балки из 110-миллиметрового уголка.
- Прижимная балка.
- Ось вращения.
- Траверса.
Конструкция в сборе
")
Чертёж собранной конструкции листогиба
Вы можете сравнить эти чертежи и убедиться, что они в принципе одинаковы, только вот последний сделан с увеличением мощности и эксплуатационного ресурса.
- Деревянная опорная балка укреплена листом металла.
- Элемент резьбового маховика.
- Балка для прижима заготовки усилена.
- Струбцина.
- Траверса для изгиба заготовки.
- Швеллер для дополнительного крепления опорной балки.
Примечание. На чертежах можно увидеть прижимные маховики, но найти их в продаже крайне сложно. Поэтому, при сборке листогибочного станка можно изготовить самодельное устройство. Это обычные винты с приваренными к ним воротками. Только по окончании сварочных работ резьбу следует обновить леркой, так как в большинстве случаев она будет засорена брызгами металла.
‘);”> Как сделать листогиб своими руками?
")
Видео: как сделать листогиб самому
Заключение
Надеемся, что вы получили ответ на вопрос о том, как сделать листогиб своими руками в домашних условиях и разобрались с видами и классификацией станков. Как видите, процесс изготовления не так уж и сложен, но при этом необходимы нужные материалы, которыми следует запастись загодя.
Если покупка специализированного оборудования кажется вам нерациональной, стоит попробовать собрать фальцегибочный станок своими руками — это не так сложно.
При устройстве фальцевой кровли важно понимать технологию укладки кровельного материала и механизм его предварительной обработки. Если покупка специализированного оборудования кажется вам нерациональной, стоит попробовать собрать фальцегибочный станок своими руками — это не так сложно, как кажется.
Зачем гнут фальцы
Фальц или фальцевое соединение — это способ скрепления листового металла при устройстве металлической кровли. В зависимости от способа обработки кромки металлического листа, а также расположения монтажного шва относительного плоскости ската, различают:
- обычный лежачий фальц;
- стоячий фальц;
- наклонный фальц, или угловой.
Обычно при укладке полос металла параллельно коньку (горизонтально) используют лежачий замок, а при монтаже продольных полос — стоячие или наклонные замки. Каждый из подвидов определяется соответствующей схемой обработки кромки, но, кроме этого, фальцевое соединение характеризуют и другие параметры. Например, степень уплотнения — одинарные и двойные фальцы. Кроме перечисленных подвидов, существуют еще г-образный фальцевый замок, а также стоячий — двусторонний или реечный.
Необходимость использования фальцевых соединений объясняется термической подвижностью металла — расширение и сжатие при соответствующем изменении температуры. Для дополнительной подвижности, соединенные между собой листы металла крепят к стропилам с помощью подвижных кляммеров.
Разновидности гибочных станков
Хотя в классификации гибочного оборудования все довольно просто и однозначно, не каждый станок подойдет для создания фальцевого соединения. Известная инструментальная база делится на три большие категории:
- станки для прокатных стержней: арматура, проволока;
- трубогибочные станки для обработки контуров полых сварных и прокатных профилей;
- станки, предназначенные для работы с листовым и рулонным материалом.
Эти три группы, в свою очередь, можно разделить на ручные и автоматические устройства на гидравлической или механической тяге. Кроме того, различают сегментные и прокатные механизмы — первые предназначены для изгибания крупных деталей (рулонной или листовой стали, арматуры), а вторые — для обработки штучных изделий простой конфигурации.
Для создания фальцевой кромки используют станки третьей группы — это ручные или механизированные устройства, рассчитанные на работу с кромкой прокатного металла различной толщины. Преимущества фальцегибочных машин сложно переоценить: созданный механизированным способом шов значительно надежнее шва, созданного вручную. Кроме того, продолжительность работ ощутимо сокращается, как и затраченные усилия. Для сборки качественного станка придется потратить некоторое количество времени, которое все же окупится высокой производительностью.
Предварительные расчеты
Конечно же, речь идет о самостоятельной сборке более простого и менее дорогостоящего агрегата, чем прокатный станок с ЧПУ. В кустарных условиях, для индивидуального жилищного строительства отлично подойдет небольшой ручной гибочный механизм. Перед началом сборки следует определиться с рядом параметров:
- геометрические размеры рабочей поверхности в целом и отдельных ее частей — это ограничит максимальный захват длины листа и глубины кромки;
- расходные материалы, из которых будет изготовлен станок — станина, гибочная балка, опрессовочная рама;
- толщина обрабатываемого листового материала.
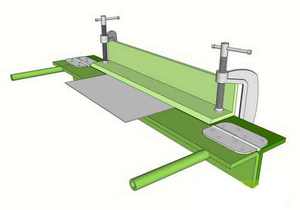
Ручной станок состоит из подвижной рамы (траверсы) с уголком и статичной опоры, на которой расположен гибочный рычаг. Станина сконструирована таким образом, чтобы при плотном прижиме листа к ней кромка, зажатая в фиксаторе, принимала необходимую форму изгиба. Для ручной обработки максимальная толщина металлического листа обычно не превышает 0,8 мм. Прикладываемое с помощью станка усилие не позволяет создавать ровные фальцы при использовании более толстых листов.
Простейший ручной листогиб собирается на монолитной базе — это может быть стол, металлические подмости или любое другое основание. Для мобильности оборудования актуально собирать передвижную базу — это может быть любое устойчивое основание из профильной трубы или деревянного бруса.
Инструменты и материалы
Когда с длиной станка и способом установки определились, можно переходить от теории к практике. Чтобы собрать простой фальцегибочный станок своими руками, нужно подготовить материальную базу, а также собрать минимальный набор инструментов для монтажа узлов и метрологических поверок:
- сварной профиль или любой другой материал для сборки станины и прижимного рычага;
- металлический уголок — чем толще сечение, тем надежнее;
- ось траверсы — два коротких металлических стержня или шарниры;
- детали для монтажа болтовых соединений;
- инструменты: дрель, болгарка;
- измерительные инструменты: уголок, уровень, рулетка.
Этот список можно продолжать бесконечно, но без указанных инструментов никак не обойтись. Итак, остается ответить на последний вопрос: с чего начать собирать свой фальцегибочный станок?
Принципы сборки станка
Первое и самое важное — собрать надежную опору с идеальным горизонтом. Относительно нее и непосредственно к ней крепится неподвижная часть станка — это опорная балка, металлический уголок на болтовом соединении. Между балкой и столом прокладывают полосу металла — так образуется паз для защемления кромки. Важно прочно прикрепить балку к опоре, чтобы во время изгибания она не вращалась вместе с траверсой от приложенного усилия.
Траверса представляет собой рычаг с минимальным плечом 1:10 — такой же уголок, как и балка, но закрепленный на подвижной оси. Следующий важный шаг — центрирование оси вращения траверсы. Этот фактор влияет на качество получаемого фальца.
Как выглядит готовый фальцегибочный станок ручной и некоторые особенности конструкции можно увидеть в данном ролике:
Обсудить различные принципиальные схемы сборки станков и поделиться собственным опытом можно в комментариях.
Поиск записей с помощью фильтра:
Самодельный ручной листогиб своими руками, чертежи, подробное описание и порядок сборки.
Проектируя самодельный листогибочный станок, необходимо точно знать его основные эксплуатационные характеристики:
— толщина листа;
— максимальная длина линии изгиба;
— размерный ряд толщин листов;
— рабочий угол изгиба листа;
— количество рабочих циклов.
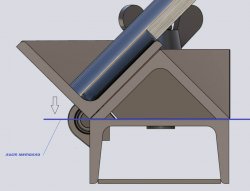
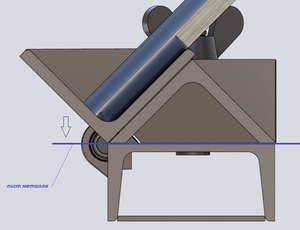
Посмотрим на рисунок, где схематично показан самодельный ручной листогиб.

Если ось вращения сделать подвижной по направлению стрелок, то можно качественно гнуть листы разных толщин. Но такое решение существенно усложнит конструкцию и ее стоимость.
И еще – качество изгиба зависит от качества плоскости гибочных поверхностей и точности положения оси относительно гибочных плоскостей. В процессе проектирования и изготовления, это необходимо учесть.
Перейдем к техническим характеристикам рассматриваемого изделия:
• размерный ряд толщин используемого листа 05,; 0,7; 0,8 (мм)
• максимальная длина линии изгиба 1000 (мм)
• рабочий угол от 0° до 135°
• ось установлена на подшипники 1000901 ГОСТ 8338-75
Если мы захотим согнуть лист под углом 90°, гибочную балку опускаем сверху вниз
Если мы захотим согнуть лист под углом от 0° до 135°, гибочную балку поднимаем снизу вверх

Сборочные части самодельного ручного листогиба:
• нижняя основа
• гибочная балка
• прижимная балка
• направляющий палец
НИЖНЯЯ ОСНОВА


Швеллер 10
ГОСТ 8240-97
(горячекатаный)
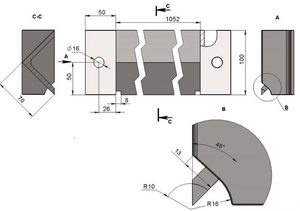
ГИБОЧНАЯ БАЛКА


Уголок 75 х 6 (мм)
ГОСТ 8509-93
(равнополочный горячекатаный)
ПРИЖИМНАЯ БАЛКА


Уголок 70 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
Уголок 50 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
НАПРАВЛЯЮЩИЙ ПАЛЕЦ


Вставим в отверстие изнутри швеллера и приварим его.
ВАЛ ПОДШИПНИКА

Стандартная комплектация:
• гайки «барашек» М 16
ГОСТ 3032-76
• подшипники 1000901
ГОСТ 8338-75
• пружины 1086-0805
ГОСТ 18793-80
По предложенным чертежам, имея электросварку, стандартный стальной профиль,
трубогиб
– несложно изготовить листогиб своими руками.
Порядок сборки:
1. Закрепим нижнюю основу на
слесарный верстак
при помощи болтов и гаек М8.

2. Установим гибочную балку, для чего вставим подшипники в отверстия нижней основы и соединим валом подшипника сначала один конец балки, затем второй.
3. Наденем пружины на направляющие пальцы.
4. На пружины и на направляющие пальцы установим прижимную балку.
5. Балку прижмем гайками «барашками».

Принцип работы: отпускаем гайки «барашки», просовываем лист в образовавшийся зазор и устанавливаем его в нужное положение, зажимаем гайки, поворачиваем гибочную балку на нужный угол, лист согнут, ослабляем зажимы, повторяем операции или достаем согнутую деталь.
Заказать чертеж
Поделитесь с друзьями!
Фальцегиб — Фальцегибочный ручной станок «СКС 300-1»
Фальцегибочный станок «СКС 300-1» предназначен для получения замкового соединения.

Одним из достижений строительной технологии является изобретение замкового соединения для изделий из листового металла. Такое соединение называется замком лежачего фальца. Благодаря ему из листовой стали можно изготовлять элементы водосточной системы, вентиляционной системы или кровли, которые не будут пропускать воду и воздух. Фальцегиб ручной – это специальный станок для производства такого соединения. Для формирования замковых соединений можно использовать обычный ручной листогиб, но тогда скорость работ будет вдвое меньше. Мы предлагаем вам приобрести фальцегибочный станок «СКС300-1». Ручной фальцегиб укомплектован пластиковым элементом специально для предотвращения царапин на полимерном листе, поэтому Вы можете использовать металлические оцинкованные листы с защитным и декоративным полимерным покрытием.
Teхнические характеристики ручного фальцегиба:
- Габариты станка — 1.3 метра рабочая длина.
- Толщина металлического листа заготовки — 0.55мм оцинкованная, полимерная сталь.
- Масса оборудования — от 30 кг (в зависимости от комплектации).
Фальцегиб ручной адаптирован для работы с окрашенным материалом!
Купить ручной фальцегиб можно за 30000 рублей.
Мы делаем доставку оборудования по всей России
Москва, Санкт-Петербург, Новосибирск, Екатеринбург, Нижний Новгород, Самара, Омск, Казань, Челябинск, Ростов-на-Дону, Уфа, Волгоград, Пермь, Красноярск, Воронеж, Саратов, Краснодар, Тольятти, Ижевск, Ульяновск, Барнаул, Владивосток, Ярославль, Иркутск, Тюмень, Махачкала, Хабаровск, Новокузнецк, Оренбург, Кемерово, Рязань, Томск, Астрахань, Пенза, Набережные Челны, Липецк, Тула, Киров, Чебоксары, Калининград, Брянск, Курск, Иваново, Магнитогорск, Улан-Удэ, Тверь, Ставрополь, Нижний Тагил, Белгород, Архангельск, Владимир, Сочи, Курган, Смоленск, Калуга, Чита, Орёл, Волжский, Череповец, Владикавказ, Мурманск, Сургут, Вологда, Саранск, Тамбов, Стерлитамак, Грозный, Якутск, Кострома, Комсомольск-на-Амуре, Петрозаводск, Таганрог, Нижневартовск, Йошкар-Ола, Братск, Новороссийск, Дзержинск, Шахты, Нальчик, Орск, Сыктывкар, Нижнекамск, Ангарск, Старый Оскол, Великий Новгород, Балашиха, Благовещенск, Прокопьевск, Бийск, Химки, Псков, Энгельс, Рыбинск, Балаково, Северодвинск, Армавир, Подольск, Королёв, Южно-Сахалинск, Петропавловск-Камчатский, Сызрань, Норильск, Златоуст, Каменск-Уральский, Мытищи, Люберцы, Волгодонск, Новочеркасск, Абакан, Находка, Уссурийск, Березники, Салават, Электросталь, Миасс, Рубцовск, Альметьевск, Ковров, Коломна, Майкоп, Пятигорск, Одинцово, Колпино, Копейск, Хасавюрт, Железнодорожный, Новомосковск, Кисловодск, Серпухов, Первоуральск, Новочебоксарск, Нефтеюганск, Димитровград, Нефтекамск, Черкесск, Орехово-Зуево, Дербент, Камышин, Невинномысск, Красногорск, Муром, Батайск, Новошахтинск, Сергиев Посад, Ноябрьск, Щёлково, Кызыл, Октябрьский, Ачинск, Северск, Новокуйбышевск, Елец, Арзамас, Обнинск, Новый Уренгой, Каспийск, Элиста, Пушкино, Жуковский, Артём, Междуреченск, Ленинск-Кузнецкий, Сарапул, Ессентуки, Воткинск, Ногинск, Тобольск, Ухта, Серов, Великие Луки, Мичуринск, Киселёвск, Новотроицк, Зеленодольск, Бердск, Соликамск, Раменское, Домодедово, Магадан, Глазов, Каменск-Шахтинский, Железногорск, Канск, Назрань, Пушкин, Гатчина, Саров, Воскресенск, Долгопрудный, Бугульма, Кузнецк, Губкин, Кинешма, Ейск, Реутов, Усть-Илимск, Железногорск, Новоуральск, Усолье-Сибирское, Чайковский, Азов, Бузулук, Озёрск, Балашов, Юрга, Кирово-Чепецк, Кропоткин, Клин, Выборг, Ханты-Мансийск, Троицк, Бор, Шадринск, Белово, Минеральные Воды, Анжеро-Судженск, Лобня, Петергоф, Чапаевск, Георгиевск, Черногорск, Минусинск, Михайловск, Елабуга, Дубна, Воркута, Новоалтайск, Егорьевск, Асбест, Белорецк, Белогорск, Гуково, Ступино, Туймазы, Кстово, Вольск, Ишимбай, Кунгур, Зеленогорск, Лысьва, Сосновый Бор, Буйнакск, Борисоглебск, Ишим, Наро-Фоминск, Будённовск, Донской, Полевской, Лениногорск, Павловский Посад, Славянск-на-Кубани, Заречный, Туапсе, Россошь, Кумертау, Лабинск, Сибай, Клинцы, Ржев, Ревда, Тихорецк, Нерюнгри, Алексин, Александров, Дмитров, Мелеус, Сальск, Лесосибирск, Гусь-Хрустальный, Чистополь, Павлово, Чехов, Котлас, Белебей, Искитим, Верхняя Пышма, Краснотурьинск, Апатиты, Всеволожск, Прохладный, Михайловка, Анапа, Тихвин, Свободный, Ивантеевка, Шуя, Когалым, Щёкино, Крымск, Вязьма, Горно-Алтайск, Видное, Арсеньев, Избербаш, Выкса, Климовск, Лиски, Волжск, Краснокаменск, Жигулёвск, Фрязино, Узловая, Лыткарино, Нягань, Рославль, Геленджик, Тимашёвск, Белореченск, Боровичи, Солнечногорск, Назарово, Кириши, Черемхово, Вышний Волочёк, Краснокамск, Берёзовский, Балахна, Ливны, Лесной, Донецк, Североморск, Саяногорск, Бугуруслан, Кимры, Мегион, Кизляр, Урус-Мартан, Снежинск, Кингисепп, Заринск, Отрадный, Курганинск, Шелехов, Можга, Сертолово, Ярцево, Шали, Торжок, Рузаевка, Волхов, Дзержинский, Грязи, Чусовой, Надым, Верхняя Салда, Сафоново, Осинники, Кольчугино, Канаш, Рассказово, Сатка, Мончегорск, Куйбышев, Усть-Кут, Тулун, Красное Село, Шебекино, Спасск-Дальний, Камень-на-Оби, Белая Калитва, Печора, Чебаркуль, Радужный, Усть-Лабинск, Мценск, Мыски, Ломоносов, Кронштадт, Амурск, Курчатов, Салехард, Ефремовск, Стрежевой, Аксай, Переславль-Залесский, Ахтубинск, Кашира, Заинск, Советск, Пугачёв, Лангепас, Бирск, Урюпинск, Моршанск, Пыть-Ях, Качканар, Конаково, Ртищево, Вязники, Кореновск, Усинск, Тутаев, Красный Сулин, Саянск, Новодвинск, Новозыбков, Людиново, Изобильный, Мариинск, Черняховск, Заволжье, Апшеронск, Троицк, Красноуфимск, Коряжма, Каменка, Елизово, Фролово, Урай, Большой Камень, Тосно, Алексеевка, Коркино, Кыштым, Лянтор, Моздок, Партизанск, Шарыпово, Светлоград, Сокол, Ирбит, Гай, Реж, Алатырь, Алапаевск, Темрюк, Южноуральск, Учалы, Вичуга, Дальнегорск, Протвино, Мирный, Нижнеудинск, Лесозаводск, Баксан, Беслан, Сестрорецк, Ялуторовск, Миллерово, Луга, Кизилюрт, Фурманов, Краснознаменск, Зеленокумск, Кулебаки, Кандалакша, Тында, Тайшет, Тавда, Сердобск, Валуйки, Гулькевичи, Вятские Поляны, Истра, Тейково, Абинск, Азнакаево, Новокубанск, Сухой Лог, Углич, Кинель, Благовещенск, Югорск, Слободской, Острогожск, Добрянка, Трёхгорный, Сланцы, Корсаков, Касимов, Муравленко, Чернушка, Юбилейный, Артёмовский, Сосновоборск, Кондопога, Шатура, Щербинка, Благодарный, Балтийск, Нововоронеж, Нурлат, Зима, Славгород, Котельники, Приморско-Ахтарск, Инта, Аша, Богородицк, Киров, Котовск, Старая Русса, Ростов, Шумерля, Гагарин, Нарткала, Великий Устюг, Маркс, Можайск, Борзя, Ликино-Дулёво, Дюртюли, Петровск, Карабулак, Малгобек, Удомля, Холмск, Городец, Богданович, Усть-Джегута, Верхний Уфалей, Малоярославец, Барабинск, Скопин, Мирный, Еманжелинск, Кушва, Горячий Ключ, Киржач, Луховицы, Десногорск, Сегежа, Аргун, Алейск, Дятьково, Кохма, Знаменск, Дедовск, Североуральск, Сорочинск, Карталы, Карпинск, Кудымкар, Кировск, Топки, Карасук, Кимовск, Костомукша, Соль-Илецк, Дивногорск, Гусев, Похвистнево, Сасово, Сосногорск, Советская Гавань, Нефтекумск, Морозовск, Полысаево, Дальнереченск, Губаха, Тара, Медногорск, Октябрьск, Бутурлиновка, Янаул, Лабытнанги, Калач-на-Дону, Камышлов, Зерноград, Уварово, Заречный, Новоалександровск, Майский, Новопавловск, Советский, Балабаново, Родники, Красноармейск, Унеча, Кувандык, Железногорск-Илимский, Ипатово, Семилуки, Озёры, Буй, Заводоуковск, Кировск, Аткарск, Асино, Киреевск, Богородск, Обь, Тайга, Павловск, Зея, Котельнич, Красноуральск, Ленск, Северобайкальск, Гурьевск, Зарайск, Гусиноозёрск, Невьянск, Бежецк, Железноводск, Исилькуль, Семёнов, Красноармейск, Татарск, Колпашево, Котово, Давлеканово, Строитель, Вельск, Семикаракорск, Отрадное, Карачаевск, Фокино, Шарья, Омутнинск, Усть-Катав, Калачинск, Бологое, Волоколамск, Губкинский, Таштагол, Оленегорск, Оха, Кубинка, Вилючинск, Нелидово, Нерехта, Николаевск-на-Амуре, Нижний Ломов, Лосино-Петровский, Лермонтов, Вихоревка, Никольск, Зверево, Няндома, Дудинка, Верещагино, Электрогорск, Бавлы, Менделеевск, Нижняя Тура, Тогучин, Калтан, Лысково, Старая Купавна, Куровское, Ряжск, Остров, Хотьково, Хадыженск, Пикалёво, Льгов, Ершов, Сергач, Светлый, Онега, Ковылкино, Нарьян-Мар, Алдан, Рошаль, Козьмодемьянск, Оса, Бронницы, Данков, Лодейное Поле, Боготол, Кировград, Тырныауз, Лебедянь, Черноголовка, Бакал, Алагир, Шахунья, Суровикино, Райчихинск, Сысерть, Среднеуральск, Котельниково, Тарко-Сале, Буинск, Белоярский, Пролетарск, Коммунар, Пущино, Абдулино, Электроугли, Калач, Кяхта, Шимановск, Черепаново, Бобров, Карачев, Кизел, Юрьев-Польский, Новый Оскол, Собинка, Никольское, Новомичуринск, Агрыз, Нефтегорск, Сортавала, Терек, Нытва, Стародуб, Суворов, Приозерск, Ковдор, Куса, Ардон, Енисейск, Усмань, Подпорожье, Яровое, Петровск-Забайкальский, Инза, Слюдянка, Апрелевка, Рыбное, Жуковка, Радужный, Харабали, Козельск, Арск, Осташков, Чегем, Почеп, Сельцо, Константиновск, Туринск, Новоаннинский, Шумиха, Гаврилов-Ям, Ивдель, Покров, Баймак, Поворино, Катав-Ивановск, Нижняя Салда, Мантурово, Голицыно, Бородино, Ясный, Московский, Межгорье, Галич, Пласт, Полярный, Яранск, Кирсанов, Бикин, Барыш, Абаза, Волгореченск, Куртамыш, Покачи, Щигры, Новоузенск, Касли, Жирновск, Ясногорск, Приволжск, Кондрово, Бокситогорск, Советск, Болотное, Мензелинск, Калининск, Навашино, Звенигород, Агидель, Невель, Сухиничи, Камызяк, Плавск, Талица, Кашин, Иланский, Валдай, Поронайск, Красновишерск, Ужур, Павловск, Новоульяновск, Краснослободск, Палласовка, Светогорск, Пестово, Данилов, Заполярный, Лакинск, Рыльск, Медвежьегорск, Грязовец, Ленинск, Дегтярск, Чудово, Бодайбо, Венёв, Жердевка, Меленки, Петушки, Полярные Зори, Николаевск, Цимлянск, Трубчевск, Нерчинск, Лукоянов, Купино, Карабаново, Кодинск, Белокуриха, Емва, Первомайск, Вяземский, Александровск, Сим, Мамадыш, Красный Кут, Струнино, Дубовка, Лагань, Очёр, Арамиль, Южа, Пересвет, Катайск, Гороховец, Шилка, Горняк, Белёв, Далматово, Гвардейск, Фокино, Калязин, Талдом, Сясьстрой, Свирск, Байкальск, Обоянь, Руза, Цивильск, Краснозаводск, Шлиссельбург, Петров Вал, Яхрома, Могоча, Карабаш, Камешково, Хвалынск, Кемь, Анадырь, Зеленоградск, Зеленогорск, Аркадак, Новая Ляля, Снежногорск, Уяр, Кораблино, Чаплыгин, Киренск, Удачный, Юрюзань, Балей, Окуловка, Малая Вишера, Нязепетровск, Гурьевск, Сосенский, Чкаловск, Вуктыл, Урень, Боровск, Лихославль, Адыгейск, Долинск, Волосово, Жуков, Сорск, Бабаево, Горнозаводск, Заволжск, Сосновка, Звенигово, Судогда, Верхний Тагил, Дрезна, Богучар, Неман, Михайлов, Невельск, Сураж, Ворсма, Кремёнки, Называевск, Опочка, Тетюши, Чулым, Закаменск, Хилок, Питкяранта, Завитинск, Болхов, Эртиль, Нариманов, Петухово, Тюкалинск, Луза, Белая Холуница, Беломорск, Заозёрск, Зуевка, Печоры, Гаджиево, Камбарка, Пионерский, Щучье, Шагонар, Змеиногорск, Дигора, Светлогорск, Гремячинск, Микунь, Дорогобуж, Заозёрный, Высоковск, Александровск-Сахалинский, Порхов, Суздаль, Вытегра, Кола, Ожерелье, Кирс, Ермолино, Углегорск, Козловка, Нижние Серги, Вилюйск, Уржум, Наволоки, Юрьевец, Миньяр, Нюрба, Краснослободск, Каргополь, Ельня, Сольцы, Харовск, Южно-Сухокумск, Каргат, Рудня, Волчанск, Кувшиново, Володарск, Михайловск, Нея, Ивангород, Тотьма, Суоярви, Пудож, Задонск, Таруса, Болохово, Белозерск, Ядрин, Городовиковск, Сковородино, Нолинск, Покровск, Олёкминск, Устюжна, Верхняя Тура, Верхнеуральск, Ардатов, Облучье, Западная Двина, Серафимович, Перевоз, Костерёво, Анива, Теберда, Мариинский Посад, Дно, Олонец, Чадан, Бирюсинск, Ветлуга, Новая Ладога, Верхотурье, Починок, Липки, Комсомольск, Инсар, Болгар, Старица, Пучеж, Белинский, Никольск, Белоусово, Шахтёрск, Макушино, Медынь, Малмыж, Андреаполь, Салаир, Новосокольники, Сычёвка, Городище, Томмот, Мглин, Бирюч, Лахденпохья, Мамоново, Спасск-Рязанский, Кириллов, Лаишево, Дмитриев, Велиж, Полесск, Советск, Спасск, Демидов, Весьегонск, Севск, Оханск, Темников, Макарьев, Юхнов, Сурск, Красавино, Орлов, Сенгилей, Зубцов, Сретенск, Новохопёрск, Курлово, Каменногорск, Мураши, Алзамай, Княгинино, Макаров, Шацк, Солигалич, Гаврилов Посад, Багратионовск, Себеж, Грайворон, Игарка, Приморск, Пошехонье, Шиханы, Суджа, Мышкин, Спас-Клепики, Короча, Сусуман, Пыталово, Шенкурск, Усолье, Дмитровск, Красный Холм, Жиздра, Любим, Злынка, Билибино, Фатеж, Верея, Чухлома, Туран, Чердынь, Спас-Деменск, Бабушкин, Кадников, Озёрск, Пустошка, Славск, Нестеров, Томари, Гдов, Духовщина, Правдинск, Мосальск, Любань, Певек, Мещовск, Чёрмоз, Холм, Ладушкин, Белый, Новоржев, Новосиль, Малоархангельск, Мезень, Среднеколымск, Краснознаменск, Кологрив, Северо-Курильск, Магас, Сольвычегодск, Кедровый, Плёс, Горбатов, Артёмовск, Островной, Курильск, Приморск, Верхоянск, Высоцк, Чекалин
Фальцегибочный — фальцеосадочный станок 2в1 своими руками.
Фальцегибочный станок фальцегиб ручной на стойке 1250/0,7
Фальцегибочный станок
Наш проект живет и развивается для тех, кто ищет ответы на свои вопросы и стремится не потеряться в бушующем море зачастую бесполезной информации. На этой странице мы рассказали (а точнее — показали 🙂 вам Фальцегиб своими руками чертежи и описание как сделать. Кроме этого, мы нашли и добавили для вас тысячи других видеороликов, способных ответить, кажется, на любой ваш вопрос. Однако, если на сайте все же не оказалось интересующей информации — напишите нам, мы подготовим ее для вас и добавим на наш сайт!
Если вам не сложно — оставьте, пожалуйста, свой отзыв, насколько полной и полезной была размещенная на нашем сайте информация о том, Фальцегиб своими руками чертежи и описание как сделать.
Самодельные листогибочные станки (листогибы)
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
Хорошо провариваем петли
К шляпке болта приварить отрезки арматуры
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Как сделать листогиб своими руками
Разнообразные листогибочные операции – важная часть общих работ по строительству или ремонту собственного дома. Без применения специального оборудования качественно их выполнить невозможно. Для одноразовой гибки листовых заготовок допустимо арендовать подходящее приспособление у соседа или знакомого. Но при частом выполнении подобных процедур целесообразнее иметь под руками ручной листогибочный станок собственного изготовления. При наличии определённых навыков, инструмента и помещения сделать самодельный листогиб не так уж ложно.

Составление технического задания
Благодаря возможностям Интернета можно достаточно быстро подыскать необходимый комплект чертежей, а на канале YouTube даже посмотреть рекламно-информационные ролики об устройстве и принципе действия требующегося агрегата. Однако все эти материалы являются строго индивидуальными, а потому предназначались их авторами под конкретные листогибочные операции. Поэтому перед сооружением листогиба своими руками необходимо сделать правильный выбор его будущих технических характеристик. Главными из них должны быть следующие:
- максимальная ширина изгибаемого металла, мм;
- наибольшая толщина заготовки, мм;
- желаемый диапазон углов гибки;
- габаритные размеры механизма (длина, ширина, высота);
- требуемая точность гибки.
Непосредственный выбор предельных значений перечисленных параметров зависит от условий применения станка, который будет гнуть изделия из листовых металлов. В частности, при сооружении кровли придётся, скорее всего, иметь дело с оцинкованной жестью или сталью толщиной не более 1 мм. При обработке меди чаще употребляется ещё более тонкий лист или полоса, а при изготовлении своими руками ограждений и перил, наоборот, толщина металла может составлять 2 — 3 мм.
При выборе оптимальной ширины заготовки – листа или полосы – следует исходить из того, что ширина детали редко когда превысит 1000 мм (в крайнем случае смежные заготовки затем можно будет соединить в фальц с помощью того же станка).

Чертеж самодельного листогибочного станка
Самым сложным пунктом технического задания считается выбор оптимального диапазона значений углов гибки металлов. Если с верхним пределом – 180° – всё понятно, то нижнее значение должно быть выбрано весьма грамотно. Естественным следствием гибки большинства листовых металлов в холодном состоянии является пружинение – самопроизвольное уменьшение фактического угла гиба в связи с упругими свойствами деформируемого металла. Пружинение зависит от:
- Пластичности материала: например, для низкоуглеродистой стали максимальный угол пружинения составляет 5 — 7°, а для высокоуглеродистых – до 10 — 12°. Ещё больше пружинят легированные стали и сплавы. В частности, для алюминиевого сплава АМг6 наибольшее пружинение может составлять 12 — 15°;
- Толщины изгибаемой детали: с уменьшением толщины металла пружинение снижается;
- Угла гибки: при уменьшении данного угла пружинение практически всех металлов возрастает. В частности, при сравнительно малых углах гибки (до 15 — 20°) согнуть заготовку из большинства видов листовых металлов и сплавов обычным способом на заданную величину вообще невозможно: приходится использовать агрегаты с одновременным продольным растяжением листа. Такие станки своими руками сделать неосуществимо: потребуется установка и отладка специального гидравлического привода. Поэтому в подобных случаях проще изгибать деталь обычными ударами киянки по, например, деревянной матрице.

Чертеж-схема самодельного листогиба
Как выбрать кинематическую схему гибочного станка
Наиболее доступны для изготовления своими руками станки, в которых листовой металл будет изгибаться в результате поворота подвижной траверсы. Принцип действия такого станка заключается в следующем.
Подлежащая гибке заготовка устанавливается на направляющую плоскость нижнего стола станка и фиксируется по упору, который закреплён на опорной раме устройства (желательно предусмотреть регулировку упора).
В направляющих рамы листогиба двигается возвратно-поступательно верхняя траверса, которая при своём движении вниз зажимает своей линейкой изгибаемое изделие.
Впереди нижнего стола находится поворотная балка, которая может поворачиваться вокруг своей оси. Поворот может производиться рукояткой от рычажного привода, но может быть изготовлен вариант с ножным приводом. В последнем случае руки оператора остаются свободными, что облегчает манипулирование заготовкой при её прижиме к линейке верхней траверсы. Кроме того, при ножном управлении листогибом меньше устают руки.
Набор гибочного инструмента на верхней и поворотной балках может изменяться. Проще всего с этой целью заказать комплект пуансонов и матриц с требуемыми радиусами гиба, и стандартными посадочными местами. В заказ придётся отправить все детали – линейку, прижим и т.п. – которые потребуют для своего изготовления квалифицированных фрезерных работ.
Скос верхней балки будет определять наибольшее значение угла гиба, на который может изменить свою ось листовой металл.
Что того, чтобы сделать такой агрегат своими руками, потребуются следующие материалы:
- стальной швеллер номером от 6 и выше;
- комплект стальных уголков, предназначенных для изготовления своими руками опорной рамы станка;
- толстолистовая широкополосная сталь, из которой будут изготавливаться поворотная, верхняя и нижняя балки;
- крепёжные изделия в ассортименте;
- пруток для изготовления ручного рычажного привода поворота балки.
Для облегчения работ можно воспользоваться также слесарными тисками, направляющими от списанного токарного станка, а также массивными петлями от стальных входных дверей.
По подобному принципу можно сделать и самодельный листогиб, используя деревянные детали. Он, правда, сможет изгибать только алюминий и тонколистовую сталь (до 1 мм толщины), но во многих случаях этих возможностей бывает вполне достаточно, а трудоёмкость работ по сооружению листогиба своими руками заметно снизится. В частности, отпадает потребность в сварочных операциях. Следует отметить, что рабочие детали такого станка должны изготавливаться только из древесины твёрдых пород (сосна, ель не подходят).
Определившись с принципом действия листогиба, можно поискать и подходящие чертежи. Впрочем, человек с инженерным образованием, сможет изготовить комплект чертежей и самостоятельно. Преимущество такого варианта состоит в том, что ряд рабочих чертежей оперативно видоизменяется и перерабатывается под конкретные возможности и исходные материалы.
Чертежи листогиба должны учитывать способ его установки. Для небольших агрегатов, например, станок для гибки может быть передвижным или даже переносным. В противном случае придётся, используя сварку, сделать устойчивое основание, иначе излишняя подвижность станка будет снижать точность работ на нём.
По готовности станка необходимо выполнить его проверку на работоспособность и точность. Для этого изгибают тестовую полоску из толстого картона необходимой толщины. Если гиб выполнен правильно, то высота полок полоски будет одинаковой, а на её поверхности не останется следов от деформирующего инструмента.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как собрать фальцегибочный станок
При устройстве фальцевой кровли важно понимать технологию укладки кровельного материала и механизм его предварительной обработки. Если покупка специализированного оборудования кажется вам нерациональной, стоит попробовать собрать фальцегибочный станок своими руками — это не так сложно, как кажется.
Зачем гнут фальцы
Фальц или фальцевое соединение — это способ скрепления листового металла при устройстве металлической кровли. В зависимости от способа обработки кромки металлического листа, а также расположения монтажного шва относительного плоскости ската, различают:
- обычный лежачий фальц;
- стоячий фальц;
- наклонный фальц, или угловой.
Обычно при укладке полос металла параллельно коньку (горизонтально) используют лежачий замок, а при монтаже продольных полос — стоячие или наклонные замки. Каждый из подвидов определяется соответствующей схемой обработки кромки, но, кроме этого, фальцевое соединение характеризуют и другие параметры. Например, степень уплотнения — одинарные и двойные фальцы. Кроме перечисленных подвидов, существуют еще г-образный фальцевый замок, а также стоячий — двусторонний или реечный.
Необходимость использования фальцевых соединений объясняется термической подвижностью металла — расширение и сжатие при соответствующем изменении температуры. Для дополнительной подвижности, соединенные между собой листы металла крепят к стропилам с помощью подвижных кляммеров.
Разновидности гибочных станков
Хотя в классификации гибочного оборудования все довольно просто и однозначно, не каждый станок подойдет для создания фальцевого соединения. Известная инструментальная база делится на три большие категории:
- станки для прокатных стержней: арматура, проволока;
- трубогибочные станки для обработки контуров полых сварных и прокатных профилей;
- станки, предназначенные для работы с листовым и рулонным материалом.
Эти три группы, в свою очередь, можно разделить на ручные и автоматические устройства на гидравлической или механической тяге. Кроме того, различают сегментные и прокатные механизмы — первые предназначены для изгибания крупных деталей (рулонной или листовой стали, арматуры), а вторые — для обработки штучных изделий простой конфигурации.
Для создания фальцевой кромки используют станки третьей группы — это ручные или механизированные устройства, рассчитанные на работу с кромкой прокатного металла различной толщины. Преимущества фальцегибочных машин сложно переоценить: созданный механизированным способом шов значительно надежнее шва, созданного вручную. Кроме того, продолжительность работ ощутимо сокращается, как и затраченные усилия. Для сборки качественного станка придется потратить некоторое количество времени, которое все же окупится высокой производительностью.
Предварительные расчеты
Конечно же, речь идет о самостоятельной сборке более простого и менее дорогостоящего агрегата, чем прокатный станок с ЧПУ. В кустарных условиях, для индивидуального жилищного строительства отлично подойдет небольшой ручной гибочный механизм. Перед началом сборки следует определиться с рядом параметров:
- геометрические размеры рабочей поверхности в целом и отдельных ее частей — это ограничит максимальный захват длины листа и глубины кромки;
- расходные материалы, из которых будет изготовлен станок — станина, гибочная балка, опрессовочная рама;
- толщина обрабатываемого листового материала.
Ручной станок состоит из подвижной рамы (траверсы) с уголком и статичной опоры, на которой расположен гибочный рычаг. Станина сконструирована таким образом, чтобы при плотном прижиме листа к ней кромка, зажатая в фиксаторе, принимала необходимую форму изгиба. Для ручной обработки максимальная толщина металлического листа обычно не превышает 0,8 мм. Прикладываемое с помощью станка усилие не позволяет создавать ровные фальцы при использовании более толстых листов.
Простейший ручной листогиб собирается на монолитной базе — это может быть стол, металлические подмости или любое другое основание. Для мобильности оборудования актуально собирать передвижную базу — это может быть любое устойчивое основание из профильной трубы или деревянного бруса.
Инструменты и материалы
Когда с длиной станка и способом установки определились, можно переходить от теории к практике. Чтобы собрать простой фальцегибочный станок своими руками, нужно подготовить материальную базу, а также собрать минимальный набор инструментов для монтажа узлов и метрологических поверок:
- сварной профиль или любой другой материал для сборки станины и прижимного рычага;
- металлический уголок — чем толще сечение, тем надежнее;
- ось траверсы — два коротких металлических стержня или шарниры;
- детали для монтажа болтовых соединений;
- инструменты: дрель, болгарка;
- измерительные инструменты: уголок, уровень, рулетка.
Этот список можно продолжать бесконечно, но без указанных инструментов никак не обойтись. Итак, остается ответить на последний вопрос: с чего начать собирать свой фальцегибочный станок?
Принципы сборки станка
Первое и самое важное — собрать надежную опору с идеальным горизонтом. Относительно нее и непосредственно к ней крепится неподвижная часть станка — это опорная балка, металлический уголок на болтовом соединении. Между балкой и столом прокладывают полосу металла — так образуется паз для защемления кромки. Важно прочно прикрепить балку к опоре, чтобы во время изгибания она не вращалась вместе с траверсой от приложенного усилия.
Траверса представляет собой рычаг с минимальным плечом 1:10 — такой же уголок, как и балка, но закрепленный на подвижной оси. Следующий важный шаг — центрирование оси вращения траверсы. Этот фактор влияет на качество получаемого фальца.
Как выглядит готовый фальцегибочный станок ручной и некоторые особенности конструкции можно увидеть в данном ролике:
Обсудить различные принципиальные схемы сборки станков и поделиться собственным опытом можно в комментариях.
Самодельный ручной листогиб своими руками чертежи
Самодельный ручной листогиб своими руками, чертежи, подробное описание и порядок сборки.
Проектируя самодельный листогибочный станок, необходимо точно знать его основные эксплуатационные характеристики:
— толщина листа;
— максимальная длина линии изгиба;
— размерный ряд толщин листов;
— рабочий угол изгиба листа;
— количество рабочих циклов.
Посмотрим на рисунок, где схематично показан самодельный ручной листогиб.

Если ось вращения сделать подвижной по направлению стрелок, то можно качественно гнуть листы разных толщин. Но такое решение существенно усложнит конструкцию и ее стоимость.
И еще – качество изгиба зависит от качества плоскости гибочных поверхностей и точности положения оси относительно гибочных плоскостей. В процессе проектирования и изготовления, это необходимо учесть.
Перейдем к техническим характеристикам рассматриваемого изделия:
• размерный ряд толщин используемого листа 05,; 0,7; 0,8 (мм)
• максимальная длина линии изгиба 1000 (мм)
• рабочий угол от 0° до 135°
• ось установлена на подшипники 1000901 ГОСТ 8338-75
Если мы захотим согнуть лист под углом 90°, гибочную балку опускаем сверху вниз

Если мы захотим согнуть лист под углом от 0° до 135°, гибочную балку поднимаем снизу вверх

Сборочные части самодельного ручного листогиба:
• нижняя основа
• гибочная балка
• прижимная балка
• направляющий палец


Швеллер 10 ГОСТ 8240-97 (горячекатаный)


Уголок 75 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)


Уголок 70 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
Уголок 50 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)


Вставим в отверстие изнутри швеллера и приварим его.

• гайки «барашек» М 16 ГОСТ 3032-76
• подшипники 1000901 ГОСТ 8338-75
• пружины 1086-0805 ГОСТ 18793-80
По предложенным чертежам, имея электросварку, стандартный стальной профиль, трубогиб – несложно изготовить листогиб своими руками.
1. Закрепим нижнюю основу на слесарный верстак при помощи болтов и гаек М8.

2. Установим гибочную балку, для чего вставим подшипники в отверстия нижней основы и соединим валом подшипника сначала один конец балки, затем второй.
3. Наденем пружины на направляющие пальцы.
4. На пружины и на направляющие пальцы установим прижимную балку.
5. Балку прижмем гайками «барашками».

Листогибочный станок своими руками

Современные листогибы — востребованные конструкции для выполнения холодной гибки основных листовых металлов при необходимости облегчить создание различных изделий. Изготовить наипростейший, но функциональный листогибочный станок своими руками вполне возможно с небольшими затратами времени, сил и денежных средств.
Что такое листогибочный станок
Листогиб или листогибочный пресс — устройство для холодной гибки металла. Основное назначение — изготовление изделий из листовых материалов.
За счёт пластичности материала цветные и чёрные металлы, а также многие виды сплавов легко подвергаются механическим воздействиям. Гибочные станки позволяют изгибать металлические изделия, придавать им круглую, квадратную или фасонную форму. При этом наружный слой изделия растягивается, а внутренний — сжимается. Обязательным условием сгиба являются точные и ровные углы.
Главная черта гибки металла — отсутствие изломов, гофрирования готового изделия и появления других недостатков
Зачастую листогибами пользуются на месте проведения кровельных работ, в строительстве, при изготовлении всевозможных видов профилированных листов. С помощью гибочных станков создают стендовую продукцию и вывески. Оборудование используют в авиастроении, машиностроении, приборостроении, в нефтехимической и судостроительной промышленности. Таким образом, современный станок просто незаменим для гибки разнообразных изделий на основе листовых металлов.
История технического развития
Ещё в первой половине прошлого века мировой промышленностью выпускались преимущественно листогибочные станки механического типа, что объяснялось низкой стоимостью и простотой исполнения, а также надёжностью эксплуатации таких устройств. Тем не менее механические прессы обладали значительными недостатками, связанными в первую очередь, с их массивностью и ростом основных требований, предъявляемым к предприятиям.
Механические конструкции потребляли значительное количество электрической энергии, были шумными и сильно вибрирующими.

Для самых первых устройств характерна сложность частой переналадки и слишком высокий риск травматизма, а также низкое качество готовых изделий
Листогибочные конструкции пневматического типа ограничены в эксплуатации за счёт необходимости обеспечивать подвод магистрали со сжатым воздухом. А механические модели нецелесообразны в промышленном применении по причине достаточно низких характеристик качества готовой продукции и невысокой производительности. Поэтому развитие современных технологий легко позволило разработать гидравлические листогибы. Работа на таких станках способствовала изготовлению изделий с высоким качеством, а сам пресс отличался высокой надёжностью и низким уровнем потребления электрической энергии.

Гидравлические станки удобнее и безопаснее механических прессов
Появление в конструкции новых управляющих систем дополнило устройства удобным графическим пользовательским интерфейсом с автоматическими расчётами всей последовательности производимых операций и этапов программы, защитой сложным лазерным контролирующим устройством. Наиболее современные агрегаты полностью защищены от перегрузочного давления, имеют удобную электронную регулировку скорости, датчик контроля и многие другие важные усовершенствования.
Виды листогибов
Листогибы могут быть стационарными и мобильными или передвижного типа, делятся на прессовые, поворотные и ротационные модели. Такое устройство оборудуется гидравлическим, пневматическим или электромеханическим приводом, а также выпускается в механическом и ручном варианте с автоматической или ручной подачей заготовки и с разными видами ЧПУ.
Простые ручные
Функционируют за счёт использования мускульной силы и «поворотной балки», благодаря чему рычагом придаётся металлу нужная форма. Значительная часть ручных приборов представлена передвижными устройствами, которые эксплуатируются непосредственно на местах изготовления металлических изделий.

Каркас ручных станков изготовливается из высококачественной стали, обеспечивающей надёжность всей конструкции
Преимущества простого ручного листогибочного станка представлены отсутствием шума в работе, невысокой стоимостью, лёгкостью и мобильностью, а также независимостью от электросети. К недостаткам относятся небольшая ширина и возможность использования в работе исключительно тонкой жести толщиной не более 1,5–2,0 мм.
Пневматические
Работа обусловлена наличием в конструкции пневматических цилиндров. Такие листогибочные прессы выпускаются в виде стационарных и передвижных моделей, но чаще всего используются агрегаты, выполненные по типу традиционной «поворотной балки».
Станок позволяет изготавливать серийные детали различной геометрии, в том числе из листового металла с лакокрасочным покрытием
Достоинства пневматического листогиба представлены хорошей автоматизацией процесса, а также высокой универсальностью и необходимостью минимального вмешательства оператора во весь процесс работы. Кроме того, пневматика вполне доступна и проста в плане технического обслуживания. Самый основной недостаток моделей пневматического типа представлен необходимостью обеспечивать наличие достаточно мощного и дорогого компрессора, который создаёт шум при работе.
Гидравлические
Передвижные и стационарные гидравлические листогибные станки функционируют за счёт наличия в конструкции гидропривода. На сегодняшний день такой вариант оборудования считается одним из самых лучших и современных.
Современные гидравлические листогибы используются для получения идеальных по качеству и точности изделий
Достоинства моделей гидравлического типа представлены быстрой работой, низким уровнем шума, высокой надёжностью и возможностью перегиба даже толстых металлов. Такой вид устройств редко нуждается в обслуживании. Минусы эксплуатации заключаются в проблемах поиска вышедших из строя деталей, необходимости ремонта в специализированных мастерских и риске вытекания масла при значительном износе.
Электромеханические
Стационарный вид листогиба, функционирующий за счёт работы электрического двигателя, приводной системы и редуктора. Электромеханические прессы вполне заслуженно очень популярны, что объясняется доступной стоимостью и относительной простотой эксплуатации.

Электромеханический гибочный станок относится к оборудованию тяжелого класса
Достоинства электромеханического оборудования представлены сравнительно невысокой ценой, хорошей производительностью, широким функционалом и доступностью основных запасных комплектующих. При выборе следует учитывать такие минусы эксплуатации, как значительную шумность электрического двигателя, цепи или ремня, и не слишком высокие показатели надёжности, что объясняется наличием большого количества деталей и основных составных узлов.
Механические
Стационарного типа механические листогибы функционируют в результате передачи энергии кинетического вида с предварительно раскрученного до нужных показателей маховика.

Механические листогибы могут использоваться для проведения монтажных работ
Несмотря на низкую себестоимость производства, простоту исполнения и довольно высокую надёжность эксплуатации, механические станки отличаются большой массой, высоким уровнем потребления электрической энергии, шумностью в работе и заметным неудобством выполнения самостоятельной переналадки.
Изготовление листогибочного станка своими руками
Проще всего изготовить самостоятельно ручной станок, который прост в эксплуатации, но несколько ограничен в функционале.
Трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доработать наиболее удачный шаблон
- 1 — струбцина;
- 2 — щёчка;
- 3 — основание;
- 4 — кронштейн;
- 5 — прижим сварного типа;
- 6 — ось;
- 7 — уголок пуансона.
Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.
Работа на этом типе оборудования предполагает высокое мастерство оператора, что объясняется повышенным риском производства бракованных изделий при наличии даже незначительного перекоса устанавливаемой заготовки. Все ручные модели самостоятельного изготовления упрощены, но их основной недостаток представлен физическими нагрузками оператора.
Подготовка к работе
Простой в изготовлении ручной листогиб может быть довольно мощным, предназначенным для работы с разными по толщине металлическими листами. Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку.
Основные материалы для изготовления:
- три стандартных уголка, имеющих ширину полки 45 мм или более при толщине металла в 3 мм и выше;
- тавры на 70 мм — для сгибания максимально толстого и длинного листового металла;
- две стандартные дверные металлические петли;
- пара винтов диаметром 10–20 мм;
- «барашки» для винтов;
- пружина;
- металл толщиной 0,5 см для выполнения укосин.
Рабочее место должно быть максимально ровным, прочным и надёжным, очищенным от пыли и любых загрязнений. В крайнем случае допускается изготовление конструкции на поверхности земли.
Пошаговый процесс изготовления
Принципиальных схем и чертежей самодельного листогиба несколько, но наиболее удобным в исполнении и практичным в использовании является листогиб на основе тавров.
Этот вариант изготовления листогибочного станка своими руками лёгок в исполнении, но позволяет работать только с довольно тонкими листовыми металлам.
- Два тавра аккуратно и ровно складываются, после чего на двух концах вырезаются выемки под скошенным углом 45° для петель. Третий тавр необходимо обрезать аналогичным способом.

В третьем тавре глубина выемки делается немного больше, что необходимо для свободного хода прижимной планки

Все сварочные швы необходимо делать до окончательной сборки, чтобы не допускать изменения геометральных характеристик конструкции

Такие элементы необходимы для установки болтового фиксатора прижимной планки

Сварочные швы надёжно крепят элементы станка друг к другу

Приваривание выполняется после центровки и расположения строго на одной вертикали

Аналогичное крепление осуществляется с другой стороны, что позволяет при откручивании выполнять самостоятельный подъём прижимной планки

Такая конструкция готового устройства позволяет делать довольно качественную отбортовку

На изгибе неподвижного уголка по двум сторонам привариваются небольшие упорные пластинки для расположения прижимной планки с приваренной винтовой гайкой

Грань, обращённая на место сгиба, должна быть срезана, что позволит получить максимально острый угол изгиба

На завершающем этапе монтируются ручки для удобства пользования
Готовый листогиб — неплохой самодельный вариант для бытового использования, который без труда согнёт оцинковку и жесть.
Техника безопасности
Стандартной техникой безопасности предусматривается обязательное соблюдение инструкции по обслуживанию ручных листогибочных станков:
- установка требуемых углов сгиба на ограничителе;
- контроль установленных данных по угломеру;
- проверка правильности установки рабочего инструмента;
- аккуратная укладка на рамную часть устройства элемента для загибания;
- выполнение пробного загибания и, при необходимости, внесение корректив;
- повторная проверка правильности загибания.
Важно контролировать правильность хода всех операций по загибанию, а также своевременно проверять техническое состояние устройства, поддерживать листогиб в чистоте и порядке.
Преимущества и недостатки самодельных и покупных моделей
При выборе нужно обращать внимание на технические возможности и отдавать предпочтение оборудованию, имеющему небольшой запас по основным важным характеристикам. Самыми покупаемыми станками в России являются агрегаты, выпускаемые производителями из США, Польши, Китая и Германии.
К бюджетным производственным станкам относятся китайские и российские листогибы, а к прессам из средней ценовой категории относятся модели из США, Турции и Польши. Самыми дорогими и недоступными для рядового потребителя принято считать станки от производителей Германии и Франции, а также выпускаемые другими западно-европейскими странами.
Станок для гибки листового металла своими руками
 Изготовить листогибочный станок собственными руками нетрудно, но пока мало кто из домашних мастеров и специалистов, использующих необходимые формы из листовой стали в своем деле, занимаются созданием такого оснащения для личных нужд. Между тем аналогичное устройство, владеющее довольно высокой прочностью и несложностью в работе, поможет хорошо сэкономить.
Изготовить листогибочный станок собственными руками нетрудно, но пока мало кто из домашних мастеров и специалистов, использующих необходимые формы из листовой стали в своем деле, занимаются созданием такого оснащения для личных нужд. Между тем аналогичное устройство, владеющее довольно высокой прочностью и несложностью в работе, поможет хорошо сэкономить.
В особенности производство и употребление станка для гибки листового металла своими руками актуально для тех, кому нужно исполнять технологические действия по гибке листовой мануфактуры надо не каждодневно и в больших объемах, а временами.
Виды листогибов и их механизм
Прежде чем начать делать листогиб собственными руками, необходимо четко установить перечень задач, для решения которых он нужен. От главного назначения подобного прибора будет зависеть, по какой схеме он будет сделан. Наиболее элементарным является механизм, в котором листовое железо гнется при помощи особой траверсы. С помощью такого устройства можно легко согнуть листок металла под углом 90 градусов, применяя лишь силу рук без добавочных приспособлений, если ширина листка не выше 0,5 метра.
 База листа фиксируется при помощи струбцин либо тисков, а его гнутье производится за счет давления, оказываемого траверсой.
База листа фиксируется при помощи струбцин либо тисков, а его гнутье производится за счет давления, оказываемого траверсой.
В определенных случаях для получения угла заворота точно в 90 градусов может пригодиться вложенная приставка, представляющая собой обыкновенную полосу металла, которая поможет возместить упругость листка.
Более трудным по конструкции считается листогибочный пресс, систему которого составляют сетка и пуансон. Листовое железо в таком приборе располагается на матрице, а пуансон спускается на заготовку сверху, сообщая ей необходимый профиль. В хозяйственных условиях листогибочная машина вряд ли найдет употребление, так как она довольно сложная и небезопасна в применении.
Вариация реализации самодельного листогибочного пресса, функционирующего в паре с изготовленным собственными руками гидропрессом. Если уже имеется пресс, то дополнить его устройствами для сгибания узких листов металла не составит труда. Более совершенной считается листогибочная машина, гнутье железа в которой исполняется за счет действия трех валов.
Такое оснащение называется проходным. Одним из основных его преимуществ считается то, что его контролируемые вальцы разрешают приобретать различный радиус изгиба. Аналогичный аппарат для гибки металла может быть с ручным или гальваническим приводом, а его вальцы могут обладать разнообразной конструкцией.
- Вальцы с плавной рабочей поверхностью предусмотрены для выполнения многих жестяных работ, которые подразумевают выгибание заготовок, изготовку секций труб с большим поперечником и др.
 Профилированные вальцы нужны для гнутья частей кровельных агрегатов (коньки, ящики, водостоки, отбортовки и др.).
Профилированные вальцы нужны для гнутья частей кровельных агрегатов (коньки, ящики, водостоки, отбортовки и др.).- Протяжной станок может быть укомплектован опорой, прижимом и траверсой, что разрешает применять его для ручной гибки болванок.
- Аналогичные станки оснащаются набором валов разного профиля, которые также можно купить дополнительно, чтобы сделать машину более универсальной.
 Профилированные вальцы нужны для гнутья частей кровельных агрегатов (коньки, ящики, водостоки, отбортовки и др.).
Профилированные вальцы нужны для гнутья частей кровельных агрегатов (коньки, ящики, водостоки, отбортовки и др.).С чего начать производство листогиба
Чтобы изготовить машину для гнутья листового металла, потребуется чертеж этого устройства или его детальные фото. Кроме того, необходимо учесть ряд таких значительных факторов, как усилие, которое нужно будет приложить для применения конструкции, ее масса и размер (от которых будет находиться в зависимости мобильность), первоначальная стоимость и доступность девайсов. В итоге должны быть следующие начальные параметры:
- Наибольшая ширина листка, который нужно будет гнуть — 2 м.
- Наибольшая толщина листового материала: оцинковка — 0,8 мм, алюминий — 0,8 мм, медь — 2 мм.
- Сумма рабочих курсов, которые будут исполняться без переналадки или ремонта — 1300.
- Наибольший угол сгиба металлопрофиля, приобретаемый без ручной доводки, — 130 градусов.
- Крайне нежелательно употребление заготовок из специфических сталей (к примеру, из нержавейки).
- В системе листогиба необходимо избегать сварных монтажей, плохо терпящих знакопеременные нагрузки.
- Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.
- Очень трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доделать наиболее удачный шаблон.
 Крайне нежелательно употребление заготовок из специфических сталей (к примеру, из нержавейки).
Крайне нежелательно употребление заготовок из специфических сталей (к примеру, из нержавейки).Конструкция листогиба и ее усовершенствование
Установку ручного листогибочного станка можно без труда улучшить. Для строительства листогибочного станка используется эта схема:
- Подушка, сделанная из дерева;
- Основная балка из швеллера 10−130 мм;
- Щечка, для производства которой применяется лист шириной 7−9 мм;
- Подвергаемый отделке лист мануфактуры;
- Прижимная балка, изготовленная из уголков 70−90 мм, связываемых при помощи сварки;
- Стержень для вращения траверсы (производится из железного прутка диаметром 11 мм);
- Сама распорка — это угол с габаритами 90−110 мм;
- Ручка приспособления, изготавливаемая из прута диаметром 12 мм.
У траверсы листогиба, которую согласно начальному чертежу планируется делать из уголка, условно изображен вариант выполнения из швеллера. Такое усовершенствование в несколько раз усилит выносливость траверсы, которая при применении уголка в определенный момент непременно прогнется в центре и не станет в этом месте формировать высококачественный сгиб листа.
 Замена на швеллер разрешит делать не 250 сгибаний без рихтовки или замены предоставленного элемента (что при более или менее конструктивной работе весьма немного), а больше 1400.
Замена на швеллер разрешит делать не 250 сгибаний без рихтовки или замены предоставленного элемента (что при более или менее конструктивной работе весьма немного), а больше 1400.
Конструкцию этого листогибочного станка, смастеренного в хозяйственных условиях, можно еще дополнительно улучшить, что сделает его более действенным и универсальным.
Второй вариант позволяет более подробно разобраться в установке самодельного листогиба:
- Самодельная струбцина, изготовленная из пригодного уголка (50−70 мм) и винта с пяткой и воротком;
- Щечка;
- Балка, выступающая в роли опорной точки станка;
- Кронштейн прижимающей балки, сделанный из уголка 120 миллиметров;
- Сама прижимающая балка листогиба;
- Ось вращения траверсы;
- Сама траверса;
- Усиливание прижимной балки.
Ниже рассмотрена схема увеличения прижимной планки. Однако, если в качестве прижима первоначально будет довольно мощный уголок, а гнуть чрезвычайно толстые листы на своем листогибе не планируется, то вполне можно обойтись без усиления прижимающей планки описанным методом.
 Чтобы продлить срок службы прижимающей балки и сделать его сравнимым со сроком службы траверсы, необходимо увеличить предоставленный элемент конструкции, который с самого начала по чертежу выполнен из уголка, базой из металлической полосы с габаритами 17×90 мм.
Чтобы продлить срок службы прижимающей балки и сделать его сравнимым со сроком службы траверсы, необходимо увеличить предоставленный элемент конструкции, который с самого начала по чертежу выполнен из уголка, базой из металлической полосы с габаритами 17×90 мм.
Переднему краю предоставленной основы необходимо придать угол 45 градусов, чтобы разровнять ее область с плоскостью самого прижимающего уголка, а конкретно рабочей кромке предоставленного элемента необходимо сделать фаску около 3 миллиметров. Эти меры разрешат металлу прижима действовать не на изгиб (что крайне неподходяще), а на сжатие, тем самым во много раз увеличивая время службы без ремонта:
- Специальный 61-й уголок, прикрепленный к задней полке главного прижимного уголка, будет удерживать его от выгибания вверх.
- А также следует подумать о фрезеровке нижней плоскости прижимающей балки, которая и сформировывает сгиб.
- Неровность предоставленной плоскости, согласно общепризнанным правилам, не должна быть выше пятидесяти процентов толщины сгибаемой заготовки.
- В противном случае согнуть болванку ровно, без набухшей линии сгиба, не удастся.
Необходимо иметь в виду, что отдавать балку на фрезеровку нужно только тогда, когда на ней уже есть все сварочные швы, поскольку их исполнение приводит к изменению геометральных характеристик конструкции.
Как повысить прочность креплений станка
В листогибочной машине есть еще один большой недочет — схема ее крепления к рабочему столу. Струбцины, которые учтены в предоставленном приспособлении, являются очень ненадежным видом крепления, особенно если учесть быструю астеничность сварочных швов. От этих крепежных частей можно, вообще, отказаться, что также разрешит исключить необходимость использования сварных монтажей и щек. Решить эту задачу разрешают следующие действия:
- Производство опорной балки, которая будет выдаваться за пределы рабочего стола;
- Выделывание U-образных проушин на концах основной балки;
- Крепление основной балки к рабочему столу с помощью болтов (М10) и фасонных гаек с лапами.
 Если в улучшенном листогибочной конструкции не будет щек, то как к нему прикрепить траверсу? Решить подобный вопрос можно довольно просто: применять для этого дверные петли-бабочки, какие традиционно используются для навешивания тяжелых железных дверей. Крепить эти петли, обеспечивающие довольно высокую точность, можно с помощью винтов с тайный головкой.
Если в улучшенном листогибочной конструкции не будет щек, то как к нему прикрепить траверсу? Решить подобный вопрос можно довольно просто: применять для этого дверные петли-бабочки, какие традиционно используются для навешивания тяжелых железных дверей. Крепить эти петли, обеспечивающие довольно высокую точность, можно с помощью винтов с тайный головкой.
Согнуть на листогибочном станке с траверсой, прикрепленной на петли-бабочки можно множество болванок, так как эти петли отличаются очень высокой прочностью:
- Усиленная опорная балка;
- Маховик — резьбовая часть;
- Балка, обеспечивающая прижимание заготовки;
- Штатив для крепления установки элементов к рабочему столу;
- Траверса, с помощью которой можно согнуть разделываемую заготовку.
Изготовление зиг-машины
Зиг-машина (или зиговочный механизм) позволяет согнуть на конструкциях из листового железа бортики жесткости, которые именуются зигами. Такие машины причисляются к группе специального оборудования и могут быть сделаны с гальваническим или ручным приводом. Ручные зиг-машины, также фиксируемые при помощи струбцины, могут иметь довольно малогабаритные размеры и переносятся в обыкновенной сумке для рабочих приборов.
Такие устройства дают возможность за один проход сделать высококачественную отбортовку не только на выпуклых изделиях (тех же обечайках железных емкостей), но и на прямолинейных железных листах. Эти приборы являются просто незаменимыми при производстве единичных частей кровельных установок.
Рабочими элементами зиг-машины считаются вальцы-ролики, а ее применение позволяет существенно сэкономить на приобретении частей кровельной конструкции, сделанных в заводских условиях. Если посмотреть видео, в котором представлена работа этого устройства, становится ясно, что пользоваться им можно даже по месту прямого монтажа кровельной системы.
Советы по выбору листогиба
Чтобы верно выбрать механизм для производства гнутых элементов из листового железа, необходимо соблюдать следующие советы:
- Для бытового мастера, у которого временами есть потребность в листогибочном станке, вполне подойдет простое устройство, сделанное из подручных средств.
- Тем, кто время от времени занимается исполнением заказов по установке кровли, потребуется ручной станок для гибки листового материала и простенькая зиг-машина.
- Профессионалам, которые на долговременной основе занимаются производством элементов для кровельных систем и жестяными работами, нужно заводское устройство для сгибания листового железа.
- Ручной механизм для изготовления профлиста пригодится тем, кто профессионально занимается производством деталей кровельных конструкций.
Подходящей для таких специалистов считается профессиональная установка, отличающаяся более высокой прочностью и долговечностью, например, российский фабричный листогиб СКС-2в1, стоимостью 64 тысячи рублей.
Как сделать листогибочный станок своими руками: описание, чертежи, фото

05Дек
статьи
Часто требуется изгиб на жести. Выполнить его ровным практически невозможно, если не обладать специализированной техникой. В статье мы объясним, как изготовить ручной листогиб своими руками, дадим чертежи и их описание.
Виды и их конструкция
Основное разграничение всего станочного оборудования идет по типу привода:
- Ручной. Он приводится в движение обычной силой человека. Это примитивные, но, достаточно, эффективные аппараты с минимальной точностью и отсутствием затрат.
- Механический. Он подразумевает наличие рычага с последующим преобразованием усилия нажатия.
- Электромеханический – имеет в качестве приводящей силы электрический двигатель. Особенно актуально применение при наличии пресса на заводе, так происходит штамповка массового производства деталей.
Простые ручные
Самые тонкие листы можно ровно сгибать под любым углом при наличии металлических (деревянных) ограничителей (прижимов) и траверсы. Это значит, что крышка, которая закрывает верхний участок, производя изгиб, прикладывается исключительно силой рук без дополнительного усилителя. Посмотрим конструкцию самодельного листогиба на схеме:
Мощный станок из тавров
Это аппарат с прижимной балкой, которая может зажимать и даже отрезать сталь. Обычно на оборудовании стоит угломер – это диск, который позволяет выставить любой угол прижима.
На столе подачи закрепляется стальной лист, а затем он при необходимости продвигается далее. Нажатие рукоятки приводит в движение тавр прижима, в то время как, гибочная балка остается на месте.
Посмотрим на такой листогиб:
Вальцы для стали
Есть устройство с тремя валами, когда заготовка проходит между ними и гнется. Если их регулировать (снимать и устанавливать с другими диаметрами, располагать на большем или меньшем расстоянии), то можно добиться различного радиуса изгиба. Получается не острый угол, а плавная волна. Так он выглядит:
Как сделать гибочный станок для листового металла своими руками по чертежам из того, что под рукой
Изготовление конструкции может быть предельно простым и дешевым, если использовать запчасти из хлама, валяющиеся в гараже. Нам может понадобится:
- Любые крепкие стальные балки или часть металлопрофиля для станины.
- Цепь от велосипеда/мотоцикла, если будет установлен электропривод.
- Валы от автомобиля, которые понадобится обточить.
Конечно, чтобы работать с тонкой жестью, иногда не стоит даже делать оборудование, можно просто применить «дедовский» способ, а именно взять киянку и, прислоняя сталь к острому и твердому углу, отбивать ее.
Для понимания процесса рассмотрим виды листогибов
Их не так много, как кажется.
Вальцовый
Дополнительно его называют трехвалковый. В результате металлообработки получаются плавные изгибы на поверхности.
Таким образом, можно создать трубы и половинчатые цилиндры, которые могут приспосабливаться под водосборники, уличную ливневую канализацию и во многом другом.
Металлопрокат осуществляется между вальцами, которые имеют разный радиус. Один вал приводит все в движение, а два остальных остаются опорными.
Гибочный пресс
Есть шаблон. Он создается из крепкого металла и является двойным – то есть матрица и пуансон, которые имеют зеркально противоположные, дополняющие друг дружку изгибы. Между двумя формами кладется заготовка. Нижняя часть неподвижна, а вторая ходит вверх и вниз, при нажатии – опускается с большой скоростью и силой нажатия. Лист сгибается.
Самодельный листогибочный станок: механизм из траверсов
Если в прессе есть точечное воздействие, то здесь – на всю ширину участка. Элемент фиксируется в зажиме, а его край сгибается под воздействием подвижного траверса. Достоинство в том, что можно изготавливать детали с каким угодно углом – от 0 до 180 градусов. Часто аппарат оснащается встроенным ножом и делает станину многофункциональной.
Роликовый
Второе название – торцевой ручной. Предназначен для обработки торцов, небольших участков жести. Используется исключительно физическая сила, поэтому не очень распространен и считается дополнительным.
Как выполнить загибочный станок своими руками
Необходим уголок из стали, его требуется нарезать частями по 1 метру. Берем держатель шаровой опоры и вырезаем отверстия под петли для подвижной траверсы. Далее необходимо сделать опору для открывания. Далее аналогичным способом делаем вторую, подвижную часть. Нужно воспроизвести так, чтобы между торцами был минимальный зазор и полная точность.
Обратите особое внимание на кромку – она должна быть идеально ровной, поскольку на этом месте будет проходить изгиб стали.
Далее прикручиваем рукоять на болты к поворотному уголку – сам механизм готов. Затем нужно установить его на неподвижную и надежную станину.
Дополнительные приспособления
Чтобы сделать конструкцию удобнее, можно вместо обычных болтов использовать барашковые. Они придадут «пружинистость». Еще можно пользоваться роликовым ножом и резать вдоль верхнего прижимного траверса.
Временный аппарат по упрощенной схеме
Если представленный выше вариант стационарный, то данный – для временных работ. Можно взять три уголка, два из них скрепить между собой обычной дверной петлей, а третий, с привлечением струбцины следует прижать к верстаку, таким образом, обеспечивается статичность.
Как и зачем делать станок для гибки листового металла своими руками
Многие умельцы нуждаются в подобном агрегате. Его можно купить, но приобретенные модели отличаются большими габаритами, весом, а также высокой ценой. Дома же не обязательно применять устройства с электроприводом, достаточно ручной конструкции – она проста в использовании, применении и создании, а также достаточно эффективна.
Если вы работаете с алюминием или тонкой сталью, можно применять не стальные части для оборудования, а деревянные, а сами пуансоны и уголки приготовить из металла для прочности.
С чего начать изготовление
- Выберете один из предложенных видов.
- Подберите схему или сами сделайте чертеж, основываясь на размерах, мощности аппарата.
- Подготовьте место – расчистите пространство, оборудуйте освещение и вентиляцию для сварочных работ.
- Соберите все запасные части, расходные материалы и инструменты.
- Можете приступать к сборке основания своими руками.
Листогиб: сложно ли сделать самому
Большинство умельцев утверждают, что на подготовку и реализацию уходит в целом менее дня, это при том, что материалы необходимо обрабатывать, ведь часто берутся ржавые и не совсем подходящие по параметрам элементы. Далее представим разновидности в зависимости от простоты сборки.
Виды для применения дома
- Поворотные (прижимные, с траверсами) – достаточно просты, но занимают значительное пространство. Их можно приготовить из подручных материалов. Наиболее эффективны, если их совместить с ножами для резки.
- Ротационный (с вальцами) – они намного сложнее, поскольку и сами элементы требуют предварительной металлообработки на токарном оборудовании, и электропривод – это дополнительные сложности.
Пошаговая инструкция: как самому сделать листогибочный станок своими руками с чертежами
Посмотрим на видео подробное объяснение:
Самая популярная конструкция и ее улучшение
Посмотрим на стандартную схему поворотного листогиба:
Дадим несколько рекомендаций, как можно выполнить конструктивные усовершенствования.
Усиливаем прижимную балку
Чтобы прижим был эффективнее, его необходимо утяжелить. Можно приварить сверху дополнительный вес – еще один уголок или полоску из тяжелого металла.
Повышаем надежность креплений
Струбцины и сварные соединения – не самые лучшие способы для крепежа. Намного лучше и прочнее сделать две балки с отверстиями, а между ними поместить затягивающий болт.
Как сделать самодельный станок для гибки листового металла
Посмотрим видео-инструкцию:
Не проще ли купить
К недостаткам покупного оборудования можно отнести:
- высокую стоимость;
- стандартные функции и размеры – нельзя усовершенствовать модель и подогнать ее под себя;
- большие габариты.
Простейший способ
Если даже данную установку делать некогда, а требуется срочно загнуть край (торец, тонкий слой), можно приложить заготовку к твердому углу и киянкой отбить концы. Это просто, но есть минусы:
- изгиб получается неровный;
- надо прикладывать много физической силы.
Листогиб для толстых листов
Оптимальный вариант – вальцовый станок с электроприводом или пресс на гидравлике, поскольку вручную значительные объемы сгибать сложно, то воздействие должно оказываться быстрое и массивное.
Что собой представляет аппарат
Это стационарное оборудование, обладающее особенностями:
- выполнение из металла или твердого дерева;
- размеры превышают заготовку;
- есть подвижная и неподвижная части (валы, плашки, пуансон и матрица).
В остальном внешний вид зависит от конкретной модели.
Область применения
Аппараты используют на заводах, в автомастерских, а также в домашнем хозяйстве. Устанавливают на улице и в помещении.
Виды с фото
Представим изображения разновидностей.
С траверсами:
Вальцовый:
Пресс:
Конструкция с чертежом
Предоставляем рабочую схему:
Изготовление: этапы
Рассмотрим несколько конкретных поэтапных задач.
Разработка ТУ и чертежа
Обычно план можно найти в сети, но следует подогнать его по размерам под мастера, чтобы напряжение распределялось по всем мышцам равномерно.
Подбор материалов
Понадобится деревянный брусок, несколько швеллеров по 10 см в ширину, уголки поуже для прижимной балки, крепежные инструменты, крепкий металл для станины и удобная ручка.
Техника безопасности
Необходимо:
- Работать в хорошо освещенном помещении.
- Носить закрытую обувь.
- Делать процедуру в защищающих очках и рукавицах.
- Иметь в доступности аптечку.
Машина для зигзага
Это ручной зиговочный аппарат для того, чтобы делать «волну» на тонком листовом металле. Это удобно для торцов и краев. Им можно выполнить небольшие углубления, так он выглядит:
Рекомендации по выбору
Узнаем советы профессионала:
Преимущества домашнего изготовления
Плюсы перед покупкой:
- Дешевизна – почти все детали есть среди подручных материалов.
- Возможность сделать нестандартные размеры.
- Понимание процесса, а значит, легкая наладка и починка.
В статье мы рассказали про самодельные гибочные станки для листового металла. Для завершения темы посмотрим еще одно видео:
Самодельные листогибочные станки (листогибы)

Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.Для гибки листового металла
- Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной. Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
Такие укосины
- К укосинам приварить гайку болта.
Привариваем гайку
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Центруем, привариваем
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
Остались мелочи
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К шляпке болта приварить отрезки арматуры
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда.
В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку.
А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).
Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Фальцегибочный станок своими руками чертежи

Листогибочный станок – достаточно простой инструмент, позволяющий из листового металла изготавливать заготовки для строительных работ. На практике, такое оборудование чаще используют производители металлических изделий, а бытовые потребители, для решения хозяйственных задач, предпочитают покупать готовую продукцию.
Отчасти с этим можно согласиться, ведь новый станок – это дорогое и нецелесообразное приобретение. Однако, задействовав немного инженерного мышления, можно сделать простейший ручной листогиб самостоятельно.
Что собой представляет листогибочный станок
Изготовление качественных изделий из столь прочного материала, как металл – невозможно без применения специальных устройств. С целью облегчения ручного труда и повышения производительности создается новое оборудование. Одним из подобных открытие стал листогибочный станок.
Листогиб – металлопрокатный станок, который используется для сгибания алюминия, латуни, стали и других листов металла. Листогибочный станок изгибает листы под заданным углом, при этом плоскостность материала не нарушается.
Для организации небольшого производства или выполнения работ на приусадебном участке не обязательно приобретать дорогостоящее оборудование, можно изготовить ручной листогибочный станок своими руками.
Самодельный вариант способен обрабатывать листовой металл толщиною до 1,5-2 мм и длиною заготовки до 4 м, угол изгиба – 180°. Листогибочный станок ручного типа состоит из основания, обжимного пуансона с рычагом и прижима.
Фабричные листогибы часто оснащены дополнительными функциями. Одна из наиболее востребованных – это резка металла. Роликовый нож изготовляется из высоколегированного сплава стали, покрытого специальным лаком. Срок службы резца практически не ограничен, однако периодически нож надо будет затачивать (одного затачивания хватит для обработки 25 кг металла толщиною не более 0,8 мм).
Область применения листогибочного станка
Листогибочный станок имеет широкую область применения в следующих отраслях народного хозяйства:
- строительство – изготовление металлической кровли и ее элементов, производство незамкнутых и замкнутых профилей, вентиляционных шахт, воздуховодов, оконных и дверных переплетов, карнизов, профнастила, металлочерепицы и элементов металлического сайдинга;
- мебельное производство – создание коробов, конусов и цилиндров;
- машиностроение – изготовление запчастей, сборка различных типов кузовов автомобилей;
- электроника – создание корпусов бытовой электронной аппаратуры (стираные машины, микроволновые печи, холодильники и т.д.);
- авиа- и кораблестроение.
Виды листогибочных станков
Главный критерий, по которому делятся все листогибочные станки – тип привода рабочего органа.
Листогиб с ручным приводом – изделие изгибается за счет физического воздействия на поворотную балку. Некоторые модели оснащены педалью. Станок предназначен для обработки металла небольшой толщины на небольшие углы.
Ручной листогиб часто встречается в сараях и гаражах бытовых пользователей, которые используют устройства для сгибания жестяных листов. Установив скобы или опорные балки на нужный радиус сгиба, можно в домашних условиях создавать сложные детали.
Самодельный ручной листогибочный станок: видео
В моделях ручного листогиба не предусмотрены узлы скольжения и трения – это делает оборудование менее прихотливым и более прочным.
Листогиб с механическим приводом – стационарная машина, работающая от энергии маховика. Принцип работы механического листогибочного станка следующий: гибка осуществляется при нажатии на рычаг.
Изменение длины рычага (узел соединения толкателя и ручки перемещается) приводит к увеличению усилия, воздействующего на заготовку.
Использование таких станков несколько ограничено, так как работа с ними требует применения физической силы.
Усовершенствованный вариант механического листогиба – электромеханический станок. Источником энергии в данном случае служит мощность электродвигателя. Электромеханические станки завоевали популярность среди пользователей, благодаря своей универсальности и удобству применения.
Заготовка укладывается на матрицу, оператор нажимает на пусковую кнопку, и двигатель приводит в движение редуктор, толкатель и пуансон – производится выгиб или прогиб листа в нужной плоскости и заданными параметрами.
Усилие на электромеханических станках может достигать нескольких сот килограмм, а при наличии мощного двигателя – и тонну
Современная индустрия машиностроения на 70% укомплектована листогибами с электромагнитным приводом. Данные установки имеют ряд преимуществ:
- малые габаритные размеры;
- бесшумность работы;
- высокая скорость изгибания.
Принцип работы электромагнитного листогиба базируется на создании магнитного поля между пуансоном и матрицей. Пуансон свободно закреплен на пружине, матрица устанавливается под ним, исходя из формы будущего изделия.
В пуансоне, или под ним, находится катушка индуктивности, которая создает мощное магнитное поле во время подачи на ее обмотку напряжения.
Магнитное поле притягивает пуансон и матрицу друг к другу – заготовка плотно зажимается между ними и принимает заданную геометрию.
Применение такого метода позволяет «штамповать» в минуту несколько сот деталей.
Конструкция ручного листогиба
Конструкция листогибочного ручного станка состоит из таких основных элементов:
- прижимная балка зажимает сгибаемую или отрезаемую жесть;
- гибочная балка загибает металлический лист; возможности сгибания в разных моделях отличаются – обычно угол сгибания составляет от 0° до 180°;
- дисковый нож, выполненный из высокопрочной стали и покрытый порошковой краской; в среднем, ресурс работы ножа – 2500 п.м. жести толщиною не более 0,5 мм;
- угломер – размерный диск, позволяющий быстро выполнить гиб жести под любым углом без установки ограничителя;
- задний стол (ограничитель подачи), на котором размещается и перемещается рабочий лист металла;
- рукоятка зажима позволяет привести в рабочее положение прижимную балку;
- натяжное устройство гибочной и основной балки – настройка формы балок для создания качественного гиба изделия.
Некоторые модели станков оснащены поворотными колесными блоками с тормозами – это позволяет свободно перемещать листогиб и фиксировать его в выбранном положении.
Изготовление листогибочного станка своими руками
Рассмотрим пример изготовления ручного листогиба, так как его конструкция наиболее проста, а производительности такого станка вполне хватит для обработки металла в бытовых целях.
Разработка ТУ и чертежа станка
Самодельный листогибочный станок надо сконструировать таким образом, чтоб при работе основная нагрузка приходилась на самые выносливые и сильные мышцы (бицепсы, широкие спины, икроножные и бедренные), а отдача станка (реакция) станка прижимала стопы к полу. При таком устройстве работа не будет изнурительной.
Схема самодельного листогиба будет зависеть от его назначения:
- Первый способ позволяет сгибать листы под углом 90°. Сгиб получиться качественным, если на траверсу больше налегать с нижней части, подавая ее немного вперед. На этом принципе основаны почти все листогибочные станки, сделанные своими руками.
- Второй способ – обустройство листогибочного пресса. Такое оборудование применяется только в промышленности. Пресс дорого стоит, требует квалифицированного обслуживания и очень травмоопасен.
- Третий способ – проходной (протяжной) листогиб.
Радиус изгиба листа варьируется в зависимости от расположения валков. Протяжные листогибочные станки многофункциональны. Гладкие валки используются при выгибании заготовок обечаек кожухов, изготовлении секций широких труб.
Профилированные листогибочные вальцы – для протяжки элементов кровли: ендов, коньков, отбортовок и водостоков.
Первый вариант устройства – более приемлем для бытового потребителя. Для разработки чертежа станка необходимо определиться с техническими характеристиками, которые возлагаются на оборудование:
- максимальная толщина обрабатываемого металла: 0,6 мм – оцинковка, 1 мм – медь, 0,7 мм – алюминий;
- ширина металлического листа – не более 1 м;
- наклон сгибания – не менее 120°;
- количество бесперебойных рабочих циклов – около 1200;
- обработка нестандартных заготовок или спецсталей – не желательна.
Чертежи листогибочных станков можно подсмотреть в интернете. Довольно удачным для самостоятельного изготовления является конструкция, приведенная ниже.
Станок будет выдавать стабильный результат, а максимальный угол наклона равен 135°.
Фальцегибочный станок своими руками

Изготовить листогибочный станок собственными руками нетрудно, но пока мало кто из домашних мастеров и специалистов, использующих необходимые формы из листовой стали в своем деле, занимаются созданием такого оснащения для личных нужд. Между тем аналогичное устройство, владеющее довольно высокой прочностью и несложностью в работе, поможет хорошо сэкономить.
В особенности производство и употребление станка для гибки листового металла своими руками актуально для тех, кому нужно исполнять технологические действия по гибке листовой мануфактуры надо не каждодневно и в больших объемах, а временами.
Виды листогибов и их механизм
Прежде чем начать делать листогиб собственными руками, необходимо четко установить перечень задач, для решения которых он нужен.
От главного назначения подобного прибора будет зависеть, по какой схеме он будет сделан.
Наиболее элементарным является механизм, в котором листовое железо гнется при помощи особой траверсы.
С помощью такого устройства можно легко согнуть листок металла под углом 90 градусов, применяя лишь силу рук без добавочных приспособлений, если ширина листка не выше 0,5 метра.
База листа фиксируется при помощи струбцин либо тисков, а его гнутье производится за счет давления, оказываемого траверсой.
В определенных случаях для получения угла заворота точно в 90 градусов может пригодиться вложенная приставка, представляющая собой обыкновенную полосу металла, которая поможет возместить упругость листка.
Более трудным по конструкции считается листогибочный пресс, систему которого составляют сетка и пуансон.
Листовое железо в таком приборе располагается на матрице, а пуансон спускается на заготовку сверху, сообщая ей необходимый профиль.
В хозяйственных условиях листогибочная машина вряд ли найдет употребление, так как она довольно сложная и небезопасна в применении.
Вариация реализации самодельного листогибочного пресса, функционирующего в паре с изготовленным собственными руками гидропрессом.
Если уже имеется пресс, то дополнить его устройствами для сгибания узких листов металла не составит труда.
Более совершенной считается листогибочная машина, гнутье железа в которой исполняется за счет действия трех валов.
Такое оснащение называется проходным.
Одним из основных его преимуществ считается то, что его контролируемые вальцы разрешают приобретать различный радиус изгиба.
Аналогичный аппарат для гибки металла может быть с ручным или гальваническим приводом, а его вальцы могут обладать разнообразной конструкцией.
- Вальцы с плавной рабочей поверхностью предусмотрены для выполнения многих жестяных работ, которые подразумевают выгибание заготовок, изготовку секций труб с большим поперечником и др.
- Профилированные вальцы нужны для гнутья частей кровельных агрегатов (коньки, ящики, водостоки, отбортовки и др.).
- Протяжной станок может быть укомплектован опорой, прижимом и траверсой, что разрешает применять его для ручной гибки болванок.
- Аналогичные станки оснащаются набором валов разного профиля, которые также можно купить дополнительно, чтобы сделать машину более универсальной.
С чего начать производство листогиба
Чтобы изготовить машину для гнутья листового металла, потребуется чертеж этого устройства или его детальные фото.
Кроме того, необходимо учесть ряд таких значительных факторов, как усилие, которое нужно будет приложить для применения конструкции, ее масса и размер (от которых будет находиться в зависимости мобильность), первоначальная стоимость и доступность девайсов. В итоге должны быть следующие начальные параметры:
- Наибольшая ширина листка, который нужно будет гнуть — 2 м.
- Наибольшая толщина листового материала: оцинковка — 0,8 мм, алюминий — 0,8 мм, медь — 2 мм.
- Сумма рабочих курсов, которые будут исполняться без переналадки или ремонта — 1300.
- Наибольший угол сгиба металлопрофиля, приобретаемый без ручной доводки, — 130 градусов.
- Крайне нежелательно употребление заготовок из специфических сталей (к примеру, из нержавейки).
- В системе листогиба необходимо избегать сварных монтажей, плохо терпящих знакопеременные нагрузки.
- Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.
- Очень трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доделать наиболее удачный шаблон.
Установку ручного листогибочного станка можно без труда улучшить. Для строительства листогибочного станка используется эта схема:
- Подушка, сделанная из дерева;
- Основная балка из швеллера 10−130 мм;
- Щечка, для производства которой применяется лист шириной 7−9 мм;
- Подвергаемый отделке лист мануфактуры;
- Прижимная балка, изготовленная из уголков 70−90 мм, связываемых при помощи сварки;
- Стержень для вращения траверсы (производится из железного прутка диаметром 11 мм);
- Сама распорка — это угол с габаритами 90−110 мм;
- Ручка приспособления, изготавливаемая из прута диаметром 12 мм.
У траверсы листогиба, которую согласно начальному чертежу планируется делать из уголка, условно изображен вариант выполнения из швеллера.
Такое усовершенствование в несколько раз усилит выносливость траверсы, которая при применении уголка в определенный момент непременно прогнется в центре и не станет в этом месте формировать высококачественный сгиб листа.
Замена на швеллер разрешит делать не 250 сгибаний без рихтовки или замены предоставленного элемента (что при более или менее конструктивной работе весьма немного), а больше 1400.
Конструкцию этого листогибочного станка, смастеренного в хозяйственных условиях, можно еще дополнительно улучшить, что сделает его более действенным и универсальным.
Второй вариант позволяет более подробно разобраться в установке самодельного листогиба:
- Самодельная струбцина, изготовленная из пригодного уголка (50−70 мм) и винта с пяткой и воротком;
- Щечка;
- Балка, выступающая в роли опорной точки станка;
- Кронштейн прижимающей балки, сделанный из уголка 120 миллиметров;
- Сама прижимающая балка листогиба;
- Ось вращения траверсы;
- Сама траверса;
- Усиливание прижимной балки.
Ниже рассмотрена схема увеличения прижимной планки.
Однако, если в качестве прижима первоначально будет довольно мощный уголок, а гнуть чрезвычайно толстые листы на своем листогибе не планируется, то вполне можно обойтись без усиления прижимающей планки описанным методом.
Чтобы продлить срок службы прижимающей балки и сделать его сравнимым со сроком службы траверсы, необходимо увеличить предоставленный элемент конструкции, который с самого начала по чертежу выполнен из уголка, базой из металлической полосы с габаритами 17×90 мм.
Переднему краю предоставленной основы необходимо придать угол 45 градусов, чтобы разровнять ее область с плоскостью самого прижимающего уголка, а конкретно рабочей кромке предоставленного элемента необходимо сделать фаску около 3 миллиметров. Эти меры разрешат металлу прижима действовать не на изгиб (что крайне неподходяще), а на сжатие, тем самым во много раз увеличивая время службы без ремонта:
- Специальный 61-й уголок, прикрепленный к задней полке главного прижимного уголка, будет удерживать его от выгибания вверх.
- А также следует подумать о фрезеровке нижней плоскости прижимающей балки, которая и сформировывает сгиб.
- Неровность предоставленной плоскости, согласно общепризнанным правилам, не должна быть выше пятидесяти процентов толщины сгибаемой заготовки.
- В противном случае согнуть болванку ровно, без набухшей линии сгиба, не удастся.
Необходимо иметь в виду, что отдавать балку на фрезеровку нужно только тогда, когда на ней уже есть все сварочные швы, поскольку их исполнение приводит к изменению геометральных характеристик конструкции.
Как повысить прочность креплений станка
В листогибочной машине есть еще один большой недочет — схема ее крепления к рабочему столу.
Струбцины, которые учтены в предоставленном приспособлении, являются очень ненадежным видом крепления, особенно если учесть быструю астеничность сварочных швов.
От этих крепежных частей можно, вообще, отказаться, что также разрешит исключить необходимость использования сварных монтажей и щек. Решить эту задачу разрешают следующие действия:
- Производство опорной балки, которая будет выдаваться за пределы рабочего стола;
- Выделывание U-образных проушин на концах основной балки;
- Крепление основной балки к рабочему столу с помощью болтов (М10) и фасонных гаек с лапами.
Если в улучшенном листогибочной конструкции не будет щек, то как к нему прикрепить траверсу? Решить подобный вопрос можно довольно просто: применять для этого дверные петли-бабочки, какие традиционно используются для навешивания тяжелых железных дверей. Крепить эти петли, обеспечивающие довольно высокую точность, можно с помощью винтов с тайный головкой.
Согнуть на листогибочном станке с траверсой, прикрепленной на петли-бабочки можно множество болванок, так как эти петли отличаются очень высокой прочностью:
- Усиленная опорная балка;
- Маховик — резьбовая часть;
- Балка, обеспечивающая прижимание заготовки;
- Штатив для крепления установки элементов к рабочему столу;
- Траверса, с помощью которой можно согнуть разделываемую заготовку.
Листогиб своими руками в условиях гаража: инструмент, материалы, алгоритм изготовления

Желание выгнуть лист металла в необходимую форму порой ставит в тупик домашнего мастера. Если это небольшой элемент, вполне можно воспользоваться молотком, плоскогубцами и тисками. Но что делать, если размеры листа внушительные.
В таком случае придётся обращаться за помощью к специалистам, или… Своё решение этого вопроса предлагает автор -канала Дмитрий, который объясняет, как можно изготовить полноценный листогиб в условиях гаража или маленькой мастерской.
Какой материал необходимо подготовить для изготовления листогиба
Основой для подобного приспособления станут стальной швеллер и уголки. На их размерах мы останавливаться не будем по причине того, что здесь каждый будет решать этот вопрос в зависимости от толщины планируемого к обработке металла. Естественно, что чем толще будет лист, тем мощнее потребуются детали для изготовления приспособления.
Что касается инструмента, то здесь ничего нового, всё, что требуется при работе со стальными конструкциями, а именно:
- угловая шлифовальная машина (болгарка);
- сварочный аппарат;
- молоток.
ФОТО: topobrazovanie.ruБез сварочного аппарата в подобной работе никак не обойтись
Подготовка материала к работе, чертежи, подгонка
Для начала необходимо представить, как должен выглядеть листогиб и из каких узлов он будет состоять. Основой, конечно же, послужит массивный швеллер. Элементом, который будет отвечать за изгиб, станет стальной уголок.
Однако чтобы он двигался в нужной плоскости, необходимо правильно расположить петли. Они врезаются внутрь швеллера и уголка, что позволяет расположить эти элементы в одной параллели.
Как это должно выглядеть, можно понять из чертежей, которые представлены на фото ниже.
ФОТО: .comУголок и швеллер готовы, а вот как расположить петли становится понятно из чертежей
Подготовка пазов под шарнирные петли
Отметив будущее расположение петель, в швеллере и уголке нужно вырезать выемки. Эта работа производится при помощи болгарки с отрезным диском. После того как пазы готовы, их проверяют по размерам и глубине. Если всё в порядке, их можно будет прихватить сваркой. Сразу шов проваривать не стоит, возможно, придётся что-то поправлять в процессе.
ФОТО: .comПазы для петель готовы, их нужно проверить на соответствие размерам
Установка направляющих для зажима
Для того чтобы обрабатываемый лист металла не «плавал» в процессе сгибания, необходимо продумать зажим для него. Для его обустройства по обеим сторонам швеллера нужно установить шпильки. Приваривать их не стоит, ведь со временем их придётся менять. Лучше просверлить швеллер насквозь и зафиксировать шпильки при помощи контргаек.
ФОТО: .comШпильки установлены, переходим к монтажу зажимного элемента
Изготовление и установка зажимного элемента листогиба
Зажим изготавливается из того же уголка, что и рабочая подвижная платформа листогиба. После того как уголок отрезан по размеру, по обеим его сторонам нужно приварить небольшие стальные платформы с отверстиями. Остаётся надеть на шпильки пружины (подойдут клапанные пружины от любого ДВС легкового авто), которые будут слегка приподымать зажим, после чего установить уголок на место.
ФОТО: .comПримерно так выглядит зажим для металла листогиба
Небольшая доработка зажима
Для того чтобы можно было пользоваться зажимным механизмом, необходимо приварить пару гаек к Т-образным элементам из полудюймовой трубы. Именно при помощи подобных воротков и будет осуществляться фиксация листа металла на станке.
ФОТО: .comВот так выглядит зажимной механизм листогиба в собранном варианте
Доработка листогиба, изготовление и установка ручки подвижной платформы
Для того чтобы листогибом можно было пользоваться, к подвижному уголку следует приварить ручку. Её форма зависит от предпочтений мастера и может иметь одну, две или три поперечины. Для её более надёжной фиксации по центру уголка нужно приварить профильную трубу. Теперь работу по изготовлению листогиба можно считать полностью завершённой, пора приступать к проверке.
ФОТО: .comФинальный штрих – изготовление и установка ручки на подвижную рабочую платформу листогиба
Первые испытания: проверка листогиба на работоспособность
Для проверки можно использовать любой ненужный листовой материал. Сначала прижимную планку ослабляют, при этом пружины, расположенные на шпильках, отжимают уголок вверх.
Листовой металл подсовывают под планку на необходимое расстояние. Далее, при помощи воротков, уголок опускается, прижимая материал к основной платформе (швеллеру).
Остаётся поднять подвижную рабочую платформу за рукоятку, придав изгибу металла нужный угол.
ФОТО: .comИспытания листогиба превзошли все ожидания
Изгиб какой толщины металла под силу такому приспособлению
Если говорить о применении подобного приспособления в гараже, то ограничений по толщине практически нет. Вряд ли мастеру потребуется согнуть лист, толщиной в сантиметр. Ну а на бытовом уровне, подобный листогиб справляется с довольно толстыми металлическими листами без видимых проблем.
ФОТО: .comМеталл довольно толстый, но приспособление легко с ним справилось
Какие детали можно изготовить при помощи листогиба
Здесь также ограничений не отмечается. Если говорить предметно, то такой листогиб позволяет даже изготовить профилированный лист из обычного. Также возможно изготовление различных ёмкостей, коробов и тому подобных элементов.
ФОТО: .comВот такие сложные предметы можно изготовить на самодельном листогибе
В заключение
Понятно, что подобный листогиб может пригодиться в гараже не каждому. Однако, даже если использовать его всего несколько раз, изготовление такого приспособления себя точно оправдает. К тому же времени подобная самоделка много не займёт.
Если полностью понять суть всей работы, то на изготовление листогиба можно потратить не более двух часов.
Приплюсуем сюда дешевизну материалов, требуемых для самоделки, и получим на выходе функциональное приспособление за копейки, которое позволяет гнуть металл под различными углами.
Надеемся, что изложенная сегодня информация будет полезна не только начинающим домашним мастерам, но и тем, кто не первый год занимается подобной работой.
Редакция HouseChief обязательно ответит на все ваши вопросы по теме, если таковые возникли. Просто изложите их суть в обсуждениях ниже.
Там же вы можете прокомментировать прочитанное, поделиться своим мнением, насколько подобная самоделка может пригодиться в гараже или домашней мастерской.
Если статья была вам интересна, не забывайте ставить оценки прочитанному. Для нас очень важно ваше мнение.
Берегите себя, своих близких и будьте здоровы!
Загрузка…